Сварочное оборудование Aurora PRO INTER TIG 200 AC DC PULSE TIG MMA — инструкция пользователя по применению, эксплуатации и установке на русском языке. Мы надеемся, она поможет вам решить возникшие у вас вопросы при эксплуатации техники.
Вы можете скачать инструкцию к Aurora PRO INTER TIG 200 AC DC PULSE TIG MMA по ссылке ниже, если не хотите ждать загрузки. Если остались вопросы, задайте их в комментариях после инструкции.
«Загружаем инструкцию», означает, что нужно подождать пока файл загрузится и можно будет его читать онлайн. Некоторые инструкции очень большие и время их появления зависит от вашей скорости интернета.
Остались вопросы?
Не нашли свой ответ в руководстве или возникли другие проблемы? Задайте свой вопрос в форме ниже с подробным описанием вашей ситуации, чтобы другие люди и специалисты смогли дать на него ответ. Если вы знаете как решить проблему другого человека, пожалуйста, подскажите ему


Часто задаваемые вопросы

Как посмотреть инструкцию к Aurora PRO INTER TIG 200 AC DC PULSE TIG MMA?
Необходимо подождать полной загрузки инструкции в сером окне на данной странице или скачать кликнув по специальной кнопке.
Руководство на русском языке?
Все наши руководства представлены на русском языке или схематично, поэтому вы без труда сможете разобраться с вашей моделью
Как можно распечатать инструкцию?
Скачайте ее по специальной кнопке над формой чтения на ваше устройства и отправьте на печать.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ПО ЭКСПЛУАТАЦИИ Инверторный сварочный полуавтомат INTERTIG 200 AC-DC-PULSE www.aurora-online.ru
СОДЕРЖАНИЕ 1. Содержание·············································································································· 1 2. Меры предосторожности ·························································································· 2 3. Описание аппарата
МЕРЫ ПРЕДОСТОРОЖНОСТИ В процессе сварки и резки, соблюдайте необходимую технику безопасности во избежание травмирования. Удар током – возможен летальный исход!! Установите разъем заземления. Запрещается прикасаться к оголенным электрическим частям аппарата без спец одежды. Убедитесь, что вы
ОПИСАНИЕ АППАРАТА Данный аппарат изготовлен на базе самых продвинутых инверторных технологий в мире. Принцип инвертирования в преобразовании сетевого напряжения частоты в 50/60Гц в высоко частотное напряжение до 100 КГц при прохождении этого напряжения через фильтр – мощное устройство MOSFET, а
ТАБЛИЦА ТЕХНИЧЕСКИХ ПАРАМЕТРОВ Модель INTERTIG 200 AC/DC Параметр Однофазный переменный ток Источник питания 220В±15% Частота (Гц) 50/60 TIG: 28 Номинальный ток на входе (A) MMA: 43.5 Ток на выходе (A) 5-200 Напряжение без нагрузки (В) 56 Номинальное напряжение на выходе TIG: 18 (В) MMA: 28
ФУНКЦИОНАЛЬНАЯ ПАНЕЛЬ INTERTIG250 AC/DC PULSE : Переключатель прямого/переменного тока Регулировка баланса полярности переменного тока 1 Выключатель 12 2 Амперметр 13 3 Индикатор неисправности 14 Регулировка продувки газа 4 Регулировка тока поджига дуги 15 Плюсовой выходной контакт 16 Пульт
ИНСТРУКЦИЯ ПО УСТАНОВКЕ Аппарат снабжен устройством защиты от колебаний сети. Аппарат продолжает работать нормально при колебаниях сети ±15% от номинального напряжения. В случае использования длинного кабеля, во избежание падения напряжения, используйте кабель с большим поперечным сечением. Если
ИНСТРУКЦИЯ ПО УСТАНОВКЕ Установка INTERTIG200 AC/DC (MMA): Установка INTERTIG200 AC/DC (TIG): USER MANUAL -7- YF-13J A/0
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ (一) TIG Сварка на постоянном токе 1. Включите аппарат, вентилятор начинает работать. 2. Откройте газовый баллон, отрегулируйте редуктор на рабочее давление. 3. Поставьте переключатель в верхнее положение, это режим TIG. 4. Переключив регулятор в положение “DC”, вы задаете
(二)TIG Сварка на переменном токе 1. Переключите выключатель в положение “AC”, что означает сварка на переменных токах, которую можно использовать для сварки алюминия. 2. Регулятор режима пульс: Во время сварки на переменном токе, ток колеблется по шкале вверх и вниз. Когда ток проходит от электрода
Обслуживание аппарата Предупреждение: Перед любого рода проверками, убедитесь, что аппарат отключен от питания. 1. Удаляйте пыль с аппарата при помощи сжатого воздуха. В случае если аппарат используется в среде насыщенной дымом и загрязненным воздухом, очистка аппарата должна производится не реже
напряжение, ток на выходе или температура превышает допустимые нормы, аппарат автоматически отключается. 1) Рабочее пространство должно хорошо проветриваться! Наши аппараты – высокомощные установки, которым требуется специальное охлаждения, так как естественное проветривание не является
Конец электрода должен быть заточен иначе дуга будет плохо поджигаться и будет нестабильна. C. Ток на выходе не соответствует заявленному значению: Если напряжение на выходе не соответствует номинальным показателям, ток на выходе будет также не совпадать с номинальным. Если напряжение на выходе
Вентилятор работает, индикатор неисправности сети не горит, звук высокочастотного поджига дуги не слышен, дуга не поджигается. 1. Проверьте надежность всех контактов. 2. Проверьте, не повреждена ли цепь управления, если это так свяжитесь с дилером. 3. Проверьте, не поврежден ли кабель горелки.
Содержание
- AURORA PRO INTER TIG 200 AC/DC PULSE (TIG+MMA) инструкция по эксплуатации онлайн — страница 9
- Как настроить аврора про интер тиг 200 для сварки алюминия
- Как настроить аппарат для сварки алюминия — полная инструкция
- Содержание:
- Комплектующие для сварки. Выбор комплектующих
- Для TIG сварки понадобятся:
- Для MIG сварки понадобится:
- Подготовка к работе
- Для TIG и MIG/MAG сварки:
- Для TIG сварки:
- Для MIG/MAG сварки:
- Настройка аппарата
- Aurora PRO INTER TIG 200 AC/DC PULSE модернизация
- #1 SolAD
- #2 svarnoi69
- #3 SolAD
- #4 Nos
- #5 SolAD
- #6 Nos
- #7 copich
- #8 SolAD
AURORA PRO INTER TIG 200 AC/DC PULSE (TIG+MMA) инструкция по эксплуатации онлайн — страница 9
Инструкция AURORA PRO INTER TIG 200 AC/DC PULSE (TIG+MMA) для устройства аппарат аргонодуговой сварки содержит страницы на русском языке.
Размер файла: 433.42 kB. Состоит из 14 стр.
Вы можете скачать pdf файл этой инструкции: Скачать PDF


USER MANUAL -8- YF-13J A/0
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
(一) TIG Сварка на постоянном токе
1. Включите аппарат, вентилятор начинает работать.
2. Откройте газовый баллон, отрегулируйте редуктор на рабочее давление.
3. Поставьте переключатель в верхнее положение, это режим TIG.
4. Переключив регулятор в положение “DC”, вы задаете поджиг дуги на постоянном токе. В данном режиме можно
варить нержавеющую сталь, медь и др. материалы.
5. Установите кнопку ручного/педального управления в нужное положение. “OFF” положение — значит ток
регулируется вручную, “ON” положение – педалью.
6. Регулятор “Pulse”. Когда он находится в нижнем положении, режим пульса неактивен. В верхнем положении – частота
пульса 0.5—2Гц, при регулировании кнопки “Pulse ” можно выбрать подходящую частоту пульса.
7. Отрегулируйте коэффициент полезной нагрузки. (В режиме без пульса, показатель 1 )
8. Отрегулируйте ток и время поджига и затухания дуги
9. Установите силу сварочного и базового тока в соответствии с толщиной свариваемого изделия (если переключатель
режима пульс в нижнем положении, базовый ток неактивен)
10. Нажмите кнопку на горелке, вы услышите звук высокочастотного поджига дуги, в это же время начинается подача газа.
11. Держите вольфрамовый электрод на расстоянии 2-4мм от изделия, нажмите кнопку на горелке, между электродом и
изделием возникаем высокочастотный ток; после поджига дуги, высокочастотный разряд исчезает – можно начинать
12. После окончания сварки, отрегулируйте кнопку продувки газом, во избежание повреждений изделия.
13. В режиме TIG , во время долгой или точечной сварки вы можете выбрать 2х или 4х тактный режим управления горелкой. В
2х тактном режиме, функция регулировки тока поджига и затухания дуги не активна, работает только функция регулировки
В 4х тактном режиме нажмите кнопку горелки, пойдет стартовый ток, отпустите кнопку – пойдет сварочный ток. Вновь
зажмите кнопку горелки – пойдет ток заварки кратера, и отпустите кнопку – работа закончена
Источник
Как настроить аврора про интер тиг 200 для сварки алюминия
Как настроить аппарат для сварки алюминия — полная инструкция
Содержание:
Комплектующие для сварки. Выбор комплектующих
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
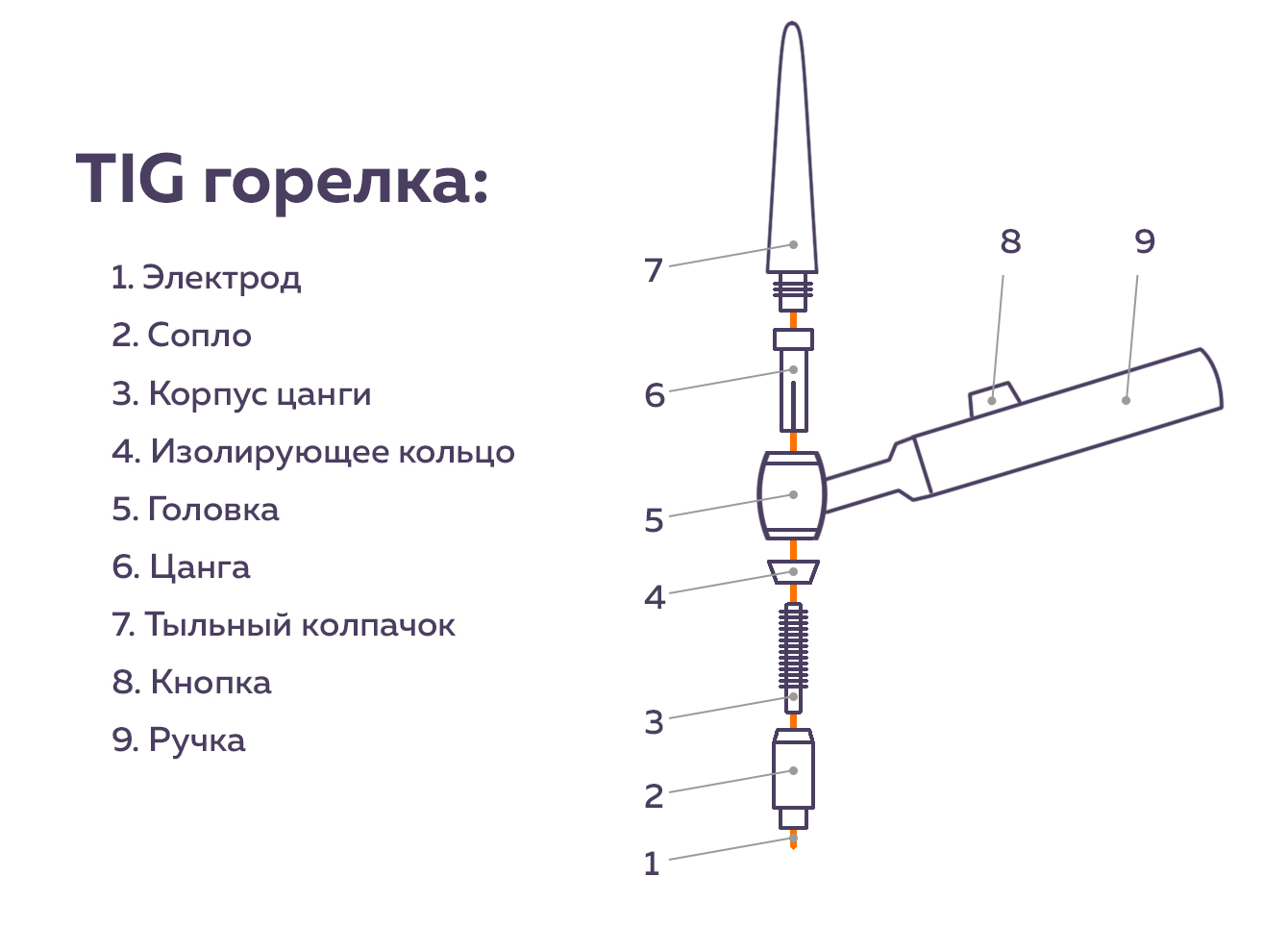
Для TIG сварки понадобятся:
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
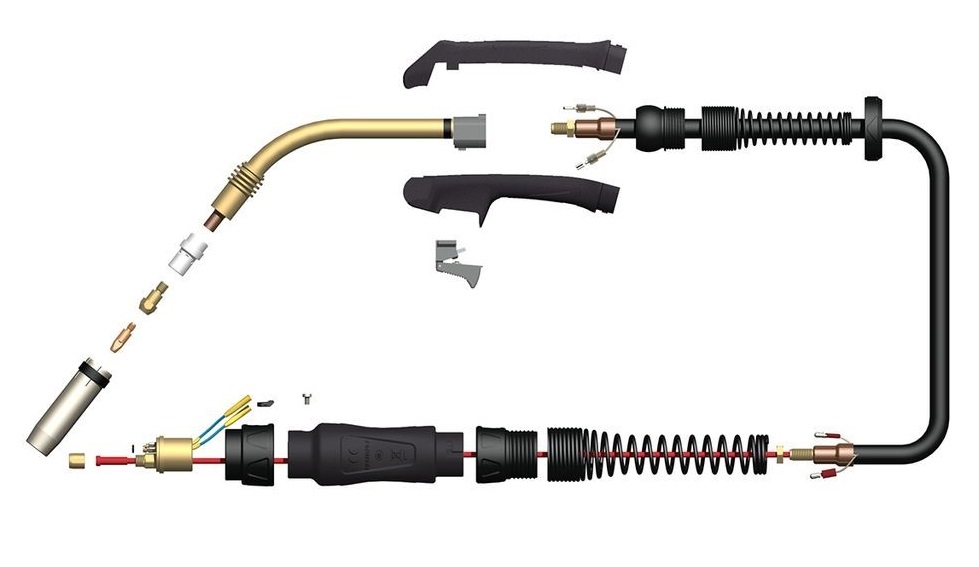
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Следует проверить правильность подключения шлангов к аппарату, наличие защитного газа в баллоне. Выставить оптимальный расход газа. При MIG сварке для проволоки диаметром 1,00 мм – это 12-14 л/мин, 1,20 мм — 14-16 л/мин, 1,60 мм — 18-22 л/мин. Для TIG сварки расход зависит от диаметра керамического сопла и составляет от 5 до 12 л/мин. Если работы выполняются на улице, следует увеличивать расход газа. Иначе ветер может сдувать облако защитного газа.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Aurora PRO INTER TIG 200 AC/DC PULSE модернизация
#1 SolAD
C тал обладателем Aurora PRO INTER TIG 200 AC/DC PULSE. Данный аппарат был приобретён для сварки алюминиевых трубок, пластин с толщеной металла 0.7- 4.0 мм. В процессе эксплуатации данного девайса были выявлены некоторые функциональные недостатки (личное мнение), которыми захотелось дополнить данный аппарат. А именно:
- Частота ТИГ АС не регулируется, то беж заводская – хочу сделать регулируемую от 20 до 500 Гц;
- Расширить частоту регулирования ТИГ АС в режиме «пульс» от 0.2 до100 Гц (ориентировочно);
- Дополнить функцией продувки защитным газом перед началом сварки 1 – 5 сек;
- Отсутствие педали дистанционного управления (фирменой) нужно что-то приколхозить или изготовить самоделку.
Уважаемые форумчане нужна схема данного девайса или похожего типа таких как «Брима», «Сварог» ТИГ 200 АС/ДС (я думаю что они клоны) для решения данных недостатков (на мой взгляд). Если кто то уже что то подобное делал поделитесь опытом.
#2 svarnoi69
Отсутствие педали дистанционного управления (фирменой) нужно что-то приколхозить или изготовить самоделку.
SolAD , а на сайте производителя посмотреть-?

#3 SolAD
SolAD , а на сайте производителя посмотреть-?
Где-то здесь на форуме прочитал что «…. производитель пока не освоил выпуск «пультов» дистанционного управления, собственного производства, поэтому нужно подбирать от других производителей …». Исходя из прочитанного как-то и не подумал заглянуть к производителю. Поэтому я решил изготовить самостоятельно выносной «пульт». Спасибо за информацию.
P.S Смотрю цены на «пульт» УХТЫ.
#4 Nos
Эх, мне бы толькА бы йета суметь.

- Город: Москва
Педалька кстати прикольная. использую именно такую (авроровскую) и именно с Inter Tig 200 AC/DC.
Брал в Евротеке, когда она ещё чуть больше трёшника стоила. Инструкции к ней не было. Пока разобрался с крутилками минимума и максимума на ней, чуть «кукушка не слетела»! Но удобство весьма ощутимое.
Сообщение отредактировал Nos: 25 Январь 2015 02:13
Ну чё ана ни свариваица та.
#5 SolAD
Педалька кстати прикольная. использую именно такую (авроровскую) и именно с Inter Tig 200 AC/DC. Брал в Евротеке, когда она ещё чуть больше трёшника стоила. Инструкции к ней не было. Пока разобрался с крутилками минимума и максимума на ней, чуть «кукушка не слетела»! Но удобство весьма ощутимое. Не Авророй единой. http://www.ebay.com/. =item20b2e4ecdc
NOS спасибо за ссылку, интересная цена. Вот протестирую в работе выполненные усовершенствования, которые у мены получились такими:
- Частота ТИГ АС регулируется от 50 до 200 Гц (частота преобразования DC в AC, заводская установка была 60 Гц);
- Частота регулирования ТИГ АС в режиме «пульс» — 0.2 до 5 Гц, — 5 до 20 Гц, — 20 до 100 Гц, — 100 до 400 Гц, то беж четыре диапазона регулировок (заводская была установка 0.5-5 Гц);
- Дополнил функцией продувки защитным газом перед началом сварки 1 – 5 сек и установлена кнопка «Продувка системы» (допустим после замены баллона необходимо продуть систему подачи защитного газа не запуская аппарат в сварочный режим, это можно выполнить при помощи данной кнопки). Данных функций не было вообще .
Остались небольшие недоделки, пока время не позволяет доделать, задумываюсь над изготовлением педали или приобретением таковой. В общем пока не решил покупать или делать но знаю однозначно что ПЕДАЛЬ нужна.
#6 Nos
Эх, мне бы толькА бы йета суметь.
- Город: Москва
Частота ТИГ АС регулируется от 50 до 200 Гц (частота преобразования DC в AC, заводская установка была 60 Гц); Частота регулирования ТИГ АС в режиме «пульс» — 0.2 до 5 Гц, — 5 до 20 Гц, — 20 до 100 Гц, — 100 до 400 Гц, то беж четыре диапазона регулировок (заводская была установка 0.5-5 Гц); Дополнил функцией продувки защитным газом перед началом сварки 1 – 5 сек и установлена кнопка «Продувка системы» (допустим после замены баллона необходимо продуть систему подачи защитного газа не запуская аппарат в сварочный режим, это можно выполнить при помощи данной кнопки). Данных функций не было вообще .
Впечатляет. Уже готово или в процессе монтажа? Регулировку частоты АС и я бы на своём сделал. Только не знаю как .
Можно обойтись и вообще без «пеНдальки». Она — просто дополнительное удобство. С ней здорово экспериментировать
Ну чё ана ни свариваица та.
#7 copich

- Город: Москва
NOS спасибо за ссылку, интересная цена. Вот протестирую в работе выполненные усовершенствования, которые у мены получились такими:
- Частота ТИГ АС регулируется от 50 до 200 Гц (частота преобразования DC в AC, заводская установка была 60 Гц);
- Частота регулирования ТИГ АС в режиме «пульс» — 0.2 до 5 Гц, — 5 до 20 Гц, — 20 до 100 Гц, — 100 до 400 Гц, то беж четыре диапазона регулировок (заводская была установка 0.5-5 Гц);
- Дополнил функцией продувки защитным газом перед началом сварки 1 – 5 сек и установлена кнопка «Продувка системы» (допустим после замены баллона необходимо продуть систему подачи защитного газа не запуская аппарат в сварочный режим, это можно выполнить при помощи данной кнопки). Данных функций не было вообще .
Остались небольшие недоделки, пока время не позволяет доделать, задумываюсь над изготовлением педали или приобретением таковой. В общем пока не решил покупать или делать но знаю однозначно что ПЕДАЛЬ нужна.
А как насчет фотографий, схем и пр. Я думаю, многим будет интересно дополнить свои железки. Какой бюджет доработки вышел?
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
#8 SolAD
Уже готово или в процессе монтажа? Регулировку частоты АС и я бы на своём сделал. Только не знаю как .
Основная плата (плата управления) уже переделана и отрепетирована. Смонтирована на штатное место, выведена на панель управления аппарата дополнительная «крутилка» — «регулировка частоты преобразования (DC) в (AC). Установлены на панель управления два тумблера (переключателя) для переключения диапазонов частоты пульсаций тока в режиме «пульс», а также установлены четыре светодиода для сигнализации включенного диапазона (соответственно все подключено, все работает). Осталось выполнить соответствующие надписи к появившимся «штучкам» на панели, но есть одна проблемка – не могу найти у себя в городе «краску- маркер» белого цвета, тонкий. Толстым красиво не получается сделать надписи. Но и самое главное я еще не провел ходовые испытания, а именно варить с использованием данных «прибомбасов». Задерживает дополнительная схема «подачи газа перед сваркой». Схема разработана, на макетке отработана, теперь необходимо разработать монтажку, собрать и вмонтировать в аппарат. Данную функцию «подачи газа перед сваркой» не удалось реализовать в схеме аппарата, пришлось делать отдельно а это занимает значительное время. Так-как ходовые испытания пока не проведены – советовать пока не буду как можно сделать «регулировку преобразования частоты (DC) в (AC). По данному преобразованию , общаясь с знакомыми электронщиками, есть некоторые «мнения», поэтому я не стал поднимать частоту преобразования выше 200 Гц (планировал до 500 Гц.).
Nos, если ходовые испытания покажут хороший результат, то необходимо будет найти схему Вашего аппарата и Вы сможете реализовать данный «прибомбас» в своем аппарате, это не сложно.
С ней здорово экспериментировать
А как насчет фотографий, схем и пр. Я думаю, многим будет интересно дополнить свои железки. Какой бюджет доработки вышел?
Обязательно фотки будут, помощник приедет и сделаем. Сам попытался, а мене в ответ – «большой размер» фото, не лезет. Вот засада, надо резать а не знаю как, это же не железяка.
Обязательно фотки будут, помощник приедет и сделаем. Сам попытался, а мене в ответ – «большой размер» фото, не лезет. Вот засада, надо резать а не знаю как, это же не железяка.
Бюджет «продувки защитным газом перед сваркой» еще не считал, собираю с того что было но думаю будет не более 700-1000 рублей (при рыночной закупке деталей, максимум). Все остальное не превысит 300 рублей (максимум).
Источник