-
Contents
-
Table of Contents
-
Troubleshooting
-
Bookmarks
Quick Links
CDi 1502
Stud Welding Unit
92-10-1504B
Operating Manual
©HBS Bolzenschweiss-Systeme GmbH & Co. KG
All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
Related Manuals for HBS CDi 1502
Summary of Contents for HBS CDi 1502
-
Page 1
CDi 1502 Stud Welding Unit 92-10-1504B Operating Manual ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 2
+49 8131 511-100 E-mail post@hbs-info.com www.hbs-info.com CDi 1502 Operating Manual Issue 2017-01 Order No. E-BA 92-10-1504B Translation of the Original Operating Manual Please keep the manual in a safe place for future reference. Transmission and duplication of this document, dissemination and notification of the contents are not permitted unless expressly approved. -
Page 3
Dear Customer, Many thanks for buying a stud welding machine from HBS Bolzenschweiss-Syste- We at HBS wish you success at all times when working with this stud welding ma- chine. The high level of quality of our products is guaranteed by ongoing further deve- lopment in the design, equipment and accessories. -
Page 4: Table Of Contents
Connecting the Ground Cable …………….32 11.5 Connecting the Stud Welding Unit to the Mains Supply ……..34 ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 5
Disposal ………………..55 EC Declaration of Conformity …………….56 Service & Support ………………..57 Index ……………………58 ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 6: Important Safety Precautions
You will otherwise endanger yourself. This can lead to serious injury or ex- tensive material damage. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 7
‹ Inform colleagues working in the immediate vicinity accordingly before starting work. ‹ Ensure that an approved fire extinguisher is available at the work- place. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 8
This will help to prolong the service life of your stud welding machine. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 9: Symbols And Terms Used
This symbol prompts you to wear ear protection. A loud bang > 90 dB (A) can occur during the welding process. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 10
Have a suitable fire extinguisher for the working area ready before starting work. Work instruction – List ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 11
Workpiece: Components such as sheet metal or tubes to which the welding elements are to be fastened ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 12: Scope Of Supply
C 08/CA 08/PAH-1 92-40-095 2.5 m, 25 mm² Ground cable for CI 03 92-40-091 6.7 m, 16 mm² ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 13: Technical Data
5 Technical Data Technical Data Stud Welding Unit CDi 1502 (with digital display) for CD stud welding (capacitor discharge welding) according to current standards Welding range Studs M3 to M8, dia. 2 to 8 mm; cupped head pins dia. 2 and 2.7 mm;…
-
Page 14: Intended Use
Any other use will result in the desired strength of the welded joint being reduced. This stud welding unit can only be used with the HBS stud welding guns C 08, CA 08, CI 03 and PAH-1 as well as the automatic stud feeder VBZ-3.
-
Page 15: Warranty
The same applies likewise to installed units from our sub- suppliers. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 16: Components Of The Stud Welding Unit
The type plate is located on the backside of the stud welding unit. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 17
– Order No./Serial No. – Primary voltage – Fuse – Power consumption – Cooling class – IP code – Date ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 18: Control Panel And Display
The charging voltage is shown at the display (1). The charging voltage is set with the arrow keys ( higher (2) — lower (4)). ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 19
(OFF means that the blow time (automatic mode) is switched off). After approx. 5 seconds, the display changes to the charging voltage last set. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 20: Led Display
If one of the parameters referred to under point 8.2 “ Keyboard and Display” devi- ates from the standard value an error message will be shown on the display. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 21: Welding Process
4). – The pressure spring continues to push the welding element into the weld pool. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 22
– In the ionized gap, a light arc ignites between welding element and workpiece (see figure, position 2). ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 23
– Time between ignition of the arc and solidification of the weld pool is about 3 ms. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 24: Gap Stud Welding
– The time period between ignition of the arc and solidification of the weld pool is about 1 to 2 ms. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 25: Preparing Workplace And Welding Process
‹ Ensure that there is no equipment or apparatus in the working area that could be damaged by weld spatter. ‹ Remove if necessary. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 26: Preparing Surfaces
This ensures a high strength of the welded joints. ‹ Weld the welding element only to a flat surface. ‹ Ask your application consultant at HBS about welded joints on tubes and riffle plates (see page 2). ©HBS Bolzenschweiss-Systeme GmbH & Co. KG…
-
Page 27: Checking The Stud Welding Gun
‹ Always check the operating manual of your stud welding gun to see whether it may be used with this stud welding unit. This stud welding unit can only be used with the HBS stud welding guns C 08, CA 08, CI 03 and PAH-1.
-
Page 28: Connection
This can cause the cables to come out of the plug sockets. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 29: Connecting The Welding Gun To The Stud Welding Unit
‹ Therefore always check that the plug connector is firmly inserted. This prevents a poor contact and hence overheating of the plug connectors. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 30: Connecting The Fully Automatic Stud Feeder (Vbz) To The Stud Welding Unit
(rear side): Feeding unit Stud welding unit 1 — VBZ connection 5 poles ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 31: Compressed Air Connection
‹ Connect the compressed air supply to the compressed air inlet of the stud welding unit (6 bar/800 l/min.) ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 32: Connecting The Ground Cable
‹ Therefore always check that the plug connector is firmly inserted. This prevents a poor contact and hence overheating of the plug connectors. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 33
‹ Attach the ground clamp to the workpiece as tightly as possible. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 34: Connecting The Stud Welding Unit To The Mains Supply
‹ Check that the stud welding unit is switched off. ‹ Only now insert the plug into the plug socket. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 35: Welding
2 — Mains fuse ‹ Only now switch on the stud welding unit at the mains switch (1). ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 36: Determining The Charging Voltage
©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 37: Determining The Charging Voltage For The Welding Guns C 08, Ca 08 And Pah-1
Due to the material characteristics of Aluminium and the corresponding limitations regarding the process stabili- ty a maximum stud diameter of 6 mm is recommended. ambient temperature: 20 °C ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 38: Determining The Charging Voltage For The Welding Gun Ci 03
4.8 (suitable for welding) Material of workpiece: Alloyed steel (suitable for welding) A2-50 A2-50 to be checked by test welds ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 39: Setting The Charging Voltage
If the stud feeding time was set too low, the welding element remains in the feeding tube. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 40: Performing The Welding Process
– Where there is limited mobility on electrically conductive parts – In damp, wet or hot rooms. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 41
‹ Observe furthermore your working instructions and the accident preventi- on regulations. Glowing hot weld and liquid spatter occur during welding. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 42
The gun head becomes very hot during the welding process. The same applies to the welded element and the workpiece. ‹ Wear your proper protective clothing. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 43
‹ Now check the quality of the welded joint before inserting a new welding element and repeating the welding process. ‹ Work in accordance with the following point 13. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 44: Checking The Quality Of The Weld
Weld pool came out on one side Welding gun put at an angle Put welding gun vertically to the workpiece ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 45: Carrying Out Bending Test
13 Checking the Quality of the Weld 13.2 Carrying out Bending Test You can purchase from HBS a bending device with inserts for various diameters of the welding elements. The bending test serves as an easy work sample and as a check for the selected welding parameters.
-
Page 46
‹ Grind off hardened workpiece surfaces (e.g. roll hardening). ‹ Check the piston of the welding gun for ease of movement. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 47: Optimisation Of Welding Parameters
‹ If necessary re-adjust the lift and spring pressure. ‹ Refer here to the operating manual of your welding gun. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 48: Blowing Effect And Remedies
(on welding guns with external welding cable) by turning the welding gun about its vertical axis. Blowing effect Cause Remedy ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 49: Troubleshooting
Control cable broken Check control cable for Replace control Qualified specialists electrical flow*) cable*) ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 50
If the stud welding unit then still displays hot, inform the respon- sible service department ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 51
‹ Please use the form „Service & Support“ in the annex to send in the stud welding unit. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 52: Shutting Down
‹ Protect the stud welding unit and its components against the ingress of liquids and foreign matter. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 53: Maintenance And Care
The inside of the stud welding unit must be cleaned at least every three months. ‹ Inform your dealer or your maintenance department. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 54: Inspection And Tests
‹ Replace any removed or damaged signs: Before opening machine disconnect mains Observe the operating manual Warning of electric shock hazard ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 55: Storage
‹ Dispose of the stud welding unit only via the manufacturer or a specia- list disposal company. ‹ Never dispose of the stud welding unit in the domestic refuse. ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 56: Ec Declaration Of Conformity
EC Declaration of Conformity EC Declaration of Conformity in Accordance with Directive 2006/42/EC, Annex II 1 A (Original EC Declaration of Conformity) Herewith the manufacturer HBS Bolzenschweiss-Systeme GmbH & Co. KG Felix-Wankel-Strasse 18 P.O. Box 13 46 85221 Dachau GERMANY…
-
Page 57: Service & Support
Service & Support Service & Support With the return please attach a copy of the filled out form together with the repair number given by HBS! Repairs without repair number will not be processed. Repair number (given by HBS) Company:…
-
Page 58: Index
….. . 25 ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer…
-
Page 59
……11 ©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer… -
Page 60
©HBS Bolzenschweiss-Systeme GmbH & Co. KG All rights reserved – full or partial reproduction subject to prior approval of the manufacturer… -
Page 62
HBS Bolzenschweiss-Systeme GmbH & Co. KG Felix-Wankel-Strasse 18 • 85221 DACHAU • GERMANY Phone +49 8131 511-0 • Fax +49 8131 511-100 • E-mail post@hbs-info.com www.hbs-info.com…
- Артикул
- 92-10-1502

Приварка крепежа CDi 1502 конденсаторным разрядом. Особенно рекомендуется для тонких листовых материалов (металлов) от 0,6 мм; минимальная толщина заготовки должна быть 1/10 от диаметра метиза.
Основная область применения: обработка листового металла, электронная промышленность, коммуникационные шкафы, лабораторное и медицинское оборудование, оборудование для пищевой промышленности, строительство зданий, инженерные коммуникации, торговые и игровые автоматы, и прочие промышленные технологии.
Приварочные пистолеты, которыми комплектуются блоки питания компактные, удобные в работе, легкие. Корпуса пистолетов, изготовлены из удароустоичивых полимеров. Приварочные пистолеты комплектуются быстросменными зажимами. Высокая точность движения сварочного плунжера, пистолета, обеспечивается шариковой направляющей. Имеются различные вспомогательные приспособления и аксессуары.
Пистолет С08 предназначен для приварки крепежа изготовленного из низкоуглеродистых, нержавеющих сталей, латуни. Возможны различные комбинации привариваемых металлов: низкоуглеродистая сталь, нержавеющая сталь, латунь, за исключением алюминия.
Пистолет СА08 может приваривать то же, что и пистолет С08 плюс возможность приварки алюминиевого крепежа (сплав AlMg3) к алюминию. Пистолет СА 08 меет дополнительно регулировку подъема крепежа.
Пистолет CI03 специально предназначен для приварки » изоляционных гвоздей» со шляпками.
| Диапазон сварки | М3-М8 |
| Диаметр метиза | 2-6 мм |
| Сварочные материалы | Низкоуглеродистая сталь, нержавеющая сталь, алюминий и латунь |
| Скорость сварки | от 8 до 40 метизов в минуту (в зависимости от условий и диаметра) |
| Емкость конденсатора | 66.000 мФ |
| Время сварки | от 1 до 3 мсек. |
| Энергия сварки | 1.600 Вт |
| Напряжение заряда конденсатора | от 50 до 220V (плавная регулировка) |
| Источник энергии | конденсатор |
| Потребляемая энергия | 230/115Вольт, 50/60Гц, 10А |
| Класс изоляции | IP 23 |
| Габариты ДхШхВ | 400 x 205 x 250мм (без ручки) |
| Вес | 14 кг |
Преимущества:
— Высочайший уровень безопасности;
— Высокая надежность;
— Металлический кожух;
— Для использования с критическим напряжением питания (-25% +20%);
— Непрерывное регулирование напряжения (зарядка через устройство накопления величины заряда);
— Терморегуляция с автоматической защитой от перегрева;
— Прост в управление всеми функциями с помощью дисплея и светодиодных индикаторов;
— Лучшее соотношение цена/производительность.


Условные обозначения:
d1 — диаметр шпильки, l1 — высота шпильки,
d3 — диаметр шпильки, d4 — диаметр бобышки,
l3- высота бобышки, h — высота фланца,
n — ширина обнизки
Оплата товара осуществляется безналичным переводом денег согласно выставленному счету.
Доставка товара осуществляется либо самовывозом, либо за счет покупателя.
Приварка крепежа CDi 1502 конденсаторным разрядом. Особенно рекомендуется для тонких листовых материалов (металлов) от 0,6 мм; минимальная толщина заготовки должна быть 1/10 от диаметра метиза.
Основная область применения: обработка листового металла, электронная промышленность, коммуникационные шкафы, лабораторное и медицинское оборудование, оборудование для пищевой промышленности, строительство зданий, инженерные коммуникации, торговые и игровые автоматы, и прочие промышленные технологии.
Приварочные пистолеты, которыми комплектуются блоки питания компактные, удобные в работе, легкие. Корпуса пистолетов, изготовлены из удароустоичивых полимеров. Приварочные пистолеты комплектуются быстросменными зажимами. Высокая точность движения сварочного плунжера, пистолета, обеспечивается шариковой направляющей. Имеются различные вспомогательные приспособления и аксессуары.
Пистолет С08 предназначен для приварки крепежа изготовленного из низкоуглеродистых, нержавеющих сталей, латуни. Возможны различные комбинации привариваемых металлов: низкоуглеродистая сталь, нержавеющая сталь, латунь, за исключением алюминия.
Пистолет СА08 может приваривать то же, что и пистолет С08 плюс возможность приварки алюминиевого крепежа (сплав AlMg3) к алюминию. Пистолет СА 08 меет дополнительно регулировку подъема крепежа.
Пистолет CI03 специально предназначен для приварки » изоляционных гвоздей» со шляпками.
Преимущества:
— Высочайший уровень безопасности;
— Высокая надежность;
— Металлический кожух;
— Для использования с критическим напряжением питания (-25% +20%);
— Непрерывное регулирование напряжения (зарядка через устройство накопления величины заряда);
— Терморегуляция с автоматической защитой от перегрева;
— Прост в управление всеми функциями с помощью дисплея и светодиодных индикаторов;
— Лучшее соотношение цена/производительность.
Главная > Полезная информация > Сварочный агрегат HBS CDi 1502 с пистолетом CI 03 для чашеобразных изоляционных штифтов CDF3.
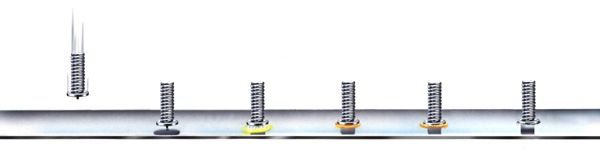
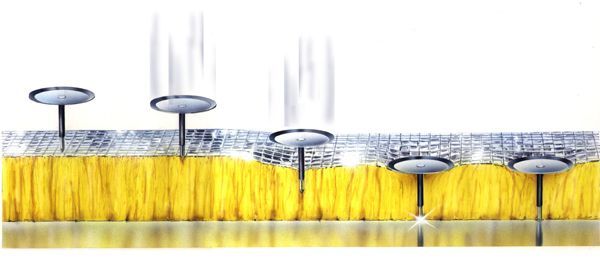
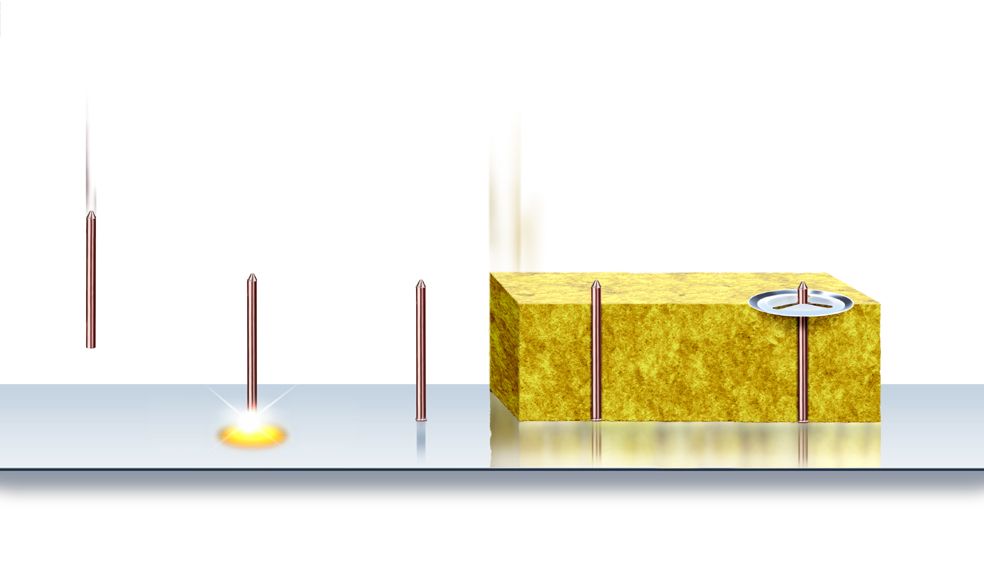
 Сварочный агрегат HBS (Германия) конденсаторного типа CDi 1502 с пистолетом CI 03 для приваривания чашеобразных изоляционных штифтов CDF3/CDF3-ISOL диаметром от 2,0мм до 2,7 мм, длиной от 20 до 150 мм для фиксации изоляции на воздуховодах систем вентиляции и дымоудаления.
Сварочный агрегат HBS (Германия) конденсаторного типа CDi 1502 с пистолетом CI 03 для приваривания чашеобразных изоляционных штифтов CDF3/CDF3-ISOL диаметром от 2,0мм до 2,7 мм, длиной от 20 до 150 мм для фиксации изоляции на воздуховодах систем вентиляции и дымоудаления.
Новый сварочный агрегат от компании HBS (Германия) CDi 1502 с современным микроконтроллером, обеспечивающим удобную и безопасную работу; с цифровым дисплеем, позволяющим задавать сварочные режимы путем ввода диаметра крепежа; с функцией диагностики, при неисправности выводит коды ошибок на цифровой дисплей.
 Сварочный агрегат CDi 1502 с пистолетом CI 03 обеспечивают быстроту, удобство и экономичность монтажа. Это достигается коротким сварочным циклом, экономичным энергопотреблением, простотой в управлении и легкостью оборудования. Для этого необходимо установить изоляционный штифт CDF3 в магнитный держатель в пистолете CI 03, проколоть изоляцию и нажать на пусковой курок. Время сварочного цикла от 1 до 3 мсек. Скорость сварки при приварке чашеобразных гвоздей составляет до 20 шт/мин.
Сварочный агрегат CDi 1502 с пистолетом CI 03 обеспечивают быстроту, удобство и экономичность монтажа. Это достигается коротким сварочным циклом, экономичным энергопотреблением, простотой в управлении и легкостью оборудования. Для этого необходимо установить изоляционный штифт CDF3 в магнитный держатель в пистолете CI 03, проколоть изоляцию и нажать на пусковой курок. Время сварочного цикла от 1 до 3 мсек. Скорость сварки при приварке чашеобразных гвоздей составляет до 20 шт/мин.
 В стандартный набор агрегата входит:
В стандартный набор агрегата входит:
1. Сварочный агрегат CDi 1502;
2. Пистолет приварочный:
— CI 03 (для приварки чашеобразных штифтов типа CDF3 и CDF3-ISOL (поверх изоляции);
или — CL 08 (для приварки изоляционных штифтов с последующим накалыванием изоляции на штифты и фиксацией блокирующими шайбами);
4. Кабель заземления с одним зажимом для блока питания CDi 1502;
5. Магнитный держатель диам. 38мм для чашеобразных гвоздей;
6. Цанга для изоляционных гвоздей.
| Цена комплекта: 239 900 руб. | |
Купить сварочный агрегат HBS CDi 1502 с пистолетом CI 03 вы можете, заполнив заказ on-line или позвонив по телефонам в Москве: +7(495) 228-64-97
|
Ваш менеджер Иван |
|
| Вам также может понадобиться: |
|||
 |
 |
 |
 |
| Аппарат для приварки штифтов Climatech PW-33 портативный сварочный пистолет короткого цикла |
Cварочный агрегат SOYER BMS 8N с пистолетом PS-1K высокоскоростной агрегат конденсаторного типа |
Аксессуары для монтажа изоляции Приварные штифты, блокирующие шайбы |
Аренда сварочного аппарата Climatech PW-33 1000руб/день Залог 55000руб |
Описание
Артикул: 92-10-1502
Приварка крепежа CDi 1502 конденсаторным разрядом. Особенно рекомендуется для тонких листовых материалов (металлов) от 0,6 мм; минимальная толщина заготовки должна быть 1/10 от диаметра метиза.
Основная область применения: обработка листового металла, электронная промышленность, коммуникационные шкафы, лабораторное и медицинское оборудование, оборудование для пищевой промышленности, строительство зданий, инженерные коммуникации, торговые и игровые автоматы, и прочие промышленные технологии.
Приварочные пистолеты, которыми комплектуются блоки питания компактные, удобные в работе, легкие. Корпуса пистолетов, изготовлены из удароустоичивых полимеров. Приварочные пистолеты комплектуются быстросменными зажимами. Высокая точность движения сварочного плунжера, пистолета, обеспечивается шариковой направляющей. Имеются различные вспомогательные приспособления и аксессуары.
Пистолет С08 предназначен для приварки крепежа изготовленного из низкоуглеродистых, нержавеющих сталей, латуни. Возможны различные комбинации привариваемых металлов: низкоуглеродистая сталь, нержавеющая сталь, латунь, за исключением алюминия.
Пистолет СА08 может приваривать то же, что и пистолет С08 плюс возможность приварки алюминиевого крепежа (сплав AlMg3) к алюминию. Пистолет СА 08 меет дополнительно регулировку подъема крепежа.
Пистолет CI03 специально предназначен для приварки » изоляционных гвоздей» со шляпками.
| Диапазон сварки | М3-М8 |
| Диаметр метиза | 2-6 мм |
| Сварочные материалы | Низкоуглеродистая сталь, нержавеющая сталь, алюминий и латунь |
| Скорость сварки | от 8 до 40 метизов в минуту (в зависимости от условий и диаметра) |
| Емкость конденсатора | 66.000 мФ |
| Время сварки | от 1 до 3 мсек. |
| Энергия сварки | 1.600 Вт |
| Напряжение заряда конденсатора | от 50 до 220V (плавная регулировка) |
| Источник энергии | конденсатор |
| Потребляемая энергия | 230/115Вольт, 50/60Гц, 10А |
| Класс изоляции | IP 23 |
| Габариты ДхШхВ | 400 x 205 x 250мм (без ручки) |
| Вес | 14 кг |
Преимущества:
— Высочайший уровень безопасности;
— Высокая надежность;
— Металлический кожух;
— Для использования с критическим напряжением питания (-25% +20%);
— Непрерывное регулирование напряжения (зарядка через устройство накопления величины заряда);
— Терморегуляция с автоматической защитой от перегрева;
— Прост в управление всеми функциями с помощью дисплея и светодиодных индикаторов;
— Лучшее соотношение цена/производительность.