Описание
Добавлено: 11.01.2012 в 23:36
Продолжительность: 03:56
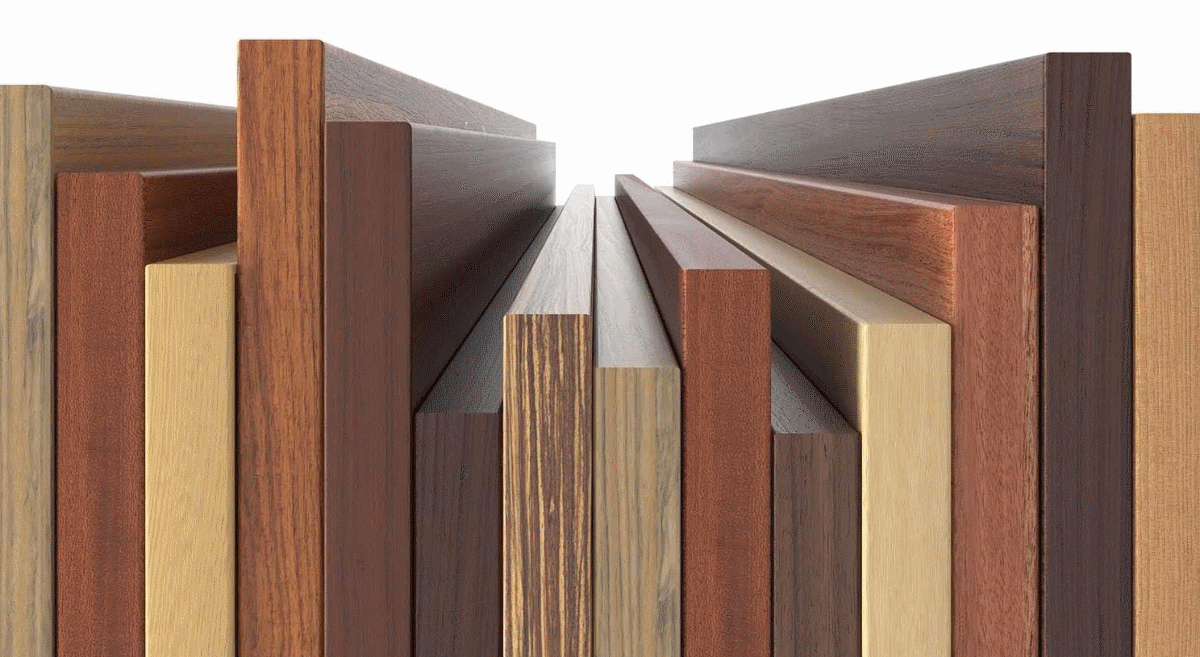
Кромкооблицовочный cтанок Filato FL-430 предназначен для нанесения рулонного и полосового кромкоооблицовочного натурального или синтетического материала на прямолинейные кромки заготовок из массивной древесины, древесно-стружечных плит с покрытиями (ламинатом) и без покрытий, МДФ, а также различных композитных материалов на основе древесины с последующей обработкой кромок за один проход.
Кромкооблицовочный cтанок Filato FL-430 состоит из станины коробчатой формы, установленной на основании На станине установлены основные узлы станка. Механизм подачи кромкооблицовочного материала, включает в себя приводной игольчатый ролик, специальное устройство для работы со шпоном Узел предварительной обрезки кромкообрезного материала (гильотина). Специальный узел обрезки позволяющий облицовывать деталь натуральным шпоном. Шпон при такой обрезке не ломается, а аккуратно подрезается (тип ножниц). Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали.
Торцовочный узел торцовой обрезки для деревообрабатывающего инструмента имеет два электродвигателя. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования. Пилы торцовочного узла имеют возможность поворота от 0 до 15 градусов (для снятия фаски). Полировальный узел служит для полировки обработанной части кромки, придания ей естественного цвета и блеска. Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка. Подача обрабатываемой заготовки осуществляется цепным транспортером с накладками. Привод транспортера обеспечивается от мотор-редуктора с бесступенчатой регулировкой скорости подачи. Верхняя прижимная балка с роликами обеспечивает надежных прижим заготовок во время обработки.
Комментарии 0
Интересные статьи партнеров
Похожее видео
- Оборудование для производства мебели
- /
- Кромкооблицовочные станки
- /
- Автоматический кромкооблицовочный станок FILATO FL-430

Автоматический кромкооблицовочный станок FILATO FL-430
Краткие характеристики:
Скорость подачи: 6-20 м/мин
Общая мощность: 6,74 кВт
Вес: 1350 кг
Прайс-лист
(.xls 0 Kb)
- Описание
- Технические характеристики
- Комплектация
- Транспортные данные
- Отзывы
Назначение
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
Применение
Идеально подходит для применения на предприятиях по производству корпусной мебели (офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам).
Предназначение

Схема обработки

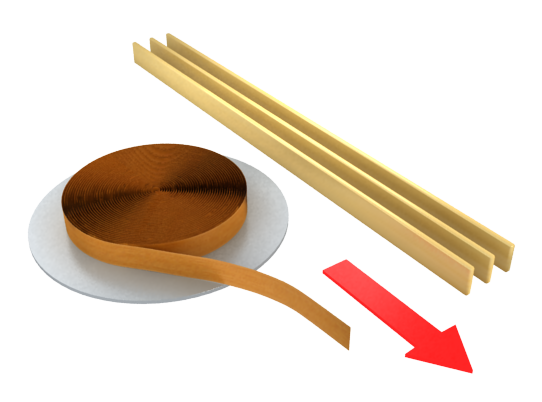
Подача кромки

Клеевой узел

Пресс группа

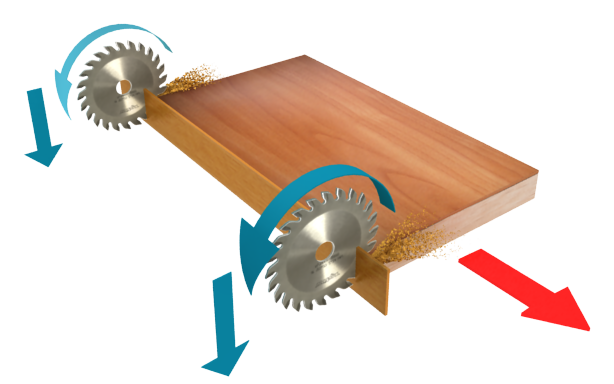
2-х моторная торцовка

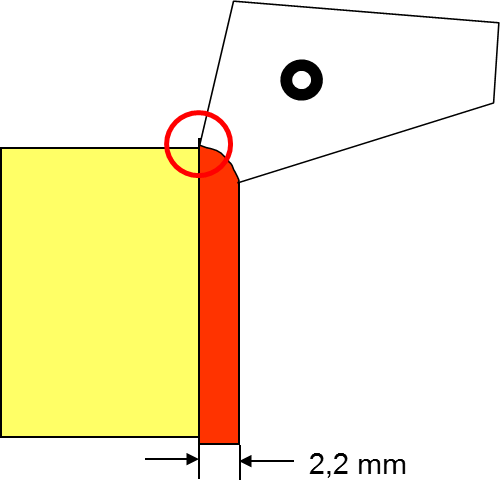
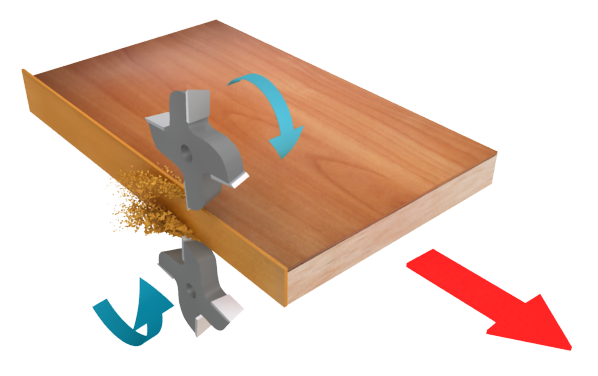
Фрезерование свесов

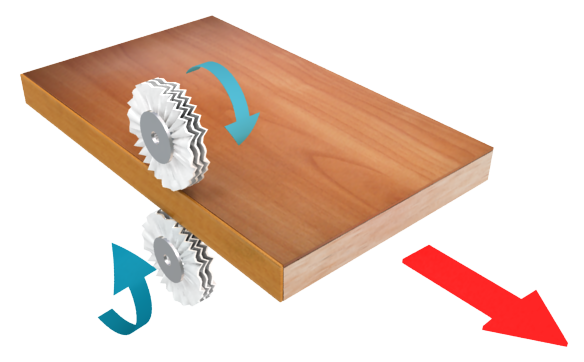
Цикля

Полировка
Отличительные особенности
- Скорость подачи 6 — 20 м/мин, регулируется бесступенчато.
- Бачок для клея-расплава с электронным блоком контроля температуры.
- Тефлоновый резервуар для клея под клеенаносящим роликом.
- Регулировка количества наносимого клея.
- Гильотина для предварительной резки толстого кромочного материала из ПВХ или АBS.
- Торцовочный узел для обрезки переднего и заднего свесов пилой с двумя двигателями 12 000 об/мин.
- Фрезерный узел для снятия свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12 000 об/мин. Радиус фрезы 2 мм.
- Пневмоперестановка узла на тонкую (0,4 мм) и толстую (2 мм) кромку.
- Циклевка радиусная R = 2 мм.
- Пневмоперестановка узла.
- Полировальный узел 2 х 0,18 кВт 1400 об/мин.
- Транспортная система с цепью. Несущие плиты шириной – 80 мм.
- Прижимные ролики верхней балки изготовлены из резины, устанавливаются на подшипниках.
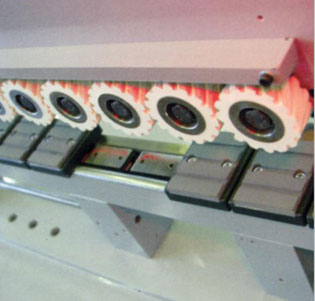
- Магазин подачи рулонного кромочного материала D800 мм
- Пульт управления на передней панели станка. Пульт управления кнопочный
- Поддерживающий суппорт для габаритных заготовок.
- Регулятор сжатого воздуха, осушитель.
Конструктивные особенности

Блокировка подачи
Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга.
Система автоматически срабатывает, предохраняя от повреждения агрегаты, исключая влияния «человеческого фактора».
Расстояние между деталями 400 мм. От скорости подачи расстояние между деталями не меняется.

Узел предварительной обрезки
1 (тип ножниц)
Узел предварительной обрезки (тип ножниц) для тонкой кромки (0,4 — 1 мм)
Позволяет точно без заломов отрезать кромку и натуральный шпон.
Идеальный вариант для тонкой кромки ПВХ т.к. приводной ролик тянет за собой тонкую кромку. Кромка в этом случае не слетает с детали и не сминается.
2 (тип нож)
Узел предварительной обрезки (тип нож) для толстой кромки (2 — 3 мм).
Оснащен мощным пневмоцилиндром. Стабильно отрезает толстую кромку любого типа.

Пресс группа
Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные — конусные.
Отличительные особенности:
Позволяет прижать штучный материал толщиной до 10 мм.
Быстрая полимеризация клея за счет большой площади контакта первого ролика (Ф120 мм).
Конусные разнонаправленные ролики обеспечивают идеальный вид клеевого соединения.
Настройка на толщину кромки происходит с помощью счетчика.
Пневматическая регулировка усилия прижима роликов позволяет подобрать и проконтролировать необходимое значение для прижима кромки.

Узел торцевой обрезки
Два промышленных двигателя (12 000 об/мин) 2 x 0,37 кВт.
Имеется возможность поворота пил 0 — 15°.
Пилы перемещаются по двум призматической направляющей, каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации.
Отличительные особенности:
Простое линейное движение двух пил вверх-вниз.
Две призматические направляющие, которые в 5-ть раз стабильнее, чем круглые направляющие.
Провода двигателей защищены кабелеукладчиками. Это предохраняет их от перетирания и повреждений.
Зона торцовки отгорожена перегородкой. Исключено попадание обрезков кромки в клеевой узел и узел прижима.

Настройка
Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка.

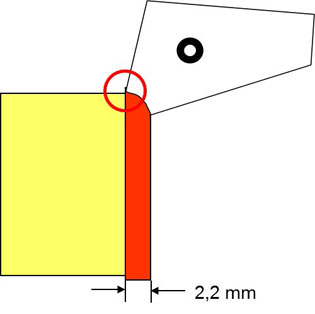
Фрезерный узел
Два промышленных двигателя (12 000 об/мин) 2 х 0,37 кВт.
Мощность двигателей 0,37 кВт позволяет фрезеровать кромку с припуском на сторону больше 2 мм.
Оснащены счетчиками точной настройки на разную толщину кромки.
Фрезы целиковые 4 ножа Ф75; Z = 4; R2 LEUCO(Германия).
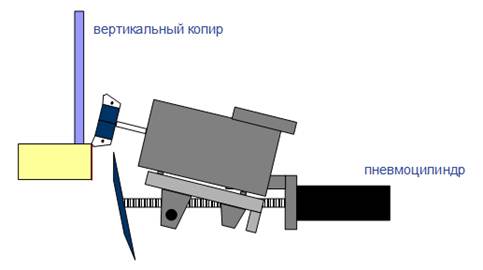
Быстрая «настрой по кромке» путем установки образца кромки 0,4 мм или 2 мм под копировальную стойку. Не требует дополнительной подстройки.
Имеется угол наклона фрезеров 0 — 45°. Эффективное использование режущего инструмента.
Копиры круглые большого диаметра:
Осуществляют плавный заход на деталь. Исключают повреждение любой облицованной поверхность.
Обеспечивают точное копирование поверхности детали.

Узел радиусной цикли
Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки.
Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки.
Пневмоперестановка узла, позволяет выводить узел из работы с пульта управления (опция).
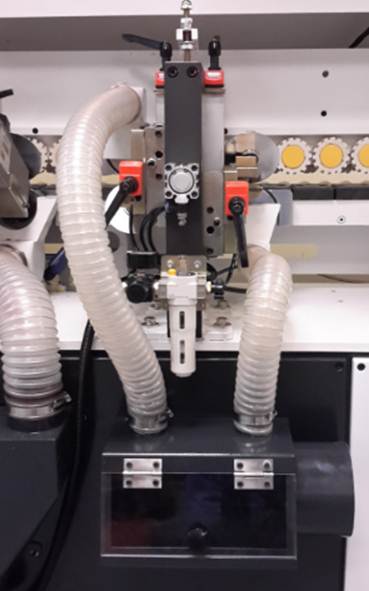
Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под копиры (опция).
Циклевочный узел оснащен круглыми копирами для точной обработки кромки. Копиры Ф80 мм находятся на минимальном расстоянии от края детали. Копиры не оставляют следов на глянцевых поверхностях.

Подача жидкости в зону резания
В зону резания цикли подается жидкость из специального стакана. Подача жидкости обеспечивает:.
Охлаждение и смазывание инструмент, создавая мягкие режимы резания..
Кромка не нагревается и не меняет цвета.
Лучше оттирает загрязнение полировальными кругами.

Узел клеевой цикли (Опция)
Предназначен для удаления остатков клея с клеевого соединения.
С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали.
Управление производиться с пульта. Перестановка циклевки осуществляется с помощью пневмоцилиндров.

Полировальный узел
Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
Блеск обработанной поверхности, очищает от загрязнений.
Восстанавливает цвет после циклевочного узла.
Формирует микро радиус у тонкой кромки(притупляет острый край).
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,18 кВт.

Подающий конвейер
Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 80 мм.
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка.
Привод-мотор-редуктор. Скорость перемещения заготовки меняется плавно от 6 — 20 м/мин.
Это позволяет подобрать оптимальные режимы обработки необходимые заказчику.
Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере.

Комплектующие
Комплектующие компоненты ведущих мировых производителей:
Электронные компоненты Schneider (Германия).
Инструмент Leuco (Германия).
Подшипники FAG (Германия).
Частотные преобразователи Delta (Тайван).
Направляющие HIWIN (Тайвань).
| Толщина кромки, мм | 0,4-3,0 |
| Толщина заготовки, мм | 10-60 |
| Габариты детали, длина/ширина, мин, мм | 120 x 80 |
| Пилы торцовки, мм | ø80 х 30 |
| Мощность двигателей торцовки, мм | 2 х 0,37 |
| Обороты двигателя торцовки, об/мин | 12 000 |
| Фрезы узла снятия свесов, мм | Ø75; Z6 |
| Мощность двигателей узла снятия свесов, об/мин | 2 х 0,37 |
| Обороты двигателя снятия свесов, об/мин | 12 000 |
| Диаметр кругов полировки, мм | 150 |
| Мощность двигателей полировки, кВт | 2 х 0,18 |
| Обороты двигателя полировки, об/мин | 1400 |
| Скорость подачи, м/мин | 6-20 |
| Мощность двигателя подачи, кВт | 2,2 |
| Диаметр патрубков аспирации, мм | Ø125 |
| Общая мощность станка, кВт | 6,74 |
| Напряжение, В | 380 |
| Габариты станка, мм | 4500х850х1380 |
| Вес, кг | 1350 |
| Руководство пользователя | 1 шт |
| Станок | 1 шт |
| Упаковка | Фанерный короб |
| Габаритные размеры, мм | 4500х850х1380 |
| Вес, кг | 1350 |
Остались вопросы?
Задайте вопрос нашим специалистам, и они ответят Вам в ближайшее время.
Популярные товары
-

Кромкооблицовочная машинка DELTAMACHINERY DM-100
— Два клеевых вала
— Плавная регулировка скорости
— Расширительный столик в комплекте
18000 RUB
-
Кромкооблицовочный станок DELTAMACHINERY DM-105
— Два клеевых вала
— Автоматическая подача кромки
— Обрезка кромки от концевого выключателя и от педали для криволинейных заготовок
29000 RUB
-
Полуавтоматический кромкооблицовочный станок DELTAMACHINERY DM-215T
Скорость подачи: 12 м/мин
Общая мощность: 5,2 кВт
Вес: 500 кг
400000 RUB
-
Кромкооблицовочный станок DELTAMACHINERY DM-107 PRO
— Автоматическая подача кромки
— Поворотная клеевая ванна
— Узел снятия свесов
— Вынесенная отдельно чистовая торцовка
48800 RUB
-
Станок сверлильно-присадочный DAVINCI D-21
— Кол-во шпинделей: 21 шт
— Мощность: 1,5 кВт
— Вес: 290 кг
370175 RUB
325000 RUB





Акции
-
Полуавтоматический кромкооблицовочный станок DELTAMACHINERY DM-215T
Скорость подачи: 12 м/мин
Общая мощность: 5,2 кВт
Вес: 500 кг
400000 RUB
-
Клей-расплав DELTA ADHESIVES DA-19A
Натуральный
Основа: ЭВА сополимер
Рабочая t: 170 — 200 °C
6100 RUB
5300 RUB -
Клей-расплав DELTA ADHESIVES DA-19
Натуральный
Основа: ЭВА сополимер
Рабочая t: 170 — 200 °C
5000 RUB
-
Автоматический кромкооблицовочный станок HUAHUA HH-504P
Скорость подачи: 15-18-20 м/мин
Общая мощность: 10 кВт
Вес: 1300 кг
1 050 000 ₽
942 000 ₽



Содержание
- Автоматический кромкооблицовочный станок Filato FL-430
- Кромкооблицовочный станок с автоматической подачей FL430
- Описание
- Автоматический кромкооблицовочный станок Filato FL-430
- Узнать цену
- Заказать лизинговый расчёт
- Подобрать аналог
Автоматический кромкооблицовочный станок Filato FL-430
 Назначение:
Назначение:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 (10) мм.
Отличительные особенности:
- Скорость подачи 6 — 20 м/мин, регулируется бесступенчато;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Тефлоновый резервуар для клея под клеенаносящим роликом;
- Регулировка количества наносимого клея;
- Гильотина для предварительной резки толстого кромочного материала из ПВХ или АBS;
- Торцовочный узел для обрезки переднего и заднего свесов пилой с двумя двигателями 12000 об/мин.;
- Фрезерный узел для снятия свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12000 об/мин. Радиус фрезы 2 мм;
- Пневмоперестановка узла на тонкую (0,4 мм) и толстую(2 мм) кромку (опция);
- Циклевка радиусная R=2 мм;
- Пневмоперестановка узла (опция);
- Полировальный узел 2х0,18 кВт 1400 об/мин;
- Транспортная система с цепью. Несущие плиты шириной – 80 мм;
- Прижимные ролики верхней балки изготовлены из резины, устанавливаются на подшипниках;
- Магазин подачи рулонного кромочного материала D800 мм;
- Пульт управления на передней панели станка;
- Поддерживающий суппорт для габаритных заготовок;
- Регулятор сжатого воздуха, осушитель.

Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга.
- Система автоматически срабатывает, предохраняя от повреждения агрегаты, исключая влияния «человеческого фактора».
- Расстояние между деталями 400 мм. От скорости подачи расстояние между деталями не меняется.

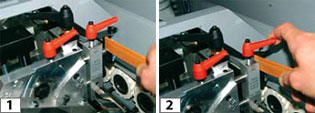
УЗЕЛ ПРЕДВАРИТЕЛЬНОЙ ОБРЕЗКИ
СОСТОИТ ИЗ ДВУХ УЗЛОВ
Узел предварительной обрезки (тип ножниц) для тонкой кромки (0,4 — 1 мм)
- Позволяет точно без заломов отрезать кромку и натуральный шпон.
- Идеальный вариант для тонкой кромки ПВХ т.к. приводной ролик тянет за собой тонкую кромку. Кромка в этом случае не слетает с детали и не сминается.
Узел предварительной обрезки (тип нож) для толстой кромки (2 — 3 мм).
- Оснащен мощным пневмоцилиндром. Стабильно отрезает толстую кромку любого типа.
Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные — конусные.
- Позволяет прижать штучный материал толщиной до 10 мм.
- Быстрая полимеризация клея за счет большой площади контакта первого ролика (Ф120 мм).
- Конусные разнонаправленные ролики обеспечивают идеальный вид клеевого соединения.
- Настройка на толщину кромки происходит с помощью счетчика.
Пневматическая регулировка усилия прижима роликов позволяет подобрать и проконтролировать необходимое значение для прижима кромки.

УЗЕЛ ТОРЦЕВОЙ ОБРЕЗКИ
Два промышленных двигателя (12 000 об/мин) 2 x 0,37 кВт.
- Имеется возможность поворота пил 0 — 15°.
- Пилы перемещаются по двум призматической направляющей, каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации.
- Простое линейное движение двух пил вверх-вниз;
- Две призматические направляющие, которые в 5-ть раз стабильнее, чем круглые направляющие.
- Провода двигателей защищены кабелеукладчиками. Это предохраняет их от перетирания и повреждений.
- Зона торцовки отгорожена перегородкой. Исключено попадание обрезков кромки в клеевой узел и узел прижима.

Два промышленных двигателя (12 000 об/мин) 2 х 0,37 кВт.
Мощность двигателей 0,37 кВт позволяет фрезеровать кромку с припуском на сторону больше 2 мм.
- Оснащены счетчиками точной настройки на разную толщину кромки.
- Фрезы целиковые 4 ножа Ф75; Z = 4; R2 LEUCO(Германия).
- Быстрая «настрой по кромке» путем установки образца кромки 0,4 мм или 2 мм под копировальную стойку. Не требует дополнительной подстройки.
- Имеется угол наклона фрезеров 0 — 45°. Эффективное использование режущего инструмента.
Копиры круглые большого диаметра:
- Осуществляют плавный заход на деталь. Исключают повреждение любой облицованной поверхность.
- Обеспечивают точное копирование поверхности детали.


УЗЕЛ РАДИУСНОЙ ЦИКЛИ
Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки.
- Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки.
- Пневмоперестановка узла, позволяет выводить узел из работы с пульта управления (опция).
Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под
копиры (опция).
- Циклевочный узел оснащен круглыми копирами для точной обработки кромки. Копиры Ф80 мм находятся на минимальном расстоянии от края детали. Копиры не оставляют следов на глянцевых поверхностях.
ПОДАЧИ ЖИДКОСТИ В ЗОНУ РЕЗНИЯ
В зону резания цикли подается жидкость из специального стакана. Подача жидкости обеспечивает:
- Охлаждение и смазывание инструмент, создавая мягкие режимы резания.
- Кромка не нагревается и не меняет цвета.
- Лучше оттирает загрязнение полировальными кругами.
УЗЕЛ КЛЕЕВОЙ ЦИКЛИ (ОПЦИЯ)
Предназначен для удаления остатков клея с клеевого соединения.
- С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали.
- Управление производиться с пульта. Перестановка циклевки осуществляется с помощью пневмоцилиндров.
Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
- Блеск обработанной поверхности, очищает от загрязнений.
- Восстанавливает цвет после циклевочного узла.
- Формирует микро радиус у тонкой кромки(притупляет острый край).
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,18 кВт.
Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка.

Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 80 мм.
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор. Скорость перемещения заготовки меняется плавно от 6 — 20 м/мин. Это позволяет подобрать оптимальные режимы обработки необходимые заказчику.
Деталь прижимается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере.

Комплектующие компоненты ведущих мировых производителей:
Источник
Кромкооблицовочный станок с автоматической подачей FL430
Ссылка для форума:
Вы можете встроить плеер с данным видео в сайт. Для этого выберите размер плеера и скопируйте полученный код.
Описание

Кромкооблицовочный cтанок Filato FL-430 предназначен для нанесения рулонного и полосового кромкоооблицовочного натурального или синтетического материала на прямолинейные кромки заготовок из массивной древесины, древесно-стружечных плит с покрытиями (ламинатом) и без покрытий, МДФ, а также различных композитных материалов на основе древесины с последующей обработкой кромок за один проход.
Кромкооблицовочный cтанок Filato FL-430 состоит из станины коробчатой формы, установленной на основании На станине установлены основные узлы станка. Механизм подачи кромкооблицовочного материала, включает в себя приводной игольчатый ролик, специальное устройство для работы со шпоном Узел предварительной обрезки кромкообрезного материала (гильотина). Специальный узел обрезки позволяющий облицовывать деталь натуральным шпоном. Шпон при такой обрезке не ломается, а аккуратно подрезается (тип ножниц). Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали.
Торцовочный узел торцовой обрезки для деревообрабатывающего инструмента имеет два электродвигателя. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования. Пилы торцовочного узла имеют возможность поворота от 0 до 15 градусов (для снятия фаски). Полировальный узел служит для полировки обработанной части кромки, придания ей естественного цвета и блеска. Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка. Подача обрабатываемой заготовки осуществляется цепным транспортером с накладками. Привод транспортера обеспечивается от мотор-редуктора с бесступенчатой регулировкой скорости подачи. Верхняя прижимная балка с роликами обеспечивает надежных прижим заготовок во время обработки.
Источник
Автоматический кромкооблицовочный станок Filato FL-430



Производитель: Filato
Страна: Китай
Узел 2-х моторной торцовки
Чистовой узел фрезерования свесов
Узел 2-х моторной обкатки углов (опция)
Узел радиусной циклевки
Узел пазования (опция)
Скорость подачи: 6 — 20 м/мин

Узнать цену

Вы выбрали: Автоматический кромкооблицовочный станок Filato FL-430
Заказать лизинговый расчёт
Вы выбрали: Автоматический кромкооблицовочный станок Filato FL-430
Подобрать аналог
Вы выбрали: Автоматический кромкооблицовочный станок Filato FL-430
Гарантия на оборудование 12 месяцев. Гарантийное и послегарантийное обслуживание осуществляет сервисный центр КАМИ-Сервис. «КАМИ-Сервис» готов выполнить сервисные работы любой сложности — от простейшей диагностики, запуска и ремонта бытового станка до капитального ремонта сложного промышленного оборудования. Информация в разделе сервис и по телефону 8 (495) 663-33-63
Подробная консультация по телефону: 8 (800) 1000-111 и 8 (495) 781-55-11



Калькулятор лизинга и кредит

НАЗНАЧЕНИЕ:
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 (10) мм.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Используется на мебельных и столярных производствах для изготовления корпусной мебели и дверей.


СХЕМЫ ОБРАБОТКИ:
 |
 |
 |
 |
 |
 |
 |
| 1. Подача кромки | 2. Клеевой узел | 3. Пресс группа | 4. Узел 2-ух моторной торцовки |
 |
 |
 |
 |
| 5. Чистовой узел фрезерования свесов | 6. Узел радиусной циклевки | 7. Полировальный узел | |
 |
 |
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
БЛОКИРОВКА ПОДАЧИ
Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга.
- Система автоматически срабатывает, предохраняя от повреждения агрегаты, исключая влияния «человеческого фактора».
- Расстояние между деталями 400 мм. От скорости подачи расстояние между деталями не меняется.
УЗЕЛ ПРЕДВАРИТЕЛЬНОЙ ОБРЕЗКИ
Состоит из двух узлов
1 (ТИП НОЖНИЦ)
Узел предварительной обрезки (тип ножниц) для тонкой кромки (0,4 — 1 мм)
- Позволяет точно без заломов отрезать кромку и натуральный шпон.
- Идеальный вариант для тонкой кромки ПВХ т.к. приводной ролик тянет за собой тонкую кромку. Кромка в этом случае не слетает с детали и не сминается.
2 (ТИП НОЖ)
Узел предварительной обрезки (тип нож) для толстой кромки (2 — 3 мм).
- Оснащен мощным пневмоцилиндром. Стабильно отрезает толстую кромку любого типа.
ПРЕСС ГРУППА
Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные — конусные.
- Позволяет прижать штучный материал толщиной до 10 мм.
- Быстрая полимеризация клея за счет большой площади контакта первого ролика (Ø120 мм).
- Конусные разнонаправленные ролики обеспечивают идеальный вид клеевого соединения.
- Настройка на толщину кромки происходит с помощью счетчика.
Пневматическая регулировка усилия прижима роликов позволяет подобрать и проконтролировать необходимое значение для прижима кромки.
УЗЕЛ ТОРЦЕВОЙ ОБРЕЗКИ
Два промышленных двигателя (12 000 об/мин) 2 x 1,1 кВт TEKNOMOTOR (Италия)
- Имеется возможность поворота пил 0 — 15°.
- Пилы перемещаются по двум призматической направляющей, каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации.
- простое линейное движение двух пил вверх-вниз;
- Две призматические направляющие, которые в 5-ть раз стабильнее, чем круглые направляющие.
- Провода двигателей защищены кабелеукладчиками. Это предохраняет их от перетирания и повреждений.
- Зона торцовки отгорожена перегородкой. Исключено попадание обрезков кромки в клеевой узел и узел прижима.
ФРЕЗЕРНЫЙ УЗЕЛ
Два промышленных двигателя (12 000 об/мин) 2 х 0,37 кВт TEKNOMOTOR (Италия).
- Мощность двигателей позволяет фрезеровать кромку с припуском на сторону больше 2 мм.
- Оснащены счетчиками винтовой точной настройки на разную толщину кромки.
- Фрезы целиковые 4 ножа Ø75; Z = 4; R2 LEUCO (Германия).
- Быстрая «настрой по кромке» путем установки образца кромки 0,4 мм или 2 мм под копировальную стойку. Не требует дополнительной подстройки.
- Имеется угол наклона фрезеров 0 — 45°. Эффективное использование режущего инструмента.
Копиры вертикальный и горизонтальный круглые большого диаметра:
- Осуществляют плавный заход на деталь.
- Исключают повреждение любой облицованной поверхности.
- Обеспечивают точное копирование поверхности детали. Касание копира в точке.
НАСТРОЙКА ФРЕЗЕРНОГО УЗЛА С ПУЛЬТА (ОПЦИЯ)
- Оператор выбирает два режима обработки кромки. Первый режим тонкая кромка (0,4 — 1,5 мм) и второй толстая кромка (1,5 — 3 мм).
- Управление производиться с пульта.
- Система позволяет моментально настроить фрезерный узел, не открывая крышку станка без дополнительных винтовых регулировок узла.
- Исключен износ механизма винтовой настройки. Перемещение узла осуществляется по направляющим. Настройки держаться стабильно в течение всего срока эксплуатации.
УЗЕЛ РАДИУСНОЙ ЦИКЛИ
Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. Цикля необходима также для обработки 3D, комбинированной и акриловой кромки.
- Счетчики на узле позволяют точно и быстро настроить узел на разную толщину кромки.
- Пневмоперестановка узла, позволяет выводить узел из работы с пульта управления (опция).
Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под копиры (опция).
НАСТРОЙКА ЦИКЛЕВОЧНОГО УЗЛА С ПУЛЬТА (ОПЦИЯ)
Удобное управление циклевочного узла осуществляется с помощью его пневмоперестановки.
- Оператор с пульта переключателем устанавливает два положения циклевочного узла. Первое положение — узел выведен из рабочей зоны и тем самым станок настроен на тонкую кромку (0,4 — 1,5 мм), второе положение циклевочный узел в рабочей зоне — настройка узла на толстую кромку (1,5 — 3 мм).
- Система позволяет моментально настроить циклевочный узел, не открывая крышку станка без дополнительных регулировок.
- В базовой комплектации ножи установлены с радиусом R = 2 мм LUECO (Германия).
- Счетчики на узле позволяют точно и быстро подстраивать узел на разную толщину кромки.
- Узел оснащен системой аспирации. Стружка с циклевочного узла попадает в накопитель. Исключена возможность попадания стружки под копиры и полировальные круги.
ПОДАЧА ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ
В зону резания цикли подается жидкость из специального стакана. Подача жидкости обеспечивает:
- Охлаждение и смазывание инструмент, создавая мягкие режимы резания.
- Кромка не нагревается и не меняет цвета.
- Лучше оттирает загрязнение полировальными кругами.
УЗЕЛ КЛЕЕВОЙ ЦИКЛИ (Опция)
Предназначен для удаления остатков клея с клеевого соединения.
- С верхним и нижним копирами, которые находятся на минимальном расстоянии от края заготовки, что позволяет с высокой точностью отслеживать профиль детали.
- Управление производиться с пульта. Перестановка циклевки осуществляется с помощью пневмоцилиндров.
ПОЛИРОВАЛЬНЫЙ УЗЕЛ
Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
- Блеск обработанной поверхности, очищает от загрязнений.
- Восстанавливает цвет после циклевочного узла.
- Формирует микро радиус у тонкой кромки (притупляет острый край).
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,18 кВт.
НАСТРОЙКА
Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка.
ПОДАЮЩИЙ КОНВЕЙЕР
Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 80 мм.
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор. Скорость перемещениязаготовки меняется плавно от 6 — 20 м/мин. Это позволяет подобрать оптимальныережимы обработки необходимые заказчику. Деталь прижимается к конвейеру прижимнойбалкой с двухрядными роликами,установленными в шахматном порядке,чтобы максимально жестко зафиксироватьдеталь на конвейере.
КОМПЛЕКТУЮЩИЕ
Комплектующие компоненты ведущих мировых производителей:
Двигатели TECNOMOTOR (Италия);
Электронные компоненты Schneider (Германия);
Инструмент Leuco (Германия);
Подшипники FAG (Германия);
Частотные преобразователи Delta (Тайвань);
Направляющие HIWIN (Тайвань).
 |
|
 |
|
 |
|
 |
|

|
|
 |
|

|
|
|
|

|
|

|
|
 |
|
 |
|
 |
|
 |
|
 |
|
|
|

|
|
| СКОРОСТЬ ПОДАЧИ 6 — 20 М/МИН, РЕГУЛИРУЕТСЯ БЕССТУПЕНЧАТО | |
| БАЧОК ДЛЯ КЛЕЯ-РАСПЛАВА С ЭЛЕКТРОННЫМ БЛОКОМ КОНТРОЛЯ ТЕМПЕРАТУРЫ | |
| ТЕФЛОНОВЫЙ РЕЗЕРВУАР ДЛЯ КЛЕЯ ПОД КЛЕЕНАНОСЯЩИМ РОЛИКОМ | |
| РЕГУЛИРОВКА КОЛИЧЕСТВА НАНОСИМОГО КЛЕЯ | |
| ГИЛЬОТИНА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ РЕЗКИ ТОЛСТОГО КРОМОЧНОГО МАТЕРИАЛА ИЗ ПВХ ИЛИ АBS | |
| ТОРЦОВОЧНЫЙ УЗЕЛ ДЛЯ ОБРЕЗКИ ПЕРЕДНЕГО И ЗАДНЕГО СВЕСОВ ПИЛОЙ С ДВУМЯ ДВИГАТЕЛЯМИ 12 000 ОБ/МИН | |
| ФРЕЗЕРНЫЙ УЗЕЛ ДЛЯ СНЯТИЯ СВЕСОВ С вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12 000 об/мин. Радиус фрезы 2 мм. |
|
| ПНЕВМОПЕРЕСТАНОВКА УЗЛА НА ТОНКУЮ (0,4 ММ) И ТОЛСТУЮ (2 ММ) КРОМКУ (ОПЦИЯ) | |
| ЦИКЛЕВКА РАДИУСНАЯ R=2 ММ | |
| ПНЕВМОПЕРЕСТАНОВКА УЗЛА (ОПЦИЯ) | |
| ПОЛИРОВАЛЬНЫЙ УЗЕЛ 2 Х 0,18 КВТ 1400 ОБ/МИН | |
| ТРАНСПОРТНАЯ СИСТЕМА С ЦЕПЬЮ. НЕСУЩИЕ ПЛИТЫ ШИРИНОЙ – 80 ММ | |
| ПРИЖИМНЫЕ РОЛИКИ ВЕРХНЕЙ БАЛКИ Изготовлены из резины, устанавливаются на подшипниках. |
|
| МАГАЗИН ПОДАЧИ РУЛОННОГО КРОМОЧНОГО МАТЕРИАЛА D800 ММ | |
| ПУЛЬТ УПРАВЛЕНИЯ НА ПЕРЕДНЕЙ ПАНЕЛИ СТАНКА | |
| ПОДДЕРЖИВАЮЩИЙ СУППОРТ ДЛЯ ГАБАРИТНЫХ ЗАГОТОВОК | |
| РЕГУЛЯТОР СЖАТОГО ВОЗДУХА, ОСУШИТЕЛЬ |





ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
ПЫЛЕУЛАВЛИВАЮЩИЙ АГРЕГАТ ПК 6000
Источник
Adblock
detector

Схемы обработки
Отличительные особенности
- Увеличенная скорость подачи до 20 м/мин , регулируемая бесступенчато частотным преобразователем;
- Магазин подачи рулонного кромочного материала;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Регулировка количества наносимого клея;
- Узел предварительной обрезки;
- Торцовочный узел для обрезки переднего и заднего свесов пилами, укомплектован двумя высокочастотными моторами;
- Фрезерный блок для снятия с весов по пласти двумя твердосплавными высокочастотными фрезами с приводом от 2-х высокочастотных моторов;
- Циклевка нижних и верхних радиусов твердосплавными ножами с удалением излишков клея;
- Узел полировки кромки с приводом от 2-х моторов
| Конструктивные особенности | |
 |
Станина
Станина прошедшая полный цикл термической обработки обеспечивает стабильную жёсткость и виброустойчивость всей конструкции автоматического кромкооблицовочного станка. |
 |
Блокировка подачи
Блокировка позволяет подавать заготовки на минимально безопасном расстоянии друг от друга. Система автоматически срабатывает, предохраняя от повреждения агрегаты. |
 |
Узел предварительной обрезки состоит из двух узлов
1 (тип ножниц) Узел предварительной обрезки(тип ножниц) для тонкой кромки(0.4-1мм) позволяет точно без заломов отрезать кромку и натуральный шпон. Шпон при такой обрезке не ломается, а аккуратно подрезается. |
 |
2 (тип нож)
Узел предварительной обрезки (тип нож) для толстой кромки (2-3мм). Оснащен мощным пневмоцилиндром. Стабильно отрезает толстую кромку любого типа. |
 |
Пресс группа
Зона прижима оснащена главным прижимным роликом с приводом и двумя дожимными роликами и позволяет прижать штучный материал толщиной до15мм. Большой диаметр приводного ролика Ф120мм дает максимальную площадь контакта и быстро отводит тепло из зоны прижима. С помощью цифрового счетчика регулируется зона прижима на толщину кромочного материала. Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали. Если регулировка пресс группы осуществляется механически – то одного усилия на пресс валах добиться не удастся, что приводит к частичному отклеиванию кромки. |
 |
Узел торцевой обрезки
Узел торцевой обрезки имеет два электродвигателя. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования. Пилы узла торцевания имеют возможность поворота (для снятия фаски). |
 |
Дисплей
Удобное управление с помощью дисплея позволяет минимизировать время на переостнастку благодаря простому выбору режимов обработки. Экран TOUCH SCREEN. (Опция) |
 |
Фрезерный узел
Фрезерный узел оснащен двумя высокочастотными двигателями с функцией поворота это необходимо для получения более полного и качественного радиуса обработанной кромки. Мощность двигателей 2 x 0,55 кВт и частота вращение 12000 об/мин позволяет обработать любую кромку толщина(max) 15мм с припуском более 2мм на сторону. Узел имеет настройку с помощью цифровых счетчиков. |
 |
Настройка по кромке
Фрезерный узел имеет настройку по кромке. Оператор устанавливает кромку под регулировочной стойкой фрезерного узла. Толщина кромки определяет положение фрез под обработку данной кромки. При этом фрезерный узел занимает необходимое положение и не требует дополнительной подстройки при работе. Система позволяет моментально настроить фрезерный узел на кромку разной толщины. |
 |
Узел радиусной цикли
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. |
 |
С помощью вертикальных и горизонтальных круглых копиров обеспечивается точное отслеживание профиля детали. Возможно обрабатывать детали в чувствительной к внешним воздействиям поверхностям(высокий глянец). |
 |
Подачи жидкости в зону резания
В зону резания цикли подается жидкость из специального стакана. Это позволяет охлаждать и смазывать инструмент для создания мягких режимов резания. Кромка не меняет цвет и полировальный узел после цикли лучше оттирает загрязнение. |
 |
Полировальный узел
Полировальный узел служит для очистки обработанной части кромки, придания ей естественного цвета и блеска. Удобная регулировка позволяет настроить на любой угол полировальные круги относительно обработанной кромки детали |
 |
Настройка
Регулировка всех узлов работающих на пневматике находится в одном месте, что значительно упрощает регулировку станка. |
 |
Подающий конвейер
Подача конвейера осуществляется через мотор-редуктор. Частота вращения которого, регулируется ручкой на пульте управления. Скорость перемещения заготовки меняется плавно от 6 до 20 м/мин. Это позволяет подобрать наилучшие режимы для приклейки и обработки кромки. |






Производитель:  Filato
Filato
Родина бренда: Китай
