Базовая комплектация



Шаговый двигатель 42-го типоразмера (0.4 Н*м)


Встроенная система дымоудаления

Лазерная трубка EFR Lasea — 60 — 75 Вт


Воздушный компрессор (80 Вт, 70 л/мин)
Дополнительная комплектация
.jpg "Запасной комплект зеркал и линз")
Запасной комплект: зеркало и линза

Поворотное устройство для лазерного станка (роликового или токарного типа)

Установка более мощной трубки

Охлаждение трубки (чиллер)

Установка контроллера лазерного станка Ruida


| Характеристики станка | |
| Размер рабочего поля, мм | 600*900 |
| Тип лазерного излучателя | СО2 |
| Производитель лазерного излучателя | EFR Lasea |
| Модель лазерного излучателя | CL-1200 |
| Мощность лазерного излучателя, Вт | 60-75 |
| Ресурс лазерного излучателя, ч | 3000 |
| Линза | ø18 |
| Зеркала, мм | ø20 |
| Интерфейс подключения станка к ПК | USB |
| Система управления | М2 (Ruida опционально) |
| Операционная система ПК | Windows XP/7/8 |
| Программное обеспечение | CorelLaser или RD Works на русском языке |
| Совместимый графический редактор | CorelDraw AutoCAD Photoshop |
| Поддерживаемые форматы | PLT, AI, BMP, DST, DXF |
| Тип охлаждения | Жидкостное |
| Точность позиционирования, мм | 0.01 |
| Рекомендованная скорость гравировки, мм/с | 300 (Уточняйте у менеджеров) |
| Рекомендованная скорость резки, мм/с | 30 (Уточняйте у менеджеров) |
| Метод локализации | Лазерный указатель луча |
| Минимальный размер знаков, мм | 1*1 |
| Дисплей регулировки мощности | Есть |
| Система освещения | LED освещение высокой яркости |
| Система удаления дыма | Встроенная вытяжка/гофра |
| Кнопка экстренной остановки | Есть |
| Электропитание, В | 220V/110V 50/60Hz |
| Рабочая температура, ℃ | 10 ℃ -35 ℃ |
| Глубина опускания рабочего стола, мм | 0-300 |
| Поверхность стола | Сотовый стол + ламели в комплекте |
| Направляющие оси Y | Линейная направляющая 12 мм |
| Направляющие оси X | Линейная направляющая 12 мм |
| Подъемный стол | Электрический |
| Размер станка, мм | 1480х1080х580 |
| Транспортный размер станка, мм | 1650x1155x760 |
| Вес брутто, кг | 169 |
Представляем Вам лазерное оборудование от наших партнеров компании «JULONG» по лучшей цене на рынке (гарантировано — если это не так, то дайте нам знать об этом). Перед отправкой клиенту мы проверяем и подготавливаем оборудование, а также делаем тесты (рез, гравировка) с фото — видео отчетом для заказчика.
Лазерный станок JL-K6090 экономичное оборудование с ЧПУ предназначенное для лазерной резки и гравировки дерева, фанеры, оргстекла, резины, кожи, ткани, пластика бумаги и других неметаллических материалов.
Станок можно использовать в производстве штампов, сувениров, рекламы, персонализации продукции, деревообработке и многом, многом другом. Рабочая область станка составляет 600х900 мм. Классический контроллер М2. Мощность лазерной трубки составляет 80 Вт.
Лазерная трубка установлена и подключена к станку.
Оптическая система состоит из трех отражающих зеркал и фокусирующей линзы. Трехфазный шаговый двигатель и зубчатые ремни и отвечают за перемещение оптической головы. Возможна регулировка головки в которой установлена фокусирующая линза.
Станок оснащен лазерным указателем точки реза, дисплеем регулировки мощности, LED подсветкой рабочего стола, датчиком температуры, кнопкой аварийной остановки. К компьютеру или ноутбуку станок подключается через USB порт.
Для охлаждения станка в комплект поставки входит водяная помпа, но чтобы продлить срок службы оборудования, рекомендуется приобрести чиллер (охладитель). Он защитит трубку от перегрева и перегорания. Подъемный стол с электроприводом позволяет обрабатывать материалы различных габаритов и устанавливать поворотное устройство (устройство для гравировки на цилиндрических поверхностях).
Нет отзывов об этом станке.
Лазерно-гравировальная машина — высокотехнологический продукт, который объединяет компьютер, лазерную технологию, автоматический контроль и оптику в одной машине. Эти машины широко используются во многих областях: рекламе, раскройке различных материалов, электронике, прикладном искусстве, ритуальных услугах, в легкой промышленности, при производстве сувениров и т.д.
Основные преимущества лазерно-гравировальных машин:Используется передовой лазер, который заменяет традиционный механический гравер.
Если сравнивать эти машины с механическими гравировальными машинами, то лазерные гравировальные станки имеют много преимуществ, вот основные из них:
- Не требуются устройства захвата, рабочий материал помещается на поверхность стола, что удобно и эффективно.
- Нет никакого специального требования к твердости материала, таким образом, увеличивается диапазон их применения.
- Высокая точность гравирования, на пластике, фанере, дереве, а так же на камне.
- При применении лазерного станка с чпу эффективность работы увеличивается, как минимум в 2 раза.
- Современный и удобный пульт управления: В лазерно-гравировальной машине используется современная клавиатура надежная и удобная в работе, объединенная с цифровой системой контроля. Так же используются шаговые двигатели, которые обеспечивают более быструю и высокую точность работы.
- Операционный интерфейс обеспечивает легкость работы.
- Полностью закрывающийся корпус делает машину более безопасной и удобной.
Область применения лазерно-гравировальных машин: Лазерный луч машины способен резать и гравировать все неметаллические материалы, а при использовании специальных средств (паста для гравировки металла) появляется возможность для гравировки металлов. Точность позиционирования лазерной головки машины составляет 0,015 мм, за счет чего достигается очень высокая точность гравировки и резки.
Используемые в машине шаговые двигатели обеспечивают высокую скорость и большую производительность. В зависимости от материала при их резке и гравировке получаются сложные формы эксклюзивного дизайна. Многофункциональность компьютерной программы для машины позволяет получать готовые изделия, одновременно вырезая и гравируя их.
Один из самых популярных материалов для лазерной резки и гравировки – органическое стекло. При его резке края получаются зеркальные, торец немного оплавляется. При стыковке полученных заготовок практически отсутствует оптический зазор. Область применения продукции из органического стекла ограничивается лишь фантазией. В основном это рекламная продукция и элементы дизайна и интерьера.
Следующий по популярности материал — древесина и ее производные. Раскрой материала может осуществляется по сложному контуру с достаточно большой скоростью до 3 м/мин. Полученные изделия применяются для изготовления мебели, сложных паркетов, сувенирной продукции, и многого другого.
Для изготовления печатей и штампов идеально подходят машины с маленьким рабочим полем, такие как HX-40a , HX-3040 . Создание печатей и штампов вручную не может обеспечить высокого качества изделия. Если компания заинтересована в повышении производительности и качества продукции, то она выбирает передовые технологии.
Представленные нашей компанией лазерно-гравировальные станки идеально подходят для этих целей. Полностью компьютерное управление, передовая лазерная технология и цифровая технология контроля, все это решает проблемы низкого качества и низкой эффективности в создании печатей и штампов. Их небольшие размеры не требуют для них больших площадей для размещения.
Список материалов можно продолжать бесконечно. Вот лишь его часть: акрил, анодированный металл, картон, бумага, металлы с покрытием, паранит, пробка, хрусталь, кристаллы, ткани, стекло, кварц, ламинированный пластик, двухслойный пластик, кожа, мрамор, камень натуральный, искусственный камень, меламин, пластиковая пленка, резина, дерево, керамика.
Глава 2 Описание оборудования и его применение.
Описание оборудования:
- — Встроенная FLASH память объемом 32 Мб;
- — LCD дисплей с функциональными клавишами, делающий управление простым и удобным ;
- — Программное обеспечение встраивается в интерфейс программ AutoCAD и CorelDraw и других, позволяет выполнять разнообразные задачи по резке и гравировке (варьировать мощностью, скоростью резки и гравировки, менять заливку и т.д.), управлять параметрами лазера для получения различных визуальных результатов;
- — режим работы: растровая векторная графика (BMP, HPGL (PLT), JPEG, GIF, TIFF, PCX, TGA, CDR, DWG, DXF);
- — выполнено на базе СО2 лазера;
- — в качестве излучателя в комплексах используется отпаянная газовая трубка мощностью 80 Вт , ресурс работы которой составляет от 1500 — 10 000 часов;
- — Размеры рабочего поля от 300х500 мм до 2000х3000 мм., что позволяет выполнять резку и гравировку изделий большой площади;
- — высокоточный контроль движения, позволяющий повысить скорость гравировки и резки, обеспечить точные и ровные движения лазерного луча;
- — высокоскоростной USB порт для пересылки данных и управления с одного компьютера.
Глава 3. Установка
Требования к рабочему месту.
Условия работы должны соответствовать перечисленным ниже требованиям. Отсутствие подходящих рабочих условий может привести к неправильной работе оборудования или к его повреждению.
Температура внутри помещения должна быть в пределах 15-35°С. Когда температура окружающей среды выше максимальной предусмотренной, оборудование будет перегреваться, что приведет к его повреждению. При температуре окружающей среды ниже минимальной предусмотренной, возможен быстрый износ направляющих, заклинивание механизмов перемещения деталей машины.
Влажность не должна превышать 80%. Формирование конденсата повредит электронному устройству и будет угрожать безопасности оператора.
Лазерно-гравировальная машина должна работать при одной постоянной мощности, избегайте резких скачков напряжения. При колебании напряжения, аппарат будет работать не правильно. Если напряжение слишком высокое, электропитание аппарата будет полностью повреждено. Для предотвращения пожара и поломки машины вследствие действия высокого напряжения, установите стабилизатор напряжения на 2000W и более.
Лазерно-гравировальная машина должна быть хорошо заземлена. Плохое заземление сокращает срок службы лазерной трубки , а разряд высокого напряжения разрушителен для электрической схемы и опасен для жизни. Убедитесь, что машина хорошо заземлена, чтобы статическое электричество не наносило вреда человеку!
Избегайте закрытых тесных помещений и помещений без вентиляции. Рабочее место должно находиться вблизи от вентиляционного устройства.
Рабочий стол должен находиться рядом с гравировальной машиной, на него оператор может складывать необходимые инструменты, материалы, чертежи и т. д.
Не разрешается работать лицам, не имеющим опыта работы с аппаратом или не прошедшим инструктаж на пуско-наладочных работах, в противном случае компания не несет ответственности за возникшие поломки.
Установка машины
Лазерно-гравировальной машина находится в запечатанном деревянном ящике, поднимать и опускать его следует аккуратно. Сначала станок необходимо освободить от всех упаковочных материалов. При установке лазерно-гравировальной машины по всем сторонам от нее должен оставаться, по меньшей мере, 1 метр свободного пространства. Впереди станка свободного места необходимо оставить больше, для удобства работы и перемещения материала. Поставьте машину на твёрдую и ровную поверхность. Для достижения наилучших результатов лазерно-гравировальная машина должна быть соответствующим образом выровнена. Выравнивание должно производиться только после закрепления машины. После передвижения машины на новое место требуется новое выравнивание.
Далее необходимо установить вытяжное устройство с помощью крепежа, идущего в комплекте. Выхлопная труба от машины должна быть соединена с дымососом, а от дымососа на улицу. Максимальное расстояние от машины до дымососа 2м. От дымососа до улицы 2 м. Если длина дымохода больше, то необходим дополнительный дымосос
Машину необходимо заземлить. Машина подключается к сети электропитания переменного тока 220 V, она потребляет 3000 W, поэтому убедитесь в надежности вашей электропроводки.
Внимание: Запрещается заземлять машину на нулевой провод электросети!
Лазерно-гравировальная машина использует внешний погружной насос, подающий воду, в лазерную трубку . Необходимо подготовить емкость для охлаждающей жидкости-воды. Разница высоты между машиной и погружным насосом должно быть не более чем 0.5 метра. Охлаждающая циркулирующая вода должна быть чистой, без пыли и грязи. Температура охлаждающей воды должна быть в пределах +5-+25 °С.
При обнаружении недостаточного количества охлаждающей воды в емкости необходимо выключить машину и насос, подающий охлаждающую жидкость. Добавить воды и включить насос минимум на 30 минут, или до тех пор, пока лазерная трубка не остынет. Если вода не будет поступать, то лазерная трубка выйдет из строя. Насос должен быть полностью погруженным в воду. На входе и выходе не должно быть никаких препятствий для свободной циркуляция воды.
Подсоедините водяной и воздушный насосы к лазерно-гравировальному станку через шланги, следуя указателям на машине. WaterOutlet – выход охлаждающей жидкости. Этот шланг необходимо опустить в емкость с охлаждающей жидкостью. WaterInlet – вход охлаждающей жидкости. Этот шланг должен быть подсоединен к водяному насосу. AirInlet – этот шланг необходимо подсоединить к компрессору воздуха.
Лазерная трубка – сделана из тонкого стекла, очень хрупкая и может легко сломаться. Необходимо проверить, не сломана ли лазерная трубка , и каждый компонент устанавливается свободно на свое место. Устанавливать трубку необходимо аккуратно, чтобы не повредить ее. Достаньте лазерную трубку из упаковки. Откройте заднюю крышку машины и установите лазерную трубку на ее штатное место в крепления «С» образного типа выходным отверстием к отражающему зеркалу, используя резиновые прокладки (приложены в комплекте с крепежом). Закрепите лазерную трубку , не прилагая больших усилий, чтобы избежать ее поломки. Используя крепеж и гаечный ключ (приложен в комплекте), подключите трубку к шлангам для подачи охлаждающей жидкости.
Припаяйте красный провод к левому контакту трубки, а синий к правому. Нельзя нагревать лазерную трубку паяльником более 3 секунд. Провода должны быть надежно припаяны к лазерной трубке. Рабочее напряжение 20 кВ. Тщательно заизолируйте контакты с помощью изоленты. После установки, лазерную трубку нельзя вращать, чтобы не повредить соединения.
Вставьте силовой кабель в разъем машины и установите предохранитель на его штатное место.
Подсоедините USB кабель к компьютеру и вставьте электронный ключ в порт USB . Без электронного ключа невозможно привести машину в действие.
Установите на персональном компьютере программное обеспечение. Без установки уникального программного обеспечения работа на машине невозможна. Обязательно по завершению работ закрывайте машину, чтобы избежать оседания пыли на рабочие части!
Подготовка к настройке.
Пожалуйста, убедитесь, что выполнены следующие требования:
- надёжно закреплено оборудование ;
- система заземлена;
- в водяном баке имеется достаточно чистой дистиллированной воды;
- водяной насос и компрессор включены в электросеть;
- оборудование надёжно подключено к сети;
- не должно быть утечки воды охлаждения;
- разница высот от насоса до лазерной трубки не должно быть больше чем 0,5 метра;
- температура воды должна быть в пределах 20 °С;
- станок должен стоять на твердой ровной поверхности без вибрации.
Работа лазерного станка основана на перемещении лазерного луча по изменяющейся траектории. Лазерная трубка , 3 зеркала , лазерная головка и система настройки задают траекторию движения лазера. От точности движения лазера зависит результат гравировки и резки, поэтому оператор должен правильно настроить траекторию движения лазера. Линза в трубке закреплена болтом крепления линзы и лежит выпуклой частью вниз. К лазерной головке сбоку подведена трубка, по которой подается воздух, он необходим для охлаждения фокусирующей линзы . Воздух из лазерной головки уходит через форсунку.
Настройка движения лазерного луча
Обратите внимание!
При настройке необходимо защитить глаза и следить за тем, чтобы части тела не попали в лазерный луч. Выбрать необходимую мощность лазера, чтобы избежать возгорания древесно-стружечных плит. При работе машины ЗАПРЕЩАЕТСЯ касаться силового провода во избежание несчастного случая. Регулировку необходимо производить вдвоем. Один настраивает путь прохождения лазера, второй нажимает на кнопку «пульс». Лазер, используемый в этой лазерно-гравировальной машине, создает невидимый инфракрасный луч. Перед началом регулировки убедитесь, что на пути лазерного луча нет посторонних предметов, и он не направлен в сторону людей.
Для настройки линз используется древесно-стружечная плита, при попадании на которую лазерный луч оставляет след. При этом необходимо уменьшить мощность лазера, чтобы избежать возгорания древесно-стружечной плиты. При настройке луча лазера необходимо соблюдать меры безопасности. Необходимо помнить, что путь прохождения луча лазера должен находиться внутри машины, и не выходить за ее пределы.
Настройка движения лазерного луча:
- A: Включите водяной насос, либо чиллер и убедитесь, что происходит циркуляция воды, после чего включите лазерный станок .
- B: Прикрепите три древесно-стружечных плиты (либо картонные круги) размером немного больше чем отражатели, перед первым, вторым и третьим отражателем.
- C: Нажмите кнопку «пульс» которая включает операционную группу лазерно-гравировальной машины . Произойдет выстрел лазерного луча (мощность лазера необходимо установить не более 80%). Убедитесь, что оставленное пятно находиться по центру первого отражателя. Если оно смещено в сторону, необходимо центровать лазерную трубку в «С» образном креплении. После центровки снимите древесно-стружечную плиту (плотный картонный круг) на первом отражателе .
- D: При вторичном нажатии кнопки «Пульс» лазер пройдет через первый отражатель и сформирует пятно на древесно-стружечной плите установленной на втором отражателе . В случае не попадания луча в центр второго отражательного зеркала , необходимо настроить первый и второй отражатель с помощью латунных болтов, находящихся позади стойки линзы так, чтобы они находились на одной горизонтальной линии, и луч лазера попадал в центр второго зеркала . В первом зеркале настраиваем угол отражения, а во втором горизонт. После настройки снимите древесно-стружечную плиту (круг из плотного картона) перед вторым зеркалом .
- E: Второе и третье зеркало настраивается аналогично первому и второму. Необходимо настроить второе зеркало так, чтобы луч лазера попадал в середину древесно-стружечной плиты установленной на третьем зеркале во всех четырех углах лазерного станка .
- F: Третье зеркало необходимо настроить так, чтобы луч попадал в центр линзы лазерной головки. Через наладку угла линзы отражателя. По завершению настройки необходимо проверить работу станка. В процессе настройки необходимо соблюдать меры безопасности, следить за соединениями охлаждения лазерной трубки .
Обратите внимание!
- При настройке необходимо защитить глаза и смотреть за тем, чтобы части тела не попали в лазерный луч.
- Выбрать необходимую мощность лазера, чтобы избежать возгорания древесно-стружечных плит (кругов из плотного картона) .
- При работе станка ЗАПРЕЩАЕТСЯ касаться силового провода, во избежание несчастного случая.
- Регулировку необходимо производить вдвоем. Один настраивает путь прохождения лазера, второй нажимает на кнопку «пульс».
- Настройка фокусного расстояния. Необходимо настроить фокусное расстояние. Это влияет на глубину гравирования и толщину материала при резке.
Настройка фокусного расстояния
Поместите рабочий материал (лучше использовать органическое стекло) на рабочую поверхность станка. Ослабьте винт на лазерной головке. Меняя расстояние от лазерной головки до материала и нажимая кнопку «пульса». На рабочем материале образуются пятна различной глубины и размера. Необходимо настроить так, чтобы пятно было наиболее глубоким и меньшим по диаметру. Это и будет оптимальным фокусным расстоянием. В дальнейшем при изменении материалов и обслуживании лазерной головки фокусное расстояние останется тем же.
Оптика
В лазерном оборудовании используются три зеркала отражения и одна фокусирующая линза . Отражающие зеркала закреплены на первой, второй стойке и лазерной головке. Фокусирующая линза находится внутри лазерной головки. Чистота оптики влияет на глубину и качество гравировки и резки. Необходимо своевременно поддерживать их чистоту специальными средствами для оптики.
Зеркала закреплены тремя винтами с пружинами. Монтаж проводить аккуратно, не касаясь поверхностей зеркал.
Фокусирующая линза установлена внутри лазерной головки с помощью кольца и резиновой прокладкой. Для ее установки необходимо снять сопло лазерной головки. Для установки, необходимо демонтировать сопло. Аккуратно вставить линзу , не трогая ее поверхность и не царапая, потом резиновую прокладку и закрепить с помощью кольца. При установке линзу необходимо положить выпуклой стороной вниз.
Клавиатура машины
«Emergency STOP» При нажатии на кнопку произойдет сброс всех настроек, и машина остановится независимо от того, что она делала. Для включения кнопку необходимо повернуть по часовой стрелке.
«On-Off» Включение машины осуществляется ключом, который идет в комплекте.
«Lighting» Кнопка для включениясвета в лазерной машине
«Up» Кнопка для поднятия рабочего стола. Рабочий стол остановится автоматически при достижения максимальной высоты.
«Down» Кнопка для опускания рабочего стола. Рабочий стол остановится автоматически при достижения максимальной глубины.
«MENU» Эта кнопка используется при включенной машине для изменений параметров машины.
«Enter» Подтверждение текущей операции.
«Datum» При нажатии на эту кнопку головка лазерной машины перейдет в точку 0 и все настройки обнулятся.
«Laser» Кратковременное включение лазера, при удерживании кнопки продолжительное излучение. Используется при настройке машины.
«Stop» Останавливает текущую операцию
«Test» Лазерная головка проходит по периметру объекта
«Start/Pause»Начинает и останавливает работу машины. Если после остановки переместить лазерную головку, то после нажатия кнопки лазерная головка вернется в начальное положение и машина продолжит работу.
«ESC» Отменяет изменения.
Глава 4 Основные операции.
Включение и работа машины.
Включите компрессор.Включите основное электропитание нажатием переключателя на задней панели машины. Поверните кнопку «EmergencySTOP». Включите электропитание лазера с помощью ключа, а затем подождите 5 минут для прогревания лазера. (Проверьте, поступает ли вода в водопроводный шланг).Включите компьютер и соедините его с устройством при помощи USB кабеля.Войдите в программное обеспечение, откройте файлы для гравирования, для установки текущих параметров.Разместите рабочий материал, найдите нулевую точку фокусирующим зеркалом (т.е. найдите начало координат в графическом файле) с помощью соответствующих клавиш на панели управления.Начните процесс гравирования и резания (перед работой внимательно прочитайте инструкцию).
Обратите внимание!
Перед включением станка необходимо проверить состояние всех соединительных кабелей, наличие и уровень воды охлаждения. Если машина будет работать без охлаждающей жидкости, то лазерная трубка может треснуть (лопнуть) от перегрева, тем самым выйти из строя.
Остановка машины. Для остановки работы аппарата, выключите питание лазерного станка, вентиляционную систему, общее питание оборудования, систему подачи воздуха.
Регулировка параметров.
Обратите внимание!
Установите правильно скорость движения и мощность лазера в соответствии с необходимостью и задаваемыми технологическими параметрами работы, для качественного выполнения работы.
Аккуратно перемещайте рабочий материал, и сохраняйте одну и туже высоту рабочего материала, заданную фокусирующим зеркалом.
Не перемещайте тяжелые объекты на работающей поверхности, т.к. это препятствует движению лазерного ножа. Иначе будет поврежден и приведен в негодность мотор.
При работе следите за правильной работой системы откачивания.
Глава 5. Обслуживание и уход.
Чистая и аккуратная окружающая среда является залогом высококачественной гравировки. То, насколько долго останется чистой гравировальная машина, зависит от вида гравируемого материала, работы охлаждающей системы, условий работы и частоты использования машины. Пыль, скапливающаяся в движущихся частях, приведет к нарушениям в процессе гравировки и преждевременному износу движущейся системы; копоть, скопившаяся на оптическом зеркале, приведет к разрушению стекла и его порче.
Механизмы лазерно-гравировальной машины должны находиться в чистоте. Рабочее место должно быть чистым и не содержать пыли.
При регулярном качественном обслуживании и выполнении правил работы срок службы лазерной трубки может быть увеличен.
Необходимы хорошие производственные условия. Электропитание станка должно быть устойчивым. Если происходят колебания электропитания, то рабочее место необходимо оборудовать устойчивым электропитанием (установить стабилизатор напряжения). Станок должен стоять на ровной поверхности, не допускается его вибрация. Он не может работать во влажной окружающей среде.
Лазерная трубка нагревается, для ее охлаждения необходимо достаточное количество воды. Вода должна быть чистой, без грязи и пыли. Менять воду необходимо каждые 3 месяца. Объем воды должен быть более 40 литров. Температура воды должна быть от + 5 до +25 °С.
Лазерно-гравировальная машина использует лазерную трубку , которая заполнена СО2 газом. Объема газа в трубке достаточно для работы трубки на 100 % в течение 1500 часов. У лазерной трубки возможны 4 фазы работы.
- Первая фаза: Лазерная трубка выдает мощность больше на 10% — 15% чем заявлена. Эта фаза длиться в течение 2~3 недель.
- Вторая фаза: Рабочая фаза. Лазерная трубка выдает заявленную мощность. Эта фаза длится приблизительно 1~2 месяца.
- Третья фаза: Фаза снижения мощности. Так как трубка используется достаточно длительное время, ее мощность постепенно снижается. Необходимо увеличить мощность лазерной трубки и уменьшить скорость. Длительность этой фазы приблизительно 1 месяц.
- Четвертая фаза: фаза истощения. Необходима замена лазерной трубки .
При регулярном качественном обслуживании и выполнении правил работы срок службы лазерной трубки может быть увеличен.
Направляющие лазерной головки должны быть чистыми. Регулярно очищайте их хлопковым тампоном, смоченным в спирте и смазывайте трущиеся части. Не забывайте тампон внутри станка.
Линза и отражающие зеркала необходимо протирать хлопковым тампоном, смоченным в специальном растворе ежедневно. Не допускается нахождение пыли на линзе . При обнаружении повреждения линзы или зеркал их необходимо заменить.
В станке все должно быть сухим, особенно зеркала, лазерная трубка и выключатель питания.
Если вы заметили влагу, немедленно отключите питание и удалите влагу.
Для отключения электропитания машины сначала отключите тумблер на машине, потом отключите вилку из розетки.
Перед включением машины необходимо проверить состояние всех соединительных кабелей, наличие и уровень воды охлаждения. Если машина будет работать без охлаждающей жидкости, то лазерная трубка может треснуть от перегрева.
Отражающие зеркала и линза лазерной головки.
Поверхности отржающих зеркал и линзы лазерной головки отполированы и покрыты тонким слоем металла. Чистота их поверхности влияет на мощность лазера, поэтому они должны быть чистыми, и необходимо ее регулярно поддерживать. Поддержание чистоты линз увеличивает срок их службы.
Водяной насос и воздуходувка
Они очень просты в обслуживании. При выключении машины их необходимо выключать. Своевременно необходимо удалять с них пыль и грязь.
Несоблюдение указанных требований может привести к выходу из строя оборудования, либо преждевременному уменьшению рабочего ресурса.
Лазерная машина и компьютер должны быть правильно заземлены.
Храните лазерную машину в чистоте, особенно два скользящих ролика. Регулярно смазывайте трущиеся частилазерной машины маслом для предотвращения ржавчины.
При работе с материалом, особенно при его резке, на рабочей поверхности скапливаются органические остатки, которые необходимо регулярно удалять, т.к. они будут сжигаться и дымиться при работе лазера.
Обращайте внимание на правильную работу выводного отсоса, проводите чистку его поверхности.
Меняйте воду для охлаждения один раз в три месяца, измеряйте температуру вводы в водопроводе.
Поддержание в чистоте системы отражения лазера.
При долгой работе отражатели загрязняются и должны чиститься каждую неделю. Пожалуйста, протирайте их с помощью особого материала для чистки линз, бумагой для линз или адсорбирующим котонном. Осторожно обращайтесь с линзами, не повредите их поверхность острыми материалами.
Нижняя поверхность фокусирующих линз в фокусирующем зеркале может загрязняться летучими веществами от рабочей поверхности, иногда пылью. Проводите чистку по мере необходимости.
Внимание!
Перед проведением технического обслуживания питание лазерного гравировального станка должно быть отключено.
Этапы очистки:
- Выключите лазерную гравировальную машину , выньте вилку из розетки.
- Откройте кожух станка, соберите пыль и отходы пылесборником.
- Очищайте окошко, находящееся наверху кожуха, с помощью хлопчатобумажной ткани, пропитанной мыльной водой. Оно сделано из материала, который может расщепиться под воздействием такого химического растворителя, как спирт или ацетон, а потому его нельзя очищать с помощью химических растворителей; для этого применяется особое чистящее средство. Также нельзя применять бумажное полотенце, чтобы избежать царапин.
- Для очистки движущуюся систему по оси X,Y используйте бумажное полотенце, нанесите смазку на направляющие Х, через специальные масленки.
- Для очистки решетки используйте бумажное полотенце и мягкую ткань, пропитанную мыльной водой.
Очистка оптических зеркал:
Мойте руки перед очисткой оптического стекла. Не прикасайтесь к оптическому стеклу, чтобы не повредить имеющуюся на нем защитную пленку. По окончании работы вы должны, по меньшей мере, один раз визуально удостовериться в том, что на ней нет копоти или царапин.
Чистому стеклу не требуется мытье. Слишком частое мытье может его повредить!
Используйте хлопчатобумажный материал, пропитанный чистящим раствором. Хлопчатобумажный материал может быть использован только один раз. Повторяйте эту операцию до полной очистки.
Временные рамки технического обслуживания:
Сроки технического обслуживания зависят от вида гравируемого материала, качества гравировки, времени гравировки и качества воздухопоглощающей системы. Клиент может самостоятельно принять решение относительно сроков технического обслуживания. Рекомендуется проверка или очистка каждые 8 часов работы. Клиент должен установить сроки технического обслуживания таким образом, чтобы продлить срок службы оборудования, создавать продукцию более высокого качества и сократить время простоя. На техническое обслуживание будет затрачиваться около 5 минут в день.
Глава 7. Меры предосторожности .
Внимание!
Разница между внешней температурой и температурой охлаждающей воды не должна превышать 5°С, в противном случае это приведёт к скоплению конденсата на зеркале и к его повреждению.
Безопасность и меры предосторожности
Лазерная система не должна оставаться без присмотра в рабочем режиме, поскольку лазерный пучок может воспламенить находящиеся рядом предметы, а потому возле лазерной гравировальной машины должен находиться огнетушитель.
Запуск лазерной машины запрещен до тех пор, пока не включен вентилятор выхлопных газов.
Удалите все посторонние предметы, материалы, руководства и т. п. с рабочей поверхности лазерной гравировальной машины, чтобы предотвратить блокировку ее движения.
Убедитесь, что на ходовой поверхности нет мелких предметов. Каждый день после работы должна наноситься смазка.
Убедитесь в характеристиках и оптическом качестве гравируемых материалов, в том числе:
- — требования к охлаждению;
- — скорость безопасной гравировки.
Убедитесь, что оператор машины:
- — прошел тщательную соответствующую подготовку;
- — выучил требования безопасности;
- — овладел процедурой гравировки;
- — надел защитные очки и рабочую одежду;
- — водная система охлаждения работает;
- — выхлопной вентилятор работает.
Внимание!
Не надевайте одежду с широкими рукавами и карманами, ювелирные украшения с камнями, ожерелья, кольца, наручные часы и т. п. Убедитесь, что линия между компьютером, гравировальной машиной и системой контроля надежна, а движущиеся части машины не заблокированы.
|
Модель |
JL-K6090 |
|
Производитель |
Dragon |
|
Мощность лазера |
50Вт, 60Вт, 80Вт, 100Вт‚ 1З0Вт |
|
Тип лазера |
Hermetic CO2 glass tube |
|
Системные требования |
WINDOWS XP / Win7 / 8 |
|
Графический формат |
PLT, DST, DXP, AI, BMP, DWG, LAS, DXF |
|
Точность позиционирования |
0,01 (мм) |
|
Максимальная скорость гравировки |
600 (мм/сек) |
|
Максимальная скорость резки |
500 (мм/сек) |
|
Режим контроля |
Цифровой |
|
Охлаждение |
Водяное охлаждение |
|
Использование |
Резка / гравировка |
|
Применение |
Неметаллические материалы / акрил / кристалл / дерево / кожа / ткань/ керамика / смола / органические элементы и т.д. |
|
Рабочая зона |
600* 900 (мм) |
|
Поддержка программного обеспечения |
CorelDRAW/PHOTOSHOP/AUTOCAD |
|
Источник питания |
АС110В / 220В ± 10% 50/60Гц |
|
Производственная среда |
5-40 (°C) 5-95% (RH) |
|
Сертификация |
CE |
|
Размеры |
1450*1010*1110.5 (мм) |
|
Вес |
580 (кг) |
Время выполнения заказа:
| Quantity (компл.) | 1 — 1 | 2 — 3 | > 3 |
| Примерное время (в днях) | 5 | 8 | Подлежит согласованию |
Сведения о покупке
Защита с помощью
Транспортировка:
Связаться с поставщиком для согласования деталей доставки
Для вас Гарантия своевременной отправки
Платежи:
Шифрование и повышенная безопасность платежей Подробнее
Возврат товаров и возмещение средств
Доступны возврат товаров и возмещение средств Подробнее
Покупайте с уверенностью
 Напрямую от проверенных площадкой производителей
Напрямую от проверенных площадкой производителей
Для получения информации касательно цен, индивидуальных заказов и других вопросов:

Производитель товаров по индивидуальному заказу
Рейтинг магазина
4.9/5
Показатель своевременности доставки
100.0%
Экспортная выручка онлайн
1,300,000+ USD онлайн
Услуги
Изготовление на заказ по эскизам
Контроль качества
Контроль готовой продукции
Сертификаты

Рекомендованные сообщения
- Жалоба
-
#1
Лазерный станок JL-K6090 не гравирует по всему рабочему полю.
При установке размера изображения по оси x более 640 миллиметров, головка станка начинает биться о начало координат, доходит только до центра, гудит и бьёт в одну точку по несколько раз. Подскажите пожалуйста как исправить.

(Windows 7 32 бит, 1гб озу, pentium dual 1.86 ггц, 1.87 ггц.)
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#2
У вас по X максимум 600 мм, а вы пытаетесь поставить 640…
Ну а вообще хорошо бы видео.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#3
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#4
Движок пропускает шаги.
- Убедитесь, что каретка смазана и передвижению ничего не мешает
- Уменьшите скорости разгона и торможения
- Либо движок изначально непредусмотрен для таких скоростей, либо нужно проверять напряжения питания.
В итоге если ничего не поможет менять движок на более мощный, либо работать на низких скоростях.
P.S. скорость в 200 при гравировке на таком слабом движке и материнке при большом рабочем поле уже хорошо.
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#5
Как вариант посмотрите нет ли чего лишнего в файле, за областью гравировки. И можно попробовать очистить память станка, бывает такое когда память переполнена.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
Награды пользователя


- Жалоба
-
#6
максимум скорость для этого размера стола и этих двигателей 250 при гравировке и 25-35 при резке
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#7
4 часа назад, PavelK сказал:
Движок пропускает шаги.
- Убедитесь, что каретка смазана и передвижению ничего не мешает
- Уменьшите скорости разгона и торможения
- Либо движок изначально непредусмотрен для таких скоростей, либо нужно проверять напряжения питания.
В итоге если ничего не поможет менять движок на более мощный, либо работать на низких скоростях.
P.S. скорость в 200 при гравировке на таком слабом движке и материнке при большом рабочем поле уже хорошо.
Каретка смазана и передвижению ничего не мешает.
Как уменьшить скорости разгона и торможения? ( софт — coreldrawх4, corellaser, laserDRW, winsealXP).
Проверять напряжение питания цифровым тестером на движке можно? Или осциллограф нужен?
Изменено 30 ноября 2016 пользователем murzmurzov
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#8
Никак к сожалению, ремни должны быть не натянуты и скорость, которую я писал выше.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#9
Мда, с этой материнкой, похоже, никак. Проверьте напряжения на блоках питания ну и снижайте скорости гравировки.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#10
Спасибо за советы. Более менее разобрались со всем. Станок работает. Кое над чем, конечно, еще подумать надо. Но сначала пусть какое-то время так поработает. А работает сейчас он в режиме поле гравировки 200х550, скорость 500. Сбоев в работе нет.
Можно ли ему поменять материнку на помоднее, и во что это выльется? Все-таки по материнке и софту ожидал лучшего. А по факту: мало памяти, нет возможности дать одним заданием гравировку и резку, глючный софт.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#11
Можно, тыщ в 80 вложитесь. Материнка RDC6332G, движки, драйверы к ним, блоки питания.
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
- Жалоба
-
#12
Странные вы! Купили самолет. Оказалось кукурузник, летать не может, но путь просто ездит! Простите меня за аналогию конечно.
Но не верю я в то что это нельзя поправить. Хотя бы крылья добавьте (рабочее поле имею в виду). А вообще странный он у вас. Если не секрет сколько стоит?
Изменено 1 декабря 2016 пользователем 008shadow
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
Награды пользователя

- Жалоба
-
#13
- Цитата
Поделиться сообщением
Ссылка на сообщение
Поделиться на других сайтах
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
- Материал не прорежется.
- Скорость работы станка упадет.
- Снижется качество.
- Края реза будут горелыми или под углом.
- Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
 Оптический тракт можно условно разбить на участки:
Оптический тракт можно условно разбить на участки:
- Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
- Луч попадает на первое статичное зеркало, передается на второе.
- Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
- Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.

Сначала надо убедиться в том, что луч проходит через сопло и полностью приходит на материал.
Удобнее это делать в расфокусированном состоянии, чтобы лучше была видна форма отпечатка.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
- Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
- Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
- Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля. Подробная инструкция, как настроить лазерный станок.
Станок может выполнять резку и гравировку практически всех неметаллических материалов, подойдет как начинающим, так и опытным мастерам. Предназначен для мелкосерийного и среднесерийного производства сувениров, игрушек, украшений, рекламной продукции и т.д. Возможно доукомплектовать поворотным устройством для гравировки на изделиях цилиндрической формы.
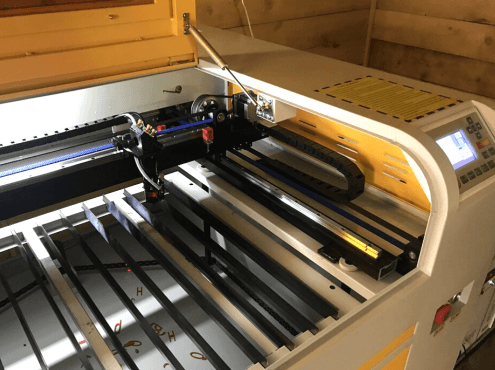
Станок оснащен тремя зеркалами и фокусирующей линзой, оборудован LED подсветкой, лазерным указателем, дисплеем регулировки мощности, дисплеем температуры и автоматическим подъемным столом. Бесконтактные индукционные концевые датчики и линейные направляющие по осям X и Y способствуют быстрой и высокоточной работе лазерного станка JL-K 6090 М. Безопасность работы обеспечивает система обдува зоны реза, датчик проточной воды и кнопка аварийной остановки работы станка.
В базовой комплектации поставляется с платой управления М2, но при необходимости возможно установить систему управления RuiDa.
Рабочая температура станка от 5 ℃ до 25 ℃, критическая температура — 38 ℃
Охлаждение лазерной трубки обеспечивает водяная помпа, но для более продолжительного срока службы трубки рекомендуем подключить чиллер.
Станок подходит для выполнения следующих работ:
— Гравировка и резка фанеры и дерева
— Гравировка и резка оргстекл
Характеристики станка:
Тип исполнения станка — Напольный
Размер рабочего поля — 600х900 мм
Структура рабочей поверхности — Сотовый стол или ламели
Тип лазера — CO2 лазерная трубка
Мощность лазерной трубки — 40 Вт
Срок службы лазерной трубки — 3000 ч
Длина волны лазерного излучения — 10640 нм
Регулировка мощности лазера — Аппаратная
Глубина опускания рабочего стола — 0-300 мм
Скорость резки — 0-200 мм/с
Скорость гравировки — 0-500 мм/с
Минимальный размер буквы — 1х1 мм
Тип двигателя — Двухфазный шаговый двигатель
Тип передачи — Ременная
Структура оси X — Линейная направляющая
Структура оси Y — Цилиндрическая направляющая
Система охлаждения — Водяная помпа, (Чиллер опционально)
Системы защиты — Система экстренной остановки, Датчик проточной воды
Система освещения — LED
Система управления — M2 (возможно установить Ruida)
Операционная система ПК — Windows XP/7/8/10 (32/64)
Интерфейс подключения — USB
Поддерживаемое ПО — CorelDraw, AutoCAD, Photoshop
Поддерживаемые форматы — CDR, AI, PLT, DXF, DWG, DST, BMP, JPG, PNG, GIF, TIF
Точность позиционирования — 0.01 мм
Оптические элементы — Зеркало ø20 — 3 шт, Линза ZnSe ø12 f-50.8 — 1 шт
Потребляемая мощность — 950 Ватт
Электропитание — 220В / 50Гц
Размер станка — 1320х940х640 мм
Вес станка — 140 кг
Гарантия — 12 месяцев
Стандартная комплектация:
Лазерный станок — 1 шт.
Лазерная трубка — 1 шт.
Водяная помпа — 1 шт.
Воздушный компрессор — 1 шт.
Вытяжная вентиляция — 1 шт.
Комплект кабелей — 1 шт.
Лазерный указатель — 1 шт.
Датчик проточной воды — 1 шт.
Программное обеспечение — 1 шт.
Инструкция для программного обеспечения — 1 шт.
Инструкция к станку — 1 шт.
Комплект ключей — 1 шт
Датчик температуры в трубке — 1 шт.
Автоматический подъемный стол — 1 шт.
Сотовый стол — 1 шт.
Комплект ламелей — 1 шт.
Измеритель фокусного расстояния — 1 шт.а и акрила
— Гравировка и резка поликарбоната и пластика
— Гравировка и резка резины
— Гравировка стекла
и многих других материалов.

Лазерный станок CO2 KAMACH 6090 HYPE LF120 — обзор и видео
Лазерный станок CO2 KAMACH 6090 HYPE LF120 — распространённость лазеров с числовым программным управлением растёт с каждым годом и на то есть ряд объяснений. Для начала, купить лазер стало гораздо легче. Цены на станки выровнялись, а расходники теперь доступнее. Причём неважно, ищете ли вы лазер для обработки оргстекла или камня – с нашей помощью вы быстро отыщите желаемое!
Мы предлагаем не торопиться с приобретением и для начала изучить вопрос. Даже полноценное изучение темы отнимет у вас всего пару дней, зато вы сможете быть полностью уверены в взвешенности выбора.
Сколько стоит купить лазерный станок СО2
Мы уже говорили, что в наше время оборудование сделалось значительно более доступным. Так, приобрести небольшой лазерный станок – гравер, который можно без проблем поставить у себя дома, обойдётся вам в среднем в девяносто тысяч рублей. Естественно, такая модель станка будет достаточно слабой, но их, традиционно, с запасом хватает на первые полгода-год для специалистов, желающих развиваться, но не имеющих почти никакого базового опыта для быстрого продвижения в нише.
Приобретение ещё более мощного оборудования, которое даст вам возможность ворваться в продажи и закрепить за собой свой краешек ниши – это уже диалог о суммах от 200 до 300 тысяч рублей. Очевидно, стоимости усреднённые.
Возможно, на данный момент купить лазер с ЧПУ для резки пластика для вас верх мечтания, но уже через пару лет работы вы осознаете, что лазерная резка металла и иных материалов – представляют значительную часть рынка и утекают сквозь ваши пальцы в силу недостатков вашего ЧПУ. Лазерный станок широкого формата выйдет вам где-то в шестьсот тысяч рублей. Но не станем больше пользоваться не аргументированным мнением и цифрами, а постараемся глубже копнуть в устройство станка и понять, из чего эта цена складывается.
Обычно, когда вы можете похвастать большим опытом в теме – любой подбор товара становится для вас своего рода анализом. Вы оцениваете все плюсы и недостатки модели, смотрите на производителя, читаете отзывы. Если разобраться в волоконном оборудовании ещё составляет некую трудность, то именно лазерный станок сконструирован так, что понять механизм его работы способен даже человек с откровенно гуманитарным складом ума.
— площадь рабочего поля – это базовый критерий выбора станка. Причём это столь важно, что в 90% случаев габариты рабочего поля вносят прямо в название модели – просто взгляните на станок, который вы планируете приобрести. Числа в наименовании означают ни что иное, как размер рабочего поля.
— Мощность и период работы лазерного источника – традиционно, решив купить лазерный станок, вы смотрите исключительно на параметр мощности лазера, но суть тут в том, что сами излучатели ограничены сроком эксплуатации. Именно поэтому, самыми востребованными всегда были свежие лазерные трубки. Таким образом, наиболее разумным вложением средств можно считать модель лазерных излучателей W от производителя Reci, срок службы которых будет от 10 тысяч часов.
— Контроллер лазера с ЧПУ – обычно, это компании Ruida и M2. Здесь очень просто — станок с ЧПУ на М2 ощутимо дешевле. И конкретно, функционал у данных контроллеров одинаковый, различие лишь в том, как оперативно вы его освоите.
— Дополнительная комплектация – любой лазер с ЧПУ является самодостаточной системой. Причём чаще всего комплектация включает в себя всё, что нужно, начиная чиллером, заканчивая проводами и изолентой. Конечно, сэкономить возможно практически на чём угодно и собрать лазерный станок за сто тысяч рублей, но каждому известно, что в случае поломки, платить придётся вам.
На что способен лазерный станок?
Для начала, вести речь мы будем не о гравировальных станках. очевидно из названия, гравер – это станок для гравировки, и крайне редко пользователи, которые приняли решение купить лазерный станок, будут удовлетворены столь ограниченным функционалом станка.
— Лазерная резка фанеры – в наибольшей степени интересный формат реализации потенциала станка с ЧПУ. Фанера по праву является одним из наиболее популярных материалов на потребительском рынке, а также легко режется и гравируется. Её очень просто купить, а справиться с лазерной резкой фанеры сможет станок с трубкой с мощностью от 50-60 Вт.
— Лазерная резка ткани – конечно, с обработкой ткани совладает даже маломощный лазер, но для того, чтобы поставить на поток обработку рулонной ткани, вам понадобится уже широкоформатный лазер с минимальным рабочим полем от 1550 мм в ширину.
— Лазерная гравировка материалов – прелесть традиционного СО2 станка в том, что он может играючи справляться с гравировкой практически любых объектов. Конечно, делать это он будет значительно медленнее, чем маркиратор, но в то же время с его помощью вы сможете гравировать и фанеру, и даже камень!
Обрабатываемые материалы
-

Фанера
Резка и гравировка
-
Дерево
Резка и гравировка
-
Оргстекло
Резка и гравировка
-
Бумага
Резка и гравировка
-
-
Акрил и полистирол
Резка и гравировка
-
Картон
Резка и гравировка
-








-

Список
Развернуть/свернуть

Пример внешнего вида лазерной трубки

Трубка лазера — основной инструмент лазерного станка, ведь именно в нём формируется луч, который, в свою очередь, используется для резки и гравировки материалов. От параметра мощности излучателя напрямую зависит потенциал вашего оборудования, ведь она позволяет понять, какой материал, насколько плотный, какой толщины и как качественно и быстро вы можете гравировать и резать. Лазерные трубки лучше всего выбирать делая упор на параметр мощности, ведь при полноценной работе лазерного станка, непосредственно он будет определять, насколько рационально вам использовать конкретно данную лазерную трубку.
Сравнение производительности в зависимости от мощности лазерной трубки
| 150‑180 Вт |
9.5х |
| 130‑150 Вт |
7.5х |
| 100‑130 Вт |
6.5х |
| 90‑100 Вт |
5.0х |
| 80‑95 Вт |
3.5х |
| 75‑90 Вт |
3.0х |
| 65‑75 Вт |
2.3х |
| 40‑50 Вт |
1.3х |
| 30‑40 Вт |
1.0х |
* В таблице приведены усредненные относительные значения скорости резки основных материалов.
Лазерный станок CO2 KAMACH 6090 HYPE LF120 — особенности и достоинства

Применение
Станок идеально подойдёт как начинающим для старта, так и опытным мастерам для расширения. Оптимальное решение для серийного производства сувенирных изделий, конструкторов, цветочных топперов и т.п. Способен обрабатывать даже такие сложные материалы, как металл и камень.
Размеры корпуса
Габариты корпуса 1400 × 980 × 940 мм позволяют компактно и без дополнительных транспортных расходов разместить станок даже в цеху с малой площадью, а вес специально рассчитан под гашение вибраций, возникающих при движении механических частей оборудования.

Разборный корпус
Данная особенность корпуса даёт возможность отсоединить практически все части корпуса при транспортировке станка на малые расстояния, а также для проведения технического обслуживания и ремонта, для удобного доступа к электронике и механическим частям.
Купольная система
Купольная система сбора продуктов резки защищает механику подъемного стола и обеспечивает более комфортную работу оператора, благодаря упрощенному доступу к готовым изделиям и продуктам отсева. Также купольная система влияет на жесткость станка и увеличивает эффективность дымоудаления.
Размеры рабочего поля
Удобный формат рабочего поля 900х600 мм является оптимальным для серийного производства изделий из самых различных материалов, так как экономит время на позиционирование материала и позволяет обрабатывать сразу несколько заготовок в пределах одного поля.
Подъёмный стол
Данная опция позволит вам обрабатывать различные габаритные материалы, не затрачивая дополнительное время на настройку станка под толщину заготовки. Моторизированный подъёмный стол идеально подходит для гибкого, непрофильного производства.

Линейные направляющие
Установленные на данном станке направляющие рельсового типа обеспечивают баланс между большой скоростью и высокой точностью перемещения головки. Простота конструкции снижает риск деформации и поломок при движении, отличается долговечностью и легкостью в ремонте.
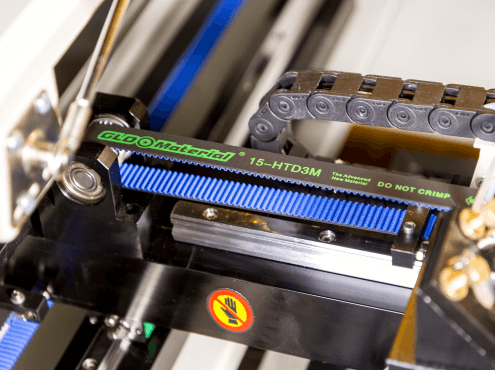
Зубчато-ременная передача
Данный тип передачи является золотой серединой как по стоимости комплектующих, так и по качеству работы. Проверенная временем система обеспечивает высокую степень точности даже при самой тонкой обработке материалов. Не требует особого ухода, а замену ремня может осуществить даже оператор станка.
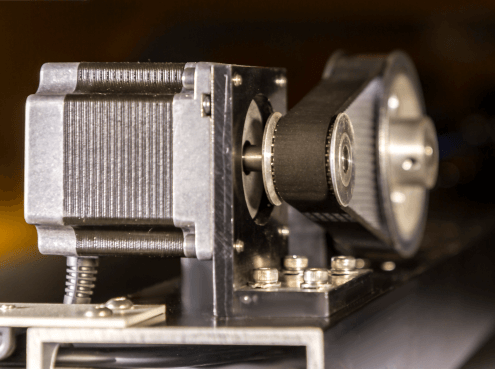
Шаговые двигатели
Уже ставшие классикой шаговые двигатели, обеспечивают плавное перемещение режущего инструмента (головки лазерного станка) по рабочему полю за счёт «шагового» вращения. Являются эталоном надёжности и простоты, а также основой всей механической составляющей станка с ЧПУ.
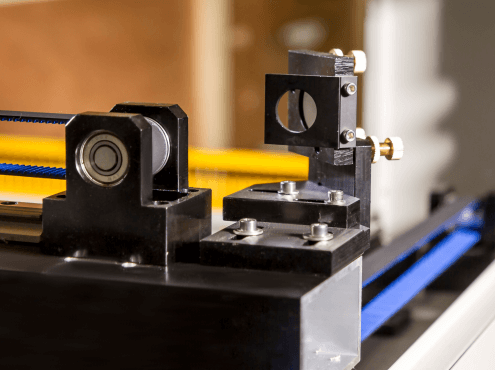
Система зеркал
Регулируемая вручную система зеркал диаметром 25мм позволяет осуществить юстировку пользователю станка с любым опытом или и вовсе без него. Благодаря чему вы можете добиться большей производительности вашего станка за счёт увеличения скорости и качества реза.
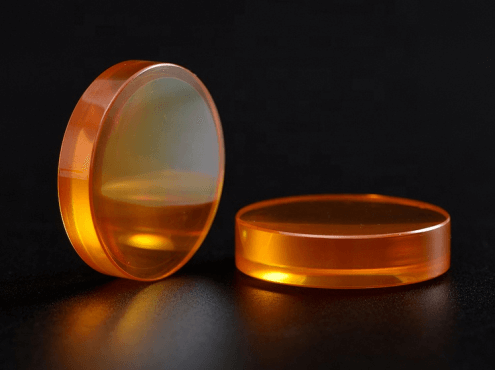
Фокусирующая линза
Качественная фокусирующая линза обеспечивает, как понятно из названия, фокусировку луча в конкретной точке, благодаря чему и осуществляется резка и прочие типы обработки материала. В данном станке по умолчанию используется линза ZnSe диаметром 20 мм с фокусным расстоянием 63,5 мм.
Система управления станком
Управление лазерным станком осуществляется надежным контроллером RuiDa RDC6445G в связке с программами на вашем компьютере CorelDraw, AutoCAD, LaserWork. Поддерживает графику форматов CDR, AI, DXF, BMP, JPG, PNG и т.п.
Лазерный станок для акрила интересен высокой точностью и специально создан для работы в сферах, где именно высокая точность лазера играет важную роль. В отличие от простых комплектаций, они отличаются компактностью и высокой степенью гашения вибраций, а также мощными направляющими и трёхфазными шаговыми двигателями, дающими возможность наносить гравировку на изделия с высокой степенью детализации. Но для чего же именно используется такой лазерный станок? Купить его можно нажав на карточку товара, а подробнее о работе оборудования мы поделимся ниже.
Лазерный станок с ЧПУ
Сравнительно часто ЧПУ станки такого типа используются именно для обработки оргстекла, ДВП, ДСП и т.п. Лазерный ЧПУ станок СО2 — сконструирован для реализации конкретно таких заказов! Его усиленный корпус и высокоточные комплектующие позволяют ему с высокой точностью резать практически любые материалы с акцентом именно на точность наносимого изображения, вне зависимости от его размера.
Хотите знать больше? Переходите по ссылке! Производство — всегда сложный, технологический процесс, в который вы вкладываете уйму труда, времени и сил. И ничто так не деморализует, как малый, почти незаметный фактор, который словно соринка в идеальном механизме, мешает получать от производства максимальную прибыль. Но как найти и обнаружить все те проблемные зоны, которые мешают вам зарабатывать? С Conintel это останется в прошлом. Больше никаких перекуров каждые полчаса и избыточного холостого хода станка. Никакой резки на минимуме мощности и простоя. Теперь вы сможете увидеть реальный КПД своего оборудования и людей, которые с ним работают. Уже через неделю после установки у вас на руках будут все карты!
Поможем в монтаже, запуске, ремонте оборудования и обучении оператора. Собственный склад запасных частей и расходников.
Быстро и качественно смонтируем, настроим, обучим. Работаем в Москве, Санкт-Петербурге, Ярославле и оперативно приедем к вам в России и страны ЕАЭС.
8-800-555-29-39 support@yusto.ru
Сервисные услуги и ремонт станков с ЧПУ в Ярославле и области: 7-920-129-19-22 support@yusto.ru
- Информация
- Товар на сайте компании «LASERSPRO»
-
Омск
- Просмотров: 20
- ID: 28921423

Структура рабочей поверхности
Сотовый стол или ламели
Срок службы лазерной трубки
5000 ч
Длина волны лазерного излучения
10640 нм
Регулировка мощности лазера
Аппаратная
Лазерный станок JL-K 6090 — профессиональный высокопроизводительный станок с размером рабочего поля 600х900 мм. В базовой комплектации поставляется с лазерной трубкой 60W, но возможно установить более мощную трубку.
Станок подойдет для использования на крупносерийных производствах, отлично справляется с резкой и гравировкой практически любых неметаллических материалов. Толстостенный алюминиевый корпус и линейные направляющие по осям X и Y снижают вибрацию и повышают качество и скорость выполняемых работ. Для гравировки на изделиях цилиндрической формы есть возможность установки поворотного устройства.
Станок JL-K 6090 оснащен тремя зеркалами и фокусирующей линзой, оборудован LED подсветкой, лазерным указателем, миллиамперметром и автоматическим подъемным столом. Безопасность работы обеспечивает система обдува зоны реза, датчик проточной воды и кнопка аварийной остановки работы станка. Сотовый рабочий стол и набор ламелей сразу идут в комплекте.
В базовой комплектации установлена система управления RuiDa.
Рабочая температура станка от 5 ℃ до 25 ℃, критическая температура — 38 ℃
Охлаждение лазерной трубки обеспечивает водяная помпа, но для более продолжительного срока службы трубки рекомендуем подключить чиллер соответствующий мощности.
Станок подходит для выполнения следующих работ:
— Гравировка и резка фанеры и дерева
— Гравировка и резка оргстекла и акрила
— Гравировка и резка ПВХ и пластика
— Гравировка и резка резины
— Гравировка стекла
и многих других материалов.
Дополнительные характеристики:
| Глубина опускания рабочего стола | 0-300 мм |
| Скорость резки | 0-400 мм/с |
| Скорость гравировки | 0-800 мм/с |
| Минимальный размер буквы | 1х1 мм |
| Тип двигателя | Двухфазный шаговый двигатель |
| Тип передачи | Ременная |
| Структура оси X | Линейная направляющая 15 мм |
| Структура оси Y | Линейная направляющая 15 мм |
| Система охлаждения | Водяная помпа |
| Системы защиты | Система экстренной остановки, Датчик проточной воды |
| Система освещения | LED |
| Система управления | Ruida RDC6445G |
| Операционная система ПК | Windows XP/7/8/10 (32/64) |
| Интерфейс подключения | USB, LAN |
| Поддерживаемое ПО | CorelDraw, AutoCAD, Photoshop, RDWorks |
| Поддерживаемые форматы | CDR, AI, PLT, DXF, DWG, DST, BMP, JPG, PNG, GIF, TIF |
| Точность позиционирования | 0.1 мм |
| Оптические элементы | Зеркало ø25 — 3 шт, Линза ZnSe ø20 f-50.8 — 1 шт |
| Потребляемая мощность | 950 Ватт |
| Электропитание | 220В / 50Гц |
| Гарантия | 12 месяцев |
- Ламели
- Лазерный станок
- Сотовый стол
- Сотовый стол для лазерного станка
- Ножницы по металлу комбинированные
- Очки тактические
- Окрасочный аппарат GRACO DUTYMAX
- Аппарат для электрофореза ПОТОК
- Насос Wilo 30 4 гайками
- Камины Invicta
- Печать на ручках
- Куртка пекаря
- Сковороды чугунные для блинов
- Сковорода гриль германия
- Пила дисковая Makita 5903R
- Провода бортовые
- Корпус ваз 2110
- Мышки для ноутбука
- Радиостанции с gps
Отрезные станки в вашем регионе
- Омск
- Исилькуль
- Тевриз