Оверлок 4-х ниточный с прямым приводом Jack JK-E3-4-M2-24 (голова)
Наличие:
в наличии — 2 ед.
Описание
Стачивающе-обмёточный оверлок четырёхниточного цепного стежка с одновременной обрезкой края материала. Предназначен для работы с материалами легкой и средней ассортиментной группы.
Основные преимущества:
- Автоматическая система смазки
- Встроенный в голову серводвигатель, с плавной регулировкой скорости
- Экономия электроэнергии
- Светодиодная подсветка
- Низкий уровень шума
- Может использоваться как 3х ниточный оверлок.
Технические характеристики
Двигатель
Встроенный серводвигатель
Величина дифференциальной подачи
0,7-2,0
Мощность сервомотора
550 W
С этим товаром покупают
7175 / 3866 / 7176 / 3341 / 3192 / 3899 / 5863 / 9952 / 8753 / 5264
Тип материала
Легкие, средние
Максимальная скорость
6000 об./мин.
Высота подъема лапки
5,5 мм
Смазка узлов и механизмов
Автоматическая (централизованная)
Расстояние между иглами
2 мм
Продвижение материала
Нижнее-дифференциальное
Автоматические функции
Без автоматических
Тип оверлока
Стачивающе-обметочный
Машины челночного стежка
VMA V-9999Е ()
VMA V-9999Е
Прессы для дублирования и термопечати
VMA-WJ62
VMA-WJ82
VMA-WJ38
VMA-WJ86
VMA-WJ62 new
Прессы для установки фурнитуры
Клепальный пресс VMA V-818E-3 ()
Клепальный пресс VMA V-T818Е ()
Клепальный пресс VMA V-T818S
Клепальный пресс VMA V-T818
Клепальный пресс VMA V-818E-3
Клепальный пресс VMA V-T818ЕN
Многоигольные машины
VMA V-8009VC-04095P/VWL
VMA V-8008VCD-12064P
VMA V-8008VCD-12064P/VWL
VMA V-8008VCD-04095P/VWL
VMA V-H008VCD-12064P
VMA V-8009VC-12064P/VWL
Отрезные линейки
Автоматическая отрезная линейка VMA V-TDB3 (3.1м) автомат
Автоматическая отрезная линейка VMA V-TDB3 (2.8м) автомат
Автоматическая отрезная линейка VMA V-TDB2 (2.8м)
Рукавные машины
VMA V-62682-LG
VMA V-62682
VMA V-62681
VMA V-62681-LG
Двухигольные машины челночного стежка
VMA V-875X-005
VMA V-845X-003
VMA V-842X-005
VMA V-845X-005
Вертикальные раскройные ножи
VMA V-T3 (10″) 750W
VMA V-T3 (8″) 750W
VMA V-T3 (10″) 550W
VMA V-T3 (6″) 550W
VMA V-T3 (12″) 750W
VMA V-T3 (6″) 750W
VMA V-T3 (8″) 550W
VMA V-T3 (5″) 370W
VMA V-103D-10″ 1600W
VMA V-T3 (8″) 850W
VMA V-103D-6″ 1600W
VMA V-T3 (12″) 850W
VMA V-T3 (10″) 850W
VMA V-103D-12″ 1600W
VMA V-T3 (6″) 850W
VMA V-103D-8″ 1600W
Проходные прессы для дублирования
проходной VMA V-500B
проходной VMA V-F450B
проходной VMA V-600B
Двигатели к швейному оборудованию
VMA-M513W
VMA 513A-1
VMA 563A
VMA 563A-1
VMA 513A
Вышивальные машины
VMA V-1201
VMA V-1201N
VMA V-1501
VMA V-901
VMA V-1201 с увеличенным полем вышивки
VMA V-1501N
VMA V-1201S
VMA V-1201N(1200х500)
Петельные машины
VMA V-9820
VMA -V-T782E
VMA V-T783E
VMA V-T782
Плоттеры и принтеры
Широкоформатный плоттер V-ST1850-4
Оверлоки
VMA V-E4-5-M003/233
Пуговичные машины
VMA V-T373D-AT
VMA V-T373
VMA -V-T373D
VMA V-T1377D
Мешкозашивочные машины
VMA V-T26-1A
Закрепочные машины
VMA V-T1850
VMA V-1900BSK
VMA V-T1850D
Машины для нарезания ленты
для перемотки ленты VMA V-1555AUTO ()
для нарезания ленты VMA V-110LR
для нарезания ленты VMA V-120LR
Ленточные ножи
VMA-BK1200
Оверлоки и распошивальные машины
VMA V-328
Подшивочные машины
VMA V-T500-1
JACK
Машины челночного стежка
Jack JK-F4H
Jack JK-H5-CZ-4 ()
Jack JK-F4
Jack JK-F4-7
Jack JK-F4H-7
Jack JK-F4HL-7
Jack JK-8720
Jack JK-8720H
Jack JK-6380BC-Q
Jack JK-6380BC-Q-12
Jack JK-609 (C), (S)
Jack JK-A4-7 ()
Jack JK-A4H-7 ()
Jack JK-A4 (голова)
Jack JK-A4H ()
Jack JK-A4 ()
Jack JK-A4H (голова)
Jack JK-A6F ()
Jack JK-A6F-H ()
Jack JK-A5 ()
Jack JK-A2-CHZJ-M ()
Jack JK-A2-CZJ ()
Jack JK-A2-CHQ(Z) ()
Jack JK-A5WN ()
Jack JK-A4-7 (голова)
Jack JK-A6F
Jack JK-A6F-H
Jack JK-A4H-7 (голова)
Jack JK-A2-CZJ
Jack JK-A2-CHQ(Z)
Jack JK-A5WN
Jack JK-H5-CZ-4
Jack JK-H2-CZ
Jack JK-A6F-H (голова)
JACK JK-H2-CZ-12
Jack JK-A5
Jack JK-F4, Не годен
Jack JK-A6+ IoT
Jack JK-A4 (голова), Ограниченно годен
Jack JK-A2-CHZJ-M
Jack JK-A4Е
Jack JK-A5E
Jack JK-A6F+ IoT
Jack JK-A4EH
Jack JK-A4Е-Q-7
Jack JK-A2-CHZ-7
Jack JK-H6-CZ-4
Jack JK-A3-CH(Q)
Jack JK-A3-CH(Q) ()
Jack JK-A3-C(Q)
Jack JK-2030GHC-3Q
Jack JK-2030GHC-4Q
Jack JK-2060GHC-4Q
Jack JK-2060GHC-3Q
Jack JK-A4E-HQ-7
Машины цепного стежка
Jack JK-8558G-2-WZ
Jack JK-8558WD-2
Jack JK-8558WD-1
Jack JK-8558G-1-WZ
Jack JK-8558G-WZ
Оверлоки
Jack E4-3-32R2/223
Jack E4-4-M03/333/Н/М
Jack C4-4-M03/333
Jack E4-3-02/233
Jack E4-5-03/333 (3,2 мм)
Jack E4-5-03/233(4.8 мм)
Jack JK-805D-M2-55
Jack E4-6-03/333
Jack JK-803D-M1-15
Jack E4-4-M03/333
Jack JK-803D-M2-04
Jack E4-5-A04-435
Jack JK-805D-X2-56
Jack JK-804D-M2-24
Jack JK-805D-M2-35
Jack C4-5-03/333
Jack C4-5-03/233
Jack C3-4-M03/333
Jack C4-5-А04/435
Jack E4S-4-M03/333
Jack E4S-5-03/333 (3,2 мм)
Jack E4S-5-03/233(4.8 мм)
Jack E4S-4-M03/333/Н/М
Jack E4S-3-32R2/223
Jack E4S-3-02/233
Jack E4S-5-A04-435
Jack E4S-6-03/333
Jack C3-5-03/333
Jack C3-5-03/233
Jack C3-4-M03/333/H/M
Jack JK-C5S-6-03/333/AT
Плоскошовные машины
Jack W4-UT-01GB (6,4 мм) ()
Jack W4-UT-01GB (5,6 мм) ()
Jack W4-D-02BB (6,4 мм)
Jack W4-D-01/02/03/08 (5,6 мм)
Jack W4-D-02BB (5,6 мм)
Jack W4-D-01GB (6,4 мм)
Jack JK-W4-D-05CB (6,4 мм)
Jack JK-W4-D-05CB (5,6 мм)
Jack W4-D-01GB (5,6 мм)
Jack W4-UT-01GB (6,4 мм)
Jack W4-UT-01GB (5,6 мм)
Jack W4-D-01/02/03/08 (6,4 мм)
Jack JK-8670BDI-01CB (5,6 мм)
Jack JK-8740-460-02/UT/AW2S
Jack JK-8670BDI-01CB (6,4 мм)
Двигатели к швейному оборудованию
Jack 513A
Jack 563A-1 с позиционером
Jack 513С
Петельные машины
Jack JK-T782D(-Q)
Jack JK-T781D(-Q)
Jack JK-T783D(-Q)
Закрепочные машины
Jack JK-T1900GSK-B(D)
Jack JK-T1900GH-D
Jack JK-T1900GX-D (30×40)
Jack JK-T1900GN-D
Двухигольные машины челночного стежка
Jack JK-58720J-405E
VMA
Вертикальные раскройные ножи
VMA V-T3 (10″) 550W
VMA V-T3 (8″) 750W
VMA V-T3 (10″) 750W
VMA V-T3 (6″) 550W
VMA V-T3 (6″) 750W
VMA V-T3 (8″) 550W
VMA V-T3 (12″) 750W
VMA V-T3 (5″) 370W
VMA V-103D-6″ 1600W
VMA V-103D-8″ 1600W
VMA V-103D-10″ 1600W
VMA V-T3 (12″) 850W
VMA V-T3 (10″) 850W
VMA V-T3 (6″) 850W
VMA V-T3 (8″) 850W
VMA V-103D-12″ 1600W
Пуговичные машины
VMA V-T373
VMA V-T373D
Закрепочные машины
VMA V-T1850
VMA V-T1850D
Прессы для установки фурнитуры
Клепальный пресс VMA V-T818
Клепальный пресс VMA V-818E-3 ()
Клепальный пресс VMA V-818E-3
Клепальный пресс VMA V-T818Е
Клепальный пресс VMA V-T818S ()
Клепальный пресс VMA V-T818ЕN
Петельные машины
VMA V-T782
VMA V-T782D
VMA V-9820
Двухигольные машины челночного стежка
VMA V-58420C-005
VMA V-58450C-005
VMA V-58450C-003
VMA V-58750C-005
Рукавные машины
VMA V-62682-LG
VMA V-62681-LG
VMA V-62681
VMA V-62682
Вышивальные машины
VMA V-1201
VMA V-1201
VMA V-901
VMA V-1201 с увеличенным полем вышивки
VMA V-1501
VMA V-1501
VMA V-1201S
VMA V-1201N (1200*500)
Прессы для дублирования и термопечати
VMA-WJ86
VMA-WJ38
VMA-WJ62
VMA-WJ82
VMA-WJ62 new
Мешкозашивочные машины
VMA V-T26-1A
Машины челночного стежка
VMA V-9999Е
VMA V-9999Е ()
Подшивочные машины
VMA V-T500-1 ()
Многоигольные машины
VMA V-8009VC-04095P/VWL
VMA V-8009VC-12064P/VWL
VMA V-008VCD-12064P
VMA V-8008VCD-12064P/VWL
VMA V-8008VCD-04095P/VWL
VMA V-H008VCD-12064P
Двигатели к швейному оборудованию
VMA 513A
VMA 513A-1
VMA 563A
VMA 563A-1
Плоттеры и принтеры
Широкоформатный плоттер V-ST1850-4
Проходные прессы для дублирования
проходной VMA V-450B
проходной VMA V-600B
Машины для нарезания ленты
для нарезания ленты VMA V-110LR ()
для нарезания ленты VMA V-120LR ()
Отрезные линейки
Автоматическая отрезная линейка VMA V-TDB2 (2.8м) полуавтомат
Автоматическая отрезная линейка VMA V-TDB3 (2.8м) автомат
Автоматическая отрезная линейка VMA V-TDB3 (3.1м) автомат
HOFFMAN
Дисковые раскройные ножи
Hoffman HF-100 (1000 об)
Hoffman HF-125 (1000 об)
Hoffman HF-125 (500 об)
Hoffman HF-100 (500 об)
Hoffman HF-125 (1000 об), Ограниченно годен
Hoffman HF-100P (с регулировкой скорости)
Hoffman HF-125 (с регулировкой скорости)
Hoffman HF-60 (дисковый нож)
Вертикальные раскройные ножи
Hoffman HF-140 S (220V)
Hoffman HF-195 S (220V)
Hoffman HF-120 S (220V)
Hoffman HF-120 S (220V) 750W
Hoffman HF-170 S (220V) 750W
Hoffman HF-195 S (220V) 750W
Hoffman HF-140 S (380V) 750W
Hoffman HF-120 S (380V)
Hoffman HF-140 S (220V) 750W
Hoffman HF-170 S (220V)
Hoffman HF-120 S (380V) 750W
Hoffman HF-60S (сабельный нож)
Hoffman HF-140 S (380V)
Hoffman HF-170 S (380V)
Hoffman HF-170 S (380V) 750W
Hoffman HF-195 S (380V)
Hoffman HF-195 S (380V) 750W
Термо ножи и спекатели
Дырокол HZ-200 (220V)
Дырокол HZ-200-NW (220V)
JUKI
KANSAI SPECIAL
Плоскошовные машины
Kansai Special NFS-6604GLM-DD-60+CS2 ()
Kansai Special NC1001GSJF-CD-UTAB-TL1
Kansai Special NFS-6604GMH-DD-60+CS2 ()
Kansai Special NR-9803GMG 1/4″(6.4мм)
Kansai Special NR-9803GP 7/32″(5.6мм)
Kansai Special NW-8804GD (6,0мм)
Kansai Special NR-9803GP-UTA 7/32″(5.6мм)
Kansai Special NR-9803GP-UTA 1/4″(6.4мм)
Kansai Special NM-1001J
Kansai Special NW-8803GF 7/32″(5.6мм)
Kansai Special NW-8803GF 1/4″(6.4мм)
Kansai Special NR-9803GALK-UTЕ 7/32″(5.6мм)
Kansai Special NR-9804GD (6,0мм)
Kansai Special NRE-9803GMG-UTА 7/32″(5.6мм)
Kansai Special NR-9803GPGHK-UTA 1/4″(6.4мм)
Kansai Special NR-9803GPEHK-UTЕ 1/4″(6.4мм)
Kansai Special NR-9803GP 1/4″(6.4мм)
Kansai Special NR-9803GALK-UTA 7/32″(5.6мм)
Kansai Special NR-9803GD 1/4″(6.4мм)
Kansai Special NW-8803GEK/MK1-3-01 7/32″(5,6мм)
Kansai Special NW-8803GEK/MK1-3-01 1/4″(6.4мм)
Kansai Special NW-8803GMG-UTE 7/32″(5.6мм)
Kansai Special NW-8803GMG 1/4″(6.4мм)
Kansai Special NW-8803GMG-UTA 7/32″(5.6мм)
Kansai Special NW-8803GMG 7/32″(5.6мм)
Kansai Special NW-8803GCL-UTE 7/32″(5.6мм)
Kansai Special NW-8803GCL 7/32″(5.6мм)
Kansai Special NW-8803GCL 1/4″(6.4мм)
Kansai Special NW-8803GCL-UTA 7/32″(5.6мм)
Kansai Special NW-8803GD-UTA 1/4″(6.4мм)
Kansai Special NW-8803GD-UTE 1/4″(6.4мм)
Kansai Special NW-8803GD-UTE 7/32″(5.6мм)
Kansai Special NW-8803GCL-UTA 1/4″(6.4мм)
Kansai Special NW-8803GD-UTA 7/32″(5.6мм)
Kansai Special NW-8803GD 7/32″(5.6мм)
Kansai Special NR-9803GPLK-UTA 7/32″(5.6мм)
Kansai Special NR-9803GD 7/32″(5.6мм)
Kansai Special NR-9803GPEHK-UTЕ 7/32″(5.6мм)
Kansai Special NR-9803GPEHK-UTA 7/32″(5.6мм)
Kansai Special NR-9803GPMD 7/32″(5.6мм)
Kansai Special NRE-9803GMG-UTE 1/4″(6.4мм)
Kansai Special NR-9803GCC-UTE 7/32″(5.6мм)
Kansai Special NFS-6604GLM-DD-60 ()
Kansai Special WX-8803-1S 7/32″(5.6х4мм)
Kansai Special WX-8842-1 (2,4х6,4мм)
Kansai Special WX-8803D-UF-UTC-E 1/4″(6.4мм)
Kansai Special NC-1103GDA 1/4″(6.4мм)
Kansai Special WX-8803D-WD 7/32″(5.6мм)
Kansai Special PX302-5W
Kansai Special NRE-9803GMG-UTА 1/4″(6.4мм)
Kansai Special NC-1103GDA 7/32″(5,6мм)
Kansai Special NC-1103GCL 7/32″(5.6мм)
Kansai Special NC-1103GCL-UTE 7/32″(5,6мм)
Kansai Special MAC100
Kansai Special NC-1103GCL-UTA 1/4″(6,4мм)
Kansai Special NC-1103GDA-UTA 1/4″(6.4мм)
Kansai Special NC-1103GCL-UTA 7/32″(5,6мм)
Kansai Special WX-8803D-UF-UTC-E 7/32″(5.6мм)
Kansai Special NR-9803GALK 7/32″(5.6мм)
Kansai Special NR-9803GALK 1/4″(6.4мм)
Kansai Special NFS-6604GMH-DD-60 ()
Kansai Special NRE-9803GMG-UTE 7/32″(5.6мм)
Kansai Special NR-9803GPEHK-UTA 1/4″(6.4мм)
Kansai Special NR-9803GALK-UTA 1/4″(6.4мм)
Kansai Special NR-9803GALK-UTЕ 1/4″(6.4мм)
Kansai Special NR-9803GPEHK 7/32″(5.6мм)
Kansai Special NR-9803GA 7/32″(5.6мм)
Kansai Special RX-9701J
Kansai Special PX301-2S
Kansai Special NC-1103GA 7/32″(5.6мм)
Kansai Special NC-1103GA 1/4″(6.4мм)
Kansai Special PX302-4W
Kansai Special NR-9803GPGHK-UTA 7/32″(5.6мм)
Kansai Special NR-9803GA-UTЕ 7/32″(5.6мм)
Kansai Special NR-9803GA 1/4″(6.4мм)
Kansai Special NR-9803GA-UTE 1/4″(6.4мм)
Kansai Special NR-9803GA-UTA 1/4″(6.4мм)
Kansai Special NR-9803GA-UTA 7/32″(5.6мм)
Kansai Special WX-8802F-33 (4.6мм)
Kansai Special NW-8803GD 1/4″(6.4мм)
Kansai Special NR-9803GMG 7/32″(5,6мм)
Kansai Special NW-8803GMG-UTE 1/4″(6.4мм)
Kansai Special NW-8803GMG-UTA 1/4″(6.4мм)
Промышленная швейная машина-автомат Kansai Special NR-9803GALK-ABH3
Kansai Special NFS-6604GLM-DD 60
Kansai Special NFS-6604GFMG-DD-60/CS2 ()
Kansai Special NFS-6604GFMG-DD-60/CS2
Kansai Special NR-9902-3GU 5-13-13-13
Kansai Special NC-1103GALK-UTA 7/32″(5.6мм)
Kansai Special NFS-6604GFMH-L-DD-60/CS2
Kansai Special NC-1103GDA-UTA 7/32″(5,6мм)
Kansai Special NR-9803GPLK 7/32″(5.6мм)
Kansai Special WX-8803D-UF 1/4″(6.4мм)
Машины цепного стежка
Kansai Special DLR-1502PMD
Kansai Special SPX211E (Для перчаток)
Kansai Special BLX-2202PC 1/4″(6.4мм)
Kansai Special NW-2202GCW 1/4″(6.4мм)
Kansai Special NW-2202GC 1/4″(6.4мм)
Kansai Special DFB-1403PSM-H 1/4″(6.4)
Kansai Special DLR-1503PTF
Kansai Special BLX-2202SC 1/4″(6.4мм)
Kansai Special BLX-2202CW 1/4″(6.4мм)
Kansai Special DFB-1402MR 1/4″(6.4мм)
Kansai Special NW-2202GPC 1/4″(6.4мм)
Многоигольные машины
Kansai Special FX-4404P
Kansai Special FX-4412PMD 3/16″(4.8мм)
Kansai Special FX-4406P 1/4″(6.4мм)
Kansai Special DLR-1508PR
Kansai Special DLR-1508SPF
Kansai Special DLR-1509SPF
Kansai Special DLR-1509P
Kansai Special FBX-1104Р 1/4»-1″-1/4″
Kansai Special DFB-1404PMD 1″ (25,4)
Kansai Special DFB-1404PS
Kansai Special DFB-1412PTV 1/4″(6.4)
Kansai Special FX-4412P-UTC 1/4 (6,4мм)
Kansai Special DFB-1404PSF
Kansai Special DFB-1412PSSM-ET
Kansai Special DFB-1412P 1/4″(6.4мм)
Kansai Special DFB-1408P
Kansai Special FX-4406P-UTC
Kansai Special DFB-1408PMD
Kansai Special DFB-1404P 1/4″(6,4мм)
Kansai Special DFB-1412PS-ET 3/16 (4.8мм)
Kansai Special DFB-1406PL 1/4″(6.4мм)
Kansai Special FX-4412P 1/4″(6.4мм)
Kansai Special DLR-1508P
Kansai Special FX-4412PMD 1/4″(6.4мм)
Kansai Special FX-4404PMD 1″(25.4мм)
Kansai Special FX-4412P-UTC/RT-1/DM
Kansai Special FX-4404P-UTC
Kansai Special DFB-1412PL 1/4″(6.4мм)
Kansai Special FX-4404PMD 1/4″(6.4)
Kansai Special FX-4406PL 1/4″(6.4мм)
Kansai Special DFB-1406P
Kansai Special DFB-1406PMD 1/4″(6.4мм)
Kansai Special DFB-1412PMD 1/4″(6.4мм)
Kansai Special FX-4406PMD
Kansai Special FBX-1106P 1/4″(6.4мм)
Kansai Special DFB-1412PQ 1/4″(6.4мм)
Kansai Special DFB-1412PMD 3/16″(4.8мм)
Kansai Special FX-4412P 3/16″(4.8мм)
Kansai Special DFB-1404P 1-1/8″(28,5 мм)
Kansai Special FX-4404P-UTC 3/4 (19 мм)
Kansai Special FX-4412P-UTC 3/16 (4,8 мм)
Kansai Special FX-4404PMD 1-1/8″(9,5мм)
Kansai Special DFB-1404PMD 1-1/8″(9,5мм)
SIRUBA
Плоскошовные машины
ROTONDI
Парогенераторы
MINI6
MINI5 5л.
MINI6 (INOX) с покачкой и утюгом
MINI3
MINI3 (INOX)
MINI4 4,5 л.
Rotondi IGOS 4
Rotondi IGOS 3
Содержание
- Настройка оверлока перед началом работы
- Для чего нужно настраивать оверлок перед началом работы
- Подробная пошаговая инструкция по настройке
- Проверка натяжения
- Проверяем работу левой иглы
- Настраиваем правую иглу
- Проверяем работу петлителей
- Подбор и натяжение нитей
- Настройка длины и ширины стежка
- Настройка дифференциальной подачи оверлока
- Давление прижимной лапки
- Что ещё влияет на строчку?
- Как настроить промышленный оверлок jack
- Анатомия оверлочных строчек
- Длина стежка и ширина среза
- Регулировка натяжения нитей для сбалансированных стежков
- Устранение общих проблем
- Ширина обрезания ткани слишком узкая
- Натяжение игольной нити
- Натяжение нитей петлителей
- Неправильное переплетение нитей
Настройка оверлока перед началом работы
Оверлок – вспомогательная машина для швеи, с помощью которой можно одновременно ровно обрезать и обработать края ткани эстетичным, крепким швом.
Мастерица, у которой есть такая машинка, должна уметь настраивать оверлок, когда возникает необходимость, чтобы обработанное изделие смотрелось на профессиональном уровне.

Для чего нужно настраивать оверлок перед началом работы
Правильная заправка нитей в оверлоке и настройка их натяжения – это основные условие для получения качественной строчки на изделии. О том, как провести такие манипуляции, можно подробно узнать из инструкции к машинке.
Новые оверлоки имеют универсальные настройки, сделанные на заводе-изготовителе. Они подходят для большинства тканей. После покупки машинки можно шить на ней. Со временем настройки сбиваются. Перед началом работы нужно сделать пробный шов на кусочке ткани и, при необходимости, отрегулировать настройки.
Настраивать машинку нужно также перед началом обработки нового вида ткани, отрегулировав натяжение нитей. Сделать контрольный шов на образце рекомендуется, когда меняется вид и толщина нити, так как оверлоки очень чувствительны к изменениям таких параметров.
Подробная пошаговая инструкция по настройке
Непрофессиональный оверлок использует 2 игольчатые нити и 2 нити петлителей. Такой машиной можно сделать только 3 ниточные и 4 ниточные швы.

4-ниточный шов одновременно обрабатывает срез и пришивает один обрез к другому. В этом случае стачивающе-обметочный шов получается очень крепким.
3-ниточный шов менее затратный по объему ниток. Его часто используют для обработки только среза края. Тонкую ткань лучше обрабатывать узким швом. Для этого следует убрать левую иглу и использовать только правую. Для плотных и сыпучих тканей нужен широкий обметочный шов. Для него нужно убрать правую иглу и обрабатывать только левой.
Рассмотрим настройку современного оверлока, имеющего 4 регулятора, каждый из которых отвечает за свою нить и выкрашен в определенный цвет:
- первый натягивает нить левой иглы;
- второй отвечает за натяжение нити правой иглы;
- третий регулирует нить верхнего петлителя;
- четвертый – отвечает за нить нижнего петлителя.

Проверка натяжения
Проверим, правильно ли установлено натяжение всех 4 нитей для данного вида ткани, для этого делаем пробную обметку на образце из двух кусочков ткани и внимательно осматриваем полученный шов в следующей последовательности.
Проверяем работу левой иглы
- Для этого нити заводим назад, опускаем лапку, строчим «по-пустому», сделав небольшой плетенный хвостик.
- Поднимаем слегка переднюю часть прижимной лапки, кладем два сложенных вместе кусочка ткани и делаем строчку.
- Проверяем, что получилось. Если левый шов стягивает ткань, значит нить нужно немного ослабить, уменьшив значение на одно деление. Если, наоборот, нить в стежке ослаблена, то натягиваем ее, увеличив значение на единицу.
- После изменения натяжения снова делаем пробный шов и проверяем результат.
- Также проверяем шов, развернув кусочки ткани и потянув их в стороны. Если вместо плотно прилегающих друг к другу кусочков материала просматривается лесенка, значит, нить ослаблена, ее нужно натянуть.

Настраиваем правую иглу
Если шов левой иглы нас полностью устраивает, то такие же значения натяжения устанавливаем для нити правой иглы. Проверяем правый шов. Не обязательно значения должны быть одинаковыми для безупречного шва. Они могут отличаться. Эту разницу в настройках левой и правой иглы следует запомнить. Примерно такой она будет во всех швах.
Проверяем работу петлителей
В идеальном случае нити петлителей должны встречаться точно на краю ткани, плотно ее обхватив. Рассмотрим случаи, когда нужна настройка:
- Петли выступают за краем ткани – значит, что нить ослаблена, ее нужно натянуть.
- Петли встретились не с торца, а на какой-нибудь стороне – лицевой или изнаночной, значит, нить этого петлителя сильно натянута. Ее нужно ослабить.
В случае с «перебежкой» нити петлителя на чужую сторону может происходить разбалансировка обоих петлителей – у одного сильное натяжение, у другого – ослабление. Корректировку следует делать поочередно: поправили одну нить – сделали пробный шов, затем поправили другую.
Регулируем и делаем пробные швы до тех пор, пока обметка не станет идеальной.
Подбор и натяжение нитей
Качественный профессиональный шов может получиться только при правильном натяжения нитей. Принцип регулирования одинаков у всех современных оверлоков, независимо от страны производителя.
Регуляторы вынесены на наружную сторону корпуса машинки. Как правило, нитей 4, регуляторов тоже. Величина натяжения может меняться от 0 до 9. Цифровое значение соответствует определенной силе натяжения:
- от 0 до 3 – слабое;
- от 3 до 5 – среднее;
- от 5 до 9 – сильное.
Практика показывает, что в большинстве случаев обметочные швы можно выполнять при величине натяжения, равной 4.
Установка значения зависит от толщины ткани и вида нитей. Для качественной обметки важно, чтобы в одном шве все 4 нити были одного вида и толщины. Большое значение имеет также толщина игл, которая должна соответствовать плотности ткани. У некоторых моделей оверлоков в инструкции указана рекомендуемая марка игл и их номера.
Настройка длины и ширины стежка
Чтобы получить красивый обметочный шов нужно правильно подобрать параметры длины и ширины стежка. Для разного материала они разные.
Длина стежка – это расстояние между проколами игла по линии шва. Регулировать длину обметочного стежка можно с помощью вращения специального рычажка. Обычно он расположен справой стороны корпуса. В инструкции к машине указано, где он находится и как его поворачивать.

Чем толще ткань, тем большего размера должен быть стежок. Для стежков разных размеров рекомендуют разную толщину нити:
| Толщина ткани | Виды ткани | Размер стежка | Размер нити |
|---|---|---|---|
| Тонкая ткань | батист, шифон, жоржет, кисея | 2-3 мм | № 80-90 |
| Средняя ткань | ситец, сукно, бязь, поплин | 2,5-3,5 мм | № 60-80 |
| Толстаня ткань | фланель, твид, джинса, сатин | 3-4 мм | № 50-60 |
Длина стежка 2,5-3 мм считается универсальной и подходит для обработки большинства тканей.
Установка ширины стежка делается регулировкой ширины среза. Это расстояние между верхним ножом и левой иглой или по сути – то количество ткани, которое остается внутри оверлочной строчки. Делается оно с помощью поворота винта.
Узкая ширина среза используется редко, в основном, для тонких тканей и требует высокого натяжения нитей, из-за которого они могут рваться.
Настройка дифференциальной подачи оверлока
С правой стороны оверлока находятся две ручки. Нижняя ручка настраивает дифференциальное устройство оверлока, который обеспечивает переднюю и заднюю подачи полотна. Поворачивая ручку можно сделать так, чтобы край был волнистым или, наоборот, более подтянутым.
Понять его действие можно на практике, делая стежки с разным значением дифференциала. Среднее значение равно 1. Чтобы сделать декоративное присборивание на тонких тканях, нужно поставить значение дифференциала 1,5-2,0.
Давление прижимной лапки
При обработке тонких тканей важно кроме регулировки натяжения нити контролировать давление прижимной лапки. Воспользоваться такой функцией можно не на всякой оверлочной машине.
Для регулировки прижимной лапки используют специальный винт на верхней части корпуса.

Завод-изготовитель при первоначальной настройке устанавливает среднее значение, которое подходит для большинства тканей.
Если давление усилено, то лапка излишне удерживает материал на месте, и шов будет стянутым. В этом случае нужно ослабить давление на ткань, повернув винт с помощью отвертки против часовой стрелки. Поворот по часовой стрелке. Наоборот, усилит давление. Эту регулировку также нужно опробовать на практике, чтобы понять, как она действует.
Что ещё влияет на строчку?
Проблема некачественной строчки может возникнуть еще и по другим причинам, к которым нужно внимательно отнестись:
- Нити заправлены неправильно. Если настройка оверлока с помощью регуляторов натяжения не помогла, попробуйте перезаправить машину, следуя указаниям в инструкции.
- Тупые или погнутые иглы могут делать некачественную строчку, пропускать стежки, издавать глухой стук во время работы. Нужно проверить острие конца иглы с помощью лупы и просмотреть на искривление по всей длине. При необходимости иглу нужно поменять.
- Тупой нож тоже может стать причиной неровного шва. Чтобы проверить качество его заточки, нужно поднять нож и попробовать разрезать нитку. Если это получилось легко, значит, инструмент острый.
Оверлоки, особенно используемые часто и продолжительно, нуждаются в своевременной чистке и смазке. Очистить машину от скопившихся обрезков нитей, ворса ткани и пыли нужно специальной жесткой щеткой, открыв боковую часть.
Смазку следует проводить специальным маслом с помощью шприца, как минимум, 1 раз в полгода, а при интенсивном использования 1 раз в месяц. Оверлок нуждается в смазке больше, чем швейная машина, так как работает на повышенных скоростях вращения вала.
Источник
Как настроить промышленный оверлок jack
Written on 23 августа 2016 г. in Полезная информация.
Последнее обновление 30 апреля 2020 г. .
Автор: Памела Баск. Взято с небольшими изменениями отсюда: http://www.season.ru/kachat/1_oborudovanie/
Объясняется метод регулировки натяжения нитей в том порядке, который позволит приобрести опыт по шитью вне зависимости от того, на каком уровне мастерства вы находитесь.
Современные многофункциональные оверлоки предлагают выбор большого количества строчек, но все они будут использоваться вами очень редко, если вы не будете знать основ работы машины и, что еще важнее, правильно устанавливать натяжение нитей петлителей и игл.
Большинство из нас всегда учили никогда не заниматься самостоятельной регулировкой швейной машины, поэтому понятно, что мы чувствуем колебания и неуверенность если нужно изменить три или четыре настройки в оверлоке.
Однако, как только Вы можете идентифицировать части стежка оверлока, вы поймете, что с этими знаниями гораздо легче понять, натяжение каких нитей оверлока нужно регулировать, если строчка выглядит несбалансированной, и вы сможете успешно обрабатывать оверлоком любые ткани.
Анатомия оверлочных строчек
 4-ниточный оверлочный шов образован двумя игольными нитями и двумя нитями петлителей. Хотя нет необходимости использовать разноцветные нити в вашем оверлоке, чтобы видеть составные части стежка, вы все же могли бы воспользоваться этим приемом, и сочли бы это полезным.
4-ниточный оверлочный шов образован двумя игольными нитями и двумя нитями петлителей. Хотя нет необходимости использовать разноцветные нити в вашем оверлоке, чтобы видеть составные части стежка, вы все же могли бы воспользоваться этим приемом, и сочли бы это полезным.
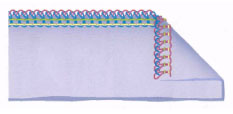
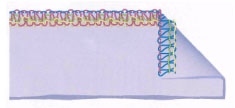
Рисунок слева показывает верхнюю и нижнюю стороны ткани с оверлочной строчкой. На верхней части (которая повернута вверх во время строчки), вы увидите два ряда стежков, образующих параллельные линии по отношению к краю ткани. Они сделаны иглами. Петли нити, которые бегут более или менее горизонтально, сформированы верхним петлителем. На нижней стороне ткани проходит нить нижнего петлителя, которая прикрепляется почти невидимыми стежками от игл.
То, что напоминает ряд прямого сшивания по внутреннему краю строчки — фактически пример формирования потайных (незаметных) кончиков петель.
Длина стежка и ширина среза
Установки длины и ширины оказывают влияние на оверлочные строчки. Выберите эти значения и затем отрегулируйте натяжение нитей так, чтобы они удовлетворяли им. Для основных оверлочных работ и отделочных строчек я выбираю универсальную комбинацию длины и ширины, которая будет работать для большинства тканей с минимальными подстройками.
Как и на обычной швейной машине, длина стежка 2.5 — 3 мм хорошо подходит для большинства тканей. Более короткие или более длинные стежки могут привести к сморщиванию или стягиванию.
Устанавливаемая ширина стежка на оверлоке — это фактически ширина установки линии среза: выставленное на машине значение регулирует расстояние от обрезающего ножа до иголок и, в свою очередь, количество ткани, которое остается внутри оверлочной строчки. Самая большая ширина среза оставляет большую часть ткани внутри стежка. Я редко использую узкую ширину среза, т.к. установка натяжения, требуемая для сбалансированного стежка, часто бывает на столько высока, что возникает проблема обрыва нитей. Узкая ширина среза может испльзоваться (но не всегда необходима) для ролевых и других специфических строчек.
Регулировка натяжения нитей для сбалансированных стежков
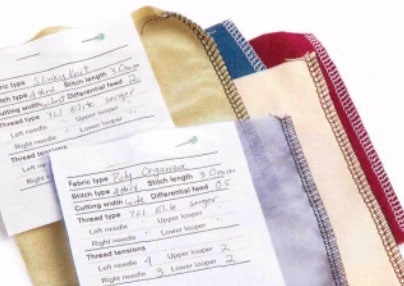
Избегайте головной боли от регулировки натяжения, сохраняя записи установок настройки, которые вы предпочитаете использовать для каждой комбинации тканей, вида ниток и типа строчек, которые вы часто используете.
По общему мнению натяжение в оверлоке трудно установить правильно, но в новых машинах регулировка достаточно легкая, если вы начинаете с правильной заправки нитками оверлока и с соответствующей ширины среза. Мой совет — регулировать натяжение сначала изменением целочисловых значений на диске регулировки натяжения, а затем, если необходимо, подстраивать более точно, выставляя половинные значения. С более старыми машинами придется повозиться побольше, но сохраняя записи установок регулировки при работе с разными тканями, вы сможете настраивать натяжения быстро и аккуратно (образец такой формы, показанный выше, будет полезен для сохранения настроек) .
Мной разработан быстрый и защищенный от ошибок метод регулировки натяжения нитей оверлока. Начните с тестового образца из двух слоев ткани и прошейте на оверлоке один край, обрезая по крайней мере узенькую полосочку ткани. Теперь оцените каждую составляющую стежка по отдельности, следуя этим инструкциям:
- Начните с петли левой иголки. Если ткань морщится вдоль строчки, ослабьте натяжение игольной нити, изменяя значения по одному, пока сморщивание не исчезнет. Когда станет очевидным, что сморщивания нет, откройте ткань, хорошо натягивая, и посмотрите на шов. Если вы видите «лесенку» стежков в строчке, увеличьте натяжение, делая по шагу за один раз. Левая игольная нить — это нить, которая соединяет петли вместе, поэтому ее натяжение должно быть правильным.
- Далее, установите натяжение правой игольной нити. Это довольно просто — установите регулятор на то же самое значение, что и регулятор левой игольной нити, или на одно деление ниже. Вы уже определили один раз разницу между установками натяжения нитей левой и правой игл для одной ткани, эта разница будет использоваться при всех двухигольных оверлочных строчках.
- В заключение, определите, где переплетаются нити петлителей. Они должны переплетаться точно на краю ткани, при этом шов должен лежать гладко и плоско между стежками. Если петли выступают за край ткани, вам необходимо увеличить натяжение нитей петлителей. Если кажется, что выступают петли только одного петлителя, увеличьте натяжение только этого петлителя. Если стежки петлителей переплетаются на одной из сторон ткани, то скорее всего натяжение слишком велико именно на этой стороне. Ослабляйте натяжение пошаговыми изменениями, пока переплетение петель не будет образовано на краю ткани. Вам может потребоваться уменьшение натяжения на одной стороне и увеличение натяжения на другой стороне, в таком случае начинайте с ослабления натяжения пока это возможно.
Если вы будете настраивать ваш оверлок в том порядке, в котором я рекомендую, у вас не возникнет проблем с работой на оверлоке с любой тканью, которая окажется под прижимной лапкой.
Устранение общих проблем
Посмотрите внимательно с близкого расстояния на вашу оверлочную строчку, чтобы выявить проблемы и увязать их с текущими настройками (такими как ширина среза). Большая часть недостатков может быть устранена небольшим поворотом одного или двух регулировочных дисков.
Ширина обрезания ткани слишком узкая
 Петли выступают за край ткани, когда срезана слишком большая часть ткани от припуска на шов.
Петли выступают за край ткани, когда срезана слишком большая часть ткани от припуска на шов.
Натяжение игольной нити
 Морщит: ослабьте натяжение игольной нити
Морщит: ослабьте натяжение игольной нити
«Лесенка» на развороте вдоль линии шва: увеличьте натяжение игольной нити
Натяжение нитей петлителей
 Петли скатываются на одну сторону: ослабьте натяжение петлителя на этой стороне. (в этом случае петли сдвинутся навстречу по направлению к верхней стороне, поэтому уменьшать следует натяжение в верхнем петлителе.)
Петли скатываются на одну сторону: ослабьте натяжение петлителя на этой стороне. (в этом случае петли сдвинутся навстречу по направлению к верхней стороне, поэтому уменьшать следует натяжение в верхнем петлителе.)
Неправильное переплетение нитей
 Неравномерность петель на крае ткани: проверьте правильно ли каждая нить заправлена в диск натяжения, иначе никакая регулировка не поможет создать сбалансированную строчку
Неравномерность петель на крае ткани: проверьте правильно ли каждая нить заправлена в диск натяжения, иначе никакая регулировка не поможет создать сбалансированную строчку
Обсуждения : Комментирование отключено.
Источник

-
Производитель:
Jack -
Модель:
JK-E3-4-M2-24
Наличие:
Есть в наличии
Количество:
-
41 417 руб.
- Описание
- Характеристики
- Комплектация
- Видео
- Доставка
- Отзывы
Jack JK-E3-4-M2-24 – высокоскоростной промышленный 2-х игольный 4-х
ниточный оверлок со встроенным серводвигателем. Ширина обметки 6.0 мм.
Благодаря встроенному серводвигателю присутствует
возможность регулировки скорости шитья, пошаговое шитье, обеспечивается плавный
пуск, практически устранен шум и вибрации. В область шитья также встроена
светодиодная подсветка. Улучшена маслонепроницаемая конструкция игловодителя.
Оверлок оснащен автоматической системой смазки с маслозащитными барьерами,
которые предотвращают протекание и разбрызгивание масла.
Оверлок Jack JK-E3-4-M2-24 ориентирован на обметывание края
изделия на материалах легкой и средней плотности с одновременной
обрезкой края. Данная модель с легкостью и качественно выполнит швы на любом
типе материала, даже на максимальной скорости. Используется для обработки
швейных изделий из хлопчатобумажных, шерстяных, шелковых, льняных,
синтетических тканей и трикотажных полотен. Идеальный вариант как для ателье,
так и для крупных производств.
Особенности модели Jack JK-E3-4-M2-24:
- За счет встроенного сервомотора присутствует возможность регулировки
скорости шитья, пошаговое шитье, обеспечивается плавный пуск, практически
устранен шум и вибрации; - Светодиодная подсветка области шитья, обеспечивает работу
без теней; - Количество игл – 2;
- Количество ниток – 4;
- Длина стежка регулируется до 4,2 мм. (кнопка);
- Ширина обметки 6,0 мм.;
- Высота подъема лапки составляет 5,5 мм.;
- Система иглы DCx27 №11 (75);
- В оверлок встроена дифференциальная подача материала,
позволяя тем самым сшивать слои ткани без смещения, для сборки коэффициент
дифференциала составляет 1:2, для растяжки 1:0,7; - Максимальная скорость шитья достигает 6000 стежков/минуту;
- Встроена улучшенная система автоматической смазки с
маслозащитными барьерами, которые предотвращают протекание и разбрызгивание
масла, как следствие гарантия что материал всегда будет чист и без масляных
пятен; - Прекрасные, качественные швы на любых типах ткани даже на
максимальной скорости; - Прекрасно подойдет для небольших ателье, но также ничем не
уступит в промышленных масштабах.

ДОСТАВКА ПО МОСКВЕ И САНКТ-ПЕТЕРБУРГУ
|
Доставка товаров по Москве и России осуществляется при сумме заказа не менее 1500 рублей
Возможность доставки «день в день» уточняйте по телефону: |
ПОДЪЁМ ТОВАРА
|
Весом до 10 кг осуществляется бесплатно до квартиры клиента Весом более 10 кг осуществляется платно по тарифам |
СТОИМОСТЬ ДОСТАВКИ ПО МОСКВЕ И САНКТ-ПЕТЕРБУРГУ (В ПРЕДЕЛАХ МКАД И КАД)
|
ДОСТАВКА ПО МОСКОВСКОЙ ОБЛАСТИ И ЛЕНИНГРАДСКОЙ ОБЛАСТИ (ЗА МКАД И КАД)
|
Стоимость доставки за чертой города осуществляется по тарифу 30 рублей/1км от МКАД и КАД |
ДОСТАВКА ПО ВСЕЙ РОССИИ
|
РЕКОМЕНДУЕМЫЕ ТРАНСПОРТНЫЕ КОМПАНИИ
| Общие характеристики | ||||||
|---|---|---|---|---|---|---|
| Кол-во игл | 2 | Кол-во ниток | 4 | |||
| Прошиваемые материалы | Легкие / Средние | Тип продвижения | Нижнее | |||
| Тип платформы | Плоская | Тип смазки | Автоматическая | |||
| Автоматические функции | позиционер иглы | Максимальная скорость шитья (ст/мин) | 6000 | |||
| Межигольное расстояние (мм) | 2 | Длина стежка (мм) | 4,2 | |||
| Высота подъема лапки (мм) | 5.5 | Система иглы | DСx27 № 11 (75) | |||
| Дифференциальная подача | для сборки 1:2 (макс. 1:4) / для растяжения 1:0,7 (макс. 1:0,6) | Ширина обметки (мм) | 6,0 | |||
Отзывов (0)
Написать отзыв
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Введите код, указанный на картинке:

Jack JK-E3-4-M2-24 – высокоскоростной промышленный 2-х игольный 4-х
ниточный оверлок со встроенным серводвигателем. Ширина обметки 6.0 мм.
Благодаря встроенному серводвигателю присутствует
возможность регулировки скорости шитья, пошаговое шитье, обеспечивается плавный
пуск, практически устранен шум и вибрации. В область шитья также встроена
светодиодная подсветка. Улучшена маслонепроницаемая конструкция игловодителя.
Оверлок оснащен автоматической системой смазки с маслозащитными барьерами,
которые предотвращают протекание и разбрызгивание масла.
Оверлок Jack JK-E3-4-M2-24 ориентирован на обметывание края
изделия на материалах легкой и средней плотности с одновременной
обрезкой края. Данная модель с легкостью и качественно выполнит швы на любом
типе материала, даже на максимальной скорости. Используется для обработки
швейных изделий из хлопчатобумажных, шерстяных, шелковых, льняных,
синтетических тканей и трикотажных полотен. Идеальный вариант как для ателье,
так и для крупных производств.
Особенности модели Jack JK-E3-4-M2-24:
- За счет встроенного сервомотора присутствует возможность регулировки
скорости шитья, пошаговое шитье, обеспечивается плавный пуск, практически
устранен шум и вибрации; - Светодиодная подсветка области шитья, обеспечивает работу
без теней; - Количество игл – 2;
- Количество ниток – 4;
- Длина стежка регулируется до 4,2 мм. (кнопка);
- Ширина обметки 6,0 мм.;
- Высота подъема лапки составляет 5,5 мм.;
- Система иглы DCx27 №11 (75);
- В оверлок встроена дифференциальная подача материала,
позволяя тем самым сшивать слои ткани без смещения, для сборки коэффициент
дифференциала составляет 1:2, для растяжки 1:0,7; - Максимальная скорость шитья достигает 6000 стежков/минуту;
- Встроена улучшенная система автоматической смазки с
маслозащитными барьерами, которые предотвращают протекание и разбрызгивание
масла, как следствие гарантия что материал всегда будет чист и без масляных
пятен; - Прекрасные, качественные швы на любых типах ткани даже на
максимальной скорости; - Прекрасно подойдет для небольших ателье, но также ничем не
уступит в промышленных масштабах.