| Найти: | |
| Где: | |
| Тип документа: | |
| Отображать: | |
| Упорядочить: |
Дата актуализации: 01.01.2021
 РД 39-1-306-79
РД 39-1-306-79

Инструкция по расчету колонн насосно-компрессорных труб
| Обозначение: |  РД 39-1-306-79 РД 39-1-306-79 |
| Обозначение англ: | RD 39-1-306-79 |
| Статус: | Введен впервые |
| Название рус.: | Инструкция по расчету колонн насосно-компрессорных труб |
| Дата добавления в базу: | 01.02.2020 |
| Дата актуализации: | 01.01.2021 |
| Дата введения: | 20.03.1980 |
| Область применения: | Инструкция содержит методики определения действующих нагрузок и прочностных расчетов колонн насосно-компрессорных труб для различных способов эксплуатации нефтяных, газовых и нагнетательных скважин. Кроме того, даны методики расчета колонн при различных способах воздействия на пласт и при освоении скважин. Инструкция предназначена для предприятий нефтяной и газовой промышленности |
| Оглавление: | 1 Общие положения 2 Фонтанный способ эксплуатации 2.1 Основные исходные данные для расчета 2.2 Действующие на колонну нагрузки 2.3 Формулы для определения прочности и устойчивости труб. Коэффициенты запасов прочности 2.4 Методика расчета лифтовых колонн 3 Компрессорный способ эксплуатации 3.1 Основные исходные данные для расчета 3.2 Действующие на колонну нагрузки 3.3 Формулы для определения прочности труб. Коэффициенты запасов прочности 3.4 Методика расчета лифтовых колонн 4 Эксплуатация скважин штанговыми насосами 4.1 Основные исходные данные для расчета 4.2 Действующие на колонну нагрузки 4.3 Формулы для определения прочности и устойчивости труб. Коэффициенты запасов прочности 4.4. Методика расчета колонн 5 Эксплуатация скважин электропогружными насосами 5.1 Основные исходные данные для расчета 5.2 Действующие на колонну нагрузки 5.3 Формулы для определения прочности труб. Коэффициенты запасов прочности 5.4 Методика расчета колонн 6 Интенсификация притока жидкости к забою скважины. Особенности расчета колонн 6.1 Основные исходные данные для расчета 6.2 Нагнетательные скважины, оборудованные пакерами 6.3 Гидроразрыв пласта 6.4 Гидропескоструйная перфорация 6.5 Тепловая обработка забоя скважины Рекомендации по расчету колонн, составленных из труб зарубежного производства 7 Примеры расчета лифтовых колонн 7.1 Фонтанная скважина без пакера 7.2 Газовая скважина с гидравлическим пакером 7.3 Фонтанная скважина с механическим пакером 7.4 Компрессорная скважина 7.5 Скважина, оборудованная штанговым насосом 7.6 Фонтанная наклонно направленная скважина без пакера Приложение 1. Прочностные, геометрические и весовые характеристики труб отечественного производства Приложение 2. Прочностные, геометрические и весовые характеристики труб зарубежного производства Приложение 3. Предельные глубины спуска одноступенчатой колонны насосно—компрессорных труб отечественного производства Приложение 4. Геометрические и весовые характеристики штанговой колонны Приложение 5. Значения показательной функции |
| Разработан: | ВНИИТнефть АзНИПИнефть |
| Утверждён: | 25.12.1979 Министерство нефтяной промышленности СССР (USSR Ministry of the Petroleum Industry ) |
| Расположен в: | Техническая документация Экология ДОБЫЧА И ПЕРЕРАБОТКА НЕФТИ, ГАЗА И СМЕЖНЫЕ ПРОИЗВОДСТВА Добыча и переработка нефти и природного газа Строительство Нормативные документы Отраслевые и ведомственные нормативно-методические документы Проектирование и строительство объектов нефтяной и газовой промышленности |


![]()
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
|
Том 5.7 |
Техника безопасности, промышленная санитария и противопожарная безопасность |
219 |
Вслучае осложнения ствола скважины предусмотреть перед каждым подъемом бурильного инструмента прокачку через забой скважины порции вязкого бурового раствора объемом 5-6 м3, с вязкостью повышенной до 60-80 с
Вслучае если нарушения в технологии строительства скважины привели к осыпям и обвалам неустойчивых пород, то наряду с вышеперечисленными мероприятиями (табл. 8.13) провести укрепляющие цементные заливки осложненных интервалов. Количество заливок — до 3-х заливок. В случае отсутствия положительного результата дальнейшие работы ведутся по дополнительному плану, согласованному с проектной организацией и Заказчиком.
17.5 Мероприятия по предупреждению прихватов при прохождении прихватоопасных зон
Для предотвращения прихватов и прилипания бурильного инструмента при строительстве скважин применить следующий комплекс мероприятий:
1.Исключить непроизводительные затраты времени при строительстве скважин (аварии, простои).
2.В случае длительных остановок в процессе бурения ствол скважины проработать, особое внимание уделить интервалам залегания неустойчивых горных пород.
3.Параметры бурового раствора поддерживать в соответствии с проектными значениями. Соблюдать рецептуры приготовления раствора.
4.Плотность бурового раствора должна исключать превышение избыточного давления на пласт не более, чем это установлено нормами, для чего геологическая служба должна прогнозировать пластовое давление с наибольшей точностью.
5.Для повышения противоприхватной способности необходимо в течение всего цикла бурения скважины поддерживать в промывочной жидкости определенное содержание смазочных добавок. Рекомендуется в буровом растворе содержание смазочной добавки 1 % графита.
6.Обеспечить устойчивую работу буровых насосов, режим промывки.
7.Обеспечить устойчивую работу системы очистки бурового раствора.
8.В процессе бурения следить за выносом шлама при прекращении или уменьшении выноса шлама остановить бурение и промыть скважину в течение не менее 2 циклов с одновременным расхажива нием инструмента.
9.При спуске инструмента перед прихватоопасной зоной проверяют роторную цепь, лебедку, насосы, воздухопроводы.
10.Запрещается оставлять бурильную колонну без движения в открытой части ствола, особенно при вскрытых неустойчивых пластах, в продуктивных горизонтах, сильно пористых и проницаемых породах, а также напротив пород, склонных к образованию осыпей и обвалов. Не оставлять бурильную колонну без движения в открытой части ствола более чем на 10 мин.
11.В компоновку низа бурильной колонны рекомендуется включать элементы, обеспечивающие наименьшую площадь контакта со стенками скважины. Такими являются противоприхватные опоры. Противоприхватные опоры (тип Д по ГОСТ 6365-74) рекомендуется размещать на участках бурильной колонны, находящихся в прихватоопасной зоне — напротив проницаемых пород. В качестве противоприхватных опор используют стабилизаторы и центраторы, диаметр которых на 5-10 мм меньше диаметра долота.
12.При возникновении прихватоопасности в компоновку бурильной колонны следует включать ясс.
13.При СПО не допускать «посадок» бурильного инструмента более 5 тс, «затяжек» более 10 тс. Интервалы «посадок» и «затяжек» проработать.
14.Вести журнал наработки комплекта бурильных труб. Своевременно выполнять ревизию забойных двигателей, бурильного инструмента.
15.Элементы низа бурильной колонны не должны иметь сварочных поясов и острых кромок, приводящих к разрушению фильтрационной корки на стенках скважины.
16.После окончания каждого долбления промыть ствол скважины в течение 2 циклов с одновременным расхаживанием инструмента на максимальную длину.
17.При бурении обеспечить расход промывочной жидкости, позволяющий формироваться турбулентному режиму потока в затрубном пространстве.
18.Бурильную колонну необходимо опрессовать в сроки, установленные проектной документацией или руководством бурового предприятия.
19.В случае необходимости (при согласовании с технологической службой бурового подрядчика) допускается до полной отработки долота производить профилактический подъем-спуск бурильного инструмента;
20.С целью предупреждения желобообразования в скважине при изменении направления ее оси необходимо применять резиновые кольца для бурильных труб, ГОСТ 6365-74. Наружный диаметр резинового кольца, одетого на трубу, существенно больше бурильного замка. При сработке резиновых колец до диаметра замка их меняют на новые.
21.Исключить падение в скважину с устья посторонних предметов.
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
|
Том 5.7 |
Техника безопасности, промышленная санитария и противопожарная безопасность |
220 |
Примечание — прихватообразными зонами являются интервалы где залегают высокопроницаемые породы (пласты с низкими пластовыми давлениями, интервалы зон поглощения), зоны склонные к обвалам. где в процессе бурения может образоваться толстая глинистая корка и увеличивается возможность прилипания бурильной колонны (особенно УБТ) к стенке скважины. В данной проектной документации такими зонами являются интервалы склонные к обвалам и поглощениям. Эти интервалы приведены в разделе 2.5.
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |
СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Том 5.7 Список нормативно-справочных и инструктивно-методических материалов, используемых при принятии проектных реше-
|
ний и строительстве скважины |
221 |
18 Список нормативно-справочных и инструктивнометодических материалов, используемых при принятии проектных решений и строительстве скважины
Общая пояснительная записка организована с использованием следующих нормативных и литературных источников:
Таблица 18.1 —
|
№ |
Название документа, год издания |
||
|
п/п |
|||
|
1 |
Инструкция о составе, порядке разработки, согласования и утвержденияпроектно-сметной доку- |
||
|
ментации на строительство скважин на нефть и газ. ВСН 39-86. Москва, 1987г. ВСН |
|||
|
2 |
Макет рабочего проекта на строительство скважин на нефть и газ. РД 39-0148052-537-87. Москва, |
||
|
1987г. |
|||
|
3 |
Правила безопасности в нефтяной и газовой промышленности, ПБ-08-624-03. Москва, 2003г. |
||
|
4 |
Сборник сметных норм и расценок на строительные работы. Сборник 49. Скважины на нефть и |
||
|
газ. Том 1. |
Сметные нормы. Госстрой СССР, Москва, 1991г. |
||
|
5 |
Сборник сметных норм и расценок на строительные работы. Сборник 49. Скважины на нефть и |
||
|
газ. Том 2. |
Расценки. Госстрой СССР. Москва, 1991г. |
||
6Правила пожарной безопасности в нефтяной промышленности. Москва, « Недра». 1987 г. ППБО-85
7Правила пожарной безопасности в Российской Федерации. Москва, 30.06.03г. ППБ-01-03
8
Производственно-отраслевые сметные нормы на геофизические услуги в скважинах на нефть и газ. МТиЭ РФ, РАО « Газпром», МПР РФ. Москва, 2000г.
9
Межотраслевые нормы времени на испытание разведочных и эксплуатационных скважин. Москва, ВНИИОЭНГ, 2000г. МНВИ
10
Нормы расхода материалов, электроэнергии и водопотребления для проектирования строительства скважин. Тюмень-Нефтеюганск, 1997г. ПОСН
11
Регламент проведения геофизических исследований бурящихся скважин на месторождениях ОАО « Юганскнефтегаз». Тюмень-Нефтеюганск, 1998г. ТР
Выбор типоразмера перфоратора и плотности перфорации в зависимости от геолого-
12промысловой характеристики объектов разработки месторождений Тюменской области. СТО
51.00.017-84. Тюмень, 1984г. СТО Технологические регламенты на проектирование и строительство скважин на месторождениях
13ОАО « Юганскнефтегаз» ( Бурение наклонно-направленных, пологих и горизонтальных скважин.
РД 39-01480070-001/007-2000). Тюмень, 2000г. ТР Технико — технологический регламент « Бурение наклонно-направленных, пологих и горизонталь-
14ных скважин» № П1-01 ТР-001 ЮЛ099. ООО « РН — Юганскнефтегаз», ОАО « ТомскНИПИнефть ВНК». 2008 г. РД
15
Технико-технологический регламент на буровые растворы для бурения скважин на месторождениях ОАО « Юганскнефтегаз». Краснодар, 2003г.
16
Межотраслевые нормы времени на капитальный ремонт скважин. Москва, ВНИИОЭНГ, 1992г. МНВК
17Методика контроля параметров буровых растворов. РД 39-2-645-81. РД Технико-технологический регламент на проектирование и строительство скважин на месторожде-
18ниях ОАО « Юганскнефтегаз» ( Углубление скважин. РД 39-0148070-002/07-2001 ). Тюмень, 2001г. ТР
19Инструкция по расчёту бурильных колонн для нефтяных и газовых скважин, Москва, 1997г. РД
20
Номенклатурный каталог на освоенные и серийно выпускаемые шарошечные долота и бурильные головки. ЦИНТИХИМНЕФТЕМАШ. Москва, 1991г. РД
21Инструкция по подготовке обсадных труб к спуску в скважину. . РД 39-2-132-78. Куйбышев, 1980г.
22Инструкция по расчёту обсадных колонн для нефтяных и газовых скважин. Москва, 1997г. РД
23Инструкция по испытанию обсадных колонн на герметичность. Москва, 1999г. РД
24
Технико-технологический регламент на крепление скважин на месторождениях ОАО « Юганскнефтегаз». Краснодар, 2003г. ТР
25
Технологический регламент « Оснастка обсадных колонн и технология крепления водозаборных скважин», РД 39Р-48738956-2000. Нефтеюганск, 2000г. ТР
Производство буровых работ и охрана природной среды при эксплуатационном и разведочном
26бурении на месторождениях ОАО « Юганскнефтегаз». РД 39-0148070-003/1-98. ТюменьНефтеюганск, 1998г. РД
27Отраслевая методика по разработке норм и нормативов водопотребления и водоотведения по
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Том 5.7 Список нормативно-справочных и инструктивно-методических материалов, используемых при принятии проектных реше-
|
ний и строительстве скважины |
222 |
нефтяной промышленности (бурение скважин и добыча нефти). РД 39-1-624-81. Уфа, 1981г. РД
28
Методические указания по определению объёмов отработанных буровых растворов и шлама при строительстве скважин, РД 39-3-819-91 РД
29
Информационный материал по расчёту индивидуальных норм водопотребления на производ- ственно-эксплуатационные нужды при бурении скважин. Москва, 1995г. РД
30
Методика расчёта норм водопотребления и водоотведения при проектировании и строительстве скважин на месторождениях ОАО « Юганскнефтегаз». Нефтеюганск, 2003г. РД
Инструкция по охране окружающей среды при строительстве скважин на суше на месторождениях
31углеводородов поликомпонентного состава, в том числе сероводородосодержащих. РД 51-1-96, Москва, 1996г. РД Инструкция по рекультивации шламовых амбаров и участков, загрязнённых нефтью и нефтепро-
32дуктами при строительстве скважин с помощью бакпрепарата « Путидойл». Тюмень, СибНИИНП, 1992г. РД
33
Регламент на организацию работ по ликвидации и рекультивации шламовых амбаров при строительстве скважин в системе Главтюменнефтегаза. Тюмень, 1990г. РД
Методические указания по сбору, анализу физико-химического состава и загрязняющих свойств,
34производственно-технологических отходов, образующихся при строительстве скважин на нефть и газ. РД 39-0147001-741-92. Москва, 1992г. РД
35
Технологический регламент по вторичному вскрытию продуктивных пластов и освоению скважин на месторождениях ОАО Юганскнефтегаз . РД 39-0148070-003/01-98.__
36
Инструкция по расчёту колонн насосно-компрессорных труб. ВНИИТнефть, 1990г. РД
39.0147014.0002.89.
37
Укрупнённые нормы времени на испытание скважин с помощью ЭЦН, СГН. Нефтеюганск, 1996г. УНВ
38
Оборудование и инструмент для освоения, ремонта нефтяных и газовых скважин. Каталог ЦИНТИХИМНЕФТЕМАШ, Москва, 1984г. ТР
39
Техническая инструкция по проведению геофизических исследований и работ на кабеле в нефтяных и газовых скважинах. РД 153-39.0-072-01. Москва, 2001г. РД
40
Инструкция по безопасности одновременного производства буровых работ, освоения и эксплуатации скважин на кусте. Госгортехнадзор России. РД 08 — 435 — 02. Москва, 2002г. РД
41
Инструкция по предупреждению газонефтеводопроявлений и открытых фонтанов при строительстве и ремонте скважин в нефтяной и газовой промышленности. Москва, 1999г. РД
42
Методические указания по расчёту выбросов загрязняющих веществ при сжигании топлива в котлах производительностью до 30 т/час. С-Петербург, 1991г. РД
43
Методические указания по расчёту выбросов загрязняющих веществ в атмосферу с дымовыми газами отопительных и отопительно производственных котельных. Москва, 1991г. РД
44
Временные рекомендации по расчёту выбросов от стационарных дизельных установок. Ленинград, 1988г. РД
45
Методика проведения инвентаризации выбросов загрязняющих веществ в атмосферу для автотранспортных предприятий (расчётным методом ). Москва, 1991г. РД
46
Методика расчёта выделений (выбросов) загрязняющих веществ в атмосферу при сварочных работах на основе удельных показателей. С-Петербург, 1997г. РД
Методика оценки современного состояния и прогнозирования поступления вредных веществ в
47воздушный бассейн от предприятий Миннефтепрома на перспективу до 2015г. РД 39-147098-001- 88, М, 1988г. РД
48
Методика по определению выбросов вредных веществ в атмосферу на предприятиях Госкомнефтепродукта РСФСР. Астрахань, 1988г. РД
49
Методика расчёта концентрации вредных веществ в атмосферном воздухе предприятий. ОНД – 86, Ленинград, 1987г. РД
Инструктивно-методические указания по взиманию платы за загрязнение окружающей природной
50среды. Москва, 1993г. Утв. министром охраны окружающей среды и природных ресурсов РФ
06.01.1993г. РД
51
Закон Ханты-Мансийского автономного округа « Об охране окружающей природной среды и экологической защите населения автономного округа», Ханты-Мансийск, 1998г. ОЗ
52Закон РФ « Об охране окружающей среды». М., 03.03.92. ФЗ
53Закон Российской Федерации « О недрах». М., 04.05.92. ФЗ
54Закон РСФСР « Об охране атмосферного воздуха». Москва, 1990г. ФЗ
55
Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями. ГОСТ 17.2.3.02-78 ГОСТ
56 Санитарная охрана атмосферного воздуха населённых мест. СанПиН № 4969, М., 1989г. СПН
57
Сборник методик по расчёту выбросов в атмосферу загрязняющих веществ различными производителями. Л.: Гидрометиздат, 1987г.
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Том 5.7 Список нормативно-справочных и инструктивно-методических материалов, используемых при принятии проектных реше-
|
ний и строительстве скважины |
223 |
58
Временный классификатор токсичных промышленных отходов и методические рекомендации по определению класса токсичности промышленных отходов. М. Минздрав СССР, ГКТН СССР, 1987г
59
Правила охраны поверхностных вод /Типовые положения/. (Утверждены Госкомприродой СССР
21.02.91, введены с 1.03.91г.). РД
60 Правила охраны атмосферного воздуха. М. Госкомприрода СССР, Ока, 1990г. РД
61
Положение по контролю за выбросами загрязняющих веществ в атмосферу на объектах предприятий Миннефтегазпрома СССР. Уфа: Вост-НИИТБ, 1990г. РД 39-0147098-017-90. РД
62
Типовое положение о службе радиационной безопасности предприятий топливно-энергетического комплекса РФ (ТЭС, нефтепромыслы). М. Министерство топлива и энергетики РФ, 1995г. РД
63 Радиационный контроль. Оборудование и услуги. Каталог, НПП « Доза», 1995/1996 г.
64
Радиационный контроль и пробоотбор на нефтегазовых промыслах и тепловых электростанциях России (методические указания). Москва, Министерство топлива и энергетики РФ, 1995г. РД
65
Обращение с радиоактивными отходами на нефтегазовых промыслах России (методические указания). Москва, Министерство топлива и энергетики РФ, 1995г. РД
66
Инструкция по технологии вызова притока из пласта пенами с использованием эжекторов. РД 39- 2-1305-85. РД
67
Регламент на проектирование и ведение подготовительных работ к строительству скважин на месторождениях ОАО « Юганскнефтегаз». РД 39 Р-48738956-001-2000, Нефтеюганск, 2000г. РД
68
Методические указания по проведению анализа риска опасных промышленных объектов. РД 08- 120-96. РД
69
Правила геофизических исследований и работ в нефтяных и газовых скважинах. Москва, 1999г. РД
70
Временная инструкция по креплению нефтяных и газовых скважин на месторождениях Западной Сибири. РД 39-2-175-79, Краснодар — Тюмень, 1979г. РД
71Теория и практика заканчивания скважин, т. 1÷5. Булатов А.И., и др., Москва, « Недра», 1997 г. —
72Единые нормы времени на бурение скважин. Москва, ВНИИОЭНГ, 2000г. РД
73
Правила аттестации и основные требования к лабораториям неразрушающего контроля, М., 2000г. (Утв. Постановлением Госгортехнадзора России № 39 от 02.06.2000г.) РД
74 Инструкция по эксплуатации бурильных труб. Куйбышев, 1990г. РД 39-013-90. РД
75
Федеральный закон « О лицензировании отдельных видов деятельности» № 128-ФЗ от 08.08.01г. (с изменениями и дополнениями к закону) ПБ
76
Положение о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах. РД 03- 484-02. РД
77
Правила проведения экспертизы промышленной безопасности. ПБ 03-246-98. Госгортехнадзор России № 64 от 6.11.98г. РД
78
Положение о техническом обслуживании и планово-предупредительном ремонте оборудования, используемого в бурении и капитальном ремонте скважин. Москва, ЗАО « ССК», 2003 г.
79
Регламент на выполнение работ по освоению и исследованию скважин струйными насосами УГИС, УОС, УЭОС. Нижневартовск, 2000г. РД
Положение о рассмотрении документации на технические устройства для нефтегазодобывающих
80
производств, объектов геологоразведочных работ и магистральных газо-, нефте- и продуктопроводов, проведение приёмочных испытаний технических устройств и выдаче разрешений на их применение. (Утв. Постановлением Госгортехнадзора от 05.11.2001 г. № 51). РД
Положение о порядке выдачи разрешений на применение технических устройств на опасных про-
81изводственных объектах. РД 03-485-02. (Утв. Постановлением Госгортехнадзора от 14.06. 2002 г.,
№ 25). РД
82
Укрупнённые нормы времени на капитальный ремонт скважин с подъёмников « Кремко» и «IRI». АО « Юганскнефтегаз», НИС, г. Нефтеюганск, 1997 г. РД
83
Основные положения по эксплуатации бурильных труб в Филиалах и Управляемых обществах ЗАО « ССК». РО № 07-ОП. Москва, 2005г. РД
84
Методическое руководство для первичного освоения эксплуатационных скважин после окончания бурения в различных геолого-технических условиях. РД 39-0147009-513-85, 1985 г. РД
85
Требования к химпродуктам, обеспечивающие безопасное применение их в нефтяной отрасли. РД 153-39-026-97 (Согласовано Госгортехнадзором России 09.12.1997 № 10-03/736). РД
86
Правила обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты. М., Минтруда РФ, 1998г. с изм. от 29.10.1999г. РД
ДОПОЛНЕНИЕ № 1 к технологическому регламенту (конструкция и крепление скважин). Расчёты
87тампонажного цемента и добавок к нему для цементирования обсадных колонн с учётом реальных условий месторождений. Краснодар, 2003г. ТР
|
88 |
Оприменении технических устройств на опасных производственных объектах. Постановление |
|||
|
Правительства РФ от 25.12.98г. № 1540. РД |
||||
|
89 |
Проект доразведки Приобского месторождения. ОАО « Юганскнефтегаз», ООО « РН- |
|||
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|||
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
Том 5.7 Список нормативно-справочных и инструктивно-методических материалов, используемых при принятии проектных реше-
|
ний и строительстве скважины |
224 |
||
|
УфаНИПИнефть», Нефтеюганск, 2008г. — |
|||
|
90 |
Дополнение к проекту доразведки Приобского месторождения. ОАО « Юганскнефтегаз», |
АОЗТ |
|
|
« Спайс», Нефтеюганск, 1999г. — |
|||
|
91 |
Инструкция по эксплуатации установок погружных центробежных насосов. Производственный |
||
|
комплекс Альметьевский насосный завод. ЕЮТИ.Н.354.000ИЭ. Альметьевск, 2002г. |
|||
|
92 |
Технологический регламент выполнения работ с установками электроцентробежных насосов |
||
|
(УЭЦН). Нефтеюганск, 1995г. |
|||
|
93 |
«Методикой дефектоскопии концов бурильных труб», Куйбышев, 1983 г |
||
|
94 |
Инструкции по борьбе с поглощениями при бурении и креплении скважин. РД 39-2-684-82. Красно- |
||
|
дар. ВНИИКРнефть. 1982. |
|||
|
95 |
Инструкцией по ликвидации катастрофических поглощений бурового раствора смесями с высокой кон- |
||
|
центрацией наполнителей на месторождениях Куйбышевской области СТП 39-04-014-86. |
|||
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
|
Том 5.7 |
Оценка технического состояния обсадных колонн и определение их остаточной прочности |
225 |
19 Оценка технического состояния обсадных колонн и определение их остаточной прочности
Согласно требованиям п.п.2.2.6.21 и 2.3.7. ПБ НГП. М.. 2005 г. техническое состояние обсадных колонн должно подвергаться периодической проверке и в случае необходимости, обсадные колонны испытываются на остаточную прочность.
Интенсификация отбора пластовых флюидов из скважин предъявляет высокие требования к прочностным характеристикам обсадных колонн как при проектировании строительства скважин, так и на поздней стадии эксплуатации.
Долговечность конструкции скважин зависит от наличия зон осложнений и пластов, содержащих агрессивные компоненты, гидрогеологии, технологии и качества их строительства, технологии и режима их эксплуатации, своевременного контроля за техническим состоянием, и выполнения профилактических, ремонтно-восстановительных работ.
Основным видом отказов эксплуатационных колонн является потеря их герметичности в процессе эксплуатации.
Однако в настоящее время нет фундаментальных исследований, в которых рассматривались бы причины потери герметичности обсадных колонн с момента проектирования конструкции скважин до завершения разработки месторождения или до полной выработки резерва скважины и ее ликвидации.
Техническое состояние определяется комплексом геофизических исследований, включающим следующие виды работ:
∙акустический каротаж с записью фазокореляцонных диаграмм (АК-ФКД):
∙гамма-гамма цементометрия-толщинометрия;
∙акустический телевизор САТ.
Перед проведением комплекса ГИС скважину заглушить пластовой водой и составить акт о готовности скважины к проведению геофизических работ.
После получения (от геофизиков) данных о характере естественного износа эксплуатационной колонны коэффициент снижения ее несущей способности определяется теоретическим путем по « Инструкция по расчету обсадных колони на особые условия эксплуатации», ВРД 39-19-048-2001.
Коэффициент снижения несущей способности изношенных (поврежденных в результате
коррозии) труб к наружному давлению К1 определяется из выражения:
К2=е(0,0175*δ-0,3596)*и
Коэффициент снижения несущей способности изношенных труб к внутреннему давлению К2
определяется из выражения:
К2=е(0,0182*δ-0,3736)*и
где е=2,71828 — основание натурального логарифма
δ — первоначальная толщина стенки обсадных труб, мм и — износ толщины стенки обсадных труб, мм
Предположим, что по данным ГИС естественный износ стенок обсадных труб в результате коррозии равен 2 мм.
Определим:
К1=2,71828 (0,0175х9,2-0,3596) х 2 = 0,672
К2 = 2,71828 (0,0182х9,2-0,3736) х 2 = 0,662
Определим параметры остаточной прочности поврежденного участка колонны. Величина наружного давления, при которой максимальные напряжения в поврежденной трубе будут равна пределу текучести материала, составляет:
Р1кр = K1 х Ркр = 32,8 х 0,672 = 22,04 МПа, где
Ркр – 32,8 МПа — критическое давление, при котором напряжение в теле трубы 178 х 9,2 « Е» достигает предела текучести.
Величина внутреннего давления, при которой максимальные напряжения в поврежденной трубе будут равна пределу текучести материала, составит:
Р1т = К2 х Рт = 0,662 х 49,9 = 33,03 МПа
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
|
Том 5.7 |
Оценка технического состояния обсадных колонн и определение их остаточной прочности |
226 |
Для 178 мм эксплуатационной колонны запас прочности к наружному давлению n1 = 1,3, к внутреннему n2 = 1,3.
С учетом этих коэффициентов допускаемые избыточные давления, обеспечивающие безопасный режим эксплуатации 178 мм колонны составляет:
РНар = Р1/n1 = 22,04/1,3 = 16,95 МПа Рвнут= Р2Т/ n2 = 33,03/1,3 = 25,41 МПа
Необходимость испытания на остаточную прочность в каждом конкретном случае определяет Заказчик. Дополнительные избыточные давления при опрессовке могут привести к внезапному разрушению обсадной колонны, а так же способствуют ускорению процесса ее естественного износа.
Влюбом случае опрессовка изношенных эксплуатационных колонн по всей ее длине не рекомендуется: лучше провести локальную (в интервале, где остаточная толщина стенки обсадной колонны имеет минимальную величину) опрессовку с использованием пакера типа ПРС.
Вслучае аварийного разрушения обсадных колонн в процессе строительства скважин (бурения) работы по восстановлению их несущей способности проводить по дополнительному плану, разработанному буровым подрядчиком, согласованному Управлением по технологическому и экологическому надзору по Тюменской области и проектной организацией.
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
|
Том 5.7 |
Сведения о транспортировке грузов, вахт, бурового оборудования, блоков и пробег спецмашин |
227 |
20 Сведения о транспортировке грузов, вахт, бурового оборудования, блоков и пробег спецмашин
Таблица 20.1 — Расстояния перевозки грузов, бурового оборудования, блоков, вахты и пробег спецмашин
|
Наименование позиции |
Расстояние, км |
|
Буровое оборудование |
3 |
|
Бурильные трубы |
3 |
|
Насосно-компрессорные трубы |
163 |
|
Турбобуры |
163 |
|
Обсадные трубы: |
|
|
УПТО и КО — буровая |
163 |
|
УПТО и КО – трубная база |
163 |
|
Трубная база — буровая |
163 |
|
Цемент |
163 |
|
Мраморная крошка |
163 |
|
Бентонитовая глина |
163 |
|
Пеногаситель |
163 |
|
Глинистый раствор для испытания последующих объектов |
— |
|
Долота |
163 |
|
Материалы и запчасти |
163 |
|
Карьерные материалы |
163 |
|
ГСМ |
163 |
|
Топливо для котельной |
163 |
|
Нефть |
163 |
|
Песок для отсыпки дорог и площадок |
163 |
|
Остальные материалы от ближайшего УПТО и КО |
163 |
|
Механизмы для строительства буровой |
163 |
|
Скомпанованные блоки |
3 |
|
Перевозка вахты: — автотранспортом 1 раз в 30 дней |
163 |
|
Перевозка топографической бригады |
163 |
|
Пробег: |
|
|
Спецавтотранспорта |
163 |
|
УКП -80, ППУ-2, А-60 |
163 |
|
Тампонажной техники от базы |
163 |
|
СКЦ |
163 |
|
Дефектоскопической установки |
163 |
|
Каротажной партии по дорогам: |
|
|
1 класса |
160 |
|
3 класса |
3 |
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |

СПБГУАП группа 4736 https://new.guap.ru/i03/contacts
|
Том 5.7 |
Срок безопасной эксплуатации скважины |
228 |
21 Срок безопасной эксплуатации скважины
Заложенные в проекте на строительство скважины технические, технологические решения, материалы при полной их реализации обеспечивают высокую надежность и долговечность построенных скважин при соблюдении правил их эксплуатации.
Планово-экономическими документами предусматривается амортизационный срок службы нефтяных и газовых скважин в течение 15 лет, фактический среднестатистический срок службы нефтяных скважин 25 лет.
Вэтой связи проектом установлен срок безопасной эксплуатации скважины 25 лет.
Всоответствии с РД 03-484-02 « Положение о порядке продления срока безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах», предприятия, эксплуатирующие опасные производственные объекты, не имеют права продлевать срок эксплуатации скважины сверх установленного проектом без проведения работ по определению возможности продления срока эксплуатации. Такую работу выполняют экспертные организации.
По результатам работ, проведенных экспертной организацией принимается одно из решений:
∙продолжения эксплуатации на установленных параметрах;
∙продолжение эксплуатации с ограничением параметров;
∙ремонт;
∙доработка (реконструкция);
∙использование по иному назначению;
∙вывод из эксплуатации
|
СамараНИПИнефть |
609Б.00-00-ИОС-07 |
|
609B.00-00-IOS-07.doc |
МИНИСТЕРСТВО НЕФТЯНОЙ
ПРОМЫШЛЕННОСТИ
Всесоюзный научно-исследовательский институт
разработки и эксплуатации нефтепромысловых труб
(ВНИИТнефть)
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
НАСОСНО-КОМПРЕССОРНЫХ ТРУБ
РД
39-0147014-217-86
Куйбышев 1987
Руководящий документ разработан Всесоюзным
научно-исследовательским институтом разработки и эксплуатации нефтепромысловых
труб.
Директор института С.М. Данелянц.
Составители: А.А. Джавадян, Т.Е. Столярова,
С.А. Сабирзянов, В.Н. Пчелкин, В.М. Ферштетер, Н.Д. Черкасов, В.Н. Ежов, П.П.
Крупнов, Р.С. Садырханов, Н.Е. Фломин.
Согласован с главным инженером Главного
управления по добыче нефти и газа Миннефтепрома В.Ф. Лесничим.
Утвержден первым
заместителем министра нефтяной промышленности В.Ю. Филановским.
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ ПО
ЭКСПЛУАТАЦИИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ
РД 39-0147014-217-86
Взамен РД 39-1-108-78
Срок введения установлен с
20.11.1986 г.
Срок действия
до 20.11.1989 г.
Настоящая инструкция содержит основные технические данные
отечественных и зарубежных насосно-компрессорных труб (НКТ).
В РД приведены условия подготовки и спуска в скважину НКТ
для добычи нефти или специальных работ, описаны причины аварий и даны
рекомендации по их предотвращению, рассмотрено оборудование, применяемое при
спуско-подъемных операциях, а также условия приемки, перевозки и хранения НКТ.
Руководящий документ предназначен для предприятий
Министерства нефтяной промышленности, осуществляющих эксплуатацию НКТ.
1. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Отечественные трубы
1.1. Насосно-компрессорные трубы, применяемые для
эксплуатации и ремонта нефтяных, газовых, нагнетательных и водозаборных
скважин, изготавливаются в соответствии со следующими нормативно-техническими
документами:
ГОСТ
633-80. Трубы насосно-компрессорные и муфты к ним (рис. 1 — 7, табл. 1 — 6) [ 1].
ТУ 14-3-1032-81. Трубы насосно-компрессорные с
термоупрочненными концами [ 2].
ТУ 14-3-1094-82. Трубы насосно-компрессорные с
противозадирным уплотнительным покрытием резьбы муфт [ 3].
ТУ 14-3-1352-85. Трубы насосно-компрессорные стальные с
узлом уплотнения из полимерного материала (рис.  [ 4].
[ 4].
ТУ 14-3-1242-83. Трубы насосно-компрессорные и муфты к ним,
стойкие к сероводородному растрескиванию [ 5].
ТУ 14-3-1229-83. Трубы насосно-компрессорные и муфты к ним
с улучшенной ходимостью в эксплуатационных колоннах наклонно направленных
скважин (рис. 9) [ 6].
ТУ 14-3-999-81. Трубы насосно-компрессорные с улучшенной
ходимостью в эксплуатационных колоннах наклонно направленных скважин (наружный
диаметр 73 мм, толщина стенки 5,5 и 7 мм) [ 7].
1.2. Геометрические характеристики НКТ, изготовленных согласно
перечисленным ТУ, соответствуют ГОСТ
633-80.
1.3. Трубы и муфты к ним поставляются из стали одной группы
прочности (табл. 4).
1.4. Все трубы, кроме труб типа НКБ, снабжаются муфтами,
навинчиваемыми на один из концов трубы. Перед свинчиванием труб с муфтами на
заводе-изготовителе их резьбу покрывают смазкой для обеспечения герметичности
соединения и предохранения резьбы от задиров и коррозии.
С целью предохранения от коррозии наружную поверхность
трубы и муфты окрашивают.
Для соединения НКТ ( ГОСТ
633-80) разных диаметров должны применяться переводники, изготавливаемые по
ГОСТ 23979-80 «Переводники для насосно-компрессорных труб» [ 8].
Сортамент серийно освоенных труб и заводы-поставщики
приведены в справочном прил. 1, а
их геометрические и прочностные характеристики в справочных прил. 2 — 6.
Зарубежные трубы
1.5. Насосно-компрессорные трубы, поставляемые в СССР,
изготовляются в соответствии со стандартами Американского нефтяного института
(АНИ) и по технической документации фирм.
Геометрические, прочностные и эксплуатационные
характеристики зарубежных труб приведены в справочных прил. 7 — 31,
в стандарте 5С2 АНИ и ТУ на применение нарезных труб фирм-поставщиков.
1.6. В СССР в основном поставляются трубы, изготовляемые по
стандарт 5А АНИ, 5АС АНИ, 5АХ АНИ:
а) с муфтовым резьбовым соединением гладкие (рис. 10, табл. 7, 8);
б) с муфтовыми резьбовыми соединениями с высаженными наружу
концами (рис. 11, табл. 9, 10);
в) с безмуфтовыми резьбовыми соединениями, резьба которых
соответствует резьбе гладких НКТ (рис. 12).
На этих трубах нарезана резьба треугольного профиля (рис. 13, 14, табл. 11).
Трубы с муфтовыми резьбовыми соединениями могут быть
свинчены с трубами соответствующего размера, изготовленными по ГОСТ
633-80, без применения переводников.
1.7. Насосно-компрессорные трубы, выпускаемые по
технической документации фирм, отличаются от труб соответствующих стандартов
АНИ:
а) резьбой трапецеидального профиля (резьба типа
«Батресс»);
б) уплотняющими элементами типа металл-металл в резьбовом
соединении (трубы фирм «Валлурек», «Маннесман», «Хайдрил», «Сумитомо», «Ниппон
Кокан»);
в) цилиндрической двухступенчатой резьбой (трубы фирмы
«Хайдрил»), прочность соединения выше прочности тела трубы;
г) тефлоновым уплотнением в резьбовом соединении.
Наиболее распространенные типы труб приведены на рис. 15 — 17, их основные размеры — в справочных прил. 13 — 20.
1.8. Трубы по технической документации фирм и муфты к ним
изготавливаются из стандартизированных сталей марок Н-40, J -55, N -80 (стандарт 5А АНИ), С-75, L -80, С-95 (стандарт 5АС АНИ), Р-105 (стандарт 5АХ АНИ) и
нестандартизированных сталей марок С-90, Q -125,
V -150 с наименьшим пределом текучести соответственно 621,
862, 1034 МПа (механические свойства стандартизированных сталей приведены в
табл. 12). Данные о химическом
составе сталей, регламентированном стандартом 5АС АНИ, содержатся в табл. 13.
1.9. Зарубежные насосно-компрессорные трубы большинства
конструкций поставляются (по требованию потребителя) с уменьшенным наружным
диаметром муфты или муфтовой части, с увеличенной шириной наружных фасок на
торцах муфты. Муфты изготавливаются из стали той же марки, что и трубы, или из
более прочной стали.
1.10. Трубы изготавливают двух групп по длине: 6,10 — 7,32
м и 8,53 — 9,75 м.
1.11. Подбор труб для лифтовых колонн скважин,
эксплуатирующих сероводородсодержащие месторождения, производится на основании
рекомендаций фирм-поставщиков.
Таблица
1
Трубы гладкие и с высаженными наружу концами и муфты к ним
по ГОСТ
633-80
Размеры, мм
|
Условный диаметр трубы |
Труба |
Муфта |
||||||||
|
Наружный |
Толщина |
Внутренний |
Наружный |
Длина |
Масса 1 м |
Увеличение |
Наружный |
Длина, L м |
Масса, кг |
|
|
Трубы |
||||||||||
|
33 |
33,4 |
3,5 |
26,4 |
— |
— |
2,6 |
— |
42,2 |
84 |
0,4 |
|
42 |
42,2 |
3,5 |
35,2 |
— |
— |
3,3 |
— |
52,2 |
90 |
0,6 |
|
48 |
48,3 |
4,0 |
40,3 |
— |
— |
4,4 |
— |
55,9 |
96 |
0,5 |
|
60 |
60,3 |
5,0 |
50,3 |
— |
— |
6,8 |
— |
73,0 |
110 |
1,3 |
|
73 |
73,0 |
5,5 |
62,0 |
— |
— |
9,2 |
— |
88,9 |
132 |
2,4 |
|
73 |
73,0 |
7,0 |
59,0 |
— |
— |
11,4 |
— |
88,9 |
132 |
2,4 |
|
89 |
88,9 |
6,5 |
75,9 |
— |
— |
13,2 |
— |
108,0 |
146 |
3,6 |
|
102 |
101,6 |
6,5 |
88,6 |
— |
— |
15,2 |
— |
120,6 |
150 |
4,5 |
|
114 |
114,3 |
7,0 |
100,3 |
— |
— |
18,5 |
— |
132,1 |
156 |
5,1 |
|
Трубы |
||||||||||
|
27 |
26,7 |
3,0 |
20,7 |
33,4 |
40 |
1,8 |
0,1 |
42,2 |
84 |
0,4 |
|
33 |
33,4 |
3,5 |
26,4 |
37,3 |
45 |
2,6 |
0,1 |
48,3 |
90 |
0,5 |
|
42 |
42,2 |
3,5 |
35,2 |
46,0 |
51 |
3,3 |
0,2 |
55,9 |
96 |
0,7 |
|
48 |
48,3 |
4,0 |
40,3 |
53,2 |
57 |
4,4 |
0,4 |
63,5 |
100 |
0,8 |
|
60 |
60,3 |
5,0 |
50,3 |
65,9 |
89 |
6,8 |
0,7 |
77,8 |
126 |
1,5 |
|
73 |
73,0 |
5,5 |
62,0 |
78,6 |
95 |
9,2 |
0,9 |
93,2 |
134 |
2,8 |
|
73 |
73,0 |
7,0 |
59,0 |
78,6 |
95 |
11,4 |
0,9 |
93,2 |
134 |
2,8 |
|
89 |
88,9 |
6,5 |
75,9 |
95,2 |
102 |
13,2 |
1,3 |
114,3 |
146 |
4,2 |
|
89 |
88,9 |
8,0 |
72,9 |
95,2 |
102 |
16,0 |
1,3 |
114,3 |
146 |
4,2 |
|
102 |
101,6 |
6,5 |
88,6 |
108,0 |
102 |
15,2 |
1,4 |
127,0 |
154 |
5,0 |
|
114 |
114,3 |
7,0 |
100,3 |
120,6 |
108 |
18,5 |
1,6 |
141,3 |
160 |
6,3 |
Примечание. На внутренней полости трубы на
расстоянии ( lB min + 25) мм от торца допускается
технологическая конусность не более 1:50.
Таблица 2
Трубы
гладкие высокогерметичные и муфты к ним НКМ по ГОСТ
633-80
Размеры, мм
|
Условный диаметр трубы |
Труба |
Муфта |
|||||
|
Наружный диаметр, D |
Толщина стенки, S |
Внутренний диаметр, d |
Масса 1 м, кг |
Наружный диаметр, DM |
Длина, LM |
Масса, кг |
|
|
60 |
60,3 |
5,0 |
50,3 |
6,8 |
73,0 |
135 |
1,8 |
|
73 |
73,0 |
5,5 |
62,0 |
9,2 |
88,9 |
135 |
2,5 |
|
7,0 |
59,0 |
11,4 |
88,9 |
135 |
2,5 |
||
|
89 |
88,9 |
6,5 |
75,9 |
13,2 |
108,0 |
155 |
4,1 |
|
8,0 |
72,9 |
16,0 |
108,0 |
155 |
4,1 |
||
|
102 |
101,6 |
6,5 |
88,6 |
15,2 |
120,6 |
155 |
5,1 |
|
114 |
114,3 |
7,0 |
100,3 |
18,5 |
132,1 |
205 |
7,4 |
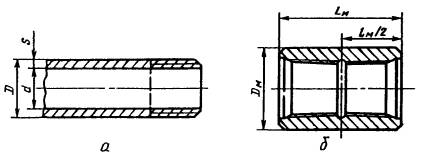
Рис. 1. Гладкая насосно-компрессорная труба (а) и
муфта к ней (б) по ГОСТ
633-80
Рис. 2. Насосно-компрессорная труба с высаженными наружу
концами (а) и муфта к ней (б) по ГОСТ
633-80
Рис. 3. Насосно-компрессорная труба (а) и муфта (б)
типа НКМ по ГОСТ
633-80
Рис. 4. Насосно-компрессорная труба типа НКБ по ГОСТ
633-80
Рис. 5. Профиль резьбы насосно-компрессорных труб и муфт к
ним по ГОСТ
633-80:
1 — линия, параллельная оси резьбы; 2 —
линия среднего диаметра резьбы; 3 — ось резьбы
Рис. 6. Резьба насосно-компрессорных труб по ГОСТ
633-80:
1 — конец сбега резьбы; 2 — нитки со
срезанными вершинами; 3 — основная плоскость; 4 — линия среднего диаметра
резьбы
Таблица
3
Трубы безмуфтовые с высаженными наружу юнцами НКБ по ГОСТ
633-80
Размеры, мм
|
Условный диаметр трубы |
Наружный диаметр, D |
Толщина стенки, S |
Внутренний диаметр, d |
Наружный диаметр высаженной части, D в (пред. откл. ± 0,5) |
Внутренний диаметр в плоскости торца ниппельного |
Внутренний диаметр конца высаженной части d в |
Длина высаженной части d в min |
Масса l м |
Увеличение массы трубы вследствие высадки обоих |
|
60 |
60,3 |
5,0 |
50,3 |
71 |
53,5 |
48,3 |
95 |
6,8 |
1,8 |
|
73 |
73,0 |
5,5 |
62,0 |
84 |
65,5 |
60,0 |
100 |
9,2 |
2,2 |
|
73,0 |
7,0 |
59,0 |
86 |
63,0 |
57,0 |
100 |
11,4 |
2,6 |
|
|
89 |
88,9 |
6,5 |
75,9 |
102 |
79,5 |
73,9 |
100 |
13,2 |
3,2 |
|
88,9 |
8,0 |
72,9 |
104 |
77,0 |
70,9 |
100 |
16,0 |
3,7 |
|
|
102 |
101,6 |
6,5 |
88,6 |
116 |
92,0 |
86,6 |
100 |
15,2 |
4,0 |
|
114 |
114,3 |
7,0 |
100,3 |
130 |
104,0 |
98,3 |
100 |
18,5 |
4,8 |
Таблица
4
Механические
характеристики материалов насосно-компрессорных труб по ГОСТ
633-80
|
Показатель |
Норма |
||||||
|
Д |
К |
Е |
Л |
М |
Р |
||
|
Исполнение |
|||||||
|
А |
Б |
||||||
|
Временное сопротивление s в , |
655 |
638 |
687 |
689 |
758 |
823 |
1000 |
|
Предел текучести бт, M Па |
|||||||
|
не менее |
379 |
373 |
491 |
552 |
654 |
724 |
930 |
|
не более |
552 |
— |
— |
758 |
862 |
921 |
1137 |
|
Относительное удлинение d 5, |
14,3 |
16,0 |
12,0 |
13,0 |
12,3 |
11,3 |
9,5 |
Примечание. Для труб из стали группы
прочности Д исполнения Б максимальное значение предела текучести не ограничено.
Таблица
5
Резьбовые соединения гладких труб и труб с высаженными
наружу концами и муфт к ним по ГОСТ
633-80
|
Условный диаметр трубы |
Наружный диаметр гладкой D и |
Шаг резьбы, r |
Средний диаметр резьбы в основной плоскости d ср |
Диаметр резьбы в плоскости торца резьбы |
Длина резьбы трубы |
Сбег l 1 max |
Внутренний диаметр резьбы в плоскости торца муфты d 3 * |
Диаметр цилиндрической выточки муфты d 0 |
Ширина торцовой плоскости муфты Bmin |
Глубина выточки муфты l 0 (пред. откл. |
Расстояние от торца муфты до конца сбега резьбы на |
||||
|
наружный d 1 * |
внутренний d 2 * |
Общая (до конца сбега) l |
До основной плоскости l * |
||||||||||||
|
Номинальная |
Пред. откл. |
||||||||||||||
|
Трубы гладкие |
|||||||||||||||
|
33 |
33,4 |
2,540 |
32,065 |
32,382 |
29,568 |
29 |
± 2,5 |
16,3 |
8 |
31,210 |
35,0 |
2,0 |
8,0 |
5,0 |
|
|
42 |
42,2 |
40,828 |
40,948 |
38,124 |
32 |
19,3 |
39,973 |
43,8 |
2,5 |
||||||
|
48 |
48,3 |
46,924 |
46,866 |
44,042 |
35 |
22,3 |
46,069 |
49,9 |
1,5 |
||||||
|
60 |
60,3 |
58,989 |
58,494 |
55,670 |
42 |
29,3 |
58,134 |
61,9 |
4,0 |
||||||
|
73 |
73,0 |
71,689 |
70,506 |
67,682 |
53 |
40,3 |
70,834 |
74,6 |
5,5 |
||||||
|
89 |
88,9 |
87,564 |
85,944 |
83,120 |
60 |
47,3 |
86,709 |
90,5 |
6,5 |
||||||
|
102 |
101,6 |
3,175 |
99,866 |
98,519 |
94,899 |
62 |
± 3,2 |
49,3 |
10 |
98,619 |
103,2 |
6,5 |
9,5 |
6,5 |
|
|
114 |
114,3 |
3,175 |
112,566 |
111,031 |
107,411 |
65 |
± 3,2 |
52,3 |
10 |
111,219 |
115,9 |
6,0 |
9,5 |
6,5 |
|
|
Трубы с высаженными наружу концами |
|||||||||||||||
|
27 |
33,4 |
2,540 |
32,065 |
32,383 |
29,568 |
29 |
± 2,5 |
16,3 |
8 |
31,210 |
35,0 |
2,0 |
8,0 |
5,0 |
|
|
33 |
37,3 |
35,970 |
36,100 |
33,276 |
32 |
19,3 |
35,115 |
38,9 |
3,0 |
||||||
|
42 |
46,0 |
44,701 |
44,643 |
41,819 |
35 |
22,3 |
43,846 |
47,6 |
2,5 |
||||||
|
48 |
53,2 |
51,845 |
51,662 |
48,833 |
37 |
24,3 |
50,990 |
54,8 |
2,5 |
||||||
|
60 |
65,9 |
3,175 |
64,148 |
63,551 |
59,931 |
50 |
± 3,2 |
37,3 |
10 |
62,801 |
67,5 |
3,5 |
9,5 |
6,5 |
|
|
73 |
78,6 |
76,848 |
76,001 |
72,381 |
54 |
41,3 |
75,501 |
80,2 |
4,5 |
||||||
|
89 |
95,2 |
93,516 |
92,294 |
88,674 |
60 |
47,3 |
92,169 |
96,9 |
6,5 |
||||||
|
102 |
108,0 |
106,216 |
104,744 |
101,124 |
64 |
51,3 |
104,869 |
109,6 |
6,5 |
||||||
|
114 |
120,6 |
118,916 |
117,256 |
113,636 |
67 |
54,3 |
117,569 |
122,3 |
7,5 |
||||||
* Размеры для справок.
Таблица 6
Размеры профиля резьбы труб
и муфт по ГОСТ
633-80, мм
|
Параметры резьбы |
Число ниток на |
|
|
10 |
8 |
|
|
Шаг резьбы P |
2,540 |
3,175 |
|
Высота исходного профиля H * |
2,200 |
2,750 |
|
Высота профиля h 1 |
1,412 |
1,810 |
|
Рабочая высота профиля h * |
1,336 |
1,734 |
|
Угол профиля a * |
60° |
|
|
Радиус закругления: |
||
|
вершины |
0,432+0,045 |
0,508+0,45 |
|
впадины |
0,356-0,045 |
0,432-0,045 |
|
Угол наклона стороны профиля a /2 |
30 |
|
|
Зазор Z * |
0,076 |
|
|
Угол уклона j с |
1°47 ¢ 24 ² |
|
|
Конусность 2 tg j |
1:16 |
* Размеры для
справок.
Рис. 7. Резьбовое соединение насосно-компрессорных труб по ГОСТ
633-80, свинченное вручную (а) и на станке (б)
Рис. 8. Муфта с узлом уплотнения из полимерного материала:
1 — проточки под тефлоновые кольца; 2 —
тефлоновое кольцо
Рис. 9. Муфта с улучшенной ходимостью
Таблица
7
Гладкие
насосно-компрессорные трубы по стандартам АНИ
Размеры, мм
|
Наружный диаметр |
Толщина стенки |
Марка стали |
|
26,7 |
2,87 |
Н-40, J -55, С-75, |
|
33,4 |
3,38 |
Н-40, J-55, С-75, |
|
42,2 |
3,56 |
Н-40, J -55, C-75, |
|
48,3 |
3,68 |
Н-40, J-55, С-75, |
|
60,3 |
4,24 |
Н-40, J-55, С-75, |
|
4,83 |
Н-40, J-55, С-75, |
|
|
6,45 |
N-80, С-75, Р-105 |
|
|
73,0 |
5,51 |
Н-40, J-55, С-75, |
|
7,82 |
С-75, N-80, Р-105 |
|
|
88,9 |
5,49 |
Н-40, J-55, С-75, |
|
6,45 |
Н-40, J-55, С-75, |
|
|
7,34 |
Н-40, J-55, С-75, N-80 |
|
|
9,52 |
С-75, N-80, Р-105 |
|
|
101,6 |
5,74 |
Н-40, J-55, С-75, |
|
114,3 |
6,88 |
Н-40, J-55, С-75, |
Таблица 8
Соединения гладких насосно-компрессорных труб по стандартам
АНИ
Размеры,
мм
|
Наружный диаметр D |
Толщина стенки |
Внутренний |
Приведенная |
Шаг резьбы |
Средний |
Общая длина, |
Наружный |
Длина муфты LМ |
Расстояние от |
Ширина |
Диаметр |
Диаметр |
|
26,7 |
2,87 |
20,96 |
1,70 |
2,54 |
25,334 |
27,8 |
33,4 |
81,0 |
5,08 |
1,6 |
28,3 |
30,0 |
|
33,4 |
3,38 |
26,64 |
2,53 |
2,54 |
32,065 |
28,6 |
42,2 |
82,6 |
5,08 |
2,4 |
35,0 |
37,8 |
|
42,2 |
3,56 |
35,08 |
3,44 |
2,54 |
40,828 |
31,8 |
52,2 |
88,9 |
5,08 |
3,2 |
43,8 |
47,2 |
|
48,3 |
3,68 |
40,94 |
4,09 |
2,54 |
46,924 |
34,9 |
55,9 |
95,2 |
5,08 |
1,6 |
49,9 |
52,1 |
|
60,3 |
4,24 |
51,82 |
5,98 |
2,54 |
58,989 |
41,3 |
73,0 |
108,0 |
5,08 |
4,8 |
61,9 |
66,7 |
|
4,83 |
50,64 |
6,71 |
2,54 |
58,989 |
41,3 |
73,0 |
108,0 |
5,08 |
4,8 |
61,9 |
66,7 |
|
|
6,45 |
47,40 |
8,66 |
2,54 |
58,989 |
41,3 |
73,0 |
108,0 |
5,08 |
4,8 |
61,9 |
66,7 |
|
|
73,0 |
5,51 |
62,00 |
9,41 |
2,54 |
71,689 |
52,4 |
88,9 |
130,2 |
5,08 |
4,8 |
74,6 |
81,0 |
|
7,82 |
57,36 |
12,68 |
2,54 |
71,689 |
52,4 |
88,9 |
130,2 |
5,08 |
4,8 |
74,6 |
81,0 |
|
|
88,9 |
5,49 |
77,92 |
11,68 |
2,54 |
87,564 |
58,8 |
108,0 |
142,9 |
5,08 |
4,8 |
90,5 |
98,4 |
|
6,45 |
76,00 |
13,48 |
2,54 |
87,564 |
58,8 |
108,0 |
142,9 |
5,08 |
4,8 |
90,5 |
98,4 |
|
|
7,34 |
74,22 |
15,11 |
2,54 |
87,564 |
58,8 |
108,0 |
142,9 |
5,06 |
4,8 |
90,5 |
98,4 |
|
|
9,52 |
69,86 |
18,93 |
2,54 |
87,564 |
58,8 |
108,0 |
142,9 |
5,08 |
4,8 |
90,5 |
98,4 |
|
|
101,6 |
5,74 |
90,12 |
14,02 |
3,175 |
99,866 |
60,3 |
126,0 |
146,0 |
6,35 |
4,8 |
103,2 |
111,1 |
|
114,3 |
6,88 |
100,54 |
18,66 |
3,175 |
112,566 |
65,1 |
132,1 |
155,0 |
6,35 |
4,8 |
115,9 |
123,2 |
* Масса 1 м трубы и муфты определена для
трубы длиной 6,1 м.
Рис. 10. Соединение гладких насосно-компрессорных труб по
стандарту АНИ:
1 — соединение, свинченное на станке; 2 —
конец сбега резьбы; 3 — соединение, свинченное вручную; 4 — основная плоскость
Рис.
11. Соединение насосно-компрессорных труб с высаженными наружу концами по
стандарту АНИ:
1 — соединение, свинченное
на станке; 2 — конец сбега резьбы; 3 — соединение, свинченное вручную; 4 —
основная плоскость
Рис. 12. Безмуфтовое соединение труб по
стандарту АНИ
Рис. 13. Профиль резьбы насосно-компрессорных
труб по стандарту 5В АНИ
Таблица
9
Насосно-компрессорные трубы с высаженными наружу концами по
стандартам АНИ
Размеры, мм
|
Наружный диаметр D |
Толщина стенки |
Марка стали |
|
|
26,7 |
2,87 |
Н-40, J -55, С-75, N -80 |
|
|
33,4 |
3,38 |
Н-40, J-55, С-75, |
|
|
42,2 |
3,56 |
Н-40, J -55, C-75, |
|
|
48,3 |
3,68 |
Н-40, J-55, С-75, |
|
|
60,3 |
4,83 |
Н-40, J-55, С-75, |
|
|
6,45 |
С-75, N-80, Р-105 |
||
|
73,0 |
5,51 |
Н-40, J-55, С-75, |
|
|
7,82 |
С-75, N-80, Р-105 |
||
|
88,9 |
6,45 |
Н-40, J-55, С-75, |
|
|
9,52 |
С-75, N-80, Р-105 |
||
|
101,6 |
6,65 |
Н-40, J-55, С-75, |
|
|
114,3 |
6,88 |
Н-40, J-55, С-75, |
|
Рис. 14 Резьбовое соединение насосно-компрессорных труб по
стандарту 5В АНИ:
Плоскости: I — середины муфты или наименьшего диаметра
резьбы муфтовой части; II — торца трубы при свинчивании механическим способом; III — торца трубы при свинчивании вручную; I V — свинчивание вручную; V — начало сбега резьбы
Таблица
10
Соединения насосно-компрессорных труб с высаженными наружу
концами по стандартам АНИ
Размеры, мм
|
Наружный диаметр D |
Толщина стенки |
Внутренний |
Приведенная |
Шаг резьбы |
Средний |
Общая длина, |
Наружный |
Длина до |
Наружный |
Диаметр |
Длина муфты L М |
Ширина |
Диаметр |
|||
|
Нормальная |
Уменьшенная |
Нормальный |
Уменьшенный |
Нормальный |
Уменьшенный |
|||||||||||
|
26,7 |
2,87 |
20,96 |
1,79 |
— |
2,54 |
32,065 |
28,6 |
33,4 |
60,3 |
42 ,4 |
— |
35,0 |
82,6 |
2,4 |
37,8 |
— |
|
33,4 |
3,38 |
26,64 |
2,60 |
— |
2,54 |
39,970 |
31,8 |
37,3 |
63,5 |
48,3 |
— |
38,9 |
88,9 |
2,4 |
42,8 |
— |
|
42,2 |
3,56 |
35,08 |
3,50 |
— |
2,54 |
44,701 |
34,9 |
46,0 |
66,7 |
55,9 |
— |
47,6 |
95,2 |
3,2 |
51,0 |
— |
|
48,3 |
3,68 |
40,94 |
4,20 |
— |
2,54 |
31,845 |
36,5 |
53,2 |
68,3 |
63,5 |
— |
54,8 |
98,4 |
3,2 |
58,3 |
|
|
60,3 |
4,83 |
50,64 |
6,89 |
6, 81 |
3,175 |
64,148 |
49,2 |
65,9 |
101,6 |
77,8 |
73,9 |
67,5 |
123,8 |
4,0 |
71,8 |
69,9 |
|
6,45 |
47,40 |
8,83 |
8,75 |
3,175 |
64,148 |
49,2 |
65,9 |
101,6 |
77,8 |
73,9 |
67,5 |
123,8 |
4,0 |
71,8 |
69,9 |
|
|
73,0 |
5,51 |
62,00 |
9,58 |
9,44 |
3,175 |
76,848 |
54,0 |
78,6 |
108,0 |
93,2 |
87,9 |
80,2 |
133,4 |
5,6 |
85,9 |
83,2 |
|
7,82 |
57,36 |
12,93 |
12,80 |
3,175 |
76,848 |
54,0 |
78,6 |
108,0 |
93,2 |
87,9 |
80,2 |
133,4 |
5,6 |
85,9 |
83,2 |
|
|
88,9 |
6,45 |
76,00 |
13,81 |
13,52 |
3,175 |
93,516 |
60,3 |
95,2 |
114,3 |
114,3 |
106,2 |
98,6 |
146,0 |
6,4 |
104,8 |
100,7 |
|
9,52 |
69,86 |
19,24 |
18,96 |
3,173 |
93,516 |
60,3 |
95,2 |
114,3 |
114,3 |
— |
96,8 |
146,0 |
6,4 |
104,8 |
100,7 |
|
|
101,6 |
6,65 |
88,30 |
16,36 |
— |
3,175 |
106,216 |
60,5 |
108,0 |
114,3 |
127,0 |
— |
109,6 |
152,4 |
6,4 |
117,5 |
— |
|
114,3 |
6,88 |
100,54 |
19,20 |
— |
3,175 |
118,916 |
66,7 |
120,6 |
120,6 |
141,3 |
— |
122,2 |
158,8 |
6,4 |
131,0 |
— |
Рис. 15. Соединения труб различных типов:
а — VAM
фирмы «Валлурек»; б — TDS фирмы «Маннесманн»; в — А-95 фирмы «Хайдрил»; г — С S фирмы «Хайдрил»; д — РН-6 фирмы
«Хайдрил»
Рис. 16. Соединения труб различных типов:
a — DSS — HTC фирмы «Атлас Брэдфорд»; б — IJ -4 S фирмы «Атлас Брэдфорд»; в — TC -4 S фирмы «Атлас Брэдфорд»; г — IJ -3 SS фирмы «Атлас Брэдфорд»; д — с тефлоновым кольцом (по стандарту
АНИ)
Рис.
17. Соединения труб различных типов:
а — FL -4 S фирмы «Атлас Брэдфорд»; б — NK 2 SC фирмы «Ниппон Кокан»; в — NK 3 SB фирмы «Ниппон Кокан»
Таблица 11
Размеры резьбы закругленного профиля насосно-компрессорных
труб (стандарт АНИ)
|
Элементы профиля резьбы |
Число ниток на |
|
|
10 (p = 2,540) |
8 (p = 3,175) |
|
|
H = 0,866P |
2,200 |
2,750 |
|
ns = nn |
1,412 |
1,810 |
|
Srs = Srn |
0,356 |
0,432 |
|
Scs = |
0,432 |
0,508 |
Таблица
12
Механические свойства сталей для насосно-компрессорных труб
(стандарт АНИ)
|
Показатели |
Марка стали |
||||||
|
Н-40 |
J -55 |
N -80 |
Р-105 |
С-75 |
L -80 |
С-95 |
|
|
Предел текучести s T , |
|||||||
|
наименьший |
275 |
379 |
552 |
723 |
516 |
552 |
654 |
|
наибольший |
— |
552 |
758 |
930 |
620 |
654 |
758 |
|
Временное сопротивление разрыву s B , |
413 |
516 |
689 |
827 |
654 |
654 |
723 |
Таблица 13
Химический состав стали для труб
(стандарт АНИ)
|
Марка стали |
Компоненты, % |
Термообработка |
|||||||||
|
C |
М n |
Mo |
Cr |
Ni |
Cu |
P |
S |
Si |
Cr + Ni + Cu |
||
|
Н-40 |
0,27 |
0,7 |
— |
— |
— |
— |
0,04 |
0,06 |
— |
— |
— |
|
J -55 |
0,37 |
0,8 |
— |
— |
— |
0,04 |
0,06 |
— |
— |
— |
|
|
С-75-1 |
0,50 |
1,90 |
0,15 |
— |
— |
— |
0,04 |
0,06 |
0,45 |
До |
Нормализация и отпуск |
|
C -75-2 |
0,43 |
1,50 |
— |
— |
— |
— |
0,04 |
0,06 |
0,45 |
— |
Закалка и отпуск |
|
C -75-3 |
0,38 |
0,75 |
0,15 |
0,8 |
— |
0,04 |
0,04 |
— |
— |
Нормализация и отпуск |
|
|
L -80 |
0,43 |
1,90 |
— |
— |
0,25 |
0,35 |
0,04 |
0,06 |
0,45 |
— |
Закалка и отпуск |
|
N -80 |
0,37 |
1,4 |
0,15 |
— |
— |
— |
— |
— |
— |
— |
Нормализация |
|
С-95 |
0,45 |
1,90 |
— |
— |
— |
— |
0,04 |
0,06 |
0,45 |
— |
Закалка и отпуск |
|
Р-105 |
0,37 |
0,6 |
0,25 |
0,80 |
1,80 |
— |
— |
— |
— |
— |
Нормализация и отпуск |
2. МАРКИРОВКА
Отечественные
трубы
2.1. На каждой трубе, изготовляемой по ГОСТ
633-80, на расстоянии 0,4 — 0,6 м от ее конца, снабженного муфтой (или
раструбного конца труб НКБ), должна быть четко нанесена ударным способом или
накаткой маркировка следующего содержания:
— условный диаметр трубы, мм;
— номер трубы;
— группа прочности;
— толщина стенки, мм (для труб с условным диаметром 73 и 89
мм);
— наименование или товарный знак предприятия-изготовителя;
— месяц и год выпуска.
Место нанесения маркировки должно быть обведено или подчеркнуто
устойчивой светлой краской. Высота знаков маркировки должна быть 5 — 8 мм. При
механическом способе нанесения маркировки труб допускается расположение ее в
один ряд. Допускается на каждой трубе маркировать номер плавки.
Рядом с маркировкой ударным способом или накаткой на каждой
трубе вдоль образующей трубы и муфты устойчивой светлой краской должна быть
нанесена маркировка следующего содержания:
— условный диаметр трубы, мм;
— группа прочности (для гладких труб с термоупрочненными
концами дополнительно маркируется «ТУК»);
— толщина стенки, мм (для труб с условным диаметром 73 и 89
мм);
— длина трубы, см;
— масса трубы, кг;
— тип трубы (кроме гладких труб);
— наименование или товарный знак предприятия-изготовителя.
Высота знаков маркировки должна быть 20 — 50 мм.
Для труб с условным диаметром 27 — 48 мм вместо маркировки
краской каждой трубы ударным способом или накаткой наносится маркировка на
металлическую бирку, надежно прикрепляемую к каждому пакету. При этом
маркируется общая длина и масса труб, находящихся в пакете.
2.2. На каждой муфте выбивают: тип трубы (кроме муфт к
гладким трубам), условный диаметр, товарный знак предприятия-изготовителя.
Образцы маркировки отечественных труб приведены в справочном прил. 32.
Зарубежные трубы
2.3. В соответствии c
требованиями стандартов АНИ на каждую насосно-компрессорную трубу и муфту
изготовитель должен наносить клеймами или краской знаки маркировки.
2.4. Каждую муфту обязательно
маркируют клеймами или краской по трафарету. Содержание маркировки и порядок
расположения ее элементов следующие:
а) название или товарный знак изготовителя;
б) монограмма АНИ;
в) сокращенное обозначение марки стали:
Марка
стали Обозначение
Н-40 Н
J-55 J
N-80 N
Р-105 Р
С-75
(модификация 1) C75-1
С-75
(модификация 2) С75-2
C -75 (модификация 3) С75-3
L -80 L
N-80
(закаленная и отпущенная) N , Q
Дополнительным знаком маркировки может служить также
сплошная или кольцевая окраска муфты. Цвета окраски соответствуют марке стали,
из которой изготовлена муфта (табл. 14).
Опознавательная окраска обязательна для муфт с уменьшенным
наружным диаметром, на которые, кроме того, наносится черный поясок по центру
муфты.
2.5. На каждую трубу на расстоянии около 305 мм от муфтовой
части или навинченной муфты наносят маркировку клеймами и краской.
Исключение составляют трубы с условными диаметрами 1,050 и
1,315 дюйма (26,7 и 33,4 мм). На этих трубах маркировка клеймением,
предусмотренная п. 2.6, не
производится, а из данных маркировки, регламентируемых п. 2.7, наносится только условное обозначение трубы по
способу изготовления.
Все элементы маркировки, предусмотренные этими пунктами,
выбиваются на табличке, прикрепляемой к пакету труб.
2.6.
Содержание маркировки клеймением и порядок расположения ее элементов следующие:
а) название или товарный знак изготовителя;
б) монограмма АНИ;
в) масса единицы длины труб (1 фута в фунтах или 1 м в кг);
г) сокращенное обозначение марки стали, из которой
изготовлена труба (см. п. 2.4);
д) условное обозначение трубы по способу изготовления;
бесшовные трубы обозначаются буквой S, электросварные — буквой Е.
2.7. Маркировка, выполняемая краской
по трафарету, должна содержать следующие элементы, наносимые в указанном
порядке:
а) условный диаметр трубы (в дюймах или миллиметрах);
б) масса единицы длины трубы (1 фута в фунтах или 1 м в
кг);
в) сокращенное обозначение марки стали (см. п. 2.4);
г) условное обозначение трубы по способу изготовления (см.
п. 2.6 д);
д) слово TESTED и значение
давления гидроиспытания (в psi или кгс/см2)
— в том случае, когда оно превышает стандартное.
Таблица
14
Цвета опознавательной маркировки в зависимости от марки
стали
|
Марка стали |
Цвет |
|
Н-40 |
Черный |
|
J -55 |
Светло-зеленый |
|
N-80 |
Красный |
|
P -105 |
Белый |
|
С-75 |
Голубой |
|
L -80 |
Красный |
2.8. Длина трубы в футах и десятых долях фута или в мм и
масса трубы наносятся краской на расстоянии до 610 мм от муфты или муфтовой
части трубы.
2.9. На теле трубы на
расстоянии до 610 мм от муфты или муфтовой части краской может быть нанесена
опознавательная маркировка в виде кольца, указывающая марку стали (см. табл. 14).
2.10. Зарубежные трубы, поставляемые по технической
документации фирм, маркируют по указанию организаций-потребителей
(внешнеторговых организаций).
2.11. Образцы маркировки зарубежных труб приведены в
справочном прил. 32.
3. УСЛОВИЯ ПОСТАВКИ И
ПРИЕМКИ
3.1. Насосно-компрессорные трубы предъявляются к приемке
партиями. Если партия отгруженных труб меньше грузоподъемности вагона, то
допускается погрузка разных партий труб при условии их разделения.
Партия должна состоять из труб одного условного диаметра,
одной толщины стенки и группы прочности, одного типа и сопровождаться единым
документом, удостоверяющим соответствие их качества требованиям стандарта и
содержащим:
— наименование предприятия-изготовителя;
— условный диаметр труб и толщину стенки, мм; длину труб,
м;
— массу труб, кг;
— тип труб;
— группу прочности, номер плавки, массовую долю серы и
фосфора для всех входящих в партию плавок;
— номера труб (от — до) каждой плавки;
— результаты испытаний;
— обозначение стандарта.
3.2. Приемка новых труб от заводов-изготовителей, входной
контроль и приемка труб, бывших в эксплуатации, должны осуществляться в
соответствии с «Инструкцией о порядке приемки продукции
производственно-технического назначения и товаров народного потребления по
количеству» [ 9], «Инструкцией о
порядке приемки продукции производственно-технического назначения и товаров
народного потребления по качеству» [ 10],
«Методическими рекомендациями по организации приемки продукции производственно-технического
назначения по качеству» [ 11].
3.3. Проверке соосности резьб должно быть подвергнуто не
менее 1 % муфт от каждой партии. Проверка внутреннего диаметра и общей
изогнутости труб НКБ должна проводиться до высадки концов. Проверке качества
сопряжения торцов трубы НКМ и упрочненного уступа муфты подвергают каждое
соединение партии.
Проверка резьбы труб
и муфт заключается в определении отклонений по конусности и натягу.
Предусматривается овальность не более 0,10 мм для труб условным диаметром до 60
мм, не более 0,13 мм для труб условным диаметром 73 — 89 мм, не более 0,15 мм
для труб больших диаметров.
Резьбовые концы НКТ должны быть защищены предохранительными
кольцами и ниппелями. При навинчивании предохранительных колец и ниппелей
резьба смазывается антикоррозионной смазкой.
4. УСЛОВИЯ ПРИМЕНЕНИЯ
4.1. С целью
предотвращения отложений парафина и солей в трубах, а также защиты от коррозии
внутреннюю поверхность НКТ покрывают эмалями, эпоксидными смолами, лаками, а
также производят остеклование труб. Испытание труб на изгиб показало, что
лаковые покрытия при этом не разрушаются, в эпоксидных смолах образуются
трещины, а эмаль и стекло разрушаются до полного откалывания. По
износостойкости силикатные покрытия (эмали и стекла) превосходят полимерные
(смолы и лаки). Термостойкость полимерных покрытий составляет 100 — 150 °С,
силикатных 200 — 600 °С. В связи с этим конкретные меры, позволяющие
предотвратить коррозионные поражения труб, могут быть выработаны только путем
опробования на каждом месторождении различных методов борьбы с коррозией и
выбора наиболее оптимальных.
4.2. При эксплуатации нефтяных и газовых скважин, продукция
которых содержит сероводород или другие коррозионно-активные вещества, трубы подвергаются
сульфидному коррозионному растрескиванию под напряжением. Для исключения
указанного вида разрушения необходимо производить выбор марок труб и расчет
лифтовых колонн с учетом опасности его проявления.
В скважинах, продукция которых содержит сероводород, даже
при незначительных его концентрациях применение отечественных труб групп
прочности Е, Л и М и зарубежных из сталей марок N -80,
Р-105, Q -125, V -150 не
рекомендуется из-за опасности сульфидного растрескивания. В этих условиях
целесообразно применение отечественных стальных труб группы прочности Д и
зарубежных труб из стали марок С-75, L -80, С-95.
4.3. При наличии в пластовой продукции коррозионно-активных
компонентов рекомендуется применять трубы с покрытиями или использовать для их
защиты ингибиторы коррозии.
5. ПОДГОТОВКА К СПУСКУ В
СКВАЖИНУ
5.1. Подготовка новых и бывших в эксплуатации труб должна
производиться на трубных базах в соответствии с РД 39-1-592-81 [ 12] и РД 39-2-197-79 [ 13].
5.2. Перед спуском
труб в скважину следует проводить контроль качества труб, который включает в
себя проверку резьб ниппеля и муфты, а также целостности тела трубы. При
визуальном контроле обнаруживают внешние дефекты, при необходимости производят
инструментальный (например, с помощью калибров) или дефектоскопический
контроль.
С целью проверки на герметичность каждую трубу с
навинченной на нее муфтой подвергают испытанию внутренним гидравлическим
давлением (справочное прил. 5).
Продолжительность испытания должна быть не менее 10 с.
Трубы, при гидроиспытании которых обнаружена утечка
испытательной жидкости в резьбовом соединении, подвергают восстановлению, а в
теле — отбраковывают.
3.3. Перед спуском в скважину трубы комплектуют по типам и
размерам. При необходимости их соединяют между собой переводниками. Поднимаемые
с мостков трубы должны иметь навинченные на ниппельных концах предохранительные
кольца.
5.4. Подняв трубу, следует отвинтить предохранительное
кольцо, тщательно очистить резьбу ниппеля, а также резьбу муфты (раструба)
ранее спущенной трубы волосяной щеткой и смазать резьбовой смазкой.
5.5. Перед спуском в скважину длина каждой трубы должна
быть измерена с помощью стальной рулетки. Точность измерений обусловлена планом
работ.
Длина трубы определяется расстоянием между свободным торцом
муфты (муфтовой части) и предполагаемым положением торца муфты, навинченной на
противоположный конец трубы. Для труб по ГОСТ
633-80 и стандартам АНИ, труб с соединениями VAM
(фирма «Валлурек»), TDS (фирма «Маннесман»), IJ -4 S и ТС-4 S
(фирма «Атлас Брэдфорд») это положение соответствует концу сбега наружной
резьбы (рис. 18).
Для труб типа НКБ, с соединениями А-95, CS , PH -6 (фирма «Хайдрил»), DSS — HT , IJ -3 SS (фирма «Атлас Брэдфорд») это положение соответствует месту
нахождения уплотнительного торца наружной резьбовой части по большему диаметру
(рис. 19.
5.6. При суммировании результатов измерений длины отдельных
труб получаем теоретическую длину колонны. Для определения ее истинного
значения необходимо ввести поправки, связанные с удлинением колонны под
действием растягивающих сил.
5.7. Для обеспечения герметичности соединений в скважинах с
высоким давлением, особенно в газовых и газоконденсатных, необходимо:
— при свинчивании труб с муфтами их резьбы покрывать
смазкой (можно применять ленту ФУМ), обеспечивающей герметичность соединения и
предохраняющей резьбу от задиров и коррозии;
— при подъеме НКТ с мостков предохранять от ударов концы
трубы о фланец колонны или о другие металлические предметы.
Рис. 18. Схема измерения длины трубы:
1 — коней сбега наружной резьбы; 2 —
измеряемая длина; 3 — муфта или муфтовая часть; 4 — труба
Рис. 19. Схема измерения длины трубы
1 — уплотнительный торец по большому
диаметру наружной резьбовой части; 2 — труба; 3 — измеряемая длина; 4 — муфта
или муфтовая часть
6. ОБОРУДОВАНИЕ,
ПРИМЕНЯЕМОЕ ПРИ СПУСКО-ПОДЪЕМНЫХ ОПЕРАЦИЯХ
6.1. Для захвата колонны труб и удержания их на весу при
спуско-подъемных операциях, осуществляемых без применения механизмов для
свинчивания и развинчивания труб, необходимо использовать трубные элеваторы
типа ЭХЛ, ЭТАР, ЭТАД и др. (диаметры захватываемых труб от 48 до 114 мм,
грузоподъемность от 10 до 125 т).
6.2. При механизированном свинчивании и развинчивании труб,
а также при работе с клиновым захватом-спайдером рекомендуется использовать
элеваторы типа ЭГ (диаметры от 33 до 114 мм, грузоподъемность от 16 до 80 т),
ЭТА (диаметры от 48 до 89 мм, грузоподъемность от 32 до 80 т).
6.3. Для спуска и подъема безмуфтовых труб и труб с муфтами
уменьшенного диаметра рекомендуется применять клиновые элеваторы типа ЭНКБ-80,
разработанные АзИНМАШем.
6.4. Элеваторы должны быть исправными, иметь штропы
одинаковой длины.
6.5. Для захвата и удержания на весу колонны безмуфтовых
насосно-компрессорных труб в процессе их спуска и подъема при ремонте скважин
применяют спайдеры-элеваторы ЭС33-52 ´ 28 (диаметры от 33 до 52 мм, грузоподъемность 28 т).
6.6. Для автоматизации операций по захвату, удержанию на
весу, освобождению и центрированию колонны НКТ в процессе спуско-подъемных
операций при ремонте скважин используют спайдер АСГ-80 (диаметры от 60 до 89
мм, грузоподъемность 80 т). Насечки клиньев спайдеров и клиновых элеваторов во
время работы необходимо регулярно очищать.
6.7. Для ручного и механизированного свинчивания и
развинчивания насосно-компрессорных труб и муфт к ним предназначены
соответственно:
— ключ КТНМ (диаметры от 20 до 132 мм);
— ключи КТГУ (диаметры от 33 до 89 мм) и КТД (диаметры от
33 до 114 мм);
— ключ КСМ (диаметры от 48 до 89 мм).
6.8. Для механизации операций по свинчиванию и
развинчиванию, захвату, удержанию на весу и центрированию колонны НКТ при
текущем ремонте скважин предназначены ключ механический КМУ (диаметры от 48 до
73 мм) и автомат АПР-2ВБ (диаметры от 48 до 114 мм).
6.9. Размер ключа должен соответствовать размеру трубы.
Ключи необходимо правильно устанавливать на трубу, сухари должны быть хорошо
подогнаны.
7. СПУСК В СКВАЖИНУ
7.1. При монтаже подъемного сооружения, вышки, мачты
необходимо обеспечить строгое центрирование талевой системы по оси скважины.
7.2. Перед спуском в скважину трубы должны быть уложены на
мостках муфтами к устью скважины (резьба трубы и муфты защищается с помощью
предохранительных деталей) или установлены муфтами вверх на деревянных
подкладках.
7.3. При спуске необходимо тщательно осматривать тело и
резьбовые части каждой трубы во избежание попадания в колонну аварийно-опасных
труб.
7.4. Все трубы при спуске в скважину проверяются
шаблоном-оправкой. Длина оправок 1250 мм, диаметры их приведены в табл. 15, 16.
7.5. После того, как
труба поднята над устьем скважины, необходимо удалить с резьб предохранительные
детали, тщательно очистить и смазать резьбы муфты и трубы.
7.6. Трубу следует направлять в муфту вертикально. Посадку
трубы в муфту необходимо производить осторожно, чтобы не повредить резьбу.
7.7. При сильном ветре, вызывающем раскачивание талевой
системы, а вместе с ней и трубы, поднятой над устьем скважины, необходимо
использовать центрирующие приспособления, а при их отсутствии операции
свинчивания и развинчивания резьб труб и муфт производить без применения
механизмов.
Таблица
15
Размеры оправок для НКТ ( ГОСТ
633-80)
|
Условный диаметр трубы, мм |
Толщина |
Наружный |
|
33 |
3,5 |
24,0 |
|
42 |
3,5 |
32,8 |
|
48 |
4,0 |
37,9 |
|
60 |
5,0 |
47,9 |
|
73 |
5,5 |
59,6 |
|
7,0 |
56,6 |
|
|
89 |
6,5 |
72,7 |
|
8,0 |
69,7 |
|
|
102 |
6,5 |
85,4 |
|
114 |
7,0 |
97,1 |
7.8. Свинчивание рекомендуется производить с приложением
крутящих моментов, значения которых приведены в табл. 17 и справочном прил. 11.
7.9. Если ниппель свободно, с моментом, меньшим
минимального, ввинчивается в муфту до последнего витка резьбы или если после
свинчивания с максимальным моментом остается более двух свободных, не вошедших
в муфту витков, следует забраковать обе трубы: спущенную в скважину и следующую
за ней.
7.10. При спуске необходимо предохранять резьбовые
соединения насосно-компрессорных труб от ударов.
7.11. Во избежание повреждения тела трубы в месте захвата
клиньями спайдера рекомендуется применять стопорные ключи, особенно в тех
случаях, когда в скважину опущено менее 10 труб.
Таблица
16
Размеры оправок (стандарт АНИ) для НКТ
|
Условный (дюймов) и наружный (мм) диаметры труб |
Толщина |
Наружный |
|
1,050 |
2,87 |
18,5 |
|
1,315 |
3,38 |
24,3 |
|
1,660 |
3,56 |
32,7 |
|
1,900 |
3,68 |
38,5 |
|
2 |
4,83 |
48,3 |
|
6,45 |
45,0 |
|
|
2 |
5,51 |
59,6 |
|
7,82 |
55,0 |
|
|
3 |
6,45 |
72,8 |
|
9,52 |
66,7 |
|
|
4 |
6,65 |
85,1 |
|
4 |
6,88 |
97,4 |
7.12. Спуск колонны НКТ на забой необходимо выполнять
плавно, на минимальной скорости.
Таблица
17
Рекомендуемые моменты свинчивания насосно-компрессорных
труб по ГОСТ
633-80 (группа прочности Д)
|
Условный диаметр, мм |
Момент |
|
|
минимальный |
максимальный |
|
|
Трубы |
||
|
48 |
500 |
750 |
|
60 |
800 |
1100 |
|
73 |
1000 |
1500 |
|
89 |
1300 |
2200 |
|
102 |
1600 |
2500 |
|
114 |
2000 |
3200 |
|
Трубы |
||
|
73 |
— |
2700 |
8. СМАЗКА РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
8.1. В соответствии с требованиями, предъявляемыми к
резьбовым соединениям, при свинчивании обязательно применять резьбовые смазки.
Тип смазки выбирается в зависимости от условий эксплуатации.
Смазку Р-402 (ТУ
38-101-708-78) целесообразно использовать для труб, работающих в скважинах с
температурой на забое до 200 °С, а также при наружной температуре до -50 °С. В
остальных случаях более целесообразно использовать для резьбовых соединений
смазку Р-2.
Резьбовая смазка Р-2 (ТУ 38-101-332-76) предназначена для
труб, работающих в скважинах с температурой до 100 °С, свободно наносится при
температуре окружающего воздуха до -5 °C.
Составы
смазок, %
Р-402 Р-2
Жировая
основа 31 37
Графитовый
порошок 21 18
Свинцовый
порошок 29 29
Цинковая
пыль 14 12
Медная
пудра 5 4
8.2. В качестве резьбовых смазок могут быть использованы
графитная смазка УСсА или смазки, которые изготовляются путем смешивания
компонентов в промысловых условиях. Составы этих смазок следующие, %:
Состав
1 Состав
2
Графитовый
порошок 15 Графитовый порошок 10
Технический
жир 75 Солидол 70 — 80
Машинное
масло 10 Соляровое масло 10 — 20
8.3. В результате длительного хранения возможен отстой
масла, что вызывает необходимость перемешивания смазок перед употреблением.
При нагревании перед употреблением нельзя допускать
расплавления смазки, так как это может привести к ее необратимым изменениям
вследствие осаждения тяжелых добавок.
8.4. Смазку нужно наносить с помощью шпателя (лопатки) на
участки поверхности резьбы ниппеля и муфты шириной 20 — 25 мм.
Ориентировочный расход смазок
Условный
диаметр труб, мм 60 73 89 102 114
Расход
смазки, г 15 20 30 35 40
8.5. Для резьбовых соединений, изготовленных по стандартам
АНИ и техническим условиям фирм, необходимо применять смазки, рекомендуемые
стандартом 5А2 АНИ или фирмой-поставщиком.
9. ПОДЪЕМ ТРУБ
9.1. Подъем колонны насосно-компрессорных труб и посадку ее
на фланец следует производить плавно, без ударов и рывков.
9.2. Трубные ключи необходимо устанавливать на тело трубы
вблизи муфты (муфтовой части).
9.3. При развинчивании соединений, не рекомендуется
наносить удары по муфте тяжелым молотком (кувалдой).
9.4. После окончания развинчивания резьбового соединения
трубу следует плавно вывести из муфты.
9.5. Для предохранения от прогиба труб диаметром менее 60,3
мм, поднимаемых свечами, и труб большого диаметра в том случае, когда длина свечи
превышает 18 м, рекомендуется устанавливать на вышке промежуточные опоры.
9.6. В вертикальном положении трубы устанавливаются на
прочную эластичную прокладку.
9.7. Для выявления дефектов, препятствующих дальнейшему
использованию труб, при подъеме их тщательно осматривают.
9.8. Для равномерного износа труб целесообразно при
проведении спуско-подъемных операций периодически менять местами трубы верхней
и нижней частей колонны. При применении многосекционных лифтовых колонн
перестановку труб производить внутри каждой секции.
9.9. После сильного натяжения колонны при срыве пакера или
освобождении ее от прихвата все резьбовые заводские соединения следует
докрепить.
9.10. Для выявления причин, приведших к аварии, все
поднятые из скважины поврежденные трубы следует сложить отдельно так, чтобы не
нанести им дополнительных повреждений.
10. ПОДГОТОВКА ТРУБ ДЛЯ
ПРОВЕДЕНИЯ ОПЕРАЦИЙ ПО ИНТЕНСИФИКАЦИИ ДОБЫЧИ НЕФТИ
10.1. Для проведения операций по интенсификации добычи
нефти следует применять насосно-компрессорные трубы, прочностные характеристики
которых проверены расчетом.
10.2. Насосно-компрессорные трубы, предназначенные для
проведения гидроразрыва пласта, должны быть подвергнуты испытанию давлением, в
1,5 раза превышающим ожидаемое давление разрыва.
10.3. Для проведения кислотных обработок, рекомендуется
использовать специальную колонну труб с покрытием, применяемую только для этих
целей, и защищать трубы ингибиторами коррозии.
11. ПРИЧИНЫ АВАРИЙ И
РЕКОМЕНДАЦИИ ПО ИХ ПРЕДОТВРАЩЕНИЮ
11.1. Обрывы труб по резьбе и телу происходят вследствие:
— несоответствия используемых труб условиям эксплуатации;
— неудовлетворительного качества труб;
— повреждения резьбы из-за отсутствия предохранительных
элементов;
— применения несоответствующего или неисправного
оборудования и инструмента;
— нарушения технологии проведения спуско-подъемных операций
или износа резьбы при многократном свинчивании — развичивании;
— усталостного разрушения по последней нитке резьбы,
находящейся в сопряжении;
— применения в колонне элементов или соединений, не
соответствующих техническим условиям и стандартам;
— действия определенных усилий и факторов, обусловленных
особенностями способа эксплуатации скважин (вибрацией колонны, истиранием ее
внутренней поверхности штангами и т.п.).
11.2. Для скважин, оборудованных электропогружными
установками, наиболее часто встречающимися авариями является срыв резьбового
соединения в нижней части колонны НКТ, испытывающей воздействие работающего
агрегата.
Для предотвращения указанных аварий рекомендуется тщательно
крепить резьбовые соединения труб, находящихся в нижней трети колонны, а также
использовать в этой части лифта трубы с высаженными наружу концами, крутящий
момент для свинчивания которых в среднем в два раза превышает момент
свинчивания для гладких труб (табл. 17).
11.3. Для фонтанного и глубиннонасосного способов добычи
наиболее характерна аварийность с трубами в верхних интервалах лифтов как
наиболее нагруженных. В первом случае это связано с раскачиванием подвески при
прохождении газовых пачек и значительными растягивающими нагрузками от массы
колонны, а во втором — с периодическим удлинением колонны и большими
растягивающими усилиями.
Для предотвращения данных аварий рекомендуется в верхних
интервалах лифтов использовать гладкие НКТ повышенных групп прочности или
применять трубы с высаженными наружу концами.
11.4. Негерметичность резьбовых соединений под воздействием
внешнего и внутреннего давления может быть вызвана следующими причинами:
— повреждением или износом резьбы;
— нарушением технологии проведения спуско-подъемных
операций;
— применением труб, не соответствующих условиям
эксплуатации и способу добычи;
— неправильным выбором смазки.
11.5. Обрыв труб и их негерметичность могут быть вызваны
коррозией: точечной коррозией внутренней и наружной поверхности, коррозионным и
сульфидным растрескиванием под напряжением и т.д. Рациональные способы борьбы с
коррозией глубинного оборудования выбирают в зависимости от конкретных условий
эксплуатации месторождений.
12. ПЕРЕВОЗКА
Общие
положения
12.1. Перед погрузкой труб на транспортное средство резьба
труб и муфт должна быть покрыта антикоррозионной смазкой и предохранена
специальными кольцами и ниппелями. Перед погрузкой следует обязательно
проверить наличие предохранительных деталей.
12.2. Трубы транспортируются пакетами. Масса пакета не
должна превышать 5 т, а по требованию потребителя — 3 т.
12.3. При погрузке не допускаются удары труб или пакетов о
металлические части транспортных средств или друг о друга.
12.4. Каждая отгруженная партия труб должна иметь
сопроводительную документацию (сертификат, товарно-транспортную накладную и
т.д.).
Перевозка автомобилями и
тракторами
12.5. Перевозка труб автомобилями и тракторами должна
производиться на специально оборудованных для этих целей трубовозах, прицепах,
санях и т.п.
Для перевозки труб могут быть рекомендованы трубовозы типа
АзИНМАШ-22М, 2ТЭМ, обеспечивающие механизированную погрузку и выгрузку труб.
Категорически запрещается транспортировать трубы волоком.
12.6. При погрузке и выгрузке для захвата труб следует
пользоваться специальными клещами, траверсами или стропами.
12.7. Погрузка труб для перевозки может производиться в
один или несколько рядов.
Трубы следует укладывать муфтами в одну сторону.
12.8. При
транспортировании концы труб не должны выступать за пределы транспортного
средства более чем на 1 м.
12.9. После погрузки на транспортное средство необходимо
надежно закрепить трубы, закрыть боковые стойки и снять накаты.
Чтобы избежать самопроизвольного открытия стоек, их
необходимо дополнительно закрепить.
12.10. Перед разгрузкой (до открытия стоек) следует
проверить крепление труб. При ручной разгрузке трубы нужно скатывать по
накатам, предохраняя трубы от самопроизвольного раскатывания.
12.11. При выгрузке нельзя сбрасывать трубы, а также
ударять их друг о друга или о крепкий грунт.
Укладывать трубы необходимо муфтами к устью скважины.
Перевозка вертолетами
12.12. Подготовка труб к перевозке должна производиться на
площадке, оборудованной грузоподъемным механизмом с динамометром и
расположенной рядом с вертолетной площадкой.
12.13. Трубы перевозят в упакованных и взвешенных пакетах
(массу пакета допускается определять по данным маркировки на трубах).
Порядок подвешивания пакета труб к вертолету и его отцепки
определяется экипажем вертолета в соответствии с действующими нормативными
документами.
Перевозка водным
транспортом
12.14. Трубы нужно укладывать в трюм или на палубу судна на
деревянные брусья, расположенные друг от друга на расстоянии не более 3 м и
установленные горизонтально.
12.15. Во время транспортирования трубы необходимо
предохранять от соприкосновения с трюмной водой и коррозионно-активными
веществами.
12.16. Штабеля должны быть прочно закреплены путем обвязки
и установки, вертикальных стоек, чтобы при качке и крене трубы не перемещались.
Перевозка железнодорожным
транспортом
12.17. В один вагон должны загружаться трубы только одной
партии. Трубы необходимо транспортировать в пакетах, прочно увязанных не менее
чем в двух местах.
Допускается отгрузка в одном вагоне пакетов труб разных
партий при условии их разделения.
12.18. При увязке труб в пакеты муфты на трубах (раструбные
концы НКБ) должны быть сориентированы в одну сторону.
13. ХРАНЕНИЕ
13.1. Перед укладкой на хранение трубы необходимо очистить,
покрыть антикоррозионной смазкой их неокрашенные части и резьбы и навинтить на
резьбы предохранительные детали.
В качестве антикоррозионной смазки рекомендуется пушечная
смазка или технический вазелин. Забракованные трубы необходимо хранить отдельно
от исправных.
Рис. 20. Хранение насосно-компрессорных труб в штабелях:
а — вид сверху; б — вид сбоку
13.2. Насосно-компрессорные трубы рекомендуется хранить в
складских помещениях, при их отсутствии допускается хранение на специально
подготовленных открытых площадках.
13.3. Трубы должны укладываться на деревянных подкладках
так, чтобы нижний ряд находился на высоте не менее 35 см от пола или земли.
Подкладки должны располагаться горизонтально, количество их по длине труб
должно составлять не менее трех.
13.4. Смежные ряды труб следует разделять деревянными
прокладками (не менее трех в одном ряду). Прокладки должны располагаться под
прямым углом к оси трубы друг над другом и над опорами для предотвращения
прогиба труб. Высота прокладки должна быть такой, чтобы муфты труб (муфтовые
части) не касались друг друга.
13.5. Соседние ряды труб следует располагать уступами
примерно на длину муфты или муфтовой части (рис. 20).
13.6. Высота штабеля не должна превышать 3 м, причем трубы
необходимо надежно закреплять во избежание их раскатывания.
13.7. Трубы, находящиеся на хранении, следует периодически
осматривать для своевременного обнаружения коррозионных повреждений и проверки
надежности крепления штабеля.
14. РАЗБРАКОВКА И РЕМОНТ
14.1. Для определения пригодности к дальнейшей
эксплуатации, а также ремонту трубы очищают от грязи и отложений. Затем
производят контрольно-сортировочные работы (разбраковку), которые целесообразно
разделять на две стадии:
— визуальное выявление дефектов;
— выявление дефектов различными методами специального
контроля и измерениями (дефектоскопическими установками, калибрами и т.д.).
Трубы, имеющие значительное искривление, вмятины, трещины,
видимые плены, раковины, песочины и расслоения, заметную скрученность, а также
дефекты, которые обнаружены при инструментальном и ультразвуковом контроле,
маркируются как брак и складируются отдельно.
14.2. В процессе разбраковки разделяются трубы с
устранимыми и трубы с неустранимыми дефектами (РД 39-1-1151-84) [ 14].
Ремонт труб, имеющих устранимые дефекты, производится по
типовой технологии, приведенной в РД 39-1-592-81 [ 12].
14.3. Насосно-компрессорные трубы после ремонта могут быть
использованы по прямому назначению для эксплуатации скважин в том случае, если
они отвечают всем требованиям ГОСТ
633-80.
Если после эксплуатации или ремонта толщина стенки труб
будет менее допустимой ГОСТ
633-80, трубы применяются согласно их прочностным характеристикам при
пониженных нагрузках в качестве элементов лифтовой колонны (хвостовиков,
газовых сепараторов и т.п.) или переводятся в другую область назначения (для
изготовления трубопроводов, манифольдов и т.п.) в соответствии с РД
39-2-1247-85 «Инструкция о порядке учета, перевода в другие области назначения
и использования бурильных, обсадных и насосно-компрессорных труб, отбракованных
при подготовке к эксплуатации» [ 15].
Прочностные характеристики отремонтированных труб приведены в РД 39-1-1151-84.
14.4. На отремонтированные трубы должна быть нанесена
маркировка светлой краской в виде поясков по окружности на расстоянии 0,3 — 0,4
м от муфты или муфтового конца трубы:
— один поясок — на трубах, отвечающих требованиям ГОСТ
633-80;
— два пояска — на трубах, которые должны применяться при
пониженных нагрузках, т.е. не по прямому назначению.
Повторное использование насосно-компрессорных труб
необходимо производить с учетом установленной нормы амортизации.
15. ПРАВИЛА БЕЗОПАСНОСТИ
ПРИ ЭКСПЛУАТАЦИИ
15.1. При проведении всех работ с насосно-компрессорными
трубами следует строго соблюдать действующие правила и инструкции по технике
безопасности.
15.2. При погрузке и разгрузке труб должны быть приняты
меры против самопроизвольного скатывания их со штабелей или транспортных
средств.
15.3. Запрещается перед разгрузкой труб со стеллажей или
транспортных средств извлекать удерживающие стойки, а также клинья со стороны,
противоположной месту разгрузки.
15.4. Перемещение труб диаметром 100 мм и более должно
осуществляться при помощи грузоподъемных механизмов.
15.5. При погрузке, выгрузке и укладке труб в штабеля
следует применять грузоподъемные механизмы или безопасные трубные накаты
(скаты).
15.6. При складировании труб необходимо принять меры,
обеспечивающие их устойчивость.
15.7. Трубы следует укладывать в штабеля высотой до 3 м на
подкладках с концевыми упорами.
Нижний ряд труб должен быть уложен на подкладки, укреплен
инвентарными металлическими башмаками или концевыми упорами, надежно
закрепленными на подкладках.
15.8. При перевозке труб применяются прицепы. Крепление
труб осуществляется стойками и цепями с зажимами или с другими
приспособлениями.
15.9. Запрещается оставлять нагруженный талевый механизм на
весу при перерывах в работе по подъему или спуску труб.
15.10. При работе без автомата АПР-2 трубы следует спускать
в скважину через направляющие воронки.
15.11. Подъемный крюк должен иметь амортизатор и исправную
пружинную защелку, предотвращающую выпадание штропов. При свинчивании и
развинчивании труб крюк должен свободно вращаться.
15.12. При подъеме труб с мостков и при подаче их на мостки
элеватор должен быть повернут замком вверх.
15.13. При укладке трубы на мостки свободный конец ее
должен устанавливаться на скользящую подкладку.
15.14. Трубы условным диаметром более 60 мм можно подавать
на мостки и поднимать с них свечами из двух труб, причем длина свечи не должна
превышать 16 м.
15.15. При перевозке труб вертолетами все члены бригады,
осуществляющие прицепку и отцепку пакетов труб, должны иметь очки для защиты от
пыли и снега, резиновые сапоги и резиновые рукавицы для предохранения от
воздействия статического электричества.
15.16. Во избежание поражения статическим электричеством
при прицепке грузов к вертолету нельзя дотрагиваться до элементов внешней
подвески до тех пор, пока подвеска и трос заземления не коснутся земли.
16. УЧЕТ И СПИСАНИЕ
16.1. Учет работы насосно-компрессорных труб должен
осуществляться в порядке, установленном РД 39-1-456-80 [ 16].
16.2. Списание НКТ производится в соответствии с «Типовой
инструкцией о порядке списания пришедших в негодность оборудования,
хозяйственного инвентаря и другого имущества, числящегося в составе основных
фондов (средств)» [ 17].
16.3. Решение о списании НКТ принимается совместно с
представителями трубной базы и нефтегазодобывающего управления.
16.4. Трубы, вышедшие из строя в результате аварий,
списываются на основании акта о расследовании аварии с колонной
насосно-компрессорных труб.
Приложение 1
Справочное
Поставщики,
труб и освоенный сортамент
|
Завод-изготовитель |
Условный диаметр труб, мм |
Тип труб |
Группа прочности |
|
Первоуральский новотрубный завод |
60; 73 |
Гладкие |
Д, К |
|
Синарский трубный завод |
60; 73 |
Гладкие и с высаженными наружу концами |
Д, К |
|
73 |
Гладкие |
Е |
|
|
73 |
Гладкие, НКМ |
Д, К |
|
|
Азербайджанский трубопрокатный завод им. В.И. Ленина |
60; 89; 114 |
Гладкие |
Д, К |
|
114 |
Гладкие, НКМ |
Д, К |
|
|
Руставский металлургический завод |
73 |
Гладкие |
Д, К, Е |
|
Нижнеднепровский трубопрокатный завод им. К. Либкнехта |
73 |
Гладкие |
Д |
Приложение
2
Справочное
Геометрические размеры и
масса отечественных насосно-компрессорных труб
|
Условный диаметр трубы, мм |
Толщина стенки, мм |
Внутренний диаметр, мм |
Площадь поперечного сечения, см2 |
Объем жидкости, л |
Приведенная масса 1 м трубы с муфтой (муфтовой |
|||||||
|
вмещаемой 1 м трубы |
вытесняемой 1 м тела трубы |
|||||||||||
|
тела гладкой части трубы |
канала трубы |
|||||||||||
|
гладкой |
с высаженными концами |
гладкие |
с высаженными концами |
типа НКМ |
типа НКБ |
|||||||
|
33 |
3,5 |
26,4 |
3,29 |
5,47 |
0,55 |
0,33 |
0,34 |
2,64 |
2,67 |
— |
— |
|
|
42 |
3,5 |
35,2 |
4,25 |
9,73 |
0,97 |
0,43 |
0,44 |
3,37 |
3,40 |
— |
— |
|
|
48 |
4,0 |
40,3 |
5,56 |
12,75 |
1,28 |
0,56 |
0,58 |
4,46 |
4,54 |
— |
— |
|
|
60 |
5,0 |
50,3 |
8,68 |
19,86 |
1,99 |
0,87 |
0,90 |
6,95 |
7,06 |
7,01 |
7,01 |
|
|
73 |
5,5 |
62,0 |
11,66 |
30,18 |
3,02 |
1,17 |
1,22 |
9,48 |
9,64 |
9,49 |
9,46 |
|
|
73 |
7,0 |
59,0 |
14,51 |
27,33 |
2,73 |
1,45 |
1,51 |
11,68 |
11,84 |
11,69 |
11,70 |
|
|
89 |
6,5 |
75,9 |
16,70 |
45,34 |
4,52 |
1,67 |
1,76 |
13,62 |
13,85 |
13,68 |
13,58 |
|
|
89 |
8,0 |
72,9 |
20,21 |
41,83 |
4,17 |
2,02 |
2,12 |
— |
16,65 |
16,48 |
16,43 |
|
|
102 |
6,5 |
88,6 |
19,41 |
61,62 |
6,16 |
1,94 |
2,03 |
15,73 |
15,95 |
15,80 |
15,67 |
|
|
114 |
7,0 |
100,3 |
23,58 |
78,97 |
7,90 |
2,36 |
2,47 |
19,10 |
19,43 |
19,37 |
19,06 |
* Приведенная масса 1 м трубы с муфтой
рассчитана для труб длиной 8,5 м.
Приложение 3
Справочное
Страгивающие и
растягивающие нагрузки для насосно-компрессорных труб ( ГОСТ 633-80 ), кН
|
Условный диаметр труб, мм |
Толщина стенки, мм |
Страгивающая нагрузка для гладких труб по группам |
Растягивающая нагрузка для труб с высаженными |
Растягивающая нагрузка для труб НКМ по группам |
||||||||||||
|
Д |
К |
Е |
Л |
М |
Д |
К |
Е |
Л |
М |
Д |
К |
Е |
Л |
М |
||
|
33 |
3,5 |
— |
— |
— |
— |
— |
122 |
162 |
177 |
209 |
242 |
— |
— |
— |
— |
— |
|
42 |
3,5 |
— |
— |
— |
— |
— |
157 |
208 |
229 |
272 |
312 |
— |
— |
— |
— |
— |
|
48 |
4,0 |
113 |
148 |
160 |
192 |
222 |
210 |
273 |
310 |
356 |
410 |
— |
— |
— |
— |
— |
|
60 |
5,0 |
196 |
250 |
285 |
337 |
388 |
322 |
425 |
468 |
552 |
640 |
265 |
348 |
382 |
452 |
522 |
|
73 |
5,5 |
278 |
365 |
402 |
476 |
540 |
435 |
572 |
620 |
743 |
855 |
363 |
476 |
524 |
610 |
716 |
|
7,0 |
370 |
486 |
535 |
636 |
730 |
540 |
712 |
783 |
935 |
1065 |
468 |
617 |
680 |
804 |
925 |
|
|
89 |
6,5 |
415 |
546 |
620 |
710 |
820 |
622 |
818 |
900 |
1065 |
1227 |
549 |
710 |
780 |
921 |
1064 |
|
8,0 |
— |
— |
— |
— |
— |
754 |
995 |
1090 |
1298 |
1485 |
670 |
882 |
967 |
1142 |
1320 |
|
|
102 |
6,5 |
440 |
580 |
640 |
755 |
870 |
723 |
951 |
1040 |
1237 |
1430 |
622 |
820 |
902 |
1065 |
1230 |
|
114 |
7,0 |
545 |
717 |
833 |
932 |
1076 |
880 |
1155 |
1270 |
1505 |
1745 |
766 |
1070 |
1110 |
1310 |
1510 |
Приложение 4
Справочное
Внутреннее и наружное
давления, при которых напряжения в теле труб ( ГОСТ 633-80 , исполнение Б) достигают предела текучести, МПа
|
Условный диаметр, мм |
Толщина стенки, мм |
Внутреннее давление pT по группам прочности |
Наружное давление p кр по группам прочности |
||||||||
|
Д |
К |
Е |
Л |
М |
Д |
К |
Е |
Л |
М |
||
|
33 |
3,5 |
68,5 |
90,0 |
99,0 |
117,0 |
135,0 |
54,2 |
66,5 |
72,6 |
84,8 |
96,7 |
|
42 |
3,5 |
54,2 |
71,2 |
78,3 |
92,5 |
107,0 |
39,7 |
50,7 |
55,2 |
63,8 |
72,0 |
|
48 |
4,0 |
54,0 |
71,0 |
78,2 |
92,4 |
107,0 |
41,1 |
52,7 |
57,5 |
66,5 |
75,1 |
|
60 |
5,0 |
54,0 |
71,0 |
78,2 |
92,4 |
107,0 |
39,0 |
50,0 |
54,6 |
63,1 |
71,4 |
|
73 |
5,5 |
49,0 |
64,7 |
71,0 |
84,0 |
97,0 |
36,2 |
46,5 |
50,5 |
58,0 |
65,2 |
|
7,0 |
62,6 |
82,2 |
90,5 |
107,0 |
123,3 |
51,0 |
66,0 |
72,3 |
84,1 |
95,8 |
|
|
89 |
6,5 |
47,6 |
62,7 |
69,0 |
81,6 |
94,1 |
36,6 |
46,5 |
50,6 |
58,0 |
65,0 |
|
8,0 |
58,6 |
77,2 |
85,0 |
100,0 |
116,0 |
48,7 |
63,1 |
69,0 |
80,4 |
91,0 |
|
|
102 |
6,5 |
41,6 |
55,0 |
60,4 |
71,4 |
82,4 |
29,6 |
37,6 |
40,5 |
45,9 |
50,8 |
|
114 |
7,0 |
40,0 |
52,5 |
57,7 |
68,9 |
78,9 |
28,9 |
36,2 |
38,8 |
43,9 |
48,3 |
Приложение
5
Справочное
Испытательные
гидравлические давления для НКТ по ГОСТ 633-80
|
Условный диаметр трубы, мм |
Толщина стенки, мм |
Давление для труб из стали групп прочности, МПа |
||||||
|
Д |
К |
Е |
Л |
М |
Р |
|||
|
Исполнение А |
Исполнение Б |
|||||||
|
27 |
3,0 |
67,2 (685) |
66,2 (675) |
87,3 (890) |
98,1 (1000) |
— |
— |
— |
|
33 |
3,5 |
64,3 (655) |
63,3 (645) |
83,4 (850) |
93,7 (955) |
— |
— |
— |
|
42 |
3,5 |
50,5 (515) |
49,5 (505) |
65,2 (665) |
73,6 (750) |
— |
— |
— |
|
48 |
4,0 |
50,5 (515) |
49,5 (505) |
65,2 (665) |
73,6 (750) |
— |
— |
— |
|
60 |
5,0 |
50,5 (515) |
49,5 (505) |
65,2 (665) |
73,6 (750) |
87,3 (890) |
96,6 (985) |
122,6 (1250) |
|
73 |
5,5 |
45,6 (465) |
45,1 (460) |
59,4 (605) |
66,7 (680) |
79,0 (805) |
87,3 (890) |
112,6 (1145) |
|
7,0 |
57,9 (590) |
57,4 (585) |
75,0 (765) |
84,9 (865) |
100,6 (1025) |
110,9 (1130) |
122,6 (1250) |
|
|
89 |
6,5 |
44,1 (450) |
43,7 (445) |
57,4 (585) |
64,7 (660) |
76,5 (780) |
84,4 (860) |
108,9 (1110) |
|
8,0 |
54,4 (555) |
53,5 (545) |
70,6 (720) |
79,5 (810) |
94,2 (960) |
104,0 (1060) |
122,6 (1250) |
|
|
102 |
6,5 |
38,7 (395) |
38,3 (390) |
50,0 (510) |
56,4 (575) |
66,7 (680) |
73,6 (750) |
95,2 (970) |
|
114 |
7,0 |
37,3 (380) |
36,8 (375) |
48,1 (490) |
54,4 (555) |
64,3 (655) |
71,1 (725) |
91,2 (930) |
Примечания:
1. Если расчетное давление p превышает 68,6 МПа (700 кгс/см2),
испытательное давление принимают равным 68,6 МПа (700 кгс/см2). По
требованию потребителя испытательное давление принимают равным расчетному
давлению p, но не более 122,6 МПа
(1250 кгс/см2).
2. По согласованию изготовителя с
потребителем для труб гладких и с высаженными наружу концами и муфт к ним
исполнения Б групп прочности Д и К испытательное давление ограничивается
величиной 19,7 МПа (200 кгс/см2), для групп прочности Е и выше —
29,4 МПа (300 кгс/см2).
Приложение 6
Справочное
Предельные глубины спуска
одноступенчатой колонны насосно-компрессорных труб отечественного производства
по ГОСТ 633-80 , м
|
Условный диаметр трубы, мм |
Толщина стенки трубы, мм |
Группа прочности |
||||
|
Д |
К |
Е |
Л |
М |
||
|
Трубы гладкие |
||||||
|
48 |
4,0 |
1986 |
2614 |
2874 |
3397 |
3920 |
|
60 |
5,0 |
2207 |
2904 |
3194 |
3775 |
4355 |
|
73 |
5,5 |
2308 |
3037 |
3341 |
3948 |
4555 |
|
7,0 |
2484 |
3266 |
3593 |
4246 |
4899 |
|
|
89 |
6,5 |
2381 |
3138 |
3446 |
4073 |
4700 |
|
102 |
6,5 |
2192 |
2885 |
3173 |
3750 |
4327 |
|
114 |
7,0 |
2237 |
2944 |
3238 |
3827 |
4416 |
|
Трубы с высаженными наружу концами |
||||||
|
33 |
3,5 |
3612 |
4751 |
5226 |
6177 |
7128 |
|
42 |
3,5 |
3593 |
4729 |
5200 |
6147 |
7092 |
|
48 |
4,0 |
3582 |
4714 |
5185 |
6128 |
7070 |
|
60 |
5,0 |
3564 |
4690 |
5159 |
6097 |
7035 |
|
73 |
5,5 |
3535 |
4651 |
5116 |
6046 |
6976 |
|
7,0 |
3573 |
4700 |
5171 |
6110 |
7051 |
|
|
89 |
6,5 |
3504 |
4610 |
5072 |
5994 |
6916 |
|
8,0 |
3539 |
4657 |
5122 |
6054 |
6985 |
|
|
102 |
6,5 |
3535 |
4651 |
5117 |
6047 |
6977 |
|
114 |
7,0 |
3537 |
4654 |
5119 |
6050 |
6981 |
|
Трубы типа НКБ |
||||||
|
60 |
5,0 |
3589 |
4723 |
5195 |
6140 |
7085 |
|
73 |
5,5 |
3610 |
4750 |
5224 |
6174 |
7124 |
|
7,0 |
3615 |
4756 |
5232 |
6183 |
7135 |
|
|
89 |
6,5 |
3581 |
4712 |
5183 |
6126 |
7068 |
|
8,0 |
3589 |
4722 |
5194 |
6138 |
7083 |
|
|
102 |
6,5 |
3605 |
4743 |
5217 |
6166 |
7115 |
|
114 |
7,0 |
3611 |
4752 |
5227 |
6177 |
7127 |
|
Трубы типа НКМ |
||||||
|
60 |
5,0 |
2933 |
3860 |
4247 |
5018 |
5790 |
|
73 |
5,5 |
3001 |
3948 |
4343 |
5133 |
5923 |
|
7,0 |
3141 |
4132 |
4546 |
5372 |
6198 |
|
|
89 |
6,5 |
3076 |
4047 |
4451 |
5261 |
6070 |
|
102 |
6,5 |
3078 |
4050 |
4455 |
5265 |
6075 |
|
114 |
7,0 |
3094 |
4071 |
4478 |
5293 |
6107 |
Примечание. Предельные глубины спуска
рассчитаны для одноступенчатой колонны, составленной из труб одной группы
прочности и толщины стенки, при коэффициенте запаса прочности n 1 = 1,3 для вертикальных скважин.
Приложение 7
Справочное
Геометрические
характеристики насосно-компрессорных труб по стандартам АНИ
|
Наружный диаметр трубы, мм |
Толщина стенки, мм |
Внутренний диаметр, мм |
Площадь, см2 |
Объем жидкости, л |
|||
|
проходного канала трубы |
поперечного сечения тела трубы |
вмещаемой 1 м трубы |
вытесняемой 1 м тела труб |
||||
|
гладких |
с высаженными концами |
||||||
|
26,7 |
2,87 |
20,96 |
3,45 |
2,15 |
0,35 |
0,22 |
0,23 |
|
33,4 |
3,38 |
26,64 |
5,57 |
3,19 |
0,56 |
0,32 |
0,34* |
|
42,2 |
3,18 |
35,84 |
10,07 |
3,91 |
1,01 |
— |
0,4* |
|
3,56 |
35,08 |
9,64 |
4,34 |
0,97 |
0,43 |
0,45* |
|
|
48,3 |
3,18 |
41,91 |
13,79 |
4,52 |
1,38 |
— |
0,45* |
|
3,68 |
40,94 |
13,13 |
5,18 |
1,31 |
0,52 |
0,55* |
|
|
52,4 |
396 |
44,48 |
15,53 |
6,02 |
1,55 |
— |
0,62* |
|
60,3 |
4,24 |
51,82 |
21,09 |
7,45 |
2,11 |
0,76 |
— |
|
4,83 |
50,64 |
20,15 |
8,39 |
2,02 |
0,87 |
0,89 |
|
|
6,45 |
47,40 |
17,65 |
10,89 |
1,77 |
1,1 |
1,13 |
|
|
73,0 |
5,51 |
62,0 |
30,17 |
11,66 |
3,02 |
1,2 |
1,23 |
|
7,82 |
57,30 |
25,84 |
15,99 |
2,58 |
1,63 |
1,65 |
|
|
88,9 |
5,49 |
77,92 |
47,67 |
14,37 |
4,77 |
1,46 |
— |
|
6,45 |
76,00 |
45,34 |
16,70 |
4,53 |
1,74 |
1,76 |
|
|
7,34 |
74,22 |
43,24 |
18,80 |
4,32 |
1,93 |
— |
|
|
9,52 |
69,86 |
38,30 |
23,74 |
3,83 |
2,41 |
2,45 |
|
|
101,6 |
5,74 |
90,12 |
63,75 |
17,28 |
6,38 |
1,8 |
— |
|
6,65 |
88,30 |
61,19 |
19,84 |
6,12 |
— |
2,09 |
|
|
114,3 |
6,88 |
100,54 |
79,33 |
23,23 |
7,93 |
2,39 |
2,42 |
* Параметры относятся и к трубам с
безмуфтовым соединением.
Приложение 8
Справочное
Предельные глубины спуска
одноступенчатой колонны насосно-компрессорных труб, изготовляемых по стандартам
АНИ, м
|
Наружный диаметр, мм |
Толщина стенки, мм |
Марка стали |
||||
|
Н-40 |
J -55 (К-55) |
С-75 |
N -80 ( L -80) |
Р-105 |
||
|
Трубы гладкие |
||||||
|
26,7 |
2,87 |
1312 |
1809 |
2443 |
2624 |
— |
|
33,4 |
3,38 |
1520 |
2067 |
2828 |
3010 |
— |
|
42,2 |
3,56 |
1565 |
2169 |
2952 |
3153 |
— |
|
48,3 |
3,68 |
1636 |
2238 |
3047 |
3254 |
— |
|
60,3 |
4,24 |
1762 |
2418 |
3293 |
3512 |
— |
|
4,83 |
1869 |
2568 |
3508 |
3737 |
4907 |
|
|
6,45 |
— |
— |
3891 |
4148 |
5445 |
|
|
73,0 |
5,51 |
1954 |
2689 |
3670 |
3916 |
5134 |
|
7,82 |
— |
— |
4107 |
4386 |
5751 |
|
|
88,9 |
5,49 |
1943 |
2674 |
3642 |
3886 |
— |
|
6,45 |
2060 |
2836 |
3858 |
4120 |
5404 |
|
|
7,34 |
2138 |
2937 |
4006 |
4276 |
— |
|
|
9,52 |
— |
— |
4258 |
4543 |
5961 |
|
|
101,6 |
5,74 |
1794 |
2463 |
3357 |
3582 |
— |
|
114,3 |
6,88 |
1937 |
2679 |
3668 |
3916 |
— |
|
Трубы высаженные с муфтами нормального |
||||||
|
26,7 |
2,87 |
2578 |
3566 |
4856 |
5199 |
— |
|
33,4 |
3,38 |
2662 |
3639 |
4970 |
5295 |
— |
|
42,2 |
3,56 |
2659 |
3670 |
5010 |
5340 |
— |
|
48,3 |
3,68 |
2655 |
3663 |
4981 |
5311 |
— |
|
60,3 |
4,83 |
2634 |
3628 |
4912 |
5247 |
6921 |
|
6,45 |
— |
— |
5052 |
5314 |
7056 |
|
|
73,0 |
5,51 |
2633 |
3629 |
4978 |
5299 |
6905 |
|
7,82 |
— |
— |
4997 |
5354 |
7020 |
|
|
88,9 |
6,45 |
2617 |
3620 |
4901 |
5235 |
6851 |
|
9,52 |
— |
— |
4997 |
5357 |
6996 |
|
|
101,6 |
6,65 |
2633 |
3620 |
4936 |
5266 |
— |
|
114,3 |
6,88 |
2604 |
3605 |
4887 |
5248 |
— |
|
С муфтами уменьшенного диаметра |
||||||
|
60,3 |
4,83 |
2665 |
3671 |
4970 |
5308 |
7003 |
|
6,45 |
— |
— |
5098 |
5362 |
7120 |
|
|
73,0 |
5,51 |
2672 |
3683 |
5052 |
5378 |
7007 |
|
7,82 |
— |
— |
5048 |
5408 |
7091 |
|
|
88,9 |
6,45 |
2674 |
3698 |
5006 |
5348 |
6998 |
|
9,52 |
— |
— |
5071 |
5436 |
7099 |
|
|
Безмуфтовые соединения |
||||||
|
33,4 |
3,38 |
2163 |
3004 |
4086 |
4356 |
— |
|
42,2 |
3,18 |
2484 |
3391 |
— |
— |
— |
|
3,56 |
2238 |
3059 |
4189 |
4455 |
— |
|
|
48,3 |
3,18 |
2636 |
3630 |
— |
— |
— |
|
3,68 |
2283 |
3144 |
4285 |
4566 |
— |
|
|
52,4 |
3,96 |
2574 |
3544 |
4815 |
5149 |
— |
Примечание. Предельные глубины спуска
рассчитаны для одноступенчатой колонны, составленной из труб одной группы
прочности и толщины стенки, при коэффициенте запаса прочности n 1 = 1,3 для вертикальных скважин.
Приложение 9
Справочное
Растягивающие нагрузки,
при которых напряжения в резьбовой части соединений труб, изготавливаемых по
стандартам АНИ, достигают предела текучести, кН
|
Наружный диаметр, мм |
Толщина стенки, мм |
Марка стали |
||||
|
Н-40 |
J -55 (К-55) |
С-75 |
N -80 ( L -80) |
Р-105 |
||
|
Трубы гладкие |
||||||
|
26,7 |
2,87 |
28 |
39 |
53 |
57 |
— |
|
33,4 |
3,38 |
49 |
67 |
91 |
97 |
— |
|
42,2 |
3,56 |
69 |
95 |
129 |
138 |
— |
|
48,3 |
3,68 |
85 |
117 |
159 |
170 |
— |
|
60,3 |
4,24 |
134 |
184 |
251 |
268 |
— |
|
4,83 |
160 |
220 |
300 |
319 |
419 |
|
|
6,45 |
— |
— |
429 |
458 |
601 |
|
|
73,0 |
5,51 |
234 |
322 |
440 |
469 |
615 |
|
7,82 |
— |
— |
663 |
709 |
929 |
|
|
88,9 |
5,49 |
289 |
398 |
542 |
578 |
— |
|
6,45 |
354 |
487 |
662 |
708 |
928 |
|
|
7,34 |
412 |
566 |
771 |
823 |
— |
|
|
9,52 |
— |
— |
1027 |
1096 |
1438 |
|
|
101,6 |
5,74 |
321 |
440 |
600 |
640 |
— |
|
114,3 |
6,88 |
461 |
637 |
872 |
931 |
— |
|
Трубы с безмуфтовым соединением |
||||||
|
33,4 |
3,38 |
71 |
98 |
133 |
142 |
— |
|
42,2 |
3,18 |
99 |
135 |
— |
— |
— |
|
3,56 |
99 |
135 |
185 |
197 |
— |
|
|
48,3 |
3,18 |
120 |
165 |
— |
— |
— |
|
3,68 |
120 |
165 |
224 |
239 |
— |
|
|
52,4 |
3,96 |
159 |
219 |
297 |
318 |
— |
Приложение 10
Справочное
Давления, при которых
напряжения в теле труб достигают предела текучести, МПа
|
Наружный диаметр, мм |
Толщина стенки, мм |
Внутреннее давление |
Наружное давление |
||||||||||||
|
Н-40 |
J -55 (К-55) |
С-75 |
N -80 ( L -80) |
С-90 |
С-95 (0-95) |
Р-105 |
H -40 |
J -55 (К-55) |
С-75 |
N -80 ( L -80) |
С-90 |
С-95 (0-95) |
Р-105 |
||
|
26,7 |
2,87 |
52 |
72 |
97 |
104 |
— |
— |
136 |
53 |
73 |
99 |
106 |
— |
— |
139 |
|
3,91 |
— |
97 |
132 |
141 |
— |
— |
185 |
— |
95 |
129 |
138 |
— |
— |
181 |
|
|
33,4 |
3,38 |
49 |
67 |
91 |
97 |
— |
— |
128 |
50 |
69 |
94 |
100 |
— |
— |
131 |
|
4,55 |
— |
90 |
123 |
131 |
— |
— |
172 |
— |
89 |
121 |
130 |
— |
— |
170 |
|
|
42,2 |
3,18 |
36 |
50 |
— |
— |
— |
— |
38 |
53 |
— |
— |
— |
— |
||
|
3,56 |
41 |
56 |
76 |
81 |
— |
— |
107 |
43 |
58 |
80 |
85 |
— |
— |
112 |
|
|
4,85 |
— |
76 |
104 |
111 |
— |
— |
146 |
— |
77 |
105 |
112 |
— |
— |
147 |
|
|
5,03 |
— |
79 |
108 |
115 |
— |
— |
151 |
— |
80 |
109 |
116 |
— |
— |
152 |
|
|
48,3 |
3,18 |
32 |
44 |
— |
— |
— |
— |
— |
34 |
46 |
— |
— |
— |
— |
— |
|
3,68 |
37 |
51 |
69 |
74 |
— |
— |
97 |
39 |
53 |
73 |
78 |
— |
— |
98 |
|
|
5,08 |
— |
70 |
95 |
102 |
— |
— |
133 |
— |
71 |
97 |
104 |
— |
— |
136 |
|
|
5,56 |
— |
76 |
104 |
111 |
— |
— |
146 |
— |
77 |
105 |
112 |
— |
— |
148 |
|
|
52,4 |
3,96 |
36 |
50 |
68 |
73 |
— |
— |
96 |
38 |
53 |
72 |
77 |
— |
— |
97 |
|
4,19 |
38 |
53 |
72 |
77 |
87 |
92 |
101 |
40 |
56 |
76 |
81 |
90 |
96 |
106 |
|
|
5,69 |
— |
72 |
98 |
105 |
— |
— |
137 |
— |
73 |
100 |
107 |
— |
— |
140 |
|
|
60,2 |
4,24 |
34 |
47 |
64 |
68 |
— |
— |
— |
36 |
50 |
66 |
69 |
— |
— |
— |
|
4,83 |
39 |
53 |
72 |
77 |
87 |
92 |
101 |
41 |
56 |
76 |
81 |
91 |
97 |
107 |
|
|
5,54 |
— |
61 |
83 |
89 |
100 |
105 |
116 |
63 |
86 |
92 |
104 |
109 |
121 |
||
|
6,45 |
— |
71 |
97 |
103 |
115 |
123 |
136 |
— |
72 |
99 |
105 |
119 |
125 |
138 |
|
|
6,63 |
— |
73 |
99 |
106 |
— |
— |
139 |
— |
74 |
101 |
108 |
— |
— |
142 |
|
|
7,11 |
— |
— |
107 |
114 |
128 |
135 |
149 |
— |
— |
108 |
115 |
129 |
136 |
151 |
|
|
8,53 |
— |
94 |
128 |
137 |
154 |
162 |
179 |
— |
92 |
126 |
134 |
151 |
159 |
176 |
|
|
73,0 |
5,51 |
36 |
50 |
68 |
73 |
82 |
87 |
98 |
38 |
53 |
72 |
77 |
85 |
89 |
97 |
|
7,01 |
— |
64 |
87 |
93 |
104 |
110 |
122 |
— |
66 |
90 |
96 |
108 |
114 |
126 |
|
|
7,82 |
— |
71 |
97 |
103 |
116 |
123 |
136 |
— |
73 |
99 |
106 |
119 |
125 |
138 |
|
|
8,03 |
53 |
73 |
99 |
106 |
119 |
126 |
139 |
54 |
74 |
101 |
108 |
119 |
128 |
142 |
|
|
8,64 |
— |
78 |
107 |
114 |
— |
— |
150 |
— |
79 |
108 |
115 |
— |
— |
151 |
|
|
9,19 |
— |
— |
114 |
122 |
137 |
144 |
159 |
— |
— |
114 |
121 |
137 |
144 |
159 |
|
|
9,96 |
— |
90 |
123 |
132 |
— |
— |
173 |
— |
89 |
122 |
130 |
— |
— |
170 |
|
|
10,29 |
— |
93 |
127 |
136 |
153 |
161 |
178 |
— |
92 |
125 |
133 |
150 |
158 |
175 |
|
|
11,18 |
— |
101 |
138 |
148 |
— |
— |
194 |
— |
98 |
134 |
143 |
— |
— |
187 |
|
|
88,9 |
5,49 |
30 |
41 |
56 |
60 |
67 |
71 |
78 |
32 |
41 |
52 |
54 |
59 |
61 |
65 |
|
6,45 |
35 |
48 |
66 |
70 |
79 |
83 |
92 |
37 |
51 |
69 |
73 |
80 |
83 |
90 |
|
|
7,34 |
40 |
55 |
75 |
80 |
90 |
95 |
105 |
42 |
57 |
78 |
84 |
94 |
99 |
110 |
|
|
9,35 |
— |
70 |
95 |
102 |
— |
— |
133 |
— |
71 |
97 |
104 |
— |
— |
136 |
|
|
9,53 |
— |
71 |
97 |
103 |
116 |
123 |
136 |
— |
72 |
99 |
106 |
119 |
125 |
139 |
|
|
10,49 |
— |
79 |
107 |
114 |
128 |
135 |
149 |
— |
79 |
108 |
115 |
129 |
136 |
151 |
|
|
11,43 |
— |
85 |
116 |
124 |
140 |
147 |
163 |
— |
85 |
116 |
124 |
139 |
147 |
162 |
|
|
12,09 |
— |
90 |
123 |
131 |
— |
— |
172 |
— |
89 |
121 |
120 |
— |
— |
170 |
|
|
12,40 |
— |
92 |
126 |
135 |
151 |
160 |
177 |
— |
91 |
124 |
132 |
149 |
157 |
174 |
|
|
12,95 |
— |
97 |
132 |
140 |
— |
— |
184 |
— |
94 |
129 |
137 |
— |
— |
180 |
|
|
13,46 |
— |
100 |
137 |
146 |
— |
— |
192 |
— |
97 |
133 |
141 |
— |
— |
186 |
|
|
14,61 |
— |
— |
149 |
159 |
178 |
188 |
208 |
— |
— |
142 |
152 |
170 |
180 |
199 |
|
|
101,6 |
5,74 |
27 |
37 |
51 |
55 |
61 |
65 |
72 |
28 |
35 |
44 |
45 |
49 |
50 |
53 |
|
6,65 |
32 |
43 |
59 |
63 |
71 |
75 |
83 |
34 |
45 |
58 |
61 |
66 |
69 |
74 |
|
|
7,26 |
— |
47 |
65 |
69 |
— |
— |
90 |
— |
50 |
67 |
71 |
— |
— |
87 |
|
|
8,38 |
— |
55 |
75 |
80 |
90 |
95 |
104 |
— |
57 |
78 |
83 |
94 |
99 |
110 |
|
|
9,65 |
— |
63 |
86 |
92 |
103 |
109 |
120 |
— |
65 |
89 |
95 |
107 |
113 |
124 |
|
|
10,92 |
— |
71 |
97 |
104 |
117 |
123 |
136 |
— |
73 |
99 |
106 |
119 |
126 |
139 |
|
|
12,70 |
— |
83 |
113 |
120 |
— |
— |
158 |
— |
83 |
113 |
120 |
— |
— |
158 |
|
|
15,49 |
— |
101 |
138 |
147 |
— |
— |
193 |
— |
98 |
134 |
142 |
— |
— |
187 |
|
|
114,3 |
5,69 |
— |
33 |
45 |
48 |
54 |
57 |
63 |
22 |
28 |
33 |
34 |
36 |
37 |
38 |
|
6,88 |
29 |
40 |
54 |
58 |
65 |
69 |
76 |
31 |
39 |
49 |
52 |
56 |
58 |
62 |
|
|
7,37 |
— |
43 |
58 |
62 |
70 |
74 |
82 |
— |
44 |
56 |
59 |
64 |
67 |
71 |
|
|
8,56 |
— |
50 |
68 |
72 |
81 |
86 |
95 |
— |
52 |
72 |
76 |
84 |
88 |
95 |
|
|
9,65 |
— |
— |
76 |
81 |
92 |
97 |
107 |
— |
— |
80 |
85 |
96 |
101 |
112 |
|
|
10,20 |
43 |
59 |
81 |
86 |
97 |
102 |
113 |
45 |
62 |
84 |
89 |
101 |
106 |
117 |
|
|
10,92 |
— |
63 |
86 |
92 |
104 |
110 |
121 |
— |
66 |
89 |
95 |
107 |
113 |
125 |
|
|
12,70 |
— |
74 |
101 |
107 |
121 |
127 |
141 |
— |
75 |
102 |
109 |
123 |
129 |
143 |
|
|
14,22 |
— |
82 |
113 |
120 |
135 |
143 |
158 |
— |
83 |
113 |
120 |
135 |
143 |
158 |
|
|
16,00 |
— |
93 |
127 |
135 |
— |
— |
177 |
— |
91 |
124 |
133 |
— |
— |
174 |
Приложение 11
Справочное
Моменты свинчивания для
зарубежных труб с муфтами, изготовленных по стандарту АНИ, Н·м
|
Условный диаметр труб, дюймов (мм) |
Толщина стенки, мм |
Уровень |
Марка стали |
|||||
|
Н-40 |
J -55 |
С-75 |
L -80 |
N -80 |
Р-105 |
|||
|
Трубы гладкие |
||||||||
|
1,050 (26,7) |
2,87 |
Опт.* |
193 |
248 |
317 |
331 |
345 |
— |
|
Мин.* |
152 |
193 |
235 |
248 |
262 |
— |
||
|
Макс.* |
248 |
317 |
400 |
414 |
428 |
— |
||
|
1,315 (33,4) |
3,38 |
Опт. |
290 |
373 |
497 |
511 |
524 |
— |
|
Мин. |
221 |
276 |
373 |
386 |
400 |
— |
||
|
Макс. |
359 |
469 |
621 |
635 |
662 |
— |
||
|
1,660 (42,2) |
3,56 |
Опт. |
373 |
483 |
635 |
649 |
676 |
— |
|
Мин. |
276 |
359 |
483 |
483 |
511 |
— |
||
|
Макс. |
469 |
607 |
800 |
814 |
842 |
— |
||
|
1,900 (48,3) |
3,68 |
Опт. |
442 |
566 |
745 |
773 |
787 |
— |
|
Мин. |
331 |
428 |
566 |
580 |
593 |
— |
||
|
Макс. |
552 |
704 |
938 |
966 |
980 |
— |
||
|
2 3/8 (60,3) |
4,24 |
Опт. |
649 |
842 |
1004 |
1145 |
1173 |
— |
|
Мин. |
483 |
635 |
828 |
856 |
883 |
— |
||
|
Макс. |
814 |
1049 |
1380 |
1435 |
1463 |
— |
||
|
4,83 |
Опт. |
773 |
1007 |
1325 |
1366 |
1408 |
1766 |
|
|
Мин. |
580 |
759 |
994 |
1021 |
1063 |
1325 |
||
|
Макс. |
966 |
1256 |
1656 |
1711 |
1766 |
2208 |
||
|
6,45 |
Опт. |
— |
— |
1904 |
1960 |
2015 |
2539 |
|
|
Мин. |
— |
— |
1435 |
1477 |
1518 |
1904 |
||
|
Макс. |
— |
— |
2387 |
2456 |
2525 |
3174 |
||
|
2 7/8 (73) |
5,51 |
Опт. |
1104 |
1449 |
1904 |
1973 |
2029 |
2553 |
|
Мин. |
828 |
1090 |
1435 |
1477 |
1518 |
1918 |
||
|
Макс. |
1378 |
1808 |
2387 |
2470 |
2540 |
3187 |
||
|
7,82 |
Опт. |
2884 |
— |
— |
2981 |
3050 |
3850 |
|
|
Мин. |
2167 |
— |
— |
2236 |
2291 |
2884 |
||
|
Макс. |
3602 |
— |
— |
3726 |
3809 |
4816 |
||
|
3 1/2 (88,9) |
5,49 |
Опт. |
1270 |
1670 |
2208 |
2291 |
2346 |
— |
|
Мин. |
952 |
1256 |
1656 |
1725 |
1766 |
— |
||
|
Макс. |
1587 |
2084 |
2760 |
2870 |
2939 |
— |
||
|
6,45 |
Опт. |
1546 |
2042 |
2691 |
2801 |
2857 |
3616 |
|
|
Мин. |
1159 |
1532 |
2015 |
2098 |
2139 |
2719 |
||
|
Макс. |
1932 |
2553 |
3367 |
3505 |
3574 |
4526 |
||
|
7,34 |
Опт. |
1808 |
2374 |
3133 |
3257 |
3326 |
— |
|
|
Мин. |
1352 |
1780 |
2346 |
2443 |
2498 |
— |
||
|
Макс. |
2263 |
2967 |
3919 |
4071 |
4154 |
— |
||
|
9,52 |
Опт. |
— |
— |
4181 |
4333 |
4430 |
5603 |
|
|
Мин. |
— |
— |
3133 |
3257 |
3326 |
4209 |
||
|
Макс. |
— |
— |
5230 |
5423 |
5534 |
8390 |
||
|
4 (101,6) |
5,74 |
Опт. |
1297 |
1711 |
2263 |
2360 |
2401 |
— |
|
Мин. |
980 |
1283 |
1697 |
1766 |
1808 |
— |
||
|
Макс. |
1628 |
2139 |
2829 |
2953 |
3008 |
— |
||
|
4 1/2 (114,3) |
6,88 |
Опт. |
1822 |
2401 |
3174 |
3312 |
3367 |
— |
|
Мин. |
1366 |
1808 |
2387 |
2484 |
2525 |
— |
||
|
Макс. |
2277 |
3008 |
3974 |
4140 |
4209 |
— |
||
|
Трубы с высадкой |
||||||||
|
1,050 (26,7) |
2,87 |
Опт. |
635 |
828 |
1076 |
1118 |
1145 |
— |
|
Мин. |
483 |
621 |
814 |
842 |
856 |
— |
||
|
Макс. |
800 |
1035 |
1352 |
1394 |
1435 |
— |
||
|
1,315 (33,4) |
3,38 |
Опт. |
607 |
787 |
1021 |
1049 |
1090 |
— |
|
Мин. |
455 |
593 |
773 |
787 |
814 |
— |
||
|
Макс. |
759 |
980 |
1283 |
1311 |
1366 |
— |
||
|
1,660 (42,2) |
3,56 |
Опт. |
731 |
952 |
1256 |
1297 |
1325 |
— |
|
Мин. |
552 |
718 |
938 |
980 |
994 |
— |
||
|
Макс. |
911 |
1187 |
1573 |
1628 |
1656 |
— |
||
|
1,900 (48,3) |
3,68 |
Опт. |
925 |
1676 |
1587 |
1642 |
1684 |
— |
|
Мин. |
690 |
911 |
1187 |
1228 |
1269 |
— |
||
|
Макс. |
1159 |
1518 |
1987 |
2056 |
2111 |
— |
||
|
2 3/8 (60,3) |
4,83 |
Опт. |
1366 |
1780 |
2346 |
2429 |
2484 |
3133 |
|
Мин. |
1021 |
1339 |
1766 |
1822 |
1863 |
2346 |
||
|
Макс. |
1711 |
2222 |
2939 |
3036 |
3105 |
3919 |
||
|
6,45 |
Опт. |
— |
— |
2926 |
3022 |
3091 |
3905 |
|
|
Мин. |
— |
— |
2194 |
2263 |
2318 |
2926 |
||
|
Макс |
— |
— |
3657 |
3781 |
3864 |
4885 |
||
|
2 7/8 (73) |
5,51 |
Опт. |
1725 |
2277 |
2995 |
3105 |
3174 |
4015 |
|
Мин. |
1297 |
1711 |
2249 |
2332 |
2387 |
3008 |
||
|
Макс. |
2153 |
2843 |
3740 |
3878 |
3974 |
5023 |
||
|
7,82 |
Опт. |
— |
— |
3933 |
4071 |
4168 |
5257 |
|
|
Мин. |
— |
— |
2953 |
3050 |
3133 |
3946 |
||
|
Макс. |
— |
— |
4913 |
5092 |
5216 |
6569 |
||
|
3 1/2 (88,9) |
6,45 |
Опт. |
2387 |
3146 |
4154 |
4319 |
4416 |
5589 |
|
Мин. |
1794 |
2360 |
3119 |
3243 |
3312 |
4195 |
||
|
Макс. |
2981 |
3933 |
5189 |
5396 |
5520 |
6983 |
||
|
9,52 |
Опт. |
— |
— |
5575 |
5796 |
5920 |
7493 |
|
|
Мин. |
— |
— |
4181 |
4347 |
4444 |
5617 |
||
|
Макс. |
— |
— |
6969 |
7245 |
7397 |
9370 |
||
|
4 (101,6) |
6,65 |
Опт. |
2677 |
3533 |
4678 |
4871 |
4968 |
— |
|
Мин. |
2015 |
2650 |
3505 |
3657 |
3726 |
— |
||
|
Макс. |
3353 |
4416 |
5851 |
6086 |
6210 |
— |
||
|
4 1/2 (114,3) |
6,88 |
Опт. |
2981 |
3947 |
5216 |
5437 |
5548 |
— |
|
Мин. |
2236 |
2967 |
3919 |
4085 |
4168 |
— |
||
|
Макс. |
3726 |
4940 |
6527 |
6803 |
6941 |
— |
* Опт., Мин., Макс. — соответственно
оптимальный, минимальный и максимальный моменты свинчивания труб.
Приложение 12
Справочное
Рекомендуемые моменты
свинчивания для безмуфтовых труб, изготовленных по стандарту АНИ, Н·м
|
Условный диаметр трубы, дюймов (мм) |
Уровень |
Марка стали |
|||
|
Н-40 |
J -55 (К-55) |
С-75 |
N -80 ( L -80) |
||
|
1,315 (33,4) |
Мин.* |
320 |
410 |
540 |
570 |
|
Опт.* |
430 |
550 |
720 |
760 |
|
|
Макс.* |
540 |
690 |
900 |
950 |
|
|
1,660 (42,2) |
Мин. |
390 |
520 |
680 |
950 |
|
Опт. |
520 |
690 |
900 |
720 |
|
|
Макс. |
660 |
870 |
1120 |
1190 |
|
|
1,900 (48,3) |
Мин. |
470 |
600 |
790 |
840 |
|
Опт. |
620 |
800 |
1050 |
1120 |
|
|
Макс. |
770 |
1000 |
1310 |
1400 |
|
|
2,063 (52,4) |
Мин. |
590 |
770 |
1010 |
1060 |
|
Опт. |
790 |
1020 |
1340 |
1420 |
|
|
Макс. |
980 |
1260 |
1670 |
1780 |
* См. примечание к прил. 11.
Приложение 13
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа VAM фирмы «Валлурек»
|
Условный диаметр трубы, дюймов |
Труба |
Муфта |
Масса 1 м трубы с муфтой |
|||||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Длина |
||||
|
нормальный |
уменьшенный |
увеличенный |
||||||
|
2 3/8 |
60,3 |
4,83 |
50,64 |
68,50 |
66,50 |
— |
125,00 |
6,85 |
|
5,54 |
49,22 |
68,50 |
66,50 |
73,00 |
7,59 |
|||
|
6,45 |
47,40 |
70,50 |
68,50 |
73,00 |
8,63 |
|||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
81,20 |
80,00 |
88,90 |
141,00 |
9,52 |
|
7,01 |
59,00 |
84,50 |
82,90 |
11,46 |
||||
|
7,82 |
57,36 |
84,50 |
82,90 |
12,80 |
||||
|
9,19 |
54,62 |
— |
84,50 |
14,44 |
||||
|
3 1/2 |
88,9 |
5,49 |
77,92 |
96,60 |
— |
108,00 |
165,00 |
11,46 |
|
6,45 |
76,00 |
98,10 |
96,40 |
13,69 |
||||
|
7,34 |
74,22 |
99,50 |
97,90 |
15,18 |
||||
|
9,53 |
69,84 |
102,50 |
100,50 |
18,90 |
||||
|
10,49 |
67,92 |
105,10 |
102,30 |
20,39 |
||||
|
11,43 |
66,04 |
105,10 |
102,30 |
21,88 |
||||
|
4 |
101,6 |
5,74 |
90,12 |
109,90 |
— |
120,00 |
179,00 |
14,14 |
|
6,65 |
88,30 |
110,90 |
109,60 |
16,22 |
||||
|
8,38 |
84,84 |
113,50 |
110,70 |
19,35 |
||||
|
9,65 |
82,30 |
117,00 |
113,30 |
22,02 |
||||
|
10,92 |
79,76 |
117,00 |
— |
24,55 |
||||
|
4 1/2 |
114,3 |
5,69 |
102,92 |
123,50 |
122,00 |
132,10 |
199,00 |
15,62 |
|
6,88 |
100,54 |
123,50 |
122,00 |
18,75 |
||||
|
7,37 |
99,56 |
126,00 |
122,00 |
20,09 |
||||
|
8,56 |
97,18 |
126,00 |
124,00 |
22,47 |
||||
|
9,65 |
95,00 |
129,70 |
— |
25,15 |
||||
|
10,92 |
92,46 |
126,70 |
— |
27,97 |
||||
|
12,70 |
88,90 |
132,10 |
— |
32,14 |
||||
|
14,32 |
85,86 |
134,10 |
— |
36,61 |
Приложение 14
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа TDS фирмы «Маннесман»
|
Условный диаметр трубы, дюймов |
Труба |
Муфта |
Масса 1 м трубы с муфтой |
|||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Длина |
||
|
2 3/8 |
60,3 |
4,24 |
51,82 |
73,0 |
126,2 |
5,96 |
|
4,83 |
50,64 |
6,85 |
||||
|
6,45 |
47,40 |
8,64 |
||||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
88,9 |
142,2 |
9,53 |
|
7,01 |
59,00 |
11,50 |
||||
|
7,82 |
57,36 |
12,80 |
||||
|
3 1/2 |
88,9 |
5,49 |
77,92 |
108,0 |
166,2 |
11,50 |
|
6,45 |
76,00 |
13,70 |
||||
|
7,34 |
74,22 |
15,20 |
||||
|
9,52 |
69,86 |
18,90 |
||||
|
4 |
101,6 |
5,74 |
90,12 |
120,6 |
170,2 |
14,20 |
|
6,65 |
88,30 |
16,40 |
||||
|
4 1/2 |
114,3 |
6,88 |
100,54 |
132,1 |
174,2 |
18,80 |
|
7,37 |
99,56 |
20,10 |
||||
|
8,56 |
97,18 |
22,50 |
Приложение 15
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа DSS — HTS , IJ -3 SS , IJ -4 S * фирмы «Атлас
Брэдфорд»
|
Условный диаметр трубы, дюймов |
Труба |
Соединение |
Масса 1 м трубы с соединением |
|||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Внутренний диаметр |
||
|
1 (1,315) |
33,4 |
3,38 |
26,64 |
39,7 |
25,0 |
2,68 |
|
33,4 |
4,50 |
24,4 |
40,6 |
21,6 |
3,35 |
|
|
1 1/4 (1,660) |
42,2 |
3,56 |
35,08 |
48,1 |
33,0 |
3,58 |
|
1 1/2 (1,900) |
48,3 |
3,68 |
40,94 |
53,9 |
38,9 |
4,32 |
|
2 1/16 |
52,4 |
3,96 |
44,48 |
59,4 |
43,2 |
4,84 |
|
2 3/8 |
60,3 |
4,83 |
50,64 |
68,8 |
49,4 |
7,00 |
|
5,54 |
49,22 |
68,8 |
48,0 |
7,90 |
||
|
6,45 |
47,40 |
73,9 |
45,8 |
8,86 |
||
|
6,63 |
47,04 |
73,9 |
45,6 |
9,24 |
||
|
8,53 |
43,24 |
79,6 |
41,8 |
11,47 |
||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
84,3 |
60,4 |
9,68 |
|
7,01 |
59,00 |
86,0 |
57,5 |
11,77 |
||
|
7,82 |
57,36 |
89,15 |
58,9 |
12,96 |
||
|
8,64 |
55,72 |
92,3 |
54,2 |
14,16 |
||
|
10,29 |
52,42 |
95,5 |
50,9 |
16,39 |
||
|
11,18 |
50,64 |
95,5 |
49,1 |
17,36 |
||
|
3 1/2 |
88,9 |
6,45 |
76,00 |
98,4 |
74,2 |
13,86 |
|
7,34 |
74,22 |
100,25 |
73,1 |
15,35 |
||
|
9,52 |
69,86 |
108,2 |
68,2 |
19,30 |
||
|
12,09 |
64,72 |
111,4 |
62,7 |
23,54 |
||
|
12,95 |
63,00 |
114,9 |
61,5 |
24,88 |
||
|
4 |
101,6 |
6,65 |
88,30 |
111,4 |
86,4 |
16,39 |
|
8,38 |
84,84 |
116,1 |
83,2 |
19,97 |
||
|
15,49 |
70,62 |
124,1 |
68,7 |
33,53 |
||
|
4 1/2 |
114,3 |
6,88 |
100,54 |
125,5 |
98,6 |
19,00 |
|
7,37 |
99,56 |
125,5 |
97,7 |
20,12 |
||
|
8,56 |
97,18 |
128,5 |
95,6 |
23,10 |
||
|
9,47 |
95,36 |
130,8 |
93,4 |
25,18 |
||
|
10,92 |
92,46 |
133,6 |
90,55 |
28,61 |
||
|
12,70 |
88,90 |
136,5 |
87,0 |
32,18 |
* Производится начиная с диаметра 2 3/8
дюйма.
Приложение 16
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа TC -4 S фирмы «Атлас
Брэдфорд»
|
Условный диаметр трубы, дюймов |
Труба |
Муфта |
Масса 1 м трубы с муфтой |
||||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Длина |
|||
|
обычный |
уменьшенный |
||||||
|
2 3/8 |
60,3 |
4,83 |
50,64 |
73,0 |
69,85 |
177,8 |
7,00 |
|
5,54 |
49,22 |
73,0 |
69,85 |
7,90 |
|||
|
6,45 |
47,40 |
76,2 |
71,1 |
8,87 |
|||
|
6,63 |
47,04 |
76,2 |
71,1 |
9,24 |
|||
|
8,53 |
43,24 |
79,4 |
73,7 |
11,47 |
|||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
85,71 |
82,55 |
190,5 |
9,68 |
|
7,01 |
59,00 |
88,9 |
85,7 |
11,77 |
|||
|
7,82 |
57,36 |
88,9 |
85,7 |
12,96 |
|||
|
8,64 |
5572 |
92,1 |
87,6 |
14,16 |
|||
|
10,29 |
52,42 |
92,1 |
88,9 |
16,39 |
|||
|
11,18 |
50,64 |
95,25 |
88,9 |
17,36 |
|||
|
3 1/2 |
88,9 |
6,45 |
76,00 |
104,6 |
100,3 |
209,6 |
13,86 |
|
7,34 |
74,22 |
104,8 |
100,3 |
15,35 |
|||
|
9,52 |
69,86 |
107,95 |
104,1 |
19,29 |
|||
|
12,09 |
64,72 |
111,1 |
106,7 |
23,54 |
|||
|
12,95 |
63,00 |
111,1 |
107,95 |
24,88 |
|||
|
4 |
101,6 |
6,65 |
88,30 |
117,5 |
113,0 |
215,9 |
16,39 |
|
8,38 |
84,84 |
120,65 |
114,9 |
19,97 |
|||
|
4 1/2 |
114,3 |
6,88 |
100,54 |
130,2 |
125,7 |
222,3 |
19,00 |
|
7,37 |
99,56 |
130,2 |
125,7 |
20,11 |
|||
|
8,56 |
97,18 |
133,35 |
129,5 |
23,10 |
|||
|
9,47 |
95,36 |
133,35 |
129,5 |
25,18 |
|||
|
10,92 |
92,46 |
136,5 |
132,1 |
28,61 |
|||
|
12,70 |
88,9 |
139,7 |
134,6 |
32,18 |
Приложение 17
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа FL -4 S фирмы «Атлас
Брэдфорд»
|
Условный диаметр трубы, дюймов |
Труба |
Соединение |
Масса 1 м трубы с соединением |
||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Длина |
||
|
2 3/8 |
60,3 |
4,83 |
50,64 |
38,7 |
7,00 |
|
6,45 |
47,40 |
52,1 |
8,86 |
||
|
7,11 |
46,08 |
53,3 |
9,91 |
||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
37,4 |
9,68 |
|
7,01 |
59,00 |
53,3 |
11,77 |
||
|
7,82 |
57,36 |
54,9 |
12,96 |
||
|
9,19 |
54,62 |
97,6 |
15,50 |
||
|
3 1/2 |
88,9 |
5,49 |
77,92 |
41,5 |
11,47 |
|
6,45 |
76,00 |
52,0 |
13,86 |
||
|
7,34 |
74,22 |
54,1 |
15,35 |
||
|
9,34 |
70,22 |
99,3 |
19,07 |
||
|
9,52 |
69,86 |
97,7 |
19,30 |
||
|
10,40 |
68,10 |
110,4 |
23,10 |
||
|
4 |
101,6 |
5,74 |
90,12 |
42,7 |
14,16 |
|
6,65 |
88,30 |
52,5 |
16,39 |
||
|
7,26 |
87,08 |
63,8 |
17,28 |
||
|
8,38 |
84,84 |
56,2 |
20,86 |
||
|
4 1/2 |
114,3 |
5,21 |
103,88 |
40,3 |
14,16 |
|
5,69 |
102,92 |
42,5 |
15,66 |
||
|
6,35 |
101,60 |
53,6 |
17,28 |
||
|
6,88 |
100,54 |
52,0 |
18,77 |
||
|
7,37 |
99,56 |
54,0 |
20,12 |
||
|
8,56 |
97,18 |
56,4 |
22,50 |
||
|
9,47 |
95,36 |
98,8 |
25,18 |
||
|
10,92 |
92,46 |
107,9 |
28,01 |
Приложение 18
Справочное
Основные размеры (мм) и масса (кг) труб с резьбовыми
соединениями типа CS фирмы «Хайдрил»
|
Условный диаметр трубы, дюймов |
Труба |
Соединение |
Масса 1 м трубы |
||||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Внутренний диаметр |
|||
|
нормальный |
уменьшенный |
||||||
|
1,050 |
26,7 |
2,87 |
20,96 |
33,7 |
33,0 |
17,4 |
1,79 |
|
3,9 |
18,88 |
33,7 |
— |
17,4 |
2,23 |
||
|
1,315 |
33,4 |
3,38 |
26,64 |
39,4 |
38,7 |
24,6 |
2,70 |
|
4,55 |
24,30 |
40,6 |
— |
21,9 |
3,35 |
||
|
1,660 |
42,2 |
3,56 |
35,08 |
47,8 |
47,2 |
33,0 |
3,60 |
|
4,85 |
32,50 |
48,9 |
— |
30,9 |
4,50 |
||
|
5,03 |
32,14 |
48,9 |
— |
30,5 |
4,80 |
||
|
1,900 |
48,3 |
3,68 |
40,94 |
53,7 |
53,2 |
38,9 |
4,30 |
|
5,08 |
38,14 |
54,9 |
— |
36,6 |
5,40 |
||
|
5,56 |
37,18 |
55,3 |
— |
35,3 |
6,20 |
||
|
2 1/16 |
52,4 |
3,96 |
44,48 |
59,2 |
58,4 |
43,2 |
4,80 |
|
5,71 |
41,98 |
60,3 |
— |
39,4 |
6,70 |
||
|
2 3/8 |
60,3 |
4,83 |
50,64 |
68,6 |
66,8 |
49,4 |
7,00 |
|
5,54 |
49,22 |
69,6 |
— |
48,0 |
7,90 |
||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
81,8 |
80,1 |
60,3 |
9,70 |
|
3 1/2 |
88,9 |
6,45 |
76,00 |
99,2 |
96,6 |
74,2 |
13,80 |
|
7,34 |
74,22 |
100,5 |
— |
73,1 |
15,30 |
||
|
4 |
101,6 |
6,65 |
88,30 |
111,9 |
109,6 |
86,2 |
16,10 |
|
4 1/2 |
114,3 |
6,88 |
100,54 |
124,7 |
122,5 |
98,2 |
19,00 |
|
7,37 |
99,56 |
125,3 |
— |
97,5 |
20,10 |
Приложение 19
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа РН-6 фирмы «Хайдрил»
|
Условный диаметр трубы, дюймов |
Труба |
Соединение |
Масса 1 м трубы |
|||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Внутренний диаметр |
||
|
2 3/8 |
60,3 |
6,45 |
47,40 |
73,8 |
45,8 |
8,9 |
|
6,63 |
47,04 |
74,6 |
45,6 |
9,2 |
||
|
8,53 |
43,24 |
79,4 |
41,8 |
11,5 |
||
|
2 7/8 |
73,0 |
7,01 |
59,00 |
87,3 |
57,5 |
11,8 |
|
7,82 |
57,36 |
88,9 |
55,9 |
13,0 |
||
|
8,64 |
55,72 |
92,1 |
54,1 |
14,1 |
||
|
10,29 |
52,42 |
95,2 |
50,8 |
16,4 |
||
|
3 1/2 |
88,9 |
9,35 |
70,20 |
109,5 |
68,6 |
19,0 |
|
9,53 |
69,84 |
109,5 |
68,2 |
19,3 |
||
|
12,10 |
64,70 |
114,3 |
63,1 |
23,5 |
||
|
4 |
101,6 |
8,38 |
84,84 |
117,5 |
83,2 |
19,9 |
|
4 1/2 |
114,3 |
8,56 |
97,18 |
130,2 |
95,6 |
23,1 |
|
10,92 |
92,46 |
134,9 |
90,4 |
28,6 |
Приложение 20
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа А-95 фирмы «Хайдрил»
|
Условный диаметр трубы, дюймов |
Труба |
Соединение |
Масса 1 м трубы |
|||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Внутренний диаметр |
||
|
1,660 |
42,2 |
3,56 |
35,08 |
47,2 |
33,0 |
3,6 |
|
1,900 |
48,3 |
3,68 |
40,94 |
53,2 |
38,9 |
4,3 |
|
2,063 |
52,4 |
3,96 |
44,48 |
58,0 |
43,2 |
4,8 |
|
2 3/8 |
60,3 |
4,83 |
50,64 |
66,3 |
49,4 |
7,0 |
|
2 7/8 |
73,0 |
5,51 |
62,00 |
79,5 |
60,3 |
9,7 |
|
3 1/2 |
88,9 |
6,45 |
76,00 |
96,0 |
74,2 |
13,8 |
|
4 |
101,6 |
6,65 |
88,30 |
109,0 |
86,2 |
16,1 |
|
4 1/2 |
114,3 |
6,88 |
100,54 |
121,7 |
98,2 |
19,0 |
Приложение 21
Справочное
Растягивающие нагрузки,
при которых напряжения в теле трубы достигают предела текучести [трубы с
высаженными наружу концами по стандарту АНИ, трубы фирм «Валлурек» ( VAM ), «Хайдрил» ( P Н, CS ), «Маннесман» ( TDS ), «Атлас
Брэдфорд» ( DSS — HT , IJ -4 S , IJ -3 SS , FL -4 S , TC -4 S )], кН
|
Наружный диаметр, мм |
Толщина стенки, мм |
Марка стали |
||||||
|
Н-40 |
J -55 (К-55) |
С-75 |
N-80 ( L -80) |
С-90 |
С-95 (0-95) |
Р-105 |
||
|
26,7 |
2,87 |
59 |
82 |
111 |
119 |
— |
— |
156 |
|
3,91 |
— |
106 |
145 |
154 |
— |
— |
203 |
|
|
33,4 |
3,38 |
88 |
121 |
165 |
175 |
— |
— |
230 |
|
4,55 |
— |
156 |
213 |
227 |
— |
— |
298 |
|
|
42,2 |
3,56 |
119 |
164 |
224 |
238 |
— |
— |
313 |
|
4,85 |
216 |
294 |
314 |
— |
— |
412 |
||
|
5,03 |
— |
223 |
303 |
323 |
— |
— |
424 |
|
|
48,3 |
3,68 |
142 |
196 |
267 |
284 |
— |
— |
373 |
|
5,08 |
— |
262 |
356 |
279 |
— |
— |
498 |
|
|
5,56 |
— |
283 |
385 |
411 |
— |
— |
540 |
|
|
52,4 |
3,96 |
— |
228 |
311 |
331 |
— |
— |
435 |
|
5,69 |
— |
317 |
431 |
460 |
— |
— |
604 |
|
|
60,3 |
4,83 |
232 |
319 |
435 |
464 |
522 |
552 |
610 |
|
5,54 |
— |
362 |
493 |
526 |
592 |
624 |
690 |
|
|
6,45 |
— |
414 |
564 |
602 |
677 |
715 |
790 |
|
|
6,63 |
— |
424 |
578 |
618 |
696 |
735 |
804 |
|
|
7,11 |
— |
— |
615 |
656 |
737 |
778 |
860 |
|
|
8,53 |
— |
526 |
718 |
765 |
861 |
909 |
1005 |
|
|
73,0 |
5,51 |
322 |
443 |
604 |
645 |
725 |
765 |
846 |
|
7,01 |
— |
552 |
752 |
802 |
902 |
952 |
1052 |
|
|
7,82 |
— |
610 |
828 |
884 |
994 |
1049 |
1160 |
|
|
8,64 |
— |
663 |
902 |
961 |
— |
— |
1264 |
|
|
9,19 |
— |
698 |
953 |
1017 |
1144 |
1207 |
1334 |
|
|
9,96 |
— |
748 |
1019 |
1089 |
— |
— |
1431 |
|
|
10,29 |
— |
765 |
1049 |
1117 |
1255 |
1323 |
1460 |
|
|
11,18 |
— |
823 |
1117 |
1196 |
— |
— |
1568 |
|
|
88,9 |
5,49 |
— |
549 |
744 |
794 |
893 |
943 |
1042 |
|
6,45 |
461 |
637 |
864 |
922 |
1037 |
1095 |
1210 |
|
|
7,34 |
— |
716 |
973 |
1038 |
1167 |
1232 |
1362 |
|
|
9,35 |
— |
882 |
1210 |
1284 |
— |
— |
1686 |
|
|
9,53 |
— |
902 |
1229 |
1311 |
1475 |
1557 |
1721 |
|
|
10,49 |
— |
984 |
1337 |
1426 |
1604 |
1693 |
1871 |
|
|
11,43 |
— |
1059 |
1439 |
1535 |
1727 |
1823 |
2015 |
|
|
12,09 |
— |
1110 |
1510 |
1609 |
— |
— |
2111 |
|
|
12,40 |
— |
1127 |
1542 |
1644 |
1850 |
1953 |
2158 |
|
|
12,95 |
— |
1176 |
1598 |
1705 |
— |
— |
2234 |
|
|
13,46 |
— |
1207 |
1646 |
1754 |
— |
— |
2303 |
|
|
14,61 |
— |
— |
1764 |
1881 |
2117 |
2234 |
2469 |
|
|
101,6 |
5,74 |
— |
657 |
894 |
954 |
1073 |
1133 |
1252 |
|
6,65 |
549 |
755 |
1026 |
1095 |
1231 |
1300 |
1437 |
|
|
7,26 |
588 |
814 |
1110 |
1186 |
1333 |
1411 |
1559 |
|
|
8,38 |
— |
931 |
1269 |
1354 |
1523 |
1608 |
1777 |
|
|
9,65 |
— |
1058 |
1442 |
1538 |
1730 |
1826 |
2019 |
|
|
10,92 |
— |
1080 |
1609 |
1716 |
1931 |
2038 |
2253 |
|
|
12,70 |
— |
1343 |
1833 |
1950 |
— |
— |
2568 |
|
|
15,49 |
— |
1588 |
2166 |
2303 |
— |
— |
3028 |
|
|
114,3 |
6,88 |
637 |
884 |
1201 |
1281 |
1441 |
1521 |
1681 |
|
7,37 |
— |
941 |
1281 |
1366 |
1537 |
1622 |
1793 |
|
|
8,56 |
— |
1078 |
1471 |
1569 |
1765 |
1863 |
2059 |
|
|
9,65 |
— |
1210 |
1641 |
1751 |
1969 |
2074 |
2298 |
|
|
10,21 |
— |
1264 |
1725 |
1833 |
2068 |
2186 |
2412 |
|
|
10,92 |
— |
1343 |
1834 |
1957 |
2201 |
2324 |
2568 |
|
|
12,70 |
— |
1537 |
2097 |
2237 |
2516 |
2656 |
2936 |
|
|
14,22 |
— |
1696 |
2313 |
2467 |
2775 |
2929 |
3228 |
|
|
16,00 |
— |
1872 |
2548 |
2725 |
— |
— |
3577 |
Приложение 22
Справочное
Рекомендуемые моменты
свинчивания для соединений типа VAM фирмы «Валлурек» с использованием смазки по стандарту 5А2
АНИ, Н·м
|
Условный диаметр трубы, дюймов (мм) |
Толщина стенки, мм |
Уровень |
Марка стали |
|
|
С-75, С-95, N -80 ( L -80) |
Р-105 |
|||
|
2 3/8 (60,3) |
4,83 |
Мин.* |
2453 |
2698 |
|
Опт.* |
2600 |
2943 |
||
|
Макс.* |
2747 |
3434 |
||
|
5,54 |
Мин. |
2453 |
2698 |
|
|
Опт. |
2698 |
2943 |
||
|
Макс. |
3188 |
3434 |
||
|
6,45 |
Мин. |
2698 |
2698 |
|
|
Опт. |
2943 |
3139 |
||
|
Макс. |
3434 |
3924 |
||
|
2 7/8 (73) |
5,51 |
Мин. |
3434 |
3434 |
|
Опт. |
3679 |
3679 |
||
|
Макс. |
3924 |
3924 |
||
|
7,01 |
Мин. |
3924 |
3924 |
|
|
Опт. |
4218 |
4218 |
||
|
Макс. |
4905 |
4905 |
||
|
7,82 |
Мин. |
4169 |
4169 |
|
|
Опт. |
4415 |
4415 |
||
|
Макс. |
5150 |
5150 |
||
|
3 1/2 (88,9) |
6,45 |
Мин. |
4415 |
5886 |
|
Опт. |
4905 |
6377 |
||
|
Макс. |
5396 |
7358 |
||
|
7,34 |
Мин. |
5886 |
5886 |
|
|
Опт. |
6622 |
6622 |
||
|
Макс. |
7848 |
7848 |
||
|
4 (101,6) |
5,74 |
Мин. |
4415 |
— |
|
Опт. |
5396 |
— |
||
|
Макс. |
6377 |
— |
||
|
6,65 |
Мин. |
5396 |
4415 |
|
|
Опт. |
5886 |
5396 |
||
|
Макс. |
6377 |
6377 |
||
|
8,38 |
Мин. |
5886 |
5886 |
|
|
Опт. |
6867 |
6867 |
||
|
Макс. |
8339 |
8339 |
||
|
9,65 |
Мин. |
7848 |
7848 |
|
|
Опт. |
8829 |
8829 |
||
|
Макс. |
10300 |
10300 |
||
|
10,92 |
Мин. |
9810 |
9810 |
|
|
Опт. |
10790 |
10790 |
||
|
Макс. |
12750 |
12790 |
||
|
4 1/2 (114,3) |
6,88 |
Мин. |
5886 |
6867 |
|
Опт. |
6377 |
7358 |
||
|
Макс. |
7848 |
8829 |
* Мин., Опт., Макс. — соответственно
минимальный, оптимальный, максимальный моменты свинчивания.
Приложение 23
Справочное
Рекомендуемые моменты
свинчивания для соединения типа TDS фирмы «Маннесман», Н·м
|
Условный диаметр трубы, дюймов (мм) |
Толщина стенки, мм |
Уровень |
Марка стали |
||||||
|
J -55 |
С-75 |
N -80 ( L -80) |
С-90 |
С-95 |
Р-105 |
||||
|
2 3/8 (60,3) |
4,83 |
Мин.* |
1200 |
1350 |
1350 |
1450 |
1450 |
1500 |
|
|
Макс.* |
1450 |
1650 |
1650 |
1800 |
1800 |
1900 |
|||
|
6,45 |
Мин. |
— |
1500 |
1500 |
1800 |
1800 |
2000 |
||
|
Макс. |
— |
1900 |
1900 |
2200 |
2200 |
2500 |
|||
|
2 7/8 (73) |
5,51 |
Мин. |
1700 |
1850 |
1850 |
2100 |
2100 |
2400 |
|
|
Макс. |
2100 |
2300 |
2300 |
2600 |
2600 |
3000 |
|||
|
7,01 |
Мин. |
— |
2250 |
2250 |
2600 |
2600 |
2800 |
||
|
Макс. |
— |
2800 |
2800 |
3200 |
3200 |
3600 |
|||
|
7,82 |
Мин. |
— |
2600 |
2600 |
3000 |
3000 |
3200 |
||
|
Макс. |
— |
3200 |
3200 |
3700 |
3700 |
4000 |
|||
|
3 1/2 (88,9) |
6,45 |
Мин. |
2600 |
3200 |
3200 |
3600 |
3600 |
4000 |
|
|
Макс. |
3200 |
4000 |
4000 |
4500 |
4500 |
5000 |
|||
|
7,34 |
Мин. |
2900 |
3500 |
3500 |
3900 |
3900 |
4500 |
||
|
Макс. |
3600 |
4400 |
4400 |
4900 |
4900 |
5700 |
|||
|
9,52 |
Мин. |
— |
4000 |
4000 |
5000 |
5000 |
6100 |
||
|
Макс. |
— |
5000 |
5000 |
6300 |
6300 |
7600 |
|||
|
4,0 (101,6) |
6,65 |
Мин. |
3100 |
3700 |
3700 |
4300 |
4300 |
4800 |
|
|
Макс. |
3800 |
4600 |
4600 |
5400 |
5400 |
6000 |
|||
|
4 1/2 (114,3) |
6,88 |
Мин. |
3600 |
4300 |
4300 |
4600 |
4600 |
5400 |
|
|
Макс. |
4500 |
5300 |
5300 |
5800 |
5800 |
6700 |
|||
|
7,37 |
Мин. |
3800 |
4700 |
4700 |
5400 |
5400 |
5900 |
||
|
Макс. |
4800 |
5900 |
5900 |
6700 |
6700 |
7400 |
|||
|
8,56 |
Мин. |
4600 |
5200 |
5200 |
5900 |
5900 |
6600 |
||
|
Макс. |
5700 |
6500 |
6500 |
7400 |
7400 |
8200 |
* Мин., Макс. — соответственно минимальный
и максимальный моменты свинчивания.
Приложение 24
Справочное
Оптимальные моменты
свинчивания для соединений типа DSS — HTC , IJ -3 SS , IJ -4 S * фирмы «Атлас Брэдфорд», Н·м
|
Условный диаметр трубы, дюймов (мм) |
Толщина стенки, мм |
Марка стали |
|||
|
J -55 (К-55) |
С-75 |
N -80 ( L -80) |
P -105 |
||
|
1 (33,4) |
3,38 |
276 |
414 |
414 |
552 |
|
4,50 |
276 |
414 |
414 |
552 |
|
|
1 1/4 (42,2) |
3,56 |
552 |
690 |
690 |
828 |
|
1 1/2 (48,3) |
3,68 |
690 |
828 |
828 |
1104 |
|
2 1/16 (52,4) |
3,96 |
828 |
1104 |
1104 |
1380 |
|
2 3/8 (60,3) |
4,83 |
1518 |
1794 |
1794 |
2070 |
|
5,54 |
1794 |
2070 |
2070 |
2346 |
|
|
6,45 |
2070 |
2346 |
2346 |
2622 |
|
|
6,63 |
2346 |
2622 |
2622 |
2898 |
|
|
8,53 |
2760 |
3036 |
3036 |
3312 |
|
|
2 7/8 (73) |
5,51 |
2208 |
2484 |
2484 |
3036 |
|
7,01 |
3036 |
3588 |
3588 |
4140 |
|
|
7,82 |
3588 |
4140 |
4140 |
4830 |
|
|
8,64 |
4140 |
4830 |
4830 |
5520 |
|
|
10,29 |
4968 |
5520 |
5520 |
6072 |
|
|
11,18 |
5520 |
6210 |
6210 |
6900 |
|
|
3 1/2 (88,9) |
6,45 |
3036 |
3588 |
3588 |
4140 |
|
7,34 |
3588 |
4140 |
4140 |
4830 |
|
|
9,52 |
4140 |
4830 |
4830 |
5520 |
|
|
12,09 |
5520 |
6210 |
6210 |
6900 |
|
|
12,95 |
6210 |
6900 |
6900 |
7590 |
|
|
4 (101,6) |
6,65 |
3312 |
3864 |
3864 |
4416 |
|
8,38 |
4416 |
4968 |
4968 |
5520 |
|
|
15,49 |
5520 |
6210 |
6210 |
6900 |
|
|
4 1/2 (114,3) |
6,88 |
3450 |
4140 |
4140 |
4830 |
|
7,37 |
4140 |
4830 |
4830 |
5520 |
|
|
8,56 |
4830 |
5520 |
5520 |
6210 |
|
|
9,47 |
5520 |
6210 |
6210 |
6900 |
|
|
10,92 |
6210 |
6900 |
6900 |
7590 |
|
|
12,70 |
6900 |
7590 |
7590 |
8280 |
* Производится начиная с диаметра 2 3/8
дюйма.
Приложение 25
Справочное
Оптимальные моменты
свинчивания для соединений типа TC -4 S фирмы «Атлас Брэдфорд», Н·м
|
Условный диаметр трубы, дюймов (мм) |
Толщина стенки, мм |
Марка стали |
|||
|
J -55 |
С-75 |
N-80 ( L -80) |
Р-105 |
||
|
2 3/8 (60,3) |
4,83 |
1794 |
2760 |
2760 |
3312 |
|
5,54 |
1794 |
2760 |
2760 |
3312 |
|
|
6,45 |
2484 |
3450 |
3450 |
4140 |
|
|
6,63 |
2484 |
3450 |
3450 |
4140 |
|
|
8,53 |
3588 |
4416 |
4416 |
5244 |
|
|
2 7/8 (73) |
5,51 |
2346 |
3588 |
3588 |
4140 |
|
7,01 |
2760 |
4140 |
4140 |
4830 |
|
|
7,82 |
2760 |
4140 |
4140 |
4830 |
|
|
8,64 |
2760 |
4140 |
4140 |
4830 |
|
|
10,29 |
3450 |
4968 |
4969 |
5796 |
|
|
11,18 |
3450 |
4968 |
4968 |
5796 |
|
|
3 1/2 (88,9) |
6,45 |
3174 |
4416 |
4416 |
5658 |
|
7,34 |
3174 |
4416 |
4416 |
5658 |
|
|
9,52 |
3864 |
5106 |
5106 |
6486 |
|
|
12,09 |
4140 |
5520 |
5520 |
6900 |
|
|
12,95 |
4140 |
5520 |
5520 |
6900 |
|
|
4 (101,6) |
6,65 |
4140 |
5520 |
5520 |
6210 |
|
8,38 |
4830 |
6210 |
6210 |
7590 |
|
|
4 1/2 (114,3) |
6,88 |
4002 |
5520 |
5520 |
6900 |
|
7,37 |
4002 |
5520 |
5520 |
6900 |
|
|
8,56 |
4830 |
6210 |
6210 |
7728 |
|
|
9,47 |
5520 |
8280 |
8280 |
8970 |
|
|
10,92 |
6900 |
8280 |
8280 |
9936 |
|
|
12,70 |
6900 |
8280 |
8280 |
10350 |
Приложение 26
Справочное
Оптимальные моменты
свинчивания для соединений типа FL -4 S фирмы «Атлас Брэдфорд», Н·м
|
Условный диаметр трубы, дюймов (мм) |
Толщина стенки, мм |
Марка стали |
|
|
J -55 (К-155) |
С-75, Р-105, N -80 ( L -80) |
||
|
2 3/8 (60,3) |
4,83 |
552 |
690 |
|
6,45 |
552 |
690 |
|
|
7,11 |
690 |
828 |
|
|
2 7/8 (73) |
5,51 |
828 |
1104 |
|
7,01 |
828 |
1104 |
|
|
7,82 |
966 |
1242 |
|
|
9,19 |
966 |
1242 |
|
|
3 1/2 (88,9) |
5,49 |
1932 |
2208 |
|
6,45 |
1932 |
2208 |
|
|
7,34 |
1932 |
2208 |
|
|
9,34 |
2070 |
2346 |
|
|
9,52 |
2070 |
2346 |
|
|
11,40 |
2070 |
2346 |
|
|
4 (101,6) |
5,74 |
2760 |
3174 |
|
6,65 |
3036 |
3450 |
|
|
7,26 |
3036 |
3450 |
|
|
8,38 |
3312 |
3726 |
|
|
4 1/2 (114,3) |
5,21 |
3450 |
— |
|
5,69 |
3450 |
— |
|
|
6,35 |
3726 |
4416 |
|
|
6,88 |
3726 |
4416 |
|
|
7,37 |
4140 |
4830 |
|
|
8,56 |
4140 |
4830 |
|
|
9,47 |
4416 |
5101 |
|
|
10,92 |
4416 |
5106 |
Приложение 27
Справочное
Оптимальные моменты
свинчивания для соединений типа А-95, CS , PH -6 и РН-4 фирмы «Хайдрил», Н·м
|
Условный диаметр трубы, дюймов (мм) |
Марка стали |
|||
|
J -55 (К-55) |
С-75 |
N -80 ( L -80) |
P -105 |
|
|
Соединения А-95 фирмы «Хайдрил» |
||||
|
1,660 (42,2) |
550 |
— |
830 |
— |
|
1,900 (48,3) |
830 |
— |
1110 |
— |
|
2,063 (52,4) |
970 |
— |
1240 |
— |
|
2 3/8 (60,3) |
1520 |
— |
2070 |
— |
|
2 7/8 (73) |
2070 |
— |
2900 |
— |
|
3 1/2 (88,9) |
3460 |
— |
4150 |
— |
|
4 (101,6) |
4150 |
— |
4840 |
— |
|
4 1/2 (114,3) |
4840 |
— |
6220 |
— |
|
Соединения С S фирмы «Хайдрил» |
||||
|
1,050 (26,7) |
280 |
410 |
410 |
410 |
|
1,315 (33,4) |
410 |
550 |
550 |
550 |
|
1,660 (42,2) |
550 |
830 |
830 |
830 |
|
1,900 (48,3) |
830 |
1110 |
1110 |
1110 |
|
2,063 (52,4) |
970 |
1240 |
1240 |
1240 |
|
2 3/8 (60,3) |
1520 |
2070 |
2070 |
2070 |
|
2 7/8 (73) |
2070 |
2900 |
2900 |
2900 |
|
3 1/2 (88,9) |
3460 |
4150 |
4150 |
4150 |
|
4 (101,6) |
4150 |
4840 |
4840 |
4840 |
|
4 1/2 (114,3) |
4840 |
6220 |
6220 |
6220 |
|
Соединения РН-6 фирмы «Хайдрил» |
||||
|
2 3/8 (60,3) |
2210 |
3040 |
3040 |
3730 |
|
2 7/8 (73) |
3040 |
4150 |
4150 |
4840 |
|
3 1/2 (88,9) |
5530 |
7600 |
7600 |
9680 |
|
4 (101,6) |
5530 |
7600 |
7600 |
9680 |
|
4 1/2 (114,3) |
6220 |
8290 |
8290 |
10370 |
|
Соединения РН-4 фирмы «Хайдрил» |
||||
|
2 7/8 (73) |
5530 |
6910 |
6910 |
8990 |
|
3 1/2 (88,9) |
7600 |
10370 |
10370 |
13130 |
|
4 (101,6) |
8290 |
11750 |
11750 |
14520 |
|
4 1/2 (114,3) |
9680 |
13130 |
13130 |
16590 |
Приложение 28
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа NK 2 SC фирмы «Ниппон
Кокан»
|
Условный диаметр трубы, дюймов |
Труба |
Муфта |
Номинальная масса 1 м трубы |
||||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Длина |
|||
|
Обычная |
Специальная |
||||||
|
2 3/8 |
60,3 |
4,83 |
50,64 |
76,20 |
73,81 |
177,39 |
7,00 |
|
5,54 |
49,22 |
76,20 |
73,81 |
7,84 |
|||
|
6,45 |
47,40 |
76,20 |
73,81 |
8,86 |
|||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
88,90 |
86,77 |
186,89 |
9,67 |
|
7,01 |
59,00 |
92,10 |
88,90 |
11,76 |
|||
|
7,82 |
57,36 |
92,10 |
88,90 |
12,95 |
|||
|
11,18 |
50,64 |
93,19 |
— |
17,34 |
|||
|
3 1/2 |
88,9 |
6,45 |
76,0 |
108,00 |
103,81 |
215,49 |
13,84 |
|
7,34 |
74,22 |
108,00 |
103,81 |
15,18 |
|||
|
9,52 |
69,86 |
108,00 |
106,68 |
19,27 |
|||
|
11,46 |
66,08 |
111,10 |
108,00 |
22,47 |
|||
|
13,46 |
61,98 |
111,10 |
— |
25,37 |
|||
|
4 |
101,6 |
6,65 |
88,30 |
117,00 |
115,01 |
226,21 |
16,37 |
|
8,38 |
84,84 |
125,00 |
116,99 |
19,96 |
|||
|
12,70 |
76,20 |
125,00 |
— |
28,30 |
|||
|
15,49 |
70,62 |
127,00 |
— |
33,51 |
|||
|
4 1/2 |
114,3 |
6,88 |
100,54 |
132,11 |
128,98 |
239,90 |
18,98 |
|
7,37 |
99,56 |
132,11 |
128,98 |
20,11 |
|||
|
8,56 |
97,18 |
132,11 |
130,00 |
23,09 |
|||
|
11,25 |
91,80 |
141,30 |
135,00 |
28,60 |
|||
|
12,70 |
88,90 |
141,30 |
135,00 |
32,17 |
|||
|
14,22 |
85,86 |
141,30 |
— |
35,75 |
|||
|
16,00 |
82,30 |
141,30 |
— |
39,47 |
Приложение 29
Справочное
Основные размеры (мм) и
масса (кг) труб с резьбовыми соединениями типа NK 3 SB фирмы «Ниппон
Кокан»
|
Условный диаметр трубы, дюймов |
Труба |
Муфта |
Номинальная масса 1 м трубы |
||||
|
Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Наружный диаметр |
Длина |
|||
|
Обычная |
Специальная |
||||||
|
2 3/8 |
60,3 |
4,83 |
50,64 |
73,0 |
68,58 |
215,19 |
7,00 |
|
5,56 |
49,18 |
68,58 |
7,89 |
||||
|
6,45 |
47,40 |
69,39 |
8,86 |
||||
|
6,63 |
47,04 |
69,70 |
9,23 |
||||
|
8,53 |
43,24 |
— |
11,47 |
||||
|
2 7/8 |
73,0 |
5,51 |
62,00 |
88,90 |
81,79 |
215,19 |
9,67 |
|
7,01 |
59,00 |
83,31 |
11,76 |
||||
|
7,82 |
57,36 |
84,40 |
12,95 |
||||
|
8,64 |
55,72 |
85,50 |
14,15 |
||||
|
9,96 |
53,08 |
— |
15,94 |
||||
|
10,29 |
52,42 |
— |
16,38 |
||||
|
11,18 |
50,64 |
— |
17,34 |
||||
|
3 1/2 |
88,9 |
6,45 |
76,00 |
108,00 |
98,60 |
216,79 |
13,34 |
|
7,34 |
74,22 |
99,90 |
15,34 |
||||
|
9,35 |
70,20 |
102,90 |
19,07 |
||||
|
9,52 |
69,86 |
103,10 |
19,27 |
||||
|
11,46 |
66,08 |
— |
22,47 |
||||
|
3 1/2 |
88,9 |
12,09 |
64,72 |
108,00 |
— |
216,79 |
23,53 |
|
12,95 |
63,00 |
— |
24,87 |
||||
|
13,46 |
61,98 |
— |
25,37 |
||||
|
4 |
101,6 |
6,65 |
88,30 |
120,70 |
111,81 |
231,60 |
16,37 |
|
8,38 |
84,84 |
114,10 |
19,96 |
||||
|
12,70 |
76,20 |
— |
28,30 |
||||
|
15,49 |
70,62 |
— |
13,51 |
||||
|
4 1/2 |
114,3 |
6,88 |
100,54 |
132,11 |
124,99 |
243,79 |
18,98 |
|
7,37 |
99,56 |
124,99 |
20,11 |
||||
|
8,56 |
97,18 |
126,90 |
23,09 |
||||
|
10,92 |
92,46 |
— |
28,60 |
||||
|
12,70 |
88,90 |
— |
32,17 |
||||
|
14,22 |
85,86 |
— |
35,75 |
||||
|
16,00 |
82,30 |
— |
39,47 |
Приложение 30
Справочное
Растягивающие нагрузки,
при которых напряжения в теле трубы достигают предела текучести, для труб с
резьбовыми соединениями типа NK 2 SC и NK 3 SC фирмы «Ниппон Кокан», кН
|
Наружный диаметр, мм |
Толщина стенки, мм |
Марка стали |
|||||||
|
J -55 |
С-75 |
N -80 ( L -80) |
С-90 |
С-95 |
P -105 |
NK -125 |
NKCB 22-140 |
||
|
60,3 |
4,83 |
323 |
431 |
461 |
519 |
549 |
608 |
725 |
813 |
|
5,54 |
363 |
490 |
529 |
588 |
627 |
686 |
823 |
921 |
|
|
6,45 |
412 |
568 |
598 |
676 |
715 |
794 |
941 |
1058 |
|
|
6,63 |
421 |
578 |
617 |
696 |
735 |
813 |
970 |
1078 |
|
|
8,53 |
529 |
715 |
764 |
862 |
911 |
1009 |
1196 |
1343 |
|
|
73,0 |
5,51 |
441 |
608 |
647 |
725 |
764 |
843 |
1009 |
1127 |
|
7,01 |
549 |
755 |
804 |
902 |
951 |
1058 |
1254 |
1401 |
|
|
7,82 |
608 |
823 |
882 |
1000 |
1049 |
1156 |
1382 |
1548 |
|
|
8,64 |
666 |
902 |
970 |
1088 |
1147 |
1264 |
1499 |
1686 |
|
|
9,96 |
745 |
1019 |
1088 |
1225 |
1294 |
1431 |
1695 |
1901 |
|
|
10,29 |
774 |
1049 |
1117 |
1254 |
1333 |
1470 |
1744 |
1960 |
|
|
11,18 |
823 |
1117 |
1196 |
1352 |
1421 |
1568 |
1872 |
2097 |
|
|
88,9 |
6,45 |
627 |
862 |
921 |
1039 |
1098 |
1205 |
1441 |
1617 |
|
7,34 |
715 |
970 |
1039 |
1166 |
1235 |
1362 |
1617 |
1813 |
|
|
9,35 |
882 |
1205 |
1294 |
1450 |
1529 |
1695 |
2019 |
2254 |
|
|
9,52 |
902 |
1225 |
1313 |
1470 |
1558 |
1725 |
2048 |
2293 |
|
|
11,40 |
1058 |
1441 |
1529 |
1725 |
1823 |
2009 |
2391 |
2685 |
|
|
12,09 |
1107 |
1509 |
1607 |
1813 |
1911 |
2117 |
2519 |
2813 |
|
|
12,95 |
1166 |
1597 |
1705 |
1921 |
2029 |
2234 |
2666 |
2989 |
|
|
13,46 |
1205 |
1646 |
1764 |
1980 |
2087 |
2313 |
2754 |
3077 |
|
|
101,6 |
5,74 |
657 |
892 |
951 |
1068 |
1137 |
1254 |
1490 |
1666 |
|
6,65 |
755 |
1029 |
1098 |
1235 |
1303 |
1441 |
1715 |
1921 |
|
|
8,38 |
931 |
1264 |
1352 |
1519 |
1607 |
1784 |
2117 |
2372 |
|
|
12,70 |
1343 |
1833 |
1960 |
2205 |
2323 |
2568 |
3058 |
3430 |
|
|
15,49 |
1588 |
2166 |
2313 |
2607 |
2744 |
3038 |
3616 |
4047 |
|
|
114,3 |
6,88 |
822 |
1205 |
1284 |
1441 |
1519 |
1686 |
1999 |
2244 |
|
7,37 |
941 |
1284 |
1362 |
1539 |
1617 |
1793 |
2127 |
2391 |
|
|
8,56 |
1078 |
1470 |
1568 |
1764 |
1862 |
2058 |
2450 |
2744 |
|
|
10,92 |
1343 |
1833 |
1960 |
2205 |
2323 |
2568 |
3058 |
3430 |
|
|
12,70 |
1539 |
2097 |
2234 |
2519 |
2656 |
2940 |
3489 |
3920 |
|
|
14,22 |
1695 |
2313 |
2470 |
2773 |
2930 |
3244 |
3851 |
4312 |
|
|
16,00 |
1872 |
2558 |
2724 |
3067 |
3244 |
3577 |
4253 |
4773 |
Приложение 31
Справочное
Давления, при которых напряжения
в теле трубы достигают предела текучести, для труб с резьбовыми соединениями
типа NK 2 SC , NK 3 SB фирмы «Ниппон
Кокан», МПа
|
Наружный диаметр трубы, |
Толщина стенки трубы, |
Марка стали |
|||||||
|
J -55 |
С-75 |
N -80 ( L -80) |
С-90 |
С-95 |
P -105 |
NK -125 |
NKCB 22-140 |
||
|
Наружное давление |
|||||||||
|
60,3 |
4,83 |
58,0 |
79,1 |
84,4 |
95,0 |
100,3 |
110,9 |
120,3 |
140,4 |
|
5,54 |
65,8 |
89,6 |
95,7 |
107,6 |
113,6 |
125,6 |
149,4 |
167,4 |
|
|
6,45 |
75,4 |
102,7 |
109,5 |
123,2 |
130,2 |
143,8 |
171,3 |
191,8 |
|
|
6,63 |
77,1 |
105,2 |
112,2 |
126,3 |
133,3 |
147,3 |
175,4 |
196,5 |
|
|
8,53 |
95,8 |
130,7 |
139,3 |
156,8 |
165,6 |
182,9 |
217,7 |
243,9 |
|
|
73,0 |
5,51 |
55,1 |
75,1 |
80,1 |
88,7 |
92,8 |
100,6 |
115,3 |
125,5 |
|
7,01 |
68,5 |
93,3 |
99,5 |
112,0 |
118,2 |
130,7 |
155,7 |
174,2 |
|
|
7,82 |
75,5 |
102,9 |
109,7 |
123,5 |
130,3 |
144,0 |
171,5 |
192,1 |
|
|
8,64 |
82,2 |
112,1 |
119,6 |
134,6 |
142,1 |
157,1 |
187,0 |
209,4 |
|
|
9,96 |
92,8 |
126,6 |
135,1 |
152,0 |
160,5 |
177,4 |
211,2 |
236,5 |
|
|
10,39 |
95,5 |
130,2 |
138,8 |
156,2 |
164,8 |
182,3 |
217,0 |
243,0 |
|
|
11,18 |
102,2 |
139,4 |
148,7 |
167,3 |
176,6 |
195,3 |
232,4 |
260,3 |
|
|
88,9 |
6,45 |
53,0 |
71,7 |
75,6 |
82,9 |
86,5 |
93,6 |
106,8 |
115,8 |
|
7,34 |
59,7 |
81,5 |
86,9 |
97,8 |
98,4 |
114,0 |
135,8 |
148,9 |
|
|
9,35 |
74,2 |
101,2 |
107,9 |
121,5 |
125,4 |
141,7 |
168,6 |
188,9 |
|
|
9,52 |
75,5 |
102,9 |
109,7 |
123,5 |
127,7 |
144,0 |
171,6 |
192,1 |
|
|
11,40 |
88,2 |
120,3 |
128,3 |
144,3 |
152,9 |
168,4 |
200,6 |
224,5 |
|
|
12,09 |
92,7 |
126,4 |
134,8 |
151,7 |
160,2 |
177,0 |
210,7 |
236,0 |
|
|
12,95 |
98,1 |
133,9 |
142,8 |
160,7 |
169,6 |
187,5 |
223,2 |
250,0 |
|
|
13,46 |
101,3 |
138,2 |
147,4 |
165,9 |
175,1 |
193,5 |
230,4 |
258,0 |
|
|
101,6 |
5,74 |
36,6 |
45,3 |
47,1 |
50,8 |
52,4 |
55,4 |
60,2 |
62,5 |
|
6,65 |
47,2 |
60,1 |
63,1 |
68,7 |
71,6 |
76,8 |
86,3 |
92,4 |
|
|
8,38 |
59,7 |
81,4 |
86,8 |
97,6 |
103,1 |
114,0 |
135,6 |
148,7 |
|
|
12,70 |
86,3 |
117,7 |
125,5 |
141,2 |
149,0 |
164,7 |
196,1 |
219,6 |
|
|
15,49 |
102,0 |
139,0 |
148,3 |
166,8 |
176,2 |
194,6 |
231,7 |
259,5 |
|
|
114,3 |
6,88 |
41,1 |
51,4 |
53,7 |
58,2 |
60,3 |
64,2 |
70,9 |
75,0 |
|
7,37 |
46,0 |
58,3 |
61,2 |
66,7 |
69,2 |
74,2 |
83,1 |
88,9 |
|
|
8,56 |
54,6 |
74,4 |
79,4 |
87,6 |
91,5 |
99,1 |
113,5 |
123,5 |
|
|
10,92 |
68,2 |
92,9 |
99,1 |
111,6 |
117,7 |
130,2 |
155,0 |
173,5 |
|
|
12,70 |
77,8 |
106,2 |
113,3 |
127,5 |
134,6 |
148,7 |
177,1 |
198,3 |
|
|
14,22 |
86,0 |
117,2 |
125,0 |
140,7 |
148,4 |
164,0 |
195,4 |
218,8 |
|
|
16,00 |
95,0 |
129,5 |
138,1 |
155,4 |
164,0 |
181,3 |
215,9 |
241,8 |
|
|
Внутреннее давление |
|||||||||
|
60,3 |
4,83 |
55,2 |
75,3 |
80,3 |
90,4 |
95,4 |
105,4 |
125,5 |
140,6 |
|
5,54 |
63,3 |
86,4 |
92,1 |
103,7 |
109,4 |
121,0 |
144,0 |
161,3 |
|
|
6,45 |
73,7 |
100,7 |
107,3 |
120,8 |
127,5 |
140,9 |
167,7 |
187,9 |
|
|
6,63 |
75,9 |
103,4 |
110,4 |
124,1 |
131,0 |
144,7 |
172,4 |
193,0 |
|
|
8,53 |
97,6 |
133,1 |
142,1 |
159,7 |
168,6 |
186,5 |
222,0 |
248,6 |
|
|
73,0 |
5,51 |
52,0 |
71,1 |
75,8 |
85,3 |
90,0 |
99,4 |
118,4 |
132,6 |
|
7,01 |
66,3 |
90,4 |
96,4 |
108,4 |
114,4 |
126,5 |
150,6 |
168,6 |
|
|
7,82 |
73,9 |
100,8 |
107,6 |
121,0 |
127,7 |
141,2 |
168,0 |
188,2 |
|
|
8,64 |
81,6 |
111,3 |
118,7 |
133,6 |
141,0 |
155,9 |
185,6 |
207,8 |
|
|
9,96 |
94,0 |
128,3 |
136,9 |
153,9 |
162,6 |
179,6 |
213,9 |
239,6 |
|
|
10,29 |
97,2 |
132,6 |
141,4 |
159,1 |
167,9 |
185,6 |
221,1 |
247,5 |
|
|
11,18 |
105,7 |
144,0 |
153,7 |
172,8 |
182,4 |
201,7 |
240,2 |
268,9 |
|
|
88,9 |
6,45 |
50,1 |
68,2 |
72,8 |
82,0 |
86,5 |
95,6 |
113,8 |
127,5 |
|
7,34 |
57,0 |
77,7 |
82,9 |
93,2 |
98,4 |
108,7 |
129,5 |
145,1 |
|
|
9,35 |
72,5 |
98,9 |
105,6 |
118,7 |
125,4 |
138,5 |
165,0 |
184,7 |
|
|
9,52 |
73,9 |
100,8 |
107,6 |
121,1 |
127,7 |
141,2 |
168,1 |
188,2 |
|
|
11,40 |
88,5 |
120,8 |
128,8 |
145,0 |
152,9 |
169,0 |
201,3 |
225,5 |
|
|
12,09 |
93,8 |
128,0 |
136,6 |
153,6 |
162,1 |
179,2 |
213,3 |
238,9 |
|
|
12,95 |
100,6 |
137,1 |
146,3 |
164,5 |
173,7 |
192,0 |
228,5 |
256,1 |
|
|
13,46 |
104,5 |
142,6 |
152,0 |
171,1 |
180,6 |
199,5 |
237,6 |
266,1 |
|
|
101,6 |
5,74 |
38,9 |
53,2 |
56,7 |
63,8 |
67,3 |
74,4 |
88,6 |
99,2 |
|
6,65 |
45,2 |
61,7 |
65,8 |
73,9 |
78,1 |
86,3 |
102,7 |
115,1 |
|
|
8,38 |
56,9 |
77,6 |
82,8 |
93,1 |
98,4 |
108,7 |
129,4 |
145,0 |
|
|
12,70 |
86,3 |
117,7 |
125,5 |
141,2 |
149,0 |
164,7 |
196,1 |
219,6 |
|
|
15,49 |
105,3 |
143,5 |
153,1 |
172,3 |
181,8 |
201,0 |
239,2 |
267,9 |
|
|
114,3 |
6,88 |
41,6 |
56,6 |
60,5 |
67,9 |
71,8 |
79,3 |
94,4 |
105,8 |
|
7,37 |
44,4 |
60,7 |
64,6 |
72,8 |
76,9 |
84,8 |
101,1 |
113,2 |
|
|
8,56 |
51,7 |
70,5 |
75,2 |
84,6 |
89,2 |
98,6 |
117,5 |
131,6 |
|
|
10,92 |
66,0 |
90,0 |
96,0 |
107,9 |
113,9 |
125,9 |
149,8 |
167,9 |
|
|
12,70 |
76,7 |
104,5 |
111,6 |
125,5 |
132,4 |
146,5 |
174,3 |
195,3 |
|
|
14,22 |
85,9 |
117,1 |
125,0 |
140,6 |
148,4 |
164,0 |
195,3 |
218,6 |
|
|
16,00 |
96,7 |
131,8 |
140,6 |
158,1 |
167,0 |
184,5 |
219,6 |
246,0 |
Приложение
32
Образцы
маркировки отечественных и зарубежных насосно-компрессорных труб
Пример маркировки
гладкой трубы из стали группы прочности Д условным диаметром 60 мм с толщиной
стенки 5 мм
Изготовитель:
Первоуральский новотрубный завод
|
а) Маркировка клеймением в белой рамке: |
б) Маркировка белой краской: |
|
|
60 — |
|
Д — |
|
|
5 — |
|
|
|
927 — |
|
|
|
|
Д — |
|
|
5 — |
|
|
|
|
|
□ — |
|
|
|
Пример маркировки гладкой трубы из стали группы прочности Д
условным диаметром 73 мм с толщиной стенки 5,5 мм
Изготовитель: Синарский трубный завод
Маркировка клеймением:
|
32488 — |
|
|
73 — |
11.84 — |
|
5,5 — |
|
|
Д — |
Пример маркировки гладкой трубы из стали группы прочности Д
условным диаметром 60 мм с толщиной стенки 5 мм
Изготовитель: Азербайджанский трубопрокатный завод
|
а) Маркировка клеймением в белой рамке: |
б) Маркировка белой краской : |
|
60 — |
60 — условный диаметр трубы, мм |
|
1035 — |
Д — группа прочности стали |
|
Д — |
5 — толщина стенки трубы, мм |
|
5 — |
860 — длина трубы, см |
|
|
АТЗ (или |
|
|
|
|
АТЗ — |
|
|
5-81 — |
Примечание. На опытных трубах наносят
слово «Опытная», на трубах второго сорта — «2-й сорт»
Пример маркировки гладкой трубы из стали группы прочности К
условным диаметром 73 мм с толщиной стенки 5,5 мм
Изготовитель: Руставский металлургический завод
|
а) Маркировка клеймением в белой рамке: |
б) Маркировка белой краской: |
|
5659 — |
К — |
|
4-83 — |
73 — |
|
|
|
|
|
Примечание. На трубах второго сорта в
маркировке клеймением и краской ставят знак «2с» и посередине трубы наносят два
пояска белой краской.
Пример маркировки труб из стали группы прочности Д условным
диаметром 73 мм с толщиной стенки 5,5 мм
Изготовитель: Нижнеднепровский трубопрокатный завод им. К.
Либкнехта
|
а) Маркировка клеймением в белой рамке: |
б) Маркировка краской: |
|
73 — |
73 — |
|
1036 — номер |
Д — |
|
Д — группа |
5,5 — |
|
5,5 — толщина |
950 — |
|
|
|
|
4 1985 — месяц и |
1036 — |
|
950 — длина трубы, |
01212 — |
|
01212 — номер |
Изготовитель:
фирма «Сумитомо металз индастриз, Лимитед» (Япония)
|
а) Маркировка клеймением в белой рамке: |
б) Маркировка белой краской: |
|
|
|
|
|
|
|
P — марка |
73 — |
|
S — трубы |
5,51 — |
|
P — |
|
|
S — |
|
|
9740 — |
|
|
N . W .89 — |
|
|
LOT N O 971 — номер |
|
|
ch NO 476115 — номер анализа |
|
|
piece N O 82 — порядковый |
Пример маркировки трубы из
стали марки Р-105 наружным диаметром 73 мм с толщиной стенки 5,51 мм
Изготовитель: фирма «Ниппон Кокан
кабусики кайся» (Япония)
а) Маркировка клеймением в белой рамке:
NKK — знак фирмы «Ниппон Кокан кабусики кайся»
![]() — монограмма Американского нефтяного института
— монограмма Американского нефтяного института
(API)
432 — номер партии труб
Р — марка стали (Р-105)
б)
Маркировка белой краской:
NKK — знак фирмы «Ниппон Кокан кабусики кайся»
![]() — монограмма Американского нефтяного института
— монограмма Американского нефтяного института
73,0 — наружный диаметр трубы, мм
5,51 — толщина стенки трубы, мм
R-2 — знак, указывающий на то, что размеры даны в
мм
Р — марка стали (Р-105)
9590 — длина трубы, мм
88 — чистая масса трубы, кг
NO.0119 — номер трубы в партии
MADE
in JAPAN — изготовлено в Японии
HNO
282730 — номер анализа
v/o P ROM S YRIOIMPORT — всесоюзное объединение «Промсырьеимпорт»
TRANS
NO.58251 — транспортный номер
index
NO.4741 — номер индекса
ORDER
NO.052-260/184618 — номер ордера
Пример маркировки трубы из
стали марки Р-105 наружным диаметром 73,02 мм (2 7/8″) с толщиной стенки
5,51 мм
Изготовитель: фирма «Дальмине сидерга» (Аргентина)
Маркировка
белой краской:
358 — номер трубы в партии
1039 — номер партии труб
![]() — монограмма Американского нефтяного института
— монограмма Американского нефтяного института
2
7/8″ — наружный диаметр трубы,
дюймов
P-105 — марка стали трубы
6,40 — толщина стенки
INDEX-4741 — номер индекса
TRANS
53878 — транспортный номер
DALMINE
SIDERGA — название фирмы
TUBO DE AGERO
SINGOSTIRA — трубы легированные бесшовные
INDUSTRIA
ARGENTINA — производство Аргентины
Примечание. Поясок белой краской означает,
что трубы изготовлены из стали марки P -105.
Пример маркировки трубы из
стали марки Р-105 наружным диаметром 114,3 мм (4 1/2″) с толщиной стенки
6,88 мм
Изготовитель: фирма «Дальмине сидерга» (Аргентина)
Маркировка
белой краской:
4
1/2″ — наружный диаметр трубы,
дюймов
12,6 — масса 1 фута трубы с учетом муфты, фунтов
P — марка стали
(Р-105)
S — трубы бесшовные
SOGONORD DALMINE SIDERGA — название, фирмы
TUBO DE AGERO SINGOSTIRA — трубы легированные
бесшовные
INDUSTRIA ARGENTINA — производство
Аргентины
Примечание. Поясок белой краской означает,
что трубы изготовлены из стали марки Р-105.
Приложение 33
Справочное
ПЕРЕЧЕНЬ
НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ ПО НАСОСНО-КОМПРЕССОРНЫМ ТРУБАМ
1. ГОСТ 633-80 . Трубы насосно-компрессорные и муфты к ним. — Введ.
01.01.83; В части труб исполнения А 01.01.84; Срок действия до 01.01.88. — 38
с. УДК 622.245.1:006.354. Группа В62 СССР.
2. ТУ 14-3-1032-81. Трубы
насосно-компрессорные с термоупрочненными концами. — Введ. 01.01.82; Срок
действия до 01.01.87. — 8 с.
3.
ТУ 14-3-1094-82. Трубы насосно-компрессорные с противозадирным уплотнительным
покрытием резьбы муфт. — Введ. 01.10.82; Срок действия до 01.10.87. — 6 с.
Группа В62.
4. ТУ 14-3-1352-85. Трубы
насосно-компрессорные стальные с узлом уплотнения из полимерного материала. —
Введ. 01.10.85; Срок действия до 01.10.90. — 12 с. Группа В62.
5. ТУ 14-3-1242-83. Трубы
насосно-компрессорные и муфты к ним, стойкие к сероводородному растрескиванию.
— Введ. 01.03.84; Срок действия до 01.01.87. — 12 с. Группа В62 СССР.
6. ТУ 14-3-1229-83. Трубы
насосно-компрессорные и муфты к ним с улучшенной ходимостью в эксплуатационных
колоннах наклонно направленных скважин. — Введ. 01.02.84; Срок действия до
01.02.89. — 9 с. Группа В62.
7. ТУ 14-3-999-81. Трубы
насосно-компрессорные с улучшенной ходимостью в эксплуатационных колоннах
наклонно направленных скважин. — Введ. 01.10.81; Срок действия до 01.07.91. — 9
с. УДК 621.643.23. Группа В62.
8. ГОСТ 23979-80. Переводники для
насосно-компрессорных труб Введ. 01.07.80; Срок действия до 01.07.90. — 17 с.
УДК 622.245.13:006.354. Группа Г43 СССР.
9. Инструкция о порядке приемки
продукции производственно-технического назначения и товаров народного
потребления по количеству: Утв. 15.06.65 № П-6/Госарбитраж СМ СССР. Дополнения
и изменения 29.12.75 № 81 и 14.11.74 № 98/Госарбитраж СМ СССР. — Бюл.
нормативных актов министерств и ведомств СССР, 1975, № 2, с. 23 — 32.
10. Инструкция о порядке приемки
продукции производственно-технического назначения и товаров народного
потребления по качеству: Утв. 25.04.66 № П-7/Госарбитраж СМ СССР. Дополнения и
изменения 29.12.73 № 81 и 14.11.74 № 98/Госарбитраж СМ СССР. — Бюл. нормативных
актов министерств и ведомств СССР, 1975, № 2, с. 33 — 44.
11. Министерство нефтяной
промышленности. Методические рекомендации по организации приемки продукции
производственно-технического назначения по качеству: Утв.
28.06.82/Миннефтепром. — М.: Б.и., 1982. — 32 с. — В надзаг.: ВНИИ организации,
управления и экономики нефтегаз. пром-сти.
12. РД 391-1-592-81. Типовая
технологическая инструкция по подготовке к эксплуатации и ремонту
насосно-компрессорных труб в цехах центральных трубных баз производственных
объединений Миннефтепрома. — Введ. 01.10.81. Куйбышев: Б.и., 1981. — 80 с. — В
надзаг.: М-во нефт. пром-сти, ВНИИ разработки и эксплуатации нефтепромысловых
труб.
13. РД 39-2-197-79. Типовые
технологические процессы подготовки к эксплуатации и ремонта
насосно-компрессорных труб. — Введ. 01.11.1979. — Куйбышев: Б.и., 1980. — 26 с.
— В надзаг.: М-во нефт. пром-сти, ВНИИ разработки и эксплуатации
нефтепромысловых труб.
14. РД 39-1-1151-84. Технические
требования на разбраковку насосно-компрессорных труб. — Введ. 01.10.1984. —
Куйбышев: Б.и., 1984. — 16 с. — В надзаг.: М-во нефт. пром-сти, ВНИИ разработки
и эксплуатации нефтепромысловых труб.
15. РД 39-2-1247-85. Инструкция о
порядке учета, перевода в другие области назначения и использования бурильных,
обсадных и насосно-компрессорных труб, отбракованных при подготовке к
эксплуатации. — Введ. 15.03.85. — Куйбышев: Б.и., 1985. — 28 с. — В надзаг.:
М-во нефт. пром-сти, ВНИИ разработки и эксплуатации нефтепромысловых труб.
16. РД 39-1-456-80. Инструкция по
учету работы и списанию бурильных, обсадных и насосно-компрессорных труб. —
Введ. 25.12.80. — Куйбышев: Б.и., 1981. — 51 с. — В надзаг.: М-во нефт.
пром-сти, ВНИИ разработки и эксплуатации нефтепромысловых труб.
17.
Типовая инструкция о порядке списания пришедших в негодность оборудования, хозяйственного
инвентаря и другого имущества, числящегося в составе основных фондов (средств):
Утв. 16.06.82/Минфин СССР, Госплан СССР. — Переизд. с учетом изменений,
внесенных письмом Минфина СССР и Госплана СССР от 31.07.68 № 188/АБ-22-5. — М.:
Б.и., 1969. — 8 с.
СОДЕРЖАНИЕ
1. Основные технические данные . 1
Отечественные
трубы .. 1
Зарубежные
трубы .. 2
2.
Маркировка . 14
Отечественные
трубы .. 14
Зарубежные
трубы .. 15
3.
Условия поставки и приемки . 16
4.
Условия применения . 16
5.
Подготовка к спуску в скважину . 17
6.
Оборудование, применяемое при спуско-подъемных операциях . 18
7.
Спуск в скважину . 18
8.
Смазка резьбовых соединений . 20
9.
Подъем труб . 20
10.
Подготовка труб для проведения операций по интенсификации добычи нефти . 21
11.
Причины аварий и рекомендации по их предотвращению .. 21
12.
Перевозка . 22
Общие
положения . 22
Перевозка
автомобилями и тракторами . 22
Перевозка
вертолетами . 22
Перевозка
водным транспортом .. 22
Перевозка
железнодорожным транспортом .. 23
13.
Хранение . 23
14.
Разбраковка и ремонт . 24
15.
Правила безопасности при эксплуатации . 24
16.
Учет и списание . 25
Приложение
1 Поставщики, труб и
освоенный сортамент . 25
Приложение
2 Геометрические размеры и
масса отечественных насосно-компрессорных труб . 25
Приложение
3 Страгивающие и
растягивающие нагрузки для насосно-компрессорных труб ( ГОСТ
633-80) 26
Приложение
4 Внутреннее и наружное
давления, при которых напряжения в теле труб ( ГОСТ
633-80, исполнение Б) достигают предела текучести . 26
Приложение
5 Испытательные
гидравлические давления для НКТ по ГОСТ
633-80 . 26
Приложение
6 Предельные глубины
спуска одноступенчатой колонны насосно-компрессорных труб отечественного
производства по ГОСТ
633-80 . 27
Приложение
7 Геометрические
характеристики насосно-компрессорных труб по стандартам АНИ .. 28
Приложение
8 Предельные глубины
спуска одноступенчатой колонны насосно-компрессорных труб, изготовляемых по
стандартам АНИ .. 28
Приложение
9 Растягивающие нагрузки,
при которых напряжения в резьбовой части соединений труб, изготавливаемых по
стандартам АНИ, достигают предела текучести . 29
Приложение
10 Давления,
при которых напряжения в теле труб достигают предела текучести . 29
Приложение
11 Моменты свинчивания для зарубежных
труб с муфтами, изготовленных по стандарту АНИ .. 30
Приложение
12 Рекомендуемые моменты
свинчивания для безмуфтовых труб, изготовленных по стандарту АНИ .. 32
Приложение
13 Основные размеры и масса
труб с резьбовыми соединениями типа VAM фирмы «Валлурек» . 32
Приложение
14 Основные размеры и масса
труб с резьбовыми соединениями типа TDS фирмы «Маннесман» . 32
Приложение
15 Основные размеры и масса
труб с резьбовыми соединениями типа DSS- HTS,
IJ-3 SS, IJ-4 S*
фирмы «Атлас Брэдфорд» . 33
Приложение
16 Основные размеры и масса
труб с резьбовыми соединениями типа TC-4 S
фирмы «Атлас Брэдфорд» . 33
Приложение
17 Основные размеры и масса
труб с резьбовыми соединениями типа FL-4 S
фирмы «Атлас Брэдфорд» . 34
Приложение
18 Основные размеры и масса
труб с резьбовыми соединениями типа CS фирмы «Хайдрил» . 34
Приложение
19 Основные размеры и масса
труб с резьбовыми соединениями типа РН-6 фирмы «Хайдрил» . 35
Приложение
20 Основные размеры и масса
труб с резьбовыми соединениями типа А-95 фирмы «Хайдрил» . 35
Приложение
21 Растягивающие нагрузки,
при которых напряжения в теле трубы достигают предела текучести [трубы с
высаженными наружу концами по стандарту АНИ, трубы фирм «Валлурек» ( VAM), «Хайдрил» ( PН, CS), «Маннесман» ( TDS), «Атлас Брэдфорд» ( DSS- HT, IJ-4 S, IJ-3 SS, FL-4 S, TC-4 S)] 35
Приложение
22 Рекомендуемые моменты
свинчивания для соединений типа VAM фирмы «Валлурек» с использованием смазки по стандарту 5А2
АНИ .. 36
Приложение
23 Рекомендуемые
моменты свинчивания для соединения типа TDS фирмы «Маннесман» . 37
Приложение
24 Оптимальные
моменты свинчивания для соединений типа DSS- HTC,
IJ-3 SS, IJ-4 S*
фирмы «Атлас Брэдфорд» . 38
Приложение
25 Оптимальные
моменты свинчивания для соединений типа TC-4 S
фирмы «Атлас Брэдфорд» . 38
Приложение
26 Оптимальные
моменты свинчивания для соединений типа FL-4 S
фирмы «Атлас Брэдфорд» . 39
Приложение
27 Оптимальные
моменты свинчивания для соединений типа А-95, CS, PH-6 и РН-4 фирмы «Хайдрил» . 39
Приложение
28 Основные
размеры и масса труб с резьбовыми соединениями типа NK2 SC фирмы «Ниппон Кокан» . 40
Приложение
29 Основные
размеры и масса труб с резьбовыми соединениями типа NK3 SB фирмы «Ниппон Кокан» . 40
Приложение
30 Растягивающие
нагрузки, при которых напряжения в теле трубы достигают предела текучести,
для труб с резьбовыми соединениями типа NK2 SC и
NK3 SC фирмы «Ниппон Кокан» . 41
Приложение
31 Давления,
при которых напряжения в теле трубы достигают предела текучести, для труб с
резьбовыми соединениями типа NK2 SC, NK3 SB фирмы «Ниппон Кокан» . 41
Приложение
32 Образцы
маркировки отечественных и зарубежных насосно-компрессорных труб . 42
Приложение
33 Перечень
нормативно-технической документации по насосно-компрессорным трубам .. 46
Расчет колонны насосно-компрессорных труб
Расчет колонны насосно-компрессорных труб
Выполнил студент группы ВНМ-15-5
Попов Евгений
Цель
1. Представить исходные данные согласно своего варианта (вариант №10) и общую схему расчета, на схеме указать тип НКТ, массу оборудования, динамический уровень, рассчитанную глубину спуска.
2. Расшифровать условное обозначение НКТ в соответствии с ГОСТ 633-80.
3. Определить (в зависимости от варианта) страгивающую или предельную нагрузку в точке подвеса колонны НКТ.
4. Исходя из страгивающей или предельной нагрузки, определить максимально возможную глубину спуска колонны НКТ.
Исходные данные
| Тип НКТ по ГОСТ 633-80 | Г-48х4-Лc-II |
| Динамический уровень, Нд, м | |
Плотность жидкости  , кг/м , кг/м
|
|
| Масса оборудования, кг |
Растягивающая нагрузка, действующая на гладкие НКТ, вызывает страгивание резьбового соединения (при котором в резьбовом соединении для гладких труб напряжение достигает предела текучести).
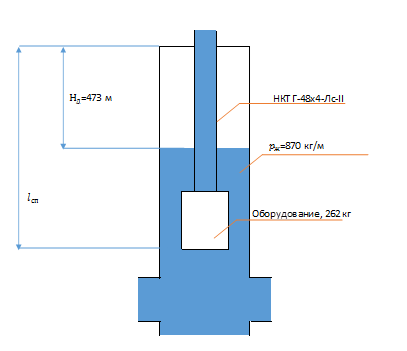
Расшифровка условного обозначение НКТ
НКТ Г-48х4-Лc-II
НКТ – насосно-компрессорная труба;
Г— гладкая с треугольной резьбой и муфтой;
48 – мм, условный диаметр трубы;
4 – мм, толщина стенки;
Лс – группа прочности стали;
II – вторая группа длин.
Определение страгивающей нагрузки
Страгивающую нагрузку определяют по формуле Ф.И. Яковлева – П.П. Шумилова[3]:
Где:
 — средний диаметр тела трубы под резьбой в ее основной плоскости, м;
— средний диаметр тела трубы под резьбой в ее основной плоскости, м;
 — предел текучести для материала труб, Па;
— предел текучести для материала труб, Па;
 — толщина тела трубы под резьбой в основной плоскости, м
— толщина тела трубы под резьбой в основной плоскости, м
 , где:
, где:
S – номинальная толщина стенки, м
 — высота профиля, м
— высота профиля, м
 — поправка Шумилова, учитывающая влияние основного тела трубы,
— поправка Шумилова, учитывающая влияние основного тела трубы,

 — угол профиля резьбы, для НКТ по ГОСТ 633-80;
— угол профиля резьбы, для НКТ по ГОСТ 633-80;
 — угол трения, для стальных труб;
— угол трения, для стальных труб;
 — длина резьбы до основной плоскости, м.
— длина резьбы до основной плоскости, м.
Для варианта 10:
 (Таблица 13 – размеры резьбовых соединений гладких труб и муфт к ним, ГОСТ Р 52203-2004)
(Таблица 13 – размеры резьбовых соединений гладких труб и муфт к ним, ГОСТ Р 52203-2004)
 (Таблица 8 – Механические свойства основного металла труб и муфт к ним при температуре (20±3) ̊С, ГОСТ Р 52203-2004)
(Таблица 8 – Механические свойства основного металла труб и муфт к ним при температуре (20±3) ̊С, ГОСТ Р 52203-2004)
 (Таблица 2 – Размеры и массы гладких труб с треугольной резьбой и муфт к ним, ГОСТ Р 52203-2004)
(Таблица 2 – Размеры и массы гладких труб с треугольной резьбой и муфт к ним, ГОСТ Р 52203-2004)
 (Таблица 11 – Размеры резьбы гладких труб и труб с высаженными наружу концами и муфт к ним, ГОСТ Р 52203-2004)
(Таблица 11 – Размеры резьбы гладких труб и труб с высаженными наружу концами и муфт к ним, ГОСТ Р 52203-2004)
 (по формуле)
(по формуле)
 (по формуле)
(по формуле)
 (для НКТ по ГОСТ 633-80)
(для НКТ по ГОСТ 633-80)
 (для стальных труб)
(для стальных труб)
 , м (Таблица 13 – размеры резьбовых соединений гладких труб и муфт к ним, ГОСТ Р 52203-2004)
, м (Таблица 13 – размеры резьбовых соединений гладких труб и муфт к ним, ГОСТ Р 52203-2004)

Программный модуль “Расчет колонн насосно-компрессорных труб” ПК “Супервайзер” предназначен для проектного выбора рациональной конструкции колонн насосно-компрессорных труб, удовлетворяющей инженерным требованиям по прочности и пропускной способности. Расчет ведется согласно руководящим документам «Инструкция по расчету колонн насосно-компрессорных труб РД 39 — 0147014» и «Инструкция по расчету колонн насосно-компрессорных труб» (срок введения с 01.01.99 г.).
Исходными данными для программного модуля являются:
- конструкция скважины (глубина и диаметры обсадных колонн);
- профиль скважины;
- назначение скважины (и предполагаемый дебит для эксплуатационной скважины)
- плотность газожидкостной смеси закачиваемой жидкости;
- давления и температуры в скважине;
- интервал установки насосов;
- типы применяемых пакеров, насосов и насосных штанг.

Рис. 8.1. Расчет колонны насосно-компрессорных труб
Результатами решения задачи проектного выбора рациональной конструкции колонн насосно-компрессорных труб (рис. 8.1) являются:
- количество секций НКТ;
- характеристики труб каждой секции;
- длина и масса каждой секции;
- требуемые и фактические коэффициенты запаса прочности для каждой секции.
Результаты проектирования НКТ формируются в виде отчетов в формате Excel (табл.8.1)
Таблица 8.1
Вид отчета по результатам проектирования НКТ
| N лиф товой колонны НКТ | N секции в колон- не (снизу вверх) | Интервал по стволу, м | Характеристики трубы | длина секции, м | Масса секции, т | ||||||
| Номинальный наружный диаметр, мм | тип | марка стали (группа прочности) | толщина стенки | теоретич. масса 1м, кг | с учетом | ||||||
| от (верх) | до (низ) | теоретич | плюсового допуска | ||||||||
| еская | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 1 | 2 | 0 | 202 | 60 | В | D | 5 | 7.12 | 202 | 1.4 | 1.4 |
| 1 | 1 | 202 | 1500 | 60 | В | D | 5 | 7.12 | 1298 | 9.2 | 9.2 |
Задача может решаться и в других постановках:
- Проверка на прочность ранее рассчитанной колонны НКТ при изменении одного или нескольких входных параметров (например, дебита или плотности жидкости).
- Проверка на прочность имеющейся колонны НКТ с целью проведения гидроразрыва пласта (в задаче «Капитальный ремонт скважины», см. рис. 8.2).

Рис. 8.2. Проверка НКТ на прочность для проведения гидроразрыва пласта
9. РЕШЕНИЕ ОТДЕЛЬНЫХ РАСЧЕТНЫХ ЗАДАЧ
В процессе строительства скважины важно оперативно принимать решения в нештатных ситуациях. В этом случае (аварии, осложнения или отклонения от Проекта) возникает необходимость быстрого пересчета некоторых параметров Проекта, а также определение путей и средств выхода из сложившейся ситуации.
Программный модуль «Решение отдельных расчетных задач» предназначен для определения параметров бурового раствора и состава его компонентов при приготовлении или замене раствора, а также для определения места прихвата бурильной колонны.
Программный модуль решает следующие задачи:
- Определение потребного количества глины и воды для приготовления глинистого раствора.
- Расчет количества добавок (глина, утяжелитель, вода, нефть) для доведения плотности бурового раствора до требуемой величины.
- Расчет количества добавок (соль, вода), необходимых для обеспечения требуемой температуры замерзания раствора.
- Определение изменения статического уровня в скважине при замене глинистого раствора водой, а также расчет плотности раствора для установления статического уровня на устье скважины.
- Расчет плотности бурового раствора для обеспечения нормальной его циркуляции при поглощении.
- Определение глубины места прихвата многоступенчатой бурильной колонны.
Входными параметрами программного модуля и исходными данными для расчетов являются:
- Данные о буровых растворах (интервалы глубин применения, плотность, объем).
- Данные о физических свойствах компонентов бурового раствора (температура замерзания соляных растворов, влажность глины, плотность воды, нефти, глины и различных утяжелителей).
- Данные о скважине (интервалы глубин по стволу и по вертикали и геометрические размеры обсадных колонн, глубина кровли поглощающего пласта).
- Данные о конструкции бурильных колонн (состав, внешние диаметры, материал).
Алгоритм расчета потребного количества компонентов, обеспечивающего требуемые характеристики бурового раствора (задачи 1…3), базируется на общеизвестных зависимостях. Исходные данные в основном берутся из базы данных, но при необходимости могут быть изменены пользователем (рис.9.1). 
Рис. 9.1. Главное окно программного модуля «Решение отдельных расчетных задач»
В случае многовариантности решения задач выводятся все варианты. Например, при оценке вариантов снижение плотности бурового раствора может выводится информация о количестве воды или нефти, необходимом для достижения требуемой плотности бурового раствора.
Решение задач 4 и 5 позволяет оперативно оценить требуемые параметры бурового раствора, обеспечивающие его нормальную циркуляцию при поглощении, а также прогнозировать статический уровень жидкости в скважине в случае замены бурового раствора на воду.
Определение глубины прихвата многоступенчатой бурильной колонны (задача 6) основано на использовании величины удлинения бурильной колонны под действием приложении к ней дополнительной нагрузки. Исходные данные о бурильной колонне и конструкции скважины берутся из базы данных. Информация о текущей глубине забоя, величинах дополнительной нагрузки и удлинения бурильной колонны вводится пользователем.
Выходными параметрами программного модуля являются:
- Количество компонентов глинистого бурового раствора (масса воды, глины, соли), которое необходимо для приготовления бурового раствора с заданными характеристиками (концентрация глины, плотность и температура замерзания бурового раствора).
- Количество добавок компонентов бурового раствора (масса воды, нефти, глины, утяжелителя), необходимых для изменения заданных характеристик раствора.
- Плотность бурового раствора, обеспечивающую установку статического уровня на устье при поглощении раствора.
- Глубина прихвата бурильной колонны.
10. ИНЖЕНЕРНЫЕ ЗАДАЧИ КАПИТАЛЬНОГО РЕМОНТА СКВАЖИНЫ
Программный модуль «Инженерные задачи контроля ремонта скважины» предназначен для определения параметров солянокислотной обработки призабойных зон скважин и получения расчетных данных для выбора способа вызова притока из пласта.
Программный модуль решает следующие задачи:
- Расчет количества раствора соляной кислоты, необходимой для проведения кислотной обработки.
- Определение параметров раствора соляной кислоты и состава его компонентов.
- Расчет давления на насосах, необходимого для продавливания кислотного раствора в пласт.
- Выбор способа и средств вызова притока из пласта.
- Расчет параметров вызова притока из пласта (депрессия на пласт, характеристики буровых растворов, газированных жидкостей и пены, режим и время работы компрессора, расход газа и др.).
Входными параметрами программного модуля и исходными данными для расчетов являются:
- Данные о продуктивном пласте (глубина залегания, мощность, температура и проницаемость пласта, пластовое давление и др.).
- Диаметры эксплуатационной колонны и насосно-компрессорных труб.
Алгоритм определения параметров солянокислотной обработки призабойных зон скважины базируется на выборе пользователем концентрации раствора соляной кислоты из диапазона рекомендуемых (допустимых) значений для данного продуктивного пласта и последующем расчете необходимого объема раствора и его компонентного состава. Исходные данные о продуктивном пласте, диаметры эксплуатационной колонны и насосно-компрессорных труб выбираются программой из базы данных. Типы ингибитора коррозии и товарной концентрированной соляной кислоты (31% или 27%) выбираются пользователем. программный модуль позволяет рассчитать необходимое количество (объем) солянокислотного раствора, количество компонентов (концентрированной соляной кислоты, воды и добавок) для его приготовления, а также величину давления на насосах, необходимого для продавливания кислотного раствора в пласт (рис.10.1).
Выбор способа вызова притока из пласта базируется на следующей исходной информации: глубина забоя, диаметр эксплуатационной колонны, диаметр колонны насосно-компрессорных труб, пластовое давление, пластовая температура, проницаемость пласта, сведения о загрязненности призабойной зоны пласта. Депрессия на пласт выбирается в зависимости от проницаемости пласта и степени его загрязненности. Затем пользователю предоставляется возможность выбрать способ вызова притока и средства его реализации (особенности процесса и/или рабочий агент) с учетом допустимой области применения этих средств для данного продуктивного пласта (рис. 10.2). Список способов и средств вызова притока из пласта включает:
- замену на раствор меньшей плотности (облегченный буровой раствор, вода, нефть дегазированная);
- замену на газированный раствор (газирование азотом, аэрирование компрессором высокого давления, аэрирование компрессором низкого давления и эжектором);
- замену на пену (приготовление пены: азотной установкой, компрессором высокого давления, компрессором низкого давления и эжектором);
- снижение уровня жидкости в скважине (с помощью азотной установки, компрессора высокого давления, свабированием, с помощью специального подземного оборудования).

Рис. 10.1. Определения параметров солянокислотной обработки призабойных зон скважины
Выбор способа и средств вызова притока из пласта осуществляет непосредственно пользователь на основании выходных параметров расчета по всем допустимым их комбинациям, имеющегося оборудования и рабочих агентов. 
Рис. 10.2. Выбор способа вызова притока из пласта
Выходными параметрами программного модуля являются:
- Требуемый объем солянокислотного раствора для обработки призабойных зон скважин.
- Величина давления на насосах, необходимого для продавливания кислотного раствора в пласт.
- Компонентный состав солянокислотного раствора (объемы концентрированной соляной кислоты и воды, а также количество ингибитора).
- Плотность буровой раствор, газированного раствора или пены (в зависимости от выбранного способа вызова притока), обеспечивающая необходимые условия вызова притока.
- Депрессия на пласт при различных способах вызова притока и выбранных (или рассчитанных) параметрах заполняющего скважину агента (буровой раствор, вода, пена и др.).
- Расход газированной жидкости и азота для выбранных способа и средств вызова притока.
- Необходимая глубина снижения уровня бурового раствора в скважине для достижения требуемой величины депрессии на пласт.
ОКБ «Бурстройпроект» тел./факс (499) 759-01-40