Как сделать профилегиб своими руками: фото, чертежи, размеры, пошаговая инструкция
В мире достаточно много уже придумано инструментов, станков и техники. В любом случае все пользуется огромной популярностью. Для облегчения работы, так же придумали и такой станок как профилегиб. Из этого инструмента можно сделать теплицу, мебель. Данная конструкция очень нужна в обиходе. В мастерских, да и на крупных производствах. Только стоит выбор в данных станках, какой же выбрать. Есть три вида станков, у каждого есть свои размеры, свои тонкости. Так же разное обслуживание и, конечно же, разница в цене. Сейчас и узнаем, какой станок, и для каких нужд подойдет.
Содержание
Назначение профилегиба
Для чего нужно данное устройство? А ее использование помогает изогнуть профиль, так чтобы получалась полукруглая, или круглая форма, или же волна. Так же с помощью станка можно согнуть профиль в углы с разными градусами, что облегчает работу и экономит много времени. Любой изгиб, который понадобится вам для работы, можно исполнить с помощью станка.
Его очень просто сделать, если нет возможности купить готовый, и очень просто пользоваться. Профиль используется металлический, разных размеров.

Благодаря такому инструменту можно выполнить много работ, например:
- сгибать швеллеры;
- создавать уголки;
- изгибать металлический профиль, который имеет квадратную или прямоугольную форму;
- создает изогнутый вид, любых металлов.
Данный прибор воспроизведен так, что позволяет сгибать металл и частями и целиком.
Огромный плюс данного прибора в том, что при сгибании профиля не нужно его нагревать, так же изгиб может быть как на 45 градусов, так и на 90 градусов, и даже на 360 градусов.

С помощью данной конструкции можно делать одинаковые градусы углов или разные.

Профиль после обработки станка можно увидеть как открытый, так и закрытый, в виде спиралей. Так же есть возможность сделать круги, разных размеров, от самых маленьких, до самых больших, что позволяет длина самого профиля.
Материалы и инструменты для работы
Чтобы сделать такой станок как профилегиб, понадобятся инструменты.

Для ручного:
- швеллер, а так же маленькие куски металла;
- 1 ролик и 2 валика;
- подшипники;
- переключатель в виде рычага или ручки, для переключения;
- 4 кольца с ограничением;
- цепь с ограничителем привода и несколько звездочек;
- гайки вида М8;
- винт для регулировки;
- несколько пружин;
- болты.
Для создания электрического станка потребуется:
- двигатель, располагающий мощностью 1500Вт;
- редуктор;
- трубы размеров 7 миллиметров.

И к этому списку прибавим первый список, для сборки ручного вида.
Конструкция профилегибочного станка
Выяснилось, что профилегибочный станок ручного использования очень просто сделать самим. Он является нужной вещью во многих мастерских. Станок, который самим можно собрать помогает изогнуть профиль, небольшого размера, собрать теплицу, или изготовить что – то новое.

Чтобы сделать такой станок, нужно прийти к единому мнению, как он должен выглядеть, и нарисовать простейшую схему, его создания. Есть несколько видов конструкций.
Первая конструкция – это станок, который может гнуть металлический профиль до 20 миллиметров. Конструкция его простая, что позволяет быстро собрать такой станок, и приступить к работам.
Состоит такой станок из основания, который делают из бетона, и пока он не застыл, вставляют в него штыри, чтобы те, в свое очередь, не шевелились, а были крепко установлены. Между получившимися штырями и можно загибать профиль.

Рассмотрим, как его собирают по шагам: нужно подготовить землю, размер земли не большой. В подготовленную землю, засыпаем щебнем и ровняем.

Закрепляем трубы, размер данных труб должна быть не меньше 70 миллиметров. Трубы закрепляют так, что бы с основанием представляли собой угол в 90 градусов. И между этими трубами расстояние не больше 5 сантиметров.

После выполнения всех пунктов, заливаем бетонную смесь. Застывания такой конструкции составляет 3 дня, после этого им можно пользоваться. Такая конструкция сгибает как металлические профиля, так и материал из нержавеющей стали.

Вторая конструкция – это станок, который может гнуть металлический профиль более 20 миллиметров. Она делается немного сложнее, чем первая конструкция.
Чтобы сделать данный станок, так же нужно залить основание из бетона. Но вместо штырей, использовать круглые прутья, количество их составляет две единицы. На данных прутьях будут крепиться ролики, с помощью которых и будет происходить сгибание профиля. Ролики устанавливаются таким размером, каким будут сгибаться профиль.
Используют данную конструкцию просто. Между роликами располагают трубу, одну сторону этой трубы закрепляют, вторую сторону крепят к веревке, которая помогает изгибать трубу.
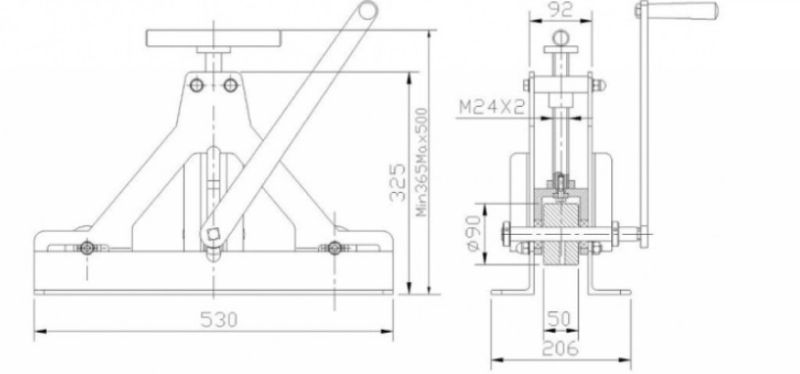
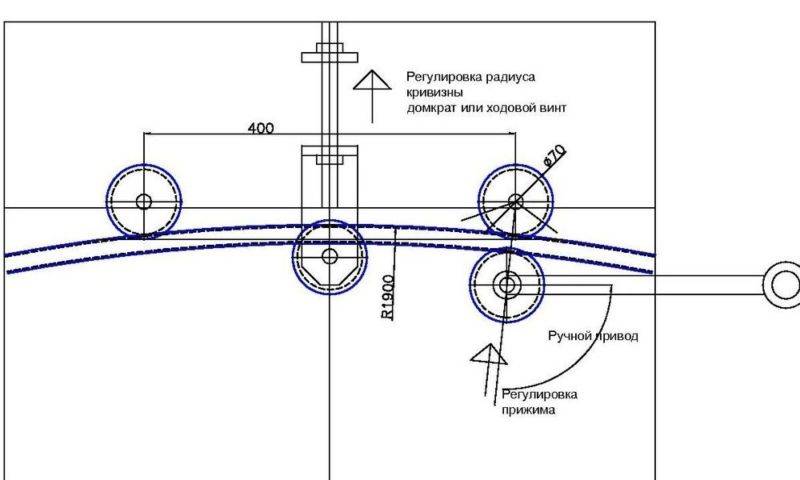
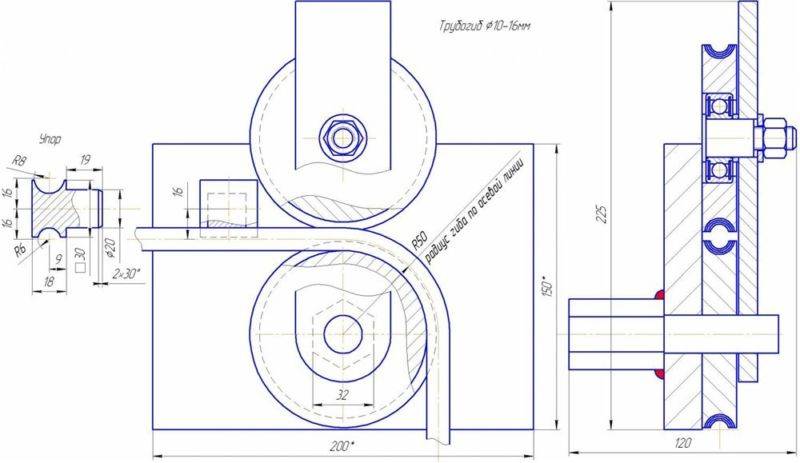
Профилегиб своими руками: размеры и чертежи
Чтобы сделать нужный станок, понадобиться чертежи и нужные размеры. Рассмотрим один чертеж, по которому можно собрать профилегиб. С помощью его можно изогнуть профиль квадратного или прямоугольного вида.

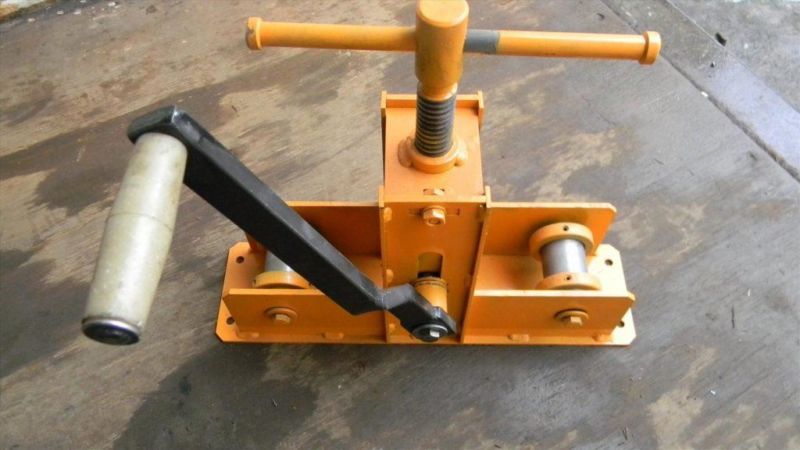
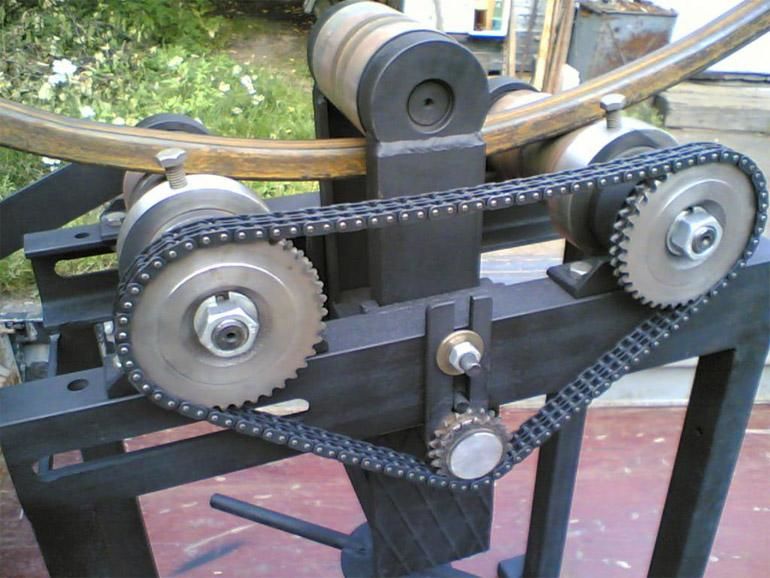
Простой станок с роликами
Для его изготовления понадобиться три ролика, один ролик рабочий, с помощью его гнут профиль, а два служат для крепости конструкции.
Чтобы добиться тех размеров сгиба, которые вам нужны, на данном станке сгибают постепенно, пока размеры не совпадут.

После того как аппарат будет собран, лучше выделить профиль для пробы, чтобы привыкнуть к его работе.

Простой ручной
Данная конструкция знаменита тем, что является доступной по ценовой категории, размер преимущественно небольшой, и легкая в использовании.
Чаще всего у людей встречаются именно ручные станки, их используют для сгибания профиля с небольшими размерами. Применяется как в мастерских, так и в гаражах.
Но есть и минусы ручного инструмента. Если вам нужно сделать какой – то изгиб по чертежу, то данный инструмент не сможет вам помочь. Еще один минус данной конструкции – это физическая сила, которую вам нужно будет применить, для сгибания профиля.
Зато есть один значимый плюс, это его ценовая категория. Своей ценой обходит и механические и электрические станки.
Механизированный
Гидравлический или механизированный станок используется уже на производствах. Является мощнее всех представленных станков. При использовании можно сгибать металлический профиль с разными размерами и неограниченное количество. Не переносной, а стационарный.
Управлять таким станком достаточно просто, да и сил нужно тратить значительно меньше, в отличие от ручного. Но цена выше, и используется только при соединении с электрической сетью.

Так же если ручной или электрический станок можно сделать своими руками, то данный вид не получится собрать, так как конструкция аппарата достаточно сложная.

Электрический станок
Данный вид станка имеет меньшие размеры, по сравнению с механическими. Но все равно не является переносным.

С помощью данного станка можно сгибать профиль так точно, что любой чертеж будет выполнен идеально. Да и места сгибов будут достаточно прочные.

Изгибает металлический профиль с небольшими размерами. Используется в небольших мастерских.

Профилегиб без токарных работ
Если у вас имеется достаточно инструментов, то станок можно выполнить и без токарных работ. Для этого вам нужно приобрести алюминиевый двутавр.

Чтобы согнуть тот или иной профиль, с разными размерами, понадобится простые инструменты, точнее станок, который называется – профилегиб. С его помощью легко выполнить работу.
Благодаря разновидности, можно его сделать самим, или купить в магазине. По цене тоже есть существенная разница, такая, что есть возможность его приобрести у каждого человека. Использовать на производстве или просто в мастерской, для постоянных работ, или несколько раз загнуть трубу, все это не важно, когда есть выбор таких станков.

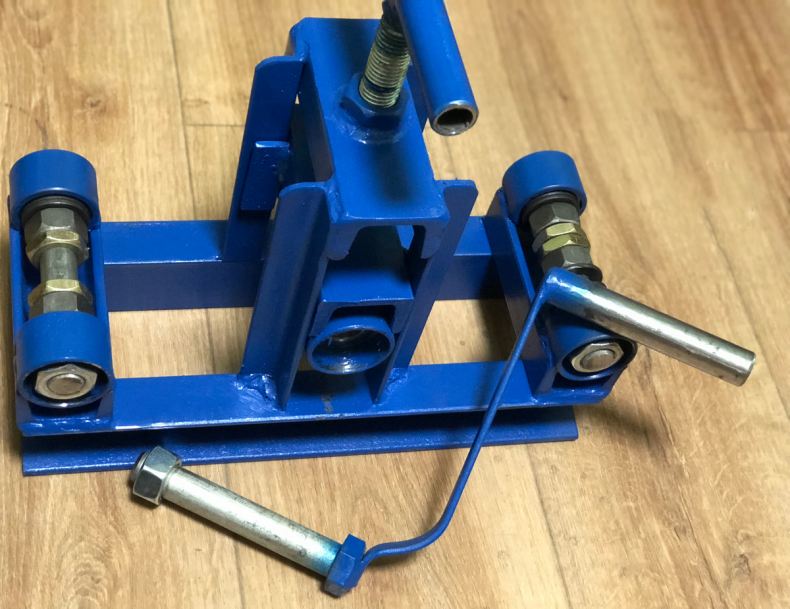
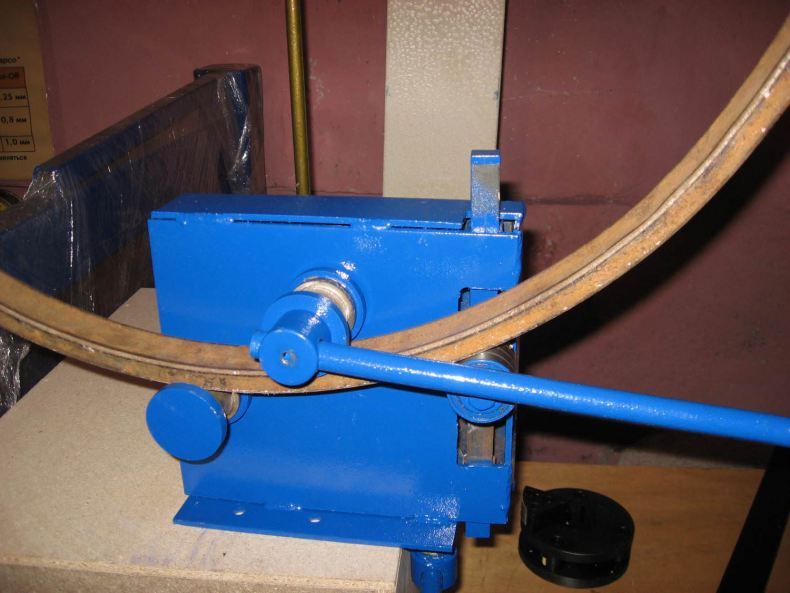
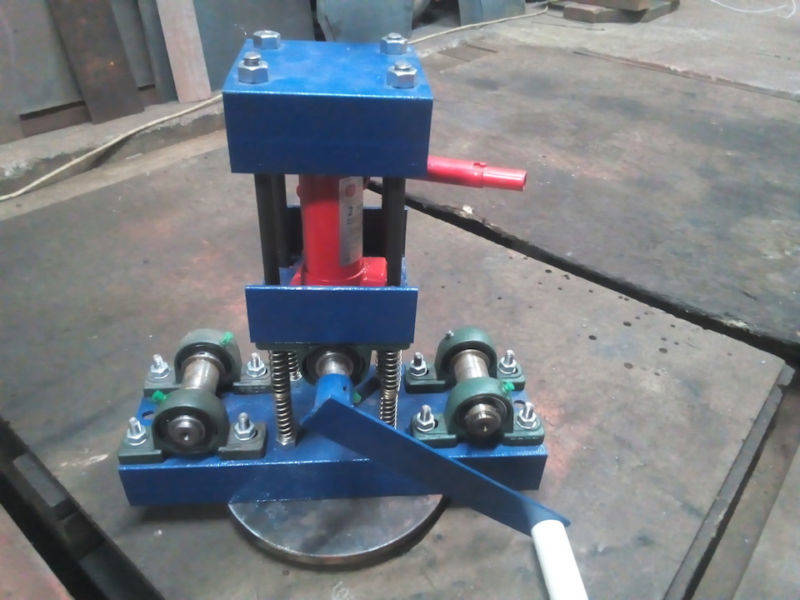
Фото самодельного профилегиба


















Об авторе: эксперт в области отоплении, сантехники и электрики
Задать вопрос
Как сделать профилегиб: чертежи, размеры и схема сборки трубогиба для профильной трубы в домашних условиях своими руками
Профилегиб считают наиболее прочным по своим характеристикам, если речь идет о гибочных станках. Приобрести подобное оборудование дорого. Поэтому самостоятельное изготовление конструктивно и удобно.

Начиная работать над собственным аппаратом, предстоит узнать особенности их классификации, принцип действия, особенности конструкции. Необходимо дополнительно ознакомиться с самим процессом изгиба, а также этапами проведения работ по сооружению.
Назначение приспособления
Профилегибы нашли широкую сферу применения. С их помощью удобно производить трубы, как стальные, так и алюминиевые наряду с ПВХ. Они используются, когда необходимо сделать прокладку системы водного снабжения, провести газ, проложить кабель.

Приспособление помогает в подготовке заготовок:
- Уголков и балочных элементов;
- Цельных деталей с сечением в форме квадрата и прямоугольника;
- Двутавров и труб;
- Прутков и швеллеров.

То есть во всех случаях, если металлической основе требуется придать определенный изгиб, задействуют профилегиб, изготовленный самостоятельно. Металл выгибается ручным способом без нагрева способом холодного проката.
Контуры получаются либо без симметрии, либо симметричными. Кривизна может оказаться одинарной или с переменными знаками.

Что касается преимуществ, главным считается возможность выполнения изгибистой части, проведя единственный прокат. Плоскость обработки можно выбирать. Это вертикальное и горизонтальное направление.

Станок позволяет создавать открытый контур наряду с замкнутым. Переход получается плавным. Изгибание осуществляется по определенному радиусу. Процесс предполагает два этапа:
- На первом заготовка прокатывается промеж валиков;
- Одновременно проводится прижим с помощью валиков, расположенных с боковых частей.
Особенности конструкции
Подобный станок довольно просто транспортировать. В нем имеется привод. это либо механический механизм, либо гидравлика или электрика. У прибора сравнительно малый вес. Размеры отличаются компактностью.
Кривизна получается с оптимальными показателями благодаря насадкам, специально предназначенных для этих целей.

Из четырех разновидностей особой простотой отличается конструкция, в которой есть сверху двигающийся вал. Отличия в устройствах следующие:
- Если в управлении участвует валик сверху, применяется система гидравлическая;
- Управление редуктором – ролик ручной верхний.
При помощи положения ролика проводится расчет радиуса, с которым будет проделан изгиб. Погрешности минимальные по упругости металлической заготовке. Возможен малый градиент при деформации. При изготовлении прибора рекомендуется воспользоваться самыми распространенными чертежами.
Чтобы иметь возможность завивать спираль, лучше применять станки, где ролик расположен с левой стороны. Наличие ЧПУ позволяют осуществлять контрольные функции по изгибу строго в соответствии с исходными чертежными данными.
Если предусмотрен ролик в нижней части, есть возможность сгибать крупнее профили. При этом, усилие равномерно на оба вала, приводной механизм – гидравлический. Ролики оснащены контроллером. Определяя конкретное месторасположение, он дает возможность изготавливать спиральную форму. Поэтому его принято использовать наиболее часто.
Принцип действия устройства
Профилегиб отличается от подобных приспособлений способом деформации. Металл деформируется не путем изгибания, а проведением процесса проката. По принципу действия все виды практически не имеют отличий.
Станки жестко устанавливаются. Затем их предстоит зафиксировать на раме болтами анкерного типа. До начала работ обязательно осуществляется заземление. Все элементы проверяются на целостность.
Ролики до запуска очищаются от смазки, для чего принято использовать сухой материал. Определяется насколько сетевое напряжение соответствует параметрам устройства. Полчаса его предстоит гонять на «холостом» ходу. В случае отклонений от нормы проводится остановка для устранения неисправностей.
Настройка валиков
Поэтапная последовательность действий:
- Откручиваются ключом гайки для крепежа валиков, как опорных, так и прижимных;
- Ролики предстоит поставить на валы. Затем крепеж осуществляется гайками;
- Валик прижимной необходимо поднять, воспользовавшись рукояткой;
- Промеж роликов зажимается заготовка;
- Прокатка делается под высоким уровнем давления.

Для создания требуемого уровня изгиба верхний вал сначала поднимается, а затем опускается. Электрический аппарат работает от двигателя, а ручной от рычага.
Классификация приборов
Видов на практике применяется несколько:
Электрический. В домашних мастерских и в условиях небольшого производства применяются стационарные станки. С их помощью можно выгнуть профили с небольшим диаметром. У оборудования высокий уровень по точности.

Прочность заготовки сохраняется на месте изгиба. Современный процесс цифровой, то есть создание прогиба предполагает использование установки и регулировки посредством монитора;
Гидравлический. В основном предназначен для промышленного производства. Если необходимо провести систему снабжения водными ресурсами, а также обустроить канализацию. Работают исключительно от сетевого ресурса.

Что касается достоинств, к ним относят:
- Большую скорость;
- Мобильность;
- Простой принцип действия;
- Оператор работает с нормальной нагрузкой;
Ручные. Самые недорогие и доступные. Для домашней мастерской самый удобный вариант. Неудобством считается создание нескольких участков с изгибами. Кроме того, пользователь работает с сильной нагрузкой. Работа получается трудоемкой и вести ее возможно исключительно с малым диаметром заготовки.
Описание процесса изготовления
В зависимости профильного диаметра определяется определенная конструкция. До 20-ти миллиметров труба выгибается плитой из бетона. Здесь присутствуют отверстия, в которые надлежит вставить штыри из металла.

Проведя трубу промеж них, получается требуемый угол. Профилегиб выполняется по более усложненному чертежу, если диаметр более чем 25 миллиметров.

Пара роликов первоначально фиксируются на основании. Грань сбоку должна по сравнению с трубой обладать равнозначным диаметром. Промеж роликов устанавливается заготовка.

Одним концом она должна быть закреплена. Второй конец фиксируется на лебедке. Приведя ее в действие, требуется получить требуемый изгиб, а затем остановить механизм.

- При помощи раствора цемента и толстых труб порядка 110 миллиметров (можно меньше) заливается участок. Трубы изначально располагают вертикально в щебенка на расстоянии друг от друга в 50 сантиметров.
- Спустя несколько дней место полностью высыхает. Вовнутрь труб предварительно засыпается кварцевый песок, когда в один конец уже поставлена деревянная заглушка. Обеспечивается наличие небольшого конуса порядка 1 к 25.
- Небольшое количество засыпанного песка нагревается. Он должен раскалится и покраснеть. Дождавшись охлаждения, ссыпается оставшееся количество в вертикальную трубу.

Главное – обеспечить выполнение следующего правила. Каждая засыпанная порция сопровождается постукиванием. Для этой цели можно применить молоток. Пустот быть не должно.

До окончания трубы должна остаться пустота, равная трубному диаметру. Подготовив в пробке несколько отверстий, чтобы дать возможность воздуху выходить, ею затыкают верхнюю часть.

Наличие прямоугольного изгиба говорит о том, что нагревательный интервал должен соответствовать шестикратному размеру диаметра. При шестидесятиградусном можно снизить интервал. Достаточно будет четырех.
Полный прогрев достигается при схождении окалины. Искр быть не должно, чтобы в целостности сохранить структуру детали.
Фото как сделать профилегиб










Как сделать профилегиб своими руками?

Содержание
- Принцип работы гибочного станка
- Правила изготовления
- Подготовка инструментов и материалов
- Размеры и чертежи
- Поэтапное описание работ
- Полезные советы
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.

Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.

Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.

Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.

Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.

Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.

Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.

Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.

Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.


Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
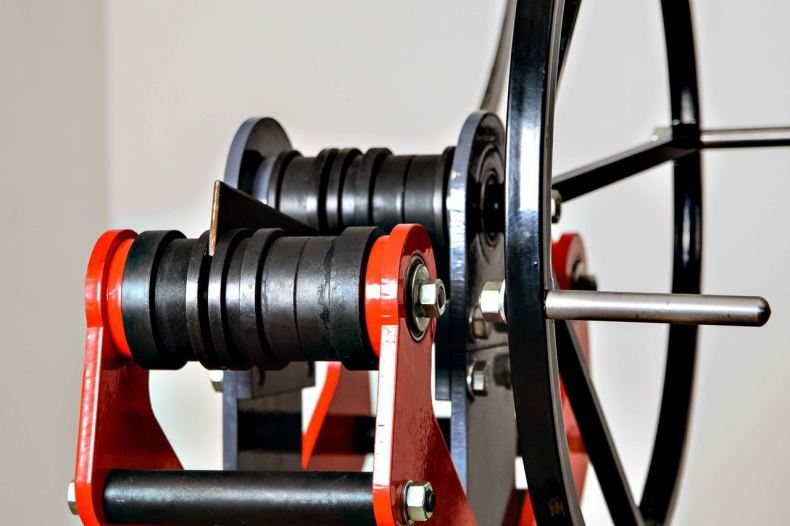
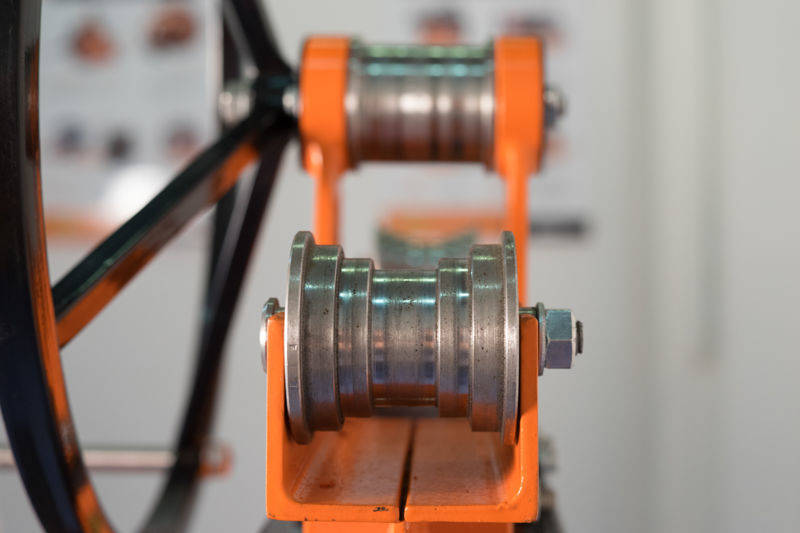
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.

Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.

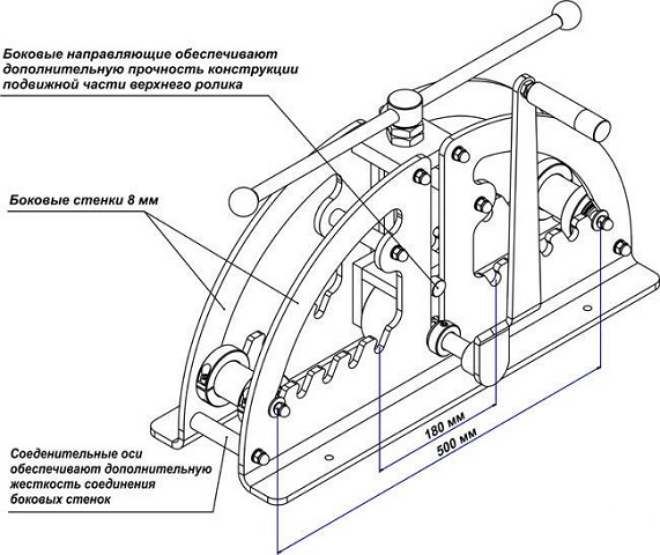
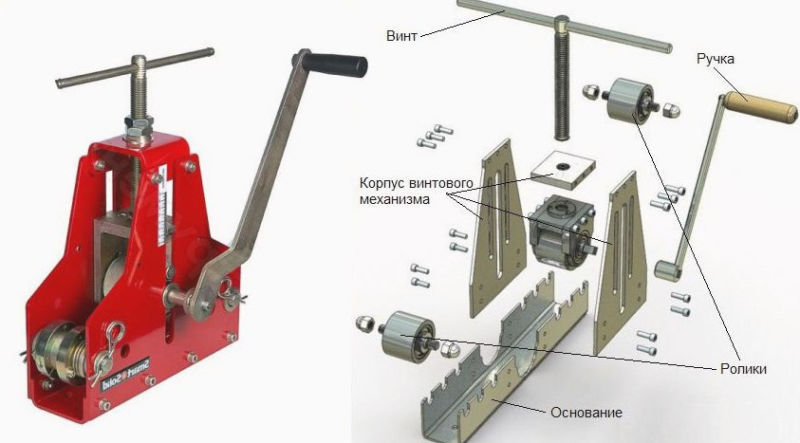
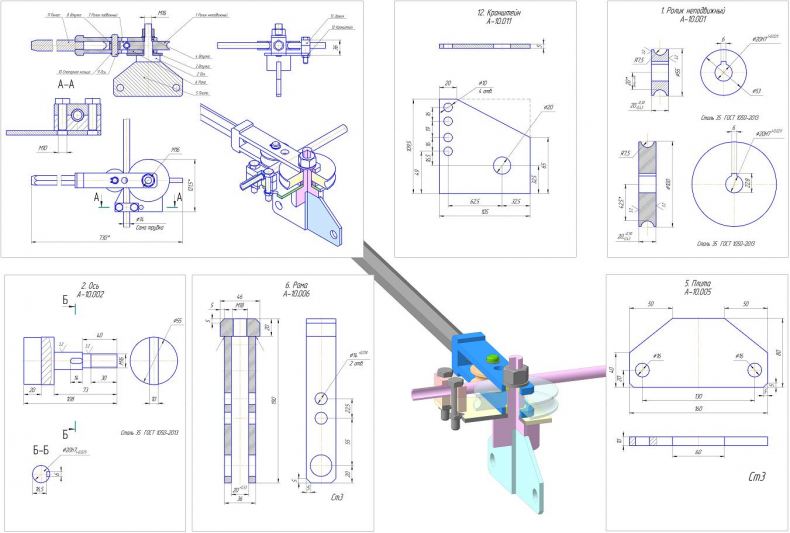
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.

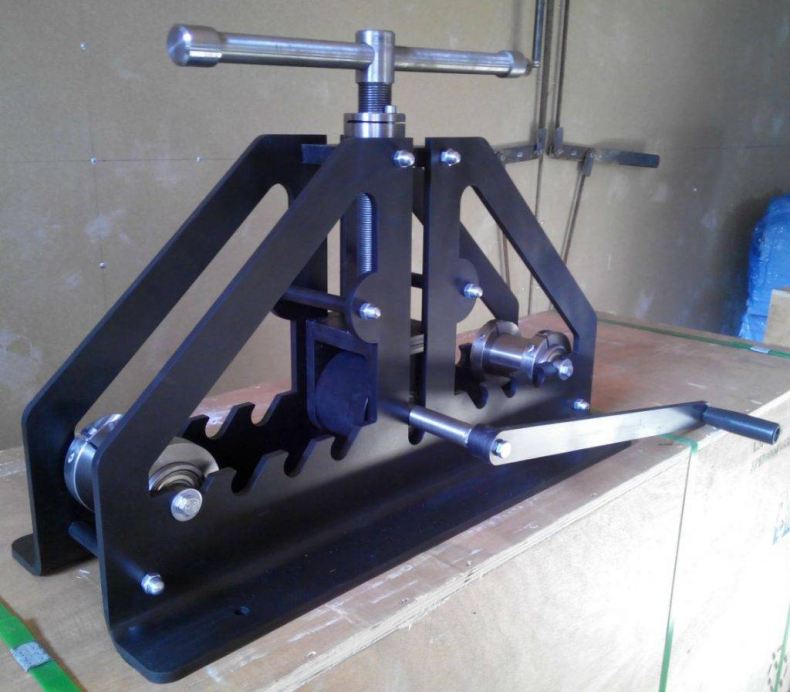
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.

Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.

После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.

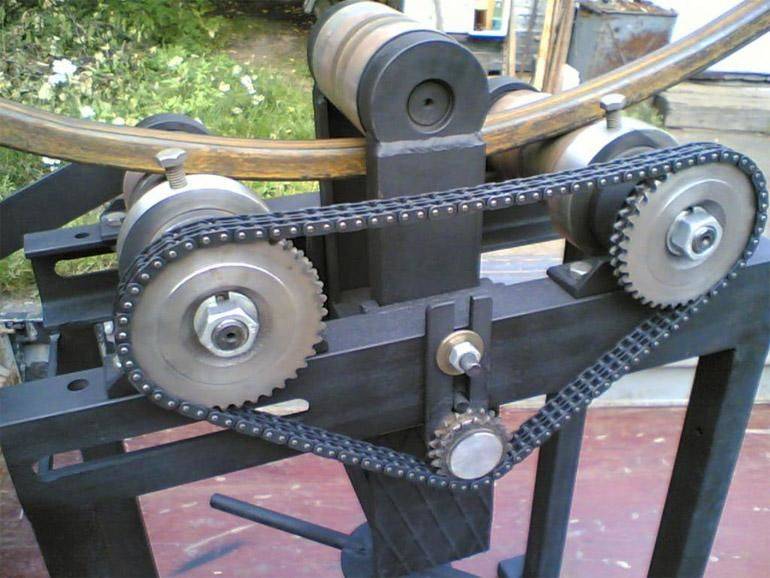
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.

С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.

Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.

Полезные советы
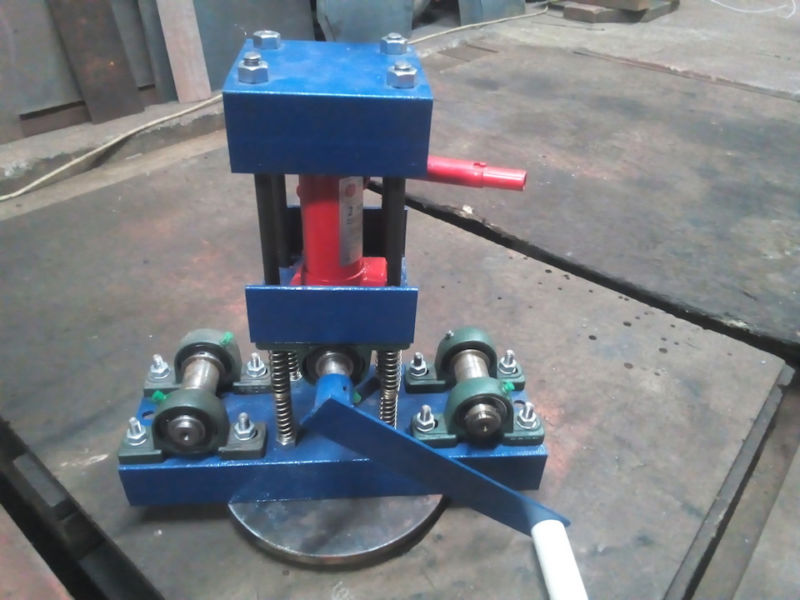
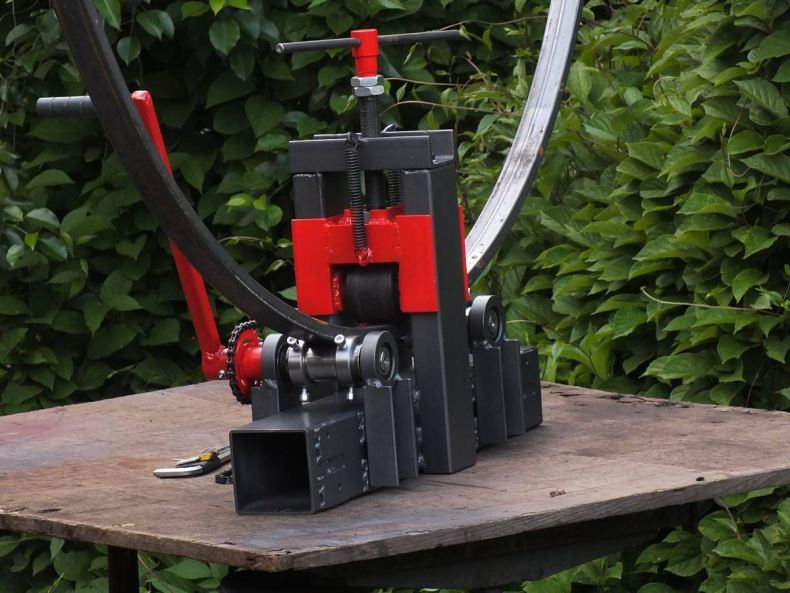
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.

Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.

В следующем видео представлено описание самодельного профилегиба.
Профилегиб своими руками — чертежи с размерами и схемы без токарных работ, для профильной трубы + фото
Металлический профиль широко используется на разных этапах строительных работ. Его используют для возведения малогабаритных конструкций, небольших сооружений и предметов интерьера.
Во многих случаях, чтобы добиться обтекаемых и правильных геометрических форм необходимо немного изменить форму металлической основы. Для этих целей используют специальный станок, но его стоимость порой превышает несколько десятков тысяч рублей.

Согласитесь, что приобретение такого оборудования является нецелесообразным, если оно будет использовано один раз.

В этом материале мы обсудим варианты, позволяющие изготовить профилегиб в домашних условиях с использованием минимального набора комплектующих.

Самодельная конструкция будет иметь привлекательный вид, а также отличаться высокими эксплуатационными качествами. Использовать такое изделие можно для бытовых и промышленных нужд.
Содержание
Методика изготовления станка
Сделать профилегиб можно с помощью простых материалов, которые наверняка присутствуют в каждом доме. Главными особенностями самодельной установки считают следующие критерии:
- Массивную пластину можно использовать для основания. Для этого на поверхность металлической заготовки наваривают несколько уголков, которые будут считаться направляющими. Найти подходящие чертежи можно в интернете, а справится с этапами сборки помогут видеоинструкции. Однако следует учитывать, что если использовать для создания конструкции деревянные детали, то они со временем могут сильно деформироваться под механическим воздействием;
- Осуществить крепёж дополнительных роликов необходимо с помощью шуруповерта. Эти элементы позволят зафиксировать заготовку в неподвижном месте. Специалисты рекомендуют использовать болты, позволяющие регулировать расстояние между роликами в момент гибки металлической заготовки. Настроить станок удастся спустя некоторое время;
- В нижней части металлической пластины привариваем ещё несколько уголков. С их помощью удастся усилить всю конструкцию, а также предотвратить её ломку в процессе эксплуатации. К поверхности уголков рекомендуем осуществить крепёж элементов, которые будут применяться для фиксирования всего устройства на любой поверхности;
- В верхней части направляющей привариваем железную пластину с небольшими отверстиями. Их диаметр должен быть немного больше, чем размер сечения, которые будут применяться для винта;
- Далее, осуществляется монтаж рабочего винта. Для этого фиксируем его с поверхностью рабочего ролика, который позволит создать нужное давление;
- Редуктор или домкрат будем применять в качестве привода. В момент фиксации этих деталей следует учитывать, что длина рукояти влияет на уровень давления, применяемого в процессе воздействия на металлический профиль. В данном случае рукоять будет выступать в качестве рычага;
- Ролики можно изготовить из подручного материала. Для этих целей будем использовать металлическую трубу с определённым диаметром, который должен быть отображён в чертежах.
Какие инструменты и материалы используют?
Для создания подобной конструкции в домашних условиях необходимо заранее позаботиться о наличии нескольких комплектующих. Для этого используют:
- Набор роликов. Их можно создать самостоятельно или приобрести в отделах для ремонта и машиностроения. Для этих целей используют сверхпрочную сталь, способную выдержать высокое давление. Домашние мастера предпочитают использовать несколько валов, а сами ролики изъять из других видов устройств;
- В момент создания будем использовать несколько металлических пластин, толщина которых должна быть от 6 до 10 мм. Их используют в качестве основы, способную принять высокую нагрузку. Помимо этого для создания механизма потребуется 4-6 уголков, длина которых должна быть не менее 35 см;
- Редуктор или домкрат. С помощью этих механизмов удастся создать нужный объём усилия, а также нормализовать равномерную подачу материала;
- Для работы потребуется сварочный аппарат. С его помощью удаётся создать прочную конструкцию, обеспечить крепкие швы и предотвратить преждевременную поломку всего устройства;
- Болгарка. Этот инструмент применяется для изменения габаритов металлических заготовок, которые будут применяться для создания домашнего оборудования;
- Измерительная лента;
- Набор напильников и шлифовальных насадок, которые можно зафиксировать на поверхности болгарки.
Как устроен профилегиб?
Самодельные сооружения можно создать при помощи технических чертежей. Как правило, такая документация снижает риск неудачи и предотвращает нарушение в процессе проведения работы.
Предлагаем рассмотреть устройство профилегиба, которое была разработана для изгибания металлических заготовок, имеющих прямоугольное и квадратное сечение:
- В качестве основного элемента в устройстве такого оборудования используют несколько роликов. Их размеры и диаметр будут различаются. Что же касается расстояния между этими элементами, то оно может быть абсолютно любым в зависимости от состояния опоры. Главная задача третьего валика заключается в передаче определённого давления и фиксации изгиба;
- Следует учитывать, что третья деталь обладает определённой свободой хода. Установить этот параметр можно при помощи специальных направляющих;
- С помощью редуктора удаётся создать нужное усилие. Этот механизм способен оказывать небольшое усилие, применяемое для плавной гибки металлических заготовок. Для работы может использоваться различные металлы, отличающийся техническими показателями и площадью сечения.
Согласно технической документации большая часть нагрузки будет распределена в районе основы станка. Именно поэтому для этих целей рекомендуют использовать прочные типы металлов.
Разновидности профилегиба
Главным признаком, по которым классифицируют данное устройство, считают наличие привода. Чтобы изменить форму металлической поверхности, необходимо приложить небольшое усилие. Физическое воздействие рассчитывается с учётом толщины детали и материала, из которого она изготовлена.
Современные конструкции подразделяются на:
- Конструкция с гидравлическим приводом;
- Механизмы с электроникой;
- Ручные модели.
Выделяют несколько критериев, по которым можно выбрать качественное оборудование. Для этого необходимо учитывать:
- Показатели силы;
- Наличие электрического или гидравлического привода;
- Длина рукояти;
- Мобильность конструкции;
- Механизмы автоматизации, облегчающие процесс работы.
Чертежи и фото идеи для самодельного профилегиба





















Об авторе: Эксперт в области электричества, общих вопросов
Задать вопрос
Во время строительных работ нередко используются металлические изделия. Чаще всего они монтируются на прямолинейных участках, поэтому проблем не возникает. Однако, бывают случаи, когда конструкция имеет искривленную форму, тогда появляется необходимость согнуть трубу (например, профиль для устройства теплицы) под определенным углом. На производстве данный процесс происходит при помощи профессиональных трубогибов. Однако при частном строительстве, когда нужно провести небольшой объем работ, нет необходимости покупать дорогое устройство. В этом случае можно изготовить простейший профилегиб своими руками или приобрести ручной трубогиб с минимальным количеством функций. Обо все этом подробнее далее.


Способ размещения
Стационарный. Устройство обладает большими размерами, высокой производительностью и требует наличия крепкого и устойчивого основания – заливают фундамент или сваривают металлический короб. Применяется в промышленности для работы с большими диаметрами и сложными изгибами.
Переносной. Обладают средними размерами. В качестве основания для установки создают металлический каркас или основу. Подходит для применения в мастерских и на малых производствах. Возможно самостоятельное изготовление.
Ручной. Мобильное устройство, применяемое для сгибания тонких металлических профилей, используемых в качестве элемента декорирования или украшения. Нет необходимости в создании твердого основания или каркаса.

Возможно устанавливать на любую ровную поверхность без специальной подготовки. Использование чертежей позволяет изготовить ручной профилегиб своими руками.

Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
- Устройство обладает небольшими габаритами и простотой в эксплуатации. Ручные профилегибочные станки самые дешевые, а также их просто изготовить.
- Чаще всего рассматриваемое оборудование встречается в частных мастерских или гаражах.
- Стоит учитывать, что ручной профилегибочный станок может применяться для гибки труб небольшого диаметра. Это связано с тем, механический привод не может создавать сильное давление.
- При применении ручного профилегиба нельзя изготовить изделие, которое соответствует чертежу.

Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Гидравлический тип привода
Широко применяется на промышленных производствах. Обладает следующими преимуществами:
- универсальность и высокоэффективность. Возможно обрабатывать профили, обладающие разными сечениями. Нет ограничений по количеству.
- возможность автоматизации производства.
Сложность конструкции не позволяет сконструировать станок самому.

Основное назначение профилегиба
Сейчас профилегиб широко используется при изготовлении алюминиевых, медных, стальных и ПВХ труб, а также для прокладывания систем водо- и газоснабжения, и при прокладке кабелей. Профилегиб применяется для гибки разных заготовок:
- цельных заготовок квадратного и прямоугольного сечения;
- балок;
- уголков;
- труб;
- двутавров;
- швеллеров;
- металлических прутков и т. д.
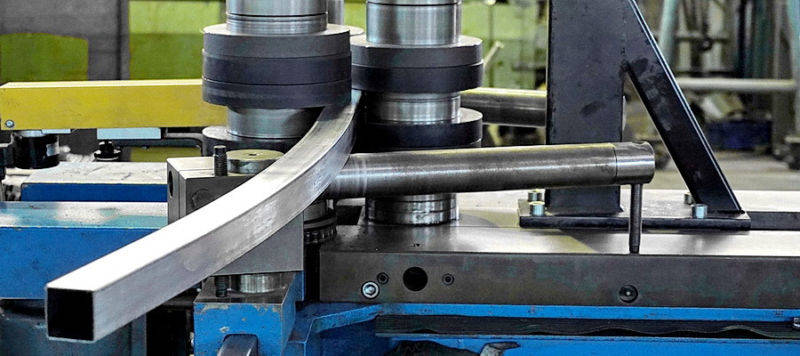
Когда металл нужно выгнуть под необходимым углом, то, как правило, применяют ручной самодельный профилегиб. Этот станок дает возможность выгибать своими руками металлический профиль с помощью холодного проката без нагревания изделия. При этом профилегибочные станки дают возможность создавать изделия с симметричными или несимметричными контурами знакопеременной или одинарной кривизны.
Основным преимуществом профилегибов является изгиб за один прокат. При этом можно обрабатывать стальные профили в вертикальной и горизонтальной плоскости, делать из заготовок окружности или спирали. Станки дают возможность выполнять замкнутые и открытые контуры, а также контуры, имеющие плавный переход.
Сейчас профилегибы пользуются огромной популярностью во многих строительных сферах: морской, энергетической, спортивной, электрической, автомобильной, мебельной, нефтехимической промышленности. Процесс изгибания проходит по радиусу и имеет два основных этапа: изделие прокатывается между валиками с одновременным прижимом боковых валиков или верхнего ролика.
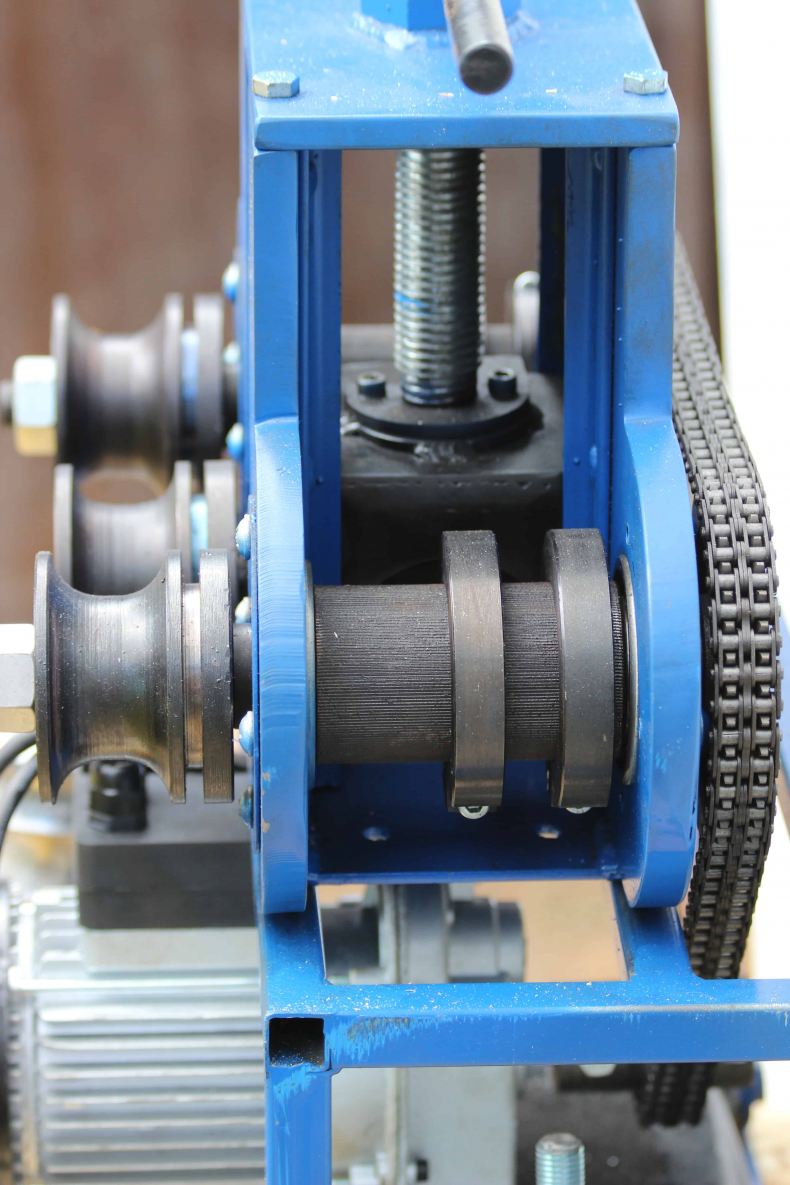
Конструкция профилегибочного станка
обрабатывать любые изделия
Выделяют четыре вида систем профилегибов. Конструкция с верхним подвижным валиком является самым простым видом в плане работы механики, в этом случае перемещается только верхний валик. Устройство этого механизма может отличаться:
- гидравлический ролик – управляется гидросистемой непосредственно верхнего ролика;
- верхний ручной ролик – управляется с помощью редуктора.
Это положение роликов позволяет рассчитать возможный радиус для изгибания деталей с минимальными погрешностями на упружнения металла или небольшим градиентом во время деформации профиля. Эти чертежи профилегиба своими руками являются сегодня самыми популярными.
Станки с левым роликом более удобней для завивки спиралей, они дают возможность производить аналогичные функции, как и вышеописанные профилегибы, с отличием только в механизме привода бокового валика. Модели оборудованы ЧПУ, то есть, контролируют градиент изгибания: выгибают изделие с исходного чертежа, либо управляются с предустановленными функциями.
Станки с нижними роликами применяются, в первую очередь, для гибки больших профилей, так как усилие гибки равномерно распределяется на два нижних вала, а механизм привода полностью гидравлический. У каждого ролика находится свой контроллер месторасположения, для сохранения возможности изготовления спиралей. Этот механизм считается самым используемым, так как валики вращаются по сегменту окружности.
Станки, где все ролики подвижные, имеют наиболее сложный механизм, и включают в себя все преимущества вышеописанных станков. Эти профилегибы могут выполнять работу, которую делают по отдельности предыдущие устройства.
Принцип работы профилегибочного станка
механических и электрических элементов
Перед первым запуском ролики чистятся от консервирующей смазки при помощи сухой ткани, а также проверяется соответствие напряжения сети с необходимым для профилегиба. Затем аппарат обкатывается в холостом режиме в течение получаса. Если появляются отклонения от нормального режима, то профилегиб останавливают и убирают неисправности.
Заготовки чистят от смазки и проверяют упругость металла, которая обязана быть одинаковой по всей длине изделия. Затем валики настраивают для обработки детали в следующей последовательности:
- гайки крепления прижимных и опорных валиков откручивают ключом;
- устанавливают ролики на валы со шпонкой и крепят с помощью гаек;
- при помощи рукоятки поднимают вверх прижимной валик;
- деталь зажимают между роликами;
- после под высоким давлением между валами проходит прокатка.
Уровень кривизны задается при помощи опускания и поднятия верхнего вала. В ручном станке механизм работает с помощью рычага, который перемещает оператор. Электрический профилегиб работает за счет электродвигателя.
Электрический тип привода
Электрический привод профилегиба, как правило, применяется в мастерских любителей, имеющих малую площадь и небольшое количество операций, а также в быту. К недостаткам относится меньшее давление и отсутствие защиты от возможных перегрузок.
Энергия подается с помощью электродвигателя, который создает крутящий момент и передает его на рабочую деталь. К преимуществам электрических профилегибов относится:
- Компактность и высокая эффективность.
- Высокая точность при проведении работ.
- Возможна работа в полу- или автоматическом режимах.
Для чего нужен трубогиб?
Благодаря совершенствованию производства, современные устройства могут изогнуть трубу любого размера и из любого материала (например, сталь, ПВХ, алюминий) до 180°. Данное оборудование незаменимо при проведении сложных строительных работ и, особенно, при прокладке инженерных сетей (отопления, водоснабжения, газоснабжения и так далее). Кроме того, они часто применяются для благоустройства приусадебных участков.

При помощи профилегиба можно сгибать следующие элементы:
- Балки.
- Целостные заготовки прямоугольной или квадратной формы.
- Швеллеры.
- Двутавры.
- Трубы.
Фото самодельного трубогиба для профильной трубы
Ручной тип привода
Наиболее дешевый вариант, который обусловлен простотой изготовления. Доступные чертежи профилегиба своими руками относятся именно к этому варианту конструкции.
Основными отличительными чертами ручного привода:
- Компактный размер, простота и дешевая стоимость.
- Распространен для личного применения или в малых мастерских.
- В основном используется для гибки профилей малого диаметра, что связано с созданием невысокого давление и невозможности использовать для более толстых профилей.
- Низкая точность полученного изделия.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Прессование
Для создания станка на основе прессования потребуется установка матрицы, пуансона.
Обратите внимание!
- Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
- Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
- Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи

Классификация профилегибов
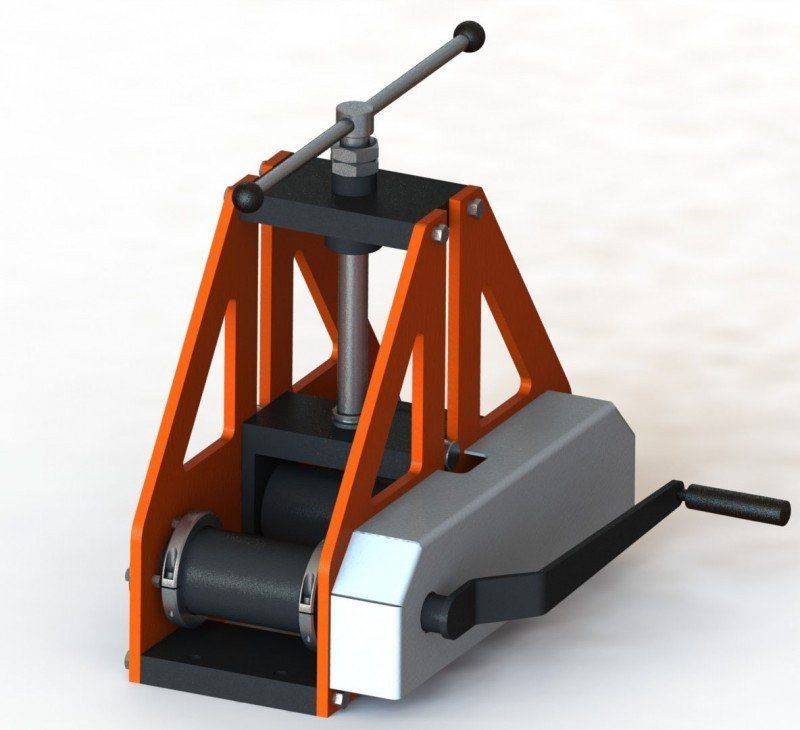
По внешнему виду классический профилегиб имеет форму «Т». Есть несколько видов данных устройств, отличающиеся стоимостью, качеством и техническими характеристиками.
Электрические профилегибы
Угол выгиба отмечается разными способами. При механическом способе устанавливаются специальные метки, они напоминают стрелки часов. Но наиболее современным методом является цифровой, когда прогиб создается с помощью электронной установки и регулируется оператором через монитор. Но этот инструмент отличается большим весом и высокой ценой.
Гидравлические профилегибы
Это оборудование используется в промышленности. Их применяют при обустройстве систем водоснабжения или канализаций, и они отлично подходят для стационарных условий. Гидравлические профилегибы отличаются тем, что могут работать только от сети. Главным достоинством является:
- сохранение мобильности;
- высокая скорость;
- отсутствие нагрузок на оператора;
- простота работы.
Ручные профилегибы
Это оборудование является самым доступным и дешевым, его можно установить в домашней мастерской для работы своими руками, так как оно не подразумевает профессиональной подготовки устройства. Но есть и недостатки:
- неудобство выполнения нескольких изгибов на одном изделии;
- высокая нагрузка на пользователя;
- продолжительное выгибание по времени;
- работа только с небольшим диаметром труб;
- почти не контролированный радиус изгиба.
Но даже при этих недостатках, этот профилегиб является самым приемлемым вариантом для работ своими руками в домашних мастерских. Если при устройстве водопровода или отопления вам нужно выгнуть всего несколько труб или прутков, то покупать дорогостоящий инструмент нет смысла. Ручной профилегиб великолепно справиться с данной задачей.
Разновидности ручных профилегибов
Первый способ самый популярный. По детали, которая подвергается выгибанию, передвигаются специальные валики, воздействующие на нее своей силой, и выгибающие ее. Это оборудование выгибает трубу с помощью неподвижной оправы. Почти все модели дают возможность выгибать до 180 градусов.
Следующий вариант, это профилегибы, выдавливающие трубу специальным устройством. Они перемещают оправу навстречу выгибаемой трубе. Этот вариант исключает появления складок благодаря подвижной оправе и не сминает изделие. При этом он оборудован храповыми механизмами, позволяющими существенно повысить усилие руки.
Если же нужно выгнуть очень толстую трубу, то в этом случае не обойтись без гидравлического ручного профилегиба. Он оборудован специальными поршнями, создающими давление на трубу в несколько десятков тонн. Это устройство может выгибать до 180 градусов.
Прокатка
Чтобы добиться требуемой формы изделия, применяют ролики, позволяющие сгибать трубы согласно требуемым параметрам и получать продукт с точно заданными характеристиками.

Для каких изделий чаще всего применяют гибочный станок?
- профилей, имеющих сечение разного диаметра;
- стальные трубы;
- прудок;
- уголок;
- швеллер и т.д.
Давайте подробно разберемся, что необходимо, чтобы сделать профилегиб своими руками, и какие этапы работы необходимо выполнить.

Конструкция и чертеж трубогиба для профильной трубы
Устройство для сгиба профильной трубы – ручное, электрическое или механическое оборудование с относительно небольшими размерами и весом. В работе применяется технология холодного проката. А для кривизны оптимальных параметров и обработки деталей разных разметов и видов используются специальные насадки.

Профилегибочные станки являются роликовыми механизмами и бывают четырех видов:
- С верхним подвижным роликом.
Самый распространенный и простой вид. При этом, если профилегиб ручной, ролик движется под управлением редуктора, если гидравлический – гидросистемы. Погрешность данного вида устройств – минимальна.
- С левым подвижным роликом.
Кроме обычного сгиба детали, данное устройство способно завивать спирали. Для контроля сгибания такие станки оснащены ЧПУ с возможностью заранее установить параметры процесса. Поэтому у готового изделия параметры сгибания максимально соответствуют начальным параметрам.
- Станки с подвижными нижними коликами.
Применяются для сгиба крупных заготовок. Такие трубогибы бывают только гидравлическими и отличаются полным автоматизированным управлением.
- Трубогибы, все ролики котороых двигаются при работе.
Самое технологически сложное устройство, вмещающее в себя плюсы всех вышеперечисленных видов. Он способен провести полный цикл гибочных работ над деталью.

Чертежи как покупного, так и самодельного трубогиба для профильной трубы зависят от вида прибора. Но есть элементы, присутствующие в каждом устройстве: рама, трубные упоры (два или больше), валы.

Рама (или станина) предназначена для закрепления на ней остальных деталей. Она может быть одного из двух видов:
- Закрытая (имеет сложную конструкцию, поэтому изготавливается на заводах; требует определенных навыков при эксплуатации, однако является более безопасной, чем открытая).
- Открытая (характерна для трубогиба, сделанного своими руками по чертежам; размеры такой рамы относительно небольшие, поэтому использовать ее несложно).
Технологические особенности создания профилегиба
Обращайте внимание на то, что есть в наличии под рукой в данный момент. Изготовление ручного профилегиба по чертежам с необходимыми размерами требует много усилий, терпения и навыков работы, а также умения разбираться в чертежах и схемах.
Именно наличие подходящего инструментария и материалов позволяет быстро и качественно создать станок для гибки профилей с минимальными затратами самому в бытовых условиях. Чем проще станок, тем меньшее количество опций будет ему доступно.
Обратите внимание!
- Лебедка своими руками: классификация, материалы изготовления, описание этапов работы + инструкция для сооружения своими руками
Струбцина своими руками — пошаговое изготовление и описание вариантов применения струбцины
Нож своими руками | Поэтапное описание как и из каких материалов сделать самодельный нож


Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.


Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.

Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.

Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.

Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).

Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.

Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
Особенности конструирования станка
- В качестве оснований или каркасов используйте металлические пластины и уголки, имеющие большое сечение. Это самая простая конструкция. Направляющими являются уголки. Их сваривают с пластиной. Можно использовать деревянные основания, но не следует забывать, что они не выдержат сильного механического воздействия.
- Дополнительно ролики, применяющиеся для фиксации заготовки, закрепляются болтами через отверстия, которые сформированы в уголках. Болты позволяют проводить быструю регулировку расстояния между роликами, легко меняя радиус кривизны.
- Увеличение жесткости и прочности основания в нижней части требует установки дополнительных уголков. К ним крепятся составляющие, которые позволяют фиксировать станок на основании.
- Верхние направляющие посредством сварки соединяются с пластиной, имеющей диаметр отверстия больше диаметра винта, который передает усилия.
- Соединение винта и рабочего ролика должно быть достаточно крепким.
- Привод передает усилия и чем больше длина рукоятки, тем больше будет передаваемое усилие.
- Ролики изготавливают из трубы определенного диаметра. Можно использовать деревянные ролики, но они обладают невысокой нагрузкой.

Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.


Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы.
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.

Инструментарий для сборки профилегиба?
Рекомендуем за роликами обратиться в специальные магазины или заказать их производство. При самостоятельном изготовлении можно применять:
- спупицы от велосипеда. Обладают малыми нагрузками. Подходят для сгибания труб диаметром до 40 мм.
- лом. Для этого необходимо отрезать требуемую длину и одеваем подшипники требуемого диаметра.
- трубы и покупные шайбы.
Толщина пластин, применяемых для изготовления основания, должна лежать в диапазоне от 5 до 8 мм. Это позволяет выдерживать самые высокие нагрузки и эффективно выполнять задуманную работу. Дополнительное усиление конструкции можно провести уголками, имеющими длину 25-30 мм.
Механизмом, который выполняет передачу усилий, является редуктор. Изготовить его самостоятельно практически невозможно, поэтому советуем обратиться в специализированные магазины. Можно воспользоваться подручными средствами, например, взять домкрат.
И, конечно же, не забывайте об использовании специализированного инструментария:
- Сварочный аппарат. Применяется для крепкого соединения элементов станка между собой, что повышает прочность, надежность.
- Обрезка и получение необходимой длины изделия требует применения болгарки.
- Чертежи с размерамидля изготовления профилегиба своими руками требуют применения измерительного оборудования. Не соблюдение инструкции и размеров элементов, составляющих конструкцию, не позволит создать инструмент для получения изделий с точно заданными показателями.
- Приборы для шлифовки, которые позволят довести элементы до совершенства, придать гладкость формам, убрать неровности, которые могут негативно сказаться на конечном изделии.

Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно изготовить самостоятельно или приобрести. Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
- При изготовлении основания применяются пластины толщиной 5-8 мм. Они предназначены для принятия высокой нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться при помощи специального механизма, к примеру, редуктора. Изготовить его своими руками достаточно сложно, но можно получить устройство из разбора. Кроме этого, большой популярностью пользуются устройство для гибки из домкрата.

Самодельный профилегиб
Создать станок своими руками можно исключительно при наличии определенных инструментов:
- Сварочного аппарата. Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью.
- Болгарка. Для изменения длины и формы применяемых материалов применяется метод механической обработки. Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
- Различные измерительные приборы. Создаваемая конструкция должна иметь точные размеры, так как в противном случае получить изделие с требуемыми показателями будет невозможно.
- Напильники или шлифовальное оборудование. Стоит учитывать, что при резке могут образовываться заусенцы и другие дефекты, которые требуют обработки при применении специального инструмента.
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция
Создание долговременной и практичной конструкции профилегиба требует применения изделия из металла. Главным условием является жесткость основы, чтобы выдерживать большие нагрузки.
Обратите внимание!
- Тиски своими руками: простые и надежные самодельные тиски от А до Я (190 фото)
-

Вибростол своими руками — выбор материалов, узлов и агрегатов для вибростола с пошаговым описанием изготовления
- Зернодробилка своими руками — принцип работы, виды и особенности создания устройства для переработки зерновых культур


Для этого подойдет швеллер. Он обладает требуемой прочностью и большой площадью поверхности для монтажа необходимых элементов.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.

Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать
Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Ориентируйтесь на то, что есть в данный момент под рукой
Главной составляющей профилегиба является силовой узел. Составляющими компонентами служит винт с нанесенной резьбой, диаметром больше 16 мм, или домкрата. Резьбовой узел, который используется как силовой, позволяет собрать профилегиб, имеющий центральный подвижный ролик.
Домкрат позволяет изготовить профилегиб:
- с крайним роликом, который подвижный, и переламывающей станиной;
- с центральным подвижным роликом и крайними подвижными роликами.
На гибку труб конструкция профилегиба не оказывает существенного влияния. При гибке труб, имеющих большое сечение, оба вала лучше сделать приводными. Для соединения валов между собой можно воспользоваться велосипедными звездочками и цепью. В случае гибки труб, имеющих малый диаметр, возможно обойтись одним роликом.

При проскальзывании роликов потребуется уменьшить давление, которое оказывает главный ролик. Это позволит устранить проблему.

В качестве ручки для ролика можете использовать педаль от велосипеда или даже штурвал, как у моряка.

При гибке изделия в кольцо, потребуется убрать верхние ролики, чтобы вытащить изделие из профилегиба.

Давайте подробнее ознакомимся с тем, как сделать ручной профилегиб в домашних условиях своими руками. В качестве профилей возьмем изделия с прямоугольным или квадратным сечениями.

Как уже было сказано, к основным элементам относятся ролики, имеющие разный размер, и устанавливаются на различном расстоянии друг от друга. Они являются опорными элементами. Один из роликов относится к направляющим и формирует требуемый изгиб изделия.
Другой валик обладает запасом хода. Его ограничивает использование направляющих.
Редуктор применяется для передачи усилия, которое позволяет произвести гибку изделий разного сечения в требуемую форму.
Поскольку нагрузка действует на каркас всей конструкции, то это требует изготовления крепкого металлического каркаса и применения прочных и долговременных материалов.
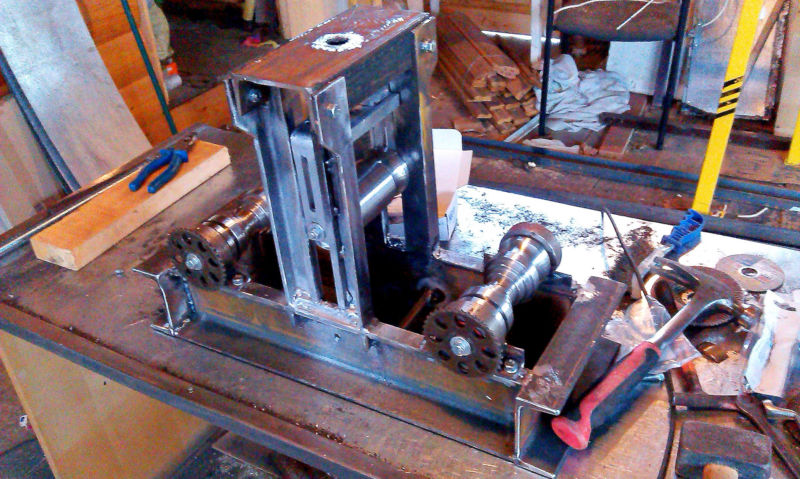
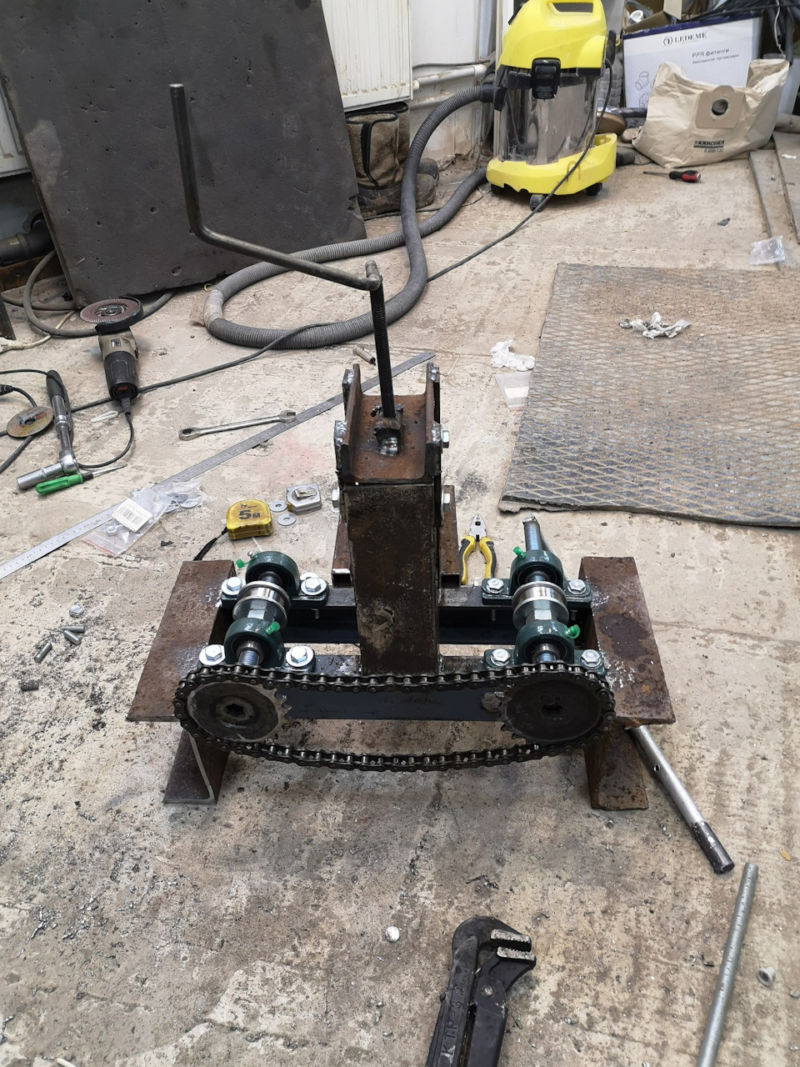
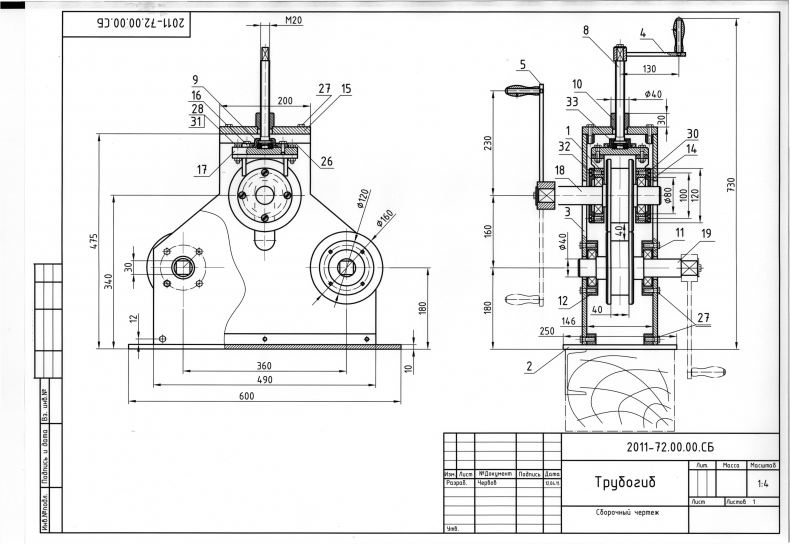
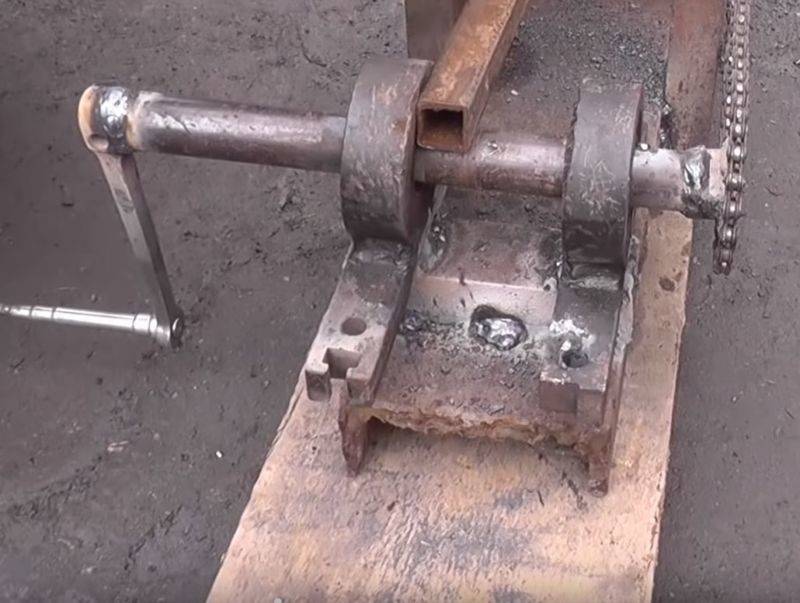
Изготовление станка для гибки профильных труб из металла
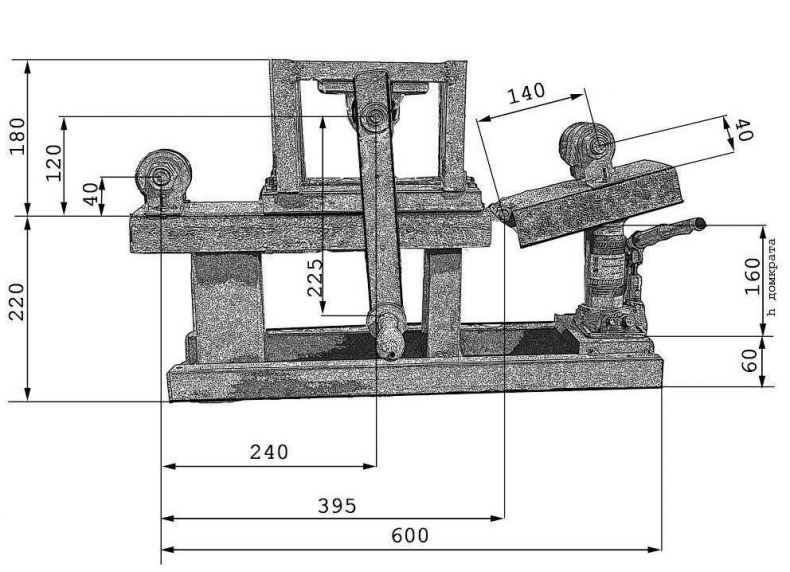
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
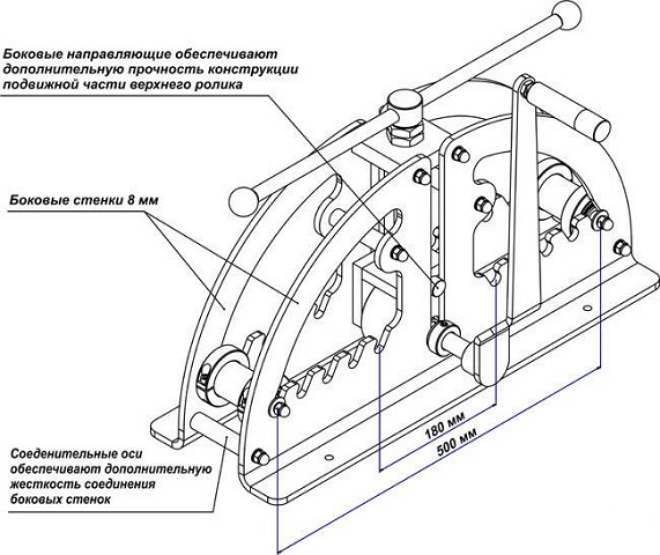
- Прикинул размеры профилегиба.

- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.
- Примерил детали.
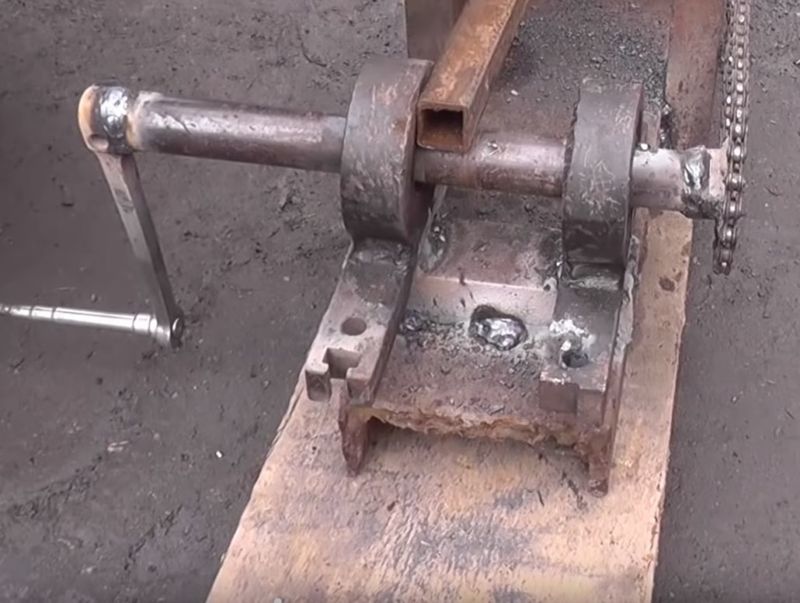
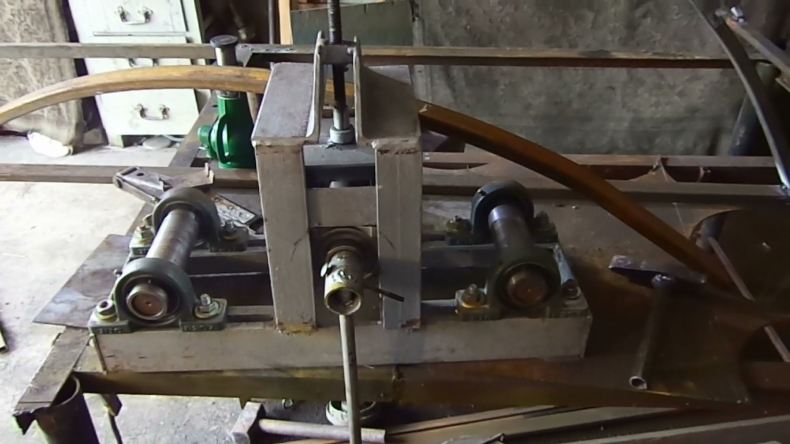
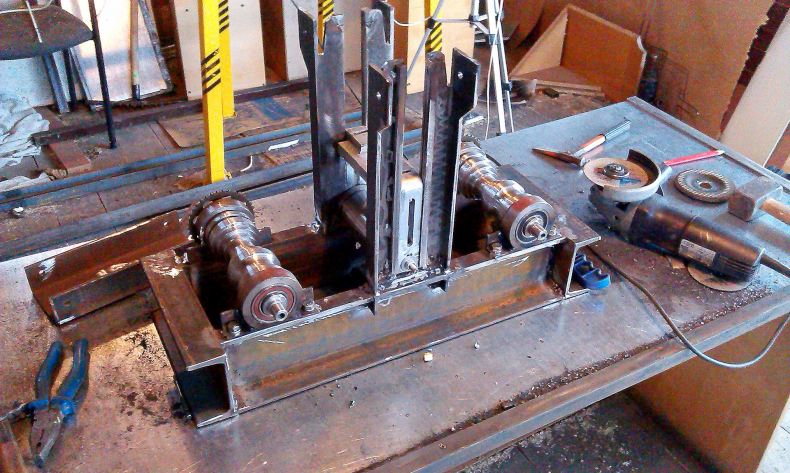
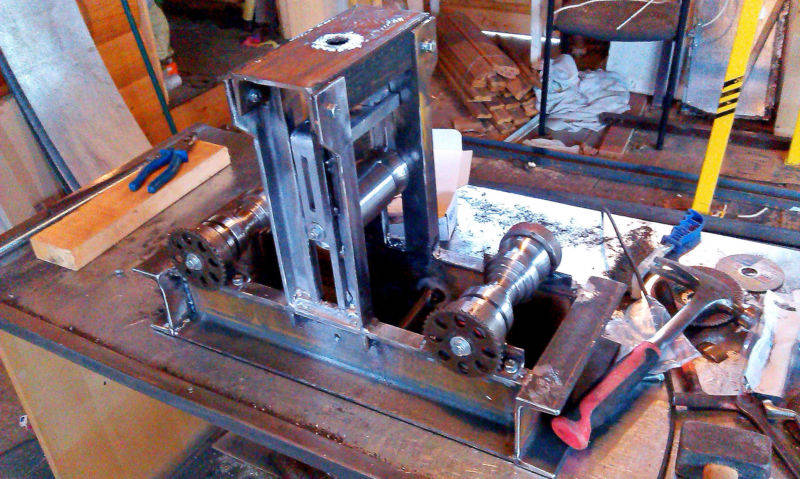
- Собрал корпус гибочного станка из швеллера.
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.
Ролики смастерили из набора гаек, подшипников и шайб.
- Этапы изготовления нажимного ролика.
- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.
Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.
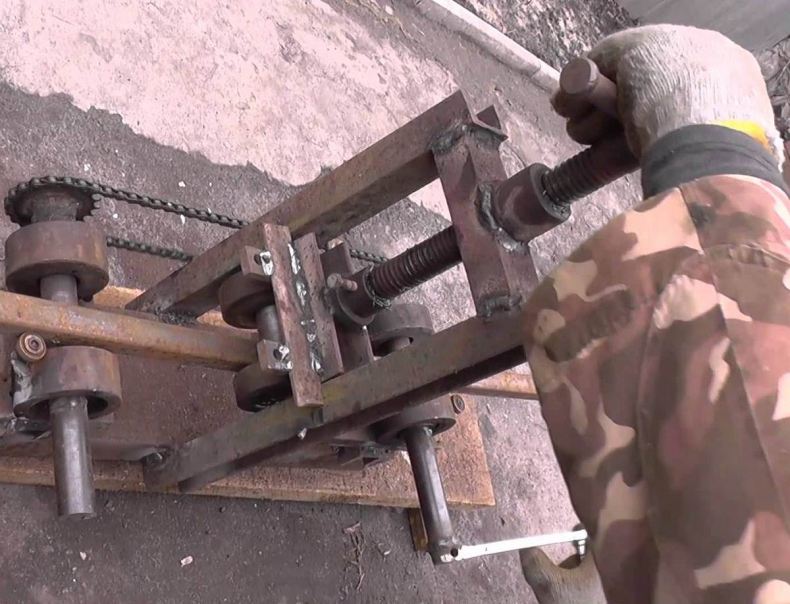
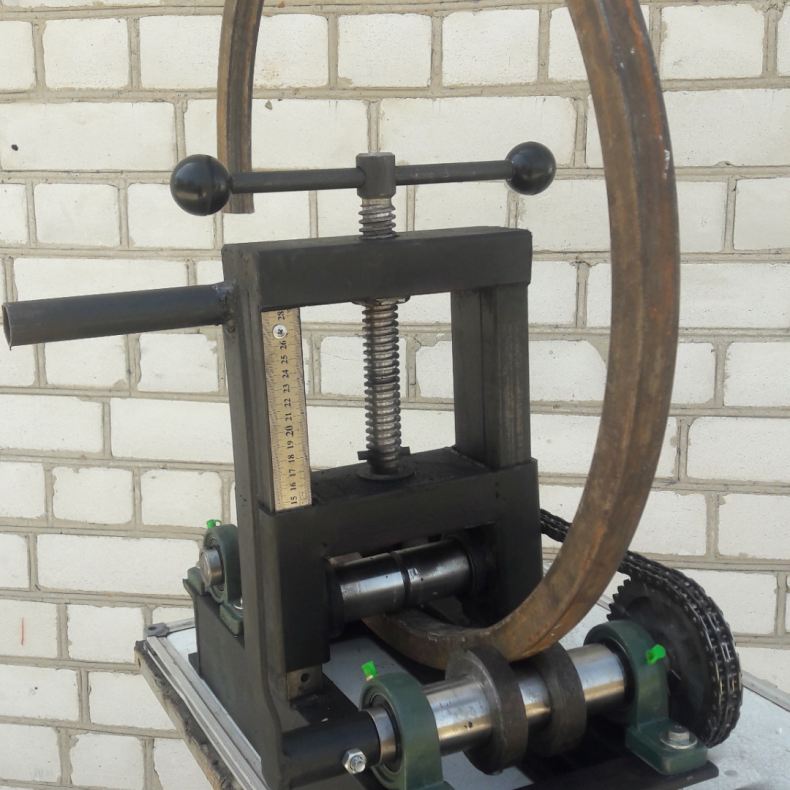
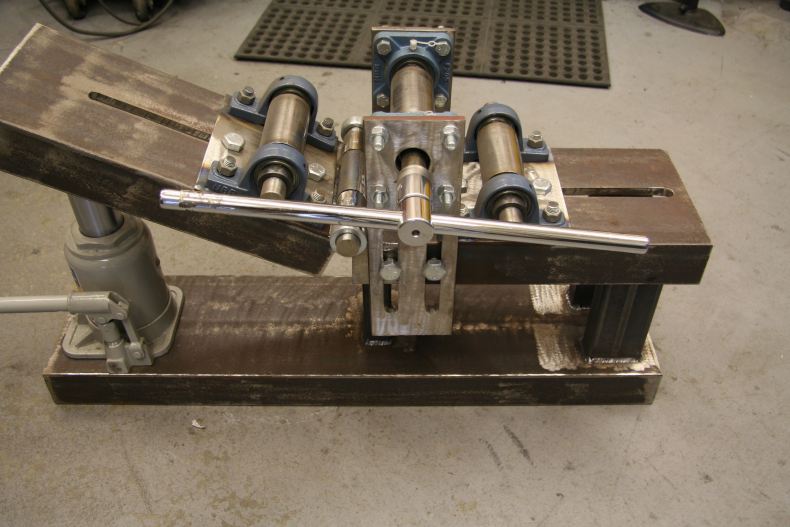
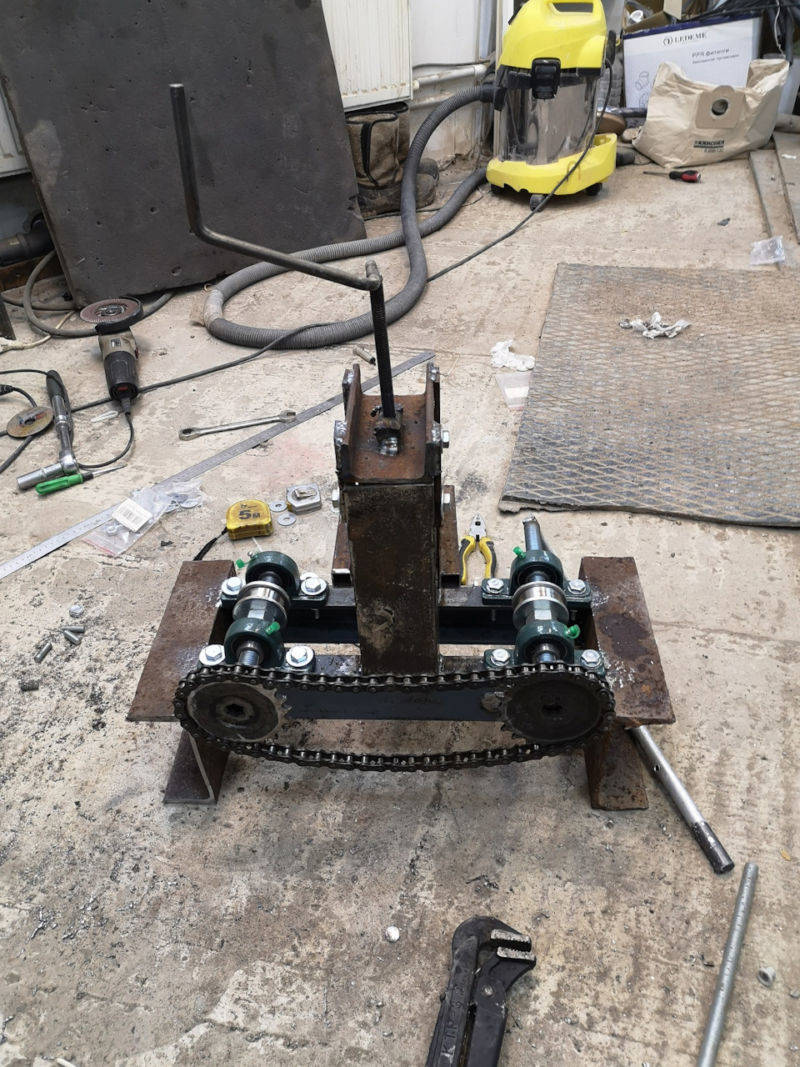
Конструкция в сборе.
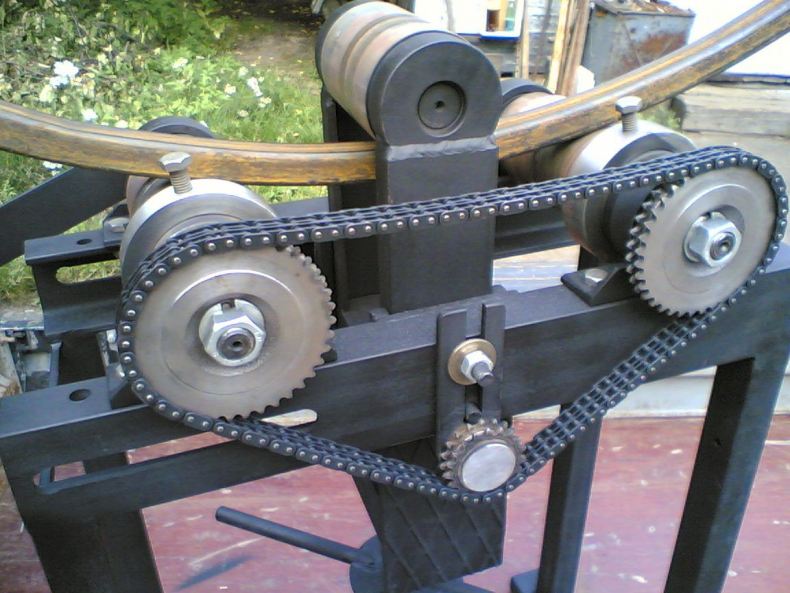
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.
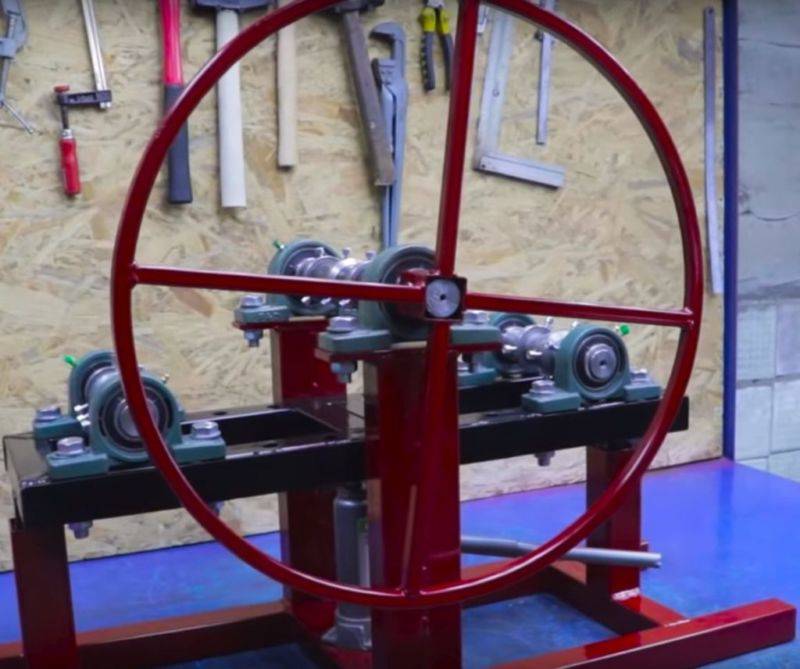
Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.
Готовая конструкция.
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.
Высота профилегиба.
Pin008Участник FORUMHOUSE
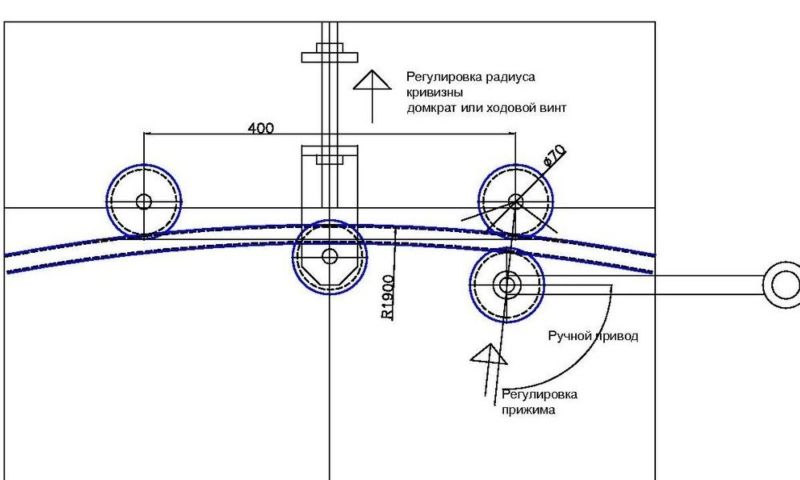
Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.
При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Совет
В интернете представлено большое количество не только чертежей, инструкций и схем для создания требуемой конструкции, а также видеозаписей от профессионалов своего дела.
Для более детального и подробного понимания как правильно создавать профилегиб своими руками, рекомендуем изучить такие видео. Они помогут визуализировать тот фронт работ, которые необходимо сделать и разобрать основные вопросы, с которыми можно столкнуться при конструировании профилегиба.

Методика проведения работ
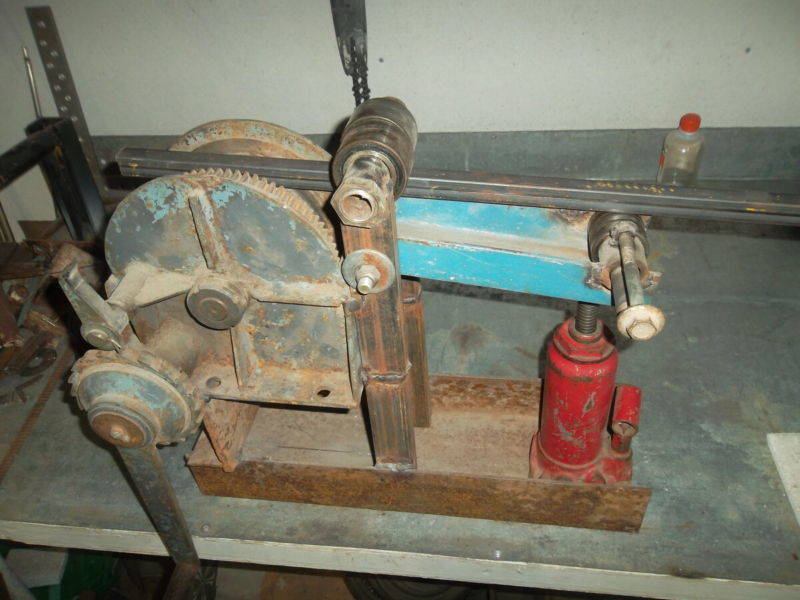
Довольно часто сегодня домашними мастерами используется профилегиб ручной. Своими руками как сделать такую установку, вы сможете понять, если прочтете статью. Для работы понадобится ещё цементный раствор и толстые куски трубы, диаметр которых может быть равен пределу от 60 до 110 мм. Можно применить швеллеры, они превосходно для этого подходят.
Цементная площадка устраивается на земле, куда устанавливаются обрезки труб. Их необходимо установить вертикально в щебень. Максимальная дистанция между элементами должна составить около 0,5 м. Участок следует залить цементом, однако трубы должны оставаться в строго вертикальном положении. Раствор нужно оставить до момента высыхания на несколько дней. Для того чтобы исключить возникновение трещин, смятия и вспучивания, перед нагреванием труба должна быть наполнена кварцевым песком. Перед этим один конец закрывается деревянной пробкой. Длина должна быть равна двум диаметрам трубы. Конусность может составить 1 к 1000 или 1 к 2500.
В отрезок трубы насыпается немного песка, а после проводится нагревание до темно-красного цвета
Как только будет достигнуто охлаждение, песок засыпается полностью, а мастеру следует обратить внимание на стенки трубы. Труба должна быть расположена вертикально, в неё нужно насыпать песок
При этом важно соблюсти правило, которое гласит: после каждой порции необходимо приподнимать трубу и постукивать по ней с помощью молотка. Эти действия выполняются до тех пор, пока пустоты не будут заполнены
Проверить их наличие или отсутствие можно, простучав трубу. Если вы услышите пустой звук, то внутри осталось пространство. Песок не должен доходить до верхней части трубы на длину диаметра. Сверху забивается пробка, но предварительно нужно сделать несколько отверстий для выхода газов. Используя мел, вы сможете нанести отметку на трубу в то место, где следует осуществить самое большое изгибание.
Фото профилегибов своими руками
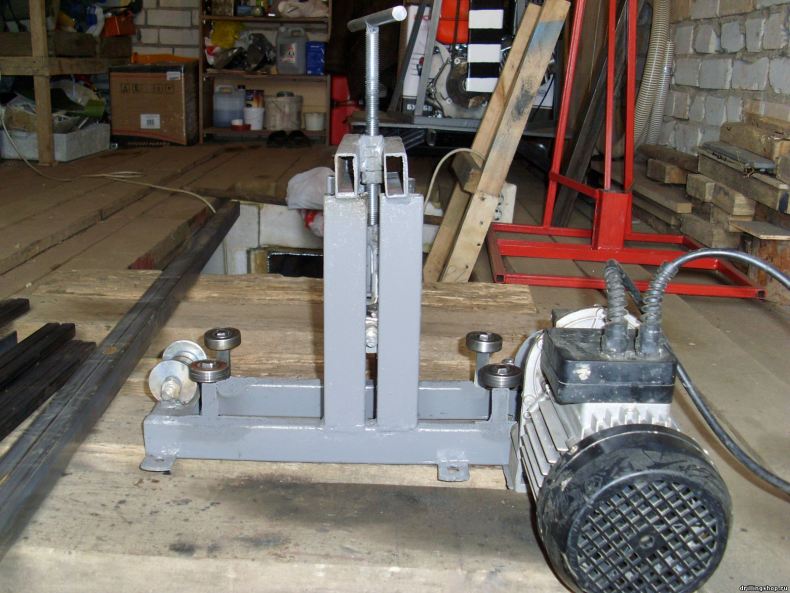
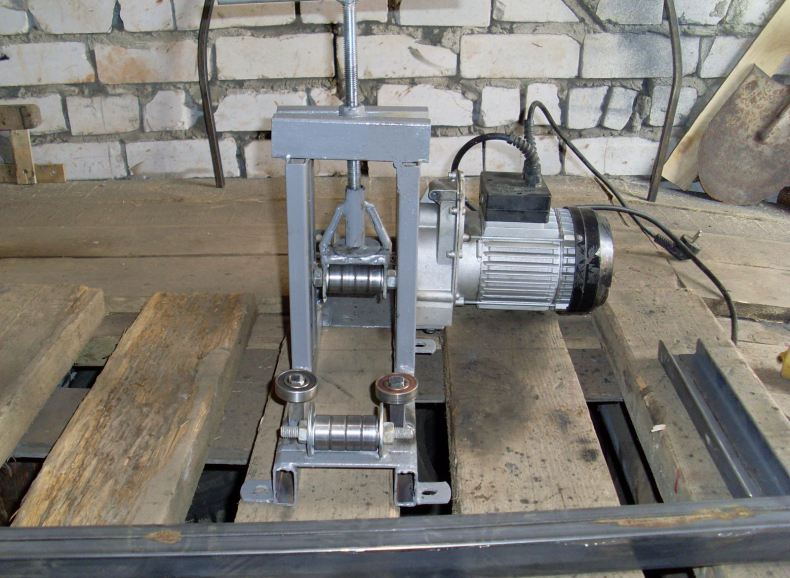
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
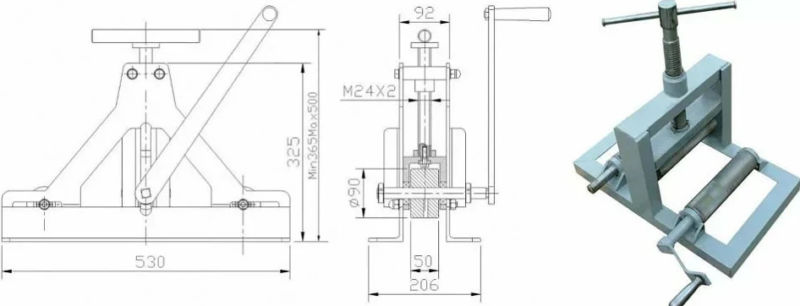
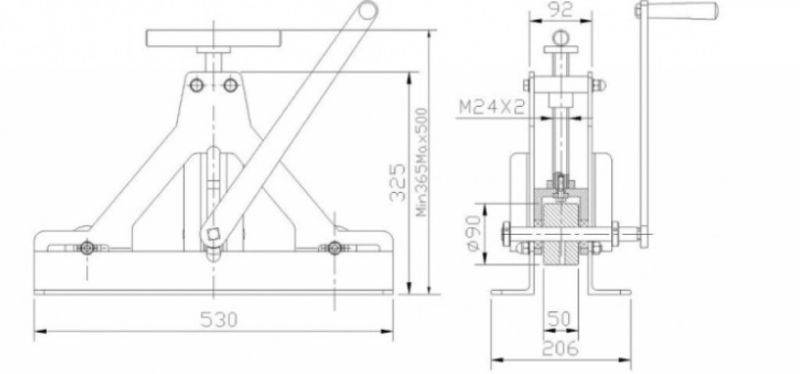
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.

Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Как сделать профилегибочный станок своими руками по чертежам
Чтобы своими руками придать нужную форму металлическому профилю или трубе, можно воспользоваться различными приспособлениями. Самым удобным инструментом, который дает возможность самому сделать такую работу, является профилегиб.
Стоимость такого оборудования на современном рынке является достаточно высокой, поэтому приобрести его может позволить себе не каждый человек. Но при желании, наличии необходимых материалов, чертежей и знаний профилегибочный станок можно собрать и своими руками.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
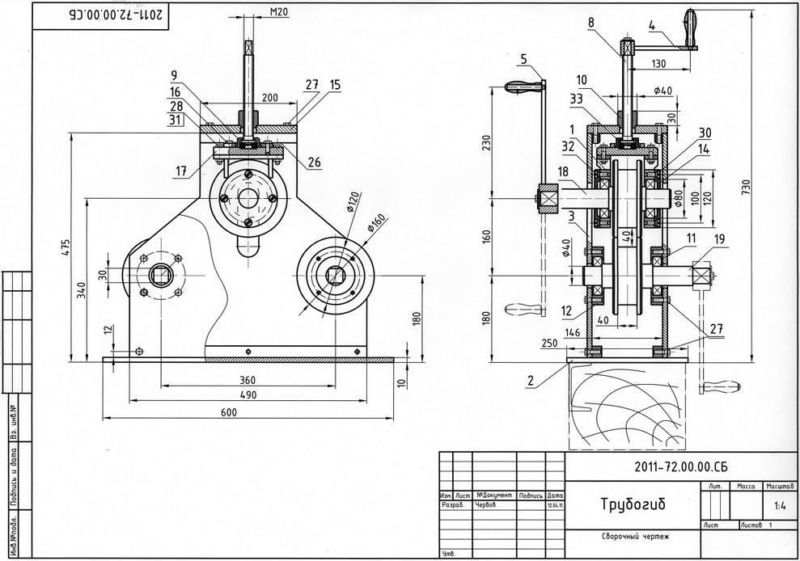
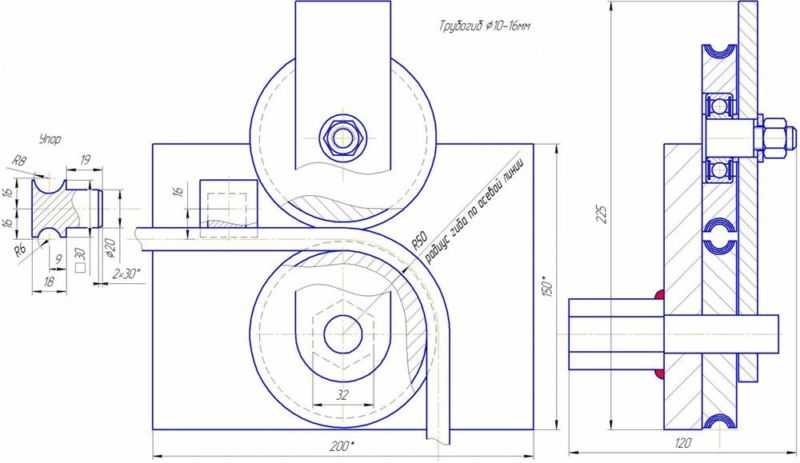
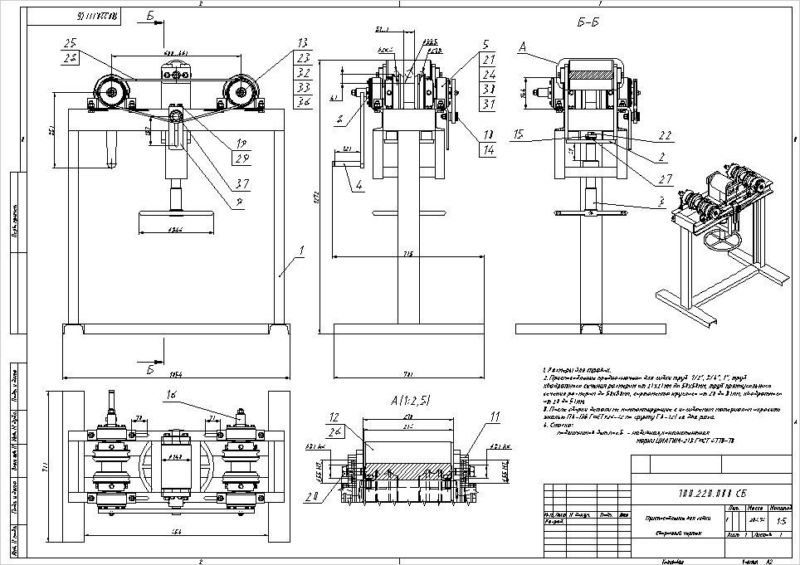
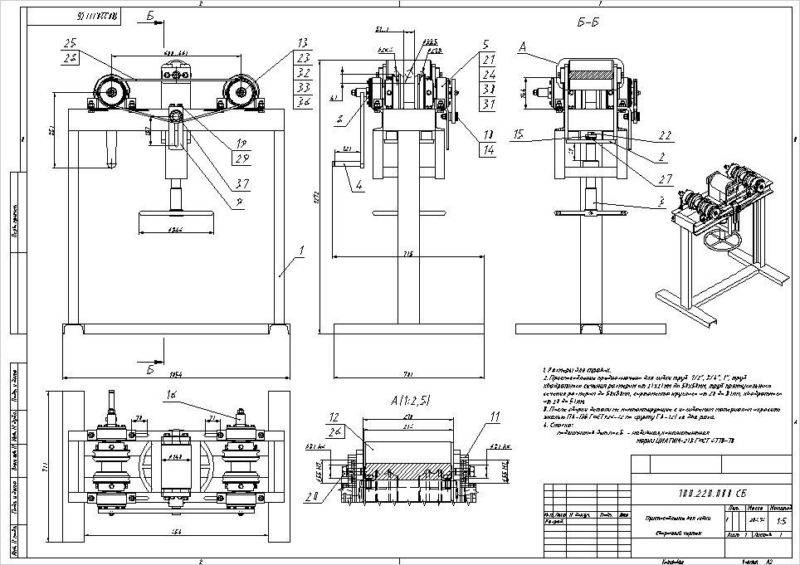
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Виды профилегибов
Фото профилегиба, сделанного своими руками
Листая чертежи станков, можно встретить устройство с разными параметрами, техническими характеристиками. Потому, выбирая чертеж, подумайте над тем, какие именно профильные трубы вам предстоит гнуть. От этого напрямую зависит особенность будущей конструкции, выполненной своими руками.
Устройство для сгибания профильных труб различают по способу их размещения.
- Стационарные профилегибы. Это крупное устройство, предназначенное скорее для промышленных целей, нежели бытовых нужд. Потому встречаются они в хозяйстве редко. Для такого станка характерна высокая производительность. Перед размещением оборудованием, стационарный профилегиб требует организации фундамента или сварного короба.
- Переносные профилегибы. Среднее по размерам устройство, используемое на небольших предприятиях или в мастерских. Для установки станка потребуется основание или каркас из прочного металла. Сделать подобный самодельный профилегиб возможно, если опираться на соответствующие чертежи.
- Ручные профилегибы. Носимое устройство, используемое при гибке тонких профилей, основное предназначение которых — декорирование. Устройство устанавливается на любую ровную поверхность. Предварительной подготовки или усиления основание станка не требует. Этапы профилегибочного процесса осуществляются вручную.
Чертеж устройства профилегиба
Также профилегибы различают по типу используемого привода.
- Ручной. Сгибание изделий осуществляется за счет усилий, приложенных мышцами пользователя. Минус такого привода в том, что невозможно контролировать радиус кривизны, а также создавать на одной заготовке множество изгибов;
- Гидравлический. Усилие на заготовку подает гидродомкрат. Если вы хотите сделать устройство своими руками, возьмите подходящие вам чертежи и следуйте инструкции. Гидравлические профилегибы являются наиболее распространенными среди самодельных устройств;
- Электрический. Сгибательный процесс осуществляется за счет работы электромотора. Минус станка в том, что он потребует подключения к электросети и будет от нее зависим. А это дополнительные затраты за электричество. Зато к такому типу станка подключаются электронные контроллеры, определяющие точность сгибания заготовки.
https://youtube.com/watch?v=1IiZIyUaALo
Дополнительно устройство профилегиба следует разделить на:
- Роликовое. Здесь нужный изгиб станком задается за счет проката, который устанавливается между 2 рядами специальных роликов;
- Плитное. Сгибание станком осуществляется на штырях, вмонтированных в бетонное основание. Очень легко изготовить, но потребует внушительных физических усилий. Согнуть толстые профили будет практически невозможно.
Способы сгибания
Перед тем как сделать профилегиб и выбрать чертеж станка, вам следует определить, какой способ сгибания заготовок вы хотите использовать. Выделяют четыре разновидности.
- По шаблону. Обычно это деревянный шаблон с упорами по краям станка. Профильная труба заводится на конструкцию и сгибается вручную. Имея под рукой подобный чертеж, изготовить устройство для гибки по шаблонам не сложно. Единственный минус — невозможно контролировать диаметр при сгибании. Чтобы усилие распределялось равномерно, а сама труба не деформировалась, рекомендуется перед сгибанием заполнить трубу песком.
- Выдавливание. Это безматричная прессовка, при которой используют один пуансон. Вместо матрицы применяют поворотные башмаки или ролики. За счет этого сгибание получается более точным. Но работать нужно постепенно, не делая резких движений.
- Прессовка. Здесь можно задействовать тиски, шкив и тормозные барабаны. Чтобы сделать подобный станок, на губы тисков нужно установить матрицу и пуансон.
- Прокатка. На таком станке заготовка проходит между роликов, установленных в два ряда. Удобные в эксплуатации агрегаты, позволяющие добиться нужной кривизны профиля.
Изготовление профильной продукции
Исходным сырьем служит углеродистая или слаболегированная сталь – так называемые черные трубы. Так как изделия в основном применяется в составе каркасов, то собственной устойчивости металла к коррозии обычно достаточно.
Если часть конструкции или вся целиком будет подвергаться действию погодных факторов, то предпочтительнее использовать трубопровод из нержавеющей стали, несмотря на более высокую его стоимость. Также более устойчивы к коррозии изделия, покрытые слоем цинка, или хромированные. Изготовление последних чаще предназначается для интерьерных конструкций, где важна декоративность.

Этапы производства
Заготовкой для изготовления служит круглая труба, полученная электросварочным путем или волочением. Это зависит от назначения изделия. Трубопровод, полученный волочением, отличается более высокой прочностью и стойкостью к нагрузкам, так как в нем отсутствуют сварочные швы. Изготовление его более трудоемкое и дорогое, но и качество продукции выше.
Волочением чаще всего получают тонкостенные трубы большого диаметра. Сварочный шов в этом случае сильно снижает показатели.
Производство включает следующие этапы.
- Нарезается по размерам штрипс – лист металла соответствующей ширины.
- Штрипс сворачивается в заготовку с открытым швом – продольным, вдоль изделия, или спиральным. Последний вариант обеспечивает большую надежность.
- Шов заваривается. Используется индукционная сварка, в среде инертного газа и так далее.
- Изделие охлаждается. Шов обязательно проверяется, так как от его качества зависит прочность будущего трубопровода.
Заготовки, полученные методом волочения более надежные. В этом случае первый этап изготовления выглядит иначе: заготовка несколько раз протягивается через волочильное кольцо, чтобы сформировать изделие нужного диаметра.

- Заготовка круглого сечения подается на формовочные вальцы. Под давлением вальцов изделие принимает требуемую форму и размеры.
- Продукт проходит термическую обработку – прогревание и охлаждение по разработанному температурному графику. Таким способом снимается напряжение, возникающее при изготовлении методом холодной деформации.
На видео представлено цикл производства профильного металлопроката.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Важно! Часто профилегибы объединяют с более распространенными конструкциями — трубогибами, полагая, что их функции одинаковы, а разница заключается только в более узкой специализации трубогибов. Однако, эти устройства по-разному воздействуют на деталь.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Описание
Профилегиб
Профилегиб — это приспособление для сгибания профилированных деталей без деформации или нарушения формы профиля.
Используется при изготовлении конструкций из разных видов профиля:
- труба, в том числе прямоугольного сечения;
- уголок;
- швеллер;
- двутавр;
- балки или прутки и т.д.
Деформировать можно отдельные участки или всё сечение профиля. Изгиб деталей выполняется на нужную величину, вплоть до 360°. Промышленные образцы способны работать с профилем большого размера, требующим значительных усилий для изменения формы без предварительного нагрева. Ручные устройства предназначены для обработки профилей относительно небольшого размера.
Профилегибные станки способны выполнять изгиб с постоянной, переменной или знакопеременной кривизной, с симметричными или асимметричными контурами. Возможно изготовление окружностей, спиралей или иных замкнутых фигур. Также выполняется гнутье фигур с плавными переходами очертаний. Особенностью этих станков является способность выполнять сложные изгибы деталей за один проход. Такие качества содействуют распространению профилегибов в различных областях промышленности:
- энергетика;
- строительство;
- нефтехимия;
- автомобильная ;
- мебельная;
- спортивная;
- электрическая промышленность и т.д.
Процесс изготовления деталей происходит достаточно быстро и позволяет развить высокую производительность практически без отходов. Существуют полностью автоматические промышленные установки, способные работать по заданной программе. Также распространены более простые устройства, регулировка и подача материала в которых выполняются в ручном режиме. Они функциональны, но цена таких станков довольно высока. Для частного пользования подобные устройства приобретать нецелесообразно, поэтому большинство пользователей предпочитают изготавливать профилегибы самостоятельно.