Управление процессами
Предисловие
Данный стандарт предназначен для проведения работ по организации эксплуатации, техническому. обслуживанию и ремонту оборудования.
Стандарт разработан отделом обслуживания оборудования.
1 Область применения
Настоящий стандарт устанавливает порядок поступления нового оборудования в производство и его последующего обслуживания, регламентирования планирования и проведения ремонтов, ведения записей.
Стандарт распространяется на все участки основного производства и вспомогательные подразделения.
2 Нормативные ссылки
В настоящем стандарте использованы следующие руководящие и методические документы:
- «Типовая система технического обслуживания и ремонта метало- и деревообрабатывающего оборудования. Министерство станкостроительной и инструментальной промышленности экспериментальной НИИ металлорежущих станков M1988 г.
- СТП СМК. Закупки. Основные положения.
- СТП СМК. Закупки. Порядок приема закупленной продукции на склады предприятия, хранения и выдачи в производство.
- СТП СМК. Управление процессами. Проверка обрабатывающего оборудования на соответствие требованиям по точности.
- СТП CMK. Корректирующие и предупреждающие действия. Основные положения.
- СМК. Инструкция Управление процессами. Действия в нештатных ситуациях.
- Инструкция по утилизации отходов.
- Изготовление образцов изделий на основном производстве.
3 Определения
В настоящем стандарте использованы следующие термины и определения
1) Технологическое оборудование основное — токарные станки и токарные автоматы, обрабатывающие центры, фрезерные станки, шлифовальные станки, сверлильные станки, пресса, линии поверхностного монтажа, стенды контроля и другое оборудование, используемое для изготовления продукции.
2) Технологическое оборудование вспомогательное – оборудование (грузоподъемные механизмы, станки и т.п.), используемое для поддержания основного оборудования в исправном состоянии (ремонт, изготовление запасных частей и т.п.).
3) Техническая эксплуатация технологического оборудования совокупность организационно-технических мероприятий по использованию, техническому обслуживанию технологического оборудования и надзору за ним, направленных на предупреждение преждевременного износа деталей, узлов и механизмов, а также его содержание в состоянии, соответствующем установленным требованиям.
4) Использование технологического оборудования – непосредственная эксплуатация (применение) оборудования производственным персоналом для выполнения технологических процессов (операций) в соответствии с режимами, заданными в НД на изготовление продукции.
5) Техническое обслуживание технологического оборудования – комплекс работ, выполняемых производственным персоналом во взаимодействии с ремонтными службами, в целях обеспечения его исправности и работоспособности в период между текущими ремонтами (осмотры, профилактические работы, замена смазки и рабочего инструмента и т.п.) в соответствии с инструкциями по эксплуатации.
6) Надзор за состоянием технологического оборудования текущее ежемесячное наблюдение и оценка состояния оборудования, а также, соблюдение правил по эксплуатации и технического обслуживания, осуществляемые рабочим (оператором), производственными мастерами в целях предупреждения преждевременного выхода оборудования из строя.
7) Надзор за состоянием технологического оборудования ПЕРИОДИЧЕСКИЙ — плановые и внеплановые проверки службой отдела обслуживания оборудования, состояния эксплуатируемого оборудования и технического обслуживания оборудования в цехах основного и вспомогательного производства в целях поддержания его характеристик в соответствии с установленными требованиями.
 Для обеспечения постоянной технической готовности оборудования предусматриваются следующие виды предупредительного обслуживания и ремонта:
Для обеспечения постоянной технической готовности оборудования предусматриваются следующие виды предупредительного обслуживания и ремонта:
Ежедневное обслуживание:
- Плановое техническое обслуживание ТО1
- Плановое техническое обслуживание TО2
- Текущий ремонт ТР
9) Техническое обслуживание и ремонт (ТОиР) технологического оборудования — выполнение в плановом порядке работ на деталях, узлах, механизмах оборудования с целью восстановления технических характеристик, предусмотренных в ГОСТах или заданных в условиях заводов-изготовителей и обеспечение его работоспособности и требуемой технологической точности до очередного ремонта.
10) Ремонтный цикл — это повторяющаяся совокупность различных видов технического обслуживания, выполняемых в предусмотренной последовательности через установленные, равные числа часов оперативного времени работы оборудования, называемые межремонтными периодами.
11) Структура ремонтного цикла — это перечень видов технического обслуживания, входящих в его состав, расположенных в последовательности их выполнения, рекомендуемого большинством заводов изготовителей оборудования.
ТО1-ТО1-ТО2-ТО1-ТО1-ТО2
ТО1-ТО1-ТО2-ТО1-ТО1-ТР
12) Техническое обслуживание ТО1 — это операция планово-технического обслуживания выполняемая с целью проверки всех узлов оборудования и накопления информации об износе деталей и изменении характера их сопряжений, необходимых-для подготовки предстоящих ремонтов. Выполняется по заранее составленному плану, как правило, без разборки узлов, визуально или с помощью средств технической диагностики. При осмотре может производиться устранение мелких неисправностей (приложение А).
13) Техническое обслуживание TО2 — это плановое обслуживание, выполняемое для обеспечения или восстановления работоспособности оборудования и состоящее в замене и (или) восстановлении отдельных частей (приложение Б).
14) Текущий ремонт ТР — это ремонт, выполняемый для восстановления исправности и полного восстановления ресурса оборудования с заменою или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, до восстановления точностных характеристик оборудования, выполняемый в объеме, установленном в нормативно-технической документации. перечень работ в приложении В.
15) Ремонт капитального характера PK — это ремонт, выполняемый для восстановления полной Исправности и полного восстановления ресурсов оборудования с заменой или восстановлением всех частей и комплектующих, включая базовые, до восстановления точностных характеристик, выполняемый в объеме, установленном в нормативно-технической документации. Перечень работ приведен в приложении Г.
В ходе проведения технического обслуживания TО2 выявляется необходимость проведения PK , с составлением акта и дефектной ведомости.
В случае невозможности проведения PK силами ремонтной службы 000, ремонт осуществляется сторонней организацией, с заключением договора и выделением бюджетных средств на проведение PK. (Стоимость ремонтных работ закладывается в бюджет косвенных расходов следующего года.)
16) Аварийный ремонт (АР) — это ремонт вследствие отказа оборудования, вызванный нарушением правил технической эксплуатации.
4 Обозначения и сокращения
- АР — аварийный ремонт
- БТД — бюро технической документации
- ГОО — группа обслуживания оборудования
- Дпр — дирекция по производству
- ЛИО -лист изготовления образцов
- НД –нормативная документация
- ОГТ -отдел главного технолога
- ООО -отдел обслуживания оборудования
- ОГЭ -отдел главного энергетика
- РИУ -ремонтно-инструментальный участок
- СМК –система менеджмента качества
- СТП -стандарт предприятия
- СЭМ — система экологического менеджмента
- ТД — техническая документация
- ТО — техническое обслуживание
- ТОИР — техническое обслуживание и ремонт
- ТР — текущий ремонт
- РК — ремонт капитального характера
- ПКИ — покупные комплектующие изделия.
- ЦС — центральный склад
- ЦФО — центр финансовой ответственности
5 Общие положения
Основными задачами, решаемыми в ходе технической эксплуатации и ремонта технологического оборудования, являются:
- обеспечение качественного и своевременного межремонтного технического обслуживания оборудования, усиление роли и ответственности эксплуатационного персонала производственных цехов в обеспечении эффективной, ритмичной работы технологического оборудования, разработка и внедрение мероприятий по совершенствованию технического обслуживания оборудования;
- анализ надежности оборудования и обоснование потребности в запасных частях, и их своевременное наличие;
- повышение квалификации и уровня специализации ремонтного персонала.
Ответственность за организацию эксплуатации, технического обслуживания и ремонтов оборудования несет Заместитель директора по производству.
Ответственными за выполнение ремонтов, проведение и верификацию наладок оборудования являются начальники цехов, группы обслуживания оборудования, а также группы электроники и анализа неисправностей (в соответствии с должностными инструкциями).
Ответственным за правильную эксплуатацию оборудования является обслуживающий персонал предприятия, непосредственно выполняющий на данном оборудовании предусмотренные техпроцессы (операции).
6 Приемка нового оборудования в эксплуатацию
6.1 По вновь прибывшему оборудованию, кладовщик центрального склада, после идентификации принадлежности к центру финансовой ответственности (ЦФО) согласно Плану инвестиционных расходов и оприходования по товарной накладной «ТОРГ -12»‚ в течение 1 дня сообщает об этом службам Технического директора, главного инженера, и дирекции по производству. Комиссия в составе представителей центрального склада, группы обслуживания оборудования, отдела обслуживания оборудования, совместно с лицом, принимающим оборудование на ответственное хранение, проводит анализ состояния упаковки (тары), ее целостности, а также проверяется комплектность оборудования согласно документации комплектности (комплектовочная ведомость, товаротранспортная накладная, спецификация к договору поставки).
Работник центрального склада в течение 1 дня оформляет «Акт приема объекта основных средств на ответственное хранение» в 3-х экземплярах с подписями сдатчика основного средства (центральный склад) и получателя, на чьей площади будет храниться до ввода в эксплуатацию основное средство (начальник цеха). Одновременно в Акте представитель ЦФО ставит отметки о планируемых работах и сроках выполнения. Один экземпляр Акта направляется работником ЦС в бухгалтерию.
6.2 Установка оборудования в цехе и подключение необходимых коммуникаций производится на основании утвержденной планировки и плана мероприятий работниками ГОО, ООО и ОГЭ или подрядными организациями.
6.3 Техническая документация на новое оборудование регистрируется в Журнале, и хранится в архивах ГОО, 000 по территориальному нахождению оборудования. При поставке с оборудованием документации в единственном экземпляре, работники технического бюро 000 или ГОО обязаны создать рабочую копию. При необходимости перевода с иностранного языка технической документации — разместить заявку на перевод ТД.
6.4 Проведение пусконаладочных работ осуществляется представителями Поставщика оборудования. ответственным за организацию данных работ является Заместитель директора по производству, или Директор по производству.
По завершении пуско-наладочных работ производится сдача технологического оборудования в эксплуатацию с оформлением Акта приемки пусконаладочных работ, совместно с представителями Поставщика с одной стороны и представителями цеха, ООО и ОГТ с другой стороны.
Оформленный надлежащим образом Акт приемки пусконаладочных работ является основанием для оформления Акта ввода в эксплуатацию нового оборудования, который должен быть представлен в бухгалтерию в течение 10 рабочих дней. В случае невозможности эксплуатации оборудования (отсутствие готовности подготовки производства, необходимости дополнительной оснастки и т.п.) представитель ЦФО делает соответствующие отметки в «Акте приема объекта основных средств на ответственное хранение» с указанием предполагаемого срока ввода в эксплуатацию.
При отсутствии необходимости проведения пусконаладочных работ на оборудовании, Акт ввода в эксплуатацию нового оборудования должен быть представлен в бухгалтерию в течение 10 рабочих дней с момента готовности оборудования к эксплуатации.
В процессе проведения пусконаладочных работ фирмой поставщиком, рабочая группа, в составе представителей ОГТ, ООО и цеха, детально изучает работу оборудования, производит рабочие настройки, осуществляет проверку работы (соответствие требованиям) путем выпуска опытных образцов и проверку соответствия паспортным данным. Результаты по выпуску опытных образцов фиксируются в чек-листе. Работа металлообрабатывающего оборудования оценивается и фиксируется в соответствии с положением по проверке оборудования на соответствие требованиям по точности. Инициатором запуска опытных образцов деталей является цех и представитель ОГТ. В случае получения удовлетворительных результатов, оборудование принимается в эксплуатацию.
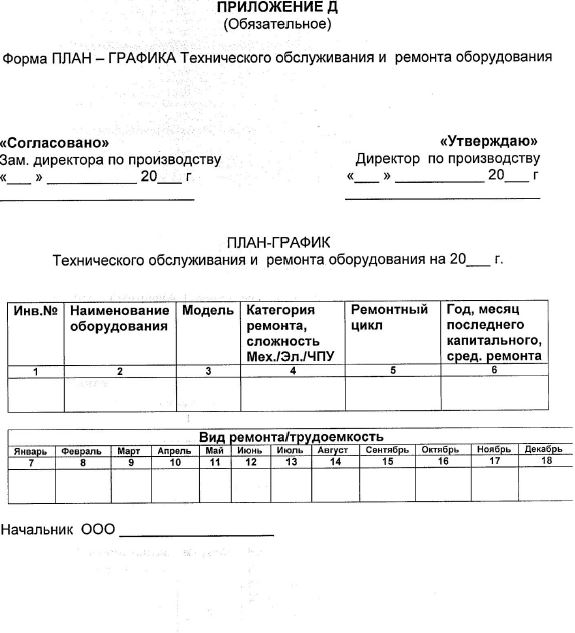
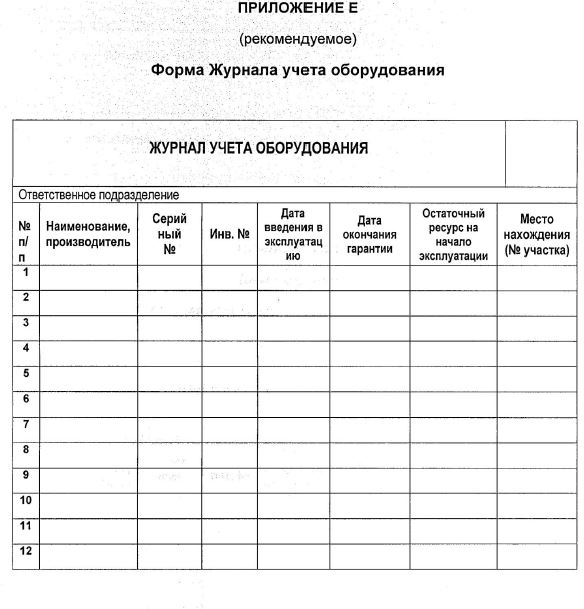
После оформления Акта ввода в эксплуатацию нового оборудования цехом-владельцем и присвоения оборудованию инвентарного номера бухгалтерией, ООО или ГОО включает данное оборудование в План- график технического обслуживания и ремонта оборудования (ТОиР) (Приложение Д) и в Журнал учета оборудования (Приложение Е) на текущий год.
7 Планирование и проведение ТОиР, внеплановые ремонты
7.1 Планирование ТОиР осуществляется с учетом рекомендаций разработчика оборудования и общего времени работы единицы оборудования с момента её ввода в эксплуатацию.
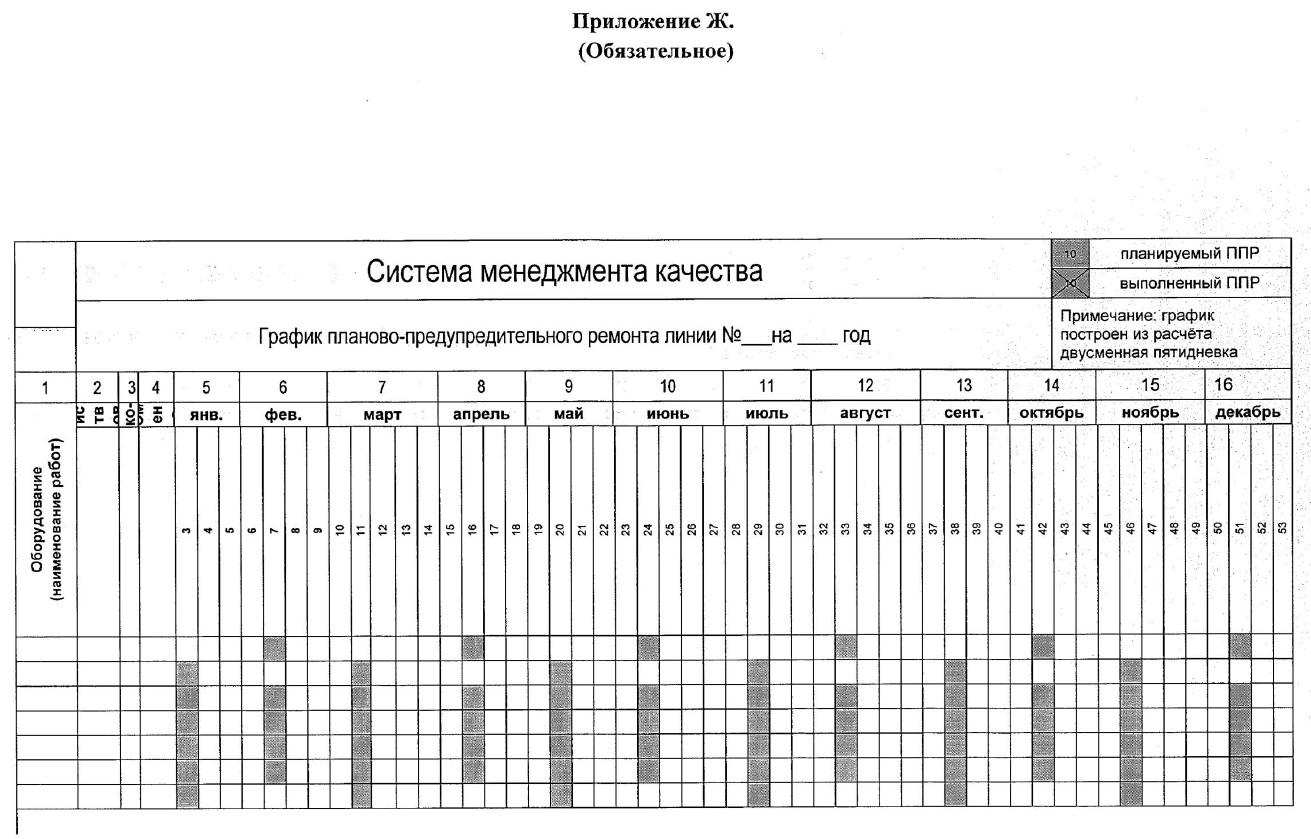
Плановый ремонт оборудования осуществляется в соответствии с План-графиком ТоиР на текущий год (приложение Д) Графики составляются руководителями ГОО и ООО в конце текущего года на следующий год, согласовываются с ПДО и утверждаются Директором по производству в срок до 25 декабря года, предшествующего планируемому.
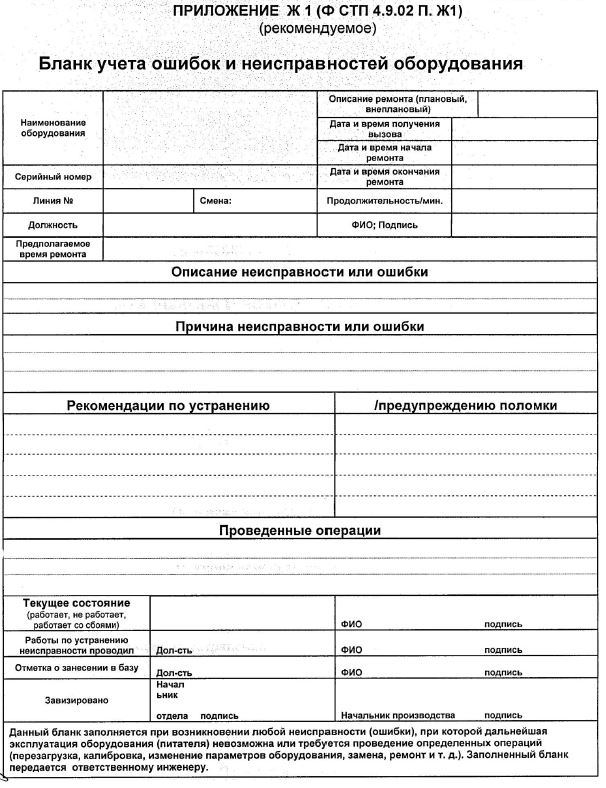
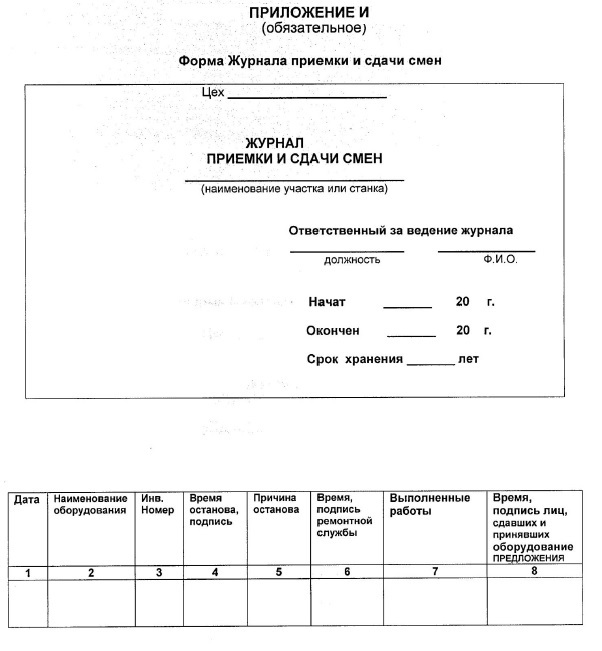
При составлении графиков необходимо учитывать случаи поломок оборудования, которые фиксируются в Журнале внеплановых ремонтов оборудования (Приложение Ж1) и журнале приемки и сдачи смен (Приложение И), а также в электронном файле.
Необходимо проводить анализ поломки, выявить коренную причину, включая профилактику или принудительную замену вышедшей из строя детали в график ТОиР.
7.2 Перед началом работы персонал, эксплуатирующий оборудование, обязан проверить его исправность, выполнить работы по ежедневному обслуживанию оборудования (Приложение К). При выявлении несоответствий в работе оборудования, а также истечении сроков предусмотренных профилактических и ремонтных работ, обслуживающий персонал докладывает мастеру, данные факты регистрируются в журнале приемки и сдачи смен.
Контроль над ведением журнала приемки и сдачи смен, возлагается на сменного мастера.
Перед сдачей оборудования сменщику (при необходимости), а также в ремонт, или ‚на переналадку, обслуживающий персонал:
- производит очистку его от остатков стружки, металлической пыли и грязи, пластифицированного материала в процессе выгонки;
- снятие оснастки, удаление масла или смазочно-охлаждающих жидкостей, технологического сырья и материалов;
- организует перемещение из рабочей зоны изделия (годные, негодные) в специально отведенное в цехе место и сдает оборудование представителю ГОО для проведения работ.
После проведения работ по ТО и ремонту специалистами ГОО оборудование и рабочая зона должны передаваться представителям цеха по чистоте.
7.3 Внеплановые ремонты оборудования с анализом поломок фиксируются в Журнале внеплановых ремонтов оборудования (приложение Ж1). Для визуализации состояния оборудования в производстве имеются информационные стенды ежесменного обслуживания (ЕТО), заполнение которых регламентировано приложением П.1.
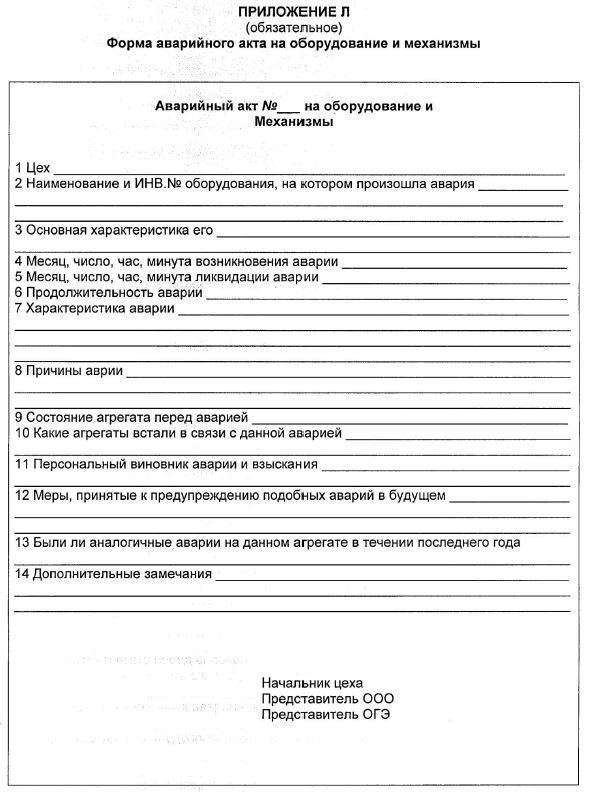
7.4 В случае аварии оборудования по вине цехового персонала инженером ГОО составляется Аварийный Акт (приложение Л). В зависимости от тяжести последствий аварии ремонт может производиться по методике текущего ремонта.
7.5 Отклонения от графика ТОиР, в виде исключения, допускаются только по письменному распоряжению Директора по производству.
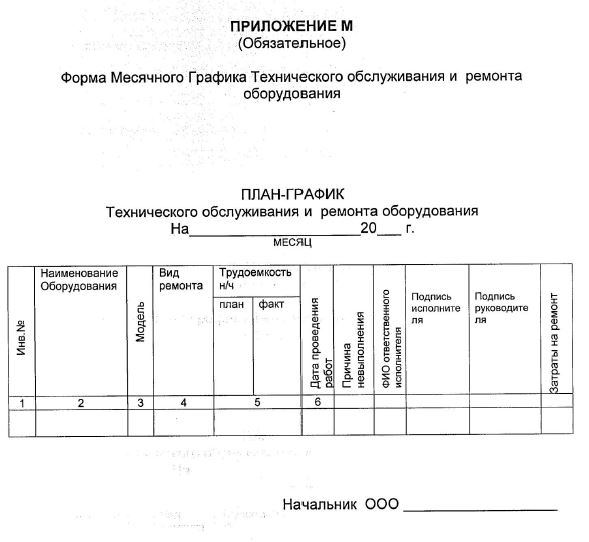
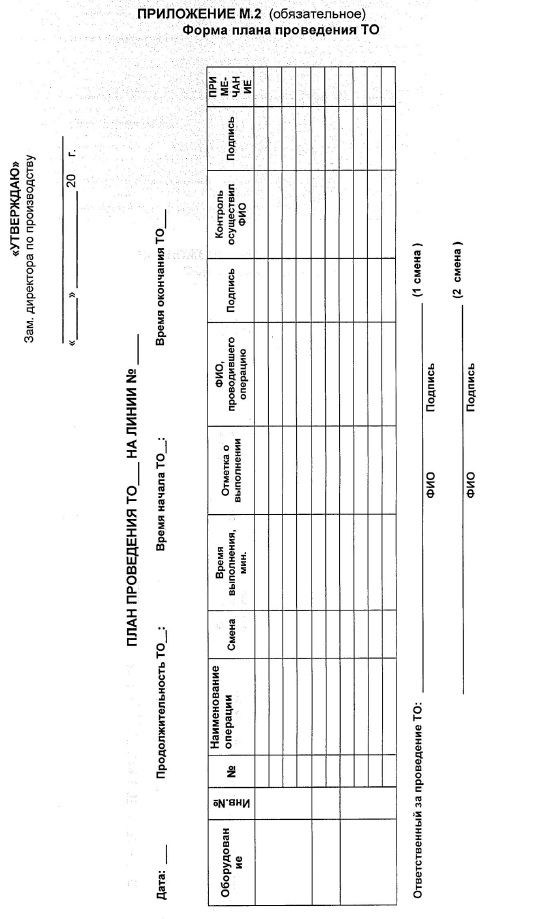
7.6 Месячные графики ТОиР составляются ГОО до 25 числа месяца, предшествующего планируемому периоду. В форме графиков отражен обязательный состав работ по ТО (приложение М, М1, M2).
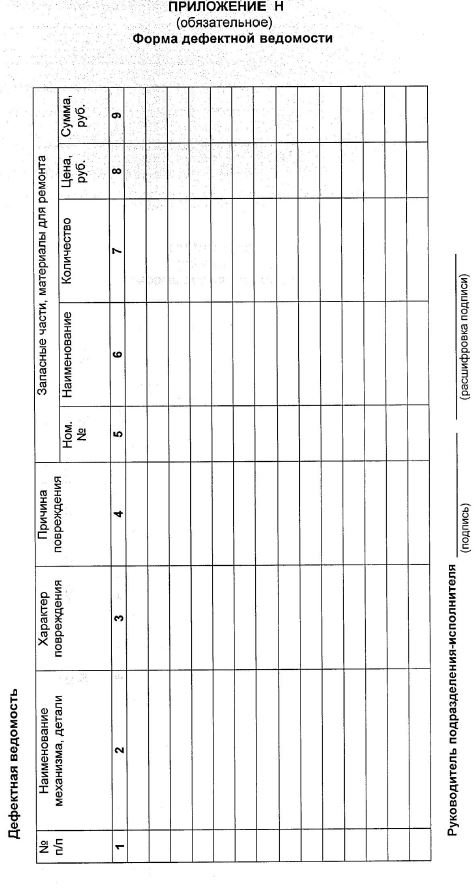
7.7 При проведении текущего ремонта составляются дефектные ведомости (приложение Н), на основании которых определяются выявленные дефекты и неисправности, способы их устранения, а также уточняется потребность в материалах, запасных частях и ПКИ)
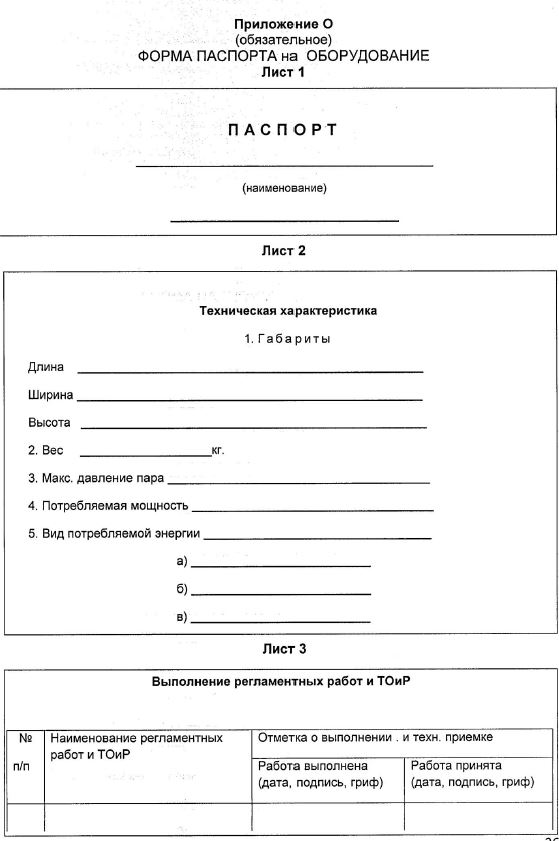
Эта информация заносится в электронный паспорт (приложение О)- данной единицы оборудования.
Заполнение вышеуказанных документов производится на основании рекомендаций, изложенных в Приложении П.
Независимо от того, кто осуществляет ремонт или переналадку оборудования (ремонт может осуществляться приглашенными специалистами из специализированных организаций) начальники цехов, руководители ГОО должны организовать проверку качества работы оборудования после ремонта/наладки путем пробного запуска (выпуска пробных образцов), результаты проверки фиксируются в чек-листе (ПИО).
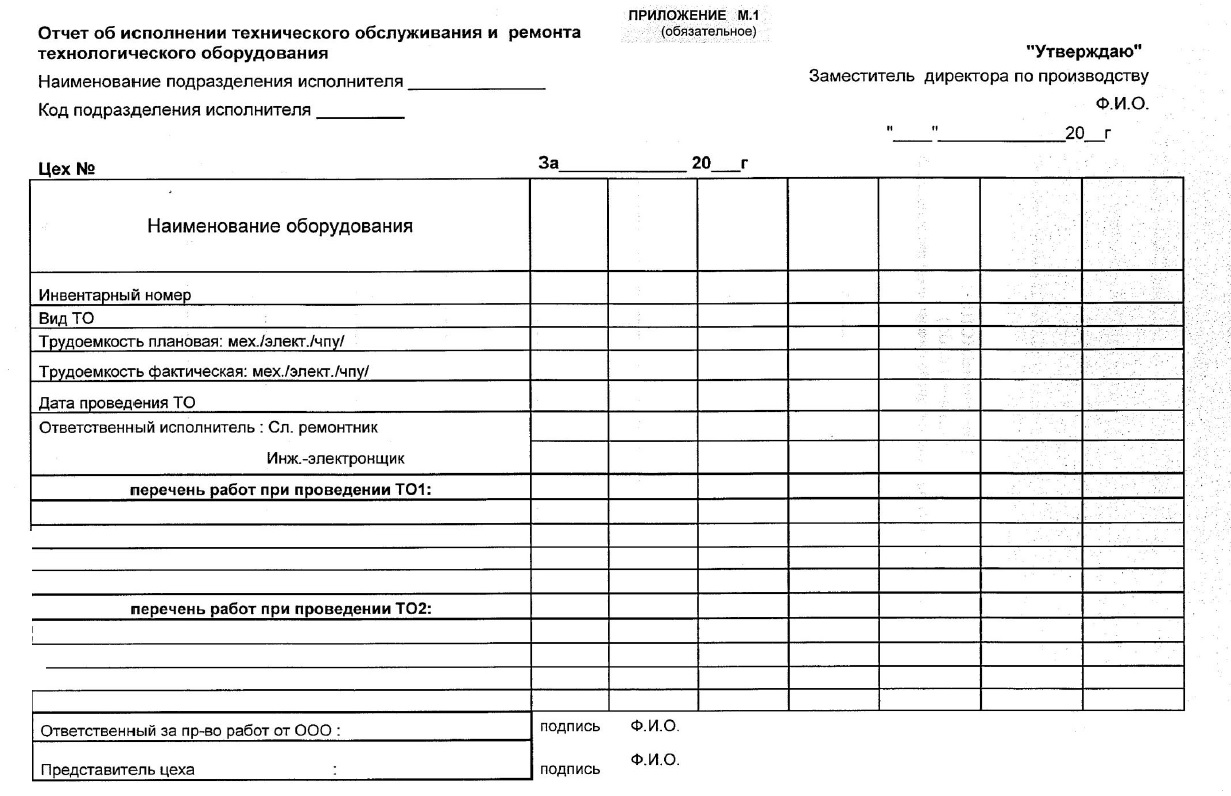
При положительных результатах приемки оборудования после ТО или текущего ремонта, начальник цеха подписывает Отчет об исполнении ТОиР оборудования в соответствующей графе (приложение М, М1, М2).
Акт о приемки оборудования из ТР (приложения С) оформляется после 72 часов работы его под нагрузкой.
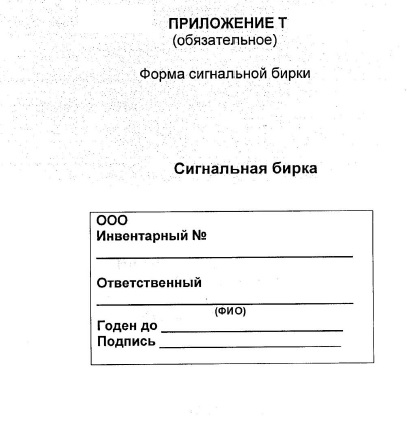
7.8 На оборудование, входящее в график-‚ТОиР, на видном месте крепится бирка (приложение Т) содержащая информацию: Инвентарный номер, ответственное лицо за проведение ТОиР, срок очередного обслуживания. (Срок определяется временным интервалом между текущими ремонтами в соответствии с графиком ТОиР).
8 Планирование и закупка запасных частей
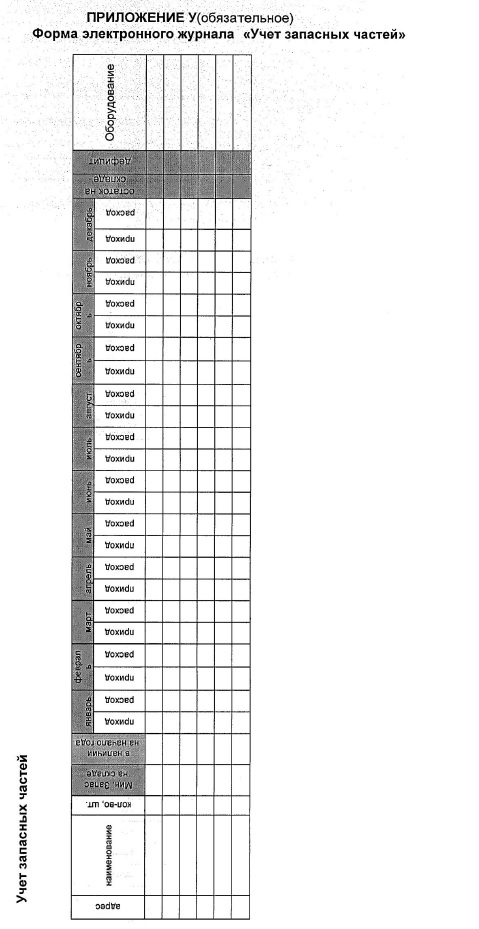
8.1 Учет запасных частей оборудования для проведения ТОиР и снижения простоев в межремонтный период, осуществляется руководителями ГОО и ООО B электронной форме (приложение У).
8.2 Необходимый перечень покупных запасных частей определяется исходя из загруженности и количества единиц оборудования, из анализа частоты поломок оборудования и сроков поставки запасных частей.
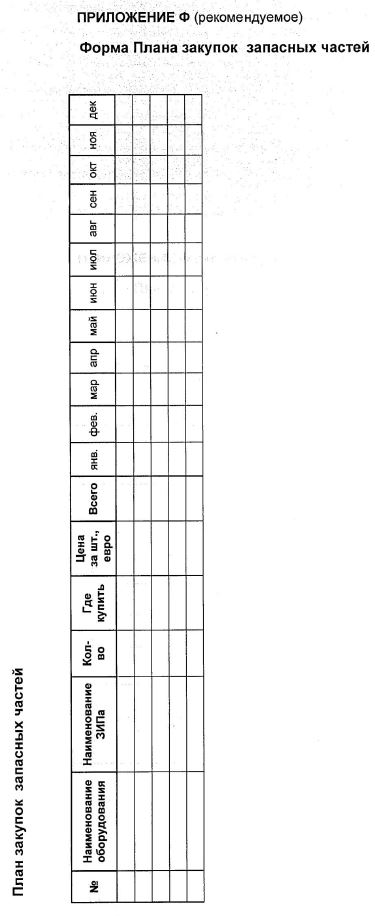
8.3 Для обеспечения наличия необходимых запасных частей в, соответствии с графиком ТОиР Заместитель директора по производству, а также руководители ГОО и ООО в конце текущего года составляют План закупок запасных частей на следующий гjд (приложение Ф).
На основании утвержденного плана закупок запасных частей руководители ГОО и ООО направляют заявки на приобретение запасных частей и расходных материалов в дирекцию по закупкам и логистике.
8.4 Изготовление запасных частей для оборудования силами РИУ производится на основании заявок руководителей ГОО и ООО, согласованных с Заместителем директора по производству.
9 Обеспечение точности и стабильной работы оборудования
В целях обеспечения точности изготовления продукции в периоды между ТОиР, перед началом работ, наладчик проводит работы по наладке оборудования, с обязательным контролем качества «первой детали» со стороны наладчика. При положительных результатах наладчик передает данное оборудование оператору, для дальнейшей эксплуатации.
Контроль над своевременностью и качеством наладки осуществляется мастером цеха, технологом цеха и контролером ОТК.
10 Вывод оборудования из эксплуатации
В случае не востребованности оборудования, оно подлежит демонтажу (своими силами или силами приглашенных специалистов) и передаче сторонней организации или консервации в соответствии с условиями хранения.
Процесс организует Заместитель директора по производству, либо Главный инженер.
После демонтажа технологического ‚ оборудования, главный технолог должен обеспечить актуализацию планировок цехов.
11 План действий на случай непредвиденных обстоятельств
Ежегодно, до 15 февраля текущего года разрабатывается План действий на случай непредвиденных обстоятельств. В данном плане рассматриваются обстоятельства, возникновение которых может привести к невыполнению требований потребителя, а также предусматриваются действия направленные на устранение (уменьшение) рисков, связанных с данными обстоятельствами.
План утверждается директором по направлению, передается в БТД для размещения в сетевой папке.
Ежегодно, проводится актуализация плана, при необходимости он дорабатывается и передается в БТД.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Перечень работ, выполняемых при проведении технического обслуживания ТО1
1 Работы, проводимые слесарем:
- Работы, выполняемые при ежедневном обслуживании оборудования;
- Пополнение или замена масла в картерах (производиться по графикам смазки оборудованиях
- Замена или очистка фильтров смазочных систем;
- Устранение утечки масла;
- Пополнение масла в гидросистемах и проверка поступления масла к местам смазки;
- Промывка или замена фильтров;
- Устранение люфтов в соединениях;
- Проверка регулировки клиньев, планок и, при необходимости выборка зазоров;
- Проверка плавности хода рабочих органов оборудования, и при необходимости, обеспечение плавности хода;
- Устранение дефектов, выявленных в процессе эксплуатации оборудования (отмеченных в журнале эксплуатации оборудования подтяжка ослабленных винтов неподвижных соединений в оборудовании;
- Выявление изношенных деталей, требующих замены при ближайшем ремонте;
- Проверка и очистка системы охлаждения;
- Проверка исправности действия ограничителей, упоров, переключателей;
- Проверка натяжения ремней, пружин;
- Вскрытие крышек для проверки состояния деталей по внешнему осмотру.
2 Работы проводимые электриком:
- Проверка чистоты и очистка (от пыли, грязи, масла, посторонних предметов и стружки) пульта программного управления, шкафа эл.оборудования‚ пульта ручного управления, электроприводов;
- Чистка коллектора эл.двигателя постоянного тока от пыли;
- Чистка контактов контактно-релейной аппаратуры;
- Проверка надежности стыковки всех соединительных разъемов контактных зажимов.
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и при необходимости наладка схемы управления электроприводами.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Перечень работ, выполняемых при проведении технического обслуживания ТО2
- Работы проводимые слесарем:
- Работы выполняемые при ТО1;
- Выборка люфтов в винтовых парах;
- Регулировка плавности движения подвижных частей станка;
- Регулировка подшипников шпинделя;
- Регулировка фрикционных и эл.магнитных муфт;
- Зачистка забоин, царапин, задиров на направляющих;
- Подтяжка и замена крепежа;
- Чистка, натяжение или замена цепей, ремней, лент;
- Промывка картеров и замена масла в них;
- Ревизия и промывка или замена фетровых уплотнений;
- Работы проводимые электриком:
- Проверка состояния рабочей поверхности коллектора, износа щеток, регулирование щеточного механизма двигателя постоянного тока;
- Проверка креплений Электрических машин и пуско-регулирующей аппаратуры
- Проверка заземления элементов приводов, шкафа электрооборудования и пульта программного управления;
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проведение специальных проверок и измерений на пульте программного управления, тиристорных преобразователей в электроприводах, указанных в инструкциях по эксплуатации станков с программным управлением заводов изготовителей;
- Проверка напряжений на входе функциональных групп схемы;
- Проверка по тест- программе технологической работы станка (при потере работоспособности станка выявляются и устраняются причины потери);
- Замена резисторов, конденсаторов, диодов, транзисторов, тумблеров, микровыключателей и других элементов системы управления станка по результатам проверок и измерений;
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Перечень работ, выполняемых при проведении текущего ремонта ТР
1 Работы проводимые слесарем — ремонтником:
- Работы выполняемые при ТО2;
- Частичная разборка станка в целях выявления и замены износившихся деталей, регулировки подшипников, муфт и т.д.;
- Промывка масляных емкостей;
- Замена уплотняющих прокладок, колец, манжет, сальников;
- Замена износившихся крепежных деталей;
- Зачистка посадочных поверхностей под инструмент и приспособления;
- Пригонка и подтягивание регулировочных клиньев и планок;
- Проверка рычагов переключения скоростей и подач на точность зацепления зубчатых колес и муфт;
- Очистка и, при необходимости, ремонт емкости для охлаждающей жидкости;
- Ремонт заградительного устройства кожуха, конвейера и сборника стружки;
- Проверка и (при необходимости) ремонт или замена ограничителей, переключателей, упоров и т.д.;
- Ревизия и, при необходимости, ремонт системы смазки, фильтров, коллекторов;
- Испытание и проверка станка на работоспособность и точность работы по тест программе;
- Замена масла в гидросистеме станка, очистка и замена фильтров;
- Проверка и (при необходимости) замена следящей системы гидропривода;
- Проверка и (при необходимости) регулировка переключения золотников;
- срабатывания клапанов и дросселей;
- Проверка и (при необходимости) замена гидронасосов и гидромоторов.
2 Работы проводимые электромонтером:
- Изменение сопротивление изоляции электрических машин, обмоток электромагнитных муфт, трансформаторов, катушек контакторов, магнитных пускателей, автоматов пускателей и автоматов присоединения цепей управления и защиты электропроводов, тиристорных преобразователей, пульта программного управления, защиты и возбуждения машин постоянного тока, присоединенных к главной силовой цепи;
- Измерение сопротивления заземления станков, шкафа электрооборудования, пульта управления, отдельно отремонтированных насосных станций, электрических машин и т.д.;
- Смазка подшипников всех электрических машин;
- Замена щеток у двигателей постоянного тока;
- Проверка соединения обмоток всех электрических машин;
- Проверка механической и электрической настройки пускорегулирующей аппаратуры и, при необходимости, регулировка.
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и регулировки блокировочных связей в схеме электроприводов и устранение дефектов;
- Проверка осциллографом тока якоря электродвигателя постоянного тока тиристорного привода и (при необходимости) проведения настройки;
- Наладка и регулировка отдельных функциональных групп или устройств тиристорных преобразователей и пульта управления;
- Проверка электрических машин, трансформаторов, электромагнитных муфт, магнитных пускателей, автоматов, реле, блоков, конечных выключателей, плат и других элементов и устройств системы управления и (при необходимости) снятия их проведения ремонта с заменой на новые или отремонтированные.
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Перечень работ, выполняемых при проведении ремонта капитального характера РК
1 Работы проводимые слесарем;
- Полная разборка оборудования и всех его сборочных единиц;
- Замена или восстановление всех износившихся деталей;
- Замена гидравлического привода новым или капитально отремонтированным;
- Шлифование или шабрение всех направляющих поверхностей станины и базовых поверхностей, кареток, колонн, стоек, траверс и т.п.;
- Восстановление выкрашенных поверхностей пазов оборудования и т.п.;
- Сборка оборудования и проверка правильности взаимодействия всех узлов;
- очистка, шпаклевка и окраска оборудования;
- Проверка и испытание оборудования по стандартам и техническим условиям на точность и жесткость по всем параметрам, как для нового оборудования;
2 Работы проводимые электриком:
- Испытание напряжением (1000В, частота 50 Гц) изоляции соединительных проводов силовой цепи и замена поврежденных;
- Замена проводов с поврежденной изоляцией в цепях управления;
- Наладка и регулировка всех функциональных групп или устройств тиристорных преобразователей и пульта программного управления, пульта ручного управления;
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Комплексная наладка-системы управления и механизмов оборудования, увязка работы всех элементов и устройств системы управления и механизмов оборудования, регулировка и настройка системы управления вхолостую и под нагрузкой, снятие основных характеристик работы оборудования.
Критерии проведения ремонта капитального характера РК
1 Техническое состояние оборудования (на основании дефектной ведомости)
- Износ направляющих (необходимость шлифовки, шабровки);
- Износ трущихся поверхностей базовых деталей основных узлов (необходимость восстановления и замены деталей);
- Необходимость замены подшипников шпинделя и в основных узлах оборудования;
- Необходимость замены эл. аппаратуры ‚ эл. приводов , гидроприводов и гидроцилиндров;
2 Участие в технологическом цикле завода:
- Невозможность замены данного оборудования в технологическом цикле на оборудование той же марки или дублирующее.
3 Экономическая целесообразность:
- Соизмеримость ‚ затрат. на поддержание оборудования в работоспособном состоянии с затратами на проведение ремонта капитального характера.
Приложение К
(рекомендуемое)
Перечень, работ, выполняемых при проведении ежедневного обслуживания
1 Работы проводимые слесарем:
- Визуальная проверка отсутствия вибраций отдельных узлов станка;
- Проверка нагрева подшипников шпинделя;
- Проверка уровня шума механизмов станка;
- Проверка давления в пневмо- и гидросистеме по показаниям манометров;
- Проверка работы смазочной системы по маслоуказателям;
- Проверка плавности перемещения узлов и отсутствия рывков при их реверсировании;
- Проверка отсутствия утечек масла;
- Проверка наличия и исправности защитных устройств, предохранительных щитков и кожуха;
- Проверка надежности устройств зажима заготовки.
2 Работы проводимые электриком:
- Проверка температуры подшипников и обмоток эл. двигателей;
- Визуальная проверка состояния изоляции выводов и эл. проводки;
- Проверка исправности пусковой аппаратуры и заземления.
3 Работы проводимые инженером — электронщиком устройств ЧПУ:
- Проверка исправности индикации и сигнализации устройств с ЧПУ и выполнения без перебоев рабочей программы.
ПРИЛОЖЕНИЕ П
(рекомендуемое)
Методика заполнения электронной версии стенда ЕТО и учета простоев оборудования в цехах
Графа времени останова оборудования заполняется работниками цеха с параллельным внесением информации в Журнал передачи смен.
(Ответственные: бригадиры, мастера ц.);
Графа времени запуска оборудования заполняется работниками ремонтных служб ООО с параллельным внесением информации в Журнал передачи смен.
(Ответственные: ремонтная служба 000).
В случаях простоя оборудования в течение нескольких суток:
а) во все последующие дни простоя в графе останова оборудования работником цеха ставиться время начала первой смены при 2х сменной работе оборудования (00:00 ч при 3x сменой работе оборудования);
6) после указания времени запуска оборудования работник ООО обязан заполнить пустые графы запуска оборудования во все предыдущие дни простоя исходя из сменности работы оборудования (22:00 при 2-х сменной работе оборудования и 24:00 при 3-х сменной работе оборудования).
ПРИЛОЖЕНИЕ П.1
(рекомендуемое)
Правила ведения информационного стенда ежесменного технического обслуживания (ЕТО)
1 Перед началом работы, рабочий проводит осмотр оборудования в соответствии с инструкцией по ЕТО и сообщает обо всех выявленных несоответствиях бригадиру.
2 Во время работы рабочий при обнаружении неисправности должен сообщить бригадиру о возникновении аварийного простоя оборудования.
3 Бригадир, на основании полученной информации, размещает жетоны на стенде ЕТО:
- Жетон №1 (красного цвета) — обозначает аварийный останов оборудования.
- Жетон №2 (синего цвета) -обозначает выявленные отклонения от инструкции ЕТО.
- Жетон №3 (желтого цвета) — обозначает, что плановый ремонт оборудования просрочен.
- Жетон №4 (зеленого цвета) — обозначает, что по плану ТОиР предусмотрено проведение планового ремонта оборудования.
1 На основании информации размещенной на стенде ЕТО производственный мастер или бригадир совместно со специалистом службы главного инженера согласовывают сроки устранения неисправностей оборудования.
2 После устранения неисправности приемка оборудования из ремонта проводиться согласно инструкции по ЕТО. При отсутствии замечаний бригадир снимает соответствующие жетоны со стенда ЕТО.
Технологические карты
Техническое обслуживание и ремонт — это комплекс организационных и технологических операций по обслуживанию и ремонту оборудования, направленных на поддержание работоспособности и сокращению отказов технологического и энергетического оборудования.
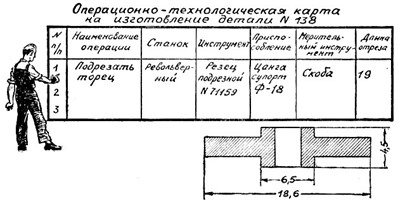
Технологическая карта — документ, содержащий перечень и последовательность отдельных работ, выполняемых при проведении осмотра, обслуживания или ремонта оборудования, с указанием объекта воздействия, периодичности воздействий, трудовых затрат и материалов, необходимых для поддержания оборудования в работоспособном состоянии.

Систематический мониторинг производственных процессов в компаниях промышленного и строительного комплекса позволяет на сегодняшний день выявить две тенденции: повсеместно происходит внедрение на предприятиях абсолютно новых технологий и видов работ и при этом наблюдается отставание в квалификации обслуживающего персонала.
Это напрямую влияет на снижение производительности и качества работы, возникновение аварийных ситуаций, которые в свою очередь приводят не только к остановке и поломке оборудования, но и к несчастным случаям на производстве. И если дегрессия рентабельности производства и ухудшение качества чревато финансовыми издержками, то снижение уровня безопасности ставит под угрозу деятельность предприятия в целом.
Зачастую предприятия для обеспечения соответствия повышенным требованиям к выполнению определенных видов работ создают в своем штате специализированные подразделения, а также привлекают профильные организации.
Но, как показывает практика, для достижения поставленных целей простого изменения штатной структуры или привлечения подрядчиков недостаточно. Решение этих задач требует применения ряда специальных эффективных инструментов, одним из которых являются технологические карты, определяющие порядок выполнения стандартных операций технологического процесса.
На сегодняшний день невозможно представить себе функционирование предприятий без технологических карт (ТК). Технологическая карта — это стандартизированный документ, содержащий необходимые сведения, инструкции для персонала, выполняющего некий технологический процесс или техническое обслуживание объекта.
ТК регулирует структуру процессов технологического характера, трудоемкость проводимых мероприятий, различных требований к соответствию качества и других аспектов.
Карта содержит список необходимого оборудования, инструментов и комплектов средств индивидуальной защиты, перечень инструкций по охране труда. В ней указаны последовательность, периодичность и правила выполнения операций, наименование и количество расходных материалов, нормы времени, материальные ресурсы, а также нормативная и методическая документация, необходимая для разработки регламента по видам работ и оценки качества.
Целью разработки технологических карт является систематизация и повышение безопасности производственного процесса за счет упорядочивания действий персонала в процессах ремонта или технологического обслуживания оборудования. В результате внедрения технологических карт происходит решение задач по определению и оптимизации материально-технических затрат на единицу продукции или услуги.
Как правило, внедрение технологических карт способствует снижению темпов износа оборудования на 16–21%, при этом благодаря своевременному проведению ремонтных работ затраты на их выполнение сокращаются на 14–15%, а трудоемкость – на 17%.
Соблюдение правил технического регламента обеспечивает безотказную работу оборудования на протяжении всего периода между плановыми ремонтами и существенно сокращает риск возникновения аварийных ситуаций и внеплановых остановок технологического цикла.
Следует отметить, что изыскания, выполненные при разработке технологических карт, позволяют в дальнейшем планировать сроки проведения и расходы на периодические ремонтные и профилактические работы, повысить эффективность производства и сократить сроки проведения плановых ремонтных мероприятий.

Наличие технологической карты значительно упрощает составление производственных графиков и календарного плана, подготовку планово-экономической документации, обучение специалистов и наладку работы службы снабжения.
Очень часто собственники предприятий, стремясь минимизировать затраты, предпочитают доверить эту работу персоналу штатных технических работников.
Но здесь необходимо подчеркнуть, что профессионально разработанная технологическая карта способствует эффективной деятельности, позволяет оптимизировать издержки, сократить себестоимость операций, обеспечить максимально быстрое вовлечение в процесс молодых специалистов и повысить квалификацию уже работающих профессионалов.
На протяжении многих лет специалисты Сибирского центра ценообразования занимаются разработкой технологических карт для крупнейших российских компаний горнодобывающей, нефтехимической и металлургической промышленности, предприятий строительного комплекса, в том числе технологических карт на ремонт оборудования (ТОиР). Опыт работы Сибирского центра ценообразования позволяет говорить о реальном снижении трудозатрат при использовании разработанных нами технологических карт.
В своей работе мы опираемся на актуальную нормативную и техническую документацию, знания производства работ в конкретной сфере деятельности предприятия.
Нашей практикой доказано, что разработка технологических карт специализированными организациями, имеющими соответствующие квалификации, приносит максимальный результат. И опыт использования ТК крупными и успешными компаниями – очередное тому подтверждение.
Каждая разработанная технологическая карта индивидуальна. При формировании карт мы учитываем не только специфику отрасли, но и требования рынка, региона, в котором работает предприятие, квалификацию сотрудников и внутреннюю политику компании. Именно поэтому мы не используем уже готовые примеры, а составляем карту, применяя характерную структуру для области деятельности конкретного предприятия.
На первом этапе разработки ТК мы детально знакомимся с задачами предприятия и его возможностями в части перечня оборудования, инструмента, персонала и материально-технической базы.
Участие в проекте наших специалистов имеет ряд неоспоримых плюсов в сравнении с разработкой ТК с привлечением только внутренних кадров:
- оценка независимыми экспертами возможностей и дальнейших перспектив;
- возможный доступ к постоянно обновляемым корпоративным базам нормативной документации, материалов и оборудования;
- регулярное проведение вебинаров и обучение персонала в условиях меняющихся технологий и появления новых решений;
- заинтересованность сотрудников компании в достижении конечного результата.
Разработка, формирование технологических карт с последующей передачей готовой документации заказчику может быть выполнена нашими специалистами как в бумажном формате, так и с применением автоматизированных программных комплексов, используемых на вашем предприятии.
Дополнительным преимуществом сотрудничества с нашей компанией является наш богатый практический опыт в области ценообразования и сметного нормирования, в выполнении работ по мониторингу цен материальных ресурсов, особенно актуальному на сегодняшний день. В этой области у нашей организации сформирован большой банк данных.

Образец технологической карты 1
Образец технологической карты 2
Образец технологической карты 3
IV. Требования охраны труда при техническом обслуживании
и ремонте оборудования
17. Работники, занятые техническим обслуживанием и ремонтом оборудования, должны быть обеспечены необходимым комплектом исправного инструмента и приспособлений.
18. При выполнении работ по техническому обслуживанию и ремонту оборудования с применением инструмента и приспособлений должны соблюдаться требования правил по охране труда при работе с инструментом и приспособлениями, утверждаемых Минтрудом России в соответствии с подпунктом 5.2.28 Положения о Министерстве труда и социальной защиты Российской Федерации.
19. Остановка оборудования и коммуникаций для внутреннего осмотра, очистки или ремонта, а также пуск их в работу должны осуществляться в соответствии с требованиями инструкций по эксплуатации оборудования, утверждаемых работодателем.
20. При проведении внутреннего осмотра, очистки и ремонта оборудования и коммуникаций должны быть приняты меры, исключающие возможность травмирования работников, в том числе отключение от паровых, водяных и технологических трубопроводов, газоходов и источников снабжения электроэнергией, установление заглушек на трубопроводы.
При наличии в оборудовании токсичных или взрывоопасных газов, паров или пыли оно должно быть продуто с последующим проведением анализа воздушной среды на содержание вредных и (или) опасных веществ.
Контрольные анализы воздушной среды следует проводить в процессе ремонта.
21. До начала проведения осмотра, очистки или ремонта оборудования электрические схемы приводов оборудования должны быть разобраны, на пусковых устройствах вывешены запрещающие знаки: «Не включать! Работают люди», а также приняты меры, исключающие ошибочное или самопроизвольное включение пусковых устройств.
22. Зону производства ремонтных работ необходимо ограждать. На ограждениях должны вывешиваться знаки безопасности, плакаты и сигнальные устройства.
23. Запрещается проведение ремонтных работ в непосредственной близости от не огражденных движущихся и вращающихся частей и деталей смежного оборудования, электрических проводов и токоведущих частей, находящихся под напряжением.
24. Ремонт и замену частей и деталей оборудования допускается производить только после полной его остановки, снятия давления в гидравлических и пневматических системах, блокировки пусковых аппаратов.
25. При выполнении ремонтных работ допускается подача электроэнергии согласно проекту организации и производства ремонтных работ, утвержденному работодателем.
26. Размеры ремонтных площадок должны соответствовать размерам размещаемых на них крупных узлов и деталей оборудования, материалов, приспособлений и инструмента, а также обеспечивать устройство безопасных проходов и проездов.
27. При выполнении ремонтных работ в зонах с температурой воздуха выше 32 °C должны предусматриваться передвижные воздушно-душирующие установки.
28. Для подъема и перемещения оборудования, узлов и деталей должны предусматриваться грузоподъемные средства и приспособления.
29. Заменять, соединять концы цепей элеваторов и осуществлять вулканизацию конвейерных лент необходимо с помощью устройств соответствующей грузоподъемности с соблюдением требований инструкций или технологических карт, утвержденных работодателем.
30. При невозможности устройства настилов и подмостей при выполнении работ с лестниц на высоте более 1,8 м работники должны применять страховочные привязи со страховочными канатами. Места закрепления страховочных привязей при выполнении работ на высоте указываются руководителем работ.
31. Для ремонта и замены футеровки в бункерах необходимо применять приспособления, обеспечивающие безопасность работы на наклонных стенках бункера.
32. Запрещается производить поворот барабана мельницы, а также выбивание футеровочных болтов при укладке новой футеровки во время нахождения работников в барабане мельницы.
33. Сварка и резка футеровочных плит внутри барабана мельницы должны осуществляться в соответствии с проектом организации и производства работ, утвержденным работодателем.
34. При отсутствии механизмов для перемещения и укладки футеровочных плит внутри барабана мельницы работы должны выполняться в соответствии с технологической картой, устанавливающей порядок производства работ и необходимые меры безопасности.
35. При работе обжиговых установок запрещается выполнять ремонтные работы на газовых коммуникациях и контрольно-измерительной аппаратуре.
36. Ремонтировать кладку горна обжиговой установки разрешается после охлаждения, разборки электрических схем приводов установки и тягодутьевых средств, а также установки переносного вентилятора для подачи холодного воздуха.
37. При работе в горне обжиговой установки необходимо пользоваться переносными электрическими светильниками напряжением не выше 12 В с предохранительной сеткой.
38. По окончании очистки или ремонта оборудования необходимо удостовериться в том, что в нем не осталось людей или каких-либо посторонних предметов и инструмента.
39. Работы повышенной опасности в процессе технического обслуживания и ремонта оборудования должны производиться в соответствии с нарядом-допуском на производство работ повышенной опасности (далее — наряд-допуск), оформляемым уполномоченными работодателем должностными лицами (рекомендуемый образец предусмотрен приложением N 1 к Правилам).
40. Нарядом-допуском определяются содержание, место, время и условия производства работ повышенной опасности, необходимые меры безопасности, состав бригады и работники, ответственные за организацию и безопасное производство работ.
41. Порядок производства работ повышенной опасности, оформления наряда-допуска и обязанности уполномоченных работодателем должностных лиц, ответственных за организацию и безопасное производство работ, устанавливаются локальным нормативным актом работодателя.
42. К работам повышенной опасности, на производство которых выдается наряд-допуск, в том числе относятся:
1) работы внутри оборудования (вращающихся печей, пылеосадительных камер, мельниц, бункеров, сушильных барабанов, топок, реакторов, слоевых подготовителей);
2) ремонт оборудования, газоходов, систем топливоподачи;
3) монтаж и демонтаж оборудования;
4) производство ремонтных и монтажных работ в непосредственной близости от открытых движущихся частей работающего оборудования, а также вблизи электрических приводов, находящихся под напряжением;
5) загрузка мельниц мелющими телами;
6) внутренний осмотр, очистка и ремонт дробильных установок, болтушек;
7) электросварочные и газосварочные работы, выполняемые в замкнутых и труднодоступных пространствах (внутри оборудования, аппаратов, резервуаров, баков, в колодцах, в тоннелях, каналах и ямах), а также на высоте;
ремонт грузоподъемных машин (кроме колесных и гусеничных самоходных), крановых тележек, подкрановых путей;
9) ремонт вращающихся механизмов;
10) работы в местах, опасных в отношении загазованности, взрывоопасности, поражения электрическим током и с ограниченным доступом посещения;
11) теплоизоляционные работы, нанесение антикоррозийных покрытий;
12) ремонтные работы в мазутном хозяйстве.
43. Перечень работ, выполняемых по нарядам-допускам, утверждается работодателем.
44. Оформленные на бумажном носителе или в электронной форме, подписанные квалифицированной электронной цифровой подписью, и выданные наряды-допуски учитываются в журнале, в котором рекомендуется отражать следующие сведения:
1) название подразделения;
2) номер наряда-допуска;
3) дата выдачи наряда-допуска;
4) краткое описание работ по наряду-допуску;
5) срок, на который выдан наряд-допуск;
6) фамилии и инициалы должностных лиц, выдавших и получивших наряд-допуск, заверенные их подписями с указанием даты подписания;
7) фамилию и инициалы должностного лица, получившего закрытый по выполнении работ наряд-допуск, заверенные его подписью или квалифицированной электронной цифровой подписью с указанием даты получения.
45. Закрытые по завершении работ наряды-допуски хранятся 30 дней. Если при выполнении работ по нарядам-допускам имели место несчастные случаи на производстве, то эти наряды-допуски должны храниться вместе с материалами расследования указанных несчастных случаев.
46. Срок хранения журнала учета выдачи нарядов-допусков на производство работ с повышенной опасностью — 6 месяцев после внесения последней записи.
47. Одноименные работы повышенной опасности, проводящиеся на постоянной основе и выполняемые в аналогичных условиях постоянным составом работников, допускается производить без оформления наряда-допуска по утвержденным для каждого вида работ повышенной опасности инструкциям по охране труда.
48. Для работы в электроустановках наряд-допуск составляется по форме, установленной правилами по охране труда при эксплуатации электроустановок, утверждаемыми Минтрудом России в соответствии с подпунктом 5.2.28 Положения о Министерстве труда и социальной защиты Российской Федерации.
49. В зависимости от особенностей организации и характера выполняемых работ повышенной опасности наряд-допуск может быть оформлен в соответствии с требованиями нормативных правовых актов в области промышленной безопасности.
50. На проведение электросварочных и газосварочных работ вне постоянных сварочных постов на временных местах (кроме строительных площадок) работодателем или лицом, ответственным за пожарную безопасность, оформляется наряд-допуск на выполнение огневых работ по форме, установленной Правилами противопожарного режима в Российской Федерации <1>.
———————————
<1> Постановление Правительства Российской Федерации от 16 сентября 2020 г. N 1479 «Об утверждении Правил противопожарного режима в Российской Федерации» (Собрание законодательства Российской Федерации, 2020, N 39, ст. 6056).
51. При выполнении ремонтных и других работ сторонними (подрядными) организациями ответственные представители заказчика и подрядчика должны оформить на весь период выполнения работ акт-допуск для производства работ на территории организации (рекомендуемый образец предусмотренным приложением N 2 к Правилам), разработать и осуществить организационно-технические мероприятия, направленные на обеспечение безопасности проведения указанных работ, а также безопасную эксплуатацию работающего оборудования.
52. Руководитель организации, ведущей ремонтные работы, является ответственным за соблюдение Правил и требований технической документации организации-изготовителя.
Техническое обслуживание
Для правильной работы оборудования в долгосрочной перспективе нужно ухаживать за ним, а именно, проводить своевременное техническое обслуживание, которое поможет выявить возможные нарушения или недостатки в работе оборудования, и обеспечит его бесперебойную работу на протяжении всего времени эксплуатации. В большинстве случаев вы сами сможете провести техническое обслуживание купленного у нас инструмента, к каждому агрегату прилагается паспорт и инструкция, где подробно расписаны все шаги ТО. Если у вас есть трудности или нет ресурсов для самостоятельного проведения технического обслуживания, вы можете воспользоваться нашими услугами.
Наша компания предоставляет услуги по техническому обслуживанию оборудования для ремонта теплообменников: фаскоснимателей серии Мангуст, электрических и пневматических вальцовочных машин, агрегатов типа СТОК для очистки труб и др.
Мы не просто продаем оборудование, мы оказываем полный спектр услуг по его обслуживанию: продаем запчасти, вплоть до маленького винтика, проводим регламентные работы по техобслуживанию и производим ремонт вышедших из строя агрегатов. Вы всегда можете обратиться к нам при возникновении любых нестандартных ситуаций с купленным инструментом.
Почему важно проводить техническое обслуживание инструментов и оборудования
Техническое обслуживание и ремонт — комплекс технологических операций и организационных действий по поддержанию работоспособности или исправности объекта при его использовании по назначению, ожидании, хранении и транспортировании. Техническое обслуживание может быть как плановыми (регламентированными), так и внеплановыми.
Основная цель технического обслуживания — это предупреждение и устранение выявленных повреждений при помощи ряда действий:
- С определенной периодичностью проводить инспекцию технического состояния инструмента;
- Заменять отдельные детали или целые узлы по достижении определенной наработки или календарного срока службы;
- Заменять смазочные материалы, заправлять маслом, топливом иными специальными жидкостями и газами;
- Проводить плановый и внеплановый ремонт для устранения отказов, предотказных состояний и повреждений.
- По событию — например, устранение поломки оборудования, используется, если себестоимость ремонта относительно низкая, а брак продукции, который получается в результате поломки оборудования, невысок и не повлияет на выполнение обязательств перед заказчиками;
- Регламентное обслуживание — для оборудования с предусмотренными режимами и регламентами обслуживания, изначально предполагающего регулярное применение соответствующих мер по поддержанию работоспособности, такой вид обслуживания дает самый высокий процент готовности оборудования, но он и самый дорогой, поскольку реальное состояние оборудования может и не требовать ремонта;
- По состоянию — экспертным путём или с помощью измерителей, установленных на оборудовании, проводится оценка состояния оборудования, и на основании этой оценки делается прогноз, когда это оборудование надо выводить в ремонт. Плюсы этого вида обслуживания — его себестоимость меньше, а готовность оборудования к выполнению производственных программ достаточно высока.
- Замена смазки в агрегатах,
- Замена быстроизнашиваемых деталей и узлов,
- Проверка технического состояния оборудования при помощи средств технической диагностики и визуально.
- По телефону 8-800-555-95-28 (звонок бесплатный)
- По электронной почте to@novatecs.ru
- Через онлайн чат на сайте
Как планировать техническое обслуживание
Возможны разные способы планирования работ по техобслуживанию:
Регламентированное ТО включает в себя работы, выполняемые в соответствии с технической документацией в обязательном порядке после определенной наработки или временного интервала по заранее утвержденному регламенту.
К техническим работам относятся:
Сколько стоит техобслуживание оборудования
Стоимость работ зависит от нескольких факторов, поэтому если вам нужна помощь в проведении ТО, свяжитесь с нашим менеджером для уточнения условий пересылки инструмента, также нам нужна будет информацию о количестве нуждающихся в ТО инструментов и о сроках его эксплуатации. Наш сотрудник проанализирует ситуацию и поможет сориентироваться по срокам и условиям. Связаться с нами можно одним из способов: