Какой бы трубопровод вы не проводили, чаще всего приходится использовать врезки в него для более комфортного его использования. В данном случае помогает тройник (фитинг) из полимера или металла, способный правильно оформить узел сопряжения его ветвей. Статья будет посвящена именно этому элементу, без которого трудно представить подвод или отвод воды.

Тройник для полипропиленовых труб для водопровода
Что понадобиться для изготовления трубы из оцинковки
В домашних условиях, чтобы сделать трубу из оцинковки, понадобиться лист жести, материал не требует применения особых усилий благодаря мягкости и пластичности.
Жесть промышленным способом изготавливаются из тонкой листовой стали толщиной от 0.1 до 0.7 мм на прокатных станках, после чего их покрывают антикоррозийным защитным слоем из хрома, олова или цинка. В заключении заготовки нарезаются по стандартным размерам, шириной от 512 мм до 2000 мм.

Конструкция — тройник
Конструкция прямого равнопроходного тройника ( рис. 153, а) включает в себя ствол постоянного сечения и ответвление ( переход 2) с уменьшенным сечением.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Как сделать трубу из жести – делаем жестяные трубы своими руками
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.

Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Как устроен дымоход?
Сделать дымоход своими руками не сложно, если понять его внутреннее устройство и принцип работы всей системы, поскольку их качественность прямо определяют рентабельность и продуктивность самого отопления.
Как дымоход печи, так и дымоход камина, берут свое начало с котла, в который он встроен, куда бросаются дрова, уголь или другие продукты для сгорания. Там же внизу есть задвижка для возможности управлять тягой, также ее можно открыть, если потребуется освободить трубу от сажи или копоти. Далее дымоход поднимается вверх настолько, насколько это необходимо, однако если нужно его сдвинуть в сторону, тогда устанавливается отвод. Отвод переходит в проход перекрытия и проход крыши, что дает гарантию пожарной безопасности. И завершающим элементом выступает оголовок, не дающий дождю или снегу проникать вниз.

Для чего нужен дефлектор
Предназначение устройства очевидно — изделие увеличивает тягу печи и одновременно защищает отопительную установку от попадания снега, дождя и грязи. Без дефлектора ветер задувает струю выходящего дыма, из-за чего возникает препятствие или даже противодействие. Тяга теплогенератора падает.
Опытные данные подсказывают, что наличие описываемого устройства на трубе частного дома обеспечивает повышение коэффициента полезного действия отопительной установки. Величина такого выигрыша составляет до 20%.
Необходимые инструменты
Для работы понадобятся:
- молоток,
- отвертка или шуруповерт для работы с саморезами;
- инструмент для резки ПВХ труб: специальные ножницы, ручную ножовку по металлу, электролобзик;
- если для соединения ПВХ труб будут применяться фитинги, то нужен будет или трубный паяльник или клей для пластика.
Для закручивания саморезов лучше всего взять электрический шуруповерт. Или аккумуляторный или проводной, если есть, откуда протянуть переноску. Закручивать саморезы отверткой очень неудобно и долго – на это уйдет много времени. Шуруповерт позволяет закручивать крепеж одной рукой, другой удерживая элементы конструкции. Это позволяет работать самостоятельно.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.

Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Техническое обслуживание систем искроулавливания
Как и любой, самый простейший механизм искрогаситель нуждается в проведении регламентных работ, которые заключаются в следующем:
- Осмотр на целостность всей конструкции. Не реже 1 раза в год.
- Очистка основных компонентов и узлов от сажевых и иных отложений. Два раза в год.
- Внеплановые осмотр и очистка. Например, в местностях с обилием тополя обыкновенного, пух этого дерева, в состоянии забить сетку искрогасителя до состояния плотного волокна. Помимо ухудшения тяги такая насадка еще и пожароопасна. Проводить такие работы необходимо по мере возникновения объективной необходимости и конкретными сроками не регламентируются.
Кстати! Работы по обслуживанию и ремонту искрогасителей относятся к разряду высотных, поэтому их проведение должно обеспечиваться строгим соблюдением правил и требований безопасности.
Системы из черного металла в условиях разнознаковых температурных нагрузок и образования конденсата имеют склонность к повышенному корродированию, что предопределяет к ним более пристальное сервисное внимание, чем в отношении систем, изготовленных из нержавейки.
Как врезаться в пластиковую трубу: особенности работ + разбор всех важных нюансов
В специальных таблицах, помещенных в инструкциях и нормалях, выпускаемых трестом Промвентиляция, указаны размеры элементов тройников и крестовин с различными центральными углами.
При разметке тройников и крестовин круглого сечения диаметром до 900 мм по совмещенным шаблонам обеспечивается соблюдение геометрических размеров, установленных нормалью, при сохранении постоянного центрального угла тройника и крестовин.
Эти способы разметки разветвленных тройников применимы для всех углов разворота.
При составлении таблиц для разметки тройников со смещенными осями мы ориентировались на размер z, отсчитываемый от вертикальной касательной к окружности ствола до образующей отростка, учитывая, что именно на этот размер ориентируются в процессе монтажа трубопроводов.
Каждый отдельный шаблон предназначен для разметки тройников или крестовин с одним диаметром корня ствола при различных сочетаниях диаметра ствола и ответвления.
Обычно наибольшие трудности встречаются при разметке тройников и косых переходов, в связи с чем нами даны табл. 6 — 8 для определения длин ординат разверток как отростков, так и отверстий в стволах.
Страницы: 1 2 3
Преимущества и недостатки
Говоря про общие для всех конструкций плюсы, стоит отметить беспрепятственный выход дыма из трубопровода и сохранение первоначальной тяги. В случае с искроуловителями-дефлекторами показатель тяги увеличивается.
Для варианта в виде кожуха или сеточной шапочки характерна максимально простая и дешевая схема сборки, а также простейший монтаж.
Присутствуют здесь свои недостатки. К примеру, эта разновидность лишена зонта дефлектора, предотвращающего попадания в дымоход атмосферных осадков. Вторая недоработка такого искроуловителя заключается в отсутствии перегородки, изменяющей движение газов по оси.
Особенности
Материалы
Требования к материалам и сборке стандартны. Фазоинверторный короб должен быть крепким, герметичным и не давать вибраций. Материал — фанера или МДФ от 18 мм. и толще.
Обратите внимание на то, что все каналы ввода проводов, клеммники и т.п. должны быть надежно загерметизированы, внутренние перегородки (стенки порта) не должны иметь щелей.
Скругления порта фазоинвертора
Если щелевой порт длинный и имеет повороты, то в углах могут возникать застойные зоны, для избежания этого изгибы сглаживаются — в результате повышается КПД, так как снижается сопротивление движению воздуха. На слух определить улучшение качества довольно сложно, но для борьбы за высокий результат в звуковом давлении это решение работает.

Варианты сглаживая портов
Концы портов могут раскрываться, на выходе это может устранить паразитные шумы от трения воздуха, но такая проблема встречается не часто. Также за счет раскрывов на обоих концах понижается настройка порта (фазоинвертора), либо уменьшается его длина. То есть для одной и той же настройки порт с с расширениями на концах будет короче прямого и займет меньше объема.

Расширение щелевого порта

Практическое видео по раскатке трубы для порта:
Стоит понимать, что подбор правильной геометрии расширения (раскрыва) — отдельная задача при расчете корпуса фазоинвертора.
Устанавливать колпак или нет
С технической точки зрения колпак – это специальное металлическое приспособление, защищающее выход дымохода от негативного воздействия атмосферных факторов. Он не должен никоим образом влиять на расчетные параметры тяги, не искажать первоначальные условия движения воздушных потоков и т. д. Наличие иных более сложных приспособлений на дымоходе должно предусматриваться еще на стадии проектирования отопления.

Важно. Перед установкой колпака внимательно изучите требования нормативных актов, отраслевых документов и СП 7.13130.2013.
Как вы заметили, далеко не все дымоходы с колпаками, поскольку владельцы строения имеют свои убеждения, часто они противоречивы, но все имеют право на жизнь. Перед принятием окончательного решения следует ознакомиться с точкой зрения противников и сторонников таких конструкций.
Таблица. Доводы за и против установки колпаков
| Выполняемые функции | Краткое описание фактических характеристик |
|
|
На крыше зданий направление ветра изменяется с учетом размеров, расположения и угла наклона скатов. Для предупреждения появления обратной тяги производятся специальные инженерные расчеты отопления, которые регламентируют высоту дымохода в зависимости от его расположения и расстояния от конька. Ветер на ровной местности никогда не дует сверху вниз, только завихрения от крыши могут придавать ему такое направление. Еще одна причина обратной тяги – полное отсутствие естественного притока в помещение воздуха или слишком мощная принудительная вытяжная вентиляция. Защитный козырек, если только он правильно подобран по размеру и типу, разбивает воздушный поток и обеспечивает нормальную тягу в дымоходе. |
|
|
Здесь есть одна проблема – от птиц защищает лишь сетка, козырек надо ограждать по всему периметру. На сетке могут появляться замерзший конденсат и критически уменьшать тягу. Очищать бесполезно, вода при определенных климатических условиях будет намерзать снова. Иногда приходится зимой подниматься на крышу, снимать сетку и таким образом восстанавливать тягу. Это нежелательно, делать любые работы на крыше зимой очень опасно. |
|
|
Полностью правильное утверждение. Но для этого надо не сложное декоративное изделие, а лишь один из его элементов – колпак. |
|
|
Красивый колпак оригинальной конструкции действительно с положительной стороны влияет на внешний вид. Есть эксклюзивные проекты, позволяющие подчеркивать престижность строения и солидное финансовое положение их владельцев. |




Как видим из перечня, количество положительных и отрицательных последствий от установки колпака примерно равно, отсюда вывод – принимайте решение самостоятельно. Но помните об одном универсальном требовании нормативных актов: все насадки и приспособления не должны мешать свободному выходу дыма и не ухудшать расчетные показатели.

Как сделать тройник из трубы своими руками
Изготовление развёртки (лекала) для разметки элементов косого равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник косой равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза.
Предлагаемая таблица Excel позволяет получить размеры для построения лекал (развёрток) отростка и отверстия в стволе для изготовления косых равнопроходных тройников любого диаметра, с любым углом наклона отростка. Введите в жёлтые ячейки таблицы наружный диаметр трубы, угол наклона отростка и вы мгновенно получите ординаты и абсциссы точек для разметки отростка и ствола.
Перенесите эти точки на паронит или картон и плавно соедините их между собой. Лекало (развёртка) отростка готово.
При разметке трубы лекало необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала.
Аналогично строим лекало выреза в стволе.
Шаблон накладываем на трубу так, чтобы красная линия (ось нулевых значений) была перпендикулярна к продольной оси трубы, а точка 10 совпадала с осью отростка.
Для автоматического построения развёрток в натуральную величину используем таблицу, содержащую макрос.
Построенное в натуральную величину лекало отростка.
Построенное в натуральную величину лекало отвестия в стволе. Распечатываем, вырезаем и пользуемся.
При разметке и раскрое деталей этого тройника необходимо знать следующее. После разметки отросток как бы отсекается от трубы воображаемой плоскостью с обеих сторон. Секущая плоскость прилегает к контуру лекала. Так же двумя плоскостями выбирается отверстие в стволе. (Сечём как ножом колбасу или как лопату в снег). Должны получить плоские резы. Детали, положенные после раскроя на стол в идеале не должны иметь зазоров. Только после этого производим разделку кромок под сварку. Красная линия на лекале ствола делит длину лекала пополам (и вырез тоже), показывает центр тройника. Должна быть перпендикулярна образующим трубы ствола и отростка.
На работе я делал «воротник» — направляющую для резака. В листе металла S=2-3 мм вырезал сечение трубы с углом, равным половине угла наклона отростка и диаметром D + (2-3) мм, надевал на трубу отростка или ствола, выставлял и прихватывал с учётом толщины головки резака и его номера. Потом прижимаешься резаком к воротнику и режешь.
По материалам книги «Разметка сварных фасонных частей трубопроводов», И.Х.Бродянский 1963 г.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Какой динамик подходит для фазоинвертора
Чтобы выбрать сабвуфер для фазоинвертора нужно отталкиваться от параметров Тиля — Смолла (Fs, Qts, Vas). Обычно эти данные есть в документах, но если у вас их нет, то параметры найдутся в интернете.
Для того, что бы понять подходит ли динамик для ФИ проведите не хитрые расчеты. Поделите значение Fs на значение Qts и если ответ получится от 60 и до 100, то такой саб будет оптимальным для фазоинвертора.
К примеру — у динамика SUNDOWN AUDIO E-12 V3 Fs = 32.4 Гц, а Qts = 0.37.
Fs / Qts = 32.4 / 0.37 = 87,6 — такой сабвуфер вполне подходит для ФИ.
Если значение для вашего динамика выходит за пределы диапазона 60-100 возможно стоит подыскать ему другое оформление с помощью этой очень полезной таблички. Обратите внимание на то, что приведенная таблица не запрещает использовать для динамиков корпусы, не соответствующие значению Fs / Qts. Она показывает варианты, которые точно будут хорошо работать.
Хитрость сантехника. При монтаже канализационных труб. Делюсь опытом
Сразу предупреждаю, данный способ на 110 мм трубе канализации следует применять только если у вас есть помощник. Усилие для соединения двух кусков трубы достаточно большое, трубы массивные. Один человек держит, второй разогревает и всовывает.
Проще показать такой метод на кусках труб в 50 мм. Там таким способом можно соединять усилием одного человека. Как два пальца обасфальть . Здесь же же необходимо достаточно покряхтеть.
Зачем это делать?
- Экономия.
- Безотходный монтаж.
- Исправление ошибок, при неправильном расчете материала.
Технология без раструбного соединения
Для того чтоб соединить кусок трубы без раструба с канализационной трубой и деталью диаметром 110 мм. ее необходимо разогреть. Желательно использовать горелку с большой теплоотдачей. В данном случае применяю газовую, слабую горелку, она плохо греет. Требует большего времени на разогрев. Так же можно прогревать строительным феном. Перегревать не следует. В случае значительного нагрева, труба свернется в гармошку при попытке одеть в нее требуемую деталь
Фотогалерея: готовые варианты навесов из профильной трубы







Навес из профильной трубы многофункционален. Он может стать неплохой заменой гаражу. Его изготовление доступно даже непрофессиональным сварщикам. Также такой навес не требует больших финансовых вложений. Владельцам дачных домиков и полноценных загородных домов стоит обратить на это внимание.
Виды фазоинверторов
Порт фазоинвертора — основной элемент корпуса, он может быть круглым (труба) или прямоугольным (щель).
Круглый порт (труба)
Нельзя однозначно сказать какой из этих портов лучше. Делают то, что удобнее или то, что больше нравится. Единственный момент, что в спорте (соревнования по звуковому давлению) чаще используются трубы, так как с их применением проще меняется настройка фазоинвертора, за счет изменения длины порта.
Отдельно стоит отметить такой тип, как пассивный излучатель. Пассивный излучатель (корректней — пассивный отражатель) есть тот же фазоинвертор и принцип его работы тот же. Применяется в тех случаях, когда желаемый порт для ФИ не устраивает по габаритам. В пассивном излучателе вместо порта используется динамик без магнитной системы.
Принцип работы пассивного излучателя
Два вида поворотных отвода в сантехнике, которыми делаю за пару секунд любой угол. Без инструмента
Довольно надежный, но и при этом очень редкий вариант – шаровый поворотный отвод.
Это поворотный отвод с шаром. Диаметр 110 мм. Фото автора Это поворотный отвод с шаром. Диаметр 110 мм. Фото автора
Встретить его в обычном сантехническом магазине – из области фантастики. Вращение происходит за счет шарового соединения. Очень удобно и при этом надежно. Встречаются диаметром 50 мм и 110 мм. Размер 40 мм не видел ни разу, хотя такой тоже иногда нужен в работе.
Это другой тип поворотного отвода – с накидной гайкой. Задачи такой отвод выполняет схожие, но устройство у него другое. В его конструкции главный элемент – пластиковая накидная гайка, чтобы изменить угол, ее нужно ослабить, произвести корректировку и снова затянуть.же хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток. оже хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток.
Фото автора Фото автора
Тоже хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток.
Фото автора Фото автора Фото автора Фото автора
А отводом на 110 мм подсоединяется унитаз.
Очень брутально выглядят))) Фото автора Очень брутально выглядят))) Фото автора
Устроен поворотный отвод просто. Как и «американка» (так называют в сантехнике разъемное соединение, по месту, где его изобрели). В разобранном виде выглядит так.
Фото автора Фото автора Фото автора Фото автора
Как делать нельзя. Вернее – не рекомендуется. Но, разумеется, делают и будут делать.
Если под рукой нет такого универсального решения, то монтажники обычно выходят из положения, соединяя друг с другом два обычных угла на 90 градусов, получая нужный нестандартный угол. Но это плохое решение, ведь чем больше углов, тем хуже, тем выше риск засоров в трубах. Чем больше соединений – тем выше риск протечки. И так далее. Я уже не говорю про эстетическую составляющую, когда унитаз подключают с помощью двух углов диаметром 110 мм – это выглядит реально страшно))) И ведь это часто бывает видно, это все не зашивается, а остается открытым.
Некоторые монтажники, не мудрствуя лукаво, чтобы облегчить себе труд, используют пластиковые гофрированные трубы, они гнутся как угодно, с ними не бывает проблем при монтаже, даже если нужен необычный угол. Но у гофры есть один большой минус – она отлично забивается, на канализацию ее ставить не рекомендую, разве что злейшему врагу, но уж точно не себе любимому и не дорогим клиентам. Уж лучше двумя углами обойтись, чем гофрой.
Видео о том, как устроены поворотные отводы с шаром и накидной гайкой смотрите здесь:
Если понравилась статья, ставьте лайк и подписывайтесь – чтобы не пропустить новые публикации.
Почему берем трубу ПВХ за основу
Чтобы изготовить каркас парника, еще недавно в основном использовалось дерево или металл. Оба эти материала имеют значительные недостатки.
Дерево:
- малый срок службы;
- малая прочность.
Металл:
- большой вес;
- дороговизна;
- сложность работ (требуется сварка, не обойтись без помощника).
Деревянные конструкции плохо переносят повышенную влажность, которая создается в парнике. Металлический профиль дорогой, он ржавеет со временем. И деревянные и металлические конструкции надо периодически красить.
Практически идеальным материалом для строительства оказались пластиковые водопроводные трубы. Парник из ПХВ сделать своими руками может каждый. Они долговечные, не боятся солнца и осадков, не требуют покраски, упруги и хорошо сохраняют форму. Кроме того, они намного дешевле металла. Большая часть частных теплиц делаются из них.
Парник своими руками. Как сделать парник в огороде для огурцов
Для работы с металлом и деревом требуется квалификация. Металлические конструкции соединяют с помощью сварки, их приходится резать болгаркой. Чтобы изогнуть по радиусу, нужны специальные приспособления. Из-за тяжести не обойтись без хотя бы одного помощника. Самостоятельно со сваркой справится не каждый.
Для дерева тоже нужен хотя бы минимальный опыт работ. Его нужно обрабатывать для защиты от гнили, грибка, насекомых. Из досок сложно изготовить парник с дугообразным сводом. Так же, как и с металлом, монтаж без помощника затруднен.
А вот сделать самому парник из пластиковых труб легко и одному человеку за очень короткий промежуток времени. Такие пруты легко изгибаются, при этом не ломаются.
Достаточно закрепить один конец на земле, чтобы он выдерживал идеальную куполообразную форму. Для соединения подойдут такие фитинги, как двойник и тройник. Для этого потребуется трубный паяльник или клей для ПХВ. Также возможно соединение с помощью хомутов и саморезов.
Типы дефлекторов
Основных вариантов не так уж и много.
Флюгер
Это изделие представляет собой несколько соединённых между собой козырьков, которые вращаются по ветру. Для такого их движения на самой верхушке конструкции расположен флюгер. Благодаря плоской поверхности, использующей эффект паруса, он реагирует на потоки воздушных масс и поворачивает за собой всю конструкцию.

Современный дефлектор с флюгером включает несколько козырьков и вращается под действием ветра
Во многих изделиях направление ветра указывает специальный штырёк в виде стрелки.
Козырьки увеличивают тягу дыма из тепловой установки. Это связано с их расположением — они препятствуют ветру, как бы рассекают его. Одновременно они защищают отопительный агрегат от проникновения осадков и грязи. Преимущество этой конструкции заключается в том, что она всегда устанавливается в нужное положение — именно там, где дует ветер. Но у данного вида дефлектора есть недостаток. Вращение козырьков обеспечивается подшипником, а он недолговечен и требует периодической смазки. Да и в морозы механизм может заклинить.
Н-образный дефлектор
Следующая конструкция основана на применении дополнительных отрезков труб.

Применение H-образных дефлекторов оправдано только в регионах с сильной ветровой нагрузкой
Эти элементы расположены в виде буквы «Н». Отсюда и название: «Н-образный». Понятно, что попадание осадков в дымоход в этом случае невозможно из-за горизонтально расположенного патрубка. Два вертикальных элемента по бокам конструкции обеспечивают увеличение тяги дыма из теплогенератора. Газы от продуктов сгорания подхватываются воздушными массами и выдуваются одновременно в нескольких направлениях. Описанная конструкция часто применяется в регионах с постоянными сильными ветрами. Однако при умеренном климате эффективность подобного аппарата невелика.
Искрогаситель
Существуют и такие типы устройств, с помощью которых избавляются от оставшихся в дыме продуктов горения. Обычно для этого классический дефлектор с цилиндром и зонтом оснащают сеткой. Она и гасит искры.

Сетка с мелкими ячейками препятствует вылету горячих искр за пределы дефлектора-искрогасителя
Это происходит так: продукты горения ударяются о грани ячеек. При столкновении с таким препятствием искры сразу затухают. Описанное достоинство привлекает хозяев, у которых дымоход расположен рядом с деревьями или иными легковоспламеняющимися предметами. Сетчатая поверхность этого дефлектора может быть единым целым со стенками цилиндра, а может и являться горизонтальной преградой внутри трубы на пути дыма.
Недостаток у искрогасителя один: при неправильном изготовлении данная конструкция может вопреки своему назначению снижать тягу.
Дефлектор ЦАГИ
Это один из самых распространённых вариантов. Его разработали в Центральном Аэрогидродинамическом институте. Аббревиатура этого заведения — в названии изделия. Данный дефлектор состоит из основного патрубка, присоединяемого к дымоходу, а также из диффузора, широкого кольца и зонта.

Преимуществом дефлектора ЦАГИ является низкое расположение зонта: тёплый воздух беспепятственно выходит из канала дымохода, что сильно увеличивает тягу
Принцип работы здесь прост. Ветер, разбиваясь о поверхность кольца, подхватывает дым и сверху, и снизу. А зонт, расположенный внутри этого внешнего цилиндра, защищает от осадков. Преимущество описанного типа дефлектора как раз в том, что зонт находится ниже верхней точки кольца. Следовательно, дым, выходящий из-под указанного элемента, вообще не испытывает никаких препятствий в виде ветра. К недостаткам конструкции можно отнести сложность изготовления.
Дефлектор Григоровича
Это самый простой вариант, который легко воссоздать собственными руками. Узел включает в себя зонт, диффузор и патрубок.

Дефлектор Григоровича можно легко изготовить собственными руками
Ветер ударяется о поверхность диффузора (часть канала, в котором из-за изменения диаметра повышается скорость потока). При этом внешние воздушные массы сверху подхватывают дым. Достоинство конструкции в её простоте. Недостаток изделия — зонт расположен высоко над диффузором, и частично ветер всё-таки задувает дым сбоку. Цилиндрический корпус может быть и прямолинейным при отсутствии диффузора. Из-за простоты конструкции устройство Григоровича не очень эффективно повышает тягу, но хорошо защищает от осадков.
Что лучше: дефлектор или просто зонт
Некоторые хозяева предпочитают не утруждаться. Они просто оснащают конец дымохода зонтом на держателе. Последний выполняют в виде цилиндра такого же диаметра, что и у дымохода. По сути, получается тот же дефлектор Григоровича, но с прямым корпусом, без диффузора. Такое устройство не увеличивает тягу. Но оно оправдывает себя на летней даче, где частный дом не используется как постоянное жильё. Если хозяева топят печь лишь несколько раз весной и осенью, то их вполне устроит и вариант с зонтом на держателе.
При постоянном проживании в загородном доме увеличение тяги за счёт дефлектора категорически необходимо. Иначе примерно пятая часть топлива для обогрева просто будет расходоваться впустую. Поэтому в данном случае лучше добавить в конструкцию хотя бы кольцо, разбивающее ветер, и получить полноценный дефлектор.

Какой бы трубопровод вы не проводили, чаще всего приходится использовать врезки в него для более комфортного его использования. В данном случае помогает тройник (фитинг) из полимера или металла, способный правильно оформить узел сопряжения его ветвей. Статья будет посвящена именно этому элементу, без которого трудно представить подвод или отвод воды.
Тройник для полипропиленовых труб для водопровода
Виды тройников
Классифицировать изделия лучше по типу материала, из которого они изготовлены. Даже альтернативный вариант – способ монтажа, в подавляющих случаях основан именно на этом.

Металлический тройник для металлопластиковых труб
Можно также объединить два метода сортировки, чтобы иметь представления обо всем ассортименте этих соединительных элементов:
| Металлические | К ним относят такие фитинги:
Чаще всего тройники изготавливают с помощью литья, для чего используют:
Очень редко это могут быть сварные элементы. Можно сказать, что главное достоинство металлических изделий – их высокая прочность. |
| Пластиковые | Все изделия, в том числе цанговые и сварные фитинги изготовлены из поливинилхлорида и полиэтилена. Но, отдельно нужно рассматривать тройники из ПВХ канализационных труб из пластика, устанавливающиеся в раструб или на клей.Основным достоинством полимерных фитингов для канализации является полная инертность к окружающей среде и к прокачиваемым веществам, что позволяет их эксплуатировать до полувека. |
| Композитные | К ним относят соединительные элементы для труб, состоящих из полиэтилена низкого давления, оборудованных бронзовыми или стальными втулками. Такие фитинги помогают соединять между собой трубопроводы из металла и полимеров.Тройник имеет со стороны металлической втулки резьбу, со стороны полимера обжимной или сварной монтаж. Это дает возможность включать в систему контрольно-измерительные приборы, например, манометры. |
Так выглядит в разборном виде обжимной тройник для металлополимерных труб
Дополнительный способ
Есть также и другой популярный метод классификации, который берет во внимание рабочие габариты тройника:
- пропускные;
- резьбовые;
- средний диаметр.
Но, он зависит от диаметров трубопроводов и соответствующих стандартов. Тема довольно обширная, поэтому в нашей статье она не будет затрагиваться.
Тройник для трубы ПВХ напорного типа
Монтаж
Ниже рассмотрим общие рекомендации процесса при установке фитингов на напорные или безнапорные трубопроводы, которые имеют определенный набор правил. В противном случае, результат вашей работы будет плачевным не только для вас, но и соседей снизу по стояку.
Поэтому воспользуйтесь следующими рекомендациями:
- В напорных канализационных системах разрешается использовать фитинги с прямым углом, в безнапорных лучше ограничиться отводами под 45˚.
- При сборке безнапорной сети на раструбах инструкция советует правильно ориентировать соединительные элементы. В этом случае раструб должен быть направлен в сторону стока жидкости, т.е. поток сначала должен встретить его, а затем гладкий трубопровод, в противном случае стыки могут подтекать. Если речь идет о канализации, это будет очень неприятно.
На фото видно, как сделать тройник из трубы самостоятельно
- Устанавливая тройник на клей, выбирайте положение трубопровода относительно фитинга в течение первых двух секунд после их совмещения. Не смещайте и не проворачивайте узел после этого, а если не уверены в своих возможностях – используйте направляющие.
Совет: при соединении полимерного тройника с полимерной трубой своими руками, на последней сделайте отметку глубины ее вставки. В противном случае вы можете перекрыть доступ жидкости в узел.
- Делая сборку металлического трубопровода, предварительно подготовьте материал для сгонов и резьбовых торцов. Не рекомендуется в данном случае экономить фум-ленте, цена которой незначительная,и используйте всегда контргайку, подмотав перед закручиванием которой несколько витков уплотнителя в между ней и торцом фитинга.
- Устанавливайте разъемные соединения, в том числе, цанговые и резьбовые, в хорошо доступных местах.
Совет: осуществляя монтаж пластиковых или металлических тройников для труб на труднодоступных участках, используйте сварке или пресс-фитинги (в крайнем случае).
Канализация
Благодаря современным материалам, монтаж сточных систем стал гораздо удобнее и легче.Тройники для канализационных труб из пластика максимально упрощают задачу изготовления любой схемы-проекта в частных домах разной этажности. При этом от вас не потребуется использование сложного оборудования или особых инструментов.
Канализационные пластиковые тройники для труб
В данном случае применяют 3 вида тройников, выполняющих свои специальные функции:
- Для соединения вертикальных стояков с горизонтальными трубопроводами используют варианты с углами 87° или 90°.
- При создании горизонтальных ответвлений – применяют изделия с углом в 45°.
- Муфта с дополнительным отверстием для проведения ремонтных работ называется – ревизия. Третье отверстие у нее закручивается специальной крышкой, которая и дает доступ к трубопроводу.
Как показывает опыт, этого вполне достаточно для создания в частном доме канализационных сетей любой сложности. Поэтому следует всегда рассчитывать именно на такой тип соединения.
Разновидности
Занимаясь созданием проектов систем водоснабжения и канализации, выбор подобных компонентов заключается в определении материала изготовления. При этом инструкция по монтажу отдельно выделяет организацию слива, поскольку ее тройники имеют определенные отличия. Именно поэтому стоит рассмотреть все возможные варианты и их особенности.
Специальное изделие для работы с металлопластиковыми трубами и переходом на стандартную резьбу
Водоснабжение
- Прежде всего, необходимо рассказать про тройник для металлопластиковых труб. Это довольно практичный вид соединительных элементов, который выдерживает большое давление. При этом стоит отметить тот факт, что обжимной тройник для металлополимерных труб очень прост при монтаже, и для данной работы не нужно приобретать специальный инструмент.
Некоторые виды подобных типов фурнитуры разработаны таким образом, чтобы соединение производилось под другим углом
- Если говорить про пластиковые системы, то такие типы материалов соединяются либо при помощи клея, либо с использованием специальных паяльников. При этом тройник для полипропиленовых труб такого вида при фиксации становятся практически монолитными изделиями со всей разводкой. Поэтому повреждения возникают чаще на участке трассы без фитинга.
Разные виды тройников для произведения работ с металлопластиковыми трубами при проводке системы в доме
- Стоит упомянуть и о том, что существуют пластиковые тройники для труб обжимной системы. Они обычно используются либо на садовых магистралях, либо в подвальных помещениях при разводке ввода по стоякам.
Совет! Приобретать тройники лучше всего того же производства, что и трубы. Это позволит избежать проблем с несовместимостью.
Простейшая пластиковая фурнитура для канализационных систем, требующая совмещения под прямым углом
Канализация
Для начала необходимо сказать о том, что тройники для канализационных труб обычно используются не только для отвода в системе, но и при организации перехода с одного диаметра на другой. При этом размер ответвления напрямую зависит от точки потребления и способа соединения.
Элемент системы, часто используемый при монтаже стояков и подключения определенных точек потребления
Отдельное внимание следует уделить тому, что тройник для трубы ПВХ может иметь стыковку при ответвлении даже под углом 45 градусов. Для подобных систем это порой просто необходимо, поскольку требуется монтаж определенных изделий с соблюдением конкретного уклона.
Некоторые изделия подобного типа имеют строго определенное назначение, которое заключается не в принципе эксплуатации, а в периодическом обслуживании и профилактике
Важно сказать о том, что подобные элементы для труб соединяются путем стыковки через уплотнительное резиновое кольцо. Поэтому данные системы нельзя держать под давлением, а вода в них должна идти самотеком.
Совет! Некоторые мастера предпочитают заделывать щели в местах стыка при помощи силикона, чтобы обеспечить хороший уровень герметизации. Также можно применять специальный клей, но после него демонтаж конструкции будет предполагать разрушение всех ее элементов.
Необходимо отметить, что каждое подобное изделие имеет свое конкретное назначение, но при правильном подходе благодаря их комбинации можно решать самые сложные задачи
Рекомендации специалистов
- Производя проектирование своими руками необходимо четко понимать, что использование соединительных элементов от сторонних производителей не может обеспечить необходимого качества. Поэтому специалисты применяют только детали от одной компании, которые соответствуют конкретному виду выбранного продукта. Для создания переходов с одного диаметра на другой лучше всего использовать именно тройник
- Порой намного проще использовать крестовину, чем применять два тройника. Это позволит сэкономить не только время, но и средства.
- Стоит помнить, что цена фитингов довольно высока и поэтому при проектировании системы специалисты стараются сокращать их число. Однако именно в этих местах самая прочная часть системы, но только при правильном монтаже.
Приобретая подобные материалы, прежде всего, необходимо обращать внимание на принципы их соединения с другими элементами в системе и только при отсутствии нужной модификации стоит покупать переходник
Приспособление для раскрыва трубы диаметром 160 Мм
Краткое описание
Такое приспособление мне понадобилось для сборки сабвуфера объемом 120 Л с 15″ динамиком.
В моем арсенале уже имеется приспособление для раскрыва трубы 110 Мм, но для таких размеров сабвуфера нужен фазоинвертор большей площади.
На трубу диаметром 200 Мм, я зариться пока не стал, в силу больших ее габаритов.
Для сборки я использовал круги из фанеры толщиной 12 Мм. Почему именно 12 Мм? Попросту у меня в обрезках осталось шесть кругов подходящего диаметра от прошлого проекта.
Раскрыв радиусом 50 мм я выбрал так, как был уверен, что трубу при таком радиусе раскрыва не порвет, и конструкция будет хорошо смотреться.
Сборка
Чертеж приспособления
Первый круг должен быть диаметром, равным внутреннему диаметру трубы. Это нужно для того, чтоб труба «села» на приспособление.
Далее, диаметр каждого круга увеличивается на внешний радиальный размер раскрыва. Чертеж я делал в программе «Компас», заняло это не более 2 минут.
Вырезаем круги нужного диаметра
Для этой операции потребуется ручной фрезер. Честно говоря можно сделать это и обычным электро лобзиком, но в дальнейшем, при придании формы приспособлению, придется извести не одну «наждачку». Плоскость вырезанных кругов должна быть идеально ровной, без заусенцев и сколов.
Это нужно для того, чтоб площадь склеивания была как можно большей. Так, как при раскрыве приспособление будет испытывать большую нагрузку, не смотря на то, что труба раскрывается в нагретом состоянии.
Склеиваем круги в единое целое
На просторах интернета я видел много разных вариаций таких приспособлений. Но почему то все скручивают круги саморезами. По моему лучше один раз потратиться на хороший клей и быть уверенным, что приспособление не развалится при очередном раскрыве.
В качестве нижней «шайбы» я использовал круг из фанеры 21 Мм, В качестве верхней — приспособление для раскрыва 110 трубы. Круги, промазанные клеем, поочередно сажаются на центральную шпильку. Для склеивания я использовал клей «TiteBond2».
После того, как все круги усажены на свои места, плотно стягиваем шпильку гайками и оставляем на сутки, до полного высыхания.
В силу большого диаметра последнего круга, по краям он может не плотно лечь. В местах, где образовались щели — стягиваем круги струбцинами.
Склеенная заготовка
Шлифовка
Далее — самое интересное. Для придания окончательной формы потребуется жестко закрепленный патрон дрели. Я использовал сверлильный станок, который мне пришлось перевернуть «патроном вверх». Так, как диаметр нижнего круга не позволял вставить заготовку при обычном расположении патрона.
Если у вас нет сверлильного станка, заготовку можно отшлифовать на обычной дрели.
Для шлифовки я использовал наждачную бумагу зернистостью 40. При финальном шлифовании наждачную бумагу зернистостью 100.
Для придания более правильной радиальной формы «наждачку» лучше закрепить на чем нибудь, такого же радиуса. Окинув взглядом мастерскую, на глаза мне попался кусок трубы 50 Мм… Он и послужил для закрепления «наждачки».
При шлифовании, не смотря на то, что я делал это на улице летело очень много пыли. Чтоб не дышать всем этим делом, используйте респиратор.
После шлифовки, готовое приспособление смазываем маслом, я не парился и смазал подсолнечным.
ps. раскрывать трубу следует, поочередно нагревая ее край феонм и стягивая гайками центральную шпильку.
Видео сборки
Готовое изделие
Приспособление для раскрыва трубы диаметром 160 Мм Раскрываем трубу Примерка трубы Готовый сабвуфер с трубой 160 Мм
( 2 оценки, среднее 4.5 из 5 )
Какой бы трубопровод вы не проводили, чаще всего приходится использовать врезки в него для более комфортного его использования. В данном случае помогает тройник (фитинг) из полимера или металла, способный правильно оформить узел сопряжения его ветвей. Статья будет посвящена именно этому элементу, без которого трудно представить подвод или отвод воды.

Тройник для полипропиленовых труб для водопровода
Виды фазоинверторов
Порт фазоинвертора — основной элемент корпуса, он может быть круглым (труба) или прямоугольным (щель).
Читайте также: Как сделать свою надстройку в excel?

Круглый порт (труба)
Нельзя однозначно сказать какой из этих портов лучше. Делают то, что удобнее или то, что больше нравится. Единственный момент, что в спорте (соревнования по звуковому давлению) чаще используются трубы, так как с их применением проще меняется настройка фазоинвертора, за счет изменения длины порта.
Какое решение лучше?
Если есть возможность, то лучше — сварка. Имеет ли смысл использовать альтернативный вариант без пайки? Да, возможно, подобное соединение не будет доставлять проблем несколько лет, особенно в системах без напора или в трубопроводах ХВС. Оптимальным способом многие считают использование хомутов. Но для квартир даже такой вариант все же советуют не рассматривать.
Замену седелок (на традиционное приваривание нормального тройника) рекомендует подавляющее большинство мастеров, приезжающих по вызову. Даже в том случае, если проблему хозяева обнаружили в совершенно другом месте.
Как врезаться в полипропиленовую трубу без пайки? Об одном из потенциальных методов расскажет следующее видео:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Как врезаться в пластиковую трубу: особенности работ + разбор всех важных нюансов
В специальных таблицах, помещенных в инструкциях и нормалях, выпускаемых трестом Промвентиляция, указаны размеры элементов тройников и крестовин с различными центральными углами.
При разметке тройников и крестовин круглого сечения диаметром до 900 мм по совмещенным шаблонам обеспечивается соблюдение геометрических размеров, установленных нормалью, при сохранении постоянного центрального угла тройника и крестовин.
Эти способы разметки разветвленных тройников применимы для всех углов разворота.
При составлении таблиц для разметки тройников со смещенными осями мы ориентировались на размер z, отсчитываемый от вертикальной касательной к окружности ствола до образующей отростка, учитывая, что именно на этот размер ориентируются в процессе монтажа трубопроводов.
Каждый отдельный шаблон предназначен для разметки тройников или крестовин с одним диаметром корня ствола при различных сочетаниях диаметра ствола и ответвления.
Обычно наибольшие трудности встречаются при разметке тройников и косых переходов, в связи с чем нами даны табл. 6 — 8 для определения длин ординат разверток как отростков, так и отверстий в стволах.
Страницы: 1 2 3
Крючок из невидимки
В качестве доступного материала для изготовления крючка самостоятельно подойдет обычная заколка невидимка. Его можно использовать при лове большой хищной рыбы.
При изготовлении следует приготовить следующие инструменты:
- Плоскогубцы.
- Плоскорезы
- Напильник.
- Брусок из дерева.
Процесс его изготовления очень прост. У невидимки следует выгнуть оба ее конца, замерив необходимую длину крючка, отрезать все лишнее. Далее концы невидимки затачиваются напильником. Как видно, используя минимум времени и материала, прочный крючок будет готов.
Вставка в пластиковый участок и фиксация с помощью клея
Инструкция по подключению в ПВХ:
- Определите центр отверстия с помощью переходника, который вы будете использовать. Отметим, что часто делают вставки меньшим диаметром, чем классический размер канализации 110 мм. Для стиральных машин, ванны, умывальника вполне хватает 50 мм.
- С помощью специальной насадки диаметром 50 мм выполните отверстие дрелью.
- Сделайте подчистку отверстия с помощью ножа для бумаги или другого острого предмета.
- Обязательно после этого тщательно удалите пыль и грязь.
- Обезжирьте поверхность с помощью клея-герметика.
- Отметьте контуры накладки на основании с помощью карандаша.
- Нанесите специальный клей герметик на внешнюю поверхность в два прохода.
- Нанесите также клей-герметик на деталь, по контуру с внутренней стороны.
- Соедините трубопровод и деталь между собой.
- Зафиксируйте на время малярным скотчем.
- Нанесите клей на внутреннюю поверхность вывода в приклеенной детали, хорошо промажьте слоем 2-3 мм.
- Вставьте колено-переходник, к которому будет крепиться вывод.
- Удалите излишки клея.
- После высыхания клея снимите скотч и закончите монтаж вывода в канализацию от устройства.
Типы соединений труб из пластика
Для чего нужен дефлектор
Предназначение устройства очевидно — изделие увеличивает тягу печи и одновременно защищает отопительную установку от попадания снега, дождя и грязи. Без дефлектора ветер задувает струю выходящего дыма, из-за чего возникает препятствие или даже противодействие. Тяга теплогенератора падает.
Опытные данные подсказывают, что наличие описываемого устройства на трубе частного дома обеспечивает повышение коэффициента полезного действия отопительной установки. Величина такого выигрыша составляет до 20%.
Как устроен дымоход?
Сделать дымоход своими руками не сложно, если понять его внутреннее устройство и принцип работы всей системы, поскольку их качественность прямо определяют рентабельность и продуктивность самого отопления.
Как дымоход печи, так и дымоход камина, берут свое начало с котла, в который он встроен, куда бросаются дрова, уголь или другие продукты для сгорания. Там же внизу есть задвижка для возможности управлять тягой, также ее можно открыть, если потребуется освободить трубу от сажи или копоти. Далее дымоход поднимается вверх настолько, насколько это необходимо, однако если нужно его сдвинуть в сторону, тогда устанавливается отвод. Отвод переходит в проход перекрытия и проход крыши, что дает гарантию пожарной безопасности. И завершающим элементом выступает оголовок, не дающий дождю или снегу проникать вниз.

Нужно ли ставить колпак — рекомендации
Касательно установки зонтов на дымовые трубы нормативные документы разных стран выдвигают различные требования. Например, в европейских государствах допускается монтировать насадки только на вентиляционные каналы, а на дымоходы строго запрещается. В Украине нельзя ставить колпаки на трубы, подключенные к газовым котлам. В Российской Федерации и Беларуси прямого запрета нет, но формулировка СНиП весьма расплывчатая:
«Дефлекторы, зонты и прочие насадки на дымоходах не должны препятствовать свободному выходу продуктов горения».

- Круглые стальные трубы, отводящие дым от высокоэффективных котлов с КПД более 85%, закрывать традиционным грибком нельзя. Воспользуйтесь конусной насадкой в виде открытого сопла, которая не обледенеет при любом морозе.
- Кирпичный дымоход без вставок, присоединенный к теплогенератору с высоким КПД, можно защитить насадкой в виде крышки с проходящим насквозь патрубком, как это сделано на фото.
- На вертикальные каналы от печей и ТТ-котлов устанавливать зонты допускается. Чтобы железный козырек долго выполнял защитную функцию на печной трубе, предусмотрите внутри пластину из нержавеющей стали.
- На дымоотводные блоки, сложенные из кирпича и снабженные боковыми продухами, очень желательно монтировать двускатные либо вальмовые колпаки. Цель – закрыть от осадков и ветра верхнюю часть кладки, не касаясь газоходных отверстий по бокам.


Особенности
Материалы
Требования к материалам и сборке стандартны. Фазоинверторный короб должен быть крепким, герметичным и не давать вибраций. Материал — фанера или МДФ от 18 мм. и толще.
Обратите внимание на то, что все каналы ввода проводов, клеммники и т.п. должны быть надежно загерметизированы, внутренние перегородки (стенки порта) не должны иметь щелей.
Скругления порта фазоинвертора
Если щелевой порт длинный и имеет повороты, то в углах могут возникать застойные зоны, для избежания этого изгибы сглаживаются — в результате повышается КПД, так как снижается сопротивление движению воздуха. На слух определить улучшение качества довольно сложно, но для борьбы за высокий результат в звуковом давлении это решение работает.

Варианты сглаживая портов
Концы портов могут раскрываться, на выходе это может устранить паразитные шумы от трения воздуха, но такая проблема встречается не часто. Также за счет раскрывов на обоих концах понижается настройка порта (фазоинвертора), либо уменьшается его длина. То есть для одной и той же настройки порт с с расширениями на концах будет короче прямого и займет меньше объема.

Расширение щелевого порта

Практическое видео по раскатке трубы для порта:
Стоит понимать, что подбор правильной геометрии расширения (раскрыва) — отдельная задача при расчете корпуса фазоинвертора.
Два вида поворотных отвода в сантехнике, которыми делаю за пару секунд любой угол. Без инструмента
Довольно надежный, но и при этом очень редкий вариант – шаровый поворотный отвод.
Это поворотный отвод с шаром. Диаметр 110 мм. Фото автора Это поворотный отвод с шаром. Диаметр 110 мм. Фото автора
Встретить его в обычном сантехническом магазине – из области фантастики. Вращение происходит за счет шарового соединения. Очень удобно и при этом надежно. Встречаются диаметром 50 мм и 110 мм. Размер 40 мм не видел ни разу, хотя такой тоже иногда нужен в работе.
Это другой тип поворотного отвода – с накидной гайкой. Задачи такой отвод выполняет схожие, но устройство у него другое. В его конструкции главный элемент – пластиковая накидная гайка, чтобы изменить угол, ее нужно ослабить, произвести корректировку и снова затянуть.же хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток. оже хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток.
Фото автора Фото автора
Тоже хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток.
Фото автора Фото автора Фото автора Фото автора
А отводом на 110 мм подсоединяется унитаз.
Очень брутально выглядят))) Фото автора Очень брутально выглядят))) Фото автора
Устроен поворотный отвод просто. Как и «американка» (так называют в сантехнике разъемное соединение, по месту, где его изобрели). В разобранном виде выглядит так.
Фото автора Фото автора Фото автора Фото автора
Как делать нельзя. Вернее – не рекомендуется. Но, разумеется, делают и будут делать.
Если под рукой нет такого универсального решения, то монтажники обычно выходят из положения, соединяя друг с другом два обычных угла на 90 градусов, получая нужный нестандартный угол. Но это плохое решение, ведь чем больше углов, тем хуже, тем выше риск засоров в трубах. Чем больше соединений – тем выше риск протечки. И так далее. Я уже не говорю про эстетическую составляющую, когда унитаз подключают с помощью двух углов диаметром 110 мм – это выглядит реально страшно))) И ведь это часто бывает видно, это все не зашивается, а остается открытым.
Некоторые монтажники, не мудрствуя лукаво, чтобы облегчить себе труд, используют пластиковые гофрированные трубы, они гнутся как угодно, с ними не бывает проблем при монтаже, даже если нужен необычный угол. Но у гофры есть один большой минус – она отлично забивается, на канализацию ее ставить не рекомендую, разве что злейшему врагу, но уж точно не себе любимому и не дорогим клиентам. Уж лучше двумя углами обойтись, чем гофрой.
Видео о том, как устроены поворотные отводы с шаром и накидной гайкой смотрите здесь:
Если понравилась статья, ставьте лайк и подписывайтесь – чтобы не пропустить новые публикации.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Термообработка стали
Основным материалом при производстве крючков для рыбалки является сталь. Чтобы сделать термообработку, сталь необходимо раскалить, а затем в воде или в масле быстро охладить. Этот процесс получил название «закалка». Во время этой обработки свойства стали поменяются.
Сырая сталь до применения термообработки легко подвергается различной деформации (можно пилить, ковать), а вот после обработки она приобретает достаточную твердость, но при этом остается хрупкой. Учитывая это обстоятельство, ее надо обработать абразивными материалами.
Хрупкость стали после закалки поможет снизить ее отпуск. В основе этого процесса лежит способ нагревания уже закаленной стали до невысоких температур с дальнейшим остыванием в масле или на открытом воздухе. Итогом такой процедуры будет получение сталью своих первоначальных свойств, то есть он опять станет сырой.
И последнее, отжиг отпущенной стали заключается в нагреве ее до температуры немного ниже, чем была во время закалки и остывании на воздухе. В результате такой процедуры сталь получит свои первоначальные свойства, то есть опять станет сырой.
Разница во времени между проведением этих процедур не может быть больше 24 часов. Температура, применяемая при отпуске отпуска стали, всегда разная (от 150 до 500 С) и зависит от вида, выпускаемого из нее изделия.
При изготовлении крючков своими руками, используемым материалом могут быть швейные иглы любых размеров или пружинная проволока.
При проведении термообработки крючков, сделанных самостоятельно, следует учитывать такие правила:
- При закалке с использованием воды комнатной температуры твердость стали больше,
чем при использовании масла. - Когда температура стали достигнет 330С, то она будет вязкая и подойдет для изготовления только мягкого крючка. Чтобы сделать жесткий крючок, закалку следует делать в воде, а для отпуска использовать значительно меньшую температуру.
Термообработка стали всегда проводится в муфельной печи с использованием термометра.
Но понятно, что в дома таких печей нет и термообработку можно проводить с использованием газовой плиты.
Швейные иглы помещаются на плоскую болванку из стали и раскаливаются над пламенем плиты.
По цвету нагрева болванки легко определить ее температуру:
- темно-коричневый цвет – температура от 530 до 580С;
- красно-коричневый цвет – нагрев до 650С;
- вишневый – до 720 С;
- багровый – нагрев до 770 С;
- ярко-красный – до 870 С;
- красный – до 900 С;
- оранжевый – до 1050 С;
- темно-желтый – нагрев до 1150 С;
- желто-белый – до 1300 С;
- белый – нагрев до выше 1350 С.
Отжечь пружину как иглу невозможно по причине того, что у ее другая конструкция. Ее отжигают с использованием раствора солей: хлористого натрия, фтористого натрия, фтористого алюминия, хлористого натрия, фтористого кальция, углекислого натрия и др.
Когда материал, используемый для изготовления крючков будет готов, можно приступать к их изготовлению. После того, как крючок будет готов, его тоже следует подвергнуть закалке.
Конструкция — тройник
Конструкция прямого равнопроходного тройника ( рис. 153, а) включает в себя ствол постоянного сечения и ответвление ( переход 2) с уменьшенным сечением.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Следующие размеры определяют конструкцию тройника с круглым сечением: диаметр нижнего основания D, диаметр ствола Dlt диаметр ответвления D8, высота Н, угол а между осями воздуховода и ответвления.
Основными размерами, определяющими конструкцию тройников, являются диаметр нижнего основания D, диаметр ствола D, диаметр ответвления DZ, высота тройника и угол а между осью ствола и ответвления.
Какие основные размеры определяют конструкцию тройников и крестовин.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Для изготовления фасонных частей с целью унификации их приняты единые монтажные размеры, объединенные в специальные таблицы в зависимости от диаметра в корне.
Изготовление миниатюрных офсетных крючков
В летнее время практически невозможно словить рыбу обычным спиннингом. Это объяснено тем, что летом рыба обычно собирается в местах с заросшим дном или где имеются коряги. Именно здесь нам и пригодится офсетный крючок. Такой крючок имеет загнутое цевье, что уменьшает вероятность нежданного зацепа.
Офсетники можно изготовить из обычного крючка. Для этого дела подойдет любой крючок, у которого длинное цевье. Но следует подбирать такие крючки, которые изготовлены из качественной стали. Такой крючок при изгибе будет ломаться, если его отпустить над пламенем.
Для того, чтобы отпуску не поддавалась вся конструкция крючка, его лучше всего взять плоскогубцами. Берем за ту часть, которая не нуждается в «отпуске» и держим над пламенем, к примеру, газовой горелки. Следует указать, что цевье крючка никогда не изменить своих свойств. На выходе мы получаем прочный крючок, прочность которого очень высока.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60–90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Изготовление миниатюрных офсетных крючков
К большому сожалению в специализированных магазинах очень редко имеются в продаже миниатюрные офсетники, а если и есть, то их качество часто находится на низком уровне.
Во время рыбалки летом, когда устанавливается высокая температура, вылавливать рыбу в водоемах спиннингом не представляется возможным.
В такую жару она предпочитает прятаться в густых зарослях водной растительности или в местах с затопленными корягами. Именно в таких местах можно надеяться на хороший улов. Для такой рыбалки очень пригодятся именно миниатюрные офсетные крючки.
Эти крючки рыболовы изготавливают из обычных стальных рыболовных крючков с длинным цевьем. Если сталь, из которой сделан крючок была перекалена, то при загибании крючок может поломаться.
Во время ловли рыбы, главная нагрузка от ее веса лежит на поддеве, а имеющая перегиб ступенька не сможет разогнуться.
Миниатюрные офсетные крючки прекрасно сочетаются с разными приманками и видами ловли рыбы.
Как сделать тройник из оцинковки

Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Какой материал выбрать
Если было принято решение изготовить деталь своими силами, начать следует с выбора материала, в нашем случае – оцинкованного листа необходимой толщины.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80. Основные характеристики, на которые следует обратить внимание при выборе:
Самые распространенные толщины оцинковки – от 0.35 до 3мм. Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность.
- Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
| Класс стали по толщине цинкового слоя | Масса защитной прослойки, имеющейся с обеих сторон (гр) | Толщина покрытия (мкм) |
| П (Повышенный) | 570 — 855 | 40-60 |
| I | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
ГОСТ допускает некоторые отклонения по толщине и наличие некоторых дефектов
- НР – нормальная разнотолщинность;
- УР – уменьшенная разнотолщинность.
Варианты внешнего вида листа:
- КР – С узорами кристаллизации (некоторыми трещинками и потемнениями);
- МТ – без узоров.
Немаловажной характеристикой для изготовления труб является способность металлического листа к вытяжке:
- Н – нормальной вытяжки;
- Г – глубокой вытяжки;
- ВГ – весьма глубокой вытяжки.
Стали маркировки ВГ имеют самую высокую пластичность, Н — соответственно самую низкую.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.
- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
L (длина окружности, она же ширина заготовки) = 2*3.14*R (R –необходимый радиус трубы, мм).
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Важный момент – ширина заготовки — величина не постоянная. С одной стороны она равна 330мм, с другой 340 (для трубы и даметром100мм). Делается это для удобства последующего монтажа труб друг с другом либо с другими элементами системы .
Чертеж и схема
Рис. 1. Выкройка листа для трубы диаметром 100мм.
Схема формирования фальца выглядит следующим образом:
Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
- Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
- Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.
Этапы формирования профиля:
- По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого , проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 0 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
Для изделий, изготовленных вручную, дополнительная обработка не требуется.
Советы специалистов
Для удобства соединения готовой трубы с другими элементами системы необходимо сделать на конце изделия раструб.
Как сделать раструб на металлической трубе оцинкованной
Раструб -технологическое расширение, предназначенное для удобства монтажа элементов коммуникации друг с другом и врезки в плоскости. Раструб на готовой трубе делается по широкому краю, методом развальцовки края на глубину 15-20мм. В заводских условиях для развальцовки используется специальный инструмент -вальцовочный конус.
В домашних условиях расширить край трубы можно самостоятельно, с помощью плоскогубцев. В идеале – установить на концы заготовки специальные кольца — ребра жесткости.
Особенности работы с жестью
Оцинкованная жесть – материал недорогой и надежный. Его основная особенность – небольшая толщина (чаще всего в домашних условиях используют лист толщиной от 0.3 до 1мм) и пластичность. Благодаря мягкости, работать с оцинковкой удобно и изготовить нужное изделие самостоятельно даже начинающему жестянщику не представит особого труда.
В тоже время, несмотря на мягкость стали, полученный фальцевый шов весьма надежен и способен выдержать значительные механические воздействия.
Заключение
Область применения оцинкованных труб обширна. Они используются для водостока, дымоотвода, систем вентиляции, поэтому умение самостоятельно изготовить детали однозначно не будет лишним.
Сварной переход трубы с большего диаметра на меньший
За пример трубы большого диаметра взял диаметр 76 миллиметров. Размечаем трубу на шесть равных частей и с помощью УШМ (угловой шлифовальной машинки) выполняем надрезы примерно по 50 мм.
Добавляем разметку в виде буквы V, на всех шести» надрезах» и продолжаем выполнять резку.
Получается форма которая больше напоминает старинную башню)
Далее , с помощью молотка подгибаем края во внутрь до диаметра малой трубы.
Фиксируем положение трубы с помощью сварки в нескольких местах. Рекомендую использовать электроды диаметром 2.5 мм с рутиловым покрытием ( например ОК-46, МР-3 или ОЗС-12) . Сварочный ток постоянный, полярность обратная(+ на электроде), ток для прихваток примерно 75-80 А( при повышенном сварочном токе, легче выполнять установку прихваток).
Процесс сварки производите в положении более удобном для вас. Сварочный ток для сварки уменьшите до 60-70 А. Есть два варианта сварки данного соединения. Вертикальное или нижнее положение. Виды положений сварки в пространстве, виды колебательных движений мы рассматривали с прошлых статьях.
После сварки , для придания сварным швам большей « элегантности», можно применить механизированный инструмент» болгарка». В итоге получаем окончательный вид нашего соединения.
Для какой музыки подходит фазоинвертор
Фазоинвертор отличается мощным и объемным басом, а АЧХ в районе частоты настройки имеет горб (значительное повышение громкости звучания).

Пример АЧХ фазоинвертора
По этому ФИ подходит для музыки, в которой много не быстрого баса, где низкие частоты это основа композиций. Выбирайте фазоинвертор если вам нравятся дабстэп, трипхоп, прочая медленная электронщина, рэп, R&B и т.п.
Примечание: настройка фазоинвертора это частота, на которую приходится пик АЧХ, регулируется изменением длины и площади порта, а так же отношением объема порта к объему корпуса.
Готовим раскрывы 110ой и 160ой труб (фазоинверторы)
Если вы планируете собрать самостоятельно фазоинверторный короб под сабвуфер, и планируете сделать не щелевой порт, а «порт на трубе», то вам не обойтись без раскрытых труб. Что дает правильно раскрытая труба? При правильном раскрыве, поток воздуха, проходящий через трубу (фазоинвертор) имеет меньше завихрений, которые в свою очередь уменьшают КПД порта. Существует два вида раскрыва трубы: по экспоненте и радиусу.
пример раскрыва по экспоненте и радиусу
В чем основное отличие этих двух раскрывов? Отличие одно — КПД! У раскрыва по экспоненте меньше завихрения воздуха чем у раскрыва по радиусу! Меньше завихрений — меньше посторонних призвуков от порта.
Мы готовим правильные трубы (трубы раскрытые по экспоненте), а это значит что собранный Вами сабвуфер, при грамотном расчете, заиграет потрясающе и будет валить на радость не только Вам, но окружающим!
Какой динамик подходит для фазоинвертора
Чтобы выбрать сабвуфер для фазоинвертора нужно отталкиваться от параметров Тиля — Смолла (Fs, Qts, Vas). Обычно эти данные есть в документах, но если у вас их нет, то параметры найдутся в интернете.
Для того, что бы понять подходит ли динамик для ФИ проведите не хитрые расчеты. Поделите значение Fs на значение Qts и если ответ получится от 60 и до 100, то такой саб будет оптимальным для фазоинвертора.
К примеру — у динамика SUNDOWN AUDIO E-12 V3 Fs = 32.4 Гц, а Qts = 0.37.
Fs / Qts = 32.4 / 0.37 = 87,6 — такой сабвуфер вполне подходит для ФИ.
Если значение для вашего динамика выходит за пределы диапазона 60-100 возможно стоит подыскать ему другое оформление с помощью этой очень полезной таблички. Обратите внимание на то, что приведенная таблица не запрещает использовать для динамиков корпусы, не соответствующие значению Fs / Qts. Она показывает варианты, которые точно будут хорошо работать.
Хитрость сантехника. При монтаже канализационных труб. Делюсь опытом
Сразу предупреждаю, данный способ на 110 мм трубе канализации следует применять только если у вас есть помощник. Усилие для соединения двух кусков трубы достаточно большое, трубы массивные. Один человек держит, второй разогревает и всовывает.
Проще показать такой метод на кусках труб в 50 мм. Там таким способом можно соединять усилием одного человека. Как два пальца обасфальть . Здесь же же необходимо достаточно покряхтеть.
Зачем это делать?
- Экономия.
- Безотходный монтаж.
- Исправление ошибок, при неправильном расчете материала.
Технология без раструбного соединения
Для того чтоб соединить кусок трубы без раструба с канализационной трубой и деталью диаметром 110 мм. ее необходимо разогреть. Желательно использовать горелку с большой теплоотдачей. В данном случае применяю газовую, слабую горелку, она плохо греет. Требует большего времени на разогрев. Так же можно прогревать строительным феном. Перегревать не следует. В случае значительного нагрева, труба свернется в гармошку при попытке одеть в нее требуемую деталь
Как сделать тройник из трубы своими руками
Изготовление развёртки (лекала) для разметки элементов прямоугольного равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник прямоугольный равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза (для большей точности распылить краску).
Предлагаемая таблица Excel позволяет получить размеры для построения лекал (развёрток) вертикального отростка и горизонтального ствола для изготовления прямоугольных равнопроходных тройников любого диаметра. Введите в жёлтые ячейки таблицы высоту пояска и наружный диаметр трубы и вы мгновенно получите ординаты и абсциссы точек для разметки. Перенесите эти точки на паронит или картон и плавно соедините между собой.
Данные для построения и вид лекала отростка.
Данные для построения и вид лекала выреза в стволе.
В таблице есть макрос, который строит лекала в натуральную величину 1:1. После построения распечатываем, вырезаем лекало и пользуемся.
Так выглядит на бумаге лекало отростка с пояском.
Это построенное лекало выреза отверстия в стволе.
Совет. На трубе, предназначенной для изготовления тройника мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
При разметке труб лекала необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала . Края лекала являются точками прилегания воображаемой плоскости по которой нужно отсечь трубу. Как будь то втыкаем лопату в снег под углом, прижимаясь к лекалу. Из четырёх отростков можно сварить крестовину.
Принцип действия флюгарок
Работа дефлектора основана на таких действиях:
- Воздушные потоки, огибая стенки верхнего цилиндра, ударяют в него. Скользя по его поверхности, они заворачивают вверх и подсасывают выходящие из трубы газы.
- После установки дымника воздух внутри трубы движется интенсивнее и таким образом усиливает тягу.
- При вертикальном или косом направлении ветра, козырек провоцирует дальнейшее увеличение тяги. Воздушные потоки проникают через зазор устройства в верхний цилиндр и подсасывают выходящий из трубы дым.
- Если ветер дует вниз, то под верхом козырька возникают вихри, которые замедляют выход дыма.
Тройник для труб из различных материалов

Какой бы трубопровод вы не проводили, чаще всего приходится использовать врезки в него для более комфортного его использования. В данном случае помогает тройник (фитинг) из полимера или металла, способный правильно оформить узел сопряжения его ветвей. Статья будет посвящена именно этому элементу, без которого трудно представить подвод или отвод воды.
Тройник для полипропиленовых труб для водопровода
Виды тройников
Классифицировать изделия лучше по типу материала, из которого они изготовлены. Даже альтернативный вариант – способ монтажа, в подавляющих случаях основан именно на этом.
Металлический тройник для металлопластиковых труб
Можно также объединить два метода сортировки, чтобы иметь представления обо всем ассортименте этих соединительных элементов:
| Металлические | К ним относят такие фитинги:
Чаще всего тройники изготавливают с помощью литья, для чего используют:Очень редко это могут быть сварные элементы.Можно сказать, что главное достоинство металлических изделий – их высокая прочность. |
| Пластиковые | Все изделия, в том числе цанговые и сварные фитинги изготовлены из поливинилхлорида и полиэтилена. Но, отдельно нужно рассматривать тройники из ПВХ канализационных труб из пластика, устанавливающиеся в раструб или на клей.Основным достоинством полимерных фитингов для канализации является полная инертность к окружающей среде и к прокачиваемым веществам, что позволяет их эксплуатировать до полувека. |
| Композитные | К ним относят соединительные элементы для труб, состоящих из полиэтилена низкого давления, оборудованных бронзовыми или стальными втулками. Такие фитинги помогают соединять между собой трубопроводы из металла и полимеров.Тройник имеет со стороны металлической втулки резьбу, со стороны полимера обжимной или сварной монтаж. Это дает возможность включать в систему контрольно-измерительные приборы, например, манометры. |
Так выглядит в разборном виде обжимной тройник для металлополимерных труб
Дополнительный способ
Есть также и другой популярный метод классификации, который берет во внимание рабочие габариты тройника:
Но, он зависит от диаметров трубопроводов и соответствующих стандартов. Тема довольно обширная, поэтому в нашей статье она не будет затрагиваться.
Тройник для трубы ПВХ напорного типа
Монтаж
Ниже рассмотрим общие рекомендации процесса при установке фитингов на напорные или безнапорные трубопроводы, которые имеют определенный набор правил. В противном случае, результат вашей работы будет плачевным не только для вас, но и соседей снизу по стояку.
Поэтому воспользуйтесь следующими рекомендациями:
- В напорных канализационных системах разрешается использовать фитинги с прямым углом, в безнапорных лучше ограничиться отводами под 45˚.
- При сборке безнапорной сети на раструбах инструкция советует правильно ориентировать соединительные элементы. В этом случае раструб должен быть направлен в сторону стока жидкости, т.е. поток сначала должен встретить его, а затем гладкий трубопровод, в противном случае стыки могут подтекать. Если речь идет о канализации, это будет очень неприятно.
На фото видно, как сделать тройник из трубы самостоятельно
- Устанавливая тройник на клей, выбирайте положение трубопровода относительно фитинга в течение первых двух секунд после их совмещения. Не смещайте и не проворачивайте узел после этого, а если не уверены в своих возможностях – используйте направляющие.
Совет: при соединении полимерного тройника с полимерной трубой своими руками, на последней сделайте отметку глубины ее вставки.В противном случае вы можете перекрыть доступ жидкости в узел.
- Делая сборку металлического трубопровода, предварительно подготовьте материал для сгонов и резьбовых торцов. Не рекомендуется в данном случае экономить фум-ленте, цена которой незначительная,и используйте всегда контргайку, подмотав перед закручиванием которой несколько витков уплотнителя в между ней и торцом фитинга.
- Устанавливайте разъемные соединения, в том числе, цанговые и резьбовые, в хорошо доступных местах.
Совет: осуществляя монтаж пластиковых или металлических тройников для труб на труднодоступных участках, используйте сварке или пресс-фитинги (в крайнем случае).
Канализация
Благодаря современным материалам, монтаж сточных систем стал гораздо удобнее и легче.Тройники для канализационных труб из пластика максимально упрощают задачу изготовления любой схемы-проекта в частных домах разной этажности. При этом от вас не потребуется использование сложного оборудования или особых инструментов.
Канализационные пластиковые тройники для труб
В данном случае применяют 3 вида тройников, выполняющих свои специальные функции:
- Для соединения вертикальных стояков с горизонтальными трубопроводами используют варианты с углами 87° или 90°.
- При создании горизонтальных ответвлений – применяют изделия с углом в 45°.
- Муфта с дополнительным отверстием для проведения ремонтных работ называется – ревизия. Третье отверстие у нее закручивается специальной крышкой, которая и дает доступ к трубопроводу.
Как показывает опыт, этого вполне достаточно для создания в частном доме канализационных сетей любой сложности. Поэтому следует всегда рассчитывать именно на такой тип соединения.
Вывод
Из статьи стало понятно, что для осуществления подвода воды в здание и ее отвода из него используют водопроводные и канализационные системы, имеющие в своей структуре разного рода тройники. Они могут быть выполнены из металла или пластика и подбираются в зависимости от вида трубопровода. в этой статье поможет найти вам дополнительную информацию по этой тематике.
Виды труб в доме
Прежде чем облагородить трубы, уточните их вид и особенности эксплуатации. Несоблюдение правил пользования ими чревато неприятными и опасными последствиями. Трубы, пролегающие внутри квартиры, обычно разделяют:
| По назначению | водопроводные, газовые, канализационные, вентиляционные, трубы отопления |
| По типу помещения | в жилых помещениях, на кухне, в ванной, санузле, коридоре |
| По видам материалов | полимерные, стальные, металлопластиковые, из цветных металлов |
| По месту размещения | на потолке, вдоль стены, вдоль пола. |
| По направлению | вертикальные, горизонтальные, диагональные |
| По размерам | длинные и короткие |
| По сечению | круглые, профильные (прямоугольные) |
Трубы как часть декора
Ряд труб скрывают не только из-за соображений эстетики, но и для их сохранности. К примеру, к механическим повреждениям уязвимы пластиковые трубы, а к коррозии – стальные. Вот только прятать их «насовсем» (бетонировать, замуровывать) не следует. В любой момент может понадобиться к ним доступ, чтобы предотвратить или ликвидировать неисправности.
Важно: нельзя допускать излишнего давления или стягивания труб извне – особенно в районе соединительных швов.
Трубы в ванной
У каждого вида труб есть свой срок службы и нюансы использования. Но есть несколько общих правил для всех видов коммуникационных труб. Их недопустимо:
- закрывать несъемным коробом или панелями, которые сложно демонтировать,
- самостоятельно обрезать и переносить,
- оставлять без вентиляции.
Особо бережного обращения требует к себе газовая труба. Рядом с ней не следует размещать горючие и взрывчатые материалы. Нельзя ее герметично обшивать и деформировать шланги, ведущие к плите.
Совет: безопаснее всего спрятать газовую трубу за съемным вентилируемым коробом или фальш-стеной из влагоустойчивого гипсокартона.
Цветочный декор для труб
Разновидности
Занимаясь созданием проектов систем водоснабжения и канализации, выбор подобных компонентов заключается в определении материала изготовления. При этом инструкция по монтажу отдельно выделяет организацию слива, поскольку ее тройники имеют определенные отличия. Именно поэтому стоит рассмотреть все возможные варианты и их особенности.

Водоснабжение
- Прежде всего, необходимо рассказать про тройник для металлопластиковых труб. Это довольно практичный вид соединительных элементов, который выдерживает большое давление. При этом стоит отметить тот факт, что обжимной тройник для металлополимерных труб очень прост при монтаже, и для данной работы не нужно приобретать специальный инструмент.

- Если говорить про пластиковые системы, то такие типы материалов соединяются либо при помощи клея, либо с использованием специальных паяльников. При этом тройник для полипропиленовых труб такого вида при фиксации становятся практически монолитными изделиями со всей разводкой. Поэтому повреждения возникают чаще на участке трассы без фитинга.

- Стоит упомянуть и о том, что существуют пластиковые тройники для труб обжимной системы. Они обычно используются либо на садовых магистралях, либо в подвальных помещениях при разводке ввода по стоякам.
Совет! Приобретать тройники лучше всего того же производства, что и трубы. Это позволит избежать проблем с несовместимостью.

Канализация
Для начала необходимо сказать о том, что тройники для канализационных труб обычно используются не только для отвода в системе, но и при организации перехода с одного диаметра на другой. При этом размер ответвления напрямую зависит от точки потребления и способа соединения.

Отдельное внимание следует уделить тому, что тройник для трубы ПВХ может иметь стыковку при ответвлении даже под углом 45 градусов. Для подобных систем это порой просто необходимо, поскольку требуется монтаж определенных изделий с соблюдением конкретного уклона.

Важно сказать о том, что подобные элементы для труб соединяются путем стыковки через уплотнительное резиновое кольцо. Поэтому данные системы нельзя держать под давлением, а вода в них должна идти самотеком.
Совет! Некоторые мастера предпочитают заделывать щели в местах стыка при помощи силикона, чтобы обеспечить хороший уровень герметизации. Также можно применять специальный клей, но после него демонтаж конструкции будет предполагать разрушение всех ее элементов.

Типы дефлекторов
Основных вариантов не так уж и много.
Флюгер
Это изделие представляет собой несколько соединённых между собой козырьков, которые вращаются по ветру. Для такого их движения на самой верхушке конструкции расположен флюгер. Благодаря плоской поверхности, использующей эффект паруса, он реагирует на потоки воздушных масс и поворачивает за собой всю конструкцию.

Современный дефлектор с флюгером включает несколько козырьков и вращается под действием ветра
Во многих изделиях направление ветра указывает специальный штырёк в виде стрелки.
Козырьки увеличивают тягу дыма из тепловой установки. Это связано с их расположением — они препятствуют ветру, как бы рассекают его. Одновременно они защищают отопительный агрегат от проникновения осадков и грязи. Преимущество этой конструкции заключается в том, что она всегда устанавливается в нужное положение — именно там, где дует ветер. Но у данного вида дефлектора есть недостаток. Вращение козырьков обеспечивается подшипником, а он недолговечен и требует периодической смазки. Да и в морозы механизм может заклинить.
Н-образный дефлектор
Следующая конструкция основана на применении дополнительных отрезков труб.

Применение H-образных дефлекторов оправдано только в регионах с сильной ветровой нагрузкой
Эти элементы расположены в виде буквы «Н». Отсюда и название: «Н-образный». Понятно, что попадание осадков в дымоход в этом случае невозможно из-за горизонтально расположенного патрубка. Два вертикальных элемента по бокам конструкции обеспечивают увеличение тяги дыма из теплогенератора. Газы от продуктов сгорания подхватываются воздушными массами и выдуваются одновременно в нескольких направлениях. Описанная конструкция часто применяется в регионах с постоянными сильными ветрами. Однако при умеренном климате эффективность подобного аппарата невелика.
Искрогаситель
Существуют и такие типы устройств, с помощью которых избавляются от оставшихся в дыме продуктов горения. Обычно для этого классический дефлектор с цилиндром и зонтом оснащают сеткой. Она и гасит искры.

Сетка с мелкими ячейками препятствует вылету горячих искр за пределы дефлектора-искрогасителя
Это происходит так: продукты горения ударяются о грани ячеек. При столкновении с таким препятствием искры сразу затухают. Описанное достоинство привлекает хозяев, у которых дымоход расположен рядом с деревьями или иными легковоспламеняющимися предметами. Сетчатая поверхность этого дефлектора может быть единым целым со стенками цилиндра, а может и являться горизонтальной преградой внутри трубы на пути дыма.
Недостаток у искрогасителя один: при неправильном изготовлении данная конструкция может вопреки своему назначению снижать тягу.
Дефлектор ЦАГИ
Это один из самых распространённых вариантов. Его разработали в Центральном Аэрогидродинамическом институте. Аббревиатура этого заведения — в названии изделия. Данный дефлектор состоит из основного патрубка, присоединяемого к дымоходу, а также из диффузора, широкого кольца и зонта.

Преимуществом дефлектора ЦАГИ является низкое расположение зонта: тёплый воздух беспепятственно выходит из канала дымохода, что сильно увеличивает тягу
Принцип работы здесь прост. Ветер, разбиваясь о поверхность кольца, подхватывает дым и сверху, и снизу. А зонт, расположенный внутри этого внешнего цилиндра, защищает от осадков. Преимущество описанного типа дефлектора как раз в том, что зонт находится ниже верхней точки кольца. Следовательно, дым, выходящий из-под указанного элемента, вообще не испытывает никаких препятствий в виде ветра. К недостаткам конструкции можно отнести сложность изготовления.
Дефлектор Григоровича
Это самый простой вариант, который легко воссоздать собственными руками. Узел включает в себя зонт, диффузор и патрубок.

Дефлектор Григоровича можно легко изготовить собственными руками
Ветер ударяется о поверхность диффузора (часть канала, в котором из-за изменения диаметра повышается скорость потока). При этом внешние воздушные массы сверху подхватывают дым. Достоинство конструкции в её простоте. Недостаток изделия — зонт расположен высоко над диффузором, и частично ветер всё-таки задувает дым сбоку. Цилиндрический корпус может быть и прямолинейным при отсутствии диффузора. Из-за простоты конструкции устройство Григоровича не очень эффективно повышает тягу, но хорошо защищает от осадков.
Что лучше: дефлектор или просто зонт
Некоторые хозяева предпочитают не утруждаться. Они просто оснащают конец дымохода зонтом на держателе. Последний выполняют в виде цилиндра такого же диаметра, что и у дымохода. По сути, получается тот же дефлектор Григоровича, но с прямым корпусом, без диффузора. Такое устройство не увеличивает тягу. Но оно оправдывает себя на летней даче, где частный дом не используется как постоянное жильё. Если хозяева топят печь лишь несколько раз весной и осенью, то их вполне устроит и вариант с зонтом на держателе.
При постоянном проживании в загородном доме увеличение тяги за счёт дефлектора категорически необходимо. Иначе примерно пятая часть топлива для обогрева просто будет расходоваться впустую. Поэтому в данном случае лучше добавить в конструкцию хотя бы кольцо, разбивающее ветер, и получить полноценный дефлектор.
Всем привет! Давно планировал попробовать сделать раскрыв трубы самостоятельно и вот решился и выделил для этого время.
Ниже опишу как я сделал приспособление для раскрыва. Для этого мне понадобилось: 1. Шпилька М12 2. Гайка удлиненная М12 3. Два подшипника с внутренним диаметром 12 мм 4. Упорный подшипник с внутренним диаметром 12 мм 5. Две гайки М12 6. Три широкие шайбы с внутренним диаметром 12 мм (возможно шпильку стоило взять потолще и соответственно все остальное под шпильку, но этого в мне для 160 трубы полностью хватило) 7. Правильная болванка
Стойки сделал из обрезков фанеры высотой чуть больше 30 см.
Примерно на половину глубины фанеры сделал паз для подшипников и отверстие под шпильку.
Яхт-клуб «Ост Вест» вырос из парусной секции 93 спортивного клуба Балтийского флота. В 1985 году в Калининграде появились три уже не новые килевые парусные яхты. Две класса «Четвертьтонник» и одна «Полутонник». Все корпуса деревянные, постройки Таллинской экспериментальной верфи спортивного судостроения. Капитанами яхт были назначены в то время действующие офицеры ВМФ: Багров И.Л., Жадобко С.М., Нечасткин О.А. Позднее, в 1987 году, появились ещё две новые яхты: деревянный «Четвертьтонник» «Норд» и пластиковый «3/4 тонник» «Аскольд» ( Типа «Телига-104», Польской постройки).
С началом перестройки в начале 90-х годов, когда было открыто более-менее свободное плавание по Мировому океану, а не только в территориальном море СССР, экипажи буквально ринулись «На Запад». «Четвертьтонники» ( капитаны Жадобко С.М., Горшков В.С.,Нечасткин О.А. ) активно осваивали Вислинский и Гданьский заливы – порты Гданьск, Элдьблонг, Гдыня, Крыница Морска, Хель и с тех пор яхтсмены нашего клуба поддерживают исключительно тёплые и дружеские отношения с польскими яхтсменами этого региона. Эти отношения никогда, ни разу за прошедшие годы не были омрачены политическими передрягами между нашими государствами.

С появлением яхты «Аскольд» спортивные дальние походы совершались каждый год. Освоены порты и яхтенные гавани Польши, Германии, Дании, Швеции, Голландии и Великобритании. Походы имели и политическую подоплёку: мы несли на Запад флаг нового государства – Россия. В тот период на «Аскольде», в разные годы ходили капитанами: Горшков В.С., Жадобко С.М., Багров И.Л.
Осенью 1992 года офицеры – члены парусной секции Спортклуба Балтийского флота участвовали в дерзком, по своей сути, и не безопасном, по существу, выводе двух яхт из Рижского яхтклуба ВМФ в Калининград. В этом экстремальном походе принимали участие Шуткин А.Н., Корогодский С.Н., Горшков В.С. и другие офицеры ВМФ. Несмотря на сопротивление, в том числе и силовых структур Латвии, яхты благополучно дошли до Калининграда. Это были деревянные яхты: две — постройки Ленинградской верфи ВЦСПС типа «Л-6», «Арктика» и «Балтика», а так же один «Четвертьтонник» Таллинской постройки «Ушкуйник». Яхта «Балтика» простояла на стенке в навигацию 1993 года пока экипаж не возглавил яхтенный капитан Евченко С.В.
Область применения и общее устройство
Навес сооружается для защиты от неблагоприятных погодных условий небольшого участка, будь то крыльцо, место где хранятся какие-либо вещи или парковка для автомобиля.
Навес, изготовленный из профильных труб, чаще всего представляет собой легковесный каркас с настеленной и прикрученной саморезами кровлей, изготовленной из поликарбоната.

Виды фазоинверторов
Порт фазоинвертора — основной элемент корпуса, он может быть круглым (труба) или прямоугольным (щель).

Круглый порт (труба)
Нельзя однозначно сказать какой из этих портов лучше. Делают то, что удобнее или то, что больше нравится. Единственный момент, что в спорте (соревнования по звуковому давлению) чаще используются трубы, так как с их применением проще меняется настройка фазоинвертора, за счет изменения длины порта.
Отдельно стоит отметить такой тип, как пассивный излучатель. Пассивный излучатель (корректней — пассивный отражатель) есть тот же фазоинвертор и принцип его работы тот же. Применяется в тех случаях, когда желаемый порт для ФИ не устраивает по габаритам. В пассивном излучателе вместо порта используется динамик без магнитной системы.

Принцип работы пассивного излучателя
Проектирование навеса из профильной трубы
Прежде всего нужно определиться с назначением навеса, будет это просто козырёк над крыльцом или же навес над парковкой авто. При составлении проекта необходимо учесть:
- Размер. Это зависит от цели строительства навеса и той площади, которую он призван защищать.
- Кровельный материал. Его толщина влияет на нагруженность силовых элементов каркаса, а значит, и на выбор опор.
- Количество сезонных осадков и силу ветра. Это влияет на выбор материала для опорных элементов и кровли.
- Тип крепления козырька к дому.
Для установки козырька, требующего крепление к дому, нужно получать разрешение.
Необходимый инструмент
Для выполнения работ по изготовлению навеса понадобится следующий инструмент:
- сварочный аппарат для дуговой или полуавтоматической сварки, электроды универсальные;
- болгарка с отрезным и шлифовочным дисками;
- рулетка длинной от 5 м;
- маркер;
- уровень, гидроуровень или лазерный нивелир;
- шуруповёрт, свёрла;
- гаечные ключи;
- лопата или бур.
- средства защиты глаз и рук.
Выбор материала
Для изготовления легковесного каркаса козырька отлично подойдут холоднокатаные или электросварные трубы квадратного сечения с толщиной стенок 2 мм, так как они обладают высокой прочностью на сжатие и изгиб, легко сопрягаются в местах сварных соединений. При изготовлении ферм лучше использовать трубы прямоугольного сечения. При изготовлении навеса для авто в качестве опор стоит выбирать квадратные профтрубы шириной от 5 до 10 см. Они выдерживают высокую поперечную нагрузку.
В качестве кровельного покрытия обычно используется поликарбонат (сотовый, реже монолитный) профнастил или металлочерепица.

Чертежи и расчёт материала
Расчёт материала, требуемого для изготовления навеса, задача нетрудная. Достаточно определиться с размерами будущего козырька, затем начертить чертёж. Основываясь на нём необходимо подсчитать общую длину профильной трубы с учётом ширины реза диска.

В случае строительства навеса для авто и места отдыха, нужно учитывать, что придётся добавлять вертикальные опоры и проводить монтаж закладных в фундаменте.

Для какой музыки подходит фазоинвертор
Фазоинвертор отличается мощным и объемным басом, а АЧХ в районе частоты настройки имеет горб (значительное повышение громкости звучания).

Пример АЧХ фазоинвертора
По этому ФИ подходит для музыки, в которой много не быстрого баса, где низкие частоты это основа композиций. Выбирайте фазоинвертор если вам нравятся дабстэп, трипхоп, прочая медленная электронщина, рэп, R&B и т.п.
Примечание: настройка фазоинвертора это частота, на которую приходится пик АЧХ, регулируется изменением длины и площади порта, а так же отношением объема порта к объему корпуса.
Как сварить каркас своими руками
Самая простая конструкция навеса — односкатная на основе простых прогонов, так как при её изготовлении отсутствует необходимость загиба профильных труб. Они собираются с помощью ферм с параллельными поясами, закреплённых на опорах под углом.

Далее необходимо сделать несколько шагов:
- Сначала нужно отмерить и нарезать из профильной трубы все силовые элементы конструкции.
- Для сборки рамы надо разложить элементы на горизонтальной плоскости и по возможности закрепить струбцинами для защиты от ненужных движений. Прихватите места стыка сваркой, убедившись в соответствии размеров по чертежу, проварите стыки полностью.


Изготовление ферм
Металлическая ферма — несущая конструкция с зигзагообразно расположенными силовыми элементами между поясами. Существуют различные конструкции ферм, применяемых при постройке навеса из профильной трубы.

Последовательность изготовления фермы:
- Эти элементы свариваются согласно чертежу на горизонтальной плоскости. При этом нужно прижимать их струбцинами сначала на прихватки. Затем, убедившись в правильности размеров, провариваются стыки полностью.
- Первая изготовленная ферма будет шаблоном для сварки остальных.
- После окончания работ швы нужно зачистить болгаркой, далее просверлить отверстия для крепежа кровли по верхней стороне фермы.

Как согнуть трубы
Для арочных ферм необходимо загибать профильные трубы. Для этого можно воспользоваться ручным или электрическим гибочным станком. Если такового нет, то можно сделать данную работу вручную, одним из нескольких способов.
Надрезка
Проводится загиб следующим образом:
- Сначала нужно сделать надрезы болгаркой на верхней грани трубы с шагом 10–15 см (зависит от радиуса планируемой арки).
- Теперь можно сгибать трубу от середины, предварительно зажав заготовку в тисках.
- В конце необходимо заварить расширившиеся пропилы, а также зачистить швы болгаркой.

Набивание песком
Метод, который не требует наличия специальных инструментов. Выполняется эта работа следующим образом:
- Сначала нужно заварить или забить пробкой один конец трубы.
- Теперь можно засыпать песок в полость, забить пробку с другого конца.
- Подогреть резаком, гнуть по нужному радиусу.
Видео: как согнуть трубу без трубогиба
Установка и крепление опор для навеса
Этот этап работ проводится по следующему плану:
- Сначала нужно очистить участок, наметить место установки навеса.
- Далее надо выкопать ямки (50*50 см, глубиной 70 см) под столбчатый фундамент.
- Теперь можно приготовить бетон, смешав цемент, песок и щебень (фракции 5–20) в пропорции 1:2:2.
- Залить его в ямки, утрамбовать, вставить закладные. Фундамент нужно оставить на 4–5 дней, прикрыв сверху полиэтиленовой плёнкой. При это каждый день его придётся поливать водой.
- Теперь можно приступать к монтажу опор. Их нужно отрезать с запасом 5–10 см, поскольку возможны небольшие неровности площадки.
- Выставлять их необходимо поочерёдно, проверяя вертикаль с помощью уровня. Теперь опоры можно приварить к закладным.
- Теперь с помощью лазерного нивелира или гидроуровня нужно найти самую низкую точку на опорах, поставить метку на нужной высоте. Её необходимо «перенести» на оставшиеся опоры. Таким образом вы добьётесь того, что все метки будут в одной горизонтальной плоскости.
- В конце опоры по меткам нужно обрезать болгаркой.

Как врезаться в пластиковую трубу: особенности работ + разбор всех важных нюансов
В специальных таблицах, помещенных в инструкциях и нормалях, выпускаемых трестом Промвентиляция, указаны размеры элементов тройников и крестовин с различными центральными углами.
При разметке тройников и крестовин круглого сечения диаметром до 900 мм по совмещенным шаблонам обеспечивается соблюдение геометрических размеров, установленных нормалью, при сохранении постоянного центрального угла тройника и крестовин.
Эти способы разметки разветвленных тройников применимы для всех углов разворота.
При составлении таблиц для разметки тройников со смещенными осями мы ориентировались на размер z, отсчитываемый от вертикальной касательной к окружности ствола до образующей отростка, учитывая, что именно на этот размер ориентируются в процессе монтажа трубопроводов.
Каждый отдельный шаблон предназначен для разметки тройников или крестовин с одним диаметром корня ствола при различных сочетаниях диаметра ствола и ответвления.
Обычно наибольшие трудности встречаются при разметке тройников и косых переходов, в связи с чем нами даны табл. 6 — 8 для определения длин ординат разверток как отростков, так и отверстий в стволах.
Страницы: 1 2 3
Сборка конструкции
Сборку боковых и стропильных ферм можно производить на земле, если есть кран или другое оборудование для подъёма. При их отсутствии эту работу проводят отдельно, то есть сначала крепятся боковые фермы к опорам, а затем стропильные.
Сначала фиксация происходит на нескольких точечных прихватках, после чего обязательно нужно проверить геометрию плоскостей и проварить стыки полностью.

После сборки каркас зачищается и тщательно загрунтовывается антикоррозийным составом. От качества этой обработки зависит долговечность конструкции.
Как сделать тройник?
Использование крючков-тройников очень часто наблюдается у опытных рыболовов, которые охотятся на большую хищную рыбу. Такой крючок легко изготовит самому, только обязательно наличие у вас одинарного крючка.
Для того, чтобы изготовить такой крючок своими руками вам потребуется:
- Маленький кусочек очень плотной резины;
- Одинарные крючки;
- Тонкая проволока;
- Пайка.
Процесс изготовления достаточно прост и примитивен. В кусочке резины делается отверстие шилом или маленьким гвоздем. В такое отверстие помещаются три одинарных крючка. Цевье крючков следует полностью засунуть в резину, чтобы они плотно сидели и не болтались.
Затем, с другого конца вокруг ушка крючков обматывается медная проволока, которая потом будет поддаваться пайке. После чего крючок нужно аккуратно вынуть и использовать его по назначению.
Когда ловля осуществляется с помощью спиннинга, рыбаку иногда нужно менять такие тройники на блеснах. Однако следует учитывать, что каждый такой крючок на блесне рассчитан на определенную длину.
Поэтому если у вас возникла такая проблема и нужно удлинить тройник, то это можно сделать следующим образом. Нужно обмотать вокруг ушка медную проволоку, затем с помощью припоя нагреть и вытянуть на необходимую длину.
Фотогалерея: готовые варианты навесов из профильной трубы







Навес из профильной трубы многофункционален. Он может стать неплохой заменой гаражу. Его изготовление доступно даже непрофессиональным сварщикам. Также такой навес не требует больших финансовых вложений. Владельцам дачных домиков и полноценных загородных домов стоит обратить на это внимание.
Тройник для труб: назначение и разновидности
Таблица 8.3.1 Определение размеров заготовки при гибке с закруглением (по радиусу)
| Тип гибки | Эскиз | Длина заготовки, в мм |
| Одноугловая | L=l1+l2+ln= l1+l2+π(r+xS)/2 | |
| Двухугловая | L=l1+l2+l3+ π(r+xS)= =l1+l2+l3+2lH | |
| Четырехугловая (за две операции) | L=l1+2l2+l3+ l4+2lH1+2lH2= =l1+2l2+l3+l4+π(r1+x1S)+ +π(r2+x2S) | |
| Полукруглая (U-образная) | L=2l+2lH=2l+ π(r+xS) | |
| Торцовая (закатка) | L=1,5πρ+2R — S ;
ρ= R — yS |
|
Примечания:
|
Пример 1.
На рисунке 8.3.2, а, б показаны соответственно угольник и скоба с прямыми внутренними углами.

Рисунок 8.3.2 Примеры расчета длины заготовки
Размеры угольника: а = 30мм; L = 70мм; t = 6 мм.
Длина развертки заготовки l =а + L + 0,5t = 30 + 70+3 = 103 мм.
Размеры скобы: a = 70мм; b = 80мм; c = 60мм; t = 4 мм.
Длина развертки заготовки l =а + b + c + 0,5t = 70 + 80 + 60 + 2 = 212мм.
Пример 2.
Подсчитать длину развёртки заготовки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки. Подставив их числовые значения
(a = 50 мм; b = 30 мм: t = 6 мм; r = 4 мм) в формулу
L = а + b + (r + t/2)π/2,
получим L = 50+ 30+ (4 + 6/2)π/2 =50 + 30 + 7* 1,57 = 91 мм.
Пример 3
. Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Подставив их числовые значения (а = 80мм; h = 65мм; с = 120мм; t = 5мм; r = 2,5мм) в формулу
L=а + h+с+ π(r+t/2),
получим L=80 + 65 + 120+3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм.
Пример 4.
Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 * 108 = = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
Разновидности
Занимаясь созданием проектов систем водоснабжения и канализации, выбор подобных компонентов заключается в определении материала изготовления. При этом инструкция по монтажу отдельно выделяет организацию слива, поскольку ее тройники имеют определенные отличия. Именно поэтому стоит рассмотреть все возможные варианты и их особенности.

Водоснабжение
- Прежде всего, необходимо рассказать про тройник для металлопластиковых труб. Это довольно практичный вид соединительных элементов, который выдерживает большое давление. При этом стоит отметить тот факт, что обжимной тройник для металлополимерных труб очень прост при монтаже, и для данной работы не нужно приобретать специальный инструмент.

- Если говорить про пластиковые системы, то такие типы материалов соединяются либо при помощи клея, либо с использованием специальных паяльников. При этом тройник для полипропиленовых труб такого вида при фиксации становятся практически монолитными изделиями со всей разводкой. Поэтому повреждения возникают чаще на участке трассы без фитинга.

- Стоит упомянуть и о том, что существуют пластиковые тройники для труб обжимной системы. Они обычно используются либо на садовых магистралях, либо в подвальных помещениях при разводке ввода по стоякам.
Совет! Приобретать тройники лучше всего того же производства, что и трубы. Это позволит избежать проблем с несовместимостью.

Канализация
Для начала необходимо сказать о том, что тройники для канализационных труб обычно используются не только для отвода в системе, но и при организации перехода с одного диаметра на другой. При этом размер ответвления напрямую зависит от точки потребления и способа соединения.

Отдельное внимание следует уделить тому, что тройник для трубы ПВХ может иметь стыковку при ответвлении даже под углом 45 градусов. Для подобных систем это порой просто необходимо, поскольку требуется монтаж определенных изделий с соблюдением конкретного уклона.

Важно сказать о том, что подобные элементы для труб соединяются путем стыковки через уплотнительное резиновое кольцо. Поэтому данные системы нельзя держать под давлением, а вода в них должна идти самотеком.
Совет! Некоторые мастера предпочитают заделывать щели в местах стыка при помощи силикона, чтобы обеспечить хороший уровень герметизации. Также можно применять специальный клей, но после него демонтаж конструкции будет предполагать разрушение всех ее элементов.

Рекомендации специалистов
- Производя проектирование своими руками необходимо четко понимать, что использование соединительных элементов от сторонних производителей не может обеспечить необходимого качества. Поэтому специалисты применяют только детали от одной компании, которые соответствуют конкретному виду выбранного продукта. Для создания переходов с одного диаметра на другой лучше всего использовать именно тройник
- Порой намного проще использовать крестовину, чем применять два тройника. Это позволит сэкономить не только время, но и средства.
- Стоит помнить, что цена фитингов довольно высока и поэтому при проектировании системы специалисты стараются сокращать их число. Однако именно в этих местах самая прочная часть системы, но только при правильном монтаже.

Содержание
- Как сделать тройник из медной трубки
- Как сделать тройник из трубы своими руками?
- Тройник для труб из различных материалов
- Виды тройников
- Дополнительный способ
- Монтаж
- Канализация
- Вывод
- Тройник для канализационных труб из ПВХ
- Особенности тройника из поливинилхлорида
- Конструкция тройника ПВХ
- Виды тройников
- Особенности установки
- Как сделать тройник из трубы
- Как сделать тройник из трубы
- Разметка — тройник
- Как врезаться в пластиковую трубу: особенности работ + разбор всех важных нюансов
- Конструкция — тройник
- Труба для дымохода своими руками
- как сделать тройник из трубы
- Тройник для труб: назначение и разновидности
- Как сделать дымоход своими руками
- Как устроен дымоход?
- Требования к устройству дымохода
- Из каких материалов можно изготовить?
- Пошаговая инструкция по изготовлению дымохода
- Особенности конструкции
- Преимущества и недостатки
- Выбор материала
- Подготовка раствора
- Порядок кладки основных частей
- Как сделать керамический дымоход?
- Специфика конструкции
- Плюсы и минусы
- Правила сборки и монтажа
- Приготовление и нанесение клея
- Металлический сэндвич-дымоход своими руками
- Положительные и отрицательные стороны
- Необходимые материалы
- Схема монтажа
- Совет по устройству внутренней трубы
- Эксплуатация, ремонт и чистка
- Как самостоятельно сделать трубы из листа оцинковки
- Необходимые инструменты и материалы
- Изготавливаем трубу из оцинкованного железа диаметром 100 мм
Как сделать тройник из медной трубки
Посл. ред. 02 Нояб. 12, 23:35 от Alex.Che
Сообщения 135,137,140. Alex.Che, 02 Нояб. 12, 22:33
Посл. ред. 03 Нояб. 12, 02:01 от San2
ак эта развальцовка работает СУБА, 05 Нояб. 12, 09:06
Посл. ред. 05 Нояб. 12, 09:42 от Виталий Сергеев
Один хрен не понятно
СУБА, 05 Нояб. 12, 09:06
Посл. ред. 05 Нояб. 12, 10:27 от brodiaga60
А можно ли припаять тройник без развальцовки ? Просто просверлив стенку по диаметру припаеваемой трубки С2H5OH, 29 Апр. 13, 18:02
А можно ли припаять тройник без развальцовки ? Просто просверлив стенку по диаметру припаеваемой трубки
С2H5OH, 29 Апр. 13, 18:02
трубки из медной проволоки диаметром 1.5-2 мм и паяю вместе с колечком для прочности. КулибинСам, 30 Апр. 13, 18:30
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер.
© 2021 ХоумДистиллер (форум самогонщиков, пивоваров, виноделов, ректификаторов, зерновиков) & Simple Machines LLC
ПК версия
Добро пожаловать на ХоумДистиллер!
Хорошо, что ты зашел к нам, у нас много полезной информации и отличный ПОИСКОВИК в помощь!
Предупреждаем, Форум использует cookie файлы.
Источник
Как сделать тройник из трубы своими руками?
Тройник для труб из различных материалов
Какой бы трубопровод вы не проводили, чаще всего приходится использовать врезки в него для более комфортного его использования. В данном случае помогает тройник (фитинг) из полимера или металла, способный правильно оформить узел сопряжения его ветвей. Статья будет посвящена именно этому элементу, без которого трудно представить подвод или отвод воды.
Виды тройников
Классифицировать изделия лучше по типу материала, из которого они изготовлены. Даже альтернативный вариант – способ монтажа, в подавляющих случаях основан именно на этом.
Можно также объединить два метода сортировки, чтобы иметь представления обо всем ассортименте этих соединительных элементов:
| Металлические | К ним относят такие фитинги: |
- резьбовые для металлических труб;
- пресс-фитинги;
- цанга-фитинги;
- сегментные элементы для соединений;
- сварные из обрезков труб.
Чаще всего тройники изготавливают с помощью литья, для чего используют:
Очень редко это могут быть сварные элементы.
Можно сказать, что главное достоинство металлических изделий – их высокая прочность. Пластиковые Все изделия, в том числе цанговые и сварные фитинги изготовлены из поливинилхлорида и полиэтилена. Но, отдельно нужно рассматривать тройники из ПВХ канализационных труб из пластика, устанавливающиеся в раструб или на клей.Основным достоинством полимерных фитингов для канализации является полная инертность к окружающей среде и к прокачиваемым веществам, что позволяет их эксплуатировать до полувека. Композитные К ним относят соединительные элементы для труб, состоящих из полиэтилена низкого давления, оборудованных бронзовыми или стальными втулками. Такие фитинги помогают соединять между собой трубопроводы из металла и полимеров.Тройник имеет со стороны металлической втулки резьбу, со стороны полимера обжимной или сварной монтаж. Это дает возможность включать в систему контрольно-измерительные приборы, например, манометры.
Дополнительный способ
Есть также и другой популярный метод классификации, который берет во внимание рабочие габариты тройника:
Но, он зависит от диаметров трубопроводов и соответствующих стандартов. Тема довольно обширная, поэтому в нашей статье она не будет затрагиваться.
Монтаж
Ниже рассмотрим общие рекомендации процесса при установке фитингов на напорные или безнапорные трубопроводы, которые имеют определенный набор правил. В противном случае, результат вашей работы будет плачевным не только для вас, но и соседей снизу по стояку.
Поэтому воспользуйтесь следующими рекомендациями:
- В напорных канализационных системах разрешается использовать фитинги с прямым углом, в безнапорных лучше ограничиться отводами под 45˚.
- При сборке безнапорной сети на раструбах инструкция советует правильно ориентировать соединительные элементы. В этом случае раструб должен быть направлен в сторону стока жидкости, т.е. поток сначала должен встретить его, а затем гладкий трубопровод, в противном случае стыки могут подтекать. Если речь идет о канализации, это будет очень неприятно.
Совет: при соединении полимерного тройника с полимерной трубой своими руками, на последней сделайте отметку глубины ее вставки.
В противном случае вы можете перекрыть доступ жидкости в узел.
- Делая сборку металлического трубопровода, предварительно подготовьте материал для сгонов и резьбовых торцов. Не рекомендуется в данном случае экономить фум-ленте, цена которой незначительная,и используйте всегда контргайку, подмотав перед закручиванием которой несколько витков уплотнителя в между ней и торцом фитинга.
- Устанавливайте разъемные соединения, в том числе, цанговые и резьбовые, в хорошо доступных местах.
Совет: осуществляя монтаж пластиковых или металлических тройников для труб на труднодоступных участках, используйте сварке или пресс-фитинги (в крайнем случае).
Канализация
Благодаря современным материалам, монтаж сточных систем стал гораздо удобнее и легче.Тройники для канализационных труб из пластика максимально упрощают задачу изготовления любой схемы-проекта в частных домах разной этажности. При этом от вас не потребуется использование сложного оборудования или особых инструментов.
В данном случае применяют 3 вида тройников, выполняющих свои специальные функции:
- Для соединения вертикальных стояков с горизонтальными трубопроводами используют варианты с углами 87° или 90°.
- При создании горизонтальных ответвлений – применяют изделия с углом в 45°.
- Муфта с дополнительным отверстием для проведения ремонтных работ называется – ревизия. Третье отверстие у нее закручивается специальной крышкой, которая и дает доступ к трубопроводу.
Как показывает опыт, этого вполне достаточно для создания в частном доме канализационных сетей любой сложности. Поэтому следует всегда рассчитывать именно на такой тип соединения.
Вывод
Из статьи стало понятно, что для осуществления подвода воды в здание и ее отвода из него используют водопроводные и канализационные системы, имеющие в своей структуре разного рода тройники. Они могут быть выполнены из металла или пластика и подбираются в зависимости от вида трубопровода. Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
Тройник для канализационных труб из ПВХ
Популярность пластиковых труб во многом определяется простотой монтажа без сварочного аппарата, а качество соединения при этом ничуть не уступает сварным швам. Обилие различных фитингов для соединения пластиковых труб упрощает монтаж трубопроводов различных конфигураций. Все они выполняют определенные задачи, некоторые — соединяют трубы по прямой, другие — под углом. Особое место среди этих деталей принадлежит тройнику. Он призван разводить поток рабочей среды на несколько потоков и создавать разветвленную систему для беспрепятственного прохождения рабочей среды в разные стороны.

Особенности тройника из поливинилхлорида
Полимерные фитинги могут изготавливаться из различных материалов: полипропилена, ПВХ или полиэтилена высокого или низкого давления. При этом негласное правило сантехника: использовать соединительные детали из того же материала, что и трубы, поскольку от типа пластика зависят свойства трубы, и справедливо считать, что там, где один вид полимера будет справляться с нагрузкой легко, другой может не выдержать. Следовательно, тройник ПВХ используют в качестве соединительной детали для трубопроводных систем из поливинилхлорида в безнапорных системах.
Поскольку материал изделия выдерживает температуру не превышающую 50°С, и хорошо себя зарекомендовал при средних показателях давления в системе, поэтому предназначение тройника ПВХ — разводка канализационных труб.
Обратите внимание! Без тройника ПВХ на сегодня не обходится ни одна канализационная система. Тройник обеспечивает соединение к одному общему стояку разводку из разных канализационных труб.
Конструкция тройника ПВХ
Внешне тройник представляет собой часть трубы с боковым выводом, к которому легко присоединить дополнительную трубу и создать нужное разветвление.

Тройник можно использовать и для обычного соединения без присоединения еще одной магистрали, но с учетом того, что в будущем это может понадобиться. Например, если планируется вывести еще одну трубу через какое-то время, то тройник можно установить заранее, а дополнительный вывод пока можно закрыть заглушкой. Монтаж трубопроводного ответвления, когда придет время, будет довольно простой операцией: нужно просто снять заглушку и подсоединить трубу.
Виды тройников
Тройники различаются по форме, поскольку угол наклона и диаметр проходного отверстия соединяемых труб может отличаться, следовательно, мы имеем:
- Прямые конструкции тройника, который имеет вывод под углом 90°;
- Наклонные тройники — угол наклона от 30 до 55°. Чаще всего используется для врезки в стояк в домах многоквартирных;
- Тройники с равнопроходными отверстиями, когда диаметр основной трубы и дополнительного выхода совпадают.
- Детали с разнопроходными отверстиями, где сечения выхода отличается от сечения основной трубы. Такие детали незаменимы, например для соединение квартирной канализации с общим стояком.
Наиболее популярными видами переходников ПВХ считаются:
- Тройник на 45° служит для соединения горизонтальных участков трубопровода.
- Тройник на 90° для соединения горизонтальных линий с вертикальной трубой стояка
- Ревизия ПВХ — специальный тройник для прочистки засоров на определенных проблемных участках труб через выходное отверстие, которое закрывается крышкой. Устройство облегчает работу сантехникам и позволяет устранять засоры через дополнительный выход. Достаточно отвинтить крышку и прочистить трубу.
Особенности установки
Соединение труб с помощью тройников ПВХ — дело несложное, которое не требует наличия специального оборудования и каких-то особых навыков.
Для монтажа тройников ПВХ применяется раструбное или клеевое соединение (холодная сварка). Раструбом называют крайнюю расширенную часть трубы или фитинга. Разница с диамтером основной трубы позволяет собрать трубопровод как конструктор, вставляя одну часть в другую. Внутри раструба уже при изготовлении вмонтирован уплотнитель, который делает соединение герметичным.
При необходимости промазывают место соединения герметиком для придания большей прочности.

Клей может быть и основным фиксатором, когда конец трубы предварительно промазывают специальным клеевым составом ПВХ и вставляют в раструб, через определенный промежуток времени, клей застывает и место стыка соединяется намертво. Методом холодной сварки создается неразборное соединение в одну монолитную конструкцию.
Обратите внимание! Тройник из поливинилхлорида применяют для монтажа как внутренней, так и внешней канализации.
Как сделать тройник из трубы
Как сделать тройник из трубы
Разметка — тройник
Разметка тройника, вид которого соответствует видам графы 2, но угол наклона отростка отличен от углов, указанных в табл. 6 ( стр.
Разметка тройников и крестовин весьма трудоемка, поэтому при изготовлении нормализованных фасонных частей применяют для разверток отдельных частей совмещенные шаблоны, изготовленные в натуральную величину. Шаблоны представляют собой приспособление, сделанное из тонколистовой стали, на котором помечены главные точки развертки тройника или крестовины для разных случаев сочетания диаметров. Для этого на шаблоне вырезаны отверстия и выемки для кернения точек на размеченном листе. Кроме того на шаблоне вырезаны лекальные кривые, позволяющие проводить отдельные контурные линии при построении развертки. Таким образом, в зависимости от размеров корня и ответвлений обозначаются точки и кривые путем простановки цифр, указывающих диаметр отверстия.
Разметка тройников включает две операции: разметку ответвления и разметку ствола.
Разметка равнопро-ходных тройников и тройников с патрубком, имеющим меньший диаметр, чем труба, на монтаже производится без шаблона. Равно проходные тройники размечают путем геометрического построения точек пересечения патрубка с трубой. Эти точки соединяются между собой при помощи полоски картона, накладываемой на трубу. При разметке разнопроходных тройников патрубок в месте присоединения устанавливается на трубе. Прижимая плотно к патрубку чертилку или меловой карандаш, на трубе вычерчивают линии вырезки отверстия в трубе. По разметке вырезают отверстие в трубе, в которое вставляют патрубок. Мелом или чертилкой по поверхности патрубка наносится линия обреза его конца.
Для разметки тройников и крестовин применяют совмещенные шаблоны, разработанные трестом Промвентиляция. Эти шаблоны ( рис. 169, в) изготовляют заводским способом.
Как врезаться в пластиковую трубу: особенности работ + разбор всех важных нюансов
В специальных таблицах, помещенных в инструкциях и нормалях, выпускаемых трестом Промвентиляция, указаны размеры элементов тройников и крестовин с различными центральными углами.
При разметке тройников и крестовин круглого сечения диаметром до 900 мм по совмещенным шаблонам обеспечивается соблюдение геометрических размеров, установленных нормалью, при сохранении постоянного центрального угла тройника и крестовин.
Эти способы разметки разветвленных тройников применимы для всех углов разворота.
При составлении таблиц для разметки тройников со смещенными осями мы ориентировались на размер z, отсчитываемый от вертикальной касательной к окружности ствола до образующей отростка, учитывая, что именно на этот размер ориентируются в процессе монтажа трубопроводов.
Каждый отдельный шаблон предназначен для разметки тройников или крестовин с одним диаметром корня ствола при различных сочетаниях диаметра ствола и ответвления.
Обычно наибольшие трудности встречаются при разметке тройников и косых переходов, в связи с чем нами даны табл. 6 — 8 для определения длин ординат разверток как отростков, так и отверстий в стволах.
Страницы: 1 2 3

Конструкция — тройник
Конструкция прямого равнопроходного тройника ( рис. 153, а) включает в себя ствол постоянного сечения и ответвление ( переход 2) с уменьшенным сечением.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Следующие размеры определяют конструкцию тройника с круглым сечением: диаметр нижнего основания D, диаметр ствола Dlt диаметр ответвления D8, высота Н, угол а между осями воздуховода и ответвления.
Основными размерами, определяющими конструкцию тройников, являются диаметр нижнего основания D, диаметр ствола D, диаметр ответвления DZ, высота тройника и угол а между осью ствола и ответвления.
Какие основные размеры определяют конструкцию тройников и крестовин.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Для изготовления фасонных частей с целью унификации их приняты единые монтажные размеры, объединенные в специальные таблицы в зависимости от диаметра в корне.
Труба для дымохода своими руками
Конструкция нормализованых тройников и крестовин была оставлена реечной. ВНИИГС провел работу по определению местных сопротивлений нормализованных тройников и крестовин, что позволило сделать вывод о незначительном влиянии измененных углов и конструкции на аэродинамическое сопротивление систем.
Наибольшее сечение тройника называется корнем. В зависимости от назначения и конструкции тройника ответвление может быть расположено относительно ствола под различным углом.
В узлах межблочных коммуникаций для изменения направления или диаметра трубопровода, а также ответвления от главной магистрали используются отводы, переходы, тройники. В Челябинском филиале СПКБ Проектнефтегазспецмонтаж разработана конструкция тройников, изготовляемых по штампосварной технологии.
Страницы: 1 2
как сделать тройник из трубы
При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости.
Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются (рисунок 8.3.1).

Рисунок 8.3.1 Схема процесса гибки
В то же время средний слой заготовок — нейтральная линия — не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Тройник для труб: назначение и разновидности
Таблица 8.3.1 Определение размеров заготовки при гибке с закруглением (по радиусу)
Четырехугловая
(за две операции)
ρ= R — yS
- Длина нейтрального слоя угловых закруглений lн
| Тип гибки | Эскиз | Длина заготовки, в мм |
| Одноугловая |  |
L=l1+l2+ln= l1+l2+π(r+xS)/2 |
| Двухугловая |  |
L=l1+l2+l3+ π(r+xS)= =l1+l2+l3+2lH |
 |
L=l1+2l2+l3+ l4+2lH1+2lH2= =l1+2l2+l3+l4+π(r1+x1S)+ +π(r2+x2S) | |
| Полукруглая (U-образная) |
 |
L=2l+2lH=2l+ π(r+xS) |
| Торцовая (закатка) |  |
|
Пример 1. На рисунке 8.3.2, а, б показаны соответственно угольник и скоба с прямыми внутренними углами.

Рисунок 8.3.2 Примеры расчета длины заготовки
Размеры угольника: а = 30мм; L = 70мм; t = 6 мм.
Длина развертки заготовки l =а + L + 0,5t = 30 + 70+3 = 103 мм.
Размеры скобы: a = 70мм; b = 80мм; c = 60мм; t = 4 мм.
Длина развертки заготовки l =а + b + c + 0,5t = 70 + 80 + 60 + 2 = 212мм.
Пример 2. Подсчитать длину развёртки заготовки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки. Подставив их числовые значения
(a = 50 мм; b = 30 мм: t = 6 мм; r = 4 мм) в формулу
получим L = 50+ 30+ (4 + 6/2)π/2 =50 + 30 + 7* 1,57 = 91 мм.
Пример 3. Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Подставив их числовые значения (а = 80мм; h = 65мм; с = 120мм; t = 5мм; r = 2,5мм) в формулу
получим L=80 + 65 + 120+3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм.
Пример 4. Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 * 108 = = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
Как сделать дымоход своими руками
Печи и камины – практичные и красивые конструкции, которые многие создают на своих дачных участках или в собственных домах при помощи профессионалов. Однако есть и доморощенные таланты, которые способны сделать нечто подобное самостоятельно. В этой статье мы рассмотрим один очень важный аспект подобного дела – поговорим о дымоходе, а вернее о том, как сделать дымоход.
Как устроен дымоход?
Сделать дымоход своими руками не сложно, если понять его внутреннее устройство и принцип работы всей системы, поскольку их качественность прямо определяют рентабельность и продуктивность самого отопления.
Как дымоход печи, так и дымоход камина, берут свое начало с котла, в который он встроен, куда бросаются дрова, уголь или другие продукты для сгорания. Там же внизу есть задвижка для возможности управлять тягой, также ее можно открыть, если потребуется освободить трубу от сажи или копоти. Далее дымоход поднимается вверх настолько, насколько это необходимо, однако если нужно его сдвинуть в сторону, тогда устанавливается отвод. Отвод переходит в проход перекрытия и проход крыши, что дает гарантию пожарной безопасности. И завершающим элементом выступает оголовок, не дающий дождю или снегу проникать вниз.

Требования к устройству дымохода
Поскольку основное предназначение дымохода – вывести газ и дым вверх, образующиеся при горении, и не допустить их попадания в помещение, какие-либо нарушения во время монтирования подобных конструкций могут привести к неприятным и даже фатальным последствиям, поэтому необходимо соблюдать все нормативные требования документов СНиП 41-01-2003 и ДБН. Прежде, чем приступать к работе, вы должны внимательно с ними ознакомиться.
Из каких материалов можно изготовить?
Очень важно также выбрать материал, из которого вы его сделаете.
Самым распространенным является кирпич, поскольку он отлично выдерживает высокие температуры, достаточно жизнеспособный, имеет длительный срок годности. Однако для кладки такого дымоотвода необходимы хорошие специалисты и замена внутреннего вкладыша хотя бы раз в десятилетие. Да и выложить его можно только во время новостройки.
Пользуются немалой популярностью дымоходы из керамики, они могут похвастаться высокой жаростойкостью, надежной тепловой изоляционной системой, хорошим противостоянием кислотности. Такая труба может прослужить вам около половины века, однако при установке требует огромной осторожности, поскольку она достаточно ломкая. В плюсы можно также записать то, что устанавливается она быстро и не сложно.

Если вы решите сделать дымоход из железной трубы своими руками, тогда необходимо учесть то, что здесь понадобится утепление. Повреждения от коррозий и конденсата практически сводятся «на нет», такие трубы быстро устанавливаются и легко ремонтируются.
Дымоход из профильной трубы также пользуется спросом, но здесь нежелательно использовать квадратные или прямоугольные формы, поскольку в их углах накапливается нагар.
Эти формы трудно очистить, как и в гофрированных трубах (их вообще не любят инстанции контроля).
Пошаговая инструкция по изготовлению дымохода
Давайте разберем, как сделать дымоход своими руками и его пошаговую инструкцию.
Особенности конструкции
Строение сооружения дымоходов бывают нескольких типов:
- Прямой. Он проходит безо всяких изгибов, прямо через потолок и кровлю. Самая простая система, в плюсах которой – быстрый выход газов вверх, в минусах – такая же быстрая потеря тепла.
- Прямой дымоход с поперечными перемычками, благодаря которым выработанное тепло сберегает больше, чем в первом случае.
- Лабиринтный. Из-за медленной подачи наверх газов сгорания, благодаря чему сильнее нагревается сам котел, происходит усиленный теплообмен. Подобному устройству следует отдать честь.
- Модульный. Такие агрегаты изготавливаются из металлических труб и применяются только при газовом отоплении.

Преимущества и недостатки
Перед тем как делать дымоход, следует учесть все вышеперечисленные «за» и «против», поскольку это напрямую влияет на долговечность вашей отопительной системы, то как она будет установлена и в дальнейшем обслуживаться.
Выбор материала
Сначала вам нужно определить, какого типа котел или печь вы желаете установить в своем помещении:
- Если вам нужен твердотопливный котел, камин, простая или банная печь, тогда лучше всего купить кирпич или же керамику. Этот материал выдерживает самые высокие температуры.
- Если у вас газовый котел, как мы уже отмечали, берите стальные трубы или из нержавейки. Их жаростойкость достаточна для таких целей.
- Если ваш котел будет работать на опилках или жидком топливе, тогда подойдут и профильные трубы.
Подготовка раствора
- известковый. Подходит для того, чтобы возвести трубу печи выше крыши. В него входят: известь, песок, цемент, гипс и вода;
- цементный. Самый стойкий. Изготавливается из цемента, песка и воды;
- известково-гипсовый. Подходит как для выкладывания самой печи, так и для ее декорированной отделки. В его составе: гипс и известковое тесто.

Порядок кладки основных частей
Начинать выкладывать дымоход необходимо с верхушки печи или камина. В первую очередь выложите насадную трубу, непременно привязывайте каждый ряд. Далее необходимо скопировать строение стен и перегородок.
- строго следите за вертикалью и горизонталью всех укладываемых деталей;
- толщина слоя раствора, которым вы выкладываете кирпич, не должна быть ниже 5 мм и выше 10 мм;
- заделку швов выполняйте по всем правилам, ничего не упуская, чтобы исключить проникновения искр из трубы наружу;
- используйте только качественные материалы.
Как сделать керамический дымоход?
Дымоходы из керамического текстиля дорогостоящее удовольствие, но оно того стоит. Посмотрим, как сделать такую дымоходную трубу своими руками.
Специфика конструкции
В такой трубе всего три слоя:
- внутренний – из керамики;
- средний – из теплоизоляции;
- внешний – из жароустойчивых каменных блоков.

Плюсы и минусы
Керамические дымоходы отлично выносят самые высокие температурные режимы и подходят, практически, к любому типу котлов, хоть это печь, хоть камин. При этом они очень просты и легки в установке и обслуживании, показывают отличный уровень отдачи тепла, не поддаются коррозии, служат более тридцати лет. Это плюсы.
К минусам можно отнести только дороговизну и ломкость исходного материала. Его хрупкость нужно учитывать только при монтаже трубы.
Правила сборки и монтажа
Собирайте данный дымоход строго по требованиям СНиП, с которыми ознакомьтесь заранее.
Приготовление и нанесение клея
Для качественного соединения всех модулей керамического дымохода применяйте специальный клей НС-1А. Перед нанесением хорошо перемешайте его, очистите все поверхности от грязи, увлажните их щеткой или шпателем наносите клей двумя слоями толщиной от 1 до 3 мм. После нанесения первого слоя подождите около 10 мин, пока просохнет и наносите следующий.
Достаточно часто применяются сэндвич трубы, поговорим, как своими руками их изготовить.

Положительные и отрицательные стороны
Сначала о плюсах: такие трубы достаточно легкие, подходят для всех отопительных систем, высоко прочны и устойчивы к коррозии, не сильно загрязняются и пожаробезопасны.
В минус идет то, что они дорогие и не слишком герметичны.
Необходимые материалы
Для установки такого дымохода вам понадобятся основные части:
- защитный грибок;
- два колена;
- защитный флюгер;
- тройник;
- конус свободного обтекания.
Дополнительно приготовьте: кронштейны, крепежи, муфты, хомуты, заглушку, огнестойкий герметик.
Схема монтажа
- Монтировать трубу начните с патрубка. Затем изолируйте потолок и место стыковки трубы и перекрытия.
- Затем сделайте разделку на крыше.
- Далее следуйте инструкции СНиП.
Совет по устройству внутренней трубы
Отдельно хотелось дать совет по монтажу внутренней трубы: вставляйте ее каждый модуль один в другой узкой стороной, чтобы она была герметична и плотно уложена. После этого наденьте наружный канал.
Эксплуатация, ремонт и чистка
Обязательно соблюдайте все правила безопасности эксплуатации дымоходов, это оградит вас от множества неприятных последствий.
- Ежегодно приглашайте для осмотра вашего дымохода специальные службы или проводите его проверку сами.
- Если заподозрите необходимость в ремонте – не игнорируйте, проводите все спасательные работы своевременно.
- Ежегодно чистите трубу, чтобы сохранить свое здоровье.
- Старайтесь покупать или добывать для сгорания только качественные материалы.
Как самостоятельно сделать трубы из листа оцинковки
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.

Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60–90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».

Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.

3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.

4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.

5. В итоге получится лист с такими загибами по краям:

6. Обжимаем руками заготовку вокруг трубы «пушки».


7. Зацепляем оба загиба друг за друга.

8. Надеваем заготовку на трубу «пушку» и бьем киянкой по месту сцепления углов до полного их сплющивания.


10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.

В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.
Источник
Обновлено: 24.04.2023
Как сделать тройник из трубы своими руками?
Какой бы трубопровод вы не проводили, чаще всего приходится использовать врезки в него для более комфортного его использования. В данном случае помогает тройник (фитинг) из полимера или металла, способный правильно оформить узел сопряжения его ветвей. Статья будет посвящена именно этому элементу, без которого трудно представить подвод или отвод воды.
Виды тройников
Классифицировать изделия лучше по типу материала, из которого они изготовлены. Даже альтернативный вариант – способ монтажа, в подавляющих случаях основан именно на этом.
Можно также объединить два метода сортировки, чтобы иметь представления обо всем ассортименте этих соединительных элементов:
- резьбовые для металлических труб;
- пресс-фитинги;
- цанга-фитинги;
- сегментные элементы для соединений;
- сварные из обрезков труб.
Чаще всего тройники изготавливают с помощью литья, для чего используют:
Очень редко это могут быть сварные элементы.
Дополнительный способ
Есть также и другой популярный метод классификации, который берет во внимание рабочие габариты тройника:
Но, он зависит от диаметров трубопроводов и соответствующих стандартов. Тема довольно обширная, поэтому в нашей статье она не будет затрагиваться.
Монтаж
Ниже рассмотрим общие рекомендации процесса при установке фитингов на напорные или безнапорные трубопроводы, которые имеют определенный набор правил. В противном случае, результат вашей работы будет плачевным не только для вас, но и соседей снизу по стояку.
Поэтому воспользуйтесь следующими рекомендациями:
- В напорных канализационных системах разрешается использовать фитинги с прямым углом, в безнапорных лучше ограничиться отводами под 45˚.
- При сборке безнапорной сети на раструбах инструкция советует правильно ориентировать соединительные элементы. В этом случае раструб должен быть направлен в сторону стока жидкости, т.е. поток сначала должен встретить его, а затем гладкий трубопровод, в противном случае стыки могут подтекать. Если речь идет о канализации, это будет очень неприятно.
Совет: при соединении полимерного тройника с полимерной трубой своими руками, на последней сделайте отметку глубины ее вставки.
В противном случае вы можете перекрыть доступ жидкости в узел.
- Делая сборку металлического трубопровода, предварительно подготовьте материал для сгонов и резьбовых торцов. Не рекомендуется в данном случае экономить фум-ленте, цена которой незначительная,и используйте всегда контргайку, подмотав перед закручиванием которой несколько витков уплотнителя в между ней и торцом фитинга.
- Устанавливайте разъемные соединения, в том числе, цанговые и резьбовые, в хорошо доступных местах.
Совет: осуществляя монтаж пластиковых или металлических тройников для труб на труднодоступных участках, используйте сварке или пресс-фитинги (в крайнем случае).
Канализация
Благодаря современным материалам, монтаж сточных систем стал гораздо удобнее и легче.Тройники для канализационных труб из пластика максимально упрощают задачу изготовления любой схемы-проекта в частных домах разной этажности. При этом от вас не потребуется использование сложного оборудования или особых инструментов.
В данном случае применяют 3 вида тройников, выполняющих свои специальные функции:
- Для соединения вертикальных стояков с горизонтальными трубопроводами используют варианты с углами 87° или 90°.
- При создании горизонтальных ответвлений – применяют изделия с углом в 45°.
- Муфта с дополнительным отверстием для проведения ремонтных работ называется – ревизия. Третье отверстие у нее закручивается специальной крышкой, которая и дает доступ к трубопроводу.
Особенности тройника из поливинилхлорида
Полимерные фитинги могут изготавливаться из различных материалов: полипропилена, ПВХ или полиэтилена высокого или низкого давления. При этом негласное правило сантехника: использовать соединительные детали из того же материала, что и трубы, поскольку от типа пластика зависят свойства трубы, и справедливо считать, что там, где один вид полимера будет справляться с нагрузкой легко, другой может не выдержать. Следовательно, тройник ПВХ используют в качестве соединительной детали для трубопроводных систем из поливинилхлорида в безнапорных системах.
Поскольку материал изделия выдерживает температуру не превышающую 50°С, и хорошо себя зарекомендовал при средних показателях давления в системе, поэтому предназначение тройника ПВХ — разводка канализационных труб.
Обратите внимание! Без тройника ПВХ на сегодня не обходится ни одна канализационная система. Тройник обеспечивает соединение к одному общему стояку разводку из разных канализационных труб.
Конструкция тройника ПВХ
Внешне тройник представляет собой часть трубы с боковым выводом, к которому легко присоединить дополнительную трубу и создать нужное разветвление.
Тройник можно использовать и для обычного соединения без присоединения еще одной магистрали, но с учетом того, что в будущем это может понадобиться. Например, если планируется вывести еще одну трубу через какое-то время, то тройник можно установить заранее, а дополнительный вывод пока можно закрыть заглушкой. Монтаж трубопроводного ответвления, когда придет время, будет довольно простой операцией: нужно просто снять заглушку и подсоединить трубу.
Виды тройников
Тройники различаются по форме, поскольку угол наклона и диаметр проходного отверстия соединяемых труб может отличаться, следовательно, мы имеем:
- Прямые конструкции тройника, который имеет вывод под углом 90°;
- Наклонные тройники — угол наклона от 30 до 55°. Чаще всего используется для врезки в стояк в домах многоквартирных;
- Тройники с равнопроходными отверстиями, когда диаметр основной трубы и дополнительного выхода совпадают.
- Детали с разнопроходными отверстиями, где сечения выхода отличается от сечения основной трубы. Такие детали незаменимы, например для соединение квартирной канализации с общим стояком.
Наиболее популярными видами переходников ПВХ считаются:
- Тройник на 45° служит для соединения горизонтальных участков трубопровода.
- Тройник на 90° для соединения горизонтальных линий с вертикальной трубой стояка
- Ревизия ПВХ — специальный тройник для прочистки засоров на определенных проблемных участках труб через выходное отверстие, которое закрывается крышкой. Устройство облегчает работу сантехникам и позволяет устранять засоры через дополнительный выход. Достаточно отвинтить крышку и прочистить трубу.
Особенности установки
Соединение труб с помощью тройников ПВХ — дело несложное, которое не требует наличия специального оборудования и каких-то особых навыков.
Для монтажа тройников ПВХ применяется раструбное или клеевое соединение (холодная сварка). Раструбом называют крайнюю расширенную часть трубы или фитинга. Разница с диамтером основной трубы позволяет собрать трубопровод как конструктор, вставляя одну часть в другую. Внутри раструба уже при изготовлении вмонтирован уплотнитель, который делает соединение герметичным.
При необходимости промазывают место соединения герметиком для придания большей прочности.
Клей может быть и основным фиксатором, когда конец трубы предварительно промазывают специальным клеевым составом ПВХ и вставляют в раструб, через определенный промежуток времени, клей застывает и место стыка соединяется намертво. Методом холодной сварки создается неразборное соединение в одну монолитную конструкцию.
Обратите внимание! Тройник из поливинилхлорида применяют для монтажа как внутренней, так и внешней канализации.
Конструкция — тройник
Конструкция прямого равнопроходного тройника ( рис. 153, а) включает в себя ствол постоянного сечения и ответвление ( переход 2) с уменьшенным сечением.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Следующие размеры определяют конструкцию тройника с круглым сечением: диаметр нижнего основания D, диаметр ствола Dlt диаметр ответвления D8, высота Н, угол а между осями воздуховода и ответвления.
Основными размерами, определяющими конструкцию тройников, являются диаметр нижнего основания D, диаметр ствола D, диаметр ответвления DZ, высота тройника и угол а между осью ствола и ответвления.
Какие основные размеры определяют конструкцию тройников и крестовин.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Для изготовления фасонных частей с целью унификации их приняты единые монтажные размеры, объединенные в специальные таблицы в зависимости от диаметра в корне.
Труба для дымохода своими руками
Конструкция нормализованых тройников и крестовин была оставлена реечной. ВНИИГС провел работу по определению местных сопротивлений нормализованных тройников и крестовин, что позволило сделать вывод о незначительном влиянии измененных углов и конструкции на аэродинамическое сопротивление систем.
Наибольшее сечение тройника называется корнем. В зависимости от назначения и конструкции тройника ответвление может быть расположено относительно ствола под различным углом.
В узлах межблочных коммуникаций для изменения направления или диаметра трубопровода, а также ответвления от главной магистрали используются отводы, переходы, тройники. В Челябинском филиале СПКБ Проектнефтегазспецмонтаж разработана конструкция тройников, изготовляемых по штампосварной технологии.
как сделать тройник из трубы
При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости.
Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются (рисунок 8.3.1).
Рисунок 8.3.1 Схема процесса гибки
В то же время средний слой заготовок — нейтральная линия — не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Тройник для труб: назначение и разновидности
Таблица 8.3.1 Определение размеров заготовки при гибке с закруглением (по радиусу)
Четырехугловая
(за две операции)
Пример 1. На рисунке 8.3.2, а, б показаны соответственно угольник и скоба с прямыми внутренними углами.
Рисунок 8.3.2 Примеры расчета длины заготовки
Размеры угольника: а = 30мм; L = 70мм; t = 6 мм.
Длина развертки заготовки l =а + L + 0,5t = 30 + 70+3 = 103 мм.
Размеры скобы: a = 70мм; b = 80мм; c = 60мм; t = 4 мм.
Длина развертки заготовки l =а + b + c + 0,5t = 70 + 80 + 60 + 2 = 212мм.
Пример 2. Подсчитать длину развёртки заготовки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки. Подставив их числовые значения
(a = 50 мм; b = 30 мм: t = 6 мм; r = 4 мм) в формулу
L = а + b + (r + t/2)π/2,
получим L = 50+ 30+ (4 + 6/2)π/2 =50 + 30 + 7* 1,57 = 91 мм.
Пример 3. Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Подставив их числовые значения (а = 80мм; h = 65мм; с = 120мм; t = 5мм; r = 2,5мм) в формулу
получим L=80 + 65 + 120+3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм.
Пример 4. Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 * 108 = = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
Как сделать дымоход своими руками
Печи и камины – практичные и красивые конструкции, которые многие создают на своих дачных участках или в собственных домах при помощи профессионалов. Однако есть и доморощенные таланты, которые способны сделать нечто подобное самостоятельно. В этой статье мы рассмотрим один очень важный аспект подобного дела – поговорим о дымоходе, а вернее о том, как сделать дымоход.
Как устроен дымоход?
Сделать дымоход своими руками не сложно, если понять его внутреннее устройство и принцип работы всей системы, поскольку их качественность прямо определяют рентабельность и продуктивность самого отопления.
Как дымоход печи, так и дымоход камина, берут свое начало с котла, в который он встроен, куда бросаются дрова, уголь или другие продукты для сгорания. Там же внизу есть задвижка для возможности управлять тягой, также ее можно открыть, если потребуется освободить трубу от сажи или копоти. Далее дымоход поднимается вверх настолько, насколько это необходимо, однако если нужно его сдвинуть в сторону, тогда устанавливается отвод. Отвод переходит в проход перекрытия и проход крыши, что дает гарантию пожарной безопасности. И завершающим элементом выступает оголовок, не дающий дождю или снегу проникать вниз.
Требования к устройству дымохода
Поскольку основное предназначение дымохода – вывести газ и дым вверх, образующиеся при горении, и не допустить их попадания в помещение, какие-либо нарушения во время монтирования подобных конструкций могут привести к неприятным и даже фатальным последствиям, поэтому необходимо соблюдать все нормативные требования документов СНиП 41-01-2003 и ДБН. Прежде, чем приступать к работе, вы должны внимательно с ними ознакомиться.
Из каких материалов можно изготовить?
Очень важно также выбрать материал, из которого вы его сделаете.
Самым распространенным является кирпич, поскольку он отлично выдерживает высокие температуры, достаточно жизнеспособный, имеет длительный срок годности. Однако для кладки такого дымоотвода необходимы хорошие специалисты и замена внутреннего вкладыша хотя бы раз в десятилетие. Да и выложить его можно только во время новостройки.
Пользуются немалой популярностью дымоходы из керамики, они могут похвастаться высокой жаростойкостью, надежной тепловой изоляционной системой, хорошим противостоянием кислотности. Такая труба может прослужить вам около половины века, однако при установке требует огромной осторожности, поскольку она достаточно ломкая. В плюсы можно также записать то, что устанавливается она быстро и не сложно.
Если вы решите сделать дымоход из железной трубы своими руками, тогда необходимо учесть то, что здесь понадобится утепление. Повреждения от коррозий и конденсата практически сводятся «на нет», такие трубы быстро устанавливаются и легко ремонтируются.
Дымоход из профильной трубы также пользуется спросом, но здесь нежелательно использовать квадратные или прямоугольные формы, поскольку в их углах накапливается нагар.
Эти формы трудно очистить, как и в гофрированных трубах (их вообще не любят инстанции контроля).
Пошаговая инструкция по изготовлению дымохода
Давайте разберем, как сделать дымоход своими руками и его пошаговую инструкцию.
Особенности конструкции
Строение сооружения дымоходов бывают нескольких типов:
- Прямой. Он проходит безо всяких изгибов, прямо через потолок и кровлю. Самая простая система, в плюсах которой – быстрый выход газов вверх, в минусах – такая же быстрая потеря тепла.
- Прямой дымоход с поперечными перемычками, благодаря которым выработанное тепло сберегает больше, чем в первом случае.
- Лабиринтный. Из-за медленной подачи наверх газов сгорания, благодаря чему сильнее нагревается сам котел, происходит усиленный теплообмен. Подобному устройству следует отдать честь.
- Модульный. Такие агрегаты изготавливаются из металлических труб и применяются только при газовом отоплении.
Преимущества и недостатки
Перед тем как делать дымоход, следует учесть все вышеперечисленные «за» и «против», поскольку это напрямую влияет на долговечность вашей отопительной системы, то как она будет установлена и в дальнейшем обслуживаться.
Выбор материала
Сначала вам нужно определить, какого типа котел или печь вы желаете установить в своем помещении:
- Если вам нужен твердотопливный котел, камин, простая или банная печь, тогда лучше всего купить кирпич или же керамику. Этот материал выдерживает самые высокие температуры.
- Если у вас газовый котел, как мы уже отмечали, берите стальные трубы или из нержавейки. Их жаростойкость достаточна для таких целей.
- Если ваш котел будет работать на опилках или жидком топливе, тогда подойдут и профильные трубы.
Подготовка раствора
- известковый. Подходит для того, чтобы возвести трубу печи выше крыши. В него входят: известь, песок, цемент, гипс и вода;
- цементный. Самый стойкий. Изготавливается из цемента, песка и воды;
- известково-гипсовый. Подходит как для выкладывания самой печи, так и для ее декорированной отделки. В его составе: гипс и известковое тесто.
Порядок кладки основных частей
Начинать выкладывать дымоход необходимо с верхушки печи или камина. В первую очередь выложите насадную трубу, непременно привязывайте каждый ряд. Далее необходимо скопировать строение стен и перегородок.
При этом:
- строго следите за вертикалью и горизонталью всех укладываемых деталей;
- толщина слоя раствора, которым вы выкладываете кирпич, не должна быть ниже 5 мм и выше 10 мм;
- заделку швов выполняйте по всем правилам, ничего не упуская, чтобы исключить проникновения искр из трубы наружу;
- используйте только качественные материалы.
Как сделать керамический дымоход?
Дымоходы из керамического текстиля дорогостоящее удовольствие, но оно того стоит. Посмотрим, как сделать такую дымоходную трубу своими руками.
Специфика конструкции
В такой трубе всего три слоя:
- внутренний – из керамики;
- средний – из теплоизоляции;
- внешний – из жароустойчивых каменных блоков.
Плюсы и минусы
Керамические дымоходы отлично выносят самые высокие температурные режимы и подходят, практически, к любому типу котлов, хоть это печь, хоть камин. При этом они очень просты и легки в установке и обслуживании, показывают отличный уровень отдачи тепла, не поддаются коррозии, служат более тридцати лет. Это плюсы.
К минусам можно отнести только дороговизну и ломкость исходного материала. Его хрупкость нужно учитывать только при монтаже трубы.
Правила сборки и монтажа
Собирайте данный дымоход строго по требованиям СНиП, с которыми ознакомьтесь заранее.
Приготовление и нанесение клея
Для качественного соединения всех модулей керамического дымохода применяйте специальный клей НС-1А. Перед нанесением хорошо перемешайте его, очистите все поверхности от грязи, увлажните их щеткой или шпателем наносите клей двумя слоями толщиной от 1 до 3 мм. После нанесения первого слоя подождите около 10 мин, пока просохнет и наносите следующий.
Металлический сэндвич-дымоход своими руками
Достаточно часто применяются сэндвич трубы, поговорим, как своими руками их изготовить.
Положительные и отрицательные стороны
Сначала о плюсах: такие трубы достаточно легкие, подходят для всех отопительных систем, высоко прочны и устойчивы к коррозии, не сильно загрязняются и пожаробезопасны.
В минус идет то, что они дорогие и не слишком герметичны.
Необходимые материалы
Для установки такого дымохода вам понадобятся основные части:
- защитный грибок;
- два колена;
- защитный флюгер;
- тройник;
- конус свободного обтекания.
Дополнительно приготовьте: кронштейны, крепежи, муфты, хомуты, заглушку, огнестойкий герметик.
Схема монтажа
- Монтировать трубу начните с патрубка. Затем изолируйте потолок и место стыковки трубы и перекрытия.
- Затем сделайте разделку на крыше.
- Далее следуйте инструкции СНиП.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб. за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Необходимые инструменты и материалы
Для того чтобы изготовить трубу диаметром 100 мм, нам понадобятся следующие инструменты и материалы:
- Киянка деревянная или резиновая. Вообще говоря, от качества этого инструмента в первую очередь будет зависеть качество готового изделия. Киянка должна быть достаточно тяжелой, но такой, чтобы было легко контролировать силу удара, не очень твердой, но при этом достаточно плотной.
- Ножницы по металлу. Подойдут любые, главное, чтобы ими было удобно резать металл на больших плоскостях.
- Металлический уголок длиной не менее 1 м, установленный на краю стола-верстака. Именно на нем будет производиться гибка металла, поэтому он должен быть устойчивым и достаточно массивным.
- Стальная труба диаметром 60–90 мм, закрепленная горизонтально — «пушка». На ней будет производиться сборка изделий. Соответственно, ее длина так же не должна быть меньше 1 м.
- Линейка.
- Чертилка по металлу. Подойдет любой заточенный металлический стержень, вплоть до большого гвоздя.
- Собственно, сам лист оцинкованного металла толщиной 0,5 мм.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».
Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.
3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.
4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.
5. В итоге получится лист с такими загибами по краям:
6. Обжимаем руками заготовку вокруг трубы «пушки».
7. Зацепляем оба загиба друг за друга.
8. Надеваем заготовку на трубу «пушку» и бьем киянкой по месту сцепления углов до полного их сплющивания.
10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.
В конце следует заметить, что водостоки — это не единственное применение таких труб. Системы вентиляции, различные дымоходы — везде оцинкованные трубы найдут свое применение, так что умение делать их своими руками еще не раз послужит вам добрую службу в деле экономии.
Как при помощи болгарки сделать идеальное седло для Т-образного соединения
Если неожиданно в домашнем хозяйстве или на производстве возникла срочная потребность соединить трубы одного диаметра Т-образным способом, то можно воспользоваться очень простым методом, и для этого не потребуются большие затраты, много времени и высокая квалификация.

Понадобится
- металлическую линейку и карандаш;
- механическую пилу по металлу;
- металлические пластины;
- силовую струбцину;
- сварочный полуавтомат;
- пассатижи или плоскогубцы;
- дрель с режущим диском.
Процесс подготовки и соединения труб
От круглой стальной трубы, наружный диаметр которой составляет 48 мм, отрезаем кольцевой фрагмент шириной строго 20 мм. Делим величину диаметра 48 мм на 3 и получаем 16 мм. К получившейся величине (16 мм) добавляем толщину стенки трубы, которая оказалась равной 3 мм. В результате выходит сумма, составляющая 19 мм.



Отмеряем от одного торца трубы 19 мм и наносим отметку карандашом или маркером. К трубе с отметкой 19 мм прикладываем соосно фрагмент такой же трубы. Сверху симметрично продольной оси составных труб укладываем плашмя ранее отрезанное кольцо шириной 20 мм так, чтобы наружная образующая этого кольца оказалась на отметке 19 мм.

С двух сторон кольцо, лежащее на трубах, подпираем двумя массивными металлическими пластинами прямоугольной формы, чтобы они касались и образующих труб в зоне их контакта.

Затем пластины и, расположенные между ними кольцо и трубы, прочно сжимаем струбциной. Слегка прихватываем кольцо сваркой к трубе без метки, чтобы зафиксировать расположение и размеры полученного соединения, после чего пластины можно убрать, предварительно ослабив струбцину. Своеобразный шаблон готов.

Не нарушая соосности труб, переносим карандашом проекцию внутренней дуги кольца на поверхность трубы под ней.

Прорезаем металл трубы в пределах отмеченной зоны в продольном направлении болгаркой сверху и снизу.

Также выполняем надрез по отмеченным дугам и с помощью пассатижей или плоскогубцев отламываем образовавшиеся после пропилов «пальцы».


На финише образовавшиеся вырезы шлифуем диском болгарки и получаем седло искомой формы и размеров.

Прикладываем к образовавшемуся на торце трубы седлу вторую трубу и убеждаемся, что ее боковая поверхность без зазоров совпала с поверхностью, выполненного нами только что, седла по всей линии контакта.
Смотрите видео
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.


Далее замеряется диаметр трубы.

В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
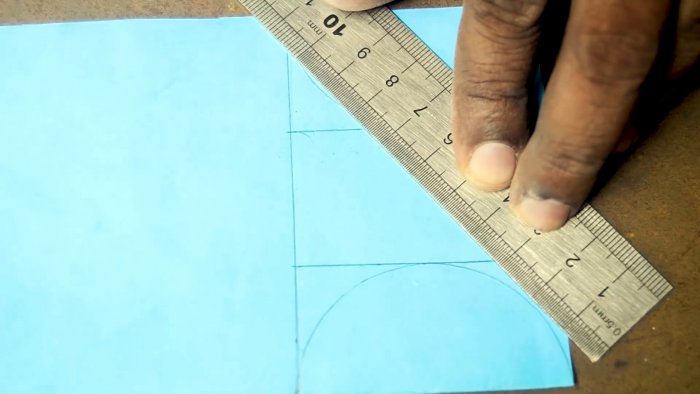
Теперь остается срезать угол разметки по линии и очертанию кругов.

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.


Обрезаем болгаркой по линии.


Шлифуем торец.

В результате получился идеальный прямой угол.

Смотрите видео
Как грамотно раскроить отвод,тройник.
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Как сделать тройник из трубы своими руками

Изготовление развёртки (лекала) для разметки элементов прямоугольного равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник прямоугольный равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза (для большей точности распылить краску).
Предлагаемая таблица Excel позволяет получить размеры для построения лекал (развёрток) вертикального отростка и горизонтального ствола для изготовления прямоугольных равнопроходных тройников любого диаметра. Введите в жёлтые ячейки таблицы высоту пояска и наружный диаметр трубы и вы мгновенно получите ординаты и абсциссы точек для разметки. Перенесите эти точки на паронит или картон и плавно соедините между собой.

Данные для построения и вид лекала отростка.

Данные для построения и вид лекала выреза в стволе.

В таблице есть макрос, который строит лекала в натуральную величину 1:1. После построения распечатываем, вырезаем лекало и пользуемся.
Так выглядит на бумаге лекало отростка с пояском.

Это построенное лекало выреза отверстия в стволе.

Совет. На трубе, предназначенной для изготовления тройника мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
При разметке труб лекала необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала . Края лекала являются точками прилегания воображаемой плоскости по которой нужно отсечь трубу. Как будь то втыкаем лопату в снег под углом, прижимаясь к лекалу. Из четырёх отростков можно сварить крестовину.
Посмотрите демонстрационный ролик
При успешной оплате Вы сразу же получите ссылку для скачивания рабочей таблицы.
Как сделать тройник из трубы своими руками
Изготовление развёртки (лекала) для разметки элементов косого равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник косой равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза.
Предлагаемая таблица Excel позволяет получить размеры для построения лекал (развёрток) отростка и отверстия в стволе для изготовления косых равнопроходных тройников любого диаметра, с любым углом наклона отростка. Введите в жёлтые ячейки таблицы наружный диаметр трубы, угол наклона отростка и вы мгновенно получите ординаты и абсциссы точек для разметки отростка и ствола.

Перенесите эти точки на паронит или картон и плавно соедините их между собой. Лекало (развёртка) отростка готово.

При разметке трубы лекало необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала.
Аналогично строим лекало выреза в стволе.

Шаблон накладываем на трубу так, чтобы красная линия (ось нулевых значений) была перпендикулярна к продольной оси трубы, а точка 10 совпадала с осью отростка.
Для автоматического построения развёрток в натуральную величину используем таблицу, содержащую макрос.
Построенное в натуральную величину лекало отростка.

Построенное в натуральную величину лекало отвестия в стволе. Распечатываем, вырезаем и пользуемся.

При разметке и раскрое деталей этого тройника необходимо знать следующее. После разметки отросток как бы отсекается от трубы воображаемой плоскостью с обеих сторон. Секущая плоскость прилегает к контуру лекала. Так же двумя плоскостями выбирается отверстие в стволе. (Сечём как ножом колбасу или как лопату в снег). Должны получить плоские резы. Детали, положенные после раскроя на стол в идеале не должны иметь зазоров. Только после этого производим разделку кромок под сварку. Красная линия на лекале ствола делит длину лекала пополам (и вырез тоже), показывает центр тройника. Должна быть перпендикулярна образующим трубы ствола и отростка.
На работе я делал «воротник» — направляющую для резака. В листе металла S=2-3 мм вырезал сечение трубы с углом, равным половине угла наклона отростка и диаметром D + (2-3) мм, надевал на трубу отростка или ствола, выставлял и прихватывал с учётом толщины головки резака и его номера. Потом прижимаешься резаком к воротнику и режешь.
По материалам книги «Разметка сварных фасонных частей трубопроводов», И.Х.Бродянский 1963 г.
Посмотрите демонстрационный ролик
При успешной оплате Вы сразу же получите ссылку для скачивания рабочей таблицы.
Как сделать тройник из трубы своими руками
Программа для расчёта, построения и печати лекала отвода в натуральную величину
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если известен только развёрнутый угол между трубами α > 90°, то Y = 180 — α.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
Как сделать сварной отвод по чертежам?
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.

Перенесите эти точки на паронит или картон и плавно соедините их между собой.

Вы получили лекало крайнего полузвена отвода.

Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.

Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:

2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Совет 2. Очень важно. Резка труб должна производиться так, чтобы пламя резака (струя кислорода) двигалось в плоскости предполагаемого сечения. Представьте, что вы режете колбасу ножом. Такова должна быть плоскость реза. А на практике резак всегда держат перпендикулярно трубе и на шейках вырезанных звеньев получаются огрехи: на малой шейке — подрез металла, а на большой — «шишка». При стыковке секторов с этими «шишками» в середине появляется пустота, зависящая от толщины стенки трубы. Если сварщик примет решение оставить «шишки» и заварить пустоты, то накладывая «шишку» на «шишку» Вы неизбежно измените длину большой шейки и, как следствие, угол отвода. Изделие будет испорчено. «Сдуйте» шишки или сточите, сделайте доводку, сверяясь по шаблону и после этого разделывайте кромки под сварку. Поставьте элемент на плоскость — зазоры должны быть минимальными.

Стыковку звеньев производить согласно рис. 3, так, чтобы звенья, обозначенные цифрами, стыковались в одну группу, а буквами — в другую группу; затем одним разворотом и сваркой соединяются обе группы. Этим достигается лучшее сопряжение звеньев, особенно в тех случаях, когда трубы имеют в поперечном сечения некоторые, хотя и допустимые отклонения от правильной окружности.
Во вложении имеется таблица с макросом, который умеет строить шаблон изделия с заданными Вами характеристиками в натуральную величину.

Распечатайте его и пользуйтесь.
Посмотрите демонстрационный ролик
(Рисунки, описания, формулы были взяты из книги И.Х. Бродянского «Разметка сварных фасонных частей трубопроводов», 1963 г.)
Как сделать тройник из трубы своими руками
Изготовление развёртки (лекала) для разметки элементов прямоугольного равнопроходного тройника
Тройники служат для устройства ответвлений и сопряжений трубопроводов. Для изготовления тройников из трубы вырезаются (электро- газорезка, «болгарка») элементы тройника, а затем свариваются. Тройник прямоугольный равнопроходной сваривается из труб одинакового диаметра.
Разметка элементов тройника для последующей резки и сварки производится при помощи лекал (развёрток), накладываемых на трубу, по которым мелом на трубе проводят линию реза (для большей точности распылить краску).
Предлагаемая таблица Excel позволяет получить размеры для построения лекал (развёрток) вертикального отростка и горизонтального ствола для изготовления прямоугольных равнопроходных тройников любого диаметра. Введите в жёлтые ячейки таблицы высоту пояска и наружный диаметр трубы и вы мгновенно получите ординаты и абсциссы точек для разметки. Перенесите эти точки на паронит или картон и плавно соедините между собой.
Данные для построения и вид лекала отростка.
Данные для построения и вид лекала выреза в стволе.
В таблице есть макрос, который строит лекала в натуральную величину 1:1. После построения распечатываем, вырезаем лекало и пользуемся.
Так выглядит на бумаге лекало отростка с пояском.
Это построенное лекало выреза отверстия в стволе.
Совет. На трубе, предназначенной для изготовления тройника мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
При разметке труб лекала необходимо накладывать так, чтобы образующая трубы была перпендикулярна оси абсцисс лекала . Края лекала являются точками прилегания воображаемой плоскости по которой нужно отсечь трубу. Как будь то втыкаем лопату в снег под углом, прижимаясь к лекалу. Из четырёх отростков можно сварить крестовину.
Посмотрите демонстрационный ролик
При успешной оплате Вы сразу же получите ссылку для скачивания рабочей таблицы.
Читайте также:
- Дом в горячем ключе с бассейном
- Монтаж канализации в пскове
- Можно ли смывать суп в унитаз
- Абиссинский колодец с комплектом для установки
- Самодельный унитаз для ремонта
Как сделать тройник из трубы своими руками

Простой вариант врезки трубы в трубу + шаблон.
Подробное изготовление тройника 90° из жести

Подробное изготовление тройника 90° из жести
Врезка трубы в трубу плотно без зазоров под 90 градусов, если трубы разного диаметра.

Врезка трубы в трубу плотно без зазоров под 90 градусов, если трубы разного диаметра.
Похожие видео:
 Тройник для масляных красок как сделать самому
Тройник для масляных красок как сделать самому- Тройник из трубы своими руками
- Как сделать тройник незацепляйку своими руками
- Тройник своими руками
- Как сделать тройник для рыбалки своими руками



Добавить комментарий
Ваш e-mail не будет опубликован. Обязательные поля помечены *
Комментарий
Имя *
E-mail *
Сайт
Current ye@r *
Содержание
- 1 Приспособление для разметки труб. Расчет и изготовление шаблона
- 1.1 Таблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
- 1.2 Изготовление шаблона
- 2 Тройник для труб: назначение и разновидности
- 2.1 Разновидности
- 2.2 Водоснабжение
- 2.3 Канализация
- 2.4 Рекомендации специалистов
- 2.5 Вывод
- 3 Как сделать тройник из оцинковки
- 3.1 Характеристики материала
- 3.2 Виды
- 3.3 Сфера применения
- 3.4 Изготовление труб из оцинковки своими руками
- 3.5 Необходимые инструменты и материалы
- 3.6 Выкраивание заготовки
- 3.7 Формирование профиля
- 3.8 Обработка стыковочного шва
- 3.9 Установка
- 3.10 Аспирация. — Выкройки изделий
- 3.11 Колпак — оголовок из оцинкованной жести для кирпичного столба
- 4 Как сделать дымоход из стальной трубы своими руками?
- 4.1 Основные параметры
- 4.2 Изготовление
- 4.3 Преимущества
- 4.4 Правила сборки
- 4.5 -инструкция
- 5 Тройник для труб из разных материалов
- 5.1 Виды тройников
- 5.2 Дополнительный метод
- 5.3 Монтаж
- 6 Как сделать тройник из трубы
- 6.1 Как врезаться в пластиковую трубу: особенности работ + разбор всех важных нюансов
- 6.2 Конструкция — тройник
- 6.3 Труба для дымохода своими руками
- 6.4 как сделать тройник из трубы
- 6.5 Тройник для труб: назначение и разновидности
Приспособление для разметки труб. Расчет и изготовление шаблона

В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; [S – скид, мм (табл. 5)].
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2.
На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3).
Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
Рис. 5. Разметка пересечения двух труб
- а – построена для изготовления шаблона;
- б – шаблон.
Таблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм)гнутья и углов гиба
| Длина изогнутой части трубы 1. мм | 0,6981 | 0,7854 | 1,0472 | 1,1781 | 1,2915 | 1,5708 |
| Скид S, мм | 0,364 | 0,4141 | 0,5774 | 0,6663 | 0,7673 | 1 |
| Угол гнутья а. град | 40 | 45 | 60 | 57 30′ | 75 | 90 |
| Длина изогнутой части трубы 1, мм | 0,1745 | 0,2618 | 0,3491 | 0,3927 | 0,5236 | 0,6545 |
| Скид S, мм | 0,0875 | 0,1316 | 0,1763 | 0,199 | 0,2679 | 0,3396 |
| Угол гнутья а. град | 10 | 15 | 20 | 22 30′ | 30 | 37 30′ |
| Длина изогнутой части трубы , мм | 0,0087 | 0,0175 | 0,0349 | 0,0524 | 0,0698 | 0,0873 |
| Скид 5. мм | 0,0045 | 0,0087 | 0,0175 | 0,0261 | 0,0349 | 0,0436 |
| Угол гнутья а. град | 30′ | 1 | 2 | 3 | 4 | 5 |
Читайте так же: Кривошипно-шатунный плунжерный насос схема и принцип работы
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм).
2. Величину скидов и длину изогнутой части для углов, не указанных в таблице, определяют путем сложения. Например, скид для угла 53е равен сумме скидов для углов 45 + 5 +3° и т. д.
Изготовление шаблона
Для построения линии развертки на листе плотной бумаги проводят прямую линию длиной πd и делят на 6 частей. В точках деления проводят перпендикуляры, на которых откладывают величины 1–1, 2–2, 3–3, 4–4, 5–5. Полученные точки соединяют плавной кривой. Легко заметить, что линия развертки симметрична. Вторую половину получают, согнув лист по перпендикуляру в точке 6. Изготовив шаблон, его переносят на трубу, намечая линию реза чертилкой или мелом.
Рисунок 3. Универсальный циркуль
- 1 – упор;
- 2 – угломер;
- 3 – гайка;
- 4 – осевая стойка;
- 5 – мерная линейка;
- 6 – ползун;
- 7 – штанга – чертилка;
- 8 — натяжное устройство.
Для разметки отверстий в трубах под врезку можно пользоваться универсальным циркулем (рис. 3.). Циркуль закрепляют на трубе и поворотом на 360° штанги-чертилки, установленной на определенном делении мерной линейки, очерчивают контур вырезаемого отверстия.
Вырезку отверстий в трубах и резку врезаемых патрубков в небольших мастерских и на монтажной площадке проводят газопламенным методом.
Источник: https://arxipedia.ru/oborudovanie/prisposoblenie-dlya-razmetki-trub-raschet-i-izgotovlenie-shablona.html
Тройник для труб: назначение и разновидности

При проектировании систем трубопроводов различного назначения очень часто приходится сталкиваться с тем, что необходимо делать отводы для питания отдельных источников потребления или же распределения направления магистрали. Учитывая это необходимо использовать специальные соединительные элементы, которые являются непосредственной частью системы и продаются в виде фитингов. Именно поэтому вопрос о том, как сделать тройник из трубы самостоятельно практически утратил актуальность, поскольку производители выпускают полный ассортимент подобных изделий.
Любительское фото простейшего тройника с внутренней резьбой
Разновидности
Занимаясь созданием проектов систем водоснабжения и канализации, выбор подобных компонентов заключается в определении материала изготовления. При этом инструкция по монтажу отдельно выделяет организацию слива, поскольку ее тройники имеют определенные отличия. Именно поэтому стоит рассмотреть все возможные варианты и их особенности.
Специальное изделие для работы с металлопластиковыми трубами и переходом на стандартную резьбу
Водоснабжение
- Прежде всего, необходимо рассказать про тройник для металлопластиковых труб. Это довольно практичный вид соединительных элементов, который выдерживает большое давление. При этом стоит отметить тот факт, что обжимной тройник для металлополимерных труб очень прост при монтаже, и для данной работы не нужно приобретать специальный инструмент.
Некоторые виды подобных типов фурнитуры разработаны таким образом, чтобы соединение производилось под другим углом
- Если говорить про пластиковые системы, то такие типы материалов соединяются либо при помощи клея, либо с использованием специальных паяльников. При этом тройник для полипропиленовых труб такого вида при фиксации становятся практически монолитными изделиями со всей разводкой. Поэтому повреждения возникают чаще на участке трассы без фитинга.
Разные виды тройников для произведения работ с металлопластиковыми трубами при проводке системы в доме
- Стоит упомянуть и о том, что существуют пластиковые тройники для труб обжимной системы. Они обычно используются либо на садовых магистралях, либо в подвальных помещениях при разводке ввода по стоякам.
Совет! Приобретать тройники лучше всего того же производства, что и трубы.
Это позволит избежать проблем с несовместимостью.
Простейшая пластиковая фурнитура для канализационных систем, требующая совмещения под прямым углом
Канализация
Для начала необходимо сказать о том, что тройники для канализационных труб обычно используются не только для отвода в системе, но и при организации перехода с одного диаметра на другой. При этом размер ответвления напрямую зависит от точки потребления и способа соединения.
Элемент системы, часто используемый при монтаже стояков и подключения определенных точек потребления
Отдельное внимание следует уделить тому, что тройник для трубы ПВХ может иметь стыковку при ответвлении даже под углом 45 градусов. Для подобных систем это порой просто необходимо, поскольку требуется монтаж определенных изделий с соблюдением конкретного уклона.
Некоторые изделия подобного типа имеют строго определенное назначение, которое заключается не в принципе эксплуатации, а в периодическом обслуживании и профилактике
Важно сказать о том, что подобные элементы для труб соединяются путем стыковки через уплотнительное резиновое кольцо. Поэтому данные системы нельзя держать под давлением, а вода в них должна идти самотеком.
Совет! Некоторые мастера предпочитают заделывать щели в местах стыка при помощи силикона, чтобы обеспечить хороший уровень герметизации.
Также можно применять специальный клей, но после него демонтаж конструкции будет предполагать разрушение всех ее элементов.
Необходимо отметить, что каждое подобное изделие имеет свое конкретное назначение, но при правильном подходе благодаря их комбинации можно решать самые сложные задачи
Рекомендации специалистов
- Производя проектирование своими руками необходимо четко понимать, что использование соединительных элементов от сторонних производителей не может обеспечить необходимого качества. Поэтому специалисты применяют только детали от одной компании, которые соответствуют конкретному виду выбранного продукта. Для создания переходов с одного диаметра на другой лучше всего использовать именно тройник
- Порой намного проще использовать крестовину, чем применять два тройника. Это позволит сэкономить не только время, но и средства.
- Стоит помнить, что цена фитингов довольно высока и поэтому при проектировании системы специалисты стараются сокращать их число. Однако именно в этих местах самая прочная часть системы, но только при правильном монтаже.
Приобретая подобные материалы, прежде всего, необходимо обращать внимание на принципы их соединения с другими элементами в системе и только при отсутствии нужной модификации стоит покупать переходник
Вывод
Изучив видео в этой статье можно более детально ознакомиться с этими элементами трубопровода. Также принимая во внимание статью, которая приведена выше, стоит сделать вывод о том, что различаются такие изделия в основном по материалу изготовления и способу фиксации. В остальном они практически идентичны.
Источник: https://kanalizaciyadoma.ru/truby/trojnik-dlya-trub-378
Как сделать тройник из оцинковки

08.10.2018
Если интересует вопрос, как сделать трубу из оцинковки, нужно более подробно изучить технологию. Себестоимость таких изделий будет ниже, чем покупных. При этом необходимо соблюдать правила обработки оцинкованного листа. Повреждение покрытия приведет к сокращению срока службы трубы.
Характеристики материала
Изготавливается оцинкованный лист из прокатной стали. Его толщина варьируется в пределах 0,1-3 мм. Исходный материал подвержен коррозии, поэтому его покрывают слоем цинкосодержащего состава. Процедура проводится с применением разных технологий. На выходе получают листовой материал в рулонах шириной от 1000 до 1800 мм.
Жесть характеризуется гибкостью, но при этом достаточно прочна. Устойчивость к механическим нагрузкам обеспечивают поперечные ребра жесткости. Такой материал может использоваться в разных целях и даже при обустройстве дымохода, что обусловлено его способностью переносить воздействие предельных температур (до +900°С) без риска деформации.
Виды
Чтобы сделать круглую или квадратную трубу, материал подбирают, руководствуясь его характеристиками. Различают по толщине защитного покрытия следующие виды:
- 40-60 мкм — продукция категории П;
- 18-40 мкм — 1 категория;
- 10-18 мкм — 2 категория.
Чем толще защитное покрытие, тем дольше будет служить изделие. При этом повышается механическая прочность листа. Вместе с тем возрастает и стоимость. Различают материал по назначению:
- для холодной штамповки;
- для холодного профилирования;
- лист глубокой вытяжки;
- под окраску.
В продаже есть лакированная оцинковка. Наличие дополнительного слоя защиты позволяет продлить срок службы готового изделия. С учетом основных параметров листа подбирают материал для изготовления водосточных, сэндвич-труб для дымохода.
Происходит разделение по форме сечения: круглые, квадратные. Большей популярностью пользуется первый из вариантов. Изготовить самостоятельно такую трубу проще, т. к. в этом случае ребра жесткости не всегда нужны.
Сфера применения
Используется оцинкованная продукция в разных сферах строительства, машиностроения, сельского хозяйства. Основные направления применения:
- обустройство систем водогазоотведения, вентиляции;
- монтаж дымоходов;
- наружное освещение (монтаж опор);
- дорожные знаки, указатели, ограждения;
- сооружение объектов разного целевого назначения: выставочные павильоны, спортзалы, склады, навесы.
Изготовление труб из оцинковки своими руками
Требуется наличие навыков при выполнении подобной работы, что позволит избежать деформации защитного покрытия. Если решается вопрос, как сделать трубу из оцинковки своими руками, нужно знать, что процесс изготовления состоит из 3 основных этапов:
- подготовка: производится нарезка листа по предварительно сделанному эскизу;
- формовка: начинается изготовление изделие нужной формы, параметров, сечения;
- финальный этап включает в себя закрепление края заготовки.
При выполнении каждого пункта следует придерживаться пошаговой инструкции, что позволит получить надежное изделие, не деформировав защитное покрытие.
Необходимые инструменты и материалы
Для работы потребуются:
- ножницы по металлу, есть ограничения по применению такого инструмента — с его помощью можно резать лист не более 0,7 мм толщиной;
- деревянный молоток (допустимо применять металлический, но с резиновой накладкой);
- плоскогубцы;
- для нарезки заготовок необходим верстак;
- чтобы получить изделие правильной формы с ровными углами (для квадратных труб), понадобится калибрующий элемент, в качестве которого могут выступать металлические уголки (до 1 м длиной) или труба с нужным диаметром (при выборе учитывают размер заготовки);
- линейка;
- любой остро заточенный инструмент, с помощью которого будет переноситься эскиз на металл.
Из материалов потребуется лист оцинкованной жести. Достаточной считается толщина 0,5 мм. С таким листом легче работать, можно получить прочное изделие.
Выкраивание заготовки
Самостоятельное производство труб для личных нужд начинается с определения диаметра (чаще всего выбирают вариант 60-100 мм). Последовательность действий:
- создается эскиз, на котором обозначают необходимые размеры, причем ширина должна быть больше на 15 мм, что в дальнейшем позволит получить стыковочную кромку;
- контур будущей заготовки переносится на жестяной лист с помощью острого инструмента, работы выполняют на верстаке;
- нужно сделать прямоугольник, для получения угла 90° используется угольник.
Формирование профиля
Изготовление труб из оцинковки своими руками выполняется с учетом некоторых тонкостей:
- делается разметка участка листа, где будет загибаться металл под фальцы: 0,5 см с одной и 2 по 0,5 см с другой стороны;
- производится загиб фальца под углом 90°;
- при этом нужно расположить уголок так, чтобы его ребро совпадало с линией загиба фальца;
- используя молоток, придают форму изделию, необходимо добиться полного прилегания фальца к полочке уголка, чтобы упростить работу, можно сначала подогнуть металл плоскогубцами;
- заготовка переворачивается, в данном случае сгиб должен располагаться на расстоянии 1 см от края калибровочного уголка, с помощью киянки формируется угол 130…150°;
- посредством калибрующего элемента создается изделие нужной формы, на последнем этапе фальцы должны соединиться.
Обработка стыковочного шва
При изготовлении оцинкованных труб важно обеспечить надежность соединения кромок заготовки. Обработка стыковочного шва производится путем сжатия. При этом не требуется воздействие высоких температур или выполнение других условий. Края кромки будут закрыты от атмосферных осадков. Для этого киянкой пристукивают фалец, расположенный сверху. В результате шов сжимается, образуя подобие сэндвича.
Можно повысить надежность конструкции, установив заклепки с некоторым шагом. Дополнительного усиления шва трубы не требуется.
Установка
Чтобы смонтировать конструкцию из оцинкованных труб, нужно выбрать способ их соединения. В домашних условиях при обустройстве водостока применяют наиболее простой вариант.
Он основан на создании заготовок труб, которые имеют разную ширину в верхней и нижней части. Так, в процессе выполнения разметки с дальнейшей нарезкой разница должна составлять 10 мм.
Этого достаточно, чтобы обеспечить небольшое сужение трубы с одной стороны.
Если планируется самостоятельно установить готовые изделия, их вставляют друг в друга. Дополнительно скреплять трубопровод не нужно. При этом важно проследить, чтобы нижняя часть отдельных заготовок была меньше верхней. Благодаря этому обеспечится надежность водостока.
Существует и другой способ, основанный на выполнении сварочных работ. В данном случае применяют 2 метода:
- сварка очищенной от цинкового покрытия металлической поверхности;
- использование флюса.
Первый из вариантов не позволяет получить изделие с длительным периодом эксплуатации, т. к. в этом случае разрушается защитный слой, шов быстро начнет ржаветь. При использовании флюса срок службы трубопровода увеличивается. Для крепления на стене объекта применяют кронштейны. Они располагаются с некоторым шагом, фиксируются с помощью дюбелей (на кирпичной, бетонной поверхности).
Как своими руками сделать из оцинковки трубу Ссылка на основную публикацию
Источник: https://trubyda.ru/truby/iz-otsinkoi-svoimi-rukami
Аспирация. — Выкройки изделий
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Колпак — оголовок из оцинкованной жести для кирпичного столба
Высоту «h» выбрать любую, или с учётом размеров готового столба. Размеры посадки «а» и «b» иногда полезно увеличить на 5 — 10 мм, в зависимости от качества кладки. Размер «d» можно «прикинуть» рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
* Положить выкройку лицевой стороной вверх. Просверлить отверстие ф3,5 mm. Прогнуть рёбра жёсткости (15mm) вниз почти на 90°. Прогнуть все пунктирные линии на угол 90°. Прогиб линий следует делать в листогибе, хотя бы в самодельном из двух уголков (его сделать недолго).
Источник: https://evroterm32.com/kak-sdelat-troynik-iz-otsinkovki/
Как сделать дымоход из стальной трубы своими руками?

Каждый жилой или даже дачный дом, баня, не подключенные к центральной системе отопления, снабжаются теплогенерирующим прибором. Чтобы вывести из внутреннего помещения продукты сгорания топлива в топке к ним подводится канал дымоудаления.
Самый доступный по цене вариант – дымоход из оцинковки, в строительных магазинах цена 1 м трубы из этого материала составляет порядка 110 р. Если к этому добавить затраты на поворотные элементы, дефлектор и кронштейны, монтаж обойдется в кругленькую сумму.
Однако, в этой статье мы расскажем, как сократить расходы на 60% и как сделать дымоход из стальной трубы своими руками.
Основные параметры
Плюс магазинных моделей дымоходов из оцинкованной стали состоит в том, что производители выпускают широкий ассортимент размеров. Кроме того, среди заводской продукции можно найти двухконтурные, снабженные термоизоляцией, гофрированные, обладающие повышенной гибкостью и одноконтурные. Изготовляя самодельный дымоход, приходится ограничиваться только одноконтурными трубами. Чтобы система дымоудаления работала эффективно, следует учесть следующие параметры:
- Размер сечения трубы. Чтобы дым выходил из топки черед дымоход, нужно правильно подобрать диаметр трубы. Слишком тонкая труба не обеспечивает должного уровня, в связи с чем может образовывается обратная тяга. Дымоход большого диаметра, напротив, выводит продукты сгорания выходят в атмосферу слишком быстро, поэтому увеличивается расход топлива и энергопотери. Чем больше поворотов в конфигурации канала дымоудаления, тем толще должна быть труба. В большинстве случаев подходит труба из оцинкованной стали диаметром 100 мм. Рекомендованное сечение трубы дымохода для котлов разной мощности:
- Материал. Трубы для дымохода изготавливают из листового металла. Этот материал должен обладать высокой устойчивостью к коррозии и влаге и высокой температуре. Поэтому простой оцинкованной стали недостаточно, так как температура в дымоходе твердотопливных печей и каминов превышает 500-700 градусов. Поэтому для изготовления труб используется металл с повышенной термостойкостью и сопротивляемостью к коррозии.
- Толщина стенок. Срок эксплуатации дымохода из стальной трубы зависит от толщины используемого металла. Используется листы стали толщиной 0,25-1,0 мм. Чем выше температура выходящих из топки газов, тем толще нужно брать металл.
Важно! Лист оцинкованной стали размером 2500х125 мм в строительных магазинах стоит около 600 р, при грамотном раскрое из одного листа получается 8,75 м трубы диаметром 100 мм, получается стоимость 1 м составляет примерно 68 рублей, что дает 60% экономии!
Изготовление
Для изготовления трубы из листа оцинкованной стали потребуется резиновая или деревянная киянка достаточного веса, чтобы гнуть металл. В процессе работы используются ножницы для резки металла, длинная линейка, чертилка для разметки, уголок и «пушка» для гибки. Процесс сгибания происходит следующим образом:
- Первым делом лист металла размечают, с помощью чертилки нанося линии. С одной стороны деталь делают шириной 340 мм, а другой 330 мм, чтобы при сборке они без труда входили друг в друга. При правильном раскрое должно получится 7 полос длинной 1250 мм.
- С помощью металлического уголка и киянки оба края загибаются под углом 90 градусов в противоположных направлениях на ширину 0,7 мм. Затем заготовки переворачивают и доводят угол на кромках до угла 135-145 градусов, аккуратно простукивая киянкой.
- Заготовку перемещают на «пушку», приспособление для придания листу металла округлой формы диаметром 100 мм. Лист, уложенный на «пушке», простукивают киянкой до получения нужной формы трубы.Станок для сгибания металла
- Края заготовки зацепляют между собой и помещают на пушку. С помощью резиновой киянки место сцепления краев листа делают плоским швом. Место соединения можно укрепить металлическими клепками, правда, для этого потребуется сварка.
Схема загибания краев заготовки
Обратите внимание! Для устройства дымохода требуются поворотные детали, которые изготавливают, обрезая под углом прямые трубы. Если обрезать трубы под углом 75 градусов, то при стыковке получается поворот 150 градусов, если под углом 45 градусов – поворот на 90 градусов. Чтобы улучшить эффективность самодельного дымохода, его оборачивают негорючим термоизоляционным материалом.
Преимущества
С появлением большого количества заводской продукции для сборки дымоходов из оцинкованной стали потребность изготовлять трубы своими руками снизилась. Однако, самодельные трубы позволяют снизить затраты и подобрать идеальный диаметр. Кроме того, они используются для оборудования водостоков, поэтому умение делать трубы своими руками пригодится в быту. Металлические дымоходы по сравнению с другими обладают следующими преимуществами:
- Легкий вес. Каналы дымоудаления из самодельных оцинкованных труб весят гораздо меньше, чем кирпичные или керамические. Поэтому для установки этого вида дымоходов не нужно оборудовать фундамент, стоимость заливки которого превышает затраты на материал и монтажные работы.
- Пожарная безопасность. Согласно строительным нормам дымоходы из стали являются полностью безопасными в пожарном отношении. Металл высокого качества выдерживает нагревание до 900 градусов, поэтому подходит даже для твердотопливных печей и каминов.
- Низкая стоимость. Дымоходные трубы из стали являются самым демократичным способом организации дымоудаления, стоимость установки в разы ниже, чем устройство кирпичных и керамических аналогов.
- Простота сборки. Собирается дымоход из оцинкованной стали без труда своими руками согласно инструкции, за счет чего экономятся средства, затрачиваемые на наем профессиональных работников.
Трубы сделанные своими руками
Важно! Эффективность дымоудаления зависит от правильности сборки дымохода. Опытные мастера советуют выбирать преимущественно вертикальную конфигурацию с наименьшим количеством поворотов. Каждый поворотный элемент является препятствием на пути дыма, снижая силу тяги.
Правила сборки
Чтобы правильно собрать дымоход из оцинкованной стали, нужно предварительно разметить схему размещения и прокладки трубы. По этому чертежу следует определить, сколько потребуется труб, и разрезать на участки необходимой длины. Сборку выполняют следующим образом:
Варианты размещения дымоходов ил оцинкованной стали
- Первым делом, дымоходную трубу подсоединяют к вводному патрубку отопительного прибора с помощью специального адаптера. Важно обеспечить полную герметичность соединительного шва.
- После первого сегмента подсоединяется тройник с сборником конденсата и ревизией.
Каждый отрезок трубы вставляется в предыдущий, а место стыка промазывается термостойким герметиком и фиксируется стальным хомутом.
- В местах прохождения трубой препятствий в виде стен или перекрытий вырезают отверстия и монтируют огнестойкий короб из оцинкованной стали или асбестовых плит.
Пространство между стенками трубы и короба обматывают базальтовым волокном или засыпают керамзитом.
Оборудование места прохода трубы через потолок
- На оголовок надевают защитный зонтик, а место стыка с крышей изолируют герметиком или эластичной проходкой из резины. Если кровельный материал не имеет устойчивости к огню, устанавливается искроулавливатель.
Обратите внимание! На кровлю канал дымоудаления выводят на расстоянии 30-50 см от конька. Чтобы обеспечить уровень тяги, высота дымохода должна быть на 50 см выше конек. Неправильное размещение на кровле может стать причиной возникновения обратной тяги или ветрового подпора.
-инструкция
Источник: http://KrovlyaKrishi.ru/elementy-kryshi/dymoxod/kak-sdelat-dymoxod-iz-stalnoj-truby-svoimi-rukami.html
Тройник для труб из разных материалов

16-10-2017Инструменты
Какой бы трубопровод вы не проводили, значительно чаще приходится применять врезки в него для более комфортного его применения. В этом случае оказывает помощь тройник (фитинг) из полимера либо металла, талантливый верно оформить узел сопряжения его ветвей. Статья будет посвящена этому элементу, без которого тяжело представить подвод либо водоотвод.
Виды тройников
Классифицировать изделия лучше по типу материала, из которого они изготовлены. Кроме того альтернативный вариант – метод монтажа, в подавляющих случаях основан именно на этом.
Возможно кроме этого объединить два способа сортировки, дабы иметь представления обо всем ассортименте этих соединительных элементов:
| Железные | К ним относят такие фитинги:
Значительно чаще тройники изготавливают посредством литья, для чего применяют:Весьма редко это смогут быть сварные элементы.Возможно заявить, что основное преимущество железных изделий – их большая прочность. |
| Пластиковые | Все изделия, а также цанговые и сварные фитинги изготовлены из поливинилхлорида и полиэтилена. Но, раздельно необходимо разглядывать тройники из ПВХ канализационных труб из пластика, устанавливающиеся в раструб либо на клей.Основным преимуществом полимерных фитингов для канализации есть полная инертность к окружающей среде и к прокачиваемым веществам, что разрешает их эксплуатировать до полувека. |
| Композитные | К ним относят соединительные элементы для труб, складывающихся из полиэтилена низкого давления, оборудованных медными либо стальными втулками. Такие фитинги оказывают помощь соединять между собой трубопроводы из металла и полимеров.Тройник имеет со стороны железной втулки резьбу, со стороны полимера обжимной либо сварной монтаж. Это позволяет включать в систему контрольно-измерительные устройства, к примеру, манометры. |
Дополнительный метод
Имеется кроме этого и другой популярный способ классификации, который берет во внимание рабочие габариты тройника:
- пропускные;
- резьбовые;
- средний диаметр.
Но, он зависит от диаметров трубопроводов и соответствующих стандартов. Тема достаточно широкая, исходя из этого в нашей статье она не будет затрагиваться.
Монтаж
Ниже рассмотрим неспециализированные советы процесса при установке фитингов на напорные либо безнапорные трубопроводы, каковые имеют определенный комплект правил. В другом случае, итог вашей работы будет плачевным не только для вас, но и соседей снизу по стояку.
Исходя из этого воспользуйтесь следующими рекомендациями:
- В напорных канализационных системах разрешается применять фитинги с прямым углом, в безнапорных лучше ограничиться отводами под 45?.
- При сборке безнапорной сети на раструбах инструкция рекомендует верно ориентировать соединительные элементы. В этом случае раструб должен быть направлен в сторону стока жидкости, т.е. поток сперва должен встретить его, а после этого гладкий трубопровод, в другом случае стыки смогут подтекать. В случае если речь заходит о канализации, это будет весьма не очень приятно.
- Устанавливая тройник на клей, выбирайте положение трубопровода относительно фитинга в течение первых двух секунд по окончании их совмещения. Не смещайте и не проворачивайте узел затем, а если не уверены в своих возможностях – применяйте направляющие.
Совет: при соединении полимерного тройника с полимерной трубой своими руками, на последней сделайте отметку глубины ее вставки. В другом случае вы имеете возможность перекрыть доступ жидкости в узел.
- Делая сборку железного трубопровода, предварительно подготовьте материал для сгонов и резьбовых торцов. Не рекомендуется в этом случае экономить фум-ленте, цена которой малый,и применяйте неизменно контргайку, подмотав перед закручиванием которой пара витков уплотнителя в между ней и торцом фитинга.
- Устанавливайте разъемные соединения, а также, цанговые и резьбовые, в хорошо доступных местах.
Совет: осуществляя монтаж пластиковых либо железных тройников для труб на труднодоступных участках, применяйте сварке либо пресс-фитинги (в крайнем случае).
Как сделать тройник из трубы

Cтраница 1
Разметка тройника, вид которого соответствует видам графы 2, но угол наклона отростка отличен от углов, указанных в табл. 6 ( стр.
Разметка тройников и крестовин весьма трудоемка, поэтому при изготовлении нормализованных фасонных частей применяют для разверток отдельных частей совмещенные шаблоны, изготовленные в натуральную величину.
Шаблоны представляют собой приспособление, сделанное из тонколистовой стали, на котором помечены главные точки развертки тройника или крестовины для разных случаев сочетания диаметров. Для этого на шаблоне вырезаны отверстия и выемки для кернения точек на размеченном листе.
Кроме того на шаблоне вырезаны лекальные кривые, позволяющие проводить отдельные контурные линии при построении развертки. Таким образом, в зависимости от размеров корня и ответвлений обозначаются точки и кривые путем простановки цифр, указывающих диаметр отверстия.
Разметка тройников включает две операции: разметку ответвления и разметку ствола.
Разметка равнопро-ходных тройников и тройников с патрубком, имеющим меньший диаметр, чем труба, на монтаже производится без шаблона. Равно проходные тройники размечают путем геометрического построения точек пересечения патрубка с трубой. Эти точки соединяются между собой при помощи полоски картона, накладываемой на трубу.
При разметке разнопроходных тройников патрубок в месте присоединения устанавливается на трубе. Прижимая плотно к патрубку чертилку или меловой карандаш, на трубе вычерчивают линии вырезки отверстия в трубе. По разметке вырезают отверстие в трубе, в которое вставляют патрубок.
Мелом или чертилкой по поверхности патрубка наносится линия обреза его конца.
Для разметки тройников и крестовин применяют совмещенные шаблоны, разработанные трестом Промвентиляция. Эти шаблоны ( рис. 169, в) изготовляют заводским способом.
Как врезаться в пластиковую трубу: особенности работ + разбор всех важных нюансов
В специальных таблицах, помещенных в инструкциях и нормалях, выпускаемых трестом Промвентиляция, указаны размеры элементов тройников и крестовин с различными центральными углами.
При разметке тройников и крестовин круглого сечения диаметром до 900 мм по совмещенным шаблонам обеспечивается соблюдение геометрических размеров, установленных нормалью, при сохранении постоянного центрального угла тройника и крестовин.
Эти способы разметки разветвленных тройников применимы для всех углов разворота.
При составлении таблиц для разметки тройников со смещенными осями мы ориентировались на размер z, отсчитываемый от вертикальной касательной к окружности ствола до образующей отростка, учитывая, что именно на этот размер ориентируются в процессе монтажа трубопроводов.
Каждый отдельный шаблон предназначен для разметки тройников или крестовин с одним диаметром корня ствола при различных сочетаниях диаметра ствола и ответвления.
Обычно наибольшие трудности встречаются при разметке тройников и косых переходов, в связи с чем нами даны табл. 6 — 8 для определения длин ординат разверток как отростков, так и отверстий в стволах.
Страницы: 1 2 3
Конструкция — тройник
Cтраница 1
Конструкция прямого равнопроходного тройника ( рис. 153, а) включает в себя ствол постоянного сечения и ответвление ( переход 2) с уменьшенным сечением.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Следующие размеры определяют конструкцию тройника с круглым сечением: диаметр нижнего основания D, диаметр ствола Dlt диаметр ответвления D8, высота Н, угол а между осями воздуховода и ответвления.
Основными размерами, определяющими конструкцию тройников, являются диаметр нижнего основания D, диаметр ствола D, диаметр ответвления DZ, высота тройника и угол а между осью ствола и ответвления.
Какие основные размеры определяют конструкцию тройников и крестовин.
Конструкция прямого равнопроходного тройника ( рис. 151, а) включает в себя ствол постоянного сечения — прямой участок / и ответвление ( переход 2) с уменьшенным сечением. Конструкция тройника, показанного на рис. 151, в, выполнена таким образом, что сечение ствола изменяется с помощью присоединительного перехода 2, большая сторона которого равна стороне ствола. Крестовина ( рис. 151, д) состоит из двух переходов 2 и прямого участка 1 постоянного сечения. На рис. 151, е приведена конструкция отвода.
Для изготовления фасонных частей с целью унификации их приняты единые монтажные размеры, объединенные в специальные таблицы в зависимости от диаметра в корне.
Труба для дымохода своими руками
Конструкция нормализованых тройников и крестовин была оставлена реечной. ВНИИГС провел работу по определению местных сопротивлений нормализованных тройников и крестовин, что позволило сделать вывод о незначительном влиянии измененных углов и конструкции на аэродинамическое сопротивление систем.
Наибольшее сечение тройника называется корнем. В зависимости от назначения и конструкции тройника ответвление может быть расположено относительно ствола под различным углом.
В узлах межблочных коммуникаций для изменения направления или диаметра трубопровода, а также ответвления от главной магистрали используются отводы, переходы, тройники. В Челябинском филиале СПКБ Проектнефтегазспецмонтаж разработана конструкция тройников, изготовляемых по штампосварной технологии.
Страницы: 1 2
как сделать тройник из трубы
При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости.
Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются (рисунок 8.3.1).
Рисунок 8.3.1 Схема процесса гибки
В то же время средний слой заготовок — нейтральная линия — не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.
Тройник для труб: назначение и разновидности
Таблица 8.3.1 Определение размеров заготовки при гибке с закруглением (по радиусу)
| Тип гибки | Эскиз | Длина заготовки, в мм |
| Одноугловая | L=l1+l2+ln= l1+l2+π(r+xS)/2 | |
| Двухугловая | L=l1+l2+l3+ π(r+xS)= =l1+l2+l3+2lH | |
|
Четырехугловая |
L=l1+2l2+l3+ l4+2lH1+2lH2= =l1+2l2+l3+l4+π(r1+x1S)+ +π(r2+x2S) | |
| Полукруглая (U-образная) |
L=2l+2lH=2l+ π(r+xS) | |
| Торцовая (закатка) |
L=1,5πρ+2R — S ; ρ= R — yS |
|
|
Примечания:
|
Пример 1. На рисунке 8.3.2, а, б показаны соответственно угольник и скоба с прямыми внутренними углами.
Рисунок 8.3.2 Примеры расчета длины заготовки
Размеры угольника: а = 30мм; L = 70мм; t = 6 мм.
Длина развертки заготовки l =а + L + 0,5t = 30 + 70+3 = 103 мм.
Размеры скобы: a = 70мм; b = 80мм; c = 60мм; t = 4 мм.
Длина развертки заготовки l =а + b + c + 0,5t = 70 + 80 + 60 + 2 = 212мм.
Пример 2. Подсчитать длину развёртки заготовки угольника с внутренним закруглением.
Разбиваем угольник по чертежу на участки. Подставив их числовые значения
(a = 50 мм; b = 30 мм: t = 6 мм; r = 4 мм) в формулу
L = а + b + (r + t/2)π/2,
получим L = 50+ 30+ (4 + 6/2)π/2 =50 + 30 + 7* 1,57 = 91 мм.
Пример 3. Подсчитать длину развертки заготовки скобы с закруглением.
Разбиваем скобу на участки, как показано на чертеже.
Подставив их числовые значения (а = 80мм; h = 65мм; с = 120мм; t = 5мм; r = 2,5мм) в формулу
L=а + h+с+ π(r+t/2),
получим L=80 + 65 + 120+3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм.
Пример 4. Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется.
Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца.
Длина заготовки L = πD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 * 108 = = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
Источник: https://shtyknozh.ru/kak-sdelat-trojnik-iz-truby/