Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
 |
Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.
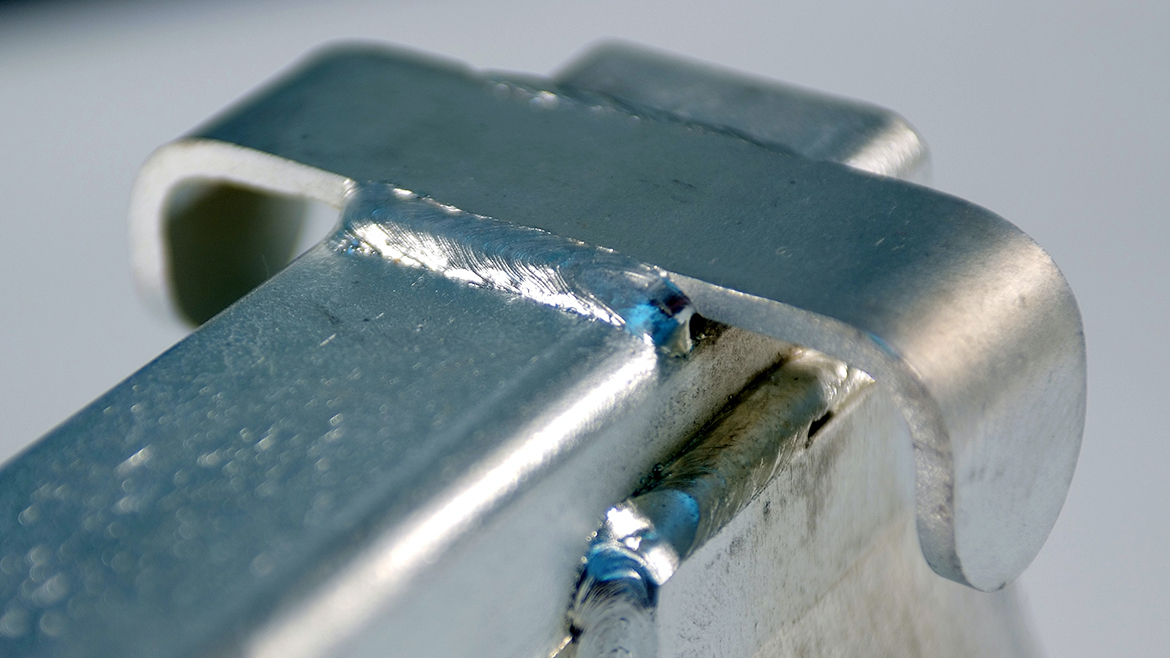
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном. 
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач. 
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется — они достаточно вредны для здоровья сварщика.
Ещё один момент — электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт. 
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
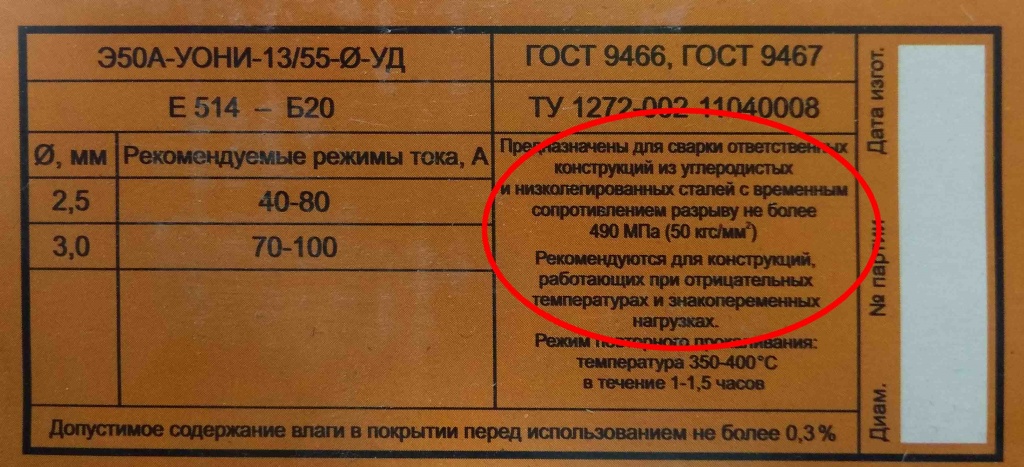
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур. 
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
![]()
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность — масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
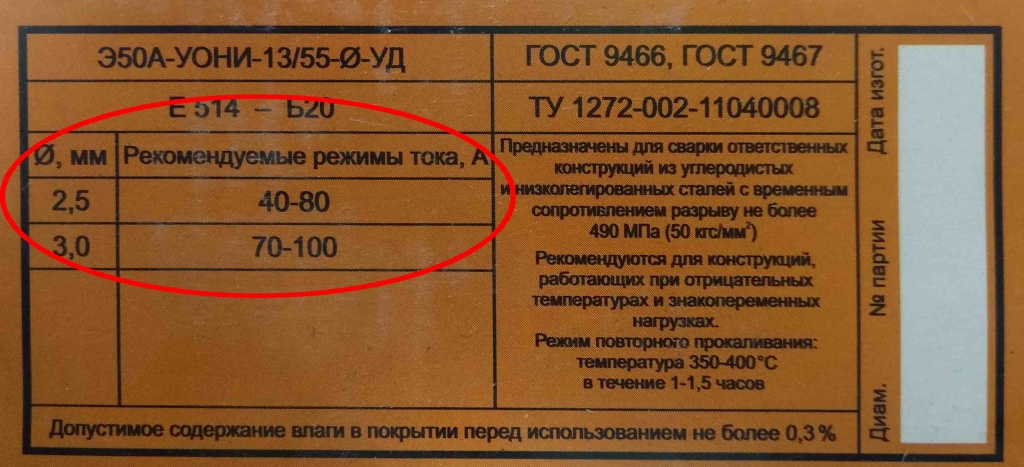
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу: 
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
![]()
![]()
Смотрите данную статью в видео-ролике:
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
 Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
 Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
 Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
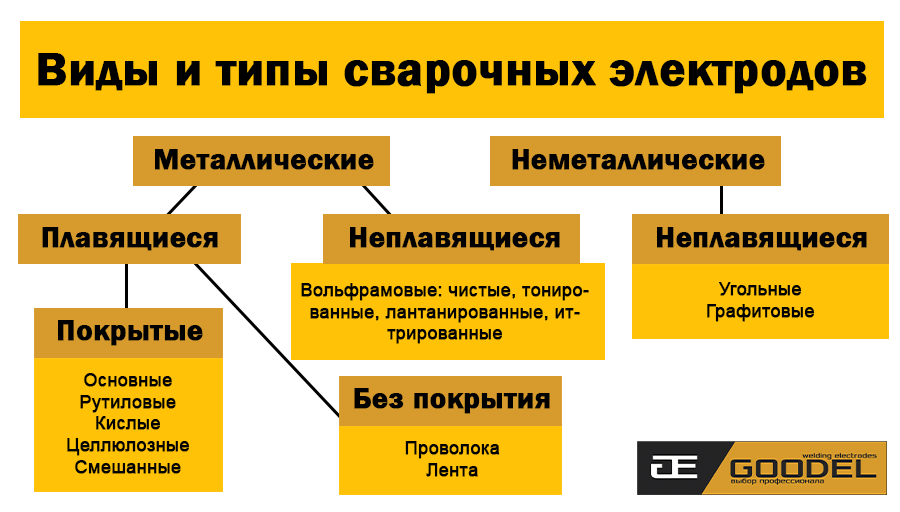
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
|
Назначение |
Рекомендуемые марки |
|
Углеродистые и низколегированные стали |
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
|
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках |
УОНИ-13/55, АНО-11, GOODEL-OK48 |
|
Сварка трубопроводов |
GOODEL-52U, ТМУ-21У |
|
Высоколегированные нержавеющие стали |
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
|
Жаростойкие и жаропрочные высоколегированные стали |
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
|
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса) |
НИИ-48Г |
|
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья |
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
|
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом |
ЦЧ-4 |
|
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна |
МНЧ-2 |
|
Сварка меди и бронзы |
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
|
Электродуговая наплавка |
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
|
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования |
ОЗШ-6, ОЗШ-8 |
|
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С |
ОЗИ-3 |
|
Легированные теплоустойчивые стали |
ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
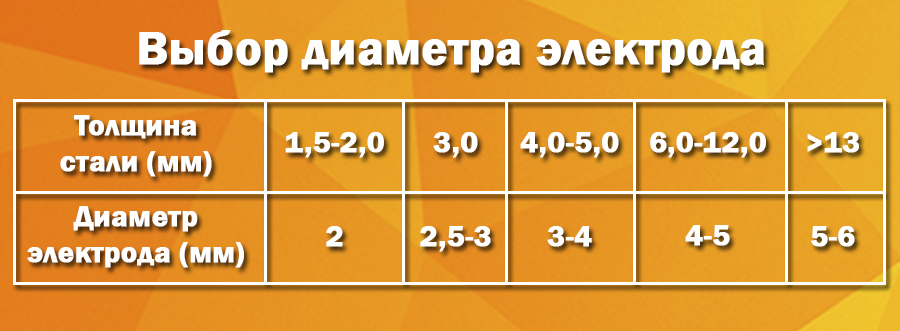
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
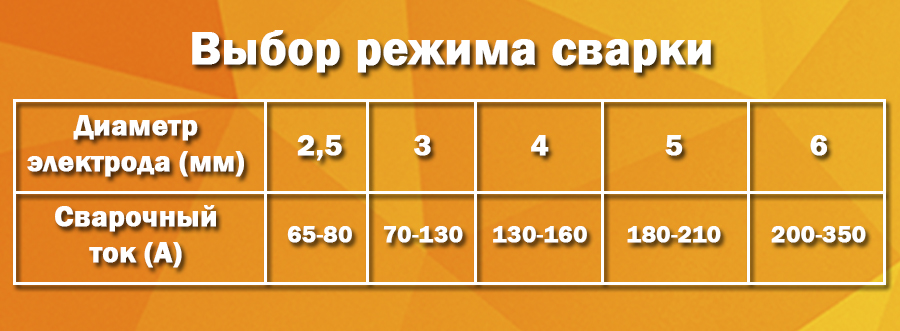
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
|
Диаметр электрода |
2 мм | 2,5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
|
Сила тока |
40-64 А | 65-80 А | 70-130 А | 130-160 А | 180-210 А | 200-350 А |
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
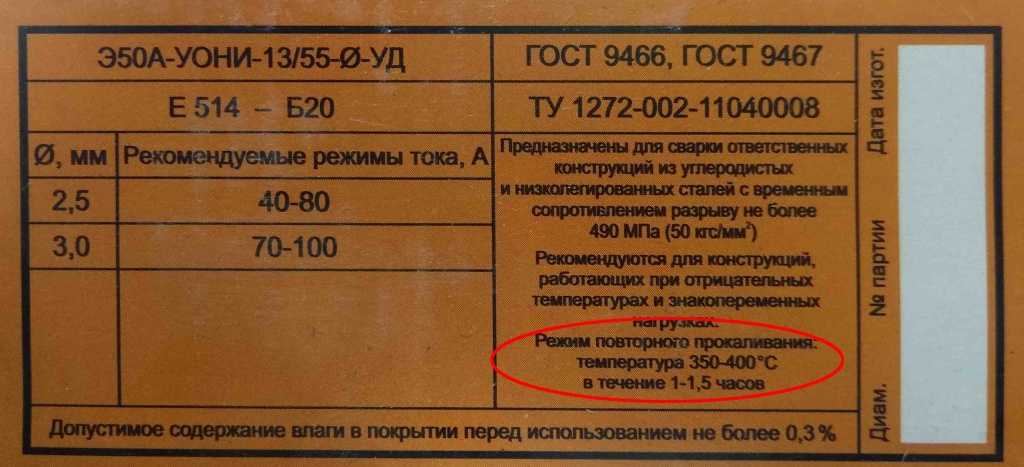 Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
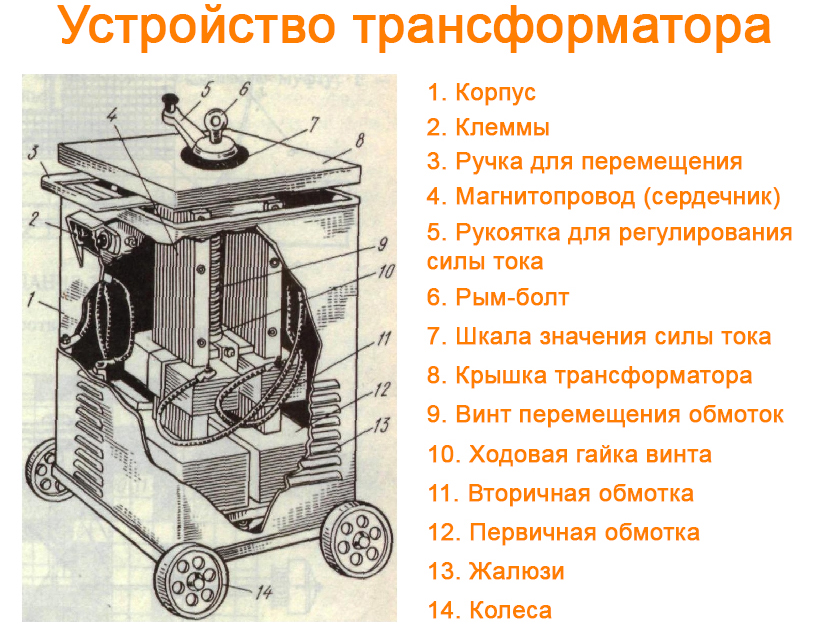 Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
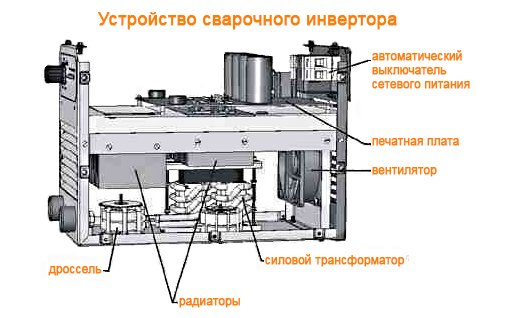 Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Если у Вас остались какие-то вопросы, наши менеджеры всегда готовы проконсультировать и помочь с выбором. Пишите нам на sale@goodel.ru или звоните по телефонам 8-800-1000-546, +7(35253) 3-00-63.
Понравилась статья? Поделитесь в социальных сетях!
Содержание
- Классификация электродов: какие типы подходят для сварки инвертором
- Выбор по типу покрытия
- Выбор по характеристикам
- Выбор в зависимости от возможностей прокалки
- Как читать маркировку электродов для сварки инвертором
Эта статья для новичков, которые не хотят глубоко погружаться в нюансы сварочного процесса, но планируют время от времени использовать инверторный сварочный аппарат для сварки в бытовых или хозяйственных целях. Немного важной теории, максимум полезных советов и список конкретных электродов, наиболее подходящих новичку для сварки инвертором.
Классификация электродов: какие типы подходят для сварки инвертором
*Под инвертором подразумеваются инверторные сварочные аппараты для ручной сварки ММА. Инверторные полуавтоматы для сварки под защитой инертных газов (MIG) в это понятие не входят.
Все электроды для сварки можно разделить на две большие группы – плавящиеся и неплавящиеся. Вторые используются в основном для аргонодуговой сварки и не рекомендуются новичкам, так как данный вид сварки больше подходит профессионалам.
Все плавящиеся электроды – металлические и покрытые (имеют обмазку поверх металлического стержня).
Итог: верный выбор электродов для классического инвертора – плавящиеся с покрытием.
Выбор по типу покрытия
Рутиловые – лучший вариант для новичка
Маркировка: P (по ГОСТ), R (по ISO)
Учиться варить лучше электродами с рутиловым покрытием. Они безопасные, легко зажигаются и беспрепятственно контролируются. Универсальное назначение позволяет не мучиться с выбором – подходят для любых видов стали, позволяют формировать короткие и угловые швы. Рутиловое покрытие упрощает технологию сварки и гарантирует создание ровного шва без усилий со стороны сварщика.
Подходящие варианты
Основные – можно, но сложно
Маркировка: Б (по ГОСТ), B (по ISO)
Этот тип электродов создает качественное и прочное соединение. С добавками графита его можно использовать для сварки чугуна. Именно электроды с основным покрытием лучше других подходят для сварки жестких конструктивных элементов, трубопровода под давлением и высокопрочных сталей. Однако, у всего и есть обратная сторона – технологический процесс сварки довольно сложен, необходимо подготовить электроды и поверхность, а также жестко контролировать длину дуги в процессе. Новичку будет сложно учесть все нюансы и добиться высокого качества шва.
Подходящие варианты
Целлюлозные – только «по показаниям»
Маркировка: Ц (по ГОСТ), С (по ISO)
Органические покрытия подходят для работы только по низколегированным сталям. Использовать электроды с целлюлозным покрытием, если на то есть основание или под рукой нет других электродов. Целлюлозная обмазка обеспечит стабильное горение, но качество и эстетичность будут не выше среднего. Плюс новичку будет трудно работать из-за брызг.
Подходящие варианты
Кислые – лучше избегать
Маркировка: А (по ГОСТ), А (по ISO)
Этот тип электродов обеспечивает высокую скорость работы и позволяет варить по металлу, пораженному коррозией, но есть большой минус – токсичные испарения. И ещё несколько небольших минусов: высокий риск дефектов, сложность контроля температуры и разбрызгивание материала в процессе. Новичку с кислыми покрытиями работать трудно и небезопасно.
Смешанные и прочие покрытия
Кроме четырех основных видов покрытий, используются их комбинации, которые маркируются двумя буквами (например, рутилово-основное – РБ / RB), а также покрытия с особым составом специального назначения – они объединены маркировкой «Прочие (П / S)».
Наиболее интересные из них:
- рутил-целлюлозные – единственное, позволяющее проводить вертикальную сварку сверху-вниз;
- солевые – для сварки алюминия;
- специальные – для наплавки и ремонта.
Выбор по характеристикам
По материалу
- Для низколегированной стали – рутиловые или целлюлозные
- Для высоколегированной стали – рутиловые и рутилово-основные (рутил-карбонатные)
- Для нержавейки – рутиловые
- Для сталей с повышенной прочностью – основные
- Для чугуна – основные с высоким содержанием графита
- Для алюминия – солевые и специальные
По типу тока
Большинство современных инверторов выдают постоянный ток, и это здорово, так как в этом случае подойдут металлические плавящиеся электроды с любым из четырех типов покрытия. Если вы работаете с переменным током, сразу исключите электроды с основным покрытием. Исключение – основные покрытия с уменьшенным содержанием дифторида кальция.
По толщине
Диаметр электрода должен быть чуть меньше толщины металла. Слишком тонкий электрод создаст маленький нефункциональный шов. Слишком толстый – увеличивает риск прожечь металл насквозь, так как для его расплавления потребуется большая сила тока (размер сварочной ванны будет больше). Можно попытаться уменьшить силу тока, но тогда её не хватит на формирование шва – вы получите скопление шлака в центре и наплавленный металл по краям.
|
Диаметр электрода, мм |
Толщина материала, мм |
Рекомендуемый ток, А |
|
1.6 |
1.5 |
55 – 65 |
|
2 – 2.5 |
2 |
55 – 80 |
|
2.5 – 3.2 |
3 |
70 – 120 |
|
3.2 – 4 |
4 |
130 – 160 |
|
4 |
5 |
140 – 210 |
|
4 – 5 |
6 – 12 |
180 – 260 |
|
5 |
13 – 15 |
200 – 300 |
|
6 – 8 |
более 16 |
200 – 350 |
По прочности
Распространенная ошибка – считать, что чем выше прочность электрода, тем лучше. Характеристики электрода должны быть максимально приближены к характеристикам металла. Для стали с прочностью 400 МПа будет достаточно электрода типа Э42, где 42 – предел прочности 42 кг/мм2 или ~412 МПа (1 кг/мм2 = 9.80665 МПа). Не нужно брать больше. Если свойства шва выше свойств основной конструкции, то при эксплуатации в основном материале могут создаваться лишние напряжения.
Выбор в зависимости от возможностей прокалки
Еще один важный момент: все электроды перед использованием требуют прокалки – нагрева до определенной температуры с целью удалить лишнюю влагу. Условия прокалки зависят от состава покрытия. Электроды с рутилово-целлюлозным покрытием требуют выдерживания при 70-90 °С, с рутиловым – при 150-270 °С, с основным – при 380-420°С. В бытовых условиях для прокалки используют домашнюю духовку, которая нагревается максимум до 250 °С, поэтому нужно учитывать, что для правильного использования электродов с основным покрытием понадобится найти специальную печь для прокалки.
Как читать маркировку электродов для сварки инвертором

Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. В статье мастер сантехник расскажет, какие электроды выбрать начинающему сварщику.
Что такое электрод и для чего обмазка

Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь.

Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена.

Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Виды обмазки и их характеристики

Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом.
При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки

В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды.
Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР-3
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР-3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР-3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР-3. У вас все должно получится.
УОНИ 13/55 с основной обмазкой

Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
АНО 21

Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко.
Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб. Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- Какой диаметр электрода использовать при сварке;
- Какой ток выставить;
- К какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл.
Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм.
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод.
При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус.
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Видео
В сюжете — Выбираем лучшие и худшие электроды для начинающего сварщика
В сюжете — Как расспознать тип электродов и понять для чего они применяются
В сюжете — Какими электродами начать учится варить
В продолжение темы посмотрите также наш обзор Почему липнет электрод при сварке
Источник
https://santekhnik-moskva.blogspot.com/2021/05/Kakiye-elektrody-vybrat-neskolko-sovetov-nachinayushchemu-svarshchiku.html
Вопросы, рассмотренные в материале:
- Основные критерии выбора электродов
- Выбор электродов для инвертора
- Принципы выбора электродов для разных материалов
- Выбор электродов для сварки труб, швеллеров и тонкого металла
- Лучшие электроды для начинающих сварщиков
Основные критерии выбора электродов
На каждую упаковку с электродами наносится наименование и маркировка, в которой содержатся все необходимые данные относительно этих расходников.
Решая, какие электроды выбрать, следует обращать внимание на:
- толщину металла (чем тоньше материал, тем меньше диаметр стержня электрода);
- состав сплава;
- сварочный ток, который предполагается использовать;
- пространственную ориентацию сварного шва (горизонтальный, вертикальный, потолочный и т. д.).

Производители указывают на упаковке электродов, какой сварочный ток необходимо использовать, однако при установке его значения важно учитывать, как шов расположен в пространстве и какова величина зазора между соединяемыми кромками.
Как выбрать диаметр электрода? Специалисты рекомендуют использовать эмпирическую формулу: от 30 до 40 ампер на каждый миллиметр толщины стержня. При формировании вертикальных швов силу сварочного тока следует уменьшать в среднем на 15 %:
- Диаметр 2 мм – от 40 до 80 А. Стержни этого диаметра – достаточно капризны. На первый взгляд может показаться, что работать тонкими электродами проще всего, но это ошибочное мнение. Использование «двойки» осложняется тем, что такие расходники быстро горят и слишком сильно нагревают металл, если выставить большую силу тока. Преимущество диаметра: для сварки нужен относительно малый ампераж, который можно применять для сваривания тонких заготовок. Однако требуются определенные навыки и опыт.
- Диаметр 3 мм (3,2 мм) – от 70 до 80 А. Опытные сварщики говорят, что 80 ампер при работе постоянным током – максимум для сварки, а при более высоком ампераже речь идет уже о резке. Начинать работу следует с 70 А. Если тока недостаточно, следует поднимать. При использовании инвертора верхняя граница, как правило, не более 120 ампер.
- Диаметр 4 мм – от 110 до160 А. Диапазон в 50 единиц связан с тем, что сварочный ток зависит от толщины соединяемых деталей и опытности сварщика. Начинать следует со 110 ампер, увеличивая ток, если его недостаточно.
- Диаметр 5 мм и больше – у электродов, которыми пользуются профессионалы высокой квалификации. Начинающему сварщику советы по работе с такими расходниками ни к чему, а опытные мастера сами разбираются в теме. Следует знать, что стержнями подобного диаметра чаще всего производят не сварку, а наплавку.
Выбирая электроды, важно не только ознакомиться с маркировкой, но и осмотреть расходники – их поверхность должна быть сухой, плотной, без вздутий, пор и наплывов. Допустимый размер продольных трещин, неровностей и задиров регламентируется соответствующим ГОСТом.
Для упаковки используется плотная бумага с водонепроницаемой пропиткой или коробки из картона, запаянные в полиэтиленовую пленку. Маркировка в обязательном порядке содержит наименование электродов, тип обмазки и таблицу, по которой можно определить силу сварочного тока для различных материалов.
Самые недорогие стержни и расходники низкого качества имеют кислое покрытие. При использовании подобных электродов наблюдаются повышенное образование брызг и растрескивание металла в месте соединения.
Большинство сварщиков отдает предпочтение стержням с рутиловым покрытием, которое обеспечивает легкий поджиг и стабильность дуги, качественный шов и легкое отделение шлаковой корки.
При работе электродами с основным покрытием важно хорошо подготовить поверхность свариваемых кромок, избавившись от окалины, ржавчины и масла. Такая обмазка довольно капризна – дуга тяжело поджигается и очень нестабильна. Однако с помощью подобных расходников формируются наиболее прочные сварные соединения.
Недостатки стержней с целлюлозным покрытием: низкая устойчивость к перегреву и склонность к разрушению при любых залипаниях стержней. Однако у таких расходников есть и явные преимущества. К примеру, при односторонней сварке хорошо формируется обратный валик, что особенно важно, когда доступ к обратной стороне швов затруднен.
Выбор электродов для инвертора
Инверторы выдают постоянный ток, а значит, для сварки требуются расходники универсального типа или специальные электроды для работы с постоянным сварочным током. Также при выборе следует учитывать толщину и состав металла. В быту обычно пользуются стержнями диаметром от 2 до 4 мм.

Кроме того, важную роль играет химический состав металла стержней, который для формирования качественного шва должен быть максимально близок к составу сплава соединяемых заготовок. Поскольку в быту чаще всего приходится иметь дело с конструкционной сталью, из такого же материала должен быть выполнен и электрод.
При сваривании деталей из нержавейки используют расходники с сердечниками из такого же вещества. По тому же принципу подбирают стержни для работы с высоколегированной и жаростойкой сталью.
Существует несколько марок электродов, при помощи которых можно выполнить большинство сварочных работ в быту и при строительстве дома:
- МР-3
- УОНИ 13/55
- АНО 21
- ОК 63.34
Принципы выбора электродов для разных материалов
Электроды для сварки нержавеющей стали
Нержавеющая сталь поддается свариванию хуже, чем черный металл. Такой сплав обладает относительно низкой теплопроводностью, из-за чего расплав в сварочной ванне склонен к закипанию. Перегрев ведет к выгоранию легирующих добавок, а значит, к кратному увеличению хрупкости. При соединении изделий из тонкой листовой нержавейки оптимальным вариантом будет использование сварки вольфрамовыми электродами в аргоне, что позволяет избежать прогорания швов.

Для ручной дуговой сварки пользуются электродами из:
- пищевой (обычной) нержавеющей стали: ОЗЛ-8, ЦЛ-11;
- коррозионностойких типов сплава: НЖ-13, ЦТ-15, ЭА-400/10У;
- жаропрочных видов стали: ОЗЛ-6, КТИ-7А, ЦТ-28;
- разнородных типов стали: ЭА-395/9, АНЖР-1, ОЗЛ-312.
Электроды для сварки алюминиевых сплавов
Сварка алюминия и его сплавов – довольно сложный процесс. Чаще всего используются два метода:
- TIG-сварка при помощи неплавящихся электродов из вольфрама;
- сварка MMA покрытыми электродами (ручная дуговая), к примеру, ОЗАНА, ОЗА и т. п.
Возможно также использование полуавтоматической (MIG) сварки с использованием сварочной проволоки.
Электроды для сварки чугуна
Чугун – очень тяжело поддающийся свариванию сплав. Из-за низкой пластичности сварные швы склонны к горячему растрескиванию, что заставляет пользоваться специальными электродами:
- ЦЧ-4 – электроды с железным сердечником. Состав обмазки основной. Используют для сваривания высокопрочного или серого чугуна током обратной полярности. Швы могут быть исключительно горизонтальными (нижними).
- МНЧ-2 – с помощью таких электродов осуществляют наплавку и заваривают дефекты литья. Совместимы с высокопрочными, ковкими и серыми типами чугуна. Позволяют формировать плотные, чистые нижние и вертикальные швы.
- ОЗЧ-4 – электроды с рутиловой обмазкой, обеспечивающие формирование швов с чистой поверхностью. Позволяют производить сварку соединений с любой пространственной ориентацией, кроме вертикальных сверху вниз.
- ОЗЖН – электроды с железно-никелевыми стержнями для сваривания высокопрочных чугунов. Предназначены для сварки постоянным током. Подходят для вертикальных или нижних швов.
Важную роль играет способ сварки. Нередко прибегают к так называемой холодной сварке, когда проваривание идет короткими (по 25–30 мм) «стежками», чтобы избежать нагрева металла. Также используют прямо противоположную технику, равномерно прогревая кромки деталей перед свариванием.
Выбор электродов для сварки труб, швеллеров и тонкого металла
Сваривание труб осложнено тем, что меняется положение шва в пространстве, а значит, необходима корректировка наклона стержня и скорости движения его кончика. Решая, какой марки электроды выбрать для сварки, исходят из толщины стенки соединяемых элементов и состава металла.

Для соединения секций из стальных сплавов рекомендуется использовать ОК 53.70 и ОК 74.70 (компании ESAB), которыми можно варить и звенья трубопроводов, работающих под высоким давлением. Для меди подойдут неплавящиеся электроды из вольфрама или плавящиеся, к примеру, UTP 39 Bohler.
При сваривании швеллеров особые требования предъявляются к прочности швов, так как этот вид металлопроката часто служит несущим или усиливающим элементом в ответственных конструкциях. Толщина стенок может варьировать от 7 до 13 мм. Такие массивные элементы соединяют, используя марку УОНИ 13/55У, которая позволяет формировать швы с любым положением в пространстве. Для изделий с меньшей толщиной можно применять расходники марки АНО-21 диаметром до 5 мм.
Тонколистовой металл (до 2 мм) следует сваривать очень аккуратно, избегая прожогов. Какой толщины электрод выбрать для такой задачи, следует решать, исходя из толщины металла – обычно используют стержни диаметром 0,5–2,5 мм. Также важным фактором является состав обмазки, который обеспечит медленное расплавление металла и стабильность горения дуги. Оптимальные варианты: ОМА-2, МТ и МТ-2. В наиболее сложных случаях прибегают к полуавтоматической сварке.
Все электроды можно разделить на два основных вида: для сварки переменным и постоянным током. Первый вариант проще, второй – надежнее. Наиболее популярные марки:
- для сварки переменным током: AHO, MP, ОЗС, ESAB ОК (также подходят для постоянного);
- для сварки постоянным током: УОНИ, ОЗАНА, ЦЛ, ОЗЛ, ЭА, АНЦ/ОЗМ и т. д.
Лучшие электроды для начинающих сварщиков
Для обучения азам электрической сварки оптимально подойдут электроды АНО (к примеру, АНО-21). Они универсальные, имеют рутиловое покрытие и позволяют формировать сварные швы с любым положением в пространстве.

Электроды с рутиловой обмазкой отличает легкое разжигание дуги и отсутствие особых требований к качеству подготовки соединяемых кромок, а значит, такими расходниками, в отличие от стержней с основным покрытием, можно сваривать ржавые и неочищенные детали.
При повторном использовании электроды с рутиловой обмазкой так же легко разжигаются, как и при первом. И еще одно важное преимущество подобных расходников в том, что при их применении в воздух выбрасывается значительно меньшее количество опасных газов.
Рекомендуем статьи
- Разряды сварщиков в России
- Наружные рекламные конструкции: виды, требования, материалы, этапы производства
- Какая сварка лучше – газовая или электрическая: преимущества и недостатки
Использование электродов с рутиловым покрытием позволяет формировать швы, которые отличает высокая ударная прочность и надежность. При сгорании стержня в процессе сварки почти не разбрызгивается расплав, что является немаловажным обстоятельством для обучающихся.
Исходя из обозначенных критериев, для обучения можно рекомендовать электроды марок ОЗС-12 либо МР-3 с диаметром стержня 3-4 мм. После того как ученик освоит начальные навыки, можно переходить на ОК 53.70, УОНИ, ЛБ52У, а также австрийские Kessel и немецкие Bohler.
Коэффициент наплавки характеризует уровень шлакообразования в ходе сварки. Этот показатель в значительной мере зависит от того, в каких условиях хранились расходники. Даже просушив отсыревшие электроды, полностью восстановить их характеристики уже не удастся.
Приобретая сварочные материалы, очень важно убедиться в целостности упаковки, а в ходе использования расходников соблюдать правила их хранения. Это позволит добиться высокого качества сварных соединений, что особенно важно для швов, требующих герметичности, или тех, которые должны выглядеть красиво и аккуратно.
Неправильный выбор расходников может привести к тому, что при удалении шлака будет отлетать и наплавленный металл.
В статье мы вкратце разобрали, как правильно выбрать электрод для разных видов сварки, чтобы полученные швы были надежными, долговечными и эстетичными.