Регулирующие клапаны являются органами
парораспределения паровых турбин. Для
обеспечения надежной, безопасной и
экономичной работы турбины регулирующие
клапаны должны удовлетворять следующим
требованиям:
1. Клапаны должны обеспечивать строгую
зависимость между открытием и расходом.
2. При полностью открытых клапанах их
сопротивление должно быть минимальным.
3. Перестановочное усилие (необходимое
для открытия) должно быть минимальным.
4. Во время работы клапанов не должно
быть пульсаций и заеданий.
5. Клапаны должны обладать хорошей
плотностью.
В турбостроении существует три вида
регулирующих клапанов: двухседельные,
односедельные без разгрузки, односедельные
с разгрузкой.
Двухседельные клапаны, конструкция
которых представлена на рис. 13.13, имеют
ряд существенных недостатков. Они
обладают плохой расходной характеристикой,
недостаточной плотностью, затрудненным
ремонтом и сложностью изготовления.
Достоинство этих клапанов в том, что
они не требуют больших перестановочных
усилий. На турбинах высокого давления
пара двухседельные клапаны не применяются.
О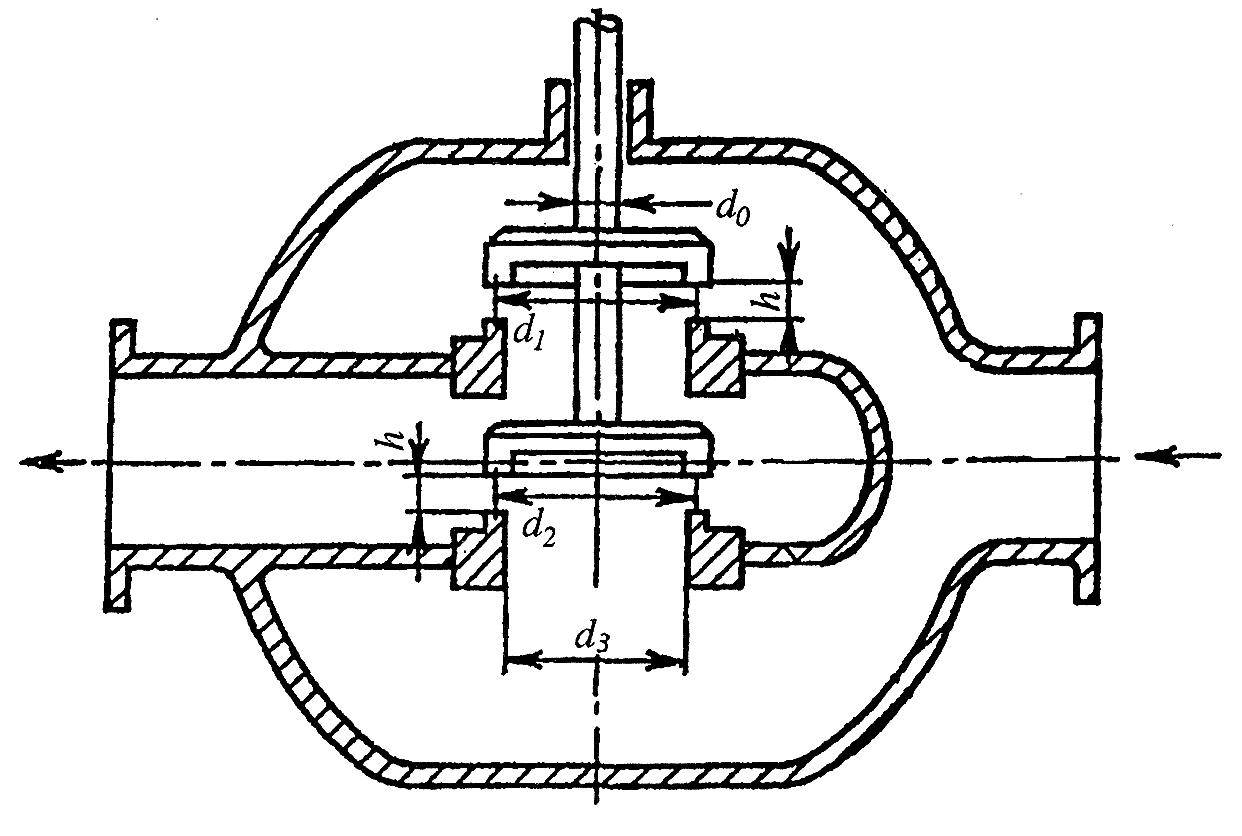
дноседельный
регулирующий клапан без разгрузки с
приводом показан на рис. 13.14.
Корпус клапана 4 и крышка 7
отливаются из жаропрочной стали с
последующей механической обработкой.
Для достижения соосности клапана 2
с седлом 1 механическая обработка
корпуса (посадочное место под седло и
разъем) и крышки (посадочное место под
буксу, разъем и верхний фланец крышки)
делается на одной установке.
Н
Рис. 13.13. Конструктивная схема
двухседельного клапана
а верхний фланец крышки устанавливается
чугунная колонка 15, в которой
перемещается чугунная рамка 16,
соединенная с паровым штоком 6. Шток
соединяется с рамкой через сферические
прижимные кольца с тепловым зазором
0,02…0,05 мм.
Рамка в колонке перемещается по двум
шпонкам, которые удерживают ее от
вращения в колонке.
Клапан открывается следующим образом:
поступательное движение поршня
сервомотора преобразуется во вращательное
движение кулачкового вала. Кулачок 10
через ролик 13, рычаг 14 и скалку
21 поднимает рамку и шток с клапаном,
сжимая пружины 17, установленные в
верху рамки.
З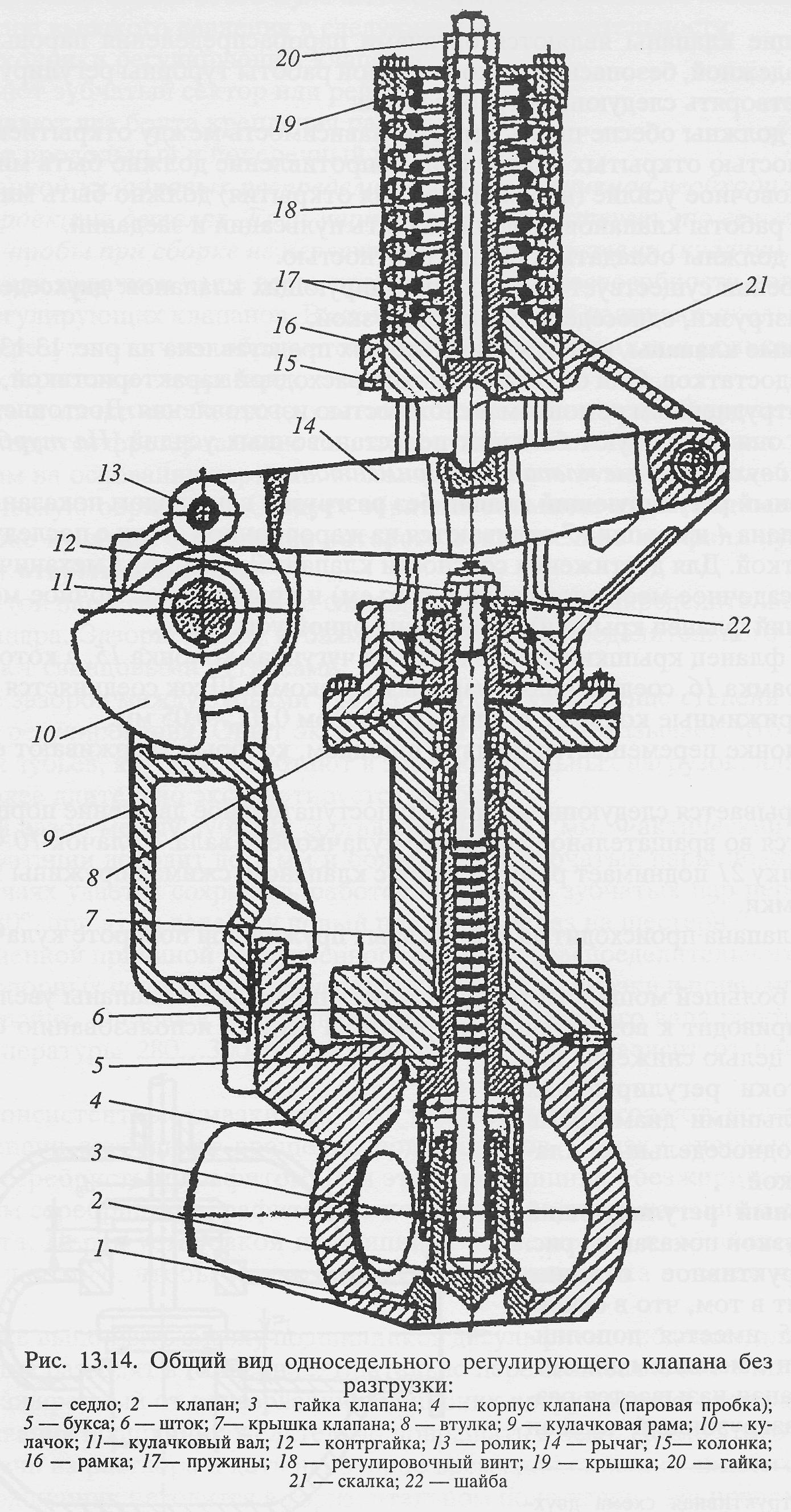
акрытие
клапана происходит за счет сжатых пружин
при повороте кулачка в обратную сторону.
Для турбин большей мощности требуются
регулирующие с клапаны увеличенными
диаметрами, что приводит к возрастанию
нагрузки на шток и использованию более
мощного сервомотора.С целью снижения
нагрузки на штоки регулирующих клапанов
с большими диаметрами применяются
односедельные клапаны с разгрузкой.
Односедельный регулирующий клапан с
разгрузкой показан на рис. 13.15.
Конструктивное отличие клапана состоит
в том, что в основном клапане 5 имеется
дополнительный клапан с меньшим диаметром
8. Этот клапан называется разгрузочным.
Разгрузочный клапан открывается в
первую очередь. При открытии его на
полный ход уменьшается перепад давления
на основном клапане. Дальнейший подъем
штока вызовет открытие основного клапана
также с меньшим усилием сервомотора на
шток.
Ремонт корпуса и крышки регулирующих
клапанов высокого давления
Корпусы и крышки регулирующих клапанов
проверяются на наличие трещин
магнитно-порошковой дефектоскопией.
Для этого радиусные поверхности корпуса
и крышки очищаются от остатков тепловой
изоляции и окалины механическим способом:
электро- или пневмоинструментом,
стальными щетками. Для лучшего визуального
контроля очищенные поверхности
окрашиваются тонким слоем алюминиевой
пудры. После этого делается МПД.
Выборку небольших трещин производят
отрезными абразивными дисками. Большие
трещины выбирают электродуговой
строжкой.
Места выборок трещин заплавляются
электродами ЭА-395/9 по специальной
технологии с последующей термообработкой.
В корпусах регулирующих клапанов
установлены седла. Седла устанавливаются
с натягом до 0,001 посадочного диаметра
и привариваются к корпусу в четырех
диаметрально противоположных местах
швом длиной 40…50 мм. На некоторых типах
турбин посадка седел делается с натягом
и с установкой радиальных штифтов.
Наиболее часто встречающиеся дефекты
седел — это ослабление посадки и потеря
плотности из-за промыва.
Посадка седла в корпусе проверяется
методом обстукивания и визуальным
осмотром сварных швов. При обстукивании
седел нормально запрессованное седло
издает звонкий звук (нельзя ударять
п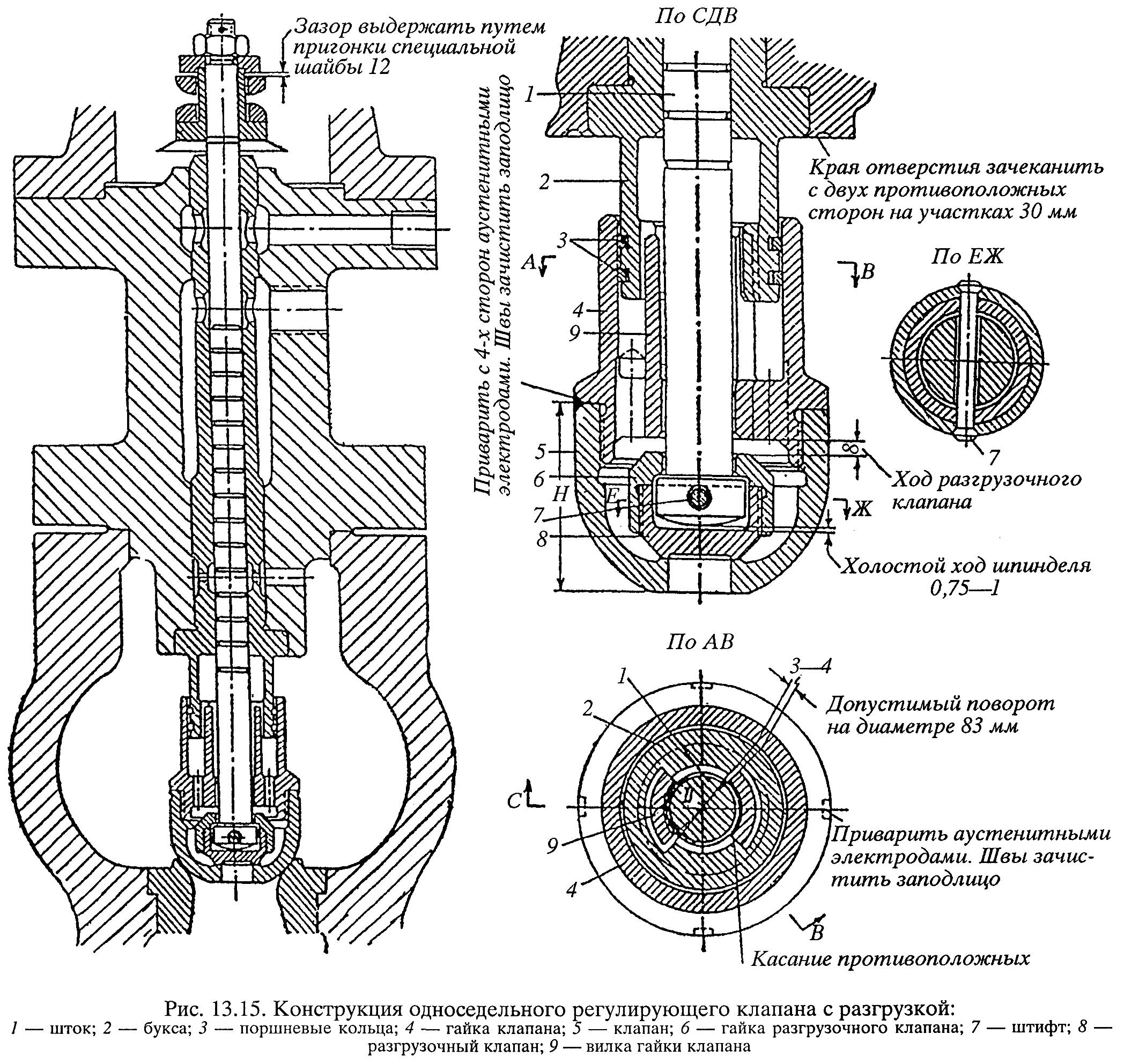
о
рабочей поверхности седла, особенно по
месту контакта с клапаном). Наличие
трещин на сварных швах и глухой звук
свидетельствуют о неплотной посадке
седла в корпусе. Опыт показывает, что
оставлять такие седла нельзя, так как
они выпрессовываются при дальнейшей
эксплуатации, что приводит к аварийным
ситуациям.
В случае обнаружения ослабленных
посадок, седла извлекаются с помощью
специальных съемников с разогревом
корпуса до температуры 250…300 °С.
Незначительные промывы рабочей
поверхности седла глубиной до 0,5 мм
удается устранить механической обработкой
— специальными абразивными камнями
без выемки седла, не нарушая его профиль.
Посадку нового или реставрированного
седла осуществляют в следующей
последовательности:
1. Обрабатывается посадочное место в
корпусе специальным переносным расточным
станком (эллипсность и конусность не
более 0,01…0,03 мм).
2. Обрабатывается посадочная поверхность
седла с припуском на натяг (эллипсность
и конусность не должны превышать
0,01…0,03 мм).
3. Подготавливают оснастку для нагрева
корпуса до температуры 250…300 °С и оснастку
для охлаждения седла. Седло закрепляют
в приспособлении и помещают в специальной
ванне. Охлаждение седла производят в
жидком азоте до температуры 50…60 °С.
4. Посадка седла осуществляется с
соблюдением техники безопасности (во
избежание получения термических ожогов)
и с применением специальной оснастки.
Запрессовку седла делают с помощью
грузоподъемного механизма.
В крышке паровой коробки устанавливается
букса с натягом до 0,001 посадочных
диаметров. На буксе имеется четыре
посадочных пояска, между которыми
образованы камеры отсоса пара.
Для удобства запрессовки и выемки буксы
диаметры посадочных поверхностей
сделаны ступенькой.
Иногда из-за повреждения нижней части
буксы и недопустимо увеличенного зазора
между штоком и буксой, ее приходится
менять. Удаление неисправной буксы
выполняется двумя методами. Наиболее
трудоемким методом является метод
вырезки ее на токарном станке за несколько
проходов. Другой метод требует применения
специального гидропресса, с помощью
которого создается большое усилие на
верхнюю часть буксы относительно крышки.
После этого крышка подвергается нагреву
до 300 °С; при достижении этой температуры
букса обычно выскакивает.
Если же букса не имеет повреждений, она
пригодна для дальнейшей эксплуатации.
Такую буксу очищают от отложения солей
и окалины механическим способом. Очистку
отверстия в буксе под шток производят
специальной хонинговальной головкой.
В процессе хонингования отверстия
необходимо периодически проверять его
состояние с помощью калибра (изготавливается
из стали; диаметр калибра меньше диаметра
обрабатываемого отверстия на 0,05 мм).
По окончании процесса хонингования
калибр должен свободно проходить в
отверстие буксы. Затем отверстие
протирают сухой ветошью и продувают
сжатым воздухом. Для определения зазора
между штоком и буксой необходимо
произвести замер диаметра отверстий с
помощью нутромера в трех точках (верх,
середина, низ); точность измерения должна
быть 0,01 мм; результаты измерений заносятся
в формуляр. С целью определения эллипсности
отверстия замер делают в диаметрально
противоположных направлениях, при этом
в формуляр заносится меньший из двух
замеров.
В верхней части регулирующего клапана
на крышке устанавливается колонка, в
которой перемещается рамка. Зазор между
колонкой и рамкой 0,5…0,7 мм. Рамка и
колонка отлиты из чугуна. Температура
нижней части колонки составляет 280…320
°С; верхняя часть колонки имеет меньшую
температуру, так как омывается воздухом.
При длительной эксплуатации клапанов
наблюдается уменьшение зазора из-за
«роста» чугуна, особенно в нижней
части колонки, вызванное длительным
воздействием температуры на чугун. При
эксплуатации турбины 60…70 тыс. ч зазор
исчезает. Отсутствие зазора приводит
к зависанию клапана.
В настоящее время некоторые заводы
изготавливают колонки и рамки из стали,
что исключает указанный дефект и
оставляет зазор минимальным (0,5 мм).
Для восстановления нормальной работы
клапанов при ремонтах часто приходится
растачивать колонки и рамки.
Рамка перемещается в колонке по двум
шпонкам, которые не позволяют рамке
вращаться в колонке. Зазоры между
шпонками, закрепленными в колонке, и
боковыми поверхностями пазов в рамке
устанавливаются 1… 1,5 мм.
При ремонтах часто обнаруживается
выработка пазов в рамке, а также самих
шпонок. Выработка пазов происходит в
зоне номинального открытия клапана.
Наличие значительных выработок в
шпоночных пазах также может вызвать
зависание клапана. В этих случаях
шпоночный паз необходимо фрезеровать
по всей длине, увеличивая его ширину до
полной выборки выработки. Шпонку
изготавливают новую, желательно с
большей длиной для снижения удельных
нагрузок.
Ревизия штока и клапана
Шток и клапан подлежат визуальному
контролю. Промывы, выработки, механические
повреждения недопустимы. Штоки клапанов
проверяются на наличие трещин по всей
длине методом ультразвуковой дефектоскопии.
Чаще всего трещины на штоке бывают в
зоне соединения с клапаном и рамкой
(сбег резьбы).
Шток и клапан должны быть очищены от
образовавшейся в процессе эксплуатации
окалины и солей.
Шток клапана
проверяется на искривление с помощью
часового индикатора. Для проверки
наличия искривления шток устанавливается
на двух призмах. Допустимая кривизна
штока для турбин ЛМЗ 0,02…0,03 мм, для турбин
ТМЗ – 0,05…0,1 мм.
После указанных операций необходимо
также определить зазор между штоком и
буксой. Для этого микрометром замеряется
диаметр штока в трех точках (верх,
середина, низ); точность измерения должна
быть 0,01 мм. Замер диаметра в каждой точке
делают в диаметрально перпендикулярных
направлениях с целью определения
эллипсности. В формуляр заносится
больший диаметр штока.
Зазор между штоком и буксой определяется
разностью диаметра отверстия в буксе
и диаметра штока в соответствующих
точках (верх, низ).
Пример:
![]()
,
![]()
.
Величины допустимых зазоров между
штоком и буксой представлены в табл.
13.1.
Таблица 13.1
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Ремонт регулирующих и отсечных клапанов выполняется только после их демонтажа с технологического трубопровода. Допускается мелкий ремонт клапана по месту, это:
— Набивка сальникового уплотнения;
— Снятие крышек клапана для проверки внутренних элементов регулирующего органа.
Оформление наряда — допуска на производство ремонтных, газоопасных работ, отключение регулирующих клапанов запорной арматурой, сброс остаточного давления на отключенном участке трубопровода, а также подготовка (промывка, пропарка) клапана к ремонту выполняется технологическим персоналом. Демонтаж и монтаж клапана в ремонт выполняет служба главного механика.
Запрещается ослаблять или подтягивать гайку сальникового уплотнения на не отключённом запорной арматурой регулирующем клапане.

Проведение погрузочно — разгрузочных работ согласно требованиям правил промышленной безопасности и охраны труда.
Погрузочно — разгрузочные работы должны производиться под руководством мастера или специально назначенного ответственного опытного рабочего.
Перед началом работы необходимо:
— надеть спецодежду, спец.обувь и другие СИЗ;
— осмотреть место работы, освещение и т.д.;
— о замеченных опасностях доложить мастеру или ответственному.
На рабочем месте не должны находиться люди имеющие ограничения в перемещении тяжестей. Предельно допустимая масса груза при чередовании подъема и перемещения с другой работой не должна превышать:
— для женщин -10 кг;
— для мужчин — 50 кг.
При перемещении тяжестей более 50 кг работа должна производится механизированным способом (лебедка, тельфер, кран-балка, погрузчик, кран — манипулятор, подъемник (вышка)). К выполнению операций по строповке (обвязке, зацепке, закреплению, подвешиванию на крюк машины, установке в проектное положение и отцепке) грузов в процессе производства работ грузоподъемными машинами допускаются специально обученные квалифицированные рабочие — стропалыцики, имеющие удостоверение на право проведения данных работ.
Неполадки пневматических исполнительных устройств с пружинным мембранным исполнительным механизмом.
1. При плавном изменении давления сжатого воздуха в мембранной полости исполнительного механизма шток и затвор односедельного или двухседельного регулирующего органа перемещается рывками.
| Возможные причины | Способы устранения неполадок |
| Торможение штока в сальниковом устройстве регулирующего органа вследствие отсутствия смазки или недопустимо большой затяжки сальника | Подать смазку в сальниковое устройство с помощью лубрикатора, а если это не приведет к нужным результатам, то осторожно ослабить затяжку сальниковой гайки, наблюдая за тем, чтобы через сальник наружу не стало проникать протекающее вещество |

2.Через сальниковое устройство проникает протекающее вещество (жидкость, пар, газ).
| Возможные причины | Способы устранения неполадок |
| Недостаточно смазки, слабая затяжка сальника, плохое качество сальниковой набивки | Добавить смазку, подтянуть сальниковую гайку, сменить сальниковую гайку, сменить сальниковую набивку |

3. При изменении давления сжатого воздуха в мембранной полости исполнительного механизма от минимального до максимального значения шток и затвор односедельного или двухседельного регулирующего органа не перемещаются полностью из одного крайнего положения в другое.
| Возможные причины | Способы устранения неполадок |
| Пружина мембранного исполнительного механизма при настройке была сжата больше, чем следует, и поэтому для преодоления усилий, развиваемых ею, требуется увеличенное давление воздуха по сравнению с необходимым при стандартном натяжении пружины | Постепенно ослабить натяжение пружины до величины, обеспечивающей перемещение штока и затвора из одного крайнего положения в другое при изменении давления воздуха в мембранной полости исполнительного механизма от минимального до максимального нормированных значений |
| Пружина мембранного исполнительного механизма недостаточно сжата при настройке и не может преодолеть сил трения, возникающих в подвижной части исполнительного устройства, а также массы этой части и сил от давления протекающего вещества на затвор (поэтому затвор полностью не поднимается) | Постепенно увеличить натяжение пружины до величины, обеспечивающей перемещение затвора из одного крайнего положения в другое при изменении давления воздуха в мембранной полости от минимального до максимального нормированных значений |
| Затвор при своем ходе упирается в посторонний предмет, попавший в мембранное исполнительное устройство (кокс, песок, металлическая прокладка, гайка и т. п.) |
Отключить линию сжатого воздуха от мембранной полости исполнительного устройства, переключив поток на обводную линию, и принять меры к очистке корпуса мембранного исполнительного устройства от посторонних предметов. Убедиться, что поверхности затвора и седел не повреждены |

4. При подаче сжатого воздуха в мембранную полость исполнительного механизма шток не перемещается.
| Возможные причины | Способы устранения неполадок |
| Повреждение мембраны вследствие превышения давления сжатого воздуха предельного значения или же вследствие попадания на мембрану (вместе с воздухом или иным путем) масла, бензина или других нефтепродуктов, разрушающе действующих на материал мембраны | Разобрать мембранный исполнительный механизм и заменить дефектную мембрану исправной. При этом толщину и число матерчатых прослоек резины следует подобрать одинаковыми с той, которая удаляется |
5. При регулировании расхода протекающего вещества затвор мембранного исполнительного устройства чаще всего занимает положение, близкое к одному из крайних.
| Возможные причины | Способы устранения неполадок |
| Если при нормальной работе регулятора затвор почти закрывает отверстие седла или, наоборот, открывает его почти полностью и при этом давление в мембранной полости близко к предельному, то это указывает на то, что условный диаметр мембранного исполнительного устройства либо велик, либо мал для данного трубопровода и расхода в нем | В соответствии с действительным расходом протекающего по трубопроводу вещества выбрать соответствующий условный проход мембранного исполнительного устройства и при наличии мембранного исполнительного устройства с таким условным проходом установить его. Если подходящего исполнительного устройства в наличии нет и имеется возможность выточить новый затвор, то рассчитать профиль нового затвора и заменить в мембранном исполнительном устройстве старый затвор на новый |
Исполнительные механизмы

Привод А состоит из:
1 — верхняя крышка, 2 — эластичная мембрана из плотной прорезиненной ткани, 3 — нижняя крышка, 4 — металлический диск, 5 — направляющий стакан, 6 – пружины, 7 – шток, 8 – опора, 9 – гайка, 10 – кронштейн, 11 – диск, 12 – шкала, 13 — соединительной гайкой, 14 – штоком,
Регулирующий орган Б включает в себя:
15 – корпус, 16 – перегородкой, 17 — с цилиндрическими отверстиями, 18 – клапан, 19 – сальник, 20 – лубрикатором

Обычно регулирующие органы исполнительных механизмов, устанавливаемых в трубопроводах больших диаметров, выполняются двухседельными (см. рис.б, в, г) для уменьшения усилий на клапан со стороны среды при больших перепадах давления. Односедельные регулирующие органы применятся для установки в трубопроводах малого диаметра и при небольших перепадах давления на клапане (см. рис. а)
Разборка и сборка регулирующего клапана.
Разборка мембранных исполнительных устройств.
Разборку нормально открытого исполнительного устройства производят для выявления состояния отдельных деталей, чистки и ремонта следующим образом.
Все видимые поверхности исполнительного устройства (корпус, мембранный исполнительный механизм и т. д.) обдувают из шланга сжатым воздухом и тщательно очищают от грязи.
Вращая контргайку 5 (рис. 1), освобождают специальную гайку 2, после чего вращением этой гайки отсоединяют шток плунжера от промежуточного штока. Если исполнительное устройство имеет пневматический позиционер, то освобождают его рычаг для возможности отделения мембранного исполнительного механизма от корпуса регулирующего органа. Отворачивают специальную гайку 11 (рис. 2) и отделяют мембранный исполнительный механизм от корпуса регулирующего органа.

Рисунок 1.
Ремонт мембранных исполнительных устройств.
При этом крупные механизмы поднимают талями или лебедками. Освобождают шток затвора от гаек. Проверяют вручную легкость перемещения затвора до крайних положений.
Разборка исполнительного устройства регулирующего клапана.
Осторожно отвертывают гайки шпилек или болтов на верхней крышке 4 (рис 2), чтобы не перегрузить отдельные крепежные детали и не снизить их надежность. Эту работу производят в два приема: сначала по способу диаметрально противоположного обхода поворачивают все гайки на 1/8 полного их оборота, а затем в любом порядке отворачивают все гайки. Снизив давление масла в сальниковом устройстве, удаляют лубрикатор (масленку). Помечают положение крышки на корпусе для установки ее в дальнейшем на прежнее место. Осторожно, чтобы не повредить шток и затвор, отделяют верхнюю крышку 4 от корпуса 3. Если крышка тяжелая, то подъем ее осуществляют талями или лебедкой. При подъеме следят за строго вертикальными перемещениями крышки.

Рисунок 2.
Удаляют затвор 5 со штоком 6 и тщательно очищают их поверхность от грязи и остатков сальниковой набивки. При этом запрещается пользоваться острым металлическим инструментом (зубилом, ножом, шилом и т.п.) во избежание повреждения очищаемых поверхностей. Отворачивают накидную гайку 8 и удаляют грундбуксу 9, кольца 15 и 12, втулку 13 и остатки сальниковой набивки 14 и 10. Сальниковую камеру, грундбуксу, кольца и втулку тщательно очищают от следов набивки, не применяя при этом острых металлических инструментов.
Отмечают положение нижней крышки 2 относительно корпуса. Отворачивают гайки на шпильках или болтах и отделяют нижнюю крышку 2 от корпуса 3 клапана. Отворачивают пробку 19. Производят промывку и чистку корпуса и крышек. Закончив чистку нижней крышки, заворачивают пробку 19. Промывают и очищают от наслоений седла 1 и 16 и при необходимости замены или ремонта выворачивают их из корпуса.
В нормально закрытых исполнительных устройствах снимают сначала нижнюю крышку, а затем через образовавшееся отверстие удаляют затвор со штоком.
При разборке мембранных исполнительных устройств, имеющих конструктивные отличия от описанной конструкции, учитывают болтовое крепление мембранного исполнительного механизма к крышке регулирующего органа, соединение штоков посредством резьбовой втулки со стопорными винтами и крепление штока к затвору посредством разъемной головки.
Сборка исполнительного устройства регулирующего клапана.
Сборку нормально открытого исполнительного устройства с пневматическим позиционером производят следующим образом (обозначения приведены на рис. 2).
1. В корпус 3 регулирующего органа ввертывают седла 1 и 16 до отказа. При этом не допускается применение зубил, наставок и т.п. инструментов и посадка седла в гнезда на сурике или на графите с маслом. Ввертывание седел выполняют специальными ключами или приспособлениями. Седло должно ввинчиваться с усилием, т.е. должна иметь место плотная посадка с незначительным натягом; шатание седла при ввинчивании не допускается. При условном проходе регулирующего органа Dy = 20 мм ввертывание седла производят двое рабочих, используя рычаг длиной 220 мм. При этом они создают крутящий момент 151 Нм (1540 кгс/см2) при усилии на рычаге 700 Н (70 кгс).
При условном проходе регулирующего органа Dy = 50 мм двое рабочих, используя рычаг длиной 1300 мм, при ввертывании седла создают крутящий момент 892 Нм (9100 кгс/см2) при усилии на рычаге 700 Н (70 кгс). При условном проходе Dy = 100 мм для ввертывания седла требуется уже действие четырех рабочих, использующих рычаг длиной 2500 мм и создающих крутящий момент 2432 Нм (35 000 кгс/см2) при усилии на рычаге ключа 1,4 кН (140 кгс).
При ввертывании натуго седло может деформироваться. Отсутствие деформации определяют посредством контрольной плиты. Деформированное седло заменяют. Установка между телом корпуса регулирующего органа и седлом различных прокладок не дает положительных результатов.
2. Под нижнюю крышку 2 устанавливают алюминиевую или стальную прокладку 18 толщиной 2 мм, после чего помещают нижнюю крышку на свое место, совмещая ранее нанесенные при разборке регулирующего органа отметки на крышке и корпусе, и закрепляют крышку гайками на шпильках или болтах. Алюминиевую прокладку ставят, если регулирующий орган не имеет ребристой рубашки, т.е. будет работать при температуре рабочей среды не выше 200 °С, а стальную прокладку ставят, если регулирующий орган имеет ребристую рубашку, т. е. рассчитан для работы при температуре протекающего вещества выше 200 °С, например до 450 °С.
Вместо алюминиевых или стальных прокладок допускается применение паронитовых или клингеритовых прокладок толщиной 2 мм, но они менее надежны по сравнению с алюминиевыми или стальными, вследствие незначительной ширины кольцевой поверхности прокладок. Не допускается применение паронитовых или клингеритовых прокладок со следами излома, морщинами и трещинами. По поверхности и краям допускается незначительная ворсистость.

Прокладки при загибе на 180° вокруг стержня с диаметром 42 мм не должны ломаться, трескаться и расслаиваться. Завертывание гаек на шпильках или болтах вначале производят нормальным ключом без рычага, с затягиванием шпилек или болтов в диаметральном положении. После круговой затяжки шпилек или болтов ключом нормальной длины применяют рычаги, соблюдая правило крестообразного обхода гаек. При креплении гаек натуго не допускаются удары кувалдой по ключу. В этом случае применяют удлиненные гаечные ключи или на короткие ключи надевают трубки для удлинения рукоятки. Затягивать гайки на шпильках или болтах диаметром до 16 мм должен один рабочий, применяя рычаг длиной 500 мм, на шпильках или болтах диаметром от 17 до 25 мм — двое рабочих, применяя рычаг длиной 1000 мм, на шпильках или болтах от 26 до 48 мм — трое рабочих, применяя рычаг длиной 1500 мм. Крышка считается закрепленной после трехкратного подтягивания гаек на всех шпильках (болтах) гаечным ключом с рычагом.
3. Установив корпус регулирующего органа с нижней крышкой на тиски, если позволяют размеры корпуса, или при положении указанных деталей на полу помещения, если регулирующий орган велик по габаритам, производят притирку посадочных поверхностей плунжера и седел следующим образом. Посадочные поверхности плунжера и седел промывают бензином и вытирают насухо. Притирку производят, например, смесью наждачного порошка с машинным маслом. Наждачный порошок получают, отобрав магнитом металлическую часть пыли, остающейся при заточке резцов на наждачных кругах. Нанесенный на притираемые поверхности слой должен быть равномерным и не слишком густым. После шестисемикратного поворота плунжера рукой по дуге вправо и влево на 1/4 окружности плунжер слегка приподнимают и, повернув на 180° по часовой стрелке, вновь опускают на седло и повторяют операцию притирания.
Перекладывание плунжера повторяют пять раз, после чего притираемые поверхности промывают бензином и вытирают насухо. Повторяют притирку, применяя микропорошки (от М-28 до М-7), после чего производят доводку пастой ГОИ (Государственного оптического института имени С. И. Вавилова). Паста ГОИ выпускается для грубой доводки — черного цвета, для средней — темно-зеленого и тонкой — светло-зеленого. Перед нанесением пасты притираемые поверхности смачивают керосином. При окончательной доводке слой пасты, наносимый на поверхности седел и затвора, должен быть минимальным. При хорошей притирке поверхности должны быть совершенно одинаковые «на отблеск», без бликов, штрихов и т. п. Затвор при подъеме должен присасываться к седлам в корпусе. Задачей притирки является обеспечение плотной и одновременной посадки затвора на седла в корпусе. Весь процесс притирки затвора и седел ведут, стараясь не создавать добавочного давления затвора на седла, кроме массы самого затвора.
4. Ввертывают шток 6 в затвор 5 (рис. 2) и стопорят его штифтом, после чего затвор со штоком устанавливают на место, т. е. на седла. Со штока удаляют крепежные гайки (рис.3).
5. Устанавливают верхнюю алюминиевую или стальную прокладку 17 толщиной 2 мм, после чего осторожно помещают верхнюю крышку 4 на свое место, совмещая отметки на крышке и корпусе, сделанные ранее при разборке регулирующего органа, и закрепляют крышку гайками на шпильках или болтах. Затяжку гаек выполняют методом, указанным при описании установки нижней крышки.
6. Устанавливают нижнее сменное металлическое кольцо сальника 15, затем кольца сальниковой набивки 14 и втулку сальника («фонарь») 13. Подачу сальниковых колец внутрь втулки 7 крышки производят отрезком трубки, имеющей внутренний диаметр, достаточный для того, чтобы ее можно было насадить на шток затвора. Над нижним сменным кольцом 15 толщина сальниковой набивки 14 должна быть такой, чтобы нижние отверстия втулки 13 располагались против отверстия для лубрикатора (масленки). Устанавливают лубрикатор и заполняют его и втулку 13 смазкой.

Рисунок 3.
Смазка к стальным клапанам — оссоголин марки 300-AAA; к чугунным клапанам – смазка марки НК-50. Затем устанавливают верхнее сменное металлическое кольцо 12, несколько колец сальниковой набивки 10, грундбуксу 9. Толщина сальниковой набивки над верхним сменным кольцом 12 должна быть такой, чтобы грундбукса 9 после ее установки выступала из втулки 7 верхней крышки на 80 % своей высоты.
Этим достигается возможность перемещения грундбуксы вниз при затяжке сальника. Для стальных регулирующих органов используют сальниковые кольца из прессованного асбеста, а для чугунных — асбестовый шнур, пропитанный специальным составом. В последнем случае берут асбестовый шнур и варят его в таком составе: 18% графита, 11% резинового клея, 5% тавота 66 % вазелина. Для приготовления резинового клея 200 г невулканизированной резины растворяют при нагревании в 250 г вазелинового масла. Состав приготовляют следующим образом: вазелин и тавот расплавляют на водяной бане, после чего раствор снимают с бани и в него при энергичном перемешивании вливают резиновый клей, а затем также при энергичном перемешивании порциями всыпают графит до загустения, в результате чего раствор считают готовым.
Приготовление колец из шнура производят, навивая шнур на стержень, имеющий одинаковый диаметр со штоком, и разрезая шнур под углом (косая разрезка), как показано на рис. 4. Заготовленные кольца опрессовывают каждое в отдельности в приспособлении, представляющем собой по размерам копию сальникового устройства регулирующего органа, после чего хранят в закрытых коробках во избежание загрязнения. При укладке в сальник соединение кольца выполняют внахлестку, срезами под 45°. Стыки отдельных колец при этом смещают относительно друг друга на 90° согластно ГОСТ 5152-84. Надевают накидную гайку 8 и, вращая ее рукой без помощи ключа, затягивают сальник. Затяжку сальника считают нормальной, когда шток, будучи предварительно поднятым рукой, а затем отпущенным, плавно опускается под действием собственного веса. С повышением давления возникает необходимость в более значительной затяжке сальника. Нужная герметичность сальника достигается увеличением давления смазки от лубрикатора. Устанавливают мембранный исполнительный механизм на регулирующий орган и закрепляют его специальной гайкой 11 (рис. 2).

Рисунок 4. Приготовление колец сальниковой набивки
1 — сальниковый шнур; 2 — стержень; 3 — линия разреза.
9. Навинчивают гайку на шток, после чего второй гайкой ее стопорят. Надевают рычаг от позиционера на шток, затем указатель 1 (рис. 1), после чего навинчивают на шток специальную гайку 2, которой соединяют шток затвора с промежуточным штоком. Посредством гайки 5 фиксируют положение гайки 2. Если при этом указатель/окажется смещенным относительно шкалы 6 положения затвора, то перемещают последнюю так, чтобы против указателя оказалась надпись «Открыто».

Закрепляют позиционер на корпусе мембранного исполнительного механизма и соединяют рычаг с тягой, после чего собранное исполнительное устройство поступает на регулировку.
Сборка нормально закрытого исполнительного устройства отличается от описанной сборки тем, что соответственно меняют положение седел и затвора и после установки верхней крышки, не устанавливая нижнюю крышку, производят притирку затвора и седел. В дальнейшем изменяют положение шкалы поворотом на 180°.
При регулировке в мембранную полость подают давление сжатого воздуха и, изменяя натяжение пружины 4, добиваются полного хода затвора при изменении давления от минимального до максимального значения. Регулировку ведут ключом 7, вращая резьбовую втулку 3. При давлении, равном 50 % максимального давления в мембранной полости исполнительного устройства, верхний рычаг позиционера должен быть параллелен рычагу, закрепленному на штоке затвора. В противном случае регулируют длину вертикальной тяги, прикрепленной нижним концом к указанному рычагу и передающей его движение к механизму позиционера.
Сборку мембранных исполнительных устройств иной конструкции производят в такой же последовательности, как указано выше, но при этом учитывают конструктивные особенности этих исполнительных устройств, а именно: болтовое крепление мембранного исполнительного механизма к верхней крышке регулирующего органа, соединение штоков посредством резьбовой втулки со стопорными винтами и крепление штока к затвору посредством разъемной головки, другую конструкцию связи позиционера со штоком затвора. При сборке устанавливают паронитовые прокладки толщиной 2 мм под верхнюю и нижнюю крышки корпуса регулирующего органа и толщиной 1 мм под колпачок головки затвора. При отсутствии указателей положения затвора укрепляют на кронштейне посредством хомутика шкальную пластинку, под резьбовую втулку помещают указатель.
Переделка нормально открытого исполнительного устройства в нормально закрытое.
Нормально открытое исполнительное устройство отличается от нормально закрытого только расположением седел, затвора и шкальной пластинки. На рис. 2 представлено нормально открытое исполнительное устройство. Для переделки этого устройства в нормально закрытое, руководствуясь изложенной методикой разборки и сборки этих устройств, отделяют верхнюю 4 и нижнюю 2 крышки; сняв шпильку, вывинчивают шток 6 из затвора 5 и затем, завинтив шток 6 в противоположный конец затвора 5, фиксируют это положение шпилькой; вывинчивают седла I и 16 и меняют их местами, т. е. седло 1 ввинчивают на место седла 16 и, наоборот, седло 16 ввинчивают на место, занимаемое ранее седлом 1; устанавливают затвор, пропуская шток снизу через отверстия седел; собирают исполнительное устройство; шкальную пластинку устанавливают так, чтобы вверху ее была надпись «Закрыто», а в нижней части — надпись «Открыто».
Переделка нормально закрытого исполнительного устройства в нормально открытое сводится к тем же операциям, но шкальную пластинку устанавливают в положение, при котором в верхней ее части находится надпись «Открыто», а в нижней — надпись «Закрыто».
Переделка исполнительных устройств некоторых конструкций из нормально закрытых в нормально открытые или наоборот, вследствие неприспособленности затвора для этой цели, производится при наличии запасного затвора, имеющего соответственно расположенную присоединительную мембранную полость (рис. 5).

Рисунок 5. Полый затвор двухседельного регулирующего органа нормально закрытого исполнительного устройства
Ремонт корпусов и крышек исполнительных устройств.
Для выявления необходимости ремонта корпусов и крышек исполнительных устройств вначале их тщательно осматривают, особенно в участках резкого перехода сечений, около ребер и перехода корпуса к фланцу, а затем производят гидравлическое испытание корпуса и крышек на прочность.

Испытание на прочность производят гидравлическим прессом при испытательном давлении Ри = 2,4 МПа (24 кгс/см2) для испольнительных устройств с Ру = 1,6 МПа (16 кгс/см2), Ри = 6 МПа (60 кгс/см2) для исполнительных устройств с Ру = 4 МПа (40 кгс/см2) и при испытательном давлении Ри = 9,6 МПа (96 кгс/см2) для исполнительных устройств с Ру = 6,4 МПа (64 кгс/см2). При испытании пресс целесообразно заполнять керосином или маслом, так как водяное заполнение пресса приводит к появлению ржавчины в дефектных местах. Выявленные трещины, сквозные и глубокие раковины в корпусах и крышках исправляются электродуговой сваркой. Места под сварку разделывают пневматическим или ручным режущим инструментом (зубилом, напильником, сверлом и т. п.). Выплавка дефектного места автогеном не рекомендуется во избежание ослабления прочности металла вследствие выгорания углерода при выплавке.
При ремонте чугунных корпусов и крышек применяют холодную сварку электродами марки ОЗЧ-4. Толщина покрытия должна быть 1,0 — 1,2 мм при диаметре стержня 3 мм, т. е. после покрытия диаметр электрода будет 5,0 — 5,4 мм; 1,25 — 1,40 мм — при диаметре стержня 4 мм и 1,5 — 1,7 мм — при диаметре стержня 5 мм. Отношение массы покрытия к массе стержня для электродов всех диаметров составляет примерно 35%.
Чугун, наплавленный таким электродом, поддается механической обработке твердосплавным режущим инструментом. Сварку производят участками. Каждый участок для снятия напряжений и уплотнения металла шва подвергают непосредственно после сварки ковке молотком вручную. Швы выполняют не менее чем в два прохода. Заварку трещин ведут обратноступенчатым способом.
Сварку осуществляют на постоянном токе при обратной полярности. Сварочный ток составляет примерно 25 — 30 A на 1 мм диаметра электрода. Сварку ведут короткими швами (примерно 30 мм) с охлаждением на воздухе до 60°С.
При ремонте корпусов определяют состояние резьбы в корпусе для ввертывания седел: проверяют чистоту обработки и плотность посадки седла. Резьба не должна иметь заусениц, выкрошенных ниток, вмятин и др., а также следов износа рабочим веществом. Резьба должна быть чистой, шлифованной и соответствовать 2-му классу точности. Плотность посадки резьбы проверяют при отвинчивании и завинчивании седел, которые должны отвинчиваться или завинчиваться с некоторым усилием (плотная посадка).
При ремонте корпусов определяют состояние резьбы под шпильки. Если резьба изношена и толщина стенки между шпильками достаточна, то нарезают новую резьбу несколько большего размера и изготовляют под этот размер шпильку. Если толщина стенки мала, то в отверстие под шпильку впрессовывают цилиндрик и, заварив его с двух сторон, высверливают в нем отверстие и нарезают резьбу под шпильку.
Вывертывание дефектных шпилек иногда представляет трудности, особенно это относится к шпилькам, часть которых отломана. В последнем случае в шпильке просверливают отверстие на глубину 10 — 15 мм и делают его квадратным, после чего вставляют квадратный стержень и ключом вывертывают шпильку из корпуса. Иногда приваривают к шпильке стержень и затем вывертывают ее.

Ремонт седел и затворов.
На износ рабочих поверхностей седел и затвора оказывают влияние два фактора: коррозия и эрозия.
Коррозия проявляется в разрушении поверхностей указанных деталей под действием протекающего вещества, химически взаимодействующего с материалами, из которых детали изготовлены. Степень разрушения можно уменьшить соответствующим подбором материалов, идущих на изготовление седел и затвора.
Эрозия проявляется в разрушении поверхностей седел и затвора вследствие истирающего воздействия рабочего вещества. Эрозия особенно проявляется в условиях, когда клапан открыт еще мало, так как при этом образуется узкий кольцевой проход между седлами и затвором и истирающее воздействие рабочего вещества возрастает. Эрозионный износ возникает и при неправильном выборе материала для изготовления седел и затвора или несоблюдении режимов их термической обработки.
В результате процессов коррозии и эрозии изменяется конфигурация седел и затвора исполнительного устройства, что нарушает характеристику последнего. Кроме того, появляется недопустимый пропуск протекающего вещества при полностью закрытом исполнительном устройстве. Односторонние разрушения рабочей поверхности седел приводят к искривлению штока и возрастанию трения затвора в опорных направляющих втулках, что вначале вызывает увеличение зоны нечувствительности, а затем — полное прекращение перемещений затвора.
Для восстановления изношенных уплотнительных поверхностей седел и затвора применяют наплавку легированными электродами, что сокращает расход дефицитных легированных сталей. Наплавку седел и затворов клапанов, работающих при высокой температуре протекающего вещества, целесообразно производить электродами, предназначенными для дуговой сварки высоколегированными сталями с особыми свойствами. Покрытие должно быть толстое или особо толстое.

Выпуск из ремонта исполнительных устройств.
Внешний осмотр перед испытаниями.
Цель: установить пригодность отремонтированного исполнительного устройства к дальнейшим испытаниям для выпуска из ремонта.
Требования: цвет окраски корпуса регулирующего органа и исполнительного механизма должен соответствовать применяемым для изготовления этих деталей материалам (корпуса из углеродистых сталей — серый цвет, из легированных кислотостойких и нержавеющих сталей — голубой цвет, из чугуна — черный цвет; мембранные исполнительные механизмы — оранжевый или черный цвет и т. п.); окраска корпуса регулирующего органа и исполнительного механизма не должна иметь дефектов, ухудшающих внешний вид клапана; у всех деталей, имеющих резьбу, последняя не должна иметь дефектных ниток, должна быть чистой, без заусениц; все винты, болты, гайки, шпильки и другие детали, входящие в комплект регулирующего органа, должны иметься в наличии.
Испытание регулирующих органов на герметичность в седлах и прокладках.
Испытание регулирующих органов на герметичность в седлах и прокладках производят гидравлическими прессами, заполненными керосином или маслом, имеющим вязкость не более 2° Е. При испытании регулирующего органа на герметичность в прокладках и сальнике керосин или масло подводят через отверстие выходного фланца, а отверстие входного фланца закрывают. Испытание ведут под давлением, равным условному давлению.
При испытании регулирующего органа на герметичность затвора в седлах керосин или масло подводят через отверстие входного фланца, а отверстие выходного фланца закрывают. В этом случае испытательное давление для всех типов регулирующих органов должно составлять 1 МПа (10 кгс/см2). С поверхности первого наплавленного валика молотком сбивают шлак и зачищают металлической щеткой, как сам валик, так и наплавляемую поверхность седла или затвора, прилегающую к валику. Недостаточно полное удаление шлака, брызг металла и т. п. затруднит Наложение второго валика и приведет к пористой и неровной его наплавке.
Повторяя операции пп. 3 и 4, наплавляют второй валик (второй слой). Общая высота наплавки составит 4 — 6 мм. Наплавку опять ведут в том же направлении, при этом начало шва перекрывают на длине 10 — 15 мм. Наплавку продолжают до получения нужной величины наплавленного слоя с припуском на механическую обработку не менее 3 мм на каждую сторону и 3 — 5 мм по высоте. На поверхности наплавленного слоя допускается некоторое количество мелких пор и раковин диаметром не более 1 мм при условии, что они будут удалены при последующей механической обработке.
Наплавленное седло или затвор подвергают термической обработке — отпуску при температуре’ 500 — 550°С с выдержкой при этой температуре в течение 2 ч с последующим медленным остыванием (вместе с нагревательной печью).
Наплавленный сплошной затвор устанавливают на токарный станок и обрабатывают под шаблон, вначале снимая лишний металл резцом, затем — личным бархатным напильником, тонкой стеклянной бумагой, и полируют полировочной пастой.
Окончательную расточку наплавленных седел производят совместно с корпусом на токарном станке. Для этого седла завинчивают в корпус клапана с захлесткой в резьбе и до получения герметичности плоских уплотнительных поверхностей (возле резьбы).
При изготовлении нового седла или обработке наплав» ленного седла на токарном станке допускается эксцентриситет пропускного (посадочного) отверстия и резьбовой окружности седла не более 0,02 мм на 100 мм длины диаметра.
Для выверки конфигурации седел нужны два шаблона — шаблон профиля верхнего седла и шаблон профиля нижнего седла. Изготовление этих шаблонов не представляет сложности, так как по существу у седла важно лишь выдержать профиль посадочной поверхности, ее месторасположение и диаметр прохода. Вид профиля входной части седла особого значения не имеет. При испытании нормально открытых исполнительных устройств для их закрытия в мембранную полость подается воздух под предельным давлением срабатывания, а нормально закрытые исполнительные устройства должны закрываться нормальным установочным натяжением пружины.
Регулирующие исполнительные устройства, предназначенные для работы в газовых средах (пар, воздух, газы), подвергают дополнительному испытанию на герметичность в сальнике и прокладках давлением воздуха, подаваемого со стороны выходного фланца, 1,3 МПа (13 кгс/см2) — для чугунных регулирующих органов, 2,2 МПа (22 кгс/см2) — для стальных регулирующих органов на Ру = 4,0 МПа (40 кгс/см2) и 3,4 МПа (34 кгс/см2) — для стальных регулирующих органов на Ру = 6,4 МПа (64 кгс/см2).
Требования:
пропуск керосина или масла через уплотнительные прокладки или сальник при испытании герметичности не допускается;
количество керосина или масла, прошедшее в минуту через уплотнительные поверхности седел, в зависимости от условного диаметра регулирующего органа не должно превышать следующих значений:
| Диаметр регулирующего органа Dy, мм |
15 — 25 |
50 — 80 | 100 — 125 | 150 | 200 |
250 — 300 |
| Количество керосина или масла, см3 |
10 |
20 | 30 | 40 | 50 |
75 |
Утечка воздуха через прокладки и сальниковую набивку при испытании давлением воздуха не допускается.
Проверка качества сборки исполнительного устройства.
Проверку качества сборки исполнительного устройства выполняют на установке, представленной на рис. 6.

Рисунок 6.
К штоку испытуемого исполнительного устройства 2 прикрепляют пластинку /, которая при перемещении затвора воздействует на изогнутый конец стрелки 7, имеющей осевое крепление в точке 8. Ось 8 стрелки укрепляется на неподвижной доске, временно прикрепленной к верхней крышке корпуса исполнительного устройства. Отношение длины плеч стрелки берут примерно 15:1 в целях увеличения длины шкалы 6. Шкалу предварительно градуируют в процентах хода штока исполнительного устройства, т. е. размечают на сто равных частей.
В мембранную полость через фильтр 5 и панель дистанционного управления 4 по трубке 3 подают сжатый воздух, давление которого измеряют образцовым манометром (давление сжатого воздуха перед редуктором должно составлять 150 — 200 кПа). Изменяя натяжение регулировочной пружины, добиваются полного хода затвора при изменении давления воздуха в мембранной полости в рабочих пределах.
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ
СССР
ГЛАВЭНЕРГОРЕМОНТ
РУКОВОДСТВО
ПО РЕМОНТУ
ТРУБОПРОВОДНОЙ АРМАТУРЫ
НА ДАВЛЕНИЕ 64 — 100 кгс/см2

ОРГРЭС
МОСКВА
1975
Составлено ЦКБ Главэнергоремонта
Авторы инженеры А.Х. КИЖНЕР, Р.Я. БЕРЕЗНИЦКАЯ, М.Д. МЕДНОВ, Ю.Г. УТКИН, Т.В. ЛАВРОВСКАЯ, Н.Б. ДАНИЛОВА
УТВЕРЖДАЮ:
Главный инженер
Главэнергоремонта
В.И. Куркович
16
декабря 1974 г.
ВВЕДЕНИЕ
В
настоящем Руководстве рассмотрены особенности конструкции запорной,
регулирующей и предохранительной арматуры, вопросы планирования и организации
ремонта, надежности и ремонтопригодности арматуры, выпускаемой Таганрогским
котельным заводом (ТКЗ) и Барнаульским котельным заводом (БКЗ). Арматура ТКЗ имеет отличительный индекс «К».
Значительное
внимание в Руководстве уделено техническим условиям и технологическим
указаниям, необходимым при изготовлении и восстановлении деталей, допустимым
ремонтным размерам, в пределах которых можно восстанавливать детали; перечислены также дефекты, при наличии которых детали ремонту не
подлежат.
В
Руководстве даны марки стали и стали-заменителя для деталей арматуры, некоторые прочностные характеристики
и описаны режимы термической обработки.
Руководство
предназначено для работников электростанций и
ремонтных предприятий.
1. КОНСТРУКТИВНЫЕ
ОСОБЕННОСТИ АРМАТУРЫ
Надежность
и экономичность работы пароводяной арматуры в значительной степени зависят от
ее конструктивных особенностей, возможности дальнейшего совершенствования
(модернизации) существующей арматуры и ее
ремонтопригодности.
Отличительная
особенность пароводяной арматуры на давление 64 — 100
кгс/см2 — фланцевое соединение
корпуса с крышкой, а в некоторых видах арматуры — фланцевое соединение
патрубков с трубопроводами. Уплотнение фланцевых соединений осуществляется при помощи паронитовых прокладок.
Крепежные
детали для фланцевого соединения арматуры, работающей при температуре среды до
425 °С, изготовляются из углеродистой стали, а для арматуры,
работающей при более высокой температуре, — из специальных низколегированных сталей.
В
качестве материала для сальниковой набивки применяется плетеный асбестовый шнур
с прослойками серебристого чешуйчатого графита между смежными кольцами.
1.1.
Вентили
Вентили
на давление pу 64
— 100 кгс/см2 и температуру рабочей среды 420 — 450
°С Dу 50,
100 и 150 мм выпускаются ТКЗ, Dу 80
мм — БКЗ.
Вентили
Dу 50
мм ТКЗ изготовляются с маховиками, и их можно устанавливать с подачей среды с
любой стороны при любом положении шпинделя на горизонтальных и вертикальных
участках трубопроводов.
Вентили Dу 100
и 150 мм ТКЗ изготовляются с
приводными головками и конической зубчатой передачей, они устанавливаются на горизонтальных участках трубопроводов так, чтобы шпиндель
оставался в пределах верхней полуокружности, а на вертикальных участках
трубопроводов — с горизонтальным положением шпинделя.
Вентили
Dу 80 мм БКЗ изготовляются с маховиками, конической или
цилиндрической передачей, их можно устанавливать с подачей среды с любой
стороны при любом положении шпинделя на горизонтальных и вертикальных участках
трубопроводов.
Уплотнительные поверхности вентилей ТКЗ и БКЗ плоские, концентрическая посадка тарелки на уплотнительную поверхность корпуса обеспечивается направлением тарелки в
корпусе и направляющим хвостовиком. Соединение тарелки со шпинделем шарнирное.
В вентилях Dу 80
мм направление тарелки обеспечивается только в корпусе.
Крышки и корпусы вентилей литые из углеродистой стали. Шпиндели
изготовляются из низколегированной стали с последующим антикоррозионным
азотированием.
1.2.
Обратные клапаны
Обратные
горизонтальные клапаны Dу 50,
100, 150 и 200 мм
изготовляются ТКЗ.
Горизонтальные
клапаны Dу 20, 32 и 80 мм изготовляются БКЗ. Клапаны Dу 20
и 32 мм имеют резьбовое соединение корпуса с крышкой.
Клапаны
устанавливаются на горизонтальных участках трубопроводов крышкой вверх с
подачей среды под тарелку.
Уплотнительная поверхность затвора выполняется в виде наплавки
аустенитными хромоникелевыми и хромистыми электродами, форма уплотнения
плоская.
Концентрическая
посадка тарелки на уплотнительную поверхность корпуса
обеспечивается направляющим хвостовиком тарелки.
Корпусы
и крышки клапанов Dу 20
и 32 мм изготовляются из углеродистой стали в виде штамповок, у всех остальных
клапанов — из литой углеродистой стали.
1.3.
Задвижки
Задвижки
Dу 150 мм выпускаются ТКЗ, задвижки Dу 200, 250, 300 и 350 мм выпускаются БКЗ. Задвижки могут
управляться при помощи маховика, а также приводной головки с коническим или
цилиндрическим зацеплением.
Запорный
орган задвижек состоит из двухтарельчатого
самоустанавливающегося клина и двух седел, приваренных к корпусу. Тарелки
закрепляются в обойме при помощи двух тарелкодержателей и распираются
специальным грибком. Обойма жестко связана со шпинделем и направляется ребрами
корпуса. Распорный грибок или шарик между тарелками, имеющий с одной стороны
выпуклую сферическую, а с другой стороны плоскую поверхность, обеспечивает
взаимную установку тарелок одна относительно другой и позволяет регулировать их
положение относительно седел.
Седла
задвижек имеют уплотнительную поверхность, наплавленную либо нержавеющим
сплавом 2X13, либо сплавом аустенитного класса, обладающим высокой
эрозионной стойкостью, достаточной твердостью
и стойкостью к задиранию.
Тарелки
изготовляются из стали 38X2МЮА или 38X2Ю с
последующим твердостным азотированием, шпиндели задвижек — из низколегированной
стали с последующим антикоррозионным поверхностным азотированием, корпусы и
крышки — из литой углеродистой стали.
1.4.
Регулирующая арматура
К
регулирующей арматуре ТКЗ относятся клапаны поворотного типа (неразгруженные) Dу 50,
80, 100 и 150 мм.
Регулирование
расхода воды в этих клапанах осуществляется за счет изменения площади
проходного сечения при повороте золотника в стакане,
запрессованном в корпусе. Максимальный угол поворота золотника 54 — 56°.
Клапаны этого типа могут быть установлены на горизонтальных и вертикальных
участках трубопроводов с произвольным расположением шпинделя.
Регулирующие
клапаны Dу 50, 80, 100, 150, 200 и 250 мм выпускаются БКЗ.
Регулирующие
клапаны Dу 50 мм игольчатого типа, предназначены для ручного и
автоматического регулирования количества охлаждающей воды, подаваемой в редукционно-охладительным
установки. Регулирование количества воды осуществляется
за счет изменения проходного сечения при поступательном движении шпинделя с иглой.
В
регулирующих клапанах БКЗ поворотного типа (разгруженных) регулирование количества
среды осуществляется при повороте золотника в стакане, приваренном к корпусу. Шпиндель
золотника имеет две опоры. Шпиндель уплотняется двумя асбестовыми уплотнениями.
Полное открытие поворотных клапанов происходит при повороте золотника на угол
90°.
1.5.
Предохранительная арматура
К
предохранительной арматуре ТКЗ относятся рычажные полноподъемные клапаны Dу 25×2 мм и пружинные полноподъемные клапаны Dу
25 мм.
В
предохранительном рычажном клапане форма уплотнительной поверхности плоская,
седло клапана и тарелка выполнены из легированной стали. Тарелка клапана
прижимается к седлу через наконечник штока. Направление тарелок обеспечивается направляющей колодкой. Рычаги в точках опоры имеют
вставные закаленные призмы.
Корпусы
клапанов для пара с температурой до 450 °С изготовляются из углеродистой
стали, а для пара с более высокой температурой — из легированной теплостойкой
стали. Запорные органы — из нержавеющей, термически обработанной стали.
В
предохранительных пружинных клапанах сила сжатия пружины регулируется резьбовой
втулкой. Тарелка клапана выполнена из нержавеющей стали, уплотнительная поверхность седла наплавлена сплавом аустенитного
класса.
К
предохранительной арматуре БКЗ относится импульсно-предохранительное
устройство, состоящее из аварийного предохранительного клапана и импульсного
клапана.
Аварийный
предохранительный клапан Dу 100, 150, 200, 250 мм
сервомоторного типа, тарелка клапана (клапан) соединена
посредством штока с поршнем сервомотора; пар, попадающий при срабатывании
импульсного клапана в поршневую камеру сервомотора клапана, за счет разности
площадей поршня и тарелки (клапана) создает
перестановочное усилие, которое открывает клапан. Для поджатия тарелки к седлу
предусмотрена цилиндрическая пружина. Присоединение клапана к трубопроводу
фланцевое.
Корпус и крышка клапана изготовляются из углеродистой литой
стали, уплотнительные поверхности затвора выполняются наплавкой нержавеющими электродами.
Импульсный
клапан Dу 20 мм рычажно-грузового типа. Седло клапана и тарелка
изготовляются из легированной стали. Форма уплотнительной поверхности плоская.
Материалы,
применяемые при ремонте арматуры, должны соответствовать маркам, указанным в
чертежах.
Качество материалов должно быть удостоверено сертификатами
завода-поставщика, а в случае отсутствия сертификата — лабораторными анализами
и испытаниями.
Высокие
требования предъявляются к сталям, применяемым при изготовлении деталей затвора
и шпинделей. Эти детали работают в очень тяжелых условиях — при высоких
температурах и периодических теплосменах, в условиях трения и при больших
механических нагрузках.
В
связи со сложными условиями работы материала арматуры необходим правильный
выбор марки металла и тщательный контроль за свойствами металла при
изготовлении деталей и эксплуатации арматуры.
Детали
арматуры в зависимости от условий их работы (давления, температуры,
коррозионных свойств среды) изготовляются из углеродистых легированных или
высоколегированных сталей.
Основными
характеристиками прочности сталей являются предел прочности σв,
предел текучести σт и ударная вязкость αн.
Характеристики прочности (при нормальной температуре)
основных сталей и сталей-заменителей, применяемых при изготовлении деталей и
ремонте арматуры, приведены в табл. 1,
режимы термической обработки указанных сталей — в табл. 2.
Таблица 1
Таблица 2
|
Марка стали |
Операция |
Температура |
Охлаждающая среда |
Твердость НВ |
|
Ст5 |
Нормализация |
850 — 880 |
Воздух |
170 |
|
20 |
Нормализация |
900 — 920 |
-«- |
156 |
|
Отпуск |
600 — 650 |
-«- |
||
|
Цементация |
900 — 950 |
-«- |
56* |
|
|
Закалка |
780 — 820 |
Вода |
||
|
Отпуск |
180 — |
Воздух |
||
|
25 |
Нормализация |
880 — 900 |
-«- |
170 |
|
Отпуск |
600 — 650 |
-«- |
||
|
Цементация |
900 — 950 |
-«- |
56* |
|
|
Закалка |
820 — 840 |
Вода |
||
|
Отпуск |
180 — |
Воздух |
||
|
30 |
Нормализация |
850 — 890 |
-«- |
126 — |
|
Отпуск |
650 — 680 |
-«- |
||
|
Закалка |
860 — 880 |
Вода |
170 |
|
|
Отпуск |
600 — 650 |
Воздух |
||
|
35 |
Нормализация |
850 — 870 |
-«- |
145 — |
|
Отпуск |
650 — 680 |
-«- |
||
|
Закалка |
840 — 860 |
Вода |
190 — |
|
|
Отпуск |
550 — 620 |
Воздух |
||
|
40 |
Нормализация |
850 — 870 |
-«- |
156 — |
|
Отпуск |
600 — 650 |
-«- |
||
|
Закалка |
840 — |
Вода |
174 — |
|
|
Отпуск |
550 — 650 |
Воздух |
||
|
30X |
Закалка |
850 — 870 |
Масло |
50 — 62* |
|
Отпуск |
580 — 600 |
Вода (масло) |
187 |
|
|
35X |
Нормализация |
850 — 860 |
Воздух |
149 |
|
Отпуск |
650 — 660 |
-«- |
||
|
Закалка |
850 — 870 |
Масло |
248 |
|
|
Отпуск |
500 — 550 |
Вода |
||
|
30ХМА |
Закалка |
850 — 880 |
Масло (вода) |
196 |
|
Отпуск |
600 — 640 |
-«- |
||
|
38Х2Ю |
Закалка |
930 |
Масло (вода) |
— |
|
Отпуск |
630 |
-«- |
||
|
38Х2МЮА |
Закалка |
940 |
Масло (вода) |
269 — 302 |
|
Отпуск |
640 |
-«- |
240 — 277 |
|
|
12ХМФ, 20X13Л |
Закалка |
950 — 980 |
Воздух (масло) |
156 |
|
2X13 (ЭЖ2) |
Отжиг |
740 — 800 |
Печь |
197 |
|
Закалка |
1000 |
Воздух (масло) |
207 — 293 |
|
|
Отпуск |
700 — 780 |
Воздух |
||
|
3X13 (ЭЖ3) |
Отжиг |
740 — 800 |
Печь |
207 |
|
Скалка |
980 — 1020 |
Масло |
241 — |
|
|
Отпуск |
600 — 650 |
Воздух |
||
|
4X13 |
Отжиг |
870 — 900 |
Печь |
155 — |
|
-«- |
740 — 800 |
Воздух |
205 — 225 |
|
|
Закалка |
1050 |
Масло |
40 — 50* |
|
|
Отпуск |
400 — 500 |
Воздух |
* Твердость HRC.
При выборе стали-заменителя прежде всего необходимо
руководствоваться сравнительной характеристикой основной стали и
стали-заменителя, т.е. примерно одинаковыми технологическими свойствами,
химическим составом, особенно по углероду, и механическими свойствами (σт, σв, αн, HB) при рабочих температурах.
3.
МАТЕРИАЛ ДЕТАЛЕЙ И ЗАМЕНИТЕЛИ
При
выборе или определении материала деталей следует руководствоваться данными
табл. 3.
Таблица 3
4.
ТРЕБОВАНИЯ К ПОСТАВКЕ И ПОДГОТОВКЕ К УСТАНОВКЕ АРМАТУРЫ, ЭЛЕКТРОПРИВОДОВ И
ЭЛЕКТРИЧЕСКИХ ИСПОЛНИТЕЛЬНЫХ МЕХАНИЗМОВ
Арматуру,
полученную с завода-изготовителя, а также техническую документацию (чертежи,
инструкции, паспорт и др.) следует регистрировать в специальном журнале.
В
комплект поставки входят:
—
арматура (изделие) в сборе в соответствии с чертежами общего вида;
—
техническая документация (паспорт изделия, описание изделия с чертежом общего
вида в разрезе и чертежами сменных деталей и инструкция по эксплуатации,
хранению и монтажу);
—
товаросопроводительная документация (отгрузочная спецификация, упаковочный
лист, сертификат о качестве).
На
каждой единице арматуры (на зачищенном месте фланца или горловины корпуса)
выбивается заводом-изготовителем маркировка, содержащая стрелку, указывающую направление потока, заводской номер изделия,
рабочие параметры, год выпуска и товарный знак.
Для
вентилей Dу 50, 100, 150 мм товарный знак,
условное давление, стрелка-направление потока среды выполняются отливкой на
корпусе.
После
клеймения площадка покрывается бесцветным лаком.
На
каждую единицу арматуры с Dу 50 мм и более
завод-изготовитель выдает технический паспорт, в котором указывается наименование завода-изготовителя, заводской номер изделия,
номер чертежа общего вида, рабочие параметры, величина непитательного гидравлического давления на прочность и
плотность, сертификат на материалы корпуса и крышки.
При
проверке должно быть полное соответствие маркировки, указанной на арматуре,
техническому паспорту.
При
каком-либо несоответствии необходимо запросить завод-изготовитель или вызвать
его представителя. Такая арматура до выяснения возникшего расхождения данных
маркировки и технического паспорта не должна устанавливаться.
Подготовка
арматуры к установке в основном сводится к техническому осмотру и ревизии
арматуры.
Технический
осмотр состоит из осмотра упаковки и наружного осмотра каждой единицы арматуры,
а также проверки соответствия маркировки на ней техническому паспорту.
По
результатам наружного осмотра упаковки и самой арматуры определяется порядок
последующих операций по подготовке арматуры к монтажу.
Если
арматура не имеет внешних повреждений, сохранена заводская упаковка и срок
хранения ее по ТУ не истек, такую арматуру следует подвергнуть гидравлическому
испытанию пробным давлением на прочность и плотность корпуса и крышки, а также
на герметичность затвора, плотность сальниковых камер и фланцевых соединений.
При удовлетворительных результатах гидравлических испытаний, т.е. при отсутствии потений и пропуска воды через металл
корпуса и крышки, при хорошей герметичности затвора запорной арматуры
(вентилей, задвижек), проверенной при двукратном подъеме и опускании затвора,
арматуру можно считать подготовленной к установке.
При
неудовлетворительных результатах гидравлических испытаний следует
поступать следующим образом:
1. При потении или пропуске
воды через металл корпуса или крышки арматуру
браковать.
2. При неплотности
сальниковой камеры или фланцевых соединений набивку сальниковых камер или
прокладки фланцевых соединений заменять.
3. При негерметичности
затвора арматуру разбирать для ее ревизии и притирки уплотнительных поверхностей.
После
набивки сальниковых камер или замены прокладок, а также после ревизии арматуры
производится ее повторное гидравлическое испытание пробным давлением на
герметичность затворов и плотность сальниковых камер и фланцевых соединений. В этом случае следует проверить легкость (без заедания)
движения подвижных частей арматуры.
Если
же арматура длительно хранилась на складе и упаковка и заглушки патрубков не
сохранены, такую арматуру без предварительного гидравлического испытания
необходимо подвергнуть полной разборке и ревизии, последующей сборке, а затем
гидравлическому испытанию пробным давлением на прочность и плотность корпуса и
крышки, плотность сальниковых камер и фланцевых соединений и герметичность
затворов.
После
гидравлического испытания вода должна быть спущена, внутренние полости арматуры
просушены путем обдувки сжатым воздухом при открытом затворе, после чего
запорная арматура должна быть плотно закрыта нормальным усилием одного человека на маховик.
В
регулирующей арматуре после гидравлического испытания регулирующий орган
устанавливается в положение «Закрыт».
На
каждый имеющийся или вновь получаемый электропривод с управляемой им арматурой
заводится формуляр, в который заносятся порядковый номер электропривода,
порядковый номер арматуры, дата установки, даты планово-предупредительных
ремонтов, характер ремонта, замена деталей, обнаруженные дефекты и их
устранение.
Перед
монтажом электропривод следует тщательно осмотреть, удалить консервационную
смазку, очистить все загрязненные места при помощи чистой ветоши, смоченной уайт-спиритом, и
обдуть сжатым воздухом все наружные поверхности. Арматура и трубопровод также
должны быть тщательно очищены от грязи, песка, окалины и др.
При
длительном хранении необходимо перед установкой осмотреть электропривод и
коробку путевых выключателей. При осмотре проверить состояние механической
части привода путем поворота маховика (вместе с валиком коробки), который
должен вращаться легко от усилия руки одного человека. При обнаружении
ненормальной работы привод или коробку необходимо направить в ремонтную
мастерскую для разборки и ликвидации причин заедания.
При
монтаже электропривода надо предусмотреть возможность легкого доступа к
маховику привода, местам смазки, коробке конечных выключателей.
Перед
установкой электропривода на арматуру следует установить коробку конечных
выключателей. При этом кулачки коробки конечных выключателей должны быть
полностью освобождены до свободного проворачивания вокруг своей оси.
При
установке коробки конечных выключателей необходимо следить за тем, чтобы не
было перекосов фланцев коробки. Допускается установка прокладки из
промасленного картона между фланцем коробки и приводом. Гайки, крепящие
коробку, следует застопорить пружинными шайбами.
После
установки электропривода следует заполнить корпус редуктора автолом № 10 до уровня контрольной пробки. Все масленки должны быть
тщательно набиты солидолом.
При
осмотре электропривода в процессе эксплуатации необходимо проверить наличие
смазки в ванне редуктора и в подшипниках электродвигателя.
При
использовании колонковых электроприводов вместе с приводными головками следует
помнить, что управление маховиком приводной головки при присоединенной штанге невозможно (червячная передача самотормозящая), поэтому
ручное управление надо осуществлять через маховик электропривода.
Электрическое
управление без надежного заземления недопустимо.
При
установке электропривода на горячих трубопроводах необходимо защитить его от
воздействия температуры. Температура окружающего воздуха не должна превышать 50
°С.
Проверку
электропривода с арматурой производить при наличии рабочего давления в
трубопроводе.
При
этом проверять:
а)
переключение механизма ручной блокировки из положения электрического управления
в положение ручного и наоборот (переключение должно быть легким, без заеданий,
пружина должна обеспечивать нормальное сцепление кулачков полумуфт);
б)
работу электропривода при ручном управлении, для чего один раз открыть и
закрыть затвор арматуры (вращение маховика должно быть плавным, без заеданий).
Исполнительный механизм предназначен
для работы в стационарных установках внутри помещения и должен монтироваться на
полу или на промежуточных конструкциях с
горизонтальным расположением вала.
Допускается
отклонение от горизонтали до 15° в любую сторону.
Условия
работы исполнительного механизма:
а) температура окружающей среды от -30 до +60 °С при
относительной влажности воздуха 30 — 80 % без содержания агрессивных газов;
допускается наличие брызг воды;
б)
постоянная вибрация частотой до 30 Гц с амплитудой колебания до 0,2 мм;
в) продолжительность
включения до 25 % с числом включений до 600 в час.
При
установке механизма с наклоном, превышающим 2°, масло в
редуктор заливать до уровня, обеспечивающего погружение в него разбрызгивающей
крыльчатки на 8 — 10 мм.
Корпус
механизма должен быть заземлен через болт проводом
сечением не менее 4 мм2. После подсоединения к механизму элементов
внешних соединений залить в редуктор масло по уровню риски маслоуказателя и
произвести обкатку редуктора в течение 15 мин.
По окончании обкатки редуктора настроить индукционные датчики в диапазоне 0 —
90°, поворотом выходного вала установить регулирующий орган в среднее
положение, повернуть профильный кулачок относительно выходного вала так, чтобы
риска 45° коснулась ролика толкателей датчиков.
Микровыключатели
настраивать путем установки их кулачков в соответствующие положения. Все
кулачки фиксируются на кулачковом валу блока датчиков зажимной гайкой. После
настройки микровыключателей настраивать упоры кривошипа механизма.
После
6 мес работы механизма проверить тормозное устройство, при увеличении зазора
между тормозным диском и якорем электромагнита следует подрегулировать тормоз
до величины зазора 0,3 — 0,4 мм.
После
года работы механизма промыть редуктор, проверить работу тормозного устройства
и продуть сжатым воздухом внутреннюю полость тормозной
коробки.
5.
РАЗГРУЗКА, ПРИЕМКА, ТРАНСПОРТИРОВАНИЕ, СКЛАДИРОВАНИЕ И ХРАНЕНИЕ АРМАТУРЫ
Разгрузка
арматуры и погрузка ее для транспортировки на склад или к месту установки
выполняются кранами или лебедками способом, обеспечивающим сохранность
арматуры. Сбрасывать арматуру при разгрузке запрещается. При подъеме арматуры
стройку следует производить только за корпус. Запрещается крепить стропы к
шпинделям, маховикам, сальникам, а также пропускать тросы сквозь
болтовые отверстия.
Арматура
должна быть защищена от атмосферных осадков, для чего следует использовать
укрытие из досок.
Электроприводы
и мелкая арматура должны храниться в закрытых складах.
При
хранении на открытой площадке или в помещении без деревянного пола арматуру
следует укладывать на деревянные настилы на высоте не менее 200 мм от земли.
На
складе арматуру необходимо располагать так, чтобы к ней было удобно подходить
при осмотре, проверке, маркировке и погрузке.
При
хранении арматуру следует устанавливать на складе шпинделями вверх. Механизмы
приводов должны быть закрыты деревянными футлярами, а
маховики сняты. Маркировка на арматуре должна быть хорошо видна. Внутренние и
наружные обработанные поверхности должны быть покрыты антикоррозионной смазкой
— техническим вазелином (ГОСТ 782-59).
До
установки арматуры на трубопровод не разрешается снимать заглушки с боковых
патрубков и опробовать вращение привода, так как в случае загрязнения
внутренней полости изделия при открывании и закрывании затвора можно повредить
его уплотняющие поверхности.
Предохранительную
арматуру следует хранить на отдельных стеллажах с соблюдением всех
предосторожностей, установленных для хранения приборов.
Электроприводы необходимо хранить в упаковке завода. Неокрашенные обработанные
поверхности электроприводов должны быть смазаны техническим вазелином.
При
длительном хранении следует производить наружный осмотр
электроприводов и коробки конечных выключателей не реже двух раз в год.
При
обнаружении ненормальностей и работе электроприводов надо направлять их в ремонтные мастерские. Арматура,
поступающая после ремонта (с завода-изготовителя), должна иметь защитное
покрытие, предохраняющее ее от коррозии.
В
процессе хранения за арматурой должны наблюдать специально выделенные рабочие,
предварительно прошедшие инструктаж.
6.
ОРГАНИЗАЦИЯ РЕМОНТА
Основной
задачей ремонта пароводяной арматуры является приведение ее в надежное состояние, гарантирующее ее длительную
работу, путем замены или ремонта изношенных деталей, восстановления необходимых
зазоров.
Эффективное
использование арматуры может быть достигнуто только при правильной организации и систематическом проведении
профилактических ремонтов.
Для
планирования ремонта следует иметь исходные данные, необходимые для расчета
требуемого количества рабочих и их квалификации, для определения потребности в
запасных деталях и материалах.
Для
определения трудоемкости профилактических работ требуется знать их объемы.
Работы
по ремонту пароводяной арматуры разделяются на слесарные, станочные и
термохимические (термохимическая обработка, сварочно-наплавочные работы). Объем
слесарных работ может быть определен по ведомости дефектов и затем
пронормирован. При планировании слесарных работ можно пользоваться укрупненными
данными, рассчитанными применительно к нормальным объемам профилактических и ремонтных работ.
Объем
станочных работ включает изготовление новых деталей взамен изношенных и
восстановление деталей (проточку уплотнительных поверхностей).
Объем
термохимических работ включает термохимическую обработку
деталей (шпинделей) и наплавку уплотнительных поверхностей (корпусов, тарелок).
Система
профилактических ремонтов предусматривает два основных вида ремонта: капитальный и текущий.
6.1.
Оборудование мастерской для ревизии и ремонта арматуры в механическом цехе
электростанции
Создание
хорошо оснащенных специальных цехов по
ремонту арматуры приводит к снижению себестоимости и трудоемкости ремонта, повышению его качества. При
централизованном ремонте пароводяной арматуры большое значение имеют механизация ремонта на месте установки арматуры и создание необходимого обменного фонда
арматуры.
Арматурная
мастерская должна быть оснащена необходимым, стандартным
и нестандартным оборудованием, обеспечивающим ремонт крупной и мелкой арматуры:
металлообрабатывающими станками, приспособлениями для ремонта арматуры в
мастерской и на месте установки, стендами для разборки, сборки и
гидравлического испытания, оборудованием для
термохимической обработки деталей.
Перечень
необходимого оборудования и приспособлений для оснащения арматурной
мастерской приведен в табл. 4.
Таблица 4
|
Оборудование |
Количество, шт. |
Изготовитель, тип |
Примечание |
|
Верстак |
3 |
— |
Готовое изделие |
|
Стенд для ремонта вентилей |
3 |
ЦКБ, ТО-309 |
Изготовить |
|
Тиски |
3 |
ГОСТ 4045-57 |
Готовое изделие |
|
Плита |
2 |
ГОСТ 10905-64 |
-«- |
|
Стенд для сборки и разборки вентилей Dy 50 мм |
2 |
ЦКБ, ТО-316 |
Изготовить |
|
Стенд для сборки и разборки задвижек |
2 |
ЦКБ, ТО-333 |
-«- |
|
Станок двухшпиндельный |
1 |
ЦКБ, ТО-329 |
-«- |
|
Станок для притирки тарелок и шиберов |
1 |
ЦКБ, ТО-332 |
-«- |
|
Станок для притирки вентилей (модель М-3) |
1 |
Сумской ремонтный завод |
Готовое изделие |
|
Станок для вырезки паронитовых прокладок |
1 |
ОРГРЭС |
Изготовить |
|
Станок токарно-винторезный |
1 |
1К62 |
Готовое изделие |
|
Станок вертикально-сверлильный |
1 |
2А135 |
-«- |
|
Станок универсально-фрезерный |
1 |
6М81 |
-«- |
|
Станок |
1 |
332А |
-«- |
|
Гидропресс |
1 |
— |
-«- |
|
Приспособление для гидравлического испытания задвижек |
1 |
ЦКБ, ТО-336 |
Готовое изделие |
|
Стенд для гидравлического испытания фланцевой арматуры |
1 |
ОРГРЭС |
-«- |
|
Стенд для гидравлического испытания вентилей Dy 10 — 50 мм |
1 |
ЦКБ, ТО-362 |
-«- |
|
Стеллаж |
1 |
— |
Изготовить по месту |
|
Печь для азотирования |
1 |
ЦКБ, ТО-328 |
То же |
|
Муфель |
1 |
ЦКБ, ТО-338 |
-«- |
|
Баллон |
2 |
ГОСТ 949-57 |
Готовое изделие |
|
Емкость для растворения аммиака в воде |
1 |
— |
-«- |
|
Осушитель |
1 |
— |
-«- |
|
Выпрямитель |
1 |
ВАС-600/300 |
-«- |
|
Стол |
1 |
— |
-«- |
|
Умывальник |
1 |
— |
-«- |
|
Генератор постоянного тока |
1 |
У-250 |
-«- |
|
Печь для подогрева деталей |
1 |
— |
-«- |
|
Рабочий стол электросварщика |
1 |
— |
Изготовить по месту |
6.2.
Оборудование ремонтной площадки в котельном цехе главного корпуса
Ремонт
арматуры в зависимости от характера дефекта может производиться в арматурной
мастерской или на месте установки.
Для
механизации ремонта крупной арматуры должны быть предусмотрены
грузоподъемные устройства.
Для
обеспечения необходимого качества ремонта арматуры на месте ее установки должны
быть предусмотрены: свободный доступ к арматуре; возможность использования
подъемно-транспортных средств; разводка тока для осветительных и
силовых целей и разводка сжатого воздуха.
Ремонт
арматуры на месте установки должен производиться специальными приспособлениями.
Перечень необходимых приспособлений для обработки деталей арматуры на
металлорежущих станках и при ремонте арматуры на месте установки приведен в
табл. 5.
Таблица 5
|
Приспособление |
Количество, шт. |
Изготовитель, тип |
Примечание |
|
Резьбонакатные головки для накатывания наружных резьб диаметром, мм: |
|||
|
8 |
1 |
Завод «Фрезер» |
Готовое изделие |
|
16 — 27 |
1 |
||
|
22 — 24 (шаг 5 мм) |
1 |
||
|
26 — 32 (шаг 5 — 6 мм) |
1 |
||
|
36 |
1 |
||
|
Приспособление для фрезеровки седел вентилей и обратных клапанов |
1 |
Каунасэнергоремонт, А-2597 |
То же |
|
Приспособление для притирки вентилей и обратных клапанов Dy 10 — |
1 |
Каунасэнергоремонт, А-2627 |
-«- |
|
Приспособление для проточки уплотнительных поверхностей корпусов вентилей Dy 50 мм |
1 |
ЦКБ, |
Изготовить |
|
Приспособление для шлифовки и притирки седел вентилей Dy 10 — 20 мм |
3 |
Каунасэнергоремонт, |
Готовое изделие |
|
Приспособление для проточки уплотнительной |
2 |
ЦКБ, КТ-883 |
Изготовить |
|
Приспособление для шлифовки седел задвижек Dy 100 — 225 мм |
2 |
Каунасэнергоремонт, |
Готовое изделие |
|
Приспособление для шлифовки седел задвижек Dy 80 — 200 мм |
2 |
ЦРМЗ Мосэнерго, ПМА-0200000 |
Изготовить |
|
Приспособление для шлифовки седел задвижек Dy 200 — 800 мм |
1 |
ЦРМЗ Мосэнерго, ПМА-0100000 |
-«- |
|
Приспособление для проточки зеркал фланцев арматуры Dy 100 — |
1 |
ЦКБ, А-2620 |
-«- |
Качество
ремонта арматуры на месте установки должно быть не ниже, а сроки выполнения
короче, чем при выполнении аналогичных операций в условиях ремонтных
мастерских.
7.
ПОДГОТОВКА К РЕМОНТУ И ПРИЕМ АРМАТУРЫ В РЕМОНТ
Перед
началом работы по ремонту пароводяной арматуры необходимо проинструктировать бригаду
по правилам техники безопасности и
противопожарной защиты.
Работу
следует производить только по оформленному промежуточному наряд-допуску и разрешению на огневые работы.
Работа
с электроинструментом разрешается лишь лицам, имеющим специальную подготовку и знающим правила обращения с электроинструментом.
Работать
с электроинструментом одному человеку на местах, где отсутствуют люди, которые
могут в случае необходимости
оказать ему помощь, не разрешается.
Работать
с электро- и пневмоинструментом с переносной лестницы не разрешается.
Для
ручных переносных ламп разрешается использовать напряжение не выше 12 В.
На высоте 2 м и более разрешается работать лишь на лесах и
подмостях, выполненных по проекту, утвержденному главным инженером
электростанции. Леса и подмости высотой менее 2 м выполняются по проекту,
утвержденному начальником цеха.
Построенные
леса и подмости до начала работ должны быть приняты по акту.
При
производстве электросварочных работ в пределах видимости сварщика должен
находиться наблюдающий, который может оказать помощь сварщику, попавшему под
напряжение.
Сварщик,
наблюдающий и работающие рядом люди должны пользоваться защитными средствами,
предохраняющими от поражения током.
В
котле и возле котла следует работать в каске с мягкой подкладкой.
Своевременная подготовка к капитальному ремонту существенно влияет на его сроки и качество. В основном она заключается в
подготовке инструмента, приспособлений,
такелажа, запасных частей, в заготовке материала, укомплектовании ремонтных бригад, установлении объема работ, разработке технологии ремонта.
До
начала капитального ремонта составляется и
утверждается следующая документация:
—
график подготовительных работ;
—
ведомость объема работ;
—
технологический график проведения капитального ремонта;
—
технологические процессы и чертежи на сложные работы и работы по реконструкции;
—
план размещения демонтируемой арматуры с учетом допустимых нагрузок на площадки и перекрытия.
В
графике подготовительных работ должны быть указаны сроки изготовления
приспособлений и инструментов, сроки заготовки материалов и запасных частей,
выполнение мероприятий по технике безопасности.
Ведомость
объема работ капитального ремонта арматуры составляется на основе
эксплуатационных материалов, актов осмотров, аварийных актов, документов
последнего капитального ремонта, результатов испытаний и плана мероприятий по повышению надежности работы арматуры.
Эксплуатационные материалы позволяют судить о характере неполадок в работе за
предшествующий ремонту период. Ведомость объема работ включает перечень дефектов
деталей, подлежащих ремонту (дефекты на уплотнительных
поверхностях седел и тарелок, износ резьбы резьбовой втулки, задиры на рабочей
поверхности шпинделя, эрозионные износи штоков и шпинделей, трещины на
наплавленных уплотнительных поверхностях
седел, тарелок и др.).
Технология
ремонта в объеме типовой номенклатуры разрабатывается для каждого вида арматуры
с целью правильной организации ремонта на высоком техническом уровне. В
технологическом процессе должны быть приведены указания по проверке арматуры перед
ремонтом, технологическая последовательность проведения работ и способы их
выполнения, методы проверки узлов и измерения зазоров, чертежи приспособлений и
нормы времени.
К
технологическому процессу должны быть приложены формуляры, разработанные применительно
к данному типу арматуры с указанием номинальных и предельно допустимых зазоров.
В
период подготовки к капитальному ремонту составляется план организации
ремонтных работ, который включает: методы, обеспечивающие выполнение основных
ремонтных работ, установку подмостей и такелажных приспособлений, оборудование
ремонтных площадок для размещения деталей, материалов и приспособлений; способы
подачи сжатого воздуха, кислорода, ацетилена и обеспечения подводки напряжения
для сварочных работ; способы обеспечения
ремонта транспортными средствами; порядок станочной обработки ремонтируемых
деталей и средства доставки.
Проверка арматуры до ремонта производится на остановленном
оборудовании или на отключенных участках
трубопроводов с удаленной рабочей средой. Цель
проверки — выявление состояния деталей арматуры и определение
объема ремонта. При проверке осматриваются все
узлы дистанционных приводов и проверяется их исправное состояние. При этом
тщательно очищаются от старой смазки и грязи
шестеренчатые пары и шарниры, а затем промываются керосином.
Проверяется
также прочность крепления всех деталей и узлов электроприводов.
При
осмотре шпилек и гаек проверяется состояние рабочей поверхности резьбы —
отсутствие задиров, забоин и др.
В
первую очередь следует проверить:
а) состояние уплотнительных поверхностей
седел и тарелок;
б)
плотность посадки седла в корпусе;
в)
состояние уплотнительных поверхностей корпуса и крышки под прокладку;
г)
поверхность шпинделя, соприкасающегося во время работы с сальниковой набивкой;
д)
резьбу шпинделя;
е)
резьбу втулки шпинделя;
ж)
азотированный слой шпинделя, тарелок и седел;
з)
величину зазоров между шпинделем и грандбуксой и шпинделем и кольцом сальника;
и)
шпиндель (на отсутствие искривления);
к)
детали крепления тарелки в запорной и предохранительной арматуре;
л)
призму и призматические гнезда на рычагах предохранительных клапанов.
Технический
уровень ремонта повышается созданием обменного фонда, организацией ремонта
основного количества арматуры на месте установки (без вырезки из трубопроводов)
и централизованным ремонтом изношенной арматуры в заводских условиях.
С
созданием обменного фонда арматуры значительно снижается трудоемкость ремонта и сокращается длительность простоя оборудования в ремонте. При этом ремонт снятой дефектной арматуры может
производиться в перерывах между ремонтом основного оборудования, что позволяет
равномерно загрузить ремонтный персонал и улучшить качество ремонта. Обменный
фонд должен создаваться путем приобретения
новой арматуры и восстановления старой.
Перечень необходимых материалов (с указанным
количества), которые должны быть заготовлены
до начала капитального ремонта арматуры котлоагрегата
паропроизводительностью до 120 т/ч, приведен в табл. 6.
Таблица 6
|
Материал |
Назначение |
Диаметр (размер) |
ГОСТ на прокат |
Масса заготовки, кг |
Материал-заменитель |
|
1. |
|||||
|
38Х2МЮА |
Тарелки, шпиндели |
25 |
ГОСТ 2590-71 |
3 |
30ХМА |
|
30 |
3 |
||||
|
40 |
3 |
||||
|
130 |
9 |
||||
|
1X18Н9Т |
Уплотнительные кольца регулирующих клапанов |
75 |
ГОСТ 2529-71 |
3 |
3X13 |
|
110 |
3 |
||||
|
140 |
5 |
||||
|
3X13 |
Втулки, седла, тарелки аварийных клапанов, кольца сальников, седла, гильзы регулирующих клапанов |
30 |
ГОСТ 2590-71 |
5 |
2X13 |
|
50 |
7 |
||||
|
100 |
6 |
||||
|
2X13 |
Золотники регулирующих клапанов |
85 |
ГОСТ 2590-71 |
10 |
3X13 |
|
120 |
12 |
||||
|
35Х |
Шпиндели вентилей, задвижек |
28 |
ГОСТ 2590-71 |
3 |
30ХМА |
|
40 |
3 |
||||
|
48 |
12 |
||||
|
56 |
12 |
||||
|
30ХМА |
Шпильки |
32 |
ГОСТ 2590-1 |
8 |
38X2Ю |
|
2. Углеродистая |
|||||
|
20 |
Седла задвижек, тарелки вентилей, |
75 |
ГОСТ 2590-71 |
10 |
— |
|
25 |
110 |
10 |
|||
|
150 |
12 |
||||
|
35 |
Шпиндели задвижек, шпильки |
28 |
ГОСТ 2590-71 |
3 |
— |
|
32 |
8 |
||||
|
40 |
3 |
||||
|
48 |
12 |
||||
|
30 |
Гайки |
30 |
ГОСТ 2590-71 |
3 |
— |
|
40 |
3 |
||||
|
48 |
4 |
||||
|
3. Паронит |
|||||
|
Паронит |
Прокладки |
Толщина 0,4 |
— |
5 |
— |
|
листа 0,6 |
— |
5 |
|||
|
1,5 |
— |
5 |
|||
|
2,0 |
— |
5 |
|||
|
3,0 |
5 |
||||
|
4. Цветной металл |
|||||
|
БрАЖ9-4 |
Втулка резьбовая |
30 |
ГОСТ 1945-59 |
3,0 |
БрАЖМЦ 10-3-1,5 |
|
35 |
3,5 |
||||
|
5. Наплавочные |
|||||
|
ЦН-6М |
Наплавка уплотнительной поверхности арматуры |
3 |
ГОСТ 10051-62 |
40 |
— |
|
4 |
|||||
|
5 |
|||||
|
ЦТ-1 |
Промежуточная подушка под наплавку электродами ЦН-2 |
3 |
ГОСТ 10051-62 |
5 |
ЦТ-15 |
|
4 |
|||||
|
5 |
|||||
|
6. Сальниковая |
|||||
|
Набивка «Рациона |
— |
12×12 |
— |
3 |
— |
|
10×10 |
3 |
||||
|
8×8 |
2 |
||||
|
Асбестовый шнур |
— |
12×12 |
— |
3 |
— |
|
10×10 |
3 |
||||
|
8×8 |
2 |
||||
|
7. Притирочные материалы |
|||||
|
Электрокорунд Kпр = 0,28 |
Предварительная притирка уплотнительной поверхности |
— |
— |
3 |
— |
|
Карбид бора Kпр = 0,63 (зернистость 100 и менее) |
Притирка уплотнительной поверхности |
— |
ГОСТ 3647-59 |
3 |
— |
|
Паста ГОИ Kпр = 0,29 (тонкая |
Окончательная притирка (доводка) |
— |
ГОСТ 9206-59 |
1,5 |
— |
|
Алмазные пасты: |
Притирка уплотнительной поверхности (предварительная и |
||||
|
АП-40 |
— |
— |
0,04 |
— |
|
|
АП-20 |
— |
— |
0,04 |
— |
|
|
АП-10 |
— |
— |
0,04 |
— |
7.1.
Мероприятия по охране труда и технике безопасности
При
разборочных и монтажных работах применение специальных приспособлений
и инструментов, съемников для выпрессовки деталей и других механических приспособлений улучшает
условия труда рабочих.
Все
применяемые приспособления и устройства должны соответствовать определенным
требованиям охраны труда и техники безопасности. К подъемно-транспортным
средствам предъявляется прежде всего общее требование — обеспечение этих
средств надежными устройствами для торможения и фиксирования груза в любом положении по высоте.
Все
грузоподъемные средства заранее испытываются на соответствующие нагрузки;
каждое из таких средств имеет удостоверение о результатах проведенного
технического освидетельствования. Грузоподъемные средства, не имеющие клейма,
удостоверяющего их допустимую грузоподъемность, или сертификата на годность к
эксплуатации, к разборке арматуры (механизмов) не допускаются.
Категорически
запрещается пользоваться непроверенными и неиспытанными грузоподъемными
средствами. При демонтаже деталей необходимо знать их массу и использовать
соответствующие массе грузоподъемные средства.
Тросы
и концы для подъема деталей применяются только проверенные и исправные.
К
рабочим инструментам, используемым при разборке арматуры, также предъявляется
ряд обязательных требований. Так, например, поверхность бойка молотка должна
иметь слегка выпуклую форму. Ручка молотка должна быть овального сечения;
молоток на ней должен быть прочно закреплен.
Зубилами
с косой и сбитой затылочной частью пользоваться запрещается. Отвертки
применяются только с хорошо заправленной рабочей
частью и удобной рукояткой. Съемниками с изношенной рабочей поверхностью,
трещинами или с изношенной или помятой резьбой винтов пользоваться запрещается.
Перед
тем как использовать ручной инструмент с электроприводом, необходимо тщательно
проверить его исправность.
Разборка
арматуры на места установки или в мастерской связана с подъемом и перемещением
тяжелых деталей. Поэтому необходимо правильно стропить детали и узлы.
При
разборке или сборке арматуры работа должна быть четко организована во избежание
защемлений, ушибов, задеваний за неподвижные конструкции, стравливания стропов
и т.п.
Большое
значение имеет хорошее освещение места разборки. Освещенность должна быть в
пределах 60 —
80 лк.
8.
ОБЩИЕ ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ И ТЕХНИЧЕСКИЕ УСЛОВИЯ
8.1. Демонтаж и разборка арматуры
В
зависимости от степени износа деталей и узлов, а также категории ремонта
пароводяная арматура ремонтируется в механическом цехе электростанции или непосредственно
на месте ее установки.
При
современной тенденции к увеличению продолжительности эксплуатационного периода
ремонт пароводяной арматуры должен базироваться на заводском методе. Сократить
продолжительность простоя основного оборудования можно, если демонтировать
арматуру для разборки и ремонта ее в цехе, а на место демонтированной
установить новую или заранее отремонтированную и испытанную арматуру.
Естественно, что такой метод целесообразен лишь при
капитально-восстановительном ремонте.
Успешное
выполнение ремонта арматуры в значительной мере зависит от того, как была
сделана разборка. Операции разборки — это
ответственные операции, производимые по определенной технологии для каждого
типа арматуры.
Перед
разборкой арматуры необходимо ознакомиться с чертежами, и инструкциями по ней,
а также проверить ее укомплектованность.
При
разборке арматуры узлы и детали контролируются и сортируются на три группы:
годные, требующие ремонта, негодные.
Годные
— не имеющие повреждений, влияющих на их работу в арматуре, сохранившие свои
первоначальные размеры или имеющие износ в пределах поля допуска по чертежу.
Требующие
ремонта — имеющие износ или повреждения, устранение которых технически возможно
и экономически целесообразно.
Негодные
— подлежащие замене, имеющие износ и повреждения, устранение которых либо
невозможно по техническим причинам, либо экономически нецелесообразно.
Одновременно
выявляются по каждому узлу отсутствующие детали. Трудно снимающиеся детали,
собранные по неподвижным посадкам и длительное время не разбиравшиеся, следует
разбирать с помощью гидравлических съемников. При этом необходимо рассчитать
усилия запрессовки разбираемого узла.
Когда
невозможно применять для разборки съемники, можно пользоваться молотками или
кувалдами. При применении стальных молотков и
кувалд удары должны наноситься через мягкую подкладку.
Для
облегчения съема детали можно подогревать охватывающую деталь нагретым маслом, паром или огнем.
При
разборке ряда узлов (изделий) детали каждого узла (изделия) должны
маркироваться и складываться в отдельные ящики. Для выдержки взаимного
расположения деталей метки должны ставиться так, чтобы фиксировалось нужное
положение.
Для
маркировки деталей арматуры можно пользоваться:
—
клеймами (для незакаленных деталей, которые не
деформируются при ударах);
—
краской (для любых деталей);
—
кислотой (для закаленных и незакаленных деталей);
—
электрографом (для незакаленных и закаленных стальных деталей);
—
бирками.
8.2.
Очистка и промывка деталей перед дефектацией
Очистка
деталей после разборки узлов необходима для их осмотра и выявления дефектов
(трещин, задиров, царапин, коррозии, выкрашивания металла и др.), а также для
дальнейшей технологической обработки или консервации.
Детали
подвергаются промывке для очистки от грязи, посторонних включений, масла.
Основные
способы промывки деталей приведены в табл. 7.
Таблица 7
|
Способ промывки |
Оборудование и |
Моющий раствор |
|
Ручной |
Ванна с сеткой (целесообразно иметь две ванны: для предварительной и окончательной промывки). После выдержки в растворе очистка щетками, обтирочными |
Керосин, бензин |
|
В баках |
Передвижной или стационарный бак, в нижней части которого |
1. 3 — 5 %-ный раствор кальцинированной соды в воде 2. По 30 г тринатрийфосфата и 3. 10 %-ный водный раствор каустической соды 4. 0,1 |
|
Моечной машиной |
Моечная машина (стационарная или передвижная, однокамерная |
Промывка
деталей производится последовательно в горячем растворе, затем в чистой горячей
воде, после чего детали тщательно высушиваются.
Детали
со шлифованными и полированными поверхностями рекомендуется промывать отдельно.
В
щелочных растворах нельзя мыть детали из цветных металлов, резины, пластмасс,
тканей.
Нагар
удаляется скреблами, шаберами, стальными щетками или химическим способом:
детали выдерживаются в течение 15 — 25 мин в растворе,
состоящем из 3,5 % эмульсола, 0,15 %
кальцинированной соды и воды (температура
раствора 60 — 80 °С).
8.3.
Выявление дефектов
Цель выявления дефектов в
деталях — рассортировка деталей на годные, негодные и требующие ремонта, а также уточнение объема работ, предусмотренного ремонтной
ведомостью.
При
дефектации:
а)
проводится внешний (визуальный) осмотр для выявления видимых повреждений —
трещин, поломок и др.;
б)
обмеряются рабочие поверхности с помощью мерительного инструмента для
установления величины износа и определения пригодности детали к дальнейшей работе;
в)
контролируется взаимное расположение поверхностей с помощью специальных
приборов или инструмента для определения величины возможного изгиба, коробления;
г)
исследуются детали специальными методами для обнаружения дефектов, невидимых
глазом.
Для выявления невидимых
дефектов, которые могли появиться в детали при ее изготовлении или в процессе эксплуатации,
применяется цветная, люминесцентная, магнитная, ультразвуковая, рентгеновская
дефектоскопия и гамма-дефектоскопия, а также проводится гидравлическое
испытание.
Цветная
дефектоскопия служит для выявления незаметных для глаза поверхностных дефектов
с помощью раствора следующего состава: керосин — 65 %, трансформаторное масло —
30 %, скипидар — 5 %. В скипидар вводится краситель (судан III, II или I) из расчета 5 — 6 г на 1 л
раствора.
Люминесцентная
дефектоскопия служит для выявления незаметных для глаза поверхностных дефектов.
Магнитная
дефектоскопия — для выявления поверхностных и подповерхностных дефектов у
изделий и полуфабрикатов, изготовленных из ферромагнитных материалов (стали,
чугуна). Существуют методы магнитного контроля — индукционный, магнитных
порошков и магнитных суспензий.
Индукционный
метод предназначается для выявления подповерхностных (скрытых) дефектов. Он
заключается в намагничивании проверяемой детали
электрическим током и в наблюдении за изменением величины электродвижущей силы
в различных точках с помощью катушки искателя и контрольных приборов
(гальванометров, сигнальных ламп).
Ультразвуковая
дефектоскопия служит для выявления внутренних дефектов в деталях из различных
материалов на значительной глубине (от 10 мм до
нескольких метров), но без определения внутренней формы дефекта. Она основана
на способности упругих колебаний отражаться от границы двух сред с различными
физическими свойствами.
Рентгеновская
дефектоскопия служит для выявления внутренних дефектов металлов. Она может
осуществляться двумя методами: диаскопическим с помощью флюоресцирующего экрана
и фотографическим с помощью фиксации дефектов на высокочувствительной пленке.
Гамма-дефектоскопия
служит для выявления внутренних пороков металлов. Гамма-лучи могут просвечивать
металлы толщиной более 300 мм. Источник гамма-лучей (радий, радий-мезаторий и др.) из-за вредного влияния на организм
человека должен находиться в специальных хорошо защищенных ампулах. В
производственных условиях применяются переносные свинцовые контейнеры массой 8
— 10 кг с вделанной в них ампулой. При
гамма-дефектоскопии необходимо строго соблюдать правила техники безопасности и
охраны труда.
Гидравлическое
испытание корпусных деталей позволяет обнаружить трещины и раковины.
Гидравлическое испытание арматуры на прочность и плотность должно производиться
на специальных стендах.
8.4.
Составление ведомости дефектов
В
ведомости дефектов подробно перечисляются дефекты арматуры в целом, каждого
узла в отдельности и каждой детали, подлежащей восстановлению и упрочнению.
Правильно
составленная и достаточно подробная ведомость дефектов является существенным
дополнением к технологическому процессу ремонта. Этот ответственный документ
обычно составляет технолог по ремонту при участии бригадира ремонтной бригады,
мастера ремонтного цеха и представителя цеха-заказчика.
После
составления ведомости дефектов начинается ее конструктивная проработка и выдача
чертежей для проведения ремонта.
Ведомость
дефектов является исходным техническим
и финансовым документом. Ниже приводится форма
ведомости дефектов.
Ведомость дефектов
(форма)
|
Дата |
Вид ремонта |
Арматура |
Завод-изготовитель |
Шифр |
Материал |
Рабочая сила |
||||||
|
Узлы |
Номер детали и |
Количество, шт. |
Описание дефектов узлов и деталей |
Перечень работ, |
Наименование |
Марка, |
Черный вес |
Стоимость |
Слесари |
Станочники |
||
|
Норма, чел.-ч |
Разряд работы |
Норма, чел.-ч |
Разряд работы |
|||||||||
8.5.
Консервация деталей
Основная
цель консервации деталей, узлов и механизмов
пароводяной арматуры — предохранение от коррозии.
Детали
или узлы арматуры после изготовления или ремонта подвергаются консервации, если
они не поступают сразу же на сборку. Консервации подвергаются детали арматуры
после их разборки, если они не отправляются сразу же в ремонт.
Консервация
заключается в том, что обработанную поверхность деталей покрывают масляным
составом, хорошо предохраняющим от влияния окружающей среды, консервирующий состав должен иметь высокую вязкость при
нормальной температуре окружающей среды и меньшую — в подогретом состоянии.
Масляная смесь во время консервации должна проникать во все поры и
шероховатости поверхности, а после остывания образовывать прочную защитную
пленку.
Перед
консервацией поверхность деталей арматуры должна быть очищена от грязи, пыли,
ржавчины, жировых и прочих загрязнений, а также от продуктов коррозии.
Выбор
метода очистки поверхности определяется металлом, из которого изготовлена
деталь, степенью загрязнения, габаритными размерами, характером механической
обработки поверхности и наличием каких-либо постоянных покрытий
(гальванических, химических).
Консервация
деталей должна проводиться не позже чем через 2 ч после подготовки поверхности.
Перед
консервацией детали арматуры должны быть осмотрены. Детали с необезжиренными
поверхностями и коррозионными поражениями к консервации не допускаются.
Консервация
деталей должна производиться консистентными и жидкими смазками в зависимости от
условий хранения.
В
качестве защитных консистентных рекомендуются смазки: ПВК (ГОСТ 10586-63), УНЗ (ГОСТ 3005-51), УН (ГОСТ 782-59), ПП-99/5.
Консистентные
смазки перед использованием, а также после перерыва в работе следует прогреть
до температуры 105 — 115 °С для удаления влаги.
Детали
консервируются нагретыми смазками с помощью кисти или пульверизатора. Смазка
нагревается до 60 —
80 °С и наносится на очищенную сухую поверхность
деталей.
Консервация
проводится в помещении при температуре не ниже 12 °С.
Детали, подлежащие консервации, должны иметь такую же температуру. Резкие
колебания температуры при консервации не допускаются, так как это может вызвать
конденсацию влаги на поверхности детали.
В
качестве защитных жидких смазок рекомендуются смазки: НГ-203А, НГ-203Б, НГ-203В (ГОСТ 12328-66). Жидкие смазки можно наносить холодными (18 — 25 °С) или подогретыми (50 — 80
°С).
9.
ТЕХНОЛОГИЯ И ТЕХНИЧЕСКИЕ УСЛОВИЯ РЕМОНТА (ИЗГОТОВЛЕНИЯ) ДЕТАЛЕЙ АРМАТУРЫ
Ремонт
пароводяной арматуры должен выполняться в полном соответствии с рабочими
чертежами и техническими условиями.
Материалы, применяемые для изготовления деталей вентилей,
должны соответствовать маркам и ГОСТ, указанным в рабочих чертежах, и
подтверждаться сертификатами, а в случае отсутствия последних — лабораторными
испытаниями.
Заготовки
для изготовления деталей из нержавеющей стали должны подвергаться термической обработке в соответствии с указаниями на
чертежах.
Чистота
обработки поверхностей деталей должна
соответствовать указанной на рабочих чертежах и в ГОСТ 2789-59,
но не ниже 4-го класса чистоты (для
второстепенных обработанных поверхностей деталей).
Допускаются
комплектующие изделия, прошедшие входной контроль ОТК ремонтного предприятия.
Комплектующие изделия, применяемые при ремонте пароводяной арматуры,
должны соответствовать ГОСТ, техническим условиям и чертогам
завода-изготовителя.
Размеры,
допуски и степень чистоты поверхностей деталей пароводяной арматуры после восстановления или изготовления должны
соответствовать требованиям рабочих чертежей и настоящего Руководства.
Не
допускается применение прокладок, не предусмотренных чертежами.
Притирка
уплотнительных поверхностей тарелки и уплотнительного кольца должна
обеспечивать герметичность затвора, при этом необходимо обеспечить сопряжение
этих поверхностей на величину не менее 80 % ширины меньшей уплотнительной поверхности.
Профиль
резьбы на деталях должен соответствовать требованиям ГОСТ
9150-59, ГОСТ
16093-70 и ГОСТ 6111-52. В
резьбе не должно быть сорванных виток, искаженного профиля, забоин и заусенцев.
Резьба
проверяется резьбовыми предельными калибрами. Вся резьба, за исключением
наружной трапецеидальной, выполняется по 3-му классу
точности, наружная трапецеидальная (для шпинделей) — по классу 3X (ГОСТ
9562-60).
На
шпинделях и шпильках не допускаются подрезы в местах выхода резца.
Трапецеидальная
резьба шпинделя и втулки шпинделя выполняется по 5-му классу чистоты (ГОСТ 2789-59).
Свободные
размеры между обработанными поверхностями деталей должны быть выполнены по 7-му классу точности, между обработанными и необработанными
поверхностями — по 9-му классу точности (ОСТ 1010). Овальность и эксцентричность отверстий под шпильки допускаются в пределах 50 % величины допуска на
соответствующий диаметр.
Изготовление
(восстановление) деталей, подлежащих наплавке, должно производиться согласно указаниям на чертежах деталей и в соответствии с действующей инструкцией по наплавке.
Поры,
раковины и шлаковые включения на уплотнительных поверхностях деталей задорной
арматуры и на регулирующих поверхностях регулирующей арматуры не допускаются.
При
разделке фасок и канавок для наплавки не должно быть острых углов и
вертикальных стенок. Поверхность детали, предназначенной для наплавки, должна
быть очищена от следов ржавчины, грязи и жировых веществ до металлического блеска.
После
наплавки следует медленно охладить детали в ящике с песком (при наплавлении
электродами ЦН-6 и ЦТ-1).
Термическая
обработка деталей должна производиться согласно указаниям на чертежах деталей и
в соответствии с действующими инструкциями по термообработке.
Результаты
термообработки должны быть проверены на твердость по Бринеллю или Роквеллу на заготовках деталей или в процессе
механической обработки последних. Твердость деталей после термообработки должна
соответствовать указаниям на чертежах.
Азотирование
восстановленных (изготовленных) деталей должно производиться согласно указаниям
на чертежах и в соответствии с инструкциями по азотированию и химическому
никелированию. После азотирования должна быть проведена 100 %-ная проверка деталей на твердость по Виккерсу и 10 %-ная (но не менее 5 деталей) — на сплошность покрытия 5 — 7
%-ным раствором медного купороса.
Измерение
твердости деталей, которые по своим размерам не могут быть испытаны на приборе Виккерса, должно производиться на образцах-свидетелях.
Качество
покрытия после азотирования должно проверяться внешним осмотром.
Детали,
подлежащие азотированию, должны быть изготовлены согласно указаниям на чертежах
и в соответствии с инструкциями по азотированию.
Притирку
уплотнительных поверхностей арматуры необходимо производить только специальными
притирами. Не допускается притирка одной детали по другой.
Поверхность
под притирку должна быть не ниже 6-го класса
чистоты (ГОСТ 2789-59).
На
притертых уплотнительных поверхностях деталей запорной арматуры дефекты,
видимые невооруженным глазом, не допускаются.
Готовые
изделия после ремонта и их детали должны быть приняты ОТК ремонтного
предприятия в соответствии с чертежами и настоящим Руководством.
На
принятых изделиях (после их испытания и окраски) ОТК ставит свое клеймо. Клеймо
разрешается ставить только на нерабочей поверхности деталей.
9.1.
Требования к ремонтным размерам
Надежность
работы узлов пароводяной арматуры в значительной мере зависит от правильно
выбранных зазоров и натягов сопрягаемых деталей, устанавливаемых как
в процессе производства, так и при ремонте арматуры.
Срок службы сопряжения тем больше, чем меньше начальный зазор.
Последний зависит от чистоты поверхности деталей, сопряжения. Величина же
начального зазора должна лежать по возможности в небольших пределах, что
достигается повышением точности изготовления деталей. Однако последнее вызывает
удорожание стоимости обработки деталей в процессе изготовления или ремонта.
Поэтому, когда необходимо выдержать зазоры или натяги в довольно небольших
пределах, а повышение точности обработки за счет
уменьшения допуска на обработку нежелательно по экономическим соображениям,
прибегают к методу подбора деталей. Детали изготовляют с довольно широкими
допусками и, обмеряя их, сортируют на группы по более жестким допускам или
подбирают, добиваясь при этом требуемого зазора. Первый способ подбора широко
распространен в производстве, особенно при сборке арматуры, второй — при
ремонте.
Неподвижные
сопряжения характеризуются величиной натяга, определяемого заданной посадкой.
При одном и том же виде посадки действительный натяг в сопряжении зависит от
чистоты обработанной поверхности деталей.
В
процессе эксплуатации арматуры под действием передаваемых нагрузок прочность неподвижных посадок уменьшается. Переход посадки из
неподвижной в подвижную нарушает прочность
сопряжения и приводит к быстрому износу его деталей. Неподвижное сопряжение
сохраняет свою работоспособность до тех пор, пока натяг не станет меньше
минимально допустимого для данной посадки. Чтобы продлить работоспособность
неподвижных сопряжений, необходимо обрабатывать детали при ремонте в
соответствии с техническими условиями.
9.2.
Метод ремонтных размеров
Метод
ремонтных размеров состоит в том, что изношенную деталь
обрабатывают до определенного, заранее установленного размера, называемого
ремонтным.
При
этом методе восстанавливаются правильность геометрической формы и чистота
поверхности деталей без сохранения начальных размеров. С помощью механической
обработки изношенный поверхностный слой детали удаляется и деталь получает
новый размер — ремонтный, больший или меньший начального. Так как механической
обработкой начальные размеры изменяются в сторону износа (в тело детали),
использовать в качестве сопрягаемых деталей новые детали с начальными размерами
нельзя.
Сопрягаемые
детали должны иметь также ремонтные размеры применительно к восстанавливаемой
основной детали. Это достигается установкой при сборке сопряжений новых
запасных деталей с соответствующими ремонтными размерами.
В
связи с этим в настоящее время при ремонте пароводяной арматуры применяются два
вида ремонтных размеров — регламентированные и свободные.
Регламентированные
ремонтные размеры предусматриваются техническими условиями на восстановление
ряда деталей. При обработке деталей под регламентированные ремонтные размеры
приходится снимать не только дефектный, образовавшийся в результате износа
поверхностный слой металла и восстанавливать геометрическую форму детали, но и
вести механическую обработку до тех пор, пока не будет
достигнут ремонтный размер детали.
Свободные
ремонтные размеры предусматривают обработку до получения правильной геометрической формы и чистоты рабочей
поверхности деталей. В зависимости от характера и величины их износа детали
могут иметь различные размеры. Сопрягаемая деталь подгоняется к восстановленной
до ее свободного размера. Таким образом, сборка сопряжений со свободными
ремонтными размерами связана с методом подгонки. При свободных ремонтных
размерах заранее изготовить детали с окончательными размерами нельзя. Они могут
быть изготовлены в полуобработанном виде с оставлением припуска на окончательную
подгонку их по месту.
Величина
нового ремонтного размера, сообщаемого детали,
зависит от ее износа и припуска на обработку. Величина износа устанавливается
обмером детали.
Предельно
допустимые размеры отдельных деталей арматуры определяются прочностью детали,
глубиной азотированного или
поверхностно закаленного слоя.
При
восстановлении деталей способом ремонтных размеров приходится снимать в
большинстве случаев небольшие припуски, т.е. вести резание при небольшой
глубине и малых сечениях стружки. Поэтому операции механической обработки под
ремонтный размер являются чистовыми.
Восстановление
деталей под ремонтный размер является широко распространенным, общедоступным и
наиболее дешевым способом по сравнению с другими. Однако способ ремонтных
размеров имеет и существенные недостатки, основным
является нарушение взаимозаменяемости деталей,
которая сохраняется лишь в пределах данного ремонтного размера.
9.3.
Ремонт вентилей и обратных клапанов
9.3.1. Корпус обратного клапана
и вентиля Dу 50 — 150 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||||||
|
изделия |
детали |
H |
H1 |
h1 |
D |
L |
H |
h1 |
||
|
Вентили |
||||||||||
|
К-135512 |
К-135510 |
100 |
25Л |
183,0 |
187,0 |
4,5 |
170+0,26 |
430 |
185,0 |
5,0 |
|
К-135470 |
К-135465 |
150 |
25Л |
247,0 |
251,0 |
4,5 |
215+0,60 |
550 |
249,0 |
5,0 |
|
К-136165 |
К-136148 |
50 |
25Л |
110,5 |
112,5 |
4,0 |
95+0,23 |
290 |
111,5 |
4,5 |
|
33802 |
33773 |
80 |
25Л |
163,0 |
167,0 |
5,0 |
150+0,33 |
380 |
165,0 |
5,5 |
|
К-136175 |
К-136181 |
50 |
25Л |
110,5 |
112,5 |
4,0 |
95+0,23 |
190 |
115,5 |
4,5 |
|
Обратные клапаны |
||||||||||
|
33806 |
33773 |
80 |
25Л |
163,0 |
167,0 |
5,0 |
150+0,53 |
380 |
165,0 |
5,5 |
|
33790 |
33773 |
80 |
25Л |
163,0 |
167,0 |
5,0 |
150+0,53 |
380 |
165,0 |
5,5 |
|
Характер дефектов |
Содержание операции |
Технические |
Инструмент и |
|
1. Задир, забоины, |
1. |
1. Обработанная притертая поверхность должна соответствовать |
|
|
2. Уменьшение высоты наплавленного слоя в результате |
2а. Снятие корпуса с трубопровода 2б. Проточка наплавленного слоя до значений H1, соответствующих Dу 2в. Наплавка электродами ЦН-6 2г. Проточка наплавленной поверхности с последующей притиркой и |
2а. 2б. Наплавку электродами ЦН-6 производить с сопутствующим подогревом 2в. При притирке применять |
Притиры, штангенциркуль (ГОСТ 166-63), |
|
3. Эрозионный износ посадочных мест Б под прокладку |
3. Проточка или прошлифовка посадочного места Б |
3а. При проточке обеспечить плоскостные поверхности Б. 3б. Неперпендикулярность плоскости Б к осям шпилек 3в. Смещение оси диаметра D при проточке не |
— |
|
4. Эрозионный износ посадочных мест Б под прокладку глубиной |
4. Разделка дефектного места и наплавка электродами УОНИ-13/55, |
9.3.2. Корпус вентиля Dу 50 — 150 мм
|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||||||||
|
изделия |
детали |
|||||||||||
|
H |
H1 |
h1 |
D |
L |
H |
h1 |
L |
|||||
|
К-211651 |
К-39997/А |
100 |
25Л |
185,0 |
189 |
4-0,5 |
166+0,26 |
540 |
187,0 |
4-0,5 |
532 |
|
|
К-211655 |
К-39997/А |
100 |
25Л |
185,0 |
189 |
4-0,5 |
166+0,26 |
540 |
187,0 |
4-0,5 |
532 |
|
|
К-211656 |
К-39997/А |
100 |
25Л |
185,0 |
189 |
4-0,5 |
166+0,26 |
540 |
187,0 |
4-0,5 |
532 |
|
|
К-211649 |
К-136139 |
50 |
25Л |
110,5 |
114 |
4-0,5 |
95+0,23 |
340 |
111,5 |
4-0,5 |
332 |
|
|
К-211648 |
К-136139 |
50 |
25Л |
110,5 |
114 |
4-0,5 |
95+0,23 |
340 |
111,5 |
4-0,5 |
332 |
|
|
К-211697 |
К-39950 |
150 |
25Л |
247,0 |
251 |
4,5-0,5 |
215+0,6 |
550 |
249,0 |
4,5-0,5 |
448 |
|
|
К-211698 |
К-39950 |
150 |
25Л |
247,0 |
251 |
4,5-0,5 |
215+0,6 |
550 |
249,0 |
4,5-0,5 |
448 |
|
|
К-211696 |
К-39950 |
150 |
25Л |
247,0 |
251 |
4,5-0,5 |
215+0,6 |
550 |
249,0 |
4,5-0,5 |
448 |
|
Характер |
Содержание |
Технические условия и |
Инструмент и |
|
1. Задиры, забоины, вмятины на уплотнительной поверхности A |
1. Шлифовка с последующей притиркой на месте установки |
1. Притертая поверхность должна соответствовать 10-му классу чистоты (ГОСТ 2789-59) |
Приспособление для шлифования уплотнительных |
|
2. Уменьшение высоты наплавленного слоя в результате |
2а. Вырезка корпуса из трубопровода. 2б. Обработка присоединительных патрубков 2в. Проточка наплавленного слоя. 2г. Наплавка электродами ЦН-6. 2д. Проточка наплавленной поверхности с последующей притиркой и доводкой |
2. Обработку присоединительных патрубков производить в |
Притиры, штангенциркуль (ГОСТ 166-63), |
|
3. Эрозионный износ посадочного места Б |
3а. Вырезка корпуса из трубопровода 3б. Обработка присоединительных патрубков 3в. Проточка или прошлифовка посадочного места 3г. Проточка или прошлифовка поверхности В |
3. Проточку или шлифовку производить на месте установки. |
Приспособление для проточки уплотнительной |
|
4. Эрозионный износ посадочного места Б под прокладку глубиной |
4. Разделка дефектных мест и наплавка |
4. ТУ в соответствии с п. 9.3.1 |
9.3.3. Крышка вентиля Dу 50 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали |
Размер по чертежу, мм |
Допустимый ремонтный размер, |
|||
|
изделия |
детали |
D |
H |
h |
H |
||
|
К-211649 |
К-211341 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-211648 |
К-211344 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-136175 |
К-135053 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-136169 |
К-136182 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-211651 |
К-39993/А |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-211655 |
К-39993/А |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-211656 |
К-39993/А |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-135512 |
— |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-211697 |
К-39774/А |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |
|
К-211698 |
К-39774/А |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |
|
К-211696 |
К-39774/А |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |
|
К-135470 |
— |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент |
|
1. Эрозионный взнос посадочного места A под прокладку |
1. Проточка посадочного места A под прокладку |
1а. Неперпендикулярность поверхности A при проточке 1б. При обработке обеспечить плоскостность под прокладку 1в. При проточке поверхности A под прокладку для |
Резец подрезной с пластинкой Т15К6, штангенциркуль 0 — |
|
2. Эрозионный износ посадочного места под прокладку глубиной не более 1,5 мм |
2. Разделка дефектных мест и наплавка электродами |
2. ТУ на механическую обработку после наплавки см. п. 1 |
9.3.4.
Тарелка вентиля Dу 50 — 100 мм
Тарелка вентилей Dу 80
— 100 мм
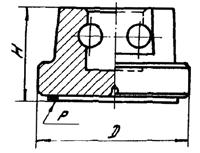
Тарелка
вентилей Dу 50 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||
|
изделия |
детали |
D |
H |
H |
||
|
К-211651 |
К-211652 |
100 |
20 |
|
67 |
65,0 |
|
К-211659 |
К-211652 |
100 |
20 |
|
67 |
65,0 |
|
К-211656 |
К-211652 |
100 |
20 |
|
67 |
65,0 |
|
К-136175 |
К-136177 |
50 |
20 |
28+0,280 |
58 |
56,0 |
|
К-137610 |
К-136177 |
50 |
20 |
28+0,280 |
58 |
56,0 |
|
К-137606 |
К-136177 |
50 |
20 |
28+0,280 |
58 |
56,0 |
|
К-137604 |
К-136177 |
50 |
20 |
28+0,280 |
48 |
46,0 |
|
К-211648 |
К-211646 |
50 |
20 |
28+0,280 |
48 |
46,0 |
|
К-135512 |
К-135045 |
50 |
20 |
|
83 |
81,0 |
|
33802 |
33780 |
80 |
20 |
|
60 |
58,0 |
|
33806 |
33780 |
80 |
20 |
|
60 |
58,0 |
|
33798 |
33780 |
80 |
20 |
|
60 |
58,0 |
|
132118 |
132093 |
80 |
20 |
88 |
53 |
52,5 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и приспособления |
|
1. Задиры, вмятины на уплотнительной поверхности P глубиной не более |
1. Проточка уплотнительной поверхности P с последующей |
1а. Неперпендикулярность при проточке уплотнительной — поверхности P относительно 1б. Притертая поверхность 1в. При притирке применять притирочный порошок карбид бора |
Штангенциркуль (ГОСТ |
9.3.5. Тарелка вентиля большая Dу 150 мм

|
Номер чертежа |
Диаметр условного |
Материал |
Размер по чертежу, |
Допустимый |
|||||
|
изделия |
детали |
||||||||
|
D |
H |
H1 |
H |
H1 |
|||||
|
К-211697 |
К-137919 |
150 |
20 |
|
134 |
93 |
132 |
92 |
|
|
К-211698 |
К-137919 |
150 |
20 |
|
134 |
93 |
132 |
92 |
|
|
К-211696 |
К-137919 |
150 |
20 |
|
134 |
93 |
132 |
92 |
|
|
К-135470 |
К-39948 |
150 |
20 |
|
134 |
93 |
132 |
92 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Задиры, вмятины на уплотнительной поверхности A глубиной не более 1,5 — |
1. Проточка уплотнительных |
1а. Неперпендикулярность при проточке уплотнительной поверхности 1б. Диаметры уплотнительного 1в. Притертые поверхности А и Б должны соответствовать 10-му классу чистоты 1г. При притирке применять притирочный порошок карбид бора |
Штангенциркуль (ГОСТ |
9.3.6. Тарелка обратного клапана
Dу 50 — 200 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||
|
изделия |
детали |
D |
H |
H |
||
|
К-136169 |
К-136187 |
50 |
20 |
|
23,5 |
22,0 |
|
— |
К-135028 |
100 |
20 |
58 |
39,0 |
37,0 |
|
— |
К-135015 |
150 |
20 |
100 |
44,0 |
42,0 |
|
— |
К-135019 |
200 |
20 |
100 |
44,0 |
42,0 |
|
— |
29987 |
20 |
3×13 |
13-0,24 |
8,0 |
7,5 |
|
— |
33798 |
80 |
20 |
|
24,0 |
23,5 |
|
— |
33806 |
80 |
20 |
|
24,0 |
23,5 |
|
К-210255 |
К-210258 |
50 |
20 |
|
23,5 |
22,0 |
|
К-210115 |
К-210152 |
100 |
20 |
58 |
39,0 |
37,0 |
|
К-210119 |
К-210159 |
100 |
20 |
58 |
39,0 |
37,0 |
|
К-210123 |
К-210155 |
200 |
20 |
100 |
44,0 |
42,0 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент |
|
1. Задиры, вмятины на уплотнительной |
1. Проточка уплотнительной поверхности P с последующей притиркой и доводкой |
1а. Биение поверхности P при проверке 1б. Притертая поверхность 1в. При притирке применять притирочный порошок карбид бора 1г. Притирка должна обеспечить плотное прилегание по плоскости |
Штангенциркуль (ГОСТ |
|
2. Трещины, выработка наплавленного слоя вследствие многократных проточек уплотнительной поверхности P |
2а. Проточка наплавленного слоя до основного металла 2б. Наплавка электродами ЦН-6 2в. Проточка уплотнительной поверхности после наплавки 2г. Притирка уплотнительной поверхности |
2а. Наплавку производить в соответствии с действующей инструкцией 2б. Технические условия и технологические указания на восстановление тарелки см. п. 1 |
9.3.7. Шпиндель вентиля Dу 50 — 150 мм
Шпиндель
вентилей Dу 50 мм
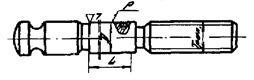
Шпиндель
вентилей Dу 100 — 150 мм

|
Номер чертежа |
Диаметр условного |
Материал |
Размер по чертежу, |
Допустимый |
|||
|
изделия |
детали |
D |
L |
Tрап |
D |
||
|
К-211651 |
К-211654 |
100 |
35Х |
|
210 |
36×6 |
35,5 |
|
К-211655 |
К-211654 |
100 |
35Х |
|
210 |
36×6 |
35,5 |
|
К-211655 |
К-211654 |
100 |
35Х |
|
210 |
36×6 |
35,5 |
|
К-135512 |
К-135000/А |
100 |
35Х |
|
210 |
36×6 |
35,5 |
|
К-136175 |
К-135081/А |
50 |
35Х |
|
110 |
24×5 |
23,5 |
|
К-137610 |
К-135081/А |
50 |
35Х |
|
110 |
24×5 |
23,5 |
|
К-137606 |
К-135081/А |
50 |
35Х |
|
110 |
24×5 |
23,5 |
|
К-211649 |
К-211650 |
50 |
35Х |
|
120 |
24×5 |
23,5 |
|
К-211648 |
К-211645 |
50 |
35Х |
|
110 |
24×5 |
23,5 |
|
К-137604 |
К-135081/А |
50 |
35Х |
|
110 |
24×5 |
23,5 |
|
К-135470 |
К-38761 |
150 |
35Х |
|
300 |
44×8 |
43,5 |
|
К-211697 |
К-211695 |
150 |
35Х |
|
300 |
44×8 |
43,5 |
|
К-211698 |
К-211695 |
150 |
35Х |
|
300 |
44×8 |
43,5 |
|
К-211696 |
К-211695 |
150 |
35Х |
|
300 |
44×8 |
43,5 |
|
33802 |
33804 |
80 |
35Х |
|
230 |
40×6 |
39,5 |
|
33806 |
33804 |
80 |
35Х |
|
230 |
40×6 |
39,5 |
|
33798 |
33804 |
80 |
35Х |
|
230 |
40×6 |
39,5 |
|
132118 |
132138 |
80 |
35Х |
|
230 |
40×6 |
39,5 |
|
Характер дефектов |
Содержание |
Технические условия и технологические указания |
Инструмент и приспособления |
|
1. Срыв трапецеидальной резьбы или износ резьбы не |
1. — |
1. Шпиндель ремонту не подлежит |
Резьбовой |
|
2. Коррозионный износ по всей |
2. — |
2. Шпиндель ремонту не подлежит |
|
|
3. Задиры, вмятины, забоины на поверхности P глубиной 0,15 — |
3а. Шлифовка поверхности P 3б. Антикоррозионное 3в. Проверка на биение поверхности P |
3а. Конусность поверхности P не более 0,02 мм 3б. Овальность по диаметру D не более 0,05 мм 3в. Допустимое биение по диаметру D при проверке в 3г. При азотировании предохранить резьбу М жидким стеклом с последующей 3д. Поверхность P должна соответствовать 7-му классу чистоты (ГОСТ 2789-59) 3е. Диаметр шпинделя D должен быть не менее ремонтного размера |
Шлифовальный круг, индикатор со стойкой (ГОСТ 577-68), |
9.3.8. Втулка шпинделя вентиля Dу 50 — 100 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал |
Исполнительные размеры, мм |
|||||||||||||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
D4 |
D5 |
D6 |
H |
h |
h1 |
h2 |
h3 |
h4 |
h5 |
a |
b |
c |
||
|
К-211649 |
К-211354 |
50 |
СЧ-32-52 |
40-0,17 |
М36×2 |
33,0 |
26 |
42-0,05 |
Трап 24×5 |
60 |
91 |
12 |
28 |
44-0,50 |
25+0,5 |
40 |
3 |
|
36-0,33 |
2 |
|
К-211655 |
К-137824 |
100 |
СЧ-32-52 |
75-0,06 |
М60×3 |
56,5 |
40 |
80-0,06 |
Трап 36×6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |
|
К-211651 |
К-137824 |
100 |
СЧ-32-52 |
75-0,06 |
М60×3 |
56,5 |
40 |
80-0,06 |
Трап 36×6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |
|
К-211656 |
К-137824 |
100 |
СЧ-32-52 |
75-0,06 |
М60×3 |
56,5 |
40 |
80-0,06 |
Трап 36×6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |
|
К-135512 |
К-39983 |
100 |
СЧ-32-52 |
75-0,06 |
М60×3 |
56,5 |
40 |
80-0,06 |
Трап 36×6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и приспособления |
|
1. Износ трапецеидальной |
1. — |
1. Втулка шпинделя ремонту не подлежит |
|
|
2. — |
2. Изготовление втулки шпинделя |
2а. Допустимое смещение при проточке и нарезке трапецеидальной 2б. Нарезку трапецеидальной резьбы производить резцом, 2в. Во избежание перекоса профиля резьбы резец устанавливать в 2г. Обработку поверхностей диаметров D и D4 производить на |
Резцы, резьбовая оправка, шаблон, штангенциркуль 0 — 200 мм (ГОСТ 166-63) |
9.3.9. Гайка шпинделя задвижек и
вентилей Dу 80 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали |
Исполнительные |
|||||||
|
изделия |
детали |
|||||||||
|
D |
D1 |
D2 |
H |
h |
h1 |
|||||
|
Задвижки |
||||||||||
|
К-135396 |
К-39793 |
150 |
АМЦ-9-2 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-210493 |
К-39793 |
150 |
АМЦ-9-2 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-210886 |
К-39793 |
150 |
АМЦ-9-2 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-210887 |
К-39793 |
150 |
АМЦ-9-2 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-135232 |
К-39793 |
150 |
АМЦ-9-2 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
Вентили |
||||||||||
|
К-211697 |
К-39793 |
150 |
АЖМЦ-10-3-1,5 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-211698 |
К-39793 |
150 |
АЖМЦ-10-3-1,5 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-211696 |
К-39793 |
150 |
АЖМЦ-10-3-1,5 |
М60×3 |
Трап 44×8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-211648 |
К-211345 |
50 |
МСЧ-32-52 |
М48×3 |
Трап 24×5 |
18 |
48 |
2,5 |
5 |
|
|
К-136175 |
К-135057 |
50 |
МСЧ-32-52 |
М48×3 |
Трап 24×5 |
18 |
48 |
2,5 |
5 |
|
|
33802 |
33803 |
80 |
Сталь 45 |
М72×3 |
Трап 40×6 |
33 |
70 |
2,0 |
— |
|
Характер дефектов |
Содержание операции |
Технические условия и |
Инструмент и приспособления |
|
1. Износ трапецеидальной резьбы более чем на 25 % толщины нитки или срыв резьбы |
1. — |
1. Гайка шпинделя ремонту не подлежит |
— |
|
2. — |
2. Изготовление гайки шпинделя |
2а. Допустимое смещение при проточке и нарезке резьбы 2б. При нарезке метрической резьбы заготовку крепить на |
Резцы, оправка, шаблон, калибры, |
9.4.
Ремонт задвижек и регулировочных клапанов
9.4.1. Корпус задвижек и
регулирующих клапанов Dу 80 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали |
Размер по чертежу, |
Допустимый ремонтный размер, |
||||||
|
изделия |
детали |
D |
H |
h |
h1 |
H |
h |
h1 |
||
|
Задвижка |
||||||||||
|
13429 |
13440 |
200 |
25Л |
360+0,1 |
163-0,4 |
5,0 |
4,5 |
165 |
5,5 |
5,0 |
|
34183 |
34159 |
200 |
25Л |
290+0,34 |
132 |
5,0 |
4,5 |
134 |
5,5 |
5,0 |
|
34162 |
34160 |
200 |
25Л |
290+0,34 |
132 |
5,0 |
4,5 |
134 |
5,5 |
5,5 |
|
13436 |
13442 |
300 |
25Л |
430+0,8 |
175-0,4 |
5,0 |
4,5 |
177 |
5,5 |
5,0 |
|
16969 |
17228 |
300 |
25Л |
430+0,8 |
175-0,2 |
5,0 |
4,5 |
177 |
5,5 |
5,0 |
|
34019 |
33935 |
350 |
25Л |
360+0,38 |
153 |
5,0 |
4,5 |
155 |
5,5 |
5,0 |
|
К-135252 |
К-135230 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,0 |
5,0 |
|
К-135396 |
К-135231 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
К-210493 |
К-137994 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
К-210886 |
К-137994 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
К-210887 |
К-137994 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
Регулирующие клапаны |
||||||||||
|
134862 |
133610 |
80 |
25Л |
185+0,3 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
134865 |
133572 |
250 |
25Л |
250+0,34 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132467 |
132420 |
80 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132470 |
132421 |
100 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
133479 |
132395 |
150 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132477 |
132392 |
200 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132468 |
132390 |
250 |
25Л |
234+0,3 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132462 |
132389 |
300 |
25Л |
234+0,3 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
К-13651 |
К-135512 |
100 |
25Л |
125+0,26 |
— |
4,0 |
4,0 |
— |
4,5 |
4,5 |
|
— |
К-136042 |
150 |
20 |
190+0,3 |
— |
4,5 |
4,5 |
— |
5,0 |
5,0 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и приспособления |
|
1. Задиры, забоины, вмятины на уплотнительной поверхности В глубиной не более 1,5 мм |
1. Шлифовка с последующей притиркой и доводкой |
1а. Шлифовку и притирку производить на месте установки. 1б. Притертая поверхность В 1в. При притирке обеспечить прилегание по плоскости не 1г. При увеличении размера H после шлифовки |
Приспособление для шлифовки уплотнительных поверхностей на месте установки Комплект гаечных ключей (ГОСТ 2839-71) Слесарный молоток (ГОСТ 2310-70), притиры |
|
2. Трещины, отслоения, уменьшение высоты наплавленного слоя В (корпус с наплавленной уплотнительной поверхностью) |
2а. Отсоединение задвижки от трубопровода 2б. Разборка и промывка деталей 2в. Проточка наплавленного слоя 2г. Наплавка электродами ЦН-6 2д. Обработка седла 2е. Притирка уплотнительной поверхности 2ж. Сборка |
2а. Наплавку электродами ЦН-6 производить с 2б. При обработке уплотнительной поверхности седла обеспечить 2в. При притирке пригонять притирочный порошок карбид бора зернистостью Остальные ТУ см. п. 1 |
Резцы, комплект гаечных ключей (ГОСТ 2839-71) Слесарный молоток (ГОСТ 2310-70), комплект Штангенциркуль 0 — 320 мм |
|
3. Эрозионный износ посадочного места А |
3. Проточка или прошлифовка посадочного места А, |
3а. Проточку или шлифовку производить на месте установки. 3б. При проточке обеспечить плоскостность поверхности А 3в. Неперпендикулярность осей шпилек к плоскости фланца 3г. Смещение оси поверхности диаметра D при проточке не более 0,5 мм |
Приспособление для проточки уплотнительной поверхности под Штангенглубиномер 0 — 200 мм (ГОСТ 162-64) |
|
4. Эрозионный износ посадочного места под прокладку глубиной |
4а. Отсоединение задвижки от трубопровода 4б. Разборка и наплавка электродами УОНИ-13/55 4в. Проточка посадочного места 4г. Сборка |
4. Технологические указания см. п. 3 |
9.4.2. Крышка задвижки и
регулирующего клапана Dу 80 — 350 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
|||
|
изделия |
детали |
D |
H |
h |
H |
||
|
Задвижки |
|||||||
|
13429 |
13770 |
200 |
25Л |
430-0,12 |
45 |
6 |
43,5 |
|
34183 |
34167 |
200 |
25Л |
290-0,10 |
45 |
6 |
43,5 |
|
34162 |
34167 |
200 |
25Л |
290-0,10 |
55 |
6 |
53,5 |
|
13436 |
13370 |
300 |
25Л |
430-0,12 |
55 |
6 |
53,5 |
|
16969 |
17229 |
300 |
25Л |
430-0,12 |
55 |
6 |
53,5 |
|
34019 |
33918 |
350 |
25Л |
360-0,12 |
55 |
6 |
53,5 |
|
К-135232 |
К-39774 |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-135396 |
К-37438 |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-210493 |
К-39774/А |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-210886 |
К-39774/А |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-210887 |
К-39774/А |
150 |
25Л |
|
45 |
6 |
43,5 |
|
Регулирующие |
|||||||
|
134862 |
134871 |
70 |
20 |
185-0,26 |
35 |
5 |
34,0 |
|
134865 |
134867 |
250 |
20 |
250-0,30 |
50 |
5 |
48,5 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Эрозионный износ посадочного места А под прокладку |
1. Проточка посадочного места под прокладку |
1а. Неперпендикулярность поверхности при проточке 1б. При обработке обеспечить плоскостность под прокладку 1в. При проточке поверхности А под прокладку для обеспечения постоянной величины h проточить плоскость |
Резец подрезной с пластинкой Т15К6, штангенциркуль 0 — |
|
2. Эрозионный износ посадочного места А под |
2. Разделка дефектных мест и наплавка электродами |
2. Технические условия и технологические указания на механическую |
9.4.3. Седло задвижек Dу 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал (сталь) |
Исполнительные |
||||||||||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
D4 |
D5 |
D6 |
H |
h |
h1 |
h2 |
h3 |
R |
c |
||
|
К-135232 |
К-39781/А |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-135396 |
К-39781/А |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-210493 |
К-137994 |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-210886 |
К-137994 |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-310887 |
К-137994 |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Трещины, отслоения, |
1а. Отсоединение задвижки от трубопровода 1б. Разборка и промывка деталей 1в. Обработка присоединительных 1г. Вырезка дефектного седла 1д. Выточка заготовки седла под наплавку. 1е. Наплавка электродами ЦН-6 1ж. Обработка седла 1з. Притирка уплотнительной поверхности 1и. Приварка седла и корпусу электродами УОНИ-13/55 |
1а. Наплавку электродами ЦН-6 производить в соответствии с действующей инструкцией 1б. При механической обработке седла смещение оси диаметра D относительно оси 1в. Притертая поверхность А должна соответствовать 1г. При притирке применять притирочный порошок карбид бора 1д. При притирке обеспечить прилегание по плоскости не 1е. При установке седла в корпусе перед приваркой |
Резцы, комплект притиров, штангенциркуль (ГОСТ 166-63), комплект |
9.4.4. Тарелка задвижки Dу 150 — 350 мм

|
Номер чертежа |
Диаметр условного |
Материал детали (сталь) |
Размер по чертежу, |
Допустимый |
||||
|
изделия |
детали |
D |
H |
D |
H |
|||
|
13429 |
13779 13778 |
200 |
38ХМЮА |
|
30 |
74,0 |
29,7 |
|
|
34019 |
33934 33933 |
350 |
38ХМЮА |
|
40 |
74,0 |
39,7 |
|
|
16969 |
13379 13378 |
300 |
38ХМЮА |
|
42 |
84,0 |
41,7 |
|
|
34162 |
34243 34161 |
200 |
38ХМЮА |
|
32 |
74,0 |
31,7 |
|
|
34183 |
34243 34161 |
200 |
38ХМЮА |
|
32 |
74,0 |
31,7 |
|
|
13436 |
13379 13378 |
300 |
38ХМЮА |
|
42 |
84,0 |
41,7 |
|
|
К-135232 |
К-39779 К-39780 |
150 |
38ХМЮА |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-135396 |
К-39780 К-39779 |
150 |
38ХМЮА |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-210493 |
К-210001 К-210000 |
150 |
38X10 |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-210886 |
К-210001 К-210000 |
150 |
38X10 |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-210887 |
К-210001 К-210000 |
150 |
38X10 |
65-0,17 |
14 |
64,6 |
13,7 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Зазоры, риски, вмятины на азотированной уплотнительной |
1. Шлифовка уплотни тельной поверхности А с последующей притиркой и доводкой |
1а. При притирке обеспечить прилегание по плоскости А не менее 0,8 — 0,9 ширины уплотнительной поверхности 1б. Притертая поверхность А должна соответствовать 10-му классу чистоты (ГОСТ 2789-59) При притирке применять притирочный порошок карбид бора |
Шлифовальный круг, притиры, эталон 10-го |
|
2. Задиры, вмятины на азотированной уплотнительной поверхности |
2а. Шлифовка азотированного слоя 2б. Азотирование в соответствии с действующей инструкцией 2в. Притирка |
2а. Толщина азотированного слоя должна быть не менее 0,5 мм 2б. Размеры H и D должны быть не менее ремонтных размеров. Остальные ТУ см. п. 1 |
|
|
3. Выработка сферической поверхности Б |
Наплавка поверхности Б электродами ЦН-6 с последующей обработкой |
Сферическая поверхность Б должна соответствовать 5-му |
Фасонный резец, шаблон |
9.4.5. Шпиндель задвижки Dу 200 — 350 мм
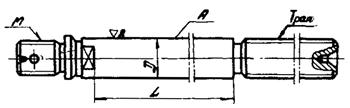
|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
|||
|
изделия |
детали |
L |
D |
Трап |
D |
||
|
13429 |
13781 |
200 |
35 |
410 |
|
44×8 |
43,5 |
|
34183 |
34180 |
200 |
35 |
315 |
|
44×8 |
43,5 |
|
34162 |
34475 |
200 |
35 |
320 |
|
44×8 |
43,5 |
|
13436 |
13396 |
300 |
35 |
450 |
|
52×8 |
51,5 |
|
16969 |
13396 |
300 |
35 |
450 |
|
52×8 |
47,5 |
|
34019 |
33930 |
350 |
35 |
360 |
|
48×8 |
43,5 |
|
К-135232 |
К-39778 |
150 |
35Х10А |
290 |
|
44×8 |
43,5 |
|
К-135396 |
К-39778 |
150 |
35Х10А |
290 |
|
44×8 |
43,5 |
|
К-210887 |
К-137998 |
150 |
35Х |
300 |
|
44×8 |
43,5 |
|
К-210886 |
К-137998 |
150 |
35Х |
300 |
|
44×8 |
43,5 |
|
К-210493 |
К-137998 |
150 |
35Х |
300 |
|
44×8 |
43,5 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент |
|
1. Срыв трапецеидальной резьбы или износ более чем на 25 % толщины |
— |
Шпиндель ремонту не подлежит |
Резьбовой микрометр со вставками |
|
2. Задиры, вмятины, коррозионный износ на рабочей поверхности А на длине L глубиной не более 0,3 мм |
2а. Шлифовка поверхности А на длине L 2б. Азотирование в соответствии с действующей инструкцией 2в. Проверка на биение |
2а. Конусность по диаметру D не более 0,05 мм 2б. Овальность по диаметру D не более 0,05 мм 2в. Поверхность на длине L должна соответствовать 2г. При азотировании предохранить резьбу М жидким стеклом с последующей обмоткой асбестовым шнуром. После 2д. Диаметр шпинделя D должен быть не менее ремонтного размера |
Шлифовальный круг, индикатор со стойкой (ГОСТ 577-68), микрометр |
|
3. Задиры, забоины, вмятины на рабочей поверхности А глубиной |
3а. Разделка дефектной поверхности 3б. Наплавка 3в. Проточка 3г. Шлифовка 3д. Азотировать 3е. Проверка на биение |
3а. Наплавку дефектной поверхности производить электродами ЦТ-1 или ЦН-6 Остальные ТУ и технологические |
9.4.6. Втулка шпинделя задвижки Dу 200 — 350 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Исполнительные |
||||||||||||||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
D4 |
H |
h |
h1 |
h2 |
h3 |
h4 |
h5 |
h6 |
h7 |
c |
d |
b |
M |
||
|
13429 |
13779 |
200 |
3X13 |
70—0,06 |
Трап 44×8 |
102 |
48 |
70—0,06 |
170 |
80 |
90 |
15 |
48 |
16 |
106 |
45 |
4 |
5 |
14+0,03 |
65-0,20 |
8 |
|
34183 |
34182 |
200 |
Ст5 |
75-0,06 |
Трап 44×8 |
114 |
52 |
80-0,06 |
179 |
89 |
90 |
— |
48 |
20 |
111 |
50 |
3 |
5 |
20+0,45 |
69-0,20 |
— |
|
34162 |
34207 |
200 |
Ст5 |
75-0,06 |
Трап 44×8 |
114 |
52 |
80-0,06 |
179 |
89 |
90 |
— |
48 |
20 |
111 |
50 |
3 |
5 |
20+0,45 |
69-0,20 |
— |
|
13436 |
13388 |
300 |
3X13 |
75-0,06 |
Трап 52×8 |
114 |
55 |
80-0,06 |
179 |
74 |
105 |
15 |
48 |
19 |
112 |
45 |
— |
5 |
20+0,45 |
70-0,20 |
8 |
|
16969 |
13388 |
300 |
3X13 |
75-0,06 |
Трап 52×8 |
114 |
55 |
80-0,06 |
179 |
74 |
105 |
15 |
48 |
19 |
112 |
45 |
— |
5 |
20+0,45 |
70-0,20 |
8 |
|
34019 |
33924 |
350 |
Ст5 |
75-0,06 |
Трап 44×8 |
114 |
52 |
80-0,06 |
179 |
89 |
90 |
— |
48 |
20 |
111 |
50 |
3 |
5 |
20+0,45 |
69-0,20 |
— |
Примечание. Трапецеидальную резьбу
44×8 и 52×8 мм изготовлять с левым заходом.
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Износ трапецеидальной резьбы более чем на 25 % толщины нитки или срыв резьбы |
1. — |
1. Втулка шпинделя ремонту не подлежит |
— |
|
2. — |
2. Изготовление втулки |
2а. Допустимое смещение при проточке и нарезке 2б. Нарезку трапецеидальной резьбы производить резцом, 2в. Во избежание перекоса профиля резьбы резец устанавливать в 2г. Обработку диаметров D и D4 производить на |
Резцы, резьбовая оправка, шаблон, штангенциркуль 0 — 200 мм (ГОСТ 166-63), |
9.4.7. Седло, гильза
регулирующего клапана Dу 80 — 250 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||
|
изделия |
детали |
D |
D1 |
D1 |
||
|
134862 |
134843 |
80 |
10Х18Н9ТЛ |
110-0,07 |
80+0,06 |
80,5 |
|
134865 |
134802 |
250 |
10Х18Н9ТЛ |
188-0,09 |
155+0,08 |
155,5 |
|
К-136515 |
К-136004 |
100 |
3X13 |
75-0,06 |
62+0,06 |
62,5 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Задиры, вмятины на внутренней поверхности A глубиной не более |
1. Зачистка поверхности A на месте установки |
— |
Полукруглый напильник, шлифовальная шкурка, шлифовальная машинка |
|
2. Задиры, эрозионный износ на поверхности A глубиной более 0,3 |
2а. Отсоединение корпуса от трубопровода 2б. Обработка присоединительных патрубков под приварку 2в. Вырезка дефектного седла, гильзы 2г. Изготовление нового седла, гильзы и приварка к корпусу 2д. Окончательная обработка |
2а. Допустимое смещение оси расточки диаметра D1 относительно 2б. Поверхность A должна 2в. Приварку седел к корпусу производить электродами ЦТ-1 |
Расточный резец с пластинкой Т15К6, штангенциркуль (ГОСТ |
9.4.8. Уплотнительное кольцо регулирующего клапана Dу 80 — 300 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||
|
изделия |
детали |
D |
D1 |
D |
||
|
132467 |
132486 |
80 |
2Х18Н9 |
65+0,06 |
80-0,06 |
65,5 |
|
132470 |
132486 |
100 |
2Х18Н9 |
65+0,06 |
80-0,06 |
65,5 |
|
132479 |
130995 |
150 |
2Х18Н9 |
85+0,07 |
105-0,07 |
85,5 |
|
132477 |
130995 |
200 |
2Х18Н9 |
85+0,07 |
105-0,07 |
85,5 |
|
132468 |
130993 |
250 |
2Х18Н9 |
130+0,08 |
155-0,08 |
130,5 |
|
132462 |
130993 |
300 |
2Х18Н9 |
130+0,08 |
155-0,08 |
130,5 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент |
|
1. Задиры, вмятины на |
1. Зачистка поверхности A |
1. Зачистку производить на месте установки |
Полукруглый напильник, шлифовальная шкурка, |
|
2. Задиры, эрозионный износ на поверхности A глубиной более 0,3 |
2а. Отсоединение корпуса от трубопровода 2б. Обработка патрубков под приварку 2в. Вырезка дефектных колец 2г. Изготовление новых уплотнительных колец 2д. Приварка уплотнительных колец к корпусу 2е. Окончательная обработка уплотнительных |
2а. Расточку диаметров D производить после 2б. Допустимое смещение оси при расточке диаметров D не более 0,3 мм 2в. Поверхности расточек диаметров D должны быть перпендикулярны торцевым 2г. Поверхность A после обработки 2д. Приварку уплотнительного кольца к корпусу производить |
Расточный резец с пластинкой Т15К6, штангенциркуль (ГОСТ 166-63), |
9.4.9. Золотник регулирующего
клапана Dу 80 — 250 мм в сборе

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||||
|
изделия |
детали |
D |
D1 |
l |
D |
D1 |
||
|
134862 |
134903 |
80 |
20Х13Л |
|
|
90 |
24,6 |
79,4 |
|
— |
135001 |
80 |
20Х13Л |
|
|
90 |
24,6 |
79,4 |
|
— |
134800 |
100 |
20Х13Л |
|
|
90 |
24,6 |
109,4 |
|
— |
134900 |
100 |
20X13Л |
|
|
90 |
24,6 |
109,4 |
|
134865 |
134833 |
250 |
20Х13Л |
|
|
90 |
24,6 |
154,4 |
|
Характер |
Содержание |
Технические ус ловили |
Инструмент и |
|
1. Задиры, вмятины на поверхности A глубиной не более |
1. Шлифовка поверхности A |
1а. Конусность по диаметру D1 не более 0,02 мм на 100 мм длины. |
Шлифовальный круг |
|
1б. Допустимое смещение оси диаметра D1 относительно |
Микрометр (ГОСТ |
||
|
2. Задиры, вмятины на |
2а. Наплавка дефектных мест. 2б. Механическая обработка после наплавки |
2а. Наплавку производить электродами ЦТ-1 |
Шлифовальный, |
|
2б. Обработанная поверхность A должна |
Микрометр (ГОСТ 6507-60) Индикатор со стойкой (ГОСТ 577-68) |
||
|
3. Задиры, вмятины |
3. Шлифовка поверхности P |
3а. Конусность по диаметру D не 3б. Допустимое 3в. Обработанные поверхности P и B на длине 3г. Диаметры |
— |
9.5.
Ремонт предохранительных клапанов
9.5.1. Корпус предохранительного
клапана Dу 25×1 мм (Pу
100 кгс/см2)

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||
|
изделия |
детали |
D |
l |
l |
||
|
К-39090 |
К-39095 |
25×1 |
25 |
30+0,14 |
30+0,5 |
32 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Задиры, вмятины на уплотнительной поверхности глубиной не более 2 мм |
1. Проточка уплотнительной |
1а. Неперпендикулярность при проточке уплотнительной 1б. Притертая поверхность должна соответствовать 10-му классу чистоты (ГОСТ 2789-59) 1в. При притирке применять притирочный порошок карбид бора |
Резец с пластинкой Т15К6, штангенглубиномер 0 — 200 мм (ГОСТ 162-64), притиры |
|
2. Уменьшение высоты наплавленного слоя вследствие многократных |
2а. Проточка наплавленного слоя до основного металла 2б. Наплавка. 2в. Обработка уплотнительной поверхности |
2а. Наплавку производить электродами ЦН-6 в соответствии с действующей инструкцией 2б. Требования к механической обработке и притирке в |
9.5.2. Тарелка
предохранительного клапана Dу 25 — 50 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
|||
|
изделия |
детали |
||||||
|
H |
D |
H |
|||||
|
К-136353 |
К-136358 |
50 |
3X13 |
70 |
|
68,5 |
|
|
К-136210 |
К-136215 |
80/65 |
3X13 |
94 |
|
92,0 |
|
|
К-39249/А |
К-39807 |
25×2 |
3X13 |
42 |
|
40,0 |
|
|
К-39090 |
К-39096 |
25×1 |
3X13 |
49-0,3 |
|
47,5 |
|
Характер дефектов |
Содержание операции |
Технические |
Инструмент и |
|
1. Забоины, вмятины на уплотнительной поверхности P глубиной не более 1,5 — |
1. Проточка уплотнительной поверхности P с последующей притиркой |
1а. Неперпендикулярность при проточке уплотнительной поверхности 1б. Твердость после термообработки должна соответствовать HRC = 42 — 48 1в. Притертая поверхность должна соответствовать 10-му 1г. При притирке применять притирочный |
Резец с пластинкой Т15К6, штангенциркуль (ГОСТ 166-33) |
9.5.3. Втулка седла и седло
предохранительного клапана Dу 25 — 80 мм (Pу 64 кгс/см2)

Седло
(черт. К-39254/А)
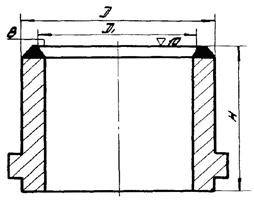
Втулка
седла
|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
|||
|
изделия |
детали |
D |
D1 |
H |
H |
||
|
К-136353 |
К-136355 |
50 |
20 |
|
50+0,3 |
52-0,5 |
50 |
|
К-136210 |
К-136212 |
80 |
20 |
|
65+0,3 |
60-0,5 |
58 |
|
К-39249/А |
К-39254/А |
25×2 |
2X13 |
40-0,05 |
29-0,1 |
30-0,5 |
28 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и приспособления |
|
1. Задиры, вмятины |
1. Проточка уплотнительных |
1а. Отклонение от соосности (эксцентриситет) диаметров D и D1 не более 0,2 мм. 1б. Притертые поверхности должны соответствовать 10-му классу чистоты (ГОСТ 2789-59) 1в. При притирке применять притирочный порошок карбид бора 1г. Наплавку производить |
Штангенциркуль (ГОСТ |
|
2. Уменьшение высоты наплавленной слоя вследствие |
2а. Проточка наплавленного слоя до основного металла 2б. Наплавка 2в. Обработка наплавленной поверхности с последующей притиркой |
2. Требования к механической обработке и притирке в соответствии с п. 1 |
9.5.4. Шток с наконечником
предохранительного пружинного клапана Dу 50
— 80 мм (Pу 64 кгс/см2)

1 — наконечник; 2 — шток
|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
||
|
изделия |
детали |
R |
D |
||
|
К-136353 |
К-136360 |
50 |
35; 4X13* |
2 |
24-0,04 |
|
К-136210 |
К-136217 |
80 |
35; 4X13* |
4 |
24-0,04 |
* Материал наконечника.
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Вмятины на рабочей поверхности наконечника R |
1. Проточка конусной поверхности наконечника |
1а. При проточке уплотнительной конусной поверхности A отклонение от 1б. Твердость рабочей |
Резец с пластинкой Т15К6, радиусомер |
9.5.5. Направляющая втулка
предохранительного пружинного клапана Dу 50
— 80 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
||
|
изделия |
детали |
D |
M трубная |
D |
||
|
К-136353 |
К-136357 |
50 |
20 |
70+0,20 |
3″ |
70,3 |
|
К-136210 |
К-136214 |
80 |
20 |
90+0,23 |
4″ |
90,3 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Задиры, вмятины |
1. Шлифовка поверхности A |
1а. Отклонение от соосности (эксцентриситет) диаметра 1б. Поверхность A должна |
Шлифовальная шкурка, штангенциркуль (ГОСТ 166-33) |
9.5.6. Призма рычага
предохранительного клапана Dу 25 мм (Pу 100 кгс/см2)
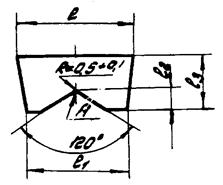
|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
Допустимый |
|||
|
изделия |
детали |
l |
l1 |
l2 |
l3 |
||
|
К-39249/А |
К-37398 |
25×2 |
У7А |
29-0,1 |
18-0,1 |
3-0,3 |
8-0,3 |
|
К-39090 |
К-39100 |
25×1 |
У7А |
18-0,1 |
15-0,1 |
3-0,3 |
7-0,3 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Трещина на рабочей поверхности A |
1. |
1. Призма рычага ремонту не |
— |
|
2. — |
2. Изготовление призмы рычага |
2а. Поверхность A должна 2б. Допустимое смещение 2в. Термообработка до твердости HRC = 50 — 60 |
Напильник, штангенциркуль (ГОСТ 166-63) |
9.6.
Детали, подлежащие изготовлению
9.6.1. Грундбукса задвижки и
вентиля Dу 80 — 350 мм
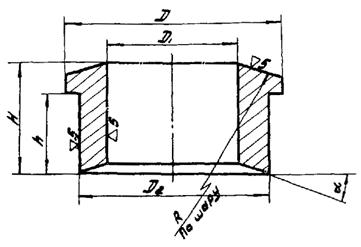
|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
|||||||
|
изделия |
детали |
D |
D1 |
D2 |
H |
h |
R |
α, |
||
|
Задвижки |
||||||||||
|
13429 |
13785 |
200 |
Ст3 |
75 |
44+0,17 |
|
40 |
30 |
120 |
15 |
|
34183 |
13785 |
200 |
Ст3 |
75 |
44+0,17 |
|
40 |
30 |
120 |
15 |
|
34162 |
13785 |
200 |
Ст3 |
75 |
44+0,17 |
|
40 |
30 |
120 |
15 |
|
13436 |
13386 |
300 |
Ст3 |
85 |
52+0,20 |
|
40 |
30 |
120 |
15 |
|
16969 |
13886 |
300 |
Ст3 |
85 |
52+0,20 |
|
40 |
30 |
120 |
15 |
|
84019 |
33922 |
350 |
Ст3 |
75 |
48+0,17 |
|
40 |
30 |
120 |
15 |
|
К-135232 |
К-39957 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-135396 |
К-39957 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-210493 |
К-137997 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-210886 |
К-137997 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-210887 |
К-137997 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
Вентили |
||||||||||
|
К-211651 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211655 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211656 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-135512 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211697 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211698 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211696 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-135470 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
132118 |
14828 |
80 |
20 |
75 |
40+0,17 |
|
32 |
22 |
85 |
15 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Задиры, коррозия, вмятины на внутренней и наружной |
1. — |
1. Грундбукса ремонту не |
— |
|
2. Изготовление грундбуксы |
2а. Размер D допускается изготовлять 2б. Смещение диаметра D2 относительно 2в. При изготовлении грундбуксы смещение (эксцентриситет) оси |
Проходной расточный резец, штангенциркуль 0 — 200 мм (ГОСТ 166-63), калибр-пробка |
9.6.2. Грундбукса вентиля Dу 50 — 80 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
|||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
d |
H |
h |
||
|
К-136175 |
К-135053 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |
|
33802 |
130385 |
80 |
20 |
142 |
118 |
40+0,17 |
|
20 |
44 |
24 |
|
33806 |
130885 |
80 |
20 |
142 |
118 |
40+0,17 |
|
20 |
44 |
24 |
|
33798 |
130885 |
80 |
20 |
142 |
118 |
40+0,17 |
|
20 |
44 |
24 |
|
К-211649 |
К-311343 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |
|
К-211648 |
К-311343 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |
|
К-136169 |
К-311343 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Задиры, коррозия, вмятины на внутренней и наружной |
1. — |
1. Грундбукса ремонту не подлежит |
— |
|
2. — |
2. Изготовление грундбуксы |
2а. Размер D допускается 2б. Смещение диаметра D3 относительно 2в. При изготовлении грундбуксы смещение |
Проходной расточный резец, штангенциркуль 0 — 200 мм (ГОСТ 166-63), калибр-пробка |
9.6.3. Кольцо сальника задвижки
и вентиля Dу 50 — 350 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
||||||
|
изделия |
детали |
d |
d1 |
h |
c |
c1 |
|||
|
Задвижки |
|||||||||
|
34183 |
13775 |
200 |
3Х13 |
|
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
34162 |
13775 |
200 |
3Х13 |
|
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
13436 |
13375 |
300 |
3Х13 |
|
52+0,20 |
12 |
0,5×45° |
1×45° |
|
|
16969 |
13375 |
300 |
3Х13 |
|
52+0,20 |
12 |
0,5×45° |
1×45° |
|
|
34019 |
33920 |
350 |
3Х13 |
|
48-0,20 |
12 |
0,5×45° |
1×45° |
|
|
13429 |
13775 |
200 |
3Х13 |
|
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-135396 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-210493 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-210886 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-210887 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-135232 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
Вентили |
|||||||||
|
К-211646 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5×45° |
1×45° |
|
|
К-211648 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5×45° |
1×45° |
|
|
К-136169 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5×45° |
1×45° |
|
|
К-136175 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5×45° |
1×45° |
|
|
К-211651 |
К-29989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-211655 |
К-39989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-211656 |
К-39989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-135512 |
К-39989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-211697 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-211698 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-211696 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
К-135470 |
К-39949 |
150 |
3X13 |
70-0,2 |
44+0,17 |
12 |
0,5×45° |
1×45° |
|
|
132118 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5×45° |
1×45° |
|
|
33802 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5×45° |
1×45° |
|
|
33806 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5×45° |
1×45° |
|
|
33798 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5×45° |
1×45° |
|
|
Характер дефектов |
Содержание |
Технические |
Инструмент |
|
1. Задиры, вмятины на внутренней и наружной поверхностях |
1. — |
1. Кольцо сальника ремонту не подлежит |
— |
|
2. — |
2. Изготовление кольца сальника |
2а. При изготовлении кольца сальника из стали 3X13 произвести 2б. При изготовлении кольца сальника смещение оси диаметра d1 относительно оси 2в. Для соблюдения соосности обработку наружного и внутреннего 2г. Изготовить кольцо сальника в соответствии с приведенными |
Резцы, штангенциркуль 0 — 200 мм |
9.6.4. Шпилька вентиля и
задвижки 50 — 150 мм

|
Номер чертежа |
Диаметр условного |
Материал детали |
Размер по чертежу, |
|||||||
|
изделия |
детали |
D |
D1 |
L |
l |
l1 |
l2 |
c |
||
|
К-136175 |
К-135043 |
50 |
35 |
М24 |
— |
98 |
30 |
40 |
— |
2 |
|
К-136165 |
К-135044 |
50 |
30ХМА |
М24 |
20 |
98 |
30 |
40 |
5 |
2 |
|
К-135512 |
К-39854 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-135470 |
К-39855 |
150 |
30ХМА |
М30 |
22 |
135 |
48 |
55 |
5 |
4 |
|
К-211656 |
К-210876 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211656 |
К-210876 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211655 |
К-210876 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211648 |
К-211029 |
50 |
35 |
М24 |
— |
98 |
30 |
40 |
— |
2 |
|
К-211649 |
К-211029 |
50 |
35 |
М24 |
— |
98 |
30 |
40 |
— |
2 |
|
К-211698 |
К-210876 |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211698 |
К-210876 |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211697 |
К-210876 |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-135232 |
— |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
5 |
4 |
|
К-135396 |
— |
150 |
30ХМА |
М30 |
— |
140 |
48 |
55 |
5 |
4 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. Износ или срыв резьбы |
1. — |
1. Шпилька ремонту не подлежит |
— |
|
2. — |
2. Изготовление шпильки |
2а. Твердость после термообработки для стали 35 HB ≥ 187; 2б. Резьба с крупным шагом по ГОСТ 8724-58 2в. Резьбу метрическую изготовлять по 3-му 2г. Резьба должна быть выполнена не ниже 5-го |
Резцы, штангенциркуль 0 — 200 мм (ГОСТ 166-63), резьбовые |
9.6.5. Присоединительные
патрубки корпуса вентиля и задвижки Dу 32 —
350 мм
Для Dу 32 мм
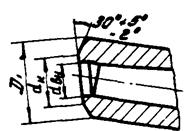
Для Dу 50 — 100 мм

Для Dу 150 мм

Для Dу 150 — 350 мм
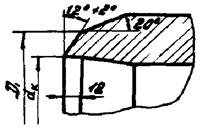
|
Диаметр условного прохода |
Pу, кгс/см2 |
Исполнительные размеры, мм |
||||||||
|
64 |
100 |
D1 |
dвн |
D2 |
D3 |
D4 |
B |
d |
h |
|
|
dк, мм |
||||||||||
|
32 |
32 |
— |
41 |
29 |
— |
— |
— |
— |
— |
— |
|
50 |
51 |
— |
62 |
50 |
— |
— |
— |
— |
— |
— |
|
80 |
82 |
— |
91 |
80 |
— |
— |
— |
— |
— |
— |
|
100 |
100 |
— |
110 |
99 |
— |
— |
— |
— |
— |
— |
|
150 |
150 |
147 |
162 |
— |
— |
— |
— |
— |
— |
— |
|
200 |
205 |
203 |
224 |
— |
— |
— |
— |
— |
— |
— |
|
250 |
257 |
255 |
278 |
— |
— |
— |
— |
— |
— |
— |
|
300 |
309 |
303 |
330 |
— |
— |
— |
— |
— |
— |
— |
|
350 |
357 |
— |
385 |
— |
— |
— |
— |
— |
— |
— |
|
150 |
— |
— |
162 |
— |
147 |
150 |
137 |
20 |
4 |
12 |
|
Характер дефектов |
Содержание |
Технические |
Инструмент и |
|
1. — |
1. Обработка присоединительных патрубков |
1а. Обработка присоединительных патрубков производится на расточном станке в специальном приспособлении, базирующем корпус 1б. Проточка торцов присоединительных патрубков должна 1в. Для обеспечения правильности подрезки торцов |
Приспособление для крепления корпусов, |
10.
ЗАВАРКА ДЕФЕКТОВ В ЛИТЫХ ДЕТАЛЯХ ИЗ СТАЛИ 25Л
Перед
заваркой необходимо тщательно обследовать литые корпусы арматуры наружным осмотром и гамма-просвечиванием.
Результаты гамма-просвечивания фиксировать в специальном журнале, а фотоснимки
вместе с рекламацией направлять заводу-изготовителю арматуры.
Заваркой
необходимо исправлять следующие дефекты:
—
поверхностные и сквозные трещины, заварка которых допускается на всем
протяжении без ограничений;
—
газовые и усадочные (поверхностные и сквозные) раковины местного характера;
—
земляные и шлаковые включения местного характера;
—
усадочную и газовую пористость местного характера.
Отливки
с дефектами в виде распространенной, не поддающейся удалению,
пористости или с дефектами, расположенными в местах, не позволяющих произвести качественную заварку, не исправлять
и браковать.
Выборку
дефектов литья под заварку следует производить воздушно-дуговой резкой.
Дефекты
литья необходимо выбрать полностью до здорового металла, сквозные трещины перед
выборкой засверлить по концам диаметром 8 — 10 мм.
Перед
заваркой дефектов литья производится разделка дефектного места. Форма разделки
должна обеспечивать качественный и полный провар по всей поверхности (рис. 1).

Рис. 1. Подготовка дефектных мест под заварку:
а — до
разделки; б — после разделки; в — разделка и подготовка сквозного порока под
заварку; г — разделка и подготовка порока в утолщенных местах отливки
Стенки
выбранных дефектов должны быть пологими, не иметь острых углов и углублений.
Угол раскрытия разделки должен быть не менее 70°.
Заварка
дефектов в отливках из стали 25Л производится с предварительным подогревом до
температуры 300 —
400 °С. Местный
сопутствующий подогрев производить газовыми горелками.
Заварку
деталей из стали 25Л следует производить электродами УОНИ-13/55 диаметром 4 мм по
возможности в нижнем или полувертикальном положении.
Наплавочные
работы нужно производить так, чтобы каждый последующий валик перекрывал
предыдущий не менее чем на 1/3 ширины. После
наложения каждого валика производится тщательная очистка от шлака и металлических брызг зубилом и стальной щеткой.
После
окончания сварочных работ производится термообработка по режиму — нагрев в печи
до температуры 600 —
650 °С, время
выдержки — 5 ч, охлаждение до 300 °С вместе с печью, а затем
на воздухе.
Заварку одного или всех
дефектов в объеме не более 100 см3 допускается производить без последующей термической обработки.
Сварочные
работы должны выполняться электродами в соответствии с
чертежами и технологическими указаниями на ремонт. Все сварочные материалы
должны соответствовать требованиям действующих государственных стандартов или
технических условий на их поставку и иметь сертификат.
Перед
использованием электроды необходимо прокалить при температуре 100 — 150 °С в течение 1 ч.
Запрещается
производить заварку дефектов на сквозняках и при температуре окружающей среды ниже 0 °С.
Заварку
электродами УОНИ-13/55 следует вести на постоянном токе при обратной полярности
возможно более короткой дугой.
Ниже
приведены величины сварочного тока для электродов УОНИ-13/55:
Диаметр
электрода, мм……………………………………….. 4 5 6
Сварочный
ток, А………………………………………… 130 — 150 170 — 200 210 — 240
После
заварки дефектных мест литые детали следует подвергать гидравлическому
испытанию на прочность и гамма-просвечиванию. Результаты испытания фиксировать в специальном журнале.
К
заварке дефектов в отливках допускаются сварщики, выдержавшие испытание в
соответствии с правилами испытания электросварщиков и газосварщиков.
11. ТЕХНОЛОГИЯ И ТЕХНИЧЕСКИЕ
УСЛОВИЯ СБОРКИ АРМАТУРЫ
(рис. 2 — 
Сборка всех видов энергетической арматуры высоких параметров как завершающая операция должна одновременно являться и контрольной операцией по проверке правильности ее ремонта.

Рис.
2. Проходной вентиль Dу 50 —
60 мм
Если
производство построено по принципу узловой сборки арматуры, то при составлении
технологического процесса сборки каждого узла следует исходить из последующей
сборки узлов в единое изделие и необходимости обеспечения заданных сопряжений
деталей, входящих в узел.
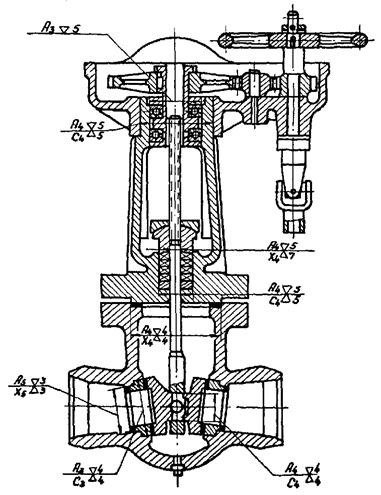
Рис. 3. Задвижка Dу 150 мм
Технологический
процесс сборки должен учитывать специфичность энергетической арматуры высоких параметров, заключающуюся в том,
что большая часть деталей изделий изготовляется из специальных сталей и
значительное количество поверхностей обрабатывается по очень высоким классам чистоты.

Рис. 4. Регулирующий клапан Dу 50 — 150 мм
В
первую очередь должны быть предусмотрены соответствующие условия подачи деталей на сборку, хранения их в процессе сборки, подачи на сборку деталей, признанных годными после их
всесторонней проверки.
Перед
установкой все детали должны быть тщательно очищены,
протерты и осмотрены, корпусы продуты сжатым воздухом, тщательно очищены.
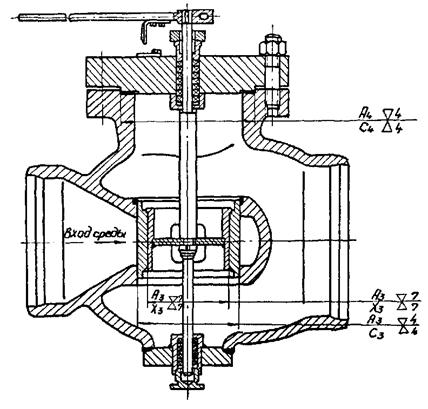
Рис. 5. Регулирующий клапан Dу 80
— 250 мм
После
притирки уплотнительные поверхности седел
должны быть тщательно протерты, а остатки притирочной пасты удалены из корпуса.
11.1.
Сборка крышки со шпинделем
При
сборке крышки со шпинделем или штоком особое внимание должно быть уделено
сборке сальникового уплотнения и упорных и радиальных шарикоподшипников. При
сборке сальникового уплотнения необходимо не только обеспечить хорошее
уплотнение и легкий ход шпинделя, но и его центровку относительно крышки
эластичной направляющей опорой. Для этого шпиндель должен быть подтянут
шпиндельной втулкой вверх до упора его конусной поверхности в конусную
поверхность втулки крышки или крышку.

Рис. 6. Обратный клапан Dу 80
мм
При
сборке сальникового уплотнения необходимо проверять зазоры между поверхностью
гладкой части шпинделя и поверхностью грундбуксы.
Зазоры
проверяются щупом, а также визуально осматриваются поверхности гладкой части
шпинделя и выявляются на ней следы касания деталей. Для этого 2 — 3 раза
шпиндель (или шток) перемещается в крайнее положение.
Между
шпинделем и нажимной планкой (когда она расположена перпендикулярно к оси
шпинделя) должен быть равномерный зазор по всей окружности.
При
сборке сальникового уплотнения следует постепенно опрессовать сальниковую
набивку по всей высоте сальниковой камеры, начиная с нижних колец. Это
обеспечит хорошее и надежное уплотнение шпинделя при его легком ходе.
Заполнение
сальниковой камеры набивкой считается законченным, если грундбукса входит в сальниковую камеру на глубину 3 — 5 мм; при этом резьба шарнирных болтов должна выходить из
гаек на одну — две нитки.

Рис. 7. Предохранительный пружинный клапан
Dу 25
— 80 мм
Перед
сборкой шпиндельной втулки со шпинделем и шарикоподшипниками необходимо тщательно (механизированным способом) натереть графитом рабочие
поверхности трапецеидальной резьбы шпинделя и вкладыш втулки.

Рис. 8. Предохранительный клапан Dу
25×2 мм
При
правильном изготовлении всех деталей узла и правильной его сборке упорная гайка
после затяжки долина стать так, чтобы ее верхний торец примерно совпал с
верхним торцом головки бугеля или крышки. Несовпадение этих поверхностей может
быть только из-за отклонений, допущенных при изготовлении деталей, или из-за
неправильной сборки. В таких случаях должна быть проведена соответствующая
проверки деталей и сборки этого узла.
11.2.
Сборка резьбовых соединений
При
сборке резьбовых соединений необходимо соблюдать следующие требования:
—
перед сборкой поверхности резьбы должны тщательно очищаться от грязи и стружки и продуваться сжатым воздухом;
—
детали с резьбой должны свинчиваться свободно, тугое свинчивание их не
допускается;
—
резьба должна тщательно смазываться графитом (слегка смоченным водой) или
дисульфидмолибденовой смазкой
ВНИИНП-232;
—
при установке резьбовых шпилек, ввинчиваемых одним концом в отверстия, все
шпильки должны быть затянуты на сбеге резьбы и их оси перпендикулярны (в
пределах заданных допусков) к поверхностям сверления отверстий.
Неперпендикулярность осей шпилек к плоскости фланца корпусов допускается не
более 0,8 мм на длине 100 мм;
—
при установке во фланцевые соединения шпильки должны выступать над поверхностью
фланца на заданную высоту.
При
сборке фланцевых соединений необходимо:
—
тщательно протереть уплотнительные поверхности фланцев перед сборкой и
убедиться в отсутствии повреждений на них и на
центрирующих заточках фланцев; повреждения
могут привести к нарушению правильности центровки фланцев;
—
проверить глубину центрирующей заточки, высоту центрирующего выступа и толщину
прокладки с тем, чтобы можно было правильно вести посадку и затяжку фланцевого
соединения;
—
затягивать фланцевое соединение путем последовательной затяжки противоположно
лежащих гаек. При этом первые две пары противоположно лежащих гаек следует
доводить только до упора в поверхность фланца, с
тем, чтобы не перекосить свинчиваемые детали. После первоначальной легкой
подтяжки гаек для обеспечения правильного равномерного обжатия рифленой
прокладки можно проводить постепенную затяжку противоположно лежащих гаек до
необходимой. плотности.
Шпилечное
крепление фланцевых соединений крупной арматуры целесообразно затягивать
специальным механизированным приспособлением, допускающим регулирование величины крутящего
момента. При отсутствии такого приспособления следует затягивать фланцевые
соединения мерным ключом и динамометром с заданным крутящим моментом.
Равномерность
затяжки крепежных деталей фланцевого соединения необходимо контролировать
измерением зазора между соединяемыми фланцами при помощи щупов в шести — восьми точках,
равномерно расположенных по окружности.
12.
ИСПЫТАНИЕ И НАЛАДКА АРМАТУРЫ (гидравлическое испытание арматуры)
Вся
арматура после ее ремонта в арматурном участке или в механической мастерской
должна подвергаться гидравлическому испытанию на прочность и плотность в
соответствии с ГОСТ
356-68.
В
объем гидравлического испытания арматуры входят обязательные испытания, предусмотренные государственными
стандартами, и дополнительные испытания,
вызванные специфическими особенностями отдельных конструкций и техническим
уровнем производства данного вида арматуры, а также специфическими условиями ее эксплуатации.
К
обязательным испытаниям, предусмотренным
государственными стандартами, относятся:
—
гидравлические испытания каждой единицы арматуры на плотность и прочность всех
деталей, находящихся непосредственно под воздействием рабочей среды, а также на
плотность разъемных соединений арматуры;
—
гидравлические испытания на плотность затвора каждой единицы запорной и
предохранительной арматуры.
К
дополнительным испытаниям относятся выборочные
испытания предохранительных клапанов на срабатывание при заданном давлении
среды и регулирующей арматуры на определение величины пропуска среды в закрытом
состоянии и другие специальные испытания.
При
испытании водой при установленном гидравлическом давлении и температуре 20 °С вполне надежно проверяется плотность затворов, всех
разъемных соединений и сальниковых уплотнений всех видов арматуры, работающей на воде и паре высоких параметров.
Гидравлические
испытания арматуры необходимо проводить предварительно
отфильтрованной водой.
При
гидравлическом испытании из внутренних полостей арматуры при заполнении их
водой нужно полностью удалить воздух.
Перед
гидравлическим испытанием наружные поверхности арматуры следует тщательно
очистить и осушить. На поверхностях арматуры не должно быть никаких жировых
пятен, так как они мешают выявлению неплотностей.
Целью
испытания на прочность является проверка прочности
и плотности металла корпусов и крышек после заварки трещин и дефектных мест.
Испытание
на герметичность затвора проводится при двукратном подъеме и опускании.
Уплотнительные поверхности перед испытанием должны быть обезжирены. Во
время испытаний проверяется легкость (без заеданий) движения подвижных деталей
арматуры.
При
гидравлических испытаниях проводится легкое обстукивание корпуса медным
молотком массой 0,5 кг с рукояткой длиной не более 200 мл.
Арматура
считается выдержавшей испытание, если при постоянном давлении и в течение
времени, необходимого для тщательного осмотра (но не менее 1 — 3 мин в зависимости от Dу),
не будет обнаружен пропуск воды.
После
ремонта
уплотнительных
поверхностей затвора и узла с сальниковой набивкой, а также после их разборки и
сборки проводится пробное гидравлическое испытание на плотность водой давлением,
равным 1,25 рабочего давления.
Испытание
на плотность соединения между корпусом и крышкой и сальниковой набивкой проводится при несколько поднятом затворе и
заглушенных патрубках.
13.
ПРИЕМКА АРМАТУРЫ ИЗ РЕМОНТА
По
окончании ремонта пароводяной арматуры и предварительной проверки качества
ремонта мастер по ремонту предъявляет арматуру представителю ОТК (цеха-заказчика) для проверки качества выполненных ремонтных работ. Из
ремонта пароводяная арматура принимается в соответствии с техническими
условиями на ремонт.
Каждое
отремонтированное изделие (арматура) должно быть принято ОТК (цехом-заказчиком).
При
приемке изделия ОТК обязан проверить:
—
материал по сертификатам или актам лаборатории;
— комплектующие изделия по актам или паспортам заводов-изготовителей;
—
соответствие изделия требованиям рабочих чертежей;
—
наличие всех деталей и узлов в соответствии со спецификацией чертежа общего
вида;
—
документацию, прилагаемую к изделию.
Предприятие,
ремонтирующее пароводяную арматуру, должно
гарантировать после ремонта пароводяной арматуры ее исправную работу в течение
24 мес с начала эксплуатации, но не более 30 мес со дня получения потребителем.
Гарантия сохраняется при соблюдении потребителем правил
транспортирования, хранения, монтажа и условии
эксплуатации.
14.
КОНСЕРВАЦИЯ И ХРАНЕНИЕ АРМАТУРЫ
После
гидравлического испытания отремонтированной арматуры на плотность вода должна
быть спущена и внутренние полости просушены путем обдувки сухим сжатым
воздухом.
Все
поверхности арматуры, не имеющие антикоррозионных покрытий и не соприкасающиеся
с рабочей средой, должны быть загрунтованы грунтом ГФ-020 (ГОСТ 4056-63) и
окрашены эмалью ГФ-245 или ПФ-245 (ГОСТ 5371-66).
Допускается
применение других лакокрасочных материалов, не ухудшающих качество отделки, по
документации, утвержденной в установленном порядке.
Окончательная
окраска изделия должна соответствовать требованиям ГОСТ 9894-61 (класс IV, группа А).
Консервация
должна производиться консистентными или жидкими смазками в зависимости от
условия хранения и транспортирования и в соответствии с требованиями ГОСТ 13168-69.
Перед
нанесением смазки поверхности арматуры должны быть очищены от пыли, грязи, коррозии и др.
Консервация
арматуры должна обеспечивать защиту от коррозии в
период транспортирования и хранения.
Арматура
должна храниться в упакованном виде в помещении, защищенном от попадания атмосферных осадков.
СОДЕРЖАНИЕ
Как часто за последнее время вам приходилось производить замену внутренних деталей (седло и плунжер клапана) регулирующих клапанов? А сколько времени и усилий вы на это потратили?
Думаю, что среди тех, кто ответит на первый вопрос утвердительно, большинство отметит, что времени и усилий на выполнение этой операции потребовалось куда больше, чем хотелось бы. И это понятно, ведь в подавляющем большинстве случаев для проведения операции по извлечению седла приходится бороться с резьбовым соединением, посредством которого закреплено седло в корпусе: со временем в процессе эксплуатации, резьба намертво «прикипает», и выкрутить седло становится очень сложно.

Рисунок1. Клапан в сборе на линии
Эта проблема обусловлена конструктивными особенностям и клапана. На рисунке 2 изображен типичный регулирующий клапан, в котором седло вкручено в корпус. Такая конструкция на сегодняшний день является самой распространенной, именно так устроены клапаны большинства производителей.

Рисунок 2. Типичный регулирующий клапан
Между тем, ремонт клапана вовсе не всегда означает огромные потери времени. За последние пару лет мне приходилось проделывать эту операцию несколько раз. При этом время замены седла клапана не превышало 10-15 минут, без учета времени, необходимого на то, чтобы клапан остыл. Замечу также, что все работы проводились на оборудовании, не снятом с паропровода!
За счет чего удается достичь такой простоты и скорости проведения работ?
Секрет прост. Конструкция регулирующих клапанов серии Spira-Trol, выпускаемых компанией Spirax Sarco, позволяет легко извлекать седло из корпуса клапана. На рисунке 3 показана принципиальная компоновка клапана Spira-Trol: в корпус клапана вставлено седло, которое прижимается к корпусу крышкой клапана и специальной камерой. Между седлом и корпусом клапана, а также между камерой и крышкой установлены специальные прокладки. Таким образом, в конструкции клапана нет никаких основных узлов с резьбовыми соединениями. Размер и форма отверстий в прижимной камере определяют расходную характеристику клапана, которая может быть линейной, равнопроцентной или быстрого открытия. Кроме этого существует так называемая малошумная камера, позволяющая значительно (до 10-15 Дб) снизить шум при прохождении пара через седло клапана.

Замена внутренних деталей клапана может осуществляться как для устранения неполадки, так и в случае, когда необходимо изменить пропускную способность или характеристику клапана в связи с изменившимися требованиями и условиями эксплуатации.
Чтобы добраться до внутренних деталей клапана необходимо снять привод клапана и крышку вместе со штоком и плунжером. (Рис. 4 и 5).

Для последующего извлечения прижимной камеры и седла требуется несколько секунд (Рис. 6)

Рисунок 6. Старые седло и прижимная камера
На рисунке 6 видно, что комплект, который извлекли из клапана, состоит из двух деталей. Возвращать на место мы будем только одну деталь (Рис. 7) – малошумное седло/прижиная камера объединены в единую деталь. Отверстия в стенках камеры обеспечивает равномерное распределение потока пара и снижение шума.

Рисунок 7. Новая запчасть- седло/прижимная камера (справа)
Но чтобы новое седло работало правильно, необходимо заменить и плунжер (Рис. 8). Он тоже отличается от стандартного. Благодаря внесенным изменениям клапан приобретает новые характеристики: вместо стандартного клапана с равнопроцентной характеристикой мы получили клапан с уменьшенным уровнем шума. Характеристика при этом может остаться равнопроцентной, а может быть линейной.
Представьте ситуацию, когда вам нужно заложить в проект клапан с заведомо большей пропускной способностью, чем это необходимо на данный момент. Понятно, что клапан, работа которого ограничена очень небольшим диапазоном хода штока будет работать не так эффективно, как работал бы клапан с меньшей пропускной способностью. Можно было бы поставить два клапана и при увеличении со временем расхода пара запустить в работу второй, но вряд ли это будет рационально. Правильней будет установить корпус клапана с расчетом на максимальную нагрузку, а седло и плунжер с расчётом на реальную. Как только придет время увеличения нагрузки можно будет легко и просто установить в клапан новое седло с повышенной пропускной способностью.

МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ
СССР
ГЛАВЭНЕРГОРЕМОНТ
РУКОВОДСТВО ПО РЕМОНТУ
ТРУБОПРОВОДНОЙ АРМАТУРЫ
НА ДАВЛЕНИЕ 64 — 100 кгс/см2

ОРГРЭС
МОСКВА 1975
Составлено ЦКБ Главэнергоремонта
Авторы инженеры А.Х. КИЖНЕР, Р.Я. БЕРЕЗНИЦКАЯ,
М.Д. МЕДНОВ, Ю.Г. УТКИН, Т.В. ЛАВРОВСКАЯ, Н.Б. ДАНИЛОВА
УТВЕРЖДАЮ:
Главный инженер
Главэнергоремонта
В.И. Куркович
16декабря 1974 г.
ВВЕДЕНИЕ
В настоящем Руководстве рассмотрены особенности конструкции
запорной, регулирующей и предохранительной арматуры, вопросы
планирования и организации ремонта, надежности и ремонтопригодности
арматуры, выпускаемой Таганрогским котельным заводом (ТКЗ) и
Барнаульским котельным заводом (БКЗ). Арматура ТКЗ имеет
отличительный индекс «К».
Значительное внимание в Руководстве уделено техническим условиям
и технологическим указаниям, необходимым при изготовлении и
восстановлении деталей, допустимым ремонтным размерам, в пределах
которых можно восстанавливать детали; перечислены также дефекты,
при наличии которых детали ремонту не подлежат.
В Руководстве даны марки стали и стали-заменителя для деталей
арматуры, некоторые прочностные характеристики и описаны режимы
термической обработки.
Руководство предназначено для работников электростанций и
ремонтных предприятий.
1.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ АРМАТУРЫ
Надежность и экономичность работы пароводяной арматуры в
значительной степени зависят от ее конструктивных особенностей,
возможности дальнейшего совершенствования (модернизации)
существующей арматуры и ее ремонтопригодности.
Отличительная особенность пароводяной арматуры на давление 64 —
100 кгс/см2 — фланцевое соединение корпуса с крышкой, а
в некоторых видах арматуры — фланцевое соединение патрубков с
трубопроводами. Уплотнение фланцевых соединений осуществляется при
помощи паронитовых прокладок.
Крепежные детали для фланцевого соединения арматуры, работающей
при температуре среды до 425 °С, изготовляются из углеродистой
стали, а для арматуры, работающей при более высокой температуре, —
из специальных низколегированных сталей.
В качестве материала для сальниковой набивки применяется
плетеный асбестовый шнур с прослойками серебристого чешуйчатого
графита между смежными кольцами.
1.1. Вентили
Вентили на давление pу 64 — 100 кгс/см2 и
температуру рабочей среды 420 — 450 °С Dу 50, 100 и 150
мм выпускаются ТКЗ, Dу 80 мм — БКЗ.
Вентили Dу 50 мм ТКЗ изготовляются с маховиками, и их
можно устанавливать с подачей среды с любой стороны при любом
положении шпинделя на горизонтальных и вертикальных участках
трубопроводов.
Вентили Dу 100 и 150 мм ТКЗ изготовляются с
приводными головками и конической зубчатой передачей, они
устанавливаются на горизонтальных участках трубопроводов так, чтобы
шпиндель оставался в пределах верхней полуокружности, а на
вертикальных участках трубопроводов — с горизонтальным положением
шпинделя.
Вентили Dу 80 мм БКЗ изготовляются с маховиками,
конической или цилиндрической передачей, их можно устанавливать с
подачей среды с любой стороны при любом положении шпинделя на
горизонтальных и вертикальных участках трубопроводов.
Уплотнительные поверхности вентилей ТКЗ и БКЗ плоские,
концентрическая посадка тарелки на уплотнительную поверхность
корпуса обеспечивается направлением тарелки в корпусе и
направляющим хвостовиком. Соединение тарелки со шпинделем
шарнирное. В вентилях Dу 80 мм направление тарелки
обеспечивается только в корпусе.
Крышки и корпусы вентилей литые из углеродистой стали. Шпиндели
изготовляются из низколегированной стали с последующим
антикоррозионным азотированием.
1.2. Обратные
клапаны
Обратные горизонтальные клапаны Dу 50, 100, 150 и 200
мм изготовляются ТКЗ.
Горизонтальные клапаны Dу 20, 32 и 80 мм
изготовляются БКЗ. Клапаны Dу 20 и 32 мм имеют резьбовое
соединение корпуса с крышкой.
Клапаны устанавливаются на горизонтальных участках трубопроводов
крышкой вверх с подачей среды под тарелку.
Уплотнительная поверхность затвора выполняется в виде наплавки
аустенитными хромоникелевыми и хромистыми электродами, форма
уплотнения плоская.
Концентрическая посадка тарелки на уплотнительную поверхность
корпуса обеспечивается направляющим хвостовиком тарелки.
Корпусы и крышки клапанов Dу 20 и 32 мм изготовляются
из углеродистой стали в виде штамповок, у всех остальных клапанов —
из литой углеродистой стали.
1.3. Задвижки
Задвижки Dу 150 мм выпускаются ТКЗ, задвижки
Dу 200, 250, 300 и 350 мм выпускаются БКЗ. Задвижки
могут управляться при помощи маховика, а также приводной головки с
коническим или цилиндрическим зацеплением.
Запорный орган задвижек состоит из двухтарельчатого
самоустанавливающегося клина и двух седел, приваренных к корпусу.
Тарелки закрепляются в обойме при помощи двух тарелкодержателей и
распираются специальным грибком. Обойма жестко связана со шпинделем
и направляется ребрами корпуса. Распорный грибок или шарик между
тарелками, имеющий с одной стороны выпуклую сферическую, а с другой
стороны плоскую поверхность, обеспечивает взаимную установку
тарелок одна относительно другой и позволяет регулировать их
положение относительно седел.
Седла задвижек имеют уплотнительную поверхность, наплавленную
либо нержавеющим сплавом 2X13, либо сплавом аустенитного класса,
обладающим высокой эрозионной стойкостью, достаточной твердостью и
стойкостью к задиранию.
Тарелки изготовляются из стали 38X2МЮА или 38X2Ю с последующим
твердостным азотированием, шпиндели задвижек — из низколегированной
стали с последующим антикоррозионным поверхностным азотированием,
корпусы и крышки — из литой углеродистой стали.
1.4. Регулирующая
арматура
К регулирующей арматуре ТКЗ относятся клапаны поворотного типа
(неразгруженные) Dу 50, 80, 100 и 150 мм.
Регулирование расхода воды в этих клапанах осуществляется за
счет изменения площади проходного сечения при повороте золотника в
стакане, запрессованном в корпусе. Максимальный угол поворота
золотника 54 — 56°. Клапаны этого типа могут быть установлены на
горизонтальных и вертикальных участках трубопроводов с произвольным
расположением шпинделя.
Регулирующие клапаны Dу 50, 80, 100, 150, 200 и 250
мм выпускаются БКЗ.
Регулирующие клапаны Dу 50 мм игольчатого типа,
предназначены для ручного и автоматического регулирования
количества охлаждающей воды, подаваемой в редукционно-охладительным
установки. Регулирование количества воды осуществляется за счет
изменения проходного сечения при поступательном движении шпинделя с
иглой.
В регулирующих клапанах БКЗ поворотного типа (разгруженных)
регулирование количества среды осуществляется при повороте
золотника в стакане, приваренном к корпусу. Шпиндель золотника
имеет две опоры. Шпиндель уплотняется двумя асбестовыми
уплотнениями. Полное открытие поворотных клапанов происходит при
повороте золотника на угол 90°.
1.5. Предохранительная
арматура
К предохранительной арматуре ТКЗ относятся рычажные
полноподъемные клапаны Dу 25?2 мм и пружинные
полноподъемные клапаны Dу 25 мм.
В предохранительном рычажном клапане форма уплотнительной
поверхности плоская, седло клапана и тарелка выполнены из
легированной стали. Тарелка клапана прижимается к седлу через
наконечник штока. Направление тарелок обеспечивается направляющей
колодкой. Рычаги в точках опоры имеют вставные закаленные
призмы.
Корпусы клапанов для пара с температурой до 450 °С изготовляются
из углеродистой стали, а для пара с более высокой температурой — из
легированной теплостойкой стали. Запорные органы — из нержавеющей,
термически обработанной стали.
В предохранительных пружинных клапанах сила сжатия пружины
регулируется резьбовой втулкой. Тарелка клапана выполнена из
нержавеющей стали, уплотнительная поверхность седла наплавлена
сплавом аустенитного класса.
К предохранительной арматуре БКЗ относится
импульсно-предохранительное устройство, состоящее из аварийного
предохранительного клапана и импульсного клапана.
Аварийный предохранительный клапан Dу 100, 150, 200,
250 мм сервомоторного типа, тарелка клапана (клапан) соединена
посредством штока с поршнем сервомотора; пар, попадающий при
срабатывании импульсного клапана в поршневую камеру сервомотора
клапана, за счет разности площадей поршня и тарелки (клапана)
создает перестановочное усилие, которое открывает клапан. Для
поджатия тарелки к седлу предусмотрена цилиндрическая пружина.
Присоединение клапана к трубопроводу фланцевое.
Корпус и крышка клапана изготовляются из углеродистой литой
стали, уплотнительные поверхности затвора выполняются наплавкой
нержавеющими электродами.
Импульсный клапан Dу 20 мм рычажно-грузового типа.
Седло клапана и тарелка изготовляются из легированной стали. Форма
уплотнительной поверхности плоская.
2.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА МАТЕРИАЛ ДЕТАЛЕЙ
Материалы, применяемые при ремонте арматуры, должны
соответствовать маркам, указанным в чертежах.
Качество материалов должно быть удостоверено сертификатами
завода-поставщика, а в случае отсутствия сертификата —
лабораторными анализами и испытаниями.
Высокие требования предъявляются к сталям, применяемым при
изготовлении деталей затвора и шпинделей. Эти детали работают в
очень тяжелых условиях — при высоких температурах и периодических
теплосменах, в условиях трения и при больших механических
нагрузках.
В связи со сложными условиями работы материала арматуры
необходим правильный выбор марки металла и тщательный контроль за
свойствами металла при изготовлении деталей и эксплуатации
арматуры.
Детали арматуры в зависимости от условий их работы (давления,
температуры, коррозионных свойств среды) изготовляются из
углеродистых легированных или высоколегированных сталей.
Основными характеристиками прочности сталей являются предел
прочности ?в, предел текучести ?т и ударная
вязкость ?н.
Характеристики прочности (при нормальной температуре) основных
сталей и сталей-заменителей, применяемых при изготовлении деталей и
ремонте арматуры, приведены в табл. 1, режимы термической обработки
указанных сталей — в табл. 2.
Таблица 1
|
Марка стали |
?т, кгс/мм2 |
?в, кгс/мм2 |
?н, кгс · м/см2 |
ГОСТ |
|
Ст3 |
23 |
43 |
8 |
ГОСТ 380-71 |
|
20 |
25 |
42 |
— |
ГОСТ 1050-60 |
|
25 |
28 |
46 |
9 |
ГОСТ 1050-60 |
|
30 |
30 |
50 |
8 |
ГОСТ 1050-60 |
|
35 |
32 |
54 |
7 |
ГОСТ 1050-60 |
|
40 |
34 |
58 |
6 |
ГОСТ 1050-60 |
|
30X |
75 |
90 |
7 |
ГОСТ 4543-71 |
|
35X |
80 |
95 |
7 |
ГОСТ 4543-71 |
|
30XМА |
85 |
100 |
8 |
ГОСТ 4543-71 |
|
38X2МЮА |
85 |
100 |
9 |
ГОСТ 4543-71 |
|
38X2Ю |
75 |
90 |
8 |
ГОСТ 4543-71 |
|
12ХМФ |
23 |
45 |
10 |
ГОСТ 10500-63 |
|
2X13 (ЭЖ2) |
65 |
85 |
6 |
ГОСТ 5632-61 |
|
3X13 (ЭЖ3) |
70 |
90 |
5 |
ГОСТ 5632-61 |
|
4X13 (ЭЖ4) |
90 |
110 |
12,5 |
ГОСТ 5632-61 |
|
20X13Л |
45 |
60 |
6 |
ГОСТ 2176-67 |
|
1X18Н9Т (ЭЯ1Т) |
20 |
55 |
30 |
ГОСТ 5632-61 |
|
10X18Н9Л |
18 |
45 |
10 |
ГОСТ 2176-67 |
Таблица 2
|
Марка стали |
Операция |
Температура нагрева, °С |
Охлаждающая среда |
Твердость НВ |
|
Ст5 |
Нормализация |
850 — 880 |
Воздух |
170 |
|
20 |
Нормализация |
900 — 920 |
-«- |
156 |
|
Отпуск |
600 — 650 |
-«- |
||
|
Цементация |
900 — 950 |
-«- |
56* |
|
|
Закалка |
780 — 820 |
Вода |
||
|
Отпуск |
180 — 200 |
Воздух |
||
|
25 |
Нормализация |
880 — 900 |
-«- |
170 |
|
Отпуск |
600 — 650 |
-«- |
||
|
Цементация |
900 — 950 |
-«- |
56* |
|
|
Закалка |
820 — 840 |
Вода |
||
|
Отпуск |
180 — 200 |
Воздух |
||
|
30 |
Нормализация |
850 — 890 |
-«- |
126 — 176 |
|
Отпуск |
650 — 680 |
-«- |
||
|
Закалка |
860 — 880 |
Вода |
170 |
|
|
Отпуск |
600 — 650 |
Воздух |
||
|
35 |
Нормализация |
850 — 870 |
-«- |
145 — 187 |
|
Отпуск |
650 — 680 |
-«- |
||
|
Закалка |
840 — 860 |
Вода |
190 — 230 |
|
|
Отпуск |
550 — 620 |
Воздух |
||
|
40 |
Нормализация |
850 — 870 |
-«- |
156 — 197 |
|
Отпуск |
600 — 650 |
-«- |
||
|
Закалка |
840 — 860 |
Вода |
174 — 217 |
|
|
Отпуск |
550 — 650 |
Воздух |
||
|
30X |
Закалка |
850 — 870 |
Масло |
50 — 62* |
|
Отпуск |
580 — 600 |
Вода (масло) |
187 |
|
|
35X |
Нормализация |
850 — 860 |
Воздух |
149 |
|
Отпуск |
650 — 660 |
-«- |
||
|
Закалка |
850 — 870 |
Масло |
248 |
|
|
Отпуск |
500 — 550 |
Вода |
||
|
30ХМА |
Закалка |
850 — 880 |
Масло (вода) |
196 |
|
Отпуск |
600 — 640 |
-«- |
||
|
38Х2Ю |
Закалка |
930 |
Масло (вода) |
— |
|
Отпуск |
630 |
-«- |
||
|
38Х2МЮА |
Закалка |
940 |
Масло (вода) |
269 — 302 |
|
Отпуск |
640 |
-«- |
240 — 277 |
|
|
12ХМФ, 20X13Л |
Закалка |
950 — 980 |
Воздух (масло) |
156 |
|
2X13 (ЭЖ2) |
Отжиг |
740 — 800 |
Печь |
197 |
|
Закалка |
1000 — 1050 |
Воздух (масло) |
207 — 293 |
|
|
Отпуск |
700 — 780 |
Воздух |
||
|
3X13 (ЭЖ3) |
Отжиг |
740 — 800 |
Печь |
207 |
|
Скалка |
980 — 1020 |
Масло |
241 — 321 |
|
|
Отпуск |
600 — 650 |
Воздух |
||
|
4X13 |
Отжиг |
870 — 900 |
Печь |
155 — 180 |
|
-«- |
740 — 800 |
Воздух |
205 — 225 |
|
|
Закалка |
1050 — 1100 |
Масло |
40 — 50* |
|
|
Отпуск |
400 — 500 |
Воздух |
*Твердость HRC.
При выборе стали-заменителя прежде всего необходимо
руководствоваться сравнительной характеристикой основной стали и
стали-заменителя, т.е. примерно одинаковыми технологическими
свойствами, химическим составом, особенно по углероду, и
механическими свойствами (?т, ?в,
?н, HB) при рабочих температурах.
3. МАТЕРИАЛ
ДЕТАЛЕЙ И ЗАМЕНИТЕЛИ
При выборе или определении материала деталей следует
руководствоваться данными табл. 3.
Таблица 3
|
Деталь |
Основной материал |
Заменитель |
||
|
Марка |
ГОСТ |
Марка |
ГОСТ |
|
|
Легированная сталь |
||||
|
Тарелка задвижки |
38Х2МЮА 38ХЮ |
ГОСТ 4543-71 |
20 |
ГОСТ 1050-60 |
|
Шпиндель задвижки |
38Х2МЮА 38Х2Ю |
ГОСТ 4543-71 |
30ХМА |
ГОСТ 4543-71 |
|
Уплотнительное кольцо регулирующего клапана |
2Х18Н9Т |
ГОСТ 5632-61 |
1Х18Н9Т 2X13 |
ГОСТ 5632-61 |
|
Втулка, седло и тарелка аварийного предохранительного клапана, |
3X13 |
ГОСТ 5632-61 |
2X13 1Х18Н9Т 20X13 |
ГОСТ 5632-61 |
|
Золотник регулирующего клапана |
20X13 |
ГОСТ 2176-67 |
1Х18Н9Т |
ГОСТ 5632-61 |
|
Шпиндель вентилей задвижки |
35Х |
ГОСТ 4543-71 |
30Х 38ХЮ |
ГОСТ 4543-71 |
|
Шпилька |
30ХМА 35Х |
ГОСТ 4543-71 |
35 |
ГОСТ 4543-71 |
|
Углеродистая сталь |
||||
|
Седло задвижки, тарелки вентиля и обратного клапана, втулка, |
20 |
ГОСТ 1050-60 |
— |
— |
|
25 |
ГОСТ 1050-60 |
— |
— |
|
|
Шпиндель задвижки, шпилька |
35 |
ГОСТ 1050-60 |
35Х |
ГОСТ 4543-71 |
|
Гайка |
30 |
ГОСТ 1050-60 |
25 |
ГОСТ 1050-60 |
|
35 |
4. ТРЕБОВАНИЯ
К ПОСТАВКЕ И ПОДГОТОВКЕ К УСТАНОВКЕ АРМАТУРЫ, ЭЛЕКТРОПРИВОДОВ И
ЭЛЕКТРИЧЕСКИХ ИСПОЛНИТЕЛЬНЫХ МЕХАНИЗМОВ
Арматуру, полученную с завода-изготовителя, а также техническую
документацию (чертежи, инструкции, паспорт и др.) следует
регистрировать в специальном журнале.
В комплект поставки входят:
— арматура (изделие) в сборе в соответствии с чертежами общего
вида;
— техническая документация (паспорт изделия, описание изделия с
чертежом общего вида в разрезе и чертежами сменных деталей и
инструкция по эксплуатации, хранению и монтажу);
— товаросопроводительная документация (отгрузочная спецификация,
упаковочный лист, сертификат о качестве).
На каждой единице арматуры (на зачищенном месте фланца или
горловины корпуса) выбивается заводом-изготовителем маркировка,
содержащая стрелку, указывающую направление потока, заводской номер
изделия, рабочие параметры, год выпуска и товарный знак.
Для вентилей Dу 50, 100, 150 мм товарный знак,
условное давление, стрелка-направление потока среды выполняются
отливкой на корпусе.
После клеймения площадка покрывается бесцветным лаком.
На каждую единицу арматуры с Dу 50 мм и более
завод-изготовитель выдает технический паспорт, в котором
указывается наименование завода-изготовителя, заводской номер
изделия, номер чертежа общего вида, рабочие параметры, величина
непитательного гидравлического давления на прочность и плотность,
сертификат на материалы корпуса и крышки.
При проверке должно быть полное соответствие маркировки,
указанной на арматуре, техническому паспорту.
При каком-либо несоответствии необходимо запросить
завод-изготовитель или вызвать его представителя. Такая арматура до
выяснения возникшего расхождения данных маркировки и технического
паспорта не должна устанавливаться.
Подготовка арматуры к установке в основном сводится к
техническому осмотру и ревизии арматуры.
Технический осмотр состоит из осмотра упаковки и наружного
осмотра каждой единицы арматуры, а также проверки соответствия
маркировки на ней техническому паспорту.
По результатам наружного осмотра упаковки и самой арматуры
определяется порядок последующих операций по подготовке арматуры к
монтажу.
Если арматура не имеет внешних повреждений, сохранена заводская
упаковка и срок хранения ее по ТУ не истек, такую арматуру следует
подвергнуть гидравлическому испытанию пробным давлением на
прочность и плотность корпуса и крышки, а также на герметичность
затвора, плотность сальниковых камер и фланцевых соединений. При
удовлетворительных результатах гидравлических испытаний, т.е. при
отсутствии потений и пропуска воды через металл корпуса и крышки,
при хорошей герметичности затвора запорной арматуры (вентилей,
задвижек), проверенной при двукратном подъеме и опускании затвора,
арматуру можно считать подготовленной к установке.
При неудовлетворительных результатах гидравлических испытаний
следует поступать следующим образом:
1. При потении
или пропуске воды через металл корпуса или крышки арматуру
браковать.
2. При
неплотности сальниковой камеры или фланцевых соединений набивку
сальниковых камер или прокладки фланцевых соединений заменять.
3. При
негерметичности затвора арматуру разбирать для ее ревизии и
притирки уплотнительных поверхностей.
После набивки сальниковых камер или замены прокладок, а также
после ревизии арматуры производится ее повторное гидравлическое
испытание пробным давлением на герметичность затворов и плотность
сальниковых камер и фланцевых соединений. В этом случае следует
проверить легкость (без заедания) движения подвижных частей
арматуры.
Если же арматура длительно хранилась на складе и упаковка и
заглушки патрубков не сохранены, такую арматуру без
предварительного гидравлического испытания необходимо подвергнуть
полной разборке и ревизии, последующей сборке, а затем
гидравлическому испытанию пробным давлением на прочность и
плотность корпуса и крышки, плотность сальниковых камер и фланцевых
соединений и герметичность затворов.
После гидравлического испытания вода должна быть спущена,
внутренние полости арматуры просушены путем обдувки сжатым воздухом
при открытом затворе, после чего запорная арматура должна быть
плотно закрыта нормальным усилием одного человека на маховик.
В регулирующей арматуре после гидравлического испытания
регулирующий орган устанавливается в положение «Закрыт».
На каждый имеющийся или вновь получаемый электропривод с
управляемой им арматурой заводится формуляр, в который заносятся
порядковый номер электропривода, порядковый номер арматуры, дата
установки, даты планово-предупредительных ремонтов, характер
ремонта, замена деталей, обнаруженные дефекты и их устранение.
Перед монтажом электропривод следует тщательно осмотреть,
удалить консервационную смазку, очистить все загрязненные места при
помощи чистой ветоши, смоченной уайт-спиритом, и обдуть сжатым
воздухом все наружные поверхности. Арматура и трубопровод также
должны быть тщательно очищены от грязи, песка, окалины и др.
При длительном хранении необходимо перед установкой осмотреть
электропривод и коробку путевых выключателей. При осмотре проверить
состояние механической части привода путем поворота маховика
(вместе с валиком коробки), который должен вращаться легко от
усилия руки одного человека. При обнаружении ненормальной работы
привод или коробку необходимо направить в ремонтную мастерскую для
разборки и ликвидации причин заедания.
При монтаже электропривода надо предусмотреть возможность
легкого доступа к маховику привода, местам смазки, коробке конечных
выключателей.
Перед установкой электропривода на арматуру следует установить
коробку конечных выключателей. При этом кулачки коробки конечных
выключателей должны быть полностью освобождены до свободного
проворачивания вокруг своей оси.
При установке коробки конечных выключателей необходимо следить
за тем, чтобы не было перекосов фланцев коробки. Допускается
установка прокладки из промасленного картона между фланцем коробки
и приводом. Гайки, крепящие коробку, следует застопорить пружинными
шайбами.
После установки электропривода следует заполнить корпус
редуктора автолом № 10 до уровня контрольной пробки. Все масленки
должны быть тщательно набиты солидолом.
При осмотре электропривода в процессе эксплуатации необходимо
проверить наличие смазки в ванне редуктора и в подшипниках
электродвигателя.
При использовании колонковых электроприводов вместе с приводными
головками следует помнить, что управление маховиком приводной
головки при присоединенной штанге невозможно (червячная передача
самотормозящая), поэтому ручное управление надо осуществлять через
маховик электропривода.
Электрическое управление без надежного заземления
недопустимо.
При установке электропривода на горячих трубопроводах необходимо
защитить его от воздействия температуры. Температура окружающего
воздуха не должна превышать 50 °С.
Проверку электропривода с арматурой производить при наличии
рабочего давления в трубопроводе.
При этом проверять:
а) переключение механизма ручной блокировки из положения
электрического управления в положение ручного и наоборот
(переключение должно быть легким, без заеданий, пружина должна
обеспечивать нормальное сцепление кулачков полумуфт);
б) работу электропривода при ручном управлении, для чего один
раз открыть и закрыть затвор арматуры (вращение маховика должно
быть плавным, без заеданий).
Исполнительный механизм предназначен для работы в стационарных
установках внутри помещения и должен монтироваться на полу или на
промежуточных конструкциях с горизонтальным расположением вала.
Допускается отклонение от горизонтали до 15° в любую
сторону.
Условия работы исполнительного механизма:
а) температура окружающей среды от -30 до +60 °С при
относительной влажности воздуха 30 — 80 % без содержания
агрессивных газов; допускается наличие брызг воды;
б) постоянная вибрация частотой до 30 Гц с амплитудой колебания
до 0,2 мм;
в) продолжительность включения до 25 % с числом включений до 600
в час.
При установке механизма с наклоном, превышающим 2°, масло в
редуктор заливать до уровня, обеспечивающего погружение в него
разбрызгивающей крыльчатки на 8 — 10 мм.
Корпус механизма должен быть заземлен через болт проводом
сечением не менее 4 мм2. После подсоединения к механизму
элементов внешних соединений залить в редуктор масло по уровню
риски маслоуказателя и произвести обкатку редуктора в течение 15
мин. По окончании обкатки редуктора настроить индукционные датчики
в диапазоне 0 — 90°, поворотом выходного вала установить
регулирующий орган в среднее положение, повернуть профильный
кулачок относительно выходного вала так, чтобы риска 45° коснулась
ролика толкателей датчиков.
Микровыключатели настраивать путем установки их кулачков в
соответствующие положения. Все кулачки фиксируются на кулачковом
валу блока датчиков зажимной гайкой. После настройки
микровыключателей настраивать упоры кривошипа механизма.
После 6 мес работы механизма проверить тормозное устройство, при
увеличении зазора между тормозным диском и якорем электромагнита
следует подрегулировать тормоз до величины зазора 0,3 — 0,4 мм.
После года работы механизма промыть редуктор, проверить работу
тормозного устройства и продуть сжатым воздухом внутреннюю полость
тормозной коробки.
5. РАЗГРУЗКА,
ПРИЕМКА, ТРАНСПОРТИРОВАНИЕ, СКЛАДИРОВАНИЕ И ХРАНЕНИЕ
АРМАТУРЫ
Разгрузка арматуры и погрузка ее для транспортировки на склад
или к месту установки выполняются кранами или лебедками способом,
обеспечивающим сохранность арматуры. Сбрасывать арматуру при
разгрузке запрещается. При подъеме арматуры стройку следует
производить только за корпус. Запрещается крепить стропы к
шпинделям, маховикам, сальникам, а также пропускать тросы сквозь
болтовые отверстия.
Арматура должна быть защищена от атмосферных осадков, для чего
следует использовать укрытие из досок.
Электроприводы и мелкая арматура должны храниться в закрытых
складах.
При хранении на открытой площадке или в помещении без
деревянного пола арматуру следует укладывать на деревянные настилы
на высоте не менее 200 мм от земли.
На складе арматуру необходимо располагать так, чтобы к ней было
удобно подходить при осмотре, проверке, маркировке и погрузке.
При хранении арматуру следует устанавливать на складе шпинделями
вверх. Механизмы приводов должны быть закрыты деревянными
футлярами, а маховики сняты. Маркировка на арматуре должна быть
хорошо видна. Внутренние и наружные обработанные поверхности должны
быть покрыты антикоррозионной смазкой — техническим вазелином (ГОСТ
782-59).
До установки арматуры на трубопровод не разрешается снимать
заглушки с боковых патрубков и опробовать вращение привода, так как
в случае загрязнения внутренней полости изделия при открывании и
закрывании затвора можно повредить его уплотняющие поверхности.
Предохранительную арматуру следует хранить на отдельных
стеллажах с соблюдением всех предосторожностей, установленных для
хранения приборов. Электроприводы необходимо хранить в упаковке
завода. Неокрашенные обработанные поверхности электроприводов
должны быть смазаны техническим вазелином.
При длительном хранении следует производить наружный осмотр
электроприводов и коробки конечных выключателей не реже двух раз в
год.
При обнаружении ненормальностей и работе электроприводов надо
направлять их в ремонтные мастерские. Арматура, поступающая после
ремонта (с завода-изготовителя), должна иметь защитное покрытие,
предохраняющее ее от коррозии.
В процессе хранения за арматурой должны наблюдать специально
выделенные рабочие, предварительно прошедшие инструктаж.
6. ОРГАНИЗАЦИЯ РЕМОНТА
Основной задачей ремонта пароводяной арматуры является
приведение ее в надежное состояние, гарантирующее ее длительную
работу, путем замены или ремонта изношенных деталей, восстановления
необходимых зазоров.
Эффективное использование арматуры может быть достигнуто только
при правильной организации и систематическом проведении
профилактических ремонтов.
Для планирования ремонта следует иметь исходные данные,
необходимые для расчета требуемого количества рабочих и их
квалификации, для определения потребности в запасных деталях и
материалах.
Для определения трудоемкости профилактических работ требуется
знать их объемы.
Работы по ремонту пароводяной арматуры разделяются на слесарные,
станочные и термохимические (термохимическая обработка,
сварочно-наплавочные работы). Объем слесарных работ может быть
определен по ведомости дефектов и затем пронормирован. При
планировании слесарных работ можно пользоваться укрупненными
данными, рассчитанными применительно к нормальным объемам
профилактических и ремонтных работ.
Объем станочных работ включает изготовление новых деталей взамен
изношенных и восстановление деталей (проточку уплотнительных
поверхностей).
Объем термохимических работ включает термохимическую обработку
деталей (шпинделей) и наплавку уплотнительных поверхностей
(корпусов, тарелок).
Система профилактических ремонтов предусматривает два основных
вида ремонта: капитальный и текущий.
6.1. Оборудование
мастерской для ревизии и ремонта арматуры в механическом цехе
электростанции
Создание хорошо оснащенных специальных цехов по ремонту арматуры
приводит к снижению себестоимости и трудоемкости ремонта, повышению
его качества. При централизованном ремонте пароводяной арматуры
большое значение имеют механизация ремонта на месте установки
арматуры и создание необходимого обменного фонда арматуры.
Арматурная мастерская должна быть оснащена необходимым,
стандартным и нестандартным оборудованием, обеспечивающим ремонт
крупной и мелкой арматуры: металлообрабатывающими станками,
приспособлениями для ремонта арматуры в мастерской и на месте
установки, стендами для разборки, сборки и гидравлического
испытания, оборудованием для термохимической обработки деталей.
Перечень необходимого оборудования и приспособлений для
оснащения арматурной мастерской приведен в табл. 4.
Таблица 4
|
Оборудование |
Количество, шт. |
Изготовитель, тип |
Примечание |
|
Верстак двухместный |
3 |
— |
Готовое изделие |
|
Стенд для ремонта вентилей |
3 |
ЦКБ, ТО-309 |
Изготовить |
|
Тиски слесарные |
3 |
ГОСТ 4045-57 |
Готовое изделие |
|
Плита притирочная |
2 |
ГОСТ 10905-64 |
-«- |
|
Стенд для сборки и разборки вентилей Dy 50 мм |
2 |
ЦКБ, ТО-316 |
Изготовить |
|
Стенд для сборки и разборки задвижек |
2 |
ЦКБ, ТО-333 |
-«- |
|
Станок двухшпиндельный для притирки арматуры |
1 |
ЦКБ, ТО-329 |
-«- |
|
Станок для притирки тарелок и шиберов |
1 |
ЦКБ, ТО-332 |
-«- |
|
Станок для притирки вентилей (модель М-3) |
1 |
Сумской ремонтный завод |
Готовое изделие |
|
Станок для вырезки паронитовых прокладок |
1 |
ОРГРЭС |
Изготовить |
|
Станок токарно-винторезный |
1 |
1К62 |
Готовое изделие |
|
Станок вертикально-сверлильный |
1 |
2А135 |
-«- |
|
Станок универсально-фрезерный |
1 |
6М81 |
-«- |
|
Станок точильный |
1 |
332А |
-«- |
|
Гидропресс |
1 |
— |
-«- |
|
Приспособление для гидравлического испытания задвижек |
1 |
ЦКБ, ТО-336 |
Готовое изделие |
|
Стенд для гидравлического испытания фланцевой арматуры |
1 |
ОРГРЭС |
-«- |
|
Стенд для гидравлического испытания вентилей Dy 10 — |
1 |
ЦКБ, ТО-362 |
-«- |
|
Стеллаж |
1 |
— |
Изготовить по месту |
|
Печь для азотирования |
1 |
ЦКБ, ТО-328 |
То же |
|
Муфель |
1 |
ЦКБ, ТО-338 |
-«- |
|
Баллон с аммиаком |
2 |
ГОСТ 949-57 |
Готовое изделие |
|
Емкость для растворения аммиака в воде |
1 |
— |
-«- |
|
Осушитель аммиака |
1 |
— |
-«- |
|
Выпрямитель |
1 |
ВАС-600/300 |
-«- |
|
Стол |
1 |
— |
-«- |
|
Умывальник |
1 |
— |
-«- |
|
Генератор постоянного тока |
1 |
У-250 |
-«- |
|
Печь для подогрева деталей |
1 |
— |
-«- |
|
Рабочий стол электросварщика |
1 |
— |
Изготовить по месту |
6.2. Оборудование
ремонтной площадки в котельном цехе главного корпуса
Ремонт арматуры в зависимости от характера дефекта может
производиться в арматурной мастерской или на месте установки.
Для механизации ремонта крупной арматуры должны быть
предусмотрены грузоподъемные устройства.
Для обеспечения необходимого качества ремонта арматуры на месте
ее установки должны быть предусмотрены: свободный доступ к
арматуре; возможность использования подъемно-транспортных средств;
разводка тока для осветительных и силовых целей и разводка сжатого
воздуха.
Ремонт арматуры на месте установки должен производиться
специальными приспособлениями. Перечень необходимых приспособлений
для обработки деталей арматуры на металлорежущих станках и при
ремонте арматуры на месте установки приведен в табл. 5.
Таблица 5
|
Приспособление |
Количество, шт. |
Изготовитель, тип |
Примечание |
|
Резьбонакатные головки для накатывания наружных резьб диаметром, |
|||
|
8 — 16 |
1 |
Завод «Фрезер» |
Готовое изделие |
|
16 — 27 |
1 |
||
|
22 — 24 (шаг 5 мм) |
1 |
||
|
26 — 32 (шаг 5 — 6 мм) |
1 |
||
|
36 — 42 (шаг 6 мм) |
1 |
||
|
Приспособление для фрезеровки седел вентилей и обратных клапанов |
1 |
Каунасэнергоремонт, А-2597 |
То же |
|
Приспособление для притирки вентилей и обратных клапанов |
1 |
Каунасэнергоремонт, А-2627 |
-«- |
|
Приспособление для проточки уплотнительных поверхностей корпусов |
1 |
ЦКБ, ТО-425 |
Изготовить |
|
Приспособление для шлифовки и притирки седел вентилей |
3 |
Каунасэнергоремонт, ГМ-046 |
Готовое изделие |
|
Приспособление для проточки уплотнительной поверхности корпуса |
2 |
ЦКБ, КТ-883 |
Изготовить |
|
Приспособление для шлифовки седел задвижек Dy 100 — |
2 |
Каунасэнергоремонт, ГМ-039 |
Готовое изделие |
|
Приспособление для шлифовки седел задвижек Dy 80 — |
2 |
ЦРМЗ Мосэнерго, ПМА-0200000 |
Изготовить |
|
Приспособление для шлифовки седел задвижек Dy 200 — |
1 |
ЦРМЗ Мосэнерго, ПМА-0100000 |
-«- |
|
Приспособление для проточки зеркал фланцев арматуры |
1 |
ЦКБ, А-2620 |
-«- |
Качество ремонта арматуры на месте установки должно быть не
ниже, а сроки выполнения короче, чем при выполнении аналогичных
операций в условиях ремонтных мастерских.
7. ПОДГОТОВКА
К РЕМОНТУ И ПРИЕМ АРМАТУРЫ В РЕМОНТ
Перед началом работы по ремонту пароводяной арматуры необходимо
проинструктировать бригаду по правилам техники безопасности и
противопожарной защиты.
Работу следует производить только по оформленному промежуточному
наряд-допуску и разрешению на огневые работы.
Работа с электроинструментом разрешается лишь лицам, имеющим
специальную подготовку и знающим правила обращения с
электроинструментом.
Работать с электроинструментом одному человеку на местах, где
отсутствуют люди, которые могут в случае необходимости оказать ему
помощь, не разрешается.
Работать с электро- и пневмоинструментом с переносной лестницы
не разрешается.
Для ручных переносных ламп разрешается использовать напряжение
не выше 12 В.
На высоте 2 м и более разрешается работать лишь на лесах и
подмостях, выполненных по проекту, утвержденному главным инженером
электростанции. Леса и подмости высотой менее 2 м выполняются по
проекту, утвержденному начальником цеха.
Построенные леса и подмости до начала работ должны быть приняты
по акту.
При производстве электросварочных работ в пределах видимости
сварщика должен находиться наблюдающий, который может оказать
помощь сварщику, попавшему под напряжение.
Сварщик, наблюдающий и работающие рядом люди должны пользоваться
защитными средствами, предохраняющими от поражения током.
В котле и возле котла следует работать в каске с мягкой
подкладкой.
Своевременная подготовка к капитальному ремонту существенно
влияет на его сроки и качество. В основном она заключается в
подготовке инструмента, приспособлений, такелажа, запасных частей,
в заготовке материала, укомплектовании ремонтных бригад,
установлении объема работ, разработке технологии ремонта.
До начала капитального ремонта составляется и утверждается
следующая документация:
— график подготовительных работ;
— ведомость объема работ;
— технологический график проведения капитального ремонта;
— технологические процессы и чертежи на сложные работы и работы
по реконструкции;
— план размещения демонтируемой арматуры с учетом допустимых
нагрузок на площадки и перекрытия.
В графике подготовительных работ должны быть указаны сроки
изготовления приспособлений и инструментов, сроки заготовки
материалов и запасных частей, выполнение мероприятий по технике
безопасности.
Ведомость объема работ капитального ремонта арматуры
составляется на основе эксплуатационных материалов, актов осмотров,
аварийных актов, документов последнего капитального ремонта,
результатов испытаний и плана мероприятий по повышению надежности
работы арматуры. Эксплуатационные материалы позволяют судить о
характере неполадок в работе за предшествующий ремонту период.
Ведомость объема работ включает перечень дефектов деталей,
подлежащих ремонту (дефекты на уплотнительных поверхностях седел и
тарелок, износ резьбы резьбовой втулки, задиры на рабочей
поверхности шпинделя, эрозионные износи штоков и шпинделей, трещины
на наплавленных уплотнительных поверхностях седел, тарелок и
др.).
Технология ремонта в объеме типовой номенклатуры разрабатывается
для каждого вида арматуры с целью правильной организации ремонта на
высоком техническом уровне. В технологическом процессе должны быть
приведены указания по проверке арматуры перед ремонтом,
технологическая последовательность проведения работ и способы их
выполнения, методы проверки узлов и измерения зазоров, чертежи
приспособлений и нормы времени.
К технологическому процессу должны быть приложены формуляры,
разработанные применительно к данному типу арматуры с указанием
номинальных и предельно допустимых зазоров.
В период подготовки к капитальному ремонту составляется план
организации ремонтных работ, который включает: методы,
обеспечивающие выполнение основных ремонтных работ, установку
подмостей и такелажных приспособлений, оборудование ремонтных
площадок для размещения деталей, материалов и приспособлений;
способы подачи сжатого воздуха, кислорода, ацетилена и обеспечения
подводки напряжения для сварочных работ; способы обеспечения
ремонта транспортными средствами; порядок станочной обработки
ремонтируемых деталей и средства доставки.
Проверка арматуры до ремонта производится на остановленном
оборудовании или на отключенных участках трубопроводов с удаленной
рабочей средой. Цель проверки — выявление состояния деталей
арматуры и определение объема ремонта. При проверке осматриваются
все узлы дистанционных приводов и проверяется их исправное
состояние. При этом тщательно очищаются от старой смазки и грязи
шестеренчатые пары и шарниры, а затем промываются керосином.
Проверяется также прочность крепления всех деталей и узлов
электроприводов.
При осмотре шпилек и гаек проверяется состояние рабочей
поверхности резьбы — отсутствие задиров, забоин и др.
В первую очередь следует проверить:
а) состояние уплотнительных поверхностей седел и тарелок;
б) плотность посадки седла в корпусе;
в) состояние уплотнительных поверхностей корпуса и крышки под
прокладку;
г) поверхность шпинделя, соприкасающегося во время работы с
сальниковой набивкой;
д) резьбу шпинделя;
е) резьбу втулки шпинделя;
ж) азотированный слой шпинделя, тарелок и седел;
з) величину зазоров между шпинделем и грандбуксой и шпинделем и
кольцом сальника;
и) шпиндель (на отсутствие искривления);
к) детали крепления тарелки в запорной и предохранительной
арматуре;
л) призму и призматические гнезда на рычагах предохранительных
клапанов.
Технический уровень ремонта повышается созданием обменного
фонда, организацией ремонта основного количества арматуры на месте
установки (без вырезки из трубопроводов) и централизованным
ремонтом изношенной арматуры в заводских условиях.
С созданием обменного фонда арматуры значительно снижается
трудоемкость ремонта и сокращается длительность простоя
оборудования в ремонте. При этом ремонт снятой дефектной арматуры
может производиться в перерывах между ремонтом основного
оборудования, что позволяет равномерно загрузить ремонтный персонал
и улучшить качество ремонта. Обменный фонд должен создаваться путем
приобретения новой арматуры и восстановления старой.
Перечень необходимых материалов (с указанным количества),
которые должны быть заготовлены до начала капитального ремонта
арматуры котлоагрегата паропроизводительностью до 120 т/ч, приведен
в табл. 6.
Таблица 6
|
Материал |
Назначение |
Диаметр (размер) заготовки, мм |
ГОСТ на прокат |
Масса заготовки, кг |
Материал-заменитель |
|
1. Легированная сталь |
|||||
|
38Х2МЮА |
Тарелки, шпиндели |
25 |
ГОСТ 2590-71 |
3 |
30ХМА |
|
30 |
3 |
||||
|
40 |
3 |
||||
|
130 |
9 |
||||
|
1X18Н9Т |
Уплотнительные кольца регулирующих клапанов |
75 |
ГОСТ 2529-71 |
3 |
3X13 |
|
110 |
3 |
||||
|
140 |
5 |
||||
|
3X13 |
Втулки, седла, тарелки аварийных клапанов, кольца сальников, |
30 |
ГОСТ 2590-71 |
5 |
2X13 |
|
50 |
7 |
||||
|
100 |
6 |
||||
|
2X13 |
Золотники регулирующих клапанов |
85 |
ГОСТ 2590-71 |
10 |
3X13 |
|
120 |
12 |
||||
|
35Х |
Шпиндели вентилей, задвижек |
28 |
ГОСТ 2590-71 |
3 |
30ХМА |
|
40 |
3 |
||||
|
48 |
12 |
||||
|
56 |
12 |
||||
|
30ХМА |
Шпильки |
32 |
ГОСТ 2590-1 |
8 |
38X2Ю |
|
2. Углеродистая сталь |
|||||
|
20 |
Седла задвижек, тарелки вентилей, обратных клапанов, втулки и |
75 |
ГОСТ 2590-71 |
10 |
— |
|
25 |
110 |
10 |
|||
|
150 |
12 |
||||
|
35 |
Шпиндели задвижек, шпильки |
28 |
ГОСТ 2590-71 |
3 |
— |
|
32 |
8 |
||||
|
40 |
3 |
||||
|
48 |
12 |
||||
|
30 |
Гайки |
30 |
ГОСТ 2590-71 |
3 |
— |
|
40 |
3 |
||||
|
48 |
4 |
||||
|
3. Паронит |
|||||
|
Паронит |
Прокладки |
Толщина 0,4 |
— |
5 |
— |
|
листа 0,6 |
— |
5 |
|||
|
1,5 |
— |
5 |
|||
|
2,0 |
— |
5 |
|||
|
3,0 |
5 |
||||
|
4. Цветной металл (бронза) |
|||||
|
БрАЖ9-4 (ГОСТ 493-54) |
Втулка резьбовая |
30 |
ГОСТ 1945-59 |
3,0 |
БрАЖМЦ 10-3-1,5 |
|
35 |
3,5 |
||||
|
5. Наплавочные электроды |
|||||
|
ЦН-6М |
Наплавка уплотнительной поверхности арматуры |
3 |
ГОСТ 10051-62 |
40 |
— |
|
4 |
|||||
|
5 |
|||||
|
ЦТ-1 |
Промежуточная подушка под наплавку электродами ЦН-2 |
3 |
ГОСТ 10051-62 |
5 |
ЦТ-15 |
|
4 |
|||||
|
5 |
|||||
|
6. Сальниковая набивка |
|||||
|
Набивка «Рациона ль» |
— |
12?12 |
— |
3 |
— |
|
10?10 |
3 |
||||
|
8?8 |
2 |
||||
|
Асбестовый шнур (ГОСТ 5152-66) |
— |
12?12 |
— |
3 |
— |
|
10?10 |
3 |
||||
|
8?8 |
2 |
||||
|
7. Притирочные материалы |
|||||
|
Электрокорунд Kпр = 0,28 |
Предварительная притирка уплотнительной поверхности |
— |
— |
3 |
— |
|
Карбид бора Kпр = 0,63 |
Притирка уплотнительной поверхности |
— |
ГОСТ 3647-59 |
3 |
— |
|
Паста ГОИ Kпр = 0,29 (тонкая |
Окончательная притирка (доводка) |
— |
ГОСТ 9206-59 |
1,5 |
— |
|
Алмазные пасты: |
Притирка уплотнительной поверхности (предварительная и |
||||
|
АП-40 (зернистость средняя) |
— |
— |
0,04 |
— |
|
|
АП-20 (зернистость средняя) |
— |
— |
0,04 |
— |
|
|
АП-10 (зернистость мелкая) |
— |
— |
0,04 |
— |
7.1. Мероприятия по
охране труда и технике безопасности
При разборочных и монтажных работах применение специальных
приспособлений и инструментов, съемников для выпрессовки деталей и
других механических приспособлений улучшает условия труда
рабочих.
Все применяемые приспособления и устройства должны
соответствовать определенным требованиям охраны труда и техники
безопасности. К подъемно-транспортным средствам предъявляется
прежде всего общее требование — обеспечение этих средств надежными
устройствами для торможения и фиксирования груза в любом положении
по высоте.
Все грузоподъемные средства заранее испытываются на
соответствующие нагрузки; каждое из таких средств имеет
удостоверение о результатах проведенного технического
освидетельствования. Грузоподъемные средства, не имеющие клейма,
удостоверяющего их допустимую грузоподъемность, или сертификата на
годность к эксплуатации, к разборке арматуры (механизмов) не
допускаются.
Категорически запрещается пользоваться непроверенными и
неиспытанными грузоподъемными средствами. При демонтаже деталей
необходимо знать их массу и использовать соответствующие массе
грузоподъемные средства.
Тросы и концы для подъема деталей применяются только проверенные
и исправные.
К рабочим инструментам, используемым при разборке арматуры,
также предъявляется ряд обязательных требований. Так, например,
поверхность бойка молотка должна иметь слегка выпуклую форму. Ручка
молотка должна быть овального сечения; молоток на ней должен быть
прочно закреплен.
Зубилами с косой и сбитой затылочной частью пользоваться
запрещается. Отвертки применяются только с хорошо заправленной
рабочей частью и удобной рукояткой. Съемниками с изношенной рабочей
поверхностью, трещинами или с изношенной или помятой резьбой винтов
пользоваться запрещается.
Перед тем как использовать ручной инструмент с электроприводом,
необходимо тщательно проверить его исправность.
Разборка арматуры на места установки или в мастерской связана с
подъемом и перемещением тяжелых деталей. Поэтому необходимо
правильно стропить детали и узлы.
При разборке или сборке арматуры работа должна быть четко
организована во избежание защемлений, ушибов, задеваний за
неподвижные конструкции, стравливания стропов и т.п.
Большое значение имеет хорошее освещение места разборки.
Освещенность должна быть в пределах 60 — 80 лк.
8. ОБЩИЕ ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ И ТЕХНИЧЕСКИЕ
УСЛОВИЯ
8.1. Демонтаж и
разборка арматуры
В зависимости от степени износа деталей и узлов, а также
категории ремонта пароводяная арматура ремонтируется в механическом
цехе электростанции или непосредственно на месте ее установки.
При современной тенденции к увеличению продолжительности
эксплуатационного периода ремонт пароводяной арматуры должен
базироваться на заводском методе. Сократить продолжительность
простоя основного оборудования можно, если демонтировать арматуру
для разборки и ремонта ее в цехе, а на место демонтированной
установить новую или заранее отремонтированную и испытанную
арматуру. Естественно, что такой метод целесообразен лишь при
капитально-восстановительном ремонте.
Успешное выполнение ремонта арматуры в значительной мере зависит
от того, как была сделана разборка. Операции разборки — это
ответственные операции, производимые по определенной технологии для
каждого типа арматуры.
Перед разборкой арматуры необходимо ознакомиться с чертежами, и
инструкциями по ней, а также проверить ее укомплектованность.
При разборке арматуры узлы и детали контролируются и сортируются
на три группы: годные, требующие ремонта, негодные.
Годные — не имеющие повреждений, влияющих на их работу в
арматуре, сохранившие свои первоначальные размеры или имеющие износ
в пределах поля допуска по чертежу.
Требующие ремонта — имеющие износ или повреждения, устранение
которых технически возможно и экономически целесообразно.
Негодные — подлежащие замене, имеющие износ и повреждения,
устранение которых либо невозможно по техническим причинам, либо
экономически нецелесообразно.
Одновременно выявляются по каждому узлу отсутствующие детали.
Трудно снимающиеся детали, собранные по неподвижным посадкам и
длительное время не разбиравшиеся, следует разбирать с помощью
гидравлических съемников. При этом необходимо рассчитать усилия
запрессовки разбираемого узла.
Когда невозможно применять для разборки съемники, можно
пользоваться молотками или кувалдами. При применении стальных
молотков и кувалд удары должны наноситься через мягкую
подкладку.
Для облегчения съема детали можно подогревать охватывающую
деталь нагретым маслом, паром или огнем.
При разборке ряда узлов (изделий) детали каждого узла (изделия)
должны маркироваться и складываться в отдельные ящики. Для выдержки
взаимного расположения деталей метки должны ставиться так, чтобы
фиксировалось нужное положение.
Для маркировки деталей арматуры можно пользоваться:
— клеймами (для незакаленных деталей, которые не деформируются
при ударах);
— краской (для любых деталей);
— кислотой (для закаленных и незакаленных деталей);
— электрографом (для незакаленных и закаленных стальных
деталей);
— бирками.
8.2. Очистка и промывка
деталей перед дефектацией
Очистка деталей после разборки узлов необходима для их осмотра и
выявления дефектов (трещин, задиров, царапин, коррозии,
выкрашивания металла и др.), а также для дальнейшей технологической
обработки или консервации.
Детали подвергаются промывке для очистки от грязи, посторонних
включений, масла.
Основные способы промывки деталей приведены в табл. 7.
Таблица 7
|
Способ промывки |
Оборудование и характеристика |
Моющий раствор |
|
Ручной |
Ванна с сеткой (целесообразно иметь две ванны: для |
Керосин, бензин |
|
В баках |
Передвижной или стационарный бак, в нижней части которого |
1. 3 — 5 %-ный раствор кальцинированной соды в воде 2. По 30 г тринатрийфосфата и кальцинированной соды на 1 л 3. 10 %-ный водный раствор каустической соды 4. 0,1 — 0,2 % каустической соды, 0,4 % тринатрийфосфата, 0,15 — |
|
Моечной машиной |
Моечная машина (стационарная или передвижная, однокамерная |
Промывка деталей производится последовательно в горячем
растворе, затем в чистой горячей воде, после чего детали тщательно
высушиваются.
Детали со шлифованными и полированными поверхностями
рекомендуется промывать отдельно.
В щелочных растворах нельзя мыть детали из цветных металлов,
резины, пластмасс, тканей.
Нагар удаляется скреблами, шаберами, стальными щетками или
химическим способом: детали выдерживаются в течение 15 — 25 мин в
растворе, состоящем из 3,5 % эмульсола, 0,15 % кальцинированной
соды и воды (температура раствора 60 — 80 °С).
8.3. Выявление
дефектов
Цель выявления дефектов в деталях — рассортировка деталей на
годные, негодные и требующие ремонта, а также уточнение объема
работ, предусмотренного ремонтной ведомостью.
При дефектации:
а) проводится внешний (визуальный) осмотр для выявления видимых
повреждений — трещин, поломок и др.;
б) обмеряются рабочие поверхности с помощью мерительного
инструмента для установления величины износа и определения
пригодности детали к дальнейшей работе;
в) контролируется взаимное расположение поверхностей с помощью
специальных приборов или инструмента для определения величины
возможного изгиба, коробления;
г) исследуются детали специальными методами для обнаружения
дефектов, невидимых глазом.
Для выявления невидимых дефектов, которые могли появиться в
детали при ее изготовлении или в процессе эксплуатации, применяется
цветная, люминесцентная, магнитная, ультразвуковая, рентгеновская
дефектоскопия и гамма-дефектоскопия, а также проводится
гидравлическое испытание.
Цветная дефектоскопия служит для выявления незаметных для глаза
поверхностных дефектов с помощью раствора следующего состава:
керосин — 65 %, трансформаторное масло — 30 %, скипидар — 5 %. В
скипидар вводится краситель (судан III, II или I) из расчета 5 — 6
г на 1 л раствора.
Люминесцентная дефектоскопия служит для выявления незаметных для
глаза поверхностных дефектов.
Магнитная дефектоскопия — для выявления поверхностных и
подповерхностных дефектов у изделий и полуфабрикатов, изготовленных
из ферромагнитных материалов (стали, чугуна). Существуют методы
магнитного контроля — индукционный, магнитных порошков и магнитных
суспензий.
Индукционный метод предназначается для выявления
подповерхностных (скрытых) дефектов. Он заключается в
намагничивании проверяемой детали электрическим током и в
наблюдении за изменением величины электродвижущей силы в различных
точках с помощью катушки искателя и контрольных приборов
(гальванометров, сигнальных ламп).
Ультразвуковая дефектоскопия служит для выявления внутренних
дефектов в деталях из различных материалов на значительной глубине
(от 10 мм до нескольких метров), но без определения внутренней
формы дефекта. Она основана на способности упругих колебаний
отражаться от границы двух сред с различными физическими
свойствами.
Рентгеновская дефектоскопия служит для выявления внутренних
дефектов металлов. Она может осуществляться двумя методами:
диаскопическим с помощью флюоресцирующего экрана и фотографическим
с помощью фиксации дефектов на высокочувствительной пленке.
Гамма-дефектоскопия служит для выявления внутренних пороков
металлов. Гамма-лучи могут просвечивать металлы толщиной более 300
мм. Источник гамма-лучей (радий, радий-мезаторий и др.) из-за
вредного влияния на организм человека должен находиться в
специальных хорошо защищенных ампулах. В производственных условиях
применяются переносные свинцовые контейнеры массой 8 — 10 кг с
вделанной в них ампулой. При гамма-дефектоскопии необходимо строго
соблюдать правила техники безопасности и охраны труда.
Гидравлическое испытание корпусных деталей позволяет обнаружить
трещины и раковины. Гидравлическое испытание арматуры на прочность
и плотность должно производиться на специальных стендах.
8.4. Составление ведомости дефектов
В ведомости дефектов подробно перечисляются дефекты арматуры в
целом, каждого узла в отдельности и каждой детали, подлежащей
восстановлению и упрочнению.
Правильно составленная и достаточно подробная ведомость дефектов
является существенным дополнением к технологическому процессу
ремонта. Этот ответственный документ обычно составляет технолог по
ремонту при участии бригадира ремонтной бригады, мастера ремонтного
цеха и представителя цеха-заказчика.
После составления ведомости дефектов начинается ее
конструктивная проработка и выдача чертежей для проведения
ремонта.
Ведомость дефектов является исходным техническим и финансовым
документом. Ниже приводится форма ведомости дефектов.
Ведомость дефектов (форма)
|
Дата |
Вид ремонта |
Арматура |
Завод-изготовитель |
Шифр |
Материал |
Рабочая сила |
|||||||||
|
Узлы (детали), подлежащие замене или ремонту |
Номер детали и чертежа |
Количество, шт. |
Описание дефектов узлов и деталей |
Перечень работ, выполняемых при ремонте |
Наименование |
Марка, сорт, сечение |
Черный вес |
Стоимость |
Слесари |
Станочники |
|||||
|
Норма, чел.-ч |
Разряд работы |
Норма, чел.-ч |
Разряд работы |
||||||||||||
8.5. Консервация
деталей
Основная цель консервации деталей, узлов и механизмов
пароводяной арматуры — предохранение от коррозии.
Детали или узлы арматуры после изготовления или ремонта
подвергаются консервации, если они не поступают сразу же на сборку.
Консервации подвергаются детали арматуры после их разборки, если
они не отправляются сразу же в ремонт.
Консервация заключается в том, что обработанную поверхность
деталей покрывают масляным составом, хорошо предохраняющим от
влияния окружающей среды, консервирующий состав должен иметь
высокую вязкость при нормальной температуре окружающей среды и
меньшую — в подогретом состоянии. Масляная смесь во время
консервации должна проникать во все поры и шероховатости
поверхности, а после остывания образовывать прочную защитную
пленку.
Перед консервацией поверхность деталей арматуры должна быть
очищена от грязи, пыли, ржавчины, жировых и прочих загрязнений, а
также от продуктов коррозии.
Выбор метода очистки поверхности определяется металлом, из
которого изготовлена деталь, степенью загрязнения, габаритными
размерами, характером механической обработки поверхности и наличием
каких-либо постоянных покрытий (гальванических, химических).
Консервация деталей должна проводиться не позже чем через 2 ч
после подготовки поверхности.
Перед консервацией детали арматуры должны быть осмотрены. Детали
с необезжиренными поверхностями и коррозионными поражениями к
консервации не допускаются.
Консервация деталей должна производиться консистентными и
жидкими смазками в зависимости от условий хранения.
В качестве защитных консистентных рекомендуются смазки: ПВК
(ГОСТ 10586-63), УНЗ (ГОСТ 3005-51), УН (ГОСТ 782-59), ПП-99/5.
Консистентные смазки перед использованием, а также после
перерыва в работе следует прогреть до температуры 105 — 115 °С для
удаления влаги.
Детали консервируются нагретыми смазками с помощью кисти или
пульверизатора. Смазка нагревается до 60 — 80 °С и наносится на
очищенную сухую поверхность деталей.
Консервация проводится в помещении при температуре не ниже 12
°С. Детали, подлежащие консервации, должны иметь такую же
температуру. Резкие колебания температуры при консервации не
допускаются, так как это может вызвать конденсацию влаги на
поверхности детали.
В качестве защитных жидких смазок рекомендуются смазки: НГ-203А,
НГ-203Б, НГ-203В (ГОСТ 12328-66). Жидкие смазки можно наносить
холодными (18 — 25 °С) или подогретыми (50 — 80 °С).
9. ТЕХНОЛОГИЯ
И ТЕХНИЧЕСКИЕ УСЛОВИЯ РЕМОНТА (ИЗГОТОВЛЕНИЯ) ДЕТАЛЕЙ
АРМАТУРЫ
Ремонт пароводяной арматуры должен выполняться в полном
соответствии с рабочими чертежами и техническими условиями.
Материалы, применяемые для изготовления деталей вентилей, должны
соответствовать маркам и ГОСТ, указанным в рабочих чертежах, и
подтверждаться сертификатами, а в случае отсутствия последних —
лабораторными испытаниями.
Заготовки для изготовления деталей из нержавеющей стали должны
подвергаться термической обработке в соответствии с указаниями на
чертежах.
Чистота обработки поверхностей деталей должна соответствовать
указанной на рабочих чертежах и в ГОСТ 2789-59, но не ниже 4-го
класса чистоты (для второстепенных обработанных поверхностей
деталей).
Допускаются комплектующие изделия, прошедшие входной контроль
ОТК ремонтного предприятия.
Комплектующие изделия, применяемые при ремонте пароводяной
арматуры, должны соответствовать ГОСТ, техническим условиям и
чертогам завода-изготовителя.
Размеры, допуски и степень чистоты поверхностей деталей
пароводяной арматуры после восстановления или изготовления должны
соответствовать требованиям рабочих чертежей и настоящего
Руководства.
Не допускается применение прокладок, не предусмотренных
чертежами.
Притирка уплотнительных поверхностей тарелки и уплотнительного
кольца должна обеспечивать герметичность затвора, при этом
необходимо обеспечить сопряжение этих поверхностей на величину не
менее 80 % ширины меньшей уплотнительной поверхности.
Профиль резьбы на деталях должен соответствовать требованиям
ГОСТ 9150-59, ГОСТ 16093-70 и ГОСТ 6111-52. В резьбе не должно быть
сорванных виток, искаженного профиля, забоин и заусенцев.
Резьба проверяется резьбовыми предельными калибрами. Вся резьба,
за исключением наружной трапецеидальной, выполняется по 3-му классу
точности, наружная трапецеидальная (для шпинделей) — по классу 3X
(ГОСТ 9562-60).
На шпинделях и шпильках не допускаются подрезы в местах выхода
резца.
Трапецеидальная резьба шпинделя и втулки шпинделя выполняется по
5-му классу чистоты (ГОСТ 2789-59).
Свободные размеры между обработанными поверхностями деталей
должны быть выполнены по 7-му классу точности, между обработанными
и необработанными поверхностями — по 9-му классу точности (ОСТ
1010). Овальность и эксцентричность отверстий под шпильки
допускаются в пределах 50 % величины допуска на соответствующий
диаметр.
Изготовление (восстановление) деталей, подлежащих наплавке,
должно производиться согласно указаниям на чертежах деталей и в
соответствии с действующей инструкцией по наплавке.
Поры, раковины и шлаковые включения на уплотнительных
поверхностях деталей задорной арматуры и на регулирующих
поверхностях регулирующей арматуры не допускаются.
При разделке фасок и канавок для наплавки не должно быть острых
углов и вертикальных стенок. Поверхность детали, предназначенной
для наплавки, должна быть очищена от следов ржавчины, грязи и
жировых веществ до металлического блеска.
После наплавки следует медленно охладить детали в ящике с песком
(при наплавлении электродами ЦН-6 и ЦТ-1).
Термическая обработка деталей должна производиться согласно
указаниям на чертежах деталей и в соответствии с действующими
инструкциями по термообработке.
Результаты термообработки должны быть проверены на твердость по
Бринеллю или Роквеллу на заготовках деталей или в процессе
механической обработки последних. Твердость деталей после
термообработки должна соответствовать указаниям на чертежах.
Азотирование восстановленных (изготовленных) деталей должно
производиться согласно указаниям на чертежах и в соответствии с
инструкциями по азотированию и химическому никелированию. После
азотирования должна быть проведена 100 %-ная проверка деталей на
твердость по Виккерсу и 10 %-ная (но не менее 5 деталей) — на
сплошность покрытия 5 — 7 %-ным раствором медного купороса.
Измерение твердости деталей, которые по своим размерам не могут
быть испытаны на приборе Виккерса, должно производиться на
образцах-свидетелях.
Качество покрытия после азотирования должно проверяться внешним
осмотром.
Детали, подлежащие азотированию, должны быть изготовлены
согласно указаниям на чертежах и в соответствии с инструкциями по
азотированию.
Притирку уплотнительных поверхностей арматуры необходимо
производить только специальными притирами. Не допускается притирка
одной детали по другой.
Поверхность под притирку должна быть не ниже 6-го класса чистоты
(ГОСТ 2789-59).
На притертых уплотнительных поверхностях деталей запорной
арматуры дефекты, видимые невооруженным глазом, не допускаются.
Готовые изделия после ремонта и их детали должны быть приняты
ОТК ремонтного предприятия в соответствии с чертежами и настоящим
Руководством.
На принятых изделиях (после их испытания и окраски) ОТК ставит
свое клеймо. Клеймо разрешается ставить только на нерабочей
поверхности деталей.
9.1. Требования к
ремонтным размерам
Надежность работы узлов пароводяной арматуры в значительной мере
зависит от правильно выбранных зазоров и натягов сопрягаемых
деталей, устанавливаемых как в процессе производства, так и при
ремонте арматуры.
Срок службы сопряжения тем больше, чем меньше начальный зазор.
Последний зависит от чистоты поверхности деталей, сопряжения.
Величина же начального зазора должна лежать по возможности в
небольших пределах, что достигается повышением точности
изготовления деталей. Однако последнее вызывает удорожание
стоимости обработки деталей в процессе изготовления или ремонта.
Поэтому, когда необходимо выдержать зазоры или натяги в довольно
небольших пределах, а повышение точности обработки за счет
уменьшения допуска на обработку нежелательно по экономическим
соображениям, прибегают к методу подбора деталей. Детали
изготовляют с довольно широкими допусками и, обмеряя их, сортируют
на группы по более жестким допускам или подбирают, добиваясь при
этом требуемого зазора. Первый способ подбора широко распространен
в производстве, особенно при сборке арматуры, второй — при
ремонте.
Неподвижные сопряжения характеризуются величиной натяга,
определяемого заданной посадкой. При одном и том же виде посадки
действительный натяг в сопряжении зависит от чистоты обработанной
поверхности деталей.
В процессе эксплуатации арматуры под действием передаваемых
нагрузок прочность неподвижных посадок уменьшается. Переход посадки
из неподвижной в подвижную нарушает прочность сопряжения и приводит
к быстрому износу его деталей. Неподвижное сопряжение сохраняет
свою работоспособность до тех пор, пока натяг не станет меньше
минимально допустимого для данной посадки. Чтобы продлить
работоспособность неподвижных сопряжений, необходимо обрабатывать
детали при ремонте в соответствии с техническими условиями.
9.2. Метод ремонтных
размеров
Метод ремонтных размеров состоит в том, что изношенную деталь
обрабатывают до определенного, заранее установленного размера,
называемого ремонтным.
При этом методе восстанавливаются правильность геометрической
формы и чистота поверхности деталей без сохранения начальных
размеров. С помощью механической обработки изношенный поверхностный
слой детали удаляется и деталь получает новый размер — ремонтный,
больший или меньший начального. Так как механической обработкой
начальные размеры изменяются в сторону износа (в тело детали),
использовать в качестве сопрягаемых деталей новые детали с
начальными размерами нельзя.
Сопрягаемые детали должны иметь также ремонтные размеры
применительно к восстанавливаемой основной детали. Это достигается
установкой при сборке сопряжений новых запасных деталей с
соответствующими ремонтными размерами.
В связи с этим в настоящее время при ремонте пароводяной
арматуры применяются два вида ремонтных размеров —
регламентированные и свободные.
Регламентированные ремонтные размеры предусматриваются
техническими условиями на восстановление ряда деталей. При
обработке деталей под регламентированные ремонтные размеры
приходится снимать не только дефектный, образовавшийся в результате
износа поверхностный слой металла и восстанавливать геометрическую
форму детали, но и вести механическую обработку до тех пор, пока не
будет достигнут ремонтный размер детали.
Свободные ремонтные размеры предусматривают обработку до
получения правильной геометрической формы и чистоты рабочей
поверхности деталей. В зависимости от характера и величины их
износа детали могут иметь различные размеры. Сопрягаемая деталь
подгоняется к восстановленной до ее свободного размера. Таким
образом, сборка сопряжений со свободными ремонтными размерами
связана с методом подгонки. При свободных ремонтных размерах
заранее изготовить детали с окончательными размерами нельзя. Они
могут быть изготовлены в полуобработанном виде с оставлением
припуска на окончательную подгонку их по месту.
Величина нового ремонтного размера, сообщаемого детали, зависит
от ее износа и припуска на обработку. Величина износа
устанавливается обмером детали.
Предельно допустимые размеры отдельных деталей арматуры
определяются прочностью детали, глубиной азотированного или
поверхностно закаленного слоя.
При восстановлении деталей способом ремонтных размеров
приходится снимать в большинстве случаев небольшие припуски, т.е.
вести резание при небольшой глубине и малых сечениях стружки.
Поэтому операции механической обработки под ремонтный размер
являются чистовыми.
Восстановление деталей под ремонтный размер является широко
распространенным, общедоступным и наиболее дешевым способом по
сравнению с другими. Однако способ ремонтных размеров имеет и
существенные недостатки, основным является нарушение
взаимозаменяемости деталей, которая сохраняется лишь в пределах
данного ремонтного размера.
9.3. Ремонт вентилей и
обратных клапанов
9.3.1. Корпус обратного
клапана и вентиля Dу 50 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||||||
|
изделия |
детали |
H |
H1 |
h1 |
D |
L |
H |
h1 |
||
|
Вентили |
||||||||||
|
К-135512 |
К-135510 |
100 |
25Л |
183,0 |
187,0 |
4,5 |
170+0,26 |
430 |
185,0 |
5,0 |
|
К-135470 |
К-135465 |
150 |
25Л |
247,0 |
251,0 |
4,5 |
215+0,60 |
550 |
249,0 |
5,0 |
|
К-136165 |
К-136148 |
50 |
25Л |
110,5 |
112,5 |
4,0 |
95+0,23 |
290 |
111,5 |
4,5 |
|
33802 |
33773 |
80 |
25Л |
163,0 |
167,0 |
5,0 |
150+0,33 |
380 |
165,0 |
5,5 |
|
К-136175 |
К-136181 |
50 |
25Л |
110,5 |
112,5 |
4,0 |
95+0,23 |
190 |
115,5 |
4,5 |
|
Обратные клапаны |
||||||||||
|
33806 |
33773 |
80 |
25Л |
163,0 |
167,0 |
5,0 |
150+0,53 |
380 |
165,0 |
5,5 |
|
33790 |
33773 |
80 |
25Л |
163,0 |
167,0 |
5,0 |
150+0,53 |
380 |
165,0 |
5,5 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задир, забоины, вмятины на уплотнительной поверхности A |
1. Шлифовка с последующей притиркой |
1. Обработанная притертая поверхность должна соответствовать |
|
|
2. Уменьшение высоты наплавленного слоя в результате |
2а. Снятие корпуса с трубопровода 2б. Проточка наплавленного слоя до значений H1, 2в. Наплавка электродами ЦН-6 2г. Проточка наплавленной поверхности с последующей притиркой и |
2а. Перед наплавкой выбрать весь наплавленный металл 2б. Наплавку электродами ЦН-6 производить с сопутствующим 2в. При притирке применять притирочный порошок карбид бора |
Притиры, штангенциркуль (ГОСТ 166-63), штангенглубиномер (ГОСТ |
|
3. Эрозионный износ посадочных мест Б под прокладку глубиной не |
3. Проточка или прошлифовка посадочного места Б |
3а. При проточке обеспечить плоскостные поверхности Б. 3б. Неперпендикулярность плоскости Б к осям шпилек допускается 3в. Смещение оси диаметра D при проточке не должно превышать 0,5 |
— |
|
4. Эрозионный износ посадочных мест Б под прокладку глубиной |
4. Разделка дефектного места и наплавка электродами УОНИ-13/55, |
9.3.2. Корпус вентиля
Dу 50 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||||||||
|
изделия |
детали |
|||||||||||
|
H |
H1 |
h1 |
D |
L |
H |
h1 |
L |
|||||
|
К-211651 |
К-39997/А |
100 |
25Л |
185,0 |
189 |
4-0,5 |
166+0,26 |
540 |
187,0 |
4-0,5 |
532 |
|
|
К-211655 |
К-39997/А |
100 |
25Л |
185,0 |
189 |
4-0,5 |
166+0,26 |
540 |
187,0 |
4-0,5 |
532 |
|
|
К-211656 |
К-39997/А |
100 |
25Л |
185,0 |
189 |
4-0,5 |
166+0,26 |
540 |
187,0 |
4-0,5 |
532 |
|
|
К-211649 |
К-136139 |
50 |
25Л |
110,5 |
114 |
4-0,5 |
95+0,23 |
340 |
111,5 |
4-0,5 |
332 |
|
|
К-211648 |
К-136139 |
50 |
25Л |
110,5 |
114 |
4-0,5 |
95+0,23 |
340 |
111,5 |
4-0,5 |
332 |
|
|
К-211697 |
К-39950 |
150 |
25Л |
247,0 |
251 |
4,5-0,5 |
215+0,6 |
550 |
249,0 |
4,5-0,5 |
448 |
|
|
К-211698 |
К-39950 |
150 |
25Л |
247,0 |
251 |
4,5-0,5 |
215+0,6 |
550 |
249,0 |
4,5-0,5 |
448 |
|
|
К-211696 |
К-39950 |
150 |
25Л |
247,0 |
251 |
4,5-0,5 |
215+0,6 |
550 |
249,0 |
4,5-0,5 |
448 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, забоины, вмятины на уплотнительной поверхности A |
1. Шлифовка с последующей притиркой на месте установки |
1. Притертая поверхность должна соответствовать 10-му классу |
Приспособление для шлифования уплотнительных поверхностей на |
|
2. Уменьшение высоты наплавленного слоя в результате |
2а. Вырезка корпуса из трубопровода. 2б. Обработка присоединительных патрубков 2в. Проточка наплавленного слоя. 2г. Наплавка электродами ЦН-6. 2д. Проточка наплавленной поверхности с последующей притиркой и |
2. Обработку присоединительных патрубков производить в |
Притиры, штангенциркуль (ГОСТ 166-63), штангенглубиномер (ГОСТ |
|
3. Эрозионный износ посадочного места Б под прокладку глубиной |
3а. Вырезка корпуса из трубопровода 3б. Обработка присоединительных патрубков 3в. Проточка или прошлифовка посадочного места Б 3г. Проточка или прошлифовка поверхности В |
3. Проточку или шлифовку производить на месте установки. |
Приспособление для проточки уплотнительной поверхности под |
|
4. Эрозионный износ посадочного места Б под прокладку глубиной |
4. Разделка дефектных мест и наплавка электродами УОНИ-13/55, |
4. ТУ в соответствии с п. 9.3.1 |
9.3.3. Крышка вентиля
Dу 50 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||
|
изделия |
детали |
D |
H |
h |
H |
||
|
К-211649 |
К-211341 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-211648 |
К-211344 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-136175 |
К-135053 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-136169 |
К-136182 |
50 |
20Л |
|
24 |
4,0 |
22,5 |
|
К-211651 |
К-39993/А |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-211655 |
К-39993/А |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-211656 |
К-39993/А |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-135512 |
— |
100 |
20Л |
|
30 |
4,0 |
28,5 |
|
К-211697 |
К-39774/А |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |
|
К-211698 |
К-39774/А |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |
|
К-211696 |
К-39774/А |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |
|
К-135470 |
— |
150 |
20Л |
215-0,3 |
46 |
4,5 |
44,5 |


|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Эрозионный взнос посадочного места A под прокладку глубиной |
1. Проточка посадочного места A под прокладку |
1а. Неперпендикулярность поверхности A при проточке относительно 1б. При обработке обеспечить плоскостность под прокладку 1в. При проточке поверхности A под прокладку для обеспечения |
Резец подрезной с пластинкой Т15К6, штангенциркуль 0 — 500 мм |
|
2. Эрозионный износ посадочного места под прокладку глубиной не |
2. Разделка дефектных мест и наплавка электродами УОНИ-13/55, |
2. ТУ на механическую обработку после наплавки см. п. 1 |
9.3.4. Тарелка вентиля
Dу 50 — 100 мм
Тарелка вентилей Dу 80 — 100 мм

Тарелка вентилей Dу 50 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||
|
изделия |
детали |
D |
H |
H |
||
|
К-211651 |
К-211652 |
100 |
20 |
|
67 |
65,0 |
|
К-211659 |
К-211652 |
100 |
20 |
|
67 |
65,0 |
|
К-211656 |
К-211652 |
100 |
20 |
|
67 |
65,0 |
|
К-136175 |
К-136177 |
50 |
20 |
28+0,280 |
58 |
56,0 |
|
К-137610 |
К-136177 |
50 |
20 |
28+0,280 |
58 |
56,0 |
|
К-137606 |
К-136177 |
50 |
20 |
28+0,280 |
58 |
56,0 |
|
К-137604 |
К-136177 |
50 |
20 |
28+0,280 |
48 |
46,0 |
|
К-211648 |
К-211646 |
50 |
20 |
28+0,280 |
48 |
46,0 |
|
К-135512 |
К-135045 |
50 |
20 |
|
83 |
81,0 |
|
33802 |
33780 |
80 |
20 |
|
60 |
58,0 |
|
33806 |
33780 |
80 |
20 |
|
60 |
58,0 |
|
33798 |
33780 |
80 |
20 |
|
60 |
58,0 |
|
132118 |
132093 |
80 |
20 |
88 |
53 |
52,5 |


|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на уплотнительной поверхности P глубиной не |
1. Проточка уплотнительной поверхности P с последующей |
1а. Неперпендикулярность при проточке уплотнительной — 1б. Притертая поверхность должна соответствовать 10-му классу 1в. При притирке применять притирочный порошок карбид бора |
Штангенциркуль (ГОСТ 166-63) |
9.3.5. Тарелка вентиля
большая Dу 150 мм

|
Номер чертежа |
Диаметр условного прохода |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||||
|
изделия |
детали |
||||||||
|
D |
H |
H1 |
H |
H1 |
|||||
|
К-211697 |
К-137919 |
150 |
20 |
|
134 |
93 |
132 |
92 |
|
|
К-211698 |
К-137919 |
150 |
20 |
|
134 |
93 |
132 |
92 |
|
|
К-211696 |
К-137919 |
150 |
20 |
|
134 |
93 |
132 |
92 |
|
|
К-135470 |
К-39948 |
150 |
20 |
|
134 |
93 |
132 |
92 |

|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на уплотнительной поверхности A глубиной не |
1. Проточка уплотнительных поверхностей A и Б с последующей |
1а. Неперпендикулярность при проточке уплотнительной поверхности 1б. Диаметры уплотнительного кольца D1 и 1в. Притертые поверхности А и Б должны соответствовать 10-му 1г. При притирке применять притирочный порошок карбид бора |
Штангенциркуль (ГОСТ 166-63), расточный и подрезной резец с |
9.3.6. Тарелка
обратного клапана Dу 50 — 200 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||
|
изделия |
детали |
D |
H |
H |
||
|
К-136169 |
К-136187 |
50 |
20 |
|
23,5 |
22,0 |
|
— |
К-135028 |
100 |
20 |
58 |
39,0 |
37,0 |
|
— |
К-135015 |
150 |
20 |
100 |
44,0 |
42,0 |
|
— |
К-135019 |
200 |
20 |
100 |
44,0 |
42,0 |
|
— |
29987 |
20 |
3?13 |
13-0,24 |
8,0 |
7,5 |
|
— |
33798 |
80 |
20 |
|
24,0 |
23,5 |
|
— |
33806 |
80 |
20 |
|
24,0 |
23,5 |
|
К-210255 |
К-210258 |
50 |
20 |
|
23,5 |
22,0 |
|
К-210115 |
К-210152 |
100 |
20 |
58 |
39,0 |
37,0 |
|
К-210119 |
К-210159 |
100 |
20 |
58 |
39,0 |
37,0 |
|
К-210123 |
К-210155 |
200 |
20 |
100 |
44,0 |
42,0 |


|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на уплотнительной поверхности P глубиной не |
1. Проточка уплотнительной поверхности P с последующей притиркой |
1а. Биение поверхности P при проверке относительно поверхности 1б. Притертая поверхность должна соответствовать 10-му классу 1в. При притирке применять притирочный порошок карбид бора 1г. Притирка должна обеспечить плотное прилегание по плоскости |
Штангенциркуль (ГОСТ 166-63), подрезной резец с пластинкой |
|
2. Трещины, выработка наплавленного слоя вследствие многократных |
2а. Проточка наплавленного слоя до основного металла 2б. Наплавка электродами ЦН-6 2в. Проточка уплотнительной поверхности после наплавки 2г. Притирка уплотнительной поверхности |
2а. Наплавку производить в соответствии с действующей 2б. Технические условия и технологические указания на |
9.3.7. Шпиндель вентиля
Dу 50 — 150 мм
Шпиндель вентилей Dу 50 мм
Шпиндель вентилей Dу 100 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||
|
изделия |
детали |
D |
L |
Tрап |
D |
||
|
К-211651 |
К-211654 |
100 |
35Х |
|
210 |
36?6 |
35,5 |
|
К-211655 |
К-211654 |
100 |
35Х |
|
210 |
36?6 |
35,5 |
|
К-211655 |
К-211654 |
100 |
35Х |
|
210 |
36?6 |
35,5 |
|
К-135512 |
К-135000/А |
100 |
35Х |
|
210 |
36?6 |
35,5 |
|
К-136175 |
К-135081/А |
50 |
35Х |
|
110 |
24?5 |
23,5 |
|
К-137610 |
К-135081/А |
50 |
35Х |
|
110 |
24?5 |
23,5 |
|
К-137606 |
К-135081/А |
50 |
35Х |
|
110 |
24?5 |
23,5 |
|
К-211649 |
К-211650 |
50 |
35Х |
|
120 |
24?5 |
23,5 |
|
К-211648 |
К-211645 |
50 |
35Х |
|
110 |
24?5 |
23,5 |
|
К-137604 |
К-135081/А |
50 |
35Х |
|
110 |
24?5 |
23,5 |
|
К-135470 |
К-38761 |
150 |
35Х |
|
300 |
44?8 |
43,5 |
|
К-211697 |
К-211695 |
150 |
35Х |
|
300 |
44?8 |
43,5 |
|
К-211698 |
К-211695 |
150 |
35Х |
|
300 |
44?8 |
43,5 |
|
К-211696 |
К-211695 |
150 |
35Х |
|
300 |
44?8 |
43,5 |
|
33802 |
33804 |
80 |
35Х |
|
230 |
40?6 |
39,5 |
|
33806 |
33804 |
80 |
35Х |
|
230 |
40?6 |
39,5 |
|
33798 |
33804 |
80 |
35Х |
|
230 |
40?6 |
39,5 |
|
132118 |
132138 |
80 |
35Х |
|
230 |
40?6 |
39,5 |



|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Срыв трапецеидальной резьбы или износ резьбы не более 25 % |
1. — |
1. Шпиндель ремонту не подлежит |
Резьбовой микрометр со вставкой |
|
2. Коррозионный износ по всей поверхности P шпинделя глубиной |
2. — |
2. Шпиндель ремонту не подлежит |
|
|
3. Задиры, вмятины, забоины на поверхности P глубиной 0,15 — |
3а. Шлифовка поверхности P 3б. Антикоррозионное азотирование в соответствии с действующей 3в. Проверка на биение поверхности P |
3а. Конусность поверхности P не более 0,02 мм на 100 мм 3б. Овальность по диаметру D не более 0,05 мм 3в. Допустимое биение по диаметру D при проверке в центрах после 3г. При азотировании предохранить резьбу М жидким стеклом с 3д. Поверхность P должна соответствовать 7-му классу чистоты 3е. Диаметр шпинделя D должен быть не менее ремонтного |
Шлифовальный круг, индикатор со стойкой (ГОСТ 577-68), микрометр |
9.3.8. Втулка шпинделя
вентиля Dу 50 — 100 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал |
Исполнительные размеры, мм |
|||||||||||||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
D4 |
D5 |
D6 |
H |
h |
h1 |
h2 |
h3 |
h4 |
h5 |
a |
b |
c |
||
|
К-211649 |
К-211354 |
50 |
СЧ-32-52 |
40-0,17 |
М36?2 |
33,0 |
26 |
42-0,05 |
Трап 24?5 |
60 |
91 |
12 |
28 |
44-0,50 |
25+0,5 |
40 |
3 |
|
36-0,33 |
2 |
|
К-211655 |
К-137824 |
100 |
СЧ-32-52 |
75-0,06 |
М60?3 |
56,5 |
40 |
80-0,06 |
Трап 36?6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |
|
К-211651 |
К-137824 |
100 |
СЧ-32-52 |
75-0,06 |
М60?3 |
56,5 |
40 |
80-0,06 |
Трап 36?6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |
|
К-211656 |
К-137824 |
100 |
СЧ-32-52 |
75-0,06 |
М60?3 |
56,5 |
40 |
80-0,06 |
Трап 36?6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |
|
К-135512 |
К-39983 |
100 |
СЧ-32-52 |
75-0,06 |
М60?3 |
56,5 |
40 |
80-0,06 |
Трап 36?6 |
100 |
193 |
25 |
58 |
90,5-0,25 |
55 |
83 |
5 |
18-0,12 |
69,5-0,40 |
2 |

|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Износ трапецеидальной резьбы более чем на 25 % толщины витки |
1. — |
1. Втулка шпинделя ремонту не подлежит |
|
|
2. — |
2. Изготовление втулки шпинделя |
2а. Допустимое смещение при проточке и нарезке трапецеидальной 2б. Нарезку трапецеидальной резьбы производить резцом, 2в. Во избежание перекоса профиля резьбы резец устанавливать в 2г. Обработку поверхностей диаметров D и D4 |
Резцы, резьбовая оправка, шаблон, штангенциркуль 0 — 200 мм |
9.3.9. Гайка шпинделя
задвижек и вентилей Dу 80 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали |
Исполнительные размеры, мм |
|||||||
|
изделия |
детали |
|||||||||
|
D |
D1 |
D2 |
H |
h |
h1 |
|||||
|
Задвижки |
||||||||||
|
К-135396 |
К-39793 |
150 |
АМЦ-9-2 |
М60?3 |
Трап 44?8 левая |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-210493 |
К-39793 |
150 |
АМЦ-9-2 |
М60?3 |
Трап 44?8 левая |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-210886 |
К-39793 |
150 |
АМЦ-9-2 |
М60?3 |
Трап 44?8 левая |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-210887 |
К-39793 |
150 |
АМЦ-9-2 |
М60?3 |
Трап 44?8 левая |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-135232 |
К-39793 |
150 |
АМЦ-9-2 |
М60?3 |
Трап 44?8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
Вентили |
||||||||||
|
К-211697 |
К-39793 |
150 |
АЖМЦ-10-3-1,5 |
М60?3 |
Трап 44?8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-211698 |
К-39793 |
150 |
АЖМЦ-10-3-1,5 |
М60?3 |
Трап 44?8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-211696 |
К-39793 |
150 |
АЖМЦ-10-3-1,5 |
М60?3 |
Трап 44?8 |
36+0,4 |
90 |
2,5 |
6 |
|
|
К-211648 |
К-211345 |
50 |
МСЧ-32-52 |
М48?3 |
Трап 24?5 |
18 |
48 |
2,5 |
5 |
|
|
К-136175 |
К-135057 |
50 |
МСЧ-32-52 |
М48?3 |
Трап 24?5 |
18 |
48 |
2,5 |
5 |
|
|
33802 |
33803 |
80 |
Сталь 45 |
М72?3 |
Трап 40?6 |
33 |
70 |
2,0 |
— |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Износ трапецеидальной резьбы более чем на 25 % толщины нитки |
1. — |
1. Гайка шпинделя ремонту не подлежит |
— |
|
2. — |
2. Изготовление гайки шпинделя |
2а. Допустимое смещение при проточке и нарезке резьбы оси 2б. При нарезке метрической резьбы заготовку крепить на |
Резцы, оправка, шаблон, калибры, штангенциркуль 0 — 200 мм (ГОСТ |
9.4. Ремонт задвижек и
регулировочных клапанов
9.4.1. Корпус задвижек
и регулирующих клапанов Dу 80 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||||||
|
изделия |
детали |
D |
H |
h |
h1 |
H |
h |
h1 |
||
|
Задвижка |
||||||||||
|
13429 |
13440 |
200 |
25Л |
360+0,1 |
163-0,4 |
5,0 |
4,5 |
165 |
5,5 |
5,0 |
|
34183 |
34159 |
200 |
25Л |
290+0,34 |
132 |
5,0 |
4,5 |
134 |
5,5 |
5,0 |
|
34162 |
34160 |
200 |
25Л |
290+0,34 |
132 |
5,0 |
4,5 |
134 |
5,5 |
5,5 |
|
13436 |
13442 |
300 |
25Л |
430+0,8 |
175-0,4 |
5,0 |
4,5 |
177 |
5,5 |
5,0 |
|
16969 |
17228 |
300 |
25Л |
430+0,8 |
175-0,2 |
5,0 |
4,5 |
177 |
5,5 |
5,0 |
|
34019 |
33935 |
350 |
25Л |
360+0,38 |
153 |
5,0 |
4,5 |
155 |
5,5 |
5,0 |
|
К-135252 |
К-135230 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,0 |
5,0 |
|
К-135396 |
К-135231 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
К-210493 |
К-137994 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
К-210886 |
К-137994 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
К-210887 |
К-137994 |
150 |
25Л |
215+0,3 |
109-0,4 |
5,0 |
4,5 |
111 |
5,5 |
5,0 |
|
Регулирующие клапаны |
||||||||||
|
134862 |
133610 |
80 |
25Л |
185+0,3 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
134865 |
133572 |
250 |
25Л |
250+0,34 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132467 |
132420 |
80 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132470 |
132421 |
100 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
133479 |
132395 |
150 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132477 |
132392 |
200 |
25Л |
172+0,26 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132468 |
132390 |
250 |
25Л |
234+0,3 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
132462 |
132389 |
300 |
25Л |
234+0,3 |
— |
5-0,5 |
— |
— |
5,5 |
— |
|
К-13651 |
К-135512 |
100 |
25Л |
125+0,26 |
— |
4,0 |
4,0 |
— |
4,5 |
4,5 |
|
— |
К-136042 |
150 |
20 |
190+0,3 |
— |
4,5 |
4,5 |
— |
5,0 |
5,0 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, забоины, вмятины на уплотнительной поверхности В |
1. Шлифовка с последующей притиркой и доводкой |
1а. Шлифовку и притирку производить на месте установки. 1б. Притертая поверхность В должна соответствовать 10-му классу 1в. При притирке обеспечить прилегание по плоскости не менее 0,8 1г. При увеличении размера H после шлифовки уплотнительной |
Приспособление для шлифовки уплотнительных поверхностей на месте Комплект гаечных ключей (ГОСТ 2839-71) Слесарный молоток (ГОСТ 2310-70), притиры |
|
2. Трещины, отслоения, уменьшение высоты наплавленного слоя В |
2а. Отсоединение задвижки от трубопровода 2б. Разборка и промывка деталей 2в. Проточка наплавленного слоя до основного металла. 2г. Наплавка электродами ЦН-6 2д. Обработка седла 2е. Притирка уплотнительной поверхности 2ж. Сборка |
2а. Наплавку электродами ЦН-6 производить с сопутствующим 2б. При обработке уплотнительной поверхности седла обеспечить 2в. При притирке пригонять притирочный порошок карбид бора Остальные ТУ см. п. 1 |
Резцы, комплект гаечных ключей (ГОСТ 2839-71) Слесарный молоток (ГОСТ 2310-70), комплект притиров Штангенциркуль 0 — 320 мм (ГОСТ 166-63) |
|
3. Эрозионный износ посадочного места А под прокладку глубиной |
3. Проточка или прошлифовка посадочного места А, проточка |
3а. Проточку или шлифовку производить на месте установки. 3б. При проточке обеспечить плоскостность поверхности А 3в. Неперпендикулярность осей шпилек к плоскости фланца 3г. Смещение оси поверхности диаметра D при проточке не более |
Приспособление для проточки уплотнительной поверхности под Штангенглубиномер 0 — 200 мм (ГОСТ 162-64) |
|
4. Эрозионный износ посадочного места под прокладку глубиной |
4а. Отсоединение задвижки от трубопровода 4б. Разборка и наплавка электродами УОНИ-13/55 4в. Проточка посадочного места 4г. Сборка |
4. Технологические указания см. п. 3 |
9.4.2. Крышка задвижки
и регулирующего клапана Dу 80 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||
|
изделия |
детали |
D |
H |
h |
H |
||
|
Задвижки |
|||||||
|
13429 |
13770 |
200 |
25Л |
430-0,12 |
45 |
6 |
43,5 |
|
34183 |
34167 |
200 |
25Л |
290-0,10 |
45 |
6 |
43,5 |
|
34162 |
34167 |
200 |
25Л |
290-0,10 |
55 |
6 |
53,5 |
|
13436 |
13370 |
300 |
25Л |
430-0,12 |
55 |
6 |
53,5 |
|
16969 |
17229 |
300 |
25Л |
430-0,12 |
55 |
6 |
53,5 |
|
34019 |
33918 |
350 |
25Л |
360-0,12 |
55 |
6 |
53,5 |
|
К-135232 |
К-39774 |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-135396 |
К-37438 |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-210493 |
К-39774/А |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-210886 |
К-39774/А |
150 |
25Л |
|
45 |
6 |
43,5 |
|
К-210887 |
К-39774/А |
150 |
25Л |
|
45 |
6 |
43,5 |
|
Регулирующие клапаны |
|||||||
|
134862 |
134871 |
70 |
20 |
185-0,26 |
35 |
5 |
34,0 |
|
134865 |
134867 |
250 |
20 |
250-0,30 |
50 |
5 |
48,5 |

|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Эрозионный износ посадочного места А под прокладку глубиной |
1. Проточка посадочного места под прокладку |
1а. Неперпендикулярность поверхности при проточке относительно 1б. При обработке обеспечить плоскостность под прокладку 1в. При проточке поверхности А под прокладку для обеспечения |
Резец подрезной с пластинкой Т15К6, штангенциркуль 0 — 500 мм |
|
2. Эрозионный износ посадочного места А под прокладку глубиной |
2. Разделка дефектных мест и наплавка электродами УОНИ-13/55, |
2. Технические условия и технологические указания на |
9.4.3. Седло задвижек
Dу 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал (сталь) |
Исполнительные размеры, мм |
||||||||||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
D4 |
D5 |
D6 |
H |
h |
h1 |
h2 |
h3 |
R |
c |
||
|
К-135232 |
К-39781/А |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-135396 |
К-39781/А |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-210493 |
К-137994 |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-210886 |
К-137994 |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |
|
К-310887 |
К-137994 |
150 |
25 |
145 |
137 |
93 |
85 |
100+0,46 |
|
130-0,08 |
55 |
35-0,1 |
4 |
9 |
52 |
3 |
2 |

|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Трещины, отслоения, уменьшение высоты наплавленного слоя |
1а. Отсоединение задвижки от трубопровода 1б. Разборка и промывка деталей 1в. Обработка присоединительных патрубков под приварку (задвижки 1г. Вырезка дефектного седла 1д. Выточка заготовки седла под наплавку. 1е. Наплавка электродами ЦН-6 1ж. Обработка седла 1з. Притирка уплотнительной поверхности 1и. Приварка седла и корпусу электродами УОНИ-13/55 |
1а. Наплавку электродами ЦН-6 производить в соответствии с 1б. При механической обработке седла смещение оси диаметра D 1в. Притертая поверхность А должна соответствовать 10-му классу 1г. При притирке применять притирочный порошок карбид бора 1д. При притирке обеспечить прилегание по плоскости не менее 0,8 1е. При установке седла в корпусе перед приваркой обеспечить |
Резцы, комплект притиров, штангенциркуль (ГОСТ 166-63), комплект |
9.4.4. Тарелка задвижки
Dу 150 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||||
|
изделия |
детали |
D |
H |
D |
H |
|||
|
13429 |
13779 13778 |
200 |
38ХМЮА |
|
30 |
74,0 |
29,7 |
|
|
34019 |
33934 33933 |
350 |
38ХМЮА |
|
40 |
74,0 |
39,7 |
|
|
16969 |
13379 13378 |
300 |
38ХМЮА |
|
42 |
84,0 |
41,7 |
|
|
34162 |
34243 34161 |
200 |
38ХМЮА |
|
32 |
74,0 |
31,7 |
|
|
34183 |
34243 34161 |
200 |
38ХМЮА |
|
32 |
74,0 |
31,7 |
|
|
13436 |
13379 13378 |
300 |
38ХМЮА |
|
42 |
84,0 |
41,7 |
|
|
К-135232 |
К-39779 К-39780 |
150 |
38ХМЮА |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-135396 |
К-39780 К-39779 |
150 |
38ХМЮА |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-210493 |
К-210001 К-210000 |
150 |
38X10 |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-210886 |
К-210001 К-210000 |
150 |
38X10 |
65-0,17 |
14 |
64,6 |
13,7 |
|
|
К-210887 |
К-210001 К-210000 |
150 |
38X10 |
65-0,17 |
14 |
64,6 |
13,7 |


|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Зазоры, риски, вмятины на азотированной уплотнительной |
1. Шлифовка уплотни тельной поверхности А с последующей |
1а. При притирке обеспечить прилегание по плоскости А не менее 1б. Притертая поверхность А должна соответствовать 10-му классу При притирке применять притирочный порошок карбид бора |
Шлифовальный круг, притиры, эталон 10-го класса чистоты (ГОСТ |
|
2. Задиры, вмятины на азотированной уплотнительной поверхности А |
2а. Шлифовка азотированного слоя 2б. Азотирование в соответствии с действующей инструкцией 2в. Притирка |
2а. Толщина азотированного слоя должна быть не менее 0,5 мм 2б. Размеры H и D должны быть не менее ремонтных размеров. Остальные ТУ см. п. 1 |
|
|
3. Выработка сферической поверхности Б более допустимых |
Наплавка поверхности Б электродами ЦН-6 с последующей |
Сферическая поверхность Б должна соответствовать 5-му классу |
Фасонный резец, шаблон |
9.4.5. Шпиндель
задвижки Dу 200 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||
|
изделия |
детали |
L |
D |
Трап |
D |
||
|
13429 |
13781 |
200 |
35 |
410 |
|
44?8 |
43,5 |
|
34183 |
34180 |
200 |
35 |
315 |
|
44?8 |
43,5 |
|
34162 |
34475 |
200 |
35 |
320 |
|
44?8 |
43,5 |
|
13436 |
13396 |
300 |
35 |
450 |
|
52?8 |
51,5 |
|
16969 |
13396 |
300 |
35 |
450 |
|
52?8 |
47,5 |
|
34019 |
33930 |
350 |
35 |
360 |
|
48?8 |
43,5 |
|
К-135232 |
К-39778 |
150 |
35Х10А |
290 |
|
44?8 |
43,5 |
|
К-135396 |
К-39778 |
150 |
35Х10А |
290 |
|
44?8 |
43,5 |
|
К-210887 |
К-137998 |
150 |
35Х |
300 |
|
44?8 |
43,5 |
|
К-210886 |
К-137998 |
150 |
35Х |
300 |
|
44?8 |
43,5 |
|
К-210493 |
К-137998 |
150 |
35Х |
300 |
|
44?8 |
43,5 |



|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Срыв трапецеидальной резьбы или износ более чем на 25 % |
— |
Шпиндель ремонту не подлежит |
Резьбовой микрометр со вставками |
|
2. Задиры, вмятины, коррозионный износ на рабочей поверхности А |
2а. Шлифовка поверхности А на длине L 2б. Азотирование в соответствии с действующей инструкцией 2в. Проверка на биение |
2а. Конусность по диаметру D не более 0,05 мм на 100 мм 2б. Овальность по диаметру D не более 0,05 мм 2в. Поверхность на длине L должна соответствовать 8-му классу 2г. При азотировании предохранить резьбу М жидким стеклом с 2д. Диаметр шпинделя D должен быть не менее ремонтного |
Шлифовальный круг, индикатор со стойкой (ГОСТ 577-68), микрометр |
|
3. Задиры, забоины, вмятины на рабочей поверхности А глубиной |
3а. Разделка дефектной поверхности 3б. Наплавка 3в. Проточка 3г. Шлифовка 3д. Азотировать в соответствии с действующей инструкцией 3е. Проверка на биение |
3а. Наплавку дефектной поверхности производить электродами ЦТ-1 Остальные ТУ и технологические указания см. п. 2 |
9.4.6. Втулка шпинделя
задвижки Dу 200 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Исполнительные размеры, мм |
||||||||||||||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
D4 |
H |
h |
h1 |
h2 |
h3 |
h4 |
h5 |
h6 |
h7 |
c |
d |
b |
M |
||
|
13429 |
13779 |
200 |
3X13 |
70-0,06 |
Трап 44?8 |
102 |
48 |
70-0,06 |
170 |
80 |
90 |
15 |
48 |
16 |
106 |
45 |
4 |
5 |
14+0,03 |
65-0,20 |
8 |
|
34183 |
34182 |
200 |
Ст5 |
75-0,06 |
Трап 44?8 |
114 |
52 |
80-0,06 |
179 |
89 |
90 |
— |
48 |
20 |
111 |
50 |
3 |
5 |
20+0,45 |
69-0,20 |
— |
|
34162 |
34207 |
200 |
Ст5 |
75-0,06 |
Трап 44?8 |
114 |
52 |
80-0,06 |
179 |
89 |
90 |
— |
48 |
20 |
111 |
50 |
3 |
5 |
20+0,45 |
69-0,20 |
— |
|
13436 |
13388 |
300 |
3X13 |
75-0,06 |
Трап 52?8 |
114 |
55 |
80-0,06 |
179 |
74 |
105 |
15 |
48 |
19 |
112 |
45 |
— |
5 |
20+0,45 |
70-0,20 |
8 |
|
16969 |
13388 |
300 |
3X13 |
75-0,06 |
Трап 52?8 |
114 |
55 |
80-0,06 |
179 |
74 |
105 |
15 |
48 |
19 |
112 |
45 |
— |
5 |
20+0,45 |
70-0,20 |
8 |
|
34019 |
33924 |
350 |
Ст5 |
75-0,06 |
Трап 44?8 |
114 |
52 |
80-0,06 |
179 |
89 |
90 |
— |
48 |
20 |
111 |
50 |
3 |
5 |
20+0,45 |
69-0,20 |
— |
Примечание. Трапецеидальную резьбу 44?8 и 52?8 мм изготовлять с
левым заходом.
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Износ трапецеидальной резьбы более чем на 25 % толщины нитки |
1. — |
1. Втулка шпинделя ремонту не подлежит |
— |
|
2. — |
2. Изготовление втулки |
2а. Допустимое смещение при проточке и нарезке резьбы оси 2б. Нарезку трапецеидальной резьбы производить резцом, 2в. Во избежание перекоса профиля резьбы резец устанавливать в 2г. Обработку диаметров D и D4 производить на |
Резцы, резьбовая оправка, шаблон, штангенциркуль 0 — 200 мм |
9.4.7. Седло, гильза
регулирующего клапана Dу 80 — 250 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||
|
изделия |
детали |
D |
D1 |
D1 |
||
|
134862 |
134843 |
80 |
10Х18Н9ТЛ |
110-0,07 |
80+0,06 |
80,5 |
|
134865 |
134802 |
250 |
10Х18Н9ТЛ |
188-0,09 |
155+0,08 |
155,5 |
|
К-136515 |
К-136004 |
100 |
3X13 |
75-0,06 |
62+0,06 |
62,5 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на внутренней поверхности A глубиной не более |
1. Зачистка поверхности A на месте установки |
— |
Полукруглый напильник, шлифовальная шкурка, шлифовальная |
|
2. Задиры, эрозионный износ на поверхности A глубиной более 0,3 |
2а. Отсоединение корпуса от трубопровода 2б. Обработка присоединительных патрубков под приварку 2в. Вырезка дефектного седла, гильзы 2г. Изготовление нового седла, гильзы и приварка к корпусу 2д. Окончательная обработка седла после приварки |
2а. Допустимое смещение оси расточки диаметра D1 2б. Поверхность A должна соответствовать 7-му классу чистоты 2в. Приварку седел к корпусу производить электродами ЦТ-1 |
Расточный резец с пластинкой Т15К6, штангенциркуль (ГОСТ |
9.4.8. Уплотнительное
кольцо регулирующего клапана Dу 80 — 300 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||
|
изделия |
детали |
D |
D1 |
D |
||
|
132467 |
132486 |
80 |
2Х18Н9 |
65+0,06 |
80-0,06 |
65,5 |
|
132470 |
132486 |
100 |
2Х18Н9 |
65+0,06 |
80-0,06 |
65,5 |
|
132479 |
130995 |
150 |
2Х18Н9 |
85+0,07 |
105-0,07 |
85,5 |
|
132477 |
130995 |
200 |
2Х18Н9 |
85+0,07 |
105-0,07 |
85,5 |
|
132468 |
130993 |
250 |
2Х18Н9 |
130+0,08 |
155-0,08 |
130,5 |
|
132462 |
130993 |
300 |
2Х18Н9 |
130+0,08 |
155-0,08 |
130,5 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на внутренней поверхности A глубиной не более |
1. Зачистка поверхности A |
1. Зачистку производить на месте установки |
Полукруглый напильник, шлифовальная шкурка, шлифовальная |
|
2. Задиры, эрозионный износ на поверхности A глубиной более 0,3 |
2а. Отсоединение корпуса от трубопровода 2б. Обработка патрубков под приварку 2в. Вырезка дефектных колец 2г. Изготовление новых уплотнительных колец 2д. Приварка уплотнительных колец к корпусу 2е. Окончательная обработка уплотнительных колец |
2а. Расточку диаметров D производить после приварки к корпусу с 2б. Допустимое смещение оси при расточке диаметров D не более 2в. Поверхности расточек диаметров D должны быть перпендикулярны 2г. Поверхность A после обработки должна соответствовать 7-му 2д. Приварку уплотнительного кольца к корпусу производить |
Расточный резец с пластинкой Т15К6, штангенциркуль (ГОСТ |
9.4.9. Золотник
регулирующего клапана Dу 80 — 250 мм в сборе

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||||
|
изделия |
детали |
D |
D1 |
l |
D |
D1 |
||
|
134862 |
134903 |
80 |
20Х13Л |
|
|
90 |
24,6 |
79,4 |
|
— |
135001 |
80 |
20Х13Л |
|
|
90 |
24,6 |
79,4 |
|
— |
134800 |
100 |
20Х13Л |
|
|
90 |
24,6 |
109,4 |
|
— |
134900 |
100 |
20X13Л |
|
|
90 |
24,6 |
109,4 |
|
134865 |
134833 |
250 |
20Х13Л |
|
|
90 |
24,6 |
154,4 |




|
Характер дефектов |
Содержание операции |
Технические ус ловили технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на поверхности A глубиной не более 0,3 мм |
1. Шлифовка поверхности A |
1а. Конусность по диаметру D1 не более 0,02 мм на 100 |
Шлифовальный круг |
|
1б. Допустимое смещение оси диаметра D1 относительно |
Микрометр (ГОСТ 6507-60) |
||
|
2. Задиры, вмятины на поверхности A глубиной более 0,3 мм |
2а. Наплавка дефектных мест. 2б. Механическая обработка после наплавки |
2а. Наплавку производить электродами ЦТ-1 или ЦН-6 в |
Шлифовальный, круг |
|
2б. Обработанная поверхность A должна соответствовать 7-му |
Микрометр (ГОСТ 6507-60) Индикатор со стойкой (ГОСТ 577-68) |
||
|
3. Задиры, вмятины на рабочей поверхности P глубиной не более |
3. Шлифовка поверхности P |
3а. Конусность по диаметру D не более 0,02 мм на 100 мм 3б. Допустимое смещение оси диаметра D относительно оси диаметра 3в. Обработанные поверхности P и B на длине l должны 3г. Диаметры D и D1 должны соответствовать допустимым |
— |
9.5. Ремонт
предохранительных клапанов
9.5.1. Корпус
предохранительного клапана Dу 25?1 мм (Pу 100
кгс/см2)

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||
|
изделия |
детали |
D |
l |
l |
||
|
К-39090 |
К-39095 |
25?1 |
25 |
30+0,14 |
30+0,5 |
32 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на уплотнительной поверхности глубиной не |
1. Проточка уплотнительной поверхности с последующей |
1а. Неперпендикулярность при проточке уплотнительной поверхности 1б. Притертая поверхность должна соответствовать 10-му классу 1в. При притирке применять притирочный порошок карбид бора |
Резец с пластинкой Т15К6, штангенглубиномер 0 — 200 мм (ГОСТ |
|
2. Уменьшение высоты наплавленного слоя вследствие многократных |
2а. Проточка наплавленного слоя до основного металла 2б. Наплавка. 2в. Обработка уплотнительной поверхности с последующей |
2а. Наплавку производить электродами ЦН-6 в соответствии с 2б. Требования к механической обработке и притирке в |
9.5.2. Тарелка
предохранительного клапана Dу 25 — 50 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||
|
изделия |
детали |
||||||
|
H |
D |
H |
|||||
|
К-136353 |
К-136358 |
50 |
3X13 |
70 |
|
68,5 |
|
|
К-136210 |
К-136215 |
80/65 |
3X13 |
94 |
|
92,0 |
|
|
К-39249/А |
К-39807 |
25?2 |
3X13 |
42 |
40,0 |
||
|
К-39090 |
К-39096 |
25?1 |
3X13 |
49-0,3 |
47,5 |


|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Забоины, вмятины на уплотнительной поверхности P глубиной не |
1. Проточка уплотнительной поверхности P с последующей |
1а. Неперпендикулярность при проточке уплотнительной поверхности 1б. Твердость после термообработки должна соответствовать HRC = 1в. Притертая поверхность должна соответствовать 10-му классу 1г. При притирке применять притирочный порошок карбид бора |
Резец с пластинкой Т15К6, штангенциркуль (ГОСТ 166-33) |
9.5.3. Втулка седла и
седло предохранительного клапана Dу 25 — 80 мм
(Pу 64 кгс/см2)

Седло (черт. К-39254/А)

Втулка седла
|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||
|
изделия |
детали |
D |
D1 |
H |
H |
||
|
К-136353 |
К-136355 |
50 |
20 |
|
50+0,3 |
52-0,5 |
50 |
|
К-136210 |
К-136212 |
80 |
20 |
|
65+0,3 |
60-0,5 |
58 |
|
К-39249/А |
К-39254/А |
25?2 |
2X13 |
40-0,05 |
29-0,1 |
30-0,5 |
28 |


|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на уплотнительных поверхностях А, Б, В |
1. Проточка уплотнительных поверхностей А, Б, В с последующей |
1а. Отклонение от соосности (эксцентриситет) диаметров D и 1б. Притертые поверхности должны соответствовать 10-му классу 1в. При притирке применять притирочный порошок карбид бора 1г. Наплавку производить электродами ЦН-6 в соответствии с |
Штангенциркуль (ГОСТ 166-63), эталон 10-го класса чистоты (ГОСТ |
|
2. Уменьшение высоты наплавленной слоя вследствие многократных |
2а. Проточка наплавленного слоя до основного металла 2б. Наплавка 2в. Обработка наплавленной поверхности с последующей |
2. Требования к механической обработке и притирке в соответствии |
9.5.4. Шток с
наконечником предохранительного пружинного клапана Dу 50
— 80 мм (Pу 64 кгс/см2)

1
— наконечник; 2 — шток
|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
||
|
изделия |
детали |
R |
D |
||
|
К-136353 |
К-136360 |
50 |
35; 4X13* |
2 |
24-0,04 |
|
К-136210 |
К-136217 |
80 |
35; 4X13* |
4 |
24-0,04 |
* Материал наконечника.
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Вмятины на рабочей поверхности наконечника R |
1. Проточка конусной поверхности наконечника |
1а. При проточке уплотнительной конусной поверхности A 1б. Твердость рабочей поверхности наконечника после |
Резец с пластинкой Т15К6, радиусомер |
9.5.5. Направляющая
втулка предохранительного пружинного клапана Dу 50 — 80
мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
||
|
изделия |
детали |
D |
M трубная |
D |
||
|
К-136353 |
К-136357 |
50 |
20 |
70+0,20 |
3? |
70,3 |
|
К-136210 |
К-136214 |
80 |
20 |
90+0,23 |
4? |
90,3 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на поверхности A глубиной не более 0,2 мм |
1. Шлифовка поверхности A |
1а. Отклонение от соосности (эксцентриситет) диаметра D и резьбы 1б. Поверхность A должна соответствовать 6-му классу чистоте |
Шлифовальная шкурка, штангенциркуль (ГОСТ 166-33) |
9.5.6. Призма рычага
предохранительного клапана Dу 25 мм (Pу 100
кгс/см2)

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
Допустимый ремонтный размер, мм |
|||
|
изделия |
детали |
l |
l1 |
l2 |
l3 |
||
|
К-39249/А |
К-37398 |
25?2 |
У7А |
29-0,1 |
18-0,1 |
3-0,3 |
8-0,3 |
|
К-39090 |
К-39100 |
25?1 |
У7А |
18-0,1 |
15-0,1 |
3-0,3 |
7-0,3 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Трещина на рабочей поверхности A |
1. — |
1. Призма рычага ремонту не подлежит |
— |
|
2. — |
2. Изготовление призмы рычага |
2а. Поверхность A должна соответствовать 5-му классу чистоты 2б. Допустимое смещение угла конуса от оси не более 0,3 мм 2в. Термообработка до твердости HRC = 50 — 60 |
Напильник, штангенциркуль (ГОСТ 166-63) |
9.6. Детали, подлежащие
изготовлению
9.6.1. Грундбукса
задвижки и вентиля Dу 80 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
|||||||
|
изделия |
детали |
D |
D1 |
D2 |
H |
h |
R |
?, град. |
||
|
Задвижки |
||||||||||
|
13429 |
13785 |
200 |
Ст3 |
75 |
44+0,17 |
|
40 |
30 |
120 |
15 |
|
34183 |
13785 |
200 |
Ст3 |
75 |
44+0,17 |
|
40 |
30 |
120 |
15 |
|
34162 |
13785 |
200 |
Ст3 |
75 |
44+0,17 |
|
40 |
30 |
120 |
15 |
|
13436 |
13386 |
300 |
Ст3 |
85 |
52+0,20 |
|
40 |
30 |
120 |
15 |
|
16969 |
13886 |
300 |
Ст3 |
85 |
52+0,20 |
|
40 |
30 |
120 |
15 |
|
84019 |
33922 |
350 |
Ст3 |
75 |
48+0,17 |
|
40 |
30 |
120 |
15 |
|
К-135232 |
К-39957 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-135396 |
К-39957 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-210493 |
К-137997 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-210886 |
К-137997 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-210887 |
К-137997 |
150 |
20 |
76 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
Вентили |
||||||||||
|
К-211651 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211655 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211656 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-135512 |
К-39985 |
100 |
20 |
68 |
36+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211697 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211698 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-211696 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
К-135470 |
К-137997 |
150 |
20 |
75 |
44+0,17 |
|
50 |
40 |
115 |
15 |
|
132118 |
14828 |
80 |
20 |
75 |
40+0,17 |
|
32 |
22 |
85 |
15 |



|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, коррозия, вмятины на внутренней и наружной |
1. — |
1. Грундбукса ремонту не подлежит |
— |
|
2. Изготовление грундбуксы |
2а. Размер D допускается изготовлять зачисткой без проточки 2б. Смещение диаметра D2 относительно оси не более 2в. При изготовлении грундбуксы смещение (эксцентриситет) оси |
Проходной расточный резец, штангенциркуль 0 — 200 мм (ГОСТ |
9.6.2. Грундбукса
вентиля Dу 50 — 80 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
|||||||
|
изделия |
детали |
D |
D1 |
D2 |
D3 |
d |
H |
h |
||
|
К-136175 |
К-135053 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |
|
33802 |
130385 |
80 |
20 |
142 |
118 |
40+0,17 |
|
20 |
44 |
24 |
|
33806 |
130885 |
80 |
20 |
142 |
118 |
40+0,17 |
|
20 |
44 |
24 |
|
33798 |
130885 |
80 |
20 |
142 |
118 |
40+0,17 |
|
20 |
44 |
24 |
|
К-211649 |
К-311343 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |
|
К-211648 |
К-311343 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |
|
К-136169 |
К-311343 |
50 |
20 |
104 |
73 |
24+0,14 |
|
14 |
37 |
24 |


|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, коррозия, вмятины на внутренней и наружной |
1. — |
1. Грундбукса ремонту не подлежит |
— |
|
2. — |
2. Изготовление грундбуксы |
2а. Размер D допускается изготовлять зачисткой без проточки 2б. Смещение диаметра D3 относительно оси не более 2в. При изготовлении грундбуксы смещение (эксцентриситет) оси |
Проходной расточный резец, штангенциркуль 0 — 200 мм (ГОСТ |
9.6.3. Кольцо сальника
задвижки и вентиля Dу 50 — 350 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
||||||
|
изделия |
детали |
d |
d1 |
h |
c |
c1 |
|||
|
Задвижки |
|||||||||
|
34183 |
13775 |
200 |
3Х13 |
|
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
34162 |
13775 |
200 |
3Х13 |
|
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
13436 |
13375 |
300 |
3Х13 |
|
52+0,20 |
12 |
0,5?45° |
1?45° |
|
|
16969 |
13375 |
300 |
3Х13 |
|
52+0,20 |
12 |
0,5?45° |
1?45° |
|
|
34019 |
33920 |
350 |
3Х13 |
|
48-0,20 |
12 |
0,5?45° |
1?45° |
|
|
13429 |
13775 |
200 |
3Х13 |
|
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-135396 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-210493 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-210886 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-210887 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-135232 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
Вентили |
|||||||||
|
К-211646 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5?45° |
1?45° |
|
|
К-211648 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5?45° |
1?45° |
|
|
К-136169 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5?45° |
1?45° |
|
|
К-136175 |
К-135054 |
50 |
3Х13 |
40-0,17 |
24+0,14 |
8 |
0,5?45° |
1?45° |
|
|
К-211651 |
К-29989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-211655 |
К-39989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-211656 |
К-39989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-135512 |
К-39989 |
100 |
3Х13 |
62-0,2 |
36+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-211697 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-211698 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-211696 |
К-39949 |
150 |
3Х13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
К-135470 |
К-39949 |
150 |
3X13 |
70-0,2 |
44+0,17 |
12 |
0,5?45° |
1?45° |
|
|
132118 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5?45° |
1?45° |
|
|
33802 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5?45° |
1?45° |
|
|
33806 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5?45° |
1?45° |
|
|
33798 |
14828 |
80 |
3Х13 |
|
40+0,17 |
12 |
0,5?45° |
1?45° |
|

|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Задиры, вмятины на внутренней и наружной поверхностях |
1. — |
1. Кольцо сальника ремонту не подлежит |
— |
|
2. — |
2. Изготовление кольца сальника |
2а. При изготовлении кольца сальника из стали 3X13 произвести 2б. При изготовлении кольца сальника смещение оси диаметра 2в. Для соблюдения соосности обработку наружного и внутреннего 2г. Изготовить кольцо сальника в соответствии с приведенными |
Резцы, штангенциркуль 0 — 200 мм (ГОСТ 166-63), угломер, |
9.6.4. Шпилька вентиля
и задвижки 50 — 150 мм

|
Номер чертежа |
Диаметр условного прохода Dу, мм |
Материал детали (сталь) |
Размер по чертежу, мм |
|||||||
|
изделия |
детали |
D |
D1 |
L |
l |
l1 |
l2 |
c |
||
|
К-136175 |
К-135043 |
50 |
35 |
М24 |
— |
98 |
30 |
40 |
— |
2 |
|
К-136165 |
К-135044 |
50 |
30ХМА |
М24 |
20 |
98 |
30 |
40 |
5 |
2 |
|
К-135512 |
К-39854 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-135470 |
К-39855 |
150 |
30ХМА |
М30 |
22 |
135 |
48 |
55 |
5 |
4 |
|
К-211656 |
К-210876 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211656 |
К-210876 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211655 |
К-210876 |
100 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211648 |
К-211029 |
50 |
35 |
М24 |
— |
98 |
30 |
40 |
— |
2 |
|
К-211649 |
К-211029 |
50 |
35 |
М24 |
— |
98 |
30 |
40 |
— |
2 |
|
К-211698 |
К-210876 |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211698 |
К-210876 |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-211697 |
К-210876 |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
— |
4 |
|
К-135232 |
— |
150 |
35 |
М30 |
— |
135 |
48 |
55 |
5 |
4 |
|
К-135396 |
— |
150 |
30ХМА |
М30 |
— |
140 |
48 |
55 |
5 |
4 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. Износ или срыв резьбы |
1. — |
1. Шпилька ремонту не подлежит |
— |
|
2. — |
2. Изготовление шпильки |
2а. Твердость после термообработки для стали 35 HB ? 187; для 2б. Резьба с крупным шагом по ГОСТ 8724-58 2в. Резьбу метрическую изготовлять по 3-му классу точности (ГОСТ 2г. Резьба должна быть выполнена не ниже 5-го класса чистоты |
Резцы, штангенциркуль 0 — 200 мм (ГОСТ 166-63), резьбовые |
9.6.5. Присоединительные патрубки корпуса
вентиля и задвижки Dу 32 — 350 мм
Для Dу 32 мм

Для Dу 50 — 100 мм

Для Dу 150 мм

Для Dу 150 — 350 мм

|
Диаметр условного |
Pу, кгс/см2 |
Исполнительные размеры, мм |
||||||||
|
64 |
100 |
D1 |
dвн |
D2 |
D3 |
D4 |
B |
d |
h |
|
|
dк, мм |
||||||||||
|
32 |
32 |
— |
41 |
29 |
— |
— |
— |
— |
— |
— |
|
50 |
51 |
— |
62 |
50 |
— |
— |
— |
— |
— |
— |
|
80 |
82 |
— |
91 |
80 |
— |
— |
— |
— |
— |
— |
|
100 |
100 |
— |
110 |
99 |
— |
— |
— |
— |
— |
— |
|
150 |
150 |
147 |
162 |
— |
— |
— |
— |
— |
— |
— |
|
200 |
205 |
203 |
224 |
— |
— |
— |
— |
— |
— |
— |
|
250 |
257 |
255 |
278 |
— |
— |
— |
— |
— |
— |
— |
|
300 |
309 |
303 |
330 |
— |
— |
— |
— |
— |
— |
— |
|
350 |
357 |
— |
385 |
— |
— |
— |
— |
— |
— |
— |
|
150 |
— |
— |
162 |
— |
147 |
150 |
137 |
20 |
4 |
12 |
|
Характер дефектов |
Содержание операции |
Технические условия и технологические |
Инструмент и приспособления |
|
1. — |
1. Обработка присоединительных патрубков |
1а. Обработка присоединительных патрубков производится на 1б. Проточка торцов присоединительных патрубков должна 1в. Для обеспечения правильности подрезки торцов патрубков, |
Приспособление для крепления корпусов, арматуры на станке, |
10. ЗАВАРКА
ДЕФЕКТОВ В ЛИТЫХ ДЕТАЛЯХ ИЗ СТАЛИ 25Л
Перед заваркой необходимо тщательно обследовать литые корпусы
арматуры наружным осмотром и гамма-просвечиванием. Результаты
гамма-просвечивания фиксировать в специальном журнале, а фотоснимки
вместе с рекламацией направлять заводу-изготовителю арматуры.
Заваркой необходимо исправлять следующие дефекты:
— поверхностные и сквозные трещины, заварка которых допускается
на всем протяжении без ограничений;
— газовые и усадочные (поверхностные и сквозные) раковины
местного характера;
— земляные и шлаковые включения местного характера;
— усадочную и газовую пористость местного характера.
Отливки с дефектами в виде распространенной, не поддающейся
удалению, пористости или с дефектами, расположенными в местах, не
позволяющих произвести качественную заварку, не исправлять и
браковать.
Выборку дефектов литья под заварку следует производить
воздушно-дуговой резкой.
Дефекты литья необходимо выбрать полностью до здорового металла,
сквозные трещины перед выборкой засверлить по концам диаметром 8 —
10 мм.
Перед заваркой дефектов литья производится разделка дефектного
места. Форма разделки должна обеспечивать качественный и полный
провар по всей поверхности (рис. 1).

Рис. 1. Подготовка
дефектных мест под заварку:
а — до разделки; б — после разделки; в — разделка
и подготовка сквозного порока под заварку; г — разделка и
подготовка порока в утолщенных местах отливки
Стенки выбранных дефектов должны быть пологими, не иметь острых
углов и углублений. Угол раскрытия разделки должен быть не менее
70°.
Заварка дефектов в отливках из стали 25Л производится с
предварительным подогревом до температуры 300 — 400 °С. Местный
сопутствующий подогрев производить газовыми горелками.
Заварку деталей из стали 25Л следует производить электродами
УОНИ-13/55 диаметром 4 мм по возможности в нижнем или
полувертикальном положении.
Наплавочные работы нужно производить так, чтобы каждый
последующий валик перекрывал предыдущий не менее чем на 1/3 ширины.
После наложения каждого валика производится тщательная очистка от
шлака и металлических брызг зубилом и стальной щеткой.
После окончания сварочных работ производится термообработка по
режиму — нагрев в печи до температуры 600 — 650 °С, время выдержки
— 5 ч, охлаждение до 300 °С вместе с печью, а затем на воздухе.
Заварку одного или всех дефектов в объеме не более 100
см3 допускается производить без последующей термической
обработки.
Сварочные работы должны выполняться электродами в соответствии с
чертежами и технологическими указаниями на ремонт. Все сварочные
материалы должны соответствовать требованиям действующих
государственных стандартов или технических условий на их поставку и
иметь сертификат.
Перед использованием электроды необходимо прокалить при
температуре 100 — 150 °С в течение 1 ч.
Запрещается производить заварку дефектов на сквозняках и при
температуре окружающей среды ниже 0 °С.
Заварку электродами УОНИ-13/55 следует вести на постоянном токе
при обратной полярности возможно более короткой дугой.
Ниже приведены величины сварочного тока для электродов
УОНИ-13/55:
Диаметр электрода,
мм………………………………………. 4
5 6
Сварочный ток, А…………………………………………
130 — 150 170 — 200 210 — 240
После заварки дефектных мест литые детали следует подвергать
гидравлическому испытанию на прочность и гамма-просвечиванию.
Результаты испытания фиксировать в специальном журнале.
К заварке дефектов в отливках допускаются сварщики, выдержавшие
испытание в соответствии с правилами испытания электросварщиков и
газосварщиков.
11.
ТЕХНОЛОГИЯ И ТЕХНИЧЕСКИЕ УСЛОВИЯ СБОРКИ АРМАТУРЫ
(рис. 2 —
Сборка всех видов энергетической арматуры высоких параметров как
завершающая операция должна одновременно являться и контрольной
операцией по проверке правильности ее ремонта.

Рис. 2. Проходной вентиль
Dу 50 — 60 мм
Если производство построено по принципу узловой сборки арматуры,
то при составлении технологического процесса сборки каждого узла
следует исходить из последующей сборки узлов в единое изделие и
необходимости обеспечения заданных сопряжений деталей, входящих в
узел.

Рис. 3. Задвижка
Dу 150 мм
Технологический процесс сборки должен учитывать специфичность
энергетической арматуры высоких параметров, заключающуюся в том,
что большая часть деталей изделий изготовляется из специальных
сталей и значительное количество поверхностей обрабатывается по
очень высоким классам чистоты.

Рис. 4. Регулирующий
клапан Dу 50 — 150 мм
В первую очередь должны быть предусмотрены соответствующие
условия подачи деталей на сборку, хранения их в процессе сборки,
подачи на сборку деталей, признанных годными после их всесторонней
проверки.
Перед установкой все детали должны быть тщательно очищены,
протерты и осмотрены, корпусы продуты сжатым воздухом, тщательно
очищены.

Рис. 5. Регулирующий
клапан Dу80 — 250 мм
После притирки уплотнительные поверхности седел должны быть
тщательно протерты, а остатки притирочной пасты удалены из
корпуса.
11.1. Сборка крышки со
шпинделем
При сборке крышки со шпинделем или штоком особое внимание должно
быть уделено сборке сальникового уплотнения и упорных и радиальных
шарикоподшипников. При сборке сальникового уплотнения необходимо не
только обеспечить хорошее уплотнение и легкий ход шпинделя, но и
его центровку относительно крышки эластичной направляющей опорой.
Для этого шпиндель должен быть подтянут шпиндельной втулкой вверх
до упора его конусной поверхности в конусную поверхность втулки
крышки или крышку.

Рис. 6. Обратный клапан
Dу 80 мм
При сборке сальникового уплотнения необходимо проверять зазоры
между поверхностью гладкой части шпинделя и поверхностью
грундбуксы.
Зазоры проверяются щупом, а также визуально осматриваются
поверхности гладкой части шпинделя и выявляются на ней следы
касания деталей. Для этого 2 — 3 раза шпиндель (или шток)
перемещается в крайнее положение.
Между шпинделем и нажимной планкой (когда она расположена
перпендикулярно к оси шпинделя) должен быть равномерный зазор по
всей окружности.
При сборке сальникового уплотнения следует постепенно
опрессовать сальниковую набивку по всей высоте сальниковой камеры,
начиная с нижних колец. Это обеспечит хорошее и надежное уплотнение
шпинделя при его легком ходе.
Заполнение сальниковой камеры набивкой считается законченным,
если грундбукса входит в сальниковую камеру на глубину 3 — 5 мм;
при этом резьба шарнирных болтов должна выходить из гаек на одну —
две нитки.

Рис. 7. Предохранительный
пружинный клапан Dу 25 — 80 мм
Перед сборкой шпиндельной втулки со шпинделем и
шарикоподшипниками необходимо тщательно (механизированным способом)
натереть графитом рабочие поверхности трапецеидальной резьбы
шпинделя и вкладыш втулки.

Рис. 8. Предохранительный
клапан Dу25?2 мм
При правильном изготовлении всех деталей узла и правильной его
сборке упорная гайка после затяжки долина стать так, чтобы ее
верхний торец примерно совпал с верхним торцом головки бугеля или
крышки. Несовпадение этих поверхностей может быть только из-за
отклонений, допущенных при изготовлении деталей, или из-за
неправильной сборки. В таких случаях должна быть проведена
соответствующая проверки деталей и сборки этого узла.
11.2. Сборка резьбовых
соединений
При сборке резьбовых соединений необходимо соблюдать следующие
требования:
— перед сборкой поверхности резьбы должны тщательно очищаться от
грязи и стружки и продуваться сжатым воздухом;
— детали с резьбой должны свинчиваться свободно, тугое
свинчивание их не допускается;
— резьба должна тщательно смазываться графитом (слегка смоченным
водой) или дисульфидмолибденовой смазкой ВНИИНП-232;
— при установке резьбовых шпилек, ввинчиваемых одним концом в
отверстия, все шпильки должны быть затянуты на сбеге резьбы и их
оси перпендикулярны (в пределах заданных допусков) к поверхностям
сверления отверстий. Неперпендикулярность осей шпилек к плоскости
фланца корпусов допускается не более 0,8 мм на длине 100 мм;
— при установке во фланцевые соединения шпильки должны выступать
над поверхностью фланца на заданную высоту.
При сборке фланцевых соединений необходимо:
— тщательно протереть уплотнительные поверхности фланцев перед
сборкой и убедиться в отсутствии повреждений на них и на
центрирующих заточках фланцев; повреждения могут привести к
нарушению правильности центровки фланцев;
— проверить глубину центрирующей заточки, высоту центрирующего
выступа и толщину прокладки с тем, чтобы можно было правильно вести
посадку и затяжку фланцевого соединения;
— затягивать фланцевое соединение путем последовательной затяжки
противоположно лежащих гаек. При этом первые две пары
противоположно лежащих гаек следует доводить только до упора в
поверхность фланца, с тем, чтобы не перекосить свинчиваемые детали.
После первоначальной легкой подтяжки гаек для обеспечения
правильного равномерного обжатия рифленой прокладки можно проводить
постепенную затяжку противоположно лежащих гаек до необходимой.
плотности.
Шпилечное крепление фланцевых соединений крупной арматуры
целесообразно затягивать специальным механизированным
приспособлением, допускающим регулирование величины крутящего
момента. При отсутствии такого приспособления следует затягивать
фланцевые соединения мерным ключом и динамометром с заданным
крутящим моментом.
Равномерность затяжки крепежных деталей фланцевого соединения
необходимо контролировать измерением зазора между соединяемыми
фланцами при помощи щупов в шести — восьми точках, равномерно
расположенных по окружности.
12. ИСПЫТАНИЕ
И НАЛАДКА АРМАТУРЫ (гидравлическое испытание арматуры)
Вся арматура после ее ремонта в арматурном участке или в
механической мастерской должна подвергаться гидравлическому
испытанию на прочность и плотность в соответствии с ГОСТ
356-68.
В объем гидравлического испытания арматуры входят обязательные
испытания, предусмотренные государственными стандартами, и
дополнительные испытания, вызванные специфическими особенностями
отдельных конструкций и техническим уровнем производства данного
вида арматуры, а также специфическими условиями ее
эксплуатации.
К обязательным испытаниям, предусмотренным государственными
стандартами, относятся:
— гидравлические испытания каждой единицы арматуры на плотность
и прочность всех деталей, находящихся непосредственно под
воздействием рабочей среды, а также на плотность разъемных
соединений арматуры;
— гидравлические испытания на плотность затвора каждой единицы
запорной и предохранительной арматуры.
К дополнительным испытаниям относятся выборочные испытания
предохранительных клапанов на срабатывание при заданном давлении
среды и регулирующей арматуры на определение величины пропуска
среды в закрытом состоянии и другие специальные испытания.
При испытании водой при установленном гидравлическом давлении и
температуре 20 °С вполне надежно проверяется плотность затворов,
всех разъемных соединений и сальниковых уплотнений всех видов
арматуры, работающей на воде и паре высоких параметров.
Гидравлические испытания арматуры необходимо проводить
предварительно отфильтрованной водой.
При гидравлическом испытании из внутренних полостей арматуры при
заполнении их водой нужно полностью удалить воздух.
Перед гидравлическим испытанием наружные поверхности арматуры
следует тщательно очистить и осушить. На поверхностях арматуры не
должно быть никаких жировых пятен, так как они мешают выявлению
неплотностей.
Целью испытания на прочность является проверка прочности и
плотности металла корпусов и крышек после заварки трещин и
дефектных мест.
Испытание на герметичность затвора проводится при двукратном
подъеме и опускании. Уплотнительные поверхности перед испытанием
должны быть обезжирены. Во время испытаний проверяется легкость
(без заеданий) движения подвижных деталей арматуры.
При гидравлических испытаниях проводится легкое обстукивание
корпуса медным молотком массой 0,5 кг с рукояткой длиной не более
200 мл.
Арматура считается выдержавшей испытание, если при постоянном
давлении и в течение времени, необходимого для тщательного осмотра
(но не менее 1 — 3 мин в зависимости от Dу), не будет
обнаружен пропуск воды.
После ремонта уплотнительных поверхностей затвора и узла с
сальниковой набивкой, а также после их разборки и сборки проводится
пробное гидравлическое испытание на плотность водой давлением,
равным 1,25 рабочего давления.
Испытание на плотность соединения между корпусом и крышкой и
сальниковой набивкой проводится при несколько поднятом затворе и
заглушенных патрубках.
13. ПРИЕМКА
АРМАТУРЫ ИЗ РЕМОНТА
По окончании ремонта пароводяной арматуры и предварительной
проверки качества ремонта мастер по ремонту предъявляет арматуру
представителю ОТК (цеха-заказчика) для проверки качества
выполненных ремонтных работ. Из ремонта пароводяная арматура
принимается в соответствии с техническими условиями на ремонт.
Каждое отремонтированное изделие (арматура) должно быть принято
ОТК (цехом-заказчиком).
При приемке изделия ОТК обязан проверить:
— материал по сертификатам или актам лаборатории;
— комплектующие изделия по актам или паспортам
заводов-изготовителей;
— соответствие изделия требованиям рабочих чертежей;
— наличие всех деталей и узлов в соответствии со спецификацией
чертежа общего вида;
— документацию, прилагаемую к изделию.
Предприятие, ремонтирующее пароводяную арматуру, должно
гарантировать после ремонта пароводяной арматуры ее исправную
работу в течение 24 мес с начала эксплуатации, но не более 30 мес
со дня получения потребителем.
Гарантия сохраняется при соблюдении потребителем правил
транспортирования, хранения, монтажа и условии эксплуатации.
14.
КОНСЕРВАЦИЯ И ХРАНЕНИЕ АРМАТУРЫ
После гидравлического испытания отремонтированной арматуры на
плотность вода должна быть спущена и внутренние полости просушены
путем обдувки сухим сжатым воздухом.
Все поверхности арматуры, не имеющие антикоррозионных покрытий и
не соприкасающиеся с рабочей средой, должны быть загрунтованы
грунтом ГФ-020 (ГОСТ 4056-63) и окрашены эмалью ГФ-245 или ПФ-245
(ГОСТ 5371-66).
Допускается применение других лакокрасочных материалов, не
ухудшающих качество отделки, по документации, утвержденной в
установленном порядке.
Окончательная окраска изделия должна соответствовать требованиям
ГОСТ 9894-61 (класс IV, группа А).
Консервация должна производиться консистентными или жидкими
смазками в зависимости от условия хранения и транспортирования и в
соответствии с требованиями ГОСТ 13168-69.
Перед нанесением смазки поверхности арматуры должны быть очищены
от пыли, грязи, коррозии и др.
Консервация арматуры должна обеспечивать защиту от коррозии в
период транспортирования и хранения.
Арматура должна храниться в упакованном виде в помещении,
защищенном от попадания атмосферных осадков.
СОДЕРЖАНИЕ
Введение. 1
1. Конструктивные особенности арматуры.. 1
1.1. Вентили. 2
1.2. Обратные клапаны.. 2
1.3. Задвижки. 2
1.4. Регулирующая арматура. 3
1.5. Предохранительная арматура. 3
2. Технические условия на материал деталей. 4
3. Материал деталей и заменители. 5
4. Требования к поставке и подготовке к установке арматуры,
электроприводов и электрических исполнительных механизмов. 6
5. Разгрузка, приемка, транспортирование, складирование и
хранение арматуры.. 9
6. Организация ремонта. 9
6.1. Оборудование мастерской для ревизии и ремонта арматуры в
механическом цехе электростанции. 10
6.2. Оборудование ремонтной площадки в котельном цехе главного
корпуса. 11
7. Подготовка к ремонту и прием арматуры в ремонт. 12
7.1. Мероприятия по охране труда и технике безопасности. 15
8. Общие технологические указания и технические условия. 16
8.1. Демонтаж и разборка арматуры.. 16
8.2. Очистка и промывка деталей перед дефектацией. 17
8.3. Выявление дефектов. 17
8.4. Составление ведомости дефектов. 18
8.5. Консервация деталей. 19
9. Технология и технические условия ремонта (изготовления)
деталей арматуры.. 20
9.1. Требования к ремонтным размерам.. 21
9.2. Метод ремонтных размеров. 22
9.3. Ремонт вентилей и обратных клапанов. 23
9.3.1. Корпус обратного клапана и вентиля Dу 50 — 150
мм.. 23
9.3.2. Корпус вентиля Dу 50 — 150 мм.. 24
9.3.3. Крышка вентиля Dу 50 — 150 мм.. 25
9.3.4. Тарелка вентиля Dу 50 — 100 мм.. 25
9.3.5. Тарелка вентиля большая Dу 150 мм.. 27
9.3.6. Тарелка обратного клапана Dу 50 — 200 мм..
27
9.3.7. Шпиндель вентиля Dу 50 — 150 мм.. 28
9.3.8. Втулка шпинделя вентиля Dу 50 — 100 мм..
30
9.3.9. Гайка шпинделя задвижек и вентилей Dу 80 — 150
мм.. 32
9.4. Ремонт задвижек и регулировочных клапанов. 33
9.4.1. Корпус задвижек и регулирующих клапанов Dу 80
— 350 мм.. 33
9.4.2. Крышка задвижки и регулирующего клапана Dу 80
— 350 мм.. 35
9.4.3. Седло задвижек Dу 150 мм.. 36
9.4.4. Тарелка задвижки Dу 150 — 350 мм.. 38
9.4.5. Шпиндель задвижки Dу 200 — 350 мм.. 39
9.4.6. Втулка шпинделя задвижки Dу 200 — 350 мм..
40
9.4.7. Седло, гильза регулирующего клапана Dу 80 —
250 мм.. 42
9.4.8. Уплотнительное кольцо регулирующего клапана Dу
80 — 300 мм.. 43
9.4.9. Золотник регулирующего клапана Dу 80 — 250 мм
в сборе. 44
9.5. Ремонт предохранительных клапанов. 45
9.5.1. Корпус предохранительного клапана Dу 25?1 мм
(Pу 100 кгс/см2) 45
9.5.2. Тарелка предохранительного клапана Dу 25 — 50
мм.. 46
9.5.3. Втулка седла и седло предохранительного клапана
Dу 25 — 80 мм (Pу 64 кгс/см2)
46
9.5.4. Шток с наконечником предохранительного пружинного клапана
Dу 50 — 80 мм (Pу 64 кгс/см2)
47
9.5.5. Направляющая втулка предохранительного пружинного клапана
Dу 50 — 80 мм.. 48
9.5.6. Призма рычага предохранительного клапана Dу 25
мм (Pу 100 кгс/см2) 49
9.6. Детали, подлежащие изготовлению.. 49
9.6.1. Грундбукса задвижки и вентиля Dу 80 — 350 мм..
49
9.6.2. Грундбукса вентиля Dу 50 — 80 мм.. 50
9.6.3. Кольцо сальника задвижки и вентиля Dу 50 — 350
мм.. 51
9.6.4. Шпилька вентиля и задвижки 50 — 150 мм.. 52
9.6.5. Присоединительные патрубки корпуса вентиля и задвижки
Dу 32 — 350 мм.. 53
10. Заварка дефектов в литых деталях из стали 25Л.. 54
11. Технология и технические условия сборки арматуры.. 56
11.1. Сборка крышки со шпинделем.. 59
11.2. Сборка резьбовых соединений. 61
12. Испытание и наладка арматуры (гидравлическое испытание
арматуры) 61
13. Приемка арматуры из ремонта. 62
14. Консервация и хранение арматуры.. 63
Страница 20 из 46
Регулирующие питательные, стаканчатые и скальчатые клапаны
Выпускавшиеся ранее стаканчатые и изготовляемые сейчас скальчатые регулирующие питательные клапаны производства ВАЗ не обеспечивают надежной работы. Для этих клапанов характерен значительный пропуск воды в закрытом состоянии. Поэтому восстановление при ремонте только перевоначальной конструкции не обеспечит надежную работу клапана.

На ряде электростанций клапана конструкции ВАЗ были переделана на поворотные. Например, в системе Ленэнерго все клапаны производства ВАЗ были переделаны на поворотные. Учитывая хорошие результаты, полученные от применения поворотных клапанов на электростанциях высокого давления, ряд электростанций среднего давления (ГРЭС № 4 Мосэнерго, ЧТЭЦ и др.) также переделали регулирующие клапаны на поворотные.
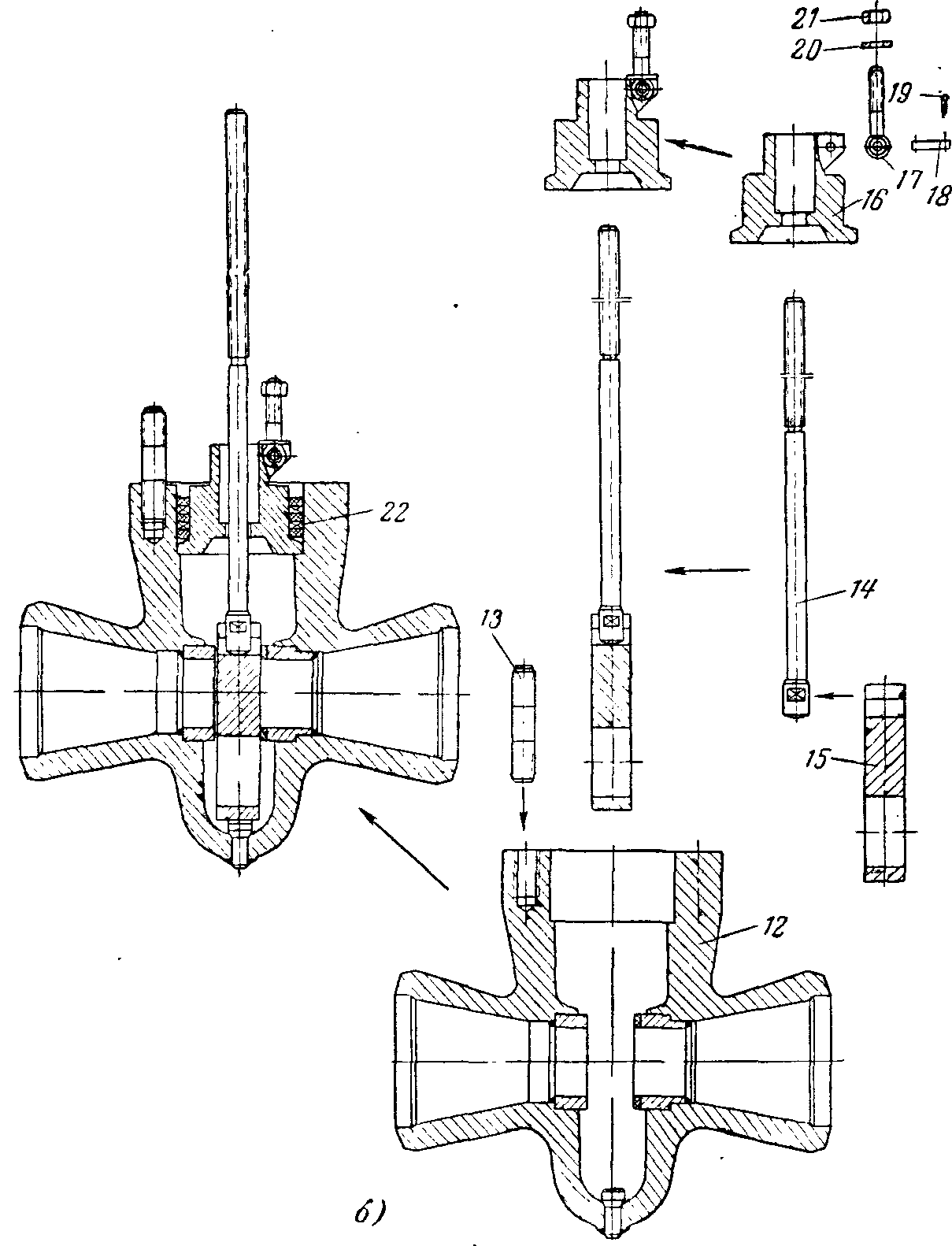

Рис. 2-31. Порядок сборки шиберного регулирующего клапана.
Как показал опыт эксплуатации, поворотные регулирующие клапаны имеют следующие достоинства: величина нерегулируемого расхода не превышает 10 т/ч при перепадах давления на клапане 40 кг/см2·, они обеспечивают пропуск 190 т/ч при угле поворота золотника 80°, высокочувствительны и работают без заклинивания и заедания; благодаря двустороннему выводу штока ходовая часть клапана полностью разгружена от осевых усилий, а перемещение золотника плавное (без вибраций) независимо от перепада давления на клапане, все сочленения клапана жесткие (без люфтов), удобны для ремонта и ревизии.
Модернизация клапанов ВАЗ на поворотные производится следующим образом (рис. В-7).
Разборка.
Для удобства последующей сборки каждый фланец с корпусом клеймят своим номером. После извлечения из корпуса золотника и вывертывания седел с патрубков корпуса снимаются фаски для последующей приварки к трубопроводу.
Подготовка крышек.
Крышку используют от старого клапана, для чего удлиненную часть его на токарном станке отрезают. Под сальниковую втулку в крышке сверлят и протачивают отверстие, вставляют сальниковую втулку и обваривают кругом электродами марки ЦМ-7. С внутренней стороны крышки сальниковую втулку растачивают под втулку-подшипник. Для шарнирных болтов к крышке и втулке приваривают два ушка, которые предварительно центрируют оправкой и болтом. В сальниковой втулке растачивают под набивку сальниковую камеру. После того как крышка готова, в нее запрессовывают втулку-подшипник.
Установка стакана в корпусе.
Для возможности точного определения наружных размеров стакана необходимо предварительно измерить посадочные места под стакан в корпусе. Стакан вытачивают из хромистой стали марки 3X13 на токарном станке. Золотник изготовляют из хромоникелевой стали марки 1Х18Н9. Наружный диаметр золотника обтачивают по внутреннему диаметру стакана. Зазор между стаканом и золотником должен быть не более 0,1 мм, на сторону. Большой зазор значительно увеличит нерегулируемый расход воды. Для того чтобы посторонние предметы (сварочный грат, частицы металла и т. п.) не заклинивали регулирующие органы клапана в золотнике, по наружному диаметру делают выточки.
Разметка окон.
Регулирование расхода воды осуществляется посредством совмещения окон золотника и стакана. Потребная площадь окон для обеспечения расчетного пропуска воды определяется по формуле
![]()
где G — пропускная способность клапана, соответствующая паропроизводительности котлоагрегата. Расчетная пропускная способность клапана должна быть на 10% выше номинальной паропроизводительности котла. Практически для котлов паропроизводительностью 230 т/ч клапан должен обеспечивать расход 250 т/ч, а для котлов паропроизводительностью 170 т/ч—190 т/ч.
μ — коэффициент расхода регулирующего клапана, который зависит от площади открытия окон золотника. Для полностью открытого клапана опытами НЗЛ рекомендуется принимать μ = 0,6. Однако, как показал опыт эксплуатации, для поворотных клапанов величину коэффициента расхода при определении пропускной способности клапана следует принимать равной 0,45—0,5.
Ар—перепад давления на клапане. На разных электростанциях и при разных режимах работы перепад давления колеблется в значительных пределах (8— 40 кг/см2). Последнее объясняется тем, что на большинстве электростанций для привода питательных насосов применяются асинхронные электродвигатели с нерегулируемым числом оборотов. Вследствие этого давление в питательной магистрали, определяющее перепад давления на клапане, зависит от режима работы оборудования: при различных комбинациях действующего и резервного оборудования (котлов и насосов), при разных нагрузках станции перепад давления на клапане будет изменяться. Для установок высокого давления перепад давления на клапане в нормальных условиях должен быть равным примерно 10—15 кг/см2. Правда, пока еще встречаются частные случаи, когда перепад давления на клапане очень велик и составляет 30—40 кг/см2.
у— удельный вес воды при рабочих параметрах. Для котлов высоких параметров при давлении питательной воды 150 кг/см2 и температуре питательной воды 215°С удельный вес воды принимают равным γ = 0,85 кг/л.
Весьма важной величиной, характеризующей работу клапана, является нерегулируемый расход. Чем меньше величина нерегулируемого расхода, тем больше предел регулирования клапана, тем лучше его рабочая характеристика. Величина нерегулируемого расхода определяется по формуле
![]()
Для автоматических регуляторов питания определенный интерес представляет рабочая характеристика регулирующего клапана, под которой понимают изменение пропускной способности клапана в зависимости от его хода. Рабочая характеристика для скальчатых клапанов определяется профилем скалки, а для золотниковых (поворотных) — профилем окон. Для устойчивой работы регулятора питания рабочая характеристика клапана должна быть близкой к линейной. Это значит, что при одинаковых относительных изменениях хода клапана должны происходить одинаковые количественные изменения расхода воды. На рис. 2-32 приведены характеристики питательных клапанов скальчатого и поворотного типов, установленных на котле № 3 ТЭЦ № 16 Мосэнерго.
Наиболее простой в исполнении и удовлетворяющей требованиям регулирования является профилировка окна в виде комбинации треугольника и прямоугольника. Для построения конструктивной характеристики клапана ход его делят на несколько частей и определяют соответствующие этим частям хода совмещенные площади окон золотника и стакана.
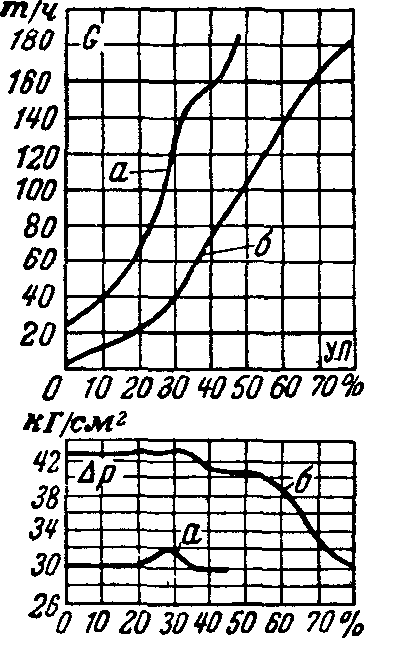
Рис. 2-32. Характеристики клапанов питания, установленных на котле № 3 ТЭЦ № 16 Мосэнерго. а — клапан скальчатого типа; б — клапан поворотного типа.
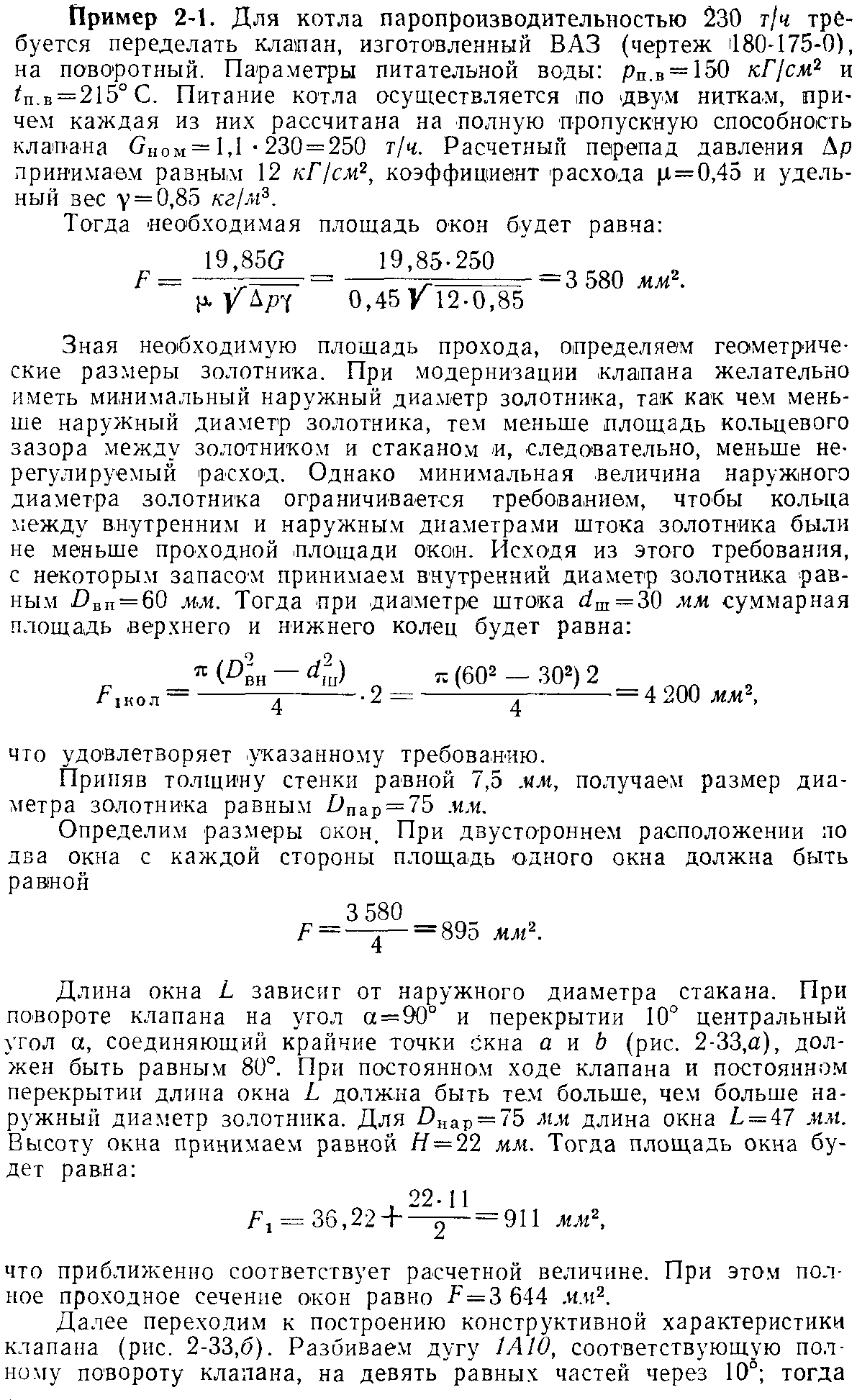

Изготовление окон.

Размеченные в стакане окна первоначально просверливают сверлом d—10 мм (в центре окон), затем сверлом d = 18 мм и фрезеруют по разметке. После фрезеровки профиль окон по разметке зачищают и все острые кромки притупляют.
Подготовка золотника.
Выступы, ограничивающие ход золотника, размечают и выфрезеровывают. При отсутствии фрезерного станка выступы можно прострогать на поперечно-строгальном станке. Согласно полученным данным о размерах площади окон их размечают, сверлят сначала сверлом 10мм и затем сверлом д—18мм и дофрезеровывают по разметке оставшуюся часть. Все острые кромки в окнах и на торцовых выступах тщательно зачищают напильником. Правильность разметки фрезеровки проверяют путем совпадения окон золотника с окнами стакана при их полном открытии и закрытии. Проверяют также ход золотника в стакане.
Запрессовка и приварка стакана к корпусу клапана.
Для правильной установки стакана в корпусе следует отметить на стакане риской глубину его посадки в корпус. Легкими ударами молотка запрессовывают стакан в корпус клапана. После запрессовки необходимо обязательно проверить правильность посадки стакана (окон) в корпусе клапана.
Во избежание деформации стакана при приварке его к корпусу последний устанавливают в бак с водой. Приварка производится электродами марки ЦЛ-ЗМ или ЦТ-1 постоянным током при обратной полярности (+ на электроде). Сила тока при диаметре электрода 4 мм составляет 130—150 а, а при диаметре электрода 5 мм — 150—180 а. Приварка производится в три слоя. После наложения каждого слоя производится тщательная зачистка шва от шлака. После приварки стакана с одной стороны корпус переворачивают и приваривают стакан с другой стороны. Проверка качества сварки (отсутствие трещин и т. п.) производится наружным осмотром.
Сборка золотника со штоком.
Устанавливают золотник на шток и просверливают отверстие в золотнике со штоком для стопорного пальца. Вставляют стопорный палец, слегка запрессовывают каждый конец в трех точках и расчеканивают, выступающие части зачищают.
После сборки золотника со штоком следует вставить золотник в стакан и убедиться в отсутствии заеданий. В случае деформации стакана после приварки его к корпусу золотник со штоком следует установить в центрах токарного станка и проточить по наружному размеру так, чтобы были выдержаны нормальные зазоры между стаканом и золотником.
Задиры в стакане устраняют притиркой. Золотник в стакане должен иметь плавный ход.
Сборка регулирующего клапана.
Корпус клапана следует тщательно очистить от шлака, грязи и сварочного грата. Резьбу шпилек смазать графитом и завернуть в корпус со стороны, противоположной пазам ограничителя. Установить прокладку и завинтить гайки. Клапан следует положить горизонтально на плиту и вставить в стакан золотник со штоком, после чего собрать второй фланец и проверить ход золотника. Золотник должен плавно поворачиваться внутри стакана от руки. Рычаги изготовляют в зависимости от взаимного расположения клапана и колонки дистанционного управления.
Наладка регулирующего клапана.
Клапан приваривают к трубопроводу в разобранном виде. После приварки клапан собирают и проверяют плавность хода. Затем клапан присоединяют к колонке дистанционного управления. Перед вводом клапана в эксплуатацию необходимо полностью открыть всю арматуру и продуть питательную линию. После ввода клапана в эксплуатацию рекомендуется снять его рабочую характеристику. С достаточной степенью точности рабочую характеристику клапана можно снять на работающих агрегатах с помощью эксплуатационных приборов.

Рис. 2-34. Приспособление для увеличения размеров окон в стакане питательного клапана.
В случаях, когда в процессе эксплуатации будет установлено, что размеры окон не обеспечивают достаточной подачи воды для питания котла, размеры необходимо увеличить. Это можно сделать при помощи приспособления, приведенного на рис. 2-34. Приспособление состоит из напильника 1, шарнирно соединенного с рычагом 2. Рычаг укрепляется при помощи планки 3 на фланце клапана. Напильник вводится в окна стакана и приводится в движение рычагом. Нажим напильника создается грузом 4, соединенным с напильником тросом 5.