Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Вот пример простенькой проги(спец.болт с ромбовидной головкой) деталь обрабатывается с использованием вращающегося центра
(DIS,»Спец.болт м24″) //с кодом дис название проги будет отоброжаться на дисплее(можно забивать любые сообщения)
«START» //метка куда будет перематываться прога по окончанию
G96 //команда определения оборотов шпинделя по скорости резания(чем меньше диаметр- тем выше обороты)
SSL=400 //ограничение максимальных оборотов(мах.400об.)
TMR=1000 //время для команды G4(в данной проге не используется)
E25=0,1 //переменная обозначающая подачу(можно и без этого, но удобно если нужно быстро поменять подачи во всей проге)
E26=0,25 //то же, но другое значение подач
(DFP,1) // код который открывает программирование профиля(по стандарту ISO)
G1 G42 X19.5 Z95 // здесь и ниже описываем профиль, коррекция на инструмент(G42) должна указываться только внутри профиля
G1 X23.8
b2 //так указывается фаска(обязательно маленькой буквой)
Z27
r-4 //радиусное сопряжение(в зависимости от того, по часовой стрелке движется инстр. или против, ставим отрицательное либо положительное значение)
X51 Z14
Z13
G0 G40 X54 //в последнем кадре профиля выключаем коррекцию на радиус инструмента(G40)
(EPF) //команда закрывающая описание профиля
G0 X230 Z105 //позиционируем резцедержку для смены инструмента
(UCG,2,Z0 Z210,X-105 X105) //команда для включения графической визуализации
T2.12
(DLO,X17 X250) //команда устанавливающая рабочую зону инструмента для предупреждения наездов на концевики(ниже x17 и выше x250 инструмент не зайдет)
(DLO,Z11 Z110) // то же для оси z
S120 FE26 //режимы резания(подача, для удобства, указана ввиде переменной)
M3 M8
G0 X55 Z97 //позиционируем перед заготовкой
(SPA,Z,1,L9,X1,Z0.2) //команда вызывающая черновую обработку профиля
(CLP,1) //производит чистовую обработку
G0 X230 Z105
T5.15 //резьбовой резец
G97 S400 //командой g97 устанавливаем постоянные обороты 400(обязательное условие для нарезания резьбы резцом)
G0 X24 Z100
(FIL,Z46,K2,L16.2,T0100,b1.1)//цикл резьбонарезания
G0 X230 Z105
(CLG) //очищаем графический экран(можно и без этого, все равно при перемотке проги очистится сам)
(DCG) //закрывает видеостраницу графики(тоже необязательно, но для меня так удобнее)
M30 //сбрасывает прогу(всегда нужно заканчивать прогу этой командой)
(BNC,START) //перематывает прогу на метку «старт»
Вот как-то так…
МИНИСТЕРСТВО
ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
КУРГАНСКИЙ
ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра «Автоматизация
производственных процессов»
Методические
указания
к выполнению
лабораторных работ по курсам
«Программное
управление технологическим оборудованием»,
«Управление
системами и процессами», «Управление
станками и станочными комплексами» для
студентов специальностей
220301, 151001, 151002

Курган 2012
Кафедра: «Автоматизация
производственных процессов»
Дисциплины:
«Программное управление технологическим
оборудованием», «Управление системами
и процессами», «Управление станками и
станочными комплексами»
Составили: канд.
техн. наук, доцент А.Б. Переладов;
аспирант И.
П. Камкин.
Утверждены на
заседании кафедры «14» декабря 2011 г.
Рекомендованы
методическим
советом университета
«29» декабря 2011 г.
ВВЕДЕНИЕ
Данные
методические указания предназначены
для ознакомления с возможностями и
принципом работы устройства числового
программного управления NC-201,
а также правилами составления управляющих
программ, обеспечивающих работу
токарного станка 16К20ФЗ в автоматическом
режиме.
Перечень сокращений:
УЧПУ
— устройство числового программного
управления;
ПО — пульт оператора;
ПрО — программное
обеспечение;
УП — управляющая
программа.
1 Цель работы
Ознакомиться
с функциональными возможностями УЧПУ
NC
— 201 (токарный вариант) и правилами
подготовки УП для обработки заготовок.
2 Порядок выполнения работы
-
Пройти инструктаж
по технике безопасности. -
Ознакомиться
с устройством токарно-винторезного
станка 16К20ФЗ, оснащенного УЧПУ NC-201
и его технологическими возможностями. -
Ознакомиться с
настоящими методическими указаниями. -
Составить текст
УП в соответствии с заданием преподавателя. -
Оформить отчет.
-
Защитить работу
у преподавателя.
3 Общие сведения
УЧПУ
NC-201
посредством выполнения команд УП
обеспечивает движение исполнительных
механизмов (суппорта, шпинделя,
инструментальной головки) с заданными
режимами и траекторией, определяет
режим дозаторной смазки направляющих
станины, зажим / разжим патрона и пиноли,
включение насоса охлаждения рабочей
зоны.
Ввод
УП осуществляется в память МРх УЧПУ.
Память может располагаться на любом
устройстве, подсоединенном к УЧПУ и
имеющем файловую систему FAT32
(FLASH,
FDD,
HDD,
LS120,
ПК). Ввод УП осуществляется в режиме
«КОМАНДА». При занесении УП в память
УЧПУ с клавиатуры ПО используется
встроенный редактор.
На ПО
(рисунок 1) располагается алфавитно —
цифровая клавиатура, дисплей размером
10.4 дюйма по диагонали. Ниже находятся:
функциональные клавиши, а также, (слева
направо) кнопка «Стоп», клавиши выбора
направления ручных перемещений,
корректоры скоростей подач, вращения
шпинделя, выбора режима работы УЧПУ,
кнопки «Пуск», «Сброс», замок включения
/ выключения УЧПУ. Станочная панель (в
нижней части ПО) состоит из (слева
направо): штурвала, джойстика, переключателя
зажима / разжима патрона, кнопок включения
/ выключения СОЖ, имитатора конечного
выключателя, FDD
на 3,5 дюйма.
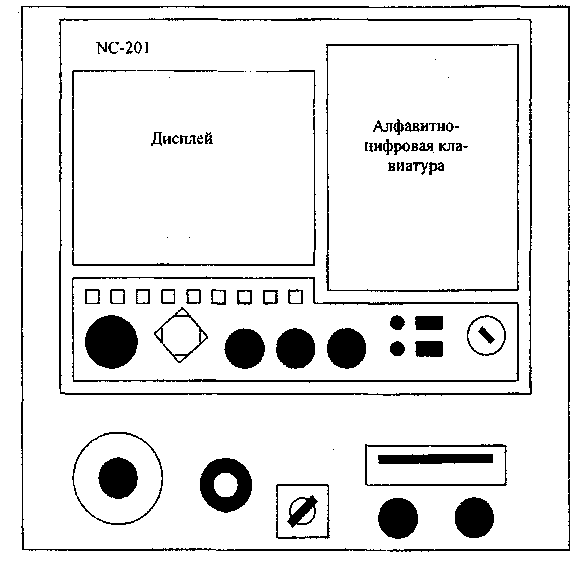
Рисунок 1 — Пульт
оператора и станочная панель
В процессе работы
станка на экране ПО визуализируется
следующая информация:
-
перечень имеющихся
программ; -
таблицы корректоров;
-
исходные точки;
-
срок службы
инструментов; -
ход
процедуры редактирования УП (режим
«КОМАНДА»).
В
режиме «УПРАВЛЕНИЕ СТАНКОМ» визуализируется
три вида видеостраниц: #1, #6, #7, содержащих
следующую информацию: режимы (S,
M.
F,
T),
корректоры инструмента, выполняемый
кадр УП программы и подпрограммы,
сообщения, активные команды, состояние
системы станка (видеостраницы #1, #7),
горизонтальное и вертикальное меню
станочной панели, наименование и значения
осей, начальные точки (видеостраница
#7). Видеостраница #6 осуществляет
графическое отображение движения
инструмента и осей.
Соседние файлы в папке 16К20Ф3
- #
- #