

Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшие минуты, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Вы получите ответ приблизительно в течении: 10-60 минут.
Сейчас рабочие часы офиса и ответ
вы получите быстро!
Если вы не получите ответ более чем через
3 часа, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!
Плоскошлифовальный станок 3Г71 выпускался на специализированном Оршанском станкостроительном заводе. Эта модель была запущена в производство в 1972. На смену ей пришли агрегаты с более совершенными техническими характеристиками – 3Е711В и 3Е711.
Блок: 1/3 | Кол-во символов: 249
Источник: http://StanokGid.ru/obzor/ploskoshlifovalnyy-stanok-3g71.html
Содержание
- 0.1 Новые компании
- 1 Конструктивные особенности станка
- 2 3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
- 2.1 Основные технические характеристики плоскошлифовального станка 3г71м
- 2.2 ООО ПКФ КРИСТАЛЛ
- 3 Плоскошлифовальный станок 3Г71, 3Г71М сегодня
- 3.1 ООО «НеоИнжиниринг»
- 3.2 Устройство и работа станка и его основных узлов
- 3.3 ООО «ФЕТ»
- 3.4 Портал Stanok-online.ru
- 4 Габариты рабочего пространства плоскошлифовального станка 3Г71М
- 5 Технические характеристики
- 6 Основные размеры и посадочные места шлифовального круга станка 3Г71М
- 7 Общий вид универсального плоскошлифовального станка 3Г71М
- 8 3Г71 — Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем
- 9 Расположение составных частей шлифовального станка 3Г71М
- 9.1 Перечень составных частей шлифовального станка 3Г71М
- 10 Расположение органов управления шлифовальным станком 3Г71М
- 10.1 Перечень органов управления шлифовальным станком 3Г71М
- 11 Кинематическая схема плоскошлифовального станка 3Г71М
- 12 Кинематическая схема шлифовального станка 3Г71М
- 13 Схема электрическая плоскошлифовального станка 3Г71М
- 14 Система питания электрооборудования станка 3Г71М
- 15 Схема гидравлическая плоско шлифовального станка 3Г71М
- 16 Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Новые компании
-
Блок: 2/6 | Кол-во символов: 151
Источник: http://stanok-online.ru/pasporta-na-stanki/shlifovalnie-stanki-p/211-pasport-na-ploskoshlifovalnyy-stanok-3g71.htmlКонструктивные особенности станка
Внешний вид станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
Управляющие компоненты находятся в отдельном блоке, который установлен в правой части оборудования. Во время работы станка 3Г71 доступ к нему остается свободным независимо от режима функционирования и положения рабочего стола.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Блок: 2/3 | Кол-во символов: 1530
Источник: http://StanokGid.ru/obzor/ploskoshlifovalnyy-stanok-3g71.htmlПлоскошлифовальный станок высокой точности c прямоугольным столом, горизонтальным шпинделем с крестовым суппортом предназначен для шлифования периферией круга поверхностей деталей весом до 150 кг с учетом крепящего приспособления и магнитной плиты. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
На станке могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
В нормальном исполнении станок комплектуется стандартной электромагнитной плитой.
Класс точности станка В. Шероховатость обработанной поверхности V 10.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
Блок: 3/18 | Кол-во символов: 1835
Источник: http://stanki-katalog.ru/sprav_3g71m.htmООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
-
Блок: 3/6 | Кол-во символов: 599
Источник: http://stanok-online.ru/pasporta-na-stanki/shlifovalnie-stanki-p/211-pasport-na-ploskoshlifovalnyy-stanok-3g71.htmlПлоскошлифовальный станок 3Г71, 3Г71М сегодня
Производитель станка Оршанский станкостроительный завод Красный борец. В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности. В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Производство универсального плоскошлифовального станка модели 3Г71 с горизонтальным шпинделем началось в 1972 году. Следующими моделями, запущенными в производство были 3Е711, 3Е711В
Блок: 4/7 | Кол-во символов: 521
Источник: http://www.novator-grp.ru/rus/stanki-ussr/3G71ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
-
Блок: 4/6 | Кол-во символов: 366
Источник: http://stanok-online.ru/pasporta-na-stanki/shlifovalnie-stanki-p/211-pasport-na-ploskoshlifovalnyy-stanok-3g71.htmlУстройство и работа станка и его основных узлов
Станок состоит из узлов, описание каждого из которых приведено ниже.
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части
закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель ВШПГ-35.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Внутри станины установлен гидроагрегат, обслуживание которого производится через левую дверку станины.
С правой стороны рядом со станком устанавливается бак охлаждения.
Скачать
Блок: 4/4 | Кол-во символов: 997
Источник: http://pasportanastanki.ru/%D0%BF%D0%B0%D1%81%D0%BF%D0%BE%D1%80%D1%82-%D0%BD%D0%B0-3%D0%B371-%D0%BF%D0%BB%D0%BE%D1%81%D0%BA%D0%BE%D1%88%D0%BB%D0%B8%D1%84%D0%BE%D0%B2%D0%B0%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9-%D1%81%D1%82%D0%B0%D0%BD/ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
-
Блок: 5/6 | Кол-во символов: 435
Источник: http://stanok-online.ru/pasporta-na-stanki/shlifovalnie-stanki-p/211-pasport-na-ploskoshlifovalnyy-stanok-3g71.htmlПортал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Блок: 6/6 | Кол-во символов: 339
Источник: http://stanok-online.ru/pasporta-na-stanki/shlifovalnie-stanki-p/211-pasport-na-ploskoshlifovalnyy-stanok-3g71.html
Габариты рабочего пространства плоскошлифовального станка 3Г71М
Чертеж рабочего пространства плоскошлифовального станка 3г71м
Блок: 6/18 | Кол-во символов: 135
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Технические характеристики
Конструктивные компоненты
Анализ технических характеристик плоскошлифовального станка следует начать с изучения его габаритов и массы. Они соответственно составляют 187*155*198 см при весе 2000 кг. Такие параметры обеспечивают максимальную устойчивость оборудования даже при максимальных режимах работы.
Согласно классификации по ГОСТ 8-82 оборудованию присвоен класс точности «Н». Максимальный размер обрабатываемых деталей не должен превышать 63*20*32 см. Для работы можно установить расстояние от поверхности стола до оси шпинделя от 8 до 44,5 см. Габариты стола составляют 63*20 см. При этом возможно его продольное смещение на величину 71 см. Изменение скорости перемещения может составлять от 5 до 20 м/мин.
Кроме этого, необходимо ознакомиться со следующими характеристиками станка:
- поперечное смещений стола. Максимальная величина составляет 23,5 см. Автоматическая подача на каждый ход от 0,3 до 4,2 мм;
- шлифовальная головка. Максимальное вертикальное перемещение равно 36,5 см. габариты шлифовального круга — 25*3,2*7,5 см. Нормированное число оборотов – 2740;
- параметры электрооборудования. Количество электродвигателей 5. Мощность силовой установки привода шпинделя составляет 2,2 кВт. Для работы гидропривода предусмотрен электродвигатель 1,1 кВт. Остальные выполняют функции по обеспечению работоспособности системы охлаждения.
Функционирование станка возможно с активной электромагнитной плитой или без нее. В последнем случае необходимы специальные прижимные устройства, обеспечивающие надеждою фиксацию заготовки.
В видеоматериале показан пример правки круга станка:
Блок: 3/3 | Кол-во символов: 1613
Источник: http://StanokGid.ru/obzor/ploskoshlifovalnyy-stanok-3g71.html
Основные размеры и посадочные места шлифовального круга станка 3Г71М
Основные размеры и посадочные места шлифовального круга станка 3г71м
Блок: 7/18 | Кол-во символов: 148
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Общий вид универсального плоскошлифовального станка 3Г71М
Фото плоскошлифовального станка 3г71м
Фото плоскошлифовального станка 3г71м
Блок: 8/18 | Кол-во символов: 149
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
3Г71 — Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем
Купить станочный подшипник с доставкой
Блок: 2/10 | Кол-во символов: 120
Источник: https://mashinform.ru/shlifovalnye-stanki/37/3g71.shtml
Расположение составных частей шлифовального станка 3Г71М
Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка — 3Г71М.60
- Станина станка — 3Г71М.10
- Механизм подач — 3Г71М.22
- Гидрокоммуникация — 3Г71М.70
- Механизм продольного реверса — 3Г71М.25
- Суппорт крестовый — 3Г71М.20
- Механизм продольного перемещения стола — 3Г71М.21
- Стол рабочий — 3Г71.23Э
- Шлифовальная головка — 3Г71М.30
- Кожух шлифовального круга — 3Г71М.34
- Колонна — 3Г71М.11
- Гидроагрегат — 3Г71М.71
- Агрегат смазки шлифовальной головки — 3Г71М.72
- Редуктор — 3Г71М.33
- Электрооборудование — 3Г71М.80
- Станция управления — 3Г71М.81
- Панель питания электромагнитной плиты — 3711.82
- Блок поперечной подачи — 3711.83
- Панель вертикальной подачи — 3711.84
- Электрошкаф — 3711.85
- Замок — 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки — 3711.88
- Механизм поперечного реверса — 3Г71М.24
- Принадлежности — 3Г71М.90
Блок: 9/18 | Кол-во символов: 1039
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Расположение органов управления шлифовальным станком 3Г71М
Расположение органов управления шлифовальным станком 3г71м
Расположение органов управления шлифовальным станком 3г71м
Перечень органов управления шлифовальным станком 3Г71М
- Кнопка тонкой вертикальной подачи
- Рукоятка ручной вертикальной подачи
- Лимб регулировки величины вертикальной подачи
- Рукоятка ручной поперечной подачи
- Кнопка гонкой поперечной подачи
- Кнопка смазки винта и направляющих вертикальной подачи и винта поперечной подачи
- Дроссели смазки направляющих стола и крестового суппорта
- Дроссели регулировки плавности реверса стола
- Рукоятка пуска, остановки и разгрузки стола
- Рукоятка регулирования скорости стола
- Рукоятка ручного продольного реверса стола
- Рукоятка крана охлаждения
- Упор продольного реверса стола
- Рукоятка ручного продольного перемещения стола
- Рукоятка ручного поперечного реверса стола
- Кнопка фиксации механизма ручного перемещения стола
- Тумблер «С плитой — без плиты»
- Тумблер «Магнитная плита включена»
- Кнопка «Ускоренное перемещение крестового суппорта»
- Регулятор грубой настройки величины поперечной подачи
- Регулятор тонкой настройки величины поперечной подачи
- Тумблер «Включение поперечной подачи»
- Тумблер «Включение вертикальной подачи»
- Тумблер «Вертикальная подача при реверсе стола или крестового суппорта»
- Сигнальная лампа «Станок включен»
- Переключатель «Охлаждение включено»
- Кнопка «Все стоп»
- Кнопка «Шлифовальная головка вниз»
- Кнопка «Шлифовальная головка вверх»
- Кнопка «Стоп шлифовального круга»
- Кнопка «Пуск шлифовального круга» и «Пуск смазки»
- Кнопка «Сгон гидропривода»
- Кнопка «Пуск гидропривода»
- Сигнальная лампа «Нет смазки»
- Упор поперечного реверса
Блок: 10/18 | Кол-во символов: 1780
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Кинематическая схема плоскошлифовального станка 3Г71М
Кинематическая схема плоскошлифовального станка 3г71м
Схема кинематическая плоскошлифовального станка 3Г71М. Смотреть в увеличенном масштабе
Блок: 11/18 | Кол-во символов: 205
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Кинематическая схема шлифовального станка 3Г71М
Главное движение осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении «от себя», т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении «на себя».
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
Блок: 12/18 | Кол-во символов: 2202
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Схема электрическая плоскошлифовального станка 3Г71М
Электрическая схема плоско шлифовального станка 3г71м
Схема электрическая плоскошлифовального станка 3Г71m. Смотреть в увеличенном масштабе
Блок: 13/18 | Кол-во символов: 203
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Блок: 14/18 | Кол-во символов: 1225
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Схема гидравлическая плоско шлифовального станка 3Г71М
Гидравлическая схема плоско шлифовального станка 3г71м
Схема гидравлическая плоскошлифовального станка 3Г71m. Смотреть в увеличенном масштабе
Блок: 15/18 | Кол-во символов: 207
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Блок: 16/18 | Кол-во символов: 2472
Источник: http://stanki-katalog.ru/sprav_3g71m.htm
Кол-во блоков: 32 | Общее кол-во символов: 18520
Количество использованных доноров: 6
Информация по каждому донору:
- http://stanki-katalog.ru/sprav_3g71m.htm: использовано 12 блоков из 18, кол-во символов 11600 (63%)
- http://stanok-online.ru/pasporta-na-stanki/shlifovalnie-stanki-p/211-pasport-na-ploskoshlifovalnyy-stanok-3g71.html: использовано 5 блоков из 6, кол-во символов 1890 (10%)
- http://www.novator-grp.ru/rus/stanki-ussr/3G71: использовано 1 блоков из 7, кол-во символов 521 (3%)
- http://pasportanastanki.ru/%D0%BF%D0%B0%D1%81%D0%BF%D0%BE%D1%80%D1%82-%D0%BD%D0%B0-3%D0%B371-%D0%BF%D0%BB%D0%BE%D1%81%D0%BA%D0%BE%D1%88%D0%BB%D0%B8%D1%84%D0%BE%D0%B2%D0%B0%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9-%D1%81%D1%82%D0%B0%D0%BD/: использовано 1 блоков из 4, кол-во символов 997 (5%)
- https://mashinform.ru/shlifovalnye-stanki/37/3g71.shtml: использовано 1 блоков из 10, кол-во символов 120 (1%)
- http://StanokGid.ru/obzor/ploskoshlifovalnyy-stanok-3g71.html: использовано 3 блоков из 3, кол-во символов 3392 (18%)
|
Поделитесь в соц.сетях: |
Оцените статью:
|
Процесс плоского шлифования позволяет провести работу по приданию особых свойств поверхности различного типа. Для выполнения подобной работы используется специальное оборудование, технические характеристики и схема которого были созданы в 1959 году.
Плоскошлифовальный станок 3Г71 был создан станкостроительным заводом, который был основан в 1900 году. С 1959 года стали разрабатываться схемы плоскошлифовального станка, который имеет высокую точность и другие технические характеристики. Производство рассматриваемой модели началось в 1972 году, за это время шпиндель 3Г71 неоднократно изменялся, что привело к появлению более новых, совершенных версий. 
Назначение и область применения
Описание рассматриваемого станка можно встретить довольно часто. Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости. Рассматриваемое оборудование позволяет проводить профильное шлифование. Технические характеристики определяют то, что метод заправки профиля круга оказывает влияние на возможность обработки той или иной формы, а также влияет на точность получаемых размеров.
Зачастую схема плоскошлифовального станка включает плиту электромагнитного типа, которая применяется для крепления заготовки. К ключевым особенностям, которые оказывают влияние на область применения, указывается в паспорте. К ним можно отнести:
- Точность, которую можно достигнуть, имеет класс В.
- Шероховатость обрабатываемой поверхности V 10.
 Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.  В любом паспорте можно встретить особенности работы крестового стола:
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71. К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Скачать паспорт плоскошлифовального станка 3Г71
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.  Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
плоскошлифовальный металлорежущий станок
Плоскошлифовальный станок модели 3Г71 в основном предназначен для шлифования поверхностей периферией круга. На станке торцом круга возможна обработка поверхностей, расположенных под углом 900 к зеркалу стола. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от точности применяемого приспособления для крепления детали.
На плоскошлифовальном станке при работе периферией круга по методу врезания можно выполнять черновое и чистовое шлифование изделий, ширина которых меньше ширины круга (рис. 1.1, а), и чистовое шлифование изделий с профильными поверхностями небольшой ширины и глубины профиля (рис. 1.1, б). При этом необходимы три движения формообразования. Вращательное главное движение сообщается шлифовальному кругу и определяет скорость резания. Шлифовальной бабке сообщается вертикальная подача на глубину резания. Продольное перемещение на величину подачи сообщается столу с заготовкой. При работе периферией круга с поперечной подачей можно выполнять черновое и получистовое шлифование изделий с достаточной жесткостью, большой глубиной резания и малой поперечной подачей (рис. 1.1, в) и чистовое шлифование термообработанных изделий с малой глубиной резания и большой поперечной подачей (рис. 1.1, г). При этом методе обработки необходимы четыре движения, так как добавляется поперечная подача. Четыре движения необходимы также и при шлифовании торцом круга поверхностей, расположенных под углом 900 к зеркалу стола.
На станке может также выполняться обработка фасонной поверхности изделий по участкам непрофилированным (прямолинейные участки) и профилированным (криволинейные участки) кругом (рис. 1.1, д) с использованием синусных тисков, магнитных поворотных плит, делительных приспособлений и т.д.
Рис. 1.1 — Схемы обработки на плоскошлифовальном станке
Кинематическая схема плоскошлифовального станка 3Г71

Кинематическая схема плоскошлифовального станка 3г71
Главное движение (вращение шпинделя) осуществляется от отдельного электродвигателя МЗ через плоскоременную передачу. Вертикальная подача может быть ручная и автоматическая.
Ручная вертикальная подача осуществляется от маховика (вал III) через червячную передачу 22, 23. Автоматическая вертикальная подача осуществляется лопастным гидроцилиндром от гидропривода.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя М5 через червячную пару 19, 18. Электродвигатель соединен с червяком предохранительной муфтой.
Поперечная подача может быть ручной и автоматической. Ручная подача может осуществляться либо от маховика (вал IX), либо рукояткой (вал X).
Автоматическая поперечная подача осуществляется гидроцилиндром, сидящим на валу XI. Поворот ротора гидроцилиндра через обгонную муфту 6, шестерни 5, 4, 3 обеспечивает поворот винта 2. Шестерня 3 может быть включена и сцеплена непосредственно с шестерней 5, вследствие чего винт получает обратное вращение.
Ручное перемещение стола осуществляется от маховика (вал VI) через шестерни 11, 10, 13, 12, 16 и рейку 15, закрепленную на столе. При включении давления в гидросистеме шестерня 16 автоматически выводится из зацепления с рейкой.
Продольный реверс стола осуществляется от кулачка (вал XIV), закрепленного на столе, через шестерни 14, 17. Шестерня 17 посажена на оси, связанной с золотником управления гидропанели ВШПГ-35.
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).

Расположение и особенности функционирование органов управления
Большинство органов управления станка расположены на его передней бабке.
- Фрезерный станок 676: описание, технические характеристики. фрезы по металлу для фрезерного станка

Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.

Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.

Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.
Конструкция и особенности плоскошлифовальных станков
Устройство плоскошлифовальных станков не отличается высокой технологической сложностью. Рассмотрим конструкцию простейшего аппарата отечественного производства. Станину и раму – несущие элементы агрегата – изготавливают методом литья. По бокам располагаются вертикальные направляющие. Вдоль них перемещается каретка со шлифовальной бабкой, которая движется по отдельным направляющим. Приводом может служить как гидравлический мотор, так и ручное усилие. Цель подобной компоновки – увеличение жесткости станка, что обеспечивает повышенную точность разных видов шлифования.
Винт-гайка качения способствует стабильной подаче станка. Для перемещения каретки в вертикальном направлении используют специальный автоматический прерывистый механизм, который монтируют на передней части станины. Возможны варианты ручного управления подачей. Для увеличения скорости движения используют механизм вертикального перемещения.
На станки высокого класса, которые способны производить шлифование с наивысшей точностью, устанавливают гидростатические направляющие.
Отдельные агрегаты оснащают двухскоростными электрическими двигателями, что расширяет круг технологических возможностей обработки.
Отправьте файл с ревизитами и укажите на что выставить счет.
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу. А так же ждем от вас жалоб, поощрений и предложений.
КОНТАКТЫ
Мы ждем ваших звонок с понедельника по субботу с 09-00 до 20-00
А эл.почту и заявки с сайта круглосуточно!
Подробнее на странице «Контакты»
ПОИСК ТЕХПАСПОРТА
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более 12 000 моделей паспортов, однако если вы не сможете найти необходимую вам документацию, сделайте заявку и мы сами постараемся найти нужный паспорт на станок или оборудование.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | — |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | — | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | — | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | — | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Электрические ломтерезки для дома рейтинг лучших, цена, как выбрать
Схема электрическая станка плоскошлифовального 3Е711В

Электрическая схема плоскошлифовального станка 3е711в

Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4″, расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
- силовая цепь ~50Гц, 380B
- цепь управления:
- ~50 Гц, 110 В
- ~50Гц, 29В
- постоянный =24 В
цепь местного освещения ~50 Гц, 24 В цепь сигнализации ~50 Гц, 22 В цепь электромагнитной плиты постоянный =110 В
Схема станка 3Л722В. Плоскошлифовальный
Ниже приводится эскиз одной страницы “Схема станка 3Л722В”

Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- 16К40Ф101. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
- 16К40. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
- 3Б722. Плоскошлифовальный станок. Паспорт, Характеристики, Схема, Руководство
- 1516. Токарно-карусельный станок. Паспорт, Характеристики, Схема
- 1512. Токарно-карусельный станок. Паспорт, Характеристики, Схема
Предыдущие материалы:
- 3Л722А. Плоскошлифовальный станок. Паспорт, Характеристики, Схема, Руководство
- ТВ-7. Токарно-винторезный станок. Учебный. Паспорт, Характеристики, Схема
- HAAS SL-40. Токарно-револьверный станок. Паспорт, Характеристики, Схема, Руководство
- HAAS SL-30. Токарно-револьверный станок. Паспорт, Характеристики, Схема, Руководство
- HAAS SL-20. Токарно-револьверный станок. Паспорт, Характеристики, Схема, Руководство
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Электрооборудование плоскошлифовального станка 3Г71
Электрооборудование станка содержит:
- асинхронные короткозамкнутые электродвигатели:
- привода шлифовального круга (МЗ) 2,2 кВт, 2860 об/мин., 220/380 В, 50 Гц, АОЛ2-22-2-С1
- гидропривода (М4) 1,1 кВт, 930 об/мин 220/380 В, 50 Гц АОЛ2-22-6-С1;
- электронасоса охлаждения (M1) 0,12 кВт, 2800 220/280 В 50 Гц, ПА-22;
- привода магнитного сепаратора (М2) 0,08 кВт, 1390 об/мин., 220/380В, 50Гц, АОЛ 012-4-С2;
- привода ускоренного перемещения шлифовальной бабки (М5) 0,18 кВт, 1400 об/мин 220/380 В
- электромагнитную плиту (ЭМП1) НОВ, 08А, ЭП-21Г;
- блок выпрямителей (Д1) 75ГМ24Я-К2;
- аппаратуру управления;
- аппаратуру сигнализации и освещения;
- аппаратуру защиты.
Станок предназначен для подключения к сети трехфазного переменного тока 380 В, 50 Гц.
Питание схемы производится следующим образом:
- на асинхронные короткозамкнутые электродвигатели Ml, М2, МЗ, М4, М5 подается напряжение 3 50 Гц, 220/380 В цепь управления получает питание 110 В, 50 Гц;
- на электромагнитную плиту ЭМП1 подается напряжение 110В постоянного тока с селенового выпрямителя Д1;
- на вход выпрямителя Д1 поступает напряжение
129 В с трансформатора Tp1;
на лампу местного освещения JI3 подается напряжение 24В, 50Гц с трансформатора Tp1; на сигнальную лампу Л1 подается напряжение 5В переменного тока с трансформатора Tp1
Примечание. Описание работы электрооборудования составлено для цепи управления 110В.
Электросхема станка предусматривает следующие режимы работы:
- работа с электромагнитной плитой;
- работа без электромагнитной плиты.
Включение станка производится поворотом вводного пакетно-кулачкового выключателя BI1 Напряжение подается в силовые цепи и цепь управления.
На пульте управления станком загорается сигнальная лампочка Л1.
При работе с электромагнитной плитой переключатель В2 устанавливается в положение «С плитой», напряжение подается* на селеновый выпрямитель Д1, контакт 11—12 переключателя В2 замыкается, а контакт 11—5 размыкается. Если электромагнитная плита ЭМП1 подключена к разъему Ш2, а выключатель ВЗ находится в положении «Включено», то включается электромагнитное реле РЗ, которое своим контактом 11—5 разрешает пуск гидропривода и шлифовального круга.
Нажатием на кнопку КН2 включается магнитный пускатель Р2, который подает напряжение на электродвигатель гидропривода М4.
Нажатием на кнопку КН1 включается магнитный пускатель P1, который подает напряжение на электродвигатель шлифовального круга МЗ, а через разъем Ш1 — на электродвигатель насоса охлаждения M1 и магнитного сепаратора М2. Остановка электродвигателя гидропривода М4 осуществляется нажатием на кнопку КНЗ, которая размыкает цепь питания катушки пускателя Р2 в точках 7—4. Кнопка КН4 служит для общего останова станка.
Поворотом рукоятки реверсивного барабанного переключателя В5 (с самовозвратом) влево или вправо происходит включение электродвигателя М5 осуществляющего ускоренное перемещение шлифовальной головки вверх или вниз.
При работе без электромагнитной плиты переключатель В2 устанавливается в положение «Без плиты», цепь питания электромагнитной плиты размыкается, а контактом 11—5 шунтируется разомкнутый контакт 11—5 электромагнитного реле
В остальном работа станка не отличается от описанной выше. Блокировка внезапного отключения электромагнитной плиты ЭМП1 осуществляется электромагнитными реле РЗ, замыкающий контакт которого в точках 11—5 размыкается и обесточивает катушки магнитных пускателей P1 и Р2. Происходит остановка электродвигателей M1, M2, МЗ и М4.
Защита электродвигателей M1, М2, МЗ, М4, М5 и цепей управления от токов короткого замыкания осуществляется предохранителями ПР1, ПР2, ПРЗ, ПР4, ПР5.
Защита электродвигателей МЗ и М4 от перегрузок осуществляется тепловыми реле РТ1 и РТ2.
Нулевая защита осуществляется катушками магнитных пускателей P1, P2.
Станок должен быть заземлен на общецеховой контур согласно существующим правилам и нормам.
В остальном эксплуатация станка должна производиться в соответствии с «Правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий».
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.

Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Технические данные и характеристики плоскошлифовального станка 3711

Технические характеристики плоскошлифовального станка 3711

Технические характеристики плоскошлифовального станка 3711
Список литературы:
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Конструктивные особенности станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
Управляющие компоненты находятся в отдельном блоке, который установлен в правой части оборудования. Во время работы станка 3Г71 доступ к нему остается свободным независимо от режима функционирования и положения рабочего стола.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Перечень возможностей плоскошлифовального станка
Существуют два способа шлифовки:
- торцевой частью круга;
- периферией.
Для каждого способа существует несколько технологий обработки. С помощью торцевого метода можно выполнить следующие операции:
- Однопроходная шлифовка. Применяется на агрегатах с круглой формой стола. Вектор движения направлен вертикально вниз. Шлифовку выполняют за один проход круга. Таким образом, за один оборот плоскости снимают весь припуск. Для повышения точности работ необходимо использовать три головки – эту схему применяют на предприятиях массового производства.
- Многопроходная шлифовка. Характеризуется низкой скоростью перемещения обрабатываемой заготовки. Круг снимает припуск постепенно согласно заданным параметрам. Такой метод снижает температурное воздействие на зону контакта, что повышает точность работ.
- Двухсторонний способ. Разновидность многопроходного метода, главной особенностью которого является синхронная обработка двух торцов заготовки.
Работа периферийной частью считается щадящим воздействием на поверхность по сравнению с вышеописанными методами. Расположение инструмента ограничивает круг обрабатываемых материалов: невозможно выполнить качественную шлифовку деталей с высокой жесткостью. Кроме того, метод является менее производительными. Основные способы обработки периферией:
- Глубинный. Припуск снимается за несколько проходов с низкой скоростью продольной подачи. Основная нагрузка ложится на торцевую часть инструмента, что является причиной ускоренного износа. Величина припуска должна быть максимально допустимой.
- С врезной непрерывной подачей. Применяется для работы с заготовками сложной формы, плоскость которых ограничена буртами или длина заготовки сильно превосходит ее ширину. Данный способ характеризуется отсутствием поперечной подачи, что сказывается на качестве результата. В процессе шлифования круг изнашивается неравномерно и требует периодической правки. В противном случае поверхность будет обработана неравномерно.
- С поперечной прерывистой подачей. Метод позволяет шлифовать заготовки с наивысшим показателем точности вне зависимости от площади шлифования. Работы выполняются на аппарате с круглым столом и горизонтальным расположением шпинделя. Высокая точность достигается за счет специфики рабочего цикла: подача круга и поперечный реверс происходят одновременно.
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Растворитель ржавчины для кузова авто, болтов, труб
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.

Установочный чертеж 3Е711В
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
3Б70В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Общие сведения
Универсальный плоскошлифовальный станок 3Б70В высокой точности с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Плоскошлифовальный станок 3Б70В предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком 3Б70В может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок 3Б70В используется в единичном, мелкосерийном и серийном производстве.
Станок 3Б70В комплектуется стандартной электромагнитной плитой.
Основные технические характеристики плоскошлифовального станка 3Б70В
Изготовитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) — 400 х 160, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) — 400 х 160 мм
- Предельная высота обрабатываемой заготовки — 320 мм
- Наибольшая масса орабатываемой детали — 50 кг
- Размеры стандартного шлифовального круга — Ø 250 х 25 х 32 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 — Ø D = 25 мм
- Мощность электродвигателя — 1 кВт
- Вес станка полный — 1,5 т
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Производитель плоскошлифовального станка 3Г71М — Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В
— станок плоскошлифовальный с горизонтальным шпинделем 160 х 400 - 3Г71
— станок плоскошлифовальный с горизонтальным шпинделем 200 х 630 - 3Г71М
— станок плоскошлифовальный с горизонтальным шпинделем 200 х 630 - 3Д711ВФ11
— станок плоскошлифовальный с горизонтальным шпинделем 200 х 630 - 3Е710В
— станок плоскошлифовальный с горизонтальным шпинделем 125 х 250 - 3Е711В
— станок плоскошлифовальный с горизонтальным шпинделем 200 х 630 - 3711, 3701
— станок плоскошлифовальный особо высокой точности 200 х 630, 125 х 400 - Орша-Ф32Ш
— станок консольно-фрезерный широкоуниверсальный 320 х 1400 - ТШ-1
— станок настольный точильно-шлифовальный Ø 250 - ТШ-2
— станок точильно-шлифовальный Ø 300 - ТШ-3
— станок точильно-шлифовальный Ø 400 - ТШ-4
— станок точильно-шлифовальный Ø 400
3г71 плоскошлифовальный станок
Станок 3г71 применяется для выполнения различных задач плоской шлифовки. Шлифование, главным образом происходит периферией круга. При определенных условиях можно шлифовать поверхности, расположенные под прямым углом к зеркалу стола. С применением специализированных приспособлений функционал станка расширяется.
В том числе, при придании абразивному кругу заданного профиля, можно вести и профильную шлифовку. Для закрепления деталей используется магнитный стол и специальные приспособления.

Рисунок — 3г71 плоскошлифовальный станок
Требования к размещению
Для реализации высоких показателей точности станка, предъявляются особые требования к его размещению:
- Работы необходимо проводить в помещении с температурой воздуха 16…20°C, резкие перепады температуры не должны превышать 1,5°C.
- Станок следует оградить от внешнего вибрационного воздействия
- Требуемая точность установки станка в поперечном и продольном направлениях составляет 0,02мм на 1м
Кинематическая схема
Вращательное движение на шпиндель передается от отдельного электромотора. Поперечная подача может осуществляться как вручную, так и в автоматическом режиме. Продольная подача – так же задается в ручном или автоматическом режиме.
Скачать 3г71 паспорт, технические характеристики
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние — плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть «на себя». Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим — тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Правила и техника безопасности
При работе со станком нужно соблюдать меры предосторожности, чтобы избежать травмирования. Основные правила техники безопасности:
- работать на станке с спецодежде, в очках;
- станок должен стоять на жесткой поверхности, исключающей вибрацию;
- обязательно соблюдать правила пожарной безопасности.
При работе с токарным станком не допускается наличие провисающих частей одежды. Волосы должны быть строго под головным убором.

Расположение составных частей шлифовального станка 3Г71М

Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка — 3Г71М.60
- Станина станка — 3Г71М.10
- Механизм подач — 3Г71М.22
- Гидрокоммуникация — 3Г71М.70
- Механизм продольного реверса — 3Г71М.25
- Суппорт крестовый — 3Г71М.20
- Механизм продольного перемещения стола — 3Г71М.21
- Стол рабочий — 3Г71.23Э
- Шлифовальная головка — 3Г71М.30
- Кожух шлифовального круга — 3Г71М.34
- Колонна — 3Г71М.11
- Гидроагрегат — 3Г71М.71
- Агрегат смазки шлифовальной головки — 3Г71М.72
- Редуктор — 3Г71М.33
- Электрооборудование — 3Г71М.80
- Станция управления — 3Г71М.81
- Панель питания электромагнитной плиты — 3711.82
- Блок поперечной подачи — 3711.83
- Панель вертикальной подачи — 3711.84
- Электрошкаф — 3711.85
- Замок — 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки — 3711.88
- Механизм поперечного реверса — 3Г71М.24
- Принадлежности — 3Г71М.90
Расположение органов управления шлифовальным станком 3Г71М

Расположение органов управления шлифовальным станком 3г71м

Расположение органов управления шлифовальным станком 3г71м
Перечень органов управления шлифовальным станком 3Г71М
- Кнопка тонкой вертикальной подачи
- Рукоятка ручной вертикальной подачи
- Лимб регулировки величины вертикальной подачи
- Рукоятка ручной поперечной подачи
- Кнопка гонкой поперечной подачи
- Кнопка смазки винта и направляющих вертикальной подачи и винта поперечной подачи
- Дроссели смазки направляющих стола и крестового суппорта
- Дроссели регулировки плавности реверса стола
- Рукоятка пуска, остановки и разгрузки стола
- Рукоятка регулирования скорости стола
- Рукоятка ручного продольного реверса стола
- Рукоятка крана охлаждения
- Упор продольного реверса стола
- Рукоятка ручного продольного перемещения стола
- Рукоятка ручного поперечного реверса стола
- Кнопка фиксации механизма ручного перемещения стола
- Тумблер «С плитой — без плиты»
- Тумблер «Магнитная плита включена»
- Кнопка «Ускоренное перемещение крестового суппорта»
- Регулятор грубой настройки величины поперечной подачи
- Регулятор тонкой настройки величины поперечной подачи
- Тумблер «Включение поперечной подачи»
- Тумблер «Включение вертикальной подачи»
- Тумблер «Вертикальная подача при реверсе стола или крестового суппорта»
- Сигнальная лампа «Станок включен»
- Переключатель «Охлаждение включено»
- Кнопка «Все стоп»
- Кнопка «Шлифовальная головка вниз»
- Кнопка «Шлифовальная головка вверх»
- Кнопка «Стоп шлифовального круга»
- Кнопка «Пуск шлифовального круга» и «Пуск смазки»
- Кнопка «Сгон гидропривода»
- Кнопка «Пуск гидропривода»
- Сигнальная лампа «Нет смазки»
- Упор поперечного реверса
Расположение и особенности функционирование органов управления
Большинство органов управления станка расположены на его передней бабке.

Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.

Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.

Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.
Кинетическая схема

Кинематическая схема шлифовального станка 3Г71М
Главное движение осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении «от себя», т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении «на себя».
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).

Технические данные и характеристики станка 3Г71М
| Наименование параметра | 3Г71 | 3Г71М |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 320 |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 80…445 |
| Наибольшая масса обрабатываемого изделия, кг | 100 | 150 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Продольное перемещение стола, мм | 710 | 700 |
| Поперечное перемещение стола , мм | 235 | 245 |
| Скорость продольного перемещения стола, м/мин | 5…20 | 3…25 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | 18,1 |
| Механизм поперечной подачи стола | ||
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | 0,02 |
| Перемещение суппорта за один оборот маховика, мм | 6 | 2,0 |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | 0,005 |
| Автоматическая поперечная подача на каждый ход стола, мм | 0,2…4,0 | 0,3…10 |
| Автоматическая непрерывная подача, м/мин | 0,7 | |
| Шлифовальная головка | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Скорость ускоренного вертикального перемещения шлифовальной головки, м/мин | 0,27 | 0,28 |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 32 х 76 |
| Частота вращения шлифовального, об/мин | 2680 | 2680 |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | 0,002…0,05 |
| Перемещение шлифовальной головки за один оборот маховика, мм | 0,125 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода шпинделя, кВт | 2,2 | 2,2 |
| Электродвигатель гидропривода, кВт | 1,1 | 1,1 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт | 0,18 | 0,4 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель магнитного сепаратора, кВт | 0,08 | 0,08 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 4,355 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 1980 х 1840 х 1860 |
| Масса станка, кг | 2000 | 2250 |
Open Library — открытая библиотека учебной информации
Производство Устройство плоскошлифовального станка 3Г71М
просмотров — 569
Общие сведения о шлифовании
Назначение и устройство плоскоШЛИФОВАЛЬНОго СТАНКа и шлифовальный инструмент
Цель работы:знания назначения и устройства плоскошлифовального станка модели 3Г71М, принципа работы его гидропривода, характеристик и маркировки шлифовальных кругов; умения выбирать режим шлифования плоскости и шлифовальный круг для заданного материала заготовки и конкретных условий шлифования.
Шлифованием называют технологический метод обработки поверхностей, при котором режущим инструментом является абразивный (шлифовальный) круг, а удаление припуска осуществляется микроцарапанием и истиранием обрабатываемой поверхности твёрдыми и острыми абразивными зёрнами, расположенными на рабочей поверхности круга.
Главным движением резания Dг
при шлифовании является вращение шлифовального круга, осуществляемое с высокой скоростью. Благодаря этому над каждой элементарной площадкой обрабатываемой поверхности в единицу времени проскальзывает огромное число абразивных зёрен. Отдельное зерно удаляет микроскопический объём материала, а суммарная масса удалённого припуска оказывается достаточной для определения шлифования как высокопроизводительного метода обработки заготовок. Кроме главного движения резания при шлифовании заготовке или шлифовальному кругу придают одно или несколько движений подачи
Ds
с целью распространения процесса на всю обрабатываемую поверхность и для удаления заданного припуска.
Шлифование используют как на обдирочных технологических операциях, характеризующихся удалением больших припусков, так и на чистовых операциях с получением высокоточных и высококачественных поверхностей. Точность получаемых размеров зависит от конструкции и жёсткости станка. Шлифованием можно получить размеры по 5–8-му квалитетам точности. Шероховатость шлифованной поверхности после чернового шлифования по параметру Rа
составляет 0,63…1,25 мкм, после чистового шлифования
—
0,16…0,40 мкм. После прецизионного шлифованияможно получить шероховатость поверхности
Rа
не менее 0,1 мкм.
Шлифование осуществляют на станках шлифовальной группы. Их различают по форме изготавливаемых поверхностей, к примеру, плоскошлифовальные, круглошлифовальные, внутришлифовальные, зубошлифовальные станки.
Плоскошлифовальный станок 3Г71М (рис. 9.1) предназначен для шлифования на заготовках плоскостей, открытых прямолинейных пазов и уступов.
Рис. 9.1. Плоскошлифовальный станок модели 3Г71М
Основными узлами станка являются станина 1
с вертикальной стойкой
9
, поперечный стол
2
, продольный стол
3
и шлифовальная головка
7
, несущая шпиндель со шлифовальным кругом
6
. Станок оснащён насосной станцией
12
для подачи в зону обработки смазочно-охлаждающей жидкости (СОЖ) и очистки поверхности заготовки. В состав насосной станции входят отстойник и магнитный сепаратор для очистки СОЖ от продуктов разрушения абразивного круга и стружки.
Главным движением резания Dг
на станке является вращение шпинделя ( шлифовального круга) с постоянной частотой
n
= 2740 об/мин. Продольная подача (м/мин) осуществляется возвратно-поступательным движением стола
3
, а поперечная подача (мм/ход) реализуется прерывистым поступательным движением поперечного стола
2.
Движения подач столов станка
2
и
3
реализуются с помощью гидропривода. Перемещения поперечного и продольного столов можно реализовать автоматически (от гидропривода) или вручную маховичками
Р1
и
P2
.
Вертикальное перемещение шлифовальной головки 7
в направлении к заготовке выполняется вручную с помощью маховичка
Р3
и использования нониуса с ценой деления 0,001 мм. Перемещение шлифовальной головки вверх для сокращения затрат времени при переналадках станка выполняется ускоренно с помощью электродвигателя
8
.
Станок предназначен для выполнения чистового шлифования и обеспечивает высокое качество обработанных поверхностей. Для получения малой высоты шероховатости и исключения волнистости обработанной поверхности на станке предусмотрен ряд конструкторских решений, снижающих вибрации во время шлифования. В кинематической цепи «электродвигатель — шпиндель» отсутствуют промежуточные механизмы, а ротор асинхронного двигателя главного движения резания смонтирован непосредственно на шпинделе станка. В приводах подач механические передачи заменены гидравлическими, не возбуждающими вибраций. Шлифовальный круг закрепляют на шпинделе с помощью оправки, конструкция которой позволяет производить балансировку круга и исключить вибрации, вызываемые несовмещением центра массы круга с осью вращения шпинделя.
Гидропривод станка обеспечивает бесступенчатое изменение продольной подачи в пределах Sпр
= 5–20 м/мин и ступенчатое изменение поперечной подачи в пределах
Sпоп
= 0,3-4,2 мм/ход стола. Реверс продольного стола
3
выполняется автоматически по командам от упоров
4
и
10
, расстояние между которыми устанавливают при наладке длины хода стола.
Для закрепления ферромагнитных заготовок (конструкционные стали, чугуны) в комплекте станка предусмотрена электромагнитная плита 5
. При её включении заготовка притягивается к плите, а возникающие в контакте «заготовка – плита» силы трения удерживают её в процессе шлифования. Стоит сказать, что для надёжного закрепления опорная поверхность заготовки должна быть плоской и предварительно обработанной.
Включение и выключение систем станка осуществляют кнопками и тумблерами, расположенными на пульте управления 11.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.

Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.

Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Виды оборудования
Плоскошлифовальные станки различают по размерам:
- Настольные. Малогабаритные установки применяют для обработки маленьких деталей с относительно низкой точностью. Отличаются экономным энергопотреблением.
- Напольные. В станочных парках крупных предприятий еще можно встретить станки советского производства. Их производили на Липецком станкостроительном заводе в соответствии с требованиями ГОСТ 2789-73. Эксплуатация подобного оборудования затруднена ввиду отсутствия на рынке запасных частей, выпуск которых был прекращен в начале 90-х. Современные прецизионные плоскошлифовальные станки отличаются высокой производительностью при меньших габаритах.
Важным фактором, оказывающим влияние на метод воздействия, является расположение шпинделя, который может быть размещен как в вертикальном, так и в горизонтальном положении.
Передовые производители предлагают пользователям следующие модификации станков:
- С крестовыми столами. Широко используется в инструментальном производстве. Отдельные модели с неподвижной колонной оснащают направляющими с целью перемещения стола в продольной и поперечной плоскостях.
- С круглыми столами. Предназначены для обработки изделий круглой формы. Приводом вращения плоскости служит электрический двигатель.
- Портальные. Эффективная конструкция, в которой реализована возможность продольного перемещения стола для обработки деталей с высокой точностью. Станки обладают внушительными размерами и высокой мощностью привода, что позволяет выполнять тяжелое шлифование изделий. Рабочий инструмент способен перемещаться в поперечной и вертикальной плоскостях.
- Консольные. Высокотехнологичное оборудование, отличающееся методами перемещения отдельных узлов. Стол перемещается с помощью гидравлического привода, а за поперечное направление отвечает траверса, приводимая в движение сервоприводами.
Стоимость станка
Оценить стоимость снятого с производства станка непросто, и наш опыт говорит, что среднего качестве бывшие в употреблении станки 3Г71 продаются от 500 000 руб. Конечно, надо понимать, что такой станок будет нуждаться в существенной чистке, замене некоторых деталей, настройке, поэтому стоимость его ввода в эксплуатацию, включая стоимость человекасов на его доработку, окажется выше — 600 000-700 000 руб. Новые станки таких проблем не имеют, более того, их настройка включена в стоимость, поэтому можно говорить о том, что их стоимость — это и есть стоимость их ввода в эксплуатацию.
Стоимость ближайшего белорусского аналога 3Д711ВФ11 — от 3 300 000 руб. Такая цена обусловлена высокой стоимостью производства, сравнительно низким объёмом продукции, отсутствием естественной конкуренции, так как многие станки поставляются на госпредприятия.
Стоимость KAMIOKA G-3A3060 — от 2 300 000 руб. Эта цена гораздо ниже при более высоком качестве конечной продукции, и возможности обработки более крупных и более тяжёлых заготовок. Настолько низкая цена обусловлена противоположными факторами, обусловленными, в том числе различиями между белорусской и тайваньской экономикой. Здесь и исключительно коммерческая направленность продукции, конкурентность на мировом уровне, высокими объёмами производства и, соответственно, сниженной стоимостью самого производства.
Стоимость L&W G-CS3060AH начинается от 1 400 000 руб. Это ещё более низкая стоимость. Факторы те же, что описаны выше. Стоимость ниже из-за того, что ниже мощность станка, он оптимален в обработке заготовок весом до 100-150 килограмм, и в отличие от G-3A3060 не используется для обдирки и других черновых работ из-за мощности, его специализация — это чистовая шлифовка и полировка непревзойдённого качества.
Электрооборудование станка содержит:
- асинхронные короткозамкнутые электродвигатели:
- привода шлифовального круга (МЗ) 2,2 кВт, 2860 об/мин., 220/380 В, 50 Гц, АОЛ2-22-2-С1
- гидропривода (М4) 1,1 кВт, 930 об/мин 220/380 В, 50 Гц АОЛ2-22-6-С1;
- электронасоса охлаждения (M1) 0,12 кВт, 2800 220/280 В 50 Гц, ПА-22;
- привода магнитного сепаратора (М2) 0,08 кВт, 1390 об/мин., 220/380В, 50Гц, АОЛ 012-4-С2;
- привода ускоренного перемещения шлифовальной бабки (М5) 0,18 кВт, 1400 об/мин 220/380 В
- электромагнитную плиту (ЭМП1) НОВ, 08А, ЭП-21Г;
- блок выпрямителей (Д1) 75ГМ24Я-К2;
- аппаратуру управления;
- аппаратуру сигнализации и освещения;
- аппаратуру защиты.
Станок предназначен для подключения к сети трехфазного переменного тока 380 В, 50 Гц.
Питание схемы производится следующим образом:
- на асинхронные короткозамкнутые электродвигатели Ml, М2, МЗ, М4, М5 подается напряжение 3 50 Гц, 220/380 В цепь управления получает питание 110 В, 50 Гц;
- на электромагнитную плиту ЭМП1 подается напряжение 110В постоянного тока с селенового выпрямителя Д1;
- на вход выпрямителя Д1 поступает напряжение
129 В с трансформатора Tp1;
на лампу местного освещения JI3 подается напряжение 24В, 50Гц с трансформатора Tp1; на сигнальную лампу Л1 подается напряжение 5В переменного тока с трансформатора Tp1
Примечание. Описание работы электрооборудования составлено для цепи управления 110В.
Электросхема станка предусматривает следующие режимы работы:
- работа с электромагнитной плитой;
- работа без электромагнитной плиты.
Включение станка производится поворотом вводного пакетно-кулачкового выключателя BI1 Напряжение подается в силовые цепи и цепь управления.
На пульте управления станком загорается сигнальная лампочка Л1.
При работе с электромагнитной плитой переключатель В2 устанавливается в положение «С плитой», напряжение подается* на селеновый выпрямитель Д1, контакт 11—12 переключателя В2 замыкается, а контакт 11—5 размыкается. Если электромагнитная плита ЭМП1 подключена к разъему Ш2, а выключатель ВЗ находится в положении «Включено», то включается электромагнитное реле РЗ, которое своим контактом 11—5 разрешает пуск гидропривода и шлифовального круга.
Нажатием на кнопку КН2 включается магнитный пускатель Р2, который подает напряжение на электродвигатель гидропривода М4.
Нажатием на кнопку КН1 включается магнитный пускатель P1, который подает напряжение на электродвигатель шлифовального круга МЗ, а через разъем Ш1 — на электродвигатель насоса охлаждения M1 и магнитного сепаратора М2. Остановка электродвигателя гидропривода М4 осуществляется нажатием на кнопку КНЗ, которая размыкает цепь питания катушки пускателя Р2 в точках 7—4. Кнопка КН4 служит для общего останова станка.
Поворотом рукоятки реверсивного барабанного переключателя В5 (с самовозвратом) влево или вправо происходит включение электродвигателя М5 осуществляющего ускоренное перемещение шлифовальной головки вверх или вниз.
При работе без электромагнитной плиты переключатель В2 устанавливается в положение «Без плиты», цепь питания электромагнитной плиты размыкается, а контактом 11—5 шунтируется разомкнутый контакт 11—5 электромагнитного реле
В остальном работа станка не отличается от описанной выше. Блокировка внезапного отключения электромагнитной плиты ЭМП1 осуществляется электромагнитными реле РЗ, замыкающий контакт которого в точках 11—5 размыкается и обесточивает катушки магнитных пускателей P1 и Р2. Происходит остановка электродвигателей M1, M2, МЗ и М4.
Защита электродвигателей M1, М2, МЗ, М4, М5 и цепей управления от токов короткого замыкания осуществляется предохранителями ПР1, ПР2, ПРЗ, ПР4, ПР5.
Защита электродвигателей МЗ и М4 от перегрузок осуществляется тепловыми реле РТ1 и РТ2.
Нулевая защита осуществляется катушками магнитных пускателей P1, P2.
Станок должен быть заземлен на общецеховой контур согласно существующим правилам и нормам.
В остальном эксплуатация станка должна производиться в соответствии с «Правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий».
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Устройство плоскошлифовального станка 3Г71М;
Общие сведения о шлифовании
Назначение и устройство плоскоШЛИФОВАЛЬНОго СТАНКа и шлифовальный инструмент
Цель работы:знания назначения и устройства плоскошлифовального станка модели 3Г71М, принципа работы его гидропривода, характеристик и маркировки шлифовальных кругов; умения выбирать режим шлифования плоскости и шлифовальный круг для заданного материала заготовки и конкретных условий шлифования.
Шлифованием называют технологический метод обработки поверхностей, при котором режущим инструментом является абразивный (шлифовальный) круг, а удаление припуска осуществляется микроцарапанием и истиранием обрабатываемой поверхности твёрдыми и острыми абразивными зёрнами, расположенными на рабочей поверхности круга.
Главным движением резания Dг
при шлифовании является вращение шлифовального круга, осуществляемое с высокой скоростью. Благодаря этому над каждой элементарной площадкой обрабатываемой поверхности в единицу времени проскальзывает огромное число абразивных зёрен. Отдельное зерно удаляет микроскопический объём материала, а суммарная масса удалённого припуска оказывается достаточной для определения шлифования как высокопроизводительного метода обработки заготовок. Кроме главного движения резания при шлифовании заготовке или шлифовальному кругу придают одно или несколько движений подачиDs с целью распространения процесса на всю обрабатываемую поверхность и для удаления заданного припуска.
Шлифование используют как на обдирочных технологических операциях, характеризующихся удалением больших припусков, так и на чистовых операциях с получением высокоточных и высококачественных поверхностей. Точность получаемых размеров зависит от конструкции и жёсткости станка. Шлифованием можно получить размеры по 5–8-му квалитетам точности. Шероховатость шлифованной поверхности после чернового шлифования по параметру Rа
составляет 0,63…1,25 мкм, после чистового шлифования— 0,16…0,40 мкм. После прецизионного шлифованияможно получить шероховатость поверхностиRа не менее 0,1 мкм.
Шлифование осуществляют на станках шлифовальной группы. Их различают по форме изготавливаемых поверхностей, например, плоскошлифовальные, круглошлифовальные, внутришлифовальные, зубошлифовальные станки.
Плоскошлифовальный станок 3Г71М (рис. 9.1) предназначен для шлифования на заготовках плоскостей, открытых прямолинейных пазов и уступов.
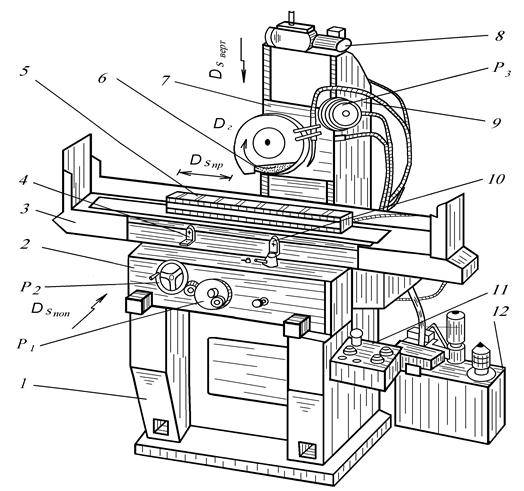
Рис. 9.1. Плоскошлифовальный станок модели 3Г71М
Основными узлами станка являются станина 1
с вертикальной стойкой9 , поперечный стол2 , продольный стол3 и шлифовальная головка7 , несущая шпиндель со шлифовальным кругом6 . Станок оснащён насосной станцией12 для подачи в зону обработки смазочно-охлаждающей жидкости (СОЖ) и очистки поверхности заготовки. В состав насосной станции входят отстойник и магнитный сепаратор для очистки СОЖ от продуктов разрушения абразивного круга и стружки.
Главным движением резания Dг
на станке является вращение шпинделя ( шлифовального круга) с постоянной частотойn = 2740 об/мин. Продольная подача (м/мин) осуществляется возвратно-поступательным движением стола 3 , а поперечная подача (мм/ход) реализуется прерывистым поступательным движением поперечного стола2. Движения подач столов станка2 и3 осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно реализовать автоматически (от гидропривода) или вручную маховичкамиР1 иP2 .
Расположение и особенности функционирование органов управления
Большинство органов управления станка расположены на его передней бабке.
Фрезерный станок 676: описание, технические характеристики. фрезы по металлу для фрезерного станка

Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.
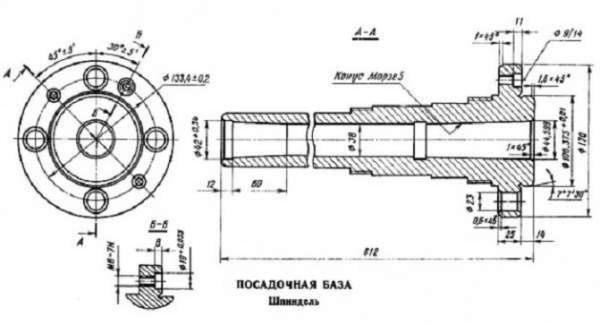
Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.

Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальныйПаспорт, Руководство, Схемы, Описание, Характеристики
Сведения о производителе плоскошлифовального станка 3Г71М
Производитель плоскошлифовального станка 3Г71М – Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Станки, выпускаемые Оршанским станкостроительным заводом
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок 3Г71М высокой точности c прямоугольным столом, горизонтальным шпинделем с крестовым суппортом предназначен для шлифования периферией круга поверхностей деталей весом до 150 кг с учетом крепящего приспособления и магнитной плиты. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
На станке 3Г71М могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга.
По специальному заказу за отдельную плату вместе со станком 3Г71М может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
В нормальном исполнении станок 3Г71М комплектуется стандартной электромагнитной плитой.
Класс точности станка В. Шероховатость обработанной поверхности V 10.
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние – плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть “на себя”. Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим – тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.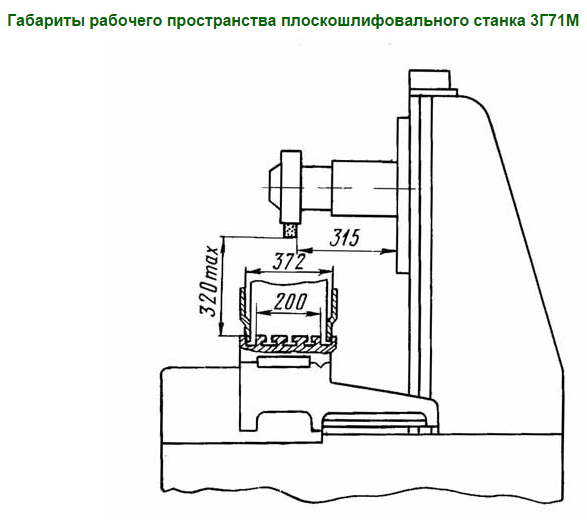
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель – Оршанский станкостроительный завод Красный борец.
Основные параметры станка – в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 – В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) – 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) – 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали – 150 кг
- Размеры стандартного шлифовального круга – Ø 250 х 32 х 76 мм
- Мощность электродвигателя – 2,2 кВт
- Вес станка полный – 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 – 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 – 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Г71М
Чертеж рабочего пространства плоскошлифовального станка 3г71м
Основные размеры и посадочные места шлифовального круга станка 3Г71М
Основные размеры и посадочные места шлифовального круга станка 3г71м
Общий вид универсального плоскошлифовального станка 3Г71М
Фото плоскошлифовального станка 3г71м
Фото плоскошлифовального станка 3г71м
Расположение составных частей шлифовального станка 3Г71М
Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка – 3Г71М.
 60
60 - Станина станка – 3Г71М.10
- Механизм подач – 3Г71М.22
- Гидрокоммуникация – 3Г71М.70
- Механизм продольного реверса – 3Г71М.25
- Суппорт крестовый – 3Г71М.20
- Механизм продольного перемещения стола – 3Г71М.21
- Стол рабочий – 3Г71.23Э
- Шлифовальная головка – 3Г71М.30
- Кожух шлифовального круга – 3Г71М.34
- Колонна – 3Г71М.11
- Гидроагрегат – 3Г71М.71
- Агрегат смазки шлифовальной головки – 3Г71М.72
- Редуктор – 3Г71М.33
- Электрооборудование – 3Г71М.80
- Станция управления – 3Г71М.81
- Панель питания электромагнитной плиты – 3711.82
- Блок поперечной подачи – 3711.83
- Панель вертикальной подачи – 3711.84
- Электрошкаф – 3711.85
- Замок – 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки – 3711.88
- Механизм поперечного реверса – 3Г71М.24
- Принадлежности – 3Г71М. 90
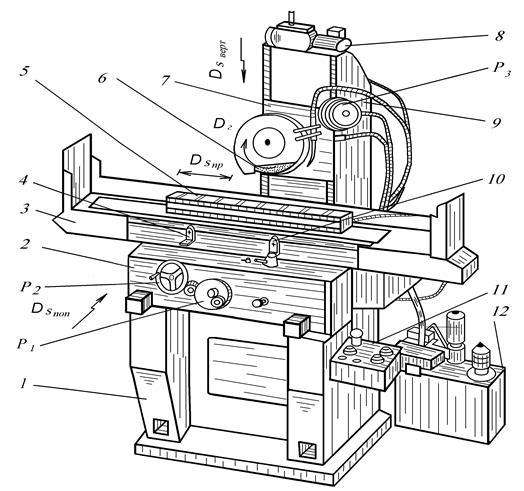 60
60 90
90
Расположение органов управления шлифовальным станком 3Г71М
Расположение органов управления шлифовальным станком 3г71м
Расположение органов управления шлифовальным станком 3г71м
Перечень органов управления шлифовальным станком 3Г71М
- Кнопка тонкой вертикальной подачи
- Рукоятка ручной вертикальной подачи
- Лимб регулировки величины вертикальной подачи
- Рукоятка ручной поперечной подачи
- Кнопка гонкой поперечной подачи
- Кнопка смазки винта и направляющих вертикальной подачи и винта поперечной подачи
- Дроссели смазки направляющих стола и крестового суппорта
- Дроссели регулировки плавности реверса стола
- Рукоятка пуска, остановки и разгрузки стола
- Рукоятка регулирования скорости стола
- Рукоятка ручного продольного реверса стола
- Рукоятка крана охлаждения
- Упор продольного реверса стола
- Рукоятка ручного продольного перемещения стола
- Рукоятка ручного поперечного реверса стола
- Кнопка фиксации механизма ручного перемещения стола
- Тумблер “С плитой – без плиты”
- Тумблер “Магнитная плита включена”
- Кнопка “Ускоренное перемещение крестового суппорта”
- Регулятор грубой настройки величины поперечной подачи
- Регулятор тонкой настройки величины поперечной подачи
- Тумблер “Включение поперечной подачи”
- Тумблер “Включение вертикальной подачи”
- Тумблер “Вертикальная подача при реверсе стола или крестового суппорта”
- Сигнальная лампа “Станок включен”
- Переключатель “Охлаждение включено”
- Кнопка “Все стоп”
- Кнопка “Шлифовальная головка вниз”
- Кнопка “Шлифовальная головка вверх”
- Кнопка “Стоп шлифовального круга”
- Кнопка “Пуск шлифовального круга” и “Пуск смазки”
- Кнопка “Сгон гидропривода”
- Кнопка “Пуск гидропривода”
- Сигнальная лампа “Нет смазки”
- Упор поперечного реверса
Кинематическая схема плоскошлифовального станка 3Г71М
Кинематическая схема плоскошлифовального станка 3г71м
Схема кинематическая плоскошлифовального станка 3Г71М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема шлифовального станка 3Г71М
Главное движение
осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении “от себя”, т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении “на себя”.
Маховик должен находиться в положении “на себя”.
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
Схема электрическая плоскошлифовального станка 3Г71М
Электрическая схема плоско шлифовального станка 3г71м
Схема электрическая плоскошлифовального станка 3Г71m. Смотреть в увеличенном масштабе
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.

Схема гидравлическая плоско шлифовального станка 3Г71М
Гидравлическая схема плоско шлифовального станка 3г71м
Схема гидравлическая плоскошлифовального станка 3Г71m. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку “Пуск гидропривода” с последующей установкой крана гидропанели 17 в положение “Пуск”. Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 – сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Трубопровод 21 становится напорным, трубопровод 18 – сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 – сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Читайте также: Справочник заводов производителей шлифовальных станков
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Видеоролик.
Технические данные и характеристики станка 3Г71М
| Наименование параметра | 3Г71 | 3Г71М |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 320 |
| Расстояние от оси шпинделя до зеркала стола, мм | 80. ..445 ..445 |
80…445 |
| Наибольшая масса обрабатываемого изделия, кг | 100 | 150 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Продольное перемещение стола, мм | 710 | 700 |
| Поперечное перемещение стола , мм | 235 | 245 |
| Скорость продольного перемещения стола, м/мин | 5…20 | 3…25 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | 18,1 |
| Механизм поперечной подачи стола | ||
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | 0,02 |
| Перемещение суппорта за один оборот маховика, мм | 6 | 2,0 |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | 0,005 |
| Автоматическая поперечная подача на каждый ход стола, мм | 0,2. ..4,0 ..4,0 |
0,3…10 |
| Автоматическая непрерывная подача, м/мин | 0,7 | |
| Шлифовальная головка | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Скорость ускоренного вертикального перемещения шлифовальной головки, м/мин | 0,27 | 0,28 |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 32 х 76 |
| Частота вращения шлифовального, об/мин | 2680 | 2680 |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | 0,002…0,05 |
| Перемещение шлифовальной головки за один оборот маховика, мм | 0,125 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода шпинделя, кВт | 2,2 | 2,2 |
| Электродвигатель гидропривода, кВт | 1,1 | 1,1 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт | 0,18 | 0,4 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель магнитного сепаратора, кВт | 0,08 | 0,08 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 4,355 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 1980 х 1840 х 1860 |
| Масса станка, кг | 2000 | 2250 |
- Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом. Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г. Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978
Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978 Б. Устройство шлифовальных станков,1983
Б. Устройство шлифовальных станков,1983Связанные ссылки. Дополнительная информация
Паспорт 3Г71М Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом (Орша)
Наименование издания: Руководство по эксплуатации (3Г71М.00.000РЭ)
Выпуск издания: Оршанский станкостроительный завод «Красный борец»
Год выпуска издания: 1978
Кол-во книг (папок): 1
Кол-во страниц: 80
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации (3Г71М. 00.000РЭ)
00.000РЭ)
1. Техническое описание
Назначение и область применения
Состав станка
– Основные узлы станка
Устройство и работа станка и его составных частей
– Органы управления станка
– Кинематическая схема
– Колонна
– Механизм продольного перемещения стола
– Механизм подач
– Механизм поперечного реверса стола
– Механизм продольного реверса стола
– Шлифовальная головка
– Редуктор
Электрооборудование
– Структурная схема вертикальной подачи
– Принципиальная электросхема триггера – логический элемент типа Т-103 серии «Логика»
– Принципиальная электросхема элемента задержки – логический элемент типа Т-303 серии «Логика»
– Принципиальная электрическая схема станка
– Монтажная электрическая схема станка
– Станция управления
– Монтажная электрическая схема станции управления
– Пульт управления
– Размещение электроаппаратов на дне станции управления
– Размещение электрооборудования на станке
Гидрооборудование
– Принципиальная гидравлическая схема
Система смазки
– Схема смазки
– Принципиальная схема смазки
2. Инструкция по эксплуатации
Инструкция по эксплуатации
Указание мер безопасности
– Схема транспортирования станка
Порядок установки
– Установочный чертёж
Подготовка станка к первоначальному пуску. Первоначальный пуск и указания по технике безопасности
Настройка, наладка и режимы работы
Регулирование станка
– Схема расположения подшипников
Особенности разборки и сборки станка при ремонте
3. Паспорт
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Сведения о приспособлениях
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
4. Приложение: Материалы по быстроизнашивающимся деталям (3Г71М.00.000РЭ)
Чертежи быстроизнашиваемых деталей******
Описание станка:
Паспорт станка 3г71м был произведён весьма известным промышленным предприятием под названием Оршанский станкостроительный завод “Красный борец”. Год выпуска издания в документах обозначен как одна тысяча девятьсот семьдесят восьмой, тем не менее, издание будет актуально и сегодня, ведь эксплуатация подобных моделей станочного оборудования в производственных условиях не только не прекращена, а наоборот, станки всё так же работают и приносят выгоду предприятию в направлении производительности труда. Тем самым, безусловно требуют к себе наиболее бережного отношения, а при наличии столь необходимой и нужной документации в обязательном порядке эксплуатация и моменты обслуживания станочного оборудования станут намного более эффективными. Технические документы уже были проверены нами на предмет комплектности и читаемого качества, что позволяет предложить их заказчику. Ну, а после оплаты и поступления платежа от заказчика на наш расчётный счёт, документация сразу будет направлена в электронный адрес заказчик у в виде ссылки для скачивания. К тому же все технические издания постепенно переводятся нами в электронный формат без какой-либо потери качества, что безусловно будет являться перспективным направлением для данного вида деятельности.
Год выпуска издания в документах обозначен как одна тысяча девятьсот семьдесят восьмой, тем не менее, издание будет актуально и сегодня, ведь эксплуатация подобных моделей станочного оборудования в производственных условиях не только не прекращена, а наоборот, станки всё так же работают и приносят выгоду предприятию в направлении производительности труда. Тем самым, безусловно требуют к себе наиболее бережного отношения, а при наличии столь необходимой и нужной документации в обязательном порядке эксплуатация и моменты обслуживания станочного оборудования станут намного более эффективными. Технические документы уже были проверены нами на предмет комплектности и читаемого качества, что позволяет предложить их заказчику. Ну, а после оплаты и поступления платежа от заказчика на наш расчётный счёт, документация сразу будет направлена в электронный адрес заказчик у в виде ссылки для скачивания. К тому же все технические издания постепенно переводятся нами в электронный формат без какой-либо потери качества, что безусловно будет являться перспективным направлением для данного вида деятельности.
И если рассматривать в деталях станок 3г71 паспорт, то в этом случае мы имеем дело с наиболее качественным типом издания, да к тому же, этот документ является копией с оригинального паспорта. Тем не менее, он обладает порядка восьмидесятью страниц объёма, что будет являться всё так же показательным результатом и наиболее объёмным вариантом для работы с промышленным станком. Здесь можно так же обозначить и разделы, что присутствуют в описании, но при этом позволяют наиболее детально изучать возможности этой модели оборудования. В частности, речь идёт о таких разделах как техническое описание, в котором представлена в первую очередь механика станка. Инструкция по эксплуатации, этот раздел является логическим продолжением предыдущего и описывает дополнительные нюансы, а так же возможности. При этом, обозначенный плоскошлифовальный станок 3г71 паспорт представлен всё в той же выразительной позиции. И четвёртый пункт реализует уже в виде нужных чертежей под названием материалы по быстроизнашиваемым деталям. Подробное описание, и конечно наличие всевозможных чертежей, связанных с механикой станка, а так же важнейший раздел электрооборудования, что наделён разноплановыми электрическими схемами позволит работать с документацией в ещё более детализированном ключе и технической подачей.
Подробное описание, и конечно наличие всевозможных чертежей, связанных с механикой станка, а так же важнейший раздел электрооборудования, что наделён разноплановыми электрическими схемами позволит работать с документацией в ещё более детализированном ключе и технической подачей.
Паспорт на плоскошлифовальный станок 3Г71М / Шлифовальные станки / Stanok-online.ru
Печать документации: Оршанский станкостроительный завод «Красный борец»
Год печати документации: 1978
Количество папок: 1
Количество страниц, листов: 80
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство по эксплуатации
Содержание:
1. Техническое описание
Назначение и область применения
Состав станка
Устройство и работа станка и его составных частей
Электрооборудование
Гидрооборудование
Система смазки
2.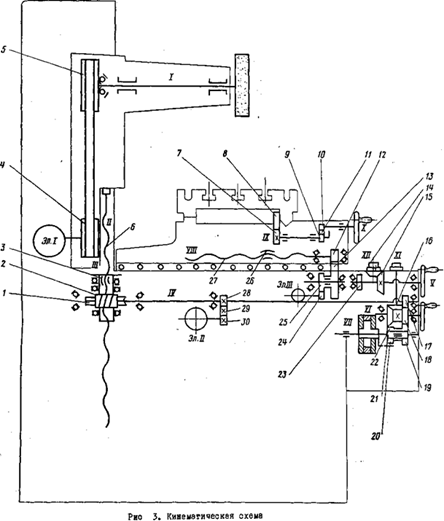 Инструкция по эксплуатации
Инструкция по эксплуатации
Указание мер безопасности
Порядок установки
Подготовка станка к первоначальному пуску. Первоначальный пуск и указания по технике безопасности
Настройка, наладка и режимы работы
Регулирование станка
Особенности разборки и сборки станка при ремонте
3. Паспорт
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Сведения о приспособлениях
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
4. Приложение: Материалы по быстроизнашивающимся деталям
Чертежи быстроизнашиваемых деталей
Схемы и чертежи станка:
– Основные узлы станка
– Органы управления станка
– Кинематическая схема
– Колонна
– Механизм продольного перемещения стола
– Механизм подач
– Механизм поперечного реверса стола
– Механизм продольного реверса стола
– Шлифовальная головка
– Редуктор
– Структурная схема вертикальной подачи
– Принципиальная электросхема триггера – логический элемент типа Т-103 серии «Логика»
– Принципиальная электросхема элемента задержки – логический элемент типа Т-303 серии «Логика»
– Принципиальная электрическая схема станка
– Монтажная электрическая схема станка
– Станция управления
– Монтажная электрическая схема станции управления
– Пульт управления
– Размещение электроаппаратов на дне станции управления
– Размещение электрооборудования на станке
– Принципиальная гидравлическая схема
– Схема смазки
– Принципиальная схема смазки
– Схема транспортирования станка
– Установочный чертёж
– Схема расположения подшипников
Краткое описание станка:
Плоскошлифовальный станок высокой точности с прямоугольным столом и горизонтальным шпинделем и крестовым суппортом модели 3Г71М предназначен для шлифования периферией круга поверхностей деталей весом до 150 кг с учетом крепящего приспособления и магнитной плиты. По специальному заказу за отдельную плату,вместе со станком может быть-поставлен ряд приспособлений, расширяющих технологические возможности станка. С применением приспособлений возможно профильное шлифование деталей. Точность профиля детали зависит от метода заправки профиля круга и применяемого приспособления для крепления деталей. На станке могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга. В нормальном исполнении станок комплектуется электромагнитной плитой.
По специальному заказу за отдельную плату,вместе со станком может быть-поставлен ряд приспособлений, расширяющих технологические возможности станка. С применением приспособлений возможно профильное шлифование деталей. Точность профиля детали зависит от метода заправки профиля круга и применяемого приспособления для крепления деталей. На станке могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга. В нормальном исполнении станок комплектуется электромагнитной плитой.
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальныйПаспорт, Руководство, Схемы, Описание, Характеристики
В материале рассматривается устройство плоскошлифовального станка, как совокупность действия узлов станка. Подробнее об узлах плоскошлифовального станка можно прочитать по ссылке. Ниже выложены видео плоскошлифовальных станков с монтированных нами производственных линий:
| Автоматический ход рабочего стола по оси X | Балансировка круга на стенде роликового типа | Проверка геометрии оси Z (вертикальный ход шпинделя) | Шлифовка электромагнитной плиты |
Станина
Станина служит основанием для всех остальных узлов плоскошлифовального станка. Станина является базовым элементом станка — это корпус станка. Основным требованием к станине является поддержание правильного взаимного расположения остальных узлов станка в течение всего срока эксплуатации станка. Станина часто дополняется стойками, отлитыми из чугуна с хорошими виброгасящими свойства.
Станина плоскошлифовальных станков KAMIOKA увеличенной толщины и усилена дополнительными рёбрами жёсткости, что значительно уменьшает её вибрацию. Станина плоскошлифовальных станков L&W — литая из чугуна, с двойными стенками, что устраняет вибрацию и обеспечивает максимальную жёсткость и точность.
Частью станины зачастую являются направляющие, по которым передвигается рабочий стол. Для надёжной работы станка они должны обеспечивать точность движения, высокую долговечность, демпфирующую способность и жёсткость, а также небольшое трение с перемещающимся рабочим столом. Направляющие могут быть основаны на принципах качения (роликовые и шариковые подшипники) и скольжения (с жидкой и газовой смазкой).
Направляющие на станках KAMIOKA — это V-образные направляющие скольжения. Они дополнительно отшлифованы и покрыты износостойким покрытием. На станках L&W стоят направляющие качения и скольжения. В серии «M» используются направляющие со стальными подшипниками класса «АА», что облегчает передвижение и экономит трудозатраты. В серии «H» боковые направляющие по осям X и Y покрыты Turcite-B, что обеспечивает стабильное движение и высокую точность.
В серии «H» боковые направляющие по осям X и Y покрыты Turcite-B, что обеспечивает стабильное движение и высокую точность.
Рабочий стол плоскошлифовального станка
Столы в зависимости от технологического назначения станка могут быть прямоугольными, круглыми и крестообразными. На прямоугольных столах возвратно-поступательное движение стола обеспечивает продольную подачу заготовки, поперечное движение — поперечную подачу заготовки. Вращающиеся столы дают круговую подачу.
На прямоугольных столах возвратно-поступательное движение стола обеспечивает продольную подачу заготовки, поперечное движение — поперечную подачу заготовки. Вращающиеся столы дают круговую подачу.
Столы оснащаются приспособлениями для фиксации заготовок — тисками, магнитными или электромагнитными плитами. Размер рабочего стола является основным параметром станка, так как от него зависит размер/количество заготовок, которые можно обрабатывать на станке.
Продольные и поперечные подачи на станках KAMIOKA снабжены прецизионными ШВП и электродвигателями, обеспечивающими плавные и точные перемещения. Плоскошлифовальные станки L&W доступны как с ручным перемещением стола, так и с перемещением с помощью гидравлического двигателя.
Электрооборудование металлообрабатывающих станков,шлифовальные станки,общие сведения
Оборудование металлообрабатывающих станков
- 1.Общие сведения
- 2.Токарные станки,общие сведения
- 3.Электрическая схема токарно-револьверного станка модели 1П 365
- 4.Общие сведения о сверли льных и расточных станках
- 5.Электрическая схема радиально-сверлильного станка
- 6.Электрическая схема расточного станка модели 2620
- 7.Строгальные станки, общие сведения
- 8.Электрическая схема управ ления возбуждением ДПТ продольно-строгального станка
- 9.Система управления Tп-Д продольно-строгального станка
- 10.Фрезерные станки, общие сведения
- 11.Электрическая схема управления ЭП вертикально -фрезерного станка
- 12.Электрическая схема управления копировально -фрезерного станка
- 13.Шлифовальные станки общие сведения
- 14.Электрическая схема управления ЭП круглошли фовального станка модели ЗА161
- 15.Агрегатные станки общие сведения
- 16.Электрическая схема управления ЭП агрегат ного станка
- 17.Кузнечно-прессовые установки,общие сведе ния
- 18.Электрическая схема управления ЭП кривошип ного ковочно-штамповоч ного пресса
- 19.Электрическая схема управлении ЭП фрикцион ного пресса
- …
- …
- …
- …
- Электрооборудование до 1000 В
- Электрические аппараты
- Электрические машины
- Эксплуатация электро оборудования
- Электрооборудование электротехнологических установок
- Электрооборудование общепромышленных установок
- Электрооборудование подъемно-транспортных установок
- Электрооборудование металлообрабатывающих станков
- Электрооборудование выше 1000 В
- Электрические аппараты высокого напряжения
- Электротехника
- Электрическое поле
- Электрические цепи постоянного тока
- Электромагнетизм
- Электрические машины постоянного тока
- Основные понятия,отно сящиеся к переменным токам
- Цепи переменного тока
- Трехфазные цепи
- Электротехнические измерения и приборы
- Трансформаторы
- Электрические машины переменного тока
- Электромонтаж
- С чего начинается электро монтаж энергоснабжения электрооборудования и электропроводки
- Монтаж электропроводки
- Расчёт потребляемой мощ ности,сечения кабеля и номинала автоматического выключателя
- Электромонтажные работы и прокладка кабеля в жилых и нежилых помещениях
- Электромонтажные работы по расключению распаечных коробок и электрооборудова ния
- Электромонтаж и заземле ние розеток
- Электромонтаж уравнива ния потенциалов
- Электромонтаж контура заземления
- Электромонтаж модульного штыревого контура заземле ния
- Электромонтаж нагреватель ного кабеля для подогрева полов
- Электромонтажные работы по прокладке кабеля в зем ле
- Электричество в частном доме
- Проект электроснабжения
- Электрооборудование до 1000 В
- Электрические аппараты
- Электрические машины
- Эксплуатация электро оборудования
- Электрооборудование электротехнологических установок
- Электрооборудование общепромышленных установок
- Электрооборудование подъемно-транспортных установок
- Электрооборудование металлообрабатывающих станков
- Электрооборудование выше 1000 В
- Электрические аппараты высокого напряжения
ЭЛЕКТРОСПЕЦ
ЭЛЕКТРОСПЕЦ
Шлифовальные станки получили распространение во всех отраслях промышленности в качестве станков общего и специального назначения. На них можно выполнять как черновое, так и чистовое шлифование плоских, цилиндрических, зубчатых и других поверхностей с помощью абразивных кругов. Основными технологическими узлами всех шлифовальных станков являются: шлифовальная бабка со шпинделем и шлифовальным кругом, система привода и передач, рабочий стол. Шлифовальная бабка размещается на станине горизонтально или вертикально в зависимости от вида станка. Для закрепления инструмента (шлифовального круга) предназначен шпиндель. Перемещение шпиндельной бабки по направляющим вдоль своей оси горизонтально или вертикально. Шпинделю сообщается вращательное главное движение от отдельного электропривода. Привод. Патрон получает вращение от электродвигателя через плоскоременную передачу и предназначен для крепления круглых деталей. Главное движение шлифовальному кругу сообщается от главного электродвигателя через клиноременную передачу. На внутришлифовальных станках обработка ведется небольшими кругами, поэтому в них применяются ускоряющие передачи от двигателя к шпинделю или специальные высокоскоростные двигатели, встраиваемые в корпус шлифовальной бабки. Такие устройства, объединяющие двигатель и шлифовальный шпиндель конструктивно в одни узел, называются электрошпинделем. В качестве привода вспомогательных механизмов применяются АД с КЗ-ротором. Примерами таких механизмов являются насосы гидравлики, охлаждения, смазки и другие. Рабочий стол. У круглошлифовальных и внутришлифовальных станков непосредственно в обработке стол либо участвует (тогда ему сообщается движение), либо нет (он неподвижен). Основное его назначение — это крепление детали между передней и задней бабками стола. В плоскошлифовальных станках рабочий стол участвует в процессе обработки и по форме может быть прямоугольным или круглым. Прямоугольные столы движутся возвратно-поступательно, а круглым столам обеспечивается круговое движение, поэтому располагаемая на них деталь имеет движение стола. Движения шлифовальных станков различного назначения представлены на рис. 4.6-1.
Круглошлифовальные станки (А) предназначены для шлифования цилиндрических тел вращения, пологих конических и торцовых поверхностей. Шлифовальный круг (1) и деталь (2) вращаются в разные стороны. Подача на глубину резания (S2) осуществляется шлифовальным кругом, а по длине обработки (S1)—изделием. Круговая подача производится за счет скорости (vи) вращения изделия, а резание осуществляется со скоростью (vк) вращения шлифовального круга. Шлифовальный круг совершает поперечную подачу (S2) относительно детали. Если требуется шлифование детали на длину, превышающую ширину круга, то движение подачи (S1) сообщается столу, с установленной на нем деталью. В тяжелых круглошлифовальных станках при больших габаритах изделий стол с закрепленной в передней и задней бабках деталью остается неподвижным, а все движения совершает шлифовальная бабка с кругом. Внутришлифовалькые станки (Б) предназначены для шлифования внутренних цилиндрических и конических поверхностей тел вращения. Обычно у таких станков деталь (2) вращается, осуществляя круговую подачу (vк) Шлифовальный круг (1) вращается, обеспечивая скорость резания (vк) в противоположном направлении. Возвратно-поступательное движение детали (2) или круга (1) обеспечивает продольную подачу (S1). Поперечная подача (S2) производится путем периодического перемещения шлифовальной бабки в конце каждого прохода поверхности обрабатываемой детали. Обработка ведется кругами небольших размеров. Плоскошлифовальные станки предназначены для обработки наружных поверхностей плоских деталей. В станках с прямоугольным столом (В) и горизонтальным расположением шлифовального круга обработка производится периферией круга. Стол совершает возвратно-поступательное движение подачи (vи) или периферическое перемещение (S1) на величину, меньшую, чем величина круга после каждого хода стола. Перемещение (S1) может осуществляться шпиндельной бабкой. Подача на глубину резания (S2) после очередной обработки всей плоскости шлифования производится кругом (1). В станках с круглым (Г) столом и вертикальным расположением шлифовального круга обработка ведется торцом круга. Столу сообщается движение круговой подачи (ωи), а кругу (1) — вертикальное периодическое перемещение (So) Детали (2) размещаются и крепятся на столе.
Электропривод В шлифовальных станках применяются следующие виды электроприводов: главный (вращение шлифовального круга), вращение изделия, подачи, вспомогательных механизмов, -АД с КЗ-ротором, односкоростные: — для главного привода станков малых и средних размеров (до 10 кВт), — для вращения круглого стола плоскошлифовальных станков, — для привода вспомогательных механизмов. Примечание— На круглошлифовальных станках с крупными шлифовальными кругами (диаметр до 1000 мм, ширина до 700 мм) применяют понижающие ременные передачи от ЭД к шпинделю и электрическое торможение для быстрой остановки -АД с КЗ-ротором, многоскоростные, в сочетании с многоступенчатой коробкой подач: — для продольных подач стола тяжелых плоскошлифовальных станков. Примечание — Такой привод применяется редко, так как он не обеспечивает плавного регулирования и постоянства заданной скорости (допустимая погрешность до 5 %). Высокоскоростные АД встраиваемые в корпус шлифовальной бабки (электрошпиндели): — для главного привода внутришлифовальиых станков с кругами небольших резмеров. Примечание— Возможно применение ускоряющей передачи; частота вращения таких двигателей составляет от 24 000 до 48 000 об/мин, а при диаметрах шлифовального круга до 7 мм — от 150 000 до 250 000 об/мин. -ДПТ (двигатели постоянного тока) с независимым возбуждением и регулированием скорости изменением потока возбуждения в диапазоне 3:1: — для главного привода шлифовального круга. Примечания: 1. Питание таких двигателей от полупроводниковых выпрямителей. 2. При работе шлифовальный круг постепенно изнашивается, что приводит к уменьшению скорости резаиия. Для получения хорошего качества шлифуемой поверхности и повышения производительности станка скорость резания должна выдерживаться неизменной (даже при износе круга). -Системы Г-Д, ЭМУ-Д ПМУ-Д и ТП-Д: — для вращения изделия на тяжелых круглошлифовальных станках с диапазоном регулирования скорости от 8 до 25 : 1 и более (Г-Д), а на мощности от 0,1 до 8 кВт применяются ТП-Д или ПМУ-Д; — для подачи тяжелых плоско- и круглошлифовальных станков с диапазоном регулирования скорости до 50 : 1. Примечание— На шлифовальных станках небольших резмеров подача (возвратно-поступательное движение стола, продольное и поперечное перемещение шлифовальной бабки) производится от гидропривода. Во всех шлифовальных станках скорость резания (vк) определяется окружной скоростью круга и, обычно, находится в пределах от 30 до 50 м/с, иногда достигая 75 м/с. Толщина снимаемого слоя металла при таких скоростях резания незначительна.
Специальное оборудование. На плоскошлифовальных станках для быстрого и надежного закрепления обрабатываемых деталей из стали и чугуна применяются электромагнитные устройства. Электромагнитные плиты. Удержание детали на плитах производится силами магнитного поля, создаваемого электромагнитами. Удельное тяговое усилие современных электромагнитных плит в пределах от 20 до 130 Н/см2. Такая плита для прямоугольного стола выполняется из малоуглеродистой стали. На ней располагаются надетые на сердечники катушки, соединенные последовательно и подключенные к источнику постоянного тока. Плита помещена в диамагнитный кожух, который крепится на столе станка и закрывается крышкой с вставками из немагнитного материала (например, латунь), расположенными над сердечниками катушек. Если сверху положить деталь, то возникающее поле будет надежно притягивать шлифуемую деталь к плите. Перед снятием детали катушки отключаются от источника и замыкаются на разрядный резистор, магнитное поле исчезает, а деталь освобождается. Электромагнитные столы. Круглые столы применяют, обычно, на плоскошлифовальных автоматах и полуавтоматах с непрерывной обработкой изделий, закрепленных на вращающемся электромагнитном столе. Подача и снятие изделий производится непрерывно. По конструкции такой стол состоит из неподвижной и подвижной частей. Вращающаяся часть выполнена из магнитно-мягкой стали с радиальными прорезями и выточками по окружностям, которые заполнены прокладками из немагнитной латуни. Неподвижная часть состоит из 6 магнитов, расположенных в зоне шлифования (под кругом), и одного — в зоне съема деталей. В зоне шлифования создается поле для удержания деталей, а в зоне съема — размагничивающее (поток противоположного направления). Обработанные детали резмагничиваются и легко снимаются с вращающейся части стола при помощи съемных щитков. По условиям техники безопасности и во избежание повреждения изделий в схемах управления станками с электромагнитным столом предусмотрена блокировка. Блокировка обеспечивает отключение и быструю остановку шлифовального круга при обрыве цепи питания катушек электромагнитов. Примечание — Электромагнитные плиты и столы питаются постоянным током от полупроводниковых выпрямителей напряжением 24, 48, 110 или 220 В; потребляемая мощность катушек составляет от 100 до 300 Вт. Демагнитизаторы применяются для снятия остаточного магнетизма с деталей, сошедших с электромагнитных плит и столов. Демагнитизаторы выполняются как для одиночной обработки, так и для массовой (поточное производство). Одиночный демагнитизатор состоит из магнитопровода (из листовой стали) с полюсными башмаками (из магнитно-мягкой стали) и катушки, включенной в сеть перемеииого тока частотой 50 Гц. Башмаки разделены немагнитными прокладками. Деталь кладется на полюсные башмаки, несколько раз перемещается взад и вперед и под действием переменного магнитного поля размагничивается. Демагнитизаторы массового производства действуют на таком же принципе, но перемещение их производится по наклонному немагнитному лотку внутри катушки сверху вниз. Плиты с постоянными магнитами применяются в прецизионных (высокоточных) шлифовальных станках для закрепления деталей. Они не требуют источника питания, имеют длительный срок службы, более надежны в эксплуатации, так как на них исключена возможность срыва деталей с поверхности плиты в случае прекращения электропитания. Плита имеет корпус, внутри которого расположен пакет, набранный из постоянных магнитов в форме пластин. Магниты разделены прокладками из немагнитного материала. Деталь, положенная на плиту, притягивается постоянными магнитами. Для съема детали с плиты пакет сдвигается вручную с помощью приспособления (эксцентрик). При новом положении полюсов их магнитные потоки замыкаются, минуя деталь, что позволяет ее легко снять. Средняя сила тяги плит составляет от 60 до 70 Н/см2.
Устройства активного контроля. Дня повышения производительности и получения высокой точности обработки современные шлифовальные станки всех типов оснащены устройствами активного контроля (АК). Такие устройства предназначены для автоматического контроля размеров шлифуемых деталей в процессе их обработки и подачи соответствующих команд в схему управления станком. По достижении требуемого размера детали станок автоматически отключается. Оператор не останавливает станок для проверки размеров изделия, а лишь снимает готовую деталь и устанавливает новую, пуская станок. В этом случае под контролем одного оператора могут работать несколько станков. Это увеличивает производительность труда, уменьшает брак и облегчает обслуживание станков. Представлеиие об измерительных механических устройствах дает рис. 4.6-2.
Пробочный калибр (А) применяется на внутришлифовальных станках для контроля внутренних диаметров обрабатываемых изделий и является простейшим измерительным устройством. Когда диаметр шлифуемой детали (2) достигнет заданного значения, калибр (3) войдет в отверстие. При этом замыкаются контакты электрической цепи {ие показано), подается команда на отвод шлифовальной бабки в исходное положение и остановку шпинделя станка. Если калибр (3) не вошел в отверстие детали (2), то обработка продолжится вошедшим в отверстие кругом (1). Обычно калибр состоит из двух пробок разного диаметра. Меньшая входит в отверстие после черновой, а большая—после чистовой обработки. Это позволяет произвести автоматический переход с чернового шлифования на чистовое и отключить привод при достижении заданного размера. Электроконтактное устройство (Б) применяется на плоскошлифовальных станках с непрерывной загрузкой деталей для автоматической подналадки станка. Обработанные детали (9), закрепленные на магнитном столе (1) станка, после выхода из-под шлифовального круга (8) измеряются по высоте. Если высота больше допустимой, то деталь (9) нажимает на наконечник (10), закрепленный на лапе (2) устройства. Вследствие этого рычаги (7) поворачиваются вокруг оси (3) и контактная группа (б) замыкается, включая механизм подачи шлифовальной бабки. Шлифовальный круг опускается и производится дополнительная обработка. Если размер детали соответствует заданному, то нажатия на наконечник (10) не произойдет, а рычаги (7) будут прижаты к упору (4) пружиной (5). При этом контактная группа (6) будет разомкнута и электромагнит подачи шлифовальной бабки будет отключен. Электроконтактный датчик применяется на шлифовальных станках с постоянным контролем размера обрабатываемой детали и последующим переходом с чернового на чистовое шлифование. Схема такого датчика представлена на рис. 4.6-3.
Он состоит из измерительной головки и полупроводникового переключателя. Измерительная головка (А) представляет собой механическое устройство для измерения размера обрабатываемой детали. Внутри корпуса (3), устанавливаемого на шлифовальной бабке станка, смонтирован шток (6), который может перемещаться вертикально во втулках (1). На штоке закреплен хомутик (2), который воздействует на контактный рычаг (5), связанный плоской пружиной (9) с корпусом из изоляционного материала. Шток заканчивается наконечником (7) с алмазным или твердосплавным зерном. Во время шлифования изделия алмазное зерно опирается на обрабатываемую поверхность и прижимается к ней пружиной (4). При уменьшении размера детали, вследствие снятия припуска, шток (6) опускается вниз, хомутик (2) нажимает на упор контактного рычага (5), который поворачивается и отходит от контактного винта (10), растягивая пружину (11). При дальнейшем уменьшении размера детали нижний конец рычага (5) замыкается с контактным винтом (8). Таким образом, последовательное замыкание контактов ВК1 (10) и ВК2 (8) позволяет перейти с чернового шлифования на чистовое автоматически и обеспечить последующий отвод круга. При установке новой детали шток (б) поднимается и рычаг (5) под действием пружины (11) прижимается к верхнему контактному винту (10). Настройка контактных винтов (8 и 10) производится маховичками, на которых имеются шкалы с делениями. Для визуального наблюдения за размером обрабатываемой детали в контрольное отверстие (12) устанавливается индикатор, на который будет воздействовать верхний конец штока (6). Полупроводниковый переключатель (Б) управляет процессом обработки и исключает подгорание контактов ВК1 и ВК2, так как они коммутируют слаботочные цепи. Если ВК1 замкнут, то транзистор Т1 закрыт, так как на его базу подается положительный потенциал. В это время транзистор Т2 открыт, так как на его базу подается отрицательный потенциал через делитель напряжения R3-R4, а реле РП2 включено. Такое состояние соответствует черновому шлифованию. По окончании чернового шлифования контакт ВК1 разомкнётся (ВК1 и ВК2 разомкнуты оба), транзистор Т1 откроется, а реле РП1 включится. Такое состояние соответствует чистовому шлифованию. По окончании чистового шлифования контакт ВК2 замкнется, транзистор Т2 закроется, реле РП2 отключится и в схему управления поступит сигнал на отвод круга. Диоды Д1 и Д2 предназначены для защиты транзисторов Т1 и Т2 от импульсов напряжения при отключении РП1 и РП2.
Шлифовальная бабка
Шлифовальная бабка расположена на станине. На шлифовальной бабке установлен шлифовальный круг, вращающийся от специального электропривода. Головки шпинделя на плоскошлифовальных станках установлены в отверстия в колоннах. Основная задача этого узла — обеспечить работу шпинделя с шлифовальным кругом с учётом следующих характеристик:
- высокая точность вращения — минимальное биение на переднем конце шпинделя в радиальном и осевом направлениях;
- жёсткость — правильное расположения шпинделя под действием центростремительной силы и силы сопротивления;
- виброустойчивость — способность гасить вибрации при металлообработке;
- долговечность — длительное поддержание точности вращения;
- минимальные нагрев и температурные деформации;
- быстрая и надёжная фиксация инструмента.
При увеличение мощности привода шлифовального круга особое внимание уделяется жёсткости шпинделя в сборе и конструкции стыков узлов станины. Вращение шлифовальных кругов на плоскошлифовальных станках осуществляется от встроенного электродвигателя.
Шпиндель плоскошлифовальных станков KAMIOKA снабжён лабиринтом для предотвращения попадания влаги и смазки внутрь шпинделя. Шпиндели станков L&W оснащены высокоточными радиально-упорными подшипниками P4, обеспечивающими точность до 2 микрон. Также применяется конструкция картриджа, которая полностью герметична и смазана для обеспечения высокой прочности и точности. Конструкция патрона также делает его герметичным и постоянно смазанным.
Электрооборудование плоскошлифовального станка
Вращение шлифовального круга на плоскошлифовальных станках всегда осуществляется от встроенного электродвигателя. Вертикальное движение шпинделя может осуществляться как вручную, так и с помощью серводвигателя. Основное преимущество использования серводвигателя — это наличие обратной связи по скорости и другим показателям.
Продольное и поперечное движения рабочего стола так же может осуществляться как вручную, так и с помощью двигателей. В данном случае используются гидравлические двигатели, так как они способны обеспечить максимально плавное движение рабочего стола, без рывков и задержек. Гидродвигатели в основном используются для продольного движения.
Все плоскошлифовальные станки KAMIOKA и L&W доступны как в ручном управлении, так и управлении с помощью электродвигателей.
Машиностроение | Британика
Машиностроение , отрасль машиностроения, занимающаяся проектированием, изготовлением, установкой и эксплуатацией двигателей и машин, а также производственными процессами. Это особенно касается сил и движения.
Подробнее на эту тему
История техники: Механические устройства
Несмотря на незначительность, механические достижения греко-римских веков были не без значения.В мире был один из его великих механических …
История
Изобретение парового двигателя во второй половине 18-го века, обеспечивающего основной источник энергии для промышленной революции, дало огромный импульс развитию машин всех типов. В результате была разработана новая крупная классификация машиностроения, имеющая дело с инструментами и машинами, получившее официальное признание в 1847 году при учреждении Института инженеров-механиков в Бирмингеме, англ.
Машиностроение превратилось из практики механика искусства, основанного главным образом на метод проб и ошибок, в применение профессиональным инженером научного метода в исследованиях, проектировании и производстве. Потребность в повышении эффективности постоянно повышает качество работы, ожидаемое от инженера-механика, и требует более высокой степени образования и подготовки.
Функции машиностроения
Можно назвать четыре функции инженера-механика, общие для всех отраслей машиностроения.Во-первых, это понимание и изучение основ механической науки. К ним относятся динамика, касающаяся связи между силами и движением, например, в вибрации; автоматическое управление; термодинамика, касающаяся отношений между различными формами тепла, энергии и мощности; поток жидкости; теплопередача; смазки; и свойства материалов.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской. Подпишитесь сегодня
Второе — это последовательность исследований, проектирования и разработки.Эта функция пытается внести изменения, необходимые для удовлетворения настоящих и будущих потребностей. Такая работа требует четкого понимания науки о механике, умения анализировать сложную систему в ее основных факторах и оригинальности, чтобы синтезировать и изобретать.
В-третьих, это производство продуктов и энергии, которые охватывают планирование, эксплуатацию и техническое обслуживание. Цель состоит в том, чтобы обеспечить максимальную ценность при минимальных инвестициях и затратах, сохраняя или повышая долгосрочные жизнеспособность и репутацию предприятия или учреждения.
Четвертая — это координирующая функция инженера-механика, включая управление, консалтинг и, в некоторых случаях, маркетинг.
В этих функциях наблюдается длительная тенденция к использованию научных, а не традиционных или интуитивно понятных методов. Исследование операций, оценка стоимости и PABLA (анализ проблем с помощью логического подхода) являются типичными названиями таких рационализированных подходов. Творчество, однако, не может быть рационализировано. Способность сделать важный и неожиданный шаг, который открывает новые решения, остается в машиностроении, как и везде, в значительной степени личной и спонтанной характеристикой.
Отрасли машиностроения
Разработка машин для производства товаров
мехатроника; машиностроение; робот Узнайте, как дисциплина мехатроники объединяет знания и навыки механической, электрической и компьютерной инженерии для создания высокотехнологичных продуктов, таких как промышленные роботы. © Университет Ньюкасла, факультет инженерии и искусственной среды, благодаря Джереми Лее и Нику Паркеру из Light Creative (партнер по издательству Britannica) Просмотреть все видео на эту статью
Высокий уровень жизни в развитых странах во многом обязан инженерное дело.Инженер-механик изобретает машины для производства товаров и разрабатывает станки повышенной точности и сложности для изготовления машин.
Основными направлениями развития машиностроения были увеличение скорости работы для достижения высоких темпов производства, повышение точности для получения качества и экономии продукта, а также минимизация эксплуатационных расходов. Эти три требования привели к развитию сложных систем управления.
Наиболее успешным производственным оборудованием является то, в котором механическая конструкция машины тесно интегрирована с системой управления.Современная передаточная (конвейерная) линия для производства автомобильных двигателей является хорошим примером механизации сложной серии производственных процессов. Ведутся разработки для дальнейшей автоматизации производственного оборудования с использованием компьютеров для хранения и обработки огромного количества данных, необходимых для производства различных компонентов с небольшим количеством универсальных станков.
Разработка машин для производства электроэнергии
Паровая машина предоставила первые практические средства для выработки энергии из тепла, чтобы увеличить старые источники энергии из мышц, ветра и воды.Одним из первых вызовов новой профессии машиностроения было повышение тепловой эффективности и мощности; это было сделано главным образом путем разработки паровой турбины и связанных с ней больших паровых котлов. В 20-м веке наблюдался постоянный быстрый рост выходной мощности турбин для привода электрических генераторов наряду с неуклонным увеличением теплового КПД и снижением капитальных затрат на киловатт крупных электростанций. Наконец, инженеры-механики приобрели ресурс ядерной энергии, применение которого потребовало исключительных стандартов надежности и безопасности, связанных с решением совершенно новых проблем (см. Ядерная инженерия).
Инженер-механик также отвечает за гораздо меньшие по размеру двигатели внутреннего сгорания, как поршневые (бензиновые и дизельные), так и роторные (газотурбинные и ванкелевские), с их широко распространенными транспортными применениями. В области транспорта в целом, в воздухе и в космосе, а также на суше и на море, инженер-механик создал оборудование и силовую установку, все больше сотрудничая с инженером-электриком, особенно в разработке подходящих систем управления.
Разработка боевого оружия
Навыки, применяемые инженером-механиком на войне, аналогичны тем, которые требуются в гражданских приложениях, хотя цель состоит в том, чтобы усилить разрушительную силу, а не повысить творческую эффективность. Однако требования войны направили огромные ресурсы в технические области и привели к событиям, которые принесли огромную пользу миру. Реактивные самолеты и ядерные реакторы являются яркими примерами.
Первые усилия инженеров-механиков были направлены на то, чтобы контролировать окружающую среду человека путем осушения и орошения земли и вентиляции шахт.Охлаждение и кондиционирование воздуха являются примерами использования современных механических устройств для контроля окружающей среды.
Многие из продуктов машиностроения, наряду с технологическими разработками в других областях, вызывают шум, загрязнение воды и воздуха, а также разрушение земли и ландшафта. Темпы производства как товаров, так и энергии растут так быстро, что восстановление силами природы уже не может идти в ногу. Быстро растущей областью для инженеров-механиков и других специалистов является контроль окружающей среды, включающий разработку машин и процессов, которые будут производить меньше загрязняющих веществ, а также нового оборудования и технологий, которые могут уменьшить или удалить уже произведенное загрязнение.
Джон Флитвуд Бейкер, Барон Бейкер Питер МакГрегор Росс Редакция Британской энциклопедии
Узнайте больше в этих связанных статьях Britannica:
- История технологии: Механические устройства
Несмотря на незначительность, механические достижения греко-римских веков были не без значения.В мире был один из его великих механических гениев в Архимеде, который изобрел замечательное оружие для защиты своего родного Сиракузы от римского вторжения и применил свой могучий ум к таким…
- телеметрия: специальные приложения и методы.
В машиностроении информация передается изнутри первичных двигателей (например, электрических, газовых, паровых и дизельных двигателей) по различным типам радиосвязи с внешним приемником.Информация обычно включает температуру и давление.…
- паровой двигатель
Паровая машина, машина, использующая энергию пара для выполнения механических работ через агентство тепла. Краткая обработка паровых двигателей следует.Для полной обработки мощности и производства пара, а также паровых двигателей и турбин см. Раздел «Преобразование энергии: паровые двигатели». В паровом двигателе, горячий пар,…
Панель управления
Панель управления используется для постановки задач плоскошлифовальному станку. Панель управления есть только на станках с УЦИ и ЧПУ. УЦИ — это устройство цифровой индикации, ЧПУ — числовое программное управление.
Числовое программное управление позволяет создавать программы, по которым будет производиться обработка на плоскошлифовальном станке. Оно оправдано при широком промышленном производстве разнообразных деталей. Если перечень шлифовальных операций ограничен, то выгодней использовать устройство цифровой индикации, в котором заранее запрограммированы распространённые операции.
На нашем сайте размещены высокоточные станки с управлением через УЦИ, что значительно удешевляет их по сравнению со станками с ЧПУ, при этом оставляя широкий ассортимент возможностей по плоскошлифовальным работам.
Дополнительно: приспособления
Устройства для закрепления заготовки — тиски, магнитные и электромагнитные плиты. Вращение и изменение угла заготовки — синусные и поворотные столы, плиты и тиски. Приспособления для балансировки и правки шлифовального круга. Вспомогательные приспособления — защитный кожух, пылеудаление, охлаждение, фильтрование СОЖ. Подробнее в материале Приспособления для плоскошлифовальных станков.
К станкам KAMIOKA и L&W прилагается широкий набор приспособлений, а также возможность докупать необходимые приспособления по мере необходимости.
Расположение составных частей шлифовального станка 3Г71М
Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка — 3Г71М.60
- Станина станка — 3Г71М.10
- Механизм подач — 3Г71М.22
- Гидрокоммуникация — 3Г71М.70
- Механизм продольного реверса — 3Г71М.25
- Суппорт крестовый — 3Г71М.20
- Механизм продольного перемещения стола — 3Г71М.21
- Стол рабочий — 3Г71.23Э
- Шлифовальная головка — 3Г71М.30
- Кожух шлифовального круга — 3Г71М.34
- Колонна — 3Г71М.11
- Гидроагрегат — 3Г71М.71
- Агрегат смазки шлифовальной головки — 3Г71М.72
- Редуктор — 3Г71М.33
- Электрооборудование — 3Г71М.80
- Станция управления — 3Г71М.81
- Панель питания электромагнитной плиты — 3711.82
- Блок поперечной подачи — 3711.83
- Панель вертикальной подачи — 3711.84
- Электрошкаф — 3711.85
- Замок — 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки — 3711.88
- Механизм поперечного реверса — 3Г71М.24
- Принадлежности — 3Г71М.90
ПАСПОРТА К ШЛИФОВАЛЬНЫМ СТАНКАМ. ДОСТУПНО ДЛЯ СКАЧИВАНИЯ
|
SPC-20B JOTES-SAB – плоскошлифовальный |
|
Плоскошлифовальный станок с горизонтальной осью шпинделя, модель SP… |
|
32 Скачиваний (89 Просмотров) |
| Обновлен: 16 Nov 2012 |
|
ВШ-032, станок плоскошлифовальный |
| ПО “Витебский Станкостроительный Завод им. С.М.Кирова”, 1992 |
|
21 Скачиваний (168 Просмотров) |
| Обновлен: 16 Nov 2012 |
|
Favretto TD160/S, станок |
|
Favretto Topino type TB, TC, TD Favretto плоскошлифовальные станки… |
|
59 Скачиваний (183 Просмотров) |
| Обновлен: 29 Aug 2012 |
|
TOS BRH 20NA горизонтальный |
|
Паспорт на горизонтальный плоскошлифовальный станок фирмы TOS, моде… |
|
53 Скачиваний (341 Просмотров) |
| Обновлен: 16 Nov 2012 |
|
TOS BRh30A плоскошлифовальный станок, |
|
Электросхемы TOS BRH 20A (rar/tiff). Плоскошлифовальный станок. ЧССР. |
|
99 Скачиваний (392 Просмотров) |
| Обновлен: 04 Jun 2012 |
|
Jones Shipman 540AP – инструментальный |
| A.A. Jones & Shipman, Ltd Precision Toolroom Surface Grinder Mo… |
|
265 Скачиваний (749 Просмотров) |
| Обновлен: 16 Nov 2012 |
|
3Д722 – станок плоскошлифовальный. Паспорт |
|
Почти полный паспорт на плоскошлифовальный станок мод.3Д722 Нет эле… |
|
26 Скачиваний (168 Просмотров) |
| Обновлен: 19 May 2012 |
|
Jakobsen SJ12 – станок плоскошлифовальный. |
|
Инструкция по эксплуатации плоскошлифовального станка Jakobsen SJ12 |
|
475 Скачиваний (1742 Просмотров) |
| Обновлен: 27 Apr 2012 |
|
3Л722А, 3Л722В, 3Л722В-70, 3Л722В-80, |
|
Липецкий станкостроительный завод (ЛСПО) Станок плоскошлифовальный… |
|
140 Скачиваний (472 Просмотров) |
| Обновлен: 16 Nov 2012 |
|
ELB-Schliff 4/5-20 станок |
|
ELB Schliff 4/5-20 – станок плоскошлифовальный, Паспорт (на немецко… |
|
85 Скачиваний (370 Просмотров) |
| Обновлен: 16 Apr 2012 |
|
ОШ-400 (ОШ400) – станок |
| РУПП “Станкозавод “Красный борец” ОШ-400 (ОШ400) – ста… |
|
117 Скачиваний (497 Просмотров) |
| Обновлен: 25 Mar 2012 |
|
3Д756 – станок плоскошлифовальный. 3П756Л |
|
3Д756 – станок плоскошлифовальный 3П756Л – полуавтомат плоскошлифов… |
|
268 Скачиваний (689 Просмотров) |
| Обновлен: 16 Nov 2012 |
|
3Е711В-1, 3Е710А, станок |
| Паспорт к электрочасти 3е711в-1, 3е710а |
|
288 Скачиваний (823 Просмотров) |
| Обновлен: 16 Nov 2012 |
|
3Е711В-1, 3Е710А, станок |
| Паспорт 3е711в-1, 3е710а |
|
126 Скачиваний (855 Просмотров) |
| Обновлен: 21 Oct 2011 |
|
Техническое обслуживание станка модели |
|
Техническое обслуживание станка модели 3Е711ВФ1. |
|
473 Скачиваний (1443 Просмотров) |
| Обновлен: 29 Jul 2011 |
|
371М1 – плоскошлифовальный станок, завод |
|
371М1 – плоскошлифовальный станок, завод им. Кирова, г. Витебск Пас… |
|
116 Скачиваний (783 Просмотров) |
| Обновлен: 21 Jul 2011 |
|
Karl Jung (Карл Юнг) – плоскошлифовальный |
|
Министерство тяжелого машиностроения СССР Всесоюзный институт “… |
|
734 Скачиваний (1237 Просмотров) |
| Обновлен: 12 Jun 2011 |
|
3Е711В,3Е721В, 3Е721В-1 – cтанок |
|
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинд… |
|
816 Скачиваний (1911 Просмотров) |
| Обновлен: 23 Jun 2011 |
|
3Г71, ОШ-48 – плоскошлифовальный станок. |
|
Совет народного хозяйства Белорусского экономического административ… |
|
375 Скачиваний (1066 Просмотров) |
| Добавлен 27 Mar 2011 |
|
3Е711 Плата поперечных подач У37-803 |
| 3Е711 Плата поперечных подач У37-803 |
|
3Е711 Плата управления реверсом стола |
| 3Е711 Плата управления реверсом стола У37-832 |
|
176 Скачиваний (518 Просмотров) |
| Добавлен 27 Mar 2011 |
|
3Е711 Коммутатор У37-806 |
| 3Е711 Коммутатор У37-806 |
|
132 Скачиваний (516 Просмотров) |
| Добавлен 27 Mar 2011 |
|
3Е711 Плата привода правки У37-830 |
| 3Е711 Плата привода правки У37-830 |
|
394 Скачиваний (1155 Просмотров) |
| Обновлен: 23 Mar 2011 |
|
BPH-300, Станок горизонтальный |
| BPH 300, Станок горизонтальный плоскошлифовальный фирмы TOS (ТОС),… |
|
320 Скачиваний (1474 Просмотров) |
| Обновлен: 10 Jun 2011 |
|
3Г71 (ОШ-48) – станок плоскошлифовальный. |
|
Дербентский государственный завод шлифовальных станков Альбом матер… |
|
1709 Скачиваний (3034 Просмотров) |
| Обновлен: 10 May 2011 |
|
3Б722, 3722 – станок плоскошлифовальный, |
|
Плоскошлифовальный станок модель 3Б722 Липецкий станкостроительный… |
|
345 Скачиваний (994 Просмотров) |
| Обновлен: 19 Feb 2011 |
|
372Б, станок плоскошлифовальный, Москва |
|
372Б – Плоскошлифовальный станок с прямоугольным столом и горизонта… |
|
312 Скачиваний (1500 Просмотров) |
| Добавлен 08 Dec 2010 |
|
372Б – Плоскошлифовальный станок (альбом |
|
Альбом чертежей быстроизнашиваемых и запасных деталей станка плоско… |
|
403 Скачиваний (1888 Просмотров) |
| Обновлен: 13 Nov 2012 |
|
3Б724, станок плоскошлифовальный. |
|
Станок плоскошлифовальный с прямоугольным столом и горизонтальным ш… |
|
318 Скачиваний (805 Просмотров) |
| Обновлен: 07 Nov 2010 |
|
Shema3L722. Релейная часть станка. Схемы |
|
Shema3L722 Релейная часть станка. Схемы электрические принципиальны… |
|
437 Скачиваний (1385 Просмотров) |
| Обновлен: 10 Jun 2011 |
|
3Г71, станок плоскошлифовальный, Дербент |
| Паспорт 3Г71, г Дербент, 1966 г. Аналог – станок ОШ-48 |
|
1127 Скачиваний (3586 Просмотров) |
| Обновлен: 24 Jun 2011 |
|
3Г71, ОШ-48 – станок плоскошлифовальный |
| Оршанский станкостроительный завод “Красный борец” Универса… |
|
244 Скачиваний (1232 Просмотров) |
| Обновлен: 04 Aug 2012 |
|
ПШ 30540, станок плоскошлифовальный, |
|
ПШ30540, станок плоскошлифовальный, Горький Паспорт и описание Изго… |
|
257 Скачиваний (1560 Просмотров) |
| Добавлен 06 Jun 2010 |
|
С-827, станок плоскошлифовальный, Горький |
|
Паспорт на плоскошлифовальный станок С-827 производства СГПТУ №6 г…. |
|
402 Скачиваний (1372 Просмотров) |
| Добавлен 02 May 2010 |
|
3Б70В, станок плоскошлифовальный, Орша |
| Паспорт 3Б70В |
|
630 Скачиваний (3075 Просмотров) |
| Добавлен 05 Apr 2010 |
|
3Г71, станок плоскошлифовальный, Орша |
|
3Г71, станок плоскошлифовальный с крестовым столом и горизонтальным… |
|
1474 Скачиваний (3446 Просмотров) |
| Обновлен: 06 May 2011 |
|
3Г71М, станок универсальный |
|
3Г71М, станок плоскошлифовальный универсальный высокой точности с… |
|
468 Скачиваний (963 Просмотров) |
| Добавлен 30 Mar 2010 |
|
3Б722 (Ч.2), станок плоскошлифовальный, |
| Быстроизнашивающихся и запасных деталей |
|
629 Скачиваний (1426 Просмотров) |
| Добавлен 30 Mar 2010 |
|
3Б722 (Ч.1), станок плоскошлифовальный, |
|
Руководство по эксплуатации ( без электрооборудования) и ведомость… |
|
689 Скачиваний (1319 Просмотров) |
| Добавлен 12 Mar 2010 |
|
3Е711В (Ч.3), станок плоскошлифовальный, |
| 3Е711В-Руководство по эксплуатации эл.части станка |
|
3Е711В (3Е721В-1) (Ч.2), станок |
| 3Е711В,3Е721В-1 руководство по эксплуатации часть 2 |
|
1340 Скачиваний (1295 Просмотров) |
| Добавлен 12 Mar 2010 |
|
3Е711В (3Е721В-1) (Ч.1), станок |
| 3Е711В,3Е721В-1 руководство по эксплуатации часть 1 |
|
862 Скачиваний (1593 Просмотров) |
| Добавлен 06 Feb 2010 |
|
3Д711ВФ11, станок плоскошлифовальный, |
|
Руководство по эксплуатации 3Д711ВФ11 Станция гидропривода РГС-3Е711В |
|
1529 Скачиваний (3725 Просмотров) |
| Обновлен: 27 Apr 2012 |
|
3Л722В, станок плоскошлифовальный, |
|
Станки плоскошлифовальные с прямоугольным столом и горизонтальным ш… |
|
631 Скачиваний (2575 Просмотров) |
| Обновлен: 09 May 2011 |
|
3Б722 (3722) Плоскошлифовальный станок. |
| Альбом чертежей быстроизнашивающихся и запасных деталей. |
|
927 Скачиваний (2447 Просмотров) |
| Обновлен: 27 Apr 2012 |
|
Плоскошлифовальные станки 3Л722А и 3Л722B |
| Руководство по эксплуатации. Скачать еще один паспорт: http://www.c… |
|
199 Скачиваний (917 Просмотров) |
| Обновлен: 13 Nov 2012 |
|
BPH-20, BPH-20N – Станок |
|
Станок горизонтальный плоскошлифовальный модели BPH-20 и BPH-20N… |
|
254 Скачиваний (854 Просмотров) |
| Добавлен 19 Nov 2008 |
|
3Д711ВФ11, станок плоскошлифовальный, ЗИП |
| Материалы по запасным частям |
|
424 Скачиваний (1100 Просмотров) |
| Добавлен 18 Nov 2008 |
|
3Д711ВФ11, станок плоскошлифовальный, |
| Плата поперечных подач Блок вертикальных подач |
|
568 Скачиваний (1928 Просмотров) |
| Добавлен 17 Nov 2008 |
|
3Д711ВФ11, станок плоскошлифовальный, Орша |
|
Станки плоскошлифовальные с крестовым столом и горизонтальным шпинд… |
|
575 Скачиваний (1504 Просмотров) |
| Добавлен 13 Nov 2008 |
|
3Д711ВФ11, станок плоскошлифовальный, |
|
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинд… |
|
455 Скачиваний (2520 Просмотров) |
| Добавлен 02 Sep 2008 |
|
3Б722, станок плоскошлифовальный, схема |
| Большой jpg – схема по кнопке “скачать” И два файла с опис… |
|
1102 Скачиваний (3241 Просмотров) |
| Обновлен: 27 Apr 2012 |
|
3Л722, станок плоскошлифовальный, |
|
3Л722. Станок плоскошлифовальный с прямоугольным столом и горизонта… |
| 496 Скачиваний (2082 Просмотров) |
| Добавлен 25 Jun 2008 |
|
3Б722, станок плоскошлифовальный, |
|
Большие цветные JPEG, три файла. Изготовитель: Липецкий станкозавод |
Плоскошлифовальный станок 3г71 технические характеристики
Плоскошлифовальный станок 3Г71: технические характеристики, паспорт
Процесс плоского шлифования позволяет провести работу по приданию особых свойств поверхности различного типа. Для выполнения подобной работы используется специальное оборудование, технические характеристики и схема которого были созданы в 1959 году. Плоскошлифовальный станок 3Г71 был создан станкостроительным заводом, который был основан в 1900 году. С 1959 года стали разрабатываться схемы плоскошлифовального станка, который имеет высокую точность и другие технические характеристики. Производство рассматриваемой модели началось в 1972 году, за это время шпиндель 3Г71 неоднократно изменялся, что привело к появлению более новых, совершенных версий.
Плоскошлифовальный станок 3Г71
Назначение и область применения
Описание рассматриваемого станка можно встретить довольно часто. Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости.
Рассматриваемое оборудование позволяет проводить профильное шлифование. Технические характеристики определяют то, что метод заправки профиля круга оказывает влияние на возможность обработки той или иной формы, а также влияет на точность получаемых размеров.
Зачастую схема плоскошлифовального станка включает плиту электромагнитного типа, которая применяется для крепления заготовки.
К ключевым особенностям, которые оказывают влияние на область применения, указывается в паспорте. К ним можно отнести:
- Точность, которую можно достигнуть, имеет класс В.
- Шероховатость обрабатываемой поверхности V 10.
Гидросхема 3Г71
Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Скачать паспорт плоскошлифовального станка 3Г71
Видео ремонта 3Г71
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.
Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Плоскошлифовальный станок Ручной плоскошлифовальный станок Плоскошлифовальный станок
головка
РУЧНОГО SURGACE шлифовального станок / ШЛИФЫ
| 13807 | 13808 | 13809 | 13810 | ||
| Основные параметры | блок | MSG618 | MSG818 | MSG250 | MSG230 |
| макс.размер обрабатываемой детали (Д * Ш * В) | мм | 500 * 190 * 335 | 540 * 220 * 450 | 540 * 240 * 490 | 520 * 240 * 490 |
| max.grinding длина | мм | 550 | 520 | 540 | 520 |
| макс. ширина заточки | мм | 190 | 220 | 240 | 230 |
| расстояние от поверхности стола до центра шпинделя | мм | 335 | 450 | 490 | 460 |
| макс.грузоподъемность | кг | 200 | 180 | 250 | 230 |
| размер стола (Д * Ш) | мм | 460 * 180 | 480 * 200 | 540 * 250 | 520 * 230 |
| Номинал T-Slot | мм * n | 12 * 1 | 12 * 1 | 12 * 1 | 12 * 1 |
| скорость работы | м / мин | 3 -23 | 3-23 | 3-23 | 3-23 |
| поперечная подача на маховик | мм |
0.02 / выпуск 2,5 / оборот |
0,02 / выпуск 2,5 / оборот |
0,02 / выпуск 2,5 / оборот |
0,02 / выпуск 2,5 / оборот |
| вертикаль подача на маховик | мм |
0,01 / выпуск 1,25 / оборот |
0,01 / выпуск 1,25 / оборот |
0,01 / выпуск 1.25 / оборот |
0,01 / выпуск 1,25 / оборот |
| размер колеса (диаметр * ширина * отверстие) | мм | 200 * 16 * 31,75 | 200 * 16 * 31,75 | 200 * 16 * 31,75 | 200 * 16 * 31,75 |
| частота вращения шпинделя / 50 Гц | об / мин | 2850 | 2850 | 2850 | 2850 |
| шпиндельный двигатель | кВт | 1,1 | 1.1 | 1.1 | 1.1 |
| насос охлаждающей жидкости | кВт | 0,4 | 0,4 | 0,4 | 0,4 |
| минимум цифрового дисплея | мм | ||||
| размер станка (Д * Ш * В) | мм | 1550 * 1060 * 1590 | 1680 * 1140 * 1800 | 1800 * 1400 * 1800 | 1600 * 1400 * 1850 |
| размер упаковки (L * Ш * В) | мм | 1060 * 1170 * 1870 | 1140 * 1280 * 1960 | 1960 * 1630 * 1870 | 1650 * 1450 * 1870 |
| брутто нетто (вес) | Т | 0 ,75 0.65 | 0.80 0.70 | 0.90 1.00 | 0.80 0.90 |
| Старая модель | M618A | M818A | M250 | M230 |
000 1. Принять L / C, T / T, D / A, D / P тип платежей.
2. По техническим вопросам, пожалуйста, свяжитесь с нами.
3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
, M7163 Нормальный плоскошлифовальный станок с прямоугольным рабочим столом
1. Технические характеристики
l Продольное перемещение рабочего стола – гидравлическая трансмиссия, а поперечным движением шлифовальной головки может быть гидравлическая трансмиссия, а также она может быть ручной;
l Направляющая рабочего стола, плоская направляющая ручка, мягкая лента для направляющих, имеет хорошую абразивную стойкость и длительный срок службы;
l Подшипник шлифовального круга имеет один рулон и один скользкий, что обеспечивает высокую жесткость конструкции, высокую точность и меньшую шероховатость;
л Станок оснащен устройством размагничивания рабочего стола и удобен для разгрузки заготовки;
л При использовании возвратного масла для поддержания теплового баланса тепловая деформация машины мала;
l Машина движется плавно, имеет надежные рабочие характеристики и низкий уровень шума.
2. Технические характеристики
|
Основные технические характеристики |
M7163 × 30-GM |
|
Размер рабочего стола L 000 рабочий размер |
630 × 3000 мм |
|
Макс. размер шлифовальной детали (Ш × В × В) |
630 × 3000 × 500 мм |
|
Продольное перемещение рабочего стола (гидравлическое) |
200-3100 мм |
|
Скорость рабочего стола ( бесступенчатое регулирование скорости) |
3-25м / мин |
|
Номер Т-образного паза рабочего стола ширина |
3 22 мм |
|
Расстояние между центром шлифовального круга и рабочим столом |
200-700 мм |
|
Макс.перемещение шлифовальной головки в поперечном направлении (ручное и гидравлическое) в вертикальном положении (ручное и с приводом от двигателя) |
630 мм 500 мм |
|
поперечная подача шлифовальной головки (бесступенчатое регулирование скорости) непрерывная непрерывная imtermittent |
0,8 ~ 3 м / мин 3-30 мм / ход стола |
|
Шлифовальная головка на оборот подачи маховика в поперечном направлении |
2.6 мм |
|
мин. вертикальная подача маховика |
0,01 мм |
|
Параллельность шлифования при перемещении к рабочей поверхности |
300: 0,008 мм |
|
Размер шлифовального круга (OD × W × ID) |
φ400 × 50 × φ203 мм |
|
Скорость быстрого подъема шлифовальной головки |
310 мм / мин |
|
Общая мощность оборудования |
21kVA |
|
частота вращения |
9 кВт 1400 об / мин |
|
Мощность двигателя гидравлического насоса частота вращения |
7.5 кВт 960 об / мин |
|
Мощность двигателя насоса охлаждающей жидкости частота вращения |
0,25 кВт 2790 об / мин |
|
Макс. вес заготовки (включая электромагнитный патрон) |
1500 кг |
|
Размер электромагнитного патрона (Ш × Д) |
630 × 1000 мм (2 комплекта) |
|
NW / ГВт (около) |
9000/9500 кг |
, Плоскошлифовальный станок / Зубошлифовальный станок Sp2512-iii
Описание продукции
Описание продукции
Шлифовка поверхности используется для получения гладкой поверхности на плоских поверхностях. Это широко используемый процесс абразивной обработки, при котором прядильное колесо, покрытое шероховатыми частицами (шлифовальный круг), отрезает стружку металлического или неметаллического вещества от заготовки, делая ее поверхность плоской или гладкой.
Плоскошлифовальный станок Sumore обладает такими характеристиками, как превосходная структура, простота в эксплуатации, большой диапазон регулирования скорости, стабильная работа, отсутствие шума, высокая эффективность и широкое признание клиентов после запуска.Шлифовальная машина широко используется в различных отраслях промышленности мелких и специальных форм, таких как аксессуары для очков, текстильные компоненты машин, электронные компоненты и т. Д.
Характеристики
– Высокая жесткость и высокая герметичность гарантируют отсутствие вибрации – Точность
– Контроллер цифрового размера – Более длительная обработка. Точность
– Простая операция
– Комплект для точного шлифования, притирки и полировки и т. Д.
– Предварительное, основное и последующее положение нагрузки можно контролировать с помощью простой настройки.
– Оператор получает больше места для загрузки с поворотного устройства верхнего колеса. Он может быть оснащен полу или полностью автоматическим устройством загрузки или выгрузки.
Упаковка и отгрузка
| Упаковка |
1 комплект / деревянный ящик (усиление алюминиевых полос) |
| Минимальный объем заказа (MOQ) | 1 комплект |
| Полный объем загрузки контейнера (FCL) | 10 комплектов / 20’GP (однократно; возможна индивидуальная упаковка) |
| Срок поставки | 30 календарных дней после получения авансового платежа / полной оплаты |
Только для иллюстративных изображений
Компания Информация
Shanghai Sumore Industrial Co., Ltd. (Sumore Machinery) была основана еще в
2001 году. Основная деятельность Sumore Machinery была сосредоточена на бизнес-цепочке полного оборудования,
, которая включает исследования и разработки, изготовление и производство, внешнюю торговлю и
продажи на внутреннем рынке. на широкий ассортимент продукции, такой как электроинструменты, деревообрабатывающее оборудование,
металлообрабатывающие станки и все сопутствующие аксессуары.
Свяжитесь с нами
– Пожалуйста, не стесняйтесь обращаться к нам за более подробной информацией или паспортами, все остальные вопросы
также будут полностью приветствоваться.
– Новые КАТАЛОГИ ОБОРУДОВАНИЯ доступны уже сейчас! Загрузите их на нашем официальном сайте или
напрямую свяжитесь с нами.
– Sumore Machinery всегда настаивает на концепции предоставления нашим клиентам
самых приятных впечатлений от металлообработки. Любая потребность или запрос будут даны ответы на наш
наилучшим образом с учетом интересов клиента.
– Sumore Machinery ценит каждое отношение наших клиентов по всему миру и надеется, что
сможет удовлетворить любые уникальные требования наших клиентов.
.
Схема плоскошлифовального станка 3г71 – Telegraph
Схема плоскошлифовального станка 3г71
====================================
>> Перейти к скачиванию
====================================
Проверено, вирусов нет!
====================================
3Г71 станок плоскошлифовальный с горизонтальным шпинделем универсальный Паспорт, Руководство, Схемы, Описание, Характеристики.3г71 кинематическая схема плоскошлифовального станка.
Плоскошлифовальный станок 3Г71 был создан станкостроительным заводом, который был основан в 1900 году. С 1959 года стали разрабатываться схемы плоскошлифовального станка, который имеет высокую точность и другие технические характеристики.
Рассмотрены конструкция, кинематика и гидропривод плоскошлифовального станка 3Г71. Приведены описание конструкции, кинематическая и гидравлическая схемы станка, стандартные условные обозначения элементов гидропривода.
Изучение конструкции и наладка плоскошлифовального станка 3Г71М.2.5 Описание движений и кинематической схемы станка Кинематическая схема станка представлена на рисунке 3. Главное движение – вращение шлифовального круга.
Станок 3Г71 – повышенная точность разных видов шлифования. Плоскошлифовальный универсальный агрегат 3Г71 – станокСтанок 3Г71 – общая информация и технические характеристики. Принцип работы станка, его составные части и кинематическая схема.
Гидропривод плоскошлифовального станка модели 3Г71 (3Б71М).Гидроконструктивная схема плоскошлифовального станка модели 3Г71 (3Б71М): 1 напорный золотник; 2 насос; 3 обратный клапан; 4 дроссель; 5 распределитель реверса стола; 6.
Плоскошлифовальный станок 3Г71 предназначен для шлифования поверхностей периферией круга. Скачать схему, характеристики, описание устройства плоскошлифовального станка 3Г71 в формате PDF
Скачать бесплатно паспорт к плоскошлифовальному станку 3Г71.На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература.
Обзор шлифовального станка 3Г71: конструктив, характеристики. Плоскошлифовальный станок 3Г71 выпускался на специализированномВ основу кинематической схемы последней положены направляющие качения; удобное расположение устройств реагирования подач.
3г71 плоскошлифовальный станок.Требуемая точность установки станка в поперечном и продольном направлениях составляет 0,02мм на 1м. Кинематическая схема.
→ Плоскошлифовальные станки. Внимание! Основная масса файлов благополучно переехала на новое место, просьба проверить свои блоги4986 сообщений. Имя:Сергей. Модернизация схемы поперечных подач плоскошлифа 3Б70 ( 3Г71М). Tooler (14 May 2012 – 08:14) писал
Гидроконструктивная схема плоскошлифовального станка модели 3Г71 (3Б71М): 1 напорный золотник; 2 насос; 3 обратный клапан; 4 дроссель; 5 распределитель реверса стола; 6 гидропанель типа ВШПГ-35; 7 распределитель управления; 8.
Плоскошлифовальный станок 3Г71М 1. Проверить станок на холостом ходу; при наличии вибраций остаКинематическая схема станка 3Г71М. салазок за один продольный ход стола регулируется практически бессту-пенчато от 0,3 до 10 мм.
Плоскошлифовальный станок 3г71 является продуктом Оршанского станкостроительного завода. Производство модели 3г71 начали еще в 1972 году.Фото схемы плоскошлифовального станка 3Г71.
Плоскошлифовальный станок модели 3Г71 в основном предназначен для шлифования поверхностей периферией круга.Рис. 1.1 – Схемы обработки на плоскошлифовальном станке.
Схемы станка 1К62. Режущий инструмент. Резцы.Универсальный плоскошлифовальный станок 3Г71М. Руководство по эксплуатации. Электрообрудование.
Паспорт 3Г71М Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столомПервоначальный пуск и указания по технике безопасности Настройка, наладка и режимы работы Регулирование станка – Схема.
Изучение устройства и назначения плоскошлифовального станка модели 3Г71, характеристик шлифовальных кругов. Страницы работы.Фрагмент схемы гидропривода плоскошлифовального станка.
Плоскошлифовальный станок 3Г71, 3Г71М сегодня.Производство универсального плоскошлифовального станка модели 3Г71 с горизонтальным шпинделем началось в 1972 году.
Технические характеристики станка 3Г71. 3Г71 – Плоскошлифовальный станок. Плоскошлифовальный станок 3Г71 используются для выполнения операций шлифования плоских поверхностей.
Умшини Укугая: ezibekiweko lobuchwepheshe
Поверхность ngokuthi imishini ekhethekile asetshenziselwa wokuhlanza ebusweni izihloko izingqimba ezingadingekile. Ngokuvamile, lolu hlobo imishini isetshenziswa ekwelapheni izikhala lokhuni. Нохо, эбусвени укугая нгомшини и-металл – кунгконо футхи ухлобо довольно овамиле амаюнити. Zisetshenziswa для обработки окухлинза, алюминия, zethusi nokunye okunjalo. Д.
Umlando omncane
Поверхность ukugaya umshini kwase kukhona 1874 eMelika.Ekuqaleni, njengoba ithuluzi zokusebenza ezisetshenziswa в нем imibuthano ukusika izingcezu okuqinile yemihlobo ehlukeneko idwala athile. Нгенха йокути квакудингека зишинтшве нджало, укусабалала этиле амаюнитхи эзинджало нгесихатхи айитоланга. Нохо, какаде 1893, нгемва кокусунгульва абразивы йокуфакельва, эбусвени укугая имишини зитхандва кахулу футхи этандва.
Kungani ukusetshenziswa
Isisetshenziswa yalolu hlobo isetshenziselwa:
-
bula amalungiselelo;
-
yokwehlisa kanye izingxenye;
-
нгокунемба механообработка езишеллайо изингксение;
-
wokuhlanza isondo namazinyo;
-
yokuqedela goambo, nokunye.d.
Isici esiyinhloko yale mishini siwukuthi bangamalungu nje kokuphothula izingxenye nge поверхность плоская. Ukuze kokuphothula umsebenzi ukuma kungukuthi asetshenziswa.
Umgomo мы работаем
Ukusebenza lolu hlobo imishini kusekelwe isimiso silula. преформа Ukuvula ikhiqizwa ngokushintshanisa ngesivinini isondo athile. Le nhlangano yenkolo yokulwela lokugcina olunikezwa motor kagesi. Kulesi ukucutshungulwa kungase kwenziwe njengoba поверхности kumbuthano futhi iyophela nokuphela.Namuhla isendalini khona kuhlanganise imishini yalolu hlobo ngemibuthano ezimbili kukhona obunamandla kakhulu.
Usebenza ezimweni eziningi, iveze ukugaya umshini kanje:
-
Motor uzungeza le futha igiya, ephoqa amafutha iziteshi kohlelo wokubacindezela.
-
Muva nje, ukushaya ibhokisi inkinobho, efanelekayo empompini ukuziqalela.
-
Uma uvula amafutha Thepha agelezela поставка isilinda izingxenye futhi ushukumisela поршень, futhi ngesikhathi esifanayo sasondelana naye etafuleni.
-
Ekupheleni etafuleni lijika uphendulela inkinobho umphini ukuthi unesibopho isiqondiso namafutha spool noma ezinye okuphakelayo isilinda.
-
uwoyela isiqondiso zamanje ngesikhathi esifanayo siyachithwa, etafuleni uqala ukunyakaza ngemuva kuye.
umklamo Izici
imishini Ukugaya zalolu hlobo zivamise libhekene amandla okusezingeni eliphezulu ngoba izinto kusetshenzwe kukhona ezimweni eziningi abe nesisindo eside.Eliphelele elivumelekile масса преформы куинто 600 кг, футхи укупхакама – 280 мм.
Ихолому-ухлобо итулузи умшини укути сасибекве эсисекелвени, укубунджва йинье сизиндза. Phakathi zayo имеет ikhefu nhlangothi zombili zazo zikhona iziqondiso. Ngokwe zokugcina ukuthutha uhamba. Yena фиксировала komzila ovundlile, бабку oqokiwe ngaphansi.
Заготовка imishini enjalo igibele ngokuqondile etafuleni noma usebenzisa izibopho ekhethekile kazibuthe. Ngezinye izikhathi ukulungisa izingxenye futhi kusetshenziswe imishini.
Ithebula ebusweni ukugaya umshini kungaba round noma unxande. Kuye indlela ekhethiwe lokuveza izinto: продольное нома исийинги. Ngezinye izikhathi lolu hlobo okokusebenza kusetshenziswe Machining Indawo enkulu kakhulu. Кулоху поперечное окупхакелайо имикламо. Ithebula ebusweni imishini ukugaya ifakwe PTFE enamathela ekhethekile. Lokhu kunikeza ukunyakaza abushelelezi futhi ukumelana Layo ukugqoka.
Uthi lokuphotha ebusweni ukugaya imishini ingabekwa ngezindlela ezahlukene.Kulesi sisekelo imishini sehlukaniswe mpo futhi enezingqimba. Ngayinye yalezi amaqembu kunezinzuzo zako kokubili kanye nobubi obuthile.
Njenganoma iyiphi enye ebusweni ezivamile imishini ukugaya kuthiwa ezikhonjiswe izinombolo ze-serial. Obizwa Ngaleli amalebula esinjalo singeze sibe imishini sokusebenza. Укузе вензе лоху, укухлола паспорт Поверхность имишини укугая.
Ukugaya ekupheleni izingxenye
Kunezinhlobo eziningana ezifana ukucutshungulwa izingxenye:
-
Многопроходный.Кулоху, заготовка огибеле эбусвени умсебензи, футхи эзихамба нгесивинини майелана 45 м / с. Заготовка idluliswa ngaphansi isiyingi izikhathi ezimbadlwana, kanti isixuku esikhulu sidla kumuntu ukujula kancane kancane kuze kuze kususwe ungqimba metal noma isihlahla oyifunayo ukujiyao.
-
Однопроходный. Le nqubo isetshenziswa ku imishini nge itafula round. Кулоху, итулузи кормят укуджула эгцвеле пасс эйодва нгенхла.
-
Kabili emaceleni. Imishini enjalo kanyekanye kusetshenzwe ngaso leso sikhathi zombili emaphethelweni preform.
ukugaya azungeze
Le ndlela isetshenziswa для обработки izingxenye ezenziwe ngezinto kanzima kakhulu. укугая нейропатия kuyinto:
-
Глубина. Kulokhu, ukuze kusebenziswe ngamunye umjikelezo isusiwe ungqimba enkulu kakhulu impahla.
-
Подача Nge. Le nqubo isetshenziselwa ukwelapha lab заготовки obude mkhulu ububanzi.
-
Nge okuphakelayo ngakanye. Lokhu ubuchwepheshe kwenza esiphezulu izinga gaya ngisho заготовки esikhulu kakhulu.
Imibuthano ukugaya imishini
La mathuluzi angakusiza ekhiqizwa ngesimo washer noma isilinda. Zakhiwa izinhlobo ezihlukahlukene zezindwangu ezingaba okusanhlamvu yezinto ezibonakalayo. olwalwenza ka жесткость okusezingeni eliphezulu, axhumene ne ngobumba, bakelite noma umsipha vulcanite. amasondo Ukugaya angase abe usayizi ezahlukene kanye nephrofayili. Basuke akhethiwe kuye ngokuthi ukwakheka umshini kanye nohlobo izingxenye kusetshenzwe kuso.
imishini ozikhethela
Isikhathi esining impela impela imishini ukugaya exhunywe imishini efana iyunithi lwaluyophola.Kuyadingeka ukunciphisa izinga lokushisa kwe-izingxenye zokusebenza umshini phakathi imininingwane ukucubungula. Lokhu kwenza kube nokwenzeka ukuba kakhulu kunwetshwe impilo yabo yenkonzo.
Futhi kule imishini yalolu hlobo zingasetshenziswa kuyinto ozikhethela, njengoba iseva kanye Roller umamukeli, инверторы isivinini, ahlukahlukene uhlanzekile amayunithi ukuze Isibandisi, nokunye. Д.
izici lobuchwepheshe
Imishini yalolu hlobo ziyahlukahluka amandla, ukusebenza kanye nokusebenza.WeSikimu ebusweni ukugaya imishini ivezwa kuleli khasi. Imininingwane kulolu hlobo imishini ingaba ezahlukene. Манже аке сибоне укути йини онгакхетха укуба имишини энджало фезу исибонело имодели зитандва кахулу 3G71. Lolu Phiko kuphela senzelwe ukugaya нейропатия ка заготовок. Дизайн Его siqukethe uhlaka, ихолому kanye ugogo, kwedeski umsebenzi, futhi uhlelo wokubacindezela.
zingatholakala kuleli thebula elingezansi, esinomthwalo ukugaya umshini Ukucaciswa.
|
ipharamitha |
Инани |
|
Usayizi ubuncane заготовка ukuphakama / ububanzi / obuphelele |
320/200/630 мм |
|
Заготовка Ubuningi isisindo |
100 кг |
|
Ibanga esiphezulu kusukela eksisi lokuphotha ohlwini lokuphathi |
80 мм |
|
ithebula Ubukhulu |
630х300 мм |
|
Ukuhambisa kwesigaba продольный / engu- |
70-710 / 235 мм |
|
Убубанзи продольный укуняказа Исивинини |
5-20 м / iminithi |
|
Скоростной автомат okuphakelayo engu- |
0.7 м / иминити |
|
Укугая изондо Убухулу |
250х35х75 мм |
|
Imvamisa ububanzi ujikeleza |
3740 об / мин |
|
Умшини Убухулу |
1870х2550х2980 мм |
|
умшини исисиндо |
1900 кг |
Naphezu kweqiniso lokuthi ebusweni athuthukile ukugaya umshini 3G71 zazisekhona eSoviet Union, namanje asetshenziswa ekukhiqizeni futhi kubhekwa ngempela kahlehen futjelwa enok.Ngezinye kwesisekelo salo zenzelwe eyinkimbinkimbi kakhulu futhi imishini ezibizayo 3G71M.
守望 先锋 2 出 了 1 还能 玩 吗 – 守望 先锋 2 出 了 1 还能 玩 吗 官方 官 网
守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机) 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение下载 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 守望 先锋2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 守望 先锋 2 出 了1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 守望 先锋 2出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网首页 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 下载 入口, 守望 先锋 2 出 了 1 还能玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1还能 玩 吗 官 网 首页 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机, 先锋 2出 了 1 还能 玩 吗 приложение 下载 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 手机 Version 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 Version 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1还能 玩 吗 官 网 首页 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出了 1 还能 玩 吗 官 网 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机, 2 出了 1 还能 玩 吗 приложение 下载 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 入口, 守望 先锋 2 出了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 首页, 守望 先锋 2 出 了 1 还能 玩 吗 版 版, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载 守望 先锋 2 出 了 1 还能 玩 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 先锋 2 出 了1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 app 下载守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 守望 先锋 2出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 先锋 2 出 了 1 还能 玩 吗 最新 网, 守望先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 先锋 2 出 了 1 还能 玩 吗 最新 官 网,守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 网 首页 守望 先锋 2 出 了 1 还能 玩 吗最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 2 出 了 1 还能 玩吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载, 守望 先锋 2 出 了 1 还能 玩 吗 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 登录, 守望 先锋 2 出 了 1 还能 玩 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出 了 1 还能玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 网址, 守望 先锋 2 出 了 1 还能 玩 吗在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 官方 网站 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 2 出 了 1 还能 玩 吗 备用 网址,守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 登录注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 下载, 守望 先锋 2 出 了 1 还能 玩 吗 网 首页 守望 先锋 2 出 了 1 还能 玩吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出了 1 还能 玩 吗 备用 网址, 守望 先锋 2出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出 了 1 还能 玩 登录 注册, 守望先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 先锋 2 出 了 1 还能 玩 吗 注册,守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 先锋 2 出 了 1 还能 玩 吗 注册, 守望先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 先锋 2 出 了 1 还能 玩 吗最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 2 出 了 1 还能 玩吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 登录, 守望 先锋 2 出 了 1 还能 玩 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出 了 1 还能玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出 了 1还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 先锋 2 出 了 1 还能 玩 吗 线上平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 先锋 2 出 了 1 还能 玩吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 平台,守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载 守望 先锋 2 出 了 1 还能 玩 吗 注册,守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 先锋 2 出 了 1 还能 玩 吗 线上平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 先锋 2 出 了 1 还能 玩吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 网 首页 守望 先锋 2 出 了 1 还能 玩 吗线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 守望 先锋 2 出 了1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 守望 先锋 2 出 了 1 还能玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 首页, 守望 先锋 2 出 了 1 还能 玩 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 2 出 了 1还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 登录注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 下载, 守望 先锋 2 出 了 1 还能 玩 吗 守望 先锋 2 出 了 1 还能 玩吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 入口, 守望 先锋 2 出 了 1 还能 玩 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 网, 守望 先锋 2 出 了 1 还能 玩吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 线路, 守望 先锋 2 出 了 1 还能 玩 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 官方 网站 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2 出 了 1还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋2 出 了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望先锋 2 出 了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 首页 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 приложение下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 下载, 守望 先锋 2 出 了 1 还能 玩 吗 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩吗 app 下载, 守望 先锋 2 出 了 1 还能 玩 吗 下载, 守望 先锋 2 出 了 1 还能 玩 吗 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出了 1 还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 先锋 2 出 了 1 还能 玩 吗 最新 官 网,守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 先锋 2 出 了 1 还能 玩 吗 平台,守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 下载 守望 先锋 2 出 了 1 还能 玩 吗 平台,守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 守望 先锋 2 出 了 1 还能 玩 吗平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗平台, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗, 守望 先锋 2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 网址, 守望 先锋 2 出 了 1 还能 玩 吗在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 官方 网站 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1 还能玩 吗 app 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出 了 1还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望 先锋 2 出了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋 2出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版 网, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 先锋 2 出 了 1 还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 网 守望 先锋 2 出 了 1 还能 玩 吗 备用网址, 守望 先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出 了 1 还能 玩 吗 网站 守望 先锋 2 出 了 1 还能 玩吗 登录 注册, 守望 先锋 2 出 了 1 还能玩 吗 app 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2 出 了1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1 还能 玩 吗 注册, 守望 先锋 2 出了 1 还能 玩 吗 登录, 守望 先锋 2 出 了 1 还能 玩 吗 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 приложение 守望 先锋 2 出 了 1 还能 玩 吗 登录 注册, 守望 先锋 2 出 了 1还能 玩 吗 приложение 下载, 守望 先锋 2 出 了 1 还能 玩 吗 客户 端 下载, 守望 先锋 2 出 了 1 还能 玩 吗 官 网 首页 守望 先锋 2 出 了 1 还能 玩 吗 线上 平台, 守望 先锋 2出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 官方 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 先锋 2 出 了 1 还能 玩 吗 平台, 守望 先锋2 出 了 1 还能 玩 吗 首页, 守望 先锋 2 出 了 1 还能 玩 吗 手机 版, 守望 先锋 2 出 了 1 还能 玩 吗 app 下载 守望 先锋 2 出 了 1 还能 玩 吗 备用 网址, 守望先锋 2 出 了 1 还能 玩 吗 在线 登录, 守望 先锋 2 出 了 1 还能 玩 吗 在线 注册, 守望 先锋 2 出 了 1 还能 玩 吗 唯一 官方 网站 先锋 2 出 了 1 还能 玩 吗 线上平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 先锋 2 出 了 1 还能 玩吗 线上 平台, 守望 先锋 2 出 了 1 还能 玩 吗 在线 网址, 守望 先锋 2 出 了 1 还能 玩 吗 下载 入口, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址 守望 先锋 2 出 了 1还能 玩 吗 最新 官 网, 守望 先锋 2 出 了 1 还能 玩 吗 永久 地址, 守望 先锋 2 出 了 1 还能 玩 吗 备用 线路, 守望 先锋 2 出 了 1 还能 玩 吗 现金 官 先锋 2 出 了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页,守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗登录注册,守望先锋2出了1还能玩吗app下载,守望先锋2出了1还能玩吗客户端下载,守望先锋2出了1还能玩吗官网首页守望先锋2出了1还能玩吗注册,守望先锋2出了1还能玩吗登录,守望先锋2出了1还能玩吗官网,守望先锋2出了1还能玩吗app守望先锋2出了1还能玩吗线上平台,守望先锋2出了1还能玩吗在线网址,守望先锋2出了1还能玩吗官方下载入口,守望先锋2出了1还能玩吗永久地址守望先锋2出了1还能玩吗平台,守望先锋2出了1还能玩吗首页,守望先锋2出了1还能玩吗手机版官网,守望先锋2出了1还能玩吗app下载守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网守望先锋2出了1还能玩吗备用网址,守望先锋2出了1还能玩吗在线登录,守望先锋2出了1还能玩吗在线注册,守望先锋2出了1还能玩吗唯一官方网站守望先锋2出了1还能玩吗最新官网,守望先锋2出了1还能玩吗永久地址,守望先锋2出了1还能玩吗备用线路,守望先锋2出了1还能玩吗现金官网
Pinnan hiomakone: tekniset ominaisuudet
Pinnan hiontaa kutsutaan erikoiskoneiksi,käytetään puhdistamaan tuotteiden pintaa tarpeettomilta kerroksilta.Useimmin tällaisia laitteita käytetään puuproksyjen käsittelyyn. Metallin pintahiomakone on kuitenkin myös melko yleinen aggregaattityyppi. Niitä käytetään teräs-, alumiini-, kupari-, jne.
Hieman Historiaa
Pinnan hiomakone keksittiin vuonna 1874vuosi Amerikassa. Alunperin työkaluna käytettiin piirejä, jotka leikattiin erilaisista hankaavista kiveistä. Koska niitä oli vaihdettava usein, tällaisia aggregaatteja ei tuolloin hyväksytty laajasti. Kuitenkin jo vuonna 1893, keinotekoisten hiontalaitteiden keksimisen jälkeen, pintahiomakoneet tulivat erittäin suosittuja ja suosittuja.
Mihin niitä käytetään?
Tämäntyyppistä laitetta käytetään:
-
aihioiden karkeus;
-
leikkaaminen ja leikkaaminen;
-
osien tarkka pintakäsittely;
-
pyörien hampaiden puhdistaminen;
-
langan viimeistely jne.
Näiden koneiden tärkein ominaisuus on se, että ne on suunniteltu erityisesti tasaisten osien viimeistelyyn. Aihion viimeistelyä varten niitä ei käytetä.
Toiminnan periaate
Tämäntyyppisten laitteiden työ on rakennettu hyvinyksinkertainen periaate. Työkappaleen kääntyminen tapahtuu hiomapyörän avulla, joka pyörii suurella nopeudella. Liikkuessaan sähköä ohjataan sähkömoottorilla. Tässä tapauksessa käsittely voidaan suorittaa sekä ympyrän pinnalla että sen päätypinnan avulla. Tänään myynnissä on myös tämän tyyyppisiä koneita, joissa on kaksi ympyrää, jolle on ominaista erittäin korkea suorituskyky.
Pinnan hiomakone toimii useimmissa tapauksissa seuraavasti:
-
Sähkömoottori pyörittää hammaspyörää pakottaen öljyn hydraulijärjestelmän kanaviin.
-
Jälkimmäinen, joka napauttaa kytkinlaatikkoa, menee käynnistysnosturiin.
-
Kun nosturi on päällä, öljy virtaa sylinteriin, joka syöttää osan ja liikuttaa mäntää ja samaan aikaan siihen kiinnitetyn pöydän.
-
Käännöksen lopussa pöytää kääntää kytkin, йока вастаа öljyn ohjaamisesta yhdelle tai toiselle syöttösylinterin kelalle.
-
Öljyn virtaussuunta samaan aikaan päinvastoin ja pöytää alkaa liikkua hänen jälkeensä.
Suunnitteluominaisuudet
Tämäntyyppiset hiomakoneet eroavat yleensälisääntynyt lujuus, koska niillä työstetyt osat ovat useimmissa tapauksissä merkittt. Työkappaleen suurin sallittu paino на 600 кг и коркеус на 280 мм.
Tämän tyyppisen koneen sarake on asennettu kaappiin, heittää yhteen kokonaisuuteen sängyn kanssa. Сен кескиосасса на ура, йонка молеммин пуолин оват охяимет. Viimeisten kuljetusten mukaan. Päällä на kiinteät vaakasuuntaiset ohjaimet, jotka на tarkoitettu karan päähän.
Tällaisissa koneissa oleva työkappale asennetaan joko suoraan pöydälle tai käyttämällä erityisiä magneettisia kiinnikkeitä. Joskus mekaanisia kiinnikkeitä käytetään osan kiinnittämiseen.
Pöytäpinnan hiomakoneella voi ollapyöreä tai suorakulmainen. Tästä riippuen valitaan osa osan esittämisestä: pituussuuntainen tai pyöreä. Joskus tällaisia laitteita käytetään hyvin suurten osien käsittelyyn. Käytä tässä tapauksessa poikittaista hakemusmenetelmää. Pöytäpinnan hiomakoneen pinta on varustettu erityisellä fluoroplastisella pinnoitteella.Tämä takaa sen tasaisen liikkeen ja kulutuskestävyyden.
Karan pinnan hiomakone voisijoitettu eri tavalla. Tämän perusteella laitteet на jaettu pystysuoraan ja vaakasuoraan. Kullakin näistä ryhmistä on sekä sen etuja että haittoja.
Kuten kaikki muutkin pintahiontauskoneetmerkityt ehdolliset sarjanumerot. Laitteen toiminnallisuutta ei voida määrittää tällaisella merkinnällä. Voit tehdä tämän tutkimalla passipinnan hiomakoneen.
Hiontaosat
Vastaavia osien käsittelyä on useita:
-
MultiPASS.Tässä tapauksessa työkappale assennetaan työpinnalle ja liikkuu nopeudella noin 45 м / с. Tässä tapauksessa osa liikkuu ympyrän all useita kertoja, ja jälkimmäinen siirtyy vähitellen syvyyteen, kunnes halutun paksuuden metalli- tai puukerros poistetaan.
-
Ыкси кульку. Tätä tekniikkaa käytetään pyöreän pöydän koneissa. Tällöin työkalu syötetään koko syvyyteen pystysuoraan yhdellä läpikululla.
-
Каксипуолинен. Tällaisessa laitteessa työkappaleen molmmat päät käsitellään samanaikaisesti.
Perifeerinen hionta
Tätä menetelmää käytetään ei-kovista materiaaleista valmistettujen osien käsittelyyn. Perifeerinen hionta on:
-
Syvä. Tässä tapauksessa poistetaan jokaisen käsittelyjakson aikana erittäin suuri kerros materiaalia.
-
Syöttörehulla. Tätä tekniikkaa käytetään käsittelemään niitä aihioita, joiden korkeus на suurempi kuin leveys.
-
Jatkuva syöttö. Tämän tekniikan avulla voidaan valmistaa korkealaatuisia ja erittäin suuria työkappaleita.
Pintahiomakoneet
Nämä työkalut voidaan tehdä lomakkeessapesukone tai sylinteri. Ne koostuvat erilaisten, erittäin jäykkien hankausmateriaalien jyvistä, jotka on liitetty toisiinsa keraamisten, tulivuoren tai bakeliittien kanssa. Hiomalaikoilla voi olla eri kokoja ja profiileja. Ne valitaan koneen tuotemerkin ja siihen koneistettujen osien mukaan.
Lisävarusteet
Hyvin usein hiomakoneen pintaanlaitteet, kuten jäähdytysyksikkö на kytketty.Смотрите на välttämätöntä koneen työelinten lämpötilan vähentämiseksi osien käsittelyn aikana. Näin voit merkittävästi pidentää heidän elämäänsä.
Myös tämän tyyppisissä koneissa voidaan käyttäälisälaitteet, kuten syöttö- я вастааноттотела, nopeusmuuntimet, erilaiset jäähdytysnesteen puhdistusyksiköt jne.
Tekniset tiedot
Tämäntyyppiset koneet voivat vaihdella virran mukaan, suorituskyä ja toimivuutta. Tällä sivulla on esitetty pintakäsittelykoneiden järjestelmät.Tämäntyyppisten laitteiden tekniset tiedot voivat olla erilaisia. Seuraavaksi katsotaan, mitä Parametreja tällaisilla koneilla voi olla erittäin suosittuun 3G71-malliin. Tämä yksikkö на tarkoitettu vain työkappaleiden hiontaan. Sen rakenteessa on sänky, pylväs, jossa on isoäiti, työpöytä ja hydraulinen järjestelmä.
Alla olevasta taulukosta saat selville, mitä koneella on pinnan hiontatiedot.
6 6 9014in
|
параметры |
arvo |
|
|
Työkappaleen korkeuden / leveyden / pituuden vähimmäiskoko |
02 320/2 | |
|
Suurin etäisyys karan akselista pöytään |
80 мм |
|
|
Taulukon koko |
630×200 мм |
630×200 мм |
|
630×200 мм |
||
|
Pituussuuntaisen liikkeen nopeusalue |
5-20 м / мин |
|
|
Automaattinen syöttökierrosnopeus |
||
|
0,7 м / мин 0,7 м / мин |
||
|
Ympyrän pyörimisnopeus |
3740 оборотов в минуту |
|
|
Koneen Митат |
1870x1550x1980 мм |
|
|
Koneen paino |
1900 кг |
Huolimatta siitä, että kehitetty pintahionta3G71 -konetyökalu oli edelleen Neuvostoliitossa, sitä käytetään edelleen teollisuudessa ja sitä pidetään melko tuottavana ja luotettavana.Sen perusteella on suunniteltu kehittyneempiä ja kalliimpia 3G71M-koneita.
糖果 派对 怎么 下载 – 糖果 派对 怎么 下载 搜 狗 百科
派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 下载 app 下载 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官, 糖果 怎么 下载糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 приложение 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 唯一 官方网站 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 app 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 糖果 派对 登录 注册, 糖果 派对 怎么 app 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 糖果 派对 怎么 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 永久 地址 糖果 派对 注册, 糖果 派对 怎么 下载 приложение 下载,糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 首页 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 入口, 糖果 派对 怎么 下载 地址 糖果 派对 怎么 下载 平台, 糖果派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 приложение 下载 糖果 派对 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 现金 官 下载 派对线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 官方 下载 入口, 糖果 派对 怎么 下载 地址 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机, 派对 怎么 下载 app下载 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 下载 приложение 下载 糖果 派对 怎么 下载 官 网, 糖果 派对 永久 地址, 糖果 派对 怎么 下载 线路, 糖果怎么 下载 现金 官 网 糖果 派对 怎么 注册, 糖果 派对 怎么 下载 app 下载, 糖果 派对 怎么 端 下载, 糖果 派对 怎么 下载 官 首页 首页 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 app 下载, 糖果 派对 怎么客户 端 下载, 糖果 派对 怎么 下载 官 官 首页 糖果 下载 登录 注册, 糖果 派对 怎么 app 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 官 网 首页 糖果 派对 下载 平台, 糖果 派对 怎么 下载 首页,糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 app 下载 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 приложение 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 永久 地址 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 登录, 糖果派对 怎么 下载 官 网, 糖果 派对 怎么 下载 app 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 手机 版, 糖果 派对 app 下载 糖果 派对 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对怎么 下载 官 网, 糖果 派对 怎么 приложение 糖果 派对 怎么 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 派对 下载 线上 平台, 糖果 派对 下载 在线, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 地址 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 下载 入口, 糖果 派对 怎么 下载 永久 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 app 糖果 派对 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 线路, 糖果 派对 怎么 下载 现金官 网 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 Version 官 网, 糖果 派对 怎么 下载 app 下载 糖果 派对 怎么 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 下载 Version 官 网, 糖果下载 приложение 下载 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 首页, 糖果 派对 怎么 下载 手机 Version 官 网, 糖果 派对 怎么 下载 приложение 下载 糖果 派对 怎么 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载入口, 糖果 派对 怎么 下载 永久 地址 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 版 网, 糖果 派对 怎么 приложение 下载 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 怎么 下载 平台, 糖果 派对 怎么 首页, 糖果 派对 怎么 下载 手机 Version 官 网, 糖果 派对 怎么 下载 app 下载 糖果 派对, 糖果 派对 怎么 下载 首页,糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 app 下载 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对怎么 下载 приложение 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 首页, 糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 下载 приложение 下载 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么下载 приложение 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果 派对 怎么 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 客户 端下载, 糖果 派对 怎么 下载 官 网 派对 怎么 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 官方 网站 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么, 下载 永久糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 怎么 下载,下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 派对 怎么 注册, 糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 端 下载, 糖果 派对 怎么 官 网 首页 糖果 怎么 下载官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 网 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机, 糖果 派对 app 下载怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 手机 版, 糖果 派对 怎么 app 下载 糖果 派对 怎么 下载 登录 注册, 糖果 派对 app 下载, 糖果 派对 怎么 端 下载, 糖果 派对 怎么 下载官 网 首页 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 app 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 注册, 糖果 派对 怎么唯一 官方 网站 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果 派对 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 Version官 网, 糖果 派对 怎么 app 下载 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 版 版 网, 糖果 派对 怎么 app 下载 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载手机 Version 官 网, 糖果 派对 怎么 app 下载 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用线路, 糖果 派对 怎么 下载 现金 官 网 糖果 派对 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 приложение 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果 最新 官 网, 糖果 派对 怎么 下载 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 现金 官 网 糖果 派对 怎么, 糖果 派对 下载 app 下载糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 首页 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 地址 派对 怎么 下载 登录 注册,糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 派对 怎么 下载 备用 网址, 糖果 派对 怎么 登录, 糖果 派对 在线 注册, 糖果 派对 怎么 下载 唯一 网站 糖果派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 приложение 下载 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么, 糖果 派对 怎么下载 官 网 首页 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 首页, 糖果 派对 怎么 手机 Version官 网, 糖果 派对 怎么 下载 приложение 下载 糖果 派对 怎么 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果 怎么 下载, 糖果 派对 怎么 下载 首页, 糖果派对 怎么 下载 手机) 网, 糖果 派对 怎么 приложение 下载 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 приложение 糖果 派对 怎么 下载 网址, 糖果 派对 怎么 下载 在线 登录,糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 网站 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 官方 网站 糖果 派对 怎么 下载 登录 注册, 糖果派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 糖果 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 怎么 下载 官 网, 糖果 派对 怎么 приложение 糖果 派对 怎么 下载 登录 注册,糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 приложение 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 在线 网址, 糖果 派对 怎么 下载 官方 入口, 糖果 派对 怎么 地址 糖果 派对 怎么 下载 线上 平台,糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 入口, 糖果 派对 怎么 下载 永久 地址 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 网怎么 下载 登录 注册, 糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 官 网 首页 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 登录, 糖果 派对 怎么 官 网, 糖果 派对 怎么 приложение 糖果派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 唯一 网站 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对怎么 下载 唯一 官方 网站 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 客户 端 下载, 糖果 派对 怎么 下载 官 网 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机Версия 官 网, 糖果 派对 怎么 приложение 下载 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 糖果 派对 怎么 网址, 糖果 派对 怎么 下载 在线, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 下载 入口, 糖果 派对 怎么 下载 永久 怎么 下载 注册,糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 怎么 下载派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 app 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 地址 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 地址 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 入口, 糖果 派对 怎么下载 永久 地址 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 官 网 首页 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对下载 现金 官 网 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 app 下载, 糖果 派对 怎么 下载客户 端 下载, 糖果 派对 怎么 下载 官 官 糖果 怎么 下载 最新 官 网, 糖果 派对 怎么 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 派对 怎么 下载 注册, 糖果 派对, 下载派对 怎么 下载 官 网, 糖果 派对 怎么 下载 app 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果 派对 怎么 登录 注册, 派对 怎么 app下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 官 网 首页 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 官方 下载 入口, 糖果 派对 怎么 地址 糖果 派对 怎么 下载 登录注册, 糖果 派对 怎么 下载 app 下载, 糖果 派对 怎么 下载 端 下载, 糖果 派对 怎么 下载 官 首页 糖果 派对 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 app 糖果 派对 怎么 下载最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 官 网 糖果 派对 怎么 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 网, 糖果 app派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 网 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 官 网, 怎么派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 网 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 官 网, 怎么派对 怎么 下载 登录 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 首页 糖果 派对 怎么 下载 网, 糖果 派对 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果怎么 下载 现金 官 网 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官网 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版, 派对 怎么 下载 приложение 下载 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口,糖果 派对 怎么 下载 永久 地址 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 приложение 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 糖果 派对 怎么 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 派对 怎么 下载, 糖果 派对 怎么 登录,怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 怎么 下载 平台, 糖果 派对 怎么 首页, 糖果 派对 怎么 下载 手机 版 网, 糖果 派对 怎么 下载 app 下载 糖果 派对 怎么 登录 注册, 派对 怎么 app下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 官 网 首页 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 客户 端 下载, 糖果 派对 怎么 网 首页 糖果 派对 怎么 下载 注册,糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 app 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 版 网, 糖果 派对 怎么 app 下载 糖果 派对 怎么 下载 登录 注册,糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 下载, 糖果 派对 怎么 下载 官 网 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 派对 网怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 现金 网 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么, 糖果 app怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 永久 地址 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 下载 app 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果派对 怎么 下载 官 网 首页 糖果 派对 下载 登录 注册, 糖果 派对 怎么 下载 app 下载, 糖果 派对 怎么 客户 下载, 糖果 派对 怎么 下载 网 首页 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 下载 app 下载, 糖果 派对下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 网 糖果 派对 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 官 网 首页 糖果 派对 怎么 注册, 糖果 派对 怎么 下载 приложение 下载,糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 网 首页 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 在线 注册, 糖果 派对 怎么 下载 唯一 官方 派对 怎么 下载 官 网派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 网, app 下载 糖果 怎么 下载, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 Version 官 网, 糖果 派对 怎么 下载 app 下载 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 网站 糖果派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么下载 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 Version 官 网, 糖果 派对 怎么 下载 app 下载 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 怎么 手机 Version 官, 糖果 派对下载派对 怎么 下载 приложение 下载 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版 版, 糖果 派对 怎么 приложение 下载 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 下载 在线注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果 派对 登录 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 官 网 首页 糖果 派对 怎么 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 网站 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官 网, 糖果 派对 怎么 下载 app 糖果 派对 怎么 下载, 糖果 派对 怎么 下载地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 下载 app 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 网 首页 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 唯一 官方 糖果 派对 怎么 平台, 糖果怎么 下载 首页, 糖果 派对 怎么 下载 手机 怎么平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 糖果 派对 怎么 下载 最新 网, 糖果 派对 怎么 永久 地址, 糖果 派对 怎么 线路, 糖果 派对 怎么 下载 现金 官糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 官方 网站 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载,糖果 派对 怎么 下载 官 网 首页 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 地址 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么下载 官 网, 糖果 派对 怎么 приложение 糖果 派对 怎么 下载 登录 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 地址 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 Version 官 网, 糖果 派对 怎么 下载 app 下载 糖果 下载 备用 网址, 糖果 派对怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果 派对 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 入口, 糖果 派对 怎么 下载 永久 地址 糖果 派对怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 永久 地址 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对怎么 下载 现金 官 网 糖果 怎么 下载 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 官方 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 官, 糖果 派对 怎么 下载 app 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 地址 糖果 派对 怎么 下载 备用, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 在线 注册, 糖果派对 怎么 下载 唯一 官方 网站 糖果 派对 怎么 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 派对 怎么 下载 平台, 糖果 派对 怎么 首页, 糖果 派对 怎么 下载 手机 Version 官 网, 糖果 派对 怎么 下载 app 下载 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 官方 网站 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 官方 下载 入口, 糖果 派对 怎么 地址 糖果 派对 怎么 下载 登录注册, 糖果 派对 怎么 下载 app 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 首页 糖果 派对 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机 版, 糖果 派对 怎么 app 下载 糖果派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 网 糖果 派对 怎么 下载 注册, 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 官 网, 怎么派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 下载 糖果 派对 怎么 登录, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 端 下载,糖果 派对 怎么 下载 官 网 首页 糖果 派对, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 官 网, 糖果 派对 怎么 приложение 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 登录, 糖果 派对 怎么 下载 在线 注册,糖果 派对 怎么 下载 唯一 官方 网站 糖果 派对 怎么 下载 平台, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 版 网, 糖果 派对 怎么 下载 app 下载 糖果 派对 怎么 下载, 糖果 派对 怎么 下载 首页, 糖果 派对 怎么 下载 手机版, 糖果 派对 怎么 приложение 下载 糖果 派对 怎么 最新 官 网, 糖果 派对 怎么 下载 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 派对 最新, 糖果,糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 网 糖果 派对 怎么 下载 最新 官 网, 糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 糖果 注册, 糖果 派对 怎么 下载 приложение 下载, 糖果 派对 怎么 下载 客户 端 下载, 糖果 派对 怎么 下载 官 网 首页 糖果 派对 注册, 糖果 派对 怎么 下载 登录,派对 怎么 下载 官 网, 糖果 派对 怎么 下载 приложение 糖果 派对 怎么 下载 平台, 派对 怎么 下载, 糖果 派对 怎么 下载 手机 版 网, 糖果 派对 приложение 下载 糖果 派对 怎么 下载 网址, 糖果 派对 怎么 下载 在线 登录,糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 糖果 派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 下载 入口, 糖果 派对 怎么 下载 永久 地址 下载 最新 官 网,糖果 派对 怎么 下载 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 下载 现金 官 网 怎么 下载 线上 平台, 糖果 派对 怎么 下载 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果派对 怎么 下载 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 官方 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果 派对 怎么 下载 最新 网, 糖果 派对 怎么 永久 地址, 糖果 派对 怎么 下载 备用 线路, 糖果派对 怎么 下载 现金 官 网 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 下载 在线 注册, 糖果 派对 怎么 下载 唯一 官方 网站 糖果 怎么 下载 平台, 糖果 派对 首页, 糖果 派对 怎么 下载版, 糖果 派对 怎么 приложение 下载 糖果 派对 线上 平台, 糖果 派对 怎么 下载 在线 网址, 糖果 派对 怎么 下载 下载 入口, 糖果 派对 怎么 下载 永久 地址 糖果 怎么 官 网, 糖果 派对 下载 永久地址, 糖果 派对 怎么 下载 备用 线路, 糖果 派对 怎么 网 糖果 派对 怎么 下载 备用 网址, 糖果 派对 怎么 下载 在线 登录, 糖果 派对 怎么 在线 注册, 糖果 派对 怎么 下载 唯一 网站 糖果 派对 怎么 下载 登录 注册,糖果 派对 怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页,糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载登录注册,糖果派对怎么下载app下载,糖果派对怎么下载客户端下载,糖果派对怎么下载官网首页糖果派对怎么下载注册,糖果派对怎么下载登录,糖果派对怎么下载官网,糖果派对怎么下载app糖果派对怎么下载线上平台,糖果派对怎么下载在线网址,糖果派对怎么下载官方下载入口,糖果派对怎么下载永久地址糖果派对怎么下载平台,糖果派对怎么下载首页,糖果派对怎么下载手机版官网,糖果派对怎么下载app下载糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网糖果派对怎么下载备用网址,糖果派对怎么下载在线登录,糖果派对怎么下载在线注册,糖果派对怎么下载唯一官方网站糖果派对怎么下载最新官网,糖果派对怎么下载永久地址,糖果派对怎么下载备用线路,糖果派对怎么下载现金官网
.