 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
ИНВЕРТОРНЫЙ
СВАРОЧНЫЙ АППАРАТ

PROFHELPER 160 RS
PROFHELPER 180 RS
PROFHELPER 200 RS
В НИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРУКЦИЕЙ.
НИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРУКЦИЕЙ.
Предисловие.
Сварочные инверторы ТМ Profhelper имеют сертификат соответствия ГОССТАНДАРТА РОССИИ и соответствуют требованиям ГОСТ 12.2.007.8-75, ГОСТ Р 51526-99.
В данном руководстве Вы найдете инструкции по эксплуатации, техническому обслуживанию, технике безопасности и полезные рекомендации при работе со сварочными инверторами.
Всё оборудование прошло тщательный контроль, однако перед началом использования следует внимательно ознакомиться с данным руководством, чтобы иметь представление о возможных неполадках.
Назначение: Ручная сварка плавящимися электродами (MMA) различных видов стали на постоянном токе (DC). Все аппараты имеют встроенный вентилятор охлаждения, плавную регулировку сварочного тока и автоматическую защиту от перегрева.
Комплектация аппаратов:
- Сварочный аппарат
- Инструкция по эксплуатации с гарантийным талоном
- Электрододержатель (длина 1,8 м)
- Клемма массы (длина 1,2 м)
- Маска-щиток
- Щетка-шлакоотбойник
- Цветная картонная коробка
Аппарат может эксплуатироваться в следующих условиях:
- рабочая температура окружающего воздуха – от 0°С до +40°С;
- влажность – до 80% при температуре +20°С;
- вибрации с амплитудой до 0,5 мм и ускорением 1,5 g в диапазоне частот от 1 до 35 Гц;
- транспортирование (в упаковке) при ударных ускорениях до 3 g с длительностью ударных импульсов 5 мс.
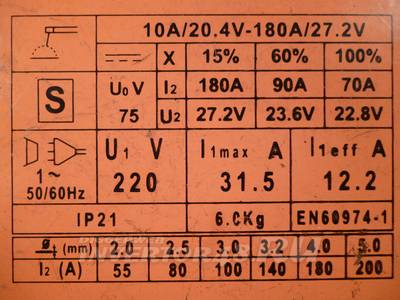
1. Технические характеристики сварочных инверторов
| Модель | Profhelper 160 RS | Profhelper 180 RS | Profhelper 200 RS |
| Характеристики | |||
| Напряжение | 150-260 В | 150-260 В | 150-260 В |
| Частота | 50 Гц | 50 Гц | 50 Гц |
| Сварочный ток | 10-160 А | 10-180 А | 20-200 А |
| Потребляемая мощность | 5,1 кВт | 5,7 кВт | 6,5 кВт |
| COSφ | 0,7 | 0,7 | 0,7 |
| Напряжение без нагрузки | 65 В | 68 В | 75 В |
| ПВ при 40℃ (макс. ток) | 60% | 60% | 60% |
| ПВ при 25℃ (макс. ток) | 100% | 100% | 100% |
| Марка транзисторов IGBT | Fairchild | Fairchild | Fairchild |
| Anti Stick (антизалипание) | Да | Да | Да |
| Hot Start (горячий старт) | Да | Да | Да |
| Arc Force (форсаж дуги) | Да | Да | Да |
| Класс изоляции | F | F | F |
| Класс защиты | IP21S | IP21S | IP21S |
| КПД | 85% | 85% | 85% |
| Диаметр электродов | 1.6-4.0 мм | 1.6-4.0 мм | 1.6-5.0 мм |
| Вес (нетто/брутто) | 4.4/6.0 кг | 4.9/6.6 кг | 5.2/7.0 кг |
| Размеры коробки | 335*175*300 мм | 355*175*305 мм | 380*190*325 мм |
2. Меры безопасности при работе с аппаратом
| Есть возможность получения электрического шока от сварочного электрода или электрических схем, который может привести к летальному исходу. | |
| Надевайте сухие изоляционные перчатки. Не прикасайтесь к электроду голыми руками. Не надевайте влажные или поврежденные перчатки.
Не прикасайтесь к электрическим деталям аппарата. Не используйте выход переменного тока во влажной среде или в ограниченном пространстве. |
|
 |
Защитите себя от получения электрического шока, изолировав себя от рабочего места и земли. Используйте не возгораемые, сухие изоляционные материалы. По мере возможности, используйте сухие резиновые коврики, сухое дерево, двп или любой другой изоляционный материал достаточно большой поверхности, чтобы обеспечить вам пространство, защищенное от контакта с рабочей зоной и землей. Остерегайтесь огня. |
 |
Отключите источник питания перед включением аппарата.
Не выполняйте никаких подключений, если вы не уверены в цвете провода. Часто проверяйте кабель питания на наличие повреждений – ремонтируйте или заменяйте кабель по мере необходимости. Убедитесь, что кабель заземления надежно подключен к клемме заземления в приемнике. Устанавливайте аппарат должным образом. Заземляйте его в соответствии с информацией в руководстве аппарата и в соответствии с законами и правилами, принятыми в вашем регионе. |
| Не вдыхайте сварочные пары, т.к. они являются опасными для здоровья. | |
 |
Держите голову таким образом, чтобы она не находилась в дыму. Не вдыхайте пары. Обеспечьте достаточную вентиляцию и отвод воздуха от места сварки, или обеспечьте вентиляцию как из зоны сварки, так и отвод дыма и сварочных паров, предотвращая их вдыхание.
Внимательно прочитайте всю информацию по безопасности при работе с различными металлами, аксессуарами и материалами с покрытиями. |
| Используйте принудительную вентиляцию или систему отвода (принудительная система всасывания воздуха) из зоны сварки, чтобы обеспечить отсутствие дыма в зоне вашей головы и дыхательных путей. | |
 |
Используйте вентилятор для того, чтобы удалить дым из зоны расположения вашей головы и дыхательных путей и из зоны сварки.
Если вы не уверены в обеспечении достаточной вентиляции в зоне сварки, то необходимо измерить концентрацию вредных веществ в воздухе и сравнить его с допустимыми значениями в буклетах по безопасности. |
| Сварочный процесс может вызвать возгорание или взрыв. | |
 |
Не варите, если рядом с зоной сварки находятся возгораемые вещества и материалы. Все воспламеняемые предметы необходимо убрать на расстояние не менее 11 метров от зоны сварки или накрыть из огнеупорным материалом |
| Искры при сварке также могут вызвать пожар. Обязательно держите в зоне проведения сварочных работ исправный огнетушитель. | |
| Не производите сварку на баках, резервуарах или других закрытых контейнерах до тех пор, пока квалифицированный рабочий не проверит их и не подготовит их к безопасной сварке | |
| Обязательно используйте сварочную маску с соответствующим затемняющим фильтром (см. Раздел 8 для правильного выбора степени затемнения). | |
| Надевайте специальную головную защиту сварщика и защитные очки с боковой защитой. Используйте защиту для органов слуха в случае, если выполняете нестандартную сварку или выполняете сварку в ограниченном помещении. | |
| Застегните воротник рубашки, максимально закрыв открытые части тела. |
3. Подключение, регулировка и индикация
1




2![]()
3
4


5
6
- Выключатель питания (на задней панели)
- Потенциометр для регулировки сварочного тока со шкалой, градуированной в амперах, позволяющий производить плавную регулировку во время сварки
- Зеленый индикатор сетевого напряжения
- Желтый индикатор (не горит в нормальном состоянии). Если он загорелся, значит подача сварочного тока заблокирована и дальнейшая работа не возможна по одной из следующих причин:
— срабатывание термозащиты: слишком высокая температура внутри корпуса прибора. Аппарат включен, но сварочный ток не будет подаваться до тех пор, пока температура не понизится до нормального значения. При ее понижении включение произойдет автоматически;
— недопустимые значения сетевого напряжения: когда напряжение сети становится слишком высоким или слишком низким, то работа сварочного аппарата блокируется
- Быстрозажимная клемма «минус» для подсоединения сварочного кабеля
- Быстрозажимная клемма «плюс» для подсоединения сварочного кабеля
4. Подготовка к работе
4.1. Сборка сварочного аппарата.
Снять со сварочного аппарата упаковку, выполнить сборку отсоединенных частей, имеющихся в упаковке.
4.2. Расположение сварочного аппарата.
Сварочный аппарат устанавливается так, чтобы посторонние предметы не перекрывали приток воздуха к месту работы для охлаждения аппарата и достаточной вентиляции. Свободное место вокруг сварочного аппарата должно быть не менее 250мм. Также необходимо следить, чтобы на аппарат не попадали капли металла, вода, пыль и грязь; чтобы аппарат не подвергался воздействию паров кислот и подобных агрессивных сред.
4.3. Подключение к электроснабжению.
Перед подключением сварочного аппарата к электрической сети необходимо проверьте соответствие параметров сети техническим характеристикам. Питающее напряжение должно быть от 150 до 260 В.
Подключение к сети сварочного аппарата должно обязательно иметь заземление
Электросеть к которой производится подключение должна быть оснащена предохранителями или автоматическим выключателем, рассчитанными на ток и напряжение в соответствии с техническими данными на фирменной табличке (шильдике) Вашего сварочного аппарата.
ВНИМАНИЕ! Несоблюдение указанных выше мер безопасности существенно снижает эффективность электрозащиты предусмотренной производителем и может привести к травмам работников (электрошок), поломке оборудования и пожару.
4.4. Подсоединение сварочных кабелей.
ВНИМАНИЕ! Все подсоединения сварочных кабелей должны производиться к отключенному от электросети аппарату.
Полярность подключения кабелей к клеммам «+» и «–» выбирается в соответствии с типом применяемых электродов. Если при работе дуга непостоянна, электрод разбрызгивается и залипает измените полярность подключения кабелей.
Сварочный кабель с электрододержателем подсоединяется к клемме плюс (+), за исключением случая использования кислотных электродов. В любом случае необходимо ознакомиться с инструкцией на упаковке электродов.
Обратный кабель подключается к клемме минус (-) и подсоединяется к рабочей поверхности, как можно ближе к месту сварки.
Внимание!
- Сварочные кабели должны быть вставлены в соответствующие гнезда плотно и до конца, чтобы обеспечить хороший электрический контакт. Неполный контакт вызывает перегрев места соединения, быстрый износ и потерю мощности.
- Нельзя использовать сварочные кабели длиной более 10 метров.
- Нельзя использовать металлические детали, не являющиеся частью свариваемого изделия, для удлинения обратной цепи, так как это приведет к снижению безопасности при работе и плохому качеству сварки.
5. Начало сварочных работ
а) установите электрод на расстоянии порядка 10 мм от точки сварки под углом 70-80° к свариваемой поверхности. При этом будьте внимательны, не соприкасайтесь с поверхностью, чтобы не возникли искры;
б) оденьте маску;
в) сделайте короткое соприкосновение электрода с поверхностью и, если свечение сварки хорошее, то поставьте электрод на прежнее место и начинайте сварку слева направо.
Может оказаться, что скорость движения электрода и сила тока при сварке недостаточна, тогда электрод может привариться к поверхности. В этом случае необходимо снять электрод быстрым рывком в сторону. Вы должны знать, что это может вызвать отключение аппарата.
Чтобы начать сварку (зажечь дугу) необходимо «чиркнуть» электродом (не очень быстро) по участку, который будет свариваться.
Необходимо провести несколько пробных сварочных швов для получения некоторых практических навыков.
Далее проанализируем и рассмотрим, как исправить возникновение возможных дефектов при сварке.
Возможные дефекты при сварке.
| Дефект | Причины | Устранение |
| Пористость | Кислотный электрод на стали с высоким содержанием серы | Используйте основной электрод |
| Слишком большое колебание электрода | Сдвиньте свариваемые края ближе друг к другу | |
| Свариваемые детали находятся слишком далеко друг от друга | В начале сварки двигайте электрод медленнее | |
| Заготовка холодная | Предварительно нагрейте заготовку | |
| Трещины | Заготовка грязная (масло, краска, коррозия, оксиды).
Слабый сварочный ток. |
Очистите рабочую поверхность перед сваркой. Это позволит получить качественный сварочный шов |
| Слабая провариваемость | Низкий ток
Высокая скорость сварки Обратная полярность Наклон электрода противоположен его движению |
Отрегулируйте рабочие параметры и, более качественно проводите подготовку заготовки к сварке |
| Сильные искры | Электрод слишком сильно наклонен | Выправьте наклон электрода |
| Дефекты сечения | Установлены неправильные рабочие параметры
Скорость прохода не соответствует требуемым рабочим параметрам Не постоянный наклон электрода во время сварки |
Следуйте основным правилам сварки |
| Нестабильная дуга | Слабый ток | Проверьте состояние электрода и заземление |
| Электрод плавится
под углом |
Сердцевина электрода не отцентрирована | Замените электрод |
| Магнитные волны | Соедините два заземляющих провода с противоположных сторон заготовки |
6. Качество сварки
Качество сварки зависит в основном от опыта рабочего, от вида сварки и от качества электрода, поэтому выбирайте подходящий электрод до того, как приступите к сварке, учитывая толщину и состав свариваемых металлов.
Регулировка сварочного тока. В случае, если ток слишком высокий, то электрод быстро сгорает; при этом шов получается широкий и неровный. Если ток слишком низкий, то мощность маленькая и шов получается узкий и неровный.
Длина сварочной дуги. Слишком длинная сварочная дуга вызывает искры и слабое плавление обрабатываемого металла; при слишком короткой дуге электрод прилипает к металлу.
Регулировка скорости сварки. При правильном выборе скорости сварки шов получается необходимой ширины без деформаций и кратеров.
7. Уход
Ваш простой и мощный аппарат не требует значительного ухода. Содержите токопроводящие поверхности в чистоте. Не допускайте попадания грязи внутрь аппарата. Внимательно следите за состоянием кабелей (они не должны иметь никаких повреждений).
Избегайте попадания металлических частиц внутрь аппарата, т.к. они могут вызвать короткое замыкание.
Перед установкой аппарата осмотрите окружающее пространство. Убедитесь, что поблизости нет кабеля под напряжением, телефонных линий или другого оборудования, компьютеров и других контрольных систем. Убедитесь, что поблизости нет кого-либо, кто имеет пусковой или нагревательный прибор. Проверьте защищенность всех других приборов, находящихся поблизости.
Помехи могут быть уменьшены следующим образом:
Если существуют помехи в электрической сети, то необходимо подключить фильтр между источником питания и аппаратом.
Выходные кабели должны быть максимально короткими, находиться близко друг к другу и проходить по земле.
Все панели аппарата должны быть правильно закрыты после проведения обслуживания.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ*
Предупреждение!
Перед проведением технического обслуживания отключите аппарат от основного источника питания.
Производительность сварочного аппарата напрямую связана с частотой проведения технического обслуживания.
Сварочный аппарат требует тщательного ухода за внутренними деталями. Чем больше пыли в рабочем помещении, тем чаще необходимо проводить техническое обслуживание.
- Снимите крышку;
- Удалите пыль с внутренних деталей аппарата струей сжатого воздуха при давлении 3кг/см;
- Проверьте все электрические соединения, убедитесь, что все гайки и винты плотно затянуты;
- Закройте крышку аппарата;
- После выполнения этих операций аппарат готов к работе в соответствии с инструкциями, описанными в данном руководстве.
Неисправность аппарата, вызванная несвоевременным техническим обслуживанием не является гарантийным случаем!
8. Гарантийные обязательства
— Предприятие-изготовитель гарантирует нормальную работу сварочного аппарата в течение 12 месяцев со дня продажи его при соблюдении правил эксплуатации и ухода, предусмотренных настоящим руководством. Срок службы аппарата составляет не менее 2 лет.
— При обнаружении открытых производственных дефектов в сварочном аппарате, потребителю следует обратиться в мастерскую гарантийного ремонта, а в случае отсутствия таковой – в магазин, продавший сварочный аппарат, для отправки в гарантийный ремонт дилеру.
— В течении гарантийного срока неисправности, не вызванные нарушением правил эксплуатации, устраняются бесплатно.
— При отсутствии на гарантийных талонах даты продажи заверенной печатью магазина, аппарат снимается с гарантийного обслуживания. По вопросам, связанным с комплектностью и упаковкой изделия, необходимо обращаться в торговые организации, где была произведена покупка.
— Гарантийный талон может быть изъят только механиком предприятия, осуществляющего гарантийный ремонт и только при устранении дефекта в изделии.
— Все претензии по качеству будут рассмотрены только после проверки изделия в сервисном центре.
Мастерская имеет право отказа от бесплатного гарантийного ремонта в следующих случаях:
-Неправильно или с исправлениями заполнены свидетельство о продаже и гарантийные талоны.
-При отсутствии паспорта изделия, товарного чека, гарантийного талона.
-При использовании изделия не по назначению или с нарушениями правил эксплуатации (см. инструкцию по эксплуатации).
-При наличии механических повреждений (трещины, сколы, следы ударов и падений, деформации корпуса или любых других элементов конструкции).
-При наличии внутри изделия посторонних предметов.
-При наличии признаков самостоятельного ремонта.
-При наличии изменений конструкции.
-Загрязнение изделия, как внутреннее, так и внешнее, ржавчина и тд.
-Дефекты, являющиеся результатом неправильной или небрежной эксплуатации, транспортировки, хранения, или являются следствием несоблюдения режима питания, стихийного бедствия, аварии и тп.
-Дефект – результат естественного износа.
Гарантия не распространяется на расходные материалы, навесное оборудование и сменные насадки, а также любые другие части изделия, имеющие естественный ограниченный срок службы.
Условия гарантии не предусматривают профилактику и чистку изделия, а также выезд мастера к месту установки изделия с целью его подключения, настройки, ремонта, консультации.
Транспортные расходы не входят в объём гарантийного обслуживания.
Производитель: AWT (WENLING) MACHINERY CO., LTD.
Адрес: Shanshi Industrial Zone, Daxi Town, Wenling, Zhejiang, China
Импортер: ООО «Вест Торг»
Адрес: 111024, г. Москва, 1-ая ул. Энтузиастов д.12
Тел.(факс): (495)783-0202
Представитель в РФ: ООО «Оптимист»
Адрес: 107076, г. Москва, Колодезный пер., д.14, оф. 608
ТЕЛЕФОНЫ И АДРЕСА СЕРВИСНЫХ ЦЕНТРОВ :
Москва: ООО «Ленинградка», 1-я ул. Энтузиастов, д.12.стр.1, тел. (495) 673-06-57, 231-21-22; ООО «Оптимист», Московская обл., Балашихинский р-н, г. Балашиха, мкр. Салтыковка, Носовихинское ш., вл.253, тел. (495) 231-21-22; ООО «Евросервис», ул. Щербаковская, д.53, тел. (495) 640-01-14, Сайт: www.e-sv.ru
Санкт-Петербург: ООО «Пневмо-Альянс», пр-т Непокоренных, дом 49, Деловой комплекс «Н49», тел. (812)441-36-44, 380-93-85; ООО «Технологический Центр «Инструмент Сервис» , пр-т. Стачек, д.47, тел. (812)702-01-87
Архангельск: ООО «Архлес-Сервис», ул.Тимме, д.23, тел. (8182)29-35-86, 27-00-49
Астрахань: ООО «Молоток», ул. Славянская, д.1 «В», тел. (8512)40-88-77
Белгород: ООО «Центрсервис», ул. Корочанская, д.132а, тел. (4722)21-78-02, 50-66-42
Владимир: ИП Комолов С.П., ул. Электрозаводская, д.6, тел. (4922) 33-17-85, 33-10-88
Волгоград: ООО «ВолгоградПромИнструмент», пр. им. Маршала Жукова, д.100, тел. (8442)49-35-03
Волжский: ООО «Инструмент Сервис» , п.Рабочий, ул. Большевитская 70″б» , тел. (8443)27-03-03, 27-22-66
Вологда: ИП Макаров Ю.А., ул. Герцена, д.121, тел. (8172) 56-28-51; ООО «Автосервискомплект», Прядильный пер. д.11, тел. (8172)74-78-89, 74-89-79; ООО ПКФ «Ритм-В»(ИП Алимов), ул. Октябрьская, д.51, тел. (8172) 52-85-52, 52-85-60
Воронеж: ООО «Энкор Сервис», ул. Текстильщиков, д.2, тел. (4732 )39-69-48, 39-24-84
Екатеринбург: СЦ ИП Моложенко Т.В., ул. Машиностроителей, д. 65, тел. (343)378-31-85, 338-05-53
Ижевск: Компания «ТМ-СЕРВИС-2», ул. Телегина, д.30, тел. (3412)93-24-19, сайт: www.tm-servis.izhev.ru; Компания «ТМ-СЕРВИС»: ул. Красноармейская, 127 (3 этаж), тел. (3412) 512-553, сайт: www.tm-servis.izhev.ru
Йошкар-Ола: ИП Мусатов А.В., ул. Гончарова, д.27, тел. (8362)41-29-74, 64-16-85
Казань: ООО «Мир Инструментов», пр-т Ямашева, д.28а, тел. (843)523-76-03, 523-56-17
Калуга: ИП Дмитриков А.А., ул. Тульская д.189, стр.7, тел. (4842)55-79-04,(910)917-35-43
Каменск-Уральский: ИП Султанов Р.М., ул. Парковая, д.13А, тел. (3439) 31-75-65
Кемерово: ООО»СЦ «Электра», ул. Абызова, д. 12 А, тел. (3842) 64-01-03
Киров: СЦ «Инструмент», ул.Калинина, д.38, тел. (8332)57-20-21; ООО «Астрим-Холдинг», ул. Сурикова, д.34
тел. (8332)54-48-00; ООО «Техпромсбыт», ул. Ленина, д.54, тел. (8332) 71-42-02
Ковров: ООО «ИМКом-Сервис», ул. Малеева, д.1А , тел. (49232) 6-45-60
Комсомольск-на-Амуре: ИП Аксютина Д.А., ул. Кирова, д.70, тел. (4217)54-37-67, 54-74-59, 52-78-76
Кострома: ИП Маслов И.Ф. (СЦ «Интех»), ул. Северной правды, д.41А, тел. (4942) 32-59-91; ООО «Антэк»
ул. Станкостроительная, д.5Б, тел. (4942) 41-02-02; ИП Плетнев И.А., ул. Галическая, д.97А
тел. (4942) 63-91-46
Краснодар: ИП Одобеско Н.И., ул. Дзержинского, д.40 , тел. (861)272-77-20; ИП Пархоменко В.В., ул. Волжская, д.75, тел. (861) 231-29-48, 231-76-18; ИП Дуванский А.А., ул. Пригородная, 1/10, тел. (861) 270-80-43
Красноярск: ООО «Чистый мир», ул. Водянникова, д. 2/1, тел. (3912)41-86-40; ЧП Шерстобой (АСЦ «Прогресс»), ул. Калинина, д.89, ст.1 , тел. (3912)99-65-80, 65-33-99
Курган: ООО «Уралтехсервис», ул. Куйбышева, д.145, тел. (3522) 24-00-12
Курск: ИП Рышков П.В., ул. Энгельса, д.105, тел. (4712) 36-04-53, 35-49-97
Липецк: ООО «Арсенал», ул. 8 Марта, д.13, тел. (4742)74-06-96 (4742)74-66-76
Миасс: ИП Князева Е.А., ул. 8 Марта, д.13, тел. (3513) 57-40-81, 59-18-18, 56-14-22
Набережные Челны: ИП Буров А.С. («Интех Центр»), пр-т Хасана Туфана, д.46, тел. (8552)52-01-62, 52-47-84, 52-49-99
Нальчик: ООО «Техно-Сити», ул. Байсултанова, д.32, тел. (8662)40-38-14
Новомосковск: ООО «Реверс» (Альянс), ул. Космонавтов, д.8, тел. (48762) 2-82-20, 6-74-04, 2-84-35
Новосибирск: ООО «ТехноЭкспорт», ул. Планировочная, д.58, тел. (383) 351-33-92; ООО «Энтузиаст — Сервис», ул. Планетная, д.30, тел. (383) 286-40-43 ; СЦ «Эксперт-Новосибирск», ул. Кирова, д.113, тел. (383) 375-40-62; ООО «Мастер-СБТ», ул. Красноярская, д.36 и ул. Большевисткая, д.177/4, тел. (383) 221-64-04, 227-74-35; «ИТС-Инвертор», ул. Станционная, д.30А, офис 205, тел. (383) 379-06-53, 379-06-52
Пенза: ИП Загоруйко А.В., ул. Перспективная, д.1А, тел. (8412) 38-15-10 доп.161, 119
Пермь: ЧП Мохова Н.В. (ООО «Домовой»), ул. Героев Хасана, д. 41, тел. (342) 240-25-38, 240-25-39; ИП Кузнецов С.А., ул. Пушкина, д.116В, тел. (342) 236-39-59, 236-55-59, 236-52-59; ИП Охапкина О.А., ул. Плеханова, д.2, тел. (342) 237-02-02, 237-09-09 ; ООО «Академия Инструмента», ул. Саранская, д.5, тел. (342) 240-93-77, 245-05-02
Петропавловск-Камчатский: ООО «Электроинструмент-Сервис», ул. Тушканова, д.14, тел. (4152) 26-44-74
Прокопьевск: СЦ «Лидер» , ул. Новградская, д.28/А, тел. (3846) 69-55-77
Псков: ООО «Сервисный центр «Мастер» , ул.Первомайская, д.33, тел. (8112)51-01-52
Пятигорск: ООО «Электра», Суворовский проезд, д.1А, тел. (8793)36-56-36,(962)010-37-23,(928)341-47-59
Ростов-на-Дону: ЮМТ «Сервис», ул. Беляева, д.22а, тел. (863) 247-17-53; СЦ «Мастер», ул.Доватора, д.118, тел. (863) 278-76-35
Рязань: ИП Шерозия Г.Г., пр-т. Яблочкова, д.6, тел. (4912) 90-35-77
Самара: ООО «Специалист», ул.Аврора, д.148А, тел. (846) 264-77-55, 260-81-21, 241-86-73, 267-33-33
Саратов: ИП Цыганков Г.М., ул. Московская, д.130, тел. (8452) 27-81-18; ООО «КрасКО», тел. (8452) 29-24-38; ТСЦ «Дровосек», ул. Танкистов, д.37, тел. (8452) 43-17-23, 43-72-06
Смоленск: ООО «ПП Глайс»(СЦ «Рубин»), ул. 25 Сентября, д.50, тел. (4812) 62-29-79 ; ООО «Техносат-Сервис», ул. Раевского, д.2А, тел. (4812) 62-16-18
Сургут: ИП Авдеев О.И. (ООО «Мир Инструмента»), Нефтеюганское ш., д.24/1
тел. (3462) 77-36-08
Таганрог: ИП Гаврилов В.А., ул. Свободы, д.100/5, тел. (8634) 36-35-99
Темрюк: Торговая компания «МАСТЕР», ул. Ленина, д.184, тел. (86148) 4-23-21
Тула: ИП Лискин А.В., ул. Коминтерна, д.24, тел. (4872)56-32-77, 56-32-35; ООО «Каравай», ул. Скуратовская, д.121, тел. (4872) 33-00-00, 33-00-30
Тюмень: ООО «Монолит», ул. Республики, д.143, тел. (3452)69-61-17, 69-60-41; ООО ТТЦ «Инструмент», ул. Пермакова, д.1, тел. (3452)41-35-58, 21-48-17; ООО «СервисМастер-Тюмень», ул. Республики, д.256, корп. 2, тел. (3452) 68-38-41
Улан-Удэ: ООО «ПромТехЦентр-сервис», ул. Ботаническая, д.71, тел. (3012)45-31-72
Ульяновск: ООО «Техпромсбыт», ул. Нариманова, д.51, тел. (8422)46-32-26, 67-46-97
Уфа: ИП Вегеле В.Э., ул. Пермомайская, д.49, тел. (3472) 40-40-07
Хабаровск: ООО «Бизнесстройинструмент» пер. Гаранжный, д.4, тел. (4212) 40-07-78
Хакасия: Зуев А.М., тел. (3902)35-50-10
Чайковский: ООО «Сервисный центр «Bosch» (Домовой Профи), ул. Советская, д.1/13, тел. (34241)4-64-50; ИП Грицаев С.А., ул. Советская, д.1/13а, тел. (34241)4-33-66
Чебоксары: ООО «Сервис инструмента», ул. Пр-т И. Яковлева, д.10а, тел. (8352)51-88-77; ИП Васильев А.Ю., Базовый проезд, д.8б, тел. (8352)57-39-65, 57-23-35, 57-39-62
Челябинск: ООО «Элби-Сервис», пр-т. Ленина, д.22, тел. (351)775-45-38, 253-16-55; ООО «Почин», ул. Рождественского, д.7, тел. (351) 775-28-52; Авто-вико, ул. Харлова, д.10, тел. (351) 740-07-95; ИП Чекашова Е.В., Троицкий тракт, д.21, тел. (351) 230-06-01; ИП Телешова С.В., ул. Ордженикидзе, д.43, тел. (351) 237-12-29, 223-87-88
Ярославль: ООО «Бигам», ул. Выставочная, дом 12, тел. (4852) 61-00-29, 73-76-02, 74-80-74
Более подробную информацию о центрах технического обслуживания в Вашем регионе Вы можете получить у продавца или на сайте www.profhelper.ru
СВИДЕТЕЛЬСТВО О ПРОДАЖЕ
| Уважаемый покупатель! Убедитесь, что все разделы заполнены разборчиво и без исправлений.Изделие
ITEM |
| Модель
MODEL |
| Заводской номер
SERIAL NUMBER |
| Дата выпуска
ISSUE DATE |
| Дата продажи |
| Фамилия и
Подпись продавца |
| Печать фирмы
продавца |
Содержание
- Описание
- Технические характеристики
- Инструкция по эксплуатации
- Информация о производителе
- Принцип работы сварочного инвертора
- Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
- Сетевой выпрямитель.
- Помеховый фильтр.
- Инвертор.
- Выходной выпрямитель.

После его замены все прекрасно заработало.
Теперь можно снять основные параметры работы инвертора PROFHELPER PRESTIGE 210 A.
Внимание!
Эти измерения и осциллограммы могут пригодится при ремонте сварочного инвертора PROFHELPER PRESTIGE 210 A.
Ремонт сварочных инверторов PROFHELPER и других производителей.

Описание
Технические характеристики
- Вес, кг 4
- Max ток, А 140
- Min диаметр электрода, мм 1,6
- Продолжительность нагружения, % 60
- Max диаметр электрода, мм 4 –>
Инструкция по эксплуатации
Производитель на свое усмотрение и без уведомлений может менять комплектацию, внешний вид, страну производства и технические характеристики модели. Убедительная просьба проверяйте характеристики модели на сайте производителя.
Информация о производителе
Осенью 2007 года российскому инструментальному сообществу на международной выставке INTERTOOLS был представлен новый бренд сварочного оборудования ProfHelper. Была начата реализация проекта по объединению товаров из различных сегментов сварочного рынка под единой торговой маркой. Опираясь на многолетний опыт продаж мировых брендов, за основу базового ассортимента были взяты наиболее успешные модели. Скрупулезно, в течении нескольких месяцев, были отобраны производства, на которых предполагалось производить товары под торговой маркой ProfHelper. Важнейшим критерием этого отбора стало наличие у производства сертификата ISO 9001, регламентирующего управление качеством (менеджмент качества) на предприятиях.
На данный момент под торговой маркой ProfHelper выпускаются две модельные линейки сварочных инверторов: Prestige и DaVinci, линейка сварочных полуавтоматов EuroMig, аксессуары для сварки, сварочная проволока для MIG-MAG сварки, порошковая проволока (FCAW), сварочные электроды, линейка зарядных и пускозарядных устройств Invik и EuroStart для зарядки автомобильных аккумуляторов и запуска автомобилей в холодное время года. Всего насчитывается более 100 позиций!
Торговая марка ProfHelper ставит перед собой задачу охватить один из широких сегментов рынка – бытовую и полупрофессиональную сварку. Новейшие технологии, демократические цены и высокое качество сделало бренд ProfHelper невероятно популярным. А наличие в предлагаемом спектре зарядно-пусковых устройств говорит о планах развитии бренда и в других областях инструментального сегмента помимо сварки.
Принцип работы сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения  .
.
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
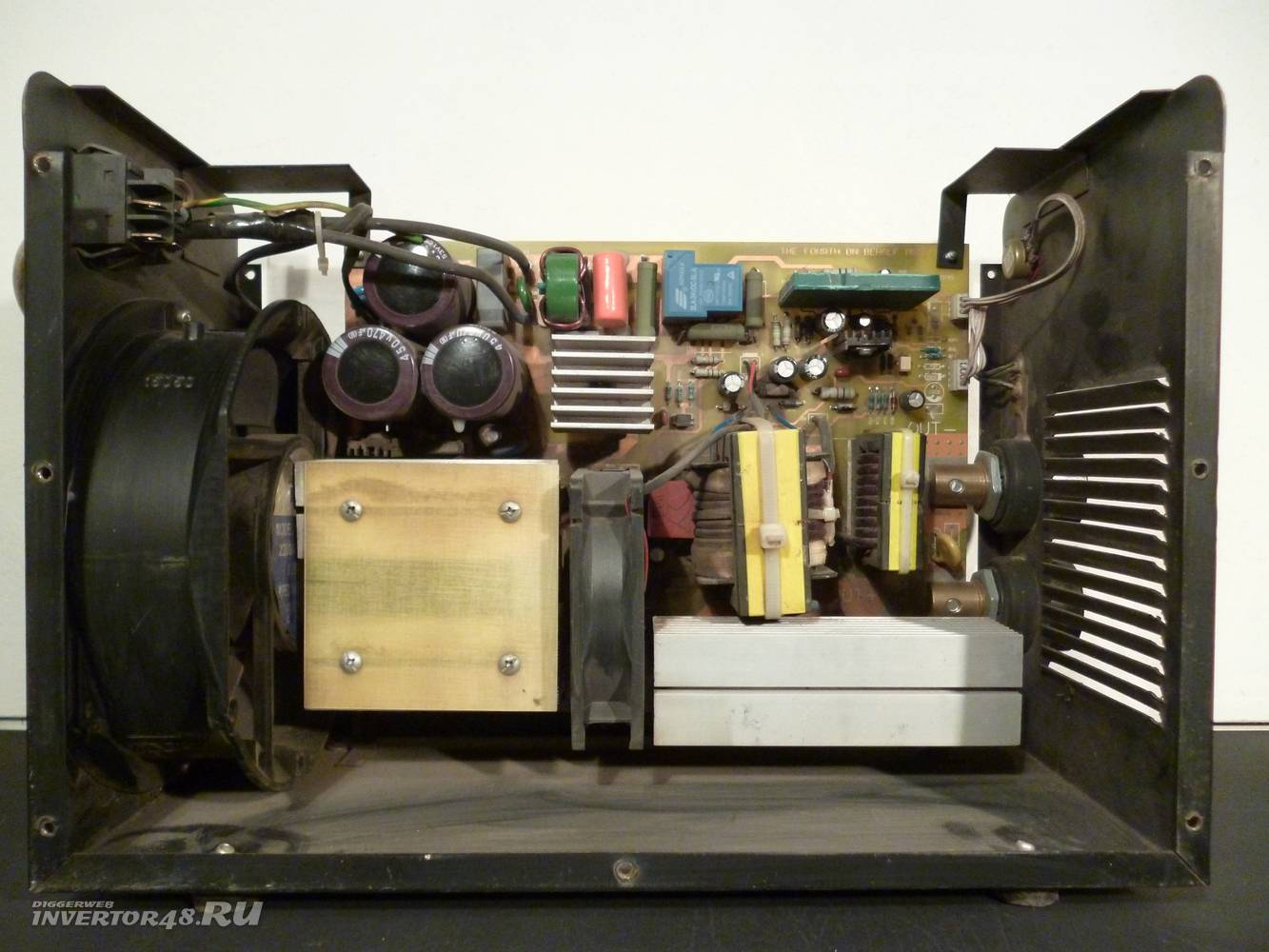
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

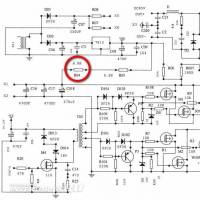
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С 0 . Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I) – 35А, обратное напряжение (VR) – 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
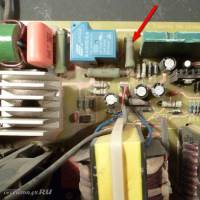
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr of your page –>
Сварочный инвертор PROFHELPER PRESTIGE 181 S полупрофессиональный сварочный аппарат идеален для работ в гараже, дома и мастерской. В основе схемотехники Profhelper PRESTIGE 181S использование полупроводниковой технологии и IGBT транзисторов SKW30N60HS (K30N60HS) в преобразователе и диодов FF60UP30DN в выпрямителе сварочного тока. Плата управления 20353 на микросхемах UC3845B и LM224 обеспечивает функции «антизалипание», «горячий старт», «форсирование дуги». PRESTIGE 181 S способен работать при пониженном напряжении до 195вольт.
Напряжение питания — 220В
Напряжение холостого хода – 75В
Диапазон сварочного тока — 10-180А
Продолжительность нагрузки при токе 180А — 15%
Продолжительность нагрузки при токе 70А — 100%
Диаметры используемых электродов — 1,6-4мм
Скачать
15 фото 4320*3240
схема сварочного инвертора PROFHELPER PRESTIGE 181 S
инструкция пользователя (паспорт) PROFHELPER PRESTIGE 181 S
инструкция по ремонту PROFHELPER PRESTIGE 181 S
Скачать с Turbobit
· Скачать удаленно (109.92 MB)
]









Скачать
схема сварочного инвертора PROFHELPER PRESTIGE 181 S
инструкция пользователя (паспорт) PROFHELPER PRESTIGE 181 S
инструкция по ремонту PROFHELPER PRESTIGE 181 S
15 фото 4320*3240

Если вам приходилось использовать сварочный инвертор PROFHELPER PRESTIGE 181S отзывы о нем можно оставить в комментариях.
Ещё по теме:
- Сварочный инвертор GYS GYSMI 131 PCB 64184 IND7
- Сварочный инвертор FUBAG IN130 PCB 64184 IND7
- Сварочный инвертор AIKEN WELD RANGER 180 MWD180.5.4
- Сварочный инвертор BESTWELD GLOBUS 210
- Сварочный инвертор GYS GYSMI 145 PCB 64188 IND5
- 1
- 2
- 3
- 4
- 5
Категория: Схема сварочного инвертора | Добавил: diggerweb
| Теги: ProfHelper, схема, сварочного, Скачать, инструкция, Prestige 181 S, инвертора
| Рейтинг: 0.0/0