ОГЛАВЛЕНИЕ
1.
Введение
2.
Область применения
3.
Нормативные ссылки
4.
Общие положения, охрана труда
5.
Ремонт автосцепного устройства
6.
Ремонт тормозного оборудования
7.
Ремонт тележек, колесных пар, букового узла,
рессорного подвешивания
8.
Ремонт рам грузовых вагонов
9.
Ремонт кузовов грузовых вагонов
9.1.
Общие положения
9.2.
Ремонт крытых универсальных вагонов
9.3.
Ремонт 4-х осных крытых вагонов для скота
9.4.
Крытые вагоны-хопперы для перевозки минеральных
удобрений
9.5.
Крытые 4-х осные грузовые вагоны с поднимающимся
кузовом для перевозки апатитового концентрата
9.6.
Крытые вагоны-хопперы для цемента
9.7.
Крытые вагоны-хопперы для технического углерода
9.8.
Крытые вагоны-хопперы для перевозки зерна
10.
Ремонт полувагонов
10.1.
Ремонт кузовов
10.2. Полувагоны общего назначения. Ремонт крышек
разгрузочных люков
10.3. Полувагоны-хопперы для перевозки горячих окатышей,
агломерата
10.4. Полувагоны-хопперы для перевозки торфа
10.5. Четырехосные полувагоны для перевозки
технологической щепы
11.
Ремонт платформ
11.1.
Универсальные платформы
11.2. Платформы двухъярусные для перевозки легковых
автомобилей
11.3. Платформы для перевозки леса в хлыстах и
лесоматериалов
11.4. Платформы для перевозки крупнотоннажных контейнеров
и колесной техники
12.
Ремонт цистерн
12.1.
Общие требования на ремонт
12.2.
Восьмиосные цистерны
12.3. Цистерны с парообогревательной рубашкой для
перевозки вязких нефтепродуктов
12.4. Цистерна с теплоизоляцией для вязких нефтепродуктов
12.5. Цистерна для перевозки спирта
12.6. Цистерна для перевозки молока
12.7. Цистерна для перевозки цемента
12.8. Цистерна для перевозки кальцинированной соды
12.9. Цистерна для перевозки кислот
12.10. Цистерна для перевозки серной кислоты, меланжа и
азотной кислоты
12.11. Цистерна для перевозки виноматериалов
13.
Вагоны для перевозки нефтебитума
14.
Вагоны – самосвалы
15.
Ремонт цельнометаллических грузовых вагонов (ЦМГВ)
для перевозки легковесных грузов
15.1.
Ремонт кузова и крыши
16.
Проверка и приемка вагонов после ремонта
17.
Окраска, нанесение знаков и надписей
18.
Гарантии на отремонтированные вагоны
Приложение А:
Нормативы периодичности
проведения деповского ремонта грузовых вагонов по
критерию фактически выполненного объема работ
(пробег)
Нормативы периодичности проведения деповского ремонта грузовых вагонов по
критерию календарной продолжительности эксплуатации (в годах)
Приложение Б:
Места установки клейм государств- собственников на деталях вагонов
Приложение Г:
Табличка СМГС
Лист регистрации изменений
ДИРЕКЦИЯ СОВЕТА ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ
ГОСУДАРСТВ-УЧАСТНИКОВ СОДРУЖЕСТВА
|
Согласовано
|
|
ГРУЗОВЫЕ ВАГОНЫ
ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
РУКОВОДСТВО ПО ДЕПОВСКОМУ
РЕМОНТУ
1. ВВЕДЕНИЕ
1.1 Требования настоящего Руководства по деповскому ремонту РД 587-2008 (далее Руководство) являются обязательными при
проведении деповского ремонта грузовых вагонов (в дальнейшем
именуемых вагоны) колеи 1520 мм для всех предприятий независимо от
форм собственности.
1.2 Работы по деповскому ремонту вагонов должны
производиться в соответствии с типовыми технологическими процессами
на деповской ремонт каждого типа ремонтируемого вагона и
технологическими процессами работы производственных участков
ремонтного предприятия, разработанных в соответствии с требованиями
нормативной документации и согласованных с подразделениями
железнодорожных администраций.
1.3 Ремонт отдельных деталей и узлов вагонов должен выполняться
согласно требований нормативной документации, которая приведена в
разделе 3 «Нормативные ссылки» или по технической документации
железнодорожных администраций, требования которых должны быть не
ниже чем в указанных.
2. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящее Руководство распространяется на ремонт грузовых вагонов
железных дорог колеи 1520 мм в объеме деповского ремонта. Деповской
ремонт могут выполнять только предприятия имеющие право на
выполнение такого ремонта, которым присвоен условный номер для
клеймения ответственных узлов и деталей грузовых вагонов (клеймо).
3. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем Руководстве использованы ссылки на следующие
документы:
|
№ |
Обозначение |
Наименование |
Дата утверждения |
|
1 |
ГОСТ 380-94 |
Сталь углеродистая обыкновенного качества. Марки |
|
|
2 |
ГОСТ 1033-79 |
Смазка солидол жировой. Технические условия |
|
|
3 |
ГОСТ 3191-93 |
Детали из древесины и древесных материалов. Общие технические условия |
|
|
4 |
ГОСТ 3762-78 |
Аммоний сернокислый. Технические условия |
|
|
5 |
ГОСТ 4405-75 |
Полосы горячекатаные и кованные из инструментальной стали |
|
|
6 |
ГОСТ 4543-71 |
Прокат из легированной и конструкционной стали. Технические условия |
|
|
7 |
ГОСТ 5152-82 |
Набивки сальниковые. Технические условия |
|
|
8 |
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы |
|
|
9 |
ГОСТ 5520-79 |
Прокат из углеродистой низколегированной и легированной стали. Технические условия |
|
|
10 |
ГОСТ 5918-73 |
Гайки шестигранные прорезные и корончатые. Конструкция и размеры |
|
|
11 |
ГОСТ 6308-71 |
Войлок технический полугрубошерстный и детали из него |
|
|
12 |
ГОСТ 6586-77 |
Краска черная. Технические условия |
|
|
13 |
ГОСТ 6943.18-94 |
Стекловолокно. Ткани нетканые материалы |
|
|
14 |
ГОСТ 7338-90 |
Пластины резиновые и резинотканевые. Технические условия |
|
|
15 |
ГОСТ 9433-80 |
Смазка ЦИАТИМ-221. Технические условия |
|
|
16 |
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
|
|
17 |
ГОСТ 10007-80 |
Фторопласт-4. Технические условия |
|
|
18 |
ГОСТ 14771-76 |
Ручная дуговая сварка в защитном газе. Соединения сварные. |
|
|
19 |
ГОСТ 18968-73 |
Прутки и полосы из коррозионностойкой и жаропрочной стали. Технические условия |
|
|
20 |
ГОСТ 19281-89 |
Прокат из стали повышенной прочности. Общие технические требования |
|
|
21 |
ГОСТ 19537-83 |
Смазка пушечная. Технические условия |
|
|
22 |
ГОСТ 22261-94 |
Средства измерений электрических и магнитных величин. Общие технические требования |
|
|
23 |
ГОСТ 26095-84 |
Ткани полиэфирные, технические фильтровальные. Технические условия |
|
|
24 |
ОСТ 26-291-94 |
Сосуды и аппараты стальные сварные. Общие технические условия |
|
|
25 |
РД 32 ЦВ 050-2005 |
Методика выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении деповского ремонта тележки 18-100 |
2005 |
|
26 |
РД 32 ЦВ 052-2009 |
Руководящий документ «Ремонт тележек грузовых вагонов» |
Утв. 52 заседанием Совета по ж.д. транспорту государств участников Содружества, протокол от 13-14 мая 2010г. |
|
27 |
РД 32 ЦВ 053-96 |
Руководящий документ. Инструкция по ремонту и испытанию универсального сливного прибора цистерн. |
1996 |
|
28 |
РД 32 ЦВ 067-2000 |
Методика контроля узла пятник-подпятник при проведении деповского ремонта грузовых вагонов |
2000 |
|
29 |
РД 32 ЦВ 072-2009 |
Руководящий документ. Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения |
Утв. 52 заседанием Совета по ж.д. транспорту государств участников Содружества, протокол от 13-14 мая 2010г. |
|
30 |
РД 32 ЦВ 081-2006 |
Руководящий документ «Методика выполнения измерения деталей и узлов тележки 18-578 при проведении плановых видов ремонта» |
2006 |
|
31 |
РД 32 ЦВ 082-2006 |
Руководящий документ «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов» |
2006 |
|
32 |
РД 32 ЦВ 149-2000 |
Феррозондовый метод неразрушающего контроля деталей вагонов 2000 |
|
|
33 |
РД 32 ЦВ 159-2000 |
Магнитопорошковый метод неразрушающего контроля деталей вагонов |
2000 |
|
34 |
РД 32 ЦВ 174-2001 |
Неразрушающий контроль деталей вагонов. Общие положения |
2001 |
|
35 |
|
Инструкция по сварке и наплавке при ремонте грузовых вагонов |
Утв. Советом по ж.д. транспорту государств участников Содружества, протокол от 29-30 мая 2008г. № 48 |
|
36 |
3-ЦВРК 32ЦВ-ЦЛ-ВНИИЖТ-11.00.01-25/01-2003 |
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками с изменениями и дополнениями. |
01.04.2001 |
|
37 |
№ 317 ПКБ ЦВ |
Технологическая инструкция по сварке. Упоры передние типа УП1 ОСТ 24.152.01-77. |
1980 |
|
38 |
№ 478 ПКБ ЦВ |
Транспортеры. Руководство по деповскому ремонту. |
1986 |
|
39 |
|
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог |
Утв. Советом по ж.д. транспорту государств участников Содружества 7 заседанием протокол №53 от 22.10.2010 |
4. ОБЩИЕ ПОЛОЖЕНИЯ, ОХРАНА ТРУДА
4.1 Деповской ремонт является плановым, постановка на который
осуществляется в соответствии с требованиями нормативно-технической
документации.
Нормативы периодичности производства деповских ремонтов установлены в
соответствии с «Положением о системе технического обслуживания и ремонта
грузовых вагонов, допущенных к обращению на железнодорожные пути общего
пользования в международном сообщении» утвержденным на 47 заседании
Совета, а именно:
— по комбинированному критерию, учитывающему фактически
выполненный объем работ и календарную продолжительность использования
вагона от постройки (планового ремонта) до момента подачи вагона в первый или
последующий плановые ремонты;
— по единичному критерию календарной продолжительности
эксплуатации вагона от постройки (планового ремонта) до момента подачи вагона
в первый или последующий плановые ремонты.
Комбинированный критерий применяется для вагонов восьмизначной
нумерации, используемых для перевозки грузов по путям общего пользования,
свойственных их моделям и конструктивным особенностям, зарегистрированных
установленным порядком в Автоматизированном банке данных парка грузовых
вагонов ИВЦ ЖА и переведенных, по решению железнодорожной
администрации на систему технического обслуживания и ремонта с учетом
фактически выполненного объема работ. Нормативы периодичности приведены в
таблице 2 Приложения А.
Для остальных вагонов применяется критерий календарной
продолжительности межремонтного периода. Нормативы периодичности
приведены в таблице 3 Приложения А.
Вагоны зерновозы, используемые для перевозки гранулированных удобрений и
перенумерованные в парк минераловозов, подаются в плановые виды ремонта по
нормативам ремонта вагонов минераловозов. Нормативный срок службы для
таких вагонов установлен 26 лет.
Вагоны зерновозы, используемые для перевозки цемента и перенумерованные в
парк цементовозов, подаются в плановые виды ремонта по нормативам ремонта
вагонов хоппер-цементовозов. Нормативный срок службы для таких вагонов
установлен 26 лет.
Деповской ремонт грузовых вагонов производится по истечении
межремонтных нормативов (календарного срока в месяцах или пробега в
километрах), и в соответствии с требованиями настоящего Руководства,
при наличии уведомления формы ВУ-23М. Допускается досрочная
постановка грузовых вагонов в деповской ремонт по инициативе
собственника вагонов.
4.2 Перед постановкой в ремонт вагоны должны быть очищены от
остатков перевозимых грузов.
Вагоны (любой формы собственности) после перевозки в них
людей, животных, мяса, животного сырья, кожевенного сырья, шерсти, а
также вагоны неизвестного ветеринарно-санитарного состояния
обрабатываются согласно требованиям санитарных правил от 30.07.96 №
ЦУФ-6/19.
4.3 Грузовые вагоны подготавливают для проведения деповского
ремонта. Согласно требований ветеринарно-санитарных и/или других норм
вагоны должны быть очищены от остатков груза, при необходимости
промыты и дегазированы. Подготовка осуществляется за счет средств
владельца грузового вагона.
4.4 Владельцы вагонов обязаны:
— своими силами очистить и промыть наружную и внутреннюю
поверхности кузова вагона, а также оборудование и наружные
поверхности;
— у вагонов-цистерн произвести наружную обмывку, тщательно очистить
наружную поверхность котла и рамы от остатков груза, котлы пропарить,
промыть, очистить и дегазировать, нейтрализовать (снаружи и внутри).
Произвести нейтрализацию цистерн, предназначенных для перевозки
кислот.
4.5 После окончания всех работ по подготовке вагонов к ремонту
владельцы обязаны оформить акт (справку):
— по форме ГУ-23 о проведенной очистке, обмывке и обработке
вагонов;
— по форме ВУ-19 о пропарке, промывке, дегазации, очистке,
нейтрализации котлов цистерн (снаружи и внутри);
— для цистерн для перевозки сжиженных газов — предоставляется
акт приемки отремонтированных запорно-предохранительных устройств
и справку-удостоверение о проведении испытания котла с датой
последующих испытаний.
В справку должны быть занесены номер цистерны, вид
обработки, а также результаты анализа воздуха в котле с заключением
предприятия или ведомства производившего подготовку, что котел
считается дегазированным взрывобезопасным для работы с открытым
огнем. Один экземпляр оформленного акта ф. ВУ-19 о годности
цистерны для ремонта, направляется в ремонтное предприятие.
В случае ремонта кузовов, котлов, запорно-предохранительных
устройств и специального оборудования силами и средствами владельцев,
имеющих разрешение на право ремонта, они обязаны предоставлять
ремонтному предприятию (соответствующий) акт приемки указанного
оборудования после ремонта и справку – удостоверение о проведении
испытаний котла, гарантирующие безопасную работу отремонтированных
узлов.
Депо при приёмке вагона в ремонт должно произвести визуальный
осмотр, а при необходимости, и инструментальную проверку вагона,
определив объём и вид его ремонта, а для цистерн, дополнительно, анализ
воздушной смеси внутри котла на предмет дегазации и
взрывобезопасности.
4.6 На каждую цистерну (любого типа и назначения), независимо от
рода собственности, депо должно иметь акт формы ВУ-19.
4.7 До постановки на ремонтную позицию каждый вагон
осматривается заместителем начальника ремонтного предприятия по
ремонту, старшим мастером или мастером совместно с приемщиком
вагонов, определяется комплектность, сравнивается с данными ГВЦ и в
случае несанкционированной замены составляется акт-ВУ-25, куда
включается и комплектность механизма стояночного тормоза. Приемка и
осмотр вагона производится до его подачи на пути вагонного ремонтного
предприятия. Объем работ отражается в дефектной ведомости ремонтных
работ формы ВУ-22М.
4.8 В тех случаях, когда отдельные технические требования, нормы и
условия по ремонту узлов и деталей вагона не отражены в настоящем
Руководстве, начальнику ремонтного предприятия совместно с
приемщиком вагонов предоставляется право самостоятельно решать эти
вопросы, исходя из технической целесообразности ремонтных операций,
обеспечения безопасности движения поездов и безаварийной работы
отремонтированных вагонов до следующего планового ремонта.
Указанные работы проводятся с обязательным информированием
собственника вагона.
4.9 Поврежденные вагоны с не истекшим сроком деповского
ремонта не-обходимо направлять в деповской ремонт в зависимости от их
технического состояния после составления акта формы ВУ-25М и описи,
подтверждающих необходимость производства этого вида ремонта.
4.10 Ремонт вагонов производится по способу непосредственного
ремонта деталей и узлов на вагоне или замены неисправных узлов и
деталей, отремонтированными или новыми соответствующего типа,
отвечающим техническим требованиям и характеристикам данной модели
вагона.
4.11 Ремонт узлов и деталей сваркой производится в соответствии с
«Инструкцией по сварке и наплавке при ремонте грузовых вагонов»
4.12 Порядок и объем разборки отдельных типов вагонов указан в
разделах настоящего Руководства.
4.13 При выпуске из ремонта все ответственные узлы вагона –
колесные пары, детали тележек, автосцепное устройство, тормозное
оборудование, отре-монтированные детали рам кузовов и котлов цистерн,
должны иметь соответствующие клейма, знаки и надписи, указывающие
место и дату изготовления, ремонта и испытания.
На шкворневых балках рам вагонов, надрессорных балках,
боковинах тележек и колесных парах проверять коды государства-
собственника в соответствии с приложением Б.
4.14 Детали вагонов испытываются на растяжение и
подвергаются неразрушающему контролю в соответствии с
требованиями
нормативных документов, указанных в разделе 3 данного Руководства.
4.15 На цистернах даты выполнения периодической или
промежуточной проверки наносятся на специальной табличке, а на котлах
всех цистерн для перевозки опасных грузов (включая и цистерны для
перевозки сжиженных газов) должен наноситься один трафарет даты
следующей периодической или промежуточной проверки.
4.16 Материалы, полуфабрикаты, запасные части и комплектующее
оборудование, применяемые при ремонте вагонов, должны
соответствовать требованиям соответствующих инструкций, а новые —
стандартов, технических условий и сертификатов на их изготовление.
4.17 Детали вагонов прочно закрепляются; крепежные изделия
должны соответствовать требованиям рабочих чертежей, неисправные,
пораженные коррозией заменяют. Концы болтов (на которые не ставятся
шплинты) должны выходить из гайки не менее чем на 2 нитки и не более
чем на величину диаметра болта, кроме болтов, длина которых необходима
для регулирования размеров деталей и узлов вагона по рабочим чертежам.
Болты и валики должны ставиться наружу гайками и шплинтами,
за исключением тех, постановка которых головками наружу
предусмотрена конструкцией. Под гайки и шплинты должны быть
поставлены шайбы, соответствующие рабочим чертежам. Шплинты
ставятся только новые и типовые, чеки ставятся типовые, при отсутствии
специальных требований они должны отстоять от гайки или шайбы не
более чем на 3 мм.
Угол между разведёнными концами шплинтов должен составлять
не менее 90°.
Неисправные болты и гайки заменяют новыми согласно проектно-
конструкторской документации данного типа вагона.
4.18 При ремонте вагонов запрещается:
1) заменять предусмотренные конструкцией заклепочные и болтовые
соединения на сварочные;
2) производить подчеканку, обварку по периметру и подтягивание
заклепок;
3) ставить простые гайки вместо корончатых, предусмотренных
чертежами (техническими условиями);
4) забивать шурупы вместо их завертывания;
5) прожигать отверстия в деревянных и металлических деталях;
6) оставлять или ставить вновь болты и гайки, имеющие
изношенную, сорванную резьбу или забитые грани, а также ставить болты,
не соответствующие конструкторской документации;
7) оставлять не загрунтованными места прилегания снимаемых для
ремонта или замены деталей и узлов на кузове, раме и тележке вагона;
 применять материалы, не соответствующие указанным в
применять материалы, не соответствующие указанным в
конструкторской документации требованиям, а также использовать
другие материалы, несогласованные к применению при ремонте грузовых
вагонов (или подвижного состава) с железнодорожными администрациями
государств участников Содружества.
4.19 Руководители вагонных ремонтных предприятий, мастера
производственных участков и отделений по ремонту вагонов, их узлов и
деталей обязаны оборудовать все имеющиеся рабочие места и создать
условия для выполнения всех видов ремонтных работ в соответствии с
требованиями «Правил по охране труда при техническом обслуживании и
ремонте грузовых вагонов и рефрижераторного подвижного состава» ПОТ
РО-32-ЦВ-400-96 и требованиями нормативной документации.
4.20 Требования к деповскому ремонту транспортеров изложены в
документе «Транспортеры. Руководство по деповскому ремонту» 478 ПКБ
ЦВ.
5. РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
Съёмные детали автосцепного устройства снимают с вагона и
направляют на участок ремонта автосцепного устройства, где производят
ремонт в соответствии с требованиями «Инструкции по ремонту и
обслуживанию автосцепного устройства подвижного состава железных
дорог», «Типовым технологическим процессом ремонта автосцепного
устройства» ТК-289-2009 и «Инструкции по сварке и наплавке при
ремонте грузовых вагонов».
Номерные детали, не имеющие маркировку предприятия — изготовителя,
ремонту не подлежат и сдаются в металлолом.
Упорные угольники, розетки, расцепные рычаги, кронштейны
расцепных
рычагов осматривают, неисправные ремонтируют.
Разрешается производить приварку к ударной розетке отбитых частей
согласно технологической «Инструкции по сварке передних упоров» №
317 ПКБ ЦВ.
После ремонта и проверки клеймению подлежат: замок,
замкодержатель, предохранитель, подъемник, валик подъемника, тяговый
хомут, валик, клин тягового хомута, ударная розетка, балочка
центрирующего прибора, маятниковые подвески, упорная плита, корпус
поглощающего аппарата, корпус автосцепки, вкладыш и поддерживающая
плита центрирующего прибора.
Поглощающие аппараты класса Т0 к установке на цистерны
для перевозки опасных грузов выпуска с 01.01.1985г. не допускаются.
Они должны быть заменены аппаратами повышенной энергоемкости не
ниже класса Т1
6. РЕМОНТ ТОРМОЗНОГО
ОБОРУДОВАНИЯ
6.1 Тормозное оборудование осматривают и ремонтируют в
соответствии с «Инструкцией по ремонту тормозного оборудования
вагонов» ЦВ-ЦЛ-945, «Временной инструкцией по техническому
обслуживанию и ремонту тормозной системы с раздельным
торможением тележек с существующим и новым тормозным
оборудованием» (дополнение к инструкции ЦВ-ЦЛ-945).
7. РЕМОНТ ТЕЛЕЖЕК, КОЛЕСНЫХ ПАР,
БУКСОВОГО УЗЛА,
РЕССОРНОГО
ПОДВЕШИВАНИЯ
7.1 Ремонт 2-осных и 4-осных тележек грузовых вагонов
производят в соответствии с требованиями Руководящих документов:
«Ремонт тележек грузовых вагонов» РД 32 ЦВ 052-2009,
«Ремонт тележек
грузовых вагонов модели 18-100 с установкой износостойких элементов в
узлах трения» РД 32 ЦВ 072-2009,
«Ремонт тележек грузовых вагонов
модели 18-578 с упруго-катковыми скользунами грузовых вагонов» РД 32
ЦВ 082 -2006.
«Инструкция по ремонту тележек грузовых вагонов» РД 32
ЦВ 052-99 и
«Инструкция по ремонту тележек» ЦВ-0015.
Ремонт скользунов тележек ССВ-4500ХТ производить в
соответствии с требованиями «Инструкции по деповскому ремонту и
эксплуатации грузовых вагонов, тележки которых модернизированы по
проекту С 03.04»
Ремонт соединительных балок производят по требованиям
«Типового технологического процесса на ремонт соединительной балки
четырехосной тележки» ТК-232.
Все замеры производить согласно Руководящих документов:
«Методика выполнения измерений надрессорной балки, боковых рам,
пружин и рессорного комплекта при проведении деповского ремонта
тележек 18-100» РД 32 ЦВ 050-2005 и
«Методика выполнения измерений
деталей и узлов тележки 18-578 при проведении плановых видов ремонта» РД 32 ЦВ 081-2006.
7.2 Ремонт и освидетельствование колесных пар производится в
соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту
и формированию вагонных колесных пар» ЦВ/3429 при этом допускаемый
размер толщины обода колесных пар для вагонов с установленным
межремонтным нормативом 160000 и 210000 км или 2 и 3 года при выпуске
из ремонта должен быть не менее 35мм.
7.3 Демонтаж, ремонт и монтаж буксовых узлов выполняются в
соответствии с «Инструктивными указаниями по эксплуатации и ремонту
вагонных букс с роликовыми подшипниками» 3-ЦВРК.
7.4
.
ТРЕБОВАНИЯ К РЕМОНТУ 3-х ОСНЫХ ТЕЛЕЖЕК
7.4.1 Трехосные тележки
При разборке тележек разрядку заклиненных амортизаторов производить
после подъемки вагона непосредственно в рессорном проеме тележки.
Износ трущихся поверхностей деталей тележек допускается не более 3мм.
7.4.2 Боковые рамы тележек
7.4.2.1 В боковых рамах тележек разрешается ремонт следующих
частей;
— наплавка опорного выступа верхней части корпуса буксы;
— наплавка направляющих для пазов корпуса буксы и пазов надрессорной балки;
— заварка трещин по сварному шву в местах приварки верхней опоры к
хоботу боковой рамы;
— наплавка изношенной упорной поверхности конца боковой рамы;
— наплавка мест выработки стенок для валика в хоботе боковой рамы
и изношенных боковых поверхностей хобота.
Трещины в боковых рамах тележек заварить по специальному
разрешению железнодорожной администрации.
Кронштейны боковых рам тележек, у которых отверстия или втулки
для валиков подвесок триангеля разработаны по диаметру более чем на 3 мм,
ремонтировать.

Рисунок Д1.
7.4.2.2 Отремонтированные боковые рамы тележек типов КВЗ-1М
и УВЗ-9М должны удовлетворять следующим требованиям:
— расстояние между внутренними поверхностями буксовых челюстей у
тележек типов КВЗ-1М и УВЗ-9М допускается не более 342 мм;
— ширина боковых челюстей у тележек КВЗ-1М и УВЗ-9М допускается не
менее 156 мм;
— высота опорного выступа буксовых челюстей балансира и боковой рамы
должна быть не менее 3 мм (рисунок Д. 1).
7.4.3 Шкворневые балки
В шкворневых балках при ремонте разрешается:
— наплавка подпятникового места балки при глубине износа опорной
поверхности не более 7 мм; толщина стенки внутреннего бурта не менее 7
мм, внешнего — не менее 11 мм;
— наплавка или приварка планки на опорную плоскость скользуна;
— заварка трещин в сварных швах в местах приварки кронштейнов
скользунов;
— наплавка опорных поверхностей шкворневой балки в зоне прилегания к
подрессорным балкам;
— заварка не более двух трещин в подпятнике при суммарной длине их не
более 120 мм;
— заварка трещин в окне для прохода тяги тормоза;
— заварка трещин на крайних челюстях шкворневых балок с последующим
усилием накладками при условии, что после разделки трещин сечение
уменьшается не более чем на 20 %.
7.4.4 Надрессорные балки
В надрессорных балках при ремонте разрешается:
— наплавка направляющих вдоль и поперек балки;
— наплавка опорной поверхности;
— наплавка нижней плоскости в местах опоры нажимного клина
фрикционного амортизатора с последующей механической обработкой.
7.4.5 Балансиры
7.4.5.1 Износ отверстий в балансире для валиков допускается не более
4 мм по диаметру. При большем износе стенки отверстий ремонтируют
наплавкой с последующей рассверловкой их в пределах альбомных
размеров.
7.4.5.2 При ремонте разрешается наплавка изношенной опорной
поверхности, наплавка челюстной и вертикальных плоскостей балансира в
месте расположения хобота, а также заварка трещин в щечке балансира при
условии, что длина трещины не превышает 50 мм.
7.4.6 Скользуны
7.4.6.1 Скользуны разбирают, при этом планки скользунов с выработкой
более 2 мм заменяют новыми или отремонтированными.
Планки и прокладки должны иметь опорные предохранительные
планки, приваренные к продольной балке. Горизонтальная плоскость
головки болта должна находиться ниже рабочей плоскости планки
скользуна на 2-3 мм как показано па рисунке Д.2.
Вы можете оставить комментарии от своего имени, через сервисы представленные ниже:
|
салтанат 2022-12-13 06:23:44
очень хорошо написано
[Ответить] |
|


Страницы: [1]
Утверждено
Распоряжением ОАО «РЖД»
от 21 мая 2010 г. N 1078р
ГРУЗОВЫЕ ВАГОНЫ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 ММ
РУКОВОДСТВО ПО ДЕПОВСКОМУ РЕМОНТУ
РД 32 ЦВ 587-2009
Дата введения
1 июля 2010 года
1. ВВЕДЕНИЕ
1.1. Настоящее руководство устанавливает единые требования к проведению деповского ремонта грузовых вагонов колеи 1520 мм ремонтными структурными подразделениями ОАО «РЖД» и распространяется на все типы вагонов грузовых, имеющих право выхода на пути общего пользования, независимо от формы собственности.
1.2. Настоящее руководство содержит общие обязательные технические требования, требования безопасности и производственной санитарии, показатели и нормы, которым должны удовлетворять вагоны грузовые, прошедшие деповской ремонт на вагоноремонтных предприятиях независимо от формы собственности и имеющие разрешение на данный вид деятельности.
1.3. Сроки деповского ремонта грузовых вагонов установлены Положением о системе технического обслуживания и ремонта грузовых вагонов, допущенных в обращение на железнодорожные пути общего пользования в международном сообщении, утвержденным Распоряжением ОАО «РЖД» 707р от 08.04.2008 г.
1.4. Применение настоящего руководства сторонними организациями оговаривается в договорах (соглашениях) с ОАО «РЖД».
2. ОХРАНА ТРУДА
2.1. Администрация вагоноремонтных предприятий, независимо от форм собственности, обязана оборудовать все рабочие места и создать на них условия, соответствующие законодательству Российской Федерации.
2.2. Общие требования по охране труда и технике безопасности при ремонте грузовых вагонов должны соответствовать «Правилам по охране труда при техническом обслуживании и ремонте грузовых вагонов в вагонном хозяйстве железных дорог», утвержденным Распоряжением ОАО «РЖД» N 1063р от 26.05.2006 г.
2.3. Меры безопасности при ремонте и испытаниях грузовых вагонов должны быть указаны в технологических процессах, утвержденных на каждом вагоноремонтном предприятии в установленном порядке.
3. ДЕФЕКТАЦИЯ
3.1. Общие требования к дефектации
3.2. Дефектация деталей и сборочных единиц должна проводиться на специализированных рабочих местах, оснащенных специальным оборудованием.
Детали и сборочные единицы, подаваемые на дефектацию, должны быть чистыми и сухими.
У каждого рабочего места должна быть установлена тара для сбора негодных (отбракованных) деталей. Годные детали подаются на ремонтные и сборочные позиции.
3.3. Все шплинты и чеки крепления оборудования, расположенного под вагоном, подлежат замене на новые, независимо от технического состояния (без дефектации).
На остальных узлах заменить неисправные шплинты и чеки, а также демонтированные в процессе разборки узла.
3.4. Дефектация деталей, сборочных единиц и комплектующего оборудования в общем случае предусматривает:
— внешний осмотр визуально или с помощью лупы;
— контроль размеров и геометрических форм с помощью средств измерений (СИ) и средств допускового контроля (СДК);
— неразрушающий контроль и испытания на растяжение ответственных деталей по п. 3.5;
— стендовые испытания специализированного оборудования на соответствие паспортным характеристикам.
3.5. Испытания на растяжение проводить в соответствии с «Методикой испытаний на растяжение деталей грузовых и пассажирских вагонов» N 656-2000 ПКБ ЦВ.
Неразрушающий контроль деталей проводится в соответствии с нижеследующей документацией:
— РД 32.174-2001 «Неразрушающий контроль деталей вагонов. Общие положения»;
— РД 32.150-2000 «Вихретоковый метод неразрушающего контроля деталей» вагонов»;
— РД 32.149-2000 «Феррозондовый метод неразрушающего контроля деталей вагонов»;
— РД 32.159-2000 «Магнитопорошковый метод неразрушающего контроля деталей вагонов»;
— РД 07.09-97 «Руководство по комплексному ультразвуковому контролю колесных пар вагонов».
3.6. Дефектацию крепежных соединений в узлах, не подвергающихся разборке выполнять визуальным осмотром с выборочной проверкой затяжки резьбовых соединений.
Заклепочные соединения обстучать. При обнаружении признаков ослабления (дребезжании), а также трещин, сколов в головках, заклепки заменить. Запрещается подчеканка или заварка ослабленных заклепок.
3.7. Болты, гайки, винты заменить при наличии следующих дефектов:
— забоин, вмятин на резьбовой части;
— срыва резьбы двух или более ниток;
— смятия граней головок болтов, срыв шлицев под отвертку у винтов.
Запрещается устанавливать простые гайки вместо корончатых, предусмотренных чертежами завода-изготовителя.
Деревянные детали проверить на отсутствие механических повреждений и следов гнили, прочность соединений. Неисправные детали отремонтировать или заменить.
4. РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
4.1. Съемные детали автосцепного устройства снимают с вагона и направляют на участок ремонта автосцепного устройства, где производят ремонт в соответствии с требованиями «Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации» ЦВ-ВНИИЖТ-494-97, с «Типовым технологическим процессом ремонта автосцепного устройства» ТК-289, введено Распоряжением N 2547р от 14.12.2009 г., и «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
4.2. Детали, не имеющие маркировку предприятия-изготовителя, ремонту не подлежат и сдаются в металлолом.
4.3. Упорные угольники, розетки, расцепные рычаги, кронштейны расцепных рычагов осматривают, неисправные ремонтируют.
Разрешается производить приварку к ударной розетке отбитых частей согласно технологической «Инструкции по сварке передних упоров» N 317ПК-БЦВ.
4.4. После ремонта и проверки клеймению подлежат: замок, замкодержатель, предохранитель, подъемник, валик подъемника, тяговый хомут, валик, РД ЦВ клин тягового хомута, ударная розетка, балочка центрирующего прибора, маятниковые подвески, упорная плита, корпус поглощающего аппарата, собранная автосцепка, вкладыш и поддерживающая плита центрирующего прибора.
5. РЕМОНТ ТОРМОЗНОГО ОБОРУДОВАНИЯ
5.1. Ремонт и испытание тормозного оборудования полувагонов модели 12-132-03 производить в соответствии с «Руководством по ремонту» N УВЗ-50-51-2008РК.
5.2. Ремонт и испытание тормозного оборудования всех остальных моделей грузовых вагонов производится в соответствии с «Инструкцией по ремонту тормозного оборудования вагонов» ЦВ-ЦЛ-945.
6. РЕМОНТ КОЛЕСНЫХ ПАР, БУКСОВОГО УЗЛА
6.1. Ремонт и освидетельствование колесных пар производится в соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429.
6.2. Демонтаж, ремонт и монтаж буксовых узлов выполняются в соответствии с «Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК.
6.3. Ремонт и освидетельствование колесных пар грузовых вагонов с буксовыми коническими подшипниковыми узлами производится в соответствии с Руководящим документом:
— N РД 32 ЦВ-ВНИИЖТ-БРЕНКО-2009 «Руководящий документ по техническому обслуживанию, ремонту и освидетельствованию колесных пар грузовых вагонов с буксовыми коническими подшипниками «БРЕНКО» кассетного типа производства компаний «Амстед Рейл Компании Инк» и ООО «ЕПК-Бренко Подшипниковая Компания» в габаритах 150 x 250 x 160 мм (черт. N СР-202345-1), 130 x 250 x 160 мм (черт. N DP-201925-1 А)»;
— N РД ЦВ-ВНИИЖТ-СКФ-2008.01 «Руководящий документ по техническому обслуживанию колесных пар с буксовыми коническими подшипниковыми узлами SKF ВТ2-8720 (в габаритах 150 x 250 x 160 мм) и SKF ВТ2-8705 (в габаритах 130 x 250 x 160 мм) для грузовых вагонов».
7. РЕМОНТ ТЕЛЕЖЕК
7.1. Ремонт тележек грузовых вагонов производят в соответствии с требованиями Руководящих документов: «Ремонт тележек грузовых вагонов» РД 32 ЦВ 052-2005, «Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» РД 32 ЦВ 072-2005 и «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов» РД 32 ЦВ 082-2006.
Ремонт соединительных балок производят по требованиям «Типового технологического процесса на ремонт соединительной балки четырехосной тележки».
Все замеры производить согласно Руководящим документам: «Методика выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении деповского ремонта тележек 18-100» РД 32-ЦВ 050-2005 и «Методика выполнения измерений деталей и узлов тележки 18-578 при проведении плановых видов ремонта» РД 32 ЦВ 081-2006.
8. РЕМОНТ РАМ ГРУЗОВЫХ ВАГОНОВ
8.1. Все части рамы и сварные соединения очищают от загрязнений, разрушившихся лакокрасочных покрытий, отслаивающейся ржавчины и подвергают контролю их техническое состояние.
8.2. Балки рам вагонов, имеющие трещины и изломы, а также хребтовые балки с протертостями и трещинами в местах постановки поглощающих аппаратов ремонтируют в соответствии с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г., и «Технологического процесса ремонта сваркой несущих элементов грузовых вагонов с применением накладок» ТК-07-ТВМ.
8.3. Не допускается прогиб боковых, продольных и хребтовых балок в горизонтальной и вертикальной плоскостях более чем на 50 мм (на всю длину балки); для промежуточных, шкворневых и концевых балок вагонов всех типов — не более чем на 20 мм, а также прогиб конца концевой балки, при котором нарушено соединение ее с угловой стойкой.
Балки рамы вагонов, имеющие прогибы более допускаемых, выправляют.
8.4. Балки рамы, поврежденные коррозией от 15 до 30% поперечного сечения, ремонтируют сваркой в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. и «Технологическим процессом ремонта сваркой несущих элементов грузовых вагонов с применением накладок» ТК-07-ТВМ, если при этом отдельные элементы их (горизонтальные полки, вертикальные стенки) имеют толщину не менее половины конструктивной толщины.
Измерения производить толщиномером ультразвуковым.
8.5. Скользуны очистить от грязи и осмотреть. Изломанные скользуны заменить. Скользуны с износом контактной поверхности более 5 мм заменить. Скользуны с износом контактной поверхности от 2 до 5 мм ремонтировать износостойкой наплавкой с последующей механической обработкой. Скользуны, имеющие трещины, ремонтировать сваркой.
Упруго-катковые скользуны грузовых вагонов ремонтируются согласно требованиям Руководящего документа «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов» РД 32 ЦВ 082-2006.
8.6. Пятник очищают от грязи и осматривают.
8.6.1. Пятник, имеющий трещины, износ плоской опорной или упорной (конусной) поверхности более 3 мм снимают с вагона, заменяют на новый или ранее отремонтированный согласно технологической инструкции «Восстановление износостойкой автоматической наплавкой пятника грузовых вагонов с последующей механической обработкой» ТИ — ТНП/2001, разработанной ВНИИЖТ. Отремонтированный пятник должен соответствовать конструкторской документации для данного типа вагона.
8.6.2. Ремонт пятника способом приварки колец и пластин запрещается.
8.6.3. Пятник с диаметром отверстия под шкворень более 60 мм для четырехосных вагонов и более 76 мм для восьмиосных (замеры производить на глубине 10 мм от плоской опорной поверхности пятника) снимают с вагона и заменяют на новый или отремонтированный, в соответствии с конструкторской документацией для данного типа вагона и в соответствии с технологическим процессом ТК-231 ПКБ ЦВ.
8.6.4. Ослабшие заклепки крепления пятника заменить на новые.
9. РЕМОНТ КУЗОВА ГРУЗОВЫХ ВАГОНОВ
9.1. Общие положения
9.1.1. Местные вмятины и прогибы стоек, раскосов, верхней и нижней обвязок глубиной более 30 мм ремонтировать правкой или постановкой накладок с обваркой по периметру.
9.1.2. Трещины в металлических элементах кузовов, рам, крыш, полов, бортов платформ всех типов вагонов ремонтируют в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов», утв. 30.05.2008 г.
9.1.3. Участки металлической обшивки кузовов все типов грузовых вагонов, имеющие пробоины, потертости, коррозийное повреждение, ремонтируют в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов», утв. 30.05.2008 г.
9.1.4. Все неисправные узлы и детали кузова: переходные площадки, подножки, лестницы, дверные направляющие, ограждения должны быть отремонтированы в соответствии с конструкторской документацией.
9.1.5. Поручни, ступени, лестницы, барьеры ограждения, имеющие волнообразные изгибы более 25 мм, ремонтируют правкой.
9.1.6. Изломанные подножки и поручни должны быть заменены в соответствии с конструкторской документацией данного типа вагона. Сварные и ослабшие заклепочные крепления заменять на болтовые с прихваткой гаек электросваркой.
9.1.7. Суммарное уширение или сужение боковых стен в средней части межстоечного проема полувагонов допускается не более 60 мм. Уширение или сужение одной стены в средней части допускается не более 30 мм. Суммарное уширение боковых стен в плоскости угловых стоек допускается не более 30 мм.
9.1.8. Перекос кузова полувагонов, крытых и специализированных вагонов допускается не более 30 мм.
9.1.9. Допускают на 1 м металлической обшивки кузовов, дверей, крыш, бортов платформ до 10 вмятин глубиной до 30 мм.
9.1.10. Отсутствующие детали кузовов заменить новыми или отремонтированными до чертежных размеров.
9.1.11. Разработанные отверстия рычагов, а также износ валиков шарнирных соединений более 3 мм в разгрузочных устройствах специализированных вагонов ремонтируют до чертежных размеров.
9.2. Ремонт крытых вагонов
9.2.1. Ремонт кузова
9.2.1.1. Все неисправности в обшивке потолка из фанеры толщиной 8 мм, древесноволокнистой плиты толщиной 6 — 8 мм (или 4 мм в два слоя), провисания, нарушения мест крепления листов и др. должны быть устранены. Вновь устанавливаемые части обшивки взамен неисправных должны быть толщиной не менее 8 мм.
Поврежденные участки панелей обшивки потолка ремонтируют путем вырезания неисправной части и постановки ремонтной вставки соответствующей длины между исправными частями основной панели в следующих количествах, шт.:
— при нарезных панелях на всем поперечном сечении кузова — не более трех;
— на панелях длиной до 1 м — не более одной;
— при длине панели длиной более 1 м — не более двух.
В остальных случаях неисправные листы обшивки заменяют новыми.
9.2.1.2. Ремонтные вставки и целые листы перед постановкой подгоняют и грунтуют с обеих сторон. Целые листы и вставки крепят к деревянным брускам дуг крыш гвоздями 2 x 40 мм с шагом от 150 мм до 180 мм, а в местах изгиба обшивы — с шагом не более 100 мм.
9.2.1.3. Неисправные армировочные планки ремонтируют или заменяют новыми стальными толщиной от 0,8 мм до 1 мм, шириной 35 мм.
Поверхности армировочных планок, соприкасающиеся с деревоплитой, перед постановкой окрашивают.
9.2.1.4. Места с поврежденной окраской, вновь поставленные листы и ремонтные вставки окрашивают в один слой под цвет старой краски.
9.2.1.5. В местах повреждений кузова перед производством ремонтных работ обшивку из фанеры с внутренней стороны снимают. После окончания работ обшивку восстанавливают.
9.2.1.6. Доски обшивки без шпунтов, гребней, не плотно прилегающих друг к другу (при наличии просветов между ними), изломанные и с трещинами заменяют.
9.2.1.7. Исправные нестандартные по ширине доски обшивки разрешается оставлять. Допускается постановка склеенных досок встык на всех стенах, за исключением четырех верхних подряд, в остальной части — через одну. Стык склеенной доски располагают в шахматном порядке. Во всех случаях четыре нижние доски ставят целыми.
9.2.1.8. Вновь поставленная обшивка должна быть собрана и плотно стянута. Допускается выход кромки обшивки у основания гребня и от кромки соседней обшивки не более 3 мм.
9.2.2. Ремонт пола
9.2.2.1. Поврежденные доски пола заменяют новыми или исправными, при этом толщина вновь поставленных досок должна быть не менее 48 мм, а ширина — не менее 100 мм.
Настил пола должен быть собран плотно. Допускаются местные несквозные зазоры в соединении досок сверху и снизу не более 3 мм. Несквозные зазоры между досками неперебираемого настила пола допускаются не более 5 мм сверху и снизу. При зазорах более 5 мм настил пола перебирают. В местах сопряжения досок пола разной толщины выступающие грани более толстых досок сострагивают с обеспечением плавного перехода к плоскости более тонкой доски. Допускается неплоскостность поверхностей пола не более 3 мм.
9.2.2.2. При замене неисправных досок пола допускается постановка досок встык в шахматном порядке через одну целую. Постановка в дверном проеме досок встык запрещается.
Концы досок в месте стыка располагают на одной из полок швеллеров хребтовой балки и укрепляют болтами с планками. Соединение досок встык выполняют в четверть.
Стык склеенной доски пола располагают только по армировке хребтовой балки, при этом постановка склеенных досок в дверном проеме не допускается.
9.2.3. Ремонт крыши
9.2.3.1. Перед ремонтом крышу и крепление к кузову осмотреть. Крепежные уголки, планки, накладки, кронштейны, имеющие трещины, механические повреждения, трещины сварных швов, износ отверстий под крепежные болты заменить новыми или восстановить в соответствии с проектом «Унифицированная крыша крытых вагонов с дугами поверху» М 1604 ПКБ ЦВ. Крышу к верхней обвязке продольных стен крепят сваркой равнополочными уголками 50 x 50 x 5В длиной 100 мм ГОСТ 8509-85, марка стали В ст3сп ГОСТ 535-2006, или планками размером 30 x 100 x 8В ГОСТ 19903-74 В ст3сп ГОСТ 14637-89, с последующим креплением болтами М12 x 90. Количество уголков (планок) — 40 штук, количество болтов — 42 штуки на вагон.
Крепление крыши к торцевой стене производится сваркой с применением металлических вставок 57 x 100 x 12В ГОСТ 14637-89, В ст3сп ГОСТ 14637-89 с последующим креплением болтами М12 x 65. Количество вставок — 12 штук, количество болтов — 14 штук на вагон.
После затяжки болтового соединения гайку обварить.
Сварочные работы проводить по ГОСТ 14771-76 и «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008. Крепление крыши должно обеспечивать плотное прилегание к верхней обвязке кузова вагона.
9.2.3.2. Допускается оставлять без ремонта местные коррозийные повреждения кровли глубиной не более 1 мм толщины металлического листа.
Коррозионные повреждения кровли не более 50% толщины листа на площади 0,3 м2 ремонтировать установкой накладки. При коррозийном повреждении крыши вагона более 50% толщины листа крыши карта кровли заменяется полностью.
Замену крыш крытых вагонов производить по проекту «Унифицированная крыша крытых вагонов с дугами поверху» М 1604 ГЖБ ЦВ с комбинированным (сварным и болтовым) креплением.
9.2.3.3. Отремонтированная крыша должна обеспечивать бездефектную эксплуатацию до следующего ремонта. Все основные технические характеристики и эксплуатационные параметры отремонтированной крыши не должны уступать соответствующим показателям, содержащимся в конструкторской документации на изготовление крыши.
9.2.3.4. На крыше разрешается заваривать не более двух трещин на площади не более 1 м2 длиной не более 150 мм. При ремонте крыш внутренняя подшива крыши, щитки фрамуг снимаются и восстанавливаются по согласованию с заказчиком. Трещины в дугах ремонтируют заваркой, зачисткой сварного шва и усилением накладками.
9.2.3.5. Помост крыши, поручни помоста и фрамуги, лестницу восстановить, если на крыше имеются загрузочные люки. При отсутствии люков на крыше установка помостов производится согласно конструкторской документации на данный тип вагона. Уплотнительные кольца загрузочных люков заменить на новые.
9.2.3.6. Крышки загрузочных люков, их сборочные единицы и детали осмотреть, имеющие дефекты отремонтировать, а негодные заменить на новые. Заварку загрузочных крышек люков производить в соответствии с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. Вагоны, поступившие в ремонт с крышами без загрузочных люков, таковыми не оборудовать.
9.2.3.7. Крышки печной разделки осмотреть, имеющие дефекты отремонтировать, негодные заменить на новые.
9.2.3.8. Фрамугу, поврежденную коррозией до 30% по толщине, оставить без ремонта. При коррозионном повреждении более 30% фрамугу заменить. Фрамуги, имеющие трещины, ремонтировать сваркой с постановкой усиливающих накладок.
Продольные трещины длиной до 100 мм ремонтировать сваркой без постановки усиливающих накладок.
9.2.3.9. Металлическую кровлю снаружи и внутри очистить от остатков грузов, мусора, разрушившейся краски.
9.2.3.10. Допускается оставлять без ремонта местные коррозионные повреждения кровли не более 1/3 толщины металла. При больших повреждениях карту кровли заменить.
9.2.3.11. Трещины и пробоины кровли ремонтировать постановкой на поврежденное место плоской (гофрированной) накладки толщиной 1,5 мм с обваркой ее по периметру.
Допускается ремонтировать несколько трещин, пробоин одной накладкой при условии, что ее площадь не превышает 0,3 м. На одной карте кровли допускается постановка не более 2-х накладок с расстоянием между ними не менее 1000 мм.
9.2.3.12. При смене карты кровли поврежденную карту срезать по смежным дугам, обвязочному угольнику. Накладываемую новую карту кровли уплотнить и приварить сплошным швом к дугам и обвязочному угольнику.
При негодности полотна загрузочного люка или карт кровли в этом пролете поврежденное полотно срезать вместе с люком и картами по смежным дугам, обвязочному угольнику; наложить новую карту кровли, уплотнить и приварить сплошным швом.
На одной крыше допускается смена не более 4 карт кровли.
9.2.3.13. При повреждениях, превышающих перечисленные в п. п. 9.2.3.10, 9.2.3.11, крышу снять с вагона и заменить на исправную.
9.2.3.14. Поврежденные сварные швы на крыше восстановить сваркой по ГОСТ 14771-76 и «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
9.2.3.15. Приварка накладок на кровлю и новых карт проводить по ГОСТ 14771-76 и «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
9.2.3.16. Сварные швы должны быть плотными и исключать проникновение влаги в кузов вагона.
9.2.3.17. Вмятины кровли не более 30 мм на площади до 0,3 м2 допускаются без исправления. При больших вмятинах их выправить.
Отклонение дуг от вертикали допускается не более 15 мм.
9.2.3.18. Перекрытие листов внахлестку при смене карт кровли должно быть не менее 30 мм.
Крышки печной разделки снимают, очищают, осматривают и ремонтируют.
9.2.3.19. Дуги очистить от разрушившегося лакокрасочного покрытия, ржавчины и грязи.
9.2.3.20. Коррозионные повреждения элементов крыши допускаются не более 1 мм толщины металла. При большем повреждении элементы заменить новыми или ремонтировать постановкой усиливающих накладок.
Дуги, имеющие поперечные трещины более 30% сечения элементов, ремонтировать сваркой с постановкой усиливающих накладок, а имеющие поперечные трещины более 30% сечения элементов, изломы и повреждения коррозией более 30% толщины металла, заменить новыми.
9.2.3.21. Крышу подшить фанерой толщиной 8 мм или древесно-волокнистой плитой толщиной от 6 мм до 8 мм или 4 мм в два слоя, вплотную с кровлей.
9.2.3.22. Исправные или отремонтированные люки, помосты крыш и лестницы разрешается использовать вторично.
9.2.3.23. Крышу с дугами поверху осмотреть, трещины в сварных соединениях дуг и карт крыши разделать и заварить независимо от длины. Трещины или изломы в дугах ремонтировать сваркой с последующим усилением накладкой и обваркой сплошным швом по периметру. Допускается изломы, пробоины или лучевые трещины в дугах ремонтировать путем постановки вставки длиной не менее 500 мм. Места соединения перекрывать накладками с последующей обваркой по периметру сплошным швом. Допускается полная замена дуги. Остальные дефекты устраняют согласно п. п. 9.2.3.1 … 9.2.3.22 настоящего Руководства.
9.2.4. Ремонт боковых люков
9.2.4.1. Рамку люка, имеющую вмятины и прогибы, выправляют. Трещины рамки ремонтируют сваркой с постановкой накладок с внутренней стороны вагона.
9.2.4.2. Крышки люка выправляют, волнистость полотна не допускается.
9.2.4.3. Крышки люков, имеющие коррозийное повреждение более 2 мм, заменяют.
9.2.4.4. Неисправные люковые запоры, крепежные соединения ремонтируют или заменяют.
9.2.4.5. Крышка люка в закрытом состоянии должна плотно прилегать к рамке люка. Кромки закрытой крышки люка должны перекрывать рамку люка по периметру не менее чем на 15 мм.
9.2.5. Ремонт дверей
9.2.5.1. Двери осматривают и ремонтируют согласно конструкторской Документации данного типа и модели вагона.
9.2.5.2. Дверные проемы выправляют и укрепляют. Дверные стойки, зонты, направляющие, пороги выправляют, неисправные заменяют. Толщина вновь установленного порога должна быть не менее 4 мм. Толщина вновь установленного зонта должна быть на менее 2 мм. Размер перекрытия зонтом верхней части двери или направляющей планки должен быть не менее 30 мм. Вновь устанавливаемые направляющие изготавливаются из профиля N 4 ГОСТ 5267.2-90/Ст3кп2.
9.2.5.3. Обвязки, имеющие изгибы, выправляют. Разность величин диагоналей и непараллельность боковых, нижней и верхней обвязок дверей допускается не более 7 мм.
9.2.5.4. Обвязки двери, дверного проема с трещинами и изломами ремонтируют сваркой, с постановкой усиливающих накладок соответствующего профиля.
9.2.5.5. Доски обшивки двери, имеющие повреждения (изломы, поперечные трещины, гнилость), заменяют.
9.2.5.6. Внутреннюю обшивку дверей с пробоинами, изломами заменяют. При этом армировочные планки при постановке их на дверь не должны иметь местных вмятин или искривлений.
9.2.5.7. Прямолинейность притворных уголков дверного проема проверяют. Местные вмятины уголков допускаются не более 5 мм.
9.2.5.8. Местный зазор между дверной обвязкой и притворным уголком при закрытой дверной закидке допускается не более 6 мм.
9.2.5.9. Размер перекрытия верхней части двери зонтом или направляющей планкой должен быть не менее 25 мм.
Размер перекрытия зонтом верхней части двери показан на рисунке 1.
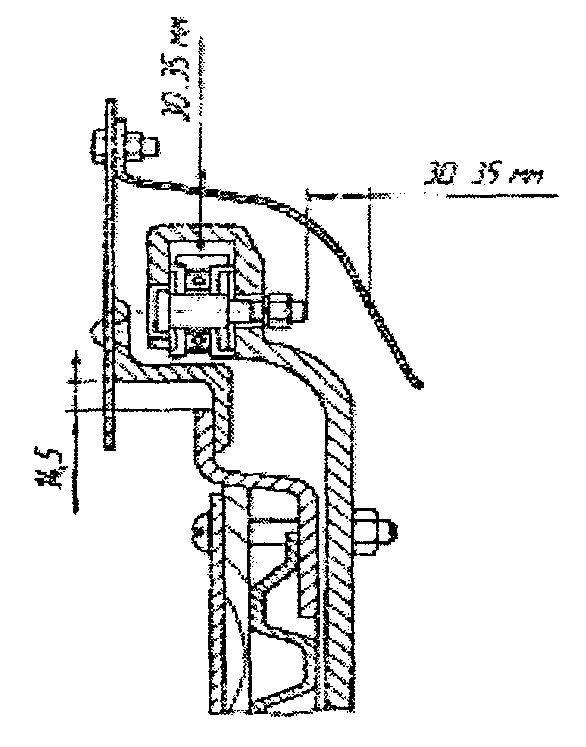
Рисунок 1. Размер перекрытия зонтом верхней части двери
9.2.5.10. Механизм закрывания двери осматривают, неисправные детали ремонтируют или заменяют новыми.
Механизмы закрывания дверей, на которых стоит предохранительно-защитное приспособление от хищения груза, должны быть осмотрены после срезания этого приспособления. Неисправные детали механизма закрывания дверей ремонтируют или заменяют новыми, после чего устанавливают новое предохранительно-защитное приспособление от хищения груза.
9.2.5.11. Для открывания дверей ломом на боковых стенах кузова при отсутствии устанавливают металлические планки с отверстиями. Погнутые планки выправляют.
9.2.5.12. Опоры для погрузочно-выгрузочных приспособлений или съемных стремянок, убирающиеся подножки ремонтируют, отсутствующие устанавливают.
9.2.5.13. Изогнутые державки дверного ролика снимают и выправляют, дверной ролик проверяют на свободность вращения. Шариковые подшипники очищают, смазывают смазкой ЦИАТИМ-201, несправные заменяют новыми.
9.2.5.14. Дверные упоры должны быть высотой 90 — 100 мм с захватом для предотвращения падения дверей в пути следования. Крепление упоров должно быть типовое и соответствовать конструкции вагона.
Дефекты кронштейна двери:
— обрыв или трещина сварного шва;
— ослабление или обрыв крепежных соединений — ремонтируют сваркой.
При отсутствии кронштейна двери на его штатное место устанавливают отремонтированный или новый кронштейн.
9.3. Ремонт 4-осных крытых вагонов для скота
9.3.1. Ремонт кузова вагона
9.3.1.1. Обшивку кузова осматривают. Обшивка, имеющая нестандартные размеры, указанные в рабочих чертежах, расколотая, с поврежденными пазами и гребнями, поврежденная гнилью, а также короткая заменяется.
Разрешается постановка на вагон склеенных досок боковой и торцевой обшивки толщиной от 35 мм до 40 мм со стыком на середине шкворневых и промежуточных стоек кузова с постановкой с внутренней стороны вагона металлических планок толщиной от 1,5 до 4,5 мм. Постановка планок на стык обшивки толщиной менее 1,5 мм не допускается.
Склеенную доску обшивки устанавливают через одну целую с расположением стыков в шахматном порядке. Новые доски пропитывают антисептиком.
Постановка разной по ширине обшивки стен не допускается, за исключением верхней и нижней досок, которые могут отличаться по ширине от остальных.
Допускается постановка обшивки шириной до 240 мм с прострожкой ложной канавки и подборкой обшивы по ширине.
Местные зазоры между нижней доской боковой обшивки и боковым швеллером рамы допускаются не более 3 мм.
Сплошной зазор между боковой и торцевой обшивкой у основания гребня допускается не более 1 мм. Местные зазоры на 1/3 длины доски допускаются до 2 мм. Выступление нижней обшивки над боковым швеллером рамы допускается до 5 мм.
Установка окон и крышек люков, в том числе и на двухъярусных вагонах, производится согласно чертежным размерам.
9.3.1.2. Доски пола осматривают. Доски, имеющие поперечные трещины, с поврежденными пазами и гребнями, гнилые следует заменять новыми. Новые доски должны быть пропитаны антисептиком петролатум.
Разрешается постановка на пол склеенных досок со стыком на середине хребтовой балки, при этом две склеенные доски и одна цельная должны чередоваться через одну (две склеенные через одну не склеенную).
Запрещается постановка в дверном проеме стыкованных досок пола.
Допускается постановка новых досок, толщиной не менее 48 мм, а также бывших в эксплуатации, толщиной не менее 46 мм и шириной не менее 100 мм с постановкой в дверном проеме, на ширину вагона, усиливающего металлического листа, толщиной 4 мм, при наличии усиливающих подпольных балочек.
В зоне дверного проема допускается одну-две крайние доски подгонять по месту. Места стыка досок пола с боковой и торцевой обшивками должны быть заполнены мастикой N 579.
Болты и прижимные угольники пола перед установкой смазывают мастикой N 579.
Ширина доски допускается от 135 мм до 235 мм.
Для уплотнения пола стыки досок прокрашивают краской эмаль ПФ-115 ГОСТ 6586-77 или грунтом ФЛ-ОЗК ГОСТ 6586-77.
Доски пола должны быть плотно прижаты друг к другу. Зазор между досками допускается не более 1,5 мм.
9.3.1.3. Дефектацию и ремонт металлических деталей кузова, пола, пола второго яруса и дверей производить в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
9.3.2. Ремонт крыши вагона
9.3.2.1. Крышу вагона очищают от грязи и отслоившейся ржавчины. Поврежденные листы крыши ремонтируют или заменяют новыми.
9.3.2.2. Перед постановкой на вагон листы кровельной стали очищают и грунтуют с обеих сторон олифой оксоль ГОСТ 190-78 или натуральной ГОСТ 7931-76 с добавлением 10% густотертого железного сурика ГОСТ 8135-74.
9.3.2.3. Подрамники изготовляют из стального листа толщиной 1 мм. Подрамники прикрепляют к карнизам кровельными гвоздями 3,5 x 45 мм ГОСТ 4030-63.
9.3.2.4. Листы вдоль вагона соединяют одинарными кровельными лежачими замками шириной 20 мм, швы загибают в направлении скатов крыши и каждый шов обжимают. Кромки кровли загибают на длине 45 — 55 мм за подрамники, а затем вместе с подрамниками плотно пригибают к карнизам.
9.3.2.5. Листы поперек вагона должны соединяться в двойной кровельный замок с вертикальным гребнем высотой 15 — 20 мм. Каждый поперечный шов крыши должен крепиться усиленными (двойными) кляммерами.
9.3.2.6. Крепление кляммеров к опалубке должно производиться тремя кровельными гвоздями размером 2,5 x 50 мм. Концы гвоздей должны быть загнуты и обратно забиты в опалубку.
9.3.2.7. Вновь устанавливаемые участки обшивки крыши взамен неисправных должны быть толщиной не менее 8 мм.
Крыша двухъярусного вагона для перевозки скота осматривается, трещины длиной до 100 мм ремонтируют сваркой. При трещинах длиной более 100 мм, пробоинах общей площадью до 0,3 м, ремонтируют постановкой профильных накладок с перекрытием трещин и кромок отверстий по 50 мм на сторону. Катет шва не более 3 мм. Трещины сварных швов крепящих патрубки флюгарок, дефектные сварочные швы крепления гофр на крыше устраняют сваркой при катете шва 3 мм.
Неисправные панели подшивки крыши заменяют. Крепят панели гвоздями ГОСТ 4028-63 длиной 60 мм шагом 70 мм в шахматном порядке.
Фанера перед постановкой должна быть загрунтована с двух сторон грунтом ФЛ-ОЗК ГОСТ 6586-77 или ГФ-0119 ГОСТ 6586-77.
9.3.3. Ремонт внутреннего оборудования
9.3.3.1. Систему печного отопления ремонтируют. Неисправные детали заменяют новыми.
9.3.3.2. Баки водоснабжения при необходимости ремонтируют, зазор между поперечной балкой и обечайкой бака должен быть не менее 15 мм. Баки не должны иметь уклон в сторону сливного устройства для слива воды.
9.3.3.1. Кронштейны бака должны прилегать к опорным поверхностям поперечных балок. Допускается местный зазор на обеих опорах не более 5 мм. Большие зазоры устраняются с помощью регулирующих планок.
9.3.3.2. Баки внутри очищают и промывают, а снаружи окрашивают в серый цвет.
9.3.3.3. Систему водоснабжения испытывают на водонепроницаемость наливом воды в систему, при этом все краны должны быть закрыты. Течь и отпотевание в местах соединения не допускаются. Система водоснабжения после ремонта должна дезинфицироваться по действующим санитарным правилам от 30.07.96 N ЦУФ-6/19.
9.3.3.6. Трубы от баков к раздаточным рукавам должны иметь уклон 25 — 30 мм на всю длину. Все резьбовые соединения системы водоснабжения должны иметь льняную подмотку, пропитанную суриком, плотно затянутую.
9.3.3.7. Корыта приводят в полную исправность, а негодные заменяют новыми. Качка корыта вместе с опорами не допускается. Подгонка опор должна осуществляться по месту.
9.3.3.8. Разность замеров высоты корыта на опорах по размеру 2735 мм допускается не более 15 мм.
9.3.3.9. Корыта после ремонта или изготовления проверяют на водонепроницаемость наливом воды.
9.3.3.10. Снаружи корыта окрашивают лаком БТ-577 ГОСТ 6586-77, а внутри водостойкой краской.
9.3.3.11. Цепь прикрепляют на ручке корыта и привертывают к стене вагона болтом диаметром 12 мм. Длина цепи должна быть от 300 мм до 325 мм.
9.3.3.12. Кормушки, имеющие повреждения прутков, нижних или верхних труб, ремонтируют или заменяют новыми.
Верхние и нижние трубы кормушек должны быть параллельными. Разность зазоров у места крайних прутков не должна превышать 5 мм.
9.3.3.13. Кормушки в нерабочем положении складывают и подвешивают к кронштейнам на продольные стены вагона. К пруткам кормушек и боковым стенам вагона должны быть прикреплены увязочные кольца.
Неисправности деталей кормушек и корыт устраняют после разборки и снятия деталей, требующих ремонта.
9.3.3.14. Петли откидных бортов, запорные устройства, крепежные соединения, рамки, полки сеновалов осматривают и приводят в исправное состояние. В нерабочем положении их полки должны быть опущены на резиновые амортизаторы и закреплены крючками.
9.3.3.15. Полки сеновала с изломанными рамками заменяют новыми.
9.3.3.16. Отклонение рамки сеновала относительно ее полки допускается не более 5 мм, а крайних и промежуточных планок от вертикали не более 10 мм.
9.3.3.17. Щитовые решетчатые двери, имеющие повреждения, ремонтируют, а отсутствующие — восстанавливают согласно рабочим чертежам.
9.3.3.18. Разность уровня створок дверей по верхним плоскостям допускается не более 15 мм. Зазор между створками должен быть от 15 мм до 35 мм.
Створки двери должны свободно открываться и закрываться, без заеданий.
9.3.3.19. У двухъярусных крытых вагонов для перевозки скота, имеющих служебные помещения, ремонту подлежат: столик, шкаф, поперечная стенка, перегородка служебного отделения, при наличии поломок покрытия, двери, доски полок, стенок и перегородки.
Неисправные детали заменяют исправными, изготовленными по рабочим чертежам.
Проверяют установку печи в служебном отделении. Неисправности контура трубы устраняют и устанавливают на место. Смещение конуса или зонта относительно трубы допускается не более 5 мм. Нарушение обивки стен и пола кровельным железом по асбесту восстанавливают, выход асбеста из-под места обивки не допускается.
Установку после ремонта и при отсутствии дверей служебного помещения, сиденья, окон, решеток оконных, умывальной чаши и сливной трубы, а также электрооборудования и других узлов и деталей производят по требованиям рабочих чертежей.
9.4. Крытые вагоны-хопперы для перевозки
минеральных удобрений
9.4.1. Кузов и крыша
9.4.1.1. Кузов и крышу ремонтируют согласно требованиям п. 9.1, 9.2.1, 9.2.3.
9.4.1.2. Коррозийные повреждения обшивки кузова, измеренные толщиномером и отраженные в дефектной ведомости ф. ВУ-22М, толщиной 3 мм допускаются не более 50% толщины листа. При оставшейся толщине листа менее 1,5 мм дефектные места площадью до 0,5 м2, вырезают с последующей постановкой накладки с обваркой по периметру.
9.4.1.3. Дуги и обвязочные угольники, имеющие поперечные трещины, изломы, ремонтируют сваркой с постановкой накладок.
9.4.1.4. Коррозионные повреждения листов крыши с остаточной толщиной листа не менее 1,5 мм допускается оставлять без ремонта. Измерения производить толщиномером.
При повреждении более 1,5 мм толщины листа толщиной 3 мм, на поврежденные участки наваривают накладки площадью до 0,5 м2 толщиной не менее 3 мм.
9.4.1.5. Трещины, пробоины листов крыши, фрамуг устраняют путем постановки накладок толщиной не менее 3 мм с обваркой по периметру.
9.4.1.6. Крышки загрузочных и разгрузочных люков.
Погнутую отбортовку загрузочных люков и крышек выправляют, имеющиеся трещины, не переходящие на поверхность крышек и отбуртовки люков, ремонтируют сваркой.
Изогнутые рычаги запорных механизмов для крышек загрузочных люков выправляют, изломанные — заменяют, отсутствующие — устанавливают, так же как и натяжные рукоятки, стойки, кольца, тяги, штанги, опорные штанги — в целом механизм пломбирования загрузочных люков.
9.4.1.7. Допускается оставить без ремонта коррозийные повреждения на крышке люка не более 1 мм.
При повреждении более 1 мм до 1,5 мм толщины листа приваривают накладки толщиной не менее 3 мм, свыше 1,5 мм — заменяют лист.
9.4.1.8. Допускаются местные зазоры длиной не более 100 мм и глубиной не более 1 мм, а суммарной длиной не более 800 мм на одну крышку загрузочного люка. Зазоры свыше указанных размеров устраняют путем выравнивания горловины и крышки люка.
9.4.1.9. Погнутость отбортовки разгрузочного люка более 8 мм выправляют. Прогиб крышки люка более 25 мм по всей площади выправляют при ее снятии.
9.4.1.10. Уплотнения разгрузочных люков с разрывами, трещинами, расслоениями заменить новыми. Неисправные детали крепления (болты, планки) заменяют.
9.4.1.11. Зазоры по периметру между кузовом, бункером и крышкой разгрузочного люка не допускаются.
9.4.2. Механизм разгрузки
9.4.2.1. После проверки работоспособности механизма разгрузки неисправные детали восстанавливают до чертежных размеров или заменяют на новые.
9.4.2.2. Переднюю крышку цилиндра двустороннего действия снимают совместно со штоком и поршнем. Неисправные манжеты при сборе цилиндра заменяют новыми. Внутренние поверхности цилиндров и манжет смазывают смазкой ЖТ-72 ТУ 38-101-345-77 или ЦИАТИМ-221 ГОСТ 9433-80. Расстояние от поршня до задней крышки должно быть от 10 мм до 25 мм.
9.4.2.3. У сектора и шестерни замеряют износ зубьев, при изломах и износе более 5 мм заменяют. Боковой зазор между зубьями сектора и шестерни должен быть от 0,42 мм до 0,85 мм, при этом сектор должен иметь не менее одного зуба, свободного от зацепления с шестерней.
9.4.2.4. Продольные трещины вала и трубы вала, выявляемые дефектоскопированием, длиной не более 100 мм разделывают, заваривают и зачищают до основного металла. Поперечные трещины и продольные трещины более 100 мм ремонтируют постановкой вставок, изготовленных из трубы 33 x 10 ГОСТ 3762-75. Непрямолинейность образующей поверхности допускается оставлять не более 1 мм.
Износ посадочных поверхностей вала под подшипники допускается без ремонта не менее 73,5 мм по диаметру. При износе более 73,5 мм восстанавливают наплавкой с последующей механической обработкой до диаметра  .
.
Суммарный износ валиков и отверстий не более 3 мм допускается оставлять без ремонта. При износе свыше указанных размеров детали восстанавливают наплавкой с последующей механической обработкой.
9.4.2.5. Опорные подшипники вала разгрузочного механизма осматривают, имеющие износ более 3 мм по диаметру заменяют.
9.4.2.6. Надежность крепления упора, планки, прокладок под подшипник должна проверяться при сборке.
Наплавку изношенных контактных поверхностей рычага и фиксатора допускается производить при износе не более 5 мм с последующей механической зачисткой поверхности. Разрешается приваривать планки толщиной не более 5 мм к поверхности рычага сплошным швом.
9.4.2.7. Рычаги 1, тяги 2 и 3, секторы 7, откидные болты 4, валики 5 и 6 механизма разгрузки, указанные на рисунке 2, осматривают. Тяги и погнутые рычаги демонтируют, выправляют, имеющие трещины заваривают. Отверстия для валиков, разработанные более 3 мм, заваривают и восстанавливают до диаметра  .
.
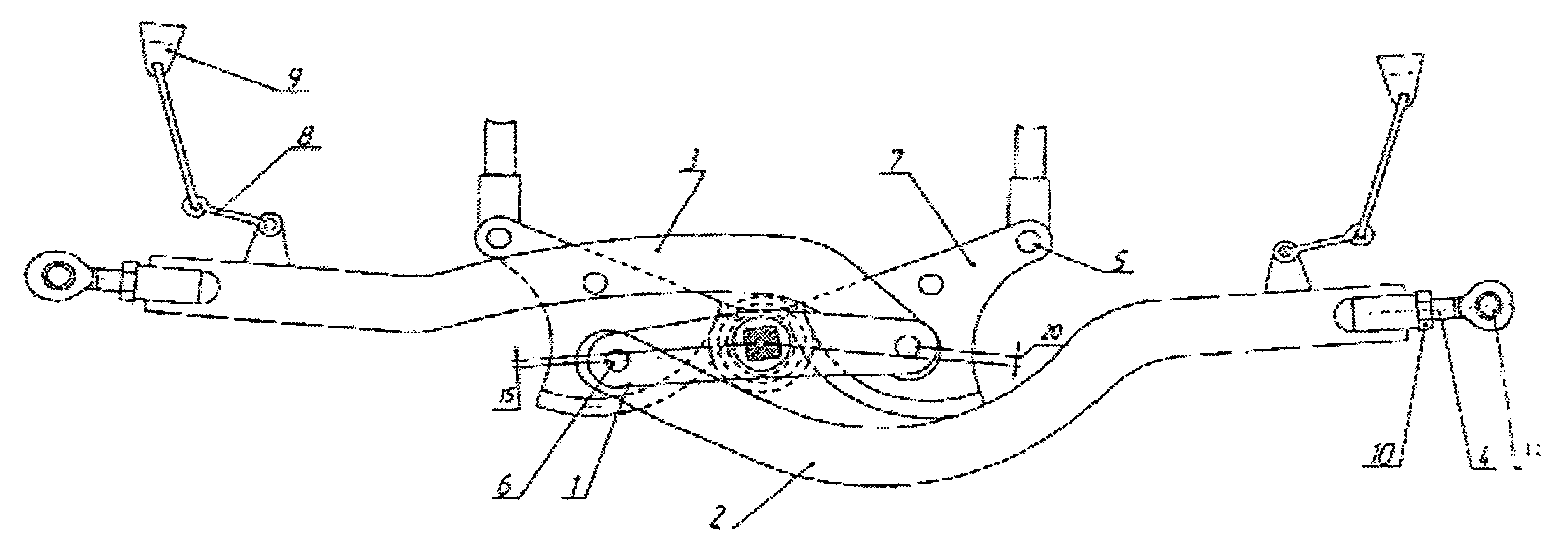
1 — рычаг; 2 — тяга; 3 — тяга; 4 — болт откидной; 5 — валик; 6 — валик; 7 — сектор; 8 — подвеска; 9 — опора; 10 — гайка; 11 — штифт
Рисунок 2. Механизм разгрузки
9.4.2.8. В тягах проверяют состояние откидных болтов (на концах тяг), контргаек, стопорных планок и шплинтов. Болты, гайки, имеющие износ, заменяют новыми.
В отремонтированном болте ось отверстия под шплинт должна быть перпендикулярна осям отверстий в скобе.
9.4.2.9. Трехходовой кран, установленный в рабочем воздухопроводе механизма разгрузки вагона, разбирают для контроля технического состояния всех его деталей. Все детали крана осматривают. Детали должны быть заменены при наличии следующих дефектов:
трещины и отколы в корпусе;
изломы и деформации ручки;
деформация и срыв резьбы;
деформация квадрата пробки.
9.4.2.10. Поверхности и отверстия крана очищают и осматривают.
На сухие трущиеся поверхности наносят слой смазки ЖТКЗ-65 ТУ 32 ЦТ 546-83 или ЖТ-72 ТУ 38-101-345-77.
9.4.2.11. Допускается коррозийный износ деталей крепления пульта управления не более 20%, при повреждении более 20% номинальной толщины детали заменяют.
9.4.2.12. Кронштейн силового цилиндра, имеющий местный коррозийный износ свыше 20%, наплавляют с последующей механической обработкой.
9.4.2.13. Состояние кронштейнов, опорных площадок до постановки деталей разгрузочного механизма осматривают. Прогибы устраняют правкой.
9.4.2.14. Для исключения падения пневматического цилиндра механизма разгрузки необходимо установить параллельно первой вторую предохранительную скобу. В узел крепления пневматического цилиндра (мертвая точка) для предотвращения выпадения валика установить со стороны головки валика и приварить две планки толщиной не менее 4 мм, изготовленные из материала сталь марки 09Г2Д ГОСТ 19281-89 на расстоянии не менее 50 мм друг от друга с отверстием для шплинта и зашплинтовать.
9.4.4. Регулировка механизма разгрузки <*>
———————————
<*> Нумерация приведена в соответствии с оригиналом.
9.4.4.1. После ремонта и сборки действие механизма разгрузки должно быть проверено и отрегулировано.
9.4.4.2. При закрытых положениях крышек разгрузочных люков тяги должны лежать на ступицах рычагов и переход тяг за мертвую точку должен быть в пределах от 15 до 20 мм. Длина отрегулированных тяг должна быть зафиксирована стопорной шайбой и гайкой.
Заход рычага блокирующего устройства разгрузочных крышек люков с фиксатором должен быть не менее 15 мм, а зазор между контактными поверхностями рычага и фиксатора должен быть в пределах 2 — 4 мм.
При регулировке механизма разгрузки вагона модели 19-923 переход за мертвые точки должен быть: для верхней тяги — 20 мм, нижней — 15 мм. При этом в закрытом положении крышки люка должны плотно прилегать к горловине люка, а верхние тяги должны касаться ступицы двухплечных рычагов.
Если указанные переходы меньше номинальной величины, допускается постановка металлической прокладки между подошвой подшипника и швеллером, на котором подшипник установлен. Допускается постановка не более двух прокладок под каждый подшипник; толщина прокладки должна быть в пределах от 1 мм до 3 мм.
Постановка прокладок не должна вызывать заклинивание вала в подшипниках после затяжки болтов.
9.4.4.3. Осевое перемещение вала регулируют установкой шайб. Суммарный зазор между буртиками вала и подшипниками не должен превышать 5 мм.
9.4.4.4. Эксцентрик приваривают на валу при монтаже по месту при закрытых крышках.
9.4.4.5. Трущиеся части валов, подшипников, предохранителя и осей при монтаже смазывают смазкой Ж-72 ТУ 38-101-345-77.
9.4.4.6. Рабочее давление в пневматической магистрали механизма разгрузки при открывании и закрывании крышки должно быть 0,4 — 0,5 МПа (4 — 5 кгс/см2). Допускается падение давления в системе 0,01 МПа (0,1 кгс/см2)в течение 3 минут.
9.4.4.7. При сборке расстояние от поршня до задней крышки цилиндра должно быть в пределах от 10 мм до 25 мм. Этот размер регулируют головкой штока, закрепляемой стопорным винтом.
В открытом положении крышек разгрузочных люков тяги должны перейти через мертвую точку. Величина перехода должна быть в пределах от 10 мм до 16 мм, в этом положении сектор должен касаться упора.
9.4.4.8. Для достижения соосности подшипников допускается постановка прокладок общей толщиной не более 3 мм. В закрытом положении крышек разгрузочных люков механизм цилиндра должен опираться на планку.
9.5. Крытые 4-осные грузовые вагоны с поднимающимся кузовом
для перевозки апатитового концентрата
9.5.1. Неисправные крышки загрузочных люков ремонтируют. Трещины заваривают. Направляющие планки и угольники загрузочных люков должны быть выправлены. Отремонтированные крышки люков должны плотно прилегать по всему периметру, местные зазоры допускаются не более 2 мм.
9.5.2. Уплотнительные резинотканевые воротники, прикрепленные к уголку по периметру нижней обвязки стен кузова, осматривают, имеющие обрывы, трещины и расслоения — заменяют. Отсутствующие детали крепления воротников устанавливают.
9.5.3. Лабиринтные уплотнения между крышками разгрузочных люков и продольной балкой кузова проверяют, неисправности устраняют.
9.5.4. Просевшие, изогнутые потолочные дуги выправляют, имеющие трещины и изломы — ремонтируют сваркой с постановкой усиливающих накладок. Поврежденные опорные угольники, стойки ремонтируют, оборванные восстанавливают согласно рабочим чертежам.
9.5.5. Листы крыш, имеющие прогибы и вмятины более 50 мм, выправляют.
9.5.6. Трещины в продольных балках кузова возле петель ремонтируют сваркой с постановкой усиливающих накладок. Трещины других узлов и деталей устраняют сваркой согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
9.5.7. При наличии трещин в местах, показанных на рисунке 3 (а) в сварных швах m накладки 1, усиливающей соединение поперечной балки 2 с продольной балкой (горбылем) 3, и в уголках, усиливающих соединение промежуточной балки с боковой стеной кузова, накладки и уголки удаляют (срезают) для проверки сварных швов пар, рисунок 3 (б), в местах соответственно соединения промежуточной балки с горбылем и боковой стеной. Дефектные швы n, k и p удаляют и заваривают вновь с катетом шва 6 мм электродами Э42А — УОНИ-13/55 ГОСТ 9466-75 по чертежам завода-изготовителя.
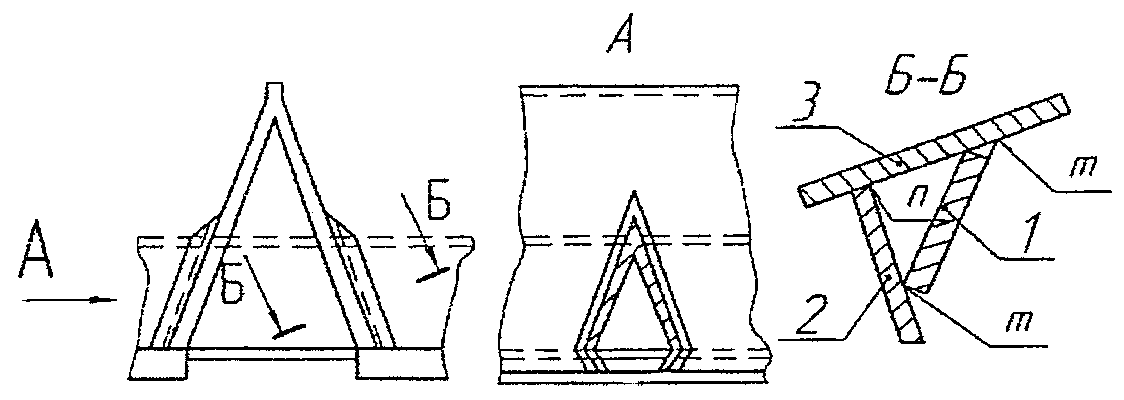
а) Усиливающие накладки на продольной балке
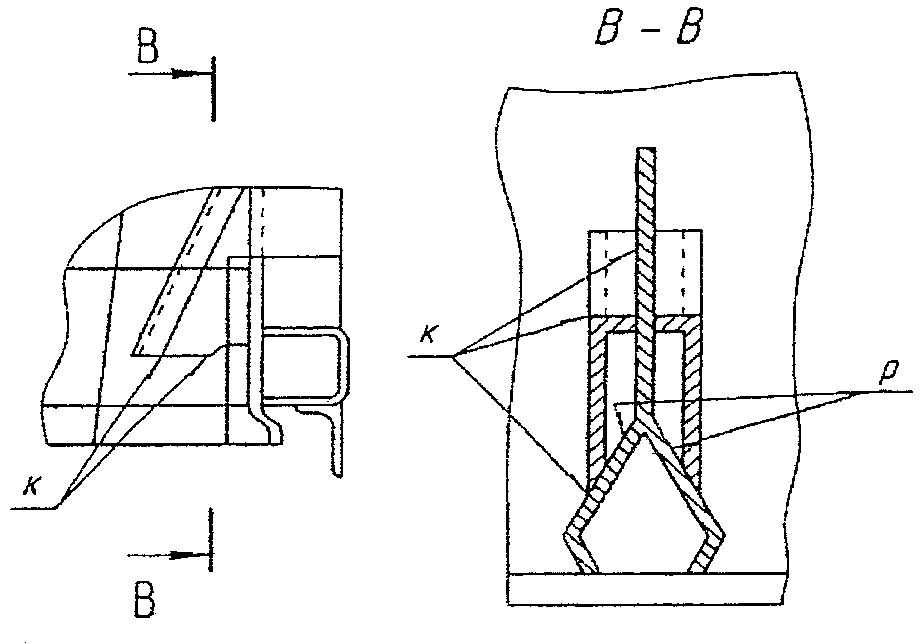
б) Усиливающие накладки на промежуточных балках
Рисунок 3
9.5.8. Сварные упорные кронштейны, а также кронштейны для ограничения перемещения кузова на хребтовой балке осматривают, дефекты в сварных швах устраняют. Зазор между горизонтальными участками упорных кронштейнов и хребтовой балкой не допускается. Суммарный зазор между вертикальными участками допускается не более 3 мм. Величину зазора регулируют установкой прокладок толщиной от 2 до 3 мм под съемный лист упорного кронштейна.
Съемный упорный лист, имеющий износ 6 мм и более по толщине, заменяют.
9.5.9. После снятия стопорных валиков бегунки вынимают из гнезд кузова для осмотра и ремонта. Снятые детали подшипника, а также гнезда в верхних и нижних обвязках торцовых стен для осей бегунков ремонтируют. Подшипники смазывают смазкой ЦИАТИМ-201 ГОСТ 6267-74.
9.5.10. Бегунки с трещинами заменяют. При наличии ползунов на поверхности катания, бегунки ремонтируют наплавкой с последующей механической обработкой, проверкой шаблоном (изготовленным по типу максимального) и поверхностной закалкой круга катания. Гнезда верхних роликов усиливают постановкой штампованных накладок толщиной от 5 мм до 10 мм.
9.5.11. Смазочные каналы оси очищают от старой смазки, грязи и стружки. Перед сборкой оси смазывают универсальной смазкой УС или графитовой смазкой УСсА. Бегунки должны вращаться легко, без заеданий.
9.5.12. Бронзовые втулки с неплотной посадкой в бегунке, с отколами буртика, разработанные по внутреннему диаметру более 2 мм, заменяют.
9.5.13. Манжеты (воротники) бегунков, имеющие трещины, протертости, выкрашивания, а также смазку, загрязненную апатитом, заменяют.
9.5.14. Кольца, имеющие трещины, заменяют. Исправные кольца после сборки приваривают по наружному диаметру к бегунку.
9.5.15. Рычаги механизма связи и детали их крепления осматривают. Местные выработки в связывающих рычагах при глубине износа не более 5 мм на сторону ремонтируют наплавкой с последующей механической обработкой.
9.5.16. Ролики связывающих рычагов, имеющие трещины, заменяют.
9.5.17. Износ ролика по наружному и внутреннему диаметру более 2 мм устраняют наплавкой с последующей механической обработкой до размеров согласно рабочим чертежам.
9.5.18. Оси роликов с трещинами заменяют, а изношенные более 2 мм наплавляют с последующей механической обработкой.
9.5.19. Направляющие ролики связывающих рычагов, изношенные на глубину более 4 мм по толщине, заменяют.
9.5.20. Неисправные кольцевые крепления валиков ремонтируют. Ослабшие пружины кольца заменяют.
9.5.21. Действие механизма связи и опорных устройств кузова и рамы проверяют не менее чем двукратным подъемом кузова на максимальную высоту над рамой, на 650 мм. Шарнирные соединения и опорные устройства должны перемещаться без заеданий и перекосов.
9.5.22. Крышки разгрузочных люков проверяют, деформированные снимают, выправляют, неисправные люковые шарниры и их упоры ремонтируют.
9.5.23. Опорные ролики с осями снимают, разбирают. Ролики и оси, имеющие трещины, заменяют. Оси, изношенные по диаметру на 2 мм, восстанавливают наплавкой с последующей механической обработкой. Изношенные поверхности катания роликов на глубину 2 мм и более наплавляют с последующей механической обработкой. Смазочные каналы оси очищают от старой смазки, загрязнений и стружки.
9.5.24. Крышки разгрузочных люков 3, показанных на рисунке 4, должны плотно прилегать к кузову вагона 1. Допускаются местные зазоры между опорной кромкой 2 боковой стены кузова и плоскостью крышки не более 20 мм.
Зазоры должны перекрываться резинотканевым воротником.
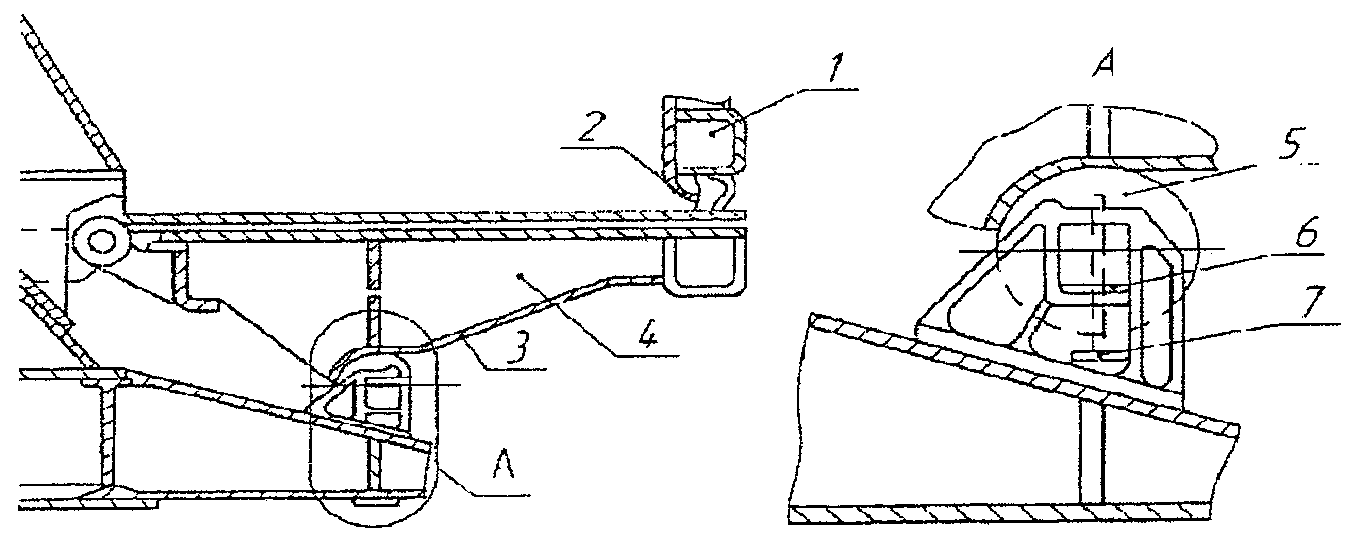
1 — кузов вагона; 2 — опорная кромка; 3 — крышка разгрузочных люков; 4 — опорная балка; 5 — опорное устройство; 6 — прокладка; 7 — регулировочный болт
Рисунок 4. Расположение крышки разгрузочного люка
9.5.25. Зазоры устраняют установкой металлических регулирующих прокладок 6 под ось роликов опорного устройства 5 при помощи регулировочного болта 7. Количество прокладок должно быть не более 6 шт., а над осью ролика после устранения зазоров — не менее 2 шт. Суммарная высота регулируемых прокладок с каждого конца оси не должна превышать 13 мм. Ролики должны упираться в опорные балки 4 крышек разгрузочных люков и не допускать наклона кузова более 10 мм на сторону. Замер ведется по верхним бегункам.
9.6. Крытые вагоны-хопперы для цемента
9.6.1. Трещины, пробоины, вмятины, прогибы, коррозийные повреждения обшивки кузова, стоек, крышки люков ремонтируют согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. и п. 9.1 настоящего Руководства. Раму вагона, подножки ремонтируют согласно требованиям раздела.
9.6.2. Разгрузочный механизм осматривают. Неисправные детали ремонтируют.
9.6.3. Винтовые приводы осматривают. Неисправные детали ремонтируют или заменяют новыми.
9.6.4. Прокладки винтов и гаек в корпусах опор заменяют новыми.
9.6.5. Разработанные отверстия в деталях винтовых приводов более 3 мм восстанавливают.
9.6.6. Вкладыши подшипников и шейку вала смазывают. Полости упорных подшипников набивают смазкой. В полости между винтом и гайкой привода перед заворачиванием винта должна находиться смазка ЦИАТИМ-201 ГОСТ 6267-74 или ЦИАТИМ-221 ГОСТ 9433-80.
9.6.7. Резиновая прокладка крышки загрузочного люка должна быть исправной. Неисправные прокладки крышек заменяют новыми из резины марки 7-НО-68-1 ТУ 2500-295-00152106-93.
9.6.8. При постановке крышек загрузочных люков после ремонта на место и проверки их работы рычаг должен плотно прижимать кронштейн крышки загрузочного люка. Крышки загрузочных люков должны плотно прилегать к выступам над верхней кромкой горловины люков.
9.7. Крытые вагоны-хопперы для технического углерода
9.7.1. Кузов вагона с крышей и бункерами с разгрузочными крышками люков ремонтируют в соответствии с техническими требованиями разделов 9.1, 9.2 настоящих Правил и «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
9.7.2. Погнутые детали механизмов закрытия загрузочных и разгрузочных люков выправляют, а с износами более 3 мм — восстанавливают или заменяют новыми.
9.7.3. Ремонту и восстановлению правкой подлежат детали механизма запирания и пломбирования (тяги, штанги) при их изгибах. При изломе треугольного рычага рычаг подлежит замене. Трещины сварных швов, кронштейна, треугольного рычага ремонтируются электросваркой.
9.7.4. Крышки загрузочных и лазовых люков должны плотно закрываться, исключая возможность попадания влаги внутрь вагона.
Механизм запирания и пломбирования загрузочных люков должен работать без заеданий и заклинивания, перемещаться из одного положения в другое при помощи подъема или опускания штанги с переходной площадки.
9.7.5. Разгрузочные затворы снимают с вагона, разбирают. Детали, имеющие трещины, ремонтируют сваркой, с изломами — заменяют, а с износами более 3 мм от предельных размеров — восстанавливают наплавкой.
9.7.6. Неисправные резиновые прокладки заменяют новыми.
9.7.7. Уплотнения крышек загрузочных лазовых люков, разгрузочных затворов, имеющие неисправности, заменяют новыми из войлока технического ПрА10 ГОСТ 6308-71 толщиной 8 мм.
9.7.8. Раму вагона, подножки ремонтируют согласно требованиям раздела 8, переходные лестницы, поручни ремонтируют согласно требованиям раздела 9.
9.8. Крытые вагоны-хопперы для перевозки зерна
9.8.1. Кузов вагона (крыша, бункера, крышки всех люков) ремонтируют в соответствии с техническими требованиями разделов 9.1, 9.2, 9.3 настоящих Правил.
9.8.2. Погнутые детали механизмов запирания загрузочных люков выправляют, а имевшие износы более 3 мм восстанавливают.
9.8.3. Все резьбовые соединения механизма запирания смазывают солидолом жировым ГОСТ 1033-79 или отработанной смазкой ЛЗ-ЦНИИ ГОСТ 19791-74.
Крышки загрузочных и разгрузочных люков, разгрузочных затворов должны плотно закрываться, исключая попадание влаги внутрь вагона.
Механизм разгрузки осматривают. Детали с трещинами ремонтируют сваркой, с изломами заменяют новыми, с износами более 3 мм от предельных размеров восстанавливают.
Неисправные прокладки крышек разгрузочных люков заменяют новыми из резины марки 7-НО-68-1 ТУ 2500-295-00152106-93. При постановке на крышку прокладки встык склепывание стыков производится клеем N 88Н ТУ 38-105-1061-82.
На днище бункера для обеспечения плотного прилегания крышек должна быть восстановлена исправность уплотнения специальной формы, исключающего проникновение влаги внутрь вагона.
9.8.4. При закрытых люках бункера зазор между уплотнительной прокладкой и крышкой люка по периметру не допускается. Регулировка плотности закрытия люков бункера производится после перехода рычажной системы механизма загрузки за мертвую точку на размер 20 +/- 3 мм.
9.8.5. При монтаже механизма разгрузки трущиеся части валов и осей смазывают солидолом жировым ГОСТ 1033-79 или отработанной смазкой ЛЗ-ЦНИИ ГОСТ 19791-74.
9.8.6. После установки и регулировки механизма разгрузки проверяют его работоспособность вращением штурвала, открыванием и закрыванием крышки (2 — 3 раза) и осмотром мест прилегания. При этом в начале открывания и в конце закрывания усилие, прикладываемое к штурвалу в пределах от 4 до 6 оборотов, должно быть несколько большим, чем при остальных оборотах. Усилия не должны быть более 15 кг, что определяется при помощи динамометра.
10. РЕМОНТ ПОЛУВАГОНОВ
10.1. Ремонт кузовов
10.1.1. Вертикальный прогиб верхней обвязки по всей длине вагона более 50 мм устраняют правкой или заменой части верхней обвязки в месте дефекта.
Допускается на одной верхней обвязке не более 4 стыков, расположенных между стойками, но не более двух на сторону.
10.1.2. Неисправные торцовые двери, их запоры и детали крепления дверей к угловой стойке ремонтируют или заменяют на отремонтированные. Двери и другие детали должны соответствовать типу вагона.
10.1.3. При ремонте вагонов не допускается изменять их конструкцию без указания ОАО «РЖД».
10.1.4. Вмятины и изгибы верхних листов, поперечных балок более 30 мм устраняют правкой.
10.1.5. Трещины или изломы в деталях порога торцевых дверей, длиной до 150 мм каждая, заваривают с постановкой накладок.
10.1.6. Торцовые двери после ремонта должны удовлетворять следующим техническим требованиям:
— сплошной или клиновидный зазор в местах прилегания боковых обвязок к угловым стойкам в закрытом положении двери должен быть не более 5 мм;
— разность диагоналей створки допускается не более 7 мм;
— местные зазоры между нижней обвязкой и порогом допускаются не более 6 мм.
10.1.7. Ремонт рамы производится по требованиям раздела 8. Нижняя обвязка кузова ремонтируется по требованиям раздела 9. Там же определены требования по сужению и уширению стен кузова.
10.2. Полувагоны общего назначения.
Ремонт крышек разгрузочных люков
10.2.1. Крышки люков должны закрываться плотно. Местные зазоры между крышкой люка и плоскостью прилегания допускаются не более 4 мм. Для устранения зазоров производится правка соответствующего места крышки. Для этой цели разрешается также приварка планок суммарной по периметру толщиной не более 12 мм на горизонтальную и вертикальную полку запорного угольника. При этом ширина планок должна быть 50 мм, а длина от 60 мм до 100 мм, а у литых запорных угольников — 60 мм.
Литой запорный угольник с трещинами ремонтируют сваркой после демонтажа с крышки люка. Ослабшие заклепки крепления литого запорного угольника переклепываются. Приварка заклепок сваркой и их поджатие запрещаются.
10.2.2. Детали запорного механизма, приведенные на рисунке 5, имеющие износ, ремонтируют наплавкой согласно требованиям «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г., отсутствующие устанавливают. При закрытой крышке люка сектор 1 на рисунке 5а должен плотно запирать закидку 4, при этом зазор между пальцем сектора и скобой 2 должен быть от 5 до 14 мм (размер m). Расстояние захода закидки за поле кронштейна 3 должно быть не менее 44 мм. Допуски на ремонт деталей запорного механизма показаны на рисунке 5б.
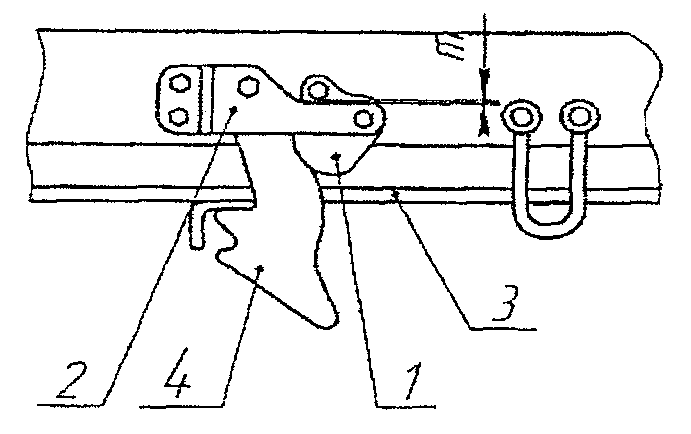
а)
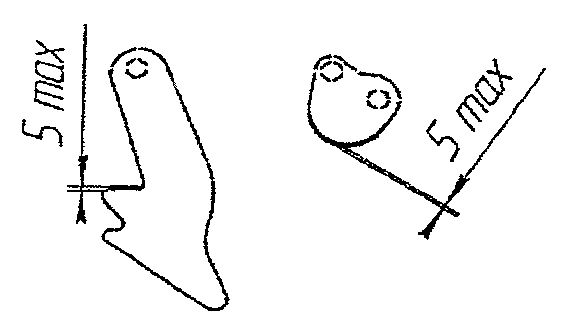
б)
Рисунок 5. Запорный механизм
10.2.3. Петли и кронштейны крышек люков, имеющие изломы, заменяют. Заклепки крепления кронштейнов и петель крышек люков, имеющие ослабления, заменяют. Крышки люков, имеющие толщину листа менее 3 мм, измеренные толщиномером, заменяют новыми или отремонтированными до чертежных размеров.
10.2.4. Выпуклость и прогиб крышек люков допускается не более 25 мм.
При прогибе размером более 25 мм допускается правку крышек люков производить на вагоне.
Упоры крышек люков с трещинами ремонтируют сваркой. Упоры крышек люка с изломами заменяют новыми. Отгиб опорной площадки упоров крышек люка более 3 мм выправляют.
10.2.5. В открытом состоянии крышки люков должны опираться на оба упора, для чего разрешается производить наращивание одного из упоров приваркой прокладки. Допускается неприлегание крышки люка к одному из упоров не более 5 мм.
10.2.6. При ремонте полувагонов должны выполняться следующие требования:
— при повреждении верхних листов поперечных балок вырезать поврежденную часть верхнего листа косым срезом под углом 60° к оси листа и приварить новую часть двусторонним сварным швом по ГОСТ 5264-80, изображенном на рисунке 6;
— трещины на вертикальном листе промежуточных балок заваривать по ГОСТ 5264-80 с последующей установкой с двух сторон усиливающих накладок толщиной по 5 мм. Аналогично накладке 1 с противоположной стороны вертикального листа устанавливать другую накладку, при этом ее наклонную линию 3 располагать параллельно линии 2 накладки 1 на расстоянии от 20 мм до 25 мм;
— накладку, соединяющую верхний лист поперечной балки с коробкой внутренней стойки, при повреждении срезать, изготовить новую и поставить ее по месту, закрепив сваркой по ГОСТ 5264-80;
— при отрыве усиливающей коробки от внутренней стойки, последнюю, а также накладку верхнего листа срезать. Соединение верхнего листа поперечной балки с боковой стеной в этом случае производить по чертежу УВЗ N 508.01.000-6 (кузов) сечение Г-Г;
— сферический износ опорных поверхностей боковых скользунов, расположенных на шкворневой балке, допускается не более 2 мм.
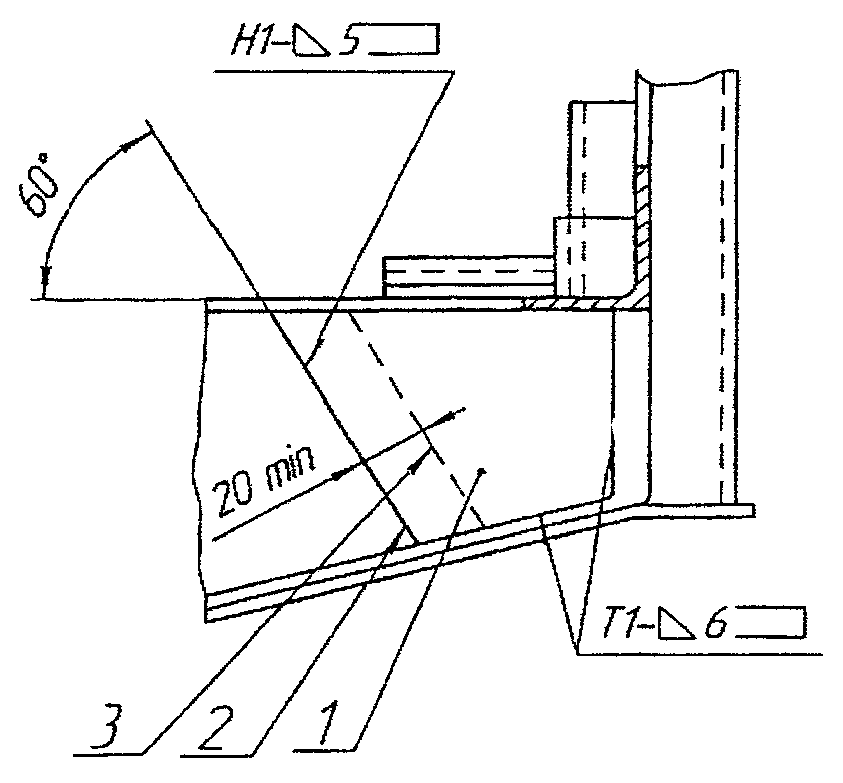
1 — накладка; 2 — линия; 3 — наклонная линия
Рисунок 6. Отремонтированный вертикальный лист
промежуточной балки
10.3. Полувагоны-хопперы для перевозки горячих окатышей,
агломерата
10.3.1. Ремонт кузова и крышек разгрузочных люков
10.3.1.1. Ремонт кузова, крышек люков сваркой производится согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. Все несущие элементы кузова, а также обшивка кузова и бункеров, в том числе и внутри кузова, осматриваются для определения коррозионных, механических повреждений и износа. Определяется объем ремонта.
10.3.1.2. Поврежденные несущие элементы кузова (каркасы боковой и торцевой стен, шкворневые и промежуточные стойки, раскосы, горбыли) и обшивка кузова должны быть отремонтированы.
10.3.1.3. Шкворневые, промежуточные стойки, раскосы с вмятинами и прогибами свыше 20 мм выправляют, а имеющие трещины и изломы ремонтируют сваркой.
10.3.1.4. Допускаются прогибы швеллеров наклонной части бункера не более 30 мм.
10.3.1.5. Допускаются вмятины в концевой балке не более 35 мм.
10.3.1.6. Изогнутую верхнюю и нижнюю обвязку выправляют. Запрещается выпускать из ремонта вагоны, у которых верхние и нижние обвязки имеют прогибы, вмятины между стойками более 40 мм. Листы обшивки с местными вмятинами глубиной более 40 мм выправляют.
10.3.1.7. Трещины длиной до 100 мм в листах обшивки заваривают, при большей длине, но не более 500 мм, трещины, пробоины заваривают с постановкой усиливающих накладок. На одном листе (панели) постановка более двух накладок не допускается. При коррозионном повреждении листов обшивки более 3 мм по толщине их заменяют новыми.
Детали крепления обшивки к каркасу кузова (несущие планки, накладки, прижимные планки и т.д.) проверяют, отсутствующие устанавливают.
10.3.1.8. Бункеры на раме вагона устанавливают под углом наклона к горизонту согласно чертежам завода-изготовителя. При отсутствии штампованных листов обшивки бункера допускается постановка плоских листов толщиной 8 мм, при этом крепление их к каркасу производится болтами, головки которых должны входить в углубление с целью предохранения их от повреждений. Отсутствующие болты крепления обшивки кузова устанавливают.
10.3.1.9. Крепление горбыля к хребтовой балке внутри кузова должно соответствовать требованиям альбомных чертежей. Толщина стенок горбыля должна быть не менее 5 мм.
10.3.1.10. Крепление обшивки бункеров и горбыля, подвергающихся в процессе эксплуатации наибольшему износу, должно быть выполнено в соответствии с альбомом чертежей.
10.3.1.11. Крышки люков бункеров с трещинами или местными выработками при оставшейся толщине металла не менее 4 мм должны быть отремонтированы. Разрешается ремонтировать крышки люков постановкой с внутренней стороны не более трех накладок, толщиной 6 — 8 мм и общей площадью до 0,5 м2 на заклепках или сварке.
10.3.1.12. Крышки люка должны вращаться на шарнирах без заедания и обеспечивать плотность прилегания по всему периметру. Допускаются местные зазоры между крышкой люка и плоскостью ее прилегания не более 3 мм. Заварку технологического отверстия в крышке люка (неплотное прилегание гофра обшивы, не перекрывающееся армировкой бункера) производится по схеме, указанной на рисунке 7. Зазор между отверстиями в шарнирах и валиках допускается не более 2 мм.
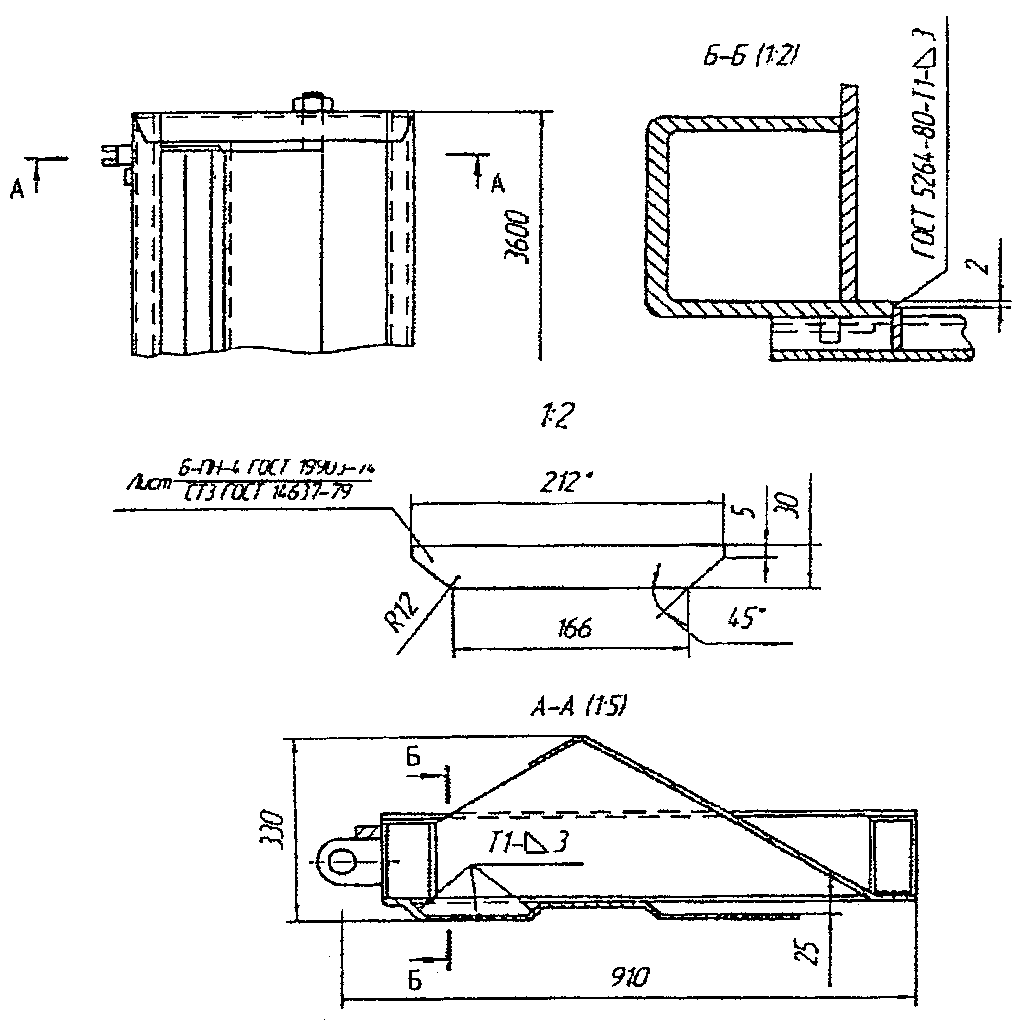
Рисунок 7. Крышка полувагона-хоппера для перевозки
горячих окатышей
10.3.1.13. Неисправные лестницы, поручни, переходные площадки ремонтируют.
10.3.2. Ремонт и регулировка механизма разгрузки
10.3.2.1. Механизм разгрузки полностью разбирают, детали очищают, обмывают в соответствии с технологическим процессом и осматривают. Неисправные детали заменяют новыми или отремонтированными.
10.3.2.2. Разработанные отверстия рычагов, серег, а также валиков более 1 мм восстанавливают износостойкой наплавкой с последующей механической обработкой до чертежных размеров. Овальность и выработка валиков шарнирных соединений и отверстий допускается не более 1 мм от чертежных размеров.
10.3.2.3. Перед сборкой цилиндра полностью заменяют набивку, многослойно плетеную, марки ПСД-10 ГОСТ 5152-84, смазку и манжету цилиндра.
Манжету крепят к диску поршня. Диск поршня навинчивают на резьбовую часть и закрепляют гайкой М42-6Н.5 ГОСТ 5918-73. Упорный щит и шток поршня с изношенной или поврежденной резьбой заменяют новыми или отремонтированными. После затяжки гайку штока закернивают. На все узлы и детали цилиндра, а также его внутреннюю поверхность наносят смазку ЦИАТИМ-221 ГОСТ 9433-80 или ЖТ-72 ТУ 38-101-345-77.
10.3.2.4. Шарнирные соединения механизма разгрузки смазывают универсальной смазкой УС-2 ГОСТ 1033-79. Изгиб защелки не допускается.
10.3.2.5. Рычажная передача механизма должна обеспечивать легкое открывание и закрывание люков бункеров с переходом рычагов через «мертвую точку» на 8 — 18 мм со щелчком (размер «а», показанный на рисунке 8).
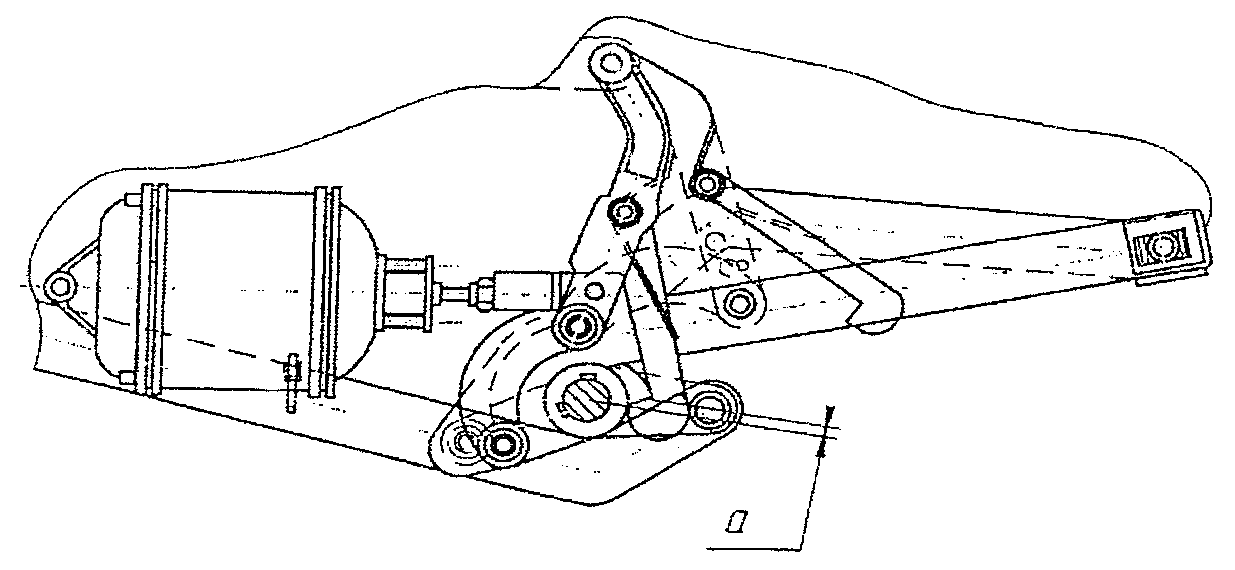
Рисунок 8. Механизм разгрузки
10.3.2.6. Деформированные главные валы механизма разгрузки заменяют новыми. Квадратную часть главного вала в месте постановки вилки поворота, имеющую износ, ремонтируют наплавкой с последующей механической обработкой до чертежных размеров. Деформированные или изломанные вилки поворота заменяют новыми или отремонтированными.
10.3.2.7. Несоосность осей подшипников механизма разгрузки допускается не более 1,0 мм.
10.3.2.8. Рабочий воздухопровод разбирают, очищают и продувают сжатым воздухом давлением 0,6 — 0,65 МПа (6,0 — 6,5 кгс/см2) с легким обстукиванием. Трубы с поврежденной резьбой заменяют.
10.3.2.9. Кран управления механизмом разгрузки разбирают и осматривают.
Пробку крана притирают по месту. Заглушку крана ставят на уплотнение с суриком или белилами.
10.3.2.10. При сборке трущиеся поверхности кранов управления покрывают смазкой пластичной ПВК ГОСТ 19537-93.
10.3.2.11. После сборки кран испытывают воздухом давлением 0,6 МПа (6 кгс/см2). Утечка воздуха допускается не более 0,01 МПа (0,1 кгс/см2), в течение 5 минут.
10.3.2.12. Ручки привода крана управления снабжают предохранительными рычагами с противовесом, предохраняющим от случайных включений механизма разгрузки.
10.3.2.13. После окончания ремонта кузова, рамы, автосцепного устройства, тормозного оборудования, разгрузочного механизма, вагон испытывают на открытие и закрытие крышек с регулировкой разгрузочного механизма, в присутствии мастера и приемщика.
10.3.2.14. Все рычаги крышек должны быть натянуты равномерно.
10.3.2.15. После проверки работы ручного блокирующего механизма разгрузки проверяют и регулируют автоматическое блокирующее устройство механизма разгрузки, показанное на рисунке 9.
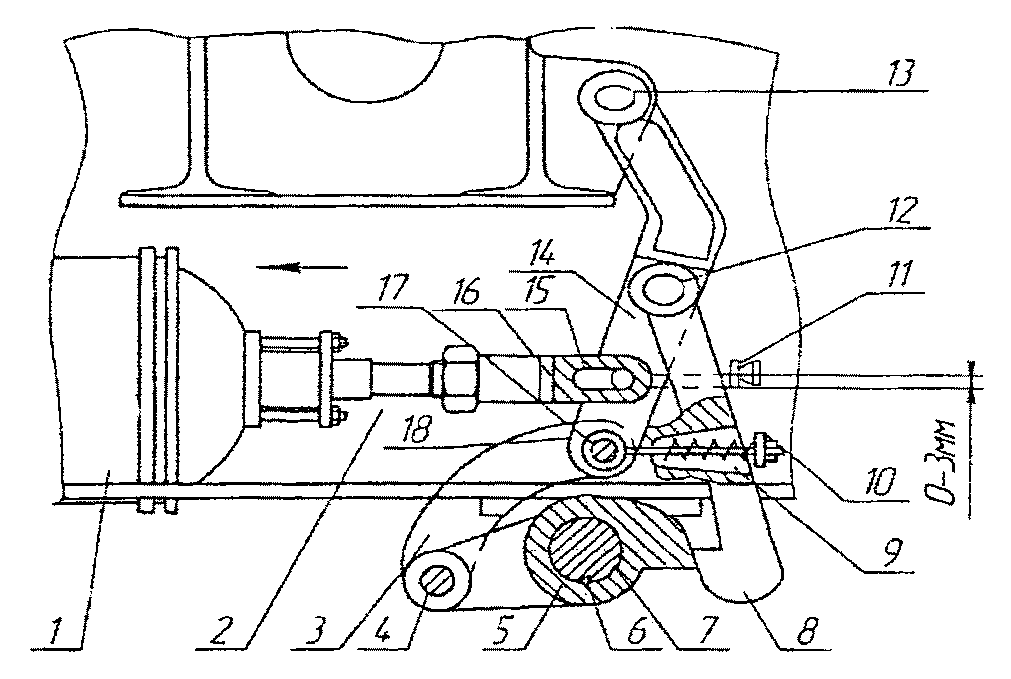
1 — цилиндр; 2 — шток; 3, 14 — рычаги; 4, 12, 13, 15, 17 — валики; 5 — рычаг поворота; 6 — шпонка; 7 — вал; 8 — защелка; 9 — пружина; 10 — тяга; 11 — винт; 16 — головка штока; 18 — втулка
Рисунок 9. Схема расположения деталей блокирующего
устройства в момент входа в зацепление зуба защелки и зуба
рычага поворота
При этом:
— зазор между зубом защелки 8 и зубом рычага поворота 5 в закрытом положении крышек должен быть не более 2 — 3 мм;
— зазор между торцом головки штока 16 и упорным винтом 11 в закрытом положении должен быть в пределах от 0 мм до 3 мм;
— сила прижатия защелки к зубу ступицы рычага в закрытом положении крышек достигается предварительным сжатием пружины 9 и должна быть не менее 196 Н (20 кгс) (проверяется при помощи динамометра).
10.3.2.16. Пневмосистему механизма испытывают на плотность давлением 0,6 — 0,65 МПа (6,0 — 6,5 кгс/см2), при этом соединения обмыливают и обстукивают.
10.3.2.17. Образование мыльных пузырей не допускается. Плотность считается удовлетворительной, если падение давления в воздухопроводе не будет превышать 0,01 МПа (0,1 кгс/см2) в течение 5 минут при начальном давлении 0,6 МПа (6 кгс/см2).
10.3.2.18. После окончания ремонта и сборки вагона контролировать соблюдение следующих условий:
— крышки люков должны быть плотно закрыты;
— рычаги механизма открывания крышек люков должны лежать на ступицах вилок поворота (перейдя таким образом «мертвую точку» на установленное значение);
— запорные крюки блокирующих механизмов должны быть в зацеплении с зубом, расположенным на ступице рычага поворота;
— наличие трафарета об испытании механизма разгрузки.
10.4. Полувагоны-хопперы для перевозки торфа
10.4.1. Поврежденные металлические элементы кузова, имеющие трещины, обрывы, участки, пораженные коррозией, ремонтируют согласно п. п. 9.1, 9.2 настоящего Руководства.
10.4.2. Подножки, ограждения переходных площадок обслуживания ремонтируют согласно требованиям «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. Неисправные крышки разгрузочных люков ремонтируют. После ремонта крышки должны плотно прилегать к кромкам бункеров. На крышках и листах обшивки допускается наличие вмятин и прогибов глубиной не более 30 мм.
10.4.3. Рычажную передачу механизма разгрузки осматривают, при необходимости ремонта разбирают и ремонтируют.
10.4.4. Пневмоцилиндры разбирают. Детали осматривают, неисправные ремонтируют или заменяют новыми.
10.4.5. Краны управления проверяют, неисправные снимают и ремонтируют.
10.4.6. Рычажную передачу механизма разгрузки регулируют и устанавливают переход «мертвой» точки в пределах 14 — 20 мм.
10.4.7. Проверяют работоспособность механизма разгрузки. Рычаги крышек люков должны лежать на ступицах вилок поворота. Крышки люков должны быть плотно закрыты, зуб защелки — находиться в зацеплении с зубом поворота рычага.
10.5. Четырехосные полувагоны для перевозки
технологической щепы
Четырехосные полувагоны для перевозки технологической щепы ремонтируют в соответствии с техническими требованиями, изложенными в разделе 10.1 настоящего Руководства.
11. РЕМОНТ ПЛАТФОРМ
11.1. Универсальные платформы
11.1.1. Искривление продольного металлического борта в вертикальной и горизонтальной плоскостях не должно превышать 25 мм. Разрешается деформированные борта править без демонтажа с платформы.
11.1.2. После ремонта зазор между бортами и армировочными угольниками при закрытых бортах допускается не более 5 мм, при этом местные зазоры не должны превышать 5 мм на длине не более 500 мм.
Местные зазоры до 10 мм разрешается устранять путем приварки планок с внутренней стороны кромки борта толщиной 4 мм на длине не более 300 мм. Зазоры свыше 10 мм устраняют правкой нижних кромок борта.
11.1.3. Зазоры между торцами продольных бортов в закрытом состоянии допускаются не более 6 мм.
11.1.4. Детали металлических бортов, требующие ремонта, демонтируют (срезают), изогнутые выправляют. Суммарный износ поверхностей «а» клина бортового запора приведенного на рисунке 10, допускается не более 8 мм. Петли, детали запоров бортов с трещинами или изломами ремонтируют сваркой с постановкой накладки или заменяют новыми.
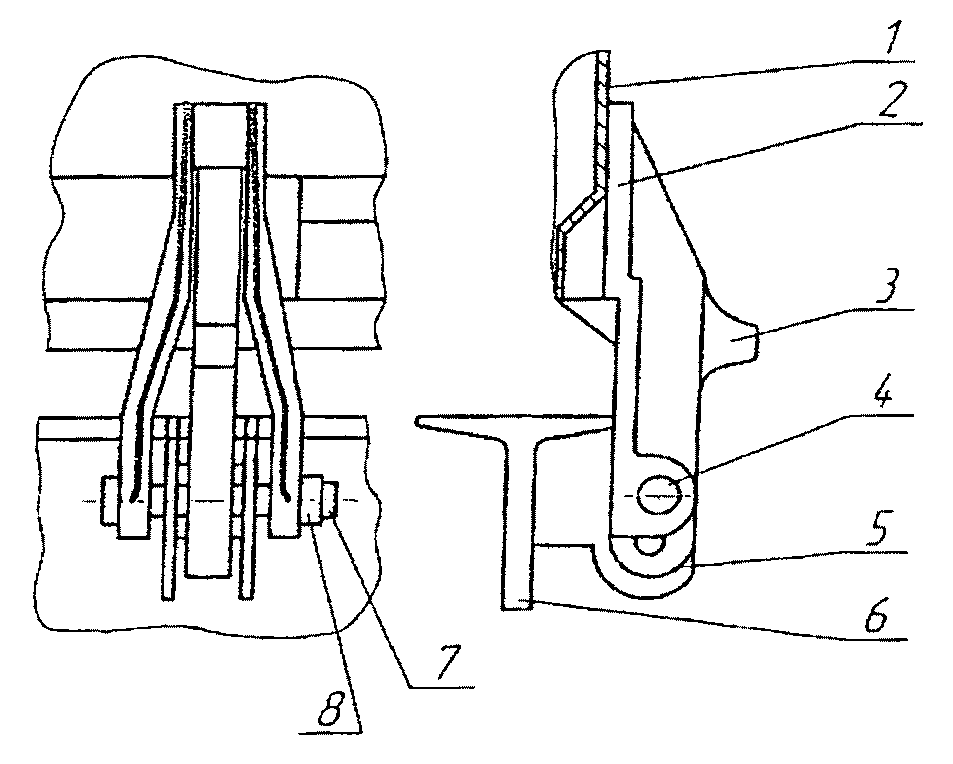
1 — борт; 2 — петля; 3 — клин; 4 — валик; 5 — державка; 6 — балка; 7 — шайба; 8 — шплинт
Рисунок 10. Клиновой запор борта платформы
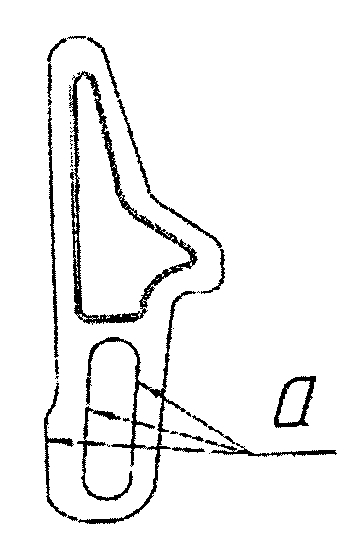
Рисунок 11. Клин
Неплоскостность поверхности верхних полок кронштейнов, на которую опираются торцевые борта, допускается не более 3 мм.
11.1.5. Зазоры между досками настила пола допускаются не более 4 мм. При больших зазорах настил пола должен перебираться. Допускается ставить продольные составные угольники не более чем из трех частей.
11.1.6. Доски пола, имеющие излом и поперечные трещины, заменяют. Новые доски пола платформ устанавливают толщиной 55 мм, а бывшие в употреблении — толщиной не менее 50 мм. Ширина досок допускается не менее 100 мм.
11.1.7. При ремонте пола допускается постановка досок встык в шахматном порядке с соединением в четверть, постановка склеенных досок на платформы разрешается при расположении места склеивания над хребтовой балкой.
11.1.8. Трещины в металлическом настиле, деталях его крепления и в других узлах, в том числе и электросварочных швах деревометаллического пола платформ, не допускаются. Пробоины в металле пола устраняют правкой и постановкой ремонтных накладок с обваркой их по всему периметру.
11.1.9. Вновь устанавливаемые доски на пол платформ с деревометаллическим покрытием по длине должны соответствовать чертежным размерам. Зазор между армировочным угольником и боковым швеллером допускается не более 3 мм, а зазор между неперебираемыми досками пола не более 5 мм. Толщина досок пола допускается не менее 48 мм.
11.1.10. Допускается деревометаллический пол на платформе устанавливать согласно проекту ПКБ ЦВ N М1224.
11.2. Платформы двухъярусные для перевозки легковых
автомобилей
11.2.1. Ремонт трещин стоек выполняют согласно разделу 9.1 настоящего Руководства.
11.2.2. Разработанные и поврежденные пазы в полу, предназначенные для сцепления колесных упоров с полом при закреплении автомобилей, ремонтируют путем вырезки поврежденного листа и приварки вставки с щелевыми отверстиями.
Сварка производится посередине впадин смежных гофр. Вставки должны привариваться снизу пола.
11.2.3. Поврежденные участки труб вырезают и вместо них приваривают встык новые вставки с проверкой соответствия размеров направляющей системы.
11.2.4. Кронштейны, на которых жестко установлены трубы направляющих устройств, очищают и осматривают. Кронштейны, имеющие трещины, ремонтируют сваркой, с изломами и отколами заменяют исправными.
11.2.5. Забрасывающие ролики, установленные в местах заезда легковых автомобилей, очищают и осматривают. Изогнутые забрасывающие ролики выправляют, а с износом цапфы более 3 мм по диаметру ремонтируют.
11.2.6. Кронштейны-подшипники забрасывающих роликов осматривают, трещины в корпусе ремонтируют, а разбитые и с отколами заменяют исправными.
11.2.7. При сборке суммарный зазор, показанный на рисунке 12, между забрасывающими роликами и кронштейнами должен быть в пределах 3 — 6 мм. Расположение их проверяют по рабочим чертежам.
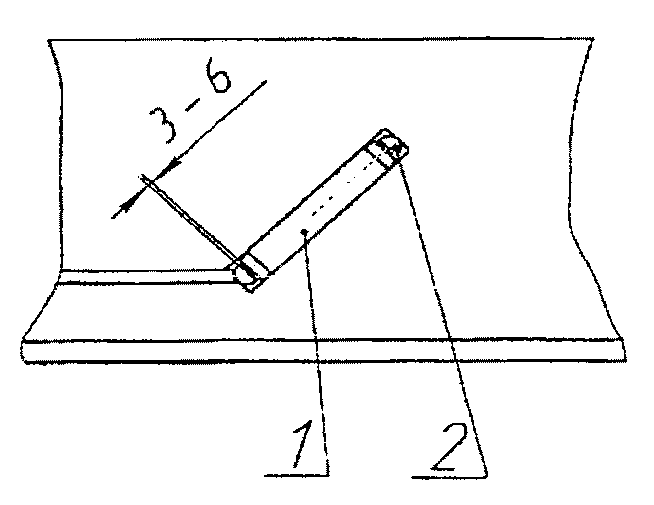
1 — ролик в сборе; 2 — кронштейн
Рисунок 12. Суммарный зазор между забрасывающими роликами
и кронштейнами
11.2.8. Площадки передвижения (бесприводные рольганги), расположенные на нижнем ярусе, очищают, осматривают, а имеющие трещины, заклинивание катков, суммарный износ цапф и отверстия более 3 мм — разбирают и ремонтируют.
11.2.9. Винт колесного упора осматривают, отколы резьбы винта не допускаются. Суммарный зазор между деталями пары упора допускается не более 5 мм.
11.2.10. Кронштейны с трещинами заваривают с постановкой накладок согласно требованиям «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
11.2.11. Катки бесприводных рольгангов с трещинами заменяют исправными, изогнутые — выправляют, а при износе цапф более 3 мм по диаметру ремонтируют наплавкой с последующей механической обработкой до диаметра  .
.
11.2.12. Гнезда катков передвижных площадок очищают, смазывают смазкой ЦИАТИМ-201 ГОСТ 6267-74.
11.2.13. Забрасывающие ролики и катки передвижных площадок должны легко вращаться в своих гнездах, без заеданий; их кронштейны-подшипники смазывают через специальные смазочные отверстия смазкой ЦИАТИМ-201 ГОСТ 6267-74.
11.2.14. Проверяют наличие и состояние колесных упоров. На верхнем ярусе должно быть 40 колесных упоров, на нижнем 23.
11.2.15. Проверяют состояние цепей, соединяющих колесные упоры с прутками, приваренными к полу платформы. Каждая цепь в средней части верхнего яруса (в количестве 20 шт.) должна состоять из трех звеньев с шагом 19 мм общей длиной не менее 1035 мм, диаметром прутка 5 мм, а цепи нижнего и боковые цепи верхнего ярусов (в количестве 20 шт.) из прутка диаметром 6 мм.
Цепи по ТУ 3148-001-55470862-2004.
11.2.16. Цепи с порванными или недостающими звеньями должны быть отремонтированы путем вварки новых звеньев.
11.2.17. Планки, на которые надеваются кольца цепей, должны быть обстуканы слесарным молотком на предмет проверки прочности приварки их к полу платформы. Крепление колец цепей к полу и к подошве колесного упора производится сваркой.
11.2.18. Шарнирные соединения винта и тяги колесного упора осматривают после разборки. Суммарный износ валиков и отверстий шарнирных соединений допускается не более 3 мм.
11.2.19. Винт колесного упора осматривают. Отколы резьбы винта не допускаются. Суммарный зазор между деталями пары упора допускается более 5 мм.
11.2.20. Трещины в корпусе колесного упора заваривают. Изогнутые захваты подошвы колесного упора выправляют, с изломами — заменяют новыми.
11.2.21. Увеличение расстояния между щеками упора допускается не более 5 мм.
11.2.22. После навинчивания гайки на тягу упора внутренняя полость заполняется смазкой ЦИАТИМ-201 ГОСТ 6267-74. После окончания ремонта колесных упоров на винт надевают стопорную шайбу и прихватывают с двух сторон сваркой.
11.2.23. Переездные площадки или торцевые борта (рисунок 13) проверяют на открывание и закрывание.
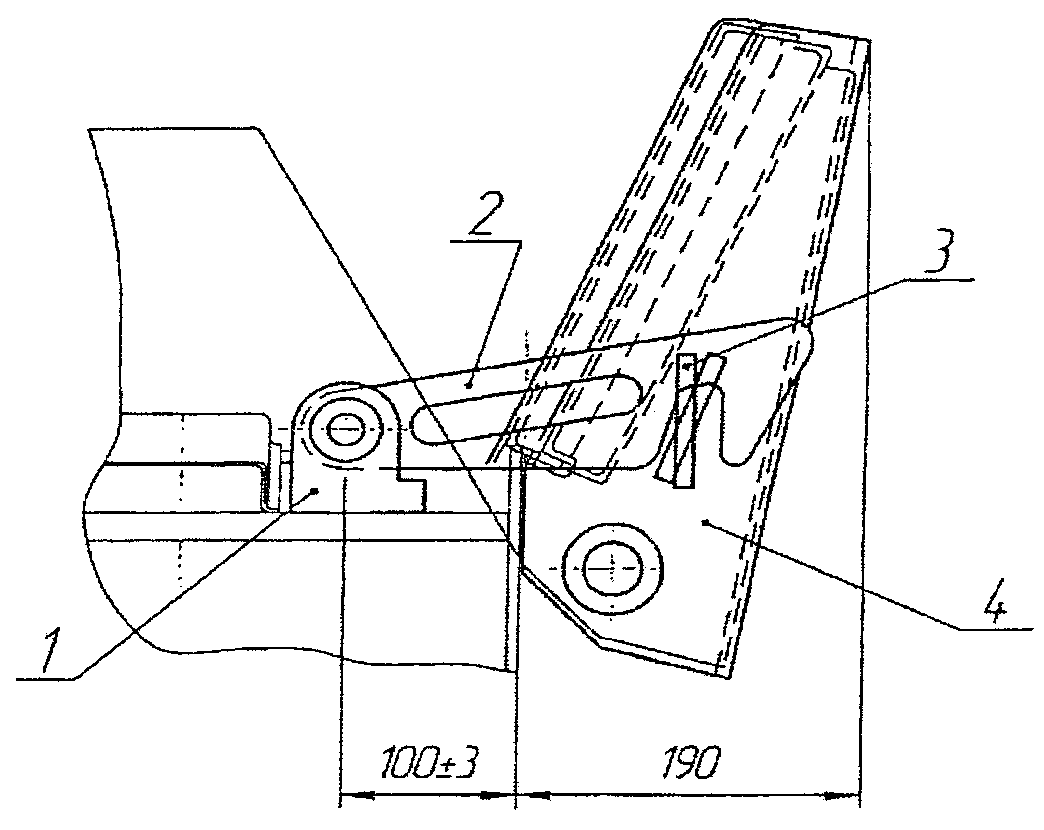
1 — петля; 2 — крюк в сборе; 3 — сухарь;
4 — площадка переездная
Рисунок 13. Переездная площадка
11.2.24. Сухарь 3 должен устанавливаться по месту согласно рабочим чертежам.
11.2.25. Переездные площадки, имеющие прогиб более 30 мм по всей длине, трещины, вырывы металла, изгибы или обрывы шарниров, а также шарниров ограждений верхних площадок, демонтируют с платформы и ремонтируют.
11.2.26. Трещины в переездных площадках длиной до 150 мм заваривают, более 150 мм ремонтируют сваркой с постановкой усиливающих накладок, перекрывающих сварочный шов на 40 мм в обе стороны.
11.2.27. Кронштейн с трещинами заваривают с постановкой усиливающих накладок, перекрывающих сварочный шов на 40 мм в обе стороны.
11.2.28. Запорные крюки 3 с трещинами ремонтируют сваркой, а с изломами хвостовиков или крючьев заменяют.
11.2.29. После окончания ремонта переездные площадки устанавливают в транспортное положение и надежно фиксируют с помощью крюковых захватов.
11.3. Платформы для перевозки леса в хлыстах
и лесоматериалов
11.3.1. Механизмы запирания стоек при необходимости разбирают, проверяют техническое состояние деталей.
Погнутые — выправляют, с трещинами — ремонтируют сваркой, с изломами — заменяют новыми.
11.3.2. Механизмы запирания смазывают смазкой ЦИАТИМ-201 ГОСТ 6267-74 или УС-2 ГОСТ 1033-79.
11.3.3. Уширение стоек проверяют, оно допускается не более 40 мм, причем не более 25 мм на одну сторону.
11.3.4. Ремонт сваркой, восстановление сварных швов и сварных соединений производить согласно требованиям «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
11.3.5. Съемное оборудование и отдельные его элементы, установленные на платформы для перевозки лесоматериалов моделей 13-401, 13-4012, 23-469, имеющие механические повреждения, изгибы, трещины, отрывы по сварным швам, обрывы увязочных петель, обрывы или отсутствие увязочных цепей восстанавливают ремонтом или заменяют на новые в соответствии с проектами ПКБ ЦВ по переоборудованию платформ эксплуатационного парка М 1555, М 1736, М 1739, М 1742, М 1743.
11.3.6. Крышку в настиле с изгибами выправляют. Крепежные соединения и замок должны соответствовать рабочим чертежам.
11.3.7. Погнутые гребни выправляют, имеющие трещины и изломы ремонтируют сваркой с последующей установкой усиливающей накладки.
11.3.8. Места гофрированных полов платформы, поврежденные коррозией на толщину более 1,5 мм, вырезают для постановки новых вставок, привариваемых встык с зачисткой сварных швов. Площадь каждой вставки не должна превышать 0,3 кв. м, расстояние между ними должно быть не менее 1 м. При повреждении пола более допускаемой площади производится замена всей панели пола между продольными швеллерами платформы. Постановка гладких (не гофрированных) листов пола не допускается. Гофрированный лист по ТУ 14-2-143-74.
11.4. Платформы для перевозки крупнотоннажных контейнеров
и колесной техники
11.4.1. У платформы для перевозки крупнотоннажных контейнеров и колесной техники торцовые упоры, откидные плиты с упорами и откидные упоры очистить от ржавчины, грязи и осмотреть. Трещины швов заварить в соответствии с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. При отсутствии упоров установить новые в соответствии с конструкторской документацией данной модели вагона.
11.4.2. Допускается не ремонтировать шарнирные соединения в откидной плите и откидных упорах, если суммарный зазор не более 5 мм. В случае если зазор окажется более допустимого, то срезают ушко и приваривают новое в соответствии с требованиями чертежей завода-изготовителя.
11.4.3. Погнутые пальцы выправляют. Оси, ушки, пальцы с трещинами заменяют новыми, изготовленными по чертежам завода-изготовителя.
11.4.4. Ремонт с восстановлением фитинговых упоров платформ постройки Абаканского ВСЗ производить по Техническим условиям ТУ 32 ЦВ 2456-97.
Плиты опорные с упорами представлены на рисунках 14, 15, 16 и 17.
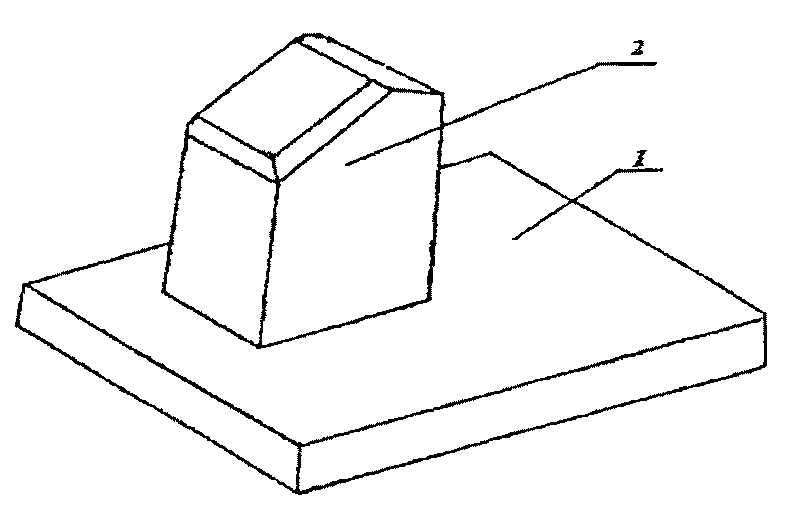
1 — опорная плита; 2 — упор
Рисунок 14. Плита с упором стационарная
(не откидывающаяся). Черт. 31887-НСБ
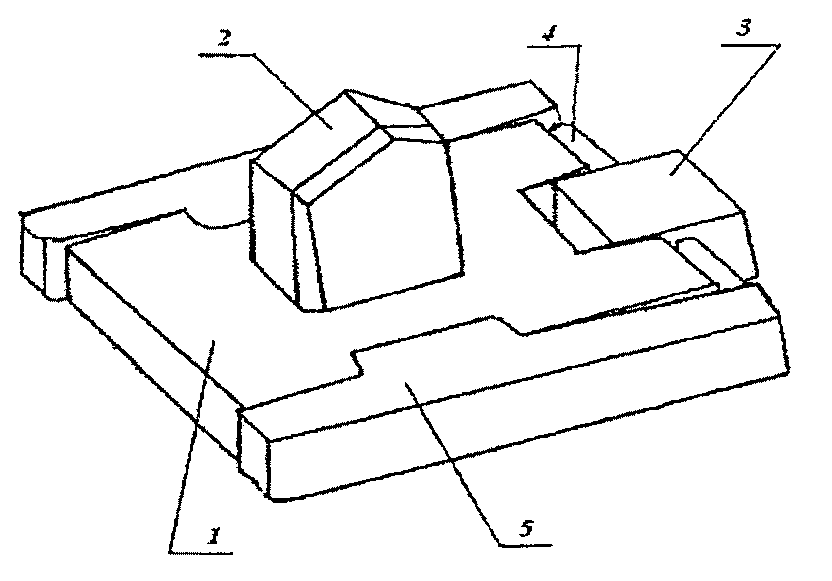
1 — плита опорная; 2 — упор; 3 — ухо (проушина);
4 — ось; 5 — плита фиксирующая
Рисунок 15. Плита с упором. Черт. 31901-НСБ
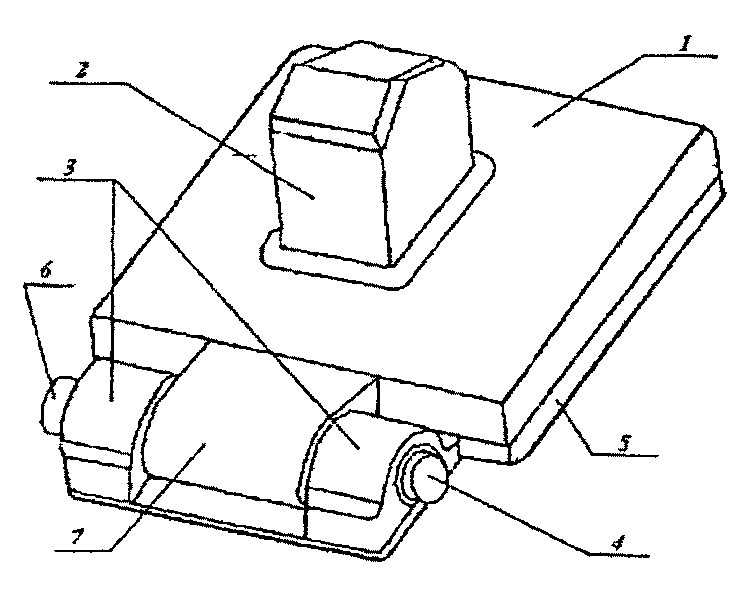
1 — плита опорная; 2 — упор; 3 — проушина фиксирующей
плиты; 4 — палец; 5 — плита фиксирующая; 6 — втулка;
7 — проушина опорной плиты
Рисунок 16. Плита опорная с упором литая.
Черт. 31896-НСБ
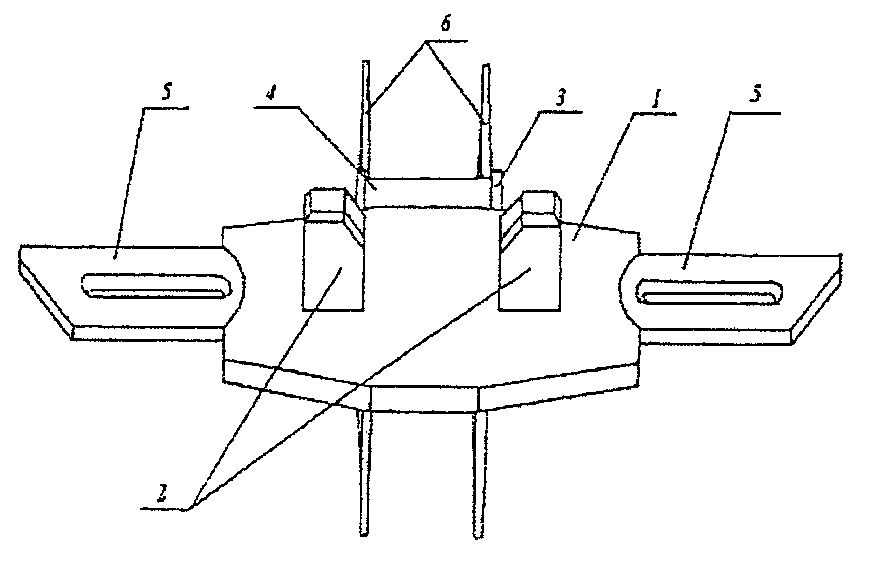
1 — плита опорная; 2 — упоры; 3 — ухо (проушина);
4 — ось; 5 — плита фиксирующая; 6 — кронштейны
Рисунок 17. Плита с двумя упорами. Черт. 31883-НСБ
11.4.5. Замену устройств крепления крупнотоннажных контейнеров производить в соответствии с действующей нормативной и технической документацией:
— ТУ 32ЦВ 2605-2007 «Ремонт и замена узлов крепления большегрузных контейнеров на железнодорожных платформах с использованием универсальных плит с упорами в текущем и плановых видах ремонта»;
— Комплектом конструкторской документации «Универсальные опорные плиты с фитинговыми упорами для строящихся и модернизируемых платформ под перевозку контейнеров» 31880-Н … 31914-Н ОП, утв. 14.05.2007 г. (номер гос. Архива).
11.4.6. При установке отремонтированных или новых плит откидных с упорами контролируют установочные размеры всех специализированных устройств в соответствии с проектом М 1450 ПКБ ЦБ.
Контроль соответствия упоров для крепления крупнотоннажных контейнеров производится по рабочим чертежам линейными средствами измерения по РД 32 ЦВ 085-2007.
12. РЕМОНТ ЦИСТЕРН
12.1. Общие требования к ремонту
12.1.1. У поступивших в ремонт цистерн котлы должны быть пропарены, промыты, дегазированы и надлежащим образом оформлены — справкой ВУ-19, подписанной пропарщиком, мастером и лаборантом с постановкой штампа. Перед началом сварочных работ на цистернах следует проверить газовоздушную среду котла газоанализатором на взрывобезопасность и на отсутствие токсичных выделений.
12.1.2. Ремонт котлов цистерн сваркой должен производиться в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. Ремонт цистерн должен производиться с соблюдением мер безопасности согласно «Правилам по охране труда при техническом обслуживании и ремонте грузовых вагонов и рефрижераторного подвижного состава». Отсутствующие наружные и внутренние лестницы котлов устанавливают, неисправные — ремонтируют. Неисправные крепежные соединения лестниц заменяют новыми. Ступеньки лестниц внутри котла располагают параллельно продольной оси котла. Лестницы, установленные ранее поперек продольной оси котла, должны переставляться. Отсутствующие помосты устанавливают в соответствии с чертежами данного типа вагона, неисправные ремонтируют. Погнутые кронштейны помоста выправляют, имеющие <…> — заменяют. При ремонте поручней и помостов, их крепления должны быть болтовыми с прихваткой болта к гайке сваркой (для всех типов цистерн).
12.1.3. Состояние опор котлов цистерн проверяют. Сдвинутые котлы необходимо правильно установить и надежно закрепить. Смещение центра тяжести котла 8-осной цистерны относительно полурамы допускается не более 40 мм, а котла 4-осной цистерны не более 45 мм. Ослабленные болты крепления котла к раме заменяют на новые. Стяжные хомуты, крепящие котлы к рамам, осматривают, неисправности устраняют. Хвостовики стяжных хомутов, имеющие разработанную резьбу, поврежденные или разработанные гайки и муфты заменяют.
12.1.4. Определение смещения центра тяжести котлов 4- и 8-осных цистерн производится в соответствии с методикой выполнения измерений перекоса котлов 4- и 8-осных цистерн РД 32 ЦВ 074-2005.
12.1.5. Выпуск цистерн из ремонта с отсутствующими или ослабленными стяжными хомутами запрещается.
12.1.6. Сливные приборы разбирают (за исключением приваренных патрубков нижних частей приборов), детали осматривают и ремонтируют. В универсальных сливных приборах неисправные уплотнительные резиновые кольца заменяют новыми.
Цистерны, выпускаемые из ремонта, должны иметь заглушки сливных приборов.
12.1.7. Крышки и кольца горловины люка должны соответствовать рабочим чертежам для данного типа вагонов, неисправные ремонтируют. При этом должно обеспечиваться плотное прилегание крышек люков к кольцам горловины, что проверяют по меловым отметкам. Крышки, имеющие изгибы и вмятины, выправляют. Неисправные резиновые уплотнительные прокладки заменяют новыми.
Погнутые стойки откидного шарнира, коромысла и упоры крышек выправляют, имеющие трещины — заменяют. У валиков откидного шарнира шайбы приваривают. Отсутствующие откидные болты, шайбы, шплинты и приспособления для пломбирования пополняют, поврежденные заменяют. У цистерн для перевозки метанола приводятся в полную исправность предохранительный кожух и его приспособления для запора и опломбирования.
12.1.8. Предохранительные, предохранительно-впускные клапаны цистерн снимают, разбирают, проверяют в соответствии с комплектом документов на ремонт предохранительно-выпускных, предохранительных клапанов цистерн ТК-105.
12.1.9. Местные вмятины и выпуклости на стенках котла более 95 мм на метр длины выправляют с предварительным местным подогревом до 650 — 700 °C.
12.1.10. Трещины в котле длиной до 500 мм заваривают.
12.1.11. Котел, имеющий пробоины, ремонтируют постановкой вставок, имеющих толщину не менее толщины основного металла в месте их постановки, с приваркой их по периметру двусторонним сварным швом. Лучевые трещины от пробоины не допускаются и при ремонте должны быть вырезаны. Площадь повреждения не должна превышать 0,3 м2.
12.1.12. На одном днище котла допускается не более шести ранее поставленных накладок, на обечайке котла — не более восьми с общей площадью накладок на одном элементе (днище или обечайке) не более 0,5 м2. При наличии дефектов свыше допускаемых размеров цистерны направляют в капитальный ремонт.
12.1.13. Ранее установленные накладки, перекрывающие заваренные на котле трещины и пробоины, не соответствующие требованиям Действующей ремонтной документации, заменяют.
12.1.14. Прихватка вставок, деформированных деталей или узлов должна производиться электродами той же марки, что и применяемые при сварке.
12.1.15. Цистерны должны быть оборудованы устройствами для наложения запорно-пломбировочного устройства по проекту «Оборудование нефтебензиновых цистерн устройствами от хищения грузов» М 1691.000 ПКБ ЦВ:
а) на крышке барашкового типа;
б) на ригеле между его боковинами и на рукоятках откидного болта с крышкой выпуклого типа;
в) на ригеле с одной стороны и на гайке откидного болта с двух сторон с крышкой вогнутого типа.
12.1.16. Броневые листы 8- и 4-осных цистерн осматривают. Отдельные продольные и поперечные трещины длиной не более 200 мм в нижней части броневого листа, переходящие на седло клапана сливного прибора, подготавливают под сварку и заваривают. С внутренней стороны на броневом листе ставят усиливающую выштампованную накладку толщиной 3,0 мм с приваркой по периметру. Цистерны, имеющие продольные и поперечные трещины в нижней части броневого листа по месту выштамповки для полного слива нефтепродуктов длиной более 200 мм, переходящие на седло клапана сливного прибора, должны направляться на вагоноремонтный завод в капитальный ремонт для замены дефектной части броневого листа.
12.2. Восьмиосные цистерны
12.2.1. Котел цистерны осматривают, проверяют техническое состояние узлов в зонах: стыкования обечаек к днищу, шпангоутов, приварки горловин люков, броневого листа и сливных приборов, приварки кронштейнов для тормозного оборудования, лестниц и помостов, опорных листов, крепления котла к концевым полурамам, центрального пятника и его крепления, крепления тормозного оборудования и автосцепного устройства, опор котла на шкворневых, хребтовых балках (боковые и торцевые листы, ребра и косынки).
12.2.2. Особое внимание при контроле технического состояния обращают на выявление трещин, отрывов и других дефектов в сварных швах крепления: шпангоутов, опорных листов к котлу цистерны, вертикальных ребер косынок со стороны шкворневой балки и опорного листа, вертикальных листов шкворневой балки с вертикальной стенкой хребтовой балки, торцового, боковых листов к шкворневым и хребтовым крайних опорных лап, связывающих консоли хребтовой балки с котлом.
12.2.3. Неисправные помосты, наружные и внутренние лестницы, узлы их крепления ремонтируют, отсутствующие — устанавливают по рабочим чертежам данного типа цистерны.
12.2.4. Суммарный износ между упорной поверхностью пятника шкворневой балки цистерны и буртом центрального пятника соединительной балки, измеренной вдоль оси вагона, допускается не более 20 мм, поперек — не более 10 мм.
12.2.5. Зазор между соединительной балкой и осью ближайшей колесной пары менее 85 мм не допускается.
12.2.6. Сварные швы крепления шпангоутов к котлу и опорному листу в местах соединения частей шпангоутов должны быть непрерывными.
12.2.7. Шпангоуты и места их стыкования, имеющие трещины, ремонтируют сваркой с последующей зачисткой швов и постановкой усиливающих накладок толщиной от 8 мм до 10 мм соответствующего профиля.
Накладка должна перекрывать трещину не менее чем на 100 мм. Шпангоуты, имеющие отрывы от котла и опорного листа, приваривают непрерывным сварным швом.
12.2.8. Обечайки котла с трещинами в зоне шпангоутов ремонтируют сваркой. При этом вырезают часть шпангоута необходимой длины. Новую часть шпангоута ставят встык с подгонкой по месту. Заварку трещин обечайки котла и приварку части шпангоута к котлу производят непрерывным сварным швом.
Место стыков шпангоутов перекрывают усиливающими накладками соответствующего профиля с перекрытием шва на 100 мм по обе стороны.
12.2.9. При ремонте цистерны конструктивные элементы подготовленных кромок свариваемых деталей, их размеры, размеры выполненных швов и предельные отклонения по ним должны соответствовать требованиям «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г. Проверка качества выполненных сварных соединений производится неразрушающими методами в соответствии с Инструкцией «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение» N 656-2000 ПКБ ЦВ и Инструкцией по «Ультразвуковому контролю сварных стыковых швов и нахлесточных сварных швов» от 03.12.93 г.
12.3. Цистерны с парообогревательной рубашкой
для перевозки вязких нефтепродуктов
12.3.1. Листы кожуха, имеющие повреждения, ремонтируют вырезкой поврежденных мест и приваркой накладок по всему периметру. Трещины в углах кожуха котла заваривают с предварительной разделкой.
12.3.2. На листах кожуха допускаются вмятины глубиной не более 30 мм, при большей глубине ремонтируют согласно п. 12.3.1.
12.3.3. Зазор между хребтовой и шкворневой балками рамы и кожухом котла должен быть не менее 5 мм.
12.4. Цистерны с теплоизоляцией для вязких нефтепродуктов
12.4.1. Котлы цистерн, имеющие неисправности, ремонтируют. В местах сквозных пробоин изоляции, а также повреждения котла участок изоляции разбирают для производства ремонтных работ. Неисправности в котле цистерны устраняют согласно п. 12.1 настоящих Правил.
12.4.2. Наружные вскрытые участки после ремонта грунтуют и окрашивают согласно «Инструкции по окраске грузовых вагонов» N 655-2000 ПКБ ЦВ-ВНИИЖТ, поврежденную изоляцию восстанавливают, при этом имеющие механические повреждения блоки изоляции заменяют. В качестве изоляционного материала разрешается применять шевелин (пакля), ГОСТ 9394-76, минеральную вату, ГОСТ 4640-93, минеральный войлок, ГОСТ 10140-80, изделия из стекловолокна в виде прошитых полотнищ, ГОСТ 19170-2001, заключенных в полиэтиленовые пакеты, ГОСТ 19360-74, другие материалы по согласованию с ОАО «РЖД».
12.4.3. Восстановленная изоляция снаружи защищается листовой сталью толщиной 0,5 мм — 1 мм. Перед постановкой на котел листы грунтуют с обеих сторон грунтом ГФ-021 ГОСТ 25129-82. Соединения листов и их крепление производят в соответствии с рабочими чертежами. Снятые исправные листы используют вновь при ремонте изоляции котла.
12.5. Цистерны для перевозки спирта
Цистерны ремонтируются в соответствии с техническими требованиями п. 12.1 настоящего Руководства.
12.6. Цистерны для перевозки молока
12.6.1. Местные сквозные пробоины кожуха ремонтируют путем вырезки поврежденного участка и приварки полосы во всю ширину листа кожуха. Пробоины диаметром не более 50 мм могут ремонтироваться приваркой по периметру накладок, перекрывающих поврежденное место не менее чем на 50 мм. Для приварки полос и накладок листы кожуха с котла цистерны снимают. Угольники скрепления обечаек кожуха не должны иметь изгибов, дефектов сварных соединений и разработанных отверстий.
Контролируют техническое состояние стяжных хомутов кожуха. Не допускаются трещины и изломы. Неисправные заменяют или ремонтируют.
12.6.2. Пробковые краны сливных труб испытывают гидравлическим давлением 0,2 МПа (2 кгс/см2), совместно с главным запорным вентилем расхаживают и при необходимости притирают, после чего промывают бензином марки Б-70 ГОСТ 1012-72 и вытирают техническими салфетками по ГОСТ 4643-75.
12.6.3. Сработанные грани квадратов пробковых кранов наплавляют с последующей механической обработкой; на квадратах кранов восстанавливают указательную риску.
12.6.4. Краны выпуска воздуха из котла проверяют, шток клапана расхаживают; искривленный шток или с поврежденной резьбой ремонтируют или заменяют.
12.6.5. Резиновые кольца клапана и резиновые сальники штока, пропускающие воду при гидравлическом испытании, заменяют.
12.6.6. Сливные патрубки со сработанной или забитой резьбой ремонтируют. Недостающие заглушки сливных патрубков пополняют.
12.6.7. Проверяют состояние прокладки фланца сливного клапана, состояние резьбы сальниковой гайки, при необходимости неисправные детали ремонтируют или заменяют.
12.6.8. Неисправные детали указателя уровня — поплавок, пластмассовую трубку, рейку ремонтируют или заменяют. При ремонте поплавка необходимо проверить работу указателя уровня и правильность его показаний.
12.6.9. Устройство для налива проверяют, неисправную резьбу восстанавливают. Недостающие детали, прокладки, заглушки и т.д. пополняют.
12.6.10. Крышки люков-лазов, их запоры осматривают на месте, при необходимости снимают и ремонтируют. Крышки должны плотно прилегать к фланцам цистерны и надежно крепиться откидными болтами, наличие зазоров не допускается. Резиновые уплотнения крышек, имеющие разрывы, потерю упругости и другие дефекты, заменяют новыми. Откидные болты с гайками-барашками не должны иметь механических повреждений более 2 мм по диаметру. Неисправные ремонтируют или заменяют новыми.
12.6.11. Обечайки люков не должны иметь пробоин, вмятин и нарушений сварных швов. Вмятины выправляют, а пробоины и трещины заваривают с постановкой усиливающих накладок, изготовленных из того же материала, что и обечайка. После окончания ремонта изоляцию восстанавливают.
12.6.12. Крышки сливных кранов ремонтируют и заменяют.
12.6.13. Потемневшие места котлов, изготовленных из некоррозионной стали, соприкасающиеся с молоком, должны быть очищены до металлического блеска с последующей шлифовкой, полировкой.
12.6.14. В случае ремонта, связанного с изменением объема котла, каждая секция котла должна быть проверена и оттарирована.
Полный объем секций котла в литрах наносят на крышках-лазах и заверяют клеймом, присвоенным вагонному депо. Фактическую вместимость каждой секции котла проверяют объемным весовым способом или по счетчику с точностью +/- 10 л.
12.6.15. Обнаруженные при испытании дефекты сварки удаляют с последующей обработкой кромок, повторной их заваркой и испытанием. Исправление дефектов путем наложения перекрывающего шва или чеканки не допускается. После ремонта котла изоляцию восстанавливают.
Сырые и имеющие механические повреждения блоки теплоизоляции заменяют. Блоки должны плотно прилегать к стенкам котла цистерны и сливных труб, а также плотно соприкасаться между собой.
Металлическая поверхность котла, кроме горловин, должна покрываться рубероидом на горячий битум.
12.6.16. После ремонта котел и арматуру проверяют наливом воды, а запорную арматуру испытывают порядком, изложенным в таблице 2 настоящего Руководства. Дезинфекция котла производится по санитарным правилам от 30.07.96 N ЦУФ-6/19.
12.6.17. Ремонт котлов цистерны для перевозки молока, изготовленных из коррозионно-стойкой стали марки 12Х17Ш0Т ГОСТ 18968-73 толщиной от 4 мм до 8 мм и алюминиевых сплавов марки АД1/АД0 толщиной 16 мм, ремонтируют сваркой в соответствии с типовым технологическим процессом ТК-100 ПКБ ЦВ.
12.7. Цистерны для перевозки цемента
12.7.1. Для определения объема работ перед ремонтом производится очистка и удаление остатков цемента, контроль технического состояния котла, внутреннего и наружного оборудования.
12.7.2. Детали внутрикотлового оборудования, крышки лазового и загрузочного люков, патрубки, детали воздушной коммуникации, разгрузочного устройства, арматурный ящик должны быть очищены от грязи и остатков цемента.
12.7.3. Аэролотки при необходимости ремонта (трещины, изломы решетки, планок и др.) из котла вынимают.
12.7.4. Шарниры деталей крепления запорных механизмов, деталей и узлов специализированного оборудования цистерн проверяют как внутри, так и снаружи котла, неисправные ремонтируют.
12.7.5. В диафрагмах, листах откосов и рассекателей трещины суммарной длиной не свыше 100 мм в рассматриваемом сечении заваривают, при большей длине трещины заваривают с постановкой накладок.
12.7.6. Пробоины в местах откосов и рассекателей ремонтируют сваркой и постановкой накладок. Накладка должна перекрывать кромки пробоины не менее чем на 50 мм.
12.7.7. Трещины на крышках смотровых окон подоткосного пространства заваривают.
12.7.8. Прокладку крышки смотрового окна крепят на сурик свинцовый ГОСТ 19151-73 с последующим креплением крышки болтами. Неисправную прокладку заменяют.
12.7.9. Штуцера для удаления конденсата с неисправной резьбой срезают и вместо них приваривают новые. Неисправные пробки заменяют.
12.7.10. Трещины, надрывы в горловине люка без ограничения размеров ремонтируют сваркой.
12.7.11. Ремни аэролотков, имеющие повреждения, заменяют. Ослабшие ремни перетягивают. В случае замены одного аэролотка из-за прорывов, вырезов и других повреждений смежный аэролоток проверяют, при необходимости снимают.
На одном аэролотке допускается не более трех заплат, площадь каждой не более 0,01 м2.
Ткань на всех аэролотках должна быть однородной. Перед установкой ремня поверхности соприкосновения с ремнем в аэролотках окрашивают сплошным слоем масляной краски любого цвета, «Инструкция по окраске грузовых вагонов» N 655-2000 ПКБ ЦВ-ВНИИЖТ.
12.7.12. В аэролотках должен применяться ремень двухслойный из ткани ТЛФТ ГОСТ 26095-84.
12.7.13. Планки, прижимающие ремень к основанию лотка, при наличии трещин или изломов ремонтируют сваркой.
Планки с изломом по отверстиям под болты, поврежденные коррозией и имеющие толщину менее 3 мм, заменяют.
12.7.14. Решетку аэролотка с наличием трещин, изломов ремонтируют сваркой.
12.7.15. Допускается ремонтировать и изготовлять решетки из трех и четырех частей с зачисткой сварных швов на боковых полках заподлицо с наружной стороны. В местах сварки шаг между отверстиями 36 +/- 2 мм разрешается увеличивать до 50 +/- 2 мм.
12.7.16. Неисправную уплотнительную прокладку на фланце заменяют новой. Допускается применение прокладки, изготовленной из Резины 4327 гр. 9 ГОСТ 7338-90, ТУ 2Ф1-АМС-С-25-90.
12.7.17. При установке аэролотка в котле допускается зазор до 8 мм между полосой аэролотка и рассекателем или откосом.
2.7.18. Изломанные, с трещинами кронштейны и уголки распорки заменяют, погнутые — выправляют.
12.7.19. Неисправные крепежные соединения лестниц заменяют новыми. Резьба всех болтов крепления лестниц и помоста в месте выхода ее из гайки должна быть зачеканена.
12.7.20. Площадку помоста с трещинами ремонтируют сваркой. При наличии пробоин, корродированных мест дефектная часть помоста должна заменяться с приваркой замененной части встык, при этом сварной шов не должен попадать на отверстия под болты. Допускается сварка помоста из трех частей. Поверхность помоста снаружи должна быть рифленой.
12.7.21. Крылья загрузочного люка, имеющие трещины, ремонтируют сваркой или заменяют новыми.
12.7.22. Уплотнительное кольцо крышки при необходимости заменяют новым. Кольцо приклеивают к кольцу крышки клеем марки 88Н ТУ 38-105-1061-82.
12.7.23. Все детали запоров люков проверяют и приводят в полную исправность.
12.7.24. Погнутые откидные болты, рычаги, рукоятки, стойки, упоры крышек выправляют, с трещинами — заменяют, а с выработками более 3 мм восстанавливают с последующей механической обработкой до размеров, указанных в рабочих чертежах.
12.7.25. Отсутствующие запорные болты, шайбы, шплинты и приспособления для пломбирования устанавливают, а изношенные или поврежденные заменяют.
12.7.26. В собранном люковом запоре должен обеспечиваться прижим крышки к кольцу патрубков. Крышка должна плотно прилегать по всему периметру к кольцу, обеспечивая герметичность закрытия люка.
12.7.27. Коллектор осматривают, очищают от возможного скопления влаги, грязи, масла и при необходимости демонтируют для ремонта и проверки.
12.7.28. Штуцера с неисправной резьбой заменяют.
12.7.29. Погнутые полухомуты кронштейна, скобу на коллекторе выправляют, а изломанные или с трещинами заменяют.
12.7.30. Детали воздушной коммуникации очищают с последующей обдувкой и сушкой сжатым воздухом (или другим способом). Разработанные ушки крышки и валики заменяют новыми.
12.7.31. Откидную крышку арматурного ящика и ее детали осматривают, неисправные детали ремонтирует или заменяют новыми.
12.7.32. Крышка в открытом положении должна свободно фиксироваться рычагами. Перекос крышки в открытом положении не допускается. Погнутые валики и рычаги выправляют, а имеющие трещины и надрывы — заменяют.
12.7.33. Крышка должна открываться без заеданий. Погнутые петли и ручку крышки выправляют. Ось петель с трещинами или изломами заменяют.
12.7.34. Уплотнительную резиновую прокладку в месте крепления крышки к арматурному ящику с наличием трещин, надрывов или расслоений заменяют. Прокладку крышки арматурного ящика заменяют новой. Склейка прокладки допускается не более чем из двух частей встык клеем 88Н ТУ 38-105-1061-82.
12.7.35. Неисправные замки арматурного ящика и ушки для постановки пломб ремонтируют, а отсутствующие устанавливают.
12.7.36. Замок ящика должен открываться и закрываться с натягом. Погнутые кольцо, крючок и упор замка выправляют, при наличии трещин заменяют. Место установки упора замка должно согласовываться с выходом цугаля (шпингалета) замка и обеспечивать плотное прилегание крышки к ящику.
12.7.37. Трещины, выпуклости, вмятины на трубах воздушной коммуникации не допускаются. Дефектную часть вырезают и приваривают встык новую часть трубы.
12.7.38. Все резьбовые соединения воздушной коммуникации должны плотно свертываться и уплотняться обмоткой из пеньки, смоченной свинцовым суриком или белилами, пастой ВНИИ НП ГОСТ 19782-74.
12.7.39. Тройники, гайки и контргайки должны иметь исправную резьбу, торцовые поверхности, перпендикулярные к продольной оси, и иметь фаски для уплотнения подмоткой.
12.7.40. При ремонте пробковых кранов пробки должны быть притерты к их гнездам в корпусах кранов. Квадраты головок пробок не должны иметь забоин, рукоятки должны плотно насаживаться на квадраты. Забоины и риски на пробках кранов должны устраняться механической обработкой на станках.
12.7.41. Предохранительный клапан снимают с котла, разбирают, детали клапана очищают, производят контроль технического состояния.
Ремонт и испытание предохранительного клапана производят в соответствии с технологией ремонта, изложенной в «Типовом технологическом процессе на ремонт предохранительных и предохранительно-впускных клапанов» ТК-105.
12.7.42. Предохранительный клапан после ремонта в собранном виде должен быть испытан:
— на герметичность без давления наливом воды под клапан при затянутой пружине на 0,2 МПа (2 кгс/см2). Пропуск воды не допускается;
— на начало подъема клапана при повышении пневматического давления свыше рабочего 0,2 МПа на 0,02 МПа (2 кгс/см2 на 0,2 кгс/см2). Клапан должен легко, без заеданий перемещаться в корпусе. Допускается колпачок клапана прихватить электросваркой к корпусу клапана в четырех местах по главным осям. После ремонта и испытания предохранительный клапан пломбируют.
12.7.43. Детали разгрузочного устройства снимают с вагона, разбирают, очищают от следов цемента и загрязнений.
12.7.44. Перемещение рукоятки разгрузочного устройства на штейне (в арматурном ящике), должно соответствовать положению заслонки «ОТКРЫТО» или «ЗАКРЫТО».
12.7.45. Рукоятка должна свободно укрепляться на штанге и кронштейне в арматурном ящике и иметь исправный фиксатор.
При неплотной посадке рукоятки на штанге квадрат валика штанги или рукоятку ремонтируют или заменяют новой.
12.7.46. Валик штанги с забитой или сорванной резьбой заменяют. Допускается после удаления неисправной резьбы наплавлять и нарезать новую резьбу на валике штанги по размерам, указанным в чертеже.
12.7.47. Валик заслонки с трещиной ремонтируют сваркой, изломанные валики заменяют.
12.7.48. Погнутые диски заслонки выправляют. Диски должны плотно, без зазора прилегать к резиновому кольцу. Ослабшие заклепки удаляют и взамен ставят новые. Конец заклепки расклепывают впотай, заподлицо с поверхностью диска. Разработанные отверстия в дисках восстанавливают наплавкой с последующей механической обработкой до диаметра  .
.
12.7.49. Отверстия в запорной рукоятке и скобах, разработанные свыше 3 мм, заваривают с последующей рассверловкой отверстий до диаметра 8 мм.
12.7.50. Разрешается подгонка заслонки по диаметру с учетом герметичности. Заслонка должна поворачиваться плавно, без заеданий, а в закрытом положении плотно, без зазоров прилегать к резине кольца.
12.7.51. После окончания ремонта котел испытывают на плотность воздухом согласно требованиям, изложенным в таблице 2 настоящего Руководства.
12.7.52. Проверяют прочность крепежных соединений аэролотков. Пропуск воздуха из-под зажимных планок не допускается.
12.7.53. Коллектор (при ремонте со снятием с цистерны) в сборе с арматурой, без предохранительного клапана испытывают воздухом давлением 0,3 МПа (3 кгс/см2). Утечку воздуха через краны определяют обмыливанием, утечка допускается не более 0,05 МПа (0,5 кгс/см2) в минуту.
12.7.54. Обратный клапан разгрузочного устройства проверяют на герметичность воздухом давлением 0,2 МПа (2 кгс/см2). Пропуск воздуха не допускается.
12.7.55. После окончания сборки котла цистерны-цементовоза испытывают все воздушные коммуникации и разгрузочные устройства давлением воздуха не менее 0,2 МПа (2 кгс/см2). Падение давления не допускается в течение 5 минут.
12.8. Цистерны для перевозки кальцинированной соды
Ремонт цистерн производится в соответствии с технологическим процессом N ТК-104ПКБЦВ.
12.9. Цистерны для перевозки кислот
12.9.1. Котлы цистерн, имеющие неисправности, ремонтируют в соответствии с техническими требованиями настоящего Руководства.
Котлы цистерн, имеющие парообогревательную рубашку, ремонтируют в соответствии с п. 12.3 настоящего Руководства.
12.9.2. Неисправные сливные и наливные устройства, запорную арматуру крышки люков большого и малого колпаков ремонтируют. Неисправные крепежные изделия крышек люков заменяют, их постановка производится по чертежам данного типа вагона. Кислотоустойчивые прокладки, имеющие повреждения, заменяют новыми из резины 7-НО-68-1 ТУ-2500-295-00152106-93.
Предохранительные щиты (защитные фартуки), служащие для защиты узлов цистерны от случайно пролитой кислоты, при повреждениях, коррозионном износе более 30% поперечного сечения ремонтируют, защитное покрытие восстанавливают.
12.10. Цистерны для перевозки серной кислоты, меланжа
и азотной кислоты
12.10.1. Ремонт котлов цистерн 32-го типа калибровки для перевозки улучшенной серной и слабой азотной кислот производят с учетом того, что котлы изготовлены из коррозионно-стойкой стали 12Х18П10Т. Для перевозки улучшенной и аккумуляторной серной кислоты котлы изготовлены из коррозионно-стойких двухслойных сталей 20К10Х17Н13М2И и Ст3п5+06Х28МДТ (ЭП516), для перевозки кислотного меланжа и слабой азотной кислоты — из коррозионно-стойкой стали 08Х18Г8Н2Т (КОЗ) ГОСТ 18968-73.
12.10.2. Для выявления дефектных мест и площади повреждения котла цистерны производят визуальный осмотр внутренней и наружной поверхностей котла, а также контрольную проверку толщины металла с помощью переносного ультразвукового толщиномера. Толщину стенок котла измеряют с внутренней и наружной стороны в низшей части обечайки, у крайних опор котла, вблизи приварки горловины, около сварных швов, а также в других местах в зависимости от состояния котла.
12.10.3. Плотность стенок котла проверяют согласно требованиям, изложенным в таблице 2 настоящего Руководства.
12.10.4. Котлы с толщиной листов менее 5 мм на площади 0,5 м2 и более направляют в капитальный ремонт.
12.10.5. При устранении дефектов в виде трещин, глубоких пор, подрезов и свищей дефектное место разделывают электродуговой строжкой электродами типа ОЗР ГОСТ 9467-75. При воздушно-дуговой науглероженный слой металла на кромках следует удалить на глубину не менее 1 мм.
12.10.6. На котлах из нержавеющих и двухслойных сталей дефектные места вырезают механическим способом. Допускается использование электродугового, воздушно-дугового, плазменного и кислородно-флюсового способов резки. При использовании воздушно-дуговой строжки обязательно удаление науглероженного слоя на кромках на глубину не менее 1 мм.
12.10.7. Заварку дефектных мест, вварку заплат или приварку деталей производят с использованием сварочных материалов, указанных в таблице 1.
Таблица 1
|
Материал котла |
Назначение электродов |
Тип электродов |
Марка электродов |
|
1 |
2 |
3 |
4 |
|
12Х18Н10Т |
Сварка всех швов на котле |
Э-08Х20Н9Г2Б |
ЦЛ-11 |
|
08Х22Н6Т |
ГОСТ 9466-75 |
ОЗЛ-7 |
|
|
08Х18Г8Н2Т |
ГОСТ 10052-75 |
||
|
Э-08Х19Н10Г2Б |
ЦТ-15 |
||
|
ГОСТ 9466-75 |
|||
|
ГОСТ 10052-75 |
|||
|
Э-04Х20Н9 |
ОЗЛ-36 |
||
|
ГОСТ 9466-75 |
|||
|
ГОСТ 10052-75 |
|||
|
Э-07Х20Н9 |
ОЗЛ-8 |
||
|
ГОСТ 9466-75 |
ОЗЛ-14А |
||
|
ГОСТ 10052-75 |
|||
|
20К+ |
Сварка основного слоя |
Э42А Э46 |
УОНИ-13/45 |
|
10Х17Н13М2Т |
ГОСТ 9466-75 |
АНО-4 |
|
|
ВСт3сп+ |
ГОСТ 9467-75 |
МР-3 |
|
|
12Х18Н10Т |
Э46А Э50А |
УОНИ-13/55К |
|
|
ВСт3сп+ |
ГОСТ 9466-75 |
ОЗС-18 |
|
|
08Х22Н6Т |
ГОСТ 9467-75 |
||
|
Сварка разделительного слоя |
Э-10Х25Н13Г2 |
ОЗЛ-6 |
|
|
ГОСТ 9466-75 |
ЗИО-8 |
||
|
ГОСТ 10052-75 |
|||
|
Э-11Х15Н25М6АГ2 |
ЭА-395/9 |
||
|
ГОСТ 9466-75 |
|||
|
ГОСТ 10052-75 |
|||
|
Сварка плакирующего слоя из стали 10Х17Н13М2Т |
Э-09Х19Н10Г2М2Б |
НЖ-13 |
|
|
ГОСТ 9466-75 |
|||
|
ГОСТ 10052-75 |
|||
|
Э-07Х19Н11М3Г2Ф |
ЭА-400/10У |
||
|
ГОСТ 9466-75 |
|||
|
ГОСТ 9467-75 |
|||
|
Сварка плакирующего слоя из стали 12Х18Н10Т 08Х22Н6Т |
Э-08Х20Н9Г2Б |
ЦЛ-11 |
|
|
ГОСТ 9466-75 |
ОЗЛ-7 |
||
|
ГОСТ 10052-75 |
|||
|
Э-04Х20Н9 |
ОЗЛ-36 |
||
|
ГОСТ 9466-75 |
|||
|
ГОСТ 10052-75 |
|||
|
Э-08Х19Н10Г2Б |
ЦТ-15 |
||
|
ГОСТ 9466-75 |
|||
|
ГОСТ 10052-75 |
|||
|
Э-07Х20Н9 |
ОЗЛ-8 |
||
|
ГОСТ 9466-75 |
ОЗЛ-14 |
||
|
ГОСТ 10052-75 |
Таблица 2
|
Тип вагона, наименование испытываемых узлов |
Порядок производства испытаний |
Технические требования |
|
1 |
2 |
3 |
|
1. Цистерны для перевозки нефтепродуктов, нефтепродуктов с парообогревательной рубашкой, кислот, спирта, виноматериалов с крышками ригельного типа |
||
|
Котлы цистерн |
После осмотра и ремонта котла загрузочный люк плотно закрывается крышкой. |
Падение давления по манометру не допускается. |
|
На место предохранительно-впускного клапана устанавливается манометр со штуцером для подвода сжатого воздуха в котел, закрывается заглушка сливного прибора и испытываются котел и заглушка давлением 0,05 МПа (0,5 кгс/см2) в течение 10 минут, при этом падение давления не допускается. |
||
|
После испытания котла и заглушки воздух отключается и выпускается, снимается манометр со штуцером, на его место ставится испытанный предохранительно-впускной клапан, открывается рабочая крышка загрузочного люка и заглушка, штангой плотно закрывается клапан сливного прибора. Вместо рабочей заглушки устанавливается технологическая заглушка с тем же манометром и штуцером для нагнетания воздуха при закрытом клапане сливного прибора. |
||
|
Испытание клапана сливного прибора производится давлением 0,1 МПа (1 кгс/см2) в течение 5 минут, при этом падение давления не допускается. |
||
|
Наполнение котла объемом от 50 м3 до 83,6 м3 воздухом до давления 0,05 МПа (0,5 кгс/см2) производится один раз. |
||
|
После выполнения электросварочных работ на котле его подвергают гидравлическому испытанию давлением 0,4 МПа (4 кгс/см2) |
||
|
Испытывают на плотность воздухом давлением 0,05 МПа (0,5 кгс/см2) с обмыливанием сварных швов и их осмотром. |
Не должно быть утечек воздуха, пара, воды. |
|
|
Допускается плотность парообогревательной рубашки проверять водой или паром давлением 0,05 МПа (0,5 кгс/см2) в течение 15 минут. |
||
|
2. Цистерны для перевозки молока |
||
|
Котлы цистерн с установленной арматурой |
Испытывают на плотность наливом воды, при этом производится тщательный осмотр всех соединений и арматуры (лазового люка с откидной крышкой, труб налива патрубка с указателем уровня налива патрубка с установленным на нем приводом сливного прибора сливных труб в районе люка для удаления остатков промывающей жидкости, сливных труб для слива молока, клапанов сливного прибора пробковых кранов, заглушек). |
Не должно быть течи. |
|
Все краны, штуцера, клапаны и измерительные приборы проверяют в работе. |
||
|
Запорную арматуру до установки на котел подвергают гидравлическому испытанию давлением 0,2 МПа (2 кгс/см2) в течение 10 минут. |
Снижение давления по манометру не допускается. |
|
|
3. Цистерны для перевозки цемента |
||
|
Котлы цистерн с установленной арматурой и воздушной коммуникацией |
После окончания ремонта котел испытывают на прочность воздухом давлением 0,05 МПа (0,5 кгс/см2) в течение 10 минут. |
Падение давления по манометру не допускается. |
|
При наличии падения давления по манометру места утечки выявляют обмыливанием. |
||
|
Утечку воздуха устраняют при отсутствии давления в котле и повторно испытывают котел. |
||
|
Аэролотки |
Проверяют прочность крепежных соединений. |
Пропуск воздуха из-под зажимных планок не допускается. |
|
Манометры |
Проверка производится установленным порядком. |
|
|
Коллектор в сборе с арматурой без предохранительного клапана (при ремонте со снятием с цистерны) |
Испытывают на плотность воздухом давлением 0,3 МПа (3,0 кгс/см2). Наполнение коллектора воздухом производится через штуцер для предохранительного клапана. Разрешается наполнение коллектора производить через муфтовый кран при условии постановки заглушки на штуцер предохранительного клапана. |
Пропуск воздуха через краны допускается с падением давления в коллекторе 0,05 МПа (0,5 кгс/см2) за 3 минуты. |
|
Плотность сварных швов и разъемных соединений проверяют обмыливанием. |
||
|
Предохранительный клапан в собранном виде |
Испытывают: |
Пропуск воды или воздуха не допускается. |
|
а) на плотность без давления наливом воды под клапан при затянутой пружине усилием 0,2 МПа (2,0 кгс/см2) или под давлением воздуха 0,1 МПа (1,0 кгс/см2) |
||
|
б) на начало подъема клапана при повышении пневматического давления свыше рабочего 0,2 МПа (2,0 кгс/см2) на 0,02 МПа (0,2 кгс/см2). |
Клапан должен легко, без заеданий перемещаться в корпусе. |
|
|
Пропуск воды или воздуха не допускается. |
||
|
Обратный клапан разгрузочного устройства |
Проверяют на плотность воздухом или давлением 0,2 МПа (2,0 кгс/см2) |
Клапан должен легко, без заеданий перемещаться в корпусе. |
|
Воздушная коммуникация и разгрузочное устройство с заглушкой. |
Испытывают (после установки и сборки узлов на вагоне) на плотность воздухом давлением 0,2 МПа (2,0 кгс/см2) |
|
|
Пропуск воды или воздуха не допускается. |
||
|
4. Полувагоны для перевозки нефтебитума |
||
|
Бункера (паровые рубашки) |
Испытывают на плотность гидравлическим давлением 0,05 МПа (0,5 кгс/см2) или паром давлением 0,1 МПа (1,0 кгс/см2) в течение 15 минут на плотность сварных швов и для проверки исправности наружной и внутренней рубашек. |
Не должно быть течи вод, утечки пара на внутренней обшивке бункера |
|
5. Думпкары (вагоны-самосвалы) |
||
|
Цилиндр опрокидывания в сборе |
Испытывают на стенде на прочность гидравлическим испытанием давлением 0,9 МПа (9,0 кгс/см2) в течение 3 минут. |
Пропуск капель и течь не допускается. |
|
Пневматическое устройство опрокидывающего механизма |
Испытывают на плотность гидравлическим давлением 1,0 МПа (10 кгс/см2) в течение 5 минут. |
Не должно быть течи. |
|
Трубы воздушной магистрали |
Испытывают на плотность сжатым воздухом давлением 0,6 МПа (6,0 кгс/см2) в течение 5 минут. |
Пропуск воздуха не допускается. |
|
6. Крытый вагон-хоппер для перевозки минеральных удобрений |
||
|
Испытывают на плотность воздухом давлением 0,6 — 0,8 МПа (6,0 — 8,0 кгс/см2). Испытание производится при среднем положении ручки. У кранов, прошедших испытание и поставленных на место, должны подтягиваться болты и на резьбе каждого из них в четырех диаметрально противоположных точках наноситься риски. |
Пропуск воздуха не допускается. |
|
|
Механизм разгрузки |
Проверяют свободность прохода воздуха. Утечка воздуха по трубопроводам сжатым воздухом давлением 0,5 — 0 6 МПа (5,0 — 6,0 кгс/см2). Плотность всей пневматической сети проверяют сжатым воздухом давлением 0,6 МПа (6,0 кгс/см2) в течение 5 минут. Проверять плотность прилегания люков к раме меловым покрытием. |
Утечка воздуха допускается не более 0,03 МПа (0,3 кгс/см2) в закрытом положении крышек люков. |
|
Сплошной отпечаток мелового покрытия на раме |
||
|
7. Полувагоны-хопперы для перевозки кокса, горячих окатышей и агломерата |
||
|
Цилиндр разгрузки и воздушная магистраль. |
Испытывают на плотность воздухом давлением 0,6 МПа (6,0 кгс/см2). После испытания соединительные рукава пневматической системы должны быть подвешены на подвески. |
Падение давления допускается не более 0,02 МПа (0,2 кгс/см2) в течение 5 минут |
|
Краны управления механизмом разгрузки |
Испытывают на плотность воздухом давлением 0,6 МПа (6,0 кгс/см2). |
Утечка воздуха допускается не более 0,01 МПа (0,1 кгс/см2) в течение 3 минут. |
|
8. Полувагоны-хопперы для перевозки торфа |
||
|
Краны управления механизмами разгрузки |
Испытывают на плотность воздухом давлением 0,6 МПа (6,0 кгс/см2). |
Утечка воздуха допускается не более 0,01 МПа (0,1 кгс/см2) в течение 3 минут |
|
Пневмосистема механизма разгрузки |
Испытывают на плотность воздухом давлением 0,6-0,65 МПа (6,0-6,5 кгс/см2) с обмыливанием мест соединений. |
Образование мыльных пузырьков не допускается. Утечка воздуха допускается не более 0,01 МПа (0,1 кгс/см2) в течение 5 минут. |
|
9. Крытые вагоны-хопперы для перевозки зерна, цемента, технического углерода |
||
|
Крышка люка |
Проверяют на плотность прилегания крышек к раме с меловым покрытием. |
Отпечаток мелового покрытия на рамке не менее 90% при отсутствии просветов между крышкой и рамкой при закрытой крышке. |
|
10. Крытые вагоны для перевозки скота |
||
|
Система водоснабжения |
Испытывают на водонепроницаемость наливом воды в систему |
Течь, отпотевание в местах соединений не допускаются |
|
Корыта |
Испытывают наливом воды |
Течь не допускается. |
Примечания. 1. Обнаруженные при испытании дефекты и неисправности устраняются, после чего производят повторное испытание узлов вагона.
2. При испытании сжатым воздухом не разрешается наносить удары по цилиндрам, запасным резервуарам, пневматическим приборам.
12.10.8. Для постановки заплат используют те же стали, из которых изготовлен ремонтируемый участок котла.
12.10.9. На котлах из монолитных коррозионно-стойких сталей (12Х18Н10Т, 08Х10Г8Н2Т ГОСТ 18968-73) кронштейны и другие детали, привариваемые непосредственно к котлу, должны быть изготовлены из той же стали.
12.10.10. На котлах из двухслойной стали допускается постановка вставок из однослойной стали, соответствующей марке плакирующего слоя.
12.10.11. Кромки углеродистого слоя двухслойной стали, соприкасающиеся с перевозимым продуктом, наплавляются электродами типа ЭА-2 (1-й слой) ТУ 25.05.1253-77, а затем электродами, соответствующей марки, используемыми для сварки данной стали.
12.10.12. При проведении сварки с двух сторон в последнюю очередь выполняют сварные швы, обращенные к агрессивной среде. При наложении сварных швов с внешней стороны котла зона сварки внутри котла должна охлаждаться (например, мокрым асбестом).
12.10.13. При сварке нержавеющих сталей узкие сварные швы должны накладываться в несколько проходов. Каждый последующий шов накладывают после полного охлаждения предыдущего.
12.10.14. Для сварки разделительного слоя используют электроды диаметром 3 мм, для плакирующего — диаметром 4 мм или 3 мм.
12.10.15. Сварка легированных сталей электродами должна производиться на постоянном токе обратной полярности. Сварочный ток не должен превышать 90 А для электродов диаметром 3 мм и 130 А — диаметром 4 мм.
12.10.16. К сварке котлов из нержавеющей стали и двухслойных сталей допускают только сварщиков, аттестованных на выполнение работ с коррозионно-стойкими сталями.
12.10.17. Предохранительно-впускной клапан обязательно снимают с котла, разбирают, проверяют и испытывают согласно «Комплекту документов на технологические процессы ремонта предохранительных, предохранительно-впускных клапанов цистерн».
12.10.18. Проверяют состояние верхнего сливного устройства. Трубу слива 1 (рисунок 18) проверяют ультразвуковым толщиномером, при толщине менее 5 мм поврежденный участок трубы вырезают и вваривают новый. Откидные болты 3 на заглушке с поврежденной или изношенной более чем на 1 мм резьбой заменяют новыми.
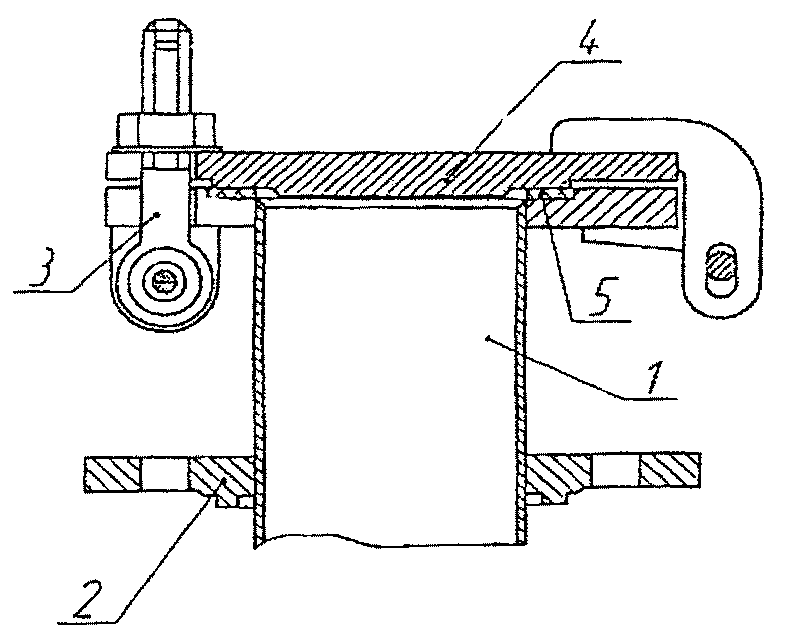
1 — сливоналивная труба; 2 — фланец; 3 — откидной болт;
4 — заглушка; 5 — прокладка
Рисунок 18. Сливоналивное устройство
Заглушки 4 со сквозными трещинами на площади более 0,4 м заменяют новыми, с износом по толщине более чем на 4 мм толщины, указанной в рабочих чертежах, наплавляют с последующей механической обработкой. Прокладки 5, изношенные или с надрывами, заменяют новыми, изготовленными из фторопласта — 4 ГОСТ 10007-80.
12.10.19. Проверяют состояние лазового люка: крышку-заглушку 3 (рисунок 19) люка снимают, с износом по толщине более 4 мм от предельного размера — наплавляют с последующей механической обработкой, имеющую сквозные трещины заменяют.
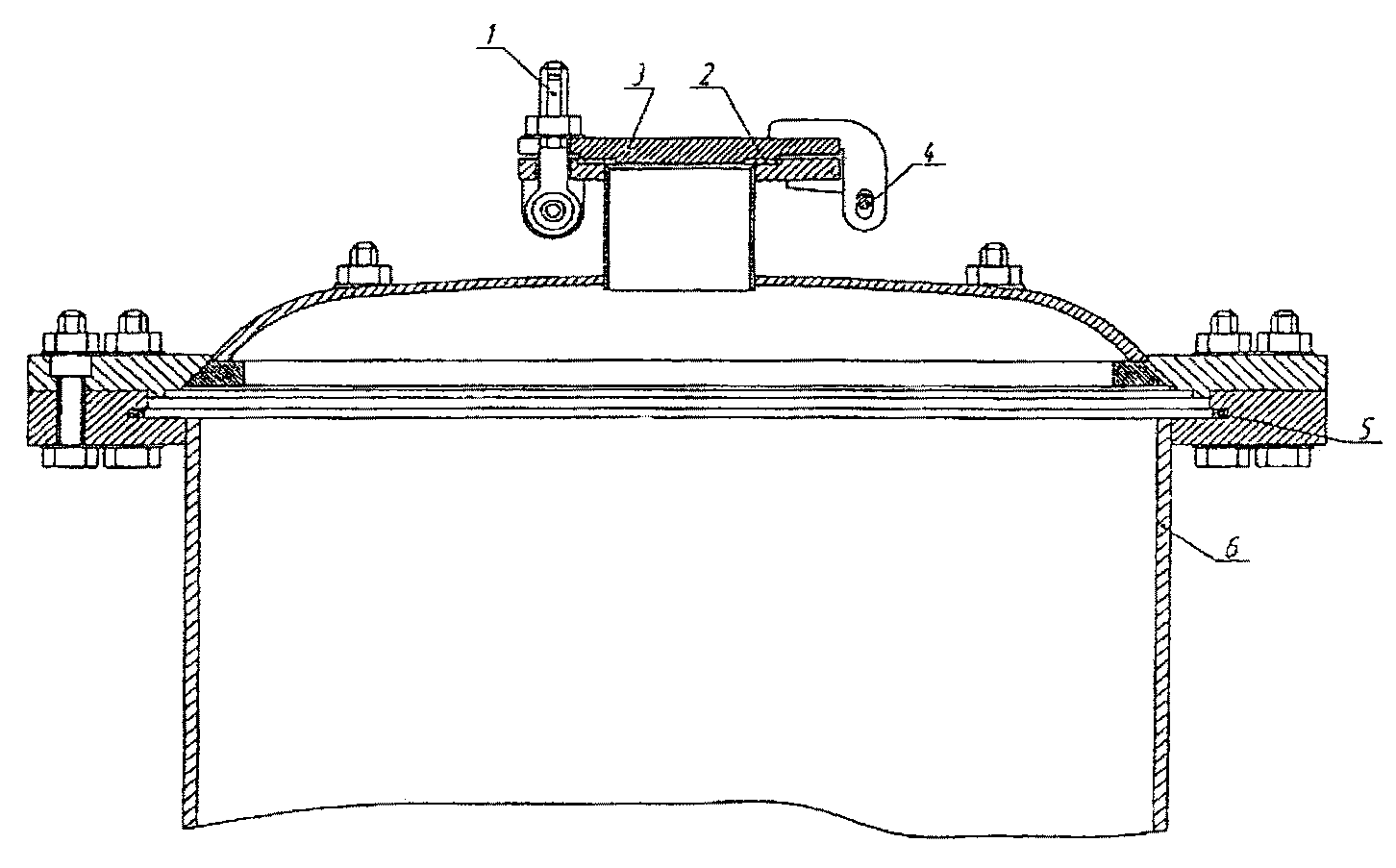
1 — откидные болты; 2 — прокладка; 3 — заглушка; 4 — запорная петля; 5 — прокладка; 6 — горловина цистерны
Рисунок 19. Горловина крышки люка
12.10.20. Откидные болты 1 снимают, имеющие поврежденную резьбу или с износом более 1 мм — заменяют.
12.10.21. Соединительные валики, изношенные более чем на 2 мм по диаметру, наплавляют с последующей механической обработкой до размеров, указанных в альбомных чертежах.
12.10.22. Стенки ушек запорных петель 4, разработанные по диаметру больше чем на 3 мм, наплавляют с последующей механической обработкой до чертежных размеров.
12.10.23. Состояние горловины 6 цистерны проверяют ультразвуковым толщиномером, поврежденные участки по толщине более 4 мм и площадью не более 0,3 м ремонтируют путем постановки вставки из металла той же марки и той же толщины, что и колпак.
12.10.24. Прокладки 2 и 5 заглушки 3 и крышки лазового люка, изношенные, с надрывами и трещинами заменяют новыми, изготовленными из фторопласта — 4 ГОСТ 10007-80.
12.10.25. Проверяют состояние наружных и внутренних лестниц котла. При замене поврежденных частей внутренних лестниц они должны быть изготовлены из коррозионно-стойкого металла Х18Г8Н2Т по ГОСТ 18968-73.
Кронштейны лестниц допускается изготавливать из стали Х18Н10Т по ГОСТ 18968-73.
12.10.26. Проверяют правильность установки котла и надежность его крепления. Пояса, крепящие котел к раме, осматривают, хвостовики поясов, а также гайки и муфты, имеющие разработанную или поврежденную резьбу, заменяют.
12.10.27. После ремонта и постановки на место арматуры и предохранительно-впускного клапана котлы цистерн испытывают на плотность воздухом давлением 0,05 МПа (0,5 кгс/см2) аналогично котлам нефтебензинового парка см. (табл. 2).
12.11. Цистерны для перевозки виноматериалов
12.11.1. Цистерны ремонтируют в соответствии с техническими требованиями на ремонт сваркой котлов цистерн из двухслойных сталей п. 12.10 настоящего Руководства.
При ремонте котла участок теплоизоляции в местах повреждения (трещины, надрывы, расслоения т.д.) вскрывают. Накладки устанавливают из двухслойной стали коррозионно-стойким слоем внутрь или из нержавеющей стали.
12.11.2. Место ремонта наружной поверхности котла покрывают в один слой лаком ПФ 170 ГОСТ 15907-70 согласно «Инструкции по окраске грузовых вагонов» N 655-2000 ПКБ ЦВ-ВНИИЖТ.
12.11.3. После ремонта изоляцию котла восстанавливают. Вскрытые места котла обшивают тканью из стеклянного волокна по ГОСТ 6943.18-94.
12.11.4. Вырезанная вставка изоляции сшивается с основными изоляционными листами стеклотканью БСБ — 13 x 4 x 4 ГОСТ 6943.18-94 в четыре сложения с шагом 40 мм.
12.11.5. В не заполненные изоляцией места укладывают пакеты из мата в рулонах технического МРТ-35 ГОСТ 10499-85, обернутые стеклотканью ГОСТ 6943.18-94.
12.11.6. Изоляционные маты неисправные, поврежденные должны заменяться исправными.
12.11.7. После монтажа вставку изоляции обшивают слоем стеклоткани БСБ ГОСТ 6943.18-94 и покрывают (до полной укрывистости стеклоткани) лаком ХВ-734 (бывший ХСЛ) в два-три слоя с добавлением химически стойкой грунтовки или эмали для подцветки ГОСТ 6586-77.
12.11.8. Внутреннюю поверхность узлов и деталей кожуха до установки покрывают грунтовкой ГФ-021 ГОСТ 25129-82. Допускается внутреннюю поверхность кожуха (вставки) изоляции окрашивать за два раза железным суриком с добавлением 30% олифы оксоль и 10% уайт-спирита согласно «Инструкции по окраске грузовых вагонов» N 655-2000 ПКБ ЦВ-ВНИИЖТ.
12.11.9. Демонтированные листы кожуха устанавливают. Вместо листов обшивки кожуха из стали марки Ст3пс ГОСТ 380-94 допускается применять листы толщиной 1,5 мм из стали марки 0,8 кп, при этом коробление устанавливаемых листов кожуха не должно превышать 10 мм на 1 м длины.
12.11.10. Поврежденные листы кожуха и изоляции котла заменяют исправными.
12.11.11. Проверяют техническое состояние колпака, люка-лаза, патрубка, трубы, имеющиеся неисправности устраняют.
12.11.12. Установку мерной планки проверяют: нулевое значение шкалы должно быть на уровне верхней образующей по внутреннему диаметру котла с отклонением +/- 2 мм.
12.11.13. Проверяют техническое состояние труб слива котла. Трубы, имеющие неисправности и перекосы, ремонтируют. Отсутствующие заглушки, цепочки устанавливают.
12.11.14. Сварочные электроды для ремонта котлов цистерн из нержавеющих и двухслойных сталей даны в таблице 1.
Возможно применение других марок электродов, подобных вышеуказанным.
13. ВАГОНЫ ДЛЯ ПЕРЕВОЗКИ НЕФТЕБИТУМА
13.1. Перед постановкой в ремонт вагоны очищают от битума и грязи в теплой камере. При этом с вагона снимают воздухораспределитель, соединительные рукава, вынимают поршень тормозного цилиндра, устанавливают заглушки в местах снятых узлов.
Очистка огневым способом запрещается.
Вагон после очистки осматривают и определяют объем ремонта с испытанием бункеров давлением пара 0,2 МПа (2 кгс/см2) при температуре от 80 до 90 °C.
13.2. Бункера осматривают, при необходимости ремонта снимают с рамы вагона, при наличии пробоин в стенах бункера приваривают накладки в местах пробоин. На одной из стен бункера (боковой или торцовой) допускается приварка не более четырех накладок. Размер каждой накладки устанавливается не свыше 0,1 м2, а сами накладки должны перекрывать кромки пробоины не менее чем на 40 мм.
При большем повреждении стенок бункера приваривают новые части вместо пришедших в негодность, толщина листа 5 мм, сталь 09Г2 ГОСТ 19282-89.
Наружную обшивку торцовых стен бункеров, имеющую трещину в месте приварки опорного сектора, усиливают путем приварки накладки к обшивке стены с демонтажем опорного сектора.
Местный прогиб листов обшивки на внутренней и наружной боковых и торцовых стенах бункера не должен превышать 25 мм. Перекосы, прогибы каркаса обшивки бункера более 5 мм устраняют. Неисправные бобышки бункера ремонтируют.
13.3. Неисправные опорные секторы бункеров срезают и ремонтируют. Рабочую поверхность катания опорного сектора с износом более 4 мм ремонтируют наплавкой с последующей механической обработкой до размеров, указанных на рабочих чертежах. Под опорный сектор устанавливают усиливающую накладку толщиной 10 мм.
13.4. Опорный сектор и усиливающую накладку приваривают к бункеру, катет сварочного шва 6 мм.
13.5. Поврежденные штуцера для подвода пара в рубашку бункера заменяют.
13.6. Упоры к запорным крюкам бункера с изношенными поверхностями зацепления более 4 мм ремонтируют наплавкой с последующей механической обработкой до номинальных размеров.
13.7. Транспортные крюки бункера осматривают, неисправные — ремонтируют или заменяют.
13.8. Крышки бункеров осматривают, неисправные — ремонтируют. Трещины в створках крышек заваривают, места заварки трещин перекрывают усиливающими накладками. При наличии гофр в местах трещин усиливающие накладки должны быть гофрированными. Допускается постановка на одну створку крышки не более четырех накладок. Погнутые и деформированные створки крышек выправляют. Неисправные петли створок крышек ремонтируют, недостающие восстанавливают.
Отремонтированные крышки бункеров в закрытом состоянии должны плотно прилегать друг к другу и к бункеру по всему периметру. Местные зазоры не должны превышать 5 мм.
13.9. Механизмы запоров разбирают, детали осматривают и измеряют.
Износ свыше 2 мм в деталях механизмов запоров и валиках не допускается.
Разработанные отверстия в механизме запоров разрешается не ремонтировать, а произвести подбор валиков по диаметру с учетом величины износа отверстий с обеспечением зазоров.
Отремонтированные или новые механизмы запора бункера собирают и устанавливают на отремонтированные опоры. После ремонта трущиеся части механизмов запора смазывают смазкой УС-2 ГОСТ 1033-79.
13.10. Опоры, требующие производства ремонтных работ с отъемкой от рамы полувагона (наличие трещин, прогибов вертикальных и горизонтальных листов опор), снимают.
При наличии погнутых швеллеров опоры дефектные места вскрывают, вырезают и производят постановку новых вставок швеллеров, листа обшивки, усиливающего листа под бобышку опоры. Неисправные бобышки опоры ремонтируют.
Между стенками опор вокруг отверстия диаметром 60 мм должны быть выдержаны размеры по рабочим чертежам (590 мм).
Неисправную накладку для винта заменяют. Отсутствующие, неисправные бонки опоры крюка восстанавливают.
При наличии трещин (размеры не регламентируются) в нижних частях опоры (в местах крепления к раме) приваривают по всему периметру усиливающую накладку толщиной не менее 7 мм к нижнему листу опоры.
13.11. Изношенные рейки опор заменяют. Рейки на опорах должны быть соосны между собой.
13.12.89 Разность высот между двумя соседними опорами допускается не более 4 мм, при необходимости разрешается устанавливать регулировочные прокладки между верхним листом опоры и рейкой с приваркой последних к опоре.
13.13. Амортизаторы осматривают, при необходимости разбирают, ремонтирует, негодные детали заменяют.
Перед установкой амортизаторов места на раме для них окрашивают краской ПФ 15 ГОСТ 6586-77.
13.14. После постановки бункеров проверяют правильность расположения их относительно вертикальной оси вагона, при этом зазор, показанный на рисунке 20а, между бобышкой бункера и бобышкой опоры должен быть 1 — 2 мм, а между вертикальной плоскостью сектора и вертикальной плоскостью опорной рейки n = 2 + 3 мм. Минимальный зазор между днищем бункера и крепежными соединениями опор должен быть не менее 5 мм. Разность высот двух соседних опор одного бункера должна быть не более 4 мм.
Отремонтированный порожний бункер, поставленный на опорные секторы, должен находиться в состоянии устойчивого равновесия (отсутствие наклона относительно вертикальной оси). При затянутом механизме запора запас резьбы на винте должен быть не менее 60 мм.
13.15. Паровые рубашки бункеров после ремонта испытывают на плотность гидравлическим давлением 0,05 МПа (0,5 кгс/см2) в течение 15 минут или паром давлением 0,1 МПа (1 кгс/см2), обстукиванием и осмотром всех сварных швов для определения исправности внутренней рубашки. Течь воды и утечка пара не допускаются.
При обнаружении течи или потения сварных швов внутренней обшивки бункера подчеканка их не допускается. Дефектные сварные швы вырубают и вновь заваривают согласно с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
Сварные швы наружной обшивки бункера на плотность не контролируют.
14. ДОПОЛНИТЕЛЬНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К РЕМОНТУ ВАГОНОВ ДЛЯ ПЕРЕВОЗКИ НЕФТЕБИТУМА МОДЕЛИ 17-494
14.1. Упоры, ограничивающие продольный сдвиг бункеров, размещенные внутри опор, снимают для контроля технического состояния и ремонта.
Неисправные крепежные соединения заменяют новыми. Детали, 92, имеющие изломы, заменяют новыми.
Сборка упора и регулировка зазоров между упорами и бункерами производится при установке бункеров на опоры.
14.2. Регулировка зазоров т, представленных на рисунке 20б, между упорами и контактной планкой бункера осуществляется постановкой прокладок (или набора прокладок) необходимой толщины в корпусе упора. Зазор m должен быть 1 — 3 мм, а зазор n = с 12 до 18 мм.
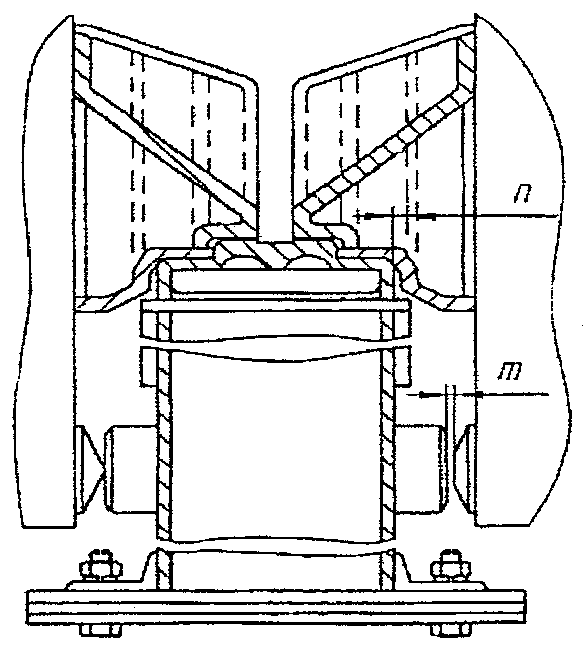
а)
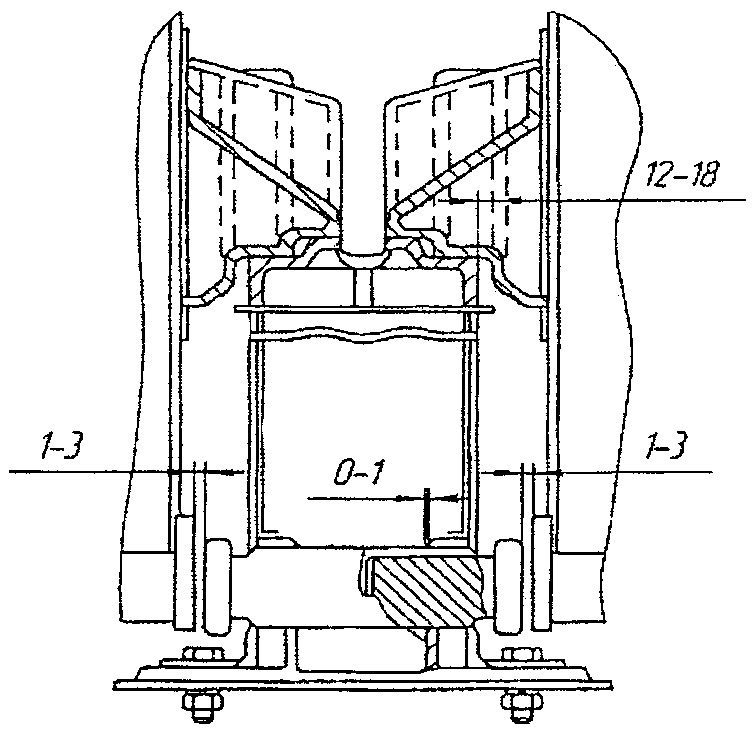
б)
Рисунок 20. Опорные места бункеров
Фиксация стакана в корпусе упора производится постановкой регулирующего угольника до упора в заднюю стенку выреза в стакане с последующим закреплением регулирующего угольника болтами и стопорными шайбами. Суммарные зазоры должны быть 2 — 6 мм для одного бункера.
14.3. Радиальный зазор между впадиной сектора и головкой зуба рейки должен быть в пределах 2 — 3 мм.
14.4 Погнутые ограничители крюков запора выправляют, отсутствующие ограничители устанавливают в упор под затянутые закидные крюки по месту.
14.5. Запас резьбы витков запора бункеров в транспортном положении должен быть не менее трех ниток.
14.6. Амортизаторы разбирают, контролируют техническое состояние деталей. Неисправные резинометаллические элементы заменяют новыми. При сборке амортизаторов количество резинометаллических элементов устанавливают при регулировке бункеров на вагон.
14.7. Допускается соприкосновение опрокинутого бункера с одним амортизатором; зазор между опрокинутым бункером и другим амортизатором может быть не более 3 мм.
15. РЕМОНТ ЦЕЛЬНОМЕТАЛЛИЧЕСКИХ ГРУЗОВЫХ ВАГОНОВ (ЦМГВ)
ДЛЯ ПЕРЕВОЗКИ ЛЕГКОВЕСНЫХ ГРУЗОВ
15.1. Ремонт кузова и крыши
15.1.1. Ремонт кузова и крыши производится в соответствии с разделом 9 настоящего Руководства.
15.1.2. Ремонт пола производится в соответствии с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной Советом по железнодорожному транспорту государств — участников Содружества от 30.05.2008 г.
15.1.3. Двери, имеющие повреждения, ремонтируют или заменяют новыми.
15.1.4. Дверные запоры проверяют в работе. Неисправные замки, фиксаторы, гнезда демонтируют с дверей для ремонта, а отсутствующие детали устанавливают.
15.1.5. Петли торцовых и боковых дверей проверяют, смазывают смазкой ЦАТИМ-201 ГОСТ 6267-74. Неисправные детали заменяют.
15.1.6. На отремонтированных створках торцевых и боковых дверей допускается пропеллерность и кривизна не более 20 мм на всю высоту.
15.1.7. Рукоятки запоров после ремонта и установки на место должны свободно поворачиваться на 180 °C.
15.1.8. Створки торцевых и боковых дверей должны свободно открываться до положения, обеспечивающего их фиксацию.
15.2. Ремонт передвижной рамы
15.2.1. Передвижную раму проверяют в работе путем полного ее выдвижения из вагона и установки в начальное положение при помощи лебедки.
15.2.2. При контроле технического состояния передвижной рамы проверяют следующие основные узлы: основание рамы, откидные опоры, погрузочную площадку, стойки, боковые упоры, блоки катков, запорные механизмы откидных опор, откидные щиты, амортизатор, катки, кронштейны, цепи, балочки и коробки растяжек для крепления груза.
15.2.3. Резьбу муфт откидных опор, имеющую износ более 1 мм или забоины более 2-х ниток, восстанавливают.
15.2.4. При износе рабочих поверхностей катков, их реборд, роликов более 3 мм по диаметру заменяют на новые или восстановленные до чертежных размеров.
15.2.5. Изношенные поверхности откидной опоры зубьев фиксатора и гребенки более 3 мм восстанавливают, фиксаторы и гребенки, имеющие излом или трещины, заменяют.
15.2.6. Изломанные пружины откидной опоры заменяют.
15.2.7. Отсутствующие боковые рамы восстанавливают.
15.2.8. Валики откидных опор смазывают смазкой ЦИАТИМ-201 ГОСТ 6267-74.
15.2.9. Проверяют состояние поворотного приспособления погрузочной площадки, в том числе состояние шпоночного соединения и наличие шплинта на гайке валика.
15.2.10. При просадке резинометаллических элементов амортизатора на 25 мм их заменяют.
15.2.11. Рычаг фиксатора откидной опоры, тяги и пружины передвижной рамы после ремонта должны свободно перемещаться.
15.2.12. Запорные механизмы откидных опор рамы должны быть проверены при отклоненном фиксаторе, при этом:
— гребенка 5 должна свободно перемещаться в направляющих балок;
— зазор между зубьями фиксатора и гребенки должен быть не менее 5 мм и не более 20 мм;
— гребенка должна свободно проходить под кулачком 9 предохранительного стопора.
15.2.13. При зафиксированном положении гребенки все четыре зуба фиксатора должны находиться в зацеплении с зубьями гребенки.
Зазор между опорным зубьями гребенки и стопорного кулачка должен быть не менее 152 мм и не более 195 мм при незагруженной раме. При сходе ролика 3 с отключающегося рельса стопор под действием пружины должен возвращаться в исходное положение.
Откидные опоры должны плавно складываться при вкатывании передвижной рамы в вагон и опускаться при ее выкатывании без дополнительных усилий и плавно перемещаться через порог кузова вагона. При выкатывании передвижной рамы из вагона в момент касания одного катка откидной опоры с рельсом пути допускается зазор между поверхностью катания другого катка и рельсом не более 6 мм. Зазор между ребордой катка и боковой поверхностью железнодорожного рельса должен быть в пределах от 10 мм до 14 мм.
15.2.14. Набегание реборд катков на железнодорожные рельсы и рельсы в кузове вагона при движении передвижной рамы не допускается; зазор между боковыми упорами рамы и вагона допускается не менее 2 мм и не более 4 мм.
15.2.15. На амортизаторе выступание одного или группы резинометаллических элементов относительно продольной оси всего пакета должно быть не более 3 мм.
15.2.16. Откидные щиты должны без заеданий подниматься в верхнее положение и надежно фиксироваться в поднятом положении. Установка погрузочной площадки в заданных положениях должна осуществляться под действием собственной массы фиксирующих элементов, а возвращение откидных трапов погрузочной площадки в исходное положение — под действием массы трапа при удержании его за рукоятку фиксатора.
15.3. Ремонт и испытание лебедки
15.3.1. Ремонт и освидетельствование лебедки и домкратов должны удовлетворять требованиям действующих «Правил устройства и безопасной эксплуатации грузоподъемных кранов» ПБ 10-382-00.
15.3.2. К техническому состоянию электротормоза предъявляют следующие требования:
— отверстия в стойках тормоза и пальцы крепления, разработанные более чем на 2 мм по диаметру, ремонтируют наплавкой с последующей механической обработкой до чертежных размеров;
— износ тормозных накладок колодок тормоза допускается не более 5 мм.
После ремонта лебедки и ее узлов регулируют электротормоз и проверяют соответствие рабочего троса требованиям «Правил устройства и безопасной эксплуатации грузоподъемных кранов» ПБ 10-382-00.
При регулировке тормоза необходимо руководствоваться «Инструкцией по монтажу и эксплуатации тормоза общего назначения типа ТКТ» от 02.12.80 N В-3.
Пальцы крепления тормоза смазывают смазкой ЦИАТИМ-201 ГОСТ 6267-74, при этом попадание смазки на рабочую поверхность шкива не допускается.
Отремонтированный и отрегулированный тормоз должен быть проверен в работе при испытании всей установки.
Шестерни лебедки после сборки должны свободно проворачиваться рукояткой ручного привода.
15.3.3. При испытании лебедки на холостом ходу в течение 30 минут не допускается:
— нагревание корпуса редуктора в местах подшипниковых узлов более 40 — 50 °C;
— неравномерный стук в зубчатых передачах редукторов;
— дребезжащий металлический шум, сопровождающийся вибрацией станины лебедки;
— циклический (периодический) шум, то усиливающийся, то ослабевающий;
— дребезжащий звук сердечника катушки электромагнитного тормоза;
— несоосность валов электродвигателя с редуктором более 0,2 мм;
— осевой люфт барабана более 0,5 мм;
— нагрев корпуса муфты более 60 — 80 °C;
— пробуксовка фрикционной муфты более 3 — 5 с в момент пуска электродвигателя.
15.3.4. После испытания лебедки масло в редукторе, в котором поставлены отремонтированные шестерни, проверяют на отсутствие механических примесей. При наличии последних масло должно быть слито, картер промыт керосином или бензином, просушен и заправлен свежим маслом марки ТС-10-ОПТ ТУ 38-101148-78 до верхнего указателя уровня масла в редукторе.
15.4. Ремонт домкратов
15.4.1. К домкратам предъявляют следующие требования:
— в каждом домкрате должно быть обеспечено вращение винта в гайке;
— головка домкрата должна свободно вращаться на подшипниках.
При необеспечении этих требований домкраты разбирают и проводят контроль технического состояния узлов и деталей.
15.4.2. Неисправные прокладки, сальник заменяют.
15.4.3. Сработанную или сорванную резьбу грузового винта, гайки восстанавливают наплавкой с последующей механической обработкой.
15.4.4. Шариковый подшипник, имеющий разрушение шариков, обоймы и другие дефекты, заменяют.
15.5. Ремонт электрооборудования вагона
15.5.1. Электрооборудование вагона осматривают и проверяют в работе при выкатывании и вкатывании передвижной рамы (то же по окончании ремонта).
Проверяют следующие узлы электрооборудования: электрощит, кабельную катушку, пульт управления, конечные выключатели (ВК1, ВК2, ВК3), электродвигатель типа МТК-111-6 (n = 300 об/мин, N = 3,5 кВт), схему внешних соединений, монтажную схему, переключатель мгновенного действия типа ТШ-2.
15.5.2. Пульт управления проверяют контрольным дождеванием в течение 20 минут. Проникновение воды внутрь пульта не допускается.
15.5.3. Электродвигатель осматривают, разбирают, проверяют качество изоляции обмоток, отсутствие обрыва и междувитковых замыканий. При наличии этих неисправностей электродвигатель разбирают и ремонтируют.
Подшипники, имеющие раковины, отколы, трещины, а также радиальный зазор более 0,06 мм, заменяют. Сдвиг ротора на валу не допускается.
15.5.4. Электроизмерительные приборы проверяют в соответствии с общими техническими требованиями ГОСТ 22261-94 и «Электроизмерительные приборы. Руководство по ремонту» РД 32 ЦВ/ЦЛ 029-91.
Неисправные или отсутствующие приборы заменяют новыми с аналогичными характеристиками.
15.5.7. Проверяют наличие и целостность предохранительной цепочки штепсельного разъема электрощита, при ее отсутствии устанавливают новую.
15.5.8. Осматривают резиновые уплотнения электрощита и подвагонных коробок, при наличии повреждений уплотнения заменяют.
15.5.9. Реле и магнитные пускатели снимают для осмотра, очистки и проверки электрических параметров, затем проверяют сопротивление обмоток, состояние выводных проводов, качество пайки наконечников, раствор и провал контактов. Катушки со следами перегрева, подплавления наконечников, излома жил вводных проводов, замыкания между витками или на корпус и катушки, имеющие сопротивление изоляции по отношению к корпусу менее 0,5 МОм, заменяют. Величина сопротивления вновь устанавливаемых катушек должна соответствовать паспортным.
15.5.10. Трансформатор осматривают. Сопротивление изоляции между обмотками, обмотками и корпусом должно быть не менее 0,5 МОм. Трансформаторы, имеющие обрывы или междувитковое замыкание, перематывают или заменяют. Изоляцию обмоток испытывают на пробой.
15.5.11. Станину крепления электрощита осматривают. При наличии трещин и других механических повреждений производится ремонт станины.
15.5.12. Провода осматривают, проверяют крепление соединительных контактов, сопротивление изоляции, которое должно быть не менее 0,05 МОм. При разрыве кабеля допускается постановка муфт в количестве не более 3 штук.
15.5.13. Провода и кабели, имеющие протертость, наличие следов нагрева изоляции, что определяется осмотром, а также имеющие обрыв жил кабеля (определяется электроприбором), заменяют новыми. Отсутствующие провода и кабели устанавливают согласно альбомным чертежам.
15.5.14. Проверяют мегомметром сопротивление изоляции кабеля по отношению к корпусу вагона, а также его диэлектрическую прочность повышенным напряжением с соблюдением требований техники безопасности. Замер сопротивления изоляции производят по сухой магистрали. Если величина сопротивления изоляции менее 0,5 МОм, кабель заменяют.
15.5.15. Осматривают защитные трубы подвагонной электромагистрали. При наличии на них протертостей, трещин, надрывов, повреждений резьбы трубы заменяют отремонтированными.
15.5.16. Детали крепления защитного трубопровода подвагонной электромагистрали осматривают. Болты и гайки, имеющие повреждения, а также скобы с металлическими повреждениями заменяют новыми.
15.5.17. Электрические аппараты, выключатели, предохранители осматривают, неисправные ремонтируют или заменяют.
15.5.18. Концевые выключатели ВК-311К, установленные по концам вагона и на станине, разбирают, осматривают, контакты зачищают. Оплавленные контакты и другие неисправные детали заменяют. Механизмы выключателя смазывают трансформаторным маслом.
16. ПРОВЕРКА И ПРИЕМКА ВАГОНОВ ПОСЛЕ РЕМОНТА
16.1. Узлы, поступающие на сборку, должны быть отремонтированы в соответствии с требованиями настоящего Руководства.
16.2. Установка отремонтированных или новых узлов и деталей автосцепного устройства должна соответствовать требованиям «Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации» ЦВ-ВНИИЖТ-494.
16.3. Установка отремонтированных узлов и приемка собранного тормозного оборудования должны производиться в соответствии с требованиями «Инструкции по ремонту тормозного оборудования вагонов» ЦВ-ЦЛ-945.
16.4. Под вагон подкатывают отремонтированные тележки в соответствии с требованиями РД 32 ЦВ 052-2005, РД 32 ЦВ 072-2005 и РД 32 ЦВ 082-2006.
16.5. Шарнирные соединения тормозной рычажной передачи разгрузочных устройств специализированных вагонов смазывают графитовой смазкой согласно РД 32 ЦВ-093-2009 г. «Инструкция по применению смазочных материалов при техническом обслуживании и ремонте грузовых вагонов» N 2542р, утв. 14.12.09 г.
16.6. Узлы вагона, оборудование, детали и приборы, подвергающиеся испытаниям и проверкам, принимают в процессе ремонта мастера и бригадиры соответствующих участков и отделений и контролируются в депо приемщиком вагонов.
Приемке и контролю подвергаются: буксовый узел, колесные пары, тележки, автосцепное устройство, тормозное оборудование, рама, кузов, в том числе крыша вагона, двери, каркас кузова, котел цистерны, крышки люков полувагонов и другие загрузочные, разгрузочные устройства вагонов, наружное и внутреннее оборудование специальных вагонов, приспособления для навешивания запорно-пломбированных устройств.
16.7. Отремонтированные вагоны должны проверяться в соответствии с требованиями, изложенными в таблице 2 настоящего Руководства, и «Положением о приемщике вагонов железной дороги — филиале ОАО «РЖД», утвержденным Распоряжением ОАО «РЖД» N 2167р от 15.10.2008 г.
16.8. Начальник депо, его заместитель, старший мастер сдают отремонтированные вагоны приемщику вагонов ОАО «РЖД».
16.9. На каждый отремонтированный вагон составляют уведомление формы ВУ-36М, которое подписывают начальник депо (или его заместитель) и приемщик вагонов.
16.10. Начальники вагонных депо, их заместители, приемщики вагонов несут ответственность за качество ремонта вагонов.
17. ОКРАСКА, НАНЕСЕНИЕ ЗНАКОВ И НАДПИСЕЙ
17.1. Металлические части рамы и кузова в местах, пораженных коррозией и с поврежденной окраской, перед нанесением лакокрасочных покрытий очищают от отслоившихся ржавчины и окалины, разрушившихся лакокрасочных покрытий и других видов загрязнений и окрашивают в один слой под цвет старой краски, примененной на этом вагоне.
17.2. Деревянные детали в местах с поврежденной окраской очищают от загрязнений и старой краски и окрашивают в один слой под цвет старой краски.
17.3. Цельносварную крышу вагонов окрашивают в один слой краской ПФ-115 ГОСТ 6465-76 под цвет старой краски.
17.4. Перед постановкой на вагон доски пола и обшивку грунтуют грунтом ГФ 021 ГОСТ 25129-82 согласно «Инструкции по окраске грузовых вагонов» N 655-2000 ПКБ ЦВ-ВНИИЖТ. Вновь поставленные деревянные и металлические детали окрашивают в один слой под цвет старой краски.
17.5. Кузова цельнометаллических полувагонов, крытых вагонов, вагонов для перевозки цемента, зерна, минеральных удобрений, апатитового концентрата, торфа, углерода, автомобилей, борта платформ, транспортеры, цистерны, вагоны восстановительных и пожарных поездов, передвижных и весоповерочных мастерских, поверочные платформы, вагоны-раздатчики материально-технического снабжения, вагоны-электростанции, вагоны рельсосварочных поездов, вагоны дистанций железнодорожного пути и щебеночных заводов, снегоочистители и другие служебно-технические вагоны грузового парка окрашивают при деповском ремонте в местах, пораженных коррозией и с отслоившейся краской.
17.6. Вагоны для перевозки горячих окатышей и агломерата при деповском ремонте не окрашивают.
17.7. Полная окраска вагонов производится при капитальном ремонте.
17.8. Подготовку поверхностей вагонов, нанесение лакокрасочных покрытий производить в соответствии с требованиями «Инструкции по окраске вагонов и контейнеров в депо».
17.9. После окончания ремонта и перевода вагонов на новую систему ремонта по пробегу знаки, надписи и трафареты наносят в соответствии с требованиями Альбома «Знаки и надписи на вагонах грузового парка железных дорог колеи 1520 мм» N 632-94 ПКБ ЦВ с изменениями и дополнениями.
18. ГАРАНТИИ НА ОТРЕМОНТИРОВАННЫЕ ВАГОНЫ
18.1. Вагонные депо, производящие деповский ремонт вагонов, несут ответственность за качественный ремонт узлов и деталей, исправную работу вагона и его узлов до следующего планового ремонта, считая от даты выписки уведомления об окончании ремонта вагонов формы ВУ-36 при соблюдении правил эксплуатации вагонов.
Для вагона, переведенного на новую систему ремонта, с учетом фактически выполненного объема работ (по пробегу) в ГВЦ ОАО «РЖД» передается установленным порядком электронное сообщение о факте производства деповского ремонта.
18.2. На детали и узлы вагона, не выдерживающие срок гарантии, оформляется акт-рекламация формы ВУ-41.
Приложение А
(обязательное)
МЕСТА УСТАНОВКИ КЛЕЙМ ГОСУДАРСТВ-СОБСТВЕННИКОВ
НА ДЕТАЛЯХ ВАГОНОВ
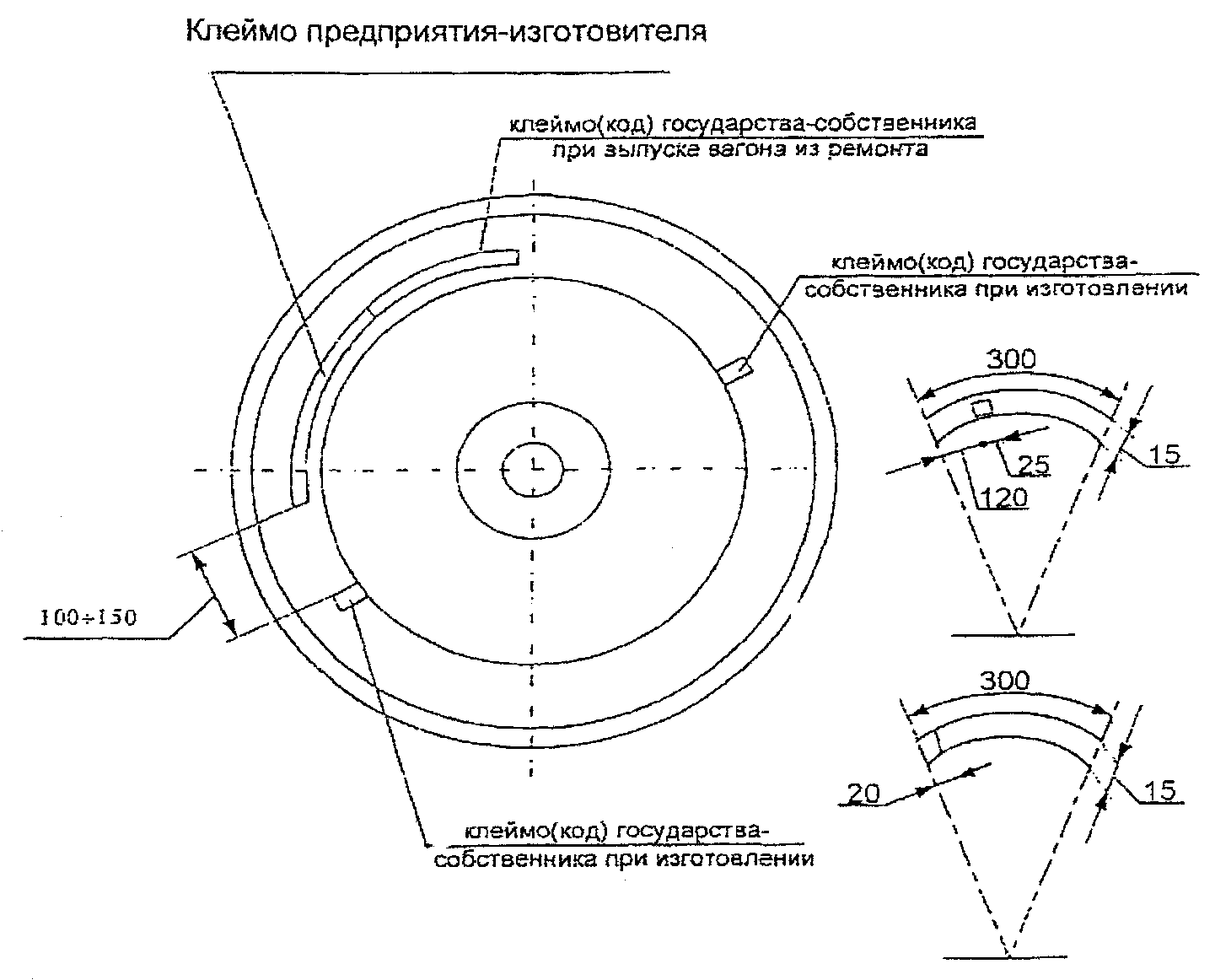
Рисунок А.1. Место установки клейма на колесной паре
Клейма наносятся на одном из колес на ободе с наружной стороны. Расстояние измеряется от последней цифры клейма предприятия-изготовителя слева направо на расстоянии 20 мм.
Место установки клейма на боковине тележки
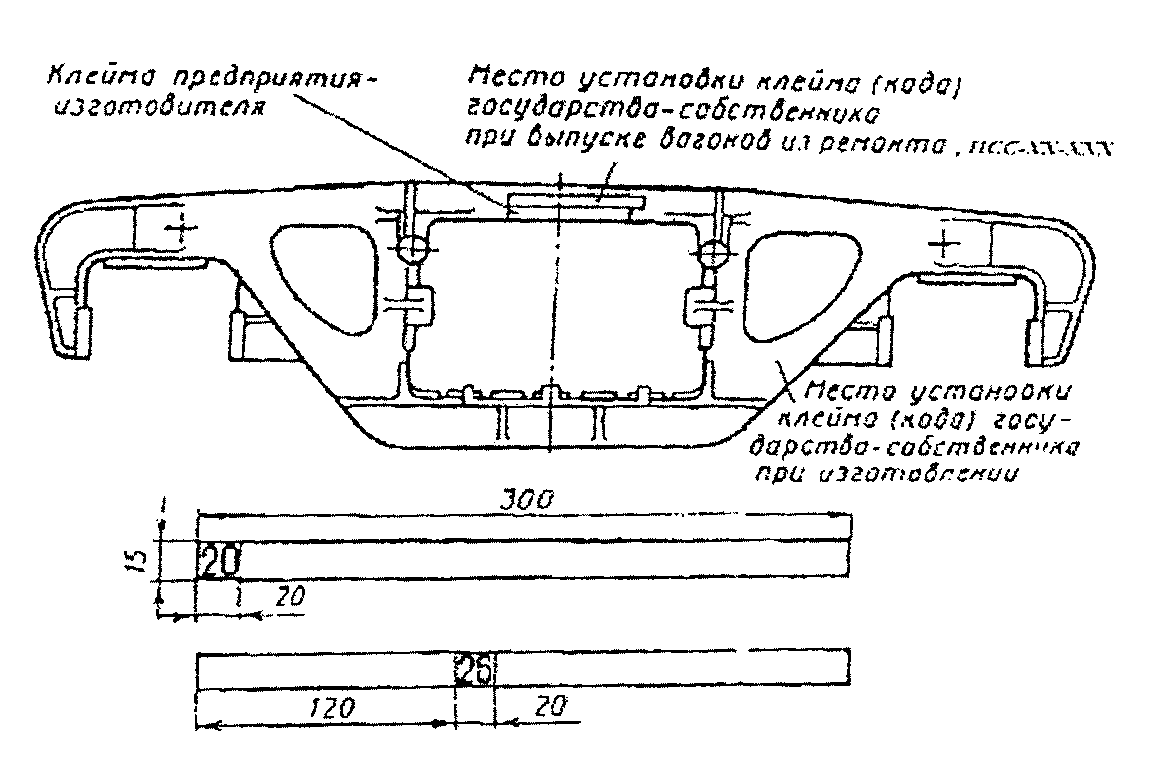
Рисунок А.2. Место установки клейма на боковине тележки
Клейма наносятся на каждой боковине тележки на участке от начала прилива выше приемочных клейм. ПСС-XX-XXX означает продление срока службы и год окончания срока службы, клеймо организации, продлившей срок службы.
Место установки клейма на надрессорной балке
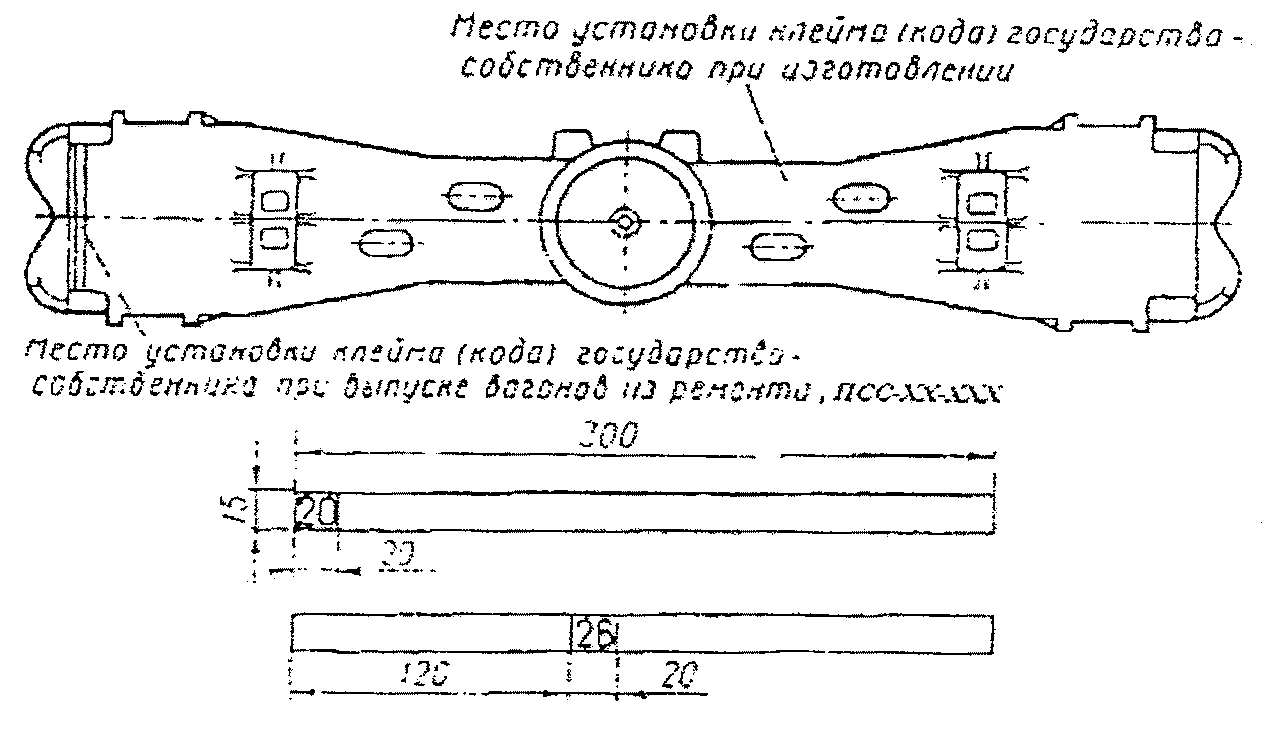
Рисунок А.3. Место установки клейма на надрессорной балке
Клейма на надрессорной балке наносятся на видимой части верхней горизонтальной плоскости на расстоянии 20 мм от ее торца и боковой грани. ПСС-XX-XXX означает продление срока службы и год окончания срока службы, клеймо организации, продлившей срок службы.
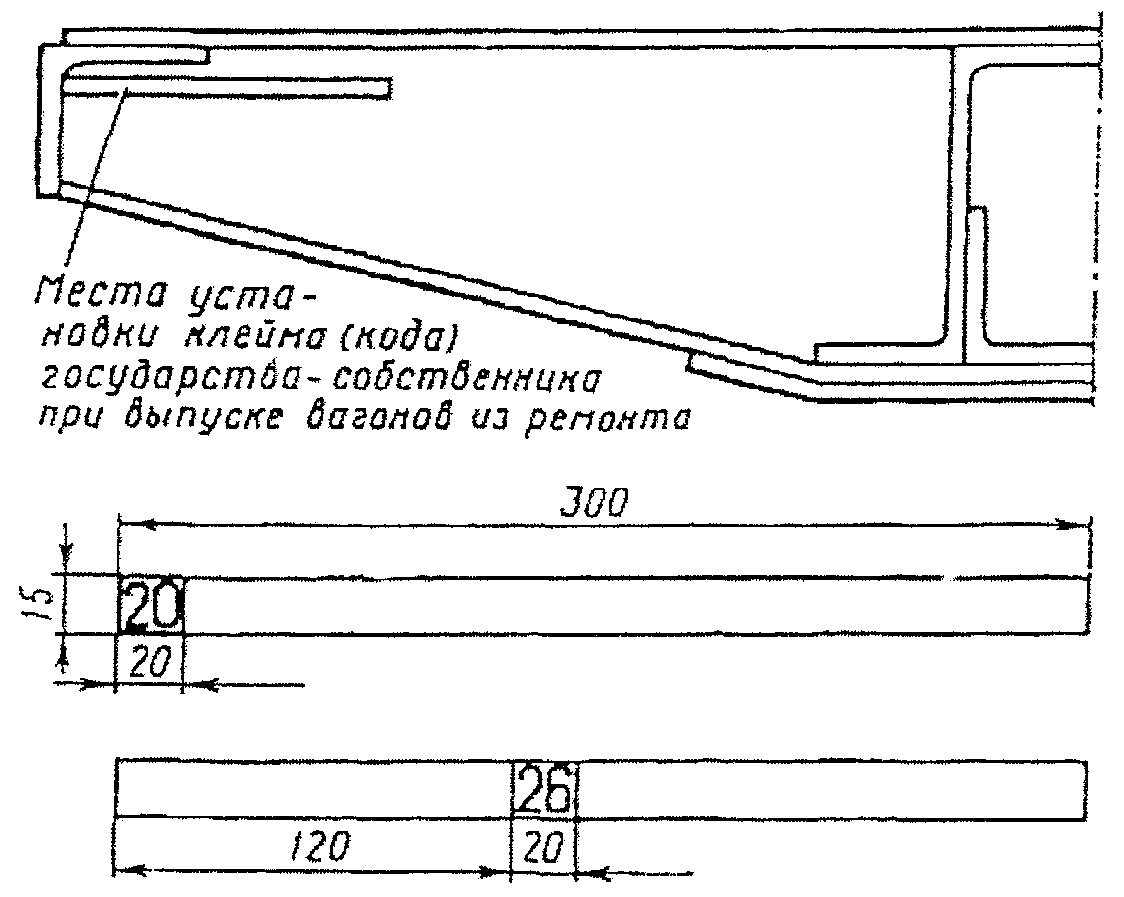
Рисунок А.4. Место установки клейма на раме вагона
Клейма на раме вагона наносятся на вертикальном листе шкворневой балки рамы вагона с внутренней стороны на расстоянии 100 мм от стойки или нижней обвязки.
|
Государство |
Код государства |
|
Россия |
20 |
|
Беларусь |
21 |
|
Украина |
22 |
|
Молдова |
23 |
|
Литва |
24 |
|
Латвия |
25 |
|
Эстония |
26 |
|
Казахстан |
27 |
|
Грузия |
28 |
|
Узбекистан |
29 |
|
Азербайджан |
57 |
|
Армения |
58 |
|
Кыргызстан |
59 |
|
Таджикистан |
66 |
|
Туркменистан |
67 |
Коды принадлежности государствам и места их расположения
на деталях вагонов
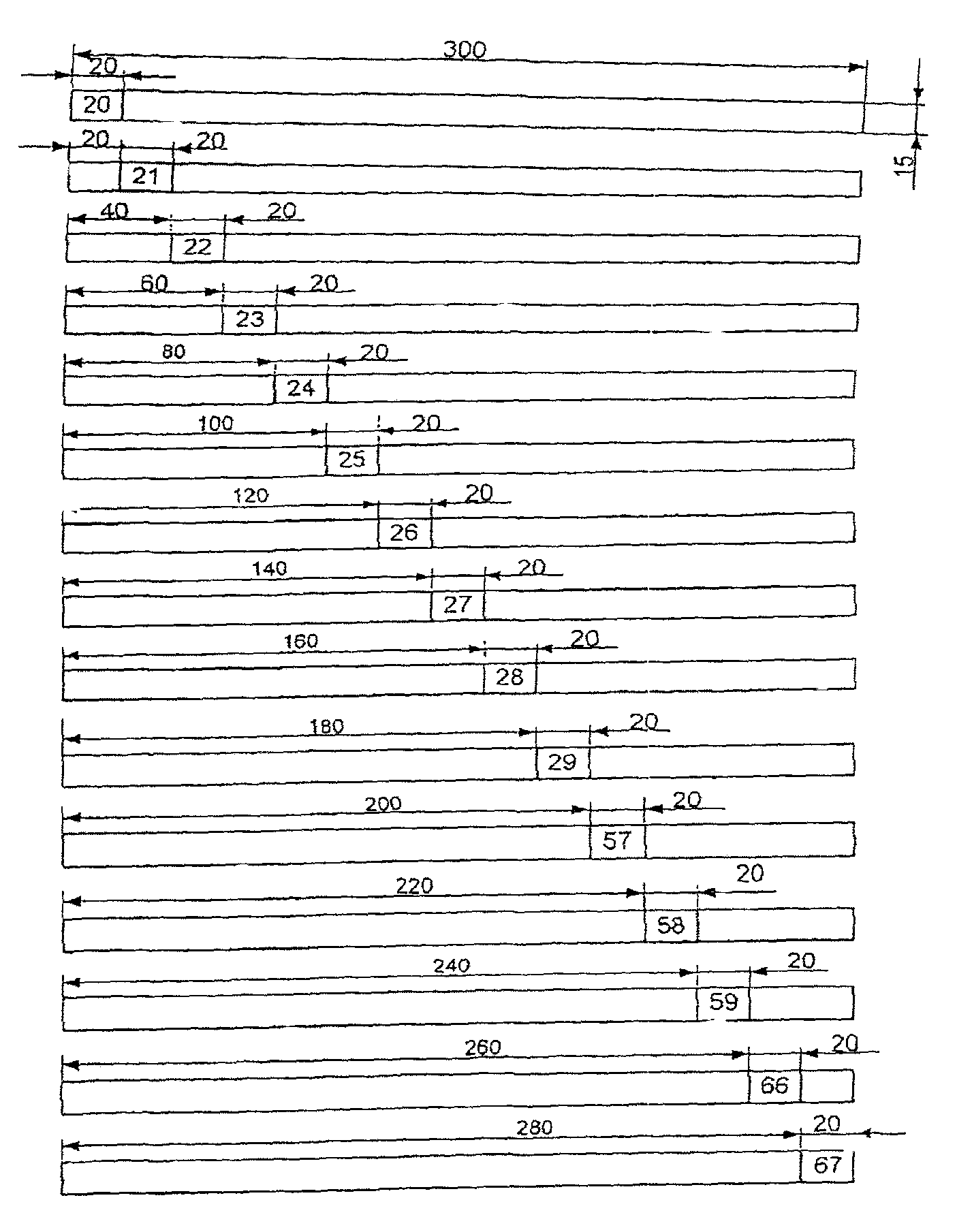
ПОСТАНОВКА КЛЕЙМ ПРИНАДЛЕЖНОСТИ ГОСУДАРСТВУ
НА СОСТАВНЫХ ЧАСТЯХ ВАГОНОВ
1. Общие положения
1.1. Постановка клейм принадлежности государству на вагонах предусматривает обеспечение надлежащего порядка в использовании грузовых вагонов в перевозках между странами СНГ.
1.2. Клейма принадлежности государству наносятся на рамы кузова, на боковые рамы, надрессорные балки, колесные пары.
1.3. Номер клейма соответствует коду государства — собственника вагона. Клеймо наносится в определенном для каждого государства СНГ месте, согласно Приложению А.
Определение места постановки клейма может производиться при помощи шаблона или с помощью металлической линейки.
1.4. Постановка клейм принадлежности государству должна производиться при капитальном, деповском ремонтах вагонов шрифтом N 10 в рамке 20 x 15 мм с обрамлением белилами.
2. Порядок постановки клейм принадлежности государству
2.1. Постановка клейм на колесные пары
2.1.1. Постановка клейм производится на одном из колес каждой колесной пары согласно рисунку А.1.
2.1.2. Определение места постановки клейма производится на ободе колеса с наружной стороны при помощи трафарета или металлической линейки, при этом отсчет ведется от последней цифры номера колеса слева направо.
2.1.3. Место постановки отмечается металлической чертилкой и зачищается шлифовальной машинкой с абразивным кругом шириной 20 мм.
2.2. Постановка клейма на боковой раме тележки
2.2.1. Клейма на боковой раме тележки наносятся на участке от начала прилива выше приемочных клейм согласно рисунку А.2.
2.2.2. Место нанесения клейм определяется по трафарету или при помощи металлической линейки и зачищается шлифовальной машинкой с абразивным кругом шириной 20 мм.
2.2.3. Клейма наносятся на каждой боковине тележки.
2.3. Порядок постановки клейм на надрессорной балке тележки грузового вагона
2.3.1. Клейма на надрессорной балке наносятся на видимой части верхней горизонтальной плоскости согласно рисунку А.3.
2.3.2. Место постановки клейма определяется с помощью трафарета или металлической линейки.
2.3.3. Перед постановкой клейма производится зачистка места шлифовальной машинкой с абразивным кругом шириной 20 мм.
2.4. Постановка клейм на раме вагона
2.4.1. Постановка клейм производится на шкворневой балке согласно рисунку А.3.
2.4.2. Место постановки клейма определяется при помощи трафарета или металлической линейки.
2.4.3. Зачистка мест под клейма производится шлифовальной машинкой с кругом шириной 20 мм.
2.4.4. Клейма вносятся на двух шкворневых балках по диагонали вагона.
3. Инструмент и приспособления для нанесения клейм
принадлежности государству
3.1. При постановке клейм принадлежности государству должны применяться:
1) Набор цифровых клейм шрифта 10;
2) Трафарет-шаблон (выполненный для депо одного государства);
3) Металлическая линейка, ГОСТ 427-75, длиной до 300 мм;
4) Шлифовальная машинка пневматическая — ИП 20002 ТУ 22-166-30-91 или электрическая;
5) Шлифовальный абразивный круг толщиной 20 мм.
4. Контроль за постановкой клейм принадлежности государству
4.1. Контроль за клеймами и местами их постановки при деповском ремонте осуществляет мастер или бригадир участка ремонта.
4.2. При сдаче вагона из ремонта клейма принадлежности государству и места их постановки контролируются приемщиком вагонов.
4.3. Запрещается выпуск вагонов из деповского ремонта без постановки клейм принадлежности государству.
Приложение Б
(справочное)
ПЕРЕЧЕНЬ НОРМАТИВНОЙ И ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ,
УКАЗАННОЙ В НАСТОЯЩЕМ РУКОВОДСТВЕ
|
Наименование |
Обозначение |
Дата утверждения |
|
1 |
2 |
3 |
|
1. Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации |
ЦВ-ВНИИЖТ-494 |
15.09.1997 г. |
|
2. Технологический процесс по ремонту цистерн для перевозки кальцинированной соды |
ТК-109 |
10.11.1987 г. |
|
ПКБ ЦВ |
||
|
3. Технологический процесс ремонта предохранительно-впускных клапанов цистерн для перевозки нефтепродуктов |
ТК-251 |
19.12.2000 г. |
|
ПКБ ЦВ |
||
|
4. Типовой технологический процесс 4-осной цистерны для молока. Специальное оборудование и котел |
ТК-100 |
03.11.1987 г. |
|
ПКБ ЦВ |
||
|
5. Инструкция по сварке и наплавке при ремонте грузовых вагонов |
30.05.2008 г. |
|
|
6. Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение |
N 656-2000 |
2000 г. |
|
ПКБ ЦВ |
||
|
7. Инструкция по ремонту тормозного оборудования вагонов |
ЦВ-ЦЛ-945 |
27.06.2003 г. |
|
8. Классификация неисправностей вагонных колесных пар и их элементов |
ИТМ1-В |
28.07.77 г. |
|
9. Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар |
ЦВ/3429 |
31.12.1976 г. |
|
10. Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками с изменениями и дополнениями |
3-ЦВРК |
Утв. 12.03.98 г. |
|
32ЦВ-ЦЛ-ВНИИЖТ-11.00.01-25/01-2003 |
||
|
11. Руководящий документ. Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения |
РД 32 ЦВ 072-2005 |
12.10.2005 г. |
|
12. Руководящий документ «Ремонт тележек грузовых вагонов» |
РД 32 ЦВ 052-2005 |
31.12.2005 г. |
|
13. Типовой технологический процесс на ремонт специализированного оборудования и котла восьмиосных цистерн |
ТК-137 |
11.11.1996 г. |
|
ПКБ ЦВ |
||
|
14. Типовой технологический процесс на ремонт специализированного оборудования и кузова цельнометаллических вагонов с уширенными дверными проемами |
ТК-136 |
10.12.1996 г. |
|
ПКБ ЦВ |
||
|
15. Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов в вагонном хозяйстве |
26.05.2006 г. Распоряжением ОАО «РЖД» N 1063р |
|
|
16. Комплект документов на типовой технологический процесс ремонта сливных приборов цистерн |
ТК-166 |
15.10.1989 г. |
|
ПКБ ЦВ |
||
|
17. Правила устройства и безопасной эксплуатации грузоподъемных кранов |
ПБ 10-382-00 |
|
|
18. Санитарные правила |
ЦУФ-6/19 |
30.07.1996 г. |
|
19. Восстановление износостойкой автоматической наплавкой пятника грузовых вагонов с последующей механической обработкой |
ТИ-ТНП/2001 |
25.04.2001 г. |
|
ВНИИЖТ |
||
|
20. Инструкция по окраске грузовых вагонов |
N 655-2000 |
24.11.2000 г. |
|
ПКБ ЦВ-ВНИИЖТ |
||
|
21. Оборудование нефтебензиновых цистерн устройствами от хищения грузов |
М1691 |
30.06.1997 г. |
|
ПКБ ЦВ |
||
|
22. Оборудование загрузочных цистерн с крышками загрузочного люка «барашкового типа» двумя ограничителями хода |
М1745 |
21.05.2001 г. |
|
ПКБ ЦВ |
||
|
23. Модернизация универсального сливного прибора нефтебензиновой цистерны |
М 1034-000 СБ |
05.06.1978 г. |
|
ПКБ ЦВ |
||
|
24. Деповский или капитальный ремонт с восстановлением фитинговых упоров платформ моделей 13-470, 13-900.4 |
ТУ 32 ЦВ 2456-97 |
08.07.1997 г. |
|
25. Настил пола и его крепление на 4-осной платформе |
М1224 |
27.10.1983 г. |
|
ПКБ ЦВ |
||
|
26. Руководящий документ «Ремонт тележек грузовых вагонов модели 18-578 с упругокатковыми скользунами грузовых вагонов» |
РД 32 ЦВ 082-2006 |
2006 г. |
|
27. Неразрушающий контроль деталей вагонов. Общие положения |
РД 32 174-2001 г. |
|
|
28. Феррозондовый метод неразрушающего контроля |
РД 32 149-2000 г. |
|
|
29. Вихревой метод неразрушающего контроля деталей вагонов |
РД 32 150-2000 г. |
|
|
30. Магнитно-порошковый метод неразрушающего контроля деталей грузовых пассажирских вагонов |
РД 32 159-2000 г. |
|
|
31. Знаки и надписи на вагонах грузового парка колеи 1520 мм |
N 632-2000 ПКБ ЦВ |
25.04.2001 г. |
|
32. Руководящий документ «Методика выполнения измерения деталей и узлов тележки 18-578 при проведении плановых видов ремонта» |
РД 32 ЦВ 081-2006 |
2006 г. |
|
33. Унифицированная крыша крытых вагонов с дугами поверху |
М 1604 ПКБ ЦВ |
|
|
34. Типовой технологический процесс ремонта предохранительных и предохранительно-впускных клапанов |
ТК-105 |
22.12.1988 г. |
|
35. Инструкция по монтажу и эксплуатации тормоза общего назначения типа ТКТ |
В-3 |
02.12.1980 г. |
|
36. Оборудование платформ модели 13-401 под перевозку лесоматериалов и металлических труб |
М1555; М1736; М1739 |
2003 г. |
|
37. Типовой технологический процесс. Цистерна для перевозки кальцинированной соды, специализированное оборудование |
ТК-104 |
1988 г. |
|
38. Оборудование со съемными секциями платформ моделей 13-401, 13-4012, 13-469 под перевозку лесоматериалов |
М1742; М1743 |
2003 г. |
|
39. Технологический процесс ремонта сваркой несущих элементов с применением накладок |
ТК-07-ТВМ |
2007 г. |
Приложение В
(обязательное)
ПЕРЕЧЕНЬ ГРУЗОВЫХ ВАГОНОВ КОЛЕИ 1520 ММ, НА КОТОРЫЕ
РАСПРОСТРАНЯЕТСЯ РУКОВОДСТВО ПО ДЕПОВСКОМУ РЕМОНТУ
|
Тип вагона |
Модель вагона |
|
КРЫТЫЕ ВАГОНЫ |
|
|
4-осный крытый вагон |
11-066; 11-280; 11-1709; 11-1759; 11-1807 |
|
4-осный крытый цельнометаллический вагон |
11-К001 |
|
4-осный крытый цельнометаллический вагон с уширенными дверными проемами |
11-217; 11-260; 11-270; 11-286 |
|
4-осный крытый цельнометаллический вагон с переходной площадкой и уширенными дверными проемами |
11-264; 11-276 |
|
4-осный крытый двухъярусный вагон для скота |
11-240; 11-246 |
|
4-осный крытый одноярусный вагон для скота со служебным помещением |
11-262 |
|
4-осный крытый вагон для скота |
11-261; 11-267; 11-268; 11-С001; 11-К253; 11-К254 |
|
4-осный крытый вагон для бумаги |
11-259 |
|
4-осный крытый вагон с поднимающимся кузовом для апатитового концентрата |
10-4022; 10-475 |
|
4-осный крытый вагон-хоппер для цемента |
11-715; 19-Х751; 19-Х752; 19-758; 55-321 |
|
4-осный крытый вагон-хоппер для зерна |
11-739; 19-752; 19-756; 19-3054; 19-3116 |
|
4-осный крытый вагон-хоппер для минеральных удобрений |
11-740; 19-123; 19-923; 19-953; 19-3109; 19-4109; 55-350 |
|
4-осный крытый цельнометаллический вагон для легковых автомобилей |
11-К651; 11-287 |
|
4-осный крытый вагон для легковых автомобилей |
11-835; 11-3114 |
|
4-осный вагон-хоппер для технического углерода |
25-4001 |
|
4-осный крытый вагон-хоппер для сырья минеральных удобрений |
19-Х051; 19-Х052 |
|
ПОЛУВАГОНЫ |
|
|
4-осный цельнометаллический полувагон |
12-1000; 12-532; 12-726; 12-9046 |
|
4-осный цельнометаллический полувагон с глухими торцевыми стенами |
12-119; 12-132; 12-141; 12-196; 12-575; 12-9766 |
|
4-осный цельнометаллический полувагон с глухим кузовом |
12-175; 12-283; 12-295; 12-581; 12-955; 12-1505; 12-1592; 12-9767 |
|
4-осный полувагон с глухим кузовом и разгрузочными люками в полу |
12-296; 12-783; 12-2122; 12-7023 |
|
4-осный полувагон |
12-П001; 12-753; 12-1295; 12-302; 12-1303; 12-1704; 2-2104; 12-4106 |
|
4-осный полувагон со скругленным низом кузова |
12-197; 12-791; 12-2123 |
|
4-осный полувагон с уширенным дверным проемом |
12-757 |
|
4-осный цельнометаллический полувагон с тормозной площадкой |
12-П002; 12-127 |
|
4-осный цельнометаллический полувагон для технологической щепы |
22-478; 12-4004 |
|
4-осный полувагон-хоппер для горячих окатышей и агломерата |
20-471; 20-480; 20-793; 20-4015 |
|
4-осный хоппер-дозатор ЦНИИ ДВЗМ |
20-Х351; 19-4101; 19-789; ВПМ-770 |
|
4-осный хоппер-дозатор |
55-76; 55-76М |
|
4-осный полувагон-хоппер для кокса |
22-445; 22-1764; 22-4070 |
|
4-осный полувагон-хоппер для торфа |
22-473 |
|
4-осный саморазгружающийся полувагон |
55-320; 55-3100 |
|
6-осный цельнометаллический полувагон |
12-П152 |
|
8-осный полувагон |
12-508 |
|
8-осный полувагон с глухим кузовом для медной руды |
22-4024 |
|
ПЛАТФОРМЫ |
|
|
4-осная платформа с металлическими бортами |
13-401; 13-Н451 |
|
4-осная платформа с деревометаллическим настилом пола |
13-4012 |
|
4-осная платформа увеличенной длины |
13-491 |
|
4-осная платформа для большегрузных контейнеров |
13-297; 13-Н455; 13-Н004; 13-470; 13-935; 13-1223; 13-1796; 13-1798; 13-2116; 13-2118; 13-3103; 13-3115; 13-3124; 13-4117; 13-7024; 13-9004; 13-9007; 13-9744; 13-9751; 13-9004 |
|
4-осная платформа для лесоматериалов |
13-198; 13-3121; 23-4000; 13-4012; 23-469; 23-4028; 23-4064 |
|
4-осная двухъярусная платформа для легковых автомобилей |
13-479 |
|
4-осная универсальная платформа |
13-926; 13-2114; 13-4012 |
|
4-осный вагон — платформа для перевозки труб большого диаметра |
13-1163; 13-4108 |
|
ЦИСТЕРНЫ |
|
|
8-осная цистерна для нефти |
15-880 |
|
8-осная цистерна для бензина и светлых нефтепродуктов |
15-871; 15-1500 |
|
8-осная цистерна для аммиака |
15-1581 |
|
6-осная цистерна для нефти и бензина |
15-Ц865 |
|
4-осная цистерна для бензина и светлых нефтепродуктов |
15-1443; 15-869; 15-776; 15-1428; 15-1527; 15-956; 15-957; 15-1547; 15-1672; 15-1727; 15-1754; 15-1755; 15-9735 |
|
4-осная цистерна для бензина с переходной площадкой |
15-1427 |
|
4-осная цистерна для бензина и нефти с объемом котла 50 м3 |
15-Ц862 |
|
4-осная цистерна для бензина и нефти с объемом котла 50 м3 с тормозной площадкой |
15-Ц851 |
|
4-осная цистерна для бензина и нефти с объемом котла |
15-Ц863; 15-145 |
|
4-осная цистерна для бензина и нефти с объемом котла 60 м3 с тормозной площадкой |
15-Ц864 |
|
4-осная цистерна для вязких нефтепродуктов |
15-897; 15-1566; 15-156; 15-565 |
|
4-осная цистерна для цемента |
15-1405; 15-Ц853; 15-Ц852 |
|
4-осная цистерна для серной кислоты |
15-156; 15-1401; 15-Ц854; 15-1548; 15-1601; 15-291; 15-1022 |
|
4-осная цистерна для меланжа |
15-1514; 15-1572 |
|
4-осная цистерна для молока |
15-886 |
|
4-осная цистерна для молока с переходной площадкой |
15-Ц858 |
|
4-осная цистерна для спирта |
15-1454; 15-Ц859 |
|
4-осная цистерна для виноматериалов |
15-1593; 15-1542; 15-1535 |
|
4-осная цистерна для кальцинированной соды |
15-884 |
|
4-осная цистерна для патоки |
15-1413; 15-613 |
|
4-осная цистерна для олеума |
15-160; 15-1402; 15-Ц855; 15-Ц856; 15-Ц857; 15-1424 |
|
4-осная цистерна для слабой азотной кислоты |
15-1487; 15-1404 |
|
4-осная цистерна для соляной кислоты |
15-1554; 15-1403; 15-1614 |
|
4-осная цистерна для фенола |
15-898; 15-1014; 15-1225; 15-1636 |
|
4-осная цистерна для этиловой жидкости |
15-1414 |
|
4-осная цистерна для ацетальдегида |
15-1568; 15-859 |
|
4-осная цистерна для пропана |
15-1407; 15-9503 АВП |
|
4-осная цистерна для аммиака |
15-1597; 15-1408; 15-1440; 15-1030; 15-1031; 15-1201 |
|
4-осная цистерна для хлора |
15-1556; 15-1409 |
|
4-осная цистерна для желтого фосфора |
15-1412; 15-1525 |
|
4-осная цистерна для сжиженных газов |
15-144; 15-903; 15-908; 15-1200; 15-1519; 15-1569; 15-1615; 15-1780 |
|
4-осная цистерна для нефтепродуктов |
15-011; 15-021; 15-031; 15-150; 15-195; 15-289; 15-740; 15-1001; 15-1100; 15-1210; 15-1250; 15-1300; 15103 |
|
4-осная платформа с деревометаллическим настилом пола |
13-4012 |
|
4-осная платформа увеличенной длины |
13-491 |
|
4-осная платформа для большегрузных контейнеров |
13-297; 13-Н455; 13-Н004; 13-470; 13-935; 13-1223; 13-1796; 13-1798; 13-2116; 13-2118; 13-3103; 13-3115; 13-3124; 13-4117; 3-7024; 13-9004; 13-9007; 13-9744; 13-9751; 13-9004 |
|
4-осная платформа для лесоматериалов |
13-198; 13-3121; 23-4000; 13-4012; 23-469; 23-4028; 23-4064 |
|
4-осная двухъярусная платформа для легковых автомобилей |
13-479 |
|
4-осная универсальная платформа |
13-926; 13-2114; 13-4012 |
|
4-осный вагон — платформа для перевозки труб большого диаметра |
13-1163; 13-4108 |
|
ВАГОНЫ БУНКЕРНОГО ТИПА |
|
|
4-осный вагон для нефтебитума (с облегченной рамой) |
15-Б862 |
|
4-осный вагон для нефтебитума |
17-431; 17-494 |
|
4-осный вагон для муки |
17-486; 17-4020 |
Приложение Г
(обязательное)
ТРЕБОВАНИЯ К РЕМОНТУ 3-ОСНЫХ ТЕЛЕЖЕК
1. ТРЕХОСНЫЕ ТЕЛЕЖКИ
1.1. При разборке тележек разрядку заклиненных амортизаторов производить после подъемки вагона непосредственно в рессорном проеме тележки. Износ трущихся поверхностей деталей тележек допускается не более 3 мм.
1.2. Боковые рамы тележек
1.2.1. В боковых рамах тележек разрешается ремонт следующих частей:
— наплавка опорного выступа верхней части корпуса буксы;
— наплавка направляющих для пазов корпуса буксы и пазов надрессорной балки;
— заварка трещин по сварному шву в местах приварки верхней опоры к хоботу боковой рамы;
— наплавка изношенной упорной поверхности конца боковой рамы;
— наплавка мест выработки стенок для валика в хоботе боковой рамы и изношенных боковых поверхностей хобота.
1.2.2. Кронштейны боковых рам тележек, у которых отверстия или втулки для валиков подвесок триангеля разработаны по диаметру более чем на 3 мм, ремонтировать.
1.2.3. Отремонтированные боковые рамы тележек типов КВЗ-1М и УВЗ-9М должны удовлетворять следующим требованиям:
— расстояние между внутренними поверхностями буксовых челюстей у тележек типов КВЗ-1 М и УВЗ-9М допускается не более 342 мм;
— ширина боковых челюстей у тележек КВЗ-1 М и УВЗ-9М допускается не менее 156 мм;
— высота опорного выступа буксовых челюстей балансира и боковой рамы должна быть не менее 3 мм согласно рисунку Г.1.
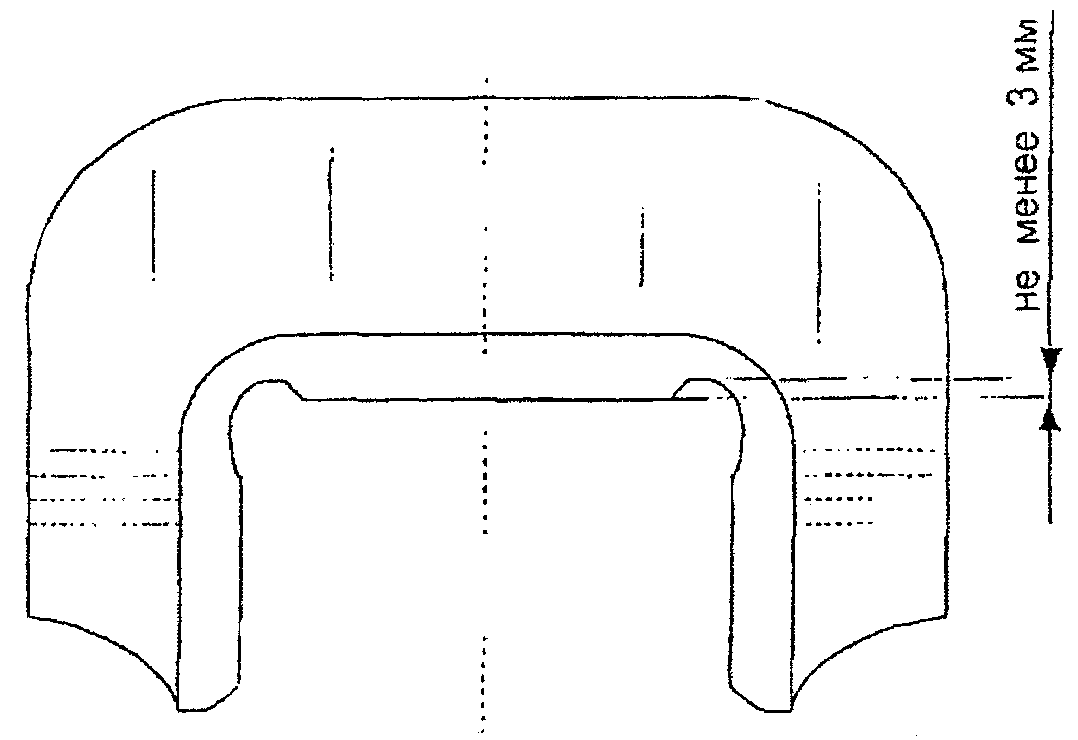
Рисунок Г.1. Буксовый проем
1.3. Шкворневые балки
1.3.1. В шкворневых балках при ремонте разрешается:
— наплавка подпятникового места балки при глубине износа опорной поверхности не более 7 мм; толщина стойки внутреннего борта не менее 7 мм, внешнего — не менее 11 мм;
— наплавка или приварка планки на опорную плоскость скользуна;
— заварка трещин в сварных швах в местах приварки кронштейнов скользунов;
— наплавка опорных поверхностей шкворневой балки в зоне прилегания к подрессорным балкам;
— заварка не более двух трещин в подпятнике при суммарной длине их не более 120 мм;
— заварка трещин в окне для прохода тяги тормоза;
— заварка трещин на крайних челюстях шкворневых балок с последующим усилением накладками при условии, что после разделки трещин сечение уменьшается не более чем на 20%.
1.4. Надрессорные балки
1.4.1. В надрессорных балках при ремонте разрешается:
— наплавка направляющих вдоль и поперек балки;
— наплавка опорной поверхности;
— наплавка нижней плоскости в местах опоры нажимного клина фрикционного амортизатора с последующей механической обработкой.
1.5. Балансиры
1.5.1. Износ отверстий в балансире для валиков допускается не более 4 мм по диаметру. При большем износе стенки отверстий ремонтируют наплавкой с последующей рассверловкой их в пределах альбомных размеров.
1.5.2. При ремонте разрешается наплавка изношенной опорной поверхности, наплавка челюстной и вертикальных плоскостей балансира в месте расположения хобота, а также заварка трещин в щечке балансира при условии, что длина трещины не превышает 50 мм.
1.6. Скользуны
1.6.1. Скользуны разбирают, при этом планки скользунов с выработкой более 2 мм заменяют новыми или отремонтированными.
Планки и прокладки должны иметь опорные предохранительные планки, приваренные к продольной балке. Горизонтальная плоскость головки болта должна находиться ниже рабочей плоскости планки скользуна на 2 — 3 мм, как показано на рисунке Г.2.
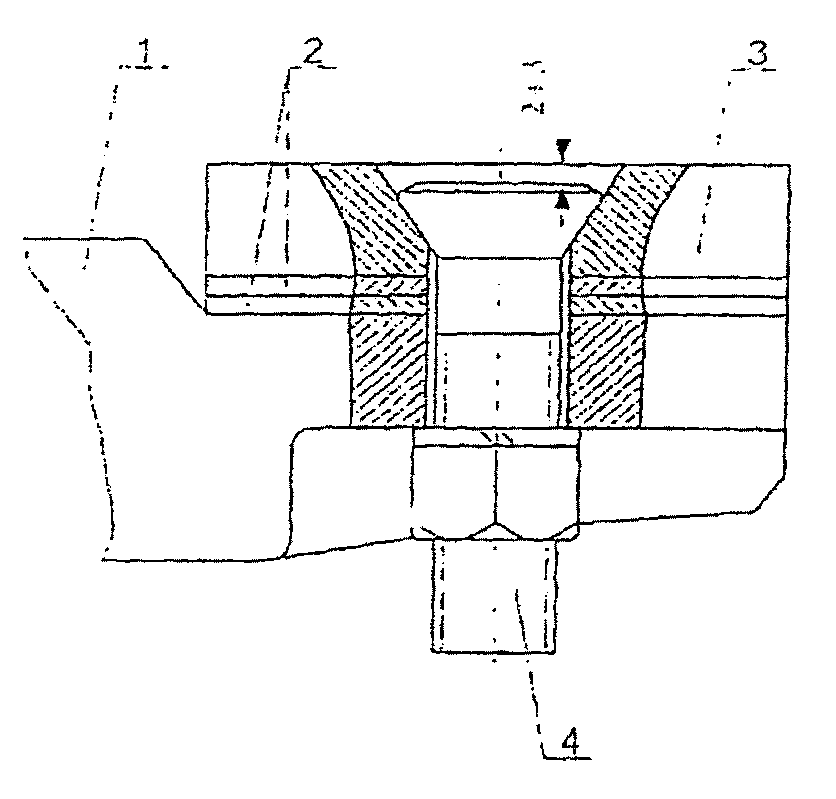
1 — кронштейн; 2 — регулировочные прокладки,
3 — планка скользуна; 4 — болт
Рисунок Г.2. Крепление планки скользуна
1.6.2. Зазор между скользунами в сумме с обеих сторон каждого конца вагона допускается от 10 мм до 16 мм. При этом с одной стороны тележки зазор у одного скользуна должен быть в пределах от 4 мм до 12 мм.
Для регулирования зазоров между скользунами могут быть поставлены под планки скользуна регулировочные прокладки из листовой стали толщиной от 1,5 мм до 5 мм. Прокладок регулировочных должно быть не более четырех, отрихтованных и без заусенцев.
1.7. Рессорное подвешивание
1.7.1. Амортизаторы разбирают. Износ плоскостей стакана, клина, корпуса амортизатора, конуса нажимного допускается до 2 мм на сторону. Неисправные детали заменяют новыми или отремонтированными.
В собранном амортизаторе выход нажимного клина над отбортовкой фрикционного клина должен быть не менее 5 мм. Толщина стенки стаканов амортизаторов тележки УВЗ-9М должна быть менее 8,5 мм.
1.7.2. Запрещается постановка в рессорное подвешивание тележки:
— пружин, в том числе и пружин амортизатора, с разницей по высоте более 5 мм в свободном состоянии. При этом амортизаторы должны быть одинаковой высоты с пружинами или выше их не более чем на 4 мм у тележек УВЗ-9М, не более чем на 5 мм у тележки КВЗ-1 М. В случае занижения высоты амортизатора тележки УВЗ-9М допускается постановка в гнездо балансира под резиновую шайбу прокладки толщиной до 4 мм;
— изломанных пружин;
— корпуса амортизатора, нажимного корпуса и клина с трещинами и изломами.
1.7.3. Подушки рессорного подвешивания осматривают, с трещинами — ремонтируют сваркой.
1.8. Приемка и подкатка трехосных тележек под вагон
1.8.1. Отремонтированные тележки должны удовлетворять следующим условиям:
— боковые рамы полукаркаса должны быть одинакового размера, который определяют по числу несрубленных шишек. Допускается сборка тележки с разностью рам в одну шишку между боковыми рамами;
— суммарный зазор между вертикальными направляющими плоскостями боковых рам и надрессорной балкой допускается:
— вдоль вагона (рисунок Г.3) размер «а» — у тележек КВЗ-1М не более 30 мм, УВЗ-9М — не более 11 — 28 мм;
— поперек вагона размер «б», приведенный на рисунке Г.3, у тележек КВЗ-1М не более 32 мм и у тележек УВЗ-9М не более 36 — 49 мм;
— суммарный зазор между челюстями боковых рам и направляющими буксами допускается:
— у тележек КВЗ-1М вдоль оси вагона — не более 15 мм и поперек вагона не более 20 мм;
— тележек УВЗ-9М вдоль оси вагона — не более 11 мм и поперек вагона не более 12 мм;
— суммарный зазор между челюстями балансира и направляющими буксы допускается:
— у тележек типа КВЗ-1М вдоль и поперек вагона не более 15 мм;
— у тележек УВЗ-9М вдоль вагона — не более 11 мм и поперек вагона не более 12 мм;
— зазор «а» между балансиром и боковой рамой должен быть не менее 25 мм, рисунок Г.4.
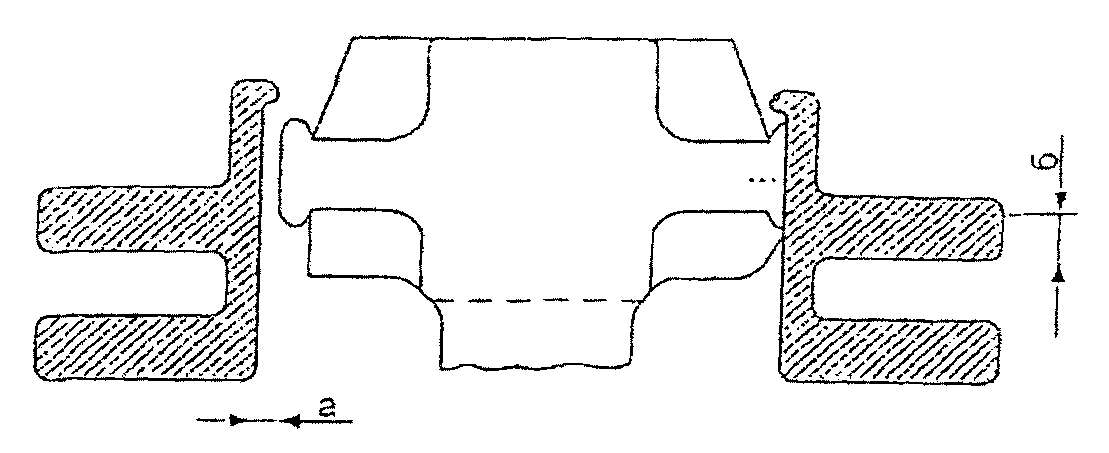
Рисунок Г.3. Зазоры между боковой рамой и надрессорной
балкой
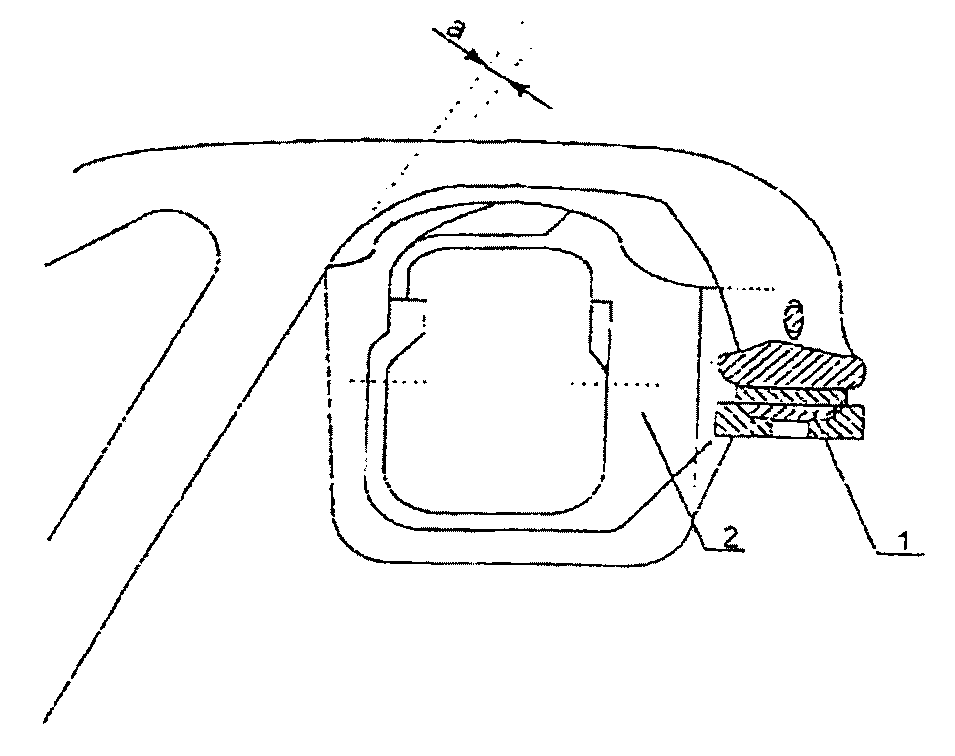
Рисунок Г.4. Зазор между верхним углом балансира и низом
хобота боковой рамы
Допускается регулировать зазор между балансиром 2 и боковой рамой постановкой прокладок 1 толщиной от 2 до 5 мм под вкладыши боковины.
Суммарная толщина прокладок под вкладыш должна быть не более 15 мм, при этом валик шарнира при опущенном вагоне должен свободно провертываться. Если при постановке прокладок не будет получен зазор между боковой рамой и балансиром, равный 25 мм, необходимо наплавить вкладыши и зачистить наплавленное место.
Зазоры между боковыми рамами и балансиром в горизонтальной плоскости должны быть:
— на ровном участке вертикального ребра балансира не менее 5 мм;
— в любом месте наклонного ребра не менее 3 мм;
— между боковой рамой и наружной вертикальной плоскостью обода колеса не менее 20 мм.
Болты, соединяющие шкворневую балку с надрессорными балками, должны входить в отверстие свободно, при этом гайки болтов не должны доходить до горизонтальных плоскостей, приливов надрессорных балок тележек УВЗ-9М и КВЗ-1М на 10 — 15 мм.
1.8.2. При поступлении вагонов в ремонт колесные пары выкатывают, подвергают ремонту и освидетельствованию в соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» N ЦВ/3429 от 31.12.76 г., действующими указаниями ЦВ ОАО «РЖД» России и «Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» N 3-ЦВРК, утв. 12.03.98 г.
1.8.3. Буксовый узел с роликовыми подшипниками подвергают полной или промежуточной ревизии в соответствии с «Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» N 3-ЦВРК, утв. 12.03.98 г.
1.8.4. Пружины рессорного комплекта осматривают. Пружины трехосных тележек грузовых вагонов по размерам должны соответствовать данным, указанным в таблице Г.1, и иметь клейма завода-изготовителя.
Таблица Г.1
|
Тип и назначение пружин |
Диаметр прутка, мм |
Средний диаметр пружин, мм |
Число витков |
Высота пружины в свободном состоянии, мм |
|
|
полное |
рабочее |
||||
|
Наружная тележек УВЗ-9М |
36 |
164 + 2,6 |
5,7 |
4,2 |
|
|
Внутренняя тележек КВЗ-1М |
22 |
100 + 1,5 |
9,0 |
7,8 |
|
|
Наружная тележек КВЗ-1М |
36 |
170 + 2,6 |
5,5 |
4,0 |
|
|
Внутренняя тележек УВЗ-9М |
19 |
105 +/-1,5 |
8,5 |
7,0 |
|
2. ПРОВЕРКА КАЧЕСТВА РЕМОНТА И ПОСТАНОВКИ КЛЕЙМ
2.1. Проверку качества ремонта должны проводить бригадиры, мастера и руководители предприятия, а также приемщики вагонов ОАО «РЖД» России.
3. ОКРАСКА ТЕЛЕЖЕК
3.1. Подготовку поверхностей тележек, нанесение лакокрасочных покрытий производить в соответствии с требованиями «Инструкции по окраске грузовых вагонов» N 655-2000 ПКБ ЦВ — ВНИИЖТ.
4. ОТВЕТСТВЕННОСТЬ ЗА ОТРЕМОНТИРОВАННЫЕ ТЕЛЕЖКИ
4.1. Вагоноремонтные заводы и вагонные депо, выполняющие ремонт трехосных тележек, несут ответственность за качество и работоспособность отремонтированных трехосных тележек и их деталей до следующего планового вида ремонта.
4.2. Ответственность за качество формирования, ремонта, освидетельствования колесных пар, монтажа и ревизии буксовых узлов несут ремонтные заводы, вагоноколесные мастерские и вагонные депо согласно указанию МПС России от 18 ноября 1998 года N К-1316/у.
5. МАРКИРОВКА ГОДНЫХ ДЕТАЛЕЙ
1. Общие положения
1.1. После проведения неразрушающего контроля (НК) на литые детали тележек КВЗ-1М и УВЗ-9М, признанные годными к дальнейшей эксплуатации, должны быть нанесены клейма ударным способом с указанием номера депо и даты ремонта.
1.2. Для всех предприятий установлены одинаковой формы и размера клейма. Цифры, обозначающие условный номер завода или депо, производившего неразрушающий контроль деталей, должны быть расположены в рамке. Высота цифр клейм 6 мм, глубина не менее 0,25 мм.
1.3. При постановке новых клейм, ранее поставленные, зачищаются шлифовальной машинкой, кроме клейм завода-изготовителя и клейм инспектора ОТК.
При отсутствии на деталях клейм в предусмотренных местах, приведенных на рисунках Г.5 — Г.11, или при наличии неясных клейм деталям проводят НК, после чего на них наносят клейма независимо от того, ремонтировались эти детали на данном ремонтном предприятии или нет.
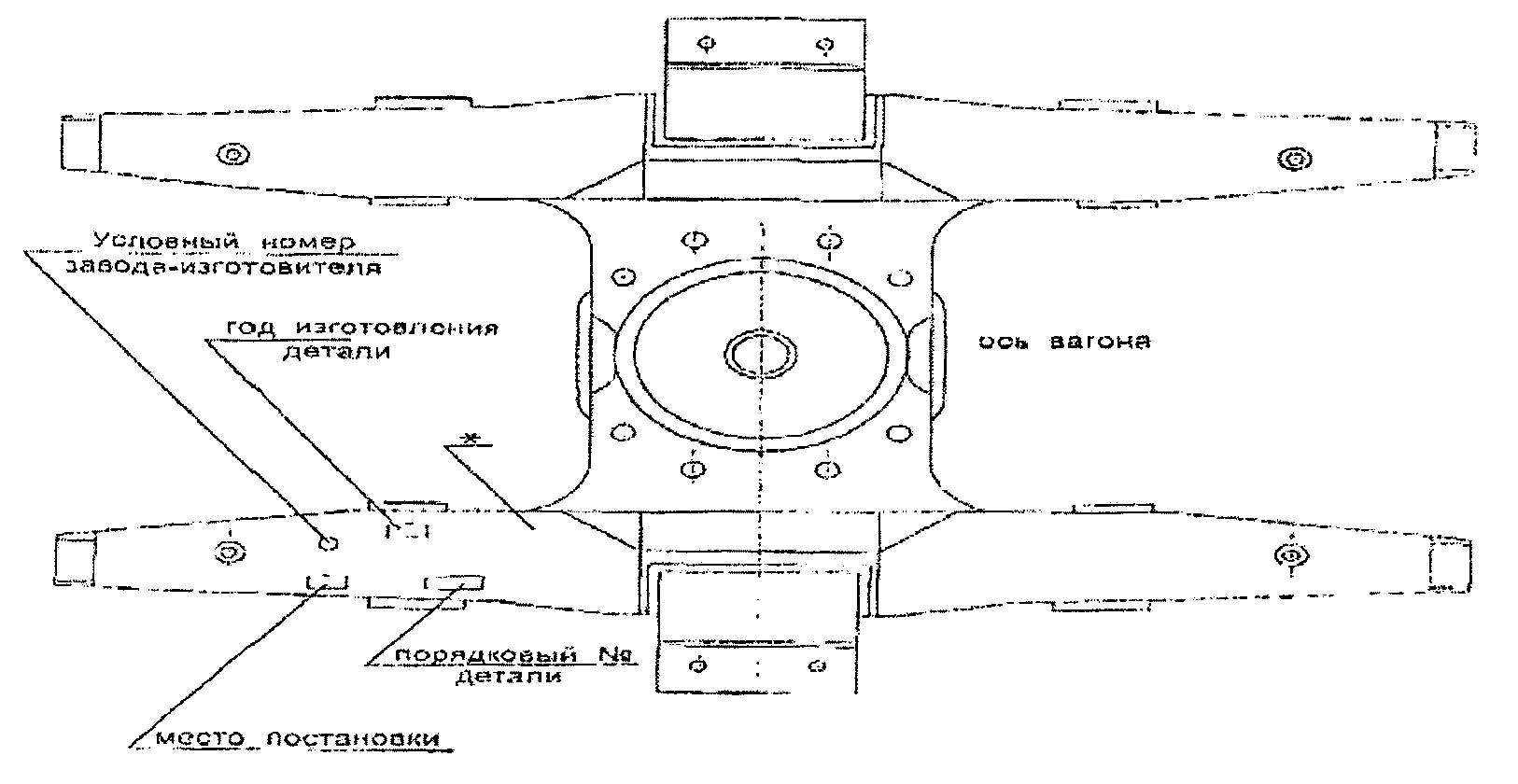
Рисунок Г.5. Место маркировки шкворневой балки
тележки УВЗ-9М
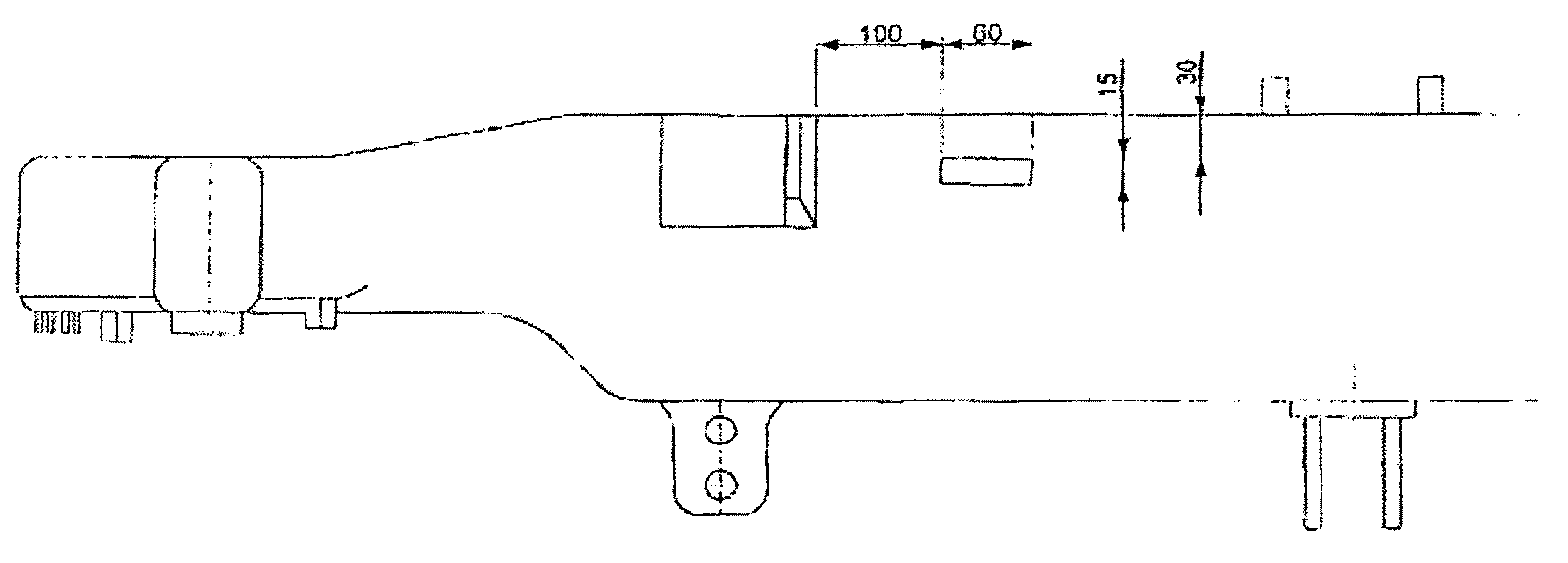
Рисунок Г.6. Место маркировки надрессорной балки тележки
КВЗ-1М
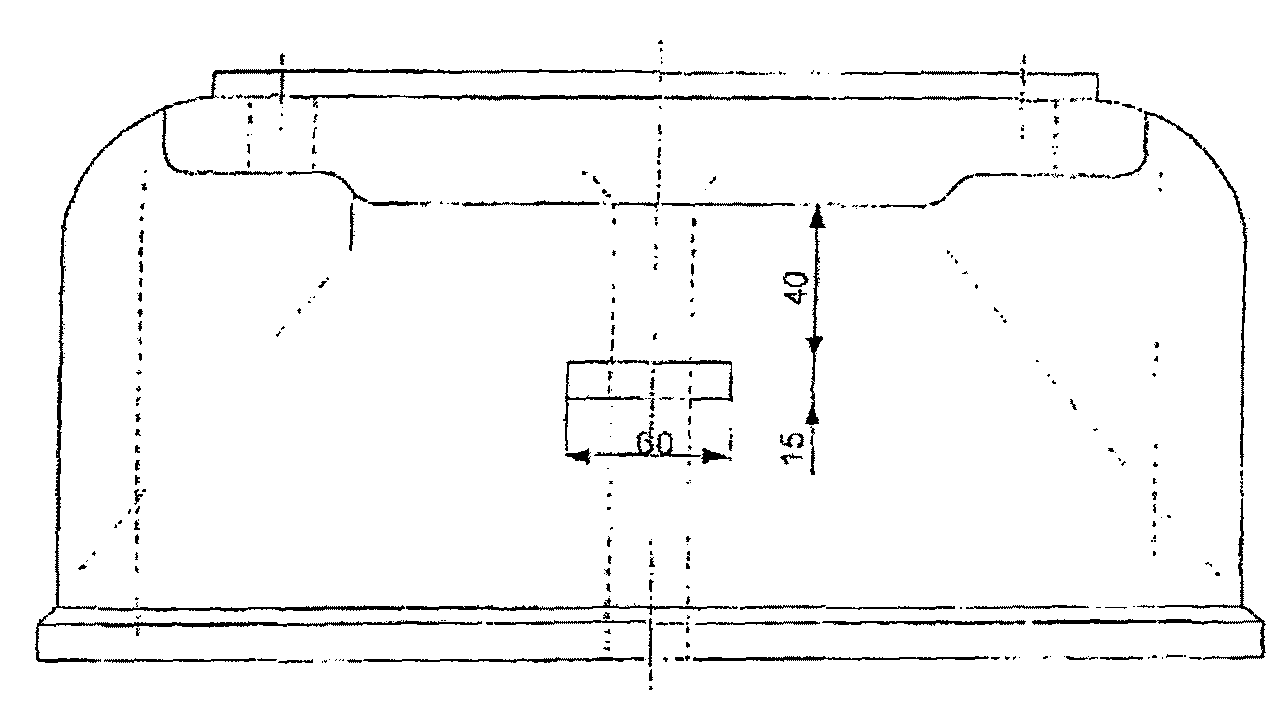
Рисунок Г.7. Место маркировки кронштейна шкворневой балки
тележки КВЗ-1М
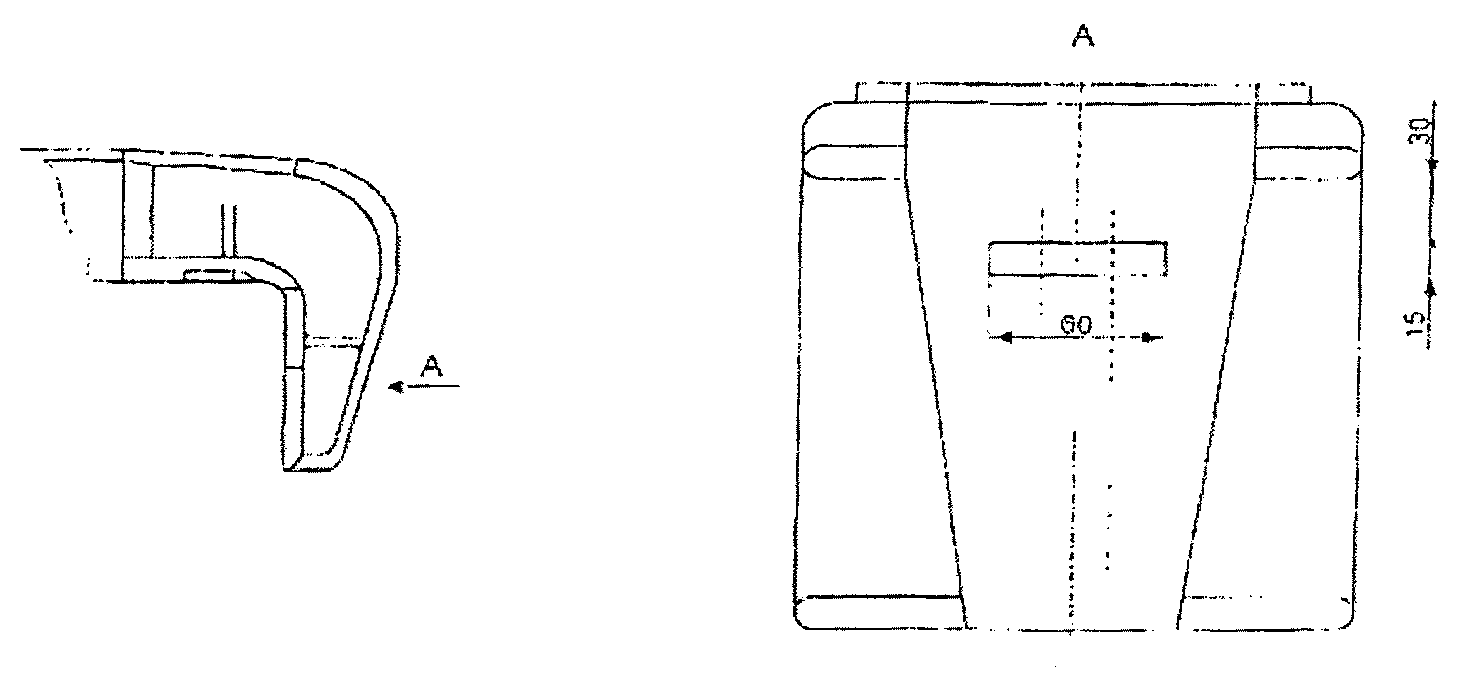
Рисунок Г.8. Место маркировки боковой рамы тележки КВЗ-1М
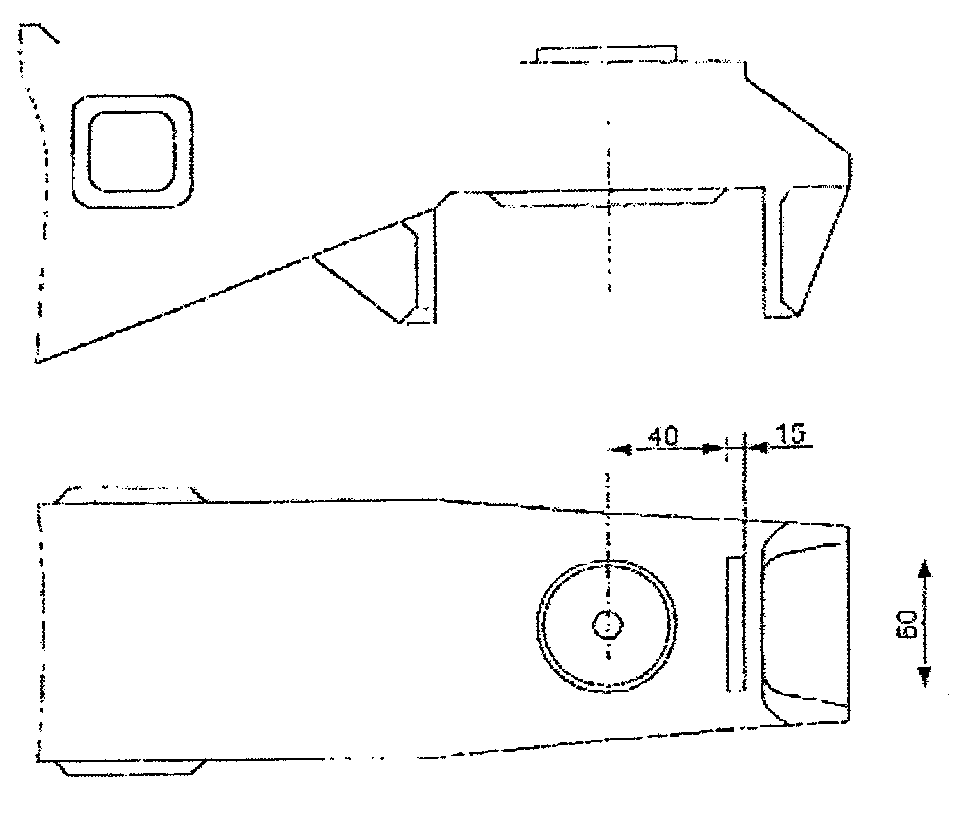
Рисунок Г.9. Место маркировки шкворневой балки
тележки КВЗ-1М
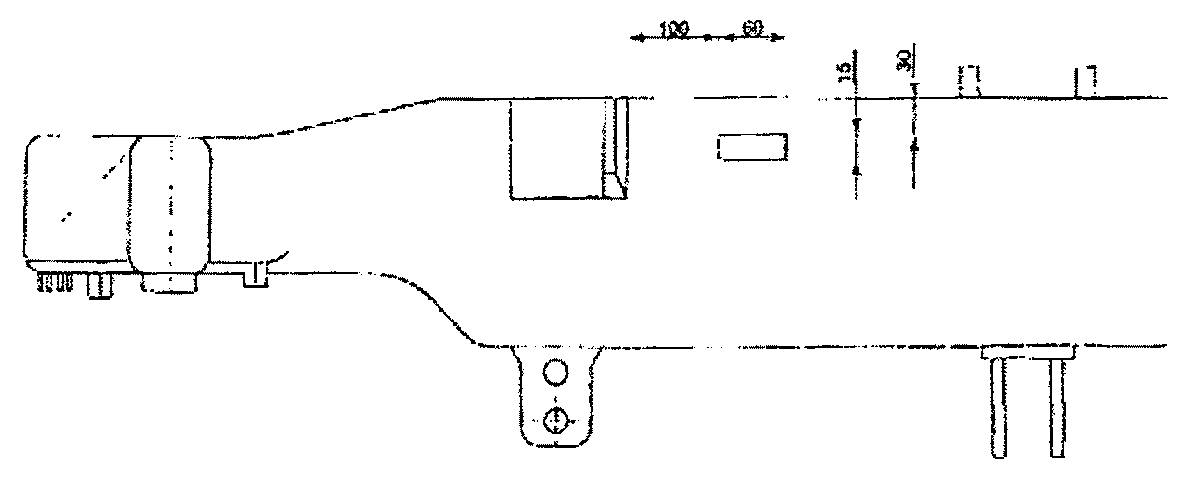
Рисунок Г.10. Место маркировки надрессорной балки
тележки КВЗ-1М
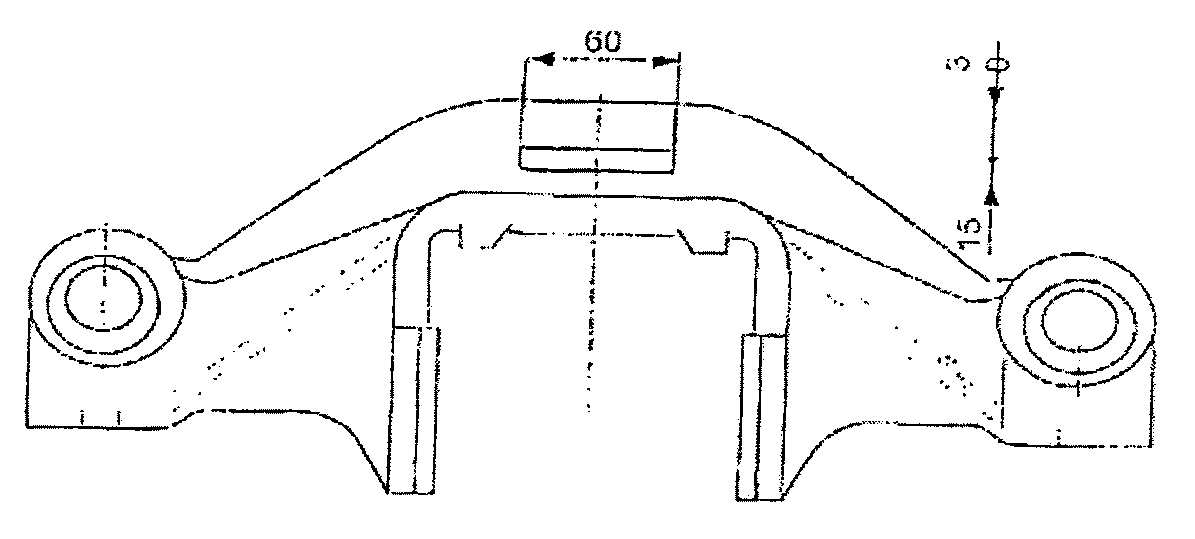
Рисунок Г.11. Место маркировки балансира тележки КВЗ-1М
1.4. На забракованных деталях, поверхности в местах постановки клейм или сами клейма забивают зубилом накрест.
1.5. Выпуск деталей тележек без клейм не допускается.
1.6. На местах постановки клейм наносятся вблизи от них коды стран-собственников согласно рисункам Г.5, Г.6, Г.7, Г.8, Г.9, Г.10, Г.11.
Приложение Д
(справочное)
ОСНОВНЫЕ ПАРАМЕТРЫ ВАГОНОВ-ЦИСТЕРН ПРОИЗВОДСТВА «АЗОВМАШ»
|
N |
Модель |
Давление, МПа |
Объем, л |
Расчетная температура °C |
Материал котла |
Защитная облицовка |
Технические условия |
|
|
Пробное |
Рабочее |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
15-1407 |
3,0 |
2,0 |
54000 |
+/- 50 |
09Г2С(М) |
Теневая защита |
ТУ 24-1-137-69 |
|
ГОСТ 5520-62 |
||||||||
|
2 |
15-1408 |
3,0 |
2,0 |
54000 |
+/- 50 |
09Г2С(М) |
Теневая защита |
ТУ 24-1-138-75 |
|
ГОСТ 5520-62 с проверкой ударной вязкости и после механического старения |
||||||||
|
3 |
15-1409 |
3,0 |
2,0 |
54000 |
+/- 50 |
Сталь марки 20К ГОСТ 5520-69 или 09Г2С с проверкой ударной вязкости при -40° и после механического старения |
Теневая защита |
ТУ 24-1-139-69 |
|
4 |
15-1409 |
3,0 |
2,0 |
54000 |
+/- 50 |
Сталь 18G2A по польской норме PN — 72/H-84018 |
нет |
ТУ24-5-428-79 |
|
5 |
15-1421 |
1,2 |
0,8 |
73000 |
+/- 50 |
09Г2С(М) ГОСТ 5520-62 с проверкой ударной вязкости и после механического старения |
нет |
ТУ 24.05.521-81 |
|
6 |
15-1407-01 |
3,0 |
2,08 |
54800 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 24.05.515-81 |
|
09Г2С-14 |
||||||||
|
ГОСТ 5520-79 |
||||||||
|
7 |
15-1519-01 |
3,0 |
2,08 |
75700 |
+/- 50 |
09Г2С-12 |
нет |
ТУ 24.05.515-81 |
|
ГОСТ 5520-79 |
||||||||
|
8 |
15-1407-01 |
3,0 |
2,08 |
75700 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 24.05.515-81 |
|
09Г2С-14 |
||||||||
|
ГОСТ 5520-79 |
||||||||
|
9 |
15-1408-1 |
3,0 |
2,08 |
54800 |
+/- 50 |
09Г2С-12 |
нет |
ТУ 24-5-389-78 |
|
ГОСТ 5520-79 |
||||||||
|
10 |
15-1408-2 |
3,0 |
2,08 |
54800 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 24-5-389-78 |
|
09Г2С-14 |
||||||||
|
ГОСТ 5520-79 |
||||||||
|
11 |
15-1597 |
3,0 |
2,08 |
75500 |
+/- 50 |
09Г2С-12 |
нет |
ТУ 24-5-389-78 |
|
ГОСТ 5520-79 |
||||||||
|
12 |
15-1597-01 |
3,0 |
2,08 |
75700 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 24-5-389-78 |
|
09Г2С-14 |
||||||||
|
ГОСТ 5520-79 |
||||||||
|
13 |
15-1556 |
2,3 |
1,5 |
46000 |
+/- 50 |
09Г2С-13 |
Теневая защита |
ТУ 24.00.803-82 |
|
ГОСТ 5520-79 |
||||||||
|
14 |
15-1556-03 |
2,3 |
1,63 |
46000 |
+/- 50 |
09Г2С-13 |
Теневая защита |
ТУ 24.00.803-82 |
|
09Г2С-14 |
||||||||
|
ГОСТ 5520-79 |
||||||||
|
15 |
15-9503 АВП |
2,3 |
1,8 |
95500 |
+/- 50 |
09Г2С-13 |
нет |
ТУ У29.5-13504966-512-2001 |
|
09Г2С-14 |
||||||||
|
ГОСТ 5520-79 |
||||||||
|
16 |
15-898 |
0,39 |
0,15 |
62370 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.124-83 |
|
+110 |
ГОСТ 19282-73 |
|||||||
|
17 |
15-1404 |
0,675 |
0,15 |
46860 |
-50 |
12Х18Н10Т |
нет |
ТУ 24-05-465-79 |
|
08Х18Н10Т |
||||||||
|
ГОСТ 5632-72 |
||||||||
|
18 |
15-1412 |
0,375 |
0,25 |
38700 |
-50 |
ВСт3Сп2+12Х18Н10Т |
нет |
ТУ 24-5-453-79 |
|
+110 |
ГОСТ 10885-85 |
|||||||
|
19 |
15-1413 |
0,39 |
0,147 |
46110 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.140-83 |
|
ГОСТ 19282-73 |
||||||||
|
20 |
15-1414 |
0,88 |
0,34 |
38700 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.128-83 |
|
ГОСТ 19282-73 |
||||||||
|
21 |
15-1424 |
0,6 |
0,25 |
38500 |
-50 |
09Г2С-13 |
нет |
ТУ 24.05.507-87 |
|
+110 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
22 |
15-1424-01 |
0,6 |
0,25 |
38500 |
-50 |
Ст3Сп5 ГОСТ 380-94 |
нет |
ТУ 24.05.507-87 |
|
23 |
15-1424-02 |
0,73 |
0,25 |
38500 |
-50 |
09Г2С-13 |
нет |
ТУ 24.05.507-87 |
|
+110 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
24 |
15-1424-03 |
0,73 |
0,25 |
38500 |
-50 |
Ст3Сп5 |
нет |
ТУ 24.05.507-87 |
|
ГОСТ 380-94 |
||||||||
|
25 |
15-1428 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С |
нет |
ТУ 24-1-14-155-77 |
|
ГОСТ 19282-73 |
||||||||
|
26 |
15-1432 |
0,55 |
0,15 |
475900 |
-50 |
ЭД-567 (ОХ15Н65М16В) |
нет |
ТУ 24-5-444-78 |
|
ГОСТ 5.1316-72 |
||||||||
|
27 |
15-1443-1V |
0,4 |
0,15 |
73100 |
-50 |
09Г2С |
нет |
ТУ 24.00.1285-82 |
|
ГОСТ 19282-73 |
||||||||
|
28 |
15-1404 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С |
нет |
ТУ 24.00.1285-82 |
|
ГОСТ 19282-73 |
||||||||
|
29 |
15-1443-06 |
0,53 |
0,15 |
73100 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.1285-82 |
|
+45 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
30 |
15-1454 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С |
нет |
ТУ 24.00.5393-82 |
|
ГОСТ 19282-73 |
||||||||
|
31 |
15-1487 |
06 |
0,2 |
54500 |
-50 |
12Х18Н10Т |
нет |
ТУ 24.00.503-82 |
|
ГОСТ 5632-72 |
||||||||
|
32 |
15-1487-01 |
0,6 |
0,2 |
54500 |
-50 |
12Х18Н10Т |
нет |
ТУ 24.00.503-82 |
|
ГОСТ 5632-72 |
||||||||
|
33 |
15-1487-02 |
0,6 |
0,15 |
54500 |
-50 |
12Х18Н10Т |
нет |
ТУ 24.00.503-82 |
|
+110 |
ГОСТ 5632-72 |
|||||||
|
34 |
15-1525 |
0,375 |
0,25 |
46000 |
-50 |
ВСт3Сп2+12Х18Н10Т ГОСТ 10885-75 или 12Х18Н10Т |
нет |
ТУ 24.00.518-84 |
|
+110 |
||||||||
|
ГОСТ 5632-72 |
||||||||
|
35 |
15-1525-01 |
0,7 |
0,25 |
46000 |
-50 |
12Х18Н10Т |
нет |
ТУ 24.00.518-84 |
|
+110 |
ГОСТ 5632-72 |
|||||||
|
36 |
15-1547 |
0,39 |
0,15 |
85600 |
-50 |
12Х18Н10Т |
нет |
ТУ 24.00.6215-87 |
|
О8Х18Н10Т |
||||||||
|
ГОСТ 5632-72 |
||||||||
|
37 |
15-1547-01 |
0,39 |
0,15 |
85600 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.6215-87 |
|
ГОСТ 19281-73 |
||||||||
|
ГОСТ 19282-73 |
||||||||
|
38 |
15-1547-02 |
0,53 |
0,15 |
85600 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.6215-87 |
|
09Г2С-14 |
||||||||
|
ГОСТ 5520-79 |
||||||||
|
39 |
15-1547-03 |
0,5 |
0,25 |
85600 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.6215-87 |
|
+110 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
40 |
15-1547-04 |
0,53 |
0,25 |
85600 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.6215-87 |
|
+45 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
41 |
15-1548 |
0,4 |
0,25 |
38500 |
-50 |
20К+10Х17Н13М2Т |
нет |
ТУ 24.00.339-82 |
|
ГОСТ 10885 или |
||||||||
|
10Х17Н13М2Т |
||||||||
|
ГОСТ 5632-72 |
||||||||
|
42 |
15-1548 |
0,73 |
0,25 |
38500 |
-50 |
10Х17Н13М2Т |
нет |
ТУ 24.00.6205-90 |
|
ГОСТ 5632-72 |
||||||||
|
43 |
15-1554 |
0,54 |
0,15 |
54070 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.529-82 |
|
ГОСТ 19281-73 |
||||||||
|
ГОСТ 19282-73 |
||||||||
|
44 |
15-1566 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.1285-82 |
|
+110 |
ГОСТ 19281-73 |
|||||||
|
ГОСТ 19282-73 |
||||||||
|
45 |
15-1566-01 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.1285-82 |
|
ГОСТ 19281-73 |
||||||||
|
ГОСТ 19282-73 |
||||||||
|
46 |
15-1566-02 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.1285-82 |
|
ГОСТ 19281-73 |
||||||||
|
ГОСТ 19282-73 |
||||||||
|
47 |
15-1566-05 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.1285-82 |
|
ГОСТ 19281-73 |
||||||||
|
ГОСТ 19282-73 |
||||||||
|
48 |
15-1566-06 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.1285-82 |
|
+110 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
49 |
15-1566-07 |
0,4 |
0,15 |
71700 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.1285-82 |
|
+180 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
50 |
15-1566-08 |
0,4 |
0,15 |
73100 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.1285-82 |
|
+110 |
ГОСТ 19281-73 |
|||||||
|
ГОСТ 19282-73 |
||||||||
|
51 |
15-1601 |
0,539 |
0,25 |
46000 |
-50 |
09Г2С12+08Х18АН13М2Д3 БР или 09Г2+06ХН28МДТ ГОСТ 5632-72 |
нет |
ТУ 24.00.6205-90 |
|
52 |
15-1601-01 |
0,65 |
0,25 |
46000 |
-50 |
12Х18Н10Т |
нет |
ТУ 24.00.6205-90 |
|
ГОСТ 5632-72 |
||||||||
|
53 |
15-1603 |
0,4 |
0,25 |
73100 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.6202-86 |
|
+110 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
54 |
15-1603-01 |
0,4 |
0,25 |
73100 |
-50 |
09Г2С-13 |
нет |
ТУ 24.00.6202-86 |
|
+110 |
09Г2С-14 |
|||||||
|
ГОСТ 5520-79 |
||||||||
|
55 |
15-1608 |
0,39 |
0,15 |
73100 |
-50 |
09Г2С+12Х18Н10Т |
нет |
ТУ 24.00.6213-88 |
|
+110 |
ГОСТ 10885-85 или |
|||||||
|
12Х18Н10Т ГОСТ 5632-72 |
||||||||
|
56 |
15-1608-01 |
0,4 |
0,2 |
73100 |
-50 |
09Г2С+12Х18Н10Т ГОСТ 10885-85 или 12Х18Н10Т ГОСТ 5632-72 |
нет |
ТУ 24.00.6213-88 |
|
+110 |
||||||||
|
57 |
15-1608-02 |
0,4 |
0,2 |
73100 |
-50 |
09Г2С+12Х18Н10Т ГОСТ 10885-85 |
нет |
ТУ 24.00.6213-88 |
|
+110 |
||||||||
|
58 |
15-1608-03 |
0,4 |
0,2 |
73100 |
-50 |
12Х18Н10Т 08Х18Н10Т 10Х17Н13М2Т ГОСТ 5632-72 |
нет |
ТУ 24.00.6213-88 |
|
+110 |
||||||||
|
59 |
15-1608-05 |
0,39 |
0,15 |
73100 |
-50 |
PX18H1QT 08Х18Н10Т 10Х17Н13М2Т ГОСТ 5632-72 |
нет |
ТУ 24.00.6213-88 |
|
+110 |
||||||||
|
60 |
15-1610 |
0,55 |
0,25 |
85600 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.6217-88 |
|
ГОСТ 19281-73 |
||||||||
|
61 |
15-1610-01 |
0,55 |
0,25 |
85600 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.6217-88 |
|
ГОСТ 19281-73 |
||||||||
|
62 |
15-1610-02 |
0,55 |
0,25 |
85600 |
-50 |
09Г2С-13, 09Г2С-14 ГОСТ 5520-79 |
нет |
ТУ 24.00.6217-88 |
|
63 |
15-1613 |
0,4 |
0,15 |
54500 |
-50 |
09Г2С-12 |
нет |
ТУ 24.00.6211-88 |
|
ГОСТ 19281-73 |
||||||||
|
ГОСТ 19282-73 |
||||||||
|
64 |
15-1613-01 |
0,5 |
0,15 |
54500 |
-50 |
09Г2С-13, 09Г2С-14 ГОСТ 5520-79 |
нет |
ТУ 24.00.6211-87 |
|
65 |
15-1613-02 |
0,6 |
0,15 |
54500 |
-50 |
09Г2С-13, 09Г2С-14 ГОСТ 5520-79 |
теневая защита |
ТУ 24.00.6211-87 |
|
66 |
15-1614 |
0,5 |
0,15 |
63000 |
-50 |
09Г2С-12 ГОСТ 19281-73, ГОСТ 19282-73 |
нет |
ТУ 24.00.14.336-88 |
|
67 |
15-1614-01 |
0,5 |
0,15 |
63000 |
-50 |
09Г2С-13, 09Г2С-14 ГОСТ 5520-79 |
нет |
ТУ 24.00.14.336-88 |
|
68 |
15-1522-01 |
0,42 |
0,05 |
63400 |
+10… +25 |
ВСт3Сп2+12Х18Н10Т |
есть |
ТУ 24.00.6214-86 |
|
ГОСТ 10885-75 |
||||||||
|
69 |
15-1520-01 |
0,6 |
0,3 |
73100 |
+50 |
09Г2С ГОСТ 19282-73 |
нет |
ТУ 24.00.516-82 |
|
70 |
15-1482-05 |
0,59 |
0,2 |
38500 |
+150 |
12Х18Н10Т-М36 ГОСТ 10885-75 |
есть |
ТУ 24.05.419-79 |
|
71 |
15-1534-03 |
0,39 |
0,064 |
63400 |
+300 |
09Г2С ГОСТ 19282-73 |
есть |
ТУ 24.00.6222-90 |
|
72 |
15-1405-02 |
0,3 |
0,2 |
53300 |
+100 |
09Г2С ГОСТ 19282-73 |
нет |
ТУ У3.05-05763613-467-95 |
|
73 |
15-1449 |
0,3 |
0,2 |
105000 |
+80 |
09Г2С ГОСТ 19282-73 |
нет |
ТУ 24.00.6221-89 |
|
74 |
15-1727 |
0,55 |
0,15 |
94000 |
+50 |
09Г2С ГОСТ 19282-73 |
нет |
ТУ У35.2-3504966-525-2002 |
|
75 |
15-1480 |
0,5 |
0,196 |
31800 |
+150 |
ВСт3Сп5 + 12Х18Н10Т |
есть |
ТУ 24-1-132-75 |
|
ГОСТ 10885-75 |
||||||||
|
76 |
15-1542 |
0,5 |
0,15 |
54776 |
+50 |
ВСт3Сп2 + 12Х18Н10Т |
есть |
ТУ 24.00.338-83 |
|
ГОСТ 10885-75 |
||||||||
|
77 |
15-1565 |
0,5 |
0,2 |
55200 |
+50 |
ВСт3 + 08Х22Н6Т ГОСТ 10885-75 |
есть |
ТУ 24.05.500-79 |
|
78 |
15-854 |
0,3 |
0,2 |
61000 |
+100 |
09Г2С ГОСТ 19282-73 |
нет |
ТУ 24.00.6212-86 |
|
79 |
15-884 |
0,29 |
0,19 |
836000 |
+80 |
09Г2С ГОСТ 19282-73 |
нет |
ТУ 24.00.120-82 |
|
80 |
15-886 |
0,196 |
0,147 |
30520 |
+4… +6 |
АДО, АД-1 |
есть |
ТУ 24.00.12 -83 |
|
81 |
15-1593 |
0,49 |
0,15 |
63690 |
+8… +15 |
ВСт3Сп2 + 12Х18Н10Т ГОСТ 10885-75 |
есть |
ТУ 24.00.6203-85 |
|
82 |
15-1498 |
0,3 |
0,2 |
92200 |
+80 |
ВСт3Сп2 + 12Х18Н10Т |
нет |
ТУ 24.00. 262-82 |
|
09Г2С |
||||||||
|
83 |
15-1406 |
0,55 |
0,2 |
39500 |
+50 |
АДО |
нет |
ТУ 24.00.6224-89 |
|
84 |
15-1576 |
0,93 |
0,35 |
44350 |
+80 |
12Х18Н10Т ГОСТ 5632-72 |
есть |
ТУ 24.00.6224-89 |
|
85 |
15-1570 |
0,6 |
0,25 |
73200 |
+50 |
09Г2С 1 ГОСТ 19282-73 |
нет |
ТУ 24.00.6224-89 |
|
86 |
15-1535 |
0,4 |
0,05 |
61170 |
+8… +5 |
ВСт3Сп2 + 12Х18Н10Т |
есть |
ТУ 24-1-14-145-69 |
|
87 |
15-1552 |
0,5 |
0,2 |
55200 |
+95 |
08Х22Н6Т |
есть |
ТУ 24.05.500-79 |
|
88 |
15-889 |
0,425 |
0,065 |
62900 |
+85 |
ВН-36 |
есть |
ТУ 24.05.399-77 |
|
89 |
15-1573 |
0,6 |
0,35 |
39000 |
+85 |
10Х17Н13М2Т |
есть |
ТУ 24.00.6218-90 |
|
08Х17Н13М3Т |
||||||||
|
90 |
15-1578 |
0,425 |
0,2 |
63100 |
+85 |
Высоколегированная сталь (Франция) |
есть |
ТУ 24.00.6229-91 |
|
91 |
15-1417 |
0,4 |
0,06 |
61170 |
+60 |
ВСт3Сп5 |
есть |
ТУ 24-1-1273-75 |
|
92 |
15-1441 |
0,55 |
0,2 |
73500 |
+95 |
09Г2С + 12Х18Н10 |
есть |
ТУ 24.00.6219-90 |
|
93 |
15-1639-01 |
0,5 |
0,27 |
54500 |
+50 |
ВСт3Сп2 + 12Х18Н10Т |
есть |
ТУ 24.00.6226-92 |
|
94 |
15-869 |
0,4 |
0,15 |
88600 |
+/- 50 |
09Г2С ГОСТ 19281-73 ГОСТ 19282-73 |
нет |
ТУ 24-1-14-151-77 |
|
95 |
15-890 |
0,4 |
0,15 |
61200 |
+/- 50 |
Ст.3 ГОСТ 380-94 |
нет |
ТУ 24-1-122-69 |
|
96 |
15-890 |
0,4 |
0,15 |
61200 |
+/- 50 |
Ст.3 ГОСТ 380-94 |
нет |
ТУ 24-1-122-69 |
|
97 |
15-897 |
0,4 |
0,15 |
62370 |
-50 +110 |
ГОСТ 5520-79 или 09Г2С-12 ГОСТ 19281-73, ГОСТ 19282-73 |
нет |
ТУ 24-1-123-75 |
Примечание: при заполнении таблички СМГС в граФе «материал» допускается номера ГОСТа и технические требования не указывать.
ОСНОВНЫЕ ПАРАМЕТРЫ ВАГОНОВ-ЦИСТЕРН ПРОИЗВОДСТВА
ФГУП «ПО УРАЛВАГОНЗАВОД»
|
N |
Модель |
Давление, МПа |
Объем, л |
Расчетная температура, °C |
Материал котла |
Защитная облицовка |
Технические условия |
Тип калибровки |
Изготовитель котла (товарный знак) |
|
|
Пробное |
Рабочее |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
15-150 |
0,51 |
0,069 |
73,5 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-005-07518941-93 |
81 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
2 |
15-150-01 |
0,51 |
0,069 |
72,44 |
+/- 50 |
09Г2С-13-Н |
нет |
ТУ 3182-005-07518941-93 |
72 |
ОАО «Рузхиммаш» |
|
ГОСТ 5520-79 |
||||||||||
|
3 |
15-150-02 |
0,51 |
0,069 |
74 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-005-07518941-93 |
85 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
4 |
15-5103 |
0,51 |
0,069 |
75,5 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-005-07521146-96 |
79 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
5 |
15-5103-01 |
0,55 |
0,069 |
72,44 |
+/- 50 |
09Г2С-13-Н |
нет |
ТУ 3182-005-07521146-96 |
80 |
ОАО «Рузхиммаш» |
|
ГОСТ 5520-79 |
||||||||||
|
6 |
15-5103-02 |
0,51 |
0,069 |
75,5 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-005-07521146-96 |
79 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
7 |
15-5103-05 |
0,51 |
0,069 |
76,3 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-005-07521146-96 |
86 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
8 |
15-156 |
0,55 |
0,069 |
72,44 |
+/- 50 |
09Г2С-13-Н |
нет |
ТУ 3182-011-07518941-95 |
72 |
ОАО «Рузхиммаш» |
|
ГОСТ 5520-79 |
||||||||||
|
9 |
15-156-01 |
0,51 |
0,069 |
73,5 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-011-07518941-95 |
81 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
10 |
15-156-02 |
0,51 |
0,069 |
75,5 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-011-07518941-95 |
79 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
11 |
15-156-03 |
0,51 |
0,069 |
74,0 |
+/- 50 |
Ст.3сп5 |
нет |
ТУ 3182-011-07518941-95 |
85 |
ФГУП «ПО УВЗ» |
|
ГОСТ 14637-89 |
||||||||||
|
12 |
15-156-04 |
0,51 |
0,069 |
76,3 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-011-07518941-95 |
86 |
ФГУП «ПО УВЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
13 |
15-157 |
0,55 |
0,069 |
38,84 |
+/- 50 |
Ст.3сп5 |
нет |
ТУ 3182-014-07518941-99 |
— |
ФГУП «ПО УВЗ» |
|
ГОСТ 14637-89 |
||||||||||
|
14 |
15-144 |
3,0 |
2,0 |
73,9 |
+/- 50 |
09Г2С-14-Н |
нет |
ТУ 3182-003-07518941-98 |
— |
ОАО «Рузхиммаш» |
|
ГОСТ 5520-79 |
Примечание: при заполнении табличек СМГС в графе «материал» допускается номера ГОСТа и технические требования не указывать.
ОСНОВНЫЕ ПАРАМЕТРЫ ВАГОНОВ-ЦИСТЕРН ПРОИЗВОДСТВА
ОАО «ЗАВОД МЕТАЛЛОКОНСТРУКЦИЙ» Г. ЭНГЕЛЬС
|
N |
Модель |
Давление, МПа |
Объем, л |
Расчетная температура, °C |
Материал котла |
Защитная облицовка |
Технические условия |
Тип калибровки |
Изготовитель котла (товарный знак) |
|
|
Пробное |
Рабочее |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
15-1002 |
0,52 |
0,15 |
72,44 |
+/- 50 |
09Г2С 09Г2СД |
нет |
ТУ 3182-011-01395963-96 |
72 |
«ЗМК» |
|
2 |
15-1010 |
0,5 |
0,4 |
63,4 |
+/- 50 |
09Г2С 09Г2Д 09Г2СД |
нет |
ТУ 32-916.24-64 |
75 |
«ЗМК» |
|
3 |
15-1012 |
0,5 |
0,4 |
63,4 |
+/- 50 |
09Г2С 09Г2Д 09Г2СД |
нет |
ТУ 32-916.24-64 |
75 |
«ЗМК» |
|
4 |
15-1014 |
0,5 |
0,3 |
60,5 |
+/- 50 |
09Г2С 09Г2СД |
Металлизация цинком толщиной слоя 0,08 — 0,1 мм |
ТУ 3182-014-01395963-97 |
— |
«ЗМК» |
|
5 |
15-1020 |
0,6 |
0,3 |
63,0 |
+/- 50 |
09Г2С 09Г2Д 09Г2СД |
нет |
ТУ 3182-992- 01395963-95 |
— |
«ЗМК» |
|
6 |
15-1022 |
0,77 |
0,35 |
38,16 |
+/- 50 |
06ХН28МДТ |
нет |
ТУ 3182-990-01395963-96 |
«ЗМК» |
|
|
10Х17Н13М2Т |
||||||||||
|
08Х18Н10Т |
||||||||||
|
7 |
15-1024 |
0,36 |
0,07 |
38,0 |
+/- 50 |
А5, А7 АДО, АДОО |
нет |
ТУ 3182-990-01395963-96 |
— |
«ЗМК» |
|
8 |
15-1232Э |
0,65 |
0,25 |
53,56 |
+/- 50 |
08Х18Н10Т |
нет |
ТУ 3182-026- 01395963-97 |
— |
«ЗМК» |
|
9 |
15-1030 |
3,05 |
2,08 |
71,7 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 3182-030- 01395963-96. |
— |
«ЗМК» |
|
10 |
15-1031 |
3,05 |
2,08 |
54,2 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 3182-030- 01395963-96 |
— |
«ЗМК» |
|
11 |
15-1031-01 |
3,05 |
2,08 |
54,2 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 3182-030- 01395963-96 |
— |
«ЗМК» |
|
12 |
15-1035 |
3,0 |
2,08 |
54 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 3182-035- 01395963-99 |
— |
«ЗМК» |
|
13 |
15-1018 |
0,65 |
0,5 |
47,5 |
+/- 50 |
09Г2С-13 |
нет |
ТУ 3182-018- 01395963-98 |
— |
«ЗМК» |
Примечание: при заполнении табличек СМГС в графе «материал» допускается номера ГОСТа и технические требования не указывать.
ОСНОВНЫЕ ПАРАМЕТРЫ ВАГОНОВ-ЦИСТЕРН ПРОИЗВОДСТВА
ОАО ТКЗ «КРАСНЫЙ КОТЕЛЬЩИК»
|
N |
Модель |
Давление, МПа |
Объем, л |
Расчетная температура, °C |
Материал котла |
Защитная облицовка |
Технические условия |
Тип калибровки |
Изготовитель котла (товарный знак) |
|
|
Проб ное |
Рабочее |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
15-5103-05 |
0,52 |
0,15 |
76300 |
+/- 50 |
09Г2С-13(14) |
нет |
150.01.00.000 ТУ |
— |
«ТКЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
2 |
15-957 |
0,57 |
0,15 |
74900 |
+/- 50 |
09Г2С-13(14) |
нет |
ТУ У35.2-00210890-005-2003 |
— |
«ТКЗ» |
|
ГОСТ 5520-79 |
||||||||||
|
УЗК, по 3 классу |
||||||||||
|
ГОСТ 22727 |
Постановление Пятнадцатого арбитражного апелляционного суда от 15.12.2022 N 15АП-20670/2022 по делу N А53-11977/2022
Требование: О взыскании убытков, причиненных ненадлежащим исполнением обязательств по договору на выполнение работ по деповскому ремонту грузовых вагонов.
Решение: Требование удовлетворено.При этом, учитывая положения пункта 18.1 Руководства по деповскому ремонту грузовых вагонов колеи 1520 мм железных дорог РД 32 ЦВ 587-2009 и пункта 20.1 Руководящего документа РД 32 ЦВ 052-2009, суд апелляционной инстанции отмечает, что поскольку дефект код 102 выявлен в пределах гарантийного срока, гарантийная ответственность ответчика распространяется на весь вагон, прошедший деповской ремонт. Все дефекты должны быть выявлены и устранены, чтобы обеспечить вагону безотказную работу до следующего планового ремонта. Если какие-то работы на вагоне не производились, однако вагон в течение гарантийного срока был отцеплен в ремонт по технологической неисправности, это означает, что ответчик не выполнил надлежащим образом своих обязательств и не выявил все дефекты, не исследовал все детали, которые при надлежащей эксплуатации должны были быть исправны до следующего планового ремонта вагона.
«РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
УТВЕРЖДЕНО
распоряжением ОАО «РЖД»
от «____» _____________ №______
ГРУЗОВЫЕ ВАГОНЫ
ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
Руководство по деповскому ремонту
РД 32 ЦВ 587 -2009
Содержание
Стр.
- Введение ………………………………………………………………………. 5
- Охрана труда …………………………………………………………………… 5
- Дефектация…………………………………………………………………….. 6
- Ремонт автосцепного устройства ………. 7
- Ремонт тормозного оборудования ………. 8
- Ремонт колесных пар, букового узла ……….. 8
- Ремонт тележек………………………………………………………………… 9
- Ремонт рам грузовых вагонов ………. 10
- Ремонт кузова грузовых вагонов ……….. 12
- Общие положения ………. 12
- Ремонт крытых универсальных вагонов ………. 13
- Ремонт 4-х осных крытых вагонов для скота ………. 22
- Крытые вагоны-хопперы для перевозки минеральных
удобрений ………. 27 - Крытые 4-х осные грузовые вагоны с поднимающимся
кузовом для перевозки апатитового концентрата ………. 33
- Крытые вагоны-хопперы для цемента ……… 38
- Крытые вагоны-хопперы для технического углерода ………. 39
- Крытые вагоны-хопперы для перевозки зерна ………. 40
10 Ремонт полувагонов ……… 41
- Ремонт кузовов ……… 41
10.2 Полувагоны общего назначения. Ремонт крышек разгрузочных люков……42
10.3 Полувагоны-хопперы для перевозки горячих окатышей, агломерата…… 45
10.4 Полувагоны-хопперы для перевозки торфа ……….. 52
10.5 Четырехосные полувагоны для перевозки технологической щепы ………… 53
11 Ремонт платформ……………………….………………………………….….. 53
11.1 Универсальные платформы ……………………………………………….. 53
11.2 Платформы двухъярусные для перевозки легковых автомобилей ……… 56
11.3 Платформы для перевозки леса в хлыстах и лесоматериалов …………… 60
11.4 Платформы для перевозки крупнотоннажных контейнеров
и колесной техники …………………………………………………………… 61
12 Ремонт цистерн ……………………………………………………………… 65
- Общие требования на ремонт ……………………………………………. 65
- Восьмиосные цистерны ………………………………………………….. 68
- Цистерны с парообогревательной рубашкой для
перевозки вязких нефтепродуктов……………………………………………. 70 - Цистерна с теплоизоляцией для вязких нефтепродуктов……………….. 70
- Цистерна для перевозки спирта ………………………………………… 71
- Цистерна для перевозки молока ………………………………………… 71
- Цистерна для перевозки цемента ………………………………………… 74
- Цистерна для перевозки кальцинированной соды ………………………. 80
- Цистерна для перевозки кислот …………………………………………… 80
- Цистерна для перевозки серной кислоты, меланжа и
азотной кислоты ………………………………………………………………… 81 - Цистерна для перевозки виноматериалов ………………………………. 86
- Вагоны для перевозки нефтебитума ………………………………………. 89
14 Дополнительные технические требования, предъявляемые
к ремонту вагонов для перевозки нефтебитума модели 17-494… 92
15 Ремонт цельнометаллических грузовых вагонов (ЦМГВ) для
перевозки легковесных грузов ………………………………………………… 94
15.1 Ремонт кузова и крыши …………………………………………………. 94
15.2 Ремонт передвижной рамы ………………………………………………. 95
15.3 Ремонт и испытание лебёдки ……………………………………………. 97
15.4 Ремонт домкратов ……………………………………………………….… 99
15.5 Ремонт электрооборудования вагона …………………………………….. 99
16 Проверка и приемка вагонов после ремонта ………………………………….. 102
17 Окраска, нанесение знаков и надписей ………………………………………… 110
- Гарантии на отремонтированные вагоны ……………………………………. 111
Приложение А Места установки клейм государств-собственников
на деталях вагонов ……….. 112
Приложение Б Перечень нормативной документации, указанной
в настоящем Руководстве ……… 121
Приложение В Перечень грузовых вагонов колеи 1520 мм, на которые
распространяется Руководство по деповскому ремонту ………………… 124
Приложение Г Требование к ремонту 3-х осных тележек ……… 129
Приложение Д Табличка СМГС …………………………………………… 148
Лист регистрации изменений ………………………………………………… 163
1 ВВЕДЕНИЕ
1.1 Настоящее руководство устанавливает единые требования к проведению деповского ремонта грузовых вагонов колеи 1520мм ремонтными структурными подразделениями ОАО «РЖД», и распространяется на все типы вагонов грузовых имеющих право выхода на пути общего пользования, независимо от формы собственности.
1.2 Настоящее руководство содержит общие обязательные технические требования, требования безопасности и производственной санитарии, показатели и нормы, которым должны удовлетворять вагоны грузовые, прошедшие деповской ремонт на вагоноремонтных предприятиях независимо от формы собственности и имеющих разрешение на данный вид деятельности.
1.3 Сроки деповского ремонта грузовых вагонов установлены положением о системе технического обслуживания и ремонта грузовых вагонов допущенных в обращение на железнодорожные пути общего пользования в международном сообщении, утвержденным распоряжением ОАО «РЖД» 707р от 08.04.2008г.
1.4 Применение настоящего руководства сторонними организациями оговаривается в договорах (соглашениях) с ОАО «РЖД».
2 ОХРАНА ТРУДА
2.1 Администрация вагоноремонтных предприятий независимо от форм собственности, обязана оборудовать все рабочие места и создать на них условия, соответствующие законодательству Российской Федерации.
2.2 Общие требования по охране труда и технике безопасности при ремонте грузовых вагонов должны соответствовать «Правилам по охране труда при техническом обслуживании и ремонте грузовых вагонов в вагонном хозяйстве железных дорог» утвержденным распоряжением ОАО «РЖД» №1063 от 26.05.2006г.
2.3 Меры безопасности при ремонте и испытаниях грузовых вагонов должны быть указаны в технологических процессах, утвержденных на каждом вагоноремонтном предприятии в установленном порядке.
3 ДЕФЕКТАЦИЯ
3.1 Общие требования к дефектации.
- Дефектация деталей и сборочных единиц должна проводиться на специализированных рабочих местах, оснащенных специальным оборудованием.
Детали и сборочные единицы, подаваемые на дефектацию, должны быть чистыми и сухими.
У каждого рабочего места должна быть установлена тара для сбора негодных (отбракованных) деталей. Годные детали подаются на ремонтные и сборочные позиции.
3.3 Все шплинты и чеки крепления оборудования, расположенного под вагоном, подлежат замене на новые, независимо от технического состояния (без дефектации).
На остальных узлах заменить неисправные шплинты и чеки, а также демонтированные в процессе разборки узла.
- Дефектация деталей, сборочных единиц и комплектующего оборудования в общем случае предусматривает:
— внешний осмотр визуально или с помощью лупы;
— контроль размеров и геометрических форм с помощью средств измерений (СИ) и средств допускового контроля (СДК);
— неразрушающий контроль и испытания на растяжение ответственных деталей по п. 3.5;
— стендовые испытания специализированного оборудования на соответствие паспортным характеристикам.
- Испытания на растяжение проводить в соответствии с «Методикой испытаний на растяжение деталей грузовых и пассажирских вагонов» № 656-2000 ПКБ ЦВ.
Неразрушающий контроль деталей проводится в соответствии с нижеследующей документацией:
— РД 32.174-2001 «Неразрушающий контроль деталей вагонов. Общие положения»;
— РД 32.150-2000 «Вихретоковый метод неразрушающего контроля деталей вагонов»;
— РД 32.149-2000 «Феррозондовый метод неразрушающего контроля деталей вагонов»;
— РД 32.159-2000 «Магнитопорошковый метод неразрушающего контроля деталей вагонов»;
— РД 07.09-97 «Руководство по комплексному ультразвуковому контролю колесных пар вагонов».
- Дефектацию крепежных соединений в узлах, не подвергающихся разборке выполнять визуальным осмотром с выборочной проверкой затяжки резьбовых соединений.
Заклепочные соединения обстучать. При обнаружении признаков ослабления (дребезжании), а также трещин, сколов в головках, заклёпки заменить. Запрещается подчеканка или заварка ослабленных заклепок.
3.7 Болты, гайки, винты заменить при наличии следующих дефектов:
— забоин, вмятин на резьбовой части;
— срыва резьбы двух или более ниток;
— смятия граней головок болтов, срыв шлицев под отвертку у винтов.
Запрещается устанавливать простые гайки вместо корончатых, предусмотренных чертежами завода-изготовителя.
Деревянные детали проверить на отсутствие механических повреждений и следов гнили, прочность соединений. Неисправные детали отремонтировать или заменить.
- РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
4.1 Съёмные детали автосцепного устройства снимают с вагона и направляют на участок ремонта автосцепного устройства, где производят ремонт в соответствии с
требованиями «Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации» ЦВ-ВНИИЖТ-494-97, с «Типовым технологическим процессом ремонта автосцепного устройства» ТК-289 введено Распоряжением №2547р от 14.12.2009г. и «Инструкции по сварке и наплавке при ремонте грузовых вагонов» утвержденной Советом по железнодорожному транспорту государств участников Содружества от 30.05.2008г.
4.2 Детали, не имеющие маркировку предприятия-изготовителя, ремонту не
подлежат и сдаются в металлолом.
4.3 Упорные угольники, розетки, расцепные рычаги, кронштейны рас-
цепных рычагов осматривают, неисправные ремонтируют.
Разрешается производить приварку к ударной розетке отбитых частей согласно технологической «Инструкции по сварке передних упоров»,
№ 317 ПКБ ЦВ.
4.4 После ремонта и проверки клеймению подлежат: замок, замкодержа-
тель, предохранитель, подъемник, валик подъемника, тяговый хомут, валик, РД ЦВ
клин тягового хомута, ударная розетка, балочка центрирующего прибора, маят-
никовые подвески, упорная плита, корпус поглощающего аппарата, собранная
автосцепка, вкладыш и поддерживающая плита центрирующего прибора.
5 РЕМОНТ ТОРМОЗНОГО ОБОРУДОВАНИЯ
5.1 Ремонт и испытание тормозного оборудования полувагонов модели 12-132-03 производить в соответствии с Руководством по ремонту № УВЗ-50-51-2008РК.
5.2 Ремонт и испытание тормозного оборудования всех остальных моделей грузовых вагонов производится в соответствии с «Инструкцией по ремонту тормозного оборудования вагонов» ЦВ-ЦЛ-945.
6 РЕМОНТ КОЛЕСНЫХ ПАР, БУКСОВОГО УЗЛА
6.1 Ремонт и освидетельствование колесных пар производится в соот-
ветствии с «Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429.
6.2 Демонтаж, ремонт и монтаж буксовых узлов выполняются в соот-
ветствии с «Инструктивными указаниями по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК.
- Ремонт и освидетельствование колесных пар грузовых вагонов с буксовыми коническими подшипниковыми узлами производится в соответствии с руководящим документом:
— № РД 32 ЦВ-ВНИИЖТ-БРЕНКО-2009 «Руководящий документ по техническому обслуживанию, ремонту и освидетельствованию колесных пар грузовых вагонов с буксовыми коническими подшипниками «БРЕНКО» кассетного типа производства компаний «Амстед Рейл Компании Инк» и ООО «ЕПК-Бренко Подшипниковая Компания» в габаритах 150х250х160мм (черт. № СР-202345-1), 130х250х160мм и (черт. № DP-201925-1А)» ;
— № РД ЦВ-ВНИИЖТ-СКФ-2008.01 «Руководящий документ по техническому обслуживанию колесных пар с буксовыми коническими подшипниковыми узлами SKF ВТ2-8720 (в габаритах 150х250х160мм) и SKF ВТ2-8705 (в габаритах 130х250х160мм) для грузовых вагонов».
7 РЕМОНТ ТЕЛЕЖЕК
7.1 Ремонт тележек грузовых вагонов производят в соответствии с требованиями Руководящих документов: «Ремонт тележек грузовых вагонов» РД 32 ЦВ 052-2005, «Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» РД 32 ЦВ 072-2005 и «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов» РД 32 ЦВ 082 -2006.
Ремонт соединительных балок производят по требованиям «Типового технологического процесса на ремонт соединительной балки четырехосной тележки».
Все замеры производить согласно Руководящих документов: «Методика выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении деповского ремонта тележек 18-100» РД 32 ЦВ 050-2005 и «Методика выполнения измерений деталей и узлов тележки 18-578 при проведении плановых видов ремонта» РД 32 ЦВ 081- 2006.
8 РЕМОНТ РАМ ГРУЗОВЫХ ВАГОНОВ
8.1 Все части рамы и сварные соединения очищают от загрязнений, разрушившихся лакокрасочных покрытий, отслаивающейся ржавчины и подвергают контролю их техническое состояние.
8.2 Балки рам вагонов, имеющие трещины и изломы, а также хребтовые
балки с протёртостями и трещинами в местах постановки поглощающих аппа-
ратов ремонтируют в соответствии с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов» утвержденной Советом по железнодорожному транспорту государств участников Содружества от 30.05.2008г, и «Технологического процесса ремонта сваркой несущих элементов грузовых вагонов с применением накладок » ТК-07-ТВМ.
8.3 Не допускается прогиб боковых, продольных и хребтовых балок в горизонтальной и вертикальной плоскостях более чем на 50 мм (на всю длину балки); для промежуточных, шкворневых и концевых балок вагонов всех типов — не более чем на 20 мм, а также прогиб конца концевой балки, при котором нарушено соединение, ее с угловой стойкой.
Балки рамы вагонов, имеющие прогибы более допускаемых, выправляют.
8.4 Балки рамы, поврежденные коррозией от 15 до 30% поперечного сечения, ремонтируют сваркой в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов» утвержденной Советом по железнодорожному транспорту государств участников Содружества от 30.05.2008г. и «Технологическим процессом ремонта сваркой несущих элементов грузовых вагонов с применением накладок » ТК-07-ТВМ, если при этом отдельные элементы их (горизонтальные полки, вертикальные стенки) имеют толщину не менее половины конструктивной толщины.
Измерения производить толщиномером ультразвуковым .
- Скользуны очистить от грязи и осмотреть. Изломанные скользуны заменить. Скользуны с износом контактной поверхности более 5 мм заменить.
Скользуны с износом контактной поверхности от 2 до 5 мм ремонтировать износостойкой наплавкой с последующей механической обработкой. Скользуны, имеющие трещины, ремонтировать сваркой.
Упруго-катковые скользуны грузовых вагонов ремонтируются согласно требованиям Руководящего документа «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов»
РД 32 ЦВ 082 -2006.
8.6 Пятник очищают от грязи и осматривают.
8.6.1 Пятник, имеющий трещины, износ плоской опорной или упорной (конусной) поверхности более 3 мм снимают с вагона, заменяют на новый или ранее отремонтированный, согласно технологической инструкции «Восстановление износостойкой автоматической наплавкой, пятника грузовых вагонов с последующей механической обработкой» ТИ – ТНП/2001, разработанной ВНИИЖТ. Отремонтированный пятник должен соответствовать конструкторской документации для данного типа вагона.
8.6.2 Ремонт пятника способом приварки колец и пластин запрещается.
8.6.3 Пятник, с диаметром отверстия под шкворень более 60 мм для четырёхосных вагонов и более 76 мм для восьмиосных (замеры производить на глубине 10 мм от плоской опорной поверхности пятника) снимают с вагона и заменяют на новый или отремонтированный, в соответствии с конструкторской документацией для данного типа вагона и в соответствии с технологическим процессом ТК-231 ПКБ ЦВ.
8.6.4 Ослабшие заклёпки крепления пятника заменить на новые.