Программы и инструкции для станков ЧПУ
Для удобного доступа пользователей информации и удобной каталогизации мы собрали и собираем программы, инструкции и прошивки в одном месте. Все представленное можно свободно скачать и использовать для изучения и повышения вашей квалификации в освоении и ремонте оборудования.
Если у вас есть интересные инструкции присылайте их нам на почту и приложить файл, чтобы мы добавили в архив и сделали информацию публичной — это поможет многим людям.
FANUC
AU3TECH
Инверторы (частотные преобразователи)
Инструкции на инверторы MK
Модели инверторов MK100-2S0.4 , MK100-2S0.75, MK100-2S1.5, MK100-2S2.2, MK100-2S3.0, MK100-4T0.75 , MK100-4T1.5, MK100-4T2.2, MK100-4T4.02 инструкции оригинальная на английском и переведенная на…
Инструкция на Fuling DZB200 M/J
Инструкция на русском языке для настройки инвертора Fuling. Инверторы данного производителя часто встречаются в составе фрезерных станок ЧПУ. Продукция очень надежная и не дорогая, что обеспечивает…
Инвертор BEST FC300 (частотный преобразователь)
Инверторы BEST устанавливаются в фрезерные станки ЧПУ и управление электродвигателями. Инвертор прост и надежен. Используя инструкцию по настройке вам будет легко его настроить
RECI
Reci инструкции и параметры лазерных трубок co2
Наиболее популярная продукции компании RECI LASER отличающаяся высоким качеством и стабильностью работы. Ниже представлены официальные инструкции на стеклянные излучатели с описание параметров работы…
RECI инструкции на лазерные источники серии FSC
Компания RECI долгое время разрабатывала свои источники для обработки металла. наибольшую популярность они нашли в ручной лазерной сварке. Встречаются варианта использования в лазерных станках ля…
Raycus
Weihong NcEditor
Fagor
ULS — Universal Laser System
CYPCUT – программное обеспечение для управления лазерными станками
Программа для нестинга лазерной резки труб TubesT
Программное обеспечение для раскроя труб TubesT (далее именуемое TubesT) представляет собой набор программного обеспечения для раскроя для системы ЧПУ для лазерной резки труб , разработанного для…
Программа для резки труб CypCut TubesT-Lite
Программное обеспечение для раскроя труб TubestLite (далее именуемое TubestLite) представляет собой набор бесплатного программного обеспечения для раскроя труб для системы ЧПУ Bochu для лазерной…
Программа CypCut TubePro
наиболее совершенная программа для лазерной резки устанавливаемой на лазерные станки китайского производства. Программа постоянно обновляется и дополняется интересные функциональными задачами.
Инструкция на контроллер слежения BCS100
Основную задачу которую выполняет данный контроллер это безопасность, чтобы не произошло столкновения лазерной головки лазерного станка с выпавшей заготовкой. Особо это актуально при работе на…
Инструкции по программе CypCut 6
Система управления CypCut разработан для лазерной резки и не только для управления процессом лазерной резки, но и управление сменами, обработка изображений, настройка процесс резки, планирование…
Программа CypNest 6 для нестинга для лазерного станка по металлу
CypNest разработан для предоставления решений по раскрою для индустрии лазерной резки, особенно для пользователей Friendess CypCut, чтобы удовлетворить требованиям автоматизации обработки чертежей,…
Программа CypOne 6 для лазерного станка по металлу
Программа управления бюджетным лазерным станком на базе контроллера FSCUT-1000. Контроллер позволяет управлять мощностью до 1000 Вт и резать металл до 6 мм.
Программа CypCut 6 для лазерного станка для резки металла
Наиболее популярная в данное время программа для лазерных станков для резки металла произведенных в Китае. Программа при наличии лицензионного ключа может передавать задание на выполнение, при…
Драйверы
EzCad
RichAuto
Паспорта на станки китайских производителей
Trocen
Прошивки к панели Trocen AWC708 LITE
Иногда, но требуется обновить прошивку панели контроллера. На этот случай есть решение, но делать это надо крайне осторожно и внимательно. Лучше пригласить квалифицированного сервисного инженера.
Скачать программу LaserCad Trocen 7
Программное обеспечение LaserCad Trocen 7 поставляется в комплекте со станков, где установлен контроллер AWC 7008 LITE. Интересный и не дорогой контроллер с большим функционалом и возможностями.
Инструкции к программе LaserCAD для лазерного станка
Прочтение инструкции к программному обеспечению лазерного станка на базе контроллера AWC компании Trocen позволит гораздо глубже понимать логику работу станка и программирование исполняемого файла.
Скачать программу для лазерного станка LaserCAD 8
Программа для лазерного станка LaserCAD 8 на базе контроллера Trocen. Наиболее известная и популярная альтернатива контроллерам Ruida. Поддерживаемые типы файлов: AI, PLT, DXF, SVG, PDF, NC, DST,…
Syntec
Инструкция по контроллеру Syntec 6MB
Данная инструкция даст вам понять как работать с контроллером. Важно понимать, что прошивки контроллером могут отличаться. Наиболее частое различие заключается в назначение функциональных кнопок на…
Инструкции по программированию контроллера Syntec
Инструкции по Syntec собраны в сети для скачивания и ознакомления. Ознакомление с инструкциями бесплатно. Инструкции не подвергались редактированию и представлены как есть.
Bodor
Инструкция на лазерный маркер Bodor
Когда-то давно о компании Bodor никто ничего не знал и это был заурядный китайский производитель и выпускала тога компания много продукции собирая ее из полуфабрикатов других производителей. В даном…
Инструкции на лазерные станки CO2 Bodor BCL-MU
В инструкции подробно рассказано про устройство станков серии Bodor BCL-MU и их особенностях. Приведены требования к эксплуатации и настройки. Прочтение инструкции позволит лучше понять логику работы…
Рекламные каталоги на лазерные станки Bodor
Рекламная каталоги полезны при ознакомлении с продукцией и получения дополнительной информации по возможностям оборудования. Информацию из каталогов можно использовать для оформления сайта продавца…
Инструкция на лазерный станок CO2 Bodor BCL-X
Лазерный станок для резки неметаллических материалов премиум сегмента оснащенный углеродным CO2 Reci лазером. Данный резчик одна из наиболее популярных моделей линейки BODOR и отличается доступной…
Инструкция для лазерного станка по металлу Bodor P3015
Тяжелая литая станина делает оборудование более стабильным в работе, надежный и легкий алюминиевый портал обеспечивает быстрые перемещения лазерной головы; идеальный промышленный дизайн в…
Yaskawa
Архив прошивок серво приводов Yaskawa
Бэкапы прошивок серво двигателей Yaskawa установленных на конкретном оборудовании и работающих в боевом режиме.
Инструкция по Yaskawa SigmaWin+ SERVOPACK
Программа для настройки серводвигателей Yaskawa Спецификация компьютера для работы с программой SigmaWin+Минимально рекомендуемыеОперационная системаMicrosoft Windows 7 SP1 64-bit / 32-bit Windows 8…
GCC
NewlyDraw
Инструкция к программе NewlyDraw 1.5
Прочтение инструкции к программе NewlyDraw 1.5 существенно упростит вам процесс освоения вашего лазерного гравера. Инструкция не большая и займет не много времени, но вам будет гораздо проще и…
Программа NewlyDraw для лазерного гравера
Очень старая программа для работы с лазерным гравером. Место данной программы занял контроллер «M2», который гораздо более стабильнее и быстрее в работе. Функционал и возможности у программ схожи…
Ruida
Инструкция пользователя программы Ruida RdCAM 5
Уже очень старая, но все же еще актуальная инструкция для пользователей лазерных станков, где установлен контроллер Ruida с программой RdCAM пятой версии.
Файлы прошивок для контроллера Ruida RDC 6445G
Производитель контроллера RDC 6445G компания Ruida постоянно обновляет и дополняет свое устройство наиболее современными и продуктивными алгоритмами работы. Часто не имея возможности исправить…
Файлы прошивки контроллера Ruida RDC6442
Обновление версии прошивки контроллера Ruida RDC6442 важная необходимость при наличии сбоев в работе устройства.
Программа Ruida Rdworks 6
Последняя редакция программы для контроллера Ruida RDLC 320a. Программа дошла до своего совершенства и далее уже развивалась в связке с новым контроллером RDC 6442
Программа Ruida Rdworks 5
Программа подойдет для старого лазерного станка построенного на базе контроллера Ruida RDLC320. Данный контроллер уже не производится, но станки на базе данного контроллера активно эксплуатируются на…
Инструкция по контроллеру Ruida RDC5121
Скачайте и изучите инструкцию для системы управления Ruida для бюджетного лазерного станка. Отличное решение для строительства станка с минимальными вложениями.
Программа к программе Ruida Rdworks 7
Седьмая версия программы практически не развивалась, скорее всего производитель счет не эффективные логику ее развития и представленная 8 версия практически сразу завоевала популярность.
Инструкции на контроллер Ruida RDC6445
Контроллер лазерного станка Ruida RDC6445 может работать с газовыми и оптоволоконными станками. Наибольшее распространение он получил именно, работая в составе лазерных станков CO2, как наиболее…
Инструкции по программе для лазерного станка Ruida RdWorks 8 (LaserWork)
Для быстрого и продуктивного освоения программы RdWorks 8 скачайте инструкцию на русском и английском языках. Найдите ответы на вопросы наиболее эффективного применения лазерного станка в своем…
Режимы резки на CO2 станке
Режимы резки на лазерном станке мощностью 80 Вт
Часто возникает проблема найти необходимые параметры резки материала и получить при этом качественный результат в ограниченный временной промежуток. Представленные параметры призваны обозначит…
Режимы резки на лазерном станке мощностью 60 Вт
Мы собираем данные по сети интернет, чтобы у вас была возможность иметь понимания производительности именно вашего станка с лазерной трубкой 60 Вт. Данные не абсолютные и могут не подойти именно вам,…
JPT
Trumph
RayTools
Каталог лазерных головок RayTools
Официальный каталог лазерных головок raytools поставляемых с лазерными станками по металлу. Подробное описание комплектующих и опций.
IPG Photonics
Trotec
Рекламные проспекты на лазерные станки Trotec
Кратная информация по возможностям лазерных станков австрийской компании Trotec, которая производит одни из самых совершенных лазерных станков CO2 применяя лазерные излучатели Synrad.
NcStudio
Инструкция к контроллеру Weihong NcStudio 10
Самая современная разработка компании Weihong имеющая все необходимые функции и особенности позволяющие максимально полно и эффективно использовать фрезерных станок ЧПУ. Контроллер NcStudio 10 имеет…
Инструкция к контроллеру Weihong NC105 G2/G3
Удобное решение для создания фрезерного станка с “большими” возможностями и при этом имеющего небольшую стоимость. Из систем управления в виде пульта контроллер NC105 G2/G3 имеет наиболее продвинутые…
Инструкция к контроллеру Ncstudio 8
Контроллер Ncstudio 8 наиболее распространен на деревообрабатывающих фрезерных станках ЧПУ. Часто является основой для 4 координатных станков . Очень стабильное и производительное решение.
Инструкции к контроллеру фрезерного станка Weihong NC260
Хорошая фанукоподобна стойка от стабильного производителя Weihong обладающая полноценных функционалом и стабильность.
Инструкция к контроллеру фрезерного станка Ncstudio 5
Инструкция для NcStudio 5 будет полезна при освоении правильной работы на фрезерном станке ЧПУ китайского производства. Сам контроллер очень давно был выпущен компанией Weihong, которая является…
Программа для фрезерного станка NcStudio 8
Одно из самых доступных и производительных решений для создания быстрого и производительного фрезерного станка ЧПУ. Контроллер снять с производства, но на его базе построено огромное количество…
Скачать программу Weihong NcStudio 10 для фрезерного станка
Наиболее современная система управления способная быть основой для фрезерных, лазерных станков ЧПУ. Обладаем множеством преимуществ и достоинств.
Скачать программу NcStudio 5
Существует несколько версий программы для фрезерного станка Ncstudio 5. Общее у них это цифра 5 в названии, а далее цифры отличаются. Между собой они не совместимы или совместимы частично. Если вам…
Siemens
Siemens SINUMERIK 808D инструкции
С SINUMERIK 808D компания SIEMENS предлагает новейшую технологичную СЧПУ для начального уровня стандартных станков. Система обеспечивает комплексную разработку программ на станке и управление для…
Siemens SINUMERIC 840D/ 810D / FM-NC инструкции
Официальная инструкция от производителя контроллера на русском языке. Приведены основные данные необходимые для эффективного использования станка ЧПУ
LNC
Чиллеры S&A
Topwisdom
3D сканер «Штрих-2»
Инструкция по подключению 3D сканера Штрих-2
3D сканер Штрих-2 производился беларусcкой компанией Riftek и поставлялся несколькими компаниями в Росиии. Данное оборудование устанавливается непосредственно на станок, где за его плавное…
Программа Ashera для 3D сканера Штрих-2
Легкое решение для сканирования 3D объектов непосредственно на фрезерном станке. Сканер устанавливается на станке и создает облако точек. В программе Ashera обрабатывается в преобразовывается в STL…
DELTA
Макрос для CorelDraw
CorelLaser
SignCut
Leetro
Станки ЧПУ имеет внутренний компьютер с предустановленным программным обеспечением, которое обеспечивает работу оборудования. Основным модулем, синхронизирующим работу внутренних систем, называют системой управления. Информация о модели системы управления представлена в характеристиках и является одной из самых главных и значимых.
Промышленное оборудование не должно обновляться по мере появления новой версии программы, как это, например делают пользователи смартфонов и домашних ПК. Наиболее важное значение — это стабильность работы станка, все остальное второстепенно и появление тех или иных фишек не стоит тех рисков, которые могут привести к остановке работающей целой производственной цепочки. Все обновлений и прошивки надо делать только при четком понимании того, что другого пути нет и обновление, и перенастройка программного обеспечение единственный путь.
Инструкции для станков и комплектующих
Выстроить правильную и качественную работу на станке возможно только с пониманием, что это за станок и как он устроен и работает. Есть проверенный и тернистый путь «кнопкадава» и «авось», но этот путь в начале кажется очень простым, но как только возникают проблемы, требующие серьезных финансовых издержек, придется либо платить деньги человеку за пересказ инструкции, либо просто за сервис и демонстрацию последовательности работы на станке.
Так или иначе все равно придется читать инструкции и вникать в их суть. Проще найти время, как можно раньше, чтобы начать быстрее получать от оборудования, приобретённого вами, планируемую прибыть.
Внешне все оборудование схоже и вроде решает одни и те же задачи, но между станками есть разница исходящая из установленных комплектующих. Именно комплектующие открывают функциональные возможности и гарантируют стабильную работу оборудование. В большей части каждый элемент станка можно настроить и повысить производительность вашего станка.
На сайте можно скачать инструкции для данных типов оборудования, это не конечный список и по возможности мы дополняем информацию.
- Лазерного станка ЧПУ
- Фрезерного станка ЧПУ
- Лазерным маркеры
- Инверторы
Программы для станков
Программа для взаимодействия пользователя и станка имеет свою версию и производителя и не универсально для всех станков в целом. Каждый контроллер имеет свое уникальное программное обеспечение. Скачать, что-то похожее и заставить станок работать по-новому не получится, оно просто не будет работать.
Чтобы найти установить наиболее стабильное и современную программу для станка важно четко понимать, что установлено на вашем оборудовании.
Не стоит постоянно отслеживать новинки и при каждой возможности ставить что-то другое, это как минимум потребует вашего личного времени на изучение и вникание, которое не даст денег, а принесет расходы.
Сейчас для свободного скачивания представлены наиболее распространённые программы для широкого перечня оборудования.
- Ruida
- Leetro
- Topwisdom
- Trocen
- Ncstudio
- LNC
- EzCad
- CorelLaser
- SYNTEC
- SIGNCUT
- CYPCUT
Прошивки
Прошивка — это сервисная задача, ни в коем случае не стоит делать обновление ради развлечения, без явных показаний к обновлению. Лучше всего если обновления прошивки будет делать сервисный инженер, имеющий соответствующую компетенцию. Конечно, можно найти информацию в ютубе и тп, но раскрыть все проблемы при обновлении не всегда получается в одном видео. Также автор не несет никакой ответственности за представленную информацию и все возникающие риски — это полностью ваша ответственность.
Контроллеры
Наиболее важная часть любого станка ЧПУ. Все что может станок — это по сути возможности контроллера и привязки к технической части станка реализующая техническую часть.
- Фрезерные станки ЧПУ
- Лазерные станки ЧПУ
Вспомогательное оборудование
- IPG Photonics
- Raycus
- Max Photonics
Драйверы
Программа сопряжения внешнего устройства с вашим компьютером. Как правило, используется для передачи файлов по USB проводу на ваш станок. Во множестве случаем на китайских станках используется FTDI контроллер. Это очень простое и легкое решения, а главное стабильное.
Скачать и установить драйверы на ваш станок не составит больших проблем. Если у вас есть уникальный драйвер и Вы готовы им поделится, то присылайте его нам, мы его разместим и у вас будет дополнительная гарантия его сохранности в сети и при необходимости его можно будет скачать.
Найти драйвер для станка вы сможете, перейдя по соответствующей ссылке.
В базе есть драйверы для наиболее распространенных станков, поставляемых на российский рынок.
- Режущие плоттеры
- Лазерные станки
- Фрезерные станки
Программирование станков с ЧПУ (станков с числовым программным управлением) — это создание программных инструкций для управляющих станком контроллеров. Станки с ЧПУ — неотъемлемая часть автоматизации производства, которая повышает его эффективность и прибыльность. Эта статья расскажет вам о том, что такое ЧПУ, какие типы станков с ЧПУ существуют, как составлять и писать программы для станков с ЧПУ.
Введение
У каждого типа производственного процесса есть свои преимущества и недостатки, эта статья фокусируется на процессе обработки на станках с ЧПУ, обрисовывая основы процесса, а также различные компоненты и инструменты станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции механической обработки с ЧПУ и представлены альтернативы процесса обработки с ЧПУ. Здесь вы узнаете о том, как составлять программы для станков с ЧПУ, то есть — самые основы написания программ для станков с ЧПУ — вот о чем эта статья.
1. Программирование станка с ЧПУ: общие сведения

Источник:autodesk.com
Обработка на станках с ЧПУ применяется в производстве разного масштаба — от небольших мастерских до крупных представителей промышленности.
«ЧПУ» означает «числовое программное управление», а определение обработки на станках с ЧПУ строится на том, что это производственный процесс, в котором обычно используются компьютеризированные элементы управления и станки для удаления материала из заготовки. Этот процесс подходит для различных материалов, включая металлы, пластмассы, дерево, стекло, пену и композиты, и находит применение в различных отраслях промышленности, таких как автопром и аэрокосмос.
Если говорить о самом станке с ЧПУ — это любой станок для обработки или создания деталей, который управляется заданной программой и выполняет действия автономно, без участия оператора; включая в том числе, но не исключая неназванных: фрезерные станки с ЧПУ, токарные станки с ЧПУ, лазерные граверы и резаки, многофункциональные обрабатывающие центры, станки электроэрозионной резки, станки абразивной резки, 3D-принтеры любого типа также являются станками с ЧПУ, хоть и используют аддитивный а не субтрактивный процесс; существуют также устройства, совмещающие в себе процессы удаления и добавления материала (МФУ — многофункциональные устройства, обычно это гибрид фрезера с ЧПУ и 3D-принтера).

Пятиосевой фрезерный станок с ЧПУ / Источник: i.ytimg.com
Субтрактивные производственные процессы, такие как обработка на станках с ЧПУ, отличаются от аддитивных производственных процессов, таких как 3D-печать, или процессов формовочного производства, таких как литье под давлением и штамповка. В то время, как процессы вычитания удаляют часть материала заготовки для создания нужных форм и конструкций, аддитивные процессы добавляют материал, а процессы формирования изменяют его форму без изменения объема. Автоматизированная обработка на станках с ЧПУ позволяет производить высокоточные детали и обеспечивать экономическую эффективность при выполнении единичных и средних объемов производства. Несмотря на то, что обработка на станках с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности получаемых деталей и экономическая эффективность в ее рамках ограничены.
2. Типы станков с ЧПУ

Источник: autodesk.com
В зависимости от выполняемой операции, используются различные станки с ЧПУ. Для изготовления одной детали на разных стадиях может применяться разное оборудование. Общим для всех станков с ЧПУ остается сам принцип автономной работы и программного управления.
2.1. Сверлильный станок с ЧПУ

Источник:proakril.com
В сверлении используются вращающиеся сверла для образования цилиндрических отверстий в заготовке. Конструкция сверла позволяет отходам металла, то есть стружке, падать с заготовки. Существует несколько типов сверл, каждый из которых используется для конкретного применения. Доступные типы сверл включают: сверла для точения (для изготовления мелких или направляющих отверстий), сверла для долбления (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для сверления без направляющего отверстия) и другие.
2.4.Фрезерное оборудование с ЧПУ

Фрезерный станок со сменой инструмента VENO UA481-2040-A4 / Источник: top3dshop.ru
Для фрезерования используются вращающиеся многоточечные режущие инструменты. Фрезерные инструменты ориентированы горизонтально или вертикально, это могут быть концевые фрезы, спиральные и фасочные фрезы и другие виды фрез.
Фрезерные станки с ЧПУ могут быть ориентированы горизонтально или вертикально, иметь три и более степени свободы — геометрические оси взаимного перемещения инструментов и заготовки.
2.3.Токарное оборудование с ЧПУ

Источник: besplatka.ua
В токарной обработке используются одноточечные режущие инструменты для удаления материала с вращающейся детали. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами для черновой, чистовой обработки, нарезания резьбы, формовки, подрезки, отрезания и обработки канавок. Многие токарные станки с ЧПУ снабжены системой автоматической замены инструмента в процессе работы.
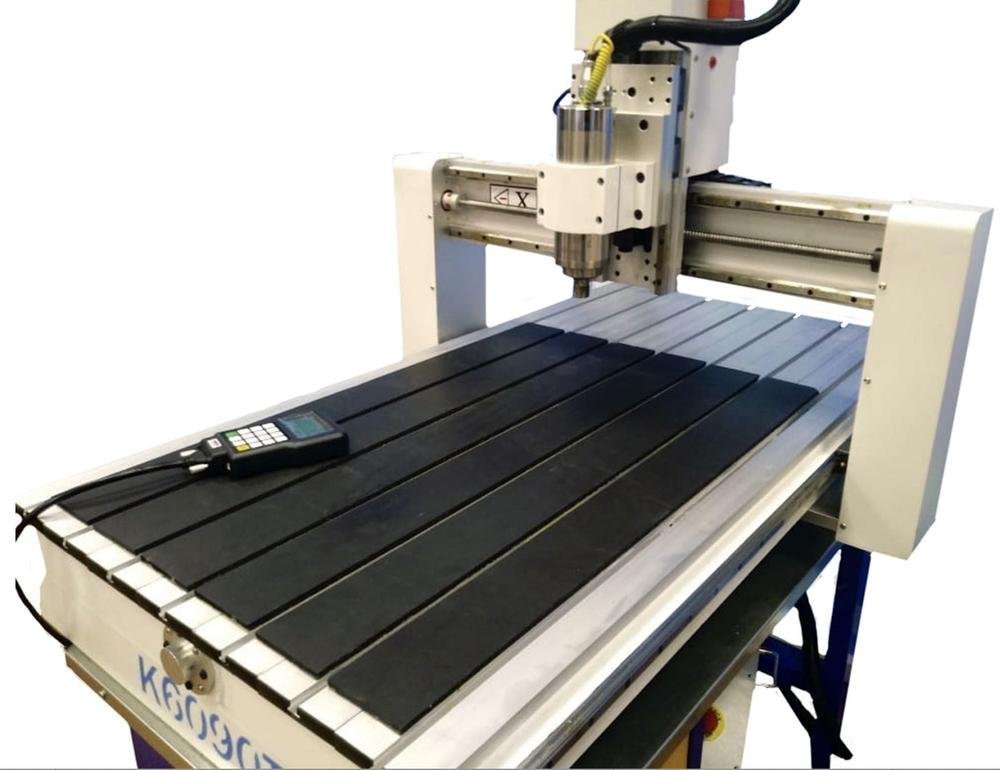
2.4. Модели станков с ЧПУ

Источник: rozetka.com
Станки с ЧПУ доступны в стандартных и настольных моделях. Стандартные станки с ЧПУ — это типичные станки промышленного форм-фактора, настольные станки с ЧПУ — это небольшие, более легкие станки. Обычно настольные модели работают с более мягкими материалами, такими как дерево, пенопласт и пластик, производят более мелкие детали и подходят для легких и умеренных объемов производства. Доступные типы настольных станков с ЧПУ включают: лазерные резаки и граверы, фрезерные станки размером с плоттер и другие.
3. Как составлять программы для станков с ЧПУ
Источник: vseochpu.ru
Раньше для программирования станков с ЧПУ использовались перфоленты, перфокарты и прямой ввод операций в контрольный блок. Сейчас управляющая программа составляется как правило заранее, в специальном ПО, и либо переносится на станок с помощью переносного носителя информации (например USB-флешки), либо передается напрямую по внутренней сети предприятия.
Разработка программы для станков с ЧПУ включает в себя следующие этапы:
- Разработка модели САПР
- Преобразование файла CAD в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
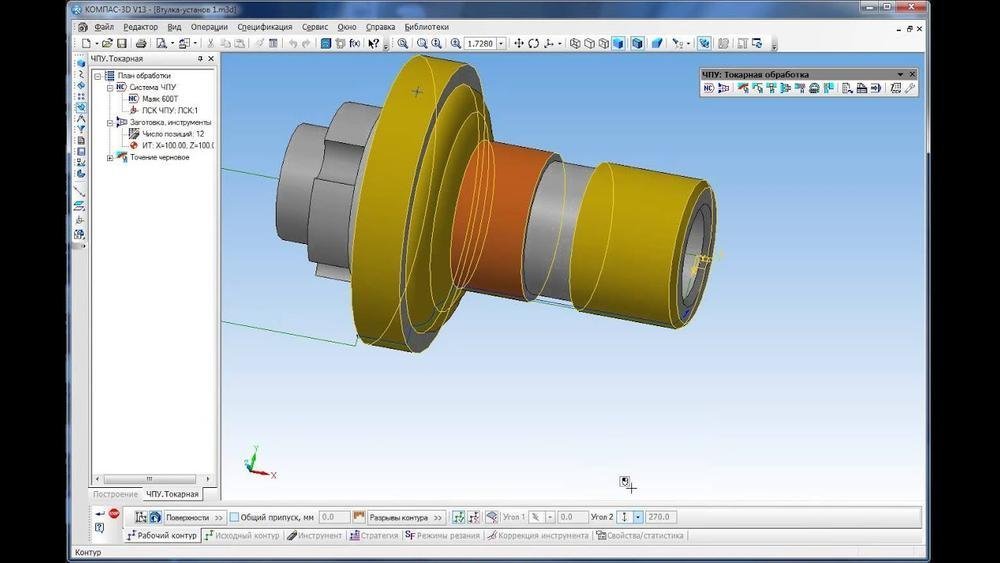
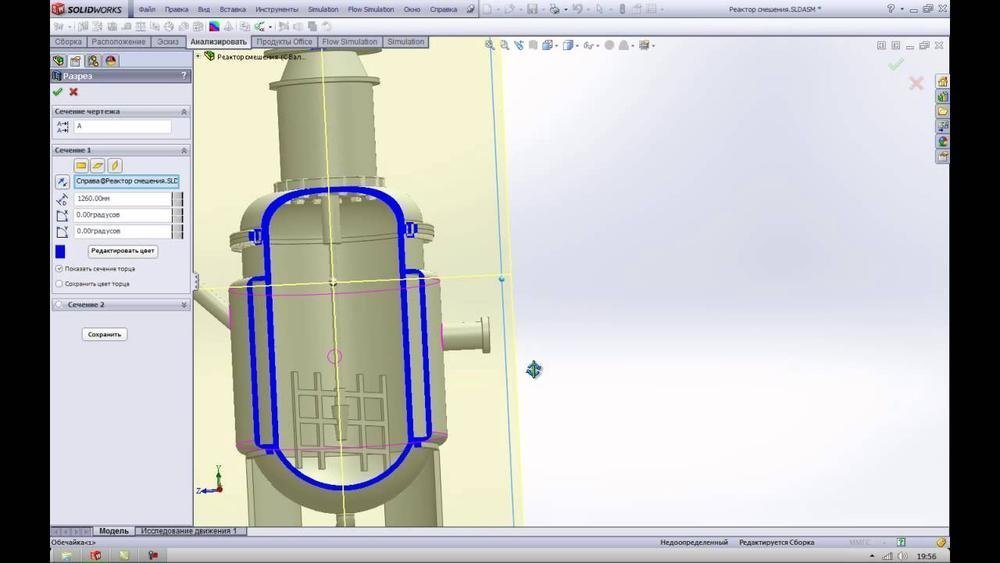
3.1. Модели САПР
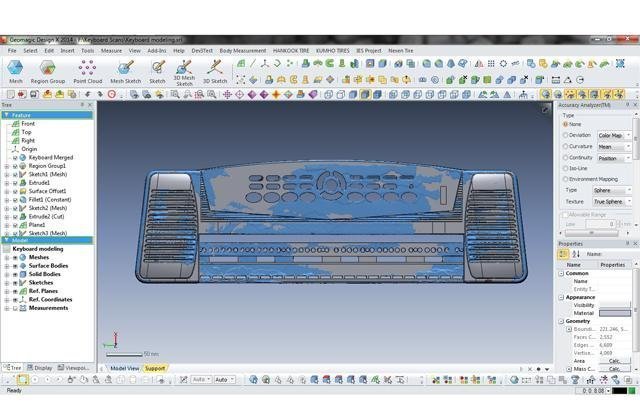
Источник: ostec-3d.ru
Процесс обработки начинается с создания в ПО цифровой модели детали. Программное обеспечение САПР позволяет разработчикам и производителям создавать модель своих деталей и изделий вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для дальнейшего изготовления.
Размеры и геометрия детали ограничены возможностями станка и инструмента. Кроме того, свойства обрабатываемого материала, дизайн инструмента и его характеристики также ограничивают возможности проектирования, вводя такие обязательные величины как минимальная толщина детали, максимальный размер детали, а также сложность внутренних полостей и элементов.
По завершении проектирования в САПР проектировщик экспортирует модель в совместимый с системой станка формат файла.
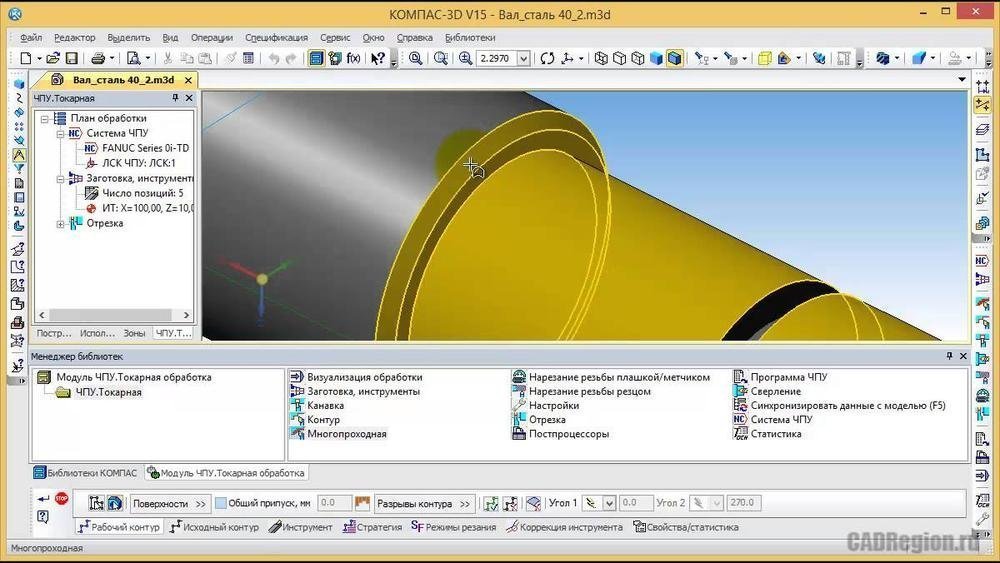
3.2. Конвертация файлов САПР
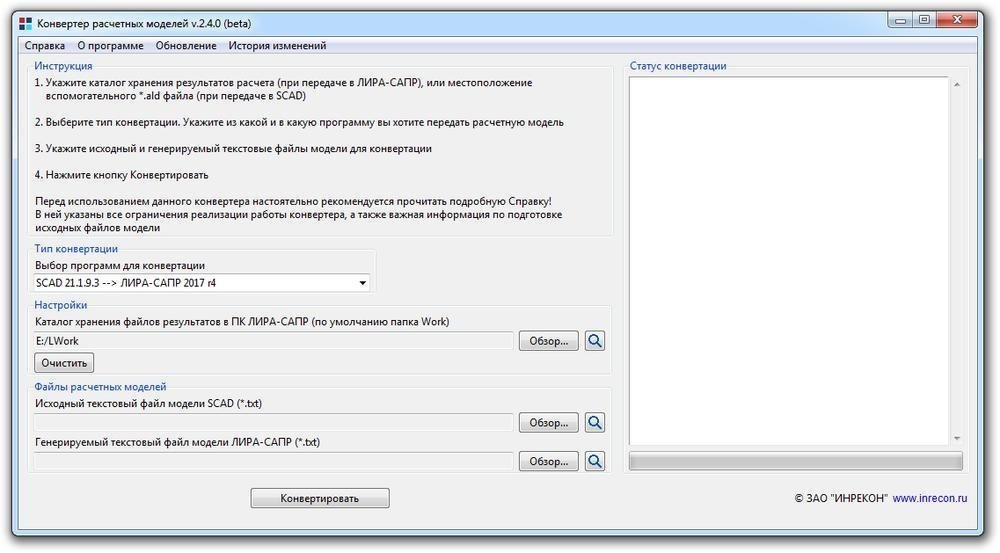
Источник: rflira.ru
Отформатированный файл проходит через программу CAM, в которой модель преобразуется в управляющий код для станка.
Станки с ЧПУ используют несколько форматов исполняемого кода, такие как G-код, M-код и другие. Наиболее известный и применяемый из них — G-код. М-код может управлять вспомогательными функциями машины.
Как только программа работы сгенерирована, оператор загружает ее в станок с ЧПУ.
3.3. Подготовка станка с ЧПУ
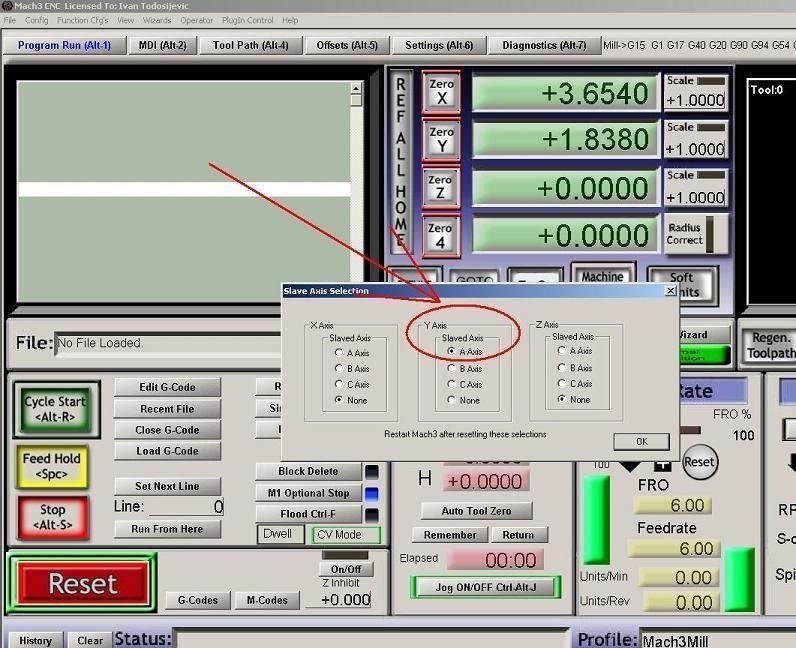
Источник: pinterest.com
Прежде чем оператор запустит программу, он должен подготовить станок к работе, в первую очередь — установить исходную заготовку и инструмент, убедиться в исправности станка и функционировании всех систем, при необходимости провести калибровку.
После полной настройки станка оператор может запустить программу.
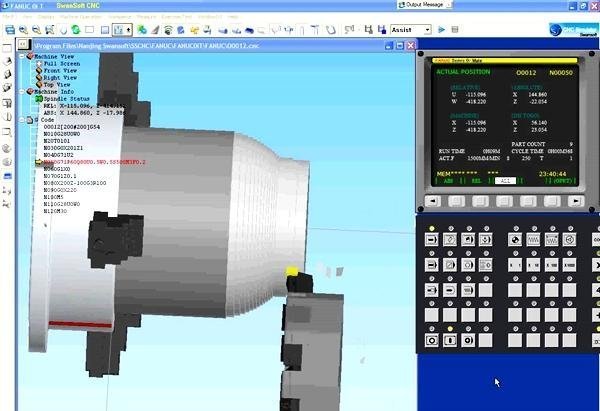
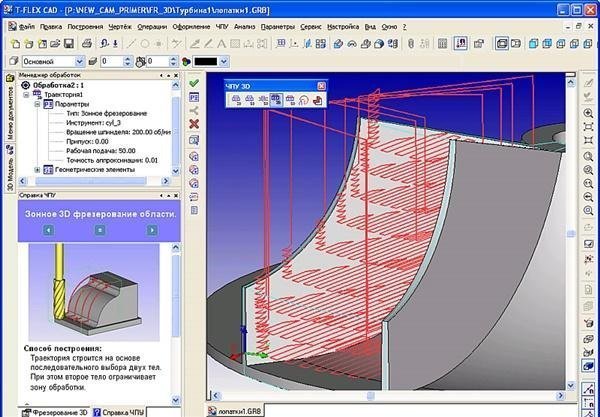
3.4. Выполнение операции обработки
Источник: youtube.com
Программа действует как инструкция для приводов станка с ЧПУ, заставляя его двигатели перемещать заготовку и инструмент, изменять их взаимное расположение. Контроллер передает электрические импульсы на двигатели приводов в заданном программой порядке и с заданной длительностью, таким образом санок выполняет предусмотренные оператором действия.
4. Типы операций
Производимые станками с ЧПУ операции представлены в широком ассортименте, в их числе механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали.
Некоторые из наиболее распространенных операций механической обработки на станках с ЧПУ разного типа:
- сверление
- фрезерование
- раскрой материала
- гравировка и вырезание
- обточка (токарные работы)
- развертка и нарезка резьбы
- закручивание винтовых соединений
Это лишь несколько основных, на самом деле операций сотни, и невозможно перечислить все, так как периодически появляются новые, вместе с новыми станками с увеличенной функциональностью.
4.1. Сверление на станках с ЧПУ

Источник: ritmindustry.com
При сверлении на станке с ЧПУ, как правило, станок подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, что создает вертикально выровненные отверстия с диаметром равным диаметру используемого сверла. Угловые сверлильные операции могут быть выполнены с применение специальных приспособлений, либо пятиосевых станках. Помимо сверления, сверлильные станки производят также зенкование, развертывание и нарезание резьбы.
4.2. Фрезерный станок с ЧПУ
Источник: 3dtool.ru
Фрезерование — это процесс обработки, в котором используются фрезы — вращающиеся многоточечные режущие инструменты. Станок с ЧПУ обычно подает заготовку к режущему инструменту в направлении вращения режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в противоположном направлении. Инструмент к заготовке подается в нескольких координатных осях: X и Y — право/лево и вперед/назад; и Z — вверх/вниз. Такой станок способен создавать рельефное трехмерное изображение разной сложности с высокой точностью, ограниченной только размерами используемых фрез и точностными характеристиками самого станка. Трехосевые фрезерные станки с ЧПУ выполняют операции: фрезерование объемных изделий, раскрой листового материала, формирование кромок и отверстий сложной формы и т.д.
4.3. Токарный станок с ЧПУ

Источник: thomasnet.com
Токарная обработка — это процесс обработки, при котором для удаления материала с вращающейся детали используются одноточечные режущие инструменты. При токарной обработке станок с ЧПУ подает режущий инструмент линейным движением вдоль поверхности вращающейся детали, удаляя материал по окружности, до достижения желаемого диаметра, чтобы получить цилиндрические и конические детали с разной кривизной поверхности. Также среди функций токарного станка с ЧПУ: расточка, торцевание, нарезание канавок и нарезание резьбы.
5.Типы программного обеспечения для станков с ЧПУ
Приложения, используемые для создания и подготовки к работе управляющих станками программ, относятся к следующим категориям:
- CAD
- CAM
- CAE
САПР или CAD — программное обеспечение для автоматизированного проектирования. Это программы, используемые для черчения и создания двухмерных векторных траекторий и трехмерных цифровых моделей деталей и поверхностей, а также сопутствующих технической документации и спецификаций. Конструкции и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой исполняемой программы для изготовления детали на станке с ЧПУ. Программное обеспечение САПР также можно использовать для определения оптимальных свойств деталей, оценки и проверки конструкций, моделирования изделий без прототипа и предоставления данных о конструкции производителям и мастерским.
Источник:youtube.com
CAM — программное обеспечение для автоматизированного производства. Это программы, используемые для извлечения технической информации из модели CAD и создания файла исполняемого кода для станка с ЧПУ. CAM переводит проект детали в набор команд для станка, управляющий длительностью, интенсивностью и очередностью работы каждого привода.
Источник: vseochpu.ru
CAE — еще один вид ПО для автоматизированного проектирования. Это программы, используемые инженерами на этапах предварительной обработки, анализа и последующей разработки проекта. Программное обеспечение CAE используется в качестве вспомогательного средства в таких процессах, как проектирование, моделирование, планирование, производство, диагностика и ремонт; оно помогает в оценке и изменении дизайна продукта.
Источник: youtube.com
Некоторые программные комплексы сочетают в себе все возможности программного обеспечения CAD, CAM и CAE.
6. Написание программ для станков с ЧПУ
Несмотря на то, что технологии производства развиваются непрерывно, основы создания программ обработки деталей на станках с ЧПУ неизменны. Например — ни одна программа для станка с ЧПУ не может быть полной или работоспособной без G-кодов.
6.1. G-код
Управляющие программы для станка, ответственные за формирование детали и содержащие в себе детально расписанные по времени инструкции для каждого двигателя осевых приводов и шпинделей, называются “джи-кодами” (G-Code).
Источник: s3-us-west
Формат G-кода был создан в 1960-х годах Ассоциацией электронной промышленности (EIA). Официальное название языка программирования выглядит как RS-274D. G-кодом он называется потому, что многие строки в коде начинаются с буквы G.
Хотя G-код и является универсальным стандартом, многие компании, производители станков с ЧПУ, вносят в него свои особенности, что может помешать совместимости джи-кодов и оборудования. Обычно G-код пишется для станка с известными характеристиками, и отсутствие указанной в коде цепи в схеме станка, как и появление лишней, могут сделать его бесполезным.
6.1.1. Блоки G-кода
Стандарт G-кода был опубликован еще во времена, когда машины имели небольшие объемы памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться архаичным. Возьмем, к примеру, эту строку кода:
G01 X1 Y1 F20 T01 M03 S500
В этой единственной строке мы даем машине ряд инструкций:
- G01 — Выполнить линейное перемещение
- X1 / Y1 — перейти к этим координатам X и Y
- F20 — движение со скоростью подачи 20
- T01 — Используйте инструмент 1, чтобы выполнить работу
- M03 — включить шпиндель
- S500 — установить скорость вращения шпинделя 500
То есть, в результате выполнения этой короткой строки, станок: переместит шпиндель в заданные координаты, двигая его с указанной скоростью, установит выбранный инструмент, запустит шпиндель и будет вращать фрезу с заданной скоростью вращения.
Несколько строк G-кода, подобные этим, объединяются, чтобы сформировать полную программу для станка с ЧПУ. Ваш станок будет читать его по одной строке, слева направо и сверху вниз, как при чтении книги. Каждый набор инструкций находится на отдельной строке.
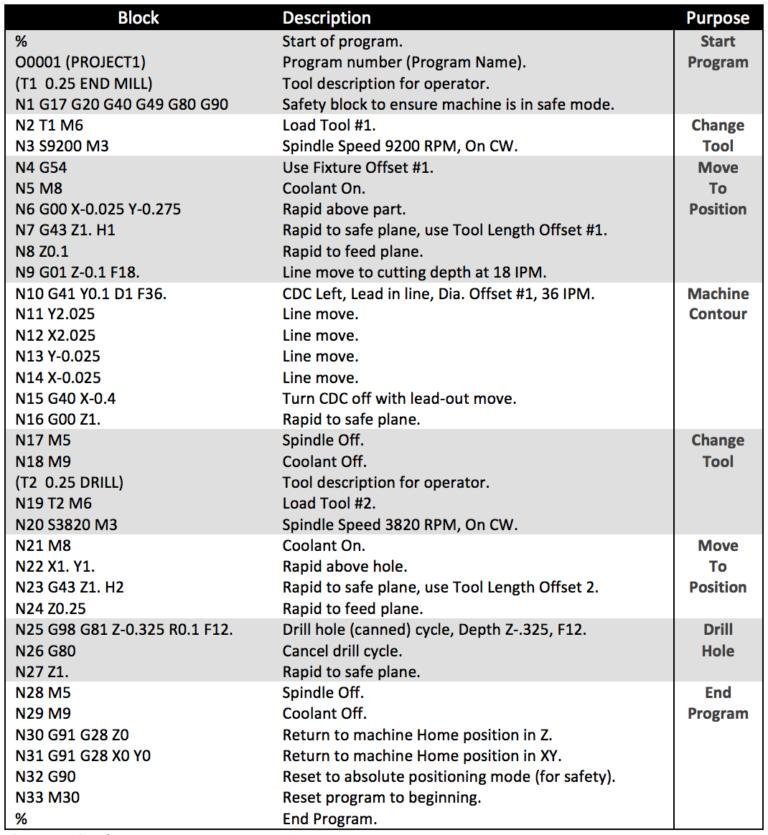
6.1.2. Программы G-кода
Цель каждого написанного G-кода — производить детали максимально безопасным и эффективным способом. Чтобы достичь этого, блоки G-кода располагают в логичном и простом порядке, например:
- Запуск программы
- Загрузка необходимого инструмента
- Включение шпинделя
- Включение охлаждения жидкостью
- Перемещение инструмента в положение над деталью
- Начало процесса обработки
- Выключение охлаждающей жидкости
- Отключение шпинделя
- Отвод шпинделя от детали
- Завершение программы
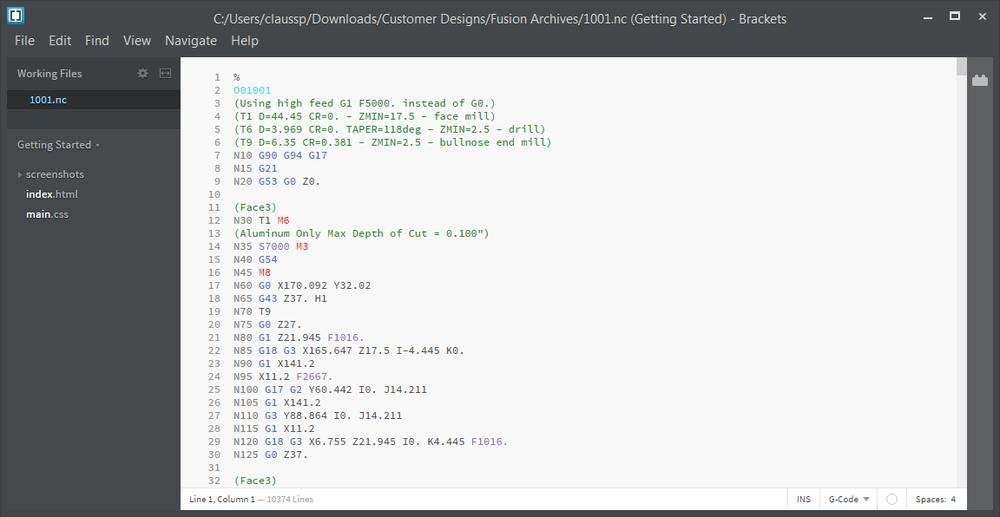
Этот поток — чрезвычайно простая программа, использующая только один инструмент для одной операции. На практике, как правило, повторяют шаги 2–9. Например, приведенная ниже программа G-кода охватывает все приведенные выше блоки кода с повторяющимися разделами, где это необходимо:
Источник: autodesk.com
6.1.3. Модальные и адресные коды
Как и другие языки программирования, G-код имеет возможность повторять действие до бесконечности. Этот процесс использует зацикливание модального кода и выполняет действие, пока вы не отключите его или запустите выполнение другого кода. Например, M03 — это модальный код, который будет запускать шпиндель до бесконечности, пока вы не скажете ему остановиться на M05. Теперь подождите секунду. Это слово (помните: слово — это маленький кусочек кода) не начиналось с буквы G, но все равно это G-код. Слова, начинающиеся с буквы M, являются машинными кодами и включают или выключают такие функции машины, как охлаждающая жидкость, шпиндель и зажимы.
G-код также включает в себя полный список кодов адресов. Коды адресов начинаются с буквенного обозначения, например G, затем идет набор цифр. Например, X2 определяет код адреса X-координаты, где 2 — это значение на оси X, на которое перемещается инструмент.
Список кодов адресов:
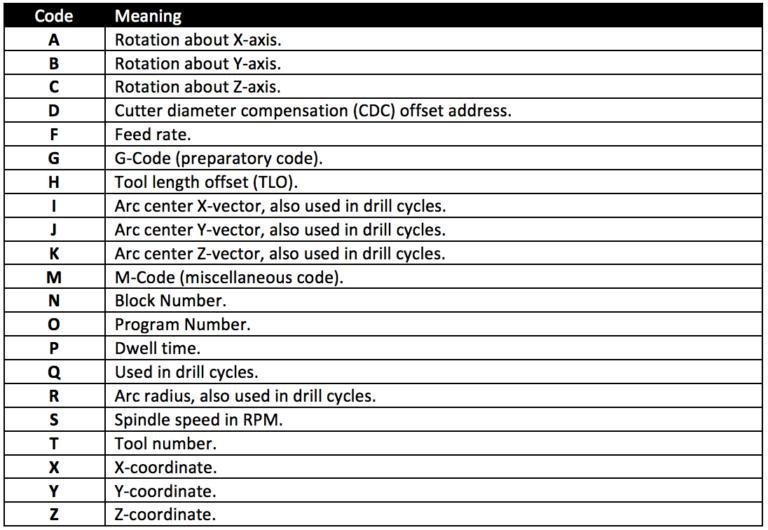
Источник: autodesk.com
Есть также несколько специальных кодов символов, которые можно добавить в программу G-кода. Они обычно используются для запуска программы, комментирования текста или игнорирования символов, и включают в себя такие символы:
- % Начинает или заканчивает программу
- () Определяет комментарий, написанный оператором ЧПУ, иногда они должны быть во всех заглавных буквах
- / Игнорирует все символы, которые идут после косой черты
- ; Определяет, когда заканчивается блок кода, не отображается в текстовом редакторе.
6.1.4. Самые распространенные G-кода
Строки начинающиеся на G и M будут составлять большую часть при составлении программы для станков с ЧПУ. Коды, начинающиеся с буквы G, подготавливают вашу машину к выполнению определенного типа движения. Наиболее распространенные G-коды, с которыми вы будете сталкиваться снова и снова в каждой программе для станков с ЧПУ, включают в себя:
- G0 — Быстрое движение
Этот код говорит машине переместить инструмент к указанной позиции координат как можно быстрее. G0 задействует движение по обеим осям, а когда координата по одной из них достигнута, движение продолжается по второй. Вот пример такого движения:
Источник: autodesk.com
- G1 — линейное движение
Этот код говорит машине переместить инструмент по прямой линии к координатной позиции с определенной скоростью подачи. Например, G1 X1 Y1 F32 переместит машину к координатам X1, Y1 со скоростью подачи 32.
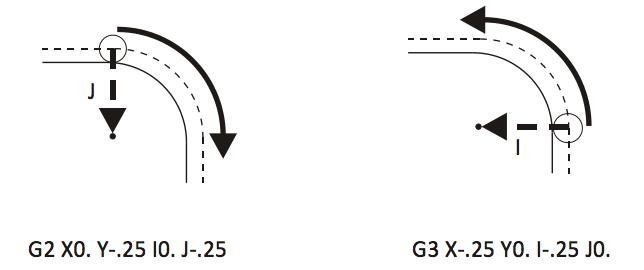
- G2, G3 — дуга по часовой стрелке, дуга против часовой стрелки
Эти коды говорят машине переместить инструмент по дуге к координатному пункту назначения. Две дополнительные координаты, I и J, определяют местоположение центра дуги, как показано ниже:
Источник: autodesk.com
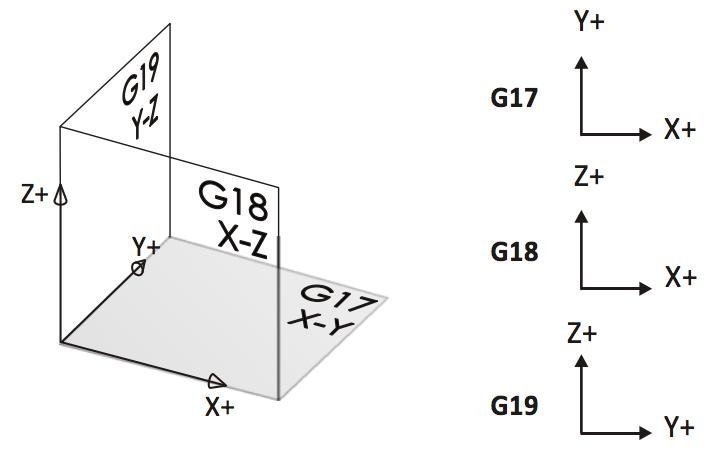
- G17, G18, G19 — Обозначения плоскостей
Эти коды определяют, на какой плоскости будет обрабатываться дуга. По умолчанию ваш станок с ЧПУ будет использовать G17, который является плоскостью XY. Две другие плоскости показаны на рисунке ниже:
Источник: autodesk.com
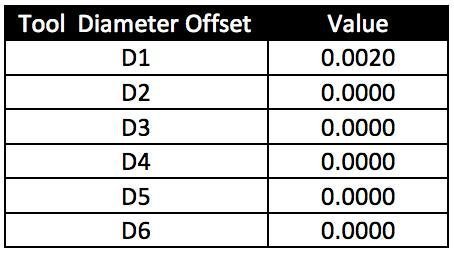
- G40, G41, G42 — Компенсация диаметра фрезы
Эти коды определяют компенсацию диаметра фрезы, или CDC, которая позволяет станку с ЧПУ позиционировать свой инструмент слева или справа от определенной траектории. D-регистр хранит смещение для каждого инструмента.
Источник: autodesk.com
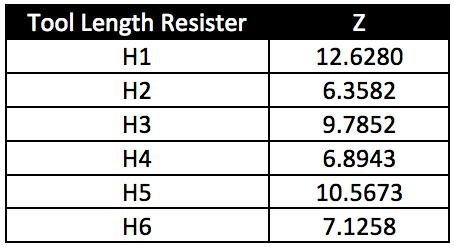
- G43 — Компенсация длины инструмента
Этот код определяет длину отдельных инструментов, используя высоту оси Z. Это позволяет станку с ЧПУ понять, где наконечник инструмента по отношению к изделию, над которым он работает. Регистр определяет коррекции на длину инструмента, где H — коррекция на длину инструмента, а Z — длина инструмента.
Источник:autodesk.com
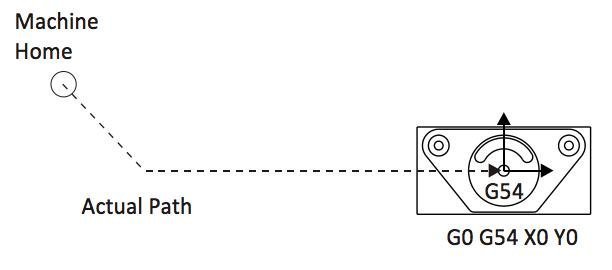
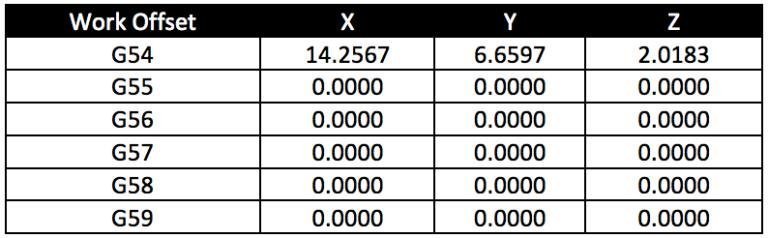
- G54 — Смещение работы
Этот код используется для определения смещения прибора, которое определяет расстояние от внутренних координат станка до точки отсчета на заготовке. В приведенной ниже таблице только G54 имеет определение смещения. Однако можно запрограммировать несколько смещений, если задание требует обработки нескольких деталей одновременно.
Источник: autodesk.com
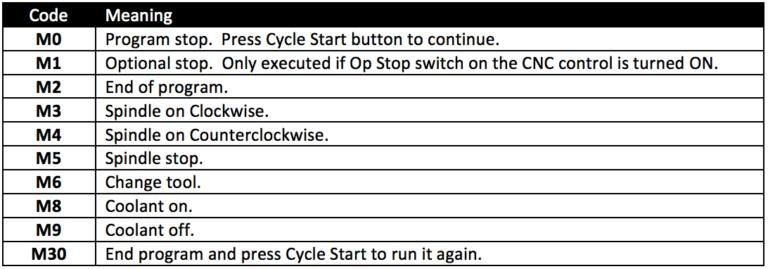
6.2. M-коды
М-коды — это машинные коды, которые могут отличаться на разных станках с ЧПУ. Эти коды управляют функциями вашего станка с ЧПУ, такими как направления охлаждающей жидкости и шпинделя. Некоторые из наиболее распространенных M-кодов включают в себя:
Источник: autodesk.com
7. Как написать программу для станков с ЧПУ

Источник: http://intellectronics.com
Программирование станков с ЧПУ не так сложно освоить, особенно программирование для токарных станков, потому что токарные станки с ЧПУ имеют только две оси для работы — X и Z, где X контролирует диаметр детали в месте применения инструмента, а Z — место его применения на отрезке длины детали.
Чтобы написать программу для токарного станка с ЧПУ необходимо следовать несложной инструкции.
Сначала нужно вызвать подходящий режущий инструмент для обработки. Этот шаг зависит от станка с ЧПУ и доступного в нем набора инструментов. Используется команда:
Т5 или Т0505
Теперь загрузите значение, соответствующее обозначению выбранного инструмента:
G10 — G54
Поверните главный шпиндель токарного станка с ЧПУ. Команда для вращения главного шпинделя:
G97 S1000
Приведенная выше команда программирования не заставит шпиндель вращаться, она задаст скорость для него 1000 об/мин, чтобы фактически повернуть шпиндель, нужно дать другую команду — чтобы вращать шпиндель в CW (по часовой стрелке) или CCW (против часовой стрелки):
M03 (Повернуть шпиндель по часовой стрелке)
M04 (Повернуть шпиндель против часовой стрелки)
M05 (Остановить шпиндель)
Чтобы включить охлаждающую жидкость на станке с ЧПУ:
M08 (СОЖ)
M09 (СОЖ OFF)
Теперь самое время переместить инструмент. Для его перемещения есть несколько команд программирования.
Для быстрого перемещения инструмента (Rapid Traverse):
G00 X … Z …
Где G00 это команда на быстрое перемещение, а значения X и Z являются координатами пункта назначения для инструмента.
Чтобы перемещать инструмент с контролируемой подачей, то есть с заданной скоростью (Linear Traverse), нужно использовать следующую команду:
G01 X … Z … F …
Где G01, соответственно, команда выбранного действия, X и Z являются координатами пункта назначения по осям X и Z, а F задает момент (скорость/усилие) подачи инструмента.
Для обработки дуги или круговой интерполяции на компоненте используются следующие команды программирования для станков с ЧПУ или G-коды:
G02 X … Z … R …
G03 X … Z … R …
G02 используется для дуги по часовой стрелке, а G03 — против часовой стрелки. Значения X и Z являются координатами пункта назначения, а R — радиусом дуги.
Чтобы завершить выполнение программы используется команда:
M30 — Завершить программу и подвести курсор к запуску программы.
Рекомендуемое оборудование
Лазерный станок LF1325L (лазер RAYCUS)

LF1325L – станок для резки металла от компании G.WEIKE LASER, который широко применяется в рекламной индустрии. Модель отличается компактными для своей рабочей площади размерами, что позволяет размещать ее в помещениях ограниченного объема. Используется для фигурной резки и раскроя листовых материалов, в том числе металла.
Гравировальный станок GCC LaserPro Spirit SL 25

Новый дизайн гравировального станка компании GCC был разработан с учетом потребностей потребителей — он имеет свободную область в нижней части, предназначенную для расположения инструментов, вытяжки, вспомогательных материалов и многого другого. Применяется в рекламной и сувенирной отраслях, характеризуется высокой скоростью и точностью работы.
Сверлильный станок Optimum DR5

Мощнейший промышленный сверлильный станок Optimum DR5 подойдет для нарезания резьбы, сверления и развертывания. Рукав снабжен электроприводом подъемного штока, позволяющим поднимать и опускать его автоматически, и поворачивается вокруг колонны на 180 градусов. Благодаря особой конструкции зажимных устройств, смещение практически исключено. Упор глубины сверления легко регулируется, а панель управления достаточно наглядна.
3D принтер по металлу МЛ6-1-25

МЛ6-1-25 – принтер отечественного производителя, разработанный для объемного построения функциональных металлических объектов с использованием технологии SLM. В своей работе устройство использует широкий спектр мелкодисперсных металлических порошков: порошок нержавеющей стали, титана, алюминия, сплавов никеля, кобальт-хрома. Плавление производится лазерным лучом в герметично закрытой камере, заполненной инертным газом. Подогрев рабочей поверхности до 250°С обеспечивает снижение механических деформаций при послойном построении и повышение продуктивности производства.
Токарный станок с ЧПУ Steepline 1SL01

Модель 1SL01 – это 3D-станок по дереву и другим материалам, выделяющийся большой скоростью фрезерования (0-2м/мин) и точным перемещением суппорта (0-3м/мин). Обрабатывающий инструмент двигается с крайней точностью, из-за присутствия в конструкции оборудования высокопрофессиональных ШВП, которые позволяют с высокой точностью перемещать суппорт и шпиндель по трем осям перемещения, что полностью убирает люфт.
Фрезерный станок Роутер 7846

Роутер 7846 предназначен для обработки разных видов заготовок и материалов. Детали станка изготовлены из металла, благодаря чему достигается высокая жесткость и устойчивость к вибрациям. В комплект поставки входит зажим, который, вместе со столом, обеспечивает надежную фиксацию материалов и заготовок.
Фрезерный станок с ЧПУ Clever B540

Функционал станка идеален для работы с изделиями небольшого размера для различных производственных отраслей. Это может быть изготовление опытных и штучных изделий, малосерийных деталей и многого другого.
Фрезерный станок Roland MODELA MDX-50
MDX-50 – это промышленный фрезерный станок, который идеально подходит для CAD/CAM-образования, прототипирования и моделирования. На нем можно также печатать 3D-детали с точностью до 0.01 мм. Эта мощная и точная машина обладает большими возможностями, за счет совместимости с любым софтом CAM, встроенной панели управления и автоматической смене инструмента.
Токарный станок с копиром LTT MCF3015
Токарный станок с копиром LTT MCF3015 разработан по современным технологиям и оснащен мощными комплектующими, поэтому прослужит долгие годы даже при минимальном уходе. Он используется при обработке дерева, композитов и полимеров, прост и удобен в управлении, за счет чего отлично подойдет для учебных целей. Данная модель способна работать как по шаблону, так и полностью в ручном режиме.
3D-фрезер Advercut K6090T
Фрезерный станок Advercut K6090T предназначен для применения в таких сферах, как: реклама, отделка интерьеров помещений, создание сувенирной продукции, работа различных творческих мастерских. С помощью станка можно выполнять различные операции: сверление, гравировку, раскрой, 3D-фрезерование.
Заключение
Обработка на станках с ЧПУ демонстрирует преимущества перед многими производственными процессами, но может не подходить для некоторых отдельных применений, или использоваться совместно с другими техпроцессами.
Числовое программное управление может быть интегрировано в станки разных типов, осуществляющих обработку не только инструментами, но и, например, абразивными субстанциями, выпускаемыми под давлением в потоке жидкости или газа.
Даже если вы никогда не станете писать свою собственную программу для станка с ЧПУ вручную, понимание основ G-кода даст вам преимущество при работе в этой области. Основные принципы построения кода не меняются, даже когда на практике G-код отличается у разных производителей станков.
Надеемся, что эта статья поможет вам сделать первые шаги в освоении этой интересной и перспективной области.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Примеры программы токарного станка с ЧПУ
Пример программирования токарного станка с ЧПУ 1. Программа по снятию фаски:
N10 G92 X70 Z10 (установить систему координат и определить положение точки установки инструмента)
N20 G00 U-70 W-10 (от точки начала программирования до центра переднего торца заготовки)
N30 G01 U26 C3 F100 (снятие фаски 3 × 45° под прямым углом)
N40 W-22 R3 (скругление фаски R3)
N50 U39 W-14 C3 (длина перевернутой стороны 3 равнобедренных прямого угла)
N60 W-34 (обработка внешнего круга Φ 65)
N70 G00 U5 W80 (возврат к исходной точке программирования)
N80 M30 (остановка шпинделя, завершение основной программы и сброс)

Программа токарного станка круговой интерполяции G02/G03 Инструкция:
N1 G92 X40 Z5 (установить систему координат заготовки и определить положение точки установки инструмента)
N2 M03 S400 (шпиндель вращается со скоростью 400 об/мин)
N3 G00 X0 (к центру заготовки)
N4 G01 Z0 F60 (контактная заготовка)
N5 G03 U24 W-24 R15 (обработка дугового сечения R15)
N6 G02 X26 Z-31 R5 (обработка дугового сечения R5)
N7 G01 Z-40 (обработка внешнего круга Φ 26)
N8 X40 Z5 (инструмент возвращает точку настройки)
N9 M30 (остановка шпинделя, завершение основной программы и сброс)

Популярная программа цикла токарных станков с ЧПУ
G70 — чистовой цикл
G71 – Цикл черновой обработки
G72 – Цикл торцевания
G73 – Цикл повторения шаблона
G75 – Цикл нарезания канавок с насечкой
G76- Цикл резьбы
G83 – Цикл сверления с центральным сверлением по оси Z
G84 – Цикл нарезания резьбы по оси Z
G87 – Цикл сверления с выводом сверла по оси X
G88 – Цикл нарезания резьбы по оси X
Советы и руководство по программированию токарной обработки с ЧПУ
Чтобы сделать программу ЧПУ для токарного станка, в процессе программирования можно применить несколько советов.
1. Эффективное использование встроенной программы цикла
1) В полной мере используйте программу циклов ЧПУ.
— В системе ЧПУ FANUCO―TD токарный станок с ЧПУ имеет более 10 видов циклических программ, таких как G70 и G71
– В системе Siemens существуют стандартные циклы обработки LCYC82, LCYC83, LCYC840, LCYC85, LCYC93, LCYC94, LCYC95, LCYC97 и т. д., есть цикл нарезания канавок LCYC93, нарезание резьбы LCYC97 и цикл нарезания заготовок LCYC95. Они играют решающую роль в высоких программирование эффективности, особенно LCYC95 и LCYC93. Пока заданы начальная и конечная точки контура, можно гарантировать, что детали будут соответствовать требованиям чертежа детали и требованиям процесса, и, что более важно, программирование будет быстрым и удобным. Следовательно, необходимо понимать инструкции по программированию фиксированного цикла станка при работе на станке с ЧПУ. При гибком и всестороннем использовании время отладки программирования может быть сокращено при обработке небольших партий деталей, чтобы повысить эффективность программирования и эффективность производства.
В токарной операции на ЧПУ часто повторяется определенная фиксированная операция обработки. Эта часть операции может быть записана в подпрограммы, заранее сохранена в памяти и вызвана в любое время в зависимости от необходимости, так что программирование становится простым и быстрым.
2. Выберите правильный путь подачи (инструмента)
Траектория подачи — это траектория движения режущего инструмента в течение всего процесса обработки, то есть траектория, по которой проходит инструмент, начинает подачу от точки настройки до точки возврата в точку завершения программы обработки.
1) Попробуйте сократить путь инструмента, уменьшить пустой ход и повысить эффективность производства.
— Используйте отправную точку. Например, при циклической обработке в соответствии с фактической обработкой заготовки разделите начальную точку инструмента и точку установки инструмента. В целях обеспечения безопасности и удовлетворения потребностей в смене инструмента начальная точка инструмента должна быть как можно ближе к заготовке, чтобы уменьшить холостой ход инструмента, сократить путь подачи и сэкономить время выполнения в процессе обработки.
– При черновой или получистовой обработке припуск на заготовку большой, поэтому следует использовать соответствующий метод циклической обработки. Принимая во внимание жесткость обрабатываемых деталей и требования технологии обработки, следует использовать кратчайший путь подачи при резке, чтобы сократить время холостого хода, повысить эффективность производства и снизить износ инструмента.
Обеспечьте безопасность процесса обработки
Избегайте взаимодействия между инструментом и необработанной поверхностью и избегайте столкновения между инструментом и заготовкой. Если заготовку необходимо обрабатывать при встрече с канавкой, следует отметить, что точки подачи и отвода должны быть перпендикулярны направлению канавки, а скорость подачи не может быть «G0». Команда «G0» не иметь одновременного перемещения «X, Z».
3. Гибко используйте специальный G-код, чтобы обеспечить качество и точность обработки деталей с ЧПУ.
1) Возврат к нулевой точке станка — G28, выравнивание станины — G29
Базовая точка – это фиксированная точка на станке. Инструмент можно легко переместить в это положение с помощью функции возврата в референтную точку. При практической обработке точность продуктов можно повысить, умело используя инструкцию по возврату в исходную точку. Чтобы обеспечить точность обработки основных размеров, инструмент может вернуться в исходную точку перед обработкой основного размера, а затем снова вернуться в позицию обработки. Целью этой практики является повторная проверка эталона для определения размерной точности обработки.
2) Время выдержки — G04
– Временно ограничить работу программы обработки.
– Чтобы уменьшить количество ошибок оператора, вызванных усталостью или частыми нажатиями, вместо запуска первой части используется команда G04. Программа обработки детали разработана как циклическая подпрограмма, а инструкция G04 разработана в основной программе, вызывающей циклическую подпрограмму. При необходимости в качестве завершения или проверки программы выбирается инструкция остановки плана М01.
– При нарезании резьбы метчиком по центральной резьбе необходимо нарезать резьбу эластичным цилиндрическим патроном, чтобы метчик не сломался при нарезании резьбы до дна. Команда задержки G04 устанавливается в нижней части резьбы, чтобы метчик выполнял нарезание без подачи. Время задержки должно гарантировать полную остановку шпинделя. После полной остановки шпинделя он реверсируется в соответствии с исходной скоростью вращения вперед, а метчик перемещается назад в соответствии с исходным опережением.
3) Инкрементальное программирование — G91, абсолютное программирование — G90.
Инкрементальное программирование принимает положение острия инструмента в качестве начала координат, а кончик инструмента перемещается относительно начала координат для программирования. Во всем процессе обработки абсолютное программирование имеет относительно единую точку отсчета, то есть начало координат, поэтому его совокупная ошибка меньше, чем у относительного программирования. При токарной обработке с ЧПУ точность радиального размера заготовки выше, чем осевого размера. Поэтому абсолютное программирование лучше для радиального измерения в программировании. Учитывая удобство обработки, относительное программирование принимается для осевого размера, но абсолютное программирование лучше использоваться для важного осевого размера.