Как делают булатную сталь?
Изготовление булатной стали
Булатная сталь — сплав железа с углеродом, который благодаря особенной технологии производства обладает узорчатой структурой и повышенной гибкостью и твердостью. С древнейших времен этот материал используется для изготовления различных видов холодного оружия. По химическому составу булат ближе к чугуну, чем к стали. Но при этом он сохраняет пластичность и ковкость, присущую низкоуглеродистым маркам металла, а в сочетании с повышенным содержанием углерода, булат обладает невероятной твердостью, которая недостижима для стали даже после ее закалки.
Работа с булатом требует высокой сноровки и тщательно соблюдения технологических процессов на каждом этапе обработки. Неправильно выбранный температурный режим может запросто испортить материал, превратив его либо в обычную сталь, либо в нековкий вид чугуна. Поэтому с булатом доверяют работать только опытным металлургам. Интересный факт, если булат расплавить, а потом дать ему застыть, он не перестанет быть булатом, его также можно многократно перековывать на различные изделия. Материал поддается сварке и может быть соединен как с самим собой, так и со сталью любой другой марки.
Как получают булат?
Булат можно получить из некоторых видов обычной стали. Основным условием является низкий уровень легированности материала. Из высоколегированной стали булат получить невозможно вообще, а из среднелегированной — только булат низкого качества. Несмотря на то, что современные материалы превосходят булат по своим свойствам и не требуют столь сложных процедур обработки, до сих пор сохранились мастерские, в которых энтузиасты изготавливают клинки по древним технологиям. Но использование более современных орудий труда позволяет выплавлять материал значительно более высокого качества.

Кроме того, сейчас многие производители добавляют в сплав дополнительные элементы, которые придают булату новые свойства. В основном это касается применения хромовых и никелевых присадок, позволяющих значительно повысить сопротивляемость коррозии. Некоторые экземпляры оружия, которые предназначаются исключительно для коллекций, и не будут использоваться в постановочных боях, полностью покрывают слоем серебра. Это позволяет защитить сталь от негативного воздействия окружающих факторов. К тому же мягкое серебро проще поддается ювелирной обработке по нанесению на клинок тематических узоров или рисунков.

Булат в отличие от дамасской стали, которая также служила для производства клинков, характеризуется беспорядочностью узора. Он получается в результате кристаллизации металлической решетки в сплаве.
Способы производства материала
Существует четыре способа изготовления булатной стали. Первый подразумевает прямое сплавление железной руды с измельченным графитом. Это наиболее простой с точки зрения подготовки способ, так как он не требует получения чистого железа. Но для его успешной реализации необходима руда с процентным содержанием металла не менее 85%, иначе не получится булатной стали хорошего качества.
Для данного варианта не подойдут руды с содержанием самородной серы, которые в природе встречаются довольно часто. Так что достать подходящий материал будет чрезвычайно сложно. В современных условиях этот способ не используется, так как найти чистое железо не проблема, но в древние времена этот метод был наиболее распространен в кузнечном деле. Второй способ подразумевает расплавление железа при непосредственном доступе углей. При этом в сплав попадает не только чистый углерод, но и его оксиды, которые и придают металлу структуру булата. Этот способ также сейчас не используется, потому что для него характерна высокая доля примесей в получаемом материале, что негативно сказывается на его качестве.

Третий способ — долговременное обжигание железа без доступа воздуха. Этот метод является самым дешевым в реализации, поэтому имеет широкое распространение. Получаемый таким способом материал называют литым булатом. Важным условием получения хорошего материала является точный расчет времени обжига. В противном случае в сплав может попасть избыточное количество углерода, что приведет к его плохой ковкости и хрупкости. Четвертый вариант — самый дорогостоящий, но при этом позволяет получать материал наилучшего качества. Он подразумевает сплавление чистого железа с графитом в безвоздушной среде. Это позволяет избавить булатную сталь от нежелательных примесей и оксидных присадок.
Изделия из булата данной марки наиболее ценятся в кругу знатоков, поэтому стоят довольно дорого. В древние времена такое оружие могли себе позволить только зажиточные воины. В наши дни клинки служат в основном в качестве украшений, которые вешают на стену. Изредка они могут служить для исторических реконструкций известных битв прошлых эпох. Для перечисленных целей используют булат наилучшего качества, чтобы оружие красиво смотрелось и по своим свойствам не отличалось от лучших клинков прославленных мастеров кузнечного дела. Самые дорогие образцы украшаются разнообразными рукотворными узорами, которые посвящены тематике баталий. Рукоятки клинков также служат для украшения. Их изготавливают из самых разнообразных материалов от искусно обработанных рогов животных до драгоценных металлов. Дополнительно эфес может быть инкрустирован разноцветными камнями.

Кроме приведенных способов существовал еще один, который не получил широкого распространения. В качестве эксперимента металлурги Советского Союза испытали следующий метод производства булатной стали. На первом этапе чистое железо или низкоуглеродистую сталь расплавляли в индукционной печи, а затем вводили в расплав кремниевые и алюминиевые присадки, после чего добавляли к полученному сплаву графит. На выходе получался чугун с 3-4% содержанием углерода. Но на этом процесс плавки не заканчивался.
В расплав постепенно добавляли железо или низкоуглеродистый стальной лом в пропорциях, чтобы массовая доля добавок составила 50-70% от массы чугуна. После остывания и кристаллизации был получен булат с высокоуглеродистой металлической сеткой, в которую были вплетены низкоуглеродистые элементы. Полученный булат обладал великолепными свойствами по ковкости и пластичности, а также показывал запредельную твердость. Но в широкое производство этот способ не пошел из-за сложности технологического процесса и высокой дороговизны выплавки. Кроме того, были уже известны и более современные и совершенные материалы, так что такие затраты на получение булата справедливо сочли неоправданными.
Булат и дамаск: история и современность
«Все куплю», – сказало злато.
«Все возьму», – сказал булат.
Наверняка вам встречались оба термина – и булат, и дамаск. Но, возможно, у вас еще нет четкого представления о том, чем одна «узорчатая сталь» отличается от другой.
Разбираемся в терминологии
В общем, здесь все не так сложно, как может показаться. Общим у этих материалов является наличие узора, но технологии их изготовления различаются радикально. Легендарный индийский булат – это, к сожалению, утраченная технология: когда-то она передавалась изустно и так тщательно скрывалась, что полностью утерялась несколько веков назад. Производство булата было недешевым, а уже в XVII веке начали появляться доступные и достаточно качественные промышленные стали, поэтому спрос на булат упал, а затем и вовсе сошел на нет. Все, что мы знаем о нем (частично благодаря истории, частично благодаря экспериментам русского металлурга Павла Петровича Аносова), укладывается в пару фраз – булат был исключительно прочным, резучим и, конечно, легендарно красивым. На Руси булат часто назывался харалугом (хоролугом), или харалужной (хоролужной)* сталью, хотя в сказках мы частенько встречаем и сам термин «булат».
* Можно встретить как одно, так и другое написание. Возможно, правильнее будет вариант, вынесенный за скобки, так как, во-первых, именно он встречается в древних источниках, в том же «Слове о полку Игореве», во-вторых, он сохраняет букву «а» в общетюркском корне «хара»/«кара» («черный»).
Кстати, о сказках и былинах. Булатным клинкам в них приписываются чуть ли не магические свойства, но думать, что это какой-то несуществующий, сказочный металл – неправильно. На самом деле булат был просто лучшим вариантом для своего времени. Практические тесты даже лучших образцов, доживших до наших дней, показывают свойства, близкие к обычным недорогим углеродистым сталям современного изготовления. Однако в Средние века основную массу клинков делали из столь низкокачественного сырья, что даже такие свойства казались современникам мистическими и волшебными.
В свое время Аносову в первой половине XIX века удалось создать сплав, полностью отвечающий всем характеристикам булата. Хотя, конечно, достоверно мы не можем знать о том, насколько технология и состав, открытые нашим металлургом, сходны с «оригиналом». Дело в том, что технологий производства булата и в древности существовало несколько: воссоздал ли Аносов одну из них или придумал собственную, доподлинно неизвестно.

Булат клинка турецкой сабли – то, что мы и называем историческим булатом
И вот теперь мы подходим собственно к разъяснению. Исторически существовало две главных технологии получения узорчатой стали. Одна из них подразумевала литье, другая – сварку и проковку нескольких видов сталей между собой; первая оставила за собой название булата, а вторая стала называться дамаском.
- Литой булат – это узорчатая сталь в привычном нам историческом понимании, полученная литейными и кузнечными методами.
- Сварной булат (или дамаск) – это узорчатая сталь, полученная преимущественно кузнечными методами.
Высококачественное оружие изготавливалось из специальных «булатных» слитков, называемых вутц. Именно красоту булатного узора связывали с его великолепными свойствами. Но вутц был дорог и сложен в производстве, что подстегнуло поиски технологий создания узорчатых клинков альтернативными средствами. То, что ныне называется дамаском, начали производить специально, складывая и проковывая несколько слоев заготовок из разных видов стали. Новый материал по прочности не уступал булату, а внешне получался куда красивее, чем литой булат.
Теперь чуть подробнее о типах булата и видах дамаска – такое деление мы сделаем из-за того, что классифицируем материалы по разным принципам: касательно булата расскажем про легирующие элементы в его составе, а касательно дамаска – еще и про несколько технологий.
Типы литого булата: высокоуглеродистый и нержавеющий сплавы
Еще одно важное замечание о булате и дамаске, которое стоит сделать прямо сейчас. По своему химическому составу они больше всего напоминают привычные нам высокоуглеродистые стали, но с очень неоднородным составом, а именно это означает как повышенную прочность и резучесть, так и подверженность ржавлению. Углеродка и нержавейка, как мы знаем, это не просто две разных по своему составу стали. Отличие довольно зыбкое – все дело в том, есть ли в материале легирующие элементы, повышающие коррозионную стойкость стали, и в каком количестве.
Так вот, в норме булат соответствует тому, что мы называем углеродистой сталью, однако измененный химический состав (добавление значительного количества хрома – от 14 % и более) при сохранении физической структуры дает нам так называемый нержавеющий булат. Он сохраняет свойства прочности и твердости, присущие обычному литому булату, а изделия из него почти так же хорошо поддаются заточке. Но стоит изделие из него, как, впрочем, и любое, скованное вручную, баснословно дорого.

Слева – обычный литой булат с высоким содержанием углерода; справа – нержавеющий состав с обычной технологией литья булата
Восемь видов сварного булата (дамаска)
С дамаском все куда интереснее: существует как минимум восемь разновидностей сварного булата, он же – дамаск. Прежде чем мы перейдем к ним, стоит сделать небольшое примечание.
В принципе, возможно создать и нержавеющий дамаск. Для этого нужно собрать пакет легированной нужными присадками стали и начать сваривать его в вакууме, накладывая слоями и расковывая, а затем снова повторяя этот цикл. Технически это довольно сложно, однако современные технологии успешно справляются с задачей, примером чему служат поварские ножи с узорчатыми нержавеющими обкладками.

Кухонный нож Kanetsugu из ассортимента Tojiro с обкладками из узорчатой стали
«Дикий» дамаск
Это тот самый дамаск, который получается, если мастер не пользуется особыми инструментами и технологиями, то есть если процесс проистекает естественным образом. Листы стали с различным химическим составом складываются между собой, свариваются и расковываются; затем рубятся пополам, снова складываются, и все действия повторяются. В результате получается слоистая сталь. Если ее ковка не имеет четкого плана, то узор получается неупорядоченным, или «диким».

«Дикий» и простой дамаск – два подвида техники, которая не имеет характерных черт, а представляет собой обычное наложение друг на друга слоев с последующей расковкой в свободном стиле
Штемпельный дамаск
При изготовлении этого вида узорчатой стали кузнец использует инструмент, называемый штемпелем: благодаря ему на поверхности слоистой пластины дамаска появляется красивый узор, не очень напоминающий узор на простом дамаске. В зависимости от узора штемпеля он может напоминать лестницу, годичные слои на срезе дерева, поверхность воды под дождем и комбинацию этих узоров.

Штемпельный дамаск производят с помощью специального инструмента – штемпеля
Мозаичный дамаск
Мозаичные дамаски часто отличаются не только технологией проковки, но и самим составом – пакет собирают на манер мозаики из заготовок стали разной формы и состава так, чтобы в результате наложения и расковки получался такой вот характерный узор.

Мозаика на поверхности этого вида дамаска – «заслуга» не технологии, а правильной подборки пакета стали
Мозаичный порошковый дамаск
Один из самых сложных видов дамаска; технология, которая редко практикуется в России.
Чтобы создать такой клинок, как на фото, требуется подготовить клише с определенным прорезным узором из стали. Затем клише засыпается порошковой сталью, которая при травлении будет контрастировать с основой, и под действием высоких температур и давления превращается в монолит. Теперь из этого слитка можно по обычной технологии расковывать клинок, сваривая или чередуя узорчатые слои между собой.

Порошковый мозаичный дамаск – явление, редкое в России
Крученый дамаск
Крученый дамаск, он же турецкий, создается с помощью закручивания заготовки из нескольких сваренных между собой стержней вокруг себя. Рисунок будет зависеть от количества и состава сталей в исходном пакете, угла закручивания и глубины взрезки. Как и по мозаичной технологии, из полученной «скрутки» далее можно по обычной технологии расковывать клинок, сваривая или чередуя узорчатые слои между собой.

Крученый дамаск (он же турецкий) получает характерный узор, когда кузнец в процессе расковки скручивает заготовку несколько раз
Мозаичный торцевой дамаск
Техника изготовления такого вида дамаска несколько отличается от прочих. На лопатку из однородной стали накладывается узорчатая мозаика из деталей различной формы и разных сталей. Затем заготовка проваривается под вакуумным прессом. Таким образом, ни сворачиваний, не кручения при его изготовлении не используют. Когда готов полностью прокованный блок, с него срезают пластины, служившие ранее основой для сборки мозаики.

Боковые обкладки такого дамаска – это срезы с готового прокованного блока
Волокнистый дамаск
Еще один зарубежный способ ковки дамаска. Состав его ничем не отличается от стандартного, и начало расковывания – тоже. Но примерно на середине процесса кузнец разворачивает заготовку на 90 градусов и начинает расковывать ее снова. Именно так получаются характерные «короткие» (по сравнению с обычными) разводы.

Короткие «волокна» этого вида дамаска – результат особой техники, когда кузнец поворачивает наполовину прокованную заготовку и начинает все сначала
Многорядный дамаск
Это вид, скорее, не материала, а уже готового изделия, то есть клинка. Полосы дамаска разной выделки (мозаичного, крученого и пр.) кладут рядом и проковывают между собой с целью создать зрительно эффектную комбинацию узоров. Состав и техника изготовления этих полос зачастую различаются: ближе к режущей кромке помещают прочный и резучий вид дамаска, а ближе к обуху – прочный и вязкий вид с особенно красивыми узорами.

Многорядным правильнее называть сам клинок, а не дамаск
Немного о технологиях изготовления булата и дамаска
Готового, единственно правильного «рецепта» пакета стали для изготовления литого булата и сварного дамаска нет, и носить это название могут очень многие узорчатые стали, собранные с помощью технологий литья и ковки. Однако несколько характерных черт у булатных сплавов все-таки есть.
Вот, пожалуй, самое минимальное, что нужно знать тому, кто собрался приобретать булатный (литой или сварной) клинок.
Булатная сталь: история появления, ножи из булата, методика изготовления, преимущества и недостатки
Развитие технологий не всегда сопровождается прогрессом. Нередко уникальные знания оказываются утраченными и ученые пытаются с нуля воссоздать их. Свидетельства об утраченных технологиях находят в мифах, легендах, сказках и даже исторических хрониках.
Булатная сталь — одна из технологий, не дошедших до наших дней. Потерянный секрет на протяжении нескольких веков пытаются восстановить различные мастера. В настоящее время имеются успешные попытки производства булата.
Интерес к булатной стали заключается в ее уникальных свойствах. Материал отличается повышенной прочностью, легкостью и гибкостью. Саблю из булата можно было согнуть до 90 градусов, не ломая ее. В мифах есть свидетельства и о ношении оружия в качестве ремней.
История создания булатной стали

Сегодня сабли из булата делают в качестве коллекционного оружия
Достоверных сведений об истории создания булата, как и о технологии его изготовления, не имеется. Первые упоминания относятся к походу Александра Македонского в Индию . Именно тогда появились свидетельства о прочных мечах индийской знати, без особого труда разрубающих македонское оружие и доспехи.
Исследования в этом направлении позволяют сделать вывод, что технология изготовления булата была освоена в Индии за несколько веков до нашей эры. Существует легенда о целой касте кузнецов булата, спустившейся в Пенджаб с Гималайских гор. Позже они разошлись по всей Индии , археологи нашли несколько центров изготовления булата.
Торговля распространила булат в Сирию и Персию. Там же появились мастера, готовившие из индийского вутца («лепешки» булатной стали, поставляемой на экспорт) первоклассные клинки. В Ср. Азии булат называли табан, хорасан, фаранд. Завоевания Тимура и вывоз мастеров в Самарканд постепенно привели в упадок данную технологию.
В итоге тщательно оберегаемые способы изготовления булатной стали к XII-XIV веку оказались утерянными. Имеются свидетельства об оружии и доспехах XVI-XVIII веков, однако данные образцы относят к простейшим булатам, технология изготовления которых не отличается сложностью. Качество таких сплавов на порядок ниже более древних образцов.
В 40-х гг XIX в. начальник златоустовских заводов П. П. Аносов смог получить литой булат, не уступавший по характеристикам индийскому вутцу. Однако после его смерти воспроизвести процесс не удалось, хотя им были оставлены подробные записи и рецепты.
Среди современных мастеров продолжается активный поиск и обмен опытом по созданию той самой булатной стали. Существует ряд кузнецов, чьи сплавы приближены к свойствам булата. Однако окончательно данная технология никем пока не освоена.
Технология изготовления из булата

Упрощенная схема изготовления булатной стали и клинка
Булат — общее наименование для твердых и вязких сплавов железа и углерода. По сути он представляет собой углеродистую сталь, получаемую из двух компонентов — железа и древесного угля или графита. Подчеркивается, что при разных физических свойствах компонентов химический состав заготовки будет одинаков.
О способе изготовления булата имеется немало записей, однако достоверных сведений не имеется. Многие считают данный процесс несколькими технологиями, каждая из которых требует определенных нюансов, навыков и даже интуиции от кузнеца.
Упрощенно схема изготовления имеет следующий порядок действий:
- губчатое железо куется молотом;
- материал смешивается с древесным углем (графитом), помещается в тигель;
- тигель нагревается до 1200 градусов, после чего медленно охлаждается.
В результате кузнец получается небольшой слиток — вутц. Из него куется оружие или броня, однако и этот процесс имеет свои тонкости и нюансы. К примеру, повышение температуры ковки или закалки сверх 850 градусов крошит материал.
В процессе охлаждения заготовки образуется цементит, придающий металлу гибкость. Дальнейшая ковка производится легким молотом, чтобы не нарушать структуру цементита. Процесс чередуется многократным накаливанием до определенной температуры.
Характеристики булатной стали

Хаотичный узор клинка — характерная особенность булатной стали
По своей структуре и характеристикам сталь булат — это композит, представляющий собой химически, физически и структурно неоднородную сталь. Одна из теорий подразумевает, что роль матрицы в нем выполняет мягкая пластичная основа феррита (чистого железа с содержанием углерода при 20 градусах до 0,006%).
Упрочение обеспечивается карбидом железа, что дает высокую вязкость сплава. Износостойкость лезвия обусловлена его самозаточкой — стачивание мягких волокон на режущей кромке приводит к выходу на волокна с цементитом, что формирует принцип микропилы. Он же обеспечивает вспарывающий принцип прорезания.
Содержание углерода в булатной стали составляет около 2%. Твердость сплава составляет около 70 HRC, однако это не мешает ему сгибаться. Согнуть клинок из булата не просто, если удается это сделать, он может создать угол до 120 градусов, после чего выпрямиться и сохранить свои свойства.
Длительная и качественная заточка булатного клинка придавала ему значительную остроту. Мифические тесты по разрезанию таким оружием конского волоса или газового платка в воздухе имеют подтверждения. При этом острота клинка сохранялась длительное время, даже после того, как им приходилось рубиться в сражении.
Отличительная особенность булата — структурный узор стали. Он может быть полосатым, волнистым или сетчатым. Чем он сложнее — тем выше ценится клинок. Формируется он при охлаждении. Обращают внимание на искусственную роспись — она характерна для дамасских клинков, булат не создается с гравировками и рисунками.
Разновидности ножей из булатной стали

Узорчатые клинки не всегда свидетельствуют о булатной стали, нередко за нее выдают обычный дамаск
Свойства булата нашли широкое применение в изготовлении клинков. В настоящее время секретами изготовления подобного сплава заинтересованы лишь любители. В промышленности материал считается неактуальным, из-за чего и не предпринимается научных попыток возрождения утраченной технологии.
Обусловлено это двумя факторами — сложность процесса и невостребованность клинкового оружия. Изготовление булата — тонкий процесс, сравнимый с искусством, который нельзя поставить на конвейер. При отсутствии устойчивой простой процедуры булат несмотря на свои исключительные свойства остается невостребованным.
Обращают внимание и на отсутствие применения булата в настоящее время. Холодное оружие стало частью истории, коллекционные образцы воспроизводят преимущественно любители. Отчасти булат применяется при изготовлении ножей, однако их практическое применение остается под вопросом.
Заточки
Заточки из булата не изготавливаются. Учитывая сложность производства материала, его направляют на более востребованные и практичные изделия — ножи, кинжалы, клинки.
Складные ножи

Складной булатный нож
Складные ножи из булата также встречаются нечасто. Обычно под их видом продают изделия из дамасской стали или обычных сплавов с травлением под дамаск. Настоящие булатные складные ножи изготавливаются преимущественно на заказ и стоят недешево.
Такие изделия обладают всеми достоинствами булатной стали, однако имеют и ряд недостатков. Заточить нож из булата крайне сложно, особенно если делать это обычной заточкой или точильным камнем. Процесс может занять часы, хотя и затупление материала происходит в разы медленнее.
Практическое применение складного ножа из булата также сопряжено с определенными недостатками. Малейшая влажность — и клинок начнет покрываться ржавчиной. Травление лимонным соком поможет, но нарушит рисунок стали. А заказ ножа из нержавеющего булата обойдется раза в два дороже.
Кухонные
Кухонные ножи из булата не имеют широкого распространения по тем же причинам, что и складные. При выборе такого клинка учитывают следующие нюансы:
- серийных булатных ножей, тем более кухонных, не бывает, каждое изделие делается индивидуально;
- обычный булат подвержен коррозии, что требует тщательного и каждодневного ухода за ножом, который используется на кухне;
- кухонный нож из булата ввиду сложности изготовления будет стоить столько же, сколько и охотничий;
- на заточку такого изделия уйдет не менее двух часов, простая точилка для этого не подойдет.
При выборе кухонного булатного ножа рекомендуется заказывать изделие из нержавеющего булата. Процесс его изготовления еще сложнее, найти мастера по нему не просто, да и стоимость будет значительно выше.
Боевые

Нож с коротким лезвием
Боевые ножи из булата делаются преимущественно для коллекций. Такие клинки не подразумевают практичного применения и нередко делаются с декоративными вставками и рукоятями. Они также подвержены коррозии и долго затачиваются, однако в качестве экспоната могут лежать длительное время.
Боевые ножи изготавливаются на заказ или приобретаются у мастеров уже в готовом виде. Изделия могут копировать различные образцы ушедших эпох или иметь собственный оригинальный дизайн.
Применение такого оружия в бою остается под вопросом. Для армейских или десантных задач свойства булата не востребованы. В данном вопросе более практичным считаются обычные клинки из высококачественной стали.
Охотничий
Охотничьи булатные ножи также покупаются преимущественно для коллекций, а не для практического применения. Это обусловлено все теми же недостатками материала — уязвимость к коррозии и длительный процесс заточки.
Следует учитывать и нюансы, по которым затачивают нож. Процесс должен быть медленным, многие сравнивают его с медитацией. Не допускаются действия, способные поцарапать клинок. При заточке не используют алмазные абразивные бруски, способные повредить структуру металла.
Как работает нож из литого булата против легированных сталей

Заточка качественного булатного ножа на порядок превосходит легированную сталь, однако получить такое изделие непросто
Многие любители ножей спорят о преимуществах булата по сравнению с легированной сталью. Для демонстрации достоинств проводятся различные тесты, одним из которых выделяют нарезку каната. Все тестируемые ножи заточили на одном станке под углом 20 градусов. Канат для удобства обернули малярным скотчем.
Тест показал сразу несколько результатов. Один из булатных ножей превзошел легированные в три раза по количеству нарезов. Два булата от других мастеров уступили первенство даже обычной углеродистой стали.
В данном контексте определенно сказать, насколько хорош булат против легированных сталей сложно. Ключевой момент — искусство мастера. Изделия могут даже у одного кузнеца отличаться по качеству. Для получения качественного клинка потребуется найти хорошего мастера.
Плюсы и минусы
Среди преимуществ булатной стали и изделий из нее выделяют:
- твердость клинка в сочетании с его исключительной гибкостью и упругостью;
- длительный период стачивания, относительная самозаточка;
- острота лезвия обеспечивает отличное применение в разделке и нарезании.
Среди недостатков булата отмечают:
- склонность к коррозии, что требует тщательного ухода при практическом применении клинка;
- высокая стоимость, которая в зависимости от требований может повышаться;
- качество булата отличается не только от кузнеца, но и от изготовления, у одного мастера могут быть как посредственные клинки, так и отличные;
- длительная заточка снижает преимущества долгого стачивания.
К минусам относят и сложность изготовления булата в сочетании с неизвестностью технологии. Определенные успехи в его получении имеются, однако добиться качества древних мастеров пока не удается.
история науки / металлургия
Имя Павла Петровича Аносова известно каждому человеку, связанному с металлургией,— именно он 185 лет назад смог воссоздать всемирно известную булатную сталь, клинки из которой высоко ценились по всему миру за свою прочность и остроту. Однако Аносов был известен не только этим.
Павел Петрович Аносов родился 29 июня 1796 года в Тверской губернии в семье служащего Петра Васильевича Аносова. В 1798 году семья Аносовых переехала в Санкт-Петербург. Спустя 11 лет Петр Васильевич скончался, и детей (Павла, его брата Василия и двух младших сестер) взял на воспитание их дед с материнской стороны, Лев Федорович Сабакин. После подачи прошения императору Александру I Павел с братом были зачислены на обучение в Петербургский горный кадетский корпус. Павел Петрович отличался большими успехами в учебе, особенно в математике, он был награжден золотой и серебряной медалями. По окончании учебы его командировали на Златоустовские казенные заводы. В Златоустовском горном округе он и проработал всю жизнь, в 28 лет став управляющим Златоустовской оружейной фабрики, а к 35 годам — начальником Златоустовского горного округа, в который входили металлургические заводы и Миасские золотые прииски. В 1825 году его избрали корреспондентом Ученого комитета по горной и соляной части в Петербурге и членом Златоустовского горного ученого общества. А в 1834 году П. П. Аносов был избран действительным членом Императорского московского общества сельского хозяйства — за создание отечественного производства высококачественных кос.
Наиболее известное достижение Павла Петровича — открытие способа изготовления булатной стали. Аносова очень интересовали дамасские клинки: он изучал всю доступную литературу, собирал образцы оружия, сравнивал их со златоустовским оружием. В результате своих изысканий и серии опытов Аносов пришел к выводу, что упругость и острота знаменитых клинков в значительной мере определяются способом закалки. Он изучал влияние на металл отрицательных температур, исследовал способы и оптимальные материалы для шлифовки клинков. А в начале 1840-х годов Павел Петрович получил так называемый булатный узор — литую булатную сталь, результат плавления литой стали с графитом и применения особого способа закаливания металла. Отличительные черты булатной стали — прочность и твердость, а также узоры на ее поверхности, появляющиеся из-за особого строения сплава.
Впервые оружие, изготовленное из булатной стали, появилось в Индии. Позднее производство булатной стали получило развитие в странах Ближнего Востока, в частности, в Персии, где она и получила название «булат» (от перс. «пулад» — сталь). Булатные клинки высоко ценились в европейских государствах, однако технология изготовления булатной стали не была известна в Европе до тех пор, пока Павел Петрович Аносов не воспроизвел индийскую сталь, а впоследствии начал производство холодного оружия, сделанного из «булата».
В результате проведенных опытов Аносов выяснил, что наиболее важными компонентами булатной стали являются литая сталь и углерод, причем концентрация углерода в сплаве должна была быть выше, чем в обычном стальном сплаве. Литая сталь, несмотря на свои достоинства, имела негативное свойство — она получалась слишком гибкой, вследствие чего холодное оружие из нее не обладало достаточной прочностью. Однако Павлу Петровичу удалось установить, каким образом можно устранить этот недостаток: как оказалось, для придания литой стали прочности необходимо было расплавить ее вместе с графитом. В дальнейшем Аносов смог воссоздать булатную сталь — созданный сплав после закалки становился невероятно прочным.
Научная общественность высоко оценила открытие Павла Петровича. Так, современник Аносова, российский ученый физико-химик Адольф Яковлевич Купфер отмечал превосходство стали, произведенной на Златоустовском оружейном заводе, над другими видами стали. Но Павел Петрович не оставил после себя подробных инструкций по изготовлению булатной стали, и после его смерти секрет ее создания был вновь утерян. Воспроизвести златоустовскую сталь удалось лишь спустя более 100 лет, в 1955 году.
Аносов известен не только открытием способа изготовления булатной стали. Он также способствовал развитию золотодобывающей промышленности. Традиционным способом золото добывали промывкой золотосодержащего песка. Этот метод, однако, обладал существенным недостатком: промывка не позволяла добывать металл из твердых пород, находившихся в золотых россыпях, а также затрудняла сбор мельчайших частиц золота. В 1836 году Павел Петрович предложил совершенно иной метод добычи золота, а именно плавление золотоносного песка. Идея Аносова заключалась в том, что сбор золота возможно осуществить с помощью окисления железа, содержащегося в песке, последующей трансформации железа в чугун, который должен был вобрать в себя все золото, и дальнейшего отделения золота от чугуна. Путем плавления песков Павлу Петровичу удалось добыть в 20 раз больше золота, чем обычно извлекалось после промывки. Тем не менее система золотодобычи в Российской империи осталась неизменной, поскольку произведенные на других предприятиях опыты с плавлением золотоносных песков не дали аналогичных результатов, а издержки на содержание плавильных печей государство посчитало слишком высокими. Метод Аносова стал применяться для добычи золота только спустя почти столетие.
Еще во время обучения в кадетском корпусе Павел Петрович не раз был награжден различными книгами и эстампами за успехи в учебе и примерное поведение. С переездом в Златоуст отношение к своим обязанностям у Аносова не изменилось: его современники отмечали, что одним из главных достоинств Павла Петровича было трудолюбие. За исправную работу император Александр I во время своего визита в Златоуст в 1824 году наградил Аносова орденом святой Анны третьей степени.
В отличие от большинства заводских управляющих, Аносов гуманно относился к подчиненным. Рабочие же Златоустовских заводов так его ценили, что в 1847 году, когда Павла Петровича назначили главой Томской губернии, практически все заводские работники вышли провожать своего начальника.
В марте 1851 года, уже будучи томским губернатором, Павел Петрович отправился в Омск, но по дороге случилась авария, Аносов выпал из кареты и был придавлен багажом и своим адъютантом. В таком положении он пролежал несколько часов, после чего был обнаружен и доставлен в Омск, где скончался 13 мая 1851 года, оставив вдову и девять детей. После кончины Павла Петровича его семья получила многочисленные пожертвования, в том числе от департамента горных и соляных дел. Златоустовское общество офицеров совместно с начальником Уральских заводов Владимиром Глинкой собрали средства для водружения памятника Аносову над его могилой. В 1853 году памятник Павлу Петровичу был поставлен в Омске, а в 1949 году еще один памятник установили в Златоусте — в знак признания заслуг выдающегося металлурга перед городом.
Могила Аносова на Бутырском кладбище в Омске не сохранилась.
О получении Аносовым ордена св. Анны третьей степени во время приезда Александра I в Златоуст в 1824 году
. На Аносова была подана жалоба государю императору одним из немцев — мастеров Златоустовской оружейной фабрики, заключавшаяся в том, что ему, мастеру, не были вставлены в его квартире рамы. По поводу этой жалобы государь сделал замечание Аносову, сказав, что «нехорошо притеснять иностранцев». Когда же государю доложили, что вставка рам вовсе не входит в обязанности помощника управителя оружейной фабрики Аносова, то Государю благоугодно было выразить желание лично возложить на него орденские знаки св. Анны третьей степени. К сожалению, этой царской милостью не мог лично воспользоваться П. П. Аносов, так как сделанное ему замечание государем настолько расстроило его, что он заболел.
(Из очерка Н. Я. Нестеровского «Материалы к биографии Павла Петровича Аносова»)
Об отношении Аносова к рабочим
С раннего утра до поздней ночи присутствовал он на фабрике и заводе в Златоусте, указывая, направляя, ободряя и поощряя казенных рабов. Нередко сюда, где-нибудь возле кричного горна или прокатного станка, ему приносили нероскошный обед, съедаемый между делом и работой. Небольшого роста, тщедушный человек, мешковато носивший горноинженерскую форму с густыми эполетами, Аносов привлекал к себе сердца всех приветливостью обращения и мягким, гуманным отношением к рабочим.
(Из очерка П. П. Падучева «Русская Швейцария»)
Об отъезде Аносова из Златоуста в 1847 году
. Но вот наступил день отъезда Аносова. Как по сигналу, все население Златоуста явилось перед домом горного начальника и безмолвно остановилось, утирая невольно капающие слезы. «Батюшка. Отец. — послышались вопли.— Куда уезжаешь. Зачем покидаешь нас?» Толпа всколыхнулась. Слова сменились рыданиями. Плакал и Аносов, этот полновластный и бесконтрольный распорядитель над судьбами тысяч, сумевший вызвать в них такую любовь, внести столько содержания в их неприглядную жизнь, что разлука делалась болезненно мучительною.
(Из очерка П. П. Падучева «Русская Швейцария»)
Как умер Аносов
В начале 1851 года в Сибирь для ознакомления с положением дел на Алтайских горных заводах приезжал сенатор Анненков. Павел Петрович выехал из Томска в Омск, чтобы его встретить. Не доехав восемнадцати верст до Омска, Аносов был застигнут бураном. Возок, в котором следовал Аносов со своим адъютантом, наехал на сугроб, опрокинулся на сторону, где сидел Аносов. Дверца возка раскрылась, и он выпал в сугроб. На Аносова упал его адъютант, и оба они были придавлены чемоданами. Под этой тяжестью они пролежали несколько часов, пока из Омска не догадались выслать людей и лошадей для их поисков.
Вскоре после того Павел Петрович почувствовал боль в горле. Несмотря на болезненное состояние, он все же сопровождал Анненкова в его поездке по заводам, проводил его до Омска и здесь серьезно расхворался. Обнаружились нарывы в горле, из которых третий и задушил его.
(«Самые знаменитые изобретатели России», автор-составитель С. В. Истомин)
PDF-версия
- 11
- 12
Как варят булат?
От начала времен люди искали для своих орудий все более прочные материалы. Сначала — кость, потом камень… Хотя возможно, и наоборот. Но с самого начала эры металлов — медного века, бронзового века, эпохи железа — люди свои основные надежды возлагали на металлы и исследования проводили по большей части для металлов.

Вначале медные мечи рубили врагов, отбивая удары заведомо менее прочного оружия. Потом бронзовые мечи рубили мечи медные и прорубали кожаный доспех с медными бляшками.
Потом пришел век железа и поначалу много воинов, вооруженных железными мечами, менее прочными, чем бронзовые, побеждали немногих мастеров боя, снабженных бронзовым доспехом и бронзовыми мечами. А потом железо стало прочнее бронзы.
Точнее, собственно железо, по своей природе, относительно мягкое. Закалить его нельзя, закалке металла поддается только сталь, железо, слегка обогащенное углеродом (от 0.04% до 2.14%). Если слишком обогатить железо углеродом (от 2.14% до 4%), то получится чугун, который раньше называли «свиным железом» — за то, что был хрупким и негодным для ковки. А именно ковкой тогда и делали разнообразные изделия из железа.
Далее на многие тысячелетия сила государств, мощь их войск выковывалась кузнецами. От знаний и умений кузнецов зависела прочность мечей и надежность кольчуг или бехтерцов воинов. То есть от умения кузнеца зависели жизни воинов и победа или поражение в бою.
Сотни и тысячи лет экспериментов в истории меча привели к созданию булата — прекрасной узорчатой стали. Булатные мечи рубили врагов и их простые железные мечи, прорубали железные латы. В середине I тысячелетия нашей эры в Индии научились производить суперсталь для супероружия. Называли ее тогда «вуц».
Со временем тайной овладели кузнецы Персии, тогда суперсталь начали назвать фаранд, или хорасан. Тайна хранилась столь надежно, что если кузнец не успевал выбрать себе преемника, чтобы передать ему свои секреты, то в данном месте секрет стали пропадал… Пропадал и возвращался. Снова и снова.
В последний раз в промышленных масштабах пытался возродить производство литого булата директор Златоустовских заводов Аносов. Инженер, изобретатель и директор, «царь и бог» местного масштаба. Он после более чем десяти лет опытов сумел составить рецепт и добиться нужных температурных режимов для производства стали булатной прочности. Однако это производство было признано нетехнологичным, слишком сложным — и в массовое производство литой булат из Златоуста не пошел.
По другому пути пошли в Китае и там еще во II веке нашей эры научились выковывать мечи из сложенных вместе и сваренных ковкой пластинок высокоуглеродистой стали и низкоуглеродистого мягкого железа. Формально это совсем просто, но фактически это очень и очень трудоемко и нетехнологично.
Сложить через одну пластинки высокоуглеродистого и низкоуглеродистого железа. Разогреть в горне. Сварить ковкой, превратив брусочек почти в блин, потом нагреть и сложить этот блин, снова молотом превратив его в брусочек. И все это надо повторить много-много раз. Брусок раскалить в горне, расплющить, сложить, затем повторить это снова и снова.
После многократного повторения мы получаем булатную заготовку будущего изделия. В старину из заготовки выковывали мечи. Теперь обычно делают ножи. Придав изделию форму, его сначала полировали, а затем слегка протравливали кислотой — и на железе выступал узор. Это означало — получен меч дамасской стали, готовый прорубить любой доспех и перерубить любой меч из простого железа.
Кстати, в городе Дамаске дамасской стали не делали. Но зато там был огромный рынок изделий из булата, производимого персидскими и арабскими кузнецами. Потому мечи и стали называть дамасскими.
Прошли века… Люди открыли тайну производства булата, и сегодня любой хороший кузнец может всего за несколько дней повторить многомесячный подвиг кузнецов древности и сделать из «просто железа» булатную сталь, ножи или мечи.
Производство сегодня очень сильно нуждается в сверхпрочных металлических инструментах для прецизионной обработки стальных изделий. Но здесь булат победили сверхпрочные сплавы, «победит» и аналогичные, столь же прочные, что и булат, но намного более устойчивые в условиях перегрева, да к тому же — намного более технологичные, получаемые сразу большими объемами.
А булат? Булатные ножи и сегодня выпускают — небольшими партиями, на любителя. Уж больно такой нож хорош. Попробуй примени его при промышленной разделке мяса. Специально для разделки туш мясникам делают особые ножи, острые и тяжелые. Но, дабы избежать случайных травм, им для защиты левой руки делают специальные кольчужные перчатки. Нож мясника не прорубает ее.
А попробуйте работать с булатным ножом! Соскользнет лезвие, ударит по кольчужной перчатке на руке — и пропорет ее, как веками делали с кольчугами врага булатные мечи.
А как все-таки варят булат? А никак не варят. Булат — кованая сталь. Варить ее в печи невозможно, хотя Амосов почти два века назад и очень старался. Булат — результат работы и искусства кузнеца, его силы, умения, знаний и терпения.
Я смотрел телепередачу: кузнец показывал, как сделать булатный нож. У него был горн, раскаляемый газом, а не на угле, был молот с механическим приводом. И все равно производство булата заняло у него несколько дней — от стопки пластинок низкоуглеродистого железа и высокоуглеродистой стали до булатного ножа с прекрасными узорами на лезвии, которым тот кузнец перерубал гвозди и легко пробивал полоску листового железа.
Как делают булатную сталь?
Уважаемый пользователь, Вы пользуетесь устаревшим браузером, который не поддерживает современные веб-стандарты и представляет угрозу вашей безопасности. Для корректного отображения сайта рекомендуем установить актуальную версию любого современного браузера:
- ENG
- БАШ
3 августа Вторник
Уфимским металлургам удалось то, что долгое время не удавалось сделать ни отдельным энтузиастам, ни крупным авторитетным фирмам с мировым именем, — они сумели восстановить секрет производства булатной стали.
О булате слагали легенды. Родиной его считается Индия. В XII веке в Индии искусство изготовления оружия достигло высшей степени сове.
Уфимским металлургам удалось то, что долгое время не удавалось сделать ни отдельным энтузиастам, ни крупным авторитетным фирмам с мировым именем, — они сумели восстановить секрет производства булатной стали.
О булате слагали легенды. Родиной его считается Индия. В XII веке в Индии искусство изготовления оружия достигло высшей степени совершенства. Во времена завоевательных походов Тимура Дамаск был разрушен и сожжен. Многих мастеров-оружейников вывезли в Бухару и под Самарканд — центр производства высококачественного оружия из булатной стали переместился в Среднюю Азию. С того самого момента Дамаск как крупный центр оружейного производства фактически прекращает свое существование. Но по торговым каналам купцы Дамаска продолжают поставлять персидский булат и индийский вутц на Запад Ближний Восток и Закавказье. Со смертью Тимура производство высококачественного оружия в Средней Азии также пришло в упадок. И уже в XVI-XVII веках мало кто в мире знал секреты производства литого булата и изготовления из него холодного оружия. Как утверждают авторитетные источники, возможно, еще в XVIII веке на родине булата, в Индии, редкие образцы оружия из уникальной стали еще изготавливались, но окончательно секреты были утеряны после нашествия европейцев, которые завезли туда современные способы производства стали.
Первое упоминание о булате встречается в легендах о походах Александра Македонского в Индию, описывающих доспехи и мечи индусов. Они были сделаны из необычайно твердого железа. Эти мечи легко могли разрубить камень или рассечь в воздухе шелковую ткань. Индийскую сталь упоминает в своих трудах и Аристотель. Он называет ее «ферум-кандиум», что значит «белое железо». Белое железо высоко ценилось и продавалось в виде круглых лепешек весом около одного килограмма, разрезанных пополам. Такие лепешки позднее стали называться вутцем. Из одной половинки можно было изготовить меч или несколько кинжалов. В отличие от другой стали, вутц имел необычный естественный узор, который затем повторялся в клинках, изготовленных из него. Рисунок на клинке играл большую роль при оценке качества булатного оружия. В узоре имели значение форма, величина и цвет основного металла (фона).
Впервые восстановить древний рецепт удалось знаменитому российскому металлургу Павлу Петровичу Аносову, автору книги «О булатах». Было это в первой половине XIX века. Этот ученый известен в мире своими работами по высококачественной литой стали. Он создал новый метод ее получения, объединив науглероживание и плавление металла. И он первый, исследуя строение стали, применил микроскоп.
Лучшее подтверждение того, что Павлу Аносову удалось получить настоящий булат, — сами изделия Златоустовского оружейного завода: клинки соответствовали лучшим восточным булатам: кара-табану, кара-хорасану. Они рубили гвозди, не повреждая лезвия, гнулись в дугу, рассекали тончайшие газовые платки в воздухе. Однако после смерти ученого в 1851 году производство булатного оружия в Златоусте постепенно пришло в упадок и на рубеже XIX-XX веков окончательно прекратило свое существование.
На протяжении всего XX века десятки исследователей пытались восстановить технологии древних мастеров или повторить достижение Аносова. Однако никому это не удавалось. В ходе многочисленных практических и научных изысканий в области воспроизведения технологий булатной стали в конце XX века сложилось общее представление о том, что же такое булатная сталь: булат — это особый класс композитов, который получается путем дендридной (греч. древовидной) ликвации углерода в стали в процессе длительной плавки. Он характеризуется ярко выраженной химической и структурно-физической неоднородностью, не содержит существенных добавок каких-либо других химических элементов.
— Мы, трое энтузиастов: я, Мельников Анатолий Иванович и Садыков Ханиф Фаритович, просто сильно болели этим делом, — говорит Терехов Владимир Николаевич, один из трех уфимских мастеров, которым удалось восстановить заветный рецепт. — Впервые нам удалось получить булатную сталь еще пять лет назад, в 1999 году. Однако это был еще не тот булат, над раскрытием тайны которого человек бьется уже столько веков. Качество металла было, прямо скажу, не на высоте. Тогда мы ездили консультироваться в Златоуст, к специалистам фирмы «Практика». Да, сталь нуждалась в доработке. И последующие пять лет мы потратили на то, чтобы довести начатое до конца.
И в конце концов, нам это удалось, — говорит Владимир Николаевич. — Мы буквально по крохам собирали сведения о секретах изготовления булата, и наши старания увенчались успехом.
За полтора века, прошедшие со времен Павла Петровича Аносова, металлургия продвинулась далеко вперед. Сегодня лучшие ножевые стали близки по своим физическим свойствам к булату, но ни один образец с ним и рядом не стоит. Всемирно известная немецкая фирма «Золингер» пыталась получить булат триста лет. Безрезультатно.
Булат обладает прекрасными режущими свойствами. И вот ведь парадокс: удивительная сталь получается из обычных, привычных, всем знакомых материалов. Хороший булат можно узнать по рисунку, который получается после шлифовки и протравки. Физико-химические свойства, твердость, ударная вязкость и другие показатели полученной нами стали соответствуют свойствам старинного булата. На прошлой неделе мы вновь ездили консультироваться в Златоуст. И наши ожидания оправдались. Мы действительно получили ТОТ САМЫЙ булат.
И что теперь? Что даст нашим умельцам восстановленный рецепт?
— Прежде всего, эта сталь даст нам возможность существовать, — говорит Владимир Николаевич. — Ведь на протяжении всех этих лет мы без счета «вбухивали» в этот проект собственные деньги. Все держалось на личной инициативе. Куда бы мы ни шли, толку не было. Обращались в Кабинет Министров республики. И тоже безрезультатно. Все держалось на голом энтузиазме. Мы хорошая команда. Я решаю организационные вопросы, Анатолий Иванович — это наш «локомотив», идейный вдохновитель, а Ханиф Фаритович — человек с огромным опытом по обработке металла.
Сейчас мы думаем о дальнейших действиях. У нас есть слитки булатной стали. Будем предлагать их и искать сторонников.
Российский центр черной металлургии переезжает из Златоуста в Уфу. Хотелось бы, чтобы этому «переезду» оказали хоть какую-то помощь.
 мод Булатная сталь (BULAT STEEL) к игре Medieval 2: Total War")
В новом цикле наших прохождений, мы начнем переписывать историю одного из самых древних и влиятельных древнерусских государств — Новгородскую Русь, она же Новгородская Республика, или как вам будет угодно, господин Великий Новгород. И поможет нам в наших свершениях по возвышению Новгорода, замечательный мод от наших бравых сичевых мододелов — Булатная Сталь (BULAT STEEL).
Изначально наши мододелы хотели выпустить обновление для другого безумно популярного в «тоталварских» кругах мода — Stainless Steel. Однако позже желание дополнить и улучшить Stainless Steel вылилось в полную конверсию игрового мира с ребалансом, а так же желания разработчиков мода уделить особое внимание фракциям Руси. С чем Булатная Сталь и справилась на отлично!
Часть 1. Начало Становления
Все серии смотрите ТУТ
СКАЧАТЬ мод Булатная сталь (BULAT STEEL) к игре Medieval 2: Total War
Обсудить форум
Реклама от спонсоров
Особенности булатной стали

Содержание
- Что это такое?
- История
- Плюсы и минусы
- Характеристики
- Область применения
- Правила использования и ухода
Булатная сталь является настоящей легендой Востока. Про роскошные булатные клинки, отличающиеся безупречной остротой, сложено много легенд. Материал, из которого делалось подобное оружие, имеет очень много отличительных характеристик и особенностей. О них и поговорим в данной статье.


Что это такое?
Прежде всего, стоит ответить на главный вопрос: что же собой представляет булатная сталь? Такое наименование принадлежит материалу, отличающемуся повышенным содержанием углерода. В процентах объем указанного компонента может доходить до 2%. Однако, в отличие от многих других высокоуглеродистых сплавов, булат демонстрирует не только повышенную твердость, но и достаточный уровень упругости. Кроме того, этот материал отличается неплохой вязкостью, благодаря чему беспроблемно выдерживает нагрузки ударного типа.
Булат, который поддается ковке, изготавливают исключительно по тигельной технологии. Тигель – это своеобразный сосуд, предназначенный специально для изготовления металлических сплавов.
Такая деталь может без негативных последствий перенести воздействие со стороны очень высоких температурных значений.

История
Родиной булатной стали принято считать Индию. Там рецепт этого материала появился уже очень давно. Секреты производства булата ложились на плечи многих специалистов в металлургии. Западноевропейские мастера в течение многих десятков лет предпринимали попытки воссоздания древней рецептуры. Иногда они почти приближались к разгадке, а иногда снова «откатывались» назад. Павел Петрович Аносов, который был горным начальником заводов в Златоусте, проводил массу специальных исследований, чтобы повысить качество продуктов, которые выпускала вверенная ему оружейная фабрика. С 1828 года начались многолетние работы, которые позволили добиться получения высококачественного булатного сплава. Успехом эти эксперименты завершились только в 1837 году.
Кроме стандартной технологии Аносов изобрел обновленное производство, смысл которого был заключен в «сплавлении неугодных железных и стальных обсечков в горшках из глины посредством возвышенных температур в воздушных печах». К сожалению, в самом начале XX века ранее разработанная технология была утрачена повторно. Все результаты исследования Аносова остались только в архивах и музейных записях прежних лет. Полностью восстановить технику производства пытались многие мастера. Ближе всех к разгадке рецепта изготовления булата приблизился только златоустовский металлург Сергей Баранов. Он потратил на это много лет, сделав огромное количество пробных плавок.
Качественная булатная сталь Сергея Баранова и сегодня имеет специальные заключения со стороны РАН, а сам металлург стал корреспондентом в Петровской академии наук и искусств.


Плюсы и минусы
Основные свойства и особенности булата в первую очередь определяются содержанием углерода в составе его сплава. Кроме того, многие отличительные характеристики подобный металл приобретает благодаря температурным значениям, установленным по ходу плавки. Если сырье будет перегрето, то качественной стали получить не удастся.
Технический процесс производства булатной стали является усложненным, но доступным по себестоимости. Изготавливая качественный булатный нож, требуется соединить пакеты металла друг с другом посредством сварки кузнечного типа (составляющие куют по особой технологии). Благодаря этому можно будет получить характерную структуру, состоящую из нескольких слоев. Необходимо реализовать правильный отжиг, действовать строго по рецептуре, чтобы добиться запланированных результатов.
После подобных производственных хитростей получаются высококачественные продукты и материалы. Узнаем, какими главными достоинствами обладает булатная сталь.
- Из этого металла получаются замечательные ножи, поскольку булат сам по себе характеризуется очень высокими режущими способностями.
- Рассматриваемый тип стали демонстрирует очень высокий уровень стойкости к механическим ударам, а также нагрузкам на изгибание.
- Булат является высокотвердым металлом, отличающимся повышенной стойкостью к изнашиванию.
- Заточив булатный ножик, можно дальше пользоваться им на протяжении длительного времени, поскольку рассматриваемая сталь непревзойденно удерживает заточку.
- Булатная сталь может похвастаться очень долгим сроком эксплуатации. Этот материал может прослужить много лет.
Булатная сталь имеет не только достоинства, но и свои недостатки, которые нужно обозначить.
- Сам по себе данный материал характеризуется очень высокой стоимостью.
- Булат не так легко заточить, как может показаться на первый взгляд. Эта процедура вызывает массу сложностей, поскольку сталь имеет высокий уровень твердости.
- К сожалению, рассматриваемый тип металла не может похвастаться высокой устойчивостью к образованию коррозии, из-за чего рано или поздно ржавеет.


Характеристики
Рассмотрим подробное описание булатной стали, чтобы разобраться во всех ее свойствах и параметрах.
- Сплав рассматриваемого вида стали представляет собой довольно сложную субстанцию. В нем присутствует два основных компонента – железо и углерод.
- Если просто скомбинировать указанные химические элементы, то качественная булатная сталь не получится. Для этого очень важно придерживаться всех нюансов и секретов производства этого материала.
- Упругость рассматриваемой стали является крайне высокой, что считается одной из основных особенностей этого сплава.
- Твердость качественного булата определяется по Роквеллу. В данном случае этот показатель ровняется 62-м единицам. Подобное значение является очень неплохим.


Область применения
Высококачественную булатную сталь очень часто используют для изготовления не менее качественных и красивых моделей ножей. Обычно это инструменты нижеперечисленных типов:
- цельнометаллические;
- с клинком фиксированного типа;
- имеющие складную конструкцию.
Сфера применения качественных ножиков, сделанных из редкой булатной стали, может быть разной. Сегодня выпускаются очень хорошие ножи для охоты или рыбалки. Встречаются не только туристические, но и военные экземпляры. Существуют и ножи, входящие в отдельную категорию, – метательную. Можно приобрести дорогостоящий коллекционный нож из булатной стали. Высококачественные модели ножей, предназначенные для увлеченных коллекционеров, нередко имеют очень высокую стоимость.
Для производства таких оригинальных инструментов обычно применяется натуральная древесина ценных пород. Могут присутствовать богатые декорации, выложенные из драгоценных камней, рукоятка из натурального рога. Каждый коллекционный нож представляет собой результат кропотливого ручного труда, поэтому дешево стоить не может. К сожалению, в других современных областях рассматриваемый вид стали должного распространения получить так и не смог. Это обусловлено тем, что булат во многом уступает более совершенной легированной стали.
Кроме того, булатный сплав может оказаться гораздо более дорогим из-за сложностей производства.


Правила использования и ухода
Качественные продукты, произведенные из булатной стали, требуют грамотного использования и ухода. Пренебрегать подобными процедурами настоятельно не рекомендуется, если хочется, чтобы красивое изделие прослужило как можно дольше.
- Поскольку рассматриваемая сталь может покрыться ржавчиной, то сразу же после ее использования (особенно, на кухне) ее требуется тщательно очищать. После этого стальные лезвия аккуратно промывают водой и протирают ветошью насухо.
- Хранить оригинальный ножик, произведенный из булатной стали, необходимо только в теплом и совершенно сухом местечке. В последнем не должен скапливаться конденсат, поскольку он может спровоцировать коррозию металла.
- Желательно пользоваться подходящим чехлом, сделанным из кожи. Чтобы в течение длительного времени хранить булатный клинок или ножик, желательно покрывать лезвие пластом парафина либо рыбьего жира.
- Если на красивом ноже неожиданно появились ржавые следы, инструмент необходимо сразу же очистить. Для подобной манипуляции разрешается использовать керосин, однако слишком агрессивные вещества задействовать запрещено. Подойдет мелкодесперсионная наждачка, но после обработки с ее помощью потребуется протравить булатный ножик, иначе рисунок на нем станет тусклым.
Если придерживаться этих простых правил, роскошный булатный инструмент прослужит много лет, будет выглядеть ухоженным и красивым.


Желание сделать дамасскую сталь своими руками должно иметь под собой определенную целесообразность. Появление подобного материала объясняется довольно просто. В течение нескольких тысячелетий прогресс зависел от уровня развития оружейных технологий. Чтобы иметь легкое и прочное оружие изыскивались подходящие материалы. Можно махать тяжелым мечом, устрашая противника. Имея удобный меч небольшого веса, проще поразить противника, закованного в латы.
Даже рыцари крупных размеров (богатыри), одетые в доспехи, часто ничего не могли противопоставить юрким противникам, вооруженным легкими мечами, шпагами и палашами. Прочная и острая сталь находила изъяны в защите, проникала в стыки лат, нанося смертельные раны. Особая прочность позволяла изготавливать удобное оружие с небольшой массой.
Содержание:
- Булат и Дамаск
- Использование качественной стали в изделиях
- Положительные характеристики
- Недостатки
- Оснащение мастерской для производства изделий
- Заготовки для производства булата
- Пошаговая технология изготовления булата из подшипника
- Заготовки для производства Дамаска
- Пошаговая инструкция изготовления ножа из троса и полосы от напильника
Булат и Дамаск
Рисунок дамасской стали на спиле металла:

Термин дамасская сталь появился сравнительно недавно. В разных источниках стало появляться подобное наименование кованого изделия в середине XIX века. До этого чаще использовалось наименование «Гурда», так называли творения кузнецов с Кавказа и Междуречья. Там стали ковать изделия из смеси сплавов, добиваясь необычного рисунка на поверхности клинков.
Булат, как свидетельствуют исторические исследования, пришел из Индии. В музеях истории сохранились образцы оружия, где применялись литейные заготовки из легированной стали. Чаще всего в них присутствует хром, концентрация которого может достигать до 14 %.
Однако булатное производство рассчитано только на индивидуальный выпуск продукции. Поэтому технология довольно затратная. Мастер тратит много времени для изготовления определенного образца. Если заходит разговор о массовом производстве, то не рассчитывают на сложную технологию.
Только Златоустовский оружейный завод (единственное крупное предприятие) производит булатные клинки. По специальному заказу выпускают изделия дамасской стали. Цены на товар высокие, но имеется стабильный спрос на продукцию не только внутри России, но и за рубежом.
Изучением технологии производства и созданием промышленных технологий занимался металлург Павел Петрович Аносов. Результаты его работы присутствуют во всех учебниках по металловедению и кузнечному делу.
Современный булат в изделиях — реплика ножа НР-40 в современном исполнении, изготавливается на заказ:

Во время Великой Отечественной войны завод выпускал армейские ножи и шашки для кавалерии. Достаточно много экземпляров оружия с той поры реализуется в настоящее время на различных интернет ресурсах. Современные кузнецы производят новодел (так называют изделия, которые выполняются по образу и подобию старинных образцов). Несколько сотен мастерских предлагают копии, которые трудно отличить от оригинала.
Нож разведчика НР-40, изготовленный в 1942 г. – их выпустили более 7 млн. экземпляров:

Судя по количеству предложений и ценам, можно сделать вывод, что индивидуальный товар пользуется стабильным спросом. Производство изделий из булата и дамасской стали может быть довольно интересным и прибыльным бизнесом.
Современный нож НР-40, изготовленный по образцам периода Великой Отечественной войны:

Отличие булата от дамасской стали специалисты видят в исходном сырье:
- Булат – это сплав, в котором присутствует значительное количество легирующих элементов, при последующей кузнечной обработке методом кузнечной сварки соединяют платины, которые придают изделию комплекс новых свойств.
- Дамаск – это механическое соединение металлических заготовок, разнящихся по своим свойствам. Выполняется проковка до нескольких десятков слоев.
Использование качественной стали в изделиях
Не только оружие нуждается в прочных материалах. Конструкционные материалы с особыми свойствами используются в самых разных отраслях промышленности.
Кованые изделия работают в автомобилях, на железнодорожном транспорте, в сельскохозяйственных машинах, на космических кораблях. Используется только весьма упрощенная технология. Ковкой добиваются получения мелкого зерна в строении металла. Устраняются возможные раковины, которые присутствуют в отливках.
Образец современного клинка с выраженным рисунком:

Для дамасской стали отмечают плюсы и минусы.
Положительные характеристики
- Высокая прочность изделия, выдерживает нагрузку, приложенную в разных направлениях (сжимающую, растягивающую, изгибающую и другие виды нагружений).
- Износостойкость режущей кромки, долго держит остроту.
- Имеет необычный внешний вид, невозможно повторить рисунок на аналогичном предмете, делает его узнаваемым.
- Высокая стоимость при реализации.
Специальный вид дамасской стали, изготовленной из троса:

Перечисленные плюсы часто привлекают мастеров заниматься производством по технологии многократной проковки заготовок. Для каждой новой партии товара могут использоваться свои способы и последовательность ковки.
Недостатки
Главный недостаток – это высокие затраты труда на производство изделия. Приходится прибегать к многократному нагреванию заготовки.
Высокоуглеродистая сталь подвержена коррозии. На вопрос: «Ржавеет ли?» Можно ответить однозначно, что без надлежащего ухода ржавчина быстро уничтожает изделие.
Даже в домашних условиях желательно регулярно ухаживать за предметами из дамасской стали. Их протирают растительными или минеральными маслами, а потом сухой ветошью снимают излишки. Оригинальное оружие обрабатывают не реже одного раза в год. Тогда оно сохраняется надолго.
Финка из дамасской стали, современное изделие:

Оснащение мастерской для производства изделий
В мастерской домашнего мастера, желающего заняться изготовлением изделий из дамасской стали, нужно иметь:
- Сварочный аппарат – с его помощью пластины из материалов различной прочности свариваются в единый блок, которые можно обрабатывать совместно.
- Горн – в нем выполняется нагрев заготовок из готовых предметов до высоких значений температуры (более 800 ⁰С).
- Наковальня нужна для ковки. Методом деформации производится кузнечная сварка, меняется форма детали на разных стадиях обработки.
- Набор молотков и молотов помогает наносить удары с разной силой. Когда работают вдвоем, то ведущий кузнец ударами легкого молотка показывает подручному места для нанесения ударов тяжелым молотом.
- Тиски используют для фиксации заготовок на разных этапах работы.
- Сверлильный станок необходим для сверления отверстий.
- Заточной станок используется чаще остальных, на нем изделиям придают форму и остроту.
- Гриндер – это вариант заточного станка, отличительная особенность заключается в использовании ленты с абразивным покрытием, склеенной в кольцо. С помощью гриндера формируют ровные спуски под заданным углом.
- Станок для изготовления спусков. Качественная заточка до бритвенной остроты возможна только на специальном приспособлении, которое позволяет двигаться по строго определенной траектории.
- Болгарка набором отрезных и зачистных дисков. Простой инструмент оказывает помощь при выполнении самых разных видов действий.
Заточка клинка на гриндере:

Кроме основного набора станков и приспособлений, многие мастера дополнительно используют деревообрабатывающее оборудование. Оно помогает изготавливать ручки из прочных пород древесины. Небольшие токарные станки помогают создавать сложную фурнитуру, которая украшает готовые предметы.
Самодельный миниатюрный гриндер, стачивание спусков:

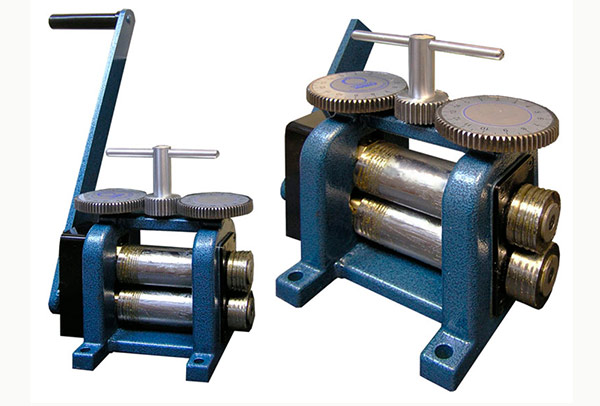
В мастерских, производящих качественные ножи, имеются вальцы. На них разогретые заготовки прокатывают с целью получения пластины определённой толщины. Дамасская сталь своими руками получается после многократной ковки и проката через вальцы.
Прокатные вальцы:
Наличие кривошипного молота помогает проковывать заготовку серией многочисленных ударов. Пневматический или гидравлический пресс используют для объемного обжатия металла. Одним движением придается нужная геометрия.
У некоторых мастеров имеются матрицы и пуансоны, которые позволяют методом пластической деформации придавать стандартную форму, например, продавливать дол на клинке (используют для придания жесткости с одновременным снижением массы).
Заготовки для производства булата
Сделать булатную сталь несложно, для его производства используют стали и сплавы с заранее заданными свойствами. Применяют готовые изделия и специальные слитки. Кузнечные мастерские пользуются металлическим ломом или деталями, приобретаемыми в торговой сети. В таблице приведены материалы, которые чаще всего применяют для изготовления кованых предметов.

Пошаговая технология изготовления булата из подшипника
Изделия из готовых слитков или заготовок производятся в следующей последовательности.
Внутреннее кольцо подшипника изготовлено из сплава ШХ-15. Его распиливают отрезным диском болгарки, направляют на прогрев в горн. Желательная температура прогрева 900…950 ⁰С.

На наковальне удерживают заготовку кузнечными щипцами. Отбивая молотком выпуклости, из кольца формируют полосу.

Убирают впадины с полосы.

На гриндере придают нужную форму.

С помощью специальной оправки удерживают заготовку. Постоянный угол позволяет с обеих сторон создать одинаковые спуски.

Окончательная форма изделия получается путем обтачивания.

Паста ГОИ и вспомогательный бархатный валик помогают отполировать поверхность.

После полировки получается готовый клинок. Остается изготовить ручку, больстер и ножны. Тогда изделие можно считать законченным.

Заготовки для производства Дамаска
Сделать дамасскую сталь в домашних условиях может любой мастер, для этого применяют наборы сплавов. В них присутствуют мягкие и твердые включения. Комбинируя их между собой, добиваются получения клинков с выраженными структурными узорами.
Используются следующие комбинации, показанные в таблице. Некоторые мастерские предлагают и свои варианты. Предлагаемые схемы дают наилучшие показатели.

Начиная производство в собственной мастерской, узнать, сколько стоит готовое изделие, несложно. На многих сайтах интернет-магазинов указаны цены. По мере приобретения опыта и повышения качества товара, можно повышать цену на свою продукцию.
Видео: как сделать дамасскую сталь?
Пошаговая инструкция изготовления ножа из троса и полосы от напильника
Дамасскую сталь и изделие из нее изготовить сложнее. Но готовый образец будет иметь более привлекательный вид. Ниже приведена последовательность изготовления клинка.
Из нескольких отрезков троса готовят заготовки. Их сваривают с помощью стержней из нержавеющей стали. Трос представляет собой жесткий металл, а нержавейка – это мягкий, пластичный материал.

Перед началом работ производится промывка. Используется в дизельном топливе. Желательно вымыть имеющиеся органические включения.

В муфельной печи производится первичный обжиг.

Бура помогает избавиться от окалины. При высокой температуре шлак не будет задерживаться внутри заготовки.

Первая очищающая ковка. Несильные удары. Нужно механическим путем вытряхнуть возможные шлаки, тогда не будут образовываться раковины.

Ковка с помощью легкого молотка позволяет придать прямоугольную форму. Сначала уплотняется поверхностный слой.

Ковка тяжелым молотом ведется для уплотнения всего внутреннего пространства. Задача этой операции – получить монолитное изделие.

На автомате создают полосу нужного размера. Теперь заготовка по своим параметрам превращается в пластину.

После проковки на автомате на заготовке проявляется желаемый рисунок.

Если не устраивает внешний вид, то можно перековать. Умелые мастера часто перековывают пластину несколько раз, а потом выполняют перекручивание заготовки. Тогда образуются оригинальные звезды.

Приваривается будущая режущая кромка. Для нее используется полоса от напильника, в которой использована сталь У10. На кромке твердость составить HRC 60…63. Остальная часть лезвия останется пластичной.

На тяжелом прессе 120 т производится ковка рукоятки.

Клинок приобретает нужную форму. Нагрев более 900 ⁰С делает металл весьма пластичным.

Отковывается рукоять.
Готовая поковка уже имеет довольно привлекательный вид. Нужно стачивать спуски, чтобы были образованы режущие кромки.

Спуски сточены. Клинок готов для дальнейшей работы. Самая трудоемкая часть работы выполнена.

Рисунок на лезвии показывает, что изделие изготовлено из дамасской стали.

Варианты клинка. Ни один из них никогда не повторится. Каждый будет иметь только ему присущую структуру. С помощью кислоты добиваются проявления более глубокого рисунка.

Еще возможный вариант. Если на стадии сварки будущих элементов изменять толщину троса и нержавейки, то можно получать каждый раз новые виды дамаска.

Используя иные материалы, можно создавать и другие виды клинков.
Republished by Blog Post Promoter