ОТСАДОЧНЫЕ МАШИНЫ РАЗЛИЧНОЙ
МОДИФИКАЦИИ
Содержание
Введение ………………………………………………………………2
ОДНОБУНКЕРНЫЕ ОТСАДОЧНЫЕ МАШИНЫ
Настольная отсадочно-дозировочная машина BABYDROP……..3
Одно бункерная тестоотсадочная машина DROP
EV TF «ABM……..5
ДВУХ БУНКЕРНЫЕ ОТСАДОЧНЫЕ МАШИНЫ
Отсадочная
машина для производства песочного печенья
DAC-600………………………………………………………………………….9
Формовочно-экструзионная
машина для печенья
с
начинкой MULTIEXTRUSION……………………………………………..11
ТРЁХ БУНКЕРНЫЕ ОТСАДОЧНЫЕ МАШИНЫ
Формовочно-экструзионная
машина для двухцветного
печенья
с начинкой
ALADIN
mini………………………………………….13
Формовочно-экструзионная
машина для двухцветного
печенья с начинкой ALADIN
600…………………………………………..16
Вопросы для самоконтроля………………………………………..20
Введение
Основное назначение отсадочных машин — производство
отсадного, формовочного печенья, бисквита, кексов, зефира, круасанов, слоеных и
заварных изделий. Отсадочные машины удобны и многофункциональны. Они сочетают в
себе самые современные технологии с простотой использования и практичностью в
техническом обслуживании.
На современных универсальных отсадочных машинах можно
наладить производство печенья, печенья с начинкой, пряников самого широкого ассортимента;
выпускать печенье одноцветные, двухцветные, одноцветные с джемом и без,
двухцветные с джемом и без, трехцветные и многие другие. Универсальная
отсадочная машина используется для дозированной подачи на противень
тестовых заготовок (с начинкой или без нее) всевозможных форм и размеров.
Особенности конструкции данных машин дают возможность работать с различными
видами теста (с мягким, песочным, заварным, пряничным, жидким бисквитным и
т.д.), а также с зефирной массой, пастилой и т.п.
На
машинах этого типа предусмотрена возможность установки различных дозирующих
устройств, выбор которых зависит от подаваемого вида теста. На данном
оборудовании можно изготавливать широкий ассортимент заварных пирожных, зефира,
печенья, кондитерских изделий с начинкой внутри и снаружи и т.д. При помощи
этого оборудования можно производить изделия сложных форм, например, двух- и
трехслойное печенье, а также экспериментировать с различными формами —
благодаря разнообразному выбору насадок и штампов. Кроме того, отсадочные
машины просты в эксплуатации, они компактны и ее легко собрать/разобрать при
необходимости мойки и санобработки.
Помимо
отсадочных, в кондитерской промышленности применяют более сложные и
универсальные экструзионно-формующие машины для выпуска печенья и кондитерских
изделий с одно- или двухцветной начинкой путем выдавливания, струнной или
гильотинной резки. Эти аппараты успешно работают с сыпучей, вязкой,
пастообразной и твердой начинками, пряничным, сырцовым, заварным, дрожжевым,
песочным, сдобным тестом, марципановой массой.
В числе
преимуществ названной техники — электронное управление, которое экономит время
и силы оператора и обеспечивает улучшенный контроль качества продукции,
небольшая погрешность веса изделий, простота в управлении и обслуживании,
плавность хода двигателя, компактность и современный дизайн.
НАСТОЛЬНАЯ
ОТСАДОЧНО-ДОЗИРОВОЧНАЯ МАШИНА
BABYDROP

Описание
оборудования
·
Самая маленькая из представленных на рынке
отсадочно-дозировочных машин для производства кондитерских изделий новая модель
BABYDROP фирмы MIMAC.
·
Машина предназначена для работы с противнями шириной 400мм. С
выпуском этой модели машины технологии отсадки кондитерских изделий стали
доступными и для предприятий общественного питания.
·
Большой выбор насадок позволяет создавать изделия самых
разнообразных форм и размеров.
·
Машина оснащена микропроцессором последнего поколения,
управляющим всеми функциями и запоминающим до 40 программ.
·
Практичная и функциональная панель управления с жидкокристал-лическим
дисплеем и подсветкой
·
Корпус машины выполнен из алюминия, обшивка – из нержавеющей
стали.
·
Все детали, входящие в соприкосновение с пищевыми продуктами,
легко снимаются для мойки
·
Машина оснащается дозировочной группой валкового типа для производства
песочного печенья, эклеров, миндального печенья, безе и т. д.
·
Вариатор скорости валков
·
Выбор направления продвижения противней и регулировка скорости
продвижения противней.
·
Регулировка высоты отсадки при помощи маховика
·
Обратное вращение валков для предотвращения капания («вакуум»)
·
Автоматическое начало отсадки (концевой выключатель на столе)
·
Поднятие-опускание дозировочной группы для отрыва заготовок
·
Базовая комплектация включает стационарный штамп с 6-ю гнездами
для насадок, 6 бронзовых насадок с плоским носиком и 6 бронзовых насадок с
зубчатым носиком.
Фигурные бронзовые насадки






Дополнительные бронзовые насадки

ОДНОБУНКЕРНАЯ
ТЕСТООТСАДОЧНАЯ МАШИНА DROP EV TF «ABM

Описание оборудования
Оборудование оснащено цветным дисплеем
«touch screen» 8,4* для осуществления полного контроля процесса работы,
позволяющим легко и быстро получить желаемую форму печенья.
Любой оператор может за несколько минут подготовить и запустить
машину.
Возможность изменения выбранных параметров в процессе работы.
Автоматическое опускание стола.
Ширина противней 400/600 мм.
Скорость поступательного движения противня контролируется
инвертером.
Регулируемая скорость вращения насадок.
Бункер и головки с дозирующими вальцами из нержавейки с регулируемой
скоростью вращения контролируется инвертером.
200 рабочих программ сохраняемых в памяти машины.
Функция отсадки многоярусного печенья
Меню на 9 языках в т.ч. русский.
Функция опережения дозировки.
Стандартная комплектация
Комплект гладких бронзовых насадок Ø 10мм
Комплект рифленых бронзовых насадок Ø 10мм
Комплект гладких пластмассовых насадок со смещенным центром Ø 10мм
Комплект рифленых пластмассовых насадок со смещенным центром Ø
10мм
Набор ключей для обслуживания
Штамп для струнной резки




Дозировочная группа насосного типа для жидкого теста
на ширину противней 400 мм –
на ширину противней 600 мм –
Дозировочная группа валкого типа для твердого теста
на ширину противней 400 мм –
на ширину противней 600 мм –
 Щелевая
Щелевая
насадка для листа бисквита
Дополнительные бронзовые
насадки

С
ИСПОЛЬЗОВАНИЕМ ГОЛОВКИ ВАЛКОВОГО ТИПА




С
ИСПОЛЬЗОВАНИЕМ ГОЛОВКИ НАСОСНОГО ТИПА

Одна из особенностей этого
оборудования большой дисплей, позволяющий быстро и легко запрограммировать
машину. Достаточно выбрать тип печенья, задать несколько параметров и в течении
несколько минут Вы можете начинать работу.


На этом оборудовании можно производить не
только печенье,
а также отсаживать бисквит, кексы,
заварное тесто, коржи для тортов.
Программа КОРЖ
Укладывает
равномерно тесто для коржей (или мармелад) на противне без
вертикального перемещения стола

Программа КЕКС
Отсаживает
продукт в формы на противне без вертикального смещения стола, эта особенность позволяет увеличить
производительность машины.

ОТСАДОЧНАЯ
МАШИНА ДЛЯ ПРОИЗВОДСТВА ПЕСОЧНОГО ПЕЧЕНЬЯ DAC-600,
ДВУХБУНКЕРНАЯ

Универсальная машина с программным
управлением предназначена для производства песочного печенья и других
кондитерских изделий с начинкой. Использование двух бункеров позволяет
производить одновременно изделия из двух видов теста: двухцветные, украшенные,
с начинкой.
Принцип
действия:
На подовые
листы, установленные на движущемся столе машины, дозируется одновременно тесто
из двух ёмкостей, при этом в одной емкости может быть белое тесто, а в другой –
цветное или мармелад.
В зависимости от вида
насадки и установок машины можно производить широкую гамму изделий.
Машина обеспечена широкой комплектацией оборудования и
приспособлений обеспечивающие следующие возможности:
•
две независимые головки для твердого теста с приспособлением для
полужидкого теста ширина головки 600 мм;
•
плавное регулирование валков, выдавливающих тесто, в обеих
головках отдельно;
•
возможность работы на противнях разной длины;
•
память на 300 рецептур;
•
возможность введения собственных названий (для рецептур изделий);
•
возможность установки, с панели, расстояния от первого ряда;
•
электронный датчик контроля противня;
•
электронное измерение передвижения противня;
•
автоматическое регулирование высоты стола;
•
поворот сопл, выдавливающих тесто;
•
плавное регулирование оборота формирующих сопл;
•
возможность работы машины в потоке линии.
Прочие особенности:
·
корпус
и обшивка выполнена из нержавеющей стали.
·
для
обслуживания машины нужен только один рабочий.
·
в
зависимости от массы и формы печенья часовая производительность машины
составляет от 40 до 120кг.


ФОРМОВОЧНО-ЭКСТРУЗИОННАЯ
МАШИНА ДЛЯ ПЕЧЕНЬЯ
С НАЧИНКОЙ И РЕЗАНОГО НИТЬЮ
ДВУХЦВЕТНОГО
MULTIEXTRUSION

Описание оборудования
Ø Машина
предназначена для формовки методом экструзии печенья различных форм с начинкой
из варенья, шоколадных масс и т.д., а также для производства резанного нитью
двухцветного или одноцветного печенья, разделенного пополам или с цветом в
центре изделия. Форма изделия не обязательно должна быть круглой. Центр изделия
может быть круглым,
квадратным или ромбом.
Ø Для
производства одноцветного и двухцветного резанного нитью печенья машину в
базовой комплектации необходимо оснастить устройством для струнной резки.
·
Модуль экструзии теста, состоящий из 2-х вальцованных цилиндров
со специальным профилем выталкивающего действия способствующий экструзии
большой разновидности тестов.
·
Модуль экструзии начинки, состоящий из 4-х цилиндрового
объемного экструдера, съемного бункера, коллекторами и соединительными трубками
с формовочным штампом.
·
Модуль формовки продукта, состоящий из одиночных компрессионных
камер с опорным узлом для экструзионных насадок.
·
Модуль окончательного закрытия продукта, состоящий из
колеблющейся опоры, на которой установлены ротационные диафрагмы.
·
Все части входящие в контакт с тестом и начинкой приспособлены
для быстрой разборки и чистки;
·
Структура машины выполнена из антикороидального алюминия.
·
Внешняя обшивка изготовлена из нержавеющей стали.
·
Все приводы на основе редукторов управляются инвертером.
·
Все детали электрического блока управления изготовлены из
нержавеющей стали и герметично изолированы, согласно нормативам ЕС.
·
Панель управления имеет удобный интерфейс и программируется по
принципу «touch screen».
Образцы изделий изготовленных
на MULTIEXTRUSION

ФОРМОВОЧНО-ЭКСТРУЗИОННАЯ
МАШИНА ДЛЯ ДВУХЦВЕТНОГО ПЕЧЕНЬЯ С НАЧИНКОЙ И РЕЗАНОГО НИТЬЮ ДВУХЦВЕТНОГО ALADIN
mini

Описание оборудования
3-х бункерная отсадочная машина для печенья c начинкой в 1 ряд.
Вес заготовок печенья от 10 до 40 гр.
Солидный каркас из алюминиевых профилей, обшивка из нержавейки.
Внешняя обшивка изготовлена из нержавеющей стали.
Все приводы на основе редукторов управляются инвертером.
Дозирующие головки и формовочный штамп полностью разборные для
быстрой очистки
Машина оснащена необходимыми системами защиты
Все детали электрического блока управления изготовлены из
нержавеющей стали и герметично изолированы, согласно нормативам ЕС.
Электрическая часть соответствует нормам ЕС.
Панель управления имеет удобный интерфейс и программируется по
принципу «touch screen». Все части входящие в контакт с тестом и начинкой
соответствуют существующим нормативам о материалах входящим в контакт с
продуктами питания.
Стандартная
комплектация
100 шт. противней 600х100 мм
Набор ключей для обслуживания
Инструкция пользования и электрическая схема
Машина в базовой комплектации оснащена 1 штампом и 1 устройством
диафрагменной резки для производства печенья с начинкой по заказу клиента (код продукта
А1, А2, А3, А5).
Кроме того, машина в стандартной
комплектации предрасположена к подключению модуля струнной
резки.
Дополнительные опции
Модуль струнной резки
Штамп резки нитью для резанного нитью одноцветного печенья
(или двухцветного, разделенного пополам)
Штамп резки нитью для резанного нитью двухцветного печенья с
цветом в центре
Модуль для фиксации штампа «TWIST» (изделие «косичка» №
А16 по каталогу)
Штамп формата «TWIST» (изделие «косичка»№ А16) (в комплекте с
1 матрицей) поставляется только при наличии модуля для фиксации штампа
«TWIST» (см. выше)
Дополнительный штамп диафрагменной резки
Гильотина
Штамп FIG-BAR
Направляющее устройство для продуктов формата А8, А9, А10
(длинные печенья с начинкой
Описание разных форматов печенья
1. Печенья формата А1, А2, А3, А4, А5, А6, А12, А15, А19 (с
начинкой) – для их производства требуется штамп для продуктов с начинкой – один
штамп для каждого формата.
2. Форматы А8, А9, А10 (длинные печенья с начинкой) – помимо
штампа с начинкой для каждого формата печенья необходимо также направляющее
устройство для правильного расположения продуктов на противень.
3. Форматы А11, А13, А18, А20, А21, А22, А23, А24 (fig-bar) – для
их производства требуется дополнительный штамп «fig-bar» для каждого формата.
Также необходимо использовать гильотину для резки.
4. Форматы А16, А17 (twist) – необходимы: адаптер для модуля
«twist» + модуль «twist» со штампом + гильотина.
5. Для форматов со струнной резкой необходимы: модуль струнной
резки + штамп струнной резки (1 штамп для каждого формата). Важно делать
различие между; одно, 2-х цветным штампом на половину для продукта со струнной
резкой (форматы Т25, Т26, Т27, Т47 и Т48) и форматы печенья с центральным
штампом для струнной резки (остальные форматы серии Т).

ФОРМОВОЧНО-ЭКСТРУЗИОННАЯ
МАШИНА ДЛЯ
ДВУХЦВЕТНОГО ПЕЧЕНЬЯ С
НАЧИНКОЙ
И РЕЗАНОГО НИТЬЮ
ДВУХЦВЕТНОГО
ALADIN 600

Описание
оборудования
Машина для производства печенья с начинкой (со струнной резкой)
от 10 до 40 грамм. 3 бункера из нержавейки разбираются легко для быстрой
очистки. Структура машины выполнена из антикороидального алюминия. Внешняя
обшивка изготовлена из нержавеющей стали. Все приводы на основе редукторов
управляются инвертером.
Все детали электрического блока управления изготовлены из
нержавеющей стали и герметично изолированы, согласно нормативам ЕС.
Электрическая часть соответствует нормам ЕС. Панель управления
имеет удобный интерфейс и программируется по принципу «touch screen».
Технические
характеристики
Расчетная производительность до 21 000 шт/ч
Ширина транспортера 600 мм
Габаритные размеры 2000х1300х1400 мм
Емкость каждого бункера около 15 кг
Кол-во рядов 7
Вес 750 кг
Напряжение 220/380 В / 50/60 Гц
Уст. мощность 2,2 кВт
Машина
в базовой комплектации
Машина
в базовой комплектации оснащена 1 штампом и 1 устройством диафрагменной резки
для производства печенья с начинкой по заказу клиента (код продукта А1, А2, А3,
А5). Кроме того, машина в стандартной
комплектации
машина предрасположена к подключению модуля струнной резки.
Дополнительные опции
 Устройство резки нитью
Устройство резки нитью
Матрица резки нитью для резанного нитью
одноцветного печенья (или двухцветного, разделенного пополам)
Матрица
резки нитью для резанного нитью двухцветного печенья с цветом в центре.
Устройство резки
ножами

Гильотина на устройстве резки нитью
Устройство смазки
изделий

Подвижное устройство прижимное
или декорирующее

Фиксированное
прижимное устройство

Описание разных форматов печенья
1. Печенья
формата А1, А2, А3, А4, А5, А6, А12, А15, А19 (с начинкой) – для их
производства требуется штамп для продуктов с начинкой – один штамп для каждого
формата. Для форматов А4 и А6 необходим модуль декорирования, а для продукта А4
еще и модуль обмазки.
2. Форматы А8,
А9, А10 (длинные печенья с начинкой) – помимо штампа с начинкой для каждого
формата печенья необходимо также направляющее устройство для правильного
расположения продуктов на противень.
3. Форматы А11,
А13, А18, А20, А21, А22, А23, А24 (fig-bar) – для их производства требуется
дополнительный штамп «fig-bar» для каждого формата. Также необходимо
использовать гильотину для резки.
4. Форматы А16,
А17 (twist) – необходимы: адаптер для модуля «twist» + модуль «twist» со
штампом +гильотина.
5. Для форматов
со струнной резкой необходимы: модуль струнной резки + штамп струнной резки (1
штамп для каждого формата). Важно делать различие между; одно, 2-х цветным
штампом на половину для продукта со струнной резкой (форматы Т25, Т26, Т27, Т47
и Т48) и форматы печенья с центральным штампом для струнной резки (остальные
форматы серии Т).


Вопросы для самоконтроля
- Назначение данного
вида оборудования? - От чего зависит выбор
дозирующего устройства? - Отличительная
особенность настольной отсадочно-дозировочной машины BABYDROP ? - В чём преимущество
одно бункерной тестоотсадочной машины DROP
EV TF «ABM ? - Характеристика двух
бункерных машин: основные узлы, комплектация. - Характеристика трех
бункерных машин: преимущества и недостатки. - Заполнить таблицу:
|
Тип машины |
Преимущества |
Недостатки |
- Home
- Technology
- Отсадочно — дозировочная машина модели EURODROP TFV400 / TFV450 / TFV600 MIMAC (#39) Тестовое описание документации. (#41)
ОТСАДОЧНО—ДОЗИРОВОЧНАЯ МАШИНА ERODROP TFV 1 ОТСАДОЧНО—ДОЗИРОВОЧНАЯ МАШИНА MIMAC EURODROP TFV ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ (ПАСПОРТ)
- Download
Embed Size (px)
TRANSCRIPT
-
— ERODROP TFV
1
— MIMAC EURODROP TFV
()
-
— ERODROP TFV
2
( 89/392 . 1.7.4.)
-
— ERODROP TFV
3
: — , . — , . — . — .
-
— ERODROP TFV
4
, , .
. 1
. . . , , . . , , , . . , .
-
— ERODROP TFV
5
. , . . : — () ; , . — (/) ; , . , ; . — +5 +40 , 35 ; — 30 95 %
( ); — . 1 2. 2
-
— ERODROP TFV
6
. . , . CEI EN 60204-1. , . . 3 .
1 2
. 3
7. БЕСПОРШНЕВЫЕ ОТСАДОЧНЫЕ МАШИНЫ
7.1. Беспоршневая отсадочная машина состоит из нескольких секций (рис. 8), каждая из которых представляет собой заполненный жидкостью U-образный сосуд, разделенный перегородкой на два отделения: воздушное и ситовое. Ситовое отделение открытое, а воздушное — закрытое. Через золотниковое устройство воздушное отделение сообщается попеременно с ресивером машины, из которого в отделение поступает сжатый воздух, и с атмосферой. Пульсация давления воздуха в воздушном отделении возбуждает периодические колебания жидкости в сосуде.
Рис. 8. Схема устройства беспоршневой отсадочной машины
1 — воздушное отделение; 2 — ситовое отделение;
3 — золотниковое устройство
Основными динамическими нагрузками беспоршневых отсадочных машин являются неуравновешенные силы инерции движущейся жидкости, представляемые в виде суммы гармоник, первая из которых имеет частоту вращения золотникового вала, вторая — удвоенную частоту вращения золотникового вала, третья — утроенную частоту вращения золотникового вала и т.д.
Динамические нагрузки определяются от каждой секции машины. Если золотниковые устройства ряда секций имеют общий приводной вал, то взаимное направление нагрузок от секций устанавливается по сдвигу фаз золотниковых устройств. В тех случаях, когда отсутствуют данные о сдвиге фаз, принимается, что нагрузки от всех секций одной машины совпадают по направлению.
7.2. Коэффициент перегрузки kд принимается равным 1,3.
7.3. Для аналитического определения возмущающих нагрузок, развиваемых каждой секцией отсадочной машины, должны быть заданы:
N — число оборотов вала золотника в минуту;
p — давление в ресивере машины (избыточное);
fв — площадь поверхности жидкости в воздушном отделении секции;
fс — площадь поверхности жидкости в ситовом отделении секции;
Lх — расстояние между осями ситового и воздушного отделений;
![]() — удельный вес жидкости;
— удельный вес жидкости;
![]() — угол поворота вала золотника, на протяжении которого воздушное отделение сообщается с ресивером машины; указания о выборе величины угла
— угол поворота вала золотника, на протяжении которого воздушное отделение сообщается с ресивером машины; указания о выборе величины угла ![]() для тех случаев, когда она не задана, приводятся в пп. 7.4 и 7.6.
для тех случаев, когда она не задана, приводятся в пп. 7.4 и 7.6.
Кроме перечисленных величин для расчета нагрузок необходимо знать профиль проточной части секции и привязку профиля (по вертикали) к плоскости опор машины.
7.4. Динамические нагрузки от секции отсадочной машины приводятся к двум составляющим: горизонтальной и вертикальной [вдоль осей x и z (рис. 8)], которые могут быть представлены в виде рядов, содержащих гармоники с частотами ![]() (i = 1, 2, 3…):
(i = 1, 2, 3…):
 ; (67)
; (67)
 . (68)
. (68)
Амплитуды гармонических составляющих вычисляются по формулам:
 , (69)
, (69)
 , (70)
, (70)
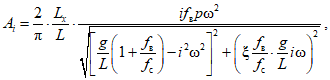 (71)
(71)
где L — приведенная к воздушному отделению длина средней линии тока для профиля проточной части секции машины; способ вычисления величины L приведен в п. 7.5;
![]() — коэффициент гидравлических сопротивлений, величину которого рекомендуется принимать равной 3 сек;
— коэффициент гидравлических сопротивлений, величину которого рекомендуется принимать равной 3 сек;
 — угловая частота вращения главного вала машины в сек-1;
— угловая частота вращения главного вала машины в сек-1;
g — ускорение силы тяжести.
Фазовые углы ![]() вычисляются по формуле
вычисляются по формуле
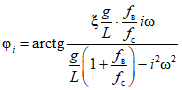 . (72)
. (72)
В тех случаях, когда величина угла ![]() не задана, ее следует для расчета принимать такой, чтобы динамическое воздействие на несущие строительные конструкции оказалось наибольшим. Для этого нужно, чтобы амплитуды гармонических составляющих сил с частотами, близкими к частотам собственных колебаний несущих конструкций, оказались наибольшими по модулю.
не задана, ее следует для расчета принимать такой, чтобы динамическое воздействие на несущие строительные конструкции оказалось наибольшим. Для этого нужно, чтобы амплитуды гармонических составляющих сил с частотами, близкими к частотам собственных колебаний несущих конструкций, оказались наибольшими по модулю.
Величина угла ![]() может принимать значение от 0 до
может принимать значение от 0 до ![]() . Так как на действие силы Rx проверяются конструкции каркаса здания, а на действие силы Rz — конструкции перекрытия, то величины угла
. Так как на действие силы Rx проверяются конструкции каркаса здания, а на действие силы Rz — конструкции перекрытия, то величины угла ![]() при вычислении амплитуд составляющих этих сил могут приниматься различными.
при вычислении амплитуд составляющих этих сил могут приниматься различными.
При вычислении гармонических составляющих силы Rx величину угла ![]() следует принимать:
следует принимать:
![]() , если собственная частота здания близка к частоте одной из нечетных гармоник силы, и
, если собственная частота здания близка к частоте одной из нечетных гармоник силы, и
![]() , если собственная частота здания близка к частоте одной из четных гармоник силы.
, если собственная частота здания близка к частоте одной из четных гармоник силы.
При вычислении гармонических составляющих сил Rz величину угла ![]() следует принимать:
следует принимать:
![]() , если частота одной из нечетных гармоник находится в пределах частот одной из групп перекрытия, и
, если частота одной из нечетных гармоник находится в пределах частот одной из групп перекрытия, и  , если частота одной из четных гармоник находится в пределах частот одной из групп перекрытия (j — номер гармонической составляющей, частота которой
, если частота одной из четных гармоник находится в пределах частот одной из групп перекрытия (j — номер гармонической составляющей, частота которой ![]() находится в пределах частот одной из групп перекрытия).
находится в пределах частот одной из групп перекрытия).
7.5. Величина L определяется следующим образом.
На вычерченном в определенном масштабе профиле проточной части секции машины строится средняя линия тока (рис. 9), представляющая собой геометрическое место центров окружностей, вписанных в профиль.
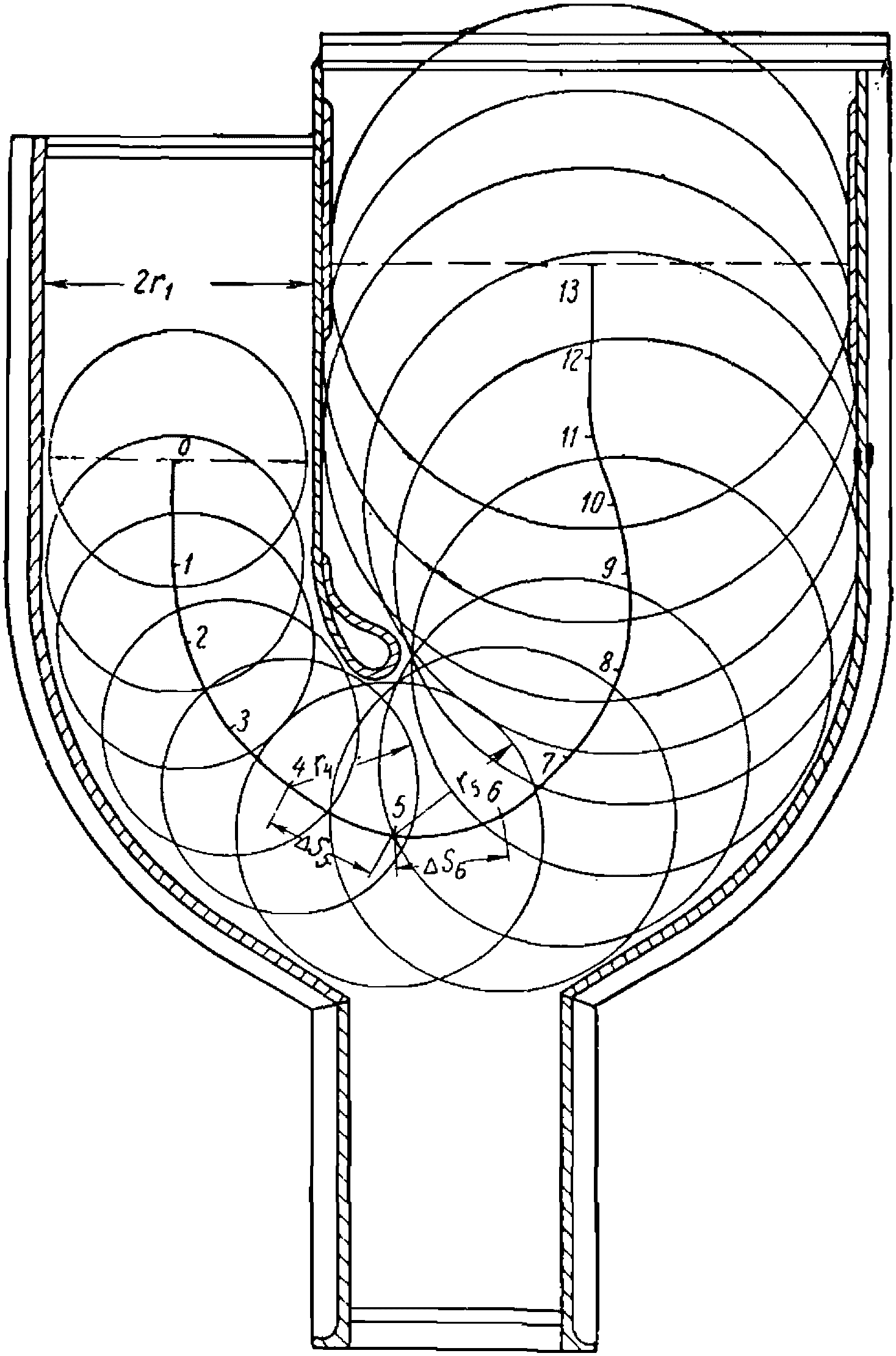
Рис. 9. Построение средней линии тока
Средняя линия разбивается на k участков (k >= 10). Измеряется длина каждого участка ![]() (j = 1, 2, 3…k) и радиусы вписанных окружностей rj (j = 1, 2, 3…k), средние для каждого из участков. Приведенная длина составит:
(j = 1, 2, 3…k) и радиусы вписанных окружностей rj (j = 1, 2, 3…k), средние для каждого из участков. Приведенная длина составит:
 , (73)
, (73)
где 2r1 — ширина проточной части в воздушном отделении секции машины.
7.6. Динамические нагрузки от секции равномерно распределены по ее длине (вдоль оси y). Плоскость действия горизонтальных нагрузок совпадает с плоскостью опор секции.
Плоскость действия вертикальных нагрузок смещена от оси машины в сторону ситового отделения на расстояние
 (74)
(74)
Способ вычисления величины F приведен в п. 7.7. В тех случаях, когда угол ![]() не задан, в формуле (74) рекомендуется принимать
не задан, в формуле (74) рекомендуется принимать
 .
.
7.7. Величина F определяется следующим образом.
Криволинейные участки средней линии тока, построенной по способу, изложенному в п. 7.5, заменяются хордами (рис. 10). Из точки A пересечения оси секции с прямой, лежащей в плоскости опор секции, опускаются перпендикуляры на прямые, являющиеся продолжением хорд. По чертежу и масштабу определяются длины хорд ![]() и отрезков перпендикуляров hj (j = 1, 2…k). Величина F вычисляется как сумма произведений
и отрезков перпендикуляров hj (j = 1, 2…k). Величина F вычисляется как сумма произведений ![]() :
:
 . (75)
. (75)
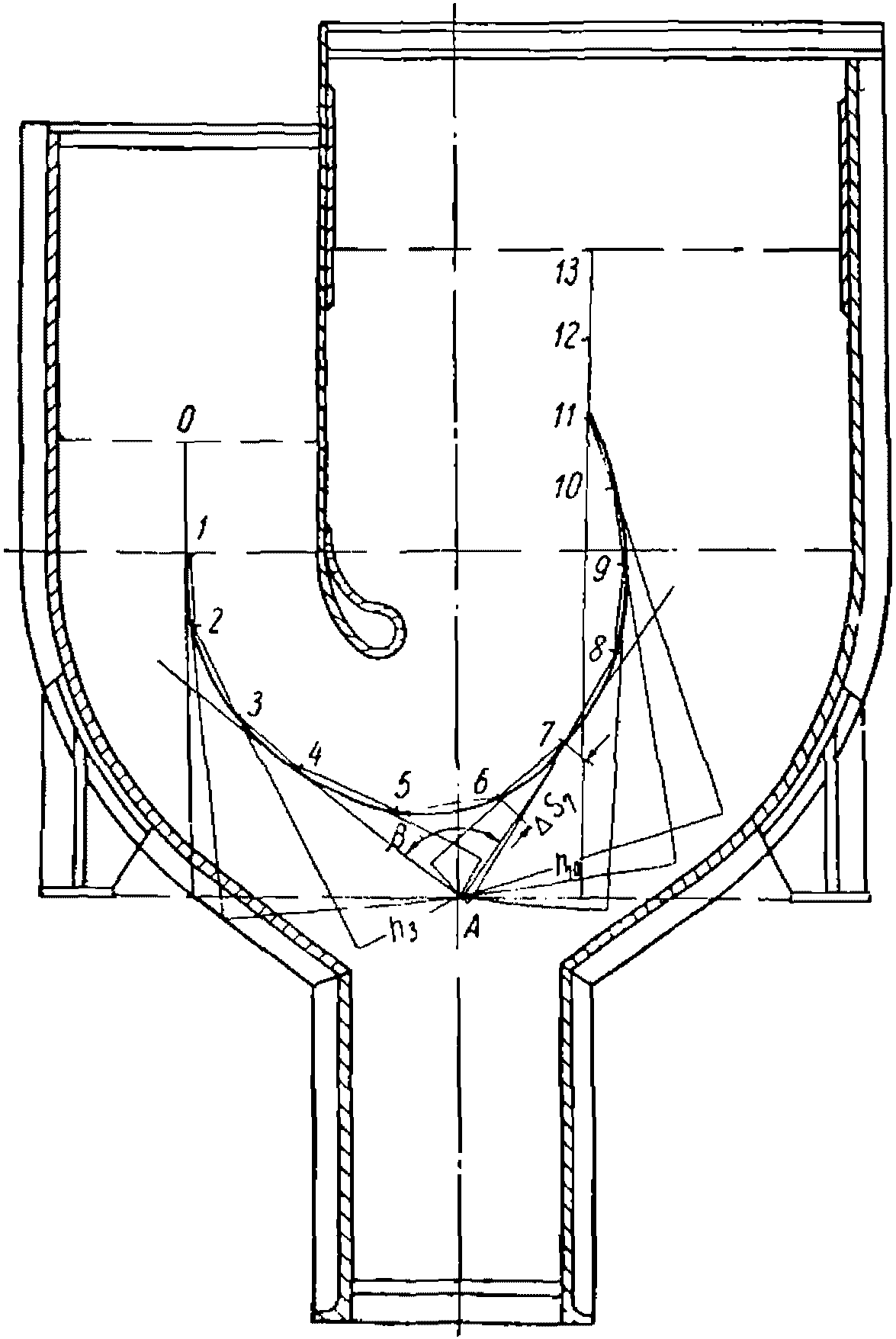
Рис. 10. Определение величины F
При вычислении по формуле (75) должны учитываться знаки величин hj. Знак определяется положением соответствующего перпендикуляра относительно угла ![]() , образованного двумя касательными к средней линии тока, проведенными из точки A. Отрезки hj перпендикуляров, расположенных вне угла
, образованного двумя касательными к средней линии тока, проведенными из точки A. Отрезки hj перпендикуляров, расположенных вне угла ![]() , считаются положительными; отрезки перпендикуляров, расположенных внутри угла
, считаются положительными; отрезки перпендикуляров, расположенных внутри угла ![]() , считаются отрицательными. Если точка A находится с вогнутой стороны средней линии тока, то все отрезки hj положительны.
, считаются отрицательными. Если точка A находится с вогнутой стороны средней линии тока, то все отрезки hj положительны.
Скачать документ целиком в формате PDF