![]()
ПРОФЕССИОНАЛЬНЫЕ МЕДИЦИНСКИЕ ИЗДЕЛИЯ
ПОДДЕРЖКА ROTELLE
ПРОКАТНАЯ СТЕНДА
Инструкции для пользователя
Для правильной работы и достижения максимальной производительности внимательно прочтите эти инструкции перед использованием прокатного стана. В этом руководстве описывается установка, эксплуатация, техническое обслуживание, транспортировка и хранение. Сохраните это руководство для использования в будущем!

Особенности
Предполагаемое использование
Этот продукт предназначен для переноса оборудования, такого как монитор пациента, монитор ЭКГ и т. Д., Чтобы помочь врачам работать удобно и эффективно.
3 фотографии

Очистка и дезинфекция
- Перед очисткой прокатного стана снимите монитор.
- Валки рекомендуется регулярно чистить. Разрешены только неагрессивные чистящие средства. Разбавьте чистящие средства в соответствии с инструкциями производителя.
- Используйте ткань, смоченную спиртом или чистящим средством на ваш выбор, чтобы протереть поверхность прокатного стана, затем вытрите ее чистой тканью или дайте высохнуть на воздухе.
Размеры и вес
Размер: 503 * 461 * H1050 мм
Вес (включая упаковку): 10 кг
Размер упаковки: 780 * 470 * H185мм
Транспортировка и хранение
- Трансфер
При транспортировке прокатную клеть следует оставлять в оригинальной упаковке в сухом месте, избегая ударов. - Условия хранения:
Прокатная клеть должна храниться в сухом и хорошо вентилируемом помещении, свободном от пыли и агрессивных газов. Если стенд хранится в оригинальной упаковке, высота штабелирования не должна превышать четырех слоев, на складе должна быть комнатная температура.
Что взять с собой
| Базовый комплект * 1 | Монтажная пластина * 1 | Опорная стойка * 1 |
| Кастор * 4 | Инструмент для установки * 1 |
Решение Проблем
| Проблема | Анализ | Решения |
| Опорная стойка трясется | Крепежные винты на основании могут быть ослаблены. | Проверьте винты и при необходимости подтяните. |
| Угол возвышения можно регулировать | Регулировочные винты на ручке слишком ослаблены / затянуты | Отрегулируйте герметичность в соответствии с требованиями. |
Установка
Список Запчастей

| Нет | Наименование | Кол-во |
| 1 | Монтажная пластина | 1 |
| 2 | Хранение корзины | 1 |
| 3 | Опорный столб | 1 |
| 4 | Система исчисления | 1 |
| 5 | Ролик | 4 |
| 6 | Винт М4-10 / 12 | 8 |
| 7 | Винт М5-16 | 5 |
| 8 | Винт М6-25 | 4 |
| 9 | Гаечный ключ на 3 мм | 1 |
| 10 | Гаечный ключ на 4 мм | 1 |
Шаг 1:
Закрепите четыре колесика в соответствующих отверстиях на основании.

Шаг 2:
Вставьте опорную стойку в основание и закрепите винтами M6-25.

Шаг 3
Соберите корзину для хранения и закрепите винтами M4-10 и M4-12, как показано на следующих рисунках.

Шаг 4
Закрепите кронштейн в опорной стойке и закрепите винтами M5-16.

УСЛОВИЯ ГАРАНТИИ GIMA
Действует стандартная гарантия B12B сроком на 2 месяцев.
![]() 35148 / 8030421049
35148 / 8030421049
Importato da / Импортировано:
Gima SpA
Via Marconi, 1 — 20060 Гессате (Мичиган) Италия
gima@gimaitaly.com – export@gimaitaly.com
www.gimaitaly.com
Сделано в Китае

![]()
M35148-M-Ред.1-09.20
Документы / Ресурсы
МИНИСТЕРСТВО МОНТАЖНЫХ И
СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
Утверждаю
Заместитель
министра
монтажных и специальных
строительных работ СССР
К.К. Липодат
27
марта 1985 г.
МОНТАЖ ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ
ПРОКАТНЫХ СТАНОВ
ВСН 395-85
МИНМОНТАЖСПЕЦСТРОЙ СССР
Согласовано Госстроем СССР
26 февраля 1985 г.
ЦЕНТРАЛЬНОЕ
БЮРО НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ
Москва
— 1986
СОДЕРЖАНИЕ
1. Общие положения . 2
2. Подготовка к производству монтажных работ . 3
3. Производство монтажных работ . 4
4. Монтаж основного оборудования прокатных станов . 5
Рабочие клети . 6
Оборудование передаточных устройств . 10
Ножницы и пилы .. 12
Правильные машины и моталки . 14
5. Монтаж основного оборудования трубопрокатных станов . 15
Прошивные станы .. 15
Раскатные станы .. 16
Отделочные станы .. 17
Станы холодной прокатки . 18
6. Монтаж подшипниковых опор . 19
Опоры с подшипниками скольжения . 19
Опоры с подшипниками качения . 20
7. Индивидуальные испытания смонтированного оборудования . 26
8. Техника безопасности . 27
Приложение 1. Перечень
основных нормативных документов, требования которых должны выполняться при
монтаже оборудования прокатных и трубопрокатных станов . 28
Приложение 2. Геодезическое
обоснование монтажа оборудования . 29
Приложение 3. Выверка
оборудования методом оптических измерений . 33
Приложение 4. Схема выверки
станин с помощью геодезических приборов . 35
Приложение 5. Схема выверки
шестеренной клети . 35
Приложение 6. Установка и
закрепление оборудования на фундаментах . 36
ВСН 395-85 разработаны в развитие требований СНиП
3.05.05-84 в части правил монтажа основного технологического оборудования
прокатных станов.
В настоящих строительных
правилах отражены требования для проектных, общестроительных и
специализированных монтажных организаций, предприятий-изготовителей
оборудования, которые должны выполняться при монтаже оборудования прокатных и
трубопрокатных станов.
Материал подготовлен в
Магнитогорском филиале института Гипрометаллургмонтаж.
Исполнители: Г.Д. Дудко, В.С. Павленко.
|
Министерство монтажных и |
Ведомственные строительные |
ВСН 395-85 |
|
Минмонтажспецстрой СССР |
||
|
Монтаж технологического |
Взамен |
|
|
ММСС СССР |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие строительные
нормы распространяются на основное технологическое оборудование прокатных
станов и устанавливают требования к его монтажу и индивидуальным испытаниям.
Требования настоящих
строительных правил обязательны для проектных, общестроительных и
специализированных монтажных организаций, предприятий-изготовителей
оборудования.
1.2. Настоящие правила
разработаны в развитие требований СНиП
3.05.05-84 в части правил монтажа основного технологического оборудования
прокатных станов.
Правила отражают общие
положения по монтажу основного оборудования прокатных цехов и не заменяют
инструкций предприятий-изготовителей по монтажу конкретного оборудования.
Правила не распространяются на устройства, механизмы и системы общего
назначения (редукторы, муфты, системы смазки и гидравлики, нагревательные печи
и др.), монтаж которых выполняют в соответствии с требованиями специальных
инструкций.
1.3. При проектировании и
производстве монтажных работ, кроме требований настоящих строительных норм,
следует выполнять требования глав СНиП, стандартов и нормативных документов,
приведенных в обязательном приложении 1, а также технической
документации предприятий-изготовителей оборудования и руководствоваться
Правилами о договорах подряда на капитальное строительство и Положением о
взаимоотношениях организаций генеральных подрядчиков с субподрядными организациями.
1.4. Монтажные работы должны
выполняться специализированной организацией, имеющей опыт монтажа
металлургического оборудования.
1.5. Основным документом, определяющим организацию и последовательность
строительно-монтажных работ при сооружении прокатных цехов, является проект
организации строительства (ПОС), разработанный в составе основного проекта в
соответствии с СН 47-74.
|
Внесены |
Утверждены |
Срок введения в действие |
Технологическое оборудование следует монтировать по проекту
производства работ (ППР), разработанному с учетом требований СНиП 3.05.05-84
и настоящих норм, а также согласованному и утвержденному в установленном
порядке. Отдельные машины монтируют по технологическим картам или схемам
производства работ.
1.6. Оборудование должно
поступать на монтажную площадку в полном соответствии с ГОСТ 24444-80, ОСТ
24.010.01-80 и техническими условиями на изготовление и поставку,
согласованными и утвержденными в установленном порядке.
Нетранспортабельное
оборудование поставляется сборочными единицами, прошедшими на
предприятии-изготовителе контрольную сборку и испытания, имеющими монтажную
маркировку и не требующими доизготовления при монтаже.
1.7. Ревизия оборудования
производится в случаях и порядке, оговоренных Правилами о договорах подряда на
капитальное строительство и Положением о взаимоотношениях организаций —
генеральных подрядчиков с субподрядными организациями.
1.8. Оборудование,
подлежащее монтажу, передаётся заказчиком монтажной организации в зоне
производства монтажных работ в соответствии со СНиП
3.05.05-84, в полной исправности и в сроки, предусмотренные согласованным
сторонами графиком.
1.9. Монтажной организации
передается техническая документация в объеме, установленном СНиП
3.05.05, ОСТ 24.010.01-80 и Правилами о договорах подряда на капитальное
строительство, а также монтажные формуляры с допусками для сборки узлов и
машин.
Техническая и
проектно-сметная документация, разработанная иностранной фирмой на иностранном
языке, должна передаваться заказчиком переведенной на русский язык.
1.10. Техническая
документация на выполняемые строительно-монтажные работы должна быть выдана
монтажной организации до 1 июля года, предшествующего планируемому, и иметь
отметку заказчика о принятии к производству работ.
Техническая документация
предприятий-изготовителей оборудования должна быть передана заказчиком
монтажной организации за 5 мес. до начала монтажных работ в соответствии с ОСТ
24.010.01-80.
2. ПОДГОТОВКА К ПРОИЗВОДСТВУ МОНТАЖНЫХ РАБОТ
2.1. К началу производства
работ по монтажу технологического оборудования генподрядчик должен выполнить
касающиеся его подготовительные работы согласно ПОС и СНиП
3.05.05-84, а также обеспечить электроэнергией, по постоянной или временной
схеме, предоставить мостовые краны и передаточные тележки, необходимые для
производства монтажных работ.
2.2. Монтажная организация в
период подготовки:
получает от генподрядчика
техническую и проектно-сметную документацию и обрабатывает ее;
выдает задания на разработку
ППР, рабочих чертежей металлоконструкций (КМД) и трубопроводов (КТД);
определяет потребность в
металлопрокате, трубах, материалах и оформляет заявки на их получение;
размещает на
производственных базах и заводах заказы на изготовление металлоконструкций и
трубных узлов;
обеспечивает объект
подъемно-транспортным и сварочным оборудованием, слесарно-сборочным и
контрольно-измерительным инструментом;
комплектует объект рабочими
и инженерно-техническими работниками;
принимает от заказчика
оборудование по актам, а от генподрядчика и смежных организаций фундаменты и
опорные конструкции с исполнительными схемами.
2.3. Фундаменты и опорные
конструкции зданий и сооружений под монтаж оборудования принимают в
соответствии с требованиями СНиП
3.05.05-84, причем фундаменты от строительной организации принимают с
установленными «глухими» фундаментными болтами, закладными анкерными плитами
для съемных болтов, колодцами для болтов и закладными элементами для
фиксирования осей и высотных отметок (плашками и реперами) по исполнительной
схеме с указанием на ней проектных и фактических размеров и отметок.
Отклонения при приемке
фундаментов не должны превышать величин, приведенных в табл. 1.
Таблица 1
|
Отклонение |
Величина допускаемых отклонений, мм |
|
От плоскостности на длине фундамента до 60 м |
20 |
|
В расположении фундаментных болтов: |
|
|
размеров |
±5 |
|
высотной |
+20 |
|
выступающей |
1,5 |
|
Размеров (до 10 м), определяющих положение |
±20 |
|
Размеров колодцев в плане |
±20 |
|
Размеров (до 10 м), определяющих положение |
±10 |
2.4. Расположение плашек и реперов на фундаментах для фиксирования осей
и высотных отметок, необходимых для выверки оборудования, дается в схемах
геодезического обоснования (приложение 2), разрабатываемых
организацией, которая проектирует фундаменты под оборудование, на основании
строительных заданий предприятий-изготовителей технологического оборудования,
согласованных с организацией, монтирующей оборудование. При разработке схем
геодезического, обоснования следует руководствоваться требованиями СНиП
3.01.03-83.
3.
ПРОИЗВОДСТВО МОНТАЖНЫХ РАБОТ
Общие
требования
3.1. К началу работ по
монтажу технологического оборудования в цехе должны быть смонтированы и в
установленном порядке сданы в эксплуатацию мостовые краны и передаточные
тележки, предусмотренные ПОС и ППР для производства монтажных работ.
3.2. Обработанные
сопрягаемые поверхности оборудования перед монтажом или сборкой необходимо
очистить от консервирующих смазок и антикоррозионных покрытий, а также при
необходимости произвести удаление коррозии в соответствии с ГОСТ
9.014-78.
Рекомендации по способам
расконсервации должны быть указаны в инструкциях по монтажу
предприятий-изготовителей.
3.3. Способы установки и
закрепления оборудования на фундаментах и конструкция опорных элементов должны
быть оговорены в технической документации предприятий-изготовителей.
3.4. В зависимости от режима
работы машин и механизмов, а также величины и характера передаваемой основанию
нагрузки, оборудование прокатных цехов устанавливается следующими способами:
на временных опорных
элементах для достижения заданной точности и сплошным опиранием на подливку при
закреплении («бесподкладочный» способ);
на постоянных опорных
элементах (плоские и клиновые пакеты металлических подкладок, жесткие бетонные
опоры).
3.5. «Бесподкладочным»
способом следует устанавливать транспортные и рабочие рольганги, конвейеры
рулонов, столы, стеллажи, холодильники, механизмы приводов, вспомогательное
оборудование рабочих клетей, агрегаты резки и упаковки.
3.6. На постоянных опорных
элементах устанавливается тяжеловесное оборудование, которое в процессе
эксплуатации испытывает значительные динамические нагрузки: рабочие и
шестеренные клети, гидравлические толкатели, кантователи, ножницы и т.п.
3.7. Рекомендации по
установке и закреплению оборудования приведены в рекомендуемом приложении 6.
3.8. Выверку смонтированного
оборудования производят в плане, по высоте и на горизонтальность
(вертикальность).
В плане оборудование
выверяют относительно разбивочных осей, закрепленных на закладных элементах
(плашках) в фундаментах в соответствии со схемой геодезического обоснования
монтажа, с проверкой на соосность и параллельность относительно ранее
смонтированного оборудования.
По высоте оборудование
выверяют относительно высотных реперов, закрепленных на фундаментах, либо
относительно ранее смонтированного и выверенного оборудования.
3.9.
Выверку оборудования в зависимости от требуемой точности установки производят
методами оптических измерений с помощью геодезических приборов (рекомендуемое
приложение 3 ), лазерных систем, а также с помощью измерительного инструмента и
приспособлений — рулеток, поверочных линеек, гидростатических и рамных уровней,
струн, отвесов и т.п.
3.10. Базами при выверке
оборудования должны служить:
специальные обработанные площадки
на корпусах;
поверхности валов, полумуфт,
роликов, направляющих, разъемы оборудования и т.п.;
обработанные установочные
(опорные) поверхности;
монтажные риски на
оборудовании, фиксирующие в плане главные и вспомогательные оси.
Базы для выверки оборудования
и рекомендации по ее проведению, а также допускаемые отклонения должны быть
указаны в технической документации предприятий-изготовителей оборудования в
соответствии с ГОСТ 24444-80.
3.11. В зависимости от
требований, предъявляемых к точности установки на фундаменты, прокатное
оборудование делится на три группы:
I —
машины и узлы, устанавливаемые в линии, связанные общим технологическим
процессом и требующие высокой точности установки для обеспечения нормальной их
работы (рабочие и шестеренные клети, манипуляторы и кантователи, ножницы и
пилы, гидравлические подъемники, подъемно-качающиеся столы, прессы и правильные
машины, моталки и разматыватели; машины агрегатов непрерывного травления,
поперечной и продольной резки, электролитической очистки, лужения и
оцинкования; механизмы приводов, трансмиссии механизированных холодильников и
шлепперов; аналогичное оборудование трубопрокатных цехов);
II —
машины, устанавливаемые в линии, связанные общим технологическим процессом, но
допускающие меньшую точность установки (транспортные рольганги; толкатели,
сталкиватели и выталкиватели; стойки и рамы механизированных стеллажей,
холодильников, шлепперов и транспортеров; механизированные упоры, конвейеры
горячих рулонов и аналогичное оборудование трубопрокатных цехов);
III —
оборудование, не имеющее приводов и устанавливаемое в общей цепи прокатки
(амортизаторы, упоры слитковозов, стационарные упоры и карманы; стойки, рамы и
балки немеханизированных стеллажей; отдельно стоящие машины — ножницы,
правильные машины и другое оборудование).
3.12.
Допускаемые отклонения оборудования от проектного положения при установке на
фундаменты должны быть указаны в технической документации
предприятия-изготовителя. При отсутствии таких указаний отклонения, в
зависимости от принадлежности оборудования к указанным выше группам, не должны
превышать величин, приведенных в табл. 2 .
Таблица 2
|
Отклонение |
Величина допускаемых отклонений, мм, по группам |
||
|
I |
II |
III |
|
|
Высотной отметки: |
|||
|
при |
0,5 |
1,0 |
1,5 |
|
при |
0,25 |
0,5 |
1,0 |
|
Параллельное смещение относительно основных |
1,0 |
2,0 |
5,0 |
|
От параллельности базовой поверхности машины |
0,1* |
0,1* |
0,2* |
|
Расстояния между соседними машинами с учетом |
1,0 |
1,0 |
2,0 |
|
От параллельности относительно основных осей |
0,1** |
0,2*** |
0,5**** |
____________
* При установке оборудования необходимо
следить за чередованием отклонений по направлению во избежание ошибок по линии
установки машин. Приведенный допуск может быть применен для оснований машин длиной
не более 5 м.
** Но не более 0,5 мм на всей длине
машины.
*** Но не более 1 мм на всей длине машины.
** ** Но не более 2 мм на всей длине машины.
3.13. После выверки и закрепления оборудования на фундаменте
составляется акт проверки установки на фундаменте в соответствии со СНиП
3.05.05-84 и оборудование сдается под подливку, которая должна быть выполнена
не позднее 48 ч после письменного извещения монтажной организации.
Подливка производится в
присутствии представителя монтажной организации, заказчика и в соответствии с
требованиями СНиП 3.05.
05-84 и ВСН 361-85.
4. МОНТАЖ ОСНОВНОГО ОБОРУДОВАНИЯ ПРОКАТНЫХ СТАНОВ
4.1. Прокатная линия цеха
включает в себя следующие основные группы оборудования:
линию рабочих клетей
(рабочие клети, механизмы для перевалки валков, шестеренные клети и шпиндельные
устройства);
передаточные устройства
(рольганги, манипуляторы, кантователи, толкатели, сталкиватели и холодильники);
ножницы и пилы;
правильные машины и моталки.
Оборудование каждой группы
следует монтировать укрупненными узлами в соответствии с требованиями
технической документации и ППР или технологической картой, используя мостовые
краны, предусмотренные проектом.
4.2. Монтажные операции,
общие для всех видов оборудования (выверка, затяжка болтов, подливка и др.),
приведены в разделе 3 настоящих правил и рекомендуемом приложении 6.
4.3. Результаты монтажа
каждой машины следует отражать в монтажных формулярах или монтажных чертежах,
на которых проставляются проектные и фактические размеры и отметки. На чертежах
и формулярах указывается, что оборудование смонтировано в соответствии с
проектом, и их подписывают представители монтажной организации, заказчика и
шефмонтажа, если последние участвуют в производстве работ.
Отклонения от проекта должны
быть согласованы с проектной организацией и внесены в техническую документацию.
Рабочие клети
4.4. Монтаж рабочей клети
начинают с плитовин, затем устанавливают станины, нажимное устройство,
устройство для уравновешивания валков и в последнюю очередь валки в сборе с
подушками.
Плитовины
4.5.
Перед началом монтажа необходимо проверить прямолинейность базовых поверхностей
плитовин и станин, а также их посадочные размеры. Прямолинейность проверяют
линейкой и щупом, при этом допускаются зазоры до 0,05 мм на 200 мм.
4.6. Монтаж плитовин
начинают с установки пакетов подкладок в соответствии с требованиями рекомендуемого
приложения 6.
4.7. В плане плитовины
устанавливают относительно осей прокатки и рабочей клети, при этом параллельное
смещение обеих плитовин от этих осей допускается в одну сторону не более чем на
1 мм, перекос плитовин не допускается.
4.8. Суммарный боковой зазор
между установленными плоскостями плитовин и соответствующими установочными
поверхностями станин не должен превышать 0,1 мм. При этом необходимо учитывать,
что монтаж станин допускается только «врастяжку» или «враспор», т.е. боковой
зазор 0,1 мм должен располагаться только на внутренних или наружных гранях
плитовин.
4.9. Отклонение опорных
поверхностей плитовин от общей прилегающей плоскости должно быть не более 0,1
мм при длине плитовины до 2 м, не более 0,3 мм — до 4 м и не более 0,5 мм —
свыше 4 м в любой точке.
4.10. Отклонение высотной
отметки плитовин после затяжки фундаментных болтов должно быть не более 0,5 мм.
4.11.
Подливают плитовины после монтажа узла станин, заводки клиньев и затяжки
болтов, но до сборки нажимного и уравновешивающего устройств и завалки валков.
Станины
4.12. Перед монтажом станин
необходимо осмотреть обработанные поверхности, проверить посадочные места и
определить положение станин в клети, учитывая, что в станинах закрытого типа
окна со стороны перевалки на 10 мм шире, чем со стороны привода.
4.13. При монтаже сначала
устанавливают станины и предварительно крепят болтами к плитовинам, затем
заводят между станинами нижнюю и верхнюю траверсы.
4.14. Станины должны быть
установлены вертикально и параллельно оси прокатки. Допускаемое параллельное
смещение осей станин от оси прокатки не более 1 мм в одну сторону. Станины
открытого типа выверяют при установленных и закрепленных крышках.
4.15. Отклонение
направляющих окон станин от вертикали не должно превышать 0,1 мм на 1 м.
4.16. При установке станин
рабочих клетей непрерывного многоклетьевого стана оси всех клетей должны
совпадать с осью прокатки. Допускается смещение не более 1 мм, если
техническими требованиями завода-изготовителя не предусмотрены более жесткие
допуски.
4.17. После выверки станин
проверяют щупом плотность прилегания сопрягаемых поверхностей к плитовинам.
Местные зазоры не должны превышать 0,15 мм на 200 мм.
4.18. Стяжные болты,
соединяющие станины с плитовинами, затягиваются в соответствии с техническими
требованиями предприятия-изготовителя. В случае требования окончательной
затяжки болтов путем нагрева, в комплект поставки таких болтов должны входить
специальные нагревательные элементы.
4.19. После окончательной
установки станин на плитовинах в разъем станин закладывают шпонки, пригоняя их
по блеску после затяжки стяжных болтов станин.
4.20. Поверхности станин под
нажимное устройство должны быть горизонтальными и находиться на одном уровне.
Допускаемое отклонение от горизонтальности не более 0,1 мм на 1 м, при этом
уклон поверхностей обеих станин должен быть направлен в одну сторону. Точки
замеров положения станин при выверке показаны на схеме в приложении 4.
Нажимные и уравновешивающие
устройства
4.21. В двух- и трехвалковых
клетях мелко- и среднесортовых станов нажимное устройство должно поступать и
монтироваться в сборе со станинами.
4.22. Перед монтажом нажимного
устройства рабочих клетей обжимных и листопрокатных станов необходимо выполнить
расконсервацию, проверить на краску плотность прилегания торца гайки к выточке
корпуса и ее чистоту, смазать гайки рабочей смазкой и установить в станины.
Одновременно прочищают, промывают и продувают воздухом масляные каналы, которые
затем продавливают смазкой.
4.23. Проверяют посадочные
места на станинах и расстояние между осями винтов и гаек.
4.24. Нажимные винты с
гайками монтируют специальными приспособлениями, поставляемыми
заводом-изготовителем. Винт устанавливают торцом в стакан приспособления,
которое подают механизмом для перевалки валков под отверстие в станине для
гайки. Затем винт в сборе с гайкой в вертикальном положении поднимают мостовым
краном. Вертикальность нажимного винта проверяют уровнем (допускаемое
отклонение не более 0,1 мм на 1 м).
4.25. После установки
устройства уплотняют разъем между корпусом и станиной раствором шеллака,
бакелитовым лаком или пастой «Герметик» с прокладкой одного ряда суровых ниток,
устанавливают корпус или крышку, затягивают болты и подсоединяют трубопроводы
смазки и гидравлики.
4.26. Монтаж грузового
уравновешивающего устройства начинают с установки на фундамент стоек грузовых
рычагов относительно оси рабочей клети и высотной отметки, принимая за базу
расточки подшипников для валов рычагов. После выверки подливают стойки, затем
устанавливают траверсы, верхние и нижние штанги, подвески и рычаги. При
установке контргрузов на рычаги их необходимо подвесить на крючках.
4.27. Монтаж гидравлического
уравновешивающего устройства начинают с установки гидроцилиндров в гнезда,
которые необходимо предварительно расконсервировать и тщательно осмотреть,
обратив особое внимание на состояние уплотнительных манжет.
4.28. При установке цилиндров
в подушки рабочих валков необхо димо совместить отверстия для подвода жидкости высокого давления и
установить в них штуцера. После монтажа проверяют положение Г-образных приливов
в подушках и поперечных балок, которые при нижнем положении плунжера должны
свободно проходить в приливы подушек.
Подушки и валки
4.29. Сборку валков с
подушками необходимо производить в специальных помещениях:
валковых опор на подшипниках
скольжения и качения — в вальцетокарных мастерских прокатных станов;
валковых опор на подшипниках
жидкостного трения (ПЖТ) — в мастерских ПЖТ.
Порядок работ по сборке
подшипников и подушек изложен в разделе 6 настоящих правил.
4.30. Порядок сборки валков
с подушками следующий:
валки уложить на опоры в
горизонтальном положении;
произвести расконсервацию
шеек валка и осмотр посадочных мест, при этом следует обращать внимание на
наличие следов коррозии, рисок и задиров. Сборку следует начинать только после
удаления замеченных недостатков;
проверить микрометром
размеры посадочных мест в нескольких сечениях по длине посадочной поверхности.
В каждом сечении измерения производят в трех диаметральных направлениях.
Посадочные конические поверхности валка контролируют специальными
калиброванными кольцами по краске. Прилегание должно быть равномерным и
составлять не менее 75 %;
произвести смазку шеек валка
рабочим маслом;
установить кольцевое
уплотнение у бочки валка;
застропить подушку с
подшипником на крюк мостового крана и проверить ее положение. Ось подушки с
подшипником должна быть параллельна оси валка;
произвести установку и
закрепление подушки с подшипником на валок согласно рабочим чертежам;
аналогично произвести
установку подушки с подшипником на вторую шейку валка.
4.31. Сборка подушек с
валками, имеющими цилиндрические шейки, не требует специальных приспособлений,
так как подшипники устанавливаются на шейки вала с зазором.
Сборка подушек с валками,
имеющими конические шейки, производится путем напрессовки подшипников или
конической гильзы при валковых опорах на подшипниках качения и затяжкой гаек
при валковых опорах на подшипниках жидкостного трения.
4.32. После сборки подушек с
валками проверяют правильность ее выполнения, при этом:
производят пробное
прокручивание подушки на валке; вращение должно быть легким, без заеданий;
проверяют с помощью щупа
равномерность прилегания торцового уплотнения к бочке валка;
заполняют подушки рабочей
смазкой под давлением от переносной станции для проверки уплотнительных устройств.
Для подшипников ПЖТ давление масла на подводе в подшипники должно быть на 25-30
% выше проектного.
Собранные валки с
подшипниками жидкостного трения должны храниться до установки в клеть не более
двух месяцев в условиях, исключающих попадание в них пыли, грязи, влаги.
4.33. Перед установкой
валков с подушками в клеть необходимо проверить:
ширину окон станин и
смещение рабочих плоскостей одного окна относительно другого. Отклонения не
должны превышать допускаемых;
состояние и
работоспособность элементов станин клети, обеспечивающих самоустановку подушек
(подпятников, сферических планок и т.п.),
4.34. Установка валков с
подушками в клети должна производиться при помощи проектных механизмов и
устройств, предназначенных для смены рабочих и опорных валков в процессе
эксплуатации стана, — реечных и гидравлических механизмов для смены валков,
специальных муфт и траверс с противовесом. В станинах открытого типа установку
валков с подушками производят мостовым краном сверху, предварительно сняв
крышки станин.
После установки валков в
клеть проверяют горизонтальность нижнего валка, правильность фиксации подушек в
станинах.
4.35. После проверки
правильности установки валков и подушек в станинах клети, производят соединение
их с нажимными и уравновешивающими механизмами, системами смазки, гидравлики и
охлаждения.
Шестеренные клети
4.36. Монтаж шестеренных
клетей, поступивших с предприятия-изготовителя собранными блоками и с
обработанными базовыми площадками для выверки, сводится к их установке и
выверке по высоте, в плане и на горизонтальность согласно рекомендуемым
приложениям 3
и 5.
Шестеренные клети выверяют относительно отметок и осей ранее смонтированных
рабочих клетей.
4.37. Монтаж шестеренных
клетей, поставляемых отдельными узлами, начинают с установки станины,
предварительно проверив штихмассом в четырех точках размеры ее окон с обоих
торцов и подушек.
4.38. Станины устанавливают
по продольной (ось рабочей кле ти) и поперечной осям, а также по высотным отметкам, и выверяют их:
предварительно — по окнам и торцам, проверяя размеры А от оси рабочей
клети до плоскости окон и от торца шестеренкой клети до оси прокатки (размеры С
и С2, рисунок, а приложения 5), а окончательно — по
уложенным шестеренным валкам.
4.39. Положение шестеренной
клети в плане относительно оси рабочей клети проверяют по центрам на торцах
валков (размер К) или измерением расстояния до плоскости их лопастей;
относительно поперечной оси — измерением расстояния от торцов валков до оси
прокатки (рисунок, б приложения 5).
Положение по высоте
проверяют по направлению продольной и поперечной осей, принимая за базу
плоскость разъема корпуса, нижнюю плоскость окна или шейки валков.
4.40. Допуски на установку
клетей не должны превышать величин, указанных в заводских чертежах, а при
отсутствии их — приведенных в табл. 3.
Таблица 3
|
Отклонение |
Величина допускаемых отклонений, мм |
|
Соосность валков шестеренной и рабочей |
±0,5 |
|
Расстояния между торцом шестеренной клети и |
|
|
до 3 |
±1,0 |
|
свыше 3 |
±2,0 |
|
От горизонтальности в направлении продольной |
0,1 |
|
То же, в направлении поперечной оси |
0,1 |
|
По высоте (измеряют по нижней плоскости окон |
±0,5 |
4.41. После выверки и затяжки фундаментных болтов подливают станину,
затем окончательно собирают подушки и подшипники и проверяют их прилегание
(подушки должны входить в окна станины под действием собственной массы).
4.42. При сборке клети
следует обеспечить вертикальное положение лопастей на концах валков, обращенных
в сторону шпиндельного устройства. Перед закрытием крышки необходимо проверить
плотность ее прилегания к разъему станины и подушкам, смазать разъем
техническим вазелином и уложить уплотняющий шнур или прокладку.
4.43. Горизонтальность
шестеренной клети в продольном направлении окончательно проверяют по шейкам
валков или по обработанным базовым площадкам на корпусе.
Шпиндельные устройства
4.44. К установке
шпиндельных устройств приступают после монтажа шестеренной клети и завалки
валков в рабочую клеть. Предварительно проверяют расстояние между вкладышем и
головкой шпинделя, прилегание вкладышей подшипников и уравновешивающих
механизмов к шейкам шпинделей, измеряют лопасти на валках шестеренной и рабочей
клетей.
4.45. Монтаж начинают с
подставки (опоры), которую устанавливают относительно осей с точностью ±2 мм, а
по высоте относительно шестеренной клети с точностью ±2 мм, но не более 0,2 мм
на 1 м, принимая за базу верхнюю плоскость подставки.
Перед монтажом устройства
необходимо лопасти валков шестеренной и рабочей клетей поставить в вертикальное
положение, а рабочие валки механизмом перевалки следует выдвинуть на величину
длины паза в лопастях. При установке шпинделей необходимо проверить положение
головок шпинделя по отношению к клетям. Со стороны шестеренной клети диаметр
головки всегда больше, чем со стороны рабочей. При строповке и подъеме
необходимо обеспечить горизонтальное положение шпинделя при вертикальном
положении вкладышей.
4.46. Первым монтируют
нижний, а затем верхний шпиндель, при этом лопасть валка шестеренной клети
должна быть совмещена с головкой шпинделя. После их установки и совмещения
лопастей рабочих валков с головками шпинделей рабочие валки механизмом
перевалки подают на шестеренную клеть и лопасти заводят в шпиндельные головки,
затем устанавливают тяги.
4.47. После установки
шпинделей и проверки устройства для уравновешивания относительно шеек шпинделей
окончательно выверяют шпиндельное устройство и подливают опоры.
Механизмы для перевалки
валков
4.48. По окончании монтажа
станин рабочей клети монтируют механизм перевалки реечного типа, устанавливая
направляющие брусьев на нижние поперечины станин рабочей клети и скрепляя их
болтами.
4.49. Направляющие брусья
должны быть установлены с повышенной точностью по оси станин рабочей клети, а
также в продольном и поперечном направлениях. Допускается параллельное смещение
от оси клети ±0,15 мм, а отклонение по высоте не более 0,05 мм на 1 м во всех
направлениях. Рабочая поверхность брусьев должна быть без задиров и заусенцев,
если они есть, их следует запилить и пришабрить.
4.50. После установки
брусьев монтируют направляющие балки, укладывая их на поперечные опорные
башмаки. Если один механизм (тележка с салазками) предназначен для нескольких
рабочих клетей, целесообразно направляющие балки выверять вместе с опорными
башмаками, предварительно прикрепив их к балкам. Допуски на их установку такие
же, как и на брусья; допустимое отклонение их высотной отметки относительно
направляющих брусьев ±0,1 мм. После окончательной выверки механизма подливают
опорные башмаки.
4.51. Механизм перевалки с
гидравлическим приводом монтируют аналогично реечному. В первую очередь
устанавливают узел смены опорных валков (опоры цилиндра и механизма подъема замка,
направляющие), механизм подъема замка, гидроцилиндр и каретку с замком; затем
устанавливают узел смены рабочих валков, опоры гидроцилиндров, гидроцилиндры и
тележки, раму и направляющие, каретку с замком. Допуски на установку узлов те
же, что и для механизма реечного типа.
После выверки всех узлов
подливают все опоры и устанавливают упоры.
Оборудование передаточных устройств
Рольганги с групповым приводом
4.52. При поставке рольгангов
с зубчатой передачей и трансмиссионным валом в разобранном виде монтаж их
начинают с установки рамы со стороны привода, которую выверяют по расточкам под
подшипники.
4.53. После установки рамы
со стороны привода монтируют раму с неприводной стороны и проверяют размеры
параллельного смещения оси рольганга относительно оси прокатки, которое не
должно превышать 1 мм.
4.54. При выверке рамы
относительно поперечных осей за базу принимают расточки под подшипники первого
ролика каждой секции рольганга. Устанавливая рабочие рольганги, опирающиеся
одним концом на плитовины клети, измеряют расстояние до оси рабочей клети или
до оси станинного ролика. При установке раскатных рольгангов измеряют это же
расстояние до оси последнего ролика предыдущей секции рольганга. Отклонение
этих расстояний не должно превышать 1 мм.
4.55. Для выверки рам по
высоте нивелирную рейку устанавливают на плоскость разъема. Отклонение
противоположных рам по высоте допускается в пределах 0,1 мм на 1 м.
Траверсы устанавливают после
выверки рам.
Порядок выверки рольгангов
по высоте, в плане и на горизонтальность аналогичен приведенному в приложении 3.
4.56. Совмещение расточек
одной рамы относительно другой проверяют фальшвалом или по наружным кольцам
подшипников специальной призмой. Допускаемый перекос осей расточек на приводной
и неприводной сторонах не должен превышать 0,05 мм на всю длину.
После окончательной выверки
рамы рольганга сдают в подливку.
4.57. После набора прочности
подливки укладывают трансмиссионный вал в корпуса подшипников, закрывают их и
проверяют вал на легкость вращения. Одновременно устанавливают редуктор
привода, проверяя межцентровое расстояние по уложенному валу.
Ролики рольгангов укладывают
в расточки рам и повертывают рукой, не вводя в зацепление с конической
шестерней трансмиссионного вала. Убедившись в легкости вращения, их вводят в
зацепление и проверяют контакт. Центры пересечения осей роликов и шестерни
должны находиться на оси трансмиссионного вала, а оси роликов должны быть
перпендикулярны.
4.58. Последовательность
монтажа крупногабаритных рольгангов с групповым приводом и цилиндрическими
зубчатыми передачами (приемные и рабочие рольганги обжимных станов),
поступающих на монтаж в разобранном виде, аналогична вышеуказанной.
4.59. Рольганги сортовых
станов с групповым приводом и цилиндрическими зубчатыми передачами монтируются
отдельными секциями в собранном виде.
Выверку секций по высоте и
на горизонтальность осуществляют при помощи нивелира и уровня, принимая за базу
обработанные поверхности роликов или выносные базы на рамах секций рольганга.
Если рамы секций стыкуются
между собой, то отклонение по высоте соседних точек в стыке не должно превышать
0,5 мм. Во избежание накопления отклонений высотных отметок по длине рольганга,
отдельные секции необходимо выверять с таким расчетом, чтобы направление
уклонов смежных секций чередовалось.
Рольганги с индивидуальным
приводом
4.60. Рольганги могут
поступать в монтаж следующими узлами:
ролик в сборе с рамой без
электродвигателя;
ролик с подшипниками и
отдельно общая рама под группу роликов.
В первом случае монтаж
рольганга сводится к установке на фундамент каждого ролика с рамой. Во втором
случае отдельно выполняют укрупнительную сборку, установку роликов с подшипниками
на раму, выверку и подгонку их, а зачем собранный узел устанавливают на
фундамент и выверяют.
4.61. При монтаже рольганга
раздельно (ролик с рамой), устанавливая первый ролик, тщательно выверяют его по
высоте, на перпендикулярность к оси прокатки и относительно ранее выверенной
машины, остальные ролики выверяют по первому. Допуски на установку рольгангов
приведены в табл. 2. После затяжки болтов проверяют легкость
вращения роликов и рольганг сдают под подливку.
Манипуляторы и кантователи
4.62. Манипулятор монтируют
после выверки станин рабочего и раскатного рольгангов, а также рабочей клети,
начиная с установки рамы, которую предварительно собирают из двух половин на
шпонках и контрольных штифтах.
4.63. При выверке в плане за
базу принимают оси прокатки (рольганга) и рабочей клети, к которым привязывают
соответственно оси трансмиссионного вала и тянущей штанги. При выверке по
высоте и на горизонтальность за базу принимают плоскость разъема подшипников
шейки валов и верх траверс, по которым перемещаются линейки.
Отклонение высотной отметки
не должно превышать 0,25 мм. Отклонение от горизонтали рамы проверяют методом
высокоточного геометрического нивелирования с точностью 0,1 мм на 1 м при
уложенных трансмиссионных валах с шестернями. Точность установки рам
манипулятора перед рабочей клетью и за ней относительно осей валов проверяют
методом авторефлекции, принимая за базу расточки под подшипники или шейки
валов.
После выверки и закрепления
рамы и оснований приводов линеек их подливают.
4.64. Штанги устанавливают
сверху при снятых крышках в соответствии с их маркировкой. Отклонение штанг от
горизонтали допускается не более 0,1 мм на 1 м. Затем на головки штанг
устанавливают толкающую линейку, вставляют клинья и затягивают их шпильками.
Аналогично монтируют и тянущую линейку.
4.65. Монтаж кантователя
начинают с установки дифференциального редуктора и коленчатого вала в
подшипники рамы. Редуктор и вал соединяют шатуном. На верхнее зубчатое колесо редуктора
устанавливают штангу в сборе с корпусом и соединяют с рычагом, напрессованным
на вал, вращающийся на подшипниках скольжения толкающей линейки.
При сборке проверяют
сопряжение зубьев реек с ведущими шестернями. Контакт зубьев и боковой зазор
необходимо проверить с обеих сторон. Допуски на сборку должны быть указаны в
технической документации предприятий-изготовителей.
Толкатели и сталкиватели
4.66. Оборудование
толкателей и сталкивателей поступает в монтаж отдельными узлами. Монтируют его
после установки рам рольгангов, причем первой устанавливают станину в сборе с
реечной шестерней и поддерживающим роликом. При установке рамы относительно оси
прокатки за базу принимают ось вала реечной шестерни, при установке по высоте —
разъемы корпусов толкателей, по которым контролируют установку по высотному
реперу, одновременно увязывая с высотой рольганга.
Редукторы привода
устанавливают по валам реечных шестерен центрированием муфт.
После полной выверки на
фундаменте толкатели и сталкиватели подливают и окончательно собирают.
4.67. Толкатели и
сталкиватели реечного типа устанавливают по допускам для II
группы оборудования, приведенным в табл. 2.
Транспортеры, и холодильники
4.68. На монтажную площадку
транспортеры и холодильники поступают разобранными, поэтому их монтируют
отдельными узлами или блоками.
Монтаж транспортеров
начинают с установки направляющих с поперечными балками или плитовин и валов со
звездочками и опорными стойками, причем за основные оси принимают продольную
ось транспортера и поперечную ось приводных звездочек. После подливки плитовин
устанавливают ролики, затем надевают цепи, предварительно укрупненные в секции
длиной до 12 м, и натягивают их электрической лебедкой. Редуктор устанавливают
и выверяют по приводному валу.
4.69. Транспортеры
устанавливают по допускам для II группы оборудования,
приведенным в табл. 2.
4.70. При монтаже шлепперных
устройств за базу по высоте принимают верх бочки роликов подводящего и
отводящего рольгангов, в плане за продольную ось принимают ось трансмиссионного
(приводного) вала, за поперечную — ось первой направляющей дорожки,
параллельной поперечной оси соседнего механизма.
Монтаж шлепперного
устройства начинают с установки стоек с подшипниковыми опорами приводного вала.
После выверки проверяют прилегание подшипников к их гнездам и устанавливают
вал. Одновременно монтируют редуктор привода и опорные стойки под направляющие
дорожки и балки стеллажей. При установке холостых роликов или звездочек
необходимо обращать внимание на строгое совпадение их продольных осей с осями
приводных звездочек или барабанов.
4.71. В канатных шлепперах
каждый канат состоит из двух частей, один конец каната крепят к барабану, а
второй — через коуши к проушинам ползуна; в цепных шлепперах цепь секциями
через холостые звездочки опускают на низ приямка и через склиз ведущей
звездочки краном вытягивают на верх плитового настила. Концы стягивают ручной
лебедкой. Стойки холостых роликов или звездочек подливают после натяжения
каната (цепей).
4.72. Шлепперы устанавливают
по допускам для оборудования II группы, приведенным в табл.
2.
4.73. Монтаж холодильника
шлепперно-тележечного типа начинают с установки башмаков под стеллаж (при этом
необходимо выдерживать шаг между рядами), трансмиссионных валов шлепперов и
механизма подъема дорожек. Затем монтируют поперечные балки, на которые
устанавливают опорные ролики. Ролики каждого ряда должны лежать на одной оси. Шаг
их по осям выдерживают с точностью ±2 мм. Бурты роликов должны находиться на
одной прямой (допускаемое отклонение ±2 мм).
4.74. После проверки
положения роликов устанавливают стойки стеллажа. Стойки вдоль ряда балок
выверяют по поверхности пазов. Плоскости, в которых лежат эти поверхности,
должны быть параллельны осям рольгангов и опорных роликов (отклонение не более
±1 мм). Положение роликов регулируют подкладками.
4.75. При установке
трансмиссионных валов необходимо выдерживать их соосность для обеих секций и
отдельных зон. Допускается несовпадение осей ±2 мм.
Подъемные дорожки, тележки и
рельсы настила стеллажа монтируют в последнюю очередь.
4.76. Монтаж реечных
холодильников начинают с установки подводящего и отводящего рольгангов, которые
затем принимают за базу. Одновременно устанавливают трансмиссионные валы с
эксцентриками и привод подвижной реечной системы. Затем собирают приводы с
валами перекладывающих приспособлений и неподвижные рейки, а также
устанавливают реечные решетки.
4.77. Подводящие и отводящие
рольганги устанавливают предварительно собранными секциями с рычажной системой
и сбрасывателем. При их выверке по высоте за базу принимают верх отводящих
роликов и верх продольных балок подводящих рольгангов, в плане за базу
принимают ось роликов и боковые поверхности сбрасывателя подводящего рольганга.
4.78. Монтаж приводов
решеток и перекладывающих устройств начинают с редукторов, принимая за базу при
выверке по высоте разъем или верх колец подшипников, в плане — поперечную ось и
ось трансмиссионного вала.
4.79. Реечные системы
следует устанавливать на эксцентрики укрупненными секциями, при этом необходимо
обращать внимание на сопряжение рычажных систем, регулировку перекладывающих
устройств и сочленение реек со сбрасывателем подводящего рольганга.
4.80. Реечные холодильники
монтируют по допускам для оборудования I группы, остальные — по
допускам для оборудования II группы, приведенным в табл.
2.
Ножницы и пилы
Ножницы поперечной резки
4.81. Монтаж начинают с
установки и выверки станин (при наличии плитовин их первыми устанавливают и
выверяют). Станины соединяют между собой траверсами с помощью болтов и шпонок и
проверяют положение направляющих верхнего суппорта каждой станины. Допускаемое
смещение направляющих 0,1 мм.
4.82. Станины выверяют в
плане относительно продольной оси по окнам. Отклонение оси окна от плоскости
резания не должно превышать 0,5 мм. Ось ножниц должна совпадать с осью
прокатки. Допускается смещение до 1 мм. Отклонение от вертикали не должно
превышать 0,1 мм на 1 м. За базу при установке станин по высоте
принимают отметку опорных поверхностей верхних траверс; допускаемое отклонение
не должно превышать 0,5 мм.
4.83. После выверки станин,
и затяжки болтов устанавливают гидроцилиндры уравновешивания нижнего ползуна и
сдают станины под подливку.
4.84. Перед монтажом
плавающей системы проверяют плотность прилегания вала-эксцентрика к подшипникам
суппорта и нижним проушинам правого и левого шатунов по пятнам касания (8-10
пятен на квадрате размерами 25 ´ 25 мм). Одновременно
собирают узел плавающей системы (верхний вал, верхний и нижний суппорты,
вал-эксцентрик, правые и левые шатуны). Мостовым краном узел заводят сверху в
направляющие станины, устанавливают крышки, проверяя плоскости соприкосновения,
и затягивают до отказа гайки. Пластина щупа толщиной 0,05 мм не должна
проходить между станиной и крышкой.
4.85. После сборки станин
монтируют механизм прижима, стопорное устройство и механизм уравновешивания
верхнего ползуна, затем устанавливают шпиндельное устройство и
электродвигатель.
Летучие ножницы
4.86. Монтаж
рычажно-планетарных летучих ножниц начинают с установки плитовин,
горизонтальные поверхности которых принимают за базу при выверке станин. При
выверке в плане относительно оси прокатки за базу принимают торцевые
поверхности станин для примыкания верхних и нижней траверс, относительно
продольной оси ножниц — ось нижнего барабана, а при установке барабанов — ось
режущей головки и линию реза. Подливают плитовины после сборки и окончательной
выверки клети ножниц.
4.87. После установки и
проверки положения станин закрепляют нижнюю часть кожуха и в проемы станин
заводят нижний барабан в сборе с подушками; устанавливают среднюю часть кожуха
и заводят верхний барабан (барабаны вместе с режущими головками должны быть
поставлены в положение реза (линия реза)); затем монтируют крышки, затягивают
их шпильками и расклинивают подушки.
4.88. Вал, нижнего барабана
соединяют с редуктором в положении реза. Вал комбинированного редуктора в положение
реза устанавливают по указателю-стрелке, расположенной на валу.
4.89. Летучие ножницы
барабанного типа, как правило, монтируют в сборе. Если ножницы устанавливают на
плитовинах, то сначала устанавливают плитовины, выверяют их и подливают. Если
ножницы устанавливают на одной раме с другими машинами, то после установки и
выверки плитовин ножницы и другие машины монтируют одновременно.
4.90. При выверке летучих
ножниц по высоте за базу принимают линию резания — верх ножа нижнего барабана,
превышение этой линии над рольгангом принимают в соответствии с указанным на
чертеже. При выверке в плане относительно оси прокатки за базу принимают
внутреннюю обработанную поверхность станин. Допуски на установку ножниц
принимают по табл. 2 для оборудования I группы.
Дисковые ножницы
4.91. Дисковые ножницы с
кромкокрошителем (или моталкой) на монтажную площадку поступают в собранном
виде. Сначала устанавливают дисковые ножницы, а затем — кромкокрошитель или
моталку. При выверке по высоте за базу принимают разъемы станины или
направляющие, по которым они перемещаются.
4.92. Ножницы выверяют в
плане по осям приводных валов или дисков, а относительно оси прокатки — по
верхним дисковым ножам. Все три привода (вращения ножей, кромкокрошителя и
перемещения станин) окончательно выверяют после подливки ножниц.
Дисковые и салазковые пилы
4.93. Монтаж рычажных пил
начинают с установки на предварительно выверенные рельсы станины в сборе с
передним рычагом, опорами под приводной рычаг, редуктором и механизмом
передвижения. Затем монтируют подвижную раму, соединяя ее через передний и
задний рычаги со станиной, и устанавливают режущий диск и гидрозахваты.
Одновременно разводят трубопроводы водяного охлаждения и смазки.
4.94. При выверке пил по
высоте измеряют расстояние от головки рельса до верха бочки рольганга, принимая
его за базу. Оси пил должны быть перпендикулярны оси прокатки, а ось пути или
близлежащего рельса — параллельна ей.
4.95. Монтаж салазковых пил
начинают с установки и выверки плитовин. При установке их относительно
продольной оси за базу принимают боковую обработанную грань плитовин, от
которой измеряют расстояние до оси рольганга.
4.96. При выверке плитовин
по высоте за базу принимают верхние рабочие плоскости. Порядок установки
аналогичен порядку установки плитовин рабочих клетей. Допуски принимают по
табл. 2
для оборудования I группы.
4.97. После выверки
(выверяют с помощью геодезических приборов по высоте, в плане и на
горизонтальность) и закрепления плитовины сдают под подливку.
При установке на плитовину
рейки механизма передвижения необходимо точно выдержать размер между рейкой и
плитовиной. На выверенные плитовины устанавливают пилы в сборе и подводят
смазку.
Правильные машины и моталки
Листоправильные
и сортоправильные машины
4.98. Листоправильные машины
для правки тонких (с наклонными валками) и толстых листов (с параллельными
валками) поступают в монтаж отдельными транспортабельными узлами. Монтаж
производят после укрупнительной сборки.
4.99. Монтаж правильных
машин начинают с установки фундаментных плит и подкладок. Одновременно или
заранее на площадке укрупняют узлы машины:
верхнюю секцию валков (собирают
на специальной раме, на которую устанавливают плиту секции и клинья, а на них —
опорные рабочие и вспомогательные ролики);
нижнюю секцию валков;
узел станин (собирают
механизм наклона люльки).
4.100. После выверки на
плиты устанавливают узел станин и выверяют на горизонтальность, отклонение
допускается не более 0,1 мм на 1 м. Затем устанавливают поперечины, колонны с
якорями, нижнюю секцию валков, два стола на каждую пару колонн и, закрепив их,
монтируют верхнюю секцию валков.
4.101. После установки
траверсы монтируют площадки обслуживания, на концы колонны навинчивают нажимные
гайки, а затем монтируют червячные редукторы нажимного механизма. При выверке
клети относительно оси прокатки и поперечной оси за базу принимают колонны, а
по высоте — разъём корпусов подшипников нижних рабочих роликов.
4.102. Сортоправильные
машины для правки профильного проката поступают на монтажную площадку узлами
(рабочая клеть в сборе, редуктор и двигатель).
4.103. При установке рабочей
клети относительно оси прокатки за базу принимают средний калибр рабочих
роликов. По рабочим роликам выверяют клеть относительно высотной отметки.
Комбинированный редуктор устанавливают по осям валков рабочей клети. Механизмы
сортоправильной машины подливают после их окончательной сборки, установки и
выверки всех деталей.
Допуски на установку
правильных машин принимают по табл. 2 для оборудования I
группы.
Моталки
4.104. Ролико-барабанные
моталки монтируют укрупненными узлами (плитовины, механизм формирования с рамой
под стойку барабана, барабан со стойкой, рольганг над моталкой и тележка
рулонов), предварительно собранными на специально отведенных площадках.
4.105. При выверке плитовин
по высоте за базу принимают отметку верха бочки ролика отводящего рольганга.
Установка их относительно оси прокатки аналогична установке плитовин рабочей
клети стана. Барабан моталки должен быть установлен строго перпендикулярно оси
прокатки.
4.106. Монтаж барабанных
консольных моталок начинают с установки корпуса. При его выверке относительно
продольной оси за базу принимают расточки или вкладыши подшипников скольжения
полого вала. При установке по оси прокатки контролируют размер от оси середины
расточки консольно нагруженного подшипника. При выверке по высоте за базу
принимают разъем корпуса. Оси расточек под барабан должны лежать в
горизонтальной плоскости (отклонение допускается не более 0,05 мм на всей
длине).
4.107. Затянув болты и
проверив правильность положения, корпус подливают, а после затвердения бетона
устанавливают барабан. Уложив барабан в подшипники корпуса, проверяют его
горизонтальность и прилегание вкладышей к шейкам вала барабана.
Разматыватели
4.108. Базовыми деталями для
сборки двухголовчатого разматывателя служат рамы, устанавливаемые и выверяемые
в горизонтальной плоскости с точностью 0,3 мм на 1 м. Базовыми являются
поверхности, по которым перемещаются плиты.
4.109. После подливки на
рамы устанавливают плиты и фиксируют накладками. При сборке необходимо
обеспечить прилегание планок к направляющим рамам. Площадь прилегания для
каждой планки должна быть не менее 70 %. Базовые зазоры между поверхностями
скольжения рамы и планок, закрепленных на плите: в горизонтальной плоскости —
0,15 мм, в вертикальной — не более 0,3 мм.
При сборке редуктора с плитой
следует обеспечить параллельность его продольной оси рабочим поверхностям
планок с отклонением не более 0,3 мм.
4.110. После установки
головок в редукторы, проверки подшипниковых узлов и зубчатых зацеплений
закрывают крышки редукторов и монтируют электродвигатели, отгибатели полосы и
гидроцилиндры.
5. МОНТАЖ ОСНОВНОГО ОБОРУДОВАНИЯ ТРУБОПРОКАТНЫХ
СТАНОВ
5.1. Трубопрокатные станы
для горячей прокатки бесшовных труб делятся на три типа:
прошивные, предназначенные
для получения толстостенных труб (гильз) из слитков или заготовок горячей
прокаткой;
раскатные, предназначенные
для получения тонкостенных труб из гильз горячей прокаткой;
отделочные (обкатные,
калибровочные и редукционные), предназначенные для различных видов отделки труб
(уменьшения их диаметра, придания трубам правильной цилиндрической формы и
т.д.).
5.2. Трубопрокатные станы
для холодной прокатки труб классифицируются по максимальному диаметру
прокатываемых труб.
5.3. Оборудование каждого
стана монтируют укрупненными узлами, степень укрупнения зависит от
грузоподъемности кранов. Монтажные операции, общие для всех видов оборудования,
приведены в разделе 3 настоящих норм.
5.4. Результаты монтажа
каждой машины (выверка по высоте и в плане, отклонения при сборке) должны быть
указаны на монтажных чертежах или монтажных формулярах, передаваемых заказчику
при сдаче оборудования.
5.5. При установке отдельных
механизмов и узлов трубопрокатных станов параллельное смещение их осей относительно
оси прокатки допускается не более 1 мм.
При сборке следует проверить
равномерность прилегания поверхности барабана на всем протяжении опорной
поверхности станины, которое должно составлять не менее 45-50 % площади в
секторе 120°.
Прошивные станы
5.6. Прошивной стан
трубопрокатной установки состоит из следующих основных узлов: решеток перед
станом и за ним, переднего и заднего столов, рабочей клети и привода стана.
Рабочая клеть
5.7. Монтаж рабочей клети
начинают с установки нижней части станины. Выверяют станину с помощью
геодезических приборов, принимая за базу:
при установке относительно
оси прокатки — обработанные вертикальные поверхности стула нижнего
линейкодержателя;
при установке относительно
поперечной оси — вертикальные разъемы станины по размеру паза под верхнюю ее
часть;
при установке по высоте и
горизонтали — горизонтальную плоскость разъема станины.
5.8. При установке станины
допускаемые отклонения принимают по табл. 2 для оборудования I
группы.
5.9. Барабаны устанавливают
в станину по заводской маркировке, при этом необходимо учитывать, что диаметр
правого валка (по ходу прокатки) больше диаметра левого на 2-3 мм. При сборке
следует проверить равномерность прилегания поверхности барабана на всем
протяжении опорной поверхности станины, которое должно составлять не менее
45-50 % площади в секторе 120°.
Зазор между расточкой в
верхней части станины и поверхностями барабанов не должен превышать 0,5-1 мм.
Передний и задний столы
5.10. Высоту стоек со
встроенным в них механизмом подъема переднего стола проверяют по высоте
относительно установленной станины рабочей клети (допускаемое отклонение 0,5
мм).
5.11. Подъемные ролики
заднего стола должны быть установлены на равном расстоянии от оси прокатки при
крайних верхнем и нижнем их положениях. Отклонение по высоте одного ролика
относительно другого допускается не более 1 мм.
Прошивные гидравлические
прессы и элонгаторы
5.12. Монтаж прессов
начинают с установки секций опорной рамы, разгрузочного устройства и
направляющих, которые соединяют между собой болтами и контрольными штифтами.
При выверке оборудования
необходимо обращать особое внимание на проверку отклонения от горизонтали.
5.13. После подливки
монтируют рабочие цилиндры, тележку и направляющие обратного хода, матрицу с
опорой, контропору, механизм загрузки и выгрузки с приводом, затем
устанавливают дорн и его опору, крестовину и стяжные колонны. Одновременно
монтируют трубопроводы и оборудование систем смазки и гидравлики.
5.14. При монтаже элонгатора
с пилигримовым станом устанавливают последовательно: рабочую и шестеренную
клети, шпиндельные устройства, привод, выводной рольганг, опору дорна и
гидравлический толкатель, а также воздушный охладитель.
Сборка и выверка
оборудования элонгатора аналогичны монтажу машин прошивного стана.
5.15. Монтаж остального
оборудования прошивных станов аналогичен монтажу соответствующего оборудования
прокатных станов.
Раскатные станы
Двухвалковый автоматический стан
5.16. Клеть стана состоит из
плитовин, станин, механизмов установки верхнего и нижнего валков и их
уравновешивания, валков на подшипниках качения и жидкостного трения, заднего
стола, механизма перевалки валков, привода и клинового механизма.
При монтаже клети
допускаются следующие местные зазоры между стыкуемыми поверхностями (на 100 мм
длины), мм:
в вертикальных стыках станин
и в стыках станин с передними рамами задних столов — 0,1;
между лапами станин и
плитовин в горизонтальной и вертикальной плоскостях -0,05.
5.17. Перекос клиньев в траверсе
клинового механизма не допускается. Проверяют его пневматическим цилиндром
клинового механизма при 10 двойных ходах клина подъема верхнего валка.
5.18. При установке опорных
башмаков переднего стола отклонение по высоте допускается не более 0,5 мм.
Рабочие поверхности рельсов механизмов передвижения переднего стола должны
находиться в одной горизонтальной плоскости (допускаемые отклонения: по
горизонтали — 0,2 мм на 1 м, по высоте — 1 мм, а для параллельности рельсов —
1,5 м на всю длину).
5.19. При монтаже механизма
передвижения переднего стола за базу принимают головки рельсов и соблюдают:
совпадение оси привода с
осью реечной передачи (допускаемое отклонение 1 мм);
соосность промежуточных
валов (допускаемое отклонение 0,1 мм на 1 м);
параллельность
трансмиссионных валов оси прокатки (допускаемое отклонение 0,5 мм на 1 м).
5.20. Рабочие поверхности
секций приемного желоба переднего стола должны находиться на одной высотной
отметке и в одной плоскости. Разница отметок по высоте одной секции желоба относительно
другой допускается не более 1 мм.
5.21. При монтаже
подъемно-поворотной секции необходимо обеспечить совпадение рабочих
поверхностей желоба подъемно-поворотной секции и приемного желоба переднего
стола; отклонение по высоте одной секции (желоба) относительно другой
допускается не более 0,1 мм.
5.22. Фундаментные плиты
заднего стола должны быть установлены в одной плоскости, а их опорные
поверхности — на одной высотной отметке. Допускаемое отклонение 0,5 мм.
5.23. Станину заднего стола
устанавливают на плитовину рабочей клети и фундаментные плиты, затем проверяют
на горизонтальность (допускаемое отклонение 0,1 мм на 1 м) и соосность с
прокаткой (допускаемое параллельное смещение до 1 мм). При стыковке станины
заднего стола со станиной и плитовиной рабочей клети допускаются местные зазоры
до 0,1 мм на 50 мм.
5.24. При установке станины
заднего стола допускается зазор между нижней опорной поверхностью станины и
плитовиной 0,15 мм на 50 мм. Рамы заднего стола должны быть установлены
параллельно друг другу (допускаемое отклонение 0,2 мм на 1 м длины). При
монтаже стержневого упора должно быть обеспечено плотное прилегание опорных
поверхностей корпуса упора к станине заднего стола (стержень упора должен
входить в направляющие заднего стола с допуском 0,5 мм).
Пилигримовый стан
5.25. Основное оборудование
стана состоит из рабочей клети, приемного желоба с механизмом для труб,
главного привода, шестеренной клети; шпинделей, муфт и устройств для подачи
оправок, их уборки и охлаждения.
Монтаж оборудования стана
аналогичен установке оборудования главных линий рабочих клетей или
автоматических станов.
Непрерывный стан
5.26. Современный
непрерывный стан состоит из девяти двухвалковых клетей с взаимно
перпендикулярным расположением валков в смежных клетях. Валки расположены под
углом 45° к горизонтали, имеют индивидуальный привод.
Монтаж стана начинают с
установки плиты из двух частей, на которой затем монтируют девять секций рамы.
Редукторы устанавливают на наклонные рамы (по два на каждую), кроме редуктора
первой клети, который расположен на отдельной раме. Окончательно устанавливают
и выверяют их после проверки положения, клетей относительно осей и по высоте, а
также после подливки рамы. Затем устанавливают электродвигатели и центрируют их
с редукторами.
Отделочные станы
Обкатной
трехвалковый стан
5.27. Стан состоит из
рабочей клети, оборудования входной и выходной сторон (передние и задние столы)
и решетки перед станом.
Оборудование монтируют
укрупненными блоками, поставляемыми заводом-изготовителем в сборе.
Сначала устанавливают и
выверяют рабочую клеть: плитовину; станину клети с редукторами установки
валков; крышку клети в сборе с редуктором нажимного механизма, кассетой с
валками и ее механизмом стопорения; привод и устройство для перевалки валков.
Затем монтируют передний и задний столы: рамы переднего стола в сборе с
центрователями, выдающими роликами и упорно-регулирующим механизмом; приводы
выдающих роликов и роликов для отвода стержня; подъемный рольганг в сборе с
проводками; рольганг в сборе с проводками; рольганг в сборе с перекрывателем и
дозатором.
Выверка оборудования
аналогична указанной в п. 3.9 настоящих норм.
Калибровочные и редукционные станы
5.28. Калибровочные и редукционные
станы состоят из нескольких клетей, расположенных одна за другой, приводов и
рольгангов. Клети станов жесткие, со станинами закрытого типа, в которых
установлено по два валка (у некоторых редукционных станов клети трехвалковые).
5.29. Собственно
калибровочный стан состоит из рамы, рабочих клетей, механизмов клетей, узлов
кассет, шпинделей с механизмами расцепления и редукторов с плитами.
Монтаж калибровочного стана
начинают с установки рамы, которая состоит из трех или четырех секций,
соединенных между собой болтами и контрольными штифтами. Поверхность секций
должна находиться в одной плоскости. Целесообразно их выверять только
предварительно, окончательно выверяют по цилиндрической поверхности и раме
кассеты, на которые упираются клети. Как правило, стан имеет два узла кассет,
устанавливаемых один за другим, при этом плоскости опоры клетей для обеих рам
кассет должны совпадать (отклонение не должно превышать 0,2 мм на всей длине).
После проверки положения
относительно осей и по высоте, узел рамы и кассет подливают. Затем монтируют
клети и закрепляют их с помощью механизма зажима. Привалочные поверхности
рабочих клетей, кассет и рамы должны иметь плотное прилегание (допускаются
местные зазоры не более 0,15 мм на 200 мм). Отклонение выходных валов клетей и
редукторов не должно превышать 0,3 мм. Параллельно с валами и редукторами
монтируют шпиндельные устройства и механизмы их расцепления.
5.30. Первую пару
стягивающих колонн механизма зажима на одной кассете устанавливают с
регулировочными гайками и захватами клетей, а вторую пару вставляют с торца,
надевая на них поочередно гайки и захваты, относящиеся к соответствующим
клетям.
5.31. Комбинированные
редукторы устанавливают общим блоком вместе с плитой, а при раздельной поставке
сначала устанавливают плиту, а затем редукторы, выверяя их с помощью набора
подкладок. Положение редукторов относительно оси прокатки определяют, проверяя
установочный размер, указанный на рабочем чертеже. Кроме того, необходимо
проверить, чтобы полумуфты валов со стороны клетей находились в одной
плоскости.
5.32. Монтаж остального
оборудования (приводов, рольгангов, упоров и др.) аналогичен монтажу
соответствующего оборудования прокатных цехов.
5.33. Монтаж оборудования
редукционных станов аналогичен монтажу оборудования калибровочных станов.
Станы холодной прокатки
5.34. Монтаж стана начинают
с установки и выверки оборудования рабочей линии. После выверки пакетов
подкладок на них устанавливают плитовину и станину рабочей клети. Затем
выставляют станины привода и механизма установки стержня, выверяют положение
всех станин и плитовины и соединяют их между собой болтами, принимая за базу:
при выверке относительно оси прокатки — плоскости направляющих, поперечных осей
— ось коленчатого вала приводного механизма. Допускаемое отклонение не более
0,25 мм при общем отклонении оси стана 0,5 мм на расстоянии 10,25 м. Отклонение
по высоте допускается не более 0,5 мм, а по горизонтали и вертикали — 0,1 мм на
1 м.
5.35. После подливки станин
монтируют колонны, устанавливают узел валков в сборе, траверсу с верхними
рельсами, лобовину, патроны и приводной механизм с коленчатым валом. При
завалке валков необходимо обращать внимание на зазор между ними, который должен
быть не более 1 мм. Несовпадение опорных поверхностей калибров на обоих валках допускается
не более 0,3 мм. Сборку зацепления валковых шестерен с зубчатой рейкой
необходимо выполнить строго в соответствии с заводской маркировкой, при этом
первый зуб ведущей шестерни должен находиться в зацеплении с первыми впадинами
реек.
5.36. Верхние и нижние гайки
колонн следует затягивать, руководствуясь указаниями предприятия-изготовителя.
5.37. Плитовины стола
загрузки монтируют с соблюдением допускаемых отклонений, приведенных в п. 4.5- 4.11
настоящих норм.
5.38. При установке
неподвижных люнетов стола:
вал люнетов должен быть
параллелен оси прокатки (допускаемое отклонение от параллельности 0,1 мм на 1
м);
рабочие поверхности нижних и
верхних рычагов люнетов должны лежать в одной плоскости и на одной высотной
отметке (допускаемое отклонение 1 мм).
5.39. При стыковке секций
рамы стола выдачи:
перекос направляющих рам не
должен превышать 0,15 мм на 1 м;
отклонение направляющих
секций рам одной относительно другой должно быть не более 0,1 мм;
местный зазор в стыках рам
допускается до 0,1 мм на 50 мм.
5.40. При монтаже механизма
передвижения упора-захвата стола выдачи:
боковые зазоры в каждом
зацеплении реечных шестерен и рейки упора-захвата должны быть в пределах
0,05-0,07 модуля зацепления;
отклонения от соосности
трансмиссионных валов не должно превышать 0,1 мм на 1 м.
5.41. При монтаже механизма
подачи заднего стола отклонение от соосности штока гидроцилиндра и вала
ускоренного отвода допускается в пределах 0,2 мм. Ось реверсивного устройства
заднего стола должна совпадать с осью прокатки (допускаемое отклонение 0,5 мм).
Направляющие механизма отвода стержня заднего стола собирают на стойках и
выверяют в горизонтальной и вертикальной плоскостях, при этом допускаемое
отклонение 0,2 мм на 1 м. В смонтированном механизме перемещения оправок
заднего стола должны быть обеспечены: горизонтальное положение поверхности
разъема грузового механизма с отклонением не более 0,2 мм на всей плоскости
разъема; вертикальное перемещение груза в направляющих стойках с одинаковым
зазором по всей длине груза.
5.42. Монтаж оборудования
специальных прокатных станов (шаропрокатных, колесопрокатных и т.п.), а также
трубоэлектросварочных агрегатов производится аналогично и в соответствии с
инструкциями предприятий-изготовителей.
6.
МОНТАЖ ПОДШИПНИКОВЫХ ОПОР
6.1. Подшипниковые опоры
машин, поступающие на монтажную площадку в собранном виде в пределах
гарантийного срока хранения, подвергают наружному осмотру без разборки и
регулировки подшипниковых узлов. При хранении оборудования на складе заказчика
дольше установленного гарантийного срока заказчик производит ревизию
оборудования и подшипников.
6.2. Подшипниковые опоры машин,
поступающие на монтаж в разобранном виде в пределах гарантийного срока
хранения, собирают одновременно с машинами.
6.3. Узлы подшипников
собирают в местах, предусмотренных ППР:
подшипники жидкостного
трения — в мастерской подшипников жидкостного трения;
подшипники качения и
скольжения — в мастерских ревизии подшипников качения.
6.4. В мастерских для сборки
подшипников к началу работ должны быть выполнены чистые полы и закончены
отделочные работы, смонтированы и пущены системы отопления и вентиляции, пущены
в работу грузоподъемные механизмы и транспортные средства, установлено
необходимое оборудование, приспособления, инвентарь, средства пожаротушения,
поставлены необходимый инструмент и материалы.
6.5. Детали подшипниковых
узлов, поступивших на монтажную площадку в разобранном виде, должны быть перед
сборкой расконсервированы в соответствии с рекомендациями
предприятия-изготовителя и тщательно проверены.
6.6. При проверке
устанавливают отсутствие дефектов, совпадение отверстий в деталях для
прохождения смазки, соответствие размеров посадочных мест проекту, правильность
маркировки, выявляют нагруженные вкладыши у подшипников скольжения и т.д.
Подшипники и детали
подшипниковых опор, имеющие дефекты (трещины, сколы, глубокую коррозию на
рабочих или монтажных поверхностях колец и телах качения, механическое
разрушение и деформацию сепараторов и разукомплектованные детали), к сборке не
допускают.
6.7. Правильность сборки
подшипниковых опор проверяют вращением валов: они должны вращаться легко, без
заеданий.
Опоры с подшипниками скольжения
6.8.
При сборке опор с неразъемными (глухими) подшипниками необходимо проверить
соосность отверстий подшипников (допустимое отклонение не более 0,15 мм),
прилегание шейки или цапфы вала к втулке и наличие зазора между ними. Прилегание
их должно быть по дуге 70-80° с достаточной плотностью (2-3 пятна касания на 1
см2). При необходимости наружную поверхность на втулке подгоняют
пришабриванием согласно п. 6.11 настоящих правил. Величина радиального и боковых зазоров дана в
чертежах, а при отсутствии указаний в чертежах, ее принимают 0,001-0,002
диаметра шейки вала.
6.9. При сборке опор с
разъемными подшипниками (с металлическими вкладышами), кроме выполнения
требований п. 6.8
настоящей инструкции, необходимо проверить:
плотность прилегания
вкладышей в плоскости разъема (местный зазор должен быть не более 0,001
диаметра вала);
наличие прокладок между
вкладышами регулируемых подшипников.
6.10. Плотность прилегания
поверхностей подгоняют пришабриванием после проверки на краску при затянутых
болтах подшипника.
6.11.
При подгонке вкладышей пришабривают нагруженные вкладыши.
В нереверсивных передачах
при вращении ведущего вала по часовой стрелке нагруженным вкладышем для него
служит верхний вкладыш, а для ведомого — нижний; при вращении ведущего вала
против часовой стрелки для него нагруженным служит нижний вкладыш, а для
ведомого — верхний ( рис. 1).
В реверсивных передачах
нагруженными попеременно являются оба вкладыша, поэтому пришабривают нижние и
верхние вкладыши на ведущем и ведомом валах.
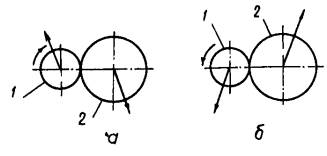
Рис. 1. Определение направления действия нагрузки в нереверсивных
передачах:
а — при вращении ведущего вала по часовой стрелке;
б — при вращении ведущего вала против часовой стрелки; 1 —
ведущий вал; 2 — ведомый вал
В многоступенчатых
передачах, независимо от реверсивной или нереверсивной работы, на средних валах
следует пришабривать оба вкладыша, а в крайних валах — только нагруженные.
6.12. После подгонки деталей
их промывают, насухо протирают салфетками, смазывают и окончательно собирают.
6.13. Сборка подшипников
скольжения с неметаллическими (текстолитовыми и др.) вкладышами аналогична
сборке подшипников с металлическими вкладышами. При монтаже этих подшипников
необходимо проверить:
размеры разъемных подушек;
размеры вкладышей и
плотность прилегания их к шейке вала;
угол обхвата вкладышей шейки
вала;
плотность прилегания торцов,
воспринимающих осевые усилия, к заплечику вала;
отсутствие выбоин и
неровностей посадочных мест подушек и кассет с вкладышем, шероховатость
сопрягаемых поверхностей не должна превышать R а = 1,25 мкм;
у прессованных вкладышей наличие
в гнездах подушек подкладок, их размеры и устойчивость опирания вкладышей на
подкладки.
Наборные вкладыши проверяют
по размерам сборкой в кассеты.
6.14. Зазоры между боковыми
плоскостями подушек и станин не должны превышать 2 мм.
6.15. В собранной подшипниковой
опоре не должно быть заметного зазора между вкладышами и шейкой вала и в то же
время вал не
должен быть зажат вкладышами, что проверяют провертыванием вала.
Опоры с подшипниками качения
6.16. В соответствии с ГОСТ
520-71* подшипники качения проверяют по внешнему виду, маркировке, легкости
вращения; при необходимости проверяют величины начального радиального зазора и
осевой игры.
6.17. По маркировке
подшипники проверяют на соответствие клейма ГОСТ 3189-75 или заводскому
паспорту.
6.18. При контроле
посадочных мест под подшипники на валу необходимо проверить ( рис. 2):
диаметр шейки в трех или
более сечениях по длине ( d 1 — d 5 ) и не менее чем в трех местах по окружности;
размеры проточек l 1 , их глубину и форму, а также длину шейки вала l 2 ;
величину заплечиков вала,
радиус их закругления, перпендикулярность торца заплечиков к оси вала и наличие
скоса кромок на конце шейки вала;
при конической шейке вала
диаметром конуса, прямолинейность образующей конуса шейки и радиальное биение
конической шейки.
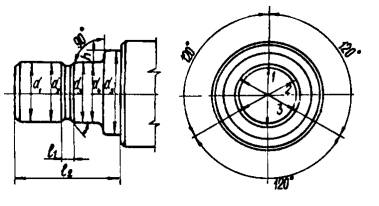
Рис. 2. Схема измерения
посадочных мест на валах:
1-3 — диаметр по окружности; d1 — d5 — диаметр вала по длине шейки; l 1 — размер проточки; l 2 — длина шейки
вала
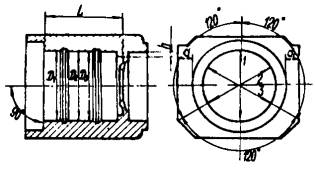
Рис. 3. Схема измерения посадочных мест в корпусе:
1 —3 — диаметр по окружности посадочного места в корпусе; D 1 — D 3 — диаметр по длине посадочного места; L , a , a 1 , h — для контроля размеров
6.19. Посадочные поверхности
вала должны быть обработаны в соответствии с размерами и техническими требованиями,
указанными в рабочих чертежах. Овальность и конусность посадочной поверхности
вала не должна превышать в сумме половину допуска на диаметр.
Нельзя допускать к монтажу
валы с посадочными местами, имеющими отклонения по овальности, конусности и
чистоте обработки больше установленных допусками.
6.20. В корпусе при контроле
посадочных мест под подшипник должны быть проверены:
перпендикулярность расточек
не менее чем в трех сечениях по длине и в трех местах по окружности ( рис. 3);
перпендикулярность торцов
расточек к их оси;
плотность прилегания
плоскостей разъема у разъемных корпусов и наличие развалки посадочных мест у
плоскости разъема;
прилегание наружных колец
подшипников к поверхности посадочных мест.
6.21. При измерении
овальности посадочных поверхностей в разъемном корпусе необходимо
предварительно затянуть болты, соединяющие крышку с основанием корпуса.
Овальность не должна превышать 1/4 допуска на диаметр.
6.22. Посадочные поверхности
разъемных корпусов ( рис. 4) должны иметь развалку в
плоскостях разъема, размеры которой приведены в табл. 4.
6.23. Перед сборкой должны
быть проверены также размеры и чистота обработки деталей подшипниковых узлов
(фланцевых крышек, распорных втулок, дистанционных колец, гаек, шайб и
уплотнений).
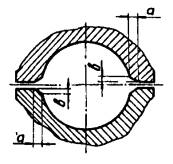
Рис. 4. Развалка посадочных
поверхностей разъемных корпусов и зазор между корпусом и крышкой:
а , b — величины развалки
Таблица 4
|
Диаметр расточки, мм |
Размеры развилки, мм |
|
|
а |
в |
|
|
До 120 |
0,1 |
10 |
|
120-260 |
0,15 |
15 |
|
260-400 |
0,2 |
20 |
|
400-700 |
0,3 |
30 |
|
700-1000 |
0,4 |
40 |
6.24. У фланцевых крышек проверяют:
параллельность опорной и фланцевой
поверхностей и перпендикулярность их к оси центрирующей части;
диаметры центрирующего бурта
(внутренний диаметр центрирующего бурта должен быть больше диаметра сепараторов
подшипника).
6.25. У дистанционных колец
проверяют маркировку, чистоту обработки, параллельность и плоскостность торцов,
при этом:
неплоскостность торцевых
поверхностей колец для радиальных, радиально-упорных и упорных подшипников
допускается не более 0,03 мм;
кольца, установленные между
парой роликов конических однорядных подшипников, не должны задевать сепаратор;
кольца для пары регулируемых
подшипников должны иметь маркировку, указывающую на их принадлежность к
определенному комплекту подшипников.
6.26. Гайки и шайбы
проверяют по размерам, чтобы при сборке они не задевали сепараторы. У гаек,
кроме того, необходимо проверить перпендикулярность опорного торца к оси. Зазор
между плоскостью и опорной поверхностью не должен превышать 0,03 мм.
6.27. Величина радиального
зазора l ( рис. 5) между цилиндрической
поверхностью уплотнения и вращающимся валом должна быть равномерной по
окружности и соответствовать табл. 5.
Рис. 5. Уплотнение подшипника
кольцевыми проточками:
1 — вал; 2 — кольцевые проточки; 3 — корпус; 4 —
радиальный зазор
Таблица 5
|
Диаметр |
Радиальный зазор в уплотнении, мм |
|
До 45 |
0,2 |
|
46-80 |
0,3 |
|
81-110 |
0,4 |
|
111-180 |
0,5 |
|
181-260 |
0,55 |
|
261-360 |
0,6 |
|
501-630 |
1,2 |
|
631-800 |
1,4 |
|
801-1000 |
1,8 |
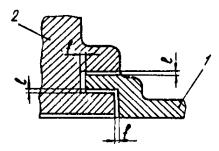
Рис. 6. Лабиринтное
уплотнение:
1 — деталь лабиринтного уплотнения; 2 — корпус подшипника; 3
— радиальный зазор, 4 — осевой зазор
6.28. Между вращающимися и
неподвижными деталями лабиринтного уплотнения ( рис. 6)
должны быть радиальные зазоры l величиной согласно табл. 5, осевые
зазоры f — примерно в 5 раз больше радиальных, но не более 5
мм ( f = 5 l £ 5 мм).
6.29. Манжетные кольца
должны плотно облегать вал.
6.30. После проверки
подшипников, посадочных мест валов и корпусов, а также деталей подшипниковых
узлов, промытые детали следует протереть салфетками, разложить на стеллажах или
столах для сборки и накрыть для предохранения их от загрязнений.
6.31. Подшипники специальными
приспособлениями насиживают на вал или в корпус в зависимости от характера
сопряжения колец подшипника и вида нагружения.
6.32. При посадке подшипника
щупом проверяют прилегание торцов внутреннего кольца к заплечику вала и
наружного кольца к упорному заплечику в корпусе. Площадь прилегания должна
составлять не менее 70 % площади заплечика. Для подшипников диаметром наружного
кольца до 500 мм зазор между кольцом и заплечиком в корпусе допускается не
более 0,15 мм. Для валов диаметром 50-500 мм местный зазор между торцом
внутреннего кольца и заплечиком вала допускается 0,03-0,07 мм.
6.33. Посадку наружного
кольца в разъемный корпус проверяют щупом. Зазоры между сопрягаемыми
поверхностями должны соответствовать табл. 6.
6.34. У подшипников качения
определяют радиальный и осевой зазоры. У подшипников нерегулируемого типа
начальные и посадочные радиальные зазоры и осевую игру проверяют специальными
приспособлениями (индикатором, щупом и др.). Величина начальных зазоров должна
быть в пределах, соответствующих нормам. Величина посадочных зазоров должна
составлять 0,5-0,7 величин начальных зазоров, установленных нормами. Осевую
игру всех подшипников регулируют осевым перемещением колец, имеющих местное
нагружение, т.е. установленных в корпус или на вал с посадочными зазорами.
Таблица 6
|
Диаметр |
Зазоры между кольцом и корпусом, мм, при посадках |
|
|
скользящей Сп |
скользящей Сзп |
|
|
80 |
0,043 |
0,073 |
|
150 |
0,058 |
0,098 |
|
250 |
0,075 |
0,120 |
|
360 |
0,090 |
0,140 |
|
500 |
0,105 |
0,165 |
|
700 |
0,155 |
0,225 |
|
1000 |
0,190 |
0,270 |
6.35. При монтаже подшипниковых опор как в отдельностоящих корпусах,
так и выполненных в общей литой станине должна быть обеспечена соосность
посадочных поверхностей корпусов подшипников качения. Допускаемые суммарные
несовпадения (перекосы) осей расточек в вертикальной и горизонтальной
плоскостях приведены в табл. 7.
Таблица 7
|
Тип |
Обозначение серии подшипника |
Допускаемый перекос (на длине 100 мм), мм |
|
Шариковый радиальный |
0000 |
0,05 |
|
Роликовый с цилиндрическими роликами: |
||
|
короткими |
2300, |
0,015 |
|
витыми |
5000 |
0,03 |
|
длинными |
4000 |
0,01 |
|
игольчатыми |
74000 |
0,01 |
|
Роликовый конический: |
||
|
одно-, |
0,01 |
|
|
для |
— |
0,02 |
|
Радиально-упорный шариковый |
6000 |
0,01 |
|
Упорный: |
||
|
шариковый |
8000 |
0,01 |
|
роликовый |
9000 |
0,01 |
|
Радиальный сферический двухрядный: |
||
|
шариковый |
1000 |
0,3 |
|
роликовый |
3000 |
0,3 |
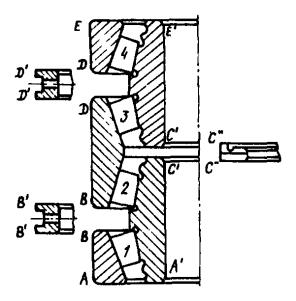
Рис. 7. Сборочная маркировка
четырехрядного роликоподшипника:
АВ , ВД, ДЕ — наружные кольца, А ¢ С ¢ , С ¢ Е ¢ — внутренние кольца; В ¢ В ¢ , С ¢ ¢ С ¢ ¢ , Д ¢ Д ¢ — дистанционные кольца; 1-4 — ролики
Рис. 8. Порядок укладки четырехрядного конического роликоподшипника
перед монтажом:
АВ , ВД, ДЕ — наружные кольца; А ¢ С ¢ , С ¢ Е ¢ — внутренние
кольца; В ¢ В ¢ , Д ¢ Д ¢ , С ¢ ¢ С ¢ ¢ — дистанционные кольца
6.36. Валы с подшипниками выверяют
на соосность измерением радиальных зазоров в каждом подшипнике вала в четырех
точках по окружности и сравнением их величин между собой.
6.37. Монтаж сферических
шариковых и роликовых подшипников заключается в: посадке подшипников, измерении
посадочного радиального и осевого зазоров, затягивании гаек, креплении
подшипника и проверке вала вращением.
6.38. Монтаж четырехрядного
конического роликоподшипника на цилиндрическую шейку прокатного валка включает
в себя:
сборку подшипника в подушке
в соответствии со сборочной маркировкой подшипника ( рис. 7);
сборку передней и задней
крышек и установку передней крышки на подушку;
установку бандажа на вал;
установку на бандаж задней
крышки с уплотнением;
установку подушки на вал и
закрепление задней крышки к подушке на валу гайкой.
Перед сборкой подшипника в
подушку необходимо детали подшипника после осмотра и контроля сложить на
стеллаже или рабочем месте в последовательности узлов I , II , и III , как показано на рис. 8, или
разложить указанные узлы раздельно на деревянных подкладках. Сборку выполняют
краном в последовательности, указанной на рис. 9. Узлы подшипника закрепляют
стропом 2 за грузовые винты 1, которые ввертывают в специальные
гнезда в сепараторе.
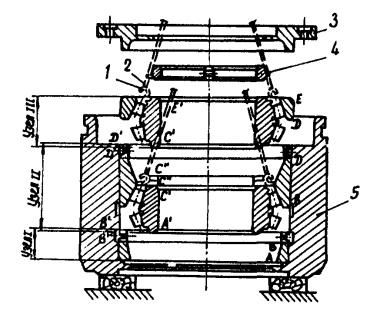
Рис. 9. Монтаж четырехрядного подшипника в подушку
6.39. Последовательность
сборки четырехрядного конического подшипника следующая:
на деревянных подкладках
устанавливают подушку 5, как показано на рис. 9;
первым в корпус подушки
осторожно опускают смазанные минеральным маслом наружное кольцо АВ с
дистанционным кольцом В ¢ В ¢ и щупом проверяют плотность
прилегания наружного кольца к упорному заплечику подушки и опорных поверхностей
колец АВ и В ¢ В ¢ друг к другу (узел I );
на дистанционное кольцо В ¢ В ¢ специальным стропом 2
в подушку устанавливают внутреннее кольцо А ¢ С ¢ с роликами, сепаратором,
наружным кольцом ВД и дистанционным кольцом Д ¢ Д ¢ , затем вывертывают грузовые
винты 1;
на смазанные торцы
установленного кольца опускают дистанционное кольцо С ¢ ¢ С ¢ ¢ , смазанное маслом (узел II );
в посадочное место опускают
узел III (внутреннее кольцо С ¢ Е ¢ в сборе с сепаратором,
роликами и наружным кольцом ДЕ);
укладывают стопорное кольцо 4
и переднюю крышку 3 с прокладкой под ее фланец, предварительно определив
зазор при стянутых кольцах подшипника (материал и толщина прокладки указаны в
проекте);
затягивают и шплинтуют болты
передней крышки, подушку кантуют в рабочее положение.
6.40. Последовательность
сборки краном валковой опоры четырехрядного подшипника следующая:
на полкладки укладывают
валок в горизонтальном положении и контролируют посадочные места;
на вал устанавливают бандаж
с посадкой, указанной в проекте, проверяют точность установки его по торцу
(если бандаж напрессовывают, то его предварительно подогревают до температуры
100 °С) и в выточку на бандаже устанавливают разрезное пружинное кольцо;
на бандаж устанавливают
заднюю торцевую крышку подшипника со смонтированным в ней уплотнением;
в проточку шейки валка
устанавливают два резьбовых полукольца, закрепляют их винтами и смазывают шейку
валка тонким слоем смазки;
краном поднимают подушку с
подшипником и осторожно надвигают ее на валок (после центровки внутреннего
кольца подшипника относительно шейки);
закрепляют болтами заднюю
крышку к подушке, а подшипник на валу — гайкой, завертывая ее до конца, затем
согласно указаниям в чертеже гайку отвертывают на 1/6-1/8 оборота и
законтривают болтом в одно из отверстий с резьбой в стопорном кольце.
6.41. При монтаже игольчатых
подшипников все детали после промывки проверяют на отсутствие дефектов и
соответствие размерам. Для обеспечения монтажа поверхность качения на валу или
в корпусе (в зависимости от конструкции узла) покрывают густой консистентной
смазкой, на которую плотно одну к другой наклеивают иглы. Последняя игла должна
входить с зазором, указанным на чертеже. Суммарный зазор между всеми иглами по
окружности колеблется в пределах (0,5-1) Д иглы. При монтаже можно использовать
втулку диаметром на 0,1-0,3 мм меньше диаметра шейки вала, которую вводят после
укладки игл в наружном кольце и с ее помощью легко надевают подшипник на вал в
проектное положение. Осевой зазор между торцами игл и заплечиками должен
соответствовать проектному размеру, поэтому у игольчатых подшипников, у которых
отсутствует наружное или внутреннее кольцо (дорожки качения выполнены на валу
или корпусе), обязательно следует проверять размеры дорожек и игл, а также
зазор.
6.42. Сборку и монтаж
гидродинамических (ПЖТ) и гидростатодинамических (ГСДПЖТ) подшипников
жидкостного трения следует производить в соответствии с требованиями инструкции
по эксплуатации предприятия-изготовителя «Подшипники жидкостного трения для
валков прокатных станов», а также монтажных и сборочных чертежей на подшипники.
7. ИНДИВИДУАЛЬНЫЕ ИСПЫТАНИЯ СМОНТИРОВАННОГО
ОБОРУДОВАНИЯ
7.1. Технологическое
оборудование прокатных станов после монтажа и закрепления в проектном положении
должно подвергаться индивидуальным испытаниям вхолостую. Ввиду специфики
прокатного производства индивидуальные испытания оборудования под нагрузкой не
производятся.
Индивидуальные испытания
смонтированного оборудования осуществляют в соответствии с требованиями СНиП
3.05.05-84 и технической документации предприятий-изготовителей.
7.2. До начала
индивидуальных испытаний оборудования должен быть закончен монтаж систем смазки,
гидравлики, пневматики и охлаждения, выполнены работы по монтажу
электрооборудования и средств автоматизации, систем защиты и контроля, а также
наладочные работы по указанным системам, необходимым для проведения
индивидуальных испытаний технологического оборудования.
7.3. Индивидуальные
испытания оборудования производит организация, монтирующая оборудование по
программе, разработанной в технической документации предприятия-изготовителя.
Продолжительность индивидуальных испытаний вхолостую устанавливается предприятием-изготовителем.
При отсутствии таких указаний, продолжительность устанавливается монтажной
организацией по согласованию с заказчиком в зависимости от назначения и условий
эксплуатации оборудования и пределах 4-10 ч непрерывной работы машин с механическим
приводом и 20-30 циклов с гидравлическим приводом.
7.4. Перед индивидуальными
испытаниями оборудования проверяют:
правильность установки и
надежность закрепления оборудования на фундаменте;
наличие масла в редукторах;
поступление смазки в подшипниковые
узлы и на трущиеся поверхности;
плотность уплотнений
подшипниковых узлов и опор;
возможность вращения валов,
роликов и других вращающихся узлов оборудования проворачиванием их вручную или
с помощью кранов;
отсутствие дефектов и
несогласованных отступлений от проекта;
наличие защитных кожухов,
ограждений и других устройств, обеспечивающих безопасное проведение испытаний.
7.5. В период проведения
индивидуальных испытаний оборудования производят проверку работы машин и
механизмов на холостом ходу и работы по обеспечению требований технической
документации предприятий-изготовителей, в том числе:
регулировку подачи масла в
подшипники и на поверхности скольжения;
взаимодействие движущихся
узлов оборудования;
герметичность разъемов и
уплотнений;
биение валов, муфт,
маховиков и их регулировку;
регулировку систем
охлаждения, устройств блокировки и контроля;
нагрев подшипниковых узлов,
который не должен превышать 70 °С, если в технической документации
предприятий-изготовителей не оговорены другие нормы.
7.6. Испытание оборудования
начинают кратковременными включениями электродвигателей в одну или обе стороны,
если машина работает реверсивно. При нормальной работе машину пускают на малых
оборотах и по мере приработки зацеплений, подшипников и трущихся поверхностей
скорости доводят до нормы.
7.7. Выявленные дефекты
устраняются и испытания начинают сначала. Дефекты монтажа устраняет монтажная
организация, а выявленные дефекты оборудования — предприятие-изготовитель.
Испытания считаются удовлетворительными, если оборудование проработало в
течение испытательного периода без остановки и отклонений от технических
требований.
7.8. Технологическое
оборудование, поступающее в монтаж в полностью собранном виде, опломбированное
и имеющее акты о проведении испытаний на предприятии-изготовителе,
индивидуальным испытаниям не подвергается за исключением случаев, когда оно
повреждено при транспортировании или до начала монтажа, подвергалось вскрытию
или истек гарантийный срок хранения.
7.9. По окончании
индивидуальных испытаний составляется акт и оборудование сдается рабочей
комиссии для проведения пуско-наладочных работ и комплексного опробования.
С момента подписания рабочей
комиссией акта приемки оборудования для комплексного опробования, оборудование
считается принятым заказчиком и он несет ответственность за его сохранность.
7.10. При сдаче оборудования
рабочей комиссии монтажная организация предъявляет следующую исполнительную
документацию:
акты на скрытые работы по
монтажу оборудования;
монтажные и сварочные
формуляры или комплект монтажных чертежей с проектными и фактическими размерами
и отметками;
акты испытания систем
смазки, гидравлики и пневматики;
акты испытания оборудования
вхолостую;
комплект рабочих чертежей на
монтаж оборудования, полученный от заказчика, с надписями, сделанными лицами,
ответственными за производство монтажных работ, о соответствии выполненных
работ этим чертежам или внесенным в них изменениям.
7.11. Пусконаладочные работы
и комплексное опробование оборудования вхолостую и под нагрузкой в состав монтажных
работ не входят и производятся в соответствии с требованиями СНиП
3.05.05.-84.
8. ТЕХНИКА БЕЗОПАСНОСТИ
8.1. Монтаж технологического
оборудования должен производиться в строгом соответствии с требованиями СНиП III-4-80,
государственной Системы стандартов безопасности труда (ССБТ), Правил устройства
и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора СССР, Правил
пожарной безопасности при проведении сварочных и других огневых работ на
объектах народного хозяйства и Правил пожарной безопасности при производстве
строительно-монтажных работ ГУПО МВД СССР, а также других действующих
инструкций по охране труда и технике безопасности, утвержденных в установленном
порядке.
8.2. Конкретные мероприятия
по технике безопасности, средства подмащивания и приспособления для обеспечения
безопасных условий труда должны разрабатываться в ППР.
8.3. Организация работ в
соответствии с ППР, контроль и ответственность за применение в соответствии с
назначением монтажно-технологической оснастки, грузоподъемных машин,
механизированного инструмента и средств защиты работающих, инструктаж рабочих о
безопасных методах ведения работ возлагаются на инженерно-технических
работников строительно-монтажных организаций.
8.4. Для безопасного
производства работ, а также для прохода рабочих к местам производства работ
должны быть выполнены средства подмащивания, лестницы, трапы и мостки с
перильными ограждениями в соответствии с ГОСТ 12.2.012-75, ГОСТ 24258-80 и СНиП III-4-80.
8.5. Участки, где производят
монтаж тяжеловесного и крупногабаритного оборудования, расконсервацию и
обезжиривание, индивидуальное испытание, необходимо ограждать сигнальными и
защитными ограждениями по ГОСТ
23407-78, обозначать знаками безопасности по ГОСТ 12.4.026-76 и
надписями установленной формы.
8.6. Во избежание падения рабочих
монтажные проемы в технологические подвалы и глубокие приямки в фундаментах
должны быть ограждены инвентарными защитными ограждениями, выполненными и
соответствии с ГОСТ 12.4.059-78, или закрыты сплошным настилом.
8.7. Все лица, занятые на
монтажных работах, должны быть обеспечены средствами индивидуальной защиты в
зависимости от вида выполняемых работ в соответствии с Типовыми отраслевыми
нормами бесплатной выдачи спецодежды, спецобуви и предохранительных
приспособлений, утвержденными Госкомтрудом СССР и ВЦСПС, а также в соответствии
с ГОСТ 12.4.011-75.
8.8. Механизированный
инструмент и средства малой механизации, применяемые при производстве работ,
должны быть исправными и использоваться строго по назначению.
8.9. Кантование и установка
тяжеловесного оборудования (станин рабочих клетей, шестеренных клетей и т.п.) в
проектное положение при помощи одного или двух кранов, а также монтаж
оборудования в зонах, не обслуживаемых мостовыми кранами с применением
специальных траверс, должны производиться под непосредственным руководством
специально назначенного инженерно-технического работника.
8.10. Строповку оборудования
и конструкций следует осуществлять за специальные строповочные приспособления
инвентарными стропами или специальными грузозахватными устройствами,
изготовленными по утвержденному проекту.
Расстроповку необходимо
производить только после надежного проектного или временного закрепления
монтируемых узлов.
8.11. Расконсервацию,
очистку от коррозии и обезжиривание оборудования необходимо производить в
специальных помещениях или на открытых площадках.
Закрытые помещения должны
быть оборудованы приточно-вытяжной вентиляцией. При использовании летучих
химических веществ (бензина, уайт-спирита и т.п.) воздух в помещении необходимо
периодически проверять на наличие в нем вредных веществ.
Содержание вредных веществ в
воздухе рабочей зоны не должно превышать предельно допустимых концентраций по
ГОСТ 12.1.005-76.
8.12. Помещения и площадки,
где проводятся работы по расконсервации и очистке оборудования, должны быть
оборудованы противопожарным инвентарем.
8.13. Химические материалы,
выделяющие вредные, взрыво- и пожароопасные вещества, разрешается хранить на
рабочих местах в количествах, не превышающих сменной потребности.
Использованные кислотные и
щелочные растворы, масла, растворители, обтирочный материал, отходы
ингибированной бумаги должны собираться в специальную тару и регулярно
вывозиться в отведенные места.
8.14. Перед проведением
испытаний оборудования необходимо проверить наличие всех проектных кожухов,
ограждений, систем сигнализации.
Исправление дефектов,
выявленных при испытании, на работающем оборудовании недопустимо.
8.15. При производстве работ
на монтажной площадке одновременно несколькими строительно-монтажными
организациями генподрядчик обязан совместно с субподрядными организациями
разработать мероприятия по охране труда и технике безопасности, обязательные
для всех организаций, принимающих участие в строительно-монтажных работах.
Приложение 1
Обязательное
ПЕРЕЧЕНЬ ОСНОВНЫХ НОРМАТИВНЫХ
ДОКУМЕНТОВ, ТРЕБОВАНИЯ КОТОРЫХ ДОЛЖНЫ ВЫПОЛНЯТЬСЯ ПРИ МОНТАЖЕ ОБОРУДОВАНИЯ
ПРОКАТНЫХ И ТРУБОПРОКАТНЫХ СТАНОВ
СНиП
3.05.05-84. Технологическое оборудование и технологические трубопроводы.
СНиП III-4-80. Техника
безопасности в строительстве.
СНиП III -15-76. Бетонные и
железобетонные конструкции монолитные.
СНиП III -16-80. Бетонные и
железобетонные конструкции сборные.
СНиП 3.02.01-83. Основания и
фундаменты.
СНиП 3.01.03-83.
Геодезические работы в строительстве.
СНиП III -1-76. Организация
строительного производства.
СНиП III -3-81. Приемка в эксплуатацию
законченных строительством объектов. Основные положения.
ГОСТ 24444-80. Оборудование
технологическое. Общие монтажно-технологические требования.
ОСТ 24.010.01-80Е.
Оборудование металлургическое. Общие технические требования на изделия
внутрисоюзного и экспортного исполнений.
ОСТ 24.290.10-77. Станции
централизированных систем охлаждения и технологической смазки прокатных станов.
Общие технические условия.
ОСТ 24.290.03-79.
Оборудование и устройства смазочных, гидравлических и пневматических систем.
Общие технические требования.
ОСТ 24.290.05-81Е. Станции
циркуляционных смазочных систем металлургического оборудования. Общие
технические условия.
ОСТ 24.018.04-81Е. Подшипники
жидкостные трения. Технические условия.
СН 471-75. Инструкция по
креплению технологического оборудования фундаментными болтами.
ВСН 361-85/ММСС
СССР. Инструкция по креплению технологического оборудования на фундаментах.
ВСН 411-80/ММСС СССР.
Инструкция по монтажу смазочных, гидравлических и пневматических систем общепромышленного
назначения.
Правила устройства и
безопасной эксплуатации грузоподъемных кранов. Утверждены Госгортехнадзором
СССР 30.12.1969 г.
Правила пожарной безопасности
при производстве строительно-монтажных работ. Утверждены ГУПО МВД СССР
04.1.1977 г.
Правила пожарной безопасности
при производстве сварочных и других огневых работ на объектах народного хозяйства. Утверждены
ГУПО МВД СССР, Госгортехнадзором СССР и ВЦСПС 29.12.1972 г.
Положение о взаимоотношениях
организаций — генеральных подрядчиков с субподрядными организациями. Утверждены
Госстроем СССР и Госпланом СССР 31.07.1970 г. с изменениями от 31.05.1975 г.
Правила о договорах подряда
на капитальное строительство.
Подшипники жидкостного трения
для валков прокатных станов.
Инструкция по эксплуатации.
Приложение 2
Рекомендуемое
ГЕОДЕЗИЧЕСКОЕ ОБОСНОВАНИЕ
МОНТАЖА ОБОРУДОВАНИЯ
1. В прокатных цехах основная
часть оборудования устанавливается в единую технологическую линию, в которой работа
всех машин и агрегатов взаимосвязана, поэтому к точности установки прокатного
оборудования предъявляются повышенные требования (см. п. 3.12).
2. Для обеспечения
необходимой точности и качества работ при монтаже технологического оборудования
необходимо выполнение геодезического обоснования монтажа.
Целью геодезического
обоснования является закрепление осей технологического оборудования и высотных
отметок на фундаментах с помощью закладных элементов (плашек и реперов),
необходимых для выверки оборудования при монтаже.
3. Схема геодезического
обоснования монтажа технологического оборудования разрабатывается на основании
строительных заданий либо чертежей на оборудование предприятий-изготовителей и
плана осей технологического оборудования (рис. 1.).
4. Схема геодезического
обоснования монтажа должна предусматривать оптимальное количество и
расположение плашек и реперов на фундаментах для контроля установки в плане и
по высоте технологического оборудования, а также удобство их использования при
выверке оборудования.
5. В схемах геодезического
обоснования указываются места установки закладных элементов (плашек) для
фиксации главных и основных разбивочных осей, а также складных элементов
(реперов) для фиксации высотных отметок.
6. К основным продольным и
поперечным разбивочным осям относятся оси технологических линий, рабочих и
шестеренных клетей, ножниц, моталок, рольгангов и других агрегатов и машин.
В качестве главных
разбивочных осей выбирают из основных осей одну-две продольные оси, в
зависимости от ширины прокатного цеха, и одну или несколько поперечных осей с
таким расчетом, чтобы расстояние между ними и крайними основными осями было
100-150 м. В качестве главной продольной оси, как правило, принимают ось
прокатки (ось стана), а главных поперечных — оси рабочей клети, ножниц,
манипуляторов и т.п.
7. Главные продольные и
поперечные оси привязываются к контрольным осям общим для всего строительства (размеры
в двойных рамках). Основные оси разбиваются только от главных продольных и
поперечных осей.
Размеры в одинарных рамках
служат только для проверки правильности разбивки осей. Пользоваться ими для
разбивки основных осей недопустимо.
8. Плашки и реперы на
фундаментах должны устанавливаться на свободных от оборудования местах (на
расстоянии не менее 400 мм от выступающих частей оборудования для плашек и не
менее 100 мм — для реперов) и обеспечивать возможность выверки монтируемого
оборудования и контроля за их положением.
9. Плашки, как правило,
располагают на главных и основных разбивочных осях по две штуки на фундаменте.
В случае установки технологического оборудования в единую технологическую линию
без промежутков (транспортные и раскатные рольганги, непрерывные группы
многоклетьевых станов и т.п.) рекомендуется выносить и закреплять на плашках
выносные оси параллельно основным или главным на свободных от оборудования
местах фундаментов.
10. Для выверки оборудования
по высоте необходимы один-два репера на фундаменте. При необходимости
осуществления контроля за осадкой фундаментов реперы в количестве 4-5 шт.
располагают по углам фундаментов.
11. Для контроля положения
оборудования после комплексного испытания, а также во время ремонтов
оборудования, рекомендуется на главных разбивочных осях, с одной или двух
сторон, устанавливать на отдельных фундаментах выносные совмещенные плашки с
реперами, так как рабочие плашки и реперы к этому времени будут закрыты
подливкой и чистовыми полами. На выносных совмещенных плашках с реперами
желательно предусматривать съемные крышки.
Условные обозначения:
![]() — оси здания
— оси здания
![]() — контрольные оси
— контрольные оси
![]() — главные разбивочные оси
— главные разбивочные оси
![]() — основные разбивочные оси
— основные разбивочные оси
![]() — репер рабочий
— репер рабочий
![]() — плашка рабочая
— плашка рабочая
![]() — плашка с репером выносные
— плашка с репером выносные
![]() — привязка главной разбивочной оси и
— привязка главной разбивочной оси и
контрольной оси
![]() — контрольная привязка основной
— контрольная привязка основной
разбивной оси
Рис. 1. Схема геодезического обоснования монтажа оборудования стана
900/630:
1 — ось ролика первого загрузочного рольганга; 2
— ось рольганга выдачи; 21 — выносная ось рольганга
выдачи; 3 — ось загрузочного стеллажа 1; 4 — ось ролика
натягивания; 5 — ось загрузочного стеллажа 2; 6 — ось
загрузочного рольганга; 7 — ось ролика 1 рольганга выдачи; 8
— ось рольганга клети; 9 — ось печи 2; 10 — ось двигателя;
11 — ось печи 1; 12 — ось стана; 13 — ось
реверсивной клети; 14 — ось подводящего и пакетирующего рольганга; 15
— ось ножниц аварийной резки; 16 и 18 — ось тихоходного вала; 17
— ось кантователя; 19 — ось вертикальной клети; 20 — ось
привода с ведущим валом; 21 — ось горизонтальной клети; 23 — ось
вертикальной клети; 25 — ось горизонтальной клети; 27 — ось
поводковой клети; 29 — ось летучих ножниц; 31 — ось надвижной
стрелки; 33 — ось клеймовочного устройства 1; 35 — ось
клеймовочного устройства 2; 37 — ось ролика 10; 39
— ось шагового холодильника 1; 41 — ось шагового холодильника 2;
43 — ось шагового холодильника 3
Рис. 2. Закладные элементы в
фундаментах для выверки оборудования:
а и г — рабочие плашка и репер,
закладываемые после бетонирования фундамента; б и в — тоже,
заложенные в фундамент и приваренные к арматуре до бетонирования фундамента; 1
— цементно-песчаный раствор; 2 — основные оси
Рис. 3. Плашка
с репером, вынесенные на отдельный фундамент
12. Конструкция плашек и
реперов показана на рис. 2 и 3.
Закладные элементы при установке необходимо приваривать к арматуре или
пластине.
13. Нанесение на плашках осей
производится путем кернения после бетонирования фундаментов и вынесения осей.
Отклонение при нанесении
керна, обозначающего ось на плашке, допускается в пределах 1 мм, а точность
нивелировки высотной отметки репера — в пределах 0,5 мм.
Маркировку плашек и реперов,
а также высотные отметки наносят на исполнительную схему, по которой сдают
фундаменты для монтажа оборудования.
Приложение 3
Рекомендуемое
ВЫВЕРКА ОБОРУДОВАНИЯ МЕТОДОМ
ОПТИЧЕСКИХ ИЗМЕРЕНИЙ
1. Оборудование следует
выверять руководствуясь требованиями инструкций по выверке прокатного
оборудования методом оптических измерений с помощью геодезических и оптических
приборов.
Предварительная выверка по
высоте
2. Последовательность
выверки:
нивелирование пакетов
подкладок до установки машины;
нивелирование базовой
поверхности машины, установленной на фундаменте на подкладках (на отжимных
винтах или на дистанционных шайбах при бесподкладочном методе монтажа).
3. Порядок работы:
устанавливают нивелир так,
чтобы была видимость на репер и базовую поверхность машины;
устанавливают рейку на репер
и берут отсчет по рейке;
вычисляют горизонт
инструмента;
вычисляют по рейке отсчет,
соответствующий проектной отметке базовой поверхности.
4. Регулировкой высоты пакета
подкладок (вращением отжимных винтов или дистанционных гаек на фундаментных
болтах) добиваются, чтобы по рейке, установленной в любой точке базовой
поверхности, при наблюдении был отсчет, соответствующий проектному положению
машины.
Выверка в плане
5. В зависимости от вида
оборудования, расположения базовых поверхностей или базовых точек выверяют в
плане одним из двух способов: прямого визирования или бокового створа.
Способ прямого визирования
применяют, если на машине обозначена (или есть возможность обозначить) двумя
точками ось машины. Способ бокового створа применяют, если базовые поверхности
находятся в стороне от оси машины.
6. Порядок работы при выверке
способом прямого визирования (рис. 1):
обозначают четко видимыми знаками
ось машины;
устанавливают теодолит на оси
и ориентируют зрительную трубу по оси, выставляют и закрепляют стационарную
визирную марку;
перемещением машины
добиваются совмещения изображения осевых знаков машины с серединой биссектора
сетки нитей зрительной трубы.
7.
Порядок работы при выверке способом «бокового створа» (см. рис. 2 ):
устанавливают теодолит над
закрепленным осевым знаком, ориентируя зрительную трубу с отсчетом 50 на
барабане микрометра в направлении оси, и закрепляют стационарную визирную
марку;
устанавливают линейку с
магнитным основанием на первую точку выверяемой поверхности;
Рис. 1. Схема выверки
оборудования в плане способом «прямого визирования»:
1 — теодолит; 2 — осевой знак машины; 3
— стационарная визирная марка
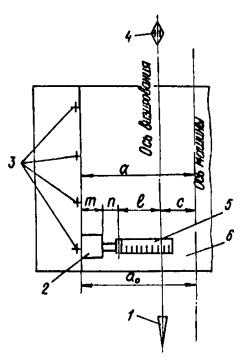
Рис. 2. Схема выверки
оборудования в плане способом «бокового створа»:
1 — теодолит; 2 — магнитное основание; 3 — точки выверки на
базовой поверхности; 4 — стационарная визирная марка; 5 — линейка
с пятой; 6 — основание машины; а, ао — соответственно
измеряемое и проектное расстояние от оси машины до выверяемой базовой
поверхности; т — высота сердечника магнитного основания (указана на
кожухе); п — толщина пятки линейки (указана на пятке); l — отсчет по линейке; с — расстояние от
оси машины до оси визирования по проекту
наводят перекрестие сетки
зрительной трубы теодолита на линейку и записывают отсчет по линейке;
вращением маховичка
отсчетного барабана совмещают изображение младшего штриха линейки с серединой
биссектора сетки нитей и записывают отсчет;
вычисляют отсчет по линейке в
миллиметрах.
Расстояние от оси машины до
выверяемой поверхности а, мм вычисляют по формуле:
а = l + ( m + n ) + c ,
где l — отсчет по линейке;
т — высота сердечника
магнитного основания (указана на кожухе);
п — толщина пятки линейки
(указана на пятке);
с — расстояние от оси машины
до оси визирования.
Полученное значение а
сравнивают с заданным по проекту ао;
перемещением машины
добиваются равенства проектного размера и полученного вычислением;
переставляют линейку на все
последующие точки выверяемой поверхности и вычисляют значения в аналогичном
порядке.
Допускаемые отклонения в
точках не более 0,1 мм (2 деления барабана) на 1 м.
8. При выверке в плане
большого количества валов для облегчения и ускорения работ применяют
специальное приспособление (призму, устанавливаемую на цилиндрические
поверхности, с закрепленными на ней двумя уровнями и двумя линейками для
отсчетов).
Выверка на горизонтальность
9. На горизонтальность
выверяют одновременно с затяжкой фундаментных болтов.
10. Устанавливают нивелир
так, чтобы точки установки реек находились от него примерно на равном
расстоянии или с отклонением не более 0,2 м, определяют горизонт инструмента и
вычисляют отсчет по рейке.
11. Порядок выверки:
11.1. устанавливают рейку на
выверяемую базовую поверхность вблизи фундаментного болта, на котором будет
затягиваться гайка;
11.2. при затяжке гайки
следят по рейке за осадкой машины; при отсчете, равном вычисленному, и полной
затяжке гайки фундаментного болта затяжку прекращают;
11.3. выполняют действия,
предусмотренные п. 9.1 и 9.2, у остальных фундаментных болтов машины;
11.4. по окончании затяжки
всех фундаментных болтов проводят нивелирование с двух станций;
11.5. сравнивают в каждой
точке превышения, полученные при измерениях с I и II станций, выводят среднее для
каждой точки и вычисляют отметки точек. Полученные отметки сравнивают с
проектной; результаты сравнения должны удовлетворять допускам, приведенным в
табл. 4.
Выверка на соосность (вертикальность и
параллельность)
12. Для выверки применяют
теодолит с оптическим микрометром и плоскопараллельной пластиной, линейки на
магнитном основании и стационарную визирную марку.
13. Выверку выполняют
способом «бокового створа» при двух положениях круга, за окончательный
результат принимают среднее из двух измерений. Порядок выверки аналогичен
порядку, указанному в п. 7 настоящего приложения.
Приложение 4
Рекомендуемое
СХЕМА
ВЫВЕРКИ СТАНИН С ПОМОЩЬЮ ГЕОДЕЗИЧЕСКИХ ПРИБОРОВ
Схема выверки станин с
помощью геодезических приборов:
I — плитовины; II —
станины клети; III —
поверочная линейка и уровень, IV — теодолит; сс ¢ ; дд ¢ ; ее ¢ — точки измерения; А, А ¢ — результаты измерения; 1—12 — точки
проверки щупом прилегания станин к плитовинам
Приложение 5
Рекомендуемое
СХЕМА
ВЫВЕРКИ ШЕСТЕРЕННОЙ КЛЕТИ
Схема выверки шестеренкой
клети:
а — выверка станины; б — выверка клети в
сборе; 1-9 и 1 ¢ —9 ¢ — точки измерения размеров; А1—А9
— размеры окон станины, С1, С2 —
размеры от оси рабочей клети; п, т — размеры от оси прокатки; q 1 — q 4 — размеры от оси рабочей клети до стенки
лопасти; k — размер между осями рабочей и шестеренной клетей
Приложение 6
Рекомендуемое
УСТАНОВКА И ЗАКРЕПЛЕНИЕ
ОБОРУДОВАНИЯ НА ФУНДАМЕНТАХ
1. В соответствии с ВСН
361-85 при «бесподкладочном» способе установки технологического
оборудования прокатных станов в качестве временных опорных элементов применяют
регулировочные винты по ОСТ 24.835.01-76, установочные гайки фундаментных
болтов, инвентарные домкратные устройства, удаляемые после подливки.
2. При установке и выверке
оборудования с помощью регулировочных винтов под каждый винт укладывают опорные
металлические пластины. Места расположения пластин на фундаменте выравнивают с
отклонением от горизонтальности не более 10 мм на 1 м.
При установке оборудования на
фундаменты регулировочные винты должны выступать ниже опорной поверхности
оборудования на одинаковую величину в пределах 10-30 мм.
После выведения оборудования
в проектное положение, прилегание сферической головки регулировочных винтов к
опорным пластинам проверяют щупом толщиной 0,1 мм и фиксируют их положение
стопорными гайками. Перед окончательной затяжкой фундаментных болтов (после
подливки) регулировочные винты должны быть вывернуты на 1-3 оборота, либо
полностью, а отверстия в опорной части оборудования заглушены пробками или
цементным раствором.
3. Для выверки оборудования
на установочных гайках используют фундаментные болты диаметром до 36 мм с
удлиненной резьбой (не менее 6 диаметров болта). Выверка может производиться
как непосредственно установочными гайками, так и с помощью упругих элементов,
установленных на гайки.
Перед окончательной затяжкой
(после подливки) установочные гайки должны быть опущены на 3-4 мм.
4. Для установки и выверки
оборудования с помощью инвентарных домкратных устройств применяют винтовые
опоры и домкраты, регулируемые клиновые подкладки, гидравлические домкраты.
После подливки инвентарные
домкратные устройства удаляют из-под оборудования.
5. Для возможности удаления
инвентарных домкратных устройств и опускания установочных гаек их необходимо
перед подливкой выгородить. Образовавшиеся после их удаления пустоты заполняют
раствором той марки, которую использовали для подливки.
6. При установке оборудования
на пакеты металлических подкладок их суммарная площадь должна составлять не
менее 15-кратной площади всех фундаментных болтов, которыми оборудование
крепится к фундаменту. Количество подкладок в пакете должно быть не более 5
шт., из них 2-3 установочные, остальные — регулировочные.
В соответствии с
рекомендациями ВСН 361-85
размеры установочных подкладок в зависимости от массы машин приведены в табл. 1, а
стальных регулировочных подкладок, укладываемых на установочные, — в табл. 2.
В особых случаях материал
подкладок может быть оговорен предприятием-изготовителем оборудования.
7. Установочные подкладки
следует укладывать на выровненные участки поверхности фундамента, причем
размеры участка должны превышать размеры подкладок не менее чем на 25 мм с
каждой стороны.
Литые, строганые или
вырезанные из листовой стали установочные подкладки должны быть плоские,
ровные, без заусенцев.
8. Высоту пакета подкладок подбирают
по высоте слоя подливки с превышением на 1-2 мм, учитывая осадку пакета после
затяжки фундаментных болтов. При выверке оборудования на клиновых подкладках
последние укладывают на 1-2 установочные подкладки и высоту пакета подбирают с
занижением на 2-3 мм от проектной отметки низа основания машины для возможности
подъема машины в проектное положение подбивкой верхнего клина. Длина клиновых
подкладок должна быть больше длины установочных.
Таблица 1
|
Масса |
Установочная подкладка |
|
|
размеры, мм |
материал |
|
|
До 30 |
150 ´ 100 ´ 5 |
Сталь |
|
150 ´ 100 ´ 10 |
» |
|
|
150 ´ 100 ´ 20 |
» |
|
|
150 ´ 100 ´ 30 |
Чугун |
|
|
От 30 до 100 |
200 ´ 100 ´ 20 |
» |
|
200 ´ 100 ´ 30 |
» |
|
|
200 ´ 100 ´ 50 |
» |
|
|
Более 100 |
250 ´ 120 ´ 40 |
Чугун |
|
250 ´ 120 ´ 60 |
» |
|
|
250 ´ 120 ´ 80 |
» |
Таблица 2
|
Длина, |
Ширина, мм |
Толщина, мм |
Площадь, см2 |
|
200 |
100 |
0,5-5 |
200 |
|
120 |
70 |
1; 3; 5 |
84 |
|
100 |
50 |
1; 3; 5 |
50 |
Клиновые подкладки должны быть стальные, строганые или вырезанные из клинового
профиля с уклоном 3-4° (0,05-0,1).
9. Закрепление к фундаментам
оборудования, установленного «бесподкладочным способом», производится в два
этапа.
Предварительное закрепление оборудования
в проектном положении необходимо производить, затягивая гайки фундаментных
болтов, расположенных вблизи регулировочных устройств, с усилием 100-120Н при
применении стандартных ключей
Окончательное закрепление
оборудования производится после подливки и достижения ее прочности не менее 70
% проектной.
10. Закрепление оборудования,
установленного на пакеты подкладок, производится в один этап, сразу же после
выверки, на проектное усилие затяжки. Стальные подкладки в пакетах
прихватываются между собой электросваркой.
11. Окончательная затяжка
гаек фундаментных болтов должна производиться равномерно, в два — три «обхода»,
начиная с болтов, расположенных на осях симметрии опорной части, постепенно
переходя к крайним болтам.
12. Величина усилия затяжки гаек
фундаментных болтов должна быть указана в технической документации
предприятий-изготовителей. При отсутствии таких указаний, величины крутящих
моментов при затяжке гаек следует принимать согласно рекомендациям СН 471-75.
После завершения
пусконаладочных работ и испытания оборудования затяжку гаек фундаментных болтов
необходимо проверить и при необходимости подтянуть до проектного усилия.
Выбор инструмента для затяжки
гаек фундаментных болтов и контроля усилия затяжки производится в соответствии
с рекомендациями ВСН 361-85.
13. При работе оборудования
со значительными динамическими нагрузками гайки болтов должны предохраняться от
самоотвинчивания путем их стопорения. Способ стопорения должен быть указан в
технической документации на оборудование.
Главная » Станки » Особенности эксплуатации прокатных станков
Особенности эксплуатации прокатных станков
На чтение 5 мин
Содержание
- Предназначение
- Устройство и принцип работы
- Технические характеристики
- Разновидности
- Принцип выбора
- Преимущества и недостатки
- Производители и цена
- Эксплуатация
В металлургической промышленности широкого применяются различные металлические изделия. Многие детали производят в результате обработки сырья повышенным давлением после нагрева, для этого применяют прокатный станок.

Предназначение
Металлопрокатные станки — механические установки, предназначенные для создания металлических изделий при помощи деформирования сырья в валковых приспособлениях. Оборудование позволяет изготавливать изделия различного типа:
- Сортового проката. К ним относятся прутки и полосы разной геометрической формы, а также фасонные детали, рессорные и ромбические.
- Профиль специального назначения. Металлические изделия в виде уголков, швеллеров, двутавров, а также комбинированные заготовки с меняющимся сечением.
- Прокат в форме тонкого листа до 4 мм, а также толстого листа более 4 мм.
- Трубный профиль с соединением при помощи сварки и бесшовных стыков.
Устройство и принцип работы
Прокатный пресс состоит из трех основных частей:
- Клеть рабочая. В конструкцию данных элементов входят прокатные валки, плиты установки, станина основания, а также проводка.
- Двигатели электрические для передачи движения рабочим элементам.
- Механизмы распределения и преобразования движения. Состоят из шпинделя, муфт и шестерней.
Агрегаты различаются по количеству клетей и размеров рабочих валков:
- Станки для толстого металла имеют в конструкции до двух рабочих отсеков с валками длиной от 3 м до 5,5 м. При этом дополнительно могут быть установлены вертикальные валки, которые служат для обработки боковых кромок.
- Широкополосное оборудование содержит до 15 клетей, валки имеют длину до 2,5 м.
- Универсальные прокатные прессы состоят из 5 отсеков, а длина валов до 1,5 м.
В промышленности выделяют три метода обработки металлического сырья до приобретения им необходимой геометрической формы:
- В первом случае на литейный агрегат устанавливают приспособление для проката, получают начальный контур детали до полной кристаллизации. Недостатком способа считают необходимость сохранения высокой температуры до окончания обработки, а также дополнительная точная обкатка.
- В результате проката через печи с температурой внутри камеры до 1350 С происходит самостоятельное сваривание краев. На выходе из оборудования получают готовый трубный профиль.
- Третий способ подразумевает изготовление деталей при температуре заготовки соответствующей окружающей среде. Для предотвращения брака, в агрегатах применяют большое количество валков, которые вращаются в противоположном направлении.
Технические характеристики
Прокатные станки имеют характеристики, которые отличают их от аналогов:
- вид изготавливаемого профиля на определенной установке может быть трубный, сортовой, а также тонко- и толстолистовой;
- диапазон толщины металла, предназначенного для проката— от 0,4 мм до 200 мм;
- необходимое сырье для проката;
- показатель производительности, от данного фактора зависит выбор станка перед покупкой, а также подготовка сырья;
- количество рабочих клеток с валками для необходимого профиля;
- диаметр рабочих валов для проката, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- показатель мощности применяемого электродвигателя — от 2,2 кВт и выше;
- размеры установки в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверсирования в прокатном стане.

Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
Принцип выбора
При покупке оборудования обращают внимание на следующее:
- Производительность выпуска готовой продукции, автоматизация процесса, надежность и качество профиля.
- Применение дополнительных установок, для обеспечения автоматического проката.
Преимущества и недостатки
К достоинствам метода проката относят:
- повышенную производительность;
- широкий ассортимент готовой продукции;
- использование программного управления для автоматизации процесса.
Среди отрицательных показателей стоит отметить:
- Использование прокатных станков требует затрат на сырье и электроэнергию, а также обслуживание оборудования.
- После проката необходима дополнительная обработка.
- Для прессования заготовки следует разогревать.

Производители и цена
На металлургических предприятиях применяют оборудование от зарубежных и отечественных производителей. Российские компании стараются не уступать иностранным конкурентам. Цена прокатных станов зависит от изготовителя. Стоимость начинается от нескольких тысяч и доходит до 5–6 миллионов рублей. На цену также влияют производительность, тип готового профиля, а также количество клетей и валков.
Эксплуатация
Для обеспечения безопасной эксплуатации оборудования необходимо:
- устанавливать автоматическую систему контроля за процессом проката;
- перед запуском проверять исправность установки;
- движущиеся части и механизмы следует ограждать;
- проводить обслуживание подшипниковых соединений и роликов;
- зоны подверженные действию высоких температур снабжать дополнительной вентиляцией.
Соблюдение требований безопасности при эксплуатации оборудования предупредит возможные травмы и несчастные случаи. В результате проката на исправных станках потребитель получает материал высокого качества.
Глава I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Правила безопасности в прокатном производстве (далее — Правила) распространяются на производства и объекты организаций (независимо от их организационных правовых форм и форм собственности), связанных с производством проката черных и цветных металлов и сплавов на их основе, кроме проката труб.
1.2. Проектирование, строительство, реконструкция и эксплуатация прокатных производств должны осуществляться в соответствии с требованиями настоящих Правил, Общих правил безопасности для металлургических и коксохимических предприятий и производств (ПБ 11-493-02) (ОПБМ), утвержденных Постановлением Госгортехнадзора России от 21.06.2002 N 35, зарегистрированным Минюстом России 11.09.2002, регистрационный N 3786, других нормативно — технических документов (НТД) по промышленной безопасности опасных производственных объектов, а также действующих строительных норм и правил и норм технологического проектирования.
Глава II. ПРОКАТНЫЕ СТАНЫ
2.1. Общие требования
2.1.1. При необходимости перехода через главный соединительный вал каждой клети прокатного стана (далее — стан) должны устанавливаться переходные мостики с ограждением. На непрерывных станах вместо отдельных мостиков через соединительные валы каждой клети допускается устройство одного сплошного мостика вдоль всех клетей с лестницами для спуска к каждой из клетей.
2.1.2. Производить устранение неисправностей узлов и механизмов станов во время прокатки металла запрещается.
Неработающие калибры валков должны закрываться щитами.
2.1.3. Проверка калибров, зазора между валками, а также положения проводок должны производиться при помощи соответствующей оснастки.
Регулировка зазора между валками на вновь строящихся станах должна быть механизирована.
2.1.4. Замер профиля прокатываемого металла на ходу стана должен производиться только дистанционно с использованием соответствующих измерительных приборов.
2.1.5. В процессе прокатки необходимо следить за состоянием задаваемого конца раската на входе в клеть. При выявлении дефекта конец раската должен быть обрезан.
2.1.6. На станах «трио» при наличии системы гидравлического уравновешивания среднего валка промежутки между траверсой привода и станиной клети должны быть закрыты оградительными щитами.
2.1.7. При ручной задаче металла в валки клещи вальцовщиков должны соответствовать сортаменту прокатываемого металла и быть в исправном состоянии. Для охлаждения клещей около станов должны быть установлены емкости с проточной водой, температура которой не должна превышать +45 град. C.
2.1.8. Конструкция подъемно — качающихся столов должна исключать возможность падения с них прокатываемого металла.
Для предотвращения травмирования работающих боковые поверхности подъемно — качающихся столов должны быть обшиты листовым металлом. При верхнем положении стола обшивка не должна быть выше плитового настила рабочего места.
2.1.9. Для ремонта и осмотра механизмов под подъемно — качающимися столами должны быть устроены приямки с наклонными лестницами.
В случаях когда устройство приямков с наклонными лестницами невозможно, допускается устройство сбоку подъемно — качающихся столов колодцев с вертикальными лестницами или скобами.
2.1.10. Во время осмотра и ремонта механизмов, расположенных под подъемно — качающимися столами, стан должен быть остановлен, а подъемно — качающийся стол — надежно закреплен.
2.1.11. Промежутки между роликами рольгангов, за исключением рабочих рольгангов у блюмингов и слябингов, должны быть перекрыты.
2.2. Уборка окалины
2.2.1. Уборка окалины из-под станов и другого прокатного оборудования должна быть механизирована (гидросмыв, скребки, окалиноломатели и т.п.) и выполняться в соответствии с технологической инструкцией.
2.2.2. Фундаменты рабочих и шестеренных клетей, редукторов, стационарных упоров, рольгангов и другого оборудования, где возможно скопление окалины, должны иметь соответствующие уклоны и желоба в сторону тоннеля для смыва окалины и оснащаться водопроводом для обеспечения постоянного и периодического смыва окалины и грязи. Тоннели для смыва окалины также должны иметь уклон, обеспечивающий удаление всей окалины, попадающей в желоб.
Фундаменты любого механизма не должны иметь изолированных приямков.
2.2.3. Окалиноломательные клети и устройства для гидросбива должны иметь ограждение для защиты работающих от отлетающей окалины и брызг воды.
2.2.4. Проходы под рольгангами и другим оборудованием станов должны быть надежно защищены от падающих кусков металла (скрапа, окалины и др.).
Доступ в тоннель, в котором не обеспечен безопасный проход при работающем стане, запрещается. Вход в тоннель должен быть закрыт на замок или оснащен блокирующим устройством.
2.2.5. Тоннели для уборки окалины должны иметь освещение, соответствующее требованиям действующих строительных норм и правил.
2.2.6. Отстойные бассейны (отстойники) должны иметь ограждение или обваловку высотой не менее 1 м.
У входа тоннелей в отстойные бассейны должны быть устроены решетчатые барьеры.
Уборка окалины из приямков и отстойников должна производиться с использованием грейферов, ковшовых элеваторов и других механизмов.
2.2.7. Колодцы для коробок под окалину должны перекрываться металлическими плитами или иметь стационарное ограждение.
Во время уборки окалины у открытых проемов над колодцами должны устанавливаться съемные ограждения.
2.2.8. Уборка окалины вручную из-под клетей станов и рольгангов во время прокатки запрещается.
2.3. Перевалка валков
2.3.1. Перевалка валков должна производиться в соответствии с технологической инструкцией с использованием штатных перевалочных механизмов и приспособлений.
2.3.2. Валки должны храниться в специальных пирамидах или стеллажах.
Проходы между пирамидами (стеллажами) должны быть не менее 1 м.
2.3.3. При перевозке валков на платформах, автомобилях, передаточных тележках их необходимо укладывать на специальные стеллажи или закреплять.
2.3.4. Участки производства работ по перевалке валков должны иметь ограждение с соответствующими знаками безопасности.
2.3.5. Настройка запасных клетей или кассет должна производиться в соответствии с технологической инструкцией на специальных стендах с использованием штатных приспособлений.
2.3.6. Пуск стана после перевалки валков должен производиться в соответствии с технологической инструкцией.
2.4. Ножницы и пилы
2.4.1. Ножницы и пилы должны быть оборудованы устройствами механизированной подачи металла и уборки обрези (стружки).
Для исключения ручной подправки металла ножницы и пилы должны иметь соответствующие направляющие и прижимные устройства, подающие ролики или другие специальные приспособления.
Управление ножницами и пилами должно производиться из специального помещения поста (пульта) управления.
На вновь сооружаемых и реконструируемых станах пилы необходимо размещать в отдельных помещениях (боксах).
2.4.2. Ножницы должны быть снабжены надежными тормозами для предупреждения падения суппорта при отключенном механизме.
2.4.3. При резке горячего металла у ножниц со стороны проходов должны устанавливаться защитные ограждения. При непосредственной работе на ножницах горячей резки обслуживающий персонал должен быть защищен от теплового воздействия теплозащитными экранами, воздушными завесами и др.
2.4.4. При уборке обрези в коробки последние должны устанавливаться в ограждаемые приямки, расположенные вблизи ножниц. Конструкция желобов и приемных коробок, а также их размещение должны исключать ручную подправку обрези.
2.4.5. Тоннели для транспортирования обрези должны иметь безопасные габариты от борта тележки или конвейера до стенки тоннеля и должны быть освещены.
2.4.6. Сбрасывание порезанного металла с рольгангов после ножниц в приемные карманы должно производиться при помощи специальных механизмов, исключающих ручную работу.
Рольганги в местах размещения ножниц должны иметь соответствующее ограждение (обортовку).
2.4.7. Конвейеры для уборки горячей обрези, расположенные на уровне пола производственного помещения, должны иметь соответствующие ограждения и при необходимости переходные мостики.
2.4.8. Конструкция и состояние ножниц должны исключать возможность сдвоенных ходов (ударов) ножей.
Пусковые устройства включения индивидуальных ножниц, как правило, должны быть кнопочного типа.
На действующих ножницах с педальным включением педали должны быть закрыты сверху предохранительными щитами.
2.4.9. Пол вокруг ножниц резки горячего металла должен быть с нескользкой поверхностью.
2.4.10. Дисковые ножницы должны быть оборудованы кромкокрошителями или кромкомоталками.
2.4.11. При подаче листов к ножницам по «гусиным шейкам» их опоры должны быть выполнены на подшипниках качения.
2.4.12. При необходимости допускается ручная подправка металла только при помощи специальных инструментов (длинных крючков и т.п.), при этом рабочий должен находиться сбоку от ножниц.
Спереди и сбоку ножниц при ручной подаче металла должны быть устроены защитные ограждения, исключающие возможность попадания рук работающего в опасную зону.
Предохранительное ограждение перед ножами ножниц должно иметь блокировку, исключающую работу ножниц при поднятом ограждении.
2.4.13. Для обеспечения безопасности работающих в случае разрушения (разрыва) диска пилы для резки металла диски должны быть закрыты предохранительными кожухами. Область открытой части диска должна быть минимальной.
Диск пилы должен осматриваться каждую смену и при обнаружении трещин немедленно заменяться. Заварка трещин на диске и работа пилы с поврежденными зубьями диска запрещаются.
Устройство пил должно обеспечивать удобную и безопасную смену дисков.
2.4.14. Пилой, предназначенной для резки горячего металла, резать холодный металл запрещается.
2.4.15. У рольгангов, подающих металл к пилам горячей резки, а также сбоку перед пилами необходимо устанавливать специальные защитные ограждения (оградительные щиты, борта), исключающие возможность вылета подаваемого металла.
На станах с двусторонними холодильниками для безопасного перехода от одной пилы к другой должны быть устроены переходные мостики с оградительными щитами со стороны подачи металла.
2.4.16. Маслопроводы, подводящие масло к подшипникам и к прижимным приспособлениям, должны быть защищены от возможного повреждения их горячим металлом.
2.4.17. Посты управления дисковыми пилами должны быть смещены относительно плоскости вращения диска.
2.2.5. Маслоподвалы и тоннели
2.5.1. Сточные желоба, приямки и другие углубления маслоподвалов должны быть перекрыты стальными листами.
2.5.2. Все технические устройства (маслобаки, маслонасосы и т.п.) и коммуникации (маслопроводы, арматура) должны быть герметичными.
2.5.3. Маслонасосы должны иметь поддоны.
2.5.4. Очистка баков — отстойников и других сосудов для маслопродуктов должна быть механизирована.
2.5.5. Полы коммуникационных тоннелей должны иметь уклоны и желоба в сторону сборных приямков, на которых установлены насосы для откачки грязного масла в специальные баки.
2.5.6. Масляные и кабельные тоннели должны иметь герметичные перекрытия, исключающие попадания в них окалины, пыли и технологической воды.
2.5.7. Маслоподвалы и тоннели должны оснащаться средствами автоматического обнаружения и тушения пожара.
2.5.8. Вентиляционные системы тоннелей должны автоматически отключаться в случае возникновения пожара.
2.6. Участки подготовки валков
2.6.1. Станки для расточки чугунных валков должны быть оборудованы местными отсосами.
2.6.2. Уборка стружки на участках подготовки валков должна быть механизирована.
2.6.3. При проведении наплавочных работ содержание вредных веществ в воздухе рабочей зоны не должно превышать установленных предельно допустимых концентраций (ПДК).
Для улавливания сварочного аэрозоля и газов при наплавке должны быть предусмотрены местные отсосы.
2.6.4. Засыпка флюса в бункер, удаление неиспользованного флюса со шва, очистка шва от шлаковой корки с одновременным ее сбором должны быть механизированы.
2.6.5. Валки, поступающие на участок подготовки, должны очищаться от грязи или основного слоя консервационной смазки в закрытой камере механизированной мойки.
2.6.6. Обезжиривание валков должно производиться преимущественно водными моющими растворами в специальных ваннах в соответствии с технологической инструкцией.
В обоснованных случаях, предусмотренных технологической инструкцией, допускается применение токсичных хлорированных углеводородов и хладона-113.
Использование взрывоопасных растворителей (бензинов, керосина), а также четыреххлористого углерода для обезжиривания оборудования запрещается.
2.6.7. Ванны должны периодически очищаться. Слив отработанных водных моющих растворов должен производиться в сборник, расположенный за пределами цеха, для хранения и последующей утилизации.
2.7. Блюминги и слябинги
2.7.1. Для защиты работающих от отлетающих при прокатке частиц окалины и шлака с боков клети блюминга (слябинга) против прорези в станине и сбоку рабочих рольгангов должно быть установлено соответствующее защитное ограждение (предохранительные щиты, сетчатое ограждение).
2.7.2. Указатель нажимного устройства клети блюминга (слябинга) должен быть доступен для регулировки и хорошо освещен. При обильном парообразовании для улучшения видимости должен быть предусмотрен отдув пара с помощью вентилятора.
2.7.3. Клеймение блюмов и слябов после резки должно производиться автоматически клеймовочной машиной.
Управление машиной должно быть дистанционное.
2.7.4. Работы по погрузке и уборке обрези должны выполняться в соответствии с требованиями технологической инструкции.
При погрузке обрези в железнодорожные вагоны места погрузки должны быть ограждены.
Во время передвижения вагонов для установки под сбросной желоб должны подаваться звуковые сигналы. На участке погрузки должны быть установлены соответствующие знаки безопасности.
2.7.5. При уборке обрези в коробки переполнять их запрещается.
2.7.6. Для наблюдения за погрузкой обрези в вагоны посты управления должны быть оборудованы телевизионными установками, а конвейер обрези — дистанционным управлением.
2.8. Рельсобалочные станы
2.8.1. Рабочая площадь передвижных столов рельсобалочных станов должна иметь ограждение с обортовкой понизу. Нахождение людей во время работы рельсобалочного стана внутри ограждения запрещается.
2.8.2. Маркировка (клеймение) рельсов и балок должна быть механизирована.
2.8.3. По краям стеллажей с горячим металлом и в промежутках между их отдельными секциями должны быть устроены переходные мостики для перехода через рольганги.
При необходимости перехода людей через стеллажи над ними также должны быть устроены переходные мостики.
2.8.4. Перемещение рельсов и балок мостовыми кранами должно производиться с помощью электромагнитов.
2.8.5. Подача прокатанных рельсов и балок к отделочным агрегатам, перемещение их между правильными машинами, прессами и станками, а также выдача на склад должны быть механизированы и по возможности автоматизированы.
2.8.6. Кантовка рельсов и балок в процессе правки на прессах, а также на инспекторских стеллажах должна производиться с помощью механизированных кантователей. Ручная кантовка запрещается.
Подкладки, применяемые при правке, должны иметь длинные ручки. Внизу у пресса должно быть устроено соответствующее ограждение для защиты ног правильщика от падающих подкладок.
2.8.7. Стеллажи для рельсов и балок возле кабины закалочных аппаратов должны быть ограждены барьерами.
2.8.8. На рабочих местах фрезеровщиков должна быть установлена кнопка аварийного отключения механизмов поточной линии.
2.9. Сортопрокатные и проволочные станы
2.9.1. Непрерывные мелкосортные и проволочные станы для исключения возможности образования петель при прокатке металла должны быть оснащены приспособлениями, обеспечивающими безотказный захват заготовки (полосы) валками, правильную регулировку окружной скорости валков отдельных клетей, а также предупреждающими забуривание переднего конца полосы.
2.9.2. На последних группах клетей непрерывных мелкосортных и проволочных станов должно устанавливаться съемное (раздвижное) защитное ограждение, перекрывающее все клети сверху и с боков. Размер ячеек сеток ограждения должен быть меньше сечения прокатываемого металла, а прочность ограждения должна исключать возможность пробивания сетки при ударе передним концом полосы (проволоки).
Съемное (раздвижное) ограждение должно снабжаться устройством, исключающим его случайное снятие (открытие), или устройством, блокирующим процесс прокатки.
Петлевые столы станов должны иметь ограждение высотой 0,9 м.
Независимо от наличия ограждения клетей и петлевых столов на проволочных непрерывных станах все проходы и переходные мостики в зоне расположения клетей также должны иметь защитное ограждение.
На мелкосортных непрерывных станах переходные мостики через рольганги за последней чистовой клетью должны иметь сплошное защитное ограждение.
2.9.3. Отводящие рольганги от последней клети мелкосортных станов должны быть ограждены бортами высотой не менее 0,3 м. Со стороны проходов указанные борта должны иметь уклон, препятствующий выбросу движущейся полосы.
В тех случаях, когда при прокатке металла возможно образование петли, над рольгангами должны быть установлены съемные (раздвижные) ограждения.
2.9.4. При отсутствии между отдельными клетями непрерывных сортопрокатных станов столов с направляющими желобами между клетями должны устанавливаться ограждения.
2.9.5. Для защиты работающих от теплового воздействия горячего металла направляющие желоба на непрерывных станах и на станах с последовательным расположением клетей должны иметь соответствующие ограждения (теплозащитные экраны).
2.9.6. Прокатное поле на сортовых станах линейного типа должно иметь сплошное ограждение (щиты, борта). Конструкция ограждения должна исключать возможность выбрасывания металла при прокатке, застревания конца полосы и образования петель.
2.9.7. На станах линейного типа при наличии длинных раскатов или петель, а также при отсутствии у стана достаточных площадей должны быть устроены подвесные желоба или подземные карманы с достаточным расширением устья и в необходимых случаях с установкой направляющих роликов.
Для исключения выброса прокатываемого металла через борт желоба устье приемного желоба должно быть закрыто с боковых сторон и сверху.
Листы и плиты желобов карманов должны плотно прилегать друг к другу.
Карманы, расположенные рядом, должны быть разделены стенами.
2.9.8. Желоба, используемые для передачи металла от одной линии клетей к другой, для предупреждения образования петель должны быть накрыты крышками.
Ремонт желобов и карманов, а также распутывание и удаление застрявших полос во время прокатки металла запрещаются.
2.9.9. Бракомоталки станов и пульты управления ими должны размещаться в местах, безопасных для обслуживающего персонала. Входы в места установки бракомоталок должны оснащаться блокировками, исключающими включение механизмов при нахождении в указанных местах обслуживающего персонала.
Перед бракомоталками должны устанавливаться направляющие воронки.
2.9.10. Осевая настройка валков станов должна производиться с использованием специальных приспособлений, управление которыми должно быть выведено у линейных станов на передние, а у всех остальных — на внешние торцовые стороны клетей.
2.9.11. При задаче металла в валки должны применяться вводные коробки с роликовыми или с раздвижными пропусками.
На проволочных станах должны применяться многоручьевые пропуски с механическим передвижением коробок на другие калибры.
2.9.12. При петлевой прокатке черновые и чистовые клети линейных мелкосортных и проволочных станов с передней и задней сторон должны быть оборудованы обводными аппаратами.
2.9.13. У мелкосортных и проволочных станов при ручной задаче металла у клетей должны быть установлены защитные столбы.
2.9.14. При ручной задаче металла на мелкосортных и проволочных линейных станах перед клетями должны устанавливаться предохранительные гребенки.
2.9.15. Конструкция холодильников должна исключать возможность выброса раската. Холодильники должны оснащаться площадками обслуживания и переходными мостиками, имеющими теплоизолирующий настил.
2.9.16. Отбор проб прокатываемого металла должен производиться согласно технологической инструкции преимущественно механизированным способом.
Охлаждение проб прокатываемого металла должно производиться в специально отведенных местах.
2.9.17. Конструкция, установка и ограждение моталок должны исключать возможность выбивания металла при намотке.
2.10. Листопрокатные станы
2.10.1. Все операции по транспортированию, прокатке и отделке проката должны быть механизированы и выполняться преимущественно в потоке.
2.10.2. При прокатке слябов или слитков окалина с их поверхности должна удаляться специальными устройствами (окалиноломателями, устройствами для гидросбива и т.п.).
2.10.3. Измерение габаритов и температуры раскатов и листов при прокатке должно производиться дистанционно при помощи соответствующих приборов.
2.10.4. Осмотр и разметка листов должны производиться после их охлаждения до температуры +60 град. C.
Инспекторские столы должны оснащаться системой воздушного душирования.
Плитовые настилы на инспекторских столах должны иметь отверстия размером не более 60 мм для возможности охлаждения листов.
Для передвижения людей по краям инспекторских столов должны быть установлены ходовые дорожки с перилами.
Для перехода через инспекторские столы должны предусматриваться переходные мостики.
При выполнении операций разметки, маркировки и клеймения листов вручную транспортирующие средства на это время должны быть отключены.
2.10.5. Для осмотра поверхности листов должен быть обеспечен удобный и безопасный доступ к кантователям.
2.10.6. В тоннелях для транспортирования горячих рулонов должен быть обеспечен проход между стеной и конвейером шириной не менее 1 м.
2.10.7. Работы по сортировке, маркировке и упаковке тонких листов должны быть механизированы.
2.10.8. Дублеры валкового типа должны иметь защитные ограждения.
2.11. Станы холодной прокатки и гнутых профилей
2.11.1. Ручная задача концов полосы (ленты) допускается только после полной остановки барабана.
На вновь сооружаемых и реконструированных станах ручная задача концов полосы не допускается.
2.11.2. Участок моталок и разматывателей станов должен иметь защитное ограждение. Проемы прокатных клетей со стороны обслуживания должны быть перекрыты съемными ограждениями.
2.11.3. Щит управления газовыми форсунками, применяемыми для подогрева валков, должен быть отнесен от клетей на безопасное расстояние.
Не допускаются ремонт и регулировка форсунок во время вращения валков.
2.11.4. Вентили, регулирующие количество подаваемой эмульсии, должны быть отнесены от клетей на безопасное расстояние. На клетях должны быть устроены экраны (отражательные щитки) для защиты работающих от брызг эмульсии.
Для улавливания паров и мелкодисперсных частиц эмульсии должны устанавливаться местные отсосы.
Слив отработанной эмульсии должен производиться в сборник для хранения и последующей утилизации.
2.11.5. При использовании смазки, выделяющей вредные вещества в процессе прокатки, должны быть предусмотрены меры, исключающие содержание вредных веществ в воздухе рабочей зоны выше установленных ПДК.
2.11.6. Прокатка рулонов, имеющих завернутую кромку полосы, рванины, складки и другие дефекты, запрещается.
2.11.7. Натяжение прокатываемой полосы должно проводиться только с использованием специальных приспособлений. Контроль степени натяжения полосы должен выполняться с помощью соответствующих приборов. Определять натяжение полосы рукой запрещается.
2.11.8. Не допускается резкое охлаждение поверхности валков во избежание появления в них опасных внутренних напряжений, которые могут привести к возникновению трещин, выкрашиванию металла или поломке валка. Охлаждение валков должно начинаться одновременно с пуском стана и прекращаться при его остановке.
2.11.9. Станы холодной прокатки должны иметь соответствующие ограждения для защиты работающих от отлетающих частиц металла (осколков, окалины).
2.12. Производство фольги
2.12.1. Не допускается размещение в одном помещении с фольгопрокатным оборудованием взрывопожароопасных отделений промывки, окраски и приготовления краски.
Краска должна приготовляться в отдельном помещении под вытяжкой (в вытяжном шкафу).
2.12.2. Смазка полотна валков должна быть централизованной. Запрещаются протирка, чистка и касание валков руками со стороны задачи фольги.
2.12.3. Заправка фольги в сдваивающие и раздваивающие машины должна производиться на заправочной скорости.
2.12.4. Запрещаются пуск сдваивающих и раздваивающих машин при отсутствии или неисправности устройства автоматического удаления кромки фольги, а также удаление кромки вручную.
2.12.5. Заправка фольги в ролики, находящиеся сверху машины, и замер температуры сушильного барабана должны производиться вальцовщиком с площадки обслуживания или с устойчивой лестницы. Запрещается выполнять эту работу стоя на выступающих частях машины или на ограждении.
2.12.6. При заправке конца фольги в валики промывочной, красильной и тиснящей машин рабочий должен держать фольгу руками на расстоянии не менее 500 мм от заправочного конца.
2.12.7. Запрещаются промывка и очистка валиков от краски при работе красильной машины.
2.13. Колесопрокатные станы
2.13.1. Все операции по перемещению, раскатке, обработке и отделке колес должны быть механизированы.
2.13.2. Слитки (заготовки) и готовые колеса во избежание раскатывания должны укладываться в специальные стеллажи.
2.13.3. Перемещение и установка слитка (заготовки) в станок для разрезки должны производиться при помощи подъемного крана, оборудованного автоматическим грузозахватным приспособлением.
2.13.4. Все металлообрабатывающие станки должны иметь ограждения для защиты работающих от отлетающих частиц металла (стружки, осколков поломавшегося инструмента).
Для контроля над обработкой заготовок в защитных ограждениях должны быть предусмотрены смотровые окна из прочного материала, не теряющего прозрачности от воздействия высокой температуры и ударов отлетающей стружки.
2.13.5. Гидравлические и пневматические зажимные приспособления станков должны оснащаться блокирующими устройствами, обеспечивающими автоматическое выключение станка при случайном падении давления или прекращении подачи рабочей жидкости или воздуха.
2.13.6. Рабочее место машиниста слитколомателя должно быть оборудовано соответствующим ограждением для защиты от отлетающих частиц металла со стороны слитколомателя.
2.13.7. Загрузочные желоба нагревательных печей должны иметь борта, исключающие падение слитка (заготовки) из желоба.
2.13.8. Нахождение людей в зоне работы напольной машины запрещается.
2.14. Шаропрокатные станы
2.14.1. Все работы по разгрузке, перемещению и подаче заготовки на загрузочную решетку нагревательной печи, а также работы по погрузке готовых шаров должны быть механизированы.
2.14.2. На рабочих местах вальцовщиков должно быть установлено устройство аварийного отключения механизма подачи заготовки в приемный желоб в опасных случаях.
2.14.3. Приемный желоб стана должен быть оборудован устройством, предотвращающим выбрасывание заготовки из желоба.
2.14.4. При прокатке укороченных заготовок для вальцовщиков должна предусматриваться специальная рабочая площадка, расположенная вне зоны скатывания заготовок.
Задача укороченных заготовок в валки должна производиться при помощи надставок необходимого размера.
2.14.5. Смена верхней проводки стана должна выполняться при помощи приспособления, исключающего ее внезапное падение.
2.14.6. При аварийной остановке элеватора должен быть остановлен стан и перекрыта подача воды в завалочную яму.
Ремонт элеватора должен выполняться после охлаждения шаров в соответствии с требованиями технологической инструкции.
2.14.7. Конструкция элеватора, а также фундамента завалочной ямы должна исключать возможность зависания шаров.
2.15. Бесслитковая прокатка
2.15.1. Управление машиной бесслитковой прокатки должно осуществляться с пульта управления.
2.15.2. Приямок для наматывания рулона должен быть огражден откидной решеткой.
2.15.3. Смазка подшипников рабочих валков — кристаллизаторов и движущихся механизмов машин бесслитковой прокатки должна быть централизованной.
2.15.4. На рабочих клетях должны быть устроены экраны (отражательные щитки) для защиты работающих от брызг воды.
2.15.5. Определение зазора между валками и положения распределительных коробок должно производиться с помощью специальных приспособлений при остановленном оборудовании.
2.15.6. Вывод распределительной коробки после прекращения процесса прокатки должен быть механизирован и производиться плавно во избежание выплескивания металла из коробки.
2.15.7. Чистка щели между разливочной коробкой и валками должна производиться специальными приспособлениями.
Чистку валков на ходу разрешается производить при помощи специального приспособления со стороны, противоположной направлению вращения валков.
2.15.8. При прорыве или застывании металла перед выходом в валки слив металла должен быть прекращен.
Оставшийся металл из разливочного желоба и коробки должен сливаться в емкость, установленную под клетью.
Глава III. ОТДЕЛКА ПРОКАТА
3.1. Сортировка, маркировка, упаковка
и правка готового проката
3.1.1. Работы по сортировке, маркировке, упаковке и правке готового проката должны быть механизированы и осуществляться преимущественно в поточных линиях.
3.1.2. Во вновь строящихся и реконструируемых цехах сортировка жести должна производиться автоматически.
3.1.3. Рольганги или конвейеры правильных машин должны иметь обортовку для исключения схода выправляемого металла.
3.1.4. В случае отсутствия вводных проводок, закрывающих зев валков, перед валками правильной машины должно быть установлено ограждение.
При наличии у правильной машины роликов консольного типа вдоль роликов по всей длине правильной машины должно быть устроено ограждение.
3.1.5. Правильные и опорные ролики правильных машин должны иметь ограждение с щелью для входа и выхода металла. Верхняя часть правильной машины должна иметь сплошное ограждение.
3.1.6. Кнопки пуска и выключения правильной машины должны размещаться на рабочем месте со стороны задачи металла. Со стороны выхода металла устанавливается только кнопка «Стоп».
3.1.7. Чистка валков правильной машины должна производиться с использованием специальных приспособлений без снятия ограждений. Производить чистку валков вручную при работающей правильной машине запрещается.
3.1.8. Правильные роликовые машины должны иметь со стороны задачи изделий закрытые ограждения — люнеты. Во время правки запрещается касаться изделий руками, изменять положение роликов, а также задавать изделия в сжатые ролики.
Между люнетами и роликами правильной машины должно оставаться свободное пространство шириной не более 500 мм для заправки изделий в машину.
3.1.9. Правильные машины с гиперболоидными валками должны быть оборудованы аварийными выключателями — педалями, расположенными на полу у места задачи изделий, для возможного отключения правильной машины ногой.
3.1.10. Правильные машины с гиперболоидными валками должны быть оборудованы закрытыми желобами, удерживающими изделие от выброса, со стороны задачи изделия.
3.1.11. Ролики правильных машин и правильно — обрезных машин должны иметь ограждение с блокировкой пуска.
3.1.12. Правильно — обрезные машины необходимо оборудовать защитным приспособлением, исключающим возможность удара работающего концом бухты, сходящим с фигурки.
3.1.13. Прессы для ломки прутков должны иметь боковое ограждение и оборудоваться прижимами.
3.1.14. Приготовление и хранение красок для маркировки металла должно производиться в отдельном изолированном помещении.
3.2. Удаление поверхностных дефектов с проката
3.2.1. На вновь строящихся станах удаление дефектов с проката (блюмов, слябов, заготовок и готовой продукции) должно производиться машинами огневой зачистки или агрегатами, установленными в потоке или на его ответвлениях и имеющими автоматическое или дистанционное управление.
Машины огневой зачистки должны иметь укрытия, исключающие разлет частиц металла, окалины, искр, и быть оборудованы вытяжной вентиляцией для отсоса образующихся газов и пыли.
Местные отсосы должны автоматически включаться до начала процесса зачистки. Укрытия должны быть сблокированы с пусковыми устройствами машины и агрегата.
Воздух, удаляемый местными отсосами, содержащий пыль и вредные вещества, перед выбросом в атмосферу подлежит очистке в соответствии с действующими санитарными нормами.
3.2.2. Эксплуатация машин огневой зачистки должна производиться в соответствии с технологической инструкцией.
3.2.3. Зачистка металла с применением алюминиево — магниевого порошка должна производиться в камере, оборудованной вытяжной вентиляцией. Камера должна иметь ограждение для защиты работающих от возможного попадания брызг расплавленного шлака.
3.2.4. Флюсопитатель должен быть установлен в герметичной камере, способной выдержать взрывную волну при взрыве в ней, в безопасном для обслуживания месте. Бункер флюсопитателя должен закрываться крышкой.
Открывание и закрывание дверей камеры должны исключать образовывание искр.
3.2.5. Полы в камере флюсопитателя должны быть безыскровыми.
Инструменты, применяемые для работы в камере, должны быть изготовлены из материалов, не вызывающих образования искр (цветного металла, дерева, синтетического материала и др.).
Для освещения камеры должна предусматриваться система освещения во взрывобезопасном исполнении.
3.2.6. Установка по применению алюминиево — магниевого порошка для зачистки металла должна иметь устройства, препятствующие проникновению пламени в камеру флюсопитателя при обратном ударе.
3.2.7. Очистка технологического оборудования и помещения от алюминиево — магниевого порошка должна производиться по графику в соответствии с технологической инструкцией.
Рассыпанный порошок должен быть немедленно собран.
3.2.8. Алюминиево — магниевый порошок должен храниться в сухих, чистых банках в вертикальном положении. Допускается хранение банок в два ряда с прокладкой между ними досок.
3.2.9. Зачистка поверхностных дефектов металла, содержащего в своем составе свинец, селен и другие токсичные вещества, должна производиться в поточной линии на машинах огневой зачистки, оборудованных системой удаления образующихся пыли и газов и очистки вентиляционных выбросов, или на термофрезерных машинах.
3.2.10. Выборочная зачистка поверхностных дефектов металла, содержащего токсичные вещества, должна производиться, как правило, в изолированном помещении. Оборудование для зачистки металла должно быть снабжено местными отсосами. При неисправности местных отсосов эксплуатация участков зачистки запрещается.
3.2.11. Огневая зачистка должна производиться в закрытой камере, оборудованной аспирационной системой.
Загрузка металла в камеру, кантовка и выгрузка, а также удаление шлака должны быть механизированы.
Управление резаками должно осуществляться дистанционно.
3.2.12. Уборка отделения зачистки проката с вредными примесями должна производиться влажным способом или с помощью аспирационных устройств. Обдув оборудования сжатым воздухом запрещается.
3.2.13. Осмотр и удаление пороков металла должны производиться на стеллажах. Ширина стеллажей должна быть не менее двух третей длины укладываемого на них металла. Стеллажи должны быть снабжены приспособлениями, исключающими возможность падения металла.
Металл перед осмотром и зачисткой должен быть охлажден и иметь температуру не выше +60 град. C.
В случае технологической необходимости осмотра и зачистки проката при более высоких температурах технологическими инструкциями должны быть предусмотрены соответствующие меры безопасности.
3.2.14. Кантовка металла при его осмотре и удалении пороков должна быть механизирована.
При кантовке металла находиться вблизи стеллажей запрещается.
3.2.15. На участках вырубки и зачистки должны быть переносные ограждения для защиты от отлетающих осколков.
Не допускаются одновременные вырубка и осмотр металла в зоне возможного выброса осколков.
3.2.16. Пневматические молотки должны иметь приспособления, исключающие возможность вылета зубила. Длина зубила должна быть не менее 0,15 м.
3.3. Очистка поверхности проката механическим способом
3.3.1. Все операции, связанные с очисткой поверхности металла от окалины, должны быть механизированы и выполняться в соответствии с технологическими инструкциями.
3.3.2. Очистка металла дробью и песком должна производиться в герметичных камерах, оборудованных системой аспирации.
Места загрузки дроби или металлического песка в аппараты, а также проемы для загрузки и выгрузки обрабатываемых изделий должны быть оборудованы укрытиями и местными отсосами.
3.3.3. Конструкция дробеструйных, дробеметных и пескоструйных установок должна исключать нахождение рабочего в камере.
3.3.4. Пуск в работу аспирационных систем должен быть сблокирован с пуском местных отсосов.
3.3.5. Очистные камеры должны быть оборудованы сепараторами для очистки дроби от пыли и окалины. Подача и возврат дроби или металлического песка должны быть механизированы, а коммуникации — герметизированы.
3.3.6. Выполнять ремонт, смазку и чистку оборудования, а также входить в подвальное помещение и камеру очистки разрешается только при полной остановке движущихся механизмов и блокировке их пуска.
3.4. Очистка поверхности проката травлением
3.4.1. Все операции, связанные с очисткой поверхности проката травлением, а также с регенерацией травильных растворов на купоросных станциях и нейтрализационных установках, должны быть механизированы и выполняться в соответствии с технологическими инструкциями.
3.4.2. Во вновь строящихся и реконструируемых цехах травление полос должно производиться в агрегатах непрерывного действия.
Кантовать рулоны следует специальным кантователем.
3.4.3. Ванны агрегатов непрерывного травления должны иметь плотно закрывающиеся крышки и местные отсосы, исключающие возможность попадания кислотных паров в помещение. Перед выбросом в атмосферу воздух, удаляемый из этих помещений, должен пройти очистку.
3.4.4. Линии непрерывного травления должны оборудоваться переходными мостиками с наклонными лестницами.
3.4.5. Задача конца полосы в наматывающий барабан должна быть механизирована.
3.4.6. В случае обрыва полосы в ванне соединение концов должно производиться со специального мостика, огражденного перилами высотой 0,9 м и со сплошной обортовкой.
Подъем полосы из ванны должен производиться с помощью приспособлений, исключающих возможность ее срыва обратно в ванну.
3.4.7. Для отбора проб травильного раствора (электролита) в верхней части ванны или в ее крышке должны быть устроены специальные плотно закрывающиеся отверстия или установлены краны — пробоотборники на трубопроводе подачи травильного раствора к ванне.
3.4.8. Паропровод, предназначенный для нагрева раствора, должен погружаться в ванну на максимальную глубину.
3.4.9. Перекачка кислоты и ее растворов должна производиться кислотостойкими насосами по трубопроводам или закрытым желобам, изготовленным из кислотостойких материалов.
Насосы должны автоматически отключаться после наполнения емкости до установленного уровня.
3.4.10. Расходные резервуары для кислоты и растворов, расположенные в травильном отделении, должны быть снабжены указателями уровня и переливными трубами.
3.4.11. Заполнение ванны кислотой должно производиться в соответствии с технологической инструкцией.
Кислота должна подаваться в травильную ванну только после предварительного наполнения ее водой.
Одновременная подача кислоты или отрегенерированных травильных растворов в травильные ванны и слив отработанных травильных растворов из ванн запрещаются.
Отработанные растворы должны направляться в очистные установки по специальной канализационной сети.
3.4.12. Очистка кислотных баков от осадков должна быть механизирована.
3.4.13. Для предотвращения попадания в атмосферу помещения брызг и паров травильного раствора должны применяться специальные присадки, содержащие пенообразователь.
3.4.14. Корректировка обезжиривающих растворов каустической содой и тринатрийфосфатом в твердом (порошкообразном) виде непосредственно в рабочей ванне запрещается. Корректировка обезжиривающих растворов должна производиться концентрированными растворами указанных веществ.
3.4.15. Погружать влажные корзины с металлом в щелочную ванну запрещается.
3.4.16. Попадание угля, сажи, смазочных материалов на поверхность щелочной ванны не допускается во избежание взрыва.
3.4.17. Вскрытие металлической тары с каустической содой должно производиться с помощью специального ножа.
Дробление каустической соды и других щелочей открытым способом запрещается.
3.4.18. Все агрессивные вещества (кислоты, щелочи, соли и др.) должны храниться в специально оборудованном помещении.
3.4.19. Полы на участках травления, лакирования и в других помещениях, где возможно применение кислот, щелочей, солей и других агрессивных веществ, должны быть устойчивыми к воздействию этих веществ.
3.4.20. В местах хранения кислот должны быть помещены емкости с готовыми щелочными растворами (гашеной извести или соды) для немедленной нейтрализации случайно пролитой кислоты.
3.4.21. Кислота или щелочь должна заливаться небольшой струей в холодную воду. Наливать воду в кислоту или щелочь запрещается.
При заправке ванны твердыми химикатами необходимо исключить разбрызгивание жидкого продукта.
3.5.1. Все операции по транспортированию и обработке проката при нанесении защитных покрытий, а также вспомогательные операции (смена анодов в ваннах электролитического лужения и оцинкования, загрузка металла в ванну с расплавом, приготовление, подача и очистка растворов и др.) должны быть механизированы и выполняться в соответствии с технологическими инструкциями.
3.5.2. Нанесение защитных покрытий на листовой металл (лужение, оцинкование, освинцевание и т.п.) следует производить на установках непрерывного действия.
Петлевые башни должны иметь ограждение. Перед тянущими роликами должны быть установлены защитные ограждения.
3.5.3. Установка непрерывного действия должна иметь светозвуковую сигнализацию, извещающую о пуске механизмов, а также аварийные выключатели около основных машин (агрегатов) и на пультах управления.
3.5.4. Оборудование для нанесения защитных покрытий (лаков, полимерных материалов и др.) должно иметь местные отсосы.
Ванны с растворами, нагреваемыми до высокой температуры, ванны с агрессивными растворами и расплавами должны иметь плотно закрывающиеся крышки и местные отсосы, предотвращающие попадание паров и газов в помещение.
В случаях когда по технологическим условиям невозможно устройство крышек или укрытий ванн, должна предусматриваться вытяжная система вентиляции, исключающая возможность попадания паров и газов в помещение.
3.5.5. Конструкция сушильной печи агрегата нанесения лака и полимерных покрытий должна исключать попадание в помещение продуктов горения газа и паров растворителей.
3.5.6. Хранение и транспортирование лаков и растворителей в открытых сосудах, а также применение открытого огня в помещениях, где производятся лакировка и хранение лакокрасочных материалов, запрещаются.
3.5.6. Обтирочные материалы, пропитанные лаком и растворителями (скипидаром и др.), должны храниться в специальной закрытой таре в количестве, не превышающем их суточное потребление.
3.5.7. В действующих цехах в целях защиты рабочих от выплесков из ванн покрытия растворов или расплавов в момент входа и выхода листов из валков в соответствующих местах должно устанавливаться ограждение.
3.5.8. Чушки цинка, олова, свинца и других металлов, загружаемые в ванны, должны быть предварительно просушены и подогреты. Опускание чушек в ванну с расплавленным металлом должно производиться при помощи специальных приспособлений, исключающих необходимость нахождения людей вблизи ванны.
Клещи, ломики и другие инструменты перед использованием в работе должны быть просушены и подогреты.
Приспособления для взятия проб и извлечения остатков цинка, олова, свинца и других металлов из ванны должны быть предварительно прогреты.
3.5.9. Запрещается работа на осевшем флюсе, а также при перегреве масла выше температуры вспышки паров во избежание ожогов и воспламенения паров масла.
Температурный режим ванны должен регулироваться автоматически.
3.5.10. В целях быстрой ликвидации возможных вспышек масла в отделении должен применяться содовый раствор.
3.5.11. При работах над ванной (даже кратковременных) последняя должна быть перекрыта прочным настилом.
3.5.12. Формы, наполненные жидким цинком, оловом или другим металлом, заливать водой до затвердевания металла запрещается. Освобождаемые из форм чушки должны складываться в специально отведенном месте, а формы — просушиваться. Заливать жидкий металл во влажные формы запрещается.
3.5.13. Валки чистильных машин должны быть сверху закрыты съемным кожухом.
Выталкивать застрявшие в чистильной машине листы при вращающихся валках запрещается. Чистильные машины должны быть оборудованы местными отсосами.
3.5.14. Приготовление флюса (хлористого цинка), а также извлечение олова из оловосодержащих отходов должны производиться в отдельном помещении. Баки для приготовления флюса должны быть оборудованы местными отсосами.
3.5.15. При производстве металлопласта все операции с полиуретановым клеем и растворителями должны выполняться с соблюдением мер безопасности, предусмотренных технологической инструкцией.
3.5.16. Компоненты полиуретанового клея и растворители должны храниться на специально оборудованном складе при температуре не ниже +10 град. C.
Глава IV. НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
4.1. Общие требования
4.1.1. Нагревательные печи должны быть оборудованы устройствами, исключающими возможность двустороннего теплового облучения работающих.
4.1.2. Для осмотра сводов печей, рекуператоров, обслуживания горелок, приборов КИПиА, средств автоматики, а также для проведения ремонтов должны быть предусмотрены площадки, не опирающиеся на конструкцию свода. Становиться непосредственно на своды печей запрещается.
4.1.3. Шаржирные краны и другие специальные технические устройства (машины), используемые для обслуживания нагревательных печей, должны быть оборудованы блокировкой, исключающей возможность приближения кабины крана или машины к строительным конструкциям здания (колоннам, стенам и др.) на расстояние менее 1 м. Расстояние от низа кабины крана или машины до пола при крайнем положении должно быть не менее 0,5 м.
Зона работы шаржирного крана должна иметь ограждение.
4.1.4. Технологические окна печей должны закрываться крышками, плотно прилегающими к раме. Крышки окон, расположенные в зоне высоких температур, должны быть теплоизолированы или оснащены системой охлаждения.
Кроме крышек на входе и выходе печей могут применяться другие устройства, обеспечивающие герметичность печей при работе.
4.1.5. Подъем крышек загрузочных окон для загрузки и выгрузки металла должен быть механизирован.
4.2. Нагревательные колодцы
4.2.1. Со стороны железнодорожного пути группы колодцев должны иметь ограждение от уровня пола цеха до уровня рабочей площадки колодцев.
Складировать слитки и запасное оборудование в здании нагревательных колодцев запрещается.
4.2.2. Своды, стены и смотровые окна регенераторов и рекуператоров должны быть газонепроницаемы. При эксплуатации регенераторов и рекуператоров должен быть установлен контроль за утечкой газа, а выявленные нарушения герметичности должны устраняться.
4.2.3. Рабочие площадки нагревательных колодцев со всех сторон, за исключением стороны переноса слитков, должны иметь ограждение с перилами и отбортовкой понизу.
Для обеспечения безопасности работ при ремонте ячеек нагревательных колодцев по краю площадки должны устанавливаться ограждения.
4.2.4. Крышки нагревательных колодцев должны быть снабжены приспособлениями, обеспечивающими плотность их посадки на камеры и исключающими выбивание пламени. Зазор между крышкой и кладкой камеры должен быть уплотнен соответствующим материалом.
4.2.5. Запрещается нахождение эксплуатационного персонала на рабочей площадке перед открытыми камерами нагревательных колодцев, а также внизу на нулевой отметке в зоне транспортирования слитков во время их посадки и выдачи.
Пульты управления и щиты приборов КИПиА должны размещаться на площадках в отдельных помещениях или иметь защитные экраны со стороны пролета нагревательных колодцев.
4.2.6. Перенос слитков должен осуществляться клещами с исправными кернами. Керны должны изготовляться из износоустойчивого металла или иметь наплавки из твердых сплавов.
Брать холодные слитки неохлажденными клещами запрещается. Баки для охлаждения клещей должны быть обеспечены проточной водой, температура которой не должна превышать +45 град. C.
4.2.7. Кабины клещевых кранов должны быть теплоизолированы. Окна кабин должны быть неоткрываемыми и застеклены специальными теплоотражающими стеклами или стеклопакетами. Для защиты стекол от механических повреждений должны устанавливаться металлические сетки или защитные козырьки.
4.2.8. Управление слитковозом должно быть дистанционным. Опрокидыватель слитков должен обеспечивать надежную установку слитков и исключать возможность их падения. При челночном движении слитковозов путь в конце производственного помещения должен быть оборудован ограничителем движения.
При кольцевой слиткоподаче в районе закругления должна быть установлена световая сигнализация, предупреждающая о движении слитковоза.
4.2.9. Расчистка и выбивка шлака должны выполняться сухим инструментом.
Для доступа к шлаковым леткам жидкого способа шлакоудаления должны быть устроены решетчатые площадки с перилами и сплошной обортовкой понизу.
4.2.10. Состояние ковшей и коробок, соблюдение условий их заполнения жидким шлаком должны постоянно контролироваться.
Уборка ковшей и коробок, наполненных жидким шлаком, должна производиться своевременно.
Грануляция жидкого сварочного шлака водой запрещается.
4.2.11. Рабочие места у шлаковых леток жидкого шлакоудаления должны иметь воздушное душирование. Стены нагревательных колодцев в районе шлаковых леток должны быть закрыты экранами.
4.2.12. Производить выпуск шлака на пол шлакового тоннеля запрещается.
4.2.13. Удаление шлака из-под нагревательных колодцев в шлаковые помещения должно быть механизировано.
Шлаковые тележки должны оснащаться звуковой сигнализацией, а их конструкция должна обеспечивать защиту обслуживающего персонала (водителя) от теплового и механического воздействия жидкого шлака.
4.2.14. Транспортирование ковшей и коробок со шлаком или их кантовка в железнодорожные вагоны должны производиться только после остывания шлака.
4.3. Печи нагревательные
4.3.1. Подача заготовок (слитков) к нагревательным печам и выдача их из печей должны быть механизированы.
4.3.2. Загрузочные устройства должны быть оснащены приспособлениями (упорами, манипуляторами, линейками и др.) для выравнивания загружаемых в печь заготовок (слитков).
4.3.3. На постах управления должна предусматриваться сигнализация, оповещающая о выдаче заготовок (слитков) из печи.
Вновь вводимые и реконструируемые производства должны оснащаться средствами видеонаблюдения выходной части печи с установкой видеомониторов на постах.
4.3.4. Печи должны быть оборудованы устройствами для предотвращения разрушения кладки боковых стен при перекосах заготовок (слитков).
4.3.5. Площадки для обслуживания горелок верхнего ряда, расположенных на своде печи, должны ограждаться перилами и иметь не менее двух входов. Устройство вертикальных лестниц запрещается.
4.3.6. Жидкий шлак из печи должен выпускаться в сухие ковши и коробки.
Шлаковые летки должны ограждаться защитными экранами. Выгрузка шлака из ковшей (коробок), а также разбивка и разделка шлака должны производиться после его полного остывания в специально отведенном месте.
4.4. Отопление нагревательных устройств
4.4.1. Процесс нагрева заготовок (слитков) в нагревательных устройствах должен регулироваться автоматической системой управления тепловым режимом.
4.4.2. При использовании жидкого топлива (мазута) должен осуществляться контроль за его очисткой от механических примесей и температурой, которая не должна превышать температуры вспышки паров топлива.
4.4.3. На вводе мазутопровода в цех должна быть установлена отключающая задвижка.
4.4.4. Мазутопроводы должны быть теплоизолированы, иметь уклон не менее 0,003 в сторону опорожнения и на наружных сетях прокладываться совместно с обогревающим паропроводом в общей изоляции.
4.4.5. К топливным форсункам должен быть обеспечен свободный доступ для обслуживания и ремонта.
Печи со сводовыми форсунками должны быть оборудованы стационарными площадками с теплоизолирующим настилом.
4.4.6. Зажигание форсунок должно производиться в соответствии с технологической инструкцией, утвержденной техническим руководителем организации.
4.4.7. Расходные баки с мазутом должны быть снабжены вытяжными трубками с предохранительными латунными сетками для отвода паров топлива и переливными трубками, исключающими возможность переполнения баков.
4.4.8. Специальные емкости для приема мазута из расходных баков в аварийных ситуациях должны устанавливаться вне здания цеха. Эти емкости должны соединяться с расходными баками, закрытыми трубопроводами и переливными трубками.
4.4.9. Для быстрого отключения подачи мазута в случае аварии или пожара на мазутопроводах должны устанавливаться специальные вентили, расположенные в местах, доступных для обслуживания.
4.4.10. Доступ людей в баки мазута для проведения регламентных или ремонтных работ должен производиться только по наряду — допуску после отключения и опорожнения баков, пропарки, проветривания и выполнения анализа воздуха на содержание вредных веществ внутри баков. Все работы, выполняемые внутри сосудов, являются газоопасными и должны производиться с учетом требований Правил безопасности в газовом хозяйстве металлургических и коксохимических предприятий и производств.
Во время нахождения людей в баках все люки должны быть открыты. Если проветривание баков не обеспечивается открыванием люков, должно применяться искусственное проветривание.
При работе людей внутри баков для освещения должны использоваться светильники во взрывозащищенном исполнении напряжением 12 В. Включение и отключение светильников должно производиться снаружи баков.
4.4.11. При ремонтах нагревательных устройств трубопроводы, подводящие жидкое топливо к форсункам, должны быть отключены от расходных баков задвижкой и заглушкой и освобождены от остатков топлива.
4.5. Электротермические установки
4.5.1. При охлаждении электротермических установок водой металлические трубопроводы системы водоохлаждения должны заземляться.
Должен быть обеспечен приборный контроль за непрерывностью подачи охлаждающей воды и ее температурой, а также предусмотрены автоматическое отключение установки при падении расхода воды ниже допустимого и сигнализация о предельном повышении температуры воды.
4.5.3. Индукционные нагревательные установки должны быть оборудованы системами управления процессом нагрева, а также механизмами подачи заготовок в индуктор и их извлечения.
4.5.4. Кожухи индукционных печей должны быть изолированы от индуктора и заземлены.
4.5.5. Печи должны иметь автоматическое отключение напряжения при пробое индуктора.
4.5.6. Конструкция электропечи сопротивления должна исключать возможность случайного прикосновения обслуживающего персонала к нагревателям.
4.5.7. Ремонт электротермических установок, включая замену роликовых проводок и предохранителей, должен производиться при снятом напряжении и в соответствии с технологической инструкцией.
4.6. Термические печи
4.6.1. Конструкция стенда для ремонта и испытания на плотность муфелей и колпаков должна предусматривать наличие центрирующих устройств для точной установки муфеля.
4.6.2. Муфель должен быть герметичным.
4.6.3. На конвейерных печах с шагающим подом должен предусматриваться контроль за выделением в помещение продуктов горения и водорода.
4.6.4. Непрерывные установки термообработки должны оснащаться светозвуковой сигнализацией, оповещающей о пуске механизмов, а также иметь аварийные выключатели около основных машин (агрегатов).
4.6.5. Установки охлаждения полос и листов водой после термической обработки должны оснащаться защитными приспособлениями, исключающими возможность попадания пара и брызг воды в помещение.
4.6.6. Термические печи с выдвижным подом должны оснащаться звуковой сигнализацией, а также иметь блокировку открывания двери при движении пода.
Глава V. СКЛАДЫ МЕТАЛЛА
5.1. Слитки (заготовки) следует укладывать в штабель попеременно узким и широким концами. Высота штабеля определяется технологическими инструкциями в зависимости от размеров слитков (заготовок), но не должна превышать 3 м.
5.2. Блюмы и квадратные заготовки следует укладывать в штабель крест — накрест высотой до 2,5 м при длине до 5 м и высотой до 4 м при длине свыше 5 м.
5.3. Слябы следует укладывать стопами в одном направлении или крест — накрест. Высота штабеля определяется технологическими инструкциями в зависимости от ширины слябов и устройств, с помощью которых производят укладку, но не должна превышать 3 м при укладке в одном направлении и 4 м при укладке крест — накрест.
5.4. Листы и пачки листов следует укладывать в стопы в одном направлении или крест — накрест. Высота штабеля листового металла должна быть не более полуторной ширины листов, но не выше 3 м для толстых листов и 2 м для тонких.
5.5. Горячекатаные полосы в рулонах следует укладывать в штабель в вертикальном положении в несколько рядов пирамидой высотой до 4,5 м.
5.6. Холоднокатаные и горячекатаные полосы в рулонах на межоперационных складах следует укладывать в один ряд в горизонтальном положении на специальные стеллажи, а ленты — в два ряда.
5.7. Рельсы следует укладывать в штабель в одном направлении высотой до 4 м.
Балки и швеллеры следует укладывать в одном направлении или крест — накрест в штабель высотой до 4 м.
5.8. Круглую заготовку, крупносортный, среднесортный и мелкосортный металл следует укладывать связанными пачками крест — накрест в штабель высотой до 4 м или в специальные пирамиды и карманы.
5.9. Катанку в бунтах следует укладывать в несколько рядов в штабель высотой до 5 м или в специально оборудованные места складирования (корзины) высотой до 7 м.
5.10. Проходы между штабелями должны быть не менее 1 м для холодного металла и не менее 1,5 м для горячего металла. Ширина главных проходов и расстояние от штабелей до элементов зданий и сооружений должны быть не менее 2 м.
5.11. Укладка металла на перекрытия каналов, тоннелей, траншей, маслоподвалов, люков и т.п. запрещается.
Места перекрытий должны быть четко обозначены на полу цеха. Величина допустимых нагрузок на перекрытие должна быть указана соответствующими надписями.
Глава VI. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТЕХНИЧЕСКИХ
УСТРОЙСТВ И ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
6.1. В местах перехода работающих через рольганги, шлепперы, конвейеры и другие технические устройства должны устанавливаться переходные мостики с перилами.
Мостики для перехода через зоны с горячим металлом должны иметь теплоизолирующий настил, а с боков перекрыты щитами высотой не менее 1,8 м из листового железа или густой металлической сетки.
6.2. Полы на рабочих местах у ножниц, штемпельных прессов, фрезерных и сверлильных станков и других агрегатов холодной отделки металла должны быть накрыты решетчатыми деревянными настилами с расстоянием между планками не более 30 мм.
6.3. Двери тоннелей, подвалов, а также ограждений приямков и других опасных мест, где возможно повышение содержания токсичных веществ в воздухе во время ведения технологического процесса, должны быть закрыты на замок и оснащены соответствующими знаками безопасности.
6.4. Вновь сооружаемые прокатные станы должны оснащаться специальными установками и приспособлениями для очистки технических устройств и производственных помещений от пыли и производственных отходов, обеспечивающими максимальную механизацию работ по очистке.
6.5. Устройство, размещение и эксплуатация котлов — утилизаторов, применяемых в прокатных производствах, должны соответствовать требованиям, предъявляемым к устройству и безопасной эксплуатации паровых и водогрейных котлов.
Глава VII. НАСОСНО — АККУМУЛЯТОРНЫЕ СТАНЦИИ
7.1. Трубопроводы высокого и низкого давления (масла, азота и воздуха) в помещениях насосно — аккумуляторных станций должны прокладываться в тоннелях и каналах.
7.2. Обслуживание насосно — аккумуляторных станций должно производиться не менее чем двумя рабочими.
7.3. При обнаружении течи трубопроводов машинист насосно — аккумуляторной станции должен снять давление с аварийного участка и принять меры по устранению протечки в соответствии с требованиями технологической инструкции.
Глава VIII. УЛЬТРАЗВУКОВЫЕ УСТАНОВКИ
8.1. Стационарные ультразвуковые установки, являющиеся источником шума, который превышает допустимые уровни, должны быть оборудованы шумозащитными устройствами (кожухами, экранами, звукоизолированными кабинами и др.).
8.3. Ультразвуковые установки должны иметь блокировку, отключающую преобразователи при снятии шумозащитных кожухов.
8.4. При работе ультразвуковых установок должен быть полностью исключен непосредственный контакт рук работающих с жидкостью, ультразвуковым инструментом и обрабатываемыми деталями.
- Описание
- Характеристики
- Документы
- Отзывы
«АЖУР-8М» — многофункциональный станок для нанесения рельефных рисунков на поверхности черного и цветного проката, квадратного и круглого сечения. Позволяет изготавливать экономически выгодную и востребованную перильную полосу. Область применения перильной полосы ограничена лишь вашей фантазией: лестничные ограждения, кованые заборы, скамейки, беседки, мангалы, мебель и многое другое.
| Энергопотребление | 3 кВт 220/380V |
| Производительность | до 5 м/мин |
| Окупаемость | от 1-го месяца |
Страна — владелец бренда:
Россия
Страна производства:
Россия
Частота вращения (об/мин):
7.5
Размер габаритный, мм:
1400 х 1200 х 1300
Руководство по эксплуатации прокатного станка Ажур-8М (721_401.pdf, 1,909 Kb) [Скачать]
Сообщения не найдены
Написать отзыв