Для оперативного зрительного контроля сварочных соединений разработан специальный измеритель с несколькими градуированными шкалами. Шаблон сварщика необходим для самостоятельной проверки важных параметров, влияющих на прочность швов: угла скоса кромок, зазора стыков между заготовками, параметры шовного валика. Это наиболее простой инструмент для неразрушающего контроля, сделан из нержавеющего металла, риски нанесены износостойкой краской.
Универсальный шаблон сварщика УШС-3
Содержание
- Что такое шаблон сварщика
- Устройство универсального шаблона сварщика УШС-3
- Какие параметры можно контролировать
- Как пользоваться УШС-3
Что такое шаблон сварщика
По сути, это универсальная линейка, объединяющая несколько градуированных шкал различного назначения, инструмент помогает контролировать до 11 параметров. Шаблон сварщика УШС-3 – один из четырех видов контролирующих приспособлений. Представляет собой металлическую пластину с передвигающейся линейкой-движком (второе название бегунок). Измеритель создан для индивидуального использования, чтобы каждый работник мог самостоятельно и оперативно контролировать шов, величину дефектов.

На практике измерителем пользуются только начинающие, которые не научились на глазок выявлять возможные дефекты, определять качество получившегося соединения.
Устройство универсального шаблона сварщика УШС-3
Стоит подробно рассмотреть основные элементы измерителя, конструктивно соответствующего регламенту стандарта, главные составляющие:
- измерительной панели (1), расположенной у основания инструмента;
- движка или бегунка (2), представляющего собой прямоугольную металлическую полосу, закрепленную на поворотной оси (4);
- стрелочный указатель (3) – это небольшой стержень с заостренным кончиком, закрепленный на бегунке с небольшим отступлением от края.

Для простоты пользования универсальным шаблоном сварщика УШС-3 определены условные обозначения элементов:
- установочная плоскость, которую примыкают к поверхности одной из свариваемых заготовок (обычно указывается буквой А);
- плоскость Б, на нее измеритель устанавливают для измерения угловых параметров;
- подвижный указатель В;
- измерительная шкала, указывает линейные величины Г.
Отдельно следует рассмотреть предназначение каждой шкалы:
- Д – для угловых измерений;
- Е – параметров шовного валика (измерителем определяют ширину и притупление шва);
- И – для определения стыкового зазора между устанавливаемые под сварку деталями.
По калиброванным пазам (Ж) сварщик уточняет стандартные размеры электродов, сварочной проволоки. Риска-индекс (К), расположенная на двигающейся части, необходима для измерительной шкалы, указывает измеряемый параметр.
Какие параметры можно контролировать
Стандартизированный инструмент входит в набор контролеров для визуального метода исследования сварных соединений. Универсальным шаблоном сварщика 3 проверяют до 11 параметров, контролируют положение заготовок (определяют зазор, сдвиг деталей относительно линии горизонта), подготовку к сварке (измеряют скос кромок).
У сварного шва контролируют:
- размер дефектов (глубину) и стыкового усиления;
- основные параметры шовного валика (выпуклость и вогнутость), притупление;
- подрез основания шва (несовпадение катета запланированному положению).
Диапазон измерений – по углам до 45°, по ширине и глубине до 50 мм.
Как пользоваться УШС-3
Сначала следует измеритель проверить, на поверхности не должно быть загрязнений, следов технологических жидкостей, масла, окалины.
Важно!
Универсальный шаблон сварщика УШС-3 всегда располагают перпендикулярно поверхности детали, торцевым краем.
Универсальный шаблон сварщика необходим:
- Для проверки притупления кромок деталей УШС-3 устанавливают верхним торцом вниз, двигающуюся часть опускают до соприкосновения с кромочной поверхностью. На шкале (она расположена в правой стороне) по оси вращения путем совмещения риски с отметкой определяют угол разделки.
- Зазор при укладке заготовок проверяют, перемещая клиновидную часть бегунка в пространство между свариваемыми элементами, по положению движка по шкале точно определяют зазор между сопрягаемыми поверхностями. Измеритель поворачивают под прямым углом к оси будущего шва.
- Смещение кромок на стыковом соединении контролируют, разместив УШС-3 перпендикулярно на одной из деталей (той, которая кажется выше) лицевой стороной к себе. По положению движка считывают результат.
- Усиление стыкового или углового соединения (высоту шва, глубину дефектов) измеряют по правой шкале, двигая бегунок до контакта с самой высокой частью шовного валика.
- Подрезы или западания определяют по правой шкале. УШС-3 упирают основанием на деталь, подвижную часть шаблона опускают до подреза между валиками швов. Выпуклость или вогнутость проверяют по максимальной точке. Угол наклона шаблона к поверхности детали значения не имеет, только для контроля коротких швов измерительную поверхность устанавливают под прямым углом.
- Диаметр сварочных электродов, присадочной проволоки, толщины кромок уточняют с помощью пазов в верхней части универсального измерителя. Погрешность измерений 1 мм.
Инструмент всегда располагают перпендикулярно поверхности детали, торцевым краем. После измерений УШС протирают чистой фланелью.

При проведении сварочных работ, особенно когда речь идет о соединении важных элементов, к примеру, труб, работающих под давлением, зачастую сварщики используют специальный инструмент, позволяющий проконтролировать некоторые характеристики нового сварного шва. Разумеется, с этой же целью можно применять и штангенциркуль, однако, как показывает практика, такой подход отличается неудобством и большей трудоемкостью. Куда легче и проще использовать для этого специализированное измерительное приспособление, например, универсальный шаблон сварщика или попросту УШС-3.
Описание
Принцип работы шаблонов — механический.
Шаблон состоит из основания, на котором с помощью оси установлен движок с неподвижно закрепленном на нем указателем. Движок может поворачиваться относительно основания на оси. Движок выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка нанесена шкала для контроля зазора между свариваемыми деталями. На клиновом конце движка нанесена риска, являющаяся индексом для измерения глубины разделки до корневого слоя, превышения кромок, высоты усиления шва. Также на основании выполнены пазы, позволяющие контролировать диаметры используемых электродов. Измерения высоты притупления, ширины шва производятся с помощью шкалы, нанесенной на основании шаблона. На основании шаблона нанесена также шкала для измерений угла скоса кромок.
Общий вид шаблона представлен на рисунке 1.
Рисунок 1 — Общий вид шаблона сварщика универсального УШС-3 Пломбирование шаблонов сварщика универсальных УШС-3 не предусмотрено.
Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного соединения. Шаблон УШС-3 позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов. Шаблон УШС-3 выпускается согласно технических требований ГОСТ 15150, согласно ТУ 26.51.33-001-01-2017 «Шаблон сварщика универсальный УШС-3. Технические условия». Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов. Шаблон сварщика УШС-3 входит в состав большинства комплектов ВИК. Возможна поставка шаблона УШС-3 со свидетельством о поверке ЦСМ или сертификатом о калибровке метрологической службы, либо без метрологической аттестации.
Шаблон сварщика УШС-3. Устройство:
Шаблон состоит (см. рисунок) из основания 1, на котором с помощью оси 4 установлен движок 2 с неподвижно закрепленным на нем указателем 3. На лицевой поверхности основания 1 расположены шкалы, позволяющие измерять следующие элементы сварного шва: (Г) глубину дефектов, глубину разделки до корневого слоя, превышение кромок, высоту усиления шва, (Д) угол скоса кромок, (Е) величину притупления шва. Движок 2 выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка находится шкала И, причем цифры шкалы соответствуют толщины движка в данном сечении (толщина меняется от 0,5-4 мм). Такой профиль движка позволяет измерять с помощью шкалы (И) зазор между свариваемыми деталями. На клиновом конце движка нанесена риска (К), являющаяся индексом для шкалы (Г). Пазы позволяют контролировать диаметр используемых электродов и проволоки.
Шаблон сварщика УШС-3. Технические характеристики:
| Наименование измерений | Диапазон измерений | Цена деления | Предел погрешности |
| Глубина шва, мм | 0-15 | 1,0 | ±0,5 |
| Высота усиления, мм | 0-5 | 1,0 | ±0,5 |
| Размер притупления и ширины шва, мм | 0-50 | 1,0 | ±0,15 |
| Размер зазора, мм | 0,5-4 | 0,5 | ±0,25 |
| Углы скоса кромок, град | 0-45° | 5,0 | ±2,5 |
| Диаметр электродов, мм | 1; 1,2; 2; 2,5; 3; 3,25; | ±0,1 | |
| 4; 5; | ±0,3 | ||
| Размеры шаблона | 127х45х9 мм | ||
| Материал | нержавеющая сталь | ||
| Вес | 160 г |
Шаблон сварщика УШС-3. Проведение измерений:
- Измерение глубины раковин, глубины забоин, превышение кромок, глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона поверхностью А на изделие. Затем поворотом движка 2 вокруг оси 4 необходимо ввести указатель 3 в соприкосновение с измеряемой поверхностью. Результат считывается против риски К по шкале Г.
- Измерение зазора производится введением движка 2, его клиновидной частью в замеряемый зазор. Результат считывается по шкале И.
- Измерение притупления, ширины шва производится при использовании шкалы Е, как измерительной линейки.
- Измерение углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем поворотом движка поверхность В смещается с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
- Определение диаметров проволоки производится с помощью пазов Ж.
Комплект поставки:
- Универсальный шаблон сварщика УШС-3;
- Паспорт;
- Чехол;
- Свидетельство о калибровке (по заявке);
- Свидетельство о поверке (по заявке).
Сопутствующие товары:
- Комплекты ВИК (Эксперт, Поверенный, Транснефть, Базовый, ВИК-1 и др.);
- Измерители шероховатости (TIME, PCE, Elcometer, образцы и комплекты шероховатости и др.);
- Люксметры и радиометры (ТКА, Testo, CEM, PCE и др.).
Технические характеристики
Таблица 1 — Метрологические характеристики
| Наименование характеристики | Значение |
| Диапазон измерений | |
| — глубины дефекта шва, мм | от 0 до 15 |
| — высоты усиления стыкового шва, мм | от 0 до 5 |
| — высоты притупления и ширины шва, мм | от 0 до 50 |
| — зазора между свариваемыми деталями, мм | от 1 до 4 |
| — угла разделки (скоса кромки),0 | от 0 до 45 |
| Наименование характеристики | Значение |
| Ширина паза контролируемого диаметра электрода, мм | 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 |
| Цена деления шкалы | |
| — глубины дефекта шва, мм | 1,0 |
| — высоты усиления стыкового шва, мм | 1,0 |
| — высоты притупления и ширины шва, мм | 1,0 |
| — зазора между свариваемыми деталями, мм | 0,5 |
| — угла разделки (скоса кромки),0 | 5,0 |
| Пределы допускаемой абсолютной погрешности | |
| измерений | |
| — глубины дефекта шва, мм | ±0,5 |
| — высоты усиления стыкового шва, мм | ±0,5 |
| — высоты притупления и ширины шва, мм | ±0,15 |
| — зазора между свариваемыми деталями, мм | ±0,25 |
| — угла разделки (скоса кромки),° | ±2,5 |
| Пределы допускаемого отклонения от номинального | |
| значения, мм: | |
| — ширины паза контролируемого диаметра | |
| электродов 1; 1,2; 2; 2,5; 3; 3,25 мм | ±0,1 |
| — ширины паза контролируемого диаметра | |
| электродов 4 и 5 мм | ±0,3 |
Таблица 2 — Основные технические характеристики
| Наименование характеристики | Значение |
| Габаритные размеры, мм, не более (ШхВхГ) | 130x45x16 |
| Масса, кг, не более | 0,18 |
| Условия эксплуатации: | |
| — температура окружающей среды, °С | от +15 до +35 |
| — относительная влажность, % | от 45 до 80 |
| — атмосферное давление, кПа | от 84 до 106,7 |
| Срок службы, лет, не менее | 5 |
УШС-3 — универсальный шаблон сварщика
Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного соединения. Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.
Параметры шкал УШС-3:
- материал — нержавеющая сталь
- цена деления шкал Г и Е: 1 мм;
- цена деления шкалы: 0,5 мм;
- цена деления шкалы Д: 5°;
- допускаемые отклонения ширины пазов: до 3,25 мм — по Н12, свыше 3,25 мм — по Н14;
- отклонение положения штрихов шакал Г, И: не более ± 0,5;
- отклонение положения шкалы Д от действительного значения угла: не более 2°30′;
- отклонение от номинального значения расстояния между любым штрихом и началом шкалы Е: не более ± 0,15;
Порядок работы
Перед началом работы промыть шаблон в бензине по ГОСТ 1012-72 и протереть чистой тканью.
Измерения проводить следующим образом:
- Для контроля глубины дефектов (вмятин, забоин), превышения кромок, глубины разделки стыка до корневого слоя и высоты усиления шва, шаблон установить на образующую поверхность изделия плоскостью А. повернуть движок 2 вокруг оси 4 до соприкосновения конца указателя 3 с измеряемой поверхностью (поверхность вмятины, кромки шва и т.д.). Снять отчет по шкале Г с помощью риски К.
- Контроль притупления и ширины шва производить с помощью шкалы Е, пользуясь ею как измерительной линейкой.
- Для контроля величины зазора между свариваемыми деталями ввести клиновую часть движка 2 в контролируемый зазор до упора. Снять отчет по шкале И.
- Для контроля углов скоса кромок установить шаблон плоскостью Б на образующую поверхность изделия. Повернуть движок 2 до совмещения плоскости В движка с измеряемой поверхностью. Снять отчет по шкале Д основания, пользуясь плоскостью В движка как индексом.
- Для определения диаметра электродов (электродной проволоки) его вставляют в пазы Ж шаблона, используя пазы как калибры-скобы.
Отличительные особенности
- Контроль глубины дефектов шва: 0 — 15 мм.
- Контроль высоты усиления шва: 0 — 5 мм.
- Контроль зазора: 0,5 — 4 мм.
- Контроль величины притупления и ширины шва: 0 — 50 мм.
- Контроль углов скоса кромок: 0 — 45°.
- Контроль диаметров электродов: 1,0 / 1,2 / 2,0 / 2,5 / 3,0 / 3,25 / 4,0 / 5,0.
УШС-3 с калибровкой
- универсальный шаблон сварщика УШС-3;
- паспорт;
- чехол;
- сертификат калибровки;
- упаковка.
13 €
13 € 11 € от 100 шт.
СКИДКА
2
на складе
Купить
УШС-3 без калибровки
- универсальный шаблон сварщика УШС-3;
- паспорт;
- чехол;
- упаковка.
10 €
10 € 9 € от 100 шт.
СКИДКА
1
на складе
Купить
Комплектность
Таблица 3 — Комплектность средства измерений
| Наименование | Обозначение | Количество |
| Шаблон сварщика универсальный | УШС-3 | 1 шт. |
| Паспорт | — | 1 экз. |
| Руководство по эксплуатации | — | 1 экз. |
| Методика поверки | РТ-МП-4939-445-2017 | 1 экз. |
Поверка
осуществляется по документу РТ-МП-4939-445-2017 «ГСИ. Шаблоны сварщика универсальные УШС-3. Методика поверки», утвержденному ФБУ «Ростест-Москва» 15 декабря 2021 г. Основные средства поверки:
— прибор двухкоординатный измерительный ДИП-1 (регистрационный номер в Федеральном информационном фонде 7864-80)
— меры длины концевые плоскопараллельные 4 разряда по ГОСТ Р 8.763-2011
— плита поверочная 400*400 кл.0 по ГОСТ 10905-86
— штангенциркуль ШЦ-11-250-0,05 по ГОСТ 166-89
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки (оттиск поверительного клейма и/или наклейка) наносится на свидетельство о поверке.
Краткая инструкция
Рассматриваемый измеритель выпускается согласно технических требований ГОСТ 15150. Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов.
В УШС-3 универсальном шаблоне сварщика (см. рис. 1) используются следующие составные части:
Рис.1 – Общий вид измерительного шаблона
- Основная измерительная панель.
- Бегунок с изменяющейся по длине толщиной.
- Стрелочный указатель.
- Ось, предназначенная для поворота бегунка.
- А – установочная плоскость, которой инструмент накладывается на одну из линейных поверхностей сваренной детали с целью определения высоты и ширины шва;
- Б – установочная плоскость для измерения угла скоса кромки под сварку;
- В – подвижный указатель;
- Г – шкала для отсчёта высотных размеров шва;
- Д – шкала для определения угла скоса кромки;
- Е – шкала для отсчёта притупления и общей ширины сварного шва;
- И – шкала для определения зазора между свариваемыми элементами;
- Ж – пазы для измерения толщины металла в зоне сварки.
- К – риска-индекс на бегунке, которая предназначается для отсчёта результата по шкале Г.
На основной измерительной панели универсального шаблона сварщика типоразмера УШС-3 выделяются следующие измерительные зоны и плоскости:
На измерительной панели не допускаются вмятины и погнутости. Поворотная ось должна позволять плавное перемещение бегунка без заеданий.
Работоспособность инструмента гарантируется в диапазоне температур ±45°С. При условии приобретения шаблона в специализированном магазине и выполнении периодических поверок точности, данный шаблон обеспечивает точность измерений в следующих пределах и диапазонах:
Универсальным шаблоном сварщика такого типа можно пользоваться при проведении сварочных работ электродами диаметром 1…5 мм, при этом погрешность измерений колеблется в пределах от ±0,1 мм (для электродов, диаметр которых не превышает 3 мм) до ±0,12…±0,3 мм – для электродов с диаметром соответственно менее 3,25 мм, и свыше 3,25 мм.
( 1 оценка, среднее 4 из 5 )
Точность превыше всего | 05.01.2017

Описание
Принцип работы шаблонов — механический.
Шаблон состоит из основания, на котором с помощью оси установлен движок с неподвижно закрепленном на нем указателем. Движок может поворачиваться относительно основания на оси. Движок выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка нанесена шкала для контроля зазора между свариваемыми деталями. На клиновом конце движка нанесена риска, являющаяся индексом для измерения глубины разделки до корневого слоя, превышения кромок, высоты усиления шва. Также на основании выполнены пазы, позволяющие контролировать диаметры используемых электродов. Измерения высоты притупления, ширины шва производятся с помощью шкалы, нанесенной на основании шаблона. На основании шаблона нанесена также шкала для измерений угла скоса кромок.
Общий вид шаблона представлен на рисунке 1.
Рисунок 1 — Общий вид шаблона сварщика универсального УШС-3 Пломбирование шаблонов сварщика универсальных УШС-3 не предусмотрено.
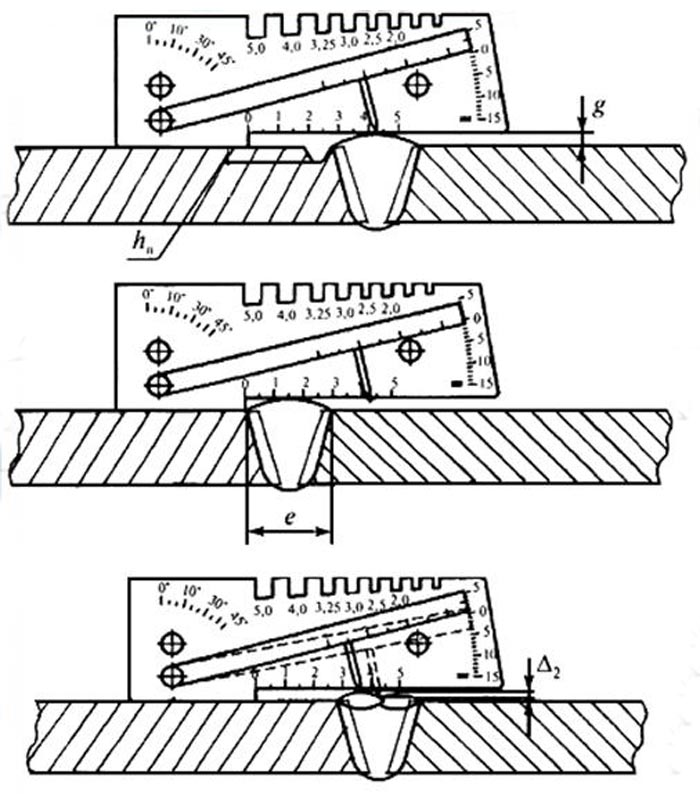
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.

Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.

Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.

Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.

По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Технические характеристики
Таблица 1 — Метрологические характеристики
| Наименование характеристики | Значение |
| Диапазон измерений | |
| — глубины дефекта шва, мм | от 0 до 15 |
| — высоты усиления стыкового шва, мм | от 0 до 5 |
| — высоты притупления и ширины шва, мм | от 0 до 50 |
| — зазора между свариваемыми деталями, мм | от 1 до 4 |
| — угла разделки (скоса кромки),0 | от 0 до 45 |
| Наименование характеристики | Значение |
| Ширина паза контролируемого диаметра электрода, мм | 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 |
| Цена деления шкалы | |
| — глубины дефекта шва, мм | 1,0 |
| — высоты усиления стыкового шва, мм | 1,0 |
| — высоты притупления и ширины шва, мм | 1,0 |
| — зазора между свариваемыми деталями, мм | 0,5 |
| — угла разделки (скоса кромки),0 | 5,0 |
| Пределы допускаемой абсолютной погрешности | |
| измерений | |
| — глубины дефекта шва, мм | ±0,5 |
| — высоты усиления стыкового шва, мм | ±0,5 |
| — высоты притупления и ширины шва, мм | ±0,15 |
| — зазора между свариваемыми деталями, мм | ±0,25 |
| — угла разделки (скоса кромки),° | ±2,5 |
| Пределы допускаемого отклонения от номинального | |
| значения, мм: | |
| — ширины паза контролируемого диаметра | |
| электродов 1; 1,2; 2; 2,5; 3; 3,25 мм | ±0,1 |
| — ширины паза контролируемого диаметра | |
| электродов 4 и 5 мм | ±0,3 |
Таблица 2 — Основные технические характеристики
| Наименование характеристики | Значение |
| Габаритные размеры, мм, не более (ШхВхГ) | 130x45x16 |
| Масса, кг, не более | 0,18 |
| Условия эксплуатации: | |
| — температура окружающей среды, °С | от +15 до +35 |
| — относительная влажность, % | от 45 до 80 |
| — атмосферное давление, кПа | от 84 до 106,7 |
| Срок службы, лет, не менее | 5 |
Краткая инструкция
Рассматриваемый измеритель выпускается согласно технических требований ГОСТ 15150. Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов.
В УШС-3 универсальном шаблоне сварщика (см. рис. 1) используются следующие составные части:

Рис.1 – Общий вид измерительного шаблона
- Основная измерительная панель.
- Бегунок с изменяющейся по длине толщиной.
- Стрелочный указатель.
- Ось, предназначенная для поворота бегунка.
На основной измерительной панели универсального шаблона сварщика типоразмера УШС-3 выделяются следующие измерительные зоны и плоскости:
- А – установочная плоскость, которой инструмент накладывается на одну из линейных поверхностей сваренной детали с целью определения высоты и ширины шва;
- Б – установочная плоскость для измерения угла скоса кромки под сварку;
- В – подвижный указатель;
- Г – шкала для отсчёта высотных размеров шва;
- Д – шкала для определения угла скоса кромки;
- Е – шкала для отсчёта притупления и общей ширины сварного шва;
- И – шкала для определения зазора между свариваемыми элементами;
- Ж – пазы для измерения толщины металла в зоне сварки.
- К – риска-индекс на бегунке, которая предназначается для отсчёта результата по шкале Г.
На измерительной панели не допускаются вмятины и погнутости. Поворотная ось должна позволять плавное перемещение бегунка без заеданий.

Работоспособность инструмента гарантируется в диапазоне температур ±45°С. При условии приобретения шаблона в специализированном магазине и выполнении периодических поверок точности, данный шаблон обеспечивает точность измерений в следующих пределах и диапазонах:
- По всем линейным глубинным размерам, включая подрезы и глубинные дефекты готового шва: 0…15,0±0,5 мм.
- По всем угловым размерам: 0…45°±2,5°.
- По всем высотным размерам: 0…4,0±0,5 мм.
- По величине притупления шва в месте выполнения сварки: 0…50,0±0,25 мм.
- По зазорам: 1,0…4,0±0,25 мм.
- По толщине смежных свариваемых деталей (ступенчато, с применением пазов Ж), мм: от 1,0 до 5,0 мм.
- По величине вогнутости шва в месте проведения сварки: 0…15,0±2,5°.
Универсальным шаблоном сварщика такого типа можно пользоваться при проведении сварочных работ электродами диаметром 1…5 мм, при этом погрешность измерений колеблется в пределах от ±0,1 мм (для электродов, диаметр которых не превышает 3 мм) до ±0,12…±0,3 мм – для электродов с диаметром соответственно менее 3,25 мм, и свыше 3,25 мм.
Комплектность
Таблица 3 — Комплектность средства измерений
| Наименование | Обозначение | Количество |
| Шаблон сварщика универсальный | УШС-3 | 1 шт. |
| Паспорт | — | 1 экз. |
| Руководство по эксплуатации | — | 1 экз. |
| Методика поверки | РТ-МП-4939-445-2017 | 1 экз. |
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
- Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
- Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
- Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
- Высоту усиления швов (как стыкового, так и углового). Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
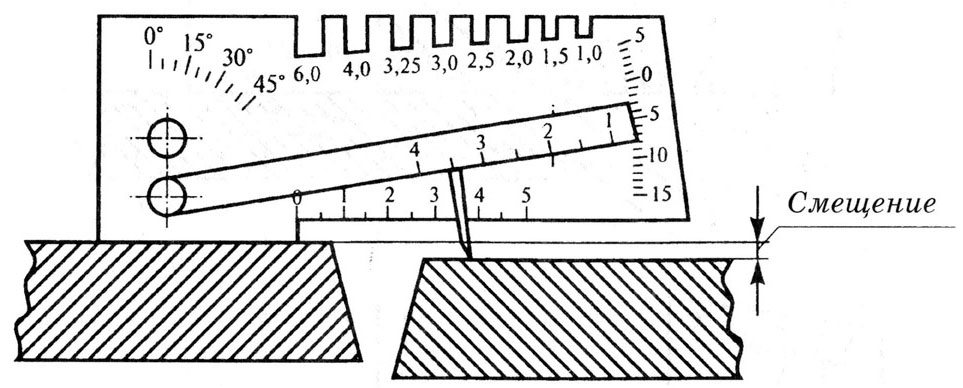
- Смещение кромки деталей при их соединении. Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
- Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
- Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
- Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
- Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
- Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Поверка
осуществляется по документу РТ-МП-4939-445-2017 «ГСИ. Шаблоны сварщика универсальные УШС-3. Методика поверки», утвержденному ФБУ «Ростест-Москва» 15 декабря 2021 г. Основные средства поверки:
— прибор двухкоординатный измерительный ДИП-1 (регистрационный номер в Федеральном информационном фонде 7864-80)
— меры длины концевые плоскопараллельные 4 разряда по ГОСТ Р 8.763-2011
— плита поверочная 400*400 кл.0 по ГОСТ 10905-86
— штангенциркуль ШЦ-11-250-0,05 по ГОСТ 166-89
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки (оттиск поверительного клейма и/или наклейка) наносится на свидетельство о поверке.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью. Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
- Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.

УШС-3
Что можно измерить данным инструментом?
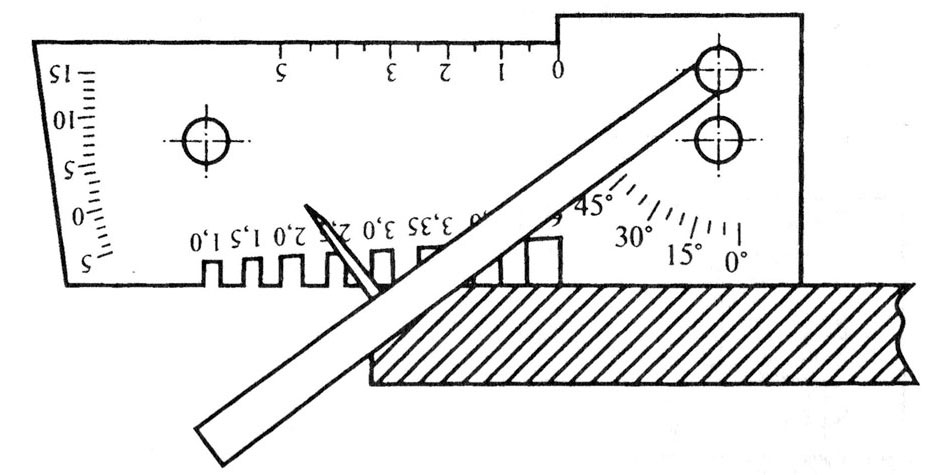
- Угол скоса кромок На изображении представлен односторонний скос кромок. Шаблон устанавливается на деталь, а стрелка поворачивается на угол, который в нашем случае составляет 45о.

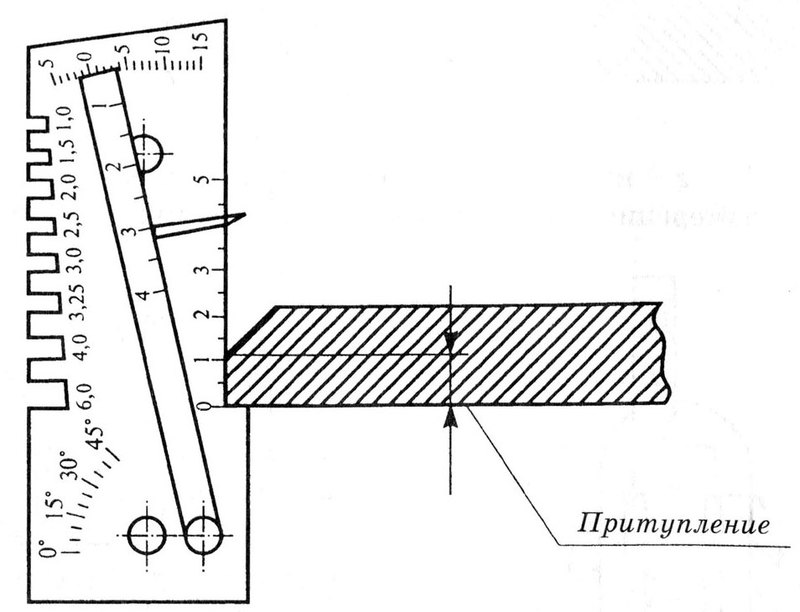
- Притупление кромок
Измеряется при помощи нижней шкалы.

Таким образом можно также определить толщину металла.
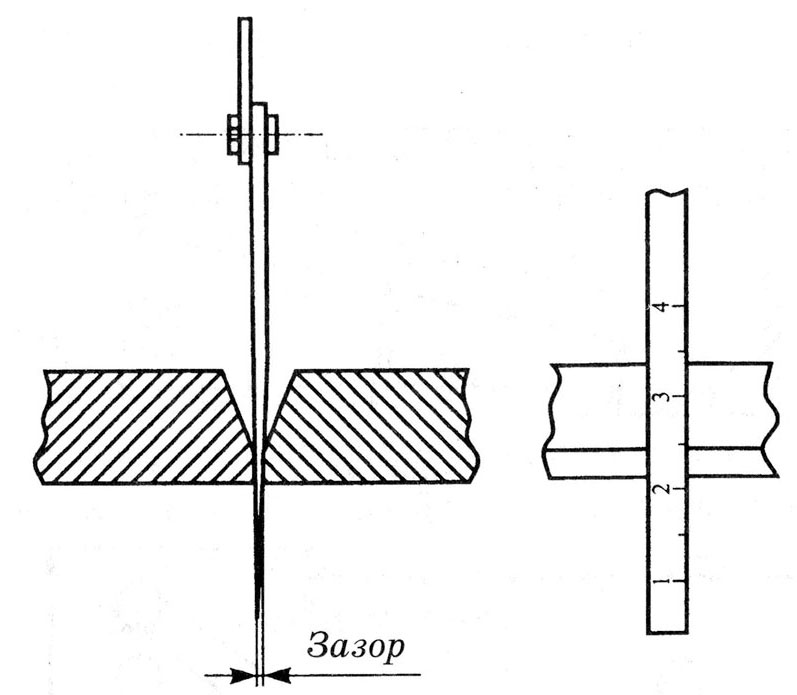
- Зазор между деталями
Измеряется с помощью шкалы в виде клина, который помещается в зазор. В нашем случае зазор составляет примерно 3,5 мм.

- Ширина шва

- Высота шва
Определяется путем постановки иглы. По соответствующей шкале определяем усиление шва. Таким же методом вы можете измерить межваликовое западание и проверить «разностенность» деталей.

По верхним пазам можно узнать диаметр электрода (4-2 мм) или проволоки для полуавтоматической сварки (1-1,2 мм).

К недостаткам данного шаблона можно отнести невозможность измерения катета шва, для этого придется покупать дополнительно катетомер.
( 1 оценка, среднее 4 из 5 )
Универсальный шаблон сварщика УШС-3 с калибровкой Сварконтроль Универсальный шаблон сварщика УШС-3 (далее шаблон), предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва. 930.00 ООО «АРВИЛ» Новый
Цена:
930.00 руб. с НДС

Универсальный шаблон сварщика УШС-3 является прибором для визуально-измерительного контроля, при выполнении сварочных работ.
Универсальный шаблон сварщика УШС-3 предназначен для измерения контролируемых параметров труб, контроля качества сборки стыков соединений труб, для измерения параметров сварного шва при его контроле, и может быть использован на любых предприятиях и организациях, на которых проводятся сварочные работы.
УШС-3 так же предназначен для контроля качества сварных швов и определения возможных дефектов, в процессе выполнения сварочных работ, для контроля элементов разделки под сварной шов, электродов и элементов сварного шва. Конструкция шаблона соответствует исполнению «У» категории 1 по ГОСТ 15 150–69.
УШС-3 позволяет оперативно определить диаметр электродов или сварочной проволоки непосредственно на месте проведения работ.
Шаблон сварщика УШС-3 включен в состав большинства комплектов ВИК.
УШС-3, изготовлен из высококачественной стали и проходит специальное антикоррозийное гальваническое покрытие, для улучшения износостойкости шаблона
Все измерительные шкалы на шаблоне УШС-3, произведены способом высокоточной лазерной гравировки, что увеличивает сроки эксплуатации изделия.
На каждый шаблон наносится уникальный серийный номер.
После выхода с производства каждое изделие (шаблон сварщика УШС-3) проходит первичную/заводскую калибровку.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Общий вид шаблона изображен на рисунке:

Диапазон измерения глубины дефектов (вмятин, забоев), глубины разделки шва до корневого слоя, превышения кромок (шкала Г) от 0 до 15 мм.
Диапазон измерения высоты усиления шва (шкала Г) от 0 до 5 мм.
Диапазон измерения величин притупления и ширины шва (шкала Е) от 0 до 50 мм.
Диапазон измерения величин зазора (шкала И) от 0,5 до 4 мм.
Диапазон измерения углов скоса кромок (шкала Д) от 0 до 45 град.
Номинальные значения диаметров электродов измеряемых шаблоном (пазы Ж): 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 мм.
Цены деления шкал: Г и Е — 1 мм., И — 0,5 мм., Д — 0,5 град.
Пределы допускаемых отклонений ширины пазов Ж, мм: верхнее значение: для пазов до 3 мм +0,1; для пазов 3 и 3,25 мм +0,12; для пазов свыше 3,25 мм +0,3.
Отклонение положений штрихов шкалы Г от действительных значений ±0,5 мм.
Отклонения положений штрихов шкалы И от действительных значений толщины движка ±0,25 мм.
Отклонения положений штрихов шкалы Д от действительных значений угла между поверхностями Б и В ±2,5 град.
Отклонения от номинального значения расстояния между любым штрихом и началом шкалы Е (начало шкалы должно совпадать с плоскостью Л) ±0,25 мм.
Габаритные размеры УШС-3 не более 130×50×16 мм.
Масса не более 0,16 кг.
Средняя наработка на отказ не менее 55 000 циклов.
Средний срок службы не менее 1 года.
Примечание: под отказом понимают событие, заключающееся в потере заданной точности или работоспособности, для восстановления которых требуется проведение ремонта. Под условным циклом понимается двойное перемещение движка на угол не менее 45-ти градусов.
На инструкции ниже приведены основные измерения которые можно произвести с помощью УШС-3.

Пазы для измерения диаметров показанных на рисунке ж, так же можно использовать для измерения толщины листового материала.

Данная инструкция должна дать представление о том как правильно использовать универсальный шаблон сварщика УШС-3.
Конечно с помощью данного измерителя невозможно контролировать все параметры сварного шва, но, тем не менее, он является незаменимым инструментом для первичной проверки, что называется «на месте». Благодаря своей универсальности УШС-3 входит в большинство комплектов ВИК, а так же преподносится как базовый инструмент сварщика при обучении молодых специалистов.
Если у Вас остались вопросы по использованию данного шаблона, смотрите следующее видео, которое наглядно покажет как пользоваться шаблоном УШС-3.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Шаблон сварщика УШС-3 состоит (см. рисунок «Общий вид УШС-3») из основания 1, на котором с помощью оси 4 установлен движок 2 с неподвижно закрепленным на нем указателем 3. На лицевой поверхности основания 1 расположены шкалы, позволяющие измерять следующие элементы сварного шва:
Г — глубину дефектов, глубину разделки до корневого слоя, превышение кромок, высоту усиления шва;
Д — угол скоса кромок;
Е -величину притупления шва.
Движок 2 выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка находится шкала И, причем цифры шкалы соответствуют толщине движка в данном сечении (толщина меняется от 0,5 — 4 мм). Такой профиль движка позволяет измерять с помощью шкалы И зазор между свариваемыми деталями. На клиновом конце движка нанесена риска К, являющаяся индексом для шкалы Г. Пазы позволяют контролировать диаметр используемых электродов и проволоки.
Принцип работы шаблона сварщика УШС-3 — механический.
Устройство универсального шаблона сварщика УШС-3
Стоит подробно рассмотреть основные элементы измерителя, конструктивно соответствующего регламенту стандарта, главные составляющие:
- измерительной панели (1), расположенной у основания инструмента;
- движка или бегунка (2), представляющего собой прямоугольную металлическую полосу, закрепленную на поворотной оси (4);
- стрелочный указатель (3) – это небольшой стержень с заостренным кончиком, закрепленный на бегунке с небольшим отступлением от края.

Для простоты пользования универсальным шаблоном сварщика УШС-3 определены условные обозначения элементов:
- установочная плоскость, которую примыкают к поверхности одной из свариваемых заготовок (обычно указывается буквой А);
- плоскость Б, на нее измеритель устанавливают для измерения угловых параметров;
- подвижный указатель В;
- измерительная шкала, указывает линейные величины Г.
Отдельно следует рассмотреть предназначение каждой шкалы:
- Д – для угловых измерений;
- Е – параметров шовного валика (измерителем определяют ширину и притупление шва);
- И – для определения стыкового зазора между устанавливаемые под сварку деталями.
ПОРЯДОК РАБОТЫ
Перед началом работы необходимо промыть шаблон в бензине по ГОСТ 1012–72 и протереть чистой тканью.
Измерения проводятся следующим образом:
Для контроля глубины дефектов (вмятин, забоин), превышения кромок, глубины разделки стыка до корневого слоя и высоты усиления шва, шаблон установить на образующую поверхность изделия плоскостью А. Повернуть движок 2 вокруг оси 4 до соприкосновения конца указателя 3 с измеряемой поверхностью (поверхность вмятины, кромки шва и т. д.). Снять отчет по шкале Г с помощью риски К.
Контроль притупления и ширины шва производить с помощь шкалы Е, пользуясь ею как измерительной линейкой.
Для контроля величины зазора между свариваемыми деталями ввести клиновую часть движка 2 в контролируемый зазор до упора. Снять отчет по шкале И.
Для контроля углов скоса кромок установить шаблон УШС-3 плоскостью Б на образующую поверхность изделия, повернуть движок 2 до совмещения плоскости В движка с измеряемой поверхностью. Снять отчет по шкале Д основания, пользуясь плоскостью В движка как индексом.
Для определения диаметра электродов (электродной проволоки) его вставляют в пазы Ж шаблона, используя пазы как калибры-скобы.
УШС-3 — универсальный шаблон сварщика
Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного соединения. Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.
Параметры шкал УШС-3:
- материал — нержавеющая сталь
- цена деления шкал Г и Е: 1 мм;
- цена деления шкалы: 0,5 мм;
- цена деления шкалы Д: 5°;
- допускаемые отклонения ширины пазов: до 3,25 мм — по Н12, свыше 3,25 мм — по Н14;
- отклонение положения штрихов шакал Г, И: не более ± 0,5;
- отклонение положения шкалы Д от действительного значения угла: не более 2°30′;
- отклонение от номинального значения расстояния между любым штрихом и началом шкалы Е: не более ± 0,15;

Порядок работы
Перед началом работы промыть шаблон в бензине по ГОСТ 1012-72 и протереть чистой тканью.
Измерения проводить следующим образом:
- Для контроля глубины дефектов (вмятин, забоин), превышения кромок, глубины разделки стыка до корневого слоя и высоты усиления шва, шаблон установить на образующую поверхность изделия плоскостью А. повернуть движок 2 вокруг оси 4 до соприкосновения конца указателя 3 с измеряемой поверхностью (поверхность вмятины, кромки шва и т.д.). Снять отчет по шкале Г с помощью риски К.
- Контроль притупления и ширины шва производить с помощью шкалы Е, пользуясь ею как измерительной линейкой.
- Для контроля величины зазора между свариваемыми деталями ввести клиновую часть движка 2 в контролируемый зазор до упора. Снять отчет по шкале И.
- Для контроля углов скоса кромок установить шаблон плоскостью Б на образующую поверхность изделия. Повернуть движок 2 до совмещения плоскости В движка с измеряемой поверхностью. Снять отчет по шкале Д основания, пользуясь плоскостью В движка как индексом.
- Для определения диаметра электродов (электродной проволоки) его вставляют в пазы Ж шаблона, используя пазы как калибры-скобы.
Отличительные особенности
- Контроль глубины дефектов шва: 0 — 15 мм.
- Контроль высоты усиления шва: 0 — 5 мм.
- Контроль зазора: 0,5 — 4 мм.
- Контроль величины притупления и ширины шва: 0 — 50 мм.
- Контроль углов скоса кромок: 0 — 45°.
- Контроль диаметров электродов: 1,0 / 1,2 / 2,0 / 2,5 / 3,0 / 3,25 / 4,0 / 5,0.
УШС-3 с калибровкой
- универсальный шаблон сварщика УШС-3;
- паспорт;
- чехол;
- сертификат калибровки;
- упаковка.
13 €
13 € 11 € от 100 шт.
СКИДКА
2
на складе
Купить
УШС-3 без калибровки
- универсальный шаблон сварщика УШС-3;
- паспорт;
- чехол;
- упаковка.
10 €
10 € 9 € от 100 шт.
СКИДКА
1
на складе
Купить
ПРАВИЛА ХРАНЕНИЯ И ОБСЛУЖИВАНИЯ
Шаблоны должны храниться в сухом и чистом помещении, категория условий хранения 2 по ГОС 15 150−69.
При хранении шаблонов более 24 месяцев со времени их консервации они должны быть законсервированы в соответствии с ГОСТ 9.014−78.
Условия транспортирования шаблонов в части воздействия климатических факторов должны соответствовать группе 8 по ГОСТ 15 150–69. Упакованные шаблоны допускается транспортировать всеми видами крытого транспорта.
Что такое шаблон сварщика УШС-3
Конструктивно универсальный шаблон сварщика УШС-3 представляет собой металлическую пластину из нержавеющей стали, с нанесенными измерительными шкалами, для замеров различных параметров сварного шва и бегунок на подвижной оси, с помощью которого и производятся замеры. Шаблон считается пригодным для использования, если на нем отсутствуют вмятины и погнутости, а поворотная ось обеспечивает плавное движение бегунка без заеданий.
Нужно отметить, что шаблон изготавливается в соответствии с ТУ 102.338-83, а не в соответствии с ГОСТ 15150, как указывают некоторые производители, чем вводят в заблуждение покупателей. Указанный госстандарт регламентирует правила хранения, консервации и условия эксплуатации измерителя. Из за того, что результаты измерений обычно получаются ориентировочные и сильно зависят от того, насколько правильно и точно проводит замеры оператор, универсальные шаблоны сварщика не входят в государственный реестр средств измерения и, соответственно, получить свидетельство о прохождении гос. поверки невозможно. Поэтому, все шаблоны поставляются исключительно с сертификатами о калибровке.
Универсальный шаблон сварщика УШС-3

Универсальный шаблон сварщика УШС-3 предназначен для контроля измеряемых параметров труб и трубопроводов, контроля состояния стыковых соединений торцов труб и трубопроводов, а также визуального контроля качества сварного шва при проведении сварочных работ и позволяет определять параметры дефектов, таких как забоины, зазоры, притупления, углы скоса и превышения кромок. УШС-3 применяют, также, перед проведением сварочных работ: для контроля сварочных электродов и элементов разделки под сварной шов.
Цена: по запросу
Оставить заявку
Технические характеристики: Номинальные значения диаметров электродов, измеряемых шаблоном: 1,0; 1,2; 2,0; 2,5; 3,0; 3,25; 4,0; 5,0 мм. Диапазон измерения глубины дефектов (вмятин, забоев), глубины разделки шва до корневого слоя, превышения кромок: 0 – 15 мм Диапазон измерения высоты усиления шва: 0 – 5 мм Диапазон измерения величин притупления и ширины шва: 0 – 50 мм Диапазон измерения величин зазора: 0,5 – 4 мм Диапазон измерения углов скоса кромок: 0° – 45° Средняя наработка на отказ: не менее 55000 циклов Средний срок службы: не менее 1 года
УШС-3 — основной измерительный инструмент, используемый для обучения будущих специалистов в сварочных учебных центрах, он входит в список обязательного оборудования для визуального контроля, и может быть использован на любых предприятиях и организациях, на которых проводятся сварочные работы.
Используя УШС-3 можно производить следующие контрольные измерения:
— Контроль и измерение размеров сварного шва, таких, как высота и ширина шва, глубина подреза, величина западаний между валиками шва и другое:

— Измерение смещения (скосов) наружных кромок деталей:
— Измерение зазоров в соединениях:

— Контроль углов скоса разделки:

— Опеределение диаметров проволоки и сварочных электродов (используя технологические пазы на верхней стороне инструмента).
Универсальные шаблоны сварщика УШС-3 применяются как в помещениях, так и на открытом пространстве. После использования, шаблон необходимо промыть в бензине и протереть мягкой тканью. Хранение шаблона должно осуществляться в чистом, сухом помещении, при температуре от -45 до +45°C. Если шаблон не использовался в течение года, его необходимо заново законсервировать в соответствие с требованиями ГОСТ 9.014-78. При этом, транспортировка шаблонов допускается всеми видами открытого транспорта.
По вопросам приобретения продукции обращайтесь в отдел продаж по телефону +7 (351) 734-96-34 и на электронную почту