
ОКП 48.3380
«УТВЕРЖДАЮ»
«____»____________ 2011г.
Станок буровой гидрофицированный
переносной модульный типа СБГ-ПМ3 «Стерх»
ТУ 4833-003-000000000-2011
Срок введения с
01.02.2011 Срок действия неограничен
Согласовано
2011г.
 СОДЕРЖАНИЕ
СОДЕРЖАНИЕ
- Технические требования 3
- Требования безопасности 8
- Правила приемки 8
- Методы контроля (испытаний) 9
- Транспортирование и хранение 10
- Указания по эксплуатации (применению) 10
- Гарантии изготовителя 10
Приложение 1. Общий вид буровой установки. 11
Приложение 2 . Комплект поставки. 12
Приложение 3. Ссылочные нормативно технические документы 13
Приложение 4. Перечень оборудования, универсального и специального измерительного инструмента и приборов для контроля продукции. 14
Лист регистрации изменений. 15
 Настоящие технические условия распространяются на станок буровой гидрофицированный переносной модульный типа СБГ-ПМ3 «Стерх» (далее станок) предназначенный для бурения инженерных скважин в породах 1-12 категории по буримости, в частности, для производства буроинъекционных и буронабивных свай, анкеров и других работ в стесненных условиях закрытых помещений и на открытых площадках в условиях умеренного макроклиматического района.
Настоящие технические условия распространяются на станок буровой гидрофицированный переносной модульный типа СБГ-ПМ3 «Стерх» (далее станок) предназначенный для бурения инженерных скважин в породах 1-12 категории по буримости, в частности, для производства буроинъекционных и буронабивных свай, анкеров и других работ в стесненных условиях закрытых помещений и на открытых площадках в условиях умеренного макроклиматического района.
Климатическое исполнение «У» по ГОСТ 16350 категории 1 по ГОСТ 15150 (при температуре окружающего воздуха от -40 до +40С),
Условное обозначение продукции при заказе:
Станок буровой СБГ-ПМ3 ТУ 4833-003-0000000000-2011
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.
Станок должен соответствовать требованиям настоящих технических условий и комплекта технической документации. Допускается замена материалов, указанных в чертежах, другими, свойства которых не ухудшают качества деталей и изделия в целом.
|
|
максимальный
— бурового блока — маслостанции
— тип
(давление жидкости кгс/см2) — максимальный — номинальный
— I режим — II режим
— I режим — II режим
— вверх — вниз
— рабочий режим вверх/вниз — ускоренный режим вверх/вниз
— тип
— электрический — от ДВС
— основных — вспомогательного
|
СБГ-ПМ2 250 1700х750х2160 1160х750х1060 подвижный, проходной, откидываемый, с приводом от двух гидромоторов 2500 (270) 2300 (250) 0…120 0…240 33 (2300)…120 (700) 70 (1150)…240 (350) 2000 1350 0,11/0,16 0,5/0,9 моноблочная 12.5 16,4 (22) 24…78 10,5 |

- ТРЕБОВАНИЯ К СЫРЬЮ, МАТЕРИАЛАМ И ПОКУПНЫМ ИЗДЕЛИЯМ.
 Качество материалов и заготовок, используемых для изготовления деталей станка должно соответствовать требованиям следующей нормативно-технической документации:
Качество материалов и заготовок, используемых для изготовления деталей станка должно соответствовать требованиям следующей нормативно-технической документации:

— ГОСТ 8479 – на поковки из конструкционной углеродистой и легированной стали;
— ГОСТ 977 – на отливки из конструкционной нелегированной стали;
— ГОСТ 493 – на бронзы безоловянные.
- Допускаемые отклонения по размерам и массе и припуски на механическую обработку должны соответствовать для стальных отливок ГОСТ 26358, ГОСТ 26645.
- Отливки должны быть плотными, без трещин, посторонних включений, утяжин и свищей, снижающих прочность и ухудшающих внешний вид изделия.
- Литейные пороки, обнаруженные на стальных деталях станка допускаются к исправлению заваркой и с предварительной разделкой исправляемого участка до чистого металла.
Исправление дефектов не должно отражаться на прочности, плотности и внешнем виде деталей.
- Методы исправления и контроля дефектов литья, необходимость и режим повторной термической обработки должны устанавливаться специальной инструкцией завода-изготовителя.
- Цилиндрические зубчатые передачи должны соответствовать степени точности 8 с видом сопряжения («В») по ГОСТ 1643.
- Стыковые поверхности редукторов и крышек подшипников качения должны обеспечивать плотное прилегание и не допускать просачивание смазки.
- Детали из труб, профильного проката и листов, заготовленных под сварку должны быть отрихтованы и очищены от заусенцев. Отклонения от плоскостности и прямолинейности не должны превышать норм, установленных соответствующим стандартам на материалы.
- Сварка деталей станка должна производиться электродами типа Э42 или Э50ГОСТ 9467, качество которых должно соответствовать требованиям ГОСТ 9466, или проволокой Св-08Г2С по ГОСТ 2246.
- Сварные швы должны быть плотными без трещин, шлаковых включений, газовых пузырей, непроваров, пережогов и других дефектов, влияющих на прочность шва. Швы должны быть очищены от шлака. Дефектные места сварки должны быть вырублены до основного металла и заварены вновь на том же режиме, что и сварка самих швов.
- Все свариваемые детали должны быть тщательно подогнаны друг к другу, при этом зазоры между спрягаемыми деталями и отклонения размеров шва от номинальных должны соответствовать ГОСТ 5264.
- Трубы, идущие на изготовление мачты, не должны иметь внешних дефектов-вмятин, пережогов и других дефектов.
- Сварку основания мачты и гидроцилиндра должны производить только сварщики, выдержавшие испытания согласно правилам ГОСТЕХНАДЗОРА. Каждое основание мачта и гидроцилиндр должны иметь клеймо сварщика, производившего сварку.
- Наружные и внутренние необработанные поверхности должны быть очищены от формовочных материалов, окалин и других загрязнений.
- Обработанные поверхности деталей не должны иметь заусенцев, трещин, забоин, задиров, надрывов и вмятин.
- Предельные отклонения размеров, и допуски на размеры не указанные в чертежах, должны выполняться для механических обрабатываемых поверхностей: отверстий по Н14, валов по h 14, металлоконструкций по IT 16/2, ост по IT 14/2 ГОСТ 25347, для угловых поверхностей по 9 степени точности ГОСТ 8908, для резьб ГОСТ 16093 наружные 8g, внутр. 7Н, допуски формы и расположения обрабатываемых поверхностей, не оговоренные в чертежах, не должны превышать величин, указанных в ГОСТ 24642.
- Внутренние полости редукторов и крышек подшипников качения должны окрашиваться маслостойкой краской.
- Все движущиеся детали механизмов управления станком должны передвигаться свободно, без заедания за смежные детали.
- Направляющие мачты должны обеспечивать свободное перемещение вращателя по всей длине. Предельное отклонение 7 мм на длину хода подачи.
- Оси звездочек механизма подачи должны находиться в одной плоскости. Плоскости вращения парных звездочек ценных передач должны совпадать. Допуск несовпадения 1.0 мм на 1м межосевого расстояния. Предельные отклонения от плоскостности должно быть не более 0,5 мм на 1м длины межосевого расстояния.
- Сборка зубчатых передач должна обеспечивать легкое, без заеданий, полное включение соответствующих зацеплений, скользящих шестерен с парными шестернями на всю длину зуба. Предельные отклонения от параллельности по 12 степени точности, предельные отклонения от соостности по 8 степени точности по ГОСТ 24643. Овальность и конусность отверстий ступиц зубчатых колес должны находиться в пределах допусков на диаметр отверстий.
- Крепежные детали (болты, шпильки, гайки) должны иметь металлические покрытия по ГОСТ 9.306. Толщина покрытия в пределах 0,006-0,012 мм. Качество покрытий должно соответствовать ГОСТ 9.301.
- Вращатель должен работать без толчков и ударов. При работе под нагрузкой допускается равномерный, без нарастания, гудящий шум.
- Нагрев подшипников и масла в корпусах не должен превышать 80С.
- Резьбы на деталях должны быть чистыми, без раковин, забоин и заусенцев.
- Гайки и головки болтов должны плотно прилегать к своим опорным поверхностям, надежно крепиться способом, обеспечивающим их от сомоотвинчивания.
- Наружные поверхности сборочных единиц и станка в целом должны покрываться грунтовкой ГФ-0449 по ГОСТ 23343, а затем МЛ-1110 ГОСТ 20481 синего цвета, точки смазки должны окрашиваться в красный цвет. Фактура покраски гладкая. Допускается применение грунтов и эмалей других марок, качество покрытий которых не ниже указанных. Группа условий эксплуатации 1У по ГОСТ 9.104, внутренних поверхностей У1 по ГОСТ 9.032. Исправление повреждений окраски должно производиться лакокрасочными материалами соответствующими по цвету и качеству.

- ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ
- Предельные отклонения размеров деталей, изготавливаемых без чертежей, должны быть выполнены не ниже 14 квалитета, а шероховатость не грубее Р а 20 по ГОСТ 2789.
- Нагрев корпуса в местах установки подшипников не должен превышать 80С.
- Все рукоятки и рычаги управления должны иметь надежную фиксацию в положениях, оговоренных чертежами.
Усилие на рычагах ручного управления должно быть не более 15 кг.
- При транспортировании и хранении у станка открытые отверстия штуцеров гидросистемы и системы смазки, оснащенные пресс-масленками, электрические разъемы и вывод устройства электрооборудования, пульта управления и маслостанции должны быть защищены от попадания пыли и влаги.
- Органы управления должны обеспечивать плавное, без рывков, включение вращения подачи.
- Сборочные единицы гидросистемы должны быть герметичны, предохранительные клапаны настроены в соответствии с гидравлической схемой.
- Комплектующие изделия (электрооборудование, насосы основной, вспомогательной и др.) должны сохранять покрытие предприятия-поставщика, если при этом не нарушается товарный вид установки в целом.
- Уровень звука станка не должен превышать 85 дБА.
- Уровень вибрации на рукоятках управления, не должен превышать установленного ГОСТ 12.1.102.
- Ресурс до первого капитального ремонта станка должен определится ресурсами установленных на нем гидронасосов и гидромоторов и составлять величину 3500 и 6000 часов.
- Критерием предельного состояния гидрооборудования является снижение объемного КПД на номинальном режиме на 20%.
- Срок службы станка определяется геолого-техническими условиями бурения скважин.

- КОМПЛЕКТНОСТЬ
- В состав станка входят собственно станок (или его модификации) и опционное оборудование в соответствии с Приложением 2.
- К комплекту поставки прикладывается:
— руководство по эксплуатации;
— документация на основные покупные изделия.
1.4.3. По отдельному договору за отдельную плату, поставляются запасные части согласно спецификации.
- МАРКИРОВКА
- На правой задней стороне короба мачты должна быть прикреплена фирменная табличка, на которой нанесены:
— наименование фирмы-производителя;
— тип изделия (или его модификация);
— № изделия;
— дата выпуска;
— страна-производитель.
- УПАКОВКА
- Станок поставляется потребителю в неупакованном виде.
- Эксплуатационная документация должна укладываться в пакет из полиэтиленовой пленки и размещается в ящике электрического блока.
- Буровой инструмент должен упаковываться отдельно от станка.
- ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.
- Ежедневное техническое обслуживание (ЕТО) и периодическое техническое обслуживание (ПТО) должны проводиться в соответствии с «Руководством по эксплуатации».

- ТРЕБОВАНИЯ БЕЗОПАСНОСТИ

- Конструкция станка должна соответствовать требования ГОСТ 12.2.011 «Машины строительные, дорожные и землеройные. Общие требования безопасности».
- Электрооборудование станка должно соответствовать требованиям действующих «Правил техники безопасности при эксплуатации электроустановок потребителей», ГОСТ 12.2.007.0, ГОСТ 12.2.007.7 и ГОСТ 21130 на зажимы и знаки заземления.
- Гидросистема станка должна соответствовать требования безопасности по ГОСТ 12.2.040, ГОСТ 12.2.086 «Гидроприводы объемные. Общие требования безопасности и монтажу, испытаниям и эксплуатации».
- К работе со станком допускаются лица, имеющие право самостоятельной работы на электроустановках до 1000В, изучившие руководство по эксплуатации и прошедшие специальный инструктаж по технике безопасности.
- Все работы по установке и монтажу станка должны производиться только при снятом напряжении сети.
- ПРАВИЛА ПРИЕМКИ
- Все изготовленные детали, сборочные единицы и станок в целом должны быть приняты отделом технического контроля предприятия-изготовителя.
- Для проверки соответствия техническим условиям станки должны подвергаться приемо-сдаточным и периодическим испытаниям.
- Испытания должны начинаться с обкатки вхолостую, последовательность остальных проверок не регламентируются.
- Перечень оборудования, универсального и специального измерительного инструмента и приборов для испытания и контроля продукции изложен в Приложении 4.
- Покупные изделия при наличии паспортов или сертификатов дополнительному испытанию не подвергаются.
- Приемо-сдаточным испытаниям должен подвергаться каждый выпускаемый предприятием станок в соответствии с требованиями п.п. 1.2.8., 1.2.9., 1.2.11, 1.2.13, 1.3.2., 1.3.3., 1.3.4., 1.3.6., 1.3.8., 1.3.9., 1.4., 1.5., 1.6., 2.1., 2.2., 2.3.
- Контроль уровня звука по п. 1.3.8. должен производится на одном станке из партии не более 25 штук и не реже одного раза в год.
- По результатам приемно-сдаточных испытаний принимается решение о соответствии (несоответствии) станка техническим условиям.
- При несоответствии параметров станка требованиям технических условий станок возвращается на доработку.
После устранения дефектов станок подвергается повторным испытаниям по параметрам, которые ранее не соответствовали требования технических условий.
- При невозможности устранения дефектов изделия бракуют.
- При поставке на экспорт станок должен быть принят представителем ОТК, ответственным за контроль и качество экспортной продукции.
- Периодическим испытаниям подвергаются станки прошедшие приемо-сдаточные испытания.
- Периодическим испытаниям подвергается один станок из партии 100 штук, но не реже одного раза в пять лет, на соответствие требований пунктов 1.2.4., 1.2.5., 1.2.7., 1.2.8., 1.2.11 … 1.2.16, 1.3.1., 1.3.9., 1.3.12, 2.1., 2.4.
Объем, порядок и методы испытаний регламентируются «Программой и методикой испытаний», утвержденной в установленном порядке.
- Результаты периодических испытаний оформляются протоколом по ГОСТ 15.001.
- При получении отрицательных результатов периодических испытаний отгрузка изделий приостанавливается до выяснения причин возникновения дефектов, их устранения и получения положительных результатов повторных испытаний.

- МЕТОДЫ КОНТРОЛЯ (ИСПЫТАНИЙ)
- Для контроля качества изготовления и соответствия требованиям настоящих технических условий каждый станок должен быть подготовлен к работе (проверке и испытаниям) согласно Руководству по эксплуатации.
- Испытания должны производиться на специально оборудованных стендах без нагрузки и под нагрузкой.
- Контроль сопротивления изоляции цепей и элементов электрооборудования, размещенных на станке, провести мегаомметром на протяжении 1 кВ. Сопротивление изоляции должно быть не менее 1 Мом. Испытания прочности изоляции производить от испытываемого станка. Прочность считается допустимой, если изоляция выдержала нормированное испытательное напряжение в течение 1 мин без разрушения (пробоя).
- Проверку по п.п. 1.1.4., 1.1.5, 1.1.12, 1.2.2., 1.2.6, 1.2.16, 1.2.19, 1.2.20, 1.2.21, 1.3.1. следует производить средствами измерений с погрешностью, обеспечивающей измерение с заданной точностью.
- Проверку по п.п. 1.1.6, 1.1.10, 1.1.14, 1.1.15, 1.2.3., 1.2.8, 1.2.10, 1.2.12, 1.2.14, 1.2.15, 1.2.17, 1.2.25, 1.2.26, 1.3.4, 1.3.7. следует производить визуально путем внешнего осмотра.
- Проверку по п.п. 1.2.1., 1.2.5, 1.2.9, 1.2.11, 1.2.13, 1.2.22, 1.2.27. следует производить визуально путем сличения с соответствующей нормативно-технической документацией.
- Проверку по п.п. 1.1.7, 1.1.8, 1.1.9 следует производить на испытательном стенде визуально по показаниям манометра и с использованием секундомера.
- Проверку по п.п. 1.1.11 следует производить визуально по показаниям динамометра.
- Проверку по п. 1.1.13. следует производить визуально на работающем станке с помощью секундомера.
- Проверку по п. 1.2.7. следует производить визуально на работающем станке.
- Проверку по п.п. 1.2.18, 1.2.23, 1.3.3., 1.3.5. следует производить визуально и оргонометрическим способами. Усилие на рычагах следует проверять при помощи динамометра.
- Проверку по п.п. 1.2.24, 1.3.2. следует производить переносным измерителем температуры типа «Момент-2» через стенки корпусов.
- Проверку по п.п. 1.3.6. следует производить визуально на полностью собранной гидросистеме при температуре окружающей среды не ниже 12С в течении 180с.
Предохранительные клапаны следует настроить по манометрам гидравлического пульта управления. Течь масла по соединениям, пробкам и т.п. не допускается.
Допускается наличие следов масла без образования потеков и капель.
- Проверку по п.1.3.8. следует осуществлять после испытаний установки под нагрузкой. Замеры производить в соответствии с требованиями ГОСТ 12.1.028.
- Для определения показателей надежности по данным с мест эксплуатации по п.п. 1.3.10, 1.3.11, 1.3.12. следует проводить анализ отказов. При этом отказы деталей и комплектующих изделий, возникающих вследствие нарушений правил эксплуатации, ремонта, технического обслуживания, не учитываются при определении показателей надежности. Проведение и регулировочных работ без замены деталей, замена любых элементов, блоков установки в период проведения очередного планового технического обслуживания или регламентированных ремонтных работ отказом не считаются и не учитывается при определении показателей надежности. Критерии отказов и предельных состояний станка установлены в эксплуатационных документах.
- Проверку комплектности по п. 1.4. маркировки по п. 1.5. и упаковки по п. 1.6. производить визуально. При этом контролируются четкость надписей, маркировки и обозначений, отсутствие внешних повреждений-царапин, вмятин и т.п. При необходимости измерений использовать стандартизированный инструмент.
- ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
- Станок рекомендуется хранить в закрытом помещении. Допускается хранение установки на открытых площадках и под навесом.
- При хранении на открытых площадках станок должен быть закрыт полиэтиленовой пленкой.
- При длительном хранении все неокрашенные наружные металлические части должны быть смазаны консервационной смазкой ПВК.
- Транспортирование станка может производиться на любом виде транспорта соответствующей грузоподъемности.
- При транспортировании станка все быстроразъемные соединения на его модулях должны быть разъединены и заглушены.
- УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ (ПРИМЕНЕИЮ)
- Эксплуатация станка должна осуществляться в соответствии с «Руководством по эксплуатации» и эксплуатационными документами к покупным изделиям.
- ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- Изготовитель гарантирует соответствие станка заявленным техническим характеристикам при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации, изложенных в «Руководстве по эксплуатации».
- Гарантийный срок эксплуатации — 12 месяцев от даты отгрузки изделия получателю при соблюдении потребителем условий хранения, монтажа, эксплуатации и наработки, не превышающей 1000 часов работы.
- Гарантийный ремонт производится при условии соблюдения правил эксплуатации, хранения и транспортирования изделия.
- Гарантийный срок – 12 месяцев со дня изготовления.
- Гарантии на покупные (комплектующие) изделия установлены действующими на них стандартами и ТУ предприятий-поставщиков.

Приложение 1
О БЩИЙ ВИД БУРОВОГО СТАНКА
БЩИЙ ВИД БУРОВОГО СТАНКА

 Приложение 2
Приложение 2
КОМПЛЕКТ ПОСТАВКИ
Обозначение модификаций бурового станка
Типа СБГ-ПМ3

 Приложение 3
Приложение 3
ССЫЛОЧНЫЕ НОРАМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД на который дана ссылка в настоящих технических условиях.
-
ГОСТ 9.032 ГОСТ 9.104 ГОСТ 9.306 ГОСТ 12.1.012 ГОСТ 12.1.028 ГОСТ 12.2.007.0 ГОСТ 12.2.007.7 ГОСТ 12.2.011 ГОСТ 12.2.040 ГОСТ 12.2.086 ГОСТ 162 ГОСТ 166 ГОСТ 427 ГОСТ 493 ГОСТ 882 ГОСТ 977 ГОСТ 1643 ГОСТ 2246 ГОСТ 2789 ГОСТ 5672 ГОСТ 5264 ГОСТ 7502 ГОСТ 8479 ГОСТ 8908 ГОСТ 9466 ГОСТ 9467 ГОСТ 10374 ГОСТ 13837 ГОСТ 15150 ГОСТ 16093 ГОСТ 16350 ГОСТ 17187 ГОСТ 20481 ГОСТ 21130 ГОСТ 21339 ГОСТ 23343 ГОСТ 24642 ГОСТ 24643 ГОСТ 25347 ГОСТ 26358 ГОСТ 26645
 Приложение 4
Приложение 4
ПЕРЕЧЕНЬ
оборудования, универсального и специального измерительного
инструмента и приборов для контроля продукции
- Динамометр ДПУ-10 ГОСТ 13837
- Динамометр ДПУ-0,1 ГОСТ 13837
- Тахометр часовой ТЧ10-Р ГОСТ 21339
- Секундомер СОП пр-3а-2 ГОСТ 5072
- Шумомер ГОСТ 17187
- Переносной измеритель температуры «Момент-2» 96.107.ТУ
- Щуп № 2 ГОСТ 882
- Ампервольтомметр Ц4315 ГОСТ 10374
- Рулетка металлическая Р3-1-, ГОСТ 7502
- Глубиномер ГОСТ 162
- Штангенциркуль ШЦ-125-0,1 ГОСТ 166
- Штангенциркуль ШЦ-11-250-0,05 ГОСТ 166
- Линейка 1-500 ГОСТ 427
- Линейка 1-1000 ГОСТ 427
- Мегаомметр М 1101М ТУ 25-0413-0071-83
- Установка для испытаний электрооборудования на прочность изоляции УКП-1М.
 ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
| Изм. | Номера листов | Всего листов в докум. | № докум. | Входящий № сопров. докум. и дата | Подпись | Дата | |||
| изменен
ных |
заменен
ных |
новых | Аннули
ро ванных |
||||||

Настоящие руководство по эксплуатации и каталог запасных частей предназначены для изучения устройства и правил эксплуатации комбайна прицепного кормоуборочного КСД-2,0 «Sterh» (далее — комбайна), а также для составления заявок на запасные части, необходимые при техническом обслуживании и ремонте данной машины.
Руководство по эксплуатации (РЭ) содержит техническое описание, основные сведения по устройству, монтажу, эксплуатации, хранению и транспортировке комбайна. Перед началом эксплуатации машины обслуживающий персонал должен изучить настоящее РЭ.
Комбайн выполнен исключительно для использования на сельскохозяйственных работах и предназначен для скашивания и последующего измельчения трав и силосных культур. Применяется во всех зонах равнинного землепользования на полях с выровненным рельефом, и без посторонних предметов (камни, металл). Любое другое использование является использованием не по назначению. За ущерб, возникший вследствие этого, изготовитель ответственности не несет.
Для предотвращения опасных ситуаций все лица, работающие на данной машине или проводящие на ней работы по техническому обслуживанию, ремонту или контролю должны читать и выполнять указания настоящего руководства по эксплуатации.Особое внимание обратите на раздел 3 Указания по мерам безопасности. Использование неоригинальных или непроверенных запасных частей и дополнительных устройств может отрицательно повлиять на конструктивно заданные свойства комбайна или его работоспособность и тем самым отрицательно сказаться на активной или пассивной безопасности движения и охране труда (предотвращение несчастных случаев). За ущерб и повреждения, возникшие в результате использования непроверенных деталей и дополнительных устройств, самовольного проведения изменений в конструкции машины потребителем ответственность производителя полностью исключена. Технические характеристики, размеры и масса даны без обязательств. Термины «спереди», «сзади», «справа» и «слева» следует понимать всегда исходя из направления движения агрегата.
Данные РЭ и каталог запасных частей соответствуют технической документации на комбайн по состоянию на 01.12.2008 г. В связи с постоянно проводимой работой по улучшению качества и технологичности своей продукции, производитель оставляет за собой право на внесение изменений в конструкцию машины, которые не будут отражены в опубликованном материале.
Войти или зарегистрироваться

СТЕРХ-ЮНИОР Модель 7232: Руководство по Эксплуатации (Инструкция)
Тема в разделе «Инструкции по эксплуатации металлодетекторов АКА», создана пользователем SuchMuch, 25 май 2018.
- инструкция стерх-юниор 7232
- стерх-юниор
-

SuchMuch
Администратор
Команда форума- Сообщения:
- 8.675
- Пол:
- Мужской
- Местное время:
- 20:44
- Имя:
- Родион
- Интроник:
- STF
- Сорекс:
- Pro (1.00) Ультра
СТЕРХ-ЮНИОР Модель 7232: Руководство по Эксплуатации (Инструкция)
Данный металлотедектор АКА уже снят с производства
Вложения:
-
7232.pdf
- Размер файла:
- 351,4 КБ
- Просмотров:
- 5
SuchMuch,
25 май 2018
#1

(Вы должны войти или зарегистрироваться, чтобы ответить.)
- Подобные темы
-

СТЕРХ-МАСТЕР Модель 7234: Руководство по Эксплуатации (Инструкция)
SuchMuch,
25 май 2018, в разделе: Инструкции по эксплуатации металлодетекторов АКА
- Ответов:
- 0
- Просмотров:
- 2.528
- SuchMuch
- 25 май 2018
-
ЮНИОР Модель 7245: Руководство по Эксплуатации (Инструкция)
SuchMuch,
25 май 2018, в разделе: Инструкции по эксплуатации металлодетекторов АКА
- Ответов:
- 0
- Просмотров:
- 1.060
- SuchMuch
- 25 май 2018
-
ПИЛИГРИМ Модель 7246: Руководство по Эксплуатации (Инструкция)
SuchMuch,
25 май 2018, в разделе: Инструкции по эксплуатации металлодетекторов АКА
- Ответов:
- 0
- Просмотров:
- 1.083
- SuchMuch
- 25 май 2018
-
ВЕКТОР Модель 7262М Версия 1.14: Руководство по Эксплуатации (Инструкция)
SuchMuch,
25 май 2018, в разделе: Инструкции по эксплуатации металлодетекторов АКА
- Ответов:
- 0
- Просмотров:
- 1.472
- SuchMuch
- 25 май 2018
-
КОРНЕТ модель 7250: Руководство по Эксплуатации (Инструкция)
SuchMuch,
15 июн 2018, в разделе: Инструкции по эксплуатации металлодетекторов АКА
- Ответов:
- 0
- Просмотров:
- 2.403
- SuchMuch
- 15 июн 2018
- Ваше имя или e-mail:
- У Вас уже есть учётная запись?
-
- Нет, зарегистрироваться сейчас.
- Да, мой пароль:
-
Забыли пароль?
-
Запомнить меня
|
|
||||||||||
|
Отзывы о записи:
Добавлять комментарии могут только зарегистрированные пользователи.
|
|
|||||||||
| 2007—2023 © Sibir.3dn.Ru — Клуб кладоискателей. Контакты ⋅ Реклама |
|


Буровые установки «Стерх» — это легкие компактные модели бурилок выпуска Екатеринбургского машиностроительного завода им. Воровского, в настоящее время входящего в сообщество торгового дома «АуМАС». Позволяют бурить глубокие водяные и других назначений скважины, могут быть переносными либо установленными на шасси как колесного, так и гусеничного типа.
Содержание
- 1 Буровые установки Стерх — общие сведения
- 2 Преимущества и недостатки
- 3 Буровой станок СБГ ПМ 2
- 3.1 Конструкция
- 3.2 Технические характеристики базовой модели и модификаций
- 4 СБГ ПМ 3
- 4.1 Особенности
- 4.2 Технические характеристики
Буровые установки Стерх — общие сведения
«Стерхи», названные именем белого журавля, действительно так же мобильны, быстры и красивы: высокие показатели эффективности работы дополнены эстетичным дизайном, удобством пользования и транспортировки.
С этими аппаратами будут возможны:
- Устройство скважинных отверстий диаметром до 250-ти мм и глубиной до 100 метров.
- Использование в качестве бурового инструмента обычных и полых шнеков.
- Применение различных методов бурения – с продувкой либо с промывкой при устройстве скважин длиной до 100 метров, а также с использованием пневмоударников при бурении на глубину до 50-ти метров.
ИНТЕРЕСНО! На данный момент выпускаются установки «Стерх» двух версий – переносная мобильная модульной конструкции либо моноблочная с возможностью крепления на основу шасси гусеничного и колесного типа.
Преимущества и недостатки
Удобство использования бурильных установок типа «Стерх» состоит в следующем:
- Их технические характеристики значительно превышают показатели для импортных аналогов, а цены намного экономичнее.
- С их помощью можно бурить отверстия как под воду, так и для строительных целей.
- Работы могут вестись на ограниченных участках и даже внутри зданий.
- Действие всех систем очень надежно, что достигается за счет применения импортных комплектующих высокого качества как материалов, так и исполнения.
- Комплекты рабочего инструмента позволяют менять его в зависимости от поставленных задач.
Управление и обслуживание машинами максимально просты.
Преимущества буровых установок ТМ «Стерх»
Недостатками этих бурилок обычно называют:
- Небольшой ход подачи, который зависит от малого веса самой машины.
- Полыми шнеками очень тяжело бурить на большую глубину, здесь нужна гораздо большая мощность машины.
- Трудности работы с тяжелыми грунтами.
ВНИМАНИЕ! Каждый недостаток также может рассматриваться как достоинство мини буровых установок, ведь для них ценится именно малый вес и возможность быть помощниками строителей в стесненных условиях густонаселенных пунктов.
СБГ ПМ2 – одна из двух модельных линеек «Стерха». Применяется для устройства вертикальных и наклонных отверстий для геодезических исследовательских работ, установки свай под фундаменты и мосты, анкерных креплений разработок. Может использоваться в условиях средних широт при умеренном климате, на категориях грунтов от I до XII.
Конструкция
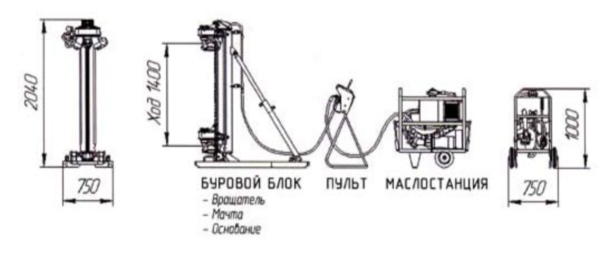
Установка имеет модульный вид, разделяясь конструкционно на три крупных составляющих:
- Управляющей конструкции с пультом управления и возможностью дистанционной работы.
- Бурового блока, состоящего из основания, мачты, механизма подачи и рабочего инструмента, закрепленного на вращателе.
- Маслостанции, обеспечивающей изменение скорости вращателя и включающей привод одного из возможных видов:
- Электрический,
- Дизельный,
- Работающий на бензине.
Схема буровой установки СБГ-ПМ2
ВАЖНО! Мачта на СБГ ПМ2 оснащена цепным полиспастом, сменными направляющими и откидными ручками, за которые можно безопасно переносить весь аппарат, а роликовые устройства каретки дают усиление подачи при минимальных энергозатратах.
Технические характеристики базовой модели и модификаций
Модельный ряд «Стерхов», создаваемых под маркировкой СБГ ПМ2, включает несколько модификаций, из которых:
- Базовая модель маркируется как ряд СБГ-ПМ2-0000 и имеет простой стандартный вращатель для бурения шнеком либо колонком без вертлюга и очистных составов.
- ПМ2-0100 используют продувной способ очистки при бурении как шнеком, так и пневмоударником. Оснащаются вертлюгом, создающим давление до 10 кг/см2.
- ПМ2-0200 позволяют сверлить отверстия колонковым и шарошечным методом с промывкой. Имеют вертлюг на давление до 60-ти кг/см2. Оснащаются дополнительной функцией закачки в отработанную скважину цементных растворов для буроинъекционных свай.
- ПМ2-0300 имеют мощный вертлюг на 600 кг/см2. Применяются при закачке растворов для устройства скважин по методике «Jet-Crouting».
| Параметры | 0000 | 0100 | 0200 | 0300 |
| Общая масса, т | Не более 0,752 | |||
| Крутящий момент, Нм | 2500 | |||
| Макс. глубина сверления полным шнеком, м | 30 | |||
| Макс. диаметр сверления, мм | 250 | |||
| Макс. диаметр сваи инъекц. | — | — | 250 | 800 |
| Главный привод, мощность, кВт | 12,5-18 | |||
| Усилие подачи, макс. кг | 1400 | |||
| Давление в рабочей магистрали вертлюга, кг/см2 | — | 10 | 60 | 600 |
СБГ ПМ 3
Линия СБГ-ПМ3 является четвертым поколением буровых «Стерхов». Создана для сверления водяных, а также геологических и технических скважин глубиной 50 метров и пользовательским диаметром 150 мм. Работает от дизельного либо электродвигателя, может устанавливаться на транспортные шасси на колесах и гусеницах.
Фото буровой установки СБГ-ПМ3

Особенности
Эти переносные станки имеют очень высокую производительность, могут работать с буровым инструментом всех видов и могут создавать скважины различного назначения, включая инъекционные.
«Стерх» маркировки ПМ2 имеют:
- Более мощные двигатели,
- Усиленную подачу,
- Возможность бурения на глубину до 100 метров.
ИНТЕРЕСНО! Буровые именно этой модельной линейки поставляются как в переносной модульной, так и в моноблочной модификациях с возможностью установки на гусеницы и вездеходы, а также грузовые шасси типа ГАЗ, УАЗ, Газель.
Технические характеристики
Характеристики модели отражены в следующей таблице:
| Параметры | Ед. измерения | Величина |
| Общая масса | т | 0,572 |
| Габариты буровой, ширина/длина/высота | м | 0,75/1,7/2,04 |
| Габариты маслостанции, ширина/длина/высота | м | 0,75/1,16/1,06 |
| Крутящий момент | Нм | 2500 |
| Макс. глубина сверления | м | 50-100 |
| Макс. диаметр сверления | мм | 250 |
| Главный привод, мощность | кВт | 18,6 |
| Усилие подачи, макс. | кг | 2000 |
На видео буровая установка Стерх в работе: