Утверждено
на шестьдесят пятом заседании
Совета по железнодорожному транспорту
27 октября 2016 года
ДЕТАЛИ И УЗЛЫ ГРУЗОВЫХ ВАГОНОВ
РУКОВОДСТВО ПО ИСПЫТАНИЮ НА РАСТЯЖЕНИЕ
736-2010 ПКБ ЦВ
ПРЕДИСЛОВИЕ
1 Разработан Проектно-конструкторским бюро вагонного хозяйства — филиалом ОАО «РЖД».
2 Внесен железнодорожной администрацией Российской Федерации.
3 Введен в действие с момента утверждения.
4 Введен взамен 656-2000 ПКБ ЦВ в части испытания на растяжение деталей грузовых вагонов.
Настоящий руководящий документ не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории государства без разрешения Железнодорожной администрации.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Перечень деталей и узлов, подлежащих испытанию на растяжение, с указанием прилагаемых нагрузок и видов работ, при которых проводятся испытания, приведен в таблице 1.
Вне зависимости от видов работ испытанию на растяжение подлежат также детали без клейм в установленных местах и детали с неясными клеймами.
Таблица 1
|
Наименование детали или узла |
Максимальная нагрузка, кН (тс) |
Виды работ, при которых проводят испытание на растяжение |
Примечание |
|
1 |
2 |
3 |
4 |
|
Траверса тележек КВЗ-И2, ЦМВ-Дессау (рефрижераторный вагон) |
98 (10) |
При изготовлении, ремонте сваркой, при плановых видах ремонта вагонов (независимо ремонтировалась траверса сваркой или нет) |
|
|
Триангель тормозной рычажной передачи тележек грузовых вагонов |
147 (15) |
При изготовлении |
|
|
117,6 (12) |
При ремонте сваркой, при деповском и капитальном ремонтах грузовых вагонов (независимо ремонтировался триангель сваркой или нет) |
||
|
Тормозные тяги с диаметром стержня, мм: |
При изготовлении, ремонте сваркой, при капитальном ремонте грузовых вагонов (независимо ремонтировалась тяга сваркой или нет) |
При испытании других тормозных тяг величину максимальной нагрузки определяют по площади наименьшего сечения из расчета получения допускаемого напряжения на растяжение 157 МПа (16 кгс/мм2) |
|
|
20 |
49,0 (5) |
||
|
22 |
58,8 (6) |
||
|
25 |
78,4 (8) |
||
|
28 |
98,0 (10) |
||
|
30 |
107,8 (11) |
||
|
32 |
127,4 (13) |
||
|
38 |
176,4 (18) |
||
|
Детали центрального рессорного подвешивания (подлюлечная балка, люлечная подвеска, валики) тележек КВЗ-И2, ЦМВ-Дессау (рефрижераторный вагон) |
196 (20) |
При изготовлении и плановых видах ремонта вагонов |
|
|
Винтовая стяжка с тяговым крюком винтового упряжного устройства для грузовых вагонов колеи 1435 мм |
294 (30) |
При изготовлении и плановых видах ремонта вагонов |
1.2 При введении в эксплуатацию новых типов вагонов перечень деталей, подлежащих испытанию на растяжение, дополняется в установленном порядке.
1.3 При необходимости проведения испытаний на растяжение деталей, не указанных в таблице 1, величину испытательной нагрузки определяют расчетным путем из условия получения в наиболее слабом сечении детали (с наименьшей площадью поперечного сечения) растягиваемого напряжения величиной 157 МПа (16 кгс/мм2).
2. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ ИСПЫТАНИЙ НА РАСТЯЖЕНИЕ
2.1 Ремонтное предприятие должно быть оснащено необходимым оборудованием и оснасткой для испытания деталей на растяжение.
2.2 Рабочие места для испытания деталей на растяжение должны быть организованы с учетом требований ГОСТ 12.2.033 «ССБТ. Рабочее место при выполнении работ стоя. Общие эргономические требования», ГОСТ 12.2.032 «ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования».
2.3 Организация процесса хранения и утилизации (сдачи в металлолом) забракованных деталей, не подлежащих восстановлению, должна исключать возможность их попадания в дальнейшую эксплуатацию.
С этой целью ремонтное предприятие должно быть оснащено необходимым оборудованием для приведения забракованных деталей в нерабочее состояние.
3. МЕРЫ БЕЗОПАСНОСТИ
3.1 Работы по испытанию на растяжение деталей должны проводиться при соблюдении правил техники безопасности, промышленной санитарии и пожарной безопасности.
3.2 К проведению испытаний на растяжение деталей необходимо допускать работников предприятий не моложе 18 лет, прошедших обучение и инструктаж по технике безопасности труда в соответствии с ГОСТ 12.0.004.
3.3 Расположение и организация рабочих мест для проведения испытания на растяжение деталей в цехе (или на участке) предприятия, оснащение их приспособлениями, необходимыми для безопасного выполнения технологических операций, должны соответствовать требованиям безопасности по ГОСТ 12.2.061 и ГОСТ 12.2.062.
3.4 Применяемые при проведении испытаний на растяжение деталей подъемно-транспортные устройства должны соответствовать требованиям ГОСТ 12.3.020 и требованиям правил безопасной эксплуатации грузоподъемных кранов, утвержденных национальным законодательством.
3.5 Санитарно-гигиенические требования к воздуху рабочей зоны должны соответствовать ГОСТ 12.1.005.
Стенд для испытания на растяжение деталей должен быть установлен в закрытом помещении с температурой окружающего воздуха от 10 до 30 °C.
3.6 Индивидуальные средства защиты должны соответствовать требованиям ГОСТ 12.4.068.
4. ТРЕБОВАНИЯ К СТЕНДАМ И ВСПОМОГАТЕЛЬНЫМ ПРИСПОСОБЛЕНИЯМ
4.1 Испытание деталей на растяжение должно проводиться на специальных стендах, оборудованных гидравлическими или пневматическими нагружающими устройствами, и имеющих вспомогательные приспособления.
4.2 Стенд для испытания на растяжение должен быть аттестован и иметь технический паспорт.
4.3 Стенд должен быть оснащен рабочим манометром, имеющим класс точности не ниже 1 по ГОСТ 2405, а также устройством для установки контрольного манометра.
На самом стенде или на отдельном щитке около него должно быть указано наибольшее допускаемое растягивающее усилие, а на рабочем манометре должна быть нанесена красная черта, соответствующая этому усилию.
4.4 На рабочем месте около стенда на видном месте должна быть вывешена таблица с указанием величины испытательных нагрузок для каждой детали в кН (тс) и соответствующих им давлений в цилиндре стенда в МПа (кгс/см2) по манометру и допускаемых отклонений.
4.5 Манометры, установленные на стенде, должны быть поверены (калиброваны) и иметь действующие поверительные (калибровочные) клейма (пломбы).
4.6 Стенд должен быть оснащен вспомогательными приспособлениями (скобы, тяги, крюки и т.д.), которые должны быть рассчитаны на прочность. Расчетная нагрузка должна превышать не менее чем на 50% соответствующую испытательную нагрузку.
4.7 Все применяемые при проведении испытания на растяжение деталей вспомогательные приспособления должны быть пронумерованы и иметь инвентарный номер.
4.8 Вспомогательные приспособления должны храниться на стеллажах около рабочего места для проведения испытания на растяжение деталей.
4.9 Стенд и применяемые вспомогательные приспособления должны осматриваться мастером цеха (участка) перед проведением испытания на растяжение деталей.
4.10 Проверка технического состояния стенда и вспомогательных приспособлений должна проводиться не реже одного раза в месяц главным инженером или начальником предприятия, производящего ремонт грузовых вагонов, а на вагоноремонтном заводе — начальником ОТК в присутствии начальника (или мастера) цеха (участка).
4.11 Результаты проверки технического состояния стенда и вспомогательных приспособлений должны записываться в пронумерованный и прошнурованный журнал, установленной формы (приложение А), в котором также указываются обнаруженные неисправности и сроки их устранения.
4.12 Вблизи рабочего места для проведения испытаний на растяжение деталей не должны находиться посторонние предметы, затрудняющие работу на стенде.
5. ТРЕБОВАНИЯ К ПЕРСОНАЛУ
5.1 Испытание на растяжение деталей должны проводить работники, прошедшие обучение, аттестованные и имеющие удостоверение на право проведения указанных работ.
5.2 Обучение должно проводиться специалистами, в введении которых находятся вопросы профессионального обучения кадров. Программы и планы технических занятий должны быть утверждены заместителем руководителя предприятия.
5.3 <*> Руководитель предприятия своим распоряжением назначает аттестационную комиссию по проверке знаний на право производства испытаний на растяжение, в состав которой входят:
———————————
<*> Примечание. Приведенный в пункте 5.3 состав комиссии является рекомендательным и может быть изменен, исходя из реальной структуры предприятия.
руководитель предприятия или его заместитель — председатель комиссии;
начальник технического отдела;
начальник ОТК;
специалист по охране труда и технике безопасности;
начальник соответствующего цеха;
технолог соответствующего цеха;
мастер или бригадир соответствующего производственного участка.
По решению аттестационной комиссии работнику разрешается выполнять работы по испытанию на растяжение с выдачей соответствующего удостоверения сроком на один год.
5.4 Форма удостоверения на право проведения испытания на растяжение деталей вагонов приведена в Приложении Б.
Удостоверение на право проведения работ на растяжение деталей вагонов должно находиться у работника его получившего.
6. ПОДГОТОВКА ДЕТАЛЕЙ К ИСПЫТАНИЯМ НА РАСТЯЖЕНИЕ
6.1 Перед проведением испытания на растяжение детали должны быть очищены от загрязнений, ржавчины, обмерены и осмотрены визуально с целью выявления недопустимых дефектов, в том числе износов.
При визуальном осмотре необходимо выявлять риски, задиры, электроожоги, забоины, свидетельствующие о наличии возможных трещин под этими повреждениями поверхности деталей.
Визуальный осмотр проводится с применением луп с кратностью увеличения не менее 4-х.
6.2 Детали с обнаруженными при визуальном осмотре недопустимыми дефектами, в том числе износами, испытанию на растяжение не подлежат. Такие детали должны быть предварительно отремонтированы или забракованы.
6.3 При проведении испытания на растяжение допускается соединять несколько деталей посредством стяжных муфт, скоб или других приспособлений.
7. ПРОВЕДЕНИЕ ИСПЫТАНИЙ НА РАСТЯЖЕНИЕ
7.1. Испытание на растяжение траверсы тележек
КВЗ-И2, ЦМВ-Дессау (рефрижераторный вагон)
7.1.1 Испытание на растяжение траверсы проводят в следующей последовательности:
— установить траверсу на стенд и закрепить;
— траверсу дважды нагрузить максимальным усилием 98 кН (10 тс) — по 49 кН (5 тс) на каждую пару ушек и разгрузить, как показано на рисунке 1;
— при каждом нагружении производить обстукивание траверсы слесарным молотком с массой головки 0,8 кг ГОСТ 2310;
— траверсу в нагруженном состоянии осмотреть с применением лупы с кратностью увеличения не менее 4-х, проверить наличие трещин и других повреждений.
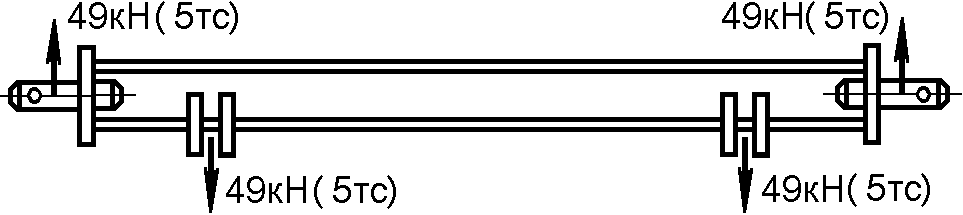
Рисунок 1. Схема нагружения траверсы
тележек КВЗ-И2, ЦМВ-Дессау
7.1.2 Траверса считается выдержавшей испытание на растяжение и пригодной для дальнейшей эксплуатации, если при визуальном осмотре в зоне сварных швов трещины не обнаружены и балка не деформирована.
7.2 Испытание на растяжение триангеля тормозной
рычажной передачи тележек грузовых вагонов
7.2.1 Испытание на растяжение триангеля тормозной рычажной передачи тележек грузовых вагонов (далее — триангеля) проводят в следующей последовательности:
— установить триангель без закладок, башмаков и наконечников на испытательный стенд, при этом прямоугольные части цапф должны разместиться на упорах;
— в отверстие распорки установить валик диаметром 40 мм,
— на распорке и струне ближе к распорке, как показано на рисунке 2, набить керны на расстоянии 50 — 60 мм один от другого;
— измерить расстояние между кернами штангенциркулем II типа со значением отсчета по нониусу 0,05 мм ГОСТ 166;
— триангель нагрузить усилием 117,6 кН (12 тс). В нагруженном состоянии струну и швеллер триангеля обстучать слесарным молотком с массой головки 0,8 кг ГОСТ 2310;
— триангель в нагруженном состоянии осмотреть с применением лупы с кратностью увеличения не менее 4-х, проверить наличие трещин и других повреждений;
— снизить действующее на триангель усилие до 6,8 — 7,8 кН (0,7 — 0,8 тс) и затем вторично увеличить нагрузку до 117,6 кН (12 тс), повторно обстучать триангель и осмотреть;
— триангель разгрузить, снизив нагрузку до нуля;
— измерить расстояние между кернами штангенциркулем II типа со значением отсчета по нониусу 0,05 мм ГОСТ 166 (определить остаточную деформацию, которая рассчитывается как разность показаний измерения расстояния между кернами до и после нагрузки триангеля).
7.2.2 Триангель считается выдержавшим испытание на растяжение и пригодным для дальнейшей эксплуатации, если при визуальном осмотре дефекты не обнаружены, а остаточная деформация составляет не более 0,5 мм.
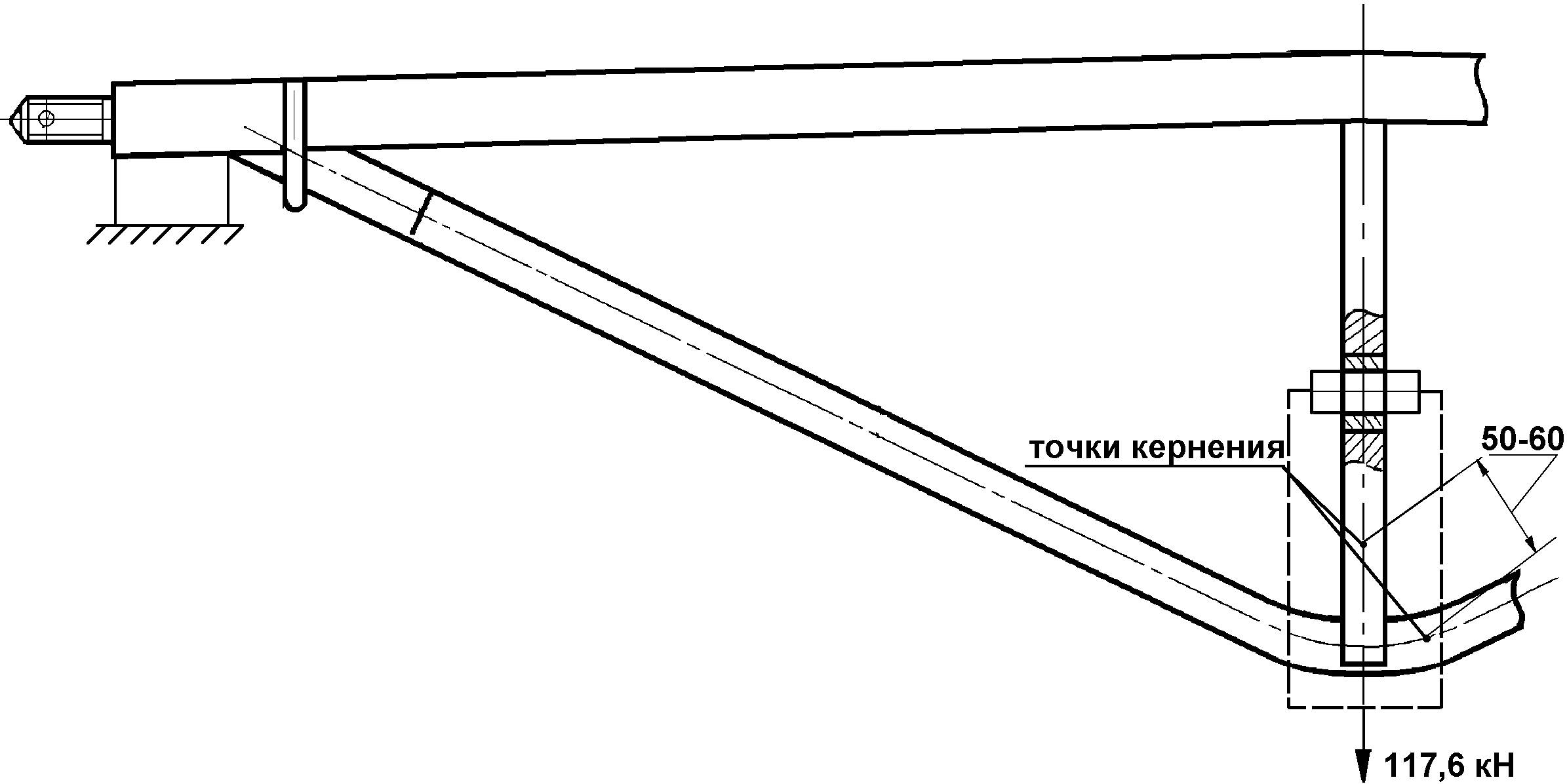
Рисунок 2. Схема нагружения и области нанесения кернов при
испытании триангеля
7.3. Испытание на растяжение тормозной тяги
7.3.1 Испытание на растяжение тормозной тяги проводят в следующей последовательности:
— установить тягу на стенд и закрепить;
— около головки или ушка набить керны на расстоянии 100 мм (с двух сторон сварного шва);
— измерить расстояние между кернами штангенциркулем II типа со значением отсчета по нониусу 0,05 мм ГОСТ 166;
— тягу нагрузить усилием в соответствии с таблицей 1;
— находящуюся под нагрузкой тягу обстучать около головки или ушка (около мест сварки) слесарным молотком с массой головки 0,5 кг ГОСТ 2310 и визуально осмотреть;
— тягу разгрузить и повторно осмотреть с применением лупы с кратностью увеличения не менее 4-х;
— измерить расстояние между кернами штангенциркулем II типа со значением отсчета по нониусу 0,05 мм ГОСТ 166.
7.3.2 Тормозная тяга считается выдержавшей испытание на растяжение, если при визуальном осмотре дефекты не обнаружены, а разность показаний измерения расстояния между кернами до и после нагрузки составляет не более 0,5 мм.
7.3.3 Тягу после испытания на растяжение подвергнуть неразрушающему контролю в соответствии с ПР НК В.4 «Правилами неразрушающего контроля деталей автосцепного устройства и тормозной рычажной передачи вагонов при ремонте. Специальные требования», утвержденными Советом по железнодорожному транспорту государств-участников Содружества (протокол от 19 — 20 ноября 2013 г. N 59).
7.3.4 Тормозная тяга считается пригодной для дальнейшей эксплуатации, если при неразрушающем контроле дефекты на ней не обнаружены.
7.4. Испытание на растяжение деталей центрального
рессорного подвешивания тележек КВЗ-И2 и ЦМВ-Дессау
(рефрижераторный вагон)
7.4.1 Детали узла центрального рессорного подвешивания (подлюлечную балку, люлечную подвеску, валики) испытывать на растяжение в комплекте.
7.4.2 Испытание на растяжение проводят в следующей последовательности:
— установить комплект деталей на стенд, закрепить и подвергнуть растяжению;
— довести растягивающее усилие до 196 кН (20 тс). В нагруженном состоянии детали обстучать слесарным молотком с массой головки 0,5 кг ГОСТ 2310;
— осмотреть находящийся под нагрузкой комплект деталей с применением лупы с кратностью увеличения не менее 4-х.
7.4.3 Детали узла центрального рессорного подвешивания (подлюлечная балка, люлечная подвеска, валики) считаются выдержавшими испытание на растяжение, если при визуальном осмотре дефекты не обнаружены.
7.4.4 Детали после испытания на растяжение подвергнуть неразрушающему контролю в соответствии с ПР НК В.3 «Правилами неразрушающего контроля литых деталей тележек грузовых вагонов при ремонте. Специальные требования», утвержденными Советом по железнодорожному транспорту государств-участников Содружества (протокол от 19 — 20 ноября 2013 г. N 59).
7.4.5 Детали узла центрального подвешивания считаются пригодными для дальнейшей эксплуатации, если при неразрушающем контроле дефекты в них не обнаружены.
7.5. Испытание на растяжение винтового упряжного устройства
7.5.1 <*> Винтовое упряжное устройство испытывать на растяжение в комплекте или по частям.
———————————
<*> Примечание. В комплект винтового упряжного устройства согласно Памятке ОСЖД О521 входят винтовая стяжка и тяговый крюк.
7.5.2 Испытание на растяжение винтового упряжного устройства в комплекте проводить в два этапа при следующих условиях:
1) при закрепленном хвостовике тягового крюка упряжного устройства винтовую стяжку надеть на крюк пресса;
2) при закрепленном хвостовике тягового крюка упряжного устройства винтовую стяжку пресса надеть на испытываемый крюк.
7.5.3 Отдельные части винтового упряжного устройства подлежат обязательному испытанию на растяжение при изготовлении.
7.5.4 Отдельные части винтового упряжного устройства испытывать на растяжение по несколько штук одновременно. В этом случае испытываемые детали соединить между собой непосредственно или при помощи вспомогательных приспособлений (скоб, штанг, крюков и т.п.).
7.5.5 Испытание винтового упряжного устройства в комплекте или ее отдельных частей проводить в следующей последовательности:
— винтовое упряжное устройство установить на пресс и закрепить;
— винтовое упряжное устройство нагрузить усилием 294 кН (30 тс);
— находящееся под нагрузкой винтовое упряжное устройство обстучать слесарным молотком с массой головки 0,5 кг ГОСТ 2310 (по одному удару — по серьгам и пружине у ушек) и визуально осмотреть;
— после снятия нагрузки винтовое упряжное устройство повторно осмотреть с применением лупы с кратностью увеличения не менее 4-х.
7.5.6 Винтовое упряжное устройство считается выдержавшим испытание на растяжение, если при визуальном осмотре дефекты не обнаружены.
7.5.7 Детали винтовой упряжи после испытания на растяжение подвергнуть неразрушающему контролю в соответствии с РД 32 159-2000 магнитопорошковым методом.
7.5.8 Винтовое упряжное устройство считается пригодным для дальнейшей эксплуатации, если при неразрушающем контроле дефекты не обнаружены.
8. КЛЕЙМЕНИЕ ДЕТАЛЕЙ
8.1 Клеймению подлежат детали и узлы, признанные годными к эксплуатации.
8.2 Детали, не подлежащие неразрушающему контролю, клеймить после испытания, подлежащие неразрушающему контролю — после испытания и последующего дефектоскопирования.
8.3 Для всех предприятий, проводящих ремонт деталей грузовых вагонов, а также для предприятий-изготовителей, установлены одинаковые формы и размеры клейм.
Образцы клейм показаны на рисунках 4, 5.
Цифры, обозначающие условный номер ремонтного предприятия и предприятия-изготовителя должны быть в рамке.
Клеймо предприятия-изготовителя должно включать в себя букву «И» (перед условным номером), что означает «изготовлено», рисунок 5.
8.4 Клейма должны быть ясными и четкими, высота цифр и букв клейма от 6 до 10 мм, глубина не менее 0,25 мм.
8.5 При постановке нового клейма ранее поставленное клеймо, кроме клейм предприятия-изготовителя, необходимо зачеканить или зачистить шлифовальным инструментом.
8.6 На поверхности забракованных деталей места нанесения клейм или сами клейма забить зубилом накрест.
Все забракованные детали подлежат утилизации.
8.7 Места постановки клейм на деталях указаны в Приложении В.
8.8 Порядок выдачи и хранения клейм изложен в Приложении Г.
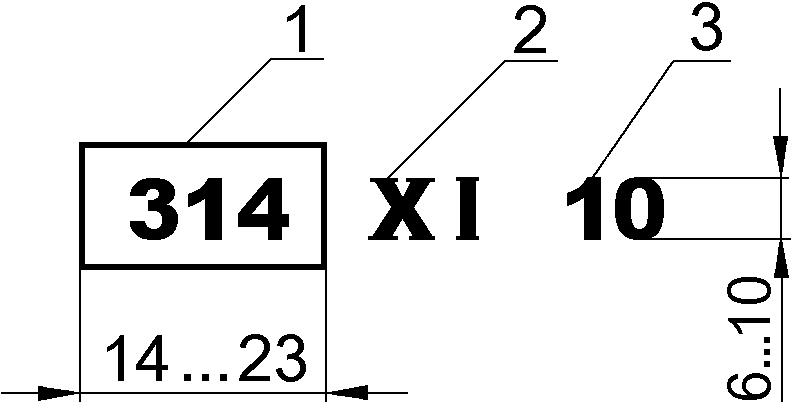
1 — условный номер предприятия (подразделения), проводившего испытание на растяжение;
2 — месяц испытания (римские цифры);
3 — две последние цифры года испытания;
Рисунок 4. Образец клейма, наносимого на детали вагонов
после испытания на растяжение при ремонте
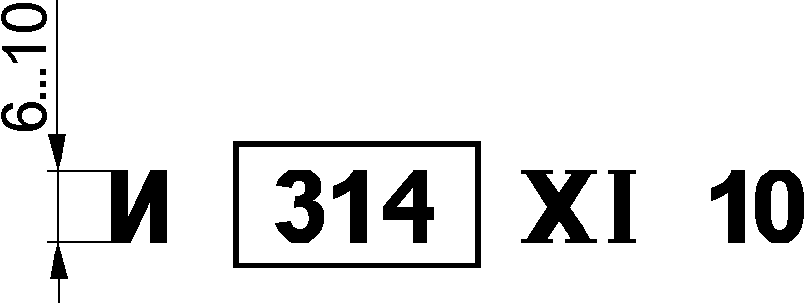
Рисунок 5. Образец клейма, наносимого на детали вагонов
после испытания на растяжение при изготовлении
Приложение А
(обязательное)
- ФОРМА ЖУРНАЛА УЧЕТА РЕЗУЛЬТАТОВ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ СТЕНДА ДЛЯ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ ДЕТАЛЕЙ ВАГОНОВ
- ФОРМА УДОСТОВЕРЕНИЯ НА ПРАВО ПРОВЕДЕНИЯ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ ДЕТАЛЕЙ ВАГОНОВ
- МЕСТА ПОСТАНОВКИ КЛЕЙМ НА ДЕТАЛИ ВАГОНОВ
- ПОРЯДОК ВЫДАЧИ И ХРАНЕНИЯ КЛЕЙМ
- ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Документ показан в сокращенном демонстрационном режиме! |
Получить полный доступ к документу
Утверждено и введено в действие с 1 января 2017 года
Приложение № 19
УТВЕРЖДЕНО:
Советом по железнодорожному транспорту
государств — участников Содружества
протокол от «26-27» октября 2016 г. № 65
ДЕТАЛИ И УЗЛЫ ГРУЗОВЫХ ВАГОНОВ
РУКОВОДСТВО ПО ИСПЫТАНИЮ НА РАСТЯЖЕНИЕ
№ 736-2010 ПКБ ЦВ
СОДЕРЖАНИЕ
1 Область применения
2 Организация проведения испытаний на растяжение
3 Меры безопасности
4 Требования к стендам и вспомогательным приспособлениям
5 Требования к персоналу
6 Подготовка деталей к испытаниям на растяжение
7 Проведение испытаний на растяжение
7.1 Испытание на растяжение траверсы тележек КВЗ-И2 и ЦМВ-Дессау (рефрижераторный вагон
7.2 Испытание на растяжение триангеля рычажной передачи тележек грузовых вагонов
7.3 Испытание на растяжение тормозной тяги
7.4 Испытание на растяжение деталей центрального рессорного подвешивания тележек КВЗ-И2 и ЦМВ-Дессау (рефрижераторный вагон)
7.5 Испытание на растяжение винтового упряжного устройства
8 Клеймение деталей
Приложение А Форма журнала учета результатов проверки технического состояния стенда для испытания на растяжение деталей вагонов
Приложение Б Форма удостоверения на право проведения испытания на растяжение деталей вагонов
Приложение В Места постановки клейм на детали вагонов
Приложение Г Порядок выдачи и хранения клейм
Приложение Д Нормативные ссылки
Лист регистрации изменений
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Перечень деталей и узлов, подлежащих испытанию на растяжение, с указанием прилагаемых нагрузок и видов работ, при которых проводятся испытания, приведен в таблице 1.
Вне зависимости от видов работ испытанию на растяжение подлежат также детали без клейм в установленных местах и детали с неясными клеймами.
Таблица 1
|
Наименование детали или узла |
Максимальная нагрузка, кН (тс) |
Виды работ, при которых проводят испытание на растяжение |
Примечание |
|
1 |
2 |
3 |
4 |
|
Траверса тележек КВЗ-И2, ЦМВ-Дессау (рефрижераторный вагон) |
98 (10) |
При изготовлении, ремонте сваркой, при плановых видах ремонта вагонов (независимо ремонтировалась траверса сваркой или нет) |
|
|
Триангель тормозной рычажной передачи тележек грузовых вагонов |
147 (15) 117,6 (12) |
При изготовлении При ремонте сваркой, при деповском и капитальном ремонтах грузовых вагонов (независимо ремонтировался триангель сваркой или нет) |
|
|
Тормозные тяги с диаметром стержня, мм: 20 22 25 28 30 32 38 |
49,0 (5) 58,8 (6) 78,4 (8) 98,0 (10) 107,8 (11) 127,4 (13) 176,4 (18) |
При изготовлении, ремонте сваркой, при капитальном ремонте грузовых вагонов (независимо ремонтировалась тяга сваркой или нет) |
При испытании других тормозных тяг величину максимальной нагрузки определяют по площади наименьшего сечения из расчета получения допускаемого напряжения на растяжение 157 МПа (16 кгс/мм2) |
|
Детали центрального рессорного подвешивания (подлюлечная балка, люлечная подвеска, валики) тележек КВЗ-И2, ЦМВ-Дессау (рефрижераторный вагон) |
196 (20) |
При изготовлении и плановых видах ремонта вагонов |
×
Скачать документ нельзя
Можно заказать бесплатно 1 документ
Документ будет отправлен на указанный Вами e-mail в течение 3 рабочих дней*
Получить бесплатно
или посмотрите возможности крупнейшей электронной библиотеки «Техэксперт» —
более 40 000 000 документов!
Заказать демонстрацию
! После демонстрации Вы получите бесплатный доступ к базе данных «Информационный указатель стандартов» или к информационному каналу «Реформа технического регулирования», куда включены не только новые технические регламенты, но также их проекты — предстоящие изменения в области технического регулирования. Ни в одной другой базе данных этого нет!
Подписка на полную версию «Указателя стандартов» через ФГУП «Стандартинформ»
стоит 37 000 рублей.
При заказе демонстрации Вы получите доступ к его электронной версии совершенно бесплатно!
*Часы работы: Пн-Пт: 8:30 — 17:30 по московскому времени.
ПКБ ЦВ 736-2010 Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение
Получить бесплатно
Скачать документ нельзя
Можно заказать Бесплатно! 1 документ
Международные и зарубежные стандарты ( ASTM, ISO, ASME, API, DIN EN, BS EN, AENOR и др.) не предоставляются в рамках данной услуги. Каждый стандарт приобретается платно с учетом лицензионной политики Разработчика.
Получить бесплатно
или посмотрите возможности крупнейшей электронной библиотеки «Техэксперт» — более 8 000 000 документов!
Заказать бесплатную демонстрацию
! После демонстрации Вы получите бесплатный доступ к базе данных «Информационный указатель стандартов» или к информационному каналу «Реформа технического регулирования», куда включены не только новые технические регламенты, но также их проекты — предстоящие изменения в области технического регулирования. Ни в одной другой базе данных этого нет!
Подписка на полную версию «Указателя стандартов» через ФГУП «Стандартинформ» стоит 20 000 рублей.
При заказе демонстрации Вы получите доступ к его электронной версии совершенно бесплатно!

МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕПАРТАМЕНТ ВАГОННОГО ХОЗЯЙСТВА ДЕПАРТАМЕНТ
ПАССАЖИРСКИХ СООБЩЕНИЙ
СОГЛАСОВАНО УТВЕРЖДАЮ
Заместитель
директора Руководитель Департамента
вагонного
ГУП ВНИИЖТ
МПС России хозяйства МПС России
В.
М. Богданов С.С. Барбарич
28
декабря 2000г. 28 декабря 2000г.
УТВЕРЖДАЮ
Заместитель руководителя
Департамента пассажирских
сообщений МПС России
А.Д. Емельянов
28 декабря 2000г.
ДЕТАЛИ ГРУЗОВЫХ И ПАССАЖИРСКИХ ВАГОНОВ
МЕТОДИКА ИСПЫТАНИЙ НА РАСТЯЖЕНИЕ 656-2000 ПКБ ЦВ
Главный метролог Головной
организа- Начальник отдела технологии
ции метрологической службы ремонта и
неразрушающего контро-
МПС России (ГУП ВНИИЖТ)
ля Департамента вагонного хозяйст-
ва МПС России
Н.И. Ананьев
Е.Б. Ферштер
28
декабря 2000 г
28 декабря 2000 г
СОДЕРЖАНИЕ
Область применения
……………………………………………………… 4
Нормативные ссылки
…………………………………………………….. 6
Требования к стенду и
вспомогательным приспособлениям …………. 6
Требования к персоналу
………………………………………………… 7
Подготовка деталей к
испытаниям на растяжение ……………………. 7
Проведение испытаний на
растяжение ………………………………… 8
Клеймение деталей
………………………………………………………. 12
Порядок выдачи и хранения
клейм …………………………………….. 13
Требования безопасности
………………………………………………. 13
Приложение А Форма
журнала учета результатов проверки технического
состояния стенда для испытания
на растяжение деталей вагонов ……………………. 15
Приложение Б Форма
удостоверения на право проведения
испытания на растяжение деталей вагонов ……….. 16
Приложение В Места
постановки клейм на детали вагонов ……… 17
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящая методика
распространяется на проведение испытаний на растяжение деталей и узлов грузовых
и пассажирских вагонов всех типов (далее деталей) при изготовлении и
периодических видах ремонта в депо и на заводах.
1.2. С введением настоящей
методики утрачивает силу Технологическая инструкция по испытанию на растяжение
и неразрушающему контролю деталей вагонов. № 637-96 ПКБ ЦВ в части раздела
“Испытание вагонных деталей на растяжение”
1.3. Перечень деталей,
подлежащих испытанию на растяжение, с указанием прилагаемых нагрузок и видов
работ, при которых проводятся испытания, приведен в таблице 1.1.
|
Но мер п/п |
Наименование детали или узла |
Максималь-ная нагрузка, кН (тс) |
Виды работ, при которых проводят испытание на |
Примечания |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Траверса тележки ЦМВ |
98(10) |
При изготовлении и ремонте сваркой при плановых |
|
|
2 |
Триангель тележек грузовых вагонов |
117,6 |
Тоже |
|
|
3 |
Тормозные тяги пассажирских 25 28 30 32 38 |
49,0 (5) 58,8 (6) 78,4 (8) 98,0 (10) 107,8(11) |
При изготовлении и ремонте сваркой или наплавкой |
При испытании |
|
4 |
Подвеска центрального |
196(20) |
При изготовлении и плановых |
Допускается испытание |
|
5 |
Детали центрального |
196(20) |
При изготовлении и плановых |
|
|
6 |
Стяжной болт |
98 (30) |
При приварке новых частей |
Допускается испытание |
|
7 |
Детали винтовой упряжи |
294 (30) |
При изготовлении и плановых |
При введении в эксплуатацию
новых типов вагонов перечень деталей, подлежащих испытанию на растяжение,
дополняется в установленном порядке.
При необходимости проведения
испытаний на растяжение деталей, не указанных в таблице 1.1, величину
испытательной нагрузки определяют расчетным путем из условия получения в
наиболее слабом сечении детали (с наименьшей площадью поперечного сечения)
растягивающего напряжения величиной 157 МПа (16 кгс/мм2).
2. НОРМАТИВНЫЕ ССЫЛКИ
2.1 В настоящей методике
использованы ссылки на следующие нормативные
документы:
ГОСТ 12.0.004-90 ССБТ.
Организация обучения безопасности труда.
Общие положения