ГлавнаяИнструкции по монтажуИзоляция стыковых соединений термоусаживающими муфтами
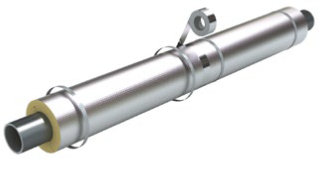
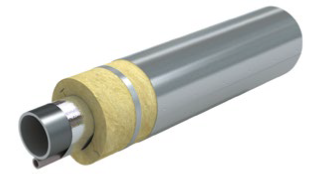
Изоляция труб ППУ
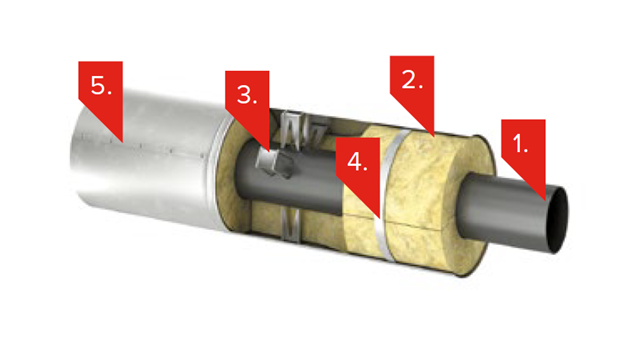
1. Подготовка к работе.
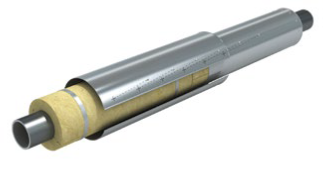
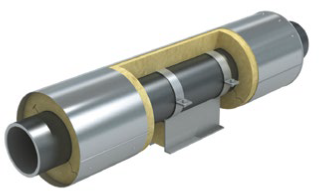
1.1. Муфта устанавливается на трубу перед сваркой стыкового соединения металлических труб теплотрассы. Упаковочная пленка не снимается до начала изоляции! Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода. Свободные от изоляции концы стальных труб в месте стыка должны составлять в сумме:
- не более 300мм для труб диаметром 57-219мм по стальной трубе.
- не более 450мм для труб диаметром 273мм и более по стальной трубе.
2. Условия производства работ.
2.1. К изоляции стыков труб ППУ приступают после 100%-го контроля сварных швов соединений неразрушающим методом или после гидравлического испытания трубопровода.
2.2..Работы по изоляции соединений производятся при температуре воздуха не ниже -15 С°, а также при наличии технологических приямков не менее 1,4м (0,7м в каждую сторону от стыка) и глубиной не менее 400мм, согласно ВСН 11-94, ВСН 29-95 и СП 41-105-2002
2.3.Во время выпадения осадков (дождь, снег) работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
2.4. При монтаже теплотрассы оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка необходимо соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».
2.5. На трубопроводах с диаметром стальной трубы 273 мм и выше работы по термоусадке муфт проводятся с использованием двух газовых горелок одновременно.
3. Производство работ.
3.1. Очистить торцы теплоизоляции, поверхность полиэтиленовой оболочки и металлической трубы от грязи, чтобы муфту можно было перемещать по чистой поверхности. При необходимости промыть водой и просушить газовой горелкой. Полиэтиленовая оболочка чистится на расстояние достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить металлической щёткой (кордощеткой) до удаления рыхлой пластовой ржавчины.

3.2.На торцах труб удалить слой теплоизоляции на глубину 15-20мм , соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».

3.3. П /Э оболочку, с обеих сторон стыка, на расстоянии 150-200мм, обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем. При температуре окружающего воздуха ниже 0°С оболочку необходимо прогреть на расстоянии 30 см по обе стороны от стыка, чтобы она стала горячей на ощупь (30°С-50°С).

3.4. Используя рулетку, отцентрировать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 20-50 мм с обеих сторон выходить за габариты муфты. Запрещается использовать для разметки мел.

3.5. Распаковать муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на П/Э оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки. Внутренняя поверхность муфты должна быть сухой и чистой. В случае загрязнения внутренней поверхности муфты произвести очистку ее от грязи, а внутренние поверхности муфты на глубину ~150мм от торцов необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.

3.6. Сверху муфты просверлить отверстие Д=25мм. на расстоянии 150мм от одного из краёв муфты.

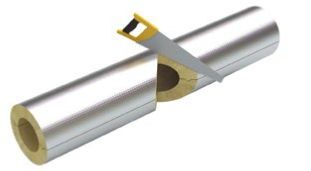
3.7. Прогреть подготовленные поверхности оболочек с обеих сторон от стыка мягким пламенем пропановой горелки до температуры 30°С-50°С. На теплую поверхность оболочек по периметру наклеить адгезивную или мастичную ленту, отступив от рисок 10-15мм. Нахлест адгезива или мастики в месте соединения 10мм. После чего удалить с адгезивной ленты или мастики защитную пленку. После снятия защитной бумаги с адгезивной (или мастичной) ленты попадание на ее поверхность пыли, влаги, грязи не допускается.

3.8. Надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками и отверстием вверх.

3.9. Усадить края муфты. Для того чтобы не повредить муфту, прогревать следует мягким пламенем пропановой горелки, круговыми непрерывными движениями равномерно по окружности муфты. Не допускать усадку пятнами и перегрев ( блеск П/Э) муфты и оболочки. По завершении усадки края муфты плотно обожмут оболочку. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты. После усадки муфта имеет бочкообразную форму.

3.10. Контроль герметичности производится опрессовкой, после остывания муфты до температуры 40°С.
В отверстия, просверленные по п.3.6 вставляются специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,4 бар. Муфта выдерживается под испытательным давлением в течение 5 минут. В случае падения давления при помощи опрыскивателя мыльный раствор наносится по периметрам стыков муфта-оболочка. Дефектные места определяются по пузырькам мыльного раствора. При их обнаружении дефектные места повторно прогреть мягким пламенем пропановой горелки и повторить испытания. Если повторная опрессовка не даёт положительного результата, муфта со стороны утечки герметизируется дополнительной адгезивной (или мастичной) лентой и термоусаживающим полотном. Лента устанавливается на переход муфта-оболочка, так что бы сам переход находился на середине ленты. Сверху устанавливается термоусаживаемое полотно, шириной не менее 200 мм и производится его термоусадка.
После остывания произвести повторную опрессовку муфты. Дальнейшие работы по теплоизоляции стыка возможны только после получения полной герметичности.

3.11. На расстоянии 150мм от второго торца муфты сверху просверлить второе отверстие Д=25мм.
3.12. Теплоизоляция стыка.
В чистую емкость отдозировать необходимое по объему заливаемого стыка количество компонентов А и В (в пропорциях согласно технологическим инструкциям фирм-поставщиков). Перемешать компоненты. Через отверстия залить смесь компонентов ППУ. Закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка. Повторно обмылить муфты по всему периметру и проверить на протечки.

Компонент В относится ко II классу опасности, обладает общетоксичным действием, вызывает раздражение верхних дыхательных путей. При работе исключить попадание компонентов на открытые участки тела. При заливке следует находиться вне зоны возможного выплеска пены.
3.13.После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.

3.14. Заварить отверстия П/Э пробками. Для этого нагреть инструмент для заварки пробок до температуры 240С°. Вставить П/Э пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на П/Э пробку вдавливать инструмент в отверстие муфты. Когда пробка углубится на 2мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20сек

3.15.После заливки стыка следует проверить целостность проводов и сопротивление изоляции системы ОДК заизолированного участка.
3.16.Нанести на смонтированную муфту личное клеймо и дату монтажа.
Лента поставляется серийно в рулонах такой высоты:
- 150 мм
- 225 мм
- 450 мм
- 600 мм* — под заказ.
В зависимости от величины наружного диаметра трубы вам нужно подбирать наиболее подходящий размер рулона.
Малые диаметры — удобнее работать с узкими рулонами 150 мм.
Средние диаметры — можно применять 150 мм и 225 мм зависимо от объема работы и рабочих навыков.
Крупные диаметры — рекомендовано работать с пленкой 225 мм. Можно так же применять 450 мм — но при недостаточной квалификации работников на практике замечен большой перерасход материалов при выполнении изоляционных работ. Связано это с тем, что при ширине полотна рулона 450 мм не всегда удается достичь равномерную силу натяжения по всей ширине пленки. Данный вопрос решается при оборудовании стационарной площадки, на которой рулон перемещается лишь по горизонтальной площади в зафиксированном станке, а труба вращается с удобной скоростью образуя равномерную намотку и натяжения полотна изоляционной ленты.
Подготовка Грунтовки.
Грунтовка продается и поставляется в канистрах:
- 5 л
- 10 л
- 20 л
- 25 л.
- 50 л.
- 100 л
- 200 л – бочка.
Праймер жидкий и готов к применению. Иногда его следует развести бензином любой фракции до нужной вам консистенции. Для грунтования поверхности используйте валик, кисть или веник. Наносить нужно только на металл ровным тонким слоем в 1…2 мм. Если сделать праймер более жидким, то можно наносить пульверизатором, но в несколько слоев.
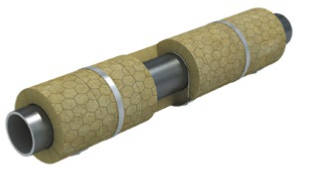
Система ТН-ТЕХИЗОЛЯЦИЯ Трубопровод
Состав системы:
- Трубопровод
- Цилиндр ТЕХНО/Мат ТЕХНО/Мат Прошивной ТЕХНО/Мат Ламельный ТЕХНО
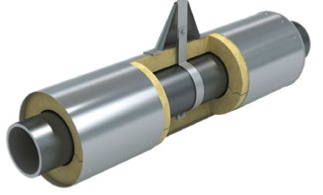
- Опорные скобы или кольца (при необходимости)
- Элемент крепления
- Покровный слой
Рекомендации по выбору теплоизоляционного материала

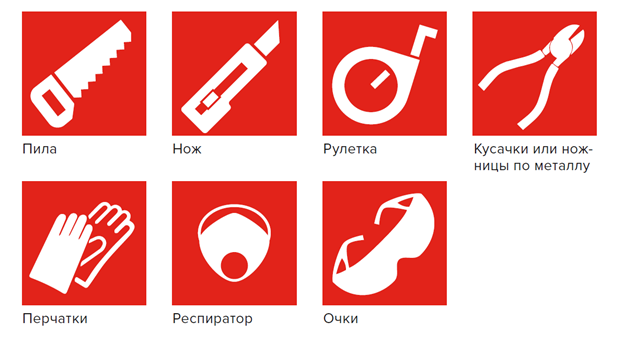
Необходимые инструменты и средства индивидуальной защиты
Устройство теплоизоляционного слоя
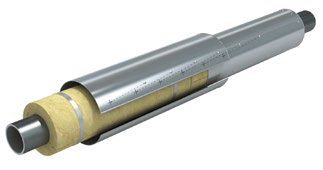
Вариант 1. Изоляция Цилиндрами ТЕХНО

Монтаж начинают от фланцевого соединения. Целый цилиндр (состоящий из одного сегмента) устанавливается раскрытием сегмента и одеванием на трубу. При этом на горизонтальные трубы цилиндр устанавливается таким образом, чтобы стык продольного шва располагался ниже линии горизонта. Если цилиндр каширован фольгой, то продольный стык проклеивается самоклеящимся нахлестом. На вертикальных участках трубопроводов следует устанавливать разгружающие устройства для предотвращения сползания теплоизоляции и покрытия с шагом 3600 мм.
ВАЖНО! Для трубопроводов холодного водоснабжения и технологических трубопроводов с температурой транспортируемых веществ ниже 19°С следует применять только фольгированные Цилиндры ТЕХНО.

Цилиндры, состоящие из двух и более сегментов, устанавливаются на трубу по диаметру, плотно прижимая сегмент к сегменту. Продольные стыки располагают под углом к вертикальной оси окружности трубы. Сегменты, кашированные фольгой, сначала проклеивают самоклеящимся нахлестом с одной стороны, одевают сегменты на трубу и после этого проклеивают стык с обратной стороны.
Сегменты рекомендуется устанавливать с разбежкой продольных стыков между собой при многослойной изоляции и между соседними цилиндрами.

Стыки соседних фольгированных цилиндров проклеиваются алюминиевым скотчем.
ВАЖНО! Для трубопроводов с рабочей температурой свыше 200°С в качестве опорных элементов, обеспечивающих механическую прочность и эксплуатационную надежность конструкции, устанавливаются опорные скобы или кольца.
При толщине изоляции до 80 мм на один элемент цилиндра, длиной от 300 до 1200 мм, устанавливаются 2 ряда опорных скоб на расстоянии 100-150 мм от края. Три скобы устанавливаются в верхней части горизонтальной трубы под углом 45° между собой, и одна скоба устанавливается снизу.
При толщине изоляции свыше 80 мм устанавливаются опорные кольца с шагом от 1200 мм до 3600 мм, в зависимости от типоразмера конструкции.
После установки цилиндров или сегментов их необходимо стянуть при помощи хомутов из металлической проволоки, оцинкованной проволоки, стальной или пластиковой ленты. Шаг крепления для проволоки не более 300 мм, а для ленты – 600 мм. Проволока фиксируется скруткой, а лента – бандажными пряжками.
Рекомендации по выбору бандажа (крепежа):

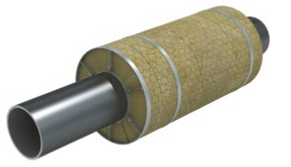
Вариант 2. Изоляция Матами ТЕХНО, Матами Прошивными ТЕХНО, Матами Ламельными ТЕХНО

Теплоизоляционные изделия в виде матов наматываются на трубопровод в один или несколько слоев, при этом теплоизоляционный слой монтируется с уплотнением по толщине. Коэффициент монтажного уплотнения зависит от выбранной марки мата и диаметра изолируемого трубопровода и колеблется в диапазоне от 1,0 до 1,35. Маты с обкладкой сеткой из проволоки необходимо сшивать стальной проволокой по продольным и поперечным швам.
На вертикальных участках трубопроводов следует устанавливать разгружающие устройства для предотвращения сползания теплоизоляции и покрытия с шагом 3600 мм.

При монтаже матов в несколько слоев рекомендуется выполнять перекрытие швов нижележащих матов.

ВАЖНО! Для трубопроводов холодного водоснабжения (ХВС) и технологических трубопроводов с температурой транспортируемых веществ ниже 19°С следует применять только Маты ТЕХНО с покрытием из алюминиевой фольги с обязательной герметизацией швов алюминиевым скотчем.
На горизонтальный трубопровод с диаметром более 325 мм каждый слой изоляции укрепляется подвесами из проволоки в нижней части трубопровода с шагом 500 мм. Для этого необходимо проколоть мат проволокой и закрепить подвес на поверхности трубопровода скруткой.
При толщине изоляции до 80 мм на горизонтальных трубопроводах следует установить опорные скобы. При диаметре трубопровода от 108 мм скобы устанавливаются с шагом 600 мм по длине трубопровода. На трубопроводы диаметром от 430 мм скобы устанавливаются в ряд: 3 скобы сверху под углом 45° и одна снизу.
При толщине изоляции 100 мм и более и диаметре трубопровода от 108 мм устанавливаются опорные кольца из стальной горячекатаной ленты 2×30 мм или 3×30 мм и стержней диаметром не менее 6 мм с шагом 3000 мм по длине трубопровода. Необходимо предусмотреть термоизоляционный слой между опорным кольцом и покровным слоем для предотвращения образования тепловых мостов, например, из асбестового картона.

После установки матов с наружной поверхности их необходимо закрепить при помощи металлических бандажей из стальной ленты 0,7×20 мм или кольцами из проволоки диаметром 2 мм с шагом 300–600 мм.
ВАЖНО! Для предотвращения повреждения покрытия из алюминиевой фольги металлическими бандажами, под бандажи рекомендуется устанавливать прокладки из рулонного стеклопластика или клейкой алюминиевой ленты.
Устройство покровного слоя
После установки и крепления теплоизоляционного материала требуется устройство покровного слоя.
Покровный слой оборачивается вокруг теплоизоляционного материала и фиксируется при помощи бандажей из стальных пластин или проволоки, заклепок диаметром 3,2 мм или самонарезающих винтов 4,2×13 мм, в зависимости от типа материала.
Шаг установки бандажей 500 мм, а винтов или заклепок – 150 мм.
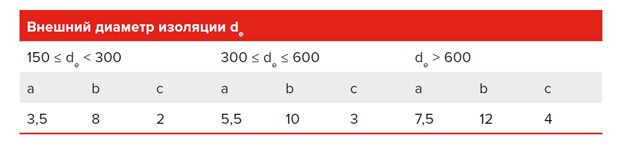
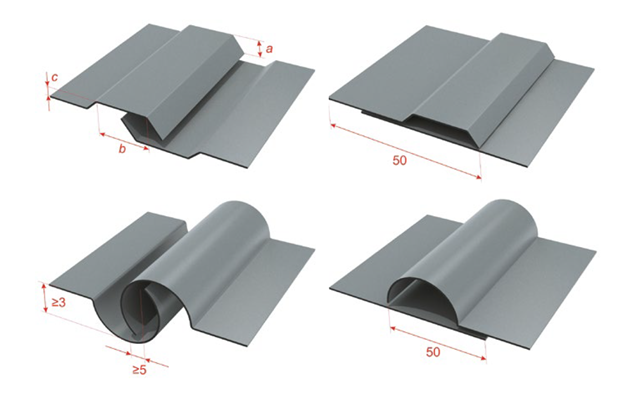
Нахлест покровного слоя должен составлять не менее 20 мм при фиксации самонарезающими винтами или заклепками и не менее 50 мм при креплении защитного покрытия бандажами.
Стыки листов защитного материала формируются путем загиба стыкуемых концов по диаметру не менее 5 мм. Все стыки листов покровного материала не должны быть слишком плотными и должны обеспечивать некоторую свободу движения стыкуемых концов.
Покровный слой должен плотно прилегать к теплоизоляционному материалу и повторять его форму в случае технологического изменения профиля теплоизоляции.
ВАЖНО! Допускается не предусматривать устройство покровного слоя в теплоизоляционных конструкциях на основе каменной ваты с покрытием (кашированных) из алюминиевой фольги или стеклоткани, при условии, что изолируемый объект расположен в помещении, тоннелях, подвалах и чердаках зданий, и при канальной прокладке трубопроводов.
Устройство изоляции на узлах примыкания

Колена и отводы трубопроводов изолируются цилиндрами, предварительно нарезанными на сегменты. Углы нарезки цилиндров 15 или 30, в зависимости от диаметра. Далее сегментами набирается нужный угол изгиба трубы. Каждый сегмент крепится отдельным бандажом.
Для изоляции цилиндров на соединениях трубопровода в форме тройников требуется сформировать паз, сделав надрез конусной формы под углом 90°, диаметром не менее диаметра трубопровода, в теле одного цилиндра, а у другого цилиндра вырезать с торца ответную часть.

Полученные сегменты-заготовки смонтировать стык в стык на тройнике. Трубопроводы с электропроводкой, пароспутником, электрокабелем и другими спутниками при необходимости покрывают алюминиевой фольгой, для равномерного распределения тепла по периметру трубы.
Затем, учитывая общий внешний диаметр конструкции трубопровода со спутником и ее рабочую температуру, на трубу устанавливается изоляция обычным способом. При этом продольный стык цилиндра рекомендуется располагать под углом к оси спутника.
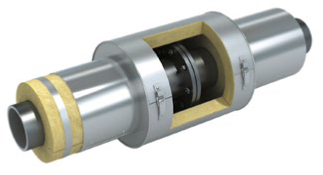
Для изоляции трубопроводной арматуры и фланцевых соединений применяется легкосъемная конструкция из изоляционных коробов. При этом изоляция основной части трубопровода подводится к фланцевому соединению на расстояние, равное длине соединительного болта плюс 20 мм, и закрывается торцевой крышкой.
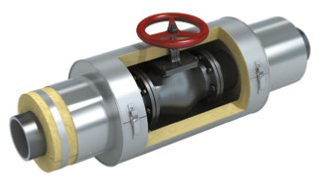
На фланцевое соединение или запорную арматуру устанавливается цилиндр, внутренний диаметр которого равен внешнему диаметру основной изоляции трубопровода, с нахлестом на основную изоляцию не менее 80 мм с обеих сторон. При необходимости в изоляции прорезается отверстие диаметром, равным диаметру задвижки. Изоляция закрепляется двумя бандажами с пряжками и поверх устанавливается съемная изоляция.
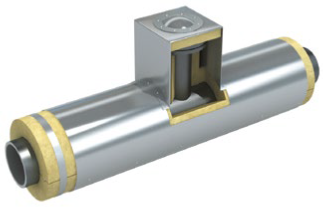
При изоляции участка трубопровода с контрольно-измерительной арматурой необходимо в теплоизоляционном и покровном слоях проделать отверстие диаметром, равным диаметру патрубка, и устроить съемную конструкцию короба круглого сечения поверх арматуры с креплением на самосверлящие винты (минимум 4 шт). Пространство между патрубком и съемным коробом необходимо заполнить теплоизоляционным материалом.
Все фиксирующие и опорные элементы трубопровода должны быть так же заизолированы теплоизоляционным материалом. Пространства между опорой и трубой должны быть заполнены теплоизоляционным материалом.
Если трубопровод крепится подвесами, рекомендуется изготовить защитный кожух в виде конуса с жестким креплением только к основному защитному слою.