
Паспорт и инструкция по монтажу и эксплуатации арматуры универсальной АС-16.2 и АС-16.2М
скачать
Паспорт и инструкция по монтажу и эксплуатации арматуры универсальной АС-17.2 и АС-17.2М
скачать
Паспорт и инструкция по монтажу и эксплуатации арматуры универсальной АС-11.2
скачать
Паспорт и инструкция по монтажу и эксплуатации арматуры универсальной АС-12.2
скачать
Паспорт и инструкция по монтажу и эксплуатации арматуры универсальной АС-16.3 Стандарт
скачать
Паспорт и инструкция по монтажу и эксплуатации арматуры универсальной АС-16.3М Стандарт
скачать
Паспорт и инструкция по монтажу и эксплуатации арматуры универсальной АС-17.3 Стандарт
скачать
Паспорт и инструкция по монтажу и эксплуатации арматуры наполнительной АН-01
скачать
Содержание
- Запорная и регулирующая арматура для системы отопления
- Общие правила установки запорной арматуры
- Обратный клапан
- Важная информация про задвижки
- Дополнительные устройства для отопления
- В каких помещениях хранить арматуру
- Рекомендации экспертов
- Инструкции по монтажу запорной арматуры
- Монтаж при помощи резьбового соединения
- Требования по установке запорной арматуры на тепловых пунктах
- Что такое регулирующая арматура
- Регулировка температуры
- Регулировка гидравлического сопротивления
- Дисковой поворотный затвор
Запорная и регулирующая арматура для системы отопления
Установка запорной арматуры – один из важных этапов строительства инженерных сетей. Прежде всего стоит знать, что монтаж такой арматуры должны выполнять высококвалифицированные специалисты, у которых есть достаточный опыт выполнения таких работ.

Виды запорной арматуры: дисковые поворотные затворы, обратные клапаны, задвижки и другая арматура.
Установка арматуры состоит из ряда технологических процессов, выполнение которых необходимо для обеспечения высокого качества сборки, которая послужит гарантией бесперебойной и долговечной работы.
Общие правила установки запорной арматуры
Существуют основные правила, которых необходимо придерживаться, выполняя монтаж запорной арматуры:
- Первое, что нужно сделать – очистить трубопровод. Сделать это можно путем удаления сторонних предметов, которые могли попасть в трубопровод в процессе хранения или транспортировки. Чистка может выполняться вручную (с помощью ершика) или нагнетанием воздуха, пара или воды. Важно отметить, что очистка трубопровода в дальнейшем должна производиться и в процессе выполнения работ, так как окалина, которая образуется при сварке, может нарушить герметичность.
- Следующее, что необходимо – выполнить проверку фланцев. Фланец должен быть ровным, без каких-либо изгибов; на его поверхности не должно быть никаких царапин, выемок и других дефектов.
- Важно учесть тот факт, что устанавливаемая аппаратура должна находиться на прямолинейном участке трубопровода. Следует избегать монтажа запорной арматуры на неровных участках, так как напряжения, которые могут возникать в местах изгиба, отрицательно сказываются на герметичности соединения, в связи с чем могут возникнуть протечки.
- Защита от гидравлического удара – тот момент, о котором нужно также позаботиться. Избыточное давление, которое может возникнуть при гидравлическом ударе, может значительно снизить срок эксплуатации, а также вывести из строя насосное оборудование и запорную арматуру. Именно поэтому необходима установка обратного клапана, который способен обеспечить стабильность водному потоку, которая может снизиться в результате резкой остановки-запуска двигателя либо в случае закрытия-открытия задвижки.
- Есть случаи (задвижки больших диаметров или тяжелые приводы), в которых нужно предусмотреть дополнительную опору, чтобы избежать несвоевременному разрушению винтов или прокладок.
- Не следует закрывать запорную арматуру очень сильно или перекручивать ее – возможны трещины и поломки.
- При сварке арматуры из нержавеющей стали, нужно оставлять ее в открытом положении.
Обратный клапан
Установка обратного клапана нужна в случаях, в то время, когда употребляется насосная станция. Его монтаж выполняется сразу после станции либо по окончании храповика на всасывающей трубе. Для монтажа обратного клапана нужно применять особый сгон. Наряду с этим сгон должен устанавливаться с двух сторон обратного клапана. Более того, при установке принципиально важно проследить за стрелочкой, которая обязана идти в одном направлении с потоком воды. Диаметр клапана должен всецело соответствовать диаметру труб. Не рекомендуется применять переходники с меньшего на больший диаметр, и напротив.
Важная информация про задвижки
Схема устройства задвижки.
- Монтаж задвижек нужно выполнять с последующей их обвязкой стропом.
- Задвижки нельзя опускать или поднимать, при этом цепляясь за шток или штурвал.
- Недопустимо падение с высоты и любые удары.
- Позиция задвижки должна соответствовать направлению потока (что можно определить по стрелке на корпусе).
- Необходимо оберегать от повреждений защитное покрытие задвижек, так как они могут вызвать преждевременную коррозию.
- Монтаж стальных задвижек с помощью сварочных работ должен осуществляться с верхним положением штока.
Дополнительные устройства для отопления
К ним прежде всего относятся термометры и манометры. Они необходимы для контроля состояния горячей воды. По умолчанию подобные приборы устанавливаются в котел отопления. Но помимо этого необходим их монтаж на ответственных участках системы. Это относится к регулировочной арматуре для отопления теплого водяного пола (коллекторный узел). Манометр обязательно должен присутствовать в группе безопасности вместе с воздухоотводчиком.
У каждой арматуры для систем отопления, запорной или регулирующей, на корпусе зачастую указывают основные эксплуатационные показатели — максимальный (минимальный) уровень давления и температуры. Каким образом можно подобрать оптимальную модель даже без наличия паспорта на нее.
В качестве примера можно ознакомиться с ассортиментом запорной арматуры от компании Valtec:
В каких помещениях хранить арматуру
Запорную арматуру с резиновыми уплотнителями, а также шаровые краны, необходимо хранить в полуоткрытом положении. Что касается запорной арматуры с металлическими прокладками, стоит знать, что ее следует хранить в закрытом положении, потому как недопустимо попадание посторонних частиц. Задвижки, которые ожидают монтажа, следует хранить в закрытом сухом помещении, в которое не смогут попасть сквозняки, солнечные лучи и осадки. Важно знать, что помещение, в котором будет храниться вся запорная арматура, должно быть защищено от:
- влаги и дождя, во избежание коррозии;
- песка и ветра, чтобы избежать износа прокладок;
- жары и солнца, чтобы не повреждалось покрытие, особенно арматуры из пластика, которая крайне чувствительна к ультрафиолетовым лучам.
Рекомендации экспертов
От правильности установки запорной арматуры зависит долговечность и безопасность работы трубопровода. Потому здесь нет места ошибкам и недочетам. Требования к проведению сварочных работ должны соблюдаться строго.
Важное правило: для исключения поломки конструктивных элементов габаритных изделий, смещения их прокладок или повреждение уплотнителей под них сооружают основание – ставят бетонную плиту или делают заливку. В других случаях, если это предусмотрено проектом или того требует безопасный монтаж запорной арматуры, могут устанавливаться другие опоры.
Чрезмерное напряжение при эксплуатации запорно-регулирующих устройств – самый верный способ обеспечить их ранний износ. Оно возникает при неправильном выборе места на трубопроводе (деформации, повороты, изгибы).
Не стоит недооценивать и этап подготовки основных компонентов и систем к монтажным операциям. Проверять корпус конструкций на предмет целостности антикоррозионного покрытия, деформаций и прочих дефектов нужно очень внимательно. То же касается фланцев, монтажной площадки.
Самый надежный способ исключить многочисленные риски монтажных работ – доверить их квалифицированным специалистам с достаточным опытом и профессиональным инструментом.
Инструкции по монтажу запорной арматуры
Схема устройства дискового поворотного затвора.
- Монтаж должен производиться с открытием диска на одну четверть.
- Следует оставить достаточно места между фланцами, чтобы избежать повреждения прокладки.
- Гайки завинчиваются постепенно.
- Диаметры ответных фланцев и затвора должны быть одинаковыми.
- Не стоит устанавливать дополнительную прокладку между самим корпусом и фланцами.
- обратные клапаны;
- Диаметры обратных клапанов и ответных фланцев должны быть одинаковыми.
- Необходимо соблюдать монтажные расстояния при установке клапанов.
- Важно следить за правильным направлением потока при монтаже.
- Последнее, что нужно – соблюдать режим пульсации.
- шиберные ножевые задвижки;
- Проверить видно ли индикатор положения.
- После опрессовки следить за протечками и зажать гайками, если это будет нужно.
- Проверить направление потока при монтаже.
- Соблюдать правильное положение ножевых задвижек.
- шаровой обратный клапан;
Схема устройства шарового крана.
- Относительное уплотнение для чистой воды.
- Уделить особое внимание при малых давлениях и горизонтальном монтаже.
- Для уменьшения гидравлических ударов при возвращении шара для ДУ > 250 монтаж может быть с перекосом направления.
- одностворчатый обратный клапан;
- Для опускания между фланцами необходимо использование крючка.
- В горизонтальном положении крючок к трубопроводу следует устанавливать вертикально.
- двухстворчатый обратный клапан;
- Монтаж при нисходящем потоке для ДУ > 150 запрещен.
- Необходимо проверить работу пружин.
- шаровой кран;
- Никогда нельзя зажимать корпус крана в тиски.
- Завинчивать соединения крана стоит крайне осторожно.
- Крутить или держать кран нужно разводным гаечным ключом со стороны привинчивания.
- Нельзя использовать трубный циркульный ключ или щипцы, которые способны повредить внешнюю оболочку крана.
- Запрещается использовать удлинение ручки ключа для сильного зажатия. Это может привести к деформации корпуса или трещинам резьбовых соединений.
- Максимальная сила приложенная для завинчивания должна быть не более 30 Нм.
- Не рекомендуется разбирать по частям новую запорную арматуру без крайней необходимости. Как правило, каждый кран проходил пневматические и гидравлические испытания, что дает гарантию правильности сборки всех частей крана.
Монтаж при помощи резьбового соединения
Для выполнения работ достаточно иметь под рукой набор ключей, трубный или разводной (1, 2, 3 номера, в зависимости от диаметра трубопровода), а также прокладки или материал, из которого можно их изготовить. В обязательном порядке необходимо подготовить льняную нить или специальную ленту ФУМ для герметизации новых соединений.
Этапы производства работ:
- Перекрывается подача в трубопровод.
- Раскручиваются соединительные фрагменты, в случае, если не получается, нужно воспользоваться специальным средством (WD-40).
- Освобожденные места трубы с резьбой тщательно очищаются от возможной ржавчины и загрязнений. Можно применить растворители.
- Внимательно осматривают резьбу. На ней не должно быть трещин, сколов, накипи. Для уверенности в хорошем результате не мешает пройтись лишний раз специальной плашкой для нарезания резьбы.
- Собирают узел с установкой резиновых прокладок на стыки.
- Герметизируют резьбовые соединения.
Внимание. Если запорное устройство предусматривает направление движения жидкости, лучше лишний раз перепроверить, чтобы потом не делать двойную работу. На корпусе устройства должна быть стрелка.
Если запорное устройство предусматривает направление движения жидкости, лучше лишний раз перепроверить, чтобы потом не делать двойную работу. На корпусе устройства должна быть стрелка.
Требования по установке запорной арматуры на тепловых пунктах
Запорная арматура может быть установлена:
- на нагнетательном и всасывающем патрубках каждого из насосов;
- на каждом подающем и обратном трубопроводе тепловых сетей;
- на подводящих и отводящих трубопроводов водонагревателя.
Количество запорной арматуры на трубопроводах устанавливается минимально необходимое, которое будет способно обеспечить надежную работу.
Стальная запорная арматура используется в качестве отключающей на вводе тепловых сетей в тепловой пункт. Допускается использование арматуры из латуни или бронзы.
Установка данной арматуры производится поэтапно. Дальнейшее функционирование зависит только от того, насколько точно соблюдаются все правила по монтажу, которые были описаны выше.
Что такое регулирующая арматура
Запорная регулирующая арматура выполняет две функции. Первая – это регулировка температуры или гидравлического сопротивления. Вторая – полное перекрытие циркуляции. Особенность этого вида арматуры заключается в конструкции вентилей. При вращении ручки шток жмет на заслонку, которая перекрывает путь жидкости. Степень перекрытия может быть разной.
Отечественный утеплитель Техноплекс по характеристикам не уступает зарубежным аналогам.
При этом экструдированный пенополистирол имеет недостатки, например, практически нулевая паропроницаемость.
К запорно-регулирующей арматуре для отопления относятся:
- термостатические вентили;
- термоголовки;
- балансировочные вентили;
- трехходовые и обратные клапаны.
Данный вид вентилей может работать как в ручном, так и автоматическом режиме. Это позволяет поддерживать в помещении требуемый микроклимат, независимо от погоды. Автоматизированные системы широко используются для отопления нового поколения – умный дом.
Регулировка температуры
Запорно-регулирующая арматура для воды в системе отопления выполняет функцию терморегулятора. Чтобы в помещении всегда была одинаковая температуры перед каждым радиатором нужно установить термостатический вентиль. Они есть ручные и полуавтоматические. Последние могут работать в ручном режиме, а после установки на них термостатической головки или сервопривода переходят в автоматический режим.
Внутри термоголовки есть сильфон с рабочим веществом.
Контроль показателей температуры осуществляется посредством термодатчиков. Они бывают встроенными или выносными и могут снимать показания степени нагрева воздуха или воды. Например, трёхходовой клапан устанавливается на подаче и соединяется байпасом с обраткой. Выносной термодатчик устанавливается за клапаном на подаче. Датчик снимает показания температуры воды и если она слишком горячая, то трёхходовой клапан подтягивает теплоноситель из обратки. Если вода слишком холодная, то подпитка из обратки уменьшается.
Запорно-регулирующая арматура является сердцем узлов подмеса для теплых полов.
Это позволяет одновременно эксплуатировать высокотемпературное и низкотемпературное отопление от одного котла. Узел подмеса устанавливается перед коллектором отопления, если петель тёплого пола больше одной. Если же контур ТП всего один, то узел подмеса можно устанавливать непосредственно на патрубки отводов от главной магистрали.
Регулировка гидравлического сопротивления
Гидравлическое сопротивление – это та сила, с которой нужно бороться воде во время циркуляции. Жидкость всегда течет по пути наименьшего сопротивления, поэтому важно соблюдать диаметры труб при монтаже. Если какая-то часть контура имеет слишком высокое гидравлическое сопротивления, то теплоноситель туда просто не потечет. Соответственно, отрезок системы отопления перестанет греть.
Балансировочный клапан для бытовой батареи.
Каким должно быть гидравлическое сопротивление рассчитывается на этапе проектирования системы отопления. Этим занимаются инженеры-теплотехники. Они используют специальные программы или же пользуются таблицами Exel собственной разработки. Все данные заносятся в проект. В обозначении запорной регулирующей арматуры на чертежах есть информация для настройки балансировочных вентилей.
Например, в проекте указано, что радиатор должен иметь сопротивление 2 единицы. При монтаже балансировочного вентиля нужно посмотреть в паспорт изделия. Там указано сколько нужно сделать оборотов штока, чтобы достигнуть необходимого значения сопротивления. Вентили всегда устанавливаются за радиатором. Регулировка осуществляет один раз.
Дисковой поворотный затвор
Тут выполняется фланцевое соединение. Наряду с этим фланцы должны размешаться параллельно друг к другу. Перед установкой убедитесь в том, что на поверхности фланцев отсутствуют сколы, раковины, заусеницы и другие повреждения, каковые имели возможность бы нарушить герметичность. Уже перед началом монтажа поворотный диск нужно немного открыть, но не всецело. Он не должен выходить за корпус поворотного затвора. По окончании при помощи шпилек либо болтов возможно легко прихватить. Потом диск поворотного затвора всецело раскрывается, по окончании чего равномерно затягиваются крепежи. В случае если процесс монтажа прошел верно, затвор должен с легкостью раскрываться и закрываться.
Источник
Арматура для сливного бачка
 Арматуры для сливного бачка с нижней подводкой воды. Инструкция по монтажу и эксплуатации
Арматуры для сливного бачка с нижней подводкой воды. Инструкция по монтажу и эксплуатации
 Арматуры для сливного бачка с нижней подводкой воды. Инструкция по монтажу и эксплуатации
Арматуры для сливного бачка с нижней подводкой воды. Инструкция по монтажу и эксплуатацииСоответствует требованиям ТУ 4953-001-02903999-2014
АБ 69.57.55.3
Назначение изделия
Арматура для смывного бачка предназначена для наполнения смывного бачка ( в народе сливной бачок) водой и подачи ее на смыв в унитаз.
Меры безопасности
Материалы, используемые для изготовления арматуры, в условиях эксплуатации не выделяют в окружающую среду вредных веществ и не оказывают вредного воздействия на организм человека при непосредственном контакте. Работа с арматурой не требует особых мер предосторожности.
Технические характеристики
- Диапазон рабочих давлений, Мпа 0,05 — 1
- Время заполнения бачка в объеме 6,0 л, не более, 2,5 мин
- Стабильность уровня: изменение уровня воды при изменении давления на 0,1 МПа, не более, мм 5,0
- Диаметр отверстия в крышке бачка, 38…44 мм
- Установленный ресурс не менее, 150,0 тыс.циклов
- Присоединительный размер G1/2-B
- Масса изделия, не более, 0,62 кг
Комплектность
В комплект арматуры входит:
Клапан впуска
Клапан выпуска
Хранение и уход за изделием
Арматуру следует хранить в упакованном виде в сухих закрытых помещениях на расстоянии но менее 0,6 м от отопительных приборов.
Не допускается использование моющих средств, в состав которых входят абразивные, кислотно — щелочесодержащиё вещества, органические растворители.
Гарантия изготовителя
Гарантийный срок эксплуатации арматуры — пять лет со дня ввода в эксплуатацию, но не более шести лет со дня выпуска Срок службы арматуры — 6 лет.
Гарантия на изделие не распространяется в случае:
- его механических повреждений;
- установки с нарушением требований данной инструкции;
- неправильного обслуживания в процессе эксплуатации:
- несоответствия воды техническим требованиям ГОСТ 2761-84.
Рекомендации изготовителя
Для повышения надежности и долговечности арматуры рекомендуется дополнительно устанавливать фильтр в водопроводной сети.
Монтаж арматуры
Арматура поставляется в собранном виде, укомплектованная и настроенная под определенный тип бачка
- Порядок установки арматуры в бачок


После установки арматуры не допускайте касания подвижных частей клапанов друг об друга и стенок бачка.

При подсоединении водопроводного шланга к клапану впуска придерживайте клапан от поворота.
- Установка бачка

Во избежание течи из-под прокладки, крепежные гайки-барашки затягивайте равномерно с двух сторон.
- Установка крышки бачка и кнопочного узла

Проверьте, чтобы между крышкой бачка и кнопочным узлом, вставленным до упора в резьбу клапана выпуска (не ввинчивая) был зазор 3 – 19мм.

Для надежного центрирования витков резьбы перед ввинчиванием сделать 1 – 2 оборота против часовой стрелки до характерного щелчка, который покажет, что резьба «села» на свое место.
Регулировка арматуры
- Если расстояние между крышкой бачка и кнопочным узлом выходит за
пределы 3…19 мм, необходимо отрегулировать клапан выпуска по высоте
(см. рис.2 и таблицу настройки высоты арматуры), Отсоедините тягу 23 от
корпуса перелива 12. Отожмите фиксаторы стакана 10 и перемещением
стойки 6 вверх-вниз добейтесь зазора 3…19 мм.
Присоедините тягу к корпусу перелива.

- Для регулировки уровня воды в бачке
отсоедините тягу 2 (см. рис.1), переместите
поплавок вверх или вниз, и вновь присоедините
к нему тягу. Минимальное расстояние между
уровнем воды и верхней кромкой бачка 45 мм.

- После регулировки уровня воды в бачке отрегулируйте трубу перелива 7
(см. рис.2). Для этого отверните крышку байонетную 9 и переместите трубу
перелива в положение, при котором риска на трубе соответствует уровню
воды в бачке. Затяните байонетную крышку.

* Для арматуры с удлиненной стойкой
** при настройке на данное деление удалите трубу перелива 7
Таблица настройки высоты арматуры
| Деление на шкале стойки | Высота Н, мм | Деление на шкале стойки | Высота Н, мм |
| М** | 285-304 | 15 | 360-379 |
| 1 | 290-309 | 16 | 365-384 |
| 2 | 295-314 | 17 | 370-389 |
| 3 | 300-319 | 18 | 375-394 |
| 4 | 305-324 | 19 | 380-399 |
| 5 | 310-329 | 20 | 385-404 |
| 6 | 315-334 | 21 | 390-409 |
| 7 | 320-339 | 22 | 395-414 |
| 8 | 325-344 | 23 | 400-419 |
| 9 | 330-349 | 24* | 405-424 |
| 10 | 335-354 | 25* | 410-429 |
| 11 | 340-359 | 26* | 415-434 |
| 12 | 345-364 | 27* | 420-439 |
| 13 | 350-369 | 28* | 425-444 |
| 14 | 355-374 | 29* | 430-449 |
Возможные неисправности и способы их устранения
| Наименование неисправности | Вероятная причина | Способ устранения |
| 1. Клапан впуска | ||
| Клапан не закрывается | Засорение отверстия в узле ползушка 5 — направляющая 3 | Отсоединить направляющую 3 и промыть в сборе с ползушкой |
| Клапан не открывается | Засорение отверстия в узле ползушка 5 — направляющая 3 | Отсоединить направляющую 3 и промыть в сборе с ползушкой |
| Медленное наполнение бачка | Засорение фильтра 11 | Отвернуть шланг подводки воды, извлечь фильтр 11 из корпуса 8 и промыть |
| 2. Клапан выпуска | ||
| Наблюдается течь воды в унитаз | Неправильно установлен клапан донный 13 на корпусе перелива 12 | Отрегулировать посадку донного ! клапана 13 на корпусе перелива 12 J поворотом вокруг оси |
| Слабо затянута гайка 21 | Затянуть гайку 21 | |
| Неправильно выставлена труба перелива 7 | Отрегулировать | |
| Неправильно выставлена тяга 23 | Отрегулировать |
ПРИМЕЧАНИЕ: Из-за наличия в воде различных примесей со временем возможно ухудшение работы клапана выпуска, вследствие выпадения на его деталях осадка. В этом случае необходимо отсоединить клапан от седла, промыть его и установить на место.
Рисунки клапанов
Клапан впуска (нижняя подводка) | Рис. 1

Клапан выпуска | Рис. 2



Арматура для сливного бачка | Видеоинструкция
Видео предоставлено сайтом uklad.net
Для написания статьи использовалась инструкция идущая в комплекте арматуры с бачком.
Так же предлагаю вашему вниманию:
Монтаж крышки унитаза | Видеоинструкция
В видео представлена обширная инструкция по сборке и установке сидений унитаза.
С пластиковым регулируемым, с пластиком не регулируемым крепежом, микролифтом и металлическим крепежом.
Желаю удачного монтажа!
Евгений Новиков
Эксперт проекта Masstter.com
Статья помогла вам?
Дайте нам об этом знать — поставьте оценку

 (+21 баллов, 5 оценок)
(+21 баллов, 5 оценок)
![]() Загрузка…
Загрузка…
РУКОВОДСТВО
ПО ПРОИЗВОДСТВУ АРМАТУРНЫХ РАБОТ
Рекомендовано к изданию решением секции технологии и механизации, качества и техники безопасности строительно-монтажных работ ЦНИИОМТП Госстроя СССР.
Содержит основные положения по организации и технологии изготовления арматуры железобетонных конструкций в промышленном и гражданском строительстве, а также сведения об арматурных сталях, применяемом механическом и сварочном оборудовании и сведения о контроле качества изделий.
Предназначено для инженерно-технических работников заводов стройиндустрии и строительных организаций и работников проектных организаций.
ПРЕДИСЛОВИЕ
Рекомендации Руководства распространяются на производство арматурных работ при изготовлении обычных и предварительно-напряженных железобетонных конструкций, применяемых в промышленном и гражданском строительстве.
При изготовлении и монтаже арматуры помимо данных, приведенных в настоящем Руководстве, необходимо учитывать требования действующих нормативных документов, относящихся к проектированию и производству обычных и предварительно-напряженных железобетонных конструкций.
В целях сокращения затрат ручного труда и снижения трудоемкости работ рекомендуется при армировании сборных и монолитных обычных железобетонных конструкций применять сварные арматурные сетки, каркасы и изготовленные на их основе в заводских условиях укрупненные арматурные элементы.
Рекомендуется организовывать централизованное изготовление товарных арматурных изделий в первую очередь по унифицированному сортаменту для монолитных конструкций в хорошо оснащенных высокопроизводительным заготовительным и сварочным оборудованием арматурных цехах и поставлять на стройки отдельные сетки, каркасы и укрупненные арматурные элементы со склада готовой продукции.
Выполнение железобетонных работ, в том числе установку арматуры, рекомендуется поручать комплексным бригадам, работающим по методу бригадного подряда.
Руководство разработано лабораторией арматурных работ Центрального научно-исследовательского и проектно-экспериментального института организации, механизации и технической помощи строительству Госстроя СССР (д-р техн. наук, проф. Н.Е. Носенко, инженеры Э.С. Вайнтруб, В.П. Колодий, Л.Х. Копелевич, А.И. Пичугин) при участии Научно-исследовательского института бетона и железобетона Госстроя СССР (кандидаты техн. наук Н.М. Мулин, И.Е. Евгеньев и М.Д. Рожненко) и Всесоюзного научно-исследовательского института заводской технологии сборных железобетонных конструкций и изделий (инженеры Е.З. Ерманок и М.Ф. Дымшиц).
При разработке Руководства использованы опубликованные материалы Центрального научно-исследовательского и проектно-экспериментального института промышленных зданий и сооружений Госстроя СССР, Центрального научно-исследовательского института строительных конструкций им. В.А. Кучеренко Госстроя СССР, а также ряда других организаций.
Глава 1
АРМАТУРНАЯ СТАЛЬ
ОСНОВНЫЕ ВИДЫ И МАРКИ АРМАТУРНОЙ СТАЛИ
1.1. Для армирования железобетонных конструкций применяется арматура следующих видов: стержневая, проволочная и витая проволочная (арматурные канаты).
1.2. В зависимости от условий применения арматура подразделяется на ненапрягаемую (табл. 1) и напрягаемую (табл. 2).
Таблица 1
|
Ненапрягаемые арматурные стали |
Класс |
ГОСТ на сортамент |
Марка стали |
ГОСТ на сталь |
Расчетный диаметр, мм |
|
Стержневая горячекатаная гладкая |
А-I |
5781-75 |
Ст3 |
380-71* |
6 — 40 |
|
То же, периодического профиля |
А-II |
5781-75 |
Ст5 |
380-71* |
10 — 40 |
|
А-II |
5781-75 |
18Г2С |
5058-65* |
40 — 80 |
|
|
Ас-II |
5781-75 |
10ГТ |
ЧМТУ 1-89-67 |
10 — 32 |
|
|
А-III |
5781-75 |
25Г2С |
5058-65** |
6 — 40 |
|
|
5781-75 |
35ГС |
5058-65* |
6 — 40 |
||
|
5.1459-72 |
|||||
|
5781-75 |
18Г2С |
5058-65** |
6 — 9 |
||
|
То же, упрочненная вытяжкой на 5,5% |
А-IIв |
Ст5 |
380-71* |
10 — 40 |
|
|
Гладкая арматурная проволока |
В-I |
6727-53* |
— |
380-71* |
3 — 8 |
|
То же, периодического профиля |
Вр-I |
ТУ 14-659-75 |
— |
380-71* |
3 — 5 |
Таблица 2
|
Напрягаемые арматурные стали |
Класс |
ГОСТ на сортамент |
Марка стали |
ГОСТ на сталь |
Расчетный диаметр, мм |
|
Стержневая горячекатаная периодического профиля |
А-IV |
5781-75 |
20ХГ2Ц |
5058-65** |
10 — 22 |
|
5781-75 |
80С |
5058-65** |
10 — 18 |
||
|
А-V |
5781-75 |
23Х2Г2Т |
ЧМТУ 1-177-67 |
10 — 22 |
|
|
Стержневая термически упрочненная периодического профиля |
Ат-IV |
— |
20ГС2 |
10884-71 |
10 — 40 |
|
Ат-V |
— |
20ГС2 |
10884-71 |
10 — 40 |
|
|
Ат-VI |
— |
20ГС |
10884-71 |
10 — 32 |
|
|
Ат-VII |
— |
20ГС |
10884-71 |
10 — 32 |
|
|
Стержневая упрочненная вытяжкой на 3,5% |
А-IIIв |
— |
25Г2С, 35ГС |
5058-65** |
6 — 40 |
|
Высокопрочная арматурная проволока гладкая |
В-II |
7348-63 |
— |
— |
3 — 8 |
|
То же, периодического профиля |
Вр-II |
8480-63 |
— |
— |
3 — 8 |
|
То же, развитого периодического профиля |
Вр-II |
ТУ 14-4-672-75 |
— |
1050-74 |
5 — 8 |
|
Спиральные арматурные канаты (пряди) |
К-7 |
13840-68 |
— |
— |
4,5 — 15 |
|
То же |
К-19 |
ТУ 14-4-22-71 |
— |
— |
14 |
1.3. В зависимости от профиля стержневая и проволочная арматура бывает гладкой и периодического профиля (рис. 1).
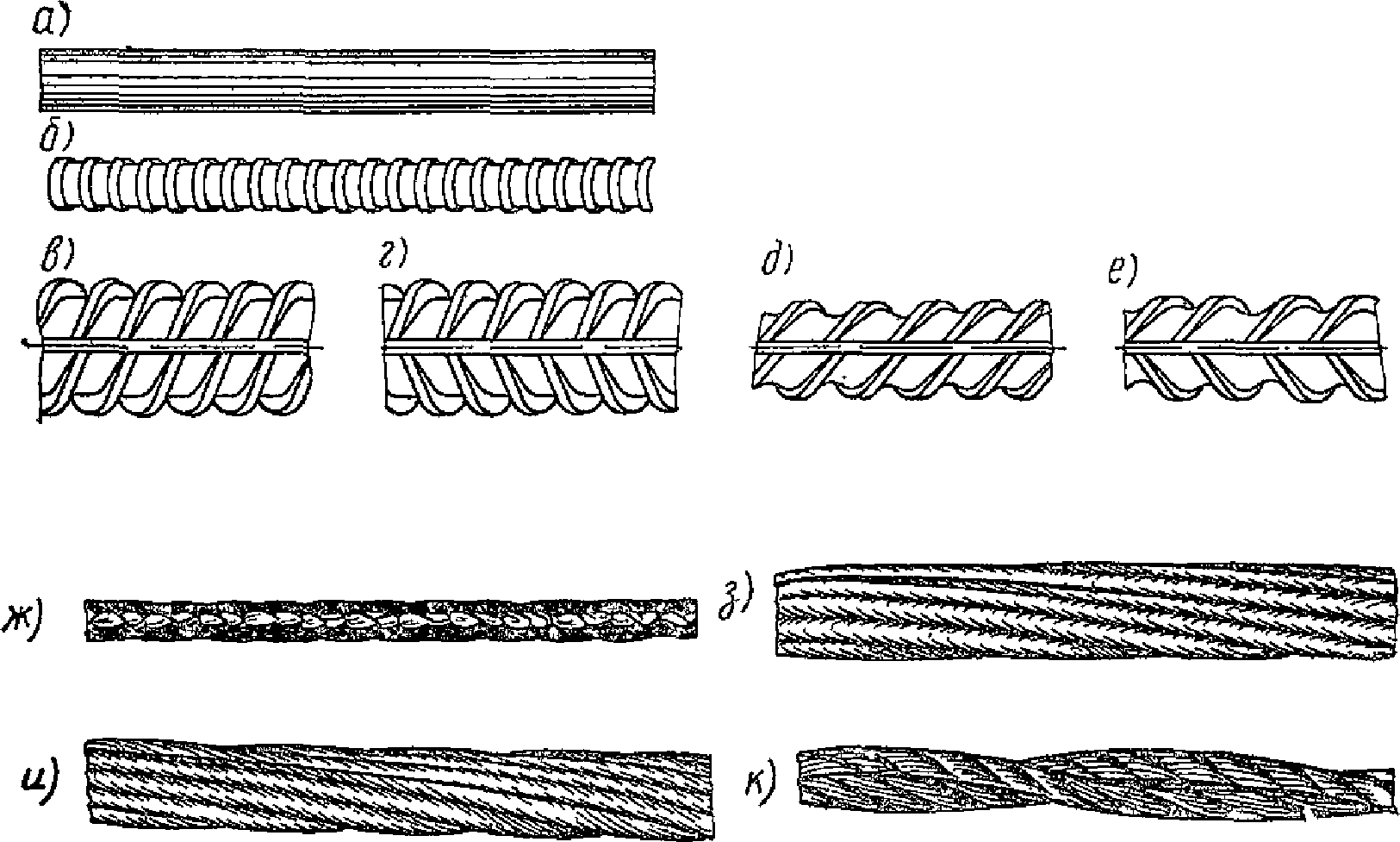
Рис. 1. Внешний вид арматурной стали различных классов
а — гладкая стержневая класса А-I, также обыкновенной
проволоки класса В-I и высокопрочной проволоки класса В-II;
б — обыкновенной проволоки класса Вр-I; в — стержневая
периодического профиля класса А-II, допускается для стали
специального назначения Ас-II; г — то же, класса А-III
с улучшенным профилем, допускается для стали классов А-IV
и А-V; д — стержневая периодического профиля класса Ас-II;
е — то же, с улучшенным профилем классов А-IV и А-V;
ж — высокопрочная проволока периодического профиля класса
Вр-II; з — семипроволочная арматурная прядь класса К-7;
и — 19-проволочная арматурная прядь класса К-19;
к — двухпрядный канат класса К2 x 7
1.4. Стержневая арматура подразделяется на:
горячекатаную, не подвергающуюся после проката упрочняющей обработке, классов А-I, А-II, А-III, А-IV, А-V;
термически упрочненную, подвергающуюся после проката упрочняющей термической обработке, классов Ат-IV, Ат-V, Ат-VI и Ат-VII;
упрочненную вытяжкой, подвергающуюся после проката упрочнению вытяжкой в холодном состоянии, классов А-IIв и А-IIIв.
1.5. Холоднотянутая проволочная арматура подразделяется на:
арматурную проволоку обыкновенную гладкую класса В-I и периодического профиля класса Вр-I; высокопрочную гладкую класса В-II и периодического профиля класса Вр-II;
витую проволочную арматуру (арматурные канаты); семипроволочные класса К-7 и 19-проволочные класса К-19; многопрядные арматурные канаты; двухпрядные класса К2 x m; трехпрядные класса К3 x m; многопрядные Кn x m (m — число проволок в пряди, n — число прядей в канате).
1.6. Арматурные изделия, поставляемые промышленностью, подразделяются на сварные арматурные сетки (рулонные и плоские) и сетки для армоцемента (сварные и тканые).
1.7. Основные механические характеристики сталей, применяемых для армирования железобетонных конструкций, гарантируются металлургическими и метизными заводами в соответствии с требованиями ГОСТа и технических условий.
В приложениях 1, 2, 3 приведены требования к механическим характеристикам арматурных сталей, а в приложении 4 — сортамент арматурных сталей.
1.8. Во всех случаях, когда марка арматурной стали неизвестна, необходимо устанавливать опытным путем механические свойства арматуры в соответствии с пп. 1.19 и 1.20 настоящего Руководства.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К АРМАТУРНЫМ СТАЛЯМ
1.9. Применяемая для арматуры сталь должна иметь чистую поверхность, поэтому при транспортировке, складировании и хранении должны быть приняты необходимые меры, предохраняющие стали от загрязнения и увлажнения.
1.10. В случае загрязнения арматурной стали отпадающие при ударе молотком окалина и ржавчина, а также масло, краска и тому подобное, должны быть удалены перед использованием арматуры.
Тонкий слой ржавчины, легко поддающийся удалению, не является дефектом арматуры.
Очистка арматурной стали должна производиться, как правило, механическими способами: стальными дисковыми электрощетками, протягиванием через вибропесочницы.
1.11. Сталь в мотках, употребляемая после обработки на правильно-отрезных станках, не требует дополнительной очистки.
1.12. Высокопрочная стальная проволока должна поставляться в бухтах большого диаметра: для проволоки диаметром до 5 мм — в бухтах диаметром не менее 2 м; для проволоки диаметром более 5 мм — в бухтах диаметром 2,5 м.
1.13. Витая проволочная арматура (спиральные многопрядные канаты) должна поставляться в бухтах и на барабанах большого диаметра (1,5 — 2 м).
Смотанные с бухт или барабанов канаты должны сохранять прямолинейность.
Правка витой проволочной арматуры не допускается.
1.14. Стержневая арматура поставляется в прутках длиной от 6 до 12 м. По соглашению с потребителем допускается изготовление стержней длиной от 5 до 25 м.
ПРИЕМКА И КОНТРОЛЬНЫЕ ИСПЫТАНИЯ АРМАТУРНОЙ СТАЛИ
1.15. Приемка арматурной стали должна производиться по сертификатам с обязательной проверкой наличия прикрепленных к стали металлических бирок, которыми завод-изготовитель обязан снабжать каждый пакет или бухту арматурной стали.
Бирки, как правило, прикрепляются вязальной проволокой к внешней стороне бухт и пакетов.
1.16. Приемка осуществляется путем сопоставления результатов внешнего осмотра и обмера, а также данных, приведенных в сертификатах и результатов контрольных испытаний, с требованиями соответствующих государственных стандартов и технических условий.
1.17. Напрягаемая арматура, имеющая на поверхности забоины или каверны, бракуется и не допускается к применению как напрягаемая. Бухты проволоки отбраковываются также, если они свернуты в восьмерки или имеют узлы либо перепутанные витки, не допускающие размотки проволоки.
1.18. Контрольные испытания арматурной стали производятся:
при приемке напрягаемой арматуры;
при поступлении стали без сертификатов;
когда предполагаемая марка стали, имеющей сертификат, вызывает сомнение.
1.19. Арматура, подлежащая испытанию, разделяется на партии, состоящие из стали одинаковой марки, диаметра и профиля, доставленной одновременно с одного завода.
Масса партии указана в соответствующих ГОСТах на сталь и не должна превышать: для стержневой арматуры 60 т, а для холоднотянутой проволоки 5 т. Размер партии канатной арматуры устанавливается по соглашению сторон.
От каждой партии стали отбираются образцы числом не менее:
для стержневой арматуры — для каждого вида испытаний по 5 образцов, отрезанных от пяти различных стержней;
для арматуры, поступающей в бухтах, — для каждого вида испытаний по 2 образца от 10% бухт, но не менее чем от пяти бухт образцы берутся от разных концов бухт;
для канатной арматуры — для каждого вида испытаний по 2 образца от 5% бухт, но не менее чем от трех бухт.
1.20. При приемке каждая партия арматуры, поступившей без сертификатов, должна подвергаться контрольным испытаниям. Стержневую арматуру испытывают на растяжение (по ГОСТ 12004-66) и загиб в холодном состоянии (по ГОСТ 14019-68); арматурную проволоку — на растяжение (по ГОСТ 12004-66) и на перегиб (по ГОСТ 1579-63, 7348-63 и 8480-63); канаты — на растяжение (по ГОСТ 16874-71).
При испытании проволочной, стержневой и канатной арматуры на растяжение устанавливают предел прочности, условный предел текучести и относительное удлинение при разрыве.
При испытании на загиб в холодном состоянии годной признается сталь, не имеющая трещин, отслаиваний и изломов.
1.21. В случае несоответствия результатов какого-либо испытания требованиям государственных стандартов или технических условий надлежит произвести повторное испытание на двойном числе образцов, взятых из других стержней или бухт этой же партии стали. При неудовлетворительных результатах повторных испытаний хотя бы одного образца вся партия арматурной стали бракуется. Вопрос об использовании этой стали решается техническим руководителем предприятия или строительства.
1.22. До применения напрягаемой высокопрочной проволоки от каждого мотка должно быть отобрано и испытано по одному образцу для установления предела прочности стали.
ТОВАРНЫЕ СВАРНЫЕ АРМАТУРНЫЕ СЕТКИ
1.23. В целях индустриализации арматурных работ для изготовления железобетонных конструкций следует преимущественно применять товарные арматурные изделия, централизованно изготовляемые метизными заводами Минчермета СССР и арматурными заводами строительных министерств.
В первую очередь следует использовать товарные сварные сетки, изготовляемые метизной промышленностью по ГОСТ 8478-66 «Сетки сварные для армирования железобетонных конструкций. Сортамент и технические требования», а также тяжелые сварные арматурные сетки по унифицированному сортаменту (серия 1.410-2), разработанные ЦНИИПромзданий Госстроя СССР.
При проектировании и изготовлении нестандартных арматурных конструкций следует руководствоваться данными, приведенными в приложении 5.
В приложениях 6 и 7 приведены сортамент и габаритные размеры товарных и унифицированных сварных сеток.
1.24. Товарные арматурные сетки могут быть использованы или как законченные арматурные изделия, или как полуфабрикаты, подвергаемые доработке (разрезка сетки, вырезка отверстий, приварка дополнительных стержней, сгибание сетки, укрупнительная сборка объемных каркасов и т.п.).
ХРАНЕНИЕ АРМАТУРНОЙ СТАЛИ И СВАРНЫХ СЕТОК
1.25. Поступающая арматурная сталь должна размещаться на складе раздельно по маркам, профилям, диаметрам и партиям стали. Хранение стали должно производиться так, чтобы исключались ее коррозия и загрязнение. Бухты катанки необходимо хранить на специальных стеллажах (рис. 2). Транспортировку бухт рекомендуется осуществлять с помощью вилочных захватов (рис. 3).
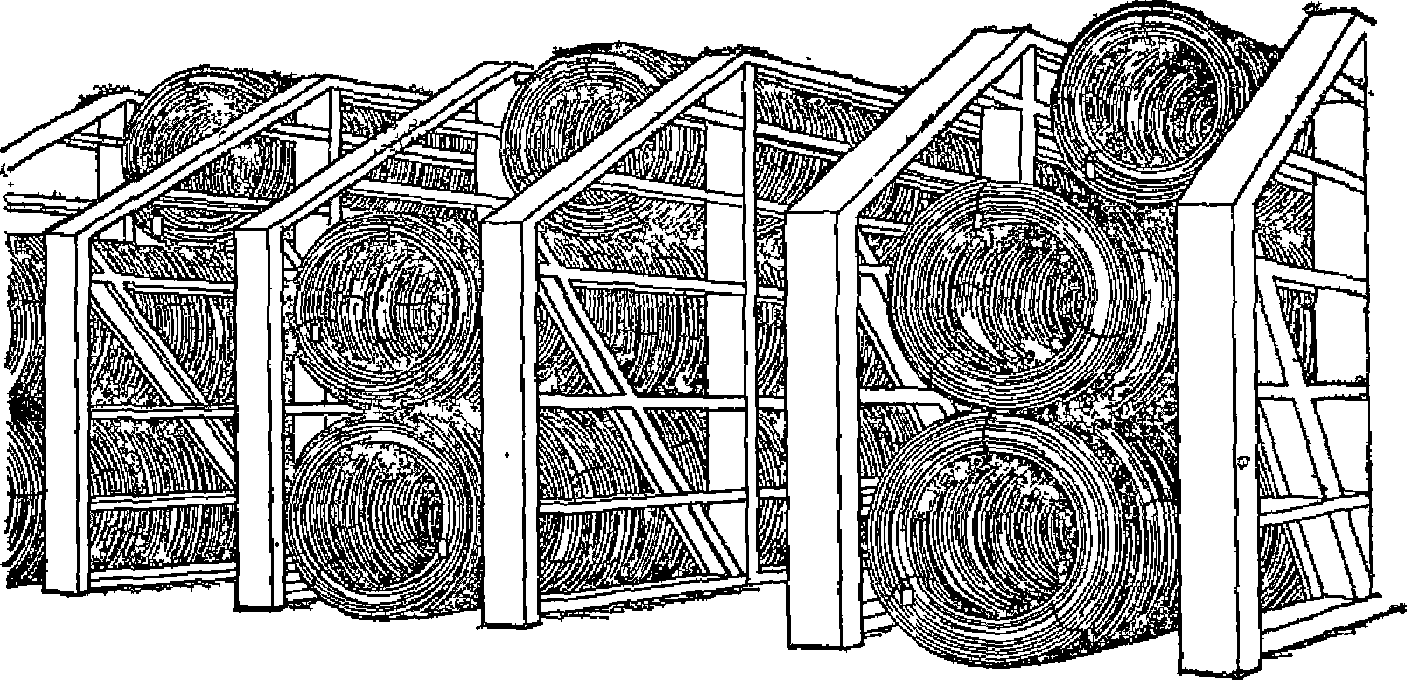
Рис. 2. Стеллаж для хранения бухт проволоки
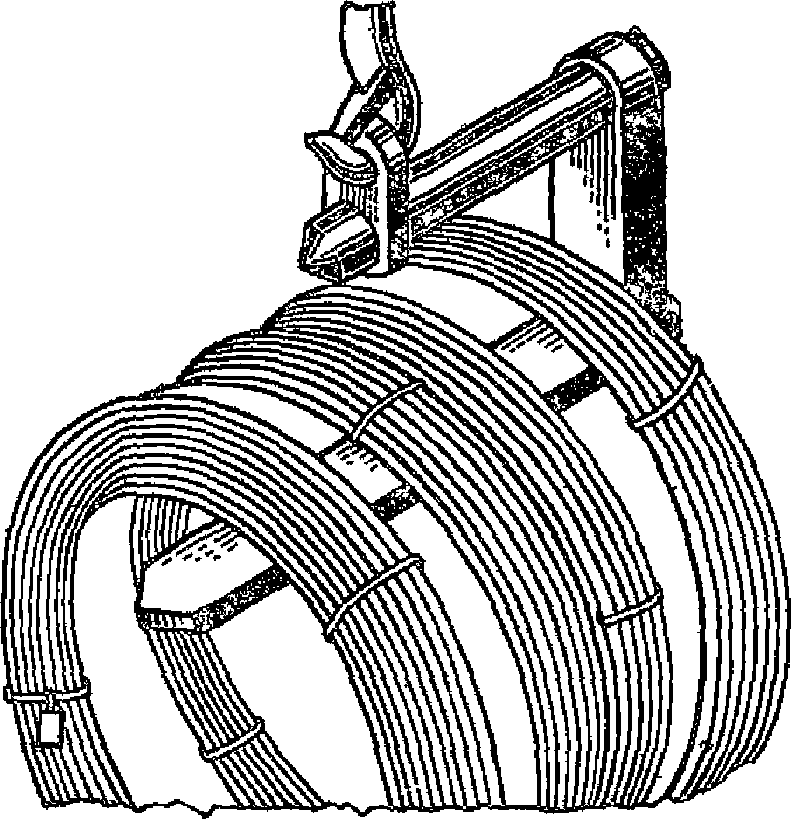
Рис. 3. Захват для бухт проволоки
Холоднотянутая проволока и канатная арматура должны храниться в закрытом сухом помещении, укладка мотков на земляной пол запрещается.
Не следует допускать многократного переноса проволоки с холода в тепло, что приводит к ее ржавлению.
Стержневая арматура должна храниться на стеллажах в закрытом помещении или под навесом. Рекомендуется применять специальные кассеты, устанавливаемые по высоте одна на другую и используемые также при транспортировке стержней (рис. 4).
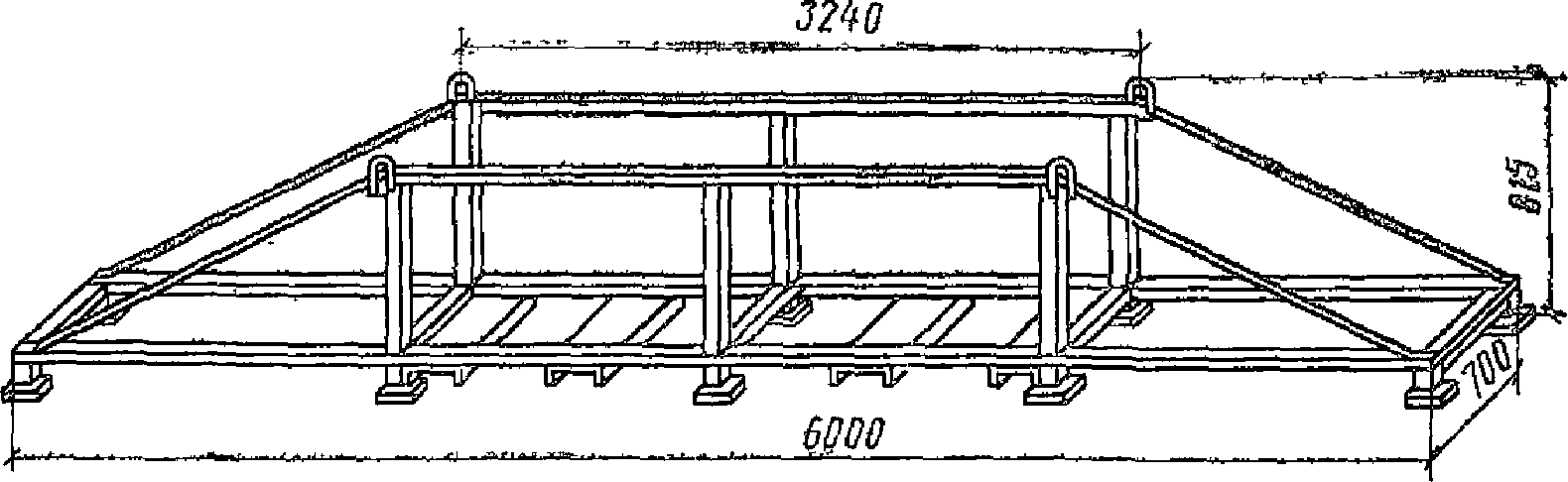
Рис. 4. Кассеты для хранения и транспортировки
стержневой арматуры
При складировании арматуры следует обращать внимание на сохранность металлических бирок и свободный доступ к ним.
1.26. Товарные сварные сетки должны храниться в закрытом сухом помещении раздельно по маркам.
Сварные плоские сетки должны храниться в штабелях высотой не более 2 м со свободными проходами между штабелями не менее 0,5 м.
Глава 2
ЗАГОТОВКА НЕНАПРЯГАЕМОЙ АРМАТУРЫ
ЗАГОТОВКА АРМАТУРНЫХ СТЕРЖНЕЙ ИЗ СТАЛИ,
ПОСТАВЛЯЕМОЙ В МОТКАХ
2.1. Заготовка арматурных стержней диаметром от 3 до 12 мм из стали классов В-I, Вр-I, А-I, А-II и А-III, поставляемой в мотках, производится на правильно-отрезных станках-автоматах.
2.2. Точность длины арматурных стержней, заготавливаемых из мотков на  станках, должна соответствовать требованиям ГОСТ 10922-75, предъявляемым к предельным отклонениям габаритов арматурных изделий.
станках, должна соответствовать требованиям ГОСТ 10922-75, предъявляемым к предельным отклонениям габаритов арматурных изделий.
2.3. Отклонения от прямолинейности стержней на 1 м длины не должны превышать: 3 мм — для стержней диаметром до 10 мм и 6 мм — 10 мм и более.
2.4. Применяемые при производстве арматурных работ  станки по характеру подачи стержня и конструкции режущего устройства делятся на:
станки по характеру подачи стержня и конструкции режущего устройства делятся на:
станки с непрерывной подачей и вращающимися ножами типов С-338А, СМЖ-142 (СМ-759), конструкции ЦНИИОМТП (проект N 1561);
станки с цикличной подачей и гильотинными ножами типов СМЖ-357, И-6118, И-6022, ИО-35В, ИАО-35Е.
Техническая характеристика указанных типов станков приведена в приложении 8.
2.5. Заготовку арматурных стержней длиной до 1 м рекомендуется производить на следующих специализированных станках типов:
СМЖ-192 конструкции ЦНИИОМТП (проект N 727);
АРС-М и АРС-П конструкции НИИПромстроя (г. Уфа);
НЖ-66025 по чертежам Гипрооргсельстроя.
Техническая характеристика станков для заготовки коротких арматурных стержней приведена в приложении 9.
2.6. При выборе типа станка следует учитывать, что существующие станки с вращающимися ножами имеют высокую производительность, но меньшую точность резки по сравнению со станками с гильотинными ножами.
2.7. Станки с гильотинными ножами, например типа И-6118, следует применять для заготовки арматурных стержней диаметром от 3 до 6 мм из стали классов В-I и Вр-I в тех случаях, когда требуются высокая точность резки, например +/- 1 мм, и высокое качество правки.
2.8. Для повышения точности резки и снижения трудоемкости при заготовке арматурных стержней диаметром до 10 мм из стали классов А-I, А-II и А-III рекомендуется модернизировать станки типов С-338 и СМЖ-142:
установкой электромагнитного приемно-отмеривающего устройства (ЭПОУ) по чертежам ЦЭКБ Строймехавтоматики ЦНИИОМТП, проект N 1315;
установкой приемно-отмеривающего желоба и изменения конструкции режущего устройства по чертежам Гипрооргсельстроя НЖ-68009.
2.9. Рабочее место при заготовке арматурных стержней из мотков рекомендуется организовывать в соответствии с рисунком, приведенным в приложении 10.
2.10. Рабочее место рекомендуется оборудовать:
консольным краном по чертежам Гипрооргсельстроя НЖ-60029 или А-55040;
универсальным одноместным размоточным устройством для мотков массой до 550 кг по чертежам ЦКБ Строймаш (Ленинград) СМЖ-357.03.000. 000 СБ или двухместным размоточным устройством для мотков массой до 100 кг по чертежам Энерготехпрома 2503А;
предохранительным устройством по чертежам ЦКБ Строймаш (Ленинград) СМЖ-357.04.00.000 СБ.
2.11. Технологический процесс заготовки арматурных стержней на станках включает комплекс следующих операций:
подготовку станка к переработке стержней требуемых диаметра и длины;
установку мотка на разматывающее устройство и заправку конца арматуры в станок;
пуск станка.
2.12. Настройка станка на оптимальный режим правки включает:
установку в соответствующее положение фильер  барабана;
барабана;
выбор и установку скорости вращения барабана в соответствии с диаметром стержня и скоростью его подачи;
отрезку на станке пробной партии из нескольких стержней;
проверку качества правки пробных стержней в соответствии с техническими требованиями;
корректировку радиального смещения фильер барабана по результатам проверки качества правки пробной партии.
2.13. Проверку качества правки стержней осуществляют с помощью металлической линейки длиной 1 м, которую в продольном направлении последовательно прикладывают к стержню, предварительно уложенному на ровное основание. При этом стрела изгиба, измеренная в направлении, перпендикулярном к оси стержня в любой точке на длине 1 м, не должна превышать значений, указанных в п. 2.3.
2.14. Проверку точности длины стержней следует осуществлять методом средних арифметических значений и размахов по ГОСТ 15894-70. При этом средние значения ![]() показывают уровень настройки станка на заданную длину резки, а размахи R — разброс стержней по длине, т.е. точность резки.
показывают уровень настройки станка на заданную длину резки, а размахи R — разброс стержней по длине, т.е. точность резки.
2.15. Определение средних арифметических значений длины стержней ![]() производится в следующем порядке:
производится в следующем порядке:
партию стержней из 5 — 10 шт. укладывают на ровное основание и выравнивают их торцы с одного конца с помощью неподвижного упора;
с помощью выверенного эталона или рулетки отмеривают от указанного неподвижного упора базовую длину lбаз, которая равна расстоянию от плоскости резки до концевого упора <*>;
———————————
<*> Для станков, оборудованных роликовым счетчиком длины, базовую длину берут равной lбаз = Lн — 100 мм, здесь Lн — заданная (номинальная) длина стержня.
с помощью штангенциркуля измеряют на каждом стержне отрезки от их концов до точек, соответствующих базовой длине; каждый из этих отрезков представляет собой путь срабатывания — lсраб;
вычисляют средний путь срабатывания ![]() из выражения
из выражения
 (1)
(1)
где lсрабi — путь срабатывания, измеренный для каждого из стержней;
n — число стержней;
вычисляют среднее арифметическое значение длины стержней ![]() из выражения:
из выражения:
 (2)
(2)
2.16. Размах длины стержней R определяют из выражения
 (3)
(3)
где ![]() — максимальное значение пути срабатывания в измеренной партии стержней, мм;
— максимальное значение пути срабатывания в измеренной партии стержней, мм;
![]() — минимальное значение пути срабатывания, мм.
— минимальное значение пути срабатывания, мм.
2.17. По результатам проверки точности стержней производят корректировку настройки станка по длине и устраняют причины, вызывающие разброс длины стержней в том случае, когда он превышает допускаемые значения.
ЗАГОТОВКА АРМАТУРНЫХ СТЕРЖНЕЙ ИЗ ПРУТКОВОЙ СТАЛИ
2.18. Заготовка арматурных стержней диаметром от 10 до 40 мм из стали классов А-I — Ат-V, поставляемой в прутках, производится на приводных станках для резки арматурной стали типов С-370, С-150А, СМ-3002, С-445М, СМЖ-322 и ручными ножницами типа СМЖ-214.
Техническая характеристика станков и ножниц для резки арматурной стали приведена в приложении 11.
2.19. Точность длины арматурных стержней, заготавливаемых из прутковой стали, должна отвечать требованиям, указанным в п. 2.2.
2.20. Заготовленные стержни должны быть прямыми, без заусенец и загибов по концам.
Прямолинейность стержней должна соответствовать требованиям, указанным в п. 2.3.
2.21. При заготовке арматурных стержней из прутковой стали во временных приобъектных мастерских, а также при небольших объемах работ рабочее место рекомендуется организовывать в соответствии со схемой, приведенной в приложении 12.
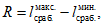
2.22. При заготовке арматуры для монолитного железобетона и значительных объемах работ при невозможности рационального раскроя ее, чтобы отходы не превышали 1 — 2%, рекомендуется применять полуавтоматические линии для сварки и мерной резки арматурной стали (рис. 5) со снятием грата, которые в зависимости от длины отрезаемых стержней изготавливаются по рабочим чертежам Гипрооргсельстроя НЖ-67020, НЖ-66030 или др.
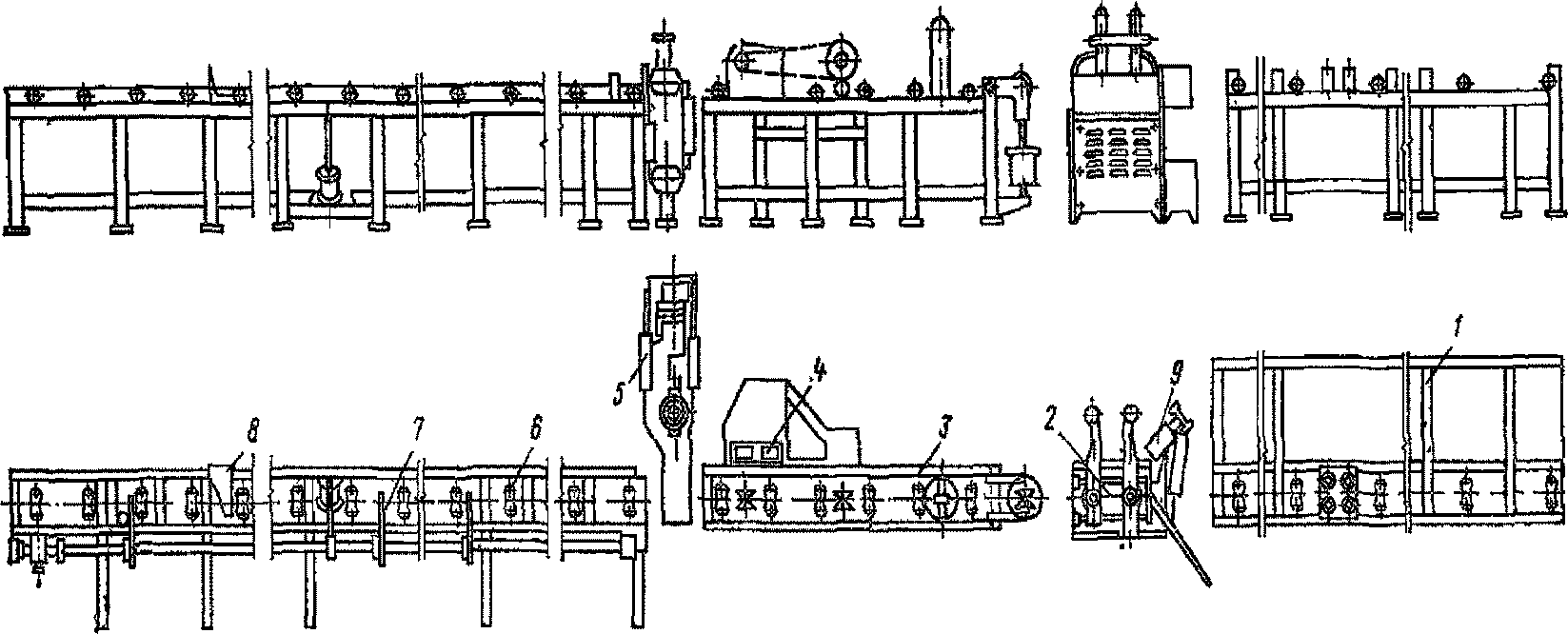
Рис. 5. Схема полуавтоматической линии для заготовки
арматуры монолитного железобетона
1 — приемный рольганг; 2 — машина для стыковой сварки;
3 — промежуточный рольганг; 4 — подающее устройство;
5 — станок для резки арматуры; 6 — измерительный рольганг;
7 — сбрасыватель; 8 — упор с конечным выключателем;
9 — пульт управления
Для стыкования стержней может применяться сварка трением.
2.23. Рабочие места и линии для заготовки арматурных стержней из прутковой стали оборудуются роликовыми столами по чертежам Гипрооргсельстроя НЖ-67031 и подъемными роликами по чертежам Гипрооргсельстроя НЖ-59023.
2.24. В зависимости от технической характеристики приводных станков для резки, а также класса арматурной стали следует производить одновременно резку нескольких стержней (табл. 3).
Таблица 3
|
Тип станков |
Класс стали |
Число стержней при диаметре стержней, мм |
|||||
|
10 |
16 |
25 |
32 |
36 |
40 |
||
|
С-370А, С-150А, СМ-3002 |
А-I |
10 |
5 |
2 |
1 |
1 |
1 |
|
А-II |
9 |
4 |
1 |
1 |
— |
— |
|
|
А-III |
7 |
3 |
1 |
— |
— |
— |
|
|
С-445М |
А-I |
10 |
8 |
3 |
1 |
1 |
1 |
|
А-II |
10 |
7 |
2 |
1 |
1 |
1 |
|
|
А-III |
10 |
5 |
1 |
1 |
— |
— |
|
|
НБ-633, Н-5222 |
А-I |
10 |
6 |
2 |
1 |
1 |
1 |
|
А-II |
9 |
4 |
1 |
1 |
1 |
1 |
|
|
А-III |
7 |
3 |
1 |
— |
— |
— |
КОНТАКТНАЯ СТЫКОВАЯ ЭЛЕКТРОСВАРКА АРМАТУРЫ
Общие требования
2.25. Контактную стыковую сварку следует применять для соединения арматурных стержней в непрерывную плеть с последующей резкой на мерные длины при заготовке арматуры.
2.26. Контактная стыковая сварка соединений горячекатаных стержней классов А-II — A-IV (в различных сочетаниях сталей) должна выполняться способом оплавления с подогревом, а соединений стержней класса А-I — способом непрерывного оплавления или способом оплавления с подогревом.
2.27. Технология контактной стыковой сварки арматуры различных классов стержней разного диаметра, а также стержней, рассчитанных на эксплуатацию при вибрационной нагрузке, имеет свои особенности, заключающиеся в подготовке стержней перед сваркой, выборе типа машин, режиме сварки, обработки соединений после сварки (см. пп. 2.38 — 2.45).
2.28. Сварка арматуры должна производиться дипломированными сварщиками, прошедшими специальное обучение и выдержавшими контрольные испытания. Независимо от стажа работы каждый сварщик должен проходить испытания не реже одного раза в год.
Сварщики, имеющие перерыв в работе свыше трех месяцев, должны допускаться к работе после сдачи контрольных испытаний.
2.29. Сварщик, как правило, должен клеймить каждое расчетное сварное соединение (в месте, указанном на чертеже).
2.30. Для контактной сварки арматуры используют контактные стыковые машины автоматического, полуавтоматического и ручного действия привода механизма осадки. Выбор типа контактной стыковой машины следует производить в зависимости от потребной мощности для осуществления сварки максимального диаметра стержней.
Пользуясь табл. 1 приложения 13, определяют необходимую мощность, по которой выбирают тип машины (табл. 3 приложения 13).
Примечание. При использовании стандартных машин ручного действия с рычажным приводом механизма осадки их рекомендуется модернизировать путем оборудования механизированными приводами, конструкции которых разработаны Всесоюзным научно-исследовательским инструментальным институтом и Научно-исследовательским институтом бетона и железобетона Госстроя СССР.
2.31. Электроды для контактных стыковых машин необходимо изготавливать из специальных медных сплавов, технические данные которых приведены в табл. 4 приложения 13.
Примечания: 1. Допускается применение электродов, изготовленных из меди марки М-1.
2. Рекомендуется восстанавливать изношенные поверхности электрода путем наплавки, которую можно выполнять дуговой сваркой в среде азота угольным электродом с присадкой из кадмиевой бронзы (2,2% Cd). Перед наплавкой электроды нужно помещать в графитовую форму. Наплавку можно осуществлять также угольным электродом в среде углекислого газа, пайкой газовой горелкой с использованием серебряного припоя ПСР-45 и флюса из буры или смеси фтористого калия (50%) и борной кислоты (50%); при пайке нельзя нагревать сплав электрода выше температуры темно-красного каления.
2.32. Электроды должны быть снабжены продольными канавками — гнездами призматического, трапецеидального либо полукруглого сечения. Для сварки стержней класс А-I и А-III следует применять электроды с гнездами призматического или трапецеидального сечения.
Стыковая сварка арматурных стержней классов А-I и А-IV
2.33. Подготовка стержней перед контактной сваркой состоит в следующем:
торцы отрезают под углом 90° с помощью механической или газовой резки; допускается отклонение плоскости торцов не более 10°;
торцы, покрытые толстым слоем ржавчины, краски, окисной пленкой после газовой резки либо другими веществами, следует очищать;
поверхности выступов стержней периодического профиля в местах контакта с электродами должны быть тщательно зачищены;
изогнутые стержни следует выправлять с помощью станков для гибки, прессов и вручную в холодном состоянии или с подогревом;
стержни должны быть установлены и зажаты в электродах машины строго соосно.
2.34. Параметры режима контактной стыковой сварки выбираются в соответствии с диаметрами и марками арматурной стали.
Основными параметрами режима стыковой сварки, на которые необходимо настроить машину, являются (рис. 6):
Рис. 6. Геометрические параметры режима
стыковой сварки стержней
1, 2 — стержни; 3, 4 — электроды (губки);
![]() и
и ![]() — установочные длины;
— установочные длины; ![]() и
и ![]() — величины
— величины
оплавления; ![]() и
и ![]() — величины осадки
— величины осадки
установочная длина lу — размер выступающего из электродов конца стержня;
величина оплавления lопл и осадки lос — соответственно длины участков стержня, расходуемого на оплавление и осадку (это не распространяется на сварку арматурных стержней из стали марки 80С);
сварочный ток, определяемый мощностью, выбранной для сварки контактной машины, и настройкой сварочного трансформатора машины путем включения требуемой ступени трансформатора.
Кроме перечисленных параметров режима стыковой сварки имеются другие параметры режима сварки, также оказывающие большое влияние на качество сварных соединений: скорость оплавления и осадки, продолжительность оплавления и усилие осадки. Кроме того, режим стыковой сварки с подогревом прерывистым оплавлением определяется также скоростью сближения и размыкания стержней, продолжительностью оплавления, короткого замыкания и пауз при каждом цикле подогрева и всего цикла подогрева и, наконец, числом циклов подогрева.
Перечисленные выше параметры режима в машинах автоматического действия выдерживаются независимо от оператора, а некоторые из них (в зависимости от типа имеющейся машины) настраиваются заранее в соответствии с заводскими инструкциями, прилагаемыми к машинам.
Настройка машин неавтоматического действия на параметры режима сварки заранее не производится, и эти параметры не контролируются приборами, а должны быть подобраны опытным путем и выдержаны оператором.
2.35. Перед производством сварки машину настраивают на режим, ориентировочные параметры которого приведены в табл. 2 приложения 13. Затем путем сварки и контроля пробных образцов надлежит в каждом конкретном случае уточнить основные параметры режима сварки соединений стержней заданных диаметра, класса и марки.
Ступень трансформатора устанавливают с учетом сварки арматурных стержней классов А-II и А-IV на мягких режимах, которые обеспечивают наибольшую пластичность и вязкость соединений, предназначенных для эксплуатации при отрицательной температуре и в условиях воздействия динамических нагрузок.
Скорость осадки на машинах автоматического действия в начальный момент, пока не закроется зазор в стыке, должна составлять 15 — 20 мм/с — для стержней класса А-I и 20 — 30 мм/с — для стержней классов А-II и А-IV. После закрытия зазора в стыке скорость осадки может быть снижена до 2 — 4 мм/с. При сварке на машинах с ручным приводом осадка должна производиться с максимальной скоростью. Ориентировочная минимальная продолжительность оплавления и подогрева для сварки арматурных стержней класса А-I при наивысшей ступени сварочного трансформатора приведена в табл. 5 приложения 13. Для сварки стержней классов А-II и А-IV ориентировочная минимальная продолжительность оплавления и подогрева в 2 — 4 раза больше приведенных в табл. 4 приложения 13.
Удельное давление осадки при сварке оплавлением с подогревом принимается: для стержней класса А-I — 3 — 5 кгс/мм2, для стержней классов А-II — А-IV — 4 — 6 кгс/мм2.
При сварке непрерывным оплавлением удельное давление осадки должно составлять 6 — 7 кгс/мм2. Меньшее значение удельного давления осадки следует принимать для сварки стержней класса А-I, большее — для сварки стержней класса А-IV.
Усилие прижатия стержней торцами во время подогрева должно составлять 10 — 15% усилия осадки. Усилие осадки определяется путем умножения удельного давления на площадь сечения стержня. Число соприкосновений торцов стержней при подогреве должно составлять от 3 до 20 в зависимости от диаметра стержней и мощности машины. Чем больше диаметр стержней и чем меньше мощность машины, тем больше должно быть число соприкосновений.
2.36. Для производства сварки способом оплавления с подогревом сначала следует выполнить подогрев. Процесс подогрева осуществляется путем чередования замыканий и размыканий торцов стержней при включенном сварочном токе. После подогрева торцов стержней до красного или светло-красного каления следует перейти к процессу непрерывного оплавления, который надлежит заканчивать осадкой.
2.37. Для сварки способом непрерывного оплавления стержни, закрепленные в электродах, при включенном токе следует сблизить до соприкосновения их торцов, затем развести на 1 — 3 мм и возбудить процесс оплавления. После оплавления стержней на заданную величину необходимо произвести их быструю осадку, начиная ее под током и завершая при выключенном токе.
2.38. Сварку стержней разного диаметра следует выполнять на машинах ручного действия, для этого стандартные стыковые машины должны быть модернизированы. Электроды должны быть выбраны в соответствии с классом (маркой) стержней и их диаметром (см. пп. 2.31 и 2.32).
2.39. Для производства контактной сварки стыков стержней разного диаметра потребную мощность сварочного тока и машины следует производить по условному диаметру стержня, определенному как среднее арифметическое обоих диаметров свариваемых стержней.
Параметры режима сварки lу, lопл и lос следует определять отдельно для тонкого и толстого стержней.
Величины ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() (где одним штрихом обозначены данные для тонкого, а двумя штрихами — для толстого стержней, см. рис. 5) следует определять по п. 2.34.
(где одним штрихом обозначены данные для тонкого, а двумя штрихами — для толстого стержней, см. рис. 5) следует определять по п. 2.34.
Установочная длина ![]() толстого стержня должна быть определена из равенства
толстого стержня должна быть определена из равенства
 (4)
(4)
где D — диаметр толстого стержня.
2.40. Для производства сварки стержней разных диаметров необходимо разогреть конец толстого стержня в режиме сопротивления до светло-красного каления, предварительно закрыв торец тонкого стержня кулисой, затем отвести на 2 — 3 мм подвижную плиту с толстым стержнем, открыть торец тонкого стержня и произвести сварку в соответствии с рекомендациями п. 2.35 или 2.36.
2.41. Стыковую сварку арматурных стержней периодического профиля класса А-IV из высокоуглеродистой стали марки 80С и стальных прядей классов П-3 или П-7, а также упрочненных арматурных стержней следует выполнять с помощью гильз-накладок, надетых и опрессованных до сварки на концах арматурных элементов (см. Указания по сварке соединений арматуры и закладных деталей железобетонных конструкций СН 393-69).
2.42. Выполнение сварки стержней или прядей с опрессованными гильзами должно производиться так же, как и стержней класса А-III, диаметром, равным наружному диаметру цилиндрической части гильзы (см. пп. 2.25 — 2.36). Сварку термически упрочненных арматурных стержней с опрессованными гильзами следует производить непрерывным оплавлением при жестком режиме.
2.43. Контактную стыковую сварку соединений стержней, рассчитанных на эксплуатацию при вибрационной нагрузке, следует выполнять в соответствии с пп. 2.25 — 2.36. При этом применяются электроды с полукруглыми канавками; для стержней диаметром более 25 мм в канавки под стержни следует укладывать алюминиевые прокладки толщиной 1 — 1,5 мм.
2.44. Сварку стержней, рассчитанных на работу под действием вибрационной нагрузки, следует производить способом оплавления с подогревом на мягком режиме.
2.45. После сварки стыковые соединения стержней должны быть подвергнуты механической обработке с целью устранения концентратов напряжений (см. СН 393-69).
2.46. Механические испытания сварных образцов на прочность должны производиться в соответствии с требованиями ГОСТ 10922-75.
Приемка партии выполненных соединений осуществляется по двум показателям результатов испытаний контрольных образцов на растяжение: минимальному C1 и среднему C2 значениям предела прочности (кгс/мм2) в серии контрольных образцов, величины которых составляют для арматурной стали классов:
![]()
![]()
А-I …………… 26 …………… 35
А-II …………… 41 …………… 50
А-III …………… 51 …………… 60
А-IV …………… 80 …………… 90
Число отбираемых для испытаний контрольных образцов из партии готовых соединений по ГОСТ 10922-75 составляет от 2 до 6 и зависит от размаха, т.е. разницы между наибольшим и наименьшим значениями предела прочности в серии контрольных образцов предыдущей выборки.
ГИБКА АРМАТУРНЫХ СТЕРЖНЕЙ
2.47. Гибка арматурных стержней должна производиться в холодном состоянии, как правило, на приводных гибочных станках типов С-146А, С-564, С-565, СМ-3007, СМЖ-301.
Техническая характеристика приводных гибочных станков приведена в приложении 14.
Для гибки арматурных стержней диаметром до 12 мм при малых объемах работ могут применяться ручные гибочные станки по чертежам Гипрооргсельстроя А-55016.
2.48. Гибку монтажных петель для железобетонных изделий рекомендуется производить на следующих специализированных высокопроизводительных станках:
полуавтоматическом для правки, резки и гибки монтажных петель из стержней диаметром 6 — 10 мм непосредственно из мотков по чертежам Гипрооргсельстроя НЖ-67043;
для изготовления монтажных петель из стержней диаметром 10 — 14 мм по чертежам Гипрооргсельстроя НЖ-60039.
2.49. При гибке хомутов, анкерных стержней и других изделий на приводных гибочных станках рабочее место рекомендуется организовывать в соответствии с рис. 1 приложения 15.
2.50. При гибке стержней диаметром до 12 мм на ручных гибочных станках рабочее место рекомендуется организовывать по рисунку приложения 16.
2.51. Гибка арматурных стержней производится с соблюдением следующих указаний:
заготовительная длина стержней должна иметь припуски, размер которых зависит от формы и числа изгибов;
при назначении мест отгибов следует пользоваться укрепленными на гибочном станке мерными рейками, производя отсчет размеров в обе стороны от центра осевого пальца станка;
на приводных гибочных станках для стержней класса А-I диаметром до 40 мм, например типов С-146А и СМ-3007, одновременно в одной закладке может производиться гибка следующего числа стержней одинаковой формы:
|
Диаметр стержней, мм |
До 8 |
9 — 10 |
12 |
14 |
15 — 19 |
20 — 27 |
Более 27 |
|
Число стержней |
12 |
8 |
6 |
4 |
3 |
2 |
1 |
при гибке стержней диаметром до 10 мм изгибающий и осевой пальцы станка должны заменяться вилкой, вставляемой в гнездо вала станка.
ПРАВКА, РЕЗКА И ГИБКА СВАРНЫХ СЕТОК
2.52. Сварные рулонные сетки рекомендуется подвергать размотке, правке и резке на мерные длины на установке конструкции ЦНИИОМТП (проект N 3342).
2.53. Резку сварных сеток осуществляют ножницами типов СМЖ-60 (7247СА/4) и СМЖ-62 (7247СА/8).
Техническая характеристика ножниц для резки сварных сеток и установки ЦНИИОМТП для размотки, правки и резки рулонных сеток приведена в приложении 17.
2.54. Гибку сварных сеток при изготовлении пространственных арматурных каркасов, например для ребристых плит, колонн, балок и тому подобное, осуществляют на станках типов СМ-516А, 7251А, 7352/3, по чертежам Гипрооргсельстроя НЖ-65096 и конструкции ЦНИИОМТП (проект N 3249).
Техническая характеристика станков для гибки арматурных сеток приведена в приложении 18.
Глава 3
КОНТАКТНАЯ ТОЧЕЧНАЯ ЭЛЕКТРОСВАРКА АРМАТУРЫ
Общие указания
3.1. Точечная контактная сварка применяется для получения крестовых соединений двух или трех пересекающихся арматурных стержней при изготовлении сварных арматурных сеток и каркасов из горячекатаной стали классов А-I, А-II и А-III, диаметром 3 — 40 мм и проволоки классов В-I и Вр-I, диаметром 3 — 8 мм.
3.2. Точечная сварка пересекающихся стержней должна производиться на специальных одно-, двух- и многоточечных автоматических, машинах, выпускаемых электромашиностроительной промышленностью. Типы и технические характеристики стационарных точечных контактных машин приведены в приложениях 19 — 22.
Подвесные точечные машины с выносными и встроенными сварочными трансформаторами, характеристика которых приведена в приложениях 23 и 24, применяются для сварки крупногабаритных каркасов, укрупнительной сборки арматурных конструкций и сварки тяжелых арматурных сеток при небольших объемах работ. Они должны применяться вместе со вспомогательными устройствами, типы и характеристики которых приведены в 5 и 8 главах Руководства.
3.3. Сварка арматурных сеток и каркасов при небольших объемах производства однотипных изделий должна осуществляться на специальных серийно выпускаемых многоточечных машинах типов АТМС-14 x 75, МТМС-10 x 35, МТМ-32У4, МТМ-35, МТМК-3 x 100, МТ-603, МТМ-09, автоматизированных линиях КТМ-320144 и др.
3.4. Многоточечные сварочные машины, поступающие с заводов без вспомогательного оборудования (вертушки для мотков проволоки, устройство подачи продольных и поперечных прутков, приемно-пакетирующие устройства сеток и каркасов для организации автоматизированных линий) должны укомплектовываться этим оборудованием, изготовляемым заводами Минстройдормаша или на месте.
Характеристики автоматизированных линий на базе многоточечных машин приведены в приложении 25.
3.5. Одноточечные сварочные машины, применение которых целесообразно при малых объемах изготовления малогабаритных сеток и каркасов, должны укомплектовываться металлическими столами или роликовыми столами для укладки и подачи арматурных стержней и перемещения сеток и каркасов в процессе сварки.
3.6. Сварка на одноточечных машинах сеток и каркасов, ширина которых превышает вылет электродов, может производиться с переворачиванием изделий на 180°. При длине изделий более 3 м и ширине, превышающей вылет электрододержателя, в том случае, когда обеспечивается загрузка двух точечных машин, сварку целесообразно производить на двух машинах, повернутых навстречу друг другу.
Общая ширина свариваемого изделия S в этом случае равна
S = 2l + a, (5)
где l — вылет электродов, мм;
a — шаг продольных стержней в изделии, мм.
Выбор режимов сварки
3.7. Высокое качество сварных точечных соединений достигается выбором правильного режима сварки, характеризующегося следующими основными параметрами: сварочным током I2, временем выдержки под током tсв, усилием сжатия электродов Pэ и диаметром контактной поверхности электродов dэ.
3.8. Получение необходимых режимов сварки на точечных контактных машинах обеспечивается:
а) подбором по паспорту машины и включением необходимой ступени сварочного трансформатора для получения заданной силы сварочного тока;
б) регулированием давления поступающего из сети в машину сжатого воздуха у пневматических и пневмогидравлических машин, а также усилия пружин в машинах с педальным и механическим приводом;
в) соответствующей настройкой электронных регулировок времени РВЭ-7-1А или других на требуемую выдержку под током и другие параметры цикла сварки;
г) применением соответствующих размеров электродов согласно рекомендациям табл. 4.
Таблица 4
|
Диаметр большего из свариваемых стержней, мм |
Диаметр контактной поверхности D, мм |
Размер под ключ A, мм |
|
3 — 10 |
25 |
18 |
|
10 — 22 |
40 |
27 |
|
22 — 50 |
63 |
41 |
|
50 — 90 |
100 |
— |
3.9. Электроды контактных одноточечных машин общего назначения, серийно выпускаемых электромашиностроительной промышленностью, по своим размерам и форме не пригодны для сварки арматуры и должны быть заменены электродами, изготовленными, в соответствии с данными табл. 4, из хромоцинковой бронзы.
3.10. Для повышения производительности и экономичности процесса рекомендуется производить сварку на «жестких» режимах при максимально допустимых для данной машины и свариваемых диаметров сварочном токе и минимальной выдержке под током.
Контроль качества сварных точечных соединений
3.11. Правильность выбранного режима сварки проверяется контрольным испытанием прочности на срез сварных образцов арматуры. Косвенным показателем прочности сварного соединения служит величина осадки h, определяемая по формулам (рис. 7):
при двух стержнях в узле
 (6)
(6)
при трех стержнях в узле
 (7)
(7)
где h — осадка стержней, мм;
![]() ,
, ![]() ,
, ![]() — диаметры гладких стержней или наружные диаметры стержней периодического профиля, мм;
— диаметры гладких стержней или наружные диаметры стержней периодического профиля, мм;
a — общая толщина стержней после сварки, определяемая замером, мм;
b — суммарная глубина вмятин (b’ + b»), определяемая замером, мм.
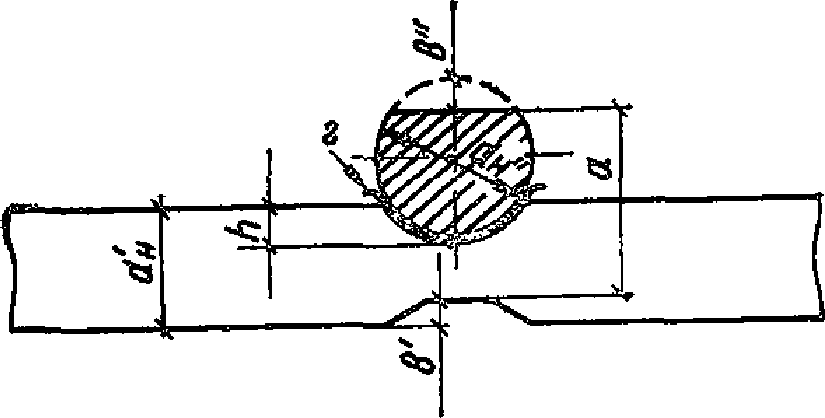
Рис. 7. Схема сварного крестового соединения
b’ и b» — вмятины от электродов соответственно нижнего
и верхнего свариваемых стержней; г — грат;
![]() и
и ![]() — номинальные диаметры соответственно нижнего
— номинальные диаметры соответственно нижнего
и верхнего свариваемых стержней
3.12. Предварительный подбор режимов сварки производится по паспортным данным сварочных машин, по меньшему диаметру стержня и уточняется по результатам испытания трех пробных образцов, сваренных на данном режиме.
При качественной сварке оптимальные величины осадки соединений стержней должны находиться в пределах, приведенных в табл. 5.
Таблица 5
|
Число стержней в соединении |
Класс арматурной стали |
Величина осадки в долях номинального диаметра меньшего из свариваемых стержней <*> |
|
2 |
А-I <**> |
0,25 — 0,5 |
|
А-II |
0,33 — 0,6 |
|
|
А-III |
0,4 — 0,8 |
|
|
3 |
А-I |
0,12 — 0,2 |
|
А-II |
0,16 — 0,3 |
|
|
А-III |
0,2 — 0,4 |
———————————
<*> В соединениях, подвергающихся вибрационной нагрузке, величина осадки должна соответствовать минимальному из приведенных значений.
<**> В том числе и обыкновенная арматурная проволока В — Г.
Осадка, превышающая указанные величины, недопустима, так как является показателем перегрева металла и понижения прочности соединения.
3.13. Определение прочности крестовых сварных соединений арматуры производится в соответствии с ГОСТ 10922-75 и приведенными в приложении 26 рекомендациями.
3.14. Контрольные испытания прочности крестовых соединений сварных арматурных сеток и каркасов при их изготовлении следует выполнять без вырезки образцов из сварных изделий с помощью прибора ПА-7, характеристика которого приведена в приложении 26.
3.15. Контрольные образцы сварных соединений, вырезанных из готовых изделий, подвергаются механическим испытаниям на растяжение, срез или отрыв на вертикальных или горизонтальных разрывных машинах.
3.16. За партию изделий, изготовленных с применением точечной электросварки, принимают до 100 однотипных сеток или каркасов. При изготовлении рулонных и плоских сеток на многоэлектродных машинах партия должна состоять из сеток или каркасов одной марки, число которых определяется сменной производительностью одной машины.
При сварке на одноэлектродных машинах из одного исходного материала и при одинаковых режимах сварки по согласованию с приемщиком допускается увеличивать размер партии, но не более чем в 3 раза.
3.17. Приемочная проверка прочности сварных узлов, выполненных точечной электросваркой, должна производиться:
испытанием на срез крестообразных соединений стержней непосредственно в арматурных изделиях переносными приборами;
испытанием на срез контрольных образцов сварных соединений.
3.18. Контрольные образцы должны изготовляться вместе с каждой партией сварных каркасов или сеток из тех же марок и диаметров сталей и при тех же режимах сварки.
Образцы (рис.  должны иметь следующие размеры: при d2 < 32 мм — длину продольного стержня l >= 15d2, но не менее 250 мм, длину поперечного стержня 2m = 80 мм, длину выступающей кверху части n = 40 мм; при d2 >= 32 мм — соответственно l >= 20d2, 2m = 200 мм, n = 100 мм.
должны иметь следующие размеры: при d2 < 32 мм — длину продольного стержня l >= 15d2, но не менее 250 мм, длину поперечного стержня 2m = 80 мм, длину выступающей кверху части n = 40 мм; при d2 >= 32 мм — соответственно l >= 20d2, 2m = 200 мм, n = 100 мм.
Образцы изготовляют таким образом, чтобы при разных диаметрах стержней d1 и d2 усилие для испытания могло быть приложено по оси стержня меньшего диаметра.
Примечание. При контроле качества сварных соединений в сетках, изготовленных на многоэлектродных машинах, а также в изделиях, сваренных на машинах без автоматического управления циклом сварки, контрольные образцы для испытания вырезают из готового изделия.
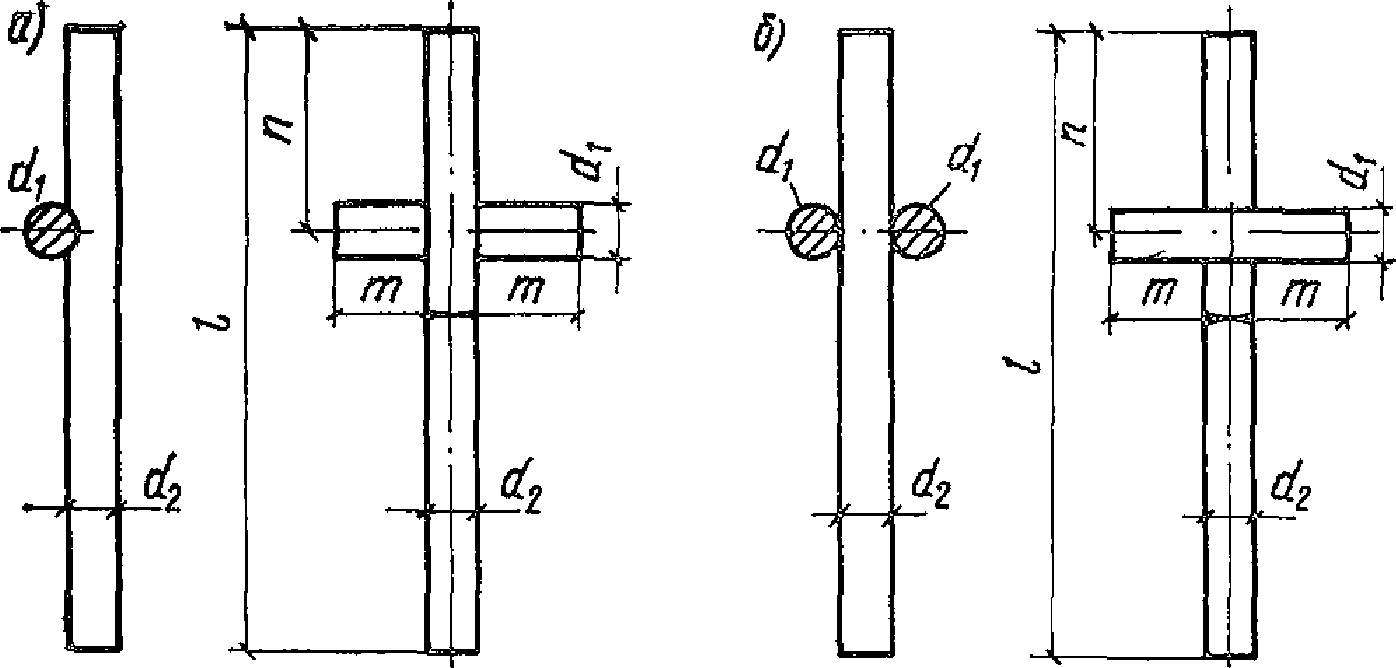
Рис. 8. Контрольные образцы крестообразных сварных
соединений арматуры для испытания на срез
а — образец с односрезным соединением (из двух стержней);
б — образец с двухсрезным соединением (из трех стержней)
3.19. Согласно п. 3.18 от каждой партии изделий испытывают по три узла или по три контрольных образца; при наличии нескольких сочетаний диаметров стержней испытывают по три узла (или образца) на каждое сочетание. В каждой партии сеток, сваренных на многоэлектродной машине, испытывают все узлы в ряду пересечений продольных стержней с одним поперечным стержнем.
3.20. Для сеток, в которых соединения продольных и поперечных стержней имеют только монтажное значение, допускается по согласованию с приемщиком вместо испытаний соединений на прочность проверять качество сварного соединения разрушением узла молотком и последующим внешним обследованием сварной точки.
В этом случае соединение должно удовлетворять следующим требованиям: сварная точка в изломе должна быть блестящей, без пор, раковин и без потемнения по периметру; сварная точка должна быть окружена гратом, т.е. расплавленным металлом, выдавленным при сварке наружу; разрушение соединения должно происходить с вырывом металла.
Примечание. Наличие венчика темного цвета по периметру точки характеризует непровар. Поры и раковины являются следствием пережога, наличия ржавчины или загрязнения стержней в месте сварки.
3.21. При изготовлении сеток или каркасов с применением холоднотянутой проволоки, холодносплющенных стержней или стержней, подвергнутых упрочнению вытяжкой в холодном состоянии, кроме проверки качества сварных узлов в соответствии с указаниями, изложенными в п. 3.17, следует проверить влияние сварки на снижение наклепа.
Проверку производят перед сваркой партии арматурных изделий по результатам испытания контрольных образцов (рис. на растяжение. Образцы сваривают на отрегулированной машине в числе, указанном в п. 3.19.
Примечания: 1. В контрольных образцах продольные стержни должны быть из упрочненной арматуры, подвергаемой проверке.
2. Если в сварном узле стержни обоих направлений из упрочненной арматуры, то контрольные образцы изготовляются для проверки стержней каждого направления.
Предел прочности стали стержней, подвергнутых механическому упрочнению в холодном состоянии, а также предел текучести в испытанных образцах должны быть не менее браковочного минимума для данных марок сталей и способов их упрочнения.
Предел прочности (или предел текучести) определяется путем деления разрушающего усилия (или усилия в момент текучести) на величину площади поперечного сечения стержня до сплющивания или до упрочнения вытяжкой.
3.22. При несоответствии результатов испытаний хотя бы одного из образцов требованиям пп. 3.20 и 3.21 должно производиться вторичное испытание с удвоенным числом образцов. В случае несоответствия результатов испытаний хотя бы одного из всех вторично отобранных образцов одному из требований вышеуказанных пунктов вся партия изделий бракуется.
Глава 4
ДУГОВАЯ ЭЛЕКТРОСВАРКА АРМАТУРНЫХ КОНСТРУКЦИЙ
Общие требования
4.1. Дуговая электросварка допускается при производстве арматурных работ для выполнения различных стыковых соединений стержней при отсутствии стыкосварочных машин, а также при изготовлении закладных деталей (см. гл. 6). Основные конструкции стыковых соединений стержней приведены в табл. 6.
Таблица 6
|
Способы сварки |
Конструкции типовых соединений |
Рекомендуемые классы и диаметры арматурной стали |
Вид воспринимаемой нагрузки |
|
Ванная в инвентарных формах |
|
Для классов А-I, А-II и А-III, диаметров 20 мм и более в монтажных условиях |
В конструкциях, воспринимающих статические и вибрационные нагрузки |
|
Ванная на остающихся стальных скобах |
|
Для классов А-I, А-II и А-III, диаметров 20 мм и более в монтажных условиях |
В конструкциях, воспринимающих статические нагрузки |
|
Многослойными швами: |
Для классов А-I, А-II и А-III, практически всех диаметров в монтажных условиях |
То же |
|
|
а) на остающихся стальных скобах; |
|
||
|
б) без формирующих элементов |
|||
|
Протяженными швами с накладками и внахлестку |
|
Для классов А-I, А-II, А-III, А-IV и А-V, практически всех встречающихся на монтаже диаметров |
Эскизы — а, б, в, г — в конструкциях, воспринимающих статические нагрузки; д — в конструкциях, воспринимающих вибрационные нагрузки |
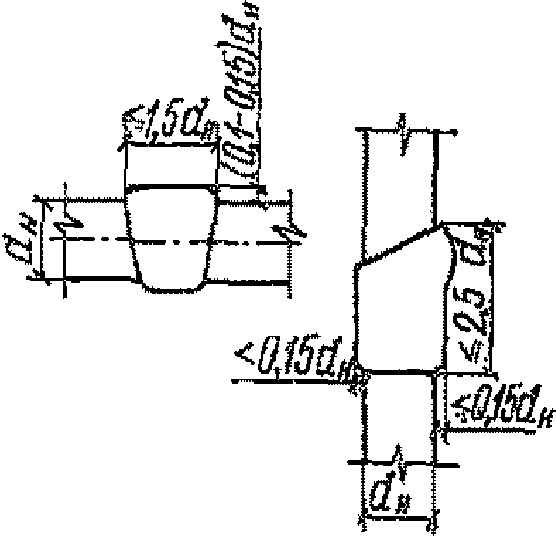
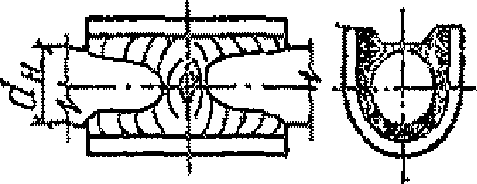
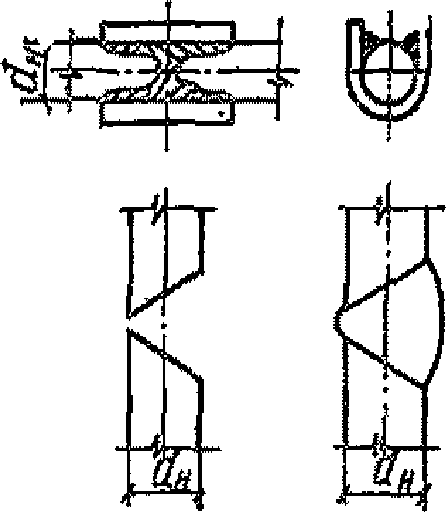
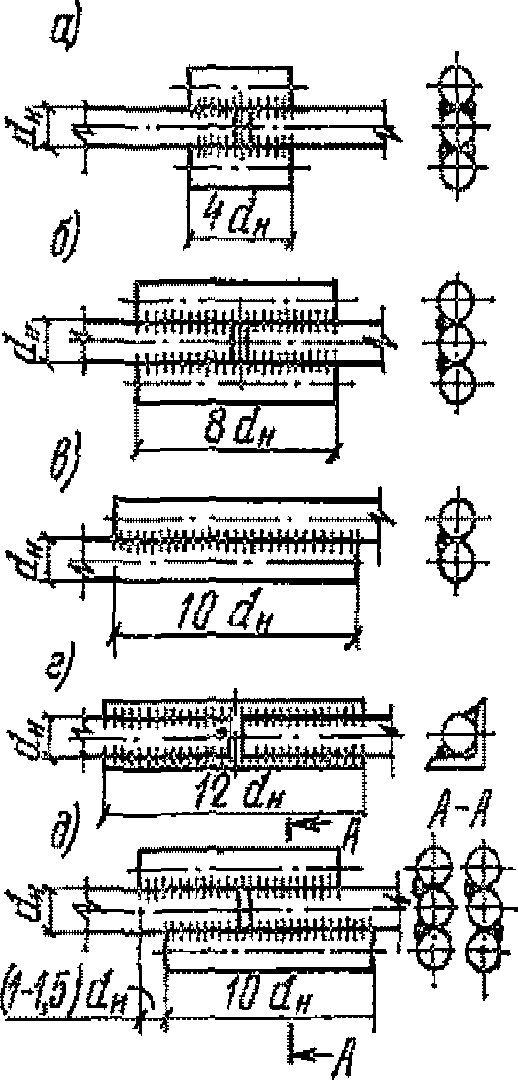
4.2. Дуговая электросварка крестообразных соединений допускается при изготовлении арматурных изделий (сеток и каркасов) при отсутствии специальных контактно-точечных машин. При этом разрешается применять дуговую сварку с принудительным формированием наплавленного металла. Допускается применять дуговую сварку со вспомогательными элементами (косынками, уголками) для крестовых соединений при диаметрах меньшего стержня арматуры не менее 25 мм и только для соединений, имеющих монтажное значение.
Применение дуговой электросварки должно быть оговорено в проекте или на применение ее должно быть получено специальное разрешение соответствующей проектной организации.
4.3. При производстве стыковой сварки арматурных стержней рекомендуется соблюдать следующие указания:
а) соединения стержней классов А-I, А-II и А-III, диаметром менее 20 мм допускается выполнять дуговой сваркой швами с круглыми накладками или с нахлесткой;
б) соединения стержней классов А-I, А-II и А-III, диаметром 20 мм и более рекомендуется выполнять способами сварки, приведенными в пп. 4.5 — 4.49 настоящего Руководства;
в) соединения стержней классов А-IV и А-V следует выполнять дуговой сваркой швами с круглыми накладками.
4.4. Для выполнения стыковых соединений стержней арматуры различными способами дуговой электросварки выбирают режимы сварки, согласно приложению 27, необходимые приспособления — по приложению 28 и электродные материалы — по приложению 29.
4.5. При соединении арматурных стержней применяют следующие разновидности дуговой сварки:
полуавтоматическая (под слоем флюса и порошковой проволокой) и ручная ванная. Ванная <1> сварка стержней выполняется в съемных медных формах и на стальных остающихся скобах-подкладках <2> или скобах-накладках <3>;
полуавтоматическая порошковой и голой легированной проволоками и ручная многослойными швами;
валиковыми швами.
———————————
<1> При ванной сварке стыковых соединений арматуры происходит постепенная заварка пространства между торцами свариваемых стержней путем создания ванны расплавленного металла, верхняя часть которой сохраняется в жидком состоянии в течение всего процесса сварки.
<2> Скобой-подкладкой называется дополнительная технологическая деталь, служащая в основном формой для образования сварного шва и площадь сечения которой составляет меньше 50% площади сечения стыкуемых стержней.
<3> Скобой-накладкой называется дополнительная конструктивно-технологическая деталь, рассчитанная на восприятие всей или большей части осевой эксплуатационной нагрузки и площадь сечения которой составляет более 50% площади сечения стыкуемых стержней.
Особенности этих способов и области применения рассмотрены в соответствующих разделах.
4.6. Сварочные работы при отрицательной температуре окружающего воздуха минус 30 °C следует производить при сварочном токе, повышенном на 15% по отношению к значениям, приведенным в приложении 27 (промежуточные величины следует принимать пропорционально снижению температуры от нуля до минус 30 °C).
Полуавтоматическая ванная сварка под флюсом
4.7. Полуавтоматическая ванная сварка под флюсом рекомендуется как наиболее эффективный способ соединения арматуры диаметром более 20 мм.
4.8. Для полуавтоматической ванной сварки под флюсом стыковых соединений арматурных стержней применяются сварочные полуавтоматы типов А-920М, А-929, А-986, ПШ-5-1, ПДШМ-500, А-1530-УЗ.
Конструкции держателей при работе с полуавтоматом А-765 рекомендуются молоткового типа А-792М — для сварки вертикальных стержней и пистолетного типа А-793М — для сварки горизонтальных стержней.
Для соединения вертикальных стержней следует использовать специализированный полуавтомат А-1530-УЗ, который позволяет в процессе сварки ступенчато изменять скорость подачи сварочной проволоки и тем самым избежать регулировки напряжения. Достигается также повышение производительности наплавки и качество сварных соединений. Изменение скорости подачи проволоки в процессе сварки осуществляется нажатием кнопки на держателе.
4.9. Флюс и сварочную проволоку выбирают согласно табл. 1 приложения 29.
Для соединения стержней арматуры диаметром 20 — 40 мм из стали классов А-II и А-III полуавтоматической ванной сваркой под флюсом в съемных формах следует применять сварочную проволоку диаметрами 2,5 и 2 мм марок Св-10ГА и Св-08ГА (с содержанием не менее 1% марганца). Допускается также применение проволоки марок Св-08 и Св-08А для соединения стержней диаметрами 20 — 28 мм (включительно) из стали класса А-III и диаметрами 20 — 32 мм из стали класса А-II. Для полуавтоматической ванной сварки под флюсом стержней диаметрами более 40 мм необходимо применять проволоку марок Св-10ГА и Св-10Г2 (допускается применение проволоки марки Св-12ГС), предпочтительна проволока диаметром 2,5 мм.
4.10. Для полуавтоматической ванной сварки стыковых соединений арматуры должны применяться преимущественно инвентарные медные формы:
а) для горизонтально расположенных однорядных стержней в зависимости от доступности разъема частей формы после сварки — с разъемом в горизонтальной или вертикальной плоскостях (рис. 1, а и 2, а приложения 28);
б) для вертикально расположенных однорядных стержней — с разъемом в вертикальной плоскости (рис. 1, б и 2, б приложения 28).
Размеры форм приведены в табл. 1 и 2 приложения 28.
Примечания: 1. При невозможности установки и снятия составных медных форм из-за тесного расположения стержней допускается применять медные скобы (желобчатые подкладки) толщиной не менее 12 мм и длиной около 200 мм в сочетании с медными вкладышами — ограничителями  пространства в верхней части соединения (рис. 9).
пространства в верхней части соединения (рис. 9).
Применение медных желобчатых подкладок без ограничителей плавильного пространства не допускается.
2. Не рекомендуется применять медные формы, толщина стенок которых в результате выработки уменьшена на 0,15d (каждой стенки).
3. При отсутствии медных допускается применение для полуавтоматической ванной сварки инвентарных графитовых форм, с увеличенной на 15 — 20% толщиной стенки и изготовленных из углеграфитовых материалов марок ЭЭГ или ППГ — для сварки вертикальных стержней и ЭГО, ЭГ1 или ГМЗ — для сварки горизонтальных стержней. Не допускается применять формы из керамических материалов вместо медных и графитовых.
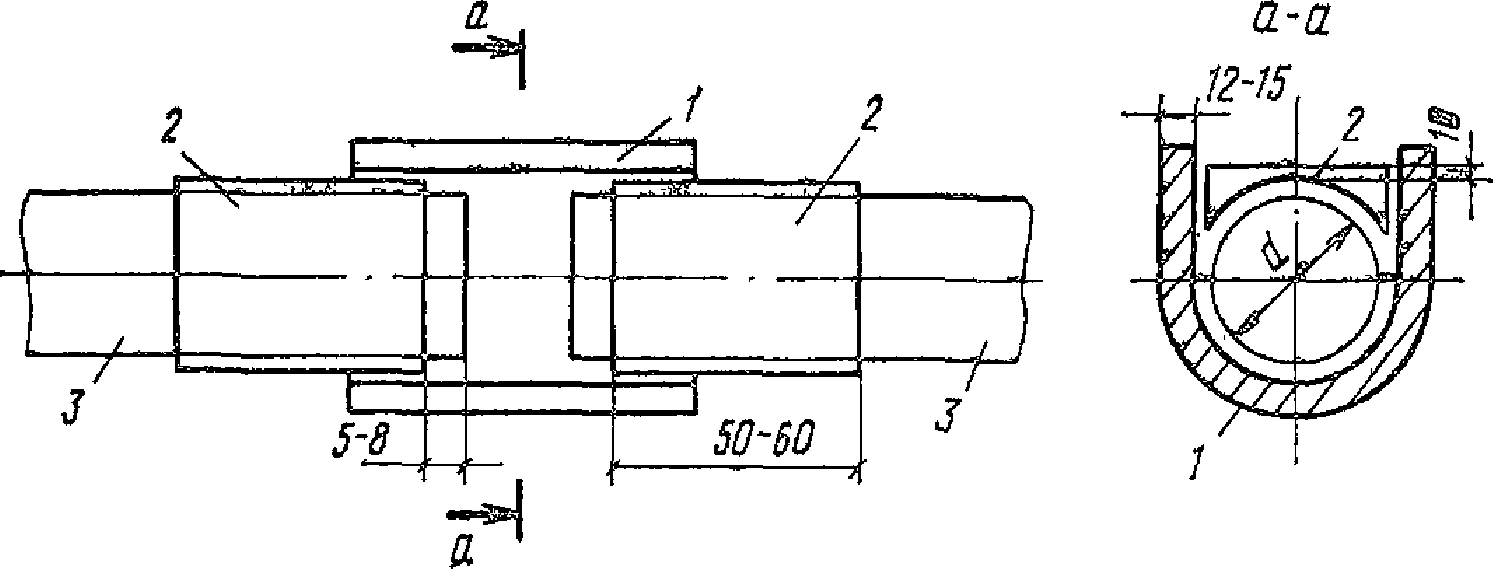
Рис 9. Схема установки желобчатой подкладки 1 и медных
вкладышей-ограничителей 2 пространства
при подготовке к ванной сварке горизонтальных стержней 3
4.11. Перед сборкой торцы стержней подвергают обработке. Горизонтальные стержни должны быть отрезаны под прямым углом к оси стержня и собраны с зазором 12 — 20 мм. Концы вертикальных стержней должны быть со скосами-разделками (рис. 10, в и г). Величину зазора между торцами таких стержней следует принимать в зависимости от конструкции разделки (рис. 10), равной 5 — 15 или 8 — 20 мм.
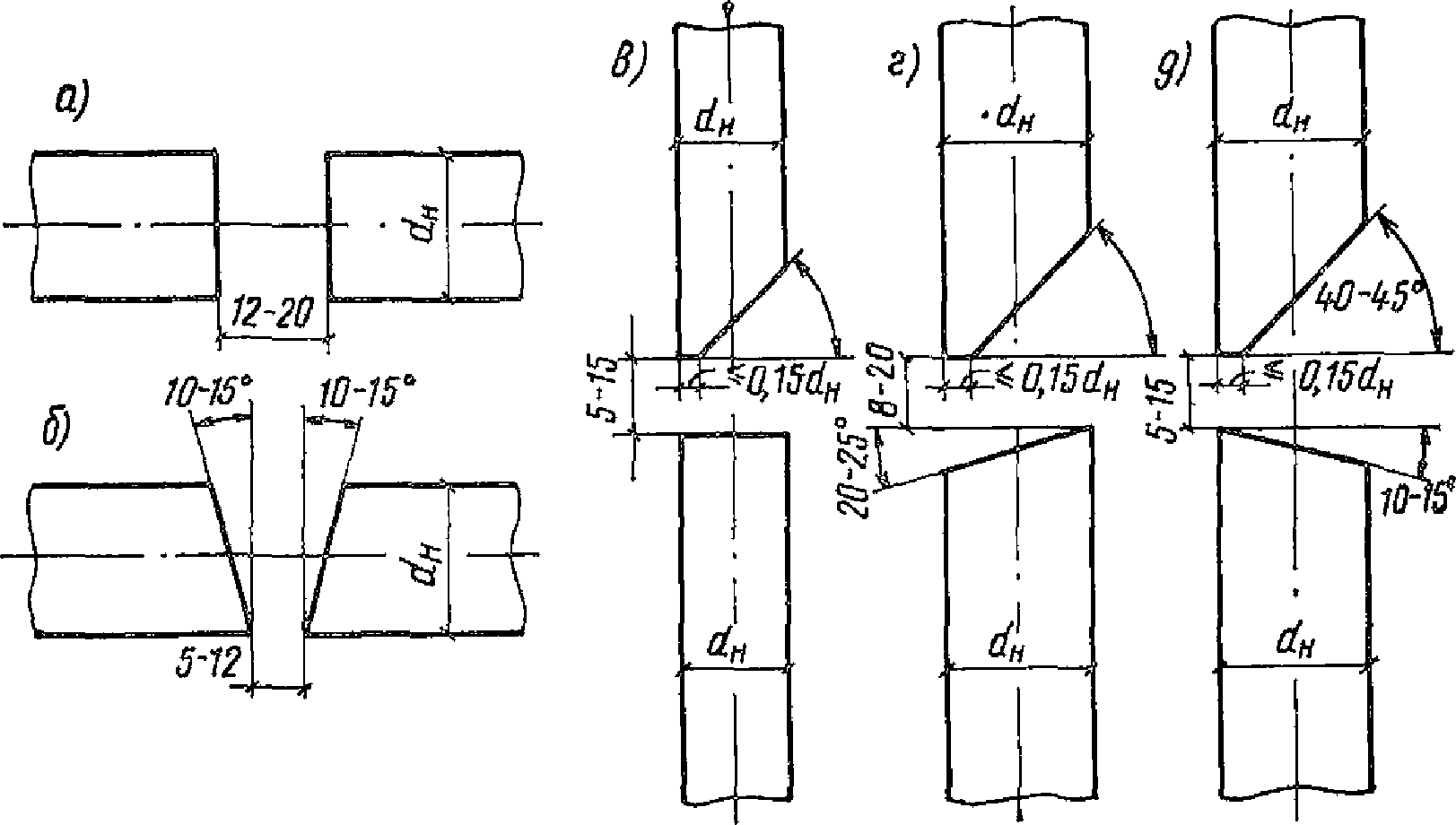
Рис. 10. Формы и размеры разделок стержней
а, б — горизонтальных, рекомендуемых при минимальных зазорах
между торцами стержней, равные соответственно 12 — 20
и 5 — 12 мм; в, г и д — вертикальных при dн <= 32 мм (в),
dн > 32 мм (г), а также допускаемые при dн >= 32 мм (д)
4.12. Элементы медных форм на стыкуемых стержнях следует скреплять струбцинами (рис. 3 и 4 приложения 28).
4.13. Ориентировочные режимы полуавтоматической ванной сварки стыковых соединений горизонтальных и вертикальных стержней следует принимать по табл. 1 и 2 приложения 27.
4.14. Процесс полуавтоматической сварки под слоем флюса стыковых соединений стержней арматуры следует начинать возбуждением дуги на торцах стержней. Не допускается производить возбуждение дуги замыканием электродной проволоки на элементы медной формы.
4.15. При сварке стыкового соединения горизонтальных стержней сначала проплавляется нижняя часть того торца стержня, на котором возбудили дугу. Затем проплавляется нижняя часть торца второго стержня.
После образования ванны жидкого металла и шлака путем быстрых перемещений конца сварочной проволоки по краям шлаковой ванны у торцов стержней нужно постепенно заполнить плавильное пространство.
Образование сварного шва следует заканчивать перемещениями по периметру ванны конца электродной проволоки, не допуская ее приближения к центру плавильного пространства.
В процессе сварки, когда начинается разбрызгивание жидкого шлака, следует в плавильное пространство засыпать порцию флюса.
4.16. При сварке стыкового соединения вертикальных стержней должна применяться следующая технология сварки:
а) при диаметре стержней 32 мм и менее дугу следует возбуждать на ближней кромке торца и затем колебательными движениями конца сварочной проволоки постепенно заполнить металлом всю разделку соединения;
б) при диаметре стержней 32 мм и более дугу следует возбудить ближе к дальней кромке торца и затем перемещать конец сварочной проволоки волновыми движениями, заполняя металлом всю разделку соединения;
в) заканчивать процесс сварки следует постепенным удалением проволоки от поверхности стержня и сообщая ее концу движение по периметру шлаковой ванны у стенок формы.
В процессе сварки соединений стержней диаметрами 20 — 28 мм в момент достижения уровня жидкого шлака верхней кромки медной формы следует прервать сварку, а после заметной на глаз усадки расплавленного металла (в момент потемнения шлака) возобновить сварку для заполнения усадочного кратера.
4.17. В процессе сварки соединений вертикальных стержней диаметром 20 — 32 (36 — 40) мм, когда расстояние между поверхностью шлаковой ванны и верхней кромкой формы составит 30 — 40 мм, напряжение дуги следует понизить (против указанного в табл. 2 приложения 27) сначала до 36 — 35 В (41 — 39 В) <*>, а затем, когда вышеуказанное расстояние достигнет 5 — 10 мм, — до 30 — 27 В (35 — 34 В) <*>.
———————————
<*> Величины в скобках относятся к стержням диаметром 36 — 40 мм.
При использовании для сварки полуавтомата А-1530-УЗ переключать напряжение не следует (см. п. 4.8).
Полуавтоматическая сварка порошковой проволокой
4.18. Полуавтоматическая сварка порошковой проволокой применяется для соединения горизонтальных и вертикальных стержней арматуры диаметром 20 мм и более, классов А-I, А-II, А-III в медных формах и на остающихся стальных скобах-накладках.
4.19. Сборку соединений стержней следует производить в скобе-накладке (рис. 5 и табл. 3 приложения 28). Концы горизонтальных или верхнего вертикального стержней должны быть отрезаны соответственно под углом 10° к вертикали (рис. 11) или 30 — 40° к горизонтали (рис. 11, б). Конец нижнего вертикального стержня следует отрезать перпендикулярно к оси стержня. Зазор между нижними кромками торцов горизонтальных стержней должен составлять 12 — 18 мм (рис. 12, а), вертикальных стержней (рис. 12, б) — 6 — 8 мм.
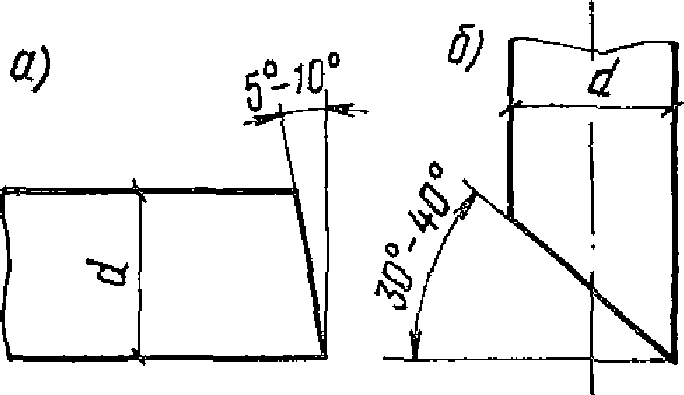
Рис. 11. Форма среза концов стержней
а — горизонтальных; б — верхнего вертикального
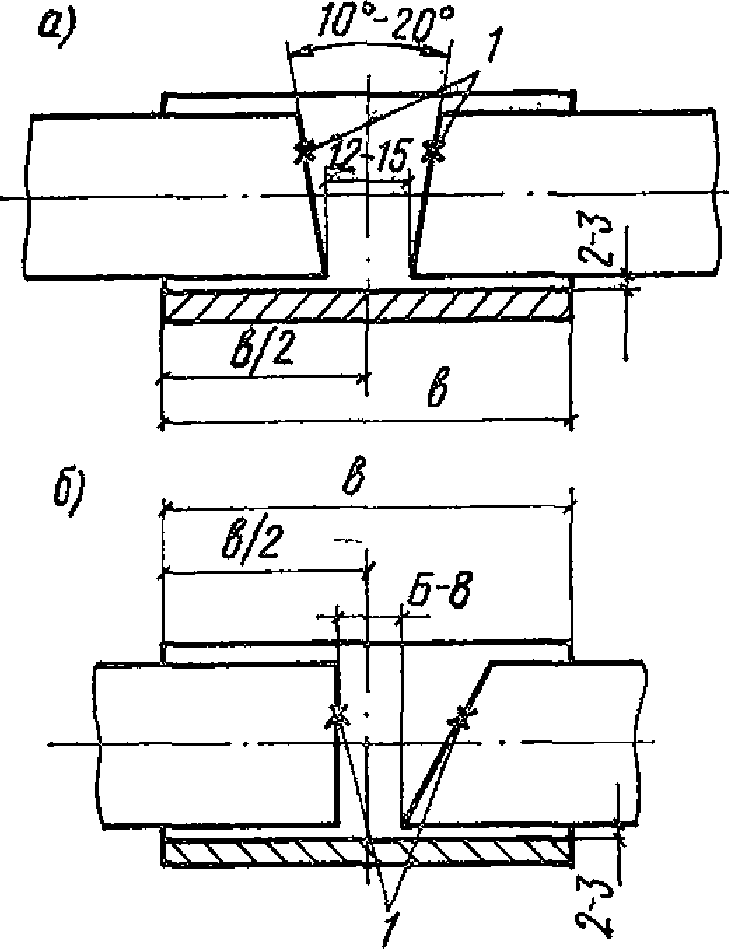
Рис. 12. Схема сборки концов подлежащих сварке стержней
а — горизонтальных; б — вертикальных; 1 — места прихваток
4.20. Ориентировочные значения параметров режима полуавтоматической дуговой сварки порошковой проволокой на стальной скобе-накладке приведены в табл. 3 и 4 приложения 27.
Сварку в медных формах рекомендуется производить при скорости подачи сварочной проволоки 210 — 295 м/ч и сварочном токе 350 — 500 А.
Порошковую проволоку рекомендуется применять марок ЭПС-15/2 диаметром 2,5 мм и ПП-АНЗ диаметрами 2,5 и 2,8 мм (табл. 2 приложения 29).
4.21. В процессе производства полуавтоматической сварки порошковой проволокой стыковых соединений арматурных стержней на стальной скобе-накладке необходимо из сварочной ванны удалять избыточный шлак через отверстие в скобе. Отверстие прожигается дугой.
Ручная ванная сварка
4.22. Многоэлектродная ванная сварка осуществляется гребенкой электродов, прихваченных оголенными концами между собой или к вспомогательной пластине, которую затем устанавливают в специальный электрододержатель. Рукоятка электрододержателя вынесена в сторону от корпуса и сварочного кабеля.
4.23. Для сборки стыков и производства ванной многоэлектродной сварки используются преимущественно медные формы. Возможна также многоэлектродная сварка на стальных штампованных накладках.
4.24. Стержни, подлежащие ванной многоэлектродной сварке, следует собирать без разделки торцов.
4.25. Ориентировочные режимы дуговой ванной многоэлектродной сварки в медных формах и допустимые зазоры между свариваемыми торцами стержней приведены в табл. 5 приложения 27.
4.26. Стыковые соединения стержней арматуры без усиления шва, предназначенные для эксплуатации под действием вибрационной нагрузки, следует выполнять ванной одноэлектродной сваркой в инвентарных медных формах без канавок с гладкой внутренней поверхностью.
4.27. При ручной одноэлектродной ванной сварке соединений арматурных стержней следует применять разъемные медные формы, конструкция которых показана на рис. 1 и 2 приложения 28, а размеры даны в табл. 1 и 2 приложения 28.
4.28. Ориентировочные режимы дуговой ванной одноэлектродной сварки стыковых соединений горизонтальных стержней арматуры в инвентарных медных формах без канавок приведены в табл. 6 приложения 27.
4.29. Для одноэлектродной ванной и ванно-шовной сварки на стальных скобах соединений горизонтальных стержней рекомендуется использовать штампованные скобы-подкладки или скобы-накладки, конструкция которых показана на рис. 5, а размеры даны в табл. 4 и 5 приложения 28.
4.30. Сборку стыкуемых стержней осуществляют с зазором Z (рис. 13) между торцами, величина которого принимается при диаметре стержней до 32 мм включительно 1,5 — 2dэ (где dэ — диаметр электрода с покрытием) и при диаметре стержней более 32 мм — не менее 15 мм и не более 0,8 диаметра стыкуемых стержней, но не более 20 мм для ванной и 35 мм для ванно-шовной сварки. Отличие ванно-шовной сварки от ванной заключается в том, что при ванно-шовной сварке накладка дополнительно приваривается к стержням фланговыми швами.
4.31. Стальную скобу-подкладку для ванной сварки или накладку для ванно-шовной сварки устанавливают симметрично относительно зазора между торцами стыкуемых стержней и затем прихватывают в двух местах (рис. 13).
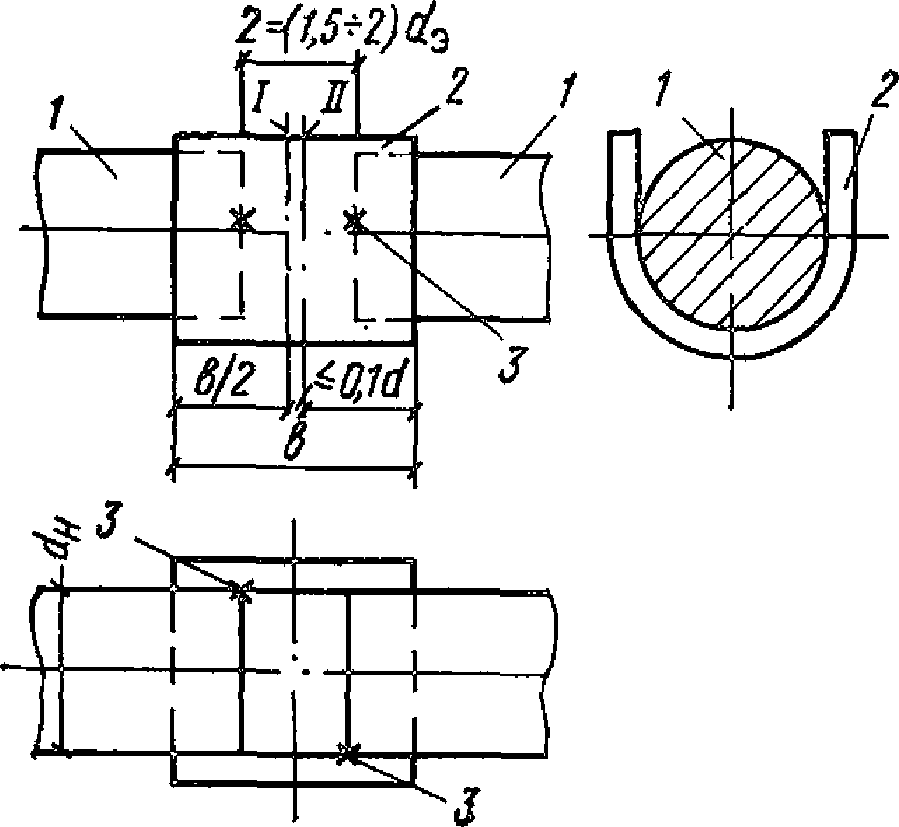
Рис. 13. Условия сборки стыка стержней
для ванной или ванно-шовной сварки
1 — стыкуемые стержни; 2 — стальная скоба; 3 — места
прихваток; dэ — диаметр электрода с покрытием;
I — ось подкладки; II — ось зазора между стержнями
4.32. Ориентировочные режимы для ванной и ванно-шовной сварки приведены в табл. 7 приложения 27.
4.33. Ванно-шовную сварку следует осуществлять постепенным заполнением зазора с тщательным проваром торцов стержней. После заварки зазора и наплавки усиления нужно очистить от шлака боковые углубления между стержнями и накладкой и проварить их двумя фланговыми швами с размерами, приведенными в табл. 7 приложения 27.
Полуавтоматическая сварка голой легированной проволокой
4.34. Полуавтоматическая дуговая сварка легированной проволокой применяется для сварки стыковых соединений горизонтальных и вертикальных стержней на стальной скобе-накладке многослойными швами, а также с круглыми накладками и внахлестку протяженными швами.
4.35. Сварка производится с помощью шланговых полуавтоматов типов А-765М, А-1114М, А-547У, А-537, ПШ-54, А-825М, А-929 или др.
В качестве источников питания рекомендуются выпрямители типов ВС-500, ВС-600, преобразователи типа ПСГ-500 с жесткой внешней характеристикой либо сварочные преобразователи типа ПСУ-500 или ПСО-500.
Примечания: 1. Для сварки в вертикальном положении рекомендуется использовать приставки к выпрямителю, обеспечивающие наложение кратковременных импульсов тока (импульсные приставки марки ИПП-2).
2. Использование селеновых выпрямителей ВС-500 или ВС-600 допускается при относительной влажности воздуха не выше 80%. Кроме того, окружающий воздух не должен содержать паров ртути, кислоты и щелочи.
4.36. Сборку соединений стержней следует производить в скобе-накладке (рис. 5 и табл. 3 приложения 28). Концы горизонтальных или верхнего вертикального стержней должны быть отрезаны соответственно под углом 5 — 10° к вертикали (см. рис. 11, а) или 30 — 40° к горизонтали (см. рис. 11, б). Конец нижнего вертикального стержня следует отрезать перпендикулярно к оси стержня. Зазор между нижними кромками торцов горизонтальных стержней должен составлять 12 — 15 мм (см. рис. 12, а), вертикальных стержней (см. рис. 12, б) — 6 — 8 мм. Скоба-накладка соединяется со стержнями прихватками (см. рис. 12).
4.37. Ориентировочные значения параметров режима полуавтоматической дуговой сварки соединения арматурных стержней на стальной скобе-накладке многослойными швами приведены в табл. 8 приложения 27.
Диаметр сварочной проволоки для сварки горизонтальных стержней рекомендуется принимать равным 1,6 — 2 мм, а для сварки соединений вертикальных стержней — 1,6 мм (табл. 1 приложения 29).
4.38. Процесс сварки стыковых соединений стержней арматуры полуавтоматической дуговой сваркой голой проволокой следует производить послойным наложением швов, не допуская перехода в ванный режим, а также перегрева стыкового соединения. Заканчивать сварку нужно наплавкой на неостывший стык по всей длине скобы-накладки двух фланговых швов с величиной катета 10 — 12 мм.
Сварка многослойными швами на стальных скобах-подкладках
4.39. При дуговой одноэлектродной сварке многослойными швами горизонтальных и вертикальных соединений стержней периодического профиля должны применяться стальные скобы-подкладки с размерами: b >= 2dн, но не менее 30 мм; l = 2,9dн; D = 1,15dн и толщиной ![]() около 0,2dн (где dн — номинальный диаметр стержней), но не менее 4 мм и не более 6 мм (рис. 5 приложения 28).
около 0,2dн (где dн — номинальный диаметр стержней), но не менее 4 мм и не более 6 мм (рис. 5 приложения 28).
4.40. Сборку горизонтальных соединений следует производить без разделки торцов стержней (торцы прямые под углом 80 — 90° к продольной оси). Зазор между торцами должен быть равным 0,5dн, но не менее 10 мм; допускается увеличение зазора до величины 0,6dн. Скобу-накладку следует располагать по длине симметрично относительно оси зазора между торцами стержней.
4.41. Торцы вертикальных или наклонных (при угле наклона к горизонтали 45° и более) стержней должны иметь на концах верхний скос под углом 90° к продольной оси. Собирают стержни с зазором 5 — 6 мм. Скобу следует прикреплять прихватками.
4.42. Сварку следует начинать с проплавлением кромок торцов стержней и поверхности скоб-накладок с последующим послойным заполнением зазора. Завершать сварку следует наплавкой швов усиления.
Сварка стержней встык без формирующих элементов
4.43. В случаях, когда невозможно использовать способы сварки стержней в медных составных формах или на медных подкладках, могут быть использованы способы сварки без формирующих элементов. При этом концы стержней подвергают разделке согласно табл. 7 и рис. 14. Разделанные торцы стержней арматуры диаметром более 50 мм следует скреплять прихватками (рис. 14). Для осевого смещения концов стержней используют струбцину (рис. 6 приложения 28).
Таблица 7
|
Диаметры стержней d, мм |
Углы скосов торцов стержней, град |
Зазор между острыми кромками торцов стержней, мм |
||||
|
|
|
|
|
|
||
|
20 — 45 |
55 |
110 |
140 |
25 |
15 |
3 — 4 |
|
50 — 80 |
35 |
130 |
160 |
35 |
25 |
5 — 7 |
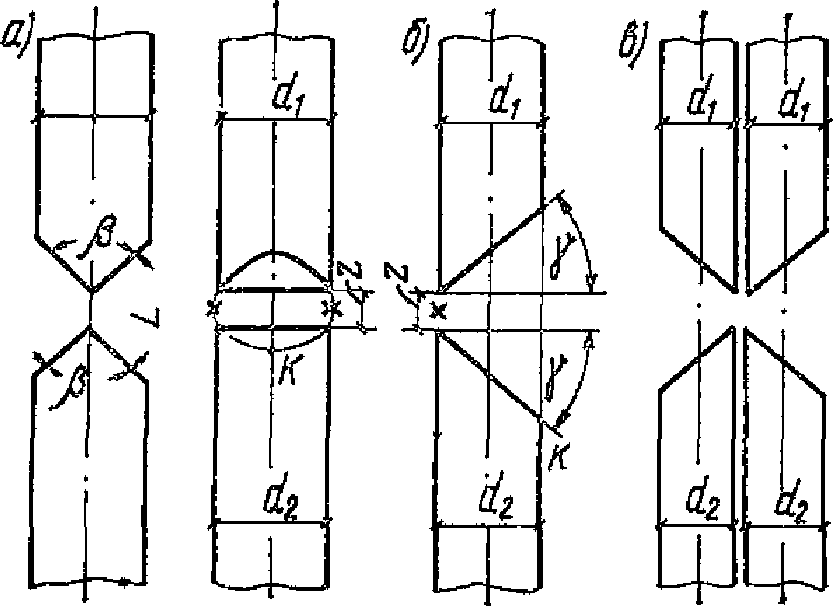
Рис. 14. Разделка торцов вертикальных стержней для дуговой
сварки многослойными швами без дополнительных
технологических или конструктивных элементов
а и б — однорядных (а — со свободным доступом;
б — с ограниченным); в — двухрядных
(крестиками отмечены места прихваток)
4.44. Сварку многослойными швами стыковых соединений вертикальных стержней следует выполнять при режимах, приведенных в табл. 9 приложения 27.
Сварку стыков вертикальных стержней следует производить последовательным наложением швов в соединении снизу вверх. Закончить сварку следует наплавкой усиления высотой не менее 0,1dн; при этом необходимо обеспечить плавный переход усиления к поверхности стержней без подрезов.
Сварка протяженными швами
4.45. Дуговая сварка стержней протяженными швами внахлестку и с накладками должна выполняться с соблюдением длины накладок или нахлестки, равной (см. табл. 6):
для стержней класса А-I: при двусторонних швах — 3dн и при односторонних — 6dн;
для стержней класса А-II или А-III: при двусторонних швах — 4dн, а при односторонних — 8dн;
для стержней классов А-IV и А-V при односторонних швах — 10dн.
Для круглых накладок используют арматурную сталь, одинаковую по классу с арматурной сталью свариваемых стержней.
Накладки для стержней классов А-I и А-III следует располагать по длине симметрично относительно оси зазора между стыкуемыми торцами и соосно с осями стержней, за исключением стыков со смещенными накладками.
Во всех случаях суммарная площадь поперечного сечения накладок Fн должна превышать площадь поперечного сечения свариваемых стержней Fа (табл. 8): Fн/Fа = K > 1.
Таблица 8
|
Класс арматуры |
Диаметр свариваемых стержней, мм |
K |
|
А-I |
До 40 |
1,3 |
|
А-II и А-III |
Более 40 |
1,5 |
|
А-II и А-III |
До 40 |
1,5 |
|
Более 40 |
2 |
|
|
А-IV и А-V |
10 — 32 |
2 |
4.46. Для сварки стыков с накладками или внахлестку их следует собирать в кондукторе или с помощью струбцин ЦНИИОМТП (рис. 7 приложения 28), затем предварительно скрепить их с помощью прихваток, располагаемых с одной стороны.
Сварку стержней классов А-IV и А-V следует выполнять односторонними (см. табл. 6) или диагонально расположенными швами со смещенными накладками. Смещение круглых накладок в стыковых соединениях обеспечивает более высокую стойкость соединений против хрупких разрушений. При невозможности осуществить смещение накладок, в частности коротышей, допускается их симметричное расположение, как показано в табл. 6 (эскиз б).
Ориентировочные режимы сварки соединений стержней с накладками или с нахлесткой приведены в табл. 8 приложения 27.
4.47. Сварку стыковых соединений стержней с круглыми накладками или с нахлесткой следует выполнять вне кондуктора. При соединении стержней класса А-IV швы накладываются в два слоя. Второй шов следует накладывать после охлаждения первого ниже 100 °C, отступая от начала первого на расстояние, равное диаметру стержня.
Высота сварного шва должна составлять 0,25dн, но не менее 4 мм, а ширина: >= 0,5dн, но не менее 10 мм.
Конечный кратер каждого слоя должен быть заварен в процессе сварки путем постепенного закорачивания длины дуги.
Дуговая сварка крестовых соединений арматуры
с принудительным формированием шва
4.48. Дуговую сварку с принудительным формированием наплавленного металла в инвентарных медных или графитовых формах рекомендуется применять для сварки крестообразных соединений стержней из стали классов А-I, А-II и А-III, марок Ст3, Ст5, 10ГТ и 35ГС, диаметрами 10 — 40 мм при изготовлении арматурных изделий (сеток и каркасов), рассчитанных на эксплуатацию под действием статических и динамических нагрузок.
Конструктивные элементы соединений приведены на рис. 8, а размеры даны в табл. 6 и 7 приложения 28.
4.49. Для производства сварки соединений с принудительным формированием шва стержни должны быть собраны вплотную друг к другу в жестких кондукторах или на дуговых прихватках, которые должны располагаться в определенных местах (рис. 9 приложения 28) и иметь размеры: l = 0,5dн, но не менее 8 мм и не более 12 мм, K = 0,3dн, но не менее 6 мм и не более 10 мм.
Сварку следует производить электродами с фтористо-кальциевым покрытием типов Э55 и Э50 с соблюдением режима сварки согласно табл. 10 приложения 27.
Конструкции медных форм приведены на рис. 10, 11 и 12, а размеры даны в табл. 8 приложения 28. Конструкции и размеры графитовых форм идентичны медным формам, за исключением размеров А и Б, которые для графитовых форм следует назначать на 20% больше, чем для медных (графитовые формы следует изготавливать из графита марки ППГ по ТУ601-60). Допускается применение форм других конструкций, но с обязательным соблюдением конфигурации и размеров плавильных пространств согласно табл. 8 приложения 28.
4.50. Для образования крестовых соединений стержней с использованием дуговой сварки с принудительным формированием должна применяться следующая техника сварки.
а) при горизонтальном положении стержней:
легким касанием электрода о боковую поверхность нижнего стержня возбудить дугу и тщательно проплавить угол, образованный боковыми поверхностями пересекающихся стержней;
заплавить полость, образованную боковыми поверхностями стержней и стенками формы, до уровня, определяемого минимальным расстоянием между боковой поверхностью верхнего стержня и стенкой формы. При этом следует не перегревать и не допускать подреза верхнего стержня, для чего дугу следует направлять в основном в сторону нижнего стержня;
закончить сварку закорачивая несколько раз дугу с тем, чтобы избежать образования кратера;
закончив таким образом сварку соединения с одной стороны верхнего стержня, следует, используя такую же технику, выполнять сварку с другой стороны;
б) при вертикальном положении стержней:
легким касанием электрода о боковую поверхность горизонтального стержня зажечь дугу и переместить электрод в одну из полостей, образованных поверхностями стержней и стенками формы, до упора горящего электрода в дно формы;
заплавить полость, образованную боковыми поверхностями стержней и стенками формы до уровня, при котором расплавленный шлак и металл начинают переливаться в другую полость формы. При этом следует тщательно проплавить угол между стержнями;
переместить электрод во вторую полость и заплавить ее до уровня металла, наплавленного в первой полости;
продолжить сварку наплавкой лобового шва, перемещая электрод в горизонтальной плоскости;
закончить сварку, закоротив несколько раз дугу на наплавленный металл.
Сварочные материалы
4.51. Для дуговой сварки арматуры следует применять электроды по ГОСТ 9466-75 и ГОСТ 9467-75 с целым неотслоившимся сухим покрытием.
4.52. Тип и марку электродов следует выбирать в соответствии с табл. 3 приложения 29. Механические свойства наплавленного металла приведены в табл. 4 приложения 29.
4.53. Для сварки разнородных сталей выбор электродов нужно производить для марки стали меньшей прочности.
Примечание. В случаях когда один из соединяемых электродов выполнен из стали Ст3, а другой — из среднеуглеродистой или низколегированной стали либо если в соединении имеется хотя бы один элемент из стали Ст5 или 35ГС, нужно применять электроды Э42А — для соединений с протяженными швами и Э50А — Э55 — для соединений с заваркой торцов стержней.
4.54. При отсутствии электродов Э42 и Э46 допускается (кроме случаев, когда производят наплавку швов на одинаковые поверхности или на швы, ранее наплавленные электродами Э34) применять электроды Э42А — Э55.
4.55. В табл. 3 приложения 29 приведены марки электродов с покрытиями фтористо-кальциевого типа (Э42А или Э46А), обеспечивающие минимально необходимую прочность металла швов. При отсутствии электродов данного типа допускается (для конструкций, не рассчитанных на эксплуатацию при отрицательной температуре или динамических воздействиях) применять электроды Э50А или Э55.
4.56. При отсутствии электродов, предназначенных для сварки при питании дуги переменным током, можно, в виде исключения, использовать электроды, рассчитанные на применение при питании дуги только постоянным током. Для этого помимо сварочного трансформатора надлежит включить в сварочную цепь осциллятор.
4.57. Для наплавки швов на швы, ранее наплавленные электродами неизвестной марки, необходимо применять электроды с рутиловым покрытием (Э42 или Э46).
Примечание. Если в соединении имеются арматурные стержни класса А-II или более высокого класса, то ранее сваренные швы или точки должны быть полностью удалены, а новые швы или точки наплавлены электродами с фтористо-кальциевыми покрытиями.
4.58. Заменять электроды на другие, понижающие прочность металла шва, не допускается без согласования с проектной организацией. Однако во всех случаях нельзя заменять электроды с фтористо-кальциевым покрытием (основного типа) Э42А — Э55 электродами с рудно-кислыми или рутиловыми покрытиями — Э42 — Э46.
4.59. Электроды с фтористо-кальциевым покрытием Э42А — Э55 — можно использовать лишь для сварки при предельно короткой дуге.
4.60. При длительном (более трех месяцев) хранении на складе или хранении более 5 сут на месте производства работ электроды следует подвергать прокалке в электрическом шкафу даже при отсутствии визуально заметной влажности покрытия. Прокалка электродов в пламенных печах не допускается.
4.61. Прокалку электродов Э42Т следует производить при температуре 180 °C в течение 1 ч, а электродов Э42А — Э55 — при температуре 400 — 450 °C в течение 1 — 2 ч.
При обнаружении влажности покрытия или большой пористости швов такая прокалка электродов обязательна независимо от срока хранения электродов.
4.62. При хранении на месте производства работ электроды должны находиться в водонепроницаемых закрывающихся коробках, которые не должны оставаться на рабочем месте по окончании рабочей смены.
Прокалку электродов следует проводить в электрической печи. Рекомендуется применять электрические печи мощностью около 10 кВт на напряжение 36 В.
4.63. Электроды диаметром до 4 мм рекомендуется применять для сварки в потолочном положении, а диаметром 5 мм — для сварки в вертикальном и нижнем положениях.
4.64. Для полуавтоматической ванной сварки под флюсом стержней диаметрами 20 — 40 мм следует применять (табл. 1 приложения 29) стальную сварочную проволоку по ГОСТ 2246-70*.
Для соединения горизонтальных и вертикальных стержней диаметром 36 и 40 мм из стали класса А-II — проволоку Св-08ГА диаметрами 2,5 и 2 мм.
Для соединения горизонтальных и вертикальных стержней из стали класса А-III, диаметрами 36 и 40 мм — проволоку Св-10ГА диаметрами 2,5 и 2 мм, а для стержней меньшего диаметра — Св-08ГА диаметрами 2 и 2,5 мм.
В других, не оговоренных выше случаях, — проволоку Св-08 или Св-08А диаметрами 2 и 2,5 мм.
Примечание. При использовании графитовых форм применение сварочной проволоки диаметром 2,5 мм не допускается.
4.65. Для полуавтоматической дуговой сварки многослойными швами на стальной скобе-накладке стыковых соединений арматурных стержней классов А-I и А-III следует применять голую проволоку ЭП-245 (20ГСТЮА), отвечающую требованиям временных технических условий ЧМТУ/ЦНИИЧМ-801-62. Допускается применение проволоки ЭП-439 (15ГСТЮЦА).
4.66. Поверхность сварочной проволоки должна быть свободна от заусенцев, а сама проволока — от резких переломов или перегибов; допускается наличие тонкого слоя окисной пленки, не перешедшей в ржавчину.
Проволоку следует наматывать на катушку; такую намотку и механическую очистку проволоки рекомендуется выполнять на специальных намоточных станках.
Бухты проволоки, имеющие чистую поверхность, можно использовать без перемотки на катушку. В этом случае следует применять размоточный барабан и устанавливать на подающем механизме войлочную очистку для снятия с проволоки смазки.
4.67. Для полуавтоматической ванной дуговой сварки соединения арматурных стержней из стали классов А-I, А-II, А-III следует применять флюсы марок АН-8, АН-14, АН-22, ФН-7 или АН-348А (последний согласно ГОСТ 9087-69*).
Примечания: 1. Флюс перед его употреблением следует прокаливать при температуре 250 — 300 °C в течение 2 ч, слой флюса при прокалке не должен превышать 45 — 50 мм.
2. Флюс, оставшийся после сварки нерасплавленным, может быть употреблен повторно. Для этого его следует просеять, отделив шлаковую корку; целесообразно использовать также и шлаковую корку, добавляя ее после размола к флюсу в количестве до 50% (по объему). Размеры зерен флюсовой смеси должны находиться в пределах 0,5 — 2,5 мм.
4.68. Для полуавтоматической сварки порошковую проволоку выбирают по табл. 2 приложения 29.
Глава 5
ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ АРМАТУРЫ
В АРМАТУРНЫХ ЦЕХАХ И ЗАВОДАХ ТОВАРНОЙ АРМАТУРЫ
Общие положения
5.1. Изготовление арматурных изделий должно производиться в специализированных арматурных цехах заводов сборного железобетона, строительных организаций и районных арматурных заводах.
Наиболее экономически целесообразная мощность арматурных цехов и заводов определяется в зависимости от объемов потребления арматуры и может быть рекомендована: для специализированных арматурных цехов строительств — 2, 5, 10 и 20 тыс. т, а для районных заводов — 20, 40, 60 и 80 тыс. т арматуры в год.
5.2. Арматурные цехи и заводы оснащаются необходимым оборудованием для комплексной механизации и автоматизации производственных процессов при изготовлении различных арматурных изделий.
5.3. Организация производства арматурных работ должна быть основана на поточно-механизированной технологии заготовки, сварки и сборки арматурных изделий, предусматривающей максимальную механизацию и автоматизацию основных производственных операций по заготовке, подаче, транспортировке и пакетированию готовых изделий.
Изготовление отдельных видов арматурных изделий (сеток, каркасов и др.) должно производиться на специализированных поточно-механизированных линиях. В тех случаях, когда из-за конструктивных особенностей арматурных изделий или машин, предназначенных для их изготовления с целью получения поточно-механизированной линии, невозможно совместить наиболее трудоемкие ручные операции с основным автоматическим циклом работы машины (например, сваркой), оборудование должно быть расставлено таким образом, чтобы были четко выражены технологические линии изготовления арматуры.
Рекомендации по технологическим схемам арматурных цехов
и заводов и компоновке оборудования
5.4. При компоновке оборудования на арматурных заводах и в специализированных цехах необходимо учитывать комплекс следующих нижеприведенных основных требований:
изготовление всех видов арматурных элементов следует производить только на заводе или в цехе, не вынося заготовительные операции на склад арматурной стали;
необходимо соблюдать поточность при изготовлении арматурных изделий, обеспечивающую непрерывность производственного процесса при последовательном выполнении отдельных рабочих операций;
стремиться к исключению встречных и перекрещивающихся потоков при движении отдельных заготовок и готовых изделий;
при компоновке оборудования в арматурном цехе заводов ЖБИ склад готовых изделий следует создавать в непосредственной близости от формовочных отделений;
пакетирование готовых изделий (узких каркасов, петель, стержней и т.д.) следует производить на специальных контейнерах-поддонах или вешалках. С целью лучшего использования производственных площадей и кранового оборудования готовые арматурные изделия в виде сеток или каркасов целесообразно пакетировать механизированным способом под приемным столом. Для этой цели рекомендуется применять пневматические (рис. 15) или механические (рис. 1 приложения 30) сбрасыватели. В случае отсутствия механизированного пакетировщика складирование таких изделий следует производить в вертикальном положении на специальные вешалки.
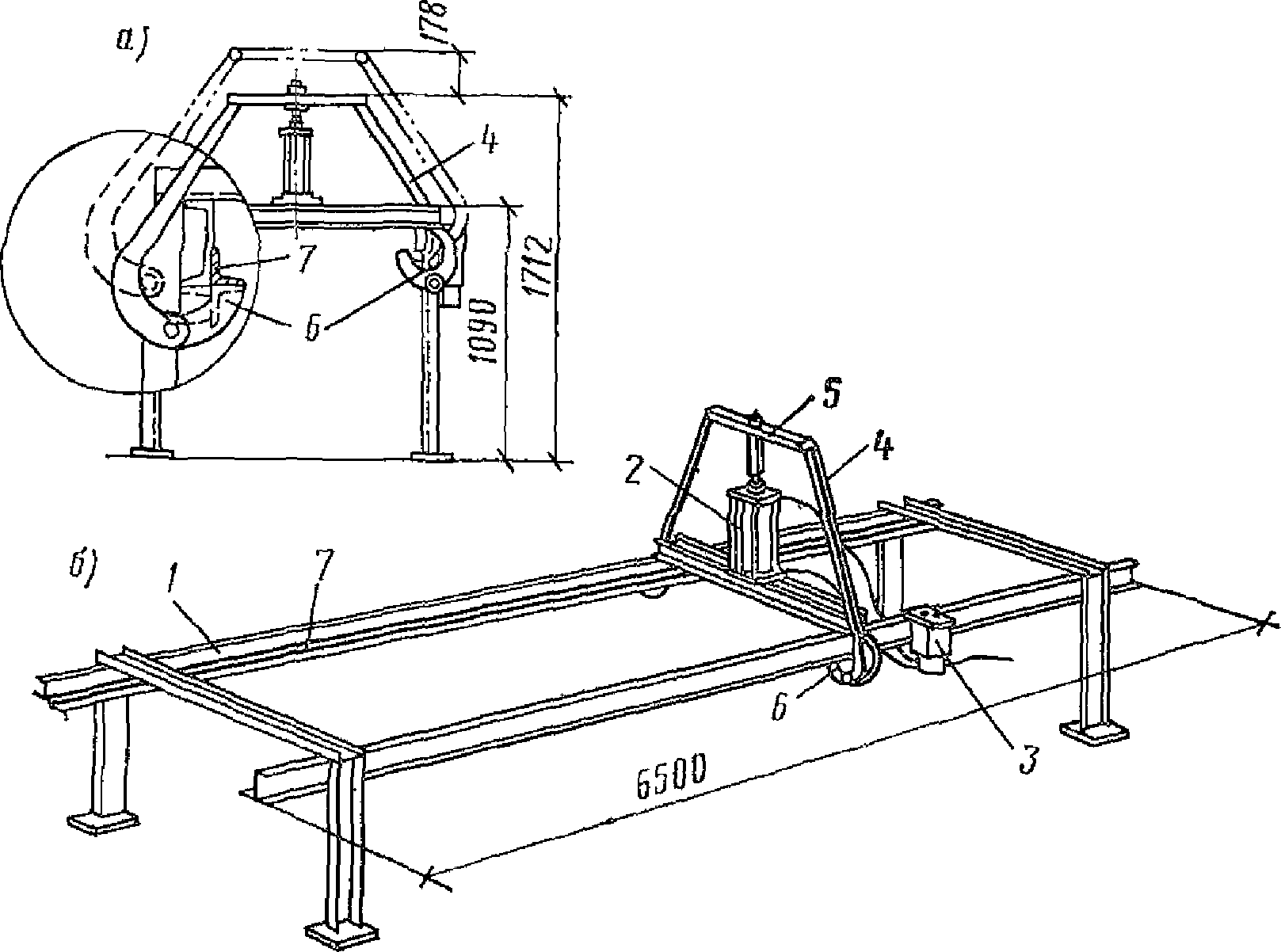
Рис. 15. Пневматический сбрасыватель сеток
к многоэлектродным контактно-сварочным машинам типа МТМС
а — принципиальная схема работы; б — общий вид; 1 — рама;
2 — пневмоцилиндр; 3 — электропневматический клапан;
4 — тяги; 5 — упорные балки; 6 — кронштейны;
7 — откидные полки
5.5. Применяемые для производства арматурных работ оборудование и поточно-механизированные линии подразделяются по видам выпускаемой продукции на группы заготовки мерных длин стержней из стали, поступающей в мотках и прутках, гибки стержней, заготовки подъемных и монтажных петель, изготовления плоских арматурных каркасов и сеток, объемных каркасов и др.
5.6. Компоновка оборудования и поточно-механизированных линий для производства арматурных работ производится в арматурных цехах при заводах, размещаемых в унифицированных типовых пролетах (УТП) размером 18 x 144 м по группам одного назначения с учетом рекомендаций п. 5.4. Заготовка и гибка арматурных стержней производится на  станках, приводных ножницах и гибочных станках, а также на стыкосварочных машинах и станках для раскроя сортового проката. Сварка арматуры должна производиться преимущественно на специализированных контактно-сварочных машинах или поточно-механизированных линиях с технической характеристикой, соответствующей параметрам изготавливаемых изделий.
станках, приводных ножницах и гибочных станках, а также на стыкосварочных машинах и станках для раскроя сортового проката. Сварка арматуры должна производиться преимущественно на специализированных контактно-сварочных машинах или поточно-механизированных линиях с технической характеристикой, соответствующей параметрам изготавливаемых изделий.
Сборку и сварку объемных арматурных изделий следует производить на специальных кондукторах с помощью подвесных машин со сварочными клещами (рис. 16 — 18).
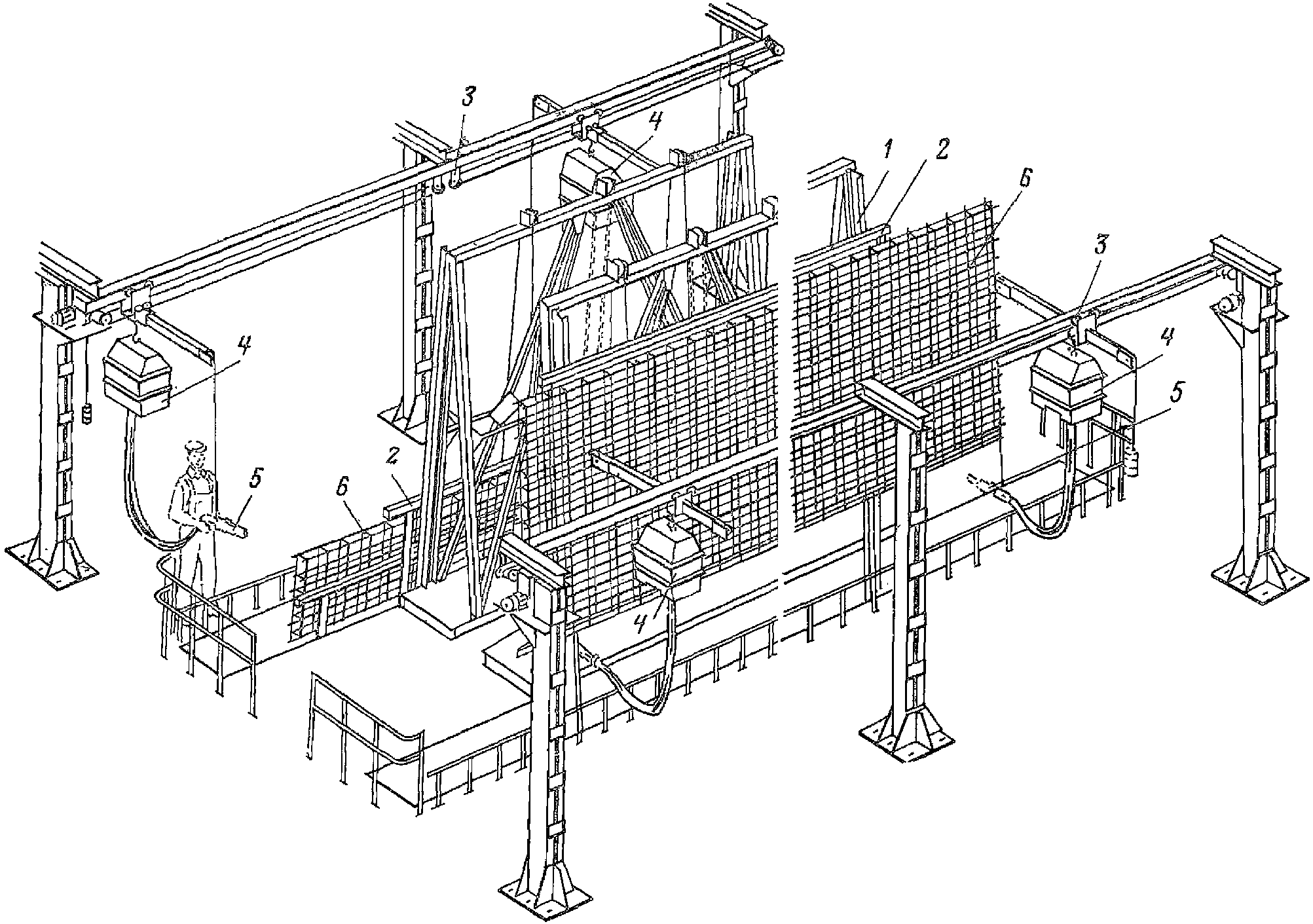
Рис. 16. Вертикальный кондуктор для сборки пространственных
арматурных каркасов СМЖ-286 (Гипростроммаш)
1 — рама кондуктора; 2 — передвижной кондуктор; 3 — портал
для передвижения подвесной машины; 4 — подвесная машина;
5 — сварочные клещи; 6 — арматурный каркас
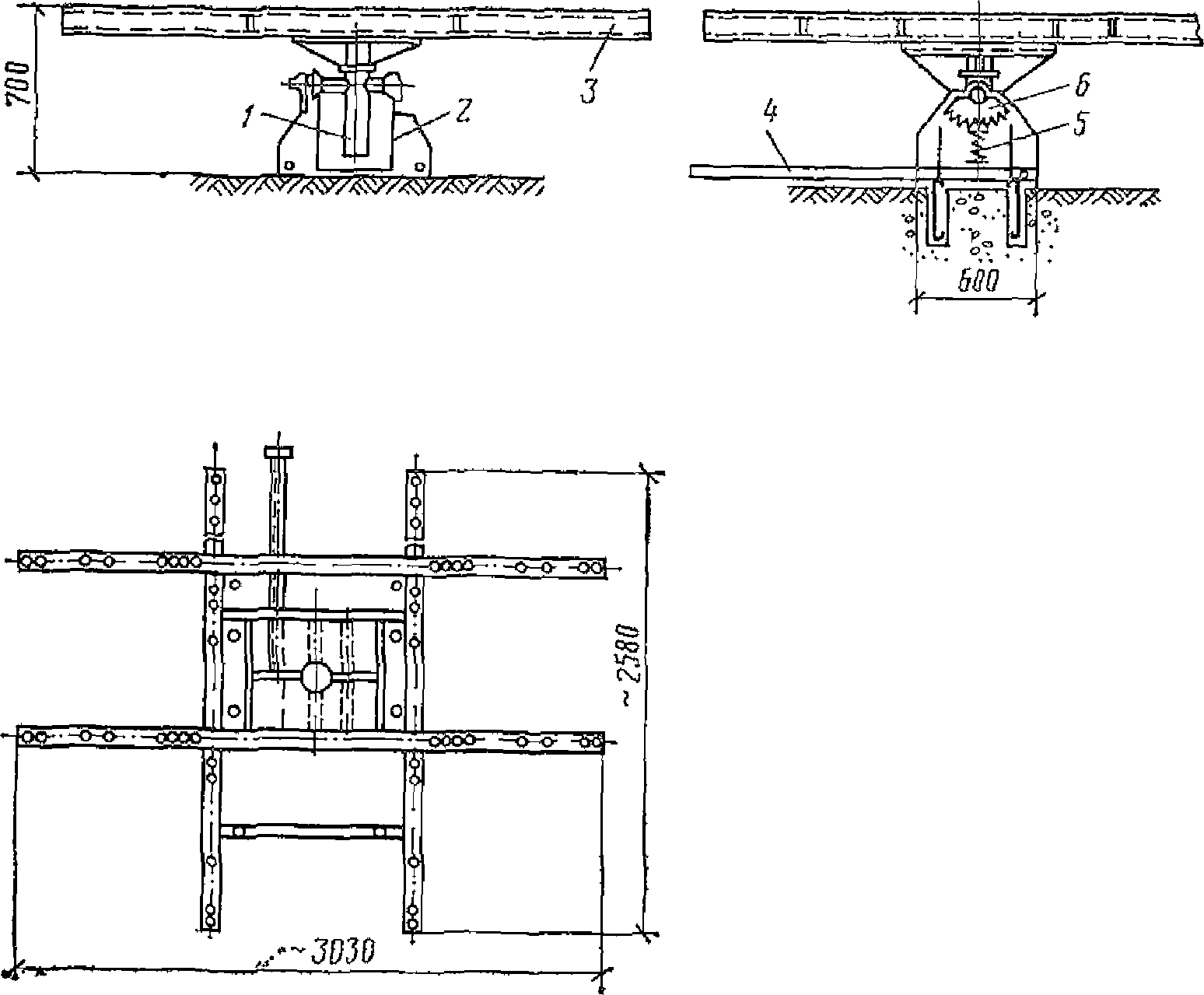
Рис. 17. Горизонтальный кондуктор для сборки
пространственных арматурных каркасов
(Куйбышевский филиал Индустройпроекта)
1 — поворотная крестовина; 2 — станина; 3 — рама;
4 — педаль; 5 — фиксатор; 6 — зубчатый сектор
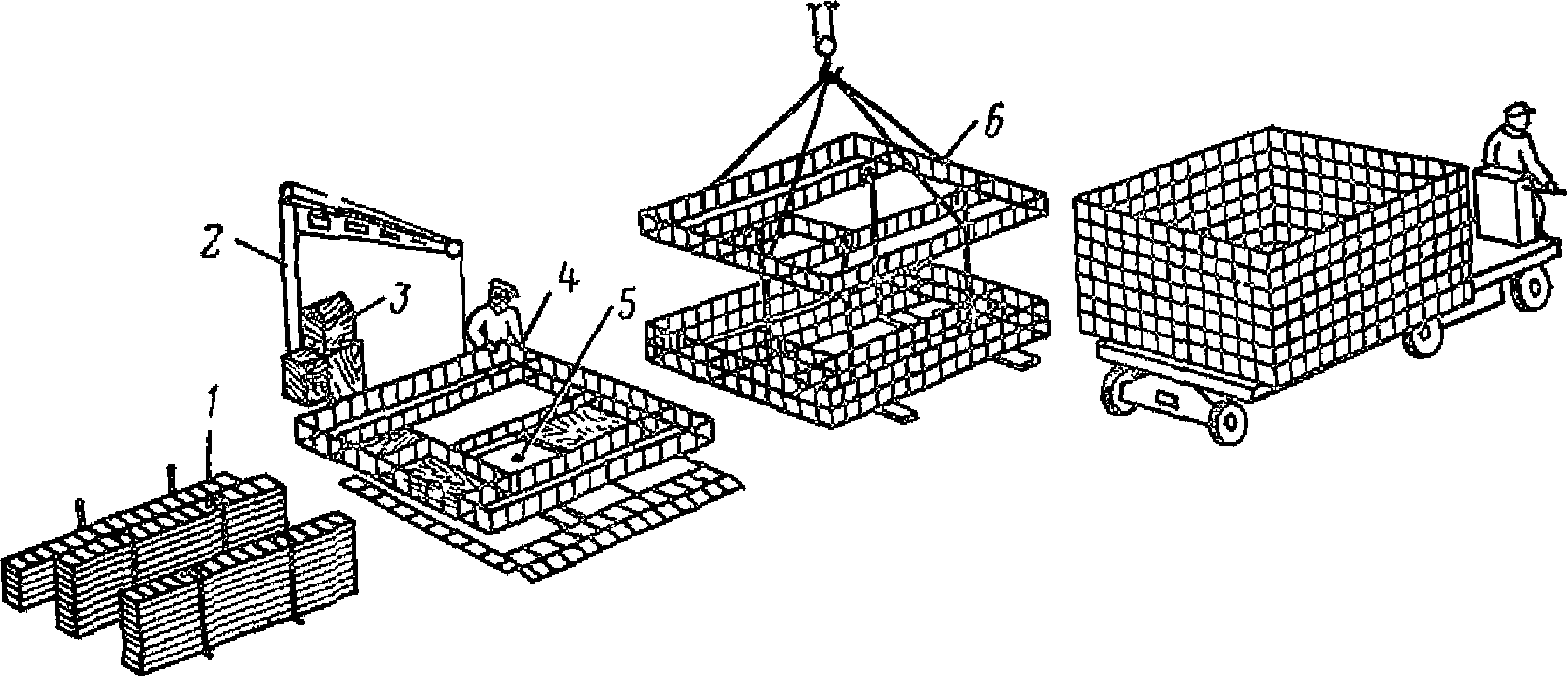
Рис. 18. Горизонтальная установка СМЖ-54А Гипростроммаша
для сборки и сварки пространственных арматурных каркасов
1 — контейнеры с плоскими сетками и каркасами; 2 — стойка
с консолью для подвески сварочных клещей; 3 — сварочная
машина; 4 — сварочные клещи; 5 — поворотный кондуктор;
6 — контейнер с готовыми каркасами
5.7. Арматурные заводы, в отличие от арматурных цехов заводов ЖБИ, могут иметь более свободную планировку, не связанную с формовочными цехами, их мощностью и номенклатурой выпускаемых железобетонных изделий. Организация производства работ на арматурных заводах и в специализированных цехах должна предусматривать наиболее эффективный внутризаводской (цеховой) транспорт, обеспечивающий своевременную доставку на промежуточный склад или к местам потребления пакетов (или контейнеров) готовых изделий.
5.8. С целью снижения загрузки мостовых кранов и повышения коэффициента использования оборудования отделения по заготовке, сварке и сборке арматуры должны укомплектовываться консольными кранами (рис. 19), обеспечивающими установку бухт проволоки на бухтодержатели станков и широкосеточных сварочных машин, а также съем готовых каркасов у сборочных постов.
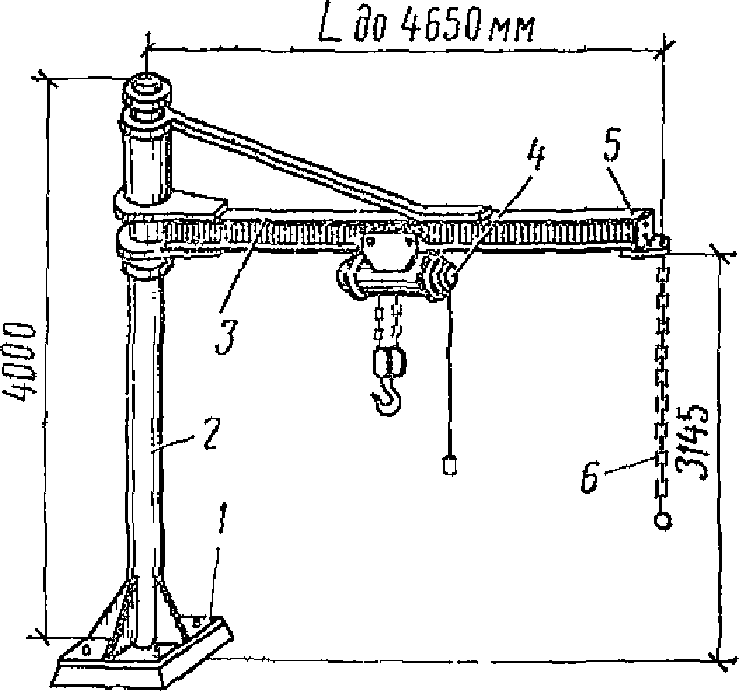
Рис. 19. Кран консольный для установки бухтовой проволоки
и съема готовой продукции
1 — опорная плита; 2 — стойка; 3 — консоль;
4 — тельфер с механизмом подъема; 5 — упор;
6 — цепь для поворота консоли
Арматурные заводы и цехи должны иметь внутрицеховые транспортные тележки, транспортеры и рольганги для передачи заготовок арматуры с одного поста на другой.
5.9. Технологические схемы основных процессов изготовления различных арматурных изделий, схема арматурного цеха и завода приведены в приложении 30.
Рекомендации по расчету потребности в оборудовании
5.10. При проектировании арматурных цехов потребное число технологического оборудования и поточно-механизированных линий определяется исходя из объема подлежащих выполнению работ и сменной производительности применяемого оборудования. Объем работ рекомендуется определять в соответствии с выбранными «представителями» из общей номенклатуры арматурных изделий, подлежащих изготовлению по группам изделий.
В соответствии с характеристикой арматуры на основе выбранных «представителей» определяется объем работ по массе изделий, рассчитанный по усредненным данным. Для этого полученный объем работ по «представителю» умножается на общее число аналогичных изделий в каждой группе. Средняя производительность оборудования должна учитывать затраты времени на вспомогательные операции, подготовительно-заключительные работы и отдых обслуживающего рабочего.
5.11. В табл. 9 представлен пример определения объемов арматурных работ на одного «представителя».
Таблица 9
|
Марка |
Эскиз арматурного элемента |
Характеристика арматурного элемента |
Число элементов в изделии |
Масса одного элемента, кг |
Общая масса всех элементов, кг |
|||||||
|
Габариты, мм |
число |
диаметр, мм, класс |
шаг, мм |
|||||||||
|
длина |
ширина |
продольных стержней |
поперечных стержней |
продольных стержней |
поперечных стержней |
продольных стержней |
поперечных стержней |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
КВ. 1 |
|
2560 |
130 |
2 |
13 |
8А-I |
4В-I |
94 |
200 |
5 |
2,19 |
10,95 |
|
КВ. 2 |
|
2560 |
130 |
2 |
11 |
8А-II |
4В-I |
94 |
200 |
3 |
2,16 |
6,48 |
|
КВ. 3 |
|
1950 |
370 |
2 |
20 |
10А-I |
6А-I |
340 |
100 |
2 |
4,05 |
8,1 |
|
КВ. 4 |
|
1600 |
130 |
2 |
8 |
16А-III |
6А-I |
70 |
200 |
1 |
5,29 |
5,29 |
|
СВ. 3 СВ. 3-2 |
|
2560 |
3800 |
10 |
7 |
5В-I |
4В-I |
400 |
400 |
2 |
7,44 |
14,88 |
|
СВ. 4 СВ. 4-2 |
|
2560 |
910 |
3 |
7 |
5В-I |
4В-I |
400 |
400 |
2 |
2,07 |
4,14 |
|
25 |
|
130 |
130 |
— |
— |
6А-I |
— |
— |
— |
14 |
0,03 |
0,42 |

Продолжение табл. 9
|
Объем работ по заготовке для типа оборудования |
Объем работ по сварке для типов оборудования |
Объем по доработке |
|||||||||||||||||
|
Марка |
Эскиз арматурного элемента |
правильно-отрезной станок, рез. (кг) |
отрезной станок, рез. (кг) |
пресс-ножницы, рез. (кг) |
гибочный станок, гиб. (кг) |
упрочнение стали, шт. (кг) |
высадка головок, шт. (кг) |
одноточечная машина, св. точек (кг) |
многоточечная машина на АТМС, м (кг) |
многоточечная машина на МТМК, м (кг) |
сварка втавр, шт. (кг) |
рельефная сварка, шт. (кг) |
дуговая сварка, шт. (кг) |
двухточечная машина, м (кг) |
гибка сеток, гиб. |
сварка клещами, св. |
вырезка отверстий, рез. |
ручная вязка, узлы |
дуговая сварка, св. |
|
1 |
2 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
|
КВ. 1 |
|
25,6 |
10 |
— |
— |
— |
— |
— |
— |
6,9 |
— |
— |
— |
— |
— |
72 |
— |
— |
— |
|
КВ. 2 |
|
15,36 |
6 |
— |
— |
— |
— |
— |
— |
3,84 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
КВ. 3 |
|
7,8 |
4 |
— |
— |
— |
— |
— |
— |
1,95 |
— |
— |
— |
— |
— |
16 |
— |
— |
— |
|
КВ. 4 |
|
— |
2 |
— |
— |
— |
— |
16 |
— |
— |
— |
— |
— |
— |
2 |
4 |
— |
— |
— |
|
СВ. 3 СВ. 3-2 |
|
— |
— |
— |
— |
— |
— |
— |
5,12 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
|
СВ. 4 СВ. 4-2 |
|
12,7 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
44 |
— |
— |
— |
— |
— |
|
25 |
|
1,82 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
28 |
— |
— |
— |
Продолжение табл. 9
|
Марка |
Эскиз арматурного элемента |
Характеристика арматурного элемента |
Число элементов в изделии |
Масса одного элемента, кг |
Общая масса всех элементов, кг |
|||||||
|
Габариты, мм |
число |
диаметр, мм, класс |
шаг, мм |
|||||||||
|
длина |
ширина |
продольных стержней |
поперечных стержней |
продольных стержней |
поперечных стержней |
продольных стержней |
поперечных стержней |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
26 |
|
1250 |
— |
— |
— |
8А-I |
— |
— |
— |
4 |
0,49 |
1,96 |
|
П. 1 |
|
1560 |
— |
2 |
— |
14А-I |
— |
— |
2 |
1,93 |
3,86 |
|
|
138 |
5,5В-I |
|||||||||||
|
П. 6 |
|
1560 |
— |
2 |
— |
14А-I |
— |
— |
1 |
1,93 |
1,93 |
|
|
138 |
5,5В-I |
|||||||||||
|
28 |
|
850 |
— |
— |
5 |
5В-I |
— |
— |
2 |
0,16 |
0,32 |
|
|
АП. 4 |
|
1000 |
-40 x x 6 |
— |
— |
12А-I |
— |
— |
2 |
0,89 |
1,78 |
|
|
40 |
||||||||||||
|
АП. 3 |
|
1000 |
— |
— |
— |
12А-I |
— |
— |
2 |
0,95 |
1,9 |
|
|
Итого |
60,08 |
Продолжение табл. 9
|
Объем работ по заготовке для типа оборудования |
Объем работ по сварке для типов оборудования |
Объем по доработке |
|||||||||||||||||
|
Марка |
Эскиз арматурного элемента |
правильно-отрезной станок, (кг) |
отрезной станок, рез. (кг) |
пресс-ножницы, рез. (кг) |
гибочный станок, гиб. (кг) |
упрочнение стали, шт. (кг) |
высадка головок, шт. (кг) |
одноточечная машина, св. точек (кг) |
многоточечная машина на АТМС, м (кг) |
многоточечная машина на МТМК, м (кг) |
сварка втавр, шт. (кг) |
рельефная сварка, шт. (кг) |
дуговая сварка, шт. (кг) |
двухточечная машина, м (кг) |
гибка сеток, гиб. |
сварка клещами, св. |
вырезка отверстий, рез. |
ручная вязка, узлы |
дуговая сварка, св. |
|
1 |
2 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
|
26 |
|
5 |
4 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
12 |
— |
— |
— |
|
П. 1 |
|
2,7 |
1 |
— |
3 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
4 |
— |
— |
— |
|
П. 6 |
|
— |
1 |
— |
5 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
4 |
— |
— |
— |
|
26 |
|
1,7 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
6 |
— |
— |
— |
|
АП. 4 |
|
— |
2 |
2 |
6 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
8 |
— |
— |
— |
|
АП. 3 |
|
— |
2 |
— |
6 |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
8 |
— |
— |
— |
|
Итого |
72,68 |
32 |
2 |
20 |
— |
— |
16 |
5,12 |
12,69 |
— |
— |
— |
44 |
2 |
162 |
— |
— |
— |
В таблицу заносятся технические данные всех арматурных изделий, входящих в расчетный «представитель» данной железобетонной конструкции, с указанием объемов, работ и оборудования для их выполнения.
5.12. Среднесменная производительность основного оборудования для производства арматурных работ приведена для механической обработки арматуры на рис. 20 — 22, а для сварки арматуры — на рис. 23, 24.
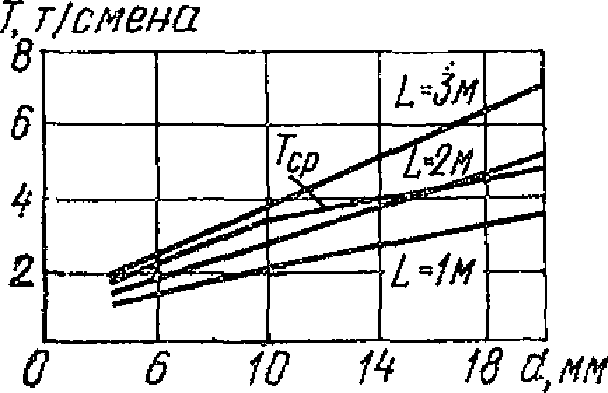
Рис. 20. Среднесменная производительность
приводных станков для резки
Tср — средняя производительность, т/смену
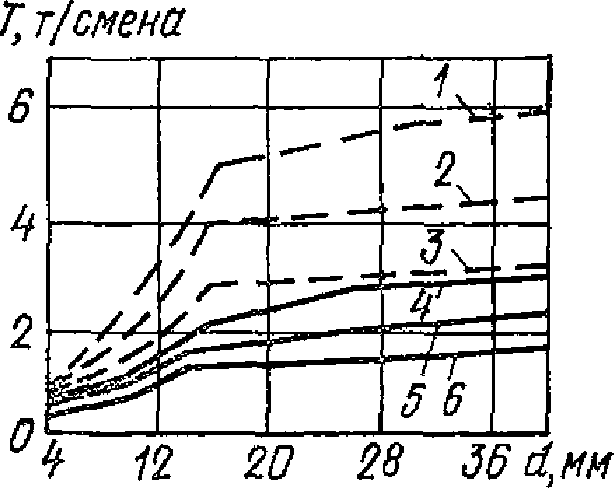
Рис. 21. Среднесменная производительность гибочного станка
1 — при одном гибе, l = 3 м; 2 — средняя
производительность, l = 3 м; 3 — при трех гибах, l = 3 м;
4 — при одном гибе, l = 1 м; 5 — средняя производительность,
l = 1 м; 6 — при трех гибах, l = 1 м
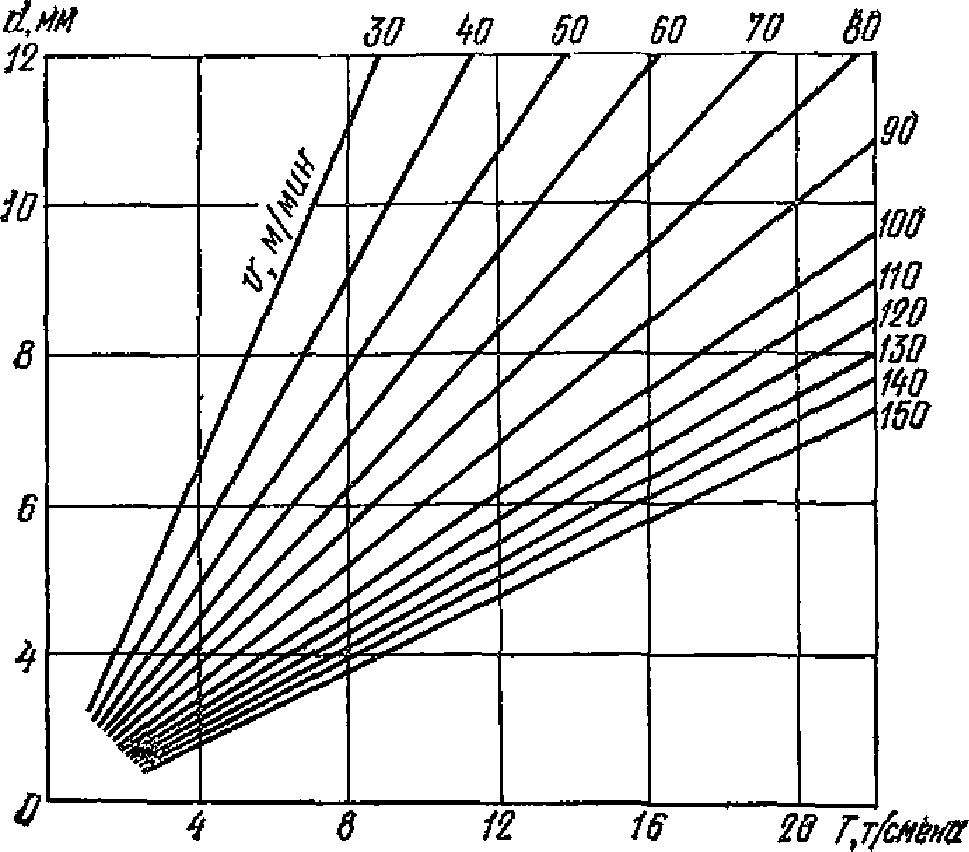
Рис. 22. Среднесменная производительность
правильно-отрезных станков
V — скорость правки и резки, м/мин
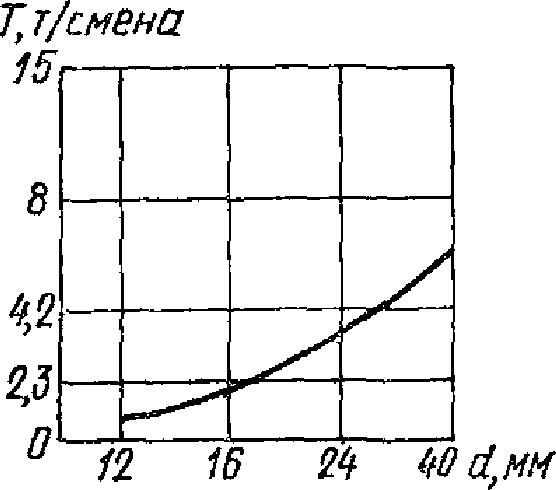
Рис. 23. Среднесменная производительность
стыковых сварочных машин
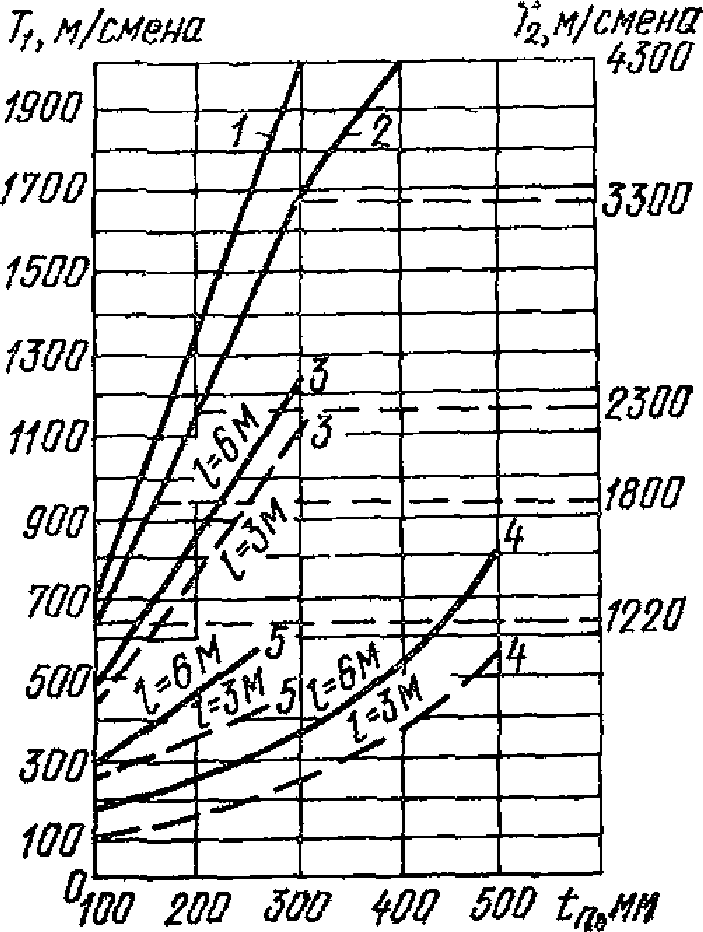
Рис. 24. Среднесменная производительность многоточечных
сварочных машин для изготовления арматурных сеток
и каркасов
1 — сварочная машина АТМС (T1); 2 — двухточечная
каркасно-сварочная машина (T2); 3 — сварочная машина
МТМК-3 x 100 (T1); 4 — сварочная машина МТМС-18 x 75 (T1);
5 — сварочная многоточечная машина МТМС-10 x 35 (T1)
5.13. Производительность контактно-сварочных машин (T, кг/ч) может быть определена в каждом отдельном случае по формуле
 (8)
(8)
где M — число точек, свариваемых в 1 ч;
![]() — удельная масса стали, кг/см3;
— удельная масса стали, кг/см3;
d1 — диаметр продольных стержней, см;
d2 — диаметр поперечных стержней, см;
n1 — число продольных стержней на 1 м ширины сетки;
n2 — то же, поперечных стержней;
K — число сварных точек в 1 м2 сетки.
5.14. Расчет потребного числа необходимого оборудования для производства работ в арматурном цехе рекомендуется производить следующим образом:
общую номенклатуру железобетонных изделий подразделяют на отдельные группы (например, плиты перекрытий, колонны, наружные стеновые панели и т.д.). Затем для каждой группы выбирают расчетный «представитель», наиболее правильно отражающий удельные показатели затрат по группе. На принятый расчетный представитель составляют технологическую карту, в которой приводят все показатели изделия, объем работ и расход металла на изделие. Полученные данные характеризуют всю группу, для которой принят расчетный «представитель»;
для выпуска отдельных видов арматурных изделий подбирается соответствующее оборудование и составляется ведомость для вписания объемов работ в принятых единицах измерения (т, м длины, шт.);
по среднесменной производительности оборудования и по действительному годовому фонду времени его работы определяется годовая производительность оборудования
 (9)
(9)
Число требуемого оборудования устанавливается по общему объему работ, подлежащих выполнению на оборудовании данного типа, путем деления на его годовую производительность
 (10)
(10)
где Qгод — годовая производительность оборудования;
Qсм — сменная производительность оборудования;
A — действительный годовой фонд времени работы оборудования;
Pгод — годовой объем работ на данную машину, станок или поточно-автоматическую линию;
n — требуемое число оборудования.
5.15. На районных арматурно-сварочных заводах может изготавливаться 60 — 65% всей потребляемой в данном районе арматуры. Потребная мощность арматурно-сварочных заводов может быть определена по укрупненным показателям в зависимости от концентраций потребления, которая определяется отношением объемов потребления с учетом перспектив их роста на срок 10 лет к общей площади района (области), подлежащего обеспечению готовыми арматурными изделиями.
Основные расчетные технико-экономические показатели районных арматурно-сварочных заводов различной мощности для рекомендуемых концентраций потребления приведены в табл. 10.
Таблица 10
|
Рекомендуемые концентрации, т/км2 |
Рекомендуемые мощности, тыс. т в год |
Расчетные технико-экономические показатели |
|||
|
стоимость, руб./т <*> |
уд. капитальные вложения, руб./т |
затраты на производство и транспорт, руб./т |
затраты на транспорт, руб./т |
||
|
До 0,15 |
20 |
150,4 |
33,4 |
54,2 |
18,8 |
|
До 0,15 — 1,2 |
40 |
143 |
20,8 |
35,8 |
9,7 |
|
1,2 — 3,3 |
60 |
140,4 |
16,5 |
30 |
7 |
|
Более 3,3 |
80 |
139,2 |
14,3 |
27,3 |
6 |
———————————
<*> Расчетная стоимость изготовления включает стоимость металла.
Контроль качества и приемка арматуры
5.16. Контроль качества арматуры заключается в проверке:
соответствия проекту применяемых для изготовления арматуры видов, марок и диаметров арматурной стали;
соответствия проекту размеров арматурных изделий и расстояний между стержнями;
прочности сварных соединений арматуры.
5.17. Приемка арматуры производится на месте ее изготовления. Принимаемая арматура распределяется на партии, содержащие до 100 однотипных изделий или элементов.
5.18. Соответствие проекту видов и размеров арматуры устанавливается наружным осмотром и обмером. Марка арматурной стали проверяется по заводским сертификатам, а при их отсутствии — лабораторным анализом.
Отступления от видов, марок и размеров поперечного сечения арматурной стали и расстояний между стержнями, указанных в проекте, допускаются с согласия проектной организации или письменного разрешения главного инженера предприятия — изготовителя арматуры.
5.19. Результаты контрольных обмеров сварных изделий должны записываться в журналах с указанием даты, фамилии арматурщика или сварщика, его клейма, типа изделия, партии арматуры, а также наименования объекта строительства или заказчика, для которого предназначается данная партия арматуры.
5.20. Отклонения в размерах сварных сеток и плоских каркасов от проектных не должны превышать следующих величин, мм:
при длине железобетонного изделия до 600 мм …………… 5
более 600 мм …………… 10
Для монолитного железобетона по длине сеток и каркасов ….. 20
То же, по ширине сеток и высоте каркасов ………………. 10
Расстояния между стержнями …………………………… 5
Прямолинейность сеток и каркасов в плоскости изделия
и перпендикулярном к ней направлении при стержнях диаметром:
До 12 мм …………………………………………… 10
Более 12 мм ……………………………………….. 15
5.21. Проверка соответствия изделий требованиям проекта и установленным допускам должна производиться путем внешнего осмотра и обмера с соблюдением следующих требований:
а) от каждой партии отбираются образцы в числе 5%, но не менее пяти образцов;
б) для каждого из отобранных изделий должны быть проверены общие размеры трех — пяти ячеек в каждом направлении;
в) если при осмотре и обмере изделий будет установлено несоответствие хотя бы одного образца требованиям, изложенным в табл. 20, производится вторичная проверка на удвоенном числе образцов. В случае несоответствия хотя бы одного из всех вторично отобранных образцов к одному из вышеуказанных требований вся партия бракуется.
Примечание. При исправлении дефектов бракованной партии изделий последние могут быть представлены к повторной приемке.
5.22. Контроль прочности сварных соединений производится в соответствии с требованиями, изложенными в других главах настоящего Руководства по видам сварки.
Глава 6
ИЗГОТОВЛЕНИЕ ЗАКЛАДНЫХ ДЕТАЛЕЙ
УНИФИЦИРОВАННЫЕ КОНСТРУКЦИИ ЗАКЛАДНЫХ ДЕТАЛЕЙ
6.1. К применению в железобетонных конструкциях рекомендуются преимущественно унифицированные закладные детали. Рабочие чертежи унифицированных закладных деталей сборных железобетонных конструкций одноэтажных зданий промышленных предприятий разработаны Харьковским Промстройниипроектом, утверждены Госстроем СССР и приведены в альбоме Типовых конструкций и деталей зданий и сооружений, серия 1.400-6, вып. 1 (N 10150) (ЦИТП, М., 1969).
Рабочие чертежи унифицированных закладных деталей сборных железобетонных конструкций инженерных сооружений промышленных предприятий разработаны Харьковским Промстройниипроектом, утверждены Госстроем СССР и приведены в альбоме Типовых конструкций и деталей зданий и сооружений, серия 3.400-6 (N 10571) (ЦИТП, М., 1970).
Типовые закладные детали железобетонных конструкций бескаркасных и каркасных зданий разработаны ВЦИИЖелезобетоном и Моспроектстройиндустрией и приведены в альбоме «Нормаль КС-68» (ВНИИЖелезобетон МПСМ СССР, Главмоспромстройматериалы, М., 1968).
6.2. Унифицированные конструкции закладных деталей проектируют в соответствии с положениями СНиП по проектированию бетонных и железобетонных конструкций и СНиП по проектированию стальных конструкций.
При проектировании рекомендуется использовать опыт ВНИИЖелезобетона и Моспроектстройиндустрии, изложенный в Рекомендациях по проектированию закладных деталей для сборных железобетонных конструкций Р 35-67 (М., 1968).
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ
Общие положения
6.3. Закладные детали должны изготовляться и монтироваться в соответствии с чертежами проекта. Отступления от чертежей проекта должны быть согласованы с проектной организацией.
6.4. Изготовление закладных деталей должно производиться наиболее эффективными методами с максимальной механизацией технологических процессов резки, правки, гибки и сварки. Наиболее целесообразным является изготовление закладных деталей в крупных механизированных арматурных цехах производственных баз строительства или на районных арматурно-сварочных заводах, что позволяет максимально снизить трудоемкость их изготовления.
6.5. Арматурная сталь для анкерных стержней должна отвечать требованиям ГОСТ 5781-75. Для плоских элементов должна применяться горячекатаная листовая, полосовая, угловая или фасонная сталь марки Ст3, группы Б или В, отвечающая условиям свариваемости по ГОСТ 380-71*.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ДЕТАЛЕЙ
6.6. Изготовление плоских элементов и отрезков стержней для закладных деталей рекомендуется производить механизированными методами резки и холодной штамповкой. Резка листового проката на полосы шириной, равной ширине или длине пластин закладных деталей, должна производиться на гильотинных ножницах. Наиболее широко применяемые модели гильотинных ножниц: Н475, Н3118, Н3118Б, Н406А, Н3121, Н406, Н3211, Н407, НБ478, Н481А, Н482, Н483 и др.
6.7. Раскрой профильного проката должен производиться на комбинированных пресс-ножницах — С229А, Н5220, Н631, Н513, Н5222, Н5633, Н5122А, Н514, Н635А, Н5225 и др.
Рубку полосовой стали на заготовки проектных размеров следует производить на прессах К1128, КА1428, К1430, КД1426, КД1424, К2130, К226, К2124, К2232, КД2124, КА2396, КБ2328, КА2330, К2432, КД2324, КД2326, КД2328, КБ262 и др.
6.8. Резку анкерных стержней рекомендуется производить на оборудовании, указанном в приложении 11. Станки для заготовки анкерных стержней должны быть оборудованы мерными устройствами.
6.9. Торцы плоских элементов закладных деталей должны быть отрезаны под прямым углом к основной плоскости, за исключением случаев, предусмотренных проектом. Кромки заготовки после резки на ножницах не должны иметь заусениц и завалов, превышающих 1 мм, а также трещин. Торцы отрезков арматурных стержней, предназначенных для последующей сварки соединений втавр, должны быть перпендикулярны к продольной оси стержня. Допускаемые отклонения не должны превышать 5°.
6.10. Подготовка элементов к автоматической сварке под флюсом должна осуществляться в соответствии с требованиями ГОСТ 19292-73. Для надежного электрического контакта с плоскими элементами торец стержня должен иметь скос, острый угол (рис. 25) которого должен быть равным или меньше 20°. В случае отсутствия механических ножниц разрешается газовая резка арматуры.
Рис. 25. Вид подготовленных элементов
для автоматической сварки под слоем флюса
![]() — угол между плоскостью торца и осью стержня;
— угол между плоскостью торца и осью стержня;
![]() — толщина плоского элемента;
— толщина плоского элемента;
dн — номинальный диаметр стержня
При сварке под слоем флюса на установках с ручным приводом допускается применение стержней, срезанных под углом 90° к плоскому элементу.
6.11. Торцы стержней, подлежащих сварке втавр под флюсом, после газовой резки следует подвергать механической очистке от окисных пленок. Края плоских элементов должны быть очищены от грата (после газовой резки) или заусениц (после механической резки).
6.12. Для закладных деталей должна применяться сталь с чистой и сухой поверхностью. Окалину, отпадающую при ударе молотком, а также ржавчину, краску, грат, шлак, бетон и другие загрязнения перед сваркой необходимо удалить.
Технология сварки закладных деталей
Общие положения
6.13. Соединения элементов закладных деталей, предназначенных для железобетонных конструкций, применяемых в зданиях и сооружениях различного назначения, рекомендуется выполнять следующими автоматизированными способами сварки: автоматической под слоем флюса (для тавровых соединений), контактной рельефной (для нахлесточных и тавровых соединений), а при отсутствии соответствующего оборудования допускается ручная электродуговая сварка (для тавровых и нахлесточных соединений).
6.14. Конструкция сварных соединений, класс и марка стали элементов сварных соединений должны быть указаны на рабочих чертежах и в проектах.
6.15. Основные типы и конструктивные элементы сварных соединений закладных деталей, изготовляемых контактной сваркой и автоматической сваркой плавлением, должны назначаться в соответствии с ГОСТ 19292-73.
Контактная рельефная сварка нахлесточных соединений
элементов закладных деталей
6.16. Изготовление нахлесточных соединений стальных закладных деталей железобетонных конструкций должно производиться контактной рельефной сваркой в соответствии с разработанными ВНИИЖелезобетоном Указаниями по технологии изготовления закладных деталей железобетонных конструкций методом контактной рельефно-точечной сварки У 26-66.
6.17. Контактной рельефной сваркой изготавливаются закладные детали, состоящие из стержней арматурной стали классов А-I, марки Ст3 (ГОСТ 380-71*); А-II, марки Ст5 (ГОСТ 380-71*) и А-III, марок 35ГС и 25Г2С (ГОСТ 5781-75) диаметром 6 — 25 мм и элементов листового и профильного проката толщиной от 6 мм и больше из стали марки Ст3 (ГОСТ 380-71*).
6.18. Контактной рельефной сваркой выполняются соединения стержней с плоскими элементами закладных деталей внахлестку без отгиба стержня и с отгибом (образуется угол между осью анкерного стержня и плоскостью проката) (рис. 26).
Рис. 26. Конструкция соединения элементов закладных деталей
при контактной рельефной сварке
а — внахлестку (тип I); б — внахлестку с отгибом стержня
(тип II); в — втавр (тип III); 1 — стержень; 2 — плоский
элемент; 3 — рельеф; dн — номинальный диаметр стержня;
![]() — толщина плоского элемента;
— толщина плоского элемента; ![]() — угол отгиба стержня
— угол отгиба стержня
6.19. Контактная рельефная сварка закладных деталей производится без предварительной зачистки контактирующих поверхностей стержня и плоского элемента. До выполнения сварки на плоском элементе выштамповываются рельефы.
6.20. Выштамповку рельефов следует производить на механических прессах, пресс-ножницах или другом аналогичном оборудовании. Рекомендуется использовать прессы однокривошипные двухстоечные открытые простого действия, винтовые фрикционные Ф1224, Ф1226, Ф1228, Ф1230 или пресс-ножницы усилием до 160 тс.
6.21. Для нахлесточных соединений стержней с плоскими элементами закладных деталей рекомендуются рельефы цилиндрической формы (рис. 27).
Рис. 27. Параметры рельефов нахлесточного соединения
закладной детали для сварки стержня с плоским элементом
а — по одному рельефу; б — по двум рельефам; lр — длина;
bр — ширина; hр — высота; ![]() ; Rр — радиус кривизны;
; Rр — радиус кривизны;
t — расстояние между рельефами
6.22. Размеры рельефа в случае приварки стержня к плоскому элементу в одной точке (по одному рельефу) назначаются по табл. 11 и в соответствии с указаниями У 26-66 и ГОСТ 19292-73. Указанные размеры рельефов при правильном назначении режима сварки обеспечивают равнопрочность сварного соединения в случае приварки стержня к плоскому элементу в одной точке.
Таблица 11
|
Параметры рельефа |
Обозначение |
Размеры в долях номинального диаметра стержня dн для арматуры классов |
||
|
А-I |
А-II |
А-III |
||
|
Радиус кривизны |
Rр |
2 |
2,2 |
2,4 |
|
Высота |
hр |
0,3 |
0,35 |
0,4 |
|
Длина |
lр |
2,1 |
2,4 |
2,6 |
Примечание. С целью сокращения на производстве числа штампов размеры рельефа для арматуры классов А-I и А-II в ГОСТ 19292-73 приняты одинаковые (как и для А-II).
6.23. При недостаточной мощности имеющегося на производстве сварочного оборудования сварку внахлестку элементов закладных деталей в одной точке (по рельефу) рекомендуется заменять сваркой двумя точками (по двум рельефам). В этом случае равнопрочность соединения достигается при назначении размеров каждого рельефа по табл. 12.
Таблица 12
|
Параметры рельефа |
Обозначение |
Размеры в долях номинального диаметра стержня dн для арматуры классов |
||
|
А-I |
А-II |
А-III |
||
|
Радиус кривизны |
Rр |
1,3 |
1,4 |
1,6 |
|
Длина |
lр |
1,7 |
1,9 |
2,2 |
|
Высота |
hр |
0,3 |
0,35 |
0,4 |
Примечания: 1. С целью сокращения на производстве числа штампов размеры рельефа для арматуры классов А-I и А-II в ГОСТ 19292-73 приняты одинаковые (как для А-II).
2. Расстояние между рельефами t >= 3dн (см. рис. 27, б).
6.24. Ширину рельефа bр, мм, следует принимать по формуле
bр = 10 мм + lр. (11)
Увеличение ширины рельефа на 10 мм принято для предотвращения смещения арматурного стержня в процессе сборки или сварки с поверхности рельефа.
6.25. Усилие пресса для образования одного рельефа в плоском элементе закладной детали при контактной рельефной сварке ориентировочно подсчитывается по формуле
 (12)
(12)
где L — периметр рельефа, см;
![]() — толщина плоского элемента, см;
— толщина плоского элемента, см;
![]() — разрушающее напряжение в плоском элементе закладной детали в опасном сечении, равное
— разрушающее напряжение в плоском элементе закладной детали в опасном сечении, равное ![]() , кгс/см2;
, кгс/см2;
![]() — временное сопротивление материала плоского элемента закладной детали разрыву, кгс/см2.
— временное сопротивление материала плоского элемента закладной детали разрыву, кгс/см2.
6.26. Периметр рельефа L для соединений стержней с плоскими элементами закладных деталей внахлестку определяется по формуле
 (13)
(13)
6.27. Операцию выштамповки рельефов рекомендуется совмещать с вырубкой плоского элемента по контуру, рихтовкой его, а также вырубкой в нем отверстия, предназначенного для крепления закладной детали на форме в процессе формования железобетонной конструкции (если отверстие имеется по проекту).
6.28. При использовании прессов с малым номинальным усилием (при полном использовании мощности пресса и максимального усилия на коленчатом валу) или при большом числе рельефов на плоском элементе закладной детали выштамповку рельефов следует производить в несколько приемов.
6.29. Для образования рельефов соединений арматурных стержней с плоскими элементами закладных деталей внахлестку размеры рабочих частей штамповочного инструмента — пуансона и матрицы — должны назначаться согласно указаниям У 26-66.
6.30. Контактная рельефная сварка нахлесточных соединений закладных деталей производится на серийных машинах МТП, МТ (прил. 19) или прессах рельефной сварки МРП-150, МРП-200, МРП-300, МРП-400.
6.31. Приварка контактной рельефной сваркой стержня внахлестку к плоскому элементу закладной детали производится одной или двумя точками по предварительно выштампованным в плоском элементе детали одному или двум рельефам. Сварка одной точкой производится по режимам, указанным в табл. 13, двумя точками — по режимам с уменьшением на 25% времени сварки. Первой выполняется сварная точка со стороны рабочей части стержня, воспринимающая основную долю рабочей нагрузки. При сварке стержня двумя точками одновременно электрод должен иметь Т-образную форму и создавать усилия осадки одновременно на обе сварные точки. В этом случае сила тока увеличивается по сравнению с указанным значением примерно в 2 раза.
Таблица 13
|
Толщина плоского элемента проката |
Диаметр анкерного стержня dн, мм |
Размеры рельефа, мм |
Режим контактной сварки по одному рельефу |
||||
|
длина lр |
ширина bр |
высота hр |
сварочный ток I2, тыс. А |
время прохождения тока tсв, с |
усилие сжатия электродами Pэ, кгс |
||
|
Стержень из стали класса А-I, марки Ст3 |
|||||||
|
6 |
8 |
17 |
27 |
2,4 |
12 — 13 |
0,5 — 0,6 |
400 — 500 |
|
6 |
10 |
21 |
31 |
3 |
13 — 15 |
0,6 — 0,7 |
500 — 600 |
|
6 |
12 |
25 |
35 |
3,6 |
15 — 17 |
0,65 — 0,75 |
500 — 600 |
|
8 |
10 |
21 |
31 |
3 |
13 — 15 |
0,7 — 0,9 |
500 — 600 |
|
8 |
12 |
25 |
35 |
3,6 |
15 — 16 |
0,8 — 1,2 |
600 — 800 |
|
8 |
14 |
29 |
39 |
4,2 |
16 — 18 |
1,4 — 2 |
800 — 1000 |
|
8 |
16 |
34 |
44 |
4,8 |
18 — 20 |
2 — 3 |
1000 — 1200 |
|
10 |
12 |
25 |
35 |
3,6 |
16 — 18 |
0,8 — 1,2 |
800 — 1000 |
|
10 |
14 |
29 |
39 |
4,2 |
18 — 20 |
1,4 — 2 |
1000 — 1200 |
|
10 |
16 |
34 |
44 |
4,8 |
20 — 22 |
20 — 27 |
1000 — 1300 |
|
Стержень из стали класса А-II, марки Ст5 |
|||||||
|
6 |
8 |
19 |
29 |
2,8 |
13 — 15 |
0,5 — 0,6 |
400 — 500 |
|
6 |
10 |
24 |
34 |
3,5 |
15 — 17 |
0,7 — 0,8 |
500 — 600 |
|
6 |
12 |
29 |
39 |
4,2 |
15 — 17 |
0,9 — 1,1 |
700 — 800 |
|
8 |
10 |
24 |
34 |
3,5 |
15 — 17 |
0,7 — 0,8 |
500 — 600 |
|
8 |
12 |
29 |
39 |
4,2 |
15 — 17 |
1,1 — 1,3 |
700 — 800 |
|
8 |
14 |
34 |
44 |
4,9 |
18 — 20 |
1,5 — 2 |
900 — 1200 |
|
8 |
16 |
38 |
48 |
5,6 |
20 — 22 |
2 — 3,5 |
1300 — 1500 |
|
10 |
12 |
29 |
39 |
4,2 |
18 — 20 |
1,1 — 1,3 |
900 — 1200 |
|
10 |
14 |
34 |
44 |
4,9 |
18 — 20 |
1,8 — 2,2 |
900 — 1200 |
|
10 |
16 |
38 |
48 |
5,6 |
22 — 24 |
2 — 2,7 |
1300 — 1600 |
|
Стержень из стали класса А-III, марок 35ГС, 25Г2С |
|||||||
|
6 |
8 |
21 |
31 |
3,2 |
13 — 15 |
0,55 — 0,65 |
400 — 500 |
|
6 |
10 |
26 |
36 |
4 |
15 — 17 |
0,75 — 0,85 |
600 — 800 |
|
6 |
12 |
32 |
42 |
4,8 |
15 — 17 |
0,9 — 1,1 |
800 — 1000 |
|
8 |
10 |
26 |
36 |
4 |
15 — 17 |
0,75 — 0,85 |
600 — 800 |
|
8 |
12 |
32 |
42 |
4,8 |
15 — 17 |
1 — 1,2 |
800 — 1000 |
|
8 |
14 |
37 |
47 |
5,6 |
17 — 19 |
1,7 — 2 |
1000 — 1200 |
|
8 |
16 |
42 |
52 |
6,4 |
18 — 20 |
2 — 2,2 |
1200 — 1400 |
|
10 |
12 |
32 |
42 |
4,8 |
21 — 22 |
1,3 — 1,7 |
1200 — 1400 |
|
10 |
14 |
37 |
47 |
5,6 |
20 — 22 |
2 — 2,3 |
1200 — 1400 |
|
10 |
16 |
42 |
52 |
6,4 |
20 — 22 |
2,2 — 3,6 |
1500 — 1700 |
6.32. Для контактной рельефной сварки нахлесточных соединений закладных деталей применяются серийно выпускаемые электроды для контактных машин и специально разработанные ВНИИЖелезобетоном электродные узлы.
Для сварки нахлесточных соединений следует применять электроды с диаметром рабочей части в 3 — 4 раза большим диаметра стержня.
6.33. При одновременной приварке двух арматурных стержней к плоскому элементу закладной детали внахлестку для равномерного распределения давления на каждую сварную точку рекомендуется применять самоустанавливающиеся электродные узлы согласно п. 2.2 У 26-66.
6.34. Для сварки нахлесточных соединений в труднодоступных местах, например в деталях с двумя параллельными пластинами, соединенными изогнутыми прутками, рекомендуется применять электроды Г-образной формы (рис. 28).
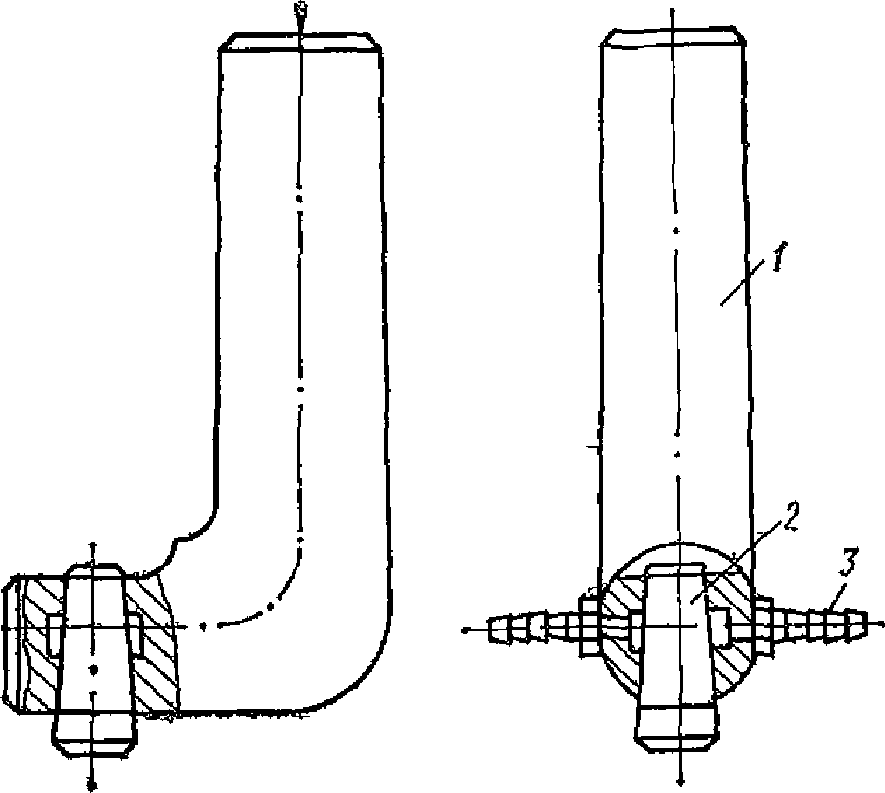
Рис. 28. Электрод Г-образной формы
1 — свеча; 2 — электрод; 3 — штуцер
Ручная электродуговая сварка нахлесточных соединений
элементов закладных деталей
6.35. Нахлесточные соединения стержней классов А-I, А-II и А-III с плоскими элементами проката как временное решение (при невозможности применить контактную сварку) допускается выполнять ручной дуговой сваркой. Сварка должна производиться в соответствии с рекомендациями, изложенными в главе 4 Руководства и в п. 6.36.
6.36. При ручной дуговой сварке протяженными швами основными регулируемыми параметрами режима сварки является сварочный ток и диаметр электрода. При сварке плоских элементов с арматурными стержнями по наименьшей толщине элемента в соединении выбирают диаметр электрода, а по диаметру электрода — сварочный ток (табл. 14).
Таблица 14
|
Толщина свариваемых плоских элементов, мм |
Диаметр электрода, мм |
Сварочный ток, А |
|
3 — 4 |
3 |
80 — 130 |
|
4 |
140 — 200 |
|
|
5 — 10 |
4 |
140 — 200 |
|
5 |
190 — 280 |
|
|
6 |
240 — 350 |
|
|
Более 10 |
5 |
190 — 280 |
|
6 |
240 — 350 |
|
|
7 |
320 — 450 |
|
|
8 |
400 — 450 |
Автоматическая сварка под слоем флюса тавровых соединений
элементов закладных деталей
6.37. Тавровые соединения арматурных стержней диаметром 8 — 40 мм, классов А-I, А-II, А-III с плоскими элементами проката в конструкциях закладных деталей следует, как правило, выполнять автоматической сваркой под флюсом.
6.38. Для автоматической сварки под флюсом рекомендуется использовать автомат АДФ-2001, выпускаемый серийно тбилисским заводом «Электросварка», либо полуавтоматические и ручные устройства.
6.39. При сварке на автомате АДФ-2001 допустимые минимальные отношения толщины плоского свариваемого элемента ![]() к диаметру арматурного стержня dн приведены в табл. 15.
к диаметру арматурного стержня dн приведены в табл. 15.
Таблица 15
|
Класс стали |
dн, мм |
|
|
|
А-I |
8 — 40 |
0,5 |
|
|
|
10 — 25 |
0,55 |
|
|
А-II |
28 — 40 |
0,75 |
|
|
8 — 25 |
0,65 |
||
|
А-III |
28 — 40 |
0,75 |
6.40. При сварке на автомате АДФ-2001 расстояние между элементами закладных деталей от оси стержня до края плоского элемента проката Kмин равно 1,5dн + 10 мм; расстояние между стержнями zмин: при dн <= 22 мм — 25 мм и при dн >= 25 мм — dн (рис. 29).
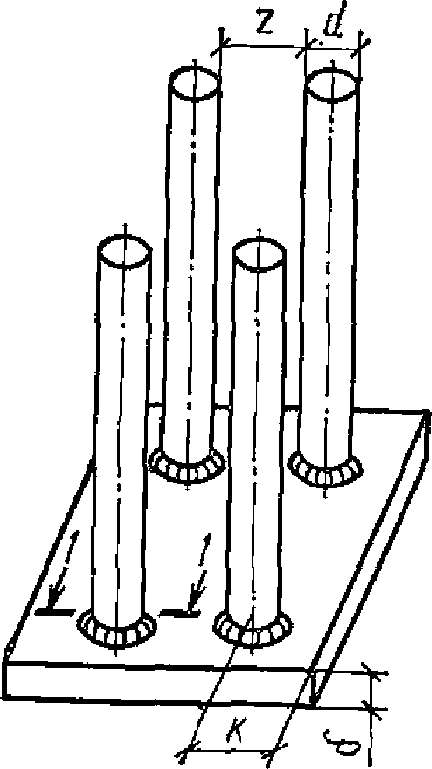
Рис. 29. Соединение стержней с плоским элементом
закладной детали втавр
![]() — толщина плоского элемента; d — диаметр стержня;
— толщина плоского элемента; d — диаметр стержня;
z — расстояние между стержнями; k — расстояние от оси
стержня до края плоского элемента
6.41. Для выполнения тавровых соединений стержней диаметрами 18 — 25 мм с плоскими элементами проката толщиной 14 — 18 мм при отношении  сварочную дугу следует питать переменным или постоянным током согласно указаниям СН 393-69.
сварочную дугу следует питать переменным или постоянным током согласно указаниям СН 393-69.
Для выполнения тавровых соединений стержней диаметром 10 — 16 мм с плоскими элементами проката толщиной 5 — 8 мм при отношении  сварочную дугу следует питать постоянным током обратной полярности («плюс» на стержне).
сварочную дугу следует питать постоянным током обратной полярности («плюс» на стержне).
Питание дуги переменного тока осуществляется от источника типа ТСД-1000 или ТСД-2000, а постоянного тока — от преобразователя типа ПСМ-1000 или ВКСМ-1000 с подключением обратной полярности.
6.42. Основными регулируемыми параметрами режима автоматической сварки под флюсом тавровых соединений на автомате АДФ-2001 являются: сварочный ток Iсв (устанавливается по величине тока короткого замыкания Iк.з); величина начального дугового промежутка при отрыве стержня ![]() ; общая продолжительность горения дуги tсв; продолжительность горения дуги при неподвижном стержне t1 и при подаче стержня t2 (tсв = t1 + t2); продолжительность осадки стержня под током t3; продолжительность выдержки стержня в ванне расплавленного металла до полной его кристаллизации t4; величина машинной осадки стержня Hос; глубина погружения стержня в ванну расплавленного металла h. Ток короткого замыкания устанавливают соответствующей настройкой источника питания (табл. 16).
; общая продолжительность горения дуги tсв; продолжительность горения дуги при неподвижном стержне t1 и при подаче стержня t2 (tсв = t1 + t2); продолжительность осадки стержня под током t3; продолжительность выдержки стержня в ванне расплавленного металла до полной его кристаллизации t4; величина машинной осадки стержня Hос; глубина погружения стержня в ванну расплавленного металла h. Ток короткого замыкания устанавливают соответствующей настройкой источника питания (табл. 16).
Таблица 16
|
Диаметр стержней, мм |
Ток короткого замыкания Iк.з при сварке на |
|
|
постоянном токе |
переменном токе |
|
|
8 — 12 |
1000 — 1800 |
1200 — 1600 |
|
14 — 22 |
1500 — 2500 |
1600 — 3200 |
|
25 — 28 |
2000 — 2500 |
3000 — 3600 |
|
32 — 40 |
2000 — 2500 |
— |
Ориентировочные значения параметров режима дуговой сварки под флюсом тавровых соединений закладных деталей приведены в табл. 17.
Таблица 17
|
Диаметр арматурного стержня, dн, мм |
Величина начального дугового промежутка при отрыве стержня |
Продолжительность горения дуги при |
Машинная осадка стержня Hос, мм |
Глубина погружения в ванну расплавленного металла h, мм |
Минимальная продолжительность выдержки стержня в ванне, расплавленного металла, t4, с |
|
|
неподвижном стержне t1 <**>, с |
подаче стержня tг <**>, с |
|||||
|
8 |
1 |
1 |
0,5 |
17 |
5 |
2 |
|
10 |
1,5 |
1,5 |
0,5 |
17 |
5 |
2 |
|
12 |
2 |
2 |
1 |
17 |
5 |
2 |
|
14 |
2,5 |
2 |
1 |
17 |
5 |
2,5 |
|
16 |
3 |
2,5 |
1 |
16 |
4 |
2,5 |
|
18 |
3,5 |
3 |
1,5 |
14 |
4 |
2,5 |
|
20 |
4 |
4 |
1,5 |
14 |
3 |
3 |
|
22 |
5 |
4,5 |
2,5 |
13,5 |
3 |
3,5 |
|
25 |
6 |
6 |
3 |
13,5 |
3 |
4 |
|
28 |
6,5 |
10 |
10 |
13,5 |
3 |
7 |
|
32 |
7 |
13 |
13 |
17,5 |
2 |
10 |
|
36 |
7,5 |
17 |
16 |
17,5 |
2 |
15 |
|
40 |
8 |
20 |
20 |
17,5 |
2 |
20 |
———————————
<*> Величина ![]() приведена для случая, когда торец стержня перпендикулярен к его оси. При скошенных торцах от величины, определенной по табл. 17, следует вычесть половину высоты скоса стержня hск/2.
приведена для случая, когда торец стержня перпендикулярен к его оси. При скошенных торцах от величины, определенной по табл. 17, следует вычесть половину высоты скоса стержня hск/2.
<**> Эти величины параметров режима сварки могут быть использованы при Iк.з = 1800 А (dн = 8 — 12 мм) и Iк.з = 2100 А (dн = 14 — 40 мм), ток постоянный.
Контактная рельефная сварка тавровых соединений элементов
закладных деталей
6.43. Контактная рельефная сварка тавровых соединений элементов закладных деталей позволяет автоматизировать процесс изготовления закладных деталей с возможностью производить на одном и том же оборудовании сварку как тавровых, так и нахлесточных соединений; снизить себестоимость изготовления закладных деталей за счет исключения расходов флюса; уменьшить время сварки и мощность источника питания; улучшить санитарно-гигиенические условия труда.
6.44. Контактной рельефной сваркой втавр (рис. 27, в) выполняются соединения из стержней арматурной стали классов А-I, марки Ст3 (ГОСТ 380-71*); А-II, марки Ст5 (ГОСТ 380-71*) и А-III, марок 35ГС и 25Г2С (ГОСТ 5781-75), диаметрами 10 — 14 мм и элементов листового и профильного проката толщиной 6 — 10 мм из стали марки Ст3 (ГОСТ 380-71*) в соответствии с У 26-66.
6.45. Контактная рельефная сварка втавр закладных деталей производится без предварительной зачистки контактирующих поверхностей стержня и плоского элемента. До сварки на плоском элементе выштамповывается рельеф. Выштамповка рельефа производится в соответствии с п. 6.20 (как и для нахлесточных соединений). Размеры штампового инструмента (пуансона и матрицы) определяются по указаниям У 26-66. Форма рельефа сферическая (рис. 30).
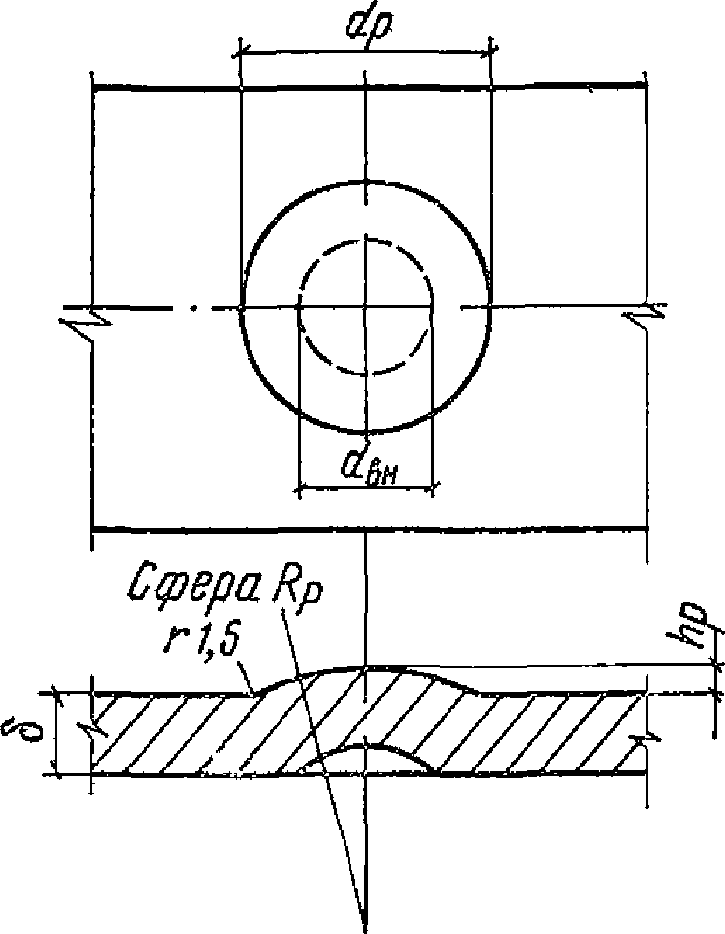
Рис. 30. Параметры рельефа таврового соединения
закладной детали
dр — диаметр основания рельефа в плоском элементе;
dвн — диаметр углубления на плоском элементе; Rр — радиус
кривизны рельефа; ![]() — толщина плоского элемента закладной
— толщина плоского элемента закладной
детали; hр — высота рельефа
6.46. Размеры рельефа для соединения втавр стержня с плоским элементом закладной детали в зависимости от диаметра стержня dн составляют:
|
диаметр основания |
dр = 2,2dн |
|
высота |
hр = 0,3dн |
|
радиус кривизны |
Rр = 2,2dн |
|
периметр рельефа |
|

Усилие пресса для образования рельефа определяется согласно п. 6.25.
6.47. Приварка стержня втавр к плоскому элементу производится по центру рельефа.
6.48. Для контактной сварки соединений втавр анкерных стержней с плоскими элементами закладных деталей применяется электродный узел конструкции ВНИИЖелезобетона с рычажно-пневматическим зажимом, приведенный в указаниях У 26-66.
Электродный узел устанавливается на верхний или нижний кронштейны машин типа МТП. Подвод тока от трансформатора осуществляется к рычагам-электрододержателям через гибкие шины. Для изготовления электродов рекомендуется применять сплавы, приведенные в указаниях У 26-66.
6.49. Сварка тавровых соединений закладных деталей ведется с высадкой и формовкой конца привариваемого стержня в губках специального электрода, имеющего на конце расширяющуюся зону. Высадка конца стержня производится в процессе сварки с целью увеличения площади сплавления стержня с пластиной. Площадь сварной точки принимается равной площади расширяющейся зоны электрода. Величина диаметра расширяющейся зоны электрода (диаметра сварной точки) (рис. 31) определяется по формуле
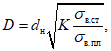 (14)
(14)
где dн — номинальный диаметр арматурного стержня, мм;
![]() — временное сопротивление разрыву металла арматурного стержня, кгс/мм2;
— временное сопротивление разрыву металла арматурного стержня, кгс/мм2;
![]() — временное сопротивление разрыву металла плоского элемента закладной детали, кгс/мм2;
— временное сопротивление разрыву металла плоского элемента закладной детали, кгс/мм2;
K — коэффициент, учитывающий необходимое увеличение площади сварной точки по сравнению с площадью стержня для получения соединения, равнопрочного арматурному стержню;
K = 1,2 для стали класса А-I; 1,4 для А-II и 1,6 — для А-III.
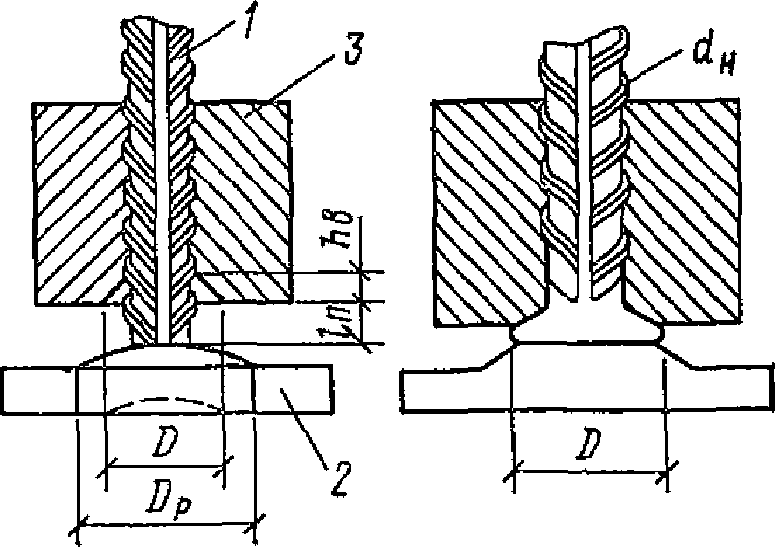
Рис. 31. Конструкция таврового соединения, выполняемого
контактной рельефной сваркой
1 — арматурный стержень; 2 — плоский элемент закладной
детали; 3 — электрод; D — диаметр выточки электрода;
Dр — диаметр основания рельефа; hв — высота выточки
электрода; ln — вылет стержня из электрода
6.50. Сварка тавровых соединений анкерных стержней с плоскими элементами закладных деталей осуществляется по режимам табл. 18.
Таблица 18
|
Толщина плоского элемента проката |
Диаметр анкерного стержня, dн, мм |
Диаметр основания рельефа dр, мм |
Высота рельефа hр, мм |
Диаметр выточки (диаметр сварной точки) D, мм |
Высота выточки hн, мм |
Величина вылета стержня из электрода ln, мм |
Режимы контактной сварки тавровых соединений |
||
|
сварочный ток I2, тыс. А |
время прохождения тока tсв, с |
усилие сжатия электродами Pэ, кгс |
|||||||
|
Стержень из стали класса А-I, марки Ст3 |
|||||||||
|
6 |
10 |
22 |
3 |
13 |
4 |
8 — 10 |
15 — 17 |
0,6 — 0,8 |
400 — 500 |
|
8 |
10 |
22 |
3 |
13 |
4 |
8 — 10 |
15 — 17 |
0,7 — 0,9 |
400 — 500 |
|
8 |
12 |
26 |
3,6 |
15 |
5 |
10 — 12 |
15 — 17 |
0,9 — 1,1 |
500 — 600 |
|
8 |
14 |
31 |
3,6 |
17 |
6 |
12 — 14 |
15 — 17 |
1,2 — 1,4 |
800 — 1000 |
|
10 |
14 |
31 |
4,2 |
17 |
9 |
12 — 14 |
15 — 17 |
1,2 — 1,4 |
800 — 1000 |
|
Стержень из стали класса А-II, марки Ст5 |
|||||||||
|
6 |
10 |
12 |
3 |
17 — 18 |
6 |
10 — 12 |
15 — 17 |
0,8 — 0,9 |
500 — 700 |
|
8 |
10 |
12 |
3 |
17 — 18 |
6 |
10 — 12 |
15 — 17 |
0,8 — 0,9 |
500 — 700 |
|
8 |
12 |
26 |
3,6 |
20 — 21 |
7 |
12 — 14 |
15 — 17 |
1,1 — 1,3 |
800 — 1000 |
|
10 |
14 |
31 |
4,2 |
23 — 24 |
9 |
13 — 15 |
18 — 20 |
1,4 — 1,6 |
1200 — 1400 |
|
Стержень из стали класса А-III, марок 35ГС, 25Г2С |
|||||||||
|
6 |
10 |
22 |
3 |
19 — 20 |
7 |
12 — 14 |
15 — 17 |
1 — 1,2 |
500 — 700 |
|
8 |
10 |
22 |
3 |
19 — 20 |
7 |
12 — 14 |
15 — 17 |
1 — 1,2 |
500 — 700 |
|
8 |
12 |
26 |
2,6 |
22 — 23 |
8 |
13 — 15 |
17 — 19 |
1,3 — 1,6 |
800 — 1000 |
|
8 |
14 |
31 |
4,2 |
25 — 26 |
10 |
18 — 20 |
18 — 20 |
1,4 — 1,7 |
1200 — 1400 |
|
10 |
14 |
31 |
4,2 |
25 — 26 |
10 |
20 — 22 |
20 — 21 |
3 — 5 |
1200 — 1400 |
6.51. Для обеспечения качественного процесса сварки и получения высокопрочного соединения необходимо строго соблюдать величину вылета стержня из электродов ln, высоту и диаметр выточки электрода и режимы сварки, указанные в табл. 18. При назначении длины анкера таврового соединения следует учесть, что при сварке происходит его укорочение на 5 — 10 мм за счет осадки.
6.52. Контроль основных параметров режима сварки осуществляется периодически замером их специальными приборами. Каждый параметр замеряют на менее трех раз и определяют его среднее значение.
Замер первичного тока осуществляется в процессе сварки при помощи импульсного амперметра сварочного тока АСТ-2. Датчиком прибора является тороид (кольцевой трансформатор тока), который одевается на хобот машины. Сварочный ток (вторичный) определяется расчетом по формуле
Iсв = Kт(I1 — Iх.х.), (15)
где Kт — коэффициент трансформации на замеряемой ступени;
I1 — замеренное значение первичного тока, А;
Iх.х. — значение тока холостого хода на замеряемой ступени, примерно равное 5% Iсв. Значения токов I1 и Iх.х. определяются при помощи измерительных клещей типа Ц-30, Ц-90 и Ц-91.
6.53. Приближенное значение сварочного тока можно определить по упрощенной формуле
 (16)
(16)
где I1 — первичный ток, измеряемый клещами, А;
V1 — напряжение электросети 220 или 380 В;
V2 — вторичное напряжение, замеренное вольтметром на электродах машины или определяемое по шкале, прикрепленной к станине сварочной машины, В.
6.54. Измерение статического усилия на электродах сварочной машины производится предварительно оттарированными динамометрическими скобами ДПС-1 и ДПС-2 с диапазоном измерений соответственно 100 — 5000 и 100 — 10 000 кгс. Для измерения усилия динамометрическую скобу следует зажимать между электродами машины без включения тока.
Время сварки проверяется электросекундомером ЭСПВ-53.
Ручная электродуговая сварка тавровых соединений элементов
закладных деталей
6.55. Ручная дуговая сварка тавровых соединений элементов закладных деталей допускается только в случае невозможности применения автоматической сварки под слоем флюса или контактной рельефной.
Ручная дуговая сварка тавровых соединений закладных деталей должна производиться согласно указаниям СН 393-69.
6.56. Соединение втавр анкерных стержней с плоскими элементами закладных деталей при применении электродуговой сварки допускается только с предварительным устройством в плоском элементе отверстий с раззенковкой, через которые пропускаются анкерные стержни, завариваемые с обратной стороны плоского элемента (рис. 32).
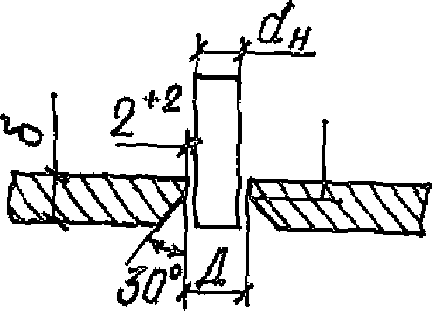
Рис. 32. Конструкция таврового соединения, выполняемого
ручной дуговой сваркой с предварительным устройством
в плоском элементе отверстия с раззенковкой
dн — диаметр стержня; ![]() — толщина плоского элемента;
— толщина плоского элемента;
D — диаметр отверстия с раззенковкой
6.57. Схема соединения втавр анкерного стержня с плоским элементом закладной детали электросваркой в раззенкованном отверстии должна быть выполнена с учетом требований ГОСТ 5264-69.
6.58. Для дуговой сварки элементов закладных деталей должны применяться электроды с целым неотслаивающимся сухим покрытием. Тип и марку электродов и режим сварки следует выбирать с учетом указаний СН 393-69.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ
6.59. Для повышения качества сварных соединений элементов закладных деталей необходимо контролировать качество основных (арматурной стали, листового или профильного проката) и сварочных (электродов, флюса) материалов, а также осуществлять текущий и приемочный контроль качества сварных соединений закладных деталей в процессе их изготовления.
6.60. Контроль качества стали, подлежащей сварке, должен производиться путем сопоставления результатов внешнего осмотра и обмеров, а также данных, приведенных в сертификатах, с требованиями проекта и соответствующих государственных стандартов или технических условий.
6.61. В процессе контроля сварочных материалов необходимо проверять соответствие:
а) типа, марки и диаметра электрода, а также марки флюса требованиям настоящего Руководства и указаниям СН 393-69;
б) условий хранения электродов и сварочной проволоки, а также режимов прокалки электродов и флюса требованиям указаний СН 393-69 и соответствующих стандартов.
6.62. Качество подготовки элементов закладных деталей, подлежащих сварке при их изготовлении (очистка поверхности стержней, их торцов, обрезка торцов стержней, очистка поверхности кромок плоских элементов закладных деталей), должны соответствовать требованиям п. 6.13 настоящего Руководства.
6.63. Контроль качества подготовки элементов закладных деталей следует производить путем внешнего осмотра элементов и соответствующих замеров и испытаний согласно ГОСТ 10922-75.
6.64. Контроль качества подготовки и точности сборки элементов закладных деталей должен производиться перед выполнением нахлесточных и тавровых соединений стержней арматуры с плоскими элементами закладных деталей.
6.65. Контроль размеров рельефов при контактной сварке осуществляется по их наружным поверхностям, по которым производится приварка стержней.
6.66. Для обеспечения равнопрочности площадь сварной точки нахлесточных соединений, полученных контактной рельефной сваркой, должна быть не меньше рассчитанной по формуле и указанной в табл. 19 (рис. 33)
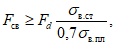 (17)
(17)
где Fсв — площадь сварной точки, мм2;
Fd — площадь поперечного сечения арматурного стержня, мм2;
![]() — временное сопротивление разрыву стержня арматурной стали, кгс/мм2, по ГОСТ 5781-75;
— временное сопротивление разрыву стержня арматурной стали, кгс/мм2, по ГОСТ 5781-75;
![]() — временное сопротивление разрыву стали плоского элемента закладной детали, кгс/мм2, по ГОСТ 380-71*.
— временное сопротивление разрыву стали плоского элемента закладной детали, кгс/мм2, по ГОСТ 380-71*.
Таблица 19
|
Параметры |
Обозначение |
Единица измерения |
Класс арматурной стали |
||
|
А-I |
А-II |
А-III |
|||
|
Величина осадки |
hос |
мм |
0,25dн |
0,3dн |
0,35dн |
|
Площадь сварной точки |
Fсв |
мм2 |
1,3d2 |
|
|
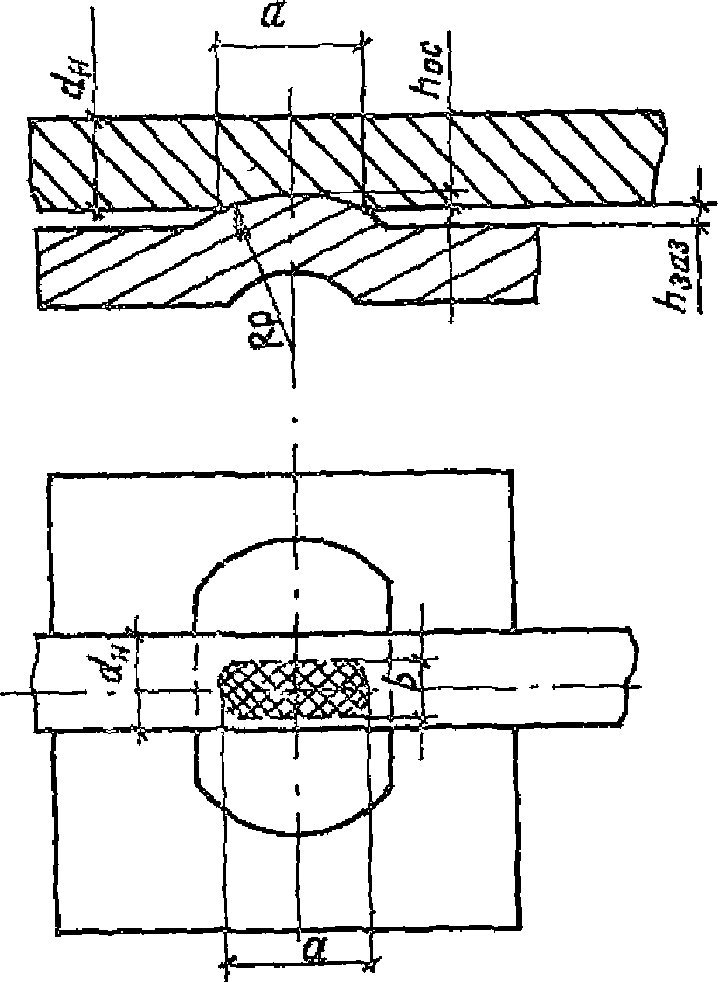
Рис. 33. Схема нахлесточного соединения закладной детали
для расчета площади сварной точки
hос — величина осадки; hзаз — зазор; dн — диаметр арматуры;
Rо — радиус кривизны рельефа; a и b — размеры
сварной точки
6.67. Качество контактной рельефной сварки нахлесточных соединений арматурных стержней с плоскими элементами закладных деталей следует контролировать в процессе сварки внешним осмотром соединений и замером величины осадки по формуле (рис. 34)
 (18)
(18)
где ![]() — толщина плоского элемента, мм;
— толщина плоского элемента, мм;
d1 — диаметр стержня по продольным выступам (ГОСТ 5781-75), мм;
hв — величина вмятины стержня со стороны электрода, мм;
hос — расстояние между основанием рельефа плоского элемента и вмятиной стержня, мм.
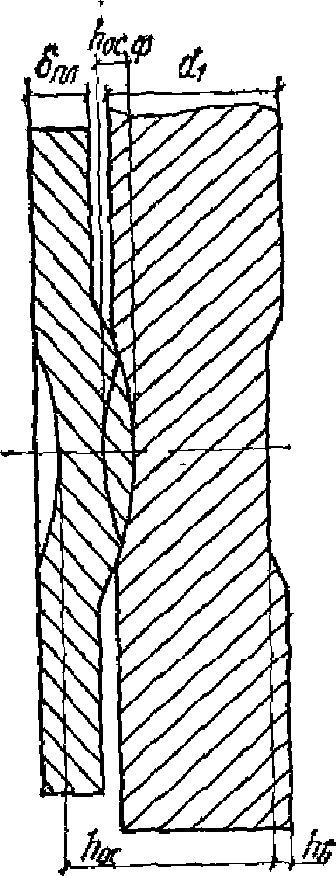
Рис. 34. Схема замера осадки нахлесточного соединения
При удовлетворительном качестве сварки нахлесточного соединения происходит осадка стержня в рельеф пластины в пределах, указанных в табл. 19.
При недостаточной величине осадки следует увеличить время прохождения сварочного тока tсв или силу тока Iсв (номер ступени).
6.68. Качество тавровых соединений анкерных стержней с плоскими элементами закладных деталей проверяется в соответствии с данными табл. 18 и по формуле (14).
При сварке тавровых соединений величина эксцентриситета арматурного стержня относительно центра рельефа больше 0,1dн не допускается.
6.69. Тавровое соединение арматурных стержней с плоскими элементами проката, выполненное дуговой сваркой под флюсом при правильно выбранном режиме, должно иметь следующие внешние признаки:
а) расплавленный металл в виде венчика сравнительно равномерно расположен вокруг стержня;
б) высота венчика металла g составляет от 3 до 10 мм (рис. 35);
в) для тавровых соединений из стержней диаметром 16 — 40 мм, полученных автоматической сваркой под слоем флюса, высота венчика должна быть 6 — 10 мм в соответствии с ГОСТ 19292-73;
г) на обратной (по отношению к расположению стержня) стороне плоского элемента (при  и отсутствии окалины) должно быть пятно с цветами побежалости.
и отсутствии окалины) должно быть пятно с цветами побежалости.
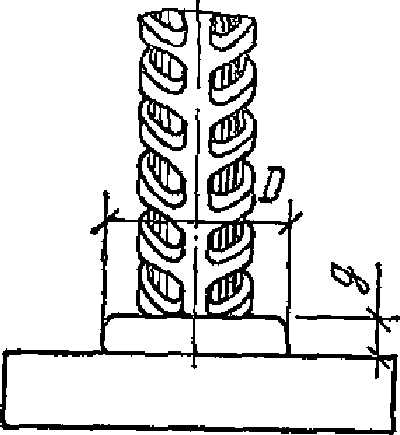
Рис. 35. Вид выполненного соединения при сварке
под флюсом
D — диаметр венчика расплавленного металла;
g — высота венчика
6.70. Изготовленные сварные закладные детали должны удовлетворять требованиям ГОСТ 10922-75 «Арматура и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытаний». Форма и размеры закладных деталей должны соответствовать рабочим чертежам.
Качество готовых сварных соединений при приемочном контроле должно определяться путем их внешнего осмотра, обмера и механических испытаний на прочность в соответствии с указанным ГОСТом. Сварные соединения закладных деталей с целью определения прочности подлежат механическим испытаниям на растяжение.
Образцы закладных деталей, необходимые для этих испытаний, должны вырезаться из готовых изделий. Контрольные образцы сварных соединений закладных деталей, вырезка которых невозможна, следует изготовлять параллельно с основными соединениями на тех же режимах и из тех же материалов. Разделение закладных деталей на узлы для механических испытаний должно производиться на механических станках или газовой резкой. Каждый узел должен состоять из элемента проката и приваренного к нему анкерного стержня. Рекомендуется разделять закладные детали на 3 основных типа узлов (см. рис. 26).
6.71. Испытание узлов закладных деталей тавровых и нахлесточных (без отгиба стержня) соединений следует производить по схемам ГОСТ 10922-75.
6.72. Узлы закладных деталей нахлесточных соединений с отгибом стержня следует испытывать так же, как и узлы без отгиба стержня, предварительно отогнув стержень параллельно плоскости пластины.
Для проверки прочности указанных узлов допускается также изготовление контрольных образцов на тех же режимах, что и рабочих деталей, но без отгиба стержней, с последующим испытанием их по схеме как для узлов без отгиба стержня.
6.73. При испытании нахлесточного соединения закладной детали на растяжении сварная точка работает на срез. Для создания правильной схемы испытания на срез следует применять специальные вкладыши (вставляемые в захваты разрывных машин ГМС-50 «Шоппер» и др.), позволяющие уменьшить эксцентриситет оси стержня относительно плоского элемента (рис. 36 и 37).
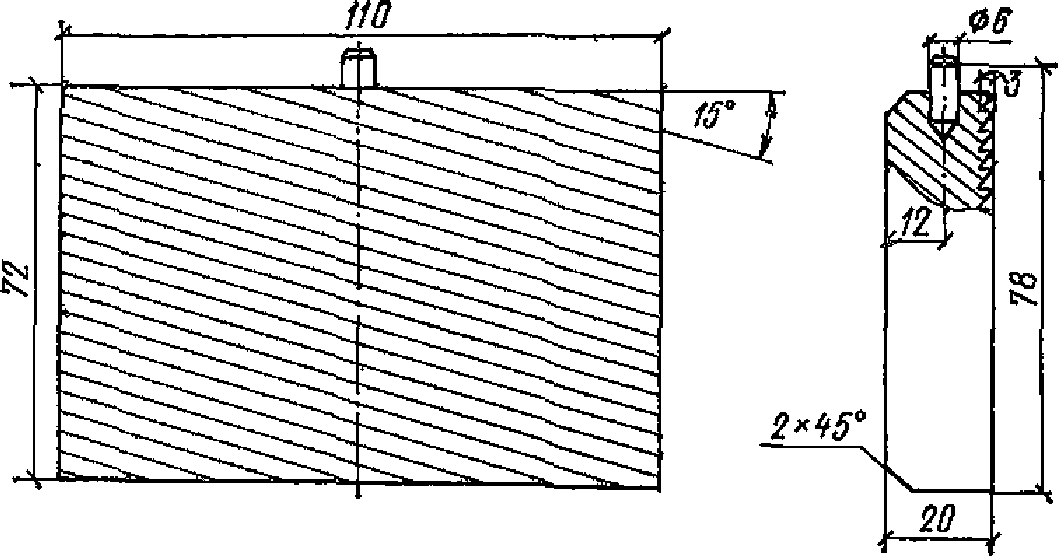
Рис. 36. Вкладыш правый захвата разрывной машины
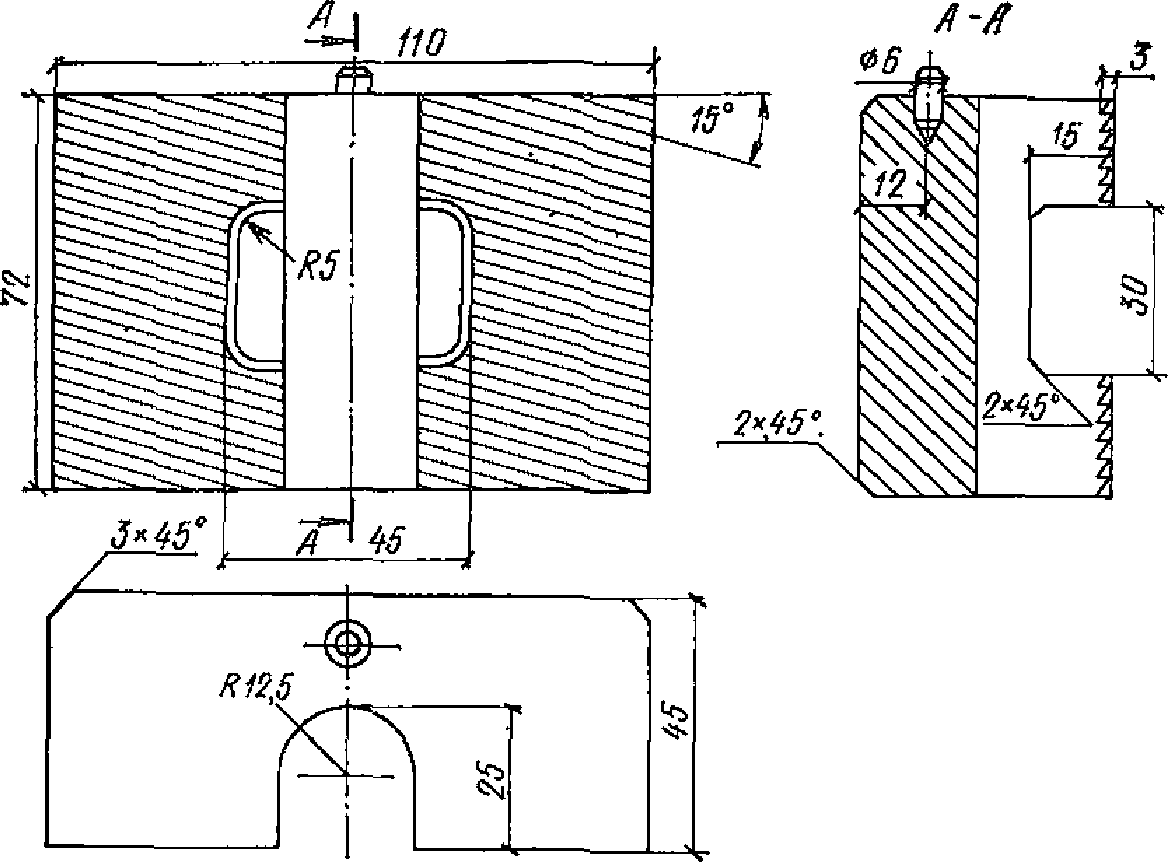
Рис. 37. Вкладыш левый захвата разрывной машины
6.74. Нахлесточные соединения закладных деталей при механических испытаниях на срез до разрушения и тавровые соединения закладных деталей при механических испытаниях на отрыв стержня до разрушения должны иметь прочность, наименьшие и средние арифметические значения показателей которой равны или превышают соответствующие им браковочные значения C1 и C2, приведенные в табл. 4 ГОСТ 10922-75.
6.75. Стальные закладные детали должны иметь антикоррозионное покрытие, вид и технические характеристики которого должны соответствовать требованиям СНиП по проектированию защиты строительных конструкций от коррозии.
6.76. Готовые закладные детали партий, прошедших испытания, принимаются отделом технического контроля завода-изготовителя в соответствии с требованиями настоящего Руководства и ГОСТ 10922-75.
Завод-изготовитель должен гарантировать соответствие закладных деталей требованиям нормативных документов.
Глава 7
ТРАНСПОРТИРОВАНИЕ АРМАТУРНЫХ ИЗДЕЛИЙ НА СТРОИТЕЛЬНЫЕ ОБЪЕКТЫ
7.1. Перевозка арматуры на строительные объекты производится автомобильным и железнодорожным транспортом.
При перевозке арматуры должны приниматься меры, предохраняющие ее от деформации. С этой целью следует применять деревянные подкладки, а при необходимости производить жесткое крепление арматуры к транспортным средствам при помощи проволочных расчалок.
Арматурные изделия длиной, превышающей длину кузова более чем на 1,5 м, следует перевозить на автомобилях с полуприцепами.
7.2. Арматурные сетки и плоские каркасы, изготовленные на специализированных заводах или в арматурных цехах, целесообразно транспортировать пакетами массой, соответствующей грузоподъемности имеющихся погрузочно-разгрузочных механизмов, но, как правило, не менее 300 кг. Во избежание остаточных деформаций в арматурных конструкциях, которые могут возникнуть в процессе погрузочно-разгрузочных работ, транспортировку пакетов сеток плоских каркасов целесообразно производить на специальных поддонах или в контейнерах (рис. 38, 39), габариты которых определяются по месту в зависимости от размеров арматурных изделий.
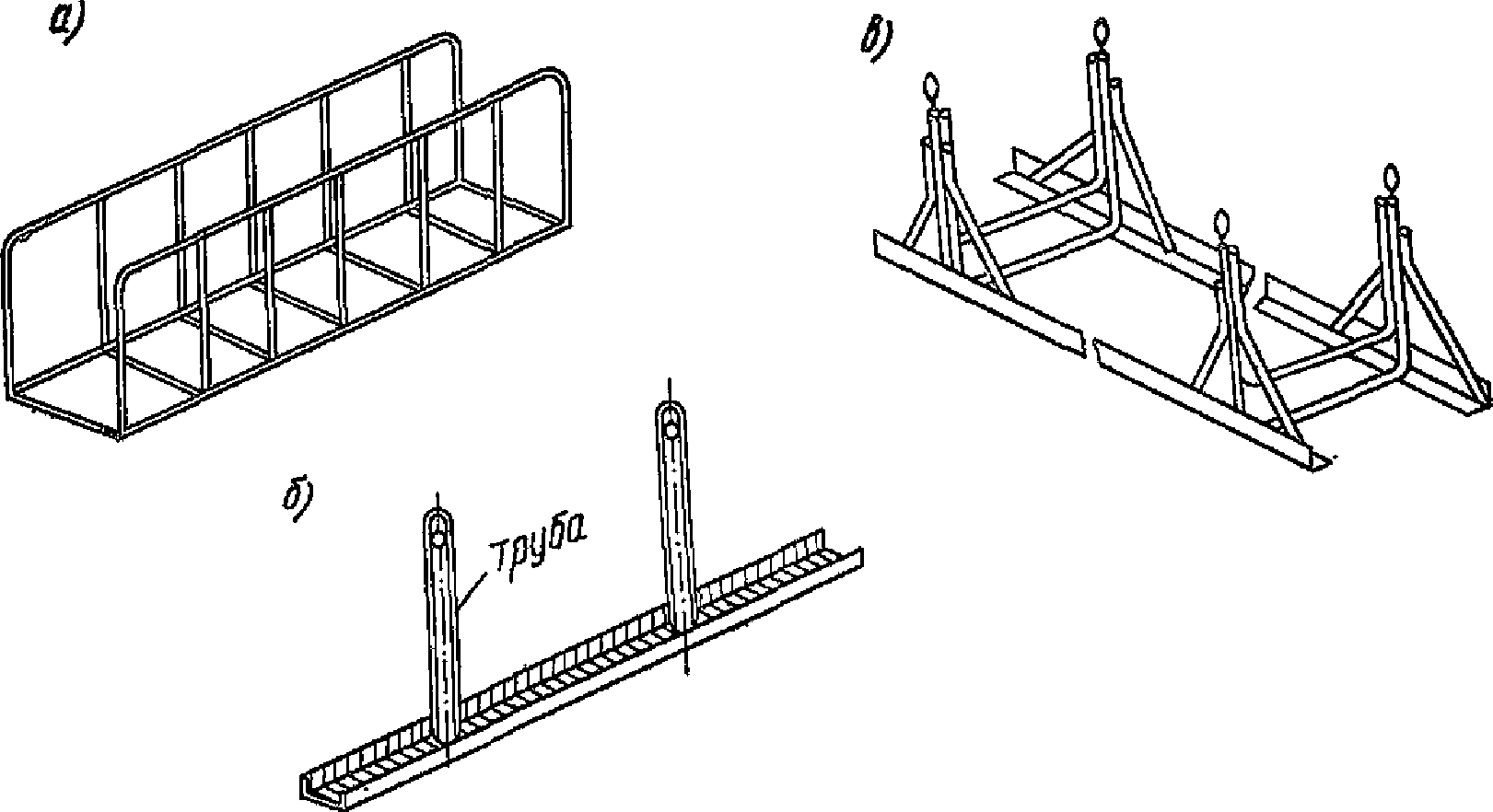
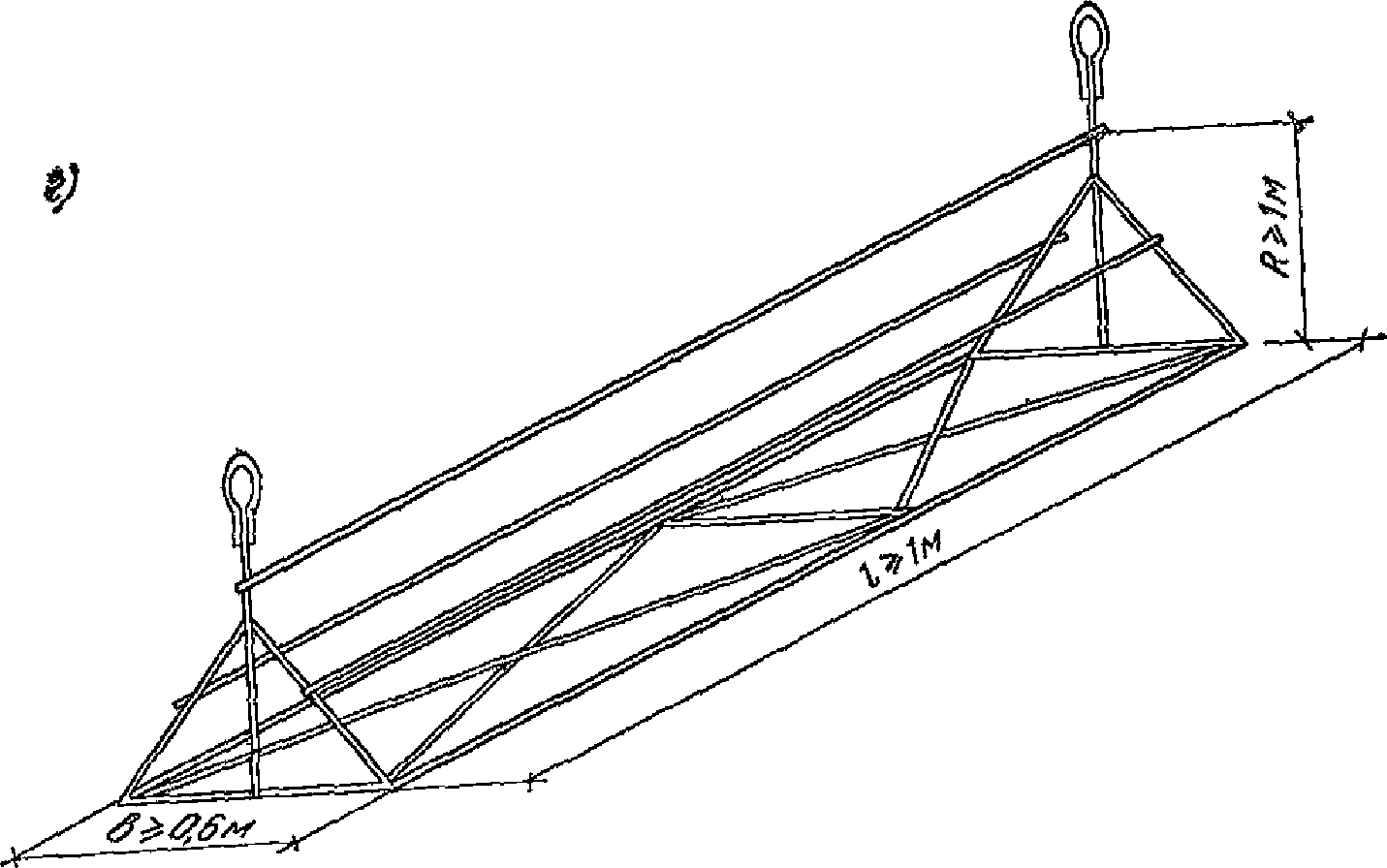
Рис. 38. Приспособления для складирования
и транспортирования
а, б, в — плоских каркасов; г — подъемных и монтажных петель
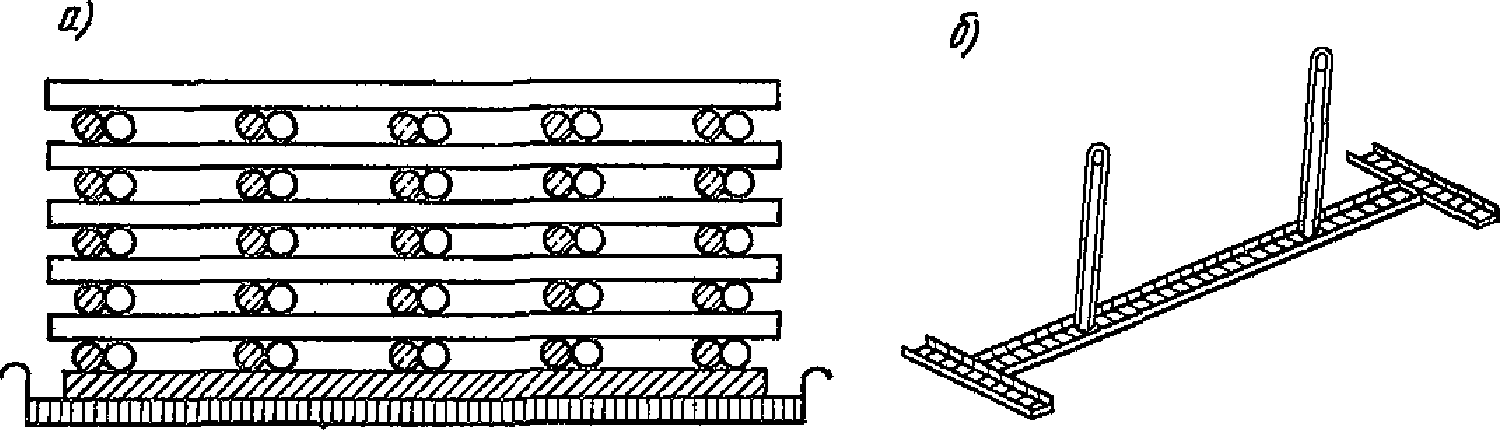
Рис. 39. Приспособление для складирования
и транспортирования арматурных сеток
а — поддон; б — стойка
Складирование и транспортирование отдельных стержней мерной длины рекомендуется производить в соответствии с п. 1.25 настоящего Руководства.
7.3. Внутрицеховая транспортировка и перевозка с районных арматурных заводов на заводы сборного железобетона и строительные объекты подъемных и монтажных петель, а также закладных деталей может производиться на специальных приспособлениях (см. рис. 38, г) или в ящиках-контейнерах грузоподъемностью 200 — 250 кг, загружаемых одним типом изделия.
7.4. Транспортировка отдельных стержней с одинаковой характеристикой производится в связанных пучках массой, соответствующей наличию погрузочно-разгрузочных механизмов, но, как правило, не менее 60 кг.
7.5. Каждая партия транспортируемых арматурных изделий должна сопровождаться документом установленной формы в соответствии с требованиями СНиП по производству бетонных и железобетонных работ.
7.6. Транспортировку арматурных изделий следует осуществлять при максимальной загрузке транспорта, которая определяется нормативной удельной нагрузкой на 1 м2 площади кузова автомобиля или платформы. Для наиболее распространенных автомобилей типа ЗИЛ-130 удельная нагрузка составляет 0,63 тс/м2, а для железнодорожных платформ — 0,8 — 1,39 тс/м2.
7.7. При невозможности полной загрузки транспортных средств однотипными изделиями рекомендуется производить загрузку различных изделий с разными удельными нагрузками.
В табл. 20 — 22 приведены удельные нагрузки, создаваемые плоскими сетками и каркасами, а также пространственными каркасами на 1 м2 площади кузова автомобиля и железнодорожной платформы. Данные таблиц свидетельствуют о том, что большинство плоских сеток и каркасов могут перевозиться с полной загрузкой транспорта. При транспортировании пространственных арматурных каркасов максимальная загрузка достигается в том случае, если каркас состоит из арматуры суммарным диаметром не менее 36 мм и шагом до 200 мм.
Таблица 20
|
Диаметры стержней, мм |
Удельные нагрузки на кузов автомобиля, тс/м2, при высоте погрузки 2,3 м, при расстояниях между поперечными и продольными стержнями, мм |
|||||
|
100 x 100 |
150 x 150 |
200 x 200 |
250 x 250 |
300 x 300 |
400 x 400 |
|
|
4 + 4 |
0,64 ——— 0,8 |
0,4 ——— 0,5 |
0,35 ——— 0,44 |
0,29 ——— 0,36 |
0,23 ——— 0,29 |
0,17 ——— 0,21 |
|
5 + 5 |
0,76 ——— 0,95 |
0,48 ——— 0,6 |
0,42 ——— 0,52 |
0,35 ——— 0,44 |
0,28 ——— 0,35 |
0,21 ——— 0,26 |
|
6 + 6 |
0,93 ——— 1,16 |
0,59 ——— 0,74 |
0,51 ——— 0,64 |
0,42 ——— 0,52 |
0,34 ——— 0,43 |
0,26 ——— 0,33 |
|
8 + 8 |
1,24 ——— 1,55 |
0,79 ——— 0,99 |
0,67 ——— 0,84 |
0,56 ——— 0,7 |
0,45 ——— 0,56 |
0,34 ——— 0,43 |
|
10 + 10 |
1,57 ——— 1,96 |
1,0 ——— 1,25 |
0,85 ——— 1,06 |
0,71 ——— 0,89 |
0,57 ——— 0,71 |
0,43 ——— 0,54 |
|
12 + 12 |
1,88 ——— 2,35 |
1,2 ——— 1,5 |
1,03 ——— 1,29 |
0,86 ——— 1,08 |
0,68 ——— 0,85 |
0,51 ——— 0,64 |
Примечание. В знаменателе приведены удельные нагрузки при обычном способе укладки сеток и каркасов, а в числителе — нагрузки при нагрузки с переворотом изделия на 180°, что на 25% увеличивает удельные нагрузки.
Таблица 21
|
Диаметры стержней, мм |
Удельные нагрузки на кузов автомобиля, тс/м2, при высоте погрузки 2,3 м, при сечении каркаса 300 x 300 мм и при поперечном шаге, мм |
||
|
150 |
200 |
300 |
|
|
8 + 6 |
0,082 |
0,076 |
0,068 |
|
10 + 6 |
0,104 |
0,097 |
0,085 |
|
12 + 6 |
0,13 |
0,12 |
0,11 |
|
14 + 8 |
0,2 |
0,18 |
0,16 |
|
16 + 8 |
0,23 |
0,22 |
0,2 |
|
16 + 10 |
0,28 |
0,26 |
0,22 |
|
22 + 12 |
0,47 |
0,43 |
0,39 |
|
24 + 12 |
0,52 |
0,5 |
0,45 |
Таблица 22
|
Диаметры стержней, мм |
Удельные нагрузки на платформу, тс/м2, при высоте погрузки 3,8 м, при расстояниях между поперечными и продольными стержнями, мм |
|||||
|
100 x 100 |
150 x 150 |
200 x 200 |
250 x 250 |
300 x 300 |
400 x 400 |
|
|
4 + 4 |
1,06 ——— 1,32 |
0,66 ——— 0,83 |
0,58 ——— 0,72 |
0,48 ——— 0,6 |
0,38 ——— 0,47 |
0,28 ——— 0,35 |
|
5 + 5 |
1,25 ——— 1,56 |
0,79 ——— 0,99 |
0,69 ——— 0,86 |
0,58 ——— 0,73 |
0,47 ——— 0,58 |
0,34 ——— 0,42 |
|
6 + 6 |
1,54 ——— 1,92 |
0,98 ——— 1,23 |
0,84 ——— 1,05 |
0,69 ——— 0,8 |
0,56 ——— 0,7 |
0,43 ——— 0,54 |
|
8 + 8 |
2,05 ——— 2,56 |
1,3 ——— 1,62 |
1,1 ——— 1,37 |
0,93 ——— 1,16 |
0,75 ——— 0,94 |
0,56 ——— 0,7 |
|
10 + 10 |
2,6 ——— 3,24 |
1,65 ——— 2,06 |
1,4 ——— 1,75 |
1,17 ——— 1,46 |
0,95 ——— 1,2 |
0,71 ——— 0,89 |
|
12 + 12 |
0,1 ——— 3,9 |
1,98 ——— 2,5 |
1,7 ——— 2,12 |
1,42 ——— 1,77 |
1,12 ——— 1,4 |
0,89 ——— 1,05 |
Примечание. В знаменателе приведены нагрузки при обычном способе укладки сеток и каркасов, а в числителе — нагрузки при укладке с переворотом на 180°, что на 25% увеличивает удельные нагрузки.
7.8. Доставленные на строительные объекты арматурные конструкции разгружаются и комплектуются на промежуточном складе или сборочно-комплектовочной площадке, затем имеющимся в наличии подъемно-транспортным оборудованием подаются к месту установки и монтажа.
7.9. Внутрицеховые перевозки арматуры и арматурных изделий производятся крановым оборудованием и транспортными тележками различной грузоподъемности.
7.10. Съем, транспортировку и укладку пакета сеток следует производить с помощью специальных траверс, исключающих остаточные деформации в сетках.
Глава 8
МОНТАЖ АРМАТУРЫ НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ
Общие положения
8.1. Монтаж арматуры должен производиться в соответствии с проектом производства работ, содержащим указания о последовательности установки отдельных элементов и способах их подачи, скрепления узлов, а также о применяемых приспособлениях.
8.2. Как правило, монтаж арматурных конструкций должен производиться укрупненными пространственными элементами, изготовленными в арматурном цехе или на заводе. При транспортировании и монтаже недостаточно жесткие конструкции должны временно раскрепляться.
8.3. При больших объемах работ армоконструкции комплектуют и укрупняют на промежуточном приобъектном складе или сборно-комплектовочной площадке, затем доставляют к месту установки и монтажа в зону действия подъемно-транспортного механизма. В качестве примера на рис. 40 приведена организация сборно-комплектовочной площадки для сборки арматурно-опалубочных блоков.
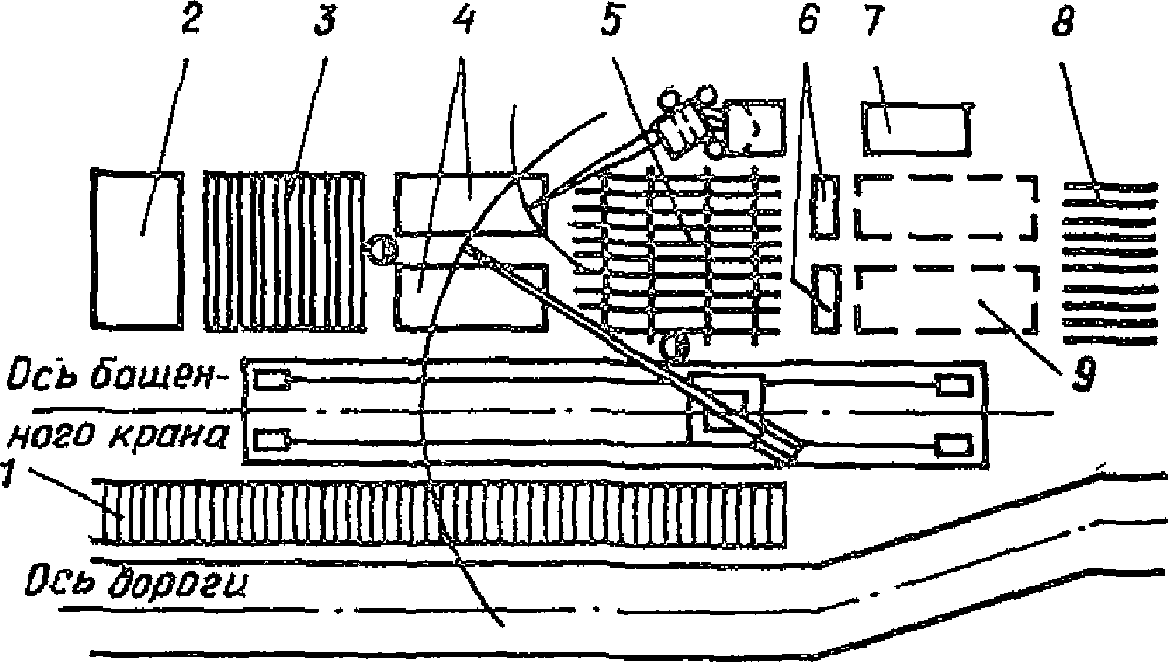
Рис. 40. Организация сборно-комплектовочной площадки
для сборки арматурно-опалубочных блоков
1 и 9 — склады готовых блоков; 2 — склад щитов и панелей
опалубки; 3 — ремонт и смазка опалубки; 4 — штабеля
элементов опалубки, готовых к сборке; 5 — стенд сборки
блоков; 6 — инструментальная кладовая; 7 — помещение
для электросварочного оборудования; 8 — стеллажи
с арматурными изделиями и стержнями
8.4. Арматурщики, работающие на установке арматуры и монтаже армоконструкции, должны быть обеспечены фронтом работ, достаточным для организации труда поточно-расчлененным методом. Фронт работ в зависимости от вида армируемых конструкций должен охватывать как минимум: отдельно стоящие фундаменты колонн зданий — 3 шт.; массивы (блоков) гидротехнических сооружений — целый массив; ленточные фундаменты — 15 — 18 м; фундаменты под технологическое оборудование — 1 шт.; колонны — 2 шт.; балки — 2 пролета; плиты перекрытий — 50 м2; стены и перегородки — 50 м2; резервуары и бункера — 40 м2; тоннели и коллекторы — 12 — 45 м.
8.5. Численно-квалификационный состав звеньев при армировании различных монолитных конструкций рекомендуется принимать в соответствии с Руководством по организации труда при производстве строительно-монтажных работ (гл. 8 «Железобетонные и бетонные работы»; М., Стройиздат, 1972).
8.6. При производстве арматурных работ на строительной площадке рекомендуется применять оснастку, приспособления и инструмент, приведенные в приложении 31.
8.7. Монтаж и установку арматурных сеток и каркасов рекомендуется производить с заранее установленными на ней фиксаторами защитного слоя бетона, которые могут выполняться из пластмассы или металла (рис. 44 — 47).
Монтаж арматурных конструкций
из унифицированных сварных сеток
8.8. Установку унифицированных арматурных сеток (серия 1.410-2) при армировании различных монолитных конструкций нулевого цикла следует производить в соответствии с Руководством по армированию унифицированными сварными арматурными изделиями монолитных железобетонных конструкций нулевого цикла зданий и сооружений промышленных предприятий (ЦНИИПромзданий, 1976).
8.9. Сварные сетки в направлении рабочей арматуры стыкуются внахлестку в соответствии с указаниями СНиП по проектированию бетонных и железобетонных конструкций. В направлении монтажной арматуры, если не требуется распределительной или противоусадочной арматуры, сетки укладываются без перепуска с расстоянием 200 мм по осям крайних рабочих стержней соседних сеток.
8.10. Если противоусадочная или распределительная арматура требуется, то стыкование сеток в направлении монтажной арматуры выполняется либо путем перепуска поперечной арматуры, либо установкой дополнительных стыковых сеток, либо установкой сеток в двух взаимно перпендикулярных направлениях.
8.11. Для увеличения несущей способности сеток допускается накладывать одну сетку на другую с получением шага рабочих стержней 100 мм.
8.12. Армирование конструкций может производиться в одном или двух взаимно перпендикулярных направлениях. В последнем случае армирование производится сетками, укладываемыми в два слоя.
8.13. При армирований конструкций, особенно массивных, преимущественно следует применять сетки максимальной ширины и длины.
8.14. Примеры армирования основных монолитных конструкций унифицированными арматурными сетками приведены в приложении 32.
Бессварочные методы соединения арматуры
на монтаже
8.15. Стыкование на месте установки сварных сеток и каркасов без сварки должно производиться с соблюдением следующих правил:
в направлении рабочих стержней стыки сварных сеток и каркасов с односторонним расположением продольных стержней должны осуществляться внахлестку путем перепуска каркасов или сеток (рис. 41) на длину, указанную в табл. 23, но не менее 250 мм;
при стыковании сеток из гладких стержней в каждой сетке на длине стыка должно располагаться не менее трех поперечных стержней (см. рис. 41). При стыковании сеток из стержней периодического профиля, расположенных в растянутой зоне конструкций, приварка стержней в пределах стыка необязательна, но длина нахлестки в этом случае должна быть увеличена на 5d1. При этом рекомендуется располагать рабочие стержни в одной плоскости;
в элементах из легкого бетона марок М100 и М150 длина нахлестки для гладкой арматуры диаметром 16 мм и более должна быть увеличена на 10d;
при армировании по ширине железобетонных элементов несколькими сварными сетками или каркасами стыки их следует располагать вразбежку, причем площадь сечения рабочих стержней, стыкуемых в одном месте (при расстоянии между осями стыков по длине стыкуемых стержней не менее длины стыка), должна составлять более 50% общей площади рабочей арматуры в сечении элемента;
стыкование внахлестку каркасов с двусторонним расположением продольных стержней не допускается;
в направлении монтажных стержней стыки сварных сеток должны выполняться внахлестку, причем расстояние между осями крайних рабочих стержней должно быть не менее 50 мм при диаметре распределительной арматуры до 4 мм включительно и 100 мм — при диаметре распределительной арматуры более 4 мм (см. рис. 42);
при диаметре рабочей арматуры 16 мм и более стыки сварных сеток в направлении монтажных стержней могут осуществляться также путем укладки легких стыковых сеток (рис. 42, б) с перепуском в каждую сторону на 15d2 (где d2 — диаметр распределительной арматуры), но не менее 100 мм.
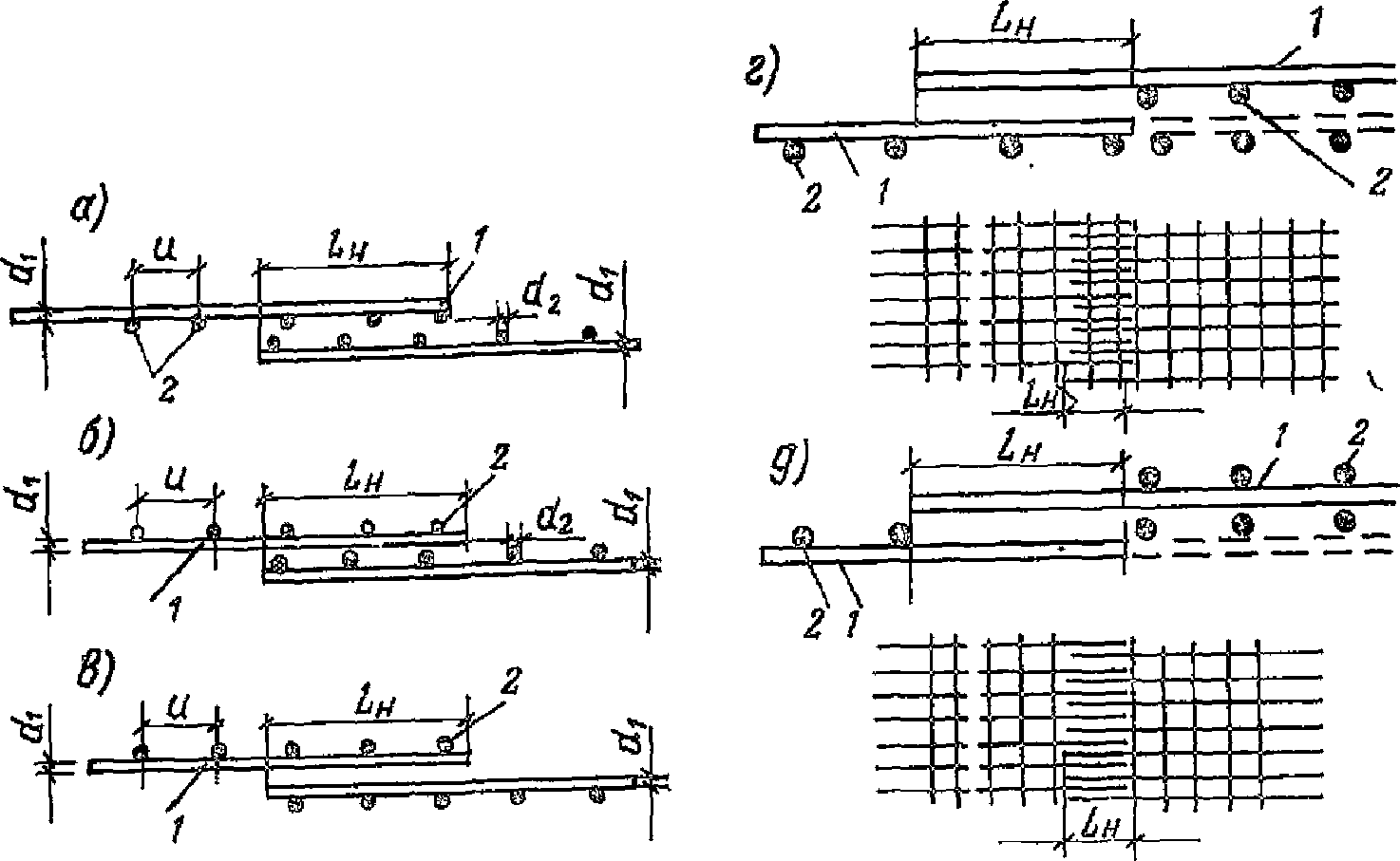
Рис. 41. Стыки сварных сеток и каркасов
в рабочем направлении
а — при выполнении рабочих стержней из круглой стали или
стали периодического профиля при расположении поперечных
стержней в одной плоскости: б, в — то же, при расположении
поперечных стержней в разных плоскостях: г,
д — при выполнении рабочих стержней из горячекатаной стали
периодического профиля и расположении поперечных стержней
в одной плоскости; 1 — рабочая арматура (d1);
2 — распределительная арматура (d2)
Таблица 23
|
Вид рабочей арматуры сварных сеток и каркасов |
Тип стыка по рис. 41 |
Минимальная длина перепуска нахлестки lн при бетоне марки |
|
|
М100 и М150 |
М200 и более |
||
|
Сталь горячекатаная периодического профиля марки Ст5 |
а, б, в, г, д |
30d1 |
25d1 |
|
Сталь горячекатаная круглая марки Ст3 |
а, б, в |
35d1 |
30d1 |
|
Проволока холоднотянутая и сталь, подвергнутая силовой калибровке |
а, б, в |
40d1 |
35d1 |
|
Сталь горячекатаная, низколегированная периодического профиля класса А-III |
г, д |
45d1 |
40d1 |
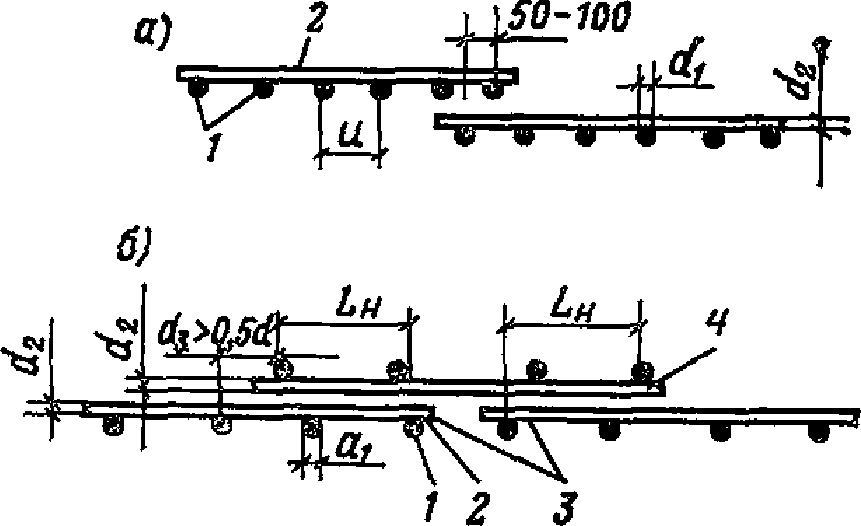
Рис. 42. Стыки сварных сеток в нерабочем направлении
а — стык внахлестку; б — стык с дополнительной сварной
сеткой; 1 — стержни рабочей арматуры; 2 — стержни
распределительной арматуры; 3 — основные сетки;
4 — стыковая сетка; Lн >= 15d2 >= 100 мм
8.16. Армирование отдельными стержнями допускается в отдельных случаях из-за конструктивных особенностей армирования монолитных конструкций и при невозможности использовать для этих целей арматурные сетки и каркасы, изготавливаемые на специализированных контактно-сварочных машинах.
8.17. Стыкование стержней арматуры внахлестку без сварки выполняется в соответствии с указаниями проекта. При отсутствии таких указаний должны выполняться следующие требования:
длина нахлестки должна быть не менее
горячекатаной гладкого профиля …………………………… 40d
то же, периодического профиля из стали марки Ст5 …………… 40d
то же, из класса А-III ………………………………….. 50d
концы стержней арматуры гладкого профиля в растянутой зоне должны быть снабжены крюками;
стержни из стали периодического профиля могут выполняться без крюков на концах;
в местах стыкования стержни должны быть связаны вязальной проволокой двойными узлами в трех местах: посередине и по концам стыка;
суммарная площадь поперечного сечения арматуры в растянутой зоне элемента, стыкуемой в одном сечении внахлестку без сварки, не должна превышать 25% общей площади сечения арматуры. Расстояния между стыками, расположенными в разных сечениях, должны быть не менее нахлестки или половины накладки;
стыки не должны совпадать с местами изгиба стержней.
Сборка и монтаж арматурных и арматурно-опалубочных блоков
8.18. Сборку арматурных блоков в зависимости от их назначения и конструкции можно производить как на арматурных заводах и в специализированных цехах, так и непосредственно на строительной площадке.
8.19. Изготовление объемных каркасов для линейно-протяженных железобетонных конструкций (труб, колонн, перемычек и т.д.) следует производить на специализированных машинах (см. гл. 3 настоящего Руководства) с использованием точечной контактной сварки.
8.20. Сборка арматурных блоков массивных конструкций (фундаментов, колонн и др.) производится с применением для этих целей специальных кондукторов и приспособлений, приведенных в приложении 36. Сборка на строительной площадке может производиться с помощью электросварки в соответствии с рекомендациями главы 3 настоящего Руководства с соблюдением требований СНиП по производству бетонных и железобетонных монолитных конструкций.
8.21. При армировании монолитных конструкций на месте бетонирования вместо вязальной проволоки допускается применение специальных металлических соединительных элементов-скрепок (прил. 33).
8.22. При отсутствии специальных сборочных кондукторов допускается производить сборку пространственных арматурных каркасов из отдельных плоских элементов (сеток, каркасов) на приобъектной сборочно-комплектовочной площадке в зоне действия подъемно-транспортного оборудования. Сборка производится на площадках (рельсы, деревянные бруски и т.д.) по схеме, изображенной на рис. 43. В этом случае в нижней сетке, уложенной на подкладки, приставляются боковые сетки, которые временно закрепляются в проектном положении многооборачиваемыми фиксаторами (рис. 4 приложения 31). После соединения с нижней укладывается верхняя сетка. После выверки геометрических размеров производится приварка верхней сетки к боковым. После снятия временных креплений (фиксаторов) производят электросварку горизонтальных и вертикальных стержней, раскосов, диафрагм и хомутов стакана фундамента.
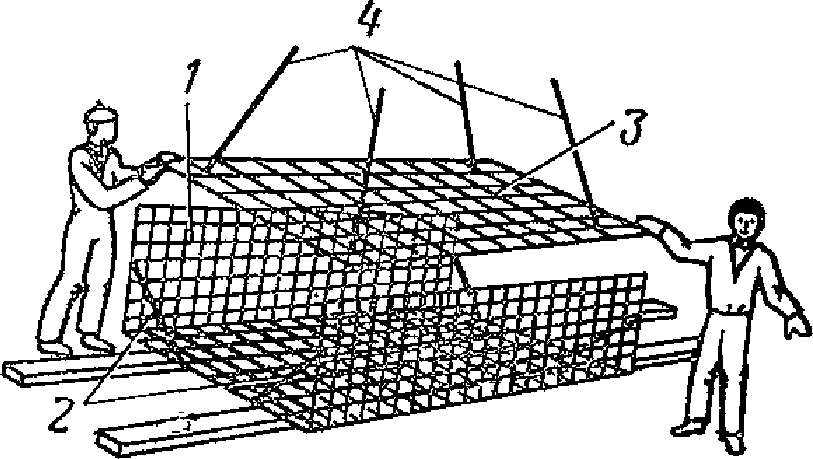
Рис. 43. Сборка пространственного арматурного
каркаса подколонника
1 — боковая сетка; 2 — подкосы; 3 — сетка верхняя;
4 — стропы
8.23. Изготовление арматурно-опалубочных блоков может производиться одним из следующих способов:
навешиванием щитов опалубки на несущий арматурный каркас, который воспринимает все монтажные и эксплуатационные нагрузки;
сборкой опалубочной формы с последующей установкой в нее несущей арматуры.
8.24. Сборку армоопалубочного блока производят в следующей последовательности:
на полу монтажного стенда фиксируют с помощью реек внутренние размеры опалубочного блока;
устанавливают по горизонтальной оси первую панель с выверкой ее по вертикали и укрепляют монтажные уголки;
по осям устанавливают вторую панель, соединяя ее схватками и монтажными уголками с первой панелью, аналогичным образом монтируют последующие панели, раскрепляя их оттяжками;
к собранному блоку крепят площадку обслуживания и стремянки;
арматурный каркас подвешивается на кронштейнах с опиранием на верхний ярус или связи жесткости. Толщина защитного слоя обеспечивается фиксирующими устройствами.
Арматурно-опалубочные блоки подколонников рекомендуется изготавливать целиком с опалубкой стакана, а армоопалубочные блоки балок и ригелей — на всю длину пролета.
8.25. Монтаж и установка арматурного блока массой более 100 кг и при высоте более 2 м производится краном с применением самобалансирующихся траверс и фиксаторов для выверки и временного крепления установленного блока (прил. 31).
8.26. При армировании вертикальных монолитных конструкций монтаж, установку и крепление арматуры целесообразно производить с применением специальных площадок (например, конструкции ЦНИИОМТП, приведенной на рис. 6 приложения 31, обеспечивающих фронт работы по ширине до 3 и высоте до 6 м.
8.27. Качество и надежность железобетонных конструкций во многом определяются правильностью положения арматуры в бетоне. Проектное положение арматуры в бетоне может быть обеспечено установкой специальных фиксаторов, предохраняющих арматуру от ее смещения при производстве работ, укладке и уплотнении бетонной смеси.
Применяющиеся фиксаторы подразделяются на фиксаторы, обеспечивающие толщину защитного слоя бетона, расстояние между отдельными арматурными сетками или рядами стержней, а также фиксаторы, одновременно обеспечивающие защитный слой бетона и расстояние между отдельными арматурными изделиями.
8.28. Фиксаторы имеют различную конструкцию и выполняются из круглой стали или металлических пластин, асбестоцемента или цементно-песчаного раствора, пластмассы.
На рис. 44 — 48 представлены основные типы фиксаторов различной конструкции.
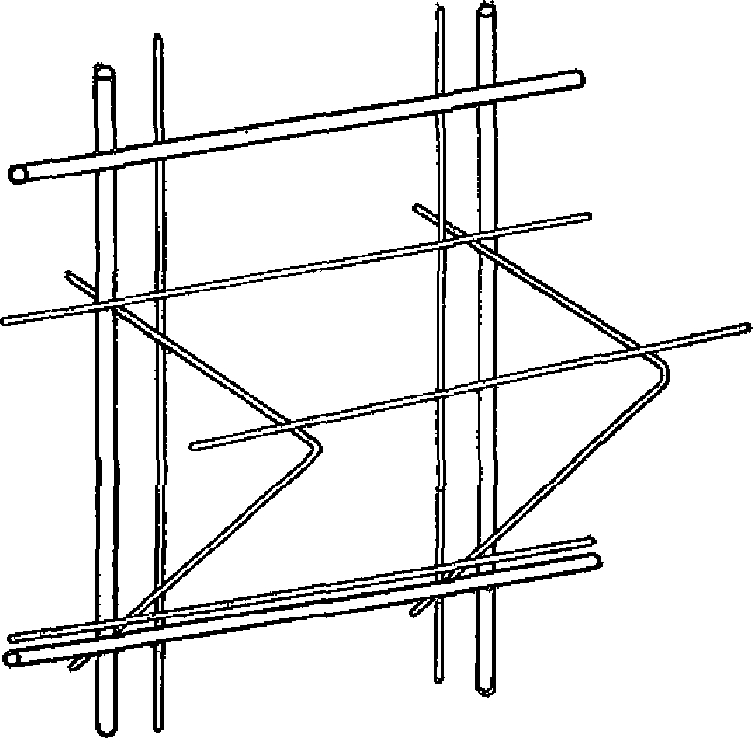
Рис. 44. Проволочный фиксатор типа «лягушка» для обеспечения
защитного слоя бетона
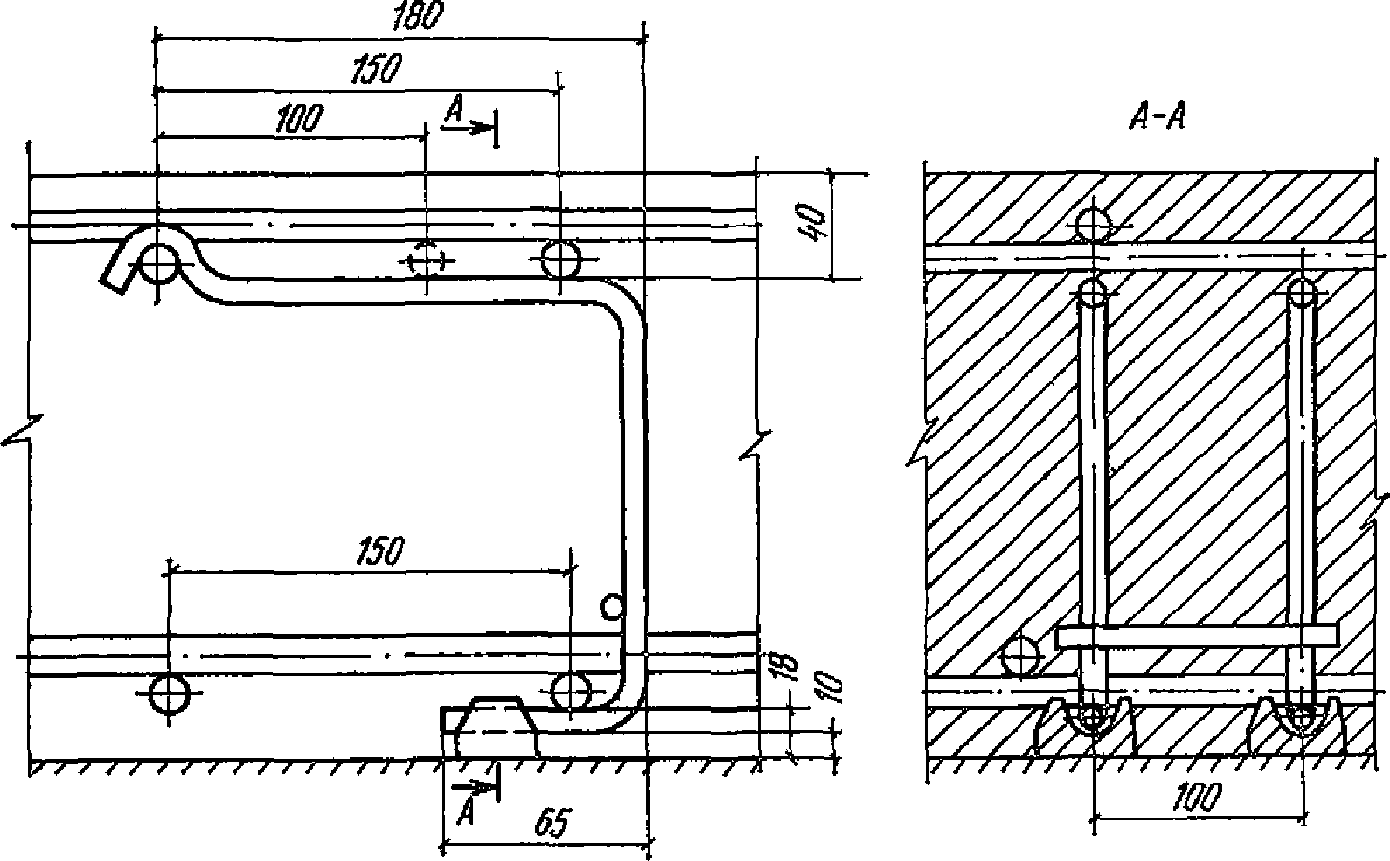
Рис. 45. Проволочный фиксатор верхних арматурных сеток
(конструкция ЦНИИОМТП)
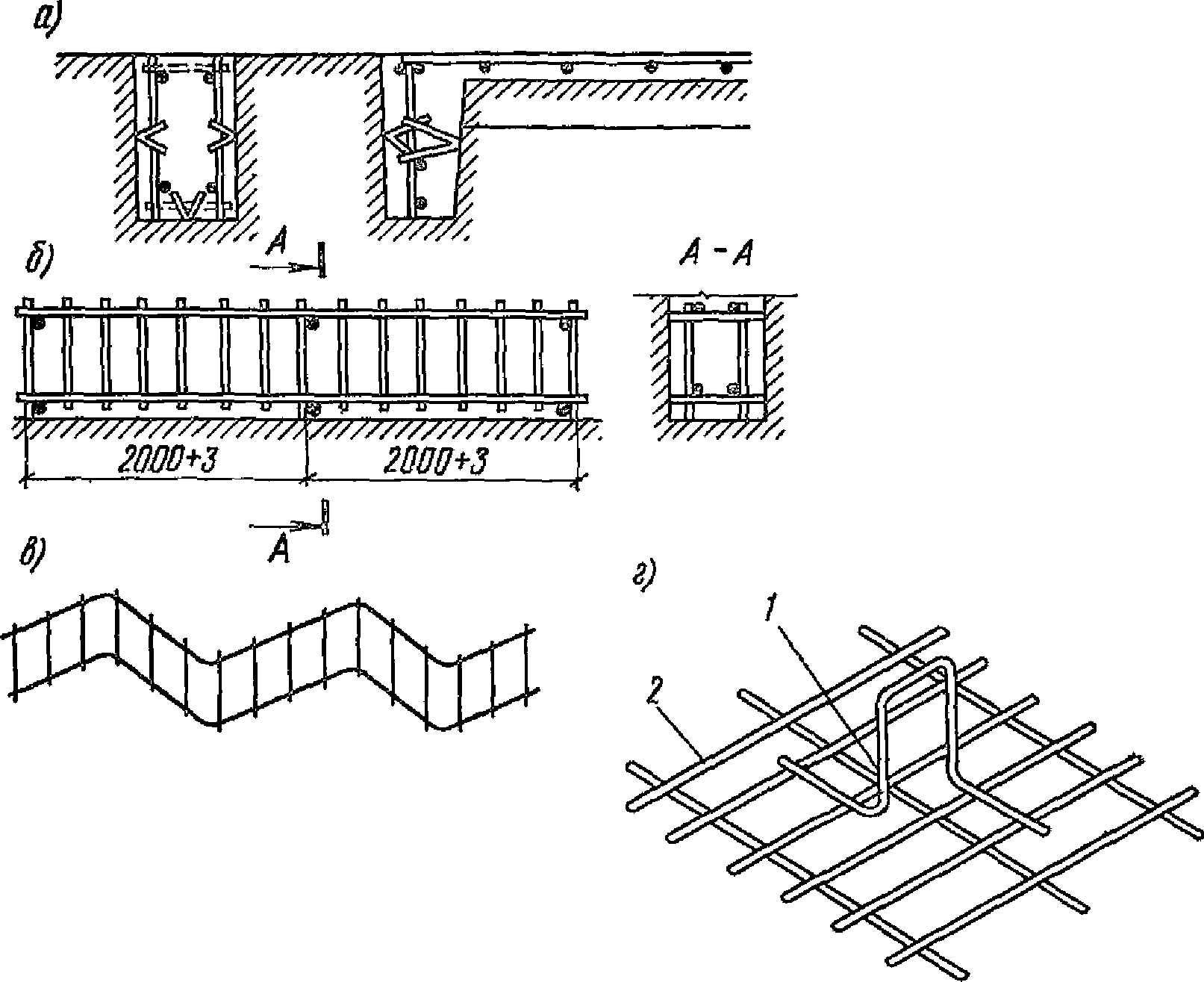
Рис. 46. Приспособления для обеспечения защитного слоя бетона
а — упоры из обрезков, привариваемые к каркасу;
б — удлиненные поперечные стержни; в — изогнутый плоский
каркас; г — проволочный фиксатор верхних арматурных сеток;
1 — фиксатор; 2 — сет
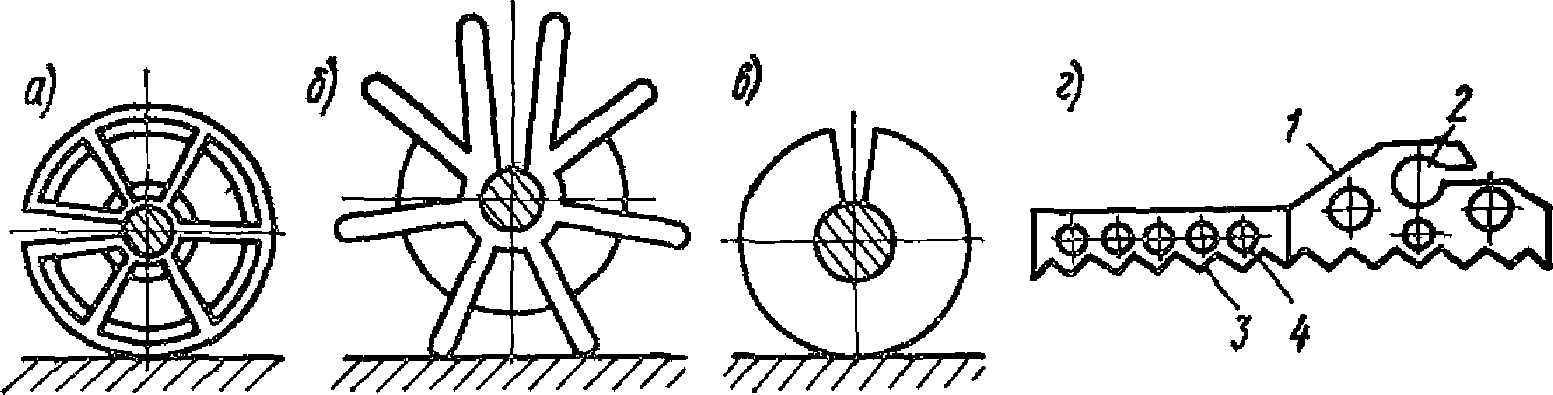
Рис. 47. Фиксаторы защитного слоя бетона
а, б, в — пластмассовые фиксаторы; г — металлический
фиксатор НИИЖБ; 1 — фиксатор; 2 — место укладки арматуры;
3 — зубцы; 4 — перфорация
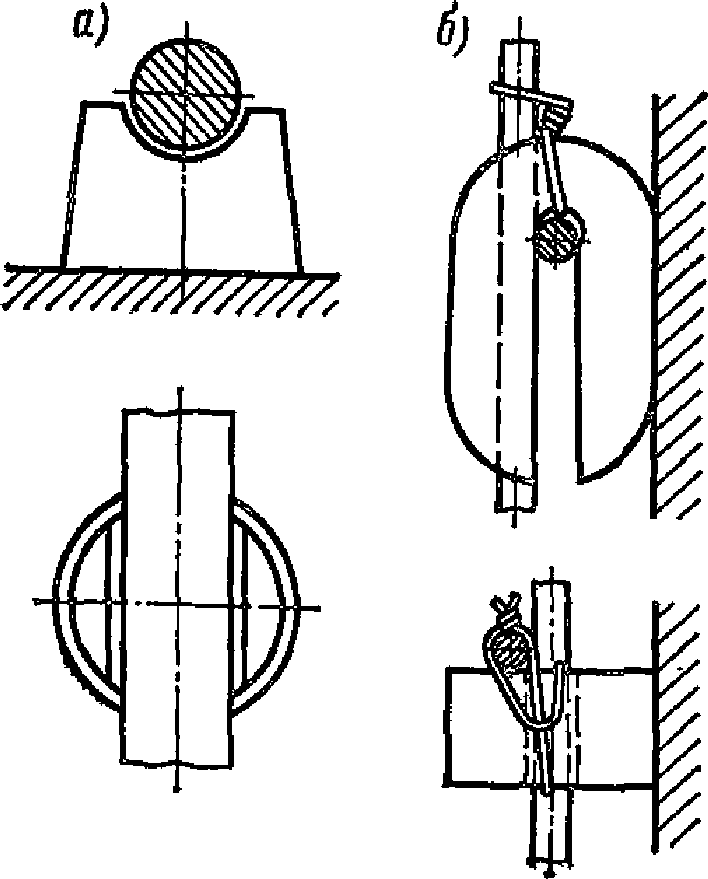
Рис. 48. Цементно-песчаные фиксаторы защитного слоя бетона
и схемы их установки
а — фиксатор горизонтального защитного слоя; б — фиксатор
вертикального защитного слоя
8.29. Рекомендуемые к применению фиксаторы устанавливаются на арматуру вручную и при необходимости крепятся к ней с помощью вязальной проволоки (асбестоцементные, цементно-песчаные и некоторые типы пластмассовых фиксаторов) или электроприхваткой (плоские и металлические фиксаторы).
8.30. С целью сокращения трудозатрат по установке рекомендуются «самоустанавливающиеся» фиксаторы, т.е. фиксаторы, не требующие их привязки или электроприхватки к арматуре.
Контактная сварка стыковых соединений арматуры
в монтажных условиях
8.31. В целях сокращения трудозатрат и экономии арматурной стали на нахлестку в монтажных условиях при производстве стыковых соединений отдельных стержней диаметром от 12 до 32 мм, классов А-I, А-II, А-III и сеток рекомендуется применять специальный способ контактной сварки с помощью мобильных машин.
8.32. Технология контактной сварки стыковых соединений стержней арматуры в монтажных условиях заключается в том, что концы стержней, подлежащие сварке, закладываются в электроды контактной машины (рис. 49) внахлестку на 1 — 1,5d, затем после включения машины автоматически производятся предварительное сжатие, нагрев и осадка металла стержней до соосности.
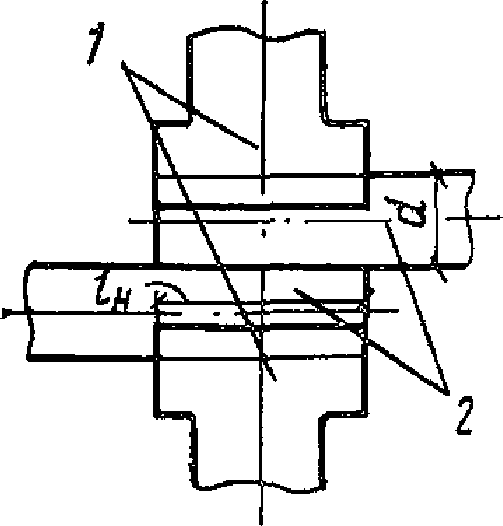
Рис. 49. Схема подготовки и сборки концов стержней
в электродах машины перед сваркой внахлестку
1 — электроды; 2 — свариваемые стержни; d — диаметр стержня;
lн — длина нахлестки
8.33. Для производства контактной сварки внахлестку стыковых соединений стержней арматуры следует использовать специальные мобильные контактные машины с выносным трансформатором (рабочие чертежи N 1506.00.000 ЦНИИОМТП) и со встроенным трансформатором типа К-726.
8.34. Электроды контактных машин, используемых для сварки внахлестку стыковых соединений стержней, должны быть снабжены полуцилиндрической канавкой и изготовлены из специальных медных сплавов, технические данные которых приведены в табл. 24. Размеры и конструкция электродов приведены на рис. 50 и в табл. 25.
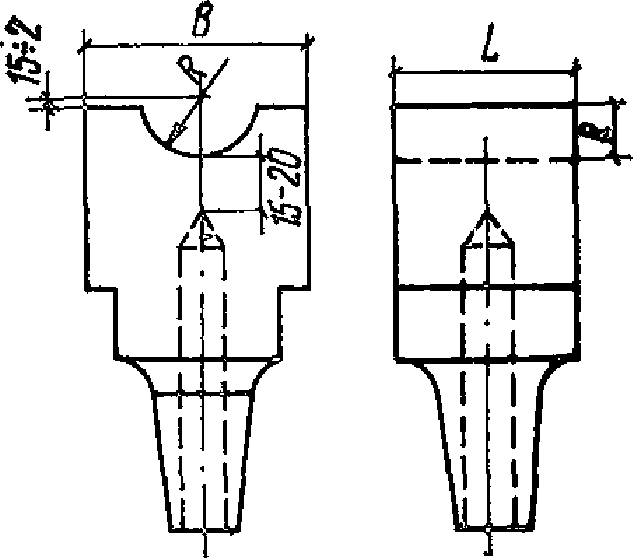
Рис. 50. Рекомендуемая форма электродов для контактной
сварки внахлестку стыковых соединений арматурных стержней
R — радиус контактной поверхности; L — образующая контактной
поверхности; B — ширина электрода
Таблица 24
|
Материал |
Содержание легирующих элементов, % |
Отношение электропроводности материала к электропроводности чистой меди, % |
Твердость при 20 °C, кгс/мм2 |
Предел прочности, кгс/мм2 |
Температура начала рекристаллизации, °C |
|
Хромовая бронза Бр.Х0,8 |
0,7 — 0,9Cr |
80 — 85 |
120 — 140 |
40 — 45 |
370 |
|
Хромокадмиевая бронза Мц-5Б |
0,25 — 0,45Cr 0,2 — 0,35Cq |
85 — 90 |
110 — 120 |
40 — 42 |
370 |
|
Хромоциркониевая бронза |
0,2 — 0,4Cr 0,15 — 0,35Zr |
82 — 85 |
110 — 130 |
40 — 45 |
500 |
|
Никелебериллиевая бронза Бр. НБТ |
1,4 — 1,6Ni 0,2 — 0,4Be 0,05 — 0,15Ti |
50 — 55 |
180 — 230 |
75 — 80 |
500 |
Таблица 25
|
Диаметр стержня, мм |
Размеры рабочей части электрода, мм |
|||
|
R |
B |
L |
||
|
гладкая |
периодическая |
|||
|
10 |
5 |
6 |
30 |
15 |
|
12 |
6 |
7 |
30 |
15 |
|
14 |
7 |
8 |
40 |
15 |
|
16 |
8 |
9 |
40 |
18 |
|
18 |
9 |
10 |
50 |
18 |
|
20 |
10 |
11 |
50 |
20 |
|
22 |
11 |
12 |
52 |
22 |
|
25 |
12,5 |
13,5 |
60 |
25 |
|
28 |
14 |
15,5 |
60 |
28 |
|
32 |
16 |
17 |
64 |
32 |
8.35. Применение электродов, изготовленных из меди марки М-1 и других мягких сплавов, ввиду быстрого их износа не допускается.
8.36. Подготовка стержней для контактной сварки внахлестку состоит в следующем:
торцы отрезают под углом 90° с помощью механической или газовой резки, допускаются отклонения торцов не более чем на 10°;
поверхность стержней на длину нахлестки, покрытую толстым слоем ржавчины, краски, окисной пленкой после газовой резки либо другими веществами, следует очистить;
поверхность стержней на длину нахлестки не должна иметь заусениц;
изогнутые концы стержней должны быть выправлены.
8.37. Параметры режима контактной сварки внахлестку стыковых соединений стержней выбираются в соответствии с диаметрами и марками арматурной стали согласно табл. 26.
Таблица 26
|
Диаметр стержней d, мм |
Длина нахлестки lн, мм |
Сварочный ток Iсв, А |
Время выдержки под током, tсв |
Усилия сжатия электродами Pэ, кгс |
|
|
для арматуры класса |
|||||
|
А-I |
А-II, А-III |
||||
|
10 |
10 — 15 |
12 500 |
15 600 |
2,3 |
1400 |
|
12 |
12 — 18 |
13 200 |
16 800 |
2,7 |
1600 |
|
14 |
14 — 18 |
14 200 |
18 000 |
3,5 |
1750 |
|
16 |
16 — 20 |
15 000 |
19 200 |
4,3 |
1870 |
|
18 |
18 — 22 |
16 000 |
20 200 |
5,3 |
2100 |
|
20 |
22 — 25 |
16 800 |
21 200 |
6,4 |
2200 |
|
22 |
22 — 26 |
17 600 |
22 400 |
7,5 |
2250 |
|
25 |
25 — 28 |
18 800 |
24 000 |
9,8 |
2420 |
|
28 |
28 — 30 |
20 200 |
25 600 |
11,8 |
2600 |
|
32 |
32 — 34 |
22 100 |
27 800 |
13,8 |
2900 |
8.38. Основными параметрами режима контактной сварки внахлестку являются:
длина нахлестки — lн;
величина сварочного тока — Iсв;
время выдержки под током — tсв;
усилие сжатия электродами — Pэ.
8.39. Длина нахлестки устанавливается сварщиком в период подготовки стержней к сварке. Сварочный ток, время выдержки под током и величина усилий сжатия электродами обеспечиваются путем настройки машины. Настройка машины на эти параметры производится заранее и контролируется приборами.
8.40. Механические испытания сварных образцов на прочность и приемка партии сварных соединений должны производиться в соответствии с требованиями ГОСТ 10922-75 (см. п. 2.46).
Глава 9
ЗАГОТОВКА НАПРЯГАЕМЫХ АРМАТУРНЫХ ЭЛЕМЕНТОВ
Общие положения
9.1. Арматурная сталь, предназначенная для изготовления предварительно-напряженных железобетонных конструкций, должна удовлетворять требованиям, изложенным в главе 1 настоящего Руководства.
Рекомендации по упрочнению стержневой арматуры вытяжкой приведены в приложении 34.
9.2. Напрягаемую арматуру во время заготовки, установки и натяжения следует тщательно предохранить от повреждений, особенно от надрезов и поджогов.
9.3. Арматурные элементы комплектуются из рабочей арматуры мерной длины (высокопрочной проволоки, прядей или стержней) и анкерных или зажимных устройств.
9.4. При изготовлении по стендовой и агрегатно-поточной технологии предварительно-напряженных железобетонных конструкций с высокопрочной арматурой класса Вр-II или катанки класса Атк рекомендуется применять арматурные элементы типа УНАЭ <*>, которые позволяют использовать преимущества рассредоточенного проволочного армирования в части их самозаанкеривания и одновременно создать мощные арматурные элементы.
———————————
<*> Авторское свидетельство N 172016 (Бюллетень изобретения и товарных знаков N 12, 1965 г.).
9.5. Унифицированные напрягаемые арматурные элементы (УНАЭ) ЦНИИОМТП состоят из рабочей арматуры и анкерных устройств в виде облегченных малогабаритных инвентарных анкерных колодок, в которых закреплены проволоки с высаженными на концах головками (рис. 51).
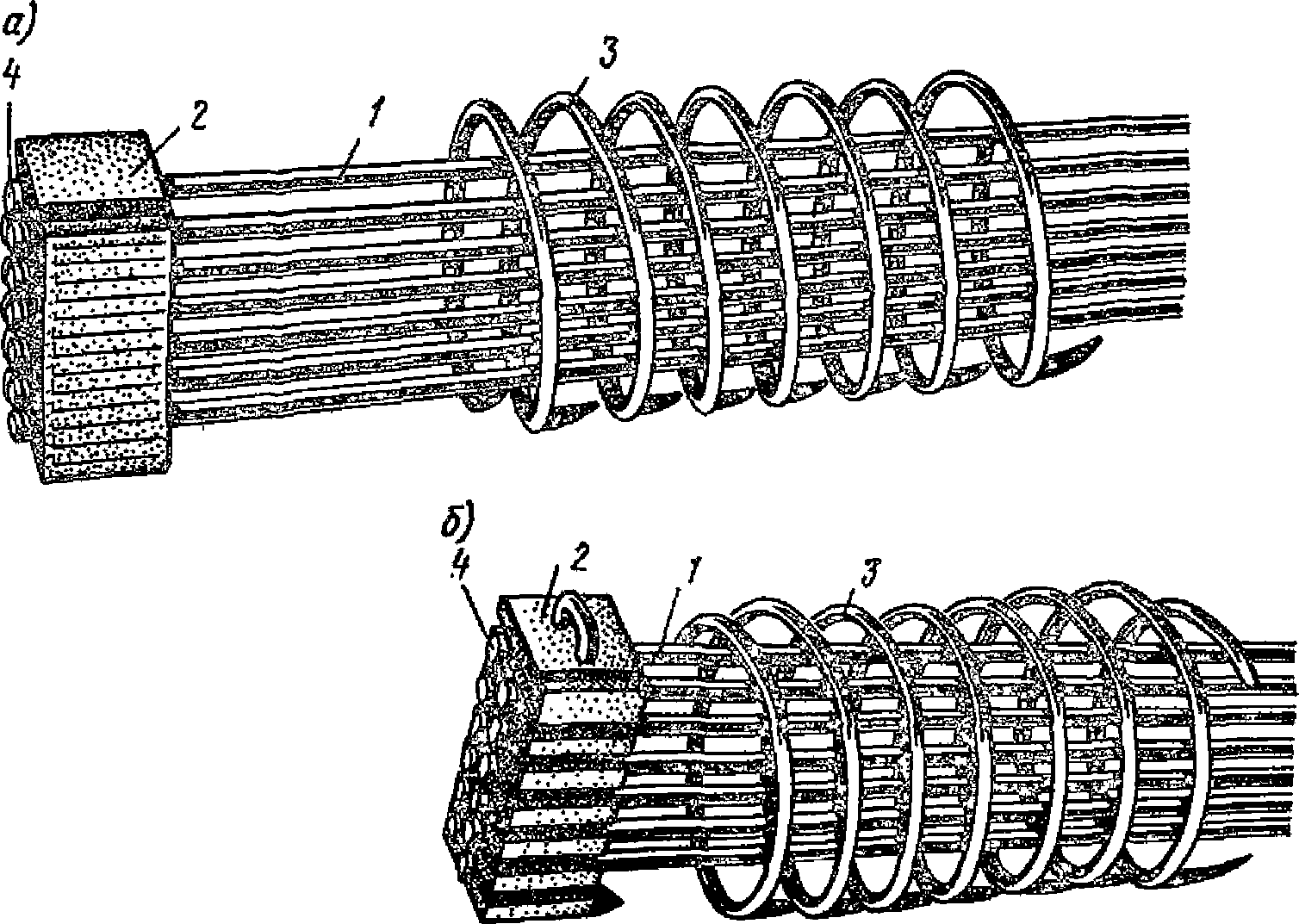
Рис. 51. Унифицированный напрягаемый арматурный элемент
(УНАЭ)
а — с дырчатой анкерной колодкой; б — с прорезной анкерной
колодкой; 1 — высокопрочная проволока; 2 — анкерная колодка;
3 — спиральный хомут; 4 — высаженные головки
Проволоки арматурного элемента располагаются в поперечном сечении в шахматном порядке для уменьшения размеров элемента и обеспечения хорошего заполнения бетонной смесью пространства между ними.
Расстояние в свету между проволоками УНАЭ принимается по горизонтали 2d, а по вертикали в каждом ряду — d, где d — диаметр проволоки.
9.6. Арматурные элементы по числу проволок в поперечном сечении унифицируются по маркам из 3, 4, 6, 8, 10, 12, 14 и больше проволок. Допускается также нечетное число проволок в элементе.
Технические характеристики арматурных элементов (УНАЭ) из высокопрочной проволоки диаметром 5 и 6 мм приведены в табл. 27, а поперечные сечения — на рис. 52.
Таблица 27
|
N армоэлемента |
Напрягаемая арматурная сталь |
Обозначение арматурного элемента |
Номинальная площадь поперечного сечения, мм2 |
Разрывное усилие элемента, кгс |
|
|
класс ——— ГОСТ |
d, мм ————- временное сопротивление разрыву, кгс/см2 |
||||
|
1 |
Вр-II ———- 8480-63 |
5 —— 160 |
УНАЭ-3 (Вр-II-5) |
59 |
9 440 |
|
2 |
УНАЭ-4 (Вр-II-5) |
79 |
12 640 |
||
|
3 |
УНАЭ-6 (Вр-II-5) |
118 |
18 880 |
||
|
4 |
УНАЭ-8 (Вр-II-5) |
157 |
25 280 |
||
|
5 |
УНАЭ-10 (Вр-II-5) |
198 |
31 520 |
||
|
6 |
УНАЭ-12 (Вр-II-5) |
236 |
37 760 |
||
|
7 |
УНАЭ-14 (Вр-II-5) |
276 |
44 160 |
||
|
8 |
Вр-II ———- 8480-63 |
6 —— 150 |
УНАЭ-3 (Вр-II-6) |
85 |
12 740 |
|
9 |
УНАЭ-4 (Вр-II-6) |
113 |
16 950 |
||
|
10 |
УНАЭ-6 (Вр-II-6) |
170 |
25 500 |
||
|
11 |
УНАЭ-8 (Вр-II-6) |
226 |
33 800 |
||
|
12 |
УНАЭ-10 (Вр-II-6) |
284 |
42 450 |
||
|
13 |
УНАЭ-12 (Вр-II-6) |
340 |
51 000 |
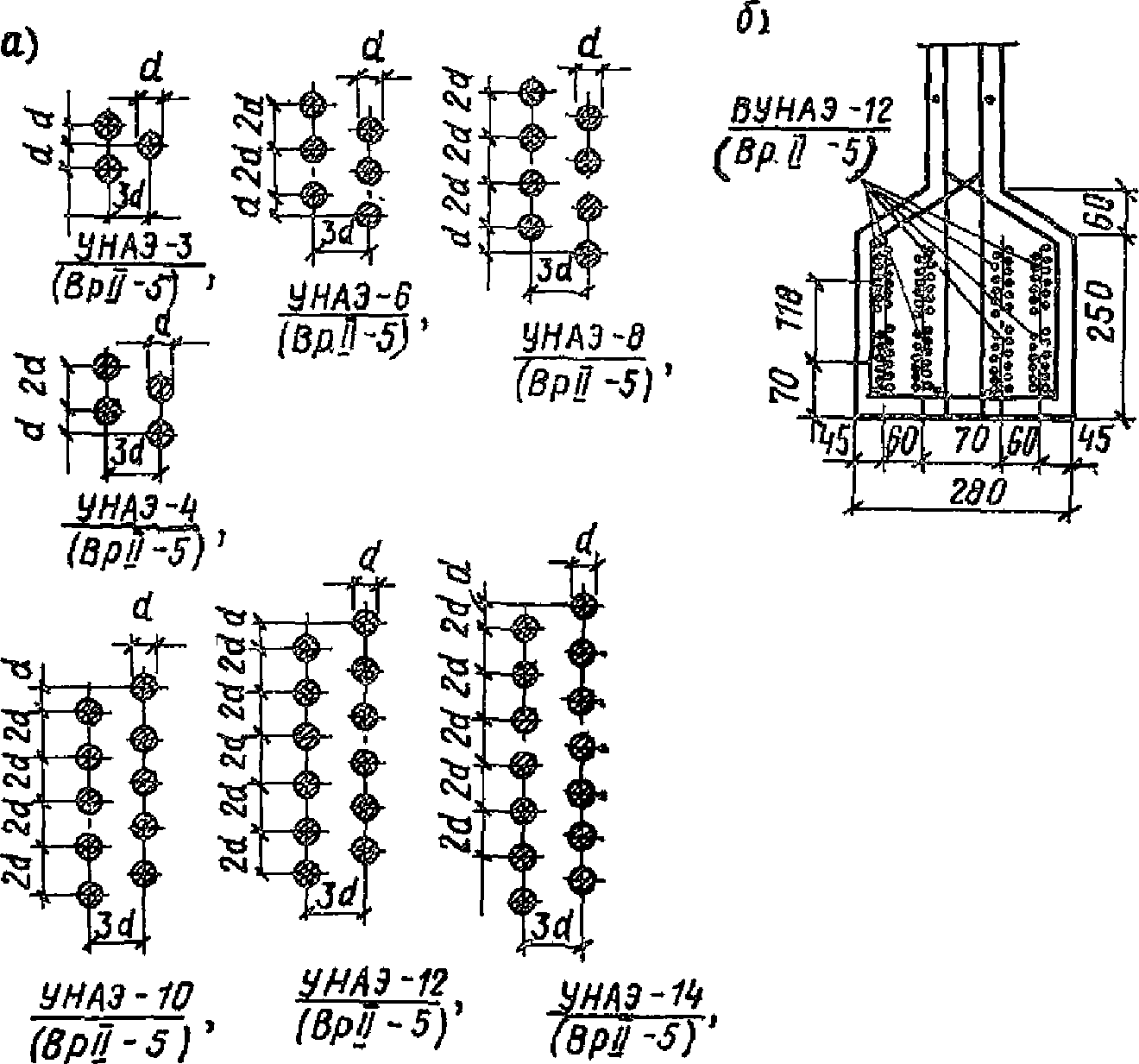
Рис. 52. Поперечные сечения УНАЭ
а — сечения УНАЭ; б — расположение УНАЭ в конструкции
9.7. При изготовлении конструкций (затяжек и др.), в которых кроме самозаанкеривания арматуры требуется оставление в бетоне концевых анкеров, рекомендуется применять УНАЭ с анкерными колодками стаканного типа.
9.8. При натяжении арматуры на бетон конструкций рекомендуется применять арматурные элементы в виде пучков проволоки класса В-II с гильзостержневыми или клиновыми анкерами, а также путем закрепления проволок в анкерных пластинах высаженными головками.
9.9. Арматурные элементы с гильзостержневыми анкерами (рис. 53) применяются трех марок (табл. 31) П1, П2 и П3.
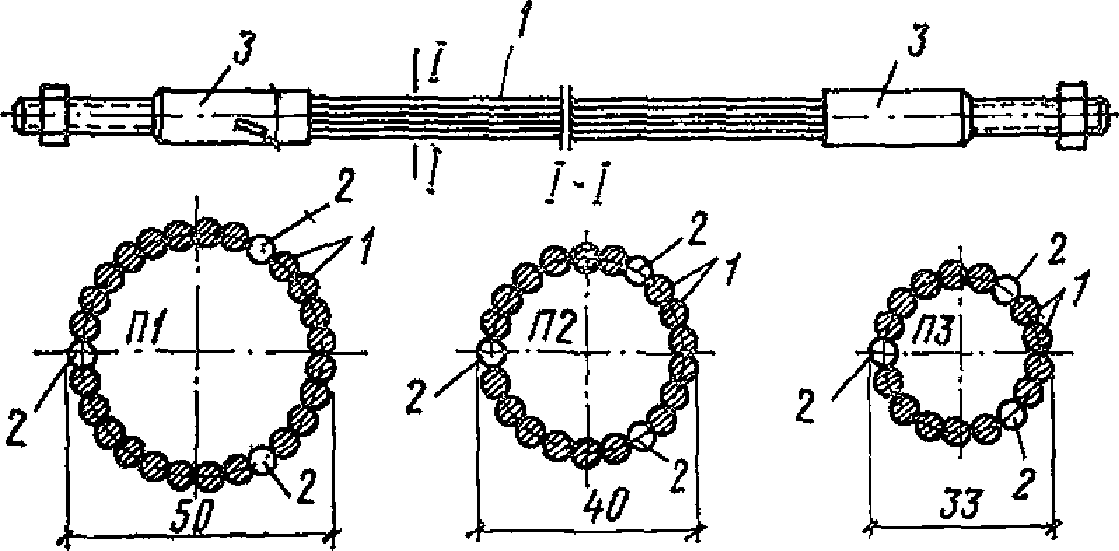
Рис 53. Арматурный элемент с гильзостержневыми анкерами
1 — напрягаемая проволочная арматура; 2 — коротыши;
3 — анкер
Таблица 28
|
Марка пучка |
Число рабочих проволок в пучке |
Число дополнительных коротышей в пучке |
Длина коротышей, мм |
Общее число проволок в пучке |
Площадь рабочего сечения пучка, мм2 |
|
П1 |
19 — 24 |
8 — 3 |
200 |
27 |
373 — 471 |
|
П2 |
15 — 18 |
6 — 3 |
200 |
21 |
295 — 853 |
|
П3 |
8 — 14 |
9 — 3 |
200 |
17 |
157 — 276 |
9.10. Арматурные элементы в виде пучков высокопрочной проволоки с клиновыми анкерами (рис. 54) комплектуются трех типов — из 12, 18 и 24 проволок диаметром 5 мм. При ином числе проволок и для лучшего последующего заполнения раствором пространства между проволоками пучка и каналом вместо отдельных проволок устанавливаются коротыши длиной 200 мм того же диаметра, что и основные проволоки.
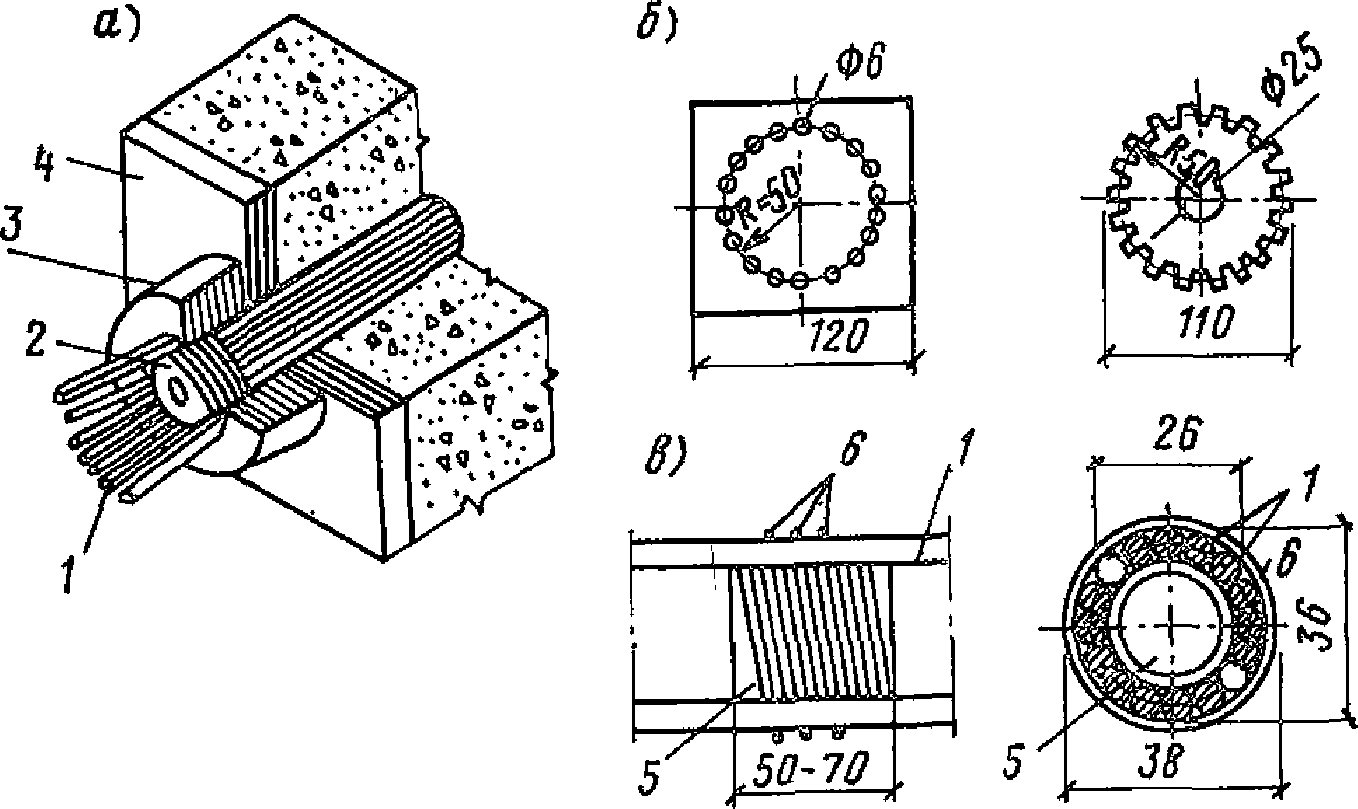
Рис. 54. Арматурный элемент с клиновым анкером
а — клиновой анкер для проволочного пучка в сборе;
б — шаблоны для образования пучка; в — схема пучка
из 18 проволок; 1 — проволока; 2 — анкерная пробка;
3 — анкерная колодка; 4 — упорный лист; 5 — спираль;
6 — скрутка
9.11. Для образования каркаса пучка применяют спирали с наружным диаметром, равным внутреннему диаметру пучка, длиной 60 мм, по внешнему контуру которых располагают заготовки из высокопрочной проволоки с последующим закреплением их в местах расположения спиралей, посредством скруток из отожженной проволоки.
Спирали каркаса пучка и скрутки из отожженной проволоки устанавливаются при сборке пучка через 1 м и более, при этом спирали делают из обычной проволоки d = 1,8 — 2,2 мм.
9.12. Арматурные элементы из канатной (прядевой) арматуры применяют в виде:
пряди N 15 с гильзовыми анкерами (рис. 55) — в основном при натяжении на бетон;
одиночных и групп прядей (канатов) с клиновыми или зажимами НИИЖБ — при натяжении на упоры.
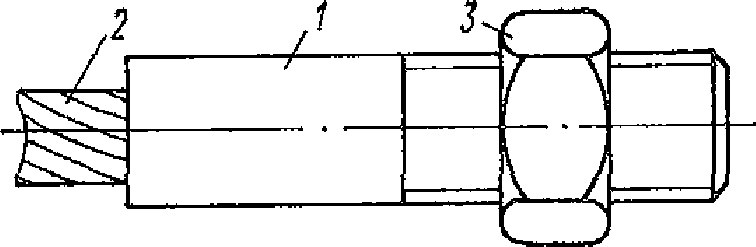
Рис. 55. Арматурный элемент с гильзовым анкером
1 — прядь; 2 — гильза анкера; 3 — гайка
9.13. Арматурные элементы из горячекатаной арматурной стали периодического профиля при натяжении арматуры на бетон конструкций рекомендуется применять с анкерами в виде приваренных коротышей из арматурной стали с резьбовой нарезкой и гайками с шайбами (рис. 56).
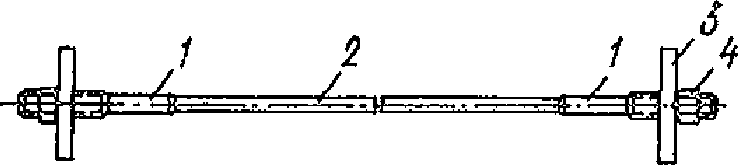
Рис. 56. Арматурный элемент стержневой арматуры
1 — приваренный коротыш с резьбовой нарезкой;
2 — стержень; 3 — шайба; 4 — гайка
При механическом натяжении стержней на упоры можно применять арматурные элементы с цанговыми зажимами НИИЖБ, однако более экономично применять арматурные элементы с временными анкерами в виде высаженных головок и опрессованных шайб.
Заготовка напрягаемой проволочной и прядевой арматуры
9.14. При заготовке пакетов проволоки и канатов, натягиваемых групповым механизированным способом, необходимо обеспечить длину арматурных элементов между опорными поверхностями временных концевых анкеров с предельными отклонениями  , где
, где ![]() — величина упругого удлинения арматурных элементов при натяжении.
— величина упругого удлинения арматурных элементов при натяжении.
9.15. Заготовку арматурных элементов рекомендуется производить на специальных установках серийного или индивидуального изготовления.
9.16. Для обеспечения требуемой точности предварительного натяжения арматуры при использовании инвентарных зажимов НИИЖБ необходимо учитывать смещение губок зажимов относительно корпуса.
Величины смещения губок зажимов приведены в табл. 29.
Таблица 29
|
Диаметр арматуры, мм |
Величина смещения губок зажима S, мм |
|||
|
арматура стержневая |
арматура канатная |
|||
|
при |
при |
при |
при |
|
|
10 — 12 |
2,3 |
3,3 |
3 |
3,7 |
|
14 |
2,6 |
3,8 |
3,3 |
4,2 |
|
16 |
3 |
4,3 |
3,5 |
4,6 |
|
18 |
3,3 |
4,8 |
3,7 |
4,9 |
|
20 |
3,6 |
5,4 |
4 |
5,4 |
|
22 |
4 |
5 |
4,2 |
5,8 |
|
25 |
4,4 |
6,6 |
4,5 |
6,6 |
|
28 |
4,8 |
7,4 |
4,9 |
7,4 |
|
32 |
5,4 |
8,2 |
5,4 |
8,2 |
|
36 |
6 |
9 |
— |
— |
|
40 |
6,6 |
9,8 |
— |
— |



Примечание. При напряжениях, отличающихся от указанных в таблице, значение S определяют линейной интерполяцией.
9.17. Для компенсации потерь напряжений в арматуре из-за смещения губок зажима при механическом натяжении арматуры рекомендуется производить перетяжку. При этом дополнительное удлинение должно быть равным величине смещения губок в зажиме, а при электротермическом натяжении арматуры компенсацию потерь напряжений производят путем уменьшения расстояния между опорными поверхностями зажимов, установленных на арматуру до ее нагрева, на величину 2S.
9.18. Для повышения точности натяжения перед групповым натяжением пакета рекомендуется предварительное выравнивание подтяжкой арматурных элементов усилием, равным 10% проектного.
9.19. При заготовке арматуры резку горячекатаной и термически упрочненной стержневой арматуры рекомендуется производить в холодном состоянии с помощью механических и гидравлических ножниц.
Допускается резка стержней бензорезом, керосинорезом и автогеном. Резка стержней электрической дугой из-за возможных поджогов не допускается.
9.20. Резка проволочной и канатной арматуры при заготовке арматурных элементов может осуществляться дисковыми пилами трения и механическими ножницами, не нарушающими конструкции канатов. Резка проволоки и канатов электрической дугой не допускается.
9.21. Длина прутков при заготовке арматурных элементов, натягиваемых на упоры, определяется по формуле
Lа.э = lк + 2·500, (19)
где Lа.э — длина арматурного элемента, мм, включая анкеры для его захвата;
lк — длина изготовляемой конструкции, мм.
На длинных стендах при одновременном изготовлении нескольких конструкций могут быть также применены арматурные элементы длиной Lа.э, объединенные в единую плеть посредством двусторонних инвентарных захватов.
Однако, как правило, арматурные элементы рекомендуется заготавливать длиной в соответствии с числом конструкций, одновременно изготовляемых на технологической нитке стенда. В этом случае длина элемента определится по формуле
Lа.с = lкn + 2·500 + P(n — 1), (20)
где Lа.с — длина арматурного элемента технологической линии стенда, мм;
n — число конструкций в технологической нитке;
P — расстояние между конструкциями в технологической нитке, мм.
Разница между Lа.э или Lа.с и расстоянием между упорами стенда должна быть восполнена за счет применения инвентарных арматурных пучков или тяг.
9.22. При заготовке арматурных элементов с оставлением анкеров в железобетонной конструкции длина армоэлемента определяется по формуле
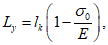 (21)
(21)
где Ly — длина арматурного элемента, мм;
E — модуль упругости напрягаемой арматурной стали, кгс/мм2;
![]() — величина предварительного напряжения арматуры, кгс/мм2.
— величина предварительного напряжения арматуры, кгс/мм2.
9.23. При механическом натяжении УНАЭ на вилочные упоры силовых форм (при изготовлении панелей покрытий и перекрытий) длину заготовок рабочих прутков арматурного элемента определяют по формуле
Lп = lф + 2a + 2г + 5, (21а)
где Lп — длина прутков, мМ;
lф — расстояние между наружными гранями вилочных упоров формы (поддона), мм;
a — толщина анкерной колодки, мм;
г — длина прутка, необходимая для образования анкерной головки, мм;
5 — увеличение длины арматурного элемента для свободной укладки его в упоры, мм.
9.24. При заготовке прядевой арматуры путем раскладки на стенде по принципу полиспаста длина пакета определяется по формуле
Lа.с = lкn + 2·1500 + P(n — 1). (22)
9.25. Арматурные пучки изготовляются из стальной круглой углеродистой проволоки (ГОСТ 7348-63), может быть также использована проволока стальная холоднотянутая высокопрочная периодического профиля (ГОСТ 8480-63).
Примечание. Замена вида арматуры, предусмотренной по проекту изделия, допускается только по согласованию с проектной организацией.
9.26. Длину заготовок проволок для пучков назначают исходя из условий:
а) для проволочных пучков (с анкерами в виде колодок с коническими пробками), натягиваемых двумя домкратами одновременно:
L >= l + 2l1 + 30 см; (23)
то же, для пучков, натягиваемых одним домкратом:
L >= l + l1 + 30 см; (24)
б) для пучков из проволоки с гильзовыми анкерами
L = 0,992l — 5 см, (25)
где L — общая длина заготовок для пучков, мм;
l — длина канала в железобетонном элементе, мм;
l1 — расстояние от торца опорной головки домкрата до задней стороны клиновой обоймы, мм.
9.27. Сборку пучков (см. п. 9.26, «а») следует выполнять с применением шаблонов в виде листа с отверстиями для диска с прорезями.
9.28. Сборка пучков (см. п. 9.26, «б») и запрессовка концов проволоки в гильзовых анкерах производится на установках, разработанных Главленинградстроем в следующем порядке:
на концевой стержень анкера навинчивается гильза;
концы проволок пучка заводятся в кольцевую щель между рабочими проволоками, в ту же кольцевую щель заводятся коротыши;
на гильзу надевается разрезанное на две части обжимное кольцо из закаленной стали, заключенное в обойму;
стержень анкера своим концом с резьбой присоединяется к штоку домкрата, с помощью которого протягивается через обжимное кольцо-фильеру.
Обжимное кольцо при этом остается неподвижным, а гильза плотно запрессовывает на стержень анкера концы проволок пучка.
Смещение концов проволоки в анкере не допускается. Операция по запрессовке первой гильзы повторяется во втором анкере, на другом конце пучка.
9.29. Готовые пучки надлежит хранить и транспортировать свернутыми в кольцо диаметром 2,5 — 3 м.
Кольца в нескольких местах связываются вязальной проволокой. Анкеры с гайками смазываются солидолом, обматываются мешковиной и перевязываются проволокой.
9.30. К каждому пучку, свернутому в кольцо, прикрепляется бирка, в которой указываются марка пучка, длина пучка, диаметр проволок, предел прочности стали и число рабочих проволок.
Заготовка напрягаемой стержневой арматуры
9.31. Заготовка арматурных стержней складывается из следующих основных процессов: очистки, правки, резки, сварки в плети и образования анкерных устройств.
9.32. Во избежание увеличения потерь напряжений при натяжении на бетон вследствие трения арматуры о стенки канала железобетонного изделия утолщения, образующиеся в процессе сварки стыков, не должны превышать внешний диаметр стержня более чем на 3 мм. Излишние утолщения (грат) в стыках срубаются.
9.33. При раскладке арматуры на кондукторы для образования стержней мерной длины необходимо проследить за тем, чтобы стыки располагались вразбежку, в соответствии с типом и назначением конструкции.
9.34. Технологические характеристики оборудования для заготовки напрягаемой стержневой арматуры приведены в приложении 35, а для образования анкерных устройств — в приложении 37.
Стыкование напрягаемой арматуры
9.35. Соединение стержней горячекатаной арматурной стали классов А-IV и А-V должно осуществляться, как правило, контактной сваркой.
9.36. Стыки горячекатаной арматуры, подвергнутой механическому упрочнению вытяжкой, следует сваривать до холодной обработки вытяжкой, так как под действием высокой температуры наклеп снимается и в зоне стыка упрочнение теряется. При сварке стержней до упрочнения вытяжкой одновременно с упрочнением стали проверяется прочность сварного соединения.
9.37. Соединение обычной контактной или дуговой сваркой стержней термически упрочненной арматуры классов Ат-IV, Ат-V и Ат-VI не допускается.
Соединение этих арматурных сталей рекомендуется выполнять, как правило, с помощью соединительных муфт, опрессованных на гидравлических станках или прессах (см. прил. 37).
Муфты для соединения стержней рекомендуется изготовлять из толстостенных труб или круглой арматурной стали класса А-I. Наружный диаметр муфт принимается не менее 2d (d — диаметр стыкуемых стержней), длина муфт — не менее 4d (рис. 57).
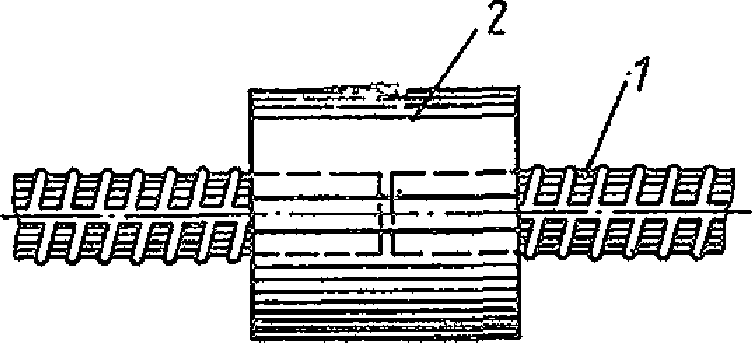
Рис. 57. Стык стержневой арматуры, опрессованной муфтой
1 — стержень; 2 — муфта
9.38. Стыковые соединения канатов (прядей) должны, как правило, располагаться вне конструкций.
9.39. В конструкциях, не рассчитываемых на выносливость, как исключение допускается применение канатов со стыковыми соединениями. Такие соединения канатов можно осуществлять опрессованными муфтами, сваркой опрессованных гильз или внахлестку с обмоткой вязальной проволокой по длине.
При этом стык должен быть расположен на расстоянии не менее 1,5 м от торца изделия.
В одной конструкции допускается стыкование не более двух арматурных элементов и не более 20% общего числа канатов в сечении.
9.40. Конструкции рекомендуемых стыковых соединений канатов приведены на рис. 58.
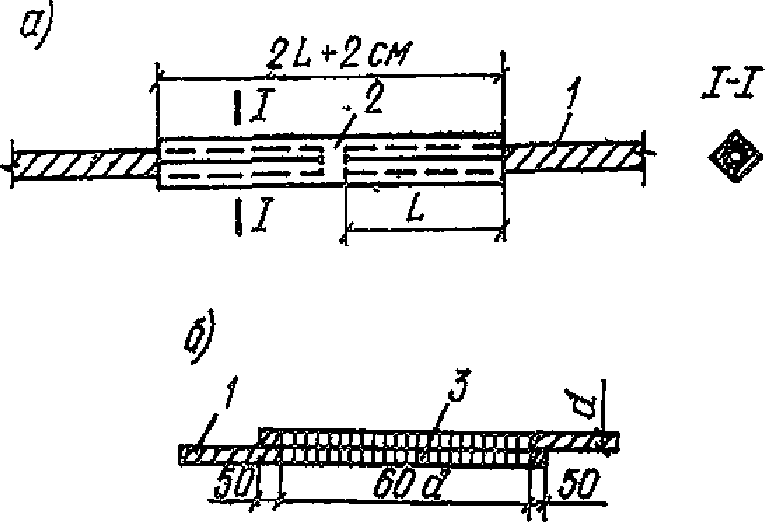
Рис. 58. Стыкование прядей
а — опрессовкой гильзой; б — внахлестку с обмоткой
вязальной проволокой; 1 — прядь; 2 — гильза;
3 — плотная обмотка проволокой
Стыковка обмоткой канатов осуществляется только неотожженной вязальной проволокой диаметром 1 — 2 мм с плотным прилеганием витков друг к другу и усилием ее натяжения 40 — 50 кгс.
Наружный диаметр гильз принимается не менее 2,5d (d — диаметр стыкуемых прядей), длина гильз L — не менее 5d, а муфт — не менее 11d.
Размеры стыковых гильз можно принимать как и для анкеров (прил. 36).
9.41. При заготовке арматурных элементов оставшиеся от бухт концы проволок длиной менее необходимой длины проволочных заготовок, рекомендуется сращивать между собой.
Соединяемые концы проволок должны обеспечить равнопрочный стык.
Сращивание проволок (или термоупрочненной катанки) производится спиральной навивкой вязальной проволоки диаметром 1 — 1,5 мм на стыкуемые концы арматуры, сложенные внахлестку с перепуском на длину 60 диаметров проволоки.
Для получения соосного равнопрочного стыка (рис. 59) сращивание высокопрочной проволоки (или термоупрочненной катанки) рекомендуется выполнять по конструктивному решению ЦНИИОМТП.
Рис. 59. Соосный равнопрочный стык высокопрочной проволоки
а — общий вид; б — детали; 1 — проволока; 2 — пробка;
3 — муфта; 4 — высаженные головки
Стыкование проволоки выполняется в следующей последовательности.
Заранее заготавливают муфты с пробками из отходов арматурной стали (марка Ст5 или 35ГС) или цельнотянутых стальных трубок соответствующего сечения.
В зависимости от диаметра стыкуемой высокопрочной проволоки выбирают размеры деталей (муфты и пробки). Для проволоки d1 = 4 мм диаметр муфты принимают d2 = 15 мм и входное отверстие для проволоки d3 = 4,2 мм, соответственно для проволоки d1 = 5 мм — d2 = 15 мм и d3 = 5,2 мм, а для проволоки d1 = 6 мм — d2 = 17 мм и d3 = 6,2 мм.
Резьбу муфт и пробок принимают для проволоки d1 = 4 и 5 мм М10×1, а для проволоки d1 = 6 мм — М11×1,5.
При стыковании на один конец проволоки одевается муфта, а на другой конец проволоки — пробка и высаживаются анкерные головки. Затем пробка ввинчивается в муфту и стык готов.
Зажимные и анкерные устройства
9.42. Анкерные и зажимные устройства подразделяются на клиновые, волновые, шпоночные, обжимные, петлевые.
По числу одновременно закрепляемых прутков или прядей анкерные и зажимные устройства разделяются на индивидуальные и групповые.
Клиновое анкерное устройство для пучков высокопрочной проволоки (см. рис. 54) состоит из анкерной колодки и пробки.
Для надежного закрепления проволок боковую поверхность пробки подвергают обработке путем нарезки треугольного или трапециевидного профиля с последующей термической закалкой.
9.43. Клиновое зажимное устройство (рис. 60) используется для захвата при натяжении и закреплении на упоры стендов двух прядей. Применяются также клиновые зажимы на одну прядь, посредством которых и анкерной плиты образовывают пакеты из прядей для группового натяжения. Корпус зажима изготовляется из стали 45 с термообработкой до HRC 38 — 42; клинья из стали 20 или 18ХГТ с цементацией закалкой до HRC 56 — 60.
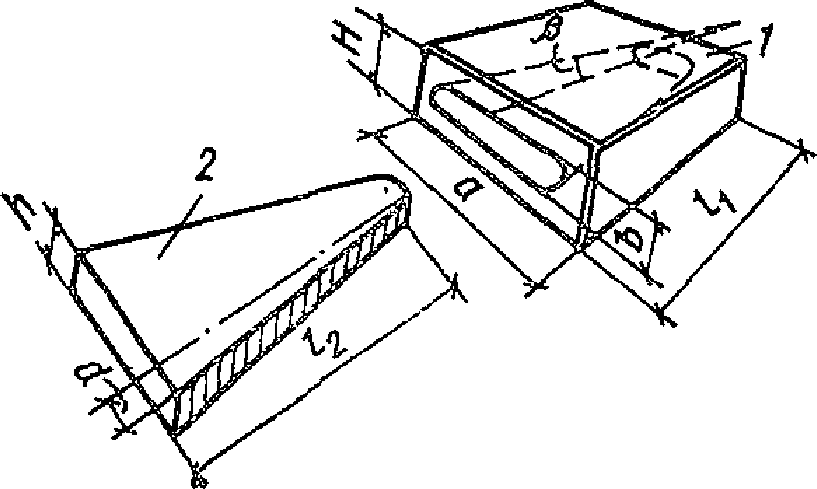
Рис. 60. Клиновые зажимы для двух прядей
a — ширина клинового зажима; b — высота отверстия под клин;
H — высота клинового зажима; h — высота клина; l1 — длина
клинового зажима; l2 — длина клина; ![]() — угол клина 8°10‘;
— угол клина 8°10‘;
![]() — угол клинового зажима 8°15‘; 1 — корпус; 2 — клин
— угол клинового зажима 8°15‘; 1 — корпус; 2 — клин
Пряди закрепляются в зажиме путем забивки клина вручную.
Размеры клиновых зажимов для двух прядей приведены в табл. 30 (см. рис. 60).
Таблица 30
|
Номинальный диаметр прядей, мм |
Размеры клинового зажима, мм |
|||||
|
корпус |
клин |
|||||
|
a, ширина |
H, высота |
l1, длина |
b, высота отверстий |
l2, длина |
h, высота |
|
|
6 |
45 |
24 |
50 |
7,5 |
70 |
7 |
|
7,5 |
55 |
30 |
65 |
9 |
85 |
8,5 |
|
9 |
75 |
35 |
80 |
11 |
100 |
10 |
|
12 |
85 |
42 |
90 |
14 |
110 |
13 |
|
15 |
95 |
50 |
100 |
18 |
120 |
16 |
9.44. Анкерное устройство при натяжении стержневой арматуры на бетон конструкции (см. рис. 56) выполняется в виде приваренного к стержню отрезка круглой стали с резьбой на конце.
Стыковое соединение электросваркой стержня с концевым элементом анкера и сечение этого элемента с учетом ослабления его резьбой должны быть равнопрочными с основным арматурным стержнем.
9.45. Анкерное устройство типа высаженной «головки» на концах горячекатаных арматурных стержней диаметром до 40 мм конструктивно образовывается путем горячей осадки конца стержня на стыковых электросварочных аппаратах.
При массовом изготовлении изделий на заводах сборного железобетона применяют серийно выпускаемые промышленностью установки типа СМЖ-128А для высадки головок одновременно на обоих концах стержня (прил. 37).
9.46. Анкерное устройство типа «обжатая шайба» (рис. 61) состоит из шайбы, изготовленной из стали марки СТ3 и опрессованной при помощи машины МО-5 на концах (в основном) несвариваемых арматурных стержней диаметром до 22 мм.
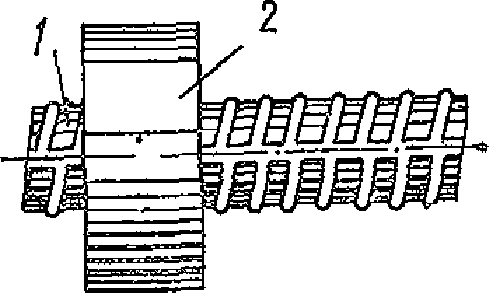
Рис. 61. Анкерное устройство «обжатая шайба»
1 — стержень; 2 — шайба
9.47. Анкерное устройство (рис. 62) состоит из стальной колодки из стали марки Ст5 с отверстиями для закрепления высокопрочных проволок с высаженными в холодном состоянии на концах проволок анкерными «головками» и резьбовой нарезкой для присоединения к гидродомкрату.
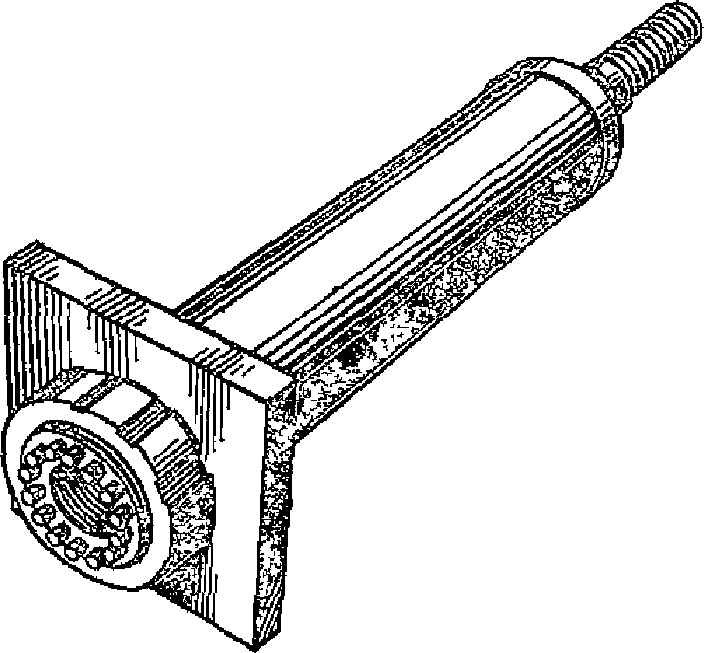
Рис. 62. Арматурный элемент для натяжения на бетон
конструкций с высаженными анкерными головками на проволоках
Анкерное устройство предназначено для натяжения арматурных элементов на бетон с применением неизвлекаемых каналообразователей из металлической гофрированной ленты.
9.48. Анкерное устройство, гильзостержневое (рис. 63), состоит из проволоки 1, стержня 2, гильзы 3 и гайки 4 для трех типов проволочных пучков: П1-19-24; П2-15-13 и П3-8-14 шт. проволок диаметром 5 мм.
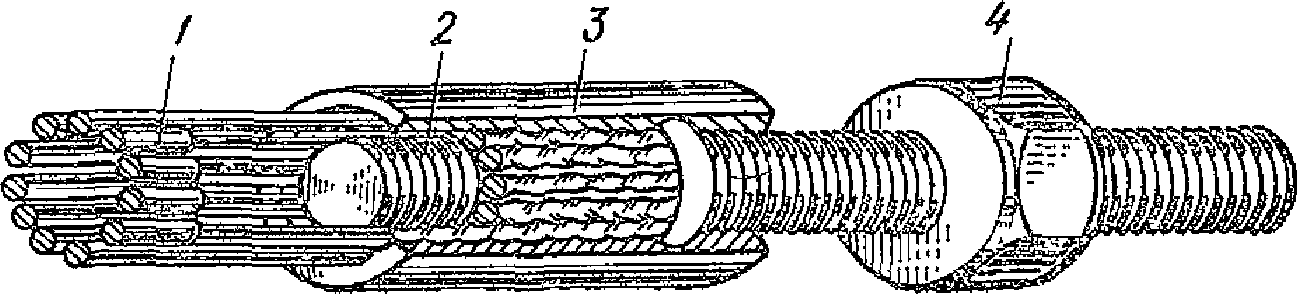
Рис. 63. Гильзостержневой анкер
1 — арматуры; 2 — стержень; 3 — гильза; 4 — гайка
Стержни анкеров на участке, выходящем из гильзы, имеют нарезку, а внутри ее — кольцевые желобки, вокруг которых размещаются проволока и коротыши, обжимаемые на стержне гильзой.
Стержни гильзостержневых анкеров изготовляются из качественной конструкционной углеродистой (45 и 40Х) или из конструкционной легированной стали с последующей термообработкой для повышения твердости до HRC 35 — 40 (нагрев при температуре до 350 — 370°, выдержка в течение 30 мин, закалка в масле и отпуск при 400° в течение 3 ч).
Гильзы изготовляются из мягкой стали (Ст0 или Ст3), а гайки — из стали 45.
9.49. Анкерное устройство (см. рис. 55) предназначено для захвата и закрепления на бетон конструкции семипроволочных прядей и состоит из обжатой на арматуре стальной гильзы и гайки.
9.50. Полуавтоматические инвентарные зажимы конструкции НИИЖБ (по МРТУ 7-17-67) предназначены для захвата при натяжении и закреплении на упоры стенда или формы проволочной, прядевой и стержневой арматуры.
Зажим конструкции НИИЖБ (рис. 64) состоит из корпуса, трех клиновидных губок с зубчатой зажимной поверхностью, хвостовика, толкателя и пружины.
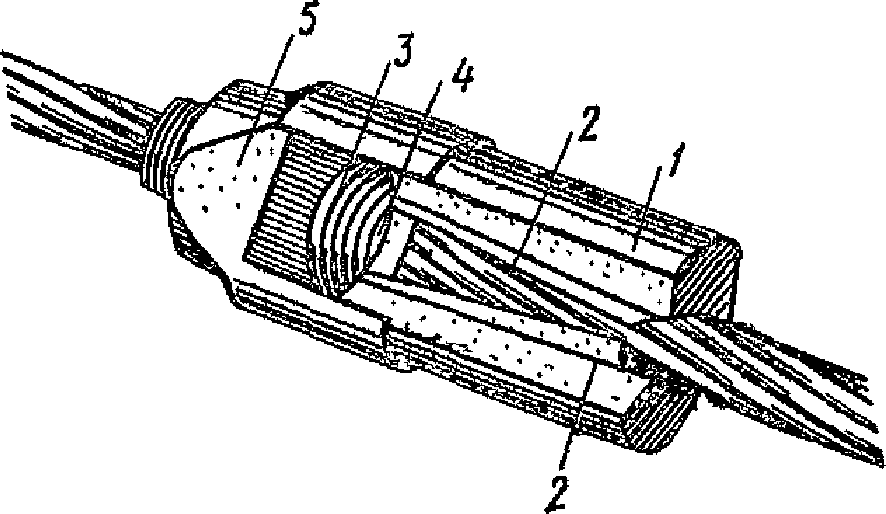
Рис. 64. Цанговый зажим конструкций НИИЖБ
1 — корпус; 2 — губки; 3 — пружина; 4 — шайба; 5 — хвостовик
Главными рабочими деталями зажимов являются корпус и зажимные губки.
Техническая характеристика зажимов приведена в приложении 36.
9.51. Требования к качеству временных анкеров:
а) стержни перед высадкой головок должны быть изготовлены с точностью по длине +/- 5 мм, при этом торцы стержня должны быть перпендикулярны к его оси. Допускается перекос торцовой поверхности по отношению к оси стержня не более 2 — 5 мм (рис. 65) в зависимости от диаметра стержня:
|
Диаметр стержня, мм |
Перекос, мм |
|
12 |
2 |
|
14 — 16 |
3 |
|
18 — 22 |
4 |
|
25 — 32 |
5 |
б) концы стержней при высадке головок должны выступать за торцы неподвижных контактов зажимов или матриц на величину 2,5d +/- 5 мм, где d — номинальный диаметр стержня (рис. 65, б);
в) отклонение от перпендикулярности опорной поверхности головки к оси стержня не должно превышать 5° (рис. 65, а);
г) опорная поверхность высаженной головки должна быть симметрична оси стержня, ширина выступа должна быть равна 0,4d +/- 2 мм.
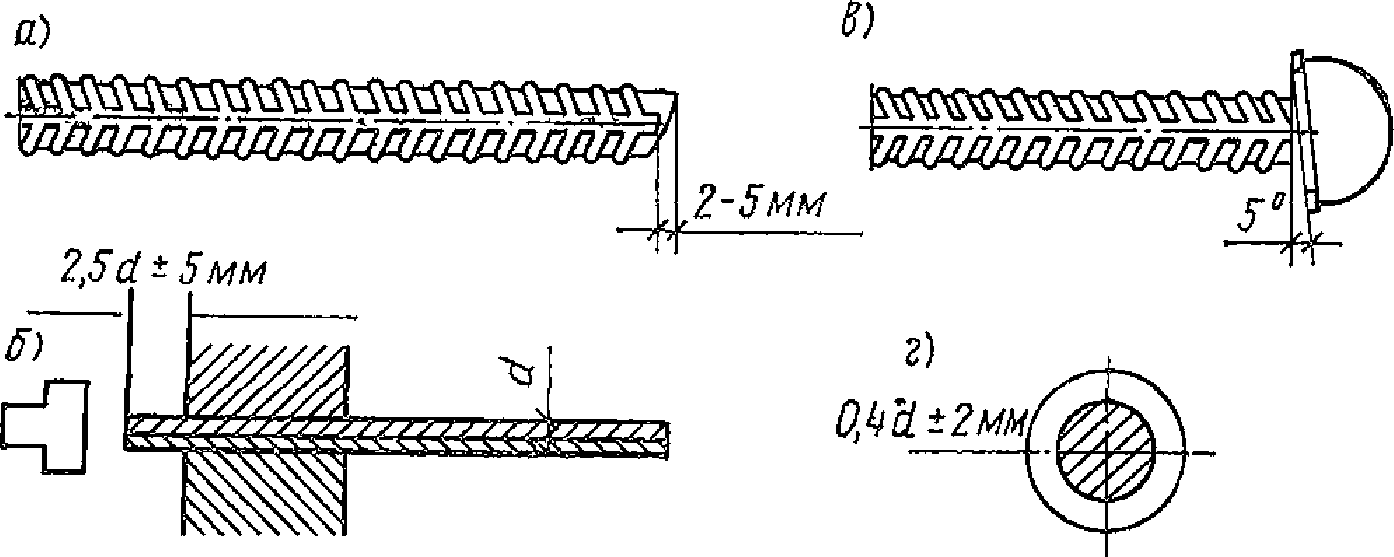
Рис. 65. Требования к качеству высаженных головок
на концах стержней
а — перекос торцовой поверхности при отрезке стержней;
б — длина конца стержня для высадки головки; в — перекос
опорной поверхности головки; г — диаметр головки
9.52. Концевые анкеры в виде приваренных коротышей длиной 5 — 6d из отрезков арматуры круглой или периодического профиля стали должны быть приварены электродуговой сваркой. Суммарная длина шва коротышей должна быть не менее 10d.
Перекос опорной поверхности приваренных коротышей концевого анкера по отношению к оси стержня не должен превышать 0,5 мм.
Для обеспечения правильного положения коротышей при их приварке к стержню и требуемой точности расстояния между их опорными плоскостями по длине стержня рекомендуется пользоваться специальными кондукторами.
9.53. Контроль прочности временных концевых анкеров в виде высаженных головок, приваренных коротышей и стержней с резьбой осуществляется путем их испытания на разрыв. В случае применения инвентарных зажимов и опрессованных шайб испытания производятся на выдергивание стержней из анкеров. Все испытания проводятся в соответствии с требованиями ГОСТ 10922-75. Прочность временного концевого анкера на отрыв или выдергивание должна быть для всех марок и видов арматурной стали не менее усилия, соответствующего ![]() (нормативного сопротивления разрыву исходной стали).
(нормативного сопротивления разрыву исходной стали).
9.54. Контроль качества заготовки арматурных элементов в целом заключается в проверке расстояния между опорными плоскостями концевых анкеров и их прочности. Контроль расстояния между опорными поверхностями концевых анкеров производится выборочно каждую смену с помощью контрольного шаблона.
9.55. Технические характеристики оборудования для заготовки и анкеровки арматуры приведены в приложениях 35 — 37 настоящего Руководства.
Глава 10
УКЛАДКА И НАТЯЖЕНИЕ АРМАТУРЫ ПРИ ИЗГОТОВЛЕНИИ
ПРЕДВАРИТЕЛЬНО-НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие положения
10.1. Натяжение арматуры при изготовлении предварительно-напряженных железобетонных конструкций рекомендуется производить механическим или электромеханическим способом.
Выбор метода натяжения арматуры зависит от типа конструкции и вида армирования, местных условий и наличия оборудования.
10.2. Механическое натяжение арматуры на упоры стендов можно производить по одному арматурному элементу, группе элементов или всей напрягаемой арматуре конструкций в целом.
Механическое натяжение арматуры на формы рекомендуется осуществлять одновременно для всей напрягаемой арматуры изделия с одновременным обжатием формы.
Закрепление арматурных элементов в захватных устройствах должно быть, как правило, соосно с их расположением в поперечном сечении изготовляемой конструкции.
Допускается отклонение (разводка) крайних арматурных элементов от продольной оси пакета на величину не более 6°.
10.3. При невозможности обеспечения (при заготовке) требуемой точности длины арматурных элементов рекомендуется при групповом натяжении предварительно производить подтяжку каждого арматурного элемента согласно п. 9.18 настоящего Руководства.
10.4. Механическое натяжение арматуры на упоры рекомендуется производить в два этапа.
На первом этапе арматуру натягивают с усилием, равным 45 — 50% заданной величины. Затем проверяют правильность расположения напрягаемой арматуры по проекту изделия, устанавливают закладные детали, сварные арматурные сетки и каркасы и закрывают борта форм.
На втором этапе арматура натягивается до заданной по проекту изделия величины с перетяжкой на 10%, при которой арматуру выдерживают в течение 3 — 5 мин, затем натяжение снижают до проектной величины.
10.5. Величину усилия натяжения арматуры устанавливают в зависимости от числа одновременно натягиваемых арматурных элементов, площади поперечных сечений, стержней, класса арматурной стали и заданного в проекте предварительного напряжения, с учетом технологических потерь от трения в гидродомкратах, на отгибающих устройствах, в каналообразователях и от деформации форм.
10.6. Контроль усилия натяжения должен выполняться по показаниям оттарированных манометров гидравлических домкратов и одновременно по удлинению арматуры.
Кроме того, необходимо периодически проводить выборочный контроль напряжения в арматурных стержнях при помощи приборов, указанных в приложении 42.
10.7. Результаты измерения величины усилия натяжения арматуры по показаниям манометров и по удлинению арматуры не должны отличаться более чем на 10%. При большом расхождении необходимо приостановить процесс натяжения арматуры, выявить и устранить причину расхождения этих показателей.
10.8. При натяжении арматуры гидродомкрат должен быть установлен так, чтобы ось гидродомкрата совпадала с продольной осью захвата арматурного элемента или пакета.
10.9. Натяжение арматуры разрешается производить только в присутствии технического персонала, осуществляющего пооперационный контроль.
Результаты контрольной проверки заносятся в специальный журнал.
Гидравлические домкраты и оборудование
для механического натяжения арматуры
10.10. Для натяжения арматуры следует применять гидравлические домкраты (табл. 31), выпускаемые заводом «Строммашина».
Таблица 31
|
Тип гидродомкрата |
Тяговое усилие, тс |
Ход поршня (тянущего), мм |
Масса, кг |
Габариты, мм |
||
|
длина |
ширина |
высота |
||||
|
СМЖ-25 (СМ-513Б) |
60 |
800 |
3200 |
3080 |
1670 |
1375 |
|
СМЖ-86 (6373/20СУ) |
2,5 |
55 |
240 |
2145 |
794 |
2700 |
|
СМЖ-84 (ДГ-100-125) |
100 |
125 |
625 |
1200 |
755 |
1320 |
|
СМЖ-82 (ДГС-63-315) |
63 |
315 |
90 |
1090 |
210 |
260 |
|
СМЖ-81 (ДГП-63-315) |
63 |
315 |
75 |
912 |
245 |
265 |
Кроме серийных гидравлических домкратов для натяжения арматуры могут применяться и другие гидродомкраты после их приспособления для указанной цели.
Технические характеристики и описание гидродомкратов приведены в приложении 38.
10.11. Гидравлические домкраты и натяжные машины для натяжения арматуры до применения их должны быть протарированы. Тарирование гидравлических натяжных устройств должно повторяться не реже одного раза в три месяца и после каждого ремонта.
10.12. Манометры, установленные в гидравлической системе натяжных устройств, должны проверяться с помощью контрольного образцового манометра (класса 0,2) в сроки, установленные Временными правилами проверки мер и измерительных приборов.
Внеочередная проверка манометров должна производиться после внезапного обрыва арматуры при натяжении, резкого нарушения герметичности гидросистемы, механических повреждений манометров и т.п.
10.13. Тарирование домкратов следует производить, как правило, на испытательных прессах.
При отсутствии соответствующих испытательных прессов допускается тарировать домкраты в специально изготовленной раме с применением динамометров в соответствии с инструкцией Комитета стандартов, мер и измерительных приборов.
10.14. Тарирование домкратов следует производить, руководствуясь следующими основными положениями:
а) домкрат следует тарировать с тем манометром и насосной станцией, которые будут использоваться вместе с домкратом в производственных условиях;
б) до тарирования домкрата необходимо 3 — 5 раз опрессовать насосную установку, манометр и домкрат под давлением, превышающим на 10% максимальное давление, указанное в паспорте к домкрату и насосной установки.
Опрессовочное давление следует выдерживать каждый раз не менее чем в течение 5 мин;
в) у домкрата, установленного для тарирования, соответствующий поршень должен быть выдвинут на 1/5 своего хода (создана масляная подушка);
г) подъем давления в цилиндрах домкратов рекомендуется осуществлять ступенями величиной порядка 0,1 номинального давления, указанного в паспорте к домкрату;
д) окончательные результаты тарирования оформляют в виде переводной таблицы как среднее арифметическое из показаний трех следующих друг за другом загружений.
Таблица должна содержать соотношения между величиной давления по показаниям манометра в кгс/см2 и усилиями натяжения (запрессовки) домкрата в кгс.
10.15. Определение требуемых параметров домкрата для натяжения арматуры рекомендуется производить по следующим формулам:
тяговое усилие домкрата
 (26)
(26)
где ![]() — коэффициент полезного действия гидродомкрата, принимаемый для расчета по результатам тарирования равным 0,94 — 0,96;
— коэффициент полезного действия гидродомкрата, принимаемый для расчета по результатам тарирования равным 0,94 — 0,96;
n — число одновременно натягиваемых стержней или групп стержней;
P — проектное усилие натяжения стержня или группы стержней, кгс;
K — коэффициент, учитывающий возможную технологическую перетяжку, равный 1,1;
ход поршня
 (27)
(27)
где lа — длина натягиваемой арматуры между опорными поверхностями концевых анкеров, мм.
Укладка и механическое натяжение арматуры
на упоры стендов и форм
10.16. Изготовление предварительно-напряженных железобетонных конструкций на длинных стендах рекомендуется в основном с применением канатной арматуры:
семипроволочных и 19-проволочных канатов (прядей) классов К-7 и К-19;
двухпрядных канатов классов К2-7 и К2-19.
10.17. Передачу арматурных пакетов от пакетообразующей установки на длинных стендах следует выполнять в следующем порядке: вначале с пакетообразующей установки краном переносят на стенд хвостовой зажим с арматурой; далее арматура пакета захватывается свободно сделанной из троса петлей, подвешенной к крюку крана.
При перемещении крана с петлей вдоль стенда вместе с ним переносится на стенд пакет арматуры. Для уменьшения угла отклонения крюка крана по горизонтали рекомендуется на период перемещения пакета подвешивать к крюку крана утяжеляющий груз. Пакеты арматуры, перенесенные на стенд и уложенные в формы, закрепляют без перекосов строго симметрично в захватах головных и хвостовых тяг.
10.18. При некратной раскладке изготовляемых изделий по длине стендовой линии в целях экономии напрягаемой арматурной стали следует применять инвентарные вставки для удлинения тяг или инвентарные пакеты с дополнительными промежуточными захватными устройствами для закрепления этих пакетов.
10.19. Раскладку арматурного пакета при изготовлении на длинных стендах конструкций с канатной (прядевой) арматурой классов К-7 и К-19, в отличие от канатной арматуры классов К2-7 и К2-19, рекомендуется также для снижения трудоемкости работ производить путем непрерывной раскладки прядей непосредственно на формовочной полосе стенда по принципу полиспаста (рис. 66), с одновременным натяжением всего пакета прядей.
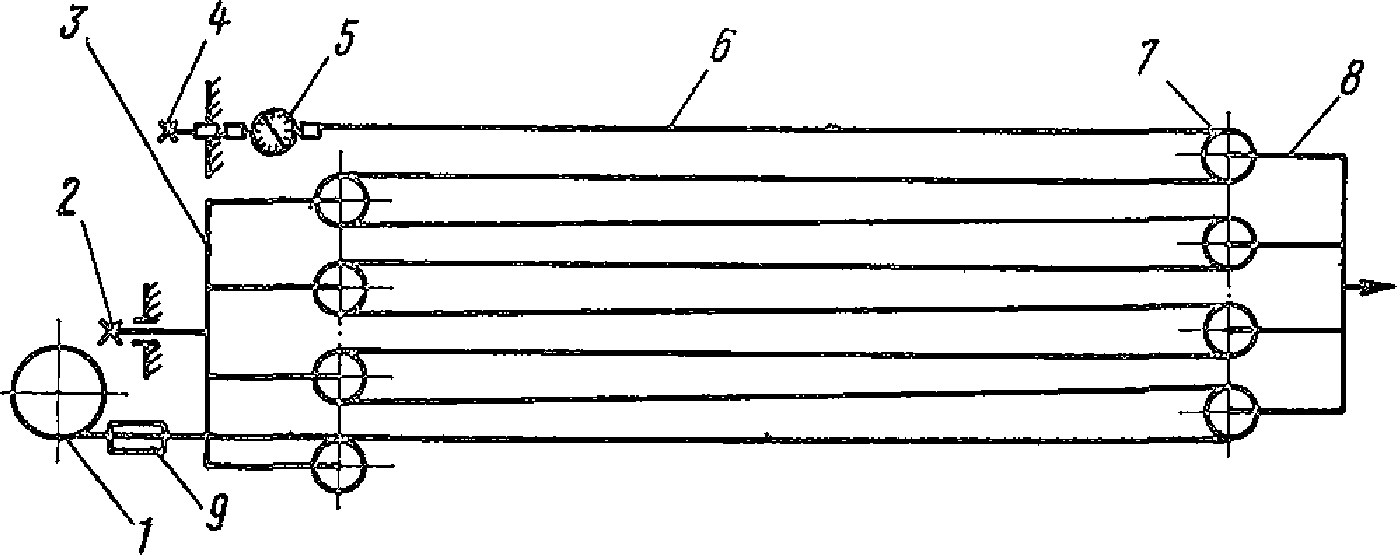
Рис. 66. Схема раскладки прядей по принципу полиспаста
1 — катушка; 2 — зажим; 3 — неподвижная часть полиспаста;
4 — зажим; 5 — динамометр; 6 — прядь; 7 — ролики;
8 — неподвижная часть полиспаста; 9 — приспособление
для выборки слабины
10.20. Фиксацию отгиба арматуры при изготовлении конструкций (в силовых формах или на стендах) рекомендуется производить путем установки на бортах форм устройств, состоящих из отрезков стальной трубы и штырей-эксцентриков, число которых соответствует числу перегибов, умноженному на число отгибаемых арматурных элементов (прядей).
Отгибающие устройства в зависимости от конструкций формы применяются балочного или консольного типа (рис. 67).
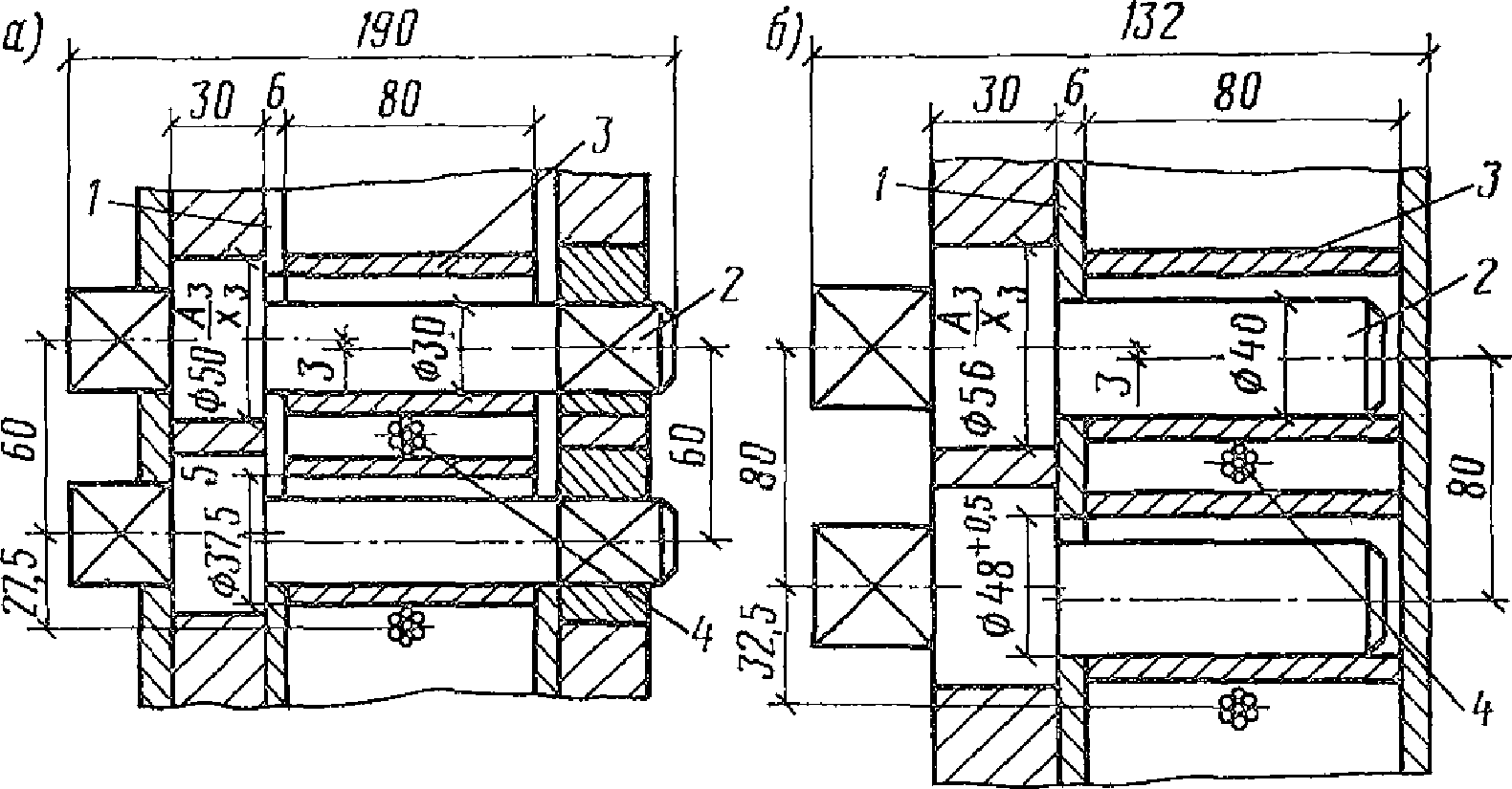
Рис. 67. Отгибающие штыри
а — балочного типа; б — консольного типа; 1 — борт формы;
2 — штырь; 3 — труба; 4 — прядь
10.21. Для уменьшения потерь предварительного напряжения в арматуре от трения в местах перегиба между штырем и трубкой рекомендуется прокладывать полимерную пленку (фторопласт-тефлон). В целях предотвращения подъема форм при натяжении отогнутой арматуры их следует закреплять в силовом полу стенда.
После приобретения бетоном изделия необходимой прочности и до отпуска натяжения и перерезки концов арматуры штыри-эксцентрики при помощи ключа с рычагом следует повернуть на 180° и свободно извлечь их из формы для повторного использования.
Стальные трубки остаются в бетоне изготовляемой конструкции.
10.22. Натяжение арматуры на упоры коротких стендов рекомендуется производить группами или одновременно всей арматуры изделия.
10.23. Натяжение арматурных элементов на форму выполняют в следующей последовательности:
форму устанавливают на опорные столики поста натяжения вплотную к упорам натяжного устройства;
в вилочные упоры формы укладывают арматурные элементы, затем анкерные захваты этих элементов соединяют с натяжным устройством при помощи съемных или накидных захватов и производят натяжение арматуры;
фиксацию натянутой арматуры производят путем закладки между упорами формы и анкерными захватами арматурных элементов вилочных клиновых шайб или фиксацию натянутой арматуры обеспечивают с помощью поворотных эксцентриков.
По окончании натяжения арматуры ослабляют натяжные устройства путем выпуска масла из рабочей полости гидродомкрата.
Форму перемещают на пост укладки бетонной смеси и цикл натяжения арматуры повторяют на следующей форме.
Электротермический способ натяжения арматуры
10.24. При расчете параметров электротермического натяжения арматуры следует использовать рекомендации, приведенные в Руководстве по технологии изготовления предварительно-напряженных железобетонных конструкций (НИИЖБ, М., Стройиздат, 1975).
Сущность электротермического способа натяжения арматуры заключается в том, что арматурные стержни, нагретые электрическим током до требуемого удлинения, фиксируются в таком состоянии в жестких упорах на торцах стенда (формы) или изделия при натяжении на бетон, которые препятствуют укорочению арматуры при остывании. Благодаря этому в арматуре возникают предварительные напряжения, которые затем передаются на бетон конструкции и обжимают его.
Арматурные стержни, предназначенные для электротермического натяжения, снабжаются по концам анкерами, расстояние между опорными плоскостями которых на заданную величину меньше расстояния между наружными гранями упоров. Удлинение заготовок при электронагреве должно обеспечивать свободную укладку их в нагретом состоянии в опоры (рис. 68).
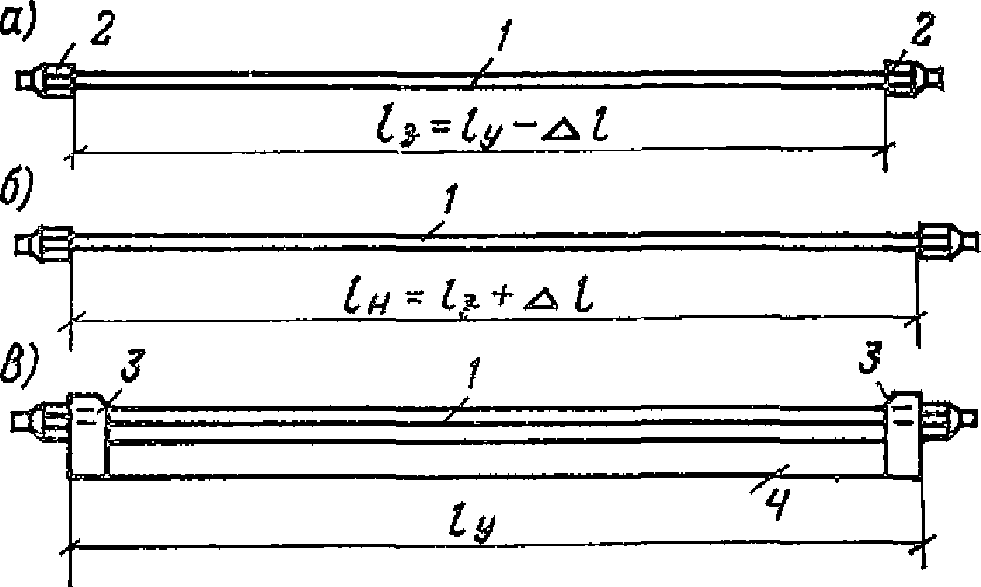
Рис. 68. Схема электротермического напряжения арматуры
на упоры стенда или силовой формы (поддона)
а — арматурный элемент до нагрева длиной lз между анкерами;
б — арматурный элемент после нагрева длиной lн; в — нагретый
арматурный элемент в процессе остывания; lу — расстояние
между упорами формы (поддона); ![]() — удлинение арматуры
— удлинение арматуры
при нагреве; 1 — стержень; 2 — временный анкер; 3 — упоры
формы (поддона); 4 — форма (поддон)
10.25. При электротермическом способе натяжения арматуры во избежание снижения условного предела текучести и временного сопротивления напрягаемой арматуры температура нагрева не должна превышать величин, указанных в табл. 32.
Таблица 32
|
Арматурная сталь |
Температура нагрева, °C |
||
|
класс |
марка |
рекомендуемая |
максимально допустимая |
|
А-V |
23Х2Г2Т |
400 |
500 |
|
Ат-IV |
80С |
400 |
600 |
|
20ХГ2Ц |
400 |
500 |
|
|
Ат-V |
20ГС, 20ГС2 |
400 |
450 |
|
А-IV |
20ГС, 20ГС2 |
400 |
450 |
|
А-IIIв |
35ГС, 25Г2С |
350 |
450 |
Время нагрева в пределах 0,5 — 10 мин не оказывает существенного влияния на свойства как горячекатаной, так и термически упрочненной стержневой арматурной стали. Однако с целью повышения производительности труда и уменьшения расхода электроэнергии рекомендуется принимать время нагрева в пределах 1 — 3 мин. Температура нагрева должна контролироваться по удлинению стали.
Рекомендуется также использовать для контроля температуры термопары, термокарандаши и другие приборы, обеспечивающие измерение температуры с точностью +/- 20 °C и не препятствующие осуществлению технологических операций по нагреву и натяжению арматуры.
10.26. При натяжении электротермическим способом стержневой арматуры классов и марок, указанных в табл. 32 настоящего Руководства, величина ![]() не должна приниматься более
не должна приниматься более ![]() , где
, где ![]() — нормативное сопротивление стали; P — допустимое предельное отклонение величины
— нормативное сопротивление стали; P — допустимое предельное отклонение величины ![]() , значения которого для изделий различной длины указаны ниже:
, значения которого для изделий различной длины указаны ниже:
|
lи, м |
+/- P, кгс/см2 |
|
5 |
1000 |
|
6,5 |
800 |
|
9,5 |
700 |
|
13 |
600 |
|
16 |
550 |
|
19 |
500 |
|
25 |
450 |
Примечание. При промежуточных значениях lи величина P определяется линейной интерполяцией. Величины ![]() и P должны быть указаны на рабочих чертежах изделий.
и P должны быть указаны на рабочих чертежах изделий.
10.27. Нагрев заготовок арматуры производится на специальных установках с целью увеличения их длины на заданную величину, которая позволяет уложить их свободно в упоры форм, поддонов, стендов или изделий при натяжении на бетон.
10.28. Схема установки для нагрева стержневой арматуры и технические характеристики оборудования приведены в приложении 39.
10.29. Нагревательные установки должны обеспечивать плотность прижима токопроводящих контактов к арматуре. Усилие прижима на один контакт должно составлять не менее 100 кгс для стали диаметром 10 — 14 мм не менее 200 кгс для стержней больших диаметров.
10.30. Во избежание перегрева арматуры контроль температуры и ее ограничение являются обязательными. Контроль и ограничение температуры нагрева арматуры рекомендуется осуществлять по ее удлинению. Не допускается одновременный нагрев нескольких стержней разного диаметра при последовательной схеме их включения.
10.31. Для выбора типов, числа и схемы соединения преобразователей тока для электронагрева арматуры необходимо определить требуемый ток, напряжение и мощность (прил. 32).
Число и схему соединения трансформаторов следует подбирать из условия обеспечения требуемой силы тока и напряжения. Мощность, получаемая по расчету, должна быть всегда меньше полезной номинальной мощности трансформаторов.
Натяжение арматуры на бетон конструкций
Общие положения
10.33. Установка элементов напрягаемой арматуры в виде пучков высокопрочной проволоки, канатов (прядей) или стержней производится при натяжении на бетон до его укладки в случае применения неизвлекаемых каналообразователей, а в случае применения извлекаемых каналообразователей или укладки напрягаемой арматуры в открытых лотках, образуемых при бетонировании конструкций, — после отверждения бетона.
10.34. Натяжение напрягаемой арматуры, размещаемой в каналах или открытых лотках изготовляемой конструкции, производится после набора бетоном не менее 70% проектной прочности. После натяжения напрягаемая арматура закрепляется на бетон анкерами.
Установка напрягаемых арматурных элементов
и анкерующих устройств
10.35. Перед установкой в каналы конструкции пучки, свернутые в кольца, распрямляются и обвязки из проволоки и мешковины удаляются.
10.36. Протягивание арматурных пучков, прядей и стержней через каналы в железобетонной конструкции допускается производить вручную или с помощью лебедки и заранее прикрепленного к пучку троса.
Для облегчения протягивания арматурных элементов через каналы рекомендуется применять:
колпачки из кровельной стали, надеваемые на концы пучков, анкеруемых стальными колодками и коническими пробками;
стальные наконечники, навинчиваемые на концы гильзовых анкеров или резьбовые концы арматурных стержней.
10.37. При применении неизвлекаемых каналообразователей арматурные элементы в начале протягивают через эти каналообразователи, а затем укладывают в опалубку изготовляемой конструкции и фиксируют в проектном положении.
10.38. Каждый арматурный элемент устанавливается в канале симметрично по отношению к середине изготовляемой конструкции, т.е. так, чтобы перед натяжением оба конца анкеров, выступающие из канала на торцах конструкции, имели одинаковую длину.
10.39. Анкерующие устройства арматурных элементов в виде анкерных колодок с коническими пробками следует устанавливать на распределительные листы толщиной 12 — 16 мм или непосредственно на бетон.
Способ опирания анкерных колодок предусматривается проектом.
10.40. Гайки анкеров с резьбой устанавливаются на распределительные листы толщиной не менее 20 мм с опиранием на шайбы или без них.
10.41. Распределительные листы устанавливаются в опалубку перед бетонированием конструкции.
10.42. В случае когда каналы для арматуры образуются с помощью каналообразователей из гофрированных металлических трубок, остающихся в бетоне, к распределительным листам привариваются патрубки, в которые заводятся трубки-каналообразователи.
Патрубки изготавливаются из тонкостенных труб и привариваются к листу дуговой сваркой по всему периметру.
Длина патрубка принимается равной 1,3 — 1,4 его внутреннего диаметра. Диаметр патрубка должен назначаться в соответствии с диаметром трубки-каналообразователя.
10.43. Диаметр отверстий в распределительных листах должен превышать на 5 — 6 мм наружный диаметр пучка и на 3 — 4 мм диаметр резьбового конца анкера на арматурном стержне или диаметр гильзы анкера пучка. В последнем случае под гайку устанавливается шайба, диаметр отверстия которой больше диаметра резьбового конца на 1 — 2 мм.
10.44. При образовании каналов в изготовляемой конструкции извлекаемыми каналообразователями из пластмассы или металлических труб распределительные листы снабжаются анкерными стержнями, при этом отверстия в распределительном листе делаются на 1 — 1,5 мм больше диаметра канала.
10.45. Установку без распределительных листов следует выполнять одним из следующих способов:
а) при применении неизвлекаемых из бетона каналообразователей анкерные колодки снабжаются патрубками, выполненными согласно п. 10.42, и устанавливаются в проектное положение до бетонирования и крепятся к форме, с учетом заглубления в тело бетона на всю свою высоту;
б) при применении извлекаемых из бетона каналообразователей анкерные колодки устанавливаются на бетон перед натяжением пучков с подкладкой распределительных шайб.
Поверхности бетона конструкций, на которые устанавливаются распределительные шайбы, должны быть ровными и перпендикулярными к направлению оси пучка у выхода его из канала.
Если поверхности бетона не удовлетворяют указанным условиям, то производится выравнивание распределительных шайб путем подливки слоя цементного раствора.
10.46. Диаметр колодок, опирающихся на бетон, принимают в зависимости от числа проволок в пучке (согласно табл. 33).
Таблица 33
|
Число проволок в пучке |
Диаметр колодки, мм |
Примечание |
|
12 |
80 |
Марка бетона конструкции М400 |
|
18 |
100 |
|
|
24 |
120 |
Расстояние от оси колодки до грани конструкции должно быть не менее диаметра колодки.
10.47. При установке напрягаемой арматуры необходимо обеспечить центральное расположение анкерных устройств по отношению к отверстию канала и сохранить это положение в процессе натяжения арматуры и заанкеривания ее концов, для чего в местах расположения анкерных колодок и гаек на распределительных листах рекомендуется наносить центрирующие риски. При наличии распределительных листов центральное расположение колодок может быть зафиксировано прихваткой их сваркой к листам после закладки пучков; точное расположение анкеров с резьбой достигается центрированием опорной части домкрата относительно центрирующих рисок.
При неточном расположении анкерных устройств возможны резкий перегиб проволок пучка и срез их при запрессовке пробки либо снятие резьбы на анкерах.
10.48. В случае если диаметр отверстий на распределительном листе или бетонной поверхности превышает диаметр отверстия в основании колодки на 30% и более, то следует установить под анкерные колодки шайбы, выполненные из того же материала, что и колодки.
Диаметр отверстия в шайбе должен быть на 1 — 2 мм больше диаметра отверстия в основании колодки. Толщина шайб во всех случаях должна быть не менее 12 мм.
10.49. Поверхности конусных отверстий анкерных колодок, поверхности пробок и резьба на анкерах должны быть до начала натяжения арматуры очищены от грязи, окалины, ржавчины и цементного раствора. Резьбу на анкерах с гайками следует смазать после очистки солидолом.
10.50. При установке ненапрягаемой арматуры первая сварная сетка, предусмотренная проектом для усиления опорного торца в местах расположения анкерных колодок, устанавливается от торца колодки или распределительного листа на расстоянии, равном толщине защитного слоя.
Натяжение арматурных элементов
10.51. Натяжение напрягаемой арматуры может быть начато не ранее достижения бетоном прочности, указанной в проекте.
10.52. Выбор домкратов для натяжения арматуры производят в зависимости от принятого в проекте максимального усилия натяжения проволочного пучка или стержня, руководствуясь данными, изложенными в приложении 38.
10.53. Домкраты следует устанавливать строго по оси натягиваемой арматуры. Для удобства установки рекомендуется подвешивать домкрат на канате к насосной установке.
10.54. Натяжение арматуры следует производить в два этапа: первый этап — выпрямление арматуры в канале (вытяжка слабины); второй этап — натяжение арматуры.
Окончание вытяжки слабины и начало натяжения соответствуют давлению 5 — 10 кгс/см2 по показанию манометра.
По окончании первого этапа на проволоках пучка или на деталях домкрата следует нанести контрольные метки, служащие для измерения удлинения арматуры при натяжении.
10.55. При натяжении пучков домкратами двойного действия контрольные метки следует наносить в местах выхода проволок из прорезей опорной головки и у передней грани клиновой обоймы. Первые служат для измерения удлинения пучка при натяжении, вторые — для обнаружения проскальзывания отдельных проволок в клиньях.
10.56. При применении анкерных устройств в виде стальных колодок и пробок допускается подтяжка пучков при условии, что усилия натяжения пучка и запрессовка пробки при втором натяжении не менее чем на 20% превышают усилия, принятые во время первого натяжения.
10.57. Удлинения натягиваемой арматуры однопоршневыми гидродомкратами могут быть определены путем измерения перемещения тяговой гайки относительно передней стенки цилиндра домкрата.
10.58. Натяжение арматуры следует производить двумя домкратами одновременно с двух концов железобетонной конструкции. Допускается натяжение прямых пучков и стержней с одной стороны при длине канала не более 12 м. Другой конец пучка или стержня в этом случае заанкеривается вручную. Пучки с анкерами в виде колодок и конических пробок заанкериваются путем забивки конусной пробки ударами кувалды по подбойнику до отказа.
10.59. Контроль степени натяжения арматуры следует производить по показаниям манометра, тарировочной таблицы, применяемого домкрата и одновременно по фактическим величинам удлинения арматуры.
Фактическая величина удлинения натянутого пучка (стержня) ![]() определяется замером перемещения контрольных меток (см. пп. 10.55, 10.57), а расчетная величина
определяется замером перемещения контрольных меток (см. пп. 10.55, 10.57), а расчетная величина ![]() удлинения пучка (стержня) задается проектом.
удлинения пучка (стержня) задается проектом.
Примечания 1. При натяжении двумя домкратами величина удлинения ![]() определяется как сумма величин перемещений контрольных меток, замеренных с каждой стороны пучка (стержня).
определяется как сумма величин перемещений контрольных меток, замеренных с каждой стороны пучка (стержня).
2. Измерение перемещений арматуры производится стальной мерной линейкой с точностью до 1 мм.
3. Величина ![]() замеряется до запрессовки пробок домкратами.
замеряется до запрессовки пробок домкратами.
10.60. Установку анкеров при натяжении пучковой арматуры домкратами двойного действия следует производить в следующем порядке: перед установкой домкрата между проволоками пучка следует заложить анкерную пробку, для этого концы проволок пучка необходимо равномерно разместить по конической поверхности отверстия колодки.
Распределение проволок рекомендуется выполнять с помощью распределительной звездочки, при этом переплетение проволок не допускается. Пробка, введенная в разобранный пучок, подается рукой до упора, затем досылка ее к анкерной колодке производится легкими ударами молотка по подбойнику.
10.61. Заклинивание проволок пучка в захватном устройстве домкрата должно производиться с соблюдением параллельности плоскости торца опорной головки домкрата плоскости анкерной колодки и выполняется в следующем порядке:
производится раскладка всех проволок пучка и клиньев в гнезда клиновой обоймы домкрата;
после выравнивания домкрата производится окончательное заклинивание проволок ударами молотка.
Заклинивание погнутых и загрязненных проволок не допускается. Для достижения большей степени равномерности натяжения пучков поверхность головки домкрата рекомендуется смазать маслом.
Примечание. Клинья, закрепляющие концы проволок пучка в домкрате, рекомендуется ставить каждый раз в одни и те же гнезда; каждое гнездо и соответствующий ему клин следует замаркировать.
10.62. Натяжение и анкеровка пучков домкратами двойного действия (прил. 38) выполняются в следующем порядке:
а) насосной установкой подают масло в главный цилиндр домкрата, плавно повышая давление ступенями по 30 — 50 кгс/см2 (по манометру) до требуемого проектом максимального усилия натяжения пучка. Требуемое проектом максимальное усилие в целях компенсации потерь от трения в анкерах и о поверхность домкрата при натяжении домкратами ДГП-63-315 повышают на 10% и выдерживают на этом уровне в течение 5 мин с последующим уменьшением до проектного;
б) запрессовку пробки в анкерную колодку производят после полного натяжения пучка путем подачи масла в цилиндр запрессовки. Запрессовку следует производить с максимально возможным усилием данного домкрата, однако это усилие не должно быть больше усилия натяжения пучка.
При натяжении пучка двумя домкратами анкерные пробки не следует запрессовывать одновременно. В случае уменьшения натяжения пучка после запрессовки первой пробки одним из домкратов, что выявляется по манометру второго домкрата, заданная величина натяжения восстанавливается вторым домкратом;
в) после запрессовки пробки плавно сбрасывают давление в главном цилиндре домкрата, выбивают клинья из гнезд клиновой обоймы и убирают домкрат.
Подачей масла в цилиндр возврата поршень домкрата приводят в исходное положение и процесс установки домкрата и натяжения следующего пучка повторяется в указанной выше последовательности.
10.63. При необходимости повторного натяжения пучка, запрессованного пробками в анкерных колодках, работы выполняются в следующем порядке:
натягивают домкратом пучок до освобождения анкерной пробки из отверстия в анкерной колодке;
захватывают пробку металлическими стержнями через окна между проволоками или освобожденные от проволок пазы в опорной головке и, плавно уменьшая давление в главном цилиндре домкрата, удерживают пробку от затягивания ее пучком до полного снятия давления;
после снятия домкратов производят нужные исправления и вновь натягивают пучок с заменой колодок и пробок.
10.64. Обрезку концов натянутых пучков проволоки следует производить автогеном, бензорезом или дугой от электрода на расстоянии 3 — 5 см от торца анкерной пробки.
10.65. Натяжение пучка с гильзовыми анкерами и анкерами с высаженными головками на проволоках и стержней однопоршневыми домкратами (приложения 36 и 38) выполняется в следующем порядке:
а) домкрат устанавливается в рабочее положение, для этого он подводится опорной частью к выступающему концу анкера с резьбой.
Шток домкрата или тяговая гайка навинчивается на резьбу анкерного стержня на длину не менее 1,2 диаметра резьбы. Поршень домкрата при установке должен находиться в исходном положении, а анкерная гайка должна попасть внутрь шестигранного паза гайковерта или ключа с трещоткой;
б) включением масляного насоса приводится в действие поршень домкрата, шток которого перемещаясь натягивает арматуру. При этом анкерная гайка все время подтягивается с помощью гайковерта или ключа с трещоткой;
в) после натяжения арматуры до заданного усилия анкерная гайка завинчивается до отказа, затем спуском масла домкрат освобождается. Шток возвращается в исходное положение с помощью гидравлического возврата (гидродомкрат ДГС-63-315). Затем цикл натяжения других пучков или стержней повторяется в указанном порядке.
10.66. При изменении диаметра резьбы на конце анкера, подлежащего натяжению, необходимо соответственно сменить шток или тяговую гайку на домкрате.
10.67. В случае малой длины резьбы на анкерном стержне рекомендуется установить между торцом конструкции и анкерной гайкой (или основной шайбой) дополнительную шайбу.
10.68. Результаты натяжения арматуры регистрируются в специальном журнале, где указываются:
марка конструкции или детали;
дата натяжения, а также инъецирования каналов цементным раствором;
показания манометра при натяжении, кгс/см2;
фактические величины натяжения арматуры, т;
величины фактических удлинений арматуры при натяжении, см;
показания манометра при запрессовке анкерных пробок, кгс/см2;
фактические величины усилий запрессовки пробок, т.
В журнале под указанными данными должна быть подпись представителя ОТК.
Натяжение арматуры непрерывной намоткой на бетон резервуаров
10.69. Непрерывная навивка на бетонную поверхность в напряженном состоянии высокопрочной проволоки (ГОСТ 7348-63 и ГОСТ 8480-63) диаметром от 2 до 5 мм при изготовлении железобетонных резервуаров диаметром от 10 до 70 м и высотой от 8,5 до 12 м может выполняться арматурно-намоточными машинами типов АНМ-5 и АНМ-7 (прил. 40).
При изготовлении резервуаров диаметром от 10 до 42 м и высотой до 8,5 м используется машина АНМ-5, а при изготовлении резервуаров диаметром от 16 до 70 м и высотой до 12 м следует применять машину АНМ-7.
10.70. После возведения железобетонной конструкции и приобретения бетоном необходимой прочности устанавливается машина для намотки напряженной высокопрочной проволоки и обжатия бетона конструкции.
10.71. Работа машины (рис. 69) протекает в следующем порядке:
а) цепь, обвивающая резервуар, обвивается также через приводную звездочку редуктора и отклоняющие звездочки нижней тележки;
б) при вращении звездочки редуктора от электромотора нижняя тележка перекатывается по цепи и двигается по цилиндрической поверхности резервуара.
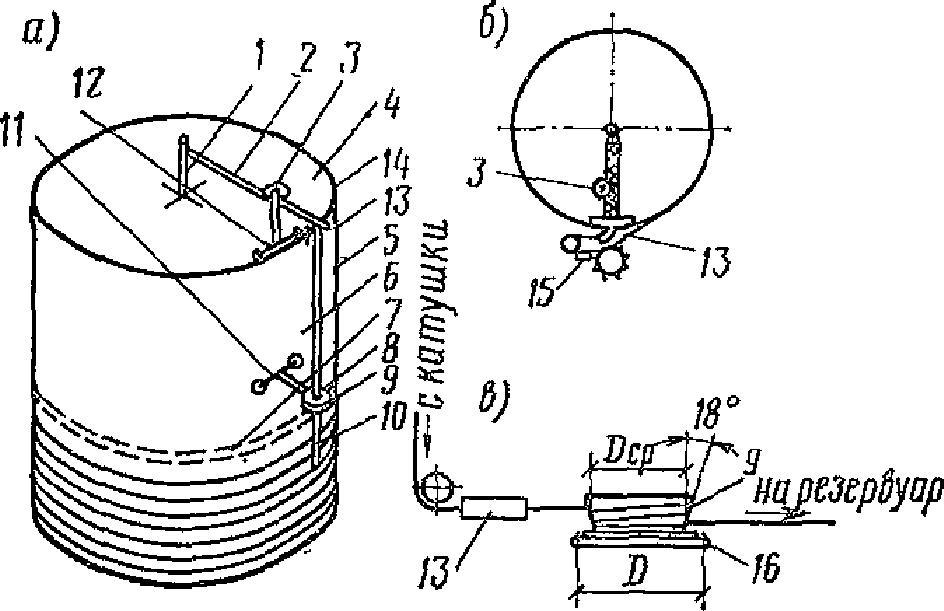
Рис. 69. Схемы навивки напряженной проволоки на резервуар
а — принципиальная схема; б — запасовка проволоки;
в — натяжение проволоки; 1 — шпиль; 2 — стрела; 3 — бухта
проволоки; 4 — крышка резервуара; 5 — вертикальная рама;
6 — резервуар; 7 — шарнирно-роликовая цепь; 8 — звездочка
привода конического диска; 9 — конический диск для натяжения
проволоки; 10 — проволока; 11 — нижняя тележка; 12 — верхняя
тележка; 13 — отклоняющая труба; 14 — лебедка для подъема
нижней тележки; 15 — механизм торможения проволоки;
16 — звездочка цепи
При передвижении тележки по вертикальной раме одновременно поднимается и цепь.
В результате сложения движения нижняя тележка будет двигаться спирально по поверхности резервуара;
в) арматурная проволока разматывается с барабана, укрепленного на стреле, пройдя механизм торможения, несколько раз обвивает конический диск нижней тележки (рис. 69) и закрепляется в нижней части резервуара;
г) при передвижении нижней тележки по цепи звездочка, вокруг которой обвивается цепь, вращает жесткосоединенный с ней диск, на который намотана проволока.
Окружная скорость внешней поверхности диска будет меньше, чем у звездочки, так как он имеет меньший диаметр, поэтому путь, пройденный определенной точкой по окружности диска в единицу времени, будет меньше, чем у звездочки, в результате чего разматывание проволоки с диска будет отставать от движения цепи, но так как проволока одним своим концом закреплена на резервуаре, она будет растягиваться на величину пути отставания, в результате чего будет создаваться напряжение;
д) изменяя диаметр конического диска, можно подобрать необходимую окружную скорость для разматывания проволоки, а следовательно, подобрать нужное удлинение и усилие натяжения арматуры.
По окончании намотки конец проволоки закрепляется на резервуаре.
Отпуск натяжения арматуры и обжатие бетона конструкций
10.70. Отпуск натяжения арматуры и обжатие бетона конструкций должны производиться после достижения бетоном изделия необходимой прочности и после проверки заанкеривания концов арматуры в бетоне.
10.71. Необходимая прочность бетона к моменту отпуска натяжения указывается, как правило, на рабочем чертеже изделия, а фактическая его прочность определяется путем испытания контрольных кубов.
10.72. Заанкеривание концов арматуры в бетоне проверяют путем выборочного замера проскальзывания конца стержня (пряди) в бетоне при отпуске натяжения.
10.73. В зависимости от принятой технологии, вида изделия и класса арматуры могут быть приняты следующие способы отпуска натяжения и обжатия бетона:
путем одновременного отпуска натяжения всех арматурных элементов изделия домкратом после предварительной вытяжки свободных концов арматуры для освобождения упорных устройств (гаек и т.д.);
путем поочередного отпуска (в два-три этапа) натяжения отдельных арматурных элементов или их групп с помощью домкратов, специальных устройств (клиновых, песочных), а также путем предварительного разогрева свободных концов арматуры и перерезания газовым пламенем, электродугой и т.д.
10.74. Для того чтобы свести к минимуму возможную сдвижку элементов, отпуск арматуры рекомендуется осуществлять одновременно на обоих концах стенда (например, нагрев и перерезание газокислородным пламенем и др.).
10.75. Для преднапряженных конструкций, имеющих отогнутые пряди, передачу усилия обжатий следует производить только после извлечения штырей, фиксирующих точки перегиба (на штыри перед бетонированием надеваются трубки). При этом наиболее целесообразно осуществлять отпуск всей арматуры одновременно, а в случае отсутствия такой возможности, допускается отпускать в первую очередь отогнутую арматуру, а затем прямолинейную. Порядок отпуска должен быть указан в технологической карте и на чертежах.
10.76. Отпуск натяжения прядевой и канатной арматуры следует осуществлять, как правило, плавно, с помощью гидродомкратов, клиновых или винтовых устройств, песочных муфт или медленным разогревом свободных концов арматуры.
10.77. При отсутствии оборудования необходимой мощности для одновременного отпуска натяжения передачу напряжений на бетон допускается осуществлять не одновременно, а ступенями в каждом арматурном элементе (или группах), постепенно уменьшая напряжение.
10.78. Поочередную передачу натяжения арматуры рекомендуется производить симметрично относительно вертикальной оси поперечного сечения изделия, с одной или с двух сторон. Порядок последовательности передачи натяжения арматуры указывается в технологической карте или в рабочих чертежах.
10.79. Вкладыши формы и другие устройства, которые могут воспрепятствовать продольному перемещению железобетонного изделия, должны быть удалены перед отпуском натяжения.
10.80. Рекомендуемые оборудование и приспособления для отпуска натяжения арматуры приведены в приложении 46.
Контроль величины предварительного напряжения арматуры
10.81. Основной контроль при натяжении арматуры гидродомкратами следует производить по манометру насосной станции с переводом по тарировочной таблице на тяговое усилие гидродомкрата и по удлинению арматуры. Манометр рекомендуется устанавливать непосредственно на гидродомкрате.
10.82. В дополнение к основному контролю по манометру насосной станции натяжного устройства следует проводить выборочный контроль величины напряжения арматуры специальными приборами, основанными на принципах замера усилий оттягивания напряженного арматурного стержня, частот собственных колебаний и т.п., например пружинными динамометрами типов ДП-2 и ДП-6 с базой 160 мм для проволок диаметром до 5 мм или ДП-250 с базой 250 мм (рис. 70) для проволок диаметром до 80 мм; приборами ЭМИН-3 (рис. 71), ПИН или пружинным динамометром ПРДу (для одиночных прядей и стержней при фиксированной базе; рис. 72) и другими приборами (при наличии тарировочного графика), приведенными в приложении 42.
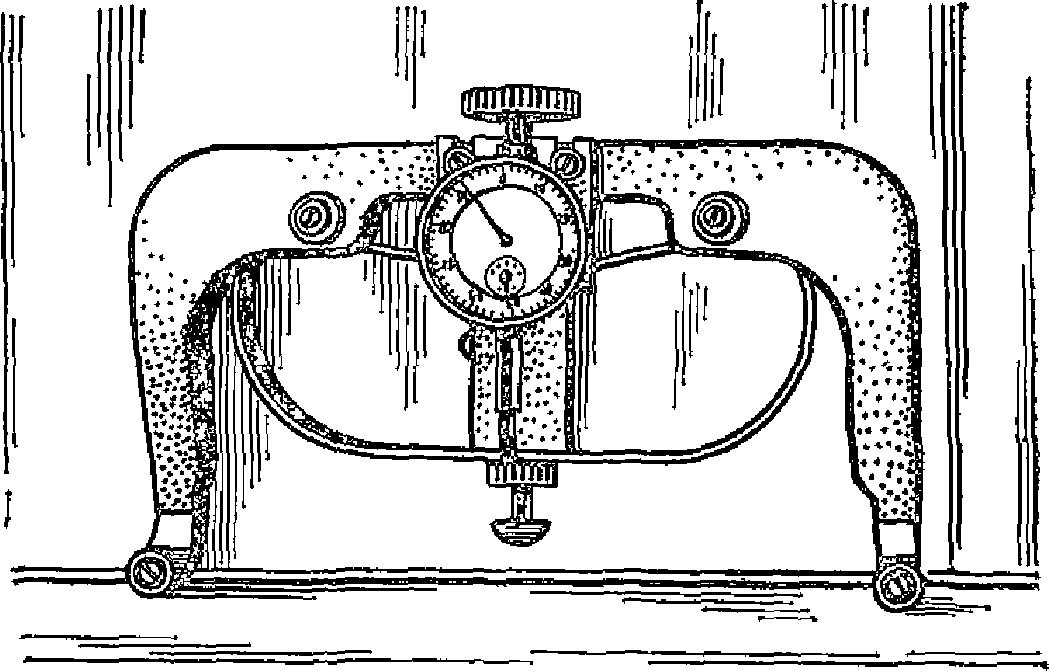
Рис. 70. Прибор для контроля величины силы натяжения
арматуры — динамометр пружинный типа ДП-250
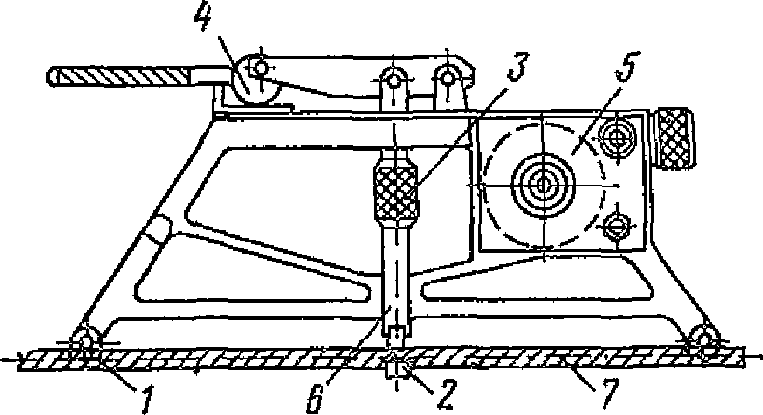
Рис. 71. Прибор для контроля величины натяжения арматуры
типа ЭМИН-3
1 — упоры; 2 — натяжной крюк; 3 — гайка для установки
упорного элемента; 4 — ручка; 5 — электронное оборудование;
6 — упругий элемент с датчиком; 7 — арматура
Рис. 72. Прибор для контроля величины натяжения арматуры
типа ПРДу
1 — корпус; 2 — упорная лапа; 3 — натяжной крюк; 4 — захват;
5 — индикатор часового типа; 6 — кожух; 7 — лимб; 8 — ручка
10.83. При непрерывной раскладке на стенде и групповом натяжении семипроволочных прядей дополнительный контроль величины напряжения арматуры рекомендуется проводить динамометром типа ДОР, включенным в крайнюю прядь перед закреплением на упоре стенда.
10.84. Контроль усилия натяжения (по п. 10.73) определяется по формуле P2 = P1n, где P1 — усилие одной пряди, показанное динамометром; n — число прядей в пакете; P2 — общее усилие натяжения пакета прядей по манометру насосной станции.
Сравнение полученных данных величины натяжения арматуры по показаниям манометра насосной станции P2 и контрольного динамометра P1 позволит одновременно судить о равномерности натяжения пакета прядей:
P1n = P2 — пряди натянуты равномерно;
 — пряди натянуты неравномерно (в этом случае требуется выявить причину расхождений между результатами измерения усилия натяжения по показаниям манометра и динамометра и устранить ее).
— пряди натянуты неравномерно (в этом случае требуется выявить причину расхождений между результатами измерения усилия натяжения по показаниям манометра и динамометра и устранить ее).
10.85. Возможная неравномерность натяжения прядевой арматуры определяется по формуле
 (28)
(28)
10.86. Величина контролируемого натяжения арматуры должна приниматься по проекту.
Допустимые отклонения контролируемого натяжения следующие:
I класса точности: все конструкции I категории трещиностойкости, стропильные и подстропильные балки и фермы с прядевой и проволочной преднапряженной арматурой, ребристые плиты покрытия длиной 12 м и более с прядевой и проволочной преднапряженной арматурой — +10 — 5%;
II класс точности: ребристые плиты покрытия и перекрытия со стержневой арматурой, стропильные и подстропильные балки и фермы, ригели, прогоны со стержневой арматурой, пустотные и сплошные плоские плиты перекрытия с прядевой и проволочной арматурой — +/- 10%.
Примечание. В пустотных и сплошных плоских плитах перекрытий и покрытий со стержневой арматурой при специальном обосновании допускаемые отклонения могут составлять +/- 15%.
Результаты пооперационного контроля величины натяжения арматуры должны заноситься в контрольный журнал.
10.87. Контроль точности натяжения арматуры при электротермическом способе заключается в систематической проверке размеров арматурных стержней между внутренними плоскостями временных анкеров и расстояний между наружными плоскостями упоров формы (стенда), а также в выборочной проверке напряжения измерительными приборами (прил. 42). Контроль измерительными приборами усилий напряжения в арматуре, натянутой электротермическим способом, следует производить после ее полного остывания.
10.88. Выбор оптимального прибора для контроля напряжения зависит от технических и эксплуатационных характеристик прибора (прил. 42), а также факторов, определяющих тип и технологию изготовления конструкции.
10.89. Для контроля измерительным прибором силы натяжения выбирается участок напряжений арматуры такой длины, чтобы в этих пределах он не касался рядом расположенных преднапряженной арматуры, каркасов, стенок форм, закладных элементов, распределительных диафрагм или каких-нибудь других устройств. При контроле приборами с собственной базой эта длина должна быть на 20 — 25 см больше базы прибора. При контроле измерительными приборами без собственной (фиксированной) базы длина контролируемой арматуры должна соответствовать длине арматуры, при которой тарировался данный прибор. При этом приборы без собственной базы должны быть установлены в середине арматуры между упорами.
10.90. При наличии на стержнях стыков измерительные приборы с собственной базой необходимо установить таким образом, чтобы стыки не попадали в контролируемый участок арматуры. При контроле натяжения приборами без собственной базы их следует устанавливать на расстоянии не менее 1 м от стыка.
10.91. Не рекомендуется производить сварочные работы, работы с вибраторами или другими источниками помех, близко расположенными к месту, где производится контроль натяжения арматуры приборами типа ЭМИН, ИНА и аналогичными им.
10.92. Величину силы натяжения определяют по показаниям измерительного прибора, пользуясь тарировочной характеристикой (тарировочной таблицей). Полученные данные заносятся в журнал, который хранится в ОТК.
Глава 11
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ АРМАТУРНЫХ РАБОТ
Общие требования
11.1. К самостоятельной работе арматурщика допускаются лица, прошедшие обучение по технике безопасности, сдавшие экзамен и получившие соответствующее удостоверение.
11.2. К работам с электросварочным оборудованием и натяжными установками, а также к верхолазным и такелажным работам допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, который должен повторяться ежегодно.
11.3. Перед началом смены арматурщик обязан надеть предусмотренную нормами спецодежду и необходимые средства индивидуальной защиты — защитные очки, рукавицы и др., — а также привести в порядок рабочее место, освободив его и проходы к нему от ненужных предметов.
11.4. Запрещается приступать к работе на неисправном оборудовании, применять неисправный инструмент и инвентарь.
Верстаки должны быть устойчивыми и хорошо закрепленными.
Двусторонние верстаки необходимо разделить посередине защитной металлической сеткой.
11.5. При проверке исправности оборудования особое внимание следует обратить на наличие защитного заземления, на целостность изоляции токопроводящих проводов и обеспечить защиту их от случайных повреждений арматурой.
При правке, резке и гибке арматурной стали
11.6. Во избежание несчастных случаев механические станки должны быть установлены на надежное основание: легкие станки — на бетонный пол, а тяжелые — на специальные фундаменты.
11.7. До пуска в работу станка надлежит:
смазать все его трущиеся части;
проверить крепление отдельных деталей станка;
убрать со станка все посторонние предметы;
проверить исправность заземления, пусковых и тормозных устройств, а также наличие защитных ограждений.
11.8. При обслуживании механических станков запрещается:
начинать или продолжать работу на станке при обнаружении какой-либо неисправности;
производить чистку, обтирку, смазку и ремонт станка во время его работы;
производить работы по настройке станка при включенном электродвигателе;
оставлять станок без надзора во время работы;
допускать посторонних лиц к работе на станке, за состояние которого арматурщик несет личную ответственность.
11.9. Во время работы станка арматурщик обязан следить за тем, чтобы подшипники и трущиеся детали не перегревались. При нагреве станок останавливают и устраняют причину перегрева. Немедленно следует остановить станок при обнаружении стука, мелких поломок т.п.
Только после устранения обнаруженных дефектов станок может быть снова пущен в работу.
11.10. При правке и резке арматурной стали на  станках:
станках:
заправку конца проволоки или катанки из бухты в  барабан и тянущие ролики станка следует производить при выключенном электродвигателе;
барабан и тянущие ролики станка следует производить при выключенном электродвигателе;
перед пуском электродвигателя барабан должен быть закрыт защитным кожухом;
путь прохождения проволоки или катанки между вертушкой с бухтой и заправочным отверстием у станка должен быть огражден конусовидным приспособлением, сваренным из прутковой стали диаметром 12 мм.
11.11. Запрещается производить чистку арматуры без защитных очков и плотных рукавиц.
11.12. При резке арматурных стержней на станках с механическим приводом:
резку арматуры следует начинать только после того, как маховое колесо станка достигло необходимой частоты вращения;
запрещается резать арматурные стержни, которые по своей прочности и диаметрам превосходят технические показатели данного станка;
не допускается перерезание стержней длиной менее 30 см, если отсутствуют специальные для этой цели приспособления.
11.13. При гибке арматурных стержней на станках с механическим приводом необходимо:
перед закладкой арматурных стержней останавливать диск;
производить гибку стержней диаметром не более допускаемого по техническим показателям для этого станка;
заменять упоры и изгибающие пальцы только после остановки станка.
11.14. При работе на гибочных станках, ручных станках для резки арматуры и т.п. запрещается удлинять рычаги станков обрезками труб, а также ложиться или опираться на эти рычаги.
11.15. Заготовленные арматурные стержни следует сложить в специально отведенном месте с использованием для пакетирования инвентарных приспособлений-контейнеров из прутковой стали и т.п.
Запрещается занимать проходы и рабочее место у станка арматурными заготовками.
При электросварке арматуры
11.16. Перед началом сварочных работ необходимо привести в порядок специальную брезентовую одежду. Брюки необходимо надевать поверх сапог, а в зимнее время — поверх валенок с галошами.
11.17. Сварочные работы необходимо производить в рукавицах для защиты кожи рук от ожогов, брызг металла и действия лучей электрической дуги.
Для защиты лица и глаз при электродуговой сварке надо применять шлемы-маски или щитки с защитными стеклами (светофильтрами), а при контактно-стыковой сварке — специальные очки.
11.18. Для защиты окружающих рабочих от действия лучей электрической дуги рабочие места электросварщиков должны ограждаться специальными переносными ограждениями (щитами или ширмами).
11.19. Щиты, ограждающие сварочный пост, должны устанавливаться с трех сторон (прежде всего со стороны основных проходов) и легко перемещаться при изменении фронта сварки.
11.20. Сварочные агрегаты, находящиеся на открытом воздухе, должны быть закрыты от атмосферных осадков навесом или брезентом и защищены от механических повреждений.
Электросварочные работы во время дождя, грозы или снегопада должны прекращаться, если нет возможности устройства навесов.
11.21. При одновременной работе сварщиков на различных высотах по одной вертикали необходимо предусмотреть средства защиты сварщиков от падающих брызг металла и возможного падения огарков электродов и других предметов.
Без применения защитных средств запрещается одновременное производство сварочных работ в двух и более ярусах по одной вертикали.
11.22. Сварщики, работающие на высоте, должны быть снабжены пеналами или сумками для электродов и ящиками для огарков. Разбрасывать огарки запрещается.
11.23. Подключение агрегатов всех видов сварки к электрической сети напряжением свыше 500 В не разрешается.
При этом вторичное напряжение холостого хода трансформатора не должно превышать 36 В.
11.24. Включение в сеть электросварочных агрегатов должно производиться посредством рубильников с предохранителями закрытого типа и соответствовать потребляемому току сварочной установки.
11.25. Металлические части электросварочных агрегатов, в нормальном положении не находящиеся под напряжением, а также обратные провода и свариваемые изделия должны быть заземлены до включения агрегата в сеть и оставаться заземленными до отключения агрегата от сети.
11.26. При заземлении корпусов электросварочных агрегатов или изделий необходимо сначала присоединить заземляющий провод к земле, а затем — к болтовому зажиму корпуса агрегата или свариваемому изделию.
Отключая заземление, необходимо сначала отсоединить провод от корпуса электросварочного агрегата или свариваемого изделия, а затем от земли.
11.27. Незаземленный корпус агрегата считается под напряжением и прикосновение к нему опасно.
11.28. Запрещается перемещать электросварочные агрегаты на другое место, не отключив их предварительно от питающей электросети.
11.29. Ежедневно перед началом работы необходимо осмотреть провода сварочной цепи и исправить их изоляцию в местах повреждений, а также принять меры к сохранению их изоляции при каждом перемещении сварочных проводов.
11.30. В передвижных сварочных установках обратный провод должен быть изолированным.
11.31. При контактной (точечной, стыковой) электросварке до начала сварочных работ необходимо при выключенном напряжении проверить исправность и надежность заземления педальных пусковых контактов машин и наличие сверху педали прочного ограждения.
11.32. Контактные машины для сварки с оплавлением должны быть снабжены защитным прозрачным щитком, предохраняющим от искр и позволяющим вести наблюдение за процессом сварки.
11.33. Ширина прохода между двумя машинами контактной сварки, а также между машиной и стеной или другим производственным оборудованием должна быть не менее 1 м.
11.34. Электропроводка к передвижным или подвесным машинам контактной сварки должна выполняться изолированными гибкими проводами в защитном шланге.
11.35. Зачистку электродов на точечных и роликовых электросварочных машинах и переключение ступеней напряжения разрешается проводить только при выключенном сетевом рубильнике.
11.36. Точечные и роликовые электросварочные машины напротив электродов со стороны обслуживания должны быть оборудованы откидывающимися прозрачными экранами из оргстекла.
11.37. Подавать арматурные стержни под сварку на контактные машины надо в брезентовых рукавицах.
Включать и выключать рубильник следует в диэлектрических перчатках, а под ногами должен находиться диэлектрический коврик.
11.38. При автоматической и полуавтоматической электросварке под флюсом не допускается применение влажного и загрязненного флюса, в особенности, если он загрязнен маслами, жирами и смолами.
11.39. В закрытых помещениях следует пользоваться флюсами с минимальным содержанием в них плавикового шпата или других компонентов, которые при сгорании выделяют вредные вещества.
11.40. Очищать швы под флюсом при автоматической и полуавтоматической сварке следует при помощи пневматических приспособлений или металлических щитков и скребков с удобной ручкой.
11.41. Уборку флюса следует производить флюсоотсосами или совками и стальными щетками.
11.42. При обслуживании автоматов для электрошлаковой сварки необходимо иметь очки в чешуйчатой оправе с синими светофильтрами, способными задержать инфракрасные лучи.
11.43. При ручной дуговой электросварке до начала работы необходимо проверить правильность присоединения к питающей электросети сварочного трансформатора.
11.44. Провода к сварочному агрегату должны иметь защиту от механических повреждений.
11.45. Длина проводов между питающей сетью и передвижными сварочными агрегатами для ручной дуговой сварки не должна превышать 15 м. При прокладке проводов и при каждом их перемещении следует принимать меры против механических повреждений.
Запрещается применение электросварочных проводов с поврежденной оплеткой и изоляцией.
При повреждении оплетки проводов последние должны заключаться в резиновый шланг.
11.46. Напряжение на зажимах трансформаторов переменного тока, применяемых для сварки, в момент зажигания дуги не должно превышать 70 В.
11.47. Все электрооборудование стационарных и передвижных сварочных установок должно быть защищено от случайного прикосновения.
11.48. При однопостовой сварке следует предусматривать индивидуальные щитки, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику наличие или отсутствие напряжения в сварочной цепи.
11.49. Для указания величины тока в сварочной цепи следует установить амперметр или шкалу на регуляторе тока.
11.50. Перед началом сварки необходимо проверить исправность изоляции сварочных проводов и электрододержателей, а также плотность соединений всех контактов.
11.51. Электрододержатель должен прочно удерживать электрод и допускать его быструю замену.
Рукоятка электрододержателя должна быть изготовлена из диэлектрического и теплоизолирующего материала.
11.52. Электроды необходимо заменять только в брезентовых рукавицах.
11.53. Перед зажиганием дуги нужно закрыть лицо щитком, чтобы избежать вредных действий лучей дуги на зрение.
11.54. При перерывах в работе необходимо отключить электросварочные установки от сети рубильником.
11.55. Горизонтальное и вертикальное перемещение арматурных конструкций следует выполнять, как правило, механизированным способом при помощи кранов и других машин, а при незначительных объемах — средствами малой механизации.
11.56. Механизированный способ является обязательным при работе с грузами массой более 60 кг, а также при подъеме грузов на высоту более 3 м.
11.57. При подъеме и перемещении кранами арматурных каркасов, сеток, а также каркасов, смонтированных вместе с опалубкой в комплексные блоки, должны выполняться следующие требования:
грузозахватные приспособления (канаты, стропы, траверсы и др.) должны быть предварительно проверены на контрольную нагрузку;
во избежание выпадания стропы из крана во время подъема или опускания арматуры каждый крюк должен быть снабжен предохранительной скобой;
длинномерные грузы, например пучки арматурных стержней, следует поднимать в горизонтальном положении не менее чем двумя самозатягивающимися петлевыми стропами, плотно облегающими поднимаемый груз;
перед подъемом грузовой канат крана должен находиться в вертикальном положении под центром тяжести груза.
Запрещается подтаскивать груз при косом натяжении каната. При отсутствии данных о положении центра тяжести поднимаемого груза его следует установить путем пробных подвешиваний;
элементы опалубки, арматурные сетки и отдельные стержни арматурных изделий и арматурно-опалубочных блоков должны быть до подъема скреплены между собой;
при подъеме арматурных каркасов, сеток, арматурно-опалубочных блоков необходимо пользоваться оттяжками из прочного пенькового каната или тонкого стального троса.
11.58. Переносить поднимаемую арматуру над людьми, а также находиться людям в зоне работы крана при повороте стрелы запрещается.
11.59. Снимать стропы с поднятых и установленных арматурных каркасов и блоков можно лишь после их надежного закрепления.
Оставлять на весу устанавливаемую арматуру запрещается.
При сборке и установке арматуры на строительстве
11.60. Установку арматуры при изготовлении железобетонных конструкций высотой более 3 м следует производить с применением лесов и подмостей.
Леса и подмости, как правило, должны быть инвентарными и изготовленными по типовым проектам.
11.61. Работать с непроверенных лесов и подмостей, а также с настилов, уложенных на случайные неустойчивые опоры, запрещается.
11.62. Во избежание перегрузки лесов и подмостей не допускается хранение на них запасов арматуры.
11.63. При установке арматуры с использованием деревянных приставных лестниц ступени (перекладины) должны быть врезаны в тетивы и надежно закреплены стяжными болтами не реже чем через 2 м. Нижние концы лестниц должны иметь упоры в виде шипов или других тормозных устройств.
Запрещается пользоваться лестницами, скрепленными гвоздями без врезки перекладин в тетивы.
Длина лестниц во всех случаях не должна превышать 5 м.
Металлические лестницы для монтажных работ высотой более 5 м следует ограждать металлическими дугами и надежно прикреплять к конструкциям.
11.64. Для уменьшения возможных несчастных случаев следует проводить установку арматуры укрупненными элементами с учетом грузоподъемности установленных на строительстве кранов. Укрупнение арматурных элементов может производиться в арматурных цехах или непосредственно на строительстве с применением необходимых кондукторов.
11.65. При сборке арматуры фундаментов, тоннелей и других железобетонных конструкций заглубленного типа непосредственно у места установки необходимо арматурные стержни подавать в котлован при помощи специальной траверсы или спускать их по приспособленным для этой цели лоткам.
Спуск рабочих в котлован допускается по стремянкам или приставным лестницам в зависимости от размеров котлована и условий работы.
11.66. Для установки арматуры колонн, стен и других вертикальных конструкций через каждые 2 м по высоте следует устраивать подмости с настилом шириной не менее 1 м и ограждением высотой не менее 0,8 м.
Арматуру колонн, устанавливаемую готовыми каркасами без опалубки, на время вывешивания верха каркаса и надежного соединения его с арматурой фундамента следует раскрепить инвентарными трубчатыми подпорками.
Запрещается находиться на каркасе до его окончательной установки и раскрепления.
11.67. Во время вязки или сварки вертикально установленных каркасов стоять на ранее установленных стержнях или хомутах запрещается.
11.68. Установку арматуры в отдельные прогоны и балки при отсутствии плиты перекрытия производят сбоку короба со сплошного настила, имеющего перила.
После армирования со стороны рабочего места устанавливают боковой щит короба.
11.69. Находиться на арматурно-опалубочных блоках до полной их установки и закрепления запрещается.
11.70. Ходить по заармированному перекрытию разрешается только по ходам шириной 0,3 — 0,4 м, установленным на козелках.
11.71. При установке арматуры вблизи электрических проводов, находящихся под напряжением, следует принимать меры, исключающие прикосновение арматуры к проводам.
11.72. Установленную арматуру следует обязательно закреплять, оставлять ее без закрепления не разрешается.
11.73. Арматурщик (верхолаз) при работе на высоте обязан пользоваться испытанным предохранительным поясом. Предохранительный пояс через каждые 6 месяцев должен подвергаться повторным испытаниям.
При механическом натяжении арматуры
11.74. Перед началом работы следует осмотреть натяжную установку (гидродомкрат, насосную станцию), проверить плотность соединения маслопроводов, наличие масла в баке, убедиться в исправности всех контрольно-измерительных приборов и предохранительных приспособлений.
11.75. Всю систему насосной установки, а также рукава или трубки, соединяющие установку с гидродомкратами, не реже одного раза в месяц следует опрессовывать давлением, на 25% превышающим расчетное с выдержкой в течение 1 ч.
Также следует не реже одного раза в месяц проверять правильность показаний манометра.
11.76. Запрещается работать на натяжной установке:
при давлении масла свыше 400 кгс/см2;
при неисправных приборах и маслопроводах;
при температуре масла выше 50 °C;
без ограждения гидродомкрата со стороны торца во избежание несчастных случаев при обрыве арматуры.
11.77. Запрещается производить различные регулировочные работы при наличии давления в системе и оставлять гидродомкрат под давлением в нерабочее время.
11.78. Каждое рабочее место у натяжной установки должно быть обеспечено графиком зависимости потребного давления гидросистемы от необходимого усилия натяжения арматуры (нагрузочная диаграмма).
При переходе от одного диаметра стержня (проволоки, пряди) на другой необходимо ввести дополнения в график и сообщить рабочему требуемую величину усилия натяжения.
Арматура должна иметь сертификат — документ, удостоверяющий качество арматурной стали. Несоблюдение этого может привести к выбору неправильных режимов работы, поломке гидродомкрата и к несчастным случаям.
11.79. При обрыве отдельных проволок или стержней арматурного пакета или обнаружении неисправности следует немедленно снять давление в системе натяжной установки.
11.80. При механическом натяжении арматуры на упоры стендов форм до начала работ упорные устройства, захваты, натяжные тяги, траверсы, силовые поддоны должны подвергаться статическим испытаниям на нагрузку, превышающую проектную на 25%. Таким же испытаниям должно подвергаться указанное оборудование после ремонта и не реже одного раза в три месяца при нормальной эксплуатации.
11.81. В торцах стендов или силовых форм следует устанавливать защитные ограждения (сетки) высотой не менее 1,8 м.
11.82. Рабочее место машиниста натяжной установки должно быть ограждено сеткой.
11.83. Во время натяжения арматуры запрещается:
выполнять какие-либо другие работы на стенде или в зоне натяжения арматуры на силовые формы;
находиться в торце стенда или форм в створе с тяговыми или натяжными установками.
11.84. Натяжение арматуры следует производить в два этапа:
первый этап — натяжение арматуры на величину до 50% контролируемого усилия, при этом устанавливают сварную арматуру каркасов, закладные детали и закрывают борта форм;
второй этап — величину контролируемого натяжения доводят до проектной.
11.85. Во время натяжения арматуры у стендов, силовых форм следует зажигать световую сигнализацию — красную лампочку, предупреждающую о начале и конце работы по натяжению арматуры.
11.86. При натяжении арматуры на бетон конструкций рабочие, выполняющие этот процесс, должны находиться сбоку от гидродомкрата.
11.87. Сзади гидродомкрата на расстоянии 1,5 — 2 м следует установить щит с целью предотвращения случайного травматизма работающих в цехе или на полигоне людей клиньями и штоками домкратов, выскакивание которых возможно при обрыве арматуры, и др.
11.88. Не допускаются нахождение и проход людей в зонах, расположенных по торцам изготовляемой конструкции.
При электротермическом напряжении арматуры
11.89. Формы (поддоны) и стенды должны быть снабжены комплектом стационарных или съемных инвентарных козырьков, закрывающих упоры и предохраняющих рабочих от травм в случае обрыва арматуры или временных концевых анкеров.
11.90. Установки для электронагрева арматуры должны иметь красную сигнальную лампу, предупреждающую рабочих о включении электрического тока.
11.91. На рабочих местах, где находится персонал, обслуживающий установку для электронагрева, должны быть уложены резиновые коврики.
11.92. При работе на установках для электронагрева арматуры рабочие должны соблюдать следующие правила:
работы производить только на исправном оборудовании;
не работать без резиновой обуви;
нагретую арматуру брать за холодные концы; при захвате за горячие места пользоваться крюками;
выемку арматуры из контактов и укладку в упоры форм, поддонов и инвентарных стендов производить после выключения тока.
11.93. Установки для электротермической высадки анкерных головок и электронагрева стержней, а также ограждения машин для электротермомеханического натяжения арматуры должны быть надежно заземлены.
11.94. Электросиловое оборудование и приборы, комплектующие установку для электронагрева, должны быть вмонтированы в металлический шкаф.
При перерывах в работе установки для электронагрева арматуры следует отключить от сети электропитания.
При отпуске натяжения и обрезке концов арматуры
11.95. Отпуск натяжения арматуры разрешается производить только после того, как ОТК даст разрешение.
11.96. Во время отпуска натяжения арматуры все другие работы на стенде (форме) должны быть прекращены.
11.97. Перед передачей усилия предварительного напряжения на бетон следует освободить конструкцию от опалубки и креплений, препятствующих свободным деформациям бетона при обжатии.
Отпуск натяжения надо производить плавно.
11.98. В случае невозможности плавного отпуска следует при обрезке концов арматуры предварительно разогревать их керосинорезами, газорезками или др.
11.99. При обрезке концов арматуры рабочие должны находиться сбоку от натянутой арматуры и быть снабжены защитными очками.
Приложение 1
ОСНОВНЫЕ ВИДЫ АРМАТУРНЫХ СТАЛЕЙ И ИХ МЕХАНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ (СТЕРЖНЕВАЯ АРМАТУРА)
|
Арматурная сталь |
Диаметр, мм |
ГОСТ |
Условный предел текучести |
Временное сопротивление разрыву |
Относительное удлинение после разрыва |
Нормативное сопротивление, кгс/см2 |
Угол загиба в холодном состояния (C — диаметр оправки) |
||
|
вид |
класс |
марка |
|||||||
|
не менее |
|||||||||
|
Для ненапрягаемой арматуры |
|||||||||
|
Стержневая горячекатаная круглая гладкая |
А-I |
Ст3пс3, |
|||||||
|
Ст3сп3, |
|||||||||
|
Ст3кп3, |
5781-75 |
||||||||
|
ВСт3сп2 |
6 — 40 |
380-71 |
2 400 |
3 800 |
25 |
2 400 |
180°, C = 0,5d |
||
|
То же, периодического профиля |
А-II |
ВСт5сп2, |
5781-75 |
||||||
|
ВСт5пс2 |
10 — 40 |
380-71 |
3 000 |
5 000 |
19 |
3 000 |
180°, C = 3d |
||
|
Ас-II |
10ГТ |
10 — 32 |
5781-75 |
||||||
|
ЧМТУ 1-89-71 |
3 000 |
4 500 |
25 |
3 000 |
— |
||||
|
А-II |
18Г2С |
40 — 80 |
5781-75 |
||||||
|
10 — 40 |
5058-65 |
3 000 |
5 000 |
19 |
3 000 |
— |
|||
|
25Г2С |
6 — 40 |
5781-75 |
|||||||
|
А-III |
35ГС |
6 — 40 |
5781-75; 5.1459-72 |
||||||
|
18Г2С |
6 — 9 |
5058-65 |
4 000 |
6 000 |
14 |
4 000 |
90°, C = 3d |
||
|
Для напрягаемой арматуры |
|||||||||
|
А-IV |
20ХГ2Ц |
10 — 22 |
5781-75 |
6 000 |
9 000 |
6 |
6 000 |
45°, C = 5d |
|
|
80С |
10 — 18 |
5058-65 |
8 000 |
10 500 |
|||||
|
А-V |
23Х2Г2Т |
10 — 32 |
5781-75 |
7 |
8 000 |
45°, C = 5d |
|||
|
ЧМТУ 1-177-67 |
|||||||||
|
Стержневая термически упрочненная периодического профиля |
Ат-IV |
10 — 40 |
10884-71 |
6 000 |
9 000 |
7; 8 |
6 000 |
45°, C = 5d |
|
|
Ат-V |
10 — 40 |
8 000 |
10 000 |
6; 7 |
8 000 |
||||
|
Ат-VI |
10 — 32 |
10 000 |
12 000 |
5; 6 |
10 000 |
||||
|
Ат-VII |
10 — 32 |
12 000 |
14 000 |
5 |
12 000 |
||||
|
Стержневая периодического профиля упрочненная вытяжкой: |
|||||||||
|
с контролем напряжений и удлинений |
А-IIв |
10 — 40 |
5781-75; 380-71 |
4 500 |
5 000 |
8 |
4 500 |
90°, C = 3d |
|
|
с контролем только удлинений |
10 — 40 |
— |
4 500 |
5 000 |
8 |
4 500 |
90°, C = 3d |
||
|
с контролем напряжений и удлинений |
А-IIIв |
6 — 40 |
5781-75; 5058-65 |
5 500 |
6 000 |
6 |
5 500 |
90°, C = 3d |
|
|
с контролем только удлинений |
— |
6 — 40 |
— |
5 500 |
6 000 |
6 |
5 500 |
90°, C = 3d |
Примечания: 1. Если в проектах для горячекатаной арматуры классов А-I, А-II, А-III указан только ГОСТ 5781-75, то по условиям эксплуатация конструкций марки сталей не ограничиваются.
2. Сталь класса А-IIв упрочняется вытяжкой до напряжений 4500 кгс/см2 при удлинении не более 5,5% (с контролем напряжений и удлинений) и без контроля напряжений при удлинении не более 5,5%.
3. Сталь класса А-IIIв упрочняется вытяжкой до напряжений 5500 кгс/см2 при удлинении не более 3,5% марки 25Г2С и не более 4,5% марки 35ГС (с контролем напряжений и удлинений) и без контроля напряжений упрочняется не более 3,5% марки 25Г2С и не более 4,5% марки 35ГС.
Приложение 2
ОСНОВНЫЕ ВИДЫ АРМАТУРНЫХ СТАЛЕЙ И ИХ МЕХАНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ (ПРОВОЛОЧНАЯ АРМАТУРА)
|
Вид арматурной стали |
Класс |
ГОСТ на сталь |
Диаметр, мм |
Условный предел текучести |
Временное сопротивление разрыву (нормативное сопротивление, кгс/см2) |
Относительное удлинение после разрыва |
Число перегибов на 180° |
|
не менее |
|||||||
|
Для ненапрягаемой арматуры |
|||||||
|
Обыкновенная арматурная проволока гладкая |
В-I |
6727-53 |
3 — 5 |
— |
5 500 |
— |
4 |
|
То же, периодического профиля |
Вр-I |
ТУ 14-4-659-75 |
3 — 4 |
— |
5 500 |
2,5 |
4 |
|
5 |
— |
5 250 |
3 |
4 |
|||
|
Для напрягаемой арматуры |
|||||||
|
Высокопрочная арматурная проволока гладкая |
В-II |
7348-63 |
3 |
15 200 |
19 000 |
4 |
9 |
|
4 |
14 400 |
18 000 |
4 |
7 |
|||
|
5 |
13 600 |
17 000 |
4 |
5 |
|||
|
6 |
12 800 |
16 000 |
5 |
<*> |
|||
|
7 |
12 000 |
15 000 |
6 |
<*> |
|||
|
8 |
11 200 |
14 000 |
6 |
<*> |
|||
|
То же, периодического профиля |
Вр-II |
8480-63 |
3 |
14 400 |
18 000 |
4 |
4 |
|
4 |
13 600 |
17 000 |
4 |
3 |
|||
|
5 |
12 800 |
16 000 |
4 |
3 |
|||
|
6 |
12 000 |
15 000 |
5 |
<*> |
|||
|
7 |
11 200 |
14 000 |
6 |
<*> |
|||
|
8 |
10 400 |
13 000 |
6 |
<*> |
———————————
<*> Проволока должна выдержать пробу на загиб в холодном состоянии на 180° вокруг оправки диаметром, равным пяти диаметрам испытываемой проволоки.
Приложение 3
ОСНОВНЫЕ ВИДЫ АРМАТУРНЫХ СТАЛЕЙ И ИХ МЕХАНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ (АРМАТУРНЫЕ КАНАТЫ)
|
Вид арматурной стали |
Класс |
ГОСТ на сталь |
Номинальный диаметр <*>, мм |
Условный предел текучести |
Временное сопротивление разрыву (нормативное сопротивление), кгс/см2 |
Относительное удлинение при разрыве |
|
не менее |
||||||
|
Семипроволочные арматурные канаты (пряди) |
К-7 |
13840-68 |
4,5 |
15 200 |
19 000 |
3 |
|
6 |
14 800 |
18 500 |
3 |
|||
|
7,5 |
14 400 |
18 000 |
4 |
|||
|
9 |
14 000 |
17 500 |
4 |
|||
|
12 |
13 600 |
17 000 |
4 |
|||
|
15 |
13 200 |
16 500 |
4 |
|||
|
Девятнадцатипроволочные арматурные канаты |
К-19 |
ТУ 14-4-22-71 |
14 |
14 500 |
18 200 |
4 |
|
Двухпрядные арматурные канаты |
К2×7 |
ТУ 14473-9-72 |
25 |
13 600 |
17 000 |
4 |
|
К2×19 |
То же |
18 |
13 600 |
17 000 |
4 |
|
|
22 |
14 400 |
18 000 |
4 |
|||
|
24 |
14 400 |
18 000 |
4 |
|||
|
28 |
14 400 |
18 000 |
4 |
|||
|
Трехпрядные арматурные, канаты |
К3×7 |
ВТУ 2-350-67 |
10 |
14 400 |
18 000 |
4 |
|
13 |
13 600 |
17 000 |
4 |
|||
|
16,5 |
12 800 |
16 000 |
4 |
|||
|
20 |
12 800 |
16 000 |
4 |
|||
|
То же |
К3×19 |
То же |
16,5 |
13 600 |
17 000 |
4 |
|
22 |
12 800 |
16 000 |
4 |
———————————
<*> Номинальный диаметр арматурных канатов соответствует диаметру их описанных окружностей.
Приложение 4
СОРТАМЕНТ АРМАТУРНЫХ СТАЛЕЙ
А. Сортамент стержневой арматуры
|
Номинальный диаметр, мм |
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 м, кг |
Номинальный диаметр, мм |
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 м, кг |
|
6 |
0,283 |
0,222 |
|||
|
7 |
0,385 |
0,302 |
28 |
6,16 |
4,83 |
|
8 |
0,503 |
0,395 |
32 |
8,04 |
6,31 |
|
9 |
0,636 |
0,499 |
36 |
10,18 |
7,99 |
|
10 |
0,785 |
0,617 |
40 |
12,57 |
9,87 |
|
12 |
1,131 |
0,888 |
45 |
15,90 |
12,48 |
|
14 |
1,54 |
1,21 |
50 |
19,63 |
15,41 |
|
16 |
2,01 |
1,58 |
55 |
23,76 |
18,65 |
|
18 |
2,64 |
2 |
60 |
28,27 |
22,19 |
|
20 |
3,14 |
2,47 |
70 |
38,48 |
30,21 |
|
22 |
3,80 |
2,98 |
80 |
50,27 |
39,46 |
|
25 |
4,91 |
3,85 |
90 |
63,62 |
49,94 |
Б. Сортамент арматурной проволоки
|
Номинальный диаметр, мм |
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 м, кг, классов |
Номинальный диаметр, мм |
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 м, классов В-I, В-II, Вр-II |
|
|
В-I, В-II, Вр-II |
Вр-I |
|||||
|
3 |
0,071 |
0,055 |
0,051 |
6 |
0,283 |
0,222 |
|
4 |
0,126 |
0,099 |
0,090 |
7 |
0,385 |
0,302 |
|
5 |
0,196 |
0,154 |
0,139 |
8 |
0,503 |
0,395 |
В. Сортамент витой проволочной арматуры
(арматурных канатов)
|
Класс |
Номинальный диаметр, мм |
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 м, кг |
Класс |
Номинальный диаметр, мм |
Расчетная площадь поперечного сечения, см2 |
Теоретическая масса 1 м, кг |
|
К-7 |
4,5 |
0,127 |
0,100 |
||||
|
6 |
0,227 |
0,178 |
К2×19 |
22 |
— |
— |
|
|
7,5 |
0,354 |
0,279 |
24 |
— |
— |
||
|
9 |
0,510 |
0,402 |
28 |
— |
— |
||
|
12 |
0,906 |
0,714 |
К3×7 |
10 |
0,381 |
0,299 |
|
|
15 |
1,416 |
0,116 |
К3×7 |
13 |
0,678 |
0,583 |
|
|
К-19 |
14 |
1,287 |
1,020 |
К3×7 |
16,5 |
1,062 |
0,825 |
|
К2×7 |
18 |
1,019 |
0,801 |
К3×7 |
20 |
1,527 |
1,209 |
|
25 |
1,812 |
1,428 |
К3×19 |
16,5 |
1,031 |
0,795 |
|
|
К3×19 |
22 |
1,809 |
1,419 |
Примечание. Номинальный диаметр арматуры (номер сечения) соответствует для:
горячекатаной и термически упрочненной арматурной стали периодического профиля — номинальному диаметру равновеликих по площади поперечного сечения круглых гладких стержней;
обыкновенной высокопрочной арматурной проволоки периодического профиля — номинальному диаметру проволоки до придания ей периодического профиля.
Приложение 5
СООТНОШЕНИЯ МЕЖДУ ДИАМЕТРАМИ СВАРИВАЕМЫХ СТЕРЖНЕЙ
И МИНИМАЛЬНЫЕ РАССТОЯНИЯ МЕЖДУ СТЕРЖНЯМИ
В СВАРНЫХ СЕТКАХ И КАРКАСАХ, ИЗГОТОВЛЯЕМЫХ
С ПОМОЩЬЮ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
(см. рисунок)
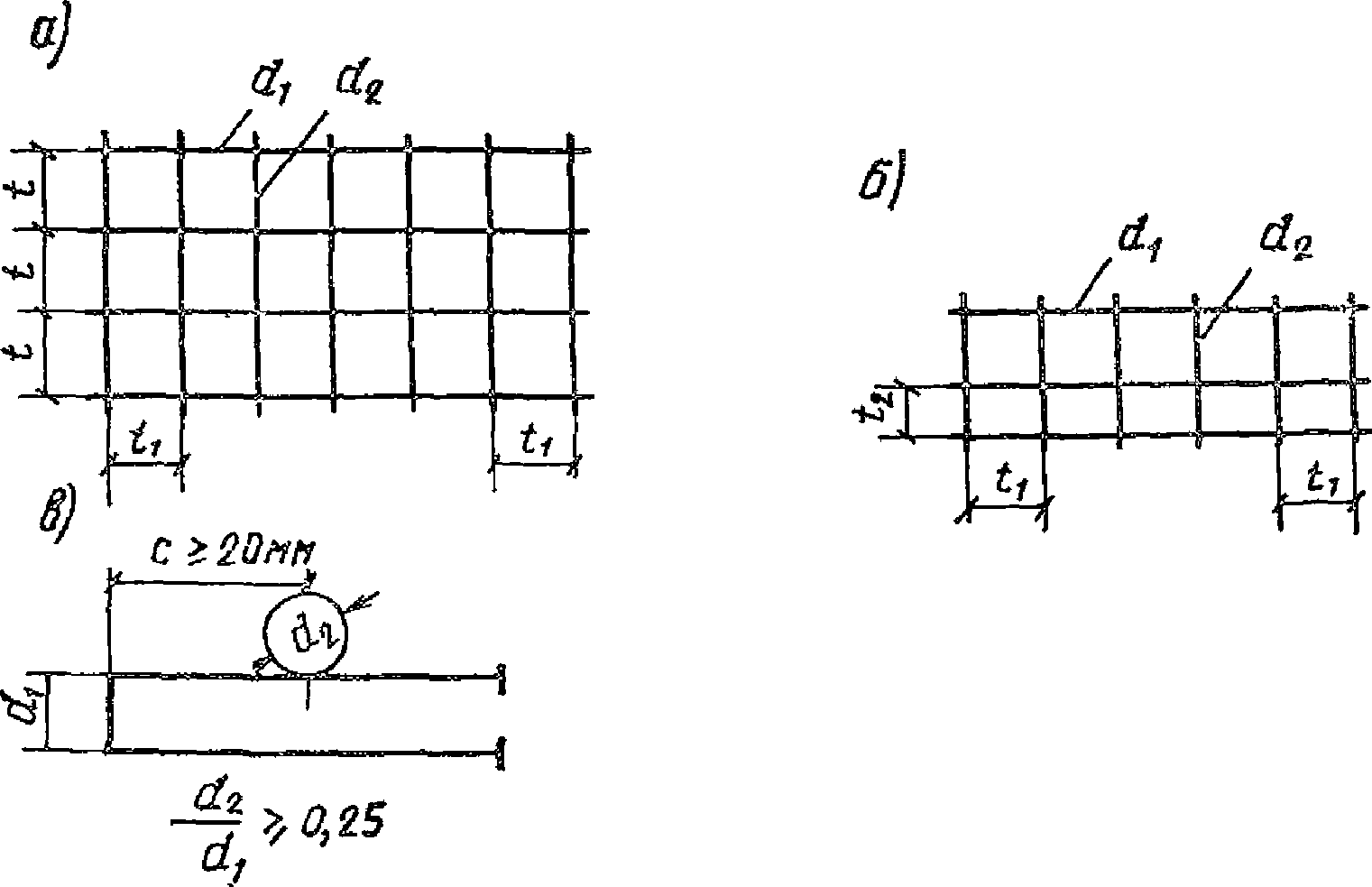
Рекомендуемые соотношения шагов и диаметров стержней
в сетках и каркасах, изготовляемых точечной сваркой
а — общий вид сетки; б — общий вид каркаса;
в — расположение крайнего поперечного стержня
относительно торца продольного стержня
|
Диаметры стержней одного направления d1, мм |
3 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
|
Наименьшие допустимые диаметры стержней другого направления d2, мм |
3 |
3 |
3 |
3 |
3 |
3 |
4 |
4 |
4 |
|
Наименьшие допустимые расстояния между осями стержней одного направления t и t1, мм |
50 |
50 |
50 |
50 |
75 |
75 |
75 |
75 |
75 |
|
Наименьшие допустимые расстояния между осями продольных стержней t2 при двухрядном их расположении в каркасе, мм |
— |
— |
— |
30 |
30 |
30 |
40 |
40 |
40 |
|
Диаметры стержней одного направления d1, мм |
18 |
20 |
22 |
25 |
28 |
32 |
36 |
40 |
|
|
Наименьшие допустимые диаметры стержней другого направления d2, мм |
5 |
5 |
6 |
8 |
8 |
8 |
10 |
10 |
|
|
Наименьшие допустимые расстояния между осями стержней одного направления t и t1, мм |
100 |
100 |
100 |
150 |
150 |
150 |
200 |
200 |
|
|
Наименьшие допустимые расстояния между осями продольных стержней t2 при двухрядном их расположении в каркасе, мм |
40 |
50 |
50 |
50 |
60 |
70 |
80 |
Приложение 6
СОРТАМЕНТ ТОВАРНЫХ СВАРНЫХ СЕТОК
ПО ГОСТ 8478—66 (СМ. РИСУНОК)
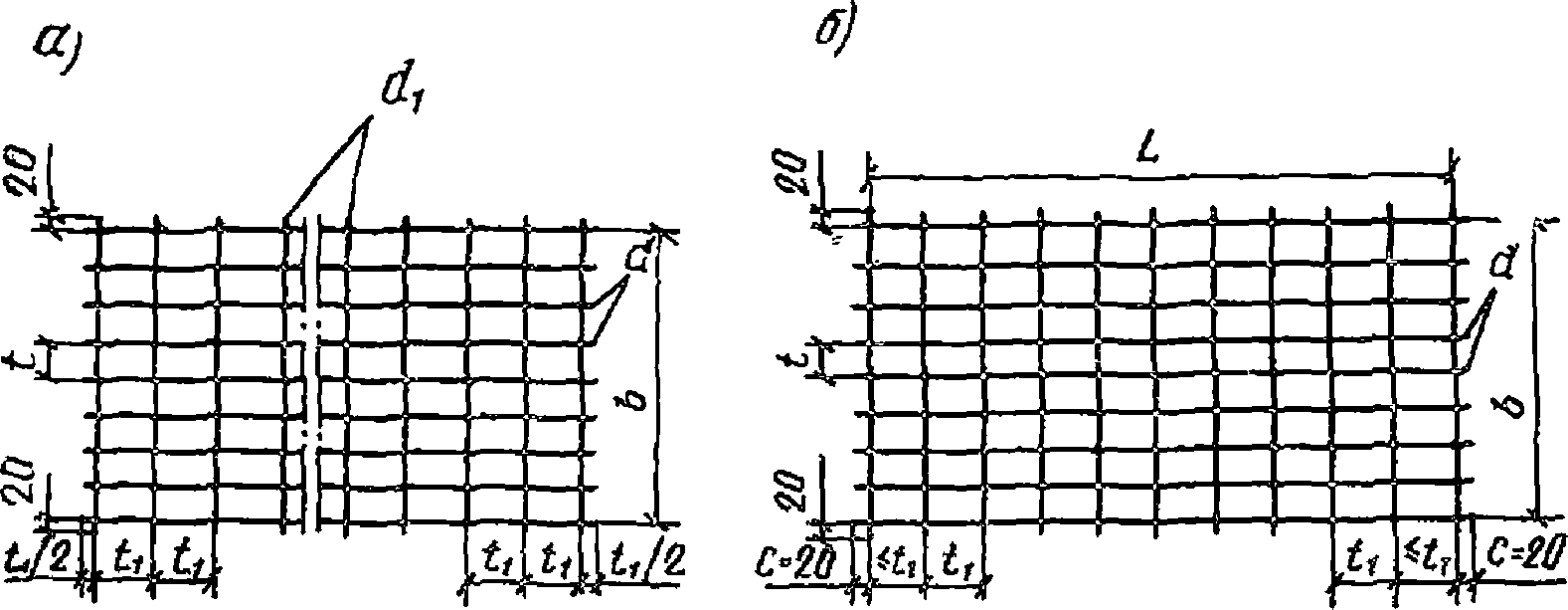
Конструкции товарных сварных сеток по ГОСТ 8478-66
|
Марка сетки |
Расстояние по осям между стержнями, мм |
Диаметры стержней, мм |
Ширина сетки B по осям крайних стержней, мм |
||
|
продольными t |
поперечными t1 |
продольных d |
поперечных d1 |
||
|
200/250/3/3 |
200 |
250 |
3 |
3 |
900 (1100) |
|
150/250/3/3 |
150 |
250 |
3 |
3 |
1400 (1500) |
|
200/250/4/3 |
200 |
250 |
4 |
3 |
1700 (2300) |
|
150/250/4/3 |
150 |
250 |
4 |
3 |
2500 (2700) |
|
200/250/5/3 |
200 |
250 |
5 |
4 |
2900 |
|
150/250/6/4 |
150 |
250 |
6 |
4 |
900 (1100) |
|
100/250/6/4 |
100 |
250 |
6 |
4 |
1500 (2300) |
|
150/250/9/5 |
150 |
250 |
9 |
5 |
2500 (2700) |
|
100/250/9/5 |
100 |
250 |
9 |
5 |
2900 |
|
250/200/3/4 |
250 |
200 |
3 |
4 |
900 (1100) |
|
250/150/3/4 |
250 |
150 |
3 |
4 |
1300 (1700) |
|
250/150/4/5 |
250 |
150 |
4 |
5 |
2300 (2900) |
|
250/200/4/8 |
250 |
200 |
4 |
8 |
3500 |
|
250/150/5/9 |
250 |
150 |
5 |
9 |
— |
|
200/200/3/3 |
200 |
200 |
3 |
3 |
— |
|
150/150/3/3 |
150 |
150 |
3 |
3 |
1100 (1300) |
|
100/100/3/3 |
100 |
100 |
3 |
3 |
— |
|
200/200/5/5 |
200 |
200 |
5 |
5 |
— |
|
100/100/5/5 |
100 |
100 |
5 |
5 |
— |
|
150/150/7/7 |
150 |
150 |
7 |
7 |
— |
|
100/100/7/7 |
100 |
100 |
7 |
7 |
— |
|
200/200/8/8 |
200 |
200 |
8 |
8 |
— |
|
150/150/9/9 |
150 |
150 |
9 |
9 |
— |
|
100/100/8/8 |
100 |
100 |
8 |
8 |
— |
|
100/100/9/9 |
100 |
100 |
9 |
9 |
— |
Примечания: 1. Для изготовления сварных сеток применяется обыкновенная арматурная проволока диаметром 3 — 7 мм и сталь класса А-III, диаметром 6 — 9 мм. Допускается применение стали класса А-I.
2. Сварные сетки при поставке подразделяются на рулонные и плоские. Для плоских сеток ширина B не должна превышать 2500 мм, а длина L — 9000 мм; допускается по соглашению сторон увеличение длины до 12 000 мм. Диаметры продольных стержней в рулонных сетках не должны превышать 7 мм (6 мм — для сеток из стали класса А-III).
Приложение 7
ГАБАРИТЫ И НОМЕНКЛАТУРА
УНИФИЦИРОВАННЫХ СЕТОК ПО СОКРАЩЕННОМУ СОРТАМЕНТУ
СЕРИИ 1.410—2
Таблица 1
Габариты, мм
|
Длина |
Ширина B (по осям крайних стержней) |
|||||
|
800 |
1000 |
1400 |
1600 |
2000 |
3000 |
|
|
1450 |
+ |
+ |
+ |
— |
— |
— |
|
1750 |
+ |
+ |
+ |
— |
— |
— |
|
2050 |
+ |
+ |
+ |
+ |
+ |
— |
|
2350 |
+ |
+ |
+ |
+ |
+ |
— |
|
2650 |
+ |
+ |
+ |
+ |
+ |
— |
|
2950 |
+ |
+ |
+ |
+ |
+ |
+ |
|
3250 |
+ |
+ |
+ |
+ |
+ |
+ |
|
3550 |
+ |
+ |
+ |
+ |
+ |
+ |
|
3850 |
+ |
+ |
+ |
+ |
+ |
+ |
|
4150 |
+ |
+ |
+ |
+ |
+ |
+ |
|
4450 |
+ |
+ |
+ |
+ |
+ |
+ |
|
4760 |
+ |
+ |
+ |
+ |
+ |
+ |
|
5050 |
+ |
+ |
+ |
+ |
+ |
+ |
|
5350 |
+ |
+ |
+ |
+ |
+ |
+ |
|
5650 |
+ |
+ |
+ |
+ |
+ |
+ |
|
5950 |
+ |
+ |
+ |
+ |
+ |
+ |
|
6250 |
+ |
+ |
+ |
+ |
+ |
+ |
|
5550 |
+ |
+ |
+ |
+ |
+ |
+ |
|
6850 |
+ |
+ |
+ |
+ |
+ |
+ |
|
7150 |
+ |
+ |
+ |
+ |
+ |
+ |
Таблица 2
Номенклатура арматурных сеток шириной 800 мм
|
Эскиз сетки |
Маркировка сеток |
Длина L, мм |
C1, мм |
d + d1, мм |
|
|
С8-15 |
1450 |
125 |
|
|
С8-18 |
1750 |
275 |
||
|
С8-21 |
2050 |
125 |
||
|
С8-24 |
2350 |
275 |
||
|
С8-27 |
2630 |
125 |
10 + 6 |
|
|
С8-30 |
2950 |
275 |
12 + 8 |
|
|
С8-33 |
3250 |
125 |
14 + 8 |
|
|
С8-36 |
3550 |
275 |
16 + 10 |
|
|
С8-39 |
3850 |
125 |
18 + 10 |
|
|
С8-42 |
4150 |
275 |
20 + 12 |
|
|
С8-45 |
4450 |
125 |
22 + 12 |
|
|
С8-48 |
4750 |
275 |
25 + 12 |
|
|
С8-51 |
5050 |
125 |
||
|
С8-54 |
5350 |
275 |
||
|
С8-57 |
5650 |
125 |
||
|
С8-60 |
5950 |
275 |
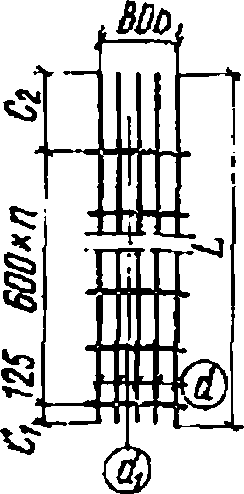
Таблица 3
Номенклатура арматурных сеток шириной 1000 мм
|
Эскиз сетки |
Маркировка сеток |
Длина L, мм |
C1, мм |
d + d1, мм |
|
|
С10-15 |
1450 |
125 |
|
|
С10-18 |
1750 |
275 |
||
|
С10-21 |
2050 |
125 |
||
|
С10-24 |
2350 |
275 |
||
|
С10-27 |
2650 |
125 |
10 + 6 |
|
|
С10-30 |
2950 |
275 |
12 + 8 |
|
|
С10-33 |
3250 |
125 |
14 + 18 |
|
|
С10-36 |
3550 |
275 |
16 + 10 |
|
|
С10-39 |
3850 |
125 |
18 + 10 |
|
|
С10-42 |
4150 |
275 |
20 + 12 |
|
|
С10-45 |
4450 |
125 |
22 + 12 |
|
|
С10-48 |
4750 |
275 |
25 + 12 |
|
|
С10-51 |
5050 |
125 |
||
|
С10-54 |
5350 |
275 |
||
|
С10-51 |
6550 |
125 |
||
|
С10-60 |
5950 |
275 |
||
|
С10-63 |
6250 |
125 |
||
|
С10-66 |
6550 |
275 |
||
|
С10-69 |
6850 |
125 |
||
|
С10-72 |
7150 |
275 |
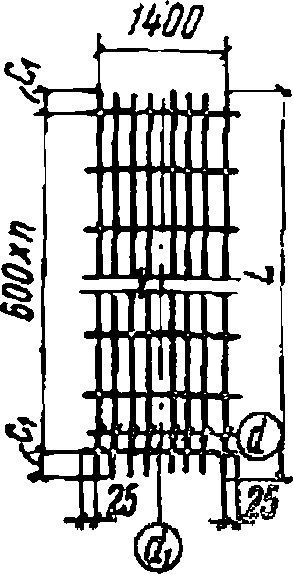
Таблица 4
Номенклатура арматурных сеток шириной 1400 мм
|
Эскиз сетки |
Маркировка сеток |
Длина L, мм |
C1, мм |
d + d1, мм |
|
|
С16-21 |
2050 |
125 |
|
|
С16-24 |
2350 |
275 |
||
|
С16-27 |
2650 |
125 |
||
|
С16-30 |
2950 |
275 |
||
|
С16-33 |
3250 |
125 |
10 + 6 |
|
|
С16-36 |
3550 |
275 |
12 + 8 |
|
|
С16-39 |
3850 |
125 |
14 + 8 |
|
|
С16-42 |
4150 |
275 |
16 + 10 |
|
|
С16-45 |
4450 |
125 |
18 + 10 |
|
|
С16-48 |
4750 |
275 |
20 + 12 |
|
|
С16-51 |
5050 |
125 |
22 + 12 |
|
|
С16-54 |
5350 |
275 |
25 + 12 |
|
|
С16-57 |
5650 |
125 |
||
|
С16-60 |
5950 |
275 |
||
|
С16-63 |
6250 |
125 |
||
|
С16-66 |
6550 |
275 |
||
|
С16-69 |
6850 |
125 |
||
|
С16-72 |
7150 |
275 |
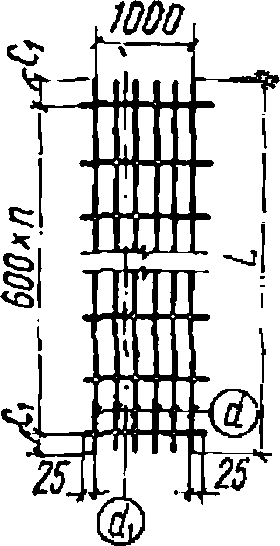
Таблица 5
Номенклатура арматурных сеток шириной 1600 мм
|
Эскиз сетки |
Маркировка сеток |
Длина L, мм |
C1, мм |
d + d1, мм |
|
|
С16-21 |
2050 |
125 |
|
|
С16-24 |
2350 |
275 |
||
|
С16-27 |
2650 |
125 |
||
|
С16-30 |
2950 |
275 |
||
|
С16-33 |
3250 |
125 |
||
|
С16-36 |
3550 |
275 |
10 + 6 |
|
|
С16-39 |
3850 |
125 |
12 + 8 |
|
|
С16-42 |
4150 |
275 |
14 + 8 |
|
|
С16-45 |
4450 |
125 |
16 + 10 |
|
|
С16-48 |
4750 |
275 |
18 + 10 |
|
|
С16-51 |
5050 |
125 |
20 + 12 |
|
|
С16-54 |
5350 |
275 |
22 + 12 |
|
|
С16-57 |
5650 |
125 |
25 + 12 |
|
|
С16-60 |
5950 |
275 |
||
|
С16-63 |
6250 |
125 |
||
|
С16-68 |
6550 |
275 |
||
|
С16-69 |
6850 |
125 |
||
|
С16-72 |
7150 |
275 |
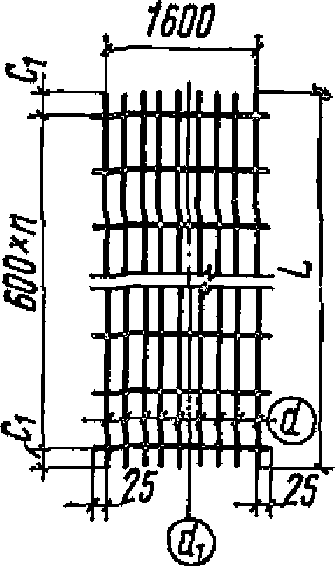
Таблица 6
Номенклатура арматурных сеток шириной 2000 мм
|
Эскиз сетки |
Маркировка |
Длина L, мм |
C1, мм |
d + d1, мм |
|
|
С20-21 |
2050 |
125 |
|
|
С20-24 |
2350 |
275 |
||
|
С20-27 |
2650 |
125 |
||
|
С20-30 |
2950 |
275 |
||
|
С20-33 |
3250 |
125 |
||
|
С20-36 |
3550 |
275 |
||
|
С20-39 |
3850 |
125 |
10 + 6 |
|
|
С20-42 |
4150 |
275 |
12 + 8 |
|
|
С20-45 |
4450 |
125 |
14 + 8 |
|
|
С20-48 |
4750 |
275 |
16 + 10 |
|
|
С20-51 |
5050 |
125 |
18 + 10 |
|
|
С20-54 |
5350 |
275 |
20 + 12 |
|
|
С20-57 |
5650 |
125 |
22 + 12 |
|
|
С20-60 |
5950 |
275 |
25 + 12 |
|
|
С20-63 |
6250 |
125 |
||
|
С20-66 |
6550 |
275 |
||
|
С20-69 |
6850 |
125 |
||
|
С20-72 |
7150 |
275 |
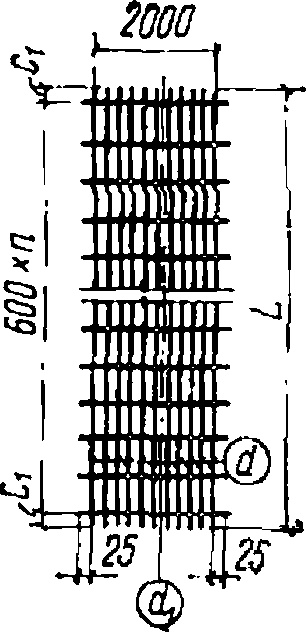
Таблица 7
Номенклатура арматурных сеток шириной 3000 мм
|
Эскиз сетки |
Маркировка сеток |
Длина L, мм |
C1, мм |
d + d1, мм |
|
|
С30-30 |
2950 |
275 |
|
|
С30-33 |
3250 |
125 |
||
|
С30-36 |
3550 |
275 |
||
|
С30-39 |
3850 |
125 |
||
|
С30-42 |
4150 |
275 |
||
|
С30-45 |
4450 |
125 |
10 + 6 |
|
|
С30-48 |
4750 |
275 |
12 + 8 |
|
|
С30-51 |
5050 |
125 |
14 + 8 |
|
|
С30-54 |
5350 |
275 |
16 + 10 |
|
|
С30-57 |
5650 |
125 |
18 + 10 |
|
|
С30-60 |
5950 |
275 |
20 + 12 |
|
|
С30-63 |
6250 |
125 |
22 + 12 |
|
|
С30-66 |
6550 |
275 |
25 + 12 |
|
|
С30-69 |
6850 |
125 |
||
|
С30-72 |
7150 |
275 |
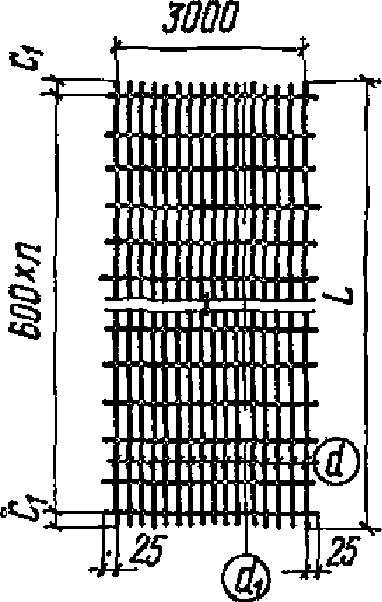
Приложение 8
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКОВ
ДЛЯ ПРАВКИ И РЕЗКИ АРМАТУРНОЙ СТАЛИ
|
Показатели |
Типы станков |
|||||||
|
с вращающимися ножами |
с гильотинными ножами |
|||||||
|
С-338А |
СМЖ142 (СМ-759) |
конструкции ЦНИИОМТП (проект N 1561) |
СМЖ-357 |
И-6118 |
И-6022 |
ИО-35В |
ИАО-35Е |
|
|
Скорость правки, м/мин |
40 |
50 |
60, 80, 120 (регулируемая) |
31,5; 45; 63; 90 (регулируемая) |
25 — 50 |
31,5 — 63 |
31,5 — 63 |
31,5 — 63 |
|
Длина отрезаемых стержней, мм: |
||||||||
|
наименьшая |
500 |
500 |
1200 |
2000 |
1000 |
500 |
2000 |
2000 |
|
наибольшая |
8000 |
8000 |
9000 |
9000 |
9000 |
9000 |
9000 |
9000 |
|
Диаметр отрезаемых стержней, мм |
3 — 10 |
3 — 10 |
4 — 14 |
4 — 10 <*> ———— 6 — 8 |
2,5 — 6,3 |
6,3 — 16 <*> ————— 6 — 12 |
6 — 16 |
6 — 16 |
|
Мощность электродвигателей, кВт |
10 |
4,5 + 7 |
3,8/4,8/6 + 4,8/5,7/7,5 |
12,1 + 16,5 |
2,7 + 4,4 |
10/14,5 + 13/15/19 |
12 |
8 + 19 |
|
Габариты, мм: |
||||||||
|
длина |
1660 <**> |
1790 <*> |
4000 <**> |
12 100 |
7 540 |
12 170 |
12 050 |
10 320 |
|
ширина |
860 |
1050 |
1000 |
1 500 |
810 |
1 565 |
1 255 |
1 330 |
|
высота |
890 |
750 |
1000 |
1 210 |
1 450 |
2 000 |
1 485 |
1 485 |
|
Масса, кг |
954 |
1050 |
3000 |
1 900 |
1 830 |
6 450 |
4 700 |
5 600 |
|
Выпуск |
— |
— |
По чертежам ЦНИИОМТ |
Серийный |
— |
— |
———————————
<*> В числителе диаметр гладких стержней, в знаменателе — периодического профиля.
<**> Длина без приемного устройства.
Приложение 9
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКОВ
ДЛЯ ЗАГОТОВКИ КОРОТКИХ АРМАТУРНЫХ СТЕРЖНЕЙ
|
Показатели |
Типы станков |
|||
|
конструкции ЦНИИОМТ СМЖ-192 (проект N 727) |
конструкции НИИПромстроя, Уфа |
Конструкции Гипрооргсельстроя (проект НЖ-66025) |
||
|
АРС-М |
АРС-П |
|||
|
Диаметр отрезаемых стержней, мм, класс стали |
3 — 10, А-I, А-II |
3 — 6, В-I |
3-6, В-II |
3 — 6, В-I |
|
Длина отрезаемых стержней, мм: |
||||
|
наименьшая |
70 |
50 |
250 |
70 |
|
наибольшая |
800 |
1000 |
1500 |
500 |
|
Точность резки по длине, мм |
+/- 0,5 |
+/- 1 |
+/- 2 |
+/- 1 |
|
Мощность электродвигателей, кВт |
5,2 + 7,5 |
4 |
— |
2,8 |
|
Давление воздуха, МПа |
— |
— |
0,5 |
— |
|
Число резов в 1 мин |
70 — 400 |
42 |
60 |
40 |
|
Габариты, мм: |
||||
|
длина |
2565 |
1160 |
2800 |
1700 |
|
ширина |
1040 |
1100 |
1120 |
1170 |
|
высота |
1470 |
665 |
320 |
955 |
|
Масса, кг |
1560 |
200 |
500 |
440 |
Приложение 10
ЗАГОТОВКА АРМАТУРНЫХ СТЕРЖНЕЙ ИЗ МОТКОВ
НА  СТАНКАХ—АВТОМАТАХ
СТАНКАХ—АВТОМАТАХ
Заготовка арматурных стержней из мотков осуществляется на станках-автоматах.
Организация рабочего места для правки и резки на станках-автоматах арматурной стали диаметром до 12 мм показана на рисунке.
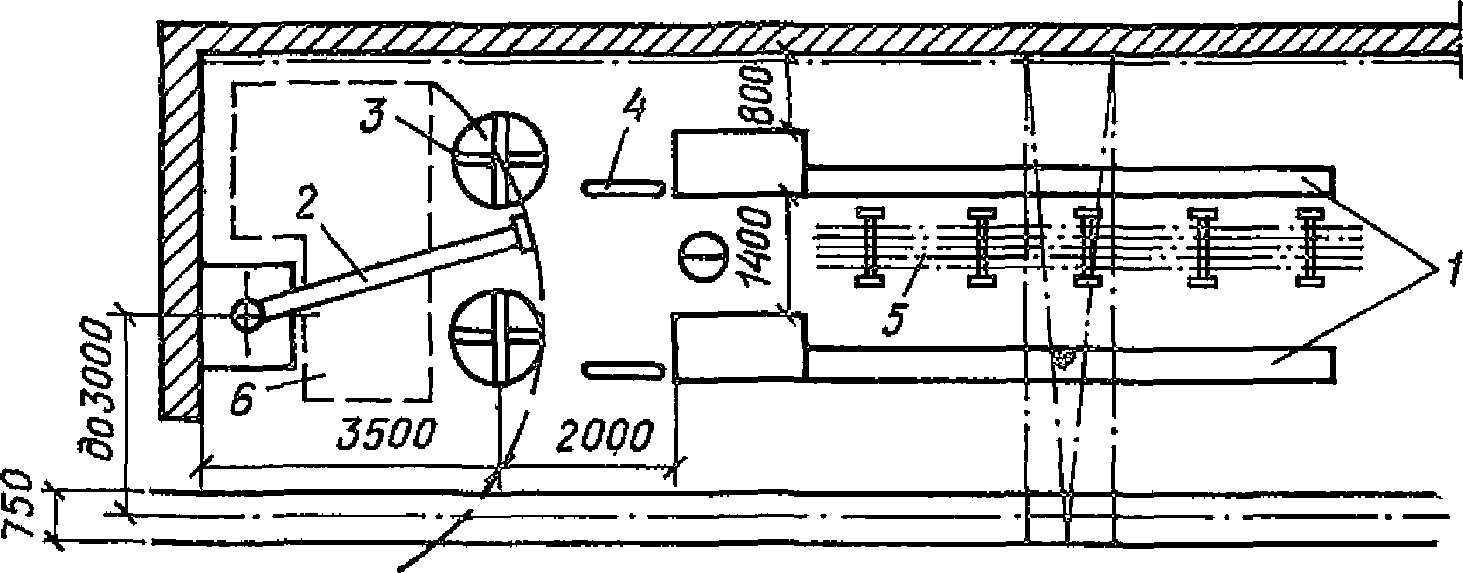
Схема организации рабочего места при заготовке
арматурных стержней на станках-автоматах
1 —  станки; 2 — консольный кран;
станки; 2 — консольный кран;
3 — размоточное устройство; 4 — предохранительное
устройство; 5 — стеллаж; 6 — площадка
для складирования мотков
Мотки арматурной стали подаются на размоточные устройства консольным краном. В том случае, когда применение консольного крана невозможно из-за удаления станков от стены здания, мотки арматуры подают на размоточные устройства любыми грузоподъемными механизмами (мостовым краном, краном-балкой, электротельфером, автопогрузчиком) или другими средствами внутрицехового транспорта. Заготовленные стержни складируются на стеллажах.
Для складирования подлежащих обработке мотков арматурной стали на рабочем месте предусматривается площадка 6.
Приложение 11
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКОВ
И НОЖНИЦ ДЛЯ РЕЗКИ АРМАТУРНОЙ СТАЛИ
|
Показатели |
Ставки с приводом |
Ручные ножницы СМЖ-214 |
||||
|
С-370 |
1226А |
СМ-3002 |
С-445М |
СМЖ-322 |
||
|
Наибольший диаметр арматурной стали, мм, класса: |
||||||
|
А-I |
40 |
40 |
40 |
40 — 70 |
40 |
10 |
|
А-II |
32 |
— |
40 |
40 — 70 |
40 |
10 |
|
А-III |
28 |
— |
40 |
40 — 70 |
40 |
10 |
|
Число ходов ножа в 1 мин |
32 |
32 |
10 — 15 |
4 — 6 |
42 |
30 |
|
Ход ножа, мм |
45 |
— |
40 |
80 |
45 |
— |
|
Тип привода |
Электромеханический |
Гидравлический |
Электромеханический |
Гидравлический |
||
|
Мощность электродвигателя, кВт |
2,8 |
2,7 |
5,5 |
7 |
3,5 |
2,2 |
|
Насос: |
||||||
|
тип |
— |
— |
Н-401 |
АПН-64 |
— |
Н-400 |
|
производительность, л/мин |
— |
— |
18 |
64 |
— |
18 |
|
давление, МПа |
— |
— |
30 |
6,5 |
— |
20 |
|
Габариты, мм: |
||||||
|
длина |
1065 |
1305 |
1190 |
1465 |
1470 |
1400 |
|
ширина |
445 |
445 |
410 |
950 |
715 |
525 |
|
высота |
785 |
780 |
845 |
1620 |
1040 |
900 |
|
Масса, кг |
450 |
700 |
450 |
1450 |
1400 |
5,5 |
|
Выпуск |
Серийный |
Серийный |
Серийный |
Серийный |
Серийный |
Приложение 12
ЗАГОТОВКА АРМАТУРНЫХ СТЕРЖНЕЙ ИЗ ПРУТКОВ
Заготовка арматурных стержней из прутковой стали диаметром до 32 мм осуществляется звеном рабочих, состоящим из двух человек.
Рабочее место оборудуется роликовым столом со стеллажом, станком для резки арматурной стали и приемным роликовым столом с передвижным упором.
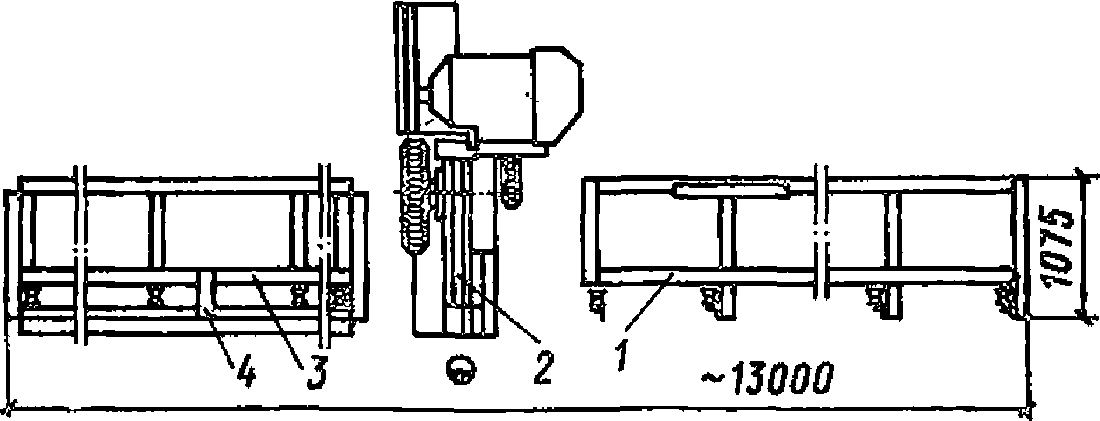
Схема организации рабочего места при заготовке
арматурных стержней из прутковой стали
1 — роликовый стол со стеллажом; 2 — станок
для резки арматурной стали; 3 — приемный
роликовый стол; 4 — передвижной упор
Арматурщик II разр. подает стержни со стеллажа на роликовый стол. Арматурщик II разр. до начала работы устанавливает заданную длину резки с помощью передвижного упора 4, перемещает стержни по приемному роликовому столу до упора и производит резку стержней, закладывая их между ножами станка.
Организация работ по настоящей схеме осуществляется во временных приобъектных арматурных мастерских.
Комплект оборудования изготавливается по рабочим чертежам Гипрооргсельстроя НЖ-67044.
Приложение 13
КОНТАКТНО—СТЫКОВЫЕ МАШИНЫ, ОРИЕНТИРОВОЧНЫЕ
РЕЖИМЫ СВАРКИ АРМАТУРЫ И СПЛАВЫ ДЛЯ ЭЛЕКТРОДОВ
Таблица 1
Зависимость между мощностью контактных стыковых машин,
классом и диаметром свариваемой арматуры
|
Номинальная мощность сварочной машины, кВА |
Максимальный диаметр стыкуемого стержня арматуры класса |
||
|
А-I |
А-II и А-III |
А-IV и А-V |
|
|
25 |
18 |
14 |
10 |
|
50 |
25 |
20 |
14 |
|
75 |
28 |
25 |
18 |
|
100 |
32 |
28 |
20 |
|
150 |
36 |
32 |
28 |
|
500 |
90 |
60 |
32 |
Таблица 2
Ориентировочные значения параметров режима стыковой сварки
арматурных стержней из горячекатаной стали
|
Диаметр стержней, мм |
Площадь сечения стержня, мм2 |
lу <*>, мм |
lопл <*>, мм |
lос <*>, мм |
Начальная скорость оплавления при подогреве, см/с |
Сварочный ток (непрерывного оплавления), А |
||
|
при непрерывном оплавлении |
при оплавлении с подогревом |
под током |
без тока |
|||||
|
10 |
78 |
15 |
7 |
2 |
0,7 |
1 |
— |
1 200 |
|
12 |
118 |
18 |
7 |
4,2 |
0,8 |
1,3 |
0,35 |
1 700 |
|
14 |
154 |
21 |
7,5 |
4,9 |
1 |
1,4 |
0,32 |
2 300 |
|
16 |
201 |
24 |
8 |
5,6 |
1,1 |
1,6 |
0,31 |
3 000 |
|
18 |
254 |
27 |
8,3 |
6,3 |
1,2 |
1,9 |
0,29 |
3 800 |
|
20 |
314 |
30 |
9 |
7 |
1,4 |
2 |
0,28 |
4 750 |
|
22 |
330 |
33 |
9,5 |
7,7 |
1,5 |
2,8 |
0,26 |
5 700 |
|
25 |
491 |
37,5 |
10 |
8,8 |
1,6 |
2,4 |
0,25 |
7 400 |
|
28 |
616 |
42 |
10,5 |
9,5 |
1,8 |
2,7 |
0,28 |
9 200 |
|
32 |
804 |
48 |
11 |
10,5 |
2,1 |
3 |
0,22 |
12 000 |
|
36 |
1 018 |
54 |
12 |
11,5 |
2,2 |
3,2 |
0,2 |
15 300 |
|
40 |
1 257 |
60 |
13 |
12,5 |
2,4 |
3,6 |
0,19 |
19 000 |
|
45 |
1 590 |
67,5 |
13,5 |
13,5 |
2,7 |
4,1 |
0,18 |
24 000 |
|
50 |
1 963 |
75 |
14 |
14 |
2,8 |
4,2 |
0,16 |
29 500 |
|
55 |
2 376 |
83 |
16 |
15 |
3,1 |
4,6 |
0,15 |
35 500 |
|
60 |
2 827 |
90 |
— |
15,9 |
3,1 |
4,7 |
0,12 |
42 500 |
|
70 |
3 848 |
105 |
— |
16,7 |
3,4 |
5 |
0,12 |
58 000 |
|
80 |
5 027 |
120 |
— |
17,5 |
3,5 |
5,3 |
0,1 |
76 000 |
|
90 |
6 322 |
135 |
— |
18,5 |
3,6 |
5,4 |
— |
95 000 |
———————————
<*> Данные приводятся для одного стержня, оптимальные значения могут быть выше приведенных в таблице.
Таблица 3
Техническая характеристика контактных стыковых машин
общего назначения, для сварки арматурных стержней
|
Показатели |
Тип машины |
||||||
|
К-724 |
автоматического действия |
полуавтоматического действия |
ручного действия |
||||
|
с гидравлическим приводом механизма |
с моторным приводом механизма осадки |
с рычажным приводом механизма осадки |
|||||
|
МСГУ-500 |
МС-2008 (МСМУ-150) |
МС-1602 (МСР-100) |
МС-1202 (МСР-75) |
МС-802 (МСР-50) |
МС-502 (МСР-25) |
||
|
Номинальная мощность, кВА |
320 |
400 |
150 |
96,5 |
55 |
— |
12,2 |
|
Напряжение питающей сети, В |
380 |
380 |
380 |
220 |
220 |
220 |
220 |
|
Максимальные диаметры, мм, свариваемых стержней классов: |
|||||||
|
А-V |
40 |
— |
— |
— |
— |
— |
— |
|
А-IV |
40 |
32 |
28 |
20 |
18 |
14 |
10 |
|
А-III и А-II |
40 |
60 |
32 |
28 |
25 |
20 |
14 |
|
А-I |
40 |
90 |
36 |
32 |
28 |
25 |
18 |
|
Усилие осадки, кгс |
До 16 000 |
25 000 |
6 300 |
5 000 |
32 000 |
2 000 |
80 |
|
Усилие зажатия, кгс |
» 32 000 |
40 000 |
10 000 |
7 500 |
5 000 |
2 500 |
500 |
|
Производительность, св./ч |
80 |
40 |
80 |
20 — 30 |
75 |
90 |
110 |
|
Габариты, мм: |
|||||||
|
высота |
2 890 |
1 350 |
1 000 |
1 000 |
1 030 |
930 |
|
|
длина |
1 880 |
1 170 |
775 |
775 |
474 |
955 |
|
|
ширина |
3 140 |
2 040 |
1 700 |
1 700 |
Без рукоятки 1175 |
С рычагом 1180 |
|
|
Масса, кг |
13 330 |
2 050 |
750 |
720 |
340 |
185 |
|
|
Расход охлаждающей воды, л/ч |
1200 |
500 |
200 |
200 |
180 |
40 |
30 |
|
Рабочее давление сжатого воздуха, атм |
— |
5 |
5,5 |
— |
— |
— |
— |
|
Завод-изготовитель |
— |
Ленинградский строительных машин |
Каховский электросварочного оборудования |
Новоуткинский электросварочных машин и аппаратов «Искра» |
|||
|
Выпуск |
Опытный образец |
Серийный |
Таблица 4
Технические данные специальных медных сплавов
для электродов контактных машин
|
Марка сплава |
Содержание легирующих элементов (основа — медь), % |
|||||||
|
Cr |
Zn |
Si |
Ni |
Mg |
Ti |
Al |
Be |
|
|
ЭВ |
0,4 — 0,8 |
0,3 — 0,6 |
— |
— |
— |
— |
— |
— |
|
БрНБТ |
— |
— |
— |
1,4 — 1,6 |
— |
0,05 — 0,15 |
— |
0,2 — 0,4 |
|
БРХ-0,5 |
0,4 — 1 |
0,6 |
— |
— |
— |
— |
— |
— |
|
МЦ-2 |
— |
— |
0,4 — 0,6 |
1,5 — 1,7 |
0,15 — 0,3 |
— |
— |
— |
|
МЦ-3 |
— |
— |
— |
0,9 — 1,1 |
0,1 |
— |
— |
0,15 — 0,25 |
|
МЦ-4 |
0,4 — 0,7 |
— |
— |
— |
0,1 — 0,25 |
— |
0,1 — 0,25 |
— |
Таблица 5
Ориентировочные значения параметров режима
сварки арматурных стержней класса A-I
|
Диаметр стержней, мм |
Ориентировочная минимальная продолжительность этапов сварки, с |
||||
|
оплавлением с подогревом |
непрерывным оплавлением |
||||
|
длительность (в с) этапов, с |
тип машины |
длительность оплавления, с |
тип машины |
||
|
подогрева |
оплавления |
||||
|
10 |
5 |
2 |
МС-502 |
— |
МС-2008 |
|
12 |
7 |
2,8 |
— |
||
|
14 |
7,5 |
3 |
6 |
||
|
16 |
9 |
3,5 |
8 |
||
|
18 |
10 |
4 |
9 |
||
|
20 |
10,5 |
4,2 |
МС-802 |
11 |
|
|
22 |
11 |
4,5 |
13 |
||
|
25 |
12 |
5 |
16 |
||
|
28 |
13 |
5 |
МС-1202 |
18 |
|
|
32 |
14 |
5 |
МС-1602 |
22 |
|
|
36 |
16 |
6,5 |
МС-2008 |
25,5 |
|
|
40 |
20 |
7 |
МСГУ-500 |
29 |
МСГУ-500 |
|
45 |
25 |
8 |
33,5 |
||
|
50 |
30 |
9 |
33 |
||
|
55 |
37 |
10 |
— |
||
|
60 |
45 |
11,5 |
— |
||
|
70 |
65 |
14 |
— |
||
|
80 |
85 |
17 |
— |
||
|
90 |
100 |
20 |
— |
Приложение 14
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКОВ
ДЛЯ ГИБКИ СТЕРЖНЕВОЙ АРМАТУРЫ
|
Показатели |
Тип станка |
|||||
|
С-146А |
С-146Б |
С-564 (СГА-70) |
С-565 (СГА-90) |
СМ-3007 |
СМЖ-301 |
|
|
Наибольший диаметр изгибаемой стали, мм, класса: |
||||||
|
А-I |
40 |
40 |
70 |
90 |
40 |
32 |
|
А-III |
32 |
32 |
60 |
80 |
40 |
28 |
|
Частота вращения гибочного диска, об/мин: |
||||||
|
наибольшая |
14 |
18,3 |
2,22 |
0,63 |
12,66 |
20 |
|
наименьшая |
3,7 |
7,7 |
— |
— |
6,33 |
10 |
|
Тип привода |
Электромеханический |
Гидравлический |
Электромеханический |
|||
|
Наличие автоматической остановки гибочного диска |
Нет |
Есть |
Нет |
Есть |
||
|
Мощность электродвигателя, кВт |
2,8 |
3 |
4,5 |
7 |
5,55 |
2,3/2,9 |
|
Габариты, мм: |
||||||
|
длина |
775 |
775 |
2015 |
2015 |
1170 |
975 |
|
ширина |
806 |
800 |
1530 |
1530 |
695 |
650 |
|
высота |
670 |
680 |
860 |
860 |
990 |
900 |
|
Масса, кг |
385 |
400 |
2087 |
2250 |
665 |
550 |
|
Выпуск |
Заменен в серийном производстве на С-146Б |
Серийный |
Серийный |
Приложение 15
ГИБКА МОНТАЖНЫХ ПЕТЕЛЬ, ХОМУТОВ И АНКЕРНЫХ СТЕРЖНЕЙ
При гибке монтажных петель, хомутов, анкерных стержней и т.п. арматурных изделий рабочее место (рис. 1) оборудуется приводным гибочным станком, например типа С-146А, металлическими столами и ящиками-контейнерами для готовых изделий.
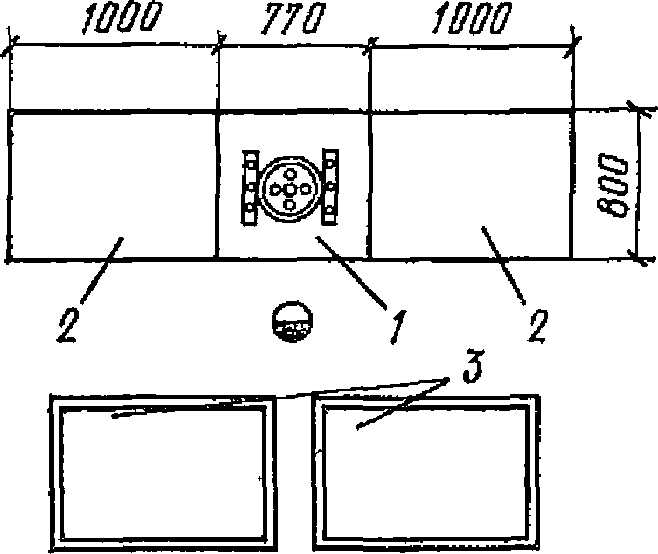
Рис. 1. Схема организации рабочего места для гибки
монтажных петель, хомутов и других изделий
1 — станок для гибки; 2 — столы; 3 — ящики-контейнеры
Гибочный станок обслуживает звено из двух арматурщиков, квалификация которых зависит от числа отгибов на одном стержне.
При числе отгибов до 4 включительно звено состоит из арматурщиков III и II разрядов, при 4 отгибах и более вместо арматурщика III разр. должен быть арматурщик IV разр. Арматурщики III и IV разрядов работают у станка, а арматурщик II разр. подает стержни к станку.
Для гибки стержней небольших диаметров применяют сменные приспособления (рис. 2) в виде вилок различных размеров и специального упора.
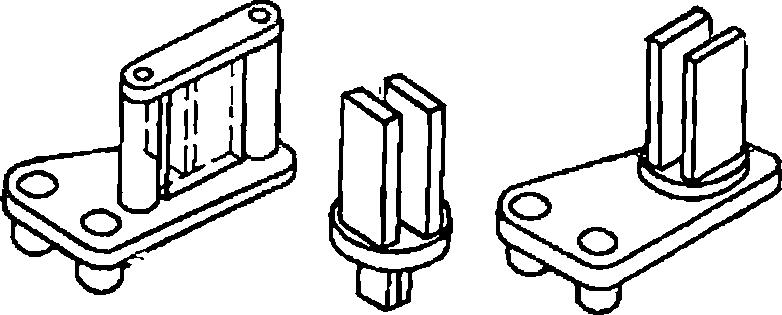
Рис. 2. Сменные приспособления для гибки различных изделий
Приложение 16
ГИБКА АРМАТУРНОЙ СТАЛИ НА РУЧНЫХ СТАНКАХ
Гибка арматурной стали на ручных станках допускается только при малых объемах работ и диаметре стержней до 12 мм.
Рабочее место оборудуется двумя ручными станками, которые устанавливаются на верстаке (рабочие чертежи Гипрооргсельстроя НЖ-60037).
На ручных станках можно одновременно гнуть следующее число стержней из стали Ст3: диаметром до 6 мм — 6 шт.; 8 мм — 4 шт.; 10 мм — 2 шт.; 12 мм — 1 шт.
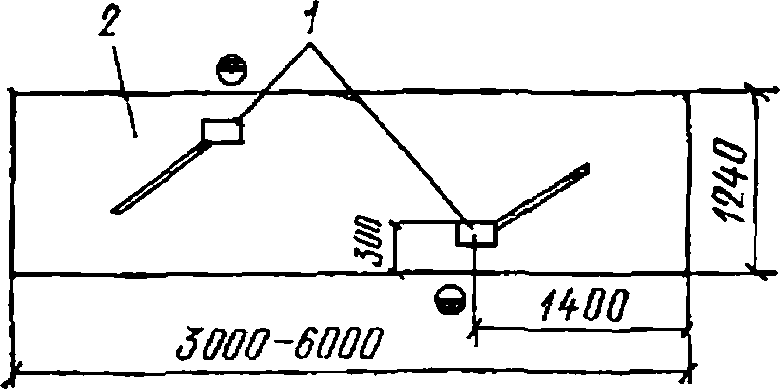
Схема организации рабочего места для гибки
арматурной стали на ручных станках
1 — ручные станки для гибки; 2 — верстак
Приложение 17
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА НОЖНИЦ ДЛЯ РЕЗКИ
АРМАТУРНЫХ СЕТОК И УСТАНОВКИ ДЛЯ РАЗМОТКИ,
ПРАВКИ И РЕЗКИ РУЛОННЫХ АРМАТУРНЫХ СЕТОК
|
Показатели |
Ножницы |
Установка для размотки, правки и резки рулонных арматурных сеток |
|
|
СМЖ-60 (7247СА/4) |
СМЖ-62 (72447СА/8) |
||
|
Наибольшее усилие на ножах, кН |
90 |
90 |
— |
|
Наибольший диаметр разрезаемых стержней (сталь класса А-III), мм |
8 |
8 |
7 |
|
Число одновременно разрезаемых стержней |
2 |
1 |
1 |
|
Наибольшая ширина разрезаемой сетки, мм |
3800 |
— |
2500 |
|
Возможное перемещение ножниц, мм: |
|||
|
в продольном направлении |
500 |
200 |
— |
|
в поперечном направлении |
— |
3000 |
2500 |
|
Число ходов ножа в 1 мин |
— |
— |
66 |
|
Ход ножа, мм |
200 |
— |
10 |
|
Скорость перемещения ножа, м/мин |
— |
— |
1,2 |
|
Тип привода |
Пневматический |
Электромеханический |
|
|
Мощность электродвигателя, кВт |
— |
— |
7,5 + 0,6 + 0,4 |
|
Габариты, мм: |
|||
|
длина |
2770 |
3850 |
8950 |
|
ширина |
4972 |
1020 |
4220 |
|
высота |
2850 |
1110 |
730 |
|
Масса, кг |
4200 |
360 |
1935 |
|
Выпуск |
Небольшой партией |
Опытный образец по чертежам ЦНИИОМТП |
Приложение 18
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКОВ ДЛЯ ГИБКИ СЕТОК
|
Показатели |
Тип станка |
||
|
СМ-516А |
7251А |
конструкции ЦНИИОМТП |
|
|
Наибольшая ширина изгибаемого изделия, мм |
3500 |
3200 |
3000 |
|
Число изгибаемых стержней |
34 |
15 |
30 |
|
Наибольший диаметр изгибаемых стержней, мм |
12 |
12 |
20 |
|
Наибольший угол загиба, град |
105 |
135 |
180 |
|
Наибольшая длина отгиба, мм |
700 |
— |
— |
|
Давление воздуха, МПа |
— |
0,5 |
— |
|
Давление масла в гидросистеме, МПа |
15 — 25 |
— |
— |
|
Производительность гидронасоса, л/мин |
50 |
— |
25 |
|
Продолжительность одного цикла гибки, с: |
— |
24 |
17 |
|
рабочего хода |
— |
— |
10 |
|
холостого « |
— |
— |
7 |
|
Габариты, мм: |
|||
|
длина |
3620 |
3625 |
3220 |
|
ширина |
1420 |
1095 |
1360 |
|
высота |
1940 |
946 |
1580 |
|
Масса, кг |
2775 |
880 |
1080 |
|
Выпуск |
Небольшой партией |
Опытный образец |
Приложение 19
ХАРАКТЕРИСТИКА МНОГОТОЧЕЧНЫХ МАШИН
ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК
|
Показатели |
Машины |
||||
|
МТМС-10×35 |
МТМС-14×75 |
АТМС-14×75-9 |
АТМС-14×75-10 |
МТМ-32 |
|
|
Диаметр свариваемой арматуры, мм: |
|||||
|
продольной |
3 — 8 |
3 — 12 |
3 — 12 |
3 — 10 |
12 — 32 |
|
поперечной |
3 — 6 |
3 — 10 |
3 — 10 |
3 — 10 |
8 — 12 |
|
Число продольных проволок |
20 |
36 |
24 |
36 |
16 |
|
Шаг продольных проволок, мм |
100 — 250 |
100 — 300 |
100 — 300 |
100 — 400 |
200 |
|
Шаг поперечных проволок, мм |
100 — 300 |
100 — 300 |
100 — 300 |
40 — 400 |
100, 200, 300, 600 |
|
Наибольшая ширина свариваемой сетки по осям продольных проволок, мм |
1950 |
3750 |
2300 |
3750 |
3000 |
|
Наибольший ход электродов, мм |
50 |
30 |
30 |
50 |
50 |
|
Усилие сжатия электродов, кгс |
250 |
500 |
500 |
500 |
1000 |
|
Расход воздуха, м3/ч |
20 |
420 |
350 |
500 |
54 |
|
Расход охлаждающей воды, л/ч |
1200 |
2000 |
1350 |
2000 |
2000 |
|
Габариты, мм: |
|||||
|
длина |
2950 |
3460 |
3460 |
2073 |
2690 |
|
ширина |
2480 |
8675 |
6275 |
4721 |
3580 |
|
высота |
1650 |
1820 |
1820 |
1750 |
1960 |
|
Масса, кг |
3800 |
9100 |
6700 |
7650 |
5000 |
|
Завод-изготовитель |
Ленинградский «Электрик» |
Псковский тяжелого электросварочного оборудования |
|||
|
Выпуск |
Серийный |
Приложение 20
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ОДНОТОЧЕЧНЫХ И ДВУХТОЧЕЧНЫХ МАШИН
|
Показатели |
Тип машины |
|||||||||||||
|
одноточечные |
двухточечные |
|||||||||||||
|
МТП-75-15 |
МТ-1207 |
МТП-100-5 |
МТ-1607 |
МТ-1610 |
МТП-150 |
МТП-200-7 |
МТ-2507 |
МТ-2510 |
МТП-150/1200-3 |
МТП-300 |
МТП-400 |
МТП-4001 |
МТП-38 |
|
|
Наибольший диаметр свариваемых стержней, мм |
22 |
16 |
26 |
26 |
16 |
28 |
32 |
32 |
32 |
16 |
36 |
40 |
40 |
18 |
|
Наибольшее число сварок в 1 мин |
70 |
200 |
70 |
200 |
150 |
65 |
150 |
65 |
150 |
— |
40 |
40 |
40 |
— |
|
Продолжительность включения (ПВ), % |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
20 |
8 |
|
Первичное напряжение, В |
380 |
380 |
380/220 |
380/220 |
380/220 |
380/220 |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
|
Номинальная мощность, кВА |
54 |
54 |
100 |
86 |
54 |
124 |
180 |
170 |
170 |
— |
260 |
365 |
400 |
120 |
|
Номинальный сварочный ток, А |
12 500 |
12 500 |
16 000 |
16 000 |
12 500 |
16 000 |
25 000 |
25 000 |
25 000 |
25 000 |
16 000 |
32 000 |
40 000 |
16 |
|
Вылет электродов, мм |
500 |
500 |
500 |
5 000 |
500 |
500 |
500 |
500 |
500 |
1200 |
500 |
500 |
500 |
— |
|
Номинальное усилие на электродах, кгс |
500 |
500 |
675 |
600 |
1400 |
1400 |
1600 |
1600 |
1400 |
1200 |
1200 |
1200 |
3200 |
630 |
|
Рабочий ход верхнего электрода, мм |
80 |
— |
80 |
80 |
80 |
100 |
100 |
— |
100 |
130 |
150 |
150 |
— |
70 |
|
Расход воздуха, м3/ч |
18 |
— |
18 |
— |
12 |
33 |
33 |
40 |
14 |
— |
25 |
25 |
— |
— |
|
Расход охлаждающей воды, л/ч |
430 |
— |
430 |
— |
700 |
1100 |
1100 |
800 |
800 |
— |
1200 |
1200 |
— |
— |
|
Габариты, мм: |
||||||||||||||
|
высота |
1940 |
1820 |
— |
1820 |
1820 |
2177 |
2177 |
1960 |
2100 |
— |
2275 |
— |
2230 |
1830 |
|
ширина |
608 |
450 |
— |
450 |
450 |
716 |
716 |
530 |
531 |
— |
796 |
— |
641 |
500 |
|
длина |
1420 |
1400 |
— |
1400 |
1400 |
1480 |
1480 |
1585 |
1625 |
— |
1555 |
— |
1620 |
1425 |
|
Завод-изготовитель |
Ленинградский «Электрик» |
|||||||||||||
|
Выпуск |
Снят с производства |
Серийный |
Приложение 21
ХАРАКТЕРИСТИКИ СПЕЦИАЛЬНЫХ КОНТАКТНО—ТОЧЕЧНЫХ МАШИН
ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ
|
Показатели |
Тип машины |
|||
|
МТ-603 |
МТМ-09 |
МТМК-3×100 |
МТМ-35 |
|
|
Первичное напряжение сети, В |
380 |
380 |
380 |
380 |
|
Установленная мощность, кВА |
35 |
175 |
300 |
1 000 |
|
Продолжительность включения (ПВ), % |
20 |
20 |
20 |
32 |
|
Номинальный сварочный ток, А |
6 300 |
12 500 |
12 500 |
25 000 |
|
Число ступеней регулирования вторичного напряжения сварочного трансформатора |
— |
8 |
16 |
8 |
|
Усилие прижима электродов, кгс |
250 |
500 |
1 250 |
1 000 |
|
Ширина свариваемого каркаса, мм |
До 600 |
До 725 |
140 — 1 200 |
|
|
Число продольных стержней |
2 |
2 и 4 |
2, 4 и 6 |
до 8 |
|
Диаметр продольных стержней, мм |
— |
3 — 10 |
12 — 25 |
12 — 40 |
|
Расстояние между продольными стержнями, мм |
— |
— |
100 — 725 |
100 — 1100 |
|
Диаметр поперечных стержней, мм |
— |
3 — 10 |
4 — 12 |
6 — 14 |
|
Расстояние между поперечными стержнями, мм |
37,5 — 300 |
20 — 600 |
100 — 400 |
— |
|
Давление воздуха в сети, кгс/см2 |
5 |
5 |
5 |
5 |
|
Расход свободного воздуха, м3 |
— |
2 <*> |
60 |
2 <*> |
|
Расход охлаждающей воды, л/ч |
— |
800 |
1200 |
400 |
|
Габариты, мм: |
||||
|
длина |
1 070 |
15 700 |
— |
— |
|
ширина |
3 400 |
4 800 |
— |
— |
|
высота |
1 500 |
1 700 |
— |
— |
|
Масса, кг |
3 384 |
6 880 |
3 136 |
4 930 |
|
Завод-изготовитель |
Ленинградский «Электрик» |
|||
|
Выпуск |
Серийный |
———————————
<*> На 10 циклов работы.
Приложение 22
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИНЫ ТИПА СМЖ—117а
ДЛЯ СВАРКИ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ
Диаметр изготовляемых каркасов, мм ………………. 550 — 1500
Тип каркасов ………………………………….. раструбный
Наибольшая длина каркаса, мм ……………………. 5145
Диаметр арматуры, мм:
продольной ………………………………… 6
спиральной ………………………………… 5 — 8
Шаг спиральной арматуры, мм …………………….. 55 — 125
Установленная мощность:
сварочного трансформатора, кВА ………………. 165
механизмов привода, кВт …………………….. 12,9
Габариты, мм:
длина …………………………………….. 1 830
ширина ……………………………………. 5 060
высота ……………………………………. 2 050
Масса, кг …………………………………….. 16 400
Завод-изготовитель …………………………….. Челябинский з-д
«Строммашина»
Выпуск ……………………………………….. серийный
Приложение 23
ХАРАКТЕРИСТИКИ ПОДВЕСНЫХ ТОЧЕЧНЫХ МАШИН
С ВЫНОСНЫМИ ТРАНСФОРМАТОРАМИ
|
Показатели |
Машины |
||||
|
МТПГ-75-6 |
МТПП-75 |
МТПГ-150-2 |
МТП-1202 |
МТП-1601 |
|
|
Первичное напряжение, В |
380 |
320/380 |
380 |
380 |
380 |
|
Номинальная мощность, кВА |
75 |
75 |
165 |
170 |
220 |
|
Номинальный первичный ток, А |
— |
340/197 |
425 |
445 |
580 |
|
Продолжительность включения (ПВ), % |
20 |
20 |
20 |
20 |
20 |
|
Номинальный сварочный ток, А |
— |
8000 |
12 500 |
12 500 |
1600 |
|
Число ходов в 1 мин |
80 |
120 |
80 |
80 |
— |
|
Тип привода |
Пневматический |
Пневмогидравлический |
|||
|
Расход воздуха, м3/ч |
14 |
14 |
9 |
— |
— |
|
Расход охлаждающей воды, л/ч |
600 |
600 |
700 |
— |
— |
|
Габариты, мм: |
|||||
|
длина |
— |
1300 |
1300 |
870 |
870 |
|
ширина |
— |
660 |
930 |
532 |
532 |
|
высота |
— |
2050 |
2080 |
2000 |
200 |
|
Масса, кг |
389 |
350 |
540 |
480 |
480 |
|
Завод-изготовитель |
Ленинградский «Электрик» |
||||
|
Выпуск |
Серийный |
Приложение 24
ХАРАКТЕРИСТИКА ПОДВЕСНЫХ МАШИН СО ВСТРОЕННЫМИ
ТРАНСФОРМАТОРАМИ ДЛЯ КОНТАКТНО—ТОЧЕЧНОЙ СВАРКИ
|
Показатели |
Машины |
|||||
|
К-171 |
К-165-1 |
К-265-1 |
К-201М |
МТ-601 |
К-243 |
|
|
Наибольшие диаметры свариваемой арматуры, мм |
10 + 10 |
10 + 10 |
10 + 10 |
10 + 10 |
10 + 10 |
23 + 13 |
|
Число сварок в 1 мин |
120 |
170 |
50 |
— |
— |
— |
|
Напряжение сети, В |
380 |
380 |
380 |
380 |
380 |
380 |
|
Номинальная мощность, кВА |
25 |
25 |
25 |
25 |
25 |
90 |
|
Продолжительность включения (ПВ), % |
20 |
20 |
20 |
20 |
12,5 |
12,5 |
|
Номинальный сварочный ток, А |
— |
— |
— |
— |
6850 |
— |
|
Вылет электродов, мм |
92 |
92 |
140 — 160 |
— |
— |
— |
|
Усилие сжатия электродов, кгс |
200 |
300 |
260 |
300 |
240 |
— |
|
Давление воздуха, МПа |
— |
0,4 |
0,4 |
0,4 — 0,6 |
— |
— |
|
Расход воздуха, м3/ч |
— |
80 |
80 — 100 |
— |
— |
— |
|
Расход охлаждающей воды, л/ч |
420 — 480 |
420 — 480 |
420 — 480 |
— |
— |
— |
|
Длина кабеля, м |
3,5 |
4 |
4 |
— |
— |
— |
|
Габариты, мм: |
||||||
|
длина |
500 |
515 |
603 |
645 |
— |
— |
|
ширина |
130 |
148 |
145 |
148 |
— |
— |
|
высота |
260 |
220 |
312 |
320 |
— |
— |
|
Масса, кг |
20 |
20 |
20 |
19,6 |
32,5 |
— |
|
Завод-изготовитель |
Каховский электросварочного оборудования |
|||||
|
Выпуск |
Серийный |
Приложение 25
ХАРАКТЕРИСТИКА АВТОМАТИЗИРОВАННЫХ СВАРОЧНЫХ ЛИНИЙ
С МНОГОТОЧЕЧНЫМИ МАШИНАМИ
|
Показатели |
Тип линии |
|||||
|
7247СА |
7247СБ |
724СВ |
7247СГ |
7247СЕ |
КТМ-3201-У4 |
|
|
Наибольшая производительность при сварке стержней с шагом 200 мм, м/мин |
1 |
2 |
2 |
2 |
1,2 |
2,5 |
|
Потребляемая мощность сварочных трансформаторов, кВА |
1 390 (при ПВ — 8%) |
|||||
|
Расход воздуха, м3/ч |
420 |
|||||
|
Расход охлаждающей воды, л/ч |
200 |
|||||
|
Габариты, мм: |
||||||
|
длина |
25 000 |
30 800 |
24 200 |
25 300 |
16 500 |
31 640 |
|
ширина |
10 300 |
8 200 |
10 200 |
10 200 |
8 840 |
7 450 |
|
высота |
— |
— |
3 660 |
— |
1 970 |
2 660 |
|
Масса, кг |
20 500 |
18 600 |
21 900 |
22 700 |
10 500 |
22 000 |
|
Завод-изготовитель |
Бологовский «Строммашина» |
Псковский з-д тяжелого электросварочного оборудования |
||||
|
Выпуск |
Серийный |
Приложение 26
ИСПЫТАНИЕ ПРОЧНОСТИ НА СРЕЗ КРЕСТОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ,
ВЫПОЛНЕННЫХ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКОЙ
Испытания прочности на срез сварных крестообразных соединений, выполненных точечной электросваркой, производятся: непосредственно на изделии с помощью переносного прибора типа ПК-7; испытанием контрольных образцов и образцов соединений, вырезанных из изделий с помощью различных приспособлений к вертикальным и горизонтальным разрывным машинам.
Ниже приведены наименьшие величины контрольных нагрузок, которые должны выдерживать при испытании на срез в разрывных машинах образцы сварных крестообразных соединений.
Прибор ПК-7 состоит из переносных испытательных гидравлических головок: малой, рассчитанной на усилие до 3200 кгс и большой — на усилие до 7000 кгс. Минимальные размеры ячейки в изделиях, при которых может применяться малая головка, — 60 x 900 мм; при большой головке — 800 x 150 мм.
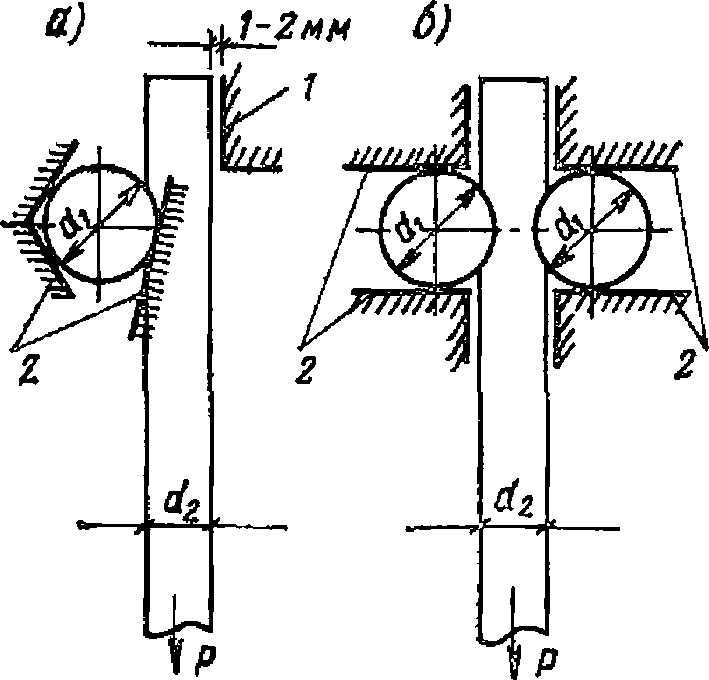
Схемы испытания на срез образцов крестообразных
соединений в разрывных машинах
а — односрезное соединение; б — двухсрезное соединение;
1 — упор, препятствующий отгибу конца стержня; 2 — зажимы,
препятствующие повороту поперечных стержней
|
Диаметр стержня, по оси которого приложена контрольная растягивающая нагрузка, мм |
Наименьшие величины контрольных нагрузок при классе арматурных стержней, тс |
|||
|
А-I |
А-II |
А-III |
В-I |
|
|
3 |
— |
— |
— |
0,39 |
|
4 |
— |
— |
— |
0,69 |
|
5 |
— |
— |
— |
1,08 |
|
6 |
1,02 |
— |
1,42 |
1,27 |
|
7 |
1,39 |
— |
1,93 |
1,73 |
|
8 |
1,81 |
— |
2,52 |
2,26 |
|
9 |
2,29 |
— |
3,18 |
— |
|
10 |
2,83 |
3,53 |
3,93 |
— |
|
12 |
4,08 |
5,09 |
5,66 |
— |
|
14 |
5,54 |
6,93 |
7,77 |
— |
|
16 |
7,24 |
9,05 |
10,06 |
— |
|
18 |
9,16 |
11,45 |
12,73 |
— |
|
20 |
11,31 |
14,14 |
15,71 |
— |
|
22 |
13,68 |
17,1 |
19,01 |
— |
|
25 |
17,67 |
22,09 |
24,55 |
— |
|
28 |
22,17 |
27,71 |
30,79 |
— |
|
30 |
25,45 |
31,81 |
35,35 |
— |
|
32 |
28,95 |
36,19 |
40,21 |
— |
|
36 |
36,64 |
45,71 |
50,9 |
— |
|
40 |
45,24 |
56,55 |
62,83 |
— |
|
45 |
— |
71,57 |
— |
— |
|
50 |
— |
88,36 |
— |
— |
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПЕРЕНОСНОГО ПРИБОРА ТИПА ПК—7
Способ испытания сварных соединений ……………. на срез в изделии
Система силоизмерения ………………………… по манометрам
класса 0,5
Максимальная испытательная нагрузка при использовании, кг:
малой головки ……………………………. 3200
большой » ……………………………. 7000
Привод плунжеров-головок ……………………… гидравлический
от масляного насоса
Максимальный ход плунжеров при использовании, мм:
малой головки ……………………………. 15
большой » ……………………………. 20
Масса прибора с ящиком, кг ……………………. 68
Габариты ящика прибора с откинутыми ручками, мм:
длина …………………………………… 105
ширина ………………………………….. 680
высота ………………………………….. 295
Масса головок, кг:
малой …………………………………… 3,15
большой …………………………………. 11,2
Габариты головок, мм:
малой:
длина …………………………………. 86
ширина ………………………………… 108
высота ………………………………… 64
большой:
длина …………………………………. 140
ширина ………………………………… 152
высота ………………………………… 90
Приложение 27
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ ДУГОВОЙ СВАРКИ
Таблица 1
Ориентировочные режимы полуавтоматической сварки
стыковых соединений горизонтальных стержней
|
Диаметры стержней, мм |
Скорость подачи проволоки, м/ч |
Напряжение, В |
Сварочный ток, А |
Длина сухого вылета проволоки, мм |
Глубина шлаковой ванны, мм |
Продолжительность сварки, с |
|
При диаметре электродной проволоки 2 мм |
||||||
|
20 |
280 — 310 |
42 — 38 |
300 — 420 |
60 — 30 |
10 — 15 |
45 — 55 |
|
22 |
280 — 310 |
42 — 38 |
300 — 420 |
60 — 30 |
10 — 15 |
55 — 60 |
|
25 |
280 — 310 |
42 — 38 |
300 — 420 |
60 — 30 |
10 — 15 |
65 — 75 |
|
28 |
370 — 400 |
44 — 40 |
350 — 500 |
80 — 30 |
10 — 20 |
75 — 90 |
|
32 |
370 — 400 |
44 — 40 |
350 — 500 |
80 — 30 |
10 — 20 |
95 — 105 |
|
36 |
460 — 500 |
46 — 42 |
400 — 500 |
80 — 40 |
10 — 20 |
110 — 120 |
|
40 |
460 — 500 |
46 — 42 |
400 — 500 |
80 — 40 |
10 — 20 |
120 — 130 |
|
При диаметре электродной проволоки 2,5 мм |
||||||
|
20 |
180 — 200 |
42 — 40 |
420 — 450 |
60 — 30 |
10 — 15 |
40 — 50 |
|
22 |
180 — 200 |
42 — 40 |
420 — 450 |
60 — 30 |
10 — 15 |
45 — 55 |
|
25 |
180 — 200 |
42 — 40 |
420 — 450 |
60 — 30 |
10 — 15 |
55 — 65 |
|
25 |
180 — 200 |
42 — 40 |
420 — 450 |
60 — 30 |
10 — 15 |
55 — 65 |
|
28 |
250 — 270 |
44 — 42 |
440 — 480 |
80 — 30 |
10 — 20 |
75 — 85 |
|
32 |
250 — 270 |
44 — 42 |
440 — 480 |
80 — 30 |
10 — 20 |
85 — 95 |
|
36 |
250 — 340 |
46 — 44 |
460 — 500 |
80 — 40 |
10 — 20 |
110 — 120 |
|
40 |
310 — 340 |
46 — 44 |
460 — 500 |
80 — 40 |
10 — 20 |
120 — 130 |
Таблица 2
Ориентировочные режимы полуавтоматической сварки
стыковых соединений вертикальных стержней
|
Диаметр стержней, мм |
Скорость подачи проволоки, м/ч |
Начальное напряжение дуги <*>, В |
Сварочный ток, А |
Длина сухого вылета проволоки, мм |
Глубина шлаковой ванны, мм |
Продолжительность сварки, с |
|
При диаметре электродной проволоки 2 мм |
||||||
|
20 |
280 — 310 |
40 — 36 |
280 — 420 |
60 — 20 |
10 — 15 |
80 — 90 |
|
22 |
280 — 310 |
40 — 36 |
280 — 420 |
60 — 20 |
10 — 15 |
85 — 95 |
|
25 |
280 — 310 |
40 — 36 |
280 — 420 |
60 — 20 |
10 — 15 |
95 — 100 |
|
28 |
370 — 400 |
44 — 40 |
350 — 500 |
80 — 20 |
10 — 15 |
110 — 120 |
|
32 |
370 — 400 |
44 — 40 |
350 — 500 |
80 — 20 |
10 — 20 |
150 — 150 |
|
36 |
460 — 500 |
48 — 45 |
420 — 500 |
80 — 30 |
10 — 20 |
160 — 170 |
|
40 |
460 — 500 |
48 — 45 |
420 — 500 |
80 — 30 |
10 — 200 |
200 — 240 |
|
При диаметре электродной проволоки 2,5 мм |
||||||
|
20 |
180 — 200 |
42 — 40 |
420 — 450 |
60 — 20 |
10 — 15 |
75 — 85 |
|
22 |
180 — 200 |
42 — 40 |
420 — 450 |
60 — 450 |
10 — 15 |
80 — 90 |
|
25 |
180 — 200 |
42 — 40 |
420 — 450 |
60 — 20 |
10 — 15 |
90 — 100 |
|
28 |
250 — 270 |
44 — 42 |
460 — 480 |
80 — 20 |
10 — 15 |
110 — 120 |
|
32 |
250 — 270 |
44 — 42 |
460 — 480 |
80 — 20 |
10 — 20 |
135 — 155 |
|
36 |
310 — 340 |
48 — 46 |
460 — 500 |
80 — 30 |
10 — 20 |
150 — 170 |
|
40 |
310 — 340 |
48 — 46 |
460 — 500 |
80 — 30 |
10 — 20 |
200 — 240 |
———————————
<*> Напряжение холостого хода преобразователя следует устанавливать на 2 — 5 В выше приведенного начального напряжения. Из указанных двух значений начального напряжения рекомендуется первое.
Таблица 3
Режим полуавтоматической сварки многослойными
швами порошковой проволокой горизонтально
расположенных стержней арматуры
|
Диаметр свариваемой арматуры, мм |
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи электродной проволоки, м/ч |
Вылет электродной проволоки, мм |
|
20 |
200 — 220 |
24 — 26 |
188 |
20 — 30 |
|
30 |
220 — 260 |
26 — 28 |
210 |
20 — 30 |
|
40 |
240 — 280 |
28 — 30 |
236 |
30 — 40 |
|
50 |
300 — 320 |
28 — 30 |
298 |
30 — 40 |
|
60 |
340 — 380 |
30 — 32 |
337 |
30 — 40 |
|
70 |
360 — 400 |
30 — 32 |
382 |
30 — 40 |
|
80 |
380 — 430 |
32 — 34 |
435 |
30 — 40 |
Таблица 4
Режим полуавтоматической сварки многослойными
швами порошковой проволокой вертикально
расположенных стержней арматуры
|
Диаметр свариваемой арматуры, мм |
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи электродной проволоки, м/ч |
Вылет электродной проволоки, мм |
|
20 |
180 — 200 |
24 — 26 |
178 |
20 — 30 |
|
30 |
200 — 220 |
24 — 26 |
178 |
20 — 30 |
|
40 |
220 — 260 |
26 — 28 |
178 |
30 — 40 |
|
50 |
240 — 280 |
26 — 28 |
188 |
30 — 40 |
|
60 |
260 — 300 |
28 — 30 |
236 |
30 — 40 |
|
70 |
280 — 320 |
28 — 30 |
265 |
30 — 40 |
|
80 |
300 — 340 |
30 — 32 |
298 |
30 — 40 |
Таблица 5
Ориентировочные режимы дуговой ванной
многоэлектродной сварки стыковых соединений
однорядных горизонтальных стержней арматуры
|
Диаметр стержней, мм |
Зазор между торцами <*> стержней, мм |
Число электродов <**> в гребне при диаметре электродов, мм |
Сварочный ток, А |
|||
|
минимальный рекомендуемый |
наибольший допустимый <***> |
4 |
5 |
6 |
||
|
20 — 25 |
9 |
12 |
3 |
— |
— |
270 — 300 |
|
28 — 32 |
9 |
12 |
4 |
4 |
— |
320 — 350 |
|
36 — 40 |
10 |
18 |
5 |
5 |
4 |
400 — 450 |
|
45 |
11 |
18 |
— |
6 |
5 |
500 — 550 |
|
50 — 55 |
12 |
20 |
— |
7 |
5 |
550 — 600 |
|
60 |
13 |
25 |
— |
8 |
7 |
600 — 650 |
|
70 |
14 |
28 |
— |
— |
9 |
700 — 750 |
|
80 |
16 |
28 |
— |
— |
9 |
700 — 750 |
———————————
<*> Минимальный зазор в корневой части стыка.
<**> Число электродов в гребенке может в некоторых случаях оказаться чрезмерно большим. В таких случаях их число следует уменьшить.
<***> Не распространяется на соединения труднодоступных многорядных стержней (кроме верхнего ряда).
Примечание. Режим сварки двухрядных стержней уточняется опытным путем.
Таблица 6
Ориентировочные режимы дуговой ванной одноэлектродной сварки
стыковых соединений горизонтальных стержней арматуры
в инвентарных медных формах без канавок
|
Диаметр стержней, мм |
Зазоры между торцами стержней <*>, мм |
Диаметр электрода, мм |
Сварочный ток, А |
|
|
минимальный рекомендуемый |
максимальный допускаемый |
|||
|
20 |
12 |
14 |
5 |
220 — 230 |
|
22 |
220 — 230 |
|||
|
25 |
240 — 250 |
|||
|
28 |
13 |
15 |
5 — 6 |
|
|
32 |
250 — 260 |
|||
|
36 |
250 — 260 |
|||
|
40 |
14 |
16 |
5 — 6 |
250 — 260 |
|
45 |
255 — 265 |
|||
|
50 |
275 — 285 |
|||
|
55 |
15 |
18 |
6 |
294 — 305 |
|
60 |
17 |
20 |
320 — 330 |
|
|
70 |
18 |
22 |
325 — 330 |
———————————
<*> При отклонении угла между торцом и осью стержня от прямого под нормируемым в данной таблице зазором следует понимать зазор в корневой части соединения.
Таблица 7
Ориентировочные режимы дуговой ванной одноэлектродной
и ванно—шовной сварки стыков горизонтальных стержней
на стальной скобе—подкладке и накладке
|
Диаметр стержней, мм |
Диаметр электрода, мм |
Сварочный ток, А |
Высота флангового шва, мм |
|
20 |
5 |
225 — 230 |
8 |
|
22 |
5 |
230 — 235 |
9 |
|
25 |
5 |
235 — 240 |
10 |
|
28 |
5 |
240 — 250 |
11 |
|
30 |
5 |
250 — 260 |
12 |
|
32 |
5 |
260 — 270 |
13 |
|
36 |
5 — 6 |
275 — 300 |
14 |
|
40 |
5 — 6 |
300 — 330 |
16 |
Таблица 8
Ориентировочные режимы полуавтоматической сварки
открытой дугой многослойными швами соединений
стержней на стальной скобе—накладке
|
Диаметр стержней, мм |
Диаметр сварочной проволоки, мм |
Электрические параметры режима сварки стержней расположенных |
|||
|
горизонтально |
вертикально |
||||
|
сварочный ток, А |
напряжение, В |
сварочный ток, А |
напряжение, В |
||
|
25 — 40 |
1,6 |
240 — 260 |
32 — 34 |
180 — 200 |
25 — 26 |
|
25 — 40 |
2 |
220 — 260 |
32 — 34 |
180 — 220 |
25 — 26 |
|
50 — 70 |
1,6 |
240 — 280 |
34 — 36 |
200 — 260 |
26 — 28 |
|
50 — 70 |
2 |
240 — 300 |
34 — 36 |
240 — 280 |
26 — 80 |
Таблица 9
Ориентировочные режимы дуговой сварки швами
|
Диаметры стержней, мм |
Положение швов в пространстве |
Число слоев в шве, в стыковых соединениях |
Номер слоя |
Режим |
|
|
диаметр электрода, мм |
ток, А |
||||
|
До 20 включительно |
Нижнее или вертикальное нижнее |
1 |
1 |
4 |
150 — 175 |
|
22 — 32 |
То же |
1 |
1 |
5 |
200 — 225 |
|
36 — 40 |
« |
2 |
1 |
4 |
200 |
|
45 — 80 |
« |
2 |
2 |
2 x 4 <*> |
300 |
|
2 |
2 x 5 <*> |
250 |
|||
|
22 — 80 |
Вертикальное |
1 |
1 |
5 |
175 |
———————————
<*> Обозначение 2 x 4 или 2 x 5 указывает на то, что сварка должна выполняться спаренными электродами диаметром соответственно 4 или 5 мм.
Таблица 10
Режим сварки крестовых соединений стержней
|
Пространственное положение швов при сварке |
Диаметр электродов, мм |
Сварочный ток, А |
|
Горизонтальное |
4 |
170 — 180 |
|
5 |
220 — 230 |
|
|
Вертикальное |
4 |
220 — 230 |
|
5 |
270 — 280 |
Приложение 28
ПРИСПОСОБЛЕНИЯ И СТРУБЦИНЫ ДЛЯ СБОРКИ И СВАРКИ СТЕРЖНЕЙ
Таблица 1
Размеры призматических инвентарных медных форм
(рис. 1, а, б) для сварки стыковых соединений
однорядных одинаковых стержней периодического профиля
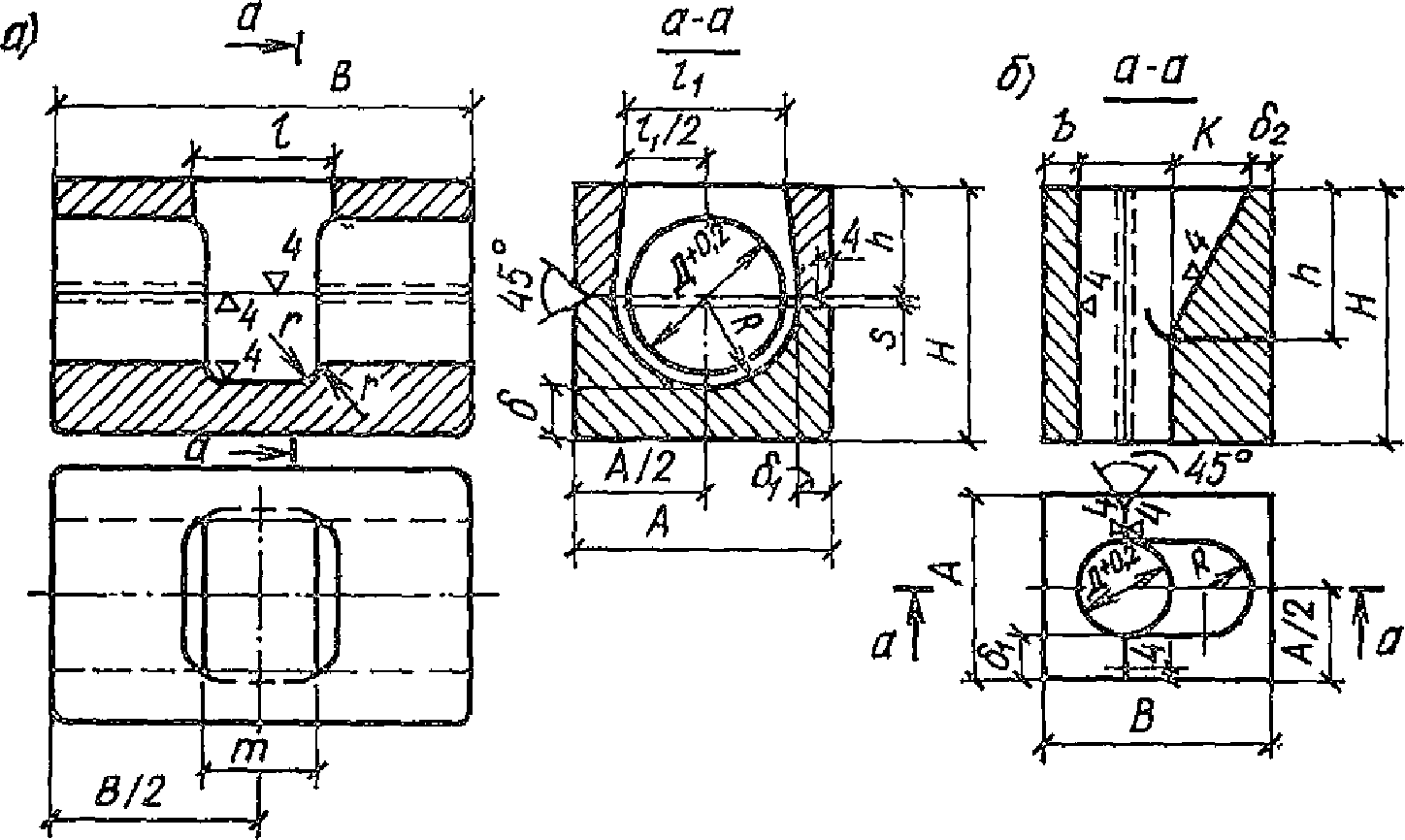
Рис. 1. Конструкция призматических инвентарных медных форм
для ванной сварки стыковых соединений однорядных стержней
а — горизонтальных; б — вертикальных;
для полуавтоматической сварки под флюсом r = 3 мм,
m = 20 мм, S = 4 мм; для ручной дуговой ванной сварки S = 0
|
Положение стержней |
Диаметр стыкуемых стержней, мм |
Размеры элементов форм, мм |
|||||||||
|
A |
B |
H |
D |
|
l = l1 или K |
R |
|
|
|
||
|
не менее |
не менее |
||||||||||
|
Горизонтальное |
20 |
65 |
23,5 |
26 |
13 |
20 |
20 |
— |
|||
|
22 |
70 |
25,5 |
26 |
14 |
20 |
20 |
— |
||||
|
25 |
75 |
28,5 |
28 |
16 |
20 |
20 |
— |
||||
|
28 |
80 |
70 |
80 |
32,5 |
30 |
25 |
18 |
20 |
20 |
— |
|
|
32 |
85 |
36,5 |
30 |
19 |
20 |
20 |
— |
||||
|
36 |
90 |
41,5 |
35 |
30 |
22 |
20 |
20 |
— |
|||
|
40 |
96 |
80 |
90 |
45,5 |
35 |
24 |
20 |
20 |
— |
||
|
Вертикальное |
20 |
80 |
80 |
90 |
23,5 |
55 |
10 |
20 |
20 |
10 |
|
|
22 |
80 |
80 |
90 |
25,5 |
60 |
10 |
15 |
20 |
10 |
||
|
25 |
90 |
90 |
100 |
28,5 |
65 |
12 |
15 |
20 |
10 |
||
|
28 |
90 |
90 |
100 |
32,5 |
65 |
26 |
14 |
15 |
20 |
10 |
|
|
32 |
90 |
100 |
110 |
36,5 |
65 |
14 |
15 |
20 |
15 |
||
|
36 |
110 |
110 |
120 |
41,5 |
75 |
75 |
20 |
20 |
15 |
||
|
40 |
110 |
110 |
120 |
45,5 |
80 |
18 |
20 |
20 |
15 |
Примечания: 1. Для возможности использования форм после износа их внутренних поверхностей для сварки стержней большего диаметра размеры с надписью «не менее» должны быть приняты соответственно большими.
2. Размеры и конструкции медных форм для сварки стержней различного диаметра (d1 < d2) должны быть определены опытным путем.
3. В формах для стержней гладкого профиля класса А-I изменяется лишь один размер D, который принимают равным, мм: D = d + n, где d — диаметр стержня; n — плюсовой допуск на диаметр согласно стандарту.
Таблица 2
Размеры цилиндрических инвентарных медных форм
(рис. 2, а, б) для сварки стыковых соединений однорядных
стержней одинакового диаметра периодического профиля
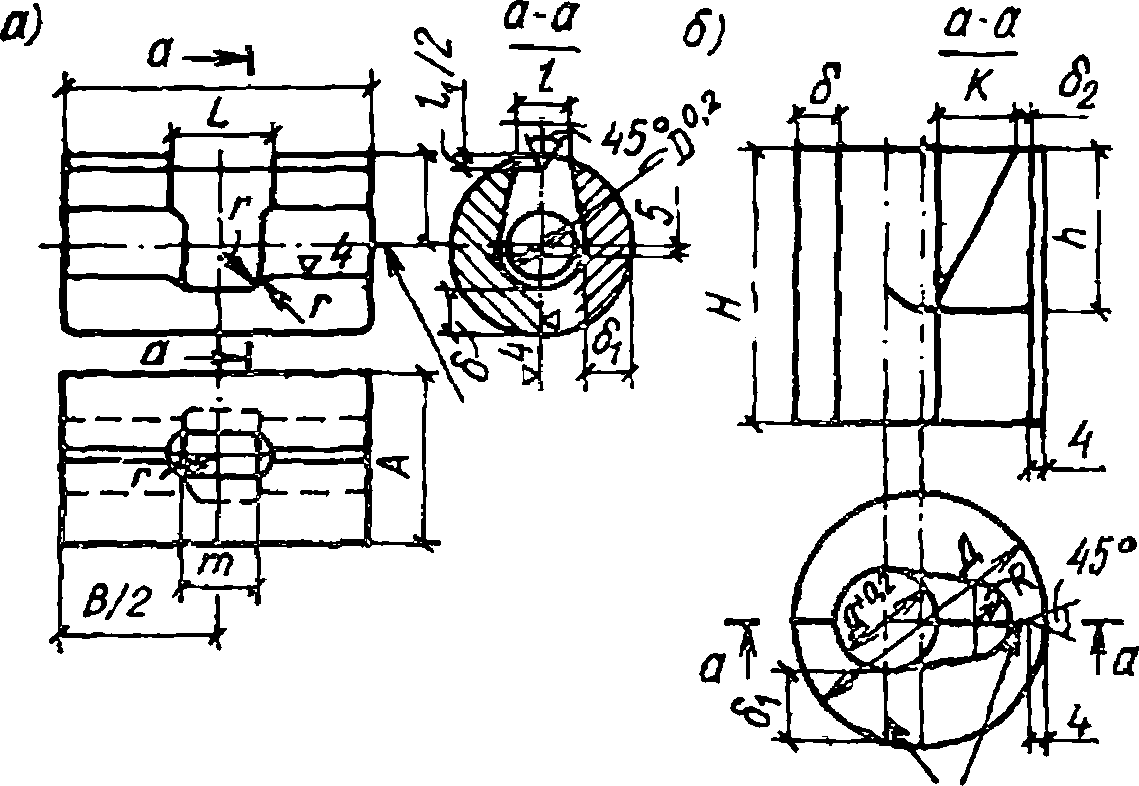
Рис. 2. Конструкция цилиндрических инвентарных медных форм
для ванной сварки стыковых соединений однорядных стержней
а — горизонтальных; б — вертикальных
|
Положение стержней в пространстве |
Диаметр стыкуемых стержней, мм |
Размеры элементов форм, мм |
||||||||
|
A |
B, H |
D |
n |
l = l1 или K |
R |
|
|
|
||
|
не менее |
не менее |
|||||||||
|
Горизонтальное |
20 |
65 |
23,5 |
— |
— |
13 |
20 |
20 |
— |
|
|
22 |
70 |
25,5 |
— |
— |
14 |
20 |
20 |
— |
||
|
25 |
75 |
28,5 |
— |
25 |
16 |
20 |
20 |
— |
||
|
28 |
80 |
80 |
32,5 |
— |
18 |
20 |
20 |
— |
||
|
32 |
85 |
36,5 |
— |
19 |
20 |
20 |
— |
|||
|
36 |
90 |
100 |
41,5 |
— |
30 |
22 |
20 |
20 |
— |
|
|
40 |
95 |
45,5 |
— |
24 |
20 |
20 |
— |
|||
|
Вертикальное |
20 |
80 |
90 |
23,5 |
55 |
10 |
15 |
— |
10 |
|
|
22 |
80 |
90 |
25,5 |
60 |
10 |
15 |
— |
10 |
||
|
25 |
90 |
100 |
28,5 |
65 |
12 |
15 |
— |
10 |
||
|
28 |
90 |
100 |
32,5 |
65 |
26 |
14 |
15 |
— |
10 |
|
|
32 |
100 |
110 |
36,5 |
65 |
14 |
15 |
— |
15 |
||
|
36 |
110 |
120 |
41,5 |
75 |
15 |
20 |
— |
15 |
||
|
40 |
110 |
120 |
45,5 |
80 |
18 |
20 |
— |
15 |
Примечания: 1. На время освоения процесса полуавтоматической сварки стыковых горизонтальных стержней на данном объекте допускается срез скосов торцов стержней согласно рис. 12. При этом минимальный рекомендуемый и максимальный допустимый зазоры между торцами горизонтальных стержней должны составлять соответственно 5 и 12 мм.
2. Не допускается производить предварительную наплавку металла на торцы стержней с целью уменьшения чрезмерно большого зазора между ними.
Приспособление для удержания желобчатой подкладки
Приспособление предназначено для закрепления медной желобчатой подкладки под горизонтальными арматурными стержнями при их сварке встык (рис. 4).
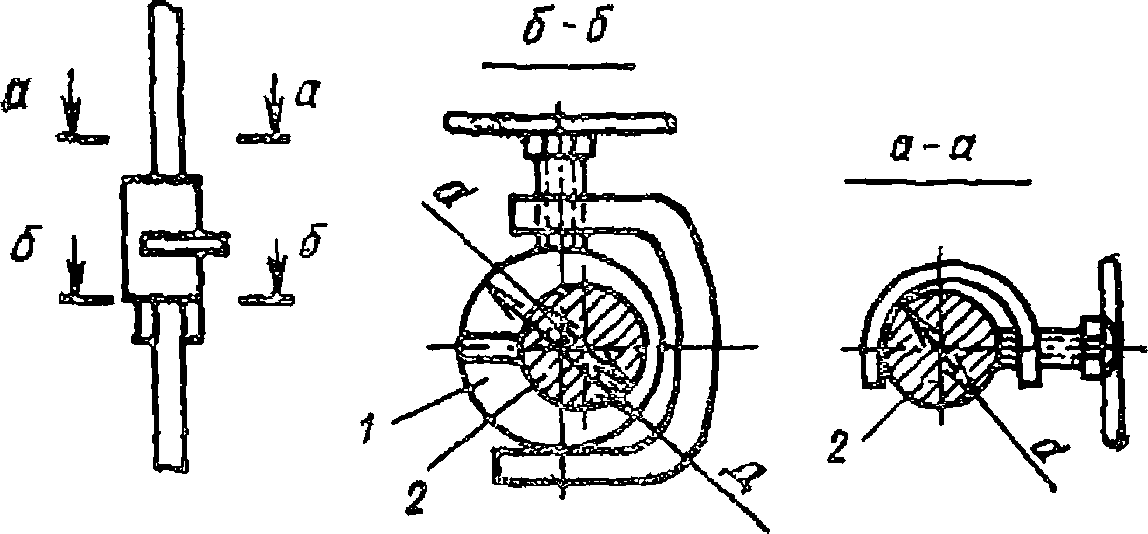
Рис. 3. Схема расположения и конструкция винтовых струбцин
для крепления медных форм на вертикальных стержнях
1 — элементы формы; 2 — стержни
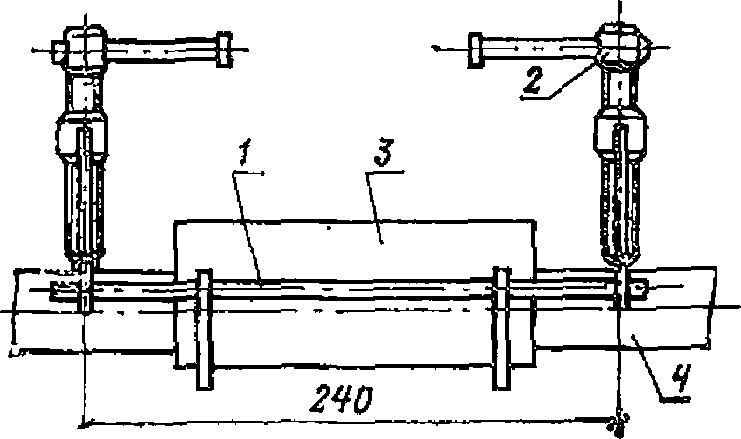
Рис. 4. Приспособление для удержания желобчатой подкладки
при сварке стыковых соединений стержней
(конструкция ЦНИИОМТП)
1 — основание; 2 — скоба с винтовым зажимом;
3 — скоба-подкладка; 4 — стержни
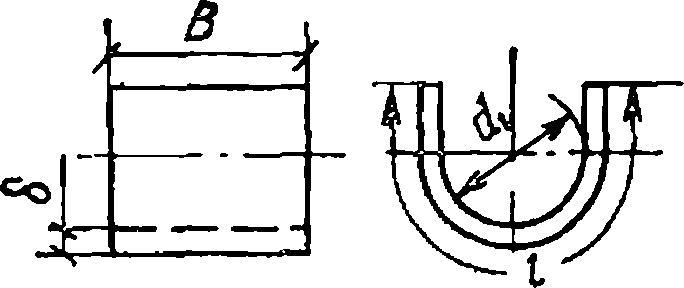
Рис. 5. Конструкция и размеры стальных скоб-подкладок
d1 — наружный диаметр стержней
Приспособление состоит из основания и двух скоб с винтами, при помощи которых производится крепление приспособления к арматурному стержню.
Масса приспособления — 0,52 кг.
Таблица 3
Размеры (в мм) заготовок стальных скоб—накладок
для сборки и полуавтоматической сварки порошковой
и голой легированной проволоками стыковых
соединений стержней периодического профиля
|
Диаметр стержней dн |
Внутренний диаметр D <*> = dн + 0,2 |
Толщина |
Ширина b + 2 |
Длина l + 2 |
|
20 |
23,5 |
60 |
75 |
|
|
22 |
25,5 |
6 |
60 |
75 |
|
25 |
28,5 |
70 |
90 |
|
|
28 |
32,5 |
70 |
90 |
|
|
32 |
36,5 |
8 |
100 |
120 |
|
36 |
41,5 |
100 |
120 |
|
|
40 |
45,6 |
120 |
130 |
———————————
<*> Для стержней гладкого профиля D = dн + 0,5.
Таблица 4
Размеры стальных скоб—подкладок для дуговой
ванной одноэлектродной сварки стыковых
соединений горизонтальных стержней, мм
|
Диаметр стержней d |
Толщина заготовки |
Ширина <*> заготовки b + 2 |
Длина заготовки l +2 для стержней с профилем |
|
|
гладким |
периодическим |
|||
|
20 |
6 |
30 |
60 |
70 |
|
22 |
30 |
65 |
75 |
|
|
25 |
35 |
75 |
85 |
|
|
28 |
35 |
85 |
90 |
|
|
30 |
40 |
90 |
100 |
|
|
32 |
40 |
95 |
110 |
———————————
<*> Ширина заготовки приведена для сварки стержней с минимальным рекомендуемым зазором между торцами стыкуемых стержней. Для сварки стыков стержней с большими зазорами ширина заготовки должна быть соответственно увеличена.
Таблица 5
Размеры стальных скоб—накладок для дуговой
ванно—шовной одноэлектродной сварки
стыковых соединений горизонтальных стержней, мм
|
Диаметр стержней d |
Наружный диаметр стержней периодического профиля |
Толщина заготовки |
Ширина заготовки b + 2 |
Длина заготовки l + 2 |
Внутренний радиус накладки |
||
|
для стержней с профилем |
|||||||
|
гладким |
периодическим |
гладким |
периодическим |
||||
|
36 |
39,5 |
6 |
60 |
105 |
115 |
19 |
21 |
|
40 |
43,5 |
8 |
80 |
115 |
125 |
21 |
23 |
|
45 |
49 |
9 |
90 |
130 |
140 |
24 |
26 |
|
50 |
54 |
10 |
100 |
145 |
155 |
26 |
28 |
|
55 |
60 |
11 |
110 |
160 |
175 |
28 |
31 |
|
60 |
65 |
12 |
120 |
175 |
190 |
31 |
34 |
|
70 |
76 |
15 |
140 |
200 |
220 |
36 |
39 |
|
80 |
86,5 |
15 |
160 |
230 |
250 |
41 |
45 |
Приспособление для сборки стержней при стыковой сварке
Приспособление предназначено для сборки и фиксации арматурных стержней диаметром от 20 до 36 мм перед сваркой внахлестку или с круглыми накладками.
Приспособление представляет собой рычажный механизм с кулачком, который действует на шток через пружинный упор. Шток при своем движении перемещает стержни, уложенные на основание приспособления, до их совмещения в пакет.
Выравнивание стержней в пакете производится с помощью прижимной пластины, которая одним концом шарнирно закреплена на рычаге, а другим концом крепится к основанию приспособления с помощью Т-образного замка. Подготовка приспособления для сборки стержней определенного диаметра производится путем установки в нем одного из пяти сменных легкосъемных вкладышей, входящих в комплект приспособления. Масса приспособления — 2,8 кг.
Струбцина для соосного смещения стержней
Струбцина для осевого смещения свариваемых стержней предназначена для выравнивания искривленных выпусков арматуры диаметром до 36 мм сборных железобетонных элементов перед сваркой соединений с заваркой зазора.
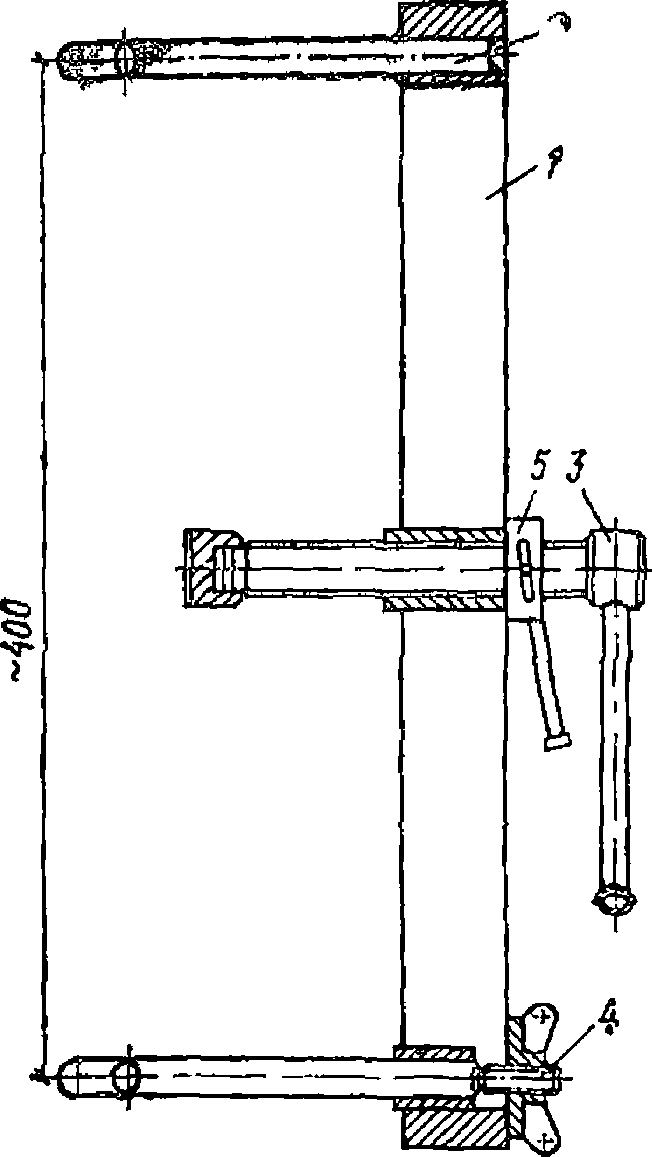
Рис. 6. Струбцина для осевого смещения
свариваемых стержней (конструкция ЦНИИОМТП)
1 — рычаг; 2 — кулачок; 3, 4, 5 — силовые винты
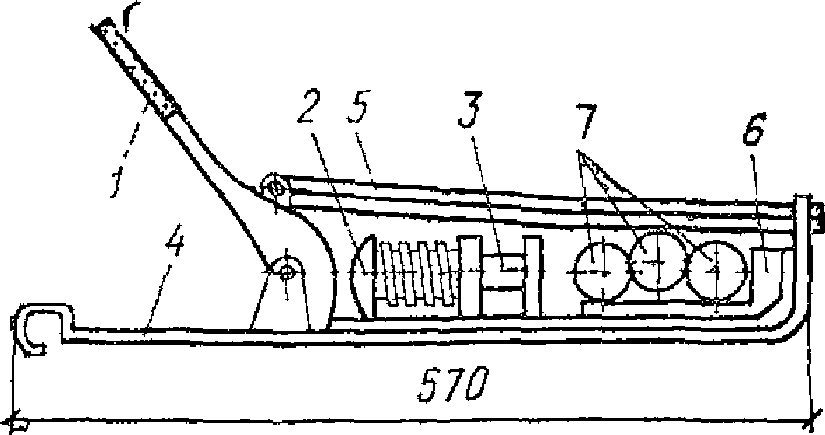
Рис. 7. Приспособление для сборки стержней под сварку
внахлестку или с круглыми накладками (конструкция ЦНИИОМТП)
1 — рычаг; 2 — кулачок; 3 — шток; 4 — основание;
5 — прижимная пластина; 6 — сменный вкладыш;
7 — арматурные стержни
Струбцина состоит из корпуса, захватов, силового винта и прижима. Захват струбцины и силовой винт имеют возможность перемещаться вдоль выпрямляемых выпусков, что позволяет использовать струбцину для выравнивания различных по длине выпусков арматуры.
Таблица 6
Размеры швов крестовых соединений стержней, выполняемых
дуговой сваркой с принудительным формированием
|
Положение сварного шва |
Соотношение расчетных диаметров стержней |
Размеры сварных швов (рис. 8), мм |
|
Горизонтальное |
1 |
a = d1 |
|
0,83 — 1 |
a = D1 |
|
|
0,2 — 0,83 |
a = 1,2d1 |
|
|
Вертикальное |
0,2 — 1 |
a = d1 + 12 |
|
m = 0,5d1 + 6 |
||
|
0,2 — 0,83 |
при D1 <= 16; l = D1 |
|
|
при D1 > 16; |
||
|
0,83 — 1 |
l1 = l = 5 |

Примечание. dн — расчетный диаметр меньшего стержня периодического профиля; Dн — то же, большего стержня; d1 — наружный диаметр меньшего стержня с плюсовым допуском; D1 — то же, большего стержня.
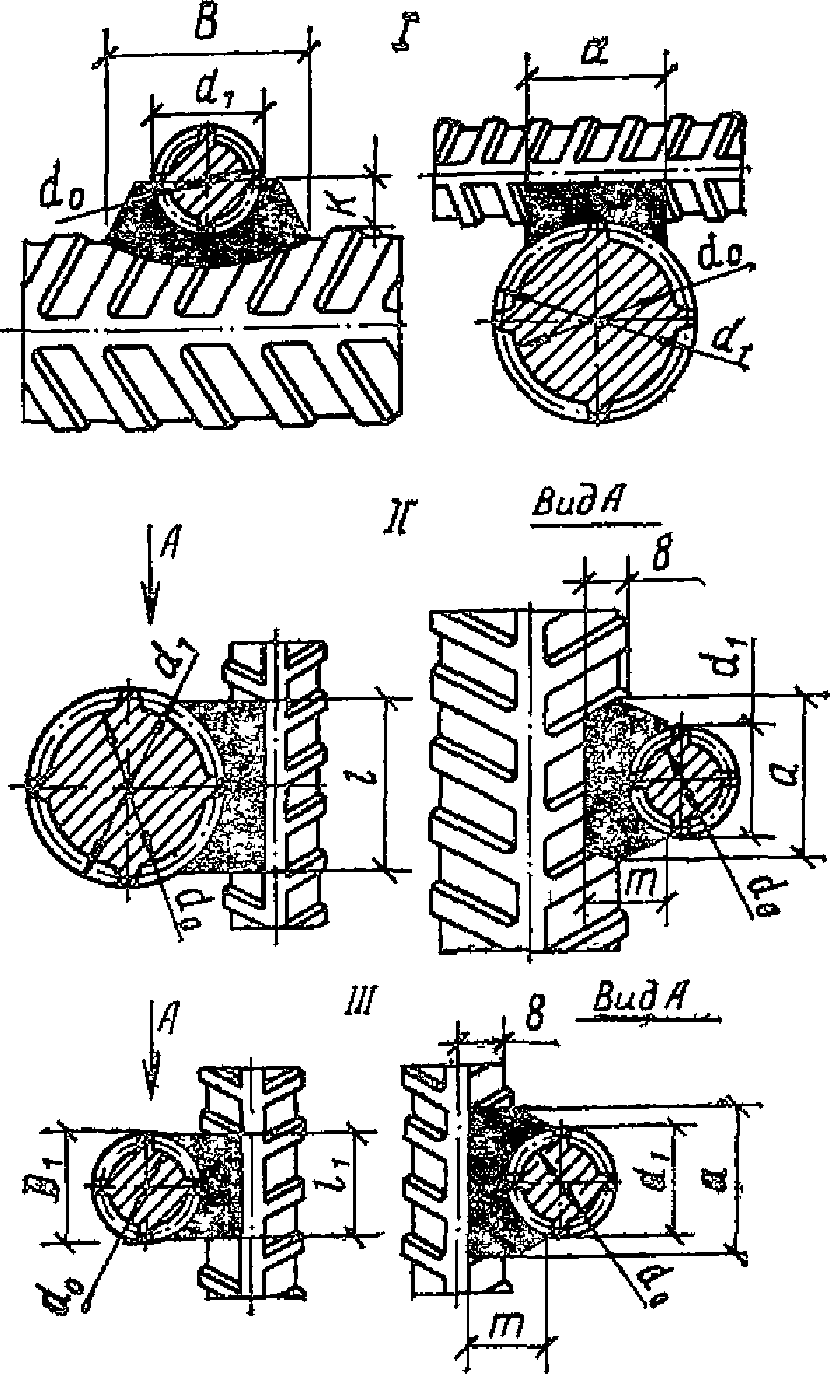
Рис. 8. Конструктивные элементы крестовых соединений
стержней, выполненных дуговой сваркой с принудительным
формированием с горизонтальным (I) и вертикальным
(II, III) положением сварных швов
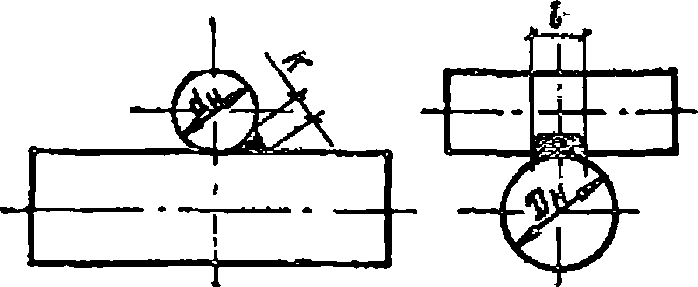
Рис. 9. Схема расположения прихваток при сборке
изделий с крестовыми соединениями стержней
Таблица 7
Размеры  пространств медных или графитовых форм
пространств медных или графитовых форм
для сварки крестовых соединений стержней
в горизонтальном положении
|
Диаметр верхнего стержня dн, мм |
Размеры элементов форм, мм |
||||
|
b |
b1 |
b2 |
k |
ч |
|
|
10 |
28 |
24 |
30 |
4 |
2 |
|
12 |
30 |
26 |
32 |
5 |
3 |
|
14 |
34 |
29 |
37 |
6 |
3 |
|
16 |
38 |
32 |
42 |
7 |
3 |
|
18 |
42 |
35 |
46 |
8 |
3 |
|
20 |
46 |
38 |
50 |
9 |
4 |
|
22 |
49 |
41 |
53 |
10 |
4 |
|
25 |
53 |
45 |
57 |
11 |
4 |
|
28 |
57 |
49 |
61 |
12 |
4 |
|
32 |
62 |
53 |
67 |
13 |
5 |
|
36 |
68 |
58 |
74 |
14 |
5 |
|
40 |
73 |
62 |
79 |
15 |
5 |
Таблица 8
Габариты медных форм для сварки
крестовых соединений стержней
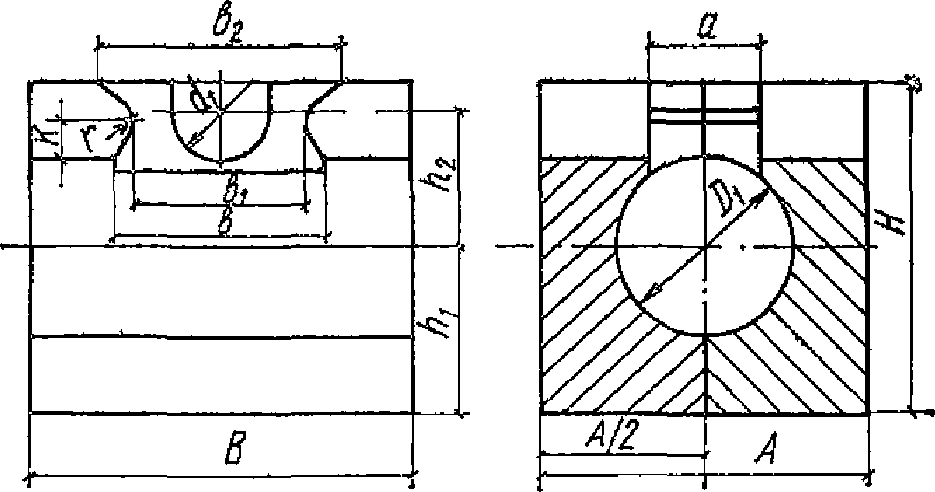
Рис. 10. Конструкция медных форм для сварки крестовых
соединений стержней с горизонтальным положением швов
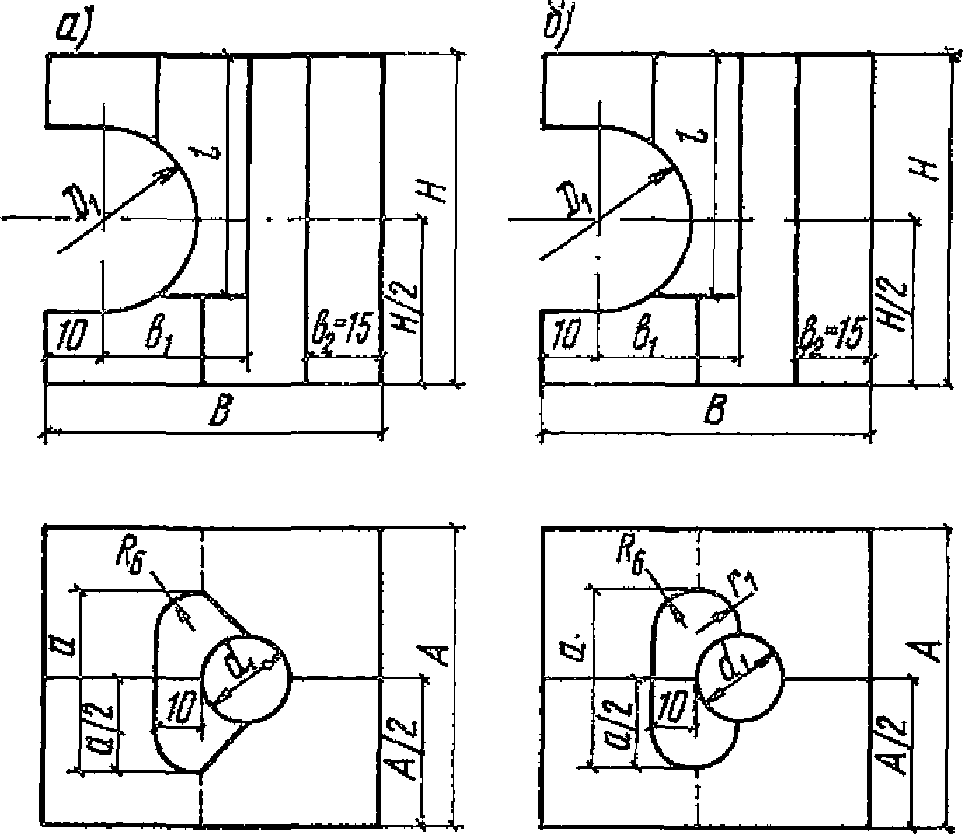
Рис. 11. Конструкции медных форм для сварки крестовых
соединений стержней с вертикальным положением швов
и соотношением расчетных диаметров dн/Dн = 0,2 — 0,83
— при величинах расчетного диаметра меньшего стержня
а — dн >= 14 мм; б — dн < 14 мм
Продолжение табл. 8
|
Положение сварного шва |
Расчетные диаметры стержней и их соотношения |
Размеры элементов форм, мм |
|
|
dн, мм |
Dн, мм |
dн/Dн |
|
|
Горизонтальное |
10 — 40 |
0,2 — 1 |
A = 2D1 |
|
28 — 40 |
0,7 — 1 |
B = 3d1 |
|
|
10 — 25 |
10 — 40 |
0,2 — 1 |
B = 3,5d1 |
|
10 — 40 |
28 — 40 |
h1 = 0,8D1 |
|
|
10 — 25 |
0,4 — 1 |
h1 = D1 |
|
|
10 — 40 |
0,2 — 1 |
h2 = 0,5(D1 + d1) |
|
|
0,2 — 1 |
H = h1 + h2 + 0,3d1 |
||
|
— 1 |
a = d1 |
||
|
0,83 — 0,9 |
a = D1 |
||
|
0,2 — 0,80 |
a = 1,2d1 |
||
|
Вертикальное |
10 — 40 |
0,2 — 1 |
A = d1 + 40 |
|
b1 = 0,5(D1 + d1) B = b1 + 0,5d1 + 25 |
|||
|
H = D1 + 1,35d1 |
|||
|
a = d1 + 12 |
|||
|
0,2 — 0,8 |
l — определяется геометрическим построением |
||
|
0,83 — 0,9 |
l1 = l + 5 |
||
|
10 — 12 |
10 — 40 |
0,2 — 1 |
r1 = 0,5d1 |
Приложение 29
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ЭЛЕКТРОДНЫХ МАТЕРИАЛОВ И ИХ СВОЙСТВА
Таблица 1
Проволока и флюс для дуговой полуавтоматической сварки
|
Способ дуговой сварки |
Диаметр, мм, и класс арматуры |
Марка и диаметр электродной проволоки, мм |
Марка флюса |
|
Полуавтоматическая ванная под слоем флюса в медных формах |
36, 40; А-II |
Св-0,8ГА; 2,5 и 2 |
АН-8, АН-14, АН-22 или 348А |
|
Полуавтоматическая ванная под слоем флюса в медных формах |
36, 40; А-III |
Св-10ГА; 2,5 и 2 |
АН-8, АН-14, АН-22 или 348А |
|
Полуавтоматическая ванная под слоем флюса в графитовых формах |
36, 40; А-II и А-III |
Св-08ГИ, Св-0,8; 2 |
То же |
|
Полуавтоматическая многослойная швами на стальной скобе-накладке |
А-I, А-II и А-III |
ЭП-245 (20ГСТЮ), ЭП-439 (15ГСТЮЦА) |
— |
Примечание. Сварочная проволока для полуавтоматической ванной сварки под слоем флюса должна отвечать требованиям ГОСТ 2246-70*. Сварочная проволока ЭП-245 (20ГСТЮ) должна отвечать требованиям «Временных технических условий» 4МТУ/ЦНИИЧМ 801-62.
Таблица 2
Порошковая проволока для дуговой полуавтоматической сварки
|
Марка проволоки |
Тип сердечника |
Род и полярность тока |
К какому типу электродов (по ГОСТ 9467-75) приравнивается |
|
ПП-АН1 |
Рудно-кислый |
Постоянный и переменный |
Э42 — Э46 |
|
ПП-АН2 |
Фтористокальциевый |
Постоянный на электроде (+) |
Э50А |
|
ПП-АН3 |
То же |
То же |
350А |
|
ПП-ДСК |
« |
Постоянный и переменный |
Э46 |
|
ПСК-3, ЭПС-15/2 |
« |
То же |
Э50 |
Таблица 3
Рекомендации по выбору электродов
для дуговой сварки соединений арматуры
|
Способ дуговой сварки |
Характеристика арматурной стали |
Характеристика электродов |
Тип покрытия |
Род сварочного тока |
Назначение и особенности |
||
|
класс |
марка |
тип |
марка покрытия |
||||
|
Протяженными швами |
А-I |
Ст3 |
Э46 |
АНО-4; АНО-3; МР-1; ОЗС-4 |
Рутиловое содержание железного порошка до 20% |
Переменный или постоянный любой полярности |
Для сварка в любом пространственном положении. Отличаются высокими сварочно-технологическими свойствами |
|
ОЗС-6; ЗРС-2 |
То же, 30 — 35% |
То же |
Для сварки в любом пространственном положении, преимущественно в нижнем |
||||
|
ОЗС-3 |
» 50 — 65% |
« |
Для сварки в нижнем и наклонном положении |
||||
|
Э42 |
АНО-5; АНО-6 |
» 30 — 35% |
« |
Для сварки в любом пространственном положении |
|||
|
АНО-1 |
» 50 — 65% |
« |
Для сварки в нижнем и наклонном положении |
||||
|
Ванная многоэлектродная |
А-II |
Ст5 |
Э42А |
УОНИ-13/45; СМ-11 |
Фтористокальциевое |
Постоянный, обратной полярности |
Для ответственных конструкций, в частности эксплуатируемых при отрицательной температуре или ударных воздействиях |
|
ОЗС-2; УП-2/45 |
« |
То же, и переменный |
|||||
|
10ГТ |
Э42, Э42, Э46 |
Все вышеуказанные марки |
См. выше все относящиеся к указанным маркам электродов |
Обеспечивают низкое содержание водорода |
|||
|
18Г2С |
Э46А |
ОЗС-7 |
Фтористокальциевое |
Постоянный, обратной полярности и переменный |
Преимущественно для сварки стержней большого диаметра. Обеспечивают повышенную производительность |
||
|
А-III |
35ГС, 25Г2С |
Э42А, Э50А, Э55 |
УОНИ-13-55 УОНИ-1355У и все указанные выше марки |
Все указанные выше марки |
То же |
Для ответственных конструкций, в частности эксплуатируемых при отрицательной температуре или ударных воздействиях |
|
|
А-IV |
20ХГ2Ц, 20ХГ2Т, 23ХГ2Т |
Э50А |
Все указанные выше марки |
||||
|
А-V |
23Х2Г2Ц |
||||||
|
А-I |
Ст3 |
Э42А |
Любые из указанных выше |
Фтористокальциевые |
Переменный |
||
|
А-II |
10ГТ, Ст5 18Г2С |
Э42А Э50А или Э55А |
То же, и ДСК-50 УПК-2/55, К-5А |
« |
« |
||
|
А-III |
35ГС, 25Г2С |
Э55А Э55 |
Все указанные выше марки |
« |
« |
||
|
Ванная одноэлектродная |
А-I |
Ст3, |
Э42А |
СМ-11 |
« |
« |
|
|
А-II |
10ГТ |
Э55 |
УОНИ-13/55У |
« |
Постоянный или переменный |
||
|
А-III |
Ст5, 35ГС, 25Г2С |
Э55 |
УОНИ-13/55У |
« |
« |
Таблица 4
Электроды металлические для дуговой сварки (ГОСТ 9467-75)
|
Тип электродов |
Механические свойства шва или наплавленного металла при применении электродов диаметром более 2,5 мм |
Содержание в металле шва или в наплавленном металле, % |
|||
|
временное сопротивление, кгс/мм2 |
относительное удлинение, % |
ударная вязкость кгс·м/см2 |
серы |
фосфора |
|
|
не менее |
не более |
||||
|
Э42 |
42 |
18 |
8 |
0,05 |
0,05 |
|
Э42А |
42 |
22 |
14 |
0,04 |
0,04 |
|
Э46 |
46 |
18 |
8 |
0,05 |
0,04 |
|
Э46А |
46 |
22 |
14 |
0,04 |
0,04 |
|
Э50 |
50 |
16 |
6 |
0,05 |
0,05 |
|
Э50А |
50 |
20 |
13 |
0,04 |
0,04 |
|
Э55 |
55 |
20 |
12 |
0,04 |
0,04 |
|
Э85 |
85 |
12 |
5 |
0,04 |
0,04 |
Примечание. Для электродов типа Э85 механические свойства указаны после термической обработки соответственно паспорту на электроды.
Приложение 30
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ОСНОВНЫХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ РАЗЛИЧНЫХ АРМАТУРНЫХ ИЗДЕЛИЙ,
СХЕМЫ АРМАТУРНЫХ ЦЕХОВ И ЗАВОДОВ
В данном приложении приводятся схемы организации изготовления различных арматурных изделий на специализированных машинах и поточно-механизированных линиях с кратким описанием технологии производства работ на них.
На рис. 1 представлена схема полуавтоматической поточной линии для сварки арматурных сеток шириной до 3800 мм.
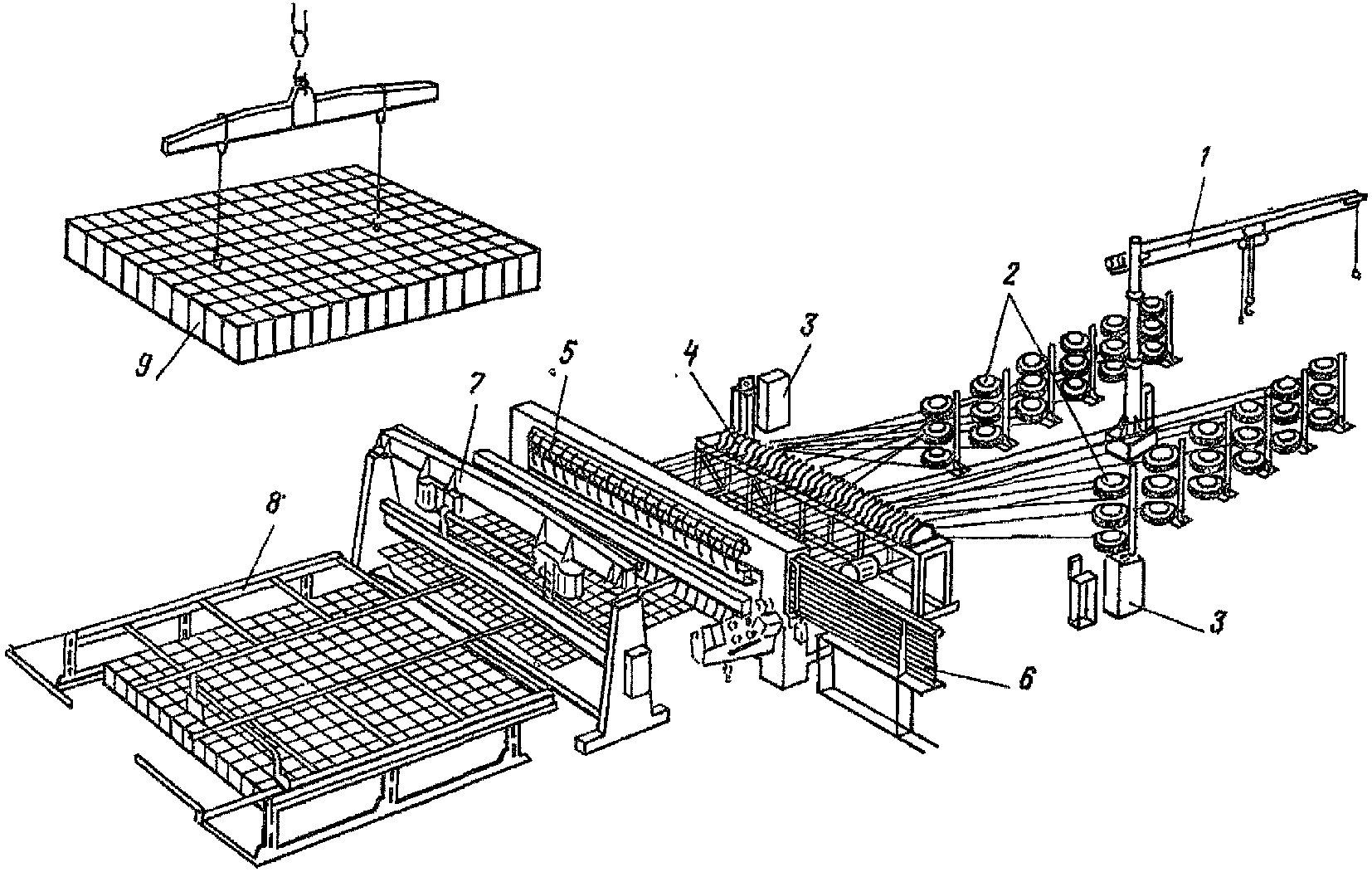
Рис. 1. Схема автоматизированной поточной линии
для изготовления арматурных сеток шириной 3800 мм,
тип. 7247СВ (Гипростроммаш)
1 — консольный кран; 2 — бухтодержатели;
3 — стыкосварочная машина; 4 — правильно-направляющее
устройство; 5 — сварочная машина; 6 — устройство подачи
поперечных прутков; 7 — ножницы для резки сетки;
8 — пакетировщик; 9 — транспортировка пакета сеток
Мотки арматурной стали консольным краном устанавливаются на бухтодержатели. Концы проволоки протаскиваются через ролики  устройства и заправляются в сварочную машину. Поперечный пруток из бункера по направляющим подается на электроды сварочной машины и при включении последней приваривается к продольным стержням. Свариваемая сетка по направляющему столу поступает на пакетировщик и по достижении заданной длины автоматически сбрасывается на пакетирующее устройство. Пакет готовых сеток краном транспортируется на склад готовой продукции.
устройства и заправляются в сварочную машину. Поперечный пруток из бункера по направляющим подается на электроды сварочной машины и при включении последней приваривается к продольным стержням. Свариваемая сетка по направляющему столу поступает на пакетировщик и по достижении заданной длины автоматически сбрасывается на пакетирующее устройство. Пакет готовых сеток краном транспортируется на склад готовой продукции.
Схема организации изготовления тяжелых сеток по унифицированному сортаменту (см. гл. 1 настоящего Руководства) из арматуры диаметром 12 — 32 мм на специализированной машине МТМ-32 представлена на рис. 2.
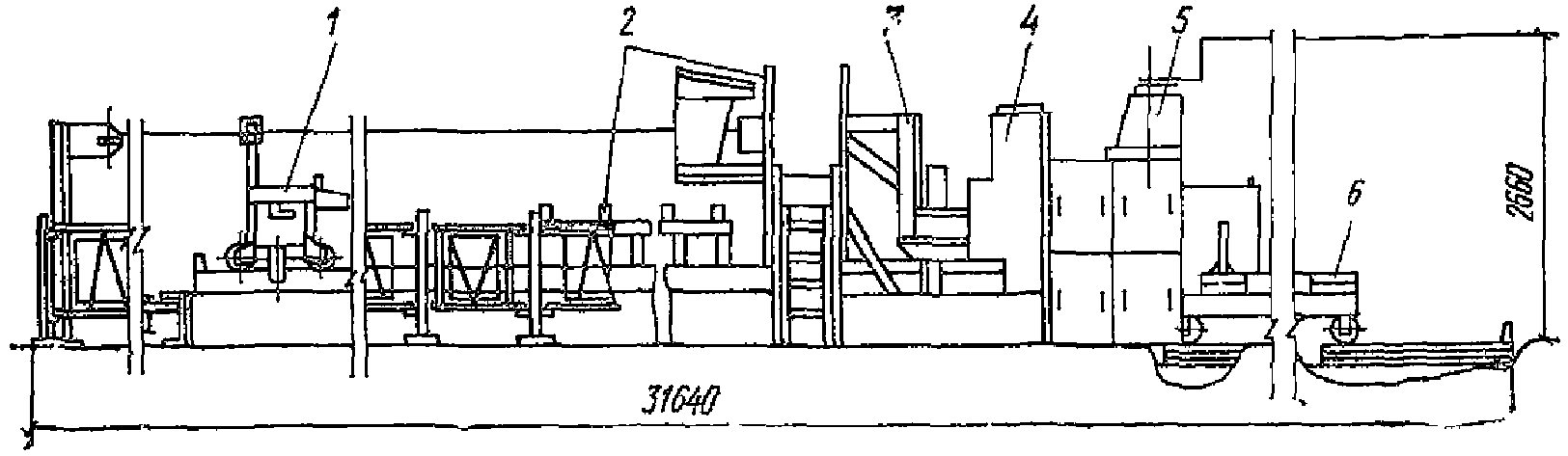
Рис. 2. Автоматизированная линия на базе машины МТМ-32
для контактной сварки тяжелых арматурных сеток
типа КТМ-320144
1 — устройство транспортирующее; 2 — устройство разгрузки;
3 — устройство загрузки поперечных прутков; 4 — машина
МТМ-32У4; 5 — механизм подачи продольных прутков;
6 — тележка загрузочная продольных прутков
Продольные арматурные стержни мерной длины укладываются на загрузочную тележку и механизмом подачи через направляющие подаются на электроды сварочной машины. Поперечные стержни подаются автоматически из бункера в зависимости от заданного шага. Передвижение сетки в процессе сварки осуществляется тянущей тележкой. Готовая сетка автоматически сбрасывается на тележку. Пакет сеток с тележки подъемно-транспортными средствами доставляется на склад готовой продукции. Работа линии осуществляется в автоматическом цикле и обслуживается одним оператором. Производительность линии до 15 тыс. т арматурных сеток в год. Техническая характеристика линии приведена в главе 3 настоящего Руководства.
При потребности в тяжелых арматурных сетках до 2000 т в год их изготовление рекомендуется производить с помощью подвесной машины МТПГ-150, смонтированной на самоходной портальной установке (рис. 3).
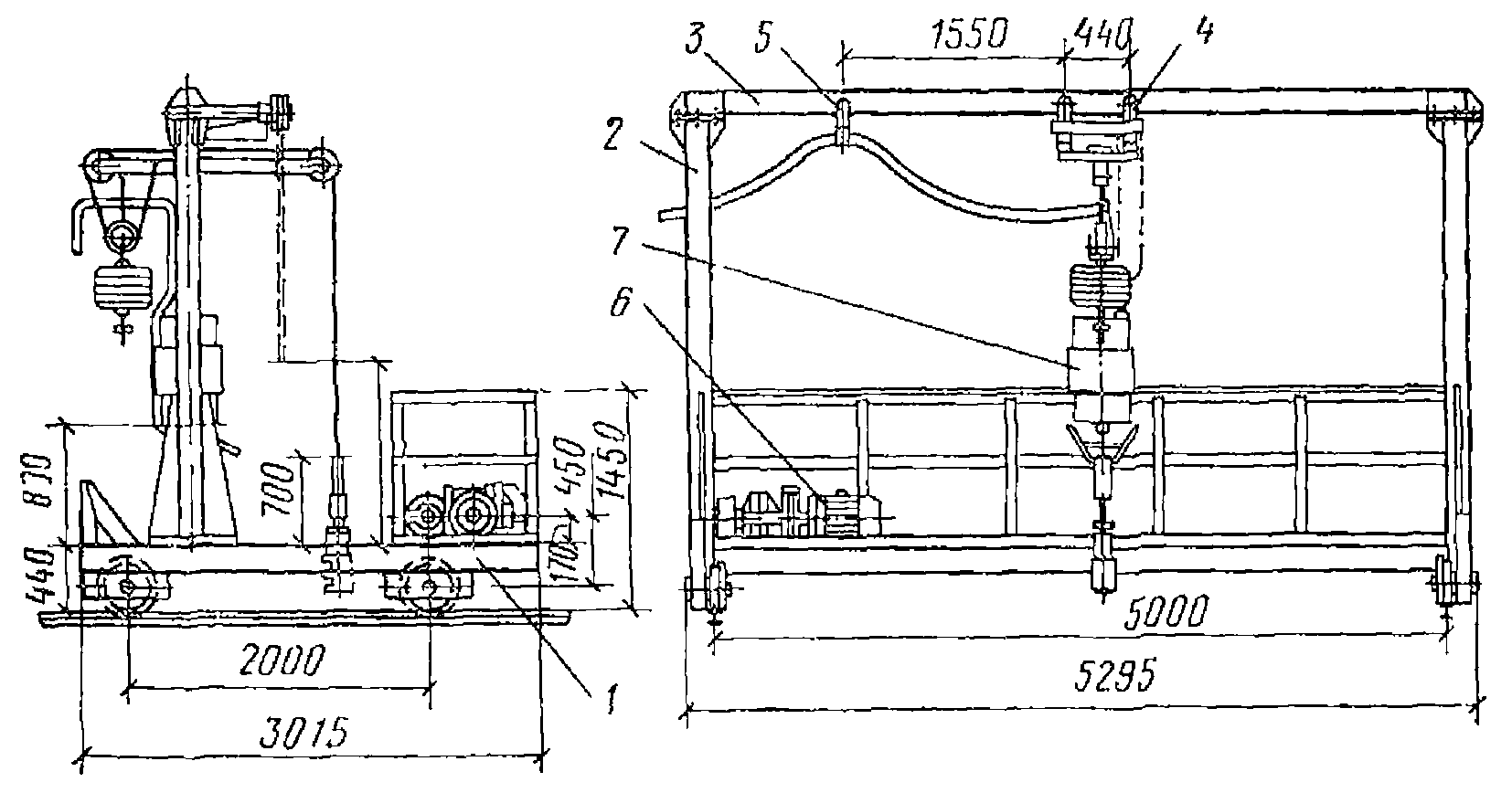
Рис. 3. Самоходное устройство для подвески сварочных клещей
1 — рама тележки; 2 — стойка; 3 — балка;
4 — подвеска для передвижения сварочной машины;
5 — подвеска для крепления проводов и рукавов;
6 — привод передвижения тележки; 7 — подвесная
машина МТПГ-150 со сварочными клещами
Самоходная портальная установка обеспечивает на всем протяжении своего передвижения производство сварочных работ по всему фронту изготавливаемых арматурных сеток. Продольные арматурные стержни вручную раскладываются на кондукторе. Поперечные стержни укладываются в специальный бункер, расположенный на раме установки. Подвесная машина МТПГ-150 крепится к тельферу, установленному на верхней балке портала. Пульт управления движением установки и включением сварочной машины смонтирован на рукоятке сварочных клещей машины МТПГ-150.
При движении установки поперечные стержни из бункера автоматически через заданное расстояние раскладываются на продольные и специальным устройством с помощью механического или пневматического привода прижимаются к ним. Рабочий орган сварочной машины заводится под пересечения стержней и включается сварка. После сварки пересечений одного-двух поперечных стержней с продольными устройство прижима возвращается в исходное положение и установка передвигается для сварки следующих стержней. Подвесная машина передвигается вдоль портала с помощью тельфера. Готовая сетка снимается с кондуктора краном и транспортируется на склад. Среднесменная производительность установки 1600 — 1800 сварок.
Схема организации работ по изготовлению сеток на машинах типа МТМС-10 x 35 представлена на рис. 4.
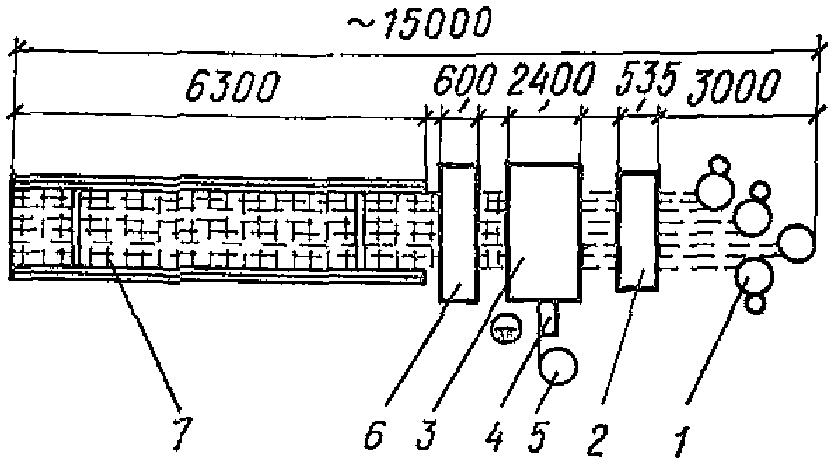
Рис. 4. Схема организации работ по изготовлению сеток
на машинах типа МТМС-10 x 35
1 — групповой бухтодержатель; 2 — правильно-тормозное
устройство; 3 — сварочная машина; 4 — правильное устройство;
5 — бухтодержатель; 6 — гильотинные ножницы;
7 — пневматический сбрасыватель
Сварка производится одновременно во всех пересечениях. Каретка сварочной машины подает свариваемую сетку на откидные полки приемного стола. По окончании сварки сетка сбрасывается с помощью пневматического устройства на специальную тележку. Когда на тележку уложено 50 — 60 сеток, ее выкатывают по рельсам и пакет сеток краном доставляется на склад готовой продукции. Линия обслуживается одним рабочим.
Изготовление пространственных каркасов для стеновых панелей из легких и ячеистых бетонов по типовой серии 1.432-5 должно осуществляться по поточно-механизированной технологии, включая нанесение на них антикоррозионных покрытий.
Технологическая схема изготовления каркасов (рис. 5) включает следующие операции:
заготовка арматурных стержней в соответствии с требованиями рабочих чертежей;
изготовление плоских каркасов;
укрупнительная сборка плоских каркасов в пространственные;
нанесение антикоррозионных покрытий на пространственные каркасы.
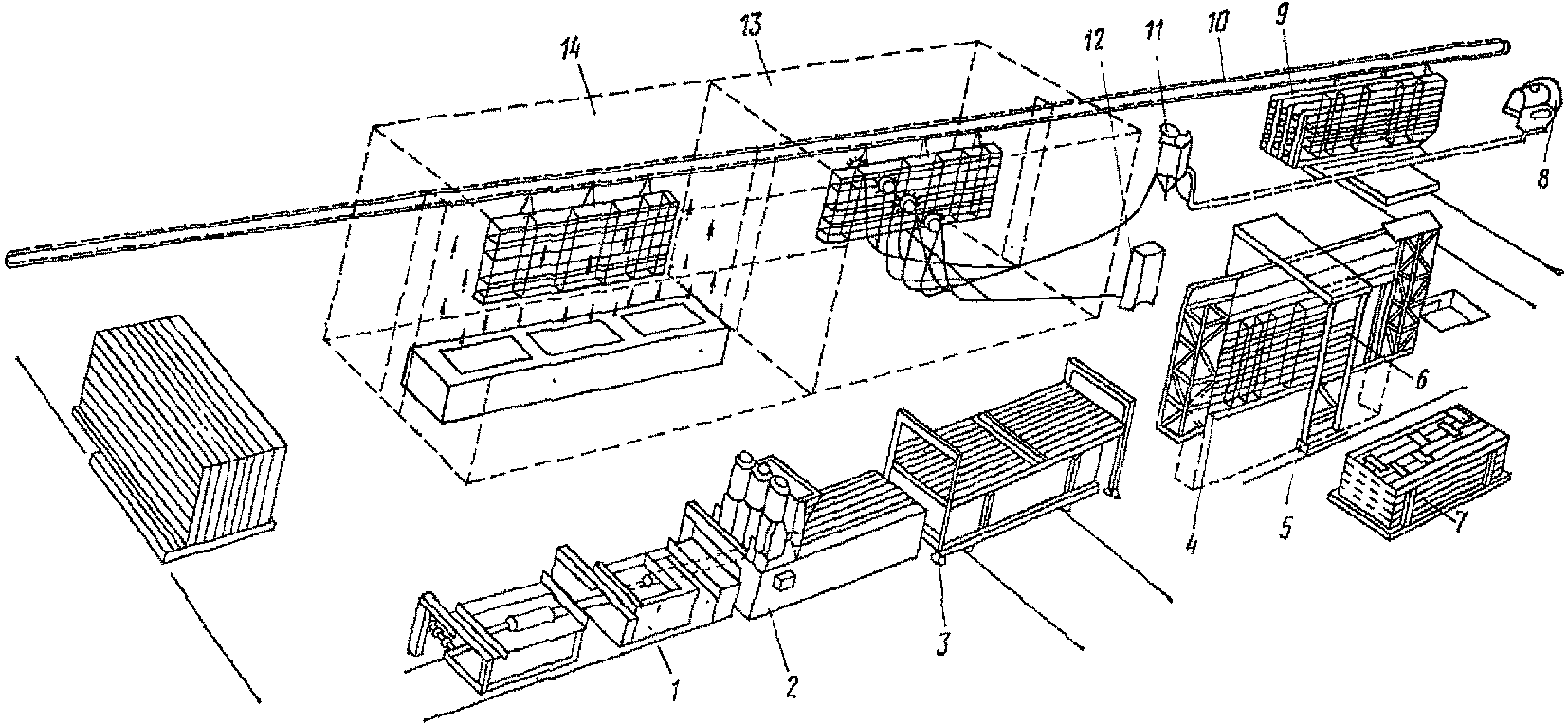
Рис. 5. Поточно-механизированная линия по изготовлению
сварных пространственных арматурных каркасов
1 — механизм подачи продольных стержней; 2 — сварочная
машина МТМК-3 x 100; 3 — пневматический стол с контейнером;
4 — вертикальный кондуктор; 5 — самоходный портал;
6 — подвесные сварочные машины МТПП-75; 7 — контейнер
с плоскими каркасами; 8 — шаровая мельница;
9 — самоходная кассетная тележка; 10 — конвейер;
11 — дозатор; 12 — генератор ЭРГ-150; 13 — камера
электроокраски с распылителями; 14 — сушильная камера
Рекомендуемая конструкция плоского каркаса приведена на рис. 6.
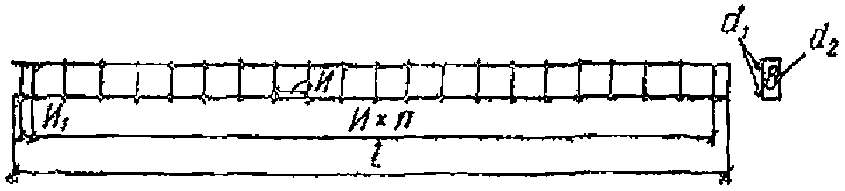
Рис. 6. Конструкция плоского каркаса
Основные размеры плоских каркасов, мм:
Расстояние между осями продольных стержней … от 100 до 400
Расстояние между поперечными стержнями ……. 100, 150, 200, 250, 300
Диаметр продольных стержней ……………… от 5 до 16
Диаметр поперечных стержней ……………… от 4 до 8
Длина продольных стержней ……………….. от 1000 до 6000
Пространственные каркасы должны собираться из продольных плоских каркасов и отдельных арматурных стержней. Все пересечения стержней в пространственном каркасе должны быть сварены.
Конструкция пространственного каркаса для панелей размером 0,2 x 1,8 x 6 м представлена на рис. 7.
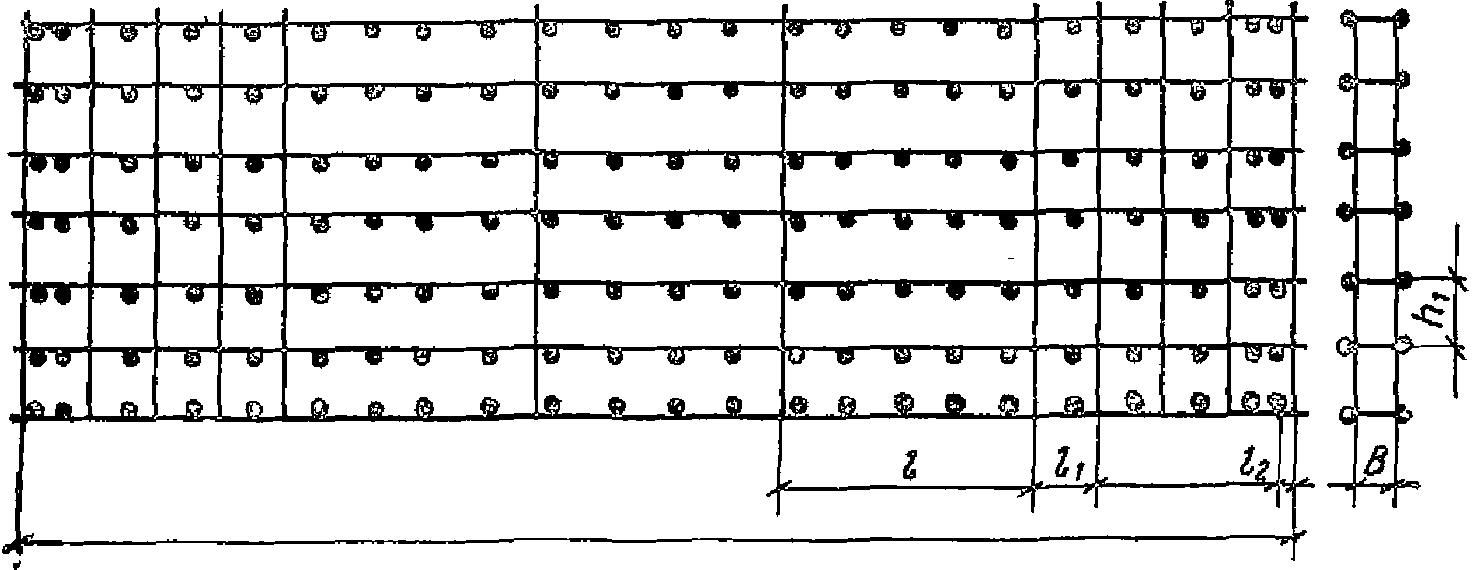
Рис. 7. Конструкция пространственного каркаса
Основные размеры пространственных каркасов, мм
Длина ………………… от 1000 до 6000
Высота ……………….. от 500 до 2000
Толщина ………………. от 100 до 400
Шаг между плоскими
каркасами …………….. не более 300,
не менее 170
Расстояние между отдельными
поперечными стержнями ….. не более 200,
не более 1200
Расстояние от сварного
соединения двух стержней
в одной плоскости
до ближайших стержней
пространственного каркаса,
расположенных в другой
плоскости ……………. не менее 25
Изготовление плоских каркасов точных геометрических размеров с диаметром продольных стержней от 5 до 12 мм, предназначенных для сборки пространственных каркасов, производится на механизированной линии, состоящей из стола для заготовок (продольных стержней), модернизированной многоэлектродной сварочной машины МТМК-3 x 100 и приемно-сбрасывающего устройства с механизмом подачи каркасов, выкатной платформой и съемным контейнером-накопителем.
Машина МТМК-3 x 100 модернизирована для сварки одновременно трех плоских каркасов. Каркасы могут изготовляться с постоянным или переменным шагом между поперечными стержнями, причем в пределах одного плоского каркаса возможны лишь два различных шага.
Приемно-сбрасывающее устройство состоит из рамы и трех пар уголков по длине каркаса, образующих соответственно три приемных отсека (по числу свариваемых каркасов). Один из уголков каждой пары закреплен неподвижно, с небольшим уклоном горизонтальной полки для облегчения сбрасывания каркаса, другой — на трех поворотных опорах, крайняя из которых соединена с поводковой планкой пневмоцилиндра. На раме с обоих концов установлены два пневмоцилиндра, которые приводят в движение поворотные уголки для сброса плоских каркасов в контейнеры-накопители.
Контейнер-накопитель, представляющий собой прямоугольную раму со стойками, установлен на выкатной платформе и размещен под приемно-сбрасывающим устройством.
Механизм подачи каркасов со стола машины на приемно-сбрасывающее устройство состоит из электроприборов, цепной передачи на приводной вал и трех валов с тремя цепями (по числу плоских каркасов), на каждой из которых на одном из звеньев шарнирно установлен специальный упор для проталкивания каркасов.
После заполнения контейнера-накопителя плоскими каркасами он выкатывается из-под приемно-сбрасывающего устройства, перемещается на пост сборки пространственных каркасов, вместо него ставится свободный контейнер-накопитель.
На рис. 8 изображена схема организации производства безотходной стыковой сварки, резки и гибки арматурных стержней.
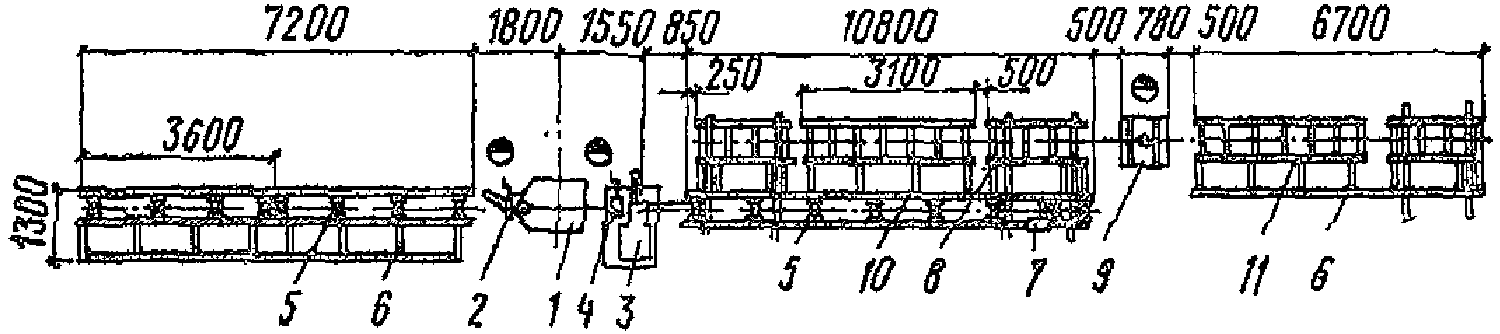
Рис. 8. Схема организации рабочих мест линии безотходной
стыковой сварки, резки и гибки арматурных стержней
1 — стыкосварочная машина; 2, 4 — подъемные ролики;
3 — отрезной станок; 5 — роликовый стол; 6 — стеллаж;
7 — упор мерной рейки; 8 — широкий роликовый стол;
9 — станок для гнутья арматуры; 10 — стеллаж;
11 — широкий роликовый стол
Схема предусматривает организацию поточной линии для стыковой сварки, резки и гнутья товарной арматуры диаметром до 40 мм.
Арматурные стержни подаются к постам, где производится сварка и резка стержней на требуемую длину. Отрезанные заготовки поступают на промежуточный стеллаж и роликовый стол, затем производится гнутье арматуры.
Производительность линии 3 — 5 арматуры в смену. Поточную линию обслуживают четыре человека.
На рис. 9 представлен ротационно-обжимной станок, разработанный Херсонским проектно-конструкторским и технологическим институтом. Станок предназначен для обжатия горячего стыка стержней, в результате чего происходит его уплотнение и выравнивание заподлицо с основными стержнями. Обжатие стыка происходит с помощью специальных кулачков, установленных во вращающейся головке, число оборотов которой составляет 480 об/мин. Принятый коэффициент скольжения — 0,5. Расчетное число обжатий в 1 с составляет 48. Ход ползуна — 2 мм. Диаметр обрабатываемой арматуры — до 30 мм. Мощность электропривода — 4,5 кВт. Станок предназначен для работы в линии безотходной стыковой сварки и резки и имеет габариты 530 x 820 мм.
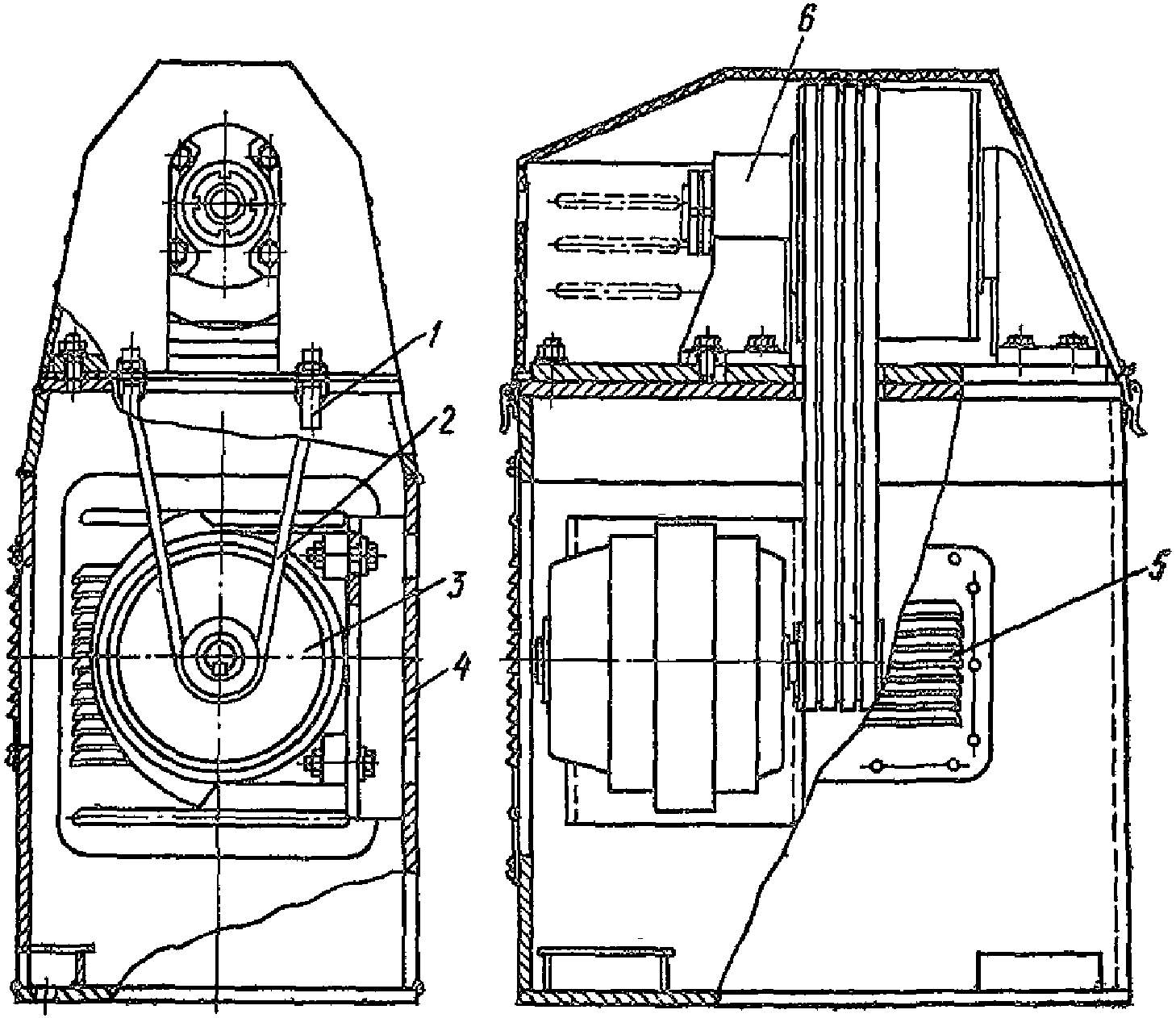
Рис. 9. Станок ротационно-обжимной
1 — замок; 2 — ремень клиновой; 3 — электродвигатель;
4 — станина; 5 — кожух; 6 — головка ротационно-обжимная
На рис. 10 и 11 представлены технологические схемы компоновки оборудования в арматурном цехе завода КПД и специализированного районного завода.

Рис. 10. Технологическая схема компоновки основного
оборудования в арматурном цехе завода КПД
(проект Гипростроммаша)
1 — кран мостовой грузоподъемностью 5 т; 2 — установка
для правки и резки арматурной стали; 3 — размоточное
устройство; 4 — правильно-отрезной станок; 5 — станок
для резки арматурной стали; 6 — машина для контактной
стыковой сварки; 7 — станок для гибки арматурной стали;
8 — машина одноточечная для контактной сварки;
9 — машина точечная для контактной сварки (МТМ-33);
10 — многоэлектродная машина для сварки сеток
(АТМС-14 x 75-7-2); 11 — бухтодержатель трехъярусный;
12 — правильное устройство; 13 — ножницы с пневмоприводом
(СМЖ-60); 14 — пакетировщик (СМК-61А); 15 — машина
для контактной стыковой сварки (МС-502); 16 — самоходная
тележка грузоподъемностью 20 т; 17 — многоэлектродная
машина для контактной сварки (МТМК-3 x 100);
18 — станок для гибки сеток; 19 — вертикальная установка
для сварки арматурных каркасов (СМЖ-286);
20 — горизонтальная установка для сварки каркасов
(СМЖ-54А); 21 — машина подвесная для контактной
сварки мощностью 75 кВА; 22 — кран консольный
грузоподъемностью 0,5 т
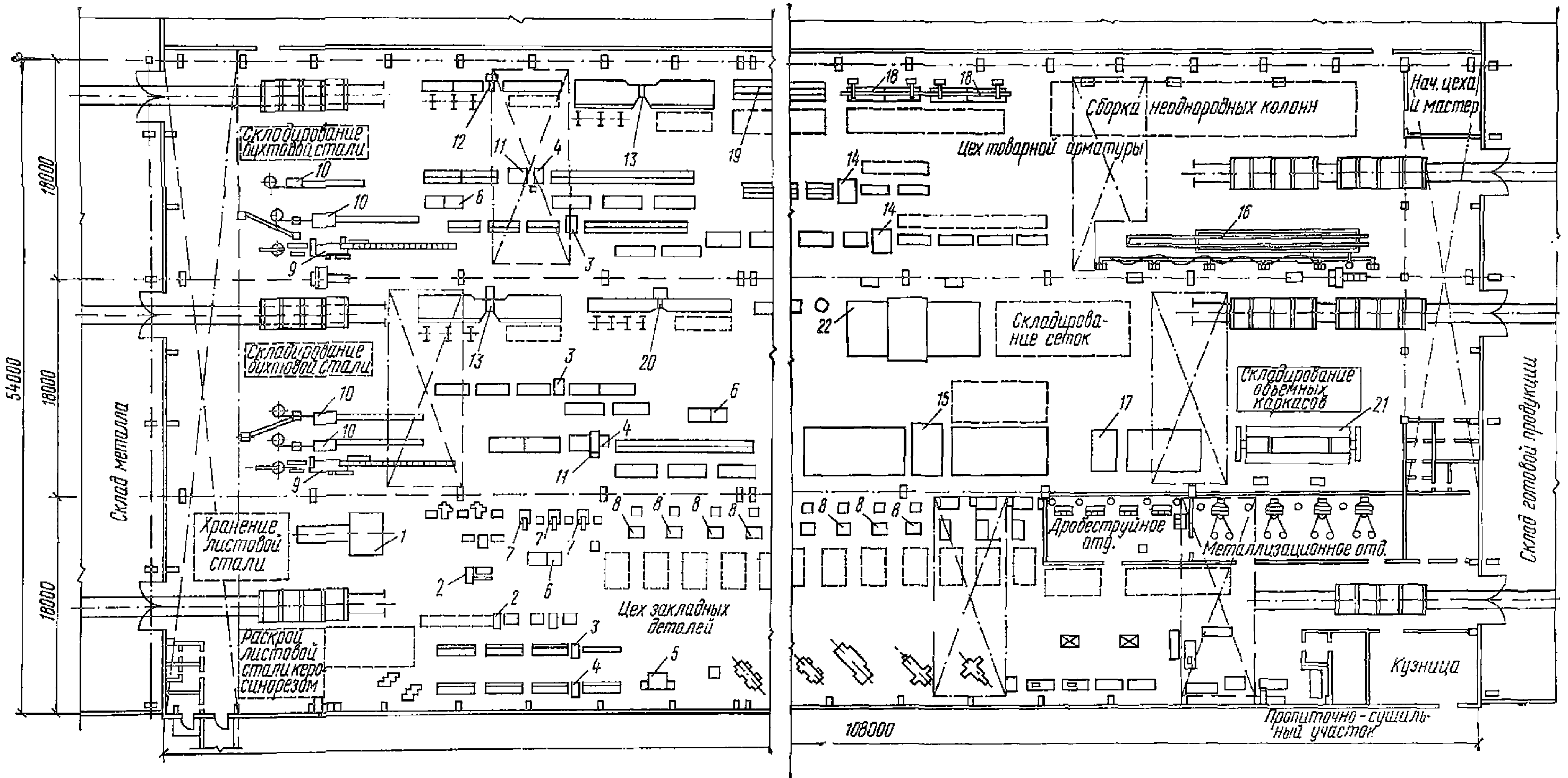
Рис. 11. Технологическая схема компоновки
основного оборудования арматурно-сварочного завода
мощностью 20 тыс. т/год (проект ПИ-2)
1 — ножницы листовые (НБ-478); 2 — пресс-ножницы
комбинированные (Н5222); 3 — станок для резки арматурной
стали (С445М); 4 — станок для резки арматурной стали
(СМ-3002); 5 — станок для гнутья арматурной стали (С-564);
6 — станок для гнутья арматурной стали (СМ-3007); 7 — машина
для контактной рельефной сварки (МР-4002); 8 — автомат
для сварки втавр под слоем флюса (АДФ-2001);
9 —  станок (ИБО-32); 10 —
станок (ИБО-32); 10 —
станок (СМЖ-142А); 11 — стыкосварочная машина (МС-2008);
12 — машина для контактной сварки арматурных каркасов
(МТМ-33); 13 — машина точечная (МТП-200/1200);
14 — многоэлектродная машина для сварки тяжелых
арматурных сеток (МТМ-35); 15 — многоэлектродная
машина для сварки тяжелых арматурных сеток (МТМ-32);
16 — установка для изготовления арматурных каркасов колонн
(СМЖ-331); 17 — установка для гибки сеток конструкции
ЦНИИОМТП; 18 — линейная установка для сварки арматурных
каркасов конструкции Гипростроммаша; 19 — станок для гибки
сеток (7251А/1); 20 — машина точечная (МТ-4001);
21 — стапель для сборки арматурных блоков конструкции
ЦНИИОМТП; 22 — самоходное устройство с подвесной машиной
МТПГ-150 для сварки тяжелых сеток конструкции ЦНИИОМТП
Арматурный цех (рис. 10) мощностью 2500 т в год размещается в типовом унифицированном пролете размером 18 x 96 м и в качестве основного оборудования включает станки для правки и резки арматурной стали, стыкосварочную машину, одноэлектродные, многоэлектродные машины для контактной сварки сеток и каркасов, а также необходимую оснастку и оборудование для сборки арматурных каркасов. Арматурная сталь поступает со склада металла на самоходной тележке в арматурный цех и мостовым краном разносится к местам заготовки мерных длин на  , отрезных и стыкосварочных машинах. Заготовленные стержни поступают к постам сварки плоских сеток и каркасов на одноточечных и многоточечных машинах. Сборка объемных блоков производится в зависимости от их назначения на вертикальных или на горизонтальных кондукторах. Складирование арматурных конструкций осуществляется в непосредственной близости от формовочного отделения и по мере надобности отдельными партиями они доставляются к постам формования железобетонных изделий.
, отрезных и стыкосварочных машинах. Заготовленные стержни поступают к постам сварки плоских сеток и каркасов на одноточечных и многоточечных машинах. Сборка объемных блоков производится в зависимости от их назначения на вертикальных или на горизонтальных кондукторах. Складирование арматурных конструкций осуществляется в непосредственной близости от формовочного отделения и по мере надобности отдельными партиями они доставляются к постам формования железобетонных изделий.
Компоновка оборудования арматурного цеха обеспечивает поточность движения арматурной стали и изделий из нее и до минимума сокращает встречные потоки.
Арматурный завод (рис. 11) мощностью 20 тыс. т/год предназначен для заготовки и сварки различных арматурных изделий, отпускаемых в виде товарной арматуры. Механическое и сварочное оборудование размещается в трех унифицированных типовых пролетах размером 18 x 178 м каждый. В одном из пролетов размещено необходимое оборудование для слесарно-механического отделения и изготовления закладных деталей, включая их антикоррозионную защиту. Два остальных пролета предназначены для выпуска товарной арматуры. Номенклатура выпускаемых изделий включает плоские арматурные сетки и каркасы, отдельные стержни, пространственные каркасы различного сечения, петли и закладные детали. Из общего объема 20 тыс. т/год выпуск закладных деталей составляет 5 тыс. т/год.
Арматурная сталь со склада металла самоходными тележками доставляется в цехи для заготовки закладных деталей и товарной арматуры и мостовыми кранами разносится к постам заготовки мерных длин на и стыкосварочных машинах. Сварка сеток и каркасов предусматривается на специализированных одноточечных и многоточечных машинах. Тяжелые арматурные каркасы и сетки шириной до 3000 мм свариваются на контактно-сварочных машинах типов МТМ-32, МТМ-33, МТМ-35. При необходимости сварки тяжелых сеток шириной свыше 3000 мм предусмотрено самоходное устройство с подвесной машиной МТПГ-150. Сборка пространственных арматурных каркасов различного сечения предусматривается на специализированных установках и кондукторах.
Прямоугольные и квадратные арматурные каркасы сечением до 2500 мм собираются на специальном стапеле.
Готовые арматурные изделия на самоходных тележках доставляются на склад готовой продукции и по требованию заказчика транспортируются к местам потребления.
Приложение 31
ОСНАСТКА, ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ
ДЛЯ СБОРКИ И УСТАНОВКИ АРМАТУРЫ
При укрупнительной сборке и монтаже арматуры на строительной площадке применяются различные средства малой механизации, способствующие снижению трудоемкости, сокращению сроков строительства и повышению качества работ. Ниже рассмотрены некоторые конструкции оснастки, приспособлений и инструмента.
На рис. 1 приведен кондуктор-шаблон для сборки пространственных арматурных каркасов сечением до 1400 x 1400 мм.
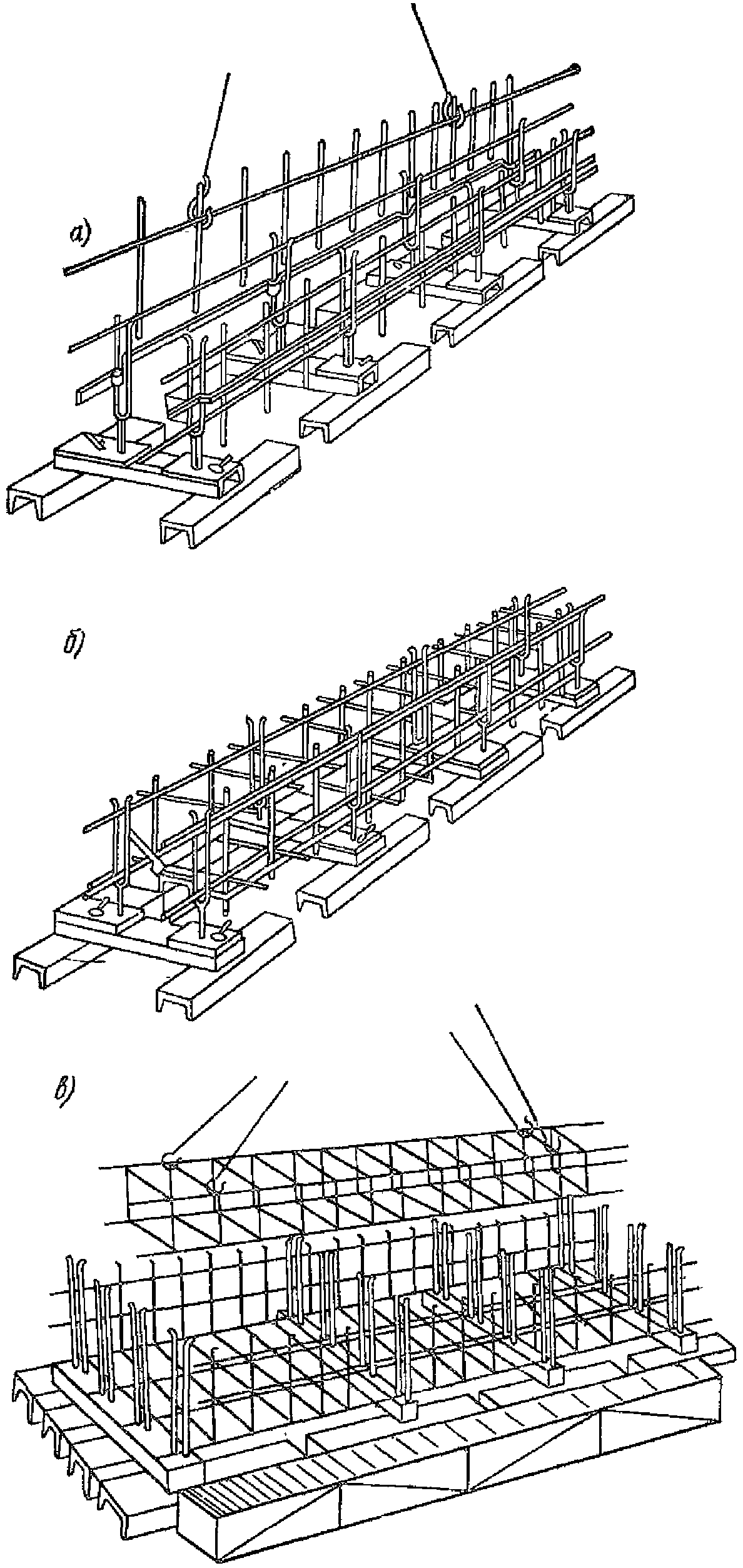
Рис. 1. Кондуктор для сварки и сборки каркаса
а — установка плоских каркасов; б — сборка внутреннего
элемента пространственного каркаса; в — установка
внешнего элемента каркаса
Кондуктор состоит из отдельных рам с фиксирующими стойками, объединенных передвижными поддерживающими планками. В зависимости от типа свариваемого внутреннего элемента каркаса используются две или три пары фиксирующих стоек, которые могут раздвигаться по ширине, что позволяет сваривать практически любой тип внутреннего элемента каркаса. Сварка внутреннего элемента каркаса в кондукторе состоит из следующих операций:
установка вертикальных плоских каркасов в фиксирующие стойки;
установка поддерживающих планок в проектное положение верхних соединительных поперечных стержней;
укладка с приваркой верхнего ряда поперечных стержней;
установка поддерживающих планок в проектное положение нижних соединительных поперечных стержней;
укладка и приварка нижнего ряда поперечных стержней.
Приварка поперечных стержней производится методом «на себя».
Внешний элемент арматурного каркаса при его длине 3 м изготавливается из плоской сетки с последующей гибкой на специальном станке. В случае если длина каркаса превышает 3 м, внешний элемент собирается из отдельных плоских сеток.
Собранный арматурный каркас поступает на пост приварки закладных деталей и далее на склад готовой продукции.
Сборку пространственных арматурных каркасов сечением свыше 1400 мм рекомендуется производить на специальных кондукторах (рис. 2 и 3) с поворотными планшайбами.
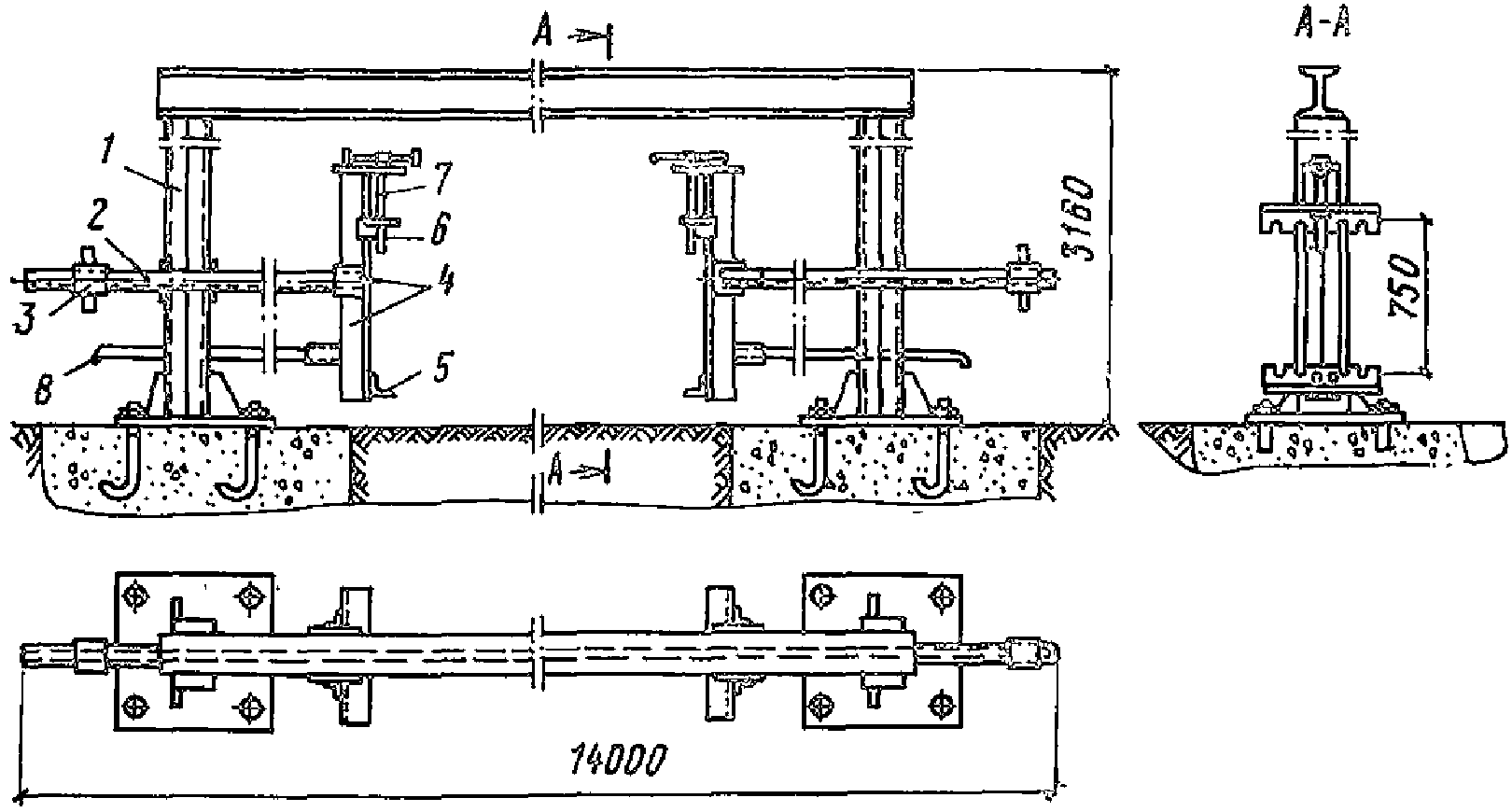
Рис. 2. Кондуктор для сборки пространственных
арматурных каркасов сечением до 1000 мм
(Гипрооргсельстрой Минсельстроя СССР)
1 — рама; 2 — тяги; 3 — упорная гайка; 4 — планшайба;
5 — гребенка неподвижная; 6 — гребенка подвижная;
7 — регулировочный винт; 8 — фиксатор
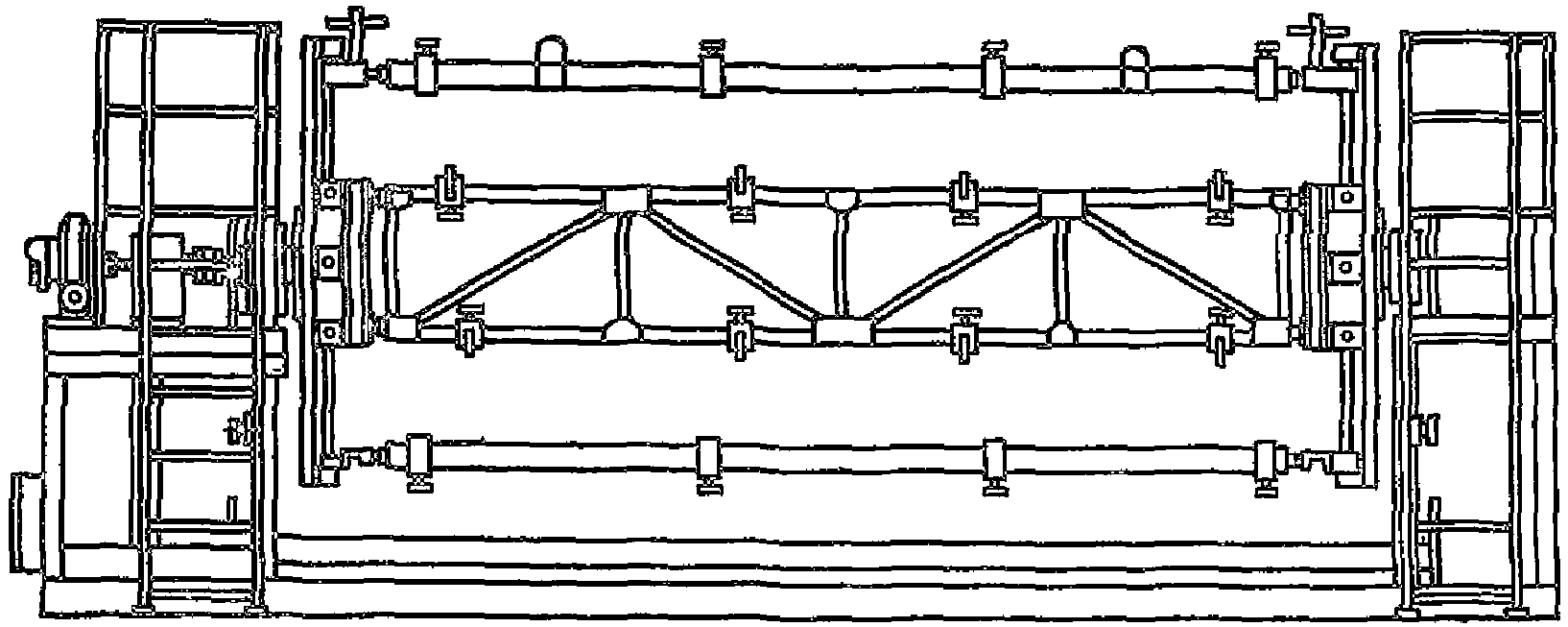
Рис. 3. Стапель для сборки пространственных
арматурных каркасов (ЦНИИОМТП)
Кондуктор, изображенный на рис. 2, предназначен для укрупнительной сборки пространственных каркасов, балок, колонн и свай длиной от 6 до 12 м и сечением до 700 — 1000 мм.
Сборка пространственных каркасов производится в следующей последовательности: продольные стержни плоских каркасов закладываются в пазы гребенок и зажимаются винтами, затем натягиваются тягой и закрепляются фиксаторами; после этого подвесной сварочной машиной МТПП-75 приваривают к каркасам поперечные распределительные стержни, поворачивают сварной каркас на 180° и операцию повторяют. Кондуктор обслуживают двое рабочих.
На рис. 3 представлен механизированный стапель для сборки пространственных арматурных каркасов сечением до 2,5 x 25 м.
Стапель состоит из двух стоек, корпуса, промежуточного вала и рамы. Стойки предназначены для установки механизма привода поворота корпуса стапеля, площадки для рабочего, электрошкафа и лестниц.
Корпус стапеля состоит из двух планшайб, соединенных четырьмя рамами, одна из которых быстросъемная. Каждая рама имеет 8 зажимных устройств для крепления к ней арматурной сетки. Зажимные устройства могут перемещаться по длине рамы и таким образом настраиваться на любой размер ячеек в арматурных сетках.
Промежуточный вал служит для передачи вращения с вала опоры приводной стойки на вал опоры второй стойки. Рама является основанием стапеля.
Перед сборкой корпус стапеля устанавливается так, чтобы съемная рама находилась в верхнем положении. После съема верхней рамы краном подается нижняя сетка, которая крепится к нижней раме зажимами. Подаются и устанавливаются боковые сетки блока, которые крепятся зажимами к боковым рамам. К снятой верхней раме зажимами крепится верхняя сетка, которая вместе с рамой подается на стапель. Рама крепится к балкам планшайб, при этом уточняется положение поперечных прутков верхней сетки, которые должны совпадать в вертикальных плоскостях с поперечными прутками нижней сетки. Поперечные прутки боковых сеток привариваются к крайним продольным пруткам нижней сетки с двух сторон. После поворота корпуса стапеля на 180° поперечные прутки боковых сеток привариваются к продольным пруткам бывшей верхней сетки. После поворота корпуса стапеля на 180° отсоединяются все зажимы рам от сваренного блока. Снимается верхняя рама, а затем с помощью крана снимается арматурный блок.
Сборка каркасов может производиться как в условиях строительной площадки, так и в специализированных арматурных цехах с помощью контактной сварки подвесными машинами или электродуговой сварки.
На рис. 4 изображено приспособление для фиксации, выверки и временного крепления плоских элементов и пространственных конструкций при их сборке и установке.
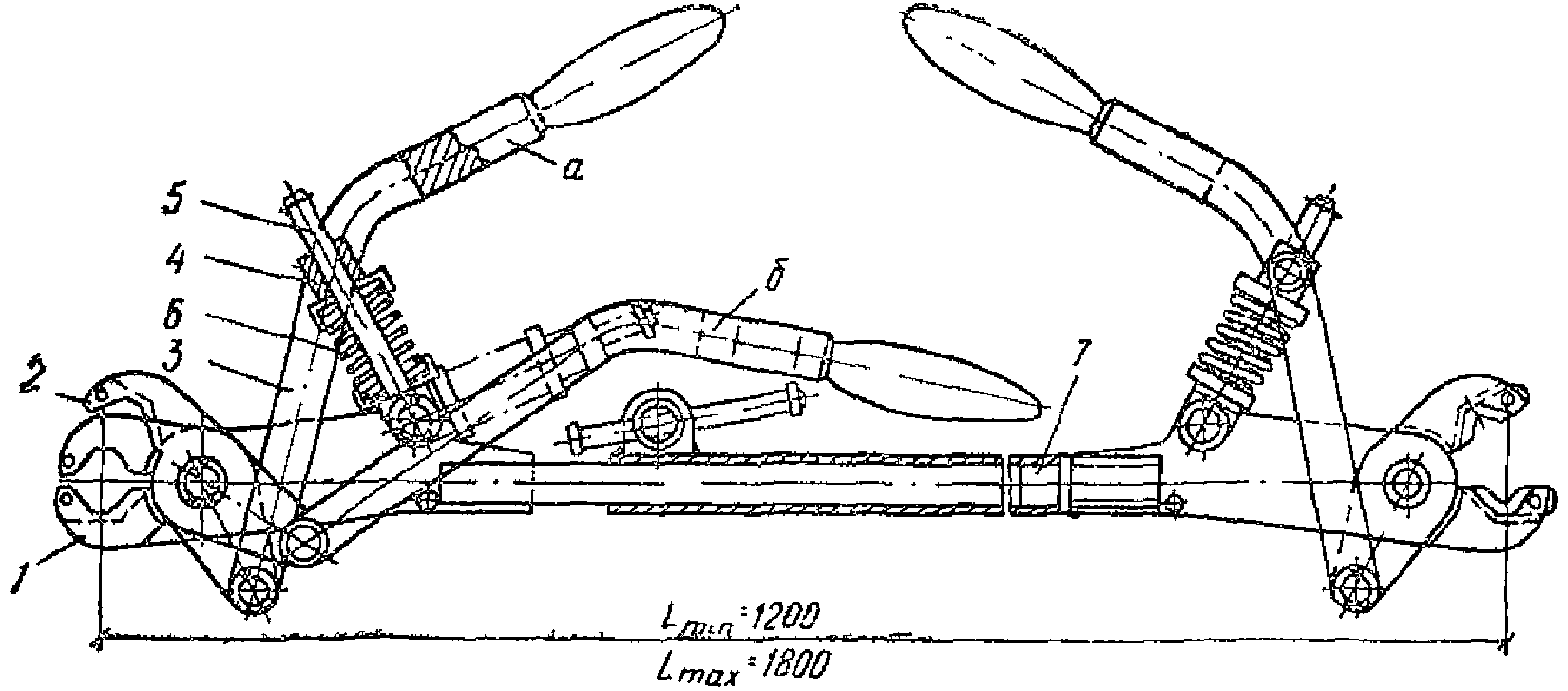
Рис. 4. Приспособление для крепления
и выверки арматурных сеток и каркасов (ЦНИИОМТП):
а — верхнее положение; б — нижнее положение;
1 — зажимные опоры; 2 — рычажные зажимы; 3 — рукоятки;
4 — направляющие с цапфами; 5 — стержень; 6 — пружина;
7 — телескопическая штанга
Временное закрепление сеток и каркасов производится за продольную и поперечную арматуру диаметром 16 — 32 мм губками зажимного устройства.
Приспособление состоит из зажимного устройства и телескопической штанги с винтовым зажимом.
Зажимное устройство включает в себя зажимные опоры 1 и рычажные зажимы 2, имеющие подпружиненные рукоятки 3. Каждая из рукояток выполнена в виде двухплечевого рычага. Через направляющие с цапфами 4 каждой рукоятки проходят стержни 5, шарнирно-соединенные с зажимными опорами 1. Между направляющими с цапфами 4 каждой рукоятки и зажимными опорами 1 устанавливается пружина 6, удерживаемая стержнем 5, фиксирующая зажимы в рабочем положении.
Телескопическая штанга 7 включает в себя две трубы, вставленные одна в другую.
Приспособление, изображенное на рис. 5, предназначено для подготовки концов арматуры перед сваркой и для зачистки сварных швов после производства сварочных работ. Зачистка концов арматуры и удаление шлака происходят при помощи шлифовального круга, который применяется в качестве рабочего инструмента. Вращение шлифовальному кругу сообщается от асинхронного электродвигателя через одноступенчатый редуктор с коническими шестернями.
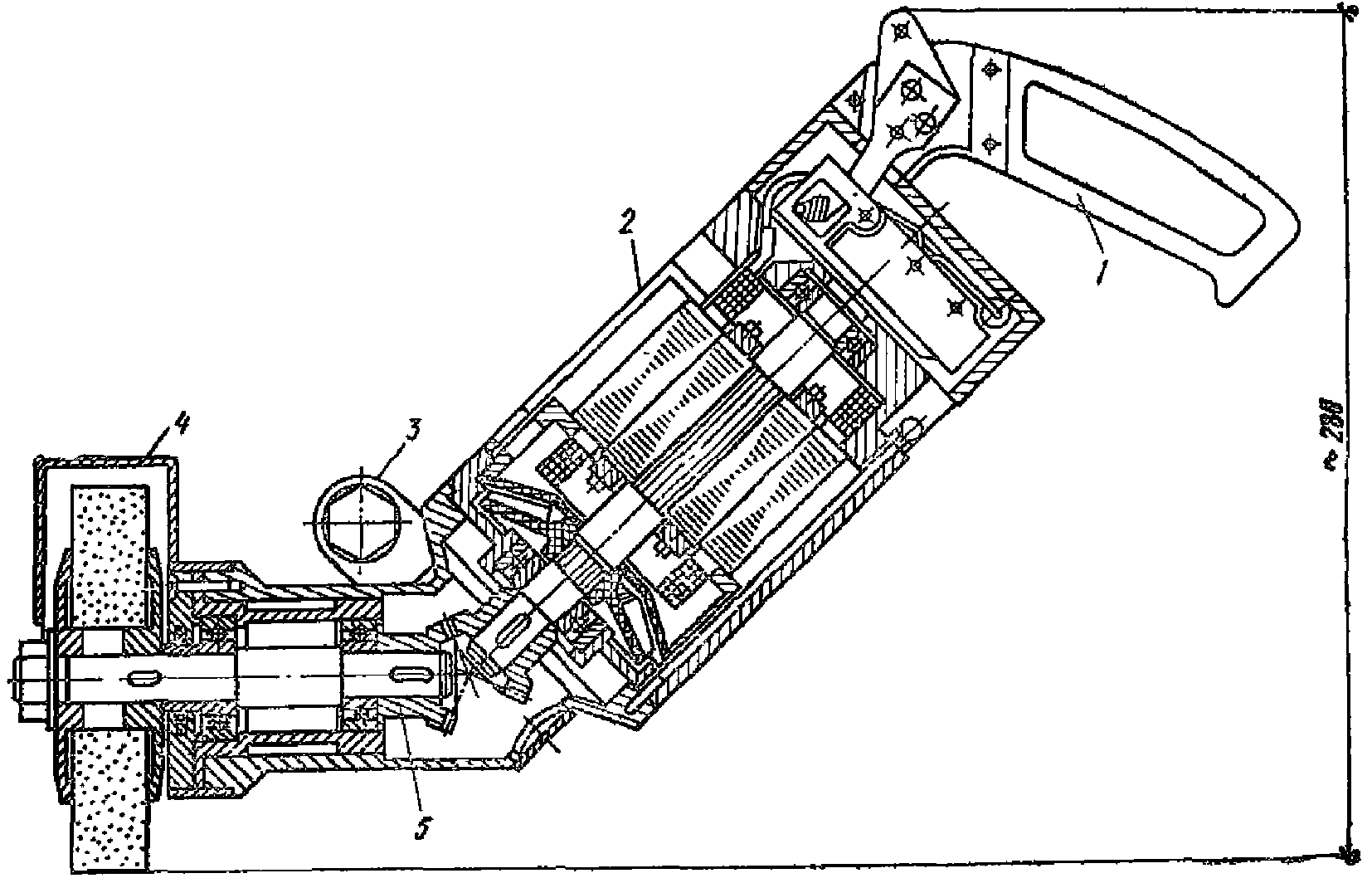
Рис. 5. Механизм зачистки арматуры
и сварных швов (ЦНИИОМТП)
1, 3 — рукоятки; 2 — корпус электродвигателя;
4 — ограждение; 5 — вал в сборе
Для питания электродвигателя механизма используются переносные преобразователи частоты тока или специальная сеть трехфазного переменного тока частотой 200 Гц и напряжением 36 В.
Приспособление состоит из рукояток 1, 3, корпуса электродвигателя 2, ограждения 4 и вала в сборе 5. Масса приспособления — 6 кг.
На рис. 6 изображена подъемно-переставная площадка для производства арматурных работ на высоте до 6 м и по фронту — до 3 м. Грузоподъемность площадки до 300 кг. На площадке могут работать одновременно два человека с запасом арматурных стержней до 100 — 120 кг. Минимальная высота рабочей площадки составляет 1,5 м, максимальная — до 4,5 м. Подъем площадки осуществляется ручной лебедкой. Ширина площадки позволяет производить работы при армировании вертикальных монолитных конструкций фундаментов, стен, колонн и др. С площадки можно производить работы по установке и креплению арматуры с помощью сварки, вязальной проволоки или специальных соединительных элементов. Масса площадки 650 кг.
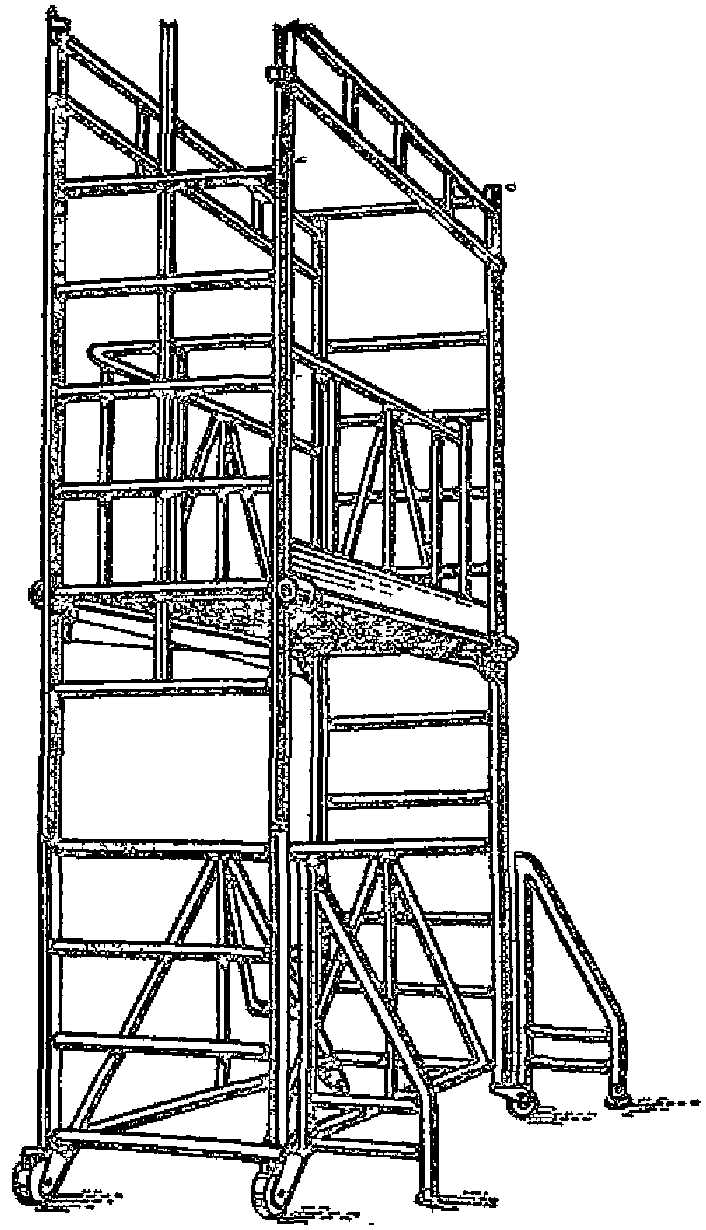
Рис. 6. Подъемно-переставная площадка
конструкции ЦНИИОМТП
При армировании монолитных конструкций рулонными сетками по ГОСТ 8478-66 их размотку, правку и резку целесообразно осуществлять на специализированной установке (рис. 7), разработанной ЦНИИОМТП.
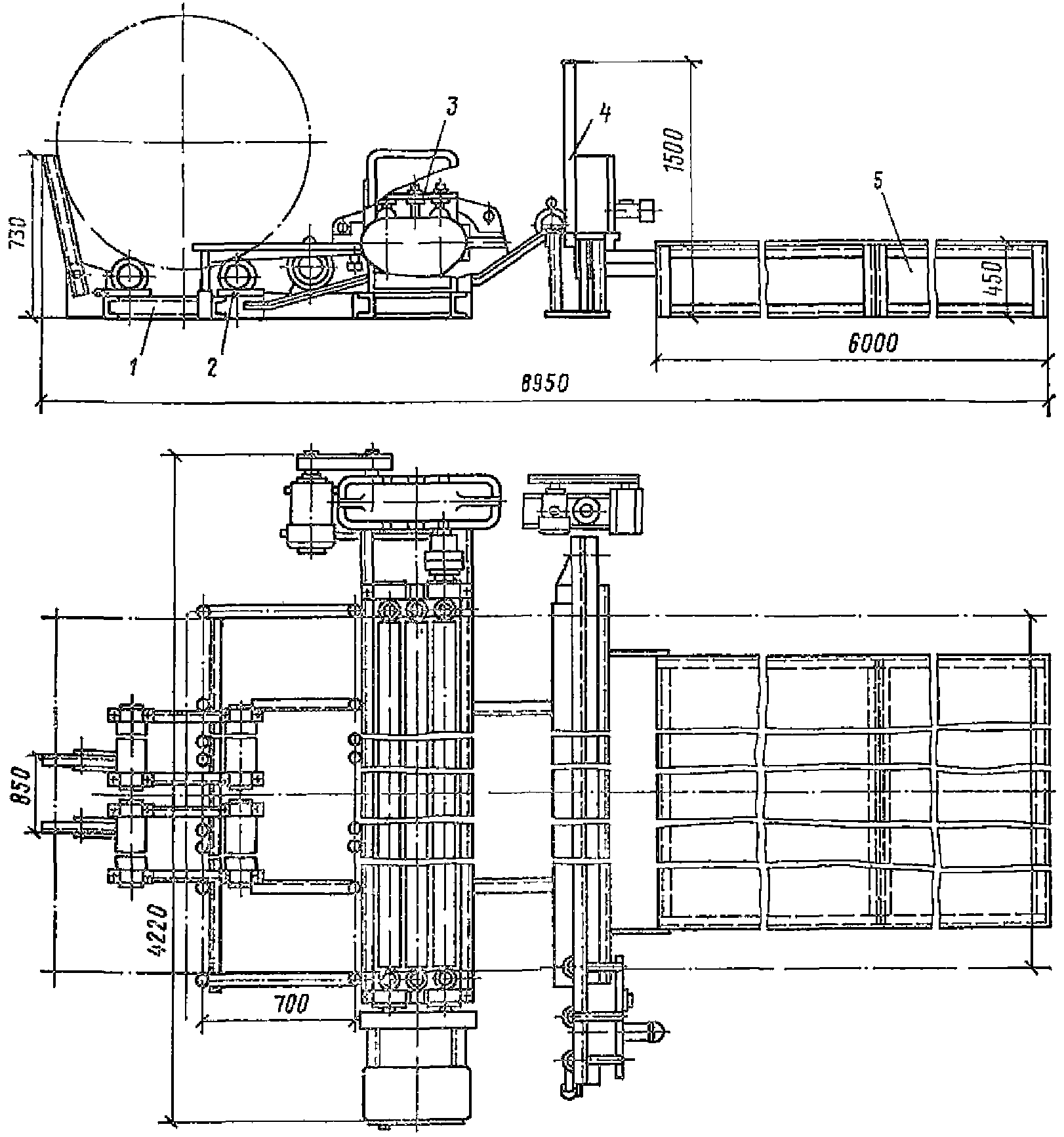
Рис. 7. Установка для размотки, правки
и резки рулонной сетки
1 — поддерживающая рама; 2 — ролики; 3 — механизм правки;
4 — механизм резки; 5 — приемный стол
Установка состоит из поддерживающей рамы 1 с роликами 2, механизма правки 3 и механизма резки 4. Рулон сетки подъемным механизмом укладывается на ролики поддерживающей рамы. Конец рулона заправляется между правильными и прижимными роликами механизма правки. После пуска  механизма происходит размотка рулона и правка сетки. Сетка по мере правки рулона перемещается по приемному столу до тех пор, пока конечный выключатель не выключит механизм правки. После прижима сетки к нижней раме механизма резки происходит включение режущего устройства. Отрезные ножницы, перемещаясь поперек сетки, разрезают стержни. После разрезки сетки режущее устройство возвращается в исходное положение. В дальнейшем последовательность операций повторяется до полной размотки всего рулона.
механизма происходит размотка рулона и правка сетки. Сетка по мере правки рулона перемещается по приемному столу до тех пор, пока конечный выключатель не выключит механизм правки. После прижима сетки к нижней раме механизма резки происходит включение режущего устройства. Отрезные ножницы, перемещаясь поперек сетки, разрезают стержни. После разрезки сетки режущее устройство возвращается в исходное положение. В дальнейшем последовательность операций повторяется до полной размотки всего рулона.
Для удобства перевозки и монтажа установки поддерживающаяся рама, механизм правки, механизм резки и приемный стол имеют автономную конструкцию и могут транспортироваться в отдельности.
При монтаже эти узлы соединяются между собой. Приемный стол состоит из нескольких секций, что позволяет монтировать его различной длины в зависимости от требуемых длин сеток. Масса машины 2000 кг. Максимальная ширина разматываемого рулона 2500 мм при диаметре стержней 7 мм. Скорость правки рулона 15 м/мин. Мощность электродвигателей механизмов правки и резки 8,1 кВт.
При монтаже и установке арматуры рекомендуется использовать специальные траверсы, изображенные на рис. 8, а также самобалансирующиеся стропы (рис. 9). При необходимости переворота монтируемого каркаса на 90° рекомендуется использовать самобалансирующиеся стропы или специальные траверсы, имеющие ось вращения и фиксирующее устройство.
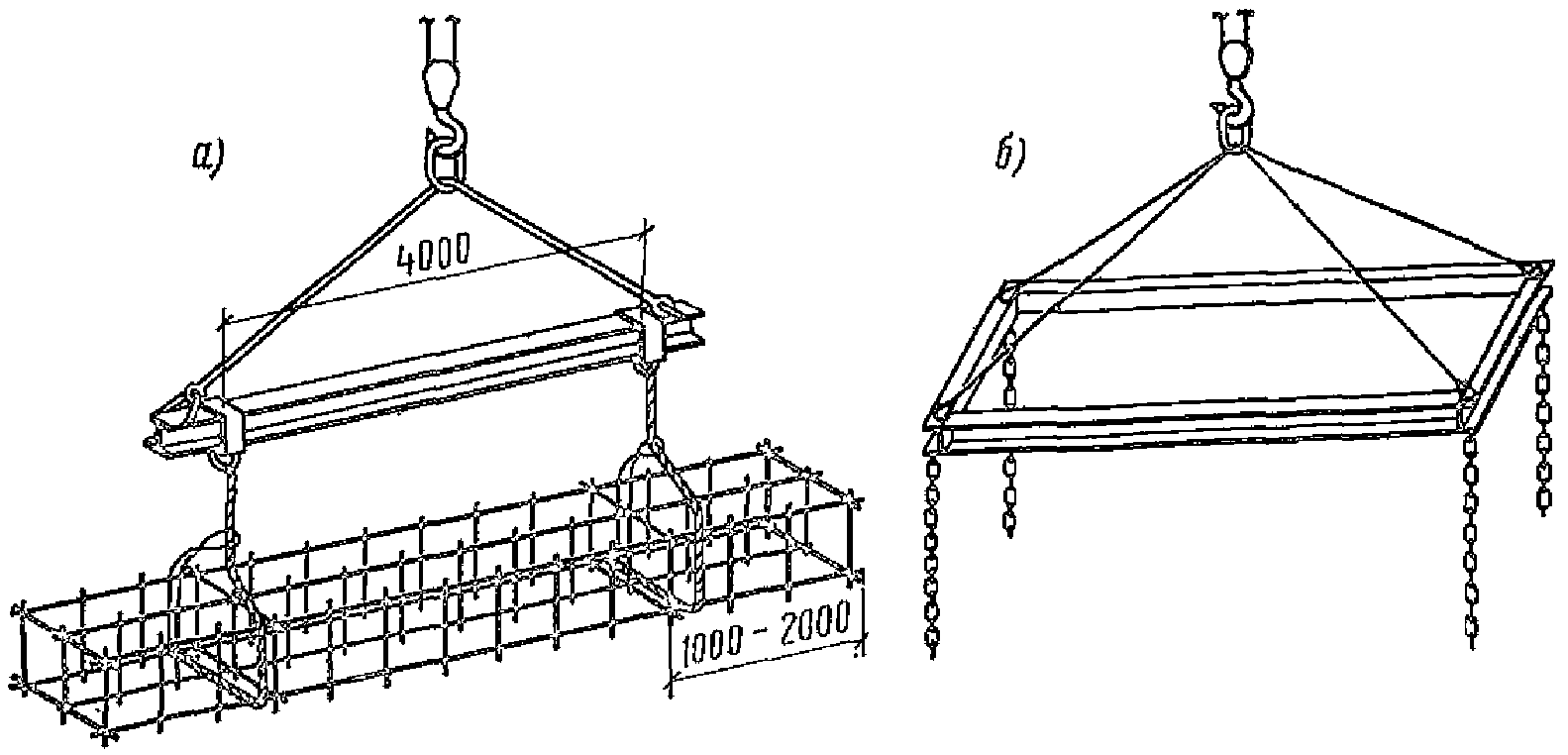
Рис. 8. Траверсы для строповки и монтажа арматуры
а — траверса для монтажа пространственных каркасов;
б — траверса для монтажа арматурных сеток
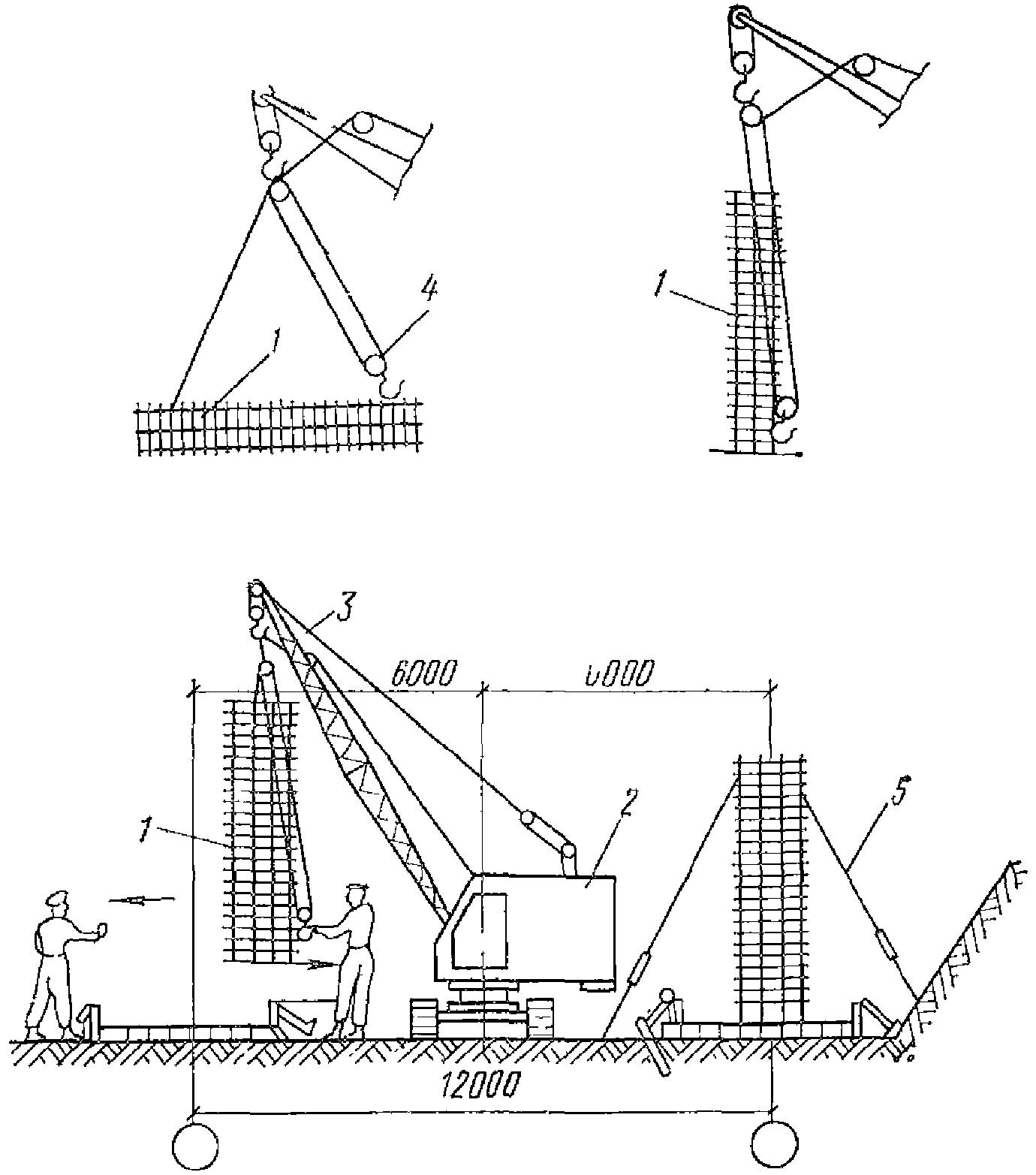
Рис. 9. Монтаж пространственных каркасов
с применением самобалансирующихся строп
1 — арматурный каркас; 2 — кран; 3 — стрела;
4 — блок; 5 — растяжка
Приложение 32
ПРИМЕРЫ АРМИРОВАНИЯ ОСНОВНЫХ МОНОЛИТНЫХ КОНСТРУКЦИЙ
УНИФИЦИРОВАННЫМИ СВАРНЫМИ СЕТКАМИ
Фундаменты оборудования
При близком расположении станин оборудования, устанавливаемых на равных уровнях для создания непрерывности армирования, арматурные сетки следует укладывать с перепуском на 30 диаметров (рис. 1).
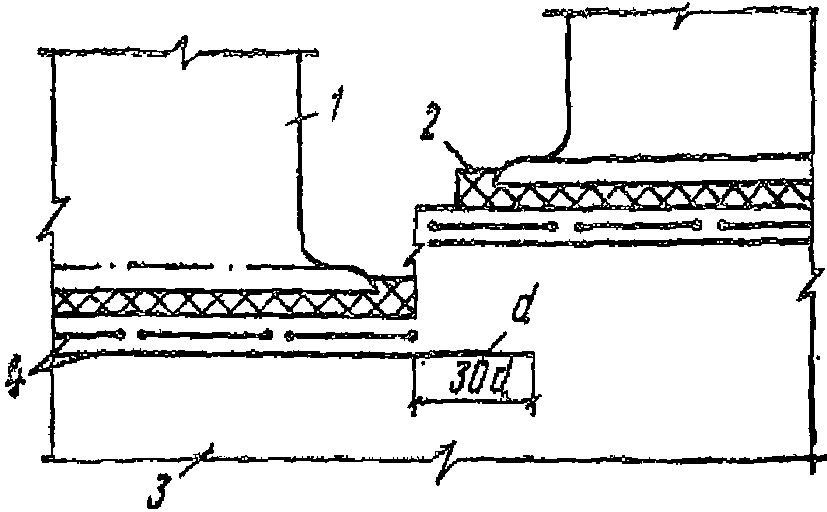
Рис. 1. Армирование фундаментов под станинами оборудования
при перепаде верхних отметок фундаментов
1 — технологическое оборудование; 2 — бетонная подливка;
3 — фундамент; 4 — сетки
При перепаде отметок подошвы фундамента сетки должны заводиться в массив на 30 диаметров за линию пересечения с плоскостью, проведенной под углом 60° к горизонтали из нижнего угла уступа, но не более чем на 70 диаметров рабочей арматуры (рис. 2).
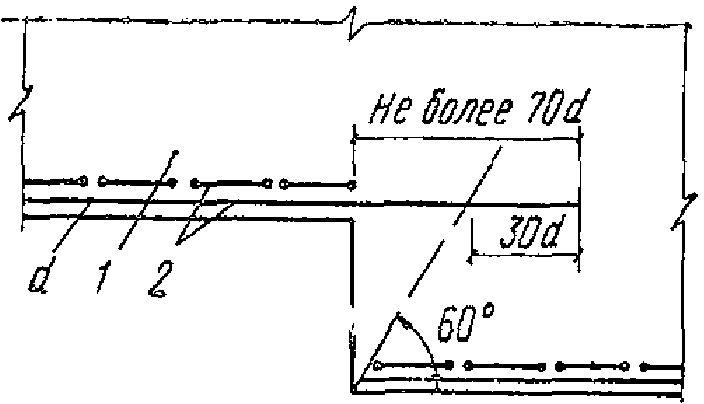
Рис. 2. Армирование фундаментов оборудования
при перепаде отметок подошвы фундамента
1 — фундамент; 2 — сетки; d — диаметр рабочей арматуры
Участки массивных фундаментов, ослабленных тоннелями, каналами и т.п., толщина которых менее 1 м, и которые не требуют установки расчетной арматуры, армируются конструктивно сетками в соответствии с рис. 3. Сетки заводятся в основной массив на 15 диаметров. При толщине участков более 1 м сетки следует устанавливать только над проемами.
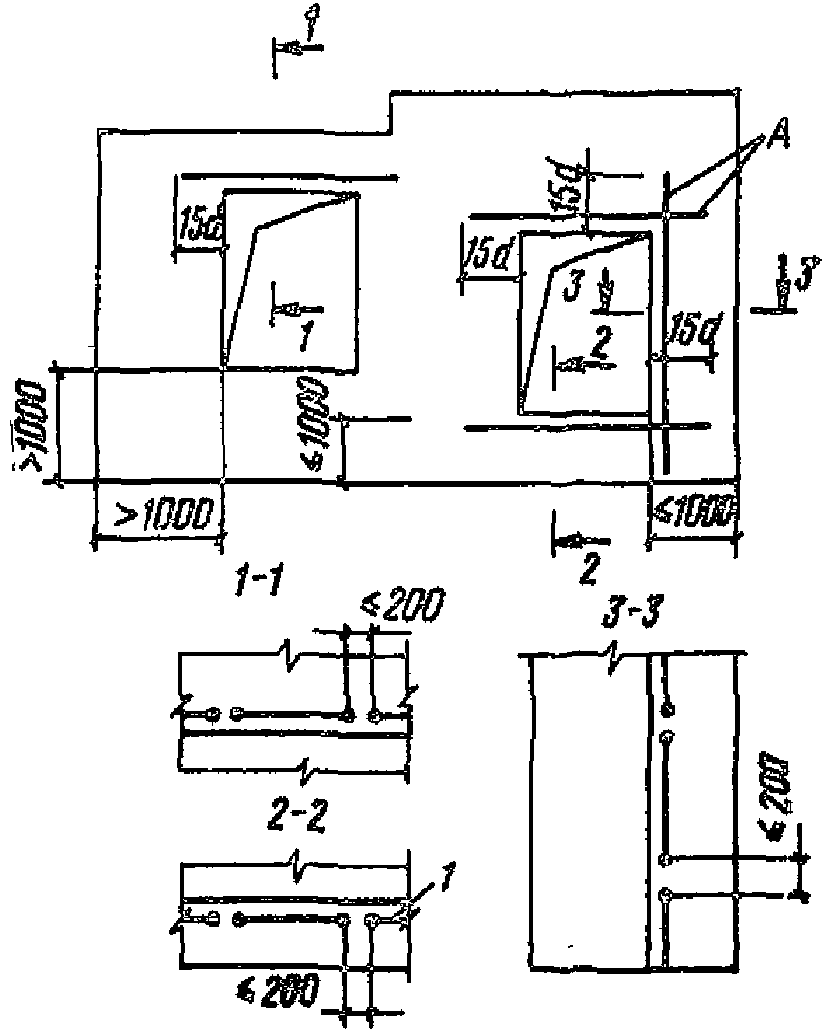
Рис. 3. Армирование ослабленных участков
массивных фундаментов
А — сварные сетки
Фундаменты колонн зданий
Подошвы фундаментов армируются сетками, укладываемыми в двух взаимно перпендикулярных направлениях. Раскладка унифицированных сеток по подошве фундаментов колонн зданий для одного слоя приведена на рис. 4.
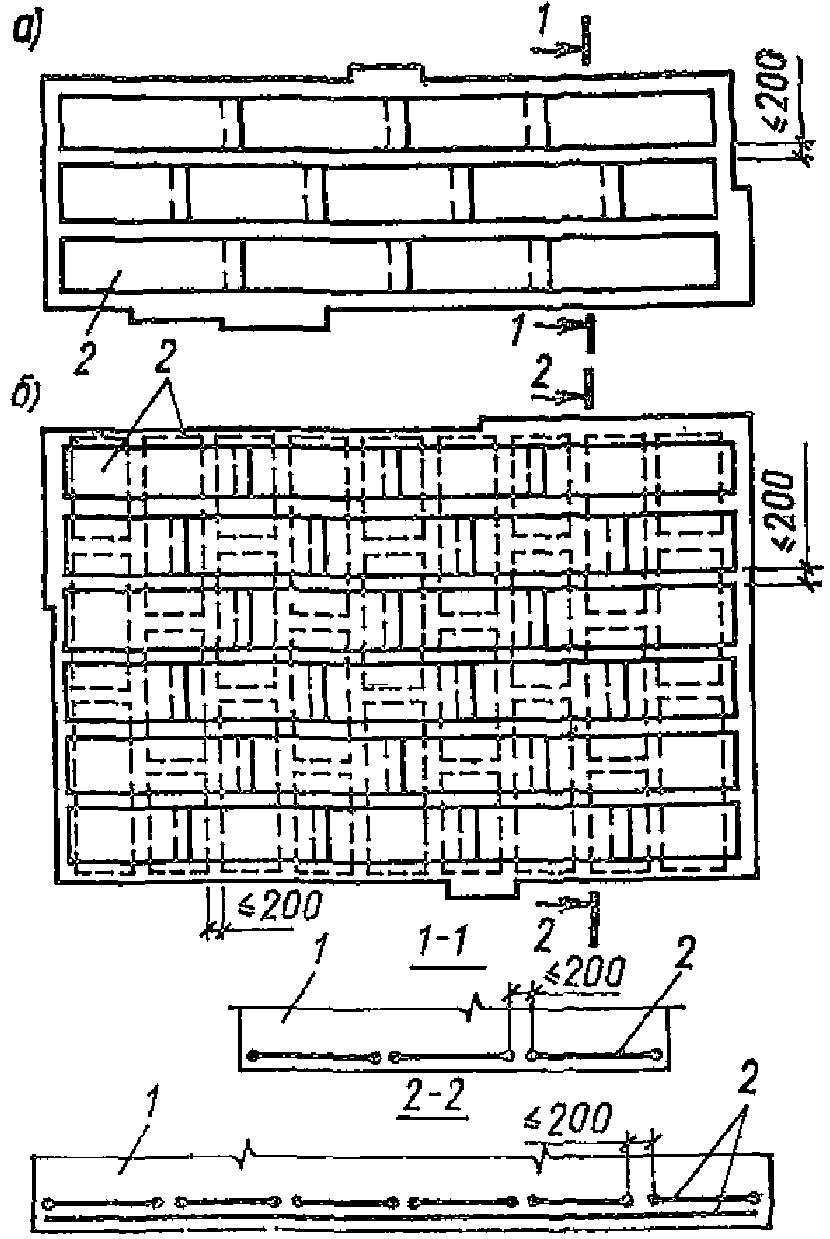
Рис. 4. Армирование массивных фундаментов оборудования
противоусадочной арматурой в уровне подошвы фундаментов
а — однослойное армирование; б — двухслойное армирование;
1 — фундамент; 2 — сетки
В подколонниках (банкетах) фундаментов колонн зданий с гибкостью lо/rи < 17 в тех случаях, когда сжатая арматура по расчету не требуется и процент армирования растянутой арматуры не превышает 0,3%, армирование унифицированными сетками рекомендуется осуществлять только по двум или четырем сторонам подколонника в зависимости от того, требуется ли расчетная арматура в одной или двух плоскостях (рис. 5). Соединение продольных стержней сеток хомутами или шпильками не производится. Толщина защитного слоя бетона принимается не менее 50 мм и не менее 2 диаметров рабочих стержней.
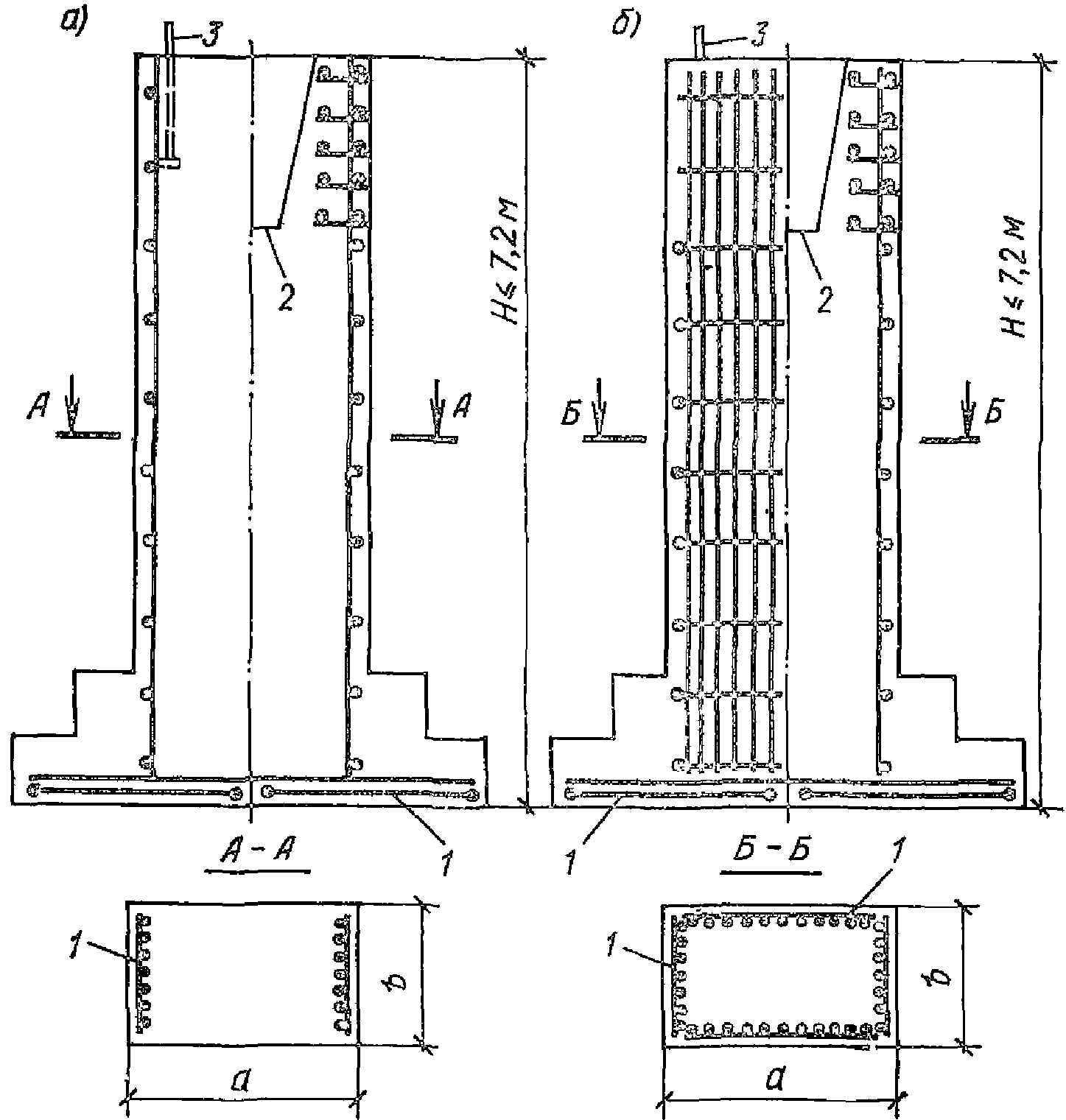
Рис. 5. Армирование фундаментов колонн сварными сетками
с навеской их на опалубку 
а — при расчетной растянутой арматуре в одной плоскости;
б — при расчетной растянутой арматуре в двух плоскостях;
1 — сварные сетки; 2 — стакан под железобетонную колонну;
3 — анкерный болт
Для фиксации сеток в проектном положении во время бетонирования (при навеске их на опалубку) следует предусматривать специальные мероприятия, обеспечивающие постоянную толщину защитного слоя.
Армирование стенок стакана в фундаменте под железобетонные колонны следует осуществлять сетками в соответствии с требованиями Руководства по проектированию фундаментов на естественном основании под колонны зданий и сооружений промышленных предприятий, РМ-53-01/75 (Ленинградский Промстройпроект).
При высоте фундаментов до 7,2 м и размерах подколонников в плане до 1500 x 2100 мм армирование подколонников можно осуществлять пространственными самонесущими каркасами, собираемыми из плоских сеток (рис. 6).
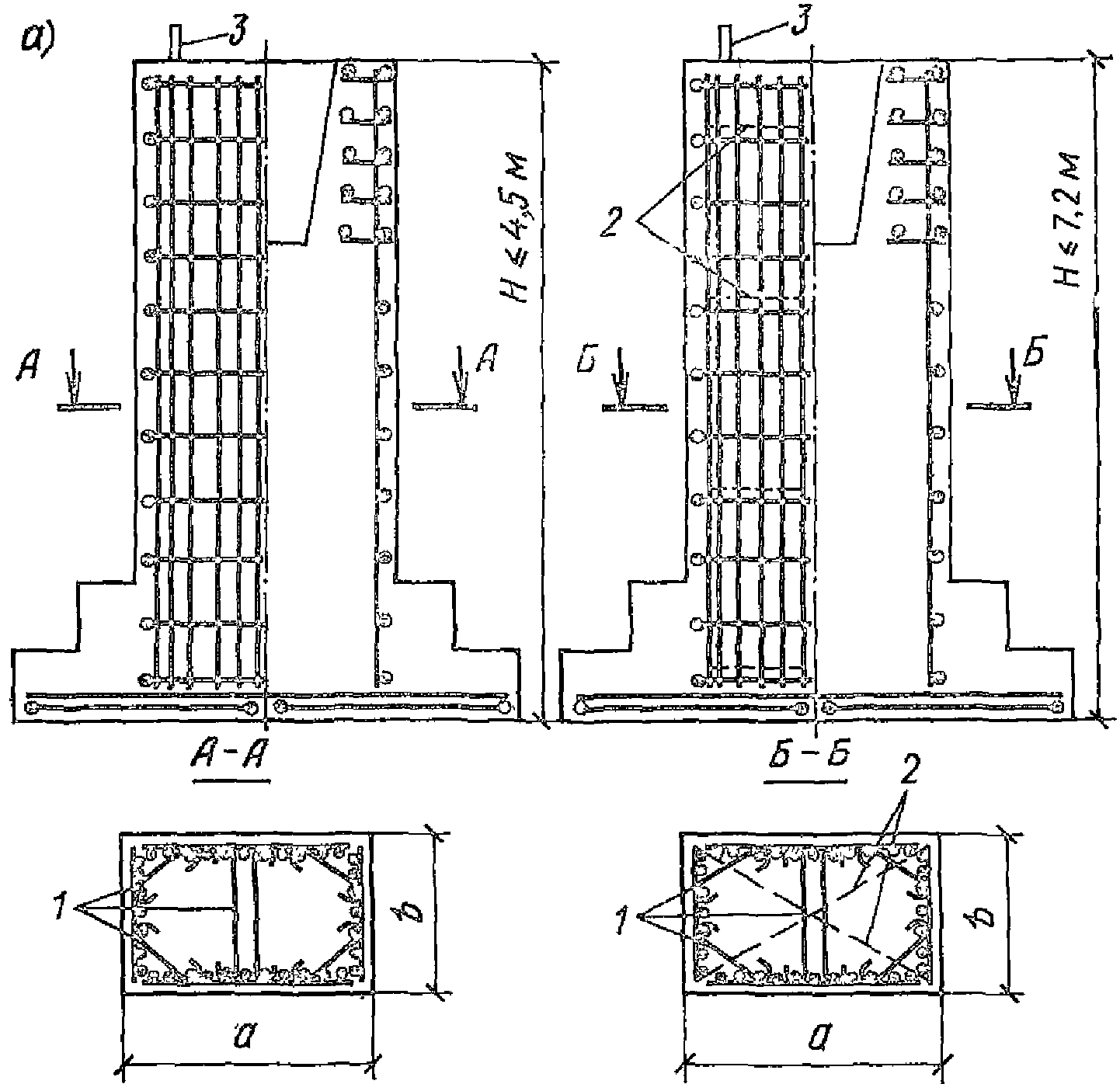
Рис. 6. Армирование фундаментов колонн пространственными
самонесущими арматурными каркасами,
собираемыми из плоских сеток
а — при высоте фундаментов до 4,5 м; б — при высоте
фундаментов от 4,5 до 7,2 м; 1 — шпильки (через 600 мм
по высоте); 2 — горизонтальные арматурные связи
(через 1800 мм по высоте); 3 — анкерный болт
под стальные колонны
При высоте фундаментов до 4,5 м устанавливаются только развязывающие шпильки, а при высоте фундаментов свыше 4,5 м устанавливаются дополнительно горизонтальные диафрагмы жесткости из стержней диаметром 12 — 16 мм через 1800 мм по высоте.
Соединение сеток в пространственные самонесущие каркасы показано на рис. 7, а установка развязывающих шпилек — на рис. 8.
Рис. 7. Установка сеток в подколонниках при армировании
их самонесущими пространственными каркасами
1 — сварные сетки; 2 — дуговая электросварка
(hшв = 6 мм, lшв = 40 мм, через 600 мм)
Рис. 8. Установка развязывающих шпилек
в самонесущих пространственных каркасах
1 — сварные сетки; 2 — развязывающие шпильки
Фундаменты высотой более 7,2 м рекомендуется армировать сварными сетками, навешиваемыми на пространственный несущий каркас, изготовляемый из прокатных профилей (преимущественно из уголков). При соответствующем обосновании (технико-экономическом или при  ) армирование подколонников сечением более 1500 x 2100 мм допускается также осуществлять с навеской сеток на пространственные несущие каркасы и при высоте фундаментов менее 7,2 м (рис. 9).
) армирование подколонников сечением более 1500 x 2100 мм допускается также осуществлять с навеской сеток на пространственные несущие каркасы и при высоте фундаментов менее 7,2 м (рис. 9).
Рис. 9. Армирование фундаментов колонн цеха сварными
сетками с навеской их на несущий пространственный каркас
а — при расчетной арматуре в одной плоскости;
б — при расчетной арматуре в двух плоскостях;
1 — пространственный несущий каркас;
2 — унифицированные сварные сетки
При соблюдении условий, обеспечивающих защитную толщину слоя бетона, шпильки для развязки стержней сеток не устанавливаются.
При раздельном бетонировании ступенчатой части фундамента и подколонника стыкование растянутых рабочих стержней сеток внахлестку следует производить на величину 2lн при обрыве всех стержней в одном сечении (рис. 10).
Рис. 10. Устройство стыков растянутых стержней внахлестку
в фундаментах колонн при раздельном бетонировании
ступенчатой части фундамента и подколонника
а — при стыковке всех стержней в одном
сечении; б — при стыковке 50% стержней в одном сечении;
1 — ступенчатая часть фундамента; 2 — подколонник;
3 — стыковая сетка; 4 — сетка подколонника;
5 — сетка подошвы; 6 — шов бетонирования
Стыкование сеток можно осуществлять вразбежку (при обрыве в одном сечении 50% рабочих стержней) путем выпуска из ступенчатой части фундамента двух сеток с суммарной рабочей площадью, равной площади арматуры подколонника. В этом случае одна сетка выпускается на величину lн, а другая — на величину 2lн (рис. 10).
Длина перепуска стержней lн принимается в соответствии с указаниями СНиП по проектированию бетонных и железобетонных конструкций.
Тоннели
Тоннели армируются самонесущими пространственными каркасами и гнутыми сетками (рис. 11).
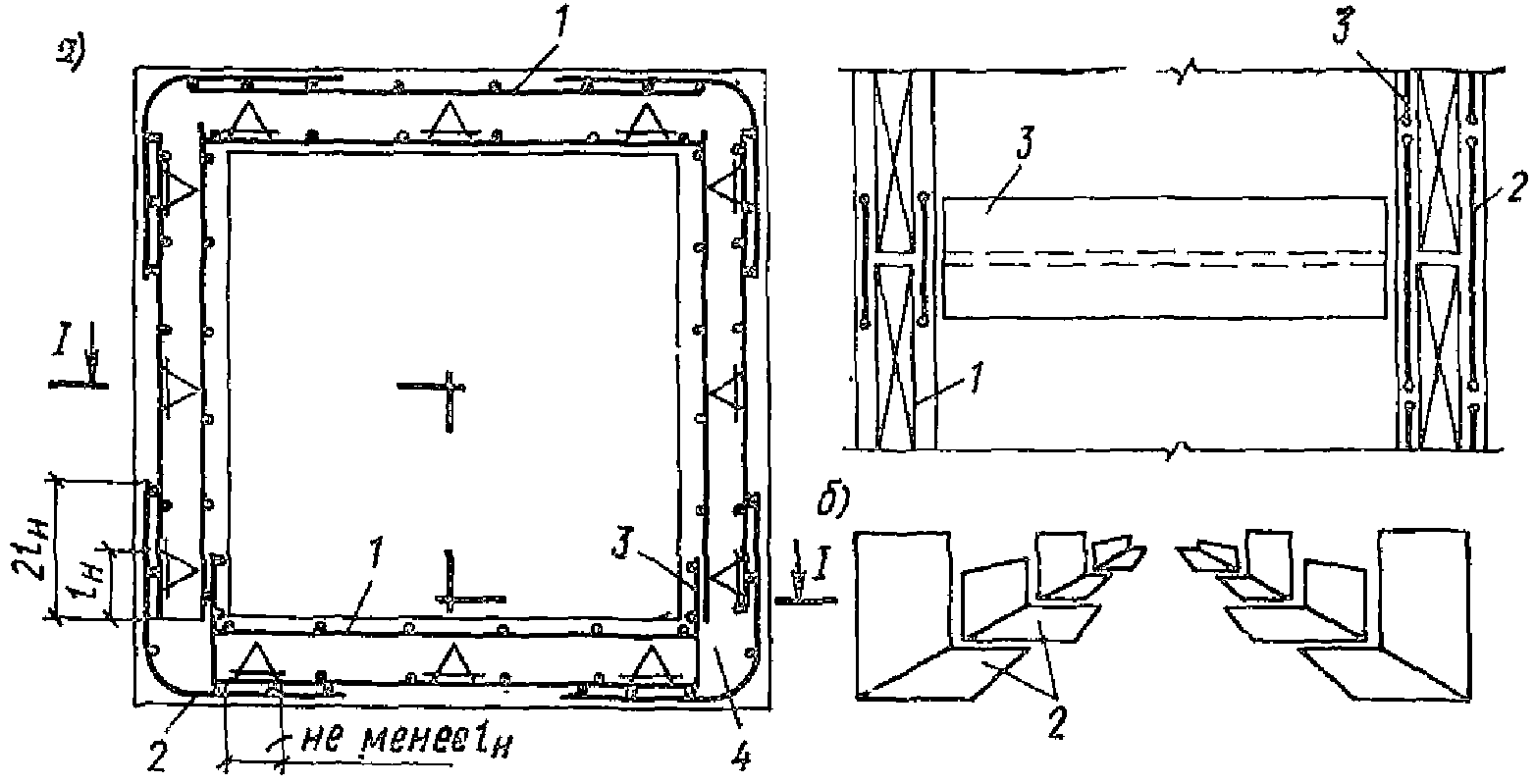
Рис. 11. Армирование тоннеля самонесущими армоблоками
а — схема армирования тоннеля; б — раскладка уголковых
сеток; 1 — арматурный блок; 2 — уголковая сетка;
3 — стыковая сетка; 4 — шов бетонирования
Армирование тоннелей со сложной конфигурацией (в местах различного рода примыканий, в углах поворота и т.п.) возможно осуществлять плоскими и гнутыми сетками.
Пространственные каркасы собираются из унифицированных плоских сеток и поддерживающих каркасов, которые фиксируют сетки в рабочем положении и обеспечивают общую пространственную жесткость (рис. 12).
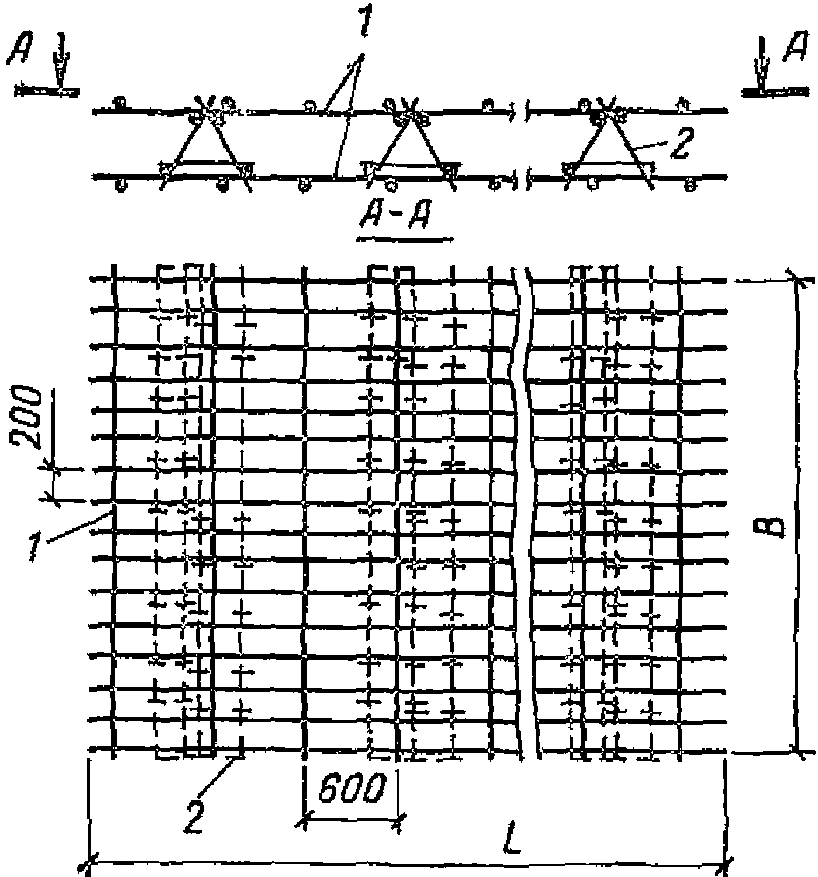
Рис. 12. Самонесущий пространственный
арматурный каркас (армоблок)
1 — сетки; 2 — поддерживающие каркасы;
B — ширина сетки; L — длина сетки
При армировании тоннелей с устройством первоначально только нижней плиты для стыковки пространственных каркасов стен с днищем следует предусматривать стыковые сетки.
Подвальные помещения, подпорные стенки, ростверки
Армирование монолитных подвальных помещений производится аналогично армированию тоннелей. Пример армирования подвальных помещений приведен на рис. 13.
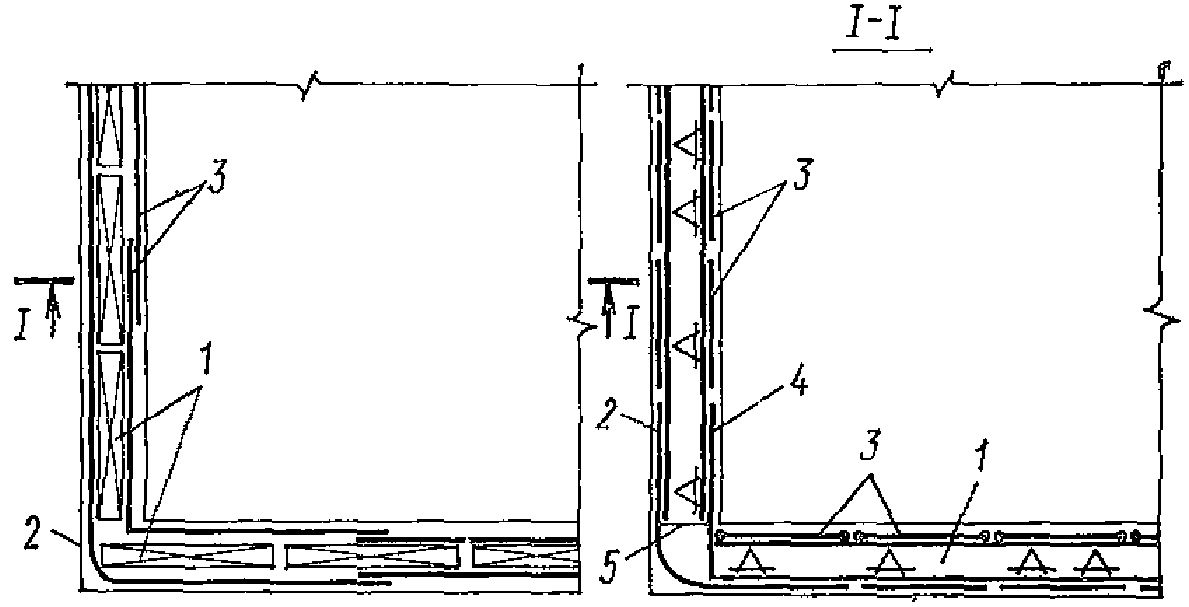
Рис. 13. Армирование монолитных подвальных
помещений армоблоками
1 — армоблоки; 2 — уголковые сетки; 3 — плоские сетки;
4 — стыковая сетка; 5 — шов бетонирования
При соответствующем технико-экономическом обосновании армирование стен подвальных помещений допускается производить плоскими сварными сетками с навеской их на несущие жесткие пространственные каркасы, изготовляемые из профильной стали.
Армирование подпорных стен высотой 3 м и более рекомендуется осуществлять пространственными каркасами (рис. 14). При высоте стенок до 3 м армирование производится путем навешивания сеток непосредственно на опалубку.
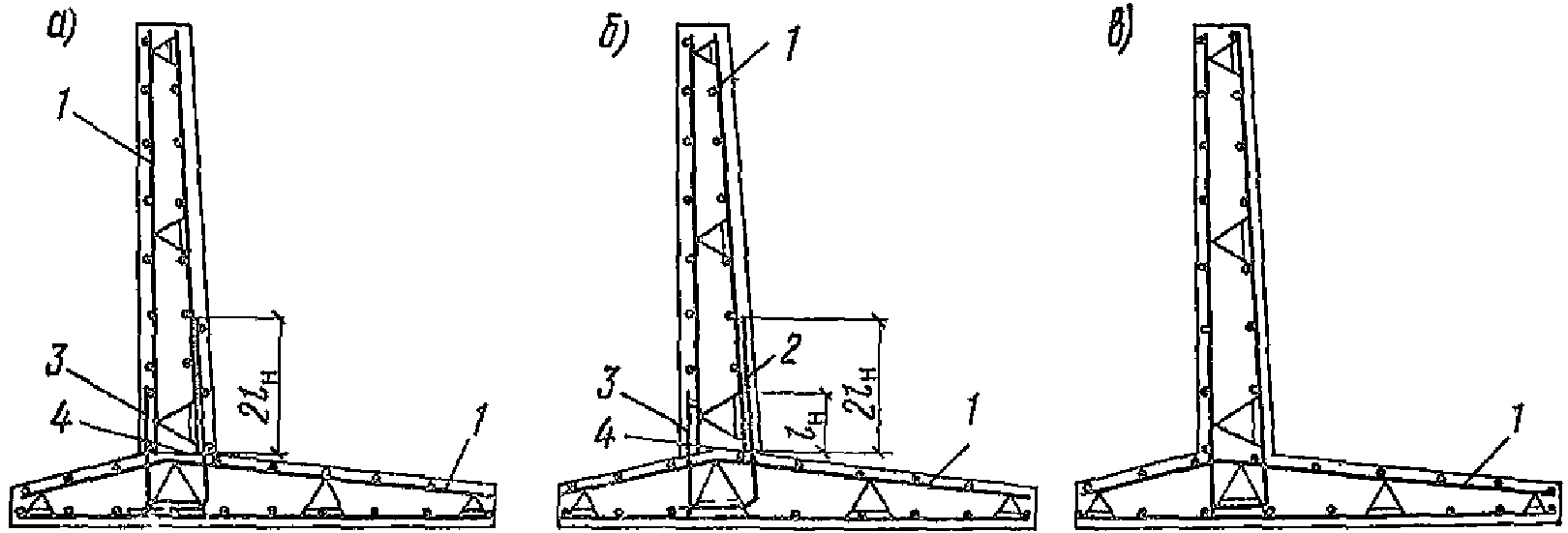
Рис. 14. Армирование подпорных стенок
самонесущими арматурными блоками
а, б — при раздельном бетонировании подошвы и стенки;
в — при одновременном бетонировании подошвы и стенки;
1 — арматурный блок; 2 — рабочая стыковая сетка (уголковая);
3 — стыковая сетка (плоская); 4 — шов бетонирования
Ростверки свайных фундаментов рекомендуется армировать плоскими сетками в двух взаимно перпендикулярных направлениях, а в отдельных случаях — пространственными каркасами.
Приложение 33
БЕССВАРОЧНЫЕ ПРОВОЛОЧНЫЕ СОЕДИНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
Соединительные элементы выполняются из проволоки марки П1 или П2 диаметром 1,6 — 1,8 мм и предназначены для одностороннего и двустороннего соединения пересечений арматуры диаметром от 5 до 32 мм.
Конструкция соединительных элементов за счет пружинящей части обеспечивает крепление пересечений арматуры с большим диапазоном диаметров стержней. Проволочный элемент, изображенный на рис. 2 а, в, предназначен для одностороннего соединения пересечений арматуры диаметром до 20 мм, а проволочный элемент, изображенный на рис. 2 б, г, применяется для двустороннего соединения арматуры диаметром до 32 мм. На установку одного элемента затрачивается от 2 до 8 с.
Рекомендуемые к применению соединительные элементы (см. рис. 2 а, б) могут изготавливаться на серийно выпускаемом промышленностью универсально-гибочном станке А-7115 (рис. 1), который дополняется специальной оснасткой ЦНИИОМТП. Соединительные элементы, изображенные на рис. 2 в, г, могут изготавливаться собственными силами предприятий и строительных организаций. Следует отметить, что соединительный элемент, изображенный на рис. 2 г, кроме крепления пересечений арматуры, обеспечивает защитный слой бетона. Схема установки соединительных элементов представлена на рис. 3, а техническая характеристика станка А-7115 и проволочных элементов приведена ниже:
Наибольший диаметр обрабатываемой проволоки
с временным сопротивлением при растяжении,
равным 45 кгс/мм2, мм ………………… 3,2
Номинальное усилие на каждом ползуне, кгс 450
Наибольшая длина заготовки, мм ………… 250
Наибольший ход ползунов, мм …………… 63
Ход съемника, мм …………………….. 32
Число ходов автомата в 1 мин ………….. 75 — 150
Электродвигатель переменного тока:
мощность, кВт ……………………… 1
число оборотов в 1 мин ……………… 930
Габариты, мм:
длина …………………………….. 1955
ширина ……………………………. 1360
высота ……………………………. 1185
Масса, кг …………………………… 1150
Коэффициент использования оборудования …. 0,6
Сменная производительность 1 автомата,
тыс. шт. ……………………………. 27,7
Производительность автомата — достаточная
для удовлетворения потребности 2 — 3
строительных трестов с общим потреблением
арматуры 10 — 15 тыс. т в год.
Рис. 1. Универсально-гибочный автомат А-7715
серпуховского завода «8-летия Октября»
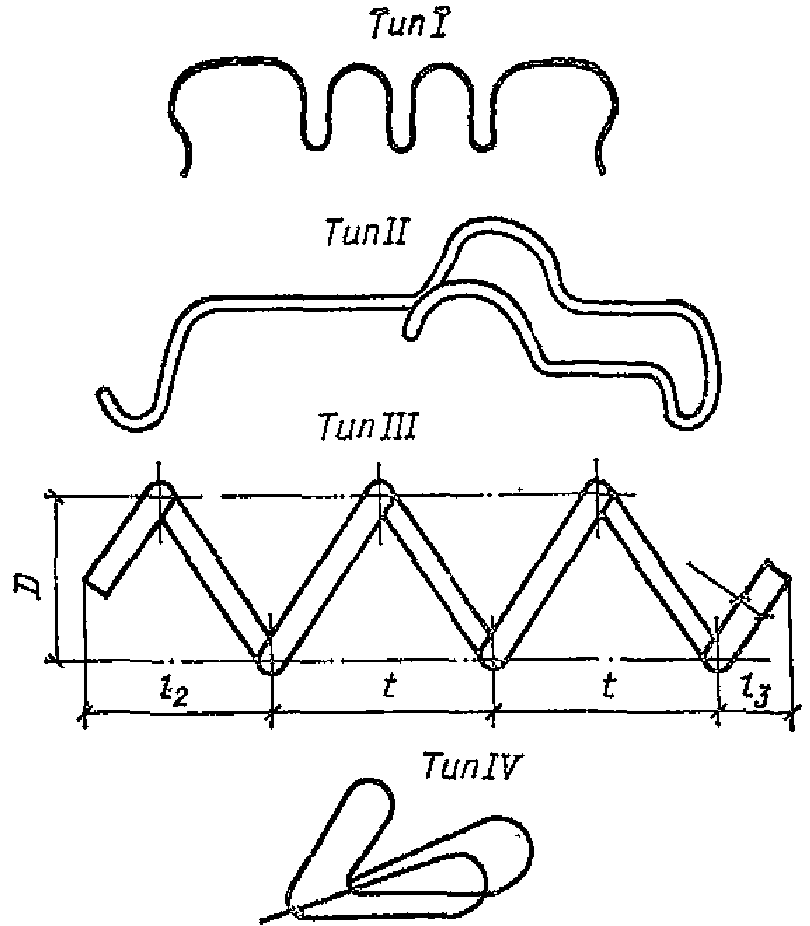
Рис. 2. Типы проволочных соединительных элементов
тип I, III — элементы для одностороннего
соединения арматурных стержней; тип II, IV — элементы
для двустороннего соединения арматурных стержней
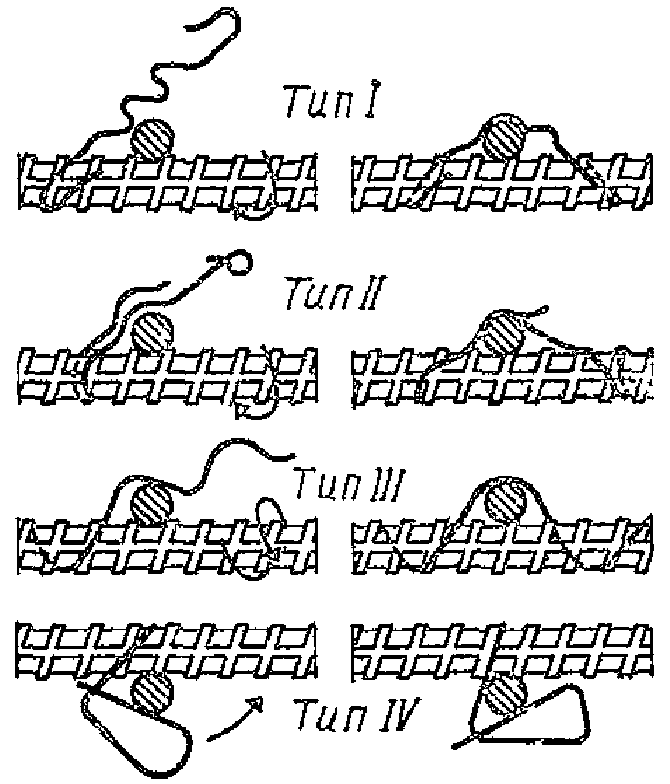
Рис. 3. Схемы установки проволочных соединительных элементов
тип I, III — для одностороннего соединения арматурных
стержней; тип II, IV — то же, для двустороннего
Техническая характеристика фиксаторов
|
Показатели |
Тип фиксатора |
|||
|
I |
II |
III |
IV |
|
|
Диаметр применяемой проволоки, мм |
1,6 — 1,8 |
1,6 — 1,8 |
1,6 — 1,8 |
2 — 2,8 |
|
Максимальная длина заготовки, мм |
150 |
250 |
250 |
500 |
|
Рекомендуемые диаметры соединяемых стержней мм, до |
16 |
25 |
20 |
32 |
|
Время установки одного фиксатора, с |
2 |
2 |
5,8 |
5,8 |
|
Средняя норма времени на 100 пересечений, чел.-ч |
0,15 |
0,15 |
0,45 |
0,45 |
Примечание. Марка проволоки для всех типов фиксаторов — проволока 1(П) = 1,8, ГОСТ 9389-75.
Приложение 34
РЕКОМЕНДАЦИИ ПО УПРОЧНЕНИЮ СТЕРЖНЕВОЙ АРМАТУРНОЙ СТАЛИ
ВЫТЯЖКОЙ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Общие требования
1. Упрочнение вытяжкой производится для повышения предела текучести стали, величина которого определяется напряжением в стали, достигаемым при вытяжке.
2. Предельные значения удлинений при вытяжке стали обеспечивают оптимальное увеличение предела текучести и позволяют сохранить достаточно высокие пластические свойства стали после упрочнения ( и
и  ).
).
3. Упрочнение вытяжкой стали класса А-III, марок 35ГС (33ГТ) и 25Г2С следует производить до контролируемого удлинения соответственно 4,5 и 3,5% и напряжения не менее 5500 кгс/см2.
Допускается производить упрочнение только до контролируемого удлинения без контроля напряжения, однако при этом расчетное сопротивление стали принимается 4000 кгс/см2 вместо 4500 кгс/см2 при контроле напряжения и удлинения.
Вытяжка и отбраковка арматуры
4. Арматурная сталь, подлежащая упрочнению вытяжкой, должна быть разделена на партии.
Масса партии не должна превышать 10 т. В партию должна входить сталь одного диаметра, одной марки и плавки.
5. Механические свойства стали по упрочнению устанавливаются по заводским сертификатам. Если они отсутствуют, то производятся контрольные испытания стали в соответствии с требованиями ГОСТ 5781-75 и ГОСТ 12004-66.
Используемая для упрочнения сталь должна отвечать по своим механическим свойствам требованиям ГОСТ 5781-75 к стали класса А-III.
6. Величина усилия упрочнения устанавливается по теоретической площадке поперечного сечения.
7. При упрочненной стали вытяжкой с контролем усилия и удлинения необходимо руководствоваться следующими рекомендациями:
вытяжка производится до усилия, соответствующего напряжению 5500 кгс/см2 при условии, что удлинение не превышает предельных значений, указанных в п. 3;
если усилие достигло заданной величины, а удлинение не достигло предельных значений, вытяжка прекращается и стержни принимаются как упрочненные с контролем усилия и удлинения;
в случае, когда удлинение при вытяжке достигло предельного значения, а напряжение в стали не достигло 5500 кгс/см2, вытяжка прекращается, а стержни отбраковываются.
8. Отбракованные в соответствии с требованиями п. 7 стержни могут быть вновь предъявлены к приемке после определенной выдержки (не менее 24 ч) или прогрева в пропарочной камере при температуре 80 — 90° в течение 4 — 6 ч, если контрольные испытания покажут, что условный предел текучести стали за счет старения достиг 5500 кгс/см2, а пластические свойства — не менее, чем указано в п. 2.
В случаях, когда эти условия не удовлетворяются, отбракованные стержни могут быть использованы как упрочненные без контроля напряжения, т.е. с пониженным расчетным сопротивлением (см. п. 3).
9. Для контроля упрочненной вытяжкой стали от каждой партии отбирается по два образца для испытания на растяжение в соответствии с требованиями ГОСТ 12004-66. Механические свойства стали должны отвечать требованиям табл. 1 приложения 1 Руководства и пп. 3 и 7 данного приложения.
При получении результатов испытаний, не удовлетворяющих этим требованиям, производится повторное испытание удвоенного числа образцов.
При получении неудовлетворительных результатов повторного испытания хотя бы на одном образце партия стали подлежит отбраковке.
При использовании партий стали, отбракованных из-за низкой величины предела текучести, следует руководствоваться указаниями п. 8.
Во всех остальных случаях применение отбракованных партий стали в качестве класса А-IIIв не допускается и вопрос об их использовании в каждом конкретном случае решается особо с привлечением представителей завода — изготовителя стали и проектной организации — автора проекта изготовляемых предварительно-напряженных железобетонных изделий.
Упрочнение арматурной стали
10. Упрочнение арматурной стали вытяжкой с контролем усилия и удлинения, а также с контролем только удлинений должно, как правило, производиться на специальных установках, имеющих механический или гидравлический привод.
11. Установки для упрочнения вытяжкой должны быть снабжены быстродействующими зажимными устройствами для закрепления концов стержней. При этом длина захвата стержня в зажимах должна быть минимальной (2 — 3d). Зажимные устройства не должны вызывать изгиба стержней.
12. Установки должны обеспечивать, как правило, вытяжку арматуры на длину, которая после упрочнения стали соответствовала бы заданному размеру. Следует учитывать, что после вытяжки длина стержней может сократиться за счет упругого укорочения в среднем на 0,35% (укорочение стержней после упрочнения может колебаться в пределах от 0,2 до 0,5%). При упрочнении арматуры вытяжкой с контролем усилия и удлинений допускается в случае необходимости получения заданной длины превышать усилие вытяжки в пределах до 10%, если удлинение не достигло предельных величин.
13. Допускается производить упрочнение пакетов стержней при условии использования их целиком в одной конструкции. При этом должны быть приняты меры, обеспечивающие равномерное удлинение всех стержней во время вытяжки.
14. В установках с механическим приводом, где удлинения стали осуществляются винтовым механизмом (лебедкой с полиспастом или без него), величина усилий контролируется динамометром, включенным последовательно с упрочняемыми стержнями.
15. В установках с гидравлическим приводом величина усилия контролируется по показанию манометров.
При ограниченном ходе поршня гидравлического домкрата допускается применять приспособление с устройством, обеспечивающим возможность перестановки домкрата. При этом допускаются ступенчатое увеличение усилия с промежуточной фиксацией или даже полная разгрузка на время перестановки домкрата.
16. Контроль величины удлинений при вытяжке, как правило, должен производиться непосредственно по замерам деформаций стержней.
Оборудование для упрочнения арматурной стали вытяжкой
Для упрочнения стержневой арматурной стали вытяжкой лисичанский завод «Строммашина» Минстройдормаша изготовляет установку 7151/10Б для изделий длиной 18 м.
Кроме того, рядом организаций разработаны свои установки или используются ранее построенные пакетные и протяжные стенды, предназначенные для изготовления предварительно-напряженных железобетонных конструкций, а также для упрочнения арматурной стали вытяжкой с использованием для этой цели гидродомкратов СМ-513Б. Для комплексной механизации процесса заготовки арматурных элементов с упрочнением стержней вытяжкой рекомендуется, например, использовать технологическую линию (см. рисунок), разработанную Уральским филиалом Гипрооргсельстрой Минсельстроя СССР.
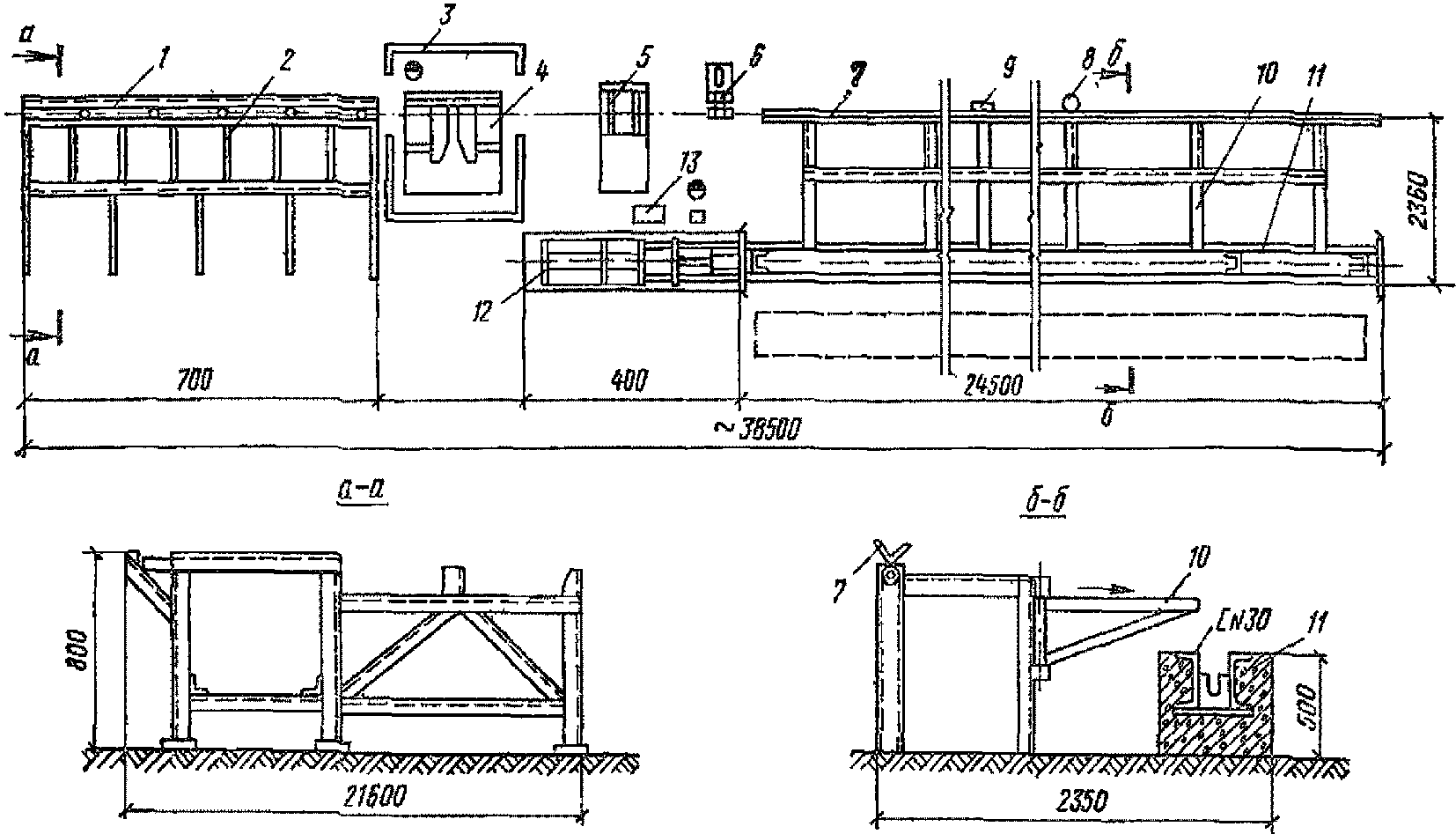
Полуавтоматическая линия соединения стержней
в плеть и их упрочнения вытяжкой
На технологической линии (см. рисунок) одновременно соединяют в «плеть» электросваркой стержни диаметром до 32 мм и длиной до 24 м, высаживают по концам анкерные головки и затем упрочняют вытяжкой.
Линия подготовки арматурной стали (см. рисунок) состоит из роликового стола 1 со стеллажом 2, ограждения 3, машины МСМУ-150 для стыковой электросварки 4, гидравлического станка С-445М для резки арматуры 5, тянущего устройства 6, приемно-сбрасывающего устройства 7, пневмоцилиндра 8, электропневмоклапана 9, наклонно-поворотных консолей 10, стенда для упрочнения стержней механической вытяжкой 11, гидравлического домкрата 12 и пульта управления 13.
Комплексную заготовку «плетей» путем стыковки стержней, высадки анкерных головок и упрочнения производят двое рабочих — сварщик и оператор.
Производительность полуавтоматической линии 5 — 7 т арматуры в смену.
Приложение 35
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
ДЛЯ ЗАГОТОВКИ НАПРЯГАЕМОЙ АРМАТУРЫ
Заготовку прутков арматурных элементов из высокопрочной проволоки мерной длины рекомендуется производить на установках (рис. 1, 2), разработанных Гипростроммашем и изготовляемых заводами Министерства строительного, дорожного и коммунального машиностроения.
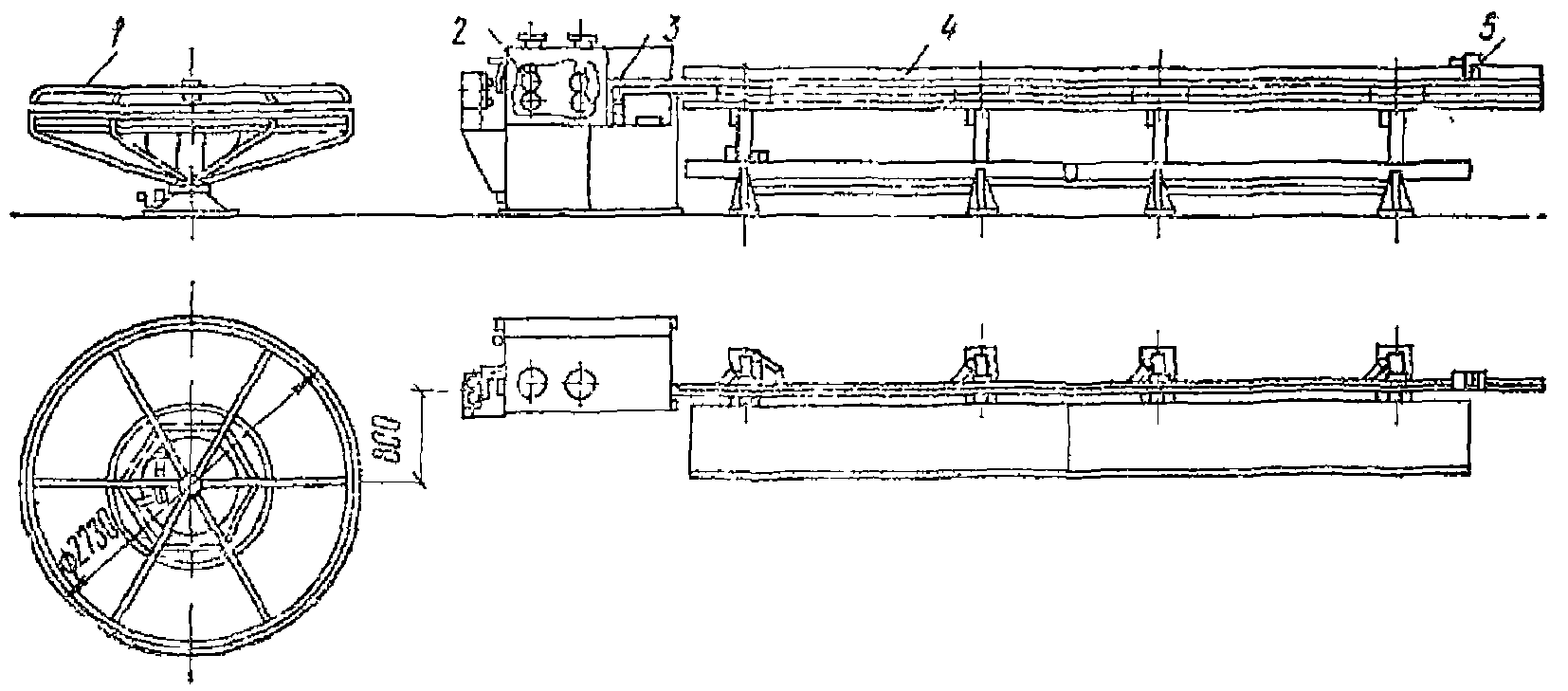
Рис. 1. Линия заготовки высокопрочной проволоки
и прядей СМЖ-213
1 — бухтодержатель; 2 — механизм подачи; 3 — механизм резки;
4 — приемный стол; 5 — блок конечного выключателя
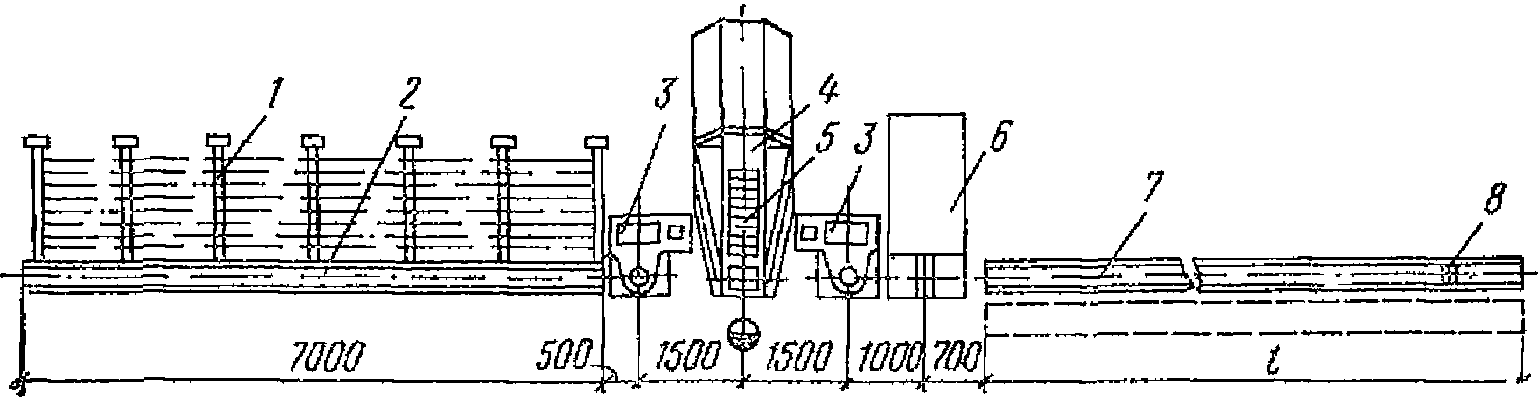
Рис. 2. Линия заготовки арматурных элементов
из стержневой стали периодического профиля
1 — склад стержней; 2 — рольганг; 3 — зажимное устройство;
4 — машина МО-5 для обжимки анкеров и стыковых муфт;
5 — мерное устройство; 6 — станок для резки стержней;
7 — рольганг; 8 — фиксирующее устройство
Таблица 1
Техническая характеристика установок для заготовки прутков
мерной длины из высокопрочной проволоки (или катанки)
|
Показатели |
Установка СМЖ-13 (6873/30А) |
Установка СМЖ-15 (7151С/26) |
|||
|
длина заготавливаемых прутков, м |
|||||
|
до 6 |
12,5 |
18,5 |
24,5 |
30,5 |
|
|
Производительность, прутки/ч |
200 |
160 |
112 |
85 |
70 |
|
Диаметр разрезаемого прутка, мм |
5 — 6 |
5 — 6 |
|||
|
Материал прутка, класс стали |
Вр-II (Атк) |
Вр-II (Атк) |
|||
|
Допуск на длину реза, мм |
+/- 1 |
+/- 1 |
|||
|
Скорость подачи прутка, м/мин |
56 |
56 |
|||
|
Установленная мощность, кВт |
5,6 |
12,9 |
|||
|
Привод механизма реза и канала |
Гидравлический |
||||
|
Габариты, мм: |
|||||
|
длина |
6 800 |
18 000 |
24 000 |
30 000 |
36 000 |
|
ширина |
1 800 |
3 200 |
3 200 |
3 200 |
3 200 |
|
высота |
1 540 |
1 710 |
1 710 |
1 710 |
1 710 |
|
Масса, кг |
1 735 |
4 173 |
4 729 |
5 277 |
5 829 |
|
Завод-изготовитель |
Ленинградский завод «Строммашина» |
Таблица 2
Техническая характеристика установок для заготовки прутков
мерной длины из высокопрочной проволоки и арматурных прядей
|
Показатели |
Установка СМЖ-16 (7121/33) |
Установка СМЖ-213 |
|||||
|
длина заготавливаемых прутков, м, при сборке |
|||||||
|
I |
II |
III |
I |
II |
III |
IV |
|
|
100 |
75 |
12 |
7,5 |
14,5 |
20,5 |
26,6 |
|
|
Производительность, шт./ч: |
|||||||
|
семипроволочные пряди |
30 |
35 |
50 |
60 |
60 |
40 |
35 |
|
высокопрочная проволока |
60 |
75 |
— |
300 |
200 |
150 |
120 |
|
Скорость протягивания, м/мин |
36,3 |
30 — 60 |
|||||
|
Скорость перед торможением, м/мин |
11,8 |
— |
|||||
|
Установленная мощность электродвигателей, кВт |
14 |
14 |
9 |
7 |
|||
|
Давление воздуха, кг/см2 |
5 |
||||||
|
Расход воздуха, м3/ч |
2,5 |
3 |
4,3 |
1 |
|||
|
Габариты, мм: |
|||||||
|
длина |
119 500 |
94 500 |
28 800 |
13 710 |
18 710 |
24 710 |
30 710 |
|
высота |
2 370 |
2 370 |
1 800 |
1 440 |
1 440 |
1 440 |
1 440 |
|
ширина |
1 175 |
1 175 |
1 680 |
2 790 |
2 790 |
2 790 |
2 790 |
|
Масса комплекта, кг |
19 050 |
16 400 |
5 000 |
2 600 |
3 200 |
3 900 |
4 500 |
|
Завод-изготовитель |
Кохомский завод «Строммашина» |


С целью унификации оборудования вместо установок СМЖ-15 и СМЖ-16 на Кохомском заводе «Строммашина» и изготавливается установка СМЖ-213 (рис. 1).
Установка СМЖ-213 предназначена для заготовки проволоки и прядей для коротких стендов и силовых форм (разработана НИИЖБом и Гипростроммашем).
С бухтодержателя (см. рис. 1) прядь или проволоку пропускают через ролики механизма подачи. Затем включают станок подачи и прядь или проволока перемещается в канале приемного стола до конечного выключателя с жестким упором. Конечный выключатель дает сигнал для прекращения подачи арматуры и включения механизма резки.
После обрезки арматуры механизм резки, возвращаясь в исходное положение, подает сигнал для сброса арматуры и включения механизма подачи. Далее цикл повторяется.
Блок конечного выключателя легко снимается и переставляется на приемном столе в других местах для заготовки арматуры любой длины — от 6 до 30 м. Точность отмеривания прядей и проволоки +/- 2 мм на 10 м.
Скорость подачи арматуры 30 м/мин для пряди и 60 м/мин для проволоки; производительность 40 прядей, или 80 проволок длиной 25 м в 1 ч.
Линия заготовки двух- или трехпрядных пакетов с применением клиновых зажимов, разработанная ГПКИ Индустройпроект, состоит из бухтодержателя, пакетообразующей установки и реверсивной лебедки.
Технология заготовки пакета прядевой арматуры путем непрерывной раскладки на стендовой формовочной полосе по принципу полиспаста разработана ЦНИИОМТП совместно с заводом ЖБК-2 треста Железобетонстрой (Кемерово).
При этом прядевая арматура с катушки, установленной на тележке, запасовывается протягиванием соединенного с ней троса в систему блоков полиспаста. Одна обойма полиспаста неподвижно закреплена на упорах, а вторая присоединяется к тяговой лебедке мощностью 5 т и поддерживается краном во время протяжки.
Во время запасовки арматуры обоймы системы блоков соединяются между собой жесткими накладками, удерживающими их в неподвижном состоянии.
Вышедший с последнего блока конец арматуры заанкеривается на упоре стенда или на неподвижной обойме, после чего обоймы разъединяются и подвижная обойма протягивается с помощью лебедки вдоль стенда к противоположным упорам.
За один ход подвижной обоймы на стенде укладывается необходимое число прядей, равное кратности системы блоков.
По окончании протяжки подвижная обойма с блоками присоединяется к штоку гидродомкрата, затем производится выборка слабины прядевого пакета с помощью гидродомкрата, установленного у хвостового конца стенда. При этом вытягиваемая арматура наматывается (обратно) на барабан.
Только после этого производятся обрезка пряди, закрепление конца ее на упорах стенда или обоймы и натяжение всего пакета гидродомкратом, установленным у головного конца стенда.
Принципиальная схема непрерывной раскладки прядевой арматуры показана на рис. 5 приложения 38.
Линия заготовки стержневой арматуры классов А-IV, А-V, Ат-IV, Ат-V и Ат-VI разработана ВНИИЖелезобетоном.
Линия (рис. 2) предназначена для стыковки стержневой арматуры опрессованными муфтами с помощью станка типа МО-5, отмеривания и резки стержней и опрессовки на них концевых шайб.
Опрессовка муфт производится в два приема, вначале с одной стороны на первом стыкуемом стержне, затем с другой — на втором стержне. Линия обслуживается одним рабочим.
Производительность в 1 ч — 10 стержней длиной 18,5 м.
Приложение 36
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЗАЖИМОВ И АНКЕРОВ
ДЛЯ ЗАКРЕПЛЕНИЯ АРМАТУРЫ
АНКЕРНЫЕ УСТРОЙСТВА С ВЫСАЖЕННЫМИ ГОЛОВКАМИ
Анкерные устройства арматурных элементов из высокопрочной проволоки состоят из инвентарных стальных колодок с отверстиями или прорезями, в которых закрепляются проволоки с помощью высаженных головок.
Анкерные колодки унифицированных напрягаемых арматурных элементов (УНАЭ) кроме стаканного типа рассчитаны на многократную оборачиваемость и их рекомендуется изготовлять из стали марки 40Х или Ст5 с поверхностной термообработкой по шкале Роквелла HRC 38 — 40.
Дырчатая анкерная колодка типа АКД-14/5 и прорезная анкерная колодка типа АКП-14/5 (рис. 1) для армоэлемента с общим числом до 14 проволок диаметром 5 мм являются основными.
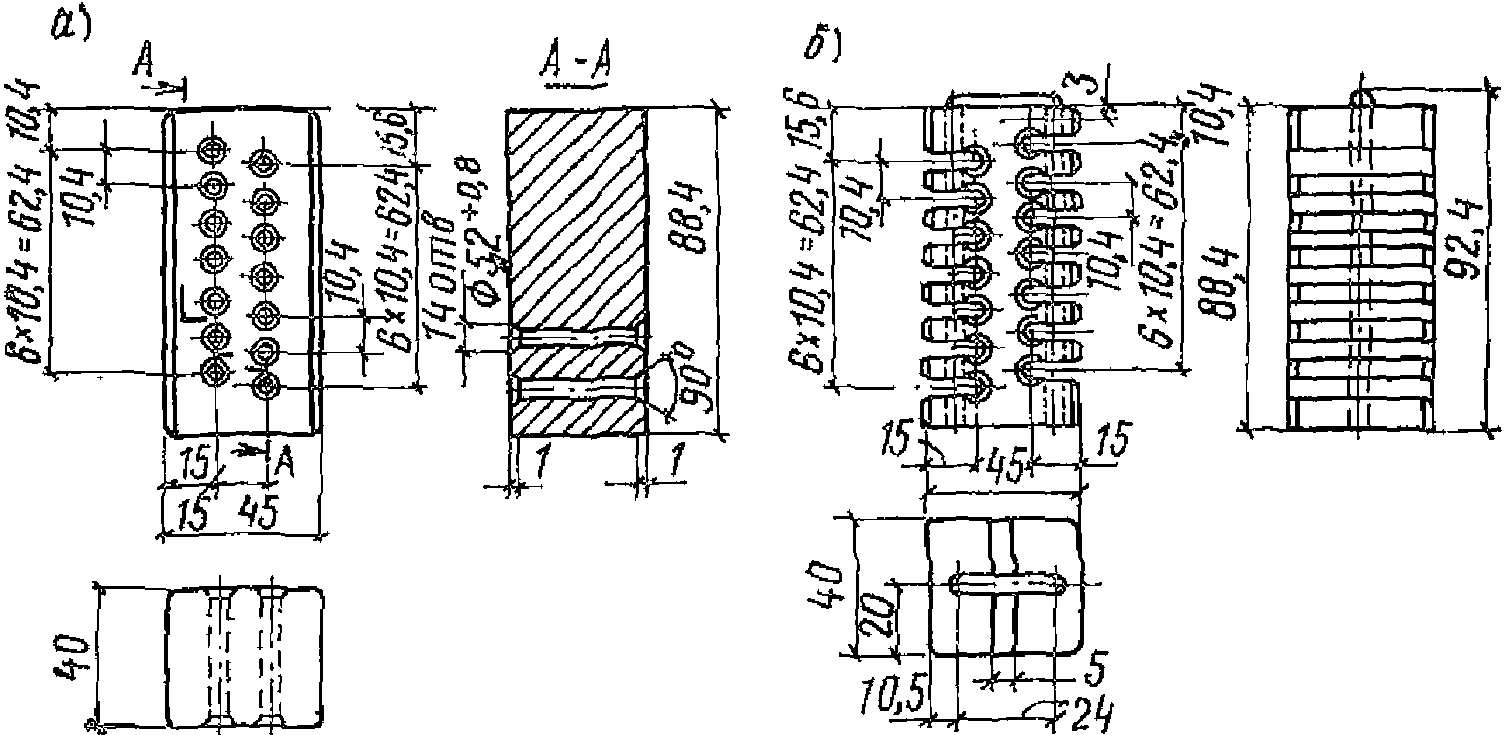
Рис. 1. Инвентарные анкерные колодки (основные)
арматурных элементов (УНАЭ) из высокопрочной проволоки
а — дырчатая анкерная колодка АКД-14/5;
б — прорезная анкерная колодка АКП-14/5
Дырчатые анкерные колодки стаканного типа АКС-12/5 (рис. 2) на 12 проволок диаметром 5 мм рекомендуется использовать в железобетонной конструкции как постоянные анкеры.
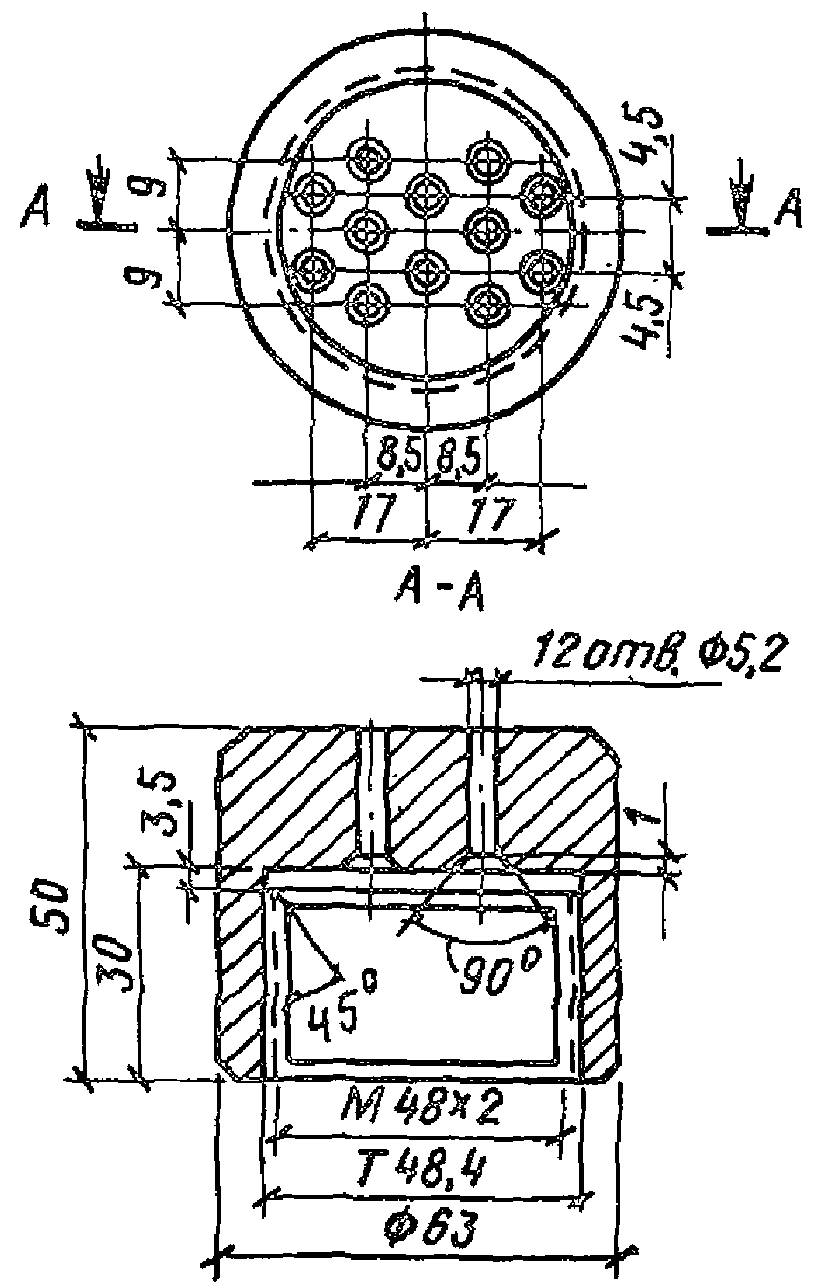
Рис. 2. Анкерная колодка стаканного типа АКС-12/5
для натяжения на бетон арматурного элемента (УНАЭ)
из высокопрочной проволоки с высаженными головками
На рис. 1, 2 приведены размеры анкерных колодок в случае применения высокопрочной проволоки диаметром 5 мм.
При необходимости по аналогии с этими анкерными колодками могут быть выполнены захватные устройства для арматурных элементов из высокопрочной проволоки или катанки других диаметров.
АНКЕРНЫЕ УСТРОЙСТВА, С ОПРЕССОВАННЫМИ ШАЙБАМИ,
СПИРАЛЬНЫМИ ВТУЛКАМИ ИЛИ ГИЛЬЗАМИ
Анкерные устройства с опрессованными элементами в виде шайб, спиралей или гильз относятся к анкерным устройствам одноразового использования и применяются при натяжении на упоры, в основном стержневой арматуры.
Анкерные устройства типа «обжатая шайба» применяются преимущественно в случаях использования несвариваемых арматурных сталей.
Размеры шайб (рис. 3) для опрессованных анкеров приведены в табл. 1.
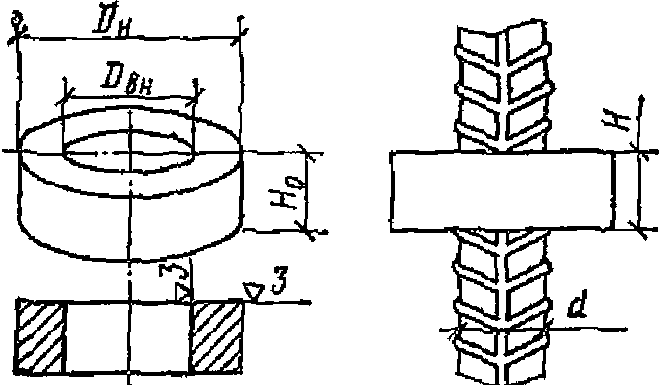
Рис. 3. Шайбы для временных концевых анкеров
Таблица 1
Размеры шайб (обойм) для опрессовки
|
Диаметр арматуры d, мм |
Внутренний диаметр шайбы Dвн, мм |
Наружный диаметр шайбы Dн, мм |
Высота шайбы (обоймы) до опрессовки H0, мм |
Примерная высота шайбы (обоймы) после опрессовки H, мм |
||||
|
класс арматуры |
||||||||
|
Ат-IV и А-IV |
Ат-V и А-V |
Ат-IV |
Ат-IV и А-IV |
Ат-V и А-V |
Ат-VI |
|||
|
10 |
13 |
30 |
8 |
10 |
11 |
11 |
13 |
16 |
|
12 |
15 |
32 |
8 |
11 |
14 |
13 |
15 |
18 |
|
14 |
17 |
32 |
10 |
13 |
17 |
14 |
17 |
21 |
|
16 |
20 |
36 |
11 |
15 |
19 |
16 |
19 |
23 |
|
18 |
22 |
36 |
13 |
17 |
21 |
17 |
21 |
25 |
|
20 |
24 |
40 |
14 |
19 |
23 |
19 |
23 |
28 |
|
22 |
26 |
42 |
16 |
21 |
25 |
20 |
26 |
30 |
Анкерное устройство с опрессованной гильзой одноразового использования предназначено для анкеровки семипроволочных прядей. Гильзы закрепляются на пряди путем опрессовки в штампе. До опрессовки гильзы представляют собой полые стальные цилиндры, размеры которых приведены в табл. 2.
Таблица 2
Размеры гильз, мм
|
Номинальный диаметр пряди, мм |
Длина гильзы L |
Внутренний диаметр гильзы D1 |
Наружный диаметр гильзы D2 |
Глубина паза t |
|
4,5 |
20 |
5 |
16 |
0,6D2 |
|
6 |
30 |
6,5 |
16 |
|
|
7,5 |
40 |
8 |
20 |
|
|
9 |
50 |
9,8 |
25 |
|
|
12 |
60 |
13 |
32 |
|
|
15 |
80 |
16 |
36 |
Опрессовку рекомендуется производить с помощью штампа, позволяющего получить после опрессовки анкерную гильзу квадратного или круглого сечения.
Для повышения прочности закрепления гильзы на пряди рекомендуется зазор между гильзой и прядью заполнить кварцевым песком. При этом длину гильз можно уменьшить на 20%.
АНКЕРНЫЕ УСТРОЙСТВА С ПРИВАРЕННЫМИ
К АРМАТУРНЫМ СТЕРЖНЯМ КОНЦЕВЫМИ ЭЛЕМЕНТАМИ
При натяжении стержневой арматуры на бетон конструкций наиболее рационально анкерное устройство выполнять в виде приваренного стыковой контактной сваркой к стержню коротыша из круглой стали с резьбой на конце (рис. 4).
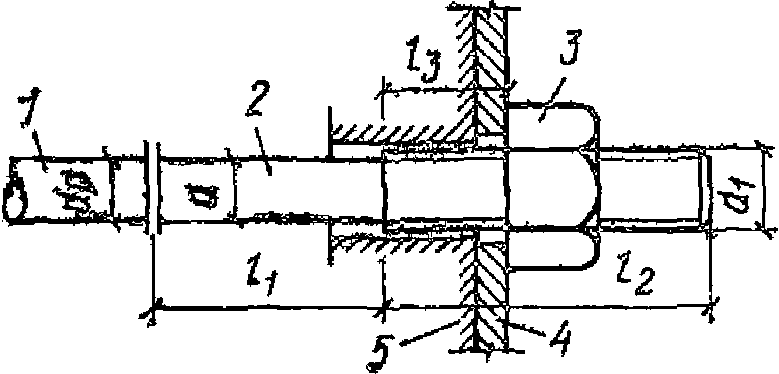
Рис. 4. Анкер для стержневой арматуры
1 — арматурный стержень; 2 — концевой элемент с резьбой;
3 — гайка; 4 — распределительный лист; 5 — конструкция
Размеры концевых элементов анкеров приведены в табл. 3.
Таблица 3
Основные размеры концевых элементов с резьбой
|
Диаметр рабочей арматуры dр, мм |
Диаметр тела коротыша d, мм |
Диаметр резьбовой части коротыша d1, мм |
Примечание |
|
20 |
22 |
М27×1,5 |
l1 = 150 мм; |
|
22 |
24 |
М27×1,5 |
l2 = 250 + 0,002l, мм; |
|
25 |
27 |
М30×1,5 |
l3 = 0,002l, мм, |
|
28 |
30,5 |
М36×2 |
где l — длина конструкций, мм; l3 — увеличение длины резьбы при натяжении стержня одним домкратом с одной стороны |
|
32 |
34,5 |
М36×2 |
ПОЛУАВТОМАТИЧЕСКИЕ ИНВЕНТАРНЫЕ ЦАНГОВЫЕ ЗАЖИМЫ
Цанговые зажимы конструкции НИИЖБ по МРТУ 7-17-67 предназначены для захвата при натяжении и закрепления на упоры стенда или силовой формы проволочной, прядевой и стержневой арматуры.
Краткая техническая характеристика полуавтоматических зажимов НИИЖБ приведена в табл. 4.
Таблица 4
Техническая характеристика зажимов НИИЖБ
|
Показатели |
Тип зажимов (модель) |
||||||
|
2,5-5 ——— 4,5-6 |
6-9-2 |
12-15-2 |
10-18-4 |
16-25-4 |
25-32-4 |
32-40-1 |
|
|
Диаметр натягиваемой арматуры, мм |
2,5 — 5 <*> ————- 4,5 — 5 |
6 — 9 |
12 — 15 |
10 — 18 |
16 — 25 |
25 — 32 |
32 — 40 |
|
Вид натягиваемой арматуры |
Проволочная и прядевая |
Прядевая |
Стержневая |
||||
|
Максимальная рабочая нагрузка, тс |
3 |
8 |
18 |
17 |
32 |
55 |
65 |
|
Масса, кг |
0,18 |
0,56 |
1,30 |
1,14 |
2,8 |
6,5 |
9,6 |
|
Общий вид |
|
|
|
|
|
|
|
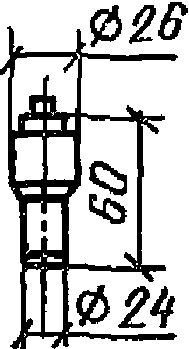
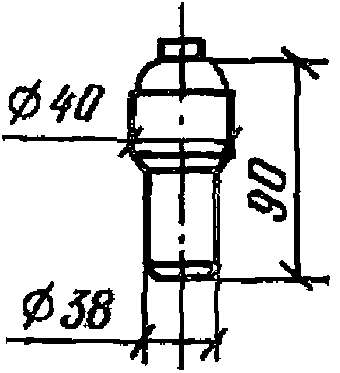
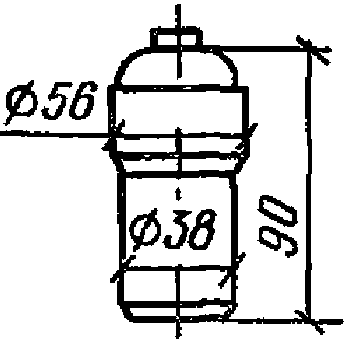
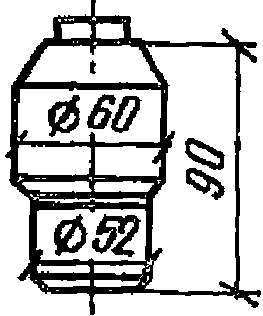
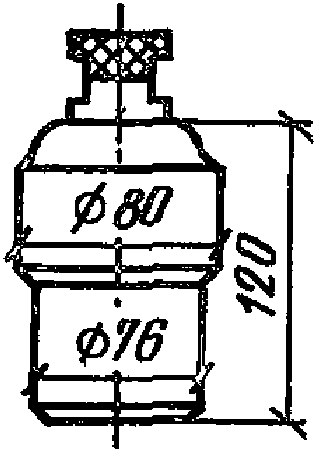
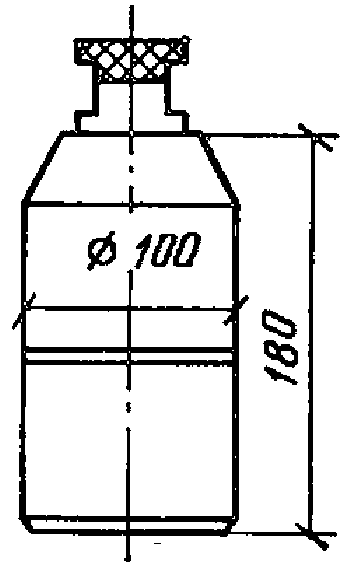
———————————
<*> В числителе указан диаметр проволоки, а в знаменателе — диаметр пряди.
При эксплуатации зажимов необходимо следить за тем, чтобы поверхности губок не были загрязнены. Гладкие поверхности губок зажима смазывают графитовой смазкой при работе в нормальной среде, а при работе в условиях пропарки опорные поверхности зажимов губок покрывают консистентной смазкой N 1 — 13 (ГОСТ 1631-61).
Профилактический осмотр зажимов должен проводиться каждые 30 циклов производства.
ИНВЕНТАРНЫЕ КЛИНОВЫЕ ЗАЖИМЫ
ЦНИЛЖЕЛЕЗОБЕТОНА ДЛЯ ДВУХПРЯДНЫХ КАНАТОВ
Для закрепления напрягаемых двухпрядных канатов заводского изготовления рекомендуется применять самозаклинивающиеся зажимы, состоящие из втулки и клина с конусностью 1:20.
Для фиксации положения прядей каната на клине сделаны две канавки. Материал клина и втулки Ст3. В случае необходимости размещения зажимов в ограниченном пространстве рекомендуется применять втулки квадратного сечения или же их объединять в анкерную плиту с коническими отверстиями.
При закреплении каната в зажиме проволоки с помощью специального кондуктора равномерно без перекрещивания распределяются по периметру клина (рис. 5).
Рис. 5. Клиновые зажимы для двухпрядных канатов
заводского изготовления
Dв — наружный диаметр втулки; d1 и d2 — внутренние
диаметры втулки или отверстий в анкерной плите под клин;
d3 и d4 — диаметры клина; lк — длина клина; lв — длина
втулки или толщина анкерной плиты; t — глубина канавки;
1 — втулка; 2 — клин; 3 — анкерная плита
Размеры клиновых зажимов приведены в табл. 5.
Таблица 5
Размеры зажимов для двухпрядных канатов, мм
|
Конструкция каната |
Номинальный диаметр каната, мм |
Dв |
l1 |
lк |
d1 |
d2 |
d3 |
d4 |
t = R |
|
Заводского изготовления |
|||||||||
|
2 x 7 |
9 |
40 |
70 |
80 |
17 |
23 |
13 |
21 |
2,25 |
|
2 x 7 |
12 |
45 |
70 |
80 |
18 |
25 |
15 |
23 |
3 |
|
2 x 7 |
15 |
50 |
70 |
80 |
21 |
28 |
16 |
24 |
3,75 |
|
2 x 7 |
18 |
60 |
70 |
80 |
23 |
30 |
18 |
26 |
4,5 |
|
2 x 19 |
15 |
50 |
70 |
80 |
21 |
28 |
16 |
24 |
3,7 |
|
2 x 19 |
20 |
60 |
70 |
80 |
26 |
33 |
22 |
31 |
5 |
|
2 x 19 |
25 |
70 |
80 |
90 |
32 |
40 |
24 |
33 |
6,2 |
|
2 x 19 |
30 |
80 |
80 |
90 |
37 |
45 |
27 |
36 |
7,51 |
КЛИНОВЫЕ КОНИЧЕСКИЕ ЗАЖИМЫ ДЛЯ ДВУХ И ТРЕХ ПРЯДЕЙ
Зажим состоит из конического клина с двумя или тремя пазами и цилиндрического корпуса с коническим отверстием или анкерной плиты с несколькими коническими отверстиями для одновременного закрепления нескольких пакетов из двух и трех прядей. Толщина анкерной плиты или длина корпуса для прядей диаметром 12 и 15 мм принимается соответственно 80 и 120 мм. Анкерные плиты корпуса могут быть выполнены как из мягкой, так и из твердой стали. Для повышения срока эксплуатации рационально использовать твердую сталь.
Приложение 37
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК ДЛЯ ВЫСАДКИ
АНКЕРНЫХ ГОЛОВОК И ОПРЕССОВКИ ШАЙБ
Установки предназначены для образования анкеров на концах напрягаемых арматурных стержней и высокопрочных проволок, для их захвата и закрепления на упоры стендов, форм или бетон конструкции при изготовлении предварительно-напряженных железобетонных конструкций.
1. Станок для высадки головок на высокопрочной проволоке СМЖ-155 (6873/110) разработан институтом Гипростроммаш и изготовляется Киевским заводом по ремонту и изготовлению средств механизации им. Парижской Коммуны.
Станок предназначен для холодной высадки анкерных головок на концах высокопрочной проволоки диаметром 4 — 6 мм и входит как комплектующее оборудование в установки СМЖ-213, СМЖ-13 и др.
Техническая характеристика станка СМЖ-155 (6873/110)
Характеристика высаживаемой проволоки:
предел прочности проволоки, кгс/мм2 до 180
диаметр, мм ………………….. 4 — 6
Число ходов пуансона в 1 мин …….. 20
Рабочий ход пуансона, мм ………… до 6
Электродвигатель, кВт …………… 2,8
Габариты, мм:
длина ……………………….. 1220
ширина ………………………. 700
высота ………………………. 1250
Масса, кг………………………. 520
В 1974 г. Гипростроммаш разработал новую модель гидравлического станка для высадки анкерных головок на высокопрочной проволоке — СМЖ-311.
Высадка головок на станке СМЖ-311, как и на станке СМЖ-155, производится в холодном состоянии, т.е. без подогрева проволоки.
Техническая характеристика станка шифр СМЖ-311
Диаметр проволоки по ГОСТ 8480-63, мм … 5
Максимальное усилие высадки, тс ……… 10
Производительность, анкеров/мин………. 12
Установленная мощность, кВт …………. 2,2
Габариты, мм:
длина …………………………… 830
ширина ………………………….. 530
высота ………………………….. 1200
Масса, кг …………………………. 290
Кроме упомянутых станков для высадки головок используются станки, разработанные НИИЖБ и НИИ Минпромстроя СССР.
2. Машина для опрессовки анкерных шайб на арматурных стержнях МО-5 (рис. 1) разработана ВНИИЖелезобетоном и изготовляется опытным механическим заводом указанного института.
Машина для опрессовки анкерных муфт МО-5
1 — промежуточный рычаг; 2 — рычаг главный правый;
3 — пневмоцилиндр; 4 — губки; 5 — корпус; 6 — станина
На машине МО-5 производится опрессовка на концах напрягаемых арматурных стержней периодического профиля анкерных шайб. Эта машина может быть также использована для стыкования несвариваемых стальных арматурных стержней путем обжатия концов равнопрочной со стыкуемыми стержнями муфтой.
Техническая характеристика машины МО-5
Сила обжатия, тс ………………… до 200
Диаметр стержня, мм ……………… от 10 до 22
Диаметр муфты (шайбы), мм ………… 32 — 45
Рабочее давление воздуха в пневмосети,
кгс/см2 ………………………… 6
Продолжительность обжатия, с ……… 5 — 8
Производительность машины, число
обжатий/ч ………………………. до 300
Габариты, мм:
длина ………………………… 1670
ширина ……………………….. 560
высота ……………………….. 1170
Масса, кг ………………………. 990
На базе машины МО-5 ВНИИЖелезобетоном разработана также линия стыкования стержневой арматуры и устройства анкеров.
3. Машина для высадки анкеров СМЖ-128А предназначена для образования на обоих концах арматурного стержня высаженных анкеров, используемых для закрепления арматуры при ее натяжении. Перед высадкой осаживаемые участки стержня нагреваются током от трансформаторов. Температура нагрева контролируется при помощи фотопирометров.
Контролируемая температура нагрева в пределах от 700 до 1200 °C устанавливается в зависимости от класса арматурной стали и диаметра стержня. Машина работает в автоматическом цикле.
Техническая характеристика
Тип арматурных стержней ………………………….
классов А-IIIВ, А-IV, А-V и А-VI, диаметром 10 — 25 мм;
Ат-V и Ат-VI, диаметром 10 — 18 мм
Длина стержней, мм:
Сборка I Сборка II
максимальная ……………….. 6500 7500
минимальная ………………… 5590 6500
Число стержней, на которых одновременно
происходит высадка ……………….. 1
Производительность стержней, шт./ч,
диаметром, мм:
10 ……………………………. 130
18 ……………………………. 120
25 ……………………………. 80
Усилие высадки, кгс ………………. 5500
Тип трансформаторов ………………. ТК-605-4
Число трансформаторов …………….. 2
Установленная мощность трансформаторов,
кВ·А ……………………………. 70
Привод зажима и высадки стержней …… пневматический
Давление воздуха, кгс/см2 …………. 6
Расход воздуха, м3/ч ……………… 35
Расход охлаждающей воды, л/ч ………. 1000
Контроль нагрева стержней …………. фотоэлектронные
пирометры ФЭП-2М
Габариты, мм:
Сборка I Сборка II
длина …………………….. 8620 9620
ширина ……………………. 1800 1800
высота ……………………. 1150 1150
Масса, кг …………………… 2850 2950
Приложение 38
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИДРОДОМКРАТОВ, НАСОСНЫХ СТАНЦИЙ
И УСТАНОВОК ДЛЯ МЕХАНИЧЕСКОГО НАТЯЖЕНИЯ АРМАТУРЫ
Технические характеристики гидродомкратов приведены в табл. 1.
Таблица 1
Технические характеристики гидродомкратов
|
Показатели |
Типы гидродомкратов |
||||
|
СМЖ-25 (СМ-513Б) |
СМЖ-86 (6873/20СУ) |
СМЖ-84 (ДГ-100-125) |
СМЖ-82 (ДГС-63-315) |
СМЖ-81 (ДГП-63-315) |
|
|
Максимальное тяговое усилие, тс |
63 |
2,5 |
100 |
63 |
63 |
|
Ход тянущего поршня, мм |
800 |
55 |
125 |
315 |
315 |
|
Ход поршня цилиндра запрессовки пробки, мм |
— |
— |
— |
— |
50 |
|
Диаметр натягиваемой арматуры, мм |
— |
5 |
16 — 40 |
28 — 40 |
5 |
|
Число одновременно натягиваемых арматурных стержней |
— |
1 |
1 |
1 |
24 и 18 |
|
Размеры резьбы на концах стержней арматуры |
— |
— |
— |
М30×1,5; М36×2; М42×2; М48×2 |
— |
|
Давление масла в цилиндре, кгс/см2 |
200 |
250 |
250 |
400 |
400 |
|
Мощность электродвигателей, кВт |
7,5 |
2,2 |
5 |
— |
— |
|
Привод гидродомкрата |
От насоса Н-401Е |
От насоса НП-500 |
От насоса Н-401 |
От насосной станции НСП-400 или НСР-400 |
|
|
Габариты, мм: |
|||||
|
длина |
3080 |
2145 |
1200 |
1090 |
912 |
|
ширина |
1670 |
794 |
755 |
210 |
245 |
|
высота |
2850 |
240 |
625 |
90 |
75 |
|
Масса, кг |
2850 |
240 |
625 |
90 |
75 |
Гидродомкраты разработаны институтом Гипростроммаш и изготовляются заводом «Строммашина» в Кемерове.
Гидродомкрат СМЖ-25 (СМ-513Б), модернизированный заводом железобетонных изделий Челябметаллургстроя.
Гидродомкрат СМЖ-25 (СМ-513Б) состоит из тележки, на которой установлен гидроцилиндр подъема рамы, опорного устройства, насосной станции, гидроцилиндра, натягивающего арматуру, золотникового крана и крана управления.
На существующем гидродомкрате СМ-513Б гидроцилиндр с тяговым усилием 60 тс и ходом поршня 800 мм заменен гидроцилиндром гидродомкрата ДГ-170/1120, а направляющие удлинены на 400 мм. Все остальные механизмы сохранены. Рукава гидросистемы подсоединены к новому гидроцилиндру, дополнительно установлены два клапана для спуска воздуха. В результате такой модернизации создан гидродомкрат с тяговым усилием 170 тс и ходом поршня 1120 мм, позволяющий одновременно натягивать 10 прядей диаметром 15 мм.
Гидродомкрат СМЖ-84 (ДГ-100-125)
Используется для натяжения стержневой и прядевой арматуры на стендах (силовых формах) и на бетон конструкций.
Общий вид гидродомкрата приведен на рис. 1, а, а гидравлическая схема — на рис. 1, б.
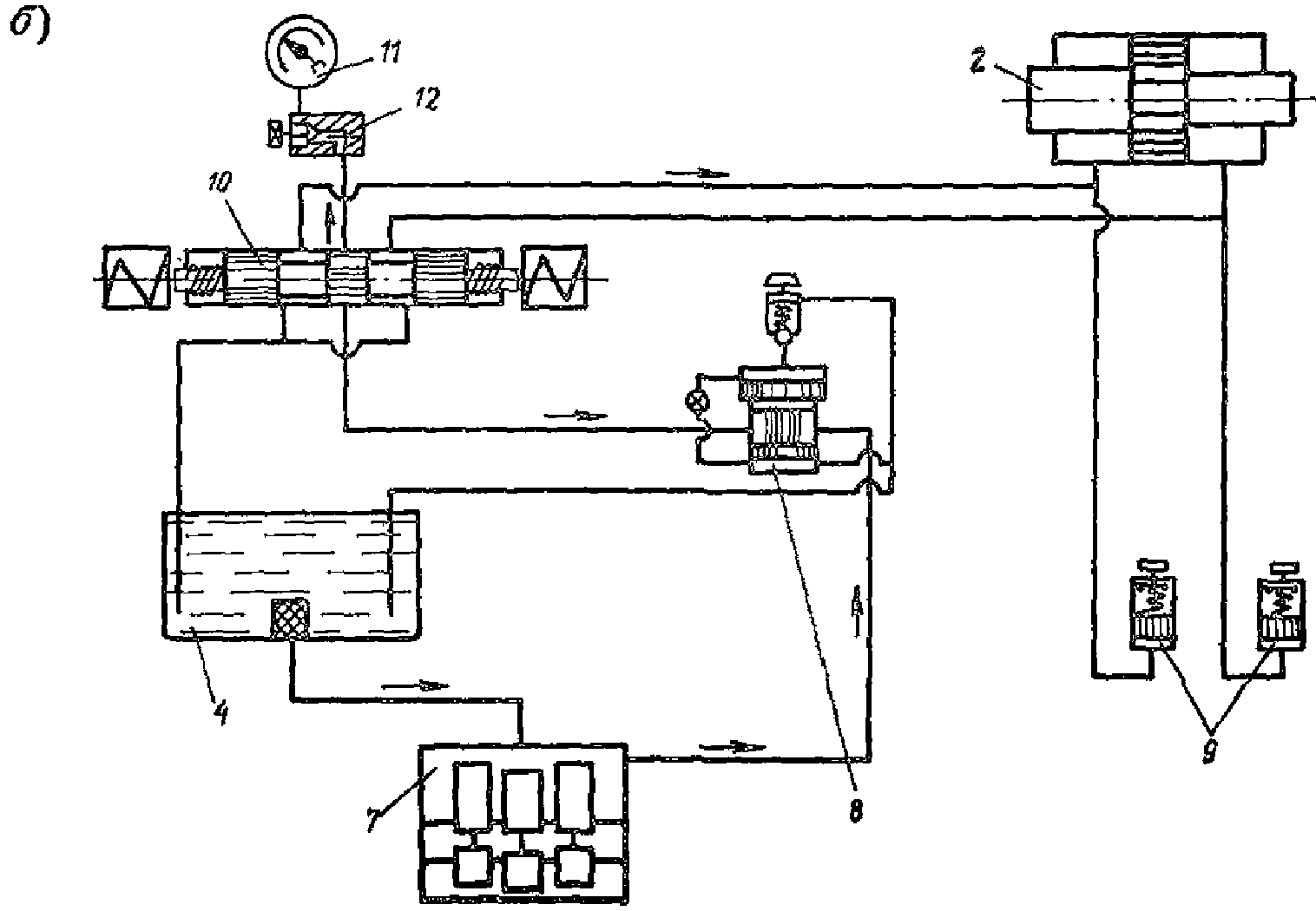
Рис. 1. Гидродомкрат СМЖ-84 (ДГ-100-125)
а — общий вид; б — гидросхема; 1 — тележка;
2 — домкрат; 3 — насосная станция; 4 — маслобак;
5 — шкаф электроаппаратуры; 6 — электродвигатель; 7 — насос;
8 — разгрузочно-предохранительный клапан; 9 — реле давления;
10 — золотник; 11 — манометр; 12 — манометрическая коробка
Гидродомкрат СМЖ-84 (ДГ-100-125) состоит из насосной станции, домкрата и тележки.
Все узлы и гидроаппаратура установлены на четырехколесной тележке, два колеса которой для удобства маневрирования поворотные.
Конструкция крепления зажимов позволяет легко и быстро производить их замену при переходе на работу с арматурой другого диаметра.
Гидродомкрат СМЖ-82 (ДГС-63-315)
Гидродомкрат предназначен для натяжения на бетон конструкций стержневой арматуры, пучков высокопрочной проволоки и прядей с анкерами, закрепляемых в напряженном состоянии гайками с винтовой резьбой.
Эти домкраты можно использовать также при натяжении прядевой и стержневой арматуры с помощью специальных инвентарных зажимов типа НИИЖБ, а также при натяжении арматуры на упоры линейных стендов и силовых форм.
Конструктивная схема гидродомкрата ДГС-63-315 приведена на рис. 2.
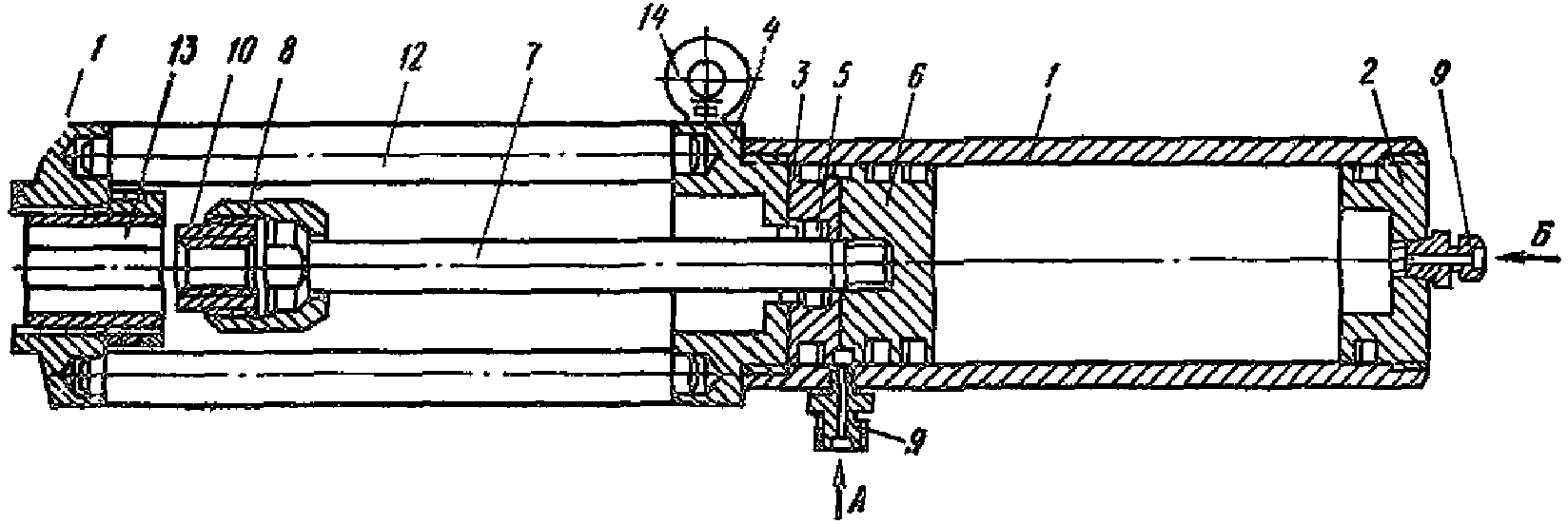
Рис. 2. Схема гидродомкрата СМЖ-82 (ДГС-63-315)
1 — цилиндр; 2 — крышка; 3 — заглушка; 4 и 11 — плиты;
5 — кольцо стопорное; 6 — поршень; 7 — шток; 8 — захват;
9 — штуцер; 10 — гайка сменная; 12 — стойка;
13 — ключ с трещоткой; 14 — рым-болт
Гидродомкрат СМЖ-81 (ДГП-63-315)
Гидродомкраты предназначены для натяжения пучков арматуры и закрепления их в напряженном состоянии на затвердевший бетон железобетонных конструкций (рис. 3).
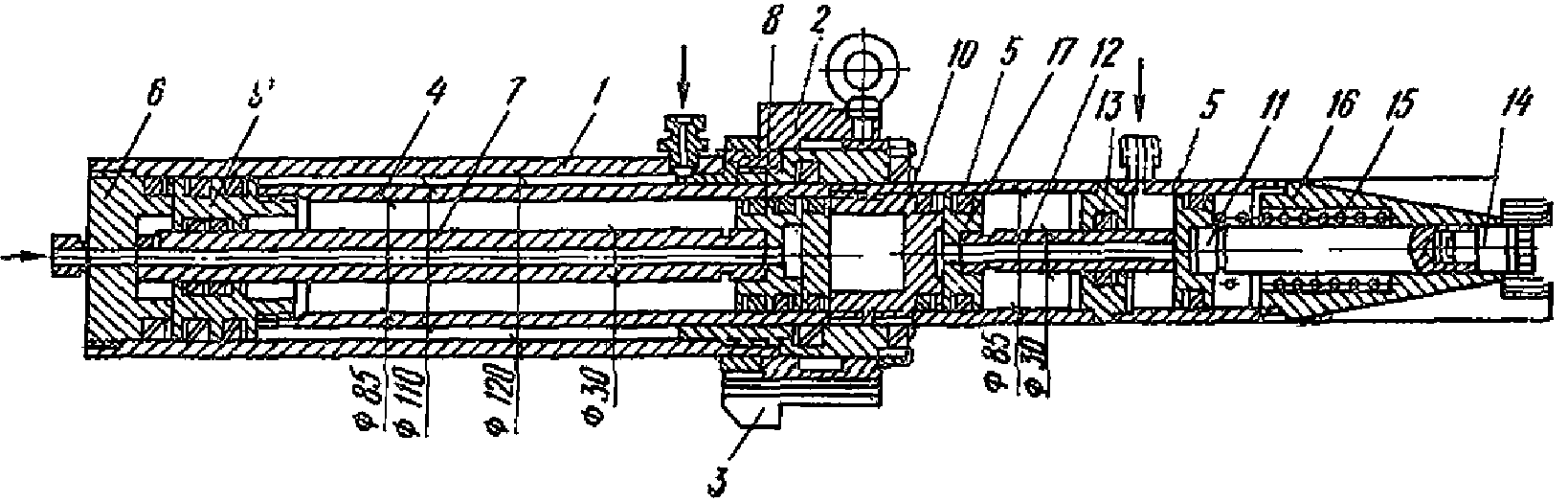
Рис. 3. Схема гидродомкрата СМЖ-81 (ДГП-63-315)
1 — цилиндр тянущий; 2 — обойма; 3 — клин;
4 — цилиндр; 5 — цилиндр запрессовки; 6, 10 — заглушки;
7, 11, 12 — штоки; 8, 9, 17 — поршни; 13 — стенка;
14 — конус с шариком; 15 — оголовок; 16 — пружина
Может быть также использован на заводах сборного железобетона.
Кроме специальных гидродомкратов для натяжения арматуры в ряде случаев используются грузовые домкраты типа ДГ-200 и ДГ-100, изготовляемые Кемеровским заводом «Строммашина», а также гидродомкраты, изготовленные отдельными организациями.
Институт Гипростроммаш разработал также опытный комплект оборудования для натяжения арматуры на коротких стендах с применением гидродомкрата 2348/5 с тяговым усилием 500 тс.
Техническая характеристика
Максимальное тяговое усилие, тс ……….. 500
Ход поршня, мм ………………………. 320
Габариты, мм:
длина …………………………….. 1504
высота ……………………………. 1778
ширина…………………………….. 1862
Масса, кг …………………………… 3450
Гидродомкрат ДГ-340/510, модернизированный
Заволжским заводом ПЖБ N 3
Цилиндры гидродомкратов ДГ-170/1120 разрезаны пополам, изготовлены дополнительные поршни и торцовые заглушки. Укороченные цилиндры с ходом поршня 320 мм устанавливают в раму один над другим, соединяют рукавами с насосной станцией от гидродомкрата типа СМЖ-84, установленной и закрепленной в раме над цилиндрами.
Максимальное тяговое усилие гидродомкрата с двумя цилиндрами 340 тс, с тремя цилиндрами — 510 тс.
Гидродомкраты применяются для натяжения пакетов стержней и прядей при производстве конструкций на коротких стендах.
Гидродомкрат Союздорнии мощностью 120 и 230 т
Для натяжения пучков из 7 и 12 прядей диаметром 15 мм Союздорнии разработаны гидродомкраты двойного действия с максимальным тяговым усилием 120 и 230 тс.
Пряди на гидродомкрате перед натяжением закрепляются парными клиньями, причем процесс захвата и освобождения прядей осуществляется посредством гидравлической системы, что позволило механизировать этот трудоемкий процесс.
Насосные станции НСП-400 и НСР-400
Насосные станции НСП-400 (с механическим приводом, рис. 4) и НСР-400 (с ручным приводом) предназначены для привода гидродомкратов, осуществляющих натяжение арматуры при изготовлении железобетонных конструкций.
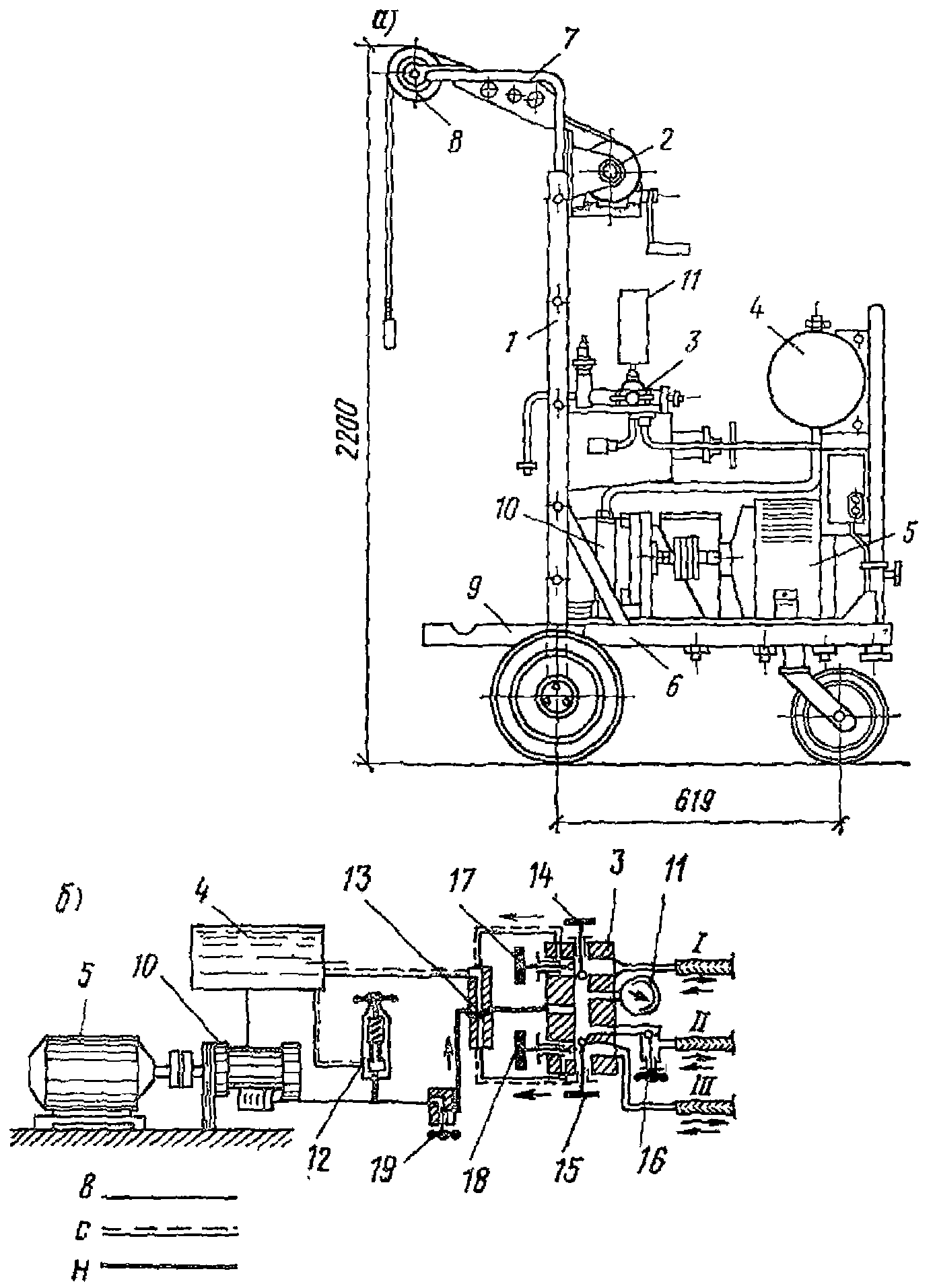
Рис. 4. Насосная станция НСП-400
а — общий вид; б — схема гидравлики; 1 — трубчатая стойка;
2 — червячная лебедка; 3 — распределитель; 4 — маслобак;
5 — электродвигатель; 6 — тележка; 7 — стрела; 8 — блок;
9 — кронштейн; 10 — насос; 11 — манометр; 12 — клапан
разгрузочно-предохранительный; 13 — коллектор;
14, 15 и 16 — краны напорные; 17 и 18 — краны сливные;
19 — кран регулировочный; I, II, III — рукава гибкие;
в — всасывание; с — слив; н — нагнетание
Насосные станции изготовляются Кемеровским заводом «Строммашина» Минстройдормаша.
Техническая характеристика насосной станции приведена в табл. 2.
Таблица 2
Техническая характеристика насосных станций
|
Показатели |
НСР-400 |
НСП-400 |
|
Рабочее давление, кгс/см2 |
400 |
400 |
|
Тип насосов |
Ручной с плунжерами периодического действия |
Б-202, одноплунжерный |
|
Привод |
Ручной |
Механический электродвигатель АО-42-4; 2,8 кВт; |
|
Производительность |
38,5 см3 за один двойной ход рукоятки (максимальная) |
1420 об/мин 1,6 л/мин |
|
Ход плунжера, мм |
30 |
— |
|
Наибольшее усилие на рукоятке насоса, кгс |
35 |
— |
|
Наибольшее усилие на рукоятке лебедки при грузе 100 кг, кгс |
12 |
12 |
|
Емкость масляного бака, л |
10 |
10 |
|
Габариты, мм: |
||
|
длина |
1786 (с рычагом) |
913 |
|
ширина |
591 |
590 |
|
высота |
1430 — 2200 |
1430 — 2200 |
|
Масса, кг |
121 |
180 |
УСТАНОВКИ ДЛЯ МЕХАНИЧЕСКОГО НАТЯЖЕНИЯ АРМАТУРЫ
Механизированная линия (рис. 5) непрерывной раскладки прядевой арматуры состоит из следующих устройств: тележки с бухтодержателем и запасовочной лебедкой, передвижные тележки, тележки с тяговой лебедкой, неподвижной и перемещаемой обойм, фиксирующих диафрагм, системы электрооборудования и селекторной связи.
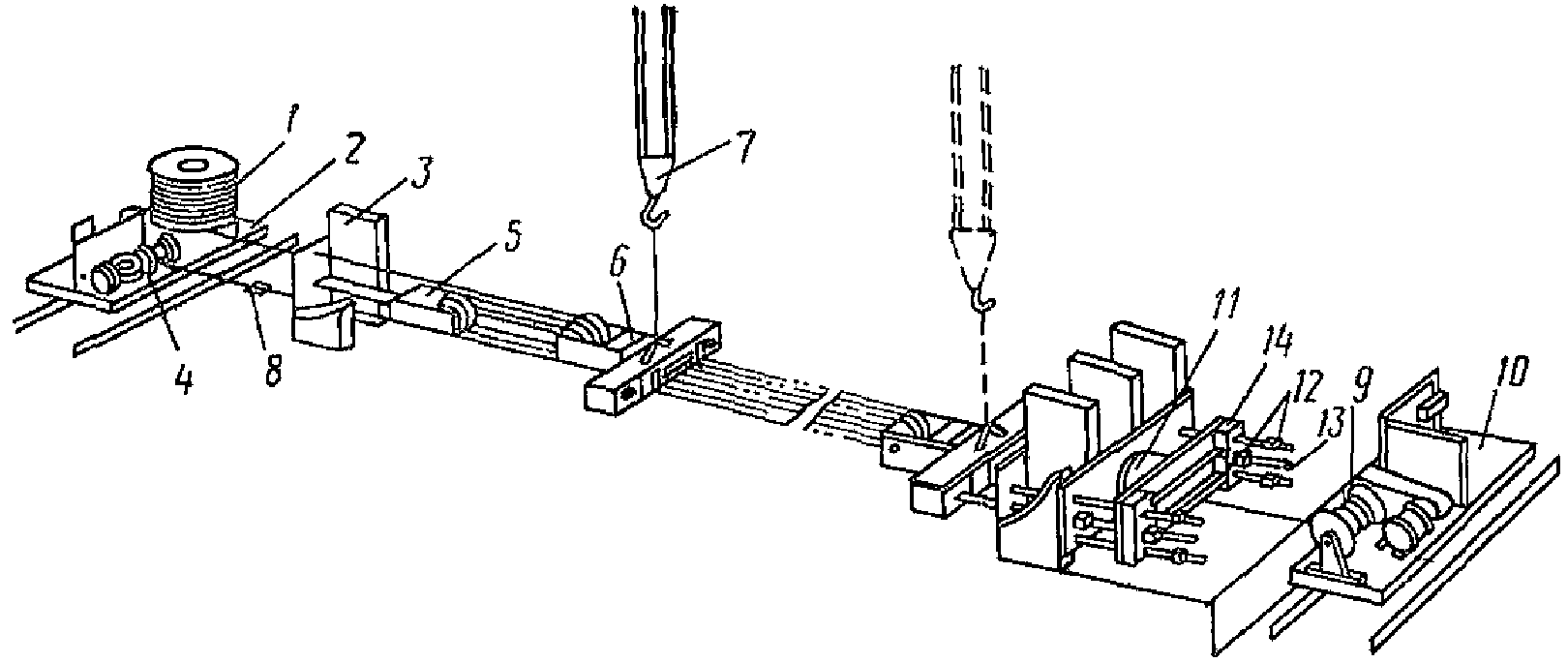
Рис. 5. Оборудование для непрерывной раскладки
и одновременного натяжения прядевой арматуры
на длинных стендах
1 — бухтодержатель; 2 — тележка; 3 — упоры стенда;
4 — запасовочная лебедка; 5 — неподвижная обойма полиспаста;
6 — подвижная обойма полиспаста; 7 — крюк крана; 8 — муфта;
9 — лебедка тяговая; 10 — тележка; 11 — гидродомкрат;
12 — направляющие штанги; 13 — тяговый винт;
14 — траверса
Для одновременного натяжения арматурных элементов на стендах ЭКБ ЦНИИОМТП разработаны рабочие чертежи (шифр 474.00.000) с использованием натяжной станции из двух гидродомкратов ДГ-170/1120.
Приложение 39
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК
ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА АРМАТУРЫ
Нагрев арматуры электрическим током производится на специальных установках, которые должны автоматически поддерживать заданную температуру нагрева и требуемое свободное удлинение стержней; при этом заданная температура нагрева должна обеспечивать необходимое удлинение стержней для свободной их укладки в упоры формы или стенда. Контакты с зажимными устройствами должны плотно зажимать стержни, не допуская искрения и поджога их.
Ленинградским заводом «Строммашина» выпускается серийная установка СМЖ-129 (6596С/2) для электронагрева стержней диаметром от 10 до 25 мм.
Техническая характеристика СМЖ-129 (6596С/2)
Длина нагреваемых стержней, мм …….. до 6200
Число одновременно нагреваемых стержней 2
Тип трансформаторов ………………. ТПО-253
или
ТО-50-АЗ
Число трансформаторов …………….. 1
Мощность установки, кВ·А ………….. 50
Прижим стержней в контактах ……….. пневматический
Давление воздуха в пневмосети, кгс/см2 5
Расход воздуха, м3/ч ……………… 0,1
Производительность установки, стержни/ч 30
Габариты, мм:
длина …………………………. 5570
ширина ………………………… 1430
высота ………………………… 1700
Масса, кг ……………………….. 1640
Наряду с серийными установками отдельные организации разработали и изготовили свои установки. Таковой является установка завода ЖБИ N 6 (Москва), предназначенная для нагрева одного или двух стержней длиной 18 — 19 м, диаметром 16 — 18 мм. При незначительной реконструкции установка (рис. 1) может быть приспособлена для нагрева стержней диаметром до 32 мм.
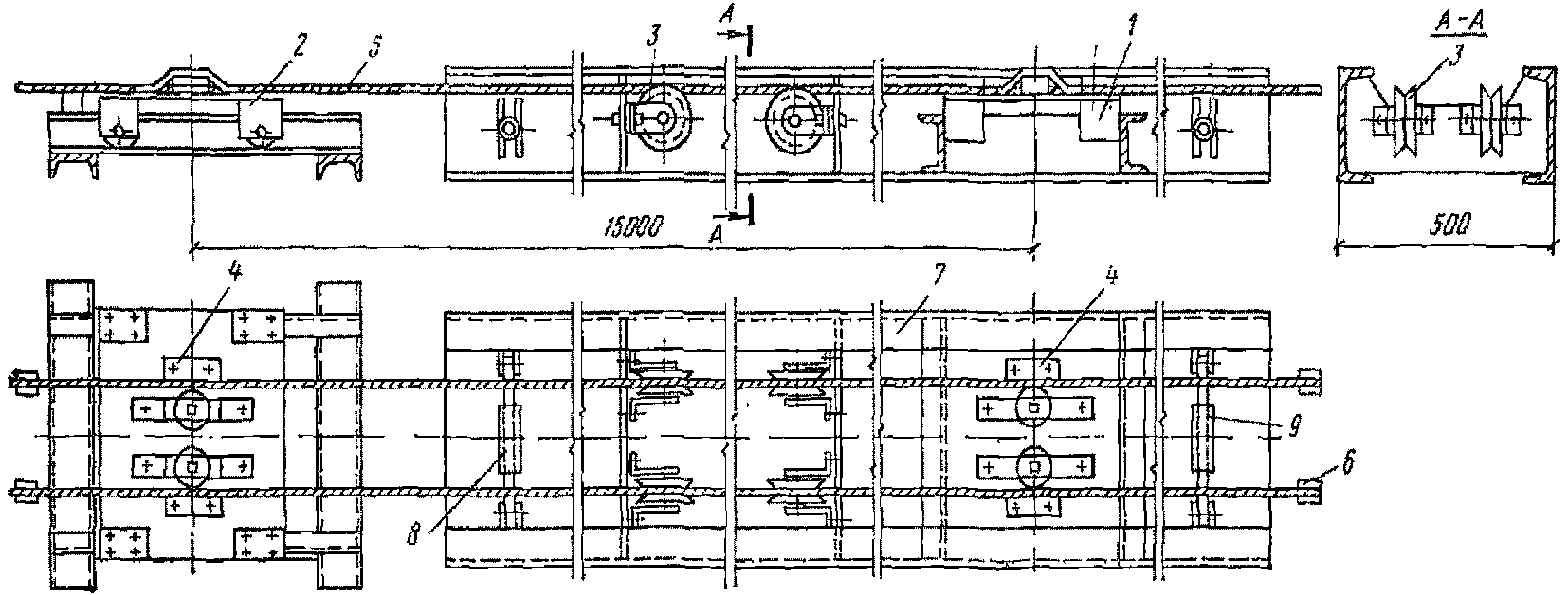
Установка ЖБИ N 6 для электротермического нагрева
стержневой арматуры
1 — неподвижная опора; 2 — подвижная опора;
3 — поддерживающие ролики; 4 — контакты; 5 — арматурные
стержни; 6 — анкеры; 7 — разделительный вкладыш;
8, 9 — стяжные муфты
Установка для электронагрева стержневой арматуры конструкции завода ЖБИ N 5 Главмоспромстройматериалов предназначена для нагрева электрическим током стержневой горячекатаной или термически упрочненной арматуры класса Ат-IV или А-IV и может быть использована для нагрева арматуры классов А-V, Ат-V и Ат-VI.
Нагрев и контроль удлинения арматуры осуществляется от индивидуальных устройств. В электрической системе предусмотрены элементы, предохраняющие стержни от перегрева.
Техническая характеристика
Число нагреваемых стержней ……….. 1 — 4
Диаметр стержней, мм …………….. 10 — 16
Длина стержней, мм ………………. 6250
Длина нагреваемого участка стержня, мм 5950
Максимально возможные удлинения
стержней, мм ……………………. 40
Расчетная температура нагрева, °C …. 380
Установочная мощность трансформаторов,
кВ·А …………………………… 4 x 35
Максимальное время выдержки стержней в
нагретом состоянии, мин ………….. 5
Давление воздуха в системе, атм …… 4
Время нагрева, мин ………………. 1 — 3
Усилие приема стержней, кгс ………. 200
Масса установки, кг ……………… 1100
Полуавтоматическая универсальная нагревательная установка УНУ-1 конструкции ВНИИЖелезобетона предназначается для нагрева арматуры из горячекатаной и термически упрочненной стали стержней диаметром 10 — 22 мм, длиной 6 — 6,5 м.
В установке механизированы процессы подачи стержней для нагрева, нагрев и выброс нагретых стержней для дальнейшей укладки в форму. При необходимости установка оснащается устройством для контроля длины стержней по расстоянию между анкерами.
Техническая характеристика
Ход поршня, мм …………………………. 80
Усилие натяжения арматуры, кгс …………… 150
Ход поршня выбрасывателя, мм …………….. 100
Число нагреваемых стержней ………………. 1
Время нагрева стержня, с ………………… 20
Производительность установки, стержни/мин …. 3
Габариты, м:
длина ……………………………….. 7
ширина ………………………………. 0,8
высота ………………………………. 0,9
Масса, кг ……………………………… 250
При необходимости нагрева стержней длиной 12 м и более установка должна удлиняться за счет сменных секций.
РЕКОМЕНДАЦИИ ПО РАСЧЕТУ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ УСТАНОВОК
ДЛЯ НАГРЕВА АРМАТУРЫ
При выборе типов и числа преобразователей тока установок для электронагрева арматуры и схемы их соединения необходимо определить требуемые ток, напряжение и мощность.
Метод расчета электрических параметров нагревательных установок для стержневой арматуры следующий.
Требуемая величина тока
где Qполн — полное количество тепла, расходуемого на нагрев 1 м стержня до расчетной температуры, ккал;
K — коэффициент, учитывающий схему включения стержней в цепь питания, при последовательном включении K = 1 при параллельном включении K равно числу одновременно нагреваемых стержней;
R — активное сопротивление 1 м стержня при расчетной температуре нагрева, принимаемое по табл. 1 настоящего приложения, Ом·10-4.
Полное количество тепла равно
где Qн — количество тепла, расходуемого на нагрев 1 м стержня до расчетной температуры без учета потерь, ккал, принимаемое по табл. 1;
Qп — потери тепла с 1 м стержня теплоизлучением и конвекцией в течение 1 мин, принимаемые по табл. 1, ккал;
![]() — время нагрева, мин.
— время нагрева, мин.
Таблица 1
Параметры преобразователей тока, принимаемые
для электронагрева стержневой арматуры
|
Диаметр арматуры d, мм |
Площадь поперечного сечения S, мм2 |
Омическое сопротивление R, Ом·10-4 |
Тепло, необходимое для нагрева 1 м стержня, ккал |
Сопротивление 1 м стержня, Ом·10-4 |
||||||||||||||
|
Qн |
Qн при |
Qн |
Qн при |
Qн |
Qн при |
Qн |
Qн при |
активное |
полное |
|||||||||
|
При температуре, °C |
||||||||||||||||||
|
300 |
350 |
400 |
450 |
300 |
350 |
400 |
450 |
300 |
350 |
400 |
450 |
|||||||
|
10 |
78 |
16,7 |
21,9 |
3,33 |
26,8 |
4,26 |
30,8 |
5,33 |
35,8 |
5,52 |
51,4 |
58,5 |
61,2 |
65,7 |
58 |
63,3 |
68,8 |
74,2 |
|
12 |
113 |
11,5 |
31,4 |
3,98 |
37,7 |
5,09 |
44,2 |
6,37 |
51,5 |
7,78 |
40 |
43,8 |
47,6 |
51,2 |
47 |
51,3 |
54,8 |
60,2 |
|
14 |
154 |
8,45 |
42,7 |
4,71 |
51,3 |
6,02 |
60 |
7,54 |
70 |
9,22 |
33,2 |
36,7 |
39,5 |
42,5 |
38,4 |
41,8 |
45,6 |
49,2 |
|
16 |
301 |
6,45 |
55,8 |
5,28 |
67 |
6,75 |
78,5 |
8,45 |
91,1 |
10,33 |
28,5 |
31,2 |
34 |
36,5 |
33,2 |
36,2 |
39,4 |
42,5 |
|
18 |
254 |
5,12 |
70,6 |
5,92 |
84,8 |
7,58 |
99,4 |
9,5 |
115,6 |
11,61 |
25,2 |
27,6 |
30 |
32,3 |
29,4 |
32,1 |
34,9 |
37,6 |
|
20 |
314 |
4,15 |
87,2 |
6,66 |
104,7 |
8,52 |
122,8 |
10,66 |
143 |
13,05 |
22,6 |
24,8 |
26,9 |
29 |
26,4 |
28,8 |
31,3 |
33,8 |
|
22 |
380 |
3,42 |
104,3 |
7,47 |
126,3 |
9,56 |
148 |
11,95 |
172 |
14,65 |
20,7 |
22,7 |
24,6 |
26,5 |
24,4 |
26,6 |
29 |
31,2 |
|
25 |
491 |
2,65 |
136 |
8,37 |
163 |
10,7 |
191,2 |
13,4 |
222,5 |
14,4 |
18 |
19,7 |
21,4 |
23,1 |
21,2 |
23,1 |
25,2 |
27,1 |
|
28 |
616 |
2,11 |
170,5 |
9,25 |
204,5 |
11,82 |
240 |
14,82 |
279 |
18,15 |
16,2 |
17,7 |
19,3 |
20,1 |
18,9 |
20,7 |
22,5 |
24,3 |
|
32 |
804 |
1,62 |
223 |
10,62 |
268 |
13,6 |
314 |
17,05 |
365 |
10,8 |
14,2 |
15,5 |
16,8 |
18,2 |
16,7 |
18,2 |
19,8 |
21,3 |
|
36 |
1018 |
1,28 |
282 |
11,82 |
332 |
15,25 |
397 |
19,1 |
462 |
23,4 |
12,6 |
13,8 |
15,1 |
16,2 |
14,9 |
16,2 |
17,7 |
19,1 |
Требуемое напряжение

где ![]() — полное сопротивление 1 м стержня при нагреве до расчетной температуры, принимаемое по табл. 1, Ом·10-4;
— полное сопротивление 1 м стержня при нагреве до расчетной температуры, принимаемое по табл. 1, Ом·10-4;
lп — длина нагреваемого участка одного стержня;
m — коэффициент, который при последовательном включении стержней в цепь питания равен их числу, а при параллельном соединении равен единице.
Требуемая мощность преобразователя тока, кВ·А:

По полученным данным подбираются трансформаторы с таким расчетом, чтобы они обеспечивали требуемые ток и напряжение U; расчетная мощность P должна быть всегда меньше номинальной мощности трансформаторов.
Приложение 40
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ АРМАТУРЫ НА БЕТОН РЕЗЕРВУАРОВ
Машины для натяжения кольцевой арматуры подразделяются на две модели (АНМ-5 и АНМ-7) в зависимости от высоты и диаметра сооружаемых резервуаров.
Арматурно-намоточные машины АНМ-5 и АНМ-7 разработаны ЭКБ ВНИИСТа (Всесоюзного научно-исследовательского института по строительству магистральных трубопроводов) и изготовляются Газпромом СССР.
Арматурно-намоточные машины АНМ-5 и АНМ-7 используются для обжатия бетона и создания трещиностойких железобетонных емкостей для нефти, воды и других продуктов путем навивки напряженной проволочной арматуры на боковую поверхность этих емкостей.
Машина АНМ-5 предназначена для намотки арматуры на резервуары диаметром от 10 до 42 м и высотой до 8,5 м, а машина АНМ-7 — на резервуары диаметром от 16 до 70 м и высотой до 12 м.
Арматурно-намоточные машины АНМ-5 и АНМ-7 конструктивно решены из идентичных узлов.
Арматурно-намоточная машина АНМ-5 имеет следующие узлы: тележку подвесную, тележку верхнюю, стрелу и шпиль.
Подвесная тележка является основным рабочим узлом машины. Подвешенная на двух канатах, спускающихся с лебедки, установленной на верхней тележке, подвесная тележка передвигается по стенке резервуара, опираясь на нее двумя обрезиненными колесами (рис. 2).
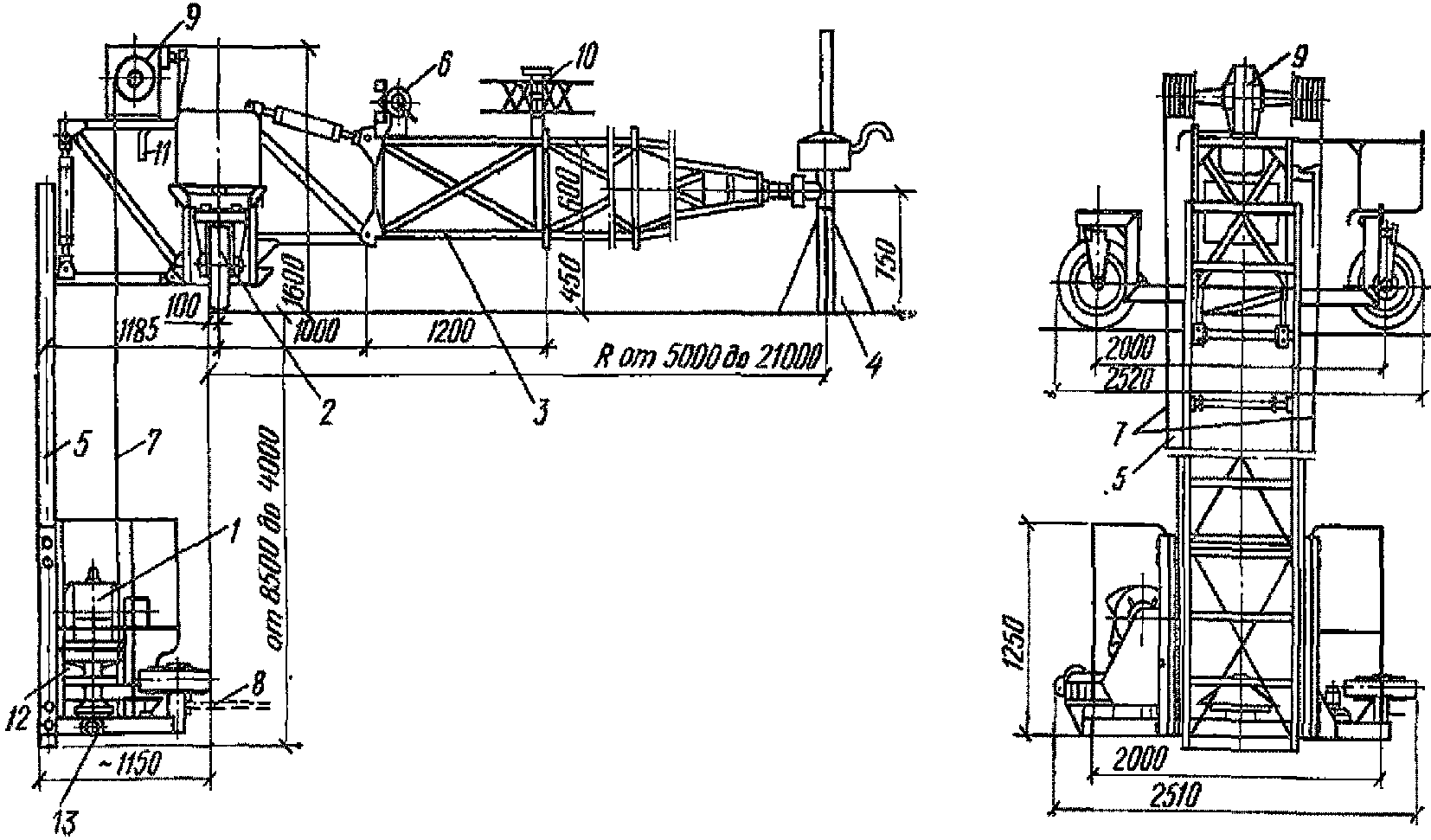
Рис. 1. Общий вид арматурно-намоточной машины АНМ-5
1 — тележка подвесная; 2 — тележка верхняя;
3 — стрела; 4 — шпиль; 5 — вертикальная
рама; 6 — станок для сращивания проволок;
7 — подвеска; 8 — цепь; 9 — лебедка; 10 — бухта
с проволокой; 11 — отклоняющая труба;
12 — механизм торможения проволоки;
13 — механизм натяжения цепи
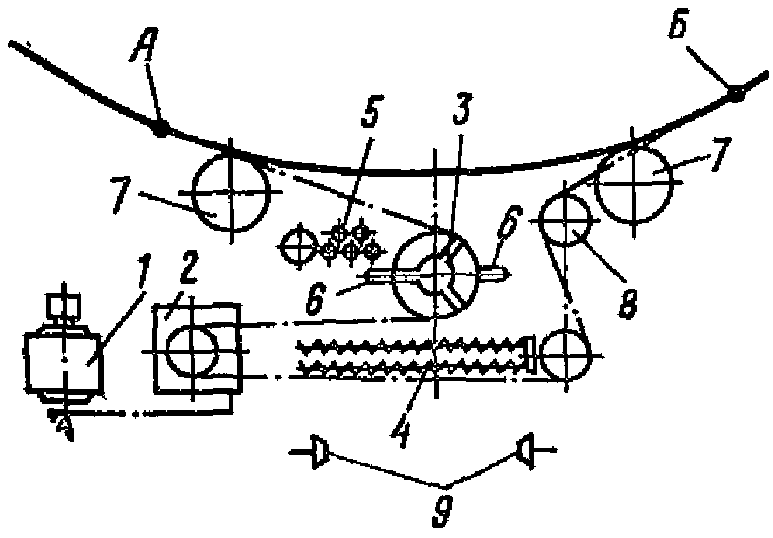
Рис. 2. Расположение механизмов на раме нижней тележки
и схема запасовки цепи
1 — электродвигатель; 2 — червячный редуктор; 3 — механизм
натяжения проволоки; 4 — механизм натяжения цепи;
5 — механизм торможения проволоки; 6 — фиксаторы
проволоки; 7 — опорные колеса; 8 — отклоняющие
звездочки; 9 — направляющие ролики
Техническая характеристика машин приведена в табл. 1.
Таблица 1
Техническая характеристика машин АНМ-5 и АНМ-7
|
Наименование |
Модель машины |
|
|
АНМ-5 |
АНМ-7 |
|
|
Диаметр сооружений, м |
10 — 42 |
16 — 70 |
|
Высота сооружений, м |
До 8,5 |
До 12 |
|
Диаметр навиваемой проволоки, мм |
2 — 5 |
2 — 5 |
|
Максимальное усилие натяжения проволоки, кгс |
2500 |
2500 |
|
Регулировка силы натяжения бесступенчатая |
От 0 до разрывной |
|
|
Скорость навивки, м/мин |
До 60 |
До 120 |
|
Производительность (по машинному времени), м/ч |
До 8600 |
До 7000 |
|
Шаг навивки, мм |
2 — 300 |
2 — 800 |
|
Установленная мощность электродвигателей, кВт |
7 |
17,8 |
|
Масса машины, кг |
4000 |
10 000 |
Верхняя тележка катится по краю покрытия сооружения или по верхнему торцу его стенок, если покрытие отсутствует. Тележка при помощи стрелы присоединяется к шпилю, укрепленному в центре покрытия или на центральной колонне сооружения.
На раме тележки укреплены сиденье оператора, лебедка для подъема подвесной тележки, пусковой реостат, магнитный пускатель, кнопки управления, рубильник аварийный, ящик для инструмента.
Стрела — металлическая ферма — состоит из нескольких сварных секций различной длины, соединяемых болтами.
Подбором комплекта секций различной длины можно получить стрелу необходимой длины для сооружений любого диаметра (от 10 до 42 м).
На головной секции стрелы установлены станок для сращивания проволоки и вертушка для мотка проволоки.
Шпиль служит для крепления и фиксации положения машины на сооружении. В шпиле расположен кольцевой токоприемник, на который подается электроэнергия.
Кроме указанных узлов машина комплектуется следующими приспособлениями:
для закрепления начала проволоки;
для крепления последнего и промежуточных витков;
приборами для измерения силы натяжения проволоки;
станком для сращивания бухт проволоки;
ножницами для резки проволоки;
люлькой для установки жимков на высоте;
приспособлением для натяжения цепи.
Приложение 41
УСТРОЙСТВА И ПРИСПОСОБЛЕНИЯ ДЛЯ ОТПУСКА НАТЯЖЕНИЯ АРМАТУРЫ
Для плавного отпуска натяжения арматуры при изготовлении предварительно-напряженных железобетонных конструкций используются клиновые, песочные и винтовые устройства, поворотные упоры (приставки) и другие приспособления.
Клиновые устройства (рис. 1) устанавливаются с одной из сторон упоров стенда между упором и анкерной плитой с зажимами. При отпуске натяжения клин с помощью гайки вытягивается из устройства. Во время натяжения арматуры и изготовления конструкций клин удерживается в устройстве с помощью тормоза.
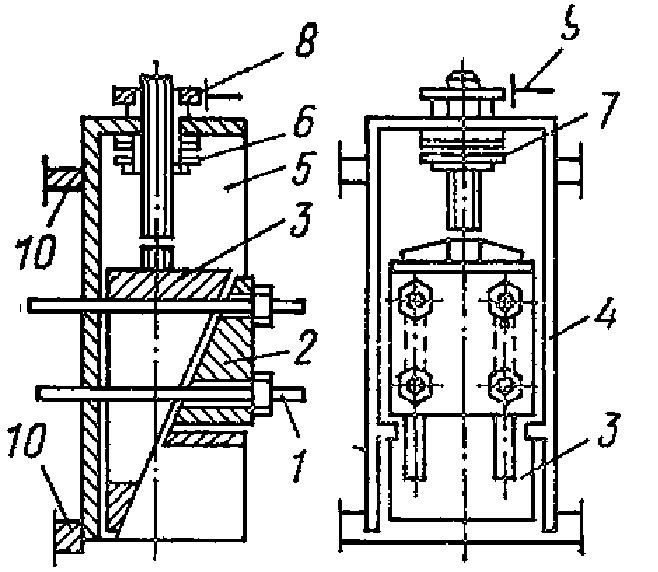
Рис. 1. Клиновидное устройство
для отпуска натяжения арматуры
1 — тяга; 2 — клин крайний; 3 — клин средний; 4 — корпус;
5 — винт; 6 — гайка; 7 — подшипник; 8 — шкив тормозной;
9 — тормоз; 10 — упоры стенда
Песочные устройства применяются для плавного и одновременного отпуска натяжения арматуры на стендах. Песочное устройство устанавливается между упором стенда и натяжной траверсой. Рекомендуется применять песочные муфты (рис. 2). Для одновременного отпуска натяжения всей арматуры применяются песочные устройства с цилиндрическим или прямоугольным корпусом. В целях повышения надежности работы песочного устройства необходимо применять сухой просеянный песок крупностью 0,2 мм, который следует защищать от воздействий пара и замораживаний. Следует обеспечить одновременное вытекание песка из всех установленных на технологической нитке стенда песочниц, чтобы исключить их перекос и обеспечить плавный одновременный отпуск натяжения арматуры.
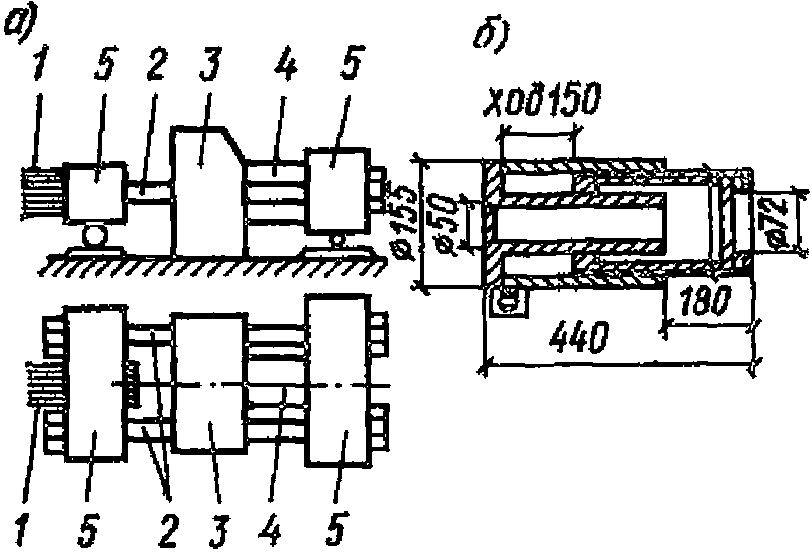
Рис. 2. Песочная муфта для отпуска натяжения арматуры
а — установка песочной муфты при натяжении арматуры;
б — песочная муфта; 1 — арматура; 2 — тяга; 3 — упор
стенда; 4 — песочная муфта; 5 — подвижная траверса
Винтовые устройства рекомендуется применять при изготовлении изделий на стендах и в силовых формах в случаях небольших усилий натяжения арматуры. При отпуске натяжения арматуры упорные винты откручиваются поочередно вручную с помощью гаечного ключа с рычагом. При больших усилиях отпуска натяжения применяются мощные упорные винты с механическим приводом или винтовые домкраты.
Поворотные упоры рекомендуется применять на силовых формах при изготовлении плит по поточно-агрегатной технологии. Передача усилия производится в этом случае путем поворота, т.е. сближения упоров с одной стороны формы, вследствие чего освобождаются анкеры, чем и обеспечиваются отпуск натяжения арматуры и обжатие бетона изделия.
Отпуск натяжения арматуры с помощью разогрева свободных концов стержней газокислородным пламенем осуществляется наличными средствами и доступен каждому предприятию и строительству.
Данный способ особенно эффективен при отпуске небольшого числа стержней (прядей) в изделии. Одновременность и плавность отпуска, особенно прядевой арматуры, могут быть достигнуты при соблюдении определенного режима и последовательности нагрева на базе не менее 160 мм. При этом пламя резака должно быть установлено на разогрев, чтобы не допускать пережигания проволок пряди, а резак должен располагаться на расстоянии 12 — 15 см от пряди.
Нагревание производится таким образом, чтобы пламя охватывало все наружные проволоки каждой пряди. Время разогрева одной пряди должно составлять не менее 4 с. Место разогрева прядевой арматуры не должно быть ближе 100 мм от торца конструкции. Общее время разогрева прядей в течение всего периода должно составлять не менее 4 мин. После отпуска натяжения арматуру перерезают в местах ее разогрева.
Контролем одновременности и плавности отпуска натяжения может служить осмотр прядей после их обрезки: все проволоки пряди в месте обрезки должны иметь характерный обрыв с «шейкой». Наоборот, в случае если отпуск произведен неправильно (не плавно и не одновременно), то пряди «распущены».
При не одновременном и не плавном отпуске натяжения арматуры происходит увеличение усилий в еще не отпущенных арматурных элементах, вследствие чего могут иметь место их обрывы. Это приводит к появлению трещин в торцах изделия, к динамической передаче усилий на бетон, значительно ухудшающей анкеровку арматуры в опорных частях конструкций.
В случае неодновременного отпуска натяжения арматуры рекомендуется применять способ поочередного отпуска арматурных элементов (пакетов) в два-три этапа.
Контроль надежности заанкеривания арматуры при изготовлении предварительно-напряженных конструкций производится по величине втягивания проволок, прядей или стержней.
В табл. 1, 2 и 3 приведены ориентировочные величины втягивания высокопрочной проволочной арматуры, семипроволочных прядей диаметром 15 мм и стержневой горячекатаной арматуры периодического профиля (А-IIIв, А-IV).
Таблица 1
Допускаемые величины проскальзывания (втягивания)
проволоки, мм, периодического профиля
по ГОСТ 8480-63 при отпуске натяжения
|
Интенсивность предварительного напряжения, кгс/см2 |
Допускаемая величина проскальзывания («ухода») в бетон конца проволоки, мм, в зависимости от кубиковой прочности бетона в момент отпуска натяжения, кгс/см2 |
|||||||||||||
|
200 |
250 |
300 |
350 |
400 |
450 |
500 |
||||||||
|
Диаметр проволоки, мм |
||||||||||||||
|
2,5 — 3 |
4 — 5 |
2,5 — 3 |
4 — 5 |
2,5 — 3 |
4 — 5 |
2,5 — 3 |
4 — 5 |
2,5 — 3 |
4 — 5 |
2,5 — 3 |
4 — 5 |
2,5 — 3 |
4 — 5 |
|
|
6 000 |
0,4 |
0,7 |
0,3 |
0,6 |
0,3 |
0,45 |
0,2 |
0,4 |
0,2 |
0,3 |
0,2 |
0,3 |
0,1 |
|
|
7 000 |
0,5 |
0,8 |
0,4 |
0,7 |
0,35 |
0,6 |
0,3 |
0,5 |
0,2 |
0,4 |
0,2 |
0,3 |
0,2 |
|
|
8 000 |
0,6 |
1 |
0,5 |
0,8 |
0,4 |
0,7 |
0,3 |
0,6 |
0,3 |
0,4 |
0,2 |
0,4 |
0,2 |
|
|
9 000 |
0,7 |
1,2 |
0,6 |
1 |
0,5 |
0,9 |
0,4 |
0,7 |
0,3 |
0,5 |
0,3 |
0,5 |
0,2 |
|
|
10 000 |
0,8 |
1,4 |
0,7 |
1,1 |
0,6 |
1 |
0,5 |
0,8 |
0,4 |
0,6 |
0,3 |
0,5 |
0,3 |
|
|
11 000 |
0,9 |
1,6 |
0,8 |
1,4 |
0,7 |
1,2 |
0,5 |
0,9 |
0,4 |
0,7 |
0,4 |
0,6 |
0,3 |
Примечание. В случае применения гладкой проволоки по ГОСТ 7348-63 табличные значения увеличивают на 25%.
Таблица 2
Допускаемые величины втягивания пряди диаметром 15 мм
при отпуске натяжения арматуры
|
Усилие натяжения в арматуре перед отпуском, тс |
Допускаемые величины втягивания семипроволочной пряди, мм, диаметром 15 мм при кубиковой прочности бетона, кгс/см2 |
|||
|
10 — 12 |
250 |
300 |
350 |
400 |
|
2,35 |
1,65 |
1,25 |
1,05 |
Таблица 3
Допускаемые величины втягивания стержневой арматуры
периодического профиля при отпуске натяжения
|
Вид арматуры |
Допускаемые величины втягивания, мм, при кубиковой прочности бетона, кгс/см2 |
||||
|
140 |
200 |
300 |
400 |
450 |
|
|
Горячекатаная арматура периодического профиля классов А-IIIв, А-IV, диаметром от 10 до 36 мм |
0,90 |
0,85 |
0,65 |
0,35 |
0,30 |
Величины втягивания пряди (как и других видов арматуры) следует определять с помощью индикаторов часового типа с ценой деления 0,01 мм, устанавливаемых на торцах изделия.
За опытную величину втягивания следует принимать среднее не менее чем из трех измерений, проведенных с одного торца изделия на трех прядях.
Приложение 42
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРИБОРОВ
ДЛЯ КОНТРОЛЯ ВЕЛИЧИНЫ УСИЛИЯ НАТЯЖЕНИЯ АРМАТУРЫ
Для контроля величины усилия натяжения арматуры при изготовлении предварительно-напряженных железобетонных изделий в зависимости от принятой технологии и вида арматурной стали рекомендуется использовать следующие приборы:
при изготовлении изделий с напрягаемой высокопрочной проволокой более рационально использовать пружинные динамометры с собственной базой типов ДП-6, ДП-250. В случае применения напрягаемой стержневой арматуры рекомендуются пружинные динамометры без собственной базы типа ПРДу;
при изготовлении изделий с напрягаемой прядевой и проволочной арматурой целесообразно использовать приборы типов ЭМИН, ПИН.
Технические характеристики приборов
для контроля усилия натяжения арматуры
|
Прибор |
Длина базы, мм |
Арматура |
Длина, м |
Сила натяжения, тс |
Погрешность, +/- % |
Организация, разработавшая прибор |
Изготовитель |
Примечания |
||||
|
тип |
марка |
класс |
диаметр, мм |
минимальная |
максимальная |
минимальная |
максимальная |
|||||
|
Пружинные динамометры с собственной базой |
ДП-6 |
300 |
Вр-II, В-II |
3 — 5 |
1 |
Без ограничения |
0,2 |
2,4 |
4 |
ЦНИИС Минтрансстроя |
Экспериментальный завод |
Отсчет по индикатору часового типа |
|
ДП-250 |
300 |
Вр-II, В-II |
3 — 5 |
1 |
То же |
0,2 |
2,4 |
4 |
НИИЖБ, ЦНИИОМТП |
То же |
То же |
|
|
ДИС-1 |
500 |
В-II |
5 |
1 |
« |
0,2 |
2,4 |
3 |
МИИТ, Москва |
Экспериментальные мастерские МИИТ |
« |
|
|
ДН-1-15 |
500 |
Вр-II, К-7, |
4 — 12 |
1,50 |
« |
0,2 |
10 |
3 |
ЛИИЖТ |
Экспериментальные мастерские |
« |
|
|
А-IV, А-IIIв |
10 — 12 |
2 |
8 |
— |
ЛИИЖТ |
|||||||
|
ДН-5-35 |
600 |
К-7, |
15 |
1,50 |
« |
5 |
17 |
3 |
« |
То же |
« |
|
|
А-IV |
14 |
3 |
10 |
|||||||||
|
То же, без собственной базы |
ПРДУ |
без базы |
К-7, А-IIIв, А-IV, А-V |
10 — 36 |
3 |
« |
1 |
45 |
3 |
ВНИИЖелезобетон |
Опытный завод ВНИИЖелезобетона |
« |
|
С упругим элементом и тензорезисторами |
ЭМИН |
600 |
Вр-II |
5 |
1,5 |
Без ограничения |
0,2 |
2,2 |
3 |
НИИПромстрой, Уфа |
Экспериментальные мастерские НИИПромстроя |
Отсчет по индикатору часового типа |
|
К-7 |
6 |
1,8 |
3,2 |
|||||||||
|
7,5 |
2 |
4,5 |
||||||||||
|
9 |
4 |
7 |
||||||||||
|
12 |
6 |
11 |
||||||||||
|
15 |
9 |
17 |
||||||||||
|
ПИН |
600 |
Вр-II, В-II |
3 — 5 |
1,50 |
То же |
0,2 |
20 |
2,5 |
НИИЖБ |
Экспериментальный завод ЦНИИСК Госстроя СССР |
Отсчет по реохорде с широкой шкалой |
|
|
Частотные |
ИНА |
Без базы |
Вр-II, В-II, К-7, А-IIIв, А-IV |
10 — 20 |
2 |
0,2 |
20 |
3 |
КИСИ, Казань |
Экспериментальные мастерские КИСИ |
Отсчет по микроамперметру |
|
|
ИПН |
То же |
То же |
10 — 20 |
2 |
0,2 |
25 |
2,5 |
НИИКерамзит, Куйбышев |
Завод «Электроточприбор», Кишинев |
Дискретный отсчет по счетчику |
На коротких стендах в случаях применения стержневой напрягаемой арматуры для измерения усилия натяжения стержней на фиксированной базе рекомендуется прибор типа ПРДу.
В отличие от электронных измерительных приборов, например ИНА, применение пружинных динамометров типов ДП-6, ПРДу не зависит от того, ведутся ли в это время в цехе сварочные работы, и поэтому применение их не ограничено.
Технические характеристики приборов для контроля усилий натяжения арматуры приведены в таблице.

Учитывая ответственную роль, сложности конструктивного исполнения и немалую стоимость изделий, установка запорной арматуры на промышленных трубопроводах должна производиться только специалистами высокого класса. Как показывает практика, в таком процессе важно все – соблюдение правил, предписанных производителем, грамотный выбор места подключения, способы приладки изделий.
От того, насколько ответственно пользователь подойдет к работе, зависит не только окупаемость вложений, но и безопасность эксплуатации новой коммуникационной системы (или восстановленной, если монтаж запорно-регулирующей арматуры осуществляется по программе ремонта). Что здесь надо учесть?
Перед установкой запорной арматуры

Для многих крупных проектов распределение строительного бюджета до начала работ является нормой. При таком сценарии покупка арматурных изделий производится намного раньше их использования. Если это ваш случай, и до монтажа запорная арматура некоторое время будет храниться на складе, для нее нужно создать соответствующие условия. Хранить ее надо:
- в закрытой упаковке;
- при небольшой влажности;
- при температуре от 5 до 20 градусов тепла без резких перепадов;
- без прямого попадания солнечных лучей.
Заводскую упаковку желательно оставить запечатанной. Это позволит исключить риски попадания в прибор пыльного абразива. Если упаковка не сохранилась, желательно упаковать прибор в другую тару.
При длительном хранении металлические детали стоит периодически смазывать для профилактики коррозии.
То же касается резиновых уплотнителей: чтобы они не пересохли и не растрескались, применяют силиконовую смазку.
Этапы монтажа запорной арматуры

Процесс монтажа запорной арматуры делится на 3 основных этапа: подготовку, планирование и закрепление изделий. В рамках подготовительной стадии необходимо:
- прочистить трубопровод – удалить инородные предметы и грязь вручную или при помощи системы очистки (водной, воздушной);
- проверить фланцы на предмет целостности и отсутствия дефектов;
- подготовить устройства (распечатать, осмотреть, при необходимости – очистить корпус).
Планирование включает выбор места монтажа запорной арматуры и крепление обратного клапана (он обеспечит стабильность направления потока и предупредит гидравлические удары, которые сильно снизят срок службы оборудования). Ставится данный вид устройств строго на ровную площадку без поворотов и изгибов. В месте установки запорной арматуры не должно быть трещин, деформаций труб и других дефектов.
Монтаж запорной арматуры проводится двумя способами – фиксацией на фланцах (или других способах крепления) и сваркой. В первом случае важно не переусердствовать: чрезмерное усилие может повредить корпус и другие элементы устройства. При сварке прибор необходимо перевести в открытое положение (в некоторых случаях – промежуточное).
Основные правила

На каждом этапе есть правила установки запорной арматуры, которые нужно соблюдать для всех ее типов.
- Перед монтажом запорную арматуру необходимо очистить с помощью щетки (вода, пар).
- При выборе места следует ориентироваться на самую ровную площадку, при этом:
- во избежание разгерметизации в местах стыковки недопустима установка запорной арматуры на трубопровод в месте изгиба;
- участок для монтажных работ должен быть строго прямолинейным и предварительно очищенным от пыли и грязи;
- состояние фланцев не может вызывать сомнений (их нужно проверить).
- В процессе монтажа запорной арматуры трубопроводов надо обращать внимание на направление стрелок – оно должно соответствовать току рабочей среды. Сварочные работы следует проводить, предварительно переведя устройства в открытые положения. Затяжку креплений при бессварочной установке запорной арматуры надо жестко контролировать: она не должна быть чрезмерной во избежание механических повреждений корпуса и других частей устройства.
Аккуратность – главное правило при проведении монтажных операций. Именно в таких процессах дорогостоящее оборудование или крепежные фланцы чаще всего повреждаются.
Основные риски – падение изделий с высоты (сулит разбитый корпус и неправильную работу в будущем), чрезмерное давление на прибор во время фиксации (может привести к растрескиванию и коррозии короба или нарушению целостности уплотнителей, что сильно сократит срок службы изделий).
Правила монтажа запорной арматуры по видам

Для каждого из видов продукции класса существуют свои ограничения и рекомендации. Они указываются в инструкции по установке запорной и регулирующей арматуры, предоставленной производителем. Рассмотрим важные моменты при работе с самыми популярными вариантами арматурных изделий.
Задвижки
При фиксации задвижек важно обеспечить безопасность самих конструкций и их правильное положение. Переносят устройства только на стропах (обвязка корпуса).
Переносить задвижку за шток/штурвал нельзя, это может привести к ее повреждению и полному выходу из строя. На время приварки нужно установить шток стальной задвижки в верхнее положение.
Для некоторых представителей класса очень важно учитывать соответствие стрелок на корпусе и направления потока рабочей среды.
Дисковые затворы
Правила установки запорной арматуры этого типа:
- аккуратная затяжка соединений (большой риск при перетяжке резьбового крепежа повредить прокладку);
- при сварке – установить запирающий элемент в промежуточное положение между «открыто» и «закрыто»;
- диаметр монтажного фланца подбирается, равным диаметру трубопровода.
Шаровой кран
При работе с шаровым краном нельзя использовать щипцы, тиски и прочий зажимный инструмент. Повредить такие устройства очень легко. Устанавливается кран так, чтобы на него не приходилось давление подключенных приборов или самого трубопровода. Усилие при закреплении – до 30 Н.
Обратный клапан
Установка запорной арматуры для контроля тока жидкости всегда производится со строгим соблюдением направлений (меток на корпусе). В случае с обратным клапаном обязательным является соблюдение монтажных отступов и учет режима пульсации.
Рекомендации экспертов

От правильности установки запорной арматуры зависит долговечность и безопасность работы трубопровода. Потому здесь нет места ошибкам и недочетам. Требования к проведению сварочных работ должны соблюдаться строго.
Важное правило: для исключения поломки конструктивных элементов габаритных изделий, смещения их прокладок или повреждение уплотнителей под них сооружают основание – ставят бетонную плиту или делают заливку. В других случаях, если это предусмотрено проектом или того требует безопасный монтаж запорной арматуры, могут устанавливаться другие опоры.
Чрезмерное напряжение при эксплуатации запорно-регулирующих устройств – самый верный способ обеспечить их ранний износ. Оно возникает при неправильном выборе места на трубопроводе (деформации, повороты, изгибы).
Не стоит недооценивать и этап подготовки основных компонентов и систем к монтажным операциям. Проверять корпус конструкций на предмет целостности антикоррозионного покрытия, деформаций и прочих дефектов нужно очень внимательно. То же касается фланцев, монтажной площадки.
Самый надежный способ исключить многочисленные риски монтажных работ – доверить их квалифицированным специалистам с достаточным опытом и профессиональным инструментом.
Сборка и установка фланцевых соединений на стальных трубопроводах
18.04.2019
Большинство трубопроводов различного назначения монтируют сваркой, обеспечивающей надежность и долгий срок службы стыков. Но когда по условиям прокладки этот способ неприемлем или в процессе эксплуатации требуется периодическая разборка, используется соединение фланцевое. По надежности и долговечности оно не уступает сварному варианту, а монтируется проще.

Назначение и область применения
Устанавливать фланцевые соединения можно на трубопроводы диаметром больше 32 мм. Таким способом монтируются разветвленные системы на промышленных и химических предприятиях, в газовой и нефтедобывающей отрасли, распределительные сети ЖКХ. Для прокладки внутридомовых трубопроводов соединение этого вида применяют редко.
Фланцевые стыки нужны для того, чтобы:
- соединять трубы между собой или с оборудованием из разнородных материалов;
- устанавливать запорную и регулирующую арматуру;
- проводить очистку трубопроводов;
- врезать измерительные приборы;
- отсекать участок трубы для ремонта.
Из чего состоит фланцевое соединение
Комплект для одного стыка состоит из двух одинаковых фланцев с центральными отверстиями, соответствующих диаметрам труб, прокладки, набора болтов или шпилек с гайками и шайбами.
При необходимости защиты трубопровода от блуждающих токов, на болты надевают изоляционные втулки, а прокладку устанавливают из диэлектрического материала. Если давление в трубопроводе не превышает 2,5 МПа, фланцы стягивают болтами.
Шпильки равномерней распределяют усилие затяжки и удобней для работы в неудобных местах. Фланцевые соединения на шпильках применяют при давлении до 4 МПа.
 Конструкция фланцевого соединения
Конструкция фланцевого соединения
Что такое фланец и какие бывают виды
В большинстве случаев фланцы ― это кольцеобразные пластины из стали, но иногда их делают в виде квадрата или прямоугольника.
В центральное большое отверстие вставляют торец трубы, а в равномерно распределенные по внешнему периметру ― болты или шпильки. В перечень разновидностей фланцев включены проходные и заглушки.
Первые предназначены для стыковки элементов трубопровода, вторыми закрывают тупики или отсекают ремонтируемые либо заменяемые участки.
Чтобы продукция, сделанная в разных странах, была взаимозаменяемой, разработана унифицированная классификация фланцев. В России это ГОСТ, европейские страны пользуются немецким стандартом DIN, а Америка, Япония и Австралия ANSI/ASME. Однако нередко одинаковые фланцы обозначаются разными символами. Поэтому стандарты переводят с помощью специальных таблиц.
Нормативы по исполнению указаны в ГОСТ 12815-80 цифрами от 1 до 9:
- С соединительным выступом в виде фаски под наклоном 45⁰.
- То же, что 1, но выступ под прямым углом.
- С пазом на внутренней стороне и выступом под углом 45⁰ снаружи.
- С шипом.
- С внутренним кольцевым пазом.
- С фаской под линзовую прокладку (вибровставка) на внутренней стороне.
- Выборка для овальной прокладки.
- С шипом для фторопластовой прокладки.
- То же что 8, но вместо шипа паз.
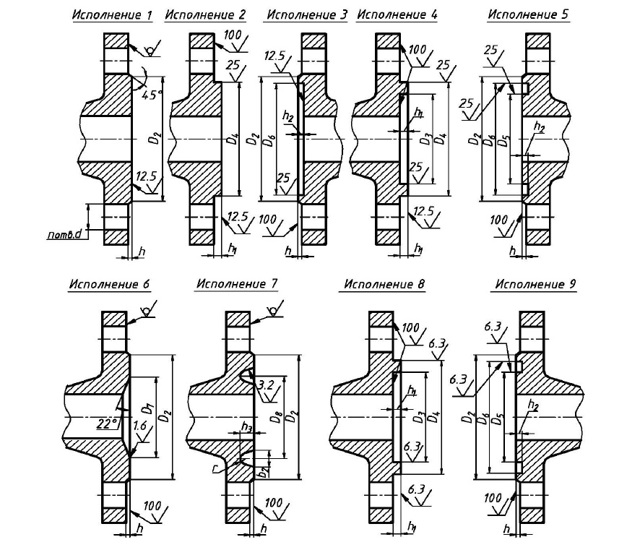
При монтаже трубопроводов применяют несколько типов фланцев:
- Воротниковые рассчитаны на давление 0,1 — 20 МПа при температуре -200 — +600⁰ Выступ в центральной части (воротник) приваривают к трубе встык одним швом.
- Плоские держат давление до 2,5 МПа при температуре -70 — +300⁰ Надеваются на торцы, крепятся двумя сварными швами.
- Аппаратные для присоединения оборудования или приборов;
- Резьбовые варианты наворачивают на торцы.
- Свободновращающиеся состоят из пластины и кольца, которое приваривают к торцу, а фланец свободно крутится на нем. Такое фланцевое соединение устанавливают в труднодоступных местах или там, где необходимо частое проведение профилактических мероприятий на трубопроводе. Рассчитано на давление до 2,5 МПа.
- Кольцевые варианты для заглушек делают без центрального отверстия.
Сварка ПВХ ткани: баннера, тента
При установке фланцевых соединений на стальных трубопроводах их материал должен быть идентичным или близким по составу металлу труб. Это нужно для предотвращения повреждений при изменениях температуры.
Фланцы бывают из серого и ковкого чугуна, легированной, углеродистой и нержавеющей стали. Для трубопроводов из иных материалов выпускаются бронзовые, алюминиевые, латунные разновидности.
Безнапорные системы из полиэтиленовых труб часто собирают на полипропиленовых фланцах.
Конструктивные особенности фланцев
Выбирая фланцы для трубопровода необходимо учитывать некоторые особенности:
- Условный проход (ДУ) измеряемый в миллиметрах, показывает несовпадение внутреннего диаметра фланца и трубы. Это важно для плоских и вращающихся деталей. Поэтому в их обозначение добавляются индексы А и Б. Буква А указывает диаметр фланца, а Б ― трубы. Для воротникового типа этот параметр не критичен.
- Рядность показывает расстояние в миллиметрах между осями отверстий под болты. Одинаковые по ДУ фланцы, сделанные по типоразмеру ряд 1 или ряд 2, будут отличаться между собой диаметром и количеством отверстий. Если у заказчика нет особых пожеланий, выполняется стандартный ряд 2.
- Условное давление ― это его допустимая величина, при которой соединение работает без протечек и разрушений. Значение параметра зависит от типа фланцевого соединения труб, материала, диаметра, ширины с учетом исполнения состыкованных поверхностей. Необходимо учитывать, что значение давления может быть указано в атм., Па, бар, кгс/см².
- По параметрам рабочей температуры определяется значение допустимого давления, так как оно уменьшается при нагреве. Эту зависимость нужно учитывать для трубопроводов с горячими средами. Степень влияния температуры на давление определяют по таблицам.
Нормативами предписывается обязательная установка на фланцы трубопровода, по которому перекачивают агрессивную жидкость, защитного кожуха. Он предотвратит расплескивание в случае утечки. Кожухи делают из текстиля, листовой стали, полимерных материалов диаметром от 15 до 120 см. Популярные фторопластовые модели выдерживают температуру -200 — +230⁰C.
Что такое сварка и какие виды бывают
Прокладки для фланцевых соединений
Герметичность соединения обеспечивается прокладкой, которую вставляют между фланцами. В зависимости от характеристик среды, температуры и давления ее делают из соответствующих материалов:
- резины, стойкой к продуктам нефтепереработки:
- паронита общего назначения;
- теплостойкой резины;
- асбестового картона;
- паронита, стойкого к маслу и бензину;
- кислото и щелочеустойчивой резины;
- графита;
- фторопласта;
- металла (алюминия, меди);
- металлографита.
Подготовка фланцев для установки
Прежде чем начинать сборку фланцевого соединения необходимо проверить их на отсутствие ржавчины и механических повреждений. Поверхности очищают и обезжиривают. С резьбовой части болтов и гаек убрать заусенцы.
Сделать предварительную прогонку резьбы, наворачивая гайки на болты с последующей смазкой. Вырезать и примерить прокладку. Она должна стоять по центру не перекрывая крепежные отверстия.
Повторное использование старых прокладок нежелательно, но если иного выхода нет, устанавливают несколько штук бывших в употреблении.
Сборка фланцевого соединения
Чтобы стыки на трубопроводе были надежными, все виды фланцевых соединений собирают в строго определенном порядке.
Сначала с небольшим усилием затягивают произвольно выбранный болт, затем диаметрально противоположный. Следующая пара должна отстоять от первой на четверть окружности.
Остальные болты затягивают в таком же порядке. Если на фланцах только 4 отверстия затяжка выполняется крестообразно.
Чтобы усилие распределялось равномерно, завершающую часть монтажа проводят инструментами, позволяющими его контролировать:
- гидравлическим натяжным устройством;
- пневматическим гайковертом;
- ручным динамометрическим ключом;
- гидравлическим динамометрическим ключом.
Ручную затяжку доверяют только опытным работникам. В течение первых суток работы из-за вибраций, усадки материала прокладки, изменения температуры прочность соединения снижается до 10%. Поэтому в этот период требуется проведение подтяжки гаек.
Монтаж всех видов фланцевого соединения несложен, однако его проведение разрешается только специально обученным слесарям. При прокладке или ремонте трубопроводов с агрессивными средами или работающих под высоким давлением, ход работы должен контролировать инженер. Сборка безнапорных систем (канализация, полив) может проводиться неквалифицированными работниками.
Сборка и установка фланцевых соединений на стальных трубопроводах Ссылка на основную публикацию 

Разновидности и правила монтажа вентилей запорных фланцевых соединений — Проф Трубы
02.06.2019 
Запорно-регулирующий вентиль — это арматура трубопроводной системы, предназначенная для регулировки потока рабочей жидкости вплоть до полного перекрытия подачи. Такие устройства действуют в сетях водопровода, газоснабжения и радиаторного отопления.
Вентили или клапаны (более современное название) ввиду простоты и надежности конструкции широко распространены во всех сферах хозяйствования, промышленности и в быту. Они используются для работы как с жидкими, так и с газообразными веществами.
Описываемые устройства дешевле применять в трубопроводах сравнительно небольших диаметров, поскольку с ростом проходного сечения значительно увеличиваются усилия по управлению клапаном. В этой связи их конструкции необходимо существенно усложнять, чтобы обеспечить заданную надежность посадки затвора клапана в седло.
Существует различие между запорной, регулирующей и запорно-регулирующей арматурой.
В запорном клапане запирающий элемент может находиться в одном из двух положений — «открыто» или «закрыто». В регулирующих устройствах рабочим положением считается любая из возможных степеней открытия.
- Запорно-регулирующие приборы совмещают обе функции.
- Принципиальное отличие вентиля от задвижки в том, что движение запирающего органа (чаще всего — золотника) происходит вдоль оси потока жидкости или газа (в зоне седла).
- В задвижках рабочий орган движется поперек струи.
Крепление на трубах
В зависимости от конструкции оно может выполняться фланцевым, муфтовым, штуцерным, цапковым или сварным способом. Муфтовый и штуцерный способ крепления используются на самых малых диаметрах — до 40 мм, сварное — если отсутствует другая возможность подсоединения к трубе. Наиболее распространен именно фланцевый способ монтажа на трубопровод.
Фланцевое соединение
- Фланец — это круглая или квадратная пластина с центральным проходным отверстием, монтируемая сваркой на вход и выход вентиля.
- По контуру фланца по шаблону сверлятся отверстия для болтового соединения с другими фланцами и нарезаются круговые проточки для уплотнительной прокладки.
- В литых конструкциях из чугуна или стали фланцы отливаются вместе с изделием, затем обрабатываются на токарном и сверлильном станках.
Устройство
В классическом понимании запорный фланцевый вентиль состоит из корпуса с фланцами и с седлом, шпинделя, бугельного узла, штурвала (маховика). Первый изготавливают из высокоуглеродистой или нержавеющей стали, чугуна, латуни и полимерных композитов.
Бугельный узел — это часть корпуса или ходовая гайка, через резьбы которых шток, вращаясь, перемещает закрепленный на нем рабочий орган (золотник, конус).
Затвор может быть тарельчатым (золотниковым) и коническим. Уплотнительная поверхность тарельчатого затвора может быть плоской или конусной. Для изготовления последней в ней протачивается конусная фаска. Конические уплотнения металл/металл применяют для сред с высокими давлениями и наличием взвешенных частиц.
Плоские уплотнения хорошо работают во всех средах без взвешенных частиц. В седлах таких затворов устанавливают резиновые или полимерные прокладки.
Крутящий момент шпинделю сообщает ручной штурвал или механический привод.
Шток может перемещаться и под действием электрического, гидравлического, пневматического исполнительного механизма. В этом случае его движения — возвратно-поступательные без ходовой гайки. Такие приводы используются в промышленности.
Виды конструкций
По виду герметизации штока в корпусе вентили разделяются на сальниковые, сильфонные и мембранные.
Сальниковое уплотнение наиболее простое. Производится прижимом уплотнительной набивки через втулку накидной гайкой. Позволяет быстро производить ремонт или замену сальника.
Сильфонная сборка — это металлическая гофрированная трубка, надежно герметизирующая соединение штока с корпусом. Используется в трубопроводах с агрессивными средами.
Мембранная система основана на резиновом диске (мембране), устанавливаемом внутри корпуса и изолирующем наружные части корпуса от рабочей среды. Недостаток системы в ее недолговечности.
По конструкции корпуса и изменению направления рабочей среды вентили разделяют на прямоточные, проходные и угловые. В проходных входная и выходная оси движения рабочей среды смещены.
Жидкость делает два поворота, поэтому вентиль обладает большим гидросопротивлением.Получить консультацию
Прямоточный корпус устроен с наклоном штока, в результате проход становится почти прямолинейным.
- Гидросопротивление такой конструкции мало, но увеличивается ход затвора, длина штока, масса и строительная высота изделия.
- Угловые вентили разворачивают среду на 90º.
Преимущества
- небольшой ход штока с запорным органом от полного открытия до закрытия (не более четверти диаметра седла); для сравнения: ход штока задвижки — не менее диаметра);
- относительно малые габариты и вес;
- высокая герметичность в положении «закрыто», в вентилях ее достаточно просто осуществлять применением уплотнительных колец;
- большая износоустойчивость ввиду малого трения затвора и седла;
- простота монтажа и эксплуатации;
- возможность использования сильфона — дополнительной герметизации наружной среды от агрессивной жидкости или газа.
Недостатки
- большое гидравлическое сопротивление из-за изгиба струи — при высоких скоростях транспортируемого вещества и больших диаметрах труб возникают потери ее кинетической энергии, требующие увеличения давления;
- ограничение диаметров из-за увеличивающихся усилий управления рабочим органом;
- наличие застойных зон в вентильных конструкциях, приводящих к усилению в них коррозии.
Запорно-регулирующие вентили с фланцевыми соединителями являются основным видом управляющей арматуры на действующих трубопроводах страны и зарубежья. Конструкции постоянно модернизируются производителями, рынок пополняется новыми вариантами. Широкое распространение и популярность вентилей обеспечивают простота, надежность и долговечность изделий.
Источник:
Установка вентиля: подробная инструкция

На системы отопления и водоснабжения рекомендуется устанавливать запорно-регулирующую арматуру или просто вентиль.
Устройство помогает перекрыть поступление жидкости в систему при аварии или необходимости проведения планового ремонта.
В большинстве случаев установка вентиля производится при замене трубопровода, но при необходимости можно врезать устройство и в готовый трубопровод. Как произвести монтаж оборудования своими руками, читайте далее.
Вентиль, установленный на трубопроводе
Разновидности вентилей для металлических труб
Установить вентиль на водопроводную или отопительную трубу можно:
- при помощи резьбового соединения. Резьбовой вентиль является наиболее популярным для применения в бытовых системах. Для монтажа устройства требуется минимальное количество инструментов и знаний;
Вентиль для систем, устанавливаемый на резьбу
- при помощи фланцев. Фланцевый вентиль чаще всего устанавливается на трубы, диаметр которых более 160 мм. Соединение получается надежным, но для монтажа вентиля требуется сварочный аппарат и минимальные навыки работы с этим устройством;
Вентиль, который фиксируется фланцами
- при помощи сварки. Приварные вентиля были популярны ранее, а в последнее время практически не используются. Для монтажа также требуется сварочный аппарат и знание основных принципов сварки.
Вентиль, устанавливаемый при помощи сварочного аппарата
Монтаж вентилей различных видов
Способ установки вентиля на трубу зависит от его вида.
Установка резьбового вентиля
Чтобы произвести монтаж вентиля с резьбовым соединением потребуются:
- сам вентиль;
- гаечный или разводной ключ;
- герметик для резьбы (ФУМ-лента, льняная нить или нить Тангит Унилок);
- плашка (метчик) и плашкодержатель для нарезания резьбы;
- болгарка.
Набор инструментов для нарезания внешней и внутренней резьбы
Монтаж запорного вентиля осуществляется по следующей схеме:
- выбор места для установки вентиля. Устройство рекомендуется устанавливать в зоне доступности, чтобы в случае чрезвычайных обстоятельств не требовалось усилий для подхода к вентилю;
- перекрывается подача воды в трубопровод. Если врезка осуществляется в водопроводную трубу, то можно самостоятельно перекрыть подачу воды на домовом стояке. При врезке крана в систему отопления рекомендуется обратиться в управляющую компанию для временного прекращения теплоснабжения и слития отопительной системы;
- в выбранной зоне вырезается участок трубы, по размерам полностью совпадающий с длиной вентиля;
Подготовка трубопровода перед монтажом вентиля
- места среза защищаются и обрабатываются;
Зачистка труб перед нарезанием резьбы
- на отрезах труб нарезается резьба, диаметр и шаг которой совпадают с аналогичными параметрами вентиля;
Нарезание резьбы на трубе
- остатки стружки удаляются;
- подготовленная резьба уплотняется выбранным герметизирующим материалом. Если для уплотнения используется льняная нить, то дополнительную прочность соединению может придать слой нанесенной поверх нити краски;
Герметизация резьбы перед установкой вентиля
- вентиль накручивается на резьбу. Для затяжки устройства требуется сделать 4 – 5 полных оборотов. Излишняя затяжка может привести к поломке резьбы;
- проверяется работоспособность устройства и герметичность соединений.
Монтаж фланцевого вентиля
Чтобы установить на трубопровод фланцевый вентиль, потребуются:
- вентиль;
- ответные фланцы (могут продаваться совместно с вентилем или отдельно);
- уплотнительные прокладки;
- отвертка;
- сварочный аппарат;
- средства индивидуальной защиты для выполнения сварочных работ.
Установка своими руками производится следующим способом:
- как и при установке резьбового вентиля, выбирается участок для монтажа устройства и делается обрезка труб;
- к концам труб привариваются ответные фланцы;
Монтаж ответных фланцев
- между фланцами устанавливаются прокладки;
- вентиль фиксируется. Для этого фланцы на вентиле соединяются с фланцами на трубах и закрепляются крепежными болтами.
Крепление вентиля болтами
Установка приварного вентиля
Установка приварного вентиля на батарею или трубу производится при помощи сварочного аппарата по следующей схеме:
- обрезка труб и подготовка к сварке;
- установка вентиля;
- фиксация устройства сварочным аппаратом;
- зачистка сварочных швов.
Монтаж вентиля на металлопластиковые трубы
Если требуется установить вентиль на металлопластиковые трубы, то действовать необходимо следующим образом:
- подготовка места для установки. Специальными ножницами производится обрезка труб для монтажа устройства;
- на концы труб надеваются гайки и уплотнительные кольца;
Подготовка к монтажу вентиля
- развальцовываются концы труб для вставки вентиля;
- установка вентиля;
- фиксация оборудования накидными гайками.
- Установка и крепление устройства
- Процесс установки вентиля на металлопластиковую трубу рассмотрен на видео.
- На пластиковые трубы в большинстве случаев устанавливают пластиковые вентили. Для монтажа устройства потребуются:
- ножницы для обрезки труб;
- устройство для сварки пластиковых труб;
- вентиль.
Аппарат для сварки пластиковых труб
Процесс установки вентиля на пластиковую трубу следующий:
- вырезка участка трубы, необходимого для монтажа устройства;
- выравнивание концов труб;
- разогрев подготовленных участков на сварочном аппарате;
- соединение труб.
Схема установки фитингов на пластиковые трубы
Имея определенные навыки и зная простейшие инструкции, установить вентиль на различные виды труб можно самостоятельно. Если человек сомневается в своих способностях, то для проведения работы можно вызвать профессионального мастера.
Источник:
Виды фланцевых соединений трубопроводов – используемые материалы и способы монтажа
Как правильно установить запорную арматуру для водопровода
Эта арматурасодержит в своем составе целый набор крепежей, узлов, приспособлений, деталей, которые используются для регулирования различных потоков. Среди них можно выделить следующие элементы:
- вентили;задвижки;краны;затворы;клапаны.
Они устанавливаются на различных трубопроводах, в емкостях и на агрегатах.
В действие данные элементы приводятся при помощи специального электрического приспособления или вручную. Существует несколько типов такого оборудования, как запорная арматура для водоснабжения. Виды элементов бывают предохранительные и смесительные.
Требования, которые предъявляются к данному виду оборудования, должны соответствовать следующим стандартам:
- Материал изготовления – латунь, сталь, бронза, пластмассы, чугун.Каждый элемент отвечает специальным условиям эксплуатации.Показатель пропускной способности достаточно высокий.Запорная арматура для водоснабжения рассчитана на определенное давление и температуру.Обязательным требованием является антикоррозийное покрытие,которое предотвращает появление ржавчины.
Распределительно-смесительная арматура
Распределительно-смесительная арматура служит для распределения жидкостей (воды горячей и холодной, теплоносителей) по определенным направлениям или для смешения потоков. Данное устройство исполняется в виде многоходовых кранов и клапанов.
Рассмотреть данную сантехническую арматуру можно на примере системы низкотемпературного напольного отопления.
Суть данного решения заключается в максимальном увеличении рассеивающей мощности тепловых приборов и подаче в контуры отопления теплоносителя оптимальной температуры, достаточной для компенсации теплопотерь в помещениях. Для реализации данных принципов действия и производится монтаж трехходовых распределительных кранов.
Устройство трехходовых кранов основано на принципе управления потоками жидкостей. Поэтому у любого изделия такого типа, как правило, три входных отверстия: одно из них общее, два оставшихся – переключаемые.
Переключение потока жидкости происходит с помощью поворотной (или штоковой) заслонки, имеющей два крайних положения. В крайнем положении течение жидкости происходит только через одно из переключаемых отверстий.
При любом промежуточном положении заслонки потоки жидкости смешиваются в определенной пропорции.
Монтаж арматуры своими руками
Любой вид запорной арматуры для водоснабжения может быть установлен тремя способами:
- методом сварки;
- на фланцы;
- при помощи резьбы.
Монтаж арматуры методом сварки
Приварные элементы арматуры в частных водопроводных системах в настоящее время используются крайне редко, так как для установки такого устройства необходимо сварочный аппарат и навыки работы с ним.
Устройство, устанавливаемое при помощи сварочного аппарата
Однако метод сварки до сих пор применяется при монтаже промышленных трубопроводов. Как установить арматуру методом сварки:
- в месте установки крана, вентиля или задвижки вырезается участок труб;
- края зачищаются и шлифуются;
- арматура устанавливается на подготовленный участок и фиксируется сварочным аппаратом;
- сварочные швы защищаются и покрываются слоем краски или грунтовки.
Арматура, зафиксированная при помощи сварочного аппарата
Сварочный шов нельзя разъединить для ремонта арматуры, то есть в случае поломки придется вырезать установленное ранее устройство. Однако сварочный шов является наиболее прочным и герметичным.
Монтаж при помощи резьбового соединения
Резьбовое соединение является разъемным, то есть при поломке арматуры ее можно будет заменить в кратчайшие сроки без каких-либо проблем.
Для обустройства резьбового соединения потребуются:
- болгарка для обрезки труб;
- инструменты для нарезания резьбы;
- гаечный ключ.
Резьбовая запорная арматура системы водоснабжения устанавливается по следующей схеме:
- вырезается участок трубопровода. Концы труб обрабатываются;
- нарезается резьба;
Нарезка резьбы для установки запорной арматуры
- резьба на арматуре герметизируется при помощи любого материала, например, ФУМ-ленты или льняной нити;
Уплотнение резьбы на арматуре для повышения герметичности соединения
- устройство фиксируется;
- проверяется герметичность полученных соединений.
Как правильно нарезать резьбу и установить запорную арматуру можно посмотреть на видео.
Установка арматуры на фланцы
Фланцевое соединение также является разъемным, однако преимущественно используется на промышленных водопроводных системах.
Обустроить фланцевое соединение самостоятельно на бытовом водопроводе достаточно сложно, так как необходимо изначально приварить особые кольца, на которые будет фиксироваться арматура. Если такие кольца были установлены ранее, то установить фланцевую арматуру можно по следующей схеме:
- между кольцом на трубе и фланцем, расположенным на устанавливаемом устройстве располагается уплотнительная прокладка, повышающая уровень герметичности соединения;
- устройство фиксируется при помощи крепежных болтов, которые прилагаются к арматуре при покупке.
Монтаж арматуры при помощи фланцевого соединения
Зная функциональные особенности отдельных видов запорной арматуры и правила ее монтажа, подобрать наиболее подходящее устройство и установить его на водопроводную систему можно своими руками.
Запорная арматура устанавливается
- На вводе и вывода подающих и обратных трубопроводов из населенных пунктов.
- На насосах с патрубками.
- В местах ответвления трубопровода к узлам стояков, а также внутри помещений.
Во всех остальных случаях применение запорной арматуры, как и угля в Москве, обосновывается проектом и техническим заданием.
Правила монтажа запорной арматуры
При установке запорной арматуры следует придерживаться нескольких правил. И первое, что необходимо сделать — очистить трубопровод. Чистка может выполняться вручную или нагнетанием воздуха, воды или пара. Затем нужно тщательно проверить фланцы. Они должны быть ровными, без каких-либо изгибов.
Важный момент — защита от гидравлического удара. Высокое давление, которое может возникнуть при ударе, можно существенно сократить срок эксплуатации, а также привести к поломке насосного оборудования и запорной арматуры.
Именно поэтому необходима установка обратного клапана, который обеспечивает стабильность водного потока. Не следует слишком сильно закрывать запорную арматуру или перекручивать ее.
При сварке арматуры, выполненной из нержавеющей стали, ее нужно держать в открытом положении.
Как устанавливается запорная арматура
Трубопровод, в который будет устанавливаться запорная арматура, должен иметь обратный клапан, который обеспечивает стабильное течение. Монтаж запорной арматуры возможен только на прямолинейных участках.
До начала работ все внутренние поверхности очищаются от посторонних предметов и загрязнений. Кроме того, они не должны иметь каких-либо повреждений.При монтаже дисковых затворов диск должен быть открыт на четверть. Фланцы затвора и трубопроводов должны иметь равные диаметры.
При установке арматуры не требуется использование дополнительной прокладки между фланцами.
Монтаж шаровых кранов предполагает использование присоединительной гайки
При выполнении работ следует соблюдать осторожность, чтобы не повредить резьбу. Шаровой кран при монтаже не должен подвергаться силовым воздействиям
Выполняя установку задвижек, нельзя осуществлять их транспортировку, используя в качестве такелажа штурвал. Задвижку следует беречь от падений с высоты, так как это влечет за собой риск возникновения механических повреждений и развития коррозии. Перед установкой задвижку следует расположить согласно направлению движения рабочей среды.
Запорная арматура стоит, как и техническая соль дешево, поэтому доступна все потребителям. Установка производится поэтапно, а стабильное функционирование зависит от того, насколько точно были соблюдены правила по монтажу.
Требования к запорной арматуре
Запорные устройства по распространенности составляют около 80% трубопроводной арматуры. Основное их назначение – полное перекрытие потока среды, однако, они могут выполнять защитную, распределительную и другие дополнительные функции.
В зависимости от сферы использования устройств и природы передаваемой жидкости или газа, к запорной арматуре предъявляются особые требования, особенно, это касается химически агрессивных, а также пожаро- и взрывоопасных сред.
Однако, чаще всего трубопроводную арматуру данного назначения применяют для обустройства систем тепло- и водоснабжения.
Общие требования
- Класс герметичности запорной арматуры должен сохраняться по истечении не менее 2500 циклов.
- Длительность эксплуатации – от 50 лет.
- Привод механизма должен осуществляться при максимальном усилии не более 250 Н/м.
- Герметичность приводов и соединительных патрубков.
- Соответствие присоединительных размеров диаметру труб, резьбы или фланцевых соединений.
- Надежность эксплуатации запорной арматуры сетей тепло- и водоснабжения при температуре от -10 до + 80 °С при подземном размещении, от -40 до +60 °С – при наземном.
- Наличие графических обозначений граничных положений и направления перемещения.
- Гидравлическое сопротивление
- Одним из предъявляемых требований к запорной арматуре является экономичность, которая достигается за счет сведения к минимуму гидравлического сопротивления устройств, и, соответственно, экономии электрической энергии насосами, передающими рабочую среду
- Гидравлические потери, в большей степени, имеют место в радиальном направлении сетей, поэтому особое внимание уделяется сопротивлению арматуры секций
Герметичность арматуры
Уровень герметичности запорных устройств определяется классом герметичности перекрытия потока. Если условный диаметр составляет 1000 мм допускаются следующие объемы протечки: для классов В, С и D – 18, 180 и 1800 см 3 /мин соответственно. Класс А подразумевает плотное прилегание деталей и отсутствие протечки.
К запорной арматуре системы водо- и теплоснабжения предъявляется следующее требование: отсутствие пропусков на таких элементах, как воздушники и спускники (класс А), минимальные протечки в секционных сетях и ответвлениях (класс В).
Конструктивная надежность
Рабочее давление систем тепло- и водоснабжения составляет 1, 1,6 и 2.5 МПа. Запорная арматура в процессе работы должна выдерживать значения данного показателя.
В процессе эксплуатационных испытаний в сеть подается давление в 1,5 раза, превышающее расчетное.
Когда устройства используются при повышенных значения данного параметра, к арматуре предъявляются особые требования: значительная конструктивная прочность, патрубки и корпус большей толщины. Расчетное давление устройств от 4,0 МПа.
Общие сведения
Монтаж арматуры следует вести в строгом соответствии с рабочими чертежами. Порядок и технология монтажа определяются проектом производства работ или типовой технологической картой.
С целью снижения трудоемкости на монтаже и повышения качества работ необходимо: шире использовать унифицированные арматурные заготовки (сетки); механизмы для монтажа арматуры; применять укрупненные арматурные заготовки (каркасы, сетки); применять армоопалубочные блоки, в которых на жесткие армокаркасы навешивают опалубочные щиты и короба; применять наиболее эффективные способы стыковки, в частности ванную сварку.
Комплексный технологический процесс монтажа арматуры на строительной площадке можно расчленить на следующие процессы и операции: транспортирование арматуры на объект, ее сортировка и складирование; укрупнительная сборка или сборка армоопалубочных блоков; строповка арматурных каркасов, сеток или армоопалубочных блоков; установка каркасов в проектное положение и временное закрепление; соединение арматурных заготовок между собой нахлесткой, вязкой или сваркой; установка закладных деталей.
Смонтированную арматуру перед бетонированием необходимо тщательно проверить — установить соответствие рабочим чертежам и требованиям СНиП III-15—76, в результате чего составляют акт на скрытые работы. Этот документ подписывают инженер-технолог строительной организации и представитель технического надзора заказчика.
Транспортирование и складирование арматуры
Арматурные заготовки должны доставляться на объект комплексно в соответствии с заказными спецификациями и графиком производства работ на объекте.
Транспортные средства выбирают с учетом размеров, конфигурации и массы арматурных заготовок. Для перевозки арматуры обычно используют автомобили, а также трейлеры и железнодорожные платформы.
При погрузке, транспортировании, разгрузке и складировании арматурных заготовок следует принимать меры против их деформаций и разрушения. Арматурные стержни (прямые и гнутые) перевозят связанными в пачки, сетки и каркасы — пакетами по нескольку штук.
Пространственные армокаркасы, имеющие недостаточную жесткость, для предохранения от деформаций временно усиливают и надежно закрепляют На транспортных средствах. При перевозке элементов, длина которых на 1,5 м превышает длину кузова, применяют прицепы. Закладные детали во избежание их потерь и деформаций перевозят и хранят в специальных контейнерах.
Складируют арматуру на объекте в том порядке, который принят для монтажа. Стержни, сетки и другие элементы укладывают так, чтобы их легко можно было найти. Для обеспечения бесперебойного ведения монтажа на объекте создают запас арматурных заготовок не менее чем на трехсменную потребность.
Арматуру складируют на центральных (базисных) и приобъектных складах. Центральные склады используют для приемки, длительного хранения, укрупнительной сборки и подготовки арматурных заготовок. Центральные склады устраивают только при больших объемах работ и длительной их продолжительности. Приобъектные склады организуют у места установки арматуры, в зоне действия кранов, обслуживающих объект. Их рассчитывают на хранение пятидневного запаса арматуры.
Территория складов должна иметь хорошие подъезды, покрытие из щебня или гравия, а также необходимые уклоны и водоотводные канавы. Центральные склады оборудуют кранами,-стеллажами, стендами и другими устройствами для складирования арматуры, а также электрическим освещением. Приобъектные склады оборудуют простейшими стеллажами.
Штабеля арматуры размещают так, чтобы между ними были проезды для транспорта и проходы для людей. Пакеты сеток и каркасов, пучки стержней, а также отдельные штабеля нужно снабжать специальными табличками (бирками) с указанием марки арматуры, ее количества, номера заказа и позиции по заказной спецификации. Высота штабеля не должна превышать 1,5 м.
Арматура не должна соприкасаться с грунтом. Для этого ее укладывают на деревянные, стальные или бетонные подкладки. Условия хранения арматуры на складах должны исключать ее коррозию, загрязнение, поломки и деформации.
Штабеля и крупногабаритные арматурные заготовки располагают длинной стороной вдоль автодорог или железнодорожных путей, чтобы упростить погрузочно-разгрузочные операции.
Такелажные работы и установка арматуры
Во избежание повреждений арматурных заготовок при монтаже строповать их следует в строго определенных точках. Места строповки длинномерных и пространственных элементов должны быть определены проектом производства работ и отмечены на каркасах несмываемой краской.
Сетки стропуют в четырех точках с помощью пространственной траверсы (рис. 6-1, а), армокаркасы — с помощью двухконцевых стропов или траверс (рис. 6-1, б).
Арматуру можно устанавливать только после проверки опалубки, подписания акта и составления на нее исполнителей схемы» Необходимо проверить установку закладных деталей, труб и других элементов, остающихся в бетоне.
Монтаж арматуры ведут специализированные звенья арматурщиков. Состав и количество звеньев определяются видом монтируемой арматуры и объемом работ. Последовательность установки арматуры должна быть_такой, чтобы ранее установленные элементы не затрудняли последующий монтаж и была обеспечена устойчивость установленной арматуры.
При армировании и в процессе бетонирования необходимо обеспечить указанную в проекте толщину защитного слоя. Она зависит от вида конструкций (табл. 6-1).
Для устройства защитного слоя между арматурой и опалубкой устанавливают прокладки из бетона, пластмассы,и других материалов. С этой целью также к пространственным и плоским армокаркасам приваривают отрезки стержней (коротыши), упирающиеся в опалубки и исключающие касание арматурной опалубки.
Если масса арматурных заготовок меньше 100 кг, к месту установки их подают краном пакетами по нескольку штук, а монтаж производится вручную. Более тяжелые элементы монтируют с помощью кранов.
Арматурные сетки фундаментных плит и фундаментов укладывают на бетонные подкладки, толщина которых равна величине защитного слоя. Отдельные сетки стыкуют между собой внахлестку (рис. 6-2). Величина нахлестки должна быть не менее указанной в табл. 6-2.
Тяжелые армокаркасы подколонников и столбчатых фундаментов монтируют с помощью самобалансирующегося стропа, переводящего каркас из горизонтального положения в вертикальное. Для устойчивости установленные каркасы раскрепляют оттяжками или подкосами.
Крупногабаритные армокаркасы больших фундаментов перевозят по частям, монтируют кранами и сваривают на месте с помощью электросварки. Армокаркасы колонн монтируют в опалубочный короб сверху. Стыки каркаса с нижними выпусками сваривают через специальные отверстия внизу коробов. Жесткие самонесущие армокаркасы колонн монтируют до установки опалубки.
При армировании ребристых перекрытий вначале устанавливают армокаркасы балок и ригелей, а затем сетки плит. В зависимости от массы армирующих элементов устанавливают их с помощью крана или вручную.
Стены армируют до установки опалубки, если армокаркасы достаточно жестки, при двусторонней опалубке, если позволяет толщина стены, и при опалубке, установленной с одной стороны.
Если арматура поступила на объект в виде отдельных стержней, ее собирают в армокаркасы у места монтажа на специальных козелках и затем помещают в опалубку. Отдельные стержни армосеток устанавливают в проектное положение по месту.
Электросварка арматуры на стройке
Для соединения арматурных стержней, сеток и каркасов на строительных площадках применяют следующие виды электросварки: ручную электродуговую, ванную, ванно-шовную, контактную и полуавтоматическую электрошлаковую.
Дуговая шовная сварка. При этом виде сварки (рис. 6-3) арматурные стержни соединяют внахлестку, с накладками или на желобчатых подкладках. Такими способами стыкуют горизонтальные, наклонные и вертикальные стержни из сталей классов А-I, A-V при диаметрах от 8 до 80 мм. Дуговую шовную сварку выполняют с помощью трансформаторов переменного тока типов СТШ-50-80, ТД-300, ТСД-500 и аналогичных им или агрегатов постоянного тока АСД-300, АСД-3-1. Для дуговой шовной сварки применяют электроды типов Э-42, Э-46, Э-50, Э-55, Э-85.
Основные преимущества дуговой шовной сварки — простота и универсальность; недостатки ее состоят в трудоемкости и большом расходе металла на нахлестку и накладки.
Ванная сварка. Суть этой сварки состоит в получении расплавленного металла в пространстве, ограниченном торцами стыкуемых стержней и скобой-накладкой. Концы стыкуемых стержней устанавливают е зазором, который равен 1,5—2 диаметрам электрода с покрытием (рис. 6-4). С помощью ванной сварки стыкуют горизонтальные, наклонные и вертикальные стержни.
Ванну заполняют жидким металлом из расплавленных электродов и частично из металла стыкуемых стержней. Чтобы расплавленный металл не растекался при сварке, применяют съемные медные формы или стальные необорачиваемые скобы-подкладки или накладки.
Особенность ванной сварки состоит в том, что процесс сваривания происходит непрерывно. Металл в верхней зоне ванны в это время находится в жидком состоянии, шлак же и пузырьки инертных газов поднимаются вверх, к металлу, в результате чего качество стыка улучшается.
Ванную сварку выполняют одним электродом или гребенкой из нескольких электродов, прихваченных к специальной пластине или зажатых в специальном электрододержателе (рис. 6-5).
Одноэлектродную ванную сварку применяют для соединения стыков гладких стержней стали класса А-I и периодического профиля из стали классов A-II и A-III диаметром до 32 мм.
Многоэлектродную сварку в медных формах используют для стыковки стержней гладких и периодического профиля диаметром до 80 мм из сталей Ст3 и Ст5. Наибольший диаметр стержней из стали 35ГС, стыкуемых этим способом,— 40 мм (рис. 6-6).
Для ванной сварки нужны сварочные трансформаторы переменного или агрегаты постоянного тока. Для одноэлектродной ванной сварки применяют электроды типов Э42А-Ф , Э55-Ф, Э50А-Ф и Э85-Ф, для многоэлектродной — Э42А-Ф и Э55-Ф.
По сравнению с дуговой шовной при ванной сварке уменьшается расход стали на стык, расход электродов и электроэнергии, снижается трудоемкость и стоимость работ.
Ванно-шовная сварка. Этот вид сварки отличается от ванной тем, что стальную необорачиваемую скобу-наладку приваривают к стыкуемым стержням фланговыми швами, вследствие чего накладка воспринимает часть усилий, действующих на стык. Ванно-шовную сварку выполняют в два этапа: сначала дуговой шовной сваркой проваривают фланговые швы, а затем гребенкой из 3—4 электродов заплавляют зазор между торцами стыкуемых стержней.
Ванно-шовная сварка целесообразна для соединения стержней диаметрами от 36 мм и более (рис. 6-7).
Контактная сварка. При этом способе сварки концы стыкуемых стержней закладывают в электроды контактно-сварочной машины внахлестку на 1—1,5 диаметра стыкуемых стержней. После включения машины на режим «сжатие — сварка» автоматически происходит предварительное сжатие, нагревание и осадка металла стержней. В результате получается качественный и прочный стык.
Для производства контактной сварки внахлестку в условиях строек в ЦНИИОМТП разработана контактно-сварочная машина с выносными и встроенным сварочным трансформатором типа К-726 (рис. 6-8).
Контактную сварку применяют для стыковки арматурных стержней диаметром от 12 до 32 мм класса А-I. Преимущества этой сварки — экономия трудовых затрат и арматурной стали. Контактная сварка, к сожалению, пока не получила на стройках распространения из-за ограниченного выпуска мобильных контактно-сварочных машин.
Полуавтоматическая электрошлаковая сварка. Сущность ее заключается в механизированной подаче электродной проволоки с помощью специального полуавтомата и в постепенном заполнении стыка расплавленным металлом. При подготовке стыка торцы стержней обрабатывают под углом 10—15°, крепят медную форму и засыпают порошкообразный флюс (рис. 6-9). При контакте электродной проволоки со стыкуемыми стержнями образуется электрическая дуга, которая расплавляет металл и флюс (рис. 6-10). Последний благодаря меньшей массе всплывает в верхнюю зону ванны, образуя над жидким металлом шлаковую корку, которая защищает металл от соединений с кислородом и азотом воздуха, что улучшает качество стыка.
При полуавтоматической электрошлаковой сварке производительность труда повышается в 3—5 раз, а стоимость сварочных работ снижается в 2,5—3 раза по сравнению с ванной и ванно-шовной сваркой. Однако для этого способа требуется сложное оборудование, вследствие чего ее применяют для соединения арматурных стержней только больших диаметров (16 мм и более).
Предварительное натяжение арматуры
Способ предварительного натяжения арматуры применяют как в сборных, так и в монолитных конструкциях и сооружениях. В монолитном исполнении с предварительным натяжением арматуры бетонируют пролетные строения мостов, большепролетные балки и плиты перекрытий, контурные элементы оболочек и куполов, резервуары, высотные сооружения и др. Так, железобетонный ствол Останкинской телебашни был выполнен с предварительным натяжением вертикальной пучковой арматуры.
Из двух способов натяжения арматуры — на упоры и на бетон — в монолитном строительстве наиболее широко распространен последний.
Для пропуска арматуры, напрягаемой на бетон, в нем устраивают специальные каналы. С этой целью перед бетонированием в опалубку устанавливают каналообразователи в форме стальных труб или стержней с наружной проволочной обмоткой и специальной смазкой или резиновые шланги с проволочным сердечником.
Во избежание сцепления с бетоном стальные трубы или стержни через каждые 15—20 мин поворачивают вокруг оси, а через 2—4 ч после окончания бетонирования их извлекают. При использовании резиновых каналообразователей через 2—4 ч извлекают проволочный сердечник, а затем резиновый шланг. Извлекаемые каналообразователи (трубы и шланги) применяют при длине канала до 6 м.
В крупноразмерных конструкциях (пролеты мостов, большепролетные балки) каналы устраивают путем закладки гофрированных стальных трубок (рис. 6-11), которые остаются в бетоне.
По достижении бетоном проектной прочности через каналы протягивают арматуру в виде пучков высокопрочной проволоки или стальных канатов. Натягивают арматуру гидравлическими домкратами одиночного или двойного действия (рис. 6-12).
Гидродомкраты одиночного действия создают усилия в 60, 80, 150 тс. Один конец арматурного пучка запрессовывают в стаканный анкер, а другой с помощью специального цангового зажима закрепляют в противоположном торце канала. Стаканный анкер посредством муфты соединяют с подвижным штоком поршня домкрата. При создании давления усилие натяжения передается от штока через муфту и стаканный анкер арматурному пучку. В процессе натяжения систематически подтягивают анкерную гайку, а по достижении необходимого натяжения ее завинчивают до отказа.
В процессе натяжения арматуры нужно тщательно контролировать величину усилия, передаваемого на нее.
При снятии домкрата усилие натяжения, созданное в арматуре, через анкерные устройства на обоих концах арматурного пучка передается на бетон и обжимает его.
При натяжении арматуры с помощью гидродомкратов двойного действия на арматурный пучок надевают стальную шайбу с коническим отверстием, в которую упирают лопасти домкрата. Концы проволок закрепляют в кольцевом захвате, который посажен на подвижный цилиндр домкрата. При подаче в этот цилиндр масла пучок натягивается, причем степень натяжения арматуры контролируют по манометру.
Натягивают арматуру плавно, ступенями по 3—5 МПа. После того как в пучке создано напряжение на 5% больше проектного, его снижают до требуемого и приступают к закреплению арматурного пучка. Для этого подают масло в неподвижный цилиндр и при помощи штока поршня запрессовывают коническую пробку в отверстие шайбы. В результате проволочный пучок заанкеривается в шайбе, а усилие натяжения, созданное после снятия домкрата через шайбу, передается на бетон.
При длине напрягаемой арматуры более 10 м ее натягивают с двух концов одновременно двумя домкратами.
Для обеспечения монолитности конструкции и защиты напряженной арматуры от коррозии в каналы нагнетают цементный раствор марки не ниже 300. Чтобы обеспечить лучшее сцепление бетона со стенками канала и арматурой, раствор готовят на безусадочном или расширяющемся цементе. Качество нагнетания стали контролируют через специальные отверстия.
Для предварительного напряжения арматуры резервуаров, силосов и других цилиндрических сооружений используют специальные навивочные машины (рис. 6-13). Они обтягивают высокопрочной проволокой стенки резервуаров снаружи, создавая в бетоне предварительное напряжение сжатия.
После набора бетоном резервуара проектной прочности в центре его монтируют опорную стойку, к которой крепят вращающуюся стрелу с двумя тележками. Верхняя тележка опирается на стену резервуара и движется по ней; нижняя может перемещаться вверх и вниз по вертикальной раме. Направляющей для периметрального перемещения нижней тележки служит цепь, закрепленная на стенке резервуара. На нижней тележке установлены электропривод для движения по периметру резервуара, а также натяжное устройство.
Для натяжения бухту проволоки закрепляют в бухтодержателе навивочной машины; при этом один конец проволоки крепят к стенке резервуара, после чего начинают навивку. Через каждые 2—3 витка периодически натягивают проволоку. Правильный шаг витков создается перемещением нижней тележки по вертикальной раме снизу вверх.
Машиной АНМ-5 навивают арматуру на резервуары диаметром от 10 до 42 м и высотой до 8 м. Машина АНМ-7 предназначена для навивки проволоки на резервуары диаметром от 16 до 70 м и высотой до 12 м.
Для защиты арматуры от коррозии после ее навивки торкретируют наружные поверхности резервуаров или штукатурят высокомарочным цементным раствором.
Сварные стыки проверяют наружным осмотром и выборочным испытанием образцов, вырезанных из конструкции в количестве 1% от числа соединений. Рекомендуются испытания физическими методами без разрушения соединений. При стабильности результатов количество вырезаемых образцов можно сократить до 0,5%.
Отклонения от проектов отдельных .арматурных элементов не должны превышать нормируемых допусков (табл. 6-3).
Приемка смонтированной арматуры
Установленная арматура перед бетонированием должна быть принята, а эта приемка оформлена актом, в котором дается оценка качеству работ, перечисляются отступления от проекта, возможные исправления и усиления и делаются заключения о возможности бетонирования.
Кроме механических спбсобов натяжения арматуры, которые описаны выше, применяют также электротермический и электротермомеханический способы натяжения. Принцип обеспечения электротермического натяжения основан на том, что при нагревании арматуры электротоком она удлиняется и в таком состоянии ее концы заанкеривают в бетоне. После остывания арматура укорачивается и обжимает бетон. Электротермомеханический способ предусматривает удлинение арматуры вследствие ее нагревания с последующим механическим натяжением.
От точности и качества натяжения арматуры зависят надежность и долговечность предварительно напряженных конструкций. Неточности натяжения весьма опасны, так как брак обнаруживается только при испытании или в процессе эксплуатации конструкции. Вследствие этого очень важно при натяжении арматуры обеспечить необходимый контроль величины ее натяжения и положения в канале.
Усилия натяжения контролируют по манометрам с помощью специальных приборов, замеряющих удлинение напрягаемых стержней или проволок.
Ответственной операцией является передача усилия от арматуры на бетон. Ее следует выполнять плавно, чтобы избежать обрывов арматуры и повреждений бетона в местах установки анкеров.
Охрана труда
При монтаже арматуры на объекте необходимо выполнять общие правила охраны труда, обязательные при выполнении строительно-монтажных работ.
Особое внимание нужно уделять мероприятиям по защите от поражения электротоком. С этой целью все сварочные трансформаторы необходимо заземлять, электропроводка должна быть исправной, рабочие должны иметь средства индивидуальной защиты (резиновые сапоги и перчатки, резиновые коврики, брезентовую спецодежду, защитные маски и т. п.).
При подаче армокаркасов кранами нужно выполнять правила охраны труда на такелажных работах.
Лестницы, рабочие проемы и площадки должны иметь надежные ограждения.
Арматурщикам запрещается: стоять на привязанных или приваренных хомутах или стержнях; находиться на опалубочных блоках до полного их закрепления; армировать отдельные прогоны и балки, стоя на верху опалубочных коробов; для этой цели должен быть устроен специальный настил.
- Всё про сантехнику и трубы от А до Я
- Задвижки
Правила установки запорной арматуры
Установка запорной арматуры – один из важных этапов строительства инженерных сетей. Прежде всего стоит знать, что монтаж такой арматуры должны выполнять высококвалифицированные специалисты, у которых есть достаточный опыт выполнения таких работ.

Виды запорной арматуры: дисковые поворотные затворы, обратные клапаны, задвижки и другая арматура.
Установка арматуры состоит из ряда технологических процессов, выполнение которых необходимо для обеспечения высокого качества сборки, которая послужит гарантией бесперебойной и долговечной работы.
Общие правила установки запорной арматуры
Существуют основные правила, которых необходимо придерживаться, выполняя монтаж запорной арматуры:
- Первое, что нужно сделать – очистить трубопровод. Сделать это можно путем удаления сторонних предметов, которые могли попасть в трубопровод в процессе хранения или транспортировки. Чистка может выполняться вручную (с помощью ершика) или нагнетанием воздуха, пара или воды. Важно отметить, что очистка трубопровода в дальнейшем должна производиться и в процессе выполнения работ, так как окалина, которая образуется при сварке, может нарушить герметичность.
- Следующее, что необходимо – выполнить проверку фланцев. Фланец должен быть ровным, без каких-либо изгибов; на его поверхности не должно быть никаких царапин, выемок и других дефектов.
- Важно учесть тот факт, что устанавливаемая аппаратура должна находиться на прямолинейном участке трубопровода. Следует избегать монтажа запорной арматуры на неровных участках, так как напряжения, которые могут возникать в местах изгиба, отрицательно сказываются на герметичности соединения, в связи с чем могут возникнуть протечки.
- Защита от гидравлического удара – тот момент, о котором нужно также позаботиться. Избыточное давление, которое может возникнуть при гидравлическом ударе, может значительно снизить срок эксплуатации, а также вывести из строя насосное оборудование и запорную арматуру. Именно поэтому необходима установка обратного клапана, который способен обеспечить стабильность водному потоку, которая может снизиться в результате резкой остановки-запуска двигателя либо в случае закрытия-открытия задвижки.
- Есть случаи (задвижки больших диаметров или тяжелые приводы), в которых нужно предусмотреть дополнительную опору, чтобы избежать несвоевременному разрушению винтов или прокладок.
- Не следует закрывать запорную арматуру очень сильно или перекручивать ее – возможны трещины и поломки.
- При сварке арматуры из нержавеющей стали, нужно оставлять ее в открытом положении.
Читайте также: Раструб
Подробнее о врезке
Что такое канализационный трап – здесь.
Важная информация про задвижки

Схема устройства задвижки.
- Монтаж задвижек нужно выполнять с последующей их обвязкой стропом.
- Задвижки нельзя опускать или поднимать, при этом цепляясь за шток или штурвал.
- Недопустимо падение с высоты и любые удары.
- Позиция задвижки должна соответствовать направлению потока (что можно определить по стрелке на корпусе).
- Необходимо оберегать от повреждений защитное покрытие задвижек, так как они могут вызвать преждевременную коррозию.
- Монтаж стальных задвижек с помощью сварочных работ должен осуществляться с верхним положением штока.
В каких помещениях хранить арматуру
Запорную арматуру с резиновыми уплотнителями, а также шаровые краны, необходимо хранить в полуоткрытом положении. Что касается запорной арматуры с металлическими прокладками, стоит знать, что ее следует хранить в закрытом положении, потому как недопустимо попадание посторонних частиц. Задвижки, которые ожидают монтажа, следует хранить в закрытом сухом помещении, в которое не смогут попасть сквозняки, солнечные лучи и осадки. Важно знать, что помещение, в котором будет храниться вся запорная арматура, должно быть защищено от:
- влаги и дождя, во избежание коррозии;
- песка и ветра, чтобы избежать износа прокладок;
- жары и солнца, чтобы не повреждалось покрытие, особенно арматуры из пластика, которая крайне чувствительна к ультрафиолетовым лучам.
Инструкции по монтажу запорной арматуры
- дисковые поворотные затворы;

Схема устройства дискового поворотного затвора.
- Монтаж должен производиться с открытием диска на одну четверть.
- Следует оставить достаточно места между фланцами, чтобы избежать повреждения прокладки.
- Гайки завинчиваются постепенно.
- Диаметры ответных фланцев и затвора должны быть одинаковыми.
- Не стоит устанавливать дополнительную прокладку между самим корпусом и фланцами.
- обратные клапаны;
- Диаметры обратных клапанов и ответных фланцев должны быть одинаковыми.
- Необходимо соблюдать монтажные расстояния при установке клапанов.
- Важно следить за правильным направлением потока при монтаже.
- Последнее, что нужно – соблюдать режим пульсации.
- шиберные ножевые задвижки;
- Проверить видно ли индикатор положения.
- После опрессовки следить за протечками и зажать гайками, если это будет нужно.
- Проверить направление потока при монтаже.
- Соблюдать правильное положение ножевых задвижек.
- шаровой обратный клапан;

Схема устройства шарового крана.
- Относительное уплотнение для чистой воды.
- Уделить особое внимание при малых давлениях и горизонтальном монтаже.
- Для уменьшения гидравлических ударов при возвращении шара для ДУ > 250 монтаж может быть с перекосом направления.
- одностворчатый обратный клапан;
- Для опускания между фланцами необходимо использование крючка.
- В горизонтальном положении крючок к трубопроводу следует устанавливать вертикально.
- двухстворчатый обратный клапан;
- Монтаж при нисходящем потоке для ДУ > 150 запрещен.
- Необходимо проверить работу пружин.
- шаровой кран;
- Никогда нельзя зажимать корпус крана в тиски.
- Завинчивать соединения крана стоит крайне осторожно.
- Крутить или держать кран нужно разводным гаечным ключом со стороны привинчивания.
- Нельзя использовать трубный циркульный ключ или щипцы, которые способны повредить внешнюю оболочку крана.
- Запрещается использовать удлинение ручки ключа для сильного зажатия. Это может привести к деформации корпуса или трещинам резьбовых соединений.
- Максимальная сила приложенная для завинчивания должна быть не более 30 Нм.
- Не рекомендуется разбирать по частям новую запорную арматуру без крайней необходимости. Как правило, каждый кран проходил пневматические и гидравлические испытания, что дает гарантию правильности сборки всех частей крана.
Требования по установке запорной арматуры на тепловых пунктах
Запорная арматура может быть установлена:
- на нагнетательном и всасывающем патрубках каждого из насосов;
- на каждом подающем и обратном трубопроводе тепловых сетей;
- на подводящих и отводящих трубопроводов водонагревателя.
Количество запорной арматуры на трубопроводах устанавливается минимально необходимое, которое будет способно обеспечить надежную работу.
Стальная запорная арматура используется в качестве отключающей на вводе тепловых сетей в тепловой пункт. Допускается использование арматуры из латуни или бронзы.
Установка данной арматуры производится поэтапно. Дальнейшее функционирование зависит только от того, насколько точно соблюдаются все правила по монтажу, которые были описаны выше.
Похожие статьи:

Все об армировании фундамента-ленты
Как правильно армировать — пошаговая инструкция
Связывание арматуры для остова делается либо сразу в опалубке, либо за ее пределами с последующей установкой в местах использования.
Этапы вязки «скелета» фундамента:
- 1 этап. Выкладывание поперечных стержней с длиной на 100 мм меньше, чем ширина фундамента.
- 2 этап. Выкладывание двух нижних хлыстов продольной арматуры. В два этапа создается нижний пояс.
- 3 этап. Установка вертикальных опор в местах соединения с высотой на 100 мм меньше, чем высота готового фундамента.
- 4 этап. К вертикальному каркасу крепится верхний пояс, который делается с использованием пунктов первых двух этапов.
Независимо от того, где происходит вязка: непосредственно в опалубке или же отдельно с последующей установкой в опалубку – последовательность шагов неизменна. Если части каркаса собираются отдельно, то их необходимо хорошо связать между собой непосредственно в опалубке.
Все пересечения арматуры должны вязаться проволокой. Иногда допустимо применять хомуты из пластика. Использование сварочного аппарата для соединения элементов запрещается строительными нормами.
Как правильно гнуть арматуру?
Правильность работы с инструментами, которые способны согнуть металлические основы для дальнейшего использования в процессе армирования, позволяет создавать правильные и надежные гнутые элементы костяка.
Чтобы согнуть металлический прут существует два способа:
- Горячая гибка – место сгиба нужно раскалить до 700-900 градусов при помощи паяльной лампы, после ударами кувалды или молотка согнуть до нужного угла.
- Холодная гибка – предполагает использование специального станка. Некоторые хлысты можно гнуть руками (до 8мм), либо при помощи рычага, но при этом нужно контролировать угол изгиба.
Горячий метод делает место сгиба хрупким. Для дальнейшей работы необходимо остудить готовое изделие на открытом воздухе.
Раскрой
Если диаметр прутьев не превышает 12 мм, для резки применимы ножовка по металлу, либо ленточная пила. Если диаметр штырей больше 12 мм, лучше применять «болгарку» со специальной насадкой, предназначенной для «мягкой» стали.
Автоматический инструмент способствует ускорению строительно-монтажных работ, но требует аккуратной работы, чтобы избежать травматизма.
Расположение
Арматура должна отступать от края фундамента вовнутрь на 50-60 мм. Это предотвратит коррозию металла внутри фундамента и создаст защитный слой из бетона. Глубже делать не рекомендуется, так как остов перестанет выполнять свои функции и противостоять внешним воздействиям среды на бетон.
Для создания цельносвязанного каркаса необходимо соединять вертикальные и поперечные стержни одним хомутом.
Для создания защитного бетонного слоя внизу фундамента под каркас на расстоянии около 0,5 метров необходимо подкладывать кирпичи. При этом не следует допускать прогибов скелета.
Как правильно уложить продольную арматуру?

Продольная арматура должна обеспечивать равномерность распределение деформационных сил по всему фундаменту.
То есть она делает бетон работоспособным. В п. 7.3.6 СНиП 52-01-2003 указывается, что шаг между продольными армирующими прутами нужно рассчитывать исходя из их типа (стены, плиты перекрытия, балки, колонны), а также высоты и ширины поперечного сечения.
Но при этом расстояние между продольными прутками не должно быть более 400-500 мм. При укладке следует использовать целые хлысты без соединений, удлиненные на 1,5-2 метра для того, чтобы сделать загибы по углам. Это повысит их прочность.
Укладка поперечной
Правила поперечного армирования рассмотрены в п. 7.3.7 СНиП 52-01-2003. Вертикальная и поперечная арматура размещается с отступом до 300 мм друг от друга.
Но при этом это расстояние не должно быть меньше половины высоты основания. Она забирает на себя часть поперечной нагрузки, которая воздействует на бетон и предупреждает формирование наклонных трещин.
Процесс вязки
Для вязки существует специализированная «вязальная» проволока. Чтобы правильно выбрать необходимый материал, нужно обратить внимание на его состав.
В состав вязальной проволоки входит низкоуглеродистая сталь. Отличается она белым цветом.
В процессе связывания достаточно приобрести проволоку диаметром от 1,0 до 1,4 мм. Если использовать минимальную толщину, то материал легко рвется. При использовании более толстой продукции в процессе монтажа будет сложно ее скручивать.
Для вязки двух элементов остова необходимо подготовить отрезы длиной 250-500мм, для соединения трех штырей нужны отрезы не менее 500мм. Отрезаемая длина зависит от диаметра связываемых материалов. При связывании нескольких элементов, вязальную проволоку следует складывать пополам.
Длину скрутки не следует делать слишком большой. Достаточно 3-5 витков для создания прочного соединения.
Углы основания
Чтобы обеспечить гармоничный переход двух векторов разной нагрузки, нужно правильно произвести армирование углов. В этом случае применимы гнутые элементы.
При достаточной длине продольных стержней лучше будет завести хлысты за угол на 600-700мм. Цельные элементы значительно повысят прочность отдельных хомутов.
При этом шаг пояса из вертикальной и поперечной арматуры должен составлять ½ шага прямых участков ленточного фундамента.
Армирование углов и мест примыкания ленточного фундамента
Как правило, последовательность сборки арматурного каркаса фундамента состоит из последовательной сборки прямых участков и связи их в углах фундамента и в местах примыкания внутренних перегородок. На эти участки стоит обращать особенное внимание, так как основные изгибающие и скалывающие напряжения возникают здесь.
Армирование углов ленточного фундамента и мест примыкания стен проводят при помощи жестких лапок, Г и П-образных хомутов.
При использовании жесткой лапки, напоминающей кочергу, длиной не менее 35d рабочего стержня, гнутая часть арматуры располагается таким образом, чтобы внешние стержни в обоих направлениях были соединены, а внутренние стержни привариваются к внешним прутьям. Этим способом можно избежать распространенной ошибки при армировании– отсутствия связи между внешними и внутренними стержнями. В местах изгиба с внутренней стороны ставится вертикальная арматура.
Принцип установки Г-образного хомута аналогичен, только вместо лапки используют гнутый стержень стороной не менее 50d рабочей арматуры. Здесь также внутренние стержни одного направления соединяются с внешними прутьями другой стороны. Хомуты П-образной формы позволяют соединять параллельные внешние и внутренние стержни в одном направлении соединить к перпендикулярно расположенному внешнему стержню в другом направлении. На углах фундаментов применяют два таких хомута, на местах примыкания стены только один.
Наглядно схемы примыкания углов и стыков арматуры показаны на схемах ниже:
Здесь возникает вопрос, как правильно гнуть арматуру для фундамента. Для этого используют специальное приспособление — арматурогиб, состоящее из трех стержней разного диаметра, жестко закрепленных на устойчивое, преимущественно стальное основание. Такое приспособление можно изготовить самостоятельно, либо приобрести в магазине.
Сколько нужно арматуры?
Прежде чем отправиться в магазин для покупки материала, нужно узнать, сколько его понадобится для армирования ленточного фундамента. Для этого следует заранее подумать, какая схема армирования ленточного фундамента станет лучшим выбором и провести расчеты для конкретного объекта.
Пример армирования каркаса для фундамента
При строительстве небольших домов, гаражей и бань обычно используется следующая конфигурация каркаса:
- 2 пояса: верхний и нижний;
- каждый пояс состоит из 3-4 прутов арматуры;
- оптимальное расстояние между стержнями – 10 сантиметров. Учтите, что расстояние от арматуры до краев будущего фундамента должно составлять не менее 5 сантиметров;
- соединение поясов выполняется при помощи хомутов или отрезков арматуры при шаге 5-30 сантиметров, в зависимости от участка армирования.
Такая схема оптимальна. Теперь, зная размеры будущей постройки, совсем не сложно провести соответствующие расчеты.
Допустим, вы хотите построить просторную каркасную или деревянную дачу площадью 150 квадратных метров с внешними стенами периметром 50 метров. Проведем расчеты, исходя из этого. Используем при армировании ленточного фундамента СНиП соответствующий и описанные выше характеристики.
Имеем два пояса по три прута в каждом. Итого – 6 умножаем на 50 = 300 метров основной арматуры. Учитываем количество перемычек, которые укладываются с шагом 30 сантиметров. Для этого 50 метров делим на 0,3. Получаем 167 штук. Поперечные перемычки в данном основании будут иметь длину 30 сантиметров, а вертикальные – 60 сантиметров. На вертикальные перемычки понадобится 167х0,6х2=200,4 метра. На горизонтальные – 167х0,3х2=100,2 метра. Итого, потребуется 300 метров толстой рифленой арматуры и 300,6 метра более тонкой, гладкой арматуры. Получив эти числа, можно смело отправляться в магазин за материалом – ленточный фундамент без армирования долго не протянет. Некоторые специалисты рекомендуют брать арматуру с запасом в 10-15%. Ведь какое-то количество материала понадобится, чтобы усилить угловые части ленточного фундамента и уйдет на стыковку.
Применение электроинструмента
Повысить скорость проводимых работ при вязке арматуры для основания типа «лента» можно с помощью специальных машинок. К примеру, понадобится проволока 1,0-0,8 мм и аккумуляторный пистолет DZ-04-A01. Связать один стык таким прибором можно за 2 секунды. Заряд восстанавливается за 30 минут подсоединения к сети, а хватает его на 440-450 стыков.
Такое оборудование выгодно применять при больших объемах работ. Также его можно брать в аренду. Вязка арматуры под ленточный фундамент подобной машинкой позволяет использовать прут толщиной до 19 мм, что вполне позволит самостоятельно подготовить любое основание. Здесь быстрота и качество шагают в ногу.
Использование крюка для вязки арматуры.
Стандарт — не правило
При обустройстве ленты фундамента, из арматуры вяжут пространственный каркас. Под закладку основания для небольшого одноэтажного дома (сечение небольшого основания 600×400 мм) подходят стандартные параметры:
- Арматура 12-14 мм применяется на горизонтальные несущие направляющие;
- Тонкие прутья диаметром 8-12 мм вяжутся перпендикулярными поперечинами, так как на них нет большой весовой нагрузки;
- Шаг и расстояние между поперечинами должны соответствовать нагрузкам, но не менее 200×200 мм и не более 500×500 мм. Обычно это расстояние выдерживают со значением 300x400x400 мм между осями, где 300 – показатель длины.
Вязка углов – довольно важный момент (а точнее — узел). Кроме пространственного каркаса можно проложить несколько тяг так, чтобы они образовали на стыке треугольник правильной формы. Концы делают не короче 150 мм, сгибают и вяжут проволокой в двух местах параллельно продольным прутьям. Закладывают их по углам фундамента, на верхний и нижний ярус каркаса.
Схема армирования примыканий.
Армирование углов.
Армирование тупых углов.
Приемы вязки проволокой.
В некоторых случаях по периметру всего основания пускают дополнительные стержни диаметром 14-16 мм. Это делают только тогда, когда предполагаются чуть большие нагрузки по площади всего каркаса. Правильная вязка арматуры для ленточного фундамента предполагает укладку металла по центру каркаса. Если основание состоит из четырёх лежащих горизонтально прутьев, то их устанавливают поперек, на нижний ярус самого каркаса. Армирование нужно связать в одно целое с основным каркасом, доходя при этом до самых углов.
Выпуски за границы конструкции – отдельная тема. При изготовлении каркаса надо помнить, что длина коротких краев поперечных арматур должна соответствовать простой формуле: диаметр, умноженный на 3. Например, для прута 10 мм выпуски делают на 25-30 мм от наружного края. При ячейке 40×40 см их нарезают с плюсовым допуском в 5,5-6 см.
Фото пространственного каркаса.
Какую арматуру используют для ленточного фундамента
В проекте будущего здания обязательно прописывают размеры сечения, расположение, сорт и количество арматурных элементов. Это результат расчетов с массы постройки, геологических особенностей местности, т.п.
В сечении армирующий каркас фундамента-ленты представляет собой четырехугольник. Объясняется это просто. На основание воздействуют две противоположно направленные силы: сверху масса здания, снизу сила грунтового пучения. В середине ленты таких нагрузок не возникает. Поэтому для компенсации давления мало- и среднезаглубленных фундаментов хватает двух армирующих поясов: сверху и снизу. В сильнозаглубленные основания добавляют третий пояс. Их изготавливают из прочных прутков класса IIIА или IIА.
Нужно выбирать профиль ребристой формы, у него лучше сцепление с бетонным камнем. Диаметр горизонтальных прутьев рассчитывают исходя из площади поперечного сечения каркаса и типа железобетонного элемента. Обычно это прутья диаметром 10-12 мм, но может быть и иначе.
Чтобы удержать продольные прутки на заданном месте, используют конструкционные перемычки. Их изготавливают из более тонких и гладких прутьев. Подойдет класс АI и толщина от 6 до 8 мм. Обычно такой прут загибают в форме четырехугольника-хомута, чтобы облегчить процесс сборки каркаса.
Кроме металлических прутьев в продаже можно найти стеклопластиковые. Они легче и не поддаются коррозии. Однако в частном строительстве их используют редко. Изогнуть такую деталь можно только в заводских условиях.
Продольный ребристый пруток
Перемычка в форме хомута
Особенности сборки арматурного каркаса
Схему армирования ленточного фундамента рассчитывают в ходе построения проекта. По требованиям СНиПов, расстояние между горизонтальными поясами не делают больше 400 мм. Шаг установки конструкционных перемычек должен быть равен или меньше 300 мм. Еще один важный момент — расстояние от края детали до начала прутка. Арматуру полностью утапливают в бетон. Если где-то она выйдет на поверхность, неизбежна коррозия металла. Поэтому минимальное расстояние от края бетонной плиты до стального прута — 5 см.
С учетом выстроенной схемы арматуру собирают в единую конструкцию. Разберем особенности этого процесса.
Способы вязки прутков
Свободное движение (или люфт) арматурной сетки внутри конструкции вызовет напряжение, которое скажется на прочности здания. Чтобы этого не произошло, прутки прочно соединяют между собой. Для этого используют три методики.
Армирование углов
Самыми слабыми и уязвимыми участками фундамента-ленты считаются места примыкания стен и углы. Здесь соединяются нагрузки, идущие от разных стен. Чтобы их грамотно перераспределить, используют специальные приемы. Простое соединение стальных стержней не решит задачу, поскольку не перераспределит нагрузку. В результате через некоторое время под воздействием перегрузок железобетон начнет трескаться и крошиться.
Варианты для разных фундаментов
Проще всего вязать армокаркас для плитного фундамента. По сути, это решетка из продольных и поперечных стержней, расстояние между которыми определяется нагрузками. Чаще это ячейки 20 х 20 или 30 х 30 см. Для такой конструкции используется вязка с одной петлей.
То же самое можно сказать и о каркасе для ленточного фундамента, потому что его конструкция – это несколько решеток, соединенных поперечными короткими прутками. Но в вязке арматуры ленточного фундамента есть один тонкий момент – это стыковка углов конструкции. Здесь очень важно равномерно распределить точки соединения по всей длине согнутых и сопряженных стержней, которые и создают углы армокаркаса.
Как вязать арматурную сетку самостоятельно
Нижеследующая пошаговая инструкция даст возможность узнать, как правильно сделать каркас и обеспечить фундаменту нужные свойства. Проще всего готовая арматура для ленточного фундамента вяжется на земле. Вне конструкции создаются прямолинейные участки сетки, а вот вязка углов осуществляется после опускания каркаса в траншею.
- Сначала нужно нарезать куски прутьев. Начинать вязку лучше с наиболее короткого участка фундамента, чтобы получить немного опыта. Резать нужно по минимуму, стараясь использовать всю длину рабочих прутов. Если в качестве примера взять ленточный фундамент шириной 40 сантиметров и высотой 120 сантиметров, то показатели получаются следующие.
- Со всех сторон металл заливается слоем бетона толщиной минимум 5 сантиметров. Чистые размеры каркаса по высоте – максимум 110 сантиметров, ширине – 30. Прибавляем для вязки по 2 сантиметра по обеим сторонам на нахлест. Получается, что заготовки для горизонтальных перемычек должны быть длиной около 34 сантиметров, вертикальных – около 144 сантиметров. Это для высоких фундаментов, но обычно используют основание высотой около 80 сантиметров.
- На ровную площадку кладут 2 прута, на расстоянии 20 см от торцов по обеим крайним сторонам вяжут горизонтальные распорки: складывают вдвое проволоку, просовывают под местом крепления и затягивают прокручиванием крючка.
- На расстоянии около 50 сантиметров по очереди крепят все горизонтальные распорки, конструкцию откладывают в сторону, делают еще одну такую же – это нижний и верхний каркасы, которые нужно связать вместе: приспособить упоры для обеих сеток между прутками и по вертикали по торцам по 2 распорки, прикрепить остальные куски. Аналогично нужно сделать со всеми прямыми участками конструкции.
- Потом на дно траншеи укладывают подкладки высотой минимум 5 сантиметров, устанавливают правильно боковые подпорки, сетку. Теперь нужно провязать каждый угол и стык, создав единый каркас. Нахлест торцов стержней должен быть равен минимум 50 диаметрам прутков.
- Дальше привязывают нижний поворот, крепят вертикальные стойки, к ним – верхний каркас. Потом по всем поверхностям опалубки нужно проверить расстояния, отступы, нахлесты в местах соединений, чтобы все было сделано правильно и четко.
- Соединение стержней по длине проблем обычно не вызывает, а вот крепление частей каркаса в углах нужно делать в соответствии с установленными нормами. Способов существует два: между двумя перпендикулярными конструкциями либо в точке примыкания стены к другой.
Технологии вязки углов:
1) Жесткое лапкой – в конце каждого прута под прямым углом вяжут лапку длиной минимум 35 диаметров стержня, соединяют загнутую часть к перпендикулярному участку. Так крепят внешние стержни каркаса стены с внешними прутами другой, в то время, как внутренние привариваются также ко внешним.
2) Г-хомуты – вместо лапки берут хомут длиной минимум 50 диаметров арматуры, одной стороной крепят к каркасу одной стены, вторую крепят с перпендикулярной. Внешние прутья соединяются с внутренними, шаг хомутов составляет ¾ высоты стены.
3) П-хомуты – для одного угла нужна установка двух П-образных хомутов длиной минимум 50 диаметров арматуры, каждый приваривают к одному перпендикулярному стержню и двум параллельным.
Примыкания создаются с использованием аналогичных способов крепежа.
Делаем крюк для вязки арматуры своими руками
Собственно, сам процесс вязки прост. Соединение несколько раз обматывается проволокой, которая затем скручивается, стягивая элементы. Конечно, можно это делать и пассатижами, но если объем хоть сколько-нибудь серьезен, то много проще вязать арматуру крючком, закрепленном в патроне шуруповерта. А сделать крючок для вязки самому довольно просто.
Самодельные крюки для вязки арматуры
Для этого потребуется стальной прут диаметром примерно 6 – в мм и длиной около 8 см. Его стоит немного сточить на конус напильником или на наждаке. Потом слегка зачистить – чтобы убрать заусенцы. А после на одном конце (где сужение) загнуть крючок. Толстый край зажимается патроном, а крючком цепляется петля из проволоки, сделанная вокруг соединения. Достаточно после ненадолго включить шуруповерт, и проволока закрутится, стягивая соединение. Ну а небольшая сбежалость на крючке нужна только для того, чтобы его можно было без особых усилий снять с петли.
Монтирование арматуры под фундамент, возможно, и окажется непростой и хлопотной задачей, но самостоятельное ее выполнение поможет сэкономить приличные средства, которые можно пустить потом на другие, более насущные нужды.
Как правильно армировать ленточный фундамент
Для совместной работы бетона и арматуры необходимо четко следовать правилам и схеме армирования ленточного фундамента, изображенной на рисунке ниже:
- размеры фундамента должны позволять свободно и правильно разместить арматурные каркасы;
- в арматурном каркасе должно быть не менее четырех продольных прутьев;
- рабочие стержни необходимо располагать с таким расчетом, чтобы обеспечить совместную работу арматуры и бетона, правильную стыковку арматуры и заливку фундамента;
- необходимо обеспечить требуемый защитный слой бетона, чтобы обеспечить сохранность арматуры от воздействий окружающей среды, для фундаментов он должен быть не менее 5 см;
- продольную стыковку арматуры нужно проводить внахлест, длина его должна составлять не менее 60 диаметров арматуры и не менее 25 см;
- расстояние между продольными хомутами должно быть в пределах 30-80 см;
- при плотном расположении арматуры нужно использовать бетон с мелкими заполнителями.
Технология сборки армирующей конструкции
Арматурный каркас для ленточного фундамента собирают после монтажа опалубки. Лучше всего делать это непосредственно в траншее. Так конструкцию не придется двигать, что исключает даже небольшие сдвиги стержней. Но не всегда такое возможно. Если лента глубокая и узкая, вязать прутки внутри траншеи неудобно. Тогда применяют другую методику. Фрагменты каркаса связывают на поверхности. Лучше всего где-то поблизости от траншеи. Затем их переносят к яме, ставят в нее и соединяют между собой. Так работать проще, но может помешать то, что конструкция получается тяжелой, переносить ее неудобно. И сделать это нужно максимально аккуратно. Оба этих варианта имеют свои достоинства и недостатки. Какой из них использовать, решают мастера на месте. Решение принимают с учетом условий, в которых предстоит работать.
Подробно разберем два способа, как правильно вязать арматуру для ленточного фундамента в траншее.
Способ 1
Все операции проводятся в такой последовательности.
- На дно ямы укладываем подставки, чтобы прутки были приподняты минимум на 50 мм. Если их нет, подойдут осколки кирпича.
- Поверх подставок выкладываем продольные стержни первого армопояса.
- На уложенные пруты ставим и закрепляем поперечные элементы.
- Если использовались поперечины-хомуты, кладем поверх прутья второго армопояса и фиксируем их. Для стоек-поперечин все то же самое. Но продольные стержни укладываем не сверху, а подвязываем к стойкам.
Обустройство опалубки и подушки
Для устройства опалубки используются ОСБ-плиты, деревянные конструкции, фанера или ДВП. Материал должен удерживать бетон и не сгибаться под его давлением. Чем выше фундамент, тем прочнее требуется материал.
Сборка опалубки поэтапно:
-
1 этап. Установка распорок по периметру траншеи (длина распорок в два раза больше, чем принятая высота фундамента). Располагать их следует отступая от низа фундамента на 70% его высоты. В дальнейшем они будут удерживать деревянную основу. - 2 этап. Установка опалубки из выбранного материала. Крепить отдельные деревянные элементы стоит изнутри опалубки, чтобы потом без проблем ее разобрать. В готовой основе не должно быть зазоров более 0,3см, чтобы не допустить вытекания бетона и деформации готовой конструкции.
- 3 этап. Смазывание внутренней части опалубки техническим маслом перед началом бетонных работ. Это обеспечивает легкое снятие опалубки после застывания бетонной смеси.
Следом устраивается песчаная подушка. Ее толщина варьируется в пределах 200 мм. При этом песок следует предварительно утрамбовать. Для быстрой трамбовки достаточно намочить песок водой.
Расчет армирования ленточного фундамента своими руками
Любые строительные работы нормируются ГОСТами или СНиПами. Армирование — не исключение. Оно регламентируется СНиП 52-01-2003 «Бетонные и железобетонные конструкции». В этом документе указывается минимальное количество требуемой арматуры: оно должно быть не менее 0,1% от площади поперечного сечения фундамента.
Определение толщины арматуры
Так как ленточный фундамент в разрезе имеет форму прямоугольника, то площадь сечения находится перемножением длин его сторон. Если лента имеет глубину 80 см и ширину 30 см, то площадь будет 80 см*30 см = 2400 см2.
Теперь нужно найти общую площадь арматуры. По СНиПу она должна быть не менее 0,1%. Для данного примера это 2,8 см2. Теперь методом подбора определим, диаметр прутков и их количество.
Цитаты из СНиПа, которые относятся к армированию (чтобы увеличить картинку щелкните по ней правой клавишей мышки)
Например, планируем использовать арматуру диаметром 12 мм. Площадь ее поперечного сечения 1.13 см2 (вычисляется по формуле площади окружности). Получается, чтобы обеспечить рекомендации (2,8 см2) нам понадобится три прутка (или говорят еще «нитки»), так как двух явно мало: 1,13 * 3 = 3,39 см2, а это больше чем 2,8 см2, которые рекомендует СНиП. Но три нитки на два пояса разделить не получится, а нагрузка будет и с той и с другой стороны значительной. Потому укладывают четыре, закладывая солидный запас прочности.
Чтобы не закапывать лишние деньги в землю, можно попробовать уменьшить диаметр арматуры: рассчитать под 10 мм. Площадь этого прутка 0,79 см2. Если умножить на 4 (минимальное количество прутков рабочей арматуры для ленточного каркаса), получим 3,16 см2, чего тоже хватает с запасом. Так что для данного варианта ленточного фундамента можно использовать ребристую арматуру II класса диаметром 10 мм.
Армирование ленточного фундамента под коттедж проводят с использованием прутков с разным типом профиля
Как рассчитать толщину продольной арматуры для ленточного фундамента разобрались, нужно определить, с каким шагом устанавливать вертикальные и горизонтальные перемычки.
Шаг установки
Для всех этих параметров тоже есть методики и формулы. Но для небольших строений поступают проще. По рекомендациям стандарта расстояние между горизонтальными ветками не должно быть больше 40 см. На этот параметр и ориентируются.
Как определить на каком расстоянии укладывать арматуру? Чтобы сталь не подвергалась коррозии, она должна находится в толще бетона. Минимальное расстояние от края — 5 см. Исходя из этого, и рассчитывают расстояние между прутками: и по вертикали и по горизонтали оно на 10 см меньше габаритов ленты. Если ширина фундамента 45 см, получается, что между двумя нитками будет расстояние 35 см (45 см — 10 см = 35 см), что соответствует нормативу (меньше 40 см).
Шаг армирования ленточного фундамента — это расстояние между двумя продольными прутками
Если лента у нас 80*30 см, то продольная арматура находится одна от другой на расстоянии 20 см (30 см — 10 см). Так как для фундаментов среднего заложения (высотой до 80 см) требуется два пояса армирования, то один пояс от другого располагается на высоте 70 см (80 см — 10 см).
Теперь о том, как часто ставить перемычки. Этот норматив тоже есть в СНиПе: шаг установки вертикальных и горизонтальных перевязок должен быть не более 300 мм.
Все. Армирование ленточного фундамента своими руками рассчитали. Но учтите, что ни масса дома, ни геологические условия не учитывались. Мы основывались на том, что на этих параметрах основывались при определении размеров ленты.
Практические советы
В местах, где нет большой нагрузки, можно осуществлять выбор арматуры в пользу прутков меньшего диаметра. Если от этого не страдает прочность, но удается понизить стоимость работ, такой вариант допускается. Решать, арматуру какого диаметра использовать в работе, стоит с учетом двух параметров: обеспечение достаточной прочности и стоимость работ, выбирая оптимальное соотношение цены и качества. В некоторых местах использование толстой арматуры просто не актуально, но покупка более дорогого материала существенно удорожит все строительство.
Раскладка каркаса в опалубке должна быть ровной. До того, как уложить конструкцию, необходимо тщательно проверить все размеры, исключить перекосы, деформации, несоблюдение параметров.
Как правильно вязать арматуру для ленточного фундамента
С точки зрения важности, укладка и вязка каркаса никак не менее ответственный этап, что и расчет. Прежде всего нужно понять, для чего все эти хлопоты по предварительному сбору каркаса. Задача тут стоит расположить в пространстве все металлические элементы и зафиксировать до заливки бетоном. И удержать на месте во время заливки. Не нарушая при этом прочностных характеристик самой арматуры – вот почему арматуру вяжут, а не сваривают.
Фото: Схема вязки арматуры для ленточного фундамента
Термическая обработка ослабляет отдельные участки по краям соединения и на разрыв они становятся менее прочными. Хотя в сейсмических районах сварку все же применяют. Но соединяют только вертикальные и продольные связи. А поперечные все равно вяжут. Правда, как уже говорилось, в этом случае стоит применять особую марку арматуры. Той, в маркировке которой есть буква С.
Сначала в траншее устанавливают опалубку. Иногда в качестве нижнего ограничителя использует стенки траншеи, но это не всегда удобно и возможно. Поэтому лучше все же работать с полноразмерной опалубкой.
На опалубку пускают любые доступные материалы: доски, листы РСП, металл. Важно, чтобы все элементы конструкции стыковались с щелями не более 3 мм. В противном случае возможно образование раковин.
Обязательно предусматривают подпорки – чтобы масса бетона не выперла опалубку наружу. Обычно их делают из дерева, но при высоте свыше 1,5 лучше использовать металлические конструкции.
Лучше, когда схема армирования ленточного фундамента нарисована заранее – легче будет ориентироваться при закладке арматуры внутрь опалубки. Если опалубка выходит высокая, то желательно проектировать ее шириной 50 см или более, даже если требуются в теории менее массивные конструкции – просто чтобы можно было работать внутри нее и нормально соединять элементы.
Вяжут в местах пересечения любых элементов конструкции и там, где они соединяются, наращиваются. Вязки при этом идут не реже чем через 25 см, а взаимный перехлест прутьев должен быть в пределах 25 – 50 диаметров. То есть при толщине 10 мм нахлест должен составлять от 25 до 50 см. На углах частота хомутов удваивается.
Нельзя в углах просто соединять нахлестом продольные прутья и связывать их. Для крепления углов нужно использовать Г-образные или П-образные (при Т-образном примыкании стен) гнутые элементы. При этом нахлест арматуры при вязке минимум 50 диаметров. В углах увеличивают количество и поперечных элементов, пуская их с шагом 0,4 высоты элемента, но не реже чем через 25 см.
Вязка арматуры на углах
Технически это выглядит примерно так. На дно траншеи засыпают песок толщиной примерно 15 см, проливают его. Затем монтируют опалубку и заливают первый слой бетона примерно в 5 см. Чтобы выровнять основание. Потом монтируют опалубку.
Продольные связи должны проходить не ближе чем в 5 см от стен опалубки. В противном случае они заржавеют. Чтобы арматурный пояс не соприкасался с низом формы, под него подкладывают небольшие камни или кирпичи, которые потом останутся в заливке. Но можно поступить иначе. На месте поперечных арматурин по всему нижнему поясу сверлятся в опалубке отверстия, равные диаметру арматуры или чуть больше. В которые затем вставляют прутья арматуры, отрезанные с небольшим запасом. Получаются как бы небольшие кронштейны, на которые потом и опираются продольные элементы, а уж к ним прикручиваются и вертикальные.
Схема вязки на углах
Арматуру монтируют поясами. Лучше прямо в опалубке. Крутить все это снаружи, а потом переносить в опалубку много сложнее и тяжело физически. Прутья режут ножовкой по металлу, болгаркой, гидроножницами – чем удобнее, что имеется под рукой.
Соединения
Традиционный материал для фиксации арматуры – мягкая вязальная проволока, сложенная вдвое. Считается, что удобнее
Так вяжут арматуру крючком
всего в работе проволока для вязки арматуры, диаметр которой 1,2 – 1,5 мм. Правда, в пособиях по строительству часто поднимается вопрос, можно ли вязать арматуру пластиковыми хомутами. Этот способ несколько менее бюджетен, но предпочтительнее с точки зрения временных затрат.
Конечно, задача вязки – зафиксировать некую пространственную конструкцию до заливки ее бетоном. И с этой позиции применение хомутов допустимо. Но на деле метод лучше оставить для каких-то неответственных и малогабаритных элементов. Для фундамента все же лучше применять проволоку, поскольку где-то придется опираться на вязки, где-то потребуется максимально жесткое крепление, которых пластиковый хомут не в состоянии обеспечить. Тем более, что существует простое приспособление для вязки, заметно ускоряющее процесс.
Земляные и подготовительные работы
Одним из достоинств ленточного фундамента является сравнительно малый объем земляных работ. Пара человек, работая день с небольшими перерывами, смогут без проблем выкопать котлован подходящего размера на нормальной почве. Когда котлован готов, можно приступать к его обустройству.
Первым этапом является изготовление подушки фундамента. Благодаря ей снижается негативное воздействие грунтовых вод на фундамент, а также максимально равномерно распределяется по грунту нагрузка от самого фундамента и всей постройки. Здесь можно использовать разные материалы. Чаще всего применяется песок или щебень. Они неплохо справляются со своей функцией – главное чтобы толщина подушки составляла минимум 15-20 сантиметров.
Но некоторые эксперты рекомендуют бетонную подушку. Да, она обходится дороже всего. Дорогостоящий цемент и необходимость армирования подушки здорово повышают стоимость и сроки строительства. Зато в результате вы получаете максимально надежное основание для фундамента, гарантирующее, что он прослужит многие годы. Поэтому можно с уверенностью сказать – эти деньги не будут выброшены на ветер.
Пример устройства армированного ленточного фундамента
Если работа ведется на слабой, пучинистой почве, или же планируется построить тяжелый кирпичный дом, но использование монолитного фундамента по какой-то причине нежелательно, то можно использовать ленточный фундамент с подошвой. Уширение (стакан) позволяет существенно снизить нагрузку на грунт. Конечно, не забывайте про армирование стакана фундамента – на пучинистых грунтах он будет регулярно выдерживать значительные нагрузки на растяжение и изгиб. Очень важно обеспечить ему достаточную прочность.
При использовании фундамента с подошвой объем земляных работ увеличивается. К тому же, придется дополнительно потратиться на армирование подошвы ленточного фундамента – если она выйдет из строя, это приведет к скорейшему разрушению всей конструкции.
Поверх готовой подушки устанавливается опалубка. При выборе ширины учитывайте – готовый фундамент должен быть на 10-15 сантиметров толще, чем внешние несущие стены.
Следующим этапом укладывается гидроизоляция. Некоторые строители используют рубероид, но это довольно дорогой материал. А большой вес затрудняет процесс укладки. Поэтому вполне можно использовать строительный полиэтилен. Да, он менее прочен. Но ведь он нужен всего на несколько дней – чтобы цементное молочко не ушло в песок. Поэтому дешевый и легкий полиэтилен вполне подойдет. Он укладывается поверх опалубки. В местах соединений делайте нахлест побольше – не меньше 10-15 сантиметров – и проклеивайте широким скотчем.
На этом подготовительные работы заканчиваются. Теперь расскажем про заливку и армирование фундамента своими руками.
Способы и схемы
Связывать каркас для фундамента вручную непросто, как может показаться на первый взгляд. Дело это трудоемкое, требующее немало времени. Но среди всех схем есть несложные варианты. Вот один из них.
- От проволочной бухты отрезается кусок длиною 25 — 30 см.
- Он складывается пополам.
- Обматывается вокруг места стыка двух стержней.
- Крючком захватывается петля, которую надо вращать.
- В скрутку через два оборота добавляется один конец проволоки.
- Через еще два оборота второй.
- Проводится полная скрутка.
Инструмент для вязки арматуры по этой схеме – крючок – должен вращаться до тех пор, пока обвязка проволокой не станет плотной. Но и перекручивать не стоит, ослабнет сам проволочный материал.
С помощью одной петли можно скручивать и по другим схемам. То есть, это самый простой вариант. К тому же применение крючков дает возможность отойти от сложных схем, которые применяются чаще всего в крупно — монтажном строительстве. Для частного домостроя подойдут и простые вариант вязки. Конечно, проще будет совсем, если использовать готовые отрезки с двумя петлями на концах. Просто им обматывается место стыка, две петли надеваются на крючок, который начинают вращать.