Содержание
- Монтаж металлоконструкций
- Правила монтажа металлоконструкций
- Как производить монтаж металлоконструкций согласно СНиПу
- Как мы делали монтаж металлоконструкций
- Технологическая карта на монтаж металлоконструкций
- 1. Общие требования
- 2. Порядок производства работ
- 3. Потребность в машинах и механизмах, технологической оснастке и материалах
- 4. Состав бригады по профессиям
- 5. Решения по охране труда, промышленно и пожарной безопасности
- 6. Схема операционного контроля качества
Доброго времени суток данная статья будет полезна для коллег строителей, которые первый раз собираются делать монтаж металлоконструкций. Такая ситуация была у меня не давно, не знал с чего начинать и каких результатов ждать.

Никогда ранее не приходилось мне заниматься монтажом металлоконструкций. На данном объекте узнал, что это такое, с какими трудностями приходиться сталкиваться.
О металлоконструкциях я знал только по теории из учебы в институте много, что подзабыл.
Как правильно производить монтаж, какие последствия могут быть, если металлоконструкции не делают выверки, я узнал, когда столкнулся с последствиями принятых нами решений.
Сначала я коротко опишу правила монтажа, а потом опишу, как мы производили монтаж и что у нас получалось.
В строительстве все работы ведутся согласно СНиПу (строительные нормы и правила) изготовление, монтаж и прием металлоконструкций производятся согласно СНиП III – В,5 – 62 * (Металлические конструкции правила изготовления монтаж и приемка).
Строения из металлических конструкций это одна или несколько пролетных рам закрепленных на фундаменте. Конструкция рамы это колона, ферма или балка. Располагаются относительно друг друга на расстоянии, заложенном в проекте. Каркас жестко фиксируется поперечными и продольными связями. На бетонные фундаменты рамы (колонны) закрепляются с помощью анкерных болтов или путем сварки на закладные детали.

Детали металлоконструкций колонны, фермы, балки, стеновые ригеля, связи состоят из заводских элементов сваренных воедино. При монтаже деталей каркаса используют метизы: болты класса прочности 5.8 по ГОСТ 7798-70, шайбы, гайки, пружинные шайбы (для предотвращения расслабления соединения). Так же кроме метизов в соединение конструкций используют сварку.
Как производить монтаж металлоконструкций согласно СНиПу
1.91. Монтаж конструкций следует производить по утвержденному проекту производства монтажных работ.
1.92. Производство последующих строительно-монтажных работ разрешается начинать только после полного окончания всех работ по сборке, сварке, клепке, постановке болтов на данной секции.
1.93. Монтаж стальных конструкций должен осуществляться с комплексной механизацией как основных, так и вспомогательных процессов транспортирования, складирования, укрупнительной сборки и установки конструкций.
Для работы при низких температурах должно применяться монтажное и сварочное оборудование, приспособленное к эксплуатации в этих условиях.
1.94. Руководство монтажными работами должно осуществляться лицами, имеющими право на производство этих работ.
1.95. Основным методом производства монтажных работ должен быть монтаж крупными блоками (в том числе конвейерный метод), включающими кроме собственно стальных конструкций также и другие части здания или сооружения.
1.96. Все работы на монтаже по резке, правке, гибке, укрупнительной сборке, сварке, образованию отверстий и клепке должны производиться в соответствии с требованиями пп.1.11 — 1.80.
1.97. При производстве работ следует вести журналы монтажных и сварочных работ, а также работ по постановке высокопрочных болтов.
Подготовительные работы и требования к фундаментам
1.98. Необходимые для монтажа конструкций подготовительные работы (возведение временных зданий и сооружений, прокладка железнодорожных путей, устройство автомобильных дорог, оснований для монтажных кранов, подводка энергетических сетей, подготовка и планировка монтажной площадки) должны выполняться до начала монтажа в соответствии с требованиями главы СНиП по организации строительства.
До монтажа конструкции должны быть собраны и сданы в эксплуатацию монтажные механизмы.
1.99. К производству монтажных работ следует приступать только после готовности фундаментов и других мест опирания стальных конструкций всего сооружения или отдельных его частей, указанных в проекте производства монтажных работ.
1.100. Разбивочные оси, необходимые для монтажа стальных конструкций, наносятся на металлические детали, расположенные на поверхности фундаментов вне контура опоры конструкций.
Расположение разбивочных осей и реперов должно отвечать требованиям главы СНиП по геодезическим работам в строительстве.
1.101. Допускаемые отклонения от проектных размеров положения разбивочных осей оснований, фундаментов и других мест опирания конструкций приведены в табл. 10.
1.102. Закладные детали и анкерные болты для крепления конструкций и их монтажа должны быть, как правило, установлены и забетонированы одновременно с возведением фундаментов.
1.103. Опирание колонн на фундаменты должно осуществляться:
а) на заранее установленные, выверенные и подлитые цементным раствором стальные опорные плиты с верхней строганой поверхностью (для колонн с фрезерованными опорными торцами);
б) непосредственно на поверхность фундаментов, возведенных до проектной отметки подошвы колонн, без последующей подливки цементным раствором (для колонн с фрезерованными подошвами башмаков);
в) на заранее установленные и выверенные опорные детали, заделанные в фундаменты, с последующей подливкой колонн цементным раствором.
1.104. Отклонения поверхности фундаментов, опорных плит, специальных опорных устройств под стальные конструкции и положения анкерных болтов не должны превышать величин, указанных в табл. 11 настоящей главы.
1.105. Резьба анкерных болтов должна быть во время монтажа предохранена от повреждений и от коррозии (колпачками, войлоком, смазкой).
1.106. Работы по подливке пространства между поверхностью фундамента и опорной частью конструкции следует выполнять после получения письменного разрешения монтажной организации.
Это по снипу, как надо делать правильно.
Как мы делали монтаж металлоконструкций
Мое знакомство с металлоконструкциями началось с передачи раздела КМ на завод. Через месяц на строительную площадку пришли первые конструкции здание КПП (контрольно-пропускной пункт), с чертежами КМД (конструкции металлические деталировочные), в которых указаны название деталей и их положение в здание. КМД делают согласно проектным чертежам КМ (конструкции металлические).

КМД схема расположения колонн
Для чего я описываю, какие чертежи существуют, будьте внимательны в начале монтажа металлоконструкций, надо КМД сравнивать с КМ. Я не сравнил данные чертежи, конструкции были смонтированы согласно КМД. Позже выяснилось, что была опечатка в буквенных осях. Получилось так, что проемы под большие окна установили в туалете. Я подумал приятно наверно будет охраннику сидеть в туалете и наблюдать что твориться за окном.
Здание КПП не больших размеров 6,2х6,3 метра не трудно было разобраться по чертежам КМД, где какая конструкция устанавливается и крепиться. При установке колонн оказалось, что закладные детали в фундаменте стоят не в осях. Плохое выставление закладных деталей привело к лишней работе по навариванию металлических пластин к ним.
На КПП закладные детали были в виде металлических пластин, на других зданиях анкерные болты. Смещение анкерных болтов по осям привело к тому, что надо было увеличивать отверстия под анкера в пятках колон. Если вы принимаете фундаменты под монтаж металлоконструкций, то проверяйте установку закладных деталей, анкерных болтов в расположение по осям и высоте.
Монтаж металлоконструкций и геометрические размеры если кажется, что стоит все ровно, то это не значит, что работа закончена. Что получилось на кпп? Смонтировав конструкции выяснилось, что диагонали по углам крайних колон не бьются, выровнять не получилось.
Я думал, что разница диагоналей нигде не вылезет, но при устройстве кровельных сэндвич панелей получилось, что одна сторона крыши короче другой. Кроме этого делая кирпичную перегородку внутри здания между колоннами оказалось, что колонны стоят не параллельно относительно друг друга.
В здание локомотивное депо не делалась выверка колонн по вертикале, в итоге подкрановые балки стоят в разбежку. Так же часть колон было утоплено, а часть наоборот выступало из кирпичной стены расположенной между колоннами.
Причина не качественной работы это спешка, надо за короткое время быстро все построить. Еще не были установлены колонны, уже требовали чтоб цоколь выкладывали, колонны поставили не сделали выверки прилетает указание чтоб бетонировали базу колонн. Итог всего этого не качественная работа и увеличение сроков строительства из-за переделок.

смещение колонн по вертикали
В статье «Моя стройка 3» я рассказывал, что технадзор потребовал металлоконструкции отправить на завод для покраски в заводских условиях, так как краска отслаивалась. Часть уже было смонтировано, пришлось разобрать и отправить.
После покраски изделия приходили не подписанные, было не понятно от какого объекта и какая деталь пришла. Мы потратили много времени на разборку и замерку металлоконструкций для определения к какому зданию они принадлежат, прежде чем могли их монтировать. Вывод прием изделий, входной контроль, от завода изготовителя такая же важная работа.
Вот такой у меня появился опыт монтажа металлоконструкций, если вы собираетесь делать эту работу, то теперь знаете на, что надо обращать внимание и какие могут быть последствия. Следующим этапом после металлоконструкций идет монтаж сэндвич панелей.
Как заполнять журнал монтажных работ по металлоконструкциям читаем здесь.
Источник
Технологическая карта
Монтаж металлоконструкций
Разнообразные статьи на тему ремонта на сайте https://stroyaktiv44.ru/
- Общие требования. 4
- Порядок производства работ. 5
- Потребность в машинах и механизмах, технологической оснастке и материалах. 12
- Состав бригады по профессиям.. 12
- Решения по охране труда, промышленно и пожарной безопасности. 13
- Схема операционного контроля качества. 20
- Схемы производства работ. 23
- Лист ознакомления. 24
1. Общие требования
Технологическая карта разработана на выполнение комплекса работ по монтажу металлоконструкций (лестниц, площадок обслуживания задвижек) при строительстве объекта
Технологическая карта разработана в соответствии с требованиями следующей нормативно-технической документации:
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1 Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2 Строительное производство;
- СП 12-136-2002. Безопасность труда в строительстве. Решения по охране труда и промышленной безопасности в проектах организации строительства и проектах производства работ;
- СП 126.13330.2012 Геодезические работы в строительстве. Актуализированная редакция СНиП 3.01.03-84;
- СП 45.13330.2012 Земляные сооружения, основания и фундаменты. Актуализированная редакция СНиП 3.02.01-87;
- СП 70.13330.2012 Несущие и ограждающие конструкции;
- СП 48.13330.2011 Организация строительства. Актуализированная редакция
СНиП 12-01-2004; - ОР-91.200.00-КТН-108-16 «Порядок осуществления строительного контроля заказчика при выполнении строительно-монтажных работ на объектах организаций системы “Транснефть”».
- ОР-91.040.00-КТН-109-16 «Требования к службам качества строительных подрядных организаций на объектах организаций системы “Транснефть”».
- ОР-91.010.30-КТН-111-12 «Порядок разработки проектов производства работ на строительство, техническое перевооружение и реконструкцию объектов магистральных нефтепроводов и нефтепродуктопроводов».
- РД-93.010.00-КТН-011-15 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Строительно-монтажные работы, выполняемые на линейной части магистральных трубопроводов
- ОР-91.200.00-КТН-201-14 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Порядок организации и осуществления строительного контроля за соблюдением проектных решений и качеством строительства подводных переходов МН и МНПП
2. Порядок производства работ
Подготовка конструкций к монтажу
Конструкции, поставляемые на монтаж, должны соответствовать соответствующим стандартам, техническим условиям и рабочим чертежам проекта.
Деформированные конструкции следует выправить. Правка может быть выполнена без нагрева поврежденного элемента (холодная правка), либо с предварительным нагревом (правка в горячем состоянии) термическим или термомеханическим методом. Холодная правка допускается только для плавно деформированных элементов.
Холодную правку конструкций следует производить способами, исключающими образование вмятин, выбоин и других повреждений на поверхности проката.
При производстве монтажных работ запрещаются ударные воздействия на сварные конструкции из сталей:
– с пределом текучести 390 МПа (40 кгс/мм2) и менее — при температуре ниже минус 25°С;
– с пределом текучести свыше 390 МПа (40 кгс/мм2) —при температуре ниже 0 °С.
Укрупнительная сборка
- При отсутствии в рабочих чертежах специальных требований предельные отклонения размеров, определяющих собираемость конструкций (длина элементов, расстояние между группами монтажных отверстий), при сборке отдельных конструктивных элементов и блоков не должны превышать величин, приведенных в табл. 2.1.
| Интервалы номинальных размеров, мм | Предельные отклонения, ± мм | Контроль (метод, объем, вид регистрации) |
| Линейных размеров | Равенства диагоналей | |
| От 2500 до 4000
„ 25 000 „ 40 000 |
5
30 |
Измерительный, каждый конструктивный элемент и блок, журнал работ |
Установка, выверка и закрепление
Проектное закрепление конструкций (отдельных элементов и блоков), установленных в проектное положение, с монтажными соединениями на болтах следует выполнять сразу после инструментальной проверки точности положения и выверки конструкций. Число болтов и пробок для временного крепления конструкций надлежит определять расчетом; во всех случаях болтами должна быть заполнена 1/3 и пробками 1/10 всех отверстий, но не менее двух.
Конструкции с монтажными сварными соединениями надлежит закреплять в два этапа — сначала временно, затем по проекту.
Монтажные соединения на высокопрочных болтах с контролируемым натяжением
К выполнению соединений на болтах с контролируемым натяжением могут быть допущены рабочие, прошедшие специальное обучение, подтвержденное соответствующим удостоверением.
С поверхностей, подлежащих, а также не подлежащих обработке стальными щетками, необходимо предварительно удалить масляные загрязнения.
Состояние поверхностей после обработки и перед сборкой следует контролировать и фиксировать в журнале монтажа.
До сборки соединений обработанные поверхности необходимо предохранять от попадания на них грязи, масла, краски и образования льда. При несоблюдении этого требования или начале сборки соединения по прошествии более 3 суток после подготовки поверхностей их обработку следует повторить.
Перепад поверхностей (депланация) стыкуемых деталей свыше 0,5 и до 3 мм должен быть ликвидирован механической обработкой путем образования плавного скоса с уклоном не круче 1:10.
При перепаде свыше 3 мм необходимо устанавливать прокладки требуемой толщины, обработанные тем же способом, что и детали соединения. Применение прокладок подлежит согласованию с организацией — разработчиком проекта.
Отверстия в деталях при сборке должны быть совмещены и зафиксированы от смещения пробками. Число пробок определяют расчетом на действие монтажных нагрузок, но их должно быть не менее 10 % при числе отверстий 20 и более и не менее двух — при меньшем числе отверстий.
В собранном пакете, зафиксированном пробками, допускается чернота (несовпадение отверстий), не препятствующая свободной без перекоса постановке болтов. Калибр диаметром на 0,5 мм больше номинального диаметра болта должен пройти в 100 % отверстий каждого соединения.
Допускается прочистка отверстий плотно стянутых пакетов сверлом, диаметр которого равен номинальному диаметру отверстия, при условии, что чернота не превышает разницы номинальных диаметров отверстия и болта.
Применение воды, эмульсий и масла при прочистке отверстий запрещается.
Запрещается применение болтов, не имеющих на головке заводской маркировки временного сопротивления, клейма предприятия-изготовителя, условного обозначения номера плавки, а на болтах климатического исполнения ХЛ (по ГОСТ 15150—69) — также и букв „ХЛ”.
Перед установкой болты, гайки и шайбы должны быть подготовлены.
Заданное проектом натяжение болтов следует обеспечивать затяжкой гайки или вращением головки болта до расчетного момента закручивания, либо поворотом гайки на определенный угол, либо другим способом, гарантирующим получение заданного усилия натяжения. Порядок натяжения должен исключать образование неплотностей в стягиваемых пакетах.
Динамометрические ключи для натяжения и контроля натяжения высокопрочных болтов необходимо тарировать не реже одного раза в смену при отсутствии механических повреждений, а также после каждой замены контрольного прибора или ремонта ключа.
Натяжение болтов по углу поворота гайки следует производить в следующем порядке:
- затянуть вручную все болты в соединении до отказа монтажным ключом с длиной рукоятки 0,3 м;
- повернуть гайки болтов на угол 180° ± 30°.
Указанный метод применим для болтов диаметром 24 мм при толщине пакета до 140 мм и числе деталей в пакете до 7.
Под головку высокопрочного болта и высокопрочную гайку должны быть установлены по одной шайбе по ГОСТ 22355—77. Допускается при разности диаметров отверстия и болта не более 4 мм установка одной шайбы только под элемент (гайку или головку болта), вращение которого обеспечивает натяжение болта.
Гайки, затянутые до расчетного крутящего момента или поворотом на определенный угол, дополнительно ничем закреплять не следует.
После натяжения всех болтов в соединении старший рабочий-сборщик (бригадир) обязан в предусмотренном месте поставить клеймо (присвоенный ему номер или знак).
Натяжение болтов следует контролировать: при числе болтов в соединении до 4 — все болты, от 5 до 9 — не менее трех болтов, 10 и более —10% болтов, но не менее трех в каждом соединении.
При обнаружении хотя бы одного болта, не удовлетворяющего этим требованиям, контролю подлежит удвоенное число болтов. В случае обнаружения при повторной проверке одного болта с меньшим значением крутящего момента или с меньшим углом поворота гайки должны быть проконтролированы все болты с доведением момента закручивания или угла поворота гайки каждого до требуемой величины.
Щуп толщиной 0,3 мм не должен входить в зазоры между деталями соединения.
После контроля натяжения и приемки соединения все наружные поверхности стыков, включая головки болтов, гайки и выступающие из них части резьбы болтов должны быть очищены, огрунтованы, окрашены, а щели в местах перепада толщин и зазоры в стыках зашпатлеваны.
Все работы по натяжению и контролю натяжения следует регистрировать в журнале выполнения соединений на болтах с контролируемым натяжением.
Болты в фланцевых соединениях должны быть натянуты н а усилия, указанные в рабочих чертежах, вращением гайки до расчетного момента закручивания. Контролю натяжения подлежат 100 % болтов.
Зазор между соприкасаемыми плоскостями фланцев в местах расположения болтов не допускается. Щуп толщиной 0,1 мм не должен проникать в зону радиусом 40 мм от оси болта.
Монтажные сварные соединения
При производстве сварочных работ необходимо соблюдать требования СП70.13330.2012 «Несущие и ограждающие конструкции», РД 09-364-00 «Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах», ППБ 01-03 «Правила пожарной безопасности в Российской Федерации».
Свариваемые поверхности конструкции и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С —оборудовать тепляк.
Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5 % номинального значения.
Оборудование для автоматизированной и ручной многопостовой сварки следует питать от отдельного источника питания.
При монтаже стальных конструкций необходимо применять сварочные электроды Э42А, Э46 по ГОСТ 9467-75*. При входном контроле сварочных материалов следует установить наличие сертификатов или паспортов предприятия-поставщика. При отсутствии сертификатов на сварочные материалы или истечении гарантийного срока их хранения необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов. Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгибы при температуре 20°С в соответствии с ГОСТ 6996—66.
Сварочные материалы (электроды, проволоки, флюсы необходимо хранить на складах в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений.
Прокаленные сварочные материалы следует хранить в сушильных печах при 45—100 °С или в кладовых-хранилищах с температурой воздуха не ниже 15 °С и относительной влажностью не более 50 %
Сварщик должен ставить личное клеймо на расстоянии 40-60 мм от границы выполненного им шва сварного соединения: одним сварщиком — в одном месте, при выполнении несколькими сварщиками — в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
Сборка и сварка монтажных соединений стальных конструкций
Сварку конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
Размеры конструктивных элементов кромок и швов сварных соединений, выполненных при монтаже, и предельные отклонения размеров сечения швов сварных соединений должны соответствовать указанным в НТД.
Кромки свариваемых элементов в местах расположения швов и прилегающие к ним поверхности шириной не менее 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматизированных видах сварки, а также места примыкания начальных и выводных планок необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т.п. В конструкциях из сталей с пределом текучести более 390 МПа (40кгс/мм2), кроме того, следует зачищать места приварки и примыкающие поверхности приспособлений.
Сварку надлежит производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока и напряжения на дуге при автоматизированной сварке не должны превышать ±5 %.
Число прокаленных сварочных материалов на рабочем месте сварщика не должно превышать полусменной потребности. Сварочные материалы следует содержать в условиях, исключающих их увлажнение.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/мм2) электроды, взятые непосредственно из прокалочной или сушильной печи, необходимо использовать в течение двух часов.
Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/мм2) и более необходимо предварительно подогреть до 120—160 °С.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами проектной документации) следует обеспечивать подбором режимов сварки, соответствующим пространственным расположениям свариваемых элементов конструкций (при укрупнении), или механизированной зачисткой абразивным инструментом.
Начало и конец шва стыковых, угловых и тавровых соединений, выполняемых автоматизированными видами сварки, надлежит выводить за пределы свариваемых элементов на начальные и выводные планки. После окончания сварки планки должны быть удалены кислородной резкой. Места, где были установлены планки, необходимо зачистить абразивным инструментом. Не допускается возбуждать дугу и выводить кратер на основной металл за пределы шва.
Каждый последующий валик (слой) многослойного шва сварного соединения надлежит выполнять после тщательной очистки предыдущего валика (слоя) от шлака и брызг металла. Участки шва с трещинами следует удалять до наложения последующих слоев.
Поверхности свариваемой конструкции и выполненных швов сварных соединений после окончания сварки необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла. Приваренные сборочные и монтажные приспособления надлежит удалять без повреждения основного металла и применения ударных воздействий. Места их приварки необходимо зачистить на одном уровне с основным металлом, недопустимые дефекты исправить.
Качество прихваток, сварных соединений креплений сборочных и монтажных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений.
Требования, предъявляемые к сварным швам и соединениям
- Катет шва К должен быть не менее 3 мм для металла толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм.
- При сварке стыковых соединений предпочтение следует отдавать У-образному скосуькромок; сваривать преимущественно в нижнем и вертикальном положениях шва.
- С целью снижения концентрации напряжений рекомендуется зачистить поверхности стыковых швов заподлицо с основным металлом.
- Горизонтальные швы на вертикальной плоскости выполняют со скосом только верхней кромки.
Сварка металлоконструкций
- Силу тока при ручной дуговой сварке в нижнем положении шва определяют из расчета 45-50 А на 1 мм диаметра электрода. На вертикальной плоскости силу тока снижают на 10, а в потолочном положении на 15-20%.
- По окончании сварки поверхности швов и конструкций должны быть очищены от шлака, наплывов и брызг расплавленного металла.
- Приваренные сборочные и монтажные приспособления удаляют без повреждения основного металла, а места приварки защищают от основного металла с удалением всех дефектов. Эту работу следует проводить высокооборотными электрическими шлифовальными машинками, абразивными армированными кругами (дисками) диаметром 230 и 180 мм и толщиной 3-6 мм.
3. Потребность в машинах и механизмах, технологической оснастке и материалах
| №п/п | Наименование | Характеристика | Количество, ед |
| 1 | Сварочный агрегат | ||
| 2 | Нивелир | ||
| 3 | Автокран |
Оборудование указанное в таблице 3.1 и далее по тексту настоящей технологической карты может быть заменено Подрядчиком на аналогичное имеющееся в наличии на момент производства работ исходя из необходимой производительности и технических характеристик.
4. Состав бригады по профессиям
Состав бригады приведен в таблице 4.1
| №п/п | Наименование профессии | Количество, чел |
| 1 | Геодезист | |
| 2 | Сварщик | |
| 3 | Машинист автокрана | |
| 4 | Разнорабочий |
5. Решения по охране труда, промышленно и пожарной безопасности
При выполнении работ следует соблюдать требования:
– СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования»;
– СНиП 12-04-2002 «Безопасность труда в строительстве. Часть 2. Строительное производство»;
– ВСН 31-81. Инструкция по производству строительных работ в охранных зонах магистральных трубопроводов Министерства нефтяной промышленности;
– СП 12-136-2002. Решения по охране труда и промышленной безопасности в проектах организации строительства и проектах производства работ;
– ГОСТ Р 12.4.026-2015 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний;
– СП 36.13330.2012 Свод правил «Магистральные трубопроводы»
– СП 52.13330.2011 Свод правил «Естественное и искусственное освещение»
– Правила техники безопасности при строительстве магистральных стальных трубопроводов;
– Правила по охране труда при строительстве (Приказ Министерства труда и социальной защиты РФ от 1 июня 2015 г. N 336н);
– Правила по охране труда при работе с инструментом и приспособлениями (Приказ Министерства труда и социальной защиты РФ от 17 августа 2015 года N 552н);
– РД-13.110.00-КТН-260-14 «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Правила безопасности при эксплуатации объектов ОАО АК «Транснефть»»;
К работе допускаются лица не моложе 18 лет, не имеющие медицинских противопоказаний для выполнения данного вида работ, имеющие соответствующую квалификацию, допущенные к самостоятельной работе в установленном порядке, имеющие группу по электробезопасности не ниже II. Ответственный за проведение работ должен иметь группу по электробезопасности не ниже, чем у подчиненного оперативного персонала.
Персонал до начала работ должен надеть спецодежду и спецобувь, СИЗ, соответствующие погодным условиям, в соответствии с утвержденным нормами, каску с подбородочным ремешком. Спецодежда, спецобувь и СИЗ должны быть исправными, застегнутыми на все пуговицы и застежки. Не разрешается выполнять работы в спецодежде и СИЗ, загрязненных горючими или токсичными материалами, с истекшим сроком носки.
Монтажные работы производить инвентарными грузозахватными приспособлениями имеющими:
– 6-ти кратный запас прочности;
– иметь паспорт с отметкой о техническом освидетельствовании
При перемещении груза ПС должны соблюдаться следующие требования:
начинать подъем груза, предварительно подняв на высоту не более 200 – 300 мм, с последующей остановкой для проверки правильности строповки и надежности действия тормоза;
не перемещать груз при нахождении под ним людей. Допускается нахождение стропальщика возле груза во время его подъема или опускания, если груз поднят на высоту не более 1000 мм от уровня площадки;
перемещать мелкоштучные грузы только в специальной, предназначенной для этого таре, чтобы исключить возможность выпадения отдельных частей груза. Перемещение кирпича на поддонах без ограждения разрешается производить только при разгрузке (погрузке) транспортных средств на землю (и с земли);
не начинать подъем груза, масса которого неизвестна;
выполнять горизонтальное перемещение от крайней нижней точки груза (а также порожнего грузозахватного органа или грузозахватного приспособления и элементов стрелы крана) на 500 мм выше встречающихся на пути предметов;
опускать перемещаемый груз лишь на предназначенное для этого место, где исключается возможность падения, опрокидывания или сползания опущенного груза.
Для легкого извлечения стропов из-под груза его опускание и складирование должны осуществляться на подкладки соответствующей прочности и толщины. Укладку и последующую разборку груза следует выполнять равномерно, не нарушая габариты, установленные для складирования груза, и не загромождая проходы;
не допускать при длительном перерыве или по окончании работ нахождение груза в подвешенном состоянии. По окончании работ ПС должно быть приведено в безопасное положение в нерабочем состоянии согласно требованиям руководства (инструкции) по эксплуатации;
кантовать грузы с применением ПС разрешается только на кантовальных площадках, снабженных амортизирующей поверхностью, или на весу, по заранее разработанному ППР.
При кантовке груза следует выполнять следующие дополнительные меры безопасности:
в целях предотвращения зажатия стропальщику запрещено находиться между грузом и стеной или другим препятствием, при этом стропальщик должен находиться сбоку от кантуемого груза на расстоянии, равном высоте груза плюс 1 метр;
стоять со стороны прокладок, на которые опускается груз, воспрещается;
производить кантовку тяжелых грузов и грузов сложной конфигурации только в присутствии и под руководством специалиста, ответственного за безопасное производство работ ПС; при проведении кантовочных операций “тяжелыми грузами” считаются грузы массой более 75% грузоподъемности механизма подъема, а “грузами сложной конфигурации” – грузы со смещением центра тяжести.
Для кантовки деталей серийного и массового производства необходимо использовать специальные кантователи.
В процессе выполнения работ с применением ПС не разрешается:
нахождение людей возле работающего крана стрелового типа во избежание зажатия их между поворотной частью и другими неподвижными сооружениями;
перемещение груза, находящегося в неустойчивом положении или подвешенного за один рог двурогого крюка;
подъем груза, засыпанного землей или примерзшего к земле, заложенного другими грузами, укрепленного болтами или залитого бетоном, а также металла и шлака, застывшего в печи или приварившегося после слива;
подтаскивание груза по земле, полу или рельсам крюками ПС при наклонном положении грузовых канатов (без применения направляющих блоков, обеспечивающих вертикальное положение грузовых канатов);
освобождение с применением ПС защемленных грузом стропов, канатов или цепей;
оттягивание груза во время его подъема, перемещения и опускания. Оттяжки применяются только для разворота длинномерных и крупногабаритных грузов во время их перемещения;
выравнивание перемещаемого груза руками, а также изменение положения стропов на подвешенном грузе;
подача груза в оконные проемы, на балконы и лоджии без специальных приемных площадок или специальных приспособлений;
использование тары для транспортировки людей;
нахождение людей под стрелой ПС при ее подъеме и опускании с грузом и без груза;
подъем груза непосредственно с места его установки (с земли, площадки, штабеля) только механизмом телескопирования стрелы;
использование ограничителей (концевых выключателей) в качестве рабочих органов для автоматической остановки механизмов, за исключением случая, когда мостовой кран подходит к посадочной площадке, устроенной в торце здания;
работа ПС при отключенных или неработоспособных ограничителях, регистраторах, указателях и тормозах;
включение механизмов ПС при нахождении людей на поворотной платформе ПС вне кабины;
перемещение людей грузовыми строительными подъемниками, кроме подъемников и вышек, используемых на железнодорожных и/или трамвайных рельсовых путях для проверки состояния и монтажа контактной сети, проверки состояния мостов, путепроводов;
перемещение шасси подъемника (вышки) с находящимися в люльке людьми или грузом. На самоходные подъемники (вышки), например, ножничного типа, управление которых осуществляется из люльки, в том числе и при перемещении подъемника по площадке, данное требование не распространяется;
подъем и опускание подъемником люльки, если вход в нее не закрыт на запорное устройство;
сбрасывание инструмента, груза и других предметов с люльки, находящейся на высоте.
Освещение места производства работ
В сумеречное время суток для освещения места производства строительно-монтажных работ на площадке устанавливается временная осветительная мачта. Электроснабжение осуществляется от передвижного дизельного или бензинового генератора Подрядной организации (дизельной станции). Норма освещенности места строительства – 10 лк
На основании ГОСТ12.1.046-2014, электрическое освещение строительных площадок и участков подразделяется на рабочее, аварийное, эвакуационное и охранное При наступлении темноты участки работ, рабочие места, проезды и проходы к ним должны быть освещены: не менее 10 люкс при выполнении земляных работ; не менее 100люкс на рабочем месте при выполнении монтажных и изоляционных работ; не менее 2 люкс на проездах в пределах рабочей площадки; не менее 5люкс в проходах к месту производства работ.
В ночное время освещение рабочего котлована должно осуществляться прожекторами или светильниками во взрывобезопасном исполнении.
Пожарная безопасность
При производстве работ необходимо строго соблюдать требования пожарной безопасности, направленные на предотвращение воздействия опасных факторов пожара, изложенные в следующих нормативных документах:
– РД 13.220.00-КТН-148-15 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Правила пожарной безопасности на объектах организаций системы “Транснефть”.
– Типовая инструкция о порядке ведения сварочных и других огневых работ на взрывоопасных, взрывопожароопасных объектах нефтяной промышленности.
ГОСТ 12.1.004-91. ССБТ. «Пожарная безопасность. Общие требования»;
ГОСТ 12.1.010-76. ССБТ. «Взрывобезопасность. Общие требования»;
Правила пожарной безопасности в лесах РФ. Постановление Правительства РФ от 30.06.2007 №417;
Правила противопожарного режима в РФ. Постановление Правительства РФ
от 25.04.2012г. №390
Все работники, занятые на работах должны пройти обучение по ПТМ (пожарно-техническому минимуму), пройти инструктажи по пожарной безопасности. Первичный инструктаж на рабочем месте и целевой инструктаж перед началом работ должен проводить непосредственный руководитель работ (мастер, начальник участка и т.д.) Вводный инструктаж по пожарной безопасности должен проводить инженер СПБ, инструктор по ПБ.
ИТР организации, ответственные за проведение работ, должны пройти обучение в специализированной организации по программе пожарно-технического минимума. Это требование к подрядной организации должно быть включено в особые условия договора подряда, в соответствии с п.7.1.7 РД-13.220.00-КТН-148-15.
Производитель работ должен проверить выполнение мер пожарной безопасности в пределах места выполнения работ. Приступать к работам разрешается только после выполнения всех мероприятий, обеспечивающих пожарную безопасность.
Руководители работ подрядчика, несут ответственность за соблюдение подчиненным персоналом действующих на объекте правил пожарной безопасности и за возникновение пожаров, происшедших по их вине, в соответствии с п.7.1.17 РД-13.220.00-КТН-148-15.
Комплектация мест проведения работ первичными средствами пожаротушения, в зависимости от вида и объемов работ должна производиться исполнителем работ в соответствии с п.7.1.18 РД-13.220.00-КТН-148-15.
Дороги и подъезды к источникам противопожарного водоснабжения должны обеспечивать проезд пожарной техники к ним в любое время суток, в любое время года.
При размещении и обустройстве временных (вагонов) руководствоваться требованиями раздела 6.5.9 РД-13.220.00-КТН-148-15.
Необходимо установить на месте производства работ противопожарный режим в соответствии с Правилами противопожарного режима в Российской Федерации (утверждены Постановлением Правительства Российской Федерации от 25.04.2012 № 390) и
РД-13.220.00-КТН-148-15.
Действия при пожаре
Действия работников при возникновении пожара
Каждый работник при обнаружении пожара или признаков горения (задымление, запах гари, повышение температуры и т. п.) должен:
а) немедленно сообщить об этом по телефону в пожарную охрану при этом необходимо назвать адрес объекта, место возникновения пожара, а также сообщить свою фамилию;
б) принять меры по эвакуации людей и, по возможности, сохранности материальных ценностей, ликвидации пожара первичными и стационарными средствами пожаротушения;
в) сообщить о пожаре диспетчеру (оператору) объекта или руководителю объекта (старшему должностному лицу объекта).
Руководители и должностные лица объектов, лица, в установленном порядке назначенные ответственными за обеспечение пожарной безопасности, по прибытии к месту пожара должны:
а) сообщить о возникновении пожара в пожарную охрану, поставить в известность руководство и дежурные службы объекта;
б) при угрозе жизни людей немедленно организовать их спасание, используя для этого имеющиеся силы и средства;
в) проверить включение в работу автоматических УПЗ при их наличии (установок пожаротушения, охлаждения (орошения), противодымной защиты, систем оповещения и управления эвакуацией людей при пожаре);
г) при необходимости отключить электроэнергию (за исключением УПЗ), остановить работу транспортирующих устройств, агрегатов, аппаратов, выполнить другие мероприятия, способствующие предотвращению развития опасных факторов пожара;
д) прекратить все работы (если это допустимо по технологическому процессу производства), кроме работ, связанных с мероприятиями по ликвидации пожара;
е) удалить за пределы опасной зоны всех работников, не участвующих в тушении пожара;
ж) осуществить общее руководство по тушению пожара (с учетом специфических особенностей объекта) до прибытия подразделения пожарной охраны;
и) обеспечить соблюдение требований безопасности работниками, принимающими участие в тушении пожара;
к) одновременно с тушением пожара организовать эвакуацию и защиту материальных ценностей;
л) организовать встречу подразделений пожарной охраны и оказать помощь в выборе кратчайшего пути для подъезда к очагу пожара;
м) сообщать подразделениям пожарной охраны, привлекаемым для тушения пожаров и проведения, связанных с ними первоочередных аварийно-спасательных работ, сведения о перерабатываемых или хранящихся на объекте опасных (взрывоопасных), взрывчатых, сильнодействующих ядовитых веществах, необходимые для обеспечения безопасности личного состава.
По прибытии пожарного подразделения руководитель или лицо, его замещающее, информирует руководителя тушения пожара о конструктивных и технологических особенностях объекта, прилегающих зданий и сооружений, количестве и пожароопасных свойствах хранимых и применяемых веществ, материалов, изделий и других сведениях, необходимых для успешной ликвидации пожара, работе УПЗ, противоаварийных систем, также организовывает привлечение сил и средств объекта к осуществлению необходимых мероприятий, связанных с ликвидацией пожара и предупреждением его развития.
6. Схема операционного контроля качества
Строительный контроль должен осуществляться подразделениями строительного контроля СКК на всех этапах выполнения всех видов СМР. Запрещается выполнение СМР без участия СКК. Ответственность за организацию и качество осуществления строительного контроля возлагается на подрядчика.
СКК должен проводить строительный контроль в процессе каждого технологического этапа работ. Результаты выполнения строительного контроля ежедневно фиксируются в журнале строительного контроля подрядной организации на месте производства работ, общем журнале работ и журнале замечаний и предложений. Журнал строительного контроля подрядной организации оформляется в соответствии с приложением Б ОР-91.200.00-КТН-108-16.
Следует соблюдать обеспечение следующих мероприятий:
Письменное уведомление со стороны начальника участка (потока) строительного подрядчика ответственных представителей заказчика и органа СК на месте производства работ за время, достаточное для мобилизации специалистов СК заказчика, но не менее чем за 1 календарный день, о начале выполнения новых этапов и видов строительно-монтажных работ, об изменении количества бригад (колонн), выполняющих работы, сменности выполняемых работ, о необходимости проведения освидетельствования скрытых работ, а также о других случаях, требующих изменения численного и/или квалификационного состава специалистов СК заказчика, с указанием ответственных представителей органа строительного подрядчика и представителей службы контроля качества строительной подрядной организации.
Уведомление заказчика и органа СК о необходимости проведения контрольных мероприятий по приемке выполненных работ за 3 рабочих дня в случае необходимости предъявления работ, которые требуют наличия специализированного контрольно-измерительного оборудования.
Предъявление законченных технологических операций представителям органа СК заказчика и получение письменного разрешения по форме приложения Б в случаях, указанных в п.7.2.16 ОР-91.200.00-КТН-108-16. В остальных случаях оформление и подписание АОСР (если это предусмотрено проектной/рабочей документацией).
Выполнение технологических операций последующего технологического этапа, только после получения соответствующего разрешения по форме приложения Б в случаях, указанных в п.7.2.16 ОР-91.200.00-КТН-108-16, выданного специалистом СК заказчика. В остальных случаях – после оформления и подписания АОСР (если это предусмотрено проектной/рабочей документацией), с указанием разрешения на выполнение последующего этапа работ.
Своевременное и качественное оформление исполнительной документации согласно составленному заказчиком на основании ОР-91.010.30-КТН-156-15 перечню.
| №п/п | Наименование процессов и операций | Параметры подлежащие контролю | Способ контроля | Инструмент контроля | Периодичность контроля | Ответственный | Технические критерии оценки качества |
| 1 | Подготовка к монтажу конструкции | Состояние конструкции | Визуальный | В процессе производства работ. До начала производства работ | Прораб, мастер СМР, специалист СКК | Кромки, подготовленные под сварку, должны быть зачищены на ширину не менее 20мм | |
| 2 | Подача конструкции в монтаж | 1.Строповка конструкции 2.Перемещение конструкции в проектное положение | Визуальный, измерительный | Рулетка, линейка | В процессе производства работ | Прораб, мастер СМР, специалист СКК | Конструкция должна быть установлена в проектное положение, необходимые зазоры выдержаны.
Зазоры не должны превышать допустимые 2-3 мм. |
| 3 | Подготовка к сварке | Состояние стыков | Визуальный, измерительный | Термометр, термокарандаши | Каждый стык | Прораб, мастер СМР, специалист СКК | 1. Увлажненные стыки должны быть подогреты на 20-50°С
2.При температуре окружающего воздуха +5° С и ниже кромки (стыки) должны быть просушены путем подогрева на 50°С 3. температуру измерить на расстоянии 10-15мм от стыка |
| 4 | Сварка конструкции | 1.Соблюдение технического процесса сварки
2.Качество сварки |
Визуальный, измерительный | Набор ВИК | Каждый стык | Прораб, мастер СМР, специалист СКК | Сварка должна быть выполнена в соответствии с проектом.
Размеры швов должны соответствовать проектным. Допустимые отклонения размеров сечения сварных швов не должны превышать величин, указанных в ГОСТ 5264-80. Швы сварных соединений по окончании сварки должны быть очищены от шлака брзг,натеков металла. Швы по внешнему виду должны удовлетворять следующим требованиям: – иметь гладкую или равномерно- чешуйчатую поверхность ( без наплывов, прожогов, сужений и перерывов); – наплавляемый металл должен быть плотным по всей длине шва, не иметь трещин и дефектов; Источник Adblock |
Содержание страницы
- 1. Монтаж металлических каркасов зданий
- 1.1. Технология монтажа стальных колонн
- 1.2. Монтаж стального профилированного настила
- 1.3. Монтаж легкого стенового ограждения
- 2. Крупноблочный монтаж конструкций покрытий промышленных зданий
- 3. Монтаж арочных покрытий зданий
- 4. Монтаж пространственных конструкций
- 4.1. Структурные конструкции покрытий
- 4.2. Монтаж купольных покрытий зданий
- 4.3. Монтаж висячего покрытия с использованием вантовых ферм
- 5. Монтаж сооружений из листовой стали
- 6. Технология выполнения болтовых и сварных соединений элементов металлических конструкций
1. Монтаж металлических каркасов зданий
1.1. Технология монтажа стальных колонн
Монтаж стальных колонн включает следующие основные технологические процессы: подготовку фундаментов и непосредственно сам монтаж конструкций.
Подготовка фундаментов под колонны. До начала монтажа колонн должны быть полностью закончены работы нулевого цикла, т. е. сооружены фундаменты, засыпаны пазухи фундаментов. Фундаменты до монтажа принимают по акту, на их поверхности должны быть нанесены разбивочные оси колонн. Для нанесения осей на верхней поверхности фундаментов вне контура опорной плиты колонны до бетонирования фундамента закладывают металлические планки в двух направлениях. Оси наносят керном и масляной краской.
Стальные колонны монтируют на сборных или монолитных фундаментах, в которых заранее устанавливают анкерные болты для крепления колонн. В зависимости от принятого в проекте способа опирания колонны на фундамент его возводят на полную высоту или ниже проектной отметки на 50–100 мм для последующей подливки.
Перед установкой колонн должна быть проверена и смазана резьба анкерных болтов. Проверку осуществляют навертыванием гаек. Для предохранения резьбы от повреждения во время наводки базы колонны на анкерные болты на резьбу надевают предохранительные колпачки из кровельной стали или газовых труб с конусным верхом. Точность установки колонн определяет правильность монтажа всех конструкций и прочность сооружения и зависит в значительной мере от принятых способов опирания колонны на фундамент.
Опирание колонн на фундаменты осуществляют следующими способами.
Колонны легких конструкций, поступающие на строительную площадку с опорными плитами. На выверенные гайки анкерных болтов анкерные болты устанавливаются точно по шаблону, длина их резьбы должна обеспечивать такую установку гайки, чтобы ее верхняя поверхность имела отметку низа опорной плиты колонны (рис. 1, а). Гайки накручивают на болты с требуемой точностью установки верхней поверхности. Монтируемую колонну устанавливают, опирая на навернутые гайки и совмещая риски на колонне с разбивочными осями. Положение колонны по вертикали обеспечивается точностью установки гаек и при необходимости может быть выправлено их подкручиванием. После установки положение колонны фиксируется постановкой шайб и закреплением плиты вторыми гайками, которые зажимают опорные плиты и обеспечивают устойчивость колонны. Выверенные колонны подливают цементным раствором.
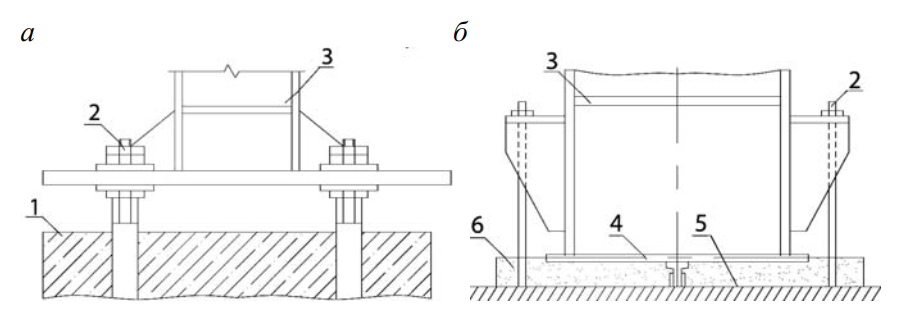
Рис. 1. Схемы опирания легких колонн: а – на выверенные гайки анкерных болтов; б – на закладную балку; 1 – верх фундамента под колонну; 2 – анкерный болт; 3 – монтируемая колонна; 4 – закладная балка; 5 – верх фундамента под колонну; 6 – подливка опорной плиты цементным раствором
При установке колонн на фундаменты, доведенные до проектной отметки, их поверхность должна точно соответствовать проектной при бетонировании. Отклонение верха фундамента по высоте не должно быть больше ±5 мм. Колонны должны иметь фрезерованные подошвы.
Заранее установленные и выверенные стальные опорные детали, заделанные в бетоне фундамента. Такими деталями могут быть заготовки из рельс, балок, уголков, которые устанавливают и закрепляют к арматуре до бетонирования фундамента. Стальные опорные подкладки устанавливают с точностью: отклонение их верха по высоте не должно быть больше ±5 мм (рис. 1, б).
Выверенную колонну закрепляют анкерными болтами, после чего зазор между подошвой колонны и фундаментов заполняют бетоном на мелком щебне или цементным раствором.
Колонны, поступающие на строительную площадку отдельно от опорных плит монтируют следующим образом.
Фундамент бетонируют до уровня на 70–100 мм ниже проектной отметки подошвы плиты. Затем устанавливают опорные плиты, совмещая их осевые риски с рисками разбивочных осей на деталях, заделанных в фундамент. Положение каждой плиты по высоте регулируется тремя установочными винтами с таким расчетом, чтобы верхняя плоскость плиты расположилась на проектной отметке опорной плоскости башмака колонны с точностью ±1 мм (см. рис. 2). Опорные поверхности плит и колонн должны быть фрезерованы. Отклонения между фрезерованными торцами колонн принимают не более ±2 мм.
Перед установкой плит производят тщательную проверку положения фундаментов и анкерных болтов. Поступающие на объект опорные плиты устанавливают автокраном на фундаменты и укрепляют тремя установочными винтами с гайками, предварительно приваренными к боковым сторонам плит (рис. 2). Затем с помощью нивелира предварительно устанавливают плиты на отметку, близкую к проектной. Окончательную выверку опорных плит колонн производят оптическим плоскомером следующим образом. Точным уровнем выверяют горизонтальность исходной опорной плиты, выведенной на проектную отметку с помощью винтов и нивелира. На исходной плите располагают визирную трубу, а на выверяемую плиту устанавливают светящуюся точечную марку. На отсчетных барабанах визирной трубы и марки задают одинаковые отсчеты и визируют на марку. Плиту, на которой установлена марка, с помощью выверочных винтов опускают или поднимают до тех пор, пока изображение светящейся точечной диафрагмы марки не совпадет с плоскостью визирования трубы. Чтобы обеспечить точность выверки опорных плит в горизонтальной плоскости, марку устанавливают на каждую плиту не менее чем в трех точках.

Рис. 2. Установка опорной плиты с помощью дополнительных болтов: 1 – опорная плита; 2 – кондуктор с отверстиями для анкерных болтов; 3 – закладные детали; 4 – риски разбивочных осей; 5 – планки с нарезными отверстиями; 6 – выверочные винты; 7 – анкерные болты; 8 – подливка плиты цементным раствором; 9 – низ башмака колонны; 10 – верх фундамента под колонну
Практически возможно производить выверку опорных плит с помощью оптического плоскомера с точностью до ±0,5 мм, т. е. выше требуемой (±1 мм). Выверенные плиты закрепляют к анкерным болтам колонны и сдают под подливку. После подливки опорных плит цементным раствором и приобретения ими необходимой прочности на них наносят осевые риски.
В процессе монтажа колонн осевые риски, нанесенные на колонны заводом, совмещаются с рисками на опорных плитах; колонна закрепляется анкерными болтами и принимает проектное положение без дополнительной выверки. При соблюдении проектных допусков на установку опорных плит и на изготовление колонны, смонтированные затем подкрановые балки, не требуют дополнительной выверки ни в плане, ни по высоте.
Способ опирания колонн на заранее установленные, выверенные и подлитые опорные плиты, называется безвыверочным методом монтажа конструкций. Безвыверочный метод монтажа колонн позволяет увеличить производительность труда на монтаже конструкций в среднем на 10–12 %. Трудоемкость монтажа колонн при этом может быть снижена почти на 30 %.
Монтаж колонн. Перед монтажом колонны раскладывают вдоль ряда их установки на деревянные подкладки параллельно оси ряда или под углом. До подъема колонны должны быть обстроены подмостями: лестницами и площадками, а также монтажными стяжными приспособлениями.
При установке колонны ее необходимо перевести из горизонтального положения в вертикальное. В этом положении подать к месту установки и опустить на фундамент, наведя на анкерные болты.
Все это требует выполнения монтажным краном нескольких и в отдельных случаях совмещенных операций, требующих ответственного наблюдения за работой крана во время подъема колонны.
Подъем и установку колонн производят двумя способами.
При раскладке колонн параллельно оси ряда кран, перемещаясь вдоль ряда колонн в направлении башмака колонны, поднимает колонну грузовым полиспастом, поворачивая ее вокруг опоры до вертикального положения (рис. 3, а). Башмак колонны при этом не должен скользить. При подъеме не следует допускать отклонения грузового полиспаста от вертикали более чем на 1,5°. Подъем колонн при такой раскладке может быть выполнен краном без его перемещения. В этом случае низ колонны перемещают лебедкой по заранее подготовленному пути. Такой способ применяют для подъема тяжелых больших колонн.
При раскладке колонн под углом к оси ряда их поднимают без перемещения крана поворотом стрелы (рис. 3, б). Стоянку крана располагают так, чтобы вылет стрелы позволял, повернув колонну в вертикальное без его изменения положение, поставить ее на фундамент. При одновременном подъеме колонны и повороте стрелы возможно опасное отклонение подъемного полиспаста от вертикали. Все операции выполняют на минимальной скорости.
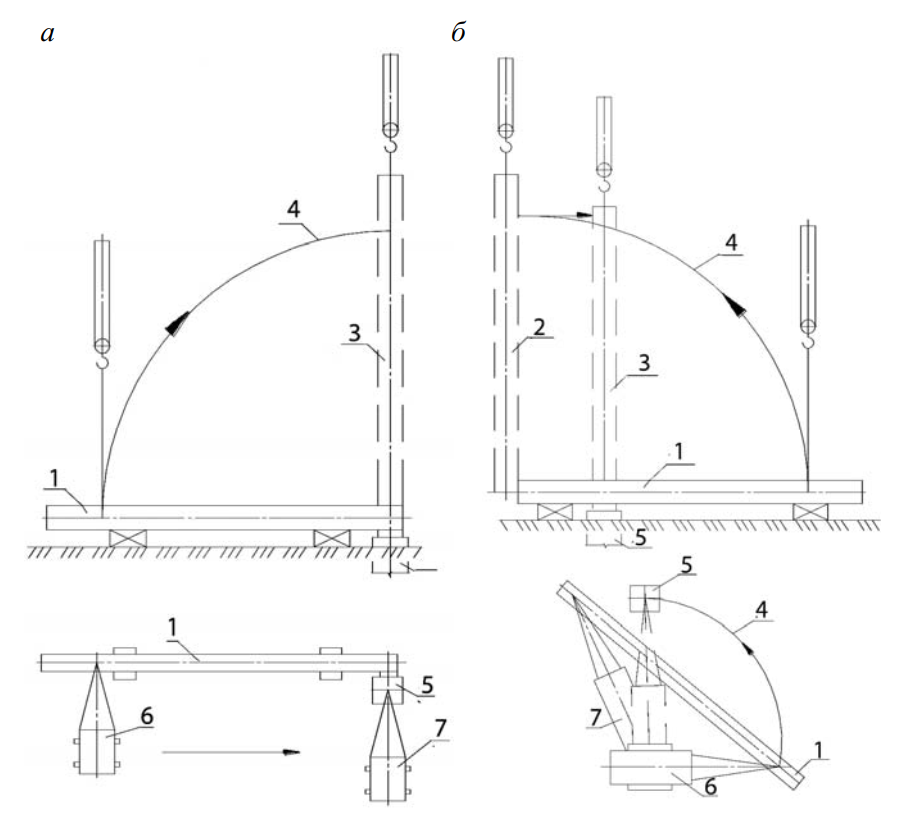
Рис. 3. Способы установки колонн в проектное положение краном: а – поворотом вокруг опоры; б – поворотом стрелы крана; 1 – колонна до подъема; 2 – колонна после подъема; 3 – установленная колонна; 4 – траектория перемещения; 5 – фундамент под колонну; 6 – начальное положение крана; 7 – конечное положение крана
Для обеспечения вертикального положения колонны при ее установке строп должен быть закреплен по оси центра тяжести колонны или охватывать ее с двух сторон. Крепят строп за имеющиеся отверстия или специально предусмотренные отверстия или конструкции. Для уменьшения трудоемкости строповки применяют инвентарные стропы (рис. 4). Инвентарные стропы, закрепленные к траверсе, имеют рамку. Рамка подвешена к стропам и охватывает верх колонны, что позволяет закрепить стропы за низ колонны и производить расстроповку с земли. Рамка на верху колонны обеспечивает ее устойчивое положение при наводке на анкерные болты.
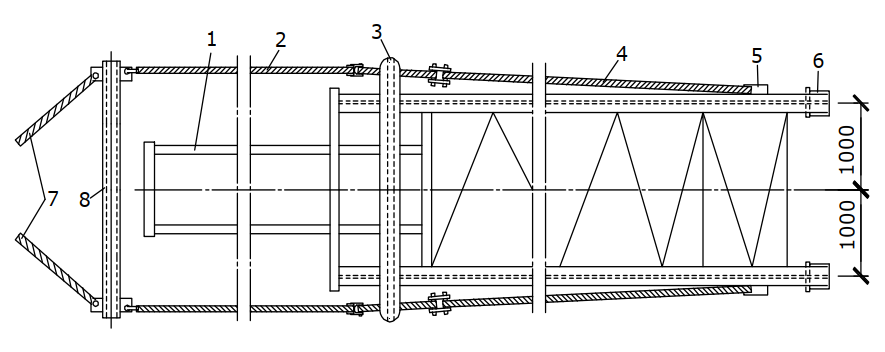
Рис. 4. Схема строповки стальной колонны: 1 – колонна; 2 – строп; 3 – рамка; 4 – тяга; 5 – фасонка для крепления; 6 – башмак колонны; 7 – стропы; 8 – траверса
Все работы по выверке колонн производят до ее расстроповки и закрепления. Проверку вертикальности при выверке колонн рекомендуется выполнять двумя теодолитами. В процессе монтажа постоянно проводится пооперационный контроль выполнения работ в соответствии с картами операционного контроля.
При монтаже колонны по частям, ее верхнюю часть устанавливают только после закрепления нижней части всеми проектными креплениями к остальным конструкциям. Поднятую верхнюю часть колонны наводят на торец нижней части, совмещают осевые риски на торцах, проверяют вертикальность установленной колонны и закрепляют стык временными креплениями. Временное крепление болтами осуществляют посредством стяжных приспособлений, установленных до подъема колонны у торцов стыка. В многоэтажных зданиях для временного закрепления верхней части колонны применяют одиночные кондукторы, в которых закрепляют и выверяют монтируемые элементы колонны (рис. 5). После окончательной выверки монтируемых элементов колонны их закрепляют в проектное положение с помощью болтов или сваркой.
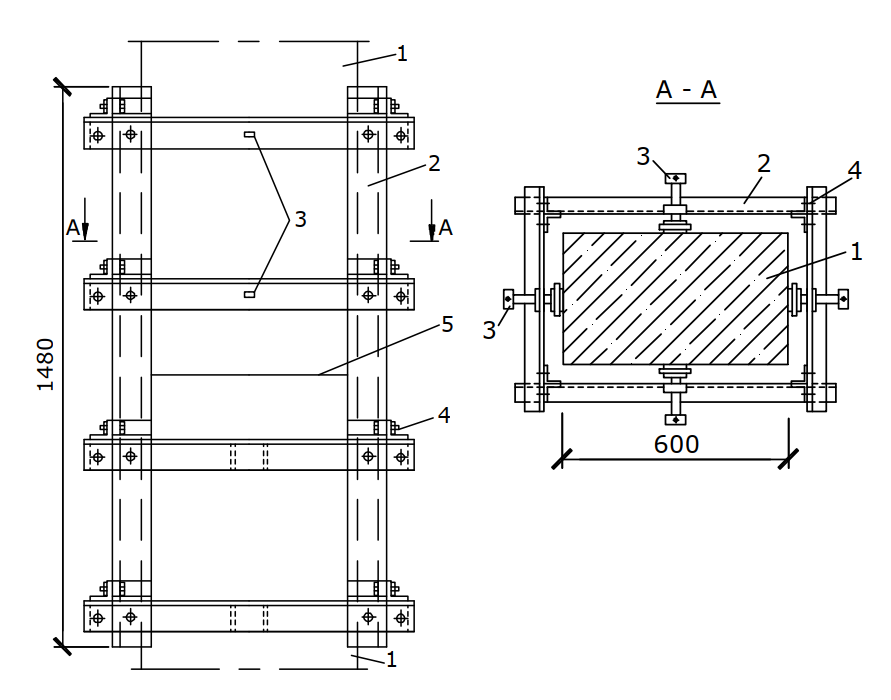
Рис. 5. Одиночный кондуктор: 1 – колонна; 2 – кондуктор; 3 – винты для выверки и закрепления колонны; 4 – соединительные болты кондуктора; 5 – ось стыка колонны
Монтаж подкрановых балок. Стальные подкрановые конструкции состоят из балок, тормозных горизонтальных ферм и настилов, расположенных в уровне верхнего пояса балки. Монтаж этих конструкций отдельными элементами достаточно трудоемок. Поэтому, как правило, монтаж подкрановых конструкций выполняют укрупненными блоками, состоящими из подкрановой балки, тормозной горизонтальной фермы с настилом и поддерживающей конструкции. Укрупнение блоков выполняется на монтажной площадке. Подъем и установку легких блоков производят одним краном. В этом случае установка производится путем поворота стрелы после подъема блока на требуемую высоту или путем изменения вылета или передвижения крана (рис. 6, а, б).
Тяжелые блоки устанавливают двумя кранами: поворотом стрелы с постоянным вылетом или с изменением вылета стрелы (рис. 6, в, г). Подъем блока двумя кранами требует одновременной работы кранов и особого внимания при работе как крановщиков обоих кранов, так и монтажников. Правила требуют выполнения подъема двумя кранами под непосредственным руководством лица, ответственного
за безопасное производство работ по перемещению грузов или специально назначенного инженерно-технического работника. При установке блока стрелы кранов должны одновременно поворачиваться так, чтобы не происходило отклонение подъемных полиспастов от вертикали более 2° и исключалась возможность касания блока за конструкции. Подъем блока двумя кранами должен быть проработан в проекте производства работ, где определяются положение блока до подъема, стоянка крана, место строповки и тип стропа, а также вылет стрелы кранов при работе.
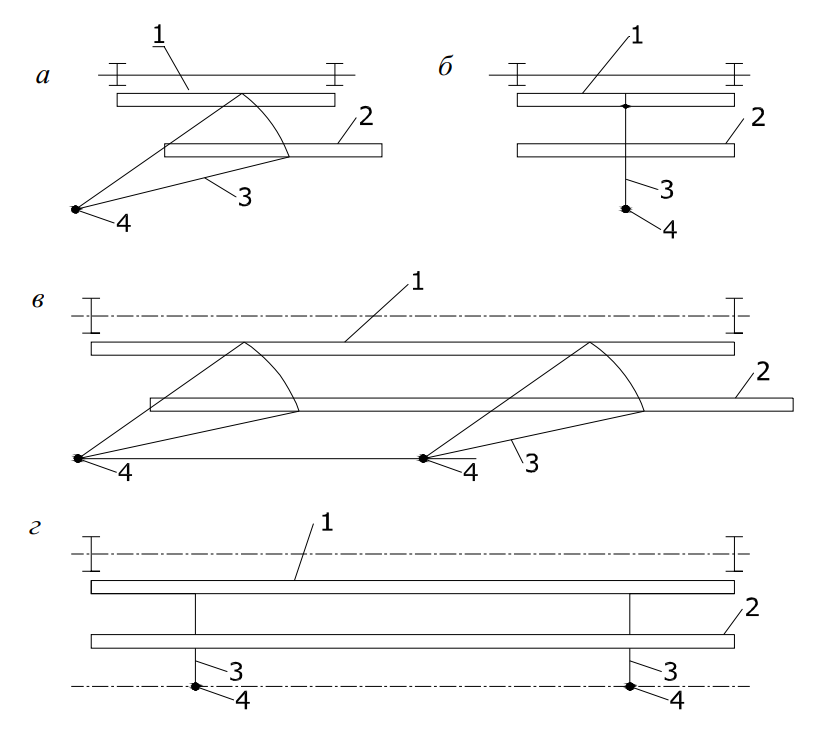
Рис. 6. Схемы монтажа подкрановых балок: а – поворотом стрелы с постоянным вылетом стрелы; б – изменением вылета стрелы; в – установка двумя кранами поворотом стрелы с постоянным вылетом; г – двумя кранами с изменением вылета стрелы; 1 – балка, установленная в проектное положение; 2 – балка, подготовленная к установке; 3 – положение стрелы крана; 4 – стоянка крана
Монтаж подкрановых балок укрупненными блоками на колонны, установленные с высокой точностью, не требует дополнительной выверки. Блок ставят, совмещая осевые риски на подкрановой консоли с рисками блока. Подкрановые пути на таком блоке могут быть установлены при укрупнении блока. Крепление подкрановых путей позволяет позднее выполнить их рихтовку (выверку).
При монтаже подкрановых конструкций отдельными элементами раскладку и установку балок производят так же, как и блоков, а тормозные конструкции по возможности укрупняют в плоские или пространственные блоки. При установке балок совмещают риски осей на балках и консолях колон. При необходимости для выведения отметок верха подкрановых балок в проектное положение на консолях колон под опорные участки балок устанавливают на сварке стальные подкладки требуемой толщины.
Установку балок под тяжелые краны больших размеров, масса которых больше грузоподъемности монтажного крана, производят двумя кранами или отдельными частями. При монтаже подкрановых балок из двух или более частей под стыком устанавливают временную опору, верхняя площадка которой служит подмостями для оформления стыка балки. Для выведения отдельных частей монтируемой балки в проектное положение используют домкраты. Верхний пояс балок больших пролетов в процессе монтажа для обеспечения устойчивости необходимо закреплять дополнительными приспособлениями: подкосами, расчалками и т. п.
Закрепляют подкрановую балку болтами, соединяющими нижний пояс балки с подкрановой консолью. Отверстия в консоли под болты делают больше диаметра болтов, чтобы иметь возможность рихтовать положение балки на опоре Верхний пояс подкрановой балки крепят горизонтальной фасонкой к колонне сваркой после выверки балки или по проекту.
Строповку подкрановых балок, монтируемых отдельными элементами, осуществляют двухветвевым стропом, закрепляя концы захвата за верхний пояс. Захваты располагают около вертикальных ребер. Возможна также строповка двухветвевыми стропами на «удав» с закреплением замком с дистанционной расстроповкой с земли. Трос для выдергивания штыря замка закрепляют на концах балки у места ее крепления.
Укрупненные блоки стропят четырехветвевым стропом, закрепляя два конца захватами на подкрановой балке, а другие два — за поддерживающие конструкции тормозной фермы или за другую балку (в блоке среднего ряда).
Монтаж подкрановых путей. При монтаже подкрановых путей отдельно от подкрановых балок рельсы устанавливают после закрепления и выверки подкрановых балок. Выверку подкрановых путей выполняют после окончания монтажа всех конструкций в пролете и их закрепления в проектном положении.
Положение подкрановых конструкций проектному положению во время их монтажа проверяют с помощью геодезических инструментов, производя пооперационный контроль. С помощью теодолита выносят оси подкрановых путей на первой колонне. Затем выносят ось подкрановых путей на верхний пояс балки и измеряют расстояния от внутренней грани колонны до оси балки.
Для выверки подкрановых путей по нанесенным рискам натягивают стальную проволоку, от которой по отвесу определяют отметку подкранового пути и его положение против каждой колонны. Кроме того, у каждой колонны стальной рулеткой замеряют расстояние от оси пути до оси колонны или ее грани.
Геодезическую съемку подкрановых путей выполняют нивелировкой пути с определением отметок у колонн и в середине пролета балки. Результат съемки наносят на схему с указанием фактических размеров и отклонения от проектных. Перемещение подкрановых рельсов при выверке производят подвижкой их креплений. Подкрановые рельсы типа КР крепят к поясу балки планками с овальными отверстиями (рис. 7, а). Планки ставят с двух сторон рельса и перемещают в пределах овального отверстия. После выверки рельса и затяжки болта планки приваривают к шайбам под планкой.
Железнодорожные рельсы к стальной подкрановой балке крепят парными крючьями на расстоянии 80 мм один от другого. Крючья крепят за кромки верхнего пояса (рис. 7, б). Затягивая и отпуская гайки с разных сторон рельса, его можно передвигать.
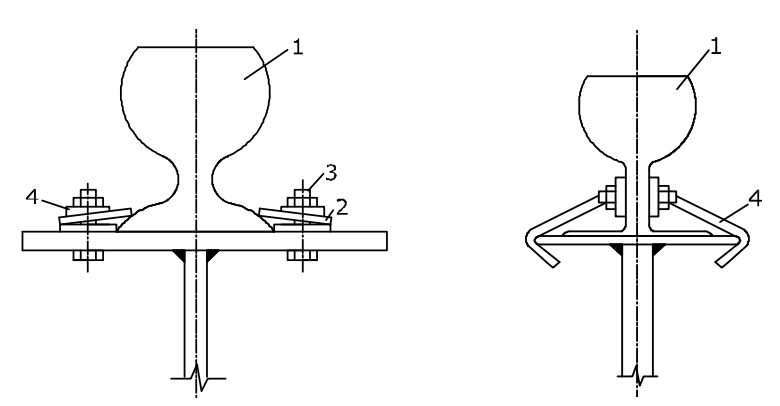
Рис. 7. Схемы крепления подкрановых рельсов к балкам: а – типа КР к стальной балке; б – железнодорожный рельс к стальной балке; 1 – рельс; 2 – крепежная планка с овальными отверстиями; 3 – болт или крюк; 4 – упругая шайба
При монтаже подкрановых путей рельса отклонения осей от проектного положения должны находиться в следующих пределах:
- расстояния между осями подкрановых рельсов одного пролета ±10 мм;
- смещение оси подкранового рельса с оси стальной подкрановой балки ±15 мм;
- отклонение оси подкранового рельса от прямой на участке длиной 40 м – 15 мм;
- разность отметок головок подкрановых рельсов в одном разрезе пролета здания: на опорах – 15 мм, в пролете – 20 мм;
- разность отметок подкрановых рельсов на соседних колоннах (расстояние L между колоннами в м): при L менее 10 м – 10 мм, при L более 10 м – не более 15 мм;
- взаимное смещение торцов смежных подкрановых рельсов по высоте и в плане 2 мм;
- зазор в стыках рельсов (при температуре наружного воздуха 0°С и длине рельса 12,5 м) 4 мм;
- зазор в стыках рельсов при изменении (увеличении) температуры наружного воздуха – добавить 1,5 мм на каждые 10 °С температуры наружного воздуха.
Монтаж стальных ферм покрытия. Фермы монтируют после окончательного закрепления колонн, подкрановых балок и связей между ними. На монтажную площадку конструкции стальных ферм поступают в виде отправочных марок – элементов длиной 12 м. До установки в проектное положение выполняется их укрупнительная сборка в монтажные элементы на площадке у места подъема. При небольших объемах работ фермы монтируют отдельным потоком. При монтаже ферм отдельным потоком из-за отсутствия раскреплений, предусмотренных проектными решениями (прогоны, профнастил, связи и др.), условия их работы сразу после установки в проектное положение сильно отличаются от принятых проектом. В связи с этим необходимо рассчитывать устойчивость монтируемых ферм как во время подъема, так и после установки на опоры до монтажа связей. Фермы обычно поднимают с помощью траверс. Строповку ферм производят в точках, предусмотренных инструктивными указаниями. В зависимости от пролета их стропят в двух или четырех точках траверсами с захватами дистанционного управления. При большой гибкости ферм рекомендуется выполнять их временное усиление.
После подъема фермы краном на высоту, превышающую высоту колонны не менее чем на 0,5 м, ее разворачивают пеньковыми оттяжками и наводят на опорные столики. Приемку ферм и опирание их на столики осуществляют монтажники, находящиеся на средствах подмащивания на высоте. Ферму устанавливают на опорные столики, а монтажные отверстия совмещают с помощью конических оправок. В отверстия для болтовых стыков устанавливают монтажные пробки (10 % от числа болтов) и болты (не менее 30 %).
После установки фермы в проектное положение и закрепления опорной стойки к оголовку колонны болтами устойчивость фермы недостаточна из-за отсутствия связей. Для обеспечения устойчивости фермы до ее расстроповки верхний пояс конструкции раскрепляют расчалками (первую смонтированную ферму) или связямираспорками к ранее смонтированным конструкциям. Подъем и установку ферм производят с предварительно закрепленными на них расчалками, оттяжками и связями-распорками.
Расчалки изготавливают из стального каната и ставят симметрично с обеих сторон фермы, располагая их под одним углом наклона в плане и к горизонтальной плоскости, чтобы не вызывать изгибающих усилий в элементах фермы. Угол наклона расчалок
к горизонту принимают не более 45°. Усилие в расчалке принимается по расчету, но не более 3 т. При натяжении расчалок нужно следить за прямолинейностью верхнего пояса и вертикальностью ферм, производя пооперационный контроль. Расчалки натягивают равномерно на одинаковое усилие лебедками и закрепляют к инвентарным переносным якорям, фундаментам соседних колонн или установленным конструкциям, прочность которых должна быть проверена расчетом. Расчетное усилие в якорях и винтовых стяжках принимают равным 1/3 разрывного усилия в канате расчалки в целом.
Центр тяжести установленной на колонны фермы, опертой нижним поясом, находится выше опорной поверхности, поэтому ферму проверяют на устойчивость от опрокидывания при действии ветровой нагрузки. При недостаточной устойчивости в середине пролета ставят пару расчалок или распорку к верхнему поясу.
Если одной пары расчалок по расчету недостаточно, ставят симметрично две пары. Ставить более трех пар расчалок не допускается. В этом случае должно быть разработано индивидуальное раскрепление верхнего пояса.
Оставлять фермы, закрепленные проектными болтами к опорам и расчалками (без связей), более 8 ч (одной смены) не допускается. В этом случае необходимо закрепить верхний пояс жесткими связями.
1.2. Монтаж стального профилированного настила
Стальной профилированный настил применяют для устройства облегченной кровли по металлическим несущим конструкциям. Для кровли при шаге ферм (балок) 6 м и более настил укладывают по прогонам, а при шаге 4 м и менее — непосредственно по фермам (балкам). Между собой листы настила соединяют внахлестку комбинированными заклепками. К прогонам и фермам настил крепят самонарезающими болтами, дюбелями или сваркой (рис. 8).
На строительную площадку настил поступает в пакетах массой до 10 т. Располагают их рядом с площадкой укрупнения, а при поэлементном монтаже листы настила раскладывают вдоль линии фронта работ. Укладывают пакеты листов на подкладки, а сверху закрывают водоизоляционным материалом. При приемке настила его очищают от технологической смазки. Монтаж настила производят после окончания монтажа, закрепления и окраски всех нижерасположенных конструкций. Настил монтируют в одном потоке с несущими конструкциями отдельными листами и укрупненными картинами, соединенными заклепками. Плоские блоки с прогонами укрупняют по кондукторам на горизонтальных хорошо выверенных стеллажах. Строповку отдельных листов и картин выполняют с применением траверс и захватов, которые заводят под волну настила.
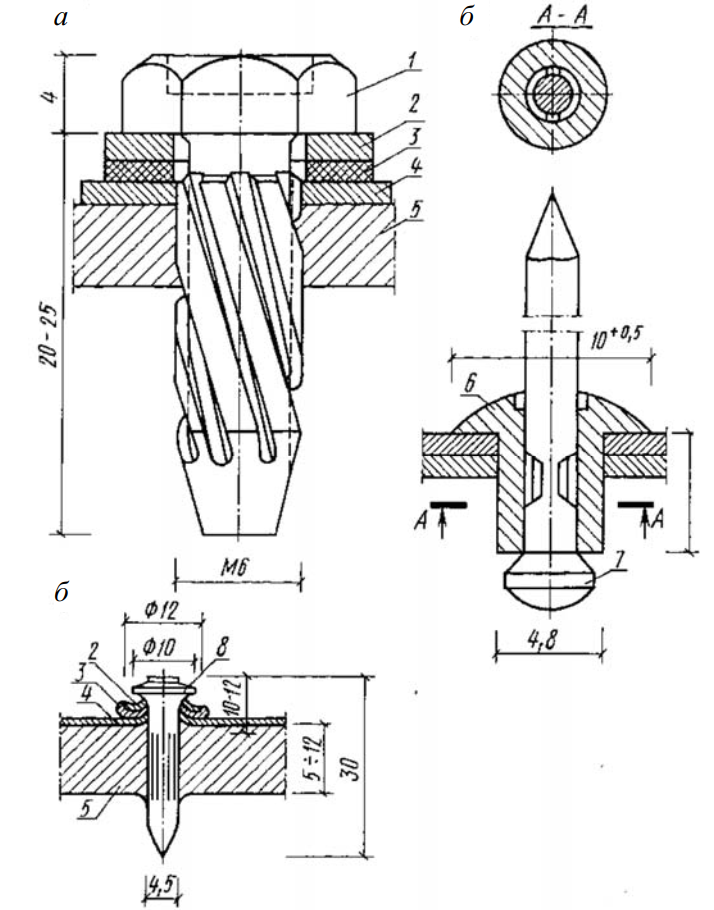
Рис. 8. Детали крепления стального настила: а – самонарезающим болтом; б – комбинированной заклепкой; в – дюбелем; 1 – самонарезной болт; 2 – стальная шайба; 3 – шайба из паронита; 4 – стальной настил; 5 – полка прогона; 6 – заклепки из алюминиевого сплава; 7 – стальной стержень; 8 – дюбель
Укладку настила производят от одного конца здания к другому, от края кровли к ее середине. Настил, прежде всего, закрепляют к ферме (прогону), укладывая листы внахлестку или встык, как предусмотрено проектом. Крепление осуществляют самонарезающими болтами (см. рис. 8, а). Для установки самонарезающих болтов по месту через волну настила просверливают отверстие диаметром 5,4 мм, в которое ввертывают болт до отказа. Под головку самонарезающего болта устанавливают две шайбы. На настил устанавливают уплотнительную шайбу и сверху на нее стальную под головку. Шаг установки самонарезающих болтов по длине листа стального профилированного настила задается проектной документацией.
Для ускорения процесса крепления настила к прогонам или поясу фермы используется пристрелка дюбелями с применением пистолета ПП-84 (84С) (см. рис. 8, в). Для зданий с неагрессивной средой для крепления к прогонам настила может быть применена сварка.
Продольные стыки листов настила могут быть выполнены внахлестку с закреплением комбинированными заклепками (см. рис. 8, б). Для установки заклепок из алюминиевого сплава рассверливают отверстия диаметром 4,9 мм. Заклепку вставляют сверху, после чего пневматическим пистолетом ОР-12 или ручными клещами головку заклепки прижимают к настилу. Стальной стержень, выступающий из головки, вытягивают инструментом, при этом головка стержня сплющивает заклепку с нижней стороны, образуя вторую головку. Выступающая часть стального стержня обрывается. Плотное соединение листов настила внахлестку получают легким нажатием и ударами деревянного молотка.
Для получения листов настила необходимой длины и ширины его режут, используя механизированный инструмент и абразивные круги. Для продольной резки применяют ручные электрические шлифовальные машинки со шлифовальными (абразивными) кругами.
Монтаж стального профилированного настила необходимо вести строго соблюдая правила техники безопасности, особенно в сырую погоду. Все крайние листы должны иметь временное ограждение.
1.3. Монтаж легкого стенового ограждения
Стеновое ограждение зданий с каркасом из металлических конструкций выполняется из трехслойных панелей типа «сэндвич», реже из панелей полистовой сборки.
Готовые панели типа «сэндвич» с заводов-изготовителей поступают на монтажную площадку в пакетах, упакованных в водоизоляционный материал. Хранятся пакеты на деревянных подкладках у места монтажа или на складе конструкций.
С целью уменьшения количества стыков между стеновыми панелями легкое стеновое ограждение, как правило, имеет вертикальную разрезку, что достигается за счет применения стеновых панелей на всю высоту здания.
Трехслойных панелей типа «сэндвич» крепятся к ригелям фахверка на болтах М7 x 90…М10 x 90 (ГОСТ 7802) с гайками М7…М10 (ГОСТ 5916) (рис. 9). Во избежание появления погиби в обшивке панели «сэндвич» во время ее крепления к ригелям фахверка под головки болтов устанавливают шайбы. Ригели фахверка, как правило, выполняются из гнутого швеллера № 14 или № 16 и крепятся на болтах к металлическим колоннам каркаса здания с помощью опорных столиков.
Монтаж легкого стенового ограждения из трехслойных панелей типа «сэндвич» выполняют «картинами», состоящими из ригелей фахверка и закрепленных к ним на болтах стеновыми панелями. Размеры монтируемых «картин» принимают с учетом длины ветрового ригеля и высоты здания.
Сборка стенового ограждения в «картины» осуществляется в горизонтальном положении на шпальной клетке, которая располагается у места монтажа (рис. 9).
Основными конструктивными элементами шпальной клетки являются металлические опорные стойки высотой 1,3–1,4 м со столиками, на которые укладывают ригели фахверка при сборке «картин.
Рекомендуется следующая технология сборки «картин» на шпальной клетке. Вначале на столики опорных стоек (шпальная клетка) укладывают и фиксируют в проектном положении ригеля фахверка (гнутый швеллер). Затем на полках ригелей фахверка, к которым будут крепиться стеновые панели, с помощью рулетки или шаблона размечается проектное расположение первой стеновой панели. Далее на ригели фахверка укладывается первая стеновая панель типа «сэндвич». Электродрелью сверлятся сквозные отверстия под болты в панелях и полке ригеля фахверка. Во избежание повреждения защитного покрытия наружной металлической обшивки стеновой панели типа «сэндвич» патроном электродрели при сверлении сквозных отверстий под болты необходимо использовать ограничители – подкладки из эластичных материалов (пенопласт, поролон и др.).
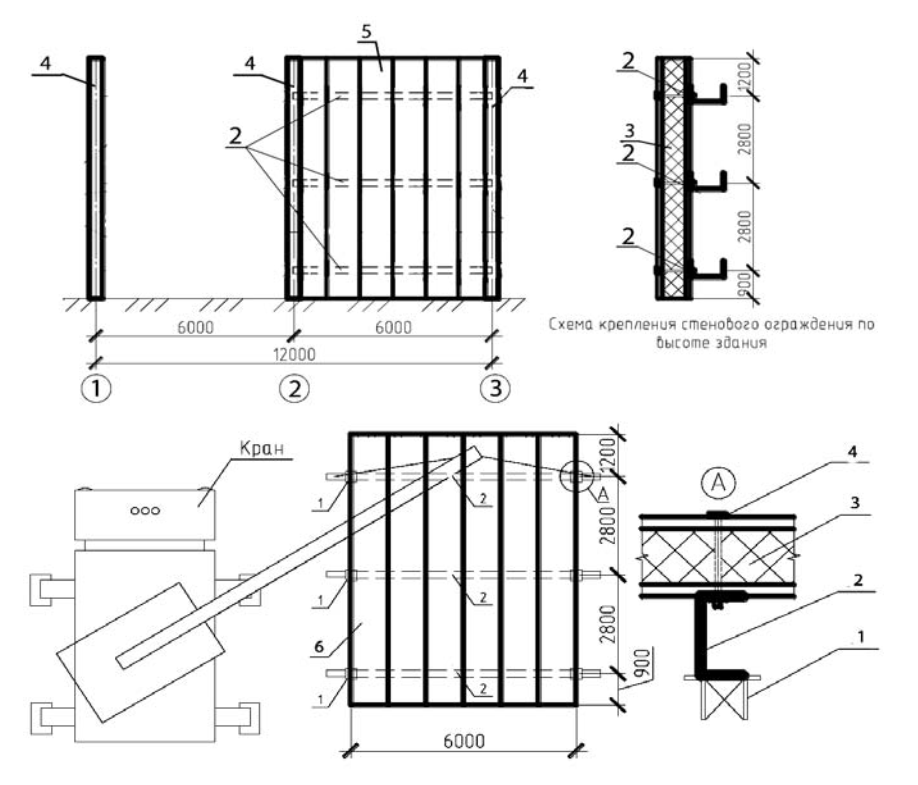
Рис. 9. Технология монтажа легкого стенового ограждения картинами: 1 – опора шпальной клетки; 2 – ригель фахверка; 3 – стеновая панель типа «сэндвич»; 4 – колонны фахверка; 5 – смонтированная картина легкого стенового ограждения; 6 – картина легкого стенового ограждения, собранная на шпальной клетке
Учитывая, что толщина металлических обшивок стеновых панелей типа «сэндвич» не превышает 1 мм, во избежание появления недопустимых дефектов в обшивках в виде погиби, рекомендуется гайки, установленные на крепежные болты, затягивать вручную. После закрепления первой стеновой панели аналогичным образом крепят следующие панели. Швы между панелями соединяются в «шпунт».
После завершения работ по сборке «картины» на шпальной клетке с помощью самоходного крана (как правило, автомобильного) ведется ее установка в проектное положение. В качестве грузозахватного приспособления при монтаже «картины» используют двухветвевой строп. Соединение собранного в картины легкого стенового ограждения с колоннами осуществляется следующим образом – ригели фахверка закрепляют болтами к монтажным столикам на колоннах. При монтаже картин монтажники находятся внутри здания и с помощью оттяжек направляют конструкцию картины на опорные столики. Учитывая, что стеновые панели по высоте картины крепятся к трем или четырем ригелям фахверка, в качестве средств подмащивания для работы монтажников на высоте применяют передвижные подмости типа ПВС переменной высоты или автогидроподъемники типа АГП с высотой подъема 12, 18 и 24 м.
Все работы по монтажу стенового ограждения из трехслойных панелей типа «сэндвич» должны выполняться с проведением операционного контроля качества и регистрироваться в журнале работ.
2. Крупноблочный монтаж конструкций покрытий промышленных зданий
Конструкции покрытий производственных зданий содержат много мелких элементов, монтаж которых на высоте трудоемок и опасен. Для снижения трудоемкости и повышения качества монтажа покрытий производственных зданий разработаны и успешно применяются на практике методы укрупнения элементов покрытия в объемные блоки на земле до подъема.
Наиболее эффективен монтаж покрытия блоками полной строительной готовности, т. е. монтаж окрашенных металлоконструкций с остеклением и готовой кровлей, включая защитный слой из гравия. Выбор степени укрупнения решает экономическое сопоставление методов производства работ. Наиболее часто принимают блоки покрытия следующими размерами: 12 x 12, 12 x 30 и 12 x 36, 24 x 24 и 24 x 30 м, но могут быть блоки и других размеров. Масса металлоконструкций блоков составляет 15–70 т, а блоков полной строительной готовности – 40–200 т. Каждый блок опирается на четыре колонны, что требует высокой точности сборки. Целесообразно, чтобы компоновка блоков была симметричной, а блоки были замкнутыми. Это позволяет исключить дополнительные работы на высоте по выполнению стыков выступающих элементов.
Крупноблочный монтаж конструкций покрытий промышленных зданий выполняется двумя методами: на стендах, на строительном конвейере.
В случае стесненных условий на строительной площадке, а также при небольших объемах работ, укрупнение блоков детализируется на стендах. Стенды применяются переносные и располагают их в пролете здания соседним с монтируемым. В этом случае укрупнение конструкций покрытия в блок выполняется с помощью гусеничного крана.
При сборке блоков на переносном стенде в пролете в проектное положение их поднимают краном в башенно-стреловом исполнении соответствующей грузоподъемности, расположенным в этом же или соседнем пролете.
При больших площадях покрытий сборку блоков выполняют на строительном конвейере, т. е. блоки собирают на 15–16 стоянкахтележках, которые по мере сборки перемещаются по железнодорожным путям (рис. 10).
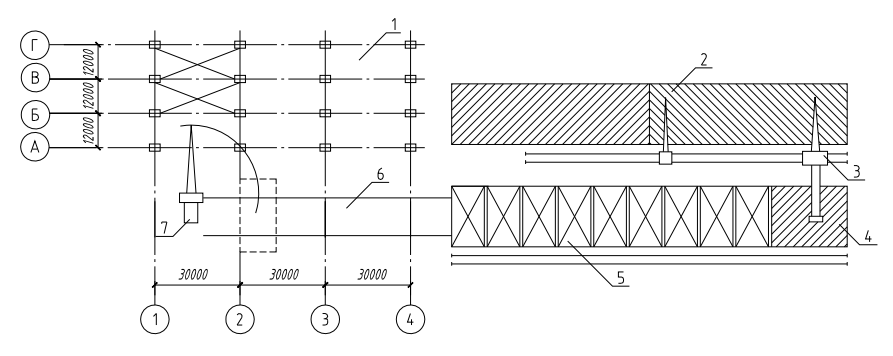
Рис. 10. Схема строительного конвейера: 1 – монтируемый цех; 2 – склад конструкций; 3 – краны, обслуживающие конвейер; 4 – площадка укрупнения ферм; 5 – стоянки конвейера; 6 – пути подачи блоков к месту установки на установщик; 7 – кран для установки блока на установщик
Тележки конвейера соединены между собой и передвигаются лебедкой. Сборка на конвейере позволяет приблизить строительные работы к заводским условиям.
Сборку металлических конструкций выполняют на 5–6 стоянках. На первой стоянке фиксируют точное проектное положение основных несущих элементов. После сборки и проектного закрепления конструкций на первой стоянке собранный блок должен быть неизменяемым.
Каждая стоянка конвейера обслуживается краном. Склад конструкций располагают параллельно конвейерной линии. Укрупнение ферм выполняют на складе до установки на первой стоянке. Все элементы, монтируемые на сборочном конвейере (стоянках), должны предварительно пройти укрупнительную сборку для сокращения времени стоянки конвейера.
После завершения сборки металлических конструкций на следующих 10 стоянках конвейера блоки покрытий укрупняют до полной строительной готовности и подают по рельсовым путям конвейерной линии к монтируемому пролету. Затем с помощью нестандартного стационарного подъемного устройства или серийного тяжелого крана (например – СКГ-63БС) блок поднимается и устанавливается на установщик.
Установщик подъезжает к месту установки блока и устанавливает его в проектное положение. Тип установщика зависит от наличия или отсутствия в возводимом здании мостовых кранов.
При возведении крановых зданий применяют низкий установщик, который перемещается по проектным или временным путям подкрановых балок и с помощью домкратных устройств устанавливает блок покрытия в проектное положение (рис. 11).
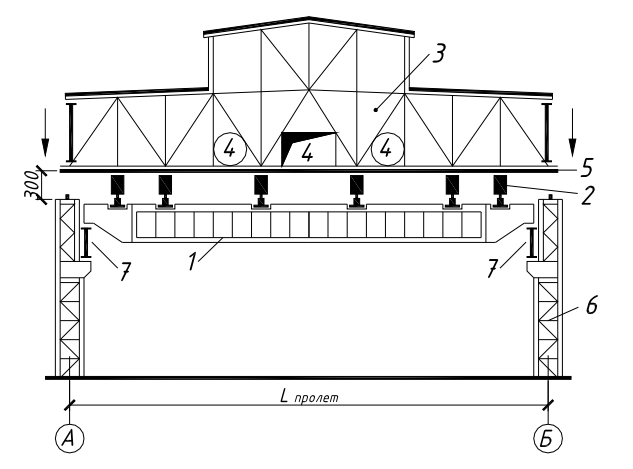
Рис. 11. Схема монтажа блоков покрытия промышленного здания с использованием низкого установщика: 1 – низкий установщик; 2 – гидравлические домкраты; 3 – монтируемый блок покрытия; 4 – смонтированное технологическое оборудование; 5 – распределительная балка; 6 – колонна; 7 – пути подкрановых балок
Для зданий, у которых отсутствуют пути подкрановых балок, блоки, укрупненные на общестроительном конвейере до полной строительной готовности, подают по рельсовым путям к монтируемому пролету. С помощью высокого (портального) перегружателя блок поднимают и устанавливают на наземный установщик, который, перемещаясь по рельсовым путям вдоль пролета, монтирует блоки покрытия (рис. 12).
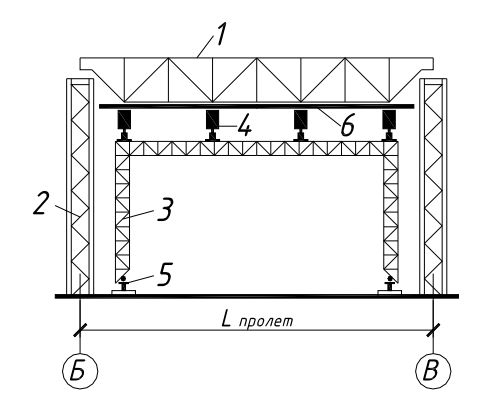
Рис. 12. Схема монтажа структурного покрытия с помощью высокого установщика: 1 – монтируемый блок покрытия; 2 – колонна; 3 – высокий установщик; 4 – гидравлические домкраты; 5 – рельсовый путь; 6 – распределительная балка
3. Монтаж арочных покрытий зданий
По конструктивному решению арки классифицируют на двух, трехшарнирные и бесшарнирные. Пролеты металлических арочных конструкций, применяемых для промышленных, общественных и сельскохозяйственных зданий и сооружений, могут быть 30–150 м.
Как показывает практика строительства, конструктивное решение и пролет арки является определяющим при выборе технологии производства работ по возведению арочных покрытий зданий и сооружений. На сегодня известны следующие методы монтажа арочных конструкций:
- на сплошных подмостях;
- на передвижных подмостях;
- с использованием временных опор;
- отдельными арками с последующим соединением их между собой связями и прогонами
Однако, как правило, практике предпочтение отдается следующим методам:
- на сплошных подмостях;
- с использованием временных опор.
На сплошных подмостях, поддерживающих конструкцию в процессе монтажа и воспринимающих нагрузки от ее массы целесообразно осуществлять монтаж двухшарнирных и трехшарниных ажурных арок больших пролетов.
Суть данного метода монтажа арок состоит в следующем. После полного завершения работ нулевого цикла внутри возводимого здания с помощью самоходного крана устанавливаются подмости, которые являются сборочной площадкой для укрупнительной сборки, монтируемой арки (рис. 13). В целях снижения трудоемкости работ и повышения качества укрупнительной сборки арок рекомендуется выполнить следующие подготовительные операции. По деревянному настилу сплошных подмостей уложить металлический лист толщиной до 2 мм, на котором в масштабе 1 : 1 начертить геометрическую схему монтируемой арки. Степень деталировки начерченной на металлическом листе геометрической схемы монтируемой арки зависит от принятого метода монтажа арки – из отдельных элементов или из отправочных марок. Учитывая, что, как правило, все арки, монтируемые в пролете возводимого здания идентичны, начерченная схема является «шаблоном» для сборки всех конструкций.
После завершения подготовительных работ монтажники металлоконструкций приступают к сборке арки. По завершению работ выполняется контроль качества сборки. До начала установки собранной арки в проектное положение выполняется ее обустройство. Учитывая, что из-за большой гибкости арки она может потерять устойчивость при установке в проектное положение, выполняют ее временное усиление – на расстоянии 0,8–1 м друг от друга закрепляют болтами или хомутами металлические пластины или швеллеры.
Наличие шарнирного соединения арки с фундаментами позволяет установить арки в проектное положение с помощью двух лебедок – грузовой и тормозной (рис. 13). Для подъема и вывода арки в проектное положение используются стальные тросы, которые закрепляют с двух сторон, к поясу арки и соединяют с барабанами грузовой и тормозной лебедками.
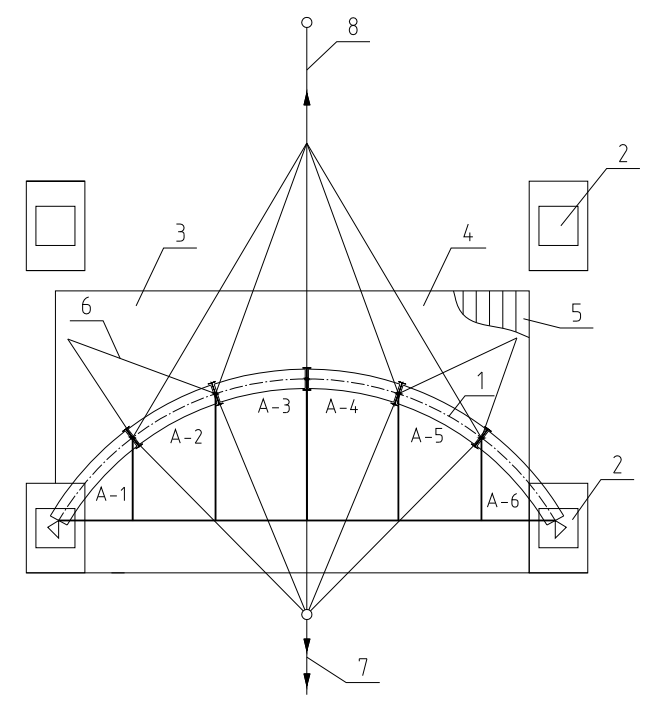
Рис. 13. Схема монтажа арок на сплошных подмостях: 1 – монтируемая арка; 2 – фундамент арки; 3 – сплошные подмости; 4 – металлический лист; 5 – деревянный щит сплошных подмостей; 6 – стальные тросы (растяжки); 7 – грузовая лебедка; 8 – тормозная лебедка
Технология выведения арки в проектное положение следующая. После завершения работ по обустройству арки к подъему включается рабочая лебедка и осуществляет подъем конструкции до достижения угла между горизонтальной поверхностью щитов подмостей 80–85. Затем включается в совместную синхронную работу тормозная лебедка. По завершению вывода арки в проектное положение, используемые для подъема стальные тросы используются как растяжки для временного раскрепления конструкции. Затем с помощью самоходного крана подмости переставляются к следующему фундаменту.
Монтаж арок на сплошных подмостях особенно эффективен при возведении сооружений в стесненных условиях.
Монтаж арочных конструкций с использованием временных опор является универсальным, так как он может применяться для монтажа арок всех конструктивных решений: двух и трехшарнирных, бесшарнирных.
Суть метода монтажа арок с использованием временных опор заключается в следующем. После завершения работ нулевого цикла и подписания акта о приемке фундаментов на строительную площадку завозятся автотранспортом отправочные марки монтируемых арок. Затем на выровненное и уплотненное основание, в местах расположения монтажных стыков арки, устанавливаются временные монтажные опоры. Для выведения отправочных марок монтируемых арок в проектное положение (на нужную отметку) на оголовках временных монтажных опор смонтированы винтовые домкраты. Монтаж отправочных марок арки ведется самоходным краном. Первой монтируется отправочная марка, опирающаяся на фундамент. Как правило, до начала подъема отправочной марки арки самоходным краном выполняют временное усиление зоны строповки металлическими пластинами или швеллерами. Для снижения трудоемкости монтажа и обеспечения безопасных условий труда используют оттяжки, а временные монтажные опоры, обустраивают монтажными площадками. Демонтаж временных монтажных опор выполняют после завершения монтажных работ в коньковом узле и выполнения контроля качества выполненных работ.
После завершения работ по монтажу арки, временные монтажные опоры с помощью самоходного крана переставляют на другой участок.
Схема монтажа арочной конструкции с использованием временных опор приведена на рис. 14.
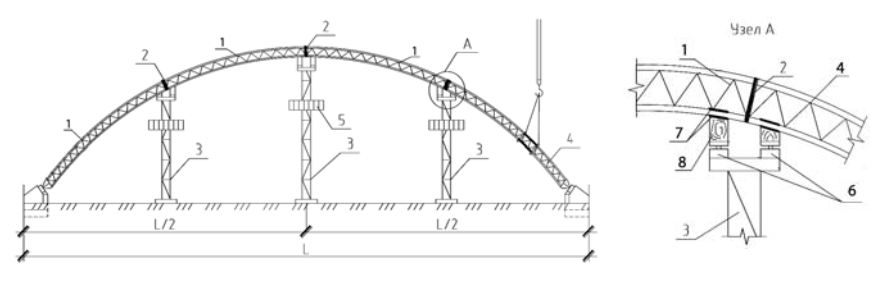
Рис. 14. Схема монтажа арочной конструкции с использованием временных опор: 1 – смонтированная отправочная марка; 2 – монтажные стыки арки; 3 – временные опоры; 4 – монтируемая отправочная марка; 5 – монтажная площадка; 6 – винтовой домкрат; 7 – подкладки под пояс арки; 8 – выравнивающие деревянные бруски
4. Монтаж пространственных конструкций
4.1. Структурные конструкции покрытий
Конструктивные решения структурных конструкций покрытий. Структурные конструкции, или просто структуры, — это плоские сетчатые системы регулярного строения. Выполняют их из большого числа однотипных относительно небольших металлических элементов, унифицированных по форме и размерам. Структуры образуют из различных систем перекрестных металлических ферм. Фермы в структуре могут быть расположены вертикально и наклонно. При этом каждая продольная ферма поддерживается поперечными. Структурные конструкции по сравнению с традиционными конструкциями имеют ряд преимуществ: занимают небольшой объем в сооружении — 1/15…1/20 пролета по высоте (в традиционных конструкциях — 1/8…1/10 пролета); имеют небольшую массу; обеспечивают блочный и крупноблочный монтаж покрытий с применением укрупнительной сборки на конвейере; могут изготавливаться на поточных автоматизированных линиях (часто состоят из одного типа стержня и одного узла); сборка не требует высокой квалификации; имеют компактную упаковку; обладают эстетическими качествами.
Основной недостаток структур — большой объем ручного труда при их укрупнительной сборке.
Для производственных зданий широко применяются структурные конструкции покрытий типа «Кисловодск» и «ЦНИИСК» («Москва»).
Пространственно-решетчатые конструкции покрытий типа «Кисловодск» изготовляют по типовой серии 1.466-2. Здания с покрытием типа «Кисловодск» могут быть одно- и многопролетные, без перепадов высот, бесфонарные (допускается применение зенитных фонарей), бескрановые. Здания имеют высоту до низа структурной плиты 4,8; 6; 7,2 и 8,4 м. В зданиях высотой 6; 7,1 и 8,4 м возможна установка подвесных кранов грузоподъемностью 2 т. Покрытия состоят из секций размером в плане 30 x 30 м и сетки колонн 18 x 18 м (рис. 15). Колонны жестко закреплены к фундаментам. Высота секций – 2,12 м. Для покрытия характерно наличие консольных участков пролетом 6 м (рис. 15, б). Вследствие этого сетка колонн в здании нерегулярная — основные размеры сеток колонн сочетаются с промежуточными ячейками размером 12 x 12 м, а крайние ряды колонн отстоят от стен по всему периметру здания на 6 м. Таким образом, по периметру расположены только стойки фахверка, шаг которых принят равным 6 м. Секция опирается на колонны с помощью капителей, выполненных в виде пирамид, держателем которых служат ячейки нижнего пояса пространственно-решетчатой секции.
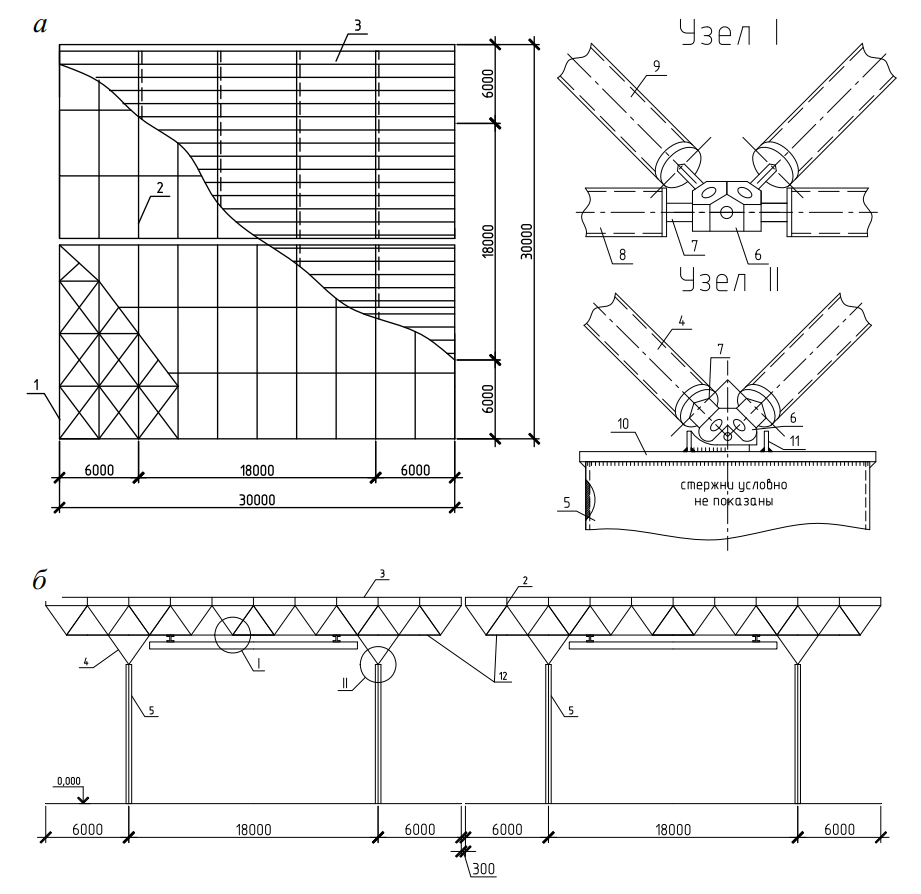
Рис. 15. Схема структурного покрытия типа «Кисловодск»: а – план структурного покрытия; б – поперечный разрез; I – нижний промежуточный узел; II – узел опорной капители; 1 – структурная плита; 2 – прогон; 3 – профилированный настил; 4 – подкос капители; 5 – колонна; 6 – узловой элемент (коннектор); 7 – стержень с резьбой; 8 – элемент нижнего пояса; 9 – раскос; 10 – опорная плита; 11 – ограничитель из уголка; 12 – консольный участок
Стержни структурной плиты выполнены из стальных труб. Все стержни одной стержневой системы имеют одинаковую номинальную длину. По концам они крепятся путем ввинчивания в специальные полусферические элементы — коннекторы (пространственные фасонки в виде разрезанных пополам или целых многогранников, имеющих отверстия с резьбой). По верхним узлам пространственной решетчатой стержневой системы устанавливаются прогоны из швеллеров, к которым крепится стальной профилированный настил покрытия.
Структурные конструкции покрытий из прокатных профилей типа «ЦНИИСК» изготовляют по типовой серии 1.460-6/81. Конструкции блоков предусматривают регулярную сетку колонн и имеют размеры в плане 12 x 18 и 12 x 24 м. Высота до низа конструкций может колебаться от 4,8 до 18 м. Здания могут быть одно- и многопролетные как одинаковой высоты, так и с перепадом высот. Шаг колонн для средних и крайних рядов принимают равным 12 м. В блоках покрытия можно устанавливать зенитные и П-образные светоаэрационные фонари. Конструкции блоков могут применяться для бескрановых зданий и для зданий, оборудованных подвесными до 5 т или мостовыми до 50 т кранами легкого и среднего режима работы. Конструкция блока покрытия представляет собой пространственно-стержневую систему с ортогональной сеткой поясов, опирающуюся на колонны по четырем углам в уровне верхних поясов (рис. 16).
Можно представить, что структурный блок представляет собой складчатую конструкцию из комбинации продольных наклонных ферм, опираемых на наклонные торцевые (подстропильные) фермы. Сечения элементов стержней выполнены из прокатных уголков, верхних поясов — из двутавровых балок. Соединения элементов выполнены на фасонках с применением стандартных болтов нормальной точности диаметром 20 мм. Конструкция торцевых ферм пролетом 12 м цельносварная. Каждый пространственный блок собирается из отдельных стержней и двух сварных торцевых ферм. Крепление стального профилированного настила производится непосредственно к верхним поясам продольных ферм (без прогонов). Профилированный настил обеспечивает жесткость блока, поэтому подъем блоков без установленного и закрепленного настила не допускается. В каркасе здания с покрытием типа «ЦНИИСК» колонны жестко закреплены в фундаментах и соединены со структурными
блоками шарнирно, стойки фахверка шарнирно опираются на фундаменты и на структурный блок.
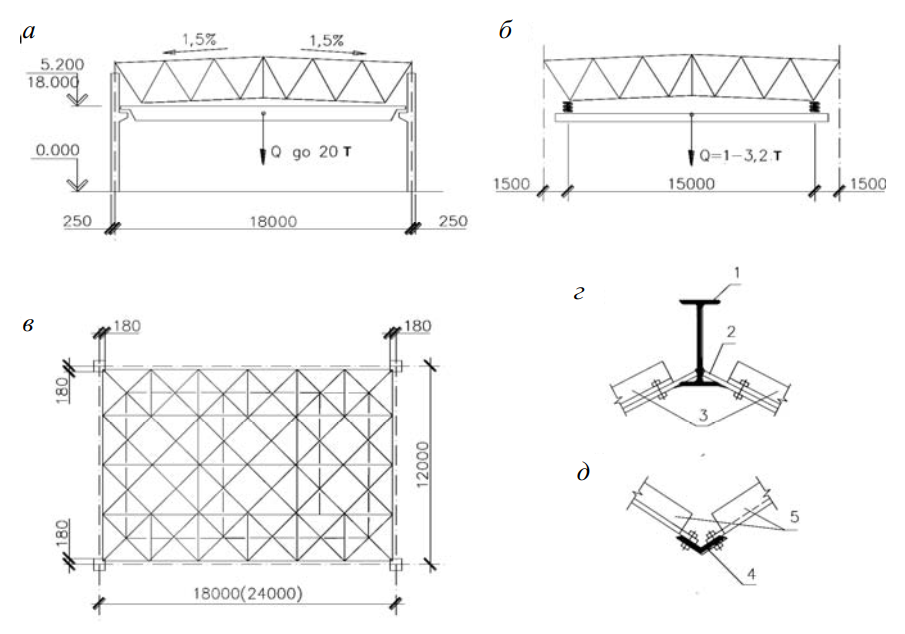
Рис. 16. Схема структурного покрытия типа ЦНИИСК: а, б – поперечный разрез для зданий с мостовым и подвесным кранами; в – план покрытия; г, д – узлы соответственно верхнего и нижнего поясов; 1 – прогон; 2 – узловые фасонки; 3 – наклонные элементы; 4 – элемент нижнего пояса
Основным преимуществом этих конструкций покрытий является то, что они изготовляются из широко применяемых (недефицитных) прокатных профилей. Эти покрытия имеют более низкие затраты на изготовление и небольшую стоимость 1 м2 покрытия в «деле», а также большой диапазон применения (нагрузка достигает 600 МПа). Кроме того, меньшее число монтажных элементов покрытия позволяет применить на укрупнительной сборке краны малой грузоподъемности (например, автокраны грузоподъемностью 3–5 т). Однако эти структуры также достаточно трудоемкие в монтаже, требуют большого объема ручного труда. Количество монтажных элементов остается значительным, требуется постановка большого числа болтов при укрупнительной сборке блоков.
Технология монтажа структурных покрытий. Монтаж структурных покрытий может осуществляться следующими способами: полностью собранными на земле покрытиями, укрупненными блоками, сборкой на проектной отметке на подмостях, навесной сборкой.
В основном сборка структурной конструкции производится вручную. Для монтажа большепролетных конструкций используются краны малой и средней грузоподъемности. Степень строительной готовности собранного покрытия определяется грузоподъемностью крана. При наличии механизмов достаточной грузоподъемности возможна сборка структуры с элементами кровли (профнастил).
Монтаж структурного покрытия, полностью собранного на земле эффективно выполнять для покрытий площадью до 1000 м2.
Суть этого способа монтажа состоит в следующем. На строительную площадку структуры поставляются в виде плит, имеющих высоту 2–2,5 м и размеры в плане, вписывающиеся в габаритные размеры транспортного средства. Затем непосредственно у места монтажа структурного покрытия выполняется его укрупнительная сборка на временных монтажных опорах высотой 1,2 м (рис. 17, а). Собранную структурную конструкцию с помощью самоходных кранов поднимают над временными монтажными опорами на 100–200 мм и оставляют на 30 мин в таком положении для проверки прочности подвесок и надежности узлов, а также упругой осадки всей системы. В подвешенном состоянии конструкцию обустраивают опорами капителей, системой вентиляции, осветительным оборудованием и др. Затем полностью собранное покрытие поднимается на 0,5 м выше опорных частей колонн и устанавливается в проектное положение. После закрепления смонтированного покрытия с опорными элементами колонн на сварке выполняется растроповка конструкции.
Монтаж структурного покрытия укрупненными блоками. Для этого устраиваются посты (стоянки) конвейерной линии, на которых производится сборка структурной плиты, монтаж технологического оборудования и технических трубопроводов (между нижними и верхними поясами структуры), укладка кровельного настила и утеплителя.
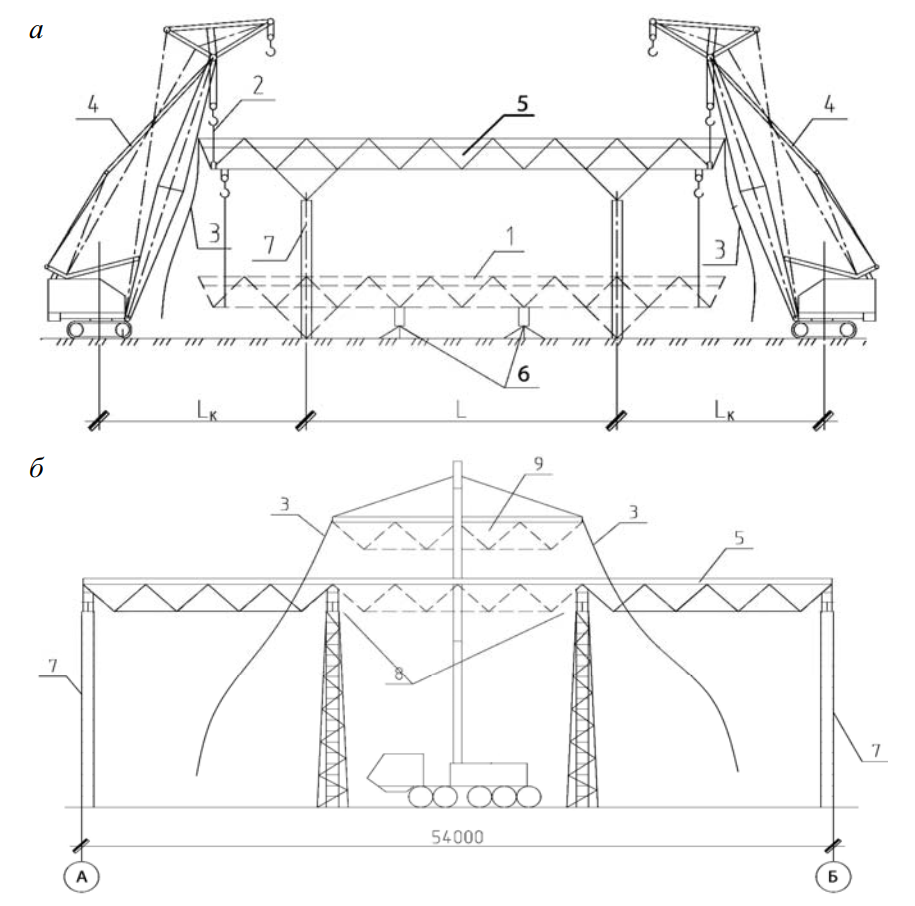
Рис. 17. Схемы монтажа структурных покрытий: а – полностью собранными на земле покрытиями; б – блоками; 1 – собранная на земле структурная конструкция; 2 – стропы; 3 – оттяжки; 4 – гусеничные краны; 5 – установленный блок структурного покрытия; 6 – временная металлическая опора; 7 – колонна; 8 – временные передвижные опоры с монтажными площадками; 9 – монтируемый структурный блок покрытия
Начинают сборку блока с установки торцовых ферм, потом устанавливают элементы нижнего пояса, затем – верхнего. Далее прикрепляют наклонные элементы, примыкающие к нижним и верхним поясам. Болтовые соединения выполняют с применением гайковерта с моментом закручивания 196 Н·м. Отклонение размеров собранного блока от проектных не должно превышать, мм:
- ±3 по ширине блока;
- ±6 по длине для сторон длиной 18 м;
- ±7 по длине для сторон длиной 24 м;
- ±9 по диагонали для блока длиной 18 м;
- ±10 по диагонали для блока длиной 24 м;
- 10 разность отметок опорных узлов.
Стальной настил укладывают после сборки и выверки конструкций блока. Профилированный настил обеспечивает жесткость блока, поэтому подъем блоков без установленного и закрепленного настила не допускается. Собранные на постах блоки покрытия монтируются самоходными кранами. Схемы движения кранов и последовательность установки блоков может быть различной. Например, гусеничный кран, передвигаясь поперек здания, поочередно монтирует блоки в смежных пролетах. В этом случае укрупненные блоки в рабочую зону крана подают на стендовых тележках.
При схеме монтажа блоков по пролетам каждый блок монтируют на заранее установленной позиции. В этом случае их детализируют непосредственно у мест монтажа.
Следует отметить, что стыковка поднятого блока с уже смонтированной конструкцией отдельными стержнями, как правило, не вызывает трудностей.
Строповку блоков осуществляют в узлах их опирания – четырех узловых точках. Для закрепления захватных устройств траверс в опорных узлах монтируемого блока имеются фасонки с отверстиями.
Монтаж структурных покрытий на подмостях. На монтажную площадку структурная конструкция поставляется отдельными стержневыми и узловыми элементами и крепежом. На отметке верха колонн монтируется рабочий настил подмостей. Поэлементная сборка структуры осуществляется на подмостях на отметке верха колонн. Монтаж структуры выполняется захватками, кратными шагу колонн. По завершению монтажа структурного покрытия на захватке подмости перемещают на новую захватку.
Монтаж структурных покрытий методом полунавесной сборки. При таком методе монтажа рекомендуется принять следующую последовательность технологических операций. На земле у места установки структуры на временных монтажных опорах высотой 1,2 м выполняется укрупнительная сборка отдельных структурных блоков (конструктивных элементов) покрытия. Затем с помощью самоходного крана структурный блок покрытия устанавливается на колонны и временные передвижные опоры с монтажными площадками (см. рис. 17, б). По завершению работ по устройству соединительных стыков элементов монтируемого блока с деталями ранее, выполняется растроповка конструкции.
При перекрытии зданий структурными блоками необходимо организовать поточное выполнение следующих технологических циклов:
- установка и выверка временных опор;
- подъем и установка на временные опоры структурных блоков;
- сварка стыков и напряжение их нижних поясов;
- раскружаливание и перемещение временных опор к следующим осям здания.
Предложен также метод устройства структурных покрытий из складывающихся блоков, при котором доставленный на строительную площадку компактный блок растягивается на земле с помощью лебедок и диагональных растяжек в структурную плиту, которая затем устанавливается кранами в проектное положение. Однако, широкого применения на практике этот метод не нашел.
4.2. Монтаж купольных покрытий зданий
Купольные покрытия бывают ребристыми и сетчатыми.
Сетчатые купола из-за разнообразия их конструктивных решений установившихся схем монтажа не имеют.
Ребристые купола могут собираться поэлементно, конструктивными блоками, навесным способом или устанавливаться в целом виде. В качестве временных опор при монтаже ребристых куполов могут использоваться мачты, башни кранов или опоры с радиальноповоротным устройством.
Чаще всего несущую конструкцию купола собирают из предварительно укрупненных на сборочном стенде конструктивных элементов.
Монтаж купола выполняют с помощью центральной мачты с опорным кольцом вверху (рис. 18, а). До начала установки центральной мачты в проектное положение на земле осуществляют ее сборку, оснащают ее стремянками, подмостями и монтажными приспособлениями. Собранную мачту поднимают одним или двумя самоходными кранами, выверяют и раскрепляют стальными канатами (рис. 18, а). После этого устанавливают верхнее опорное кольцо. Укрупненные на земле ребра купола монтируют попарно с двух диаметрально противоположных сторон, опирая внизу на опорную коробчатую балку, а вверху – на опорное кольцо.
Между собой ребра соединяют кольцевыми прогонами. Пологие купола рекомендуется возводить с помощью кран-мачт (рис. 18, б), используя их в качестве временных центральных опор. После установки и закрепления ребер ослабляют клинья в опорной клетке под основанием мачты и производят раскружаливание установленных конструкций. После окончания работ мачту демонтируют, для чего разрезают ее ниже и выше верхнего кольца купола. Обе отрезанные части увозят, а оставшаяся вваренная в опорное кольцо часть остается составным элементом в конструкции купола.
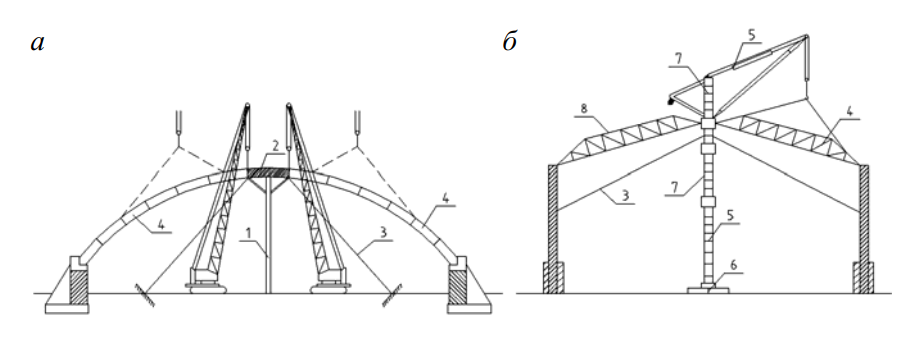
Рис. 18. Монтаж куполов с использованием центральной опоры: а – мачты с опорным кольцом; б – кран-мачты; 1 – центральная мачта с опорным кольцом; 2 – опорное кольцо; 3 – оттяжка; 4 – монтируемый конструктивный блок купольного покрытия; 5 – кран-мачта; 6 – опорная часть кран-мачты, регулируемая с помощью клиньев; 7 – демонтируемая часть кран-мачты; 8 – смонтированный блок купольного покрытия
При использовании в качестве опоры центральной башни и радиально-поворотного устройства работы начинают с устройства монолитного основания под башню и кольцевых рельсовых путей, размещаемых на металлической эстакаде вокруг купола. Отдельные отправочные марки металлических конструкций укрупняют в складки стреловыми кранами в зоне действия радиально-поворотного устройства, затем поднимают их в наклонном положении, соответствующем их проектному расположению, и после геодезической проверки сваривают. Консоль купола также укрупняется из отдельных элементов, поднимается в проектное положение радиально-поворотным устройством и закрепляется болтами и сваркой.
Метод подъема купола в целом виде очень сложен и поэтому широкого распространения в практике строительства не нашел.
Поэлементный монтаж. Основой метода поэлементного монтажа купола, как и для всех ранее рассмотренных методов монтажа куполов, является наличие двух опор для закрепления несущих ребер. Одной из таких опор, как правило, является центральная мачта с опорным кольцом вверху (рис. 18, а) либо кран-мачта (рис. 18, б).
Технология поэлементного монтажа купола делится на два этапа:
- этап I — монтаж опорных конструкций купола (несущих ребер);
- этап II — монтаж конструкции покрытия (прогоны, профнастил и др.).
Монтаж собранных на земле конструкций купола (несущие ребра) выполняется самоходными кранами. Монтаж конструкции покрытия (прогоны, профнастил и др.) производился с подвижных площадок, которые опираются на верхнее кольцо купола и на кольцо наружного контура.
Монтажные работы при такой схеме производства работ являются достаточно трудоемкими, так как связаны с большим объемом работ на высоте.
4.3. Монтаж висячего покрытия с использованием вантовых ферм
Монтаж вантовых покрытий состоит из следующих операций:
- монтаж колонн наружного диаметра;
- монтаж наружного опорного кольца;
- установка средней стойки с домкратами;
- установка центральных опорных колец;
- изготовление вант;
- монтаж вантовых полуферм;
- первоначальное натяжение полуферм;
- монтаж панелей покрытия с заделкой стыков;
- рабочее натяжение вантовой системы;
- окончательное замоноличивание плит покрытия.
Обычно монтаж колонн наружного диаметра осуществляют безвыверочным методом. После монтажа колонн возводят наружное опорное железобетонное кольцо. Сборное железобетонное кольцо опирается на консоли всех металлических колонн (рис. 19, а, б). Арматуру стыков элементов кольца сваривают ванной сваркой. После чего стыки замоноличивают. Кольцо монтируют из отдельных железобетонных элементов длиной 6 м и сечением 2,80 x 0,62 м. Элементы кольца устанавливают и закрепляют на стальных консолях колонн.
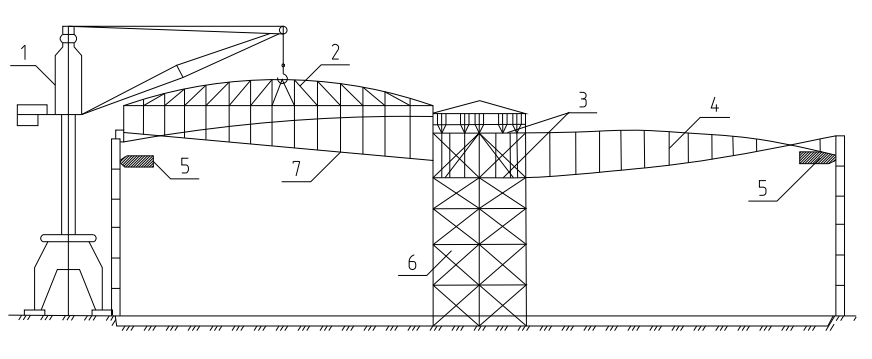
Рис. 19. Технологическая схема перекрытия вантовыми фермами: 1 – башенный кран; 2 – траверса 3 – постоянная цилиндрическая опора из двух колец и стоек; 4 – установленная вантовая ферма; 5 – опорное железобетонное кольцо; 6 – временная монтажная опора; 7 – монтируемая вантовая ферма
Далее осуществляют крановый монтаж специально изготовленной центральной монтажной башни со стальной решетчатой конструкцией (рис. 19, б). На этой башне будут смонтированы два центральных опорных металлических кольца. Для освобождения опор башни после монтажа покрытия на ней были установлены домкраты под каждое кольцо. На центральной опоре устроена площадка между кольцами, на которой сосредоточены все устройства и оборудование для натяжения вантовой системы.
При возведении вантового покрытия применяют способ сборки полуферм на нулевой отметке. Полуфермы собирают на сборочной площадке и монтируют целиком башенным краном.
Стойки в конструкции полуфермы устанавливают с таким расчетом, чтобы после предварительного натяжения системы они заняли строго вертикальное положение. Собранную таким образом полуферму при помощи специальной траверсы краном устанавливают в проектное положение. При этом вначале закрепляют на внешнем контуре с помощью цилиндрического шарнира стабилизирующий трос, а затем – несущий. Анкерный стакан несущего троса вместе с заблаговременно надетыми сферическими шайбами заводят сверху в специальное гнездо вверху колонны. В нижнем опорном кольце на центральной монтажной башне закрепляют противоположный конец несущего троса и последним закрепляют второй конец стабилизирующего троса. Этот трос со стороны внутреннего кольца имеет удлинитель – стальной стержень с нарезкой, что позволяет первоначально закрепить трос на кольце гайкой через сферические шайбы. Так свободно будут навешены все полуфермы покрытия.
После установки и закрепления всех полуферм натягивают рабочие и стабилизирующие канаты на первоначальное усилие. Одновременно натягивают четыре полуфермы в двух взаимно перпендикулярных направлениях.
После предварительного натяжения тросов ферм, центральные стальные кольца вантовой системы при помощи домкратов раскружаливаются, а временная опорная башня демонтируется.
Затем монтируют кровельный настил. Покрытие разбивают на четыре равных сектора, в которых одновременно осуществляется монтаж покрытия с укладкой элементов в рациональном направлении. Плиты покрытия укладывают на канаты от нижней отметки к верхней при равномерном загружении вантовой системы и соединяют между собой, в швы укладывают арматуру.
До замоноличивания швов кровельного настила осуществляют рабочее натяжение вант гидравлическими домкратами. Натяжение вант осуществляют только с одной стороны, обычно со стороны наружного опорного кольца.
Преимущества метода. Применение вантовых ферм с пересекающимися тросами (несущим и стабилизирующим) уменьшает строительный объем здании. Конструктивное решение позволяет выполнять большинство работ по сборке вантовых ферм на нулевых отметках, что значительно снижает трудоемкость работ. Конструктивное решение фермы и траверсы позволяет упростить монтаж, закрепление тросов на опорах сводится к элементарным действиям.
5. Монтаж сооружений из листовой стали
Конструкции многих промышленных сооружений (доменные печи, воздухонагреватели, газгольдеры, резервуары, бункера, силосы и др.) выполняют из листовой стали толщиной от 3 до 45 мм.
Монтаж сооружений из листовых конструкций осуществляется следующими способами:
- отдельными листами (полистовой метод);
- предварительно укрупненными поясами или блоками (из нескольких заготовок или поясов);
- разворачиванием рулонных заготовок (сваренных на заводах полотнищ из листов толщиной до 6 мм), свернутых в рулон и имеющих габарит, допускающий транспортирование;
- подъемом целиком предварительно собранных в горизонтальном положении сооружений.
Полистовой метод монтажа. Монтаж выполняется в следующей технологической последовательности: разметка, раскрой листов, правка, а иногда и вальцовка листов, сборка и сварка заготовок (полотнищ), сборка конструкции из заготовок с прихваткой, сварка стыков. Используется этот метод для возведения крупных вертикальных цилиндрических резервуаров емкостью более 50 тыс. м3, а также при строительстве доменных печей. Перед монтажом резервуара устраивается песчаное основание, диаметр которого на 1,5 м больше диаметра днища. Для отвода атмосферных осадков основание устраивают на 0,4–0,5 м выше уровня земли с откосами по краям. Основание принимают по акту с проверкой: правильности разбивки осей; наличия обозначенного центра основания (в центре должен быть забит знак из трубы — 40 мм на глубину 500–600 мм); соответствия уклона основания проекту; обеспечения отвода поверхностных вод от основания; соответствия толщин и технологического состава гидроизолирующего слоя проектному.
Монтаж цилиндрических вертикальных резервуаров начинают со сборки днища. На специально оборудованной площадке выполняется изготовление полотнищ днища – сварка отдельных заводских заготовок по узкой кромке встык. Затем изготовленные полотнища днища с помощью автомобильного крана укладывают на предварительно подготовленное основание резервуара. Сборку днища ведут от середины к краям резервуара. Полотнища стыкуют внахлестку и сваривая двумя швами — верхним сплошным и нижним прерывистым (рис. 20, б).
Стенки резервуара собирают из поясов, соединяя их внахлестку, напуская (снаружи) кромку нижнего пояса на верхний и сваривая их с двух сторон (рис. 20, а).
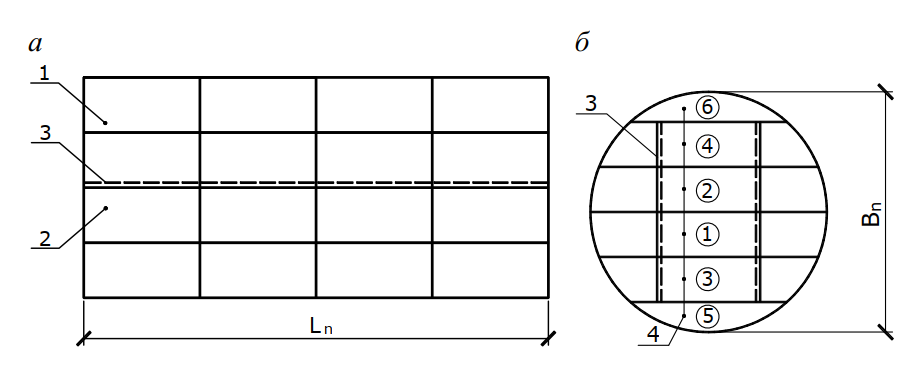
Рис 20. Схема полистовой сборки элементов резервуара: а – стенок; б – днища; 1 – верхний пояс резервуара; 2 – нижний пояс резервуара; 3 – сварное соединение листов; 4 – полотнища днища резервуара; 1 … 6 – последовательность сборки днища из полотнищ
Для сборки нижнего пояса резервуара к днищу приваривают уголки-упоры, на которые в процессе сборки стенки резервуара поджимают и временно крепят отдельные пояса. При производстве сборочных и сварочных работ на высоте пользуются подвесными подмостями, прикрепляемыми непосредственно к стенкам резервуара. Листы и заготовки в процессе монтажа подают мачтовыми стационарными или самоходными стреловыми кранами малой грузоподъемности.
Полистовую сборку в процессе укрупнения осуществляют на специальных стендах, оборудованных фиксаторами. При сборке поясов и кольцевых блоков для обеспечения точного совпадения элементов в стыке между блоками нижний пояс последующего блока собирают на верхнем поясе ранее собранного.
Монтаж предварительно укрупненными блоками. Монтаж резервуара начинают со сборки днища из заранее сваренных полотнищ. Технология устройства днища резервуара аналогична изложенной при возведении резервуаров методом полистовой сборки.
В дальнейшем монтаж резервуара ведут способом наращивания – устанавливают готовые блоки (пояса) стен резервуара на днище и на ранее смонтированные пояса.
Сборку, укрупнение и сварку конструкций в монтажные блоки выполняют на площадке укрупнительной сборки и сварки, оборудованной стендами.
Блоки к месту монтажа подаются самоходными кранами. Блоки перед подачей оборудуют навесными подмостями, а вдоль верхней кромки устанавливают фиксаторы. Строповку блоков осуществляют траверсами с тремя и более захватами.
Большое значение имеет точность установки поясов, от которой зависит точность сборки всего сооружения. Особое внимание уделяют установке и выверке первого пояса, проверяя форму эллипса пояса по его диаметрам, смещение центра сооружения и каждого устанавливаемого пояса, горизонтальность верхней кромки. При установке поясов их прикрепляют прихваткой. По мере установки поясов сваривают монтажные стыки, не допуская отставания сварочных работ больше чем на два-три пояса. Швы сваривают автоматами или полуавтоматами.
Монтаж конструкций укрупненными монтажными блоками, состоящими по высоте из одного или нескольких поясов, разделяют следующим образом (рис. 21).
Сборку элементов корпуса и днища выполняют с помощью сборочных приспособлений, фиксирующих проектные зазоры между кромками. Элементы корпуса до монтажа рекомендуется собирать в пояса и укрупнять в монтажные блоки на площадке укрупнительной сборки и сварки в ниже приведенной последовательности.
На стенде для сборки блоков собираются пояса из вальцованных элементов и временно закрепляются между собой с помощью сборочных приспособлений. После выверки собранного пояса выполняется ручной дуговой сваркой корень шва между смежными элементами пояса и далее аналогично собираются последующие пояса. Укрупнительную сборку смежных поясов в монтажные блоки производят путем установки краном одного пояса на другой, временно закрепляя их между собой с помощью сборочных приспособлений.
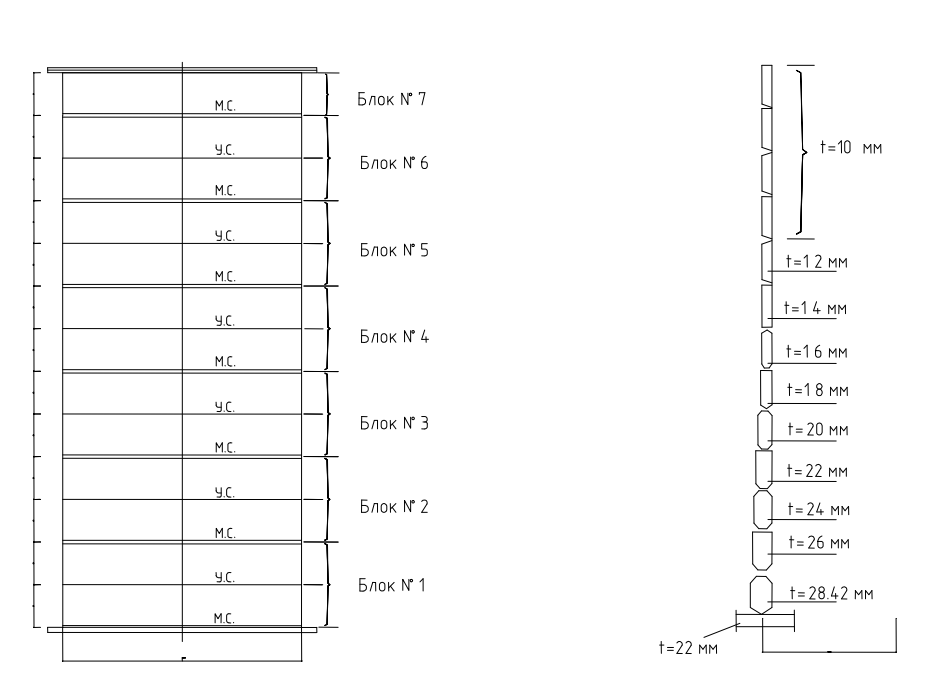
Рис. 21. Членение корпуса на монтажные блоки: М.С. – монтажный стык; У.С. – укрупненный стык
После выполнения ручной дуговой сваркой корня шва между смежными поясами в горизонтальном положении собранный блок краном устанавливают на стенд автоматической сварки, оборудованный приводом для вращения блока вокруг горизонтальной оси, параллельной образующей стенки блока, и производят автоматическую сварку всех проектных швов монтажного блока в нижнем положении.
Монтаж днища, состоящего из отдельных листов и окраек, следует начинать с установки кольца окраек и центрального листа днища. Горизонтальное положение окраек и центрального листа днища выверяют с помощью винтовых упоров на каждом элементе кольца окраек и центральном листе днища (рис. 22). Элементы окраек следует устанавливать с точностью по высотной отметке +2 мм, центральный лист днища — +3 мм.
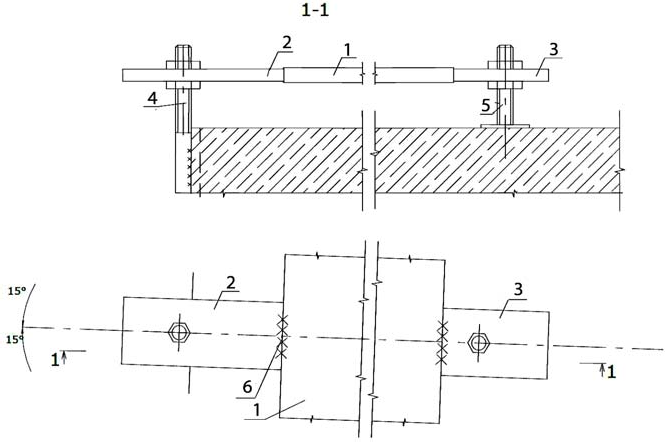
Рис. 22. Установка окраек: 1 – окрайка; 2, 3 – шайбы; 4, 5 – винтовые упоры; 6 – сварка на монтаже
После окончания сборки кольца окраек, установки центрального листа днища, а также проверки отсутствия изломов в стыках окраек и соответствия проекту зазоров в этих стыках фиксируется центр монтируемой конструкции с нанесением оси и отметки на окрайках положения наружного радиуса конструкции. Метку, как правило, наносят яркой несмываемой краской.
Сборку и сварку окраек и элементов днища обычно осуществляют в соответствии со специально разработанной технологией последовательности сварочных работ. Эта технология должна обеспечить получение минимальных сварочных деформаций.
Кольцевые швы между смежными блоками в проектном положении выполняют ручной дуговой сваркой аналогично сварке резервуаров.
Смонтированный резервуар предварительно укрупненными поясами или блоками может иметь отклонения внутреннего диаметра на уровне верха и низа каждого пояса (эллиптичность) не более ±60 мм. Отклонение общей высоты корпуса резервуара не должно превышать ±50 мм. Отклонение корпуса от вертикальной оси по всей высоте резервуара не должно превышать 30 мм.
Испытания резервуара смонтированного предварительно укрупненными поясами или блоками. Для проверки прочности, устойчивости и герметичности конструкций должны проводиться прочностные испытания. Каждый резервуар должен быть испытан на прочность и на гидростатическую нагрузку наливом воды на полную высоту стенки корпуса.
До начала испытаний должны быть закончены работы по монтажу и контролю качества сварных соединений, а также оформлена в установленном порядке техническая документация. Такое гидравлическое испытание проводят при температуре окружающего воздуха +5 °С и выше, а температура воды при этом должна быть в пределах 5–40 °С. Наполнение следует производить ступенями по поясам с выдержками на каждой ступени, необходимыми для осмотра. Далее по мере наполнения резервуара водой необходимо наблюдать за состоянием конструкций и сварных швов. При обнаружении течи из-под края днища или появления пятен на поверхности отмостки необходимо прекратить испытание, слить воду, установить причину течи и устранить ее. Если в процессе испытания будут обнаружены свищи, течи или трещины в стенке корпуса (независимо от величины дефекта), испытание должно быть прекращено и вода слита полностью или до необходимого уровня. Обнаруженные за это время мелкие дефекты (свищи, отпотины) исправляют и вновь проверяют герметичность декомпозера.
После этих операций резервуар, залитый до проектной отметки, следует испытывать на гидростатическое давление с выдерживанием под этой нагрузкой не менее 24 ч.
Метод рулонирования. Рулонная технология изготовления листовых конструкций создает условия для индустриализации строительства листовых конструкций при минимальных затратах на их изготовление, транспортирование и монтаж. Из рулонированных заготовок монтируют вертикальные цилиндрические резервуары емкостью до 30 тыс. м3, корпуса воздухонагревателей доменных цехов, газгольдеры и трубопроводы больших диаметров.
Сущность рулонной технологии изготовления заключается в том, что отдельные листы вертикальной стенки корпуса резервуара сваривают на заводе-изготовителе в одно полотнище, ширина которого равна высоте резервуара, а длина — длине развертки стенки резервуара. Автоматическую сварку полотнища производят на специальном двухъярусном механизированном стане. По мере сварки полотнище резервуара сворачивается в рулон. В такой рулон могут сворачиваться сваренные полотнища вертикальной стенки корпуса резервуара, днища. Сворачивают полотнища на специальный каркас для рулонирования, конструкция которого обеспечивает получение качественной цилиндрической формы рулона и сохранность этой формы при выполнении погрузочно-разгрузочных работ и транспортировании.
Более рационально использование в качестве каркаса для рулонирования шахтной лестницы или центральной стойки резервуара. Конечная кромка навернутого полотнища закрепляется к рулону с помощью приваренных удерживающих планок, которые обеспечивают надежную упаковку рулона. Масса рулона в зависимости от объема резеруара может достигать 60–65 т.
Рулонная технология изготовления принята в нашей стране основной при сооружении цилиндрических резервуаров, при которой стенки, днища, центральные части плавающих крыш и понтонов изготовляют и поставляют на монтажную площадку в виде рулонированных полотнищ, а покрытия, короба понтонов и плавающих крыш, кольца жесткости и другие конструкции — укрупненными элементами.
Все резервуары монтируют на песчаном основании, диаметр которого должен быть на 1,4 м больше диаметра днища. Для отвода атмосферных осадков основание устраивают на 0,4–0,5 м выше уровня земли с откосами по краям.
Перед монтажом резервуара его основание принимают по акту с проверкой: правильности разбивки осей; наличия обозначенного центра основания (в центре должен быть забит знак из трубы — 40 мм на глубину 500–600 мм); соответствия уклона основания проекту; обеспечения отвода поверхностных вод от основания; соответствия толщин и технологического состава гидроизолирующего слоя проектному; правильности устройства фундамента под шахтную лестницу.
Днища типовых резервуаров любого объема и стенки резервуаров объемом до 30 тыс. м3 изготовляют в виде рулонов. Обычно рулонированные конструкции транспортируются на четырехосных железнодорожных платформах грузоподъемностью 60 т. Разгружают рулоны с железнодорожной платформы с помощью грузоподъемного крана или тракторов. Схема разгрузки рулона с железнодорожной платформы тракторами приведена на рис. 23.
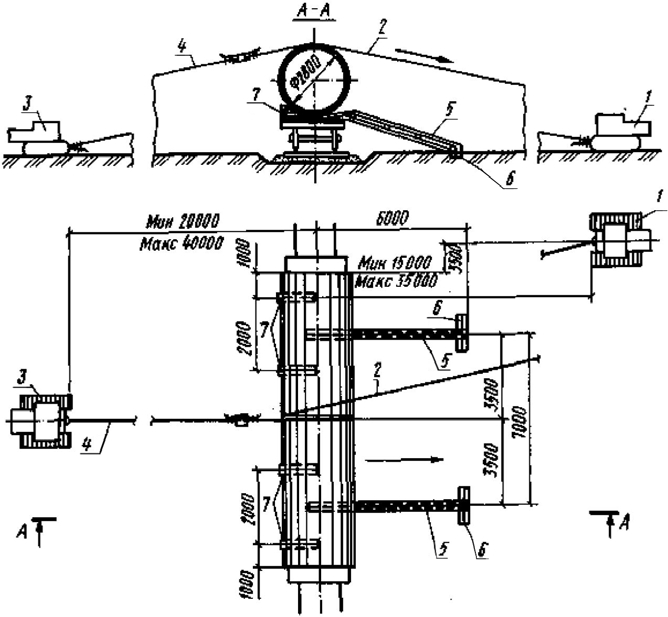
Рис. 23. Схема разгрузки рулона с железнодорожной платформы: 1 – тяговый трактор; 2 – тяговая ветвь каната; 3 – тормозной трактор; 4 – тормозная ветвь каната; 5 – разгрузочные балки; 6 – подкладки из полушпал; 7 – деревянный страховочный клин
Транспортировать рулоны с завода-изготовителя на строительную площадку можно и автотранспортом. В этом случае применяются прицепы грузоподъемностью 60 т, оборудованные поворотной седловиной, совместно с двухколесным прицепом-роспуском грузоподъемностью 25 т, а также прицеп с удлиненной платформой или трейлеры.
От места разгрузки к месту монтажа рулоны перевозят автотранспортом. При небольших расстояниях и наличии ровной поверхности возможна перекатка рулона тракторами.
Днища резервуаров объемом до 2000 м3 и диаметром до 12 м полностью сваривают на заводе-изготовителе и сворачивают в рулон, который перекатывают на основание так, чтобы середина рулона располагалась по оси основания. Днища резервуаров большего объема, диаметр которых превышает 12 м, и которые по этой причине не могут быть погружены целиком на платформу длиной 13,66 м, выполняют из нескольких частей, укладываемых одна на другую при сворачивании в рулон.
Следующим этапом является монтаж стенки резервуара, свернутой в рулон на заводе-изготовителе. При наличии на площадке стрелового крана необходимой грузоподъемности рулон стенки подают на днище резервуара с помощью стрелового крана или лебедкой перекатывают на днище по брусьям (из шпал или бревен), скрепленным строительными скобами. Чтобы обеспечить сохранность днища от повреждения и возможность подведения под рулон опорного шарнира для подъема рулона из горизонтального в вертикальное положение, между рулоном и днищем за счет увеличения высоты накаточных путей создают зазор 450–500 мм. Затем на днище укладывают стальной лист — поддон (толщиной 6–8 мм), на который рулон стенки будет опираться после его установки в вертикальное положение. Поддон способствует сохранению сварных швов днища и нижней кромки рулона от повреждения при его разворачивании.
Совместное движение рулона и поддона при разворачивании обеспечивают уголки-ограничители, которые приваривают к поддону по окружности с таким расчетом, чтобы после подъема рулона эти уголки оказались внутри него. Подъем рулона из горизонтального положения в вертикальное осуществляют методом поворота при помощи шевра.
Установленный на поддоне рулон обвязывают петлей из каната и с помощью трактора смещают к краю днища в такое положение, при котором замыкающая кромка с закрепленной на ней стойкой жесткости и лестницей заняла бы свое проектное положение. Для этого на днище после его сварки отмечают центр, из которого проводят окружность радиусом, равным наружному радиусу нижнего пояса стены резервуара. По намеченной окружности равномерно с интервалом около 1 м приваривают уголки, служащие упорами стенки при разворачивании рулона. Далее, не ослабляя петли из каната, пользуясь лестницей, расположенной на стоике жесткости, разрезают кислородом планки, сдерживающие рулон от раскручивания. Верх стойки предварительно раскрепляют в радиальном направлении двумя расчалками. Плавно ослабляя петлю, рулону дают возможность развернуться под действием упругих сил, возникающих при его сворачивании. Свободную наружную кромку рулона прижимают к упорному уголку и прихватывают сваркой к днищу.
Дальнейшее разворачивание производят принудительно. Для этого на высоте 0,5 м от днища к рулону приваривают скобу и закрепляют к ней свободный конец тягового каната от трактора или лебедки. По мере разворачивания стенку рулона прижимают к упорным уголкам и закрепляют прихватками к днищу снаружи и изнутри. Скобу для крепления тягового каната периодически срезают и приваривают на новое место, так как с одной ее установки можно развернуть менее половины длины витка или около 3 м (диаметр рулона 2,8 м).
Во избежание самопроизвольного сворачивания рулона при переносе тягового каната между развернутой частью стенки и навернутой частью рулона вставляют стальной клиновой упор, перемещаемый вручную по днищу.
Одновременно с разворачиванием рулона стенки на верхней ее кромке краном устанавливают элементы кольца жесткости и щиты покрытия, фиксирующие цилиндрическую форму верха резервуара. До установки кольца жесткости устойчивость верхней кромки развернутой части стенки и правильную ее форму обеспечивают с помощью расчалок.
Каждый щит покрытия имеет форму сектора круга и состоит из двух радиальных балок с распорками между ними и приваренного к ним листового настила.
Для монтажа щитов в центре резервуара устанавливают временную (при сферическом покрытии) или постоянную (при плоском покрытии) опору, на верху которой закрепляют седло круглой формы, называемое короной, и предназначенное для опирания вершины каждого щита.
Перед установкой замыкающего щита необходимо вывести из резервуара шахтную лестницу, служившую каркасом последнего рулона стенки. Для этого первоначально срезают уголки-ограничители с поддона и вытаскивают его. Нижнюю замыкающую (свободную) кромку рулона временно прихватывают к днищу и срезают сварные швы, которыми вертикальная кромка рулона была закреплена к стойкам каркаса шахтной лестницы. Освободившуюся лестницу извлекают краном через проем в покрытии. Монтажный стык стенки обычно сваривают внахлестку. Для этого ее нижнюю кромку освобождают от прихватки к днищу и подтягивают к начальной кромке стенки, плотно прижимают их друг к другу по всей высоте с помощью стяжных приспособлений, после чего устанавливают замыкающий щит кровли.
Далее раскружаливают покрытие (только сферическое), вынимают через корону временную опору, укладывают и приваривают центральный щит кровли.
В ходе разворачивания рулонной стенки и щитов покрытия проверяют отклонение стенки от вертикали, которое не должно превышать 90 мм по всей ее высоте.
Схема монтажа резервуара из рулонированных полотнищ приведена на рис. 24.
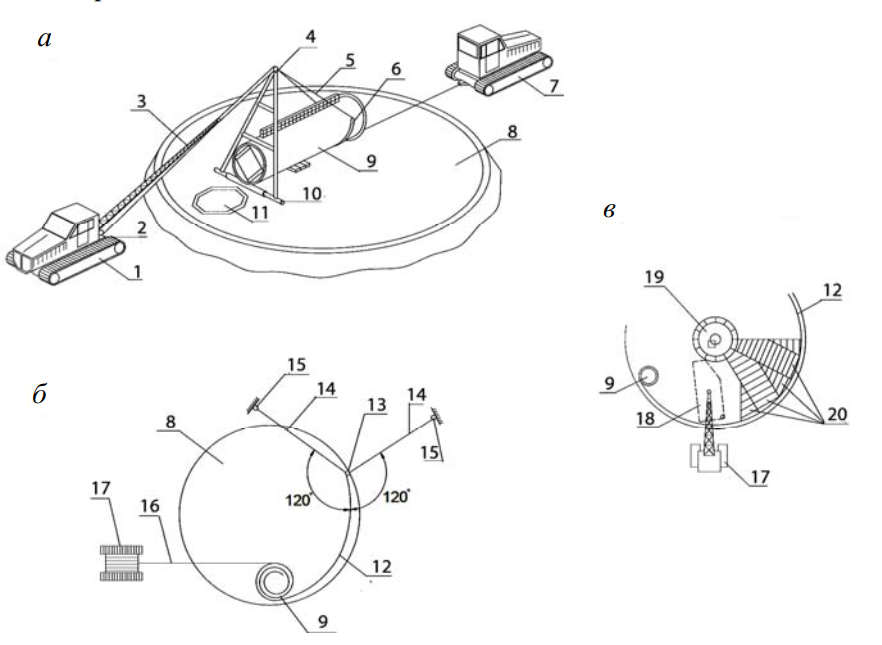
Рис. 24. Схема монтажа резервуара из рулонированных полотнищ: а – подъем рулона; б – разворачивание рулона; в – монтаж покрытия; 1, 7 – тракторы; 2 – якорь полиспаста; 3 – полиспаст; 4 – шевр; 5 – тяга; 6 – строп; 8 – днище; 9 – рулон; 10 – шарнир; 11 – поддон; 12 – развернутая часть полотнища стенки; 13 – стойка жесткости с лестницей; 14 – расчалка; 15 – якорь; 16 – тяговый канат; 17 – монтажный кран; 18 – монтируемый щит покрытия; 19 – оголовок центральной стойки; 20 – установленные щиты
Приемочный контроль качества монтажных сварных швов и соединений. В ходе выполнения монтажных работ испытывают на плотность монтажные сварные соединения днища, стенки и кровли. Поскольку доступ к сварным швам днища со стороны основания невозможен, их испытывают на плотность вакуум-аппаратом, представляющим собой металлическую коробку размером 250 x 350 x 700 мм без дна. Верхнюю крышку выполняют из прозрачного материала (армированного или органического стекла) для возможности в ходе испытаний наблюдения за швами. На одной из белых боковых стенок аппарата вваривают штуцер для подключения воздушного рукава к вакуум-насосу. Снизу к стенкам аппарата по периметру прикрепляют полоску губчатой резины, обеспечивающей его плотное прилегание к поверхности днища даже в местах нахлесточных соединений. Перед испытанием все швы очищают от грязи, шлака, окалины, а затем обильно смачивают мыльным раствором.
Во время испытания внутри аппарата вакуум-насосом создают разрежение в пределах 50–60 ГПа.
Вследствие разрежения через имеющиеся в швах неплотности внутрь аппарата начинает проходить воздух, вызывающий образование хорошо заметных мыльных пузырей, по которым и обнаруживают дефектные места. Эти участки сварных швов вырубают, заваривают и вновь испытывают.
Монтажные сварные швы стенки и кровли резервуаров испытывают на плотность (герметичность) керосином. Обладая высокой капиллярностью (большой силой поверхностного натяжения), керосин проникают через мельчайшие зазоры (неплотности). До испытания сварные швы снаружи закрашивают на ширину 100–150 мм меловым раствором. Опрыскивание стыковых швов и введение керосина под нахлестку выполняют с противоположной стороны не менее двух раз с интервалом 10 мин. При наличии в швах дефектов на поверхности, покрытой мелом, появляются хорошо видимые темные пятна керосина. Продолжительность испытания 4 ч при положительной температуре и 8 ч — при отрицательной температуре окружающего воздуха.
Кроме того, замыкающий монтажный шов стенки в местах его пересечения с горизонтальными швами просвечивают проникающими излучениями. Длина каждого снимка должна быть не менее 240 мм. Взамен просвечивания разрешается (при толщине стали 10 мм и более) производить контроль ультразвуком с последующим просвечиванием участков швов с признаками дефектов.
Заключительным этапом является гидравлическое испытание с целью проверки плотности соединений и прочности сооружения в целом.
При гидравлическом испытании резервуар постепенно заполняют водой на высоту, предусмотренную проектом, внимательно наблюдая за его осадкой и состоянием сварных соединений. Если в процессе испытаний обнаруживают течь из-под края днища, необходимо воду слить полностью, а при обнаружении трещин в швах стенки — воду сливают до уровня ниже выявленного дефекта. После устранения дефектов испытания продолжают.
Одновременно с гидравлическим испытанием плотность сварных соединений кровли резервуаров проверяют сжатым воздухом. Для этого закрывают все люки кровли, вследствие чего при наполнении резервуара водой давление воздуха внутри него повышается. Сварные швы кровли смачивают мыльным раствором и дефектные участки отмечают по местам появления пузырей.
Резервуар считается выдержавшим испытание, если в течение 24 ч после его заполнения водой на поверхности стенки или по краям днища не появятся течи и уровень воды не понизится.
Перед проведением испытаний весь персонал, принимающий в них участие, должен пройти инструктаж. На все время испытаний устанавливают границу опасной зоны с радиусом не менее двух диаметров резервуара, внутри которой не допускается нахождение людей, не связанных с испытанием. Контрольные приборы располагают за пределами опасной зоны или в безопасных укрытиях.
Гидравлическое испытание рекомендуется производить при температуре наружного воздуха не ниже +5 °С. При испытании в зимних условиях необходим подогрев или непрерывная циркуляция воды во избежание ее замерзания в трубах и задвижках, а также обмерзания стенок резервуара. На резервуар, выдержавший испытания, составляют паспорт.
6. Технология выполнения болтовых и сварных соединений элементов металлических конструкций
Сборка болтовых соединений. Стыки металлических конструкций закрепляют главным образом болтами нормальной и повышенной точности, высокопрочными болтами и электрической сваркой. При изготовлении стальных строительных конструкций на заводахизготовителях выполняют их «общую» или «контрольную» сборку.
Конструктивные элементы геометрически сложных и особо ответственных конструкций проходят на заводе полную сборку из отправочных элементов. При этом производится контроль соосности, геометрических размеров и рассверливаются до проектных размеров отверстия под болты в монтажных стыках. При общей сборке конструкций маркируют и составляют соответствующую схему, по которой их собирают на строительной площадке.
Массовые, однотипные конструкции, отверстия в которых сверлятся не по разметке, а по шаблонам в кондукторах на проектный диаметр, проходят контрольную сборку. Собирается первый экземпляр и, например, каждый десятый. Отправочные одинаковые марки таких конструкций взаимозаменяемы.
Сборка болтовых соединений состоит из следующих операций: подготовка стыкуемых поверхностей; совмещение отверстий под болты; стягивание пакета (соединяемых деталей стыка) и рассверливание отверстий до проектного диаметра (в соединениях на болтах повышенной точности, если на заводе они были выполнены на меньший диаметр).
После очистки стыкуемых поверхностей от грязи, наледи, снега, удаления заусенцев на кромках деталей и отверстий производится сборка стыков и узлов.
Если при транспортировании в элементах стыков образовались погнутости или вмятины, необходимо произвести их правку для обеспечения при сборке плотного касания всех элементов стыка или узла. На монтаже для рассверливания отверстий применяют электрические сверлильные машины.
Для совмещения всех элементов стыка пользуются проходными оправками, диаметр цилиндрической части которых на 0,2 мм меньше диаметра отверстий. Часть отверстий (не менее 10 %) заполняется пробками (рис. 25). Пробки фиксируют взаимное расположение соединяемых элементов от сдвига. После установки пробок оправки выбивают.
При установке болтов пакет обязательно стягивают, так как без плотного касания на поверхностях элементов стыка может начаться коррозия. Как правило, затяжку болтов начинают от середины поля
болтов к краям. По мере установки очередных болтов подтягивают ранее установленные болты. Под головки болтов нормальной и повышенной точности ставится по одной шайбе и под гайку не более двух шайб. Резьба болта должна находиться вне тела пакета соединяемых элементов.
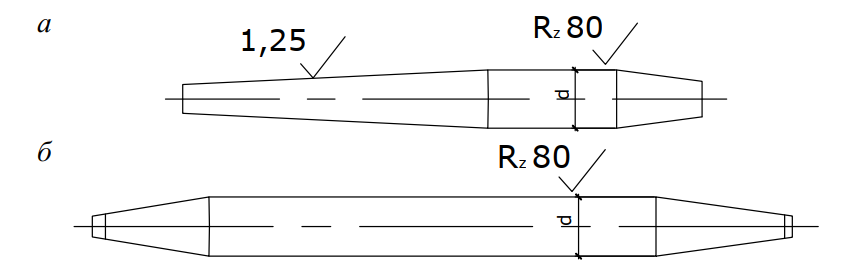
Рис. 25. Технолгическая оснастка для сборки болтовых соединений: а – проходная оправка; б – пробка
Гайки закрепляют контргайками, пружинными шайбами, забивкой резьбы или прихваткой в соответствии с указаниями проекта. Гайки временных и постоянных болтов без контролируемого натяжения завертывают ручными коликовыми ключами (рис. 26), имеющими с одной стороны зев для гайки, а с другой — коническую часть — колик, который служит оправкой при совмещении отверстий в деталях узла.
Рис. 26. Ключ коликовый монтажный: а – зев ключа; б – колик; s – размер под ключ
Установку высокопрочных болтов начинают с подготовки соприкасающихся поверхностей монтажных соединений. Удаляют заусеницы и очищают соприкасающиеся поверхности не ранее чем за 7 ч до установки болтов. Поверхности целесообразнее очищать обжигом многопламенными ацетилено-кислородными горелками. Болты, шайбы и гайки тщательно очищаются от смазки в кипящей воде, а затем — в бензине. Болты комплектуются с навернутыми гайками и двумя шайбами (одна под головку, другая под гайку), гайки прогоняются по всей резьбе без усилий.
Если гайка идет туго, ее заменяют. Комплекты болтов на каждый стык укладывают в инвентарные ящики-контейнеры, которые прикрепляют к элементам конструкций возле стыков.
До установки высокопрочных болтов соединение собирают на пробках и временных болтах и стягивают так, чтобы щуп толщиной 0,3 мм проходил вглубь пакета не более чем на 20 мм. Резьбу гаек высокопрочных болтов слегка смазывают минеральным маслом. Смазывать болт и поверхность гайки не разрешается. Болты в один прием затягивают гайковертом или ручным динамометрическим ключом. При отсутствии таких гайковертов затягивание осуществляют в два приема: сначала на величину меньше требуемой — гайковертом ИП-3106, а затем тарировочным ключом. Со стороны гайки после натяжения должно оставаться не менее трех ниток резьбы.
Величину крутящего момента для закручивания гаек высокопрочных болтов определяют по формуле
MK = Ndku,
где N – расчетное усилие натяжения болта, Н; d – диаметр болта, м; ku – коэффициент, зависящий от качества нарезки, принимаемый в пределах 0,186–0,193.
Тарировка ключей и гайковертов должна осуществляться систематически до начала и в середине смены. Болты, дотянутые до проектного усилия, отмечаются краской.
При применении в узлах и стыках высокопрочных болтов используют ключи-мультипликаторы (табл. 1).
Таблица 1
Техническая характеристика ключей-мультипликаторов
| Показатель | КПМ-130 | КПМ-220 |
| Момент затяжки, Н м | 500–1300 | 1100-2200 |
| Относительная погрешность, не более, % | +5 | +5 |
| Передаточное число | 16 | 16 |
| Усилие на рукоятке, Н | 200 | 200 |
| Габариты, мм | 188 x 96 x 278 | 220 x 112 x 278 |
| Масса (без сменных головок и рычага), кг | 7,7 | 11,35 |
Сварные соединения. Монтажные соединения решетчатых и стержневых конструкций собирают преимущественно при помощи прихваток. Стыки тяжелых конструкций собирают при помощи сборочных приспособлений. Сварка монтажных соединений решетчатых и стержневых конструкций обычно выполняется вручную, а иногда — полуавтоматами с применением порошковой и голой легированной проволоки. В процессе сборки листовых конструкций широко используются сборочные приспособления, которые удаляются по мере сварки стыков. При автоматической сварке допускается предварительная подварка швов вручную.
Стыки можно сваривать следующими способами сварки: автоматической электрошлаковой; под флюсом; с применением порошковой проволоки; полуавтоматической; в среде углекислого газа; ручной.
Почти все виды автоматической и полуавтоматической сварки являются многошовными, только электрошлаковая сварка независимо от толщины стали выполняется за один проход бездуговым процессом. Эта сварка применима только для горизонтальных швов.
Сварка стыков может быть одно- и двусторонней. Швы большой протяженности вручную сваривают участками длиной по 300–400 мм. Направление сварки каждого участка должно быть противоположно направлению сварки всего шва. При толщине свариваемого металла более 8 мм сварной шов образуют в несколько слоев секционным способом или горкой.
Для ручной сварки применяют электроды со специальным покрытием (обмазкой) различных типов. Число в марке электрода обозначает величину временного сопротивления наплавленного металла, а индекс А — повышенное относительное удлинение и ударную вязкость. Фаску под сварку у листов и труб следует снимать электрическими или пневматическими кромкорезами.
Контроль качества сварных соединений. В процессе контроля качества сварных соединений в зависимости от предъявляемых к ним требований могут выполняться внешний осмотр шва, механические испытания металла шва, проверка качества структуры и плотности шва и др.
Внешний осмотр шва осуществляется с целью обнаружения видимых трещин, подрезов, шлаковых включений и непроваров глубиной более 10 % толщины свариваемых деталей.
Механические испытания металла шва выполняются в соответствии с ГОСТ 6996 на растяжение, ударный изгиб, ударный разрыв и сплющивание.
Просвечивание шва основано на свойстве гамма-лучей проникать через непрозрачные тела с различной интенсивностью и воздействовать на фотослой и некоторые химические соединения, начинающие светиться под их действием. Обычно используется фотографический метод, при котором на пленке в местах дефекта шва появляются места с различной затемненностью.
В случае обнаружения дефектов количество проверяемых участков удваивается. Отечественные рентгеновские аппараты РУП-120-5-1, ИРА-1Д, ИРА-2Д малогабаритны и удобны для работы на стройплощадке. Применение изотопов для просвечивания в условиях строительства несколько сложнее.
Магнитографический метод основан на обнаружении полей рассеивания в местах дефектов на ферромагнитной ленте и последующем воспроизведении отпечатков; применяется для контроля соединений толщиной от 1 до 16 мм.
Ультразвуковой метод основан на различном отражении пучка высокочастотных звуковых колебаний от металла и имеющихся дефектов.
Контроль плотности сварных соединений чаще всего выполняют вакуумным методом, в замкнутых емкостях — сжатым воздухом в пределах рабочего давления, с промазкой наружной поверхности швов мыльным раствором или заполнением емкостей водой. Можно обнаруживать неплотности сварных швов, промазывая их с одной стороны керосином, а с другой — окрашивая водно-меловым составом; при этом в местах дефектов на поверхности меловой обмазки появятся жирные пятна.
Вакуумный метод предусматривает использование металлической камеры без дна с верхней стенкой из органического стекла и резиновой прокладкой по кромкам боковых стенок. Испытуемый шов смазывают раствором пенного индикатора, на участок шва накладывают камеру и создают в ней вакуум. Появление на поверхности шва пузырей свидетельствует о его неплотности. Давлением сжатого воздуха и воды испытывают резервуары и трубопроводы. Швы покрывают пенным индикатором, а в сосуд нагнетают воздух под давлением. Появление пены свидетельствует о дефекте.
Химический метод применяется для испытания днища. Под днище укладывают трубы, по которым нагнетают аммиак. Боковую поверхность днища и основания герметизируют глиной, а швы промазывают меловой краской с индикатором (фенолфталеин) или проклеивают полосами смоченной индикаторной бумаги. В местах дефекта окраска или бумага меняет цвет.
При заполнении сосудов водой под давлением дефекты обнаруживаются по местам течи или увлажнения поверхности шва. Давление воды или воздуха назначается равным рабочему давлению, установленному для данной конструкции. Сосуды, работающие под большим давлением, во избежание больших разрывов испытывают водой.
Особенности монтажа металлических конструкций при отрицательных температурах наружного воздуха. На монтаже металлических конструкций в зимнее время должны применяться все меры, предусматриваемые при монтаже сборных металлических конструкций и направленные на снижение опасности производства работ. При производстве сборочных и монтажных работ при температуре окружающей среды ниже –25 °С нельзя применять ударные воздействия на металлические конструкции.
Гибку и правку металла при отрицательных температурах следует выполнять с предварительным подогревом.
Ручную и полуавтоматическую сварку решетчатых и листовых конструкций с толщиной стали до 16 мм можно вести обычными способами без подогрева для:
- конструкций из углеродистой стали — при температуре до –30 °С;
- из низколегированной стали — при температуре до –20 °С.
При большей толщине свариваемого металла или при более низких температурах зона выполнения сварочного шва на ширину в 100 мм с каждой стороны от него должна быть подогрета до 100–150 °С.
МЕТОДИЧЕСКАЯ ДОКУМЕНТАЦИЯ В СТРОИТЕЛЬСТВЕ
РЕКОМЕНДАЦИИ ПО МОНТАЖУ СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
(к СНиП 3.03.01-87)
МДС 53-1.2001
1. Область применения
Настоящие Рекомендации содержат положения в развитие и обеспечение норм и правил по монтажу стальных конструкций, изложенных в СНиП 3.03.01-87.
Настоящий документ содержит рекомендации по монтажу и демонтажу стальных конструкций вновь сооружаемых, реконструируемых и восстанавливаемых зданий и сооружений промышленного, общественного и жилого назначения.
2. Нормативные ссылки
В настоящих Рекомендациях использованы ссылки на следующие нормативные документы:
| ГОСТ 6402-70 | Шайбы пружинные. Технические условия |
| ГОСТ 7512-82 | Контроль неразрушающий, Соединения сварные. Радиографический метод |
| ГОСТ 8713-79 | Сварка под флюсом. Соединения сварные. Основные типы. Конструктивные элементы и размеры |
| ГОСТ 10906-78 | Шайбы косые. Технические условия |
| ГОСТ 11371-78 | Шайбы. Технические условия |
| ГОСТ 11533-75 | Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры |
| ГОСТ 14771-76 | Дуговая сварка в защитном газе. Соединения сварные. Основные типы. Конструктивные элементы и размеры |
| ГОСТ 14782-86 | Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
| ГОСТ 16037-80 | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| ГОСТ 18442-80 | Контроль неразрушающий. Соединения сварные. Радиографический метод |
| ГОСТ 19281-89 | Прокат из стали повышенной прочности. Общие технические условия |
| ГОСТ 21105-87 | Контроль неразрушающий. Магнитопорошковый метод |
| ГОСТ 22353-77 | Болты высокопрочные класса прочности В. Конструкция и размеры |
| ГОСТ 22354-77 | Гайки высокопрочные класса прочности В. Конструкция и размеры |
| ГОСТ 22356-77 | Болты и гайки высокопрочные и шайбы. Общие технические условия |
| ГОСТ 23518-79 | Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами |
| ГОСТ 23683-89 | Парафины нефтяные твердые. Технические условия |
| ГОСТ 24045-94 | Профили стальные листовые гнутые с трапециевидными гофрами для строительства. Технические условия |
| ГОСТ 25225-82 | Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод |
| ГОСТ 27772-88 | Прокат для строительных стальных конструкций. Общие технические условия |
| СНиП 2.01.07-85* | Нагрузки и воздействия |
| СНиП II-23-81* | Стальные конструкции |
| СНиП 3.01.01-85* | Организация строительного производства |
| СНиП 3.03.01-87 | Несущие и ограждающие конструкции |
В связи с утратой силы Строительных норм и правил СНиП 3.01.01-85*, следует руководствоваться принятыми взамен СНиП 12-01-2004
3. Общие положения
3.1. Монтаж и демонтаж стальных конструкций осуществляют специализированные организации независимо от форм собственности и принадлежности, имеющие государственные лицензии Госстроя России.
3.2. Монтаж и демонтаж стальных конструкций должен осуществляться в соответствии с проектом производства работ (далее — ППР), разработанным проектно-технологической организацией, имеющей государственную лицензию Госстроя России и государственный квалификационный сертификат специалистов.
3.3. Настоящие Рекомендации распространяются на организации, проектирующие стальные конструкции объектов, осуществляющие контроль качества их монтажа, а также выполняющие функции заказчика.
4. Обеспечение устойчивости основных конструктивных элементов в процессе монтажа и демонтажа
4.1. Мероприятия по обеспечению устойчивости в процессе монтажа и демонтажа конструкций следует предусматривать в проекте производства работ (ППР) с учетом их конструктивно-компоновочных решений (включая монтажные соединения), материала конструктивных элементов и местных условий.
4.2. Устойчивость и геометрическую неизменяемость монтируемых и демонтируемых конструкций зданий и сооружений следует обеспечивать соблюдением последовательности установки и демонтажа конструктивных элементов и блоков. Это должно достигаться разбивкой зданий в плане и по высоте на отдельные устойчивые секции (пролеты, этажи, ярусы, части каркаса между температурными швами), последовательность монтажа и демонтажа которых обеспечивает устойчивость и неизменяемость смонтированных или недемонтированных конструкций в данной секции.
4.3. Последовательность установки и снятия конструктивных элементов в одноэтажных производственных зданиях:
— монтаж колонн в секции следует начинать со связевой панели. Если по каким-либо условиям указанное требование выполнить невозможно, то необходимо устройство временной связевой панели из первых установленных колонн ряда, подкрановой балки или распорки и временных вертикальных связей между ними, устанавливаемых ниже уровня подкрановой балки (распорки). Затем следует установить следующую колонну и раскрепить ее к временной связевой панели подкрановой балкой или распоркой;
— демонтаж колонн в секции следует выполнять в обратной последовательности, т.е. сначала следует снимать подкрановую балку или распорку рядовой панели и колонну, раскрепленную данной балкой (распоркой), с таким расчетом, что остальные колонны остаются раскрепленными подкрановыми балками (распорками) со связевой панелью; последними следует снимать колонны связевой панели;
— монтаж конструкций покрытий следует начинать со связевой панели (а если это невозможно, то с любой, установив между соседними фермами горизонтальные и вертикальные связи). Следующую установленную ферму необходимо раскрепить к связевой панели распоркой;
— демонтаж конструкций покрытий следует выполнять в обратной последовательности, т.е. сначала следует снимать элементы рядовых панелей с таким расчетом, чтобы оставшиеся фермы были развязаны распорками со связевой панелью; последними следует снимать фермы связевой панели.
4.4. При монтаже конструкций многоэтажных зданий после установки колонн по оси в секции необходимо смонтировать ригели, обеспечивающие устойчивость полученной рамы в поперечном направлении. В продольном направлении устойчивость следует обеспечивать с помощью вертикальных связей по колоннам и распорных элементов. Если устойчивость здания в продольном направлении обеспечивается стеновыми конструкциями (о чем должно быть указано в рабочей документации), то их следует возводить одновременно с каркасом и перекрытиями.
4.5. Во всех случаях при возведении зданий обязательным условием является полная готовность смонтированных стальных конструкций в секции к производству последующих работ (общестроительных, электро- и механомонтажных и др.) независимо от состояния монтажа конструкций в соседних секциях.
Демонтаж конструкций в секции следует начинать только после полной разгрузки их от технологического оборудования, строительных изделий, деталей и мусора.
4.6. Расчет устойчивости элементов конструкций следует проводить в соответствии с указаниями, изложенными в приложении А.
5. Монтаж встроенных конструкций
5.1. К встроенным следует относить стальные конструкции, находящиеся внутри контура несущих и ограждающих стальных конструкций каркаса здания. Это конструкции помещений (будок) в производственных цехах различных отраслей промышленности для размещения бытовок, пультов управления, инструменталок и других технологических нужд данного производства. К встроенным конструкциям следует отнести площадки для установки и обслуживания технологического оборудования, переходные, посадочные и для ремонта мостовых кранов, а также лестницы различного назначения.
Помещения (будки) проектируются с легким металлическим каркасом, стеновым и кровельным ограждением из тонкого металлического листа.
5.2. Конструкции площадок под технологическое оборудование проектируются в виде балочных клеток по колоннам (стойкам). Переходные, посадочные площадки, а также для ремонта мостовых кранов проектируются преимущественно легкого типа. Лестницы проектируются шириной от 0,75 до 1,90 м с одним, двумя или тремя маршами.
5.3. Монтаж встроенных стальных конструкций следует осуществлять, как правило, отдельным потоком либо в период монтажа несущих и ограждающих конструкций каркаса здания, либо после окончания их монтажа. Для встроенных конструкций, монтируемых после завершения монтажа каркаса, следует применять средства малой механизации, используя конструкции каркаса,
5.4. Степень укрупнения встроенных конструкций для монтажа, а также технологическая увязка их монтажа с монтажом конструкций каркаса должны разрабатываться в ППР.
5.5. Предельные отклонения фактического положения смонтированных элементов встроенных конструкций не должны превышать значений, приведенных в таблице 5.1.
Таблица 5.1
| Параметр | Предельные отклонения, мм | Контроль (метод, объем, вид регистрации) |
| 1. Отклонение отметок опорных поверхностей колонн (стоек) от проектных | 10 | Измерительный, каждая колонна (стойка), геодезическая исполнительная схема |
| 2. Разность отметок опорных поверхностей соседних колонн (стоек) в обоих направлениях | 6 | То же |
| 3. Смещение осей колонн (стоек) относительно разбивочных осей в опорном сечении | 10 | -«- |
| 4. Отклонение осей колонн (стоек) от вертикали в верхнем сечении при их длине, мм: | ||
| от 2000 до 4000 включ. | 10 | -«- |
| св. 4000 -«- 8000 включ. | 15 | |
| св. 8000 -«- 12000 | 20 | |
| 5. Стрелка прогиба (кривизна) колонны (стойки), связей по колоннам | Не более 20 расстояний между точками закрепления | Измерительный, каждый элемент, журнал работ |
| 6. Смещение опирания балок, ригелей с осей колонн (стоек) | 20 | Измерительный, каждый элемент, геодезическая исполнительная схема |
| 7. Отклонение отметок опор переходных, посадочных, ремонтных площадок и лестниц от проектных | 10 | Измерительный. каждая опора, геодезическая исполнительная схема |
6. Монтаж конструкций структурных покрытий
6.1. Структурные покрытия (структуры) представляют собой сетчатую пространственную систему с регулярным строением.
6.2. Конструкции структур поставляются заводами-изготовителями отдельными элементами, упакованными комплектно с приложением паспорта и монтажных схем.
6.3. Укрупнительная сборка блоков покрытий производится на месте подъема или вблизи строящегося объекта на выверенных опорах. Конструкции временных опор разрабатываются в ППР. Предельные отклонения временных опор должны соответствовать п.1 таблицы 6.1. На каждый собранный блок составляется геодезическая исполнительная схема.
6.4. При укрупнительной сборке блоков следует строго следить за установкой элементов в соответствии с монтажной схемой, так как замена на элемент даже большего сечения, чем в проекте, может привести при эксплуатации здания к аварийной ситуации.
6.5. До подъема блоков устанавливаются опорные конструкции с последующей их выверкой и закреплением по проекту.
6.6. Подъем блоков в проектное положение осуществляется монтажными механизмами, обеспечивающими его горизонтальность, не допуская перекоса блока. Строповка блока разрабатывается в ППР.
Таблица 6.1
| Параметр | Предельные отклонения, мм | Контроль (метод, объем, вид регистрации) | ||
| Кисловодск 30х30 м | ЦНИИСК (Москва) 12х18 м | ЦНИИСК (Москва) 12х24 м | ||
| 1. Отклонения отметок опорных поверхностей блоков от проектных, мм | ± 10 | ± 10 | ± 10 | Измерительный, каждая опора, геодезическая исполнительная схема |
| 2. Расстояние по ширине блока, мм | ± 7 | ± 3 | ± 3 | Измерительный, каждый блок, журнал работ |
| 3. Расстояние по длине блока, мм | ± 7 | ± 6 | ± 7 | То же |
| 4. Расстояние по диагонали блока, мм | ± 10 | ± 7 | ± 8 | -«- |
6.7. Предельные отклонения фактических размеров от проектных не должны превышать значений, приведенных в таблице 6.1.
6.8. К устройству кровельного ковра приступают только после полного проектного закрепления элементов блока на опорах.
7. Монтаж конструкций висячих вантовых покрытий
7.1. В висячих вантовых покрытиях (далее — покрытия) несущими элементами являются гибкие или жесткие нити-ванты.
7.2. Ванты изготовляются преимущественно из стальных канатов и круглых арматурных стержней. Возможно изготовление вант из прядей высокопрочной проволоки, полосовой стали и прокатных профилей (швеллеров, двутавров).
7.3. Несущие конструкции покрытий подразделяются на двухпоясные и однопоясные системы.
7.4. В покрытиях двухпоясной системы предусматриваются стабилизирующие ванты, расположенные параллельно несущим вантам выше или ниже их. Несущие и стабилизирующие ванты соединяются между собой растяжками, распорками, образуя тем самым вантовые фермы.
7.5. В покрытиях однопоясной системы стабилизирующие ванты расположены поперек направления несущим. В этих системах стабилизация возможна за счет пригруза плитами покрытия.
7.6. Покрытия опираются либо на замкнутый опорный контур, либо на разомкнутый в сочетании с подкосами, оттяжками или трос-подбором.
7.7. Несущие и стабилизирующие ванты и элементы вантовых ферм из стальных канатов изготовляются, как правило, на заводе и поставляются на монтажную площадку в бухтах или на барабанах.
Рекомендуются следующие диаметры бухт:
— при диаметре каната до 42 мм — не менее 2 м;
— при диаметре каната свыше 42 мм — не менее 3,5 м.
Каждая партия указанных элементов должна быть испытана и снабжена паспортом завода-изготовителя.
7.8. При изготовлении несущих и стабилизирующих вант и элементов вантовых ферм на монтажной площадке необходимо стальные канаты предварительно вытянуть на усилие, если оно не указано в проекте покрытия, равное 0,6 разрывного усилия каната, с выдержкой в течение 20 минут.
7.9. Для изготовления и испытания канатных элементов на монтажной площадке необходимы следующие основные приспособления, изготовляемые на монтажной площадке по чертежам ППР:
— стенд для вытяжки и испытания;
— козлы для разматывания канатов;
— верстак для разделки концов канатов;
— ванна для мойки канатов;
— вилки для отгибания концов канатов;
— стол для заливки втулок;
— горн для разогрева цинково-алюминиевого сплава.
Кроме указанного, необходимо приобрести шлифмашинку, вентилятор, термопару, милливольтметр, а также кокс или древесный уголь для горна разогрева сплава.
7.10. Изготовленные в монтажных условиях канатные элементы подаются в зону действия монтажного крана без сворачивания.
7.11. Хранение стальных канатов и канатных элементов в условиях монтажной площадки следует организовать в сухом, проветриваемом помещении с деревянным или асфальтобетонным полом.
7.12. Ванты из круглых арматурных стержней изготавливаются, как правило, на монтажной площадке. После вытяжки и испытания подаются в зону действия монтажного крана.
7.13. Опорные конструкции покрытия поставляются заводами металлоконструкций. Монтаж их следует производить мобильными кранами укрупненными элементами последовательно по периметру сооружения.
Проектное закрепление производится после выверки полностью всех смонтированных конструкций. Предельные отклонения при монтаже опорных конструкций указываются в проекте сооружения.
7.14. Монтаж элементов вантовых покрытий производится кранами с применением специальных, временных опор и других приспособлений, чертежи на которые разрабатываются в ППР.
7.15. После полного окончания монтажа вантового покрытия производится натяжение (преднапряжение) его элементов методом, указанным в проекте сооружения, с последующим геодезическим контролем формы покрытия. Места контроля и предельные отклонения указываются в проекте сооружения.
7.16. После выверки покрытия производится монтаж элементов кровли — железобетонных плит, панелей, профилированного настила.
7.17. Все контрольно-измерительные работы должны производиться аттестованными и тарированными приборами.
7.18. К акту сдачи вантового покрытия в эксплуатацию прикладывается документация, перечень которой указывается в проекте сооружения и в ППР.
7.19. Поскольку методы монтажа конструкций вантовых сооружений предъявляют определенные требования к их проектно-конструктивному решению, необходимо для проектирования таких сооружений привлекать специалистов проектно-технологических организаций, занимающихся разработкой технологии монтажных работ.
8. Монтаж конструкций мембранных покрытий
8.1. Мембранные покрытия (далее — покрытия) проектируются из тонкого металлического листа, примыкающего к замкнутому металлическому или железобетонному контуру, опирающемуся, как правило, на колонны.
8.2. Поскольку методы монтажа конструкций мембранных сооружений предъявляют определенные требования к их проектно-конструктивным решениям, необходимо для проектирования таких сооружений привлекать специалистов проектно-технологических организаций, занимающихся разработкой технологии монтажных работ.
8.3. Конструкции покрытий поставляются заводами-изготовителями в виде полотнищ, свальцованных в рулоны. Длина полотнищ равна величине всего пролета или (для покрытий с круглым и овальным планом) половине пролета. Ширина полотнищ из условий транспортабельности принимается не более 12 м, масса лимитируется грузоподъемным монтажным механизмом.
8.4. Сооружение объекта с мембранным покрытием следует начинать с установки мобильным краном колонн и связей между ними.
8.5. По выверенным и закрепленным колоннам этим же краном монтируется опорный контур последовательно по периметру сооружения.
8.6. После выверки и проектного закрепления опорного контура и закладных деталей приступают к монтажу конструкций покрытия.
8.7. Монтаж конструкций покрытий следует выполнять непосредственно на проектной отметке, на «постели», при этом раскатку рулонов следует выполнять с помощью лебедок с применением специальных приспособлений, разрабатываемых в ППР.
8.8. «Постель» состоит из направляющих и поперечных связей и определяет начальную поверхность покрытия. Устройство «постели» производится на сплошном или частичном подмащивании. Рихтовка «постели» производится подтяжкой к упорам, закрепленным на опорном контуре.
8.9. Возможен вариант монтажа прямоугольных покрытий, разворачивая рулоны внизу на спланированной площадке внутри опорного контура. В проектное положение собранное покрытие поднимается с помощью подъемников, устанавливаемых по углам опорного контура.
8.10. Уложенное полотнище следует временно закрепить от возможного выхлопа при срыве от ветровой нагрузки.
8.11. Для монтажа конструкций покрытий, круглых и овальных в плане, устанавливают центральную опору.
8.12. Натяжение и проектное закрепление покрытия выполняют после геодезического контроля в последовательности, указанной в проекте сооружения. Там же приводятся предельные отклонения фактического положения смонтированных конструкций.
8.13. Проектное закрепление полотнищ между собой выполняется сваркой под флюсом, электрозаклепками и высокопрочными болтами в последовательности, указанной в ППР.
9. Монтаж конструкций транспортерных галерей
9.1. Транспортерные галереи — горизонтальные и наклонные протяженные сооружения, предназначенные для размещения транспортеров, обеспечивающих транспортировку продуктов технологических процессов различных промышленных производств.
9.2. Предельные отклонения размеров, определяющих собираемость конструкций (длина элементов, расстояние между группами монтажных отверстий при сборке отдельных конструктивных элементов и блоков), не должны превышать величин, приведенных в таблице 9.1. Эллиптичность цилиндрических оболочек (труб) при наружном диаметре D не должна превышать 0,005 D.
Таблица 9.1
| Интервалы номинальных размеров, мм | Предельные отклонения, мм | Контроль (метод, объем, вид регистрации) | |
| линейных размеров | равенства диагоналей | ||
| От 2500 до 4000 вкл. | ± 5 | + 12 | Измерительный, каждый конструктивный элемент и блок, журнал работ |
| Св. 4000 -«- 8000 -«- | ± 6 | ± 15 | |
| -«- 8000 -«- 16000 -«- | ± 8 | ± 20 | |
| -«- 16000 -«- 25000 -«- | ± 10 | ± 25 | |
| -«- 25000 -«- 40000 -«- | ± 12 | ± 30 |
Предельные отклонения положения колонн и пролетных строений не должны превышать величин, приведенных в таблице 9.2.
Таблица 9.2
| Параметр | Предельные отклонения, мм | Контроль (метод, объем, вид регистрации) |
| 1. Отклонения отметок опорных поверхностей колонн от проектных | ± 5 | Инструментальный, каждая колонна, геодезическая исполнительная схема |
| 2. Смещение осей колонн в нижнем сечении с разбивочных осей на фундаменте | ± 5 | То же |
| 3. Отклонения отметок опорных плит пролетных строений | ± 15 | -«- |
| 4. Смещение оси пролетного строения c осей колонн: | Инструментальный, каждая колонна, геодезическая исполнительная схема | |
| в плоскости | ± 20 | |
| из плоскости | ± 8 |
9.3. Монтаж галерей следует начинать с пространственных опор, укрупненными на полную проектную высоту. Плоские опоры устанавливаются также одним блоком с обязательным раскреплением тросовыми расчалками в плоскости галереи.
9.4. Пролетные строения галерей следует устанавливать пространственными блоками, укрупненными с ограждающими конструкциями и технологическим оборудованием.
9.5. При недостаточной грузоподъемности монтажного механизма для подъема укрупненных блоков целесообразно применение временной опоры, конструкция которой разрабатывается в ППР.
9.6. Последовательность установки блоков пролетных строений должна быть выбрана так, чтобы в любой период монтажа была обеспечена устойчивость (неизменяемость) смонтированной части галереи в продольном направлении.
9.7. При технико-экономическом обосновании, выполняемом разработчиком ППР, монтаж блоков галерей может осуществляться методом надвижки (в особенности наклонных пролетных строений) или полиспастами, закрепленными к конструкциям опор, с соответствующим их раскреплением по ППР.
9.8. Блоки оболочечных галерей собираются из листовых заготовок, поставляемых заводами-изготовителями на транспортабельных барабанах.
9.9. Цилиндрические блоки галерей собирают из рулонных транспортабельных заготовок, поставляемых заводом-изготовителем, методом наворачивания полотнищ на барабан, изготовленный из легких профилей и проектных элементов жесткости (ребер).
10. Монтаж конструкций башен вытяжных труб методом подращивания
10.1. Вытяжная башня состоит из несущего решетчатого стального каркаса, внутри которого размещаются один или несколько газоотводящих стволов.
10.2. Стальные решетчатые конструкции проектируются в виде сочетания нижней пирамидальной части высотой до 50 м и верхней призматической прямоугольного или треугольного сечения.
10.3. Монтаж башен методом подращивания эффективен при их высоте более 120 м, так как в этом случае исключается необходимость в применении крана с большими грузоподъемными характеристиками либо самоподъемных кранов.
10.4. В проекте стальных конструкций башни должны быть предусмотрены упоры (направляющие) для восприятия горизонтальных (ветровых) монтажных нагрузок и специальные балки для закрепления выдвигаемой части в промежутках между выдвижками, определены места крепления тяговых полиспастов.
10.5. Скорость ветра при выдвижке не должна превышать 7 м/с на отметке 10 м.
10.6. Поскольку метод монтажа башен подращиванием предъявляет определенные требования к их проектно-конструктивному решению, необходимо осуществлять проектирование стальных конструкций таких сооружений с участием специалистов организаций, занимающихся разработкой технологий монтажа указанным методом.
10.7. Стальные решетчатые конструкции поставляются заводами-изготовителями максимально укрупненными транспортабельными элементами. Габаритные металлические газоотводные стволы поставляются обечайками, негабаритные — свальцованными на барабан.
10.8. Фундамент башен следует принимать перед началом монтажа в соответствии с требованиями таблицы 10.1.
Таблица 10.1
| Параметр | Предельные отклонения | Контроль (метод, объем, вид регистрации) |
| 1. Расстояние между центрами фундаментов одной башни | 10 мм + 0,001 проектного расстояния, но не более 25 мм | Измерительный, каждый фундамент, геодезическая исполнительная схема |
| 2. Отметка плиты фундамента башни | ± 10 мм | То же |
| 3. Разность отметок опорных плит под пояса башни | 0,0007 базы, но не более 5 мм | Измерительный, каждая опорная плита, геодезическая исполнительная схема |
10.9. Монтаж начинают с установки краном верхних секций призматической части на стенд, конструкции которого разрабатываются в ППР. Затем монтируются конструкции пирамидальной части.
10.10. С помощью полиспастов, верх которых закрепляется внутри пирамидальной части, а низ за стенд, выдвигается призматическая часть на высоту, достаточную .для заводки очередной секции призматической части. В такой же последовательности заводится и поднимается ствол башни.
10.11. Технология выдвижки призматической части башни совместно с газоотводяшим стволом производится только в случае, если это оговорено в проекте стальных конструкций башни.
10.12. Предельные отклонения законченных монтажом конструкций башен от проектного положения не должны превышать величин, указанных в таблице 10.2.
Таблица 10.2
| Параметр | Предельные отклонения | Контроль (метол, объем, вид регистрации) |
| Смещение оси ствола от проектного положения, мм: | Измерительный, каждая башня, геодезическая исполнительная схема | |
| башни объектов связи | 0,001 высоты выверяемой точки над фундаментом | |
| башни вытяжных труб (одно- и многоствольные) | 0,003 высоты выверяемой точки над фундаментом |
11. Монтаж легких ограждающих конструкций кровли и стен
11.1. Установка стальных листовых гнутых профилей с трапециевидными гофрами (далее — гофрированные листы) при полистовой сборке кровли и стен должна проводиться по разметке, обеспечивающей фиксацию расчетной ширины профилированного листа (расстояния между осями крайних гофров), в соответствии со значениями, установленными ГОСТ 24045 и соответствующими ТУ, с точностью +-10 мм на ширину профилированного листа.
11.2. При выходе торцевых свесов несущего гофрированного листа кровли на фасад здания в случае установки фасадных торцевых гребенок отклонения от точности монтажа листа по его ширине не должны превышать +-4 мм.
11.3. Крепление гофрированных листов несущей обшивки кровли и стен к несущим элементам каркаса осуществляется с помощью самонарезающих или самосверлящих винтов либо пристрелкой дюбелями в соответствии с требованиями рабочей документации. В тех случаях когда в документации не оговорен шаг крепежа, гофрированные листы должны крепиться к несущим элементам кровли в поперечном направлении через волну на промежуточных опорах и в каждой волне по периметру здания.
11.4. Крепление гофрированных листов кровли с помощью электрозаклепок допускается только в тех случаях, когда листы не окрашены и когда ширина полок несущих элементов (для стропильных ферм ширина полки одного из двух уголков пояса), на которые опирается гофрированный лист, более 100 мм.
11.5. В продольном направлении гофрированные листы крепятся между собой с помощью комбинированных заклепок или самонарезающих винтов, шаг крепежа — 500 мм, если это не оговорено проектной документацией.
11.6. Пароизоляция кровли должна быть уложена на нижний гофрированный лист с перехлестом отдельных листов пленки не менее 300 мм или склеена клейкой лентой. В случае прорывов пароизоляционной пленки повреждения должны быть заклеены заплатами из той же пленки, выходящими в стороны, за пределы повреждения, не менее чем на 250 мм.
11.7. Перед укладкой пароизоляции нижний настил кровли должен быть тщательно очищен щетками от грязи, пыли, стружки, льда, снега и воды.
11.8. Теплоизоляция укладывается в сухую погоду сплошным слоем. Минеральная вата или жесткие минераловатные плиты должны иметь естественную влажность. Теплоизоляция повышенной влажности должна быть предварительно высушена.
11.9. Верхний водозащитный слой кровли из гофрированных листов, если он не является несущим, крепится к тетивам кровли, уложенным по несущему настилу кровли из гофрированных листов, либо по жестким минераловатным плитам утеплителя с помощью самонарезающих или самосверлящих винтов, устанавливаемых с шагом не менее 400 мм на промежуточных тетивах и с шагом 200 мм по карнизным тетивам, если в рабочей документации нет других требований.
11.10. В продольном направлении верхние листы крепятся между собой глухими комбинированными заклепками либо самонарезающими и самосверлящими винтами с шагом 500 мм, если это не оговорено в рабочей документации.
11.11. Все продольные и поперечные стыки верхнего слоя кровли должны быть заделаны герметиком, за исключением тех случаев, когда продольный шов соседних листов закатывается в двойной фальцевый шов.
11.12. В случае некачественной постановки крепежа (срез стержня винта, обрыв головки, неплотная посадка и т.п.) рядом, на расстоянии не менее пяти диаметров стержня крепежа и не более 60 мм, устанавливается новый элемент крепления. В тех случаях, когда можно рассверлить старое отверстие, ставится винт большого диаметра. Старое отверстие в верхнем слое кровли заделывается герметиком, зашпатлевывается и окрашивается под цвет лакокрасочного покрытия листов кровли.
11.13. Во избежание повреждения лакокрасочного покрытия верхнего настила кровли при сверлении отверстий следует немедленно щетками удалять стружку с поверхности настила. Работы на верхнем настиле, перемещение грузов и складирование следует вести с переносных деревянных мостков, распределяющих давление по верхнему настилу кровли.
11.14. Погрузочно-разгрузочные работы на монтаже кровли следует вести с помощью мягких фалов, траверс с вертикальными стропами либо другими способами, исключающими повреждение листов и лакокрасочного покрытия.
11.15. Складирование гофрированных листов кровли на строительной площадке должно осуществляться на деревянных прокладках сечением не менее 50 на 100 мм, установленных на расстоянии не более 2500 мм. Пачки гофрированных листов могут быть уложены штабелями в составе не более двух ярусов.
11.16. При сроке хранения оцинкованных неокрашенных гофрированных листов на строительной площадке или на складе более двух недель их следует размещать под навесом или укрытыми пленкой от атмосферных осадков.
11.17. Монтаж стен и перегородок зданий из легких металлических панелей типа «сэндвич» и монопанелей вертикальной и горизонтальной разрезки следует вести преимущественно попанельно.
11.18. Строповку пакетов панелей допускается производить только за обвязки вертикально расположенными стропами.
11.19. Строповку «сэндвич»-панелей на монтаже следует проводить только с помощью гибких тканевых фалов либо другими способами, в том числе с помощью специальных траверс, исключающими обмятие металлических кромок панелей и повреждение лакокрасочного слоя.
11.20. Уплотняющие прокладки в вертикальных и горизонтальных стыках «сэндвич»-панелей следует укладывать до установки панелей.
11.21. Укрупнительную сборку стен из легких панелей в карты необходимо выполнять на стендах в зоне действия основного монтажного крана.
Предельные отклонения карт должны быть указаны в проекте. При отсутствии таких указаний предельные отклонения по длине и ширине — 6 мм, по разности размеров диагоналей — 15 мм.
11.22. Все накладки горизонтальных и вертикальных стыков, а также угловые элементы панелей должны быть поставлены на герметик для исключения попадания влаги внутрь стыка.
11.23. При отсутствии в рабочей документации специальных требований по отклонениям смонтированных панелей стен и перегородок они не должны превышать величин, приведенных в таблице 11.1.
Таблица 11.1
| Параметр | Предельные отклонения, мм | Контроль (метод, объем, вид регистрации) |
| 1. Отклонения от вертикали продольных кромок панелей | 0,001 L | Измерительный, каждая панель, журнал работ |
| 2. Разность отметок концов горизонтально установленных панелей при длине панели, м: | То же | |
| до 6 | ± 5,0 | |
| св. 6 до 12 включ. | ± 10,0 | |
| 3. Отклонения плоскости наружной поверхности стенового ограждения от вертикали | 0,002 H | Измерительный, через каждые 30 м стены по ее длине, но не менее 3 контрольных измерений, журнал работ |
| 4. Уступ между смежными гранями панелей из их плоскости | 3 | Измерительный, каждая панель, журнал работ |
| 5. Толщина шва между смежными панелями по длине | ± 5 | То же |
12. Демонтаж и монтаж конструкций объекта при реконструкции действующих производств
12.1. Реконструкция действующих производств должна производиться по комплексному рабочему проекту, составленному на основании заключения по обследованию технического состояния конструкций, оборудования, внутрицеховых коммуникаций, инженерных сетей, условий производства демонтажно-монтажных и строительных работ (загазованность, запыленность, взрыво- и пожароопасность, повышенный шум, стесненность и другие факторы).
12.2. Обследование технического состояния реконструируемого производства проводится генеральной проектной организацией с привлечением проектно-технологических организаций, специализирующихся на выполнении отдельных видов работ, например, на монтаже и демонтаже стальных конструкций.
12.3. В состав комплексного рабочего проекта должен входить раздел по стальным конструкциям, разработанный до стадии технического проекта, являющегося основанием для разработки рабочих чертежей.
12.4. Для обеспечения наиболее технологических конструктивно-компоновочных решений стальных конструкций необходимо к проектированию реконструкции привлекать специалистов проектно-технологических организаций, специализирующихся на разработке технологии демонтажно-монтажных работ.
12.5. Проект производства по реконструкции разрабатывается генеральной проектной организацией на весь объем, предусмотренный комплексным рабочим проектом. По заказу генеральной проектной организации ППР на отдельные виды работ, в частности монтаж и демонтаж стальных конструкций, разрабатывается специализированной проектно-технологической организацией.
12.6. Перед началом работ в зоне реконструкции должны быть приняты меры безопасности:
— отключены энерго-, паро-, газо- и другие силовые коммуникации;
— защищены близлежащие производства от пыли, искр от резки и сварки;
— запрещены проходы людей, не связанных с реконструкцией.
12.7. Главное внимание при демонтажно-монтажных работах должно быть уделено:
— прочности и устойчивости конструкций, остающихся после демонтажа опорных и примыкающих к ним элементов;
— предотвращению падения конструкций при освобождении их креплений (болтов или сварки).
12.8. При замене покрытий без остановки производства работы следует вести на отдельных захватках. При этом разборку покрытий следует совмещать с монтажом новых конструкций.
12.9. Наряду с башенными, башенно-стреловыми и гусеничными кранами следует применять средства малой механизации, в том числе легкие передвижные, переставные, крышевые краны, подъемники, лебедки и другие средства малой механизации.
12.10. При соответствующем технико-экономическом обосновании для реконструкции объектов применяются вертолеты в соответствии с требованиями раздела 14 настоящих Рекомендаций.
12.11. При демонтаже металлических колонн необходимо предусмотреть их освобождение от крепления к фундаментам. Обетонировку базы колонны вырубить, а анкерные болты при их неиспользовании срезать.
12.12. Временное крепление, обеспечивающее прочность и устойчивость демонтируемых элементов, следует снимать только после их строповки и легкого натяжения стропа.
12.13. Технологическая последовательность демонтажа и монтажа конструктивных элементов при реконструкции определяется ППР.
13. Демонтаж и монтаж конструкций при восстановлении зданий и сооружений после аварий и стихийных бедствий
13.1. На территории аварийной зоны должны быть проведены следующие меры безопасности:
— отключены электро-, газо-, паро- и другие силовые коммуникации;
— выставлено ограждение со знаками, запрещающими проход людей, не связанных с ликвидационными работами.
13.2. Для ликвидации аварийного состояния, разборки и расчистке завалов, растаскивания обрушившихся конструкций и оборудования, а также их демонтажа и монтажа заказчиком привлекаются на договорной основе строительные и монтажные организации.
13.3. Все указанные в 13.2 мероприятия выполняются по проекту производства ликвидационных работ, разработанному выездной бригадой генеральной проектной организации. Генеральная проектная организация в необходимых случаях привлекает на договорной основе выездную бригаду специалистов по демонтажно-монтажным работам проектно-технологических организаций. Специалисты выездной бригады постоянно находятся в районе стихийных бедствий и осуществляют авторский надзор за производством ликвидационных работ.
13.4. Указанный в 13.3 проект согласовывается с исполнителем строительно-монтажной организацией.
13.5. В местах, недоступных для подхода наземных кранов, возможно для выполнения работ, указанных в 13.2, использование вертолетов в соответствии с требованиями раздела 14 настоящих Рекомендаций.
13.6. Работы по ликвидации аварийного состояния, разборке и расчистке завалов, растаскиванию конструкций и их демонтажу выполняются с повышенными требованиями по безопасности: с использованием спецодежды, спецобуви, других средств индивидуальной защиты, включая в необходимых случаях защиту органов дыхания.
13.7. После ликвидации аварийного состояния, завалов и растаскивания конструкций с привлечением генеральной проектной организации составляют план восстановления, определив очередность пуска в эксплуатацию производств, и в зависимости от этого назначают очередность восстановительных работ.
13.8. Технология производства работ при восстановлении (монтаже) строительных конструкций определяется проектом производства работ, разработанным проектно-технологической организацией по заказу монтажной организации. При этом основным методом предусматривается монтаж укрупненными блоками или элементами.
13.9. Производство демонтажно-монтажных работ следует выполнять, как правило, вахтовым методом, непрерывно, по скользящему графику, обеспечивающему наибольшую загрузку монтажных механизмов.
13.10. Обследование стальных конструкций, как сохранившихся, так и обрушенных, на предмет их использования для дальнейшей эксплуатации проводит генеральная проектная организация, которая в необходимых случаях может привлекать для этой цели специалистов-монтажников проектно-технологических организаций.
13.11. Для удобства монтажников следует максимально предусматривать механизированные средства подмащивания: автогидроподъемники, гидроподъемники с электроприводом и др., имеющие достаточный вылет люлек.
В отдельных случаях возможна установка гидроподъемников с помощью крана в места, доступные для прохода механизмов. Допускается применение специальных люлек, навешиваемых на крюк монтажного крана.
14. Монтаж и демонтаж конструкций с применением вертолетов
14.1. Вертолетный монтаж конструкций при строительстве, реконструкции, восстановлении объектов, а также при демонтаже конструкций следует применять после оценки результатов технико-экономического обоснования, выполняемого проектно-технологической организацией, имеющей соответствующую лицензию. При этом критерием эффективности вертолетного монтажа по сравнению с традиционными методами является сокращение продолжительности монтажа и ускорение сроков ввода в эксплуатацию.
14.2. Грузоподъемные характеристики вертолетов приведены в таблице 14.1.
Таблица 14.1
| Параметр | Марка вертолетов | |||
| Ми-8 МВТ | Ка-32 | Ми-10К | Ми-26 | |
| Масса груза, перевозимого на внешней подвеске (максимальная), кг | 5000 | 5000 | 11000 | 20000 |
| Грузоподъемность на монтажных работах (максимальная), кг | 4000 | 4500 | 8500 | 18000 |
14.3. Проект производства работ (ППР) на вертолетный монтаж разрабатывается проектно-технологической организацией, имеющей кроме лицензии соответствующий государственный квалификационный сертификат специалистов.
14.4. В ППР должны быть проработаны:
— стройгенплан и схема монтажно-вертолетной площадки (МВП);
— разделение конструкций сооружения на монтажные блоки;
— обеспечение пространственной жесткости и устойчивости блоков на всех стадиях монтажа;
— удобство и малая грузоподъемность монтажных соединений блоков;
— система «ловителей», строповочных устройств;
— мероприятия по технике безопасности.
14.5. Монтажная организация совместно с разработчиками ППР согласовывает его с предприятием гражданской авиации (ГА), владеющим вертолетом.
14.6. Вызов вертолета непосредственно на объект за подписью руководителя организации объекта направляется в ГА.
14.7. Для проведения вертолетного монтажа организуется специальная площадка (МВП), расположение которой определяется в ППР.
14.8. Основные мероприятия, выполняемые по МВП:
— укрупнительная сборка блоков;
— установка направляющих и фиксирующих приспособлений;
— закрепление алюминиевых лестниц, подмостей и люлек;
— пробная строповка блоков краном для уточнения их массы и устойчивого пространственного положения;
— тренировочные полеты вертолета;
— строповка блока к вертолету;
— техническое обслуживание вертолета.
14.9. МВП и зона монтажа должны быть очищены от мусора, пыльную площадку следует полить водой, свежевыпавший снег убрать. Границы МВП должны быть ограждены флажками.
14.10. Объемные конструкции с большой парусностью во избежание их перемещения от воздушных потоков, возникающих от винтов вертолетов, следует закрепить.
14.11. Для выполнения вертолетного монтажа генподрядчик монтируемого объекта обязан получить от местных органов власти соответствующее разрешение, согласовать с ними мероприятия по обеспечению безопасности работ с учетом местных условий.
14.12. Для руководства подготовительными работами и непосредственно вертолетным монтажом приказом руководителя монтажной организации назначается ответственное лицо из числа опытных инженерно-технических работников.
14.13. Корректировку действий вертолета в период монтажного цикла осуществляет руководитель полета, назначенный из специалистов авиаотряда.
14.14. Оба руководителя в период монтажного цикла должны находиться рядом в удобном для наблюдения месте, имея переносные радиостанции и бинокли.
14.15. Руководитель работ совместно с руководителем полетов и командиром вертолета до начала работ обязаны провести под роспись инструктаж с бригадой монтажников по технике безопасности.
14.16. Вертолет с помощью системы ориентации груза или с помощью монтажников производит грубое наведение монтируемого блока в зону монтажного соединения. Точную установку блока обеспечивают фиксирующие направляющие и «ловители», закрепленные на указанных соединениях.
14.17. Строповку блоков следует осуществлять с помощью внешних подвесок, входящих в комплект оборудования вертолета и комплекта монтажных стропов.
14.18. Расстроповку блоков следует производить по команде руководителя полетов, после получения им от руководителя монтажа информации о правильности и надежности установки конструкций.
14.19. Технология монтажа, включая подготовительные работы, должна обеспечить максимально возможную загрузку вертолета по времени.
15. Болтовые монтажные соединения
15.1. Монтажные соединения без контролируемого натяжения болтов.
15.1.1. К монтажным соединениям без контролируемого натяжения болтов относятся срезные, в которых внешние усилия воспринимаются за счет сопротивления болтов срезу и соединяемых элементов смятию.
15.1.2. Под гайки болтов необходимо устанавливать не более одной круглой шайбы (ГОСТ 11371). Допускается установка одной такой же шайбы под головку болта. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906).
15.1.3. При сборке соединений отверстия в деталях конструкций должны быть совмещены и зафиксированы от смещения деталей сборочными пробками (не менее двух), а собранные пакеты плотно стянуты болтами. В соединениях с двумя отверстиями сборочную пробку устанавливают в одно из них.
15.1.4. Максимальная разница между номинальными диаметрами отверстия и болта в срезных соединениях не должна превышать 3 мм.
15.1.5. В собранном пакете болты заданного в проекте диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, диметр которого равен диаметру отверстия, указанному в проекте. В срезных соединениях допускается чернота (несовпадение отверстий в смежных деталях собранного пакета): до 1 мм — в 50% отверстий и до 1,5 мм в 10% отверстий.
В соединениях, где болты установлены конструктивно, чернота не должна превышать разности диаметров отверстия и болта.
15.1.6. Резьба болтов не должна входить в глубь отверстия более чем наполовину толщины крайнего элемента пакета со стороны гайки.
15.1.7. Решения по предупреждению самоотвинчивания гаек — постановка пружинной шайбы (ГОСТ 6402) или контргайки — должны быть указаны в проекте. Применение пружинных шайб не допускается при овальных отверстиях.
15.1.8. Гайки и контргайки следует закручивать до отказа от середины соединения к его краям.
15.1.9. Плотность стяжки собранного пакета надлежит проверять щупом толщиной 0,3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм. Стержень болта должен выступать из гайки не менее чем на 3 мм.
15.1.10. Качество затяжки постоянных болтов следует проверять отстукиванием их молотком массой 0,4 кг, при этом болты не должны смещаться.
15.2. Монтажные соединения на высокопрочных болтах с контролируемым натяжением
15.2.1. К монтажным соединениям на высокопрочных болтах с контролируемым натяжением относятся: фрикционные или сдвигоустойчивые соединения, в которых внешние усилия воспринимаются за счет сопротивления сил трения, возникающих по контактным плоскостям соединяемых элементов от предварительного натяжения болтов; фрикционно-срезные соединения, в которых внешние усилия воспринимаются, главным образом, за счет преодоления сопротивления сжатию фланцев от предварительного натяжения высокопрочных болтов.
15.2.2. Фрикционные и фрикционно-срезные соединения
15.2.2.1. Во фрикционных и фрикционно-срезных соединениях соприкасающиеся поверхности деталей должны быть обработаны способом, предусмотренным в проекте. С поверхностей, подлежащих обработке, необходимо предварительно удалить масляные загрязнения.
Состояние поверхностей после обработки и перед сборкой следует контролировать и фиксировать в журнале.
До сборки соединений обработанные поверхности необходимо предохранять от попадания на них грязи, масла, краски и образования льда. При несоблюдении этого требования или начале сборки соединения по прошествии более трех суток после подготовки поверхностей их обработку следует повторить.
15.2.2.2. Перепад поверхностей (депланация) соединяемых элементов свыше 0,5 и до 3 мм должен быть ликвидирован механической обработкой с образованием плавного скоса с уклоном не круче 1:10.
При перепаде свыше 3 мм необходимо устанавливать прокладки требуемой толщины, обработанные тем же способом, что и детали соединения. Применение прокладок требует согласования с организацией — разработчиком проекта.
15.2.2.3. Отверстия в деталях при сборке должны быть совмещены и зафиксированы от смещения пробками. Число пробок определяют расчетом на действие монтажных нагрузок, но их должно быть не менее 10% при числе отверстий 20 и более и не менее двух при меньшем числе отверстий.
В собранном пакете, зафиксированном пробками, допускается чернота (несовпадение отверстий), не препятствующая свободной без перекоса постановке болтов. Калибр диаметром на 0,5 мм больше номинального диаметра болта должен пройти в 100% отверстий каждого соединения.
Допускается прочистка отверстий плотно стянутых пакетов сверлом, диаметр которого равен номинальному диаметру отверстия, при условии, что чернота не превышает разницы номинальных диаметров отверстия и болта.
Применение воды, эмульсий и масла при прочистке отверстий запрещается.
15.2.2.4. Максимальная разность номинальных диаметров отверстий и болтов допускается: для фрикционных соединений — не более 6 мм, для фрикционно-срезных — не более 3 мм.
15.2.2.5. Заданное проектом усилие натяжения высокопрочных болтов следует обеспечивать закручиванием гайки требуемым расчетным крутящим моментом (натяжение по моменту закручивания).
Допускается осуществлять натяжение высокопрочных болтов по углу поворота гайки. Этот способ допустим только для болтов диаметром 24 мм с временным сопротивлением разрыву не менее 1100 МПа при толщине стягиваемых деталей до 140 мм и числе тел в пакете до 7.
Допускается применение других способов натяжения высокопрочных болтов, гарантирующих получение заданного усилия их натяжения. Каждый из этих способов должен быть представлен в специальных технических условиях и чертежах металлических конструкций (КМ).
15.2.2.6. Расчетный момент закручивания М, необходимый для натяжения болта, следует определять по формуле:
где К — среднее значение коэффициента закручивания, установленное для каждой партии болтов в сертификате предприятия-изготовителя либо определяемое на монтажной площадке с помощью контрольных приборов в соответствии с требованиями ГОСТ 22356;
Р — расчетное усилие натяжения болта, заданное в рабочих чертежах, кН;
d — номинальный диаметр болта, мм.
15.2.2.7. Натяжение болтов с регулированием усилий по величине крутящего момента осуществляют в два этапа: на первом этапе болты затягивают при помощи гайковертов на 50 — 80% расчетного усилия для обеспечения плотности деталей пакета; на втором — болты дотягиваются до полного расчетного усилия динамометрическими ключами статического действия с контролем натяжения по величине прикладываемого крутящего момента.
Применение на втором этапе натяжения инструмента динамического действия (ударно-импульсные, редкоударные и т.п.) не допускается.
При натяжении болтов за их головку величину крутящего момента следует увеличивать на 5%.
15.2.2.8. Натяжение болтов по углу поворота гайки следует производить в следующем порядке:
— затянуть вручную все болты в соединении до отказа монтажным ключом с длиной рукоятки 0,3 м;
— повергнуть гайки болтов на угол 180° +- 30°.
15.2.2.9. Натяжение болтов следует контролировать:
— при числе болтов в соединении до 4 — все болты, от 5 до 9 — не менее трех болтов, 10 и более — 10% болтов, но не менее трех в каждом соединении;
— фактический момент закручивания должен быть не менее расчетного, определенного по формуле (1), и не превышать его более чем на +15%. Отклонение угла поворота гайки допускается в пределах +- 30°;
— при обнаружении хотя бы одного болта, не удовлетворяющего этим требованиям, контролю подлежит удвоенное число болтов. В случае обнаружения при повторной проверке одного болта с меньшим значением крутящего момента или с меньшим углом поворота гайки должны быть проверены все болты с доведением момента закручивания или угла поворота гайки до требуемой величины;
— порядок натяжения болтов должен исключать образование неплотностей в стягиваемых пакетах. Щуп толщиной 0,3 мм не должен входить в зазоры между деталями соединения.
15.2.3. Фланцевые соединения
15.2.3.1. Подготовку контактных поверхностей фланцев следует осуществлять в соответствии с указаниями проектной документации. При отсутствии таких указаний контактные поверхности очищают ручными или механическими стальными щетками от грязи, наплывов грунтовки и краски, рыхлой ржавчины, снега и льда.
15.2.3.2. Во фланцевых соединениях следует применять болты только исполнения ХЛ, а также гайки, шайбы к ним, выполненные в соответствии с требованиями ГОСТ 22353, ГОСТ 22356.
15.2.3.3. Натяжение высокопрочных болтов фланцевых соединений следует выполнять от наиболее жесткой зоны (жестких зон) к его краям.
15.2.3.4. Натяжение высокопрочных болтов фланцевых соединений следует осуществлять только по месту закручивания, величина которого определяется по формуле:
| М = 0,9 К Р d, Н х м. | (2) |
Отклонение фактического момента закручивания от момента, определяемого по формуле (2), должно быть не менее расчетного и не превышать его более чем на 10%.
15.2.3.5. Качество выполнения фланцевых соединений ответственное лицо проверяет путем пооперационного контроля. Контролю подлежит:
— качество подготовки (расконсервации) болтов; качество подготовки контактных поверхностей фланцев;
— соответствие устанавливаемых болтов, гаек, шайб требованиям ГОСТ 22353 — ГОСТ 22356, а также требованиям, указанным в проектной документации;
— наличие шайб под гайками и головками болтов; длина части болта, выступающей над гайкой;
— наличие клейма монтажника, осуществляющего сборку соединения.
15.2.3.6. Контроль усилия натяжения следует осуществлять во всех установленных высокопрочных болтах тарированными динамометрическими ключами. Контроль усилия натяжения следует производить не ранее чем через 8 ч после выполнения натяжения всех болтов соединении, при этом усилия в болтах должны соответствовать значениям, указанным в таблице 15.1. Если при контроле обнаружатся болты, не отвечающие этому условию, то усилие натяжения этих болтов должно быть доведено до требуемого значения.
Таблица 15.1
| Усилие натяжения болтов (контролируемое), кН (тс) | ||
| Номинальные диаметры высокопрочных болтов с временным сопротивлением не менее 1100 МПа (110 кгс/мм2), исполнения ХЛ по ГОСТ 22353-ГОСТ 22356 | ||
| М20 | М24 | М27 |
| 167 (17) | 239 (24,4) | 312 (31,8) |
15.2.3.7. Документация, предъявляемая при приемке готового объекта, кроме предусмотренной п.1.22. СНиП 3.03.02, должна содержать сертификаты или документы завода-изготовителя, удостоверяющие качество стали фланцев, болтов, гаек и шайб, документы завода-изготовителя о контроле качества сварных соединений фланцев в присоединяемыми элементами, журнал контроля за выполнением монтажных фланцевых соединений на высокопрочных болтах.
15.3. Общие требования к выполнению монтажных соединений на высокопрочных болтах с контролируемым натяжением
15.3.1. Подготовку и сборку соединений необходимо проводить под руководством лица (мастера, прораба), назначенного приказом по монтажной организации ответственным за выполнение этого вида соединения на объекте.
15.3.2. К выполнению соединений допускаются рабочие, прошедшие специальное обучение, подтвержденное соответствующим удостоверением.
15.3.3. Запрещается применение болтов, не имеющих на головке заводской маркировки временного сопротивления, клейма предприятия-изготовителя, условного обозначения номера плавки, а на болтах климатического исполнения — букв «ХЛ».
15.3.4. Перед сборкой соединений болты, гайки и шайбы должны быть подготовлены. Традиционный способ подготовки метизов должен включать: очистку от грязи и ржавчины; прогонку резьбы отбракованных болтов и гаек; нанесение смазки. Нанесение тонкого слоя смазки следует производить путем кипячения их в воде с последующей промывкой в смеси, состоящей из 85% неэтилированного бензина и 15% машинного масла.
Подготовленные таким образом метизы к постановке следует хранить в закрытых ящиках не более 10 дней. При превышении этого срока метизы должны быть обработаны повторно.
15.3.5. Перед сборкой соединений метизы с целью снижения коэффициента закручивания следует подготавливать с применением способа парафинированного покрытия. Очистку крепежных изделий и нанесение на них покрытия необходимо выполнять в следующей последовательности:
— высокопрочные болты и гайки уложить в сетчатый контейнер и установить его в ванну с кипящим раствором моющего средства (МС-15, концентрация 15 г/дм3; МС8, концентрация 20 г/дм3; кальцинированная сода, концентрация 30 г/дм3) и выдержать в течение 20 мин;
— нанести покрытие путем 3 — 4-кратного погружения контейнера с горячими очищенными крепежными изделиями (каждое погружение 1 — 2 мин) в ванну с расплавленным парафиновым составом (70 — 80°С), состоящим из следующих компонентов, % по массе:
парафин марки Т (ГОСТ 23683) 90 +- 1,0
атактический полипропилен 10 +- 0,5;
— извлечь контейнер из ванны с расплавленным парафиновым составом и охладить до температуры окружающей среды;
— обработанные крепежные изделия уложить в тару для подачи на рабочее место.
На таре указать типоразмер обработанных крепежных изделий, дату обработки, номера сертификатов и партий. Крепежные изделия с покрытием можно хранить в защищенном от атмосферных воздействий месте до четырех месяцев. Крепежные изделия, промытые в моющем растворе, можно хранить в тех же условиях не более 10 сут.
15.3.6. Для всех типов соединений под головку болта и гайку должно быть установлено по одной шайбе. Допускается для фрикционных соединения при разности диаметров отверстия и болта не более 4 мм установка одной шайбы только под элемент (гайку или головку болта), вращение которого обеспечивает натяжение болта. Выступающая за пределы гайки часть стержня болта должна иметь не менее одной нитки резьбы.
15.3.7. Для всех типов болтовых соединений запрещается закрепление гаек путем забивки резьбы болта или приварки их к стержню болта.
15.3.8. Для соединений с контролируемым натяжением высокопрочных болтов после окончания их сборки старший рабочий-сборщик (бригадир) обязан в предусмотренном месте поставить клеймо (присвоенный ему номер или знак).
15.3.9. После контроля натяжения и приемки соединения все наружные поверхности, включая головки болтов, гайки и выступающие из них части резьбы болтов, должны быть очищены, огрунтованы, окрашены, а щели в местах перепада толщин и зазоры в стыках зашпатлеваны.
15.3.10. Все работы по натяжению и контролю натяжения следует регистрировать в журнале выполнения соединений на болтах с контролируемым натяжением в соответствии с требованиями СНиП 3.03.01.
16. Специальные монтажные соединения
16.1. К специальным монтажным соединениям (CMC) относятся:
— пристрелка высокопрочными дюбелями;
— постановка самонарезающих и самосверлящих винтов;
— совместное пластическое деформирование кромок;
— контактная точечная сварка;
— электрозаклепки;
— фальцовка продольных кромок.
16.2. Характерной особенностью CMC является то, что для их выполнения достаточно одностороннего подхода к соединяемым элементам конструкций.
16.3. Конструктивной особенностью CMC является наличие в пакете соединяемых элементов хотя бы одного элемента толщиной около 1 мм.
16.4. Типы CMC приведены в таблице 16.1.
Таблица 16.1
| Технологический процесс | CMC на опоре | CMC с продольным соединением кромок | ||
| безметизные | на метизах | безметизные | на метизах | |
| Автономный (ручной) | — | Высокопрочные дюбели | Контактная точечная сварка | Комбинированные заклепки |
| Фальцовка ручная | ||||
| С энергетическими коммуникациями | Точечная сварка, электрозаклепки | Самонарезающие винты | Фальцовка механическая | — |
16.5. Основной областью применения CMC является закрепление ограждающих конструкций зданий и сооружений. В отдельных случаях допускается применение CMC для закрепления конструкций, совмещающих ограждающие и несущие функции (диафрагмы жесткости, мембранно-каркасные конструкции).
16.6. Применение того или иного типа CMC указывается в проекте стальных конструкций данного монтируемого объекта.
16.7. Основные конструктивные формы CMC с указанием действия сил приведены на рисунке 16.1.

Рисунок 16.1. Конструктивные формы СМС
16.8. Монтажная точечная сварка не допускается при соединении разнородных металлов и элементов с неметаллическими покрытиями и прокладками.
16.9. Допускаемые сочетания толщин и прочности соединяемых стальных элементов на высокопрочных дюбелях для пристрелки по стали приведены в таблице 16.2.
16.10. Для самонарезающих и самосверлящих винтов допускаемое временное сопротивление стали опорного элемента не должно превышать 450 Н/мм2.
16.11. Толщина присоединяемых элементов определяется, длиной стержня винта и может достигать 230 мм, например для трехслойных стеновых панелей.
16.12. Толщина опорного стального элемента для самонарезающих винтов d = 5 — 6 мм ограничивается 2 — 3 d винта.
16.13. Суммарная толщина t соединяемых элементов для соединений на комбинированных заклепках с длиной корпуса 8 — 10 мм ограничивается значением 5 мм. Комбинированные заклепки применяют преимущественно для соединения продольных полок тонкостенных элементов. При значительных монтажных зазорах, наличии прокладок и большем значении t следует применять заклепки с длиной корпуса 12 — 16 мм.
Таблица 16.2
| Опорный элемент t_0, мм | Суммарная толщина присоединяемых элементов t, мм (не выше) | ||||
| Нормативное временное сопротивление стали опорного элемента, Н/мм | |||||
| До 380 | 380 — 440 | 440 — 460 | 460 — 520 | 520 — 600 | 600 — 700 |
| Св. 3 до 4 | 4 | ||||
| -«- 4 -«- 6 | 6 | 4 | |||
| -«- 6 -«- 8 | 8 | 6 | 4 | ||
| -«- 8 -«- 10 | 6 | 4 | |||
| -«- 10 -«- 16 | 4 | ||||
| Св. 16 до 20 | 4 | ||||
| -«- 20 |
Примечания:
1. Условие t_0 > t обязательно.
2. Материал присоединяемых элементов — Ст, А1.
3. Допускается расположение между металлическими элементами неметаллических прокладок.
4. Номинальный типоразмер высокопрочного дюбеля dxL = 4,5х28 мм.
4.1. При t_0 = 3 — 4 мм применять легкий (с номинальным диаметром d = 3,7 мм) дюбель.
4.2. При толщине присоединяемых элементов t = 6 — 8 мм применять дюбель длиной L = 30 — 35 мм.
5. Заштриховано: граничная область применения дюбеля высшего качества только такой дюбель допускается для крепления сдвигоустойчивых элементов 1 и 1′ (рисунок 16.1, с).
16.14. Допускаемые сочетания толщин соединяемых элементов для CMC схематично сведены на рисунке 16.2.

Рисунок 16.2. Область применения CMC в зависимости от сочетания толщин соединяемых элементов
16.15. Для выполнения дюбельных соединений пристрелкой пороховыми пистолетами или ударами пневмоимпульсного молотка требуется энергия до 1 кДж.
Варианты комплекта для пристрелки высокопрочными дюбелями приведены в таблице 16.3.
Таблица 16.3
| Тип поршневого порохового пистолета | Марка пистолета | Форма расходных материалов | Техническая производительность, выстр/ мин | |
| Высокопрочные дюбели | Индустриальные патроны | |||
| Однозарядный | ПЦ84, ПЦ84С | Россыпью | Россыпью | До 3 |
| Полуавтоматический | DX450, SA250 | -«- | Кассетированные | До 6 |
| Автоматический | DX750M, Beto400 | Кассетированные | -«- | До 9 |
| Ф (t приблизительно 1 — 5) | ||||||||||||||||
| ВД (t приблизительно 1 — 4) | ||||||||||||||||
| 1 2 3 | ||||||||||||||||
| СНВ (t до 230) | ||||||||||||||||
| ТП (t приблизительно 1 — 3) | ||||||||||||||||
| ССВ (t до 230) | ||||||||||||||||
| КЗ (t до 5) | ||||||||||||||||
| КТС (t приблизительно 1) | ||||||||||||||||
| ЭЗ (t приблизительно 1) | ||||||||||||||||
| 0,5 | 1,0 | 2,0 | 3,0 | 5,0 | 6 | 12 | 20 | t_0, мм |
Ф — фальцовка;
ВД — дюбель высокопрочный (1,2 и 3 — соответственно «легкий», обыкновенного качества и высшего качества);
ССВ — самосверлящий винт;
СНВ — самонарезающий винт;
КЗ — комбинированная заклепка;
КТС — контактная точечная сварка;
ЭЗ — электрозаклепки.
16.16. Комплект для пристрелки включает:
— поршневой пистолет ПЦ 84 (специализированный по стали), ПЦ 84У (универсальный);
— высокопрочные дюбели обыкновенного качества ДЛ 3,7х25 с патронами кольцевого воспламенения марок 6,8/18 Дi или 6,8/11i. При толщинах опорного элемента от 5 до 10 мм допускается применять дюбель-гвоздь рифленый марки ДГР 4,5х30.
16.17. В случае применения пневмоимпульсного молотка рекомендуется использовать комплект «Pneutek Inc.» производства США.
16.18. Для выполнения соединений на самонарезающих винтах и комбинированных заклепках рекомендуется применять:
— самонарезающие винты с диаметром стержня 6 мм;
— шайбы металлические для болтов М6, неметаллические уплотнительные марки ШУ-6С или уплотнительные ступенчатые ШУ-6С для винтов типа ВСМ;
— заклепки комбинированные марок ЗК1-4,8xL, 3K2-4,5xL длиной 8,10 и 12 мм;
— машины сверлильные;
— шуруповерты электрические для завинчивания метизов с резьбой до 6 мм;
— сверла для образования отверстий согласно таблице 16.4.
Таблица 16.4
| Наименование и марка метиза | Диаметр сверла для постановки метиза, мм | Предельное отклонение, мм |
| Заклепка комбинированная: | ||
| 3K2-4,5xL | 4,6 | + 0,16 |
| 3K1-4,8xL | 4,9 | |
| Винт самонарезающий метчиковый типа ВСМ 6xL | 5,3 | |
| Винт самонарезающий типа BC6xL при толщине t_0 + t, мм: | ||
| 3 — 4 | 5,4 | |
| 5 — 6 | 5,5 | |
| 7 — 8 | 5,6 | + 0,10 |
| 9 — 10 | 5,7 |
16.19. Фальцевые соединения, получаемые совместным пластическим деформированием тонкостенных элементов по продольным полкам, применяются при производстве ограждающих конструкций как на фасадах зданий, так и на кровле. Основное достоинство фальцевых соединений — герметичность, достигаемая за счет непрерывности продольного шва и использования кляммер — своеобразных закладных элементов.
Для получения фальцевого соединения используются профили, получаемые прокаткой из рулонной оцинкованной стали (толщина 0,5 — 1,0 мм), как на месте монтажа (в этом случае длина профиля равна длине ската кровли или высоте фасада), так и заводские заготовки мерной длины со специально подготовленными продольными кромками.
Кляммеры, закрепленные на элементах каркаса или прогонах с шагом от 0,7 до 1,5 м, фальцуются одновременно с выполнением шва. Конструкции кляммер имеют как жесткое, так и подвижное в направлении шва крепление, допускающее температурное удлинение профиля.
Монтаж профилей производится порядно на всю длину фасада или ската кровли с установкой кляммеров с шагом 0,7 — 1,5 м после каждого ряда. После укладки следующего ряда необходимо добиться полного совмещения кромок смежных профилей и установить прихватки с использованием ручных фальцовочных клещей до производства машинной закатки.
17. Сварка и контроль качества монтажных соединений конструкций для объектов повышенного уровня ответственности
17.1. Общие положения
17.1.1. К повышенному уровню ответственности относятся здания и сооружения, отказы которых могут привести к тяжелым экономическим, социальным и экологическим последствиям: производственные здания с пролетом 100 м и более, сооружения связи высотой 100 м и более, жилые и общественные здания и сооружения высотой 100 м и более, аттракционы, а также уникальные здания и сооружения.
17.1.2. Сборку и сварку при монтаже стальных строительных конструкций необходимо выполнять по специально разработанному и утвержденному проекту производства сварочных работ (ППСР) или другой технологической документации в виде технологических карт, инструкций и т.п., в которой должны учитываться особенности конструкций сооружаемого объекта и технологии строительно-монтажных работ.
17.1.3. Технологическая документация должна включать: организацию сварочных работ, требования к основным и сварочным материалам, сварочному и вспомогательному оборудованию, указания по сборке конструкций, технологию сварки, контроль качества производства сварочных работ, технологию исправления дефектов в сварных соединениях и основные положения по технике безопасности при выполнении сварочных работ.
17.1.4. Документация должна быть разработана специализируемой организацией, имеющей лицензию на проектирование организации и технологии сварочных работ при монтаже стальных строительных конструкций.
17.1.5. Руководство сварочными работами должен осуществлять аттестованный специалист сварочного производства, имеющий соответствующий квалификационный сертификат с областью распространения на строительные металлические конструкции.
17.1.6. К сварке особо ответственных конструкций допускаются аттестованные электросварщики не ниже V разряда, имеющие удостоверение, область распространения которого соответствует технологии сварки при монтаже конструкций.
17.1.7. Руководитель сварочных работ и сварщики должны быть аттестованы в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства», действующими в строительстве.
17.1.8. До начала сварочных работ необходимо провести аттестацию разработанной технологии сварки на контрольных сварных соединениях, выполненных в строительно-монтажных условиях. Сварщики должны изучить технологию сварки и пройти испытание посредством сварки контрольных (пробных) образцов по аттестованной технологии.
17.1.9. Сварочные участки должны быть укомплектованы необходимым оборудованием, сборочно-сварочными стендами, сборочными приспособлениями, оснасткой, инструментами, материалами и необходимой технической и исполнительной документацией.
17.1.10. Сварку разрешается производить только при условии надежной защиты зоны сварки и рабочего места сварщика от сильного ветра и атмосферных осадков.
При ручной дуговой сварке покрытыми электродами и механизированной сварке самозащитной порошковой проволокой скорость ветра в зоне горения дуги не должна превышать 6 м/с, при автоматизированной сварке под флюсом — 3 м/с, при механизированной сварке в защитных газах — 2 м/с.
17.1.11. К сварке собранного узла и соединения разрешается приступать после его принятия специалистом по сварке (мастером, прорабом) от прораба (мастера) по монтажу конструкций с оформлением акта сдачи-приемки и выдачи задания сварщику.
17.1.12. В процессе производства сварочных работ специалист по сварке должен вести «Журнал сварочных работ», составлять исполнительные схемы сборки и сварки узлов, осуществлять визуальный и измерительный контроль качества сварных соединений, оформлять протоколы, акты промежуточной сдачи-приемки сварных узлов и конструкций.
17.2. Основные и сварочные материалы
17.2.1. В качестве основных материалов при изготовлении и монтаже конструкций для объектов повышенного уровня ответственности используется горячекатаный металлопрокат из углеродистых и низколегированных сталей нормальной и высокой прочности по ГОСТ 27772, ГОСТ 19281 и техническим условиям.
Весь прокат должен поставляться с гарантией свариваемости и сертификатами качества завода-изготовителя.
17.2.2. При монтаже стальных конструкций необходимо применять сварочные материалы, указанные в проектной документации и соответствующие требованиям стандартов и технических условий. Сварочные материалы должны поставляться с сертификатами качества.
17.2.3. Каждая партия поступивших сварочных материалов должна быть подвергнута входному контролю и принята по акту.
17.2.4. Перед использованием сварочные материалы необходимо прокаливать в электрических печах по заданному режиму, хранить в сушильных шкафах или герметичной таре.
17.2.5. Прокаленные сварочные материалы на рабочие места следует подавать в количестве, необходимом для работы в течение 4 ч в плотно закрытой таре: электроды — в специальных термопеналах, порошковую проволоку и флюс — в закрытых металлических бочках или упаковке из водонепроницаемого материала.
17.3. Сварочное оборудование
17.3.1. Тип сварочного оборудования необходимо выбирать в зависимости от способа сварки, условий и особенностей выполнения сварочных работ и заданных параметров технологического процесса сварки.
17.3.2. Оборудование для сварки должно обеспечивать выполнение качественных сварных соединений по заданному технологическому процессу, стабильность и возможность контроля и регулирования параметров режима сварки.
17.3.3. Контроль работы оборудования и поверку измерительных приборов следует выполнять в соответствии с действующей в строительно-монтажной организации системой обеспечения качества производства.
17.3.4. В монтажных условиях сварочное оборудование необходимо располагать под навесами, в специально оборудованных помещениях или в переносных машзалах. Баллоны с защитными газами и пускорегулирующую аппаратуру также следует располагать в помещениях.
17.3.5. Сварку ответственных соединений необходимо выполнять с использованием источников питания постоянного тока.
17.4. Сборка конструкций под сварку
17.4.1. Монтаж и сборку конструкций следует производить в соответствии с требованиями проектной и технологической документации, СНиП 3.03.01 и стандартов.
17.4.2. Укрупнительную сборку конструкций на монтажной площадке необходимо выполнять с использованием специальных стендов после их выверки, контроля геометрических размеров и геодезического контроля.
17.4.3. Укрупнительные и монтажные стыки под сварку следует собирать с помощью сборочно-сварочных приспособлений, стяжных тавров, упоров, скоб и других фиксирующих устройств.
Временное закрепление собираемых элементов необходимо производить с использованием болтов нормальной прочности, фиксирующих скоб и прихваток. Перенос и кантовка узлов, собранных только на прихватках без применения приспособлений, обеспечивающих неизменяемость их формы, не допускаются.
17.4.4. Предельные отклонения геометрических размеров собранных конструкций и узлов не должны превышать допустимые отклонения, приведенные в проектной документации.
17.4.5. Разделка кромок и конструктивные элементы собранных под сварку соединений должны соответствовать требованиям проектной и технологической документации и ГОСТ 14771, ГОСТ 23518, ГОСТ 8713, ГОСТ 11533, ГОСТ 16037.
Требуемая величина зазора при сборке под ручную дуговую сварку монтажных стыковых соединений указана в таблице 17.1.
Таблица 17.1
| Толщина металла, мм | Величина зазора в стыковых соединениях, собранных под сварку, мм | |
| без подкладок | на остающейся подкладке | |
| <= 8 | 2 +- 1 | 3 +- 1 |
| 8 — 14 | 3 +- 1 | 4 +- 1 |
| 15 — 20 | 3 +- 1 | 5 +- 1 |
| > 20 | 4 +- 1 | 6 +- 1 |
17.4.6. Свариваемые кромки и прилегающие к ним участки шириной не менее 20 мм должны быть очищены от влаги, масла, окалины, ржавчины и других загрязнений до чистого металла. Кромки не должны иметь заусенцев, вырывов, расслоений, трещин и других дефектов.
17.4.7. При сборке стыковых соединений необходимо приварить начальные и выводные планки, которые должны быть срезаны после окончания сварки.
17.4.8. При выполнении прихваток предъявляются следующие требования:
— прихватки располагать в местах расположения швов, за исключением мест их пересечения:
— к технологии выполнения и качеству прихваток предъявляются такие же требования, как и к сварным швам;
— прихватки элементов из высокопрочных сталей выполнять с местным предварительным подогревом до рекомендуемой температуры;
— высота прихваток должна быть 3 — 4 мм при толщине металла t = 6 — 15 мм, 5 — 6 мм при t = 16 — 25 мм и 8 — 10 мм при t > 25 мм, длина — 50 — 100 мм, расстояние между прихватками — 300 — 500 мм.
17.5. Сварка
17.5.1. Сварку конструкций необходимо выполнять в соответствии с требованиями технологии сварки и настоящих Рекомендаций.
17.5.2. Основные способы сварки, используемые при монтаже конструкций:
— ручная дуговая сварка покрытыми электродами — является универсальным и основным способом сварки для выполнения швов во всех пространственных положениях при укрупнении и монтаже конструкций;
— механизированная сварка самозащитной порошковой проволокой — применяется преимущественно для выполнения соединений в нижнем положении при укрупнении конструкций внизу и для сварки протяженных швов на проектной отметке;
— механизированная сварка в защитных газах проволокой сплошного сечения — применяется при укрупнительной сварке конструкций в нижнем положении с защитой зоны сварки от ветра;
— автоматизированная сварка под флюсом — применяется для сварки прямолинейных протяженных швов в нижнем положении при укрупнении листовых заготовок и конструкций.
17.5.3. Детальная технология сварки должна быть изложена в ППСР, технологических картах, инструкциях и т.п.
17.5.4. Технология сварки монтажных соединений конструкций должна включать:
— графическое изображение свариваемых узлов и типы сварных соединений;
— таблицы сварных швов и соединений;
— последовательность сборки свариваемых узлов и конструкций;
— форму, геометрические размеры и пространственное положение швов, схемы заполнения сечения швов, площадь сечения и последовательность выполнения каждого валика;
— указания по технологии сварки, включая требования к подогреву металла сварных соединений;
— таблицы рациональных параметров режима сварки;
— технику сварки, включая способы выполнения швов и направление сварки.
17.5.5. При разработке технологии сварки соединений и конструкций необходимо использовать конструктивные, металлургические и технологические способы обеспечения надежной трещиностойкости, требуемой несущей способности (статической прочности, сопротивления хрупкому и квазихрупкому разрушению) и длительной прочности (сопротивления усталости) металла сварных соединений.
17.5.6. Конструктивные способы обеспечения стойкости металла против образования холодных и ламелярных трещин и повышения надежности сварных соединений — это снижение жесткости узлов, воспринимающих растягивающие напряжения, особенно в направлении толщины проката и уменьшение объема наплавленного металла.
17.5.7. Металлургические способы обеспечения трещиностойкости, надежности и долговечности сварных соединений, связанные с дополнительными требованиями к составу, физико-механическим свойствам стали и качеству металлопроката, указываются в проектной документации.
17.5.8. При сварке монтажных соединений конструкций необходимо соблюдать технологические принципы обеспечения надежной трещиностойкости, требуемых механических и эксплуатационных свойств металла сварных соединений.
17.5.9. Сварочные материалы должны обеспечивать высокую пластичность и требуемые механические свойства металла шва и содержание диффузионного водорода не более 4 см3/100 г.
Таблица 17.2
| Тип стали | Предел текучести сигма_0,2, Н/мм2 | Время охлаждения металла в интервале температур от 800 до 500°С (t 8/5), с | |||
| Стыковые соединения | Угловые и тавровые соединения | ||||
| однослойные швы | многослойные швы | однослойные швы | многослойные швы | ||
| С390 | 390 — 550 | 6 — 25 | 6 — 15 | 10 — 30 | 10 — 20 |
| С440 | |||||
| С490 | |||||
| С550 | 560 — 680 | 10 — 20 | 10 — 15 | 10 — 25 | 10 — 20 |
| С590 | |||||
| С620 | |||||
| С690 | 690 — 840 | 10 — 20 | 10 — 15 | 10 — 20 | 10 — 15 |
| С790 |
17.5.10. Для конструкций из низколегированных сталей повышенной прочности и высокопрочных сталей следует использовать технологию сварки с регулируемым тепловложением и дифференциальным выбором температур предварительного, сопутствующего и послесварочного подогрева и их сочетания.
Время охлаждения металла зоны термического влияния (ЗТВ) в интервале температур от 800 до 500°С (t 8/5) при сварке необходимо выбирать по таблице 17.2.
17.5.11. Температуру предварительного подогрева (начальную температуру) металла в зоне выполнения сварного соединения необходимо назначать в зависимости от способа сварки, класса стали, толщины металла, типа соединения и температуры окружающего воздуха.
Требуемая температура предварительного подогрева метила при ручной и механизированной дуговой сварке указана в таблице 17.3, при автоматизированной сварке — в таблице 17.4.
Таблица 17.3
| Класс стали | Класс прочности стали | Предел текучести сигма_т (сигма_0 2), Н/мм2 | Толщина металла t, мм | Тип соединения | Допустимые значения температуры предварительного подогрева (начальной температуры) металла Т, °С, при температуре окружающего воздуха, °С | ||
| от +30 до +5 | от +5 до -10 | от -10 до -20 | |||||
| Углеродистая | С245 | 245-340 | 8-12 | Т | 30-50 | ||
| С255 | 14-20 | С | — | — | 50-75 | ||
| С285 | Т | 50-5 | 75-100 | ||||
| >20 | С | — | 50-75 | 100-150 | |||
| Т, Н, У | 50-75 | 75-100 | 100-150 | ||||
| Низколегированная | С345 | 345-440 | 8-12 | С, Н, У | 30-50 | ||
| С375 | T | — | 30-50 | 30-50 | |||
| 14-20 | С, Н, У | 50-75 | 75-100 | ||||
| Т | 30-50 | 75-100 | 100-150 | ||||
| > 20 | С | 50-75 | 75-100 | 100-150 | |||
| Т, Н, У | 75-100 | 100-150 | 100-150 | ||||
| Низколегированная высокопрочная | С390 | 390-550 | 8-12 | С | 30-50 | 75-100 | 100-150 |
| С440 | Т, Н, У | 50-75 | 75-100 | 100-150 | |||
| С490 | 14-20 | С | 75-100 | 100-150 | 100-150 | ||
| Т, Н, У | 100-150 | 100-150 | 150-200 | ||||
| >20 | С | 100-150 | 100-150 | 150-200 | |||
| Т, Н, У | 100-150 | 150-200 | 200-250 | ||||
| Низколегированная высокопрочная | С590 С690 | 590-760 | 4-6 | С Т, Н, У | 50-75 50-75 | 75-100 75-100 | 75-100 100-150 |
| 8-12 | С | 100-150 | 100-150 | 100-150 | |||
| Т, Н, У | 100-150 | 100-150 | 150-200 | ||||
| 14-20 | С | 100-150 | 100-150 | 150-200 | |||
| Т, Н, У | 100-150 | 150-200 | 150-200 | ||||
| >20 | С | 150-200 | 150-200 | 150-200 | |||
| Т, Н, У | 150-200 | 150-200 | 200-250 |
Примечания:
1. При температуре окружающего воздуха в зоне сварного соединения ниже минус 20°С сварка запрещается.
2. Обозначения: С — стыковые соединения листового и профильного проката Т, Н, У — тавровые, нахлесточные и угловые соединения листового и фасонного проката и все типы соединений труб.
Таблица 17.4
| Класс стали | Класс прочности стали | Предел текучести сигма_т (сигма_0,2), Н/мм2 | Толщина металла t, мм | Допустимые значения температуры предварительного подогрева (начальной температуры) металла T, °С, при температуре окружающего воздуха, °С | |
| от +5 до -10 | от -10 до -20 | ||||
| Углеродистая | С245 С255 | 245-340 | 20 | — | 50-75 |
| Низколегированная | С435 С375 | 345-440 | 20 | — | 75-100 |
| Низколегированная высокопрочная | С390 | 390-550 | 14-18 | — | 50-75 |
| С440 | 20-25 | 75-100 | 100-150 | ||
| С490 | 25 | 100-150 | 100-150 | ||
| Низколегированная высокопрочная | С590 | 590-760 | 10-14 | 75-100 | 75-100 |
| С690 | 16-20 | 75-100 | 100-150 | ||
| 22-30 | 100-150 | 150-200 | |||
| 30 | 150-200 | 150-200 |
Примечание: При температуре окружающего воздуха в зоне сварного соединения ниже минус 20°С сварка запрещена.
Ширина зоны подогрева должна быть не менее 100 мм от оси шва в каждую сторону.
Температуру предварительного подогрева следует контролировать контактными термоиндикаторами или термокарандашами на расстоянии 80-100 мм от оси шва с обратной стороны подогреваемого элемента.
17.5.12. При сварке низколегированных высокопрочных сталей с пределом текучести 390 Н/мм2 и более необходимо поддерживать и контролировать в процессе сварки температуру металла в зоне сварного соединения (шириной, равной 5 — 7 толщинам металла в каждую сторону от оси шва) в интервале температур 100 — 250°С сварки.
При толщине металла 20 мм и более и температуре воздуха ниже минус 10°С необходимо поддерживать температуру металла после сварки в интервале 100 — 250°С послесварочным подогревом. Время подогрева назначать из расчета 1,5 — 2 мин на 1 мм толщины металла.
17.5.13. Основные принципы выбора рациональных параметров режима сварки высокопрочных сталей:
— расчет и выбор рациональных значений погонной энергии сварки q_v в зависимости от допустимых значений начальной температуры T_0 и времени охлаждения t 8/5;
— величину сварочного тока I_св, напряжения дуги U_d, скорости сварки V_св (длины валика, наплавляемого одним электродом при ручной дуговой сварке) — в зависимости от допустимых значений погонной энергии q_v.
17.5.14. Ручную и механизированную сварку следует выполнять тонкими валиками сечением 20 — 35 мм2.
Межваликовая температура металла шва при многослойной сварке не должна превышать 250°С.
17.5.15. Сварку соединений из высокопрочных сталей следует производить без перерыва до получения шва полного сечения. При вынужденном перерыве металл в зоне соединения должен быть снова подогрет до требуемой температуры.
17.5.16. Сварку жестких узлов конструкций необходимо выполнять с использованием техники сварки, замедляющей скорость и время охлаждения металла, и в рациональной последовательности выполнения швов для снижения сварочных напряжений в сварных соединениях.
17.5.17. При двухсторонней ручной или механизированной дуговой сварке стыковых, тавровых и угловых соединений с полным проплавленном необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного металла.
17.5.18. Сварку односторонних соединений с полным проплавлением, не доступных с обратной стороны от разделки кромок, необходимо выполнять с использованием специальных устройств, формирующих обратную сторону корня шва или по специальному технологическому регламенту сварки односторонних соединений с гарантированным проплавлением и обратным формированием корня шва.
Для ручной дуговой сварки следует применять электроды специального назначения, обеспечивающие гарантированный провар корня шва и формирование выпуклого обратного валика.
17.5.19. Монтажные односторонние стыковые соединения труб должны выполняться на остающемся подкладном кольце или со свободным формированием корня шва (без подкладок и формирующих устройств) с использованием технологии ручной дуговой сварки с гарантированным полным проплавлением.
17.5.20. Выполнение каждого валика многослойного шва следует производить после тщательной зачистки предыдущего от шлака и брызг. Дефектные участки с порами, шлаковыми включениями и трещинами должны быть удалены и исправлены до наложения следующего валика.
17.5.21. После окончания сварки швы сварных соединений и прилегающие участки основного металла должны быть зачищены от шлака, брызг расплавленного металла и наплывов.
Начальные и выводные планки удалить газовой резкой с последующей механической зачисткой торцов соединений до чистого бездефектного металла.
Приваренные сборочные и монтажные приспособления следует удалить газовой резкой с припуском 2 — 3 мм, припуск снять механической шлифовкой заподлицо с основным металлом.
Удаление планок и приспособлений с применением ударного воздействия запрещается.
Дефектные места на поверхности основного металла и места случайных вырывов выбрать шлифмашинкой, заплавить и зачистить заподлицо.
Около выполненного шва сварного соединения должен быть поставлен номер клейма сварщика на расстоянии не менее 40 мм от границы шва, если нет других указаний в проектной документации.
17.6. Контроль качества сварных соединений
17.6.1. Контроль качества сварочных работ должен производиться в соответствии с системой обеспечения качества строительно-монтажных и сварочных работ, разработанной и действующей в строительно-монтажной организации.
17.6.2. При контроле качества сварочных работ необходимо руководствоваться требованиями настоящих Рекомендаций и проектной документации.
17.6.3. Контроль качества сварочных работ должен включать:
— входной контроль технологической документации, монтируемых сварных конструкций, сварочных материалов, оборудования, инструмента и приспособлений;
— операционный контроль сборки под сварку соединений, узлов и конструкций, технологии сварки и качества выполняемых сварных соединений;
— приемочный контроль качества сварных соединений, узлов и конструкций.
17.6.4. Контроль качества сварочных работ и приемку сварных соединений и узлов на всех стадиях сборки и сварки конструкций должны выполнять специализированные организации, лаборатории или подразделения, имеющие соответствующую лицензию, аттестованные специалисты сварочного производства и дефектоскописты неразрушающего контроля.
17.6.5. Приемочный контроль качества сварных соединений осуществляется следующими основными методами: визуальным и измерительным контролем, ультразвуковым, радиографическим, магнитографическим методами контроля, цветной дефектоскопией, механическими испытаниями контрольных образцов и др.
Методы и объемы контроля назначаются в соответствии с требованиями проектной документации и настоящих Рекомендаций в зависимости от назначения и условий эксплуатации конструкций, типа и величины нагрузок в узлах и соединениях, характера и вида напряженного состояния соединений.
17.6.6. Методы и объемы контроля качества особо ответственных конструкций и соединений приведены в таблице 17.5.
Сварные соединения, для которых требуется контроль с использованием физических методов, должны быть указаны в проектной документации.
Выборочному контролю в первую очередь должны быть подвергнуты сварные соединения в местах пересечения швов и в местах с признаками дефектов.
Контроль качества сварных соединений из низколегированных сталей с пределом текучести 390 Н/мм2 и более, склонных к образованию трещин, необходимо производить не ранее, чем через 48 ч после окончания сварки,
При систематическом выявлении в сварных соединениях недопустимых дефектов (уровень брака более 10%) методами неразрушающего контроля объем контроля должен быть удвоен, а при дальнейшем выявлении дефектов необходимо выполнять контроль всех соединений данного типа в объеме 100%.
Таблица 17.5
| Методы контроля | Объем контроля | Типы швов и сварных соединений |
| 1. Визуальный и измерительный | 100% | Все типы соединений. Результаты контроля должны быть представлены в виде протокола |
| 2. Радиографический (ГОСТ 7512) или ультразвуковой (ГОСТ 14782) | 100% | 1. Стыковые швы с полным проплавлением и угловые швы в соединениях, воспринимающих растягивающие напряжения поперек шва сигма_р >= 0,75 R_y, тау_уш >= 0,75 R_wf. |
| 50% | 2. Стыковые швы с полным проплавлением в соединениях, воспринимающих растягивающие наряжения вдоль шва. | |
| 20% | 3. Расчетные угловые швы катетом 14 мм и более. Угловые швы тавровых соединений в жестких узлах при толщине металла t >= 20 мм. | |
| 10% | 4. Стыковые соединения на остающейся подкладке, воспринимающие напряжения сигма_р < 0,75 R_y. | |
| 5% | 5. Стыковые швы в соединениях, воспринимающих сжимающие усилия | |
| 3. Магнитопорошковая (ГОСТ 21105, ГОСТ 25225) или цветная (ГОСТ 18442) дефектоскопия | 100% | Сварные соединения из низколегированных высокопрочных сталей (сигма_0,2 >= 390 Н/ мм2) в жестких узлах, склонные к образованию трещин |
| 4. Металлографические исследования макрошлифтов | 100% | Стыковые и угловые швы контрольных образцов |
| 5. Механические испытания контрольных соединений | 5. Механические испытания контрольных соединений |
17.6.7. При визуальном и измерительном контроле швы сварных соединений должны иметь гладкую или равномерно-чешуйчатую поверхность без резких переходов к основному металлу (требование плавного перехода к основному металлу указывается в проектной документации) и по уровню дефектности соответствовать требованиям, указанным в таблице 17.6. Длина сварных швов должна быть не менее указанной в проектной документации.
Предельные отклонения размеров и сечения швов сварных соединений от проектных не должны превышать величин, указанных в ГОСТ 14771, ГОСТ23518, ГОСТ8713, ГОСТ 11533, ГОСТ 16037.
Размеры углового шва должны соответствовать величине катета по чертежам с учетом максимально допустимого зазора между свариваемыми элементами. Превышение зазора должно быть компенсировано увеличением катета.
Результаты визуально-измерительного контроля должны быть оформлены в виде протокола или заключения.
17.6.8. Неразрушающий контроль качества сварных соединений должен производиться в соответствии с требованиями стандартов, нормативно-технической и технологической документации специалистами (дефектоскопистами) не ниже II уровня квалификации.
Неразрушающий контроль следует выполнять после исправления недопустимых дефектов, выявленных визуально-измерительным контролем.
17.6.9. По результатам радиографического контроля по ГОСТ 7512 швы сварных соединений должны удовлетворять требованиям, изложенным в таблице 17.6.
Чувствительность контроля (наименьший диаметр выявляемой на снимке проволоки проволочного эталона) должна соответствовать второму классу по ГОСТ 7512.
17.6.10. По результатам ультразвукового контроля по ГОСТ 14782 швы сварных соединений должны удовлетворять требованиям таблицы 17.7.
Таблица 17.6
| Наименование дефектов | Характеристика дефектов по расположению, форме и размерам | Допустимые размеры |
| 1. Трещины | Трещины всех видов, размеров и ориентации | Не допускаются |
| 2. Поры и пористость | Одиночные d <= 3 мм | d <= t/5 |
| d <= к/5 | ||
| Равномерно распределенная пористость | d <= t/8 | |
| d <= k/8 | ||
| Цепочка пор, l_c <= t на длине шва 12t, L =< 6l | d <= 2 мм | |
| Суммарная площадь пор от площади проекции шва* на оценочном участке | 1% | |
| 3. Скопления пор | Скопления пор d >= 2 мм | d <= t/8 |
| d <= k/8 | ||
| Суммарная площадь пор от площади проекции дефектного участка шва <*>, L >= 12 t | 4% | |
| 4. Газовые полости и свищи | Длинные — не допускаются Короткие — l_c<= 10 мм 100 мм шва l <= 3 мм, h < 1,5 мм | h <= t/8 |
| h <= k/8 | ||
| 5.Поверхностные поры | Одиночные d <= 2,0 мм, расстояние между дефектами L >= 200 мм | d <= t/10 |
| d <= k/10 | ||
| Скопления и цепочки пор не допускаются | ||
| 6. Шлаковые включения | Протяженные | He допускаются |
| Короткие: | ||
| а) одиночные округлые d <= 3 мм, линейные — w и h <= 1,5 мм, l_c < t на длине шва 12t, L> 12 t; | d <= t/5 | |
| h <= t/10 | ||
| w <= t/10 | ||
| б) группа включений w и h <= 1,5 мм, l_c <= t на длине 12t, l_c <=25 мм, L > 6 l | h <= t/10 | |
| w <= t/10 | ||
| h <= k/10 | ||
| 7. Непровары и несплавления | Непровар по кромке Несплавление между валиками Непровар в корне шва | He допускаются |
| 8. Неполное проплавление | Неполный провар в соединениях, равнопрочных основному металлу | Не допускается |
| 9.Подрезы | Подрез со стороны поверхности шва: | |
| а) поперек растягивающихся напряжений в стыковых швах, l<= 25 мм на 100 мм шва | h <= 0,5 мм | |
| б) вдоль растягивающихся напряжений в стыковых швах, t <= 20 мм в швах, воспринимающих сжимающие напряжения, t > 20 мм на 100 мм шва, l <= 25 мм | h <= 0,5 мм | |
| h <= 1,0 мм | ||
| в) в угловых швах к = 6-10 мм, l<= 25 мм на 100 мм шва, к > 12 мм | h <= 0,5 мм | |
| h <= 1,0 мм | ||
| h <= 1,0 мм | ||
| Подрез в корне шва одностороннего стыкового соединения | ||
| 10. Западание между валиками | Не должно уменьшать допустимую толщину или катет шва | |
| Стыковые швы | h <= 1,0 мм | |
| Угловые швы к = 6-10 мм к >= 12 мм | h <= 1,0 мм | |
| h <= 1,5 мм | ||
| 11. Превышение выпуклости | Стыковые швы, h_max = 3 мм, t < 30 мм; h_max = 4 мм, t >30 мм | h <= 1,0 мм + 0,1 b |
| Угловые швы, h_max = 3 мм | ||
| 12. Увеличение катета шва | Угловые швы, h_max = 3 мм | h <= 1,0 мм + 0,1 к |
| 13. Уменьшение катета шва | Угловые швы К_min = К_ном | He допускается |
| 14. Смещение кромок | Стыковые швы h_max= 3 мм | h <= 0,1 t |
| 15. Усадочные раковины | Стыковые и угловые швы | He допускается |
| Кратеры | ||
| Наплывы | ||
| Протеки | ||
| Прожоги | ||
| 16. Асимметрия углового шва | Разнокатетность углового шва | h <=1,5 мм + 0,1 к |
| 17. Суммарная высота дефектов в сечении шва | сумма h <= 0,2 t | |
| сумма h <= 0,15 к | ||
| h1+h2+h3+h4+h5+h6 <= сумма h |
<*> Площадь проекции шва на плоскость, параллельную поверхности соединения по длине контролируемого шва, как видно на рентгенограмме
Обозначения и сокращения
t — толщина металла, мм
к — катет шва, мм
b — ширина шва, мм
l — длина дефекта, мм
с — суммарная длина дефектов, мм
d — размер (диаметр) дефекта, мм
h — высота (глубина) дефекта, мм
w — ширина дефекта, мм
L — расстояние между дефектами и дефектными участками, мм
17.6.11. Магнитопорошковая дефектоскопия по ГОСТ 21105 и ГОСТ 25225 или цветная дефектоскопия по ГОСТ 18442 назначаются для выявления трещин и других поверхностных и подповерхностных дефектов в сварных соединениях жестких узлов объемных, сплошностенчатых и трубных конструкций. Сварные соединения, подлежащие контролю, должны быть указаны в проектной документации. Допускается замена магнитопорошковой и цветной дефектоскопии ультразвуковым контролем.
17.6.12. Механические свойства металла сварных соединений должны удовлетворять следующим требованиям:
— временное сопротивление металла сварного соединения должно быть не ниже требований, предъявляемых к основному металлу;
— максимальная твердость металла шва и зоны термического влияния: не выше 350 HV — для сталей с сигма_0,2 < 390 Н/мм2, не выше 370 HV — для сталей с сигма_0,2 = 390 — 490 Н/мм2 и не выше 400 HV — для сталей с сигма_0,2 > 490 Н/мм2;
Таблица 17.7
| Номинальная толщина свариваемых элементов, мм | Оценка по амплитуде | Предельно допустимая чувствительность (первый браковочный уровень) S_n, мм2 | Оценка по условной протяженности, условному расстоянию между дефектами и количеству дефектов | Предельно допустимая условная протяженность дефекта L, мм, расположенного на глубине H, мм | Предельно допустимое количество допустимых по измеряемым характеристикам дефектов на любых 100 мм длины шва | Предельно допустимая суммарная условная протяженность (мм) допустимых дефектов на любых 100 мм длины шва, расположенных на глубине Н, мм | ||||
| < 10 | 10 — 20 | > 20 | < 10 | 10 — 20 | > 20 | |||||
| От 6 до 10 вкл. | Первый браковочный уровень | 2,0 | Второй браковочный уровень | 5 | — | — | 2 | 10 | — | — |
| Св. 10 -«- 15 -«- | 2,5 | 5 | 7 | — | 3 | 10 | 15 | — | ||
| -«- 15 -«- 20 -«- | 3,0 | 5 | 7 | — | 3 | 10 | 15 | — | ||
| -«- 20 -«- 30 -«- | 4,0 | 7 | 10 | — | 4 | 15 | 20 | — | ||
| -«- 30 -«- 40 -«- | 5,0 | 7 | 10 | 13 | 4 | 15 | 20 | 20 | ||
| -«- 40 -«- 60 -«- | 6,0 | 10 | 15 | 20 | 5 | 25 | 25 | 30 |
Примечания:
1. Значения уровня поисковой чувствительности устанавливают выше первого браковочного уровня на 6 дБ, а значения второго браковочного уровня — выше первого уровня на 3 дБ.
2. Два соседних дефекта при условном расстоянии между ними менее условной протяженности меньшего дефекта считаются за один дефект с условной протяженностью, равной сумме дефектов и расстояния между ними.
— угол статического изгиба: не менее 120° при диаметре оправки D = 3t для сталей с сигма_0,2 < 390 Н/мм2, D = 4t — для сталей с сигма_0,2 >= 390 Н/мм2, t — толщина испытываемого образца;
— ударная вязкость а_н металла шва, границы сплавления и ЗТВ на образцах типа VI при температуре, указанной в проекте, должна быть не ниже 34 Дж/см2.
При толщине металла t >= 12 мм испытания на статический изгиб образцов с растяжением поверхности и корня шва могут быть заменены испытанием на боковой изгиб с растяжением поверхности сечения шва в образцах толщиной 10 мм.
17.6.13. Сварные соединения, не удовлетворяющие требованиям к их качеству, необходимо исправлять. Технология исправления дефектов должна быть изложена в технологической документации с учетом требований настоящих Рекомендаций. Исправление дефектов большой протяженности и глубины залегания и всех трещин следует производить под наблюдением руководителя сварочных работ.
17.6.14. Дефектные участки сварных соединений следует исправлять ручной дуговой сваркой покрытыми электродами диаметром 3,0 и 4,0 мм с использованием технологических указаний настоящих Рекомендаций.
17.6.15. Наружные дефекты в виде неполномерных швов, недопустимых подрезов и незаплавленных кратеров подваривают с последующей зачисткой. Участки с поверхностными порами, шлаковыми включениями и несплавлениями необходимо выбрать абразивным инструментом на глубину залегания, заварить и зачистить поверхность шва. Ожоги поверхности основного металла сварочной дугой зачистить абразивным инструментом на глубину 0,5 — 0,7 мм.
17.6.16. В случае обнаружения внутренних дефектов неразрушающим контролем должны быть составлены карты контроля с указанием положения но длине шва, глубины залегания и протяженности дефекта, а также сделана запись в журнале сварочных работ. Участки с дефектами в виде пор, включений, непроваров и несплавлений выбирают до чистого бездефектного металла и заваривают.
17.6.17. При выявлении в металле сварных соединений трещин сварку необходимо прекратить до выявления причин трещинообразования. Сварку разрешается возобновить только после принятия мер для предотвращения образования трещин.
17.6.18. Для исправления соединений с трещинами ремонт необходимо выполнять по специальной технологии с соблюдением следующих требований:
а) установить с помощью ультразвукового контроля расположение, протяженность и глубину трещины;
б) засверлить концы трещины с припуском 15 мм в каждую сторону, диаметр отверстия 5 — 8 мм;
в) выполнить V-образную разделку кромок с углом раскрытия 60 — 70°;
г) заполнить разделку кромок с использованием специальных электродов, предварительного подогрева, техники и режимов сварки.
Сварные соединения с ламелярными (слоистыми) трещинами необходимо исправлять по специально разработанному и согласованному с проектной организацией техническому решению и технологии сварки.
17.6.19. Выборку дефектных участков металла сварного соединения следует производить механизированной зачисткой армированными наждачными кругами, удалением металла электродуговой выплавкой специальными электродами или воздушно-дуговой строжкой угольными омедненными, графитовыми или медно-графитовыми электродами с последующей зачисткой металла абразивным инструментом на глубину не менее 1 мм.
17.6.20. Заварку дефектных зон сварного соединения следует выполнять с предварительным подогревом металла до температуры 150 — 250°С и поддерживать температуру 150 — 200°С в процессе сварки и после ее окончания в течение времени, выбранного из расчета 1,5 — 2,0 мин на 1 мм толщины металла. При выборе способа заполнения разделки дефектного участка необходимо установить такую последовательность наложения валиков наплавленного металла, чтобы наибольшее их количество было наложено в свободном состоянии в отношении возможности усадки.
17.6.21. Исправленные участки сварных соединений должны быть повторно проконтролированы визуально и ультразвуковой дефектоскопией.
Приложение А
(обязательное)
РАСЧЕТ УСТОЙЧИВОСТИ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ
A.1. Устойчивость стальных колонн
А.1.1. В процессе монтажа и демонтажа конструкций одноэтажных зданий одиночную стальную колонну, находящуюся на фундаменте и закрепленную фундаментными болтами, следует проверять на устойчивость и прочность в соответствии с указаниями, изложенными в А.1.3 — А.1.11. Проверку следует производить в плоскости наименьшей жесткости колонны.
А.1.2. Устойчивость и прочность одиночных стальных колонн первого яруса, т.е. опирающихся на фундаменты, в процессе монтажа и демонтажа конструкций многоэтажных зданий следует проверять на устойчивость и прочность в соответствии с указаниями, изложенными в А.1.3 — А.1.5. Проверку следует производить в плоскости наименьшей жесткости колонны.
Устойчивость колонн второго и последующего ярусов в процессе монтажа и демонтажа конструкций многоэтажных зданий следует оценивать по предельной гибкости, равной 300, а прочность — по несущей способности предусмотренного в ППР временного закрепления в стыках колонн от действия расчетной ветровой нагрузки, определяемой в соответствии с указаниями СНиП 2.01.07.
А.1.3. Устойчивость колонны постоянного сечения (сплошностенчатой или решетчатой) следует проверять по формуле:
| 1,12l | <= [лямбда], | (А.1) | ||
| i |
где l — высота колонны;
i — минимальный радиус инерции сечения колонны;
[лямбда] = 300 — предельная гибкость на период монтажа или демонтажа колонн.
А.1.4. Прочность колонны постоянного сечения (сплошностенчатой или решетчатой) следует проверять по формуле:
| (А.2) |
где К_g — коэффициент по таблице A.1;
М — изгибающий момент от действия ветровой нагрузки в опорном сечении колонны;
| (А.3) |
| (А.4) |
где n — коэффициент по таблице А.2;
q_0 — скоростной напор ветра в соответствии с указаниями СНиП 2.01.07;
k — коэффициент изменения скоростного напора в соответствии со СНиП 2.01.07;
с — аэродинамический коэффициент (для сплошностенчатых колонн с=1,4; для решетчатых — с=0,8);
h — ширина сечения колонны;
W — минимальный момент сопротивления сечения колонны;
R_y — расчетное сопротивление стали растяжению, сжатию, изгибу по пределу текучести.
А.1.5. Прочность фундаментных болтов колонны постоянного сечения (сплошностенчатой или решетчатой) следует проверять по формуле:
| (А.5) |
где х — расстояние от оси болтов, работающих на растяжение, до центра тяжести сжатой зоны опорной плиты;
b — расстояние между фундаментными болтами;
[N_b] — предельное усилие, воспринимаемое одним фундаментным болтом
| (А.6) |
где R_ba — расчетное сопротивление растяжению фундаментных болтов;
А_bn — площадь сечения болта нетто.
А.1.6. Устойчивость и прочность колонны переменного сечения (ступенчатой) следует проверять раздельно для верхней и нижней частей.
А.1.7. Устойчивость верхней части колонны переменного сечения (ступенчатой) следует проверять по формуле:
| (А.7) |
где мю_2 — коэффициент по таблице А.3:
l_2 — высота верхней части колонны;
i_2 — минимальный радиус инерции сечения верхней части колонны;
[лямбда] = 300 — предельная гибкость на период монтажа или демонтажа колонн.
A.1.8. Прочность верхней части колонны переменного сечения (ступенчатой) следует проверять по формуле:
| (А.8) |
где М_2 — изгибающий момент от ветровой нагрузки в месте сопряжения верхней части колонны с нижней;
 |
(А.9) |
где q_2 — скоростной напор ветра на нижнюю часть колонны по формуле (А.4);
 |
(А.10) |
где m — коэффициент пульсации по таблице А.4;
q_1 — скоростной напор ветра на нижнюю часть колонны по формуле (А.4);
l_1 — высота нижней части колонны;
![]() — относительные ординаты по таблице А.5;
— относительные ординаты по таблице А.5;
W_2 — минимальный момент сопротивления сечения верхней части колонны.
А.1.9. Устойчивость нижней части колонны переменного сечения (ступенчатой) следует проверять по формуле:
| (А.11) |
где l_1 — высота нижней части колонны;
i_1 — минимальный радиус инерции сечения нижней части колонны;
[лямбда] = 300 — предельная гибкость на период монтажа или демонтажа колонн.
А.1.10. Прочность нижней части колонны переменного сечения (ступенчатой) следует проверять по формуле:
| (А.12) |
где М_1 — изгибающий момент от ветровой нагрузки в опорном сечении нижней части колонны
 |
(А.13) |
где К_1 — коэффициент по таблице А.6;
 |
(А.14) |
где ![]() — обратная величина относительных координат, помещенных в таблице A.5,
— обратная величина относительных координат, помещенных в таблице A.5,
т.е. ![]()
W_1 — минимальный момент сопротивления сечения нижней части колонны.
А.1.11 Прочность фундаментных болтов нижней части колонны переменного сечения (ступенчатой) следует проверять по формуле:
| (А.15) |
где а — количество фундаментных болтов, работающих на растяжение;
х — расстояние от оси болтов, работающих на растяжение, до центра тяжести сжатой зоны опорной плиты;
[N_b] — предельное усилие, воспринимаемое одним фундаментным болтом, определяемое по формуле (А.6).
А.1.12. Если устойчивость или прочность колонны или прочность фундаментных болтов не обеспечены, то колонну до расстроповки при монтаже или до снятия раскрепляющих элементов (подкрановых балок, распорок) при демонтаже необходимо раскрепить парой тросовых расчалок в плоскости наименьшей жесткости.
А.1.13. Не допускается оставлять отдельно стоящую колонну неразвязанной более суток, поскольку в расчетных формулах принято кратковременное (вероятностное) действие скоростного напора ветра.
Таблица A.1.
Значения коэффициента К_g
| Лямбда | i | ||
| 5 | 8 | 10 | |
| 150 | 1,35 | 1,41 | 1,42 |
| 200 | 1,42 | 1,48 | 1,50 |
| 250 | 1,47 | 1,56 | 1,57 |
| 300 | 1,52 | 1,61 | 1,69 |
Таблица А.2.
Значения коэффициента n
| Ветровой район | I-III | IV | V |
| n | 0,58 | 0,65 | 0,67 |
Таблица A.3.
Значения коэффициента мю_2
| 0 | 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | |
| мю_2 | 1,12 | 1,33 | 1,50 | 1,66 | 1,81 | 1,94 |
Таблица A.4.
Значения коэффициента пульсации m
| Ветровой район | Высота, м | ||
| до 10 | 20 | 30 | |
| I — III | 0,42 | 0,38 | 0,35 |
| IV | 0,45 | 0,40 | 0,38 |
| V | 0,50 | 0,45 | 0,42 |
Таблица A.5.
Относительные ординаты у_1/у_2
| 0,25 | 0,5 | 1,0 | 1,5 | |
| 0,1 | 0,238 | 0,173 | 0,087 | 0,048 |
| 0,2 | 0,242 | 0,186 | 0,109 | 0,067 |
| 0,5 | 0,244 | 0,194 | 0,128 | 0,089 |
| 1,0 | 0,245 | 0,197 | 0,136 | 0,100 |
Таблица A.6.
Значения коэффициента К_1
| лямбда_1 | i | ||||
| 10 | 20 | 30 | 40 | ||
| 150 | 0,25 | 1,10 | |||
| 0,50 | |||||
| 1,00 | |||||
| 200 | 0,25 | ||||
| 0,50 | |||||
| 1,00 | 1,10 | — | — | ||
| 250 | 0,25 | 1,10 | 1,15 | ||
| 0,50 | 1,10 | 1,20 | 1,25 | ||
| 1,00 | 1,10 | — | — | — | |
| 300 | 0,25 | 1,10 | 1,15 | 1,20 | 1,30 |
| 0,50 | 1,10 | 1,20 | 1,30 | 1,45 | |
| 1,00 | 1,20 | — | — | — |
A.2. Устойчивость стальных ферм
A.2.1. При подъеме в процессе монтажа или при опускании в процессе демонтажа одиночных стальных ферм любого очертания следует обеспечить устойчивость их плоской формы изгиба от усилий, вызванных собственной массой. Методика проверки устойчивости плоской формы изгиба основана на расчете фермы как целого плоского упругого элемента. Методика не распространяется на арочные, предварительно напряженные и неразрезные фермы.
A.2.2. Устойчивость ферм с параллельными или слабонаклонными (до 1:10) поясами двутаврого, таврового (включая сечение из парных уголков), трубчатого (прямоугольного, круглого) или другого симметричного относительно вертикальной оси сечения независимо от направления опорных раскосов (восходящие или нисходящие) при строповке за один или два узла верхнего пояса следует проверять по формуле:
 |
(А.16) |
где Q_кр,п — критическая масса фермы при подъеме (опускании);
Q_ф — собственная масса фермы, определяемая по рабочей документации (массу фасонок следует распределить поровну между поясами и решеткой); если ферму поднимают или опускают с двумя опорными стойками одинаковой или разной массы или с одной опорной стойкой, то в знаменатель формулы (А.16) следует подставлять приведенную массу фермы
| Q_пр = Q_ф + 8,4Q_ст, | (А.17) |
где Q_ст — масса одной (при двух — наибольшей) опорной стойки;
гамма_н — коэффициент надежности при подъеме (опускании), принимаемый гамма_н = 1,7.
 |
(А.18) |
 |
(А.19) |
где Q_н и Q_р — массы соответственно нижнего пояса и элементов решетки фермы;
| (А.20) |
где ![]()
l — расстояние между точками строповки;
L — длина фермы (пролет);
гамма — коэффициент согласно таблице А.7;
Е — модуль упругости стали;
Н — высота фермы в местах строповки;
![]() — моменты инерции соответственно нижнего и верхнего поясов фермы из плоскости; при ступенчатом уменьшении сечения по длине нижнего пояса от середины к опорам следует принимать приведенные моменты инерции, определяемые произведением моментов инерции участков с максимальным сечением на коэффициент а_1, согласно таблице А.8.
— моменты инерции соответственно нижнего и верхнего поясов фермы из плоскости; при ступенчатом уменьшении сечения по длине нижнего пояса от середины к опорам следует принимать приведенные моменты инерции, определяемые произведением моментов инерции участков с максимальным сечением на коэффициент а_1, согласно таблице А.8.
А.2.3. Для стропильных и подстропильных ферм по типовым сериям 1.460-2 и 1.460-4 места их строповки при подъеме по условиям обеспечения устойчивости ферм приведены в таблице А.9.
Таблица А.7.
Значения коэффициента гамма для наиболее распространенных случаев
| l, м | 18 | 24 | 30 | 36 | |||||
| L, м | 3 | 6 | 6 | 12 | 6 | 12 | 6 | 12 | 18 |
| гамма | 1,15 | 1,77 | 1,36 | 8,73 | 1,21 | 2,55 | 1,14 | 1,79 | 8,73 |
Примечания:
1. При l=0 для любого значения L коэффициент гамма=0.
2. Во всех случаях должно быть l >= 0,5 L.
Таблица А.8.
Значения коэффициентов а_1 и а_2
| При одной ступени изменения сечения на половине длины пояса | При двух ступенях изменения сечения на половине длины пояса | |||
| а 1 | а 2 | а 1 | а 2 | |
| 0,2 | 0,746 | 0,252 | 0,878 | 0,308 |
| 0,4 | 0,906 | 0,482 | 0,921 | 0,532 |
| 0,6 | 0,959 | 0,685 | 0,957 | 0,712 |
| 0,8 | 0,985 | 0,850 | 0,981 | 0,870 |
| 1,0 | 1,000 | 1,000 | 1,000 | 1,000 |
Примечание: Значения a_1 и а_2 для промежуточных отношений I_мин(у)/I_макс(у) следует вычислять методом линейной интерполяции.
A.2.4. Устойчивость ферм треугольного, полигонального и других очертаний, имеющих любые сечения поясов (включая и несимметричные) при различных способах строповки, а также ферм с параллельными или слабонаклонными (до 1:10) поясами с расстоянием между узлами строповки более 0,5 пролета или строповки за три узла следует проверять по формуле:
 |
(А.21) |
где Р_кр — критическая нагрузка для сжатого на одной половине фермы участка нижнего или верхнего пояса в зависимости от способа строповки;
Р_пр — приведенное усилие в сжатом участке нижнего или верхнего пояса.
А.2.5. Критическую нагрузку следует вычислять по формуле:
 |
(А.22) |
где I_с(у) — момент инерции из плоскости сжатого участка нижнего или верхнего пояса; при ступенчатом уменьшении сечения по длине сжатого участка пояса (нижнего или верхнего) от середины к опорам следует принимать приведенные моменты инерции, определяемые произведением моментов инерции участков с максимальным сечением на коэффициент а_1 для нижнего пояса и а_2 для верхнего пояса согласно таблице А.8;
при ступенчатом уменьшении сечения по длине сжатого участка пояса от опор к середине фермы момент инерции следует принимать по минимальному сечению;
l_0 — длина пояса от середины пролета фермы до конца сжатого участка; при наличии растяжения в средних панелях пояса усилия в них в запас устойчивости следует принимать равными нулю.
А.2.6. Приведенное усилие в сжатом участке пояса следует определять по формуле:
 |
(А.23) |
где Р_1, Р_2, Р_3 …, Р_n — узловые нагрузки на сжатый стержень, определяемые разностью усилий в соседних панелях пояса фермы от ее собственной массы (рисунок А.1) и равные Р_1 = N_1 — N_2, P_2 = N_2 — N_3, P_3 = N_3 — N_4, P_n = N_n.

Рисунок A.1. Расчетная схема сжатых участков пояса фермы
Таблица A.9.
Места строповки при подъеме по условиям обеспечения устойчивости ферм

А.2.7. Если при всех возможных способах строповки условия формул (А.16) или (А.21) не выполняются, то необходимо усилить сжатый пояс фермы и проверить устойчивость фермы с учетом усиления. При этом приведенные моменты инерции для определения Q_кр,п или Р_кр следует вычислять:
при жестком креплении элементов усиления к нижнему поясу — как для целого сечения;
при податливом креплении — как сумму моментов инерции сечений пояса и усиления.
А.2.8. После установки стальных ферм любого очертания на опоры в процессе монтажа необходимо до расстроповки обеспечить их устойчивость против опрокидывания от ветровых нагрузок и устойчивость плоской формы изгиба от усилий, вызванных собственной массой. Аналогичные виды устойчивости необходимо обеспечить и в процессе демонтажа после снятия раскрепляющих ферму конструкций (прогонов, связей, плит покрытия).
А.2.9. Действующий на ферму опрокидывающий момент от расчетной ветровой нагрузки следует рассчитывать в соответствии с требованиями СНиП 2.01.07. Несущая способность опорных узлов ферм должна определяться их конструктивным решением, а также болтами и сварными швами, закрепляющими ферму к опорам. Удерживающее влияние собственной массы фермы учитывать не следует. Для ферм, опирающихся верхним поясом (с нисходящим опорным раскосом), проверка на опрокидывание не требуется.
А.2.10. Если устойчивость против опрокидывания не обеспечена, то верхний пояс в узлах необходимо раскрепить парными расчалками или распорками, число которых и места их установки следует принимать с учетом обеспечения устойчивости плоской формы изгиба ферм (см. А.2.11 — А.2.18).
Рекомендуемые диаметры канатов расчалок приведены в таблице А.10.
Таблица А.10.
Рекомендуемые диаметры канатов расчалок
| Пролет фермы, м | Рекомендуемые диаметры каната расчалок, мм | Предельное усилие предварительного натяжения в расчалке Т_р.пред, кгс |
| 24 | 15 — 17,5 | 500 |
| 30 | 17 — 19,5 | 750 |
| 36 | 20 — 22,5 | 750 |
| 42 | 24 — 25,5 | 1000 |
Площадь сечения расчалки или распорки следует проверять на усилие, возникающее от действия расчетной ветровой нагрузки (для расчалок необходимо добавлять усилие от предварительного натяжения по таблице А.10) без учета работы болтов и сварных швов в опорных узлах ферм. Коэффициент надежности каната расчалок должен быть не менее 3.
Винтовые стяжки для натяжения расчалок, якоря или смонтированные конструкции следует подбирать (рассчитывать) на усилие, равное 1/3 разрывного усилия каната, принятого для расчалок данной пары.
А.2.11. Устойчивость плоской формы изгиба ферм с параллельными или слабонаклонными (до 1:10) поясами двутаврого, таврового (включая сечение из парных уголков), трубчатого (прямоугольного, круглого) или другого симметричного относительно вертикальной оси сечения следует проверять по формуле:
 |
(А.24) |
где Q_кр,вр — критическая масса фермы, определяемая в зависимости от наличия раскреплений верхнего пояса(расчалками или распорками);
Q_ф — собственная масса фермы, определяемая по рабочей документации;
гамма_вр — коэффициент надежности при временном раскреплении фермы, принимаемый гамма_вр >= 2,6.
А.2.12. Для ферм, не раскрепленных в пролете против опрокидывания, критическую массу следует определять по формуле:
 |
(А.25) |
где Е — модуль упругости стали;
I_в(у) — момент инерции верхнего пояса из плоскости фермы; при ступенчатом уменьшении сечения по длине пояса от середины к опорам следует принимать приведенный момент инерции, определяемый произведением момента инерции участка с максимальным сечением на коэффициент а_2, согласно таблице А.8;
Н — высота фермы (при слабонаклонном поясе следует принимать высоту, усредненную в одной четверти пролета);
L_пр — приведенная длина верхнего пояса, которую для ферм, опирающихся нижним поясом, следует принимать равной:
при неослабленных сечениях верхнего пояса в крайних панелях — фактической длине верхнего пояса с учетом наклона;
при ослабленных сечениях верхнего пояса в крайних панелях — длине верхнего пояса между узлами примыкания восходящих опорных раскосов и суммарной длине этих раскосов;
L — длина (пролет) фермы; для ферм, опирающихся верхним поясом, за L_пр следует принимать фактическую длину пояса (пролет фермы), а за L — длину нижнего пояса между узлами примыкания нисходящих опорных раскосов и их суммарную длину;
![]() — коэффициент упругой поддержки верхнего пояса, определяемый по формуле:
— коэффициент упругой поддержки верхнего пояса, определяемый по формуле:
 |
(А.26) |
| (А.27) |
G — модуль сдвига стали;
I_н(к) — момент инерции нижнего пояса на кручение; при ступенчатом изменении сечения по длине нижнего пояса указанный момент инерции следует принимать как среднее значение для всех участков пояса.
| (А.28) |
где I_i — момент инерции из плоскости фермы i-го элемента решетки;
l_i — длина i-го элемента решетки;
К — число элементов решетки в ферме.
А.2.13. Если критическая масса фермы, подсчитанная по формуле (А.24), не соответствует условию формулы (А.25), то верхний пояс в узлах необходимо раскрепить парными расчалками или распорками.
А.2.14. Для ферм, раскрепленных в пролете от опрокидывания или по условиям обеспечения устойчивости плоской формы изгиба парными расчалками, критическую массу следует определять по формуле:
 |
(А.29) |
где п — число равных по длине участков сжатого пояса между узлами раскреплений (разница длин участков допускается не более 3 м);
N_n — величина, учитывающая дополнительное усилие в верхнем поясе от усилий в расчалках и определяемая по формуле:
| N_n = 8 T_р.пред KVD, | (А.30) |
где Т_р.пред — предельное усилие предварительного натяжения в наиболее напряженной расчалке, определяемое по таблице А.10;
К — коэффициент, зависящий от числа пар расчалок:
при одной паре К = 0,25;
при двух парах К = 0,333;
при трех парах К = 0,375;
раскрепление ферм больше чем тремя парами расчалок не допускается;
| (А.31) |
| (А.32) |
Величину D следует вычислять для каждой пары расчалок. При этом индекс 1 относится к углам наиболее напряженной расчалки данной пары, т.е. такой, для которой произведение косинусов углов (cos альфа cos фи) меньше аналогичного произведения для другой расчалки (рисунок А.2). Для расчалок, расположенных с углами альфа в пределах 30 — 45° и фи в пределах 0 — 45°, допускается принять D = 1,7.

1 — ферма; 2 -расчалка; 3 — якорь
Рисунок А.2. Схема раскрепления ферм расчалками
А.2.15. Для обеспечения устойчивости ферм, раскрепленных расчалками, необходимо до расстроповки довести с помощью винтовых стяжек усилие предварительного натяжения в менее напряженной расчалке данной пары (у которой произведение косинусов углов большее) до значения:
 |
(А.33) |
где
|
(А.34) |
l_с — длина менее напряженной расчалки;
А_p — площадь сечения каната расчалки;
альфа_0 — угол наклона к горизонту проекции расчалки длиной l_p на плоскость расчаливания;
| (А.35) |
альфа и фи — углы для расчалки l_p;
С_1 и С_2- коэффициенты, зависящие от числа пар расчалок:
при одной паре С_1 = 1290 и С_2 = 570;
при двух парах C_1 = 6550 и С_2 = 2890;
при трех парах С_1 = 17650 и С_2 = 7770.
Величину Т_р._мин в процессе натяжения следует контролировать в менее напряженной расчалке пары.
А.2.16. Усилие предварительного натяжения в более напряженной расчалке данной пары следует определять по формуле:
| (А.36) |
где индекс 1 относится к углам более напряженной расчалки.
При этом должно соблюдаться условие:
| Т_р.макс <= Т_р.пред . | (А.37) |
Если условие по формуле (А.37) не соблюдается, то необходимо изменить углы расположения или длину расчалок (одной или обеих).
А.2.17. Для ферм, раскрепленных в пролете от опрокидывания или по условиям обеспечения устойчивости плоской формы изгиба распорками, критическую массу следует определять по формуле (А.29) без дополнительного усилия в верхнем поясе, т.е. при N_n=0.
Площадь сечения распорок для обеспечения устойчивости плоской формы изгиба ферм следует подбирать на следующие условные усилия в зависимости от марки стали верхнего пояса:
для стали С235 и С245 — 20Аb,
для стали С345 — 30Аb,
для стали С375 — 40Ab,
где Аb — площадь сечения пояса в узлах раскрепления.
А.2.18. Устойчивость плоской формы изгиба ферм треугольного, полигонального и других очертаний при любых сечениях поясов следует проверять по формуле:
 |
(А.38) |
где Р_кр — следует принимать меньшим из значений:
 |
(А.39) |
Р_макс — наибольшее усилие в сжатом участке пояса фермы от монтажных нагрузок;
гамма_вр — коэффициент надежности при временном раскреплении фермы, принимаемый гамма_вр >= 2,6.
Гибкость из плоскости фермы сжатых участков верхнего пояса между точками раскреплений в соответствии с требованиями СНиП II-23 не должна превышать 220.
При ступенчатом изменении сечение участка пояса между точками раскреплений (таблица A.11) его гибкость следует определять по данным таблиц А.12 и А.13 и по формулам:
| (А.40) |
Если гибкость сжатых участков между точками раскреплений верхнего пояса меньше 105, то такая ферма устойчива и условие (А.38) проверять не следует.
Выбор диаметра каната для расчалок, площадь сечения распорок, а также определение величины предварительного натяжения в них следует производить аналогично изложенному для ферм с параллельными (слабонаклонными) поясами (см. разделы А.2.10.- А.2.17). При этом величину В для вычисления Т_р.мин следует определять по формуле:
| (А.41) |
А.2.19. Если в фермах узел примыкания верхнего пояса к опорному раскосу не имеет достаточной жесткости из плоскости фермы (элементы верхнего пояса не состыкованы жесткими накладками друг с другом или с опорным раскосом), то в этих узлах до расстроповки ферм необходимо установить расчалки или распорки.
Таблица А.11.
Определение гибкостей сжатых поясов между точками раскрепления»

Таблица А.12.
Коэффициент расчетной длины мю_2, для схем 2 и 3 таблицы А.11
| 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | |
| 0,2 | 22,3 | 11,0 | 7,05 | 4,97 | 3,63 | 2,67 | 1,94 | 1,41 | 1,13 |
| 0,4 | 15,8 | 7,80 | 5,05 | 3,61 | 2,70 | 2,07 | 1,61 | 1,30 | 1,12 |
| 0,6 | 12,9 | 6,39 | 4,18 | 3,04 | 2,33 | 1,84 | 1,50 | 1,27 | 1,11 |
| 0,8 | 11,27 | 5,56 | 3,67 | 2,71 | 2,13 | 1,73 | 1,46 | 1,26 | 1,11 |
Таблица A.13.
Коэффициент расчетной длины мю_2, для схем 5 и 6 таблицы А.11
| 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | |
| 0,2 | 41,1 | 18,8 | 11,4 | 7,65 | 5,45 | 4,05 | 3,14 | 2,57 | 2,23 |
| 0,4 | 29,7 | 13,9 | 8,68 | 6,08 | 4,56 | 3,59 | 2,95 | 2,53 | 2,23 |
| 0,6 | 24,8 | 11,9 | 7,61 | 5,49 | 4,25 | 3,44 | 2,90 | 2,51 | 2,22 |
| 0,8 | 21,90 | 10,7 | 7,03 | 5,19 | 4,09 | 3,37 | 2,87 | 2,50 | 2,22 |

Содержание
- Монтаж колонн
- Монтаж подкрановых балок
- Монтаж ферм
- Установка настила
- Соединение элементов при монтаже металлоконструкций
Монтаж металлоконструкций проводится на основании предварительно разработанного и утвержденного проекта. В том числе, в проектной документации определяются технологии монтажных работ, устанавливаются требования к их проведению.
Стальные элементы металлической конструкции здания или сооружения изготавливаются в заводских условиях с точным соблюдением проектных размеров и геометрии. На площадку доставляется уже готовый строительный комплект, который собирают методом монтажа крупных блоков. Наша компания осуществляет производство зданий.
Технология монтажа предусматривает проведение предварительных работ, после окончания которых проводится монтаж опорных и фахверковых колонн. Далее выполняется установка ферм, монтаж подкрановых балок, настила.
Монтаж колонн
Монтаж стальных колонн выполняют, как правило, на железобетонный фундамент, тип которого определяется в зависимости от веса металлоконструкции. Крепление колонны на фундаменте может выполняться такими способами:
- На закладных анкерных болтах, вмонтированных в фундамент. Установка выполняется через монтажные отверстия, выполненные в подошве колонны. После тщательной выверки положения колонны по осям узел соединения заливают бетоном.
- Непосредственно поверхностью фундамента, возводимой до определенного уровня подошвы опорного элемента.
- При помощи опорных стальных листов. Поверхность верхней стороны таких листов обрабатывается строганием. При необходимости подливается бетон.
Необходимость предварительной фиксации зависит от высоты колонны и конструкции ее подошвы. Если высота не превышает 10 метров, и при достаточной ширине подошвы фиксация не требуется — достаточно анкерных болтов.
Колонны высотой больше 10 метров или с узкими подошвами требуют дополнительной фиксации с помощью расчалок, которые устанавливаются в плоскости конструкции с минимальной жесткостью.
Расчалку крепят одним концом к верхней части опорного элемента перед его поднятием на стропах и размещением. Второй конец расчалки крепится к частям фундамента или к специальному якорю. Стропы с колонны убирают только после установки расчалки. Снимают расчалку только после окончательной фиксации колонны постоянными элементами металлоконструкции — горизонтальными связями, подкрановыми балками.
Если при креплении колонны анкерными болтами возникает необходимость установки под основание металлических прокладок, их обязательно приваривают. В верхней части скрепление колонны осуществляется сваркой и болтовыми соединениями. Этот узел сопряжения воспринимает значительную нагрузку. Поэтому прочность крепления при составлении проекта требует максимально тщательного расчета.
Выверка колонн при монтаже занимает значительное время и требует больших усилий. В связи с этим сегодня применяются технологии монтажа без выверки. Этот способ не только улучшает качество металлоконструкции, но и уменьшает сроки монтажа.
Технология установки без выверки предъявляет особые требования к производству элементов конструкции и непосредственно к монтажным работам. Основные приемы, позволяющие повысить степень точности сборки металлоконструкции:
- изготовление подошвы отдельно от опорной плиты;
- выполнение фрезеровки двух ветвей колонны;
- установка четырех приварных планок с отверстиями под болты на опорной плите;
- обработка опорных плит строганием;
- нанесение рисок на ветви колонн для отметки осей.
При безвыверочном монтаже колонны опираются на стальные плиты. Этот способ предусматривает бетонирование фундамента в среднем на 50-60 мм ниже проектной отметки с последующей доливкой бетоном после установки плиты.
Монтаж подкрановых балок
После установки двух соседних опорных колонн монтируют подкрановые балки. Такую балку поднимают к месту монтажа и удерживают парой оттяжек. При этом рабочие-монтажники размещаются на специальных монтажных площадках, лестницах, подмостках. Они удерживают балку в требуемом положении и не допускают ее касания с уже смонтированными элементами. Для контроля опускания балки на установочное место на консоли нанесены специальные риски. Выравнивание по горизонтали обеспечивается стальными прокладками, которые устанавливают под балкой. Временную фиксацию выполняют анкерными болтами.
Наименее сложной является установка подкрановых балок на колонны на строганых плитах или на колонны с фрезерованными подошвами, основание которых полностью забетонировано до проектного уровня. В этих случаях положение балки выверяют только по основной оси.
Монтаж ферм
Вначале выполняют подготовительные работы по сборке фермы, обустройству монтажных лестниц, расчалок. Последние используют для выполнения разворота фермы поперек пролета металлоконструкции и для временной ее фиксации. Также элемент конструкции фиксируют при помощи оттяжек, распорок, кондукторов. Для выверки положения служат осевые риски, нанесенные на торцах фермы.
Подъем фермы выполняется в зависимости от ее размеров и масса траверсами одного или двух кранов. Строповку выполняют в 4 точках только в узлах верхнего пояса, чтобы не допустить возникновения чрезмерных усилий на изгиб в стержнях. Используют полуавтоматические захваты, оснащенные дистанционным управлением. В случае действия на элементы конструкции повышенных нагрузок при монтаже их усиливают при помощи стальных труб.
Монтаж ферм выполняют в такой последовательности:
- Выполняют подъем фермы на проектную высоту краном — расстояние до верхней части колонн должно составлять 0,5-0,7 метров. Во время подъема используют 4 гибкие оттяжки, чтобы исключить раскачивание.
- При помощи оттяжек разворачивают элемент в проектное положение.
- Аккуратно опускают ферму на установленные на колоннах монтажные столики.
- Выполняют временную фиксацию болтами, тщательно выверяют положение фермы и окончательно закрепляют ее.
После установки двух соседних ферм их соединяют между собой прогонами, связями, распорками. Это позволяет сформировать высокую пространственную конструкцию высокой жесткости. Для жесткого скрепления соседних рядов ферм используют болтовые соединения.
Установка настила
При сборке промышленных зданий из металлоконструкций в качестве обшивки каркаса обычно применяют профнастил. Он позволяет быстро смонтировать эффективные ограждающие конструкции, не увеличивая значительно вес конструкции. При монтаже отапливаемых зданий применяют сэндвич-панели, которые состоят из двух листов профнастила, между которыми размещен слой утеплителя. Это позволяет обеспечить эффективную теплоизоляцию помещений.
Основные характеристики профлиста, используемого для обшивки каркаса:
- длина листа — 3-12 м;
- ширина — 0,85-0,86 м;
- толщина — 0,8-1 мм;
- покрытие — оцинковка и внешний полимерный слой, который выполняет декоративную функцию и дополнительно защищает металл от коррозии и агрессивных веществ.
Чтобы ускорить и упростить монтаж настила, из отдельных листов предварительно собирают карты на горизонтальных стендах. Листы в карте соединяют между собой при помощи точечной сварки или заклепок. Готовые карты поднимают и фиксируют в монтажном положении. При этом используют схему строповки, составленную в зависимости от размеров карты. Крепление настила к несущим элементам конструкции выполняют при помощи саморезов, заклепок, специальных винтов.
Соединение элементов при монтаже металлоконструкций
Технология монтажа металлоконструкций предусматривает выполнение соединений при помощи следующих методов:
- сварка;
- болтовые соединения;
- заклепочные соединения.
Особенности сварки позволяют обеспечить надежную фиксацию элементов конструкции на десятилетия при удешевлении соединений. Поэтому сегодня основную часть монтажных работ выполняют при помощи этого способа.
Для болтовых соединений обычно используют болты нормальной и повышенной точности. Для узлов сопряжения, работающих на срез, разрешается использование только метизов повышенной сложности. Этот способ соединения по сравнению со сваркой более трудоемкий и дорогой. Однако особенности болтовых соединений позволяют монтировать сборно-разборные конструкции.
Использование заклепок сегодня ограничено, поскольку это самый дорогой способ соединения. При этом технология монтажа современных вытяжных заклепок позволяет использовать их в труднодоступных местах с доступом только с одной стороны.
Выводы
Использование металлоконструкций позволяет значительно ускорить и удешевить возведение зданий и сооружений разного типа и назначения. Технология монтажа металлоконструкций упрощает строительство. Однако она должна точно соблюдаться для получения качественного строения с высокой жесткостью, прочностью, несущей способностью. Нередко монтаж металлоконструкций применяется в совокупности с монолитным устройством колонн.
В компании Инновационные Конструкции возможно:
- изготовление металлических каркасов на заказ;
- заказать колонны металлические;
- оформить услуги нарезания резьбы;
- заказать комплект несущего каркаса;
- рассчитать стоимость треугольных ферм;
- заказать параллельно-поясные фермы;
- изготовление ферм из уголка;
- заказать фермы из швеллера;
- купить металлическую ферму из двутавра;
- купить фермы из труб;
- заказать колонны фахверковые;
- заказать металлические перекрытия;
- изготовление закладных деталей;
- купить прогон металлический;
- изготовление сварных конструкций;
- заказать сварные балки подкрановые.
Вопросы, рассмотренные в материале:
- Подготовка к сборке металлоконструкций
- Сборка колонн
- Сборка подкрановых балок
- Установка настила на металлоконструкции
- Методы соединения элементов при сборке металлоконструкций
Подготовка к сборке металлоконструкций
Процесс монтажа металлоконструкций состоит из нескольких этапов. Первый – подготовка элементов конструкции к сборке, которую обычно осуществляют на складе. Детали проверяют на наличие дефектов, которые необходимо устранить на месте. При необходимости производят укрупнительную сборку. Иными словами, на земле необходимо сделать то, что будет затруднительно на высоте.
В частности, алгоритм действий при сборке металлоконструкций включает в себя исправление погнутых элементов при помощи специальных инструментов (клин, рычаг, домкрат, кувалда и т. п.).

Обнаруженные дефекты обычно исправляются холодной правкой. Если речь идет о профилях симметричного поперечного сечения, радиус искривления должен не менее чем в 50 раз превышать толщину листа, высоту двутавра ширину полок двутавра и т. д. Для элементов с несимметричным поперечным сечением (уголок, швеллер) этот показатель должен составлять не менее 90.
В случаях, когда радиус искривления меньше, правка осуществляется горячим методом с нагревом металла от +900 °С до +1 100 °C при помощи горна или газовой горелки. Завершать выправление элементов конструкции следует при температуре не меньше +700 °C.
Если устранение дефектов холодной или горячей правкой невозможно, следует усилить поврежденные элементы способом, согласованным с разработчиками проектной документации.
При монтаже на высоте пользуются подмостями, ограждениями и другими сооружениями, которые необходимо подготовить до того, как элементы конструкции будут подняты к месту установки. Детали металлоконструкции на складе следует оборудовать приспособлениями для подъема и временного крепления (скобы и отверстия для расчалок, оттяжек и т. п.).
Кроме того, еще в месте временного хранения на детали необходимо нанести все необходимые для сборки отметки (оси, места крепления строп, центры тяжести и т. п.). Оси следует разметить в местах, где одна деталь будет примыкать к другой. Для нанесения рисок пользуются масляной краской. Также можно прочертить или накернить метки соответствующим инструментом.
Элементы металлической конструкции перед монтажом следует подготовить, удалив ржавчину, пыль, грязь, снег и наледь, особенно в местах сварных соединений и заливки бетоном. Если в точках сварки особое внимание уделяется очистке соединяемых кромок, то там, где детали стягиваются болтами, необходимо зачищать обе соприкасающиеся поверхности, чтобы обеспечить прилегание и избежать появления очагов коррозии.
Для очистки небольших деталей можно использовать металлическую щетку. При подготовке больших площадей пользуются:
- Пневматическим или электрическим инструментом со специальными насадками.
- Газовыми горелками – при нагревании металла происходит разрушение окалины и ржавчины, которые затем легко удаляются с поверхности.
- Пескоструйными аппаратами. Для очистки используют металлические частички диаметром от 0,3 до 0,5 мм или дробь с размером зерна от 0,8 до 1 мм. Такой метод позволяет также подготовить к окраске плохо загрунтованные поверхности.
- Водяной (в теплое время года) или воздушной струей – так можно очищать стыкуемые поверхности сооружений из железобетона.
Для удаления наледи обычно применяют паяльные лампы или газовые горелки. Попытки удалить лед горячим водяным паром к успеху не приводят, так как остывающая влага снова приводит к обледенению.
Сборка колонн
Стальные колонны обычно монтируют на фундаменте из железобетона. Тип основания определяют, исходя из массы сооружения.
Для крепления колонн на основание применяют:
- Закладные анкерные болты, заглубленные в железобетон. Для установки колонны ее подошва снабжается специальными монтажными отверстиями. После того как положение элемента тщательно выверено, производят заливку бетоном.
- Саму поверхность фундамента, на которую устанавливают подошву опоры.
- Стальные опорные листы.

В зависимости от устройства подошвы и высоты колонн принимают решение о необходимости предварительного крепления в ходе установки. При монтаже изделий, высота которых не больше 10 м, а ширина подошвы достаточна, можно обойтись без дополнительной фиксации, ограничившись анкерными болтами.
Если же высота колонны превышает 10 м и/или ширина подошвы недостаточна, при монтаже ее фиксируют расчалками, сориентированными по плоскостям минимальной жесткости изделия.
Один конец расчалки крепится за скобу в верхней части колонны, прежде чем начнется ее подъем при помощи строп. Другим концом растяжка закрепляется к основанию или специально установленному якорю. После того как опора зафиксирована, можно убирать стропы. К снятию канатов приступают, только закрепив колонну при помощи постоянных элементов сооружения – горизонтальных связей, подкрановых балок и т. п.
Металлические пластины, которыми при необходимости прокладывают основание колонн, закрепляемых анкерными болтами, для их выверки, обязательно необходимо фиксировать сваркой. Для крепления верхних частей опорных элементов используют сварные или болтовые соединения. Такие узлы сопряжения несут значительные нагрузки, потому требуют к себе на стадии проектирования особенно внимательного отношения.
Поскольку на выверку колонн в ходе их установки уходит много времени, тратятся значительные усилия, то в наши дни применяют способы, которые ее не предусматривают. Такие технологии дают возможность сократить время монтажа и улучшить качество сборки.
Для того чтобы сделать возможным монтаж без выверки, требуется соблюдение особых условий как при производстве конструктивных элементов, так и при установочных работах. Для повышения точности при сборке металлических конструкций прибегают к:
- изготовлению подошв отдельно от опорной плиты;
- фрезерованию обеих ветвей колонны;
- установке четырех приварных планок с отверстиями под болты на опорную плиту;
- строганию опорных плит;
- разметке осей на ветвях колонн.
Установка колонн без выверки производится с опорой на специальные металлические плиты. Основание бетонируют на глубину, превышающую проектную отметку на 50–60 мм. После монтажа бетонную заливку доводят до требуемого уровня.
Сборка подкрановых балок
Рассмотрим, как происходит сборка металлоконструкций после установки колонн. Соседние опоры соединяют подкрановыми балками, которые поднимают на нужную высоту и удерживают оттяжками. Монтажники, стоящие на специальных подмостях, лестницах и площадках с ограждениями, следят за тем, чтобы балка не задевала уже смонтированные элементы конструкции.

Ориентируясь на специально нанесенные отметки, балку точно опускают на место установки. По горизонтали элемент выравнивают при помощи устанавливаемых под него стальных пластин. Для временной фиксации используют болты.
Проще всего подкрановые балки монтировать на опорные элементы, если в основании колонн лежат строганые плиты или фрезерованные подошвы с забетонированным до заданного уровня основанием. Такие колонны позволяют производить выверку балок только по продольным осям.
Сборка ферм
Первым делом на земле производят укрупнительную сборку ферм, обустраивают монтажные лестницы и готовят расчалки, с помощью которых устанавливаемые элементы можно сориентировать поперек пролетов и произвести временную фиксацию. Помимо расчалок, для закрепления используют оттяжки, распорки и кондуктора. Положение устанавливаемых изделий выверяют по осевым рискам, нанесенным на их торцевые поверхности.

Для подъема ферм используют один или два крана в зависимости от их габаритов и веса. Стропы распределяют по четырем точкам в верхнем поясе элемента, чтобы его не изгибало собственным весом. Для крепления пользуются полуавтоматическими захватами, которыми можно управлять дистанционно. Если на монтируемые изделия воздействуют повышенные нагрузки, для усиления используют стальные трубы.
Установка ферм включает:
- Подъем элемента – на заданную высоту ферму поднимают с помощью кранов, контролируя ее положение четырьмя гибкими оттяжками. До верха опорных элементов при этом должно оставаться от 500 до 700 мм.
- Разворот фермы в требуемое положение с помощью оттяжек.
- Медленное опускание фермы на установочные столики, которыми снабжены колонны.
- Выверка положения фермы, временно зафиксированной болтами с последующим окончательным закреплением.
После установки соседние фермы соединяют при помощи прогонов, связей или распорок, что дает возможность обеспечить высокую жесткость всей пространственной конструкции. Соседние ряды скрепляются между собой болтами.
Установка настила на металлоконструкции
Собранные из металлических элементов каркасы зданий чаще всего обшиваются профнастилом, преимущества которого в быстроте установки листов и их относительно малой массе. Обшивку отапливаемых промышленных зданий обычно выполняют из сэндвич-панелей, представляющих собой два листа профилированного металла с размещенным между ними слоем утеплителя.
Рекомендуем статьи
- Разряды сварщиков в России
- Наружные рекламные конструкции: виды, требования, материалы, этапы производства
- Какая сварка лучше – газовая или электрическая: преимущества и недостатки
Такой материал обшивки дает возможность эффективно сохранять тепло в помещении. Профилированные листы, применяемые в качестве обшивки каркасных зданий, имеют следующие характеристики:
- длина – от 3 до 12 м;
- ширина – от 85 до 86 см;
- толщина – от 0,8 до 1 мм;
- защитное покрытие – оцинкованный слой и полимерная краска, обеспечивающая дополнительную механическую и коррозионную стойкость металла.
Для ускорения и оптимизации процесса монтажа обшивки используют горизонтальные стенды, на которых производится предварительная сборка нескольких листов в карту при помощи контактной сварки или заклепок. В зависимости от габаритов такого сборного элемента устанавливается необходимое количество строп для подъема и промежуточной фиксации. Настил крепится к каркасу саморезами, заклепками или специальными винтами.
Методы соединения элементов при сборке металлоконструкций
Сборка и монтаж металлических конструкций осуществляют при помощи:
- сварки;
- болтов;
- заклепок.

Сегодня для крепления обшивки чаще всего используют сварку, так как она дает возможность надежно прикрепить профлисты к несущим элементам и при этом экономит время, трудозатраты и денежные средства.
Болтовые соединения дороже сварных, но они позволяют производить быструю сборку и демонтаж временных конструкций. При монтаже металлоконструкций обычно в дело идут метизы нормальной или повышенной точности, а если они работают на сдвиг, то и особой прочности.
Наиболее дорогой способ крепления – заклепки. Однако их применение оправдано, если к месту крепления возможен доступ только снаружи (для этой цели используют вытяжные модели).
Монтаж каркасов из металлоконструкций дает возможность существенно снизить стоимость и время возведения зданий для самых разных целей. Для того чтобы сооружение обладало требуемыми эксплуатационными характеристиками, необходимо производить установку элементов металлических конструкций с соблюдением требований технологии, о которых вкратце было рассказано выше.