Восстановление поверхности изношенных деталей в ряде случаев является экономически обоснованным решением. Оборудование и технологии наплавки металлов сильно отличаются в зависимости от вида материала и требований к восстанавливаемой поверхности. Детальная информация собрана в статье.
Детали механизмов и конструкций в процессе эксплуатации изнашиваются. В ряде случаев их намного дешевле и проще отремонтировать, нежели менять. Суть ремонта заключается в создании нового слоя на поверхности и создания прочной биметаллической структуры. Наплавка является одни из видов сварочных работ. Используется такой же оборудование и расходные материалы, как и при традиционной сварке. Только технология отличается нюансами.
Процедура не только восстанавливает изначальную геометрию и свойства изношенного элемента. Плюс к тому она придает дополнительные положительные характеристики. Это один из наиболее простых и эффективных способов восстановления работоспособности деталей. Наплавка решает широкий спектр задач:
- возобновление геометрии детали;
- придание конструкции совершенно иной новой формы;
- повышение антикоррозийных свойств и износостойкости материала;
- улучшение прочностных характеристик;
- нанесения нового слоя с предопределенными химическими и физическими свойствами.
Наплавка – это способ нанесения металлического слоя на поверхность заготовки путем сварки плавлением. Принцип построен на физических диффузионных свойствах расплавленных металлов. Весь процесс протекает на молекулярном уровне, поэтому связь получается очень прочной. Чтобы соединить составы, поверхность основы разогревается до температуры плавления.

Одновременно до жидкого состояния плавится присадка. В результате слияния двух материалов получается однородный состав с высокими показателями прочности и надежности. Важным преимуществом метода является возможность регулировки толщины наплава и нанесения присадок на разнообразные по форме детали.
Виды и назначение наплавки металла
В наши дни на разных производственных участках применяется большое количество технологий и способов наплавки металлов. Выбор оптимального варианта зависит от условий производства, вида наплава и типа материала.
Ручная дуговая покрытыми электродами
Наплавка металла с помощью покрытых электродов является универсальным способом. Она может быть выполнена в любом пространственном положении. Технология применяется и на производстве, и в быту. Широкое ее распространение обусловлено простотой и удобством использования. Не требуется какого-то серьезного или специального оборудования. Из недостатков пользователи отмечают низкую производительность, нестабильность результата, сложные условия работы, большая глубина плавления основы.
Электрод для работы выбирается с учетом состава металла заготовки. Диаметр определяется в зависимости от толщины детали и ее формы. К примеру, если планируется наплавить металлическую поверхность толщиной 1,5 миллиметра, то подойдет стержень диаметром 3 мм. А если полка материала будет толще, то и электрод, соответственно, нужно взять другой – 4-6 мм.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Перед наплавление поверхности нужно выполнить некоторые подготовительные работы. Прежде всего – очистить площадку от загрязнений. В зависимости от марки применяемых расходников определяется необходимость в подогреве заготовок. Наплавка металла выполняется постоянным током с обратной полярностью. Метод позволяет прибегнуть к различным схемам наплавочных швов. На плоских поверхностях используют два основных вида:
- наложение узких валиков. Они формируются один за другим с таким расчетом, чтобы последующий перекрывал предыдущий на 30-40% его ширины;
- наложение широких валиков. Они формируются за счет поперечных колебательных движений электродом.

Еще один вариант заключается в том, что узкие валики формируются на небольшом расстоянии. После этого сбивается шлак и окалина. Затем промежутки между валиками заплавляются.
Наплавка деталей с цилиндрическим профилем выполняется любым из трех приемов:
- наложением ряда валиков по длине цилиндра;
- формирование валиков по замкнутому кругу;
- винтовые линии.
Поставщики и производители предлагают большой выбор наплавочных электродов. Самыми востребованными на отечественном рынке являются такие марки продукции:
- ОЗН-6. Предназначены для работы с деталями разнообразного оборудования, работающих при высоких ударных нагрузках и подверженных интенсивной эксплуатации. Полученный с использованием таких электродов наплав характеризуется высокой устойчивостью к образованию микротрещин.
- ОЗИ-5 разработаны для наплавки металлорежущего инструмента. Новообразованный металл устойчив к смятию, истиранию и выдерживает большие ударные нагрузки.
Кроме того, ручная дуговая наплавка может выполняться вольфрамовыми, графитовыми и угольными электродами. Но используется подобная методика редко из-за ограничений в использовании перечисленных расходных материалов.
Вибродуговая наплавка
Технология используется, если толщина наплавляемого покрытия не превышает 1 мм. Подразумевается, что нагрев основного слоя будет минимальным. Технология представляет собой прерывистый сварочный процесс, во время которого сварщик проделывает кончиком стержня продольные колебательные движения длиной до 3 мм. При колебательных движениях стержень соприкасается с металлом и происходит короткое замыкание. Металл детали и расходного материала плавятся.

В силу специфики нанесения наплава время «жизни» дуги составляет примерно пятую часть рабочего цикла, а количество наплавляемого металла невелико. Соответственно, основной металл прогревается на небольшую глубину и воздействие на него минимальное. То есть, исключено деформирование детали.
Вибродуговое наплавление выполняется полуавтоматической сваркой, которая дополнительно оснащена специальным механизмом прерывистой подачи расходного материала. Используется проволока диаметром 1,6-2 мм. Показатель силы тока может варьироваться в диапазоне 80-300А. к источнику питания подключаться следует с обратной полярностью. Наплавление выполняется в защитной среде.
Вибродуговой метод используется для наплавления наружных и внутренних поверхностей – как плоских, так и конических. Он отлично подходит для восстановления валов, бурильных замков, штоков насосов и других узлов.
Электрошлаковая
Метод основан на использовании тепловой энергии, которая образуется в результате прохождения тока через расплавленный шлак. То есть, источником нагрева наносимой присадки является шлаковая ванночка.
Приспособление представляет из себя емкость небольшого размера, предназначенную для удержания гранул и расплава. По мере выполнения работ она перемещается по базовой детали. Сверху подается гранулированная присадка или электрод. Они плавятся под слоем шлака и флюса. Благодаря тому, что шлаковая ванночка расположена вертикально, все пузырьки воздуха выдавливаются расплавом на поверхность. Это снижает количество пор внутри наплавляемого металла.

Шлак сохраняет тепло и препятствует разбрызгиванию металла, поэтому для технологии характерно сравнительно невысокое энергопотребление. Но основной ее особенностью является высокая производительность. Опытный специалист за час работы может наплавить сотни килограммов металла. Чтобы процесс протекал стабильно глубина шлаковой ванны должна быть больше 3 см. в противном случае высока вероятность неустойчивого протекания наплавления. Присадочным материалом могут служить разные электроды, пластины или прутки.
Достоинства:
- Реакция носит устойчивый характер при большом диапазоне плотности тока – 0,2-300А;
- За один проход можно наплавить толстый слой покрытия.
- Метод приемлем для работы с материалами, склонными к образованию трещин.
- Наплавляемому металлу несложно придать оптимальную форму.
Недостатки:
- Возможет перегрев основного материала в месте термического воздействия из-за высокой инертности процесса.
- Требуется приобретение дополнительного оборудования.
- Получить тонкий слой очень сложно, а в большинстве случаев – нереально.
- Подготовка занимает много времени.
Плазменная
Технология подразумевает использование специальных установок, называемых плазмотронами. Источником тепла служит высокотемпературная сжатая дуга – плазма, генерируемая в горелках специальной конструкции. Ее температура достигает нескольких десятков тысяч градусов. Присадочным материалом могут быть проволока, электрод, лента, порошок и т.п.
Технология отличается небольшой глубиной плавления основы. Структура наплава получается очень качественной, прочной и долговечной. С целью повышения производительности допускается подача в ванну сразу двух электродов.
Универсальный вариант наплавления – вдувание порошка в дугу. Выполнение такой работы требует использования комбинированной горелки. Она генерирует два типа дуги – прямую и косвенную. Порошок подается в рабочую зону с помощью сжатого воздуха. Проходя через зону высокой температуры, порошок плавится и оседает на поверхности детали в виде капель расплава.
Важно, чтобы рабочая поверхность была чистой и обезжиренной. Каждый последующий валик формируется таким образом, чтобы перекрывать около трети предыдущего.
Преимущества:
- Наплавляемый слой получается высокого качества.
- Глубина плавления основного материала небольшая.
- Сцепление слоя с материалом детали получается очень прочным.
- Формирование слоя малой толщины допускается.
Недостатки:
- Требуется дополнительная оснастка.
- Сравнительно невысокая производительность.
Электродуговая наплавка под флюсом
Технология отличается универсальностью применения и широкими возможностями легирования. Существует четыре вида наплавки под флюсом.
Электродуговая наплавка лентой. Сварщик перемещает дугу от одной кромки к другой. в результате тепловое воздействие носит рассеянный характер, а основной металл прогревается на небольшую глубину.
Многоэлектродная. Метод оригинален тем, что требуется одновременное использование более одного электрода. Они подключаются к общему источнику питания и располагаются на расстоянии один от другого. Электрическая дуга перемещается между ними, заставляя попеременно плавиться то один стержень, то другой.

Многодуговая. Техника в значительной степени похожа на предыдущую. С той лишь разницей, что число электрических дуг соответствует количеству электродов.
Вибродуговая наплавка под флюсом. Метод сводится к тому, что электродом необходимо выполнять колебательные движения.
Достоинства:
- Высокая производительность.
- Универсальность использования.
- Небольшой расход электрода.
- Отсутствие вредного излучения.
Недостатки:
- Основной материал плавится на большую глубину.
- Требуется использование формирующих флюс устройств.
- Работать можно исключительно в нижнем пространственном положении.
- Трудно удаляется шлак с деталей малого размера и глубокими внутренними поверхностями.
В защитной среде
Самый востребованный способ наплавки. Выполняется с использованием плавящихся электродов в среде углекислого газа. Отличается невысокой стоимостью и доступностью. Позволяет наплавлять заготовки и детали малых размеров и наносить слои толщиной от 0,5 до 3,5 миллиметров.
Работы могут выполняться и плавящимися, и неплавящимися электродами. В первом варианте электрическая дуга образуется между расходным материалом и поверхностью заготовки. Работа выполняется автоматом или полуавтоматом. Нужно обеспечить автоматическую подачу проволоки в рабочую зону. Кроме углекислого газа для формирования защитной оболочки можно использовать смесь на основе аргона.

Второй вариант подразумевает применение угольных, вольфрамовых или графитовых неплавящихся электродов. Присадочным материалом служит проволока или порошок. При работе угольным прутком присадка в виде порошка насыпается на поверхность, а затем подвергается термической обработке. В наплавленном слое образуется большое количество пор, появляются сторонние включения и прочие дефекты. Поэтому о высоком качестве в этом случае речь не идет.
Порошковой проволокой и лентой
Защитная среда для данной технологии не требуется. Рабочая зона защищается за счет компонентов сердечника электрода. Основные достоинства метода заключаются в простоте и высокой маневренности. Можно работать с деталями любой конфигурации, в том числе и сложной геометрической формы: углубления с малым диаметром, выступы, обратные углы и т.д.
Газовая
Считается самым простым, доступным и удобным способом наплавки металлов. Тепло для плавления металлов вырабатывается за счет сжигания газовой смеси в специальной горелке. Для наплавки можно использовать стержни, проволоку или пруток. Они подаются в рабочую зону вручную или посредством механизмов. В качестве флюсов применяются смеси, выполненные на основе буры или борной кислоты. Сам процесс аналогичен электродуговой наплавке.
Наплавление небольших деталей осуществляется без предварительного нагрева. Крупные заготовки перед началом работы следует разогреть до температуры в 500 или больше градусов Цельсия.

В наши дни становится все более популярной становится газопорошковая наплавка. Метод дает возможность реконструировать поверхность деталей сложной конфигурации. При этом толщина слоя при необходимости может составлять 0,1-0,3 мм, а основной металл не разбавляется. В рабочую зону порошок поступает через газокислородное пламя. По ходу движения он нагревается и к поверхности уже доходит в расплавленном состоянии. После остывания образуется наплавленный слой.
Преимущества:
- Основной металл проплавляется на незначительную глубину.
- Технология универсальна.
- Можно наносить очень тонкий слой.
Недостатки:
- Качество наплавляемого слоя нестабильно.
- Плохая производительность.
- Коэффициент использования присадок низкий.
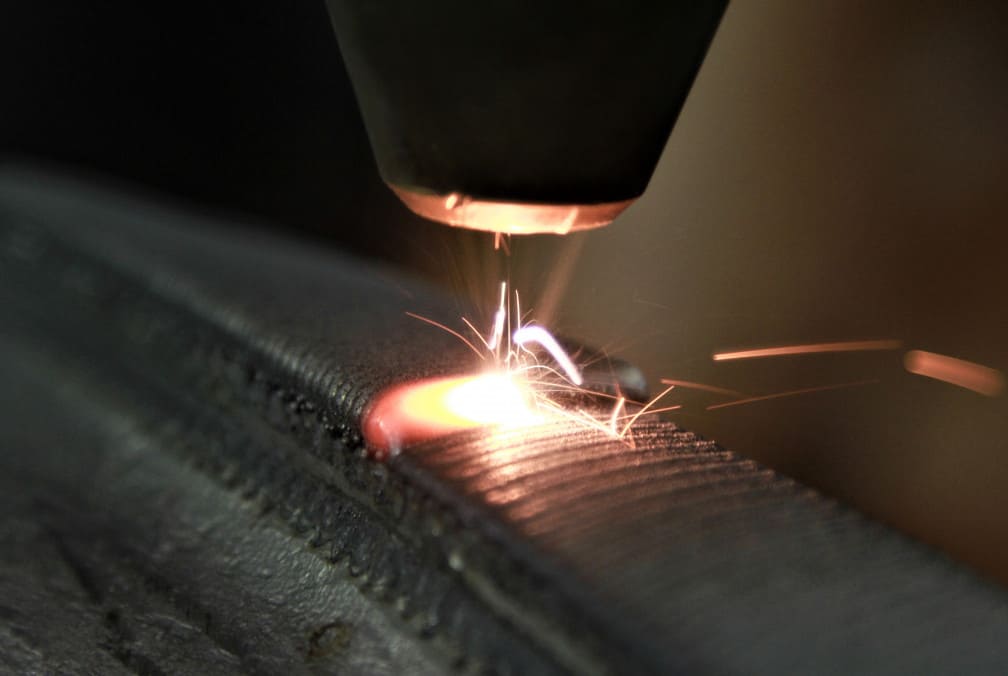
Лазерная
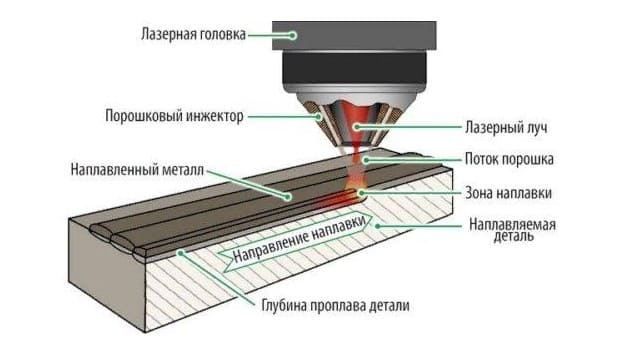
Главным элементом системы является концентрированный пучок энергии – лазерный луч. Вакуумные камеры для эксплуатации оборудования не нужны. Принцип работы построен точно так же, как и у газоплазменных или порошковых плазменных установок. Так же требуется бесперебойная подача присадочного порошкового материала и его соединение с металлом и флюсом. Отличие состоит в способе плавления металлов. Здесь это происходит за счет фокусировки лазерного луча.
Основными узлами оборудования являются специальная головка с соплом, внутри которого лазером нагревается поток газа, и порошковый инжектор, подающий в этот поток присадочный материал.
Преимущества:
- Отличное сцепление между основным металлом и наплавом.
- Поверхность детали прогревается на малую глубину. Этот показатель контролируется.
- Можно наносить тонкие слои – до 3 мм.
- Минимальная деформация поверхности деталей.
- Можно нанести слой металла в труднодоступных местах.
- Можно лазерным лучом воздействовать сразу на несколько мест.
Недостатки:
- Невысокая производительность.
- Высокие затраты энергии.
- Оборудование обходится дорого.
Электронно-лучевая
Материалы плавятся в вакууме под воздействием электронного луча. Технология позволяет регулировать нагрев и основного материала, и присадки. Важно подчеркнуть, что осуществляется контроль раздельно, что позволяет избежать смешивания двух расплавов. В качестве присадки можно использовать привычную проволоку или порошок.
Преимущества:
- Небольшая глубина проплавления.
- Можно нанести слой небольшой толщины.
Недостатки:
- Высокая стоимость оборудования.
- Исполнителю требуется биологическая защита.
Электроконтактная
Для выполнения работы требуется специальный аппарат. Наплавление выполняется с использованием проволоки или порошка.

Преимущества:
- Небольшие затраты энергии.
- Высокая производительность труда.
- Защитная среда не нужна.
- Импульс имеет небольшую продолжительность, что минимизирует зону термического воздействия.
Из недостатков нужно подчеркнуть небольшой ассортимент обрабатываемой продукции. технология используется для восстановления штоков, осей, валов и прочих узлов, износ которых не больше 1,5 миллиметра по диаметру.
Взрывом
В основу процесса положена технология сваривания металлов методом взрыва.
Преимущества:
- Можно работать с металлами, сплавить которые в иных условиях невозможно.
- Основной металл на проплавляется.
- Изделия подвергаются незначительной деформации.
Недостатки:
- Требуются специальные полигоны.
- Подготовка занимает много времени.
- Номенклатура обрабатываемых деталей сильно ограничена.
Индукционная
Способ основан на использовании энергии вихревых потоков. На рабочую поверхность заготовки они наводятся посредством высокочастотных полей.
Перед началом процесса на заготовку наносится слой присадки и флюса. После этого на расстоянии над ним устанавливается индуктор. Устройство представляет собой спираль из нескольких витков медной шины или трубки. На них подается напряжение высокой частоты.
Глубина плавления основного металла зависит от частоты индуктора. Зависимость носит обратный характер: чем выше частота, тем меньше глубина плавления металла. Данная технология характеризуется высокой производительностью и малой глубиной нагрева заготовки.

Электроискровая
Один из методов электроэрозионной обработки, в основе которого лежит использование кратковременных разрядов. Электрические импульсы воздействуют на поверхность обрабатываемой детали.
Основными узлами установки являются электрод и электромагнитный осциллятор. Наконечник в процессе воздействия электрических разрядов отторгает частички металла. Поскольку электрод подключен к положительному заряду, а деталь – к отрицательному, то металл направляется к поверхности заготовки.
Данный метод подходит для нанесения тонких покрытий – от нескольких микрон до 1,5 мм. Наплав получается очень плотным и мелкопористым. Впоследствии он хорошо удерживает на своей поверхности смазочные материалы.
Главное достоинство технологии заключается в том, что обрабатываемая поверхность практически не нагревается. Как результат структура материала не изменяется, а поверхность заготовки не деформируется.
Наплавка зубьев шестерни
Механизмы шестеренчатых передач используются в самых разных машинах и устройствах. Они испытывают большие механические нагрузки, из-за чего изнашиваются зубья: стают тоньше, короче; выкрашиваются; получают трещины, царапины и другие дефекты. Самым эффективным методом восстановления шестерен является наплавка.
Если шестерня механизма обычного порядка потеряла не больше двух зубов подряд, то она подлежит ремонту. Зубья с дефектами или их остатки удаляют полностью. На освободившемся месте по ширине сверлят два или три отверстия и нарезают в них резьбу. Затем в подготовленные отверстия вкручиваются шпильки так, чтобы они выступали над поверхностью. Затем на шпильки наваривается металл. Наплаву придается форма утерянного зуба.
Для восстановления зубьев шестерен также используются специальные предназначенный для наплавки электроды. Для того, чтобы зуб вышел нужного размера, применяется выполненный из меди шаблон. Готовится он по целым зубьям.
Если приходится ремонтировать шестеренку с несколькими дефективными зубьями, то восстанавливается поношенная часть зацепа. С этой целью применяется сплав сормайт. Наплавка выполняется электродуговым (электроды ЦС-1 и ЦС-2) или газовым методом. Для работы подходит постоянный или переменный источник тока обратной полярности. После этого места ремонта шлифуют.
Помимо электродов для наплавки может использоваться сталинит, представляющий собой порошок. Плавится он угольными или стальными стержнями только постоянным током с обратной полярностью. Пластичная смесь наносится на заготовку слоем в 3-4 миллиметра. Флюсом служит бура.
Ремонт зубьев с дефектами длиной от 2,2 до 8,2 миллиметров выполняется отдельно для каждого изношенного зуба. Работа выполняется под флюсом порошковой проволокой. Расплав формируется в форме, сделанной из меди.
Наплавка концов рельс
Развивать большую скорость и при это оставаться безопасным видом транспорта поезда могут только на рельсах, поддерживаемых в хорошем состоянии. Наибольшие нагрузки испытывают стыки. На них приходятся удары колес движущегося состава. Рано или поздно это приводит к деформации рельсов на краях. Стандартным способом восстановления геометрии путепроводов является наплавка.
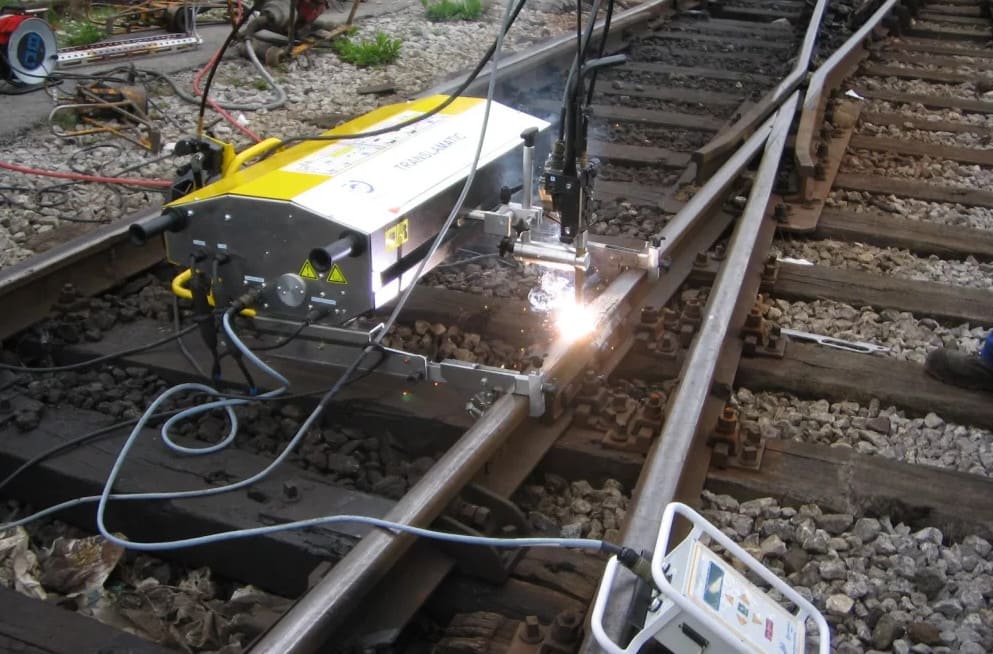
Изначально с рельса болгаркой, зубилом либо иным инструментом снимается отслоившийся и расплющенный металл. После этого концы рельс нагреваются, чтобы процесс прошел быстрее, а металлы лучше соединились. Существует несколько технологий наплавки рельсов.
Ручное дуговое
Выполняется электродами К-2-55, ОЗН-300, ОЗН-350 путем формирования валиков вдоль, поперек или по диагонали торца. Наиболее результативным является второй способ. В среднем ширина валика составляет 2-3 см. точные размеры зависят от диаметра расходника и настроек сварочного аппарата.
Можно наплавлять металл пучком, состоящим из нескольких электродов, расположенных в один ряд. В таком случае производительность труда кратно возрастает. Начинается наплавка с торца рельса. Дуга разжигается с внутренней части. Для этого нужно немного отступить от края и начать формировать валик. Оборвать его нужно за несколько миллиметров от края торца. После этого начинаются работы по заделыванию проемов между валиками с таким расчетом, чтобы перекрывалось примерно 15-20% толщины предыдущего валика. По окончанию наплавки торец шлифуется.
Полуавтоматическое электродуговое
Присадочный материал – порошковая самозащитная проволока. Сравнительно с предыдущим способом полуавтомат обладает важными преимуществами: значительно выше производительность труда и качество наплава. Процесс делится на этапы:
- определение размера дефекта;
- подготовка оборудования и оснастки;
- шлифовка места;
- определение границ выездных работ и установка полуавтомата на рельсы;
- предварительный нагрев места работ;
- наплавление металла;
- окончательная обработка абразивным инструментом.

Если дефект глубокий, то процесс повторяется несколько раз.
Наплавка цилиндров
Восстановление деталей цилиндрической формы выполняется одним из двух приемов.
Электродами с обмазкой
Делается одним из трех способов:
- наложением валиков по длине цилиндра;
- формированием наплава по окружности;
- по винтовой линии.
Метод выбирается в зависимости от условий. К примеру, длинные заготовки обрабатываются первым способом. Поверхность очищают и наносят первый вали. Второй формируется с противоположной стороны. Третий и четвертый делаются накрест и получается, что все они располагаются через равные отрезки. Теперь наплавы очищаются от шлака и последующие валики наносятся рядом с существующими с таким расчетом, чтобы они частично перекрывались друг другом. Важно обратить внимание на то, что каждый последующий валик наносится только после того, как предыдущий очищен от шлака.
Работа вторым методом проводится с деталью, которая непрерывно вращается вокруг собственной оси. Последний способ отлично подходит для механизированной обработки. Деталь вращается непрерывно и равномерно.

Автоматическая с флюсом
Получается устойчивый к износу слой. Выполняется сварочной или порошковой проволокой. Также можно применить ленточный электрод или порошковую ленту. Наплав формируется по винтовой или образующей линии.
Наплавка плоскостей
Выполняется посредством формирования большого количества валиков. Каждый последующий должен перекрывать предыдущий примерно на 30% его ширины. Шлак удаляется сразу после окончания формирования каждого из валиков.
Самым простым методом является укладка узких валиков на небольшом расстоянии один от другого. Промежутки между ними заполняются в последнюю очередь. Более совершенным способом стала широкослойная наплавка. Формируется за счет небольших колебательных движений кончика электрода.
Когда требуется высокая производительность, то лучше прибегнуть к применению электродной ленты или многоэлектродной наплавки. Наиболее износостойким покрытие получается, если использовать порошковую проволоку и выполнять работу открытой дугой. Кончику расходного материала необходимо придать колебательные движения с нужной амплитудой.
Наплавка металлорежущего инструмента
Ремонт штампов и режущего инструмента производится одним из трех способов – сваркой полуавтоматической, автоматической или ручной. В последнем варианте используется электроды марок ЦИ-1М, ЦС-1 или ОЗИ-3(5, 6).
Полученный в результате такой технологии слой обладает отличной сопротивляемостью на истирание. Перед началом работы поверхность заготовки нужно прогреть до температуры 300-700 градусов Цельсия. Наплавка делается за 1-3 прохода, а толщина слоя составляет 2-6 миллиметров.

Наплавка деталей, работающих с большим трением
Узлы, работающие в условиях интенсивной эксплуатации, подвержены быстрому износу. В большинстве своем он связан с трением или частыми ударами. Такие изъяны следует наплавлять такими электродами:
- ОМГ-Н. использовать можно с источником постоянного или переменного тока. Подключение – обратная полярность.
- ЦНИИН-4. Одна из наиболее ходовых марок. Универсальна в применении.
- ОЗН-7Н. Поверхность наплавляется в несколько проходов. Полученный слой устойчив к истиранию и образованию трещин.
- ОЗН-400М. технология отличается высокой производительностью, а наплав – устойчивостью к механическим нагрузкам.
- ОЗН-300М. Хорошие характеристики твердости и механической прочности. работы выполняются на обратной полярности от источника постоянного или переменного тока.
Наплавка узлов, которые не подвергаются ударам, применяются электроды Т-590 и Т-620. Данные расходники специально разработаны для восстановления деталей, работающих в условиях интенсивной эксплуатации. В состав электродов входят добавки, придающие наплаву высокой твердости, которая составляет 62-64 HRC. С другой стороны, наплав отличается хрупкостью и склонностью к образованию трещин. Поэтому электроды нельзя использовать для ремонта деталей, подверженных ударным нагрузкам. Поверхность обрабатывается в один или два приема.
Наплавка нержавеющей стали
Наиболее часто детали из нержавеющей стали восстанавливаются наплавкой с использованием электродов ЦН-12М-67 и ЦН-6Л. Их стержень выполнен из нержавеющей высоколегированной проволоки. Полученный слой наплава обладает такими показателями:
- устойчивость к коррозии;
- устойчивость к образованию задиров.

Расходные материалы часто применяются для наплава арматуры. Перед началом работ поверхность деталей следует нагреть до температуры 300-600 градусов Цельсия. Дальнейший режим обработки зависит от типа материалов.
Наплавка чугуна
Для работы с чугуном и его сплавами используются электроды следующих марок:
- ОЗЧ-2. Наплавляются заготовки, сделанные из серого и ковкого чугуна.
- МНЧ-2. Наплав характеризуется высокой плотностью и чистотой состава.
- ОЗЖН-1 и 2. Предназначены для работы по серому и высокопрочному чугуну.
- ЦЧ-4. Расходники отличаются высокими показателями использования: стабильная дуга, простота розжига, небольшое количество брызг.
Есть универсальные марки расходных материалов, которые можно использовать для наплавки деталей из разных марок чугуна, но большинство ориентированы на конкретные виды материала.
Наплавка меди и бронзы
Для работы с технической медью лучше других подходят электроды Комсомолец-100. Можно так же использовать присадочные притки, сопоставимые по составу с основным материалом. Предварительно поверхность детали следует нагреть до температуры 300-500 градусов Цельсия. В случаях, когда для наплава пришлось поднять температуру выше 500 градусов, нанесенный слой необходимо проковать.
Для бронзы больше подходят электроды ОЗБ-2М. они позволяют сформировать слой, устойчивый к износу. Для работы потребуется источник постоянного тока с обратно полярным подключением. Выполнять наплавку следует только в нижнем пространственном положении.
Наплавка алюминия и сплавов
Оптимальным методом является дуговая наплавка. Для выполнения работ используются расходники следующих марок:
- ОЗА-1. Новый слой будет обладать высокой устойчивостью к коррозии.
- ОЗАНА-1. Разрушает защитную пленку из оксида алюминия и помогает стабилизировать рабочий процесс.

Чтобы иметь возможность регулировать структурный состав наплава, нужно использовать электроды порошковые. Они дают возможность специалистам создавать слой наплава, который по своим эксплуатационным показателям будет превосходить основной металл.
Расход материалов
Точный расчет расхода наплавочного материала необходим для определения стоимости готового изделия. Помимо этого, расчет расходных материалов необходим для обеспечения непрерывности рабочего процесса и создания необходимого запаса расходников. Помогут в этом нормативы, составленные для каждого вида работ.
Вес принято рассчитывать на метр сварного шва. Для определения массы наплава следует воспользоваться формулой:
G = F * y * L.
Здесь: F – площадь сечения в поперечном разрезе;
L – длина шва;
Y – удельный вес металла.
Определение количества электродов тоже относится к числу важных для организации работы параметров. Но вычислять значение нет необходимости. На упаковке каждой марки электродов указывается необходимый вес стержней для наплавки килограмма металла. В среднем показатель варьируется в пределах 1,4-1,8 кг.
Рассчитывать количество электродов для формирования погонного метра шва тоже не нужно. Эту цифру можно взять из ГОСТа, где для каждой формы сварного шва из низколегированной и углеродистой стали указано усредненное значение параметра.

Оборудование
Оборудование, используемое для наплавки металлов, работает по тем же принципам и от таких же источников питания, что и привычная сварка. Отличительной его особенностью является наличие вспомогательной оснастки. Она подачу и распределение присадочных материалов на поверхности наплавляемых деталей.
Другими словами, для наращивания рабочей поверхности узлов применяется сварочное оборудование, укомплектованное дополнительными узлами. Специально изготовленное для наплавки оборудование классифицируется в зависимости от формы наплавляемых элементов: для плоских поверхностей, вращающихся деталей и сложных конфигураций.
Присадочные материалы наносятся как традиционными способами (пруток, проволока, порошок), так и по специальной технологии – центробежное распределение, спиральная укладка и другие. Установки, предназначенные для работы с крупногабаритными заготовками, комплектуются узлами предварительного нагрева поверхности, способными нагревать металлы до температуры 500-700 градусов Цельсия.
На потребительском рынке распространены малогабаритные установки для электроискровой наплавки. Они могут быть использованы в домашней обстановке. Согласно аннотации, с помощью такого оборудования можно наплавлять рабочие поверхности толщиной до нескольких миллиметров. На практике за один проход удается добавить десятую часть миллиметра. Поэтому область применения таких установок сильно ограничена.

Услуги по наплавке
Компании, занятые в области обработки металлов, предлагают услуги по наплавке. В распоряжении они имеют мощные профессиональные установки высокой производительности и опытных сотрудников. Поэтому, если требуется качественный наплав и решить задачу самостоятельно не представляется возможным, то лучше обратиться за помощью к специалистам. В конечном итоге, такое решение экономит и время, и финансы.
Что такое наплавка? — Подробное руководство по часто задаваемым вопросам
Процесс наплавки стал востребован многими производственными предприятиями. Но что за загадочный успех скрывается за этим?
В этом полном руководстве по наплавке вы узнаете все об этом.
Вы не только получите лучшее представление о наплавке твердого сплава при сварке; Вы также узнаете другие вещи, которые могут помочь вам в вашем бизнесе!
Что такое наплавка или наплавка при сварке?
Проще говоря, наплавка — это процесс нанесения твердых материалов на поверхность.

Края ковша имеют твердый наплав, чтобы предотвратить чрезмерный износ, потому что они наиболее часто используются
Цель состоит в том, чтобы не допустить чрезмерного износа детали или компонента; будь то коррозия, истирание, трение и т. д.
Различные электроды для наплавки
Если вам нужно было выполнить твердую наплавку, вы можете выбрать одну из трех (3) категорий электродов. Они есть:

На этом изображении показаны результаты использования различных электродов для наплавки.
- Электроды на основе кобальта
- Электроды на основе железа
- Электроды на никелевой основе
Какой бы электрод вы ни выбрали, он будет сплавлен с другими элементами для наплавки.
Можно ли выполнить наплавку проволокой MIG?
Да, вы можете использовать металлическую проволоку в среде инертного газа (MIG) для наплавки.

Сварщик использует проволоку MIG для подготовки детали к наплавке MIG.
Фактически, лучшие MIG-провода, которые рекомендуют эксперты: ER70S-6 и ER70S-3. Но ваши возможности не ограничиваются этим; Вы также можете выбрать другие типы и типы проводов MIG!
Дело в том, что вы можете рассматривать проволоку MIG как электрод, который можно использовать для наплавки.
В видео ниже подробно рассказывается о том, как выполнить наплавку с использованием проволоки MIG.
Что означают цифры на сварочном стержне для наплавки?
Если вам интересно значение цифр на сварочных стержнях, вы не одиноки.

Различные сварочные электроды с разными номерами, что означает разные свойства
Многие люди не осознают, что они собой представляют, но на самом деле это не то, на чем вам нужно делать упор!
Эти числа представляют собой коды, которые можно использовать для идентификации конкретного сварочного стержня.
Для начала есть 4-значные и 5-значные числа. В 4-значном номере электрода первые два (2) указывают предел прочности что электрод может производить; это первые три (3) цифры для 5-значных чисел.
Следующее число, четвертое и пятое (для 5-значных чисел) указывают позицию того, как вы должны его использовать.
Цифра один (1) означает, что его можно использовать во всех положениях; два (2) — это то, что вы можете использовать только для горизонтальных и плоских швов и т. д.
Наконец, четвертая цифра (или 5th в виде 5-значного числа), расскажет вам о текущем состоянии сварки (постоянный, переменный или даже оба), а также о типе покрытия.
В идеале цифры на сварочном электроде помогают понять и идентифицировать этот конкретный электрод.
Что такое сварочные аппараты для наплавки?
Это машины, которые вы можете использовать для наплавки или наплавки.

Различные сварочные аппараты для наплавки Waldun предлагает
У вас есть возможность выбрать из широкого спектра сварщиков для наплавки; есть:
- Машины и оборудование для наплавки труб
- Станки для наплавки с одной и двумя головками
- Роботизированные и автоматические наплавочные станки
- Оборудование для наплавки клапанов
- И другие!
Поскольку твердое покрытие — это процесс, который можно выполнить с помощью различных методов, для этого можно использовать множество машин и оборудования!
Можно ли выполнить наплавку кислородным топливом?
Это тип сварочного процесса, в котором для сварки используется кислород в сочетании с горючими газами.

Процесс сварки кислородным топливом, что означает, что он применим к твердым покрытиям.
Поскольку это одна из самых известных и наиболее известных стратегий сварки, вы можете использовать ее для наплавки твердых сплавов.
Подобно тому, как вы выполняете наплавку MIG, SMAW и PAW, вы также выполняете кислородную сварку с использованием сварочной горелки!
Вот краткий видеоролик о том, как можно использовать кислородное топливо для твердого покрытия.
Какие материалы могут подвергаться сварке с твердой поверхностью?
Наиболее распространенные типы основных металлов или материалов, которые могут подвергаться наплавке, включают:

Сварочный патрон прижимается к сплаву при наплавке
- Марганцевые стали
- Чугун и сталь
- Сплавы на медной основе
- Сплавы на основе никеля
- Нержавеющая сталь
Как вы заметили, это материалы, которые используют многие промышленные предприятия и компании.
Какие методы сварки можно использовать для наплавки?
На самом деле вы можете выполнять твердую наплавку различными методами сварки.

Наплавка трубы методом традиционной газовой дуговой сварки (GMAW)
Наиболее распространенные методы, которые вы можете использовать для этого, включают:
- Газовая дуговая сварка металла (GMAW)
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка защищенного металла (SMAW)
- Кислородная сварка
- Плазменная дуговая сварка (PTA)
- Термическое напыление
- И другие!
Метод, который вы хотите, не может быть выбран случайно.
Фактически, процесс, который вам придется использовать, будет зависеть от многих вещей, таких как материал, который вы будете наносить на поверхность, тип крепления, которое вы хотите для него, и так далее.
Твердое покрытие — это то же самое, что и наплавка?
Наплавка и наплавка — два (2) схожих термина.
Как известно, оба процесса можно использовать для нанесения нового материала на поверхность. Вы можете думать об этом как о наплавке, что является более коротким термином для твердой наплавки.
Сварка наплавкой и сварка наплавки
Многие люди знают, что наплавка при сварке — это то же самое, что и наплавка. Однако на самом деле это два (2) разных процесса.

Облицовка трубы другим более твердым материалом
Облицовка или плакированная сварка это процесс наплавки, позволяющий получить новую поверхность. Это процесс «облицовки» или интеграции другого материала поверх существующего.
Обычно при облицовке вы должны использовать другой материал для облицовки поверхности детали.
Наплавка или сварка твердой поверхности это процесс, который вы используете для обновления или восстановления поверхности. В отличие от облицовки, вам понадобится материал почти того же типа или тех же свойств, что и заготовка.
Вот чем отличаются два процесса; в некотором смысле они одинаковы, но дают разные результаты.
Чем похожи наплавка и сварка твердых поверхностей?
Теперь, когда вы знаете, чем они отличаются, также важно знать, как они стали двумя (2) похожими процессами.
Мы можем резюмировать этот лот, указав на следующие факторы:
- Вы можете реализовать оба процесса следующим образом:
- Дуговая сварка порошковой проволокой (FCAW)
- Плазменная дуговая сварка (PTA)
- Лазерное напыление
- Термическое напыление
- Используется многими компаниями и предприятиями в различных секторах
- У них одна и та же конечная цель или видение: защитить деталь или компонент или продлить срок его службы.
- Оба могут использовать широкий спектр сварочных электродов.
Каковы преимущества наплавочной сварки?
По сути, твердое покрытие делается из-за его преимуществ и преимуществ.

Край ковша с твердым покрытием остается полностью целым
Наиболее распространенные из этих преимуществ включают, но не ограничиваются:
Увеличение срока службы деталей и компонентов
Основное преимущество наплавки заключается в том, что она помогает продлить срок службы деталей. Независимо от того, является ли деталь новой или изношенной, она может дать это преимущество или преимущество.
Устранение необходимости замены деталей
Если ваши детали не изнашиваются быстро, вы сразу избавляетесь от необходимости их заменять.
Сварка твердых поверхностей может сделать детали, которые вам нужны, более прочными, жесткими и долговечными.
Повышение производительности и эффективности
С деталями и компонентами, как новыми, вы можете быть уверены, что ваша производительность и эффективность возрастут.
Вам не нужно беспокоиться или беспокоиться о приобретении или поиске запчастей. Вместо этого вы можете сосредоточиться на своем бизнесе и своей деятельности.
Сэкономьте на затратах и расходах
Если мы суммируем все преимущества, которые он может дать нам, все сводится к вашей экономии денег.
С меньшим количеством деталей, требующих замены, меньшим количеством компонентов для покупки и меньшим объемом необходимой работы — все это означает, что вы экономите на дополнительных расходах и расходах.
Это одни из наиболее распространенных преимуществ наплавки.
В тебе нет ничего примечательного; это не увеличит вашу продуктивность и не принесет вам прибыли внезапно. На самом деле это медленное, но стабильное добавление, которое можно рассматривать как большие вложения.
Типы сварочных стержней для наплавки
При наплавке вам не нужно слишком беспокоиться о типе сварочных стержней, которые вы будете использовать.

Некоторые сварочные стержни, которые можно использовать для твердой наплавки
Вы можете выбрать один из множества вариантов, которые вы можете использовать. Вы можете использовать электроды, в основе которых лежит никель, в качестве основы — железо, а в качестве основы — кобальт.
Отрасли, в которых необходимо использовать наплавку
Независимо от того, работаете ли вы в строительном секторе, промышленном секторе, секторе производства или любом другом секторе, о котором вы только можете подумать, наплавка, вероятно, вам понадобится.

Горнодобывающей промышленности требуется наплавка, чтобы продлить срок службы машин.
Многим предприятиям требуется наплавка из-за преимуществ, которые она дает. Люди думают, что это как-то связано с дизайном, но на самом деле это еще не все.
Некоторые отрасли, которые считают наплавку полезной и эффективной, включают:
- Угольная и горнодобывающая промышленность
- Энергетика и генерирующая промышленность
- Металл и металлообрабатывающая промышленность
- Верфь и судостроительная промышленность
- Морская и морская промышленность
Есть и другие отрасли, для которых твердые покрытия эффективны.
Часто эти предприятия подвергаются обычному износу машин и оборудования.
Для каких приложений можно использовать Hard Surfacing?
Вы можете использовать наплавку для многих вещей. Среди наиболее востребованных — его способность продлевать срок службы частей ваших машин или оборудования.
Кроме того, вы также можете выбрать твердое покрытие для:
- Повышение сопротивления основных или основных металлов
- Восстановление поверхности изношенных деталей или компонентов
- Улучшение или развитие физических характеристик деталей; а также
- Многое другое!
Как мне избавиться от старой наплавки?
Существует множество способов удалить или избавиться от старой наплавки. Однако наиболее распространенный и быстрый способ — через систему ARCAIR.
ARCAIR, сокращение от Air-Carbon-Arc, — это процесс сварки, при котором металл разрезается и плавится. В этой процедуре используется угольная дуга, и тепло от этой дуги делает работу.
Чаще всего расплавленную часть удаляют и уничтожают с помощью воздуха под высоким давлением.
Это самый быстрый и самый разумный способ удалить или избавиться от старой наплавки.
Что такое наплавка?
В мире металлообработки вы почти всегда встретите или услышите наплавку. Многие люди имеют хоть какое-то представление о том, что это такое, а есть другие, которые этого не делают! В сегодняшнем руководстве мы сосредоточимся на обсуждении всего, что вам нужно знать о наплавке. В конце этого руководства вы определенно сможете осознать это! Не говоря уже о том, чтобы быть мастером того, что это такое!
Определение того, что Наплавка Является
Проще говоря, твердая наплавка или «наплавка» — это процедура обработки металлов, при которой вы наносите более твердый и твердый материал на поверхность основного металла.  Пример ковша экскаватора с твердым наплавкой. Основное назначение наплавки — общее улучшение основного металла. Наплавку можно выполнять, если:
Пример ковша экскаватора с твердым наплавкой. Основное назначение наплавки — общее улучшение основного металла. Наплавку можно выполнять, если:
- Вы хотите продлить срок службы ваших деталей и / или компонентов
- Ваши детали уже изношены, восстановить их
- Вы хотите улучшить работу любой части, которая у вас есть
- Вы хотите нанести на поверхность износостойкий материал
Представьте себе: металлическая часть вашего оборудования, и вы используете ее от 6 до 8 часов ежедневно. Как вы думаете, эта деталь будет идеальной круглый год? Без прав? 
Прекрасный пример того, что такое наплавка и что она делает с деталями и компонентами. Именно здесь на помощь приходит наплавка. Наплавка твердым слоем, более известная и известная как наплавка, представляет собой процесс нанесения износостойкого материала на поверхность посредством сварки. Основная цель наплавки — продлить срок службы детали. Возвращаясь к нашему примеру, если металлическая часть вашего оборудования имеет наплавку, то «сама» деталь еще не будет повреждена, потому что наплавка будет тем, что будет взаимодействовать во время бизнес-процессов. Компания WALDUN считается лучшим и самым надежным производителем наплавочных материалов. Мы можем производить и производить материалы для железных дорог, землеройных, горнодобывающих, дноуглубительных, сельскохозяйственных, вторичных, цементных и других отраслей промышленности, которые обычно подвергаются сильному износу.
Что вы умеете жестко?
Наплавку можно разделить на три (3) различных применения: наплавку или наплавку, восстановление или наплавку, а также их комбинацию.  Вы можете наплавить многие детали и компоненты, которые обычно подвергаются истиранию. Очевидно, что продление срока службы детали — не единственная цель. Наплавка также используется, если вы хотите отремонтировать или отремонтировать детали и компоненты, если вы хотите восстановить размеры ваших машин / оборудования и т. д. Чаще всего низколегированные и углеродистые стали являются основными металлами, которые вы можете наплавить. Вот краткий список основных металлов и материалов:
Вы можете наплавить многие детали и компоненты, которые обычно подвергаются истиранию. Очевидно, что продление срока службы детали — не единственная цель. Наплавка также используется, если вы хотите отремонтировать или отремонтировать детали и компоненты, если вы хотите восстановить размеры ваших машин / оборудования и т. д. Чаще всего низколегированные и углеродистые стали являются основными металлами, которые вы можете наплавить. Вот краткий список основных металлов и материалов:
- Сплавы на медной основе
- Литье
- Нержавеющая сталь
- Углеродистые и легированные стали
- Сплавы на основе никеля
- Марганцевые стали
Вы можете спросить, почему они являются наиболее распространенными металлами с твердым покрытием? — Потому что они легко магнитятся. Кроме того, вы можете легко отличить их от немагнитного металла, аустенитной марганцевой стали и других. Цель умения понимать и различать их заключается в том, что необходимо определить температуру до и после нагрева; они будут иметь решающее значение для процедуры наплавки. Чтобы вы лучше понимали, марганцевая сталь действительно не требует предварительной обработки, в то время как сталь перил содержит более высокий углерод и требует предварительного нагрева примерно до 315–370 градусов по Цельсию (от 600 до 700 градусов по Фаренгейту).
Какие сварочные процессы можно использовать для наплавки?
Вот краткий список самых известных и самых известных сварочных процессов, которые вы можете использовать для наплавки:  При наплавке можно использовать множество сварочных процессов.
При наплавке можно использовать множество сварочных процессов.
- Плазменная дуговая сварка (PTA)
- Лазерная сварка, сварка распылением предохранителями и термическое напыление
- Кислородно-топливная сварка (OFW) или кислородно-ацетиленовая сварка
- Газовая дуговая сварка вольфрамом (GTAW или TIG)
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка защищенного металла (SMAW)
- Газовая дуговая сварка металла (GMAW или MIG) с использованием экранированной проволоки
- Дуговая сварка порошковой проволокой (FCAW) открытой дугой или проволокой для наплавки в защитных газах
В настоящее время наиболее эффективными и эффективными считаются процедуры полуавтоматической и автоматической сварки. Однако вы по-прежнему можете свободно выбирать и выбирать конкретный тип процедуры сварки для вашей наплавки в зависимости от других факторов, а не только от процесса.
Какие факторы следует учитывать при выборе сварочного процесса?
Но из множества факторов и соображений при выборе сварочных процедур, как бы вы выбрали то, что вы будете использовать? ПРИМЕЧАНИЕ. Процесс является одним, если не самым важным фактором для результата сварки или наплавки. Вот несколько факторов, которые следует учитывать:
- Мастерство оператора или сварщика
- Толщина того, что вы собираетесь положить
- Скорость осаждения
- Размер сварочного материала
- Положение сварки, которое будет использоваться
- Доступность расходных материалов для наплавки
- Место сварки (в помещении или на улице)
- Размер компонента
- Площадь детали или компонента, подлежащего наплавке
- Финиш, которого вы хотите достичь
- Требования к обработке
- Требования до и после сварки
- Подготовка детали или компонента
Это факторы, которые следует учитывать перед выбором процедуры сварки. Итак, прежде чем вы решите, какой именно сварочный процесс вы хотите выполнить, вам необходимо учесть и проверить все эти факторы. Вы можете быть отмечены всеми преимуществами и преимуществами, а также можете забыть о других недостатках.
Какие сварочные процессы самые экономичные?
Хотя экономический фактор сварочных процессов зависит от многих факторов, наиболее важным из них является скорость наплавки.  Кислородная сварка — одна из самых экономичных сварочных процедур, но не самая лучшая. Итак, какие из них можно считать наиболее практичными с точки зрения этого фактора? Вот краткий список сварочного процесса или процедуры с указанием скорости наплавки:
Кислородная сварка — одна из самых экономичных сварочных процедур, но не самая лучшая. Итак, какие из них можно считать наиболее практичными с точки зрения этого фактора? Вот краткий список сварочного процесса или процедуры с указанием скорости наплавки:
- Кислородно-топливная сварка (OFW) — от 5 до 10 фунтов в час
- Газовая вольфрамовая дуговая сварка (GTAW) — от 3 до 5 фунтов в час
- Дуговая сварка порошковой проволокой (FCAW) — от 8 до 25 фунтов в час
- Дуговая сварка под флюсом (SAW) — от 8 до 25 фунтов в час
- Дуговая сварка защищенного металла (SMAW) — от 3 до 5 фунтов в час
- Газовая дуговая сварка металла (GMAW) — от 5 до 12 фунтов в час
Таким образом, мы можем сказать, что наиболее экономичной и практичной скоростью наплавки была бы FCAW или SAW.
Существуют ли разные виды носки?
Обсуждение износа слишком расплывчато — из-за того, что это всеобъемлющий термин, он может иметь много смысла.  Адгезионный износ — один из наиболее распространенных типов и классификаций износа. Фактически, существует несколько типов и классификаций износа, они включают:
Адгезионный износ — один из наиболее распространенных типов и классификаций износа. Фактически, существует несколько типов и классификаций износа, они включают:
- Коррозия — 5 процентов
- Тепло — 5 процентов
- Металлический или адгезионный износ (металл по металлу) — 15%
- Ударный — 201ТП1Т
- Истирание — от 40 до 501ТП1Т
- Прочие виды одежды — 5 процентов
Если задуматься, разные части и компоненты машин и оборудования не выходят из строя только из-за одного типа износа; они изнашиваются, когда задействованы комбинации различных типов и классификаций износа. Например, зубья шахтного ковша подвержены ударам и истиранию, поскольку они используются грубо. Классификация износа представляет собой сочетание истирания и ударов, но также может включать другие типы и виды износа.
Какие типы одежды наиболее распространены?
Помимо этих различных классификаций износа, существуют наиболее распространенные типы износа, в том числе:  Коррозия — один из наиболее распространенных видов износа, который встречается во многих отраслях.
Коррозия — один из наиболее распространенных видов износа, который встречается во многих отраслях.
Металл-металл или адгезионный износ
Этот тип износа возникает, когда две (2) или более металлических поверхности скользят и перемещаются друг относительно друга. Это классификация износа, который происходит и происходит под давлением, которое затем использует тепло трения для создания условий микросварки.
Коррозия (коррозионный износ)
Коррозионный износ — это тип износа, также известный как химический износ или окисление. Обычно это вызвано электрохимическими и химическими реакциями между окружающей средой и поверхностью. Ущерб от коррозии возникает в результате синергетической атаки износа.
Абразивный износ
Этот тип износа возникает, когда абразивный материал скользит по металлической поверхности. Это может быть что угодно, от почвы, угля, песка, стекла, зерен и других минералов, которые являются крупнозернистыми и жесткими по своей природе. Следовательно, этот тип износа возникает только тогда, когда зернистые материалы царапают металлическую поверхность.
Ударный износ
Ударный износ — это тип износа, который возникает, когда конкретный объект ударяется другим объектом с силой, ударами и толчками. Этот тип износа происходит из-за повторяющегося контакта, который носит динамический характер.
Существуют ли разные категории сплавов для наплавки, чтобы знать, какой именно сплав использовать?
Да, вы можете классифицировать и разделить сплавы на основе железа для наплавки на четыре (4) различные основные категории, а именно:

Двуглавый ВАЛДУНА наплавочный станок, способный работать с большими заготовками и деталями Аустенитный Аустенитные сплавы — это группы сплавов, которые представляют собой упрочняемые марганцевые нержавеющие стали и стали. Однако, как правило, они затвердевают только после того, как металл сварного шва обработан при многократных ударах. В своей истинной форме они мягкие и податливые. Благодаря этому они, как известно, обладают отличными ударными свойствами, а также средней устойчивостью к истиранию. Если вы не знаете, аустенитная марганцовистая сталь обычно используется в тяжелых землеройных и строительных отраслях. Общие области применения включают зубья лопаты, дробилки, экскаваторы, железнодорожные пути и т.п.
Мартенситный
В состав мартенситных сплавов для наплавки входят все стали, обладающие свойствами закаливания. Обычно сплавы мартенситной группы имеют твердость по Роквеллу от 20 до 65 HRC. Несмотря на то, что они близки к стали, они разные и слишком твердеют при охлаждении. Мартенситные сплавы лучше всего подходят для абразивного износа, а также для перехода металл-металл. В дополнение к этому, они также оказывают большое влияние. Мартенситные сплавы с твердостью 50 HRC и выше являются лучшими по стойкости к истиранию. Однако те, у которых HRC ниже 45, предназначены для восстановления и наращивания перед наплавкой.
Карбид металла в твердой мартенситной матрице
Это мартенситные сплавы с твердостью от 45 до 60 HRC. Это инструментальная сталь с добавками титана, молибдена, ниобия и ванадия. Если вы сможете правильно нанести его, вы сможете избавиться от трещин от напряжения, которые являются нормальным явлением для этой категории матриц.
Карбид металла (мягкая аустенитная матрица)
Поскольку они относятся к категории с более «мягкой» аустенитной матрицей, можно ожидать, что твердость этих сплавов находится в пределах от 40 до 65 HRC. Эти сплавы содержат огромное количество карбидов металлов в более мягкой матрице. Более того, вы можете ожидать, что они хороши для тяжелых условий истирания. Также стоит отметить, что эти сплавы с большим содержанием углерода и хрома ближе либо к белому, либо к чугуну.
Является ли растрескивание на сплавах для наплавки нормальным явлением?
Растрескивание — это нормально, но это зависит от используемого сплава для наплавки.  Растрескивание — это нормально, но это зависит от сплава для наплавки. В случае сплавов на основе карбида хрома, когда они охлаждаются до умеренных и низких температур, они обнаруживают трещины. С другой стороны, сплавы, входящие в состав мартенситного и аустенитного семейств, не имеют этого.
Растрескивание — это нормально, но это зависит от сплава для наплавки. В случае сплавов на основе карбида хрома, когда они охлаждаются до умеренных и низких температур, они обнаруживают трещины. С другой стороны, сплавы, входящие в состав мартенситного и аустенитного семейств, не имеют этого.
Что такое взлом чеков?
Похоже ли это на обычное растрескивание, которое мы испытываем? Что ж, говоря технически, проверка или контрольное растрескивание — это растрескивание, которое случается с семействами карбида хрома. Вы можете легко определить их как трещины, проходящие по всей длине борта. Чаще всего они имеют длину от 8 мм или 3/8 дюйма до 50 мм или 2 дюйма. Контрольное растрескивание является результатом высокого напряжения, вызванного сжатием металла шва во время стадии охлаждения. Чаще всего проверочные трещины появляются по толщине сварного шва и останавливаются на основном металле — если они не хрупкие. Также бывают случаи, когда основной металл хрупкий или твердый, и в этом случае вы должны выбрать буферный слой из более жесткого и более мягкого металла сварного шва. При выборе наиболее эффективных для буферных отложений лучшим и наиболее идеальным выбором будет выбор из семейства аустенитных.
Что такое наплавка карбидом хрома?
Вы уже имели бы представление о том, что это такое — только по его термину.  Изображение карбида хрома готовится к интеграции. Это процедура наплавки с использованием сплавов карбида хрома на детали и материалы. Карбид хрома — это сплавы на основе железа с высоким содержанием хрома и углерода (хром> 15%; и углерод> 3%). Благодаря этому химическому составу они могут образовывать твердые карбиды, способные противостоять сильно абразивным средам. Часто твердые отложения из карбида хрома образуют трещины; они делают примерно каждые ½ дюйма. Это помогает снять напряжение во время процедуры сварки. Кроме того, они выглядят лучше и желательнее в тех случаях, когда требуются материалы с хорошим скольжением из-за их низкого коэффициента трения. Однако в целом уровень стойкости к истиранию повышается, когда также повышаются уровни хрома и углерода. Тем не менее, желательно использовать углерод, который, как известно, оказывает наибольшее влияние на стойкость к истиранию. Помимо этих двух (2), есть другие элементы, которые могут образовывать другие бориды и карбиды, которые способствуют повышению износостойкости в средах и температурах с высокими требованиями.
Изображение карбида хрома готовится к интеграции. Это процедура наплавки с использованием сплавов карбида хрома на детали и материалы. Карбид хрома — это сплавы на основе железа с высоким содержанием хрома и углерода (хром> 15%; и углерод> 3%). Благодаря этому химическому составу они могут образовывать твердые карбиды, способные противостоять сильно абразивным средам. Часто твердые отложения из карбида хрома образуют трещины; они делают примерно каждые ½ дюйма. Это помогает снять напряжение во время процедуры сварки. Кроме того, они выглядят лучше и желательнее в тех случаях, когда требуются материалы с хорошим скольжением из-за их низкого коэффициента трения. Однако в целом уровень стойкости к истиранию повышается, когда также повышаются уровни хрома и углерода. Тем не менее, желательно использовать углерод, который, как известно, оказывает наибольшее влияние на стойкость к истиранию. Помимо этих двух (2), есть другие элементы, которые могут образовывать другие бориды и карбиды, которые способствуют повышению износостойкости в средах и температурах с высокими требованиями.
Определение сложных карбидов
Сложные карбиды связаны и связаны с отложениями карбида хрома, которые содержат добавленные ванадий, молибден, вольфрам, а также колумбий. Эти добавляемые элементы либо образуют свои собственные карбиды, либо объединяют свои карбиды с карбидами хрома, которые они должны добавить к абразивной стойкости карбидов. Сложные карбиды могут содержать один элемент, два элемента, три элемента — даже все элементы. Эти сложные карбиды применяются в тяжелых условиях, а также в условиях сильного истирания и нагрева.
Что такое карбиды мартенсита?
Мартенситные или мартенситные карбиды — это карбиды с большим количеством уплотненных карбидов, которые обычно:
- Ванадий
- Титана
- Ниобий
Карбиды мартенсита — идеальный выбор для применений, где требуются наплавки без трещин, а также те, которые имеют наилучшие характеристики износа. Кроме того, они идеальны и идеальны для таких ситуаций, поскольку наплавленные покрытия обычно демонстрируют аналогичные характеристики износостойкости, которые ожидаются от продуктов для наплавки карбидом хрома. Поскольку эти сплавы далеки от растрескивания, их легче наносить и наносить, когда дело доходит до повторного нанесения.
Что такое карбид MIG?
Это тип, при котором частицы карбида вольфрама отправляются в сварочную ванну PS98 прямо из бункера. После того, как сварной шов остынет, наплавленный слой будет содержать огромное количество частиц карбида вольфрама, которые прикреплены к матрице инструментальной стали, которая находится в диапазоне от 55 до 60 HRC. Благодаря своей твердости эти карбиды могут защитить ковши погрузчиков, молотки, отвала бульдозеров и грейдеров, а также другие детали и компоненты, подверженные ударам и абразивному воздействию.
Что такое образцы наплавки?
Как мы пытаемся помнить, цель наплавки — защитить поверхность детали или компонента от всех различных типов износа. 
Пример рисунка наплавки ковша экскаватора. Вот почему, если вы работаете в среде с песком или грязью, наплавку, которую вы должны нанести, следует использовать в виде сварных швов, расстояние между которыми составляет 6,4–38 мм. Кроме того, они также должны быть перпендикулярны потоку абразива. С другой стороны, если вы работаете в среде с рудой, шлаком или каменистой землей, на твердой поверхности должны быть выступы сварных швов, которые параллельны потоку материалов или идут вместе с ним. Эти узоры защищают металлическую поверхность от истирания, не задерживая такие материалы, как грязь, пыль, камни или почва. Однако, если вы собираетесь работать с глиной или почвой, вам понадобится узор для наплавки, который будет удерживать почву на поверхности. Затем необходимо будет сформировать захваченный слой почвы, который не только будет улавливать почву, но и будет защищать ее под собой.
Можете ли вы использовать значения твердости для прогнозирования стойкости сплава к истиранию?
Вопреки распространенному мнению, значения твердости не отвечают за стойкость конкретного сплава к истиранию. Например, сплав карбида хрома и мартенситный сплав могут иметь одинаковую твердость. В данном случае, допустим, 60 HRC. Несмотря на то, что они имеют одинаковый уровень твердости, они по-разному работают, когда (1) подвергаются сильному нагреву, (2) находятся в одинаковых абразивных условиях и (3) когда вы используете их и скользите по почве и камням. В этом отношении сплавы карбида хрома лучше и более устойчивы к истиранию по сравнению с мартенситным сплавом. Однако вы сможете учесть эту идею, если собираетесь предсказать и предвидеть износ сплавов, которые могут возникнуть, если они относятся к одному семейству. Например, сплав карбида хрома с уровнем твердости 50 HRC определенно будет работать лучше и будет более устойчивым к истиранию, чем сплав карбида хрома с уровнем твердости 40 HRC. Чтобы разрезать его просто, необходимо учитывать микроструктуру сплава; и чтобы узнать это, лучше всего обратиться к производителю и узнать об этом.
Как измеряется износ?
Как мы знаем, твердость — не единственное, что делает металл «прочным» и «долговечным». Помимо твердости, существует несколько факторов, позволяющих измерить износ. Фактически, это будет зависеть от используемой классификации износа. Например, при абразивном износе стандарт ASTM Intl. Испытание резинового колеса с сухим песком G65 — это испытание, используемое для измерения количества абразива, которое может получить деталь.
Какой газ вы используете для наплавки GMAW?
Поскольку это более важный процесс сварки, смеси аргона с небольшим количеством кислорода и / или углекислого газа и чистым аргоном являются лучшими газами, которые вы можете использовать для достижения наилучших результатов. Однако вы не ограничены только этим. Фактически, вы также можете использовать чистый углекислый газ.
Что такое шаровая передача или передача мяча? Почему это важно?
Шарик или шаровой перенос используют силу тяжести для переноса больших шариков расплавленных электродов через сварочную дугу. Это важно, потому что перенос капель расплавленного металла происходит плавно. Кроме того, вы можете найти его на лучших уровнях всякий раз, когда собираетесь плавить материалы, требующие хорошего уровня проникновения.
Нужно ли предварительно нагревать детали перед наплавкой?
Как мы упоминали выше, предварительный нагрев конкретной детали или компонента будет зависеть от того, что это такое. Однако, как правило, все свариваемые детали должны иметь как минимум комнатную температуру, чтобы избежать деформации. Температура, необходимая для предварительного нагрева, будет зависеть от химического состава основного металла, а также от заготовки, с которой вы будете работать. Если вы не уверены, требуется ли предварительный нагрев, поговорите об этом со своим производителем и спросите, требуется ли предварительный нагрев для начала и начала работы.
Когда вы используете кобальтовые сплавы для наплавки?
Кобальтовые сплавы содержат много карбидов. В дополнение к этому, они также превосходны в том, что касается коррозионной стойкости, благодаря своим хорошим магнитным свойствам. Поэтому идеально использовать их в приложениях с высокими и суровыми температурами и случаями окисления. У них есть показатели твердости от 25 до 55 HRC; у них также есть упрочняемые сплавы.
Когда вы используете никелевые сплавы для наплавки?
С другой стороны, лучше всего и идеально использовать никелевые сплавы для наплавки в высококоррозионных средах и средах. В дополнение к этому, если вы собираетесь работать при особенно повышенных температурах, лучше всего использовать никелевые сплавы для наплавки. Никелевые сплавы для наплавки также обладают свойствами, которые позволяют им противостоять трению, а также адгезии.
Почему для некоторых наплавочных материалов существует ограничение в три (3) слоя?
Хотя наплавка не обязательно имеет какие-либо ограничения, есть некоторые виды продукции, которые ограничиваются примерно тремя (3) — пятью (5) слоями.  Есть определенные материалы, которые должны соответствовать определенным ограничениям при наплавке. Возьмем, например, карбид хрома. Карбид хрома, как правило, имеет определенные ограничения в отношении наносимых слоев. Из-за своей хрупкости многие слои могут привести к появлению целого ряда трещин. Чтобы узнать, какое количество слоев лучше и лучше всего, обратитесь к производителю. Они точно знают его области применения и смогут сказать вам максимальные характеристики сплава для наплавки.
Есть определенные материалы, которые должны соответствовать определенным ограничениям при наплавке. Возьмем, например, карбид хрома. Карбид хрома, как правило, имеет определенные ограничения в отношении наносимых слоев. Из-за своей хрупкости многие слои могут привести к появлению целого ряда трещин. Чтобы узнать, какое количество слоев лучше и лучше всего, обратитесь к производителю. Они точно знают его области применения и смогут сказать вам максимальные характеристики сплава для наплавки.
Что такое Буферный сплав или нарост?
Это сплавы, которые по прочности и твердости совпадают с основным или основным металлом. Чаще всего у них есть два (2) основных применения: вы применяете их к деталям и компонентам, которые сильно изношены, чтобы вернуть размеры и фигуру; и вы можете использовать их в качестве буфера для следующих слоев, чтобы получить большее и лучшее износостойкое наплавочное покрытие. Если на вашей заготовке появятся трещины, вы всегда можете использовать марганцевый продукт, чтобы предотвратить проникновение контрольных трещин через основной металл. НОТА: Вы всегда должны помнить, что электрод из низкоуглеродистой стали никогда не пригоден для использования в качестве буферного слоя или в качестве наплавочного сплава. Зачем? — Поскольку электроды из мягкой стали не обладают достаточной прочностью и долговечностью, чтобы выдерживать наплавку. Если вы попытаетесь использовать его, он немедленно и легко рухнет под наплавленный слой, что приведет к его выходу из строя и появлению повреждений.
Можно ли твердое покрытие из чугуна?
Что касается основных металлов и материалов, которые могут быть наплавлены, да, вы можете абсолютно точно выполнять наплавку чугуна. Тем не менее, вы должны сначала подумать о предварительном нагреве основного металла, а также о некоторых температурах между проходами. Никель-железные изделия, как и изделия из никеля, лучше всего подходят для восстановления чугуна. Почему? — Поскольку содержание углерода в чугуне не изменится и не изменится — они останутся пластичными. Хотя вы найдете эти вопросы наиболее часто задаваемыми вопросами о наплавке, не стоит полагаться только на них, чтобы получить всю необходимую информацию. В зависимости от производителя, которому вы доверяете, вы можете задавать вопросы обо всех других процедурах и правилах наплавки, которые вам необходимо знать. Здесь с нами в WALDUN, у нас работают лучшие специалисты и лучшие специалисты по наплавке. У нас есть база знаний или информационный центр, который вы можете использовать для себя и своего бизнеса! Свяжитесь с нами и получите лучшие решения для наплавки!
Сварочный стержень для твердосплавной наплавки
Сварочный пруток — это электрод; Это означает, что это то, что вы наносите на поверхность основного металла.

Наплавочные электроды или сварочные стержни Без наплавочного сварочного стержня вы не смогли бы нанести или наплавить более жесткий, прочный и долговечный материал. Вы можете выбрать один из множества доступных на рынке сварочных стержней для наплавки; это не ограничивается одним (1) видом.
Какие преимущества наплавки?
Зачем выполнять наплавку? Приносит ли это вам какую-либо пользу или преимущество?  Поврежденный желоб из-за отсутствия наплавки Мы собрали некоторые из наиболее востребованных преимуществ, которые вы можете получить при выполнении наплавки:
Поврежденный желоб из-за отсутствия наплавки Мы собрали некоторые из наиболее востребованных преимуществ, которые вы можете получить при выполнении наплавки:
Уменьшение времени простоя экземпляров
Добавление дополнительного уровня защиты к вашим деталям и компонентам может сделать его долговечным. Таким образом сокращается количество поломок, повреждений и простоев. Это одна из многих причин, по которым многие люди выбирают наплавку.
Более долговечные и долговечные детали и компоненты
Какова наиболее частая причина износа некоторых неблагородных металлов? — Из-за отсутствия защиты. Наплавка не только обеспечивает дополнительную защиту; Ваши детали также могут стать устойчивыми к истиранию и коррозии, что сделает их более долговечными и долговечными.
Снижение затрат
Существенное снижение стоимости — одно из самых заметных преимуществ наплавки. Благодаря тому, что он позволяет основным металлам быть более прочными, жесткими и долговечными, у вас будет меньше потребностей в их ремонте и замене, что дает вам соответствующее снижение затрат.
Лучшая производительность детали
Представьте себе желоб без какой-либо наплавки — как вы думаете, он будет нормально работать? Конечно, какое-то время. Однако, если вы продолжите использовать его без какой-либо защиты, он будет поврежден — и ненадолго, он может сломаться. Если на нем есть наплавочное покрытие, можно ожидать, что он не будет быстро изнашиваться. Чтобы он работал лучше и эффективнее.
Уменьшение потребности в пространстве для хранения
Наплавка защищает ваши детали и компоненты от износа; уменьшение потребности в хранении запасных и резервных ресурсов. Если вы спросите, что такое наплавка, эти преимущества могут дать вам ответы, которые вы ищете. Однако, чтобы вы знали, это не единственные преимущества, которые вы можете получить от наплавки, их гораздо больше! Но конечная цель этих преимуществ и преимуществ упадет на вас: вы получите больше экономии и сократите расходы!
Термическое напыление и наплавка: чем они отличаются?
Наплавка и термическое напыление — это не два (2) фрукта с разных деревьев.  Процедура термического напыления при наплавке круглых заготовок Фактически, термическое напыление является одним из процессов, используемых при наплавке. Наплавка — это более общий термин для нанесения материала на основной металл. Термическое напыление — это разновидность техники наплавки, при которой капли полурасплавленного материала осаждаются, образуя покрытие или наплавку.
Процедура термического напыления при наплавке круглых заготовок Фактически, термическое напыление является одним из процессов, используемых при наплавке. Наплавка — это более общий термин для нанесения материала на основной металл. Термическое напыление — это разновидность техники наплавки, при которой капли полурасплавленного материала осаждаются, образуя покрытие или наплавку.
Наиболее распространенные материалы, используемые при наплавке
Теперь, когда мы осознаем тот факт, что для наплавки используются более жесткие и прочные материалы, какие наиболее распространенные из них вы можете использовать для этого?  Сплавы на основе никеля — один из наиболее распространенных материалов, используемых при наплавке. Наиболее распространенные материалы, которые можно применять при наплавке, включают:
Сплавы на основе никеля — один из наиболее распространенных материалов, используемых при наплавке. Наиболее распространенные материалы, которые можно применять при наплавке, включают:
- Сплавы на основе никеля
- Сплавы карбида хрома
- Стеллит
- Сплавы на основе кобальта
- НОРЭМ Сплав
Что такое НОРЭМ?
Если вы запутались с тем, что такое NOREM, не волнуйтесь — вы не одиноки. NOREM известен как материал для наплавки, разработанный Исследовательским институтом электроэнергетики или EPRI. Это упрочняющий сплав на основе кобальта, который является износостойким и, как известно, заменил другие сплавы на основе кобальта. Вы можете найти NOREM в атомной, химической и других отраслях промышленности. На сегодняшний день существует всего восемь (8) вариантов NOREM, а именно:
- 02
- 02A
- 03A
- 03B
- 04A
- 04B
- 05A
- 05B
Методы нанесения наплавки
Существует довольно много методов и процессов, которые вы можете применить для наплавки. 
Детали строительной техники с наплавкой с использованием лазерной наплавки. Некоторые из наиболее распространенных процессов сварки включают:
- Дуговая сварка защищенного металла (SMAW)
- Кислородно-топливная сварка (OFW)
- Электрошлаковая сварка (ESW)
- Дуговая сварка под флюсом (SAW)
- Плазменная дуговая сварка (PTAW) или порошковая плазменная сварка
- Газовая дуговая сварка металла (GMAW)
Помимо процедур сварки, вы также можете выполнять другие методы, а именно:
- Лазерная наплавка
- Термическое напыление
- Холодные полимерные соединения
- Жесткая краска
Цель состоит в том, чтобы нанести материал на поверхность, поэтому любой из этих процессов подойдет.
Нужно ли нагревать заготовки перед наплавкой?
Одним из общих правил наплавки является то, что все детали должны быть доведены до комнатной температуры. 
Для наплавки используется полурасплавленный материал. Однако это не то, что вы должны соблюдать 100% того времени. Фактически, некоторые металлы и сплавы необходимо предварительно нагреть перед работой с ними; это будет зависеть от химического состава этого сплава или металла.
Ограничена ли наплавка одним (1) слоем?
Нет, наплавка может включать от двух (2) до пяти (5) слоев, в зависимости от продукта.  Многослойная наплавка тяжелого землеройного оборудования. Продукты, которые относятся к семейству карбидов металлов, ограничиваются 2–3 слоями. С другой стороны, вы можете наносить неограниченное количество слоев, если используете аустенитные и мартенситные продукты.
Многослойная наплавка тяжелого землеройного оборудования. Продукты, которые относятся к семейству карбидов металлов, ограничиваются 2–3 слоями. С другой стороны, вы можете наносить неограниченное количество слоев, если используете аустенитные и мартенситные продукты.
Машины, используемые для наплавки
Наплавку нельзя обойтись без каких-либо машин или оборудования. 
Станок для наплавки с одной головкой, предлагаемый Waldun На самом деле, правильный выбор оборудования сделает работу проще, быстрее и удобнее. Выбранные вами машины будут зависеть от результатов, которых вы хотите достичь. Тем не менее, вот несколько примеров машин, которые можно использовать для наплавки:
Один и Машина для наплавки с двумя головками
Это тип аппарата, в котором присутствует сварочная головка. Одноголовка содержит одну (1) сварочную головку, а двухголовочная — две (2). Кроме того, в нем есть станина, на которую должна быть загружена заготовка. Это хороший тип машины, потому что он сокращает рабочую силу, обеспечивая при этом качество процедуры наплавки.
Аппарат для дуговой сварки PTA или плазменной сварки
Сварочное оборудование PTA — это своего рода термический процесс, при котором материал AR наносится и осаждается на поверхности. По сравнению с другими, они считаются гибкими и универсальными машинами.
Оборудование для наплавки труб
Работа с трубами — это не то же самое, что работа с заготовкой плоской формы. Для того, чтобы выполнять работу, трубы и трубки нуждаются в оборудовании определенного типа — для этого и предназначены машины для наплавки труб. Он использует автоматическую дуговую сварку и является многофункциональным. Это не единственные машины, которые вы можете использовать для наплавки — на самом деле есть и другие, намного больше! Это просто оборудование, которое широко и используется чаще всего.
Можете ли вы выполнить наплавку ковшей экскаваторов?
Наплавка имеет большое значение как в тяжелой, так и в строительной промышленности. 
Ковш экскаватора с наплавкой из прочного и прочного материала. Таким образом, наплавка ковшей экскаватора может дать много положительных результатов с точки зрения прочности, долговечности, эффективности и результативности.
Цена на электрод для наплавки
Без электрода вы бы не смогли выполнить наплавку. Итак, вопрос на миллион долларов: сколько они стоят? Откровенно говоря, электроды и стержни для наплавки различаются по цене. Более того, их цены будут зависеть от множества факторов, в том числе:
- Элемент наплавочного электрода
- Прочность на разрыв и твердость
- Сочинение
С какими видами износа можно положить конец наплавке?
В зависимости от отрасли, в которой используются ваши детали и компоненты, наплавка может предотвратить многие виды износа.  Поврежденная труба из-за отсутствия наплавки. К наиболее распространенным из них относятся истирание, коррозия, удары, трение и нагрев. Выполняя наплавку, вам не придется беспокоиться об этих видах износа!
Поврежденная труба из-за отсутствия наплавки. К наиболее распространенным из них относятся истирание, коррозия, удары, трение и нагрев. Выполняя наплавку, вам не придется беспокоиться об этих видах износа!
Является ли растрескивание на сплавах с наплавкой нормальным явлением?
Растрескивание является признаком непоследовательности и поломки, поэтому это ненормально, если смотреть на это в целом.

Растрескивание на сплаве с твердым наплавлением Однако есть типы и случаи, когда растрескивание является частью его естественной физической природы. Например, в сплавах карбида хрома появляются трещины при охлаждении до средних температур; и в этом случае это нормально. Но вы всегда должны рассматривать растрескивание как своего рода намек на повреждение или поломку.
Можете ли вы выполнить наплавку новых деталей?
Абсолютно! Фактически, большинство компаний делают этот выбор для того, чтобы детали имели более длительный срок службы и могли работать лучше и правильно. Повышенная износостойкость, которую он имеет, оказывает эффект домино на все другие преимущества. Все преимущества и преимущества наплавки будут также применимы, если вы выполняете наплавку вновь изготовленных и изготовленных деталей и компонентов.
Что такое наплавка?
В мире металлообработки вы почти всегда встретите или услышите наплавку. Многие люди имеют хоть какое-то представление о том, что это такое, а есть другие, которые этого не делают!
В сегодняшнем руководстве мы сосредоточимся на обсуждении всего, что вам нужно знать о наплавке. В конце этого руководства вы определенно сможете осознать это! Не говоря уже о том, чтобы быть мастером того, что это такое!
Определение того, что Наплавка Является
Проще говоря, твердая наплавка или «наплавка» — это процедура обработки металлов, при которой вы наносите более твердый и твердый материал на поверхность основного металла. Пример ковша экскаватора с твердым наплавкой. Основное назначение наплавки — общее улучшение основного металла. Наплавку можно выполнять, если:
- Вы хотите продлить срок службы ваших деталей и / или компонентов
- Ваши детали уже изношены, восстановить их
- Вы хотите улучшить работу любой части, которая у вас есть
- Вы хотите нанести на поверхность износостойкий материал
Представьте себе: металлическая часть вашего оборудования, и вы используете ее от 6 до 8 часов ежедневно. Как вы думаете, эта деталь будет идеальной круглый год? Без прав?
Прекрасный пример того, что такое наплавка и что она делает с деталями и компонентами
Здесь на помощь приходит твердая наплавка. Твердая наплавка, более известная как наплавка, представляет собой процесс нанесения износостойкого материала на поверхность посредством сварки.
Основная цель наплавки — продлить и продлить срок службы детали. Если вернуться к нашему примеру, то если металлическая часть вашего оборудования имеет наплавку, то «сама» деталь еще не будет повреждена, потому что наплавка будет тем, что будет взаимодействовать во время бизнес-процессов.
Компания WALDUN считается лучшим и самым надежным производителем наплавочных материалов.
Мы можем производить и производить материалы для железных дорог, землеройных работ, горнодобывающей промышленности, дноуглубительных работ, сельского хозяйства, переработки отходов, цемента и других отраслей, которые обычно подвергаются сильному износу.
Что вы умеете жестко?
Наплавку можно разделить на три (3) различных применения: наплавку или наплавку, восстановление или наплавку, а также их комбинацию.
Вы можете наплавить многие детали и компоненты, которые обычно подвергаются истиранию.
Очевидно, что продление срока службы детали — не единственная ее цель. Наплавка также используется, если вы хотите отремонтировать или отремонтировать детали и компоненты, если вы хотите восстановить размеры ваших машин / оборудования и т. д.
Чаще всего низколегированные и углеродистые стали являются основными металлами, которые можно наплавить. Вот краткий список основных металлов и материалов:
- Сплавы на медной основе
- Литье
- Нержавеющая сталь
- Углеродистые и легированные стали
- Сплавы на основе никеля
- Марганцевые стали
Вы можете спросить, почему они являются наиболее распространенными металлами с твердым покрытием? — Потому что они легко магнитятся. Кроме того, вы можете легко отличить их от немагнитного металла, аустенитной марганцевой стали и других.
Цель умения понимать и различать их заключается в том, что необходимо определить температуру до и после нагрева; они будут иметь решающее значение для процедуры наплавки.
Чтобы вы лучше понимали, марганцевая сталь действительно не требует предварительной обработки, в то время как сталь для перил содержит более высокий углерод и требует предварительного нагрева примерно до 315–370 градусов Цельсия (от 600 до 700 градусов по Фаренгейту).
Какие сварочные процессы можно использовать для наплавки?
Вот краткий список самых известных и самых известных сварочных процессов, которые вы можете использовать для наплавки:
При наплавке можно использовать множество сварочных процессов.
- Плазменная дуговая сварка (PTA)
- Лазерная сварка, сварка распылением предохранителями и термическое напыление
- Кислородно-топливная сварка (OFW) или кислородно-ацетиленовая сварка
- Газовая дуговая сварка вольфрамом (GTAW или TIG)
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка защищенного металла (SMAW)
- Газовая дуговая сварка металла (GMAW или MIG) с использованием экранированной проволоки
- Дуговая сварка порошковой проволокой (FCAW) открытой дугой или проволокой для наплавки в защитных газах
В настоящее время наиболее эффективными и эффективными считаются процедуры полуавтоматической и автоматической сварки.
Однако вы по-прежнему можете свободно выбирать и выбирать конкретный тип процедуры сварки для вашей наплавки в зависимости от других факторов, а не только от процесса.
Какие факторы следует учитывать при выборе сварочного процесса?
Но из множества факторов и соображений при выборе сварочных процедур, как бы вы выбрали то, что вы будете использовать?
ПРИМЕЧАНИЕ. Процесс является одним, если не самым важным фактором для результата сварки или наплавки.
Вот несколько факторов, которые следует учитывать:
- Мастерство оператора или сварщика
- Толщина того, что вы собираетесь положить
- Скорость осаждения
- Размер сварочного материала
- Положение сварки, которое будет использоваться
- Доступность расходных материалов для наплавки
- Место сварки (в помещении или на улице)
- Размер компонента
- Площадь детали или компонента, подлежащего наплавке
- Финиш, которого вы хотите достичь
- Требования к обработке
- Требования до и после сварки
- Подготовка детали или компонента
Это факторы, которые следует учитывать перед выбором процедуры сварки.
Итак, прежде чем вы решите, какой конкретный процесс сварки вы хотите выполнить, вам необходимо учесть и проверить все эти факторы.
Вы можете быть отмечены всеми преимуществами и преимуществами, но вы также можете забыть о других недостатках.
Какие сварочные процессы самые экономичные?
Хотя экономический фактор сварочных процессов зависит от многих факторов, наиболее важным из них является скорость наплавки.
Кислородная сварка — одна из самых экономичных сварочных процедур, но не самая лучшая.
Итак, какие из них вы можете считать наиболее практичными с точки зрения этого фактора?
Вот краткий список сварочного процесса или процедуры с указанием скорости наплавки:
- Кислородно-топливная сварка (OFW) — от 5 до 10 фунтов в час
- Газовая вольфрамовая дуговая сварка (GTAW) — от 3 до 5 фунтов в час
- Дуговая сварка порошковой проволокой (FCAW) — от 8 до 25 фунтов в час
- Дуговая сварка под флюсом (SAW) — от 8 до 25 фунтов в час
- Дуговая сварка защищенного металла (SMAW) — от 3 до 5 фунтов в час
- Газовая дуговая сварка металла (GMAW) — от 5 до 12 фунтов в час
Таким образом, мы можем сказать, что наиболее экономичной и практичной скоростью наплавки была бы FCAW или SAW.
Существуют ли разные виды носки?
Обсуждение износа слишком расплывчато — из-за того, что это всеобъемлющий термин, он может иметь много смысла.
Адгезионный износ — один из самых распространенных видов и классификаций износа.
На самом деле существует несколько типов и классификаций износа, они включают:
- Коррозия — 5 процентов
- Тепло — 5 процентов
- Металлический или адгезионный износ (металл по металлу) — 15%
- Ударный — 201ТП1Т
- Истирание — от 40 до 501ТП1Т
- Прочие виды одежды — 5 процентов
Если задуматься, разные части и компоненты машин и оборудования не выходят из строя только из-за одного вида износа; они изнашиваются при сочетании различных типов и классификаций износа.
К примеру, зубья шахтного ковша подвержены ударам и истиранию, поскольку они используются грубо. Классификация износа представляет собой сочетание истирания и ударов, но также может включать другие типы и виды износа.
Какие типы одежды наиболее распространены?
Помимо этих различных классификаций износа, существуют наиболее распространенные типы износа, в том числе:
Коррозия — один из наиболее распространенных видов износа, который встречается во многих отраслях.
Металл-металл или адгезионный износ
Этот тип износа возникает, когда две (2) или более металлических поверхности скользят и перемещаются друг относительно друга.
Это классификация износа, который происходит под давлением, которое затем использует тепло трения для создания условий микросварки.
Коррозия (коррозионный износ)
Коррозионный износ — это тип износа, также известный как химический износ или окисление.
Обычно это вызвано электрохимическими и химическими реакциями между окружающей средой и поверхностью. Ущерб от коррозии возникает в результате синергетической атаки износа.
Абразивный износ
Этот тип износа возникает, когда абразивный материал скользит по металлической поверхности. Это может быть что угодно, от почвы, угля, песка, стекла, зерен и других минералов, которые являются крупными и жесткими по своей природе.
Следовательно, этот тип износа возникает только тогда, когда зернистые материалы царапают металлическую поверхность.
Ударный износ
Ударный износ — это тип износа, который возникает, когда конкретный объект ударяется другим объектом с силой, ударами и ударами.
Этот тип износа происходит из-за повторяющегося контакта, который носит динамический характер.
Существуют ли разные категории сплавов для наплавки, чтобы знать, какой именно сплав использовать?
Да, вы можете классифицировать и разделить сплавы на основе железа для наплавки на четыре (4) различные основные категории, а именно:
Двуглавый ВАЛДУНА наплавочный станок, способный работать с большими заготовками и деталями
Аустенитный
Аустенитные сплавы — это группы сплавов, которые представляют собой упрочняемые марганцевые нержавеющие стали и стали. Однако, как правило, они затвердевают только после того, как металл сварного шва обработан при многократных ударах.
В своей истинной форме они мягкие и податливые.
Благодаря этому они, как известно, обладают отличными ударными свойствами, а также средней устойчивостью к истиранию.
Если вы не знаете, аустенитная марганцовистая сталь обычно используется в тяжелых землеройных и строительных отраслях. Общие области применения включают зубья лопаты, дробилки, экскаваторы, железнодорожные пути и т.п.
Мартенситный
В состав мартенситных упрочняющих сплавов входят все стали, обладающие свойствами закаливания.
Обычно сплавы мартенситной группы имеют твердость по Роквеллу от 20 до 65 HRC. Хотя они и близки к стали, они разные и слишком твердеют при охлаждении.
Мартенситные сплавы лучше всего подходят для абразивного износа, а также для перехода металл-металл. В дополнение к этому, они также оказывают большое влияние.
Мартенситные сплавы с твердостью 50 HRC и выше являются лучшими по стойкости к истиранию. Однако те, у которых HRC ниже 45, предназначены для восстановления и наращивания перед наплавкой.
Карбид металла в твердой мартенситной матрице
Это мартенситные сплавы с твердостью от 45 до 60 HRC. Это инструментальная сталь, которая содержит добавки титана, молибдена, ниобия и ванадия.
Если вы сможете правильно нанести его, вы сможете избавиться от трещин от напряжения, которые являются нормальными для этой категории матриц.
Карбид металла (мягкая аустенитная матрица)
Поскольку они относятся к категории с более «мягкой» аустенитной матрицей, можно ожидать, что твердость этих сплавов находится в пределах от 40 до 65 HRC.
Эти сплавы содержат огромное количество карбидов металлов в более мягкой матрице. Более того, вы можете ожидать, что они хороши для тяжелых условий истирания.
Также стоит отметить, что эти сплавы с большим содержанием углерода и хрома ближе либо к белому, либо к чугуну.
Является ли растрескивание на сплавах для наплавки нормальным явлением?
Растрескивание — это нормально, но это зависит от используемого сплава для наплавки.
Растрескивание — это нормально, но это зависит от сплава для наплавки.
В случае сплавов карбида хрома, когда они охлаждаются до умеренных и низких температур, они обнаруживают трещины. С другой стороны, сплавы, входящие в состав мартенситного и аустенитного семейств, не имеют.
Что такое взлом чеков?
Похоже ли это на обычное растрескивание, которое мы испытываем? Что ж, говоря технически, проверка или контрольное растрескивание — это растрескивание, которое происходит с семейством карбида хрома.
Вы можете легко определить их как трещины, проходящие по всей длине борта.
Чаще всего они имеют длину от 8 мм или 3/8 дюйма до 50 мм или 2 дюйма. Контрольное растрескивание является результатом высокого напряжения, вызванного сжатием металла шва во время стадии охлаждения.
Чаще всего проверочные трещины появляются по толщине сварного шва и останавливаются на основном металле — если они не хрупкие.
Также есть случаи, когда основной металл хрупкий или твердый, и в этом случае вы должны выбрать буферный слой из более жесткого и более мягкого металла сварного шва.
При выборе наиболее эффективного для буферного покрытия лучшим и наиболее идеальным выбором будет выбор из семейства аустенитных.
Что такое наплавка карбидом хрома?
Вы уже имели бы представление о том, что это такое — только по его термину.
Изображение карбида хрома готовится к интеграции
Это процедура наплавки деталей и материалов сплавами карбида хрома.
Карбид хрома — это сплавы на основе железа с высоким содержанием хрома и углерода (хром> 15%; и углерод> 3%).
Благодаря этому химическому составу они могут образовывать твердые карбиды, способные противостоять сильно абразивным средам.
Часто твердые отложения из карбида хрома вызывают образование трещин; они делают примерно каждые ½ дюйма. Это помогает снять напряжение во время процедуры сварки.
Кроме того, они выглядят лучше и желательнее в тех случаях, когда требуются материалы с хорошим скольжением из-за их низкого коэффициента трения.
В целом, однако, уровень стойкости к истиранию повышается, когда также повышаются уровни хрома и углерода. Однако желательно использовать углерод, который, как известно, оказывает наибольшее влияние на сопротивление истиранию.
Помимо этих двух (2), есть другие элементы, которые могут образовывать другие бориды и карбиды, которые способствуют повышению износостойкости в средах и температурах с высокими требованиями.
Определение сложных карбидов
Сложные карбиды связаны и связаны с отложениями карбида хрома, которые содержат добавленные ванадий, молибден, вольфрам, а также колумбий.
Эти добавляемые элементы либо образуют свои собственные карбиды, либо объединяют свои карбиды с карбидами хрома, которые они должны добавить к абразивной стойкости карбидов.
Сложные карбиды могут содержать один элемент, два элемента, три элемента — даже все элементы.
Эти сложные карбиды применяются в тяжелых условиях, а также в условиях сильного истирания и нагрева.
Что такое карбиды мартенсита?
Мартенситные или мартенситные карбиды — это карбиды с большим количеством уплотненных карбидов, которые обычно:
- Ванадий
- Титана
- Ниобий
Карбиды мартенсита — идеальный выбор для областей применения, где требуются наплавки без трещин, а также для тех, которые имеют наилучшие характеристики износа.
Кроме того, они идеальны и идеальны для таких ситуаций, поскольку наплавленные швы обычно демонстрируют характеристики износостойкости, аналогичные характеристикам твердосплавных материалов из карбида хрома.
Поскольку эти сплавы далеки от растрескивания, их легче наносить и наносить, когда дело доходит до повторного нанесения.
Что такое карбид MIG?
Это тип, при котором частицы карбида вольфрама отправляются в расплавленную сварочную ванну PS98 прямо из бункера.
После того, как сварной шов остынет, наплавленный слой будет содержать огромное количество частиц карбида вольфрама, которые прикреплены к матрице инструментальной стали, которая находится в диапазоне от 55 до 60 HRC.
Благодаря своей твердости эти карбиды могут защитить ковши погрузчиков, молотки, отвала бульдозеров и грейдеров, а также другие детали и компоненты, подверженные ударам и абразиву.
Что такое образцы наплавки?
Как мы пытаемся помнить, цель наплавки — защитить поверхность детали или компонента от всех различных типов износа.
Пример схемы наплавки ковша экскаватора
Вот почему, если вы работаете в среде с песком или грязью, твердое покрытие, которое вы должны нанести, должно представлять собой сварные швы, расстояние между которыми составляет 6,4–38 мм. Кроме того, они также должны быть перпендикулярны потоку абразивных материалов.
С другой стороны, если вы работаете в среде с рудой, шлаком или каменистой землей, на твердой поверхности должны быть выступы сварных швов, которые параллельны потоку материалов или идут по нему.
Эти узоры защищают металлическую поверхность от истирания, не задерживая такие материалы, как грязь, пыль, камни или почва.
Однако, если вы собираетесь работать с глиной или почвой, вам понадобится рисунок для наплавки, который удержит почву на поверхности. Затем нужно будет сформировать захваченный слой почвы, который не только улавливает почву, но и будет защищать ее под собой.
Можете ли вы использовать значения твердости для прогнозирования стойкости сплава к истиранию?
Вопреки распространенному мнению, значения твердости не отвечают за стойкость к истиранию конкретного сплава.
Например, сплав карбида хрома и мартенситный сплав могут иметь одинаковую твердость. В данном случае, допустим, 60 HRC. Несмотря на то, что они имеют одинаковый уровень твердости, они работают по-разному, когда (1) подвергаются сильному нагреву, (2) находятся в одинаковых абразивных условиях и (3) когда вы используете их и скользите по почве и камням.
В этом отношении сплавы карбида хрома лучше и более устойчивы к истиранию по сравнению с мартенситным сплавом.
Тем не менее, вы сможете учесть эту идею, если собираетесь предсказать и предвидеть износ сплавов, которые могут возникнуть, если они относятся к одному семейству.
Например, сплав карбида хрома с уровнем твердости 50 HRC определенно будет работать лучше и будет более устойчивым к истиранию, чем сплав карбида хрома с уровнем твердости 40 HRC.
Чтобы разрезать его просто, необходимо учитывать микроструктуру сплава; и чтобы узнать это, лучше всего обратиться к производителю и узнать об этом.
Как измеряется износ?
Как мы знаем, твердость — не единственное, что делает металл «прочным» и «долговечным».
Помимо твердости, существует несколько факторов, позволяющих измерить износ. Фактически, это будет зависеть от используемой классификации износа.
Например, при абразивном износе стандарт ASTM Intl. Испытание резинового колеса с сухим песком G65 — это испытание, используемое для определения количества абразива, которое может получить деталь.
Какой газ вы используете для наплавки GMAW?
Поскольку это более важный процесс сварки, смеси аргона с небольшим количеством кислорода и / или углекислого газа и чистого аргона являются лучшими газами, которые вы можете использовать, чтобы получить наилучшие результаты.
Однако вы не ограничены только этим. Фактически, вы также можете использовать чистый углекислый газ.
Что такое шаровая передача или передача мяча? Почему это важно?
Шарик или шаровой перенос используют силу тяжести для переноса больших шариков расплавленных электродов через сварочную дугу.
Это важно, потому что перенос капель расплавленного металла происходит плавно. Кроме того, вы можете найти его на лучших уровнях всякий раз, когда собираетесь плавить материалы, требующие хорошего уровня проникновения.
Нужно ли предварительно нагревать детали перед наплавкой?
Как мы упоминали выше, предварительный нагрев определенной детали или компонента будет зависеть от того, что это такое. Однако, как правило, все свариваемые детали должны иметь как минимум комнатную температуру, чтобы избежать деформации.
Температура, необходимая для предварительного нагрева, будет зависеть от химического состава основного металла, а также от заготовки, с которой вы будете работать.
Если вы не уверены, требуется ли предварительный нагрев, поговорите об этом со своим производителем и спросите, требуется ли предварительный нагрев для начала и начала работы.
Когда вы используете кобальтовые сплавы для наплавки?
На поясе кобальтовых сплавов много карбидов. Кроме того, они обладают отличной устойчивостью к коррозии благодаря хорошим магнитным свойствам.
Поэтому идеально использовать их в приложениях с высокими и суровыми температурами и случаями окисления.
У них есть показатели твердости от 25 до 55 HRC; у них также есть упрочняемые сплавы.
Когда вы используете никелевые сплавы для наплавки?
С другой стороны, лучше всего и идеально использовать никелевые упрочняющие сплавы в высококоррозионных средах и средах.
Кроме того, если вы собираетесь работать при особенно повышенных температурах, лучше всего использовать никелевые сплавы для наплавки.
Никелевые сплавы для наплавки также обладают свойствами, которые позволяют им противостоять трению, а также адгезии.
Почему для некоторых наплавочных материалов существует ограничение в три (3) слоя?
Хотя наплавка не обязательно имеет какие-либо ограничения, есть некоторые виды продукции, которые ограничиваются примерно тремя (3) — пятью (5) слоями.
Есть определенные материалы, которые должны соответствовать пределу, когда дело доходит до наплавки.
Возьмем, к примеру, карбид хрома. Карбид хрома, как правило, имеет определенные ограничения в отношении наносимых слоев.
Из-за своей хрупкости многие слои могут привести к появлению целого ряда трещин.
Чтобы узнать, какое количество слоев лучше и лучше всего, спросите об этом у производителя. Они точно знают его области применения и смогут сказать вам максимальные характеристики сплава для наплавки.
Что такое Буферный сплав или нарост?
Это сплавы, которые по прочности и твердости совпадают с основным или основным металлом.
Чаще всего они имеют два (2) основных применения: вы применяете их к деталям и компонентам, которые сильно изношены, чтобы вернуть размеры и фигуру; и вы можете использовать их в качестве буфера для следующих слоев, чтобы получить большее и лучшее износостойкое наплавочное покрытие.
Если на вашей заготовке есть трещины, вы всегда можете использовать марганцевый продукт, чтобы предотвратить проникновение контрольных трещин через основной металл.
НОТА: Вы всегда должны помнить, что электрод из низкоуглеродистой стали никогда не пригоден для использования в качестве буферного слоя или в качестве наплавочного сплава. Зачем? — Поскольку электроды из мягкой стали не обладают достаточной прочностью и долговечностью, чтобы выдерживать наплавку. Если вы попытаетесь использовать его, он немедленно и легко рухнет под наплавленный слой, что приведет к его выходу из строя и появлению повреждений.
Можно ли твердое покрытие из чугуна?
Что касается основных металлов и материалов, которые могут быть наплавлены, да, вы можете абсолютно точно выполнять наплавку чугуна.
Тем не менее, вы должны сначала подумать о предварительном нагреве основного металла, а также о некоторых температурах между проходами.
Никель-железные изделия, как и изделия из никеля, лучше всего подходят для восстановления чугуна. Зачем? — Поскольку содержание углерода в чугуне не изменится и не изменится — они останутся пластичными.
Хотя вы найдете эти вопросы наиболее часто задаваемыми вопросами о наплавке, не стоит полагаться только на них, чтобы получить всю необходимую информацию.
В зависимости от производителя, которому вы доверяете, вы можете задавать вопросы обо всех других процедурах и правилах наплавки, которые вам необходимо знать.
Здесь с нами в WALDUN, у нас работают лучшие специалисты и лучшие специалисты по наплавке.
У нас есть база знаний или информационный центр, который вы можете использовать для себя и своего бизнеса!
Свяжитесь с нами и получите лучшие решения для наплавки!
Сварочный стержень для твердосплавной наплавки
Сварочный пруток — это электрод; Это означает, что это то, что вы наносите на поверхность основного металла.
Наплавочные электроды или сварочные стержни Без наплавочного сварочного стержня вы не смогли бы нанести или наплавить более жесткий, прочный и долговечный материал. Вы можете выбрать один из множества доступных на рынке сварочных стержней для наплавки; это не ограничивается одним (1) видом.
Какие преимущества наплавки?
Зачем выполнять наплавку? Приносит ли это вам какую-либо пользу или преимущество? Поврежденный желоб из-за отсутствия наплавки Мы собрали некоторые из наиболее востребованных преимуществ, которые вы можете получить при выполнении наплавки:
Уменьшение времени простоя экземпляров
Добавление дополнительного уровня защиты к вашим деталям и компонентам может сделать его долговечным. Таким образом сокращается количество поломок, повреждений и простоев. Это одна из многих причин, по которым многие люди выбирают наплавку.
Более долговечные и долговечные детали и компоненты
Какова наиболее частая причина износа некоторых неблагородных металлов? — Из-за отсутствия защиты. Наплавка не только обеспечивает дополнительную защиту; Ваши детали также могут стать устойчивыми к истиранию и коррозии, что сделает их более долговечными и долговечными.
Снижение затрат
Существенное снижение стоимости — одно из самых заметных преимуществ наплавки. Благодаря тому, что он позволяет основным металлам быть более прочными, жесткими и долговечными, у вас будет меньше потребностей в их ремонте и замене, что дает вам соответствующее снижение затрат.
Лучшая производительность детали
Представьте себе желоб без какой-либо наплавки — как вы думаете, он будет нормально работать? Конечно, какое-то время. Однако, если вы продолжите использовать его без какой-либо защиты, он будет поврежден — и ненадолго, он может сломаться. Если на нем есть наплавочное покрытие, можно ожидать, что он не будет быстро изнашиваться. Чтобы он работал лучше и эффективнее.
Уменьшение потребности в пространстве для хранения
Наплавка защищает ваши детали и компоненты от износа; уменьшение потребности в хранении запасных и резервных ресурсов. Если вы спросите, что такое наплавка, эти преимущества могут дать вам ответы, которые вы ищете. Однако, чтобы вы знали, это не единственные преимущества, которые вы можете получить от наплавки, их гораздо больше! Но конечная цель этих преимуществ и преимуществ упадет на вас: вы получите больше экономии и сократите расходы!
Термическое напыление и наплавка: чем они отличаются?
Наплавка и термическое напыление — это не два (2) фрукта с разных деревьев.
Процедура термического напыления при наплавке круглых заготовок Фактически, термическое напыление является одним из процессов, используемых при наплавке. Наплавка — это более общий термин для нанесения материала на основной металл. Термическое напыление — это разновидность техники наплавки, при которой капли полурасплавленного материала осаждаются, образуя покрытие или наплавку.
Наиболее распространенные материалы, используемые при наплавке
Теперь, когда мы осознаем тот факт, что для наплавки используются более жесткие и прочные материалы, какие наиболее распространенные из них вы можете использовать для этого?
Сплавы на основе никеля — один из наиболее распространенных материалов, используемых при наплавке. Наиболее распространенные материалы, которые можно применять при наплавке, включают:
- Сплавы на основе никеля
- Сплавы карбида хрома
- Стеллит
- Сплавы на основе кобальта
- НОРЭМ Сплав
Что такое НОРЭМ?
Если вы запутались с тем, что такое NOREM, не волнуйтесь — вы не одиноки. NOREM известен как материал для наплавки, разработанный Исследовательским институтом электроэнергетики или EPRI. Это упрочняющий сплав на основе кобальта, который является износостойким и, как известно, заменил другие сплавы на основе кобальта. Вы можете найти NOREM в атомной, химической и других отраслях промышленности. На сегодняшний день существует всего восемь (8) вариантов NOREM, а именно:
- 02
- 02A
- 03A
- 03B
- 04A
- 04B
- 05A
- 05B
Методы нанесения наплавки
Существует довольно много методов и процессов, которые вы можете применить для наплавки.
Детали строительной техники с наплавкой с использованием лазерной наплавки. Некоторые из наиболее распространенных процессов сварки включают:
- Дуговая сварка защищенного металла (SMAW)
- Кислородно-топливная сварка (OFW)
- Электрошлаковая сварка (ESW)
- Дуговая сварка под флюсом (SAW)
- Плазменная дуговая сварка (PTAW) или порошковая плазменная сварка
- Газовая дуговая сварка металла (GMAW)
Помимо процедур сварки, вы также можете выполнять другие методы, а именно:
- Лазерная наплавка
- Термическое напыление
- Холодные полимерные соединения
- Жесткая краска
Цель состоит в том, чтобы нанести материал на поверхность, поэтому любой из этих процессов подойдет.
Нужно ли нагревать заготовки перед наплавкой?
Одним из общих правил наплавки является то, что все детали должны быть доведены до комнатной температуры. Для наплавки используется полурасплавленный материал. Однако это не то, что вы должны соблюдать 100% того времени. Фактически, некоторые металлы и сплавы необходимо предварительно нагреть перед работой с ними; это будет зависеть от химического состава этого сплава или металла.
Ограничена ли наплавка одним (1) слоем?
Нет, наплавка может включать от двух (2) до пяти (5) слоев, в зависимости от продукта. Многослойная наплавка тяжелого землеройного оборудования. Продукты, которые относятся к семейству карбидов металлов, ограничиваются 2–3 слоями. С другой стороны, вы можете наносить неограниченное количество слоев, если используете аустенитные и мартенситные продукты.
Машины, используемые для наплавки
Наплавку нельзя обойтись без каких-либо машин или оборудования. Станок для наплавки с одной головкой, предлагаемый Waldun На самом деле, правильный выбор оборудования сделает работу проще, быстрее и удобнее. Выбранные вами машины будут зависеть от результатов, которых вы хотите достичь. Тем не менее, вот несколько примеров машин, которые можно использовать для наплавки:
Один и Машина для наплавки с двумя головками
Это тип аппарата, в котором присутствует сварочная головка. Одноголовка содержит одну (1) сварочную головку, а двухголовочная — две (2). Кроме того, в нем есть станина, на которую должна быть загружена заготовка. Это хороший тип машины, потому что он сокращает рабочую силу, обеспечивая при этом качество процедуры наплавки.
Аппарат для дуговой сварки PTA или плазменной сварки
Сварочное оборудование PTA — это своего рода термический процесс, при котором материал AR наносится и осаждается на поверхности. По сравнению с другими, они считаются гибкими и универсальными машинами.
Оборудование для наплавки труб
Работа с трубами — это не то же самое, что работа с заготовкой плоской формы. Для того, чтобы выполнять работу, трубы и трубки нуждаются в оборудовании определенного типа — для этого и предназначены машины для наплавки труб. Он использует автоматическую дуговую сварку и является многофункциональным. Это не единственные машины, которые вы можете использовать для наплавки — на самом деле есть и другие, намного больше! Это просто оборудование, которое широко и используется чаще всего.
Можете ли вы выполнить наплавку ковшей экскаваторов?
Наплавка имеет большое значение как в тяжелой, так и в строительной промышленности. Ковш экскаватора с наплавкой из прочного и прочного материала. Таким образом, наплавка ковшей экскаватора может дать много положительных результатов с точки зрения прочности, долговечности, эффективности и результативности.
Цена на электрод для наплавки
Без электрода вы бы не смогли выполнить наплавку. Итак, вопрос на миллион долларов: сколько они стоят? Откровенно говоря, электроды и стержни для наплавки различаются по цене. Более того, их цены будут зависеть от множества факторов, в том числе:
- Элемент наплавочного электрода
- Прочность на разрыв и твердость
- Сочинение
С какими видами износа можно положить конец наплавке?
В зависимости от отрасли, в которой используются ваши детали и компоненты, наплавка может предотвратить многие виды износа. Поврежденная труба из-за отсутствия наплавки. К наиболее распространенным из них относятся истирание, коррозия, удары, трение и нагрев. Выполняя наплавку, вам не придется беспокоиться об этих видах износа!
Является ли растрескивание на сплавах с наплавкой нормальным явлением?
Растрескивание является признаком непоследовательности и поломки, поэтому это ненормально, если смотреть на это в целом.
Растрескивание на сплаве с твердым наплавлением Однако есть типы и случаи, когда растрескивание является частью его естественной физической природы. Например, в сплавах карбида хрома появляются трещины при охлаждении до средних температур; и в этом случае это нормально. Но вы всегда должны рассматривать растрескивание как своего рода намек на повреждение или поломку.
Можете ли вы выполнить наплавку новых деталей?
Абсолютно! Фактически, большинство компаний делают этот выбор для того, чтобы детали имели более длительный срок службы и могли работать лучше и правильно. Повышенная износостойкость, которую он имеет, оказывает эффект домино на все другие преимущества. Все преимущества и преимущества наплавки будут также применимы, если вы выполняете наплавку вновь изготовленных и изготовленных деталей и компонентов.
Где найти хороших производителей сварочных аппаратов для наплавки?
Рынок заполнен множеством производителей и поставщиков материалов для наплавки.
Но за прошедшие годы ни один производитель не превысил возможности и навыки, которыми обладают китайцы.
Доминирование Китая в производстве оборудования для сварки твердых поверхностей обогнало все остальные регионы рынка.
Если вы не знаете, где искать производителей, лучше всего подойдет Китай.
На кого из производителей можно сделать ставку в области наплавки?
Здесь, в Китае, никому другому производителю оборудования для наплавки не доверяют, кроме нас, здесь, в Waldun.
Уже более десяти лет наши клиенты постоянно доверяют нашим навыкам и возможностям. Мы можем производить для наших клиентов широкий ассортимент сварочного оборудования для твердосплавной наплавки.
Независимо от того, нужен ли вам станок для наплавки или вам нужны детали с твердым покрытием, Waldun — ваш лучший выбор!
Вы можете попросить нас указать необходимую вам машину; или составить спецификации на искомую твердую поверхность!
Свяжитесь с нами и получите самое высокое качество сварочных аппаратов для наплавки!
- Предлагаем бесплатный образец необходимых вам материалов для наплавки.
- Все ваши заказы будут доставлены максимум через 3 недели.
- Waldun предлагает гибкие и разумные планы платежей.
- Мы можем уточнить ваши заказы по вашему запросу!
Не стесняйтесь работать с лучшими! Получите услуги по наплавке или необходимые сварочные аппараты для наплавки по конкурентоспособной цене!
Наплавка металла полуавтоматом
Восстановление деталей наплавкой металла
Наплавкой называется процесс нанесения одного расплавленного металла (называемого присадочным) на поверхность другого (называемого основным). При этом основной металл также расплавляется на небольшую глубину для образования гомогенного соединения. Цель наплавки может быть различной: восстановление утраченной геометрии детали или придание ей новой формы, образование поверхностного слоя с заданными физико-механическими свойствами (такими как повышенная твердость, износостойкость, антифрикционность, коррозионная стойкость, жаростойкость и пр.), упрочнение наплавкой.
Наплавку можно производить на любые поверхности — плоские, конические, цилиндрические, сферические. В больших пределах может меняться и ее толщина — от нескольких долей миллиметра до сантиметра и более.
Основные принципы наплавки
- Необходимо стремиться к минимальному проплавлению основного металла. Это достигается путем наклона электрода в сторону, обратную ходу наплавки.
- Должно быть как можно меньшее перемешивание наплавленного металла с основным.
- Нужно стараться достичь минимальных остаточных напряжений и деформаций в детали. Это требование во многом обеспечивается соблюдением двух предшествующих.
- Необходимо снижать до приемлемых значений припуски на последующую обработку детали. Говоря другими словами, нужно наплавлять металла ровно столько, сколько необходимо, и не больше.
Применяются различные способы наплавки металла — электродуговая, газовая, электрошлаковая, индукционная, плазменная, импульсно-дуговая, вибродуговая, порошковая наплавки. Наибольшее распространение получила дуговая наплавка.
Материалы для наплавки существуют в различных формах. Это могут быть присадочные прутки, порошкообразные смеси, наплавочные покрытые электроды, порошковая и цельностержневая проволока. В электродуговой наплавке применяются в основном покрытые электроды, присадочные прутки и проволока.
Наплавка покрытыми электродами
Наплавка требует определенных навыков в работе. Надо при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, оплавить оба компонента. Состав металла будет определять тип электрода, а толщину и форму — диаметр электрода. Напряжение дуги определяет форму наплавленного валика, при его повышении увеличивается ширина и уменьшается высота валика, возрастает длина дуги и окисляемость легирующих примесей, особенно углерода. В связи с этим стремятся к минимальному напряжению, которое должно согласовываться с током дуги.
Наплавка деталей из стали осуществляется, как правило, постоянным током обратной полярности (на электроде «плюс») в нижнем положении.
Детали из низкоуглеродистых и низколегированных сталей наплавляют обычно без предварительно нагрева. Но нередко требуется предварительный подогрев и последующая термообработка с целью снятия внутренних напряжений. Более детальные требования к наплавке сообщаются в документации на применяемые наплавочные электроды. Например, для электрода ОЗИ-3 приводятся следующие технологические особенности: «Наплавку производят в один-четыре слоя с предварительным подогревом до температуры 300-600°С. После наплавки рекомендуется медленное охлаждение. Возможна наплавка ванным способом на повышенных режимах. Прокалка перед наплавкой: 350°С, 1 ч.»
Поверхность детали перед наплавкой очищается от масла, ржавчины и других загрязнений.
Применяются различные схемы расположения наплавочных швов. В случае плоских поверхностей различают два основных вида наплавки — использование узких валиков с перекрытием друг друга на 0,3-0,4 их ширины, и широких, полученных увеличенными поперечными движениями электрода относительно направления прохода.
Другой способ — укладка узких валиков на некотором расстоянии один от другого. При этом шлак удаляют после наложения нескольких валиков. После этого валики наплавляются и в промежутках.
Во избежание коробления деталей, наплавление рекомендуется проводить отдельными участками, «вразброс», а укладку каждого последующего валика начинать с противоположной стороны по отношению к предыдущему.
Наплавка цилиндрической поверхности выполняется тремя способами — валиками вдоль образующей цилиндра, валиками по замкнутым окружностям и по винтовой линии. Последний вариант (по винтовой линии) является особенно удобным в случае механизированной наплавки, при которой детали в процессе наплавки придается равномерное вращение.
Для восстановления и повышения срока службы режущего, штампового и измерительного инструмента, а также деталей механизмов, работающих при интенсивном износе, применяется наплавка рабочих поверхностей твердыми сплавами, представляющими собой соединения таких металлов, как титан, вольфрам, тантал, марганец, хром и других с бором, углеродом, кобальтом, железом, никелем и пр.
При изготовлении новых инструментов и деталей с твердосплавной наплавкой, в качестве заготовок (оснований) применяются детали из углеродистых или легированных сталей. В случае ремонта деталей с большим износом, перед наплавкой твердыми сплавами делают предварительную наплавку электродами из малоуглеродистой стали.
Для получения более качественной наплавки, предупреждения образования трещин и снижения напряжений, во многих случаях целесообразен подогрев заготовок до температуры 300°C и выше.
Наплавка металлорежущего инструмента и штампов. Металлорежущие инструменты и штампы, работающие при холодной и горячей штамповке, наплавляют электродами ОЗИ-3, ОЗИ-5, ОЗИ-6, ЦС-1, ЦИ-1М и прочие марки. Металл, наплавленный этими электродами, обладает высокой сопротивляемостью к истиранию и смятию при больших удельных нагрузках и высоких температурах — до 650-850°C. Твердость наплавленного слоя без термообработки составляет от 52 HRC (ОЗИ-5) до 61 HRC (ОЗИ-3). Наплавляется 1-3 слоя общей толщиной 2-6 мм. Деталь перед наплавкой подогревают до температуры 300-700°С (в зависимости от марки электрода).
Наплавка деталей, работающих на истирание без ударных нагрузок. Если требуется получить наплавленный металл особо высокой твердости, можно использовать электроды для наплавки Т-590 и Т-620. Они специально предназначены для покрытия деталей, работающих на интенсивное истирание. Их стержень изготовлен из малоуглеродистой стали, зато в покрытия входят феррохром, ферротитан, ферробор, карбид бора и графит. Благодаря этим материалам твердость наплавленного металла может достигать 62-64 единиц по HRC.
Из-за того, что наплавленный металл обладает хрупкостью и склонностью к образованию трещин, изделия, наплавленные электродами Т-590 и Т-620, не предназначены для эксплуатации в условиях значительных ударных нагрузок. Наплавка твердосплавного металла производится в один-два слоя. Если требуется наплавлять большую толщину, нижние слои наплавляются электродами из малоуглеродистой стали и лишь заключительные — твердосплавными.
Наплавка деталей, работающих на истирание с ударными нагрузками. Детали из марганцовистых сталей (110Г13Л и подобные ей), работающие в условиях интенсивного поверхностного износа и высоких ударных нагрузок (в частности, рабочие органы строительного и землеройного оборудования), наплавляют электродами ОМГ-Н, ЦНИИН-4, ОЗН-7М, ОЗН-400М, ОЗН-300М и прочие марки. При их использовании твердость наплавляемого металла во втором слое получается 45-65 HRC при высоких значениях вязкости.
Наплавка нержавеющих сталей. Для наплавки деталей из нержавеющих сталей применяются электроды ЦН-6Л, ЦН-12М-67 и прочие марки. Стержень этих электродов изготовлен из нержавеющей высоколегированной проволоки. Кроме высокой коррозионной стойкости, наплавленный металл имеет еще и устойчивость к задиранию, что позволяет использовать эти электроды для наплавки уплотнительных поверхностей в арматурных изделиях.
При использовании некоторых электродов для наплавки нержавеющих сталей, рекомендуется производить предварительный и сопутствующий подогрев детали до температуры 300-600°С и осуществлять после наплавки термообработку.
Наплавка меди и ее сплавов. Наплавка меди и ее сплавов (бронз) может осуществляться не только на медное или бронзовое основание, но также на сталь и чугун. В этом случае создаются биметаллические изделия, имеющие необходимые эксплуатационные качества (высокую стойкость против коррозии, низкий коэффициент трения и прочие ценные свойства, присущие меди и ее сплавам) и обладающие при этом гораздо более низкой стоимостью в сравнении с деталями, изготовленными полностью из меди или ее сплавов.
Алюминиевые бронзы, в частности, обладающие высокими антифрикционными свойствами, очень хорошо работают в узлах трения, поэтому их наплавляют на червячные колеса, сухари и другие детали, работающие в условиях трения.
Наплавка деталей из технически чистой меди может производиться электродами «Комсомолец-100» или присадочными прутками из меди или ее сплавов. При наплавке меди на медь применяют предварительный подогрев до температуры 300-500°С.
Наплавленный слой желательно подвергать проковке, при температуре меди выше 500°С.
Если требуется наплавка бронзой, можно использовать электроды ОЗБ-2М, содержащие помимо, составляющей основу, меди также олово, марганец, никель и железо. Изделия, наплавленные электродами ОЗБ-2М, имеют высокую поверхностную износостойкость.
Наплавка меди и ее сплавов производится постоянным током обратной полярности в нижнем положении.
Наплавка в среде защитных газов
При восстановлении наплавкой деталей из углеродистых сталей можно использовать более дешевый углекислый газ. Учитывая тот факт, что CO2 окисляет расплавленный металл, наплавочная проволока в этом случае должна иметь раскислители (марганец, кремний и пр.).
Наплавку меди и ее сплавов можно производить в азоте, который нейтрален по отношению к меди.
Высоколегированные стали, сплавы на магниевой и алюминиевой основе наплавляются в аргоне, гелии или их смеси.
Наплавку неплавящимся вольфрамовым электродом осуществляют в аргоне и гелии. Вообще, инертные газы, особенно, аргон, являются универсальными, подходящими для сварки и наплавки практически любого металла.
В качестве материалов для наплавки полуавтоматами углеродистых и низколегированных сталей применяются сварочные проволоки сплошного сечения (Св-08ГС, Св-08Г2С, Св-12ГС), и специальные наплавочные (Нп-40, Нп-50, Нп-30ХГСА). Для наплавки нержавейки применяют проволоку из нержавеющей стали. Может осуществляться наплавка и порошковой проволокой, позволяющей получить наплавленный слой с особыми свойствами.
При восстановлении деталей наплавкой методом MIG/MAG применяют как и в случае MMA постоянный ток обратной полярности, обеспечивающий меньшее проплавление основного металла. При использовании вольфрамового электрода (метод TIG) используют прямую полярность, исключающую оплавление вольфрамового электрода. Наплавку нужно стараться вести как можно более короткой дугой — во избежание разбрызгивания металла.
Особенности технологии и виды наплавки металла
Сущность метода наплавки металла, особенности технологии и области применения. Разновидности наплавки: вибродуговая, газопламенная, плазменная, лазерная, индукционная. Классификация и основные виды оборудования.

Наплавка металла применяется для восстановления геометрии изношенных деталей машин и механизмов, формирования упрочняющих слоев металла на поверхности изделий и создания биметаллических структур.
По своей сути наплавка — это один из видов сварочных технологий, т. к. она основана на тех же физических и технологических принципах, что и традиционные виды сварки.
Для восстановления и защиты поверхностей деталей с помощью слоя расплавленного металла используют различные способы наплавки, отличающиеся друг от друга методами плавления и составами сварочной среды: электродуговые, газопламенные, плазменные, лазерные, индукционные и пр.
С помощью этой технологии можно наплавлять на рабочие плоскости стальных конструкций металлы различного химического состава, в том числе медь, бронзу, чугун, а также никелевые, кобальтовые и хромовые сплавы.

Особенности технологии и процесса наплавки
Технология наплавки позволяет добиться не только надежного сцепления наносимого металла с основой, но и получить требуемые физические и химические характеристики наплавленного слоя.
Первое достигается качественной подготовкой базового изделия и точным соблюдением технологических режимов, а второе — правильным подбором сварочных материалов.
Сущность наплавки состоит в равномерном нанесении узких полос расплавленного металла на поверхность детали таким образом, чтобы они соединились в сплошной металлический слой заданной толщины. При нанесении защитных покрытий он может составлять десятые доли миллиметра, а при восстановлении изношенных деталей — до десяти миллиметров.
В последнем случае должна быть обеспечена толщина припуска, достаточная для механической обработки детали (обточки, расточки или фрезеровки) до требуемого размера. Перед механообработкой наплавленный слой, как правило, отжигают, а после подвергают закалке с отпуском.

Виды наплавки металла
Кроме того, разные способы наплавки имеют различные скорости обработки и отличаются расходом сварочных материалов на единицу наплавленного металла. Каждый из них характеризуется собственным соотношением качества с производственными и экономическими показателями.
При этом в условиях реального производства наплавка деталей может выполняться не самым удачным способом. К примеру, многие предприятия не располагают оборудованием для электрошлакового наплавления, которое кратно экономит электроэнергию и наплавочные порошки, и применяют для тех же целей электродуговые методы.
Большинство наплавочных технологий ориентированы на работу с изделиями из стали, в том числе с нанесением на нее покрытий из цветных металлов. Как правило, среди них выделяются следующие виды:
- электродуговая;
- вибродуговая;
- газопламенная;
- плазменная;
- лазерная;
- индукционная;
- электрошлаковая;
- электроискровая.

Электродуговая наплавка
Чаще всего для наплавления металла применяют традиционное электродуговое оборудование. При ручной дуговой наплавке это стандартные выпрямители и инверторы постоянного тока, подключенные плюсом на электрод, а минусом — на деталь.
Такая схема включения используется для снижения глубины проплавления и общего нагрева изделия. Вручную металлы наплавляют как штучными обмазанными электродами, так и с помощью аппаратов с нерасходуемыми электродами и полуавтоматов с защитной средой из газа.
Ручная электродуговая наплавка угольными электродами с использованием порошковых смесей применяется для создания упрочняющих поверхностных слоев. В этом случае для обеспечения устойчивого плавления металла в присадочном порошке применяют включение с прямой полярностью (плюс на детали), повышающее нагрев поверхностного слоя изделия.
Такие установки имеют высокую производительность и обеспечивают высокое качество наплавленной поверхности. На видео ниже показано восстановление слоя металла в посадочном отверстии детали горной техники в автоматическом режиме.
Основному процессу предшествует зачистка металла с помощью прямошлифовальной машинки и разогрев места наплавления газовой горелкой. В качестве присадочного материала используется наплавочная проволока с омеднением.
Вибродуговая наплавка с применением проволоки
Эта технология представляет собой прерывистый сварочный процесс, во время которого электрод совершает колебательные движения в осевом направлении с частотой до ста герц и амплитудой от 0.3 до 3 мм.
В результате таких колебаний время существования дуги составляет около одной пятой от времени всего рабочего цикла и на поверхность переносится малое количество металла. Поэтому глубина провара получается небольшой, а тепловое воздействие на основную деталь — минимальным.
Вибродуговое наплавление выполняют с помощью полуавтоматов, оснащенных специальными электромеханическими устройствами прерывистой подачи, при этом используется проволока для наплавки диаметром 1.6÷2 мм.
Процесс наплавления осуществляется в защитной среде из газа, водных растворов или пены.
Газопламенная наплавка
Газопламенная наплавка считается самым простым и доступным способом наплавления металла, при котором источником тепла служит пламя горящего ацетилена или пропан-бутановой смеси.
В качестве присадочного материала обычно применяется сварочная проволока или прутки, которые подаются в зону сварки ручным или механизированным способом, а для флюсов чаще всего используют смеси на основе буры и борной кислоты.
Детали небольшого размера наплавляют без предварительного разогрева, а крупные перед наплавкой необходимо нагревать до температуры не менее 500 ºC.
Кроме проволочных и прутковых присадок, при газопламенном наплавлении также используют порошковые, которые направляются в газовую струю из специального накопителя, плавятся в потоке пламени и в виде мелких капель металла оседают на поверхности детали.

Плазменная наплавка
При плазменной наплавке применяют традиционные присадочные материалы, в том числе и гранулированные смеси, которые подают в рабочую зону механизированным способом.
Этот вид наплавочной технологии характеризуется небольшой глубиной проплавления основной детали в сочетании с качественной структурой наплавленного слоя металла.
Электрошлаковая наплавка
Электрошлаковая наплавка — это термический процесс, при котором источником нагрева гранулированной присадочной смеси, наносимой на поверхность детали, является шлаковая ванна.
Такое устройство представляет собой небольшую емкость с кристаллизатором, перемещаемую вдоль поверхности базовой детали. Сверху в нее опускается плавящийся электрод или подается гранулированная присадка, при этом плавление металла происходит под слоем шлака и флюса, защищающего зону наплавления от нежелательного воздействия атмосферных газов.
Вертикальное расположение шлаковой ванны способствует всплыванию пузырьков газа и частиц шлака, что способствует уменьшению количества пор и твердых включений в наплавленном металле.
Кроме того, шлаковый слой защищает от разбрызгивания металла и сохраняет тепло рабочей зоны, поэтому эта технология характеризуется пониженным энергопотреблением. Одними из немногих ее недостатков являются повышенная сложность технологического процесса и невозможность работы с деталями малого размера и сложной конфигурации.
Лазерная наплавка
Основным элементом лазерных установок является специальная головка с соплом, в котором образуется нагретый лазером поток газа, и порошковым инжектором, впрыскивающим в этот поток присадочный порошок.
По сравнению с другими видами наплавочных технологий лазерная наплавка характеризуется высокой точностью и стабильностью технологических режимов.

Индукционная наплавка
Для этого на участок детали, предназначенный к наплавлению металлом, вначале наносится слой присадочного материала с флюсом. Затем над ним на небольшом расстоянии размещается индуктор, представляющий собой несколько витков медной трубки или шинки, на которую подается высокочастотное напряжение.
Глубина проплавления металла базовой детали зависит от частоты тока индуктора: чем выше частота, тем на меньшую глубину проникают вихревые токи. Этот метод наплавления имеет одну из самых высоких производительностей и обеспечивает минимальный нагрев металла изделия.
Электроискровая наплавка
Электроискровая наплавка — это одна из разновидностей электроэрозионной обработки, основанной на воздействии кратковременных электрических разрядов на поверхность металлического изделия.
Основные элементы электроискровой установки — это электромагнитный осциллятор и электрод, из которого при искровых разрядах вырываются частицы металла. Поскольку ионы металлов обладают положительным зарядом, электрод подключается к плюсу, а деталь — к минусу.
С помощью электроискрового метода наносят покрытия толщиной от нескольких микрон до 0.5 мм. При этом наплавленный металл получается плотным и мелкопористым, что способствует хорошему удержанию масла на поверхностях трения.
Одно из главных достоинств этой технологии — практически полное отсутствие нагрева обрабатываемой поверхности, что позволяет избежать деформации изделия и изменения структуры металла.
Применяемое оборудование
В качестве универсального оборудования для наплавки нередко используют сварочные устройства, которые при необходимости дополняют специальной оснасткой и приспособлениями.
Специализированное наплавочное оборудование обычно классифицируют по форме наплавляемых поверхностей: для плоских деталей, для тел вращения и для сложных профилей.
Присадочные материалы в таких установках наносят не только традиционными способами (проволока, прутки, сопловое распыление), но и с применением специальных технологий: спиральная укладка ленты, центробежное распределение присадочного материала и пр.
Кроме того, любая наплавочная установка для массивных деталей оснащается устройством предварительного прогрева изделия до температуры +500…+700 ºС.
В продаже можно встретить малогабаритные установки электроискровой наплавки для домашнего применения, в аннотации к которым указывается, что с помощью этих устройств можно наплавлять металл толщиной до нескольких миллиметров.
Однако известно, что за один проход данная технология позволяет нарастить слой менее чем на десятую долю миллиметра. Как же достигается такая толщина и какого качества получается металл? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Восстановление деталей сваркой и наплавкой
По статистике при восстановлении деталей в 60% случаев используется сварка и наплавка. Сваркой устраняют механические повреждения. Наплавкой восстанавливают изношенные поверхности деталей.

Сущность восстановления сваркой и наплавкой
Оба метода основаны на тепловом воздействии, отличаются только настройки используемого оборудования. Наплавка ― это нанесение на поверхность деталей слоя из сплава основного и присадочного металла. Наплавкой восстанавливают не только геометрические размеры, но также наносят покрытия для повышения жаростойкости, прочности, износоустойчивости и т. д. Процедура выполнятся на поверхности любой формы― от плоской до конической и сферической.
Сварка ― это процесс создания соединения металлических элементов методом плавления или давления. Этим способом заделывают трещины, сколы, отверстия от пробоин, крепят отломившиеся элементы. С такими повреждениями рам, поддонов, кузовов, обоих мостов постоянно сталкиваются при ремонте автомобилей. Сварку также применяют совместно с другими восстановительными процедурами.
Для качественного восстановления деталей сваркой и наплавкой необходимо:
- не допускать сильного смешивания основного металла с наносимым;
- плавить основной металл на минимальную глубину;
- не делать больших припусков на последующую обработку;
- принимать меры по снижению остаточных напряжений и деформации.
Подготовка деталей
Перед восстановлением детали сваркой или наплавкой с поверхности удаляют ржавчину, окалину, грязь металлической щеткой или пескоструйной обработкой до блеска. Обезжиривание выполняют растворителем или нагревом поверхности до 300⁰C. На кромках закрепляемых элементов снимают фаски. У трещин разделывают края под углом 120 — 140⁰, на концах сверлят отверстия диаметром 3 — 4 мм. Глухие трещины углубляют насквозь, чтобы газы при сварке не образовывали поры.
С деталей, которые уже восстанавливались, сначала удаляют остатки нанесенного ранее слоя. Затем проводят процедуру очистки. Если износ не больше 1 мм, с места восстановления снимают слой на глубину 0,5 — 1 мм шлифовальным кругом или резцом. Это обеспечит однородность структуры нанесенного сплава.
Электродуговая сварка и наплавка
Это самая распространенная технология восстановления в промышленности и на дому. Она легко выполняется на обычном сварочном оборудовании. Работу выполняют плавящимися покрытыми электродами и неплавящимися с присадочной проволокой.
Качество конечного результата определяется параметрами электродов. Для ремонта сваркой площадь поперечного сечения стержней выбирают в зависимости от размера повреждения, толщины металла. Для создания слоя с заданными параметрами выбирают марки электродов с легирующими присадками. Они могут содержаться в металле и обмазке стержней.

Наплавку на детали из низкоуглеродистых сталей, которые не подвергались термической обработке, проводят сварочными электродами. Форму изделий из закаленной легированной, высокоуглеродистой стали восстанавливают наплавочными электродами с присадками или стержнями из твердых сплавов. Ими же наносят слои на режущие кромки инструмента для обработки металла.
Для предотвращения деформирования, детали из высокоуглеродистой легированной стали предварительно нагревают до 300⁰C.
После окончания работы проводят отпуск для снятия внутренних напряжений в сварочных швах. Для низкоуглеродистой, низколегированной стали предварительный нагрев не требуется.
На цилиндрическую поверхность валики накладывают тремя способами:
- в виде спиралей;
- в форме замкнутых окружностей;
- параллельно оси вращения.
На плоские поверхности наплавляют рядом расположенные широкие валики либо узкие с перекрытием 0,3 — 0,5 по ширине. На место большого износа сначала накладывают слой из низколегированной стали. Наплавку и сварку элементов небольшой толщины выполняют на постоянном токе обратной полярности. Толстостенные детали сваривают переменным или постоянным током с прямой полярностью.
Восстановление деталей в среде защитных газов
Этим способом восстанавливают детали наплавкой и сваркой толщиной от 0,6 мм и валов диаметром до 5 см. Поступающий под давлением к месту сварки газ защищает расплавленный металл от соприкосновения с воздухом. Самые качественные швы получаются в среде аргона или гелия, однако из-за их высокой цены чаще пользуются углекислым газом. В среде азота восстанавливают детали из меди.
При нагреве до высокой температуры из углекислого газа выделяется кислород, который способствует выгоранию углерода, марганца, кремния. Поэтому для работы со сталью применяют сварочную или присадочную проволоку с высоким содержанием этих элементов. Выбор диаметра в диапазоне 0,5 — 2,5 мм зависит от толщины деталей. Наплавку на нержавеющую сталь проводят проволокой из нержавейки, желательно той же марки.
Восстановление в среде углекислого газа выполняют на постоянном токе обратной полярности. Чтобы процесс протекал стабильно, выбирают сварочное оборудование с жесткими характеристиками. Автоматической наплавкой восстанавливают детали диаметром от 10 мм из низкоуглеродистых сортов стали.
Подачу проволоки настраивают так, чтобы не возникали короткие замыкания или обрывы дуги. Скорость наплавки определяется по толщине создаваемого слоя. Валики накладывают с шагом 2,5 — 3,5 мм.
Сварка и наплавка под слоем флюса
Восстановление этим способом проводят электрической дугой, которая горит под расплавленным флюсом. Таким образом, создается эластичная оболочка, защищающая расплавленный металл от соприкосновения с воздухом. Флюсы также поддерживают стабильность горения дуги, раскисляют, легируют, рафинируют наплавляемый металл.
Для сварки и наплавки применяют два вида флюсов:
- Керамические, состоящие из металлических и неметаллических компонентов, что позволяет проводить легирование в большом диапазоне.
- Плавленые не содержат металлических компонентов, поэтому возможности легирования ограничены десятыми долями процента. По сравнению с керамическими видами эти флюсы дешевле, лучше защищают, со швов легче отделяется шлак. Плавлеными флюсами с высоким содержанием кремния пользуются при нанесении слоев из углеродистых, низколегированных сортов стали.

Наплавку металла под флюсом проводят сварочной проволокой без покрытия. Диаметр (1 — 6 мм) определяют по толщине создаваемого слоя, формы валиков, габаритов деталей. Чтобы увеличить производительность, восстановление ведут ленточными электродами шириной до 10 см или одновременно двумя проволоками с подачей разными механизмами.
Восстановление выполняют на постоянном токе с обратной полярностью. На круглых деталях валики располагают с шагом 2 — 6 диаметра проволоки. Для уменьшения деформации на плоской поверхности наплавку ведут через валик или поочередно на разных участках.
Другие способы восстановления
Также популярны альтернативные методы восстановления:
- Вибродуговая наплавка отличается от обычной электросварки тем, что электрод кроме поступательного движения совершает перпендикулярные колебания частотой 90 — 100 кол/сек. В ходе процесса металл переносится мелкими каплями в сварочную ванну небольшого размера. Этим достигается незначительная глубина проплава, высокая прочность сцепления материала электрода с металлом детали.
- Пламенная наплавка проводится за счет нагрева основного металла и присадочной проволоки струей ионизированного газа, направляемой в рабочую зону соплом горелки.
- Электроконтактную наплавку выполняют методом пластической деформацией после нагрева металла детали и присадочного материала импульсным током. Отличается высокой производительностью (до 150 см²/мин), незначительным термическим воздействием, малым проплавлением.
Перспективными считают способы наплавки (сварки), прошедшие экспериментальную проверку:
- электронно-лучевая;
- высокочастотным током;
- лазерная;
- пропиткой композиционных сплавов;
- взрывом;
- самораспространяющимся высокотемпературным синтезом.
Особенности восстановления деталей из чугуна
Сложность восстановления чугунных деталей связана с тем, что при быстром остывании шов становится чрезмерно хрупким, так как в металле остается много углерода. Поскольку у материалов деталей и швов коэффициенты усадки разные, во время и после окончания сварки образуются трещины. При высокой температуре углерод и кремний выгорают с образованием шлака и газов, которые при быстром остывании остаются внутри швов в виде пор, включений.
Для получения прочных однородных швов восстановление выполняют методом горячей сварки. Деталь предварительно медленно нагревают до 650 — 700⁰C в течение 1,5 — 2 часов в печи. Затем переносят в термос, чтобы температура во время работы не упала ниже отметки 500⁰C. Сварку или нанесение слоя ведут через люк. После окончания восстановления деталь отжигают при 600 — 650⁰C в печи или термосе. Инструкция рекомендует снижать температуру со скоростью 50 — 100⁰C/час.
Если ремонт выполняют газовой горелкой, в качестве присадочного материала применяют стержни из чугуна.
Электросварку проводят чугунными электродами с покрытием, в состав которого входит до 50% графита. Из-за низкой производительности, сложности оборудования, этим способом пользуются редко.
Восстановление холодной сваркой выполняют без предварительного нагрева. Поэтому принимают меры для предотвращения деформирования и образования дефектов. Газовой горелкой чугун плавят медленно, но без перегрева. Электросварку проводят постоянным током обратной полярности, диаметр электродов 3 — 4 мм. Валики при наплавке накладывают вразброс участками по 40 — 50 мм. Прежде чем начать следующий, предыдущий шов охлаждают до 50 — 60⁰C.
В зависимости от решаемых задач для холодной сварки применяют присадочные стержни и электроды:
- чугунные;
- стальные;
- комбинированные;
- пучковые;
- монелевые;
- медно-стальные.
При восстановлении деталей, следует учитывать, что независимо от метода наплавки, нанесенный металл будет неоднороден по механическим параметрам, структуре, химическому составу. Поэтому если деталь работает в условиях больших нагрузок, рекомендуется заменить ее новой.
Восстановление деталей наплавкой – какие способы существуют?
Восстановление деталей наплавкой – это методика, которая дает возможность вернуть тому или иному изделию его первоначальные характеристики, а в некоторых случаях даже придать ему новые особые качества.
1 Восстановление деталей методом наплавки – суть технологии
Под наплавкой принято понимать операцию нанесения на поверхность восстанавливаемого изделия из основного металла слоя присадочного расплавленного металла. В ходе такого процесса нужно добиться расплавления основного материала на незначительную глубину, чтобы получить гомогенный состав.
Наплавка выполняется на всех без исключения поверхностях, начиная от конических и плоских и заканчивая сферическими и цилиндрическими. 
Конечной целью описываемой процедуры обычно является восстановление исходных геометрических параметров обрабатываемого изделия. Но кроме того, наплавка позволяет произвести качественное упрочнение валов и других деталей, придать им новые формы, создать на поверхности дополнительный слой с конкретными механическими и физическими показателями (например, высокая жаростойкость, износостойкость, твердость, коррозионная стойкость, антифрикционность и так далее).
Технология наплавки по своей сути примерно идентична процессу сварки. По своим задачам они одинаковы, так как цель работ в обоих случаях — получение шва без ненужных включений, трещин, пор, а также защита наплавляемого материала от атмосферных газов. Когда выполняется восстановление деталей сваркой и наплавкой (а также их упрочнение), важно придерживаться ряда требований, а именно:
- следует добиваться минимального смешивания основного и наплавляемого материала;
- основной металл нужно проплавливать на как можно меньшую глубину;
- припуски на обработку изделий, которая будет производиться после наплавки, важно уменьшать до приемлемых показателей;
- необходимо обеспечивать наименьшие остаточные деформации и напряжения в изделии.

Сейчас наплавка валов и деталей выполняется различными способами. Существуют такие виды наплавки:
- порошковая;
- импульсно-дуговая;
- индукционная;
- газовая;
- вибродуговая;
- электродуговая;
- плазменная;
- электрошлаковая.
2 Электродуговая восстановительная наплавка электродами с покрытием
Данный вид выполнения наплавочной процедуры считается самым распространенным. Подобная наплавка демонстрирует отличные результаты не только на промышленных объемах, но и в домашних условиях. Она очень удобна и проста, а главное – для нее не нужно приобретать какое-либо особое оборудование.
При электродуговом восстановлении важно правильно подобрать электрод, чтобы он смог сформировать наплавочный слой с требуемыми параметрами. Сечение стержня определяет форма и толщина детали, которую предстоит обработать, а конкретный тип электрода выбирается в зависимости от состава наплавляемого металла.
Стальные изделия в большинстве случаев восстанавливают рассматриваемым в статье способом в нижнем положении электрода током обратной полярности. При этом обязательно следует подготовить основной металл к процедуре, очистив его поверхность от ржавчины, остатков масла и прочих загрязнений.

Восстановление валов из низколегированных и низкоуглеродистых сталей производят чаще всего без их нагрева. А вот детали из других марок стали нередко подогревают (предварительно), а затем снимают с них внутренние напряжения, проводя их термическую обработку. Температура предварительного подогрева – от 300 градусов.
Наплавочные швы могут располагаться по-разному. Когда обработке подвергаются цилиндрические изделия, используются три основные схемы:
- валики идут по винтовой линии;
- валики по окружностям замкнутого типа;
- валики вдоль образующей.
Первый способ считается оптимальным в тех случаях, когда наплавка ведется механизировано.
При работе с плоскими поверхностями говорят о двух распространенных схемах, предполагающих применение:
- широких валиков (движения электрода в поперечном направлении делаются увеличенными);
- узких валиков (они перекрывают друг друга примерно на треть своей ширины).
Восстановление «особых» деталей сваркой и наплавкой (например, элементов конструкций, функционирующих при повышенных нагрузках, измерительных и режущих приспособлений) может осуществляться твердыми сплавами, а не обычным металлом. В таких сплавах обычно присутствуют соединения никеля, кобальта, бора, железа, углерода с хромом, танталом, титаном, марганцем.

Если указанные изделия имеют большой показатель износа, перед основной наплавкой выполняют предварительную, используя сварные стержни, сделанные из стали с малым содержанием углерода. А вот в тех случаях, когда изготавливают новые режущие и измерительные приспособления с наплавкой твердосплавного типа, основанием для них служат заготовки из легированных и углеродистых марок стали.
Восстановление специального инструмента, как правило, выполняют следующими видами электродов:
- ЦИ-1М;
- ОЗИ-5 (3, 6);
- ЦС-1.
А вот детали, работающие в сложных условиях, наплавляют стержнями Т-620, ОЗН-300М, Т-590, ОЗН-7М, ОМГ-Н.
3 Особенности наплавки в газовой защитной атмосфере
Восстановление валов и других изделий по технологии TIG (применяются присадочные прутки и сварочные стержни из вольфрама) и MIG/MAG (проволока подается автоматизировано) также широко применяется в настоящее время. Указанные методы предполагают использование азота, углекислоты, аргона или гелия в качестве защитного газа.
Азот обычно применяется при восстановлении медных деталей, а вот для валов и изделий из углеродистых сплавов чаще используют углекислый газ (при этом нужна раскисляющая проволока с включением кремния и марганца). Вольфрамовые неплавящиеся стержни применяют для восстановления в гелиевой либо аргоновой среде. Композиции на базе алюминия и магния, а также высоколегированные стали наплавляют в смеси гелия и аргона (изредка эти газы используются и отдельно).

Наплавочную операцию по технологии TIG следует выполнять так, чтобы металл разбрызгивался незначительно. Выполняется это условие тогда, когда процесс ведется короткой дугой на прямой полярности, которая не позволяет электроду из вольфрама оплавляться. А вот MIG/MAG-технология осуществляется на токе обратной полярности.
При восстановлении деталей из нержавеющей стали необходимо использовать проволоку из нержавейки. Полуавтоматическая наплавка низколегированных и углеродистых сплавов всегда производится двумя видами проволоки:
- типа Нп (50, 40, 30ХГСА);
- типа Св (08Г2С, 08ГС и др.).
Первые проволоки относят к специальным, вторые характеризуются сплошным сечением.
4 Восстановление деталей под слоем флюса – достоинства и недостатки
Данный метод оптимален для наплавки крупных по диаметру и геометрическим размерам валов, а также других деталей:
- лопастей смесительных агрегатов;
- компонентов ходовой части экскаваторов и тракторов;
- элементов камнедробильного оборудования и специальных агрегатов.
Восстановление под слоем флюса предполагает, что электродуга горит между наплавляемым изделием и концом проволоки. Сама проволока поступает на участок обработки со специального устройства подачи. В эту же зону подается и флюс, создающий оболочку с высокими эластичными свойствами. Эта оболочка не дает азоту и кислороду из воздуха проникать в расплавленный материал.

Флюсы для наплавки бывают двух типов:
- Керамические. Состоят из различных компонентов – газо- и шлакообразующих, стабилизирующих, а также легирующих добавок. К таким флюсам относят составы серии «АНК» (19, 18).
- Плавленые. В них отсутствуют легирующие элементы, поэтому при их применении восстановленный слой не имеет высокого показателя твердости. Часто используемые плавленые флюсы – ОСЦ-45 и АН-348А.
Достоинства использования флюса для наплавки:
- высокое качество полученного слоя по показателям плотности и однородности с заданными характеристиками и химсоставом;
- отличная стабильность процесса восстановления и его высокая производительность;
- возможность наплавления слоев существенной толщины (до 8 и более миллиметров).

К недостаткам данного метода восстановления валов и прочих изделий относят следующие факты:
- нельзя получить слои меньше 1,5 миллиметров;
- сложности при наплавке деталей с малым (до 5 сантиметров) сечением из-за того, что расплавленная ванна и флюс практически не держатся на поверхности обрабатываемых изделий;
- физико-механические характеристики деталей изменяются, что обусловлено глубоким и быстрым нагревом при восстановлении (в ряде случаев отмечается и деформация изделий).
5 Кратко о других популярных методах наплавки
Высококачественное упрочнение и восстановление валов (как и иных деталей) также может выполняться при помощи вибрирующего электрода. Сам процесс в данном случае называют вибродуговой наплавкой. Она отличается от рассмотренной выше наплавки под флюсом тем, что конец сварочного стержня колеблется по отношению к восстанавливаемой поверхности перпендикулярно.

Отличный уровень сцепления основного материала и наплавленного слоя достигается при плазменной наплавке, которая выполняется струей плазмы. Такая струя представляет собой пучок высокоионизированного горячего газа, формирующегося в специальной горелке.

В последнее время набирает популярность электроконтактный способ наплавки. Он имеет очень высокую производительность (за минуту восстанавливается до 150 квадратных сантиметров поверхности изделия) и характеризуется несущественным тепловым влиянием и малой глубиной проплавления.
Полуавтоматическая и автоматическая дуговая наплавка




![]()
![]()
Для наплавки применяются все основные способы механизированной дуговой сварки – под флюсом, в среде защитных газов и самозащитными проволоками и лентами.
При наплавке под флюсом (проволокой, лентой и др.) (рис.8.1, д, е) дуга скрыта под слоем гранулированного флюса, предварительно насыпанного на поверхность основного металла. Для наплавки под флюсом применяют электроды в виде одной или нескольких проволок диаметром 1 – 6 мм или электродной ленты толщиной 0,4 – 1,0 мм и шириной 20 – 100 мм. Расплавленный шлак надежно изолирует жидкий металл от газов воздуха, способствует сохранению теплоты дуги. После затвердевания металла образуется наплавленный валик, покрытый шлаковой коркой и нерасплавленным флюсом. Остывшую шлаковую корку удаляют. С помощью наплавки под флюсом можно наносить слой металла почти любого химического состава толщиной от 2 мм и более. Данный процесс применяют при наплавке цилиндрических поверхностей, а также всевозможных плоских деталей и изделий криволинейной формы (лопастей гидротурбин).
Процесс наплавки под флюсом отличается большой универсальностью, широкими возможностями легирования металла наплавленного слоя и повышенной производительностью труда.
Широкое распространение получила электродуговая наплавка лентой. Дуга на торце ленты (рис. 8.1, е) циклически перемещается от одной кромки к другой в зависимости от тока и ширины ленты со скоростью 1 – 4 м/с. Вследствие перемещения дуги получается рассеянное тепловложение в основной металл, что снижает глубину проплавления основного металла и долю его в наплавленном до 10 – 15 %.
На рис.8.2 приведены некоторые примеры, характеризующие пути повышения производительности труда и качества при наплавке под флюсом. Наибольшее распространение получили способы многоэлектродной и многодуговой наплавки.
Суть способа многоэлектродной электродуговой наплавки под флюсом заключается в том, что дуга автоматически возникает на торце то одного, то другого электрода, расположенных на определенном расстоянии друг от друга и имеющих один общий токоподвод. Дуга, перемещаясь с одного электрода на другой, приводит к попеременному плавлению электродов, чем обеспечивается малая глубина проплавления при высокой производительности процесса.
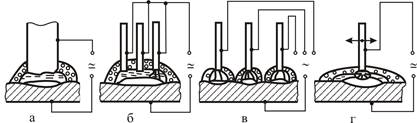
Рис.8.2. Способы наплавки под флюсом: а – электродной лентой; б – многоэлектродная; в – многодуговая; г – поперечным колебанием электрода
При многоэлектродной наплавке вследствие перемещения дуги с одного электрода на другой длительность ее горения на одном из электродов значительно меньше, чем при одноэлектродной. Это уменьшает длительность воздействия дуги на расплавленный металл ванны в определенном ее месте. В результате уменьшаются глубина кратера и проплавление основного металла.
Вибродуговая наплавка под флюсом. Стремление сохранить хорошие качества наплавки, получаемой под слоем флюса, и уменьшения остаточных деформаций привело к использованию вибрации электрода при наплавке, что обеспечивает надежное зажигание и горение дуги при весьма низких параметрах режимов. В сочетании с охлаждением наплавляемой детали данный способ дает существенное снижение остаточных деформаций при высоких механических свойствах.
Схема устройства для наплавки валов небольшого диаметра таким способом показана на рис. 8.3. Флюсоудерживающее приспособление 2 крепится к сварочной головке и перемещается вместе с ней. Для лучшего отделения шлака и охлаждения наплавляемой детали устанавливают охладитель 3, подающий сжатый воздух.
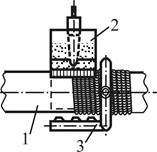
Рис.8.3. Схема вибродуговой наплавки под флюсом
Основные преимущества наплавки под флюсом: универсальность; высокая производительность; возможность получения наплавленного металла практически любой системы легирования; малые потери электродного металла; отсутствие излучения дуги.

Основные недостатки: большое проплавление основного металла, особенно при наплавке проволоками; невозможность визуального наблюдения за формированием валиков; необходимость использования различных флюсоудерживающих и формирующих устройств; невозможность выполнения наплавки в пространственных положениях, отличных от нижнего; затрудненность удаления шлаковой корки при наплавке деталей малого диаметра и глубоких внутренних поверхностей.
Наплавка в среде защитных газов. Среди способов наплавки в среде активных защитных газов наибольшее распространение получила наплавка плавящимся электродом в среде дешевого и недефицитного углекислого газа. Этот способ позволяет наносить на детали небольших диаметров слои толщиной 0,5 – 3,5 мм высокого качества при высокой производительности. К недостаткам следует отнести повышенное разбрызгивание металла (до 15 %), необходимость применения специальной легированной проволоки для получения слоев высокого качества.
Перспективна наплавка в среде различных газовых смесей (12 % СО2 и 88 % Ar; 3 % О2 и 97 % Ar и др.). Этот способ дает возможность получать слои с высокими механическими свойствами, особенно по сопротивлению усталости и ударной вязкости.
Наплавку в среде инертного газа осуществляют неплавящимся и плавящимся электродами.
Для наплавки неплавящимся электродом в качестве неплавящихся электродов используются угольные (графитовые) стержни диаметром 5 – 40 мм и вольфрамовые прутки. При этом присадочный металл вводят в зону дуги в виде проволоки (прутка) или в виде порошка. При наплавке угольным (графитовым) электродом наплавочные порошки насыпают на наплавляемую поверхность, а затем расплавляют (см. рис.8.1, а). Наплавленный металл отличается невысоким качеством вследствие окисления легирующих элементов, образования пор, неметаллических включений и других дефектов. Наплавка вольфрамовым электродом в среде инертного газа характеризуется тем, что дуга, за счет теплоты которой происходит плавление наплавочного присадочного металла, возникает между основным металлом и вольфрамовым электродом (см. рис. 8.1, в). Процесс аргонодуговой наплавки, сходный с газовой наплавкой, протекает в условиях подачи наплавочного прутка и его плавления дугой.
Применение механизированных средств подачи наплавочного материала с постоянной скоростью позволяет осуществлять наплавку в автоматическом или полуавтоматическом режиме. Инертный газ хорошо защищает зону наплавки от воздушной атмосферы, поэтому данный способ особенно эффективен при наплавке цветных металлов, высоколегированных сталей и других материалов, чувствительных к окислению и азотированию. При этом используется широкая гамма наплавочных материалов и формируется наплавленный металл высокого качества. Стабильная дуга колоколообразной формы образуется в широком диапазоне силы тока, что обусловливает получение ровного валика наплавленного металла с гладкой поверхностью. Этот способ уступает наплавке плавящимся электродом по производительности из-за высокой концентрации энергии и низкой эффективности использования теплоты дуги.
Наплавка плавящимся электродом в среде защитного газа (см. рис. 8.1, г) характеризуется тем, что дуга возникает между основным металлом и электродным наплавочным материалом. Наплавка протекает в условиях автоматической подачи электродной проволоки. В качестве защитного газа чаще всего используют аргон, хотя при работе в среде чистого аргона дуга теряет стабильность при наплавке любого материала, кроме алюминиевых сплавов. С целью стабилизации дуги при наплавке стали к аргону добавляют до 20 % кислорода или углекислого газа, что существенно влияет на процесс наплавки. Поэтому задача получения наплавленного металла с заданными свойствами требует тщательного выбора состава защитного газа.
Дуговая наплавка самозащитными порошковыми проволоками и лентами в настоящее время получила большое распространение. Стабилизация дуги, легирование и защита расплавленного металла от азота и кислорода воздуха обеспечивается за счет соответствующих компонентов сердечника электродного материала. При этом газо- и шлакообразующие компоненты составляют 10 – 12 % массы проволоки или ленты (рис.8.4). Такая наплавка перспективна при упрочнении деталей сложной формы, когда наплавка их под слоем флюса затруднительна.
При плавлении такой проволоки легирующие элементы шихты и металла оболочки переходят в шов, образуя наплавленный металл. Наплавленный валик покрывается тонким слоем шлака, достаточным для защиты от воздействия воздуха и не требующим удаления при многослойной наплавке. Порошковые проволоки с внутренней защитой для автоматической и механизированной наплавки изготовляют диаметрами: 1,6; 2,0; 2,5; 2,8; 3,0; 3,2 мм.
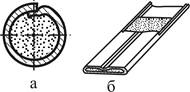
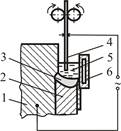
Рис. 8.4. Конструкции порошковых проволоки Рис.8.5. Схема электрошлаковой наплавки
При наплавке крупных деталей вместо порошковой проволоки используется близкая по составу порошковая лента, что дает дополнительный выигрыш в производительности.
Сварка и наплавка в среде углекислого газа
Углекислый газ (С02) при этом методе сварки и наплавки подается в зону сварки, тем самым оттесняет воздух и предохраняет металл от воздействия кислорода и азота. Схема наплавки в углекислом газе приведена на рисунке 8.
Наплавку в среде углекислого газа целесообразно применять для восстановления наружных и внутренних поверхностей деталей цилиндрической формы небольшого диаметра.
Сварку в среде углекислого газа применяют при ремонте тонколистовых конструкций. Наибольшее применение этот сварочный процесс получил для заварки трещин и приварки заплат при ремонте облицовки, кабин тракторов, автомобилей и сельскохозяйственных машин.
Сварка и наплавка в углекислом газе осуществляются автоматическим и полуавтоматическим способами. При полуавтоматической сварке и наплавке механизированы только операции подачи углекислого газа и электродной проволоки, при автоматической сварке механизирована также операция перемещения электрода относительно детали.
Материалы. Для сварки и наплавки в среде углекислого газа применяют проволоки следующих марок: Св-08ГС, Св-08Г2С, Св-12ГС, Св-10ХГ2С, Св-18ХГСА, Нп-ЗОХГСА, ПП-АН4, ПП-АН5, ПП-АН8, ПП-ЗХ2В8Т, ПП-Р18Т, ПП-Х12ВФТ и другие. Выбор электродной проволоки производится по содержанию элементов раскислителей. Основные раскислители в проволоке для сварки и наплавки углеродистых и низколегированных сталей — кремний и марганец. Сварка и наплавка проволокой, не содержащей достаточного количества раскислителей и с большим содержанием углерода, сопровождается повышенным разбрызгиванием, металл шва становится пористым, появляется опасность возникновения трещин.
Для обеспечения защитной среды углекислый газ получают обычно из пищевой углекислоты или специальной осушенной углекислоты. В баллонах содержится 20… 25 кг жидкой углекислоты под давлением 5,0… 6,0 МПа. В нормальных условиях из одного килограмма углекислоты при ее испарении получают 509 л СОг.
Оборудование. Для сварки и наплавки в среде углекислого газа выпускаются комплекты специального оборудования различных конструкций. В комплект входят автоматическая головка, подающий механизм, пульт управления, подогреватель, осушитель. Пост автоматической и полуавтоматической сварки и наплавки в углекислом газе, кроме узлов, входящих в комплект, дополнительно оборудуется понижающим редуктором, баллоном с СО2, резиновыми шлангами для подачи газа к горелкам, расходомером для определения расхода газа при сварке или наплавке.
Для сварки и наплавки в углекислом газе используют аппараты А-547-Р, А-547-У, А-929, ПДПГ-300, А-577-У.
Полуавтомат А-547-Р предназначен для сварки и наплавки электродной проволокой диаметром 0,5… 1,2 мм. Скорость подачи проволоки можно регулировать в пределах 120 … 140 м/ч. В качестве источника питания полуавтомат комплектуется селеновым сварочным выпрямителем ВС-200, рассчитанным на номинальный ток 200 А и напряжение 17 … 25 В.
Полуавтомат А-547-У. Диаметр применяемой электродной проволоки 0,6… 1,2 мм. Скорость подачи ее 140… 600 м/ч. Номинальный сварочный ток 300 А. Источник питания — выпрямитель ВС-300. Полуавтомат обеспечивает качественную сварку металла толщиной 0,8 … 4 мм.
Полуавтомат А-929. Диаметр электродной проволоки 1…2 мм. Скорость подачи проволоки 120… 620 м/ч. Толщина свариваемого металла 1 … 8 . мм. Номинальный сварочный ток питания дуги 350 А, напряжение 17… 30 В. А-929 работает от сварочного преобразователя ПСГ-500.
Аппарат ПДПГ-300 работает с электродной проволокой диаметром 0,8 … 2 мм. Скорость ее подачи 90… 960 м/ч. Номинальный ток 300 А. Толщина свариваемого металла 0,8 … 6 мм.
Аппарат А-577-У работает с электродной проволокой диаметром 1,6 … 2 мм. Скорость ее подачи 80 … 600 м/ч. Ток питания дуги 500 А. Толщина свариваемого металла свыше 3 мм.
Специально для сварки в среде углекислого газа выпускаются сварочные преобразователи ПСГ-300, ПСГ-500 от privod.szemo.ru, сварочные выпрямители ВС-200, ВС-300, ВС-500, ВС-600 и др.
Для поворота узлов и деталей в удобное для сварки или наплавки положение используют наплавочные станки или манипуляторы. Установки для автоматической наплавки в среде углекислого газа монтируют также на токарных станках. Наплавляемую деталь закрепляют в патроне станка, на суппорте станка устанавливают наплавочный аппарат, к которому подводят мундштук для подачи углекислого газа в зону наплавки. Для наплавки деталей используют любую автоматическую головку со специальным мундштуком.
При выходе из баллона температура углекислого газа резко падает, так как жидкая углекислота испаряется и поглощает тепло. Снижение температуры углекислого газа может привести к замерзанию влаги и закупорке каналов вентиля и редуктора и перекрытию доступа газа к соплу горелки. В связи с этим углекислый газ подогревают с помощью электрических подогревателей. Для удаления влаги из углекислого газа применяют осушители. Реагенты (силикагель или медный купорос), заполняющие осушитель, нужно периодически (не менее одного раза в неделю) прокаливать при температуре 200… 250 °С в течение двух часов.
Режимы сварки и наплавки. Качество сварного шва и наплавленного слоя, их химический состав и структура зависят не только от материала наплавочной проволоки, но и от режимов сварки и наплавки. Основные параметры режимов: сила сварочного тока, напряжение дуги, диаметр, величина вылета и скорость подачи электродной проволоки, скорость сварки, расход углекислого газа.
Сварка и наплавка в среде углекислого газа производятся на постоянном токе обратной полярности. Сварочный ток и диаметр электродной проволоки определяют в зависимости от химического состава и толщины свариваемого металла, числа слоев шва и применяемого сварочного оборудования. В зависимости от величины, сварочного тока, напряжения дуги, диаметра и химического состава электродной проволоки выбирают скорость подачи электродной проволоки с таким расчетом, чтобы обеспечить устойчивое горение дуги.
Вылет электрода должен быть в пределах 8… 14 мм. Он зависит от удельного электрического сопротивления проволоки, ее диаметра, силы тока и существенно влияет на качество сварного шва. Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 7… 10 л/мин, с возрастанием плотности тока расход газа увеличивается.
Таблица 6. Режимы сварки тонколистовой стали
| Толщина металла, мм | Диаметр электродной проволоки, мм |
Сила ного |
свароч-тока, А | Напряжение дуги, В | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | |||
|---|---|---|---|---|---|---|---|---|---|
| 1,0.. | .1,5 | 0,8 | 70. | …110 | 17.. | .19 | 110. | ..120 | 30…40 |
| 1,5.. | .2,5 | 0,8 | 100. | …150 | 18.. | .21 | 120. | ..150 | 25…35 |
| 1,0.. | .2,0 | 1,0 | 100 | …180 | 18.. | .22 | 110. | ..150 | 30…40 |
| 2,0.. | .3,0 | 1,0 | 125, | …180 | 19.. | .22 | 130. | ..160 | 30…40 |
| 3,0.. | .4,0 | % 1,0 | 150 | …270 | 18.. | .22 | 150. | ..300 | 25…30 |
| 2,0.. | .3,0 | 1,2 | 140 | …250 | 20.. | .23 | 250. | ..220 | 30…45 |
| 3,0.. | .4,0 | 1,2 | 170 | …300 | 22.. | .28 | 200. | ..300 | 30…40 |
Механизированную наплавку в среде углекислого газа целесообразно применять для восстановления цилиндрических деталей диаметром 10… 40 мм и глубоких отверстий, когда затруднительно применять другие способы. Наплавку во всех случаях проводят при напряжении 17… 20 В, силе тока 75… 90 А. Электродную проволоку применяют диаметром 0,8 … 1,0 мм, вылет электрода составляет 8 … 15 мм, смещение электрода должно быть в пределах 3… 8 мм, скорость подачи проволоки 175… 230 м/ч. Скорость наплавки — 35… 45 м/ч, шаг — 2,5— 3,5 мм, толщина наплавленного слоя достигает 0,8 … 1,0 мм. Применяя данные режимы, этот способ широко используют для восстановления гладких и шлицевых валов. Наплавка деталей, для которых требуется высокая твердость (до HRC 50), осуществляется проволоками Нп-ЗОХГСА, Св-18ХГСА и другими с последующей закалкой токами высокой частоты. Наряду с проволокой сплошного сечения применяются порошковые проволоки с введением титана и углерода.
Утверждаю
заместитель руководителя
Департамента вагонного хозяйства
МПС России
В.С.СИЛИН
10 марта 1998 года
ИНСТРУКЦИЯ ПО СВАРКЕ И НАПЛАВКЕ ПРИ РЕМОНТЕ
ГРУЗОВЫХ ВАГОНОВ
ЦВ-201-98
Группа И72
Разработана: ВНИИЖТ МПС (В.Л. Котельников, В.Н. Лозинский, В.Б. Шляпин), МИИТ (С.Н. Киселев, Н.Н. Воронин).
ВНИИЖТ МПС выполнил п. п. 1.1, 1.2, 1.4 — 1.20, 1.25, 1.27, 2.1 — 2.3, 2.5 — 2.7, 2.9, 2.10, 3.1 — 3.4.
МИИТ выполнил п. п. 1.3, 1.4, 1.21 — 1.24, 1.26, 2.4, 2.8, 2.11 — 2.14.
При составлении Инструкции использованы также материалы ПКБ ЦВ МПС.
Ответственный за выпуск Е.Б. Ферштер.
Утверждаю: заместитель руководителя Департамента вагонного хозяйства МПС России В.С. Силин 10.03.1998 г.
1. ОСНОВНЫЕ УКАЗАНИЯ ПО ПРОИЗВОДСТВУ СВАРОЧНЫХ
И НАПЛАВОЧНЫХ РАБОТ
1.1. Общие положения
1.1.1. Действие Инструкции распространяется на все предприятия вагонного хозяйства магистральных железных дорог, ремонтные заводы АО «Желдорреммаш» и АО «Вагонреммаш», а также на предприятия, имеющие лицензию на ремонт грузовых вагонов, курсирующих на железных дорогах МПС РФ.
1.1.2. Настоящая Инструкция издана взамен Инструкции по сварке и наплавке при ремонте вагонов и контейнеров РТМ 32 ЦВ 201-88.
1.1.3. В Инструкции приведены общие правила и требования к ремонту сваркой и родственными процессами деталей и сборочных единиц вагонов. Более конкретные требования, касающиеся ремонта отдельных деталей и узлов, изложены в нормативно-технической документации, список которой приведен в Приложении А. На основании приведенных требований ремонтными предприятиями должны быть разработаны технологические процессы и карты применительно к конкретным условиям производства. При разработке технологических процессов следует руководствоваться также материалами настоящей Инструкции.
1.2. Основные требования к производству сварочных работ
1.2.1. Все сварочные и наплавочные работы при ремонте и изготовлении деталей и сборочных единиц вагонов в депо (ВЧД), вагонных колесных мастерских (ВКМ), на ремонтных заводах Министерства путей сообщения, а также на любых других государственных, частных или иного типа предприятиях, выполняющих ремонт грузовых вагонов, должны производиться с соблюдением требований настоящей Инструкции, чертежей, стандартов и руководящих технических материалов, утвержденных или согласованных Департаментом вагонного хозяйства (ЦВ) МПС.
1.2.2. Все сварочные работы, связанные с ремонтом вагонов, должны выполняться на рабочих местах в соответствии с действующими санитарными и противопожарными нормами на железнодорожном транспорте.
Производить сварочные работы на подвижном составе, находящемся на приемо-отправочных и сортировочных путях станций, запрещается. Такие работы должны выполняться только на специально выделенных и оборудованных путях.
1.2.3. Ремонт и изготовление сваркой деталей и сборочных единиц вагонов новых моделей, которые впервые поступают в ремонт и не рассмотрены в настоящей Инструкции, должны выполняться в строгом соответствии с требованиями к сварочным работам, изложенными в ремонтной документации, утвержденной ЦВ МПС.
1.2.4. Количество дефектов одного вида (например, количество трещин, изломов, суммарная длина трещин и др.), подлежащих устранению на каждой сборочной единице или детали, не должно превышать установленного настоящей Инструкцией или другой действующей нормативно-технической документацией. В противном случае деталь или сборочная единица подлежат замене.
В общее количество дефектов должны также включаться дефекты, устраненные на данной сборочной единице или детали при ранее выполненном текущем или плановом ремонте.
1.2.5. Восстанавливать наплавкой или другими родственными технологиями разрешается детали, имеющие износ не выше обусловленного правилами ремонта и настоящей Инструкцией, а также другими руководящими материалами, утвержденными в установленном порядке.
Восстанавливаемые наплавкой детали должны доводиться до чертежных размеров независимо от вида ремонта вагона.
Механические свойства наплавленного металла должны быть не ниже свойств основного металла детали. Твердость наплавленного металла не должна превышать пределы, установленные технической документацией на ремонт сваркой вагонных деталей.
Металлоконструкции, находящиеся под статической нагрузкой, перед заваркой трещин и изломов или устранением дефектов швов должны быть разгружены.
1.2.6. Ответственность за качество выполнения сварочных работ и контроль за соблюдением требований настоящей Инструкции на заводах возлагается на главных сварщиков и заместителей начальников отделов технического контроля по сварке, а там, где их нет, — на главных технологов, начальников и мастеров ОТК, а также на непосредственного исполнителя — сварщика.
В вагонных депо такой контроль возлагается на приемщиков вагонов и заместителей начальников депо по ремонту, а также на сварщика.
1.2.7. Состояние оборудования, оснастки, приспособлений, инструмента, а также соблюдение технологии сварочных и наплавочных работ должны периодически, но не реже одного раза в год, проверяться комиссией.
Состав комиссии утверждает руководитель предприятия.
1.2.8. При организации сварочных работ на рабочих местах следует руководствоваться требованиями эргономики, при этом должен обеспечиваться по возможности максимально свободный доступ к месту сварки.
1.2.9. Ответственные сварочные работы должны выполняться сварщиками, прошедшими специальное обучение и имеющими соответствующую квалификацию.
Сварщик, выполняющий сварочные работы при ремонте вагонов, предназначенных для перевозки опасных грузов, должен быть аттестован в соответствии с Правилами Госгортехнадзора, утвержденными в 1995 г., и иметь удостоверение установленного образца и предусмотренные к нему вкладыши.
1.2.10. При выполнении сварочных работ на вагонах обратный провод от источника питания должен присоединяться в непосредственной близости от места сварки (не далее 10 м). Запрещается сварочную цепь замыкать через буксы, автосцепку и другие разъемные соединения. Место присоединения обратного провода к детали должно быть предварительно зачищено до металлического блеска, провод должен быть надежно и плотно присоединен при помощи зажима, скобы или другого приспособления.
Подводка сварочного тока должна осуществляться по двухпроводной сварочной цепи.
1.2.11. Запрещается:
1) использовать рельсы в качестве обратного провода;
2) проверять возбуждение дуги или установленный режим прикасанием электрода или электрододержателя к любой части вагонов, особенно к колесным парам, буксам или к деталям, не подвергающимся ремонту сваркой;
3) допускать к выполнению сварочных работ сварщиков, не имеющих удостоверения установленного образца и предусмотренных к нему вкладышей или своевременно не аттестованных;
4) допускать к выполнению ответственных сварочных работ сварщиков, не имеющих соответствующей квалификации.
1.3. Подготовка узлов и деталей вагонов к сварке и наплавке
1.3.1. Детали вагонов перед сваркой должны быть полностью очищены от остатков перевозимых грузов. В местах сварки должны быть удалены окалина, ржавчина, краска, грязь и масло.
1.3.2. Зачистка мест, подлежащих восстановлению сваркой или наплавкой, должна производиться, как правило, механизированным (абразивными кругами, стальными проволочными щетками), дробеструйным и другими способами, обеспечивающими очистку поверхности до металлического блеска.
При неполной очистке свариваемых кромок и особенно зазора необходима продувка сухим сжатым воздухом или прожигание места сварки газовым пламенем. Выполнять эту операцию рекомендуется непосредственно перед сваркой.
1.3.3. Удаление дефектных швов, разделку трещин и подготовку скосов на кромках элементов, изготовленных из углеродистых и низколегированных сталей, следует выполнять фрезерованием, строганием, рубкой, дуговой или кислородной строжкой или резкой. Допускается разделка трещин сверлением с последующим удалением перемычек пневмо- или ручным зубилом.
1.3.4. Для дуговой строжки и резки должны применяться электроды типа ОЗР, допускается применение электродов других марок, обеспечивающих удовлетворительное качество реза.
1.3.5. В тех случаях, когда это предусмотрено технологическими инструкциями или указаниями, утвержденными ЦВ МПС, допускается использование воздушно-дуговой строжки и резки при условии обязательного удаления науглероженного слоя металла с поверхности реза на глубину 1 мм.
1.3.6. Кромки узлов и деталей после кислородной резки должны быть зачищены от шлака, натеков и капель металла.
1.3.7. Удаление дефектных швов, разделку трещин, подготовку кромок на узлах и деталях, изготовленных из нержавеющих сталей и алюминиевых сплавов, рекомендуется выполнять механическими способами.
При разделке трещин или вырезке дефектных мест на деталях из нержавеющих сталей допускается применение воздушно-дуговой строжки и резки, а также электродуговой резки специальными электродами.
1.3.8. Разделку несквозных трещин следует выполнять на всю глубину до целого металла и по длине на 15 — 20 мм далее видимых границ трещины. При разделке сквозных трещин концы ее должны быть засверлены сверлами диаметром 6 — 12 мм и раззенкованы на 1/2 — 1/3 толщины металла.
Допускается определять границы трещины путем нагрева ее газовой горелкой до температуры 100 — 150 °C. Керном намечают расположение трещины для последующей разделки. При применении воздушно-дуговой, газокислородной строжки или электродуговой резки допускается концы трещин не засверливать. Разделку производить с плавным выходом на поверхность на 50 мм далее концов трещины.
1.3.9. Конструктивные элементы и размеры подготовленных кромок ремонтируемых и свариваемых новых деталей и элементов конструкций из сталей, размеры выполненных швов и допускаемые отклонения по ним должны соответствовать ГОСТ 5264-80 и ГОСТ 11534-75 для ручной дуговой сварки, ГОСТ 14771-78 для дуговой сварки в защитных газах, ГОСТ 8713-79 и ГОСТ 11533-75 для дуговой сварки под флюсом. Конструктивные элементы швов сварных соединений для дуговой сварки алюминия и алюминиевых сплавов должны соответствовать ГОСТ 14806-80, для соединений из двухслойной коррозионно-стойкой стали — ГОСТ 16098-80, для соединений, выполненных контактной сваркой, — ГОСТ 15878-79, для точечных соединений — ГОСТ 14776-79.
Для снижения концентрации напряжений в угловых швах тавровых соединений в местах перехода от металла шва к основному металлу (точки Б и В в сечении шва — рис. 1.1, а и б) швы необходимо выполнять вогнутыми при условии обеспечения полного провара стенки таврового соединения и корня шва (см. рис. 1.1, а), а при наличии внутреннего концентратора (точка А) — выпуклыми (см. рис. 1.1, б). Угловые швы нахлесточных соединений с этой же целью следует выполнять выпуклыми (рис. 1.1, в).
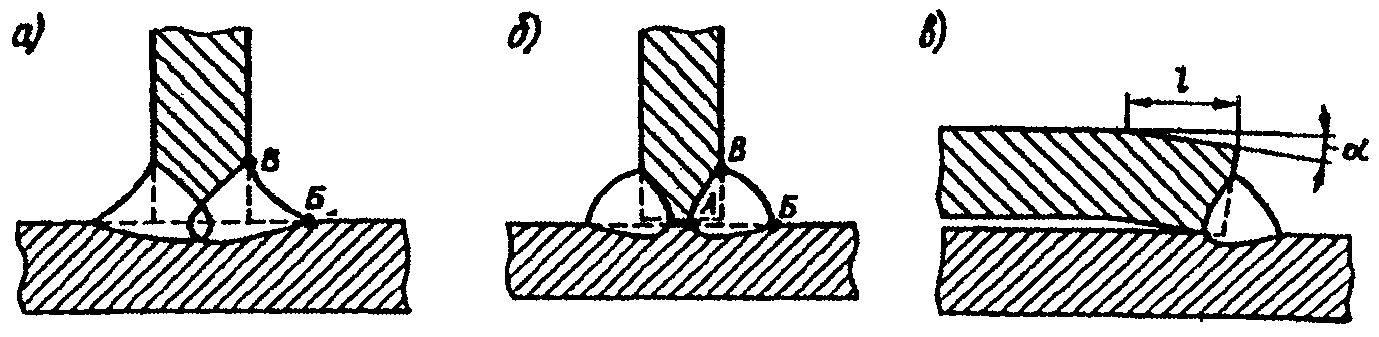
Рис. 1.1. Виды концентраторов напряжений угловых швов
При выполнении нахлесточных соединений можно допускать небольшой подгиб края накладки (рис. 1.1, в) к поверхности основного металла до угла ![]() на длине l = 10 — 15 мм (например, после резки металла на гильотинных ножницах).
на длине l = 10 — 15 мм (например, после резки металла на гильотинных ножницах).
1.3.10. В местах, подлежащих сварке, после разделки трещин и подготовки кромок обязательна зачистка основного металла до металлического блеска на расстоянии не менее 20 мм по обе стороны от границ разделанных кромок.
Края подготавливаемых накладок, косынок, вставок и выводных планок также должны быть зачищены до металлического блеска, как и основной металл ремонтируемого узла, элемента или детали конструкции.
1.3.11. Металлоконструкции вагонов в местах, подлежащих ремонту, а также металлический прокат для изготовления отдельных элементов металлоконструкций, имеющие деформации (прогибы, вмятины, искривления и др.) сверх допустимых стандартами и технической документацией, должны быть предварительно выправлены.
Правка должна выполняться на прессах, вальцах или устройствах, обеспечивающих плавное приложение нагрузок. Отдельные неровности и искривления на листах толщиной до 3 мм разрешается править вручную на ровных чугунных плитах или столах из твердых пород дерева.
1.3.12. Горячая и холодная правка должны выполняться по технологии, исключающей появление трещин, надрывов и пережогов металла. Допускается правка металла при местном нагреве отдельных участков.
Температурный режим горячей правки должен быть оговорен в ТУ на ремонт конкретной детали или узла вагона или же указан в технологическом процессе ремонтного предприятия.
1.3.13. Не подлежащие сварке кромки несущих конструкций, а также кромки накладок и вставок, узлов и элементов ответственных конструкций, выполненные газопламенной и дуговой резкой, на гильотинных ножницах и штампах, не должны иметь нескругленных кромок, выступов и неровностей.
Кромки прокатных профилей допускается оставлять без дополнительной обработки.
1.3.14. Вырывы, надрывы и другие дефекты, появившиеся в результате обработки, должны быть устранены с соблюдением плавности перехода от обработанного места к необработанному.
1.3.15. Сборку под сварку элементов конструкции необходимо производить в сборочно-сварочных кондукторах и приспособлениях или же на кантователях и манипуляторах. При постановке вставок и усиливающих накладок их следует прижимать или закреплять фиксаторами, струбцинами, болтами или другими приспособлениями. Сборочно-сварочная оснастка должна обладать жесткостью, обеспечивать свободный доступ к местам сварки и удобство ее выполнения.
1.3.16. Сборочно-сварочная оснастка должна быть рассчитана на сварку и наплавку преимущественно в нижнем положении.
1.3.17. При фиксировании взаимного расположения свариваемых деталей при помощи прихваток площадь их сечения не должна превышать 1/3 площади сечения шва, а максимальная площадь сечения должна быть не более 25 — 30 мм2. Прихватки рекомендуется выполнять покрытыми электродами, в защитных газах или под флюсом.
1.3.18. Размеры и места постановки прихваток должны быть указаны в технологических картах и оговорены в технологических процессах. Прихватки должны быть очищены от шлака и брызг, а прихватки с трещинами, наплывами и другими дефектами необходимо удалить и выполнить вновь.
Все прихватки должны быть полностью переварены в процессе выполнения сварного соединения.
1.3.19. Выводные планки, если они предусмотрены технологическим процессом, должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к их кромкам. Допуски на точность установки выводных планок такие же, как и при сборке элементов под сварку.
1.3.20. Собранные под сварку элементы и узлы вагонов должны быть проверены в соответствии с чертежами, технологической документацией и настоящей Инструкцией.
Постоянный контроль качества подготовленных под сварку узлов и деталей должен осуществлять бригадир или мастер цеха, а периодический — службы ОТК завода или приемщик вагонов ЦВ МПС в депо.
1.3.21. При транспортировке и кантовании собранных под сварку элементов и сборочных единиц вагонов необходимо обеспечить сохранение их форм и исключить атмосферное или случайное увлажнение подготовленных к сварке и наплавке поверхностей.
1.4. Общие требования к сварным конструкциям вагонов
1.4.1. Сварка встык деталей не одинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 1.1, должна производиться так же, как деталей одинаковой толщины.
Таблица 1.1
|
Толщина тонкой детали, мм |
Разность толщин деталей, мм |
|
Ручная дуговая сварка стальных деталей |
|
|
От 1 до 4 |
1 |
|
Свыше 4 до 20 |
2 |
|
Свыше 20 до 30 |
3 |
|
Автоматическая и механизированная сварка под флюсом и в защитном газе стальных деталей |
|
|
От 2 до 4 |
1 |
|
Свыше 4 до 30 |
2 |
|
Свыше 30 до 40 |
4 |
|
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах |
|
|
От 0,8 до 3 |
0,5 |
|
Свыше 3 до 5 |
1,0 |
|
Свыше 5 до 12 |
1,2 |
|
Свыше 12 до 25 |
1,5 |
Для плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва. Конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
1.4.2. При разности толщин свариваемых деталей свыше значений, указанных в табл. 1.1, на детали, имеющей большую толщину, должен быть сделан скос под углом 15° (рис. 1.2) с одной или двух сторон до толщины тонкой детали. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.

Рис. 1.2. Скос кромок толстых листов стыковых соединений
1.4.3. Допускается при ручной дуговой сварке и сварке под флюсом смещение свариваемых кромок деталей относительно друг друга не более: 0,5 мм — для толщины до 4 мм; 1 мм — для толщины от 4 до 10 мм; 0,1S толщины, но не более 3 мм — для толщины более 10 мм. При дуговой сварке в защитном газе допускается следующее смещение: 0,25 мм — для деталей толщиной до 4 мм; 0,1S + 0,5 мм — для деталей толщиной 5 — 25 мм и 3 мм — для деталей толщиной 25 — 50 мм.
1.4.4. При стыковом соединении элементов разной ширины на более широком элементе должны быть выполнены скосы с уклоном 1:5 (рис. 1.3).

Рис. 1.3. Скосы концов более широких листов (а)
или уголков (б)
1.4.5. Стыковой шов уголков или швеллеров рекомендуется выполнять с двух сторон по V-образной разделке с подрубкой корня шва.
1.4.6. Стыковые соединения сварных балок рекомендуется выполнять по одному из вариантов, показанных на рис. 1.4, с соблюдением определенной последовательности заварки швов для исключения появления в них трещин. При сварке балок с совмещенным стыком вначале заваривают поясные (продольные) швы между полками и стенками балки (позиция 1 на рис. 1.4, а). При этом их не доводят до стыка стенки на 150 — 200 мм с обеих сторон. Затем при многослойной сварке заполняют часть разделки стыковых швов полок двутавров на 60 — 70% толщины (позиции 2 и 3 на рис. 1.4, а). Во вторую очередь заваривают шов стыка стенки (позиция 4), после чего заканчивают сварку стыковых швов поясов.
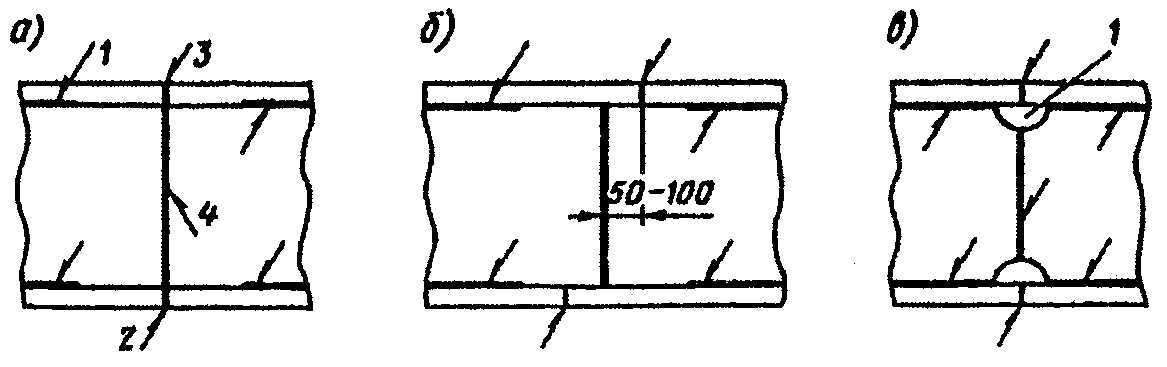
Рис. 1.4. Типы стыков сварных балок двутаврового сечения:
а — совмещенный стык; б — раздвинутый стык;
в — стык с вырезкой
При сварке балок с раздвинутым стыком стыковые швы полок двутавров должны быть смещены относительно стыкового шва стенки на 50 — 100 мм (см. рис. 1.4, б). Последовательность сварки балок такая же, как при сварке балок с совмещенным стыком. Данный вариант является более оптимальным.
При совмещении стыковых швов полок и стенок в зоне их пересечения механической обработкой могут быть сделаны местные вырезы (позиция 1 на рис. 1.4, в), размеры которых определяются конструкторской документацией.
1.4.7. При использовании в рамах вагонов и тележек гнутых профилей и штампованных элементов, выполненных в холодном состоянии, необходимо учитывать пониженные пластические свойства металла в местах резких перегибов и избегать наложения сварных швов в этих зонах. При сопряжении таких профилей следует избегать соединений, показанных на рис. 1.5, а, заменяя их соединениями по одному из вариантов, приведенных на рис. 1.5, б, в, г.
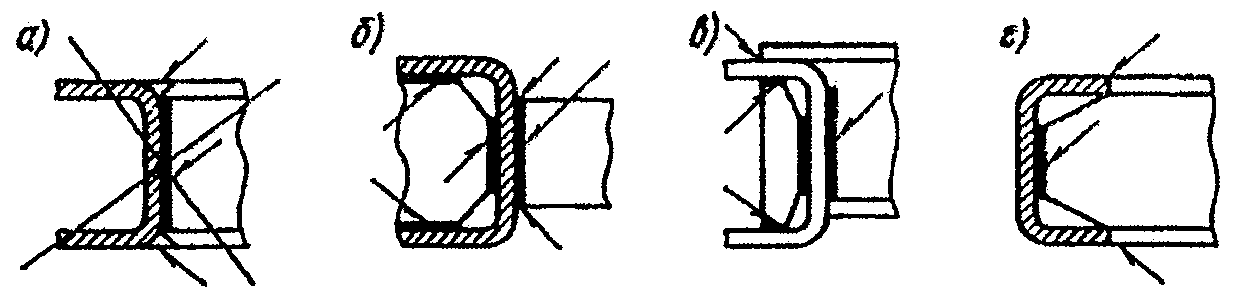
Рис. 1.5. Сопряжение гнутых профилей
1.4.8. В конструкциях рам вагонов и тележек запрещается применять прерывистые швы как при сварке основных элементов, так и при приварке к ним деталей.
На других деталях и узлах вагонов допускается применение прерывистых швов, если они конструктивно предусмотрены чертежами или технологическими инструкциями на ремонт, утвержденными ЦВ МПС.
1.4.9. При приварке косынок и деталей сложной формы к элементам балок в узлах конструкции, работающей под переменными нагрузками, рекомендуется выполнять их крепление к стенке и полкам с выкружкой для получения плавного перехода (рис. 1.6). В элементах стальных конструкций должен предусматриваться радиус r >= 65 мм при подготовке выкружки механическим способом, а при выполнении ее газовой резкой R = 1,5 r. В конструкциях из алюминиевых сплавов r >= 80 мм.
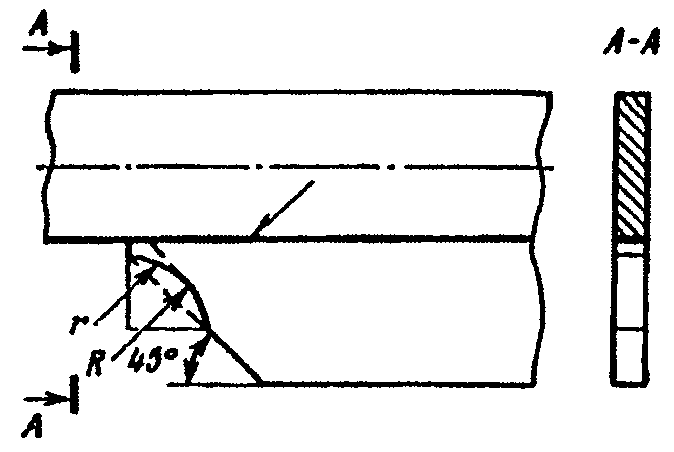
Рис. 1.6. Приварка косынки к горизонтальному листу
ответственного элемента
1.4.10. Не рекомендуется накладывать сварные угловые швы, расположенные нормально к силовому потоку. Следует по возможности применять косые угловые швы.
1.4.11. Размер катета угловых швов (номинальный) должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в табл. 1.2.
Таблица 1.2
|
Номинальный размер катета углового шва, мм |
Предельные отклонения размера катета углового шва, мм |
|
От 3 до 5 мм |
+1,0; -0,5 |
|
Свыше 5 до 8 мм |
+2,0; -1,0 |
|
Свыше 8 до 12 мм |
+2,5; -1,5 |
|
Свыше 12 мм |
+3,0; -2,0 |
1.4.12. Следует избегать приварки деталей сложной формы или косынок внахлестку к элементам, работающим на растяжение.
1.4.13. С целью повышения предела выносливости сопряжение отдельных элементов сварных сборочных единиц следует выполнять в соответствии с рекомендациями, приведенными в табл. 1.3.
Таблица 1.3
|
Нерекомендуемые |
Рекомендуемые |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приварка бобышки к листу |
Бобышка зафиксирована в осевом направлении |
|
|
|
|
Приварка втулки к рычагу |
Пережог кромки предотвращен увеличением ее сечения |
|
|
|
|
Приварка фланца к обечайке |
Оплавление кромки отверстия предотвращено удалением отверстия от сварного шва. Другое решение — сверление отверстия после сварки |
|
|
|
|
Угловое соединение |
|
|
|
|
|
Соединение профилей с листами |
|
|
|
|
|
Приварка косынки |
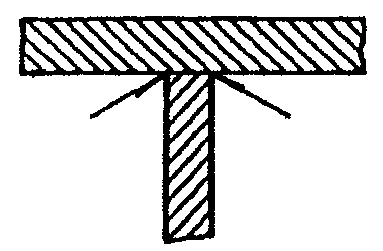
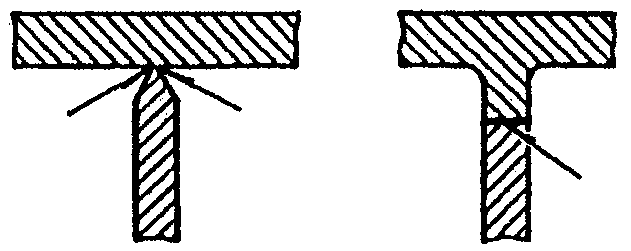
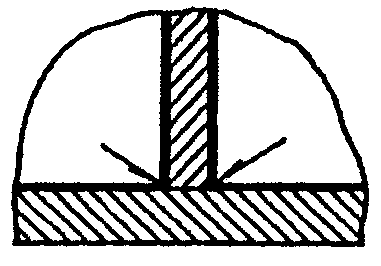
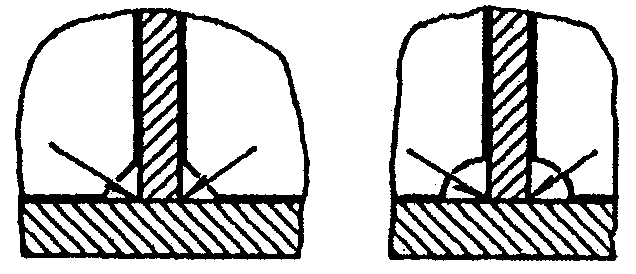
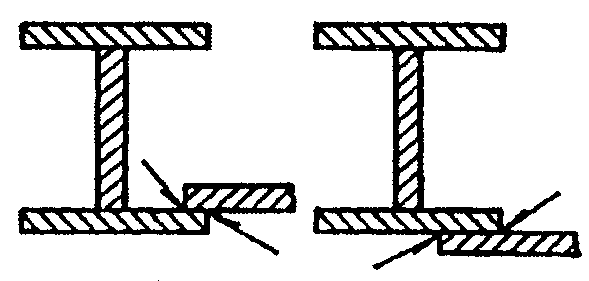
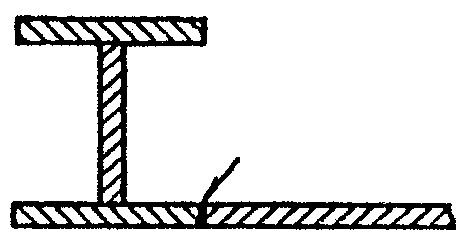
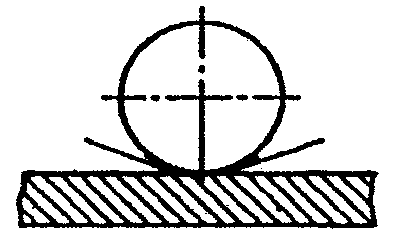
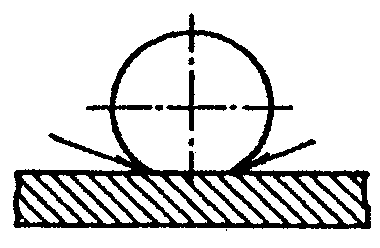
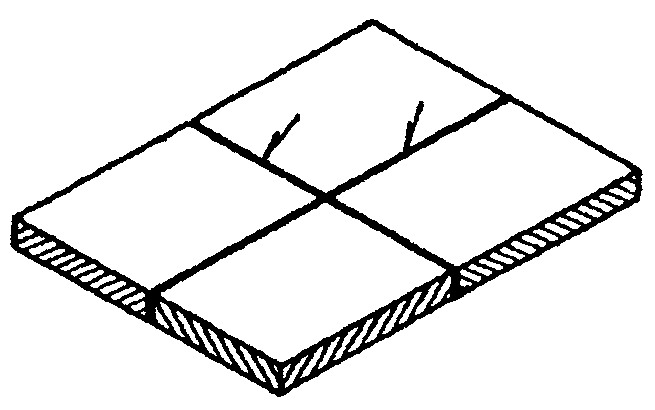
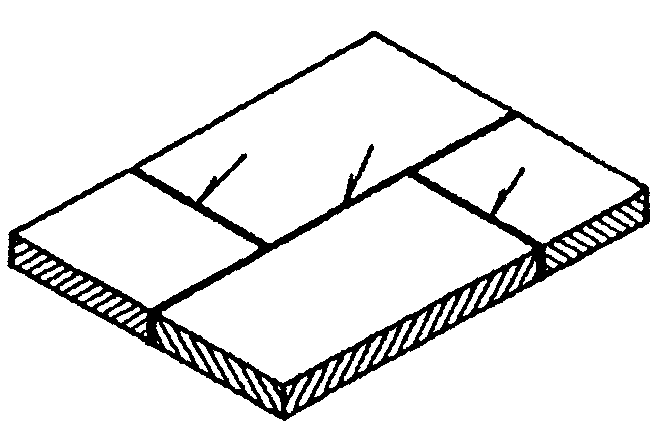
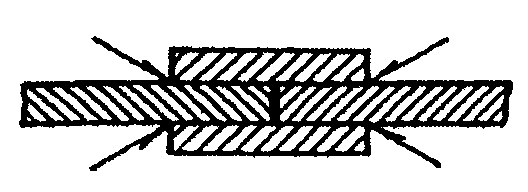
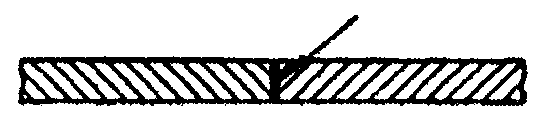
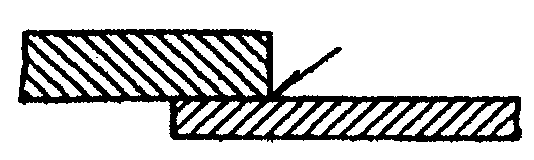
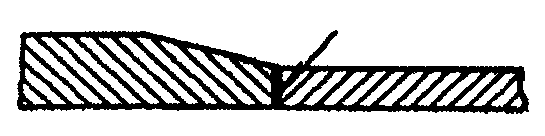
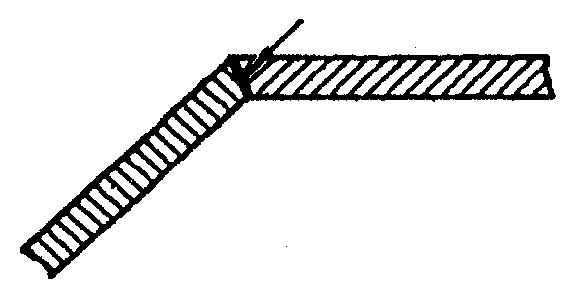
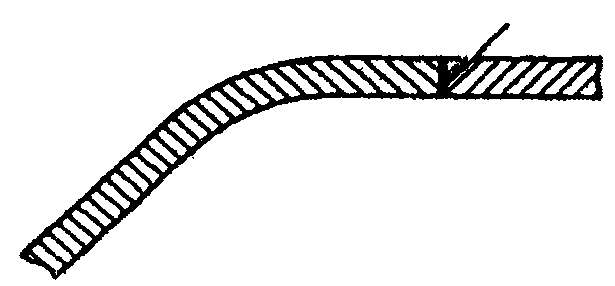
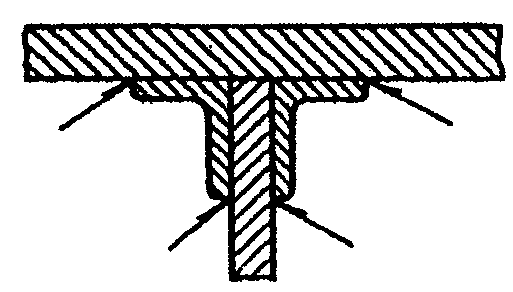
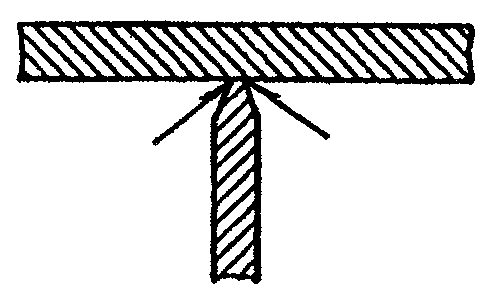
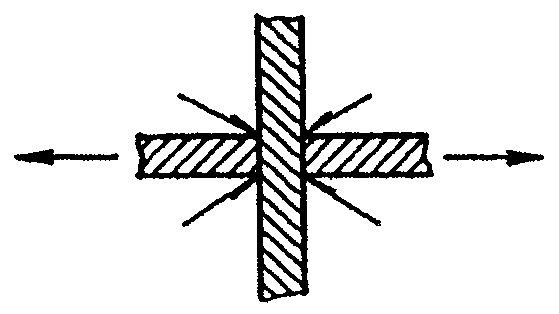
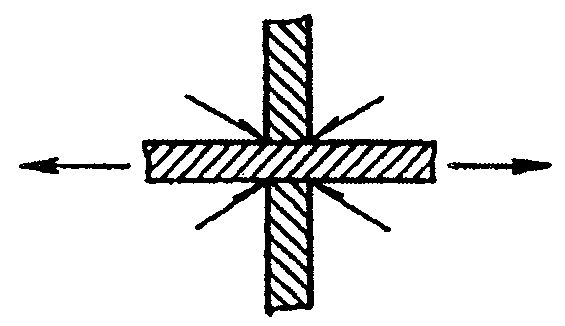
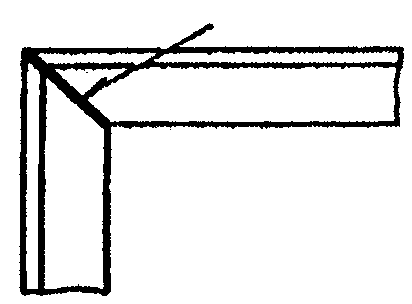
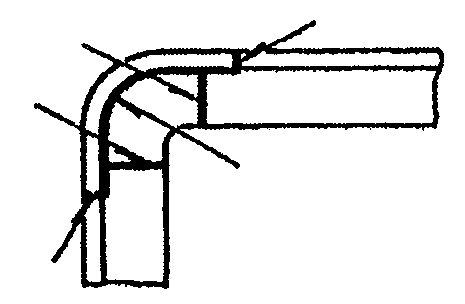
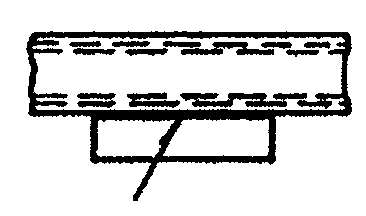
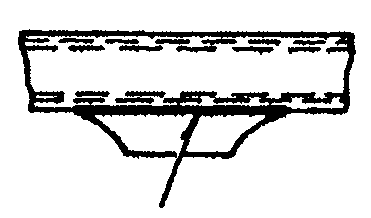
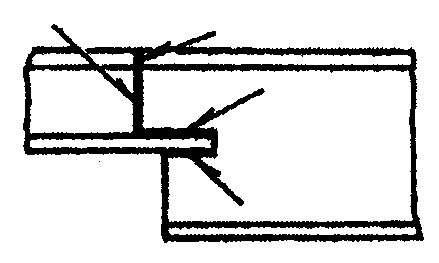
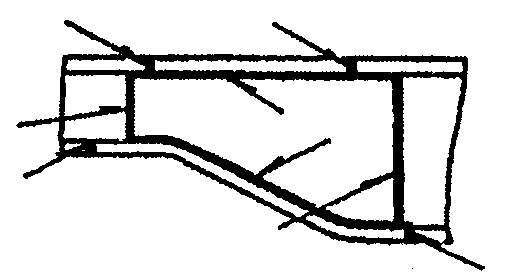
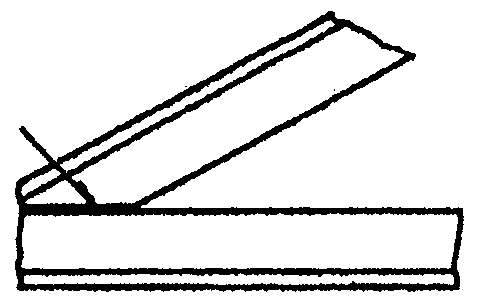
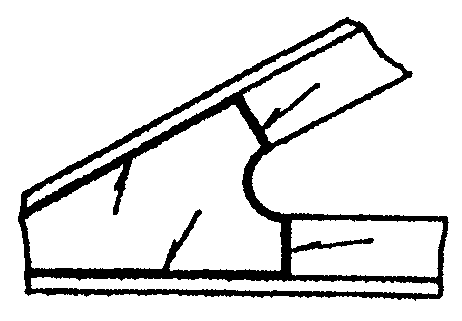
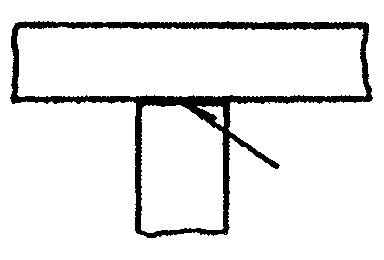
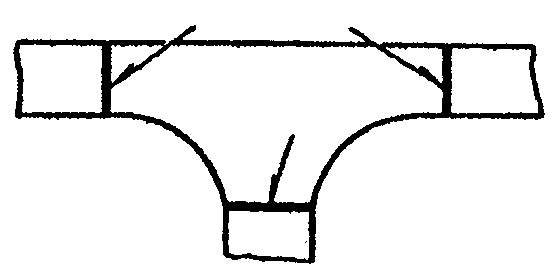
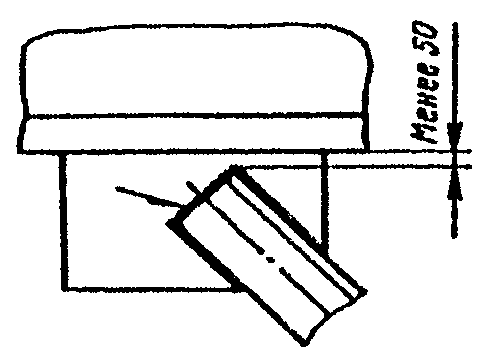
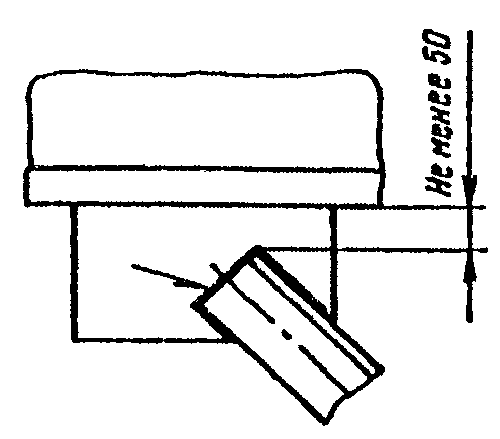
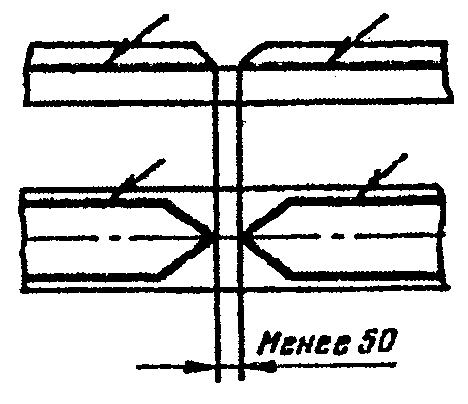
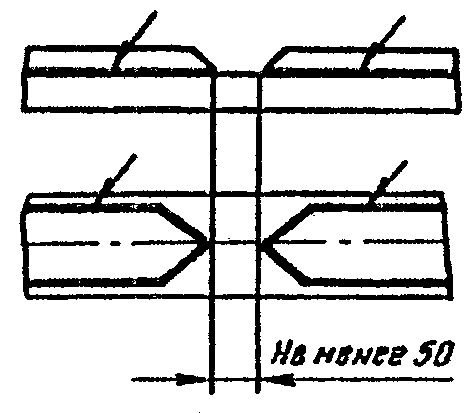
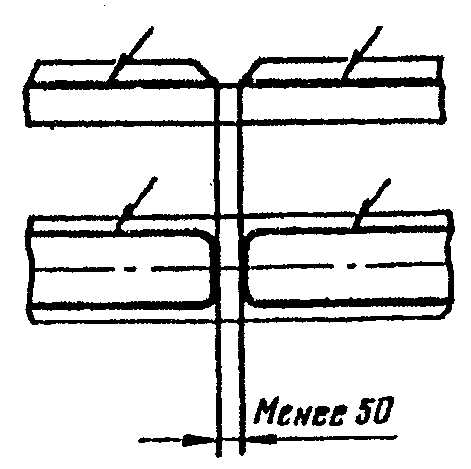
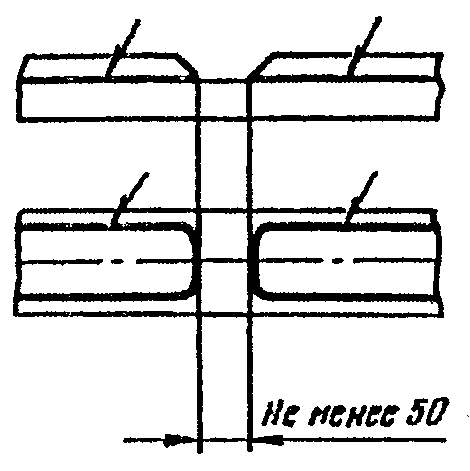
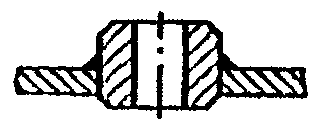
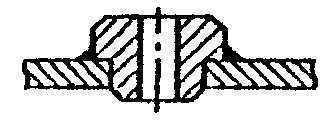
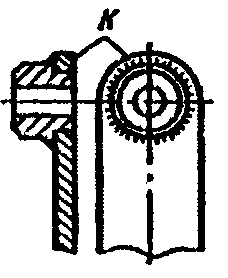
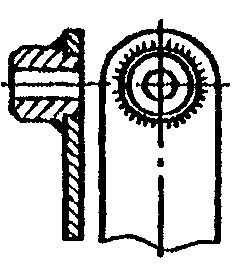
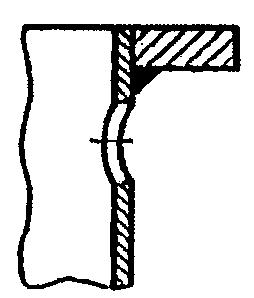
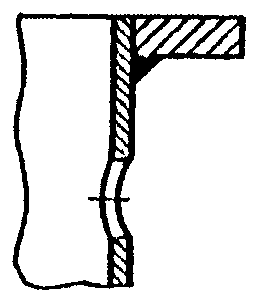
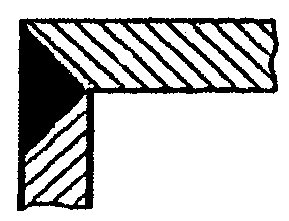
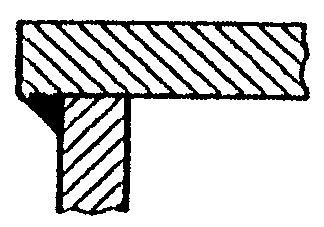
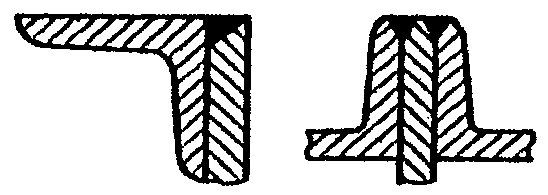
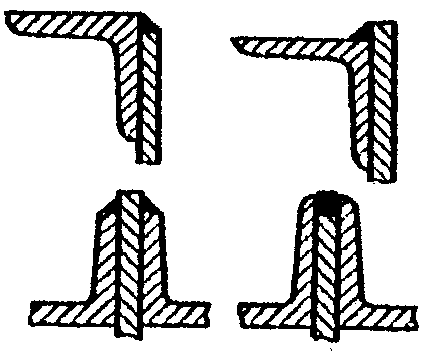
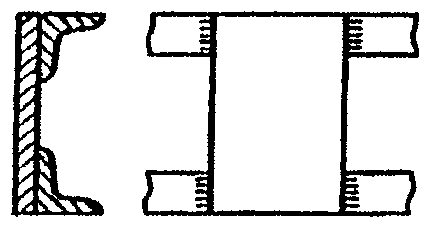
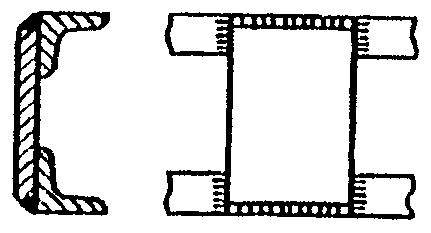
1.5. Основные сведения о сталях и их свариваемости
1.5.1. При изготовлении деталей вагонов применяют главным образом конструкционные низкоуглеродистые, среднеуглеродистые и низколегированные прокатные и литые стали, а также коррозионно-стойкие стали. Основным легирующим элементом в углеродистых сталях, определяющим механические свойства и свариваемость, является углерод. Стали с содержанием углерода до 0,25% относятся к низкоуглеродистым, от 0,26 до 0,45% — к среднеуглеродистым, от 0,45 до 0,8% — к высокоуглеродистым. Углеродистые стали бывают обыкновенного качества и качественные. По степени раскисления стали обыкновенного качества подразделяются на спокойные (сп), полуспокойные (пс) и кипящие (кп).
Кипящая сталь содержит не более 0,07% кремния, имеет неравномерное распределение серы и фосфора по толщине, склонна к старению и охрупчиванию. Полуспокойная сталь занимает промежуточное место между кипящей и спокойной сталями (ГОСТ 380-94 и ГОСТ 14637-89).
1.5.2. Стали, содержащие специально введенные элементы, называются легированными. Если содержание каждого элемента не превышает 2%, а суммарное содержание легирующих элементов — 5%, то сталь считается низколегированной. Применение низколегированных сталей (ГОСТ 19281-89) позволяет повысить прочность и надежность деталей и сварных конструкций, а также сопротивление атмосферной коррозии, в ряде случаев снизить их массу.
В табл. 1.4 и 1.5 показан характер воздействия легирующих элементов и примесей в стали на свариваемость, свойства и характеристики металла.
Таблица 1.4
|
Элемент (химический символ) |
Обозначение элемента при маркировке |
Содержание элемента в сталях, % |
Характер воздействия элемента |
|
Хром (Cr) |
Х |
До 0,3 в низкоуглеродистых, 0,7 — 3,5 в конструкционных, 12 — 18 в хромистых, 9 — 35 в хромоникелевых |
Повышает коррозионную стойкость и твердость. При нарушении технологии сварки образуются карбиды хрома, ухудшающие коррозионную стойкость и резко повышающие твердость в зоне термического влияния. Содействует образованию тугоплавких окислов, затрудняющих процесс сварки |
|
Никель (Ni) |
Н |
0,2 — 0,3 в низкоуглеродистых, 1 — 5 в конструкционных, 8 — 35 в легированных |
Повышает вязкость, хладостойкость, коррозионную стойкость, пластические и прочностные свойства стали, измельчает зерна, не ухудшая свариваемости |
|
Молибден (Mo) |
М |
0,15 — 0,8 |
Увеличивает прочность стали при ударных нагрузках и высоких температурах, измельчает зерно, способствует образованию трещин в наплавленном металле и зонах термического влияния. При сварке активно окисляется и выгорает |
|
Углерод (C) |
— |
До 0,25 для углеродистых; до 0,18 для низколегированных |
Одна из важнейших примесей, определяющих прочность, вязкость, закаливаемость и особенно свариваемость стали, не ухудшая ее |
|
— |
Более 0,25 |
Свариваемость резко ухудшается по мере повышения содержания углерода, в зонах термического влияния образуются структуры закалки, приводящие к трещинам. Повышенное содержание углерода в присадочном материале вызывает при сварке пористость металла шва |
|
|
Марганец (Mn) |
Г — стали, Мн — бронзы, латуни |
0,3 — 0,8 |
Сварку не затрудняет, повышает сопротивляемость образованию технологических трещин (до 1,6%) |
|
1,8 — 2,5 |
Могут появиться трещины, способствует увеличению закаливаемости стали |
||
|
11 — 12 в сталях типа Г13Л |
Обеспечивает высокую вязкость, износостойкость и повышенную наклепываемость. Происходит интенсивное выгорание марганца |
||
|
Кремний (Si) |
С — стали, К — латуни, бронзы |
0,02 — 0,2 |
Сварку не затрудняет |
|
0,8 — 1,15 в спецсталях |
Свариваемость ухудшается из-за высокой жидкотекучести кремнистой стали и образования тугоплавких окислов кремния |
||
|
Ванадий (V) |
Ф |
0,05 — 0,15 |
Повышает прочность и вязкость металла. Сварку не затрудняет |
|
0,2 — 0,8 в спецсталях |
Способствует закаливаемости стали, чем затрудняет сварку |
||
|
Вольфрам (W) |
В |
0,18 — 1,8 в инструментальных и штамповых сталях |
Резко увеличивает твердость стали и ее работоспособность при высоких температурах (красностойкость), но затрудняет процесс сварки, так как сильно окисляется |
|
Титан (Ti) |
Т |
0,02 — 0,05 |
Повышает прочность и вязкость металла. Сварку не затрудняет |
|
0,5 — 1,0 в коррозионно-стойких и жаропрочных сталях |
Повышает коррозионные свойства |
||
|
Ниобий (Nb) |
Б |
0,5 — 1,0 в коррозионно-стойких и жаропрочных сталях |
Повышает коррозионные свойства, при сварке коррозионно-стойких сталей типа 12Х18Н9 способствует образованию горячих трещин |
|
Медь (Cu) |
Д |
До 0,3 |
Повышает прочностные характеристики стали и улучшает коррозионные свойства. При |
|
Сера (S) |
— |
До 0,05 |
Одна из наиболее вредных примесей в стали. Ухудшает свариваемость, вызывает образование горячих трещин |
|
Фосфор (P) |
П |
До 0,05 |
Вредная примесь в стали. Ухудшает свариваемость, повышает хладноломкость стали. В отдельных случаях используется для повышения атмосферостойкости стали |
Таблица 1.5
|
Характеристика стали |
Влияние на характеристику |
||||||||||
|
C |
Si |
Mn |
P |
S |
Ni |
Cr |
Cu |
V |
Mo |
Ti |
|
|
Временное сопротивление |
+ |
+ |
+ |
+ |
— |
+ |
+ |
+ |
+ |
+ |
+ |
|
Предел текучести |
+ |
+ |
+ |
+ |
— |
+ |
+ |
+ |
+ |
+ |
+ |
|
Относительное удлинение |
= |
— |
— |
= |
0 |
0 |
0 |
0 |
— |
— |
0 |
|
Твердость |
+ |
+ |
+ |
+ |
— |
+ |
+ |
0 |
+ |
+ |
+ |
|
Ударная вязкость |
— |
= |
— |
= |
— |
+ |
+ |
0 |
0 |
0 |
— |
|
Усталостная прочность |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
+ |
+ |
0 |
|
Свариваемость |
— |
|
|
— |
0 |
0 |
0 |
— |
+ |
+ |
+ |
|
Стойкость против коррозии |
0 |
— |
+ |
+ |
0 |
+ |
+ |
+ |
+ |
+ |
0 |
|
Хладостойкость |
— |
|
0 |
+ |
0 |
— |
— |
— |
0 |
0 |
0 |
|
Красноломкость |
+ |
+ |
0 |
0 |
+ |
0 |
0 |
0 |
0 |
— |
0 |
|
Примечания. 1. + — повышает; ++ — значительно повышает; — — снижает; = — значительно снижает; 0 — не сказывается; |
|||||||||||
|
2. Кремний при содержании его до 0,4% улучшает свариваемость и хладостойкость, а при содержании более 0,8% снижает. |
|||||||||||
|
3. Марганец при содержании его до 1,6 — 1,8% улучшает свариваемость. |
1.5.3. Технологическое свойство материалов образовывать в процессе сварки соединения, не уступающие по свойствам соединяемым материалам и отвечающим конструктивным и эксплуатационным требованиям, называется свариваемостью. В табл. 1.6 и 1.7 дана классификация сталей по группам свариваемости и приведены примеры распределения сталей по этим группам.
Таблица 1.6
|
Группа |
Свариваемость |
Характеристика стали |
|
I |
Хорошая |
Свариваются любыми способами без применения особых приемов |
|
II |
Удовлетворительная |
Для получения сварных соединений высокого качества требуется строгое соблюдение режимов сварки, применение специального присадочного металла, особо тщательная очистка свариваемых кромок и нормальные температурные условия сварки, а в некоторых случаях — предварительный и сопутствующий подогрев и термообработка |
|
III |
Ограниченная |
Стали в обычных условиях сварки склонны к образованию трещин, перед сваркой их подвергают термообработке и подогреву до температуры в интервале от 250 до 400 °C с последующим отпуском после сварки |
|
IV |
Плохая |
Качество сварных соединений пониженное. Швы склонны к образованию трещин. При сварке применяют сложные технологические приемы, обязательный подогрев изделия, предварительную и последующую термообработку |
Таблица 1.7
|
Свариваемость |
Марка стали |
|
Углеродистые, низко- или среднелегированные стали |
|
|
Хорошая |
Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст3Гсп, 09Г2, 09Г2Д, 10Г2БД, 09Г2С, 09Г2СД, 08, 10, 15, 20, 25, 15К, 20К, 15Х, 20Х, 12ХН2, 15НМ, 10ХСНД, 15ХСНД, 15Х, 15Л, 20Л |
|
Удовлетворительная |
Ст5сп, Ст5Гсп, 30, 35, 20ХГСА |
|
Ограниченная |
Ст6пс, Ст6сп, 40, 45, 50, 35ХМ, 30ХГС, 33ХС, 20ХН3А |
|
Плохая |
60Г, 65Г, 50ХН, 50ХГ, 50ХГА, 55С2, 65, 75, 85, 60С2, 9Х, 55Л |
|
Легированные стали |
|
|
Хорошая |
12Х18Н10Т, 10Х17Н13М2Т, 08Х22Н6Т |
|
Ограниченная |
17Х18Н9Т, 2Х18Н9 |
1.5.4. Марки металлов, применяемых при изготовлении и ремонте деталей и узлов вагонов, приведены в табл. 1.8.
Таблица 1.8
|
Узлы и детали вагонов |
Марка металла, применяемого при изготовлении и ремонте |
|
Тележки |
|
|
Ось колесной пары |
Сталь по ГОСТ 4728-96 |
|
Колесо цельнокатаное |
Сталь колесная ГОСТ 10791-89 |
|
Корпус буксы |
Сталь 15Л, 25Л, ГОСТ 977-88 |
|
Крышка крепительная буксы |
Сталь 15 по ГОСТ 1050-88 |
|
Рама боковая тележки грузового вагона |
Сталь 15Л, 20Л, 20ГЛ, 20Г1ФЛ, ГОСТ 977-88 |
|
Рама тележки рефрижераторного вагона |
Ст3сп по ГОСТ 380-94 |
|
Балка надрессорная тележки грузового вагона |
Сталь 15Л, 20Л, 20ГЛ, 20Г1ФЛ |
|
То же рефрижераторного вагона |
Ст3сп, ГОСТ 380-94 |
|
Клин |
Сталь 25Л, чугун СЧ25 |
|
Планка фрикционная |
Сталь 45, ГОСТ 1050-88 |
|
Балка соединительная |
Сталь 09Г2С, ГОСТ 19281-89 |
|
Шпинтон |
Сталь 25Л |
|
Втулка шпинтона |
Сталь 45, ГОСТ 1050-88 |
|
Гайка шпинтона |
Ст3сп, ГОСТ 380-94 |
|
Подпятник |
Ст3сп, ГОСТ 380-94 |
|
Коробка скользуна |
Сварной вариант — Ст3сп, ГОСТ 380-94, литой вариант — сталь 25Л |
|
Шкворень |
Ст3сп, ГОСТ 380-94 |
|
Подвеска, тяга, серьга, валик, шайба опорная |
Ст5сп, ГОСТ 380-94 |
|
Балка опорная, балка подрессорная, стержень предохранительный, тяга (поводок) |
Ст3сп, ГОСТ 380-94 |
|
Планка подрессорная и надрессорная |
Ст3, ГОСТ 380-94, сталь 15; сталь 20 |
|
Балка соединительная 8-осного вагона |
Сталь 09Г2С |
|
Пятник штампованный |
Сталь 09Г2, 09Г2С, ГОСТ 19281-89; Сталь, ГОСТ 4728-96, сталь 20 |
|
Пятник литой |
Сталь 20Л, 25Л, 20ФЛ, 20ФЮЛ, 20ГФЛ, 20Г1ФЛ, 20ГЛ, 20ГЛТ, ГОСТ 977-88 |
|
Подпятник штампованный |
Сталь 09Г2, 09Г2С, ГОСТ 19281-89 |
|
Рама вагона |
|
|
Балка хребтовая |
Ст3сп, ГОСТ 380-94; сталь 09Г2, 09Г2Д, 09Г2С, 10Г2БД, 10Г2Б, ГОСТ 19281-89 |
|
Балка концевая грузового вагона |
Ст3сп; сталь 09Г2Д |
|
Балка шкворневая и промежуточная грузового вагона |
Ст3сп; сталь 09Г2, 09Г2Д, 10Г2Б |
|
Пятник |
Сталь 15Л, 20Л |
|
Скользун рамы |
Ст3сп |
|
Детали кузова |
|
|
Ферма грузового вагона |
Сталь 09Г2, 10Г2БД, 10ХНДП, ГОСТ 19281-89, Ст3сп |
|
Каркас кузова рефрижераторного вагона ЦМВГ и др. |
Сталь 09Г2, 09Г2Д, 10ХНДП, Ст3сп |
|
Обшивка стен рефрижераторного вагона |
Сталь 09Г2, 09Г2Д, 10ХНДП, Ст3 |
|
Крыша вагона |
Сталь 09Г2, 09Г2Д |
|
Кузов крытого цельнометаллического грузового вагона |
Ст3сп, сталь 09Г2, 09Г2Д, 10Г2БД, 10ХНДП |
|
Пол цельнометаллический грузового и рефрижераторного вагонов |
Сталь 09Г2Д |
|
Двери вагонов всех типов |
Ст3, сталь 09Г2 |
|
Крышки разгрузочных люков полувагонов |
Ст3, сталь 09Г2Д, 10ХНДП |
|
Детали автосцепного устройства |
|
|
Корпус автосцепки |
Сталь 15ГЛ, 20ФЛ, ГОСТ 977-88, 20ГЛ, 20Г1ФЛ, ГОСТ 22703-91, 20Л с термообработкой |
|
Замок |
Сталь 20ГЛ, 20ФЛ, 20ГФЛ |
|
Замкодержатель |
Сталь 15Л, 20Л, 20ГЛ, 20ФЛ |
|
Предохранитель замка |
Литой вариант — сталь 20Л, Г13ФЛ, штампованный вариант — Ст5 |
|
Подъемник замка, валик подъемника |
Сталь 20Л, 20ГЛ, 20ФЛ |
|
Розетка ударная |
Сталь 15Л, 20Л, 20ГЛ, 20ФЛ, 20Г1ФЛ |
|
Центрирующая балочка |
Ст3сп, сталь 20Л, 20ГЛ, 20Г1ФЛ |
|
Подвеска маятниковая |
Ст3сп |
|
Детали центрирующего прибора |
Сталь 15Л |
|
Плита поддерживающая |
Сталь 20Л |
|
Корпус поглощающего аппарата: |
|
|
типа ЦНИИ Н-6 |
Сталь 20ГЛ, 30ГСЛ |
|
типа Ш-1-ТМ |
Сталь 27ГЛ, 32Х06Л, ГОСТ 977-88 |
|
Хомут тяговый |
Сталь 20ГЛ, 20ФЛ, 20ГФЛ |
|
Плита ударная |
Литой вариант — сталь 20Л, штампованный вариант — сталь 38ХС, ГОСТ 4543-71, сталь 45 |
|
Упоры и упорные угольники |
Сталь 15Л, 20ГЛ, 20ГФЛ, 20Г1ФЛ |
|
Планка поддерживающая |
Сталь 20Л, 20ГЛ, 20ФЛ, 09Г2, 09Г2Д, 09Г2СД |
|
Державка и фиксирующий кронштейн |
Сталь 25Л |
|
Рычаг расцепной |
Ст3 |
|
Детали тормоза |
|
|
Резервуар воздушный для автотормозов |
Сталь 10ХНДП, сталь 15, Ст3сп |
|
Цилиндр тормозной (корпус и передняя крышка) |
Серый чугун СЧ15, ГОСТ 1412-85 |
|
Камера рабочая |
Серый чугун СЧ18 |
|
Магистраль тормозная |
Сталь 20, 09Г2С, 10Г2, ГОСТ 8733-74 |
|
Триангель |
Сталь 09Г2СД, Ст3сп |
|
Траверса |
Сталь 09Г2Д, 09Г2СД |
|
Башмак |
Сталь 15Л, 20Л, 25Л, ГОСТ 977-88 |
|
Подвеска тормозного башмака, валик, детали ручного тормоза |
Ст3сп |
|
Кронштейн подвески башмака и вертикальных рычагов |
Ст3сп, сталь 20Л, 25Л |
|
Тяги и валики |
Сталь 09Г2, 09Г2Д |
|
Рычаг тормозной и затяжка рычагов |
Ст3сп, сталь 09Г2, 09Г2Д |
|
Оборудование рефрижераторных вагонов секций ЦВ5, БМ3-5 и АРВ |
|
|
Блок цилиндров (дизель К-461М, К-771 и 4VD-21/15) |
Чугун СЧ18 |
|
Картер коленчатого вала |
Чугун СЧ21 |
|
Головка цилиндра |
Чугун СЧ24 |
|
Вал коленчатый |
Сталь 40Х |
|
Вал распределительный топливного насоса |
Сталь 45 |
|
Коллектор всасывающий, глушитель, рама дизель-генератора, поддон дизеля, корпус масляного фильтра, корпус электроподогревателя, кожух вентилятора, решетка напольная, бак топливный, бак для воды, трубы системы водоснабжения |
Ст3 |
|
Корпус масляного фильтра |
Чугун СЧ24, СЧ21 |
|
Ванна масляная |
Алюминиевый сплав АК7М2 (АЛ-14В), ГОСТ 1583-93 |
|
Устройство воздухонаправляющее, корпус топливного насоса, крышка топливного фильтра, картер шестерен и газораспределения, корпус и крышки регулятора оборотов |
То же |
|
Вал воздухонагревателя, вал асинхронного двигателя |
Ст5сп |
|
Вал ротора |
Сталь 17ГС, ГОСТ 19281-89 |
|
Основание корпуса топливного насоса |
Алюминиевый сплав АК5М, ГОСТ 1583-93 |
|
Ресивер |
Ст3, ГОСТ 380-94 |
|
Рама холодильного агрегата |
Алюминиевый сплав АМг5 |
|
Кронштейн и крышка коромысла, крышки масляной центрифуги и коробки шестерен |
Алюминиевый сплав АК7ч, ГОСТ 1583-93 |
|
Корпус центробежного водяного насоса, крепление асинхронного двигателя, радиатор |
Чугун СЧ18 |
|
Подвод |
Алюминий А5ч, ГОСТ 11069-74 |
|
Щит подшипниковый |
Чугун СЧ12 |
|
Вентилятор асинхронного двигателя, дефлектор |
Алюминиевый сплав АК12, ГОСТ 1583-93 |
|
Битумный полувагон |
|
|
Бункер, опора |
Ст3сп |
|
Вагон-хоппер для перевозки сырья минеральных удобрений |
|
|
Кузов, рама, крыша, крышка загрузочного, люка, днище бункера, дуга |
Сталь 09Г2, Ст3сп |
|
Крышка разгрузочного люка |
Сталь 09Г2, Ст3, сталь 15 |
|
Лестница, вал, серьга, рычаги |
Ст3 |
|
Тяга нижняя |
Сталь 10ХСНД |
|
Болт откидной, муфта |
Ст5 |
|
Полувагон-хоппер для перевозки горячих окатышей и агломерата |
|
|
Кузов, коньки |
Сталь 09Г2Д, Ст3сп |
|
Тяга, рычаг, вилка, кожух цилиндра |
Ст3сп |
|
Подшипник |
Сталь 15Л |
|
Рычаг и вилка поворота |
Сталь 15Л, 20Л, 25Л, 35Л |
|
Вал, шток |
Сталь 45 |
|
Головка штока |
Сталь 25Л |
|
Защелка |
Сталь 09Г2 |
|
Котлы цистерн |
|
|
Для перевозки улучшенной серной кислоты (модель 15-1548, 15-1601) |
Двухслойная сталь 20К + 10Х17Н13М2Т, ГОСТ 10885-85 |
|
Для перевозки поливинилхлорида (модель 15-1498), расплавленной серы (модель 15-1480, 15-1482), желтого фосфора (модель 15-1412, 15-1525), виноматериалов (модель 1542), плодоовощных соков (модель 15-1552) |
Ст3 + 12Х18Н10Т, ГОСТ 10885-85 |
|
Для перевозки сульфанола (модель 15-1565) |
Ст3 + 08Х22Н6Т, ГОСТ 10885-85 |
|
Для перевозки слабой азотной кислоты (модель 15-1404,15-1487), кислоты средней концентрации (модель 15-1426), амила (модель ЖАЦ-44) |
Сталь 12Х18Н10Т, ГОСТ 7350-77 |
|
Для перевозки капролактама (модель 15-1552) |
Сталь 08Х22Н6Т, ГОСТ 7350-77 |
|
Нефтебензиновые цистерны |
|
|
Котел |
Сталь 09Г2С |
|
Наружная лестница с площадкой, хомут стяжной |
Ст3сп |
|
Узел крепления котла к хребтовой балке: листы шкворневой балки, лист лобовой, ребра, лапа, диафрагма |
Сталь 09Г2С |
|
Скользун |
Ст3сп3 |
|
Пятник |
Сталь 20Л |
|
Детали крепления котла восьмиосной цистерны к раме |
Сталь 09Г2С |
|
Цистерны для порошкообразных грузов |
|
|
Устройство аэропневмовыгрузки |
Ст3 |
|
Цистерны с теплоизоляцией |
|
|
Кожух теплоизоляции котла |
Ст3 |
|
Цистерны для вязких грузов |
|
|
Кожух |
Ст3сп5 |
1.6. Типы сварных соединений и подготовка кромок под сварку
1.6.1. Основные типы сварных швов, размеры и формы их, а также конструктивные элементы кромок свариваемых частей из углеродистых и низколегированных сталей должны соответствовать ГОСТ 5264-80 и ГОСТ 11534-75 при ручной сварке, ГОСТ 8713-79 и ГОСТ 11533-75 при автоматической и механизированной (полуавтоматической) сварке, ГОСТ 14771-76 при дуговой сварке в защитном газе. При выполнении сварных соединений из двухслойной коррозионно-стойкой стали они должны соответствовать ГОСТ 16098-80, а при сварке алюминия и его сплавов — ГОСТ 14806-80. В тех случаях, когда предусмотрено применение специальных методов сварки, а форма и размеры сварных швов не соответствуют указанным стандартам, такие швы должны быть вычерчены на чертеже с указанием размеров всех элементов. Выбор типа шва и подготовка кромок под сварку должны производиться в зависимости от размеров и конструктивных форм свариваемых частей в соответствии с вышеуказанными государственными стандартами.
1.6.2. Стыковые сварные соединения являются надежными соединениями. В зависимости от толщины свариваемого металла в основном применяют следующие виды сварных швов:
а) стыковые соединения без скоса кромок:
1) с двусторонним швом (рис. 1.7, а), обладающие высокой прочностью. Рекомендуется применять при толщине свариваемого металла 3 — 8 мм;
2) с односторонним швом (рис. 1.7, б), при которых возможен непровар с обратной стороны, что обуславливает некоторое снижение прочности соединения. Не рекомендуется применять для деталей, работающих при динамических нагрузках, и в случаях, когда корень шва оказывается в растянутой зоне при изгибе;
3) двусторонние с подваркой корня шва (рис. 1.7, в);
4) односторонние без подварки (рис. 1.7, г);
5) односторонние с подкладкой (рис. 1.7, д, е). Применяются медные съемные подкладки или остающиеся стальные (технологические) подкладки, которые должны плотно прилегать к свариваемым элементам и проплавляться до 1/3 толщины; местные зазоры не должны превышать 0,5 мм. Соединения на остающейся подкладке следует применять, когда невозможно выполнить двусторонний шов;
6) стыковые соединения с X-образным скосом кромок (рис. 1.7, ж). Соединения таких типов обладают высокой прочностью и являются наиболее экономичными. Объем наплавленного металла шва X-образного соединения на 30 — 40% меньше объема шва с V-образной разделкой.
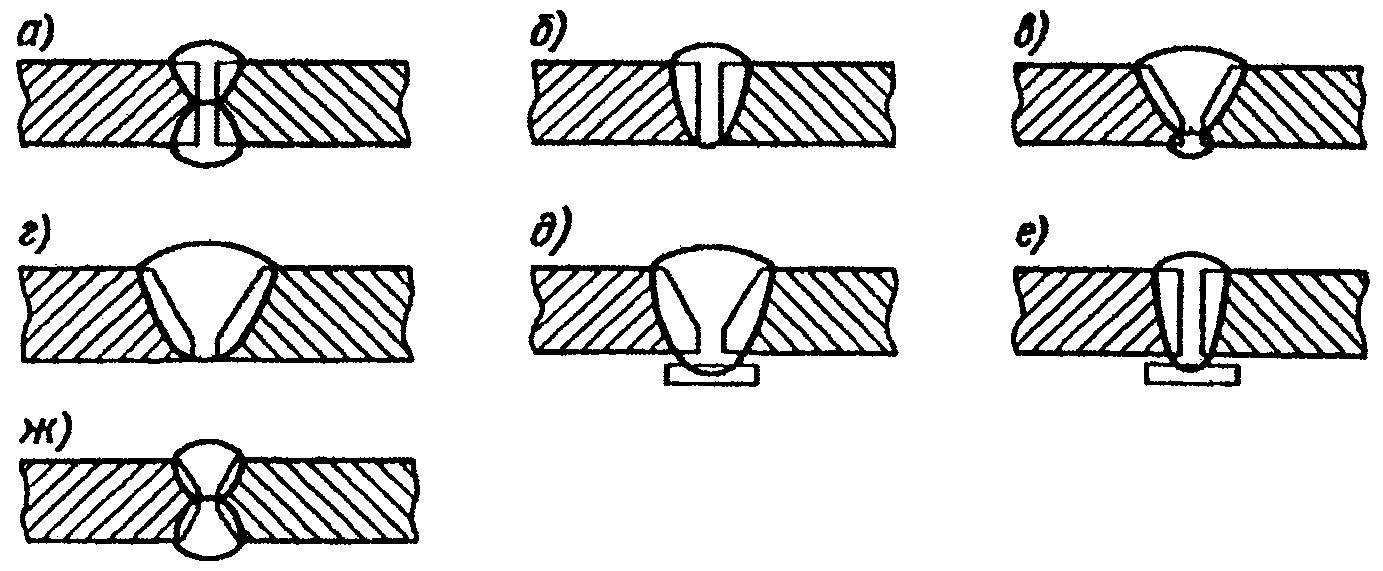
а — с двусторонним швом без скоса кромок; б — с односторонним швом без скоса кромок; в — с V-образным скосом кромок, двусторонние с подваркой корня шва; г — с V-образным скосом кромок, односторонние; д — на остающейся подкладке с V-образным скосом кромок; е — на остающейся подкладке без скоса кромок; ж — с X-образным скосом кромок
Рис. 1.7. Основные типы стыковых соединений
1.6.3. Угловые соединения выполняются:
1) без скоса кромок (рис. 1.8, а);
2) со скосом одной кромки (рис. 1.8, б);
3) с двумя скосами одной кромки (рис. 1.8, в);
4) со скосом двух кромок (рис. 1.8, г).
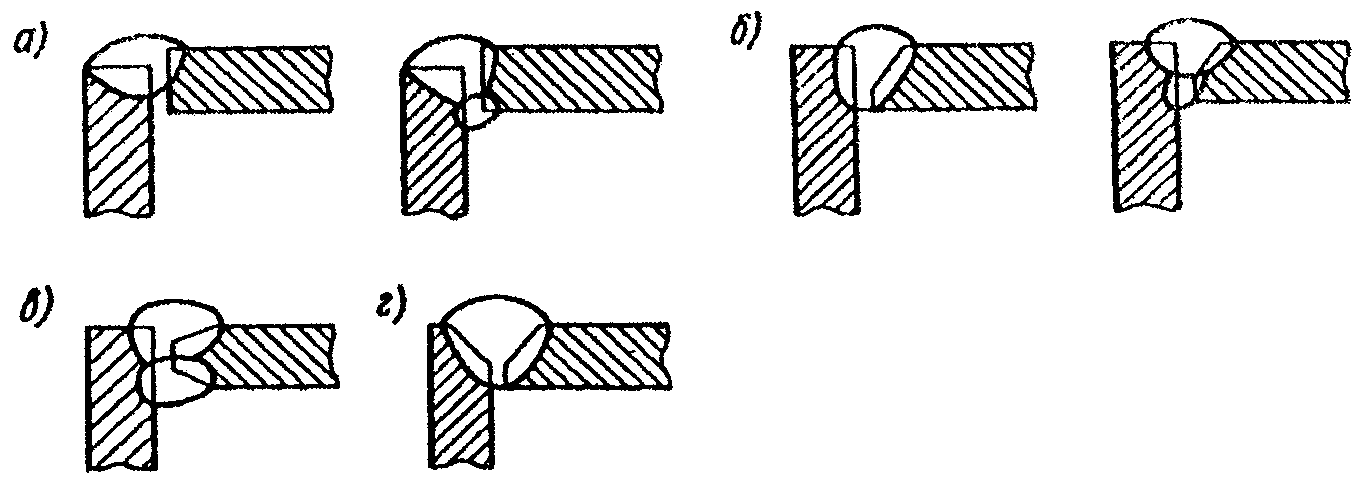
Рис. 1.8. Угловые соединения
Сварные соединения с двусторонними швами обладают высокой прочностью.
1.6.4. Тавровые соединения выполняют:
1) без скоса кромок (рис. 1.9, а). В таких соединениях, особенно при наличии непроваров и увеличенных зазоров, значительно снижается прочность шва;
2) с одним скосом одной кромки (с двусторонним и односторонним швами) (рис. 1.9, б);
3) со скосом двух кромок (рис. 1.9, в). Эти соединения обладают достаточно высокой прочностью и обеспечивают возможность получения полного провара.
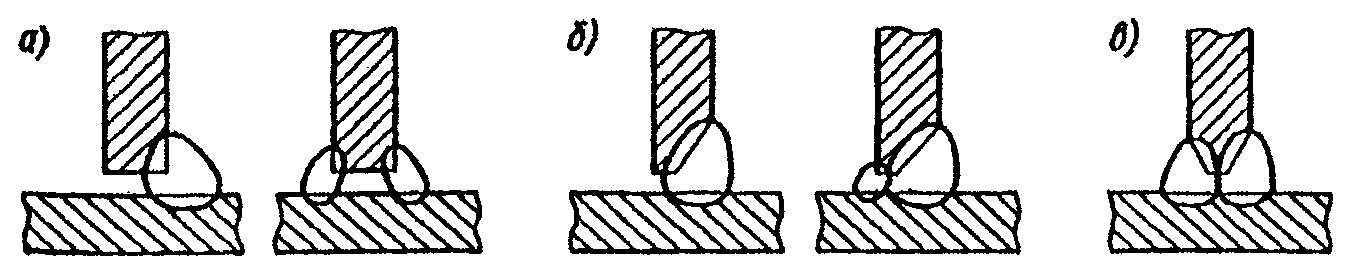
Рис. 1.9. Тавровые соединения
При сварке тавровых соединений в положении в лодочку электрод должен быть наклонен под углом 45° к свариваемым поверхностям, а в случае сварки деталей различной толщины иметь меньший угол наклона к более тонкой части. Кроме того, электрод должен иметь угол наклона от 70 до 80° к линии пересечения плоскостей соединяемых листов по направлению сварки.
1.6.5. Соединения внахлестку бывают без скоса кромок с двусторонними (рис. 1.10, а) и односторонними (рис. 1.10, б) непрерывными и прерывистыми швами. При сварке внахлестку ширина перекрытия листа должна быть не менее  , где S и
, где S и ![]() — толщины свариваемых листов. В зависимости от толщины свариваемых листов по ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76 и ГОСТ 14806-80 устанавливают размеры конструктивных элементов соединения (размеры шва, угла разделки, расстояния между листами и др.).
— толщины свариваемых листов. В зависимости от толщины свариваемых листов по ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76 и ГОСТ 14806-80 устанавливают размеры конструктивных элементов соединения (размеры шва, угла разделки, расстояния между листами и др.).
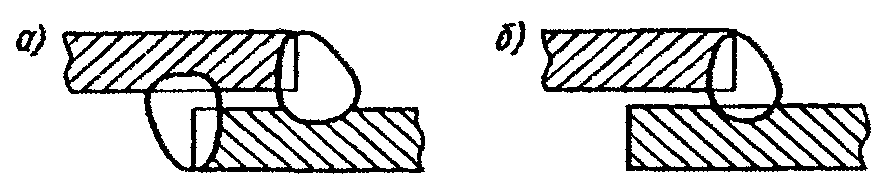
Рис. 1.10. Соединения внахлестку
1.6.6. Подготовку кромок под сварку выполняют механической обработкой (на строгальном, токарном или фрезерном станках, рубкой пневматическим и ручным зубилом, крейцмейселем и т.п.). Подготовку кромок деталей, изготовленных из низкоуглеродистых сталей, разрешается производить также газовой резкой с последующей механической зачисткой поверхности реза до получения чистого металла.
При подготовке кромок газовой резкой на деталях из сталей, содержащих углерод свыше 0,3% (марки Ст5 и др.), поверхность реза должна быть механически обработана на глубину не менее 3 мм. Правильность подготовки кромок под сварку необходимо контролировать шаблоном. Допускаются отклонения: угла между плоскостями кромок от прямого для стыковых и тавровых соединений +/- 3°, то же для нахлесточных соединений +/- 6° и угла разделки кромок от проектного +/- 5°.
1.7. Обозначения сварных швов
1.7.1. Условное обозначение швов сварного соединения следует выполнять в соответствии с ГОСТ 2.312-72.
1.7.2. Шов сварного соединения, независимо от способа сварки, обозначают:
видимый — сплошной основной линией (рис. 1.11, а);
невидимый — штриховой линией (рис. 1.11, б).

Рис. 1.11. Изображение видимого (а) и невидимого (б)
швов сварных соединений
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Обозначения вспомогательных знаков приведены в табл. 1.9.
Таблица 1.9
|
Вспомогательный знак |
Значение вспомогательного знака |
Расположение вспомогательного знака относительно линии-выноски, проведенной от изображения шва |
|
|
с лицевой стороны |
с оборотной стороны |
||
|
|
Усиление шва снять |
|
|
|
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
|
|
|
Шов выполнить при монтаже изделия, т.е. при установке его на месте применения |
|
|
|
|
Шов прерывистый или точечный с цепным расположением. Угол наклона линии |
|
|
|
|
Шов прерывистый или точечный с шахматным расположением |
|
|
|
|
Шов по замкнутой линии. Диаметр знака 3 — 5 мм |
|
|
|
|
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
|
|
1.7.3. Швы сварных соединений в зависимости от способа сварки, типа, расположения шва и дополнительных требований обозначаются, как показано на рис. 1.12.
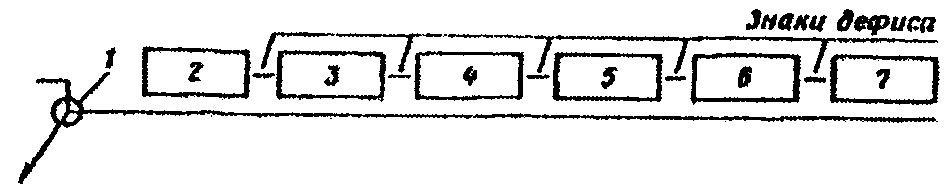
1 — вспомогательные знаки шва по замкнутой линии и монтажного шва; 2 — обозначение стандарта; 3 — буквенно-цифровое обозначение шва; 4 — условное обозначение способа сварки; 5 — обозначение размера катета шва; 6 — дополнительные требования; 7 — вспомогательные знаки
Рис. 1.12. Схема условного обозначения шва
сварного соединения
1.7.4. Примеры условных обозначений стандартных швов различных сварных соединений приведены в Приложении 1 к ГОСТ 2.312-72. На рис. 1.13 показано обозначение одностороннего шва соединения внахлестку без скоса кромок, выполняемого дуговой механизированной сваркой катетом 5 мм в защитных газах плавящимся электродом по незамкнутой линии.
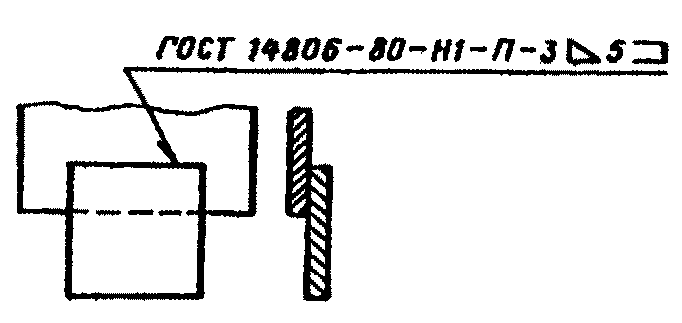
Рис. 1.13. Пример обозначения стандартного шва
сварного соединения
1.7.5. В соответствии с ГОСТ 5264-80 в конструкторской и технологической документации принято следующее обозначение сварных соединений: С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное.
По ГОСТ 11969-79 принимаются следующие обозначения: Л — в лодочку, Н — нижнее, Г — горизонтальное, Пг — полугоризонтальное, Пв — полувертикальное, В — вертикальное, П — потолочное, Пп — полупотолочное.
1.7.6. Для обозначения неразъемных соединений для пайки принято обозначение С, а для склеивания — К. В соединениях, получаемых пайкой и склеиванием, место соединения элементов изображают сплошной линией удвоенной толщины по сравнению с основными линиями чертежа, как показано на рис. 1.14.
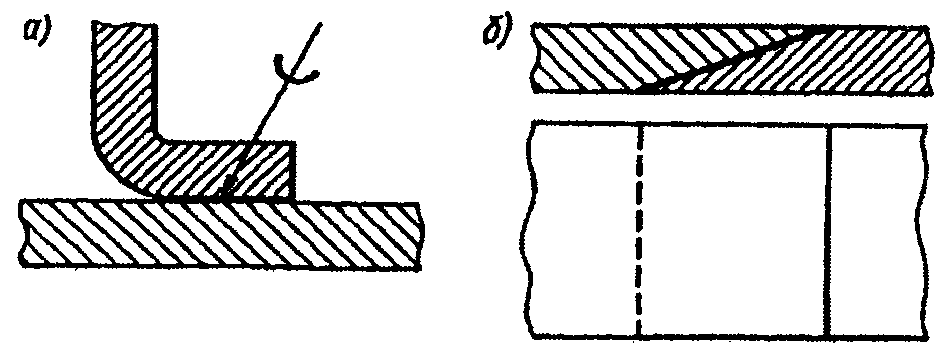
Рис. 1.14. Схема обозначения паяных (а)
и склеенных (б) соединений
1.8. Ручная дуговая сварка
1.8.1. При ручной дуговой сварке основными видами сварных соединений являются стыковые, угловые, тавровые и соединения внахлестку в соответствии с ГОСТ 5264-80 и ГОСТ 11534-75. Ручную дуговую сварку плавящимся электродом выполняют покрытыми металлическими электродами диаметром от 1,6 до 12 мм и длиной от 200 до 450 мм.
1.8.2. Электроды классифицируют по следующим признакам:
1) материалу, из которого они изготовлены;
2) назначению;
3) виду покрытия и его толщине;
4) характеру шлака;
5) свойствам металла швов;
6) допустимым пространственным положениям сварки или наплавки;
7) роду и полярности тока.
Электроды подразделяют на типы в зависимости от свариваемых материалов и назначения. Их изготавливают в соответствии с ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 10051-75 и ГОСТ 10052-75.
По назначению электроды подразделяют на:
У — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 (600 МПа);
Л — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 (600 МПа);
Т — для сварки легированных теплоустойчивых сталей;
В — для сварки высоколегированных сталей с особыми свойствами;
Н — для наплавки поверхностных слоев с особыми свойствами.
Электроды разделяют на марки по техническим условиям и паспортам. Каждому типу электродов могут соответствовать одна или несколько марок.
По толщине покрытия электроды подразделяют на:
М — с тонким покрытием;
С — со средним покрытием;
Д — с толстым покрытием;
Г — с особо толстым покрытием.
По видам покрытия электроды подразделяют на:
А — с кислым;
Б — с основным;
Ц — с целлюлозным;
Р — с рутиловым;
П — с покрытием прочих видов.
При наличии в составе покрытия железного порошка в количестве более 20% в обозначение электрода добавляют букву Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяют на:
1) электроды для всех положений;
2) для всех положений, кроме вертикального сверху вниз;
3) для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4) для нижнего и нижнего в лодочку.
По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяются в соответствии с табл. 1.10.
Таблица 1.10
|
Рекомендуемая полярность постоянного тока |
Напряжение холостого хода источника переменного тока, В |
Маркировка в структуре условного обозначения электродов |
|
|
Номинальное значение |
Пределы отклонения |
||
|
Обратная |
— |
— |
0 |
|
Любая |
1 |
||
|
Прямая |
50 |
+/- 5 |
2 |
|
Обратная |
3 |
||
|
Любая |
4 |
||
|
Прямая |
70 |
+/- 10 |
5 |
|
Обратная |
6 |
||
|
Любая |
7 |
||
|
Прямая |
90 |
+/- 5 |
8 |
|
Обратная |
9 |
||
|
Примечание. Цифрой 0 обозначены электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности. |
1.8.3. Структура условного обозначения электродов показана на рис. 1.15.
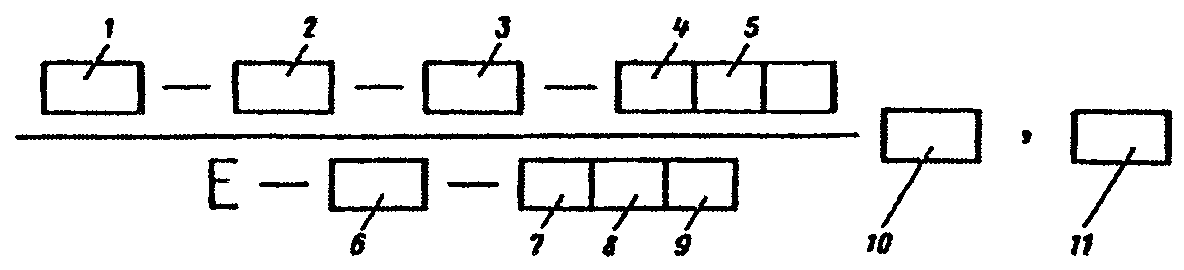
1 — тип; 2 — марка; 3 — диаметр, мм; 4 — обозначение назначения электрода; 5 — обозначение толщины покрытия; 6 — группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9466-75, ГОСТ 9467-75 (табл. 1.11), ГОСТ 10051-75 или ГОСТ 10052-75; 7 — обозначение вида покрытия; 8 — обозначение допустимых пространственных положений сварки или наплавки; 9 — обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 10 — обозначение ГОСТ 9466-75; 11 — обозначение стандарта на типы электродов
Рис. 1.15. Структура условного обозначения электродов
Таблица 1.11
|
Группа индексов |
Механические свойства наплавленного металла и металла шва |
Минимальная температура |
|
|
Временное сопротивление разрыву, |
Относительное удлинение, |
||
|
37 0 |
370 (38) |
Любое значение |
Любое значение |
|
41 0 |
410 (42) |
Менее 20 |
Не регламентирована |
|
41 1 |
410 (42) |
20 |
+20 |
|
41 2 |
410 (42) |
22 |
0 |
|
41 3 |
410 (42) |
24 |
-20 |
|
41 4 |
410 (42) |
24 |
-30 |
|
41 5 |
410 (42) |
24 |
-40 |
|
41 6 |
410 (42) |
24 |
-50 |
|
41 7 |
410 (42) |
24 |
-60 |
|
43 0 |
430 (44) |
Менее 20 |
Не регламентирована |
|
43 1 |
430 (44) |
20 |
+20 |
|
43 2 |
430 (44) |
22 |
0 |
|
43 3 |
430 (44) |
24 |
-20 |
|
43 4 |
430 (44) |
24 |
-30 |
|
43 5 |
430 (44) |
24 |
-40 |
|
43 6 |
430 (44) |
24 |
-50 |
|
43 7 |
430 (44) |
24 |
-60 |
|
51 0 |
510 (52) |
Менее 18 |
Не регламентирована |
|
51 1 |
510 (52) |
18 |
+20 |
|
51 2 |
510 (52) |
18 |
0 |
|
51 3 |
510 (52) |
20 |
-20 |
|
51 4 |
510 (52) |
20 |
-30 |
|
51 5 |
510 (52) |
20 |
-40 |
|
51 6 |
510 (52) |
20 |
-50 |
|
51 7 |
510 (52) |
20 |
-60 |
|
Примечания. 1. Таблица устанавливает условное обозначение электродов для сварки углеродистых и низколегированных сталей с |
|||
|
2. В группе индексов первые два индекса характеризуют минимальное значение показателя |
|||
|
3. Данная таблица взята из ГОСТ 9467-75. |
 (43),
(43),  (2) и ударную вязкость
(2) и ударную вязкость 1.8.4. Для электродов марок, не относящихся к типам по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75, в условном обозначении тип электродов не приводят, а вместо обозначения стандарта на типы электродов указывают обозначение стандарта или ТУ на электроды конкретной марки.
1.8.5. Условное обозначение, приведенное в п. 1.8.3, должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами. Во всех видах документации (кроме конструкторской) условное обозначение электродов должно состоять из марки, диаметра и обозначения ГОСТ 9466-75.
Например, обозначение  ГОСТ 9466-75, ГОСТ 9467-75 расшифровывается следующим образом: электроды типа Э42А по ГОСТ 9467-75, марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), с временным сопротивлением металла шва, гарантируемым данной маркой электрода, не менее 43 кгс/мм2 (43), с относительным удлинением металла шва 22% (2), минимальная температура, при которой ударная вязкость металла шва и наплавленного металла составляет не менее 3,5 кгс/см2, равняется -40 °C (5), с основным покрытием (Б), для сварки во всех пространственных положениях (1) на постоянном токе обратной полярности.
ГОСТ 9466-75, ГОСТ 9467-75 расшифровывается следующим образом: электроды типа Э42А по ГОСТ 9467-75, марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), с временным сопротивлением металла шва, гарантируемым данной маркой электрода, не менее 43 кгс/мм2 (43), с относительным удлинением металла шва 22% (2), минимальная температура, при которой ударная вязкость металла шва и наплавленного металла составляет не менее 3,5 кгс/см2, равняется -40 °C (5), с основным покрытием (Б), для сварки во всех пространственных положениях (1) на постоянном токе обратной полярности.
Полная расшифровка всех индексов приведена в таблицах ГОСТ 9466-75 и ГОСТ 9467-75.
1.8.6. В табл. 1.12 приведены характеристики наиболее распространенных марок электродов общего назначения для сварки углеродистых и низколегированных конструкционных сталей, в табл. 1.13 даны краткая характеристика типов покрытий и соответствующие им типы и марки электродов, а в табл. 1.14 — сведения о режимах прокалки электродов.
Таблица 1.12
|
Тип электрода |
Марка электрода |
Свариваемые стали |
Род тока |
Пространственное положение |
Режим сварки |
|
|
Диаметр электрода, мм |
Сварочный ток, А |
|||||
|
Э42 |
ОМА-2 <*> |
Углеродистые стали с |
Переменный, постоянный обратной полярности |
Все положения |
2,0 |
40 — 60 |
|
2,5 |
50 — 80 |
|||||
|
3,0 |
60 — 100 |
|||||
|
Э42А |
УОНИ-13/45 |
Углеродистые и низколегированные стали с |
Постоянный обратной полярности |
Все положения (электроды диаметром 5,0 мм — только для нижнего и вертикального) |
2,0 |
35 — 60 |
|
2,5 |
40 — 75 |
|||||
|
3,0 |
70 — 100 |
|||||
|
4,0 |
130 — 150 |
|||||
|
5,0 |
160 — 200 |
|||||
|
СМ-11 |
То же |
То же |
То же |
3,0 |
80 — 130 |
|
|
4,0 |
140 — 220 |
|||||
|
5,0 |
160 — 250 |
|||||
|
Э46 |
ОЗС-12 |
Углеродистые стали с |
Переменный, постоянный прямой полярности |
« |
2,0 |
40 — 70 |
|
2,5 |
60 — 80 |
|||||
|
3,0 |
80 — 110 |
|||||
|
4,0 |
120 — 160 |
|||||
|
5,0 |
150 — 200 |
|||||
|
МР-3 |
То же |
Переменный, постоянный обратной полярности |
« |
3,0 |
80 — 140 |
|
|
4,0 |
140 — 220 |
|||||
|
5,0 |
160 — 250 |
|||||
|
ОЗС-6 |
« |
То же |
« |
3,0 |
60 — 110 |
|
|
4,0 |
130 — 220 |
|||||
|
5,0 |
150 — 280 |
|||||
|
ОЗС-4 |
« |
Переменный, постоянный любой полярности |
« |
3,0 |
70 — 100 |
|
|
4,0 |
130 — 170 |
|||||
|
5,0 |
160 — 240 |
|||||
|
АНО-4 |
« |
То же |
« |
3,0 |
90 — 140 |
|
|
4,0 |
140 — 210 |
|||||
|
5,0 |
150 — 270 |
|||||
|
ОЗС-32 |
Углеродистые стали с |
Переменный, постоянный обратной полярности |
Все положения |
3,0 |
70 — 100 |
|
|
4,0 |
130 — 170 |
|||||
|
ОЗС-21 |
То же |
Переменный, постоянный прямой полярности |
Все положения (электроды диаметром 5,0 мм — только для нижнего и вертикального) |
3,0 |
80 — 120 |
|
|
4,0 |
140 — 200 |
|||||
|
5,0 |
160 — 250 |
|||||
|
Э46А |
УОНИ-13/55К |
Углеродистые и низколегированные стали с |
Постоянный обратной полярности |
То же |
3,0 |
60 — 110 |
|
4,0 |
120 — 160 |
|||||
|
5,0 |
160 — 210 |
|||||
|
ВН-48 |
То же |
Постоянный обратной полярности, переменный для электродов диаметром 4,0 — 5,0 мм |
Все положения (электроды диаметром 5,0 мм — только для нижнего) |
2,5 |
60 — 90 |
|
|
3,0 |
80 — 130 |
|||||
|
4,0 |
120 — 180 |
|||||
|
5,0 |
180 — 240 |
|||||
|
Э50А |
УОНИ-13/55 |
« |
Постоянный обратной полярности |
Все положения (электроды диаметром 5,0 мм — только для нижнего и вертикального) |
2,0 |
35 — 60 |
|
2,5 |
40 — 75 |
|||||
|
3,0 |
70 — 100 |
|||||
|
4,0 |
130 — 160 |
|||||
|
5,0 |
160 — 210 |
|||||
|
ОЗС-33 |
« |
Переменный, постоянный любой полярности |
То же |
3,0 |
90 — 140 |
|
|
4,0 |
130 — 210 |
|||||
|
5,0 |
160 — 270 |
|||||
|
ОЗС-25 |
То же, в том числе при пониженных температурах |
Постоянный обратной полярности |
Все положения (электроды диаметром 5,0 мм — только для нижнего и вертикального) |
2,5 |
40 — 75 |
|
|
3,0 |
70 — 100 |
|||||
|
4,0 |
130 — 160 |
|||||
|
5,0 |
160 — 200 |
|||||
|
ОЗС-18 |
Низколегированные стали с |
То же |
То же |
3,0 |
60 — 110 |
|
|
4,0 |
130 — 170 |
|||||
|
5,0 |
150 — 190 |
|||||
|
Э60 |
УОНИ-13/65 |
Углеродистые и низколегированные стали с |
Постоянный обратной полярности |
« |
2,0 |
35 — 60 |
|
2,5 |
50 — 100 |
|||||
|
3,0 |
70 — 110 |
|||||
|
4,0 |
120 — 160 |
|||||
|
5,0 |
150 — 210 |
|||||
|
ВСФ-65У |
То же, преимущественно при сварке стыков трубопроводов |
То же |
Все положения |
3,0 |
70 — 120 |
|
|
4,0 |
110 — 180 |
|||||
|
Примечания. 1. Допускается применение других марок электродов при условии удовлетворения их требованиям ГОСТ 9466-75 и ГОСТ 9467-75 и обеспечения необходимых эксплуатационных свойств сварных соединений. |
||||||
|
2. Адреса предприятий, выпускающих материалы для сварочных и наплавочных работ, приведены в Приложении В. |
||||||
|
<*> Электроды ОМА-2 имеют кислое покрытие. |
Таблица 1.13
|
Тип покрытия и его краткая характеристика |
Тип (марка) электродов |
|
Рутиловое — состоит преимущественно из рутилового концентрата, различных алюмосиликатов и ферромарганца. Электроды с рутиловым покрытием обладают высокими сварочно-технологическими свойствами, обеспечивают хорошее формирование шва, имеют небольшое разбрызгивание, легкую отделимость шлаковой корки, малую склонность металла шва к образованию пор. Сварка производится на постоянном и переменном токе |
Э46 (ОЗС-12, МР-3, ОЗС-6, ОЗС-4, АНО-4, ОЗС-32, ОЗС-21) |
|
Основное — состоит преимущественно из мрамора, плавикового шпата, группы раскислителей и легирующих элементов ферромарганца, ферросилиция и др. Электроды с основным покрытием обеспечивают получение наплавленного металла с малым содержанием газов и вредных примесей, высокими пластическими характеристиками и ударной вязкостью при нормальной и отрицательной температурах. Сварные швы имеют малую склонность к образованию трещин. Электроды обладают повышенной чувствительностью к образованию пор при увлажнении покрытия и наличии влаги, окалины или ржавчины на свариваемых кромках, а также при удлинении дуги. Сварка, как правило, осуществляется постоянным током обратной полярности |
Э42А (УОНИ-13/45, СМ-11); Э46А (УОНИ-13/55К, ВН-48); Э50А (УОНИ-13/55, ОЗС-18, ОЗС-25, ОЗС-33); Э55 (УОНИ-13/55У); Э60 (УОНИ-13/65, ВСФ-65У) |
|
Примечание. Адреса предприятий, выпускающих материалы для сварочных и наплавочных работ, приведены в Приложении В. |
Таблица 1.14
|
Марка электрода |
Режим сушки |
|
|
Температура, °C |
Время, мин |
|
|
ОМА-2 |
120 |
60 |
|
УОНИ-13/45 |
250 — 350 |
60 — 90 |
|
СМ-11 |
320 |
60 |
|
ОЗС-12 |
120 — 160 |
40 — 60 |
|
МР-3 |
170 — 200 |
60 — 90 |
|
ОЗС-6 |
180 — 220 |
120 |
|
ОЗС-4 |
140 |
40 |
|
АНО-4 |
180 |
60 |
|
ОЗС-21 |
140 |
45 |
|
УОНИ-13/55К |
260 |
60 |
|
ВН-48 |
260 |
60 |
|
УОНИ-13/55 |
350 — 400 |
60 — 120 |
|
ОЗС-25 |
260 |
60 |
|
ОЗС-18 |
260 |
60 |
|
УОНИ-13/65 |
260 |
60 |
|
ВСФ-65У |
350 |
60 |
|
ОЗС-32 |
120 — 160 |
45 |
|
ОЗС-33 |
350 — 380 |
60 |
|
ОЗС-29 |
350 — 380 |
60 — 90 |
1.8.7. Зависимость между диаметром электродов и толщиной свариваемого встык металла приведена в табл. 1.15.
Таблица 1.15
|
Толщина металла, мм |
1,0 — 2,0 |
3,0 |
4,0 — 5,0 |
6,0 — 10,0 |
10,0 — 15,0 |
15,0 и более |
|
Диаметр электрода, мм |
1,6 — 2,0 |
2,0 — 3,0 |
3,0 — 4,0 |
4,0 — 5,0 |
5,0 |
5,0 и более |
1.8.8. При выполнении ручной дуговой сваркой многослойных швов первый слой в корне шва должен выполняться электродами диаметром не более 4 мм.
1.8.9. При выполнении ручной дуговой сваркой швов в вертикальном положении должны применяться электроды диаметром не более 5 мм, а в потолочном — диаметром от 3 до 4 мм.
1.9. Автоматическая и механизированная (полуавтоматическая)
сварка под флюсом
1.9.1. Сварку под флюсом применяют при массовой сварке однотипных деталей, имеющих соединения правильной формы и удобных для удержания флюса.
1.9.2. Механизированную сварку следует использовать при сварке конструкций, имеющих швы с малым радиусом кривизны, небольшой длины или расположенные в труднодоступных местах, а также при мелкосерийном производстве.
Сваркой под флюсом выполняют швы, расположенные в нижнем положении при толщине металла от 2 до 100 мм.
1.9.3. Форма и размеры разделки кромок для различных видов сварных соединений установлены ГОСТ 8713-79 и ГОСТ 11533-75. Подготовку кромок под автоматическую сварку производят механическим способом или термической резкой.
1.9.4. На расстоянии не менее 20 мм от наружной кромки разделки с каждой стороны необходимо удалить краску, масло, влагу, ржавчину и другие загрязнения.
1.9.5. В целях повышения производительности автоматической сварки под флюсом разрешается применять:
1) сварку подогретым электродом;
2) многоэлектродную и двухдуговую сварку;
3) сварку по узкощелевой разделке (в узкий зазор);
4) сварку с металлическими присадками (крупкой, нарезанной из проволоки диаметром 1,0 — 1,6 мм, с длиной частиц, не превышающих двух диаметров проволоки).
1.9.6. При сборке стыковые соединения закрепляют струбцинами, скобами, прихватками, электродами, которые затем тщательно очищают от шлака.
В начале и в конце стыка приваривают технологические планки длиной 100 — 120 мм и шириной 60 — 120 мм. Форма разделки их кромок должна соответствовать форме разделки основного стыка.
1.9.7. Стыковые соединения выполняют двусторонней и односторонней сваркой, а также однопроходными или многопроходными швами.
При наложении двусторонних однопроходных швов глубина проплавления при сварке первой стороны должна составлять не менее половины толщины металла. При сварке второй стороны должна быть проплавлена вершина первого шва. Величина зазора не должна превышать 1 мм. Контроль проводить в соответствии с п. 1.23 настоящей Инструкции.
Автоматическую сварку односторонних швов рекомендуется производить без разделки при толщине до 18 мм.
1.9.8. Для получения полного провара и предупреждения вытекания жидкого металла сварку выполняют на флюсовой подушке, медной и флюсо-медной подкладке, на остающейся стальной подкладке или с ручной подваркой корня шва, а также на весу (рис. 1.16).
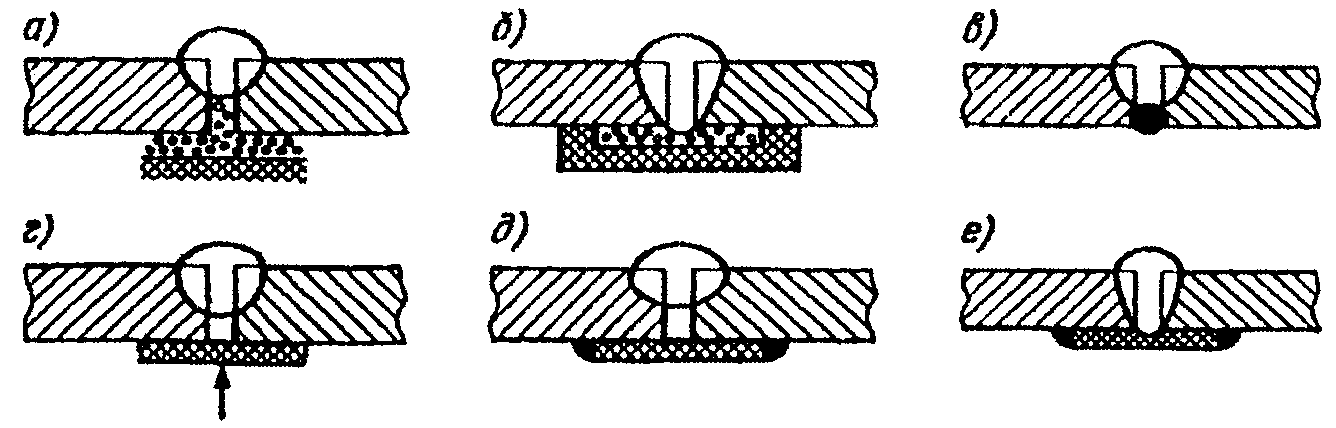
а — флюсовой подушки; б — флюсо-медной подкладки; в — ручной подварки; г — стальной временной подкладки, удерживаемой с помощью поджатия; д — стальной временной подкладки на прихватках; е — стальной остающейся подкладки
Рис. 1.16. Методы предупреждения вытекания жидкого металла
с применением
При сварке на стальной остающейся подкладке необходимо проплавлять не только все сечение состыкованных изделий, но и часть подкладки. Ширина подкладок: 8 — 30 мм при их толщине 1 — 3 мм и толщине свариваемого металла 2 — 6 мм; 25 — 50 мм при толщине подкладок 2 — 4 мм и толщине свариваемого металла 6 — 10 мм. Контроль проводить в соответствии с п. 1.23.
Сварку на медной подкладке применяют для соединения тонких листов. Зазор между подкладкой и деталью должен составлять от 0,5 до 1,0 мм. Контроль проводить в соответствии с п. 1.23.
1.9.9. В зависимости от способа сварки и диаметра электродной проволоки устанавливают род и полярность тока (табл. 1.16).
Таблица 1.16
|
Способ сварки |
Диаметр электродной проволоки, мм |
Род тока <*> |
|
Автоматическая: |
||
|
двусторонняя на весу |
1,0 — 2,0 |
Постоянный |
|
3,0 — 6,0 |
Переменный или постоянный |
|
|
двусторонняя на флюсовой подушке |
1,0 — 6,0 |
То же |
|
двусторонняя с предварительным наложением подварочного шва |
1,2 — 2,0 |
Постоянный |
|
Механизированная |
3,0 — 6,0 |
Переменный или постоянный |
|
1,2 — 2,0 |
Постоянный |
|
|
<*> При постоянном токе применяется обратная полярность. |
1.9.10. При многопроходной сварке каждый последующий проход необходимо проводить после тщательной зачистки металла шва и прилегающих участков от шлака. Начало шва длиной 30 — 40 мм и конец шва длиной 40 — 50 мм следует выводить на технологические планки.
1.9.11. Сварку угловых и тавровых швов выполняют в лодочку вертикальным электродом и наклонным электродом в нижнем положении. Во избежание затекания жидкого металла в зазор при сварке в лодочку применяют ручную подварку, флюсовую подушку, флюсо-медную подкладку.
Для предупреждения образования подрезов, наплывов и непроваров при сварке наклонным электродом угловые швы с катетом свыше 8 мм необходимо сваривать в несколько проходов.
1.9.12. Однопроходной механизированной сваркой наклонным электродом выполняют швы таврового соединения с катетом до 8 мм. При больших катетах необходима многопроходная сварка.
1.9.13. Листы толщиной до 8 мм разрешается приваривать дуговой точечной сваркой. При большей толщине сварку выполняют через отверстие в верхнем листе. Диаметр отверстия должен превышать диаметр электрода на 2 — 6 мм. Для дуговой точечной сварки могут применяться также специальные электрозаклепочники.
Основные типы и конструктивные элементы соединений сварных точек регламентированы ГОСТ 14776-79.
1.9.14. Углеродистые и низколегированные конструкционные стали, поставляемые по ГОСТ 380-94 и ГОСТ 5520-79, обладают хорошей свариваемостью. При содержании в них углерода соответственно до 0,25% и 0,18% предварительный подогрев не требуется.
При большем содержании углерода сварку рекомендуется производить с предварительным подогревом до 200 — 250 °C, а затем делать отпуск или нормализацию.
1.9.15. При сварке и наплавке углеродистых и низколегированных сталей применяют флюсы АН-348А, АН-348В, ОСЦ-45, ФЦ-9, АН-60 по ГОСТ 9087-81Е и др. (табл. 1.17). Для электрошлаковой сварки углеродистых и низколегированных сталей, а также для дуговой сварки низколегированных сталей используют флюсы АН-22 и АН-8. Автоматическая и механизированная сварка нержавеющих сталей выполняется под флюсами АН-26С, АН-26СП и АН-26П. Сварочная проволока выбирается по ГОСТ 2246-70 (см. табл. 1.17).
Таблица 1.17
|
Марка флюса |
Назначение флюса |
Рекомендуемые проволоки |
Параметры сварки |
Температура и продолжительность сушки флюса |
||
|
Род тока |
Максимальный ток, А |
Максимальная скорость, м/ч |
||||
|
АН-348А, АН-348В |
Сварка и наплавка изделий широкой номенклатуры из углеродистых и низколегированных сталей |
Св-08; |
Переменный и постоянный |
1100 |
120 |
300 — 400 °C, 1 ч |
|
Св-08А; |
||||||
|
Св-08ГА; |
||||||
|
Св-10Г2 |
||||||
|
АНЦ-1 |
То же |
То же |
То же |
1000 |
50 |
То же |
|
АН-60 |
Сварка углеродистых и низколегированных сталей |
Св-08А; |
« |
1800 |
220 |
400 — 450 °C, 2 ч |
|
Св-10НМА; |
||||||
|
Св-08ГА; |
||||||
|
Св-08ХМ |
||||||
|
АН-22 |
Сварка низко- и среднелегированных сталей |
Св-08ГА; |
« |
700 |
40 |
То же |
|
Св-08ХМ; |
||||||
|
Св-08ХМФ; |
||||||
|
Св-08; |
||||||
|
ХГНМТА |
||||||
|
АНК-30 |
Сварка углеродистых и низколегированных сталей, в том числе хладостойких мелкозернистых сталей повышенной прочности |
Св-10Г2; |
« |
1000 |
40 |
400 °C, 1 ч |
|
Св-08ГА |
||||||
|
Примечание. В маркировку ряда флюсов входят буквы М — мелкозернистый, П — пемзовидный. |
Флюс ОСЦ-45 не следует применять при сварке в замкнутых емкостях без вентиляции. Допускается применение флюса АНЦ-1 при сварке и наплавке углеродистых и низколегированных сталей при условии, что содержание легирующих элементов в стали в сумме не превышает 1,5%.
1.9.16. Для сварки под флюсом рекомендуется применять сварочные агрегаты А-1412 с источником питания ТДФЖ-2002; А-1416 с источником питания ВДУ-506; сварочные тракторы типа АДФ-1002, АДФ-1202, АДФ-1209; полуавтомат А-1197Ф с источником питания ВС-632, а также оборудование, имеющее аналогичные характеристики.
1.9.17. Не допускается использование флюсов и сварочных проволок, не имеющих сертификата завода-изготовителя, удостоверяющего их соответствие стандартам или ТУ.
1.10. Сварка порошковой проволокой
1.10.1. Порошковую проволоку для дуговой сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 900 МПа изготавливают по ГОСТ 26271-84.
По условиям применения она подразделяется на газозащитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, и самозащитную (ПС), сварка которой осуществляется без дополнительной защиты.
В соответствии с пространственным положением сварки проволока подразделяется:
1) для нижнего положения — Н;
2) для нижнего и горизонтального (на вертикальной плоскости) — Г;
3) для нижнего, горизонтального, вертикального — В;
4) для всех положений — У.
1.10.2. В зависимости от предела текучести металла шва порошковая проволока делится на типы, указанные в табл. 1.18. Проволоки типов Д и 34 применять при сварке ответственных узлов и элементов вагонов (рамы вагона, кузова, детали тележек и автосцепного устройства) не допускается.
Таблица 1.18
|
Условное обозначение типа проволоки |
Предел текучести, МПа, не менее |
Временное сопротивление разрыву, МПа |
Относительное удлинение, %, не менее |
|
Д |
— |
— |
— |
|
34 |
340 |
400 — 550 |
16 |
|
39 |
390 |
450 — 600 |
22 |
|
44 |
440 |
500 — 650 |
20 |
|
49 |
490 |
550 — 700 |
20 |
|
54 |
540 |
600 — 750 |
18 |
|
Примечание. Значения для типа Д указываются в нормативно-технической документации на конкретные марки проволоки. Стандартом предусмотрено 9 типов проволоки. |
По ударной вязкости металла шва, которая должна быть не менее 35 Дж/см2 (3,5 кгс · м/см2) в соответствии с ГОСТ 26271-84, порошковая проволока подразделяется на уровни:
|
Условное обозначение уровня проволоки …………….. |
Р |
К |
О |
1 |
2 |
3 |
4 |
5 |
6 |
|
Температура испытаний (ударная вязкость >= 35 Дж/см2), °C ………….. |
20 |
0 |
-10 |
-20 |
-30 |
-40 |
-50 |
-60 |
|
|
Примечание. Величины для уровня Р указываются в нормативно-технической документации. |
При ремонте сваркой ответственных узлов и элементов вагонов следует использовать проволоки 4, 5 и 6-го уровней. Допускается использование проволок 2-го и 3-го уровней для отдельных деталей по согласованию с ЦВ МПС.
1.10.3. По содержанию углерода, серы и фосфора в наплавленном металле порошковая проволока подразделяется на категории A, B, C (табл. 1.19). Для сварки ответственных конструкций следует применять проволоку категории A. Проволоку категории C использовать при ремонте элементов рамы, кузова и тележек грузовых вагонов не разрешается.
Таблица 1.19
|
Категория |
Массовая доля элементов, %, не более |
||
|
Углерод |
Сера |
Фосфор |
|
|
A |
0,15 |
0,03 |
0,03 |
|
B |
0,15 |
0,04 |
0,04 |
|
C |
0,25 |
0,03 |
0,03 |
1.10.4. Условные обозначения порошковых проволок выполняются по следующей схеме:
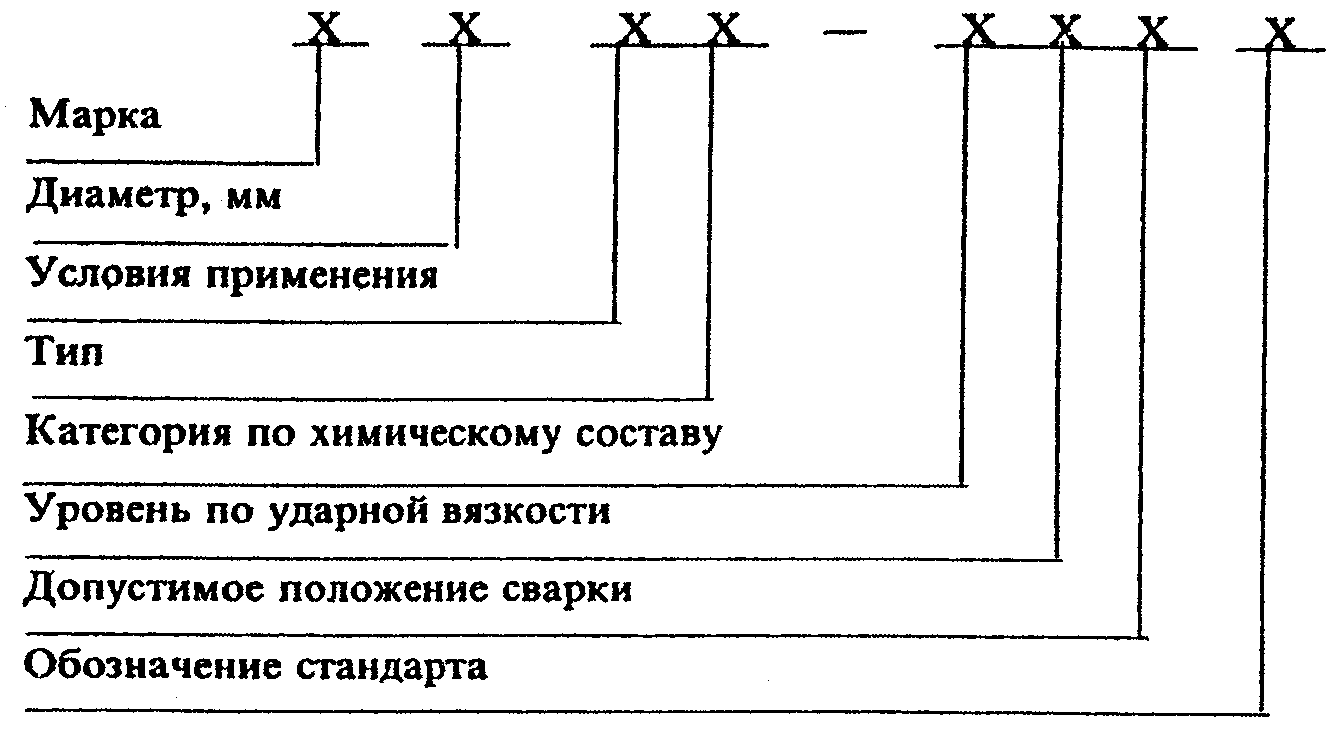
Обозначение порошковой проволоки начинается с букв ПП, затем идут буквы или цифры, указывающие шифр регистрации сварочного материала, принятый в отрасли организации-разработчика.
Например, обозначение ПП-АН3 3,0 ПС44-А2Н ГОСТ 26271-84 означает: порошковая проволока марки ПП-АН3 диаметром 3,0 мм, самозащитная (ПС), по величине предела текучести металла шва — типа 44, по составу наплавленного металла — категории А, ударная вязкость металла шва не ниже 35 Дж/см2 при температуре -20 °C (2), для сварки в нижнем положении (Н).
1.10.5. Характеристики наиболее широко применяемых самозащитных проволок и проволок с дополнительной защитой углекислым газом приведены в табл. 1.20 и 1.21 соответственно.
Таблица 1.20
|
Марка проволоки |
Диаметр проволоки, мм |
Положение сварки |
Производительность, кг/ч |
Механические свойства металла шва |
Температура, при которой обеспечивается нормативная ударная вязкость, °C |
||
|
|
|
|
|||||
|
ПП-АН3 |
2,8; 3,0 |
Нижнее |
5 — 9 |
500 — 650 |
440 |
20 |
-20 |
|
ПП-АН7 |
2,4 |
Нижнее, горизонтальное |
4 — 7 |
500 — 650 |
440 |
20 |
-20 |
|
ПП-АН11 |
2,0 |
Нижнее, горизонтальное, вертикальное |
3 — 7 |
450 — 600 |
390 |
22 |
-20 |
|
ПП-АН45 |
2,5 |
То же |
2 — 5 |
450 — 600 |
390 |
22 |
-30 |
|
СП-3 |
2,2 — 2,6 |
« |
7 — 11 |
500 — 600 |
440 |
20 |
-20 |
|
ППТ-7М |
2,2 |
« |
7 — 11 |
500 — 650 |
440 |
20 |
-20 |
|
СП-9 |
2,8 |
« |
1 — 13 |
600 — 750 |
540 |
18 |
-10 |
|
ПП-СП-10 |
2,8 |
« |
— |
500 — 650 |
440 |
20 |
-20 |
|
Примечания. 1. Сварку выполняют постоянным током обратной полярности. |
|||||||
|
2. Все проволоки имеют карбонатно-флюоритный тип сердечника и соответствуют типу электрода Э50А. Проволоки требуют тщательного хранения, не допускается их загрязнение и увлажнение. |

 , не менее
, не менееТаблица 1.21
|
Марка проволоки |
Диаметр проволоки, мм |
Положение сварки |
Производительность, кг/ч |
Механические свойства металла шва |
Температура, при которой обеспечивается нормативная ударная вязкость, °C |
Тип сердечника |
||
|
|
|
|
||||||
|
ПП-АН8 |
2,8; 3,0 |
Нижнее |
7 — 11 |
500 — 650 |
440 |
20 |
0 |
Рутиловый |
|
ПП-АН9 |
2,2 — 2,5 |
« |
6 — 9 |
500 — 650 |
440 |
20 |
-40 |
Рутил-флюоритный |
|
ПП-АН10 |
2,2 |
Нижнее, горизонтальное |
8 — 12 |
500 — 650 |
440 |
20 |
-20 |
Рутиловый |
|
ПП-АН22 |
2,2 |
То же |
3 — 12 |
450 — 600 |
390 |
22 |
-30 |
Рутил-флюоритный |
|
ПП-АН25 |
1,8 — 2,0 |
Нижнее, горизонтальное, вертикальное |
… |
500 — 650 |
440 |
20 |
-30 |
Рутиловый |
|
ПП-АН54 |
2,2 |
Нижнее, горизонтальное |
7 — 10 |
700 — 850 |
640 |
14 |
-40 |
Рутил-флюоритный |
1.10.6. Типы сварных соединений, подготовка свариваемых кромок, формы и размеры сварных швов должны соответствовать ГОСТ 14771-76.
При сварке стыковых соединений порошковой проволокой необходимо устанавливать зазоры в корне шва или между свариваемыми кромками в соответствии с табл. 1.22.
Таблица 1.22
|
Толщина свариваемых элементов, мм |
Зазор, мм, в стыковом соединении |
|||
|
без подкладки |
на стальной остающейся подкладке |
|||
|
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
|
|
5 — 7 |
1,0 |
+/- 0,5 |
2,0 |
+ 1,0 — 0,5 |
|
8 — 16 |
1,5 — 2,5 |
+/- 0,5 |
3,0 |
+/- 1,0 |
|
17 — 30 |
3,0 |
+/- 1,0 |
4,0 |
+/- 1,0 |
1.10.7. Прихватки следует выполнять порошковой проволокой марки, указанной в технологии, или электродами аналогичного типа. В сварных соединениях на остающихся подкладках катет шва не должен превышать 4 мм. Контроль проводить в соответствии с п. 1.23 настоящей Инструкции. При сварке изделия или конструкций их необходимо располагать так, чтобы обеспечить максимальный объем работ в нижнем положении.
1.11. Сварка в углекислом газе и газовых смесях
1.11.1. Механизированная и автоматическая сварка в углекислом газе проволоками сплошного сечения Св-08Г2С, Св-08ГС (ГОСТ 2246-70), Св-09Г2СЦ (ТУ 1-3735-84) широко применяется при изготовлении и ремонте сварных металлоконструкций из углеродистых и низколегированных сталей.
Для сварки используют углекислый газ высшего и первого сорта (ГОСТ 8050-85). Баллоны с углекислым газом окрашены в черный цвет и имеют желтую надпись «Углекислота» или «![]() сварочный». Расход газа при сварке составляет 1,0 — 1,4 м3/ч.
сварочный». Расход газа при сварке составляет 1,0 — 1,4 м3/ч.
1.11.2. Основными вредными примесями ![]() являются воздух и вода, которые скапливаются сверху и снизу баллона. Перед началом работы следует выпустить первые порции газа и осторожно удалить влагу. В целях исключения замерзания влаги в редукторе и осушителе необходим подогрев газа специальным прибором (например, ПУ-70).
являются воздух и вода, которые скапливаются сверху и снизу баллона. Перед началом работы следует выпустить первые порции газа и осторожно удалить влагу. В целях исключения замерзания влаги в редукторе и осушителе необходим подогрев газа специальным прибором (например, ПУ-70).
1.11.3. Для выполнения сварочных работ необходимо применять сварочные полуавтоматы типов ПДГ-508, ПДГ-515, ПДГ-516, ПДГ-603, ПДГ-312, а также А-547, А-825, А-1197, А-1230, ПДГ-302.
Допускается использование других полуавтоматов, имеющих характеристики, соответствующие технологическим условиям сварки.
1.11.4. Основными параметрами режима сварки в углекислом газе являются: род, полярность и сила тока, диаметр проволоки, напряжение дуги, скорость подачи проволоки, расход газа, наклон электрода относительно шва и скорость сварки. Сварку в углекислом газе выполняют на постоянном токе обратной полярности. Зависимость диаметра электродной проволоки от толщины свариваемого металла:
Толщина металла, мм ………….. 0,6 — 1,0 1,2 — 2,0 3,0 — 4,0
Диаметр проволоки, мм ………… 0,5 — 0,8 0,8 — 1,0 1,0 — 1,2
Толщина металла, мм ………….. 5,0 — 8,0 9,0 — 12,0 13,0 — 18,0
Диаметр проволоки, мм ………… 1,6 — 2,0 2,0 2,0 — 2,5
Рекомендуемые значения сварочного тока и вылета электродной проволоки в зависимости от диаметра проволоки даны в табл. 1.23.
Таблица 1.23
|
Показатель |
Значение показателя при диаметре проволоки, мм |
||||||
|
0,5 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
|
|
Вылет электрода, мм |
… |
6 — 12 |
7 — 13 |
8 — 15 |
13 — 20 |
15 — 25 |
15 — 30 |
|
Сварочный ток, А |
30 — 60 |
50 — 100 |
70 — 120 |
90 — 150 |
140 — 300 |
200 — 500 |
300 — 700 |
1.11.5. Вылет электродной проволоки (ее длина от торца токоподводящего наконечника до изделия) оказывает большое влияние на устойчивость процесса сварки в ![]() и качество шва. Завышенный вылет ухудшает устойчивость горения дуги, формирование шва, увеличивает разбрызгивание.
и качество шва. Завышенный вылет ухудшает устойчивость горения дуги, формирование шва, увеличивает разбрызгивание.
1.11.6. Наклон электрода относительно оси шва оказывает большое влияние на глубину провара и качество сварки. Сварка «углом вперед» применяется для уменьшения величины проплавления; сварка «углом назад» — для ее увеличения; последняя является предпочтительной.
При сварке в ![]() в положениях, отличных от нижнего, следует применять электродную проволоку диаметром до 1,4 мм. Значения тока и напряжения дуги должны быть минимальными, однако обеспечивающими устойчивое горение дуги. При механизированной сварке металла толщиной более 3 мм применяют колебательные движения горелки, как и при ручной дуговой сварке.
в положениях, отличных от нижнего, следует применять электродную проволоку диаметром до 1,4 мм. Значения тока и напряжения дуги должны быть минимальными, однако обеспечивающими устойчивое горение дуги. При механизированной сварке металла толщиной более 3 мм применяют колебательные движения горелки, как и при ручной дуговой сварке.
1.11.7. Стыковые соединения толщиной до 4 мм сваривают на весу (без приспособлений, предохраняющих от протекания с обратной стороны шва).
Сварку нахлесточных соединений при толщине металла до 2 мм производят на весу или медной подкладке. Сварку угловых швов металла толщиной более 3 мм выполняют с петлеобразным перемещением горелки. Вертикальные швы на тонком металле (до 2 мм) накладывают сверху вниз, а при толщине более 6 мм — снизу вверх «углом назад».
Сварку в потолочном положении ведут при минимальном напряжении дуги; рекомендуется при этом увеличить расход углекислого газа на 15 — 20%. Диаметр проволоки и сварочный ток должны быть меньше, чем при сварке в нижнем положении.
В нахлесточных соединениях возможно применение дуговой точечной сварки в ![]() во всех пространственных положениях. При сварке металла в нижнем положении при толщине его более 6 мм необходимо делать отверстие в верхнем листе. При сварке в вертикальном и потолочном положениях отверстия под сварку подготавливаются при толщине металла более 1,5 мм. Ориентировочные режимы дуговой точечной сварки в
во всех пространственных положениях. При сварке металла в нижнем положении при толщине его более 6 мм необходимо делать отверстие в верхнем листе. При сварке в вертикальном и потолочном положениях отверстия под сварку подготавливаются при толщине металла более 1,5 мм. Ориентировочные режимы дуговой точечной сварки в ![]() приведены в табл. 1.24.
приведены в табл. 1.24.
Таблица 1.24
|
Толщина листов, мм |
Диаметр электродной проволоки, мм |
Сварочный ток, А |
Напряжение, В |
Вылет электрода, мм |
|
|
верхнего |
нижнего |
||||
|
0,5 |
0,5 — 2,0 |
0,8 |
100 — 140 |
18 — 21 |
6 — 10 |
|
0,8 |
0,8 — 3,0 |
0,8 |
120 — 160 |
19 — 22 |
8 — 10 |
|
1,5 |
1,5 — 4,0 |
1,0 — 1,2 |
200 — 210 |
21 — 24 |
10 — 12 |
|
2,0 |
2,0 — 5,0 |
1,0 — 1,4 |
220 — 300 |
22 — 27 |
10 — 14 |
|
3,0 |
3,0 — 6,0 |
1,2 — 1,6 |
320 — 380 |
30 — 35 |
12 — 14 |
|
4,0 |
4,0 — 6,0 |
1,4 — 1,6 |
380 — 420 |
33 — 37 |
13 — 15 |
|
5,0 |
5,0 — 7,0 |
1,4 — 2,0 |
400 — 450 |
34 — 40 |
14 — 16 |
|
6,0 |
6,0 — 8,0 |
1,6 — 2,5 |
420 — 550 |
38 — 44 |
14 — 18 |
|
8,0 |
8,0 — 10,0 |
2,0 — 2,5 |
550 — 600 |
43 — 48 |
16 — 18 |
1.11.8. Для сварки соединений из углеродистых и низколегированных сталей толщиной от 3 мм и более в ![]() широко используют порошковые проволоки типов ПП-АН8, ПП-АН10 с рутиловым сердечником, а также типа ПП-АН22 с рутил-флюоритным сердечником. Характеристики проволок приведены в п. 1.10 настоящей Инструкции.
широко используют порошковые проволоки типов ПП-АН8, ПП-АН10 с рутиловым сердечником, а также типа ПП-АН22 с рутил-флюоритным сердечником. Характеристики проволок приведены в п. 1.10 настоящей Инструкции.
1.11.9. Для повышения стойкости против образования пор и трещин в сварном соединении, а также стабилизация горения дуги, уменьшения разбрызгивания электродного металла, улучшения внешнего вида соединений при сварке углеродистых и низколегированных сталей следует применять сварку в газовых смесях:  и
и  .
.
1.11.10. Рекомендуемый состав смеси аргона с углекислым газом: 75% Ar (ГОСТ 10157-79) и 25% ![]() (ГОСТ 8050-85). Расход газовой смеси в 1,2 — 1,5 раза больше расхода
(ГОСТ 8050-85). Расход газовой смеси в 1,2 — 1,5 раза больше расхода ![]() .
.
Для получения смеси используются однопостовой смеситель УГС-1 и многопостовой УСГ-1.
1.11.11. Механизированную сварку в смеси выполняют проволоками Св-08Г2С, Св-08ГС, Св-09Г2СЦ диаметром 1,2 — 2,0 мм.
Сварка производится полуавтоматами типов ПДГ-508, А-1197, ПДГ-515, ПДГ-516, А-547, ПДГ-312 и др.
Разделка кромок под сварку в газовых смесях аналогична разделке под сварку в ![]() (ГОСТ 14771-76).
(ГОСТ 14771-76).
Сварку в смеси выполняют на постоянном токе прямой или обратной полярности. В первом случае повышается производительность процесса. При сварке на обратной полярности проволокой диаметром 1,6 — 2,0 мм производительность составляет около 9,0 — 10,0 кг/ч, на прямой полярности — 11 — 12 кг/ч. Техника механизированной сварки в смеси не отличается от техники сварки в ![]() .
.
Режимы сварки приведены в табл. 1.25.
Таблица 1.25
|
Диаметр электродной проволоки, мм |
Скорость подачи проволоки, м/ч |
Сварочный ток, А |
Напряжение дуги, В |
Расход газа, л/мин |
|
1,2 |
380 |
200 — 240 |
26 — 28 |
18 — 20 |
|
1,4 |
328 — 380 |
260 — 300 |
29 — 30 |
20 |
|
1,6 |
380 — 400 |
340 — 360 |
32 — 34 |
20 — 25 |
|
2,0 |
328 |
380 — 420 |
34 — 35 |
25 |
1.11.12. Рекомендуемый состав газовой смеси углекислого газа и кислорода —  или
или  .
.
Для получения газовой смеси используют смесители типов УКП-1-71 и УГС-1. Механизированную сварку в смеси выполняют на серийно выпускаемом оборудовании для сварки в ![]() проволокой Св-08Г2С и Св-09Г2СЦ следующих диаметров:
проволокой Св-08Г2С и Св-09Г2СЦ следующих диаметров:
1) 1,2 — 2,0 мм при сварке с увеличенным вылетом электрода в нижнем положении, а также в горизонтальном положении стыковых швов с разделкой кромок;
2) 0,8 — 1,4 мм — с обычным вылетом во всех положениях.
1.11.13. Ориентировочный режим сварки стыковых швов в смеси газов с обычным вылетом электрода приведен в табл. 1.26.
Таблица 1.26
|
Диаметр проволоки, мм |
Вылет электрода, мм |
Пространственное положение |
|||||
|
нижнее |
вертикальное |
потолочное |
|||||
|
Ток, А |
Напряжение дуги, В |
Ток, А |
Напряжение дуги, В |
Ток, А |
Напряжение дуги, В |
||
|
0,8 |
8 — 15 |
50 — 100 |
15 — 18 |
50 — 100 |
15 — 17 |
50 — 100 |
14 — 16 |
|
1,0 |
8 — 15 |
50 — 180 |
17 — 22 |
50 — 160 |
18 — 20 |
60 — 110 |
15 — 18 |
|
1,2 |
8 — 15 |
120 — 250 |
19 — 26 |
110 — 220 |
19 — 22 |
110 — 170 |
17 — 20 |
|
1,4 |
8 — 18 |
140 — 300 |
19 — 28 |
120 — 220 |
19 — 22 |
120 — 180 |
18 — 21 |
|
1,6 |
14 — 20 |
150 — 350 |
20 — 30 |
— |
— |
— |
— |
|
2,0 |
15 — 25 |
200 — 500 |
25 — 35 |
— |
— |
— |
— |
1.11.14. При механизированной сварке многопроходных швов для уменьшения количества слоев и при сварке сталей, склонных к образованию кристаллизационных трещин, рекомендуется применять сварку в в нижнем положении на увеличенном вылете.
В табл. 1.27 даны режимы сварки угловых швов проволокой диаметром 2 мм с обычным (20 мм) и увеличенным вылетом электрода. При сварке с увеличенным вылетом рекомендуется использовать держатели, модернизированные в соответствии с предложениями Института электросварки им. Е.О. Патона.
Таблица 1.27
|
Вылет проволоки, мм |
Скорость подачи проволоки, м/ч |
Ток, А |
Напряжение, В |
Скорость сварки, м/ч, при катете шва, мм |
|
|
8,0 |
10,0 |
||||
|
20 |
159 |
280 — 300 |
27 — 28 |
14 — 16 |
10 — 12 |
|
40 |
210 |
280 — 300 |
30 |
20 — 22 |
12 — 14 |
|
60 |
265 |
280 — 300 |
34 |
25 — 27 |
16 — 17 |
|
80 |
337 |
280 — 300 |
37 |
33 — 35 |
21 — 23 |
При сварке в ![]() ответственных элементов вагона не допускается применение электродной проволоки диаметром более 1,2 мм.
ответственных элементов вагона не допускается применение электродной проволоки диаметром более 1,2 мм.
При сварке в смеси газов на удлиненном вылете допускается использование проволок диаметром до 2 мм включительно для всех элементов вагонных конструкций.
1.12. Наплавка изношенных поверхностей
1.12.1. В целях продления срока эксплуатации деталей узлов и конструкций разрешается при капитальном и деповском ремонтах, а также при изготовлении запасных частей применять различные способы наплавки, а также газотермического напыления.
1.12.2. К способам наплавки относятся автоматическая и механизированная наплавка под флюсом, порошковой проволокой, в среде защитных газов, ручная штучным электродом, плазменная, вибродуговая, газопорошковая, индукционная, лентой и др.
1.12.3. Выбор способа восстановления или упрочнения должен определяться требованиями, предъявляемыми к качеству нанесенного металла, характером эксплуатационной нагрузки, производительностью и его стоимостью.
Наплавка и напыление имеют два основных назначения: восстановление изношенных поверхностей до первоначальных геометрических размеров и нанесение материалов, придающих рабочему слою деталей повышенные свойства.
1.12.4. Конструкции и детали вагонов, имеющие большой износ (от 2 мм и более) и подвергающиеся в эксплуатации трению качения (например, гребни колес), абразивному изнашиванию, а также динамической (ударной) нагрузке (например, автосцепка), рекомендуется восстанавливать и упрочнять, как правило, дуговыми методами наплавки. Может использоваться и индукционная наплавка.
1.12.5. Детали и узлы, у которых основной причиной выхода из строя является износ сопрягаемых деталей (увеличение зазора) в подвижных соединениях (например, детали типа вала), не требуют при ремонте большой толщины и высокой прочности наносимого слоя покрытия. При этом рекомендуется вибродуговая наплавка.
1.12.6. Для автоматической и механизированной наплавки применяются наплавочные, сварочные и порошковые электродные проволоки, порошковая и холоднокатаная электродная лента, порошки, плавленые и керамические флюсы и др.
1.12.7. При выборе электродной проволоки необходимо учитывать химический состав наплавляемой детали и проволоки, условия работы, величину износа и требуемую износостойкость.
В табл. 1.28 приведены марки наиболее употребляемых наплавочных проволок и твердость наплавленного металла.
Таблица 1.28
|
Группа стали |
Марка проволоки |
Твердость наплавленного металла |
Примерное назначение наплавляемых деталей |
|
Углеродистая |
Нп-30 |
HB 160 — 220 |
Оси, валы |
|
Нп-45 |
HB 170 — 230 |
То же |
|
|
Нп-85 |
HB 280 — 350 |
Коленчатые валы, крестовины карданов |
|
|
Легированная |
Нп-40Г |
HB 180 — 240 |
Оси, ролики, валы |
|
Нп-65Г |
HB 230 — 310 |
Оси опорных роликов |
|
|
Нп-40ХЗГ2МФ |
HRC 39,5 — 44,5 |
Детали, испытывающие удары и абразивное изнашивание |
|
|
Нп-40Х2Г2М |
HRC 56,0 — 57,0 |
Детали машин, работающие с динамической нагрузкой — коленчатые валы, поворотные кулаки, оси |
|
|
Нп-50ХФА |
HRC 45,5 — 51,5 |
Шлицевые валы, коленчатые валы двигателей внутреннего сгорания |
|
|
Высоколегированная |
Нп-30Х13 |
HRC 39,5 — 46,5 |
Шейки коленчатых валов |
Для наплавки гребней колес и деталей машин, в том числе работающих в условиях сухого трения, рекомендуется проволока марки Св-08ХГ2СМФ, обеспечивающая высокую износостойкость при сравнительно невысокой твердости (HV 275 — 350). Наплавленный металл имеет повышенные прочностные и высокие пластические свойства.
Для получения мягкого неизносостойкого наплавленного металла при наплавке под флюсом можно применять сварочную проволоку марок Св-08, Св-08А, Св-08ГА, Св-10Г2, а при наплавке в среде защитного газа ![]() или смеси газов — сварочную проволоку марок Св-08ГС, Св-12ГС, Св-08Г2С, Св-15ГСТЮЦА и др.
или смеси газов — сварочную проволоку марок Св-08ГС, Св-12ГС, Св-08Г2С, Св-15ГСТЮЦА и др.
1.12.8. При наплавке деталей из углеродистых и низколегированных сталей следует применять плавленые флюсы марок АН-20 (всех индексов), АН-22, АН-60, АН-348А, АН-348АМ, ОСЦ-45 (ГОСТ 9087-81) и марки АНЦ-1 (ТУ 108-1424-86).
Рекомендуемые режимы автоматической наплавки под флюсом плоских деталей приведены в табл. 1.29.
Таблица 1.29
|
Износ детали, мм |
Диаметр электродной проволоки, мм |
Ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Скорость наплавки, м/ч |
Род тока |
|
2 — 3 |
2 |
160 — 220 |
30 — 32 |
100 — 126 |
20 — 25 |
Постоянный |
|
3 — 4 |
2 |
340 — 350 |
32 — 34 |
191 |
20 — 25 |
Постоянный или переменный |
|
4 — 5 |
3 |
360 — 460 |
32 — 34 |
191 |
20 — 25 |
То же |
|
5 — 6 |
5 |
650 — 700 |
34 — 36 |
191 — 256 |
24 — 30 |
« |
Для механизированной износостойкой наплавки рекомендуется использовать порошковые проволоки, приведенные в табл. 1.30, а также проволоку ПП-СП-10 (см. табл. 1.20). Перед началом наплавочных работ проволоку следует прокалить в следующем режиме: нагрев до температуры 250 — 280 °C со скоростью 50 — 100 °C/ч, выдержка 2 ч, охлаждение на воздухе. При соблюдении режима прокалки проволока приобретает «соломенный» цвет.
Таблица 1.30
|
Марка проволоки по ГОСТ 26101-84 (старое обозначение) |
Диаметр проволоки, мм |
Способ наплавки |
Твердость наплавленного металла (второй и последующий слои) |
Применение (типичные объекты наплавки) |
|
ПП-Нп-14ст (ПП-ТН250) |
3,0 |
С |
HB 240 — 260 |
Восстановление деталей вагонов из углеродистых конструкционных и легированных сталей, работающих в условиях трения металла о металл |
|
ПП-Нп-18Х1Г1М (ПП-АН120) |
3,6 |
Ф |
HB 320 — 380 |
Детали из углеродистой стали, работающие в условиях трения металла о металл |
|
ПП-Нп-200Х15С1ГРТ (ПП-АН125) |
3,2 |
С |
HRC 50 — 56 |
Детали, работающие в условиях абразивного изнашивания |
|
ПП-Нп-30Х4Г2М (ПП-АН128) |
2,0 |
С (Ф) |
HRC 42 — 48 |
Детали, работающие в условиях трения металла о металл в окислительной среде (коленчатые и другие валы) |
|
ПП-Нп-250Х10Б8С2Т (ПП-АН135) |
3,2 |
С |
HRC 50 — 58 |
Детали, работающие в условиях абразивного изнашивания с ударными нагрузками |
|
Примечание. Ф — наплавка под флюсом; С — наплавка без дополнительной защиты (самозащитная). |
1.12.9. При ручной дуговой наплавке для получения твердого износостойкого наплавленного металла рекомендуется применять электроды, приведенные в табл. 1.31. Влияние режима наплавки на геометрию шва показано в табл. 1.32. Для наплавки деталей вагонов, работающих в условиях сухого трения, рекомендуется использовать электроды АНП-13. Возможна наплавка без последующей механической обработки. Износостойкость наплавленных деталей по сравнению с ненаплавленными повышается в 3 — 5 раз, их твердость составляет HB 260 — 320. Электроды АНП-13 перед наплавкой должны обязательно подвергаться прокалке при температуре 380 — 400 °C в течение 2 ч. Наплавка ведется на постоянном токе обратной полярности углом назад (15 — 20°) с плавными поперечными колебаниями амплитудой 25 — 30 мм.
Таблица 1.31
|
Марка электрода и сердечника |
Диаметр электрода, мм |
Основное назначение электрода |
Твердость наплавленного металла |
Технологические особенности наплавки |
|
ОЗН-300М, сердечник — проволока Св-08, Св-08Г2С |
4,0 |
Наплавка деталей из углеродистых и низколегированных сталей, работающих в условиях трения и ударных нагрузок |
HB 250 — 350 |
Наплавка в нижнем положении на переменном токе или постоянном обратной полярности |
|
5,0 |
||||
|
ОЗН-400М, сердечник — те же проволоки |
4,0 |
То же |
HB 350 — 450 |
То же |
|
5,0 |
||||
|
ОЗН-7, сердечник — проволока Св-08 |
4,0 |
Наплавка быстроизнашивающихся деталей, работающих в условиях интенсивного абразивного изнашивания при значительных ударных нагрузках |
HRC не менее 55 |
Наплавка в нижнем положении на постоянном токе обратной полярности; обеспечивает получение металла, стойкого против трещин при многослойной наплавке и в условиях эксплуатации |
|
5,0 |
||||
|
ОЗШ-3, сердечник — проволока Св-08, Св-08А |
2,5 |
Наплавка штампов горячей штамповки, режущего инструмента и быстроизнашивающихся деталей машин |
HRC 52 — 58 |
Наплавка ведется на постоянном токе обратной полярности в нижнем и вертикальном положениях в 1 — 4 слоя с подогревом до 300 — 400 °C. Возможна наплавка и без подогрева |
|
3,0 |
||||
|
4,0 |
||||
|
5,0 |
||||
|
ОЗИ-3, сердечник — проволока Св-08, Св-08А |
3,0 |
Наплавка быстроизнашивающихся деталей оборудования |
HRC 58 — 63 |
Наплавка в нижнем положении на постоянном токе обратной полярности в 1 — 4 слоя с предварительным подогревом до 300 — 600 °C, медленное охлаждение с печью или в песке, отпуск или отжиг |
|
4,0 |
||||
|
5,0 |
||||
|
ОЗН-6, сердечник — проволока Св-08, Св-08Г2С |
4,0 |
Наплавка быстроизнашивающихся деталей, работающих в условиях интенсивного износа и значительных ударных нагрузок |
HRC >= 55 |
Наплавка в нижнем положении на постоянном токе обратной полярности или переменном токе. Наплавленный металл обладает повышенной сопротивляемостью против образования трещин при многослойной наплавке и при эксплуатации в условиях интенсивных ударных нагрузок |
|
5,0 |
Таблица 1.32
|
Характеристика шва |
Изменение характеристики шва при увеличении |
||||||
|
тока |
диаметра электрода |
напряжения, В, в диапазоне |
скорости наплавки, м/ч, в диапазоне |
||||
|
24 — 34 |
36 — 46 |
до 17 |
17 — 40 |
41 — 150 |
|||
|
Глубина провара |
Интенсивно увеличивается |
Уменьшается |
Незначительно увеличивается |
Незначительно уменьшается |
Незначительно увеличивается |
Не изменяется |
Уменьшается |
|
Ширина шва |
Незначительно увеличивается |
Увеличивается |
Интенсивно увеличивается |
Уменьшается |
|||
|
Высота утолщения |
Интенсивно увеличивается |
Уменьшается |
Уменьшается |
Незначительно увеличивается |
|||
|
Доля основного металла в металле шва |
То же |
« |
Незначительно увеличивается |
Интенсивно увеличивается |
1.13. Газотермическое нанесение покрытий
1.13.1. Наиболее часто применяемыми способами нанесения газотермических покрытий являются газопламенное и плазменное напыление, газопорошковая наплавка и электродуговая металлизация.
Газотермические способы восстановления и упрочнения вагонных деталей рекомендуется применять в тех случаях, когда требуется нанесение тонкого (до 2 — 3 мм) износо- и коррозионно-стойкого слоя металла, а при эксплуатации наплавляемых деталей отсутствуют значительные ударные и усталостные нагрузки. Целесообразно использование этих способов при ремонте деталей и узлов, работающих в условиях жидкостной смазки, граничного трения и в неподвижных соединениях (например, посадка колеса на ось).
1.13.2. При газотермическом нанесении покрытий источником энергии являются газовое пламя, плазма или электрическая дуга. Материал в виде порошка или проволоки подается в источник нагрева, разогревается, распыляется и транспортируется к восстанавливаемой поверхности детали.
1.13.3. Восстанавливать изношенные детали допускается, если их износы не превышают предельные нормы, которые обусловлены правилами ремонта, настоящей Инструкцией и распоряжениями МПС. Износостойкость нанесенного слоя должна быть не ниже износостойкости основного металла и соответствовать требованиям технических условий и чертежа.
1.13.4. Процесс напыления состоит из: подготовки напыляемого материала; подготовки поверхности детали (см. п. 1.3); напыления; оплавления покрытия; механической обработки.
Оплавление покрытия производят только при использовании порошков самофлюсующихся сплавов марок ПГ-10Н-…; ПГ-12Н-…; СНГН; ПГ-СР… <*> и т.п.
———————————
<*> Многоточие означает многообразие марок.
1.13.5. При газопламенном напылении порошковые материалы наносят на деталь с помощью кислородно-ацетиленового пламени горелками марок ГН-2, ГН-3 и др., или пропано-кислородного пламени горелкой ГН-5П, имеющей специальный бункер для порошка. При плазменном напылении в качестве плазмообразующих газов применяются аргон, азот и их смеси, аргон с водородом, пропан-бутан, воздух.
Напыление производится на стационарных плазменных установках типов УПУ-3д, УПУ-8, УН-108, УН-120 и др.
1.13.6. Марки, технические характеристики и области применения порошков при газопламенном и плазменном напылении приведены в табл. 1.33.
Таблица 1.33
|
Марка порошка |
Изготовитель |
Температура, плавления, °C |
Твердость покрытия |
Область применения, способ наплавки или напыления |
|
ПР-Н80Х13С2Р |
Полема — Тула Чермет. ТУ 14-22-33-90 |
1070 |
HRC 29 — 34 |
Наплавка и напыление с оплавлением на углеродистые и нержавеющие стали и чугун. Восстановление и упрочнение деталей, для которых требуется высокая износостойкость |
|
ПР-Н77Х15СЗР2 |
1050 |
HRC 37 — 42 |
||
|
ПР-Н73Х16СЗР3 |
1050 |
HRC 47 — 52 |
||
|
ПР-Н70Х17С4Р4 |
990 |
HRC 55 — 59 |
||
|
ПР-Н67Х18С5Р4 |
1000 |
HRC 60 — 62 |
||
|
ПГ-СР-2 |
1050 |
HRC 40 — 45 |
||
|
ПГ-СР-3 |
1050 |
HRC 50 — 55 |
||
|
ПГ-СР-4 |
990 |
HRC 58 — 62 |
||
|
ПР-НД42СР |
То же |
1065 |
HB 200 |
Хорошая адгезия с чугуном; основа — медь. Наносится наплавкой |
|
ПР-ОФНХСР |
« |
630 |
HRC 22 |
Износостойкие слои на меди и стали. Наплавка |
|
ПР-ЖНДСР |
« |
1025 |
HB 240 |
Хорошая адгезия с чугуном. Наплавка |
|
ПН85Ю15 |
Полема — Тула Чермет. ТУ 14-1-3926-85 |
— |
HRC 20 |
Износостойкое покрытие. Напыление без оплавления |
|
ПН70Ю30 |
То же |
— |
HRC 40 |
То же |
|
ПТ-Ю5Н |
« |
— |
HB 210 |
Напыление без оплавления, в качестве подслоя |
|
ПТ-Ю10Н |
« |
— |
HB 170 |
То же |
|
ПТ-ЮХ15СР2 |
« |
— |
HB 360 |
Напыление без оплавления, подслой или рабочий слой |
|
Примечание. Наряду с указанными в таблице марками порошков АО «Полема-Тула Чермет» может производить и другие порошковые материалы по рецептуре потребителя, в частности порошки, выпускаемые Торезским заводом наплавочных твердых сплавов по ТУ 48-19-383-91 (ПГ-10Н-01, ПГ-12Н-01, ПГ-12Н-02, ПГ-10К-01, ПГ-19М-01, ПГ-Ж14). |
1.13.7. Газопорошковая наплавка заключается в нанесении покрытия с одновременным его оплавлением небольшими участками по всей поверхности детали.
При газопорошковой наплавке используются порошковые материалы, приведенные в табл. 1.33.
Горелку подносят к поверхности детали на расстояние 5 — 7 мм от ядра пламени и нагревают до температуры от 900 до 950 °C, контроль осуществляют приборами дистанционного контроля или по цветам каления (от ярко-красного до желто-красного). Затем отводят горелку на расстояние 30 — 40 мм и на 3 — 5 с включают подачу порошка. После этого оплавляют порошок. Таким же образом проводят напыление соседних участков.
1.13.8. Дуговая металлизация заключается в расплавлении проволочного напыляемого материала электрической дугой, горящей между двумя проволоками-электродами, и его распылении сжатым воздухом давлением не ниже 0,5 МПа, одновременно переносящим частицы металла к поверхности детали. Дуговую металлизацию производят проволочными материалами диаметром 1,6 — 2,0 мм марок 65 и 65Г по ГОСТ 14959-79, 65ГА по ГОСТ 1071-81, 60 по ГОСТ 1050-88 и 30ХГСА по ГОСТ 4543-71.
1.13.9. Для металлизации крупногабаритных деталей на токарном станке используют стационарные электрометаллизаторы марки ЭМ-17, для металлизации мелких деталей — ручной электрометаллизатор марки ЭМ-14М. Питание электрической дуги металлизаторов осуществляют от сварочных источников постоянного тока, имеющих жесткую вольт-амперную характеристику.
1.13.10. Участок для газотермического нанесения покрытий должен быть оборудован местной вентиляцией и подводом сжатого воздуха. В случае необходимости восстановления деталей типа вала участок оснащается специализированным вращателем или токарным станком.
1.13.11. Механическая обработка покрытий, нанесенных порошковыми материалами, производится на токарных станках резцами марки Т15К6 или с пластинками из твердых сплавов ВК2, ВК4 и ВК6. Шлифовку покрытий осуществляют карборундовым или алмазным инструментом при обильном охлаждении. В качестве карборундового инструмента используют круги марки КЗ.
Металлизационные покрытия обрабатывают точением резцами с твердосплавными пластинками ВК-8 и резцами марки Т15К6; шлифование можно производить алундовыми или корундовыми кругами на мягкой основе.
Режимы резания и шлифования должны исключать растрескивание нанесенного слоя, отслоение, царапины и другие дефекты.
Покрытие должно иметь ровную поверхность без видимых дефектов. Бракованные детали после удаления покрытия подвергают повторному напылению.
1.13.12. Все работы по ремонту и изготовлению новых деталей и узлов вагонов с использованием напыления в депо и на ремонтных заводах МПС России должны выполняться с соблюдением требований настоящей Инструкции, чертежей и государственных стандартов.
Технологические процессы и режимы восстановления деталей нанесением газотермических покрытий, на которые не имеется технологической документации, устанавливаются главным инженером завода или начальником депо и согласовываются с ЦВ МПС, ВНИИЖТ или с АО «Желдорреммаш» и АО «Вагонреммаш» в соответствии с Перечнем деталей подвижного состава, утвержденным Главным техническим управлением МПС 29.03.90 г.
Восстановленная деталь должна удовлетворять требованиям безопасной работы и обеспечивать необходимый срок службы.
Все ТУ по восстановлению деталей вагонов любым способом нанесения покрытий должны быть согласованы с ЦВ МПС.
1.14. Многоэлектродная наплавка
1.14.1. Для нанесения слоя металла на поверхность деталей вагонов с целью их восстановления или упрочнения наряду с другими способами разрешается применять многоэлектродную наплавку. Наплавку производят под слоем флюса двумя и более электродами при общем подводе сварочного тока. С увеличением числа проволок ширина и производительность наплавки увеличиваются. Глубина проплавления меньше, чем при наплавке одной проволокой, что способствует снижению чувствительности металла, особенно с повышенным содержанием углерода к образованию трещин, в связи с уменьшением в расплавленном металле ванны доли основного металла.
1.14.2. Наплавку производят на установках, состоящих из узла крепления и перемещения (вращения) детали, наплавочной головки, оборудованной механизмом подачи электродных проволок, и источника питания. Используют постоянный или переменный ток, подаваемый от преобразователей, выпрямителей или трансформаторов.
1.14.3. В качестве материала применяют сварочные и наплавочные проволоки сплошного сечения диаметром 1 — 5 мм, а также порошковые проволоки (чаще всего марок ПП-Нп-14ст, ПП-Нп-18Х1Г1М). Используют флюсы АН-348А, ОСЦ-45, АНЦ-1, АН-60 и др. Проволоку выбирают в зависимости от назначения и требуемых механических свойств наплавленного металла. Минимальная твердость металла получается при использовании сварочной проволоки марки Св-08А и наплавочной марки Нп-30.
1.14.4. Устойчивость процесса и качество наплавки зависят от подготовки поверхности детали под наплавку, количества, химического состава и взаимного расположения электродных проволок, вылета и скорости подачи электродов, толщины наплавляемого слоя, состава флюса и др.
Перед наплавкой поверхность детали должна быть зачищена, а поверхностные дефекты удалены. Примерные значения параметров наплавки приведены в табл. 1.34.
Таблица 1.34
|
Диаметр электродной проволоки, мм |
Вылет электродов, мм |
Напряжение, В |
Сварочный ток, приходящийся на один электрод, А |
|
1 |
15 — 20 |
15 — 25 |
40 |
|
2 |
25 — 30 |
25 — 30 |
100 |
|
3 |
30 — 50 |
25 — 36 |
200 |
|
4 |
40 — 80 |
36 — 40 |
450 |
|
5 |
40 — 100 |
40 — 50 |
700 |
Количество проволок и их расположение существенно влияют на ширину наплавки, ее форму, а также на глубину проплавления основного металла.
1.14.5. Количество электродных проволок выбирают в зависимости от ширины наплавляемого слоя и диаметра проволок. При одной и той же ширине число проволок увеличивают с уменьшением их диаметра и наоборот. Многоэлектродной наплавкой выполняют слои толщиной до 12 мм (в редких случаях до 30 мм) и шириной до 200 мм.
1.14.6. Среднее расстояние между проволоками должно быть равным трем-четырем диаметрам электродной проволоки.
Расстояние между двумя-тремя крайними проволоками должно быть равно одному-двум диаметрам электродной проволоки при ширине наплавки более 50 мм.
1.14.7. Наплавку выполняют при вертикальном расположении электродов, а также «углом вперед» и «углом назад». Для получения наплавленного металла толщиной 4 — 8 мм рекомендуется располагать электроды вертикально к наплавляемой поверхности.
1.15. Индукционная наплавка
1.15.1. Для восстановления и упрочнения поверхностей деталей вагонов разрешается применять индукционную наплавку (индукционно-металлургический способ), при которой для нагрева наплавляемых поверхностей и расплавления наплавочного материала используются токи средней и высокой частоты. Сущность индукционной наплавки заключается в нагреве наплавляемой поверхности с помощью индуктора, локализации энергии в поверхностном слое и расплавлении его вместе с порошковым наплавочным материалом, нанесенным на восстанавливаемую поверхность.
1.15.2. Для индукционной наплавки рекомендуется применять высокочастотные установки типов ВЧИ 60/0,44, ВЧИ 2 100/0,066, ВЧЗ 2 160/0,066 и др. с мощностью, потребляемой индуктором, не ниже 30 кВт, колебательной мощностью не ниже 60 кВт и частотой тока 0,066 — 0,44 МГц.
В качестве наплавочного материала применяются порошки на основе железа марки УСЧ-30 или УСЧ-31 по ТУ 48-4206-312-87 в смеси с флюсом в соотношении 3:1, а также порошковые материалы УСЧ-32, УСЧ-33, УСЧ-34, УСЧ-35. Химический состав подбирают с учетом служебных характеристик восстанавливаемой детали. Допускается применение других порошковых материалов, в том числе самофлюсующихся.
1.15.3. Технологический процесс индукционной наплавки состоит из следующих операций:
1) удаление поверхностных дефектов и загрязнений с зачисткой наплавляемой поверхности до металлического блеска;
2) нанесение на наплавляемую поверхность порошкового материала в смеси с флюсом на заданную толщину;
3) установка детали в индуктор, включение генератора на рабочий режим и проведение наплавки;
4) при необходимости механическая обработка детали после охлаждения.
1.15.4. Перед наплавкой порошок смешивают с флюсом и сушат в печи при температуре 100 — 150 °C в течение 35 — 40 мин. Соотношение флюса и порошка в смеси устанавливают в зависимости от требований, предъявляемых к восстанавливаемой поверхности детали. Грануляция порошка должна находиться в пределах 150 — 250 мкм.
1.15.5. Индукционным способом допускается наносить слои металла толщиной до 5 мм при наплавке, до 3 мм — при упрочнении. Толщина слоя наплавленного металла составляет 1/3 от исходной высоты насыпаемого слоя порошковой смеси.
1.15.6. При естественном остывании детали шлаковая корка должна отделиться от наплавленного металла самопроизвольно. Наплавленная поверхность должна иметь серебристо-матовый цвет и быть без дефектов (трещин, непроваров, раковин, скоплений пор и др.). Неровности и наплывы зачищают шлифовальным кругом.
1.15.7. При большом износе восстанавливаемую поверхность детали разрешается сначала наплавлять металлом, имеющим небольшую твердость, одним из дуговых способов с последующей механической обработкой поверхности и ее упрочнением индукционной наплавкой.
1.16. Газовая сварка и наплавка
1.16.1. При ремонте деталей вагонов газовой сваркой и наплавкой применяют кислород по ГОСТ 5583-78 трех сортов с чистотой от 99,2 до 99,7%, поставляемый в баллонах, окрашенных в голубой цвет, под давлением 15 — 16,5 МПа. В качестве горючего газа используют ацетилен, природные газы, пропан-бутановые смеси и др. Ацетилен вырабатывают в ацетиленовых генераторах из карбида кальция (ГОСТ 1460-81) или используют поставляемый в баллонах в растворенном состоянии (ГОСТ 5457-75). Природные газы на основе метана по ГОСТ 5542-87 к месту потребления доставляют по трубопроводам, реже в баллонах.
Объемная доля бутана в пропан-бутановых смесях составляет 5 — 30%, поэтому эти смеси называют техническим пропаном. Они тяжелее воздуха, при утечках могут скапливаться в углублениях и образовывать взрывоопасные концентрации. Хранение и транспортировка пропан-бутановых смесей производится в баллонах, окрашенных в красный цвет, вместимостью 40 и 55 л и в 50-тонных цистернах под давлением 1,6 МПа.
1.16.2. Для газовой сварки стали применяют присадочный материал в виде проволоки или литых прутков.
Присадочные материалы для чугуна указаны в п. 1.19.
1.16.3. Для защиты расплавленного металла от окисления и удаления окислов применяют сварочные флюсы, которые вводят в сварочную ванну или пламя горелки в виде порошков, паст и газов.
1.16.4. Технические характеристики ацетиленовых генераторов приведены в табл. 1.35.
Таблица 1.35
|
Тип генератора |
Система взаимодействия воды с карбидом |
Производительность, м3/ч |
Давление ацетилена, МПа |
Грануляция карбида кальция, мм |
Единовременная загрузка карбида кальция, кг |
Масса, кг |
|
|
рабочее |
максимальное |
||||||
|
Переносные |
|||||||
|
АСМ-1,25-3 |
ВВ |
1,25 |
0,01 — 0,07 |
0,15 |
25/80 |
2,8 |
18 |
|
АНВ-1,25-68 |
ВВ — ВК |
1,25 |
0,0025 — 0,003 |
0,01 |
25/80 |
4,0 |
42 |
|
АСП-1,25-7 |
ВВ |
1,25 |
0,01 — 0,075 |
0,15 |
25/80 |
3,5 |
20 |
|
Стационарные |
|||||||
|
АСК-1-67 |
ВВ — ВК |
5 |
0,015 — 0,03 |
0,07 |
25/80 |
16 |
176 |
|
ГРК-10-64 |
ВК |
10 |
0,01 — 0,07 |
0,15 |
25/80 |
50 |
— |
|
АСР-3-66 |
ВК |
20 |
0,09 — 0,095 |
0,15 |
любая |
100 |
1450 |
|
АВТОГЕНД-М |
КВ |
40 |
0,035 |
0,07 |
любая |
100 |
3303 |
|
ГНД-40 |
КВ |
40 |
0,005 |
0,006 |
8/15 — 50/80 |
300 |
1199 |
|
Примечание. ВВ — вытеснение воды, ВК — вода на карбид, КВ — карбид в воду. |
1.16.5. Для предупреждения обратных ударов в трубопроводы, генераторы и баллоны следует применять предохранительные затворы: водяные мембранные и безмембранные, а также сухие (огнепреградители) марок ЗСП, ЗСУ-1, ЗВП-1 и ЗВМ-2. Запорным приспособлением баллонов является вентиль.
1.16.6. Для понижения давления газа и его поддержания постоянным служат редукторы, типы и основные параметры которых регламентированы ГОСТ 13861-89Е.
1.16.7. Подводящие шланги должны обладать достаточной прочностью и гибкостью (ГОСТ 9356-75). Внутренний диаметр для горелок малой мощности составляет 6 мм, для горелок нормальной и повышенной мощности — 9, 12 и 16 мм.
1.16.8. Газовую сварку выполняют горелками типов Г1, Г2, Г3, Г4, оборудованными комплектом наконечников. Технические характеристики горелок (ГОСТ 1077-79Е) приведены в табл. 1.36. Они относятся к однопламенным универсальным горелкам, предназначенным для ручной ацетилено-кислородной сварки, пайки, подогрева и других видов газопламенной обработки металлов. Наконечники к инжекторным горелкам подбирают в зависимости от толщины свариваемого металла в соответствии с табл. 1.37, в которой приведены также расход и давление на входе в горелку ацетилена и кислорода. Типы горелок подразделяются на модели.
Таблица 1.36
|
Тип горелки |
Толщина свариваемого металла, мм |
Диапазон регулирования расхода, л/ч |
Давление на входе в горелку, МПа (кгс/см2) |
Способ смешения газов |
Масса горелки с наибольшим наконечником, кг, не более |
Присоединительные размеры, мм, штуцеров горелки |
Диаметры газовых каналов ниппелей горелки, мм |
||
|
ацетилена |
кислорода |
ацетилена |
кислорода |
||||||
|
Г1 (горелка микромощности) |
0,1 — 1,0 |
5 — 85 |
6 — 95 |
0,01 — 0,12 |
0,01 — 0,12 |
Безынжекторный |
0,35 |
М12 x 1,25 |
3,0 или 4,5 |
|
(0,1 — 1,2) |
(0,1 — 1,2) |
||||||||
|
Г2 (горелка малой мощности) |
0,2 — 9,0 |
25 — 700 |
35 — 950 |
0,014 — 0,12 |
0,014 — 0,12 |
То же |
0,65 |
М12 x 1,25 или М16 x 1,5 |
4,5 |
|
(0,14-1,2) |
(0,14-1,2) |
||||||||
|
0,003 — 0,12 |
0,15 — 0,5 |
Инжекторный |
|||||||
|
(0,03 — 1,2) |
(1,5 — 5,0) |
||||||||
|
Г3 (горелка средней мощности) |
0,5 — 30,0 |
60 — 2500 |
65 — 3600 |
0,014 — 0,12 |
0,014 — 0,12 |
Безынжекторный |
1,1 |
М16 x 1,5 |
7,0 |
|
(0,14 — 1,2) |
(0,14 — 1,2) |
||||||||
|
0,003 — 0,12 |
0,15 — 0,5 |
Инжекторный |
|||||||
|
(0,03 — 1,2) |
(1,5 — 5,0) |
||||||||
|
Г4 (горелка большой мощности) |
30,0 — 80,0 |
2500 — 7000 |
3000 — 9300 |
0,03 — 0,12 |
0,25 — 0,5 |
То же |
2,3 |
М16 x 1,5 |
7,0 |
|
(0,3 — 1,2) |
(2,5 — 5,0) |
Таблица 1.37
|
Показатель |
Значение показателя при наконечнике горелки номер |
|||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Толщина свариваемой стали <*>, мм |
0,2 — 0,5 |
0,5 — 1 |
1 — 2 |
2 — 4 |
4 — 7 |
7 — 11 |
11 — 17 |
17 — 30 |
30 — 50 |
свыше 50 |
|
Расход, л/ч: |
||||||||||
|
ацетилена |
40 — 50 |
65 — 90 |
130 — 180 |
250 — 350 |
420 — 600 |
700 — 950 |
1130 — 1500 |
1800 — 2500 |
2500 — 4500 |
4500 — 7000 |
|
кислорода |
45 — 55 |
70 — 100 |
140 — 200 |
270 — 380 |
450 — 650 |
750 — 1000 |
1200 — 1650 |
2000 — 2800 |
3000 — 5600 |
4700 — 9300 |
|
Давление на входе в горелку, МПа: |
||||||||||
|
ацетилена |
— |
— |
— |
0,001 — 0,1 |
0,001 — 0,1 |
— |
— |
0,01 — 0,1 |
0,03 — 1 |
0,03 — 1 |
|
кислорода |
0,15 — 0,3 |
0,15 — 0,3 |
— |
0,2 — 0,5 |
0,2 — 0,3 |
— |
0,2 — 0,35 |
— |
0,25 — 0,5 |
0,25 — 0,5 |
|
<*> Сталь низкоуглеродистая. |
Рекомендуется горелку модели ГС-4 применять для подогрева. Горелка модели Г2-04 по конструкции подобна горелке Г2-05, а также горелкам Г2-02, «Звездочка», «Малютка». Горелка Г3-03 аналогична горелке Г3-05 и ранее выпускавшимся горелкам «Звезда», «Москва», ГС-3, ГС-3А.
Сведения по двум маркам инжекторных горелок малой и средней мощности, предназначенных для ацетиленокислородной сварки, приведены в табл. 1.38.
Таблица 1.38
|
Марка горелки |
Номер наконечника |
Толщина свариваемого металла (стали), мм |
Расход, л/ч |
Рабочее давление, МПа |
||
|
ацетилена |
кислорода |
ацетилена |
кислорода |
|||
|
Г2-05 |
0 |
0,2 — 0,5 |
35 |
35 |
0,01 |
0,25 |
|
1 |
0,5 — 1,0 |
75 |
75 |
0,003 |
0,15 |
|
|
2 |
1 — 2 |
150 |
150 |
0,003 |
0,25 |
|
|
3 |
2 — 4 |
300 |
300 |
0,003 |
0,25 |
|
|
4 |
4 — 6 |
530 |
530 |
0,003 |
0,25 |
|
|
5 |
6 — 9 |
770 |
770 |
0,01 |
0,25 |
|
|
Г3-05 |
1 |
0,5 — 1,0 |
75 |
75 |
0,003 |
0,15 |
|
2 |
1 — 2 |
150 |
150 |
0,003 |
0,25 |
|
|
3 |
2 — 4 |
300 |
300 |
0,003 |
0,25 |
|
|
4 |
4 — 6 |
530 |
530 |
0,003 |
0,25 |
|
|
5 |
6 — 9 |
800 |
800 |
0,003 |
0,25 |
|
|
6 |
9 — 14 |
1250 |
1250 |
0,003 |
0,25 |
|
|
7 |
14 — 20 |
1750 |
1750 |
0,01 |
0,25 |
|
|
8 |
20 — 30 |
2500 |
2500 |
0,01 |
0,25 |
|
|
Примечания. 1. Приведены номинальные значения расхода и давления ацетилена и кислорода. |
||||||
|
2. Температура окружающей среды, при которой работают горелки, от минус 40 до 45 °C. |
1.16.9. Сварку тонколистовой стали, наплавку, пайку и нагрев деталей допускается производить горелками, работающими на смеси кислорода с газами — заменителями ацетилена (природным газом, пропан-бутановыми смесями), типов ГЗУ-3-02, ГЗУ-4 или им аналогичных. Горелка ГЗУ-3-02 — универсальная, ГЗУ-4 предназначена для сварки чугуна, цветных металлов, а также наплавки, пайки, нагрева (табл. 1.39).
Таблица 1.39
|
Марка горелки |
Номер наконечника горелки |
Расход, л/ч |
Давление, МПа |
Толщина свариваемого металла, мм |
|||
|
пропан-бутана |
природного газа |
кислорода |
горючего газа, не менее |
кислорода |
|||
|
ГЗУ-3-02 |
1 |
25 — 50 |
70 — 140 |
90 — 180 |
0,001 |
0,2 — 0,3 |
0,5 — 1 |
|
2 |
70 — 95 |
170 — 230 |
260 — 340 |
0,001 |
0,2 — 0,3 |
1 — 2 |
|
|
3 |
145 — 190 |
340 — 450 |
520 — 680 |
0,001 |
0,2 — 0,3 |
2 — 4 |
|
|
4 |
270 — 340 |
650 — 830 |
950 — 1260 |
0,001 |
0,2 — 0,3 |
4 — 7 |
|
|
ГЗУ-4 |
5 |
350 — 600 |
930 — 1600 |
1400 — 2400 |
0,02 |
0,2 — 0,4 |
— |
|
6 |
600 — 1000 |
1600 — 2670 |
2400 — 4000 |
0,02 |
0,2 — 0,4 |
— |
|
|
7 |
1000 — 1600 |
2670 — 4270 |
4000 — 6400 |
0,02 |
0,2 — 0,4 |
— |
1.16.10. Металл малой толщины (до 2 мм) соединяют встык без разделки кромок и без применения присадочного металла, металл толщиной 2 — 5 мм допускается соединять встык без разделки кромок, но оставляя зазор. При сварке металла толщиной свыше 5 мм целесообразно применять стыковое соединение с односторонней разделкой кромок.
При толщине стали до 3 мм более производительным является левый способ сварки (горелка перемещается справа налево), а при  толщинах, в особенности при сварке со скосом кромок, — правый способ.
толщинах, в особенности при сварке со скосом кромок, — правый способ.
1.16.11. Режимы газовой сварки зависят от толщины свариваемого металла и характеризуются мощностью пламени, скоростью сварки, диаметром присадочного прутка, углом наклона мундштука горелки.
Мощность пламени определяется расходом горючего газа. Расход ацетилена  , где S — толщина металла, мм; K — коэффициент, равный при сварке левым способом для стали и чугуна 75 — 130, алюминия — 100 — 150, меди и ее сплавов — 150 — 225; при сварке правым способом этот коэффициент несколько больше.
, где S — толщина металла, мм; K — коэффициент, равный при сварке левым способом для стали и чугуна 75 — 130, алюминия — 100 — 150, меди и ее сплавов — 150 — 225; при сварке правым способом этот коэффициент несколько больше.
Скорость сварки должна обеспечивать стабильность процесса и надежное проплавление основного металла.
Диаметр присадочного прутка выбирают для левого способа d = S/2 + 1; для правого d = S/2.
Угол наклона мундштука горелки к поверхности детали 20° при сварке металла толщиной до 1 мм, 30° — толщиной 1 — 3 мм, 40° — 3 — 5 мм, 60° — 7 — 10 мм, 80° — 15 мм и более. При сварке алюминия, меди и их сплавов угол наклона следует увеличить. Допускаемое отклонение +/- 5°.
1.16.12. Для сварки низкоуглеродистых сталей (до 0,25% C) применяют сварочные проволоки Св-08, Св-08А, Св-08ГА, Св-10Г2, Св-10ГА без флюса. Рекомендуется проковка шва в горячем состоянии. При сварке с заменителем ацетилена используют проволоки марок Св-12ГС, Св-08Г2С и др. Сварку выполняют левым и правым способами.
Среднеуглеродистые стали сваривают проволокой марок Св-18ХГС, Св-06Н3 или проволоками, указанными выше. Флюс не требуется. При толщине стали свыше 3 мм нужен подогрев до 250 — 350 °C. Аналогичные проволоки пригодны и для сварки высокоуглеродистых сталей. При содержании углерода 0,7% и более требуется флюс (бура). Предпочтительнее левый способ сварки.
Низколегированные конструкционные стали сваривают с применением проволок, близких по химическому составу к основному металлу.
1.16.13. Газовой наплавкой наплавляют чаще всего стальные и чугунные детали латунью. Применяют все марки латуней, в которых содержание свинца не превышает 0,1%. Качество наплавки достигается при хорошем смачивании поверхности, которое обеспечивают бура, газообразный флюс БМ-1 и др. При применении порошкообразных флюсов используют пламя с избытком кислорода, газообразного флюса — нормальное пламя. Мощность пламени выбирают в зависимости от толщины наплавки:
Толщина наплавки, мм ………………… 3 — 4 5 — 6 6 — 7
Мощность пламени по ацетилену, л/ч ……. 4 — 7 6 — 11 10,5 — 17,5
Разрешается также использовать литые износостойкие сплавы. Перед наплавкой поверхность детали зачищают до металлического блеска. Наплавку ведут левым способом горелками с наконечниками номеров 2, 3 или 4 в зависимости от толщины металла и размеров детали, непрерывно подогревая наплавляемую поверхность. Наплавку производят в нижнем положении с применением прокаленной буры и последующим обязательным медленным охлаждением.
1.17. Кислородная, плазменная и воздушно-дуговая резка
1.17.1. Процесс кислородной резки основан на сгорании металла, нагретого до температуры, близкой к температуре плавления, в струе режущего кислорода. В качестве горючих газов применяют ацетилен, пропан-бутановые смеси, природный, пиролизный и городской газы, водород, а также пары бензина или керосина.
1.17.2. Плазменную резку выполняют плазмотронами, позволяющими получить дугу постоянного тока. Дуга, окруженная газовым потоком, горит между электродом (катодом) и деталью в охлажденном медном сопле, сжимающем дугу и газовый поток. Газ нагревается до температуры диссоциации и частичной ионизации, благодаря чему образуется горячая плазма с температурой до 30000 K. В месте нагрева металл быстро плавится и выдувается газовым потоком из образующегося реза. В качестве плазмообразующих газов используют аргон, азот, смеси аргона с азотом или аргона с водородом и воздух. При аргонной плазменной резке для изготовления электрода используют вольфрам. В других плазмообразующих газах вольфрам быстро разрушается, поэтому часто (особенно при воздушно-плазменной резке) его заменяют цирконием или гафнием. Скорость реза зависит от разрезаемого материала, мощности плазмотрона, рода и скорости истечения плазмообразующего газа, других технологических факторов и достигает 6 м/мин.
Воздушно-плазменная резка отличается высокой производительностью, качеством реза и экономичностью. Однако при использовании этого способа содержание азота в приповерхностных слоях реза в 10 — 12 раз больше, чем в основном металле. Это вызывает опасность старения свободных кромок конструкций. В сварных швах после резки содержание азота вследствие перемешивания ниже, но вдвое больше, чем в основном металле. Целесообразно применение присадочных металлов, легированных алюминием и титаном для снижения отрицательного влияния азота.
1.17.3. Плазменные стационарные и переносные машины и резательные комплекты более сложны, чем кислородные. Плазменная резательная оснастка, помимо резака — плазмотрона, включает в себя специализированный выпрямитель с устройством поджига дуги и автоматикой управления. Для каждого резака необходим отдельный выпрямитель. Однако они обеспечивают резку практически всех промышленных металлов толщиной 3 — 100 мм и более. Скорость резки сталей толщиной 3 — 40 мм более чем в 1,5 раза выше, чем кислородными машинами. При резке сталей большей толщины плазменные машины уступают кислородным.
1.17.4. Классификация сталей, исходя из возможности кислородной резки, приведена в табл. 1.40.
Таблица 1.40
|
Группа стали |
Марка стали |
Возможность резки |
|
I |
Сталь 10 — Сталь 25; Ст1 — Ст4; 15Г; 20Г; 10Г2; 15М; 15МХ; 09Г2Д; 09Г2; 10Г2Б; 10Г2БД; 12Г2Б |
Режутся хорошо в любых условиях и не требуют термообработки |
|
II |
Сталь 30 — Сталь 35; 30Г — 40Г; 15Х; 20Х; 20ХФ; 10Г2С1; 10Г2С1Д; 09Г2С; 09Г2СД |
Режутся удовлетворительно. При отрицательных температурах необходим предварительный или сопутствующий подогрев до 150 °C |
|
III |
Сталь 50 — Сталь 70; 70Г; 35ХМ; 18ХГМ; 20ХГС и др. |
Режутся ограниченно, склонны к закалке и трещинам. Резку ведут при температуре 200 — 300 °C |
|
IV |
25ХГС — 50ХГС; 33ХС — 40ХС; 40ХГМ; 50ХГА и др. |
Режутся плохо, склонны к образованию трещин. Необходимы предварительный подогрев до 300 — 450 °C и замедленное охлаждение после резки |
1.17.5. Для кислородной резки используют ручные, специальные и машинные резаки. Резаки по виду резки подразделяют для разделительной и поверхностной резки, по назначению — для ручной и механизированной резки, а также специализированные, по роду горючего — для ацетилена, газов-заменителей и жидких горючих, по принципу действия — на инжекторные и безынжекторные, по конструкции мундштуков — на щелевые и многосопловые.
1.17.6. Наибольшее применение получили универсальные ручные инжекторные резаки для разделительной резки с щелевыми мундштуками, которые разрезают металл толщиной 3 — 300 мм.
Инжекторные резаки для ручной резки выпускаются по ГОСТ 5191-79Е. Режимы кислородной резки указаны в табл. 1.41.
Таблица 1.41
|
Номер сменного мундштука |
Толщина разрезаемой стали, мм |
Давление на входе в резак, МПа |
Расход, м3/ч, не более |
||||
|
кислорода |
ацетилена |
режущего кислорода |
кислорода подогревающего пламени для |
ацетилена |
|||
|
ацетилена |
пропан-бутана и природного газа |
||||||
|
0 |
3 — 8 |
0,25 |
0,001 — 0,1 |
1,3 |
0,6 |
1,25 |
0,40 |
|
1 |
8 — 15 |
0,35 |
0,001 — 0,1 |
2,6 |
0,6 |
1,50 |
0,50 |
|
2 |
15 — 30 |
0,40 |
0,001 — 0,1 |
4,0 |
0,7 |
1,80 |
0,65 |
|
3 |
30 — 50 |
0,42 |
0,001 — 0,1 |
6,8 |
0,8 |
1,80 |
0,75 |
|
4 |
50 — 100 |
0,50 |
0,001 — 0,1 |
11,5 |
0,9 |
2,30 |
0,90 |
|
5 |
100 — 200 |
0,75 |
0,01 — 0,1 |
20,5 |
1,25 |
2,50 |
1,25 |
1.17.7. Широкое распространение получили резаки типа Р2А-02, а также резаки Р1-01А, «Огонь-1», «Факел РЗ», «Урал», «Искра 6РВ», «Искра 6РК», работающие на ацетилене, и типа РЗП-02, а также резаки Р1-01П, «Огонь-2», «Дальник», АСР-1П и РГР-300, работающие на газах-заменителях; резаки для поверхностной и разделительной резки типов РПА-2 (для ацетилена) и РПК-2 (для пропан-бутана, природного газа и коксового газа).
Используются также ручные универсальные резаки «Хорс» типа Р-2, РГР-100, «Урал».
Специальные резаки целесообразно применять для резки труб, срезки заклепок, вырезки отверстий малого диаметра. Конструктивно такие резаки выполняют вставными (типов РВ-1А-02, РВ-2А-02, РСВ-1А, РСВ-2А, РСВ-1П и РСВ-2П) и присоединяют к стволам сварочных горелок типа Г2 или Г3.
1.17.8. Стационарные машины предназначены для кислородной плазменной резки наиболее распространенного листового проката. Они выпускаются трех типов: портальные, портально-консольные и шарнирные. Ряд машин оснащен устройством числового программного управления (УЧПУ).
1.17.9. Портальная машина «Искра-2,5К» с УЧПУ предназначена для кислородной резки листов размером до 2,5 x 8 м и толщиной 5 — 150 мм, а со скосом кромок — толщиной 12 — 80 мм. Машина «Комета» предназначена для резки листов длиной до 8 м, имеет шесть модификаций в зависимости от максимальной ширины разрезаемого листа: 2,5К; 3,2К; 3,6К и др. Буква К означает, что машина для кислородной резки; цифры соответствуют максимальной ширине листа в метрах. Для резки больших листов используются также плазменные машины «Енисей» и «Комета» (с индексом ПЛ).
Портальные раскройные машины «Комета» для кислородной резки, предназначенные для вырезки полос из листов, имеют индекс Л в обозначении марки машины (например, «Комета» КЛ 3,6). Если машина предназначена для прямолинейного раскроя и вырезки заготовок простых форм (прямоугольники, квадраты, треугольники, диски и др.), в ее обозначение вводится индекс О (например, Комета КО-2,5).
Портальная машина «Енисей» с УЧПУ предназначена для плазменной фигурной резки различного металла по контурам произвольной конфигурации.
1.17.10. Шарнирные магнитокопировальные машины предназначены для точной вырезки из листов металла заготовок произвольной формы малых и средних размеров. Машина ШКМ-1,6-1 «Огонек» рассчитана на кислородную резку металла толщиной 5 — 300 мм, а машина ШПлМ1-4-1 выполняет плазменную резку металла толщиной 5 — 100 мм.
1.17.11. Для машинной и ручной плазменной резки металла средней толщины применяют полуавтоматическую установку АПР-205К (до 60 м), а для малой толщины при ручной резке УПРП-0501-1 (УХЛ-4) для стали и алюминия толщиной 1 — 10 мм и УПРП-101 (УХЛ-4) для металла толщиной до 20 мм.
1.17.12. Поперечную кислородную резку профильного проката из низкоуглеродистой или низколегированной стали перпендикулярно или под углом к их продольной оси можно выполнять профилерезом, выпускаемым промышленностью. Он используется для резки двутавров N 20 — 40, швеллеров N 20 — 40, уголков и врезки с края или пробивки отверстий в стойке у полки двутавра или швеллера.
1.17.13. Переносные машины «Гугарк» и «Микрон 2-02» предназначены соответственно для кислородной резки металла толщиной до 300 мм и плазменной резки металла толщиной до 40 мм. При этом выполняется прямолинейный раскрой листов, вырезка отверстий или заготовок с круговыми контурами, вырезка листовых заготовок криволинейного очертания с большим радиусом кривизны. Возможна вырезка с одновременной V-образной подготовкой кромок под сварку кислородной газоплазменной машиной.
В качестве горючего газа в машинах разных моделей могут использоваться ацетилен, пропан-бутан, природный газ и др.
1.17.14. Режим кислородной резки определяется мощностью подогревающего пламени, давлением и расходом режущего кислорода, скоростью резки, шириной реза.
Мощность подогревающего пламени зависит от толщины стали:
Толщина стали, мм …….. 3 — 25 25 — 50 50 — 100 100 — 200
Мощность пламени
(расход ацетилена),
м3/ч ………………. 0,3 — 0,55 0,55 — 0,75 0,75 — 1,0 1,0 — 1,2
Давление и расход режущего кислорода определяют в зависимости от толщины разрезаемого металла, чистоты кислорода и формы режущего сопла. Давление режущего кислорода при резке металла толщиной от 3 до 300 мм составляет 0,3 — 1,4 МПа, расход 3 — 42 м3/ч. Уменьшение чистоты кислорода на 1% увеличивает время резки на 10 — 15%, а расход кислорода на 25 — 30%. Ширина реза увеличивается с увеличением толщины разрезаемого металла. При толщине металла от 3 до 25 мм она составляет 3 — 4 мм, а при толщине 25 — 50 мм — 4 — 5 мм.
1.17.15. Для удаления различных накладок, срезки болтов, заклепок, гаек, вырезки дефектных мест, разделки трещин, разрезки труб и профильного проката с толщиной стенок до 10 мм, прожигания отверстий рекомендуется применять воздушно-дуговую резку и строжку. При разделке трещин в ответственных конструкциях обязательна последующая механическая зачистка поверхности разделки на глубину не менее 1 мм для удаления науглероженного слоя металла.
1.17.16. Резка и строжка производятся в различных пространственных положениях. Оптимальная толщина металла при разделке трещин — до 20 мм. Трещина хорошо просматривается во время разделки и после ее окончания. Засверловка концов трещины не требуется.
1.17.17. К работам по воздушно-дуговой резке допускаются сварщики, прошедшие подготовку для выполнения данных работ.
1.17.18. Воздушно-дуговую резку производят резаком конструкции ВНИИЖТ (марка ВДР-400) или резаками другой конструкции, обеспечивающими удовлетворительное качество поверхности реза.
1.17.19. Резка (строжка) производится с использованием источников постоянного тока. Допускается использование многопостовых источников тока.
1.17.20. Для зачистки науглероженного слоя рекомендуется использовать угловые ручные шлифовальные машины типов УЗМ-100, УЗМ-200 и армированные отрезные шлифовальные круги толщиной 4 — 6 мм.
1.17.21. Для резки используют круглые омедненные угольные электроды диаметром 6, 8, 10 мм по ТУ 16-757.034-86. Допускается использование иных марок угольных электродов при условии, что по геометрии поверхности реза и ее качеству они не уступают соответствующим показателям, получаемым при использовании указанных выше электродов. Степень науглероживания поверхности реза должна быть не выше, чем при применении электродов по ТУ 16-757.034-86.
1.17.22. При выполнении резки или строжки следует:
1) продуть магистраль сжатого воздуха для удаления влаги;
2) подключить резак к воздушной магистрали и к плюсовому зажиму источника постоянного сварочного тока, изделие — к минусовому зажиму;
3) проверить надежность соединения проводов и их изоляцию;
4) проверить расположение отверстий — два должны быть расположены вдоль оси ручки резака и два под углом 90°;
5) продуть головку резака сжатым воздухом и убедиться, что из всех четырех отверстий воздух выходит под одинаковым давлением. При необходимости прочистить отверстия выхода воздуха;
6) проверить омедненные электроды. Они должны иметь гладкую поверхность без задиров, при необходимости зачистить шкуркой. Максимальный вылет электрода — 120 — 140 мм;
7) включить источник питания и установить режим;
 зажечь дугу и, достигнув требуемой глубины, но не более диаметра электрода, начать процесс резки без возвратных движений. Рабочий вылет электрода должен находиться в пределах от 140 до 40 мм.
зажечь дугу и, достигнув требуемой глубины, но не более диаметра электрода, начать процесс резки без возвратных движений. Рабочий вылет электрода должен находиться в пределах от 140 до 40 мм.
1.17.23. Угол наклона электрода к поверхности реза должен составлять 40 — 50°, чтобы обеспечить лучший выдув расплава и уменьшить науглероживание кромок реза.
1.17.24. Перед началом резки необходимо подобрать режим на пластинах. Ориентировочные режимы резки и строжки:
Диаметр электрода, мм 8 10
Ток, А 300 — 350 380 — 450
Напряжение, В 44 — 48 44 — 48
Давление воздуха, МПа (кгс/см2) 0,5 — 0,6 0,5 — 0,6
(5 — 6) (5 — 6)
1.17.25. После воздушно-дуговой разделки трещин (с целью их последующей заварки) на ответственных изделиях произвести зачистку для удаления науглероженного слоя, убедиться в отсутствии дефектов в виде шлаковых включений, окалины, следов меди, брызг расплавленного металла и т.п.
1.17.26. Во избежание непровара при разделке сквозных трещин перед последующей односторонней ручной сваркой необходимо обеспечить толщину металла под дном канавки с трещиной не более 2 мм. При двусторонней ручной сварке допустимая толщина металла под дном канавки 3 мм.
1.17.27. При организации работ по воздушно-дуговой резке и строжке необходимо руководствоваться требованиями по технике безопасности при сварочных работах, действующими на предприятии.
1.17.28. Учитывая, что струя воздуха способствует выносу расплавленных брызг металла на большое расстояние, необходимо перед началом работ поставить ограждения.
1.18. Пайка
1.18.1. Пайка — процесс образования соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации.
1.18.2. Пайка применяется при ремонте соединений деталей и узлов холодильных и дизель-генераторных установок рефрижераторного подвижного состава (медных, латунных и стальных трубопроводов между собой и со стальными фланцами и элементами конструкции, проводов кабельных изделий).
В соответствии с ГОСТ 19248-90 различают низкотемпературные припои (до 45 °C) и высокотемпературные (среднеплавкие — 450 — 1100 °C, высокоплавкие — 1100 — 1850 °C и тугоплавкие — более 1850 °C). Припои по составу подразделяют на оловянно-свинцовые, оловянные, кадмиевые, свинцовые, цинковые, алюминиевые, серебряные, медно-цинковые (латунные), медные, никелевые, марганцевые и др.; по способности к флюсованию — на флюсуемые и самофлюсующиеся; по виду полуфабриката — на пастообразные, порошковые, листовые, ленточные, трубчатые и др.
При пайке используют газопламенные горелки, паяльные лампы, паяльники, вакуумные печи с контролируемой атмосферой, высокочастотные установки, ванны (для пайки погружением в расплавы солей и припоя), лучевое оборудование, установки электроконтактного нагрева и др.
При ремонте рефрижераторных секций предпочтительным является способ газопламенной пайки.
1.18.3. Процесс пайки включает:
1) подготовку деталей;
2) сборку деталей с фиксацией требуемого зазора;
3) флюсование соединяемых поверхностей и нанесение припоя,
4) непосредственно пайку;
5) обработку соединения после пайки;
6) контроль паяных соединений.
1.18.4. Подготовка деталей состоит из механической зачистки поверхности от окалины и ржавчины металлической щеткой, шабером, абразивной шкуркой или другим инструментом, а при необходимости — травлением и обезжириванием.
Удаление оксидных пленок с соединяемых поверхностей производится травлением в водных растворах (10 — 20%-ных) соляной, серной или фосфорной кислоты при температуре 30 — 50 °C в течение 10 — 20 мин. Для травления алюминия и его сплавов применяют растворы едкого натра (50 — 160 г/л), меди — смесь азотной (180 г/л) и соляной (10 г/л) кислот. После травления детали многократно промывают, обезжиривают химическими растворителями, бензином, щелочными растворами, уайт-спиритом и т.д.
1.18.5. Детали при сборке должны быть надежно зафиксированы с помощью различных способов и приспособлений.
1.18.6. На прочность паяных швов существенно влияет размер паяльного зазора соединения. При его назначении следует учитывать изменение при нагреве. Для гарантированного заполнения паяльного зазора припоем его глубина должна составлять 3 — 5 толщин паяемого металла.
Размеры зазоров для наиболее распространенных сочетаний «паяемый металл — припой» приведены в табл. 1.42.
Таблица 1.42
|
Наименование припоя |
Размер, мм, зазора для паяемого металла |
||||
|
Медь |
Медные сплавы |
Сталь углеродистая и низколегированная |
Сталь нержавеющая |
Алюминий и алюминиевые сплавы |
|
|
Оловянно-свинцовый |
0,07 — 0,20 |
0,07 — 0,20 |
0,05 — 0,50 |
0,20 — 0,75 |
0,05 — 0,15 |
|
Медный |
— |
0,04 — 0,20 |
0,001 — 0,05 |
0,01 — 0,10 |
— |
|
Медно-цинковый |
0,04 — 0,20 |
0,04 — 0,20 |
0,05 — 0,25 |
0,02 — 0,12 |
— |
|
Медно-фосфористый |
0,04 — 0,20 |
0,04 — 0,20 |
— |
— |
— |
|
Серебряно-медно-фосфористый |
0,02 — 0,15 |
0,02 — 0,15 |
— |
— |
— |
|
Серебряный |
0,04 — 0,25 |
0,04 — 0,25 |
0,02 — 0,15 |
0,05 — 0,10 |
— |
|
Алюминиевый |
— |
— |
— |
— |
0,12 — 0,25 |
|
Цинковый |
— |
— |
— |
— |
0,10 — 0,25 |
При использовании активных паяльных флюсов требуется удаление их остатков из-за высокого коррозионного воздействия на основной металл и шов путем тщательной промывки в воде или растворителях.
1.18.7. Рекомендуемые для пайки флюсы приведены в табл. 1.43.
Таблица 1.43
|
Состав флюса |
Содержание компонентов, % |
Рекомендуемая область применения |
Примечание |
|
Канифоль |
100 |
Для электро- и радиотехнических приборов |
Бескислотный флюс (промывка не требуется) |
|
Канифоль |
40 |
То же |
То же |
|
Бензин |
50 |
||
|
Керосин |
10 |
||
|
Канифоль |
97 |
« |
« |
|
Анилин солянокислый |
2 |
||
|
Глицерин |
1 |
||
|
Канифоль |
26 |
Для пайки меди и ее сплавов, чугуна, стали и оцинкованного железа, свинца, никеля |
« |
|
Аммоний хлористый |
3 |
||
|
Цинк хлористый (раствор) |
71 |
||
|
Цинк хлористый |
40 |
То же |
Активный |
|
Вода |
60 |
||
|
Цинк хлористый |
25 |
Для пайки коррозионно-стойких и углеродистых сталей, никеля, серебра, цинка, меди и ее сплавов |
« |
|
Кислота соляная |
25 |
||
|
Вода |
50 |
||
|
Триэтаноламин |
82 |
Для пайки алюминия и его сплавов |
Бескислотный |
|
Цинк борфтористый |
10 |
||
|
Аммоний борфтористый |
8 |
||
|
Цинк хлористый |
85 |
То же |
Активный, промывка обязательна |
|
Литий хлористый |
5 |
||
|
Натрий хлористый |
5 |
||
|
Калий хлористый |
5 |
||
|
Бура |
100 |
Для пайки углеродистых сталей, чугуна и их сплавов с медно-цинковыми припоями |
Для пайки высокотемпературными припоями |
|
Бура |
58 |
Для пайки латуни и меди |
То же |
|
Кислота борная |
40 |
||
|
Кальций хлористый |
2 |
При низкотемпературной пайке в основном применяют канифоль (температура плавления 70 — 100 °C) или ее растворы в спирте или органических растворителях, хлористый цинк, соляную кислоту, хлористый аммоний.
При высокотемпературной пайке используют (в сочетании с медными, серебряными и железными припоями) прокаленную буру в виде порошка или пасты, замешанной на ацетоне с добавками вазелина. Для пайки конструкционных и нержавеющих сталей, жаропрочных сплавов, меди и ее сплавов, латуни рекомендуются также флюсы, приведенные в табл. 1.44.
Таблица 1.44
|
Флюс |
Состав флюса |
Температурный интервал активности флюса, °C |
Паяемый металл |
Применяемый припой |
|
ПВ200 |
18 — 20% бура, 65 — 67% оксид бора, 14 — 16% фтористый кальций |
800 — 1200 |
Нержавеющие и конструкционные стали, медные, алюминиевые и жаропрочные сплавы |
Высоко- и среднеплавкие припои |
|
ПВ201 |
11 — 13% бура, 76 — 78% оксид бора, 9,5 — 10,5% фтористый кальций, 0,9 — 1,1% лигатура |
800 — 1200 |
То же |
То же |
|
ПВ209 |
41 — 43% фтористый калий, 34 — 36% оксид бора, 22 — 24% тетраборат калия |
700 — 900 |
Нержавеющие и конструкционные стали, медь и ее сплавы |
Среднеплавкие припои |
|
ПВ209Х |
34,8 — 36,8% кислота борная, 27,9 — 29,9% гидрат окиси калия, 34,3 — 36,3% кислота фтористоводородная |
700 — 900 |
То же |
То же |
|
ПВ284Х |
29 — 31% кислота борная, 25 — 27% гидрат окиси калия, 43 — 45% кислота фтористоводородная |
600 — 800 |
« |
« |
При использовании активных паяльных флюсов требуется удаление их остатков из-за высокого коррозионного воздействия на основной металл и шов путем тщательной промывки в воде или растворителях.
Порошковые флюсы следует хранить в герметичной таре.
1.18.8. Выбор припоя в зависимости от способа пайки и вида паяемого металла или сплава рекомендуется производить по табл. 1.45.
Таблица 1.45
|
Паяемые металлы |
Особенности припоев, применяемых при пайке |
||
|
газопламенными горелками |
паяльником |
погружением в расплавленный припой |
|
|
Медь и ее сплавы |
На оловянной и свинцовой основах |
На оловянной и свинцовой основах, медно-цинковые, медно-фосфорные |
На оловянной и свинцовой основах, медно-цинковые |
|
Углеродистые и легированные стали |
На оловянной и свинцовой основах, на основе цинка, кадмия, висмута |
На оловянной и свинцовой основах, медь, медно-цинковые, серебряные, никелевые |
На оловянной и цинковой основах, медно-цинковые, серебряные |
|
Серый и ковкий чугун |
На оловянной и свинцовой основах |
На оловянной и свинцовой основах, медь, медно-цинковые |
На оловянной и свинцовой основах, медно-цинковые |
|
Алюминий и его сплавы |
На цинковой, оловянной и кадмиевой основах |
На цинковой и алюминиевой основах |
Алюминиевые |
1.18.9. Составы и области применения оловянно-свинцовых припоев приведены в табл. 1.46, медно-цинковых — в табл. 1.47, медно-фосфористых — в табл. 1.48 и серебряных — в табл. 1.49. В обозначении марок припоев буквы означают: Ср — серебро, Кд — кадмий, Ц — Цинк, Су — сурьма, М — медь, Ф — фосфор, О — олово, С — свинец. Цифры после букв показывают содержание в процентах основных элементов в припое в последовательности, соответствующей расположению в обозначении указанных выше букв, следующих после буквы П (припой).
Таблица 1.46
|
Марка припоя |
Содержание в припое, % <*> |
Механические свойства припоя |
Температура плавления припоя, °C |
Область применения припоя |
||
|
олова |
других элементов |
|
|
|||
|
ПОС 40-0,5 |
39 — 41 |
0,2 — 0,5 сурьма |
40 |
50 |
183 — 235 |
Пайка монтажных проводов. Лужение и пайка белой жести, оцинкованных деталей кабельных изделий |
|
ПОС 90 |
89 — 91 |
— |
42 |
48 — 50 |
183 — 220 |
Лужение и пайка внутренних швов |
|
ПОС 61М |
60 — 62 |
1,5 — 2 медь |
44,1 |
40 |
183 — 192 |
Лужение и пайка медной проволоки |
|
ПОС 40 |
39 — 41 |
— |
35,2 — 41 |
52 — 55 |
183 — 238 |
Лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
|
ПОС 10 |
9 — 11 |
— |
— |
— |
268 — 299 |
Лужение и пайка контактных поверхностей электроаппаратов, приборов и реле |
|
ПОССу 61-0,5 |
60 — 62 |
0,2 — 0,5 сурьма |
44,1 |
35,0 |
183 — 189 |
Лужение и пайка электроаппаратуры, обмоток электрических машин |
|
ПОССу 25-0,5 |
24 — 36 |
То же |
35,2 |
45 |
183 — 266 |
Лужение и пайка радиаторов |
|
<*> Остальное — свинец. |
Таблица 1.47
|
Марка припоя |
Содержание в припое, % <*> |
Интервал кристаллизации припоя, °C |
Предел прочности при растяжении, МПа |
Область применения припоя |
|||
|
меди |
свинца |
железа |
прочих составляющих |
||||
|
ПМЦ-48 |
46 — 50 |
0,5 |
0,1 |
— |
860 — 870 |
210 |
Для пайки медных сплавов с содержанием меди свыше 68% |
|
ПМЦ-54 |
52 — 56 |
0,5 |
0,1 |
— |
885 — 888 |
260 |
Для пайки меди, бронзы и стали |
|
Л-63 |
62,0 — 65,0 |
0,07 |
0,2 |
0,017 |
900 — 905 |
310 |
Для пайки пластин из твердого сплава на инструмент, работающий с нагревом до 600 °C (медь, серые чугуны, твердые сплавы) |
|
Л-68 |
67 — 70 |
0,03 |
0,1 |
0,017 |
938 |
300 |
То же |
|
ЛОК-59-1-0,3 |
58 — 60 |
— |
— |
0,7 — 1,1 кремний |
905 |
— |
« |
|
ЛОК-62-0,6-0,4 |
60 — 63 |
0,1 |
0,2 |
0,3 — 0,4 кремний |
905 |
450 |
« |
|
0,4 — 0,6 олово |
|||||||
|
<*> Остальное — цинк. |
Таблица 1.48
|
Марка припоя |
Содержание в припое, % |
Температура расплавления припоя, °C |
|||
|
меди |
фосфора |
цинка |
олова |
||
|
— |
96 |
4 |
— |
— |
960 |
|
ПМФ-7 |
93 |
7 |
— |
— |
850 |
|
ПМФ-9 |
91 |
9 |
— |
— |
800 |
|
ПФОЦ-3-2 |
89 |
6 |
2 |
3 |
890 |
|
Примечание. Применяются для пайки соединений из меди и латуни, обладают самофлюсующимися свойствами. |
Таблица 1.49
|
Марка припоя |
Примерное назначение припоя |
|
ПСр 72; ПСр 71; ПСр 62; ПСр 50КД; ПСр 50; ПСр 45; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 |
Лужение и пайка меди, медных и медно-никелевых сплавов, никеля, нейзильбера, латуней и бронз |
|
ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М |
Пайка стали с медью, никелем, медными и медно-никелевыми сплавами |
|
ПСр 40 |
Пайка меди и латуней с коваром, никелем, с нержавеющими сталями, пайка свинцово-оловянистых бронз |
|
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-58; ПСрОС 2-58; ПСр 2; ПСр 1,5 |
Пайка и лужение меди, никеля, медных и медно-никелевых сплавов, пайка посеребренных деталей |
|
ПСр 25Ф; ПСр 15; ПСр 71 |
Самофлюсующиеся припои для пайки меди с бронзой, меди с медью, бронзы с бронзой |
|
ПСр 45; ПСр 25; ПСр 25Ф; ПСр 15 |
Пайка меди, серебра и их сплавов в электротехнических изделиях, в частности в контактах |
|
ПСрМО 68-27-5; ПСрКдМ 50-34-16; ПСрМЦКд 45-15-16-24; ПСр 3; ПСр 2,5 |
Пайка и лужение цветных металлов и сталей |
1.18.10. Пайка углеродистых сталей особых затруднений не вызывает и может быть выполнена любым из известных способов. Припои, содержащие фосфор, применять из-за охрупчивания шва в ответственных соединениях не рекомендуется. Высокое содержание графита в чугуне затрудняет пайку из-за его плохой смачиваемости.
Алюминий и его сплавы паяют с применением реактивных флюсов на основе хлористых солей цинка, олова, аммония и фтористых солей натрия, калия или лития, а также органических флюсов на основе фторборатов кадмия, цинка или аммония. Пайку алюминия можно вести и без флюса.
1.18.11. Дефекты паяных соединений (непропай, трещины, поры, раковины, включения) выявляют внешним осмотром, испытанием на плотность, нагружением, выборочным определением механических свойств соединений. Ответственные соединения контролируют электромагнитными, рентгеновскими и акустическими методами, металлографическими исследованиями и коррозионными испытаниями.
1.19. Сварка чугуна
1.19.1. Чугун — конструкционный материал, содержащий более 1,7% углерода, имеет хорошие литейные свойства, малый коэффициент линейного расширения, пониженную чувствительность к концентраторам напряжения, высокую износостойкость.
Чугуны подразделяют на белые, серые, ковкие и высокопрочные.
Белый чугун имеет высокую твердость, плохо обрабатывается режущим инструментом и практически сварке не подвергается. Серые чугуны при определенных условиях удовлетворительно свариваются и хорошо поддаются механической обработке.
1.19.2. Сварочные или наплавочные процессы выполняют с расплавлением основного металла (сварка), либо без него (пайко-сварка, пайка). Их делят на две основные группы: к первой относятся процессы, в которых наплавленный металл имеет структуру чугуна с заданными свойствами; ко второй — процессы, в которых наплавленный металл является сплавом с высоким содержанием никеля, меди, высоколегированной или углеродистой стали. В первом случае применяют сварку с предварительным нагревом. При исправлении небольших дефектов рекомендуется газовая сварка, обеспечивающая условия образования структуры серого чугуна. При заварке крупных дефектов применяют ручную дуговую сварку с использованием чугунных электродов или механизированную сварку порошковой проволокой.
1.19.3. Сварка чугуна может быть горячей, низкотемпературной и холодной.
Горячую сварку применяют при ремонте деталей ответственного назначения. Высокий предварительный или сопутствующий подогрев чугуна до температуры 600 — 650 °C и замедленное охлаждение дают возможность получать сварные соединения, мало отличающиеся по прочности и плотности от основного металла.
Низкотемпературную (полугорячую) сварку выполняют дуговым и газопламенным способами при местном или полном нагреве детали до температуры 300 — 400 °C. При заварке дефектов на краях небольших деталей достаточен подогрев до температуры 150 — 200 °C.
Холодную сварку осуществляют без предварительного подогрева детали. Этим способом восстанавливают крупногабаритные изделия из серого чугуна, подогрев которых затруднен (блоки дизелей, детали компрессоров и др.). Этот вид сварки в основном выполняют дуговым способом с применением электродов из цветных сплавов, порошковой проволоки, чугунных прутков, а также стальных электродов.
1.19.4. Подготовка кромок под сварку должна выполняться механическим способом; при горячей газовой сварке разрешается разделывать дефектные места газовой горелкой.
1.19.5. Технология горячей сварки предусматривает подогрев и медленное охлаждение. Подогрев должен выполняться равномерно до температуры 600 — 650 °C со скоростью 20 — 100 °C/ч (появление темно-красного свечения) без сквозняков.
1.19.6. Горячая сварка подразделяется на:
1) газовую с применением чугунных прутков;
2) дуговую плавящимися электродами со стержнем из чугунных прутков;
3) дуговую угольным электродом с применением чугунных прутков;
4) механизированную порошковой проволокой марок ПП-АНЧ-2 и ППЧ-3М.
1.19.7. Сварочный ток устанавливается в зависимости от диаметра электродов. Ориентировочные значения тока приведены в табл. 1.50.
Таблица 1.50
|
Способ сварки |
Диаметр электродов, мм |
Ток, А |
|
Ручная дуговая покрытым электродом |
6 — 9 |
300 — 400 |
|
10 — 12 |
400 — 600 |
|
|
Ручная дуговая угольным электродом |
8 — 10 |
280 — 350 |
|
10 — 12 |
300 — 400 |
|
|
12 — 16 |
350 — 500 |
|
|
16 — 18 |
350 — 600 |
|
|
Механизированная порошковой проволокой марки: |
||
|
ППЧ-3М |
— |
350 — 700 |
|
ПП-АНЧ-2 |
— |
200 — 550 |
1.19.8. Газовую сварку чугуна горячим способом производят ацетилено-кислородным пламенем с использованием универсальных горелок типов Г2, Г3 и их прототипов. Разрешается применение газов — заменителей ацетилена. Для сварки используют специальные горелки типа ГЗУ, которые комплектуют наконечниками на один номер больше, чем при ацетиленокислородной сварке. Сварку производят нормальным пламенем или с небольшим избытком ацетилена.
1.19.9. Небольшие детали нагревают до температуры 300 — 400 °C, более крупные — до 500 — 700 °C в зависимости от толщины стенок, жесткости конструкции и размера дефекта.
1.19.10. В качестве присадочного металла используют чугунные прутки диаметром 6 — 12 мм и длиной 400 — 700 мм. Рекомендуются следующие номера наконечника горелки и диаметра прутка:
Площадь дефекта, см2 ……………… 5 5 — 20 20 — 30 Более 30
Номер наконечника горелки …………. 5 6 6 7
Диаметр присадочного прутка, мм ……. 6 6 — 8 8 — 10 12
1.19.11. При горячей сварке обязательно применение порошковых флюсов, состав которых приведен в табл. 1.51.
Таблица 1.51
|
Номер флюса |
Состав флюса |
|
1 |
100% буры <*> |
|
2 |
56% прокаленной буры, 22% углекислого натрия, 22% углекислого калия |
|
3 |
50% технической буры, 50% двууглекислого натрия |
|
4 |
23% плавленой буры, 27% углекислого натрия, 50% натриевой селитры |
|
5 |
50 частей прокаленной буры, 50 частей натриевой селитры, 4 части керосина |
|
<*> Применяется плавленая, прокаленная или техническая бура. |
1.19.12. Перед горячей сваркой поверхность дефекта и прилегающие кромки очищают от окислов и загрязнений пламенем горелки или металлической щеткой, разделывают кромки дефекта под углом 70 — 80°. На деталях толщиной более 5 мм концы трещин предварительно засверливают. Сварку ведут отдельными ваннами длиной 20 — 50 мм.
Неметаллические включения удаляют из сварочной ванны с помощью флюсования жидкого металла и интенсивного его перемешивания присадочным прутком.
Сваренную деталь для замедленного охлаждения необходимо закрыть листовым асбестом, не оставляя зазоров, или охладить с печью.
1.19.13. Низкотемпературную пайко-сварку чугуна применяют для устранения дефектов, обнаруженных при механической обработке деталей. Основной металл не доводят до температуры плавления, расплавляют только присадочный пруток или припой.
Применяют два способа пайко-сварки: чугунными присадочными прутками и латунными припоями.
Сварку чугунными прутками рекомендуется применять для получения в наплавленном металле структур чугуна. Сварку ведут горелками типов Г2, Г3 при нейтральном пламени. В качестве присадочного материала применяют прутки типа НЧ-2 или УНЧ-2 и флюсы ФСЧ-4, МАФ-1.
Латунные припои рекомендуется использовать для устранения мелких поверхностных дефектов при очень малом припуске на последующую механическую обработку. Применяются флюсы марок ФПСН-1, ФПСН-2 и присадочные прутки марок ЛОК-50-1-03, ЛОМНА-49-06-10-4-0,4.
Деталь должна быть установлена в слегка наклонное положение, пайко-сварку производят снизу вверх. Способ сварки — правый. Наплавленный металл проковывают ручным медным молотком.
1.19.14. При дуговой сварке без предварительного нагрева (холодная сварка) применяются электроды со специальными покрытиями из медно-никелевой проволоки (марки МНЧ-2), железо-никелевой (марки ОЗЖН-1), никелевой (марки ОЗЧ-3, ОЗЧ-4), низкоуглеродистой модифицированной стали (марки ЦЧ-4), медной проволоки (марки ОЗЧ-6) и др.
1.19.15. Холодную сварку следует выполнять короткими валиками длиной 20 — 40 мм с обязательной проковкой их в горячем состоянии скругленным зубилом. Наложение следующего валика следует производить только после охлаждения предыдущего до 50 — 60 °C.
1.19.16. При механизированной сварке допускается применять самозащитные порошковые проволоки, изготовленные на никелевой основе, и марки МН-25 на медной основе. Сварка проволоками выполняется на серийно выпускаемых полуавтоматах.
1.19.17. Для исправления небольших несквозных дефектов в деталях, выявленных на финишных операциях механической обработки, рекомендуется использовать газопорошковую наплавку с применением порошковых самофлюсующихся сплавов типа НПЧ. Твердость наплавленных поверхностей незакаленных деталей составляет HB 180 — 220, для закаленных — HB 350 — 450, износостойкость близка к основному металлу детали.
1.20. Особенности выполнения сварочных работ
при низких температурах
1.20.1. Сварка деталей и узлов вагонов должна производиться, как правило, в закрытых помещениях при температуре не ниже +5 °C. В виде исключения допускается сварка на открытом воздухе при низких температурах. При этом следует применять электроды только повышенного качества типов Э42А, Э46А, Э50А.
1.20.2. Для сварки при температуре ниже минус 10 °C должны применяться электроды с фтористо-кальциевым (основным) покрытием предпочтительно марок УОНИ-13/45, СМ-11 (типа Э42А), УОНИ-13/55К (типа Э46А), УОНИ-13/55 (типа Э50А) и др.
1.20.3. Для механизированной сварки в защитном газе ![]() или смеси газов должна применяться стальная сварочная проволока марки Св-08Г2С или Св-09Г2СЦ и двуокись углерода высшего или первого сортов. При сварке в углекислом газе следует применять сварочную проволоку диаметром не более 1,2 мм.
или смеси газов должна применяться стальная сварочная проволока марки Св-08Г2С или Св-09Г2СЦ и двуокись углерода высшего или первого сортов. При сварке в углекислом газе следует применять сварочную проволоку диаметром не более 1,2 мм.
1.20.4. Следует производить тщательный контроль качества электродов, флюса и сварочной проволоки. Хранить сварочные материалы вне рабочего места необходимо в таре поставщика в сухом отапливаемом помещении при температуре не ниже 15 °C отдельно от сыпучих материалов.
1.20.5. Сварочные материалы перед сваркой должны прокаливаться в печах при режимах (температура, время), указанных в паспорте завода-изготовителя.
1.20.6. Хранение прокаленных электродов вблизи рабочих мест должно осуществляться только в специальных сушильных шкафах при температуре 60 — 80 °C, а на рабочих местах — в утепленных пеналах. К рабочему месту электроды и флюс следует подавать непосредственно перед сваркой в плотно закрывающейся таре. Электроды, не использованные в течение 2 ч после извлечения из сушильного шкафа, следует прокалить повторно.
1.20.7. Сварочные посты для производства работ при низких температурах должны быть оснащены источниками питания постоянного тока. Рекомендуется применять кремниевые выпрямители (запрещается оснащать рабочие посты селеновыми выпрямителями для сварки при температуре ниже 5 °C).
1.20.8. Править узлы и детали можно только с предварительным подогревом участка правки до температуры 200 — 250 °C. Удалять металл зубилом следует только после подогрева.
1.20.9. Сварку нужно выполнять непосредственно после подготовки ремонтируемого участка.
1.20.10. Непосредственно перед сваркой свариваемые детали должны быть очищены от ржавчины, льда, снега, масла и других загрязнений. Особенно тщательно следует очищать торцы свариваемых кромок.
1.20.11. Сварка электродами с фтористо-кальциевым покрытием должна выполняться на постоянном токе обратной полярности предельно короткой дугой на максимальных паспортных режимах.
1.20.12. Все швы заваривают без перерыва. Нельзя прекращать сварку до выполнения заданного размера шва и оставлять незаваренными отдельные его участки.
1.20.13. Прихватки должны выполняться двумя валиками, накладываемыми один на другой в виде двухслойного шва. Второй валик служит в качестве отжигающего и должен быть на 10 — 15 мм короче и на 3 — 6 мм уже первого и не выходить на основной металл. Наложение шва поверх прихваток допускается только после зачистки последних от шлака, а мест сварки — от брызг.
1.20.14. При многослойных швах корневой шов должен выполняться более мягкими материалами, чем последующие слои (например, при основном электроде УОНИ-13/55 корневой шов выполняется электродом УОНИ-13/45).
1.20.15. Расчистку корня шва (если она предусмотрена технологическим процессом) следует выполнять выплавкой или шлифованием. Удалять металл зубилом можно только после подогрева до температуры 100 — 120 °C.
1.20.16. Швы малого сечения на металле толщиной более 18 мм рекомендуется сваривать с подогревом до температуры 200 — 250 °C.
1.20.17. Дефектные участки шва следует заваривать только с предварительным и сопутствующим подогревом до температуры 180 — 200 °C. Рекомендуется применять те же режимы и способы сварки, которыми выполнялся шов при ремонте.
1.20.18. Сварщик и место сварки по возможности должны быть защищены от осадков и ветра.
1.20.19. Непосредственно у рабочего места должно быть устройство для обогрева рук.
1.20.20. Для работы при температурах ниже минус 30 °C сварщикам целесообразно под основной костюм спецодежды поддевать жилет с искусственным подогревом.
1.20.21. Периоды работы сварщиков на открытом воздухе должны чередоваться с периодами отдыха в отапливаемом помещении. Сварщик, впервые приступающий к работе при низкой температуре, должен пройти специальную тренировку и испытание. Право на выполнение сварочных работ при низких температурах предоставляется только рабочим, имеющим специальный вкладыш к удостоверению сварщика.
1.21. Методы снижения остаточных сварочных
напряжений и деформаций
1.21.1. С целью снижения растягивающих остаточных сварочных напряжений, уменьшающих прочность сварных соединений вагонов при переменных нагрузках и являющихся одной из основных причин хрупких и замедленных разрушений, особенно при отрицательных температурах, а также с целью устранения остаточных деформаций и перемещений, затрудняющих последующую сборку и сварку конструкций (наличие остаточных сжимающих напряжений в зонах концентраторов способствует повышению прочности особенно при переменных нагрузках) необходимо соблюдать следующие основные принципы:
1) снижать величину и объем пластических деформаций укорочения при сварочном нагреве путем регулирования термического воздействия следующими методами: уменьшением количества сварных швов и количества наплавленного металла за счет уменьшения площади разделки кромок или расположением сварных швов симметрично относительно оси симметрии изделия; уменьшением погонной энергии (отношения вводимой тепловой энергии к скорости сварки); предварительным или сопутствующим подогревом свариваемого изделия или зоны сварного шва; принудительным охлаждением шва или околошовной зоны за дугой или применением электродов с покрытием, содержащим железный порошок, при ремонте сваркой узлов и деталей из углеродистых сталей;
2) снижать величину пластических деформаций укорочения, возникших при сварочном нагреве, путем создания после сварки пластических деформаций обратного знака (удлинения) в металле шва и околошовной зоне следующими методами: проковкой шва и околошовной зоны; механической правкой путем изгиба или растяжения сварного элемента; сваркой в жестких приспособлениях; последующим высоким общим или местным отпуском;
3) компенсировать возникающие при сварке деформации (перемещения) следующими методами: созданием предварительных деформаций, противоположных по направлению сварочным, путем приложения механических усилий с использованием специальных приспособлений (особенно эффективно при компенсации деформации продольного изгиба балочных конструкций); расположением свариваемых деталей при сборке перед сваркой под углом с учетом последующей усадки, приводящей к изгибу; рациональной последовательностью сборки и сварки и последовательности наложения швов, особенно при двусторонней многослойной сварке; увеличением припусков на размеры свариваемых деталей на величину продольной и поперечной усадки однопроходных и многослойных швов.
1.21.2. Для уменьшения остаточных напряжений и деформаций при однослойной ручной дуговой сварке швов средней длины (300 <= L <= 1000 мм) разбивается на два участка и заваривается от середины к концам участка (рис. 1.17, а). С этой же целью шов может быть заварен обратноступенчатым (рис. 1.17, б) или комбинированным (рис. 1.17, в) способом.

Рис. 1.17. Способы сварки однослойных швов вручную
и полуавтоматом (длинными стрелками указано общее
направление сварки, короткими — направление сварки
по ступеням)
При обратноступенчатом способе весь шов разбивают на отдельные участки длиной 100 — 300 мм. Сварку каждого участка выполняют в направлении, обратном общему направлению сварки. При этом конец каждого последующего участка совпадает с началом предыдущего. Сварку необходимо вести без перерывов между участками (кроме перерыва на замену электрода), чтобы использовать подогрев от заварки предыдущего участка. Длину участков целесообразно выбирать соответствующей расплавлению одного электрода (при ручной дуговой сварке). При сварке обратноступенчатым способом стыковых швов зазор между свариваемыми листовыми элементами увеличивается на 0,5 мм.
1.21.3. При сварке многослойных швов необходимо применять каскадный метод сварки (рис. 1.18, б). Длина каждой ступени в зависимости от состава основного металла должна находиться в пределах 300 — 600 мм. Каждый последующий слой накладывают на еще не успевший остыть предыдущий слой. Допускается также применять сварку на проход (рис. 1.18, а) и горкой (рис. 1.18, в).
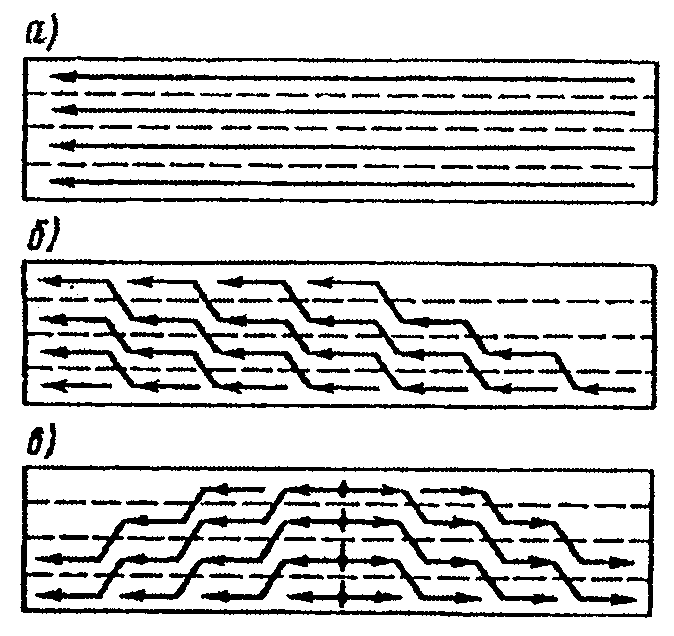
а — на проход; б — каскадом; в — горкой
Рис. 1.18. Способы выполнения многослойного шва
при ручной и механизированной сварке
1.21.4. Наиболее полное снятие остаточных напряжений после сварки (до 80 — 95%) достигается при высоком отпуске. Применение высокого отпуска должно быть технически и экономически обосновано, а режим должен определяться соответствующей технологической или конструкторской документацией.
1.21.5. Значительное снижение остаточных напряжений в сварных соединениях может быть достигнуто проковкой швов. Проковка должна быть выполнена в процессе остывания стальных сварных соединений при температурах 450 °C и выше либо 150 °C и ниже. В интервале температур 150 — 450 °C проковка недопустима из-за понижения пластичности металла (для контроля температуры рекомендуются термокарандаши, термокраски и приборы дистанционного контроля).
Проковка может выполняться вручную молотком массой 0,6 — 1,2 кг или пневматическим молотком. При этом ударные поверхности инструмента должны иметь закругления радиусом не менее 2 мм. При многослойной сварке проковывают каждый слой за исключением первого. Проковка, как правило, должна применяться для уменьшения остаточных и реактивных напряжений при заварке трещин и замыкающих швов в жестких конструкциях.
1.21.6. Предварительный или сопутствующий подогрев с целью снижения временных и остаточных напряжений и связанных с ними горячих или холодных трещин необходимо производить при сварке сталей с содержанием углерода более 0,25% (для углеродистых сталей) или эквивалентного углерода ![]() более 0,45% для низколегированных сталей.
более 0,45% для низколегированных сталей.
Для низколегированных сталей содержание эквивалентного углерода определяют по формуле:

Температура и способы подогрева перед или в процессе сварки, а также режим охлаждения свариваемой или наплавляемой детали определяются технической документацией, согласованной с ЦВ МПС.
1.21.7. Одной из мер снижения остаточных деформаций является закрепление свариваемых деталей в специальных приспособлениях-кондукторах, а также применение прихваток при сборке деталей и узлов.
1.21.8. Прикладываемое продольное усилие при сварке балочных конструкций с продольным растяжением вдоль шва для уменьшения остаточных напряжений должно создавать напряжения в свариваемых деталях  основного металла. Снятие этих усилий после сварки приведет к уменьшению остаточных продольных напряжений (вдоль шва) до 70 — 80%.
основного металла. Снятие этих усилий после сварки приведет к уменьшению остаточных продольных напряжений (вдоль шва) до 70 — 80%.
1.21.9. Для уменьшения угловых деформаций при многослойной сварке деталей средней и большой толщины необходимо производить двустороннюю сварку с попеременным наложением швов с обеих сторон с учетом того, что после заполнения разделки до толщины 40 — 50 мм угловые деформации не могут быть исправлены за счет наложения швов.
1.21.10. Технология и фактические значения параметров процессов, проводимых с целью снижения сварочных напряжений и деформаций, должны быть предварительно проверены на опытных образцах, соответствующих по материалам и геометрии свариваемому или наплавляемому изделию.
1.22. Методы повышения работоспособности и упрочнения
деталей при ремонте сваркой
1.22.1. Методы повышения работоспособности и упрочнения деталей после сварки и наплавки направлены на достижение равнопрочности шва и основного металла, снижение концентрации напряжений в зоне сварки или наплавки и создание в поверхностных слоях металла сжимающих напряжений, повышающих работоспособность сварных соединений вагонов при циклических и ударных нагружениях в условиях эксплуатации. Эти методы должны учитываться при разработке технологии ремонта.
1.22.2. Не рекомендуется располагать у угловых соединений швы перпендикулярно к силовому потоку. Следует заменять поперечные угловые швы косыми или комбинированными.
1.22.3. При разработке технологии ремонта не рекомендуется производить приварку внахлестку деталей к элементам, работающим на растяжение. Сварные соединения следует располагать, как правило, в наименее нагруженных зонах.
1.22.4. В сварных элементах не допускаются резкие изменения сечений, острые углы и все прочее, что вызывает концентрацию напряжений и искривление силового потока. Необходимо выбирать конструктивное оформление элемента с наименьшей концентрацией напряжений. Следует избегать сварки массивных деталей с тонкими, а при необходимости соединения таких деталей задавать одинаковые размеры сечения в зоне сварного шва (см. табл. 1.3).
1.22.5. При разработке технологии ремонта с использованием нахлесточных сварных соединений предпочтение следует отдавать комбинированным (сочетаниям лобовых, фланговых и косых сварных швов).
Сварка одними фланговыми или лобовыми швами допускается только в зонах с низкими растягивающими или со сжимающими напряжениями, что должно быть подтверждено расчетом (по согласованию с ЦВ МПС).
Рабочие лобовые швы в соединениях, где фланговые швы не предусмотрены, не должны доводиться до кромок свариваемых элементов на 15 — 20 мм (рис. 1.19).
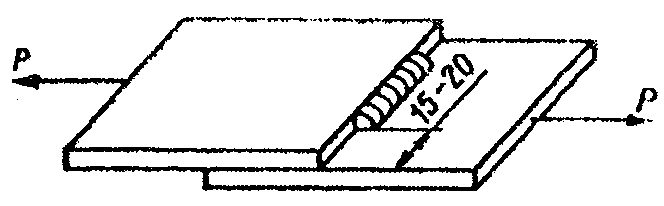
Рис. 1.19. Выполнение лобовых швов
1.22.6. Для уменьшения концентрации напряжений катет углового лобового шва, расположенный вдоль действия силового потока, рекомендуется увеличивать в 1,5 — 2,5 раза относительно смежного катета (рис. 1.20).
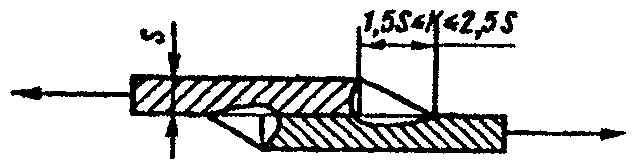
Рис. 1.20. Соотношение между катетами
1.22.7. Конструкция сварного узла должна обеспечивать возможность ремонта сваркой и свободный доступ в зону сварки (табл. 1.52). Форма деталей и их взаимное расположение должны обеспечивать возможность наблюдения за сварочной ванной и при необходимости наклон электрода под углом  .
.
Таблица 1.52
|
Конструкция сварного угла |
Условия, обеспечивающие удобства наложения швов |
|
|
При a <= 400 мм, h <= 0,6b; при b > 400 мм h ограничивается возможностью сварки |
|
|
l >= 0,7h |
|
|
l >= 0,7b |
|
|
При b > 400 мм и h = 250 — 400 мм возможная глубина сварки m <= 600 мм, а при h <= 250 m = h |
|
При b <= 400 мм и h >= 250 мм m = 0,65b, а при h < 250 мм m = bh/400 |
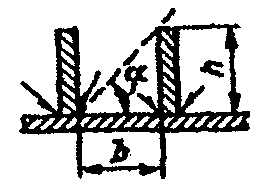
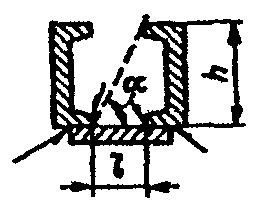
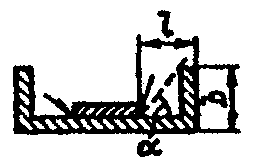
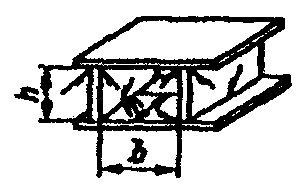
В тавровых сварных соединениях, выполняемых в среде защитных газов или под флюсом, угол наклона между сопрягаемыми элементами со стороны сварного шва должен быть не менее 70° (рис. 1.21).
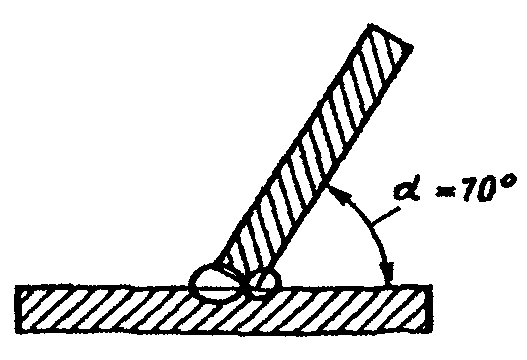
Рис. 1.21. Минимальный угол наклона в тавровых
соединениях
1.22.8. Для вагонных конструкций, работающих при переменных нагрузках, не рекомендуется применять стыковые сварные соединения, усиленные накладками. В случае необходимости такие соединения могут быть допущены, но с накладками со срезанными или закругленными углами, а также ромбической формы, обеспечивающими наиболее равномерное распределение напряжений.
1.22.9. С целью повышения предела выносливости сварных соединений вагонных конструкций выполнение ряда типовых узлов при разработке технологии ремонта следует производить с учетом рекомендаций, изложенных в табл. 1.3.
1.22.10. Для уменьшения концентрации напряжений и повышения прочности сварных соединений в случаях, предусмотренных технической документацией, эти соединения должны подвергаться специальной упрочняющей обработке: термической, механической, проковке, поверхностному наклепу, оплавлению и др.
1.22.11. Механическая обработка сварных соединений и прилегающей зоны основного металла должна производиться по всей длине линии сплавления до получения чистой блестящей поверхности и плавных переходов от металла шва к основному металлу.
1.22.12. При механической обработке стыковых швов зачищают переходные зоны или обрабатывают шов заподлицо с основным металлом детали. При механической обработке угловых швов должен быть обеспечен плавный переход от сварного шва к основному металлу.
1.22.13. Поверхности обработанных швов не должны иметь дефектов. При обнаружении дефектов они должны быть исправлены методами, указанными в п. 1.24 настоящей Инструкции.
1.22.14. Ширина зоны механической обработки по обе стороны шва должна быть не менее 25 мм (рис. 1.22), измерение следует проводить линейкой или штангенциркулем.
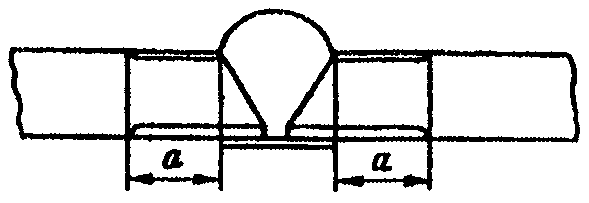
Рис. 1.22. Ширина зоны механической обработки стыковых
швов (a >= 25 мм)
1.22.15. Поверхностному наклепу в стыковых и нахлесточных сварных соединениях должны подвергаться места с концентрацией напряжений, а именно: границы шва и основного металла и прилегающие к ним зоны (рис. 1.23).
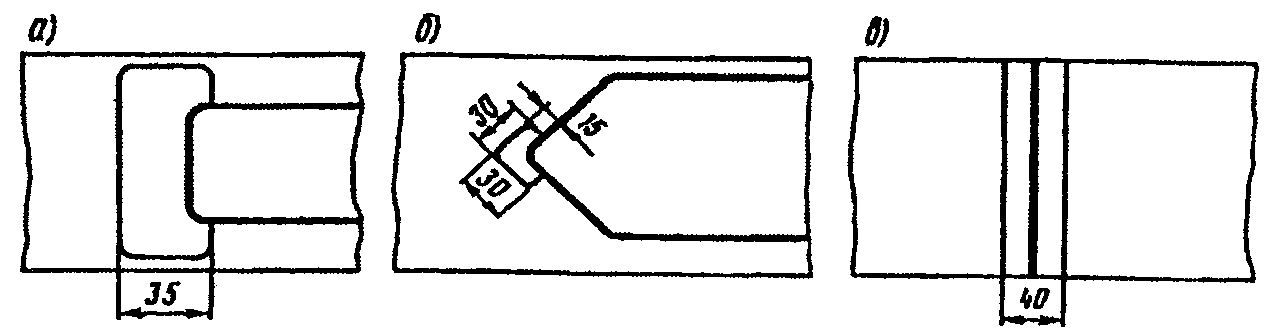
а, б — угловых; в — стыковых
Рис. 1.23. Места поверхностного наклепа швов
1.22.16. Перед наклепом участки сварных швов и прилегающие зоны основного металла должны быть очищены от шлака и продуктов коррозии.
1.22.17. Ширина наклепанной зоны с каждой стороны шва должна составлять 15 — 20 мм. Продолжительность поверхностного наклепа 1 м шва равна 15 — 20 мин. Контроль проводить в соответствии с п. 1.23 настоящей Инструкции.
1.22.18. В качестве инструмента для наклепа рекомендуется применять пневматические молотки с виброгасителями и энергией удара 0,4 — 0,9 кгс · м. Молотки должны оснащаться многобойковыми упрочнителями.
1.22.19. Сварные швы и прилегающие участки основного металла после наклепа должны иметь блестящую поверхность. Особое внимание следует обращать на качество наклепа в местах перехода от сварных швов к основному металлу детали.
1.22.20. Аргонодуговой обработке подвергают границы шва с основным металлом (рис. 1.24) с целью создания путем оплавления плавного перехода в этой зоне, ликвидации подрезов и поверхностных неметаллических включений.

а — стыковых; б — угловых
Рис. 1.24. Места аргонодуговой обработки сварных соединений
1.22.21. Аргонодуговой обработке могут подвергаться сварные соединения несущих конструкций из низкоуглеродистых, низколегированных и термически упрочненных сталей, работающих при вибрационных и ударных нагрузках (конструкции рам вагонов, тележек).
1.22.22. Аргонодуговая обработка должна осуществляться на постоянном токе прямой полярности любыми серийными горелками, предназначенными для сварки вольфрамовым электродом в защитных газах.
1.22.23. Для оплавления должны применяться газообразный аргон, лантанированный вольфрам в виде прутков. При аргонодуговой обработке элементов конструкций из углеродистых сталей толщиной более 12 мм оплавление следует вести с введением в зону дуги проволоки Св-08Г2С диаметром 1,6 — 2 мм.
1.22.24. Работы по аргонодуговой обработке должны осуществляться по утвержденной технологии лицами, прошедшими специальную подготовку.
1.22.25. Режимы оплавления в зависимости от толщины обрабатываемых элементов конструкции:
Толщина металла, мм Диаметр вольфрамового Ток, А
электрода, мм
3,5 — 5,0 2 80 — 100
3 100 — 160
5,1 — 20,0 4 220 — 280
5 280 — 350
1.22.26. Аргонодуговая обработка должна вестись непрерывно до окончания оплавления всего упрочняемого участка шва с вынесением начала и конца оплавляемой линзы на фланговые швы, если деталь приварена по контуру, и на основной металл в других случаях. При необходимости прерывания процесса аргонодуговой обработки повторное возбуждение дуги следует производить на оплавленной линзе или на металле шва (рис. 1.25).
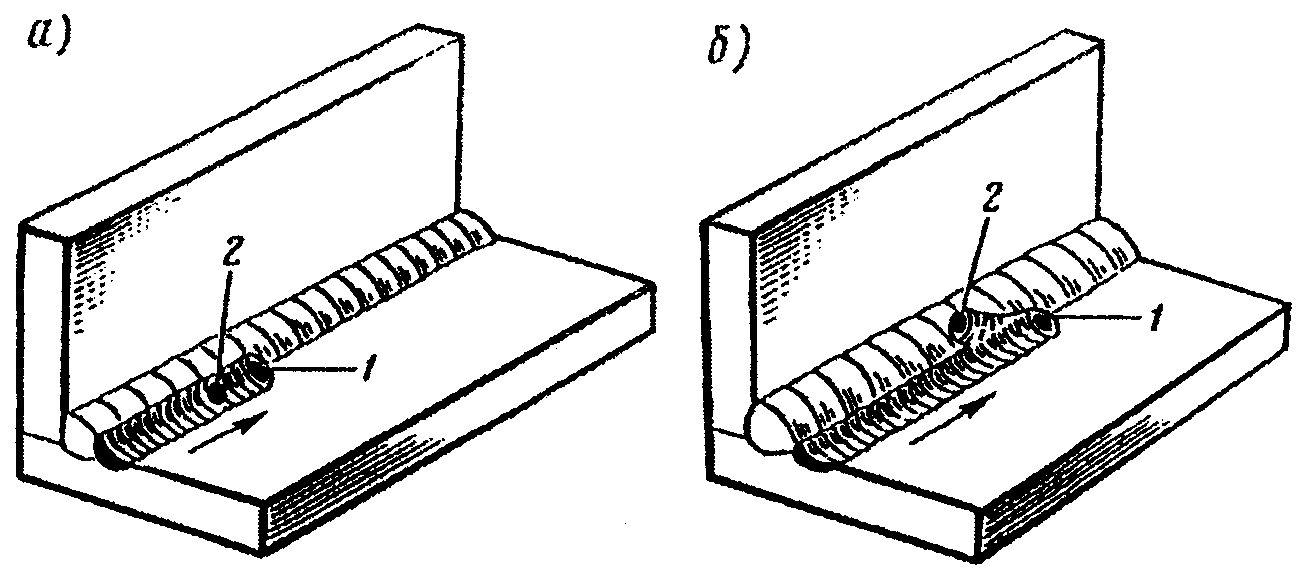
1 — место обрыва дуги;
2 — место повторного возбуждения дуги
Рис. 1.25. Повторное возбуждение дуги на оплавленной
линзе (а), на металле шва (б)
1.22.27. Ширина оплавляемой зоны должна быть не менее 6 мм и располагаться симметрично относительно сварного шва и основного металла.
1.22.28. Обработанные швы не должны иметь подрезов или их следов, пор, раковин и других дефектов.
1.22.29. С целью уменьшения количества зон концентрации напряжений выполнение сварных швов автоматической и механизированной сваркой должно осуществляться без перерыва по всей длине шва, кроме случаев, предусмотренных в технической документации.
1.22.30. При сварке деталей, предварительно прошедших термическую или химико-термическую обработку, должны быть предусмотрены меры достижения равнопрочности шва и околошовной зоны с основным металлом, а также необходимого уровня других эксплуатационных характеристик (коррозионной стойкости, износостойкости и др.).
1.23. Методы и способы контроля качества сварных соединений
1.23.1. Контроль качества сварных соединений и конструкций должен осуществляться систематически в течение всего производственного цикла, на всех этапах ремонта и изготовления. Порядок, способы контроля и средства измерения указываются в карте технологического процесса. Предъявляемые к контролю после ремонта сварные соединения и конструкции не должны быть окрашены.
1.23.2. Контролю в технологическом процессе сварочного производства должны подвергаться основной металл и сварочные материалы, качество сборки и подготовки кромок.
Основной металл, присадочный материал и заготовки должны проверяться на соответствие стандартам на эти материалы. Также должно контролироваться состояние подлежащих сварке и наплавке поверхностей (отсутствие на них продуктов коррозии, грязи, масла, краски и т.д.).
Контролю подлежат наличие сертификатов на сварочные материалы и соответствие качества материалов требованиям этих сертификатов.
При контроле качества подготовки к сборке и сварке должны проверяться соединяемые конструктивные элементы и состояние подготовленных кромок, а также точность расположения свариваемых элементов.
1.23.3. Средства технологического оснащения (приспособления, шаблоны, мерительный инструмент и др.) периодически должны подвергаться метрологическому контролю и калибровке.
Оборудование, приспособления и инструмент должны проверяться на технологическую точность и соответствие паспортным данным.
Контрольно-измерительные приборы и инструменты должны поверяться на правильность показаний в соответствии с показаниями образцовых приборов и средств измерения, а также на соответствие требованиям метрологического надзора.
1.23.4. При операционном контроле в процессе выполнения сварочных работ должно строго проверяться соблюдение последовательности работ и режимов сварки, предусмотренных технологическим процессом.
1.23.5. Контроль качества сварных соединений может осуществляться внешним осмотром, измерительными инструментами, испытанием на непроницаемость, радиационными, ультразвуковым, магнитным, электромагнитным и капиллярными методами, а также механическими испытаниями. Выбор методов контроля должен определяться ответственностью сварной конструкции и наличием методики контроля, утвержденной в установленном порядке.
1.23.6. Методы контроля качества сварных соединений в зависимости от характеристики дефектов и области применения должны соответствовать ГОСТ 3242-79.
1.23.7. Осмотру с целью выявления внешних дефектов должны подвергаться все сварные швы независимо от применения других методов контроля. Осмотр сварных швов должен производиться по всей их протяженности с двух сторон, за исключением мест, недоступных для осмотра. Невооруженным глазом или с применением лупы с не менее чем четырехкратным увеличением проверяют наличие трещин, подрезов, свищей, прожогов, натеков, непроваров корня и кромок.
1.23.8. Не допускается сваривать заготовки и сборочные единицы до устранения имеющихся в зоне сварного соединения недопустимых вмятин, заусенцев, окалины, ржавчины и т.п.
1.23.9. Качество подготовки кромок под сварку определяется чистотой кромок, правильностью их разделки. Сборку заготовок контролируют по соответствию зазоров допускаемым значениям. Для этого применяют специальные шаблоны (рис. 1.26) и измерительный инструмент.
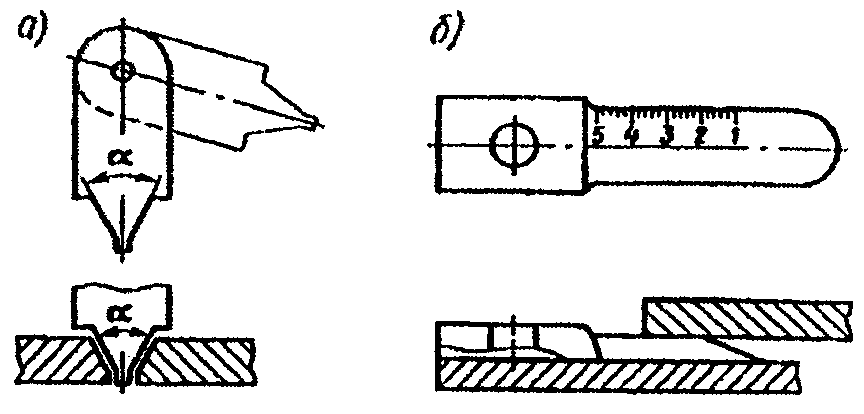
а — для определения угла разделки кромок;
б — для определения зазора между деталями
Рис. 1.26. Специальные шаблоны
1.23.10. В процессе сварки (наплавки) деталей и узлов вагонов следует контролировать режимы сварки, газовую защиту дуги, правильность и последовательность наложения валиков в многослойных швах и т.п. Качество газовой защиты контролируют при сварке в инертных газах и в ![]() по соответствию показаний расходомера требованиям технологии, а также по внешнему виду шва, отсутствию следов окисления и других дефектов.
по соответствию показаний расходомера требованиям технологии, а также по внешнему виду шва, отсутствию следов окисления и других дефектов.
1.23.11. Отклонения от требований чертежа размеров сварного шва, сварных точек и размеры выявляемых дефектов должны определяться измерительным инструментом с погрешностью измерения не более +/- 0,1 мм или специальными шаблонами, показанными на рис. 1.27 — 1.32.
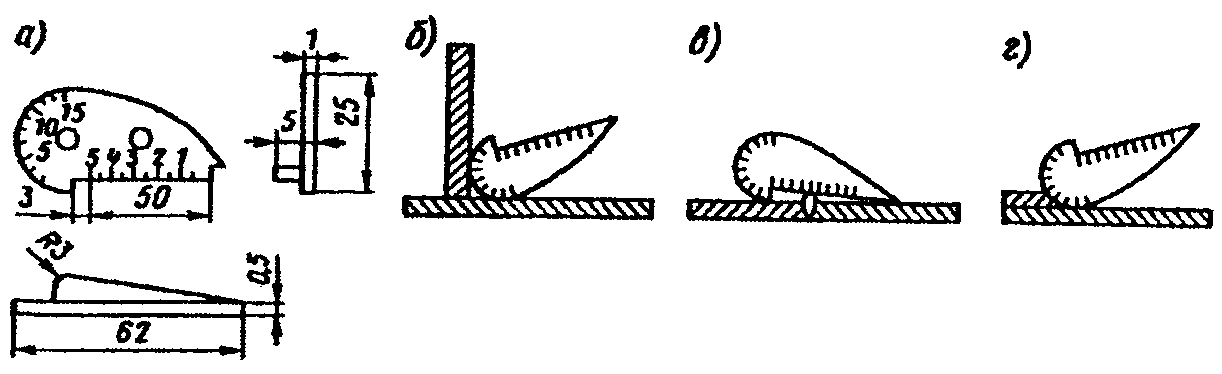
а — общий вид шаблона;
б — измерение углового шва таврового соединения;
в — измерение стыкового шва;
г — измерение шва при нахлесточном соединении
Рис. 1.27. Универсальный шаблон А.И. Красовского
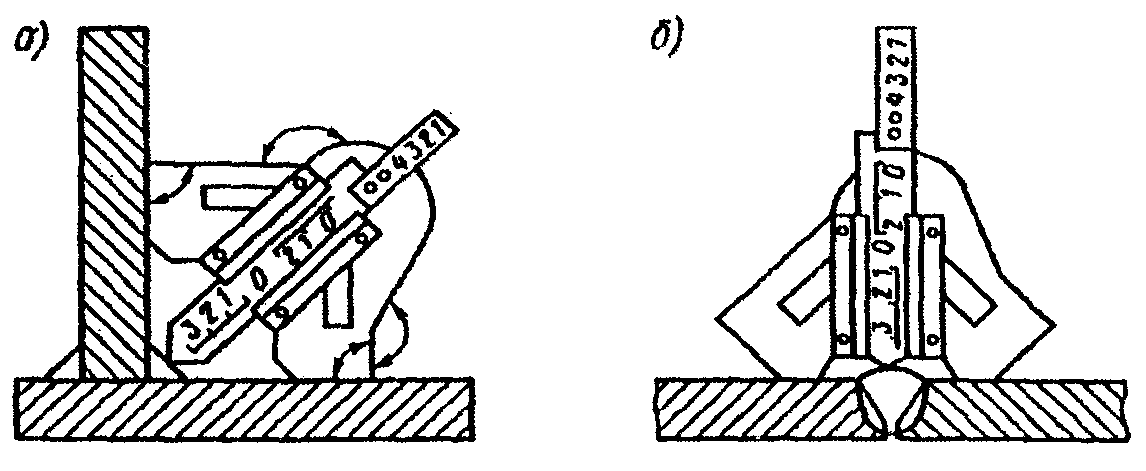
а — определение катета углового шва;
б — определение высоты усиления стыкового шва
Рис. 1.28. Универсальный шаблон В.Э. Ушерова-Маршака
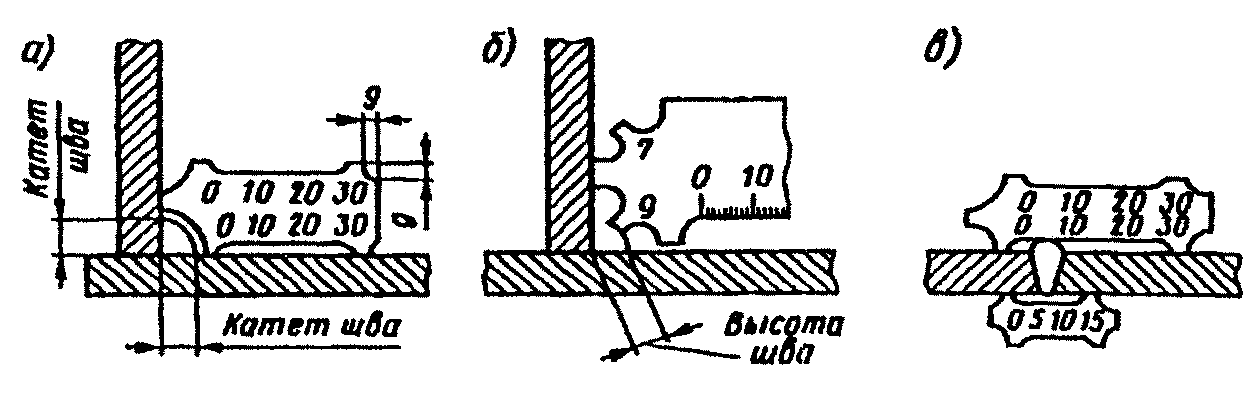
а, б — таврового; в — стыкового
Рис. 1.29. Шаблоны для проверки швов
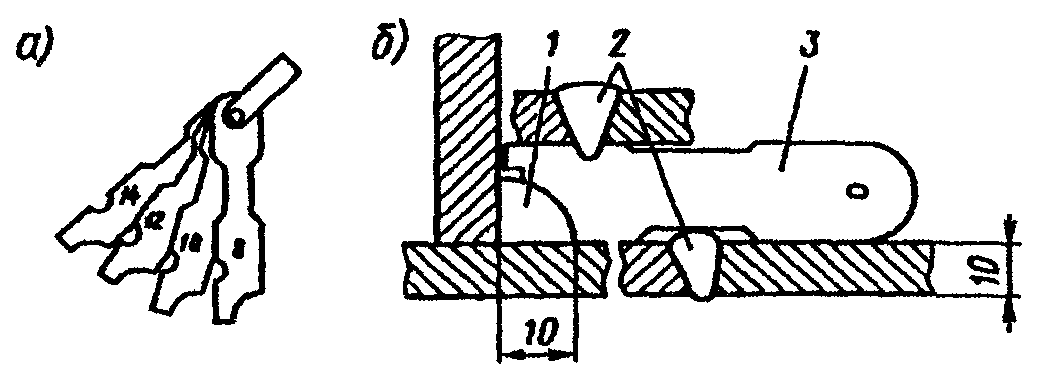
1 — угловой шов; 2 — стыковые швы; 3 — шаблон
Рис. 1.30. Набор шаблонов для контроля размеров
швов (а) и пример использования одного из шаблонов (б)
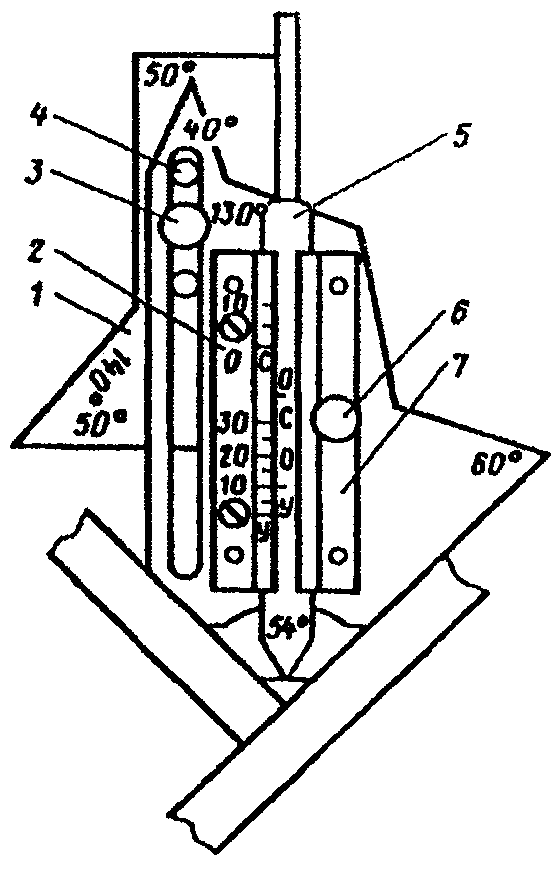
1 — упор со сторонами под углами 50, 140, 90°;
2 — конусная щека; 3 — винт с гайкой; 4 — упор с выступами;
5 — щуп; 6 — винт; 7 — прижимная щека;
У — шкала на конусной щеке, по которой отсчитывают
величину катета углового шва;
С — шкала для определения величины усиления стыкового шва
Рис. 1.31. Шаблон для замера швов и разделки кромок
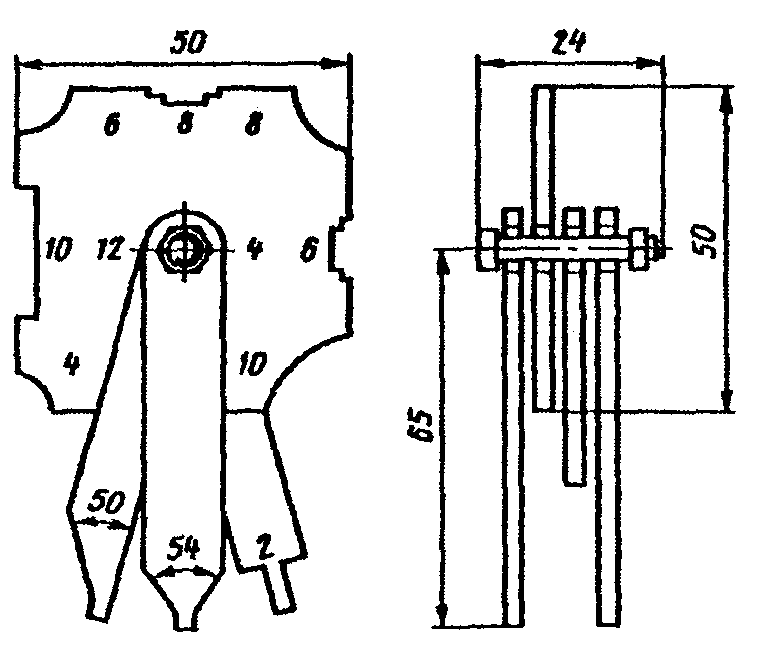
Рис. 1.32. Шаблон для контроля конструктивных элементов
сварных соединений и швов
При контроле размеров сварного шва должны проверяться катеты K, усиление q и ослабление m угловых швов, ширина e и ![]() и усиление q и
и усиление q и ![]() стыковых швов (рис. 1.33) на соответствие их стандартам с учетом рекомендаций п. 1.3.9 настоящей Инструкции.
стыковых швов (рис. 1.33) на соответствие их стандартам с учетом рекомендаций п. 1.3.9 настоящей Инструкции.
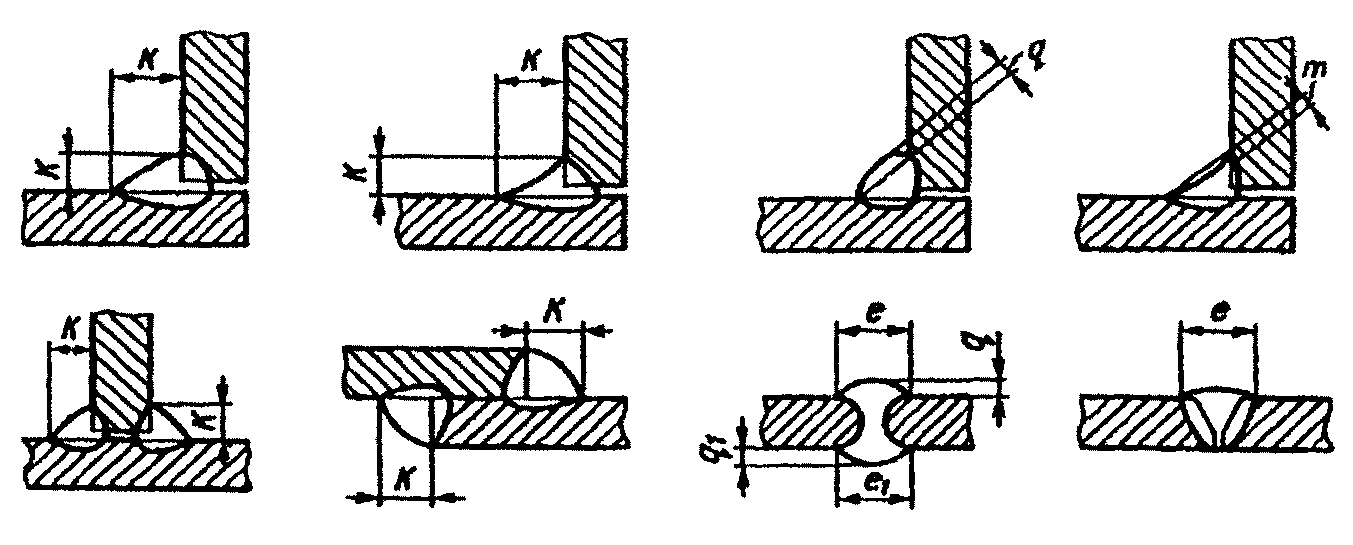
Рис. 1.33. Конструктивные элементы швов сварных соединений
1.23.12. Контроль качества наплавки и обработки наплавленной поверхности должен производиться внешним осмотром и замерами контролируемых размеров мерительным инструментом и шаблонами согласно документации на конкретный технологический процесс. При выявлении участков поверхности, не соответствующих требованиям нормативной документации, производится их исправление. Выявление внутренних дефектов в наплавленном металле осуществляется теми же методами, что и в сварных швах.
1.23.13. Перед контролем сварной шов и прилегающие к нему поверхности должны быть очищены от шлака и других загрязнений, затрудняющих осмотр, на ширину не менее 20 мм по обе стороны шва. Сварные соединения, выполненные контактной точечной, шовной, стыковой, газовой, газопрессовой сваркой, сваркой в защитных газах, не зачищаются.
1.23.14. Дефекты, выявленные внешним осмотром, должны быть устранены перед проведением контроля другими методами.
1.23.15. Испытания сварных соединений на непроницаемость и герметичность должны производиться в соответствии с ОСТ 5.1180-87.
1.23.16. Метод испытаний керосином применяют для контроля герметичности сварных соединений резервуаров, цистерн и других изделий. Осмотр сварного шва должен производиться сразу после смачивания керосином и повторяться периодически в течение всего испытания. О наличии пор, свищей, сквозных трещин и непроваров свидетельствуют желтые точки или полоски керосина на меловом слое, нанесенном на сварной шов с обратной стороны от смачиваемой керосином.
1.23.17. Гидравлическому испытанию подвергают замкнутые системы (сосуды, резервуары, трубопроводы, гидравлические системы и т.п.), работающие под давлением. Гидравлическое испытание швов сварных соединений производится согласно ГОСТ 22161-76.
1.23.18. Контролю наливом воды подвергают открытые изделия — баки, цистерны и т.п. Контроль должен производиться при температуре воздуха не менее 0 °C и воды не менее 5 °C по ГОСТ 22161-76.
1.23.19. Объем контроля качества сварных соединений согласно ГОСТ 3242-79 устанавливается конструкторско-технологической документацией и составляет от 10 до 100% общей длины сварных швов в зависимости от ответственности изделий. Для вагонных конструкций объем контроля качества сварных соединений определяется технической документацией, утвержденной ЦВ МПС.
1.23.20. Контроль сварных соединений радиационными методами должен производиться согласно ГОСТ 7512-82.
1.23.21. Контроль сварных соединений капиллярными методами должен производиться согласно ГОСТ 18442-80 и ГОСТ 26182-84.
1.23.22. Контроль сварных соединений магнитными методами должен производиться согласно ГОСТ 21104-75, ГОСТ 21105-87, ГОСТ 25225-82 и Технологической инструкции по испытанию на растяжение и неразрушающему контролю деталей вагонов 637-96 ПКБ ЦВ.
1.23.23. Контроль сварных соединений ультразвуковым методом должен производиться согласно ГОСТ 14782-86.
1.24. Виды дефектов и способы их устранения
1.24.1. Основные виды дефектов сварных соединений и сварных швов показаны на рис. 1.34 и 1.35.
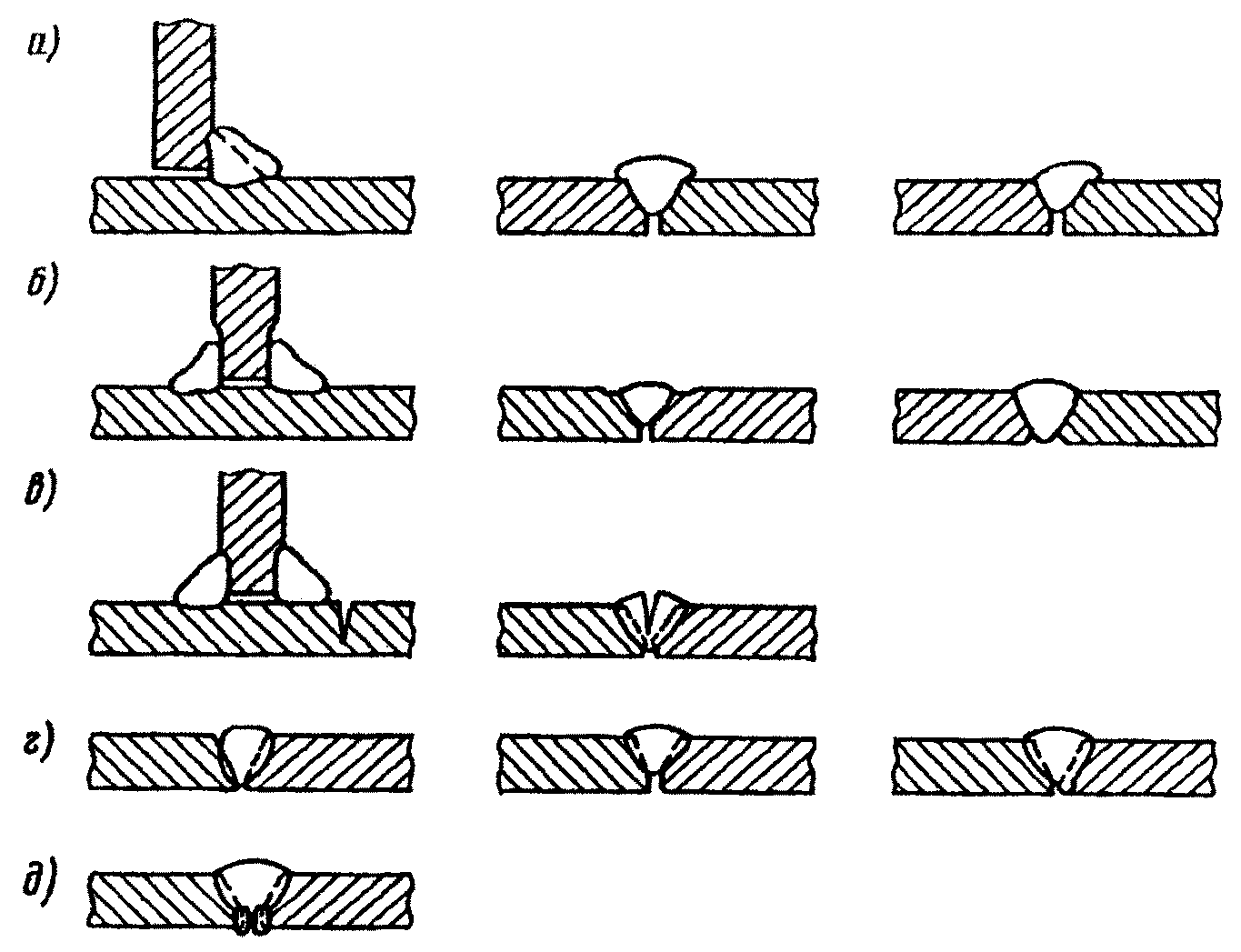
а — наплывы; б — подрезы;
в — трещина в сварном шве и на основном металле;
г — непровары; д — прожог
Рис. 1.34. Наружные дефекты соединений
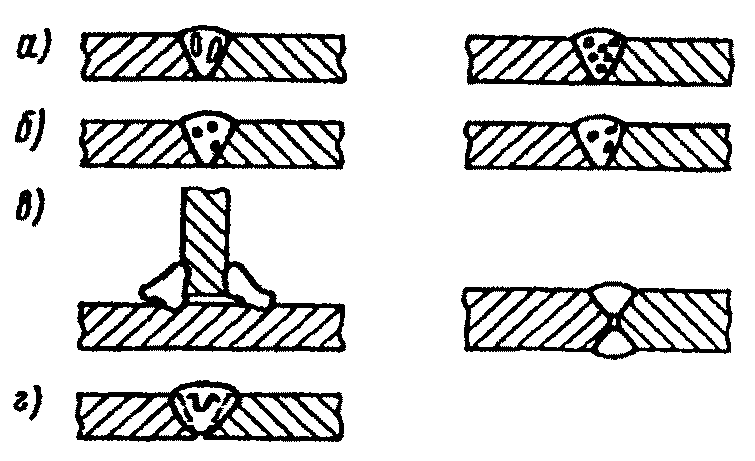
а — поры (газовые включения);
б — шлаковые и металлические включения;
в — непровары; г — свищ
Рис. 1.35. Наружные и внутренние дефекты сварного шва
1.24.2. Причинами возникновения дефектов в сварных соединениях могут быть:
1) некачественная подготовка и сборка сварных соединений;
2) неправильная технология ведения сварочных работ;
3) несоблюдение установленного режима сварки;
4) несоответствие и низкое качество сварочных материалов.
1.24.3. При всех видах ремонта не допускаются:
1) дефекты в виде трещин;
2) отклонения в размерах швов в сторону увеличения более чем на 2 мм;
3) отклонения в размерах швов в сторону уменьшения за исключением случаев, особо оговоренных нормативно-технической документацией (НТД);
4) волнистость шва более 2 мм или наличие резких переходов от одного сечения шва к другому;
5) дефекты в виде несплавлений по кромкам, наплывы, прожоги и кратеры;
6) подрезы в сварных соединениях тележек, несущих элементов рам вагонов, в деталях автосцепного устройства и в местах приварки вертикальных стоек к рамам вагонов;
7) подрезы на других узлах более 10% толщины металла или свыше 0,5 мм;
непровары в стыковых, поперечных и косых швах;
9) поверхностные поры и шлаковые включения, сгруппированные на длине более 10 мм, с расстоянием между дефектными участками менее 500 мм;
10) значительные шлаковые включения и поры, суммарная площадь которых превышает 15% наплавленной и механически обработанной поверхности изношенных мест деталей;
11) наличие ожогов от замыкания электродов на ответственных деталях толщиной более 5 мм.
1.24.4. Вмятины на поверхности шва, получающиеся при удалении с него шлаковой корки механизированным инструментом или зубилом с радиусом ударной части не менее 2 мм, браковочным признаком не считаются.
1.24.5. Сварные швы или их участки с дефектами, указанными в п. 1.24.3 (п. п. 1 — 3), должны быть исправлены путем зачистки, частичного или полного удаления и дополнительно подварены или заварены до размеров, предусмотренных чертежами и стандартами.
1.24.6. Сварные швы или отдельные участки шва с дефектами, указанными в п. 1.24.3 (п. п. 6 — 11), должны быть удалены механическим способом, воздушно-дуговой строжкой или электродуговой резкой. Наличие на подготовленной поверхности натеков расплавленного металла не допускается.
1.24.7. Исправление дефектных мест в сварных швах должно производиться повторной заваркой дефектного участка. Заварка допускается лишь после удаления дефектного участка шва и подготовки мест под сварку. При заварке исправляемого участка необходимо руководствоваться теми же положениями, что и при сварке основного шва.
1.24.8. Исправление участков шва с единичными недопустимыми порами или шлаковыми включениями допускается выполнять рассверливанием или вырубкой дефектов. Если в каком-либо из вырубленных или рассверленных мест обнаружатся дефекты, то около этих мест нужно дополнительно рассверлить дефектный участок или сделать по две вырубки на каждое рассверленное или вырубленное место. При обнаружении в дополнительных вырубках или рассверленных отверстиях дефектов шов или дефектный участок шва должен быть полностью удален, а место, где он находился, повторно заварено и проверено. Все рассверленные и вырубленные углубления должны быть заварены.
1.24.9. Сварные швы с внутренними дефектами, выявленными неразрушающими методами контроля, должны быть удалены, а места, где они находились, вновь заварены и подвергнуты повторному контролю.
1.24.10. Подрезы должны быть устранены зачисткой, заваркой или аргонодуговой обработкой. Исправление только зачисткой разрешается, если глубина подреза не превышает 8% толщины металла, но не более 1 мм для толщины от 6 до 20 мм и не более 1,5 мм для больших толщин. На металле толщиной менее 6 мм исправление подрезов допускается выполнять заваркой или оплавлением с последующей зачисткой.
1.24.11. Ожоги от замыкания электродов на деталях толщиной более 5 мм должны быть удалены механическим способом на глубину не менее 0,3 мм от поверхности.
1.24.12. Изломы, трещины, протертости и участки металлических элементов вагона, пораженные коррозией, затрагивающей более 30% толщины основного металла, должны усиливаться накладками в случаях, оговоренных данной Инструкцией и руководствами по капитальному и деповскому ремонту грузовых вагонов ЦВ/4204 и ЦВ/4859.
1.24.13. В зависимости от требуемой степени усиления формы детали накладки должны ставиться с одной или с обеих сторон шва.
1.24.14. Расстояние между трещинами, устраненными путем заварки с последующим усилением каждой из них накладкой, должно составлять не менее 400 мм. При расстоянии между трещинами менее 400 мм усиление должно производиться путем постановки одной общей накладки, перекрывающей эти трещины.
1.24.15. Перед постановкой усиливающих накладок пораженные коррозией места необходимо зачистить механическим путем до основного металла с полным удалением продуктов коррозии.
1.24.16. Тип и размеры накладок в зависимости от величины и расположения дефекта должны соответствовать: для ВЧД — типовому технологическому процессу ремонта сваркой несущих элементов грузовых вагонов ТК-17 ПКБ ЦВ; для ВРЗ — альбому типовых ремонтных накладок, утвержденному установленным порядком.
1.25. Заварка трещин и усиление поврежденных мест
1.25.1. Длина трещин, допускаемая для их заварки, в каждом случае устанавливается в зависимости от места ее расположения, характера эксплуатационной нагрузки данной детали или узла и возможности качественного выполнения сварочных работ.
1.25.2. Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы, затем засверлить их сверлом диаметром 6 — 12 мм. Засверловку производят так, чтобы центр отверстия совпадал с концами трещины или был на 3 — 5 мм дальше трещины. Границы трещины выявляются при нагреве ее газовой горелкой до температуры 100 — 150 °C. Отверстия засверловки концов трещины для лучшего провара следует раззенковать на 1/2 — 1/3 толщины стенки. Допускается разделка трещин воздушно-дуговой строжкой в соответствии с указаниями, изложенными в п. 1.17, или электродуговой резкой электродами типа ОЗР.
1.25.3. Подготовку кромок под сварку и наложение сварных швов при заварке трещин выполняют аналогично сварке встык. Перед заваркой производят зачистку до металлического блеска прилегающего к трещине металла на ширину 25 мм с каждой стороны. Подготовленные к заварке места должны быть проверены ОТК или мастером.
Трещины в конструкциях и деталях, изготовленных из низкоуглеродистой, среднеуглеродистой или низколегированной стали необходимо заваривать электродами типа Э42А или Э50А, при механизированной сварке — сварочными материалами, обеспечивающими свойства металла шва не ниже получаемых при сварке указанными типами сварочных электродов. Перед заваркой трещины сварочные электроды и проволоки следует прокалить.
Заварку трещин в деталях с толщиной стенки более 8 мм выполняют в несколько слоев, перед наложением очередного слоя поверхность предыдущего должна быть очищена от шлаковой корки.
1.25.4. При ремонте замкнутых трещин рекомендуется перед сваркой произвести подогрев до температуры 200 — 250 °C разделки трещины и прилегающего к ней металла шириной не менее 50 мм с каждой стороны трещины.
1.25.5. При длине трещины более 300 мм ее следует заваривать обратноступенчатым способом с длиною ступени 150 — 200 мм. После заварки дефекта производят подварку корня шва с обратной стороны, предварительно удалив наплывы и шлак.
Для обеспечения полного провара сквозной трещины необходимо, где это возможно, производить двустороннюю сварку или сварку на остающейся подкладке.
1.25.6. При заварке трещины на одной из полок коробчатой конструкции рекомендуется предварительно удалить прилегающие к концам трещины участки угловых швов 1 (рис. 1.36) длиной 100 — 150 мм, затем заварить стыковой шов 2, после чего заварить удаленные участки углового шва.
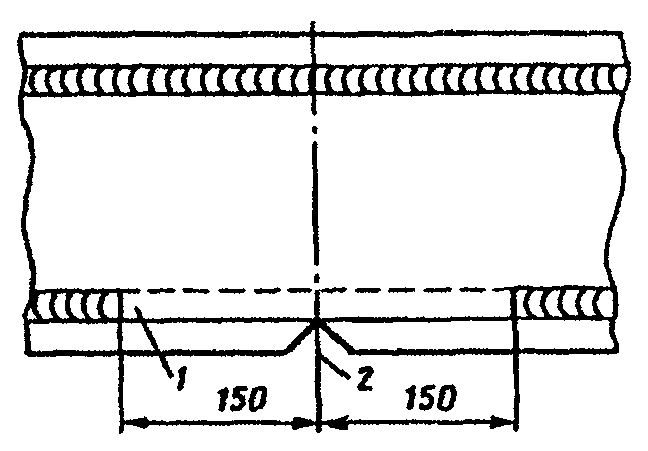
Рис. 1.36. Схема подготовки к заварке трещины в элементах
типа сварных балок коробчатого сечения
Заварку трещин рекомендуется выполнять в нижнем и вертикальном положениях. В первом случае шов имеет ровную поверхность, вероятность образования подрезов мала. Сварка в вертикальном положении дает возможность получить лучшее проплавление кромок, особенно в вершине разделки.
Заварка трещин в горизонтальном положении на вертикальной плоскости и в потолочном положении, как правило, не рекомендуется.
1.25.7. Первый слой шва и обратный валик при двусторонней сварке сквозной трещины рекомендуется выполнять электродами диаметром 3 мм, остальные валики — электродами диаметром 4 и 5 мм.
Несквозные трещины с U-образной разделкой можно заварить во всех слоях электродами диаметром 4 и 5 мм.
1.25.8. Место с заваренной сквозной трещиной подлежит усилению путем постановки накладки, если этому не препятствует конструкция узла или детали.
1.25.9. В зависимости от сечения соединяемых элементов накладки могут быть плоскими, угловыми или коробчатыми. Примеры усиления после заварки сквозной трещины показаны на рис. 1.37. Толщина односторонней накладки должна быть не менее 0,8 — 1,0 толщины основного металла детали, двусторонней — не менее половины. При постановке накладки выпуклость валика заваренной трещины должна быть полностью удалена.
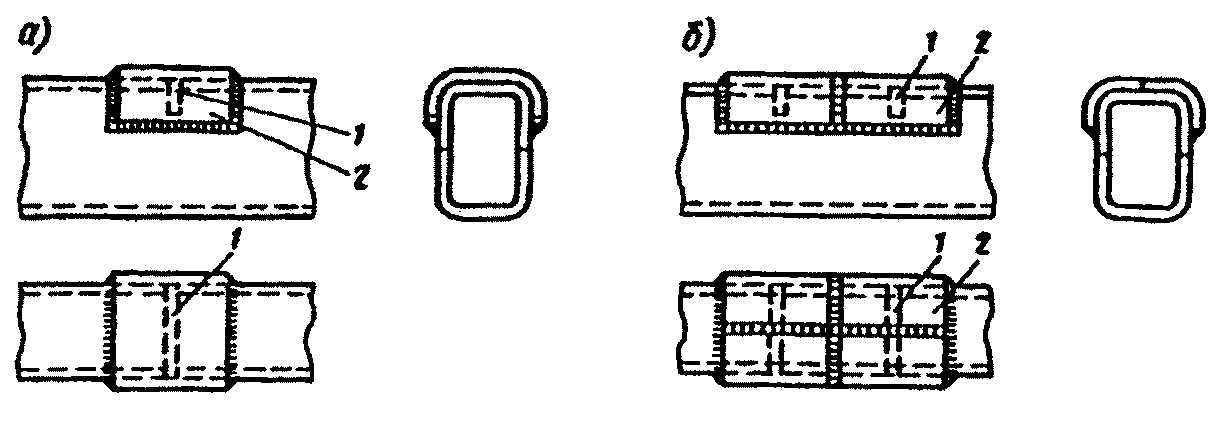
а — простое усиление; б — сложное усиление,
состоящее из нескольких деталей;
1 — заваренная трещина; 2 — накладка
Рис. 1.37. Схемы конструктивных усилений после
заварки трещин
Плоские накладки должны перекрывать заваренный стык или трещину не менее чем на 100 мм, при невозможности этого перекрытие может быть уменьшено до 50 мм. При приварке двусторонних плоских накладок необходимо, чтобы противоположные швы были смещены не менее чем на 30 мм (рис. 1.38).
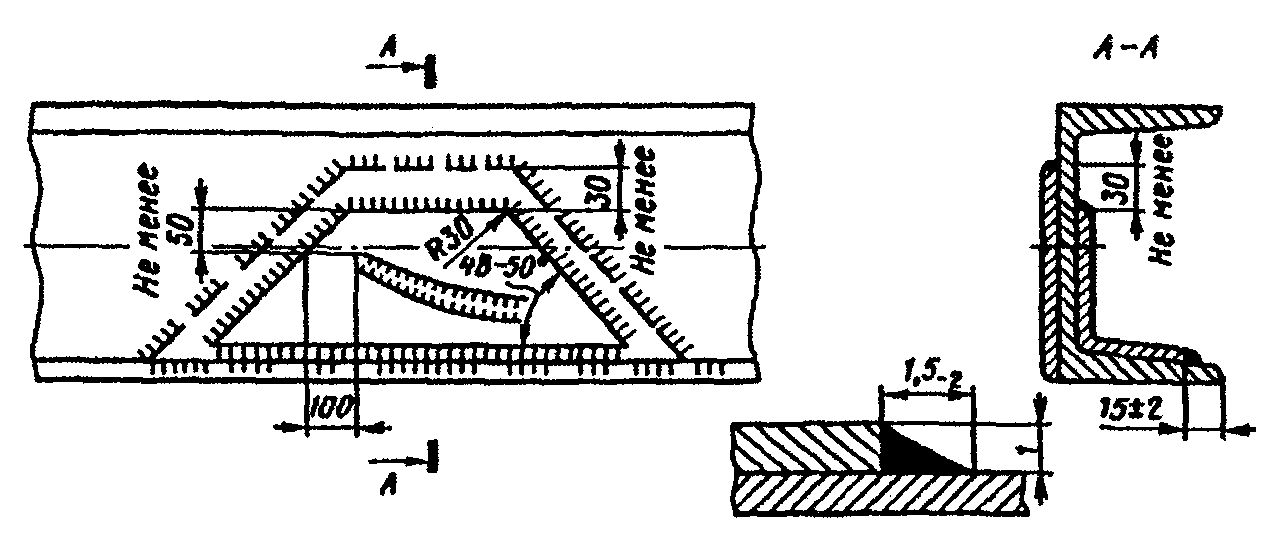
Рис. 1.38. Приварка двусторонних накладок со смещением
противоположных швов
1.25.10. Если накладка имеет размер по одной из осей более 300 мм, то для плотного прилегания ее вначале приваривают дуговой точечной сваркой швами, расположенными на расстоянии 150 — 200 мм друг от друга. Отверстия для швов при необходимости сверлят только в накладке до постановки на место. Накладка с обеих сторон в зоне отверстий и основной металл в местах приварки накладки предварительно следует зачистить до металлического блеска на участке 15 — 20 мм от кромки отверстия.
1.25.11. Накладки рекомендуется приваривать по всему контуру. Угловые швы должны иметь вогнутую поверхность с плавным переходом к основному металлу. Лобовые и косые угловые швы рекомендуется выполнять с отношением большего катета к меньшему от 1,5 до 2. Большой катет должен быть направлен вдоль линии действия усилия, воспринимаемого этими швами.
В случае необходимости производят обработку швов механическим, аргонодуговым или комбинированным способом.
1.25.12. Усиливающие накладки должны быть изготовлены из сталей тех же марок, что и вагонные детали или конструкции, или из других сталей, приведенных в чертежах и инструктивных указаниях. Для усиления элементов вагонных конструкций рекомендуется также использовать низколегированные стали марок 09Г2Д, 09Г2СД и 10Г2БД.
Направление прокатки в накладках при их приварке должно совпадать с направлением действия основного силового потока при эксплуатации конструкции.
1.25.13. Перед приваркой накладку необходимо очистить, прилегание к усиливаемому элементу должно быть плотным, допускаются местные зазоры до 1,5 мм для угловых и коробчатых накладок и не более 1 мм для плоских.
1.25.14. Угловые швы накладок выполняют ручной сваркой электродами типов Э42А и Э50А, а также в смеси в процентном соотношении 80:20. Допускается сварка в ![]() проволокой диаметром 1,2 мм.
проволокой диаметром 1,2 мм.
Рекомендуется, в первую очередь, сваривать в свободном состоянии стыковые швы ремонтируемой сваркой конструкции, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и в последнюю очередь угловые швы — вначале поперечные, затем продольные. Зажигать дугу на основном металле и выводить кратер на основной металл запрещается.
1.25.15. Отремонтированные сваркой поврежденные детали и конструкции должны иметь достаточную прочность и надежность на весь последующий срок их эксплуатации.
Подрезы, расположенные поперек направления действующей силы, не допускаются и должны быть исправлены с последующей зачисткой. Запрещается правка усиленных элементов ударами или наложением ложных валиков.
Контроль качества сварных швов и соединений осуществляют в соответствии с рекомендациями, приведенными в настоящей Инструкции.
1.26. Приемка выполненных работ
1.26.1. Все вагонные детали, отремонтированные с применением сварки и наплавки, должны осматриваться контролером ОТК на ремонтных заводах, приемщиком вагонов и мастером цеха вагонного депо (ВЧД) и вагонных колесных мастерских (ВКМ).
1.26.2. На детали, отремонтированные сваркой и наплавкой и подлежащие испытанию на растяжение и неразрушающему контролю, следует наносить личные клейма сварщиков после приемки деталей в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов 637-96 ПКБ ЦВ и другими инструкциями, утвержденными ЦВ МПС.
1.26.3. Для сварщиков всех видов сварки (дуговой, газовой и контактной) устанавливается нумерация клейм единого образца. Нумерация для каждого депо или завода порядковая по количеству сварщиков на предприятии, при этом номера, содержащие цифры 1 и 4, применять запрещается. Присвоенный сварщику номер указывается на клейме арабской цифрой высотой 5 мм, ниже этой цифры помещается сокращенное обозначение депо или завода буквами высотой 2,5 — 3 мм; клеймо размещается в квадрате размером 12 x 12 или 14 x 14 мм. Регистрация номеров клейм сварщиков осуществляется непосредственно ремонтным предприятием.
1.26.4. На всех усиливающих планках или накладках, приваренных к хребтовым, концевым, шкворневым, продольным, поперечным балкам рам и стойкам вагонов, должны ставиться клейма с указанием условного номера ремонтного предприятия, месяца и двух последних цифр года выполнения работ. Условный номер вагонного депо или завода должен быть помещен в рамке размерами 12 x 14 или 14 x 14 мм.
1.27. Оборудование для дуговой сварки и наплавки
1.27.1. При ремонте деталей и узлов вагонов, а также изготовлении запасных частей рекомендуется применять сварочные трансформаторы и выпрямители, сварочные автоматы, подвесные головки и полуавтоматы, основные характеристики которых содержатся в табл. 1.53 — 1.58. Адреса предприятий, выпускающих сварочное оборудование, приведены в Приложении Г.
Таблица 1.53
|
Сварочный полуавтомат |
Номинальный сварочный ток, А |
Диаметр электродной (порошковой) проволоки, мм |
Скорость подачи электродной проволоки, м/ч |
Источник сварочного тока |
Масса подающего механизма, кг |
|
ПДГ-312 <*> |
315 |
1,0 — 1,4 |
75 — 1000 |
ВДГ-303 |
11 |
|
ПДГ-516 <*> |
500 |
1,2 — 2,0 |
100 — 960 |
ВДУ-506 |
16 |
|
ПДГ-603 <*> |
630 |
1,2 — 2,0 |
100 — 960 |
ВДУ-601 |
18 |
|
А547 (типа ПДГ-309) |
315 |
1,0 — 1,4 |
115 — 980 |
ВС-300Б с жесткой или пологопадающей характеристикой |
21 |
|
А825М <*> |
315 |
0,8 — 1,4 |
140 — 650 |
То же |
12 |
|
А1197 |
500 |
1,2 — 2,0 |
118 — 782 |
ВС-600М и ВС-632, могут применяться ПД-502, ПСТ-500 |
40 |
|
Комби-500 |
500 |
0,8 — 2,0 (стальная сплошная); |
120 — 1200 |
ВДГ-303, ВДУ-505, ВДУ-506 |
10,5 |
|
2 — 2,5 (стальная порошковая); |
|||||
|
1,5 — 2,0 (алюминиевая) |
|||||
|
<*> Полуавтомат предназначен для сварки и наплавки конструкционных сталей сплошной и порошковой проволокой в углекислом газе. |
Таблица 1.54
|
Полуавтомат для сварки в среде защитного газа |
Напряжение сети, В |
Номинальный сварочный ток, А |
Диапазон рабочего напряжения, В |
Диаметр проволоки, мм |
Масса, кг, источника подающего механизма |
|
ПДГ-164-2 |
220 |
160/120 |
14 — 24 |
0,8 — 1,2 |
50/10 |
|
ПДГ-165-1 |
220 |
160/120 |
14 — 24 |
0,8 — 1,2 |
60 |
|
ПДГ-2010 |
380 |
200 |
14 — 28 |
0,8 — 1,2 |
60 |
|
ПДГ-252 |
380 |
250/315 |
20 — 30 |
0,8 — 1,4 |
150/18 |
|
ПДГ-253 |
380 |
250/315 |
20 — 30 |
0,8 — 1,4 |
168 |
|
ПДГ-415 |
380 |
400 |
18 — 50 |
0,8 — 1,6 |
300/8 |
|
ПДГ-416 |
380 |
400 |
18 — 50 |
0,8 — 1,6 |
300/10 |
|
ПДГ-418 |
380 |
400 |
18 — 50 |
0,8 — 1,6 |
300/10 |
|
ПДГ-525-3 |
380 |
500 |
18 — 50 |
0,8 — 2,0 |
300/16 |
|
Примечания. 1. В таблице представлено оборудование завода «Электрик», С.-Петербург. |
|||||
|
2. У полуавтомата ПДГ-416 подающий механизм выполнен в футляре с плечевым ремнем, диаметр кассеты — 200 мм; у ПДГ-415 и ПДГ-418 — модульный с кассетой 300 мм. |
|||||
|
3. ПДГ-418 предназначен также для сварки порошковой проволокой диаметром 1,0 — 1,6 мм. |
Таблица 1.55
|
Сварочный трансформатор |
Напряжение, В |
Сварочный ток, А |
Номинальная мощность, кВ · А |
Масса, кг |
|||
|
питающей сети |
рабочее |
холостого хода |
Номинальный |
Пределы регулирования |
|||
|
Однопостовые для ручной дуговой сварки, резки и наплавки |
|||||||
|
Переносные: |
|||||||
|
ТДМ-165 |
220, 380 |
26 |
62 |
160 |
55 — 170 |
11 |
38 |
|
ТДМ-254 |
220, 380 |
30 |
62 |
250 |
85 — 250 |
17 |
50 |
|
Передвижные: |
|||||||
|
ТДМ-317 |
220, 380 |
33 |
62, 80 |
315 |
60 — 370 |
21 |
130 |
|
ТДМ-401, ТДМ-401-1 |
220, 380 |
36 |
62, 80 |
400 |
80 — 460 |
27 |
143 |
|
Для автоматической сварки под флюсом |
|||||||
|
ТС-200 |
380 |
26 |
60 |
160 |
60 — 200 |
10,5 |
70 |
|
Примечание. Трансформатор ТДМ-401-1 может использоваться для проведения сварочных работ в особо опасных условиях (внутри металлических резервуаров, при повышенной влажности). |
Таблица 1.56
|
Сварочный выпрямитель |
Напряжение, В |
Сварочный ток, А |
Номинальная мощность, кВ · А |
Масса, кг |
|||
|
питающей сети |
рабочее |
холостого хода |
Номинальный |
Пределы регулирования |
|||
|
Однопостовые для ручной дуговой сварки, резки и наплавки |
|||||||
|
ВД-201<*1> |
220, 380 |
21 — 28 |
64 — 71 |
200 |
30 — 200 |
7 |
125 |
|
Дуга-305 |
220 |
… |
… |
… |
До 300 |
2,7 — 8 |
35 |
|
АСУ-301 |
380 |
… |
|
315 |
60 — 315 |
… |
215 |
|
= 100 |
|||||||
|
Однопостовые для ручной дуговой, механизированной сварки под флюсом, в углекислом газе порошковой проволокой |
|||||||
|
ВДУ-251 |
3 x 380 |
… |
80 |
250/315 <*2> |
40 — 315 |
… |
150 |
|
ВДУ-505, ВДУ-506 |
380 |
46 — 50 |
85 |
500 |
50 — 500 |
40 |
300 |
|
ВДУ-601 |
380 |
52 — 56 |
85 |
630 |
65 — 630 |
60 |
320 |
|
ВДУ-1202 <*3> |
380 |
56 |
85 |
1250 |
250 — 1250 |
120 |
500 |
|
<*1> Предназначен только для сварки. |
|||||||
|
<*2> В числителе — при ручной дуговой сварке, в знаменателе — при механизированной. |
|||||||
|
<*3> Предназначен для автоматической сварки. |
Таблица 1.57
|
Сварочные выпрямители для питания постов ручной дуговой сварки |
Количество обслуживаемых постов |
Напряжение трехфазной сети |
Номинальное выпрямленное напряжение, В |
Номинальный выпрямленный ток, А |
Номинальный сварочный ток, А |
Режим работы |
Потребляемая мощность, кВ · А |
Масса, кг |
|
ВДМ-1201 |
8 |
380 |
60 |
1250 |
315 |
Продолжительный |
95 |
380 |
|
ВДМ-1601 |
9 |
380 |
60 |
1600 |
315 |
То же |
120 |
500 |
|
ВДМ-6302 |
4 |
380 |
… |
630 |
315 |
« |
… |
260 |
|
ВДМ-2×250 |
2 |
380 |
… |
250 |
… |
… |
… |
150 |
Таблица 1.58
|
Сварочный автомат |
Номинальный сварочный ток, А |
Диаметр электродной проволоки, мм |
Скорость подачи электродной проволоки, м/ч |
Скорость сварки, м/ч |
Масса, кг |
Источник сварочного тока |
Примечание |
|
Автоматы тракторного типа |
|||||||
|
АДГ-602 |
630 |
1,2 — 3,0 |
120 — 960 |
12 — 120 |
60 |
ВДУ-601 |
Для сварки изделий из низкоуглеродистых и низколегированных сталей в |
|
АДФ-1002 |
1000 |
3 — 5 |
60 — 360 |
12 — 80 |
45 |
— |
Для сварки под флюсом переменным током |
|
АДФ-1202 |
1250 |
2 — 6 |
60 — 380 |
12 — 120 |
78 |
ВДУ-1201 |
Для сварки под флюсом постоянным током |
|
АДФ-1209 |
1250 |
2 — 6 |
24 — 500 |
18 — 150 |
110 |
— |
То же |
|
Автоматы с подвесной головкой для сварки и наплавки |
|||||||
|
А-1412 |
2 x 1600 |
2 — 5 |
17 — 553 |
25 — 250 |
405 |
ТДФЖ-2002 (два) |
Для сварки под флюсом низко- и среднеуглеродистых, легированных сталей. Ток переменный |
|
А-1416 |
1000 |
2 — 5 |
47 — 509 |
12 — 120 |
325 |
ВДУ-1202 |
То же, ток постоянный |
|
АД-231 |
1250 |
4,0; 5,0; 6,0; 6,5 |
Скорость перемещения головки 0,9 м/мин |
310 |
ВДУ-1202 |
Автомат для комплектации наплавочных установок и станков для наплавки тел вращения, плоских деталей и изделий сложной формы |
|
|
Примечание. При сварке и наплавке автоматом АД-231 может быть использована порошковая проволока диаметром 3,6; 5 и 6 мм. При наплавке может быть использована холоднокатаная или спеченная проволока толщиной 0,5 — 1 мм и порошковая толщиной 2 — 4 мм. Ширина холоднокатаной или спеченной ленты 30; 40 и 60 мм, порошковой — 20 мм. |
При ремонте деталей и узлов вагонов из нержавеющих сталей и алюминиевых сплавов дуговой сваркой неплавящимся электродом в среде инертных газов рекомендуется использовать сварочное оборудование, указанное в табл. 1.59.
Таблица 1.59
|
Установки для дуговой сварки неплавящимся электродом в среде инертных газов |
Напряжение питания, В |
Род сварочного тока |
Номинальный сварочный ток, А |
Диапазон сварочного тока, А |
Возможность сварки |
||
|
малолегированной и низколегированной стали |
нержавеющей стали |
алюминия |
|||||
|
УДГУ-122 |
220 |
Постоянный и переменный |
125/80 |
20 — 125 |
+ |
+ |
+ |
|
УДГУ-302 |
380 |
То же |
315 |
10 — 315 |
+ |
+ |
+ |
|
УДГ-501-1 |
380 |
Переменный |
500 |
40 — 500 |
— |
— |
+ |
|
Примечание. В таблице представлено оборудование, выпускаемое заводом «Электрик», Санкт-Петербург. |
Наряду с приведенным оборудованием, выпускаемым в настоящее время, можно использовать ранее выпускавшееся сварочное оборудование, аналогичное по своим техническим характеристикам рекомендованному оборудованию.
1.27.2. Допускается применение специального сварочного оборудования, соответствующего требованиям технологии восстановления или ремонта деталей и узлов вагонов.
1.27.3. Использование импортного оборудования допускается в исключительных случаях, если отсутствуют необходимые типы отечественного сварочного оборудования и если импортное оборудование по своим характеристикам полностью обеспечивает оптимальную технологию сварки и наплавки элементов вагонных конструкций при ремонте.
2. РЕМОНТ СВАРКОЙ И НАПЛАВКОЙ ДЕТАЛЕЙ И СБОРОЧНЫХ
ЕДИНИЦ ВАГОНОВ
2.1. Тележки вагонов
2.1.1. Тележки грузовых вагонов
2.1.1.1. При ремонте боковых рам тележек грузовых вагонов при всех видах ремонта вагонов разрешается:
1) заварка трещин А (рис. 2.1), наплавка направляющего буртика для фрикционного клина или приварка новых буртиков вместо отбитых;
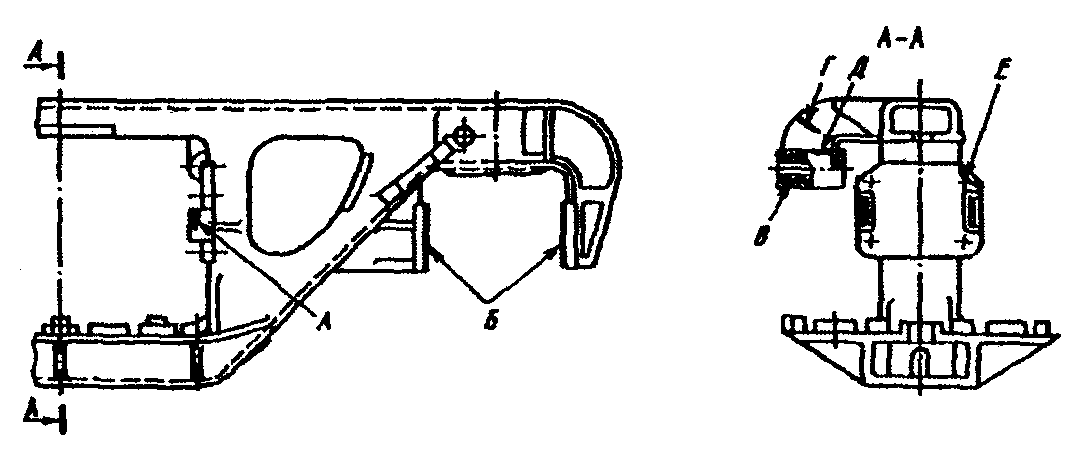
Рис. 2.1. Боковая рама тележки модели 18-100
2) наплавка изношенных поверхностей направляющих для букс Б при износе от 4 до 8 мм на сторону с последующей механической обработкой;
3) постановка металлической втулки с обваркой ее по периметру в отверстие В в случае, если диаметр отверстия более 45 мм. При этом выполняется предварительная рассверловка отверстия до диаметра 50 мм;
4) заварка трещин Г, если длина их составляет не более 32 мм;
5) заварка продольных трещин Д в стенках прилива для валика подвески башмака;
6) приварка отколотых ушков Е места крепления фрикционных планок при условии, что отколото не более двух ушков по диагонали.
2.1.1.2. Восстановление наплавкой горизонтальной (опорной) поверхности буксового проема запрещается.
2.1.1.3. При ремонте надрессорных балок тележек моделей 18 — 100 и ЦНИИ-Х3 разрешается:
1) заварка любых трещин А (рис. 2.2) опорной поверхности подпятникового места, не переходящих через наружный бурт на плоскость верхнего пояса и боковой стены, при условии, что суммарная длина их не превышает 250 мм;
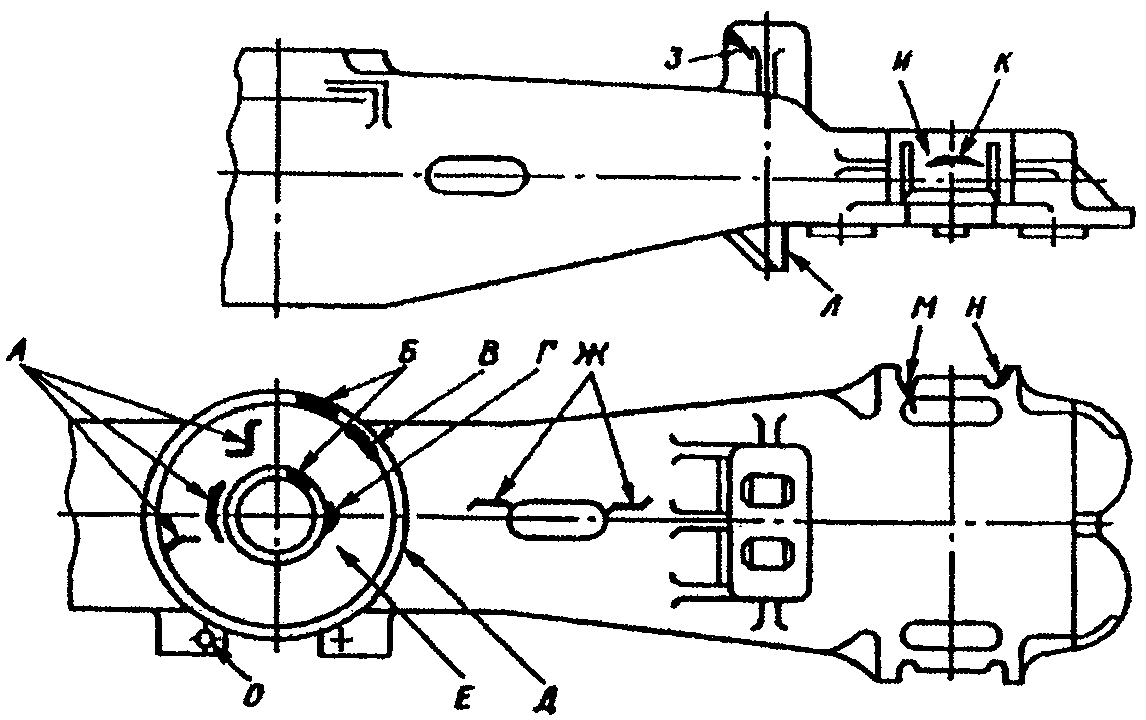
Рис. 2.2. Надрессорная балка тележки ЦНИИ-Х3
2) наплавка отколов Б наружного и внутреннего буртов подпятникового места. Если длина отколовшейся части внутреннего бурта — более половины периметра или бурт отсутствует, или отверстие под шкворень имеет износ более 2 мм на сторону, бурт восстанавливают путем вварки точеной втулки высотой над опорной поверхностью подпятника 15 мм;
3) наплавка изношенных мест внутренней поверхности В наружного и наружной поверхности Г внутреннего буртов подпятникового места, если толщина наружного бурта не менее 15 мм на глубине 10 мм от верхней кромки бурта;
4) наплавка поверхности Д наружного бурта;
5) наплавка выработки опорной поверхности Е подпятникового места, если толщина поверхности в месте износа не менее 18 мм;
6) заварка продольных трещин Ж верхнего пояса, идущих от технологического отверстия, но не переходящих на наружный бурт подпятникового места при суммарной длине их не более 250 мм;
7) заварка трещин З боковых опор скользуна длиной до 100 мм. При трещинах длиной более 100 мм или при наличии деформации опоры опору срезать и заменить новой;
наплавка наклонных плоскостей И надрессорных балок при толщине стенки не менее 7 мм. При этом следует производить наплавку обеих плоскостей с обязательной проверкой симметричности балки. Наплавку выполнять в нижнем положении с последующей механической обработкой;
9) выполнение ремонта наклонных плоскостей в соответствии с Инструктивными указаниями N 453 ПКБ ЦВ, Технологической инструкцией N 542 ПКБ ЦВ и другой технической документацией, утвержденной ЦВ МПС;
10) заварка продольных трещин К наклонной плоскости, не выходящих на ограничительные бурты;
11) наплавка упорных ребер Л, ограничивающих смещение пружины, при износе до 8 мм;
12) заварка трещин М в углах между ограничительными буртами и наклонной плоскостью, выходящих на поверхность овального углубления и не распространяющихся на верхний пояс балки (при этом заваривают все четыре углубления);
13) наплавка отколов между ограничительными буртами наклонной плоскости и овальным углублением с заваркой углублений;
14) наплавка направляющих Н при толщине не менее 10 мм;
15) заварка отверстий О кронштейна державки мертвой точки с последующей рассверловкой их.
2.1.1.4. При появлении трещин в сварном соединении заделки технологического отверстия на боковом поясе надрессорная балка ремонту не подлежит.
2.1.1.5. При заварке трещин и наплавке изношенных поверхностей надрессорной балки и боковой рамы следует производить местный предварительный подогрев до температуры 250 — 300 °C. При продолжительных перерывах в работе нагрев необходимо повторить. Допускается восстановление наплавкой отдельных элементов надрессорной балки без предварительного подогрева по согласованной с ЦВ МПС технологии.
2.1.1.6. При деповском ремонте допускается восстановление сваркой и наплавкой наклонных поверхностей надрессорных балок без последующей механической обработки по технологии ВНИИЖТ, утвержденной ЦВ МПС 06.06.94 г.
2.1.1.7. При деповском ремонте наклонных поверхностей надрессорных балок тележки, изготовленных из сталей марок 15Л, 20Л, 20ФЛ, 20ГЛ, 20Г1ФЛ, с износом стенки свыше 9 мм, включая сквозные провалы и протертости, допускается постановка вставок в виде пластин или, при оставшейся толщине наклонной плоскости 6 — 9 мм, приварка планок. Вставки (пластины) толщиной 18 мм и планки следует изготавливать из сталей указанных выше марок. Допускается применять вставки, вырезанные из полос списанных тяговых хомутов, предварительно проверенных дефектоскопированием, и обработанные механическим способом, а также изготовленные из листовой стали марок Ст3сп и 20.
Не подлежат ремонту надрессорные балки, имеющие трещины, переходящие на ограничительный бурт для фрикционного клина, и поперечные трещины, выходящие за пределы наклонной плоскости.
Сварочные работы должны выполняться аттестованным сварщиком пятого разряда.
Технологический процесс ремонта сваркой наклонных плоскостей надрессорной балки (ТИ N 542 ПКБ ЦВ) утвержден ЦВ МПС. Основные положения технологии включают следующие:
1) в стенке наклонной плоскости вырезается окно. При вырезке поврежденной или изношенной наклонной плоскости следует использовать ручную кислородную резку. В процессе резки мундштук резака опирается на внутреннюю кромку отверстия соответствующей стороны кондуктора. Положения резака, последовательность выполнения резки и размеры вырезаемого окна по наружным кромкам реза приведены на рис. 2.3. Резка осуществляется за два прохода по контурам 1-2-3-4 и 5-6-7. В процессе резки, не прекращая ее в местах поворота, изменяют положение резака на 90° на середине участков I и III;
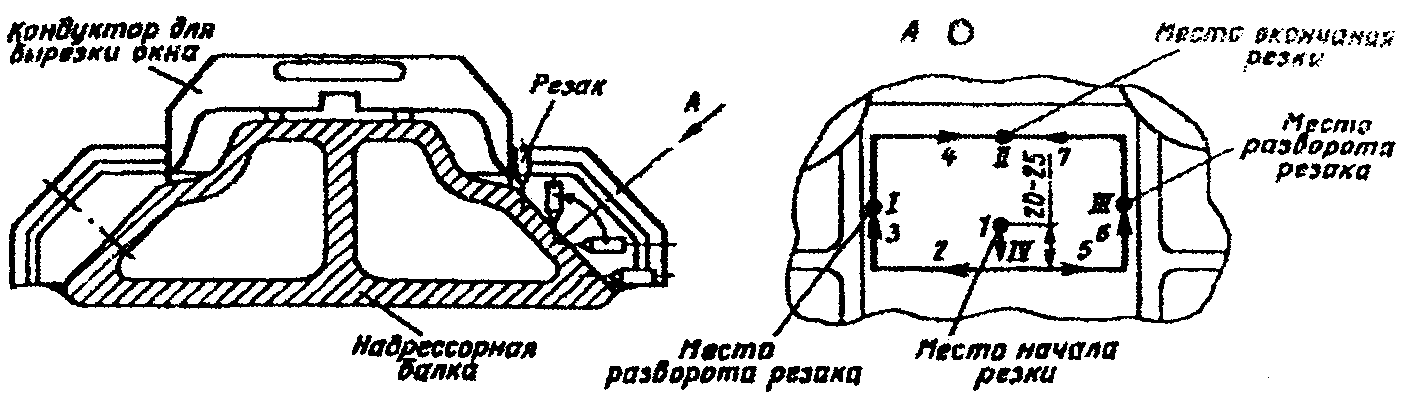
Рис. 2.3. Ремонт сваркой наклонных плоскостей
надрессорной балки
2) подготовленная вставка доводится до размеров вырезанного окна с учетом зазоров под сварку ![]() и ставится на прихватках. Некачественные прихватки (сечением менее 1/3 полного шва, укороченные, имеющие свищи, неметаллические включения и др.) должны быть удалены и выполнены вновь. Для точной установки пластины (вставки) рекомендуется применять центрирующее приспособление конструкции ПКБ ЦВ;
и ставится на прихватках. Некачественные прихватки (сечением менее 1/3 полного шва, укороченные, имеющие свищи, неметаллические включения и др.) должны быть удалены и выполнены вновь. Для точной установки пластины (вставки) рекомендуется применять центрирующее приспособление конструкции ПКБ ЦВ;
3) при ремонте постановкой планки необходимо устранить дефекты поверхности и обработать фрезерованием наклонные плоскости до толщины 8 или 6 мм для последующей прихватки ремонтной планки толщиной соответственно 10 или 12 мм;
4) перед сваркой производится предварительный подогрев наклонной плоскости до температуры 200 — 250 °C газовыми горелками или резаками. Контроль температуры может производиться тепловизорами любого типа или термокарандашами;
5) ручную дуговую сварку следует выполнять электродами марок УОНИ-13/45, УОНИ-13/55. Механизированную сварку в среде углекислого газа выполнять сварочными проволоками Св-08Г2С или Св-09Г2СЦ. Положение сварки — нижнее. Корневой шов при ручной дуговой сварке выполняется электродами диаметром 3 мм, последующие — диаметром 4 — 5 мм. Начало и окончание каждого прохода при сварке не должны находиться на углах ввариваемой вставки. Полная зачистка от шлака каждого слоя обязательна. Требования к форме и конструктивным размерам швов приведены на рис. 2.4;
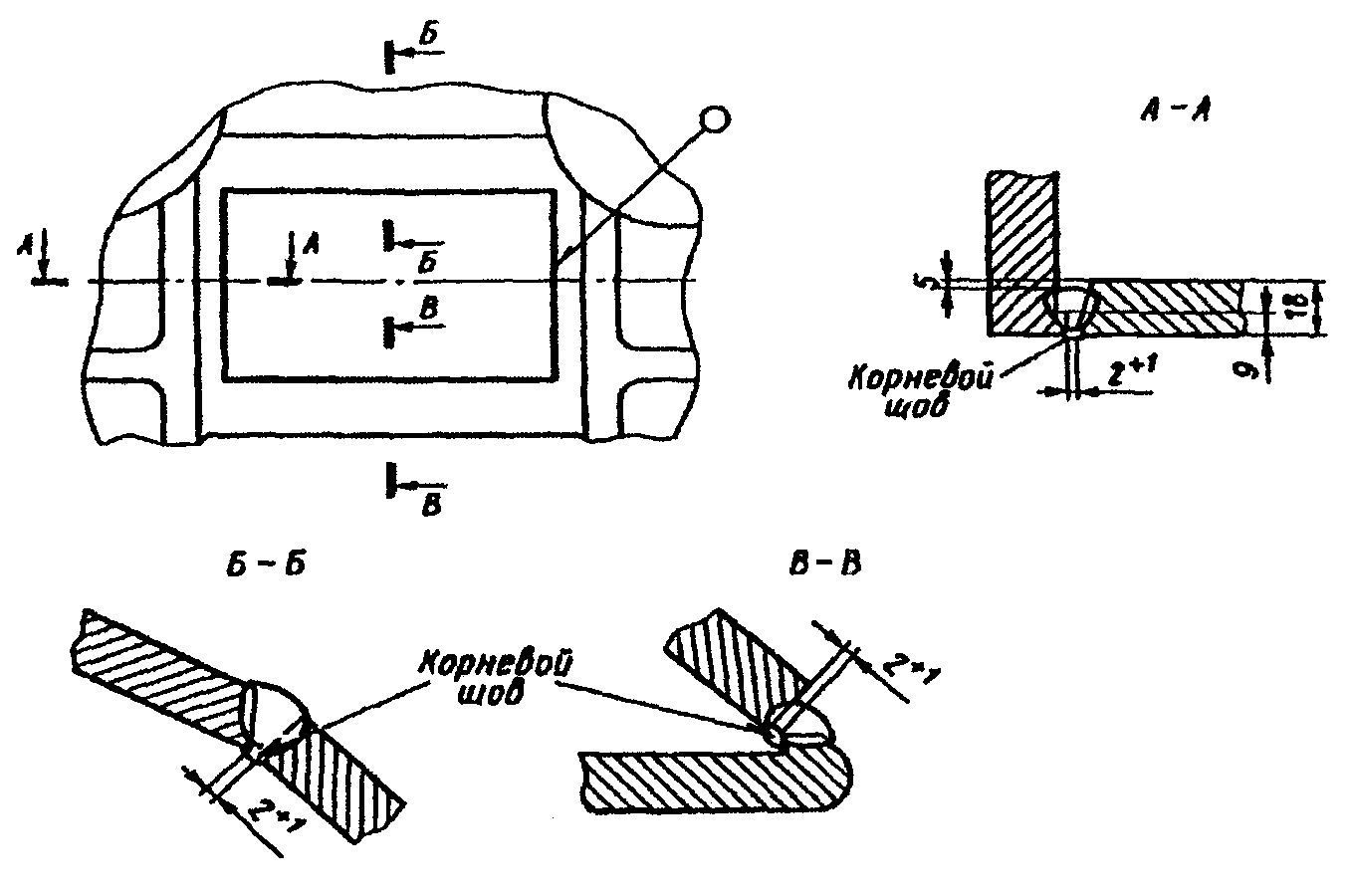
Рис. 2.4. Форма и конструктивные размеры сварных швов
при ремонте наклонных плоскостей
6) для снижения сварочных напряжений все швы (слои), кроме первого, должны проковываться в процессе охлаждения металла шва при температурах 450 °C и выше либо ниже 150 °C. В интервале температур 150 — 450 °C проковка не допускается. Проковку рекомендуется выполнять пневмомолотком или вручную молотком массой 0,6 — 1,2 кг;
7) наплавка нижней изношенной части наклонной плоскости, примыкающей к вставке или планке, должна производиться заподлицо с восстановленной поверхностью (рис. 2.5);
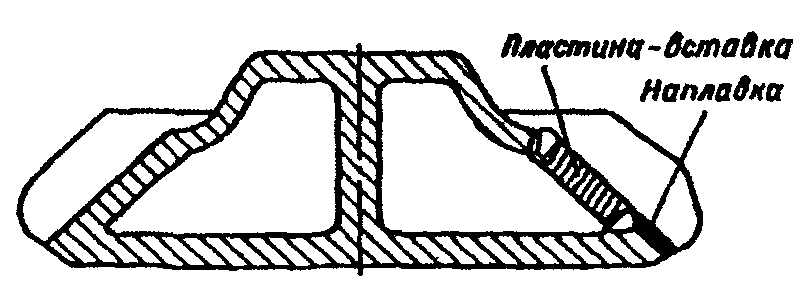
Рис. 2.5. Наплавка нижней части наклонной плоскости
после сварки сварные швы должны быть проверены магнитопорошковым методом в соответствии с рекомендациями Технологической инструкции 637-96 ПКБ ЦВ. В случае обнаружения дефектов в сварных швах последние удаляют и производят повторную заварку, которая допускается не более двух раз.
2.1.1.8. Технология ремонта сваркой скользунов надрессорных балок тележек четырехосных вагонов в виде составной части включена в Типовой технологический процесс ремонта скользунов вагонов (ТК-230), разработанный ПКБ ЦВ МПС для вагонных депо. Основные положения технологии включают следующие:
1) работы, связанные с ремонтом и контролем скользунов, должны проводиться в закрытых, отапливаемых в холодное время помещениях категории 4 ГОСТ 15150-69;
2) запрещается проведение сварочно-наплавочных работ на балках, находящихся на тележках;
3) к сварочным работам допускаются сварщики пятого разряда, аттестованные в соответствии с требованиями Руководства по подготовке и аттестации сварщиков на железнодорожном транспорте МПС, а также прошедшие проверку знания рабочего технологического процесса;
4) при ремонте и восстановлении скользунов следует применять сталь марки 09Г2С по ГОСТ 19281-89. Допускается также применение сталей марок 10Г2Б и 10Г2БД;
5) для ручной дуговой сварки следует применять покрытые электроды марок УОНИ-13/55 и ОЗС-25. При механизированной сварке в среде защитного газа ![]() надо применять сварочную проволоку марки Св-08Г2С;
надо применять сварочную проволоку марки Св-08Г2С;
6) разделка трещин должна производиться механическим (вырубка, шлифование), газокислородным или воздушно-дуговым способами, а также специальными электродами ОЗР-1, ОЗР-2. При этом длина разделки должна превышать длину трещины не менее чем на 5 — 6 мм в обе стороны при плавном выходе разделки на поверхность под углом 10 — 30°. Глубина разделки сквозных трещин должна быть на 1 — 2 мм меньше, чем толщина основного металла. При механической разделке концы трещины требуется засверлить. Глубина разделки несквозной трещины должна превышать глубину ее залегания не менее чем на 1 — 2 мм. Разделку мелких трещин следует выполнять на глубину не менее 6 мм, чтобы в процессе сварки накладывать шов в два слоя. Конструктивные элементы разделки трещин приведены на рис. 2.6. При применении термического способа разделки канавка должна быть очищена от шлака, брызг и наплывов металла, а после воздушно-дугового способа разделки должен быть удален слой науглероженного металла глубиной не менее 1 мм. Заварка сквозных трещин должна производиться не менее чем в три слоя, а несквозных не менее чем в два. Направление сварки должно меняться послойно. В процессе заварки трещин длительные перерывы в сварке не допускаются;
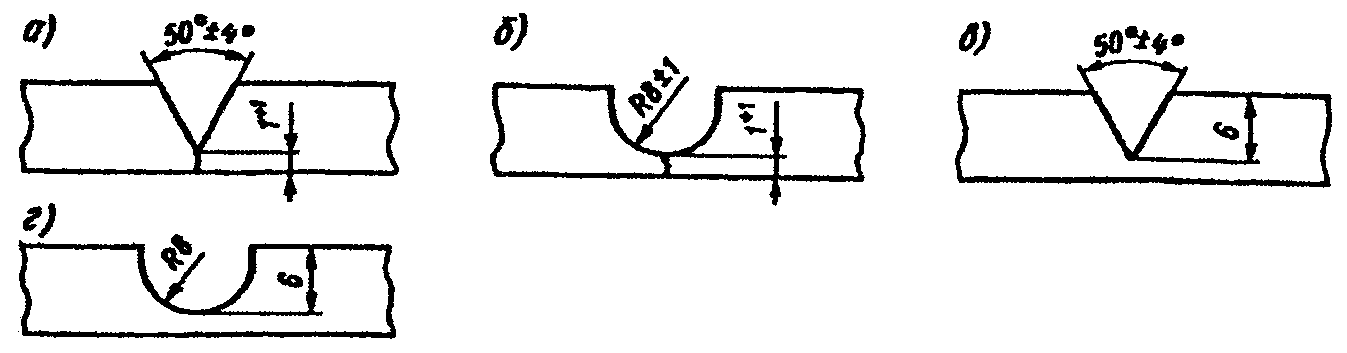
а — сквозной — механическим способом;
б — сквозной — воздушно-дуговой строжкой;
в — несквозной — механическим способом;
г — несквозной — воздушно-дуговой строжкой
Рис. 2.6. Разделка трещин
7) при сварке в защитном газе после обрыва сварочной дуги горелку не следует отводить от сварного шва до его полного охлаждения с целью защиты шва в период его кристаллизации от отрицательного воздействия атмосферы воздуха.
2.1.1.9. Восстановление изношенной поверхности А колпака скользуна (рис. 2.7) при выработке не более 5 мм выполняется наплавкой или же приваркой пластины, толщина которой соответствует величине износа поверхности скользуна. При этом допускается использовать сварочные электроды марки УОНИ-13/45 или УОНИ-13/55. Заварка трещин в колпаке производится после разделки теми же электродами.
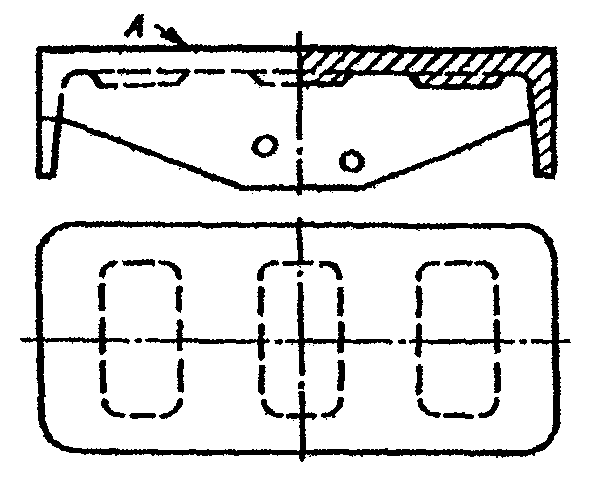
Рис. 2.7. Колпак скользуна
2.1.1.10. При ремонте клина (рис. 2.8) разрешается:
1) наплавка наклонной А и вертикальной Б поверхностей при условии, что толщина оставшейся части стенок не менее 5 мм;
2) наплавка изношенной поверхности В упорного ребра при износе не более 3 мм;
3) заварка вертикальных трещин Г упорных ребер или приварка отколотых ребер.
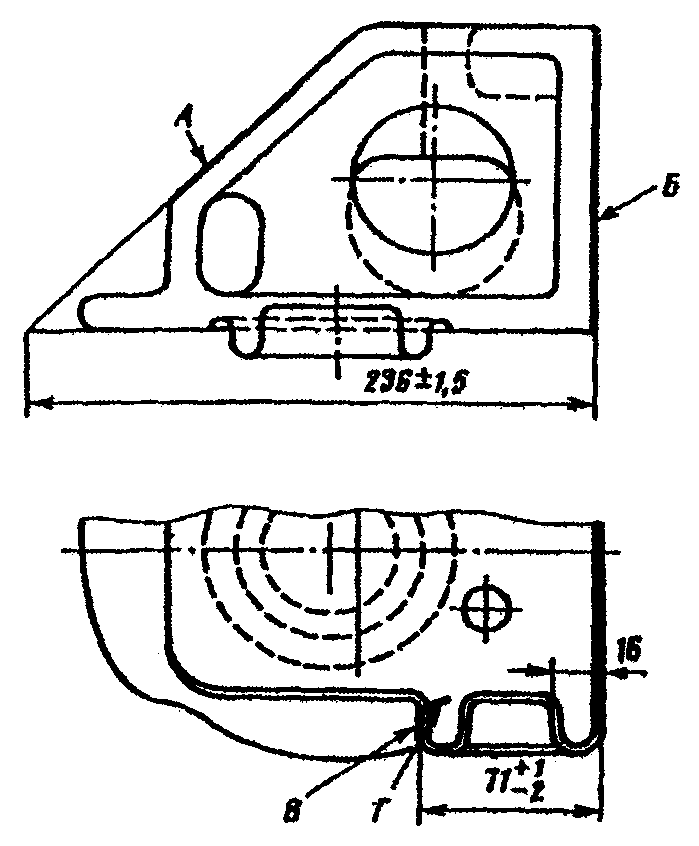
Рис. 2.8. Клин
Твердость наплавленных поверхностей клина должна соответствовать твердости нового клина или значениям, установленным ЦВ МПС.
2.1.1.11. Вертикальные плоскости фрикционных клиньев допускается ремонтировать приваркой планок в соответствии с Временными техническими указаниями на ремонт сваркой клина тележки ЦНИИ-Х3 N 529 ПКБ ЦВ, утвержденными ЦВ МПС. Допускается применение иных технологий, разрешенных ЦВ МПС. При этом технология ремонта должна предупреждать деформацию клина сверх установленных чертежом значений. Твердость восстановленных плоскостей клина должна соответствовать твердости нового клина или значениям, установленным ЦВ МПС.
2.1.1.12. При ремонте фрикционных планок (рис. 2.9) разрешается:
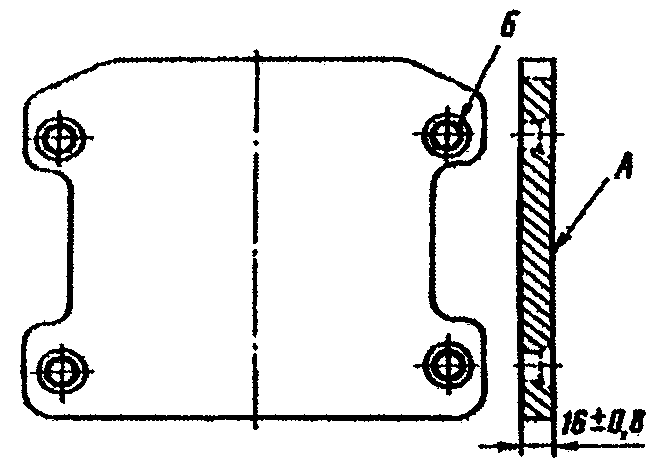
Рис. 2.9. Фрикционная планка
1) наплавка изношенной поверхности А при износе не свыше 8 мм;
2) заварка изношенных отверстий Б. Наплавку и заварку следует выполнять после предварительного подогрева планки до температуры 250 — 300 °C. После ремонта планку не допускается ставить на место обратной стороной.
Твердость восстановленных рабочих поверхностей планки должна соответствовать твердости новых планок. Допускается их коробление не более 1,5 мм.
2.1.2. Тележки рефрижераторных вагонов.
2.1.2.1. При капитальном, деповском и текущем ремонтах рамы тележки вагона разрешается:
1) заварка дефектов в сварных швах независимо от места их расположения;
2) наплавка выработанных или пораженных коррозией мест независимо от расположения их на раме при условии, что толщина стенки не менее 50% чертежного размера;
3) заварка трещины, расположенной в одной из плоскостей продольной балки, с постановкой усиливающей накладки.
2.1.2.2. При ремонте шпинтонов (рис. 2.10) разрешается:
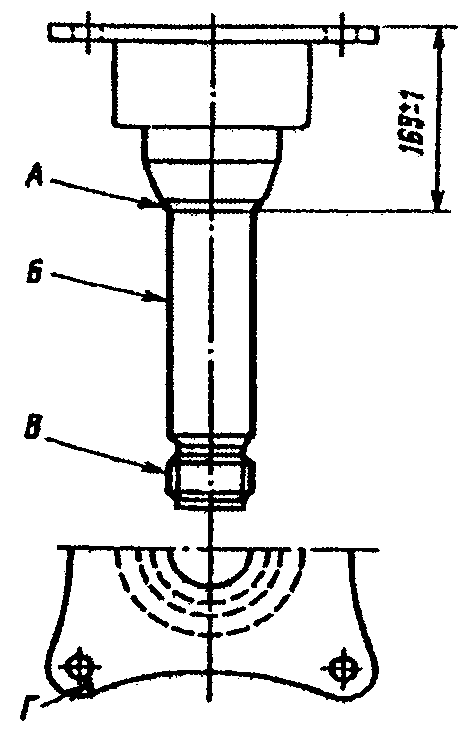
Рис. 2.10. Шпинтон
1) наплавка изношенных заплечиков А, если расстояние от приварочной плоскости до заплечика менее 222 мм при альбомном размере (225 +/- 1) мм, менее 166 мм при альбомном размере (169 +/- 1) мм и менее 162 мм при альбомном размере (166 +/- 1) мм. У тонкостенных шпинтонов толщиной (12 +/- 3) мм независимо от износа производить усиление заплечика. При этом после наплавки расстояние от приварочной плоскости до заплечика должно быть (230 +/- 1) мм;
2) наплавка изношенных цилиндрических поверхностей Б при износе до 10 мм по диаметру, а при одностороннем износе — не более 5 мм на сторону;
3) наплавка изношенной резьбовой части В при условии предварительного удаления старой резьбы;
4) заварка в основании трещины Г, идущей от отверстия к кромке, при условии предварительного местного подогрева до температуры 250 — 300 °C и медленного охлаждения после сварки.
2.1.2.3. При всех видах ремонта разрешается наплавка с предварительным подогревом до температуры 250 — 300 °C изношенных внутренней А и наружной Б поверхностей втулки шпинтона (рис. 2.11) при износе не более 5 мм.
Рис. 2.11. Втулка шпинтона
2.1.2.4. При деповском и текущем ремонтах вагонов допускается после удаления старой резьбы наплавка поверхности А гайки шпинтона (рис. 2.12) с последующей нарезкой новой резьбы.
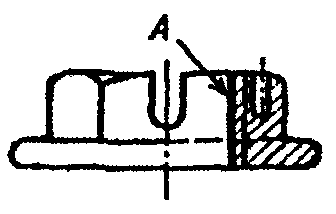
Рис. 2.12. Гайка шпинтона
2.1.2.5. При ремонте сваркой надрессорной балки тележки ЦМБ (рис. 2.13) при всех видах ремонта вагонов разрешается:
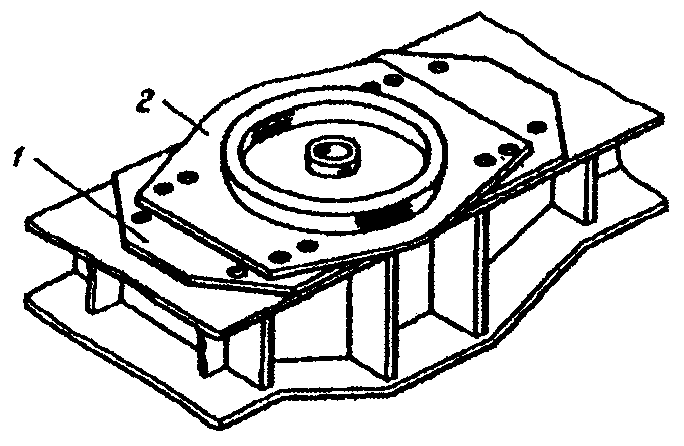
Рис. 2.13. Надрессорная сварная балка
тележки ЦМВ
1) заварка трещин в месте постановки съемного подпятника 2 с последующим усилением накладкой 1 толщиной 14 — 16 мм и уменьшением высоты внутреннего выступа втулки для шкворня на величину толщины накладки;
2) заварка дефектов в сварных швах независимо от места их образования после удаления дефектного участка шва. Сварку следует производить в нижнем положении;
3) приварка планок вертикальных скользунов с обваркой по периметру.
2.1.2.6. При ремонте подпятников (рис. 2.14) из стали Ст3сп при всех видах ремонта вагонов разрешается:
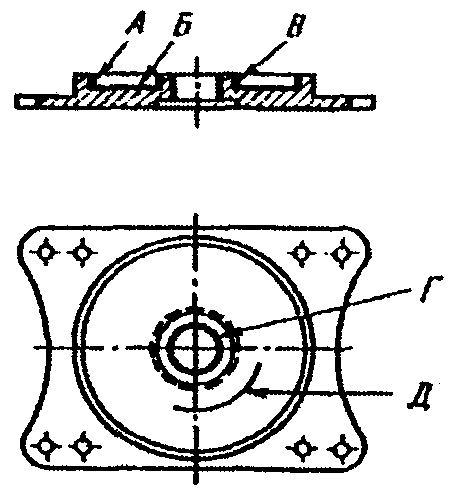
Рис. 2.14. Подпятник
1) наплавка изношенной стенки А наружного бурта подпятника при толщине стенки не менее 11 мм;
2) наплавка изношенной поверхности подпятника Б при глубине износа не более 7 мм;
3) наплавка изношенной стенки В внутреннего бурта подпятника при толщине стенки не менее 7 мм;
4) восстановление разработанного отверстия Г для шкворня путем постановки втулки с приваркой ее по периметру;
5) заварка любых трещин Д опорной поверхности подпятникового места, не переходящих через наружный бурт, при условии, что их суммарная длина не превышает 250 мм.
2.1.2.7. При ремонте сварных и литых коробок скользунов (рис. 2.15) разрешается:
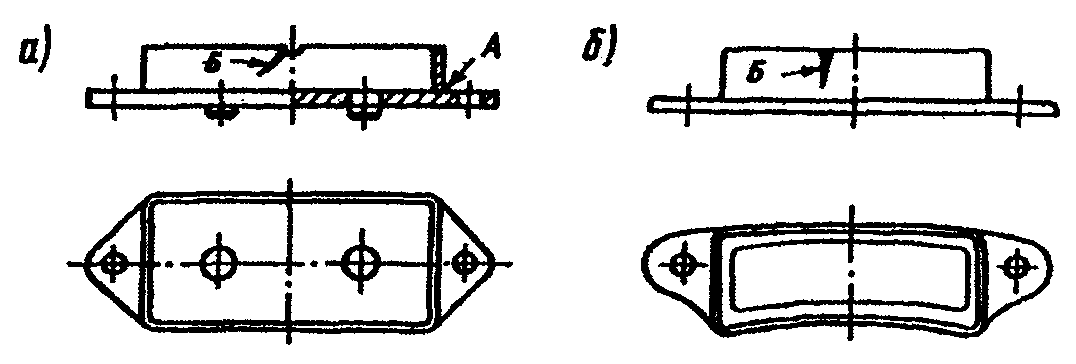
а — сварная, б — литая
Рис. 2.15. Коробки скользунов
1) заварка дефектов А в сварных швах;
2) заварка не более двух трещин в вертикальных стенках и сварных швах, не переходящих на подошву.
2.1.2.8. При всех видах ремонта вагонов разрешается наплавка изношенных поверхностей А шкворней (рис. 2.16) при суммарной глубине износа от 2 до 5 мм.
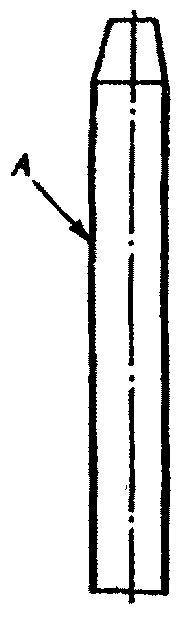
Рис. 2.16. Шкворень рефрижераторного вагона
2.1.2.9. Наплавку изношенных стенок отверстий подвесок (рис. 2.17) по всей окружности или только в изношенных местах А допускается производить при условии, что износ не превышает 5 мм на сторону. Перед наплавкой подвеску следует подогреть до температуры 250 — 300 °C.
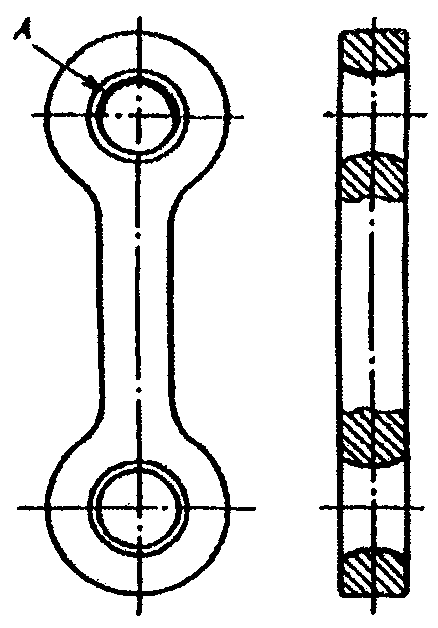
Рис. 2.17. Подвески тележек ЦМВ
2.1.2.10. Наплавка изношенных поверхностей А серьги подвески тележек (рис. 2.18) допускается при износе с каждой стороны не более 3 мм с предварительным подогревом до температуры 250 — 300 °C.
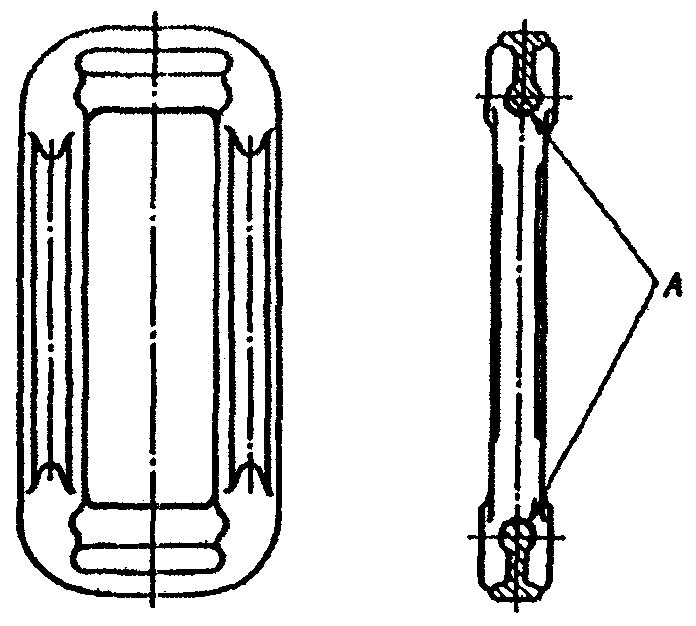
Рис. 2.18. Серьга
2.1.2.11. При ремонте валика (рис. 2.19) подвески разрешается устранение наплавкой местных износов на цилиндрической поверхности А и поверхности Б при условии, что износ не превышает 5 мм. Наплавку следует выполнять с предварительным подогревом до температуры 250 — 300 °C.
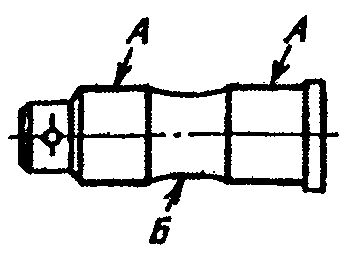
Рис. 2.19. Валик
На обработанных поверхностях наплавленного металла допускаются отдельные поры и шлаковые включения размером до 1,5 мм в количестве не более трех на 10 см наплавленной поверхности. При большем их количестве деталь следует обточить и повторно наплавить.
2.1.2.12. При ремонте предохранительных стержней (рис. 2.20) разрешается наплавка изношенной или поврежденной резьбы А с предварительным подогревом до температуры 180 — 200 °C.
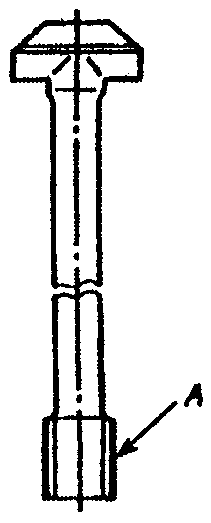
Рис. 2.20. Предохранительный стержень
2.1.2.13. Разрешается наплавка изношенной или поврежденной резьбы цапф А тяги (поводка) (рис. 2.21) тележки и заварка трещин Б в сварных швах.
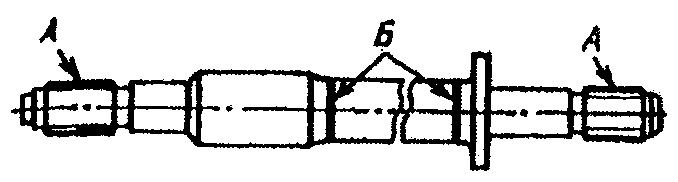
Рис. 2.21. Тяга (поводок)
2.1.2.14. При ремонте тележек разрешается устранение наплавкой местных износов опорных поверхностей цапф А опорных балок (рис. 2.22) при износе не более 7 мм по диаметру при заводском ремонте и не более 8 мм при деповском ремонте, а также буртиков Б при износе их до 7 мм по толщине. Наплавку следует выполнять с предварительным общим или местным нагревом до температуры 250 — 300 °C.
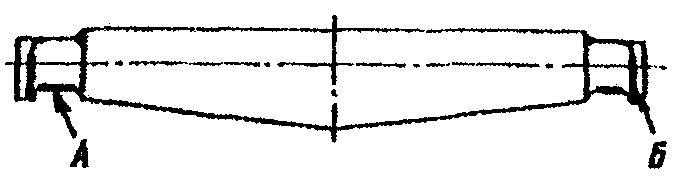
Рис. 2.22. Опорная балка
На обработанных поверхностях наплавленного металла цапф на расстоянии 20 мм от внутренней переходной поверхности допускаются отдельные поры и шлаковые включения размером до 1,5 мм в количестве не более трех на 10 см2 наплавленной поверхности.
2.1.2.15. Разрешается при всех видах ремонта заварка угловых трещин А в подрессорной балке (рис. 2.23) длиной до 80 мм, а также трещин Б, идущих от отверстия до края.
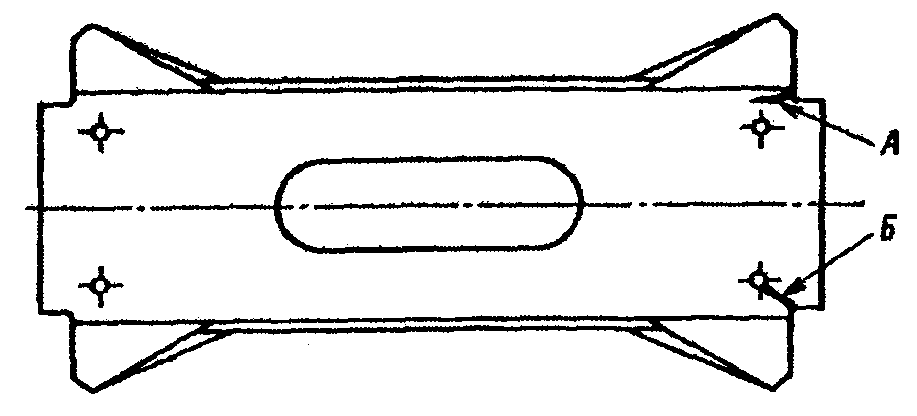
Рис. 2.23. Подрессорная балка
2.1.2.16. При ремонте хомута эллиптической рессоры (рис. 2.24) тележек рефрижераторных вагонов допускается:
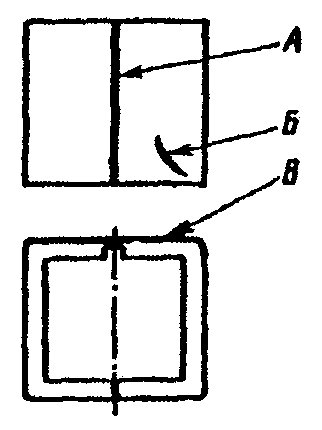
Рис. 2.24. Хомут эллиптической рессоры
1) заварка трещин А по сварному шву или по границе сплавления;
2) заварка не более одной трещины Б по основному металлу хомута при условии, что после разделки под сварку оно не уменьшит площадь сечения стенки хомута более чем на 50%;
3) наплавка изношенных мест В, а также мест, поврежденных в результате ударов, при условии, что толщина хомута в месте расположения дефекта не менее 75% чертежного размера.
2.1.2.17. При ремонте наконечника эллиптической рессоры (рис. 2.25) допускаются наплавка поверхностей А наконечника при глубине износа не более 5 мм и заварка не более двух трещин Б.
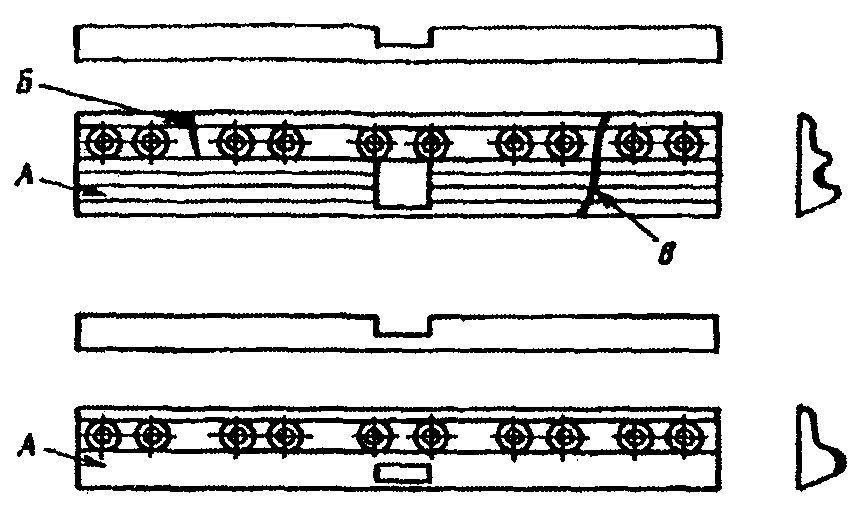
Рис. 2.25. Наконечник эллиптической рессоры
При деповском и текущем ремонтах допускается заварка не более одного излома В.
При ремонте сваркой или наплавкой наконечников, изготовленных из стали марки Ст5, сварку и наплавку следует выполнять с предварительным подогревом до температуры 250 — 300 °C.
2.1.2.18. При ремонте подрессорных и надрессорных планок (рис. 2.26) разрешается:
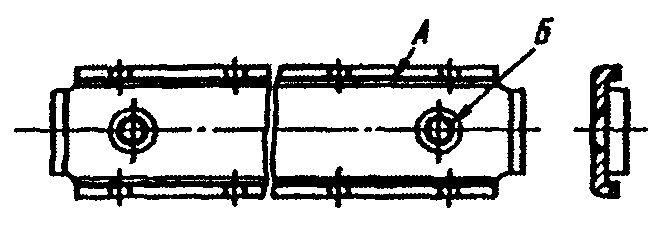
Рис. 2.26. Подрессорная (надрессорная) планка
1) наплавка изношенных поверхностей А, если толщина стенки составляет не менее 5 мм;
2) наплавка изношенных стенок отверстий Б или заварка отверстий с последующим их сверлением.
2.2. Колесные пары
2.2.1. При ремонте колесных пар на заводах, в депо и вагоноколесных мастерских (ВКМ) разрешается:
1) наплавка поврежденной наружной резьбы А (рис. 2.27);
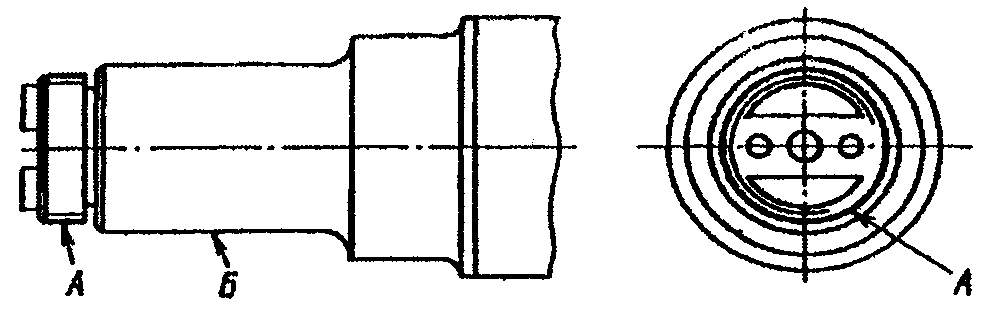
Рис. 2.27. Шейка оси колесной пары для роликовых
подшипников
2) восстановление шеек Б осей колесных пар;
3) наплавка изношенных гребней А цельнокатаных колес (рис. 2.28).
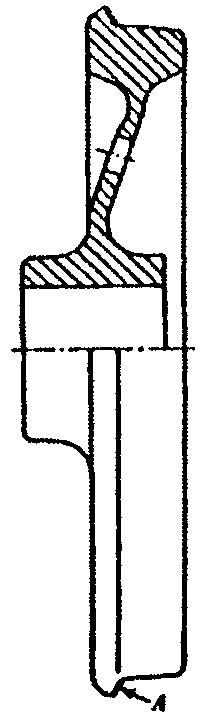
Рис. 2.28. Колесо
2.2.2. Наплавку изношенной резьбовой части вагонных осей РУ1 осуществляют без распрессовки и с распрессовкой колес колесной пары в соответствии с технологической инструкцией N ЦВА 7 от 19.12.89 г. Применяют автоматическую наплавку под слоем флюса, сварочную проволоку марок Св-08Г2С, Св-18ХМА, Св-08ГС, Св-10Г2 или Св-08А диаметром 1,6 или 2,0 мм, флюс АН-348А или АНЦ-1. Проволока должна быть чистой, а флюс прокаленным. Сварочная проволока и флюс должны иметь сертификат качества.
2.2.3. Шейки осей колесных пар разрешается восстанавливать электроимпульсной обработкой и металлизацией по утвержденным ЦВ МПС технологическим инструкциям.
2.2.4. Электроимпульсная обработка производится в соответствии с ТУ «Восстановление шеек осей вагонных колесных пар» N ТУ 32ЦВ-ВНИИЖТ-94/2 от 01.12.94 г.
2.2.5. Наплавку гребней колес грузовых вагонов (см. рис. 2.28) следует выполнять в соответствии С Унифицированной технологической инструкцией по автоматической наплавке грузовых вагонных колесных пар ТИ-5-02-98 или другой нормативно-технической документацией, согласованной с ВНИИЖТ и утвержденной ЦВ МПС.
2.3. Буксы вагонов
2.3.1. При восстановлении корпусов букс (рис. 2.29), отлитых из стали, при всех видах ремонта грузовых вагонов разрешается:
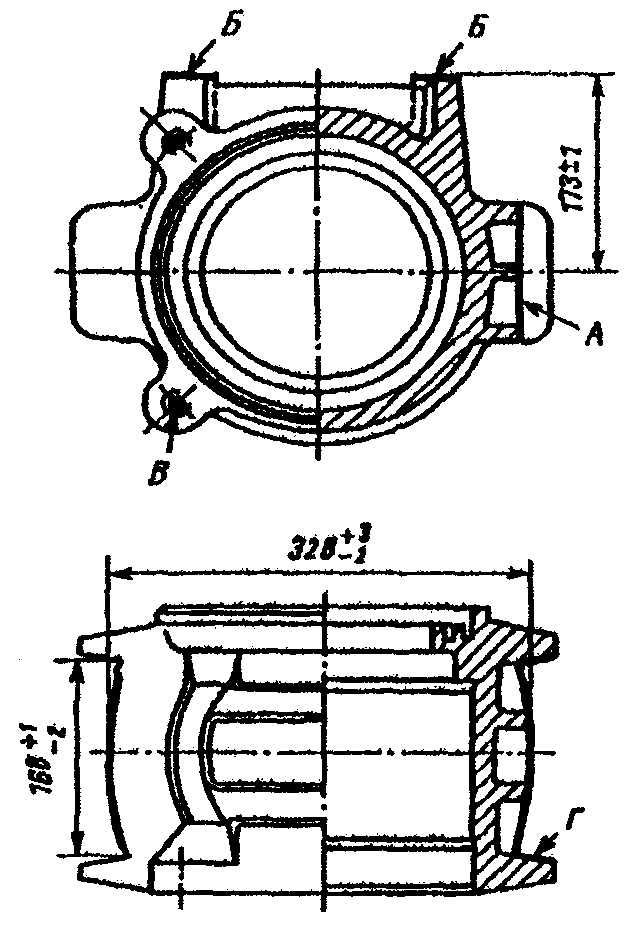
Рис. 2.29. Корпус буксы грузовых вагонов
1) наплавка трущихся поверхностей А, если расстояние между челюстями вдоль оси корпуса буксы не менее 322 мм;
2) наплавка опорной поверхности Б, если расстояние от оси буксы до опорной поверхности не менее 170 мм;
3) заварка разработанных отверстий В для болтов крепительной крышки с восстановлением резьбы по чертежным размерам;
4) наплавка изношенной поверхности Г, если ширина челюсти поперек оси корпуса буксы не более 175 мм.
Работы производятся по утвержденной ЦВ МПС технологии. После восстановления наплавкой поверхности механически обрабатываются с обеспечением требований чертежа детали.
2.3.2. При ремонте крепительных крышек (рис. 2.30), выполненных из литой стали, а также из стальной штампованной заготовки, разрешается заварка отверстий А с изношенной резьбой для болтов смотровой крышки и отверстий Б по утвержденной технологии ЦВ МПС с последующим их восстановлением по чертежным размерам.
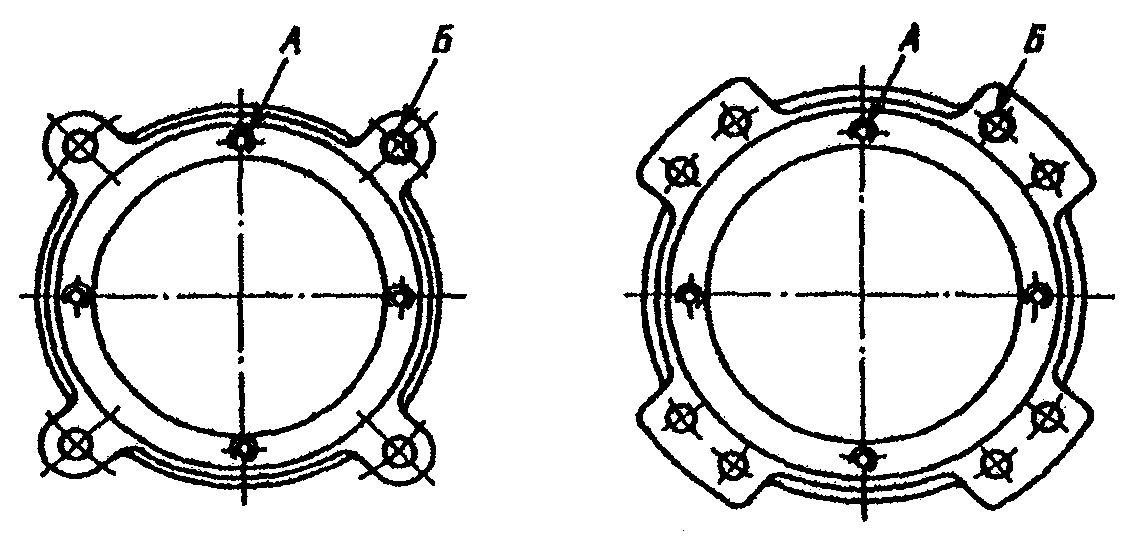
Рис. 2.30. Крепительная крышка
2.3.3. Ремонт букс следует производить в соответствии с Технологической инструкцией по восстановлению наплавкой изношенных поверхностей корпусов букс грузовых вагонов ТИ-05-02/98 Б, утвержденной ЦВ МПС 04.09.98 г. В дополнение к ней предприятия могут разрабатывать пооперационные технологические процессы и другие руководящие материалы для внутреннего пользования, не противоречащие требованиям государственных стандартов и инструкции ТИ-05-02/98 Б. Допускается выполнять ремонт букс по другим технологиям, согласованным с ВНИИЖТом и утвержденным ЦВ МПС.
2.3.4. Восстановление корпусов букс, изготовленных из алюминиевого сплава АМг6 (ГОСТ 4784-74), допускается выполнять по технологии, утвержденной ЦВ МПС, с последующей механической обработкой, обеспечивая требования чертежа детали.
2.3.5. При восстановлении букс при всех видах ремонта рефрижераторных вагонов разрешается:
1) заварка разработанных отверстий А в корпусе буксы (рис. 2.31) для болтов крепительной крышки с последующим сверлением и нарезанием резьбы по утвержденной технологии;
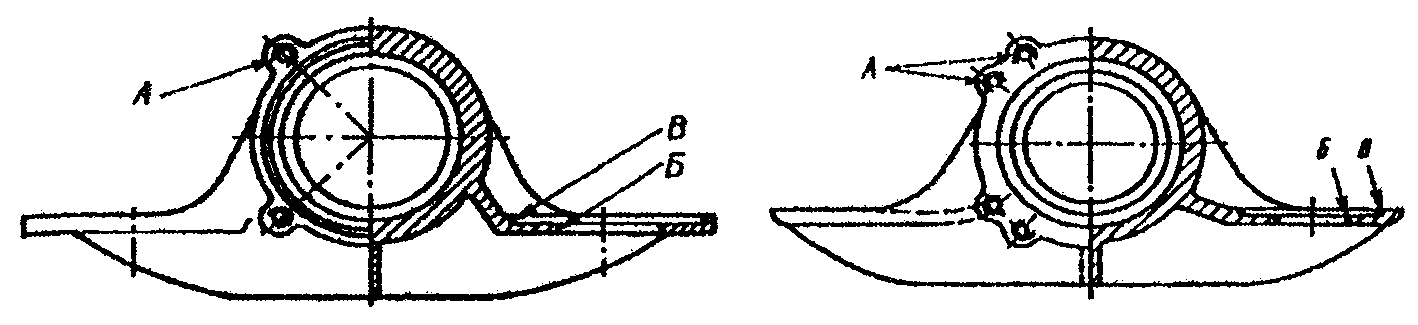
Рис. 2.31. Корпуса букс рефрижераторных вагонов
2) наплавка стенок Б отверстий для шпинтонов при износе более 5 мм на сторону в кронштейнах букс и направляющих мест В для пружин при износе более 6 мм по диаметру.
2.3.6. Электроды должны иметь сертификат и перед сваркой и наплавкой должны быть прокалены при температурах и выдержке, соответствующих указаниям, содержащимся в паспортах на электроды. Храниться электроды должны в пеналах и сушильных шкафах.
2.3.7. Восстановленные сваркой и наплавкой поверхности не должны иметь подрезов, трещин, шлаковых включений и пор.
2.3.8. Буксы маркируют на наружной поверхности. Порядок маркировки следующий: буквы ПК (корпус наплавлен); условный номер пункта, производившего наплавку; далее — год выполнения наплавки. Высота маркировки 6 мм. Данные о восстановлении корпусов должны быть указаны в журнале учета.
2.4. Соединительная балка
2.4.1. При всех видах ремонта соединительных балок сварной конструкции восьмиосных вагонов разрешается заварка:
1) первичных трещин 11, 12, 13, 14 (рис. 2.32) длиной не более 250 мм каждая. При одновременном наличии трещин 11 и 13 с одной стороны пятника суммарная длина завариваемых трещин должна быть не более 250 мм;
а — вид снизу; б — вид сбоку; в — вид сверху
Рис. 2.32. Схема расположения трещин
на соединительной балке
2) первичных трещин 1, 2, 3, 4, 5, 6 в соединительных балках выпуска до 1989 г. суммарной длиной с одной стороны пятниковой отливки (относительно продольной оси соединительной балки) не более 250 мм;
3) трещин 1, 2, 3, 4, 5, 6 в соединительных балках выпуска после 1989 г. суммарной длиной до 400 мм и глубиной разделки до 30 мм. При одновременном наличии трещин 1 и 4, или сроке эксплуатации балки более 10 лет, или при наличии на балке пятников, подвергавшихся наплавке либо требующих такой наплавки, суммарная длина трещин с одной стороны пятниковой отливки (относительно продольной оси соединительной балки) должна быть не более 250 мм;
4) трещин 16 и 17 при отсутствии их развития в тело подпятника;
5) трещины 15 при отсутствии ее развития в тело подпятника, т.е. глубиной до 24 мм независимо от длины. При необходимости восстановления изношенных поверхностей подпятника наплавкой длина трещины не должна превышать 350 мм;
6) несквозных трещин 18 на зеркале подпятника суммарной длиной до 250 мм или при развитии в тело подпятника на глубину до 16 мм. При необходимости восстановления изношенных поверхностей подпятника наплавкой или с помощью ремонтной вставки трещина не должна превышать 10 мм;
7) трещин 20, 21 по сварным швам приварки внутренней центральной диафрагмы;
трещин 7 при их развитии только по сварному шву, соединяющему нижний лист соединительной балки с нижним листом подкрылка крайнего скользуна;
9) трещины сварного шва кронштейна торсиона или самого кронштейна;
10) трещины 9, находящейся в сварном шве, независимо от длины.
2.4.2. Разрешается восстановление до чертежных размеров наплавкой с последующей механической обработкой или приваркой накладок и вставок следующих рабочих поверхностей:
1) боковой поверхности подпятника при износе более 6 мм;
2) рабочей плоскости зеркала подпятника при износе более 3 мм;
3) отверстия под шкворень при износе свыше 2 мм на сторону;
4) боковой поверхности яблока пятника (по диаметру): вдоль продольной оси соединительной балки при износе свыше 6 мм и поперек оси — свыше 5 мм;
5) рабочей плоскости зеркала яблока пятника при износе свыше 3 мм;
6) овального отверстия кронштейна для торсиона при износе свыше 3 мм на сторону;
7) центрального скользуна толщиной менее 15 мм.
2.4.3. При капитально-восстановительном ремонте на заводе, а также в депо, оснащенных специальным оборудованием, прошедших сертификацию и имеющих разрешение ЦВ МПС на проведение ремонтных работ на соединительных балках сварной конструкции, разрешается заварка (по технологии, утвержденной ЦВ МПС):
1) трещин 15 длиной более 350 мм с одновременным восстановлением изношенных поверхностей подпятника наплавкой при сроке эксплуатации соединительной балки менее 13 лет;
2) трещин 15 суммарной длиной до 250 мм, расположенных с одной из сторон балки (относительно поперечной оси) и уходящих в тело подпятника на глубину не более 16 мм (суммарная глубина разделки до 40 мм);
3) трещин 1, 2, 3, 4, 5, 6 в соединительных балках выпуска до 1989 г. суммарной длиной с одной стороны пятниковой отливки (относительно продольной оси соединительной балки) более 250 мм;
4) трещин 1, 2, 3, 4, 5, 6 в соединительных балках, выпущенных после 1989 г., не подвергавшихся наплавке, суммарной длиной на один пятник более 400 мм и глубиной разделки более 30 мм;
5) трещин 1, 2, 3, 4, 5, 6 в соединительных балках, выпущенных после 1989 г., подвергавшихся наплавке, или в балках со сроком эксплуатации более 10 лет суммарной длиной более 250 мм;
6) первичных трещин 11, 12, 13, 14 суммарной длиной с одной стороны пятниковой отливки (относительно продольной оси балки) более 250 мм или вторичных трещин (по ремонтному сварному шву и далее в основной материал пятника) при суммарной длине ремонтных сварных швов более 300 мм.
2.4.4. При всех видах ремонта соединительных балок сварной конструкции восьмиосных вагонов запрещается заварка;
1) трещин 8, 19 независимо от их размера. Наличие данных трещин является браковочным признаком;
2) трещин 15 длиной более 350 мм на соединительных балках со сроком эксплуатации более 13 лет или при развитии трещины в тело подпятника, если ее суммарная длина с одной из сторон балки (относительно поперечной оси) свыше 250 мм, или при суммарной глубине разделки более 40 мм;
3) трещин 18 на зеркале подпятника суммарной длиной более 250 мм или при развитии в тело подпятника на глубину более 16 мм;
4) трещин 1, 2, 3, 4, 5, 6 на соединительных балках со сроком эксплуатации более 10 лет и не удовлетворяющих требованиям п. п. 2.4.1 и 2.4.3;
5) трещин 7 при их развитии в сопрягаемые элементы конструкции.
Запрещается установка усиливающих дополнительных накладок при заварке трещин в любых зонах соединительной балки.
2.4.5. Литые соединительные балки выпуска до 1975 г. должны изыматься из эксплуатации и заменяться штампосварными.
2.4.6. При заварке трещин, наплавке изношенных поверхностей и приварке элементов соединительной балки следует производить местный предварительный подогрев до температуры 250 — 300 °C. При продолжительных перерывах в работе нагрев необходимо повторять. Допускается восстановление наплавкой отдельных элементов соединительной балки без предварительного подогрева по технологии, утвержденной ЦВ МПС, гарантирующей бездефектность и высокую надежность отремонтированного узла.
2.4.7. Режимы и технология заварки трещин в элементах соединительной балки должны соответствовать следующим требованиям:
1) заварка трещин, подготовленных к сварке, должна производиться сварочными электродами типа Э50А (ГОСТ 9466-75). Рекомендуемые режимы сварки в зависимости от применяемых сварочных материалов, диаметра электрода и положения сварки приведены в табл. 2.1;
2) заварка трещин должна производиться с соблюдением требований, приведенных в главе 1 настоящей Инструкции и Типовом технологическом процессе на ремонт соединительной балки четырехосной тележки ТК-232;
3) после заварки трещин должны быть удалены шлак, брызги металла, выполнены мероприятия по уменьшению концентрации напряжений в зоне технологического усиления шва;
4) ремонтные сварные швы опорной поверхности подпятника и верхней стороны пятниковой отливки должны быть обработаны шлифовальной машинкой заподлицо с опорной поверхностью. При этом риски от механической обработки должны располагаться по нормали к продольной оси шва. После обработки подрезы и шлаковые включения не допускаются;
5) сварные швы должны очищаться, подвергаться контролю внешним осмотром и замеряться. Дефекты свыше допускаемых (см. п. 1.24 настоящей Инструкции) должны быть устранены;
6) выводные планки после заварки разделки должны быть удалены. Поверхность металла в месте реза должна быть зачищена заподлицо с основным металлом.
Таблица 2.1
|
Марка электрода |
Положение сварки |
Диаметр электрода, мм |
Сварочный ток, А |
|
ОЗС-25 |
Н (нижнее) |
3 |
80 — 100 |
|
4 |
130 — 160 |
||
|
5 |
180 — 200 |
||
|
В (верхнее) |
3 |
70 — 90 |
|
|
4 |
130 — 140 |
||
|
5 |
160 — 180 |
||
|
УОНИ-13/55 |
Н |
3 |
80 — 100 |
|
4 |
130 — 160 |
||
|
5 |
180 — 210 |
||
|
6 |
210 — 240 |
||
|
В |
3 |
70 — 90 |
|
|
4 |
130 — 140 |
||
|
5 |
160 — 180 |
||
|
УОНИ 13/45 |
Н |
3 |
80 — 100 |
|
4 |
130 — 150 |
||
|
5 |
170 — 200 |
||
|
В |
3 |
70 — 90 |
|
|
4 |
130 — 140 |
||
|
5 |
160 — 180 |
||
|
ОЗС-29 |
Н |
4 |
130 — 160 |
|
5 |
150 — 160 |
||
|
В |
4 |
100 — 130 |
|
|
5 |
120 — 150 |
||
|
Примечание. Сварку следует выполнять с зачисткой кромок короткой дугой на постоянном токе обратной полярности. |
2.4.8. Приварка нового кронштейна для крепления торсиона или его частей должна производиться ручной дуговой сваркой электродами марки УОНИ-13/55 диаметром 4 мм (см. табл. 2.1). Допускается применение механизированной сварки в среде углекислого газа стальной электродной проволокой марки Св-08Г2С диаметром 1,2 — 1,4 мм (табл. 2.2).
Таблица 2.2
|
Диаметр проволоки, мм |
Сварочный ток, А |
Напряжение дуги, В |
Скорость подачи проволоки, м/ч |
Вылет электрода, мм |
Расход газа, л/мин |
|
1,2 |
90 — 140 |
20 — 24 |
150 — 250 |
10 — 15 |
8 — 10 |
|
1,4 |
200 — 220 |
22 — 23 |
180 — 260 |
10 — 20 |
10 — 12 |
|
1,6 |
240 — 260 |
24 — 26 |
180 — 260 |
10 — 20 |
10 — 12 |
|
2,0 |
280 — 300 |
28 — 30 |
180 — 260 |
10 — 20 |
18 — 20 |
|
Примечание. Род тока постоянный, полярность обратная. |
2.4.9. Приварка концевого скользуна и вварка втулки в отверстие подпятника должны производиться ручной дуговой сваркой в нижнем положении электродами типа Э50А (ГОСТ 9466-75) диаметром 4 — 5 мм или механизированной дуговой сваркой в среде углекислого газа электродной проволокой марки Св-08Г2С диаметром 1,4 — 2,0 мм.
2.4.10. При наплавке цилиндрических вертикальных и горизонтальных поверхностей пятников и подпятников, а также изношенных поверхностей центральных скользунов следует руководствоваться указаниями, изложенными в ТК-232.
Допускается одноразовая наплавка пятниковых зон. Вварка ремонтной втулки в отверстие подпятника (см. ТК-232) осуществляется до наплавки.
2.4.11. Основные положения по восстановлению наплавкой опорной поверхности подпятника следующие:
1) восстановление наплавкой горизонтальной поверхности центрального подпятника может производиться на соединительных балках, имеющих износ по глубине подпятникового места не более 12 мм;
2) наплавку цилиндрических поверхностей пятников и подпятников следует производить механизированной сваркой в среде углекислого газа стальной проволокой по ГОСТ 2446-70 диаметром 1,6 — 2,0 мм (см. табл. 2.2) с использованием формирующих медных кристаллизаторов, обеспечивающих получение чертежных размеров наплавляемой поверхности. Наплавленные поверхности должны быть зачищены шлифовальной машинкой;
3) при восстановлении зеркала опорной поверхности подпятника используется специализированная оснастка (оснастка приведена в ТК-232);
4) при устранении износа 6 — 10 мм по глубине восстановительная наплавка производится в два слоя. При двухслойной наплавке толщина первого слоя должна составлять 0,5 — 1,0 толщины второго слоя;
5) при восстановлении опорных поверхностей подпятника с износом 10 — 12 мм рекомендуется наплавка в три слоя. При этом толщина первого слоя 3 — 4 мм, второго и третьего слоев — около 4 мм;
6) наплавка порошковыми проволоками производится на постоянном токе обратной полярности на режимах, приведенных в табл. 2.3, при вылете электрода 30 — 40 мм. Наплавку проволокой ПП-АН180 допускается выполнять и на постоянном токе прямой полярности.
Таблица 2.3
|
Марка проволоки |
Диаметр, мм |
Сварочный ток, А |
Напряжение дуги, В |
Расход газа, л/мин |
|
ПП-АН180 |
2 |
250 — 300 |
28 — 30 |
8 — 12 |
|
ПП-НП-14СТ |
3 |
320 — 380 |
30 — 32 |
15 — 18 |
|
ПП-АН8 |
3,2 |
320 — 380 |
27 — 29 |
14 — 18 |
2.4.12. Ручная дуговая наплавка всей опорной поверхности подпятника и концевых пятников, а также наплавка завершающего валика на цилиндрической поверхности производятся на режимах, приведенных в табл. 2.4.
Таблица 2.4
|
Марка (тип электрода) ГОСТ 9466-75 |
Диаметр электрода, мм |
Сварочный ток, А |
Род тока |
Полярность |
Примечание |
|
МР-3 (Э46) |
4 |
160 — 200 |
Постоянный и переменный |
Обратная |
Сварка короткой или средней дугой |
|
5 |
180 — 260 |
||||
|
6 |
280 — 320 |
||||
|
ОЗС-4 (Э46) |
3 |
90 — 100 |
То же |
Прямая |
Допускается сварка удлиненной дугой |
|
4 |
140 — 170 |
||||
|
5 |
190 — 240 |
||||
|
6 |
230 — 300 |
||||
|
ОЗС-6 (Э46) |
3 |
80 — 100 |
« |
Обратная |
То же |
|
4 |
170 — 220 |
||||
|
5 |
220 — 280 |
||||
|
6 |
300 — 350 |
||||
|
ОЗН-300М |
4 |
140 — 160 |
Постоянный |
То же |
« |
|
5 |
160 — 180 |
2.4.13. Опорную поверхность подпятника после наплавки обрабатывают на станке, а при отсутствии его зачищают абразивным камнем, проверяют на шероховатость с помощью контрольной планки и металлической линейки длиной 150 мм, установленной на ребро. Местные зазоры между нижней кромкой планки и наплавленной поверхностью не должны превышать 2 мм. При большей величине местных зазоров производят дополнительную обработку наплавленных поверхностей абразивным камнем или дополнительную местную наплавку заниженных мест с последующей зачисткой. Перечисленные операции выполняются согласно ТК-232.
После наплавки допускаются отдельные цепочки пор диаметром до 1,5 мм общей протяженностью до 50 мм.
2.4.14. Наплавка цилиндрической поверхности подпятника (ЦПП) производится после завершения наплавки горизонтальной (опорной) поверхности. Технология наплавки предусматривает следующее:
1) с целью формирования наплавленного слоя с заданной геометрией должна применяться специальная оснастка (приведена в ТК-232);
2) перед наплавкой с целью обеспечения свободного доступа электродной проволоки к наплавляемой поверхности подпятника по всей зоне износа, если ее минимальная ширина менее 12 мм, а также в сужающихся ее частях (до минимальной ширины 3 мм), должна выполняться воздушно-дуговая или кислородно-газовая строжка (ВДС или КГС) стенки подпятника. После строжки между рабочей стенкой кристаллизатора и восстанавливаемой стенкой подпятника должен быть обеспечен равномерный по ширине зазор 12 — 16 мм. Обработанную ВДС поверхность следует зачистить наждачным камнем на глубину не менее 0,8 мм и продуть сжатым воздухом; после КГС зачистка не требуется;
3) наплавку выполняют между рабочими поверхностями кристаллизатора и восстанавливаемой стенкой подпятника механизированной сваркой в углекислом газе (см. табл. 2.3). Завершающий валик допускается накладывать ручной дуговой сваркой (см. табл. 2.4). При необходимости следует удалить наждачным камнем части наплавленного слоя, выступающие над верхней поверхностью подпятника;
4) после завершения наплавки наждачным камнем или с помощью КГС или ВДС надо выполнить фаску на кромке наплавленной поверхности под заход пятника. После ВДС следует удалить науглероженный слой фаски;
5) после наплавки допускаются единичные поры диаметром до 2 мм.
2.4.15. При восстановлении наплавкой цилиндрической поверхности концевых пятников следует:
1) произвести осмотр концевых пятников и выявить места смещения и наволакивания металла на краях пятника и у его основания;
2) удалить наплывы металла шлифовальной машинкой. Допускается удаление наплавленного металла ВДС (с последующей зачисткой на глубину не менее 0,8 мм) или КГС;
3) с целью формирования наплавленного слоя с заданном геометрией применять специальную оснастку (приведена в ТК-232);
4) наплавку выполнять механизированной сваркой в углекислом газе стальной проволокой (см. табл. 2.3);
5) по окончании наплавки торцевую поверхность наплавленного слоя зачистить заподлицо с зеркалом пятника; снять кристаллизатор и центрирующий стержень.
2.4.16. Технология наплавки опорной поверхности пятника предусматривает следующее:
1) наплавку опорной горизонтальной поверхности пятника производят после восстановления его цилиндрической поверхности. При этом используется оснастка, приведенная в ТК-232;
2) оснастку устанавливают таким образом, чтобы обеспечить требуемую высоту наплавки пятника и регламентированную пропеллеровидность пятниковых зон;
3) после установки оснастки наплавкой производят заполнение зазоров между пластинами с использованием сварочных материалов, указанных в табл. 2.5, на режимах, приведенных в табл. 2.4. Сначала заполняют внутренние, а потом внешние зазоры между пластинами;
4) после заполнения зазоров между пластинами оснастку снимают и производят заполнение межваликовых пространств;
5) завершением наплавки опорной поверхности концевого пятника является наложение кольцевого валика по периферии зеркала пятника, обеспечивающего плавный переход от зеркала к вертикальной стенке;
6) после завершения наплавочных работ шлифовальной машинкой зачищают опорную поверхность от брызг и наплывов металла.
Таблица 2.5
|
Тип сварочной проволоки или электрода |
Марка проволоки или электрода |
Температура прокалки, °C |
Время прокалки, ч |
|
Проволока порошковая |
ПП-АН 180 |
200 — 240 |
Более 2 |
|
ПП-Нп-14СТ (ПП-ТН250) |
200 — 250 |
2 |
|
|
ПП-АН8 |
200 — 240 |
2 |
|
|
Э42, Э46 |
АНП-6П |
380 — 400 (охлаждение с печью до 150) |
Более 2 |
|
МР-3, ОЗС-4, ОЗС-6 |
150 — 300 |
Более 1 |
|
|
ОЗН-300М |
2.4.17. Технологический процесс восстановления опорных поверхностей пятниковых зон с пониженным тепловложением предусматривает обязательную предварительную механическую обработку пятниковых зон. Обработка необходима как для восстановления плоскости опорной поверхности пятниковых зон, так и для обеспечения такой толщины ремонтной вставки, чтобы обеспечить надежную эксплуатацию до следующего планового ремонта. Подпятник восстанавливают следующим образом:
1) изготавливают ремонтную вставку из стали 09Г2С (ГОСТ 19281-89). В зависимости от наличия станочного оборудования и материалов возможно применение одного из трех вариантов ремонтной вставки, представленных в ТК-232;
2) ремонтную вставку устанавливают в подпятник и закрепляют с помощью дуговых точечных соединений. Сначала дуговые точечные соединения выполняют в диаметрально противоположных точках по внешнему радиусу вдоль продольной оси соединительной балки, а затем поперек ее оси. Аналогично выполняют соединения по внутреннему радиусу;
3) ремонтную вставку приваривают к подпятнику электродами марок ОЗС-25, УОНИ-13/55 и ОЗС-29. Условия их прокалки указаны в табл. 1.14, режимы сварки приведены в табл. 2.1 и 2.2. При приварке вставок необходимо соблюдать определенную последовательность. Сначала выполняют внутренний кольцевой сварной шов, затем дуговые проплавные соединения по внешнему радиусу, далее внешний кольцевой сварной шов, после чего дуговые проплавные соединения по внутреннему радиусу;
4) с помощью шлифовальной машинки зачищают места установки дуговых точечных соединений заподлицо с основным металлом.
2.4.18. Концевые пятники восстанавливают следующим образом:
1) ремонтную вставку изготавливают из стали 09Г2С (ГОСТ 19281-89). Возможно применение одного из двух вариантов ремонтной вставки, представленных в ТК-232;
2) производят механическую обработку зеркала и боковой поверхности пятника в соответствии с внутренним контуром ремонтной вставки;
3) ремонтную вставку устанавливают на пятник и закрепляют помощью дуговых точечных соединений. Сначала дуговые точечные соединения выполняют в диаметрально противоположных точках по внешнему радиусу вдоль продольной оси соединительной балки, а затем поперек ее оси. Аналогично выполняют соединения по внутреннему радиусу;
4) ремонтную вставку приваривают кольцевыми сварными швами к нижней части пятниковой отливки и со стороны центральной части зеркала пятника. Кроме этого, для усиления сопряжения по зеркалу пятника дополнительно выполняют дуговые точечные соединения;
5) ремонтную вставку приваривают к пятнику так же, как и к подпятнику, используя те же сварочные материалы (см. п. 2.4.17, табл. 1.14);
6) с помощью шлифовальной машинки зачищают места установки дуговых точечных соединений заподлицо с основным металлом.
2.4.19. Наплавку центральных скользунов следует производить механизированной дуговой сваркой в углекислом газе сплошной проволокой марки Св-08Г2С диаметром 1,6 — 2,0 мм на режимах, указанных в табл. 2.2.
Наплавленная поверхность должна быть обработана шлифовальной машинкой.
2.4.20. При ремонте сваркой и наплавкой соединительных балок наряду со сварочными материалами, указанными выше в п. 2.4, допускается только по разрешению ЦВ МПС применение других сварочных материалов, обеспечивающих аналогичный уровень качества.
2.4.21. Контроль качества выполнения работ при ремонте соединительных балок должен состоять из предварительного, текущего и заключительного.
2.4.22. Предварительный контроль должен производиться исполнителем работ и включать:
1) контроль качества сварочных и других материалов, применяемых при ремонте;
2) проверку исправности оборудования, инструмента и оснастки.
2.4.23. Текущий контроль должен производиться исполнителем работ и приемщиком вагонов и включать:
1) проверку качества выполнения подготовительных работ внешним осмотром и замерами с помощью мерительного инструмента, шаблонов и специальной оснастки;
2) проверку качества сварочных работ внешним осмотром, а также замерами конструктивных элементов сварных швов в соответствии с п. 1.23 настоящей Инструкции;
3) проверку качества наплавки и обработки наплавленной поверхности внешним осмотром и замерами контролируемых размеров мерительным инструментом и шаблонами. При выявлении участков поверхности, не соответствующих требованиям нормативно-технической документации, должно производиться их исправление. При этом, учитывая особенности геометрии исправляемой поверхности, желательно использовать абразивные круги чашкообразной формы. Количество и расположение дефектов наплавки не должно превышать оговоренное в ТК-232. В противном случае дефектные места должны быть очищены, в необходимых условиях разделаны, заварены и зачищены до уровня основного металла;
4) контроль взаимных геометрических параметров различных поверхностей соединительной балки, которые должны соответствовать приведенным в ТК-232.
2.4.24. Заключительный контроль должен производиться приемщиком вагонов и включать проверку параметров соединительной балки, приведенных в ТК-232.
2.4.25. На принятую из ремонта балку должно быть нанесено клеймо ремонтного предприятия в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов 637-96 ПКБ ЦВ.
Место постановки клейма — на верхнем поясе со стороны кронштейна торсиона между технологическим отверстием и пятником.
Клеймо должно наноситься на поверхность, зачищенную шлифовальной машинкой.
Запрещается снимать клеймо заводского ремонта.
2.5. Детали тормоза
2.5.1. При ремонте запасных резервуаров для автотормозов вагонов разрешается:
1) заварка после разделки дефектов в сварных швах А (рис. 2.33);
Рис. 2.33. Запасный резервуар
2) приварка новых штуцеров Б с соблюдением правил Котлонадзора.
После выполнения сварочных работ резервуары должны быть подвергнуты испытанию на прочность (ГОСТ 1561-75).
2.5.2. При ремонте корпуса и передней крышки тормозных цилиндров (рис. 2.34), выполненных из серого чугуна марки СЧ-15, разрешается:
![]()
Рис. 2.34. Тормозной цилиндр
1) заварка не более двух трещин А во фланцах передней крышки и корпуса тормозного цилиндра при общей длине не более 60 мм, если эти трещины не выходят на рабочие поверхности;
2) приварка отбитых частей Б фланцев корпуса и передней крышки тормозного цилиндра при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
3) приварка втулки В с толщиной стенки 4 — 6,5 мм к горловине передней крышки.
Сварку следует выполнять с подогревом до температуры 550 — 600 °C. Нагрев перед сваркой и последующее после сварки охлаждение должны выполняться медленно со скоростью, исключающей появление трещин в металле шва и околошовной зоне.
2.5.3. При ремонте стального тормозного цилиндра N 002 допускается заварка трещин, возникающих в крепительном фланце (рис. 2.35), если таких трещин не более четырех, при этом не более двух расположено на соседних узких зонах. Усиливающая накладка должна выполняться в виде полосы и привариваться сплошным швом. Накладку следует изготавливать из сталей Ст3сп, 09Г2, 09Г2Д, 10Г2БД или других низколегированных сталей с содержанием углерода до 0,14%. Необходимо использовать предварительно прокаленные электроды марки УОНИ-13/45 или аналогичные по качеству получаемого металла шва. Технология сварки должна исключать деформацию крепительного фланца под воздействием сварочного нагрева.
Рис. 2.35. Заварка трещин в крепительном фланце
стального цилиндра
2.5.4. При ремонте сваркой двухкамерных резервуаров (рис. 2.36), изготовленных из серого чугуна марки СЧ-18, разрешается заварка трещин А в ушках основания и устранение отколов Б наплавкой или приваркой вставки, если количество дефектов, расположенных по диагонали, не превышает двух.
Рис. 2.36. Двухкамерный резервуар
2.5.5. При капитальном ремонте разрешается сваривать газопрессовым способом новые и старогодные трубы тормозной магистрали, имеющие износ не более 15% по толщине стенок. При выполнении воздухопровода из бесшовных труб в нем должно быть не более пяти сварных стыков. Ремонт следует выполнять в соответствии с Инструкцией по газопрессовой сварке труб ТИ 007-01124328-97.
2.5.6. При ремонте триангелей разрешается:
1) восстановление изношенных мест А (рис. 2.37) распорки под струной триангеля при глубине износа не более 5 мм путем постановки вкладыша и приварки его к распорке. Зазор между струной и вкладышем не допускается;
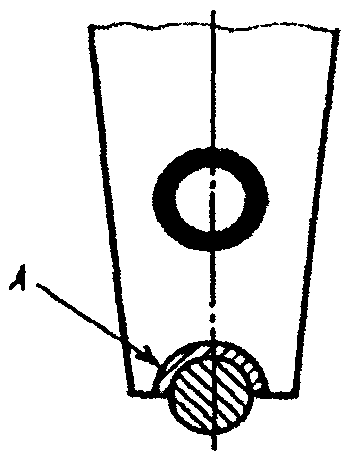
Рис. 2.37. Распорка триангеля
2) заварка дефектов в сварных швах А (рис. 2.38);
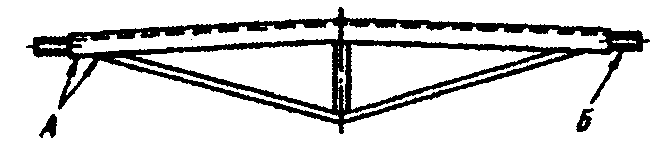
Рис. 2.38. Триангель
3) наплавка изношенной резьбы Б цапф триангеля в том случае, если зазор по диаметру и вдоль резьбы, определяемый калибром, более 0,8 мм, а также при наличии более трех поврежденных или сорванных ниток резьбы. Перед наплавкой следует полностью удалить старую резьбу цапф проточкой;
4) заварка разработанного отверстия А (рис. 2.39) наконечника триангеля при износе не более 10 мм по диаметру. Диаметр восстановленного отверстия должен быть после механической обработки (35 +/- 2) мм;
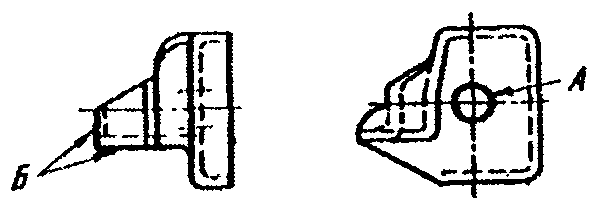
Рис. 2.39. Предохранительный наконечник
5) наплавка опорных полок Б, если их длина менее 80 мм, а толщина не менее 6 мм.
2.5.7. Допускается ремонт наплавкой торцевых поверхностей закладки триангеля с последующей механической обработкой наплавленной поверхности до чертежных размеров.
2.5.8. Изношенные нажимные плоскости цапф триангеля следует наплавлять износостойкими электродами с последующей механической обработкой.
2.5.9. Допускается восстановление наплавкой с последующей зачисткой изношенных поверхностей скобы А и крюка Б (рис. 2.40) устройства для параллельного отвода тормозных колодок при износе скобы не более 3 мм, крюка — не более 2 мм.
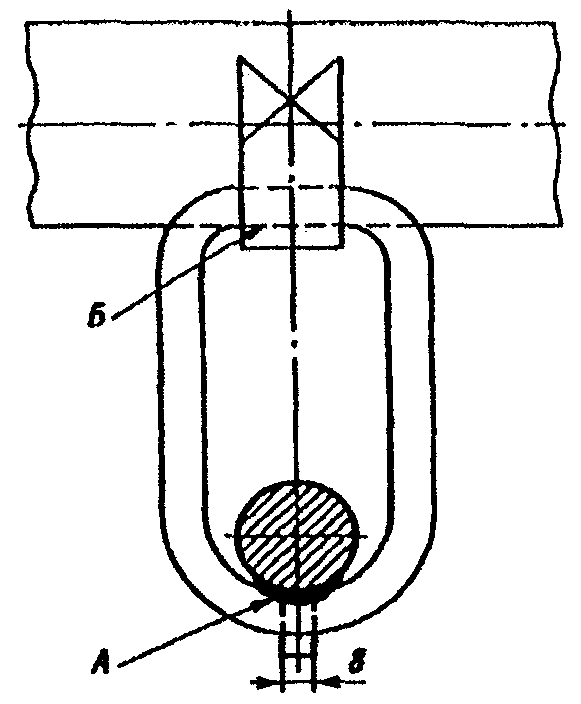
Рис. 2.40. Устройство для отвода колодок
2.5.10. При ремонте тормозных башмаков грузовых вагонов (рис. 2.41) разрешается:
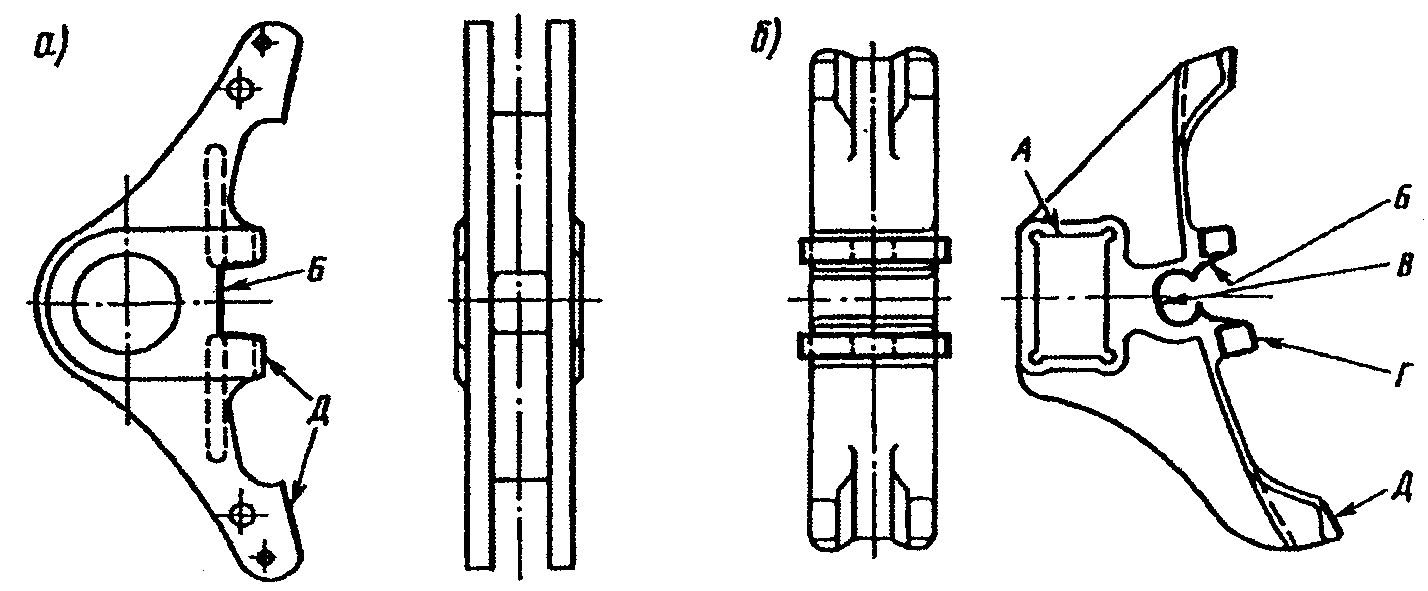
а — рефрижераторного; б — грузового
Рис. 2.41. Башмаки вагонов
1) наплавка изношенных мест в стенках прямоугольного отверстия А при глубине износа не более 5 мм на сторону;
2) восстановление наплавкой до номинальных размеров паза Б для ушка колодки;
3) наплавка изношенных мест углубления (выемки) В для подвески;
4) приварка пластин Г из полосовой стали Ст3 толщиной  для удержания чеки. Приварку следует выполнять без загиба пластин на боковые стороны башмака. Наплыв металла сварного шва на боковые стороны не допускается; он должен быть удален механической зачисткой;
для удержания чеки. Приварку следует выполнять без загиба пластин на боковые стороны башмака. Наплыв металла сварного шва на боковые стороны не допускается; он должен быть удален механической зачисткой;
5) наплавка с последующей обработкой до чертежных размеров концевых выступов Д башмака в местах прилегания колодки при износе глубиной до 10 мм. Допускается также вместо наплавки приварка пластин из стали Ст3 к изношенным выступам в соответствии с альбомными размерами. Восстановленная поверхность подлежит обработке по шаблону.
2.5.11. При ремонте траверс (рис. 2.42) разрешается:
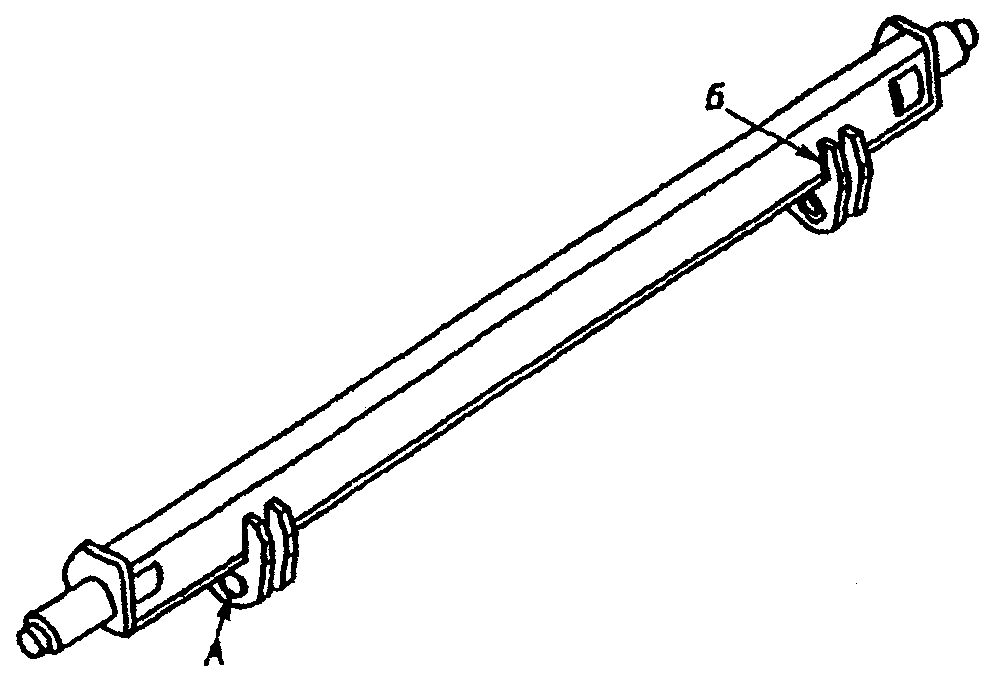
Рис. 2.42. Траверса
1) наплавка изношенных отверстий А в ушках траверс;
2) приварка с предварительной разделкой дефектных швов ушков Б к траверсам.
2.5.12. При ремонте подвески тормозных башмаков грузовых вагонов (рис. 2.43, а) разрешается:
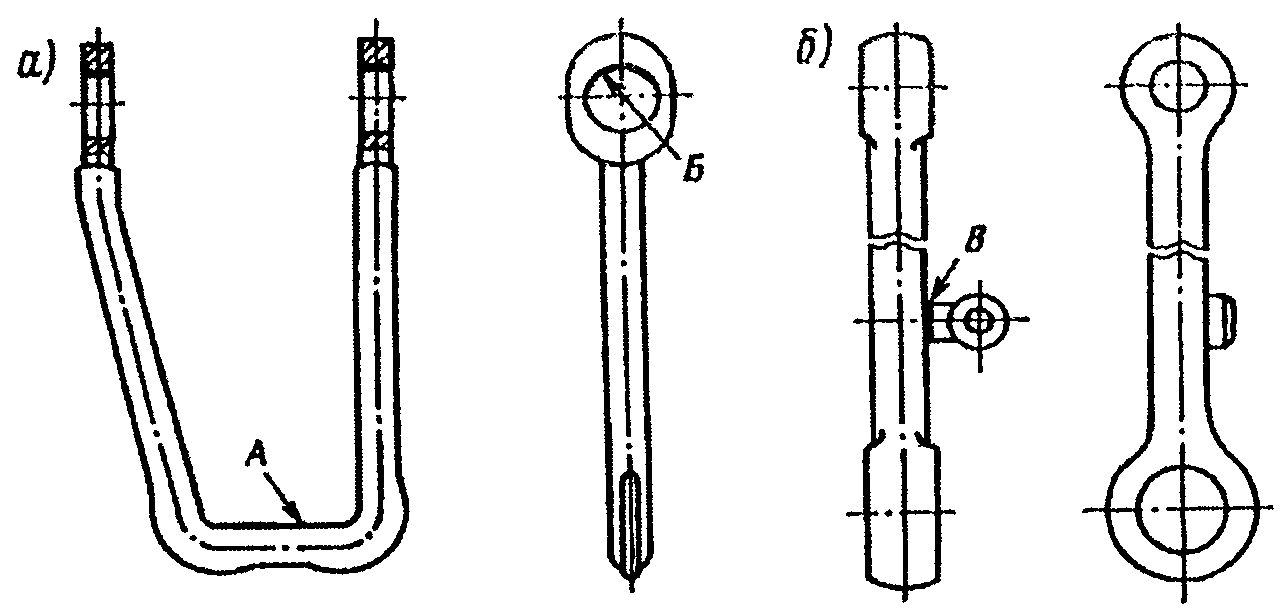
а — грузового; б — рефрижераторного
Рис. 2.43. Подвески тормозных башмаков вагонов
1) наплавка опорной поверхности А, если размер поперечного сечения в местах наибольшего износа не менее 22 мм, а размер в углах по усиленному сечению не менее 26 мм;
2) наплавка стенок или полная заварка с последующим сверлением отверстий Б при глубине износа не более 5 мм на сторону.
При ремонте подвески тормозных башмаков рефрижераторных вагонов (рис. 2.43, б) допускается:
1) приварка новых ушков В;
2) заварка изношенных отверстий в ушках В подвесок с последующей механической обработкой.
2.5.13. Все отремонтированные подвески башмаков должны быть проверены дефектоскопом в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов (ТИ 637-96 ПКБ ЦВ) и на них должны быть поставлены клеймо ремонтного пункта и дата ремонта, как указано в Инструкции по ремонту тормозного оборудования вагонов (ЦВ-ЦЛ-292).
2.5.14. Разрешается наплавка с последующей механической обработкой валиков подвески башмаков грузовых вагонов при износе по диаметру не более 5 мм.
2.5.15. При ремонте кронштейнов (рис. 2.44) подвески башмаков и вертикальных рычагов разрешается приварка усиливающих шайб А и заварка разработанных отверстий Б при глубине износа не более 5 мм на сторону.
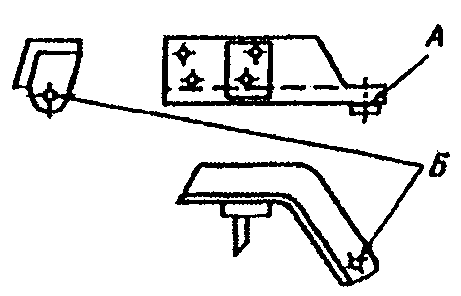
Рис. 2.44. Кронштейны
Кронштейны, имеющие повреждения сварных швов, разрешается ремонтировать с вырубкой дефектных мест, последующей их заваркой и обработкой.
2.5.16. При ремонте тормозных рычагов и затяжки рычагов (рис. 2.45) разрешается наплавка изношенных мест А. Вертикальные рычаги тележек грузовых вагонов должны быть попарно сварены между собой, кроме того, обязательно должны привариваться стойки Б с отверстиями под шплинт для головок валиков.
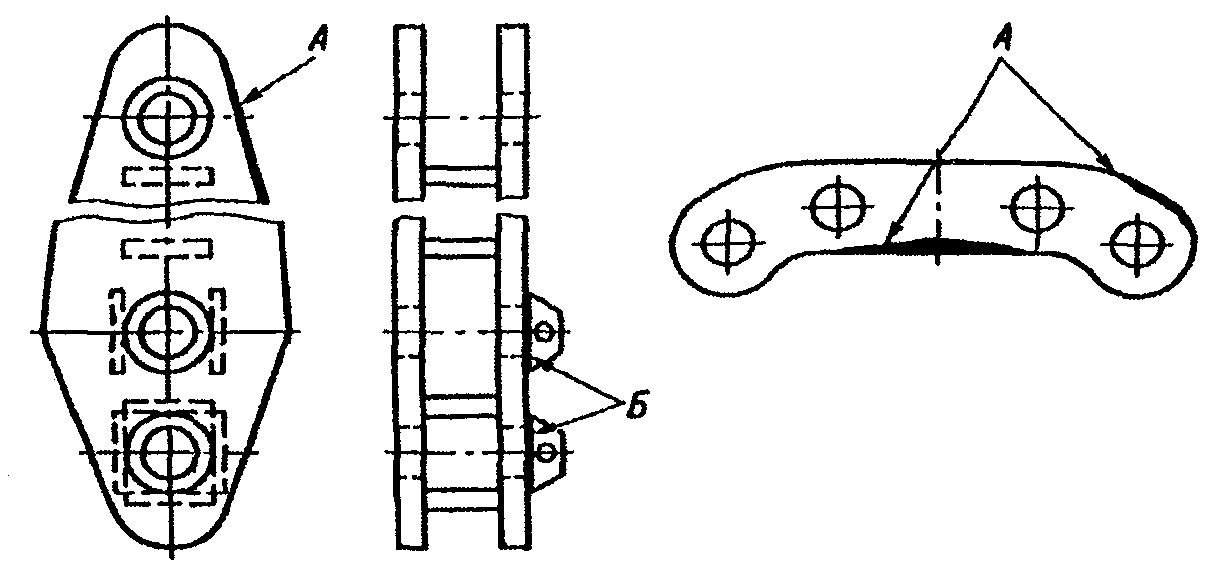
Рис. 2.45. Тормозной рычаг и затяжка рычагов
2.5.17. При деповском и текущем ремонтах вагонов разрешается приварка головок тормозных тяг встык. Сварка тормозных тяг в других местах не разрешается.
2.5.18. Разрешается наплавка изношенных поверхностей валиков тормозной рычажной передачи при износе по диаметру до 3 мм.
2.5.19. При всех видах ремонта вагонов разрешаются заварка отколотого буртика А защитной трубы (рис. 2.46), а также отколотого буртика А упорной втулки (рис. 2.47) регуляторов N 574Б и РТРП-675.
Рис. 2.46. Защитная труба регулятора тормозной
рычажной передачи
Рис. 2.47. Упорная втулка регулятора тормозной
рычажной передачи
2.5.20. При износе рабочей поверхности по конусу тягового стержня регуляторов N 574Б и РТРП-675 более 0,6 мм на сторону разрешается наплавка поверхностей с последующей обработкой до чертежных размеров.
2.5.21. При ремонте автоматических регуляторов режима торможения N 265А и 265А-1 разрешается:
1) наплавлять концы рычага, изношенные по плоскостям до размера 7,5 мм, с последующей механической обработкой до чертежного размера  ;
;
2) ремонтировать погнутый или имеющий трещину наконечник вилки упора демпферной части путем удаления сварного шва и приварки нового наконечника с восстановлением до чертежных размеров;
3) восстанавливать наплавкой буртик стакана, изношенного по толщине более чем на 2 мм, с последующей обработкой до толщины  и наружного диаметра
и наружного диаметра  .
.
2.5.22. При ремонте концевого крана допускается суммарный износ деталей эксцентрикового механизма не более 2 мм. Разрешается изношенные элементы (хвостовик клапана, кривошип и втулки) восстанавливать наплавкой с последующей обработкой до альбомных размеров.
2.5.23. При ремонте соединительного рукава разрешается наплавка изношенного гребня соединительной головки с последующей обработкой профильным резцом на специальном оборудовании до чертежных размеров (N 322 ПКБ ЦВ). Поры, трещины и подрезы не допускаются.
2.5.24. При ремонте стояночного тормоза допускается:
1) приварка новых частей стержня к концу винта с нарезкой. Стыки должны располагаться на расстоянии не менее 30 мм от места перехода одного сечения в другое и от резьбы, а количество стыков должно быть не более двух;
2) наплавка изношенных поверхностей винта независимо от величины износа;
3) наплавка изношенных поверхностей у рукоятки винта.
2.6. Автосцепное устройство
2.6.1. Корпус автосцепки отливается из сталей 15ГЛ, 20Л, 20ГЛ, 20ФЛ по ГОСТ 977-88 или из сталей 20ГТЛ, 20Г1ФЛ, 20ФТЛ и 20ГФТЛ по ГОСТ 22703-91.
2.6.2. При всех видах ремонта разрешается:
1) заварка вертикальных трещин А (рис. 2.48) в зеве сверху и снизу в углах большого зуба при условии, что после разделки они не выходят на горизонтальные плоскости наружных ребер большого зуба;
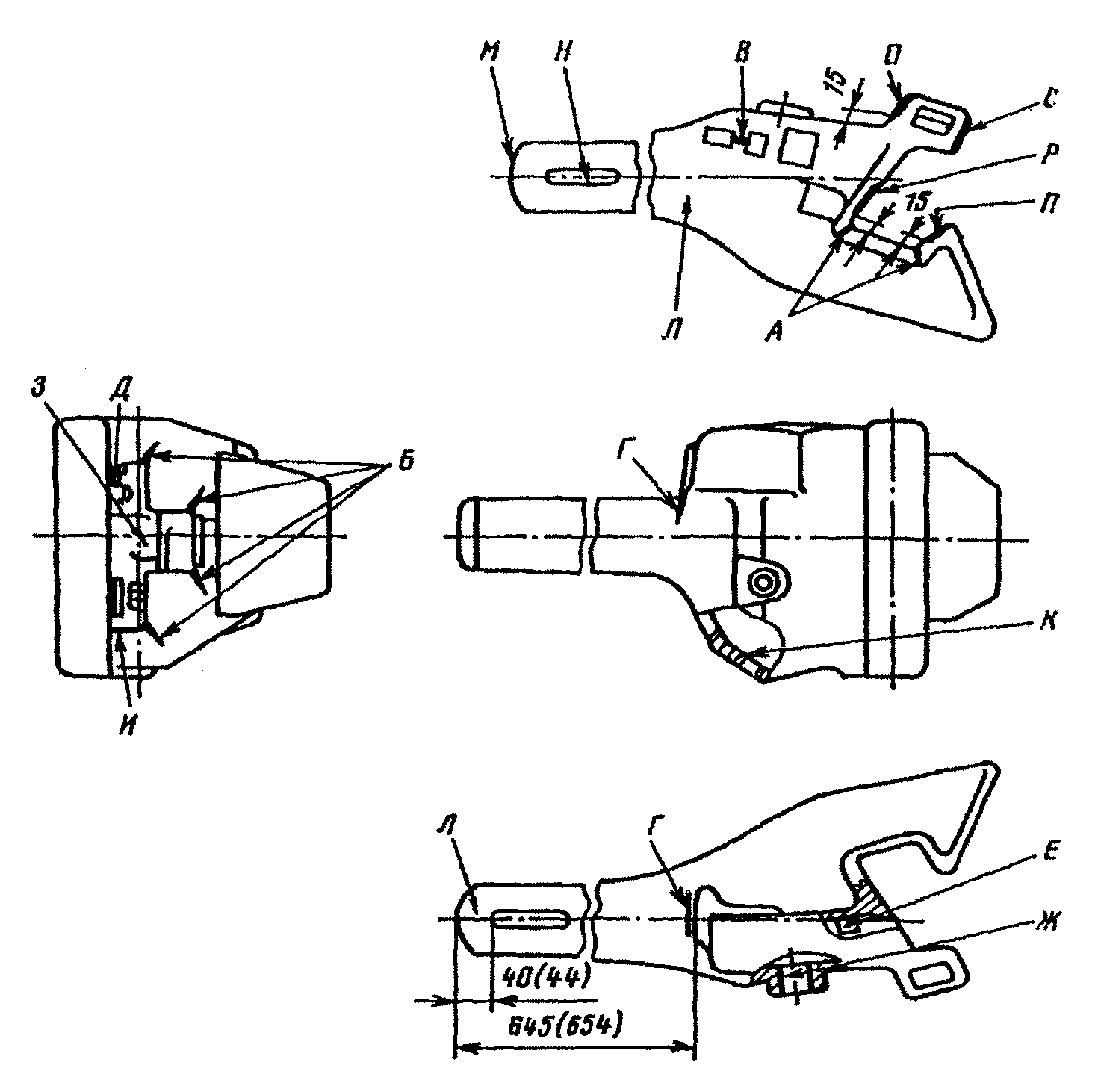
Рис. 2.48. Корпус автосцепки
2) заварка трещин Б в углах окон для замка и замкодержателя при условии, что разделка трещин в верхних углах окна для замка не выходит на горизонтальную поверхность головы, в верхнем углу окна для замкодержателя не выходит за положение верхнего ребра со стороны большого зуба, а длина разделанной трещины в нижних углах окна для замка и замкодержателя не превышает 20 мм.
При заварке трещин требуется местный предварительный подогрев головы автосцепки до температуры 250 — 300 °C. Если заварка трещин производится непосредственно после электродуговой разделки, дополнительный подогрев не требуется;
3) заварка трещин перемычки В между отверстием для сигнального отростка замка и отверстием для направляющего зуба замка, если трещина не выходит на вертикальную стенку кармана;
4) заварка трещин Г в хвостовике на участке от головы автосцепки до отверстия под клин тягового хомута суммарной длиной до 100 мм у корпусов, проработавших более 20 лет, и не свыше 150 мм для остальных корпусов. Ранее заваренные трещины учитываются, если по этой заварке возникла повторная трещина. В этом случае в суммарный размер трещин включается вся длина ранее выполненной заварки;
5) наплавка передней поверхности полочки Д для верхнего плеча предохранителя и серповидного прилива в случае их износа или приварка серповидного прилива с полочкой в случае их излома. Перед приваркой полочка должна быть закреплена в правильном положении при помощи специального кондуктора. Подварка со стороны вершины угла разделки обязательна;
6) наплавка цилиндрической поверхности и торца шипа Е для замкодержателя в случае их износа;
7) приварка шайбы в кармане корпуса со стороны меньшего отверстия для валика подъемника в случае уширения кармана;
наплавка изношенных стенок Ж двух отверстий для валика подъемника;
9) наплавка места 3 опоры стенки замкодержателя на корпусе с внутренней стороны;
10) наплавка нижней перемычки И в окне для замка и задней наклонной части дна кармана К в месте опоры замка. Толщина наплавленного металла допускается от 3 до 6 мм;
11) наплавка изношенных поверхностей Л хвостовика, соприкасающихся с тяговым хомутом, центрирующей балочкой и стенками ударной розетки, при износе их более 3 мм, но не более 8 мм;
12) наплавка изношенной торцевой поверхности М хвостовика, если длина хвостовика автосцепки СА-3 менее 645 мм, а СА-3М — менее 654 мм;
13) наплавка изношенных стенок Н отверстия для клина в хвостовике по ширине и длине. Перед наплавкой толщина перемычки, измеренная в средней части, должна быть для автосцепки СА-3 не менее 40 мм, а для СА-3М — не менее 44 мм.
Боковые стенки отверстия наплавляются при износе на глубину более 3 мм, но не более 8 мм. Допускается в условиях депо восстановление альбомного размера по ширине и длине производить с учетом ранее выполнявшихся наплавок, однако при этом металл старой наплавки не должен иметь пор, шлаковых включений, трещин, подрезов и других дефектов. Они должны быть полностью удалены механической обработкой перед наплавкой с учетом допуска, указанного выше;
14) наплавка изношенных тяговых поверхностей О и Н малого и большого зубьев корпуса, ударной поверхности Р зева (при этом наплавленный металл не должен подходить к месту закруглений ближе чем на 15 мм) и ударной поверхности С малого зуба, при наплавке которой кромку угла не скруглять.
2.6.3. Наплавка тяговых и ударных поверхностей корпуса автосцепки должна выполняться при строго горизонтальном положении изношенных плоскостей. Применяемые сварочные материалы должны предварительно прокаливаться в соответствии с рекомендациями главы 1 настоящей Инструкции или по режиму, указанному в паспорте. Трещины и подрезы на восстановленных участках не допускаются.
2.6.4. Твердость наплавленного металла ударно-тяговых поверхностей автосцепки для грузовых вагонов должна быть не менее HB 250, а для рефрижераторных — не менее HB 450. Для получения необходимой твердости рекомендуется использовать порошковую проволоку марки ПП-Нп-14СТ, электроды ОЗН-300М, пластинчатые электроды с применением легирующих присадок по технологии ВНИИЖТа, индукционно-металлургический способ наплавки и упрочнения, многоэлектродную наплавку и др.
2.6.5. Заварка трещин в перемычке хвостовика производится только при отдельном разрешении ЦВ МПС. Размеры и форма разделки трещины приведены на рис. 2.49.
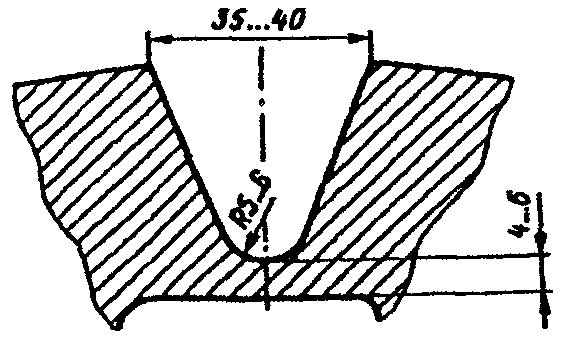
Рис. 2.49. Схема разделки трещины хвостовика автосцепки
Разделка трещины выполняется воздушно-дуговой строжкой с последующей механической зачисткой на глубину 1 мм или электродами типа ОЗР диаметром 4 — 5 мм в вертикальном положении. Для облегчения наложения первых швов разделывать канавку следует так, чтобы до отверстия под клин оставалось 4 — 6 мм. Трещина заваривается в нижнем положении при установке корпуса автосцепки хвостовиком вверх механизированной сваркой в среде защитного газа ![]() проволокой марки Св-08Г2С или Св-09Г2СЦ диаметром 1,2 мм на режиме: ток 190 — 210 А, напряжение дуги 21 — 23 В. При сварке проволокой диаметром 1,6 мм рекомендуются сварочный ток 320 — 340 А и напряжение дуги 30 — 32 В. При ручной дуговой сварке следует применять электроды марки УОНИ-13/45 или УОНИ-13/55. При перегреве перемычки для предупреждения перехода процесса на режим ванной сварки следует прервать сварку на 10 — 20 мин. По окончании сварки с внешней стороны сглаживание обоих торцов осуществляется воздушно-дуговой строжкой с механической зачисткой или электродуговой строжкой электродами типа ОЗР при вертикальном положении корпуса. Затем корпус поворачивают в горизонтальное положение и через отверстие под клин электродами типа ОЗР вырезают корень шва, после чего при вертикальном положении автосцепки хвостовиком вниз заваривают корень шва. Выпуклость сварных швов удаляется фрезерованием или другим механическим способом.
проволокой марки Св-08Г2С или Св-09Г2СЦ диаметром 1,2 мм на режиме: ток 190 — 210 А, напряжение дуги 21 — 23 В. При сварке проволокой диаметром 1,6 мм рекомендуются сварочный ток 320 — 340 А и напряжение дуги 30 — 32 В. При ручной дуговой сварке следует применять электроды марки УОНИ-13/45 или УОНИ-13/55. При перегреве перемычки для предупреждения перехода процесса на режим ванной сварки следует прервать сварку на 10 — 20 мин. По окончании сварки с внешней стороны сглаживание обоих торцов осуществляется воздушно-дуговой строжкой с механической зачисткой или электродуговой строжкой электродами типа ОЗР при вертикальном положении корпуса. Затем корпус поворачивают в горизонтальное положение и через отверстие под клин электродами типа ОЗР вырезают корень шва, после чего при вертикальном положении автосцепки хвостовиком вниз заваривают корень шва. Выпуклость сварных швов удаляется фрезерованием или другим механическим способом.
Непосредственно перед сваркой сварочная проволока и электроды должны быть прокалены. Местный предварительный подогрев зоны сварки следует выполнять при температуре 200 — 250 °C.
К выполнению сварочных работ допускаются аттестованные сварщики пятого разряда.
2.6.6. При ремонте перемычки хвостовика автосцепки с трещиной допускается применение электрошлаковой сварки по технологии, утвержденной ЦВ МПС.
2.6.7. По разрешению ЦВ МПС при заводском и деповском ремонтах максимально допустимая длина завариваемых трещин в месте перехода от головки к хвостовику автосцепки может быть увеличена до 40% периметра сечения, причем разрешается заваривать и сквозные трещины. Заварка трещин должна выполняться только с полным проваром. Трещину перед сваркой следует разделать воздушно-дуговой строжкой с обязательной механической зачисткой науглероженного слоя или электродами для резки типа ОЗР. При удалении трещины разделку под сварку следует выполнять с зазором 4 — 8 мм. Затем зазор заваривают в вертикальном положении снизу вверх. Вертикальный шов выполняют вручную электродами УОНИ-13/45 диаметром 3 или 4 мм либо механизированной сваркой проволокой марки Св-08Г2С или Св-09Г2СЦ диаметром 1,2 мм. После заварки корня шва автосцепку устанавливают в нижнем положении и выполняют полную заварку канавки электродами УОНИ-13/55 или ОЗС-27. Сварку ведут с предварительным подогревом до температуры 200 — 250 °C. При случайном перерыве в работе предварительный подогрев следует повторить. Непосредственно перед сваркой необходимо произвести прокалку электродов и сварочной проволоки.
К выполнению сварочных работ допускаются аттестованные сварщики пятого разряда, прошедшие соответствующую подготовку по технологии ремонта сваркой корпусов автосцепки.
2.6.8. При ремонте замков автосцепки (рис. 2.50) из сталей 20ФЛ, 20ГЛ, 20ГФЛ разрешается:
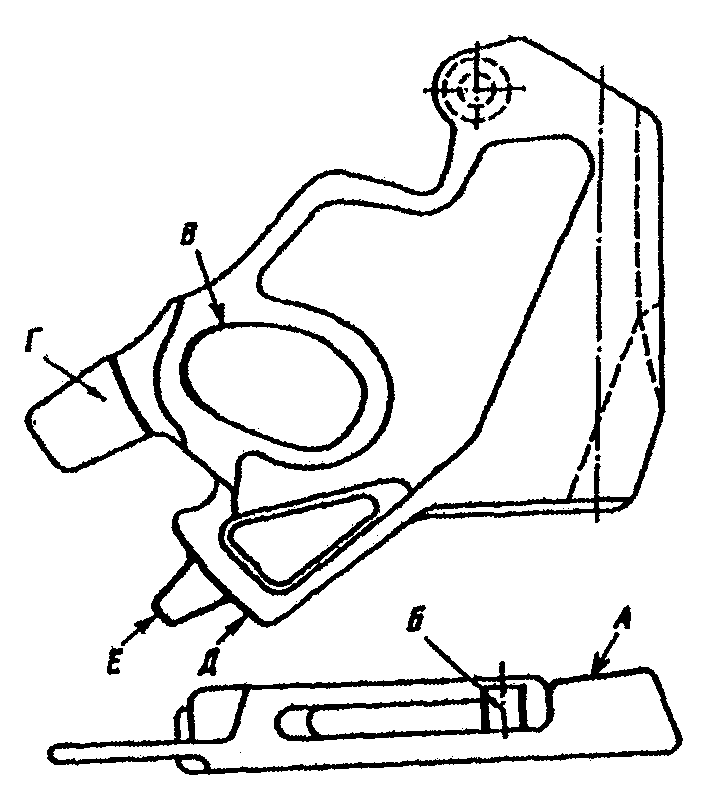
Рис. 2.50. Замок автосцепки
1) наплавка изношенной замыкающей поверхности А при условии, что твердость наплавленного металла для грузовых вагонов должна быть не менее HB 250, а для рефрижераторных — не менее HB 400 — 450;
2) приварка шипа Б для навешивания предохранителя или наплавка изношенных поверхностей шипа и прилива;
3) наплавка задней стенки овального отверстия В для валика подъемника при износе не более 8 мм;
4) приварка сигнального отростка Г;
5) наплавка изношенных мест Д нижней части замка и направляющего зуба Е;
6) заварка с последующим сверлением отверстий в замке и вставке автосцепки СА-3М, если диаметр их в замке более 17 мм, а во вставке — более 17,5 мм;
7) наплавка замыкающей поверхности вставки в случае несоответствия ее шаблону.
2.6.9. По специальному разрешению ЦВ МПС допускается производить ремонт замков, изготовленных из стали марки 20ФЛ, в случае повреждения перемычки путем ее вырезки и постановки вставки по технологии, изложенной в технологической инструкции N 272 ПКБ ЦВ. Поврежденная перемычка должна быть удалена строганием или фрезерованием. Линия реза перемычки должна проходить вертикально на расстоянии 18 мм от вертикальной оси центра шипа. Второй рез должен быть на расстоянии 156 мм от этой же оси под углом 45° (рис. 2.51). Заготовка перемычки должна выполняться из литой стали марки 20ФЛ или 20Л либо из прокатной стали марки Ст3сп. Новую перемычку штампуют по специальной технологии (проект ПКБ ЦВ N РП 444-300) и подготавливают кромки под сварное соединение С5 по ГОСТ 5264-80. Приварка перемычки к замку должна производиться в кондукторе. В соответствии с технологической инструкцией N 272 ПКБ ЦВ приварку следует начинать с подварки корня шва. Сварку надо производить в два-три прохода электродами ОЗС-4; сварочный ток постоянный прямой полярности или переменный. Допускается также применение электродов УОНИ-13/55, при этом сварка ведется на постоянном токе обратной полярности. После приварки перемычки следует выполнить механическую обработку сварного шва на строгальном или фрезерном станке либо шлифовальной машинке с армированным абразивным кругом.
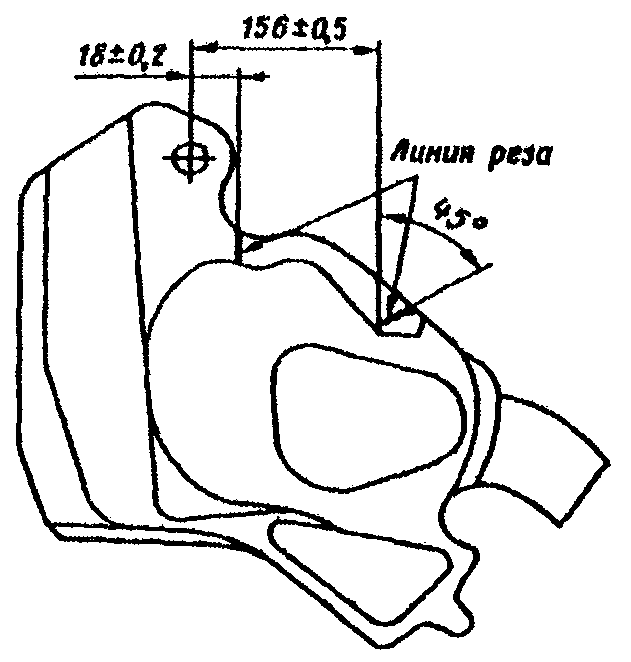
Рис. 2.51. Схема вырезки изношенной перемычки замка
2.6.10. При ремонте замкодержателя (рис. 2.52) из сталей 15Л, 20Л, 20ГЛ, 20ФЛ разрешается:
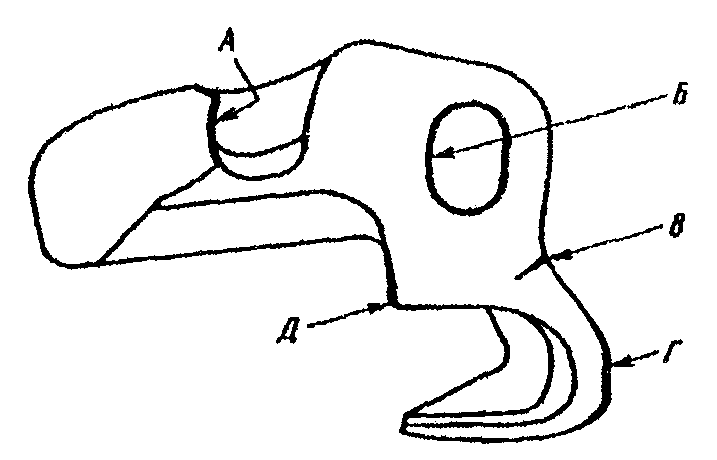
Рис. 2.52. Замкодержатель
1) наплавка упорной поверхности А противовеса;
2) наплавка изношенных стенок Б овального отверстия;
3) заварка не более одной трещины В в замкодержателе;
4) наплавка изношенной лапы Г (упорной части и торцов);
5) наплавка изношенных поверхностей расцепного угла Д.
2.6.11. Предохранитель замка изготавливается в двух вариантах: литой — стали Г13ФЛ, 20Л и штампованный — Ст5. При ремонте предохранителя (рис. 2.53) разрешается:
Рис. 2.53. Предохранитель замка
1) наплавка изношенных поверхностей А верхнего плеча;
2) наплавка изношенных стенок отверстия Б или заварка этого отверстия.
Ремонт предохранителей из сталей марок Г13ФЛ и Ст5 следует производить в соответствии с требованиями, изложенными в ТИ N 157 ПКБ ЦВ 1975 г. или ТК 64 1983 г. (см. Приложение А). Предварительно необходимо точно установить марку стали, из которой изготовлен предохранитель, по отличительным признакам, приведенным в указанных документах.
Наплавку изношенных поверхностей предохранителя, отлитого из стали Ст5 следует выполнять электродами марок: Т-620 (наплавка не более чем в два слоя, так как возможно выкрашивание); 13КН/ЛИВТ (наплавка не менее чем в два слоя; последующий наносится после остывания предыдущего); ВСН-6 (наплавка за один проход). Наплавка производится на постоянном токе обратной полярности за исключением случая использования электродов марки Т-620, при которых применяется прямая полярность. Наплавка на переменном токе допускается для электродов Т-620 и 13КН/ЛИВТ. Положение, при котором выполняется наплавка, — нижнее. При наплавке электродами Т-620 допускается также и наклонное положение восстанавливаемой поверхности.
2.6.12. Ремонт предохранителя замка из стали марки 20Л следует выполнять по технологии, утвержденной ЦВ МПС.
2.6.13. Подъемник замка отливается из сталей 20Л по ГОСТ 977-88, 20ГЛ, 20ФЛ по ГОСТ 22703-91. При ремонте подъемника (рис. 2.54) разрешается:
Рис. 2.54. Подъемник замка
1) наплавка изношенных поверхностей узкого пальца А и широкого пальца Б;
2) наплавка изношенных стенок квадратного отверстия В;
3) наплавка боковых стенок подъемника.
2.6.14. Валик подъемника отливается из сталей 20Л, 20ГЛ, 20ФЛ. При ремонте валика (рис. 2.55) разрешается:
Рис. 2.55. Валик подъемника
1) наплавка изношенных цилиндрических поверхностей А;
2) наплавка изношенной поверхности Б квадрата;
3) наплавка изношенных стенок В паза для запорного болта.
2.6.15. Ударная розетка отливается из сталей 15Л, 20Л, 20ГЛ, 20ФЛ, 20Г1ФЛ (все типы). При ремонте розетки (рис. 2.56) разрешается:
Рис. 2.56. Ударная розетка
1) наплавка изношенных опорных мест А для маятниковых подвесок;
2) наплавка изношенных поверхностей проема Б;
3) наплавка деформированной поверхности В ударной части;
4) заварка трещин Г в верхних углах проема, не выходящих на привалочную поверхность, с постановкой в двух средних углублениях вставок и обваркой их по периметру;
5) заварка трещин Д во фланце;
6) заварка трещин Е на ребрах жесткости в верхней ударной части;
7) заварка трещин Ж грани ударной части с постановкой в средних углублениях двух вставок и обваркой их по периметру;
заварка трещин З в нижних углах проема, не выходящих на привалочную поверхность.
2.6.16. При деповском ремонте вагонов разрешается производить приварку к ударной розетке отбитых частей согласно Технологической инструкции по сварке передних упоров N 317 ПКБ ЦВ.
2.6.17. Тяговый хомут отливается из сталей 20ГЛ, 20ФЛ по ГОСТ 977-88 и 20ГТЛ, 20ГФЛ по ГОСТ 22703-91. При ремонте хомутов (рис. 2.57) разрешается:
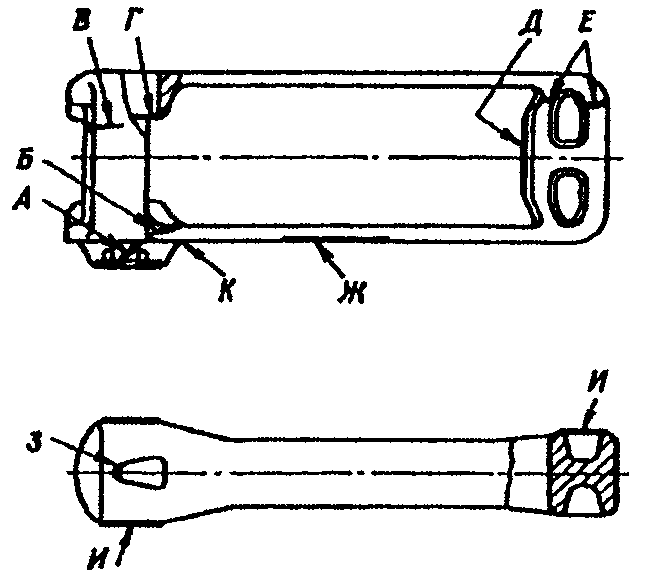
Рис. 2.57. Тяговый хомут
1) заварка трещин А в ушках для болтов, поддерживающих клин;
2) заварка трещин Б в углах соединительных планок, не выходящих на тяговую полосу;
3) заварка трещин В в соединительных планках;
4) наплавка изношенной поверхности Г потолка проема головной части хомута;
5) наплавка изношенных мест Д на задней опорной поверхности хомута;
6) заварка трещин Е задней опорной части хомута, не выходящих на тяговую полосу;
7) наплавка выработанных мест Ж на тяговых полосах при условии, что толщина тяговой полосы в месте износа не менее 20 мм, а ширина не менее 95 мм для тяговых хомутов автосцепки СА-3 с шириной полосы 120 мм и не менее 130 мм для хомутов с шириной полосы 160 мм. Для автосцепки СА-3М толщина тяговой полосы в месте износа должна быть не менее 22 мм, а ширина — не менее 115 мм;
наплавка перемычки З отверстия для клина при условии, что толщина изношенной перемычки не менее 45 мм;
9) наплавка поверхности И;
10) наплавка стенок отверстия для валика с последующей механической обработкой;
11) заварка трещин К в зоне перехода ушка к тяговой полосе, не переходящих на тяговую полосу (по отдельному разрешению ЦВ).
При ремонте тяговых хомутов автосцепки СА-3М дополнительно разрешается:
1) наплавлять изношенные по высоте поверхности проема;
2) восстанавливать наплавкой изношенные стенки отверстий для валика;
3) восстанавливать наплавкой расстояние от опорной поверхности корпуса поглощающего аппарата до передних кромок отверстия для валика.
После наплавки необходимо произвести механическую обработку для восстановления размеров, установленных чертежами.
2.6.18. Заварку поперечных сквозных и несквозных трещин на нижней тяговой полосе допускается производить только при отдельном разрешении ЦВ МПС. Трещина должна быть разделана воздушно-дуговой строжкой с механической зачисткой поверхности реза или электродами типа ОЗР. При сквозной трещине разделка выполняется с обеих сторон полосы. Заварка производится электродами марки УОНИ-13/55 или ОЗС-27. На тяговой полосе допускается заварка не более двух трещин, в том числе одной сечением до 50% поперечного сечения тяговой полосы.
2.6.19. При ремонте центрирующей балочки (рис. 2.58) из сталей Ст3, 20Л, 20ГЛ, 20Г1ФЛ разрешается наплавка изношенных мест А крюкообразных опор для маятниковых подвесок, боковых упоров Б, опорных поверхностей В и поверхности крюкообразных опор Г при условии, что износ не превышает 10 мм. При износе опорной поверхности В в пределах 5 — 10 мм разрешается приварка одной плотно пригнанной планки с предварительной механической обработкой места приварки. Допускается заварка трещин при условии, что после ее разделки рабочее сечение балочки уменьшится не более чем на 25%. Допускается приварка сухарей к концам крюкообразных опор или предохранительных пластин, соединяющих крюкообразные опоры, согласно типовому технологическому процессу Т 82.38.
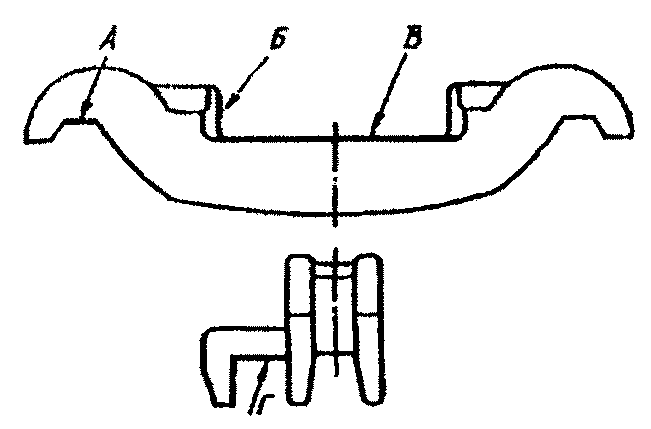
Рис. 2.58. Центрирующая балочка грузового вагона
2.6.20. Детали центрирующего прибора с подпружиненной опорой для хвостовика автосцепки разрешается наплавлять при износе до 8 мм.
2.6.21. Маятниковая подвеска (рис. 2.59) изготавливается из сталей Ст3, Ст5 и 38ХС. Разрешается наплавка изношенных поверхностей головки А подвески при условии, что в изношенном месте ее высота не менее 18 мм. Наплавленный металл не должен доходить до стержня подвески на 3 — 5 мм во избежание подреза.
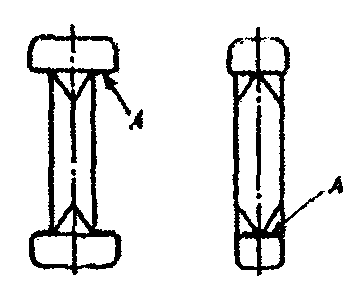
Рис. 2.59. Маятниковая подвеска
Наплавка подвесок из стали 38ХС производится с предварительным подогревом до температуры 250 — 300 °C.
2.6.22. При ремонте корпуса поглощающего аппарата типа Ш-1-ТМ из стали 27ГЛ или 32Х06Л разрешается заварка трещин у технологических отверстий и усиливающих ребер (рис. 2.60) при условии, что суммарная длина трещин не превышает 120 мм, с последующим усилением вваркой вставки. Перед сваркой корпус надо подогреть до температуры 250 — 300 °C.
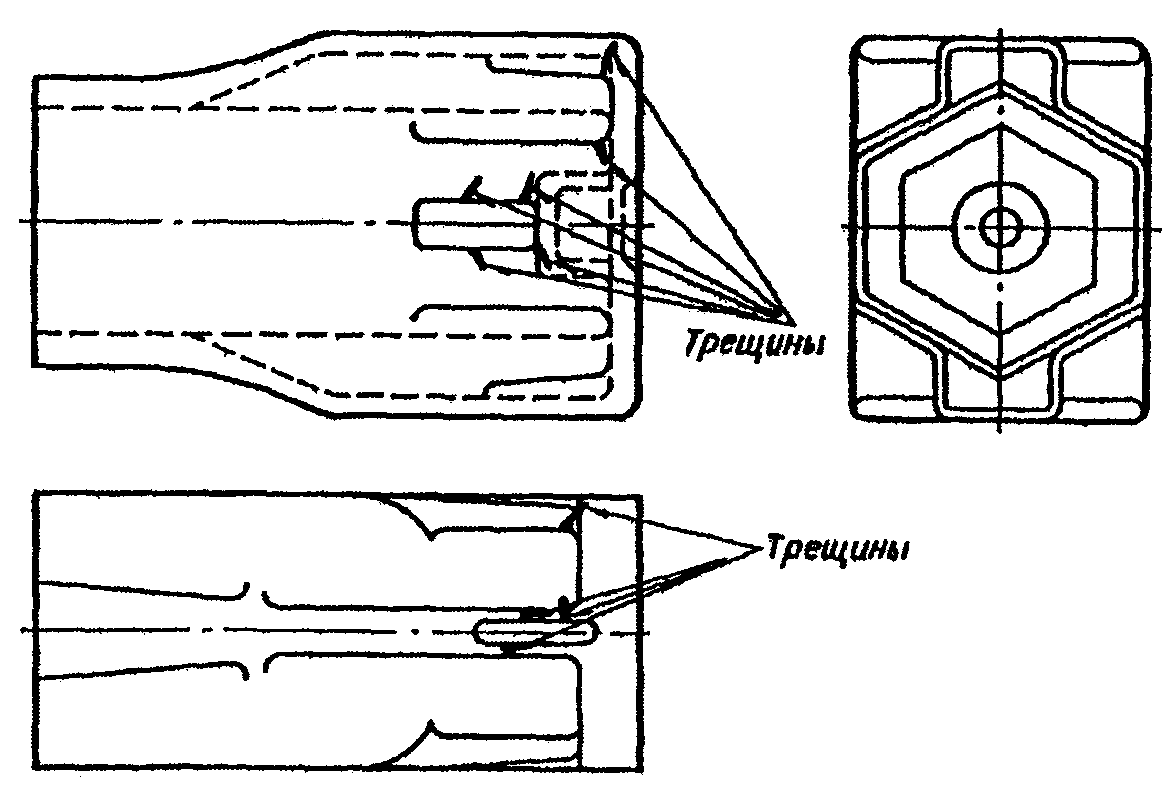
Рис. 2.60. Трещины в корпусе поглощающего аппарата
Ручную дуговую сварку следует выполнять предварительно прокаленными электродами марок УОНИ-13/55, УОНИ-13/65 и ОЗС-25. Допускается применение электродов других марок, обеспечивающих получение равноценного по технологической прочности, механическим свойствам и хладостойкости металла шва. При механизированной сварке в среде защитного газа ![]() следует применять проволоку марки Св-08Г2С диаметром 1,2 мм. Разделку кромок под сварку необходимо выполнять ацетилено-кислородной или электродуговой резкой электродами ОЗР-1 и ОЗР-2, пневматическим зубилом или фрезерованием. Для изготовления вставок следует применять металл аналогичных марок. Может быть использована также сталь марок 20Л, 20ГЛ и 25Л. Допускается вырезка вставок из бездефектных участков, списанных поглощающих аппаратов. После сварки выпуклость швов следует удалить заподлицо с основным металлом строганием, фрезерованием или абразивной обработкой пневмошлифовальной машинкой.
следует применять проволоку марки Св-08Г2С диаметром 1,2 мм. Разделку кромок под сварку необходимо выполнять ацетилено-кислородной или электродуговой резкой электродами ОЗР-1 и ОЗР-2, пневматическим зубилом или фрезерованием. Для изготовления вставок следует применять металл аналогичных марок. Может быть использована также сталь марок 20Л, 20ГЛ и 25Л. Допускается вырезка вставок из бездефектных участков, списанных поглощающих аппаратов. После сварки выпуклость швов следует удалить заподлицо с основным металлом строганием, фрезерованием или абразивной обработкой пневмошлифовальной машинкой.
2.6.23. При восстановлении поглощающих аппаратов типов Ш-1-Т и Ш-1-ТМ разрешается заварка трещин, образовавшихся в зоне отверстия для стяжного болта (рис. 2.61), длиной не более чем 1/4 периметра или до 67 мм. Разделка трещины должна выполняться на полную ее глубину и по длине быть больше на 15 — 20 мм с каждого конца трещины. При большей длине трещины производятся вырезка дефектного упора, установка и приварка нового упора, изготовленного из сталей аналогичных марок или сталей 20Л, 20ГЛ. Допускается вырезка (рис. 2.62) и использование бездефектных упоров из списанных поглощающих аппаратов. При этом необходимо выполнить следующее:
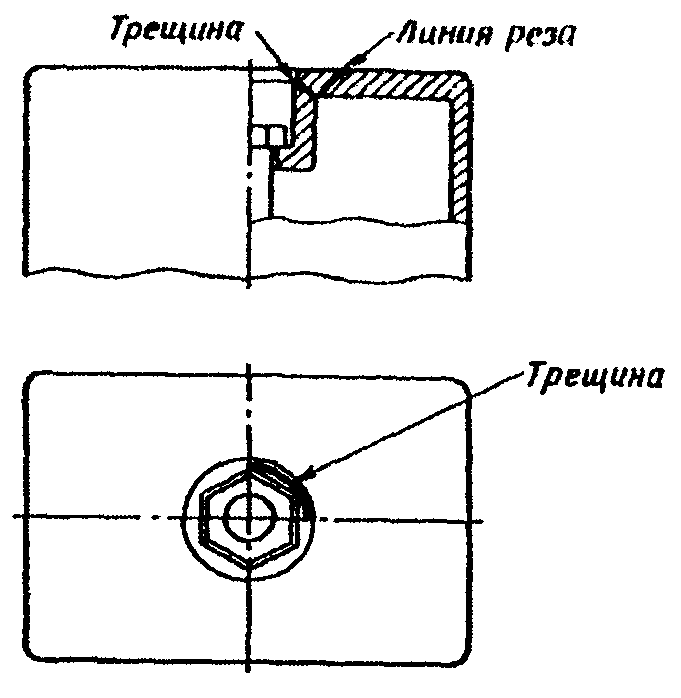
Рис. 2.61. Трещины в направляющей втулке для пружин
поглощающего аппарата
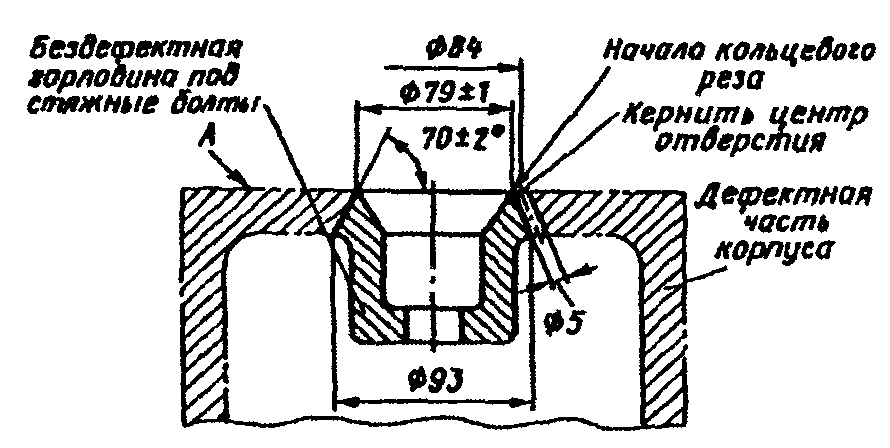
Рис. 2.62. Схема вырезки направляющей втулки
1) при постановке новой направляющей втулки для пружин на поглощающий аппарат подготовить шестигранную заготовку, размеры кромок которой приведены на рис. 2.63;
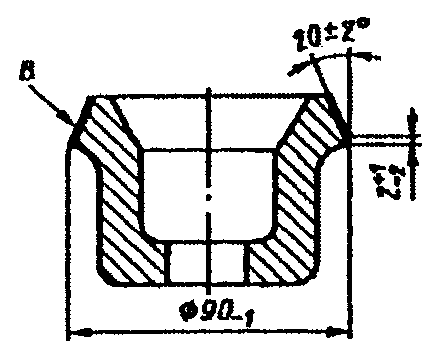
Рис. 2.63. Заготовка направляющей втулки
для поглощающего аппарата
2) в случае использования направляющей втулки из неисправного поглощающего аппарата, забракованного по дефектам вне горловины, наметить на поверхности контур вырезки вокруг направляющей втулки, накренить центр и просверлить отверстие — начало реза по шаблону (см. рис. 2.62), вырезать бездефектную направляющую втулку газовым машинным резаком по разметке. Допускается вырезка направляющей втулки на токарном станке;
3) обточить поверхность кромки под сварку бездефектной направляющей втулки на токарно-винторезном станке под углом 20°;
4) аналогичным образом обработать кромку круга на торце поглощающего аппарата после вырезки дефектной горловины так, чтобы получить V-образную канавку после установки и центрирования новой горловины;
5) установить направляющую втулку на медную подкладку приспособления (рис. 2.64) и сцентрировать по отношению к корпусу поглощающего аппарата;
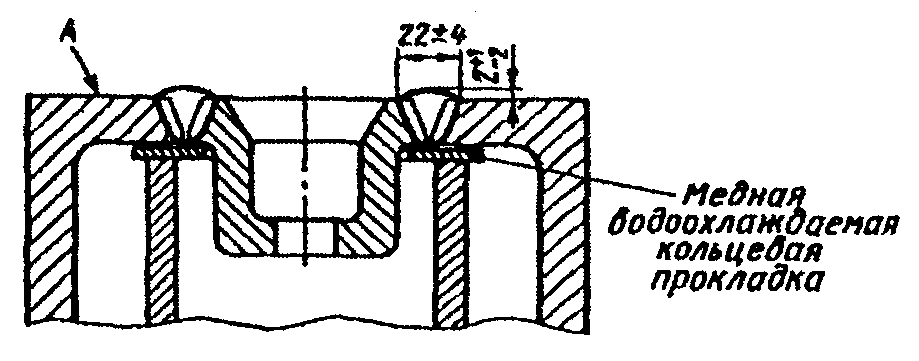
Рис. 2.64. Установка направляющей втулки в поглощающий
аппарат и ее приварка (количество проходов 6 — 7)
6) нагреть зону сварки до температуры 200 — 250 °C;
7) прихватить устанавливаемую направляющую втулку к корпусу поглощающего аппарата прихватками длиной 15 мм в четырех диаметрально противоположных местах;
приварить направляющую втулку к корпусу механизированной сваркой в среде защитного газа ![]() с зачисткой шва от окисной пленки после наложения каждого валика. Сварку выполнять проволокой марки Св-08 Г2С диаметром 1,2 мм на постоянном токе обратной полярности;
с зачисткой шва от окисной пленки после наложения каждого валика. Сварку выполнять проволокой марки Св-08 Г2С диаметром 1,2 мм на постоянном токе обратной полярности;
9) пневматической шлифовальной машинкой снять выпуклость сварного шва.
2.6.24. При случайном перерыве в работе, в течение которого произошло охлаждение восстанавливаемого сваркой участка поглощающего аппарата до температуры ниже 150 °C, перед сваркой необходимо произвести повторный подогрев.
2.6.25. После ремонта сваркой поглощающего аппарата, вварки вставок и постановки новой направляющей втулки следует для уменьшения остаточных сварочных напряжений произвести термическую обработку корпуса в печи при температуре 580 — 650 °C в течение 1,5 ч.
2.6.26. При всех видах ремонта корпуса поглощающего аппарата Ш-6-ТО-4 (рис. 2.65), отлитого из стали 32Х06Л, разрешается:
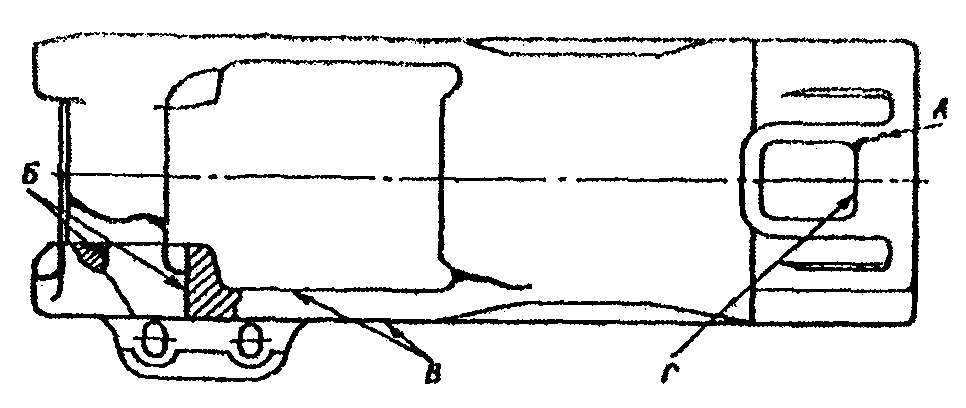
Рис. 2.65. Корпус поглощающего аппарата Ш-6-ТО-4
1) заварка трещин А в зоне отверстий при условии, что суммарная длина трещин не превышает 120 мм;
2) наплавка изношенных мест Б в стенках отверстия для клина при толщине перемычки не менее 50 мм;
3) наплавка изношенных мест В хомутовой части корпуса при толщине полосы не менее 20 мм;
4) наплавка изношенных мест Г стенок отверстий.
При выполнении сварочных работ зону сварки необходимо предварительно нагреть до температуры 250 — 300 °C. При перерыве в работе необходим повторный нагрев.
2.6.27. При всех видах ремонта крышки поглощающего аппарата Ш-6-ТО-4 (рис. 2.66), изготовленной из стали марки 32Х06Л, разрешается:
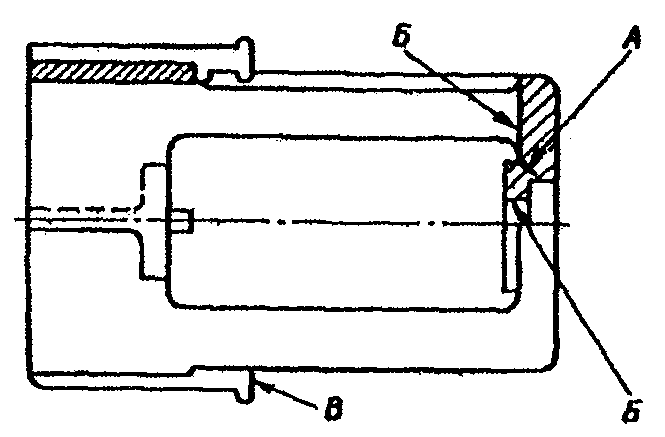
Рис. 2.66. Крышка поглощающего аппарата Ш-6-ТО-4
1) заварка трещин А в зоне отверстия под стяжной болт;
2) наплавка изношенных мест Б днища крышки;
3) наплавка мест износов и отколов на заплечиках В.
Сварочные и наплавочные работы следует выполнять после предварительного общего или местного подогрева крышки до температуры 250 — 300 °C. При перерывах в работе подогрев следует повторить.
2.6.28. При всех видах ремонта корпусов поглощающих аппаратов ПМК-110А и ПМК-110К-23 (рис. 2.67), выполненных из стали 32Х06Л, разрешается:
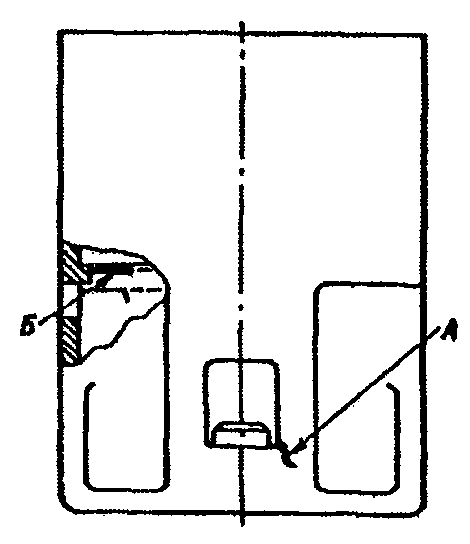
Рис. 2.67. Корпус поглощающих аппаратов
ПМК-110А и ПМК-110К-23
1) заварка трещин А в основании корпуса при условии, что они расположены ниже отверстий для упоров неподвижных пластин, и их суммарная длина не превышает 120 мм;
2) наплавка изношенных мест Б и вмятин глубиной более 3 мм в местах контакта неподвижных пластин с корпусом.
Сварку и наплавку следует выполнять после предварительного подогрева места сварки и прилегающих участков до температуры 250 — 300 °C. При перерывах в работе нагрев необходимо повторить.
2.6.29. Допускается наплавка опорных пластин поглощающих аппаратов ПМК-110А и ПМК-110К-23 из стали 38ХС при глубине износа их до 5 мм с предварительным подогревом до температуры 350 — 400 °C.
2.6.30. При ремонте упоров и упорных угольников (рис. 2.68) из сталей 15Л, 20ГЛ, 20ГФЛ, 20ФЛ, 20Г1ФЛ разрешается:
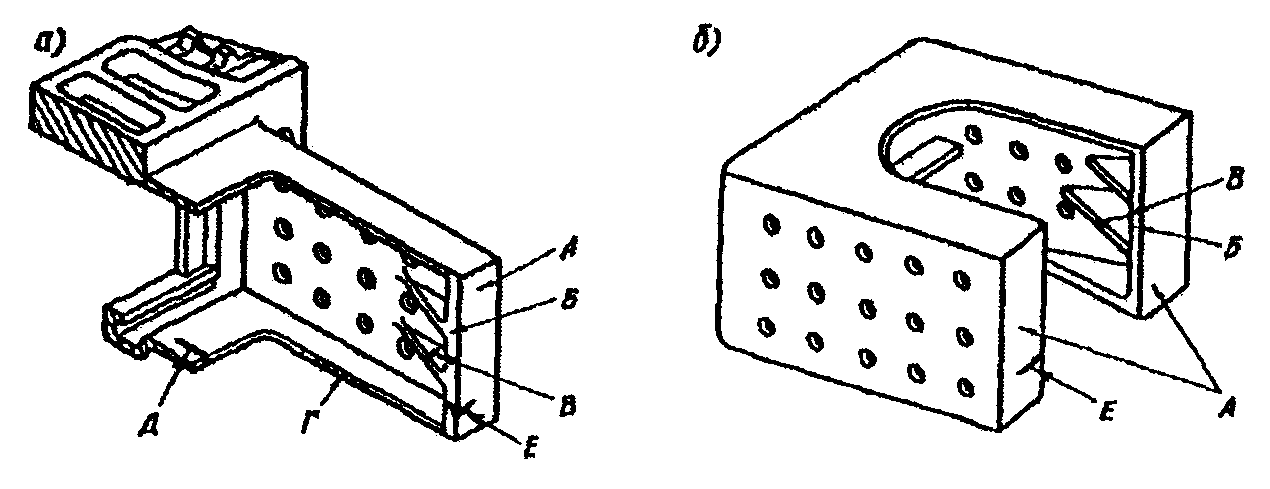
а — передний (показана половина относительно продольной
оси вагона); б — задний
Рис. 2.68. Упоры
1) наплавка изношенных упорных поверхностей А при износе их более 3 мм. Допускается приварка планок соответствующих размеров, но не тоньше 5 мм;
2) наплавка изношенных мест Б;
3) заварка трещин В в ребрах;
4) наплавка изношенных мест Г нижних горизонтальных полок;
5) заварка трещин Д в перемычках объединенных упоров;
6) заварка трещин Е в средней или нижней части упорных поверхностей объединенных упоров, если эти трещины не выходят на привалочную поверхность.
Перед заваркой следует подогреть упор до температуры 250 — 300 °C.
2.6.31. Допускается в вагонных депо восстанавливать передние упоры, отлитые из сталей марок 15Л, 20Л, 20ГФЛ, 20Г1ФЛ и 20ФЛ, имеющие повреждения в виде отколов или разрушений ударной розетки.
В соответствии с Технологической инструкцией по сварке N 317 ПКБ ЦВ восстановлению подлежат передние упоры типа УП1 ОСТ 24.152.01-77 и изготовленные по чертежу 726.02.222 1880.25290.00006. В инструкции описана технология восстановления упоров, у которых в эксплуатации возникают три вида повреждений:
1) откол верхней угловой части ударной розетки в месте постановки маятниковой подвески;
2) откол верхней угловой части ударной розетки, доходящий до оси автосцепного устройства и переходящий на вертикальную часть ребра жесткости;
3) разрушение 50% или более периметра выступающей за концевой брус части переднего упора.
Ремонт следует выполнять ручной дуговой или механизированной сваркой в среде защитного газа ![]() при температуре окружающей среды не ниже минус 5 °C.
при температуре окружающей среды не ниже минус 5 °C.
Для подготовки ремонтируемого узла под сварку рекомендуется ацетилено-кислородная или пропан-бутано-кислородная резка.
Вставки для передних упоров с повреждениями первого вида, накладки, усиливающие планки и ограничители должны быть изготовлены из стали марки Ст3сп. Вставки, накладки и ограничители могут быть изготовлены также из стали марок 10, 15 и 20 по ГОСТ 1050-88. Материалом для изготовления заготовок при восстановлении упоров с повреждениями второго и третьего вида могут служить забракованные или запасные упоры соответствующего типа.
Для ручной дуговой сварки следует применять прокаленные электроды марок УОНИ-13/45 и УОНИ-13/55. Сварку надо выполнять на постоянном токе обратной полярности. Для сварки вертикальных швов должны применяться электроды диаметром не более 4 мм, а потолочных швов — диаметром не более 3 мм.
Для механизированной сварки в среде защитного газа ![]() следует применять сварочную проволоку марки Св-08Г2С или Св-09Г2СЦ диаметром 1,0 или 1,2 мм.
следует применять сварочную проволоку марки Св-08Г2С или Св-09Г2СЦ диаметром 1,0 или 1,2 мм.
2.6.32. При всех видах ремонта упорной плиты (рис. 2.69), изготавливаемой из сталей 20Л, 38ХС и 45, разрешается наплавка изношенных мест А и Б при износе не выше 8 мм. Перед наплавкой плиту необходимо подогреть до температуры 250 — 300 °C.
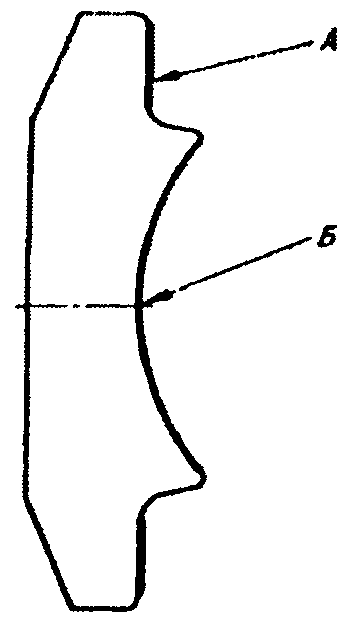
Рис. 2.69. Упорная плита
2.6.33. При всех видах ремонта разрешается наплавка нажимной шайбы из стали 27ГЛ.
2.6.34. При ремонте стяжных болтов (рис. 2.70) из стали Ст3сп разрешается:
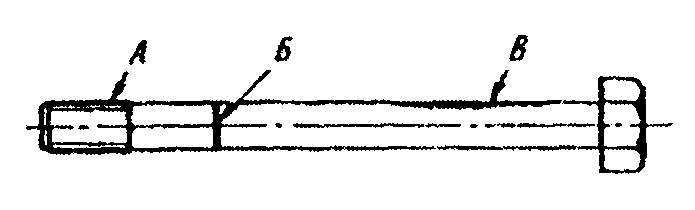
Рис. 2.70. Стяжной болт
1) наплавка изношенной резьбы А длиной до 35 мм после удаления старой резьбы на станке. После наплавки и обработки следует нарезать новую резьбу;
2) приварка новой части болта Б. При этом сварной стык должен быть расположен не ближе 30 мм от головки и резьбы болта;
3) наплавка изношенных мест В при условии, что глубина износа не более 5 мм по диаметру.
2.6.35. При ремонте поддерживающей планки (рис. 2.71) из сталей Ст3сп, 09Г2, 09Г2Д, 20Л, 20ГЛ, 20ФЛ разрешается наплавка изношенной поверхности А при глубине износа не более 9 мм.
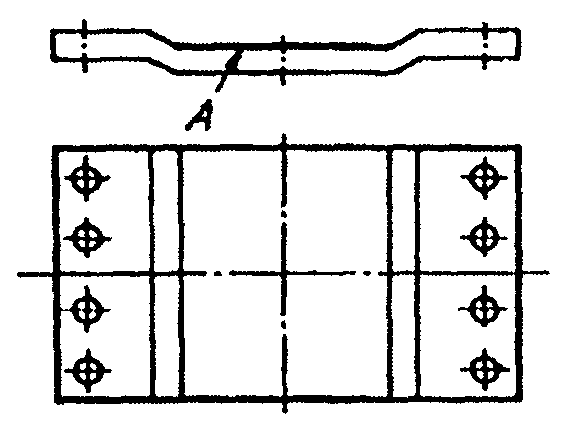
Рис. 2.71. Поддерживающая планка
2.6.36. При ремонте кронштейнов расцепного привода (рис. 2.72) из стали 25Л разрешается:
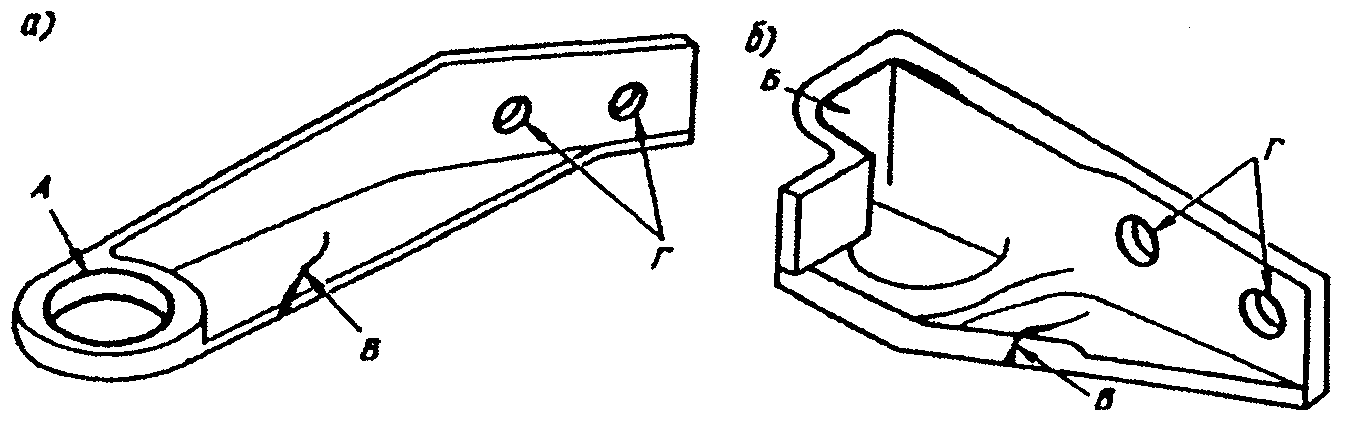
а — поддерживающий; б — фиксирующий
Рис. 2.72. Кронштейны расцепного привода
1) наплавка выработанной поверхности поддерживающего кронштейна в отверстии А для расцепного рычага и места выработки Б в фиксирующем кронштейне;
2) заварка не более одной трещины В в каждом кронштейне;
3) заварка разработанных отверстий Г в кронштейнах с последующим сверлением новых отверстий по чертежу.
2.6.37. При ремонте расцепного рычага (рис. 2.73) из стали Ст3 разрешается приварка новых частей рычага при условии, что на нем будет не более двух стыков А.
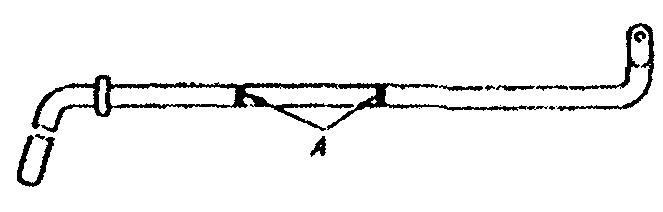
Рис. 2.73. Расцепной рычаг
2.6.38. Разрешается заварка удлиненного звена цепи расцепного привода, заведенного на регулировочный болт, и соединительного звена, заведенного в отверстие валика подъемника.
2.6.39. При ремонте кронштейнов, расцепного рычага и удлиненного звена цепи расцепного привода сварку и наплавку следует производить электродами типов Э42 и Э46.
2.6.40. При ремонте сваркой и наплавкой деталей автосцепного устройства неразрушающему контролю подлежат хвостовики корпусов автосцепки СА-3 и СА-3М, зона перемычки хвостовика, зев головки корпуса автосцепки, тяговой хомут автосцепки, валик и клин тягового хомута, стяжной болт поглощающего аппарата и маятниковая подвеска. Неразрушающий контроль выполняется в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов 637-96 ПКБ ЦВ, в которой указаны места, подлежащие контролю, и метод контроля.
2.6.41. Отремонтированные сваркой и наплавкой детали автосцепного устройства вагонов должны отвечать нормам и требованиям инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог РФ (ЦВ-ВНИИЖТ-494).
2.6.42. Места расположения клейм, наносимых на детали автосцепного устройства после их восстановления сваркой, указаны в Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог РФ (ЦВ-ВНИИЖТ-494).
2.7. Вагонная рама и ее детали
2.7.1. Металлические балки рамы, имеющие коррозионные повреждения от 15 до 30% поперечного сечения и толщину отдельных элементов (горизонтальные полки, вертикальные стенки) не менее половины конструктивной толщины, ремонтируют сваркой.
Металлические балки, у которых повреждено коррозией более 30% поперечного сечения или толщина отдельных элементов менее половины конструктивной толщины на участке длиной 500 мм и более, заменяют новыми, а при повреждении на длине менее 500 мм ремонтируют с постановкой усиливающих накладок.
2.7.2. По всей длине хребтовой балки полувагона при всех видах ремонта разрешается:
1) заварка трещин А (рис. 2.74) двутавра с последующей постановкой односторонних усиливающих накладок Б при условии, что трещина со стенки не распространяется на нижнюю полку двутавра. Разделку трещин рекомендуется производить электродами марок ОЗР-1, ОЗР-2, ЛЭЗ.ОЗР-1. При механической разделке конец трещины должен быть засверлен;
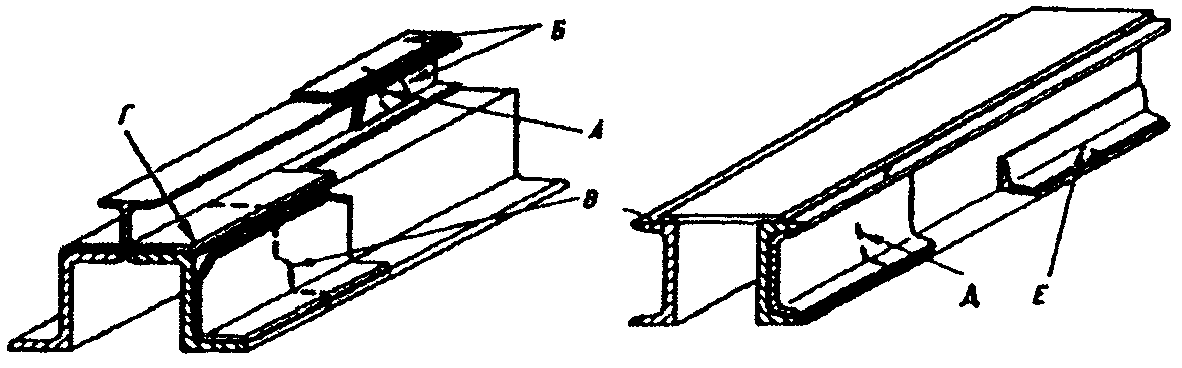
Рис. 2.74. Хребтовые балки с трещинами и изломами,
отремонтированные постановкой накладок
2) частичная замена двутавра вставками длиной не менее 1000 мм;
3) полная замена или вварка новой части двутавра хребтовой балки в случае, если коррозионные повреждения вертикальной стенки двутавра превышают 30% по толщине.
2.7.3. При всех видах ремонта цистерн допускается правка или замена деформированной части верхнего накладного листа у рам цистерн с хребтовыми балками из швеллеров с последующей приваркой продольными угловыми швами к швеллерам и встык к оставшейся части верхнего листа.
2.7.4. На участках средней (базовой) части хребтовых балок, непосредственно примыкающих к нижним листам шкворневых балок, на расстоянии менее 500 мм и на участках, расположенных на расстоянии до 500 мм от отверстия под сливной прибор у цистерн, заварка изломов и трещин не разрешается за исключением случая, указанного в п. 2.7.6 настоящей Инструкции.
На других участках базовой части хребтовых балок разрешается:
1) заварка не более двух трещин В (см. рис. 2.74) длиной менее 2/3 периметра сечения основных горячекатаных элементов хребтовых балок (двутавр в полувагонах и накладные листы в хребтовых балках цистерн из швеллеров в расчетный периметр не включаются) с усилением накладками. Для пропуска горизонтальной накладки в двутавре должен быть сделан вырез с последующей обваркой;
2) заварка не более двух трещин Д, переходящих на вертикальную стенку менее чем на 10% высоты хребтовой балки, с постановкой уголковой накладки;
3) заварка не более двух трещин Е на одной горизонтальной полке, не переходящих на вертикальную стенку, с постановкой уголковой накладки;
4) наплавка пораженных коррозией мест длиной до 500 мм и глубиной до 4 мм при капитальном ремонте и до 6 мм при деповском и текущем ремонтах или усиление их накладками толщиной 8 — 10 мм.
2.7.5. В консольной части хребтовой балки разрешается:
1) заварка трещин горизонтальной полки и трещин А (рис. 2.75), переходящих на вертикальную стенку, но не более чем на 50% высоты хребтовой балки и на расстоянии не ближе 200 мм от шкворневой балки, с последующим усилением продольными накладками;
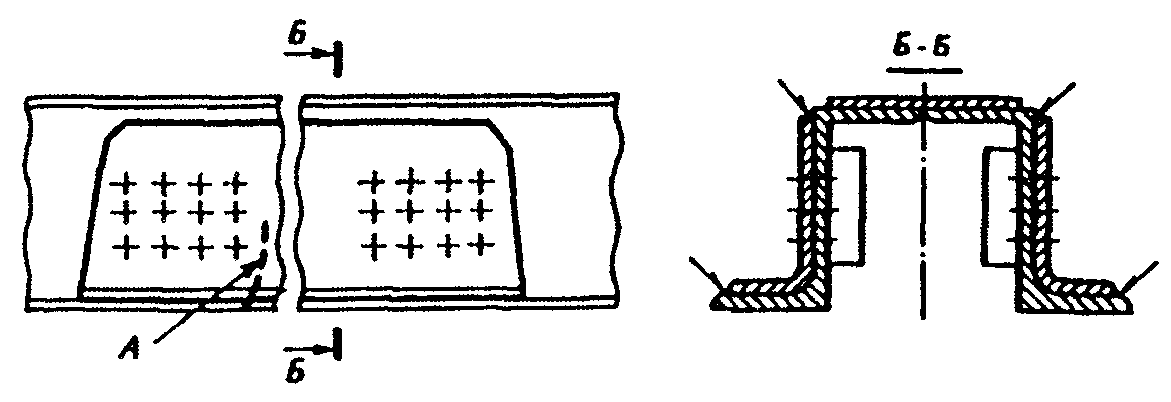
Рис. 2.75. Балка из Z-образного профиля, усиленная
накладками в месте расположения упорных угольников
2) усиление накладками в местах расположения упорных угольников протертостей глубиной более 4 мм при капитальном ремонте и более 5 мм при деповском и текущем ремонтах.
Накладка устанавливается под заклепки упорных угольников и приваривается по двум сторонам параллельно продольной оси хребтовой балки.
2.7.6. При наличии трещины в одном элементе хребтовой балки, распространяющейся более чем на 50% поперечного сечения в консольной части или в месте соединения со шкворневой балкой, при капитальном ремонте вагона допускаются установка нового элемента хребтовой балки со стыком не менее 400 мм от шкворневой балки к середине вагона и усиление места стыка накладками. Завод несет гарантийную ответственность за данный способ ремонта до следующего капитального ремонта.
2.7.7. В районе шкворневого узла и на расстоянии до 200 мм от него в сторону концевой балки при всех видах ремонта разрешаются заварка и усиление профильной накладкой трещины А (рис. 2.76) горизонтальной полки и трещины, переходящей с горизонтальной полки на вертикальную стенку, но не более чем на 50% высоты хребтовой балки. Накладка на хребтовую балку должна быть длиной не менее 0,5 м, устанавливаться симметрично относительно трещины (при необходимости на заклепки заднего упорного угольника и надпятникового узла) и привариваться. Для установки накладки и заварки трещины должна быть вырезана часть вертикального листа шкворневой балки шириной не более 300 мм. После заварки трещины А и приварки накладки Б вертикальный лист шкворневой балки должен быть восстановлен приваркой накладки или вваркой вставки.
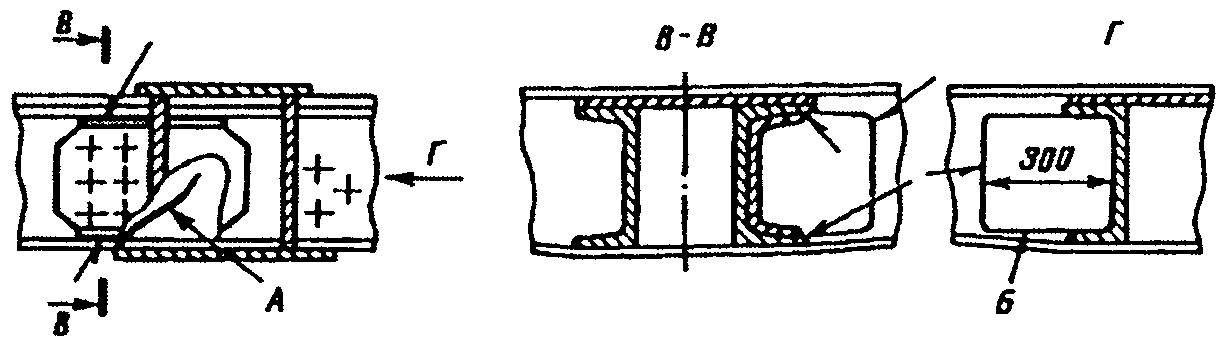
Рис. 2.76. Отремонтированная хребтовая балка в случае,
когда трещина с горизонтальной полки распространилась
на вертикальную
2.7.8. При капитальном ремонте грузовых вагонов разрешается проводить следующие сварочные работы на концевой балке:
1) заварка не более двух трещин и одного излома в любом месте концевой балки с усилением накладками;
2) полная или частичная замена верхнего или нижнего листа с последующим усилением накладкой при условии, что стыки верхнего и вертикального листов не должны совпадать;
3) частичная замена (не более половины длины) профильной штампованной балки с последующим усилением накладкой;
4) полная или частичная замена порога или заварка не более трех трещин с усилением накладками;
5) на балке полувагона с металлической обшивкой заварка трех трещин при условии, что две из них распространяются с горизонтальной полки на вертикальную стенку не более чем на 100 мм, с последующим усилением накладками (рис. 2.77);
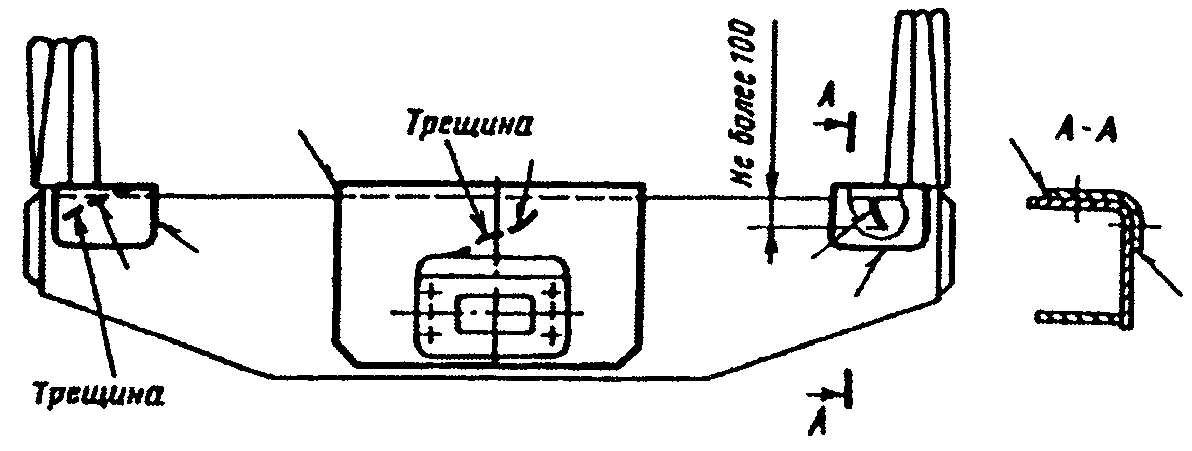
Рис. 2.77. Отремонтированная сваркой балка полувагона
с металлической обшивкой
6) замена у цистерн поврежденной части балки за пределами розетки с последующей приваркой встык новой отштампованной части и усилением профильной накладкой с внутренней стороны. Постановка новой части допускается при условии выполнения не более одного стыка при расстоянии между стыком и наружным контуром розетки не менее 200 мм (рис. 2.78);
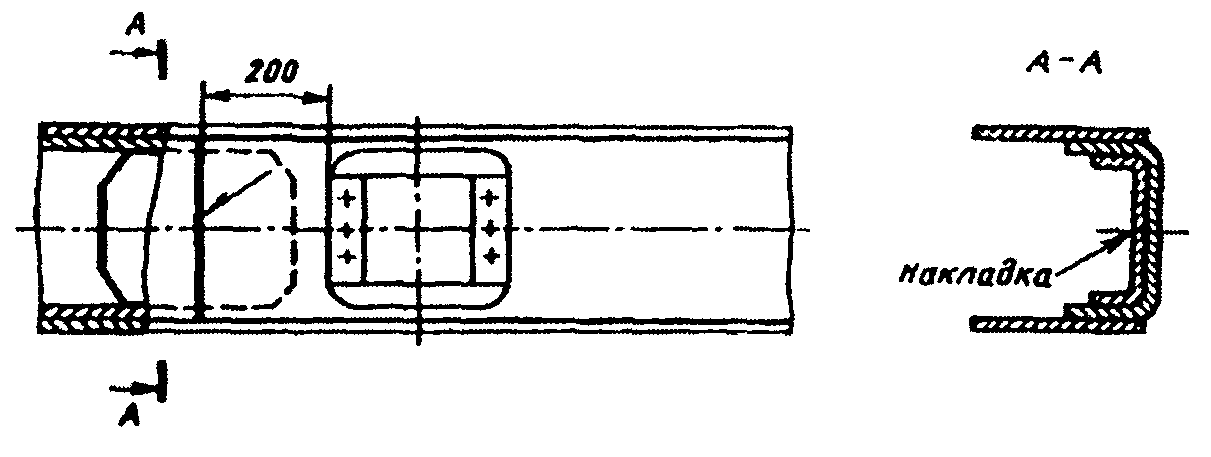
Рис. 2.78. Концевая балка цистерны, отремонтированная
постановкой новой части и усиленная накладкой
7) ремонт сваркой с постановкой усиливающих планок толщиной 8 мм штампованных балок, имеющих повреждения в местах постановки кронштейнов расцепного рычага.
2.7.9. При деповском и текущем ремонтах вагонов разрешается заварка на концевой балке не более трех трещин или одного излома в любом месте балки.
2.7.10. При всех видах ремонта вагонов разрешается выполнение следующих сварочных работ на концевой балке:
1) наплавка пораженных коррозией мест при условии, что толщина стенки в месте наплавки не менее половины чертежного размера. Допускается вместо наплавки приварка накладок толщиной не менее 4 мм и площадью не более 0,4 м2;
2) частичная замена (не более половины длины) вертикального листа балки сварной конструкции с усилением накладками при условии что верхний и нижние листы не имеют повреждений (рис. 2.79);
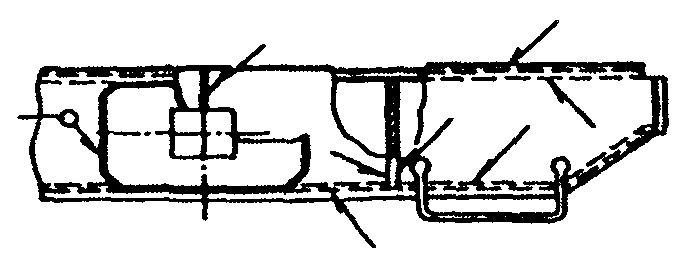
Рис. 2.79. Вертикальный лист балки сварной конструкции,
отремонтированной путем замены половины места
и усиленной накладкой
3) заварка трещины длиной не свыше 50 мм на внутренних диафрагмах балки полувагона с постановкой накладок. Косынки и ребра жесткости ремонту не подлежат;
4) постановка на полувагоны усиливающей накладки над ударной розеткой. Накладка должна располагаться симметрично относительно оси вагона и привариваться по периметру (рис. 2.80).
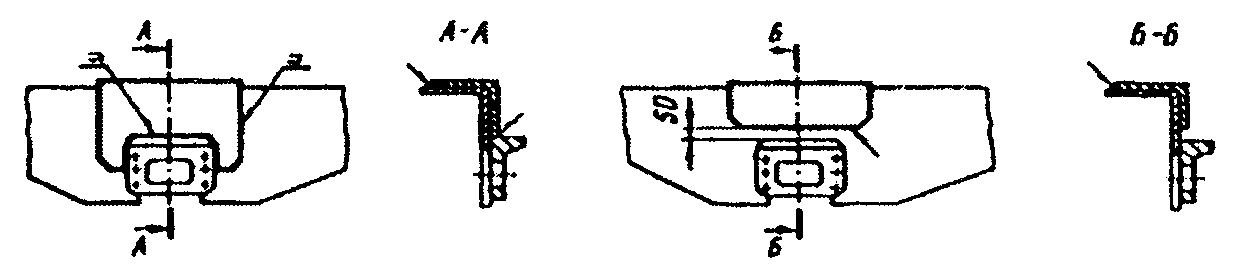
Рис. 2.80. Концевая балка с розеткой, отремонтированная
путем постановки усиливающей накладки
2.7.11. При ремонте шкворневой и промежуточных балок грузового вагона разрешается:
1) заварка трещин или изломов верхнего листа шкворневой балки с усилением накладками при условии, что на листе при капитальном ремонте допускается постановка не более двух усиливающих накладок, а при деповском и текущем ремонтах — не более трех (рис. 2.81);
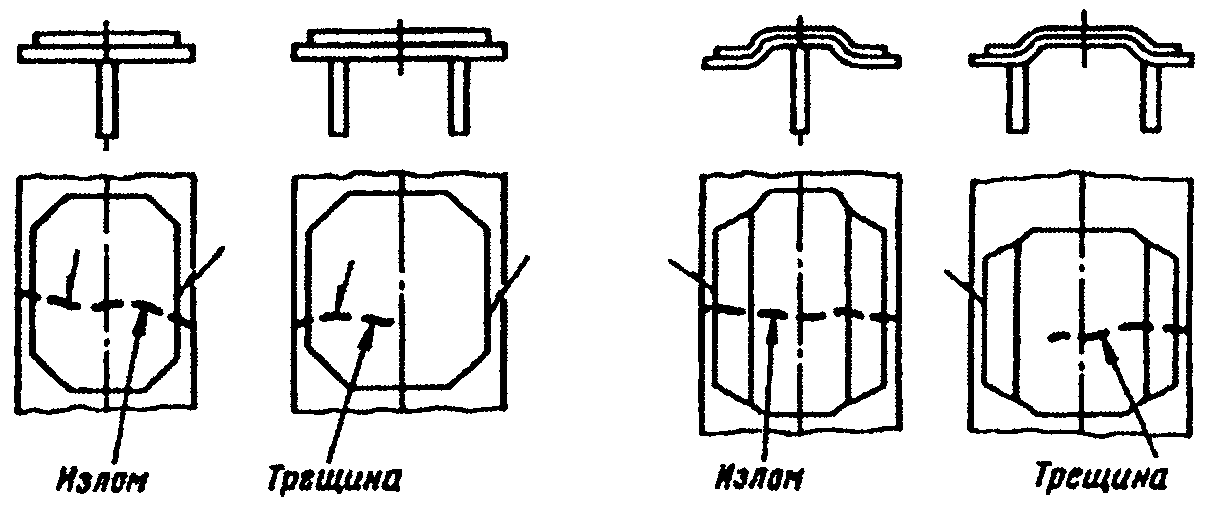
Рис. 2.81. Верхние листы промежуточной и шкворневой балок,
отремонтированные сваркой
2) заварка трещины длиной до 30 мм без постановки усиливающих накладок;
3) заварка трещин А (рис. 2.82), изломов и коррозионных повреждений вертикальных листов шкворневой и промежуточной балок с постановкой усиливающих накладок Б;
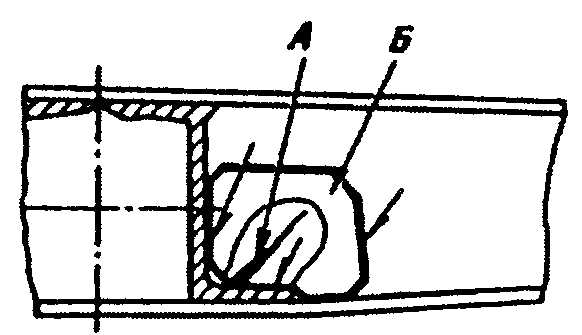
Рис. 2.82. Отремонтированный вертикальный лист шкворневой
балки в месте соединения с хребтовой балкой
4) заварка трещины или излома нижнего листа шкворневой балки с постановкой усиливающей накладки (рис. 2.83). Допускаемое расстояние от начала трещины или излома до границы крайнего элемента хребтовой балки не менее 100 мм;
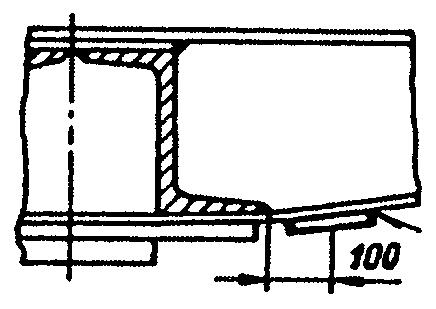
Рис. 2.83. Нижний лист шкворневой балки, отремонтированный
сваркой
5) усиление накладкой 1 (рис. 2.84) нижнего листа шкворневой балки в месте постановки пятника при наличии трещины, расположенной на расстоянии менее 100 мм от хребтовой балки, с постановкой уравнительных накладок 2 на скользуны рамы с целью компенсации изменения зазора между скользунами рамы и тележки. Толщина уравнительных накладок должна соответствовать толщине усиливающей накладки;
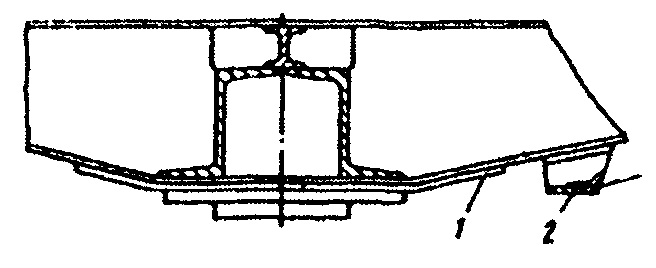
1 — усиливающая накладка; 2 — накладка на схользун
Рис. 2.84. Усиление накладкой нижнего листа шкворневой
балки полувагона
6) частичная (не более половины длины) или полная замена нижнего листа шкворневой балки. При частичной замене стык усиливают накладкой. При капитальном ремонте допускается не более трех, а при деповском и текущем ремонтах — не более четырех усилений;
7) частичная или полная замена распорок концевой балки изотермического вагона при наличии в них трещин или изломов, расположенных на расстоянии не ближе 400 мм от концевой балки. При выпуске вагона из капитального ремонта допускается не более двух, а из деповского и текущего ремонтов — не более трех заваренных мест, усиленных односторонними накладками;
заварка трещины вертикального листа у упора крышки люка полувагона с усилением ее штампованной накладкой (рис. 2.85). Накладка к упору крышки люка не приваривается.
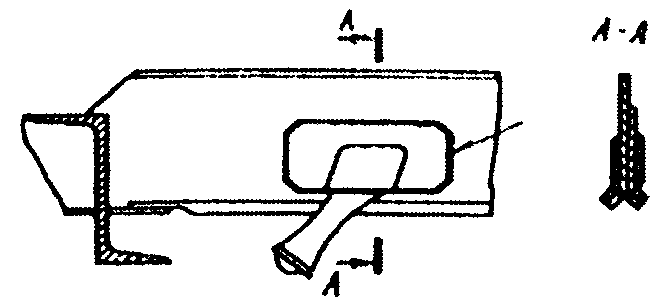
Рис. 2.85. Вертикальный лист промежуточной балки
полувагона, отремонтированный в месте расположения упора
крышки люка
2.7.12. Косынки, ребра жесткости, упоры крышки люка и другие детали шкворневой и промежуточной балок грузового вагона ремонту сваркой не подлежат.
2.7.13. При ремонте штампованных пятников из осевой стали по ГОСТ 4728-89 и стали 20 по ГОСТ 1050-88, а также литых пятников из сталей 15Л, 20Л, 25Л, 20ФЛ, 20Г1ФЛ, 20ГЛ и 20ГТЛ по ГОСТ 977-88 разрешается:
1) заварка трещин А (рис. 2.86) в ребрах пятника;
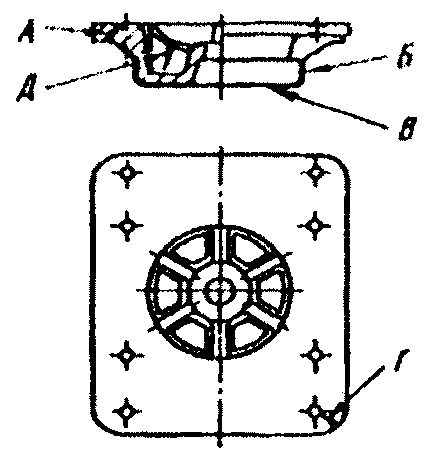
Рис. 2.86. Пятник
2) наплавка изношенных поверхностей Б и В при условии, что глубина износа не превышает у пятников грузовых вагонов 7 мм, а у пятников рефрижераторных вагонов — 10 мм, а также заварка трещин Г во фланцах при суммарной длине не более 100 мм и трещин Д в ребрах. Допускается восстановление изношенных упорной и опорной поверхностей пятника, а также отверстия под шкворень производить путем приварки соответственно кольца, кольцевой пластины и втулки.
Устранение указанных дефектов производить после снятия пятника с вагона. Сварку необходимо выполнять с предварительным подогревом пятника до температуры 200 — 250 °C. Ремонт производить в соответствии с ТК-231.
2.7.14. При ремонте вагонов разрешается наплавка выработанных мест скользунов рамы при износе их до 50% номинальной толщины.
2.7.15. При заварке трещин, изломов, постановке вставок, накладок, приварке заменяемых или новых элементов рамы вагона следует использовать при ручной дуговой сварке электроды марки УОНИ-13/45, УОНИ-13/55, УОНИ-13/55К. Перед сваркой электроды должны быть прокалены при температурах, указанных в паспорте на электроды. Не следует пользоваться прокаленными электродами, если после прокалки прошло более 4 ч. Такие электроды подлежат повторной прокалке. Прокаленные электроды до сварки рекомендуется хранить в герметичных пеналах или в сушильных шкафах с подогревом до 60 — 80 °C. Сварку указанными электродами следует выполнять короткой дугой на постоянном токе обратной полярности.
2.7.16. При ремонте рам вагонов сваркой в среде защитного газа ![]() следует применять сварочную проволоку диаметром не более 1,2 мм.
следует применять сварочную проволоку диаметром не более 1,2 мм.
2.7.17. Каталог типовых накладок, применяемых при ремонте рам грузовых вагонов, приведен в Типовом технологическом процессе ремонта сваркой несущих элементов грузовых вагонов ТК-47 ПКБ ЦВ, утвержденном ЦВ МПС.
2.8. Кузова вагонов
2.8.1. При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается:
1) заварка трещин, изломов верхней и нижней обвязок с последующим усилением односторонними накладками (рис. 2.87) при условии, что на боковой стороне кузова будет не более трех поперечных изломов (трещин) или двух продольных трещин длиной не более 200 мм каждая. Расстояние между стыками должно быть не менее 1 м;
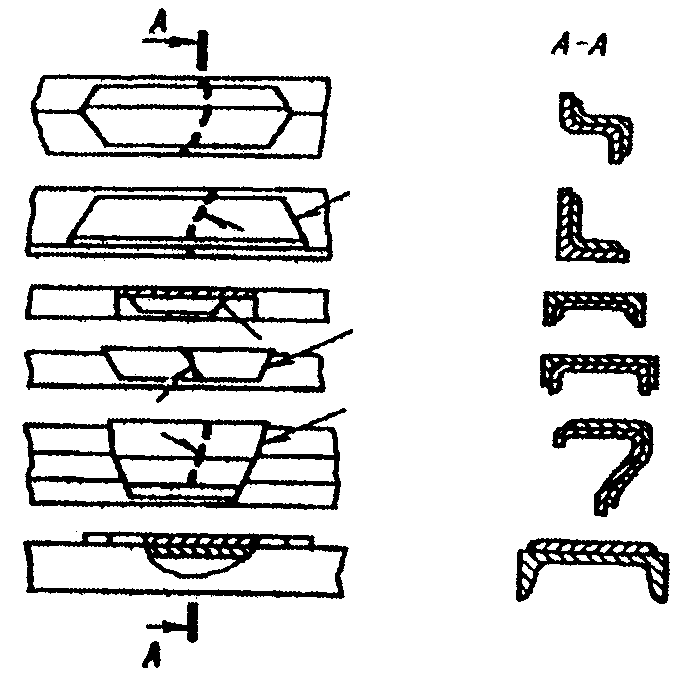
Рис. 2.87. Верхняя и нижняя обвязки, усиленные
односторонними профильными накладками в местах изломов
2) заварка трещин и изломов раскосов, шкворневых и промежуточных стоек в любом месте, но не более одного излома или трещины на стойке, раскосе, с обязательным усилением накладками (рис. 2.88);
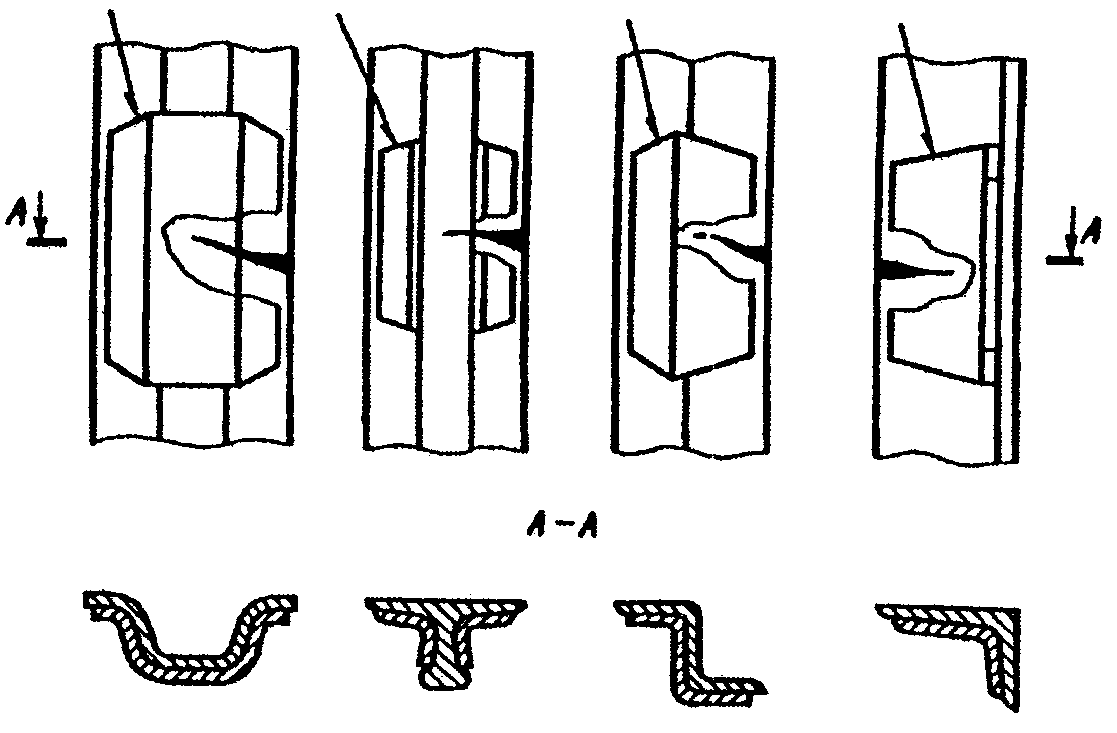
Рис. 2.88. Стойки кузова вагона, усиленные
профильными накладками
3) заварка трещин нижней и верхней обвязок у полувагонов с металлической обшивкой с каждой продольной стороны, но не более трех поперечных изломов (трещин) или двух продольных трещин с усилением накладками;
4) вырезка части верхней обвязки с трещиной длиной более 200 мм или с изломом для вварки новой части. Расстояние между стыками должно быть не менее 1 м;
5) вырезка части нижней обвязки с трещиной длиной более 130 мм для вварки новой части. Расстояние между стыками должно быть не менее 1 м;
6) восстановление сварного шва с предварительным удалением ранее наплавленного металла при отрыве стойки от нижней обвязки. Узел заделки необходимо усилить дуговыми точечными соединениями — электрозаклепками;
7) замена накладок и удаление сварных швов, соединяющих нижний обвязочный угольник с вертикальным листом промежуточной балки, у которых повреждено коррозией свыше 15% толщины при капитальном ремонте и 20% при деповском и текущем ремонтах или толщина в отдельных местах менее половины чертежного размера, с последующим восстановлением сварочных швов;
частичная (не более половины длины) или полная замена стоек, раскосов, нижней и верхней обвязок при условии применения аналогичного профиля. При замене частей верхней или нижней обвязок стык располагается в межстоечных пространствах на расстоянии не менее 300 мм от близстоящей стойки.
При обнаружении трещин по металлу накладок старые накладки должны быть срезаны и приварены новые.
Дефектные сварные швы заделок шкворневых и промежуточных стоек в раму вагона восстанавливают заваркой с последующей постановкой накладок (при необходимости) соответствующего профиля. Нахлесточные соединения должны быть усилены дуговыми точечными соединениями — электрозаклепками.
2.8.2. При всех видах ремонта вагонов на кузовах грузовых вагонов разрешается заварка поперечных трещин угловых стоек длиной до 1/2 периметра поперечного сечения с усилением накладками. На одной стойке допускается не более одной трещины.
2.8.3. Угловые стойки кузовов грузовых вагонов, имеющие изломы, ремонту на вагоне не подлежат.
2.8.4. При всех видах ремонта вагонов на каркасе кузова цельнометаллического вагона разрешается:
1) заварка трещин А (рис. 2.89), изломов Б и коррозионных мест В, а также приварка вставок в соединении с нижней обвязкой стоек рефрижераторных вагонов с усилением накладками;
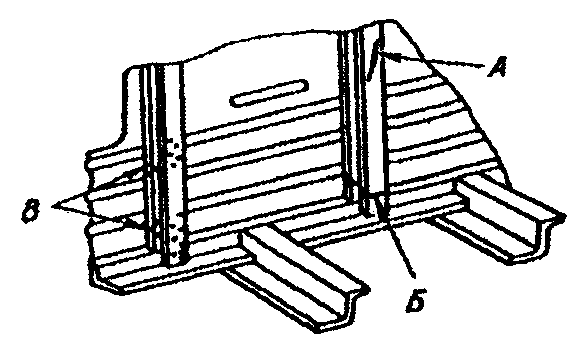
Рис. 2.89. Боковые стойки рефрижераторных вагонов
2) заварка изломов или трещин, коррозионных мест нижней и верхней обвязок с усилением накладками.
2.8.5. При всех видах ремонта вагонов в обшивке стен цельнометаллических вагонов разрешается:
1) заварка дефектов сварных швов листов обшивки;
2) заварка пробоин и прорезов длиной менее 100 мм и шириной до 3 мм;
3) замена отдельной части панели А (рис. 2.90) приваркой ее к стойкам, раскосам, верхней и нижней обвязкам. Допускается замена поврежденных гофрированных листов плоскими;
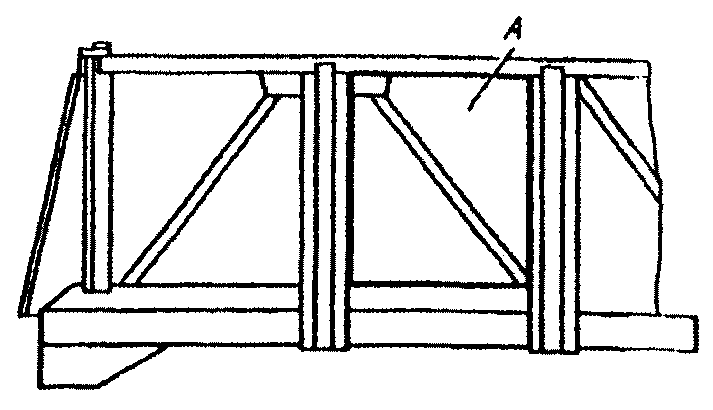
Рис. 2.90. Обшивка металлического полувагона
4) заделка пробоин А (рис. 2.91) и прорезов Б длиной более 100 мм и шириной более 3 мм только постановкой вставок В с приваркой их по периметру при условии, что в проеме между стойками должно быть не более одной вставки;
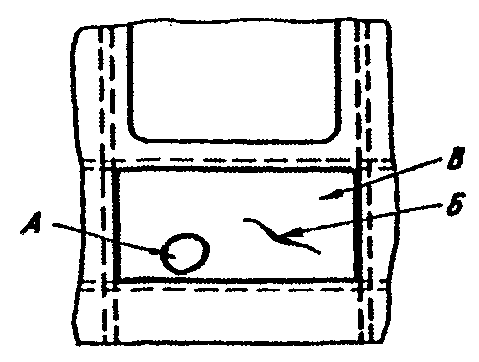
Рис. 2.91. Металлическая обшивка стен
5) замена ранее поставленных с наружной стороны кузова заплат постановкой вставок или накладок по профилю изнутри кузова;
6) вырезка части обшивки, имеющей вмятины, площадью не более 1 м2 с последующей вваркой вставки.
2.8.6. При капитальном ремонте вагонов в обшивке стен цельнометаллических вагонов разрешается:
1) заварка пробоин, поврежденных коррозией участков обшивки с постановкой вставок при условии, что на одном пролете их будет не более трех;
2) полная замена пораженной коррозией металлической обшивки.
2.8.7. При всех видах ремонта вагонов разрешается постановка накладок с внутренней стороны площадью не более 0,3 м на трещины, пробоины, вырывы, пораженные коррозией участки обшивки.
2.8.8. Все сварные швы при вварке вставок должны быть зачищены заподлицо с основным металлом.
2.8.9. В цельнометаллических изотермических вагонах перед сваркой необходимо удалить термоизоляцию на расстояние не менее 300 мм от места сварки, а также принять меры против воспламенения оставшейся изоляции.
2.8.10. При деповском и текущем ремонтах грузовых вагонов разрешается:
1) приварка накладок (рис. 2.92) к листам цельносварной крыши при условии, что площадь каждой накладки не более 0,3 м2 и расстояние между ними не менее 1 м;
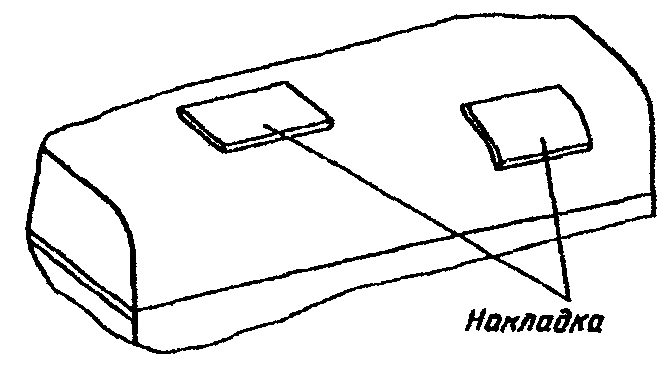
Рис. 2.92. Крыша вагона
2) замена отдельных полос, карт между дугами цельносварной крыши при условии, что таких полос на одной крыше будет не более двух.
2.8.11. При деповском и текущем ремонтах вагонов разрешается замена отдельных полос, карт между дугами при условии, что количество замененных или отремонтированных полос не более четырех на крыше.
2.8.12. При текущем, деповском и первом капитальном ремонтах вагонов на крыше разрешается заваривать не более двух трещин на 1 м2 длиной до 150 мм. Трещины длиной более 150 мм при первом капитальном ремонте и любые трещины при втором капитальном ремонте следует устранять вваркой вставки.
2.8.13. При всех видах ремонта вагонов на кузове крытого цельнометаллического грузового вагона разрешается:
1) заварка на стойках боковой стены поперечных трещин, распространяющихся не более чем на 50% их сечения, без усиления накладками, за исключением дверных и торцовых стоек, на которых постановка накладок обязательна;
2) заварка на стойках изломов и трещин, распространяющихся более чем на 50% их сечения, с усилением накладками при условии, что вдоль боковой стены такие стойки чередуются со стойками, не имеющими повреждений;
3) замена торцовых стоек, имеющих изломы, новыми;
4) заварка трещин и разрывов обшивки шириной менее 2 мм и длиной до 100 мм без постановки накладок;
5) устранение пробоин и разрывов шириной более 2 мм, длиной более 100 мм постановкой накладок или вставок (рис. 2.93). Количество накладок или вставок в одном межстоечном проеме не должно превышать двух;
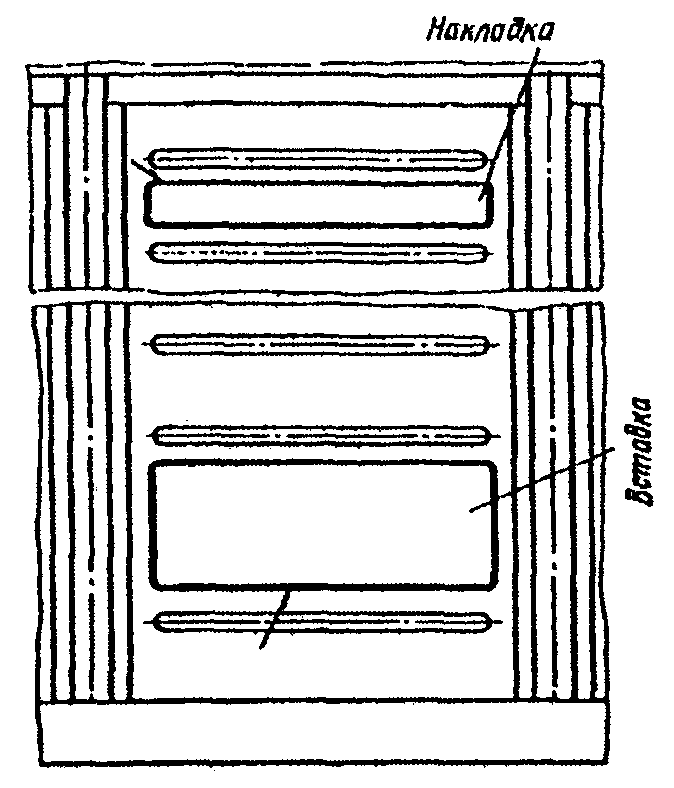
Рис. 2.93. Приварка накладки и вставки
в межстоечном проеме
6) вырезка части обшивки, имеющей вмятины площадью не более 1 м2, с последующей вваркой вставки;
7) замена в межстоечном проеме части или всей поврежденной обшивки;
замена поврежденных участков стойки вставками соответствующего профиля с усилением сварных швов накладками.
Стоек, у которых проведена заварка трещин без постановки усиливающих накладок, должно быть не более четырех на каждой стороне.
Допускается в отдельных случаях замена поврежденных гофрированных листов плоскими частично в нижней части кузова или по всей высоте межстоечного проема.
Замену части обшивки вдоль всей боковой стены вагона производить только на одинаковой от нижней обвязки высоте во всех межстоечных проемах.
2.8.14. При всех видах ремонта вагонов в металлическом полу разрешается:
1) заварка трещин в основном металле А (рис. 2.94) длиной не более 500 мм или дефектов сварных швов Б;
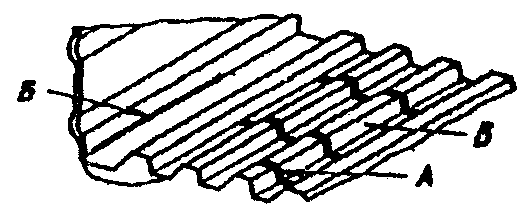
Рис. 2.94. Цельнометаллический пол
2) приварка накладок В на полах при условии, что площадь каждой накладки не более 0,3 м2, а расстояние между ними не менее 1 м;
3) вварка листов пола цельнометаллических вагонов всех типов при их полной или частичной замене;
4) замена гофрированных листов консольных секций пола на гладкие толщиной 3 мм;
5) вварка вставок площадью не более 1 м или замена всей секции пола при коррозии.
2.8.15. При деповском и текущем ремонтах вагонов для дверей всех типов вагонов разрешается:
1) заварка не более двух трещин А (рис. 2.95) в угольниках обвязки двери с усилением мест сварки угловыми накладками;
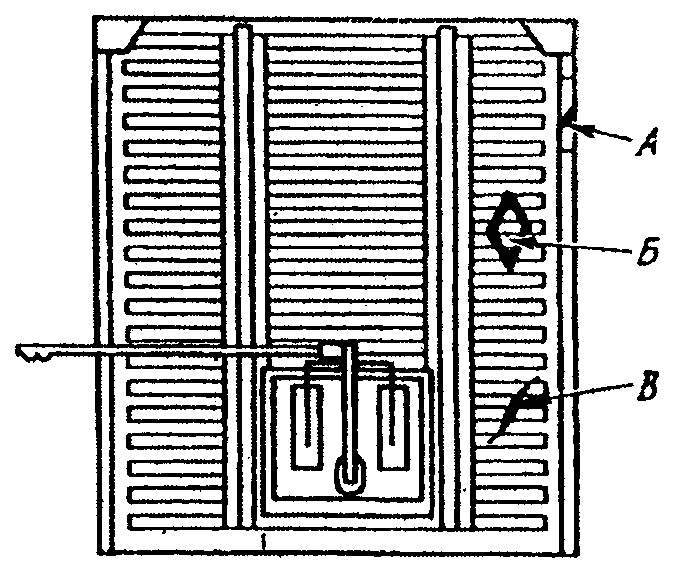
Рис. 2.95. Двери вагона
2) заварка пробоин Б и прорезов с наложением накладок, вставок, но не более четырех на листе обшивки двери;
3) приварка водоотливов взамен пораженных коррозией;
4) заварка прорезов В на листе обшивки двери, если ширина его не более 3 мм;
5) заварка трещины в листе обшивки двери длиной до 100 мм без постановки усиливающей накладки, а при длине более 100 мм с наложением накладки. Общее количество накладок на двери вагона не должно превышать четырех;
6) заварка трещин и наплавка изношенных мест в металлических частях дверей изотермических вагонов;
7) вварка вставок или полная замена облицовки тамбурной двери изотермического вагона;
приварка запирающихся кулачков к запорной штанге двери при условии, что место стыка располагается не ближе 50 мм от места перехода одного сечения в другое или от шеек.
2.8.16. При капитальном ремонте для дверей всех типов вагонов разрешается:
1) заменять полностью любую из обвязок двери с частичной заменой или ремонтом прилегающей обшивки как гофрированным, так и плоским листом по всей высоте двери (рис. 2.96);
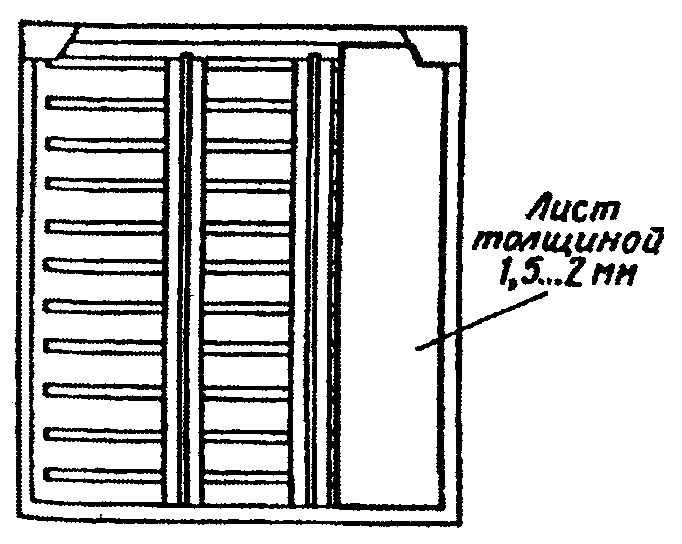
Рис. 2.96. Замена задней обвязки двери
2) устранять на всех стойках двери не более двух трещин или изломов. Устраняют их сваркой с постановкой усиливающих накладок соответствующего профиля (рис. 2.97). На одной стойке разрешается исправлять не более одного повреждения;
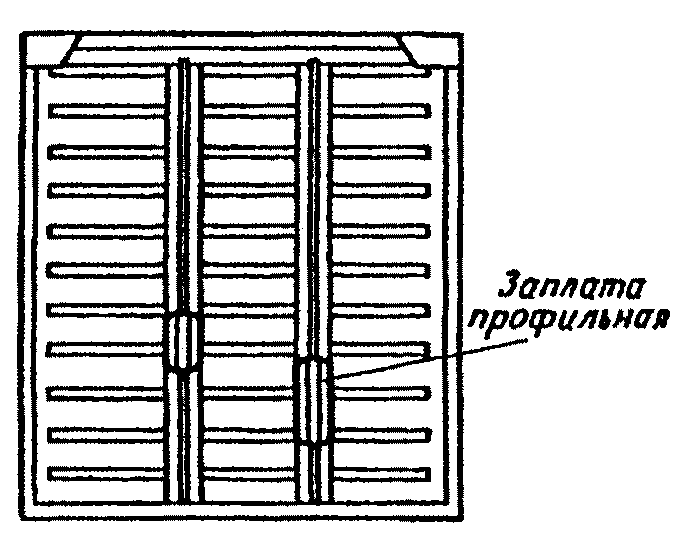
Рис. 2.97. Устранение излома или трещин стоек
3) заваривать поврежденные сварные швы с предварительной их разделкой и зачисткой прилегающих участков;
4) устранять не более четырех трещин или пробоин на металлической обшивке двери. Трещины и пробоины устраняют постановкой заплат или накладок из плоского листа, опирающихся на элементы каркаса двери, с последующей приваркой встык сплошным швом к нижней, передней и задней обвязкам, внахлест к полкам стоек (рис. 2.98).
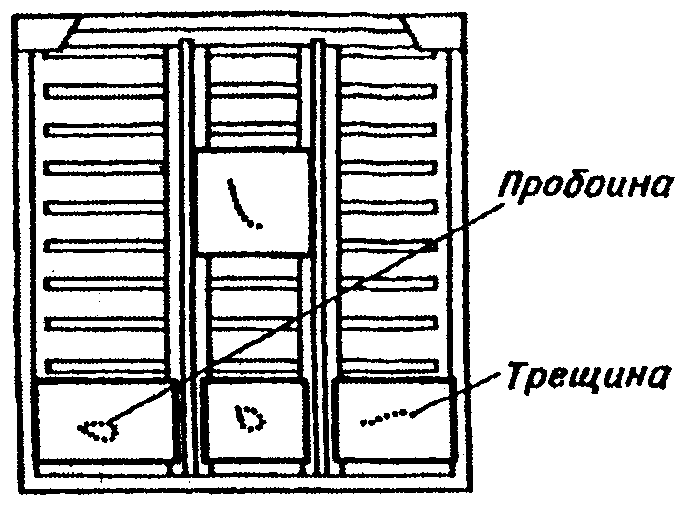
Рис. 2.98. Устранение трещин и пробоин
2.8.17. При деповском и текущем ремонтах вагонов в крышках люков полувагонов (рис. 2.99), ремонтируемых без снятия их с вагона, разрешается:
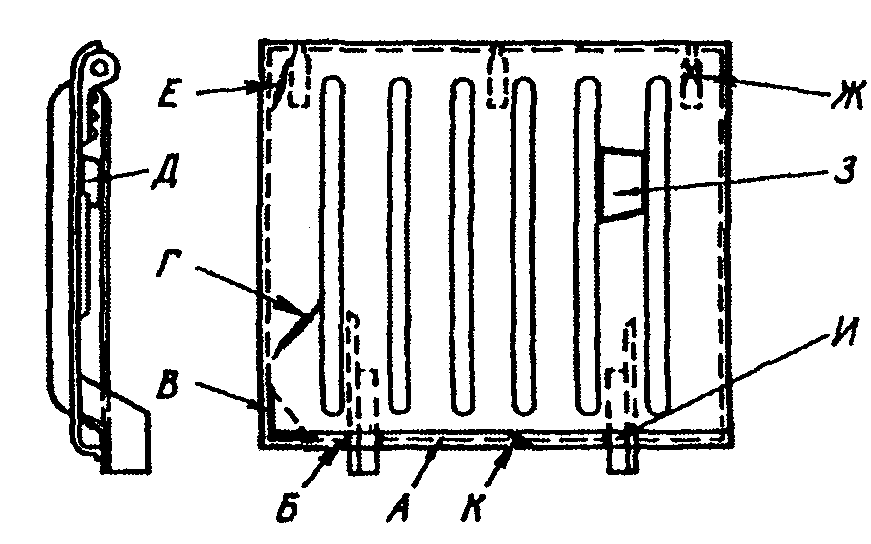
Рис. 2.99. Крышка люка полувагона
1) приварка усиливающей планки А переднего угольника обвязки крышки люка;
2) приварка планок Б под угольники крышки;
3) заварка дефектов В в сварных швах;
4) заварка не более двух трещин Г в листе крышки длиной не более 100 мм;
5) приварка скоб запорных угольников И.
2.8.18. При всех видах ремонта вагонов в крышках люков полувагонов (см. рис. 2.99), ремонтируемых со снятием их с вагона, разрешается:
1) производство всех работ, перечисленных в п. 2.8.17;
2) заварка трещин Е в листе крышки люка в углах или местах расположения петель при условии, что толщина полотна в местах наложения сварных швов не менее 4 мм, количество трещин не более четырех и длина каждой трещины не более 100 мм. При этом обязательно усиление накладками, которые должны перекрывать трещины не менее чем на 50 мм в каждую сторону;
3) заварка трещин в ребрах и угольниках при условии, что толщина металла в местах наложения сварных швов не менее 4 мм, с усилением угловыми и плоскими накладками Д толщиной 6 мм и длиной 100 мм;
4) приварка накладок З при условии, что толщина листа в местах наложения швов не менее 4 мм, размеры накладки не превышают 200 x 400 мм, количество накладок не более трех, а расстояние между ними не менее 150 мм;
5) заварка трещин К в передней отбуртовке, не выходящих на лист крышки, с последующим усилением накладкой длиной до 100 мм;
6) заварка лучевых трещин Ж у отверстия для заклепок.
2.8.19. При всех видах ремонта вагонов в деталях запорного механизма разгрузочных люков полувагонов (рис. 2.100) разрешаются наплавка изношенных поверхностей А и заварка отверстий Б, приварка опоры или заварка трещины крепления ее В, заварка трещины Г. Заваренные отверстия подлежат последующей рассверловке.
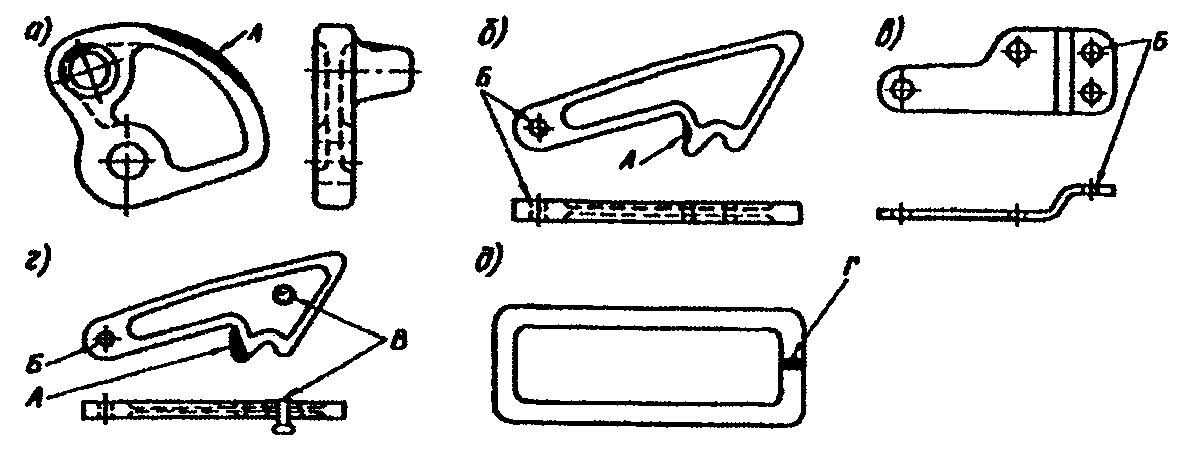
а — сектор запорного механизма;
б — закидка люка; в — скоба закидки;
г — закидка люка с опорой; д — кольцо
Рис. 2.100. Детали запорного механизма крышек
люков полувагонов
2.8.20. При всех видах ремонта нижнего запорного механизма торцевой двери полувагона (рис. 2.101) разрешается:
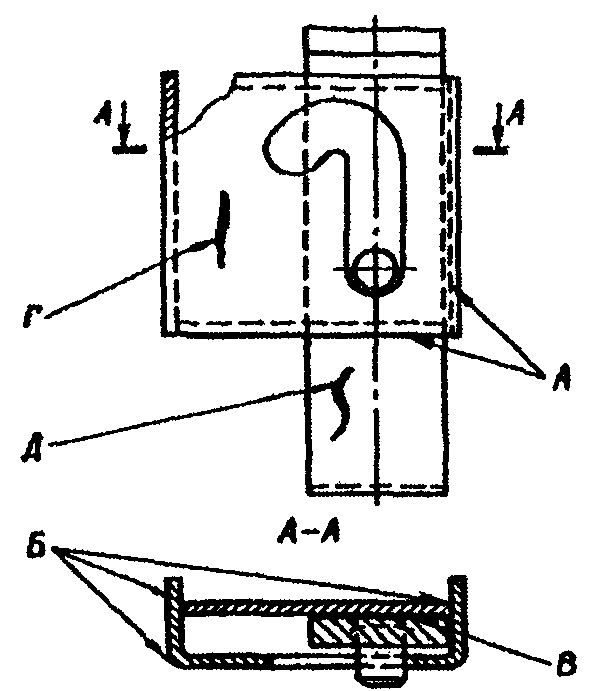
Рис. 2.101. Нижний запорный механизм торцевой
двери полувагона
1) заварка дефектных сварных швов А крепления механизма к торцевой двери;
2) заварка дефектных сварных швов Б крепления стенок коробки механизма;
3) приварка валика механизма В при дефектном сварочном шве или при его отсутствии;
4) заварка трещин Г на стенках коробки;
5) заварка трещин Д на скобе механизма.
2.8.21. При всех видах ремонта вагонов в деталях бортов платформ разрешается:
1) восстановление дефектных поверхностей А (рис. 2.102) деталей крепления металлического борта при износе не более 5 мм;
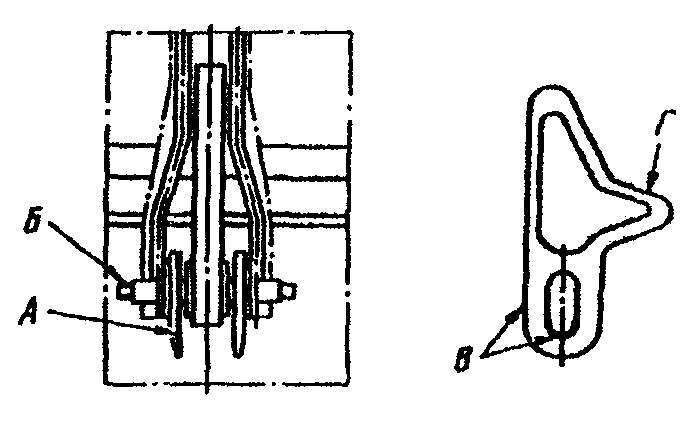
Рис. 2.102. Детали запоров бортов платформы
2) наплавка изношенных поверхностей валиков Б клиньев запоров до чертежных размеров;
3) наплавка изношенных мест В и Г клина металлического борта до чертежных размеров;
4) заварка продольных трещин длиной не более 100 мм на листе борта без перекрытия накладками;
5) заварка на листе борта не более шести поперечных трещин при условии, что они не уменьшают сечение борта более чем на 30%, а толщина листа в месте наложения сварных швов не менее 3 мм. Заварка должна выполняться с перекрытием профильными накладками толщиной 3 — 4 мм.
2.9. Внутреннее оборудование рефрижераторных вагонов
секций ЦБ-5, БМЗ и АРВ
2.9.1. При ремонте блока цилиндров дизелей К-461 и 4ВД-21/15 запрещается заварка:
1) трещин и изломов перегородок между цилиндрами;
2) трещин, переходящих через отверстия под подшипники распределительного вала;
3) трещин, проходящих через отверстия под оси промежуточных шестерен дизеля 4ВД-21/15;
2.9.2. При ремонте блока цилиндров (рис. 2.103) разрешается:
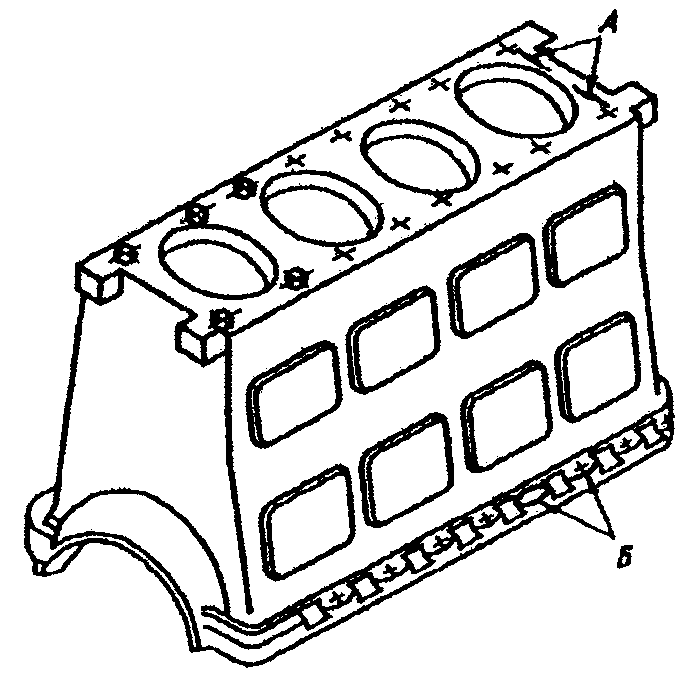
Рис. 2.103. Блок цилиндров
1) заварка трещин А у резьбовых гнезд для шпилек при длине трещины не более 15 мм, если общее количество трещин, в том числе отремонтированных ранее, не более двух;
2) наплавка бобышек Б в местах крепления к картеру при наличии не более двух отколов, в том числе отремонтированных ранее;
3) заварка трещин в стенке блока;
4) заварка коррозионно-эрозионного разрушения внутренних, омываемых водой стенок блока при повреждении от 25 до 60% номинальной толщины стенки в данном месте при капитальном и до 75% при деповском ремонте;
5) заварка язв коррозионно-эрозионного характера диаметром более 10 мм или до 10 мм в местах уплотнения и посадки гильз при расстоянии между ними не менее 30 мм.
2.9.3. Заварку трещин и других дефектов следует выполнять газовой сваркой с предварительным подогревом блока до температуры 600 — 650 °C и последующим после сварки медленным охлаждением. Технология сварки должна исключать образование закалочных структур в металле шва и околошовной зоне. Трещины, поры и подрезы не допускаются.
2.9.4. Трещины, коррозионно-эрозионные повреждения и язвы допускается устранять электродуговым способом с использованием самозащитной проволоки на никелевой основе марки ПАНЧ-11. Дефекты в виде трещин, пор и подрезов не допускаются.
2.9.5. Восстановление блоков дизеля и других чугунных деталей холодной сваркой с использованием проволоки ПАНЧ-11 следует выполнять только при наличии сертификата качества завода-изготовителя на каждую партию проволоки. Сварка проволокой, на которую отсутствует сертификат качества, не разрешается.
2.9.6. При дуговой сварке самозащитной проволокой ПАНЧ-11 следует использовать проволоку диаметром 1,2 мм. Сварку надо проводить в нижнем положении сварочным током прямой полярности 110 — 140 А, при напряжении 14 — 18 В, скорости сварки 8 м/ч, скорости подачи сварочной проволоки 100 м/ч и вылете проволоки 15 — 20 мм.
2.9.7. К выполнению сварочно-наплавочных работ при восстановлении блока цилиндров и других чугунных деталей допускаются только специально обученные и аттестованные сварщики, имеющие квалификацию не ниже пятого разряда.
2.9.8. При ремонте картера (рис. 2.104) коленчатого вала дизеля не допускается:
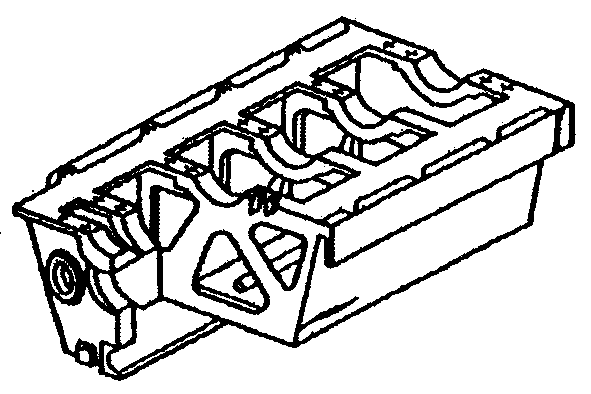
Рис. 2.104. Картер
1) заварка трещин между посадочными отверстиями под цилиндры (дизели 4НВД-12,5/9 и 4НВД-12,5/9-1);
2) заварка трещин, проходящих через постели коренных подшипников коленчатого вала;
3) заварка трещин, проходящих через отверстия под опорные шейки распределительного вала (дизели 4ВД-12,5/9 и 4ВД-12,5/9-1);
4) заварка трещин на перегородках, ребрах жесткости любого размера и расположения (дизель 4ВД-21/15);
5) заварка трещин, проходящих через отверстия или охватывающих их (дизель 4ВД-21/15).
2.9.9. При ремонте картера коленчатого вала дизелей 4НВД-12,5/9 и 4ВД-21/15 разрешается:
1) заварка трещин в стенке картера;
2) наплавка изношенной опорной поверхности гнезд под вкладышами коренного подшипника.
Восстановление сваркой и наплавкой картера коленчатого вала, а также других деталей дизеля и оборудования рефрижераторных вагонов, изготовленных из серого чугуна, допускается производить в соответствии с рекомендациями, изложенными в п. п. 2.9.3 — 2.9.7, а также в п. 2.9.11 настоящей Инструкции.
2.9.10. При ремонте дизелей 4НВД-12,5/9 и 4НВД-12,5/9-1 не допускается заварка трещин в головке цилиндра любого размера и расположения.
2.9.11. При ремонте головок цилиндров дизелей 4ВД-21/15 разрешается заварка сквозных и несквозных трещин А (рис. 2.105) в местах, не испытывающих больших механических нагрузок, при длине трещины не более 50 мм, при наличии на одной стенке не более одной, а всего на головке не более двух трещин, в том числе отремонтированных ранее.
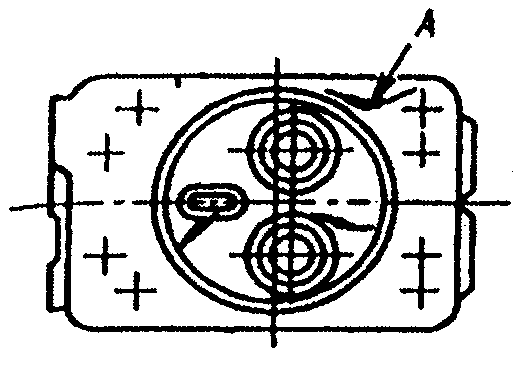
Рис. 2.105. Головка цилиндра
Не разрешается выполнять ремонт головок сваркой при наличии:
1) трещин, проходящих через отверстие или охватывающих его;
2) трещин между седлами клапанов.
Заварку трещин в головках цилиндров дизеля рекомендуется выполнять электродами марки ОЗЧ-3 диаметром 4 мм после предварительной разделки трещины с углом раскрытия 70 — 80° и засверловки ее концов сверлом диаметром 6 мм. Сварку следует выполнять на постоянном токе (110 — 130 А) обратной полярности в нижнем положении короткими швами длиной 30 — 50 мм. После наложения каждого шва наплавленный участок проковывают легкими ударами молотка. Сварку возобновляют после охлаждения места сварки до 60 °C.
2.9.12. При ремонте головок цилиндра дизеля К-461 разрешается заварка трещин в межклапанной перемычке и других трещин, не проходящих через отверстия и не охватывающих их.
Заварка трещин может выполняться по одному из вариантов, указанных выше. Холодную сварку проволокой ПАНЧ-11 следует производить в соответствии с ТК-96 (см. Приложение А).
2.9.13. При ремонте коленчатого вала (рис. 2.106) из сталей типа 45, 40Х разрешается:
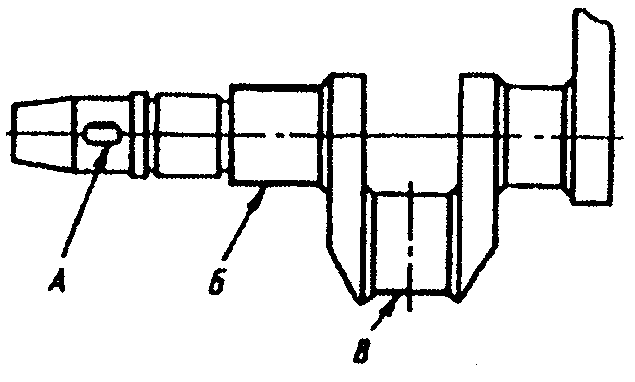
Рис. 2.106. Коленчатый вал
1) наплавка поверхности дефектной резьбы и шпоночных канавок А с последующей механической обработкой;
2) наплавка изношенных поверхностей коренных Б, шатунных В и сальниковых шеек коленчатого вала;
3) заварка ранее просверленных балансировочных отверстий в теле коленчатого вала, не использованных при новой балансировке;
4) наплавка изношенных посадочных поверхностей под противовесы.
Наплавка шеек коленчатого вала должна производиться по технологии, не допускающей деформацию коленчатого вала. Восстановление шеек следует выполнять наплавкой или одним из способов газотермического напыления по технологии, разрешенной ЦВ МПС.
2.9.14. Не допускается заварка в коленчатом вале трещин любого размера и положения.
2.9.15. При ремонте распределительного вала (рис. 2.107) разрешается:
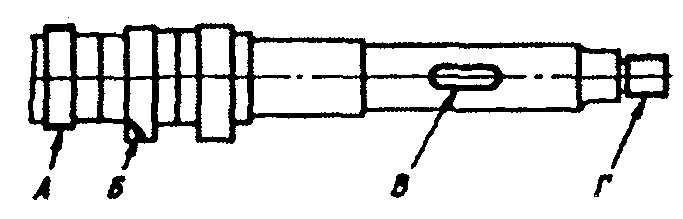
Рис. 2.107. Распределительный вал
1) наплавка изношенных опорных шеек;
2) наплавка изношенных кулачков, а также кулачков с отколами и глубокими задирами рабочей поверхности А и Б;
3) наплавка шпоночных канавок В и поверхности дефектной резьбы Г.
2.9.16. Восстановление наплавкой изношенной резьбы на валах и других деталях дизелей и компрессоров следует выполнять после полного удаления старой резьбы обточкой. После удаления резьбы поверхность детали должна быть ровная — на ней не должно быть остатков старой резьбы и каких-либо других дефектов. Остатки охлаждающей эмульсии следует удалить протиркой уайт-спиритом или ацетоном.
Технология наплавки и выбор наплавочных материалов определяются маркой стали и степенью ответственности восстанавливаемого узла или детали.
Восстановление резьбы наплавкой на ответственных деталях следует выполнять по технологии, разрешенной ЦВ МПС.
2.9.17. Перед наплавкой валов рекомендуется в шпоночные канавки уложить асбестовую прокладку и временную металлическую вставку из малоуглеродистой стали, которые удалить после механической обработки детали.
2.9.18. Восстановление изношенных коренных, шатунных и сальниковых шеек коленчатого вала, а также кулачков распределительного вала допускается выполнять электродуговой металлизацией. При этом для восстановления шеек рекомендуется использовать проволоки марок 60 и 65Г, а также 30ХГСА. Для металлизации кулачков распределительного вала целесообразно применять углеродистую проволоку марок У8 и У10.
Наличие пор на поверхности шеек, восстановленных электродуговой металлизацией, браковочным признаком не является.
2.9.19. Разрешается заварка трещин на трубе выхлопного коллектора.
2.9.20. При ремонте всасывающего коллектора разрешается заварка трещин в корпусе коллектора и приварка новых патрубков вместо поврежденных.
2.9.21. При ремонте глушителя (рис. 2.108) разрешается:
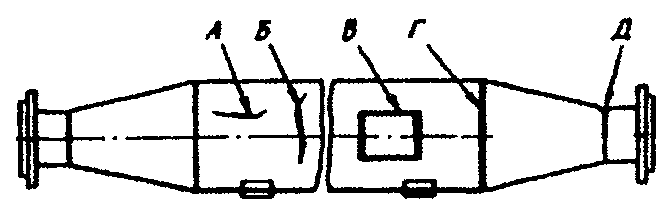
Рис. 2.108. Глушитель
1) заварка не более трех продольных трещин А длиной не более 100 мм каждая;
2) заварка не более одной кольцевой трещины Б длиной не более 1/3 окружности корпуса;
3) постановка накладок В на прогары гнездового характера, если прогаров не более пяти и каждый диаметром не более 30 мм;
4) заварка трещин Г в сварном шве;
5) приварка нового патрубка Д вместо поврежденного.
Восстановление корпуса глушителя рекомендуется выполнять газовой сваркой с использованием проволоки Св-08А. Оборванную сетку (рассекатель) в глушителе допускается приваривать к корпусу глушителя газовой сваркой.
2.9.22. При ремонте корпуса масляного фильтра (рис. 2.109) разрешается:
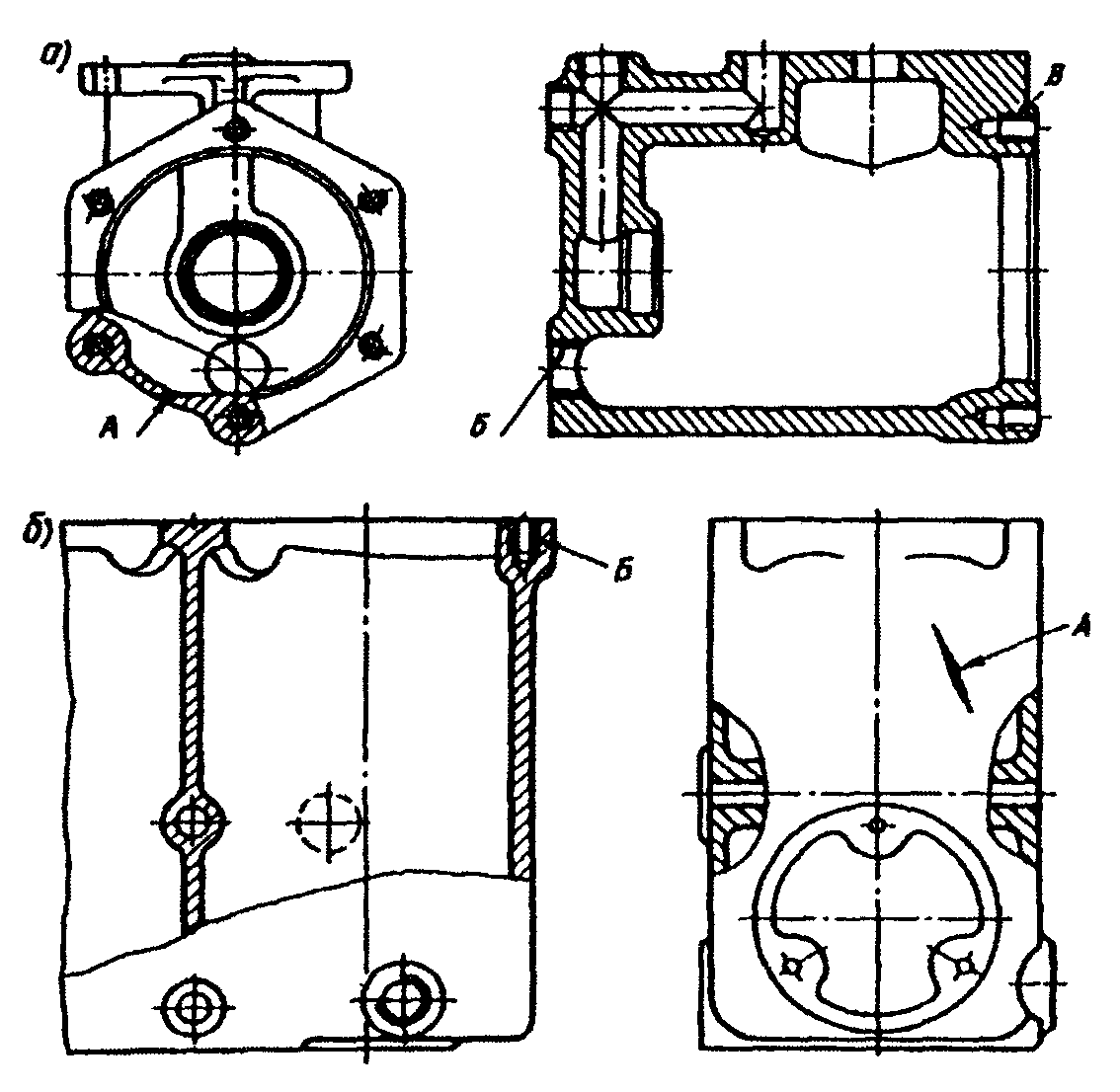
а — дизеля 4НВД-12,5; б — дизеля 4ВД-21/15
Рис. 2.109. Корпус масляного фильтра
1) заварка трещин А, не проходящих через отверстия и не охватывающих их;
2) заварка отверстий Б с поврежденной резьбой;
3) наплавка стенок отверстий В с поврежденной резьбой.
Рекомендации по технологии сварки алюминия и алюминиевых сплавов изложены в п. п. 2.9.23 — 2.9.30.
2.9.23. При сварке деталей и конструкций из алюминия и его сплавов необходимо учитывать некоторые технологические особенности этой сварки:
1) наличие на поверхности свариваемого металла тугоплавкой пленки окиси алюминия, препятствующей плавлению основного металла;
2) большую чувствительность сварки к загрязнению, замасливанию и наличию окисной пленки на поверхности присадочной проволоки и изделия;
3) высокую теплопроводность алюминия и его сплавов, требующую предварительного подогрева деталей.
2.9.24. При подготовке под сварку деталей из алюминиевых сплавов поверхностные загрязнения и окислы удаляют механической очисткой. Для удаления окисной пленки и предотвращения возникновения дефектов в сварных швах детали подвергают химическому травлению в ваннах с щелочным составом и обезжиренными растворителями — уайт-спиритом или ацетоном.
2.9.25. Механическую очистку следует выполнять металлическими щетками, изготовленными из нержавеющей стальной проволоки диаметром 0,1 — 0,2 мм и длиной не менее 30 мм. Щетки должны быть чистыми и обезжиренными. Не допускается зачищать поверхности под сварку абразивной, пескоструйной и дробеструйной обработкой, шлифовальной шкуркой. Обезжиривание щеток следует выполнять уайт-спиритом или ацетоном.
Продолжительность хранения подготовленных деталей и проволоки перед сваркой не должна превышать 2 — 3 ч. При более длительном хранении подготовку следует повторить.
2.9.26. Разделку кромок и подготовку деталей к сварке следует выполнять в соответствии с требованиями ГОСТ 14806-80 в зависимости от толщины металла.
2.9.27. Газовую сварку выполняют ацетилено-кислородным пламенем при соотношении  с присадочным прутком. При сварке используют флюс (АФ-4А и др.), который вводится присадочным прутком или в виде пасты, разведенной в воде и предварительно нанесенной на свариваемые кромки. Мощность пламени и диаметр присадочных прутков ориентировочно принимают в соответствии с табл. 2.7.
с присадочным прутком. При сварке используют флюс (АФ-4А и др.), который вводится присадочным прутком или в виде пасты, разведенной в воде и предварительно нанесенной на свариваемые кромки. Мощность пламени и диаметр присадочных прутков ориентировочно принимают в соответствии с табл. 2.7.
Таблица 2.7
|
Параметр |
Значение параметра при толщине металла, мм |
||
|
1,0 — 1,5 |
1,5 — 3,0 |
3,0 — 5,0 |
|
|
Мощность пламени, м3/ч |
0,075 — 0,15 |
0,15 — 0,30 |
0,30 — 0,50 |
|
Диаметр присадочного прутка, мм |
1,5 — 2,0 |
2,5 — 3,0 |
3,0 — 4,0 |
2.9.28. Для ручной дуговой сварки применяют покрытые электроды, изготовленные из сварочной проволоки по ГОСТ 1583-93. Электроды марки ОЗА-1 используют для сварки чистого алюминия А0, А1, А2, А3, а марки ОЗА-2 — для сварки алюминиево-кремнистых сплавов типа АК9ч (АЛ4), АК7ч (АЛ9) и силумина. Сварку выполняют на постоянном токе обратной полярности. Предварительный подогрев деталей рекомендуется проводить при температуре 100 — 400 °C в зависимости от толщины металла. Шлак удаляют промывкой швов горячей водой с применением стальных щеток.
2.9.29. Для сварки алюминиево-магниевых сплавов целесообразно применять проволоку с несколько  содержанием магния, чем в основном металле, с целью компенсации улетучивания и угара магния и повышения прочности металла шва. Для сварки сплавов АМг3 и АМг5 можно применять проволоку Св-АМг5 и Св-АМг6.
содержанием магния, чем в основном металле, с целью компенсации улетучивания и угара магния и повышения прочности металла шва. Для сварки сплавов АМг3 и АМг5 можно применять проволоку Св-АМг5 и Св-АМг6.
2.9.30. Для ручной сварки в защитных газах неплавящимся электродом используют вольфрамовую проволоку. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла.
Сварку вольфрамовыми электродами марок ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3 по ГОСТ 23949-80 выполняют в защитном газе, в основном в аргоне. Оксидную пленку и загрязнения на поверхности металла требуется удалять более тщательно, чем при применении флюсов.
Питание дуги осуществляется от источника переменного тока. Применение постоянного тока не рекомендуется, так как при прямой полярности затруднительно удаление оксидной пленки с поверхности алюминия, а при обратной полярности увеличивается расплавление вольфрамового электрода.
Сварочный ток может быть выбран с учетом рекомендаций, приведенных в табл. 2.8.
Таблица 2.8
|
Толщина свариваемого металла, мм |
Диаметр, мм |
Сварочный ток, А |
|
|
вольфрамового электрода |
присадочной проволоки |
||
|
1 — 2 |
2 |
1 — 2 |
50 — 70 |
|
2 — 4 |
2 |
2 |
70 — 100 |
|
4 — 6 |
3 |
2 — 3 |
100 — 130 |
|
4 — 6 |
4 |
3 |
160 — 180 |
|
6 — 10 |
5 |
3 — 4 |
220 — 300 |
|
11 — 15 |
6 |
4 |
280 — 360 |
2.9.31. При ремонте алюминиевой масляной ванны (рис. 2.110) разрешается:
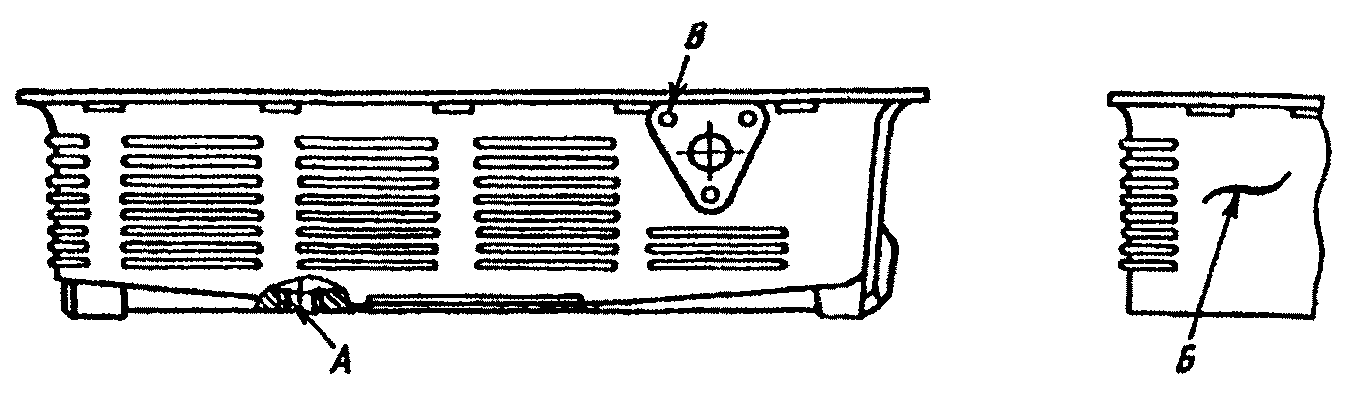
Рис. 2.110. Масляная ванна
1) наплавка стенок отверстия А с поврежденной резьбой;
2) заварка трещин Б длиной не более 100 мм, не проходящих через отверстия и не охватывающих их;
3) заварка отверстий В с поврежденной резьбой.
2.9.32. При ремонте воздухонаправляющего устройства (рис. 2.111) разрешается:
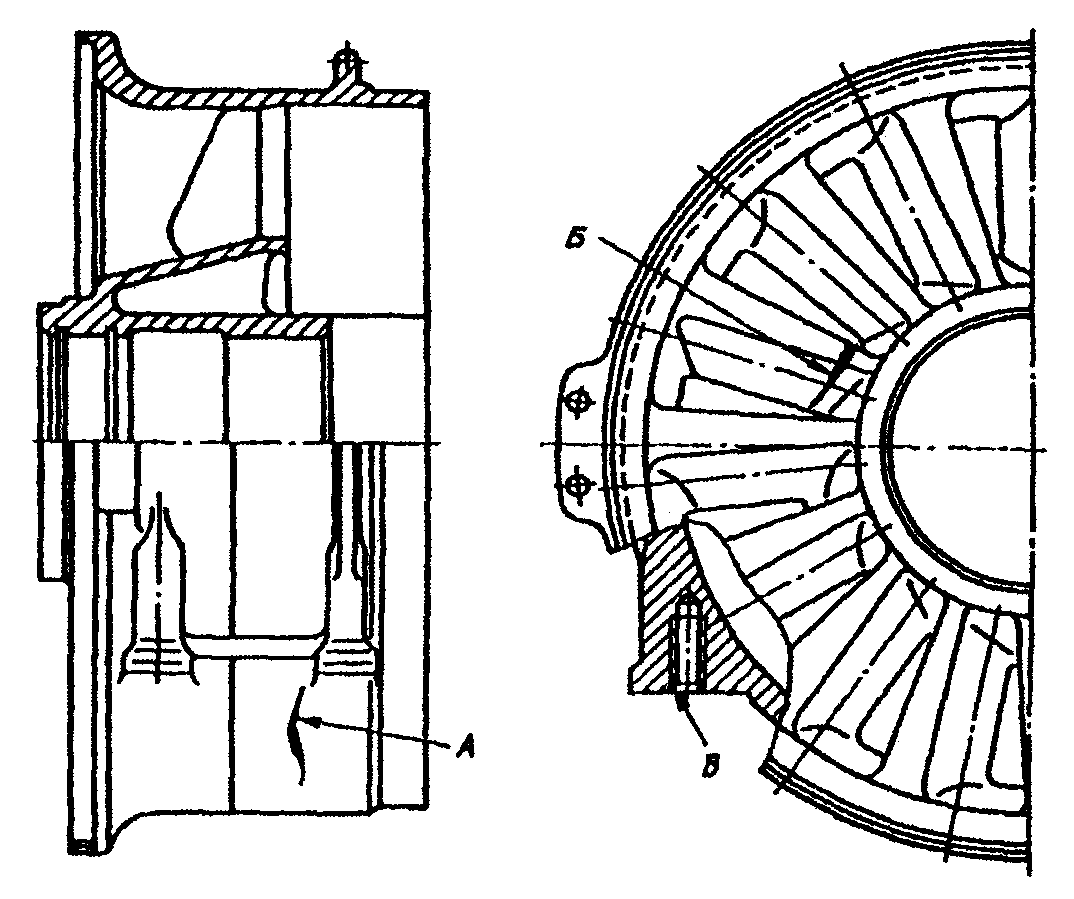
Рис. 2.111. Воздухонаправляющее устройство
1) заварка трещин А длиной не более 75 мм, не проходящих через отверстия и не охватывающих их;
2) заварка трещин Б в лопатках, распространяющихся не более чем на 50% их поперечного сечения;
3) заварка отверстий В с поврежденной резьбой.
2.9.33. При ремонте вала воздуходувки (рис. 2.112) допускается наплавка поврежденной резьбовой части А.
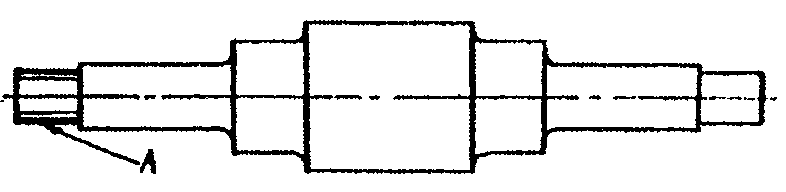
Рис. 2.112. Вал воздуходувки
2.9.34. Допускается заварка трещин А (рис. 2.113) в стенке воздуховода.
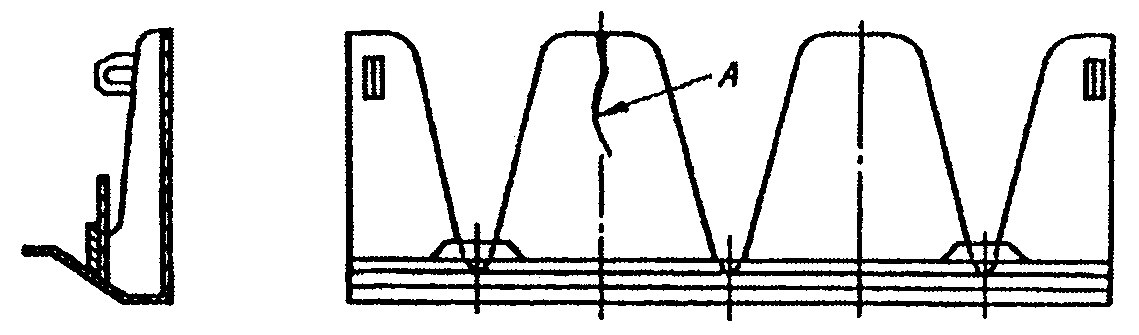
Рис. 2.113. Воздуховод
2.9.35. Допускается заварка шпоночных канавок вала ротора.
2.9.36. При ремонте топливного насоса разрешается заварка трещин А (рис. 2.114) в стенке корпуса и трещин А в основании корпуса (рис. 2.115), не проходящих через отверстия и не охватывающих их.
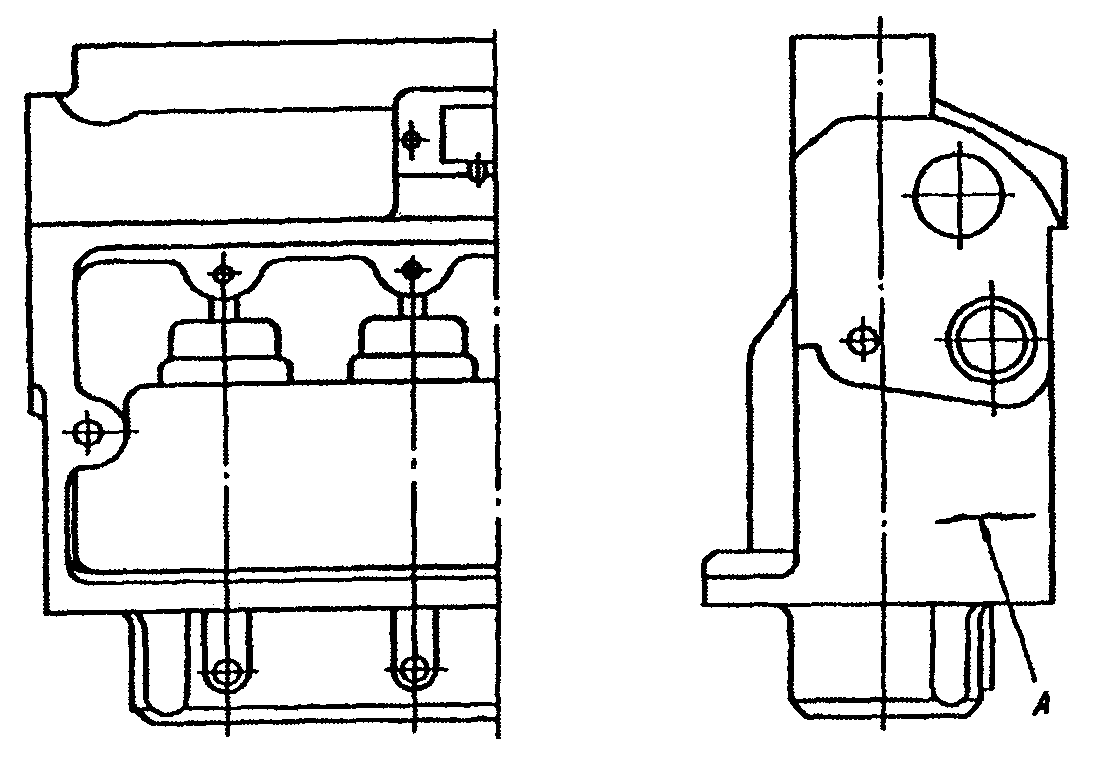
Рис. 2.114. Корпус топливного насоса
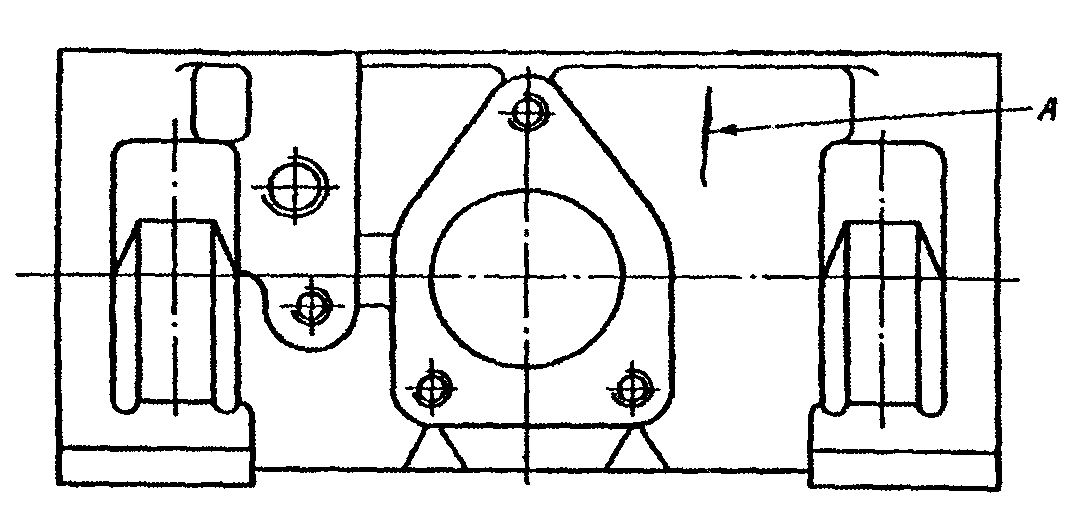
Рис. 2.115. Основание корпуса топливного насоса
Не допускается заварка трещин любого размера, выходящих на привалочные поверхности.
После сварки выпуклость швов следует устранить механическим способом заподлицо с поверхностью корпуса.
2.9.37. При ремонте кулачкового вала топливного насоса (рис. 2.116) разрешается наплавка поврежденной резьбовой части А и заварка шпоночной канавки Б при изношенных стенках.
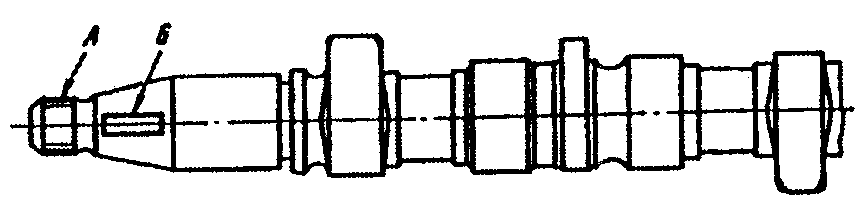
Рис. 2.116. Кулачковый вал топливного насоса
2.9.38. Дефекты резьбы и шестигранника на нажимном штуцере топливного насоса высокого давления допускается устранять наплавкой с последующей механической обработкой и нарезанием резьбы.
2.9.39. Разрешается заварка трещин А в крышке топливного фильтра (рис. 2.117), не проходящих через отверстия и не охватывающих их.
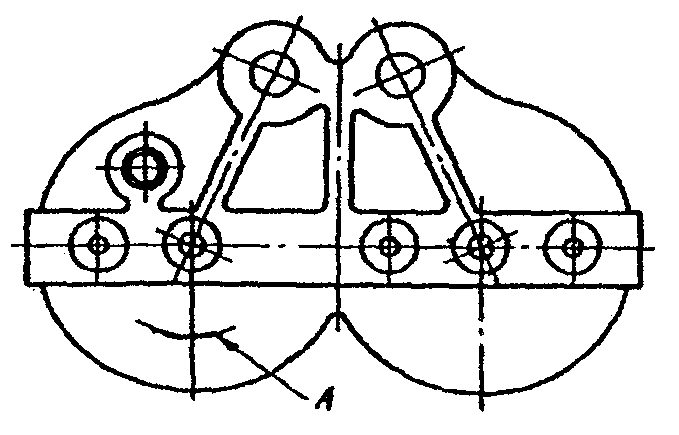
Рис. 2.117. Крышка топливного фильтра
2.9.40. Допускается заварка трещин А (рис. 2.118) длиной не более 75 мм в стакане топливного фильтра без предварительной разделки.
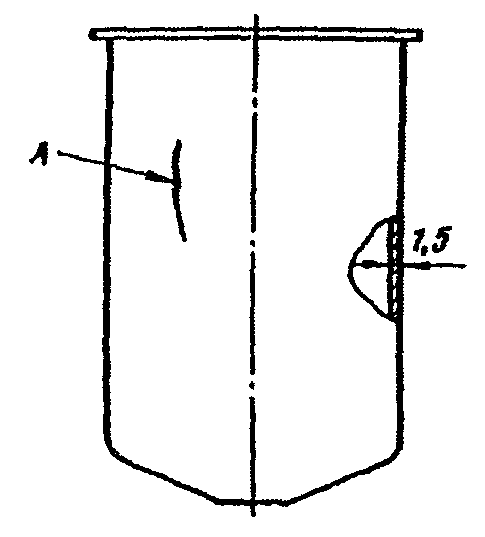
Рис. 2.118. Стакан топливного фильтра
2.9.41. При ремонте коромысла клапана газораспределительного механизма разрешается устранять дефекты шпоночной канавки наплавкой с последующей механической обработкой до номинального размера. Заварка трещин не допускается.
2.9.42. Заварка трещин при ремонте вала коромысла не допускается. Разрешается устранять наплавкой дефекты шпоночных канавок и дефекты резьбы М16 x 1,5 на концах вала с последующей механической обработкой до номинального размера и нарезанием резьбы.
2.9.43. Шпоночный паз шестерни газораспределителя разрешается восстанавливать наплавкой с последующей механической обработкой до номинального размера.
2.9.44. Не разрешается заварка трещин в осях промежуточных шестерен.
Дефекты резьбы М24 x 2 устраняются наплавкой с механической обработкой и нарезанием новой резьбы. Дефекты паза под усик стопорной шайбы устраняются наплавкой с последующей механической обработкой.
2.9.45. В картере шестерен газораспределения (рис. 2.119) разрешается:
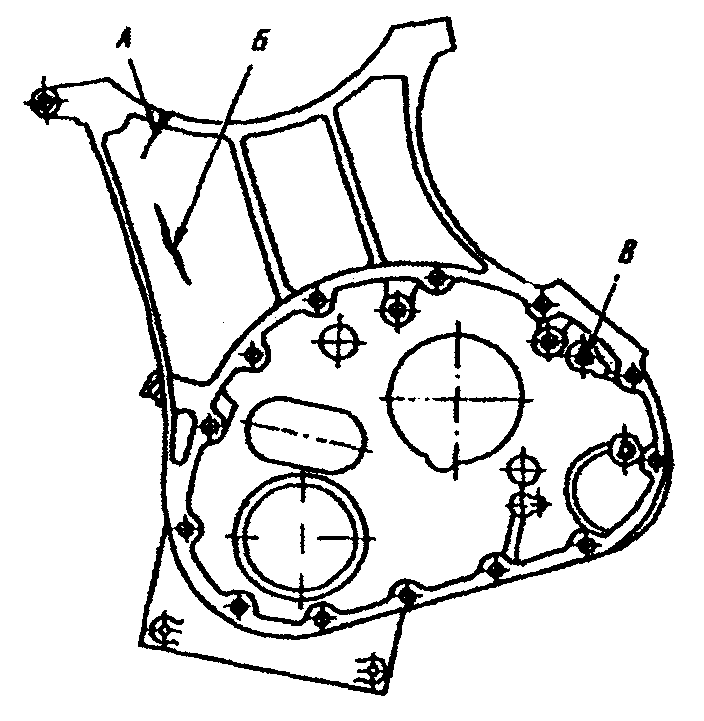
Рис. 2.119. Картер шестерен газораспределения
1) заварка трещин А, выходящих на опорную поверхность, но не проходящих через отверстия и не охватывающих их;
2) заварка трещин Б в стенке прилива, не проходящих через отверстия и не охватывающих их;
3) заварка отверстий В с поврежденной резьбой.
2.9.46. В крышке картера механизма газораспределения (рис. 2.120) допускается заварка трещин А в стенке прилива и трещин Б, выходящих на опорную поверхность, но не проходящих через отверстия и не охватывающих их.
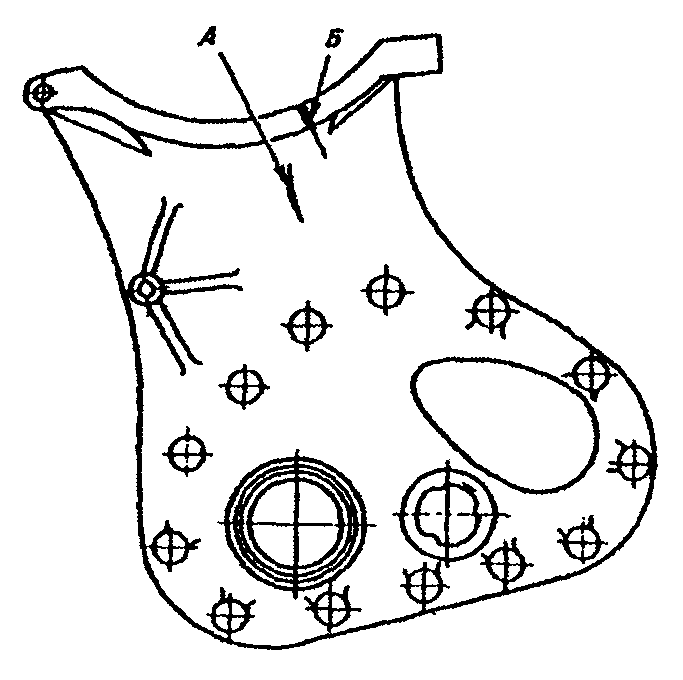
Рис. 2.120. Крышка картера механизма
газораспределения
2.9.47. При ремонте корпуса регулятора оборотов (рис. 2.121) и его торцевой крышки (рис. 2.122) разрешается заварка трещин А, не выходящих на плоскость разъема, не проходящих через отверстия и не охватывающих их.
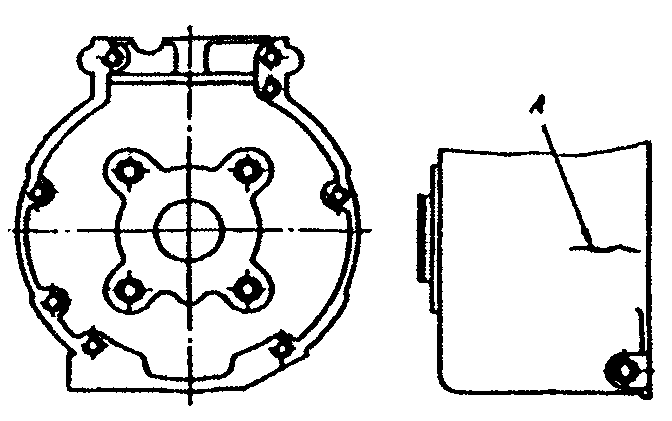
Рис. 2.121. Корпус регулятора оборотов
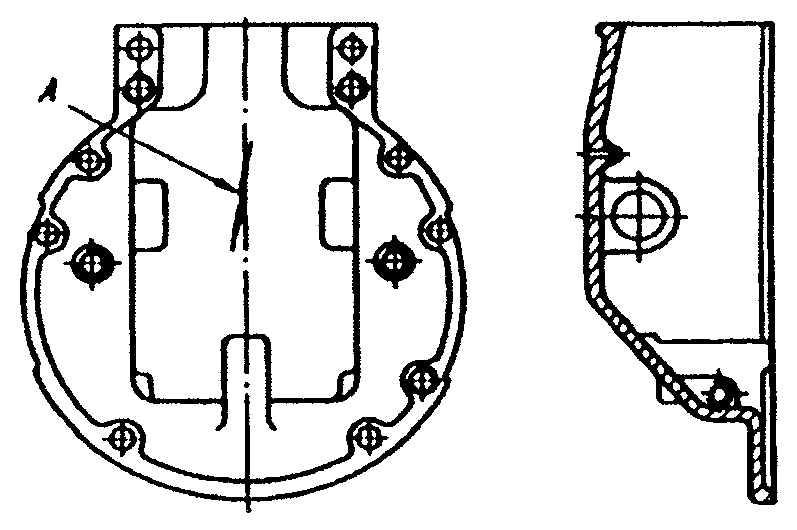
Рис. 2.122. Торцевая крышка регулятора оборотов
2.9.48. В верхней крышке регулятора оборотов (рис. 2.123) допускается заварка трещин А, не проходящих через отверстия и не охватывающих их.
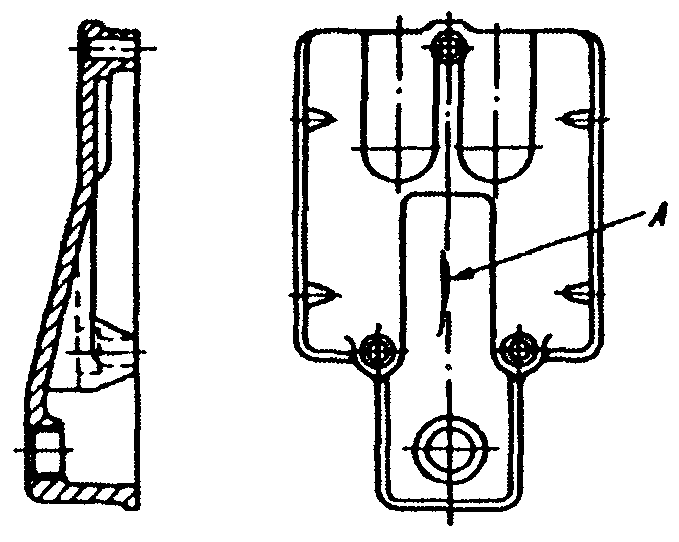
Рис. 2.123. Верхняя крышка регулятора оборотов
2.9.49. При ремонте рамы дизеля-генератора (рис. 2.124) допускается заварка трещин А в сварном шве и трещин Б в раме, а также заварка отверстий В с поврежденной резьбой и приварка новой такелажной петли Г вместо поврежденной.
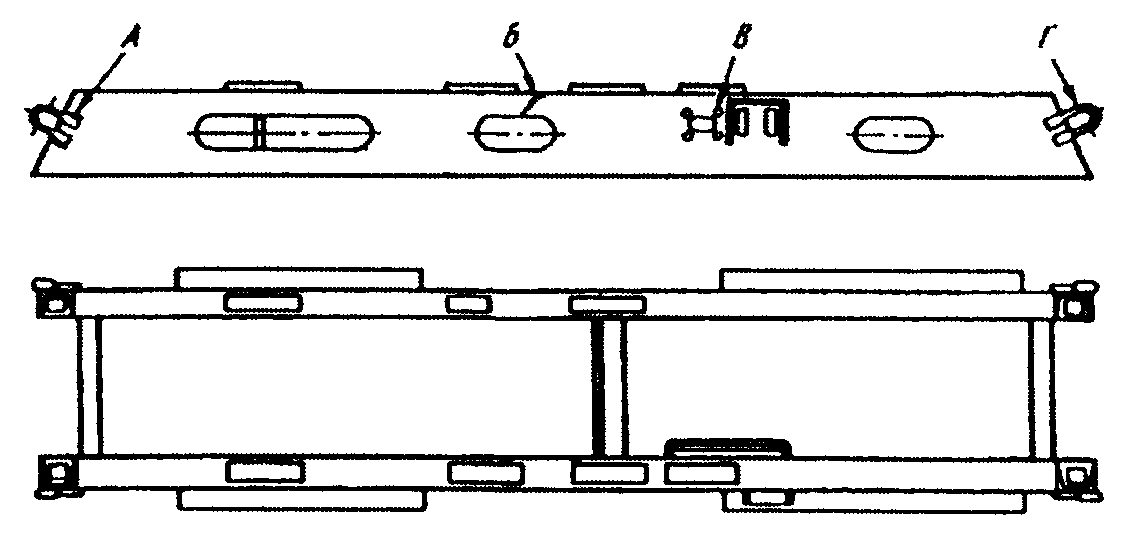
Рис. 2.124. Рама дизеля-генератора
2.9.50. Разрешается заварка трещин А в корпусе кронштейна коромысла (рис. 2.125), не проходящих через резьбовые отверстия и отверстия под ось коромысла, а также трещин А в крышке кронштейна коромысла (рис. 2.126).
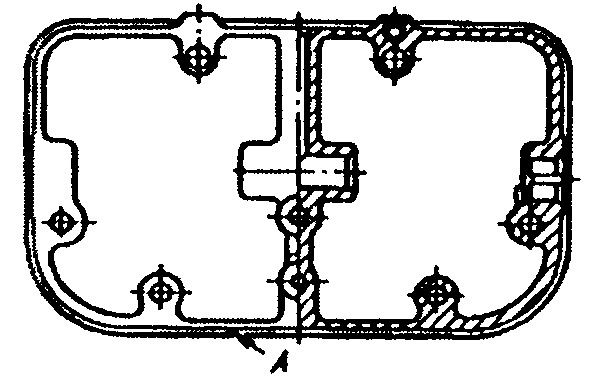
Рис. 2.125. Кронштейн коромысла
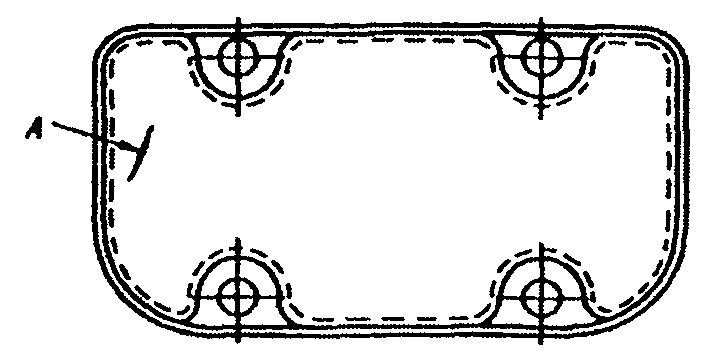
Рис. 2.126. Крышка кронштейна коромысла
При выходе сварных швов на поверхность прилегания к головке цилиндров или на поверхность прилегания к крышке головки цилиндров эти поверхности следует профрезеровать.
2.9.51. Разрешается заварка трещин в соединении фланца с корпусом поддона дизеля.
2.9.52. Разрешается заваривать трещины в корпусе центрифуги с последующей зачисткой шва заподлицо с поверхностью корпуса, а также заплавлять отверстия при износе или срыве резьбы М8 с последующей нарезкой новой резьбы. Заварка трещин, проходящих через посадочное отверстие под радиальный подшипник, и приварка обломов (отколов) не допускаются.
2.9.53. При ремонте наружной (рис. 2.127) и внутренней (рис. 2.128) крышек масляной центрифуги разрешается заварка трещин А соответственно не выходящих на уплотнительные поверхности и не проходящих через отверстие диаметром 20 мм и не охватывающих его. После сварки швы зачищают заподлицо с основным металлом. При обнаружении обломов (отколов) и трещин, проходящих через резьбовое отверстие, крышки бракуются.
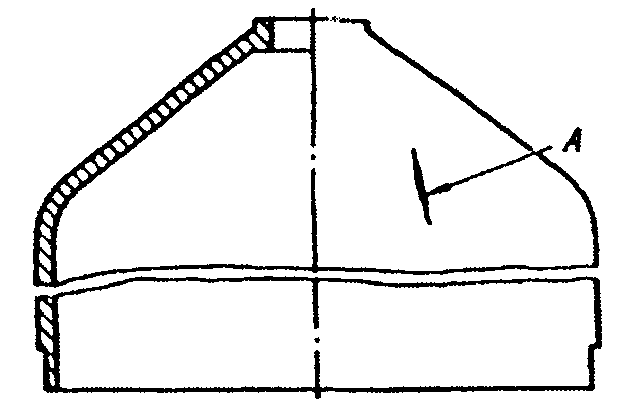
Рис. 2.127. Наружная крышка масляной центрифуги
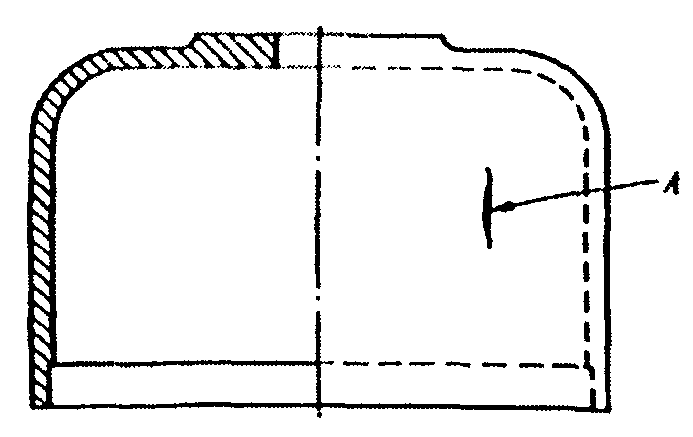
Рис. 2.128. Внутренняя крышка масляной центрифуги
2.9.54. Допускается при ремонте сваркой кожуха маслоохладителя заваривать газовой сваркой не более пяти трещин длиной до 150 мм каждая.
Швы после сварки следует зачистить заподлицо с основным металлом и провести гидравлические испытания кожуха.
2.9.55. В крышке коробки шестерен (рис. 2.129) разрешается заварка трещин А, не проходящих через отверстия и не охватывающих их.
Рис. 2.129. Крышка коробки шестерен
2.9.56. Допускается заварка трещин А в корпусе центробежного водяного насоса (рис. 2.130).
Рис. 2.130. Корпус центробежного водяного насоса
2.9.57. В корпусе масляного фильтра (рис. 2.131) допускается заварка трещин А в сварном шве и трещин Б в корпусе.
Рис. 2.131. Корпус масляного фильтра
2.9.58. При ремонте ресивера (рис. 2.132) разрешается заварка трещин А в корпусе и трещин Б в сварном шве в месте приварки донышка к корпусу. Перед ремонтом сваркой следует определить концы трещины и засверлить их. Сварку надо выполнять непосредственно после обезжиривания и зачистки восстанавливаемых поверхностей от окисной пленки.

Рис. 2.132. Ресивер
Заварку трещин в ресивере из алюминиевого сплава типа АМг3 следует производить с предварительным подогревом до температуры 100 °C неплавящимся электродом марки ВЛ диаметром 5 мм в среде аргона сварочным током обратной полярности 180 — 230 А и напряжением 8 — 20 В; присадочный пруток Св-АМг5 диаметром 3 мм.
Заварку трещин в ресивере из низкоуглеродистой стали 10 рекомендуется выполнять в защитном газе ![]() проволокой марки Св-08Г2С диаметром 0,8 мм на режиме: ток 180 — 200 А, напряжение 20 — 21 В, полярность обратная, скорость сварки 30 — 35 м/ч, вылет электрода 10 — 12 мм.
проволокой марки Св-08Г2С диаметром 0,8 мм на режиме: ток 180 — 200 А, напряжение 20 — 21 В, полярность обратная, скорость сварки 30 — 35 м/ч, вылет электрода 10 — 12 мм.
Дефекты сварки типа подрезов, трещин, непроваров и пор не допускаются.
К выполнению сварочных работ допускаются сварщики не ниже четвертого разряда, аттестованные в соответствии с Правилами аттестации сварщиков Госгортехнадзора и имеющие удостоверение установленного образца.
2.9.59. Разрешается заварка трещин без разделки в корпусе подогревателя воздуха, а также в его наружном кожухе.
2.9.60. При ремонте рамы холодильного агрегата (рис. 2.133) допускается заварка трещин А в сварном шве и трещин Б в районе усиливающей накладки с такелажной петлей. Усиливающую накладку следует удалить и приварить новую, перекрывающую место повреждения.
Рис. 2.133. Рама холодильного агрегата
2.9.61. В корпусе фильтра-осушителя холодильной установки (рис. 2.134) допускается заварка трещин А на корпусе и трещин Б в сварном шве.
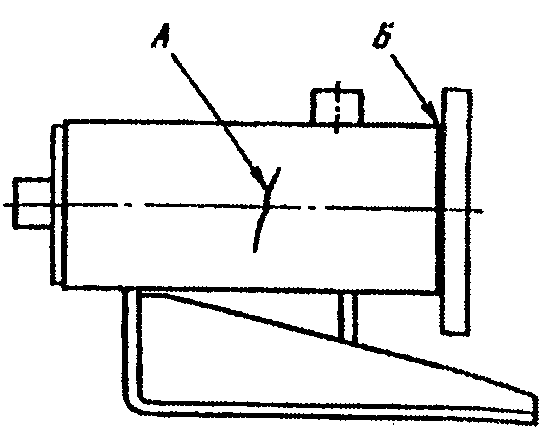
Рис. 2.134. Корпус фильтра-осушителя
2.9.62. При ремонте подвода (рис. 2.135) допускается заварка трещин А в распределительной трубе и трещин Б в сварных швах.
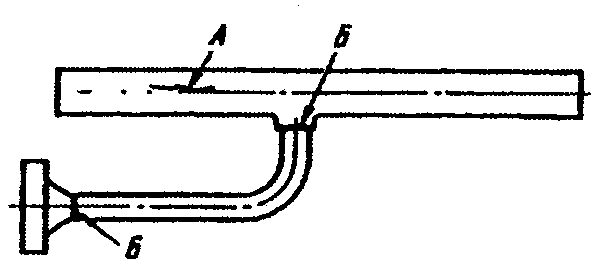
Рис. 2.135. Подвод
2.9.63. Заварка трещин А (рис. 2.136) в корпусе электроподогревателя производится без разделки кромок.
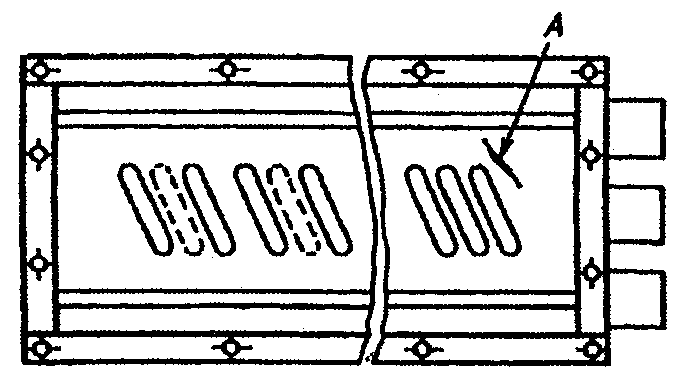
Рис. 2.136. Корпус электроподогревателя
2.9.64. Разрешается заварка трещин А (рис. 2.137) кронштейна электропечи и приварка новой крепежной части Б вместо поврежденной.
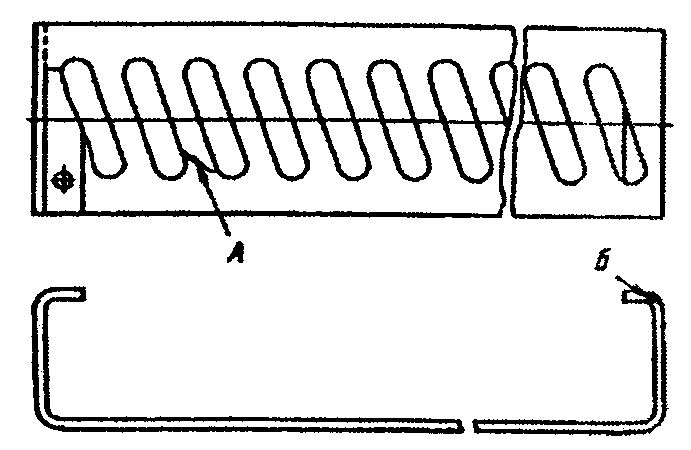
Рис. 2.137. Кронштейн электропечи
2.9.65. При ремонте подшипникового щита (рис. 2.138) разрешается заварка трещин А, не выходящих на посадочные места, и наплавка изношенной или поврежденной посадочной поверхности Б.
Рис. 2.138. Подшипниковый щит
2.9.66. При ремонте вала асинхронного двигателя допускается заварка шпоночной канавки при износе паза по ширине и отверстия при повреждении или износе резьбы.
2.9.67. Допускается заварка не более одной трещины А (рис. 2.139) в лапе крепления асинхронного двигателя.
Рис. 2.139. Лапа крепления асинхронного двигателя
2.9.68. Разрешается заварка трещин А (рис. 2.140) на крышке дефлектора.
Рис. 2.140. Дефлектор
2.9.69. Разрешается заварка трещин А (рис. 2.141) в сварном шве и кожухе Б вентилятора.
Рис. 2.141. Кожух вентилятора
2.9.70. В напольной решетке (рис. 2.142) разрешается заварка трещин А без разделки кромок и трещин Б в сварном шве.
Рис. 2.142. Напольная решетка
2.9.71. При ремонте топливного бака (рис. 2.143) допускается заварка трещин А в стенке бака с постановкой усиливающей накладки и трещин Б в сварном шве в месте приварки опорного кронштейна, а также приварка нового патрубка В вместо поврежденного.
а — АРВ; б — ЦБ-5; в — БМЗ
Рис. 2.143. Топливный бак вагонов
2.9.72. При ремонте бака для воды допускается заварка трещин в сварных швах и приварка нового патрубка вместо поврежденного.
2.9.73. При ремонте труб системы водоснабжения разрешается:
1) заварка одной трещины длиной не более 500 мм. При большей длине трещины следует ставить вставки с удалением поврежденного участка;
2) постановка одной вставки на участок, пораженный коррозией.
2.9.74. В крышке ручного насоса разрешается заварка трещин в районе отверстий.
2.9.75. Пайку труб из красной меди рекомендуется выполнять припоем ПОС-30 или другим с большим содержанием олова, латунью Л62, ЛО60-1, а в труднодоступных местах — серебряным припоем ПСр45. Поверхность зачищают и смазывают флюсом, содержащим на 1 л воды 6,5 г хлористого цинка, 9 г хлористого аммония, 15 — 20 г глицерина и 10 капель нашатырного спирта.
2.9.76. При соединении пайкой частей трубопроводов внахлестку с перекрытием 5 — 8 мм алюминиевый трубопровод должен обхватывать медный. После обезжиривания выполняется пайка серебряным припоем с применением флюса, состоящего из фтористых соединений. Температура пайки 550 — 650 °C. Во избежание образования окалины внутри трубопровода его следует в процессе пайки продувать азотом.
2.9.77. При ремонте проводов и кабелей нарушенную луженую поверхность восстанавливают. Для лужения и пайки наконечников используется припой ПОС-30.
2.9.78. При ремонте штепсельных разъемов хвостовики контактов облуживают. Пайка проводов к хвостовикам контактов производится паяльником при температуре, превышающей на 30 — 50 °C температуру плавления припоя. Пайку контактов производят поочередно, проверяя качество в каждом ряду. Места спайки закрашивают лаком.
2.9.79. При наличии обрыва токоведущих жил электрических машин наконечники следует перепаять.
2.9.80. На прямолинейной части витков катушек электрических машин при их перемотке разрешается сращивание медных шин сваркой или пайкой латунным припоем.
2.9.81. Трещины на трубках радиатора дизеля 4ВД-21/75 после тщательной очистки устраняют пропайкой медно-фосфористым припоем. Если трубка лопнула на большом расстоянии от коллектора, ее концы запаивают (заглушают) с обеих сторон. Допускается заглушать не более 5% общего количества трубок.
2.9.82. При изготовлении новых топливопроводов высокого давления из стальных бесшовных трубок пайку наконечников из стали 25 с трубками разрешается выполнять проволокой марки Л63 (ГОСТ 16130-90).
2.9.83. Топливопроводы низкого давления, имеющие обрыв наконечников, разрешается ремонтировать пайкой наконечников латунью марки Л63. Для контроля качества ремонта производят гидравлические испытания.
2.9.84. При постановке переходных муфт на участки трубопроводов низкого давления с трещинами и свищами пайку следует выполнять латунью марки Л63 с последующими гидравлическими испытаниями.
2.9.85. Пайку трубок к головке распределителя жидкости при ремонте элементов холодильно-отопительной установки следует производить латунью ЛКБО-62-0,2-0,4-0,5 по ГОСТ 16130-90 с последующим испытанием на герметичность сухим азотом (воздухом) под слоем воды.
2.9.86. Не допускается проведение паяльных работ на гофрах сильфонов прессостатов и термостатов приборов автоматики холодильно-отопительного оборудования.
2.9.87. Разрешается производить ремонт трубопроводов холодильно-отопительной установки сваркой или пайкой. Соединение трубопроводов с фланцами и ниппелями следует выполнять пайкой твердыми припоями ПСр-45 и др. Трубопроводы после ремонта надо испытать на прочность и плотность.
2.9.88. Разрешается запаивать (с последующей обработкой поверхности кольца) трещины замыкающего кольца беличьей клетки, выполненной из алюминия (число трещин не более двух на каждом кольце, глубина трещин не более 1 мм).
2.9.89. При разработке технологии ремонта сваркой и наплавкой деталей и узлов внутреннего оборудования рефрижераторных вагонов следует руководствоваться положениями и рекомендациями, изложенными в соответствующих руководствах по деповскому и капитальному ремонту (см. Приложение А). Рекомендуется использовать Комплект технологических документов СГК-91), Альбом технологических документов (ТК-96 ПКБ ЦВ), а также другие технологические документы, разработанные НИИ и ПКБ, утвержденные ЦВ МПС.
2.10. Цистерны
2.10.1. Котлы цистерн до поступления в ремонт пропаривают, промывают, дегазируют, очищают внутри, обмывают, очищают снаружи в соответствии с требованиями Правил по охране труда при текущем ремонте и подготовке к наливу цистерн для нефтепродуктов и вагонов бункерного типа для нефтебитума МПС России.
До начала сварочных работ на цистернах следует проверить газовоздушную среду котла цистерны на взрывоопасность, пожароопасность и на отсутствие токсичных выделений, опасных для сварщика и работающего с ним персонала.
2.10.2. Перед началом ремонта котлов цистерн сваркой следует установить по технической документации на изготовление цистерн материал котла, его узлов и элементов крепления, что определяет выбор материала вставок и сварочных материалов.
2.10.3. Заменяемые при ремонте сваркой основные элементы котлов, несущие элементы рамы, детали и сборочные единицы, а также накладки и вставки должны изготавливаться из сталей, соответствующих требованиям ГОСТ 5520-79, ГОСТ 19281-89 и научно-технической документации (НТД).
Конструктивное оформление восстанавливаемых с применением сварки элементов котлов должно соответствовать указанию НТД на вагоны по обеспечению полного слива или выгрузки продуктов.
2.10.4. При ремонте сваркой с заменой элементов котлов, деталей, арматуры, предохранительных, сливно-наливных или разгрузочных устройств специальных цистерн, используемых для перевозки продуктов, требующих особой чистоты, и продуктов, вызывающих активную коррозию внутренних поверхностей котлов, следует руководствоваться указаниями ГОСТ 10674-82. Выбранные сварочные и наплавочные материалы должны гарантировать сохранение качества перевозимых продуктов.
2.10.5. При ремонте сваркой и наплавкой котлов цистерн для перевозки грузов, давление которых при температуре до 50 °C превышает 68,6 кПа (0,7 кгс/см2), и цистерн для перевозки опасных грузов следует соблюдать требования Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором Российской Федерации.
2.10.6. К производству сварочных работ на цистернах для перевозки опасных грузов, включая прихватку и приварку временных креплений, допускаются сварщики, аттестованные в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором, и имеющие удостоверение установленной формы.
Сварщики могут производить сварочные работы тех видов, которые указаны в их удостоверении.
2.10.7. Все сварочные работы при ремонте цистерн и их элементов должны производиться при положительных температурах в закрытых помещениях по технологии, аттестованной в соответствии с Правилами изготовления паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий.
2.10.8. Дефекты, обнаруженные в сварных соединениях в процессе ремонта сваркой котлов цистерн, должны быть устранены с последующим контролем исправленных участков. Методы и качество устранения дефектов должны обеспечивать необходимую надежность и безопасность работы цистерны.
2.10.9. При всех видах ремонта котлов четырехосных цистерн разрешается:
1) заварка трещин А (рис. 2.144) в котле независимо от места их образования, но не более одной на 1 м2;
Рис. 2.144. Котел цистерны
2) заварка трещин в продольных и кольцевых соединениях листов;
3) заварка трещин Б в котле, уходящих под фасонную лапу, которая должна производиться при срезанной фасонной лапе. После заварки следует установить и приварить фасонную лапу;
4) заварка пробоин площадью не менее 4 см2. При пробоинах, имеющих максимальный линейный размер до 12 см, поврежденный участок надо вырезать, поставить круглую вставку В диаметром 15 см. При  размерах пробоин допускается постановка эллиптической или прямоугольной вставки Г, свальцованной по котлу. При этом углы вставок должны иметь радиус скругления не менее 50 мм. Площадь вставки должна быть не более 1,5 м2, кроме вставок броневого листа, а количество не более двух на обечайке. Площадь вставок на каждом днище — до 0,5 м2, количество вставок — не более двух;
размерах пробоин допускается постановка эллиптической или прямоугольной вставки Г, свальцованной по котлу. При этом углы вставок должны иметь радиус скругления не менее 50 мм. Площадь вставки должна быть не более 1,5 м2, кроме вставок броневого листа, а количество не более двух на обечайке. Площадь вставок на каждом днище — до 0,5 м2, количество вставок — не более двух;
5) постановка одной вставки площадью до 0,5 м2 в броневом листе котла. На снятом с опор котле потолочные швы исключаются;
6) вварка части днищ или продольного листа во всю его ширину или не на всю в местах, пораженных коррозией, в соответствии с НТД, утвержденной ЦВ МПС. При небольшой площади утонения листов допускается постановка двух вставок на обечайках площадью по 1,5 м2, а также постановка вставок суммарной площадью до 1 м2 на каждом днище котла;
7) заварка трещин А (рис. 2.145) броневого листа, не доходящих до места расположения сливного прибора на 600 мм и более;
Рис. 2.145. Броневой лист
заварка трещин Б длиной до 300 мм, распространяющихся от корпуса сливного прибора или поддона;
9) заварка трещины В длиной до 300 мм, не переходящей на седло клапана.
2.10.10. Расстояние от сварного шва вставки при всех видах ремонта до фасонной лапы, опоры котла и сливного прибора, а также до сварных швов, соединяющих продольные и броневой листы котла, должно быть не менее 200 мм. Заготовка вставки предварительно вальцуется до радиуса, соответствующего радиусу котла данного типа цистерны. Углы вставки должны быть закруглены до радиуса не менее 50 мм.
2.10.11. При наличии сквозных и несквозных повреждений площадью до 4 см2 необходимо с помощью засверловки или вырубки зубилом произвести подготовку дефектного места под сварку. Сквозные повреждения заварить с двух сторон.
Дефекты типа трещин, пор, шлаковых включений и подрезов не допускаются.
2.10.12. Вварку вставок в днище котла площадью более 0,3 м2 следует выполнять по технологии, утвержденной Департаментом вагонного хозяйства МПС. Технология ремонта должна предусматривать:
1) полное удаление лучевых трещин с предварительным определением их концов дефектоскопированием или нагревом газовой горелкой до температуры 100 — 150 °C. При последующей вырезке дефектного участка траектория реза должна располагаться от конца трещины не менее чем на 20 мм. Заварка лучевых трещин не допускается;
2) полное удаление деформированной части металла стенки котла, расположенной рядом с пробоиной;
3) вырезку вставки таким образом, чтобы прокатка на ней была направлена вдоль оси котла. Толщина вставки должна соответствовать толщине металла на ремонтируемом участке по чертежу.
2.10.13. При ремонте сваркой котлов цистерн, изготовленных из нержавеющих сталей марок 12Х18Н10Т, 08Х22Н6Т и двухслойных сталей марок 20К + 10Х17Н13М2Т, ВСт3сп + 12Х18Н10Т, ВСт3сп + 08Х22Н6Т, необходимо руководствоваться изложенными ниже основными положениями Руководства по капитальному ремонту сваркой котлов цистерн из нержавеющих и двухслойных сталей РК-32-ВНИИЖТ-22 и технологическими рекомендациями, содержащимися в нем.
2.10.14. Во время дефектации цистерны при обнаружении утонения котла из монолитной стали на 50% и более от номинальной толщины, а в броневом листе в местах опор — более 30%, следует установить границы вырезки — она должна проходить там, где толщина металла обечайки или днища котла отличается от первоначальной на 2 мм. Определение толщины металла производить ультразвуковыми толщиномерами типа «Кварц-15» и УТ-93П или аналогичными им.
2.10.15. Обнаруженные на внутренней поверхности котлов из двухслойной стали участки разрушения плакирующего слоя с обнажением углеродистого металла подлежат устранению с увеличением площади вырезки на 50 мм по периметру.
2.10.16. Участки ножевой коррозии глубиной от 1 до 3 мм подлежат зачистке и заварке.
2.10.17. Выявление дефектов сварных котлов и их разметка производятся специально обученным оператором с последующим контролем мастером и приемщиком вагонов.
2.10.18. Допускается замена пришедших в негодность элементов котла из стали марки 08Х22Н6Т и постановка вставок с использованием более коррозионно-стойкой стали марки 12Х18Н10Т.
2.10.19. Площадь ввариваемых вставок не должна превышать 1,5 м2, а их количество должно быть не более двух на каждом продольном листе и днищах. В броневом листе допускается постановка одной вставки площадью до 0,5 м2. Установка накладок внахлестку при ремонте котлов кислотных цистерн не допускается во избежание щелевой коррозии. Ранее установленные накладки подлежат удалению.
2.10.20. Сварка дефектных мест на плакирующем слое двухслойной и монолитной стали 08Х21Н6М2Т, а также вварка вставок из стали 10Х17Н13М2Т должны производиться электродами марки ЭА-395/9.
Заварка дефектных мест, вварка вставок и приварка деталей из стали 12Х18Н10Т должны выполняться электродами марок ЦЛ-11, ОЗЛ-7, НИАТ-1, ОЗЛ-36, ЦТ-15, ЗИО-3, обеспечивающими получение хромоникелевого наплавленного металла (18 — 22% Cr и 7,5 — 10,5% Ni), стойкого против межкристаллитной коррозии.
При сварке углеродистых сталей с нержавеющими (08Х22Н6Т, 12Х18Н10Т) следует использовать электроды марок ОЗЛ-6 и ЗИО-8.
2.10.21. При ремонте сваркой котлов цистерн для перевозки опасных грузов разрешается использовать только электроды, имеющие сертификат качества, выпускаемые предприятиями, аттестованными в соответствии с государственной системой сертификации, прошедшими регистрацию в соответствии с установленным Госстандартом России порядком и имеющими сертификат и знак соответствия.
При поступлении электродов с предприятий, не имеющих сертификата соответствия, допускается их использование после проведения технологических испытаний каждой партии.
Электроды следует хранить в сухих отапливаемых помещениях. Перед сваркой их следует просушить при температуре, указанной в табл. 2.9.
Таблица 2.9
|
Марка электродов |
Режим сушки электродов |
|
|
Температура, °C |
Время, мин |
|
|
ЭА-395/9 |
360 |
60 |
|
ОЗЛ-6 |
300 |
60 |
|
ЗИО-8 |
300 — 320 |
90 |
|
ЦЛ-11 |
320 |
40 |
|
ОЗЛ-7 |
300 |
40 |
|
НИАТ-1 |
190 — 210 |
60 |
|
ОЗЛ-36 |
300 |
60 |
|
ЗИО-3 |
300 — 320 |
60 |
|
ЦТ-15 |
320 |
40 |
2.10.22. Вырезка дефектных мест может осуществляться следующими способами:
1) механическим (абразивные круги, пневмозубило);
2) воздушно-дуговым;
3) специальными электродами типа ОЗР-2;
4) газовой резкой (только поручни и лестницы);
5) плазменной резкой.
2.10.23. Резку металла электродами типа ОЗР-2 следует производить на переменном или на постоянном токе обратной полярности на режимах, приведенных в табл. 2.10.
Таблица 2.10
|
Положение в пространстве |
Диаметр электрода, мм |
Ток, А |
|
Вертикальное и нижнее |
3,0 |
130 — 170 |
|
4,0 |
180 — 250 |
|
|
5,0 |
280 — 350 |
|
|
Потолочное |
3,0 |
130 — 150 |
|
4,0 |
180 — 230 |
|
|
5,0 |
280 — 320 |
2.10.24. При разделке металла в нижнем положении глубина канавки не должна превышать диаметр электрода более чем на 2 мм, так как при большей глубине разделки при повторном проходе расплав металла из канавки полностью не удаляется.
2.10.25. Воздушно-дуговую резку и строжку металла следует производить в соответствии с рекомендациями, изложенными в п. 1.7 настоящей Инструкции.
2.10.26. Толщина металла вставки, устанавливаемой на котел, должна соответствовать номинальной толщине металла котла на участке ремонта. На заготовленной вставке скос кромок не производить. Углы прямоугольной вставки следует скруглить (радиус скругления не менее 50 мм). Вальцовку вставки выполняют в горячем или холодном состоянии.
После очерчивания контура вставки на котле осуществляют вырезку дефектного участка, установку вставки заподлицо с поверхностью и прихватку ее с внешней стороны котла, а затем приварку непрерывным швом изнутри котла электродами диаметром 4 мм, как показано на рис. 2.146.
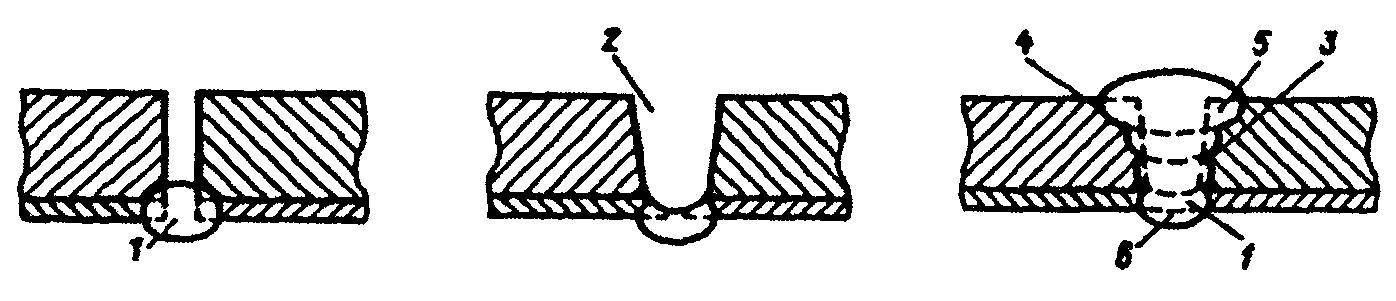
1 — первый шов внутри котла в зазоре между латкой и стенкой
вырезанного окна;
2 — U-образная разделка с внешней стороны котла;
3, 4, 5 — последующие швы в разделке с наружной
стороны котла; 6 — заключительный валик
Рис. 2.146. Порядок наложения сварных швов при вварке
вставок в котел
2.10.27. С внешней стороны котла разделку кромок под сварку с удалением прихваток рекомендуется производить воздушно-дуговой строжкой. При этом глубина разделки должна обеспечить достижение шва, наложенного изнутри котла. Необходимо также зачистить шлифовальной машинкой поверхности разделанных кромок на глубину не менее 1,0 мм для удаления науглероженного слоя. Сварку надо выполнять в несколько проходов до полного заполнения разделки. После выполнения сварки с внешней стороны наложить заключительный шов внутри котла.
2.10.28. При ручной сварке монолитных нержавеющих сталей следует накладывать узкие швы без поперечного колебания электродов. Наложение каждого последующего шва производить после охлаждения предыдущего и полного удаления шлаковой корки.
2.10.29. При ремонте сваркой котлов цистерн из нержавеющих монолитных сталей рекомендуется последний валик накладывать с внутренней стороны котла.
2.10.30. Ручную дуговую сварку нержавеющих сталей и композиций с углеродистой сталью следует производить короткой дугой на постоянном токе обратной полярности. Режимы сварки приведены в табл. 2.11.
Таблица 2.11
|
Положение шва |
Диаметр электрода, мм |
Ток, А, для электродов марки |
|||||||||
|
ЭА-395/9 |
ЭА-400/10у |
ОЗЛ-8 |
ЗИО-8 |
ЦЛ-11 |
ОЗЛ-7 |
НИАТ-1 |
ОЗЛ-36 |
ЦТ-15 |
ЗИО-3 |
||
|
Нижнее |
3,0 |
80 — 100 |
70 — 90 |
60 — 80 |
70 — 90 |
70 — 90 |
60 — 80 |
50 — 80 |
80 — 90 |
80 — 100 |
80 — 100 |
|
4,0 |
120 — 150 |
120 — 140 |
120 — 140 |
120 — 150 |
130 — 150 |
110 — 130 |
100 — 140 |
140 — 160 |
110 — 140 |
110 — 130 |
|
|
5,0 |
150 — 180 |
140 — 160 |
140 — 160 |
150 — 170 |
150 — 180 |
140 — 160 |
130 — 170 |
170 — 180 |
150 — 180 |
140 — 165 |
|
|
Вертикальное |
3,0 |
70 — 90 |
65 — 80 |
50 — 70 |
50 — 70 |
50 — 80 |
50 — 70 |
50 — 75 |
65 — 80 |
70 — 90 |
70 — 90 |
|
4,0 |
100 — 130 |
90 — 120 |
100 — 120 |
90 — 120 |
110 — 130 |
90 — 120 |
100 — 120 |
110 — 140 |
100 — 125 |
100 — 120 |
|
|
5,0 |
— |
— |
120 — 140 |
— |
120 — 160 |
120 — 140 |
130 — 150 |
140 — 150 |
135 — 160 |
— |
|
|
Потолочное |
3,0 |
70 — 90 |
70 — 80 |
50 — 70 |
40 — 60 |
50 — 80 |
50 — 70 |
50 — 75 |
64 — 80 |
70 — 90 |
70 — 90 |
|
4,0 |
100 — 130 |
100 — 120 |
100 — 110 |
90 — 120 |
110 — 130 |
90 — 110 |
100 — 120 |
110 — 140 |
110 — 125 |
100 — 120 |
2.10.31. Механизированную сварку нержавеющих и двухслойных сталей следует выполнять электродной проволокой диаметром 1,2 — 1,4 мм на постоянном токе обратной полярности. Сварочные материалы и режимы сварки приведены в табл. 2.12.
Таблица 2.12
|
Металл |
Сварочная проволока |
Режим сварки |
Состав защитной среды |
|
|
Сварочный ток, А |
Напряжение дуги, В |
|||
|
12Х18Н10Т |
Св-05Х20Н9ФБС |
110 — 180 |
20 — 24 |
Ar (100%) |
|
Св-08Х20Н9СБТЮ |
110 — 180 |
20 — 24 |
|
|
|
|
||||
|
08Х22Н6Т |
Св-08Х20Н9СБТЮ; |
110 — 180 |
20 — 24 |
То же |
|
Св-06Х21Н7БТ; |
||||
|
Св-05Х20Н9ФБС |
||||
|
20К + 10Х17Н13М2Т |
Св-08Г2С |
180 — 200 |
22 — 24 |
|
|
Св-06Х20Н11М3ТБ; |
110 — 180 |
20 — 24 |
Ar (100%); |
|
|
Св-04Х19Н11МЗ |
|
|||
|
Ст3сп + 12Х18Н10Т |
Св-08Г2С |
180 — 200 |
22 — 24 |
|
|
Св-05Х20Н9ФБС; Св-08Х20Н9Г7Т |
110 — 180 |
20 — 24 |
Ar (100%); |
|
|
|
 ;
;
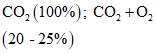
2.10.32. При ремонте котлов цистерн для перевозки молока, изготовленных из алюминия марки АД1 (АД0), применяются: ручная дуговая сварка покрытыми электродами; аргонодуговая сварка неплавящимися электродами и механизированная сварка в среде защитных газов.
2.10.33. При ремонте котлов цистерн из алюминия перед сваркой следует выполнить V-образную и U-образную разделку кромок в соответствии с ГОСТ 14806-80. Свариваемые места необходимо обезжирить бензином Б-70, ацетоном или уайт-спиритом с последующей зачисткой кромок металлической щеткой, изготовленной из нержавеющей проволоки, или шабером на расстоянии 30 — 50 мм по обе стороны.
2.10.34. При ручной дуговой сварке алюминия покрытыми электродами марки ОЗА они предварительно должны быть прокалены в течение часа при температуре 150 — 200 °C. Сварку следует выполнять на постоянном токе обратной полярности на режимах, приведенных в табл. 2.13, с предварительным подогревом мест сварки.
Таблица 2.13
|
Тип разделки кромок |
Толщина металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
Температура предварительного подогрева, °C |
Число слоев |
|
Без разделки |
6 |
5 |
180 — 250 |
100 |
1 |
|
8 |
6 |
260 — 300 |
150 |
1 — 2 |
|
|
10 — 12 |
6 — 8 |
320 — 450 |
200 — 250 |
1 — 2 |
|
|
V-образная |
14 — 18 |
6 — 8 |
400 — 500 |
250 — 350 |
2 — 3 |
2.10.35. Аргонодуговую сварку неплавящимся вольфрамовым электродом рекомендуется выполнять с использованием в качестве присадочного материала алюминиевой проволоки марки Св-А5. Перед сваркой проволоку необходимо подвергнуть химическому полированию или химическому травлению. Режимы сварки приведены в табл. 2.14. Сварку следует производить на переменном токе без поперечных колебаний электрода, выдерживая минимальные размеры сварочной ванны. В процессе сварки присадочную проволоку надо вводить в сварочную ванну на некотором расстоянии от столба дуги, но так, чтобы она постоянно находилась в зоне газовой защиты.
Таблица 2.14
|
Тип соединения |
Толщина металла, мм |
Диаметр вольфрамового электрода марки ВЛ, мм |
Диаметр присадочной проволоки, мм |
Сварочный ток, А |
Расход газа, л/мин |
Число проходов |
|
Стыковое без разделки кромок |
5 |
5 |
2 — 2,5 |
180 — 220 |
9 — 10 |
2 |
|
6 — 7 |
5 |
2,5-3 |
200 — 270 |
9 — 10 |
2 |
|
|
Стыковое с разделкой кромок |
8 — 16 |
5 |
3 — 4 |
260 — 280 |
9 — 12 |
3 — 4 |
|
Нахлесточное |
5 — 6 |
4 — 5 |
2 — 2,5 |
180 — 270 |
7 — 8 |
2 |
|
7 — 8 |
4 — 5 |
2,5 — 3 |
200 — 270 |
9 — 10 |
2 — 3 |
|
|
Тавровое |
10 — 16 |
4 — 5 |
3 — 4 |
260 — 280 |
9 — 12 |
3 — 4 |
2.10.36. При ремонте котлов восьмиосных цистерн разрешается:
1) восстанавливать участки с утонением листов обечайки и днищ более чем на 15% их номинальной толщины путем вырезки дефектных участков и постановки вставок встык с наложением сварных швов с обеих сторон. На цилиндрической части котла (обечайки) допускается постановка не более четырех вставок площадью не более 1 м2 каждая. На броневом листе допускается постановка одной вставки площадью до 1 м2. Вставки на броневом листе следует устанавливать не ближе 500 мм от шкворневой балки, а в зоне сливных приборов — не ближе 1000 мм. На днище котла допускается постановка вставок суммарной площадью до 1 м2 или замена дефектного сектора;
2) заваривать трещины длиной до 500 мм на обечайках котла без постановки усиливающих накладок. Количество завариваемых трещин на цилиндрической части котла должно быть не более четырех. На каждом днище допускается заваривать не более двух трещин суммарной длиной до 500 мм при расстоянии между ними не менее 200 мм или заменять сектор днища с трещинами;
3) восстанавливать участки с пробоинами в днищах с дефектной площадью до 0,3 м2 путем постановки не более двух вставок площадью до 0,5 м2. Допускается вместо постановки вставок заменять сектор днища.
2.10.37. При наличии на обечайках и днищах котла дефектов с размерами более допускаемых неисправные элементы заменяют.
2.10.38. Деповской ремонт специализированного оборудования и котла восьмиосных цистерн для нефтепродуктов следует выполнять в соответствии с типовым технологическим процессом ТК-137 ПКБ ЦВ.
2.10.39. Толщина листов котла и элементов цистерны измеряется ультразвуковыми толщиномерами «Кварц-15», УТ-31, УТ-56, УТ-65, УТ-93, УТ-55РЭ или другого типа, точность измерения которыми аналогичная указанным.
2.10.40. При всех видах ремонта деталей крепления котла восьмиосной цистерны к раме разрешается:
1) заварка трещин А (рис. 2.147) в шпангоутах из профиля прямоугольного сечения с последующей зачисткой швов и постановкой усиливающих накладок толщиной 8 — 10 мм соответствующего профиля. Накладка должна перекрывать трещину не менее чем на 100 мм. Не допускаются подрезы на поперечных к шпангоуту швах. Форма усиливающих накладок должна соответствовать требованиям Руководства по капитальному ремонту грузовых вагонов, утвержденного МПС;
Рис. 2.147. Котел восьмиосной цистерны
2) вварка вставок Б в шпангоуты, не более одной на шпангоут;
3) заварка трещин В в сварных соединениях шпангоутов с котлом цистерны;
4) заварка трещины Г в сварных соединениях опорного листа с котлом;
5) заварка трещин Д в опорных листах;
6) заварка трещин Е в опорном листе, переходящих на котел.
2.10.41. Усиление шпангоутов, имеющих рельсообразный профиль, или вварку вставок допускается производить по отдельному разрешению ЦВ МПС.
2.10.42. Дефектные сварные швы крепления кронштейнов для тормозного оборудования следует срубить, места под сварку зачистить и заварить.
2.10.43. Поры и подрезы в сварных швах не допускаются. Вставки должны быть изготовлены из стали марки 09Г2С или 09Г2. Допускается использование сталей марок 10Г2Б, 10Г2БД и 12Г2БД.
2.10.44. При ремонте лестниц, помостов, люков, крышек и других деталей котла допускается при ручной дуговой сварке применять электроды типа Э-42 и Э-46.
2.10.45. При приварке накладок и деталей к котлу цистерны угловыми швами следует обеспечить плавный переход металла сварного шва на основной металл. Соотношение катетов при этом должно быть 1:1,5 или 1:2.
2.10.46. К ремонту котлов восьмиосных цистерн сваркой допускаются сварщики не ниже четвертого разряда, аттестованные в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором Российской Федерации.
2.10.47. При ремонте котлов цистерн для перевозки вязких нефтепродуктов моделей 15-897 и 15-1566 следует руководствоваться типовым технологическим процессом (ТК-139), разработанным ПКБ ЦВ и утвержденным ЦВ МПС.
2.10.48. При всех видах ремонта колпака (рис. 2.148) или обечайки люка-лаза (горловина) разрешается:
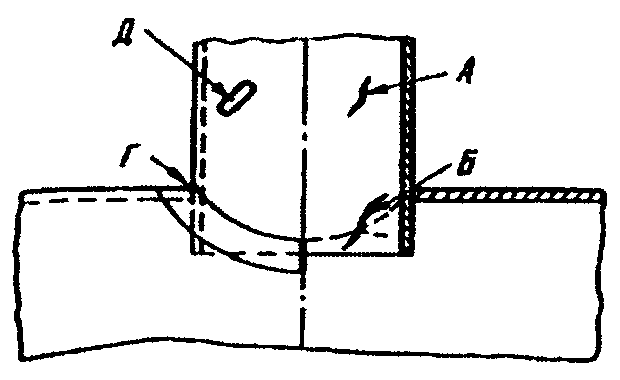
Рис. 2.148. Колпак цистерны
1) заварка трещин А в колпаке (или обечайке люка-лаза);
2) заварка трещин Б в колпаке (или обечайке люка-лаза), переходящих на котел цистерны. Заварку выполнять по одной из двух технологий. Первая — разделать внутри и снаружи трещину в колпаке, на котле разделать снаружи сварной шов соединения колпака в месте пересечения его с трещиной на расстоянии 50 мм в обе стороны от трещины, заварить трещины в колпаке и котле, заварить сварной шов, соединяющий колпак с котлом; вторая — заварить трещину изнутри, разделать снаружи трещину до корня наложенного изнутри шва. Разделать снаружи сварной шов соединения колпака (горловины) с котлом на расстоянии 50 мм в обе стороны от трещины. Заварить трещину снаружи, а затем наложить удаленный сварной шов соединения колпака (горловины) с котлом;
3) вварка вставок в верхний лист котла под весь колпак, если глубина поражения коррозией составляет 50% или более номинальной чертежной толщины;
4) заварка трещин Г в сварном соединении обечайки люка-лаза или колпака с котлом;
5) вварка вставок Д в местах пробоин или коррозионных разрушений площадью более 4 см2. При этом площадь вставки должна составлять не более 0,1 м2, форма вставки должна быть круглой, эллиптической или прямоугольной со скругленными углами (радиус скругления 50 мм). Пробоины, площадь которых менее 4 см2, следует устранять в соответствии с п. 2.10.11.
2.10.49. При всех видах ремонта крышки горловины люка-лаза или колпака цистерн (рис. 2.149) разрешается:
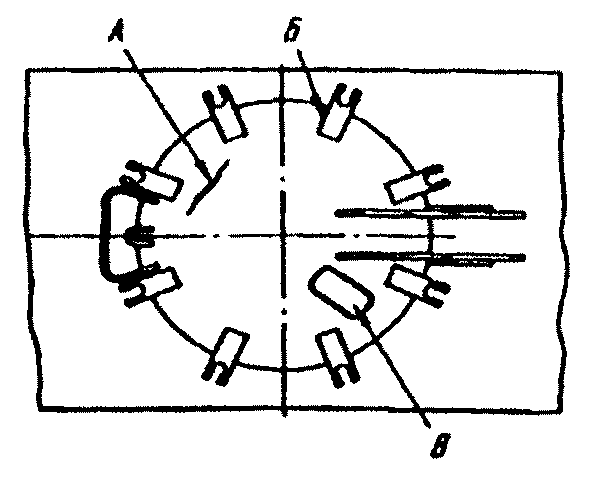
Рис. 2.149. Крышка колпака
1) заварка трещин А крышки;
2) заварка трещин Б в местах крепления запоров и шарниров крышки;
3) вварка вставок В в местах пробоин и в местах, пораженных коррозией на глубину более половины толщины листа, указанной в чертеже.
2.10.50. При ремонте крышек ригельного типа (рис. 2.150) разрешается:
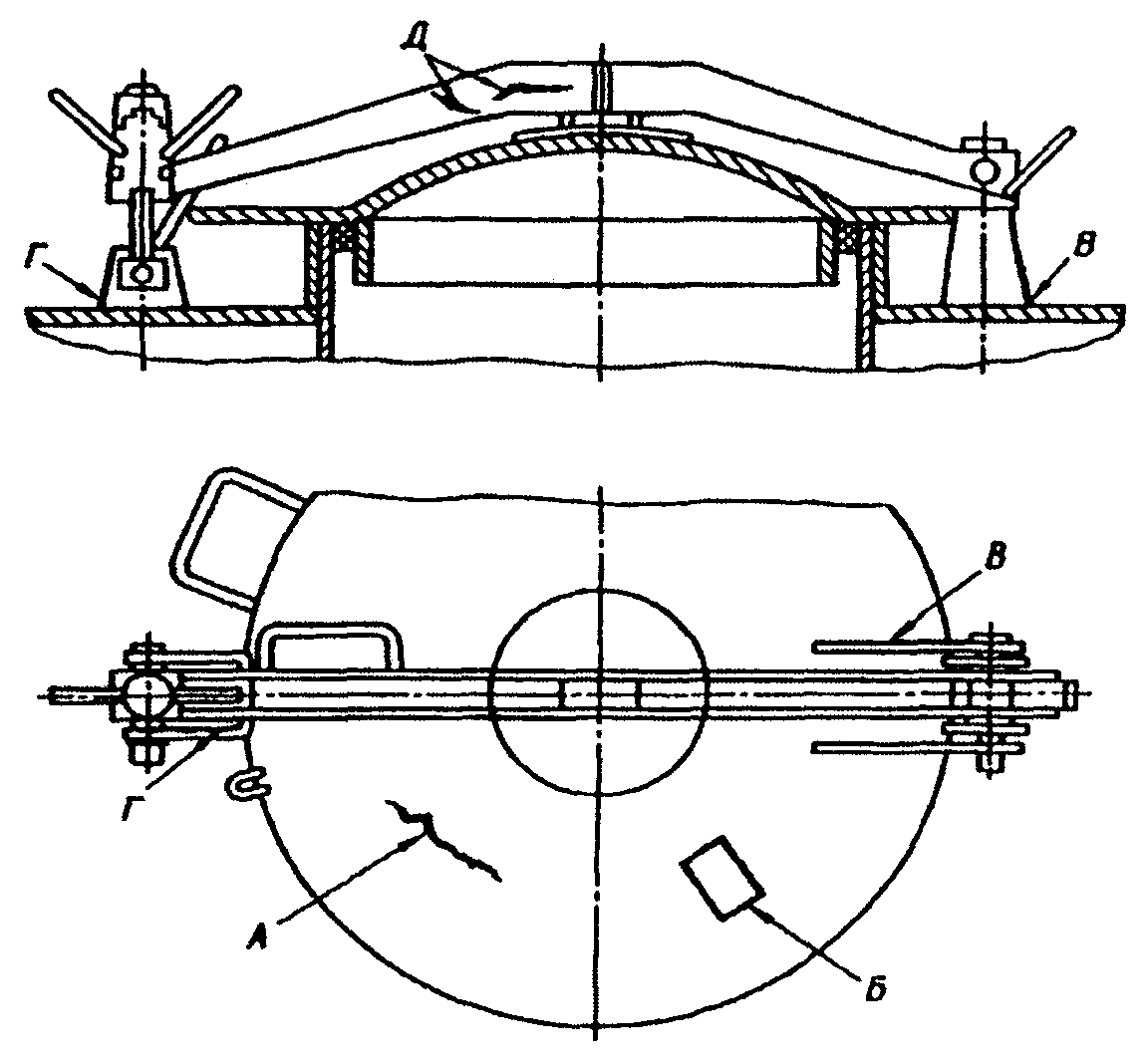
Рис. 2.150. Крышка ригельного типа
1) заварка трещин А крышки и вварка вставок Б в местах, пораженных коррозией на глубину более половины толщины листа, и в местах пробоин по технологии, исключающей деформацию крышки и неплотность ее прилегания к уплотняющей кольцевой прокладке горловины;
2) заварка трещин В и других дефектов в кронштейне ригеля;
3) приварка упоров и скоб-ручек Г, а также других элементов крепления;
4) заварка трещин Д в ригеле.
2.10.51. При всех видах ремонта вагонов восстановление сливных приборов следует выполнять в соответствии с положениями, изложенными в Инструкции по ремонту и испытанию универсального сливного прибора цистерн, разработанной ПКБ ЦВ и МИИТом и утвержденной ЦВ МПС 20.12.96 г.
2.10.52. При обрыве штанги сливного прибора на расстоянии 50 — 70 мм от винтовой части допускается приварка штанги к винтовой части с последующим усилением отремонтированной части бесшовной трубой с толщиной стенки не менее 5 — 6 мм и длиной 100 мм. Зазор между трубой и штангой должен быть не более 0,5 мм по диаметру, соотношение катетов швов вдоль оси трубы — 2:1. Сварку для нефтебензиновых цистерн следует выполнять предварительно прокаленными электродами марки УОНИ-13/45 или УОНИ-13/55. Подрезы, трещины и поры не допускаются.
2.10.53. При всех видах ремонта стяжного хомута (рис. 2.151) разрешается:
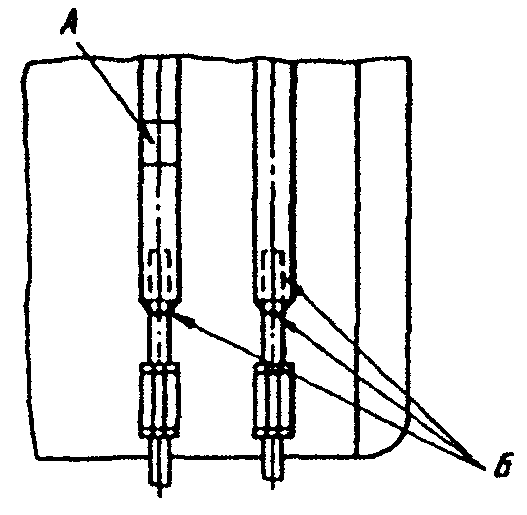
Рис. 2.151. Стяжной хомут
1) вварка вставок А в полосе пояса в местах, поврежденных коррозией или имеющих трещины. Число вставок в полосе должно быть не более двух при условии, что длина каждой не менее 200 мм;
2) приварка болта Б к поясу внахлестку 80 — 100 мм. В месте приварки болт должен иметь прямоугольное сечение.
2.10.54. При всех видах ремонта узла крепления котла к хребтовой балке (рис. 2.152) разрешается:
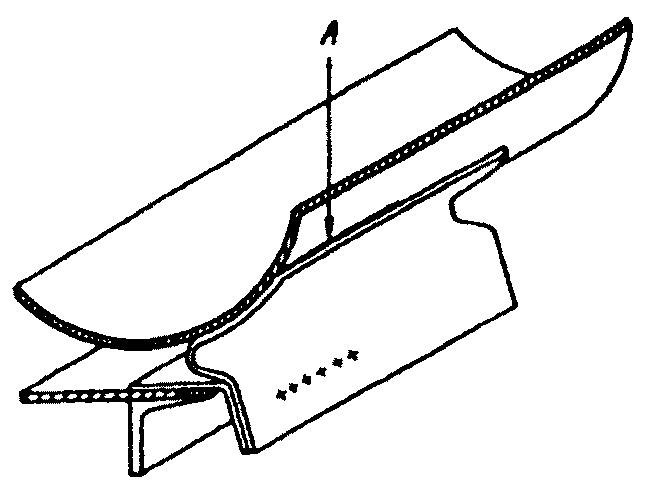
Рис. 2.152. Узел крепления котла к хребтовой балке
1) заварка трещин А в сварном шве или в зоне термического влияния соединения лапы котла с котлом;
2) срезка газокислородным способом дефектной фасонной лапы и приварка новой с перекрытием старых швов (как продольного, так и поперечных) новой лапой на 50 мм.
2.10.55. Запрещается заваривать трещины в фасонных лапах котла независимо от их длины и расположения.
2.10.56. Разрешается заварка трещин А (рис. 2.153) в сварных соединениях опорной планки с хребтовой балкой, а при капитальном ремонте со снятием котла — также вертикальных и наклонных трещин в опорной планке. При этом наплавленный металл не должен выходить на поверхность хребтовой балки. Технология сварки должна исключать деформацию опорной планки. Допускается деформация плоскости не более 0,5 мм по длине планки. Сварные швы зачищаются заподлицо с основным металлом.
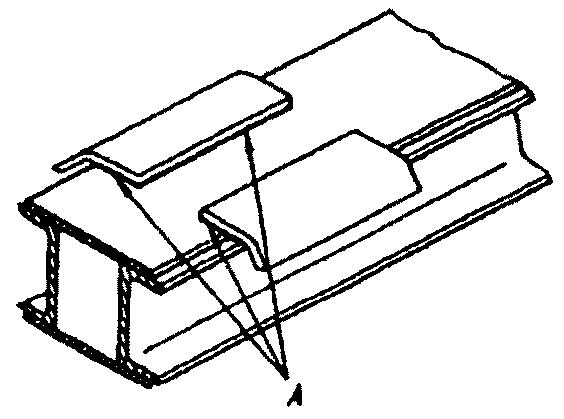
Рис. 2.153. Опорная планка
2.10.57. При снятом с рамы вагона котле цистерны допускается заварка отверстий лап и планок крепления котла цистерны к хребтовой балке вагона с последующей их рассверловкой.
2.10.58. При всех видах ремонта внутренней лестницы (рис. 2.154) разрешается:
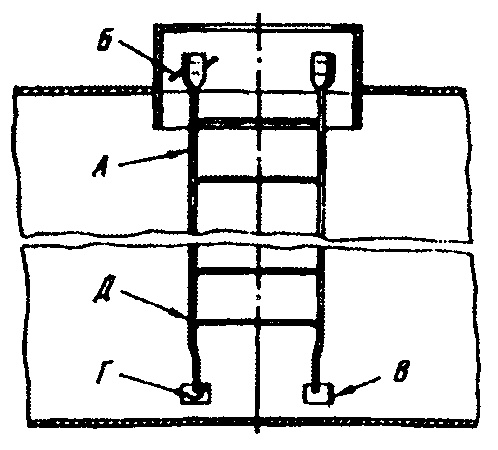
Рис. 2.154. Внутренняя лестница
1) вварка вставок А в тетиву в местах изломов;
2) заварка трещин Б в сварном соединении лестницы с обечайкой люка-лаза или колпака;
3) заварка трещин В в сварном соединении лестницы с нижним листом котла;
4) заварка трещин Г в кронштейнах, соединяющих тетиву лестницы с нижним листом котла;
5) приварка новых ступенек взамен пришедших в негодность из-за трещин и изломов. Приварку следует производить швом только вдоль тетивы;
6) заварка трещин Д в тетиве.
2.10.59. Материал лестницы необходимо определить по документам на изготовление цистерны.
2.10.60. При всех видах ремонта наружной лестницы с площадкой (рис. 2.155) разрешается:
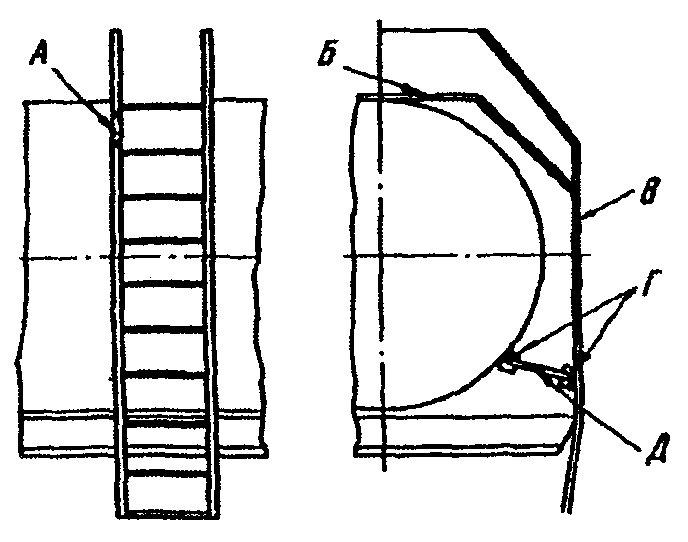
Рис. 2.155. Наружная лестница
1) вварка вставок А в снятый с цистерны поручень;
2) приварка новых поручней;
3) заварка трещин Б в площадках;
4) вварка вставок В в тетиву;
5) заварка трещин Г в кронштейне и Д в распорке.
2.10.61. При всех видах ремонта кожуха теплоизоляции котла цистерны-термоса разрешается:
1) заварка трещин в листах кожуха;
2) заварка трещин в сварных соединениях листов кожуха между собой;
3) вварка вставок в местах пробоин;
4) вварка новых листов кожуха взамен пришедших в негодность.
2.10.62. При всех видах ремонта паровой рубашки котла (рис. 2.156) разрешается:
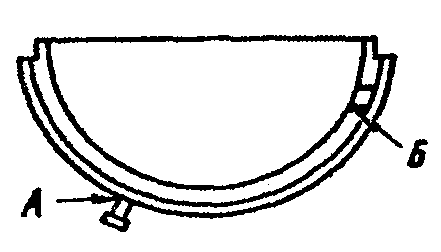
Рис. 2.156. Паровая рубашка котла
1) заварка трещин в сварных соединениях листов кожуха паровой рубашки;
2) заварка трещин в листах паровой рубашки;
3) вварка вставок в местах пробоин. Таких вставок площадью не более 0,1 м2 должно быть не более четырех на кожухе;
4) вварка части кожуха со стороны днища или нижней части листа во всю его ширину в местах, пораженных коррозией на глубину более половины толщины листа или имеющих пробоины площадью более 0,1 м2;
5) заварка трещин в сварных соединениях кожуха котла с кожухом паровой рубашки сливного прибора;
6) заварка трещин в патрубках или приварка новых патрубков А для выпуска пара;
7) заварка трещин Б в сварных швах или в основном металле уголков арматуры паровой рубашки.
2.10.63. По окончании ремонта паровую рубашку котла следует подвергнуть гидравлическому испытанию.
2.10.64. При ремонте сваркой и наплавкой специализированного оборудования и котла четырехосных цистерн для порошковых грузов (цемента и кальцинированной соды) следует руководствоваться положениями, изложенными в документах ТК-71 и ТК-104 ПКБ ЦВ, утвержденных ЦВ МПС. При восстановлении деталей и узлов цистерны сварку следует производить электродами типа Э-42, Э-42А и Э-46. При ремонте коллектора и труб воздушной системы надо использовать электроды типа Э-42А или Э-50А, а также трубы и детали, изготовленные из марок сталей, указанных в альбоме чертежей воздушной системы цистерны.
К выполнению сварочных и наплавочных работ при ремонте узлов и деталей воздушной системы допускаются сварщики четвертого разряда, аттестованные в соответствии с правилами Госгортехнадзора.
2.10.65. Трещины А на трубах системы воздушной коммуникации (рис. 2.157) не допускаются. Дефектную часть вырезают и приваривают встык новую часть трубы.
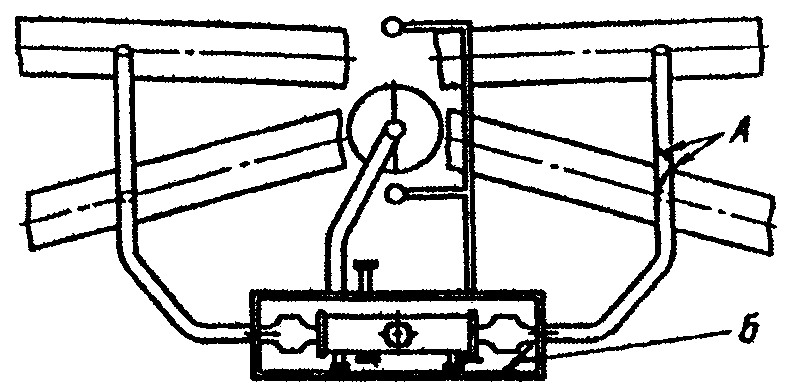
Рис. 2.157. Воздушная коммуникация
2.10.66. При всех видах ремонта устройства аэропневмовыгрузки цистерн для сухих грузов разрешается:
1) заварка трещин Б (см. рис. 2.157) в арматурном ящике;
2) заварка трещин А (рис. 2.158) в разгрузочном патрубке, в околошовной зоне и сварном шве, соединяющем патрубок с котлом, или приварка новых патрубков;
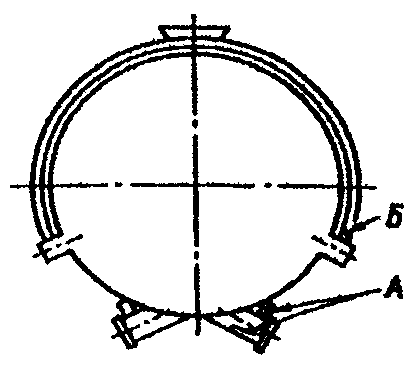
Рис. 2.158. Разгрузочное устройство
3) заварка трещин Б в сообщающихся трубах;
4) заварка трещин А (рис. 2.159) в сварных соединениях листов откоса между собой. Пробоины в местах откосов и рассекателей устраняют постановкой накладок, которые должны перекрывать кромки пробоин не менее чем на 50 мм;
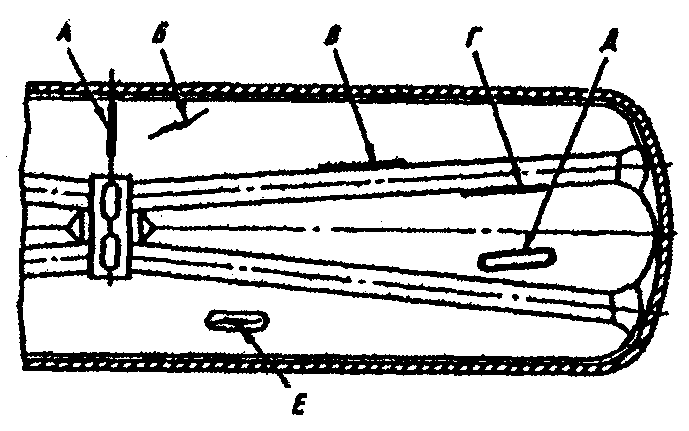
Рис. 2.159. Устройство аэропневмовыгрузки
5) заварка трещин Б в листах откоса и рассекателя длиной более 100 мм с постановкой накладок;
6) заварка трещин В в сварных соединениях откосов с желобом под аэролоток;
7) заварка трещин Г в сварных соединениях рассекателя с желобом под аэролоток;
вварка вставок Д в местах пробоин;
9) заварка трещин, надрывов Е в крышке смотрового окна откоса и в горловине люка;
10) заварка трещин А (рис. 2.160) в основании аэролотка, решеток и аэроплитки;
Рис. 2.160. Аэролоток
11) заварка трещин Б в сварных соединениях основания аэролотка.
Решетку с аэролотка с трещинами, изломами следует ремонтировать сваркой с последующей зачисткой сварного шва заподлицо с основным металлом.
Все детали воздушной системы, отремонтированные сваркой, необходимо испытать под давлением.
2.10.67. При сварочных работах с использованием прихваток последние должны выполняться с применением присадочных материалов (электродов, сварочных проволок и др.), предусмотренных технической документацией на сварку данного типа цистерн. Прихватки при дальнейшем проведении сварочных работ удаляются или переплавляются основным швом.
Прихватки на котлах цистерн, подконтрольных органам Госгортехнадзора, должен выполнять сварщик, аттестованный в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором, и допущенный к сварке основного сварного соединения.
Приварка временных креплений и удаление их после сварки основного изделия должны производиться по технологии, исключающей образование трещин и закалочных зон в металле цистерны и ее элементах.
2.10.68. При ремонте нефтебензиновых цистерн следует применять предварительно прокаленные электроды марок УОНИ-13/45 и УОНИ-13/55; допускается также сварка в смеси защитных газов в соотношении 80 и 20% сварочными проволоками Св-08Г2С или Св-09Г2СЦ диаметром 1,2 — 1,4 мм и в ![]() проволокой диаметром 1,2 мм.
проволокой диаметром 1,2 мм.
2.10.69. При ремонте цистерн исполнения ХЛ, категории размещения 1 по ГОСТ 15150-69 в случае замены узлов и элементов цистерны, постановки вставок следует применять металлы тех же марок и категорий, из которых выполнены восстанавливаемые элементы и конструкции данного типа цистерны. Отремонтированная с применением сварки цистерна должна отвечать требованиям, установленным для исполнения ХЛ. Применение иных марок и категорий металла допускается только по согласованию с ЦВ МПС.
2.10.70. Ремонт сваркой котлов и деталей котлов новых вагонов, которые впервые поступают в ремонт и не рассмотрены в настоящей Инструкции, должен выполняться по технологии, разработанной заводом-изготовителем или специализированной организацией (НИИ, ПКБ и др.) и утвержденной ЦВ МПС.
2.10.71. Контроль качества сварки отремонтированных цистерн, подконтрольных органам Госгортехнадзора, должен выполнять специалист, прошедший аттестацию в соответствии с Правилами аттестации специалистов неразрушающего контроля.
2.10.72. Ремонт котлов цистерн должен выполняться предприятием, имеющем соответствующую лицензию Госгортехнадзора РФ.
2.10.73. Котлы цистерн, а также винт штанги сливного прибора, стяжной хомут и крепление фасонной лапы к котлу после ремонта подлежат ультразвуковому контролю в соответствии с нормативно-технической документацией, утвержденной ЦВ МПС.
2.10.74. Котлы всех типов цистерн после ремонта сваркой подлежат гидравлическому испытанию.
2.11. Битумные полувагоны
2.11.1. При всех видах ремонта вагонов в бункерах битумных полувагонов (рис. 2.161) разрешается:
Рис. 2.161. Бункер
1) заварка трещин А стенок внутренней и наружной обшивки независимо от длины трещин;
2) заварка пробоин Б, пораженных коррозией мест В на боковых, торцовых стенках наружной и внутренней обшивки с постановкой накладок, перекрывающих пробоину или пораженное коррозией место на 50 мм с каждой стороны. Допускается приварка не более четырех накладок на одной из стен бункера, каждая площадью не свыше 0,1 м2;
3) приварка новой части Г стенки бункера вместо пришедшей в негодность;
4) приварка упоров Д для запорных крюков;
5) приварка подушки Е по периметру с усиливающей накладкой или без нее;
6) заварка трещин Ж в торцовых стенках, распространяющихся вдоль сварных соединений опорных секторов и под опорными секторами или по торцовой стенке, длиной более 50 мм с постановкой усиливающих прямоугольных накладок под опорный сектор. При заварке опорные секторы срезают и фрезеруют на толщину поставленных накладок;
7) заварка трещин З в торцовых стенках вдоль сварных соединений опорных секторов длиной менее 50 мм, а также трещин, не доходящих до опорных секторов, с постановкой накладок без снятия опорных секторов;
приварка петель И крышки бункера с усилением накладками под петли, приварка ушков для запора;
9) приварка ручек К для открывания крышки бункера;
10) приварка к стенке наружной обшивки усиливающей плиты Л под штуцер;
11) приварка нового штуцера М к усиливающей плите и стенке бункера.
2.11.2. При всех видах ремонта вагонов в опорах (рис. 2.162) разрешается:
Рис. 2.162. Опора
1) заварка трещин А в сварных соединениях верхнего, вертикального и нижнего листов;
2) заварка продольной трещины Б в сварном соединении рейки с верхним листом;
3) наплавка выработки В опоры винта;
4) усиление накладкой Г с обваркой ее по периметру деформированных вертикальных листов опоры после их выправления. Деформированный вертикальный лист и средний вертикальный швеллер Д в местах постановки бобышек должны быть вырезаны и восстановлены: швеллер — с постановкой вставки с последующим усилением места стыка, вертикальный лист — с постановкой вставки;
5) удаление дефектной части и вварка вставки при изломе нижней полосы Е или при наличии на ней трещины длиной более 50% ее ширины;
6) приварка бобышек Ж. При постановке накладок в месте установки бобышек последние необходимо фрезеровать на толщину накладки для обеспечения зазора между бобышками и подушками бункеров;
7) приварка ребер жесткости З;
заварка трещин И длиной до 50% ширины полосы, не уходящих под вертикальный лист, с постановкой плоской накладки и ребер жесткости;
9) заварка трещин длиной менее 50 мм в нижней полосе опоры, не доходящих до вертикального листа, в сварном соединении вертикального листа и нижней полосы, а также в вертикальном листе у основания опоры с постановкой угловой накладки.
2.12. Вагоны-хопперы для перевозки сырья минеральных
удобрений и минеральных удобрений
2.12.1. При всех видах ремонта вагонов в кузовах (рис. 2.163) разрешается:
Рис. 2.163. Кузов
1) заварка трещин А в стойках;
2) заварка трещин Б в обшивке при длине до 100 мм, а при длине более 100 мм с приваркой усиливающей накладки соответствующего профиля.
Накладка должна перекрывать трещину не менее чем на 30 мм, толщина накладки на боковой стене должна быть 3 мм, на торцевой — 4 мм;
3) постановка накладок В на пробоины и места, пораженные коррозией с приваркой внахлестку. Коррозионные повреждения обшивки кузова должны затрагивать не более 50% толщины листа, при большем повреждении дефектное место вырезают и устанавливают накладку с обваркой по периметру. В одном пролете между стойками допускается не более трех дефектов;
4) заварка трещин Г и других дефектов в сварных швах.
При ремонте кузовов, изготовленных из нержавеющих сталей, необходимо руководствоваться указаниями по выбору сварочных материалов и режимов с учетом марки стали, изложенными в п. 2.10 настоящей Инструкции.
2.12.2. При заводском ремонте общая площадь накладок на одной стороне кузова не должна превышать 1 м2. При большем повреждении дефектные части обшивки заменяют.
2.12.3. При всех видах ремонта вагонов на рамах (рис. 2.164) разрешается:
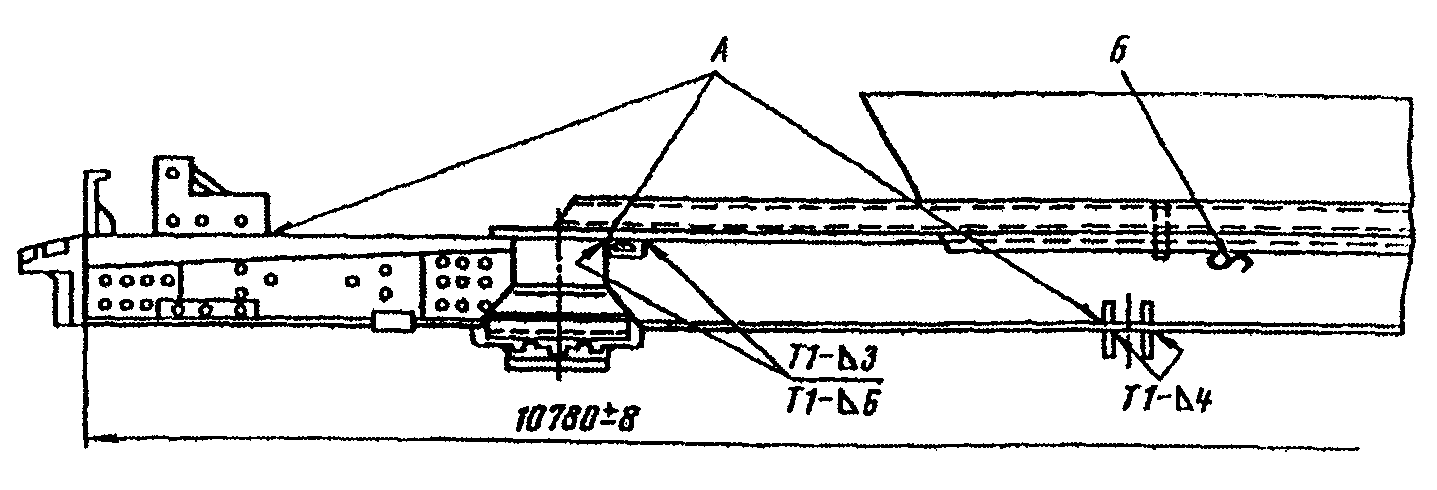
Рис. 2.164. Рама
1) заварка трещин А и других дефектов в сварных швах;
2) заварка трещин Б (см. п. 2.7).
2.12.4. При всех видах ремонта вагонов в крышах (рис. 2.165) разрешается:
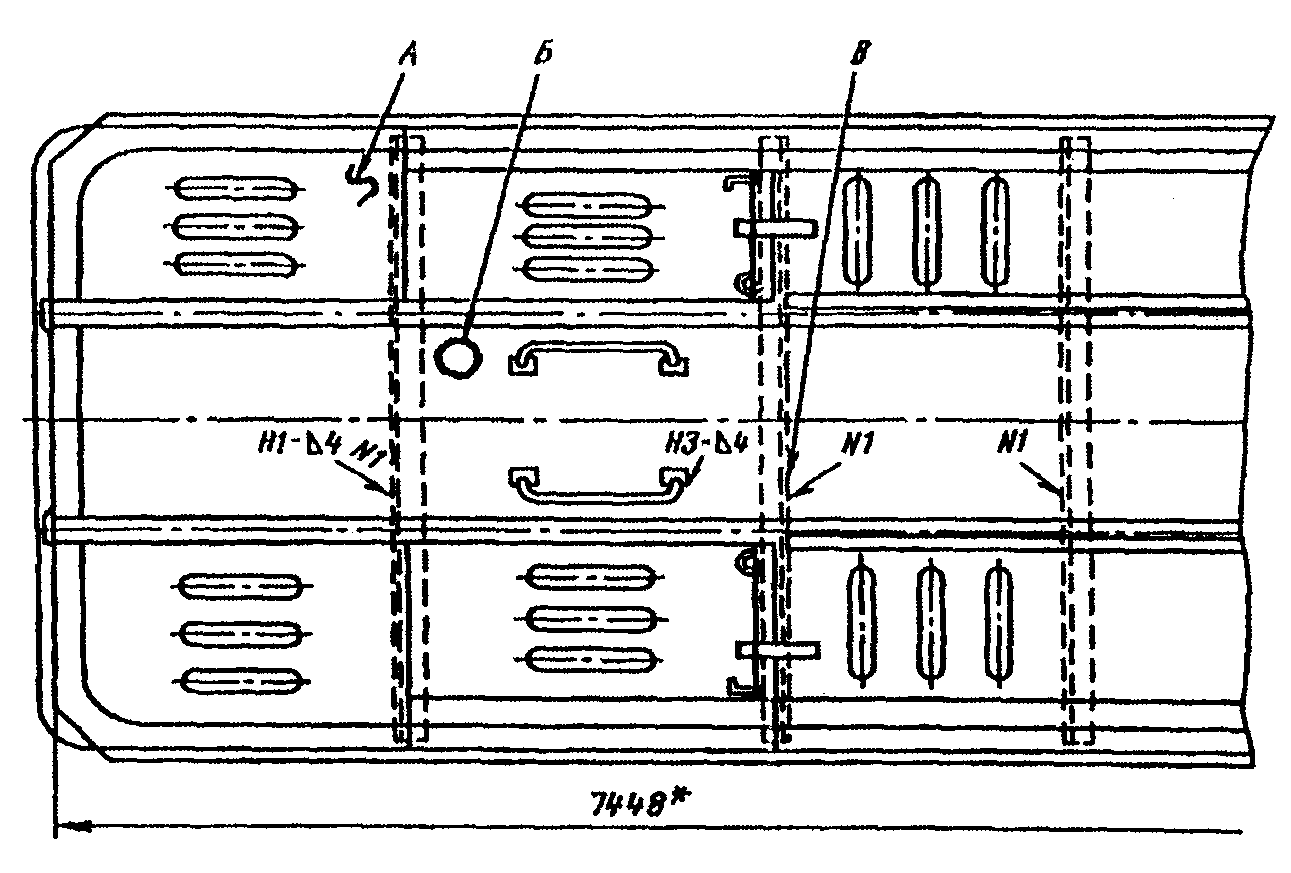
Рис. 2.165. Крыша
1) заварка трещин А длиной до 100 мм, а при длине более 100 мм — с приваркой внахлестку гофрированных накладок;
2) приварка накладок Б в зонах, поврежденных коррозией или имеющих пробоины;
3) выправка листов крыши, имеющих пробоины и вмятины глубиной более 20 мм на 1 м длины. Допускается приварка декоративной накладки.
При наличии в ранее установленных накладках трещин, пробоин или коррозионного износа более 50% их рекомендуется срезать и установить новые;
4) заварка трещин В в сварных швах.
2.12.5. При капитальном ремонте на листе крыши допускается заварка не более двух трещин длиной до 500 мм, при большем количестве трещин или большей их длине следует заменять соответствующую часть обшивки крыши.
2.12.6. При всех видах ремонта вагонов разрешается заварка трещин в крышках загрузочного и разгрузочных люков вагонов.
2.12.7. При деповском ремонте вагонов к крышке разгрузочного люка разрешается приварка накладок в местах, поврежденных коррозией. Допускается оставлять без ремонта крышки люков с коррозионными повреждениями, затрагивающими не более 30% толщины листа. При повреждениях, затрагивающих от 30 до 50% толщины листа, следует приваривать накладку толщиной не менее 3 мм, а свыше 50% — заменять лист.
2.12.8. При всех видах ремонта вагонов в днищах бункера (рис. 2.166) разрешается:
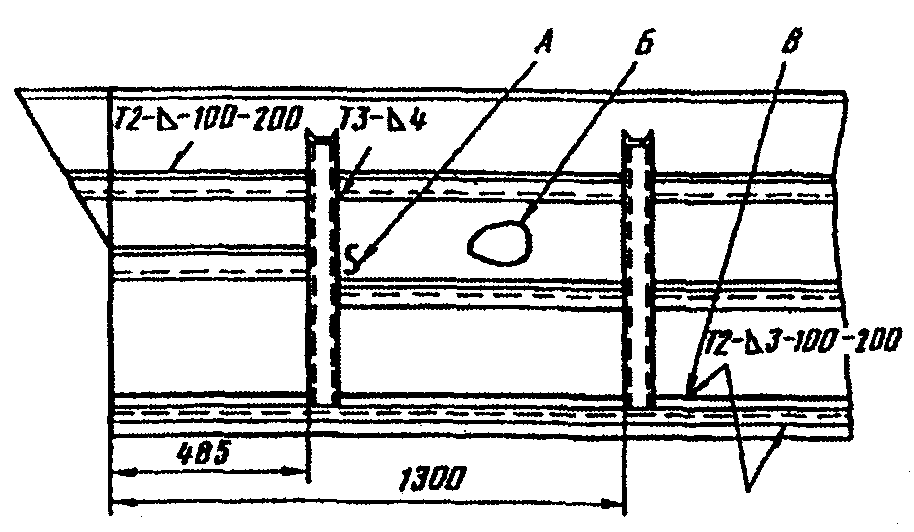
Рис. 2.166. Днище бункера
1) заварка трещин А;
2) приварка накладок Б на места, поврежденные коррозией или имеющие пробоины;
3) заварка трещин В в сварных швах.
2.12.9. При всех видах ремонта вагонов на лестнице (рис. 2.167) разрешается заварка трещин А в сварных швах.
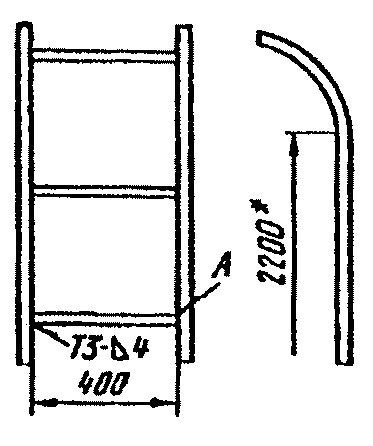
Рис. 2.167. Лестница
2.12.10. При всех видах ремонта вагонов на дуге (рис. 2.168) разрешается:
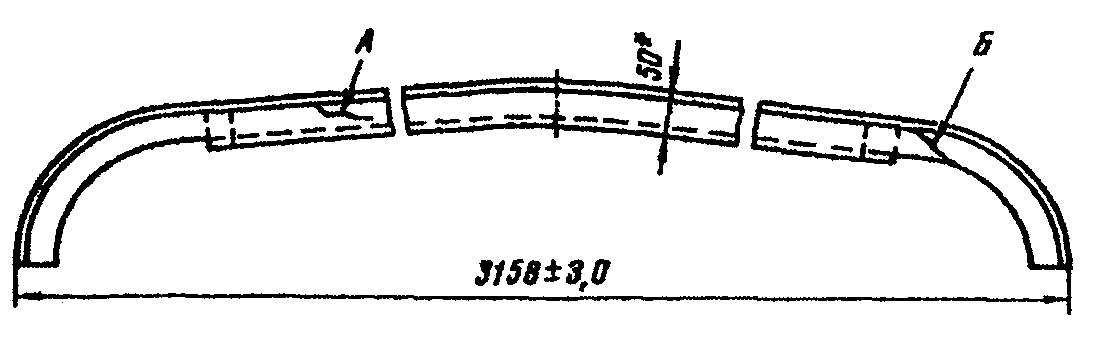
Рис. 2.168. Дуга
1) заварка трещин А длиной до 25 мм с постановкой усиливающих накладок;
2) заварка трещин Б в сварных швах.
2.12.11. При всех видах ремонта вагонов в нижней тяге (рис. 2.169) разрешается заварка трещины А в сварном шве.
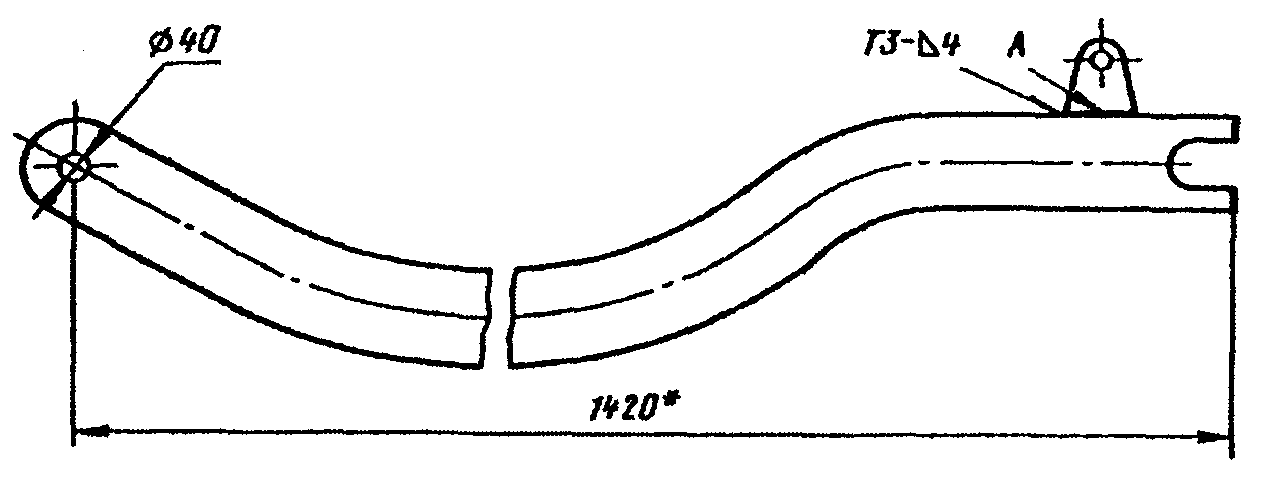
Рис. 2.169. Нижняя тяга
2.12.12. При всех видах ремонта вагонов на валу (рис. 2.170) разрешается:
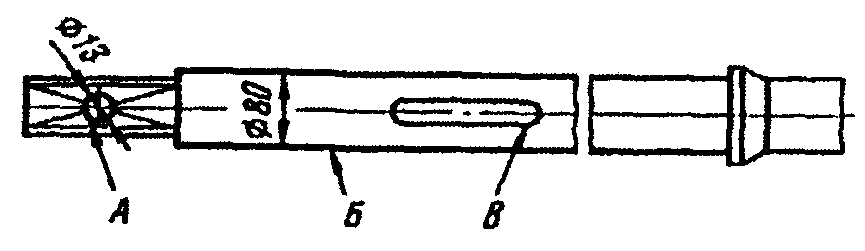
Рис. 2.170. Вал
1) наплавка изношенной поверхности А при диаметре менее 79 мм;
2) заварка шпоночной канавки Б при ширине паза более 23 мм;
3) наплавка изношенных стенок отверстия В при диаметре более 15 мм.
2.12.13. При всех видах ремонта вагонов в серьге (рис. 2.171) разрешается наплавка изношенных стенок отверстия А при диаметре более 23 мм.
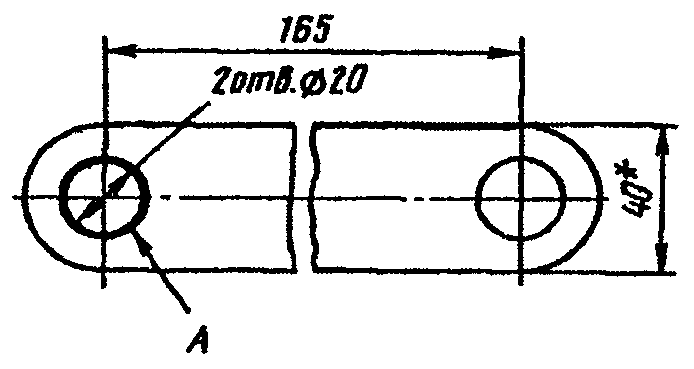
Рис. 2.171. Серьга
2.12.14. При всех видах ремонта вагонов на откидном болте (рис. 2.172) разрешается:
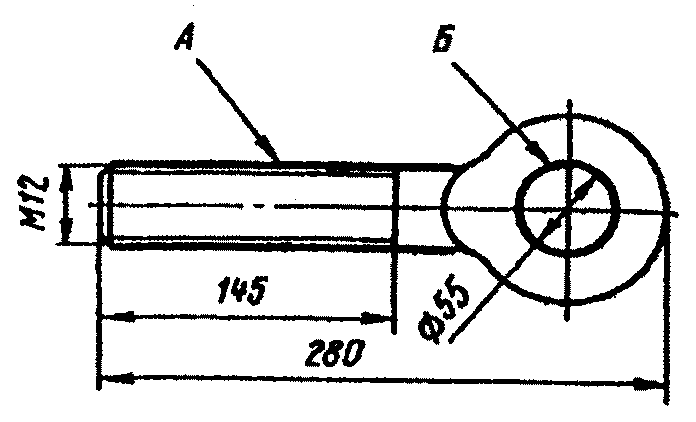
Рис. 2.172. Откидной болт
1) наплавка изношенной или поврежденной резьбы А;
2) наплавка изношенного отверстия Б при диаметре более 57 мм.
2.12.15. При всех видах ремонта вагонов на муфте (рис. 2.173) разрешается наплавка изношенной или поврежденной резьбы А.
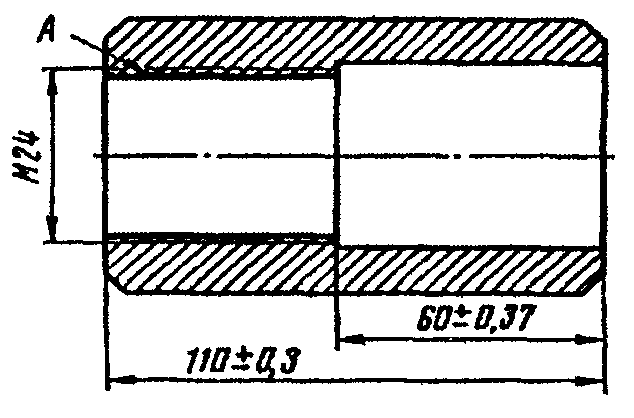
Рис. 2.173. Муфта
2.12.16. При всех видах ремонта вагонов на рычаге (рис. 2.174) разрешается:
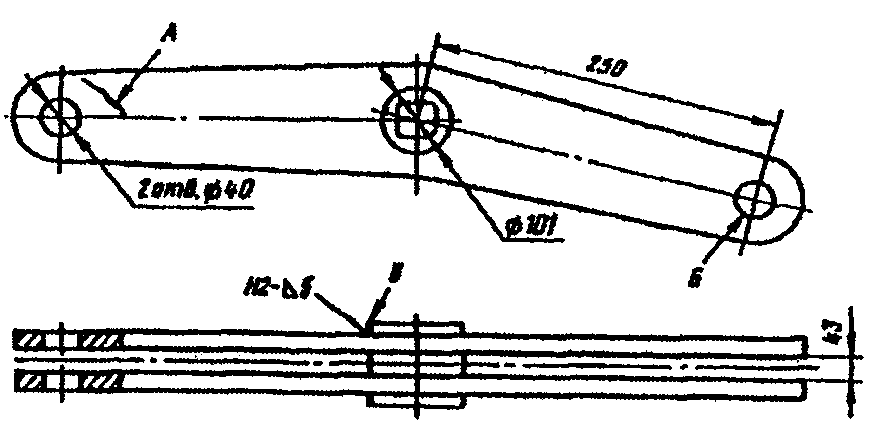
Рис. 2.174. Рычаг
1) заварка трещин А;
2) вварка банок в отверстия Б при диаметре более 42 мм;
3) заварка трещин В в сварных швах.
2.12.17. При всех видах ремонта вагонов на рычаге (рис. 2.175) разрешается:
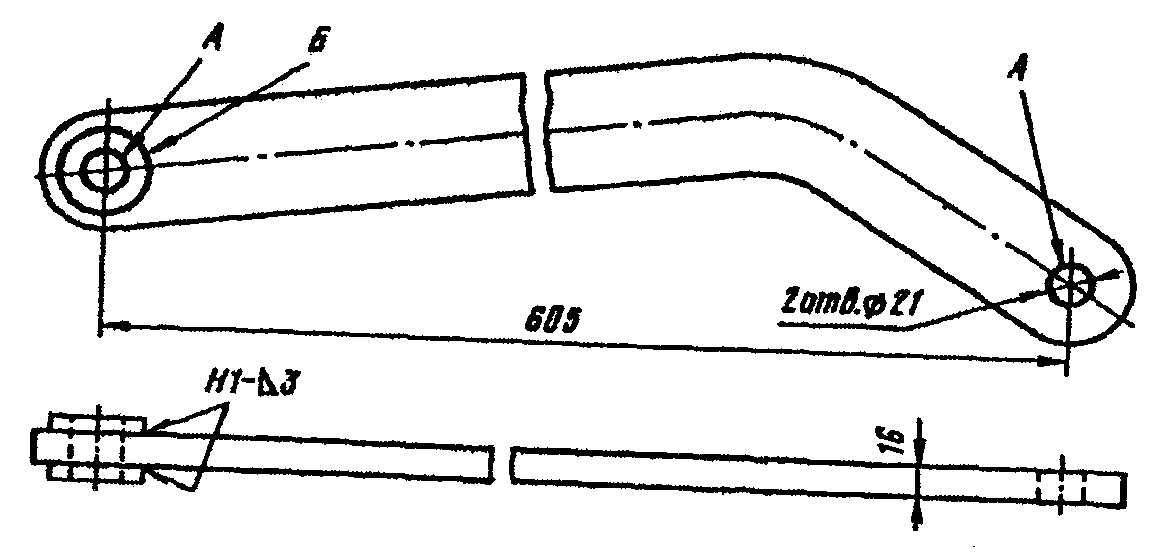
Рис. 2.175. Рычаг
1) наплавка изношенных стенок отверстий А;
2) приварка шайб Б.
2.12.18. При всех видах ремонта вагонов на двуплечем рычаге (рис. 2.176) разрешается наплавка изношенных стенок отверстий А.
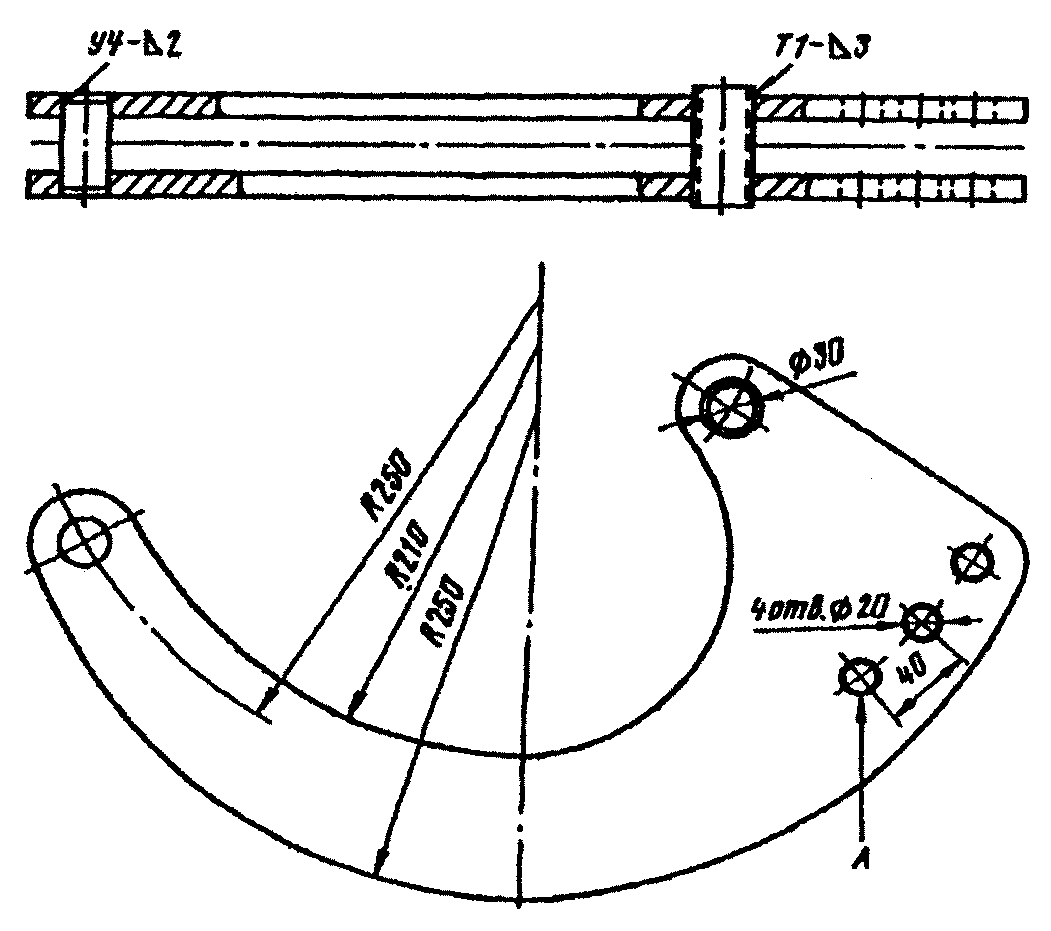
Рис. 2.176. Двуплечий рычаг
2.12.19. При всех видах ремонта вагонов на специальном валике (рис. 2.177) разрешается наплавка изношенной поверхности А.
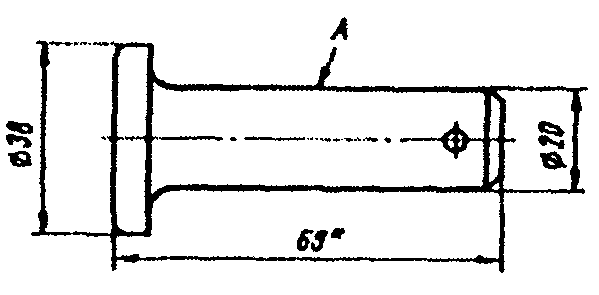
Рис. 2.177. Специальный валик
2.13. Полувагоны-хопперы для перевозки горячих окатышей
и агломерата
2.13.1. При всех видах ремонта вагонов в кузовах (рис. 2.178) разрешается:
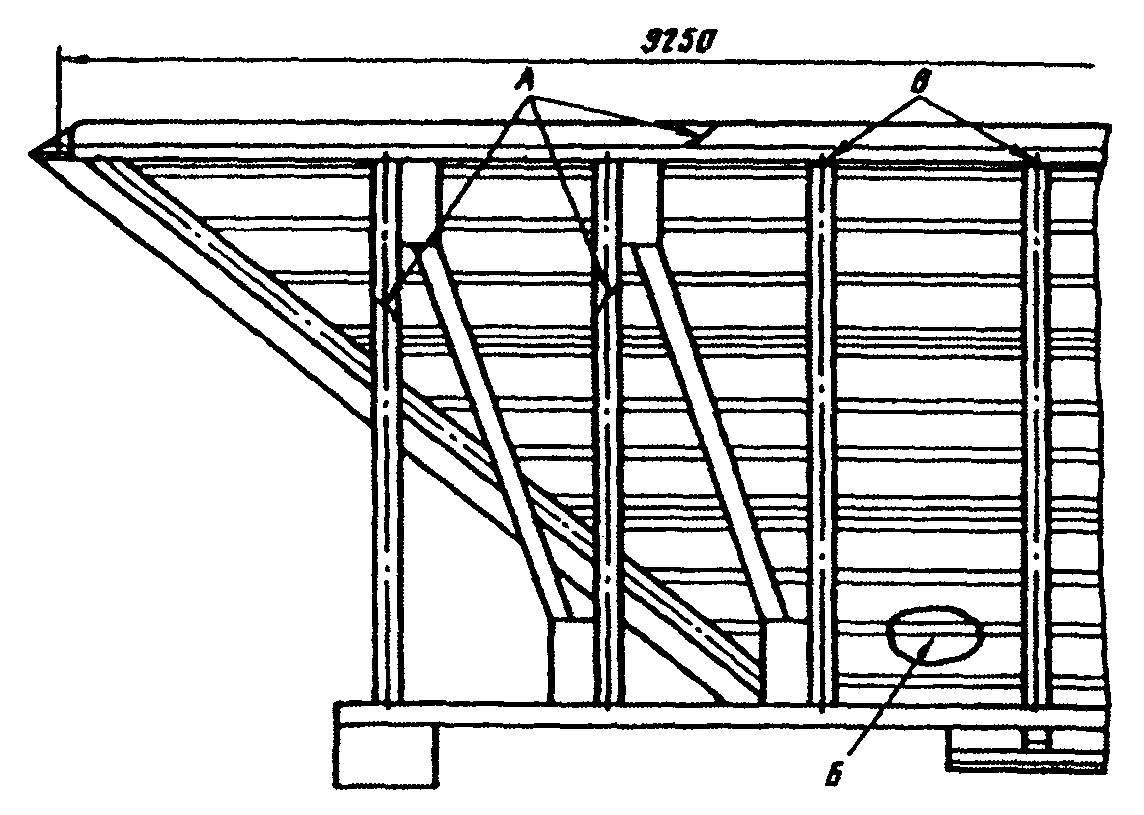
Рис. 2.178. Кузов
1) заварка трещин А в стойках с постановкой усиливающих накладок;
2) приварка накладок Б в местах пробоин или повреждений коррозией;
3) заварка излома (обрыва) В с постановкой усиливающей накладки.
2.13.2. При всех видах ремонта вагонов на коньках хребтовой балки (рис. 2.179) разрешается:
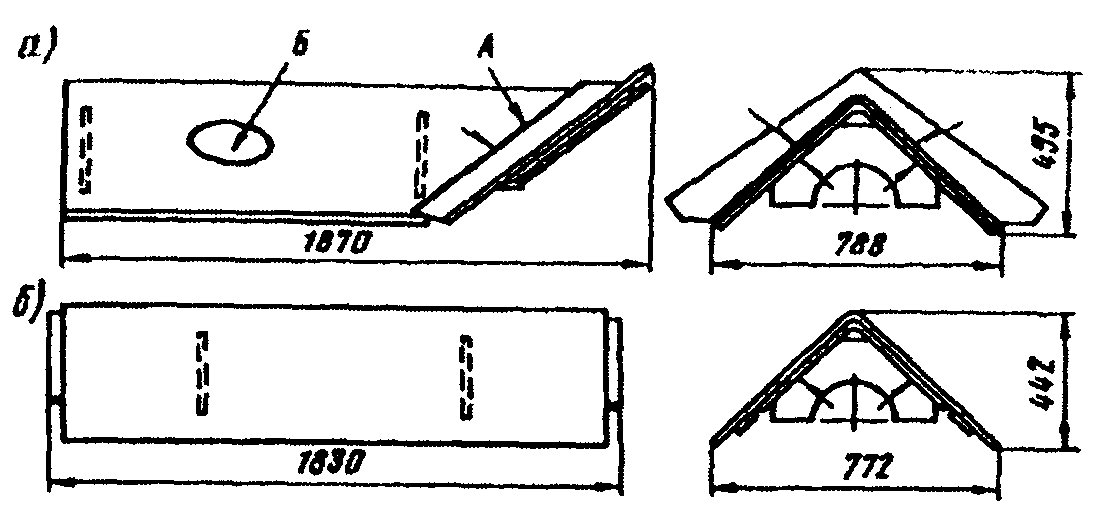
а — крайний: б — средний
Рис. 2.179. Коньки хребтовой балки
1) заварка трещин или обрыва А в сварных швах;
2) приварка накладок Б в местах, поврежденных коррозией.
2.13.3. При всех видах ремонта вагонов в крышке люка (рис. 2.180) разрешается:
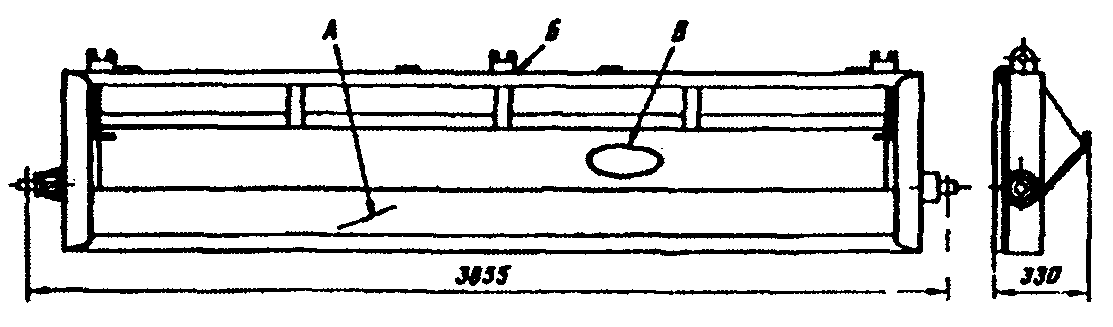
Рис. 2.180. Крышка люка
1) заварка трещин А;
2) приварка оборванных петель Б;
3) приварка накладок В в местах пробоин или повреждений коррозией.
2.13.4. При всех видах ремонта вагонов на тяге {рис. 2.181) разрешается:
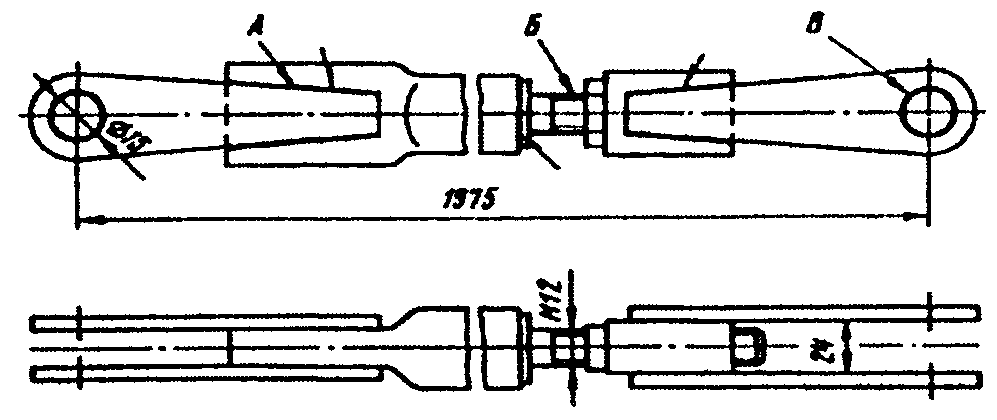
Рис. 2.181. Тяга
1) заварка трещин или других дефектов в сварных швах А;
2) приварка к трубе нового стержня в случае износа или повреждения резьбы Б;
3) наплавка изношенных стенок отверстия В при диаметре более 17 мм.
2.13.5. При всех видах ремонта вагонов на рычаге (рис. 2.182) разрешается наплавка изношенных стенок отверстия А при диаметре более 16,5 мм или постановка втулок с приваркой по торцам.
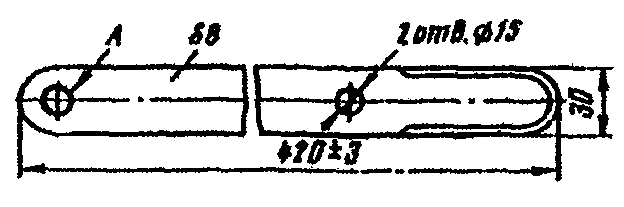
Рис. 2.182. Рычаг
2.13.6. При всех видах ремонта вагонов на тяге (рис. 2.183) разрешается:
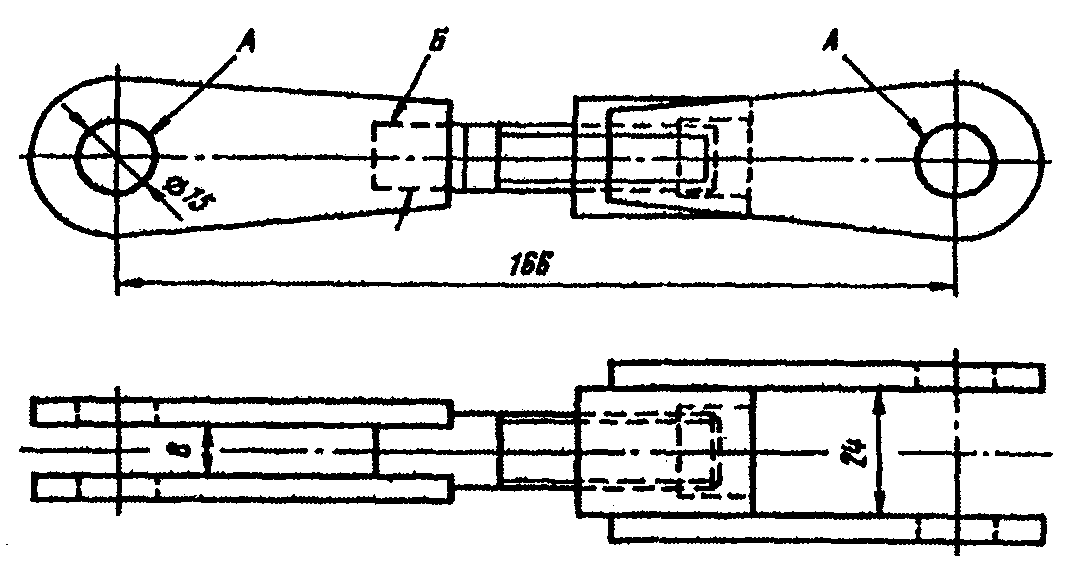
Рис. 2.183. Тяга
1) наплавка изношенных стенок отверстия А;
2) заварка трещин и других дефектов в сварных швах Б.
2.13.7. При всех видах ремонта вагонов на рычаге (рис. 2.184) разрешается наплавка изношенных стенок отверстия А при диаметре отверстия более 18,5 мм.
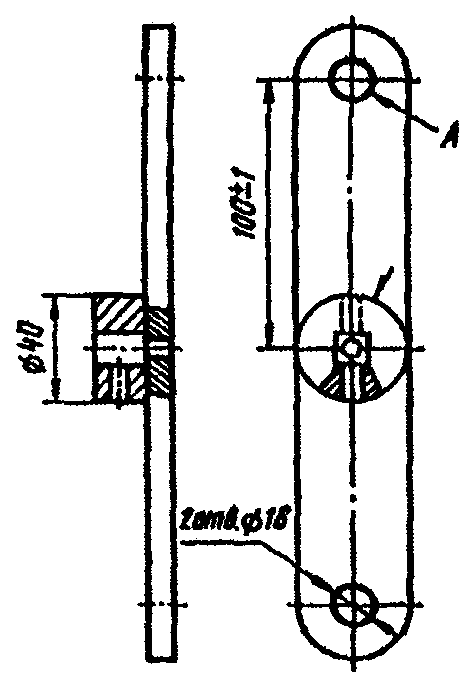
Рис. 2.184. Рычаг
2.13.8. При всех видах ремонта вагонов в вилке (рис. 2.185) разрешается наплавка изношенных стенок отверстия А при диаметре более 17,5 мм.
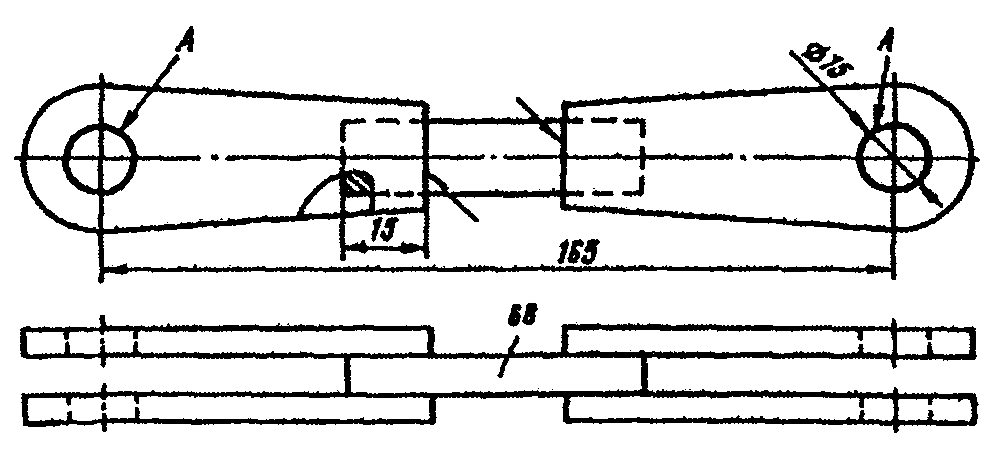
Рис. 2.185. Вилка
2.13.9. При всех видах ремонта вагонов в подшипнике (рис. 2.186) разрешается:
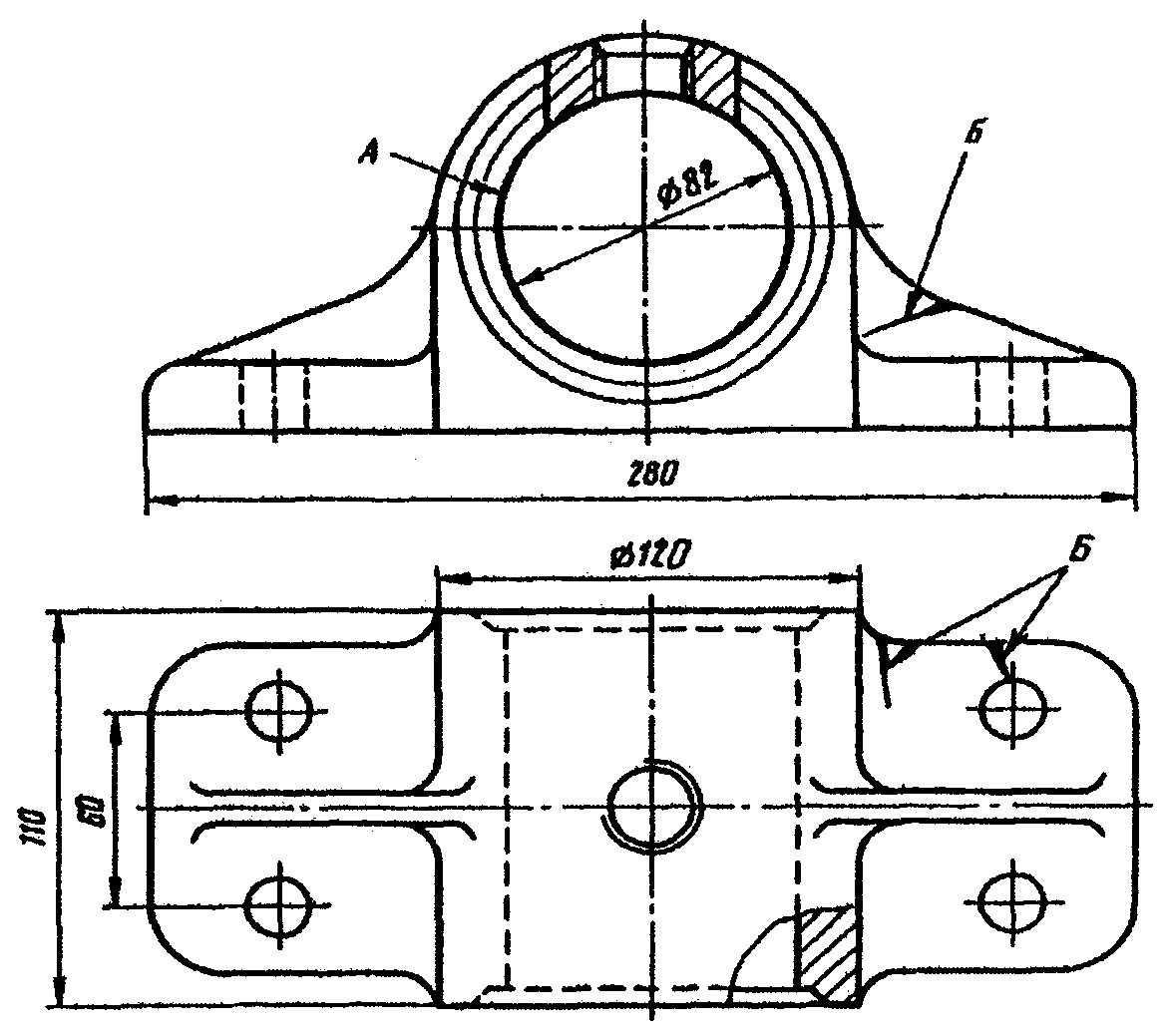
Рис. 2.186. Подшипник
1) наплавка изношенной поверхности А или запрессовка втулки наружным диаметром 95 мм с приваркой по торцам;
2) заварка трещин Б в основании на ребрах.
2.13.10. При всех видах ремонта вагонов на рычаге поворота (рис. 2.187) разрешается:
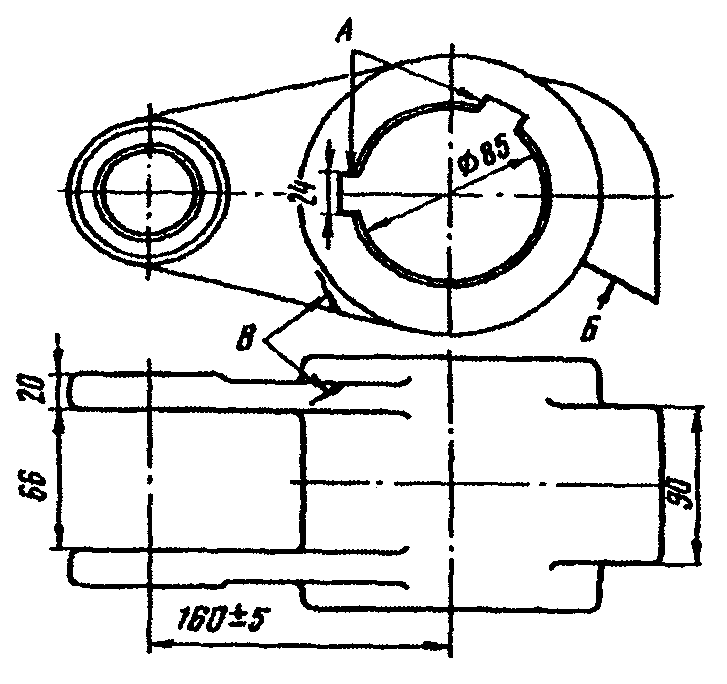
Рис. 2.187. Рычаг поворота
1) наплавка изношенных стенок пазов А при ширине шпоночного паза более 25 мм;
2) наплавка изношенной поверхности зуба Б при износе более 5 мм;
3) заварка трещин В.
2.13.11. При всех видах ремонта вагонов на валу (рис. 2.188) разрешается:
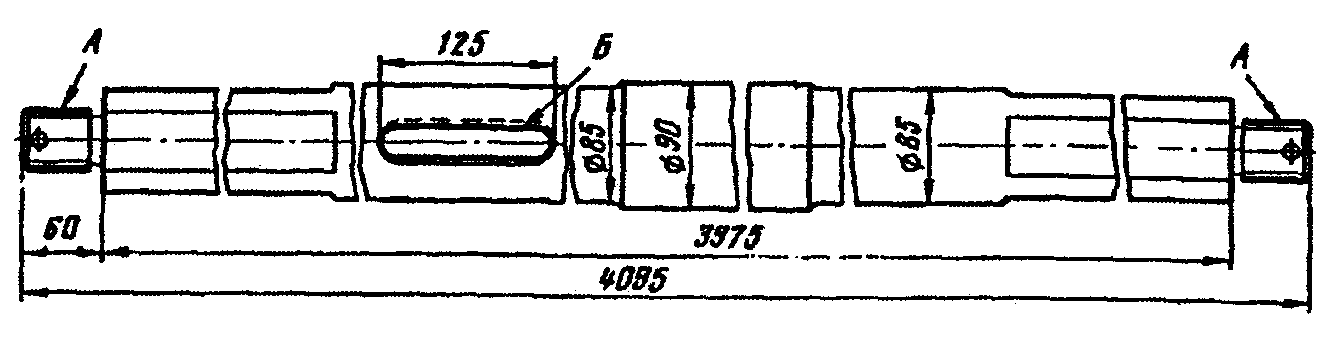
Рис. 2.188. Вал
1) наплавка изношенной или поврежденной резьбы А;
2) наплавка изношенных стенок пазов Б при ширине шпоночного паза более 25 мм.
2.13.12. При всех видах ремонта вагонов на рычаге (рис. 2.189) разрешается:
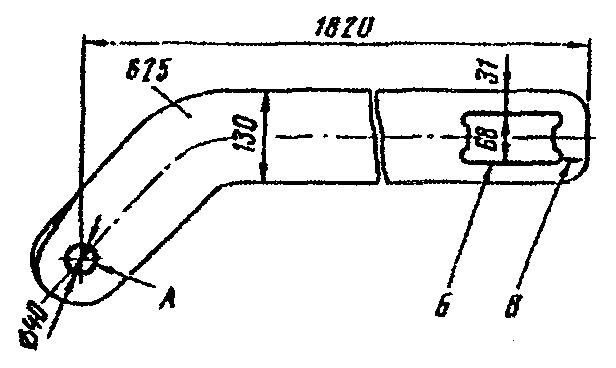
Рис. 2.189. Рычаг
1) наплавка изношенных стенок отверстия А при диаметре более 43 мм;
2) наплавка изношенных стенок Б при ширине отверстия более 72 мм;,
3) заварка трещин В.
2.13.13. При всех видах ремонта вагонов на вилке поворота (рис. 2.190) разрешается:
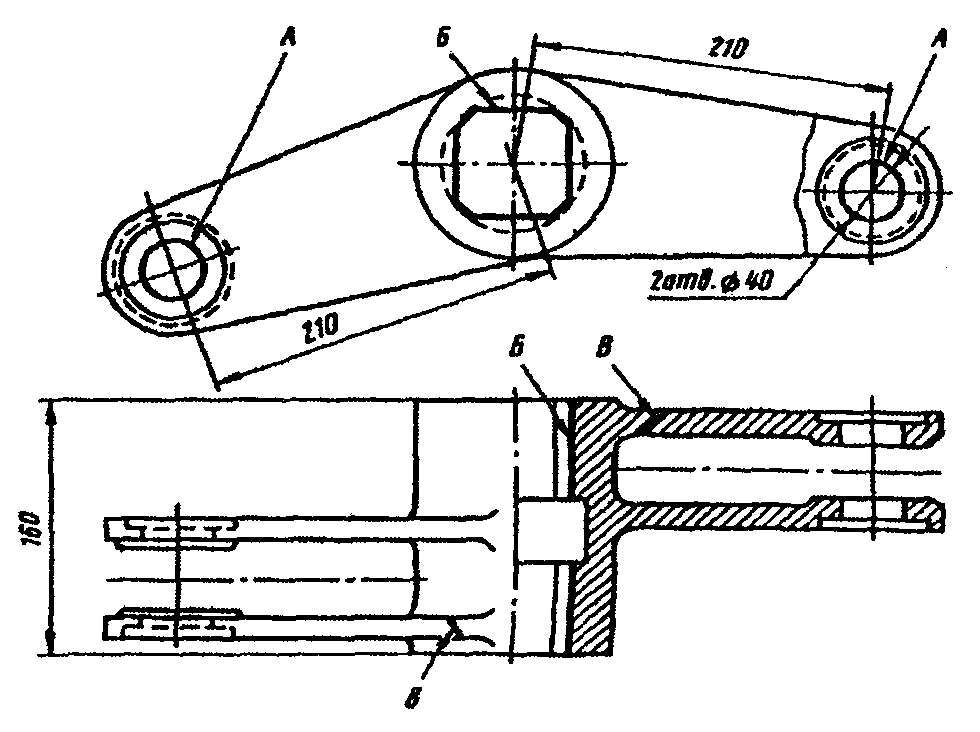
Рис. 2.190. Вилка поворота
1) наплавка стенок отверстия А при диаметре более 43 мм;
2) наплавка стенок квадратного отверстия Б;
3) заварка трещин В.
2.13.14. При всех видах ремонта вагонов на рычаге (рис 2.191) разрешается:
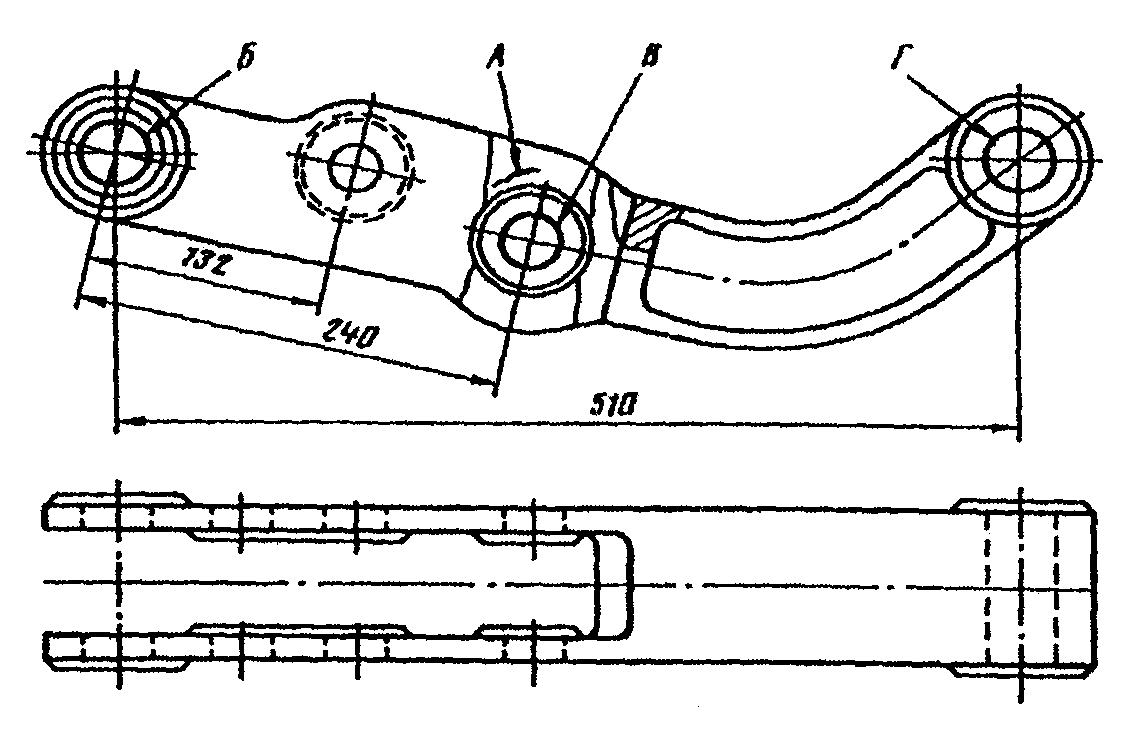
Рис. 2.191. Рычаг
1) заварка трещин А;
2) наплавка изношенных стенок отверстий Б и В или постановка втулок в отверстия Б, В и Г с приваркой по торцам.
2.13.15. При всех видах ремонта вагонов в кожухе цилиндра (рис. 2.192) разрешается приварка накладок А на участках, пораженных коррозией, если толщина стенки в этом месте менее 2 мм.
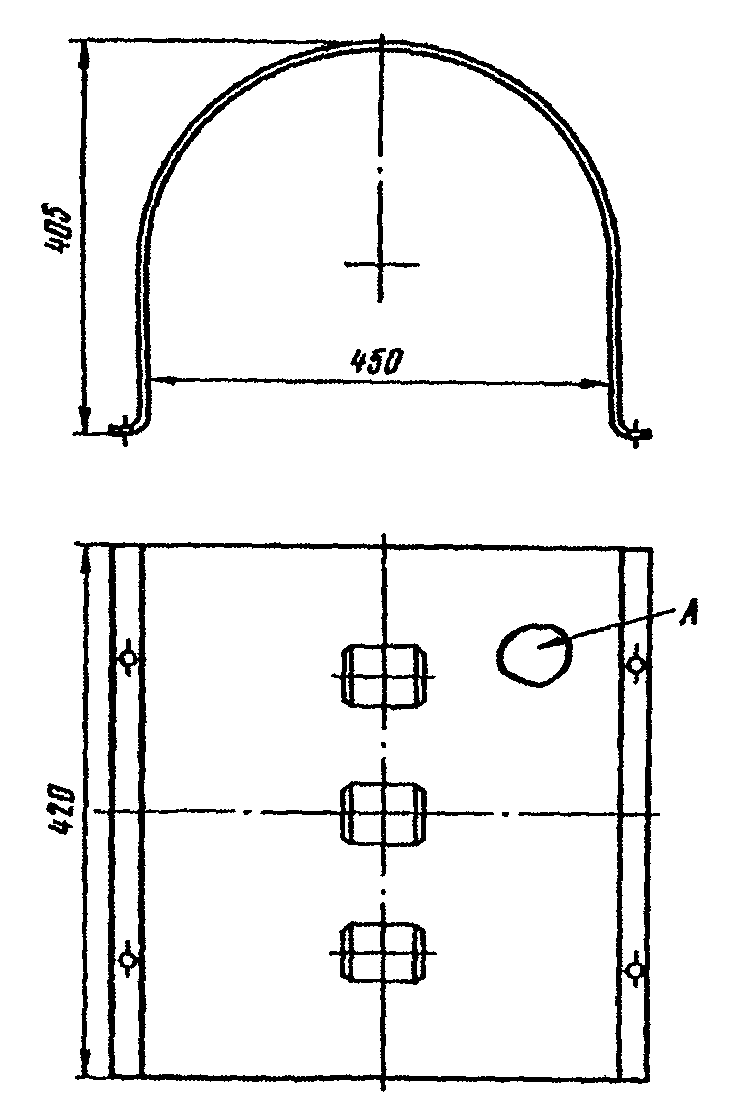
Рис. 2.192. Кожух цилиндра
2.13.16. При всех видах ремонта вагонов на штоке (рис. 2.193) разрешается наплавка изношенной или поврежденной резьбы А.
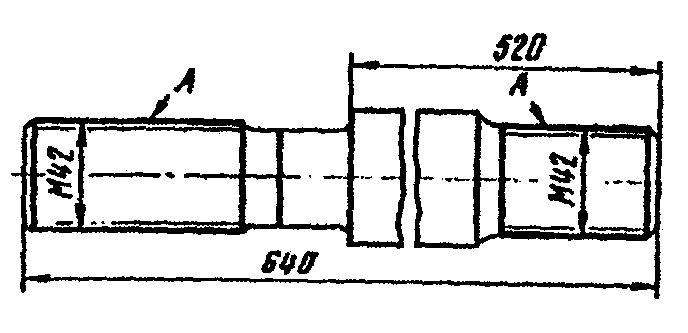
Рис. 2.193. Шток
2.13.17. При всех видах ремонта вагонов на головке штока (рис. 2.194) разрешается:
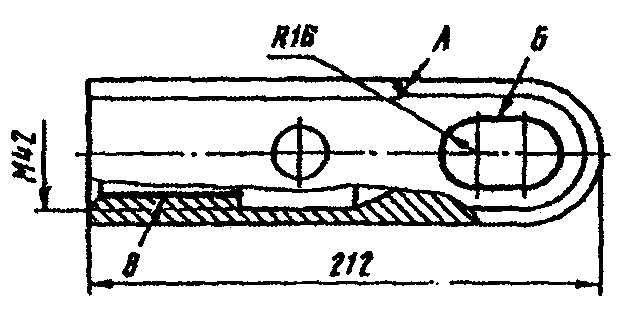
Рис. 2.194. Головка штока
1) заварка трещин А;
2) наплавка изношенных стенок отверстия Б;
3) наплавка изношенной или поврежденной резьбы В.
2.13.18. При всех видах ремонта вагонов на защелке (рис. 2.195) разрешается:
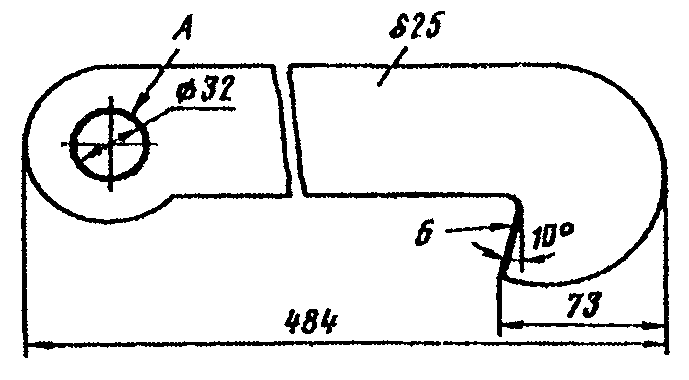
Рис. 2.195. Защелка
1) наплавка изношенных стенок отверстия А;
2) наплавка изношенной поверхности Б при износе более 5 мм.
2.13.19. При всех видах ремонта вагонов на тяге (рис. 2.196) разрешается:
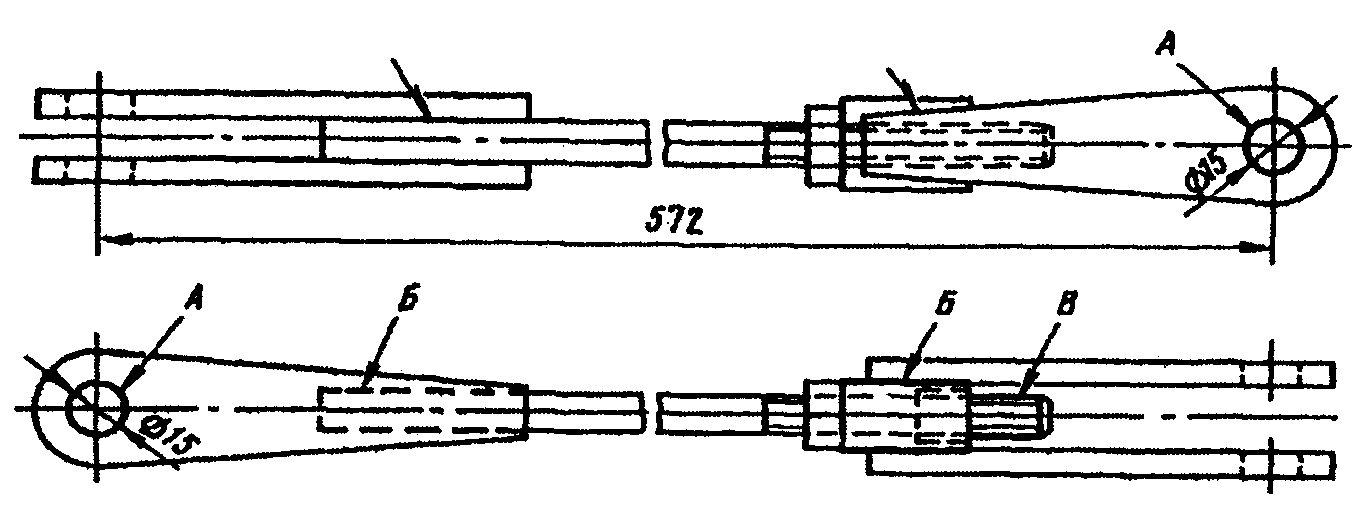
Рис. 2.196. Тяга
1) наплавка изношенных стенок отверстий А;
2) заварка трещин и других дефектов в сварных швах Б;
3) наплавка изношенной резьбы В.
2.14. Платформы для перевозки легковых автомобилей
2.14.1. При всех видах ремонта на переездной площадке двухъярусной платформы разрешается заварка трещин длиной до 150 мм без постановки усиливающих накладок, а при длине трещины более 150 мм — с постановкой усиливающих накладок.
2.14.2. При всех видах ремонта допускается заварка трещин любой длины в сварных швах стоек двухъярусной платформы с предварительной подготовкой согласно требованиям главы 1 настоящей Инструкции (заварка трещин).
2.14.3. Запрещается заварка трещин в катках бесприводных рольгангов.
2.14.4. Запрещается восстанавливать сваркой захваты подошвы колесного упора при их изломе.
2.14.5. Разрешается заварка трещин в корпусе колесного упора.
2.14.6. Ручную дуговую сварку допускается выполнять электродами типов Э42, Э42А, Э46.
2.14.7. Допускается проводить ремонт также другими дуговыми способами сварки.
3. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
3.1. Общие указания
3.1.1. Участок, где постоянно производятся дуговая и газовая сварка, должен иметь рабочую Инструкцию, знание и выполнение которой обязательно для сварщиков. Кроме того, на участке должны быть вывешены плакаты, содержащие важнейшие указания по технике безопасности и пожарной безопасности.
3.1.2. Все виды систематически выполняемой дуговой и газовой сварки должны производиться в специально отведенных вентилируемых помещениях или кабинах, площадь и объем которых удовлетворяют требованиям Санитарных норм проектирования промышленных предприятий и населенных мест, Санитарных правил при сварке, наплавке и резке металлов, Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла.
3.1.3. Сварку на резервуарах, котлах цистерн или топливных баках разрешается производить только после удаления остатков горючих веществ и паров из бака или резервуара. В зависимости от содержания горючих веществ остатки по согласованию с пожарной охраной удаляют пропариванием, проветриванием или промывкой горячей водой с щелочью, нашатырным спиртом и т.п.
3.1.4. При производстве сварочных, газорезательных и газосварочных работ необходимо соблюдать требования Правил по охране труда при техническом обслуживании и ремонте грузовых вагонов и рефрижераторного подвижного состава ПОТ РО-32-ЦВ-400-96, а также Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства и Правил безопасности в газовом хозяйстве.
3.2. Подготовка деталей к сварочным
и газосварочным работам
3.2.1. При разделке трещин, удалении шлаковых включений, подготовке под сварку инструментов, а также при производстве поверхностного наклепа сварных швов и околошовной зоны необходимо соблюдать требования Правил техники безопасности и производственной санитарии при холодной обработке металлов.
3.2.2. Электрифицированный ручной инструмент (электродрели, шлифовальные машинки и т.п.) должен питаться напряжением не выше 36 В.
3.2.3. Пневматические молотки должны быть снабжены приспособлениями, не допускающими вылета бойка.
3.2.4. Зубило должно быть длиной не менее 150 мм, а оттянутая часть зубила — 60 — 70 мм.
3.2.5. При работе зубилом, крейцмейселем и другим сварочным и слесарным инструментом рабочий должен пользоваться защитными очками. Места, где проводятся работы, должны быть ограждены защитными ширмами высотой не менее 2 м.
3.2.6. Ударный инструмент (зубила, крейцмейсели, бородки и т.п.) не должен иметь отколов, трещин, заусенцев и наклепа. Слесарные молотки и кувалды должны иметь слегка выпуклую, без трещин и наклепа поверхность бойка и быть надежно укреплены на ручках путем расклинивания металлическими заершенными клиньями. Черенки для ручек молотков и кувалд должны быть изготовлены из вязких пород дерева.
3.3. Электросварочные работы
3.3.1. При всех видах сварки плавлением наиболее опасным видом травматизма является поражение электрическим током. Эксплуатация электросварочного оборудования должна отвечать требованиям Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей, а также требованиям ГОСТ 12.1.019-79 ССБТ. Электробезопасность. Общие требования и ГОСТ 12.1.030-81 Электробезопасность. Защитное заземление, зануление.
3.3.2. При производстве электросварочных работ необходимо соблюдать требования действующих Правил техники безопасности и производственной санитарии при электросварочных работах и требования ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Общие требования безопасности.
3.3.3. Для защиты глаз и лица от излучения сварочной дуги сварщик должен пользоваться исправным шлемом-маской или щитком со светофильтрами различной прозрачности в зависимости от величины сварочного тока. Для предохранения тела от ожогов каплями расплавленного металла или воздействия лучей сварочной дуги руки сварщика должны быть защищены брезентовыми рукавицами, а сам сварщик должен быть одет в костюм с огнестойкой пропиткой.
3.3.4. Для предупреждения воздействия лучей дуги на других рабочих места выполнения сварки должны быть ограждены переносными ширмами, щитками или специальными занавесками высотой не менее 1,8 м, которые должны быть окрашены в светлые цвета (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги.
3.3.5. Корпуса и кожухи сварочных машин, а также шкафы и аппаратные ящики сварочного оборудования должны быть заземлены, а все электросварочные установки с источниками переменного и постоянного тока оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его в соответствии с требованиями Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей.
3.3.6. Сварочные посты в сварочном цехе должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей эффективное удаление сварочной пыли и газов, удобными столами и сиденьями для сварщиков, а также подъемными средствами для установки деталей, масса которых превышает 20 кг.
3.3.7. Сварочные провода должны иметь исправную изоляцию. Рукоятку электрододержателя нужно изготовлять из изолирующего огнестойкого материала.
3.3.8. Запрещается производить сварку на сосудах, находящихся под давлением газа, пара, воздуха или жидкости.
3.3.9. Во всех случаях повреждения сварочного оборудования необходимо немедленно отключить ток и заявить мастеру и электромонтеру о повреждении.
3.3.10. Очистку сварного шва от шлака сварщик должен производить в защитных очках.
3.3.11. При уборке и просеивании флюса рабочий обязан надеть респиратор и рукавицы. Просеивать флюс в открытых ситах запрещается.
3.3.12. Минимальное расстояние от свежеокрашенных вагонов при производстве сварочных работ должно быть не менее 5 м.
3.3.13. При работе внутри котла цистерны или какого-либо металлического резервуара в целях обеспечения изоляции тела от соприкосновения со стенками сварщик должен пользоваться сухой обувью и сухими брезентовыми рукавицами, а также иметь диэлектрический резиновый коврик.
3.3.14. Сварка в закрытых резервуарах должна производиться под контролем наблюдающего, находящегося снаружи свариваемого резервуара и имеющего квалификационную группу по технике безопасности не ниже второй. Электросварщик, работающий внутри резервуара, должен иметь предохранительный пояс с канатом, конец которого должен находиться у наблюдающего. Сварку внутри резервуара разрешается выполнять только после полного удаления остатков горючих веществ и их паров.
3.3.15. Освещенность рабочего места сварщика должна быть не ниже 150 лк при искусственном освещении и 100 лк при естественном.
3.3.16. Работы по наплавке гребней колесных пар вагонов должны проводиться с соблюдением требований «ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Общие требования безопасности».
3.3.17. К работе по наплавке гребней допускаются лица, прошедшие соответствующее обучение, инструктаж и проверку знаний требований безопасности, имеющие доступ для работы на крановой балке.
3.3.18. При работе по наплавке гребней работники должны руководствоваться Инструкцией по безопасному ведению работ для стропальщиков, обслуживающих грузоподъемные краны, и другими инструкциями по охране труда.
3.3.19. При аргонодуговой сварке необходимо помнить, что аргон не имеет запаха и тяжелее воздуха. Это может привести при недостаточных проветривании и вентиляции к вытеснению воздуха из нижней части помещения, особенно в технических колодцах, в результате чего может наступить удушье находящихся там людей.
3.3.20. Во всех случаях поражения током при оказании первой помощи необходимо изолировать пострадавшего от источника тока, прервав цепь тока. При невозможности отключения тока следует освободить пострадавшего от воздействия тока, пользуясь материалами, не проводящими ток, и вызвать врача. До прихода врача пострадавшему необходимо оказать первую медицинскую помощь в виде искусственного дыхания и наружного массажа сердца, выполнению которых должны быть обучены все работники.
3.3.21. Оказание неотложной помощи пострадавшим от электрического тока, заключающееся в непрямом (наружном) массаже сердца и искусственном дыхании (вдувании), необходимо производить в соответствии с требованиями Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей.
3.4. Газосварочные работы
3.4.1. При выполнении газосварочных работ необходимо соблюдать все правила техники безопасности, предусмотренные действующими Правилами безопасности в газовом хозяйстве, Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, а также Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
3.4.2. При эксплуатации кислородных баллонов необходимо соблюдать следующие требования:
1) транспортировку кислородных баллонов внутри цеха производить на специальных тележках или переноской на носилках; переноска баллонов на руках или плечах не допускается;
2) перевозка баллонов разрешается только с навинченными предохранительными колпаками;
3) при погрузке и выгрузке баллонов запрещается бросать их, ударять друг о друга и сгружать баллоны колпаками вниз;
4) укреплять баллон на сварочном посту необходимо при помощи хомутов или цепей, прикрепленных к стене или колонне; на сварочном посту не следует иметь более двух заполненных баллонов;
5) на постах баллоны должны быть расположены на расстоянии не менее 5 м от горелки, резака, печей, батарей центрального отопления и других источников тепла;
6) при производстве сварочных работ под открытым небом баллоны должны находиться в наклонном положении, чтобы вентиль был выше башмака;
7) в летнее время баллоны для предохранения от нагревания солнечными лучами должны быть накрыты брезентом;
каждый баллон, поставленный на место работы, должен быть осмотрен и закреплен, после чего разрешается снять колпак рукой или при помощи ключа, при этом ударять по нему категорически запрещается;
9) вентиль баллона после снятия колпака должен быть тщательно осмотрен. При обнаружении на вентиле следов масла, жира работу с такими баллонами необходимо прекратить. Баллон должен быть немедленно направлен для обезжиривания четыреххлористым углеродом, бензином Б70 или спиртом. Перед присоединением редуктора следует проверить исправность резьбы накидной гайки и штуцера вентиля на баллоне и, убедившись, что вентиль чист, продуть его, открывая небольшим поворотом маховика. При продувке сварщик не должен стоять перед штуцером вентиля;
10) после присоединения редуктора вентиль баллона необходимо открывать медленно. При пропуске газа вентилем надо подтянуть сальниковую гайку или открыть вентиль до отказа. Если при этом пропуск газа продолжается, баллон следует отправить в специальный цех для ремонта. Самостоятельная разборка вентилей категорически запрещается.
3.4.3. Барабаны с карбидом кальция разрешается открывать с применением специального ножа. Перед тем как открыть крышку барабана, необходимо смазать ее по краям слоем солидола. Во избежание взрыва запрещается открывать барабаны зубилом или применять паяльные лампы, горелки, резаки и другие источники пламени.
3.4.4. При эксплуатации переносных ацетиленовых генераторов необходимо соблюдать установленные правила. В рабочих помещениях разрешается пользоваться переносными газогенераторами при обязательном соблюдении следующих условий:
1) максимальная зарядка карбида кальция не более 10 кг;
2) в рабочем помещении можно устанавливать только один переносный газогенератор. Увеличение числа переносных газогенераторов допускается только с разрешения технической инспекции ЦК независимого профсоюза железнодорожников и транспортных строителей;
3) в зданиях котельных, в кузницах устанавливать газогенераторы запрещается.
3.4.5. Во время работы газогенератора запрещается курить, пользоваться горелкой, паяльной лампой или другим источником тепла. Во время работы генератора необходимо ставить наблюдающего. Запрещается чистить, разбирать и собирать переносный генератор непосредственно в производственных помещениях. При работе генератора необходимо следить за его герметичностью. В случае обнаружения неплотности генератор следует остановить и устранить утечку газа. Искать место утечки разрешается только при помощи мыльной воды. Запрещается определять место утечки с помощью огня.
Генератор должен находиться на расстоянии не менее 10 м от места работы сварщика. Выгружаемый из генератора карбид должен немедленно удаляться из помещения и сливаться в специальную яму. Запрещается загружать в генератор карбидную пыль. Перед пуском генератора необходимо проверить уровень воды в водяном затворе. Такую же проверку следует производить во время работы не реже двух-трех раз в смену и при каждом обратном ударе в горелке (резаке). Запрещается производить работу без водяного затвора или работать двум сварщикам от одного затвора.
После пуска воды в камеру необходимо удалить из нее воздушно-ацетиленовую смесь через продувочный или отборный кран до выхода чистого ацетилена. Перед зажиганием горелки (резака) следует пропустить ацетилен через шланг в горелку для вытеснения воздушно-ацетиленовой смеси.
Перед выгрузкой из реторты ила необходимо открыть продувочный кран, снизить давление в реторте и убедиться, что она полностью залита водой.
В генераторе во время работы вода не должна нагреваться до температуры выше 50 — 60 °C. В зимних условиях на открытом воздухе или в неотапливаемом помещении при перерыве в работе воду из генератора и водяного затвора сливают. Во избежание замерзания затвор наполняют насыщенным раствором поваренной соли. Если в генераторе или водяном затворе вода замерзла, отогревать ее следует только горячей водой или паром. Запрещается отогревать воду открытым пламенем и скалывать лед металлическим предметом.
Ремонт генератора, связанный с нагревом при резке, сварке, чистке, а также с работами, при которых возможно искрообразование, можно производить только после удаления из него ацетилена и карбида и двукратной промывки всех частей генератора водой. Промывку следует выполнять так, чтобы вода заполнила весь аппарат.
Очистку, разборку и ремонт генератора можно производить только на открытом воздухе.
3.4.6. При эксплуатации водяных затворов необходимо соблюдать следующие требования:
1) перед началом работы затвор следует осмотреть и наполнить чистой водой до уровня контрольного крана;
2) после пуска в затвор газа необходимо проверить плотность всех узлов. При обнаружении неплотности генератор следует остановить и устранить утечку газа. Утечку газа можно быстро обнаружить смачиванием мест соединений мыльной эмульсией. Эксплуатировать затвор, имеющий утечку газа, запрещается, так как при обратном ударе скопление ацетилена около затвора может привести к взрыву;
3) при обратном ударе, закрывая вентили горелки, следует также закрыть кран перед затвором на ацетиленовой магистрали. Необходимо проверить уровень воды в затворе и в случае ее недостатка долить в затвор. В затворах высокого давления после обратного удара следует сменить предохранительную мембрану;
4) один раз в 10 дней из затвора нужно спускать имеющуюся в нем воду и несколько раз промывать его свежей водой;
5) не реже одного раза в один-два месяца затвор нужно разбирать, осматривать, очищать от грязи, смазывать его движущиеся части и окрашивать внутри.
3.4.7. При эксплуатации кислородных и ацетиленовых редукторов нужно соблюдать следующие правила. Перед началом работы необходимо:
1) перед установкой редуктора на вентиль баллона внимательно осмотреть накидную гайку. Если на гайке имеются следы масла или жира, тщательно промыть ее в дихлорэтане или бензине. Выполнение этого требования особенно важно для кислородных редукторов, в которых при соприкосновении масла или жира со сжатым кислородом могут произойти воспламенение и взрыв;
2) проверить наличие и исправность фибровой (у кислородных редукторов) или кожаной (у ацетиленовых редукторов) прокладок, без которых нельзя соединять редуктор с вентилем;
3) продуть вентиль баллона для удаления грязи, стружки, окалины и других механических примесей, которые, попадая в редуктор, могут его повредить;
4) привернуть накидную гайку кислородного редуктора или хомут ацетиленового редуктора к штуцеру вентиля баллона и подтянуть ее ключом;
5) вращением регулирующего винта против часовой стрелки освободить нажимную пружину;
6) надеть на ниппель редуктора шланг и укрепить его;
7) открыть вентиль баллона на один-два оборота маховика. Если в редукторе произойдет воспламенение или сильное нагревание вследствие попадания масла или удара газа о клапан, вентиль баллона следует быстро закрыть, после чего редуктор должен быть снят и отправлен в ремонт. Если редуктор работает нормально, следует проверить плотность присоединения гайки к штуцеру вентиля. При обнаружении неплотности необходимо устранить ее, подтянув накидную гайку или хомут ключом. Если неплотность устранить не удается, редуктор следует снять и сменить уплотняющую прокладку. Утечка в месте соединения редуктора с вентилем баллона особенно опасна при работе с горючими газами (водород, ацетилен и т.п.), образующими в соединении с воздухом взрывчатые смеси;
вращением регулирующего винта по часовой стрелке установить по манометру необходимое рабочее давление.
По окончании работы закрыть вентиль баллона, выпустить оставшийся газ и вращением регулирующего винта против часовой стрелки освободить нажимную пружину. Оставлять редуктор со сжатой пружиной не следует, так как она даст усадку.
3.4.8. Газосварщик или газорезчик должен работать в защитных очках, имея при себе набор необходимых ключей и ведро с водой.
3.4.9. Перед началом работы исправность горелки или резака проверяют путем присоединения к кислородному ниппелю шланга для пропуска кислорода через горелку или резак. При этом в ацетиленовом ниппеле горелки или резака должен создаться подсос (разрежение). При наличии подсоса в ацетиленовом ниппеле разрешается надеть на него ацетиленовый шланг и приступить к работе. Если подсоса нет, горелку или резак следует разобрать и устранить неисправности.
3.4.10. При зажигании горелки сначала нужно открыть кислородный, а затем ацетиленовый вентиль. Зажигание следует выполнять возможно быстрее во избежание скопления вокруг мундштука горючей смеси, которая при зажигании может взорваться. При прекращении работы горелку или резак гасят, закрывая сначала ацетиленовый, а затем кислородный вентиль.
3.4.11. При зажигании многопламенной горелки, работающей на ацетилено-кислородной смеси, следует сначала открыть кислородный вентиль, а затем ацетиленовый и зажечь горючую смесь. При гашении горелки сначала надо закрыть ацетиленовый вентиль, а затем кислородный.
3.4.12. При хлопках горелки или резака необходимо быстро закрыть ацетиленовый вентиль и охладить горелку или резак, опустив в ведро с чистой водой. Опускать горелку или резак в ведро при открытом ацетиленовом вентиле запрещается.
3.4.13. При попадании искры на место пропуска газовой смеси на горелке или резаке и воспламенении смеси в этом месте необходимо быстро закрыть оба вентиля (ацетиленовый и кислородный). Если место пропуска находится до вентиля, надо перекрыть доступ газов из водяного затвора и баллона.
3.4.14. При воспламенении шлангов, особенно кислородного, нельзя перегибать шланг, а следует закрыть доступ газа.
3.4.15. При работе с керосинорезом необходимо систематически следить за давлением в кислородном баллоне и в бачке с керосином.
3.4.16. Давление кислорода должно быть не ниже 4 кгс/см2, давление воздуха в бачке не должно падать ниже 2 — 2,5 кгс/см2 во избежание обратного удара. Эксплуатировать бачки без манометров запрещается.
3.4.17. В случае воспламенения ацетиленового генератора его необходимо гасить песком или двуокисью углерода при помощи пенных огнетушителей.
3.4.18. При использовании природного газа, смеси природных и искусственных газов, а также технического пропана при газопламенной обработке металла сварщик, резчик или паяльщик должен руководствоваться Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, Правилами безопасности в газовом хозяйстве и Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
3.4.19. Все горючие газы образуют взрывчатые смеси с воздухом и кислородом. Образование в помещении опасной для здоровья человека концентрации газа может произойти по следующим причинам:
1) утечка газа через соединения и неплотности аппаратуры и трубопроводов;
2) неполное сгорание газа при неправильной вентиляции и тяге или неправильной регулировке процесса горения. В этом случае помещение заполняется продуктами сгорания, содержащими углекислый газ и окись углерода;
3) утечка газа в случае разрыва (трещины) какого-либо сварного стыка у газопровода;
4) утечка газа из крана, оставленного открытым из-за халатности обслуживающего персонала.
3.4.20. В помещении, где имеются газопроводы, прежде чем включать освещение, зажигать огонь, надо убедиться, что воздух чист и нет запаха газа. При обнаружении запаха газа помещение следует тщательно проветрить, после чего вызвать аварийную бригаду для нахождения и устранения утечки газа. До устранения утечки обычное электроосвещение включать и выключать запрещается. Запрещается также курить, вносить открытый огонь и т.д.
3.4.21. При применении некоторых нефтяных газов, а также технического пропана необходимо помнить, что эти газы тяжелее воздуха и при утечках могут скапливаться в ямах, канавах, сосудах и других местах, образуя с воздухом взрывчатые смеси.
3.4.22. Сжиженные и нефтяные газы обладают способностью разъедать резину. Поэтому для этих газов следует применять соответствующие шланги и мембраны. В случае отсутствия таковых необходимо тщательно следить за состоянием шлангов и мембран в редукторах.
3.4.23. При загорании газа в местах утечки его из вентиля баллона, шлангов или газопровода тушить пламя нужно песком, огнетушителем или другими средствами, преграждая доступ воздуха к огню (гасить водой запрещается). Струю огнетушителя следует направлять вдоль пламени, а не навстречу ему.
3.4.24. Для зажигания горелки, работающей на природном газе или техническом пропане, следует сначала открыть вентиль горючего газа и зажечь его, после чего открыть кислородный вентиль. Для гашения пламени необходимо сначала закрыть вентиль кислорода, затем вентиль горючего газа. При хлопке или обратном ударе пламени надо быстро закрыть вентиль, подающий горючий газ, а затем кислородный вентиль и несколько раз продуть газовые каналы кислородом.
Приложение А
ПЕРЕЧЕНЬ ТЕХНИЧЕСКИХ ДОКУМЕНТОВ ПО СВАРОЧНОМУ
ПРОИЗВОДСТВУ (ОСНОВНЫХ)
|
Обозначение документа |
Наименование документа |
Год издания |
|
— |
Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповскому ремонту |
1998 |
|
— |
Грузовые вагоны железных дорог колеи 1520 мм. Руководство по капитальному ремонту |
1998 |
|
ЦВ-ЦЛ-292 |
Инструкция по ремонту тормозного оборудования вагонов |
1994 |
|
ЦВ-ВНИИЖТ-494 |
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации |
1997 |
|
ЦВ/4515 |
Пятивагонная рефрижераторная секция постройки БМЗ. Руководство по деповскому ремонту |
1987 |
|
N ДЧ-314 |
Пятивагонная рефрижераторная секция постройки АО БМЗ. Руководство по капитальному ремонту |
1997 |
|
ЦВ/4610 |
Автономный рефрижераторный вагон типа МК-4. Пятивагонная рефрижераторная секция типа ЦБ-5. Руководство по деповскому ремонту |
1988 |
|
49.04.90РК |
Пятивагонная рефрижераторная секция ЦБ-5. Руководство по капитальному ремонту |
1993 |
|
ТК-47 |
Типовой технологический процесс ремонта сваркой несущих элементов грузовых вагонов |
1975 |
|
ТК-63 |
Комплект документов технологического процесса разборки, ремонта, сборки. Триангель |
1977 |
|
ТК-64 |
Комплект документов технологического процесса разборки, ремонта, сборки. Автосцепное устройство |
1983 |
|
ТК-68 |
Типовой технологический процесс ремонта специализированного оборудования и кузовов грузовых вагонов. Комплект документов |
1979 |
|
ТК-71 |
Типовой технологический процесс планового деповского ремонта цистерн для перевозки цемента |
1979 |
|
ТК-77 |
Типовой технологический процесс. Вагоны для перевозки горячих окатышей и агломерата моделей 20-471, 20-480. 20-4015. Специализированное оборудование и кузов |
1987 |
|
ТК-80 |
Типовой технологический процесс ремонта специализированного оборудования и кузовов платформ для перевозки лесоматериалов |
1979 |
|
ТК-89 |
Типовой технологический процесс ремонта специализированного оборудования и кузова четырехосного вагона с поднимающимся кузовом для перевозки апатитового концентрата |
1984 |
|
ТК-90 |
Типовой технологический процесс ремонта сваркой деталей вагонов. Часть I. Тележки пассажирских вагонов. Часть II. Тележки грузовых вагонов |
1984 |
|
ТК-91 |
Комплект технологических документов на ремонт сваркой деталей и сборочных единиц внутреннего оборудования АРВ |
1989 |
|
ТК-96 |
Альбом технологических документов на ремонт сваркой деталей и сборочных единиц внутреннего оборудования рефрижераторного подвижного состава. Часть I. Пятивагонная секция ЦБ. Часть II. Пятивагонная секция БМЗ |
1983 |
|
ТК-97 |
Типовой технологический процесс по ремонту специализированных узлов и бункеров вагона для перевозки нефтебитума |
1989 |
|
ТК-98 |
Типовой технологический процесс. Четырехосные крытые вагоны для скота |
1986 |
|
ТК-99 |
Типовой технологический процесс. Вагон-хоппер для гранулированной сажи. Специализированное оборудование и кузов |
1989 |
|
ТК-100 |
Типовой технологический процесс. Цистерна для перевозки молока. Специализированное оборудование и котел |
1988 |
|
ТК-101 |
Типовой технологический процесс. Вагон-цистерна с двухсекционным котлом для транспортировки поливинилхлорида. Специализированное оборудование и котел |
1982 |
|
ТК-103 |
Типовой технологический процесс. Цельнометаллический грузовой вагон для перевозки легковесных грузов. Специализированное оборудование и кузов |
1982 |
|
ТК-104 |
Типовой технологический процесс. Цистерна для перевозки кальцинированной соды. Специализированное оборудование и котел |
1988 |
|
ТК-105 |
Технологические процессы. Предохранительные и предохранительно-впускные клапаны |
1989 |
|
ТК-106 |
Типовой технологический процесс. Думпкары (вагоны-самосвалы) типа 5ВС60 и 2ВС-105. Специализированное оборудование и кузов |
1989 |
|
ТК-107 |
Типовой технологический процесс. Полувагон-хоппер для перевозки торфа. Специализированное оборудование и кузов |
1989 |
|
ТК-108 |
Типовой технологический процесс. Хоппер-дозатор ДВЗ-ЦНИИ-М. Специализированное оборудование и кузов |
1989 |
|
ТК-110 |
Типовой технологический процесс. Полувагон-хоппер для перевозки кокса. Специализированное оборудование и кузов |
1989 |
|
ТК-113 |
Технологический процесс ремонта сваркой на установке Т550. Клин 100.30.001.0 |
1982 |
|
ТК-114 |
Технологический процесс ремонта сваркой на установке Т670. Подвеска триангеля грузового вагона |
1982 |
|
ТК-119 |
Технологический процесс ремонта электрошлаковой сваркой на установке Т682. Корпус автосцепки СА-3 106.01.001.0 |
1987 |
|
ТК-136 |
Типовой технологический процесс. Специализированное оборудование и кузов четырехосного крытого грузового вагона с уширенными дверными проемами |
1986 |
|
ТК-137 |
Типовой технологический процесс. Восьмиосные цистерны для нефтепродуктов. Специализированное оборудование и котел |
1986 |
|
ТК-139 |
Типовой технологический процесс. Четырехосные цистерны для вязких нефтепродуктов моделей 15-897 и 15-1566. Специализированное оборудование и котел |
1986 |
|
ТК-153 |
Типовой технологический процесс ремонта специализированного оборудования и кузова четырехосного крытого вагона-хоппера для перевозки сырья минеральных удобрений |
1988 |
|
ТК-199 |
Комплект документов на технологический процесс капитально-восстановительного ремонта цистерн. Четырехосная цистерна для светлых нефтепродуктов |
1993 |
|
ТК-205 |
Комплект документов на технологический процесс ремонта гасителя колебаний надбуксового фрикционного |
1993 |
|
ТК-207 |
Комплект документов на типовой технологический процесс испытания котлов и сливных приборов цистерн 1880.02200.00023 |
1993 |
|
ТК-212 |
Технологический процесс ремонта системы отопления дизельно-служебного вагона рефрижераторной секции постройки ПО БМЗ 1880.01100.00028 |
1994 |
|
ТК-214 |
Комплект документов на технологический процесс ремонта синхронного генератора ДГКИО-25-4/р в условиях рефрижераторного вагонного депо |
1994 |
|
ТК-228 |
Комплект документов на типовой технологический процесс деповского ремонта поглощающего аппарата Ш-6-ТО-4 |
1995 |
|
ТК-230 |
Типовой технологический процесс ремонта скользунов вагонов 1880.01200.00070 |
1996 |
|
ТК-231 |
Комплект документов на типовой технологический процесс ремонта узла пятник-подпятник 1880.01220.00071 |
1996 |
|
ТК-232 |
Комплект документов. Типовой технологический процесс на ремонт соединительной балки четырехосной тележки |
1996 |
|
N 154 ПКБ ЦВ |
Цистерна для перевозки молока. Технологическая инструкция на деповской ремонт |
1974 |
|
N 157 ПКБ ЦВ |
Технологическая инструкция на ремонт сваркой предохранителя автосцепки |
1975 |
|
N 165 ПКБ ЦВ |
Технологические указания по ремонту сваркой корпусов автосцепок, размеры трещин в которых превышают допускаемые к ремонту по ТУ 334-ЦВТ |
1975 |
|
N 186 ПКБ ЦВ |
Инструктивные указания по организации эксплуатации технического обслуживания и ремонта электросварочного оборудования в вагонном хозяйстве |
1983 |
|
N 200 ПКБ ЦВ |
Технологическая инструкция на ремонт сваркой поглощающего аппарата автосцепки Ш-1-ТМ |
1976 |
|
N 213 ПКБ ЦВ |
Технологическая инструкция на ремонт сваркой узла крепления фрикционной планки боковины тележки ЦНИИ-ХЗ-0 |
1977 |
|
N 225 ПКБ ЦВ |
Технологическая инструкция по применению металлической крупки при наплавке деталей вагонов |
1977 |
|
N 261 ПКБ ЦВ |
Технологическая инструкция ремонта сваркой головки дизеля К461 |
1978 |
|
N 263 ПКБ ЦВ |
Технологическая инструкция. Ремонт консольной части хребтовой балки крытого четырехосного вагона в местах постановки приварных передних и задних упорных угольников для поглощающего аппарата автосцепки |
1979 |
|
N 268 ПКБ ЦВ |
Технологическая инструкция. Ремонт сваркой центрирующей балочки автосцепки грузовых вагонов |
1979 |
|
N 272 ПКБ ЦВ |
Технологическая инструкция. Ремонт сваркой перемычки замка автосцепки |
1979 |
|
N 297 ПКБ ЦВ |
Временная технологическая инструкция ремонта сваркой. Башмак тормозной неповоротный для грузовых вагонов железных дорог колеи 1520 мм |
1979 |
|
N 310 ПКБ ЦВ |
Временная технологическая инструкция. Приварка ограничителей и упоров. Центрирующая балочка |
1980 |
|
N 317 ПКБ ЦВ |
Технологическая инструкция по сварке. Упоры передние типа УП-1 ОСТ.24.152.01-77 и изготовленные по чертежу 726.02.222 |
1980 |
|
N 322 ПКБ ЦВ |
Технологическая инструкция по ремонту сваркой. Головка соединительная типа 1а ГОСТ 2593-69 |
1980 |
|
N 340 ПКБ ЦВ |
Инструкция по применению в вагонных депо стабилизаторов дуги для ручной дуговой сварки переменным током |
1981 |
|
N 425 ПКБ ЦВ |
Инструктивные указания по разделке в металлолом грузовых вагонов, исключенных из инвентаря |
1984 |
|
N 453 ПКБ ЦВ |
Инструктивные указания на ремонт сваркой надрессорной балки тележки ЦНИИ-ХЗ-О |
1986 |
|
N 454 ПКБ ЦВ |
Инструкция на проведение сварочных и малярных работ при перенумеровании вагонов |
1984 |
|
N 529 ПКБ ЦВ |
Временные технические указания на ремонт сваркой тележки ЦНИИ-ХЗ |
1987 |
|
N 542 ПКБ ЦВ |
Технологическая инструкция на ремонт сваркой наклонных плоскостей надрессорной балки тележки ЦНИИ-ХЗ |
|
|
б/н |
Технологическая инструкция. Ремонт сваркой упора головки стяжного болта поглощающего аппарата автосцепки. Дополнение к инструкции N 200 ПКБ ЦВ |
1976 |
|
N 619-93 ПКБ ЦВ |
Порядок комплектовки и маркировки литых элементов тележек грузовых вагонов при плановых видах ремонта и строительстве новых |
1993 |
|
N 621-93 ПКБ ЦВ |
Порядок безопасного ведения работ с вагонами, груженными опасными грузами, при техническом обслуживании и безотцепочном ремонте и при текущем отцепочном ремонте |
1993 |
|
РД 32ЦВ 052-96 |
Руководящий документ. Инструкция по ремонту тележек грузовых вагонов |
1996 |
|
РД 32 ЦВ 053-96 |
Руководящий документ. Инструкция по ремонту и испытанию универсального сливного прибора цистерны |
1996 |
|
ТУ 32 ЦВ-ВНИИЖТ-94/2 |
Восстановление шеек осей вагонных колесных пар |
1994 |
|
ТИ 007-01124328-97 |
Технологическая инструкция. Газопрессовая сварка труб магистральных воздухопроводов грузовых вагонов |
1997 |
|
N 610-ЦВ-93 РД |
Регулятор тормозных рычажных передач модели 574Б. Руководство по ремонту |
1993 |
|
ТИ-05-0218/97 |
Технологическая инструкция по приварке износостойких элементов и наплавке деталей тележки модели 18-100 грузового вагона |
1997 |
|
ТИ-5-02-98 |
Унифицированная технологическая инструкция по автоматической наплавке грузовых вагонных колесных пар |
1998 |
|
ТИ N ЦВА7 |
Восстановление автоматической наплавкой дефектной резьбовой части вагонных осей |
1989 |
|
ТИ ВНИИЖТ-0501-11-96 |
Упрочнение элементов автосцепного устройства газопорошковой наплавкой на пропане |
1996 |
|
б/н |
Перечень деталей подвижного состава, эскалаторов, пути и вагонных замедлителей, восстанавливаемых и упрочняемых с нанесением газотермических и других покрытий, с распределением их по степени влияния на безопасность движения поездов (утвержден Главным техническим управлением МПС 29.03.90) |
1990 |
|
N 637-96 ПКБ ЦВ |
Технологическая инструкция по испытанию на растяжение и неразрушающему контролю деталей вагонов. Магнитопорошковый, вихретоковый, феррозондовый методы |
1996 |
|
б/н |
Правила аттестации сварщиков (утверждены Госгортехнадзором России 18.03.93) |
1993 |
|
б/н |
Правила безопасности в газовом хозяйстве (издание 3-е, с Изменениями N 1 и 2, утвержденными Госгортехнадзором России 11.02.92 и 14.12.92) |
1997 |
|
ТИ-05-02/98Б |
Технологическая инструкция по восстановлению наплавкой изношенных поверхностей корпусов букс грузовых вагонов |
1998 |
Приложение Б
ПЕРЕЧЕНЬ ОСНОВНЫХ ГОСУДАРСТВЕННЫХ И ОТРАСЛЕВЫХ СТАНДАРТОВ
ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ
|
Номер стандарта |
Наименование стандарта |
Номера ИУС с изменениями |
Время переиздания стандарта |
|
Материалы |
|||
|
ГОСТ 380-94 |
Сталь, углеродистая обыкновенного качества. Марки |
— |
— |
|
ГОСТ 398-96 |
Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена. Технические условия |
— |
— |
|
ГОСТ 535-88 |
Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия |
1-IX-90 |
Май |
|
2-II-91 |
1992 г. |
||
|
3-II-92 |
|||
|
ГОСТ 977-88 |
Отливка из конструкционной нелегированной и легированной стали. Общие технические условия |
— |
— |
|
ГОСТ 1050-88 |
Сталь углеродистая качественная конструкционная. Технические условия |
1-IV-92 |
— |
|
ГОСТ 1412-85 |
Чугун с пластинчатым графитом для отливок. Марки |
— |
— |
|
ГОСТ 1583-93 |
Сплавы алюминиевые, литейные. Технические условия |
2-IX-96 |
— |
|
ГОСТ 2060-90 |
Прутки латунные. Технические условия |
1-XI-92 |
— |
|
ГОСТ 4491-86 |
Центры колесные литые для подвижного состава железных дорог колеи 1520 мм |
1-V-96 |
— |
|
ГОСТ 4543-71 |
Сталь легированная конструкционная. Технические условия |
1-V-77 |
— |
|
2-XI-82 |
|||
|
3-V-87 |
|||
|
4-X-87 |
|||
|
5-III-90 |
|||
|
ГОСТ 4728-96 |
Заготовки осевые для подвижного состава железных дорог колеи 1520 мм. Технические условия |
— |
— |
|
ГОСТ 4784-74 |
Алюминий и сплавы алюминиевые деформируемые |
1-XII-78 |
— |
|
2-VI-80 |
|||
|
3-VIII-82 |
|||
|
4-VIII-84 |
|||
|
5-IV-90 |
|||
|
ГОСТ 5520-79 |
Сталь листовая, углеродистая низколегированная для котлостроения и сосудов, работающих под давлением. Технические условия |
1-I-83 |
1995 г. |
|
2-VIII-85 |
|||
|
3-VI-90 |
|||
|
ГОСТ 5632-72 |
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки и технические требования |
1-IX-75 |
Октябрь |
|
2-X-79 |
1993 г. |
||
|
3-IX-81 |
|||
|
4-XII-86 |
|||
|
5-X-89 |
|||
|
ГОСТ 7350-77 |
Сталь толстолистовая, коррозионно-стойкая, жаростойкая и жаропрочная |
1-II-88 |
Октябрь |
|
2-XI-83 |
1990 г. |
||
|
3-II-90 |
|||
|
ГОСТ 10791-89 |
Колеса цельнокатаные. Технические условия |
1-X-92 |
— |
|
ГОСТ 10885-85 |
Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия |
1-I-89 |
— |
|
ГОСТ 11069-74 |
Алюминий первичный. Марки |
1-X-76 |
— |
|
2-III-80 |
|||
|
3-II-85 |
|||
|
4-VIII-87 |
|||
|
5-I-88 |
|||
|
6-VII-89 |
|||
|
7-XII-92 |
|||
|
ГОСТ 14637-89 |
Прокат толстолистовой из углеродистой стали обыкновенного качества |
1-V-91 |
— |
|
ГОСТ 17711-93 |
Сплавы медноцинковые (латуни) литейные. Марки |
— |
— |
|
ГОСТ 19281-89 |
Прокат из стали повышенной прочности. Общие технические условия |
1-V-91 |
Май |
|
1991 г. |
|||
|
ГОСТ 22703-91 |
Детали литые автосцепного устройства подвижного состава железных дорог колеи 1520 мм. Общие технические условия |
— |
— |
|
Сварочные материалы |
|||
|
ГОСТ 5.1215-72 |
Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей |
— |
— |
|
ГОСТ 2246-70 |
Проволока стальная сварочная. Технические условия |
2-VIII-78 |
Июль |
|
3-VIII-80 |
1993 г. |
||
|
4-V-83 |
|||
|
5-VI-87 |
|||
|
ГОСТ 7871-75 |
Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия |
1-I-83 |
Декабрь |
|
2-II-89 |
1993 г. |
||
|
ГОСТ 9087-81Е |
Флюсы сварочные плавленые. Технические условия |
1-X-88 |
— |
|
2-IX-90 |
|||
|
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования |
1-XII-88 |
— |
|
2-X-90 |
|||
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных теплоустойчивых сталей |
1-XII-88 |
— |
|
ГОСТ 10051-75 |
Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами |
1-XII-88 |
Август |
|
1993 г. |
|||
|
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы |
1-XII-88 |
Сентябрь |
|
1993 г. |
|||
|
ГОСТ 10543-82 |
Проволока стальная наплавочная. Технические условия |
1-V-88 |
Сентябрь |
|
2-VII-89 |
1993 г. |
||
|
ГОСТ 16130-90 |
Проволоки и прутки из меди и сплавов на медной основе сварочные. Технические условия |
— |
— |
|
ГОСТ 21448-75 |
Порошки из сплавов для наплавки. Технические условия |
1-X-81 |
Апрель |
|
2-XI-86 |
1993 г. |
||
|
3- VII-91 |
|||
|
ГОСТ 21930-76 |
Припои оловянно-свинцовые в чушках. Технические условия |
1-III-83 |
— |
|
2-IX-87 |
|||
|
3-X-90 |
|||
|
4-VI-95 |
|||
|
ГОСТ 21931-76 |
Припои оловянно-свинцовые в изделиях. Технические условия |
1-III-83 |
— |
|
2-IX-87 |
|||
|
3-VI-95 |
|||
|
ГОСТ 23137-78 |
Припои медно-цинковые. Марки |
— |
— |
|
ГОСТ 23949-80 |
Электроды вольфрамовые сварочные неплавящиеся |
— |
— |
|
ГОСТ 26101-84 |
Проволока порошковая наплавочная. Технические условия |
1-X-90 |
— |
|
ГОСТ 26271-84 |
Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия |
1-X-81 |
1994 г. |
|
Оборудование |
|||
|
ГОСТ 5.917-71 |
Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции |
— |
— |
|
ГОСТ 1077-79Е |
Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования |
1-XI-85 |
Февраль |
|
1994 г. |
|||
|
ГОСТ 14651-78Е |
Электрододержатель для ручной дуговой сварки. Технические условия |
1-X-83 |
Июль |
|
2-II-89 |
1994 г. |
||
|
3-VII-89 |
|||
|
Типы сварных соединении. Термины и обозначения |
|||
|
ГОСТ 2.312-72 |
Условные изображения и обозначения швов сварных соединений |
1-X-91 |
— |
|
ГОСТ 2601-84 |
Сварка металлов. Термины и определения основных понятий |
1-I-87 |
— |
|
2-VI-92 |
|||
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы |
1-IV-89 |
Ноябрь |
|
1994 г. |
|||
|
Конструктивные элементы и размеры |
|||
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
1-XI-86 |
— |
|
2-IV-89 |
|||
|
3-X-90 |
|||
|
ГОСТ 11533-75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры |
1-VIII-91 |
Июнь |
|
1993 г. |
|||
|
ГОСТ 11534-75 |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
1-VIII-91 |
Апрель |
|
1993 г. |
|||
|
ГОСТ 11969-93 |
Сварка плавлением. Основные положения и их обозначения |
— |
— |
|
ГОСТ 14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
1-VI-82 |
— |
|
2-III-87 |
|||
|
3-IV-89 |
|||
|
ГОСТ 14776-79 |
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры |
— |
Август |
|
1991 г. |
|||
|
ГОСТ 14806-80 |
Дуговая сварка алюминия и алюминиевых сплавов. Основные типы, конструктивные элементы и размеры |
1-I-90 |
Декабрь |
|
1990 г. |
|||
|
ГОСТ 15878-79 |
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры |
— |
— |
|
ГОСТ 16098-80 |
Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры |
1-V-89 |
Июнь |
|
1992 г. |
|||
|
ГОСТ 23518-79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
— |
— |
|
ГОСТ 6.16-2220-77 |
Швы сварных соединений. Ручная электродуговая сварка коррозионно-стойких сталей аустенитного класса |
— |
— |
|
ОСТ 26.18-86 |
Сварные соединения приварки люков, штуцеров и муфт. Основные типы, конструктивные элементы и размеры |
— |
— |
|
ОСТ 4333-82 |
Сварка металлических конструкций. Общие технические требования |
— |
— |
|
Методы контроля |
|||
|
ГОСТ 1482-84 |
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
1-XII-87 |
— |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества |
— |
Октябрь |
|
1990 г. |
|||
|
ГОСТ 6996-66 |
Сварные соединения. Методы определения механических свойств |
1-VIII-80 |
Май |
|
2-I-84 |
1991 г. |
||
|
3-V-91 |
|||
|
ГОСТ 7512-82 |
Контроль неразрушающий. Соединения сварные. Радиографический метод |
1-IV-88 |
Май |
|
1988 г. |
|||
|
ГОСТ 15467-79 |
Управление качеством продукции. Основные понятия, термины, определения |
1-IV-85 |
Июнь |
|
1986 г. |
|||
|
ГОСТ 18442-80 |
Контроль неразрушающий. Капиллярные методы. Общие требования |
1-IV-83 |
Декабрь |
|
2-VII-86 |
1986 г. |
||
|
ГОСТ 21105-87 |
Контроль неразрушающий. Магнитопорошковый метод |
1-I-90 |
1992 г. |
|
ГОСТ 23055-78 |
Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля |
1-III-84 |
Июнь |
|
2-III-89 |
1992 г. |
||
|
ГОСТ 23479-79 |
Контроль неразрушающий. Методы оптического вида. Общие требования |
1-XII-84 |
Ноябрь |
|
2-XI-89 |
1984 г. |
||
|
ГОСТ 25997-83 |
Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля |
— |
Ноябрь |
|
1987 г. |
|||
|
ГОСТ 26182-84 |
Контроль неразрушающий. Люминесцентный метод течеискания |
— |
— |
|
ГОСТ 27750-88 |
Контроль неразрушающий. Покрытия восстановительные. Методы контроля толщины покрытия |
— |
— |
|
Техника безопасности |
|||
|
ГОСТ 12.1.019-79 |
ССБТ. Электробезопасность. Общие требования |
1-I-86 |
Декабрь |
|
1986 г. |
|||
|
ГОСТ 12.1.030-81 |
ССБТ. Электробезопасность. Защитное заземление, зануление |
1-VII-87 |
— |
|
ГОСТ 12.1.035-81 |
ССБТ. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений |
— |
— |
|
ГОСТ 12.2.003-91 |
ССБТ. Оборудование производственное. Общие требования безопасности |
— |
— |
|
ГОСТ 12.2.007.8-75 |
ССБТ. Устройство электросварочное и для плазменной обработки. Требования безопасности |
1-II-81 |
— |
|
2-VIII-85 |
|||
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Общие требования безопасности |
1-VIII-89 |
— |
|
ГОСТ 12.4.010-75 |
ССБТ. Средства индивидуальной защиты. Рукавицы специальные. Технические условия |
1-V-77 |
— |
|
2-V-81 |
|||
|
3-II-85 |
|||
|
ГОСТ 12.4.013-85Е |
ССБТ. Очки защитные. Общие технические условия |
— |
— |
|
ГОСТ 12.4.035-78 |
ССБТ. Средства индивидуальной защиты. Щитки защитные для электросварщиков. Технические условия |
1-IX-83 |
Июль |
|
2-X-86 |
1991 г. |
||
|
3-II-89 |
|||
|
4-XII-97 |
|||
|
ОСТ 32.13-82 |
ССБТ. Подготовка цистерн к наливу и ремонту. Требования безопасности |
— |
— |
|
ОСТ 32.15-81 |
ССБТ. Техническое обслуживание и ремонт вагонов. Требования безопасности |
— |
— |
|
Примечание. При работе над государственными стандартами следует ориентировать на издания или переиздания, время выпуска которых указано в графе 4 Перечня, или же более поздние издания по дате выпуска. Дата издания или переиздания обычно указывается в конце стандарта в разделе «Информационные данные» или же на первой либо последней странице стандарта. Если текст стандарта не содержит всех изменений, на которые дана ссылка в графе 3 Перечня, то следует в дополнение к стандарту пользоваться изменениями и дополнениями, изложенными в тех номерах Информационного указателя стандартов (ИУС), которые указаны в графе 3 Перечня. Следует иметь в виду, что каждый номер ИУС содержит обычно не одно, а целый ряд дополнений, изменений и исключений, что существенным образом может изменить содержание стандарта. |
Приложение В
АДРЕСА ПРЕДПРИЯТИЙ, ВЫПУСКАЮЩИХ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ
И НАПЛАВОЧНЫХ РАБОТ
|
N п/п |
Наименование и адрес предприятия |
Наименование материала |
Тип или марка |
|
1 |
109033, Москва, Золоторожский вал, 11, Металлургический завод «Серп и молот» |
Проволока для металлизации |
60, 65, 65Г, 30ХГСА |
|
Проволока сварочная |
Св-08Г2С |
||
|
2 |
162000, Вологодская обл., Череповец, ул. 50-летия Октября, 1/33, Сталепрокатный завод |
Проволока порошковая |
ПП-АН3, ПП-АН8 |
|
Флюс |
АН-8 |
||
|
3 |
445032, Челябинская обл., Магнитогорск, ул. Складская, 4, АО «Магнитогорский метизно-металлургический комбинат» |
Проволока порошковая |
ПП-АН8 |
|
Проволока сварочная |
Св-08Г2С |
||
|
Электроды покрытые металлические |
МР-3, УОНИ-13/55, АНО-4, ОЗС-4 |
||
|
4 |
140101, Московская обл., Раменское, 1-я ул. Мкхалевича, 49, Раменский механический завод |
То же |
МР-3, УОНИ-13/55 |
|
5 |
345370, Ростовская обл., Красный Сулин, ул. Заводская, 1, Металлургический завод |
« |
АНО-4, АНО-6 |
|
6 |
111123, Москва, ш. Энтузиастов, 31, АООТ «Московский электродный завод» |
« |
ОЗС-4, ОЗС-6, МЭЗ-101, ЦТ-15, УОНИ-13/45, УОНИ-13/55, МР-3С, АНО-4, ОЗЛ-8, ЦЛ-11, ЭА-395/9, ЭА-400/10У |
|
7 |
129337, Москва, Хибинский проезд, 3, АО «Лосиноостровский электродный завод» |
« |
ЛЭЗ УОНИ-13/55, ЛЭЗ УОНИ-13/45, ЛЭЗ ОЗР-1, ЛЭЗ-8 (аналог ОЗЛ-8) |
|
8 |
606450, г. Бор-2, Нижегородская обл., ОАО «Завод Нижегородский теплоход» |
« |
ОЗС-12, МР-3 |
|
9 |
109316, Москва, 2-я ул. Машиностроения, 16, Московский опытный сварочный завод (опытно-экспериментальное предприятие «Спецэлектрод») |
Электроды покрытые металлические |
УОНИ-13/45, УОНИ-13/55к, УОНИ-13/65, ОЗС-12, ОЗС-6, ОЗС-33, ОЗС-18, ОЗЛ-8, ОЗЛ-7, ОЗЛ-З6, ОЗН-3, ОЗН-300М, ОЗН-400М, ОЗН-7, ОЗШ-3, ОЗН-6, ОЗР-2, ОМА-2, ЭА-400/10У, ЭА-395/9, ЦЛ-11, ЦТ-15, НИАТ-1 |
|
10 |
194100, Санкт-Петербург, ул. Литовская, 12, АО «Электродный завод» |
То же |
ТМУ-2/У, ЦТ-15, АНО-4, ЭА-395/9, ЭА-400/10У, УОНИ-13/45, УОНИ-13/55, ЭЛЗ-Р-1, ТМУ-50 |
|
11 |
198096, Санкт-Петербург, ул. Корабельная, 6, АОЗТ «Свэл» |
« |
УОНИ-13/45, УОНИ-13/55, ОЗС-12 |
|
12 |
142103, Подольск, Московская обл., ул. Железнодорожная, 2, АО «Подольский машиностроительный завод» |
« |
ОЗС-6, ОЗС-12, УОНИ-13/45, УОНИ-13/55, МР-3, ЭА-395/9, ЭА-400/10У |
|
13 <*> |
107228, Москва, ул. Новорязанская, 12, РОСЖЕЛГОРСНАБ |
Проволока порошковая |
ПП-АН3, ПП-Нп-14СТ |
|
Электроды покрытые металлические |
МР-3, УОНИ- 13/55, ОЗС-4, ОЗС-6, АНО-4, АНО-6, ОЗН-300М, ОЗН-400М |
||
|
14 |
215280, Смоленская обл., г. Сычевка, ул. Б. Пролетарская, 34, РАО «Газпром», предприятие «Мострансгаз», Сычевский электродный завод |
То же |
УОНИ-13/55, МР-3 |
|
15 |
300017, Тула, НПО Тулачермет АП ЛПС |
Порошок |
ПР-Н80Х13С2Р, ПР-Н77Х15С3Р2, ПР-Н73Х16С3Р3, ПР-Н70Х17С4Р4, ПР-Н67Х18С5Р4, ПГ-СР-2, ПГ-СР-3, ПГ-СР-4, ПР-НД42СР, ПР-ОФНХСР, ПР-ЖНДСР, ПН85Ю15, ПН70Ю30, ПТ-Ю5Н, ПТ-Ю10Н, ПТ-ЮХ15СР2 |
|
16 <*> |
107174, Москва, ул. Новая Басманная, 2, ТОО «ИРТРАНС» |
Проволока порошковая |
СП-10, ПП-АН3, ПП-АН8 |
|
Проволока электродная |
Св-08Г2С |
||
|
Флюс |
АН-348А |
||
|
Электроды покрытые металлические |
МР-3, АНО-4, АНО-6, УОНИ- 13/45, УОНИ-13/55 |
||
|
17 |
400082, Волгоград, ул. Бахтурова, 12, Сталепроволочный завод |
Проволока для металлизации |
60, 65, 65Г, 30ХГСА |
|
18 |
347340, Ростовская обл., Волгодонск 13, АО «Атоммаш» |
Электроды |
МР-3, ОЗС-12, УОНИ-13/45, УОНИ-13/55, ЭА-395/9, ЗИО-8, ОЗЛ-6 |
|
19 |
129851, Москва, ул. 3-я Мытищинская, 10, ВНИИЖТ или фирма ‘Транссвар» |
Проволока, электроды |
Св-08ХГ2СМФ, АНП-13 |
|
<*> Организации, реализующие материалы для сварочных и наплавочных работ. |
Приложение Г
АДРЕСА ПРЕДПРИЯТИЙ, ВЫПУСКАЮЩИХ ОБОРУДОВАНИЕ
ДЛЯ СВАРОЧНОГО ПРОИЗВОДСТВА
|
N п/п |
Наименование и адрес предприятия |
Выпускаемое оборудование |
|
1 |
620063, Екатеринбург-63, а/я 21, завод «Искра» |
Сварочные агрегаты, генераторы, выпрямители, трансформаторы, сварочные автоматы, сварочные машины |
|
2 |
656031, Барнаул, пр-т Строителей, 117, Барнаульский аппаратно-механический завод |
Редукторы сетевые, редукторы рамповые, регуляторы расхода газа, вентили баллонные, смесители газов, аппараты для нанесения покрытий, установки для газопламенного напыления, установки для порошкового напыления, редукторы баллонные, вентили, горелки наплавочные и сварочные, резаки, комплекты оборудования и аппаратуры для резки стали жидким горючим, генераторы ацетиленовые |
|
3 |
197376, Санкт-Петербург, пр. Медиков, 10, АО «Завод Электрик» |
Устройства пуско-зарядно-сварочные, трансформаторы и выпрямители, установки для аргонодуговой сварки, установки плазменной сварки, резки, наплавки, напыления, полуавтоматы для дуговой сварки, автоматы для дуговой сварки, тележки для сварочных аппаратов, электрододержатели, зажимы контактные для обратного провода «Земля», горелки для сварки в |
|
4 |
623071, Свердловская обл., Первоуральск, п. Новоуткинск, ул. Партизан, 23 |
Сварочные агрегаты, сварочные преобразователи, генераторы, выпрямители, трансформаторы, сварочные автоматы, полуавтоматы, разъемы токовые унифицированные, сварочные машины |
|
5 <*> |
195027, Санкт-Петербург, Красногвардейская пл., 2, АО «Петрозавод» |
Источники тока, сварочные полуавтоматы, аппараты для сварки ТИГ, посты ручной сварки |
|
6 |
194100, Санкт-Петербург, ул. Литовская, 10, Институт сварки России (ВНИИ ЭСО) |
Оборудование для двухдуговой наплавки |
|
7 <*> |
107174, Москва, ул. Новая Басманная, 2, ТОО «ИРТРАНС» |
Сварочные автоматы, полуавтоматы, выпрямители, трансформаторы, генераторы, газосварочное оборудование, столы сварщика, местная вытяжная вентиляция |
|
<*> Организации, реализующие оборудование для сварочного производства. |
ЭЛЕКТРОГАЗАСВАРЩИК
Технология наплавки
Процесс наплавки начинается с тщательной очистки детали от грязи, масла, краски. Рекомендуется поверхности, подлежащие наплавке, обжигать газовыми горелками. Применяют также промывку горячим раствором щелочи с последующей промывкой горячей водой, очистку стальной щеткой. Для предупреждения больших внутренних напряжений и образования трещин наплавляемые детали часто подогревают до температуры, зависящей от основного и наплавляемого металлов. Приемы и режимы наплавки зависят от формы и размеров деталей, толщины и состава наплавляемого слоя.
Большое значение для качества и формирования наплавляемого слоя имеет доля основного и присадочного металла. Влияние основного металла на качество наплавляемого слоя пропорционально доле его участия в образовании слоя. Эта доля зависит не только от способа наплавки, но особенно от режима напланки. Например, при наплавке под флюсом влияние режима на качество наплавляемого слоя больше, чем при ручной наплавке покрытыми электродами, что объясняется большим проплавлением основного металла. Преимуществом наплавки порошковой проволокой (или лентой) является меньшая плотность тока, что обеспечивает меньшую глубину проплавления основного металла и, как следствие, меньшее перемешивание его с наплавляемым металлом. При нанесении слоя в виде отдельных валиков должно быть обеспечено оптимальное перекрытие валиков при ручной наплавке на 0,30—0,35 ширины, а при механизированной — на 0,4—0,5 ширины валика.
Ручную дуговую наплавку производят электродами с диаметром стержня 4—5 мм. Сварочный ток составляет 160—250 А. Напряжение дуги — 22—26 В. Наплавку про
изводят короткой дугой постоянным током обратной полярности. При наплавке перегрев наплавленного слоя не допускается. Для этого слой наплавляют отдельными валиками с полным последовательным охлаждением каждого валика.
По химическому составу и физико-механическим свойствам наплавленный металл будет отличаться как от основного, так и от присадочного металла.
Одним из важных параметров процесса наплавки является глубина проплавления основного металла: чем меньше глубина проплавления, тем меньше доля основного металла в наплавленном. Химический состав наплавленного металла будет ближе к присадочному. Обычно химический состав присадочного металла и металла наплавки выравнивается во втором-третьем слое.
С другой стороны, на глубине проплавления располагается переходная зона от основного металла к наплавленному. Эта зона считается наиболее опасной, с точки зрения разрушения металла. Металл переходной зоны охрупчен из-за большой скорости охлаждения металла шва, имеет повышенную склонность к образованию холодных трещин по причине большой неоднородности химического состава металла и соответственно большой разности коэффициентов линейного расширения. Отсюда следует, что чем больше глубина проплавления, тем больше зона ослабленного участка и тем ниже прочность детали. И, наоборот, чем меньше глубина проплавления, тем в меньшей мере теряется прочность детали. Металл наплавки по химическому составу приближается к присадочному, при этом отпадает необходимость в наложении второго слоя.
Исходя из изложенного, выбор оборудования для наплавки, режимов и технологии должен проводиться из условия обеспечения минимальной глубины проплавления основного металла h и заданной величины наплавленного слоя.
Высота наплавленного слоя ha складывается из величины износа /ги, толщины дефектного слоя Лдс и высоты неровностей йнер (рис. 70).
пр.
Рис. 70. Схема наплавки
На практике величина дефектного слоя принимается равной 1,5—2,0 мм, высота неровностей — 1,0—1,5 мм:
К = К + (2,5—3,5) мм.
При толщине наплавленного слоя больше 5 мм наплавку желательно вести в два слоя для уменьшения глубины проплавления.
Выбор режимов наплавки зависит от толщины наплавленного слоя.
Выбор наплавочных материалов производится исходя из требований, предъявляемых к металлу трущихся поверхностей в зависимости от вида изнашивания. Например, для условий абразивного изнашивания требуется высокая твердость наплавленного металла, которая обеспечивается использованием наплавочных материалов с повышенным содержанием углерода, хрома, марганца, вольфрама.
Для условий коррозионного изнашивания коррозион — ностойкость достигается легированием металла хромом в количестве больше 12% (нержавеющие стали).
Режимы и технология наплавки назначаются в зависимости от требуемой высоты наплавленного слоя. В понятие режима входит выбор силы тока, напряжения и скоро
сти наплавки. Сила тока и напряжение должны быть минимальными, но обеспечивать стабильное горение дуги.
Величина силы тока определяется в основном диаметром электрода. Для наплавочных работ, применяются электроды малых диаметров (4,0—5,0 мм).
Выбор сварочного оборудования производится в соответствии с режимом наплавки. Параметры источника тока должны обеспечивать заданные режимы наплавки.
Ручная дуговая наплавка применяется при индивидуальном способе выполнения ремонтных работ.
Выбор марки электродов производится исходя из требований, предъявляемых к металлу поверхности в зависимости от условий работы деталей (табл. 30).
Для восстановления деталей типа валов, работающих при нормальных условиях, рекомендуются электроды 03H-400, обеспечивающие твердость НВ 375—425 без термической обработки.
Наплавка деталей, работающих при коррозионном изнашивании, выполняется электродами ЦП-6М, химический состав наплавленного металла 08X17 Н8 С6 Г или ЦН-5 (24X12). Для деталей, работающих в условиях абразивного износа, рекомендуются электроды Т-590 (Э-320Х25 С2ГР).
Режимы наплавки указываются на пачках электродов.
Для наплавки могут применяться и сварочные электроды, но механические свойства наплавленного металла низкие.
Наплавка плоских поверхностей выполняется в наклонном положении способом сверху вниз.
Наплавка цилиндрических поверхностей выполняется по винтовой линии или продольными валиками. Порядок наложения швов приводится на рис. 71.
Таблица ЗО Наиболее распространенные типы и марки электродов для наплавки и основные области их применения
|
Тип |
Марка |
Область применения |
|
Э-10Г2 Э-11ГЗ Э-12Г4 Э-15Г5 Э-30Г2ХМ |
03H-250Y ОЗН-ЗООУ ОЭН-350У ОЗН-4ШУ НР-70 |
Детали, работающие в условиях интенсивных ударных нагрузок (оси, валы, автосцепки, железнодорожные крестовины, рельсы) |
|
Э-16Г2ХМ Э-35Г6 Э-ЗОВ8ХЗ Э-35Х12ВЭСФ Э-90Х4М4ВФ |
ОЗШ-1 ЦНЧ ЦШ-1 Ш-16 озн-з |
Штампы для горячей штамповки |
|
Э-37Х9С2 Э-70ХЗСМТ Э-24Х12 Э-20Х13 Э-35Х12Г2С2 Э-100Х12М Э-120Х12Г2СФ Э-10М9Н8К8Х2СФ |
ОЗШ-З ЭН-бОМ ЦІІ-5 48Ж-1 ІІЖ-3 ЭН-Х12М Ш-1 ОЗШ-4 |
Штампы для холодной штамповки |
|
Э-80В18Х4Ф Э-90В10Х5Ф2 Э-105В6Х5МЗФЗ Э-10К18В11М10ХЗФ Э-300Х28Н4С4 Э-225Х10Г10С Э-110Х14В13Ф2 Э-175Б8Х6СТ |
ЦИ-1М ЦИ-2У И-1 ОЗИ-5 ЦС-1 ЦН-11 ВСН 6 ЦН-16 |
Металлорежущий инструмент, а также штампы для горячей штамповки в тяжелых условиях (осадка, вьггяжка, прошивки). Детали, работающие в условиях интенсивного абразивного изнашивания с ударными нагрузками |
|
Э-08Х17Н8С6Г Э-09Х16Н9С5Г2М2ФТ Э-09ХЗ1Н8 АМ2 Э-13Х16Н8М5С5Г4Б Э-15Х15Н10С5МЗГ Э-15Х28Н10СЗГТ Э-15Х28Н10СЗМ2ГТ Э-200Х29Н6Г2 НЭ-190К62Х29В5С2 |
ЦН-бМ, ЦН-6Л ВПИ-1 УОНИ-13/Н1-БК ЦН-12М, ЦН-12Л ЦН-18 ЦН-19 ЦН-20 ЦН-3 ЦН-2 |
Уплотнительные поверхности арматуры для котлов, трубопроводов и нефтеаппаратуры |
|
Э-65Х11ЫЗ Э-65Х25ПЗНЗ |
ОМГ-Н ЦНИИН-4 |
Изношенные детали из высокомарганцовистых сталей типов 1 ЮГ 13 и 110Г13Л |
|
Э-95Х7Г5С Э-30Х5В2Г2СМ |
12АН/ЛИВТ Ткз-Н |
Детали, работающие в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
|
Э-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-350Х26Г2Р2СТ |
13КН/ЛИВТ Т-620 Т-590 Х-5 |
Детали, работающие преимущественно в условиях абразивного изнашивания |
Рис. 71. Порядок наложения швов при наплавке деталей цилиндрической формы продольными валиками
Зернистые порошковые смеси наплавляют с помощью угольного электрода. На подготовленную поверхность насыпают тонкий слой флюса — прокаленной буры (0,2— 0,3 мм) и слой порошковой смеси толщиной 3—7 мм и шириной не более 50 мм. При большей ширине наплавляют несколько полос. Слой разравнивают и слегка уплотняют гладилкой. Наплавку производят плавными поперечными движениями угольного электрода вдоль наплавляемой поверхности. Скорость перемещения должна обеспечивать сплавление наплавляемого сплава с основным металлом. Ток постоянный прямой полярности. При диаметре электрода 10—16 мм сварочный ток составляет 200—250 А, напряжение дуги — 24—28 В. Длину дуги поддерживают в пределах 4—8 мм.
Автоматическая наплавка под флюсом рекомендуется при большом объеме работ.
Сущность процесса наплавки состоит в том, что дуга горит под слоем флюса. Под действием тепла дуги рас
плавляются электродная проволока, основной металл и часть флюса. Расплавленный металл электрода переносится на основной, образуя слой наплавленного металла. Перенос происходит в зоне расплавленного флюса, который надежно защищает жидкий металл от контакта с воздухом.
По мере удаления сварочной дуги расплавленный флюс затвердевает, образует шлаковую корку, легко отделяющуюся от металла наплавки. Неизрасходованная часть флюса собирается и возвращается в дальнейшем для наплавки.
Процесс наплавки осуществляется с помощью наплавочных установок, конструкция которых зависит от конфигураций наплавляемых деталей. При ремонте автомобиля чаще всего встречаются детали цилиндрической формы типа валов. Для восстановления размеров таких деталей промышленностью выпускается наплавочная установка типа А-580М, которая легко монтируется на месте резцедержателя на переоборудованном то’карном станке, имеющем частоту вращения 0,2—5 об/мин (рис. 72).
Рис. 72. Схема механизированной наплавки под флюсом
316
Проволока из кассеты 1 подающими роликами 2 через направляющую 3 подается в зону горения дуги на деталь 4, закрепленную в патроне токарного станка. Флюс из бункера 5 подается на дозатор 6. Наплавка на вал осуществляется по винтовой линии с заданным шагом.
Выбор марки наплавочной проволоки производится в зависимости от требуемых физико-механических свойств наплавленного металла. Легирование наплавленного слоя при наплавке под флюсом производится в основном через электродную проволоку, реже — через проволоку и флюс. Для наплавки чаще всего применяют плавленный флюс АН — 348А.
Для наплавки деталей из малоуглеродистых сталей применяют проволоку Св-08А, Св-08ГС, Св-1-Г2; для деталей из среднеуглеродистых сталей — Нп-65, Нп-ЗОХГСА.
Выбор режимов наплавки производится исходя из толщины наплавляемого слоя, диаметр наплавочной проволоки принимается в пределах 1,6—2,5 мм, при этом сила тока колеблется 150—200 А, напряжение — 25—35 В, скорость подачи сварочной проволоки — 75—180 м/ч, скорость наплавки — 10—30 м/ч.
При выборе источника питания предпочтение отдается источникам постоянного тока, преобразователям и выпрямителям с падающей характеристикой. Наплавку ведут на обратной полярности.
Наплавка под флюсом по сравнению с ручной дуговой наплавкой имеет следующие преимущества: высокая производительность процесса, возможность получения наплавленного металла с заданными физико-механическими свойствами, высокое качество наплавленного металла, лучшие условия труда сварщиков, отсутствие ультрафиолетового излучения.
К недостаткам процесса относятся: большая глубина проплавления из-за высокого нагрева детали, невозмож
ность наплавки деталей диаметром менее 50 мм из-за трудности удержания флюса на поверхности детали.
Механизированная наплавка под флюсом применяется для наплавки коленчатых валов, полуосей и других деталей.
Наплавка в среде углекислого газа довольно широко применяется для восстановления размеров изношенных деталей.
Оборудование для наплавки в среде углекислого газа деталей цилиндрической формы состоит из вращателя — модернизированного токарного станка и наплавочной головки А-580М, смонтированной на суппорте токарного станка (рис. 73).
Наплавочная проволока из кассеты 1 тянущими роликами 2 через мундштук 3 подается в зону горения дуги с основным металлом. Дуга горит в среде углекислого газа, подаваемого из углекислотного баллона 5 через подогреватель 6, редуктор 7, осушитель 8 в сопло 4, установленное
на конце мундштука через изоляционную втулку 9. Вытекая из сопла, углекислый газ оттесняет воздух и предохраняет расплавленный металл от окисления. Давление газа 0,15—0,20 МПа. Деталь типа вала устанавливается в патроне токарного станка с поджатием центром задней бабки.
Наплавка осуществляется по винтовой линии с определенным шагом. Снизу на деталь подается жидкость (3— 5 % водный раствор кальцинированной соды) для охлаждения детали в процессе наплавки. Охлаждающая жидкость может подаваться непосредственно на наплавленный металл или рядом с ним, создавая различные скорости охлаждения.
Таким образом происходит совмещение процесса наплавки с термической обработкой металла шва. Кроме того, охлаждение значительно снижает коробление деталей, что очень важно при наплавке валов значительной длины.
Выбор режимов наплавки в среде углекислого газа производится в том же порядке, что и при наплавке под флюсом.
Однако имеется особенность назначения марки наплавочной проволоки: содержание марганца и кремния в ней должно быть не менее чем по 1 % для предотвращения образования пор. Для наплавки у малоуглеродистых сталей применяют сварочную проволоку марок Св-С8Г2С, Св-12ГС и др.
Для среднеуглеродистых низколегированных сталей используют проволоку Св-18ХГСА, Нп-30ХГСА. При наплавке проволокой Нп-ЗОХГСА без охлаждения твердость наплавленного металла составляет 30—35 HRC, с охлаждением — 50—52 HRC.
Для наплавки в среде углекислого газа используются малые диаметры проволок в пределах 0,8—1,6 мм. Сила сварочного тока колеблется от 70 до 200 А, скорость наплавки — до 100 м/ч. Для наплавки в среде углекислого газа применяются источники постоянного тока (преобразователи и выпрямители) с жесткой характеристикой.
Механизированная наплавка в среде углекислого газа по сравнению с наплавкой под флюсом имеет следующие преимущества: меньший нагрев детали, возможность совмещения наплавки с термической обработкой, более высокая производительность процесса, возможность наплавки деталей малых размеров.
К недостаткам процесса относится то обстоятельство, что легирование наплавленного металла ограничено только химическим составом электродной проволоки.
Для расширения диапазона легирования наплавленного металла применяется порошковая проволока, представляющая собой металлическую оболочку, внутри которой располагаются легирующие, раскисляющие, ионизирующие и шлакообразующие элементы. Такой комплекс легирования позволяет проводить сварку и наплавку как с защитой сварочной дуги, например — углекислым газом, так и без всякой внешней защиты наплавленного металла от окисления. Наличие шлакообразующих компонентов в составе порошковой проволоки обеспечивает надежную защиту от окисления расплавленного металла.
Для наплавки и сварки малоуглеродистых сталей применяют порошковую самозащитную проволоку ПП-АН2М, ПП-11 и др., выпускаемую диаметром 1,6—2,0 мм.
Выбор марки порошковой проволоки для наплавки среднеуглеродистых низколегированных сталей производится в зависимости от условий работы деталей. Например, металл, наплавленный порошковой проволокой ПП-ЗХ2В8, сохраняет высокую твердость и прочность при повышенных температурах.
Выбор режимов наплавки порошковыми проволоками проводится в том же порядке, что и при наплавке в среде углекислого газа. Параметры режимов наплавки следую
щие: диаметр электродов 1,6—2,0 мм, сила тока 160—200 А, скорость наплавки 10—40 м/ч. Оборудование для наплавки — то же самое, что и в среде углекислого газа. В качестве источника тока применяются преобразователи и выпрямители.
Достоинства наплавки порошковой проволокой состоят в меньшей стоимости процесса и возможности выполнения наплавочных работ во всех положениях.
Вибродуговая наплавка рекомендуется для наплавки деталей типа валов, схема которой приводится на рис. 74.
Проволока из кассеты 1 тянущими роликами 2 через мундштук 3 разрезной конструкции подается в зону горения на детали 5. При вращении эксцентрика 4 проволоке придаются возвратные продольные колебания. Наплавочная установка устанавливается на суппорте токарного станка на место резцедержателя. Деталь крепится в патроне токарного станка. Снизу на деталь подается охлаждающая
Рис. 74. Схема вибродуговой наплавки
11. Электрогазосварщик 321
жидкость (3—5 % раствор кальцинированной соды) для отвода тепла.
Выбор марки наплавочной проволоки ведется в зависимости от требований, предъявляемых к рабочей поверхности. Для обеспечения твердости 50—55 HRC применяется проволока Нп-65 или Нп-ЗОХГСА с охлаждением. Меньшая твердость 35—40 HRC достигается наплавкой проволокой Нп-ЗОХГСА без охлаждения наплавленного слоя.
Наплавка выполняется как без внешней защиты для неответственных деталей, так и в среде углекислого газа — для ответственных.
Режимы наплавки должны обеспечить получение наплавленного слоя заданной толщины. Диаметр электрода принимается равным 1,2—2,0 мм. Напряжение дуги составляет 16—18 В. Сила тока колеблется в пределах 100—200 А. Скорость наплавки 1—2 м/мин.
Источниками питания дуги служат преобразователи и выпрямители с жесткой внешней характеристикой. Полярность обратная.
Достоинством вибродуговой наплавки является то, что это один из немногих способов восстановления деталей малых, размеров. Кроме того, вибродуговая наплавка отличается малой глубиной зоны термического влияния и незначительным нагревом детали.
Плазменная наплавка является одним из эффективных способов, позволяющим наносить металл различного химсостава различной толщины с минимальной глубиной проплавления. Выполняется с помощью плазмотронов (рис. 75).
Принцип работы следующий. Вначале зажигают так называемую дежурную дугу 3, которая горит между вольфрамовым электродом 1 (катод) и медным водоохлаждаемым соплом 2 в газовой среде. В качестве плазмообразующих газов применяются чаще всего аргон или азот. Для ионизации
Рис. 75. Схема плазменной наплавки дугой косвенного а и прямого б действия
аргона напряжение дежурной душ должно быть не менее 90 В, сила тока — 40—50 А, для чего в сварочную цепь включается сопротивление R. Расход аргона при горении дежурной дуги незначительный (давление 0,03—0,05 МПа).
При использовании в качестве ионизирующего газа азота напряжение для горения дежурной дуги должно быть не ниже 180 В, давление азота — 0,03—0,05 МПа. Дежурная дуга выдувается из канала сопла в виде газового пламени. Диаметр канала сопла 4—5 мм. Для зажигания основной плазменной дуги прямого действия 5 газовым пламенем дежурной дуги касаются основного металла 4 (рис. 75,6). Происходит переброс дуги с сопла на основной металл, минуя сопротивление R. Ток резко возрастает до 300—500 А. В этот момент необходимо резко увеличить расход газа (давление газа 0,3—0,4 МПа). Температура внутри столба дуги при использовании в качестве плазмообразующего газа аргона до 20 ООО °С.
Для осуществления процесса наплавки электродную проволоку подают в зону плазменной дуги, металл электрода плавится и переносится на деталь.
Для прекращения процесса наплавки плазмотрон отрывают от детали, основная дуга гаснет, но продолжает гореть дежурная дуга.
В качестве наплавляемого материала могут использоваться не только порошки металлов, но и неметаллов (керамический порошок). Это позволяет нанести керамику на металлы.
Режимы наплавки выбираются в зависимости от толщины наплавляемого слоя, толщины основного металла и др.
Для наплавки на неметаллические поверхности и детали с небольшой толщиной стенки применяются плазмотроны с плазменной дугой косвенного действия (рис. 75, а).
Зажигание дежурной дуги и обеспечение ее устойчивого горения осуществляется так же, как и для плазмотрона с плазменной дугой прямого действия. Для зажигания основной плазменной дуги косвенного действия 4 замыкаются контакты5 (рис. 75, а) и включается основная сварочная цепь. Резко возрастает ток, увеличивается мощность дуги, одновременно включается и повышенный расход газа. Плазменная струя ионизированного газа выходит из сопла в виде мощного газового пламени.
Для осуществления наплавки электродный материал в виде порошка подается в струю плазмы, разогревается до температуры плавления и в виде капель переносится на основной металл. Подача порошков в струю плазмы производится с помощью инертных газов: аргона, азота и др.
В состав оборудования для наплавки входят плазмотрон со шкафом управления, источник питания постоянного тока
(обычно выпрямитель) с падающей характеристикой. Для наплавки деталей цилиндрической формы плазмотрон устанавливается на суппорт токарного станка, переоборудованного на низкое число оборотов.
К достоинствам плазменной наплавки относятся возможность регулирования температуры нагрева металла, высокая производительность процесса, малая глубина зоны термического влияния, высокое качество наплавленного металла.
К недостаткам процесса необходимо отнести более высокие требования по электробезопасности при выполнении наплавочных работ.
Газовая наплавка применяется сравнительно редко, в основном при индивидуальном способе выполнения работ, из-за трудности механизации процесса, и др.
Плавление металла осуществляется газовым пламенем, образующимся при сгорании кислорода в среде ацетилена. Температура пламени в зоне ядра составляет 3100—3200°С.
Защита расплавленного металла от окисления осуществляется самим газовым пламенем и флюсами. В качестве флюса используют буру или смесь буры и борной кислоты.
Техника безопасности при работе с газосварочным оборудованием заключается в выполнении следующих требований: 1. Запрещается устанавливать оборудование и производить сварочные работы вблизи огнеопасных материалов. Подвижные ацетиленовые генераторы должны устанавливаться не ближе …
При работе на контактных машинах возможны поражения электрическим током, ожоги нагретым металлом, брызгами и выплесками расплавленного металла, отравление испарениями металла и его покрытий в зоне сварки, а также травматизм от …
§ 65. Техника безопасности при электрической сварке При электросварочных работах возможны следующие виды производственного травматизма: поражение электрическим током; поражение зрения и открытой поверхности кожи лучами электрической дуги; ожоги от капель …
5.1.2 Допускается применять другие
наплавочные материалы, в том числе и импортные, не указанные в таблице 1, и
другие способы наплавки по согласованию с разработчиком КД с учетом условий
эксплуатации изделий.
5.2 Входной контроль,
хранение и порядок запуска в производство наплавочных материалов
5.2.1 Организация, проведение и оформление результатов
входного контроля наплавочных материалов должны соответствовать требованиям ГОСТ 24297.
5.2.2 Контроль качества и приемка наплавочных материалов
(входной контроль), поступающих на предприятие, а также контроль правильности
хранения наплавочных материалов проводятся отделом технического контроля
совместно с соответствующими службами предприятия.
5.2.3 Контроль качества наплавочных материалов должен быть
проведен до начала их производственного использования.
5.2.4 Входной контроль качества наплавочных материалов
включает:
— проверку сопроводительной документации;
— проверку упаковки и состояния наплавочных материалов;
— контроль наплавленного металла (для твердых наплавок);
5.2.4.1 Входной контроль аргона (высшего и первого сорта),
поставляемого в баллонах по ГОСТ
10157, и двуокиси углерода (высшего и первого сорта), поставляемой в
баллонах по ГОСТ
8050, должен производиться в следующем объеме:
— проверка паспортных данных;
— контроль проверкой качества газовой защиты (при проверке
аргона);
— проверка давления в каждом баллоне;
— контроль маркировки на каждом баллоне, с проверкой
соответствия на ней указанных паспортных данных.
Допускается проведение проверки на наличие паспорта и его
соответствия требованиям НД по прикрепленным к клапанам этикеткам и по цвету
окраски баллонов.
При входном контроле газов, поставляемых в жидком виде, для
газификации производится проверка паспортных данных.
5.2.4.2 Контроль наплавочных материалов.
При поступлении проволоки, ленты, электродов, флюса ОТК
должен проверить:
— каждую партию наплавочных материалов на наличие
сертификата с проверкой полноты приведенных в нем данных и их соответствия
требованиям стандартов и технических условий на наплавочные материалы
контролируемой марки;
— наличие на каждом упаковочном месте (ящике, пачке,
коробке, бухте) маркировки (этикеток, бирок) с проверкой соответствия указанных
в ней марки, сортамента, номера партии материала данным сертификата;
— отсутствие повреждений (порчи упаковки или самих
материалов);
— каждую партию флюса на соответствие цвета, однородности и
гранулометрического состава требованиям ГОСТ 9087 или другой
НД на флюс контролируемой марки.
При отсутствии сертификата партия материалов может быть
допущена к использованию только после получения положительных результатов
полной проверки всех показателей, установленных для данного материала
стандартами или техническими условиями на изготовление.
Применение электродов и флюсов, срок годности которых истек,
разрешается только после проведения повторной прокалки и испытаний.
5.2.4.3 Перед запуском в производство, независимо от
сертификатных данных, производится следующий контроль наплавленного металла:
— химический состав наплавленного металла (за исключением
наплавки проволокой Св-13Х25Т, Нп-13Х15АГ13ТЮ);
— твердость наплавленного металла;
— качество наплавленного металла.
Разрешается вышеуказанный контроль производить
непосредственно на наплавленных деталях согласно НД предприятия-изготовителя.
Наплавленный металл контролируется при выполнении его каждой
партией наплавочных материалов, под флюсом одной марки.
Партией электродов считаются электроды из проволоки одной
плавки данного химического состава и одного диаметра, изготовленные по одному и
тому же технологическому процессу из компонентов шихты одной партии.
5.2.4.4 Контроль химического состава и твердости
производится на контрольных образцах диаметром не менее 50 мм и высотой не
менее 10 мм или на заготовках другого размера согласно технологии или НД
предприятия.
Материал заготовок для наплавки выбирается с учетом
наплавочного материала (например, сталь 20, сталь 3 — для наплавки электродами
типа 20X13, сталь 12Х18Н9Т — для наплавки типа ЦН-12М и др.).
5.2.4.5 При наплавке порошковой проволокой, порошковой
лентой контроль химического состава и твердости производится на наплавке,
выполненной не менее, чем в четыре слоя.
5.2.4.6 Допускается совмещать входной контроль с контролем
наплавки лабораторными методами на образцах-свидетелях (см. раздел 11.14 — 11.16, Приложение Д).
5.2.4.7 При наплавке стеллита в корпуса арматуры до DN 25
включительно рекомендуется проводить входной контроль проверки качества
наплавленного металла на заготовку аналогичную наплавляемой детали.
5.2.4.8 Стружка для контроля химического состава
наплавленного металла должна отбираться из верхних слоев наплавки, т.е. выше
поверхности, на которой должна измеряться твердость.
Допускаются другие методы определения химического состава.
5.2.4.9 Твердость наплавленного металла измеряется на
поверхности образца, с которой снималась стружка на химический анализ.
5.2.4.10 Твердость наплавленного металла должна
соответствовать требованиям таблицы 1,
химический состав — таблице 2.
5.2.4.11 До измерения твердости проводится контроль качества
наплавки на образце внешним осмотром с помощью лупы не менее (7 — 10) кратным
увеличением или капиллярной дефектоскопией.
Оценка дефектов на поверхности наплавленного металла
образца, а также в случае совмещения входного контроля с контролем наплавки на
образцах-свидетелях, производится согласно разделу 11 с учетом КД.
5.2.4.12 При наличии дефектов и несоответствия требованиям,
предъявляемым к твердости, химическому составу, определяется причина их
возникновения и производится повторная наплавка на удвоенном количестве
образцов тем же сварщиком или более квалифицированным. При отрицательных
результатах повторной наплавки контролируемая партия наплавочного материала
бракуется.
5.2.5 Наплавочные материалы должны храниться
рассортированными по партиям и маркам.
5.2.6 Порядок учета, хранения, выдачи и возврата наплавочных
материалов устанавливается предприятием-изготовителем арматуры.
5.2.7 Поступившие с предприятия-изготовителя наплавочные
материалы перед запуском в производство и перед испытанием, независимо от
времени их изготовления, подлежат прокалке в соответствии с нормативной
документацией (НД) на их изготовление.
Рекомендуемые режимы прокалки и срок годности наплавочных
материалов указаны в таблице 3.
Разрешается изменение или уточнение режимов прокалки
наплавочных материалов в соответствии с действующим на них НД.
Для наплавочных материалов, не указанных в таблице 3, режимы
прокалки и срок годности при хранении должны выполняться в соответствии с НД на
соответствующий материал.
При влажности флюса, соответствующей требованиям НД,
прокалка не производится.
Таблица 3
— Рекомендуемые режимы прокалки и срок годности наплавочных материалов
|
Наплавочные |
Марки |
Температура, |
Время |
Срок |
|
Электроды |
ЦН-6Л, |
350 |
1,0 |
15 |
|
ЦН-12М |
350 |
1,0 |
||
|
ЦН-2 |
300 |
1,0 |
||
|
УОНИ-13/Н1-БК, ЭЛ3-НВ1 |
300 |
1,0 |
||
|
ОЗЛ-6, ЗИО-8 |
200 |
2,0 |
||
|
УОНИ-13/НЖ |
180 |
1,0 |
||
|
Электроды на основе прутков марки 06X20Н10M3Д3С4К |
450 |
2,0 |
5 |
|
|
Порошковые |
ПП-Нп-10Х17Н9С5ГТ |
2,0 |
5 |
|
|
(ПП-АН133 А, Г, Ф) |
260 |
|||
|
ПП-АН157 |
270 |
|||
|
ПЛ-АН150 |
300 |
|||
|
ПЛ-АН151 |
300 |
|||
|
ПЛ-АН152 |
300 |
|||
|
Флюсы |
АН-26П |
500 |
2,0 |
15 |
|
АН-26С |
500 |
2,0 |
||
|
АН-15М |
650 |
1,0 |
||
|
АН-20П, АН-20С |
380 |
2,0 |
||
|
АН-348 |
300 |
1,0 |
||
|
АНЦ-1 |
300 |
1,0 |
||
|
ЭЛЗ-ФКН-Х32Н8* |
350 |
1,5 |
||
|
______________ * — толщина слоя флюса в поддоне должна |
(Измененная редакция. Изм. № 1)
5.2.8 После прокалки электроды и флюсы следует хранить в
сушильных шкафах при температуре от 60 °С до 100 °С или в герметичной таре. При
соблюдении указанных условий хранения срок использования наплавочных материалов
после прокалки не ограничивается. Температура в сушильных шкафах должна
регистрироваться в журнале.
Допускается хранение прокаленных электродов и флюсов в
специальных кладовых с температурой воздуха не ниже 15 °С при его относительной
влажности не более 50 %.
При этом срок использования электродов и флюсов ограничен и
должен соответствовать сроку, указанному в таблице 3.
Дата каждой повторной прокалки электродов, порошковой
проволоки, ленты должна быть указана в специальном журнале. Прокалка
электродов, порошковой проволоки и ленты может производиться не более трех раз,
не считая прокалки при их изготовлении, после чего принимают решение об их
применении после получения положительных результатов полной проверки всех
показателей, установленных для данного материала стандартами или техническими
условиями. Количество повторных прокалок флюса не ограничивается.
5.2.9 Входной контроль материалов, предназначенных для
наплавки подслоя, а также для наплавки антикоррозионными материалами
уплотнительных поверхностей, производится на соответствие сертификатных данных
сварочных материалов требованиям НД на соответствующий материал.
6 Требования к
квалификации сварщика по наплавке
6.1 Наплавку уплотнительных и трущихся поверхностей арматуры
и других деталей должны выполнять сварщики, имеющие квалификационный разряд не
ниже 3 для автоматической наплавки, а для остальных способов наплавки — не ниже
4 разряда.
6.2 Перед допуском к выполнению наплавки сварщики должны
пройти дополнительную подготовку по наплавке износостойкими материалами
согласно программе, утвержденной на предприятии-изготовителе арматуры.
6.3 Программа должна содержать теоретическую и практическую
подготовку. Программа по теоретической подготовке должна содержать основные
требования настоящего стандарта.
При практической подготовке должны изготавливаться
контрольные образцы-свидетели с наплавкой применительно к номенклатуре
выпускаемой продукции предприятием-изготовителем и контролируется:
— химический состав наплавленного металла;
— твердость наплавленного металла;
— качество наплавленного металла и зоны сплавления:
а) визуальным осмотром;
б) на отсутствие трещин —
капиллярным методом контроля.
6.4 Сварщики, сдавшие теоретические и практические
испытания, получают допуск к наплавке конкретным способом, о чем производится
запись в удостоверении.
Срок действия удостоверения 2 года. Через 2 года (по
истечении первого срока действия) срок действия удостоверения может быть
продлен на 1 год, но не более двух раз подряд.
При этом сварщик должен быть занят постоянно на наплавке
уплотнительных и трущихся поверхностей, перерыв может составлять не более 6
месяцев в год.
6.5 При перерыве в работе по наплавке свыше 6 месяцев
сварщик перед допуском к работе, вновь должен пройти дополнительную
практическую подготовку и подтвердить право на допуск к наплавочным работам.
6.6 Каждый сварщик должен иметь личное индивидуальное клеймо
в установленном на предприятии порядке.
6.7 При наплавке антикоррозионными материалами
уплотнительных поверхностей, сварщик должен быть аттестован в соответствии с
требованиями СТ
ЦКБА 025.
6.8 Сварщики по наплавке, аттестованные по заказам АЭС или
по другим НД, дополнительно не проходят аттестацию.
7 Требования к
оборудованию
Для выполнения наплавочных работ должно применяться
сварочное оборудование с источником питания постоянного тока, а также измерительная
аппаратура, обеспечивающая контроль заданных параметров режима наплавки в
процессе работы.
8 Подготовка деталей под
наплавку
8.1 Подготовка деталей под наплавку производится
механической обработкой (строжкой, фрезеровкой, расточкой и т.п.).
Шероховатость поверхности деталей под ручную дуговую,
автоматическую под флюсом и в среде защитных газов Ra должна
быть не более 12,5 мкм, для плазменного способа наплавки — не более 6,3 мкм.
8.2 Наплавка должна производиться на поверхность детали,
очищенной от грязи (масла, окалины, ржавчины, краски и других загрязнений) и
обезжиренной.
8.3 Обезжиривание производится ацетоном или уайт-спиритом.
8.4 Дефекты литых поверхностей, подлежащих наплавке, должны
быть удалены и исправлены по технологической документации (ТД)
предприятия-изготовителя.
На обработанных поверхностях под наплавку и прилегающих к
ним зонах (20 мм) допускаются без исправления поры, раковины, неметаллические
включения и т.п. (с расстоянием между дефектами не менее 40 мм):
— для DN до 250 мм включительно — размером не более 1 мм, в
количестве не более 5 шт.;
— для DN от 250 мм до 800 мм включительно — размером не
более 2 мм, в количестве не более 10 шт.;
— для DN свыше 800 мм — размером не более 2 мм, в количестве
не более 15 шт.
8.5 При наличии канавок или выточек под наплавку разделку
необходимо выполнять без острых углов и резких переходов, при этом
рекомендуется радиус скругления:
— для DN до 50 включительно — 3 мм;
— для DN свыше 50 до 100 включительно — 4 мм;
— для DN свыше 100 мм — 5 мм.
8.6 Перед наплавкой деталей из сталей перлитного класса
электродами марки ЦН-12М для арматуры с номинальным диаметром (DN) свыше 65 или
электродами марки ЦН-6Л для арматуры с DN свыше 600, а также перед
автоматической или другими способами наплавками типа ЦН-6Л и ЦН-12М, или в
случаях, предусмотренных КД, необходимо на наплавляемые детали выполнять
предварительную наплавку или так называемый подслой.
При наплавке типа ЦН-6Л, при отработке технологии наплавки
предприятием, допускается подслой не производить.
Подслой выполняется высотой (3 — 5) мм электродами марок
ОЗЛ-6, ЗИО-8 проволокой или лентой Св-07Х25Н13, а при наплавке типа ЦН-6Л
разрешается и проволокой Св-08Х20Н9Г7Т.
Предварительную наплавку (подслой):
— на углеродистые, кремнемарганцовистые стали выполняют без
подогрева;
— на поверхности деталей из легированных (теплоустойчивых) и
высокохромистых сталей выполняют с предварительным подогревом.
Температура подогрева и режим отпуска после наплавки подслоя
устанавливаются по аналогии с требованиями к выполнению сварных соединений из
стали той же марки (согласно СТ
ЦКБА 025 или другим НД), что и наплавляемые детали и указываются в ПТД.
Если после наплавки подслоя для материалов, требующих
термообработку, будет производиться механическая обработка под твердую
износостойкую наплавку, то производится отпуск после наплавки.
Отпуск не требуется, если сразу после наплавки подслоя
выполняется твердая износостойкая наплавка.
9 Общие технологические указания по
наплавке
9.1 Наплавка
9.1.1 Наплавку деталей необходимо производить по
технологическому процессу, разработанному на основании рабочих чертежей и
настоящего стандарта.
9.1.2 Для наплавки арматуры применяют следующие способы:
— ручная электродуговая;
— ручная аргонодуговая;
— автоматическая под флюсом проволокой сплошного сечения;
— плазменно-порошковая наплавка;
— наплавка порошковой проволокой/лентой;
— автоматическая в среде защитных газов;
— полуавтоматическая в среде защитных газов.
Допускаются другие способы наплавки, а также замена способа
наплавки, без внесения изменения в КД, если наплавка относится к тому же типу
(таблица 1).
9.1.3 В технологическом процессе должны быть указаны:
— входной контроль и контроль наплавки на
образцах-свидетелях (при их необходимости);
— эскиз заготовки детали под наплавку со всеми необходимыми
размерами, гарантирующими получение заданной высоты наплавленного металла по
чертежу;
— размеры наплавленного металла (высота, толщина) с учетом
припуска на механическую обработку;
— применяемые способы наплавки;
— квалификация сварщика;
— используемое оборудование;
— марка основного металла детали;
— марка применяемого наплавочного материала и сортамент;
— необходимость предварительного и сопутствующего подогрева;
— режимы наплавки;
— условия охлаждения деталей после наплавки или условия их
пребывания до начала термической обработки;
— режимы термической обработки;
-методы и объем контроля наплавленных поверхностей.
9.1.4 На однотипные детали рекомендуется разрабатывать
типовые технологические процессы.
9.1.5 Прилегающие к наплавке поверхности, не подлежащие
последующей механической обработке, должны быть предохранены от попадания брызг
наплавляемого металла.
9.1.6 Наплавку рекомендуется производить в нижнем положении
на вращающемся столе или в специальном приспособлении, обеспечивающем вращение
детали в процессе наплавки.
При наплавке цилиндрических поверхностей деталей наплавку
рекомендуется производить по спирали.
Наплавка без предварительного нагрева производится при
положительной температуре окружающей среды, сквозняки не допускаются.
9.1.7 Необходимость и температура предварительного и
сопутствующего подогревов деталей при наплавке устанавливается ТД в зависимости
от марок применяемых наплавочных материалов и основного металла, массы
(толщины) детали, размеров наплавляемой поверхности.
9.1.8 При наплавке электродами марки ЦН-12М и стеллита
перерывы не допускаются.
9.1.9 Температура предварительного и сопутствующего
подогрева при наплавке уплотнительных и направляющих поверхностей указана в
таблице 4.
Для остальных наплавочных материалов необходимость и температура подогрева
устанавливается после отработки технологии наплавки предприятием-изготовителем
арматуры и указывается в техпроцессе или в картах, или в НД предприятия.
В процессе наплавки не допускается охлаждение деталей ниже
температуры, указанной в таблице 4. В
случае вынужденного перерыва в работе или при охлаждении деталей в процессе наплавки
необходимо повторно произвести подогрев, поместив деталь в печь при температуре
подогрева.
9.1.10 При наплавке сталей марок 08Х18Н10Т, 12Х18Н9Т,
12Х18Н10Т и других аустенитного или аустенитно-ферритного класса не следует
производить подогрев при температуре провоцирующего нагрева, который указан в ГОСТ
6032.
9.1.11 При наплавке электродами марки ЦН-6Л корпусов
арматуры для DN 300 и выше рекомендуется подогрев при температуре (500 — 600)
°С.
Таблица 4 — Рекомендуемые режимы предварительного и
сопутствующего подогрева
|
Марка |
Марка |
Температура |
|
12Х18Н10Т, 08Х18Н10Т |
ЦН-2, |
600 |
|
12Х18Н9ТЛ, |
ЦН-12М |
500 |
|
10Х18Н9, |
ЦН-6Л |
200 |
|
10Х17Н13М2Т |
ЦН-2, |
600 |
|
10X17H13M3T |
Пр |
|
|
12Х18Н12М3ТЛ |
||
|
10Х18Н12М3ТЛ |
ЦН-12М |
500 |
|
08Х17Н15М3Т |
||
|
08Х21Н6М2Т |
||
|
08Х22Н6Т, 07Х21Г7АН5 |
ЦН-2, |
600 |
|
(ЭП-222), |
ЦН-12М |
500 |
|
(ЭИ-654), |
ЦН-6Л |
200 |
|
16Х18Н12СЧТЮЛ |
||
|
(ЭИ-654Л) |
||
|
14Х17Н2 |
ЦН-2, |
650 |
|
07X16Н4Б |
ЦН-2, |
600 |
|
ЦН-12М |
500 |
|
|
ХН60ВТ |
ЦН-2, |
600 |
|
(ЭИ-868) |
Пр |
|
|
ХН35ВТ, |
ЦН-2, |
600 |
|
ХН35ВТ-ВД |
ЦН-12М |
600 |
|
06ХН28МДТ |
06X20Н10M3Д3С4К |
500 |
|
(ЭИ-943), |
||
|
5Х20Н25М3Д2ТЛ |
||
|
20, 25, 20К, 22К, 20Л, 25Л, |
ЦН-2, |
600 |
|
20ЮЧ, |
ЦН-12М |
500 |
|
20ГСЛ, |
ЦН-6Л |
200 — 300* |
|
10Г2 |
||
|
12МХ, 15ХМ, |
ЦН-2, |
600 |
|
20ХМЛ, |
ЦН-12М |
500 |
|
12Х1МФ |
ЦН-6Л |
200 |
|
20ХЛ, 20Х |
ЦН-2, |
600 |
|
ЦН-12М |
500 |
|
|
ЦН-6Л |
200 |
|
|
12Х18Н10Т, 12Х18Н9Т, |
УОНИ-13/Н1-БК |
— |
|
08Х18Н10Т, 12Х18Н9ТЛ, |
ЭЛ3-НВ1 |
|
|
15Х18Н12С4ТЮ (ЭИ-654) |
09Х31Н8АМ2 |
|
|
_____________ * — температура подогрева уточняется в ТД при наплавке Примечания: 1 Наплавку деталей массой до 2 кг 2 В случаях, оговоренных ТД, допускается |
(Измененная
редакция. Изм.
№ 1)
9.2 Электродуговая
наплавка
9.2.1 Наплавка электродами марок ЦН-2, ЦН-12М, ЦН-6Л,
УОНИ-13/Н1-БК, ЭЛ3-НВ1, УОНИ-13/НЖ, ОЗЛ-6, ЭА-395/9, ЗИО-8, НИИ-48Г должна
производиться на постоянном токе обратной полярности (плюс на электроде, минус
на изделии).
9.2.2 Для питания сварочного поста рекомендуется
использовать однопостовые или многопостовые источники питания постоянного тока.
9.2.3 Для получения твердости наплавленного металла, в
пределах, указанных в таблице 1, электродуговым
способом высота твердой износостойкой наплавки после окончательной механической
обработки без учета подслоя, при наплавке электродами марки ЦН-6Л должна быть
не менее 6 мм, а при наплавке другими электродами — не менее 5 мм.
9.2.4 Рекомендуемые режимы наплавки в зависимости от
диаметра электрода приведены в таблице 5.
Таблица 5 — Режим ручной электродуговой наплавки
|
Диаметр |
Сила |
||
|
Марки |
|||
|
ЦН-2 |
ЦН-6Л, |
УОНИ-13/Н1-БК, |
|
|
3 |
— |
80 |
100 |
|
4 |
100 |
110 |
120 |
|
5 |
160 |
160 |
150 |
|
6 |
200 |
— |
— |
|
7 |
240 |
— |
— |
В процессе наплавки корпусов
необходимо следить:
— за отсутствием перегрева, т.е. при превышении силы тока
например, при наплавке электродами марки ЦН-2 диаметром 6 мм перегрев
наблюдается при силе тока свыше 260 А;
Результатом перегрева является пятнистость цвета после
механической обработки и уменьшение твердости в этих местах, т.е. отсутствие
стабильности твердости на поверхности согласно требованиям КД и настоящего
стандарта и ТД.
9.2.5 При наплавке первого слоя необходимо стремиться к
меньшему проплавлению основного металла, для чего рекомендуется выполнять
наплавку на нижнем пределе по значениям сварочного тока.
9.2.6 При наплавке электродами марок ЦН-12М, ЦН-6Л, в
труднодоступных местах для улучшения удаления шлака, допускается увеличение
силы тока на 25 % от приведенного в таблице 5.
9.2.7 Наплавка электродами марки ЗИО-8, ОЗЛ-6, ЭА-395/9,
НИИ-48Г должна производиться согласно СТ
ЦКБА 025. Ширина валика должна быть не более 3d (d — диаметр
электрода). После каждого прохода наплавку следует прекратить до остывания ее
до температуры 100 °С и ниже; при этом наплавку электродами марки ЭА-395/9
рекомендуется выполнять без колебаний или ширина валика должна быть не более 2d
во избежание образования трещин. Высота наплавки после механической обработки
должна быть не менее 4 мм.
9.3 Аргонодуговая
наплавка стеллита
9.3.1 Аргонодуговую наплавку следует производить на
постоянном токе прямой полярности (минус на электроде и плюс на изделии).
9.3.2 В качестве неплавящегося электрода следует применять
прутки из иттрированного или лантанированного вольфрама по ТУ 48-19-27.
9.3.3 В качестве присадочного прутка для наплавки следует
применять стеллит марки ВЗК по ОСТ 1.90078 или Пр ВЗК по ГОСТ 21449.
В качестве защитного газа — аргон сортов высший, 1 и 2 по ГОСТ
10157.
9.3.4 Конец вольфрамового электрода должен быть заточен на
конус на длине, равной от 3 до 4 диаметров электрода. Вылет вольфрамового
электрода из сопла горелки не должен превышать 15 мм.
9.3.5 Рекомендуемая сила тока при диаметре вольфрамового
электрода 5 мм — от 140 А до 160 А, при диаметре электрода 4 мм — от 100 А до
140 А, при диаметре 3 мм — от 80 А до 100 А. На последнем проходе наплавки сила
тока уменьшается на 30 %. Количество слоев — не менее двух.
9.3.6 Для обеспечения заданной твердости при аргонодуговом
способе наплавки высота наплавленного металла должна быть не менее 4 мм без
учета припуска на механическую обработку.
9.4 Газовая наплавка
стеллита
9.4.1 Газовую наплавку стеллита на стали перлитного класса
следует производить ацетилено-кислородным пламенем (ацетилен газообразный
технический по ГОСТ
5457 и кислород технический по ГОСТ
5583) с применением присадочных прутков марки ВЗК по ОСТ 1.90078 или Пр ВЗК
по ГОСТ 21449 и
флюсом следующего состава:
а) плавиковый шпат — 25 % ФКС-95А ГОСТ
4421;
б) бура прокаленная — 50 % ГОСТ
8429;
в) борная кислота — 25 % ГОСТ 18704.
9.4.2 Номер наконечника горелки следует выбирать в
зависимости от размеров наплавляемой детали. Давление кислорода в горелке
должно быть от 0,4 МПа до 0,5 МПа, ацетилена — от 0,02 МПа до 0,05 МПа.
9.4.3 Газовую наплавку следует производить восстановительным
пламенем со средним избытком ацетилена. Окислительное или нейтральное пламя не
допускается.
9.4.4 Перед наплавкой основной металл следует довести до
появления на поверхности блестящей пленки. В зону пламени горелки вводят пруток
(присадку), который при расплавлении наносится на поверхность детали.
9.4.5 Для обеспечения заданной твердости при газовом способе
наплавки стеллита высота наплавленного металла должна быть не менее 3 мм без
учета припуска на механическую обработку. Количество слоев — не менее двух.
9.5 Наплавка материалами типа 09Х31Н8АМ2
9.5.1 Для получения наплавленного металла типа 09Х31Н8АМ2
применяются электроды марки УОНИ-13/Н1-БК, ЭЛ3-НВ1 для ручной дуговой наплавки,
для ручной и автоматической наплавки под флюс — проволока марки Св-04Х19Н11М3 и
керамический (агломерированный) флюс марки ЭЛЗ-ФКН-Х32Н8. Наплавка производится
на детали, изготовленные из сталей марок 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т,
12Х18Н9ТЛ, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ, 15Х18Н12С4ТЮ и др. без
предварительного и сопутствующего подогрева.
В процессе наплавки необходимо каждый последующий проход
выполнять после охлаждения предыдущего:
— до температуры ≤ 100 °С — при наплавке электродами
марки УОНИ-13/Н1-БК;
— до температуры ≤ 50 °С — при наплавке электродами
марки ЭЛ3-НВ1 и наплавке под флюсом.
Для контроля температурного режима необходимо применять
средства контроля, обеспечивающие требуемую точность измерения температуры
(термокарандаши, термокраски и др.).
(Измененная редакция. Изм. № 1)
9.5.2 Высота наплавки, без учета припуска на механическую обработку,
должна быть не менее 5 мм, при этом наплавку следует выполнять не менее, чем в
три слоя.
9.5.3 Рекомендуемые режимы наплавки указаны в таблице 5а.
Таблица 5а
— Режимы наплавки материалами типа 09Х31Н8АМ2
|
Диаметр сварочного материала, мм |
Режим наплавки |
||
|
Сила сварочного тока (постоянный |
Напряжение дуги, В |
Скорость наплавки, м/ч |
|
|
Ручная дуговая наплавка электродами |
|||
|
3 |
80 — 100 |
Положение — нижнее |
— |
|
4 |
100 — 140 |
— |
|
|
5 |
140 — 160 |
— |
|
|
Наплавка проволокой марки Св-04Х19Н11М3 |
|||
|
1,6 |
150 — 200 |
30 — 32 |
20 — 24 |
|
2,0 |
250 — 300 |
30 — 32 |
22 — 26 |
|
3,0 |
350 — 400 |
30 — 32 |
24 — 28 |
(Новая редакция. Изм. № 1)
9.5.4 После выполнения каждого слоя при многослойной
наплавке необходимо тщательно удалять шлак.
9.5.5 После окончания наплавки детали охлаждаются на воздухе.
Твердость после наплавки составляет (22 — 30) HRC. Для получения твердости
наплавленного металла (40 — 50) HRC, необходимо произвести термообработку после
наплавки в соответствии с разделом 10. Твердость металла, наплавленного проволокой под
керамическим флюсом, может варьироваться за счет времени выдержки детали в печи
в процессе термообработки, поэтому в каждом случае производится отработка
режима термообработки для получения требуемой твердости.
(Измененная редакция. Изм. № 1)
9.5.6 Наплавленные детали, которые подвергаются термической
обработке для получения твердости наплавленного металла (40 — 50) HRC,
рекомендуется предварительно механически обработать с припуском на
окончательную обработку наплавленных уплотнительных поверхностей деталей не
менее (0,5 — 1) мм.
(Измененная редакция. Изм. № 1)
9.5.7 (Исключен. Изм. № 1)
9.6 Наплавка типа 20X13
на углеродистые стали
9.6.1 Электродуговая
наплавка
Наплавку электродами типа Э-20Х13 марок 48-Ж1,
УОНИ-13/НЖ/20Х13 или типа Э-12Х13 марки УОНИ-13/НЖ/12X13 на детали из
углеродистых сталей по ГОСТ 380
и ГОСТ
1050 и отливок из сталей марок 20Л, 25Л, 20ГМЛ и др. по СТ
ЦКБА 014 производится с предварительным и сопутствующим подогревом при
температуре от 400 °С до 450 °С.
В процессе наплавки не допускается охлаждение деталей ниже
температуры 400 °С.
В случае вынужденного перерыва в работе или при охлаждении в
процессе наплавки необходимо произвести повторный подогрев детали.
Детали массой не более 2 кг могут наплавляться без
предварительного подогрева. Также при отработке технологии наплавки допускается
наплавка без подогрева для других деталей.
Высота наплавки без учета припуска на механическую обработку
должна быть не менее 4 мм. После наплавки производится термообработка — см.
раздел 10 настоящего
стандарта.
Наплавка электродами марки ТХ (см. Приложение Л) типа Э-12Х13 производится без
термообработки после наплавки.
9.6.2 Автоматическая
наплавка проволокой Св-10Х17Т
При автоматической наплавке деталей из углеродистой или
кремнемарганцовистой стали проволокой Св-10Х17Т под флюсом АН-26П, АН-26С,
СФМ-701 (см. Приложение Б.2)
или др., наплавка и термообработка производится согласно технологии
предприятия-изготовителя арматуры.
Наплавка разрешается в случае получения стабильной твердости
по окружности наплавленной поверхности и обеспечения химического состава по
хрому не менее 12 %.
Высота наплавки определяется технологией. Рекомендуется
выполнять наплавку в 3 слоя (без учета припуска на механическую обработку).
Высота наплавки при этом:
— проволокой диаметром 3 мм — 3 мм;
— проволокой диаметром 4 мм — 4 мм;
— проволокой диаметром 5 мм — 5 мм.
9.6.3 Автоматическая
наплавка проволокой Св-13Х25Т
При автоматической наплавке дисков задвижки и других деталей
из углеродистой или кремнемарганцовистой стали проволокой Св-13Х25Т под флюсом
АН-348, АНЦ-1, АН-26П, (АН-26П (30 %) + АН-348 (70 %)), СФМ-701 (см. Приложение
Б.2) и др. твердость
обеспечивается за счет доли участия основного металла, т.е. за счет
перемешивания наплавленного металла с основным и достигается путем подбора
режимов наплавки, при этом корпус или кольцо в корпусе или другая ответная
деталь наплавляются другим наплавочным материалом (типа 07Х25Н13, типа ЦН-6 и
др.).
Режим наплавки уточняется на каждую партию деталей.
Рекомендуемые режимы наплавки дисков указаны в таблице 6.
Таблица 6
— Режимы наплавки дисков
|
Диски |
Сила |
Напряжение, |
Диаметр |
Скорость |
|
DN 100 |
300 |
28 |
5 |
6 |
|
DN 150 |
340 |
35 |
||
|
DN 200 |
360 |
35 |
Наплавка производится в два
прохода. За один проход высота наплавки обеспечивается (3 — 3,5) мм. После
чистовой механической обработки высота наплавленного металла составляет (3 — 4)
мм от контрольной поверхности.
Наплавка разрешается в случае получения стабильной твердости
по окружности наплавленной поверхности и обеспечения химического состава по
хрому не менее 12 %, за исключением зоны перекрытия.
Следует стремиться при отработке технологии к уменьшению
размера перекрытия или «замка» предыдущего валика, с тем, чтобы уменьшить зону,
в которой отсутствует твердость, указанная в КД, т.к. наплавка по химическому
составу в перекрытии соответствует химическому составу наплавленного металла
без участия основного металла.
При твердости наплавки (360 — 430) НВ рекомендуется
произвести термообработку (см. раздел 10 для наплавки типа 20X13).
Наплавку проволокой Св-13Х25Т можно применять после
проведения испытаний опытного образца и подтверждения работоспособности
уплотнительных поверхностей.
9.6.4 Наплавка
проволокой Нп-13Х15АГ13ТЮ
9.6.4.1 Наплавка Нп-13Х15АГ13ТЮ производится под флюсом
марок АН-26П, АН-15М, АН-20П, в среде аргона или в смеси аргона высшего сорта
по ГОСТ
10157 и (1 — 2) % О2 по технологии предприятия-изготовителя
наплавляемой арматуры.
9.6.4.2 Высота наплавки устанавливается технологией и должна
быть не менее 3 мм. Наплавку выполняют не менее чем в 3 слоя (без учета
припуска на механическую обработку). Рекомендуется следующая высота наплавки:
— проволокой диаметром 3 мм — 3 мм;
— проволокой диаметром 4 мм — 4 мм;
— проволокой диаметром 5 мм — 5 мм.
9.6.4.3 При наплавке проволокой Нп-13Х15АГ13ТЮ
работоспособность арматуры обеспечивается после проведения не менее 5 циклов
для получения наклепа уплотнительной поверхности, разрешаются другие способы
наклепа.
9.7 Наплавка типа 06Х20Н10М3Д3С4К
9.7.1 Наплавка типа 06Х20Н10М3Д3С4К уплотнительных
поверхностей деталей из стали марки 06ХН28МДТ (ЭИ-943) по ГОСТ
5632 или 5Х20Н25М3Д2ТЛ по СТ
ЦКБА 014 производится аргонодуговым или электродуговым способами.
9.7.2 Для изготовления электродов, а также присадочных
прутков для аргонодуговой наплавки следует применять прутки из стали
06Х20Н10М3Д3С4К, которые отливаются диаметром 4, 5, 6 мм и длиной не менее 100
мм. Допустимое отклонение по диаметру прутков не должно превышать ±0,5 мм.
Химический состав прутков и наплавленного металла должен соответствовать
нормам, указанным в таблице 7.
Таблица 7 — Химический состав прутков и наплавленного металла
|
Прутки |
Химический |
Твердость |
||||||
|
С |
Si |
Сr |
Ni |
Сu |
Мо |
Со |
||
|
Прутки для аргонно-дуговой наплавки |
До |
От |
От |
От |
От |
От |
От |
— |
|
От |
||||||||
|
Прутки для изготовления электродов с |
От |
|||||||
|
От |
||||||||
|
Наплавленный металл |
До |
От |
От |
От |
От |
От |
От |
32 |
|
От |
40 |
9.7.3 Высота наплавки без припуска
на механическую обработку должна быть не менее 5 мм.
9.7.4 Перед наплавкой детали должны быть подвергнуты предварительному
нагреву при температуре (400 — 650) °С, после наплавки необходимо произвести
термообработку согласно разделу 10 настоящего стандарта.
9.8 Автоматическая
наплавка типа ЦН-6Л под легированным флюсом
9.8.1 Наплавка производится проволокой Св-04Х19Н9С2,
Св-09Х19Н9С2Ф2 под флюсом ПКНЛ-17 по ТУ 24.03.114 или под флюсом,
изготовленным, в соответствии с Приложением Б.1 или под другим флюсом, обеспечивающим
наплавленный металл типа ЦН-6.
Химический состав (по основным элементам: хрому, никелю,
кремнию) и твердость должны быть на уровне наплавки типа ЦН-6Л.
9.8.2 При автоматической наплавке допускается высота наплавки
не менее 4 мм.
9.8.3 Наплавка производится на постоянном токе обратной
полярности.
9.8.4 Наплавку рекомендуется производить на вращающемся
столе или в специальном приспособлении.
9.8.5 Для выполнения наплавки также рекомендуется
использовать установочные кольца и обоймы для предотвращающая рассыпания флюса
и стекания металла с наплавляемой поверхности или деталь должна иметь
достаточный припуск.
9.8.6 Режим наплавки (сила тока, напряжение дуги, скорость
сварки) уточняется на каждую партию деталей. При этом проверяется химический
состав и твердость наплавленного металла, выполненного с применением каждой
плавки проволоки и флюса по марке на двух штатных деталях или
образцах-свидетелях.
9.8.7 Ориентировочные режимы наплавки приведены в таблице 8.
Таблица 8
— Ориентировочные режимы наплавки
|
Номинальный |
Сварочный |
Напряжение |
Скорость |
|
80 |
От |
От |
От |
|
100 |
От |
От |
|
|
150 |
От |
От |
От |
|
200 |
От |
От |
От |
|
250 |
От |
9.9 Плазменная наплавка
9.9.1 Наплавка плазменным способом порошковыми материалами марки
ПН-ХН80С2Р2 (ПГ-СР2), ПН-ХН80С3Р3 (ПГ-СР3) производится по технологии
предприятия-изготовителя арматуры.
Также применяется для наплавки: гранулированный порошок
марки Deloro alloy 45НД (типа НХ15СР3) по НД ТУ № 21ДС размер порошка (63 —
150) мкм (фракция W) и (106 — 212) мкм (фракция НД), твердость наплавленного
металла от 42 HRC до 51 HRC, высота наплавки от 3 мм до 4 мм; гранулированный
порошок марки типа 15Х16Н9С5М5Г4Б (типа ЦН-12М) и подобный порошок марки UTP НА
63 МоР (Германия) по ТВ Nr 26/98.
9.10 Наплавка порошковыми лентой и
проволокой
9.10.1 Порошковые лента и проволока, изготавливаемые ИЭС им.
Патоном, приведены в таблице 9. Наплавка ими производится по технологии
предприятия-изготовителя арматуры, разработанной по рекомендации ИЭС им. Патона
г. Киев.
Допускаются другие порошковые материалы (лента, проволока),
изготовленные другими предприятиями.
Таблица 9 — Наплавка порошковыми лентой, проволокой
|
Наименование |
Твердость |
Диаметр |
Область |
|
ПП-Нп-10Х14Т (ПП-АН106) |
27 |
2,0; |
Наплавка открытой дугой под флюсом или в |
|
ПП-АН188 ТУ ИЭС 827 |
27 |
2,0; |
Наплавка открытой дугой и под флюсом |
|
ПП-Нп-10Х17Н9С5ГТ (ПП-АН133) ТУ ИЭС 511 |
27 |
2,8; |
Наплавка под флюсом (ПП-АН133Ф), в |
|
ПП-АН133Р ТУУ 05416923.022 |
38 |
2,8; |
Наплавка под флюсом или в аргоне взамен |
|
ПП-АН 177 ТУ ИЭС 777 |
36 |
2,8; |
Наплавка под флюсом или в аргоне, тип |
|
ПП-АН177А ТУУ 05416923.022 |
38 |
2,8; |
Наплавка под флюсом или в аргоне, тип |
|
ПП-АН157 ТУ ИЭС 654 |
38 |
2,6; |
Наплавка под флюсом (ПП-АН157Ф) или в |
|
ПЛ-АН150 ТУ ИЭС 418 |
27 |
16,5×3,5 |
Наплавка арматуры больших диаметров под |
|
ПЛ-АН151 ТУ ИЭС 555 |
39 |
16,5×3,5 |
Наплавка арматуры больших диаметров под |
|
ПЛ-АН152 ТУ ИЭС 727 |
38 |
16,5×3,5 |
Наплавка арматуры больших диаметров под |
|
___________ * Твердость определяется в четвертом слое наплавки. |
9.10.2 Порошковая проволока марки УТПАФ
Antinit Dur 500 (типа ЦН-12), диаметр 1,6 мм; 2,2 мм; 2,4 мм; 2,8 мм и др. по
ТВ № 02/00 с твердостью (40 — 51) HRC; порошковая проволока марки СК AF Antinit
Dur 290 (типа ЦН-6), диаметром (1,6 — 2,8) мм и др. по ТВ № 03/03 с твердостью
(30 — 39) HRC применяются для наплавки в среде защитных газов и плазменным
дуговым способом. Высота наплавки от 3 мм до 5 мм.
10 Термическая обработка наплавленного
металла
10.1 Необходимость проведения термической обработки
наплавленных деталей и режимы ее определяются маркой основного и наплавленного
материала и должны оговариваться технологической документацией.
Если не указан режим термообработки в настоящем стандарте,
то его необходимо указывать в КД, при этом необходимо учитывать влияние режима
термообработки на свойства основного и наплавленного металла.
10.2 После наплавки электродами марки ЦН-12М, ЦН-6Л, ЦН-2, а
также после аргонодуговой и автоматической наплавки материалами аналогичного
типа по таблице 1, наплавленные
детали подвергаются термообработке, если нет специальных указаний в КД,
согласно таблице 10. Допускается производить после наплавки загрузку деталей в
печь, а также выгрузку после термообработки при температуре согласно технологии
предприятия-изготовителя арматуры.
Таблица 10
— Режимы термообработки
|
Марка |
Марка |
Режим |
|
12Х18Н10Т |
ЦН-2, |
Загрузка в печь при температуре не ниже |
|
08Х18Н10Т |
||
|
12Х18Н9ТЛ |
||
|
10Х18Н9ТЛ |
ЦН-12М |
|
|
10Х18Н9* |
ЦН-6Л |
|
|
12Х18Н9* |
||
|
10Х17Н13М2Т |
ЦН-2, |
Загрузка в печь при температуре не ниже |
|
10X17H13M3T |
||
|
12Х18Н12М3ТЛ |
ЦН-12М |
|
|
10Х18Н12М3ТЛ |
||
|
08Х17Н15М3Т |
||
|
08Х21Н6М2Т |
||
|
08Х16Н11М3 |
||
|
08Х22Н6Т, 07Х21Г7АН5 |
ЦН-2, |
|
|
(ЭП-222), |
ЦН-12М |
|
|
15Х18Н12С4ТЮ |
||
|
16Х18Н12СЧТЮЛ |
ЦН-6Л |
|
|
14Х17Н2 |
ЦН-2, |
Загрузка в печь при температуре не ниже |
|
Пр |
||
|
ЦН-12М, |
||
|
ЦН-6Л |
||
|
07X16Н4Б |
ЦН-2, |
Термическая обработка в соответствии с СТ |
|
ЦН-12М |
||
|
ХН60ВТ (ЭИ-868) |
ЦН-2, |
Термообработка по СТ |
|
ХН35ВТ, ХН35ВТ-ВД (См. 4.3) |
ЦН-2, |
Загрузка в печь при температуре не ниже |
|
ЦН-12М |
Загрузка в печь при температуре не ниже |
|
|
06ХН28МДТ (ЭИ-943), 07Х20Н25М3Д2ТЛ |
06X20Н10M3Д3С4 |
Загрузка в печь при температуре не ниже |
|
20, 25, 20К, 22К, 20Л, 25Л, |
ЦН-2, |
Загрузка в печь при температуре не ниже |
|
20ЮЧ, |
ЦН-12М |
|
|
20ГСЛ, |
ЦН-6Л |
|
|
12МХ, 15ХМ, |
ЦН-2, |
Загрузка в печь при температуре не ниже |
|
20ХМЛ, |
ЦН-12М |
|
|
12Х1МФ |
ЦН-6Л |
|
|
20ХЛ, 20Х |
ЦН-2, |
Загрузка в печь при температуре не ниже |
|
ЦН-12М |
||
|
ЦН-6Л |
||
|
12Х18Н10Т, 12Х18Н9Т, |
УОНИ-13/Н1-БК |
Загрузка в печь при температуре от 20 °С |
|
08Х18Н10Т, 12Х18Н9ТЛ, |
ЭЛ3-НВ1 |
|
|
15Х18Н12С4ТЮ (ЭИ-654) |
Св-04Х19Н11М3 |
|
|
______________ * При наплавке стеллита нагрев вместо (850 — 870) °С |
(Измененная редакция. Изм. № 1)
10.3 Для обеспечения заданной твердости наплавленного металла
типа 20X13 и для снятия внутренних напряжений необходимо производить
термическую обработку (отпуск). Температура отпуска и время выдержки от 2 ч до
5 ч устанавливается в зависимости от заданной твердости наплавленного металла и
размеров наплавленных деталей.
Ориентировочно температура отпуска наплавленных деталей в
зависимости от заданной твердости принимается в пределах:
1) при твердости (240 — 300) НВ температура отпуска (600 —
650) °С;
2) при твердости (301 — 350) НВ температура отпуска (550 —
600) °С;
3) при твердости (351 — 400) НВ температура отпуска (400 —
540) °С.
Температура печи при загрузке в нее наплавленных деталей
должна быть не более 300 °С. Охлаждение деталей производится с печью до
температуры 300 °С, после чего допускается производить охлаждение в печи с
открытой дверцей или на воздухе.
10.4 Если термическую обработку невозможно выполнить
непосредственно после наплавки типа ЦН-6, стеллита, допускается наплавленные
детали охлаждать в горячем песке или в печи с последующим обязательным
проведением термической обработки, за исключением наплавки на сталь марки
14Х17Н2 и наплавки электродами марки ЦН-12М, для которых термическая обработка
должна производиться непосредственно после наплавки. В этом случае нагрев
деталей с наплавкой, подлежащих термообработке, производится совместно с
нагревом печи, т.е. загрузка производится в холодную печь или в нагретую до
температуры не выше 300 °С.
10.5 Для термической обработки детали рекомендуется
комплектовать в партии по следующему признаку:
— золотники, штоки и другие детали арматуры DN до 100
включительно;
— золотники, штоки и другие детали арматуры DN свыше 100;
— корпуса арматуры DN до 100 включительно;
— корпуса арматуры DN свыше 100.
10.6 Каждая партия термически обработанных деталей должна
предъявляться ОТК вместе с диаграммой записи проведенного режима. На диаграмме
должна быть указана дата выполнения термической обработки.
10.7 При обнаружении дефектов в наплавленном металле после
окончательной термообработки необходимость повторной термообработки
устанавливается предприятием-изготовителем арматуры. После исправления
наплавленного металла электродами марки ЦН-12М термообработка обязательна.
11 Контроль качества и нормы оценки качества
наплавленных поверхностей
11.1 Перед наплавкой ОТК контролирует:
— соответствие размеров и качества подготовки поверхностей
деталей под наплавку требованиям технологии;
— наличие технологической документации на наплавку и
термическую обработку;
— исправность измерительных приборов;
— соответствие наплавочных материалов требованиям настоящего
стандарта.
11.2 В процессе наплавки ОТК осуществляет постоянный
контроль за соблюдением технологического процесса наплавки.
11.3 Наплавленные детали контролирует и принимает ОТК. Контроль
следует производить визуальным осмотром и измерением размеров наплавки. При
заниженных размерах производится повторная наплавка с соблюдением требований
настоящего стандарта.
11.4 Контроль размеров производится с помощью специальных
шаблонов или мерительного инструмента.
11.5 Визуальный контроль и измерение производят после
окончательной механической обработки.
11.6 Окончательная приемка ОТК наплавленных поверхностей
после механической обработки включает:
— визуальный контроль и контроль размеров;
— капиллярный контроль;
— измерение твердости.
Фиксации подлежат округлые одиночные включения с
максимальным размером свыше 0,2 мм. Единичные включения размером до 0,2 мм
включительно не учитываются.
11.7 Для выявления трещин в наплавке на деталях арматуры в
случаях, оговоренных чертежом, необходимо производить капиллярный контроль в
соответствии с РБ-090-2014.
В сомнительных случаях производится контрольная проверка
лупой (7 — 10) кратного увеличения.
В наплавленном и основном металле, прилегающем к
наплавленным поверхностям деталей арматуры всех типов на участке ≥ 5, а
также в подслое, трещины не допускаются.
Допускается проведение капиллярной дефектоскопии на
поверхности наплавленного металла с припуском до 0,5 мм.
(Измененная редакция. Изм. № 1)
11.8 На плоских наплавленных уплотнительных поверхностях
арматуры DN до 150 включительно после окончательной механической обработки
наличие пор, шлаковых включений и других дефектов не допускается.
Конусные уплотнения, ширина контактной поверхности которых
составляет 10 и более мм приравнивается к плоским уплотнениям.
11.9 На плоских наплавленных уплотнительных поверхностях
арматуры допускаются дефекты :
а) не более 5 штук — для DN свыше 150 до 500 включительно
размером не более 1,5 мм;
б) не более 10 штук — для DN свыше 500 до 800 включительно
размером не более 2 мм;
в) не более 15 штук — для DN свыше 800 размером не более 2
мм.
Расстояние между дефектами не должно быть более 20 мм.
11.10 На боковых не уплотнительных поверхностях, а также на
направляющих поверхностях не допускаются раковины или поры размером более 1 мм,
расположенные на расстоянии менее 20 мм друг от друга.
Допускается скопление пор (размером каждая до 0,5 мм) на
площади не более 0,4 см2.
11.11 В конструкциях, выполненных с конусным или ножевым
уплотнением, по линии уплотнения (или пояску) дефекты не допускаются.
Допускаются отдельные поры или раковины размером не более 1
мм в количестве не более 3, находящиеся на расстоянии не менее 2,5 мм от линии
или пояска уплотнения, расстояние между ними должно быть не менее 20 мм.
11.12 На границе соединения наплавленного и основного
металла для всех видов уплотнения не допускаются трещины, непровары, подрезы.
Допускаются черновины длиной не более 20 мм, шириной не более 1 мм и глубиной
не более 0,5 мм.
11.13 Если на отдельных видах арматуры по условиям работы
могут быть допущены дефекты, превышающие по размерам или по количеству,
указанные выше в настоящем стандарте, то они должны быть указаны в КД или
оформляются совместным решением предприятия, выполняющего наплавку, и проектной
организацией, а в особых случаях — согласовываются с заказчиком.
11.14 Для деталей с открытыми
наплавленными поверхностями, доступными для замера, контроль твердости наплавки
следует производить на одной детали из контролируемой партии, которая включает
не более 50 однотипных деталей.
Твердость следует контролировать на высоте рабочей
поверхности наплавки по чертежу с припуском на окончательную механическую обработку
не более 0,5 мм.
На деталях с наплавленными поверхностями, недоступными для
замеров твердости, контроль должен проводиться на контрольных образцах
(образцах-свидетелях), идентичных контролируемым производственным наплавленным деталям
по марке основного металла, подготовке под наплавку, способу наплавки, партии
(сочетанию партий) наплавочных материалов, технологии выполнения наплавки и
термической обработке. Эскизы рекомендуемых контрольных образцов приведены в
приложениях Д
(рисунки Д.1, Д.2), Е (рисунки E.1,
Е.2), Ж (рисунки Ж.1,
Ж.2, Ж.3), К
(рисунки K.1, К.2, К.3) настоящего стандарта.
11.15 Образцы-свидетели изготавливаются из стали любой
марки: 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9Т, Ст3, 20, 22К и др., в зависимости от
марки материала контролируемого изделия.
При применении других марок основного материала для деталей
арматуры, не указанных в стандарте, образцы-свидетели изготавливаются из
применяемой стали.
11.16 Изготовление одного образца-свидетеля следует
производить на партию однотипных деталей, наплавляемых материалами одной и той
же партии, по технологии изготовления данной партии деталей.
Срок годности образца-свидетеля — не более 12 месяцев.
12 Исправление дефектов
12.1 Детали с недопустимыми дефектами в наплавленном металле
или в зоне сплавления его с основным металлом допускается исправлять путем
повторной наплавки.
Исправление наплавки допускается производить не более двух
раз. Возможность дальнейшего исправления решается специалистами
предприятия-изготовителя в установленном на предприятии порядке.
12.2 Обнаруженные дефекты должны быть удалены механическим
способом до здорового металла с последующим контролем подготовки поверхности
ОТК.
12.3 При исправлении следует применять способы наплавки и
наплавочные материалы, отвечающие требованиям настоящего стандарта.
При этом следует применять те же наплавочные материалы,
которые были использованы для выполнения исправляемой наплавки.
12.4 Допускается исправление дефектов наплавки аргонодуговым
способом с использованием присадочных прутков (стержней), полученных из
металла, наплавленного в медную форму или вырезанных из верхних слоев (не ниже
третьего) металла, наплавленного на стальную пластину, или изготовленных любым
другим способом. Также исправление дефектов наплавки, ранее выполненной
электродами, разрешается производить порошковыми материалами
(проволокой/лентой) того же типа.
При наплавке порошковыми материалами (проволокой, лентой,
порошком) или при автоматической наплавке, исправление разрешается производить
электродами, обеспечивающими аналогичный тип наплавленного металла.
12.5 Контроль качества наплавки после исправления дефектов
должен производиться согласно требованиям настоящего стандарта.
12.6 В случае полного удаления наплавленного металла с
поверхности детали, новая наплавка считается не исправлявшейся.
13 Требования
безопасности
13.1 В процессе выполнения работ по наплавке износостойких
материалов на организм работающих оказывают влияние опасные и вредные факторы.
К опасным факторам относятся:
— брызги расплавленного металла;
— опасный уровень напряжения в электрической цепи.
К вредным факторам относятся:
— сварочный аэрозоль (в состав которого входят окислы
железа, никеля, кремния, хрома, марганца);
— газы (СО2);
— повышенный уровень ультрафиолетовой и инфракрасной
радиации;
— повышенный уровень вибрации;
— повышенный уровень шума.
13.2 К выполнению конкретного вида работ допускаются лица,
которые по состоянию здоровья не имеют противопоказаний, препятствующих
выполнению этих работ. Допуск лиц к этим работам решается индивидуально во
время медосмотра при поступлении на работу и периодических медицинских
осмотров.
13.3 Работающие должны знать требования безопасности труда в
соответствии ГОСТ
12.0.004.
13.4 При наплавке концентрация вредных веществ в зоне
дыхания не должна превышать предельно допустимую концентрацию (ПДК),
устанавливаемую ГОСТ
12.1.005.
При повышении ПДК необходимо использовать средства
индивидуальной защиты органов дыхания типа «Лепесток», полумаски ППМ-1 с
подачей очищенного воздуха в зону дыхания и т.п.
13.5 Необходимо периодически производить контроль состояния
воздуха рабочей зоны по методикам, согласованным с Минздравом РФ в соответствии
с ГОСТ
12.1.005.
13.6 Отопление, вентиляция, а также местные отсосы и
кондиционирование воздуха на рабочих местах должны соответствовать требованиям ГОСТ
12.4.021, СНиП
41-01-2003.
13.7 Для защиты рабочих от ультрафиолетового и инфракрасного
излучений электрический дуги рабочие места электросварщиков, находящиеся как в
помещениях, так и на открытом воздухе, должны ограждаться переносным
ограждением (щитками или ширмами).
13.8 Для предотвращения поражений слизистой оболочки глаз и
кожного покрова следует применять защитные маски со стеклами.
13.9 Рабочие должны своевременно обеспечиваться
индивидуальными защитными средствами согласно действующим «Типовым отраслевым
нормам бесплатной выдачи специальной одежды, специальной обуви и других средств
индивидуальной защиты рабочим и служащим».
13.10 Учитывая возможную травмоопасность производства
(падение людей и предметов на них, электротравматизм, травматизм, связанный с
транспортировкой материала), эксплуатация сварочного оборудования и
эксплуатация грузоподъемных устройств должны осуществляться в соответствии с ГОСТ
12.3.009 (СТ СЭВ 3518), «Правилами
технической эксплуатации электроустановок потребителей» и «Правилами
устройства и безопасной эксплуатации грузоподъемных кранов».
13.11 При работе с пневматическим инструментом необходимо
руководствоваться требованиями «Санитарных норм и правил при работе с
инструментами, механизмами и оборудованием, создающими вибрации, передаваемые
на руки работающих».
13.12 Для защиты от шума следует использовать противошумные
наушники ВЦНИИОТ-1.
13.13 Условия работы при наплавке должны соответствовать
требованиям действующей технической документации по вопросам безопасности,
производственной санитарии и пожарной безопасности.
13.14 Административный и технический персонал предприятия,
связанный с наплавкой деталей, должен хорошо изучить приведенные в приложении
правила, нормы и инструкции, руководствоваться ими в практической работе и
строго соблюдать их в процессе производства.
13.15 На основе перечисленного в настоящем разделе и
действующих на предприятии-изготовителе правил, норм и инструкций, должны быть
разработаны и выданы на руки рабочим подробные инструкции по требованиям
безопасности.
13.16 Ответственность за полноту изложения требований
безопасности в инструкциях и контроль за соблюдением этих требований
возлагается на администрацию предприятия-изготовителя, начальников цехов и на
руководителей отдельных участков и работ.
14 Рекомендации по
проектированию наплавленных уплотнительных и трущихся поверхностей арматуры
14.1 В зависимости от размеров наплавляемой поверхности,
размеров и конфигурации деталей под наплавку, для обеспечения работоспособности
при рабочих параметрах и средах, с учетом экономической целесообразности и
количества изготавливаемой арматуры (единичное, серийное) необходимо выбирать
как материал наплавки, так и способ наплавки в соответствии с требованиями
настоящего стандарта.
В конструкторской документации должны быть указаны:
— размеры наплавленного металла (ширина, высота, радиусы под
наплавку в случае необходимости);
— твердость наплавленного металла;
— в случае отсутствия режимов термообработки после наплавки
в настоящем стандарте, режим указывается в КД;
— необходимость проведения капиллярного или визуального
контроля с лупой (7 — 10) кратного увеличения;
— в спецификации КД указывается наплавочный материал и НД на
него. Материал подслоя указывается в спецификации КД или в ТД.
Пример записи в технических требованиях чертежа:
«Наплавка и контроль качества наплавки по СТ ЦКБА
053-2008, HRC (НВ)…»
14.2 Замена ручной электродуговой наплавки на автоматическую
или другие способы осуществляется согласно ПТД, при этом должна быть обеспечена
твердость согласно КД и химический состав, обеспечивающий износостойкость.
При замене необходимо учитывать возможные изменения твердости:
— при наплавке стеллитом аргонодуговым методом прутками ВЗК,
Пр ВЗК золотников, штоков и др. деталей взамен наплавки электродами марки ЦН-2
необходимо произвести контроль твердости на образцах-свидетелях. При наплавке
электродами твердость наплавленного металла, как правило, выше, чем у
наплавленного металла, выполненного аргонодуговым способом. Учитывая
конструкцию узла затвора (коническое уплотнение), твердость наплавленного
металла на золотнике, штоке должна быть выше или равна твердости наплавленного
металла в корпусе.
14.3 При наплавке корпуса клапана (внутренних поверхностей)
электродами марки ЦН-6Л происходит уменьшение твердости наплавленного металла
по сравнению с входным контролем, который производился на плоских образцах.
Уменьшение твердости происходит за счет перемешивания
основного и наплавленного металла, и, как следствие, снижение содержания
основных элементов, влияющих на твердость. Твердость в металле, наплавленном
электродами ЦН-6Л, в основном обеспечивается содержанием в нем кремния.
Поэтому для получения необходимой твердости высота наплавки
электродами марки ЦН-6Л в корпусе рекомендуется — от 8 мм до 10 мм, а на
открытой плоской поверхности — от 7 мм до 8 мм, но не менее 6 мм.
14.4 При наплавке электродами марки ЦН-2 и ЦН-12М
допускается для DN от 10 до 25 высота наплавки — 4 мм в корпусе, от 5 мм до 6
мм — на золотнике.
При наплавке корпусов DN 100 и выше рекомендуется высота
наплавки не менее 8 мм.
14.5 Для наплавки трущихся направляющих поверхностей
применяются электроды марки ЦН-2, ЦН-12М, при этом высота наплавки допускается
минимальной 3 мм и твердостью 35 HRC.
14.6 Химическое пассивирование деталей с наплавленными
поверхностями производится до притирки уплотнительных поверхностей.
14.7 Чистота обработки наплавленного металла плоских
уплотнительных поверхностей и трущихся поверхностей должна быть не более Ra
1,6 мкм, при этом радиусы скругления должны быть не менее 1,2 и 1,6 при
шероховатости Ra 3,2 мкм.
14.8 При наплавке конических уплотнительных поверхностей твердость
в золотнике рекомендуется выше на (3 — 5) единиц по сравнению с твердостью
наплавки в корпусе или должна быть одинаковой, также и при наплавке
уплотнительных плоских поверхностей.
14.9 Наплавку на сталь марки 14Х17Н2 рекомендуется
производить только на торцевую поверхность; на цилиндрическую поверхность
производить не рекомендуется, в связи с возможностью образования трещин.
14.10 Сравнительные результаты износостойкости твердых
наплавочных материалов и характеристики наплавленного металла, и удельные
нагрузки приведены в приложениях В, Г.
14.11 В разделах по наплавке каждым способом сварки указаны
размеры наплавки без припуска на повторную притирку, которые указаны и в
таблице 11.
Таблица 11
— Размеры наплавок без припуска на повторную притирку
|
Марка |
Способ |
Минимальная |
|
Стеллит |
Аргонодуговой |
4 |
|
Газовая |
3, |
|
|
Ручная |
5, |
|
|
ЦН-12М |
Ручная |
5, |
|
ЦН-6Л |
6 |
|
|
УОНИ-13/Н1-БК, ЭЛ3-НВ1 |
5 |
|
|
06Х20Н10М3Д3С4 |
См. |
5 |
|
Порошковые материалы |
См. |
4 |
|
ЦН-6Л |
Автоматическая |
4 |
|
48-Ж1 и др. |
Ручная |
4 |
|
Св 13Х25Т |
Автоматическая |
3 — 4 |
Приложение А
(рекомендуемое)
Режимы имитационных технологических нагревов
образцов-свидетелей основного металла, подлежащего наплавке твердыми
износостойкими материалами
Образцы-свидетели должны быть термообработаны по СТ
ЦКБА 016 или СТ
ЦКБА 026 с дополнительной термообработкой по режимам имитационных нагревов.
Таблица А.1
— Режимы имитационных технологических нагревов образцов-свидетелей основного
металла
|
№ режима |
Режимы |
Дополнительные |
|
1 |
1) загрузка в печь при температуре от |
При испытании на стойкость против |
|
2) нагрев до температуры от 950 °С до |
||
|
3) охлаждение на воздухе; |
||
|
4) загрузка в печь при температуре от |
||
|
5) нагрев до температуры от 850 °С до |
||
|
6) охлаждение с печью до температуры 650 |
||
|
7) выдержка при температуре 650 °С ± 10 |
||
|
|
||
|
2 |
1) загрузка в печь при температуре не |
При испытании на стойкость против — без последующей сварки; — со сваркой, но без термообработки — со сваркой и последующей |
|
2) нагрев до температуры от 550 °С до |
||
|
3) нагрев до температуры от 850 °С до |
||
|
4) охлаждение с печью до 650 °С; |
||
|
5) выдержка при температуре 650 °С ± 10 |
||
|
6) охлаждение с печью или до 300 °С с |
||
|
3 |
1) загрузка в печь при температуре от |
При проверке механических свойств |
|
2) нагрев до температуры от 500 °С до |
||
|
3) нагрев до температуры от 640 °С до |
||
|
4) охлаждение с печью или охлаждение до |
||
|
4 |
1) загрузка в печь при температуре от |
При проверке механических свойств |
|
2) нагрев до температуры от 200 °С до |
||
|
3) нагрев до температуры от 640 °С до |
||
|
4) охлаждение с печью, или до 300 °С с |
||
|
5 |
1) загрузка в печь при температуре не |
При испытании на стойкость против — без последующей сварки; — со сваркой, но без термообработки; — со сваркой и последующей |
|
2) нагрев до температуры от 700 °С до |
||
|
3) нагрев до температуры от 850 °С до |
||
|
4) охлаждение с печью до температуры 650 |
||
|
5) выдержка при температуре 650 °С ± 10 |
||
|
6) охлаждение с печью или охлаждение до |
||
|
6 |
1) загрузка в печь при температуре не |
При проверке механических свойств |
|
2) нагрев до температуры от 640 °С до |
||
|
7 |
1) загрузка в печь при температуре не |
При испытании на стойкость против — без последующей сварки; — со сваркой, но без термообработки; — со сваркой и последующей |
|
2) нагрев до температуры от 550 °С до |
||
|
3) нагрев до температуры от 950 °С до |
||
|
4) охлаждение с печью до 650 °С; |
||
|
5) выдержка при температуре 650 °С ± 10 |
||
|
6) охлаждение с печью или до 300 °С с |
||
|
8 |
1) загрузка в печь при температуре не |
При испытании на стойкость против |
|
2) нагрев до температуры от 780 °С до |
||
|
3) охлаждение с печью до 650 °С; |
||
|
4) выдержка при температуре 650 °С ± 10 |
||
|
5) охлаждение на воздухе. |
||
|
9 |
1) загрузка в печь при температуре не |
При испытании на стойкость против |
|
2) нагрев до температуры от 790 °С до |
||
|
3) нагрев до температуры от 950 °С до |
||
|
4) охлаждение с печью до 650 °С ± 10 °С; |
||
|
5) выдержка при температуре 650 °С ± 10 |
||
|
6) охлаждение с печью до температуры не |
||
|
Примечания: 1 Все нагревы, выполняемые до проведения 2 Провоцирующий нагрев может проводиться |
Приложение Б.1
(рекомендуемое)
Изготовление керамического флюса для автоматической
наплавки типа ЦН-6Л
В настоящем разделе установлен технологический процесс
изготовления и порядок приемки керамического флюса, предназначенного для
автоматической наплавки уплотнительных поверхностей трубопроводной арматуры
типа ЦН-6Л и технологический процесс наплавки.
Б.1.1 Исходные материалы
Б.1.1.1 Состав керамического флюса приведен в таблице Б.1.
Таблица Б.1.1 — Состав керамического флюса
|
Наименование |
Стандарт |
Содержание |
|
Флюс АН-26 |
ГОСТ 9087 |
74,8 |
|
Кремний кристаллический |
ГОСТ 2169 |
20,2 |
|
Концентрат рутиловый |
ГОСТ 22938 |
5,0 |
|
Жидкое стекло, |
ГОСТ 13078 |
5,8 |
|
Углекислый газ |
ГОСТ |
— |
Б.1.1.2 Все материалы, применяемые
для изготовления флюса, должны иметь сертификаты и удовлетворять требованиям
стандартов на их поставку.
Б.1.1.3 Запуск материалов в производство производится после
проверки их работниками ОТК на соответствие требованиям технических условий или
стандартов.
В сомнительных случаях ОТК производит контрольную проверку
химического состава компонентов.
Материалы, не принятые ОТК, в производство не допускаются.
Б.1.1.4 Жидкое стекло должно храниться в специальных баках с
отстойниками при температуре не ниже 5 °С. Жидкое стекло должно отстаиваться в
течение не менее 48 ч.
Б.1.1.5 Все исходные материалы должны храниться в закрытых
ящиках, на которые нанесены наименования находящихся в них материалов
(компонентов). Хранить материалы следует в специальных помещениях с
температурой окружающего воздуха не ниже 15 °С и относительной влажностью не
более 60 %.
Б.1.2 Подготовка компонентов флюса
Б.1.2.1 Флюс марки АН-26 перед употреблением должен быть
проверен на влажность. Влажность флюса — до 0,1 %. При содержании влаги 0,1 % и
более флюс должен быть прокален при температуре (200 — 250) °С в течение (2 —
3) ч.
Б.1.2.2 Для определения влажности навеску флюса не менее 100
г высушивают при температуре 200 °С до постоянной массы.
Б.1.2.3 Кристаллический кремний, входящий в состав флюса,
следует подвергнуть промывке, сушке, дроблению, размолу и просеву. После
размола кристаллический кремний просеивается через сетку № 045 или 05 с числом
отверстий на 1 см2 от 193 до 252.
Б.1.3 Приготовление флюса
Б.1.3.1 Подготовленные компоненты отвешиваются по рецепту,
приведенному в таблице 5, и тщательно
перемешиваются в сухом виде в течение 20 минут.
Б.1.3.2 Взвешивание компонентов, предназначенных для
составления замеса, производится с точностью до 0,65 % от массы каждого из
компонентов.
Б.1.3.3 Во флюс АН-26, загруженный в смеситель, небольшими
порциями следует добавлять жидкое стекло согласно таблице Б.1. Перемешивать
следует до получения однородной сырой массы. Не прекращая процесс
перемешивания, в полученную смесь добавляется измельченный и просеянный
кристаллический кремний, а затем — титановый концентрат (рутил).
Готовая сырая смесь должна слипаться в комок при сжатии
ладони в кулак.
Б.1.3.4 Готовую сырую смесь перед прокалкой следует
просушить углекислым газом. Просушенный флюс не должен слипаться и прилипать к
рукам.
Б.1.3.5 Просушенный флюс просеивается через сито с числом
отверстий девять на 1 см2, насыпается на противень слоем не более 50
мм и прокаливается при температуре от 300 °С до 350 °С в течение от 2 до 3 ч
при периодическом перемешивании, не менее четырех раз.
Б.1.4 Контроль качества готового флюса
Б.1.4.1 Готовый флюс принимает ОТК цеха по следующим
показателям:
а) внешнему виду;
б) влажности;
в) грануляции.
Б.1.4.2 Для приемки готового флюса по внешнему виду должен быть
установлен эталон, утвержденный главным сварщиком предприятия.
Б.1.4.3 По внешнему виду готовый флюс должен представлять
зерна, однотонные по цвету. Флюс не должен иметь посторонних примесей и комков.
Б.1.4.4 Для определения влажности навеску готового флюса не
менее 100 г высушивают при температуре 200 °С до постоянной массы. Влажность
флюса не должна превышать 0,1 %.
Б.1.4.5 Гранулометрический состав флюса определяется методом
ситового анализа. Навеска флюса должна составлять 100 г. Время просева через
сито от 10 мин до 15 мин.
Флюс должен проходить через сито с числом отверстий девять
на 1 см2 и оставаться на сите с числом отверстий четыреста на 1 см2
(сетка № 0355).
Б.1.4.6 Определение технологических свойств флюса
производится путем наплавки кольцевого валика на тарелку-свидетель проволокой
марок Св-04Х19Н9С2 или Св-08Х19Н9С2Ф2 по ГОСТ
2246 под слоем исследуемого флюса. Диаметр сварочной проволоки — от 4 мм до
5 мм.
Флюс должен удовлетворять следующим требованиям:
— дуга должна гореть устойчиво, без перерывов;
— формирование валика должно быть равномерным по всей
окружности; поверхность валика должна быть гладкой и ровной.
Б.1.4.7 Для определения химического состава и твердости
наплавленного металла производится наплавка на образец-свидетель из стали марок
08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т по ГОСТ
5632.
Б.1.4.8 Проба для химического анализа наплавленного металла
берется из верхних слоев наплавки, расположенных на высоте не менее 4 мм от
поверхности основного металла для определения следующих элементов:
— содержание углерода, кремния, марганца, хрома, никеля
(остальные элементы — факультативно).
Содержание элементов должно находиться в пределах, указанных
в таблице Б.2.
Таблица Б.1.2 — Пределы содержания элементов в наплавленном
металле
|
Содержание |
|||||
|
С, |
Si |
Мn |
Сr |
Ni |
S и Р, не |
|
0,12 |
От |
От |
Св. |
Св. |
0,04 |
Б.1.4.9 Если химический состав
наплавленного металла не соответствует требованиям таблицы Б.2, то следует произвести
повторный контроль несоответствующего требованиям таблицы Б.2 химического
элемента.
Б.1.4.10 Замер твердости наплавки следует производить
равномерно по поверхности образца-свидетеля не менее чем в пяти точках на
высоте не менее 4 мм от основного металла.
Твердость должна составлять (29,5 — 39,0) HRC.
Б.1.4.11 Наплавленный металл контролируется при помощи лупы
четырехкратного увеличения, рекомендуется контроль капиллярной дефектоскопией.
В наплавленном металле наличие пор, трещин, сыпи и других дефектов
не допускается.
Б.1.4.12 По результатам проверки составляется заключение. На
основании результатов контроля ОТК дает разрешение на запуск флюса в
производство.
Б.1.4.13 При неудовлетворительных результатах по твердости
наплавленного металла производится повторное испытание, которому подвергается
удвоенное количество образцов.
Б.1.4.14 При неудовлетворительных результатах повторных
испытаний вопрос о годности флюса решает главный сварщик или главный инженер
предприятия.
Б.1.4.15 Готовый флюс должен быть упакован в специальные
мешки из плотной бумаги и храниться в сухом помещении.
Б.1.4.16 На каждый мешок должна быть наклеена этикетка с
указанием наименования флюса и даты изготовления.
Б.1.4.17 Отсыревший флюс перед наплавкой следует повторно
прокалить при температуре от 300 °С до 350 °С в течение (2 — 3) ч.
Б.1.4.18 На каждую партию флюса должен быть составлен
сертификат, в котором следует указать:
а) наименование флюса;
б) номер партии;
в) дату изготовления;
г) химический состав наплавленного металла;
д) химический состав проволоки, которой наплавлялся
образец-свидетель;
е) режим наплавки.
Приложение Б.2
(справочное)
Краткие рекомендации ОАО НПО «ЦНИИТМАШ» по
автоматической наплавке под флюсом
Б.2.1 Флюс керамический марки СФМ-801 (ТУ 17 1800-4-05-1425373),
для трехслойной многопроходной наплавки арматуры из углеродистой или
кремнемарганцовистой стали в сочетании с проволокой марки Св-04Х19Н9С2
диаметром 3 мм.
Ориентировочный режим трехслойной многопроходной наплавки
проволокой марки Св-04Х19Н9С2 диаметром 3 мм под керамическим легирующим флюсом
марки СФМ-801 указан в таблице Б.2.1.
Таблица
Б.2.1 — Ориентировочный режим трехслойной многопроходной наплавки
проволокой марки Св-04Х19Н9С2 диаметром 3 мм под керамическим легирующим флюсом
марки СФМ-801
|
Вылет электрода, мм |
Сварочный |
Напряжение |
Скорость |
Расстояние |
|
35 — 45 |
350 — 400 |
32 — 34 |
21 — 24 |
3 |
Химический состав наплавленного под
флюсом металла указан в таблице Б.1.2.
Таблица
Б.2.2 — Химический состав и твердость наплавленного металла
|
Массовая |
Твердость, |
||||||
|
С |
Si |
Мn |
Сr |
Ni |
S |
P |
|
|
0,05 — 0,12 |
5,0 — 6,0 |
0,9 — 2,0 |
15,5 |
6,0 — 9,0 |
< |
< |
30 — 45 |
Наплавку следует производить с
предварительным подогревом деталей.
Температура предварительного и сопутствующего подогрева деталей
при наплавке под флюсом указана в таблице Б.2.3.
Таблица
Б.2.3 — Температура предварительного и сопутствующего подогрева деталей
при наплавке под флюсом
|
Масса |
Минимальная |
|
До |
— |
|
От |
300 — 400 |
Б.2.2 Флюс керамический марки
ФЦК-29 (ТУ 24.11.009) для однослойной наплавки уплотнительных поверхностей
арматуры из хромоникелевых сталей аустенитного класса в сочетании с проволокой
марки Св-04Х19Н9С2 диаметром 5 мм.
Химический состав и твердость наплавленного металла указаны
в таблице Б.2.4.
Таблица
Б.2.4 — Химический состав наплавленного под флюсом металла
|
Массовая |
Твердость, |
||||||
|
С |
Si |
Мn |
Сr |
Ni |
S |
P |
|
|
< |
5,0 |
1,0 — 2,0 |
15,5 |
8,0 |
< |
< |
30 — 45 |
Б.2.3 Флюс керамический марки
ФЦК-28 (ТУ 24.11.009) для многослойной многопроходной наплавки арматуры из
углеродистой и кремнемарганцовистой стали в сочетании с проволокой марки Св-04Х19Н9С2
диаметром 3 мм и его модификация для однослойной наплавки в сочетании с
проволокой марки Св-15Х18Н12С4ТЮ (требует корректировки режима наплавки для
каждого конкретного технологического процесса).
Химический состав и твердость наплавленного металла указаны
в таблице Б.2.5.
Таблица
Б.2.5 — Химический состав наплавленного под флюсом металла
|
Марка |
Массовая |
Твердость, |
||||||
|
С |
Si |
Мn |
Сr |
Ni |
S |
P |
||
|
Св-04Х19Н9С2 |
< 0,15 |
5,0 — 6,0 |
1,0 — 2,0 |
15,5 |
8,0 — 10,0 |
< |
< |
30 — 45 |
|
Св-15Х18Н12С4ТЮ |
< 0,2 |
5,0 — 6,0 |
0,5 |
12,0 — 18,0 |
6,0 — 9,0 |
< |
< |
30 — 45 |
Б.2.4 Флюс керамический марки ФКН-2
(ТУ 17 1800 4-011-49307098) для однослойной наплавки уплотнительных
поверхностей арматуры из хромоникелевых сталей аустенитного класса в сочетании
с проволокой марки Св-04Х19Н9С2 диаметром 3 мм.
Рекомендуемые режимы наплавки уплотнительных поверхностей арматуры
под керамическим флюсом марки ФКН-2 указан в таблице Б.2.6.
Таблица
Б.2.6 — Рекомендуемые режимы наплавки уплотнительных поверхностей
арматуры под керамическим флюсом марки ФКН-2
|
№ п/п |
Сварочный |
Напряжение |
Скорость |
|
1 |
450 |
37 |
15 |
|
2 |
450 |
37 |
15 |
Химический состав и твердость металла
указаны в таблице Б.2.7.
Таблица
Б.2.7 — Химический состав наплавленного под флюсом металла
|
Массовая |
Твердость, |
||||||
|
С |
Si |
Мn |
Сr |
Ni |
S |
P |
|
|
< 0,12 |
4,8 — 6,0 |
1,0 — 2,0 |
15,5 |
8,0 |
< |
< |
30 |
Б.2.5 Флюс керамический марки
СФМ-701 (ТУ 17-1800 4-04-14253733) для однослойной наплавки уплотнительных
поверхностей арматуры из углеродистой и кремнемарганцовистой стали в сочетании с
проволокой марки Св-13Х25Т и для многопроходной двух или трехслойной наплавки в
сочетании с проволокой марки Св-10Х17Т (выбор количества слоев определяется
необходимой высотой наплавки с корректировкой режимов наплавки).
Ориентировочный режим однослойной наплавки под керамическим
легирующим флюсом марки СФМ-701 указан в таблице Б.2.8.
Таблица
Б.2.8 — Ориентировочный режим трехслойной многопроходной наплавки
проволокой марки Св-04Х19Н9С2 диаметром 3 мм под керамическим легирующим флюсом
марки СФМ-801
|
Марка |
Сварочный |
Напряжение |
Скорость |
Вылет |
|
3 |
350 |
39 |
7,0 |
35 |
|
5 |
650 |
41 |
7,0 |
45 |
Химический состав и твердость наплавленного
металла указаны в таблице Б.2.9.
Таблица
Б.2.9 — Химический состав наплавленного под флюсом металла
|
Марка |
Массовая |
Твердость, |
||||||
|
С |
Si |
Мn |
Сr |
Ni |
S |
P |
||
|
Св-10Х17Т |
0,12 — 0,24 |
0,6 — 2,0 |
0,4 |
12,0 |
0,5 |
< |
< |
30 |
Приложение В
(справочное)
Сравнительные результаты износостойкости твердых
наплавочных материалов при испытании плоских образцов в условиях сухого трения
при возвратно-поступательном движении
В.1 Сравнительные результаты износостойкости твердых
наплавочных материалов при испытании плоских образцов в условиях сухого трения
при возвратно-поступательном движении представлены в таблице В.1. Результаты испытаний не
используются при расчете уплотнений. Расчет производится по допустимым удельным
контактным давлениям, приведенным в таблице Г.2.
Образцы изготавливались:
— из стали марки 12Х18Н9Т с наплавкой электродами марки
ЦН-2, ЦН-12М, ЦН-6Л, УОНИ-13/Н1-БК;
— из стали марки 20 с наплавкой электродами марки 48Ж-1
(типа 20X13).
При превышающих нагрузках, указанных в таблице В.1, были
обнаружены задиры в виде рисок с налипанием.
Таблица В.1
— Результаты износостойкости твердых наплавочных материалов при испытании
плоских образцов в условиях сухого трения при возвратно-поступательном движении
|
Наплавка |
Удельные нагрузки, МПа |
Характеристика |
|
ЦН-2 |
12,5 |
Без |
|
ЦН-12М |
10,0 |
|
|
ЦН-6Л по ЦН-6Л |
5,0 |
|
|
УОНИ-13/Н1-БК |
1,25 |
Задир |
|
48Ж-1 |
1,25 |
Приложение Г
(справочное)
Характеристики наплавленного металла
Г.1 Пары трения и удельные нагрузки указаны в таблицах Г.1 и
Г.2.
Таблица Г.1
— Наплавочные материалы, применяемые в затворах запорных клапанов с уплотнением
«металл по металлу», в соответствии с СТ
ЦКБА 068-2008
|
Наплавочные |
Температура |
Допустимые |
|
|
Перемещение |
Перемещение |
||
|
Стеллит |
от |
1000 |
80 |
|
ЦН-6Л |
от |
800 |
80 |
|
ЦН-12М |
от |
||
|
УОНИ-13/Н1-БК, |
от |
||
|
ПП-АН-133 |
до |
700 |
70 |
|
ПЛ-АН-150 |
|||
|
ПЛ-АН-151 |
до |
||
|
ПП-АН-157 |
до |
||
|
Нп-13Х15АГ13ТЮ |
до |
250 |
25 |
|
Типа |
|||
|
ПН-ХН80С2Р2 |
до |
||
|
ПН-ХН80С3Р3 |
Таблица Г.2 — Наплавочные материалы, применяемые в парах
трения «клин-корпус» и «шток-втулка» задвижек
|
Сочетание |
Твердость |
Максимальная |
Допустимые |
||
|
А |
Б |
А |
Б |
||
|
Стеллит |
Стеллит |
41,5 |
41,5 |
800 |
80 |
|
ЦН-12М |
ЦН-12М |
39,5 |
39,5 |
600 |
120 |
|
ЦН-6Л |
ЦН-6Л |
29,5 |
29,5 |
450 |
80 |
|
ЦН-6Л |
20X13 |
29,5 |
(240 |
300 |
25 |
|
Стеллит |
ЦН-6Л |
41,5 |
29,5 |
600 |
80 |
|
УОНИ-13/Н1-БК |
УОНИ-13/Н1-БК |
41,5 |
22,0 |
300 |
25 |
|
20X13 |
20X13 |
(301 |
(240 |
300 |
25 |
|
20X13 |
0ЗЛ-6 |
(301 |
200 |
300 |
25 |
|
Примечание — В парах трения «клин-корпус» клин — |
Таблица Г.3
— Результаты испытаний ударной вязкости, кгс∙м/см2 твердых
наплавочных материалов при минусовых температурах (по данным ГИПХ, 1973 г.)
|
Температура, |
Марки |
|||
|
ЦН-2 |
ЦН-12 |
ЦН-6 |
УОНИ-13/Н1-БК |
|
|
20 |
1,8 |
1,7 |
3,2 |
— |
|
1,8 |
1,8 |
1,8 |
— |
|
|
1,8 |
1,8 |
2,2 |
— |
|
|
Минус |
1,8 |
1,6 |
2,6 |
4 |
|
1,8 |
1,6 |
1,7 |
2 |
|
|
1,8 |
1,7 |
3,0 |
— |
|
|
Винил |
0,3 |
0,1 |
0,3 |
1,9 |
|
0,5 |
0,2 |
0,3 |
3,2 |
|
|
0,5 |
0,3 |
0,2 |
— |
Таблица Г.4
— Механические свойства
|
Марка |
Предел |
|
ЦН-6М |
86 |
|
ЦН-12М |
60 — 70 |
|
Стеллит |
74 — 91 |
Таблица Г.5
— Влияние температуры на твердость наплавленного металла
|
Марка |
Твердость |
||||
|
20 |
350 |
500 |
600 |
650 |
|
|
ЦН-12М |
40 |
38 |
35 |
23 |
26 |
|
Стеллит |
42 |
— |
— |
33 |
30 |
|
УОНИ-13/Н1-БК, |
44 |
— |
35 |
27 |
— |
Таблица Г.6
— Коэффициент эрозионной стойкости (данные ВТИ)
|
Марка |
Коэффициент |
|
ЦН-12М |
1,18 |
|
ЦН-2 |
1,02 |
|
ЦН-6 |
0,90 |
|
08Х18Н10Т |
1,0 |
Приложение Д
(рекомендуемое)
Образец-свидетель для проверки твердости наплавленного
металла в корпусах арматуры с номинальным диаметром больше 50, но меньше или
равным 150
Д.1 Образцы-свидетели
изготавливаются в соответствии с рисунками Д.1, Д.2.
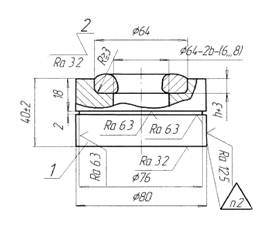
Рисунок Д.1 — Наплавленная заготовка
1 — заготовка
2 — наплавленный металл
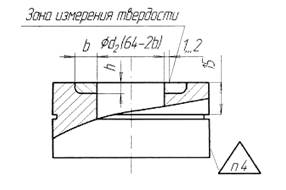
Рисунок
Д.2 — Образец для замера твердости
Д.2 Для размеров под наплавку — дополнительное клеймо ОТК.
Д.3 Наплавку образца свидетеля производить в условиях,
тождественных условиям наплавки деталей, с применением тех же методов и режимов
наплавки.
Д.4 Клеймо сварщика и ОТК.
Д.5 Размеры R, h, b — должны
соответствовать размерам любого из наплавляемых корпусов с условным проходом
больше 50, но меньшим или равным 150, где h — высота наплавки, b
— ширина наплавки, R — радиус механической обработки под наплавку.
Приложение Е
(рекомендуемое)
Образец-свидетель для проверки твердости наплавленного
металла в корпусах арматуры с номинальным диаметром меньше или равным 50
Е.1 Образцы-свидетели
изготавливаются в соответствии с рисунками Е.1, Е.2.
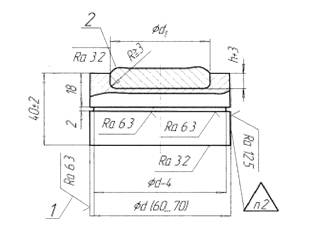
Рисунок Е.1 — Наплавленная заготовка
1 — заготовка
2 — наплавленный металл
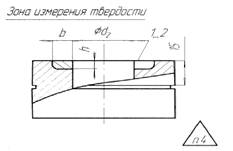
Рисунок Е.2
— Образец для замера твердости
Е.2 Для размеров под наплавку — дополнительное клеймо ОТК.
Е.3 Наплавку образца свидетеля производить в условиях,
тождественных условиям наплавки деталей, с применением тех же методов и режимов
наплавки.
Е.4 Клеймо сварщика и ОТК.
Е.5 Размеры R, h, b, d1
— должны соответствовать размерам любого из наплавляемых корпусов с условным
проходом меньшим или равным 50, где h — высота наплавки, b —
ширина наплавки, R — радиус механической обработки под наплавку, d1
— диаметр под наплавку.
Приложение Ж
(рекомендуемое)
Образец-свидетель для проверки твердости наплавленного
металла деталей типа золотников арматуры с номинальным диаметром меньше или
равным 50
Ж.1 Образцы-свидетели
изготавливаются в соответствии с рисунками Ж.1, Ж.2, Ж.3.
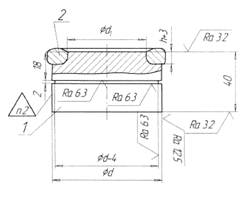
Рисунок Ж.1 — Наплавленная заготовка
1 — Заготовка
2 — Наплавленный металл
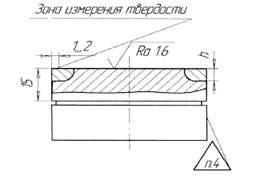
Рисунок
Ж.2 — Образец для замера твердости деталей с плоским уплотнением
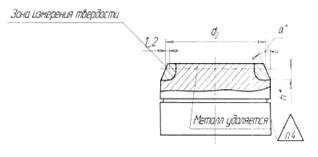
Рисунок
Ж.3 — Образец для замера твердости деталей с конусным уплотнением
Ж.2 Для размеров под наплавку дополнительное клеймо ОТК.
Ж.3 Наплавку образца свидетеля производить в условиях, тождественных
условиям наплавки деталей, с применением тех же методов и режимов наплавки.
Ж.4 Клеймо сварщика и ОТК.
Ж.5 Размеры R, h, d, d1,
α, h* — должны соответствовать размерам любой из
наплавляемых деталей типа золотников арматуры с условным проходом меньшим или
равным 50, где h — высота наплавки, h* — высота линии
уплотнения, b — ширина наплавки, R — радиус механической
обработки под наплавку, d — диаметр заготовки, d1 —
диаметр под наплавку, d2 — размер должен быть равен размеру d2
соответствующего корпуса.
Приложение К
(рекомендуемое)
Образец-свидетель для проверки твердости наплавленного
металла деталей типа золотников арматуры с номинальным диаметром больше 50
К.1 Образцы-свидетели
изготавливаются в соответствии с рисунками К.1, К.2, К.3.
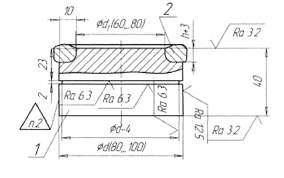
Рисунок К.1 — Наплавленная заготовка
1 — Заготовка
2 — Наплавленный металл
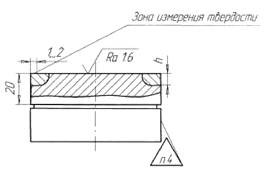
Рисунок
К.2 — Образец для замера твердости деталей с плоским уплотнением
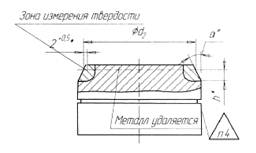
Рисунок К.3
— Образец для замера твердости деталей с конусным уплотнением
К.2 Для размеров под наплавку дополнительное клеймо ОТК.
К.3 Наплавку образца свидетеля производить в условиях,
тождественных условиям наплавки деталей, с применением тех же методов и режимов
наплавки.
К.4 Клеймо сварщика и ОТК.
К.5 Размеры R, h, d, d1,
α, h* — должны соответствовать размерам любой из
наплавляемых деталей типа золотников арматуры с условным проходом больше 50,
где h — высота наплавки, h* — высота линии уплотнения,
b — ширина наплавки, R — радиус механической обработки под
наплавку, d — диаметр заготовки, d1 — диаметр под
наплавку, d2 — размер должен быть равен размеру d2
соответствующего корпуса.
Приложение Л
(справочное)
Изготовление электродов марки ТХ
Электроды марки ТХ изготавливаются на основе проволоки
Св-12Х13 по ГОСТ
2246.
Состав покрытия электродов приведен в таблице Л.1
Таблица Л.1
— Состав покрытия электродов
|
№ |
Наименование |
Состав |
||
|
ТХ-25 |
ТХ-30 |
ТХ-35 |
||
|
1 |
Мрамор СаСО3 |
20 |
20 |
20 |
|
2 |
Плавиковый шпат CaF2 |
35 |
37 |
39 |
|
3 |
Кварц или глыба силикат натрия |
3 |
3 |
3 |
|
4 |
Хромокремнеалюминиевый сплав (лигатура) |
15 |
15 |
15 |
|
С до 0,4 %, |
||||
|
Cz не менее 50 %, |
||||
|
Si до 5 %, |
||||
|
Аl (4 — 7) %, |
||||
|
S до 0,04 %, |
||||
|
Р до 0,06 %, |
||||
|
Fe — остальное. |
||||
|
5 |
Силикокальций |
18 |
16 |
14 |
|
6 |
Алюминиевый порошок ПАП-1 |
4 |
3 |
2 |
|
7 |
Ферротитан Ti 1 или TI 0 |
5 |
5 |
5 |
|
8 |
Бентонит Б-1 или Б-2 |
1 |
1 |
1 |
|
9 |
Жидкое стекло класса А |
(25 |
Для электродов марок ТХ-25, ТХ-30 и
ТХ-35 применяются покрытия, состав которых указан в таблице Л.1
Количество вводимой в покрытие хромокремнеалюминиевой
лигатуры определяется в зависимости от содержания хрома в лигатуре и в
проволоке: при содержании хрома согласно требованиям ГОСТ
2246 на проволоку и ТУ на лигатуру на нижнем пределе — вводится 16 %
лигатуры, а при содержании хрома на верхнем пределе — вводится 15 % лигатуры.
Каждая партия силикокальция и лигатуры должна обязательно
подвергаться эталонному контролю путем изготовления пробных электродов марок
ТХ-25 и ТХ-30 с последующей проверкой твердости и химического состава
наплавленного ими металла.
По результатам контроля корректируется состав покрытия по
силикокальцию и алюминиевому порошку в пределах требований таблицы Л.1.
При изготовлении покрытия мастером электродного цеха
(участка) назначается время начала замеса и устанавливается его величина.
Химический состав наплавленного металла и твердость, которая
обеспечивается без термообработки после наплавки, указаны в таблице Л.2.
Таблица Л.2
— Химический состав и твердость наплавленного металла
|
Марка |
Химический |
Твердость, |
||||||
|
С |
Мn |
Si |
Сr |
Аl |
S |
Р |
||
|
ТХ-35 |
0,12 — 0,20 |
0,30 — 0,70 |
2,2 |
12,0 — 15,0 |
0,2 |
До 0,3 |
До 0,4 |
35 |
|
ТХ-30 |
2,6 |
30 |
||||||
|
ТХ-25 |
3,3 |
0,3 |
25 |
|||||
|
Примечания: 1 Алюминий — факультативно. 2 Железа — остальное. |
Приложение М
(справочное)
Состав обмазки стеллита
В таблице М.1 указаны составы ранее применяемых обмазок
прутков из стеллита ВЗК, Пр ВЗК.
Таблица М.1
— Составы ранее применяемых обмазок прутков из стеллита ВЗК, Пр ВЗК
|
Наименование |
Состав |
|
|
Знамя |
ЦНИИТМАШ |
|
|
Мрамор |
54 |
54 |
|
Плавиковый шпат |
30 |
32 |
|
Алюминиевый порошок марки АП |
10 |
12 |
|
Графит серебристый |
6 |
2 |
|
Силикат натрия — раствор (к сумме |
30 |
20 |
|
Бентонит |
1 |
— |
Коэффициент веса покрытия — (20 —
25) %.
Коэффициент наплавки 12,0 г/а. час.
Ориентировочная толщина покрытия на сторону должна составлять
для электродов диаметром:
— 4 мм — (0,8 — 1,0) мм;
— 5 мм — (1,0 — 1,2) мм;
— 6 мм — (1,3 — 1,5) мм.
Огарки от электродов должны сохраняться для последующей
переплавки или сварки между собой.
Прокалка электродов после воздушной сушки производится при
температуре (300 — 320) °С в течение часа.
Лист
регистрации изменений
|
Изм. |
Номера |
Всего |
№ |
Входящий |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
1 |
— |
3, |
— |
— |
65 |
Изм. |
Приказ |
01.08.2014 |
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
____________ (подпись) |
Дыдычкин |
|
Первый генерального директор по |
____________ (подпись) |
Тарасьев |
|
Заместитель главный |
____________ (подпись) |
Ширяев |
|
Зам. главного конструктора начальник |
____________ (подпись) |
Дунаевский |
|
Исполнители: |
||
|
Начальник отд. инженер-металловед |
____________ (подпись) |
Семенова |
|
Ведущий |
____________ (подпись) |
Сергеева |
|
Ведущий |
____________ (подпись) |
Фролова |
|
Начальник |
____________ (подпись) |
Калинин |
|
Согласовано: |
||
|
Председатель ТК |
____________ (подпись) |
Власов |
|
СОГЛАСОВАНО |
СОГЛАСОВАНО |
СОГЛАСОВАНО |
СОГЛАСОВАНО |
|
ИЭС им. Е.О. Патона |
ЗАО «Электродный завод» |
ФГУП ЦНИИКМ «Прометей» |
ОАО НПО «ЦНИИТМАШ» |
Дуговая наплавка покрытыми электродами является наиболее распространенным способом ремонта (восстановления формы и размеров) деталей автомобилей, тракторов и других машин и механизмов вследствие простоты ее осуществления и мобильности оборудования. Наплавку осуществляют обычно вручную, поэтому такой способ называют также ручной дуговой наплавкой.
Электродное покрытие служит для защиты ванны жидкого металла от кислорода и азота воздуха, стабилизации дуги, повышения технологичности процесса наплавки и введения легирующих элементов в состав наплавленного металла. Применяют следующие виды электродного покрытия: ильменитовое с содержанием более 30 % ильменита (FeO × TiO2); высокоцеллюлозное с содержанием 20…30 % целлюлозы; карбонатно-рутиловое; основное (фтористо-кальциевое), основными компонентами которого являются карбонат кальция и флюорит; высокорутиловые с содержанием до 35 % рутила (TiO2).
Дуговая наплавка покрытыми электродами отличается низкой стоимостью оборудования, возможностью выполнения наплавки вручную (рис. 1).
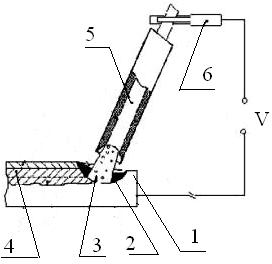
Рис. 1. Схема ручной дуговой наплавки покрытым электродом: 1 – изделие; 2 – сварочная ванна; 3 – электрическая дуга; 4 – наплавленный валик; 5 – покрытый электрод; 6 – электрододержатель
1. Выбор электродов для наплавки
Выбранные для наплавки конкретных изделий электроды должны обеспечивать получение требуемых свойств поверхности детали и давать наплавленный металл высокой износостойкости, необходимой вязкости, который должен удовлетворительно обрабатываться механическим способом. Электроды должны обладать хорошими сварочно-технологическими свойствами и быть достаточно дешевыми.
Свойства наплавленного металла в основном определяются его химическим составом и термообработкой. Химический состав наплавленного слоя изменяется за счет введения легирующих компонентов. Наиболее дешевыми и доступными из них являются углерод, марганец, хром, кремний, титан и бор. Они повышают твердость и износостойкость металла при истирании. Марганец и хром при введении их в малоуглеродистую сталь в количестве от 8 до 27 % повышают ее износостойкость в 4…5 раз. Высокомарганцовистая сталь хорошо работает при высоких ударных нагрузках. Углеродистая высокохромистая сталь (хрома более 12 %) обладает малой ударной вязкостью, поэтому ее не следует применять при наплавке деталей, работающих при ударных нагрузках. При ручной дуговой наплавке покрытыми электродами легирование наплавленного валика осуществляется либо через электродное покрытие, в состав которого входят легирующие компоненты, либо с помощью электродного стержня, изготовленного из легированной сварочной проволоки.
Наплавка изношенных деталей машин, изготовленных из углеродистых или легированных сталей и не подвергающихся после наплавки термообработке, производится электродами любой соответствующей основному металлу марки, обеспечивающими необходимую твердость и износостойкость наплавленного металла. Если же восстановленные детали подвергаются термообработке, то наплавка их производится такими электродами, наплавленный металл которых допускает эту обработку без снижения твердости и других механических свойств, например электродами ЦН-2,03H-250, 03H-300. В наплавленном металле стальных деталей, подвергающихся закалке, должно быть не менее 0,30 % углерода, чтобы металл мог воспринимать закалку.
Электроды для наплавочных работ в зависимости от химического состава и твердости наплавленного металла делятся на типы, а в зависимости от химического состава покрытия – на марки. Электроды, применяемые для наплавочных работ, разделяют на следующие группы (характеристики электродов приведены в прил. 1).
- Для наплавки деталей, работающих на износ при обычных температурах, применяют электроды ОЗН-250, ОЗН-300, ОЗН-350, 03H-400, Т-590, ЦН-250. Металл, наплавленный этими электродами, имеет среднюю и высокую твердость, удовлетворительную пластичность и вязкость и относится к перлитному классу. Наплавленный металл в зависимости от химического состава может подвергаться или не подвергаться термообработке. Такие электроды применяются для наплавки валов, осей, автосцепок, крестовин, зубьев экскаваторов, лемехов, ножей бульдозеров, катков и звездочек тракторов, колес подвижного состава и т. д.
- Для наплавки деталей, работающих на износ при повышенных температурах, применяют электроды ЦШ-1, ЦШ-2, ЦШ-3, ЦН-4, ЦН-5, 03H-I, НЖ-2, ЭН-60М. Эти электроды дают в наплавленном слое перлитную хромовольфрамовую или хромомарганцевую сталь. Применяется для наплавки штампов горячей штамповки, деталей кузнечно-прессового оборудования. Как правило, наплавленные изделия перед механической обработкой отжигаются, а после нее подвергаются закалке и высокому отпуску.
- Электроды для наплавки режущего инструмента: ЦН-1М, T-216, Т-268, Т-293, ОЗИ-5, ОЗИ-6. Они дают наплавленный металл типа быстрорежущей стали.
- Электроды, предназначенные для наплавки эрозионно-стойких поверхностей деталей, работающих при высоких температурах и в агрессивных средах: ЦН-2, ЦН-3, ЦН-6, ЦН-8. Применяются для наплавки деталей арматуры паровых котлов, насосов и турбин парогенераторов. В наплавленном слое такие электроды дают структуру стеллитов или сормайтов.
- Электроды, предназначенные для сварочных работ: ЦМ-7, УОНИ 13/45, МР-3, АНО-4. Они дают наплавленный металл с высокой твердостью, но не могут существенно повысить износостойкость детали и дают возможность только восстановить размеры и форму детали.
2. Техника наплавки покрытыми электродами стальных изделий
Наплавка малоуглеродистых и низколегированных сталей производится обычным способом при обычных условиях. Во время наплавки электрод должен быть наклонен под углом 15…20° к вертикали во избежание попадания жидкого шлака на еще не расплавленный основной металл. Наплавка должна осуществляться углом назад (рис. 2, а).
Для получения узкого валика шириной до 1,5 диаметра электрода электрод при наплавке перемещают прямолинейно без поперечных колебаний.
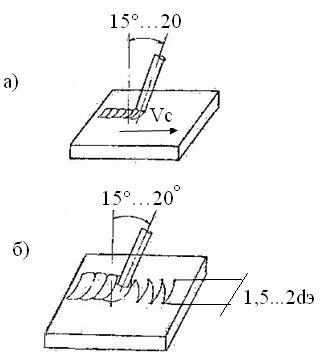
Рис. 2. Техника наплавки: а – углом назад; б – с поперечными колебаниями
Однако из-за высокой скорости охлаждения в металле наплавки могут остаться не успевшие выделиться газы и шлаковые включения. С целью устранения таких дефектов при наплавке накладываются более широкие валики, которые получаются при поперечном перемещении конца электрода (рис. 2, б). Такой прием увеличивает прогрев кромок валика и замедляет скорость охлаждения сварочной ванны, что уменьшает вероятность появления дефектов,
Наплавка более широких слоев и большей высоты наплавленного слоя может осуществляться пучком электродов. Он представляет собой несколько сложенных вместе электродов, скрепленных между собой обвязкой и прихватками. В случае необходимости наплавки низкими и широкими валиками применяют пучки из двух или трех электродов, скомпонованных в ряд. Для наплавки более узкими, но высокими валиками применяют пучки из трех электродов, скомпонованных треугольником, или четырех электродов (рис. 3).
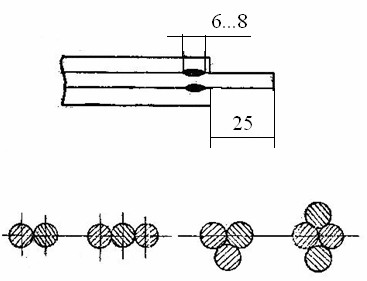
Рис. 3. Пучки электродов для наплавки
Наплавка должна выполняться короткой дугой, валики накладывают так, чтобы каждый последующий перекрывал предыдущий на 1/2 или 1/3 своей ширины. По высоте слой наплавленного металла устанавливается из расчета, чтобы припуск на механическую обработку составил 2…3 мм. Значение силы тока при наплавке определяется в зависимости от диаметра электрода по формуле J = (30…50)dэ, где J – сила тока; dэ – диаметр стержня электрода.
Между толщиной слоя наплавленного металла, диаметром электрода, числом слоев наплавки и силой тока рекомендуется выдерживать следующие соотношения (табл. 4).
При окончании наплавки усадочный кратер необходимо выводить за пределы рабочей наплавляемой поверхности, используя для этой цели приставные планки. После наложения каждого валика с поверхности наплавки удаляются шлак и брызги металла. При наплавке среднеи высокоуглеродистых сталей рекомендуется предварительный подогрев металла до температуры 350°. Изделия, подвергнутые ранее термообработке (закалка), перед наплавкой отжигают, после наплавки рекомендуется производить высокий отпуск наплавленного слоя.
Таблица 4
| №
п/п |
Наименование параметров | Величина параметров | ||
| 1 | Толщина слоя наплавки, мм | до 1,5 | до 5 | свыше 5 |
| 2 | Диаметр электрода, мм | 3 | 4…5 | 5…6 |
| 3 | Число слоев наплавки | 1 | 1…2 | 2 и более |
| 4 | Сила сварочного тока | 50…100 | 130…180 | 180…240 |