Размеры досок

Содержание
- Стандартные размеры досок разных пород
- Виды и их габариты
- Нюансы выбора размера пиломатериала
Среди всех пиломатериалов наиболее универсальными считаются доски. Они используются в различных сферах – от производства мебели, строительства и облицовки домов до сооружения прицепов, вагонов, судов и прочих деревянных транспортных конструкций. Виды досок и их размеры весьма вариабельны, поэтому необходимо понимать, в каком случае используются пиломатериалы с теми или иными характеристиками.
Стандартные размеры досок разных пород
Технические параметры досок выбираются с учётом характера работ. На выбор обычно влияют положение пиломатериалов, величина нагрузки, а также возможность воздействия на них различных неблагоприятных факторов. Данные особенности определяют не только габариты деревянных изделий, но и их сорт и породу древесины.
Сегодня для определения размеров любых пиломатериалов существует большое количество нормативных документов и стандартов. Лицензированные лесозаготовительные и деревообрабатывающие предприятия действуют согласно их требованиям, поэтому габариты досок различных видов строго фиксированы.

По ГОСТу доской называется пиломатериал, толщина которого составляет не более 100 мм, при этом ширина в два раза и более превосходит толщину.
Размеры стандартной обрезной доски определяются как минимальное расстояние между её шестью противоположными поверхностями. Необрезная разновидность пиломатериалов является исключением, о котором будет сказано ниже.
Геометрически обрезная доска – это типичный параллелепипед. Самые широкие поверхности называются пластями, между ними определяется толщина или высота пиломатериала. Смежные стороны по бокам представлены длинными кромками, от которых зависит ширина доски. Поверхности поперечных сечений с противоположных сторон — это торцы, служащие для определения длины.

Разберем правильный способ определения размеров.
-
Длина. Параметр измеряется в метрах (м) как наименьшее расстояние между противоположными торцами заготовки. Особое внимание на длину обращают у декоративных досок, идущих на наружную и внутреннюю облицовку постройки. В остальных случаях – изготовление мебели, сооружение скрытых и временных строительных конструкций – параметром можно пренебречь.
-
Ширина. Параметр измеряется в миллиметрах (мм). У обрезных досок определяется как наименьшее расстояние между кромками в любом месте заготовки на удалении от торцов в 150 мм. У необрезных – в средней части заготовки как полусумма ширин верхней и нижней пласти без учёта коры и луба.
-
Толщина. Параметр измеряется в миллиметрах (мм) между пластями в любой части заготовки, но не ближе чем 150 мм от края торца. Совместно с шириной составляет размеры поперечного сечения изделия. Оба параметра допускают по ГОСТу незначительные отклонения.

Могут незначительно различаться стандартные размеры досок различных пород.
Хвойных
Типичные представители – лиственница, сосна, ель, пихта и кедр. Первые два относятся к светлохвойным породам, остальные – к темнохвойным. Реже среди всего ассортимента встречаются можжевельник, тис, туя и кипарис.
Размеры пиломатериалов хвойных пород определяются стандартом ГОСТ 24454-80. Его требования распространяются на все виды досок, использующихся для государственной промышленности и внутренней торговли. Стандарт соответствует многим европейским нормативным документам о габаритах пиломатериалов, что делает возможным их экспорт и импорт на мировом рынке.


Рабочая длина хвойных досок варьируется в широком диапазоне. Минимальное значение составляет 0,5 м, максимальное – 6,5. Промежуточные величины идут с шагом 0,1-0,25 м.
Ширина хвойных досок представлена в диапазоне от 75 до 275 мм с шагом в 25 мм. Толщина, в свою очередь, составляет 16-100 мм, причём доски толщиной до 35 мм считаются тонкими, а от 36 до 100 мм – толстыми.
Соотношение размеров обычно определяется по таблице из ГОСТа. Наиболее часто используются доски длиной от 3-х до 4-х метров с соотношением сторон в сечении 30х150 мм или 150х20 мм, где меньшая цифра обозначает толщину.

Лиственных
Древесина данной группы более разнообразна, чем у хвойных деревьев. Среди них выделяют твёрдо- и мягколиственные породы. Типичными представителями первой группы являются дуб, бук, граб, ясень, а второй – осина, ольха, тополь, липа, ива.
Размеры определяются согласно ГОСТ 2695-83. Длина твердолиственных пород варьируется в диапазоне от 0,5 до 6,5 м, а мягколиственных — от 0,5 до 2,5 м. По ширине обрезные доски изготавливаются от 60 до 200 мм с шагом 10-30 мм, необрезные и односторонне обрезные — от 50 до 200 мм с шагом 10 мм. Толщина всех видов варьируется от 19 до 100 мм.


Обратите внимание, что возможно изготовление пиломатериалов из мягколиственных пород с размерами хвойных по ГОСТ 24454-80.
Габариты досок определяются с помощью специальных измерительных приборов – длинных металлических линеек и штангенциркулей. С этой же целью производители часто используют различные шаблоны или калибровочные заготовки, погрешность которых сведена к минимуму. Замеры производятся несколько раз с определённой периодичностью.
Допускается наличие отклонений от заявленных параметров, предельно допустимые значения которых определены ГОСТом. Для хвойных и лиственных пород они идентичны и измеряются в мм.


По длине:
-
+50 и -25.
По ширине:
-
до 100 мм ± 2,0;
-
100 мм и более ± 3,0.
По толщине:
-
до 32 мм ± 1,0;
-
32 мм и более ± 2,0.
Перечисленные значения размеров и их допустимые отклонения относятся только к изделиям, влажность которых составляет 20%. При усыхании габариты древесины могут значительно уменьшаться, поэтому размеры досок с большей или меньшей влажностью должны умножаться на соответствующий коэффициент, значение которого определяется согласно ГОСТ 6782.1.


При полном высыхании древесины перед упаковкой и отгрузкой требует проведение контрольных измерений.
Рассмотрим примеры маркировки готовой партии досок.
-
Доска – 1 – ель – 30х150х3000 ГОСТ 24454-80
Расшифровка: доска первого сорта, еловая, с соотношением сторон 30 на 150 на 3000, изготовленная по ГОСТ 24454-80.
-
Доска – 3 – берёза – 50х150х3000 ГОСТ 2695-83
Расшифровка: доска третьего сорта, берёзовая, с соотношением сторон 50 на 150 на 3000, изготовленная по ГОСТ 2695-83.


Виды и их габариты
В строительстве используются 2 вида досок: обрезные и необрезные. Первые отличаются от вторых полной обработкой, фиксированными размерами со строгим соотношением сторон, причем их кромки могут быть как параллельными, так и непараллельными. Выпускаются обрезные доски, как правило, строгаными. Именно поэтому требования ГОСТов допускают возможность отклонений: в ходе обработки и последующей шлифовки может сниматься 1-2 мм.
Размеры подбираются с учетом характера строительных работ. Наиболее приемлемыми считаются соотношения сторон: 30х150х3000 мм, 20х150х3000 мм, а также их 4-метровые аналоги. Обратите внимание на то, что производитель вправе изготовить пиломатериалы нестандартных размеров по требованию заказчика.


Иногда для строительства требуются пиломатериалы большей длины. Они используются для того, чтобы избежать неприятных стыков, например, при отделке здания снаружи, строительстве крыш, лестниц.
Тогда в ход идут доски с тем же соотношением сторон в сечении и увеличенной длиной: 30х150х6000 мм, 20х150х6000 мм.
Необрезные доски, в свою очередь, характеризуются более грубой обработкой, причем ей подвергаются только пласти пиломатериала, на кромках остаётся луб и иногда кора. Для них устанавливаются отдельные требования. У необрезных пиломатериалов, а также обрезных с непараллельными кромками ширина узкой части должна быть не менее 100 мм для досок толщиной до 50 мм и не менее 200 мм для досок толщиной от 60 до 100 мм.

Оба вида в зависимости от способа и длительности хранения могут быть сухими или же с сохраненной естественной влажностью. Это также стоит учитывать при покупке, поскольку последние со временем усыхают и частично уменьшаются в размерах.

Нюансы выбора размера пиломатериала
В строительстве доски используются с различными целями. Одни владельцы применяют их для сооружения каркасного дома, другие – только для облицовки стен и укладки пола, а третьи используют их для обустройства крыши. Определить необходимые размеры материалов из дерева можно по чертежам. Рекомендации, приведённые ниже, помогут понять основные требования, которые предъявляются к пиломатериалам для различных строительных работ.


Фундамент
В данном случае доски используются при изготовлении опалубки для отмостки, реже – для обвязки свайного фундамента, которая в разы увеличивает прочность и надёжность конструкции, позволяет сэкономить на материалах.
Доски обычно используются совместно с брусом и укладываются на него во второй ряд.
По длине материал должен полностью соответствовать размерам фундамента. Оптимальная ширина – 20-25 см для двухрядной обвязки и 40 см – для однорядной, толщина – 5-8 см.


Каркас
Из древесных пород для сооружения каркаса лучше всего годятся ель и сосна. В данном случае применяются доски первого или второго сорта. Можно использовать доски с дефектами, так как видны они не будут, но перед использованием необходимо обязательно обработать их защитными растворами против грибка и насекомых. Длина каркасных досок должна соответствовать размерам конструкции, чтобы избежать нежелательных стыков. Ширина вертикальных и горизонтальных стоек должна составлять 20-30 см, а толщина – не менее 4-х см.


Стены и перекрытия
Внутренние стены помещения подвергаются значительно меньшим нагрузкам, чем фундамент и каркас здания, поэтому для таких целей годятся доски с размерами в сечении 10-15 x 2,5-5 см. Перекрытия между этажами требуют более прочных материалов, поэтому хорошо подойдут доски шириной до 20-25 см и толщиной около 4-5 см.


Крыша
Материалы, применяемые для строительства крыши, должны отвечать нескольким требованиям. Стропила и обрешетка кровли должны быть прочными, обеспечивать надёжность конструкции и одновременно не создавать повышенную нагрузку на каркас здания и фундамент. Рекомендуется использовать хорошо выструганные и высушенные доски толщиной порядка 4-5 см и шириной около 10-13 см.


Облицовка
По завершении строительства основных элементов здания можно приступать к внутренней и наружной отделке.
Сегодня рынок облицовочных декоративных пиломатериалов представлен довольно широким ассортиментом: вагонка, имитация бруса, блок-хаус, планкен, паркетная доска.
Они отличаются относительно небольшими поперечными размерами, так как выполняют исключительно эстетическую функцию.


Фасадные доски
Фасадные доски дополнительно обеспечивают функцию тепло-, звуко- и пароизоляции, поэтому изготавливаются в более широком формате. Оптимальным вариантом для облицовки считаются финские доски, поскольку они отличаются меньшей склонностью к деформации и растрескиванию, а также высокой прочностью.

Двери и окна
Продукция для обустройства дверных и оконных проёмов включает наличники, используется и доборная доска. Размеры подбираются с учётом габаритов прохода и, как правило, стандартизированы предприятиями-изготовителями. Типичные параметры доборных планок – 10-15 x 100-150 x 2350-2500 мм.

Вариабельность размеров пиломатериалов довольно широкая. Тем не менее правильно подобрать необходимые габариты не так сложно, как может показаться на первый взгляд. Следует запомнить два простых правила.
Размеры поперечного сечения увеличиваются пропорционально нагрузке на деревянную конструкцию, что подразумевает использование более толстых и широких материалов при строительстве несущих и опорных элементов.

Избегайте нежелательных стыков между досками по длине, чтобы избежать возможного проникновения влаги с плесенью и повысить надёжность конструкции.
Заранее рассчитывайте размеры пиломатериалов перед их закупкой, чтобы точно определить необходимый объём продукции и использовать его без остатка.
Размеры досок
При строительстве до сих пор один из самых востребованных материалов — обрезная доска. При покупке вам могут продать пиломатериалы в заданный вами размер. Но чаще всего размеры досок соответствуют стандарту ГОСТ. Для обрезных досок хвойных пород этот стандарт называется ГОСТ 24454-80. Он представляет собой таблицу, в которой указаны все возможные сочетания толщины, ширины доски. Стандартная длина доски — 6000мм (6 метров).
Размеры досок по ГОСТ 24454-80
| Толщина | Ширина | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 16 | 75 | 100 | 125 | 150 | — | — | — | — | — |
| 19 | 75 | 100 | 125 | 150 | 175 | — | — | — | — |
| 22 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | — | — |
| 25 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 32 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 40 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 44 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 60 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 75 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 100 | — | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 |
| 125 | — | — | 125 | 150 | 175 | 200 | 225 | 250 | — |
| 150 | — | — | — | 150 | 175 | 200 | 225 | 250 | — |
| 175 | — | — | — | — | 175 | 200 | 225 | 250 | — |
| 200 | — | — | — | — | — | 200 | 225 | 250 | — |
| 250 | — | — | — | — | — | — | — | 250 | — |
Пользоваться таблицей просто. Пусть вам нужна доска толщиной 75мм. Это значит, что ширина такой доски может составлять 75, 100, 125, 150, 175, 200, 225, 250 и 275 миллиметров. Или другой пример — вы хотите купить доску шириной 125мм. Значит толщина такой доски может быть 16, 19, 22, 25, 32, 40, 44, 50, 60, 75, 100 или 125 миллиметров. При строительных работах может потребоваться определить количество досок в кубометре и вес доски.
Размер доски дюймовки
Сначала нужно понять какую доску называют дюймовкой. Мы знаем, что в одном дюйме примерно 25 миллиметров. Поэтому доску толщиной 25 мм и стали называть дюймовкой. А значить, воспользовавшись таблицей размеров доски мы можем увидеть, что доска дюймовка имеет размер (ширину) 75, 100, 125, 150, 175, 200, 225, 250 или 275мм.
Размер половой доски
Тут необходимо уточнение. Чаще всего для пола используют шпунтованную доску (см. фото). В случае, если применяется нешпунтованная доска, то ее размеры можно определить из таблицы выше.
Источник: http://calculat.ru/razmery-dosok
Размеры обрезной доски по ГОСТу
При покупке материалов, лучше быть в курсе того, какого размера они должны быть, как определить сорт и в чем различия между разными видами. Все это обговорим, а еще приведем стандартные размеры обрезной доски и допустимые отклонения.
Что такое обрезная доска, брус и брусок
Несведущему человеку не так легко разобраться в строительной терминологии. Если вы затеяли стройку, это делать придется. Для начала разберемся, что такое доска, чем она отличается от бруса и бруска. Все определения пиломатериалов даны в ГОСТ 18288-87. Опираются они на размеры. Согласно этому документу:
Чем отличаются брус и брусок? Брус в сечении имеет форму квадрата со стороной больше 100 мм. Брусок может быть квадратным, но сторона должна быть меньше 100 мм, но чаще всего брусок имеет вид прямоугольника
- Доска — это пиломатериал, имеющий толщину не более 100 мм и ширину больше двукратной толщины.
- Брус — шириной и толщиной более 100 мм. Максимальный размер бруса не нормируется. Только минимальный.
- Брусок — толщиной до 100 мм и шириной не более удвоенной толщины.
Итак, если посмотреть на брус с торца, все его стороны должны быть равны. Поперечное сечение бруса даст нам квадрат. Доска и брусок — прямоугольники. Просто у доски ширина более чем в два раза больше толщины, а у бруска меньше. Например, 25*75 мм — это доска, а 25*45 мм — это брусок. И, кстати, 50*50 мм и 75*75 мм — это тоже брусок, а не брус, потому что по стандарту брусом считается изделие со стороной от 100 мм. С этими названиями, вроде, разобрались.
Что такое горбыль и дощатый горбыль, понятно по фото
Для черновых работ еще иногда применяют горбыль. Что это такое? По тому же стандарту, это боковая часть бревна, одна сторона которой пропилена, вторая нет. Есть еще дощатый горбыль — это когда наружная часть горбыля пропилена частично.
Обрезная и необрезная доска
Еще стоит определиться с тем, что такое пласть и кромка. Это любая из двух более широких поверхностей в доске или бруске, и любая из поверхностей в брусе. Кромка, соответственно — более узкая часть пиломатериала.
Пласть доски или бруска — это широкая поверхность
Вот теперь можно выяснять, что такое обрезная доска и чем она отличается от необрезной. Обрезная доска имеет кромки, опиленные перпендикулярно пластям. На кромке может быть обзол (остатки коры), но не более чем допустимо по сортности. Необрезная доска, соответственно, имеет не обрезанные или частично обрезанные кромки. В ту же категорию попадает обрезной пиломатериал, в котором обзол превышает допустимые пределы.
Есть еще полуобрезная доска. Это когда только одна кромка ровная, а на второй может быть обзол. Брус, кстати, тоже может быть с обзолом. У двухкантного обработаны две противоположные стороны, у трехкантного три, у четырехкантного — все четыре.
Обрезная и необрезная доска. Разница в виде кромок. У обрезной они гладкие; у низких сортов допускается наличие небольшого количества обзола. У необрезной доски кромки не обрезаны совсем или только частично
Может понадобиться еще такое понятие, как калиброванный пиломатериал. Бывает калиброванная доска, брусок и брус. Это пиломатериал высушенный и обработанный (на рейсмусе или строгальном станке) до требуемого размера. Надо понимать так, что некалиброванный может иметь отклонения по размерам (пределы отклонений нормированы), калиброванный отличаться по габаритам не должен. Вернее, допустимые отклонения очень маленькие.
Есть еще строганная доска. Отличается от обрезной более гладкими сторонами, так как подвергается дополнительной обработке. Обрезная доска высушивается, а после этого отправляется на дополнительную обработку на строгальном станке. Там снимается ее шероховатость, которую оставила пила. Одновременно может происходить калибровка, но это необязательно. Строганная доска может быть некалиброванной.
Деловая и строительная доска: в чем разница
Еще в прайсах есть доска с одинаковыми размерами, одного сорта, но одна строительная, а другая деловая. Разница в том, что деловая изготавливается из не сухостойных стволов. Она высушена, не имеет грибковых или бактериологических поражений, червоточин, даже если они разрешены стандартами. Поэтому стоит существенно дороже.
Деловая доска применяется при устройстве кровли. Идет на лаги, стропила. Ее же применяют в каркасном домостроении. Деловую доску могут прямо на предприятии обработать нужными составами, но это обговаривается конкретно перед поставкой.
Чтобы понять строительный перед вами пиломатериал или деловой, смотрите на сучки. В деловой доске или брусе могут быть только здоровые (светлые) сросшиеся сучки
Требования к древесине и сортность
Сорт доски или ее сортность — это классификация, в которой указаны допустимые изъяны древесины и их количество. Доска и бруски могут быть пяти сортов — отборный, 1-й, 2-й, 3-й и 4-й. Брус отборным не бывает, так что имеет только четыре сорта, обозначаемых цифрами.
Пиломатериалы отборного, первого, второго и третьего сортов изготавливают:
- из сухой древесины влажностью не более 22%;
- из сырой;
- сырой, обработанной антисептиками.
Древесина для четвертого сорта не регламентирована. Сортность определяется по худшей пласти или кромке. То есть, находите худшую часть, и по наличию и количеству дефектов и изъянов определяете сортность. Все они приведены в таблицах, а сами возможные дефекты в виде картинок.
Обратите внимание, данные по сортности взяты из ГОСТа 2140. Он применяется для пиломатериалов для внутреннего рынка и идущих на экспорт. Недавно был принят другой стандарт: ГОСТ 26002 для пиломатериалов, которые продаются только на внутреннем рынке. Там сорта определяются по-другому (и допустимые отклонения по размерам тоже). Так что будьте внимательны, уточняйте по какому ГОСТу определялась сортность.
Как определить сортность доски
Знаете, как определяют сорт доски на производстве? На глаз. Никто не считает сучки, трещины и другие дефекты. Да и разница между, скажем, первым и вторым сортом очень невелика. И не все производители стараются действительно правильно ее рассортировать. Так что лучше контролировать все самому. Но таблицы такие большие, а дефектов очень много — запомнить все нереально. Но есть определенные критерии, которые могут вам помочь определить насколько качество соответствует заявленному.
Отборная и первосортная обрезная доска не может иметь такие повреждения
- Если есть хоть один выпавший сучок, перед вами точно не отборный и не первый сорт. Как минимум второй, а то и ниже.
- На досках и брусе первого сорта не должно быть гнили, грибков и сердцевины. Это все места, которые в первую очередь разрушаются. Так что их быть не должно.
- При выборе бруса обращайте внимание на количество годовых колец. Чем их больше, тем выше качество древесины.
А еще стоит посмотреть на условия хранения. Вообще, доска высоких сортов должна храниться хотя бы под навесом. Она должна быть сложена в проветриваемые штабеля, а не лежать навалом. Проветриваемые штабеля — это с прокладками, которые отделяют один ряд от другого и позволяют лесу равномерно сохнуть.
Стандартные размеры обрезной доски
По ГОСТу 24454-80 есть пиломатериалы хвойных пород стандартных габаритов. Толщина и ширина доски приведена в таблице. По толщине обрезной доски, бруска и бруса отклонения допустимы, но они не могут быть больше:
- ±1 мм для досок и бруска толщиной до 32 мм;
- ±2 мм для пиломатериала от 40 мм до 100 мм;
- ±3 мм при толщине 110 мм и больше.
Также есть ограничения по отклонениям ширины: разбег может быть до 2 мм при ширине до 100 мм, и до 3 мм при ширине 125 мм и более.
Стандартные размеры обрезной доски указаны для древесины влажностью 20%. Для материалов более высокой и низкой влажности изменяются. Величина усушки прописана в ГОСТ 6782.1.
Кроме того, нормируется длина пиломатериалов. Она может быть от 1 метра до 6,5 метров. Шаг градации — 25 см. По длине допустимые отклонения — 25 мм или +50 мм .
В новом стандарте для внутреннего рынка приемлемы другие отклонения от стандартных размеров обрезной и необрезной доски
Обратите внимание, введен ГОСТ 26002, в котором для внутреннего рынка допускаются другие отклонения. Но стоит приписка: по согласованию с потребителем. То есть, при покупке доски «стандартных размеров», смотрите ГОСТ. В 24454-80 требования более жесткие. В нем же, кстати, установлены другие критерии сортности. Так что, действительно, стоит спрашивать, по какому ГОСТу маркирована продукция.
Источник: http://stroychik.ru/strojmaterialy-i-tehnologii/doska-obreznaya
Стандартные размеры обрезной доски, бруса и бруска. ГОСТ
Оглавление:
Стандартные размеры древесины полезно знать как при выполнении различных самоделок своими руками так и при основательном строительстве. Размеры пиломатериалов регламентируются ГОСТ и продукция каждой пилорамы ориентирована на стандартизованные размеры. Пиломатериалы бывают обрезные, необрезные, доски, бруски и брусья и др.
Качество древесины
Лиственные породы древесины разделяют на три сорта, хвойные — на пять. Пиломатериалы наилучшего сорта называются отборными (маркируется горизонтальной полосой или буквой «О») , остальные сорта обозначают цифрами 1-4 (маркируются соотв. количеством точек, вертикальных полос или просто цифрой).
Оценка качества пиломатериалов производится по наихудшей стороне или кромке. Сорт определяют по наличию/отсутствию сучков, гнили, трещин, коробления и деформаций, червоточин, степени точности механической обработки (непараллельность плоскостей и кромок регламентирует ГОСТ 24454-80 ).
Древесина 1-го сорта используется для изготовления элементов строительных конструкций, окон, дверей,лестниц (стандартные размеры элементов лестниц см. в этой статье) , чистовой отделки пола и стен.
2-й сорт идет на настилы, несущие строительные конструкции ( II категории) опалубки, обрешетки и строганые детали (ГОСТ 8442-75 и ГОСТ 475 -78).
3-й сорт используют для изготовления несущих конструкций (III категории).
4-й сорт годен на изготовление тары, мелких заготовок.
Условные обозначения
В обозначении прямым текстом пишется материал (доска, брусок, брус), далее цифра указывающая на сорт , порода древесины (хв. — хвойные или отдельные породы — сосна, ель, лиственница, кедр, пихта), размер поперечного сечения в мм. и обозначения регламентирующего стандарта.
Ответственные производители указывают в прайсах также длину и кубатуру, т.е: Доска — 2 — сосна — 40 х 150 х 6000 — ГОСТ 8486-86 Количество в кубе: 27 шт
Как правильно измерять пиломатериалы
Длину пиломатериалов и заготовок фиксируют по наименьшему расстоянию между торцами, а ширину в любом месте, но отступая 150 мм от торцов.
Толщина измеряется аналогично в произвольной точке с отступом 150 мм. Ширина необрезных пиломатериалов определяется посредине длины (без учета коры). Объем может быть определен в кубических метрах исходя из размеров определенных ГОСТ 5306 — 83.
Обрезные доски. Размеры. Вес. Таблицы
Размеры поперечного сечения ( a x b ) и длины (L) обрезных досок определены ГОСТ 8486-86
Межгосударственный стандарт. ГОСТ на пиломатериалы хвойных пород смотрите здесь >>>
Длина 1 — 6.5 м. с градацией через 0.25 м. Сегодня все чаще потребителю предлагаются пиломатериалы длиной ровно 6 м., что уже стало стандартом.
Размер а (ширина) обрезной доски: 75, 100, 125, 150, 175, 200, 225, 250, 275 мм.
b (толщина) 16, 19, 22, 25, 32, 40, 44, 50 ,60, 75 мм.
Источник: http://bydom.ru/news/read/standartnye-razmery-obreznoj-doski-brusa-i-bruska-gost.html
Размеры обрезной доски
Обрезной доской называют строительный материал, который применяют в строительстве зданий, сооружений и возведении разных строительных конструкций. Важнейшей характеристикой пиломатериала является экологическая безопасность. Он удобен при погрузке, транспортировке, производстве, монтаже и эксплуатации. Кроме того, за изделиями из натурального дерева легко ухаживать и поддерживать в надлежащем состоянии.
Доску обрезную получают посредством выпиливания цельного бревна. При этом грани обрезной доски должны находиться под углом 90 градусов. Это свойство позволяет использовать обрезную доску в строительстве зданий, т. к. обеспечивает точность «подгона» досок друг к другу. Основным отличием высококачественной доски обрезной является полное отсутствие обзола.
Если вести речь о стандартных размерах доски обрезной, то следует обозначить следующие размерные параметры:
Бережное хранение
в упаковке
Лучшие
породы дерева
Сырье заготавливается
строго в зимнее время!
Наши пиломатериалы
— Не подвержены гниению!
- 100 х 100 мм;
- 100 х 150 мм;
- 150 х 150 мм.
Таблица сколько досок 1 кубе (штук/метров)
| Размеры доски | Объем 1-й доски | Досок в одном кубе (штук) |
| 25х100х6000 | 0,015 м3 | 66,6 шт |
| 25х130х6000 | 0,019 м3 | 51,2 шт |
| 25х150х6000 | 0,022 м3 | 44,4 шт |
| 25х200х6000 | 0,030 м3 | 33,3 шт |
| 30х200х6000 | 0,036 м3 | 27,7 шт |
| 40х100х6000 | 0,024 м3 | 41,6 шт |
| 40х200х6000 | 0,048 м3 | 20,8 шт |
| 40х150х6000 | 0,036 м3 | 27,7 шт |
| 50х100х6000 | 0,030 м3 | 33,3 шт |
| 50х150х6000 | 0,045 м3 | 22,2 шт |
| 50х200х6000 | 0,060 м3 | 16,6 шт |
По ГОСТу, длина доски обрезной составляет 6 м. С учетом индивидуальных особенностей строительного объекта потребитель может заказать и другой размер, но это должно быть согласовано с нормами транспортировки, хранения, монтажа и эксплуатацией готового объекта.
Толщина стандартной обрезной доски составляет, обычно 25, 40 или 50 мм. при толщине 100 — 150 мм. Длина, как было указано выше, составляет 6 метров.
Бруски малых размеров бывают 40 х 40 мм и 50 х 50 мм. при длине 3 или 6 метров. Стоимость обрезной доски зависит от того, к какой категории пиломатериалов относится брус: стандартный или не стандартный. Окончательная стоимость обрезной доски формируется с учетом качества полученного материала и его эксплуатационных качеств.
Для обеспечения надлежащего качества готовых изделий необходимо соблюдать правила хранения и транспортировки. В частности, при складировании доски обрезной надо учитывать ее способность впитывать влагу из земли. Поэтому материал необходимо складывать на поддоны и использовать перекладные промежуточные бруски. В таком виде доски лучше проветрятся, сохранят предельный уровень влажности и слегка подсохнут.
Основными материалами, используемые для производства доски обрезной, являются: осина, пихта, лиственница, сосна и кедр. Для внутренней отделки зданий применяют красное дерево, ясень, дуб, липу и другие породы дерева. Необходимо отметить, что по стоимости эти материалы превышают аналогичные продукты, изготовленные из других пород деревьев, но по эстетическим и эксплуатационным характеристикам они превосходят другие породы дерева.
На практике нередки случаи, когда в результате неправильного хранения качество доски пострадало, и товар перевели в категорию более низшего сорта. В таком случае товароведы торгующих организаций должны провести переоценку товара и с учетом имеющихся дефектов присвоить соответствующий сорт и цену. На маркировочном ярлыке должна быть проставлена отметка о проведенной уценке.
Продаем
пиломатериалы
с 2008 года
Источник: http://ruspilstroy.ru/razmery-obreznoj-doski
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ им. В.А.
КУЧЕРЕНКО (ЦНИИСК им. В.А. КУЧЕРЕНКО) ГОССТРОЯ СССР
РУКОВОДСТВО
по изготовлению и контролю качества деревянных клееных конструкций

Москва Стройиздат 1982
Содержание
ПРЕДИСЛОВИЕ
1. ОБЩИЕ ТРЕБОВАНИЯ
2. МАТЕРИАЛЫ
Древесина и древесные плиты
Клеи.
Материалы для защитной обработки
конструкций
3. ИЗГОТОВЛЕНИЕ КЛЕЕНЫХ
КОНСТРУКЦИЙ
Общие указания
Сушка пиломатериалов
Механическая обработка
пиломатериалов
Приготовление и нанесение клея
Сборка и запрессовка
Режимы склеивания
Механическая обработка
конструкций
Защитная обработка
4. КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИИ
И ИХ ПРИЕМКА
Общие положения
Контроль материалов
Пооперационный контроль
Контроль качества конструкций и
их приемка
5. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
КОНСТРУКЦИЙ
6. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИЛОЖЕНИЕ 1
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ОБОРУДОВАНИЯ, ВЫПУСКАЕМОГО СТАНКОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТЬЮ
ПРИЛОЖЕНИЕ 2
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ ЛАБОРАТОРНОГО
ОБОРУДОВАНИЯ И ПРИБОРОВ
ПРИЛОЖЕНИЕ 3
ЖУРНАЛ КОНТРОЛЯ ПРОЦЕССА
ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ КОНСТРУКЦИИ
ПРИЛОЖЕНИЕ 4
РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ
ФРЕЗЕРОВАНИЯ ЗУБЧАТЫХ ШИПОВ
ПРИЛОЖЕНИЕ 5
КОНТРОЛЬ КАЧЕСТВА КЛЕЕВ И ИХ
КОМПОНЕНТОВ
ПРИЛОЖЕНИЕ 6
КОНТРОЛЬ КАЧЕСТВА ЗАЩИТНОЙ
ОБРАБОТКИ
ПРИЛОЖЕНИЕ 7
МЕТОДИКА ИСПЫТАНИИ ПЛАСТЕВЫХ
КЛЕЕВЫХ СОЕДИНЕНИИ НА ПОСЛОЙНОЕ СКАЛЫВАНИЕ И РАССЛАИВАНИЕ
ПРИЛОЖЕНИЕ 8
РЕКОМЕНДУЕМАЯ ФОРМА ПАСПОРТА НА
ДЕРЕВЯННЫЕ КЛЕЕНЫЕ КОНСТРУКЦИИ
ПРИЛОЖЕНИЕ 9
УДЕЛЬНОЕ КОЛИЧЕСТВО ТОКСИЧНЫХ
ВЕЩЕСТВ, ВЫДЕЛЯЮЩИХСЯ ИЗ КЛЕЕВ
Даны требования к технологическому процессу
изготовления деревянных клееных конструкций, приведены требования к
пиломатериалам и слоям конструкций, введены новые рецептуры клеев для
изготовления деревянных клееных конструкций и обосновано их деление по
категориям качества. Приведены требования к сушке пиломатериалов, результаты
специальных исследований по повышению прочности зубчатых клеевых соединений.
Даны сведения
по режимам нанесения, сборки и запрессовки элементов конструкций, введены новые
методики контроля прочности клеевых соединений без испытаний до разрушения
элементов конструкций, включены рекомендации по защите деревянных клееных
конструкций в зависимости от условий их эксплуатации и составы защитных
материалов. Приведены сведения по технике безопасности при изготовлении клееных
конструкций и работе с технологическим оборудованием. Даны краткие рекомендации
по хранению и транспортированию готовой продукции.
Для
инженерно-технических работников исследовательских, проектных и
производственных организаций.
ПРЕДИСЛОВИЕ
В соответствии
с «Основными направлениями экономического и социального развития СССР на
1981-1985 годы и на период до 1990 года» деревянные клееные конструкции *
находят широкое применение в строительстве. Их изготовление освоено на
предприятиях Минсельстроя СССР, Минлесбумпрома СССР, Минпромстроя СССР,
Главмособлстройматериалов и других ведомств.
Производство
клееных конструкций является довольно сложным технологическим процессом,
строгое выполнение всех требований которого служит непременным условием выпуска
прочных и долговечных конструкций. Эти требования изложены в настоящем
Руководстве.
Руководство
составлено на основе обобщения отечественного и зарубежного опыта производства
клееных конструкций, а также научно-исследовательских работ, выполненных ЦНИИСК
им. B. А. Кучеренко, Ленинградской лесотехнической академией им. C. М. Кирова,
ЦНИИМОД, ЦНИИЭПсельстроем, НИСИ им. В. В. Куйбышева и другими организациями.
Руководство
разработано отделением деревянных конструкций ЦНИИСК им. В. А. Кучеренко под
руководством заведующего отделением д-ра техн. наук, проф. Я. Ф. Хлебного.
Руководство
составлено д-ром техн. наук, проф. Л.М. Ковальчуком, инж. Р.В. Никулихиной,
докторами техн. наук А.С. Фрейдиным, Ю.М. Ивановым, кандидатами техн. наук Е.М.
Знаменским, И.П. Преображенской, С.Б. Турковским, Г.Р. Барановым, К.Т. Вуба,
Л.В. Касабьяном, инженерами Е. Н. Баскакиным, А.С. Жуковой, Р.Н. Верещагиной,
Ю.А. Варфоломеевым, Л.Е. Степановой, Т.Н. Сычевой, Г.И. Дьячковой, В.С.
Зайцевой, М.М. Белоусовой, В.Г. Курганским.
Раздел
Руководства по защитной обработке составлен кандидатами техн. наук Ю.Ю.
Славиком, Г.Н. Мышеловой, А.Д. Ломакиным, А.Б. Шолоховой.
В разработке
Руководства принимали участие ЦНИИЭПсельстрой (инженеры Е.А. Прилепский, Н.А.
Макаров, Г.Н. Приходкина), ЦНИИМОД (инженеры С.Н. Пластинин, С.Г. Делков), ЛЛТА
им. С.М. Кирова (д-р техн. наук, проф. В.А. Куликов, кандидаты техн. наук Л.М.
Сосна, М.М. Леонтьева, Н.А. Гончаров), НИСИ им. В.В. Куйбышева (д-р техн. наук,
проф. В.М. Хрулев, канд. техн. наук В.А. Забурунов, инж. В.Т. Дудник).
Дирекция
ЦНИИ строительных конструкций
* В дальнейшем для сокращения называются клееные конструкции, к которым
относятся несущие и ограждающие конструкции и их клееные элементы.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Настоящее
Руководство содержит рекомендации по технологическому процессу изготовления,
контролю качества и приемке элементов несущих и ограждающих деревянных клееных
конструкций, используемых в промышленном, гражданском и сельском строительстве.
Изготовление
металлических элементов, которыми комплектуются клееные конструкции, следует
производить в соответствии с требованиями нормативных документов в части
производства и приемки металлических конструкций.
Руководство
рекомендуется использовать при изготовлении клееных конструкций, а также при
проектировании предприятий по их производству.
1.2.
Изготовление клееных конструкций следует производить лишь при наличии:
пиломатериалов,
прошедших предварительную атмосферную сушку до влажности 20-25% и камерную
сушку до технологической влажности 8-12%;
пригодных для
применения клеев;
производственных
помещений, в которых поддерживаются заданные температурно-влажностные параметры
воздуха;
оборудования,
обеспечивающего качественное выполнение технологических операций;
квалифицированных
кадров;
нормативной
документации на конструкции и процесс их изготовления. Если не может быть
выполнено хотя бы одно из перечисленных требований, производство конструкций
должно быть категорически запрещено, так как не будет обеспечено требуемое
качество.
1.3. Клееные
конструкции для массового строительства следует изготавливать в специализированных
цехах, входящих, как правило, в состав лесопильно-деревообрабатывающих
предприятий. Допускается изготовление большеразмерных конструкций,
транспортирование которых к местам потребления затруднено, в сборочных цехах,
находящихся вблизи строительства. В таких случаях клееные конструкции
изготавливают из предварительно обработанных заготовок, получаемых со
специализированных предприятий.
1.4. При
изготовлении клееных конструкций следует выполнять требования, изложенные в:
а) ГОСТах и
рабочих чертежах, а также технических условиях на подлежащие изготовлению
конструкции;
б) настоящем
Руководстве.
На основе этих
документов должны быть разработаны технологические карты и другая документация,
регламентирующие изготовление конструкций в условиях каждого конкретного
производства.
1.5. При
составлении технической документации следует использовать стандартную
терминологию, изложенную в ГОСТ 17747-72, 17743-72,
15024-79 и 17161-79.
2. МАТЕРИАЛЫ
Древесина и древесные плиты
2.1. Для
изготовления клееных конструкций необходимо использовать пиломатериалы хвойных
пород (ель, сосну), требования к которым установлены ГОСТ 8486-66.
Допускается
использование древесины и других пород при строгом соблюдении рекомендаций,
учитывающих специфику их применения в производстве клееных конструкций
(например, специальных режимов механической обработки, сушки и склеивания
лиственницы).
2.2. Следует
применять пиломатериалы длиной от 2 до 6,5 м, шириной 100, 125, 150, 175, 200
мм, толщиной 25, 32, 40, 44, 50, 60 мм; толщина пиломатериалов из лиственницы
не должна превышать 30 мм. Для изготовления многослойных несущих конструкций
необходимо применять, как правило, пиломатериалы толщиной 40 мм, однако для
криволинейных конструкций толщина пиломатериалов не должна превышать 1/250
среднего радиуса клееного элемента. Если для изготовления несущих клееных
конструкций необходимо использовать пиломатериалы большей толщины и ширины, в
них рекомендуется предусматривать продольные компенсационные прорези,
расположенные друг от друга на расстоянии 40 мм, но не менее чем на 10-15 мм от
кромки доски. Глубина прорезей должна быть 1/2 толщины
слоя, ширина — 2-3 мм.
Для
лиственницы компенсационные прорези следует устраивать при толщине слоев более
25 мм и их ширине более 125 мм.
2.3. Для
изготовления обшивок ограждающих клееных конструкций следует применять фанеру
марок ФСФ и ФК по ГОСТ 3916-69.
2.4.
Допускается применение древесностружечных плит по ГОСТ 10632-77 и
древесноволокнистых плит по ГОСТ 4598-74, если
это указано в рабочих чертежах и технических условиях.
Клеи.
2.5. Для
изготовления клееных конструкций необходимо применять клеи на основе
синтетических смол. Марки клеев выбирают в соответствии с их свойствами, назначением
и рекомендуемыми областями применения конструкций (табл. 1) по суммарной оценке их технико-экономических
показателей, включая прочность и долговечность соединений, обеспеченность
сырьевой базой и стоимость. Группу клея указывают в ГОСТах, рабочих чертежах
или технических условиях на конструкции.
2.6. Для
повышения зазорозаполняющей способности и загущения в клеи (кроме эпоксидных)
можно вводить древесную муку в количестве до 8 мас. ч. от массы смолы.
Эпоксидные клеи применяют с наполнителем-портландцементом марки М 400 по ГОСТ 10178-76
или вибромолотым кварцевым песком в количестве 100-400 мас. ч. на 100 мас. ч. смолы.
Количество
отвердителя применяют в пределах, указанных в табл. 1, в зависимости от жизнеспособности клея и температуры.
В случае необходимости регулирования жизнеспособности клеев ФР-12, ФР-100,
ДФК-1АМ, ДФК-14Р и ФРФ-50 в клеи вводят 1-4 мас. ч. 50%-ного раствора едкого
натра на 100 мас. ч. смолы.
Таблица 1
|
Тип клея |
Марка клея |
Состав клея |
группа |
Рекомендуемые области применения |
Отличительные особенности |
||
|
смола |
отвердитель |
к-во мас. ч. на 100 мас. ч. смолы |
|||||
|
Резорциновый |
ФР-12 |
ФР-12 |
Параформальдегид |
10-13 |
I |
Преимущественно |
Срок хранения смолы не |
|
Фенольно-резорциновый |
ФРФ‑50 |
ФРФ-50 |
То же |
10-13 |
I |
Преимущественно |
Срок хранения смолы не |
|
Алкилрезорциновые |
ФР-100 |
ФР-100 |
» |
10-13 |
II |
Преимущественно |
Срок хранения смолы не |
|
ДФК‑1АМ |
ДФК‑1АМ |
||||||
|
Фенольно-алкилрезорциновый |
ДФК-14Р |
ДФК-14 |
Параформальдегид |
10-13 |
II |
Преимущественно |
Срок хранения смолы не |
|
Фенольные |
КБ-3 |
СФЖ-3016 |
Керосиновый |
18-25 |
II |
То же |
Широкая сырьевая база, |
|
СФХ |
СФХ |
||||||
|
Карбамидно-меламиновые |
КС-В-СК |
КС-В-СК |
Щавелевая |
10-15 0,5-1 |
III |
То |
Водостойкость выше |
|
Карбамидные |
КФ-Ж |
КФ-Ж |
То же |
10-15 |
IV |
То |
Ограниченная водостойкость, |
|
КФ-БЖ |
» |
0,5-1 |
|||||
|
Эпоксидные |
ЭПЦ-1 К-153 |
К-153 |
Полиэтиленполиамин (ТУ 6-02-594-70) или |
15 18-20 |
V |
Для |
Высокая долговечность при |
Таблица
2
|
Защитный материал |
Марка |
ГОСТ, ТУ и другие нормативные документы |
Компоненты материала* |
Количество компонента, мас. ч. |
Группа защитных свойств |
|
Лакокрасочные материалы |
|||||
|
а) Для прозрачных покрытий |
|||||
|
Масляно-смоляные |
ПФ-283 |
ГОСТ |
Ксилол |
— |
II |
|
ГФ-166 |
ГОСТ |
Ксилол |
— |
I — II |
|
|
Пентафталевый |
ПФ-170 |
ГОСТ |
Ксилол |
— |
I — II |
|
Перхлорвиниловый |
ХВ-784 |
ГОСТ |
Р-4 |
— |
I-II-VI |
|
Сополимерные |
ХС-724 |
ТУ |
Р-4 |
— |
I-II-VI |
|
ХС-76 |
ГОСТ |
Р-4 |
— |
I-II-VI |
|
|
Уретановый |
УР-293 |
ТУ |
Р-189 |
— |
I-II-V-VI |
|
б) Для укрывистых покрытий |
|||||
|
Пентафталевая |
ПФ-115 |
ГОСТ 6465-76 |
Сольвент |
— |
II — V |
|
Перхлорвиниловые |
ХВ-1100 |
ГОСТ |
Р-4, |
— |
II — V |
|
ХВ-785 |
ГОСТ |
Р-4, |
— |
II — VI |
|
|
ХВ-110 |
ГОСТ |
Р-4 |
— |
II — V |
|
|
ХВ-124 |
ГОСТ 10144-74 |
Р-4, |
— |
II — V |
|
|
ХВ-5169 |
ТУ |
Р-4, |
— |
II — III — V |
|
|
Сополимерные |
ХС-759 |
ГОСТ |
Р-4 |
— |
II — VI |
|
ХС-710 |
ГОСТ |
Р-4 |
— |
II — VI |
|
|
ХС-781 |
ТУ |
Р-4 |
— |
II — VI |
|
|
Уретановая |
УР-49 |
ТУ |
Р-189 |
— |
II — III — V |
|
Уретаново-алкидная |
УРФ-1128 |
ТУ |
Р-189 |
— |
II — VI |
|
Органосиликатная |
ОС-12-01 |
ТУ |
Толуол |
— |
II — IV |
|
ОС-12-03 |
|||||
|
Эмульсионная |
АК-111Р |
ТУ |
Вода |
— |
V |
|
Алкидно-карбамидная |
МЧ-181 |
ТУ |
Ксилол |
— |
II |
|
Эмаль |
ХП |
ТУ |
Ксилол |
— |
II , VI |
|
Пропиточные составы |
|||||
|
а) Биозащитные |
|||||
|
Аммоний |
КФА |
ОСТ |
Аммоний |
10(15) |
III |
|
Вода |
90(85) |
||||
|
Препарат |
ХМБ-444** |
ТУ |
Бихромат |
5 |
III |
|
Купорос |
5 |
||||
|
Кислота |
5 |
||||
|
Вода |
85 |
||||
|
Тетрафторборат |
ТФБА |
ТУ |
Тетрафторборат |
10(15) |
III |
|
Вода |
90(85) |
||||
|
Препарат |
ББ-32 |
ГОСТ |
Бура |
12 |
III |
|
Кислота |
8 |
||||
|
Вода |
80 |
||||
|
Препарат |
ХМББ-3324** |
ГОСТ |
Бихромат |
2,5 |
III |
|
Купорос |
2,5 |
||||
|
Кислота |
3,3 |
||||
|
Бура |
1,7 |
||||
|
Вода |
90 |
||||
|
б) Огнезащитные |
|||||
|
Поверхностно-пропиточный |
ПП |
Инструкция |
Углекислый |
25 |
IV |
|
Керосиновый |
3 |
||||
|
Вода |
72 |
||||
|
Пропиточный |
МС |
То |
Диаммонийфосфат |
20 |
IV |
|
Керосиновый |
3 |
||||
|
Сульфат |
5 |
||||
|
Вода |
72 |
||||
|
в) Биоогнезащитные |
|||||
|
Препарат |
Б-11 |
ГОСТ |
Бура |
10 |
III — IV |
|
Кислота |
10 |
||||
|
Вода |
80 |
||||
|
Состав |
ТХЭФ |
ТУ |
Трихлорэтилфосфат |
40 |
III — IV |
|
Четыреххлористый |
60 |
||||
|
Фенолоспирты |
ТУ |
— |
II — III — IV — V — VI |
||
|
Мастичные составы ***** |
|||||
|
Состав |
— |
Смола |
100 |
II — V |
|
|
Полиэтиленполиамин |
15 |
||||
|
или |
18-20 |
||||
|
Ксилол |
10 |
||||
|
Состав |
— |
Шпатлевочная |
100 |
II — V |
|
|
Отвердитель |
8,5 |
||||
|
Растворитель |
20 |
||||
|
Тиоколовый |
У-30м |
ГОСТ |
Паста |
100 |
II — V |
|
Вулканизирующая |
5-9 |
||||
|
Дифенилгуанидин |
0,2-0,5 |
||||
|
Тиоколовый |
УТ-32 |
ТУ |
Паста |
100 |
II — V |
|
Вулканизирующая |
9-12 |
||||
|
Дифенилгуанидин |
0,4-0,8 |
* Для лакокрасочных материалов в качестве компонентов
указаны только растворители, необходимые для доведения материала до рабочей
вязкости. Ориентировочная потребность растворителей-10-20% объема лакокрасочных
материалов.
** При приготовлении препарата ХМБ-444 для
предотвращения выпадения осадка в раствор добавляют 0,05 мас. ч. уксусной
кислоты ( ГОСТ
19814-74), а при приготовлении ХМББ-3324- 1 мас. ч.
*** Для придания древесине биостойкости на каждые 97
кг готового раствора МС добавляют 3 кг фтористого натрия (ГОСТ 2871-75).
**** Взамен диаммонийфосфата можно применять аммофос ( ГОСТ 18918-79),
представляющий собой смесь аммонийных солей фосфорной кислоты (моно- и
диаммонийфосфата) или кормовой диаммонийфосфат.
***** Для снижения вязкости и улучшения
наносимости герметиков используют растворители Р-4, Р-5 ( ГОСТ
7827-74), этилацетат ( ГОСТ
8981-78). Герметики У-30м и УТ-32 поставляют в комплекте с пастой № 9 и
ДФГ, точное соотношение которых указывается в заводском паспорте.
Допускается по
согласованию с ЦНИИСК им. Кучеренко применение других марок клеев, если их
технологические характеристики не отличаются от указанных, а клеевые соединения
с их использованием обеспечивают необходимую прочность и долговечность клееных
конструкций.
2.7. Вязкость и рабочую жизнеспособность клеев следует
выбирать в зависимости от назначения и применяемого оборудования и заданной
технологии склеивания.
Наибольшую
рабочую жизнеспособность (2-4 ч) должны иметь клеи, используемые для склеивания
большепролетных (24 м и более) многослойных конструкций, наименьшую (0,5-1 ч)
-для склеивания заготовок по длине на зубчатых соединениях и по кромке.
Наименьшую
вязкость (60-150 с по вискозиметру ВЗ-4) должны иметь клеи, наносимые на
склеиваемые поверхности при наливе, наибольшую (300-400 с и более) — при
осуществлении зубчатых и кромочных соединений.
2.8. Клеи
должны обеспечивать прочность клеевых соединений при скалывании вдоль волокон
древесины по ГОСТ
15613.1-77 через 3 сут после склеивания не менее 6,5 МПа.
Материалы для защитной обработки конструкций
2.9. Для
защиты деревянных конструкций используют лакокрасочные, пропиточные и мастичные
материалы, марки и составы которых приведены в табл. 2.
2.10. По
защитным свойствам материалы подразделяются на следующие группы: I-декоративно-отделочные; II —
влагостойкие; III — биозащитные; IV — огнезащитные; V —
атмосферостойкие; VI — химстойкие.
Если материалы
обладают несколькими защитными свойствами, то их относят к комплексной группе
(например, материалы, защищающие конструкцию от увлажнения и обладающие
одновременно атмосферо- и химстойкостью, относят к комплексной группе II- V- VI).
2.11.
Наименование защитных материалов с указанием их марки и группы защитных свойств
должны быть указаны в технической документации на конструкции с учетом условий
их эксплуатации.
Для защиты
несущих многослойных клееных конструкций преимущественно следует применять
материалы, не скрывающие текстуру древесины.
3. ИЗГОТОВЛЕНИЕ КЛЕЕНЫХ КОНСТРУКЦИЙ
Общие указания
3.1.
Технологический процесс изготовления конструкций должен предусматривать
выполнение следующих основных операций:
формирование
штабелей, атмосферную и камерную сушку и кондиционирование пиломатериалов;
раскрой,
сортировку и механическую обработку пиломатериалов;
приготовление
клеев;
склеивание
заготовок по длине и ширине;
нанесение клея
на склеиваемые заготовки;
сборку
подлежащих склеиванию элементов конструкций;
запрессовку и
выдержку под давлением при отверждении клея;
механическую
обработку;
защитную
обработку;
контрольную
сборку клееных конструкций и оснащение их закладными деталями;
контроль
качества как в процессе изготовления, так и при приемке конструкций.
Примечание.
В случае применения в одном сечении клееных элементов древесины сосны (ели) и
лиственницы обработку и склеивание следует производить по режимам,
рекомендованным для лиственницы.
Для
изготовления клееных конструкций рекомендуется использовать специализированное
оборудование. Техническая характеристика выпускаемого в настоящее время
специализированного оборудования дана в табл. 1 прил. 1.
Допускается также комплектование линий из серийно выпускаемых станков.
3.2. В цехах изготовления клееных конструкций необходимо
поддерживать температуру 18-20°С и влажность воздуха 50-60%. Допускается
склеивание конструкций при температуре 16-25° С и влажности 60-70% с
соответствующей корректировкой режимов склеивания. При проектировании цехов
следует предусматривать инженерное оборудование для автоматического регулирования
температуры и влажности.
Помещения
должны быть оснащены приборами для непрерывного замера температуры и влажности
воздуха. Эти приборы следует располагать в рабочих зонах на видных местах.
Данные замеров необходимо ежедневно заносить в контрольный журнал.
3.3. Кроме
основных участков производства следует предусматривать складские помещения для
хранения переходящего запаса пиломатериалов, складские помещения для хранения
клеевых и защитных материалов (с температурой в помещении 8-12°С), участки
приготовления клеевых и защитных составов, находящиеся в непосредственной
близости от основных мест потребления этих материалов.
3.4. Примерный
перечень приборов и оборудования для оснащения лаборатории завода или цеха,
изготавливающих клееные конструкции, приведен в прил. 2.
3.5. В
процессе изготовления клееных конструкций следует обращать внимание на строгое
выполнение и контроль тех параметров процесса, которые в наибольшей степени
влияют на прочность клееных конструкций. К ним относятся: прочность и влажность
древесины, рабочая жизнеспособность, вязкость и время отверждения клея, размеры
и качество обработки склеиваемых заготовок, количество и равномерность нанесения
клея, продолжительность сборочно-запрессовочных операций, величина и
равномерность приложения давления, режимы склеивания. Необходимо контролировать
температуру и влажность воздуха в цехе, где производится склеивание, а также
прочность зубчатых и пластевых клеевых соединений.
3.6.
Результаты контроля основных параметров изготовления клееных конструкций
следует заносить в контрольный журнал, который должен храниться на предприятии
в течение 5 лет (рекомендуемая форма журнала представлена в прил. 3).
Сушка пиломатериалов
3.7. Древесина
и древесные материалы перед склеиванием должны иметь влажность 8-12%.
Для
конструкций, предназначенных для эксплуатации при пониженной влажности (менее
40%) и повышенной температуре воздуха (более 30°С), влажность древесины может
быть снижена до 7%, а при эксплуатации конструкций в условиях постоянной
повышенной влажности воздуха — увеличена до 15%. Температурно-влажностные
условия эксплуатации указываются в ГОСТах, рабочих чертежах или технических
условиях на конструкции.
3.8.
Пиломатериалы, как правило, следует сушить в две стадии: на первой — до
влажности 20-25%, на второй-до 8-12%, осуществляя для этой цели на первой
стадии преимущественно атмосферную сушку по ГОСТ
3808.1-80, а на второй — камерную. В последнем случае следует использовать
камеры периодического действия (например, СПМ-2К производства Ижевского
экспериментального механического завода, СПВ-62 производства Петрозаводского
завода бумагоделательного оборудования и др.), осуществляя в них сушку
пиломатериалов нормальными или мягкими режимами по ГОСТ
19773-74.
3.9. Процесс
сушки следует осуществлять в соответствии с требованиями «Руководящих
материалов по камерной сушке пиломатериалов», утвержденных Минлеспромом СССР и
введенных в действие с 1 января 1972 г. (ЦНИИМОД, Архангельск).
Особое
внимание при сушке следует уделять правильному формированию штабелей и
соблюдению требуемых режимов сушки. В штабель необходимо укладывать доски
только одной толщины. Прокладки следует укладывать строго по вертикали. Как
правило, должен быть обеспечен дистанционный контроль за режимами сушки.
3.10. После
окончания процесса сушки необходимо производить в течение 3-5 сут
кондиционирование пиломатериалов в помещении с температурой 18-25° С и относительной
влажностью воздуха 60-70%.
3.11.
Относительные отклонения зубцов секций (в вершине) пиломатериалов для
многослойных конструкций, характеризующие остаточные напряжения в них, после
сушки не должны превышать 2 и 1,5% соответственно для досок толщиной 40 и 25
мм.
Механическая обработка пиломатериалов
3.12.
Предназначенные для изготовления клееных конструкций пиломатериалы и фанеру
подвергают механической обработке для получения заготовок необходимого размера
и качества. При недостаточной длине или ширине заготовок производят склеивание
их по длине и ширине. Продольный раскрой пиломатериалов производят на
оборудовании, техническая характеристика которого приведена в табл. 2
прил. 1.
Если качество
исходных материалов ниже качества требуемых заготовок, допускается вырезка из
этих материалов недопустимых пороков с последующим склеиванием оставшихся
отрезков по длине. При вырезке сучков рез следует выполнять на расстоянии от
сучка, не меньшем его диаметра.
3.13. Качество
древесины слоев несущих конструкций и элементов каркаса ограждающих клееных
конструкций должно соответствовать требованиям, указанным в табл. 1 ГОСТ 20850-75.
Расположение слоев требуемого качества по высоте сечения несущих конструкций и
качество древесины каркаса ограждающих конструкций указываются в ГОСТах или
рабочих чертежах на конструкции.
Рекомендуется
преимущественно согласованное расположение смежных слоев при наборе пакетов для
несущих многослойных клееных конструкций.
3.14.
Сортировку заготовок по качеству, как правило, совмещают с поперечным раскроем
пиломатериалов, который осуществляют на специальных линиях или универсальных
торцовочных станках, краткая характеристика которых приведена в табл. 3
прил. 1.
Там же дана характеристика станков для раскроя фанеры и других древесных
плитных материалов.
Допускается
предварительное фрезерование одной или двух пластей досок для лучшего выявления
пороков древесины и уменьшения разнотолщинности досок.
Изменения
толщины по ширине и длине любого слоя не должны превышать ±0,2 мм.
3.15. Припуски
на торцовку заготовок с двух сторон согласно ГОСТ
7307-75 устанавливают по табл. 3.
Таблица
3
|
Ширина заготовок, мм |
Припуск при минимальной длине заготовок, мм |
|
|
св. 1500 до 3000 |
св. 3000 |
|
|
До 150 |
20 |
25 |
|
Св. 150 |
25 |
30 |
3.16. Для соединения по длине заготовок из
древесины следует, как правило, использовать зубчатые клеевые соединения, а из
фанеры — клеевые соединения на ус.
Допускаются
другие виды соединений, например для заготовок из древесины — впритык, из
фанеры — на зубчатом соединении, специально оговариваемые в ГОСТах, рабочих
чертежах или технических условиях на конструкции.
3.17. Зубчатые
клеевые соединения следует осуществлять в соответствии с требованиями ГОСТ
19414-79.
Соединения
типа I-50 следует
использовать для склеивания по длине или под углом клееных и цельных элементов
большого сечения; соединения I-32
и II-20 — для
склеивания по длине заготовок несущих и ограждающих конструкций; соединения II-10 и II-5 — для склеивания по длине заготовок
из фанеры.
Предел
прочности зубчатых соединений должен быть не менее 30 МПа.
Уклон клеевого
соединения на ус должен составлять 1/10, т. е. длина
скоса должна равняться десяти толщинам склеиваемых заготовок.
3.18. Зубчатые
клеевые соединения для заготовок из древесины, как правило, следует выполнять
вертикальными, а из фанеры — горизонтальными.
Фрезерование
зубчатых шипов выполняют режущим инструментом (прил. 4) на
оборудовании, входящем в состав автоматических или полуавтоматических линий.
При отсутствии таких линий для фрезерования шипов следует использовать
шипорезные или фрезерные станки, характеристика которых дана в табл. 4
прил. 1.
Точность
формирования зубчатых шипов должна соответствовать 2-му классу для плотной
посадки по ГОСТ 6449-76.
В зоне
фрезерования зубчатых шипов не должно быть сучков диаметром более 5 мм.
Допускаемые в заготовках сучки (табл. 1 ГОСТ 20850-75)
должны быть удалены от основания шипов на расстояние не менее трех их
диаметров. Фрезерование шипов можно производить на концах каждой заготовки или
пакета заготовок.
3.19. Перед
склеиванием поверхности слоев следует подвергать обработке (фрезерованию) на
продольно-фрезерных станках, характеристика которых приведена в табл. 5
прил. 1.
Максимальная высота неровностей на поверхности R z max, определяемая по ГОСТ
7016-75, не должна превышать 200 мкм.
3.20.
Фрезерование поверхностей слоев следует производить в пределах припусков на
механическую обработку по ГОСТ
7307-75.
Слои пакета
многослойных конструкций перед склеиванием по пласти следует фрезеровать с двух
пластей (без предварительного фугования) по 1-й группе припусков, величина
которых указана в табл. 4.
Таблица
4
|
Толщина заготовок, мм |
Припуск при номинальной ширине заготовок, мм |
||
|
90-95 |
95-195 |
св. 195 |
|
|
25 |
4 |
4,5 |
5 |
|
40 |
5 |
5,5 |
6 |
Перед склеиванием по ширине на гладкую фугу у слоев
фрезеруют обе кромки в пределах припусков, величина которых указана в табл. 5.
Таблица
5
|
Ширина заготовок, мм |
Припуск при толщине заготовок, мм |
|
|
25 |
св. 40 |
|
|
До 95 |
4,5 |
5 |
|
От 95 до 195 |
5 |
5,5 |
|
Св. 195 |
5 |
6 |
Допускается обработка кромок слоев, склеиваемых по
ширине на гладкую фугу, с предварительным фугованием. В этом случае припуски на
фрезерование поверхностей с двух сторон принимают по табл. 6.
Таблица
6
|
Размеры заготовок, мм |
Припуск при толщине заготовок, мм |
||
|
длина |
ширина |
25 |
40 |
|
До 2400 |
До 95 |
6 |
6,5 |
|
От 95 до 195 |
6,5 |
7 |
|
|
Св. 195 |
7 |
7,5 |
|
|
Св. 2400 |
До 95 |
7 |
7,5 |
|
От 95 до 195 |
7,5 |
8 |
|
|
Св. 195 |
8 |
8,5 |
В процессе механической обработки склеенных по
длине заготовок для многослойных конструкций (слоев) их кромки, как правило, не
обрабатывают. Последние подлежат обработке одновременно с фрезерованием боковых
поверхностей элементов конструкции.
Особое
внимание следует обращать на качество фрезерования заготовок из лиственницы,
учитывая более быстрое затупление режущего инструмента и необходимость
уменьшения скорости подачи обрабатываемого материала.
3.21.
Механическую обработку подлежащих склеиванию поверхностей следует производить
непосредственно перед склеиванием. Допускается хранение заготовок с
обработанными поверхностями до склеивания при параметрах воздуха, указанных в
п. 3.2,
в течение 24 ч (не более) при условии тщательного предохранения их от
загрязнения, увлажнения или пересушивания.
При хранении
заготовок из лиственницы после обработки более 15 ч требуется повторное
фрезерование поверхностей для снятия инактивированного слоя толщиной 0,8-1 мм.
Приготовление и нанесение клея
3.22. Процесс
приготовления клея включает подготовку компонентов клея: перемешивание жидких
компонентов клея для устранения осадка, подсушивание и просеивание
порошкообразных отвердителей, отвешивание их в количествах и последовательности,
указанных в рецептурной таблице, тщательное перемешивание смолы с отвердителем
и наполнителем. Для приготовления клея могут быть использованы только те
компоненты, пригодность которых подтверждена письменным заключением
лаборатории.
3.23.
Необходимое количество компонентов клеев в соответствии с указаниями табл. 1 отбирается весовым методом.
Допускается использование объемного метода дозирования при условии
подтверждения его соответствия весовому методу.
3.24.
Перемешивание компонентов клея следует производить в механических стационарных
или переносных клеемешалках с центральным валом и расположенными на нем
лопастями (например, в клеемешалке КМ-40-10 емкостью 35 л, изготавливаемой
Рыбинским заводом деревообрабатывающих станков, или краскомешалке СО-11,
изготавливаемой Вильнюсским производственным объединением
строительно-отделочных машин).
С целью
обеспечения равномерного и быстрого перемешивания компонентов для приготовления
клеев с порошкообразным отвердителем (ФР-12, ФРФ-50, ФР-100, ДФК-1АМ, ДФК-14)
рекомендуется использование мешалок с планетарным вращением вала. Во избежание
осаждения отвердителя его вначале можно перемешать с небольшим количеством
смолы, а затем в клеемешалку добавить оставшуюся часть смолы.
При
относительно небольших количествах приготовление клеев можно производить с
использованием съемных портативных клеемешалок, в качестве которых используют
ручной электрифицированный инструмент (гайковерты, шуруповерты т. п.).
Вал с
лопастями соединяют с инструментом, подвешивают на блоке с противовесом. Во
время приготовления в емкость с клеем опускают лопасти инструмента и при их
вращении делают круговые движения инструментом, чем и обеспечивается
планетарное перемешивание клея.
3.25.
Перемешивание компонентов клея следует производить в течение 3-5 мин при
скорости вращения лопастей не более 40-60 об/мин; температура клея не должна
превышать 18-20° С.
Клеи,
содержащие наполнители, перед нанесением должны быть дополнительно перемешаны.
3.26. Операции
по подаче компонентов клея в клееприготовительное отделение, отвешиванию и
загрузке компонентов клея в клеемешалки, по выгрузке клея и подаче его к
рабочим местам должны быть максимально механизированы. Части оборудования,
соприкасающиеся с клеем, должны быть легкодоступными для очистки, а места
очистки должны быть снабжены горячей и холодной водой, специальными сливами и
отстойниками. Приготовление больших количеств клея следует производить в
изолированном, хорошо вентилируемом помещении.
3.27. Клей необходимо наносить на обе склеиваемые
поверхности. Одностороннее нанесение клея допускается лишь на участках с
небольшим периодом сборочно-запрессовочных операций или большой рабочей
жизнеспособностью клея.
В зависимости
от способа нанесения и состава клея суммарный расход клея должен быть в
пределах 0,35-0,6 кг/м3.
3.28.
Нанесение клея на подлежащие склеиванию поверхности следует производить
механизированным способом при помощи клеенаносителей, обеспечивающих
равномерное распределение на поверхности требуемого количества клея. При
небольшом объеме производства допускается ручное нанесение клея при помощи
валиков, кистей, шпателей.
Клеенаносящее
оборудование должно обеспечивать:
возможность
точного дозирования наносимого количества клея;
равномерность
нанесения на поверхности заданного количества клея;
незначительную
затрату времени на нанесение;
возможность
быстрой и легкой очистки и замены частей оборудования, соприкасающихся с клеем.
3.29. Для
нанесения клеев на пласти слоев следует использовать клеенаносящие станки с
дозирующими валками, характеристика которых дана в табл. 6 прил. 1.
Применение
клееналивных станков допускается при условии соблюдения требований, изложенных
в п. 3.27.
3.30.
Нанесение клея на зубчатые шипы производят при помощи щеток, валиков, дисков и
тому подобных приспособлений, встроенных в линии склеивания заготовок по длине.
Допускается ручное нанесение клея при небольшом объеме производства.
3.31. При
использовании клеев, температура которых повышается после введения отвердителя
из-за происходящей в клее экзотермической реакции (например, резорциновых),
оборудование для приготовления и нанесения клея должно иметь двойные стенки с
циркулирующей между ними охлаждающей жидкостью.
3.32.
Оборудование для приготовления и нанесения клея следует систематически очищать
от клея (до потери клеем полной жизнеспособности — гелеобразования), так как
клеи, перешедшие в гелеобразное состояние, полностью теряют растворимость и
могут очищаться только механическим путем или едкими жидкостями.
Если
оборудование работает непрерывно, и загрузка свежеприготовленных партий клея
происходит до наступления гелеобразования ранее загруженного клея, очистку
можно не производить. Очистку клеев ФР-12, ФРФ-50, ФР-100, ДФК- IAM, КС-В-СК и КФ-Ж
производят водой. Клей КБ-3, СФХ, ДФК-14 очищают 10-50%-ным водным раствором
кальцинированной соды с последующей промывкой водой или ацетоном. Для ускорения
и облегчения очистки температура воды или раствора кальцинированной соды может
быть повышена до 60-80° С.
Сборка и запрессовка
3.33.
Технологическую схему и оборудование для осуществления операций по сборке и
запрессовке следует выбирать исходя из назначения операции (склеивание
заготовок по длине или ширине, склеивание заготовок по толщине, приклеивание
обшивок к каркасу панелей), объема производства, конструкции изделия.
3.34. Сборку и
склеивание заготовок по длине с помощью зубчатых клеевых соединений следует
производить в прессах периодического или непрерывного действия, одновременно
запрессовывая один или группу стыков. Для этой цели применяют одно из следующих
запрессовочных устройств:
а) с прижимом
одной из заготовок на неподвижной каретке, а другой на подвижной и с
последующим передвижением в продольном направлении;
б) с
непрерывной подачей заготовок двумя парами гусеничных или вальцовых механизмов
подачи, осуществляющих запрессовку соединений за счет разности скоростей подачи
заготовок (скорость подачи первой подающей пары по направлению движения
заготовок больше, чем второй);
в) с
использованием торцовой опоры для одного конца склеиваемых заготовок и
приложением усилия запрессовки к другому концу заготовки. Для увеличения
производительности следует использовать кассеты, в которые укладывают по высоте
несколько рядов заготовок одинаковой длины, а запрессовку осуществляют на
стационарном стенде, позволяющем фиксировать кассету между опорой и перемещаемым
по вертикали на противоположной опоре пневмо- или гидродомкратом.
Для достижения
наибольшей прочности зубчатых соединений отверждение клея должно происходить
при неподвижном положении заготовок.
Величина
торцового давления при запрессовке зубчатых соединений должна быть в пределах
1-1,5 МПа для соединений 1-50 по ГОСТ
19414-79; 2-2,5 — для I-32;
3-3,5 — для II-20; 5-6
— для II-20 и 8-10 -для
II-5.
3.35.
Склеивание заготовок по длине при помощи клеевого соединения на ус следует
производить в прессах, обеспечивающих неподвижность соединения во время
отверждения клея.
Для этой цели
может использоваться, например, линия типа ЛУСФ, изготавливаемая по заказам
ярославским заводом деревообрабатывающего оборудования «Пролетарская свобода».
Давление при
запрессовке соединений на ус должно быть 1 МПа.
3.36.
Склеивание заготовок по ширине на гладкую фугу следует производить в прессах
периодического или непрерывного действия при величине давления 0,5-0,7 МПа.
3.37. При
изготовлении многослойных конструкций их сборку, т. е. набор лент в пакеты
необходимых размеров, производят непосредственно в запрессовочных устройствах
или же вне их на специальных подъемных устройствах. В последнем случае место
формирования пакетов должно быть по возможности приближено к запрессовочным
устройствам.
3.38.
Запрессовку многослойных конструкций следует производить, как правило, в
прессовых установках периодического действия, а при массовом выпуске однотипных
элементов — в установках непрерывного действия проходного типа. Прямолинейные
конструкции запрессовывают в вертикальных или горизонтальных прессах (клеевые
прослойки расположены соответственно горизонтально или вертикально).
Криволинейные конструкции следует запрессовывать, как правило, в горизонтальных
прессах.
Независимо от
способа запрессовки и применяемого оборудования должно быть обеспечено
приложение и поддержание равномерного по всей площади склеивания и высоте
пакета давления величиной 0,5-1 МПа. Верхний предел давления относится к
склеиванию криволинейных конструкций, нижний — для прямолинейных конструкций.
3.39. При
массовом выпуске многослойных конструкций следует в первую очередь применять
гидравлические прессы, имеющие большую производительность и обеспечивающие
точное приложение и поддержание величины запрессовочного давления.
3.40. Учитывая
большую стоимость такого оборудования, допускается при склеивании криволинейных
конструкций применение винтовых прессов при наличии в них компенсационных
пружин, позволяющих поддерживать требуемое давление.
Для
завинчивания винтов следует применять электрические или пневматические
гайковерты, снабженные динамометрическим устройством для создания заданной
величины давления. Гайковерты должны быть ударно-вращательного действия с
уравновешенным моментом, позволяющим регулировать величину прикладываемого
усилия. Техническая характеристика выпускаемых промышленностью гайковертов,
которые могут быть применены для механизации процесса винтовой запрессовки,
приведена в табл. 7 прил. 1.
Для облегчения
работы гайковерты следует подвешивать или закреплять на передвижной тележке на
уровне завинчиваемых винтов и при переходе от завинчивания нижнего ряда
конструкций к верхнему перемещать их по вертикали.
3.41. Для
склеивания криволинейных конструкций необходимо, как правило, использовать
горизонтальные секционные гидравлические или винтовые прессы, позволяющие
производить запрессовку нескольких (до 4) рядов конструкций и осуществлять
быструю переналадку оборудования при изменении размеров и конфигурации
конструкций. Эти прессы состоят из отдельных секций, прикрепляемых при помощи
болтов к рельсам силового пола таким образом, чтобы их опорные части
соответствовали профилю склеиваемого изделия. В тех случаях, когда профиль
изделия не изменяется, т. е. при склеивании однотипных изделий, силовые секции
могут быть жестко соединены между собой и приварены к основанию пресса. Силовой
пол в этом случае не требуется. На вертикальных стойках секций в нужных по
высоте местах закрепляются расположенные горизонтально гидродомкраты или винты
с захватами или упорами для тяг, посредством которых с помощью прижимных
башмаков охватывают и запрессовывают конструкции.
При
расстановке секций необходимо учитывать, что после распрессовки криволинейных
конструкций происходит некоторое их распрямление. Поэтому радиус установки
базовых поверхностей секций с учетом распрямления конструкций после их
распрессовки должен быть меньше требуемого радиуса прилегающей к ним
поверхности конструкции. Определяется он по формуле
![]() (1)
(1)
где Rэ — радиус
внутренней поверхности конструкции, см;
n—
количество слоев в конструкции, шт.
3.42. В
гидравлических и винтовых прессах расстояние между точками приложения давления
не должно превышать 50 см, а свободные промежутки между прижимными башмаками не
должны быть более 20-25 см. Между опорными поверхностями стоек и
запрессовываемой конструкцией и башмаком должны быть компенсационные прокладки.
3.43. При
запрессовке конструкций с малым радиусом изгиба вначале следует запрессовать
более длинную прямолинейную часть, потом после изгиба — короткую, часть. Через
10-15 мин после достижения необходимого давления все винты должны быть поджаты
повторно и проверены динамометрическим ключом.
3.44. В тех
случаях, когда по техническим или экономическим причинам нецелесообразно
использование стационарных гидравлических, винтовых и тому подобных прессов,
допускается склеивание многослойных конструкций с гвоздевой запрессовкой. В
первую очередь это относится к изготовлению небольшого количества
большепролетных конструкций непосредственно на местах их использования или же в
случае малой жизнеспособности клея, не позволяющей в этот период собрать и
запрессовать конструкцию.
Для
запрессовки следует использовать гвозди, длина которых не меньше двух толщин
слоев (2δ), а диаметр — 2,5-3 мм. При ширине слоев 80-100 мм гвозди
располагают двумя параллельными рядами в шахматном порядке с расстояниями между
гвоздями в одном ряду не более 12 толщин слоя; при ширине слоев более 100 мм
гвозди располагают двумя параллельными рядами с расстоянием, равным 8 толщинам
слоя между гвоздями в одном ряду.
Склеивание
многослойных конструкций с гвоздевой запрессовкой следует производить на
специальных вертикальных или горизонтальных стендах, рабочая поверхность которых
должна соответствовать очертанию склеиваемой поверхности с учетом возможного
распрямления конструкции после снятия ее со стенда. Забивку гвоздей начинают в
середине длины слоев.
3.45. Сборку и
запрессовку панелей, т. е. приклеивание обшивки к каркасу, следует производить
в плитных гидравлических или пневматических прессах. Допускается применение
гвоздевой запрессовки; при этом для прижима обшивок к каркасу следует
использовать гвозди диаметром 2-2,5 мм, длиной 40-50 мм при толщине фанеры 6 мм
и 45-60 мм при толщине 10 мм. Расстояние между гвоздями в первом случае должно
соответствовать 100-175 мм, во втором-125-200 мм.
При сборке
асбестоцементных панелей листы укладывают шероховатой стороной внутрь панелей.
Отверстия в листах должны иметь диаметр на 1-2 мм больше диаметра шурупа с
раззенковкой под головку шурупа +0,5 мм. Расстояние между шурупами указывается
в рабочих чертежах на панели.
При склеивании
в плитных прессах следует обеспечивать приложение давления на площадь
склеивания величиной 0,5-0,8 МПа.
3.46.
Продолжительность сборочно-запрессовочных операций при запрессовке несущих и
ограждающих конструкций обязательно должна быть увязана с рабочей
жизнеспособностью используемого на данной операции клея и быть в 1,5 раза
меньше ее. Жизнеспособность следует определять при температуре воздуха в
рабочей зоне, т. е. около сборочно-запрессовочного оборудования.
Режимы склеивания
3.47. Время
выдержки при склеивании элементов конструкций в запрессованном состоянии при
определенной температуре и влажности воздуха зависит от технологических свойств
применяемого клея, размеров и жесткости склеиваемых заготовок и других
факторов. Так как значения указанных факторов могут существенно изменяться,
приведенные ниже температурно-временные режимы склеивания являются ориентировочными,
и их необходимо уточнять применительно к конкретным условиям данного
производства.
3.48.
Заготовки с зубчатым соединением после запрессовки необходимо выдерживать в
неподвижном состоянии в течение периода времени, в 2 раза превышающем полную
жизнеспособность используемого в данных условиях клея.
3.49.
Запрессовку и склеивание многослойных несущих конструкций следует производить,
как правило, при температуре и влажности воздуха в цехе, где производится
склеивание. Режимы склеивания приведены в табл. 7.
Таблица
7
|
Конструкции |
Выдержка, ч, в запрессованном состоянии при |
|
|
18-20 |
22-25 |
|
|
Прямолинейные |
14-12 |
10-8 |
|
Криволинейные |
24-20 |
18-16 |
3.50. При необходимости увеличения
производительности прессового оборудования для ускорения отверждения клея
следует использовать конвекционный нагрев.
Режимы
склеивания многослойных конструкций при использовании этого вида нагрева
приведены в табл. 8 при влажности
воздуха 50-60%.
Охлаждение
конструкций следует производить в запрессованном состоянии при температуре цеха
в течение 3 ч.
Таблица
8
|
Ширина клеевой прослойки, мм |
Время выдержки, мин, под давлением при температуре, |
||
|
30-40 |
50-60 |
80-90 |
|
|
До 100 |
240-180 |
120-90 |
70-60 |
|
101-200 |
300-240 |
210-170 |
90-80 |
|
Св. 200 |
360 |
240 |
120 |
Конвекционный нагрев осуществляется, как правило,
путем подачи доведенного до необходимой температуры и влажности воздуха под
накидку из прорезиненной и тому подобной ткани, которой после окончания
запрессовки конструкций покрывают оборудование,
3.51. При
склеивании большого количества однотипных изделий и ширине клеевой прослойки до
100-150 мм допускается применение высокочастотного нагрева. Учитывая специфику
применения этого вида нагрева, режимы склеивания должны устанавливаться
согласно требованиям специальных указаний.
Следует
учитывать, что применение нагрева усложняет и удорожает процесс склеивания,
поэтому его следует применять только в тех случаях, когда по сравнению с
другими операциями технологического процесса выдержка конструкций в
запрессованном состоянии является «узким» местом, т. е. тормозит все
производство.
При
использовании лиственницы выдержку следует увеличивать на 20%.
3.52.
Приклеивание обшивок к каркасу панелей необходимо производить с контактным
нагревом, режимы которого приведены в табл. 9.
Таблица
9
|
Температура плит пресса, °С |
Выдержка в прессе, мин, на 1 мм толщины обшивки |
|
60-70 |
3-2,5 |
|
90-100 |
2-1,5 |
|
130-150 |
1,2-1 |
Механическая обработка конструкций
3.53. После
склеивания конструкции и их элементы подвергают механической обработке для
доведения их до проектных размеров и придания поверхностям необходимого
качества.
Механическая
обработка включает фрезерование боковых поверхностей несущих многослойных
конструкций, опиловку по необходимому профилю их торцов, сверление отверстий
под болты, штыри и т. п.
3.54. Фрезерование боковых поверхностей конструкций
необходимо производить на стационарных деревообрабатывающих станках, техническая
характеристика которых приведена в табл. 8
прил. 1.
В тех случаях, когда из-за больших размеров конструкций их невозможно
обрабатывать на этом оборудовании, допускается для фрезерования поверхностей
применение ручного механизированного инструмента, например машины для фрезерования
деревянных полов (табл. 9 прил. 1).
Припуски на
фрезерование боковых поверхностей многослойных конструкций должны составлять
при длине конструкций до 12 м — 15 мм, свыше 12 м — 20 мм.
После
обработки максимальная высота неровностей R z max поверхностей, предназначенных для прозрачной отделки, должна
быть не более 320 мкм, а непрозрачной — 800 мкм. Допустимая величина уступов
смежных слоев определяется назначением конструкций и должна указываться в
ГОСТах или ТУ на конструкции.
3.55. Для
торцовки и продольной распиловки многослойных конструкций можно использовать
стационарные ленточно-пильные станки (например, ЛБД190Д-1, выпускаемые по
заказам Новозыбковским станкостроительным заводом) или ручной механизированный
инструмент, указанный в табл. 9 прил. 1,
а также используемые при лесозаготовках цепные электропилы.
Для сверления
отверстий следует использовать, как правило, оборудование, характеристика
которого дана в табл. 9 прил. 1.
Защитная обработка
3.56. По технологическим особенностям защитную обработку
разделяют на следующие виды:
нанесение
поверхностных покрытий в виде прозрачных или укрывистых защитных пленок;
поверхностная пропитка; комбинированная защитная обработка.
Нанесение
покрытий
а) Лакокрасочных
3.57.
Приготовление рабочих лакокрасочных составов необходимо выполнять в следующей
последовательности:
разбавление
состава;
фильтрование
состава;
определение
рабочей вязкости.
Рабочие
составы следует приготовлять только из материалов, имеющих паспорта
завода-изготовителя, а также анализ и заключение лаборатории об их пригодности.
3.58.
Нанесение лакокрасочных материалов на поверхность конструкций осуществляют
следующими методами:
безвоздушным
распылением (за исключением водорастворимых красок и уретановых материалов);
пневматическим
распылением;
с помощью
ручных инструментов (кисть, валик).
Перечень и
технические характеристики оборудования, необходимого для нанесения
лакокрасочных материалов методами безвоздушного и пневматического распыления,
приведены в табл. 10, 11
прил. 1.
3.59. При
нанесении лакокрасочного материала способом пневматического распыления
расстояние от головки краскораспылителя до обрабатываемой поверхности должно
быть 250-350 мм; при использовании способа безвоздушного распыления — 350-450
мм.
Ручное
нанесение лакокрасочных материалов (кистью или валиком) применяется при малых объемах
работ, невозможности применения механизированных способов нанесения и окраске
дефектных мест после механизированного нанесения.
3.60.
Технологические свойства (рабочая вязкость и толщина однослойного покрытия)
лакокрасочных материалов в зависимости от метода их нанесения должны
соответствовать требованиям табл. 10.
Общая толщина
покрытия должна соответствовать требованиям технической документации на
конструкции и обеспечивается необходимой кратностью слоев с учетом данных табл.
10. В среднем толщина покрытия,
обеспечивающая оптимальный влагозащитный эффект, должна быть для прозрачных
покрытий 90 мкм, для укрывистых 120 мкм.
3.61. Сушку лакокрасочных покрытий, нанесенных на
поверхность элементов конструкций, осуществляют при нормальной (16-22 °С) или
повышенной (40-95 °С) температуре.
При небольших
объемах производства используют сушильные тупиковые камеры периодического
действия, при массовом производстве проходные камеры периодического и
непрерывного действия.
Режимы сушки
лакокрасочных покрытий приведены в табл. 11.
Таблица
10
|
Лакокрасочные материалы |
Метод нанесения |
|||||||||
|
кистью, валиком |
пневмораспылением |
безвоздушных распылением |
||||||||
|
вязкость*, с |
толщина,** мкм |
без подогрева |
с подогревом |
без подогрева |
с подогревом |
|||||
|
вязкость, с |
толщина, мкм |
вязкость, c |
толщина, мкм |
вязкость, с |
толщина, мкм |
вязкость, с |
толщина, мкм |
|||
|
Перхлорвиниловые |
||||||||||
|
эмали |
38-40 |
25-30 |
17-23 |
15-25 |
30-35 |
35-40 |
18-22 |
20-25 |
40-45 |
35-40 |
|
лаки |
20-40 |
10-20 |
16-22 |
10-15 |
— |
— |
18-22 |
18-22 |
— |
— |
|
Пентафталевые: |
||||||||||
|
эмали |
40-60 |
30-50 |
25-35 |
20-30 |
35-50 |
40-45 |
30-45 |
25-35 |
70-80 |
45-50 |
|
лаки |
30-60 |
25-40 |
20-25 |
15-25 |
35-50 |
40-45 |
40-45 |
20-30 |
45-60 |
40-45 |
|
Уретановые: |
||||||||||
|
эмали |
35-40 |
20-30 |
18-20 |
18-20 |
— |
— |
— |
— |
— |
— |
|
лаки |
20 |
10-15 |
10-22 |
10-15 |
— |
— |
— |
— |
— |
— |
|
Органосиликатные |
20-60 |
20-35 |
20-25 |
30-40 |
— |
— |
25-30 |
35 |
40-45 |
45-50 |
|
Эмульсионные |
40-50 |
— |
30-35 |
— |
— |
— |
— |
— |
— |
— |
|
Масляно-смоляные |
— |
— |
20-25 |
15-25 |
— |
— |
— |
— |
— |
— |
|
Эмали |
180-200 |
30-45 |
50-60 |
20-25 |
— |
— |
150-180 |
35-45 |
— |
— |
|
Алкидно-карбамидные |
40-60 |
— |
30-35 |
— |
— |
— |
40-60 |
— |
— |
— |
* По вискозиметру ВЗ-4 при
температуре 18-20 °С.
** Толщина покрытия при
одноразовом нанесении.
Таблица
11
|
Лакокрасочное покрытие |
Продолжительность практического высыхания при t = |
Продолжительность межслойной сушки, ч, при |
|||
|
18-22 |
50-60 |
60-65 |
90-95 |
||
|
ХВ-110 |
3 |
1 |
— |
0,5 |
— |
|
ХВ-1100 |
1 |
0,5 |
0,3 |
— |
— |
|
ХВ-124 |
2 |
1 |
— |
0,3 |
— |
|
ХВ-5169 |
3 |
1 |
— |
0,5 |
— |
|
ХВ-785 |
6 |
2 |
— |
1 |
— |
|
ХС-759 |
1 |
1 |
— |
— |
— |
|
ХС-710 |
2 |
2 |
— |
— |
— |
|
ХС-781 |
2 |
2 |
— |
— |
— |
|
ХВ-784 |
1 |
1 |
— |
0,5 |
— |
|
ХС-724 |
2 |
1 |
— |
— |
— |
|
ХС-76 |
3 |
1 |
— |
— |
3 |
|
ПФ-115 |
48 |
24 |
— |
— |
1 |
|
ПФ-170 |
72 |
48 |
— |
— |
— |
|
УР-49 |
24 |
— |
— |
— |
|
|
УР-293 |
20 |
20 |
— |
— |
— |
|
УРФ-1128 |
6 |
6 |
1,5 |
— |
— |
|
ОС-12-01 ОС-12-03 |
72 |
3 |
— |
— |
— |
|
АК-111Р |
2 |
0,5 |
— |
— |
|
|
ГФ-166 |
48 |
10 |
— |
— |
— |
|
ПФ-283 |
36 |
8 |
— |
— |
— |
|
МЧ-181 |
24 |
— |
0,5 |
— |
— |
|
ХП |
3 |
1,5 |
— |
— |
— |
Примечание. До начала
транспортировки конструкции должны быть выдержаны в помещении с t =18-22
°С не менее 3- 4 сут.
б) Мастичных
3.62. Составы на основе смол К-153, К-115 и шпатлевки
ЭП-0010, а также герметики У-30м и УТ-32 используют для грунтования и
последующего нанесения покровных слоев на торцы или отдельные локальные боковые
участки несущих конструкций.
В отдельных
случаях покрытия на основе смол К-153, К-115 и шпатлевки ЭП-0010 могут быть
армированы стеклосетками или стеклотканями.
3.63. Рабочие
составы для получения грунтовочного покрытия на основе смол К-153, К-115 и
шпатлевки ЭП-0010 приготовляют путем последовательного введения в смолу
(шпатлевочную пасту) растворителя и отвердителя.
Для покровного
слоя используют те же составы с наполнителями (портландцемент марки М 400 по ГОСТ 10178-76,
маршалит или молотый пылевидный кварц по ГОСТ 9077-59) в
количестве 50 мас. ч.
3.64. При
нанесении покрытий на основе шпатлевки ЭП-0010 (смолы К-153 и К-115 используют
для нанесения только армированных покрытий) сначала кистью наносят грунтовочный
слой, а после выдержки в течение 4-5 ч при температуре 18-22° С — покровный.
Толщина покрытия должна быть не менее 700 мкм.
При нанесении
грунтовочного слоя расходуется 300 г/м2 состава и ~ 1200 г/м2
состава для покровного слоя.
3.65. При
устройстве армированных покрытий с применением составов на основе шпатлевки
ЭП-0010 и смол К-153 и К-115 предварительно на торцы конструкции наносят
грунтовочный слой (при устройстве покрытий на боковых поверхностях конструкции
грунтование поверхности не требуется) и выдерживают его в течение 4-5 ч
(ЭП-0010) или 1,5-2 ч (К-153 и К-115). Затем наносят приклеивающий слой и сразу
же обрезиненным валиком через полиэтиленовую пленку прикатывают к поверхности
стеклосетку или стеклоткань. Необходимо, чтобы армирующий материал полностью
пропитался составом.
Через 2-3 ч
наносят покровный слой, который подлежит сушке в течение 24 ч при температуре
18-22° С.
Для
грунтования, приклеивания и пропитки армирующего материала расходуется 1000 г/м2
состава, для покровного слоя ~ 500 г/м2.
3.66. Рабочие
составы на основе тиоколовых герметиков для грунтования приготовляют
разбавлением герметиков У-30м и УТ-32 растворителем в количестве 15-20 мас. ч.
и в количестве 5-10 мас. ч. для покровного слоя.
3.67. Нанесение грунтовочного слоя производят кистью, а
покровного- шпателем. Покровный слой наносят за 1 раз через 18-20 ч после
нанесения грунтовочного слоя. Продолжительность выдержки покровного слоя не
менее 24 ч при t°=18-22°
С. Толщина Покрытия должна быть не менее 700 мкм.
На 1 м2
обрабатываемой поверхности расходуется 500 г грунтовочного и 1400 г покровного
состава.
Пропитка
защитными составами
а)
Приготовление рабочих растворов
3.68. Приготовление
водных растворов пропиточных биоогнезащитных составов необходимо выполнять в
следующей последовательности:
размельчение
сухих компонентов;
просеивание
компонентов через сито с размером ячейки не менее 1 мм;
растворение
компонентов в воде.
Температура воды для приготовления растворов должна
быть, °С, для:
|
ТФБА ТФБА, |
80-90 |
|
КФА |
20-30 |
|
ХМБ-44 |
40-50 |
|
ХМББ-3324 |
50-60 |
|
МС |
65-75 |
|
ПП |
50-60 |
Компоненты препаратов ББ-32 и ББ-11 можно вводить в
раствор в любой последовательности. Последовательность загружения и растворения
компонентов препарата, ХМБ-444 должна соответствовать порядку их расположения в
табл. 2.
Препарат
ХМББ-3324. Отвешенное количество бихромата натрия (калия), медного купороса
и борной кислоты растворяют последовательно в половинном количестве подогретой
воды. Буру растворяют отдельно в оставшемся количестве воды. Затем оба раствора
смешивают и добавляют к смеси ледяную уксусную кислоту до полного растворения
осадка и создания pH = 4,5-5.
Состав МС.
В теплой воде с температурой 65-75° С (75% общего количества по рецепту)
растворяют технический диаммонийфосфат или аммофос. По получении плотности
раствора не ниже 1,170 при температуре 20° С к нему приливают керосиновый
контакт или другие поверхностно-активные вещества по рецепту согласно табл. 2. После этого загружается при
постоянном перемешивании до растворения сернокислый аммоний, а затем фтористый
натрий.
Состав ПП.
В теплой ванне (50-60° С) растворяют при хорошем перемешивании технический
поташ. По получении плотности раствора не ниже 1,240 при температуре 20° С к
нему приливают керосиновый контакт или другие поверхностно-активные вещества,
согласно рецепту, приведенному в табл. 2.
Контроль
концентрации рабочих растворов производят при помощи ареометра со шкалой от 1
до 1,4 (ГОСТ 1300-74). Плотность растворов при температуре 20° С Должна быть в
зависимости от концентрации для: 10%-ного ТФБА-1,042; 15%-ного ТФБА-1,066;
20%-ных ББК-3 и ББ-11 -1,076; 10%-ного КФА-1,058; 15%-ных КФА и ХМБ-444 — 1,090
и 1,094; 10%-ного ХМББ-3324 — 1,049.
Для того чтобы
отличить пропитанные составами заготовки от непропитанных, к бесцветным
растворам рекомендуется добавлять анилиновые красители из расчета 50 г сухой
краски на 100 л раствора.
3.69.
Приготовление пропиточного состава ТХЭФ требует дозирования компонентов по
массовой доле (согласно табл. 2) и
их перемешивания.
Рабочие
составы фенолоспиртов применяются в готовом виде, обеспеченном
заводом-изготовителем.
б)
Пропитка древесины и фанеры
3.70. При защитной обработке водными растворами
биоогнезащитных составов технологические режимы пропитки должны обеспечить
удержание сухой соли состава на 1 м2 обрабатываемой поверхности, г,
не менее, для: КФА, ХМБ-444, ХМББ-3324 и ТФБА-40, ББ-32-60 (при биозащитной
обработке); ПП-100, МС-125 (при огнезащитной обработке); ББ-11-100 (при
биоогнезащитной обработке) .
3.71. Пропитку
деревянных элементов каркаса ограждающих конструкций производят после их полной
механической обработки (фрезерования, вырезки пазов, четвертей, сверления
отверстий и т. п.) способом нанесения на поверхность (погружение, опрыскивание,
нанесение кистью) по ГОСТ
20022.9-76.
Кратность
обработки К вычисляют по формуле
![]() (2)
(2)
где P —
заданное удержание сухой соли состава, г/м2;
G — удержание пропиточной
жидкости при однократной обработке, г/м2;
C —
концентрация пропиточной жидкости, %.
Удержание
пропиточной жидкости G
при однократной обработке элементов должно соответствовать требованиям табл. 12.
Таблица 12
|
Способ пропитки |
Удержание G , г/м2, не менее, для |
||
|
нестроганой поверхности |
строганой поверхности |
фанеры |
|
|
Погружение |
200 |
120 |
100 |
|
Нанесение кистью |
200 |
120 |
80 |
|
Опрыскивание |
140 |
80 |
50 |
Каждую последующую обработку проводят не ранее чем
через 1,5-2 ч после предыдущей при t = 18-20° С или через 0,5 ч при t =
60-70° С.
Примечание.
При использовании КФА, ХМБ-444, ХМББ-3324, ТФБА, ББ-32, ББ-11 допускается
пропитка элементов каркаса способом прогрев — холодная ванна по ГОСТ 20022.6-76,
вакуум — атмосферное давление — вакуум по ГОСТ
20022.8-76, способом вымачивания по ГОСТ 19017-73.
При пропитке
препаратами ХМБ-444 и ХМББ-3324 по ГОСТ 20022.6-76 прогрев
заготовок следует осуществлять паром (допускается прогрев воздухом). Во всех
случаях температура пропиточного раствора препаратов ХМБ-444 и ХМББ-3324 не
должна быть выше 40-50° С, при пропитке другими составами — не выше 90° С.
3.72. Элементы
каркасов перед погружением в пропиточную емкость должны быть уложены в
контейнеры или сформированы в пакеты. Пропитку фанерных обшивок осуществляют в
контейнерах, куда их устанавливают в вертикальном положении с зазором 10 см.
Контейнеры должны быть снабжены зажимными устройствами, обеспечивающими
формонеизменяемость обшивок при пропитке и последующей сушке, а также пригрузом
против всплытия. Уровень пропиточной жидкости в ванне должен быть на 20 см выше
верхнего слоя пропитываемых элементов каркаса или верхних кромок фанерных
обшивок.
После пропитки
элементов каркаса способом погружения водными растворами МС и ПП поверхности,
на которые наносят клей, следует фрезеровать для снятия пропитанных слоев
древесины.
3.73.
Обработку фанерных обшивок ограждающих конструкций водными растворами КФА,
ХМБ-444, ХМББ-3324, ТФБА, ББ-32 и ББ-11 необходимо проводить способом вакуум —
атмосферное давление — вакуум по ГОСТ
20022.8-76 или способом прогрев — холодная ванна по ГОСТ 20022.6-76. В последнем
случае прогрев рекомендуется осуществлять паром или сухим воздухом.
Режимы
обработки при прогреве сухим воздухом выбирают по табл. 13 в зависимости от требуемого удержания сухой соли и
концентрации раствора.
Допускается
обрабатывать фанерные обшивки способом нанесения составов на поверхность
(опрыскивание, нанесение кистью). При обработке составами МС и ПП должны
использоваться специальные защитные шаблоны на участках, на которые в
последующем наносят клей.
3.74. При
нанесении состава ТХЭФ влажность древесины защищаемых элементов конструкции
должна быть не более 15%, температура воздуха в помещении -не ниже 20° С,
относительная влажность — не выше 65 %.
Нанесение
осуществляют кистью, валиком, окунанием или пневматическом распылением.
Расход состава
должен быть не менее 450 г/м2.
3.75.
Пропитку фанерных обшивок и элементов каркаса фенолоспиртами необходимо
осуществлять в автоклавах под давлением 0,2-0,4 МПа в течение 30-40 мин или в
ваннах при t = 18-25°С в течение 15-20 ч. После пропитки необходима
технологическая выдержка при t = 18-22° С в течение 2-5 сут.
Сушку и
полимеризацию фенолоспиртов целесообразно проводить с применением гидрофобной
жидкости или в сушильных камерах по следующему режиму:
Таблица 13
|
Состав |
Концентрация раствора, % |
Требуемое удержание сухой соли, г/м2 |
Номер режима обработки |
Продолжительность обработки, мин |
|
|
прогрев сухим воздухом |
выдержка в ванне с холодным раствором при t = |
||||
|
КФА |
15 |
40 |
I |
10 |
10 |
|
ТФБА |
15 |
40 |
|||
|
ХМБ-444 |
15 |
40 |
|||
|
ББ-32 |
20 |
60 |
|||
|
КФА |
10 |
40 |
II |
20 |
20 |
|
ТФБА |
10 |
40 |
|||
|
ХМББ-3324 |
10 |
40 |
|||
|
ББ-11 |
20 |
100 |
Примечания: 1. Перенос прогретых обшивок в ванну с раствором (при
прогреве обшивок в отдельной камере) должен производиться без соприкосновения
их с холодным воздухом,
2. Сушка пропитанных заготовок должна производиться
при температуре не выше 70º С до исходной влажности.
3. При сушке пропитанных обшивок в камере следует не
допускать соприкосновения их с сильно нагретым металлом камеры во избежание
разложения солей.
сушка
при t = 40° С — 20 ч;
полимеризация
при t = 105-120° С — 2-4 ч.
Все операции
по обработке элементов конструкции фенолоспиртами необходимо осуществлять в
контейнерах с регулируемыми зажимными устройствами.
Комбинированная
защитная обработка
3.76. Комбинированная
защитная обработка предусматривает раздельное осуществление пропитки с
последующим нанесением поверхностных покрытий и применяется преимущественно для
обработки обшивок ограждающих и торцов несущих конструкций.
3.77. При
обработке дощатых или фанерных обшивок пропитку осуществляют согласно
требованиям пп. 3.70
— 3.75.
После сушки поверхностей наносят покрытия с применением лакокрасочных
материалов согласно пп. 3.56
— 3.61.
3.78. Торцы
несущих конструкций пропитывают однократным нанесением кистью водных растворов
антисептиков (КФА, ТФБА, ХМБ-444) при концентрации 15% (в случаях,
предусмотренных техническими условиями).
После сушки
пропитанных поверхностей до начальной влажности производят нанесение мастичных
покрытий согласно пп.- 3.62
— 3.67.
4. КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИИ И ИХ ПРИЕМКА
Общие положения
4.1. Для
обеспечения требуемого качества выпускаемой продукции на предприятиях должен
быть обеспечен тщательный контроль материалов, используемых для изготовления
клееных конструкций, пооперационный контроль и контроль готовой продукции.
Кроме
внутреннего производственного контроля должен периодически осуществляться
внешний контроль головной организацией по клееным конструкциям или, по
согласованию с ней, ведомственным НИИ. Ежегодные планы внешнего контроля должны
составляться предприятием — изготовителем конструкций и утверждаться
вышестоящей организацией. Заявки на осуществление контроля предприятие должно
подавать институтам за 2-3 мес.
4.2. Учитывая
специфику производства клееных конструкции и возможность появления скрытых
дефектов, которые могут резко снизить прочность конструкций при их
изготовлении, следует особенно тщательно контролировать следующие параметры:
температуру и
влажность воздуха в зонах механической обработки и склеивания;
влажность и
внутренние напряжения пиломатериалов после сушки;
прочность,
пороки и дефекты склеивания заготовок;
качество
фрезерования поверхностей склеивания;
вязкость,
рабочую жизнеспособность и время отверждения клея;
удельный
расход и равномерность нанесения клея;
время с
момента приготовления клея до окончания запрессовки;
величину и
равномерность приложения давления;
продолжительность
выдержки под давлением;
прочность
зубчатых и пластевых клеевых соединений;
качество
защитных покрытий;
размеры и
форму конструкций.
Контроль материалов
4.3. Качество
древесины в части пороков, контролируемых по ГОСТ
2140-71, должно соответствовать требованиям табл. 1 ГОСТ 20850-75.
4.4. Контроль
клеев следует производить по методике, изложенной в прил. 5.
4.5. Контроль
материалов, используемых для защитной обработки, необходимо производить
согласно требованиям прил. 6.
4.6. Контроль
качества фанеры и других материалов следует производить согласно требованиям
ГОСТов и ТУ на эти материалы.
Пооперационный контроль
4.7. Влажность
и внутренние напряжения пиломатериалов после сушки контролируют в соответствии
с рекомендациями «Руководящих материалов по камерной сушке пиломатериалов»,
утвержденных Минлеспромом СССР с введением в действие с 1 января 1972 г.
(ЦНИИМОД, Архангельск).
После сушки в
процессе изготовления клееных конструкций влажность древесины определяют по ГОСТ
16588-79 (основной метод).
4.8. Качество
древесины и дефекты формы заготовок (слоев) в части соответствия их требованиям
табл. 1 ГОСТ 20850-75
контролируют по ГОСТ
2140-71.
4.9. Качество
слоев проверяют путем испытаний на изгиб образцов древесины по ГОСТ
21554.2-76 и образцов с зубчатыми соединениями по ГОСТ
15613.4-78, причем наиболее крупные сортообразующие пороки и зубчатые
соединения должны находиться в средней части по длине образца.
В течение
смены (в начале, середине и конце смены) из слоев следует вырезать по одному
образцу с зубчатым соединением с максимально допустимым пороком. Испытания
проводят непосредственно после окончания технологической выдержки зубчатых
соединении. Если показатели прочности ниже 30 МПа, проверку производят на
удвоенном количестве образцов. При отрицательных результатах выпущенная в
течение смены партия слоев в дальнейшее производство несущих конструкций не
допускается и может использоваться для изготовления других, менее ответственных
изделий.
4.10. Качество механической обработки поверхностей
склеивания следует контролировать в соответствии с ГОСТ
7016-75. Контроль осуществляют выборочно, но не менее чем 5% общей длины
подготовленных к склеиванию заготовок.
4.11. Время с
момента приготовления клея до окончания запрессовки следует контролировать
постоянно для всех склеиваемых конструкций.
4.12. Величину
давления при запрессовке конструкций необходимо контролировать постоянно по
показаниям манометров гидравлических прессов и с помощью динамометрических
ключей при использовании винтовых прессов. Вспомогательный контроль
осуществляют по равномерности выдавливания клея.
4.13. Прочность пластевых клеевых соединений следует
контролировать в соответствии с методикой, изложенной в прил. 7,
а кромочных — по ГОСТ
15613.1-77.
4.14. Качество
защитных покрытий следует контролировать согласно требованиям прил. 6.
4.15.
Температуру и влажность воздуха в рабочих зонах механической обработки и
склеивания следует контролировать постоянно при помощи автоматических приборов,
оснащенных самопишущими устройствами, или других приборов (например, метеорологическими
термографами по ГОСТ
6416-75 и психрометрами по ГОСТ 6353-52).
Контроль качества конструкций и их приемка
4.16. Приемку
готовых клееных конструкций и их элементов производит отдел технического
контроля предприятия с целью установления соответствия прочности, размеров,
формы и внешнего вида выпускаемой продукции требованиям ГОСТ 20850-75,
рабочих чертежей и технических условий. При согласовании с ЦНИИСК им.
Кучеренко* контроль качества конструкций и их приемка могут производиться по
описанной ниже методике. При этом каждые клееный элемент или конструкция
независимо от размера и объема партии должны приниматься в отдельности.
4.17. Приемку
несущих многослойных конструкций следует производить после внешнего осмотра и
обмера с учетом данных пооперационного контроля и испытаний прочности образцов
клеевых соединений.
Внешнему
осмотру и обмеру следует подвергать все конструкции до нанесения на них
защитных составов.
При обмере
конструкций определяют величины их отклонений от проектных размеров. Обмер
конструкций следует производить с точностью до 1 мм при измерении сечения и до
5 мм при измерении длины и радиуса изгиба. При этом размеры сечения необходимо
контролировать не менее чем в трех местах по длине элемента.
Допускаемые
отклонения от проектных размеров конструкций указывают в рабочих чертежах
конструкций.
4.18. К
внешнему виду и качеству поверхностей конструкций должны предъявляться
следующие требования:
боковые
поверхности клееных многослойных конструкций должны быть обработаны
фрезерованием; неровности поверхности не должны превышать значений, указанных в
п. 3.54;
пороки древесины
на видимых частях конструкций должны соответствовать требованиям,
устанавливаемым по табл. 1 ГОСТ 20850-75;
толщина
клеевых прослоек должна быть не более 0,5 мм.
Допускаются
участки с более толстыми клеевыми прослойками (до 1 мм), если их длина не
превышает 100 мм, а расстояние между ними — не менее десятикратной длины этих
прослоек. Толщина клеевой прослойки определяется при помощи измерительных луп с
точностью измерения 0,1 мм.
Непроклеенные
места не допускаются.
4.19. Оценку прочности конструкций необходимо производить
по результатам контрольных механических испытаний вырезанных из торцов клееных
элементов образцов на послойное скалывание (прил. 7).
Образцы выпиливают до нанесения защитных покрытий из каждого 10-го элемента,
имеющего объем до 2 м3, из каждого 3-го элемента, имеющего объем более
2 м3, и из каждого элемента объемом более 10 м3 по
окончании технологической выдержки после распрессовки, совмещая вырезку
образцов с торцовкой клееных элементов. Скалыванию подвергают не менее 10% всех
клеевых прослоек образцов, но не менее 5.
Показатели
прочности при испытании образцов на послойное скалывание (при влажности
древесины 8-12%) должны быть не менее: средний — 8 МПа, минимальный — 6 МПа.
Величину
прочности кромочных соединений и объем контроля, определяемые по ГОСТ
15613.1-77, указывают в нормативной документации на конструкции.
* В соответствии с письмом Госстроя СССР № 2/3-205 от 06.04.1977 г.
4.20. Для
оценки прочности конструкций, предназначенных для эксплуатации в условиях с
резкими колебаниями влажности воздуха (например, 30-90%), или особо
ответственных конструкций индивидуального применения, кроме контроля на
послойное скалывание следует производить испытание клеевых соединений на
расслаивание (прил. 7).
Необходимость проверки указывают в ТУ на конструкции.
Для испытаний
образцы выпиливают с торцов каждого клееного элемента. После 2-го цикла
испытания расслоение клеевых прослоек не должно превышать 5%. При большем
проценте расслоения проводят три цикла испытаний, после которых расслоение не
должно превышать 10%. Испытания на расслаивание можно производить на
предприятиях или направлять образцы в НИИ или другие организации, где имеется
оборудование для испытаний.
4.21. Для проверки прочности соединений обшивок
ограждающих конструкций с каркасом отбирают не менее 1 % из общего числа
представленных к проверке панелей (но не менее одной панели) и вырезают из них
образцы по ГОСТ
15613.1-77 для испытаний на скалывание или по ГОСТ 862.3-77
(пп. 4.10
— 4.13)
для испытаний на отрыв. Ширина отрываемой фанеры 20 мм, длина 150 мм.
Приспособление для испытаний изготовляется по черт. 5 указанного ГОСТа, а
размеры приспособления уточняются в зависимости от толщины продольных ребер
каркаса панелей. Из каждого метра длины каркаса по его периметру вырезают для
испытаний не менее двух образцов.
Средняя
величина предела прочности при этом должна быть не менее 6,5 МПа, минимальная —
4,5 МПа при испытании на скалывание, средняя прочность при испытании на отрыв —
не менее 0,6 МПа.
4.22. Если
показатели прочности будут ниже указанных в пп. 4.19.
— 4.21,
то проводят испытания образцов, выпиленных из удвоенного количества клееных
элементов или панелей. При отрицательных результатах вся партия бракуется.
4.23. Проверку
прочности несущих конструкций с асбестоцементной обшивкой марки АКД следует,
производить испытанием на изгиб равномерно распределенной нагрузкой с помощью
мерных грузов.
Загружение
производится ступенями по 0,1 контрольной нагрузки. После каждой ступени
нагружения конструкции выдерживаются в течение 3 мин, а под контрольной
нагрузкой — в течение 10 мин. Величина контрольной нагрузки указывается в
рабочих чертежах.
4.24. К
каждому изделию, принятому ОТК предприятия-изготовителя, на расстоянии не более
300 мм от его конца должен быть прикреплен или нанесен несмываемой краской
хорошо видимый во время эксплуатации конструкции -фирменный знак с указанием
завода-изготовителя и номера конструкции.
К
конструкциям, предназначенным для эксплуатации при влажности воздуха до 75%,
должен быть приклеен ярлык с надписью «Беречь от увлажнения».
К каждому
комплекту конструкций должны быть приложены паспорт и отгрузочная спецификация.
Форма паспорта дана в прил. 8.
На обратной стороне паспорта должны быть указаны краткие рекомендации по
транспортированию и хранению конструкций.
5. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ КОНСТРУКЦИЙ
5.1. При хранении
и транспортировании конструкции следует защищать от увлажнения и воздействия
солнечных лучей.
Конструкции
необходимо хранить на закрытых складах или под навесом. Допускается хранение
конструкций на открытых площадках с обязательным укрытием их световлагозащитными
материалами (толем, рубероидом, пергамином и т. п.).
5.2.
Конструкции необходимо хранить (в кассетах, штабелях или пакетах)
рассортированными по типам и размерам на прокладках, уложенных по плотному,
тщательно выровненному основанию.
При хранении
клееных несущих конструкций в штабелях и пакетах необходимо использовать
прокладки, толщина которых должна обеспечивать возможность свободного захвата
конструкции грузозахватными приспособлениями. Все прокладки по высоте рядов
конструкций должны быть расположены строго по вертикали. Количество прокладок
по длине штабеля и расстояние между ними должны исключать провисание и
деформацию складируемых конструкций. В одном штабеле междурядные прокладки
должны иметь одинаковую толщину.
При укладке
конструкций на хранение их следует располагать, как правило, таким образом,
чтобы клеевые прослойки были горизонтальными.
5.3.
Металлические элементы клееных конструкций следует хранить в ящиках или
связанными пачками, укладывать в отдельные устойчивые штабеля на прокладки;
соприкосновение их с грунтом не допускается.
На период
хранения и транспортирования резьба, поверхности шарнирных и опорных частей
металлических элементов должны быть смазаны техническим вазелином, тавотом или
солидолом.
5.4. Укладку
конструкций или их элементов в транспортные средства следует производить
правильными устойчивыми рядами.
Для защиты
конструкций от ударов, толчков и опрокидывания при перевозке они должны быть
жестко закреплены на опорах с помощью прижимов через эластичные прокладки.
Прогоны,
связи, распорки и другие подобные элементы транспортируют с предварительной
укладкой их в пакеты.
5.5. Не
допускается сбрасывание клееных конструкций при их выгрузке.
5.6. К
конструкциям должны быть приклеены краткие рекомендации по их транспортированию
и хранению.
6. ТЕХНИКА БЕЗОПАСНОСТИ
6.1.
Изготовление клееных конструкций следует производить с учетом требований главы
СНиП по технике безопасности в строительстве и строительных норм проектирования
промышленных предприятий, правил техники безопасности Госгортехнадзора СССР,
Госгорэнергонадзора СССР, санитарно-гигиенических норм и правил Минздрава СССР,
а также других нормативных документов, которые утверждены в установленном
порядке органами Государственного надзора и соответствующими министерствами и
ведомствами СССР.
6.2. Предельно
допустимые концентрации токсичных веществ и пыли в рабочей зоне (рабочей зоной
считается объем воздуха у рабочего места на высоте 2 м) не должны превышать
допустимых норм в соответствии с ГОСТ
12.1.005-76. Удельные количества токсичных продуктов, выделяющихся из
клеев, и их предельно допустимые концентрации приведены в прил. 9.
Состояние
воздушной среды в производственных помещениях проверяют в сроки, согласованные
с санитарной инспекцией.
6.3. При
устройстве вентиляции следует учитывать требования ГОСТ
12.1.005-76. В местах приготовления и использования клеев и лакокрасочных
материалов помимо общей обменной вентиляционной системы необходимо
предусматривать местные отсосы; при использовании фенольных клеев следует
учитывать, что выделяющийся из клея свободный фенол тяжелее воздуха, поэтому
требуются нижние отсосы.
6.4. Местные
отсосы на установках, где выделяются токсичные вещества или могут
образовываться взрывоопасные смеси, должны иметь блокировку с рабочими узлами
машин. Блокировка должна обеспечивать прекращение подачи клея, лака или другого
материала в момент отключения вытяжной системы.
6.5. Рабочие
места и проходы внутри цехов не следует загромождать заготовками, деталями,
материалами, инструментом и отходами производства. Для хранения инструментов и
обтирочного материала устанавливают специальные шкафы, а для хранения
заготовок, деталей и временного складирования материалов в цехах отводят
специальные площадки, оборудованные стеллажами, стойками, или места, ясно
обозначенные красками на полу.
При
складировании и передаче пиломатериалов, особенно из лиственницы, рекомендуется
работать в рукавицах во избежание ранения рук острыми занозами.
6.6. При
работе в сушильном отделении опасным является участок формирования штабелей.
Работа по формированию штабелей должна быть механизирована.
Траверсная
тележка для перемещения штабелей должна иметь специальное приспособление
(тормозные башмаки, крючки или задвижки), предотвращающее ее смещение во время
передвижения на ней штабелей.
Контроль за
режимом сушки должен осуществляться дистанционно без входа в действующую
камеру.
6.7.
Используемые компоненты клеев и лакокрасочные материалы необходимо хранить в
специально отведенном для этой цели помещении согласно требованиям главы СНиП
по технике безопасности в строительстве.
Применяемые в
процессе производства клеи и лакокрасочные материалы должны приготавливаться в
специально изолированном помещении, оборудованном эффективно действующей приточно-вытяжной
вентиляцией.
При
антисептировании изделий из древесины на рабочей площадке у ванны с раствором и
у смесительного бака при засыпке в него препарата должны находиться только
рабочие, обслуживающие этот участок.
Препараты,
применяемые для антисептирования, необходимо хранить в отдельном сухом
помещении в закрытой таре.
6.8. На всех
рабочих местах должны быть вывешены инструкции и плакаты по безопасной
эксплуатации оборудования и мерам, предохраняющим работающих от действия
токсичных веществ.
6.9. Для
соблюдения правил личной гигиены с целью предохранения от токсичных веществ
персонал цеха, работающий непосредственно с продуктами, выделяющими такие
вещества, должен обеспечиваться спецодеждой и головными уборами из плотной (не
накапливающей статическое электричество) ткани, резиновыми перчатками,
защитными очками, респираторами, проходить медицинское освидетельствование не
реже 1 раза в 6 мес.
Запрещается
хранить личную одежду в рабочем помещении, а также выносить рабочую одежду за
пределы предприятия; ее следует хранить на производстве.
6.10. Для
защиты кожи от действия растворителей, кислот, щелочей, от раздражения клеями,
лакокрасочными материалами и антисептиками открытые участки кожи смазывают
профилактическими защитными мазями и пастами в соответствии с правилами и
нормами техники безопасности, пожарной безопасности и промышленной санитарии
для окрасочных цехов и главы СНиП по технике безопасности в строительстве. .
При попадании
токсичных веществ на кожу следует немедленно удалить их с помощью салфетки или
другого обтирочного материала. Затем это место смазывают вазелином или мазью от
ожогов. В случае попадания токсичных веществ в глаза их надо промыть под
сильной струей воды, после чего срочно обратиться к врачу.
6.11. Все
поступающие на работу в цеха клееных конструкций рабочие должны пройти
медицинское освидетельствование, получить соответствующую профессиональную
подготовку и пройти инструктаж по правилам техники безопасности.
ПРИЛОЖЕНИЕ 1
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ,
ВЫПУСКАЕМОГО СТАНКОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТЬЮ
Таблица 1
Линии для изготовления клееных деревянных конструкций
|
Оборудование |
Модель |
Главный параметр |
Основные параметры |
Проектная организация, завод-изготовитель |
||
|
скорость главного движения |
мощность, кВт |
масса, т |
||||
|
Для несущих конструкций |
||||||
|
Линия |
КДК-11 |
Размеры пиломатериалов, мм: длина ширина 100-200 толщина |
Скорость подачи, м/мин: 27,5 |
43 |
13 |
ВНИИДМаш Минстанкопрома СССР. |
|
Линия |
КДК-12 |
Размеры длина ширина толщина |
25 |
12 |
3 |
ВНИИДМаш, Даниловский ЗДС |
|
Линия |
.КДК-13 |
Размеры длина ширина толщина |
10-15 |
31 |
11 |
ВНИИДМаш, |
|
Линия |
КДК-14 |
Размеры наиб. длина 18000 ширина толщина |
10-30 |
20,5 |
24- |
ВНИИДМаш, |
|
Участок |
— |
Размеры длина ширина толщина |
8-24 |
33,3 |
21 |
То |
|
Секционный |
КДК-10 |
Размеры макс. ширина высота |
Выдержка, ч: прямолинейных конструкций 8-10 |
— |
14,8 |
» |
|
Для ограждающих конструкций |
||||||
|
Линия |
КДК-15 |
Размеры длина ширина толщина |
Время сборки и выдержки 15 мин |
21 |
32 |
» |
|
Линия |
КДК-17 |
Размеры заготовок, мм: длина ширина толщина |
Скорость подачи 0,25 м/мин |
25 |
18 |
ВНИИДМаш, |
Таблица
2
Круглопильные станки для продольного раскроя
|
Станки |
Модель |
Размеры обрабатываемого материала, мм |
Наибольшая скорость подачи, м/мин |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Круглопильный |
ЦА-2А |
Наибольшая ширина B и наименьшая длина l распиливаемой доски: B = 315, l = 350 |
80 |
11,4 |
1 |
Тюменский станкозавод |
|
Прирезной |
ЦДК4-3 |
B = 315, l = 350 |
60 |
15 |
2 |
То же |
|
Прирезной |
ЦДК5-1 |
B = 250, l = 600 |
60 |
15 |
2,5 |
» |
Таблица
3
Круглопильные станки для поперечного раскроя
|
Станки |
Модель |
Наибольший размер обрабатываемого материала |
Скорость главного движения |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Торцовочный |
ТС-3 |
Ширина, мм: 250 |
Наибольшее число ходов в минуту: 60 |
4 |
0,4 |
Тюменский |
|
Торцовочный |
ЦПА-40 |
400 |
40 |
5,4 |
0,55 |
Уссурийский |
|
Круглопильный |
Ц6-2 |
400 |
Число оборотов пильного вала в минуту: 3000 |
4 |
0,7 |
То |
|
Форматно-обрезной |
ЦТЭФ-1 |
Длина и ширина обрезаемых материалов, мм: 1850×3500 |
Наибольшая скорость подачи, м/мин: 25 |
11,8 |
3,2 |
Вологодский |
|
Для |
ЦТМФ |
1850×3700 |
27 |
9,8 |
18 |
То |
Таблица
4
Шипорезные и фрезерные станки для фрезерования зубчатых шипов
|
Станки |
Модель |
Наибольшая длина шипа l , ширина B , |
Наибольшая скорость подачи, м/мин |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Шипорезный |
ШО15Г-5 |
l = |
12 |
12,6 |
1,8 |
Московский |
|
То |
ШО10-4 |
l = |
15 |
10,8 |
1,3 |
|
|
Шипорезный |
ШД10-3 |
l = 100, L = |
10 |
21,1 |
3,5 |
Московский |
|
Шипорезный |
ШПА -40 |
B = 400, b = |
Частота вращения шпинделя 3000 об/мин |
11 |
0,9 |
|
|
Фрезерный |
ФЛА |
Наибольшая толщина обрабатываемой заготовки, мм: 80 |
6000 12000 |
2,9 |
0,8 |
То |
|
То |
ФСА |
100 |
4500 9000 |
4,7 |
0,85 |
» |
|
То |
ФТА |
125 |
4000 8000 |
6,1 |
1,06 |
» |
|
Фрезерный |
ФЛШ |
80 |
3500 6000 10000 12000 |
2,8 |
0,7 |
» |
Таблица
5
Станки для фрезерования поверхностей заготовок
|
Станки |
Модель |
Наибольшая ширина обрабатываемого материала, мм |
Скорость главного движения |
Масса, т |
Мощность, кВт |
Завод-изготовитель |
|
Фуговальный |
СФ4-1 |
400 |
Частота вращения ножевого вала, об/мин: 5100 |
0,8 |
2,8 |
Курганский |
|
» |
СФ6-1 |
630 |
5100 |
0,9 |
4,5 |
То |
|
Фуговальный |
СФК-6 |
630 |
6000 |
1,6 |
9,2 |
» |
|
Фуговальный |
2СФ4-1 |
400 |
5100 |
0,9 |
4,5 |
» |
|
Рейсмусовый |
СР3-2 |
315 |
Наибольшая скорость подачи, м/мин: 24 |
1,1 |
6,25 |
Ставропольский |
|
То |
CP 6-9 |
630 |
24 |
1,8 |
9 |
То |
|
Рейсмусовый |
СР6-1 |
800 |
24 |
2,3 |
12,9 |
Ставропольский |
|
Рейсмусовый |
С2Р8-2 |
800 |
25 |
3,5 |
22 |
» |
|
Четырехсторонний |
C 25-1 |
250 |
40 |
5 |
38 |
Боровичский з-д деревообрабатывающих |
|
Четырехсторонний |
С16Ф-1 |
160 |
40 |
4,8 |
28 |
То |
|
Четырехсторонний |
С25-2 |
250 |
40 |
5,7 |
48 |
» |
Таблица
6
Клеенаносящие валковые станки
|
Показатели |
Единица измерения |
Модель станка |
|||
|
КВ-9 |
КВ-14 |
КВ-18 |
KB -28 |
||
|
Рабочая |
мм |
900 |
1400 |
1800 |
2800 |
|
Диаметр |
» |
180 |
180 |
180 |
250 |
|
Диаметр |
» |
120 |
120 |
120 |
160 |
|
Толщина |
» |
0,3-60 |
0,3-60 |
0,3-60 |
0,3-60 |
|
Скорость |
м/с |
0,25; 0,5 |
0,25; 0,5 |
0,25; 0,5 |
0,25; 0,5 |
|
Мощность |
кВт |
3,3 |
3,3 |
3,3 |
1,5 |
Примечание.
Клеенаносящие валковые станки выпускает Рыбинский завод деревообрабатывающих
станков. Станки подлежат модернизации по проектам ВНИИДМаш и ЦНИИМОД.
Таблица
7
Гайковерты для завинчивания винтов
|
пневматические |
|||||||
|
Тип |
Наибольший диаметр резьбы, мм |
Наибольший момент затяжки, Н м |
Рабочее давление воздуха, МПа |
Масса (без сменной головки), кг |
Завод-изготовитель |
||
|
ИП-3113 |
18 |
250 |
0,5 |
3 |
Московский |
||
|
ИП-3106 |
42 |
Регулируемый |
0,5 |
9 |
Свердловский з-д «Пневмостроймашнна» |
||
|
ИП-3205 |
42 |
То же |
0,5 |
9,5 |
То |
||
|
электрические |
|||||||
|
Тип |
Наибольший Диаметр резьбы, мм |
Момент затяжки Нм |
Ток |
Напряжение, В |
Частота тока, Гц |
Масса (без кабеля), кг |
Завод-изготовитель |
|
ИЭ-3111 |
20 |
250 |
Переменный |
220 |
50 |
5,5 |
Ростовский |
|
ИЭ-3109 |
22 |
250 |
Переменный |
36 |
200 |
5,6 |
Выборгский |
|
ИЭ-3112 |
Высокопрочных |
Предельный 2100 |
То |
220 |
50 |
12,4 |
То |
Таблица
8
Станки для механической обработки поверхностей клееных конструкций
|
Станки |
Модель |
Наибольшая ширина B и толщина b обрабатываемого |
Наибольшая скорость подачи, м/мин |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Рейсмусовый |
СРВ-1 |
B = 800, b = |
24 |
12 |
2,3 |
Ставропольский |
|
СР 12-3 |
B = 1250, b |
24 |
24,6 |
3,3 |
||
|
Рейсмусовый |
С2Р8-2 |
B = 800, b = |
25 |
22,0 |
3,5 |
То |
|
С2Р12‑2 |
B = 1250, b = 125 |
25 |
43 |
16 |
Таблица
9
Ручной механизированный инструмент
|
Наименование |
Марка |
Наибольший диаметр, мм |
Наибольшая глубина, мм |
Частота вращения шпинделя, об/мин |
Ток |
Напряжение, В |
Частота тока, Гц |
Масса, кг |
Завод-изготовитель |
|
Пила ручная электрическая дисковая |
ИЭ-5106 |
Пильного диска: 160 |
Пропила: 45 |
Под нагрузкой: 2900±12% |
Переменный однофазный |
220 |
50 |
5 |
Резекненский |
|
ИЭ-5102Б |
200 |
70 |
2260 |
Переменный трехфазный |
220 |
50 |
10,5 |
То |
|
|
Рубанок ручной электрический |
ИЭ-5701А |
Наибольшая ширина строгания на 75 |
Строгания: 2 |
Барабана: 10 000 |
Переменный однофазный |
220 |
50 |
6,9 |
» |
|
ИЭ-5707А |
100 |
до 3* |
5230 |
Переменный трехфазный |
220 |
50 |
17 |
» |
|
|
Машина для фрезерования деревянных полов |
СО-40А |
Производительность, м2/ч: до 26 |
Ширина фрезерования 275- 310 |
Глубина фрезерования , мм: 3* |
То же |
220 |
50 |
95 |
Одесский |
|
* |
|||||||||
|
Машину для фрезерования деревянных полов |
СО-97 |
40 |
Ширина фрезерования 275- 310 |
до 3* |
Переменный трехфазный |
220 |
50 |
110 |
Одесский |
|
Машина ручная сверлильная электрическая |
ИЭ-1003 |
Сверла: 6 |
— |
3000 |
Переменный однофазный |
220 |
50 |
1,4 |
Назрановский |
|
ИЭ-1025А |
6 |
— |
1230 |
Переменный трехфазный |
36 |
200 |
1.6 |
Конаковский |
|
|
Машина ручная сверлильная электрическая |
ИЭ-1108″ |
9 |
— |
1380 |
Переменный однофазный |
220 |
50 |
1.7 |
Назрановский |
|
* |
|||||||||
|
Машина ручная сверлильная электрическая |
ИЭ-1032 |
9 |
— |
830 |
Переменный однофазный |
220 |
50 |
1,54 |
Конаковский |
|
ИЭ-1023 |
23 |
— |
250±12% |
То же ? |
220 |
50 |
6,5 |
Резекненский |
|
|
ИЭ-1029 |
25 |
— |
3800 |
Переменный трехфазный |
36 |
200 |
6,7 |
Выборгский |
|
|
Долбежник ручной электрический |
ИЭ-5601А |
Размеры выбираемых пазов: 8 ´ 40 ´ 100, 12 ´ 60 ´ 160, 15 ´ 60 ´ 160, 20 ´ 60 ´ 160 |
Скорость резания 6,1 м/с |
Скорость подачи 0,5 м/мин |
То же |
220 |
50 |
4,6 |
Даугавпилский |
Таблица
10
Оборудование для
нанесения лакокрасочных материалов
Пневматические распылители
|
Тип |
Диаметр сопла, мм |
Давление воздуха, МПа |
Ширина отпечатка факела мм |
Расход краски, л/ч |
Расход воздуха при нормальном рабочем давлении, м3/ч |
Условная производительность, м2/ч |
Завод-изготовитель |
Примечание |
|
|
на распыление |
на краску |
||||||||
|
ЗИЛ |
1,5 |
0,5-0,6 |
0,2-0,25 |
500-520 |
31 |
20 |
420-480 |
Московский |
— |
|
СО-71 |
2 |
0,3-0,4 |
— |
300-380 |
21-39 |
15,5-19,5 |
400 |
Вильнюсский |
От |
|
КА-1 |
2,5 |
0,4 |
0,05 |
270 |
25′ |
12,5 |
170-220 |
Опытный |
Для |
|
КРУ-1 |
2,2 |
0,3-0,35 |
0,15 |
300-400 |
25 |
14 |
400 |
То |
От |
|
КР-10 |
1,8 |
0,30 |
0,05 |
190 |
18 |
8,9 |
140-160 |
» |
— |
Таблица
11
Оборудование для нанесения лакокрасочных материалов способом
безвоздушного гидравлического распыления
|
Техническая характеристика |
Тип |
||
|
УРБХ-1М |
«Факел-3» |
«Радуга 0,63-П» |
|
|
Давление |
0,3-0,6 |
0,3-0,4 |
0,5 |
|
Расход |
4-12 |
8 |
12,5 |
|
Давление краски (на выходе из сопла |
19-22 |
16 |
19 |
|
Производительность установки, л/мин |
0,4-0,8 |
0,3-0,6 |
0,5 |
|
Габариты, |
|||
|
длина |
400 |
280 |
400 |
|
ширина |
350 |
490 |
420 |
|
высота |
900 |
490 |
780 |
|
Масса |
52 |
15 |
22,5 |
|
Завод-изготовитель |
Московский |
Опытный |
Опытный |
ПРИЛОЖЕНИЕ
2
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ ЛАБОРАТОРНОГО ОБОРУДОВАНИЯ И
ПРИБОРОВ
1. Шкаф
вытяжной.
2.
Лабораторный стол.
3.
Универсальная испытательная машина типа Р-5 (завод испытательных машин — ЗИМ,
Армавир).
4.
Лабораторный пресс для склеивания образцов.
5. рН-метр
(рН-342, рН-262, универсальный ионометр ЭВ-74 или др., завод измерительных
приборов, Гомель).
6. Шкаф
сушильный лабораторный.
7.
Приспособления для испытания образцов на скалывание вдоль волокон, статический
изгиб и послойное скалывание.
8.
Вискозиметры ВЗ-1 и ВЗ-4 ( ГОСТ
9070-75).
9. Секундомер
(ГОСТ 5072-79).
10.
Электроплитка бытовая (ГОСТ 306-76).
11. Влагомер электронный
типа ЭВ-2К (завод «Камоприбор» Союз-промприбор, Камо АрмССР).
12. Весы
лабораторные образцовые (ГОСТ 16474-70).
13. Весы
квадрантные 4-го класса модели ВЛКТ-500-г-М, ВЛК-500-г-М (завод «Госметр»
Союзточмашприбор, Ленинград).
14. Весы
циферблатные (ГОСТ 13882-68).
15. Психрометр
аспирационный (ГОСТ 6353-52).
16. Щуп (ГОСТ
882-75), линейка металлическая ( ГОСТ 427-75),
штангенциркуль ( ГОСТ
166 -80).
17. Пробирки
стеклянные (ГОСТ 10515-75).
18. Пробки резиновые (ГОСТ
7852-76).
19. Посуда
мерная лабораторная стеклянная. Цилиндры, мензурки, колбы ( ГОСТ
1770-74).
20. Стаканы и
колбы стеклянные лабораторные (ГОСТ 10394-72).
21. Стаканчики
для взвешивания (бюксы) (ГОСТ 7148-70).
22. Эксикаторы
(ГОСТ 6371-73).
23. Термометры
ртутные стеклянные лабораторные.
24. Термографы
метеорологические недельные с биметаллическим чувствительным элементом тип
М-16Н ( ГОСТ
6416-75).
25. Гигрографы
метеорологические недельные тип М-21 ( ГОСТ
6416-75).
ПРИЛОЖЕНИЕ
3
ЖУРНАЛ КОНТРОЛЯ ПРОЦЕССА ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ
КОНСТРУКЦИИ
|
Изделие |
Номер конструкции или партии |
Дата изготовления |
Древесина после сушки |
Клей |
Качество заготовок (пороки, дефекты) |
Обработка поверх (размеры, чистота |
Разнотолщинность, мм |
Прочность зубчатых соединений, МПа |
Защитная обработка элементов каркаса ограждающих |
||||
|
влажность, % |
внутренние напряжения, МПа |
марка |
рабочая жизнеспособность в период склеивания, ч |
||||||||||
|
вид защитной обработки |
содержание защитных веществ в материале, % |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
И |
12 |
13 |
|
Продолжение
|
Нанесение клея |
Время с момента приготовления клея до |
Запрессовка |
Режимы склеивания |
Выдержка до механической обработки, ч |
Дефекты, выявленные при внешнем осмотре |
Прочность клеевых соединений МПа |
Защитная обработка |
|||
|
равномерность на одну или обе поверхности |
расход, кг/м2 |
равномерность распределения давления |
величина давления, МПа |
время выдержки под давлением, ч |
температура воздуха, ºС; влажность, % |
|||||
|
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
Контроль провел:__________________________________(Ф.
И. О., должность)
Примечание.
Если контроль осуществляли несколько человек, следует указать, за какие пункты
каждый из них отвечал.
ПРИЛОЖЕНИЕ
4
РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ ЗУБЧАТЫХ ШИПОВ
Технические требования
1. Материал —
сталь марок Х6ВФ, Р18, 9ХС, Х12Ф, 85ХФ, ХВГ.
2. Термическая
обработка — НРС 56-60.
3. Радиальное
биение вершин, зубьев — 0,06 мм.
4. Испытать на
разрыв при n =
8000 об/мин в течение 3 мин.
5. Для
соединений типов I-50 и
I-32 посадочное
отверстие фрезы d выполнять со шпоночным пазом.
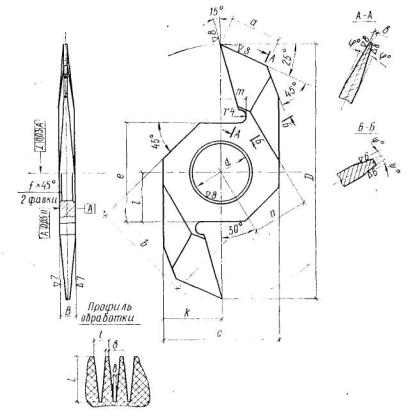
Рис. 1. Режущий инструмент для фрезерования
зубчатых шипов
1 Выпускается по ТУ 2-035-629-78 с параметрами по ГОСТ
19414-79.
Величины габаритных и угловых размеров (мм, град)
|
Тип соединения |
D |
В |
L |
а |
b |
с |
d |
e |
f |
g |
k |
l |
m |
n |
t |
φ ° |
ψ ° |
|
I-50 |
250 |
12 |
50 |
45 |
1,5 |
110 |
60 |
100 |
1 |
100 |
55 |
50 |
25 |
58 |
12 |
6°15′ |
7° |
|
I-32 |
180 |
8 |
32 |
35 |
1 |
80 |
40 |
70 |
0,5 |
70 |
40 |
35 |
18 |
42 |
8 |
6°35′ |
7° |
|
II-20 |
145 |
6 |
20 |
30 |
1 |
70 |
40 |
70 |
0,5 |
70 |
35 |
35 |
13 |
38 |
6 |
7°05′ |
7° |
|
II-10 |
120 |
3,5 |
10 |
25 |
0,5 |
70 |
40 |
70 |
0,2 |
70 |
35 |
35 |
10 |
— |
3,5 |
8°55′ |
— |
|
II -5 |
80 |
1,75 |
5 |
20 |
0,2 |
50 |
32 |
50 |
0,2 |
50 |
25 |
25 |
6 |
— |
1,75 |
11°30′ |
— |
ПРИЛОЖЕНИЕ
5
КОНТРОЛЬ КАЧЕСТВА КЛЕЕВ И ИХ КОМПОНЕНТОВ
Порядок контроля
1. Контролю
подлежат:
а) компоненты
и клеи при поступлении компонентов на предприятие;
б) клеи за
один-два дня до их использования;
в) клеи в
процессе приготовления и нанесения — ежедневно.
2. Поступающие
на производство компоненты клеев должны иметь паспорта, удостоверяющие их
соответствие требованиям ТУ или ГОСТов. Запрещается применять компоненты, не
имеющие паспортов.
3. При
поступлении на предприятия компонентов клеев необходимо проверять следующие показатели:
а) отсутствие
расслоения смолы (для фенольных смол);
б) рабочую
жизнеспособность клея;
в) условное
время отверждения клея;
г) прочность
клеевого соединения.
4. Для
проверки качества поступивших партий компонентов клеев пробы отбирают по ГОСТ
2517-80 от 10% мест партии, но не менее чем из трех мест общим количеством
около 1 кг. Пробу смол отбирают с помощью металлической трубки или
пробоотборника в равных количествах от каждого места, тщательно перемешивая
друг с другом. Перед отбором пробы смолу в бочке следует перемешать.
Приготовленную среднюю пробу проверяют на соответствие перечисленным выше
показателям.
При получении
неудовлетворительных результатов хотя бы по одному из указанных выше
показателей следует проверить компоненты клеев на соответствие их всем
показателям ТУ или ГОСТов. Если клеи и их компоненты не удовлетворяют
требованиям ТУ или ГОСТа, они бракуются и в производство не допускаются.
Данные
входного контроля заносят в прилагаемый журнал.
5. За два-три
дня до использования из каждой бочки смолы необходимо взять пробу и определить
отсутствие расслоения смолы, рабочую жизнеспособность, время отверждения
клеевой отливки при той же температуре, при которой будет использоваться клей.
При положительных результатах проверки лаборатория передает в
клееприготовительное и сборочное отделения справку о рекомендуемых условиях
приготовления и использования данной партии смолы.
6. Выборочно,
один раз в смену, необходимо контролировать рабочую жизнеспособность
приготовленного клея при температуре рабочей зоны, где используется клей. В
случае неудовлетворительных результатов проверки выясняют причину и вносят
поправки в процесс приготовления и применения клея.
Методика определения
технологических характеристик клеев
7. Для
определения технологических характеристик согласно ГОСТ
20501-75 приготавливают клей массой 0,2 кг. После введения отвердителя
композицию тщательно перемешивают в течение не менее 5 мин при температуре
20±1°С.
Определение
расслоения
8. В
стеклянный цилиндр наливают смолу и через 3-5 мин отмечают, произошло ли
отслаивание водной фазы от смолы.
Определение
жизнеспособности
9. В
стеклянный или фарфоровый стакан помещают 0,2 кг свежеприготовленного клея,
включают секундомер-часы и выдерживают его при температуре 20±0,5°С. Рабочую
жизнеспособность клея определяют временем, прошедшим с момента приготовления
клея до приобретения им максимально допустимой вязкости в соответствии с п. 2.7
настоящего Руководства.
Полная
жизнеспособность выражается временем, прошедшим с момента введения отвердителя
до начала гелеобразования.
10. Вязкость
клеев определяют по ГОСТ
8420-74 вискозиметрами типа ВЗ-4 или ВЗ-1 ( ГОСТ
9070-75).
Измерение
вязкости производят следующим образом. Тщательно перемешанный клей доводят до
температуры 20±0,5° С. Перед замером вязкости вискозиметр при помощи
регулирующих винтов устанавливают в горизонтальном положении. Особое внимание
следует обратить на чистоту сопла. При работе на вискозиметре ВЗ-4 в качестве
приемника под сопло вискозиметра ставят стеклянный сосуд емкостью 50 мл, а при
работе на вискозиметре ВЗ-1 — мерную мензурку на 100 мл. Отверстие сопла
вискозиметра снизу закрывают и в воронку наливают до краев клей. Избыток клея в
вискозиметре ВЗ-4 снимают стеклянной пластинкой.
Для замера
вязкости открывают отверстие сопла вискозиметра. В момент появления капли клея
из сопла вискозиметра включают секундомер. Секундомер выключают при работе на
вискозиметре ВЗ-4 после первого прерывания струи, а на вискозиметре ВЗ-1 —
после наполнения мензурки клеем на 50 мл. Определение вязкости проводят три
раза. Среднее время в секундах является показателем условной вязкости.
Перевод
значений вязкости, измеренной различными вискозиметрами, прилагается.
Определение условного
времени отверждения клея
11. Для клеев,
предназначенных для склеивания с нагревом, условное время отверждения
определяют следующим образом ( ГОСТ
20501-75).
В пробирку диаметром
16±1 мм (по ГОСТ 10515-75) помещают 2 г клея, зажимают ее между губками
лапкодержателя и погружают в кипящую воду так, чтобы уровень клея в пробирке
был на 10-20 мм ниже уровня воды. Одновременно с погружением пробирки в кипящую
воду включают секундомер. Клей непрерывно перемешивают стеклянной палочкой до
начала его гелеобразования. Результатом является среднее из трех измерении.
12. Для оценки
времени отверждения клеев, предназначенных для склеивания без нагрева, на
полиэтиленовую, целлофановую или другую пленку наливают клей слоем 0,5-1 мм и
выдерживают его при тех же температурно-влажностных условиях, при которых
склеивается конструкция. Среднее время, через которое происходит хрупкий излом
трех отливок при изгибе их на 90 °С, характеризует условное время отверждения
клея.
Определение прочности
клеевого соединения
13. Испытаниям
подвергают клееные образцы на скалывание вдоль волокон ( ГОСТ
15613.1-77), изготовленные из древесины той же породы и при тех же
условиях, которые приняты при изготовлении клееной продукции.
ЖУРНАЛ
входного контроля технологических характеристик клеев
|
Марка смолы |
№ партии |
Дата изготовления смолы |
Дата поступления на завод |
Дата проверки |
Показатели |
|||
|
смола |
клей |
|||||||
|
внешний вид |
рабочая жизнеспособность |
время отверждения |
прочность |
|||||
Заключение:
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Подпись_______________________
Перевод значений вязкости клея в секундах по вискозиметрам ВЗ-1 и
ВЗ-4 в сантипуазы по вискозиметру ВПЖ
|
ВЗ-1, сопло 5,4 |
ВЗ-4 |
Сантип-узлы |
ВЗ-1, сопло 5,4 |
ВЗ-4 |
Сантип-узлы |
|
10 |
41 |
160 |
70 |
282 |
1215 |
|
20 |
81 |
335 |
80 |
322 |
1391 |
|
30 |
122 |
511 |
90 |
362 |
1567 |
|
40 |
162 |
687 |
100 |
402 |
1743 |
|
50 |
202 |
863 |
ПО |
442 |
1919 |
|
60 |
242 |
1039 |
120 |
482 |
2095 |
ПРИЛОЖЕНИЕ
6
КОНТРОЛЬ КАЧЕСТВА ЗАЩИТНОЙ ОБРАБОТКИ
Контроль качества лакокрасочных
материалов
1.
Лакокрасочные материалы перед употреблением контролируют партиями* по следующим
показателям:
* За партию принимают количество лакокрасочного материала,
сопровождаемого удостоверением о его качестве.
условная
вязкость по ГОСТ
8420-74;
время и
степень высыхания покрытий по ГОСТ
19007-73;
содержание
летучих и нелетучих, твердых и пленкообразующих веществ по ГОСТ
17537-72.
Все показатели
необходимо контролировать не менее трех раз на протяжении периода полного
использования каждой партии лакокрасочных материалов (в начальный, средний и
конечный периоды).
Количественные
значения показателей должны соответствовать требованиям стандартов и технических
условий на материалы.
Контроль качества
лакокрасочных покрытий
2.
Лакокрасочные покрытия необходимо контролировать по следующим показателям:
соответствие
декоративного вида покрытия требованиям ГОСТ
9.032-74;
толщина
покрытия: прозрачного по ГОСТ
13639-75, непрозрачного по ГОСТ
14644-75;
адгезия пленки
покрытия к поверхности древесины и фанеры — методом нормального отрыва
металлического штампа, приклеенного к защищенной подложке.
Декоративный
вид покрытий контролируют у каждой защищенной конструкции. Показатель
декоративности должен быть не ниже III класса для прозрачных и IV класса
для непрозрачных покрытий.
Толщину
покрытий определяют на одной конструкции из партии, защищенной одним видом
лакокрасочного материала в данной смене.
Измерение
толщины осуществляют на конструкции или на контрольном образце, защищенном в
общем потоке с конструкциями.
Адгезию
покрытий определяют с помощью устройства, схема которого показана на рис. 2.
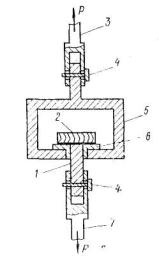
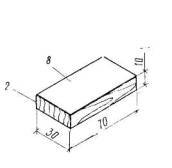
Рис. 2.
Схема устройства для определения адгезии лакокрасочного покрытия
1 — штамп; 2 — образец;
3-верхний захват; 4- шпилька; 5 — корпус; 6 — направляющая втулка; 7- нижний
захват; 8 — лакокрасочное покрытие
Испытания
проводят на образцах древесины (фанеры) с нанесенным на них покрытием.
Покрытие
сначала шлифуют шкуркой № 5, а затем протирают ацетоном. Для приклеивания
штампа, который имеет цилиндрическую форму с диаметром основания 15 мм,
используют состав на основе эпоксидной смолы К-153 с наполнителем (см. табл. 2). Штамп с нанесенным клеевым слоем
прижимают к поверхности образца рукой. Излишки выдавившегося клея осторожно
удаляют.
Испытания
проводят после выдержки образца в течение двух-трех дней при температуре 18-22°
С. Перед установкой образца в устройство покрытие вокруг штампа подрезают
лезвием безопасной бритвы или острым ножом. Образец вставляют в устройство и
отрывают штамп с покрытием от подложки в разрывной машине со скоростью
нагружения 35-50 мм/мин.
Величину
адгезии А (она должна быть не менее 1,5 МПа) определяют по формуле
![]() , (3)
, (3)
где Р —
усилие отрыва, Н;
F — площадь штампа, см2.
При показателе
точности 5% необходимое количество образцов составляет 8-10 шт.
При повторном
использовании штампы должны быть очищены от остатков клея (клей легко удаляется
после прогрева штампа), зачищены шкуркой № 5 и обезжирены ацетоном.
Адгезию
лакокрасочных покрытий определяют для каждой партии лакокрасочного материала
(при поступлении на завод, в середине и в конце срока хранения).
Контроль качества
обработки древесины и фанеры водными растворами антисептиков и био-огнезащитных
препаратов
3. Качество
бнозащитной и био-огнезащитной обработки древесины и фанеры контролируют путем
определения удержания раствора или сухой соли на 1 м2 обрабатываемой
поверхности. Контроль производится один раз в смену.
4. Оценку
производят на образцах или на всей партии обрабатываемых заготовок (элементов
каркаса или обшивок).
Контрольные образцы
выпиливают из элементов каркаса и фанеры, подлежащих пропитке. Длина образцов
древесины должна быть 100 см, а размеры образцов фанеры — 50 ´50
см. Количество образцов должно составлять 1 % партии, но не менее 5 шт. Перед
пропиткой в ваннах образцы взвешивают и помещают между заготовками в центр
пакета или контейнера.
5. Удержание
пропиточной жидкости определяют по разности массы образцов до и после пропитки.
Взвешивание образцов после пропитки производят после прекращения стекания с них
излишков пропиточной жидкости.
Удержание
сухой соли по каждому образцу вычисляют по формуле
![]() , (4)
, (4)
где К —
количество удержанной сухой соли, г/м2;
G — количество удержанной пропиточной
жидкости, г;
С — концентрация пропиточной
жидкости, %;
F — площадь
поверхности образца, м2.
Полученные
величины удержания по всем образцам усредняют и сопоставляют с требуемым
удержанием.
6. Удержание
пропиточной жидкости всей партией обрабатываемых элементов каркаса или фанерных
обшивок определяют по разности массы контейнера (пакета) до и после пропитки.
7. При
обработке фанерных обшивок требуемое удержание пропиточной жидкости (сухой
соли) всей партией определяют путем умножения нормируемого удержания на площадь
поверхностей всех обрабатываемых обшивок.
Качество
защитной обработки необходимо контролировать один раз в смену.
Контроль качества
мастичных покрытий на основе эпоксидных смол и тиоколовых герметикой
8. Контроль
качества покрытий на основе эпоксидных смол и тиоколовых герметиков
осуществляют по результатам визуальной оценки состояния поверхности и замера
толщины покрытия. На защищенных поверхностях не должно быть отслоений и вздутий
покрытия. У армированных покрытий не должно быть участков с непропитанной
защитным составом стеклотканью (стеклосеткой). Покрытие должно иметь ровную
гладкую поверхность и через 24 ч не давать отлип.
Контроль качества
пропитки фанеры фенолоспиртами
9. Для
контроля качества пропитки в каждую загружаемую партию укладывают не менее трех
предварительно взвешенных образцов размером 20 ´150 см, выпиленных
из той же партии фанеры. Контрольные образцы необходимо укладывать в верхние,
средние и нижние части пакета.
Общее
поглощение фенолоспиртов определяют по весу контрольных образцов. Привес в
зависимости от толщины фанеры составляет 20-50%. Пропитка должна быть сквозной
по наружным слоям и не менее 2 мм по торцам. Глубину пропитки определяют
визуально по контрольным образцам.
ПРИЛОЖЕНИЕ
7
МЕТОДИКА ИСПЫТАНИИ ПЛАСТЕВЫХ КЛЕЕВЫХ СОЕДИНЕНИИ НА
ПОСЛОЙНОЕ СКАЛЫВАНИЕ И РАССЛАИВАНИЕ
1. Образцы для
испытаний на послойное скалывание и расслаивание вырезают из торцовой части
конструкции или элемента во время их торцовки и доведения до проектных
размеров.
Образец для
испытаний на расслаивание представляет собой пластину толщиной (вдоль волокон
древесины) 75 мм, а шириной и высотой, соответствующими размерам торцового
сечения клееного элемента или его части.
Для испытания
на послойное скалывание аналогичная пластина должна иметь толщину 50 мм.
Последнюю разрезают на прямоугольные призмы с основанием размерами 50 ´50
мм и высотой, равной высоте пластины, которые и служат образцами. Испытание на
послойное скалывание
2. Для
проведения испытаний необходимо применять следующее оборудование и инструменты:
испытательную
машину с пределом нагружения до 50000 Н и точностью измерения нагрузки до 1 %;
приспособление
для послойного скалывания образцов;
штангенциркуль
с точностью измерения до 0,1 мм;
электровлагомер
типа ЭВ-2К.
3. Усредненные данные о сечении образца по результатам трех
его измерений (соответственно в середине и на концах) с точностью до 0,1 мм
заносят в журнал.
В местах
измерений сечения образца определяют его влажность, усредненный показатель
которой должен быть отражен в журнале.
4. Образцы
испытывают на скалывание по клеевым прослойкам или древесине в специальном
приспособлении (рис. 3).
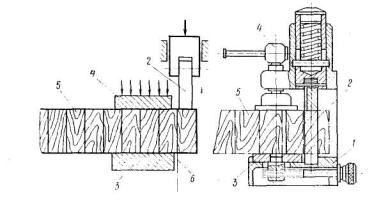
Рис. 3.
Схема приспособления для испытаний на послойное скалывание
1- основание
приспособления; 2 — пуансон; 3 — опора; 4- прижимной винт; 5 — образец; 6 —
плоскость скалывания
5. Испытания проводят
следующим образом. Приспособление устанавливают на нижнюю опорную плиту пресса.
Образец помещают в проем приспособления таким образом, чтобы направление
волокон древесины совпадало с направлением приложения нагрузки. При помощи
прижима образец закрепляют в таком положении, чтобы испытуемое сечение образца
было расположено в одной плоскости с задней по ходу подачи образца гранью
пуансона. Затем при вертикальном перемещении пуансона образец доводят до
разрушения.
Цикл испытаний
повторяют для каждого следующего сечения после соответствующего перемещения и
закрепления образца.
6. Испытания
проводят при скорости перемещения нагружающей головки пресса 10 мм/мин;
величину разрушающей нагрузки Р max и характер разрушения клеевого соединения
заносят в журнал (см. форму 1).
7. Предел
прочности т при скалывании вычисляют с точностью до 0,1 МПа по формуле
![]() , (5)
, (5)
где Р max —
разрушающая нагрузка, Н;
l — длина площади скалывания образца,
м;
b — ширина, м.
Испытание на
расслаивание
8. Для
проведения испытаний необходимо применять следующее оборудование и инструменты:
автоклав с
герметической крышкой, манометром, вакуумметром;
штангенциркуль
с точностью измерения до 0,1 мм и щуп (ГОСТ 882-75).
линейку ( ГОСТ
427-75) с точностью измерения до 1 мм;
электровлагомер
типа ЭВ-2К;
сушильную
камеру с проточным воздухом с температурой до 60° С;
лупу для
наблюдения за расслаиванием прослоек.
9. Данные о
сечении и влажности образцов, определенные в соответствии с п. 3,
заносят в журнал (см. форму 2).
10. Для
обеспечения свободного доступа воды к торцам образцов их помещают в автоклав на
подвижной тележке, оборудованной кассетами.
11. Обработку
образцов осуществляют при циклическом действии вакуума — давления и
высушивания.
Один цикл
включает:
выдержку
образцов под вакуумом (0,07-0,09 МПа) в течение 40-60 мин при температуре
18-22° С;
подачу воды в
автоклав и выдержку образцов под давлением 0,5-0,6 МПа в течение 2 ч;
цикл вакуум —
давление повторяют два раза;
высушивание
образцов до начальной влажности в сушильной камере при температуре 50-60° С,
относительной влажности воздуха 25-30% и скорости движения воздуха 2-3 м/с.
12. Оценку
качества склеивания образцов производят после завершения каждого цикла
испытаний. Все замеры записывают в журнал.
13. После
высушивания образцов замеряют суммарную длину раскрытия клеевых прослоек на
обеих торцовых поверхностях.
В качестве
показателя расслаивания принимают процентное отношение суммарной длины
расслоения по клеевым прослойкам к общему периметру клеевых прослоек, выходящих
на торец образца по формуле
![]() , (6)
, (6)
где l —
суммарная длина расслоений, мм;
b — ширина образца, мм;
n — количество клеевых прослоек в
образце.
Форма 1
ЖУРНАЛ
испытаний
на прочность клеевых соединений из древесины при послойном скалывании
1. Марка,
номер, размеры элемента, из которого выпилены образцы
___________________________________________________________
2. Дата и
время запрессовки элемента___________________________
3. Порода
древисины_________________________________________
4.
Клей_____________________________________________________
5. Нанесение
клея (одно- или двустороннее)______________________
6. Средняя
влажность древесины (по замерам на образце) ,_________
___________________________________________________________
7. Размер
сечения образца_____________________________________
8. Толщина и
качество слоев древесины в образце _________________
9. Дата и
время проведения испытаний_______________________
|
Номер слоя в |
Максимальная нагрузка Р max , МПа (кгс/см2), для |
Предел прочности, МПа (кгс/см2), для |
Характер разрушения (только |
||
|
клеевого соединения |
древесины |
клеевого соединения |
древесины |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
Среднее значение предела прочности:
τ клеевых соединений
_________________ МПа (кгс/см2)
τ древесины
_________________________ МПа (кгс/см2)
Минимальное
значение предела прочности:
τ клеевых соединений
_________________ МПа (кгс/см2)
τ древесины
_________________________ МПа (кгс/см2)
Дата
_________________ Подпись___________________
Примечание.
В графы 2,
4, 6
заносят максимальную нагрузку и прочность всех сечений, испытываемых для
определения прочности клеевых соединений, даже при 100%-ном разрушении по древесине.
Форма 2
ЖУРНАЛ
испытаний
клеевых соединений на расслаивание
1. Марка,
номер и размеры элемента, из которого выпилен образец
___________________________________________________________
2. Дата и
время запрессовки элемента __________________________
3. Порода
древесины
4. Клей
___________._________________________________________
5. Нанесение
клея (одно- или двустороннее) _____________________
6. Средняя
влажность древесины (по замерам на образце) __________
7. Размеры
образца ___________________________________________
8. Толщина
слоев ____________________________________________
9. Дата и время проведения испытаний,__________________________
|
Номер клеевой прослойки |
Ширина образца |
Количество клеевых |
Расслоение клеевых прослоек, %, после |
|
|
одного цикла |
трех циклов |
|||
|
1 |
2 |
3 |
4 |
Б |
Дата______________________
Подпись_________________
ПРИЛОЖЕНИЕ
8
РЕКОМЕНДУЕМАЯ ФОРМА ПАСПОРТА НА ДЕРЕВЯННЫЕ КЛЕЕНЫЕ
КОНСТРУКЦИИ
оформление
первой страницы паспорта
МИНИСТЕРСТВО ИЛИ ВЕДОМСТВО,
УПРАВЛЕНИЕ, ТРЕСТ
предприятие (наименование,
адрес, телефон)
ПАСПОРТ №
на деревянные клееные конструкции
Наименование
конструкции и ее марка____________________________________________
Конструкция
отвечает требованиям ГОСТ________, ТУ______________________________
№ альбома
чертежей ,___________________________________________________________
Номер
партии_________________________________________________________________
Количество
конструкций в партии _____________________________________________шт.
Номера
конструкций ,___________________________________________________________
Изготовление
_________________ год ____________________, месяц
Порода
древесины______________________________________________________________
Клей марки
______________ ГОСТ _________________, ТУ __________________________
отвечает
требованиям, __________________________________________________________
Вид защитной
обработки поверхности ____________________________________________
Дата отгрузки
с завода-изготовителя ______________________________________________
Наименование и
адрес организации-получателя ____________________________________
М. П.
Начальник цеха
____________________
(подпись)
Начальник ОТК
____________________
(подпись)
Дата
_____________________________
Оформление
второй страницы паспорта
(оборотная
сторона)
КРАТКАЯ ИНСТРУКЦИЯ
по хранению и транспортированию
деревянных клееных конструкций
1. Клееные
элементы следует хранить уложенными в штабеля на прокладки в условиях, не
допускающих их увлажнение.
Под нижний ряд
конструкций следует укладывать прокладки по плотному, тщательно выровненному
основанию. Прокладки между конструкциями по высоте штабеля должны располагаться
строго но вертикали одна над другой.
При укладке
конструкций должна быть обеспечена возможность свободного захвата и подъема
каждой конструкции для ее погрузки или монтажа.
2. При
транспортировании и хранении конструкции должны быть защищены от увлажнения,
загрязнения и механических повреждений.
3. Сбрасывание
конструкций при погрузке, транспортировании и разгрузке запрещается.
4. Укладку
конструкций в транспортные средства следует производить правильными устойчивыми
рядами по направлению движения транспорта с надежным закреплением,
предохраняющим их от смещения во время перевозки.
5. Производить
монтаж конструкции без наличия рабочих чертежей запрещается.
ПРИЛОЖЕНИЕ
9
УДЕЛЬНОЕ КОЛИЧЕСТВО ТОКСИЧНЫХ ВЕЩЕСТВ, ВЫДЕЛЯЮЩИХСЯ
ИЗ КЛЕЕВ
Таблица 1
|
Клей |
Количество |
|||
|
фенола |
формальдегида |
спирта этилового |
ацетона |
|
|
Фенольный КБ-3 |
1 |
0,8 |
— |
45 |
|
Фенольный СФХ |
0,6 |
0,6 |
— |
— |
|
Резорциновый ФР-12 |
— |
1,5 |
50 |
— |
|
Фенольно-резорциновый |
1,2 |
1 |
— |
— |
|
Алкилрезорциновый ФР-100 и |
— |
1 |
50 |
— |
|
Карбамидно-меламиновый |
— |
1,2 |
— |
— |
Таблица 2
Предельно допустимые концентрации токсичных
веществ в воздухе рабочей зоны (по ГОСТ
12.1.005-76)
|
Вещество |
Предельно допустимая концентрация, мг/м3 |
|
Фенол |
0,3 |
|
Формальдегид |
0,5 |
|
Ацетон |
200 |
|
Спирт этиловый |
1000 |
Особенности работы с основными видами пиломатериалов
Основными пиломатериалами, используемыми в строительстве, являются оцилиндрованное бревно, брус простой и профилированный, обрезная доска. При работе их часто приходится соединять друг с другом, распиливать на нужные размеры и выдалбливать некоторые формы. Выясним, как же правильно работать с этими материалами.
Способы соединения пиломатериалов
Пиломатериалы можно соединить с помощью:
- Шурупов и саморезов. Выдерживают большие продольные нагрузки, но плохо выдерживают поперечные. Для шурупов предварительно высверливают чуть более узкое отверстие глубиной, равной 1/2 или 2/3 от длины крепежа. Саморезы вкручиваются без предварительного просверливания отверстий. Саморезы и шурупы – популярные крепежи, которые используют не только для пиломатериалов, но и для фанеры, а также ОСБ плит.
- Гвоздей. Обладают больше пластичностью по сравнению с шурупами и саморезами, поэтому лучше держат поперечные нагрузки. Но они не имеют резьбы, а потому продольные нагрузки они выдерживают хуже.
- Клея. Для склеивания деревянных брусков или досок в домашних условиях применяют клеи: ПВА, мездровые и костные, составы на основе эпоксидной смолы. В промышленных масштабах древесину склеивают карбамидо- или фенолоформальдегидными смолами, используемыми при производстве фанеры.
Для возведения сруба оцилиндрованные бревна соединяются между собой методом замковой системы. Для объединения четырех бревен в венец используют угловые соединения. Для соединения нескольких венцов в сруб в них делают продольные пазы. Похожим способом соединяются друг с другом шпунтованные ДСП плиты, которые можно заказать у нас с доставкой по Москве и МО.

Правила пиления и долбления
Основы быстрой распиловки и высокого качества спила:
- Зубья пилы должны быть заточены под 90 градусов.
- Чтобы пилу не зажимало в толще древесины, необходимо развести зубья с помощью разводных клещей или плоскогубцев.
- Если нужно распилить свежее бревно, ножовку следует смазать маслом. Тогда она будет скользить лучше.
- Чтобы выпилить точную заготовку, предварительно необходимо нанести разметку.

Совет! Чтобы сделать аккуратный запил после разведения зубьев, предварительно нанесите на пиломатериал зарубку с помощью долота или другого режущего инструмента.
Для долбления древесины используется долото, молоток, иногда – стамеска. Острая часть долота должна быть заточена под 25 градусов. При долблении ее необходимо ставить поперек волокнам и стучать по рукоятке молотком. Вдоль волокон долбить нельзя, иначе заготовка расколется. Для выдалбливания пазов долото следует ставить перпендикулярно поверхности заготовки. А для получения глубоких и узких пазов потребуется использование стамески.
Минимизация расходов при работе с группой пиломатериалов естественной влажности. Отгрузка клиентам качественного товара, соответствующего требованиям ГОСТ 8486-86
ВИДЫ ПИЛОМАТЕРИАЛОВ
Ассортимент пиломатериалов естественной влажности представленный в СЦ Перестройка:
БРУС
В нашем ассортименте представлен нестроганный брус — вид бруса из хвойных пород с квадратным или прямоугольным сечением и естественной влажностью относиться к наиболее экономичным материалам, которые используют при строительстве домов (устройства кровельных стропил, лаг, прочих элементов каркаса; опоры навесных конструкций; строительства несущих стен для зданий, расположенных на дачных участках).
ДОСКА
изготавливается из пиломатериала путем обрезки на циркулярной пиле обзола – боковины с корой, оставшейся после распиловки исходного бревна, при этом ее поверхность не подвергается практически никакой обработке и остается шероховатой и волокнистой.
Обрезная доска используется в ситуациях, где прочностные характеристики важнее качества поверхности, например, при сооружении различных строительных и каркасных конструкций (пристроек, кровли, теплиц, перекрытий и т. д.), а также для изготовления твердой упаковки (ящиков).
БРУСОК
Брусок нестроганый — это пиломатериал, толщина которого не превышает 100 мм, а ширина составляет не больше удвоенной толщины. Если толщина материала больше или равна 100 мм, это уже не брусок, а брус.
Брусок же, в основном, используется для производства мебели (служит основой или вспомогательным материалом ), в строительстве (применяются в изготовлении стропил, обрешетки, столбов, щитов; основа для настила пола и подшивания стен; многочисленные элементы бань, беседок, веранд; деревянных заборов).
Важно! При первичной приёмке пиломатериалов проверить соответствие товаров заявленному поставщиком сорту, указанному в товаросопроводительных документах!
Мы разделяем все пиломатериалы:
- 1-2 сорт;
- 3 сорт;
- Брак
- «Под Утилизацию»
Соответствие пиломатериалов 1-2 и 3 сортам должно проверяться в соответствии с Нормами ограничения пороков, предъявляемыми к качеству пиломатериалов естественной влажности в СЦ Перестройка (Приложение №1), разработанными в соответствии с ГОСТ 8486-86, ГОСТ 2140.
1. При заказе ПМ без разбора по сортам — минимальное процентное соотношение сортов пиломатериалов в 1 (одной) поставке не должно быть ниже следующих значений: 1 сорт – 60%, 2 сорт – 40%. Допускается наличие в поставке пиломатериалов 3 сорта до 5% (по согласованию сторон).
2. Перед каждой поставкой поставщик должен выслать менеджеру закупа качественные фото отгружаемой продукции. Фото QR-кода и номер ЭСД на транспортировку древесины.
3. При создании заказа поставщику в 1С менеджер закупа указывает ПМ в необходимой номенклатуре и сортах, которые фактически заказывает у поставщика.
ПЕРВИЧНАЯ ПРИЕМКА И РАЗГРУЗКА
На каждую входящую поставку ПМ ЕВ оформляется ЕДИНАЯ заявка в ОкДеск с типом заявки ЛЕС. Нужно в неё прикладывать фото с гос. номером АМ, осуществившим поставку
ОФОРМЛЕНИЕ МАШИНЫ С ПМ в журнале учета транспортных средств
На каждую входящую машину с ПМ ЕВ, необходимо оформлять: журнал учета транспортных средств (нажми, чтобы скачать журнал) на бумажном носителе и акт об отсутствии возможности фиксации транспортных средств с применением средств фиксации. В журнале учета отражаются следующие сведения:
— нумеруется порядковым номером, ставится текущая дата;
— идентификационный номер склад (расположен на табличке перед въездом);
— государственный регистрационный номер транспортного средства;
— дата и время въезда транспортного средства на склад древесины или выезда с него;
— идентификационный номере электронного сопроводительного документа на транспортировку древесины (указан номер на куар коде). Образец см. в конце инструкции.
Журнал учета ведется на бумажном носителе, страницы которого должны быть скреплены и пронумерованы. Фото журнала прикладывается в заявку ОкДеск. В течение месяца данные комплекты документов на каждую поставку хранятся у товароведов на СЦ. Первого числа каждого месяца, данные журналы отправляются в офис, ответственному менеджеру закупа. Журнал учета подлежит хранению сроком не менее 6 месяцев с даты последней записи в нем
При спорных моментах (не качественный ПМ) во время приемки по местам работник склада должен сделать несколько качественных фотографий продукции (до момента разгрузки) и выслать менеджеру закупа по электронной почте
ПРОВЕРКА СООТВЕТСВИЯ СОРТА ТОВАРА ДОКУМЕНТАМ
При первичной приёмке пиломатериалов кладовщик должен проверить соответствие товаров заявленному поставщиком сорту, указанному в товаросопроводительных документах. Первичная приемка производится по количеству и общему внешнему виду пачек. Первичная приемка производится в день поставки, в присутствии водителя
Если при первичной приемке выявляются расхождения по количеству и/или по качеству ПМ (в части видимых недостатков) в составляемом акте (нажми, чтобы скачать акт) должна обязательно присутствовать подпись водителя, доставившего товар. Согласно инструкции №1 «О первичной приемке товаров на складах». Если водитель отказывается ставить подпись – ставится пометка: «Перевозчик отказался подписывать
НОВЫЙ ТОВАР В НОВЫЕ СТОПКИ!
Запрещается разгрузка ПМ с машины поверх уже складированного ранее ПМ, т.е. в старые стопки, штабеля
Тип акта ОкДеск всегда: ЛЕС
Форма бланк акта ОкДеск по ПМ ЕВ
Образец заполнения журнала учета ТС
Образец заполнения акта об отсутствии фиксации
ВНУТРИТАРНАЯ ПРИЕМКА И СОРТИРОВКА
Внутритарная приемка и сортировка ПМ естественной влажности осуществляется в течение 2-х календарных дней, но при визуальном обнаружении очагов синевы (плесени/грибков), необходимо перебрать пачку в течении 24 часов.
Сортировка ПМ производится в соответствии с Техническими требованиями, предъявляемыми к качеству пиломатериалов естественной влажности в СЦ Перестройка. Изучить данные требования необходимо в Приложении №1 к данной инструкции.
При сортировке пиломатериалов могут возникнуть разные проблемы при сортировке и их решения
-
ПИЛОМАТЕРИАЛ, не соответств. 1,2,3 сорту (кроме п.6 Тех. требований)
данный товар отсортировывается в БРАК и подлежит возврату поставщику либо последующей продаже со скидкой 40%(перевод в Брак осуществляет МЗ) ;
-
ПИЛОМАТЕРИАЛ, не соответствующий п.6 Тех. требований
если при сортировке обнаруживается ПМ не соответствующий требованиям п.6 Технических требований – Отклонения (несоответствие размерам), данный товар подлежит переводу в другую артикульную позицию, подходящую нужной длинны (2,3 или 4 метра) – Данный перевод осуществляет МЗ. ПМ всех сечений, но короче 6 метров, будут хранится/продаваться в единой сортности: 1-3 сорт. Так же, необходимо осуществить обрезку ПМ до нужной длинны;
После сортировки ПМ, при выявлении пороков, превышающих требования, представленные в Таблице 1 Товаровед создает заявку в ОкДеск с темой «БРАК Лес». В заявку необходимо вложить акт (форму акта см. в конце инструкции), подробные фото. В случае перевода позиций в меньшую длину необходимо расписать возможный распил по позиционно
Менеджер закупа направляет претензию поставщику. После ответа поставщика — корректирует номенклатуру в поступлении (сортность/длинна) цены и суммы поступления. Те же корректировки проводит, по необходимости, во внутренних реализациях.
Если у менеджера закупа возникают вопросы и/или поставщик не принимает претензию, он обращается к Категорийному менеджеру. В свою очередь, Категорийный менеджер, дает необходимые разъяснения и/или подключается к работе с поставщиком.
ПМ по которому составлены акты в ОкДеск и направлены претензии поставщикам хранится на СЦ в отдельных пачках на прокладках, с указанием наименования поставщика, даты поступления и номера ТТН (нужно написать эти данные на одном из изделий из партии с помощью маркера). ПМ который поставщики будут забирать, после закрытия актов хранится на СЦ до следующей поставки от данного поставщика (если иное не прописано в акте ОкДеск)
ОПРИХОДОВАНИЕ ТОВАРА И ВНУТРЕННИЕ РЕАЛИЗАЦИИ
-
Списание/Оприходование товара на ТТ из папок Изделия из древесины, Пиломатериалы естественной влажности, Пиломатериалы сухие строганые – ЗАПРЕЩЕНЫ
01
-
1. Акт в ОкДеск с типом заявки «БРАК ЛЕС», должен быть обработан менеджером закупа, после чего МЗ корректирует поступление и переводит самостоятельно товар в Брак, если это необходимо. Те же корректировки проводит, по необходимости, во внутренних реализациях.
02
СКЛАДИРОВАНИЕ И ХРАНЕНИЕ, РАБОТА С КАЧЕСТВОМ
Важно! ПМ на хранение укладывается рядами, в штабели,не превышающие по высоте половину длинны ПМ.
Хранение ПМ «навалом» недопустимо!
-
ОРГАНИЗАЦИЯ ПЛОЩАДКИ ДЛЯ ХРАНЕНИЯ
На каждом СЦ должна быть организована площадка под хранение ПМ по следующим требованиям(смотри расчет складирования ПМ ЕВ (доска/брус) ниже :
— площадка для хранения ПМ должна быть выровнена по всей площади, для недопущения искривления ПМ при хранении;
— на площадке должны быть организованы штабели для хранения ПМ площадью 6 кв.м., каждый (1*6 метров); -
ХРАНЕНИЕ В СТОПКАХ
ПМ укладывается в стопки рядами с максимальной шириной ряда 1м.
В каждом ряду между брусом/досками оставляется пустое пространство, для свободной циркуляции воздуха
-
ПРОКЛАДКИ МЕЖДУ ПМ
Между рядами ПМ укладываются прокладки. Оптимальный размер прокладок 25*50*1000мм. Заказы на прокладки осуществляются через ОкДеск.
-
ПОДКЛАДКИ ПОД СТОПКИ
Каждый штабель необходимо оснастить подкладками, на которых будет располагаться ПМ. Оптимальной подкладкой может выступать брус толщиной 250*250*1100мм/200*200*1100мм, или поддон (не менее 180мм в высоту). Подкладки располагаются перпендикулярно расположению ПМ из расчёта 1шт, на 1,5м длинны ПМ.
-
ПОМЕТКА НА 3 СОРТЕ
ПМ определённые в ходе сортировки как 3 сорт, ОБЯЗАТЕЛЬНО, помечаются с помощью краски на торцах знаком «|||».
ПОДДЕРЖАНИЕ ТОВАРНОГО ВИДА
Для поддержания хорошего товарного вида ПМ естественной влажности, и чтобы приостановить процессы потемнения древесины обязательно производим «отбеливание» почерневших или посиневших участков в течении суток (не позднее) с момента обнаружения.
Обработка проводится пульверизатором для скорости обработки. Обрабатываем только ПМ, имеющий очаги «синевы/плесени».
Гниль не обрабатываем, ПМ с гнилью подлежат переводу в Брак (см. раздел VI.2 данной инструкции).Данное правило действует только с мая по сентябрь.
В процессе работы с ПМ необходимо соблюдать ротацию и принцип ФИФО.
Ротация товара – это принцип выкладки продукции с целью наиболее выгодной ее демонстрации потенциальным покупателям, перемещений товаров по полкам и залам территории торгового пространства с целью увеличения общего объема продаж и минимизации потерь.
ФИФО — это метод учёта, смысл которого в том, что товары, поставленные первыми на учёт, выбывают с учёта тоже первыми. «Первым прибыл, первым убыл».
В процессе ротации ассортимента можно оперативно выявить ПМ, который требует «отбеливания», перевода из одного сорта в другой, перевода в Брак и/или утилизации.
СПИСАНИЕ И УТИЛИЗАЦИЯ ПМ
ПМ переведённый в БРАК и нереализованный со скидкой 40%, в течении 6 месяцев подлежит списанию. Для этого необходимо составить акт утилизации, который должен быть подписан старшим кладовщиком и супервайзером. К акту необходимо приложить подробные фото товара. Акт направляется Категорийному менеджеру, после чего принимается решение об утилизации товара.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КАЧЕСТВУ ПИЛОМАТЕРИАЛОВ
-
Пиломатериалы должны соответствовать требованиям ГОСТ 8486-86 и изготовляться из древесины следующих пород: сосны, ели, пихты, лиственницы и кедра.
-
По качеству древесины и обработки доски, бруски и брус разделяют на 3 сорта (1, 2, 3-й) и должны соответствовать требованиям, указанным в таблице 1.
-
Оценка качества пиломатериалов, производиться по пласти и/или кромке, худшей для данной доски, а брусков и брусьев квадратного сечения — по худшей стороне.
-
Нормы ограничения пороков пиломатериалов должны соответствовать ГОСТ 2140, ГОСТ 8486-86, а также данным, представленным в таблице 1.
-
Не параллельность пластей и кромок в обрезных пиломатериалах, а также пластей в необрезных пиломатериалах допускается в пределах отклонений от номинальных размеров, установленных ГОСТ 24454.
Предельные отклонения от номинальных размеров пиломатериалов:
по длине, мм: + 50 и -25
по толщине, мм:
при размерах до 32 мм включ: ± 1,0
от 40 до 100 мм включ: ±2,0
более 100 мм: ±3,0 -
Все пиломатериалы у которых пороки превышают значения в таблице 1– не допускаются для дальнейшей реализации как качественный товар, а переводятся в Брак и продаются со скидкой 40%, либо возвращаются поставщику (по согласованию сторон). Все переводы в брак и другие сорта проводит только МЗ.
-
Основные назначения пиломатериалов 1, 2 и 3 сортов (по ГОСТ 8486-86): строительство и ремонтно-эксплуатационные нужды; элементы несущих конструкций; детали окон и дверей; строганые детали; детали деревянных домов и др; производство различных изделий деревообработки, включая мебель, клепку для заливных и сухотарных бочек, спецтару.
РАБОТА С ТОВАРОМ В 1С И ОКДЕСК
Процесс работы с OkDesk после приемки/сортировки товаров
В мобильном приложении OkDesk (См. Инструкция №4) кладовщик создаёт заявку о приеме пиломатериала с темой «Лес» в которой указывает всю необходимую информацию (см. II п1, 2), Приложенные фотографии должно быть четкими, на них без труда можно распознать товар и повреждения/недостатки, АКТ приемки/Сортировки товаров должен быть понятным и читаемым.
В Акте указывается количество товара по ТТН, количество реально поступившего товара, количество товара 3 сорта, количество отбракованных товаров по тем или иным причинам. Обязательно приложить фото дефектов, характеризующих ПМ как 3 сорт!
Далее кладовщик дополняет заявку кратким комментарием. Отправляет Заявку.
На АКТЕ приемки/сортировки товаров подписывается номер заявки, присвоенный в системе OkDesk; АКТ передаётся товароведу для хранения. Бумажные оригиналы документов хранятся у товароведа
Решение по Товару должно быть принято всеми участвующими сотрудниками и поставщиком, при необходимости, в течении 14 дней
Процесс работы с OkDesk при текущей работе с ПМ: если необходимо провести корректировку сортности ПМ, который уже числится на остатках или перевести его в Брак для дальнейшей продажи со скидкой 40%
В этом случае в ОкДеск создается НОВАЯ заявка (тк она уже никак не связана с поставкой, виной поставщика) с типом БРАК-Уценка (Хранение), с приложением необходимых фотографий. Акт проверяет и согласовывает супервайзер ТТ, при необходимости запрашивая дополнительные комментарии/фото. Срок рассмотрения заявки в ОкДеск – 2 рабочих дня
Корректировки в программе, связанные со списанием/ оприходованием проводит только Менеджер Закупа либо Категорийный менеджер.
-
Списание и последующая утилизация
Списанию и последующей утилизации и/или расходу на внутренние и маркетинговые нужды подлежит продукция, которая ранее переведена в Брак и НЕ была продана со скидкой 40%, как бракованная продукция, в течение 6ти месяцев. Списание на собственные нужды проводит только Менеджер Закупа после предоставления ему необходимых документов.
-
Товар ожидает проверки Ревизора / Супервайзера, которые могут подтвердить утилизацию, списание на какие-либо нужды компании или запретить утилизацию.
-
Время списания и утилизации
Процесс происходит по необходимости в любое время, сразу при обнаружении, чтобы остатки по 1С соответствовали фактическим.
-
После утверждения Ревизора / Супервайзера товар оперативно (1-3 дня), физически выбрасывается с территории Склада строительного центра, либо относится в место хранения Стройматериалов для собственных построек (если такое место предусмотрено и утиль применим) – в данном месте поддерживается порядок, место не должно просматриваться клиентами даже при посещении склада.
При возникновении споров
При возникновении споров/разногласий, необходимости корректировки процесса и/или невозможности принять самостоятельное решение – участники процесса обращаются к Категорийному менеджеру.
Инвентаризация ПМ
Инвентаризации товаров из папок Изделия из древесины, Пиломатериалы естественной влажности, Пиломатериалы сухие строганые производиться 1 раз в месяц. Данные инвентаризации подаются менеджеру закупа не позднее 5 числа следующего за отчетным.
Подробнее в инструкции «Проведение инвентаризации»
Пройди тест по изученному материалу
ЗАФИКСИРУЙ ПРОХОЖДЕНИЕ КУРСА!
Только ваша обратная связь поможет нам построить самую понятную структуру для обучающих курсов.
Спасибо, что поделились своим мнением!
Нажмите кнопку отправить данные
В деревообрабатывающей индустрии, существует скрупулёзно составленная инструкция, по которой виды пиломатериалов происходят сортировку. Сложность этой системы в том, что градация осуществляется по:
- Типу древесины;
- Способу обработки;
- Размерам и геометрическим параметрам готовой продукции.
То есть, для полной идентификации пиломатериала, требуется привязка его ко всем трём критериям. А сам пиломатериал, это продукт деревообрабатывающей промышленности, соответствующий определённым параметрам и в котором имеются хотя бы две плоские параллельные поверхности.
Типы распила бревен
- поперечный – бревно пилится поперек древесных волокон, такая обработка характерна для производства декоративного паркета;
- полурадиальный – древесина рассекается под острым углом к волокнам, после чего используется для напольного покрытия;
- радиальный – распил осуществляется строго посередине ствола. Полученные такие методом доски обладают высокой прочностью, красивым узором и устойчивостью к внешним факторам;
- тангенгенциальный – производится чуть дальше от середины в целях достижения изящного природного узора.
Каждый из видов распилов имеет широкое применение при заготовке пиломатериалов в строительстве.
Элементы
В пиломатериалах выделяют следующие элементы:
- Пласть — это продольная широкая сторона и любая сторона квадратного сечения. Лучшая пласть содержит наименьшее количество пороков, что демонстрирует лучшее качество обработки. Пласть, направленная к сердцевине, называется внутренней, к заболони — наружной.
- Кромка — это продольная узкая сторона.
- Ребро — линия пересечения 2-х смежных сторон.
- Торец — концевая поперечная сторона.
- Необязательным элементом является обзол — часть боковой поверхности бревна, оставшаяся на пиломатериале после его распиловки. Расстояние между параллельными пластями является толщиной пиломатериалов, между боковыми кромками — шириной, между торцами — длина.
Виды пиломатериалов
Для производства пиломатериалов используются стволы деревьев лиственных и хвойных пород, которые после срубки очищают от коры и веток. Исходя из формы, типа, сорта древесины и способов ее обработки разработана классификация пиломатериалов.
Традиционная классификация включает в себя следующие виды пиломатериалов:
- Брус – строительный материал, который получают путем отсекания краев бревна для придания ему квадратной или прямоугольной формы. Такие изделия применяются для возведения несущих конструкций, окон, дверей и лестниц. Толщина бруса не менее 10 см.
- Бруски – небольшие по размерам куски древесины, которые применяются в строительстве, мебельном производстве и отделочных работах. Могут иметь различные габариты, форму и степень обработки.
- Доска – представляет собой следующий этап обработки бруса. Применение этих пиломатериалов планируется, исходя из толщины и степени обработки поверхности.
- Шпала – узкоспециализированный пиломатериал, который широко распространен в сфере строительства железных дорог.
- Горбыль – разновидность доски, которая с одной стороны ровная, а с другой выпуклая и полукруглая. Применяется в качестве фасадной облицовки в декоративных целях. Разновидностью горбыля выступает блок-хаус, по краям которого имеются пазы для скрепления при отделочных фасадных работах.
- Обапол – производится из крайних частей бревна, отходов производства бруса. Имеет ровную и опухлую стороны, в случае необходимости очищается от коры.
- Оцилиндрованное бревно – использование пиломатериалов данного типа характерно для строительства домов (срубов). Для сборки задействуются исключительно ровные стволы деревьев конкретного диаметра без суков. В процессе изготовления бревен удаляется кора и внешние слои древесины. Материалу придается идеальная форма, после чего на нем вырезаются пазы, или замки. Бревна как конструктор собираются по пазам, благодаря чему достигается удивительная прочность конструкции. Срубы отличаются высокими эстетическими свойствами, и они не требуют внутренней отделки.
- Профилированный брус – основой для него служит обычный брус, на котором путем строгания или фрезеровки вырезаются соединительные канавы. Конструкции этого материала также обладают высокой прочностью и длительным сроком службы при соответствующем уходе. Среди плюсов строений из такого бруса отмечают отсутствие необходимости в подготовке мощного фундамента.
- Клееный брус – производится из досок, путем их склеивания и прессования. Эти пиломатериалы крепкие, долговечные, чем обосновано их частое применение при возведении домов идеальной формы.
Способы обработки
Градация хотя и сложная, но более систематизирована.

В зависимости от обработки поверхностей, пиломатериалы могут быть:
- Торцованными;
- Неторцованными;
- Обрезными;
- Необрезными;
- Односторонне обрезанный;
- Строганный;
При этом в зависимости от сортности, в готовом изделии допускаются некоторые огрехи, например обзол.
По ориентации пиломатериала в заготовке, есть два основных варианта:
- Радиальный;
- Тангенциальный.
Остальные варианты, в той или иной степени опираются на эти два.

Разница в выходе продукции при распиловке бревна разными способами отличается не сильно, и существенно влияет на выход бруса. В гораздо большей степени это сказывается на проявлении определённых характеристик досок.

В частности, можно добиться более явного проявления рисунка, или повышение прочностных характеристик на продольный излом бруса.
Классификация пиломатериалов по сортам
Отборный сорт. Материалы не имеют выраженных дефектов, следов от сучков, а также глубоких трещин вследствие пересыхания бревен. Возможно наличие небольшого количества здоровых сучков: 2 на 1 м изделия. Применяется для создания премиальных предметов мебели, для отделки авто элитного уровня.
Первый сорт. Предусматривает большее число сучков и трещин. Материал не должен иметь трухлявости, гнили и плесени. Используется в строительстве.
Второй сорт. Допускаются глубокие трещины, небольшие червоточины. Исключаются трухлявость и гниль. Такие пиломатериалы находят применение в строительстве и мебельной промышленности.
Третий сорт. Допускается небольшое количество гнили, червоточин по всей поверхности и сквозных трещин. Материал используется для сооружения навесов, товарных поддонов, ящиков.
Четвертый сорт. Сюда относят древесину низшего класса, которая используется при создании сооружений и предметов, не требующих прочности и долговечности.
ГОСТ, нормативные документы, породный состав и не только
Предприятия осуществляют производство пиломатериалов в соответствии с государственными стандартами. В ГОСТе 8486-86 прописаны основные характеристики пиломатериалов:
- сорт, в соответствии с которым доски и бруски разделяются на 5 групп, брус — на 4;
- шероховатость — максимально допустимая величина неровностей на поверхностях, прописана для каждого класса;
- влажность древесины 1-3 сортов не должна превышать 22%, показатели для низких классов не регламентируются.

Дополнительными характеристиками являются количество, тип и состояние сучков, тип и длина трещин, наличие и количество пороков строения древесины, грибных и биологических повреждений, инородных включений, механических повреждений и пороков обработки, покоробленностей. В соответствии с показателями ГОСТа возможно точно определить сорт пиломатериалов.
Пользователей Интернета интересует породный (или видовой) состав древесины, представляющий собой «набор сортиментов соответствующих древесных пород, получаемых при использовании лесов и/или осуществлении мероприятий по охране, защите, воспроизводству лесов».
Где применяются пиломатериалы
Этот строительный материал участвует практически во всех сферах жизнедеятельности человека. Однако большая часть древесины все же используется при строительстве зданий, изготовлении мебели, а также во внутренних и внешних отделочных работах. Для улучшения естественных свойств древесину нередко обрабатывают химическими средствами, которые придают ей устойчивость от влаги, грибка, плесени, огнеупорность – продляют срок службы.
Еще про строительство и ремонт
Все статьи
Достоинства и недостатки
Положительные качества древесины обеспечивают востребованность пиломатериалов:
- высокая несущая способность при достаточно небольшом весе;
- несмотря на достаточно высокую прочность материал характеризуется легкостью обработки, !но не все породы;
- легкость и оперативность монтажа;
- естественное происхождение обеспечивает экологичность и безопасность для здоровья человека, животных и окружающей среды, а также гипоаллергенность;
- внешняя привлекательность;
- приятный запах;
- создание благоприятного микроклимата в помещении;
- доступная цена;
- многообразие форм и размеров.

Преимущества использования натуральной древесины
Искусственные материалы могут превосходить природные по отдельным техническим параметрам, но привнести в дом такую же энергетику не в состоянии. Использование пиломатериалов из натуральной древесины в интерьере делает жилище уютным и экологически чистым, позволяет лучше отдохнуть и быстрее избавиться от тревожных мыслей.
Ни один искусственный материал не сравнится по красоте с деревом. Живая текстура, многообразие цветов и оттенков, возможность получения изделий различной конфигурации делают древесину уникальной для оформления интерьера. Внешняя облицовка из дерева придает дому особый шарм, подчеркивает его индивидуальность.
Изделия и конструкции
Кроме представленных выше изделий, из деловой и дровяной древесины получают и другую продукцию, в частности из нее производят:
- древесно-волокнистые плиты (ДВП) получают посредством прессования отходов древесины с добавлением связующего вещества при высоких температурах;
- древесно-стружечные плиты (ДСП) получают из мелких древесных частиц и синтетических смол;
- древесноволокнистая плита средней плотности (МДФ) производятся из отходов деревообрабатывающей промышленности, которые предварительно были очищены от примесей, связующим компонентом выступает лигнин;
- фанера — материал состоит из нескольких слоев древесины, склееных между собой.
Принципы выбора
В России пользуются высоким спросом пиломатериалы из хвойных пород древесины. Обусловлено это несколькими причинами. Основным достоинством хвойных пород является их неподверженность воздействию влаги. Важным преимуществом является повышенная прочность и хорошая твердость. Согласно статистике особенно распространены пиломатериалы из сосны, использующиеся для строительства домов и решения прочих задач.

Из лиственных пород предпочтительным вариантом является дуб. Благородная порода смотрится эстетически, надежна. Единственным недостатком является высокая стоимость. Несмотря на достоинства и недостатки отдельных пород, при выборе пиломатериалов основным критерием является цель, для которой они будут использоваться.
Например, для строительства и отделки бани требуются изделия из породы с малым количеством смол. Хвойные породы нередко применяются для устройства несущих конструкций, а лиственные — для выполнения отделки, сооружения декора, изготовления мебели. Если возникают сомнения относительно выбора, рекомендуется обратиться к специалистам.
( 1 оценка, среднее 5 из 5 )
Все о пиломатериалах

Содержание
- Что это такое?
- Нормативные требования
- Виды
- Материалы
- Формы и размеры
- Способы распиловки
- Сортамент
- Сферы применения
Пиломатериалы используются людьми в строительстве ещё с древних времен. Из них возводились дома и хозяйственные постройки, изготавливалась мебель. Человечество постоянно придумывало и создавало новые изделия из древесины. С каждым годом они совершенствовались и шли по пути своего развития к тем материалам, что представлены на рынке сегодня.


Что это такое?
Пиломатериалы — это древесная продукция, получаемая при распиловке лесоматериалов и имеющая хотя бы две параллельные плоскости. Заготовкой древесины, обработкой и изготовлением из неё различных изделий занимаются в совокупности лесная и деревообрабатывающая промышленность. Первая отрасль ответственна за выращивание леса, то есть лесовосстановление, и подготовку лесоматериалов. Эти задачи выполняют лесозаготовительные предприятия — лесхозы, лесничества и лесопилки. Они валят деревья и заготавливают пиловочные лесоматериалы, типичными представителями которых являются брёвна и жерди.
Следующее звено процесса — предприятия деревообрабатывающей промышленности. Туда поступают лесоматериалы, подготовленные к вторичной переработке. Брёвна распиливаются на пилорамах в соответствии с государственными и международными стандартами. Так производятся пиломатериалы, к которым относятся доски, брусья, бруски. Процесс их изготовления длительный, состоит из множества звеньев.
Это необходимо для того, чтобы избежать ошибок и повысить качество производственного процесса. В результате мы получаем готовую древесную продукцию, используемую для проведения строительных и отделочных работ.


Пиломатериалы отличаются от древесных композитов — клеёного бруса, ДВП и ДСП, фанеры, которые производятся этими же предприятиями. Они имеют многокомпонентный состав и являются продуктами третичной переработки леса. Как и любая другая деятельность человека, изготовление древесной продукции имеет как положительное, так и отрицательное влияние на население и экологию. Среди плюсов древесных материалов можно выделить их экологичность, лёгкость монтажа, относительно высокую прочность и хорошую несущую способность. Качественные пиломатериалы имеют привлекательный внешний вид и доступную стоимость, обладают приятным древесным ароматом.
Главные минусы лесопереработки — массовая вырубка деревьев, а вместе с ними уничтожение животных, для которых лес является домом. Обезлесение усугубляет проблему глобального потепления. Люди истребляют леса, затем выращивают новые, но последние гибнут из-за пожаров и засухи. Из сухостоя невозможно сделать хорошие пиломатериалы, поэтому они идут в топку. На этом круг замыкается.


Нормативные требования
Производство пиломатериалов — строго нормированный процесс. На каждом предприятии работают контролёры качества, проверяющие партии продукции на соответствие всем требованиям. Стандартизация размеров и качества необходима для того, чтобы впоследствии облегчить процесс использования древесных материалов в строительстве. Каждое звено лесопереработки имеет собственные нормативы. Например, производство пиломатериалов отвечает следующим стандартам: ГОСТ 8486-86, ГОСТ 6564-84, ГОСТ 24454-80. Существуют такие же национальные стандарты, определяющие технические условия транспортировки и хранения пиломатериалов и заготовок. Большинство из них соответствует общемировым нормам качества — DIN, EN, ANSI, ASME. Это позволяет государствам торговать пиломатериалами на международном рынке.
Древесина — это органический материал. Она всегда является потенциальным переносчиком вирусов, бактерий, паразитов и различных насекомых, которые представляют опасность не только для другой растительности, но и для самого человека. Поэтому экспорт и импорт лесной продукции предусматривает соблюдение санитарных норм. Карантинный контроль древесных материалов осуществляет Государственная инспекция по семеноводству и защите растений. В обязанности службы входят проверка безопасности и сертификации лесной продукции. Если в ходе осмотра и анализа хотя бы одно изделие не соответствует санитарным нормам, утилизируется вся партия.


В случае полной безопасности продукции партия получает фитосанитарный сертификат, который позволяет производителю перевозить продукцию через границу. Фитосертификат является своего рода гарантом качества продукции.
Другие параметры, которые указываются в паспорте качества:
- название предприятия-поставщика, товарный знак, адрес производства;
- сорт;
- размеры;
- порода древесины;
- количество единиц в партии;
- обозначение стандартов.
Виды
Существуют различные классификации пиломатериалов, которые учитывают многие параметры: способ распиловки, прочность, вид сортировки, способ обработки торцов и другое. Главной считается классификация продукции по степени её обработки. Согласно ей изделия подразделяются на несколько видов.
Обрезные
Такие пиломатериалы обрабатываются со всех сторон. Они имеют строганые и шлифованные пласти – широкие части, а также обработанные параллельные кромки. Обзол – дефект обработки – не должен превышать установленных значений. Обрезные материалы имеют несколько категорий качества: отборная, первая, вторая, третья и четвёртая, которые обозначаются соответствующей маркировкой. Они изготавливаются сухими, влажными и влажными с антисептической пропиткой.
Бывают обычными и профилированными, имеющими соединения типа шип-паз. Используются в строительстве несущих и опорных конструкций зданий, кровли, а также для внутренней отделки помещения.
Отдельную группу изделий составляют клееные композиты, которые изготавливаются путём соединения нескольких материалов в один.


Необрезные
Такие изделия обрабатываются только с двух сторон. Кромки остаются неопиленными, часто содержат кору. Необрезные материалы применяются в основном для строительства вспомогательных и временных сооружений. Они имеют грубую текстуру, отличаются непривлекательным внешним видом и низкой стоимостью. Сорт обычно не определяется. Необрезные пиломатериалы могут использоваться в тематических интерьерах помещений, выполненных в охотничьем стиле.
Они подходят для отделки гаражей, пристроек, сараев. Из-за неровных краёв устанавливаются внахлёст. К необрезным изделиям относится также обапол или горбыль. Это горбатый пиломатериал, получаемый из боковой части бревна. Одна из его сторон является пропиленной, тогда как вторая выпуклая и содержит кору. В настоящее время такие изделия считаются производственными отходами.

Строганые
Это изделия, у которых простроганными являются обе кромки или хотя бы одна пласть. Строгаными могут быть как обрезные, так и необрезные материалы. Впоследствии они подвергаются шлифовке на станках для придания строганой поверхности большей гладкости.


Калиброванные
Это отдельная группа пиломатериалов, которые являются полностью высушенными и обработанными до заданных размеров и характеристик. Такие изделия используются в международной торговле, а также для строительства сооружений, где технические ошибки недопустимы: судостроение, вагоностроение, сооружение опорных и несущих конструкций зданий, кровли.
После изготовления пиломатериалы обрабатываются специальными растворами. Пропитанные антисептиками, инсектицидами и пожаростойкими жидкостями изделия имеют длительный срок эксплуатации, долгие годы сохраняют свои первоначальные качества и внешний вид.


Материалы
Флора нашей планеты характеризуется большим разнообразием древесных пород, обладающих различными характеристиками. Они делятся на хвойные и лиственные. Рассмотрим наиболее часто используемые породы.
Лиственница
Древесина этой породы считается лучшей. Ей, действительно, нет равных по параметрам прочности и долговечности. Такие материалы тяжело обрабатываются, зато абсолютно не подвержены гниению. Порода обладает высокой степенью влагоустойчивости. Имеет слегка красноватый природный цвет и не нуждается в дополнительно покраске.

Дуб
Довольно прочная и плотная древесина, которая обладает отличными свойствами: она не растрескивается при усыхании, практически не подвержена гниению. Дуб считается королём лиственного леса, его древесина имеет привлекательную текстуру.

Бук
Древесина по своим качествам близка к дубу, но сильно подвержена гниению. Имеет белый цвет с желтовато-красным оттенком. Красивая текстура позволяют использовать бук для изготовления листового шпона и паркетной фризы.

Береза
Является типичным представителем лиственных пород. Березовая древесина имеет светлые оттенки, обладает средними показателями прочности и твёрдости. Недостатками породы являются ее подверженность гниению, растрескиванию и сильной усушке со временем.

Осина
Ещё одна разновидность лиственных пород. Древесина её мягкая, белая, с зеленоватым оттенком. Она легко подвергается обработке. Осина считается влагоустойчивой породой, не трескается и не коробится со временем.
По свойствам порода напоминает липу.

Кедр
Кедр, как и пихта, по своей структуре практически аналогичны сосне. Они имеют красивую текстуру, которая привлекательно смотрится на гладких полированных поверхностях. Древесина мягкая, смолянистая, обладает приятным успокаивающим ароматом.

Сосна
Типичный представитель хвойных пород. Древесина обладает желтоватым оттенком, легко обрабатывается. Низкая твёрдость сосны не позволяет использовать её для строительства опорных конструкций и каркасов зданий. Среди недостатков — обильная смолянистость и сильный хвойный аромат, поэтому сосновую древесину не рекомендуется применять для отделки в спальных комнатах.

Ясень
Порода обладает хорошими параметрами прочности и упругости. Имеет светло-жёлтый цвет в сочетании с тёмно-красным ядром, красивую текстуру. Древесина ясеня легко обрабатывается, не склонна к растрескиванию и быстрому гниению.

Формы и размеры
На предприятиях пиломатериалы производятся со стандартными размерами в соответствии с нормами ГОСТов. Допускается изготовление изделий произвольных величин по требованию заказчика. Размеры определяются по определенным правилам.
- Длина в м. Наименьшее расстояние между противоположными торцами.
- Ширина в мм. Обрезные – в любом месте заготовки на минимальном удалении от торца в 150 мм. Необрезные – в средней части заготовки как сумма половин размеров широкой и узкой плоскости без учёта коры и луба.
- Толщина в мм. В любом месте заготовки на минимальном удалении от торца в 150 мм.
Для измерения размеров используются длинные металлические линейки и штангенциркули. Допускается применение шаблонов, калибровочных заготовок и других измерителей, погрешность которых соответствует нормам. Контрольные измерения размеров, как и веса, проводятся после усыхания древесины.

Рассмотрим номинальные размеры отдельных видов продукции.
Брус:
- длина – 1,5-8,5 ± 0,25-0,5 м;
- толщина –100-240 мм;
- ширина –100-280 мм.
Брусок – выпускается с размерами, как у досок, но менее плоской формы.


Доска:
- длина – 1,5-6,5 ± 0,25-0,5 м;
- толщина –13-35 мм тонкие, 36-100 мм толстые;
- ширина – 50-260 мм.
Перечисленные параметры относятся к материалам с влажностью 20%. При больших или меньших значениях параметра размеры древесины могут отличаться соответственно в большую или меньшую сторону.
Для того чтобы избежать производственного брака, нужно заранее определить степень влажности материала, затем умножить размеры на соответствующий коэффициент усушки по ГОСТ 6782.1.


Способы распиловки
Первым этапом создания пиломатериалов является распил лесозаготовок. Его технология определяет внешний вид и прочность готового изделия. Раскрой материалов может быть продольным или поперечным. Для этого применяются различные виды деревообрабатывающих станков: циркулярные с дисковыми пилами и ленточные с гибкими пилами.
Существует насколько вариантов дискового распила.
- Радиальный иния распила в сечении подходит к сердцевине ствола, как радиус окружности. В результате образуется изделие с ровными параллельно идущими волокнами. Такие материалы имеют более привлекательный внешний вид за счёт однородной текстуры и минимального расстояния между волокнами. Применяется для создания дорогих декоративных досок. Достоинства – высокая степень прочности, отсутствие усадки материала.
- Тангенциальный ри таком способе линия распила проходит на некотором удалении от сердцевины ствола, что в сечении выглядит как хорда окружности. Такие изделия имеют интересную фигурную текстуру с широкими темно-светлыми линиями волокон. Главным недостатком является низкая степень прочности волокон и сильная усадка древесины со временем
- Полурадиальный или рустикальный то способ распила, сочетающий в себе черты двух предыдущих. На поверхности просматриваются неровные зазоры древесных волокон, что придаёт изделию уникальный внешний вид. Способ уступает по качеству радиальному распилу, но лучше тангенциального.
- Поперечный то способ распила против волокон древесины. Используется редко, в основном для создания художественного паркета или разделочных кухонных досок, так как в таком случае изделия обладают плохими эксплуатационными качествами.
- Смешанный очетает в себе черты других способов. Является наиболее экономически выгодным, позволяет получить большее количество заготовок из одного бревна.


Сортамент
Сегодня на рынке пиломатериалов можно найти большое количество разновидностей продукции.
Пластины
Это части дерева, которые изготавливаются путём одного продольного распила через центр на 2 равные половины. Имеют только 1 опиленную сторону и используются для производства всего ассортимента пиломатериалов.

Четвертины
Это части дерева, которые получают путём двух продольных распилов брёвен через центр на 4 равные части. Имеют 2 опиленные взаимно перпендикулярные стороны и используются для производства некоторых пиломатериалов, столярных изделий и погонажа.

Брус
Это пиломатериал, размеры которого в сечении по обеим осям составляют более 100 мм. Изготавливается из твёрдых пород древесины. Используется для создания балок опорных конструкций при строительстве мостов, судов, брусовых домов и междуэтажных перекрытий.

Брусок
Пиломатериал, размеры которого в сечении по обеим осям составляют менее 100 мм, а ширина при этом не больше удвоенной толщины. При их создании применяются те же нормативы, которые используются при производстве досок.
Бруски необходимы для изготовления мебели и различных столярных изделий.

Доска
Это пиломатериал, ширина которого в сечении превышает толщину в 2 раза и более. Имеет широкие стороны, которые называются пластями, и узкие — кромки. Пласти всегда обрабатываются путём строгания и шлифования. Кромки иногда могут подвергаться шпунтовке путём создания соединений типа выступ-впадина или шип-паз.
Существует несколько видов досок.
- Вагонка – длинная доска небольшой ширины и толщины. Используется для внутренней декоративной отделки помещения, крепится на обрешётку встык или через пазы. Вагонка – наиболее дешёвый и распространённый вид декоративных досок.

- Имитация бруса или фальшбрус. Это разновидность декоративной доски, которая отличается своей большой шириной, чем напоминает брус. Кромки изделия всегда обрабатываются путём шпунтовки, поэтому материал крепится на обрешётку через пазы. Имитация бруса имеет более эстетичный вид и высокую стоимость по сравнению с вагонкой.

- Блок-хаус. Это декоративный пиломатериал, изготавливаемый из наружных полукруглых частей бревен. В сечении напоминает сегмент круга. Изделие применяется для внутренней отделки помещений, имитирует своим видом сруб.

- Планкен. Короткий аналог вагонки, который не имеет шипов и пазов. Изготавливается из влагостойких пород древесины. Применяется для декорирования комнат, беседок, балконов и лоджий, саун и бань, реже — фасадов зданий. Устанавливается как вертикально, так и горизонтально.

- Паркетная доска. Используется исключительно в декоративных целях для укладки пола, реже — настенного декора. Устанавливается на ограниченном участке и применяется для визуального расширения пространства помещения.

- Стоит также упомянуть рейки, которые не являются отдельной разновидностью пиломатериалов. Это элементы, которые представляют собой узкую тонкую доску или плоский деревянный брусок и применяются для декорирования помещений, обустройства балконов, беседок и террас, строительства деревянных лестниц и ящиков.

- Другой термин, с которым часто сталкиваются начинающие строители — погонаж. Это изделия с большой длиной с относительно небольшими размерами в сечении. Они предназначены для декоративной отделки помещений. Это длинные доски любого вида, деревянные плинтусы, декоративные профили, а также наличники дверей и окон.

- Шпала. Это короткий пиломатериал большой ширины и толщины, в сечении напоминают трапецию с закруглёнными боковыми сторонами. Изготавливаются из хвойных пород древесины. Применяются при строительстве железнодорожных путей.

- Горбыль или обапол. Боковая часть бревна, которая имеет одну пропиленную, а другую непропиленную поверхности. Ранее применялся для строительства обрешётки или штакетника.
Сегодня считается отходом производства и относится к пилопродукции.

Сферы применения
Эксплуатационные качества пиломатериалов позволяют использовать их в различных областях. В соответствии с ГОСТ 8486-86, применяемом для изготовления изделий из древесины, выделяется несколько категорий использования древесной продукции. Строительство – это основной потребитель пиломатериалов, где они используются главным образом для постройки, ремонта несущих и опорных конструкций каркасных и брусовых домов, для кровли, лестниц, окон и дверей.
Различные породы древесины в частном строительстве применяются для отделочных работ, постройки дачных участков, саун и бань. Мебельные фабрики используют заготовки при создании декоративных древесных конструкций, а также для производства мебели. С подобными целями применяют обычно изделия 1-3 сорта. Продукцию 4-го сорта можно использовать при создании тары, упаковки и ящиков, а также для вспомогательных строительных сооружений — лесов, временных деревянных опор, навесов, площадок и поддонов. Для применения в других целях она непригодна.
Машиностроение – в этой сфере пиломатериалы используются для изготовления деревянных конструкций оборудования и машин в вагоностроении и сельскохозяйственном машиностроении. В автостроении — для создания прицепов и полуприцепов, платформ грузовиков. В судостроении — для обшивки катеров, шлюпок, судов и их палуб. В машиностроении применяется древесина отборного или 1-2 сорта. Использование древесины низкого качества недопустимо при создании подобных конструкции, особенно в судостроении.
Области применения пиломатериалов очень разнообразны. При правильном уходе древесина в любом помещении создаст успокаивающую обстановку, более того, она заметно улучшит параметры микроклимата. Используйте этот практичный материал в частном строительстве, чтобы полностью ощутить всю его природную прелесть.
Пиломатериалы широко используются в строительных работах. В большинстве случаев они приобретаются в готовом виде, исходя из технологических требований. Несмотря на кажущуюся простоту понятия «пиломатериалы», разобраться в огромной их классификации не так уж просто. Но если есть необходимость работы с ними, нужно четко понимать все тонкости и особенности различных видов древесины.

Виды пиломатериалов
Для производства пиломатериалов применяются стволы деревьев различных пород, которые предварительно очищают от коры и веток. Доски из хвойных деревьев предназначены для сооружения несущих конструкций, из лиственных – для создания мебели, проведения отделочных и декоративных работ. Исходя из этого, а также формы, типа и сорта пиломатериалов разработана классификация пиломатериалов. В процессе производства большинство отходов, в том числе опилки, перерабатываются в ценные стройматериалы.
Обычно используют березу и тополь. В зависимости от требуемых характеристик, могут применяться и другие породы.
В качестве сырья для мебели лучше всего подходит дуб, если требуется провести отделочные работы с повышенной влажностью, лучшим решением станет ясень. Из ели лучше изготавливать декоративные предметы, которые в процессе обработки сильно изгибаются.
Классификация пиломатериалов по обработке
Готовые изделия различаются не только в зависимости от типа сырья, но и от способа обработки. Существую несколько типов распила бревна, среди которых выделяют:
- поперечный (распил бревна происходит поперек древесных волокон) – обычно применяется при производстве декоративного паркета;
- полурадиальный (древесина распиливает под острым углом к волокнам) – используется при изготовлении напольного покрытия;
- радиальный (распил производят строго через середину ствола) – доски, полученные таким методом, отличаются высокой прочностью, устойчивостью к внешнему воздействию и привлекательным внешним видом;
- тангенгенциальный (немного дальше середины) – применяется в эстетических целях, для создания красивого декоративного узора.

После распила, пиломатериалы должны просушиться. Этот процесс может проходить естественным способом или искусственным. Большинство промышленных предприятий используют сушильные камеры, которые позволяют быстрее просушить доски и снизить влагу до уровня ниже, чем при просыхании на воздухе. При необходимости такую камер можно соорудить собственными руками.
В зависимости от степени обработки и способу изготовления, выделяются такие виды пиломатериалов:
- необрезные – края готовой доски никак н обработаны;
- обрезные – боковые части отпиливаются для того, чтобы образовалась прямоугольная форма доски;
- строганные – все или некоторые поверхности шлифуются для избавления от шероховатостей;
Каждый из этих видов находит применение в строительстве и отделочных работах. Часто это только первичная обработка, при необходимости пиломатериалы могут изгибать, обрезать, покрывать лаком, полировать. Иногда проделываются отверстия или пазы, необходимые для монтажных работ.
Классификация пиломатериалов по размерам и форме
При проведении строительных работ требуются различные типы пиломатериалов, которые отличаются в зависимости от размеров, форм, структуры.

Традиционная классификация выделяет следующие виды, так называемый сортамент пиломатериалов:
- Брус – брусом называется традиционный строительный материал, который производиться путем отсекания краев бревна для создания квадратной или прямоугольной формы. Чаще всего брус используется ля создания несущих конструкций, дверей, окон лестниц. Толщина бруса обычно превышает 10 см.
- Бруски – похожи на радиационный брус, но имеют меньшие размеры. Обычно применяются в мебельном производстве, строительстве и отделочных работах. Могут подгоняться под требуемые размеры, форму и степень обработки. Часто на брусках указывается калибр, опираясь на который легко подобрать необходимый материал.
- Доска – является следующим этапом обработки бруса. Может отличаться толщиной, степенью обработки кромок и поверхности. Также имеет определенную калибровку, опирающуюся на типоразмеры.
- Шпала – особый тип пиломатериалов, который отличается высокими показателями прочности и устойчивостью к воздействию внешне среды. Из-за того были широко распространены в железнодорожной сфере, где использовались для прокладки путей.
- Горбыль – разновидности доски, его отличительной особенностью является форма. При распили, одной стороне придается ровная поверхность, а другой опухлая, полукруглая. Часто используется в декоративных целях, обычно в качестве фасадного покрытия.
- Обапол – изготавливается из крайних частей бревна, обычно при производстве бруса. Не имеет краев, только одну ровную и одну опухлую стороны. При необходимости полостью очищается от следов коры и шлифуется.
- Оцилиндрованное бревно – применяется для строительства деревянных домов (срубов). Для его изготовления подходят только ровные стволы деревьев определенного диаметра без больших суков. В процессе производства бревно избавляют от коры и внешних слоев, добиваясь практически идеальной формы. На готовом оцилиндрованном бревне вырезаются специальные пазы, называемые замками, которые обеспечивают высокую прочность конструкции. Готовые срубы очень красивые, теплые и не требуют дополнительной внутренней отделки.
- Профилированный брус – обретает все большую популярность в строительной сфере. Основой для его изготовления вступает обычный брус, на поверхности которого методом фрезеровки или строгания вырезаются соединительные канавы. Конструкции из соединенного профилированного бруса отличается высокой прочностью. Также в большинстве случаев не требует проведения дополнительных отделочных работ. Для сооружения строений из такого бруса не требуется создания мощного фундамента.
- Клееный брус – изготавливается из досок или других отдельных элементов, путем склеивания ламелей между собой. Такая конструкция более крепкая, долговечная устойчивая к воздействию внешней среды. Использование отдельных ламелей позволяет создавать брус идеальной длины и формы.
- Блок-хаус – разновидность горбыля, которая отличается наличием пазов и выступов на краях. Они необходимый для скрепления отдельных частей в процессе отделочных работ. Применяется для создания фасадов здания. Может дополнительно полироваться и покрываться лаком. Этот материал отличается отличными изоляционными свойствами, сохраняя тепло внутри здания и защищая от уличных шумов.
Классификация по породе древесины
Для изготовления пиломатериалов используются различные породы деревьев, отличающиеся прочностными характеристиками, долговечностью, устойчивостью и степенью гибкости. Исходя из типа использованной древесины выделяют:
- Пиломатериалы, изготовленные из хвойных пород.
- Продукт, в основе которого лежит древесина лиственных деревьев.
- Изделия, сочетающие хвойную и лиственную древесину.
Основные виды используемых хвойных пород:
- сосна – отличается мягкой ярко-красной структурой, насыщенной смолой, применяется в строительстве несущих конструкций и изготовлении мебели, окон и дверей.
- кедр – имеет красный цвет, древесина довольно твердая и крепкая, отлично поддается обработки, из-за чего широко используется в строительстве и для изготовления мелких предметов, например, карандашей.
- ель – отличается белым цветом, структура смолистая, часто находит применение в строительстве, мебельной промышленности, изготовлении окон, дверей, а также музыкальных инструментов.

Чтобы определить сорт пиломатериала хвойных пород, можно воспользоваться калибровочной таблицей, где указываются параметры веса, размеров, структуры, цвета и других характеристик.
Классификация по качеству
Исходя из качества древесины и ее обработки, разработан сортамент лесоматериалов, в основе которого лежит оценка готового материала по нескольким параметрам. К ним относятся: структура наихудшей стороны, кромки, пласти и сечения.

Общепринятая классификация содержит следующий перечень сортов:
- Отборный сорт. Материалы этой группы не должны иметь выраженных дефектов, таких как плесень или гниль, порослые сучки и другие включения. Оценка проводиться после сушки, в процессе которых могут появиться трещины, которые также не допускаются. Возможен допуск неглубоки трещин, которые не влияют на прочность, а также небольшое количество здоровых вросшихся сучков (максимум 2 сучка на 1 м изделия).
- Первый сорт. Не сильно отличается от отборного, имеет больший допуск по сучкам (не выше 1 см, должны быть здоровыми и не шататься) и трещинам (допустимы трещины глубиной до 1 см). Готовый материал не должен иметь гнили, трухлявости, плесени, различных включений, сырых слоев и механических повреждений. Обычно используется в строительстве.
- Второй сорт. Используется в мебельной промышленности, допускаются большие трещины, не превышающие треть длины изделия, небольшие червоточины. Не должен содержать следов механических повреждений, трухлявости и гнили.
- Третий сорт. Этот сорт допускает небольшое количество гнилы сучков, червоточин по всей поверхности, а также сквозных трещин. Наиболее часто материал третьего сорта используется для производства тары, реже для сооружения навесов и других небольших построек, а также товарных поддонов.
- Четвертый сорт. Это древесина низшего класса. Она применяется для производства сооружений и предметов, не требующих повышенных характеристик прочности и долговечности. Из подобных материалов изготавливают строительные леса, поддоны, ящики, беседки и временные постройки,
Назначение пиломатериалов
Различные виды пиломатериалов нашли применение практически во всех сферах жизнедеятельности человека. Но большая часть всей произведенной древесины используется в строительной и мебельной промышленности, а также для внутренних и внешних отделочных работ. Причем пиломатериал часто дополнительно обрабатывается перед конечным использованием, его шлифуют, полируют, окрашивают или покрывают лаком, вырезают пазы, узоры и отверстия. В некоторых сферах требуется дополнительная обработка, древесину обрабатывают химическими веществами от грызунов, повышенной влаги или же противопожарной жидкостью.
При производстве мебели часто требуется изгибать древесину, для получения необычных форм и узоров. Изделия изогнутой формы наиболее дорогостоящие, так как технология их производства очень ресурсоемкая, требует много времени, определенных знаний и специальной техники.
Примечательно то, что уже изогнутое изделие, можно изгибать повторно, изменяя форму. Для этого нужно всего лишь намочить и нагреть древесину, часто для таких целей используют пар под давлением.
Нормативные требования
Исходя из характеристик пиломатериалов и выдвигаемых к их свойствам требований, разработана нормативная база, на которую опираются производители древесины. Вся подробная информация о сортности пиломатериалов указана в ГОСТах.
Скачать ГОСТ 8486-86
ГОСТ содержит следующие характеристики пиломатериалов:
- Сорта. Доски и бруски делятся на 5 сортов, а брус на 4.
- Шероховатость. Указывает на максимально допустимую величину неровностей на поверхности древесины, отдельно описана для каждого класса.
- Влажность. Влажность древесины от 1 до 3 сорта не должна превышать 22%, для материалов низших классов допустимый показатель влажности не регламентируется.
Дополнительными характеристиками, указанными в ГОСТе, являются количество сучков, их тип и состояние, наклон волокон, наличие гнили, грибка, участков повышенной влаги и различных оттенков.

Опираясь на показатели ГОСТа можно с высокой точностью определить сорт пиломатериалов.
Технология производства
Технология производства пиломатериалов практически не отличается в зависимости от сорта древесины, типа пиломатериалов и размеров предприятия.
Весь процесс начинается с закупки или заготовки леса кругляка. Это очень важный этап, так как как от качества леса напрямую зависит качество готового продукта. Большое количество изъянов в дереве приведет к получению низкосортных пиломатериалов.
Затем следует первичная обработка. Кругляк очищается от коры, веток, больших сучков и других включений. Часто лес продается уже очищенным. Очищенные бревно можно распиливать. Тип распила зависит от размеров бревна, качества древесины и желаемого конечного продукта. После распила полученный материал сортируют по качеству и назначению. Шлифуются продольные и широкие стороны обрабатываются кромки (кромкой называется сторона пиломатериала). Затем наступает процесс просушки элементов пиломатериалов и продукт готов к реализации.

Оборудование для производства пиломатериалов имеет не менее важную роль. От его разнообразия и производительности зависит эффективность производства и разнообразие полученного ассортимента. Очень важно полноценно обучить персонал для работы со станками, так как из-за неопытности они могут часто выходить из строя и быстро изнашиваться. Станки нужно вовремя обслуживать и своевременно заменять изношенные детали. Также важно следить за соблюдением техники безопасности, так как изготовление пиломатериалов очень опасное занятие.
Способы обработки
Дерево можно обрабатывать различными способами. Наиболее распространенными являются:
- Раскалывание – этот способ заключается в разделении древесины вдоль волокон клиновидным инструментом. Он применяется при производстве паркетной клепки, дров, плитки или топорищ. В большинстве этих случаев распиливать дерево нельзя, при этом раскалывание боле эффективно.
- Пиление – процесс разделение древесины с помощью пилы. Обычно выполняется перпендикулярно направлению волокон.
- Строгание – относится к обрабатывающим процессам. Выполняется с рубанками различного типа.
- Циклевание – данный способ похож на процесс скобления. Обычно выполняется с помощью резца. В процессе получается гладкая поверхность и практически идеально круглый брус. Данный способ используется при производстве оцилиндрованного бревна.
- Цинубление – метод, предусматривающий выравнивание поверхностей с созданием шероховатости. Это необходимо при склеивании отдельных элементов.
- Долбление – применяется для получения выемок или отверстий различного типа. Для этих целей обычно используются долота.
- Сверление – необходимо для создания отверстий, обычно проводится с помощью станков или ручного инструмента.
- Шлифование – процесс очистки поверхности и сглаживания шероховатостей. Выполняется ручным инструментом с набором абразивной шкурки различного калибра.
В зависимости от типа производимого продукта разрабатывается технологическая карта с четким указанием используемых методов обработки и очередности их проведения.
В деревообрабатывающей индустрии, существует скрупулёзно составленная инструкция, по которой виды пиломатериалов происходят сортировку. Сложность этой системы в том, что градация осуществляется по:
- Типу древесины;
- Способу обработки;
- Размерам и геометрическим параметрам готовой продукции.
То есть, для полной идентификации пиломатериала, требуется привязка его ко всем трём критериям. А сам пиломатериал, это продукт деревообрабатывающей промышленности, соответствующий определённым параметрам и в котором имеются хотя бы две плоские параллельные поверхности.
Содержание
- 1 Тип древесины
- 1.1 Особая категория
- 1.2 Рисунок и фактура
- 1.3 Прочностные характеристики
- 2 Способы обработки
- 3 Классификация по размерам и форме
- 4 Сфера применения
Тип древесины
Существуют два типа деловой древесины:
- Лиственная;
- Хвойная.
Принято считать лиственные породы – твёрдыми, а хвойные – мягкими. Но по факту, липа, осина или ольха хотя и лиственные деревья, но обладают мягкой древесиной. А вот лиственница, тис или кедр, наоборот, чрезвычайно тверды.
В большей степени, они различаются по наличию смолистых веществ в древесной толще. Именно по этой причине, доски древесины хвойных пород, не используют в таких помещениях, где создаётся микроклимат благоприятствующий выходу смолы на поверхность.
Парная и душевые, не отделываются древесиной хвойных пород только из-за этого.
Но и здесь есть исключение – тис. Хотя доски из тиса, на рынках стройматериалов представлены не так часто, ценной его древесина не считается.
Особая категория
Существует ещё одна категория древесины, которую следует упомянуть, но обращаться внимание на неё не стоит. Это ценные, или экзотические породы древесины.
В широком обиходе встретить изделия из неё невозможно. Иногда она используется как инкрустация, или же из неё изготавливают шпон для декорирования предметов мебели.
У такой древесины практически всегда имеется уникальная комбинация разных свойств, делающих её оригинальной и действительно ценной.

Спил дерева
Например, древесина розового дерева произрастающего только в Бразилии и Парагвае, в течение нескольких десятков лет источает аромат роз. Кроме того у неё красивый фактурный рисунок и желто-розовый цвет. Но цена на 6-ти метровую доску толщиной 3 см и шириной 9 см, превышает 2000 долларов.
Рисунок и фактура
Эти параметры проявляют онтологические качества древесины. Способность волокон переплетаться или следовать строгими параллельными курсами, быть свилеватыми или косослойными, в той или иной степени есть в каждой породе деревьев. Но комбинируются они в чрезвычайно узкопрофильной комбинации, которая помогает безошибочно определить породу древесины.
Мало того, особое влияние на фактуру древесины оказывает место произрастания дерева и концентрация определённых элементов в почве. В частности, наличие в почве минералов содержащих железо, повышают косослойность некоторых пород деревьев.
Большее значение рисунку и фактуре древесины придают в том случае, если данные виды пиломатериалов предназначены для отделочных работ.
Но в этом случае, некоторые пороки древесины, которые выбраковывают её из разряда конструкционных материалов, повышают ценность изделия из такой заготовки. Например, свилеватость резко снижает прочностные характеристики пиломатериала, но при умелой обработке и распиловке, возможно изготовление отделочных досок с эксклюзивным рисунком. За это свойство ценится берёза и вяз остролистый.
Цветовая палитра тоже характеризует породу древесины, но в некоторых случаях она может меняться в процессе обработки или эксплуатации. При этом данные изменения могут свидетельствовать о начавшейся деструкции, например о гниении. Но изменения оттенка древесины может быть обусловлено изменением физико-химических показателей лигнина и маслянистых или смоляных фракций, что иногда наоборот, повышает эксплуатационные характеристики изделия. Например, ядровая древесина лиственницы обладает смолой с уникальным качественным составом. При контакте с водой, эта смола полимеризуется, и материал из ядровой лиственницы уже невозможно повредить или обработать. Его легче обтачивать напильником.
Прочностные характеристики
Эти параметры тоже имеют массу градаций, которые редко известны рядовому потребителю. Например, прочность измеряется по следующим критериям:
- На сжатие;
- На изгиб:
- Статический;
- Динамический;
- Тангенциальный;
- Продольный.
- На растяжение;
- На излом:
- Вдоль волокон;
- Поперёк волокон;
- На скручивание;
- На скол;
Плюс к этому, ещё измеряется твёрдость древесины.
В бытовой практике, прочными пиломатериалы считаются доски из дуба, граба, лиственницы, бука. Но они, за исключением лиственницы, практически всегда используются во внутренней отделке или столярном производстве.
Как конструкционный материал, практически всегда применяется пиломатериалы из хвойных пород деревьев.
Мягкая древесина у липы, тополя, осины. Она слабо сопротивляется разрушающему воздействию атмосферных факторов, находясь вне помещений, поэтому такие виды пиломатериалов, используются во внутренней отделке и художественном творчестве.
Способы обработки
Градация хотя и сложная, но более систематизирована.
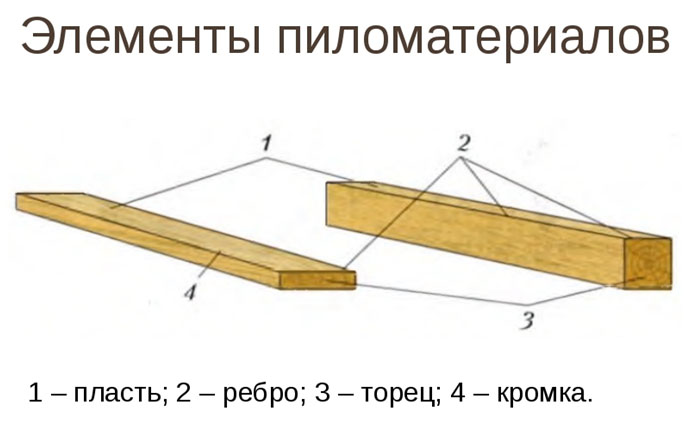
Элементы пиломатериалов
В зависимости от обработки поверхностей, пиломатериалы могут быть:
- Торцованными;
- Неторцованными;
- Обрезными;
- Необрезными;
- Односторонне обрезанный;
- Строганный;
При этом в зависимости от сортности, в готовом изделии допускаются некоторые огрехи, например обзол.
По ориентации пиломатериала в заготовке, есть два основных варианта:
- Радиальный;
- Тангенциальный.
Остальные варианты, в той или иной степени опираются на эти два.
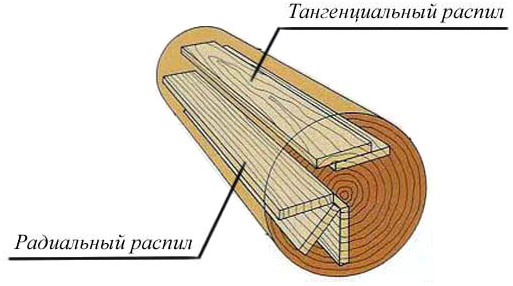
Варианты распила бревна
Разница в выходе продукции при распиловке бревна разными способами отличается не сильно, и существенно влияет на выход бруса. В гораздо большей степени это сказывается на проявлении определённых характеристик досок.
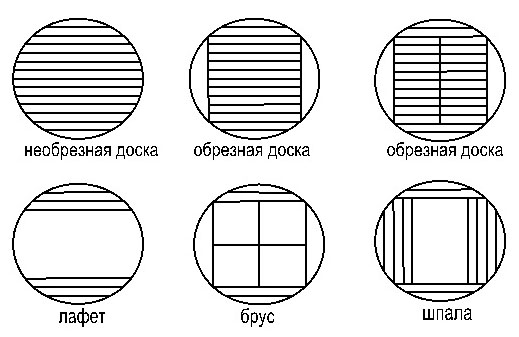
Схема зависимости выхода готовой продукции от типа распиловки бревен
В частности, можно добиться более явного проявления рисунка, или повышение прочностных характеристик на продольный излом бруса.
Классификация по размерам и форме
В данной градации последовательность достаточно проста:
| Толщина (L) | Ширина | |
| Брус | Более 100 мм | Более 100 мм |
| Брусок | Менее 100 мм | Менее или равно 2L |
| Доска | Менее 100 мм | Более 2L |
Но при распиловке бревна образуются ещё и побочные продукты, такие как горбыль и обапол.
Хотя они похожи, но между ними есть разница. Если сбежистость бревна была выше нормы, то при первом срезе снимается обапол. Эта такой продукт деревообработки, у которого в наличии только одна пласть.
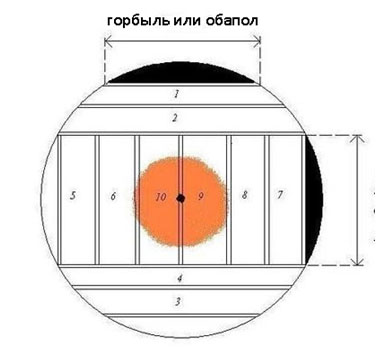
Схема распиловки
Следующий срез, если горбыль. У этого продукта одна из пластей будет иметь только частичную обработку.
Дальнейшие пропилы дают в зависимости от толщины и ширины, следующие виды пиломатериалов: брус, брусок или доски. По глубине обработки, они могут быть обрезными или необрезными.
Существует ещё один вид пиломатериала, входящего в данную классификацию, но находящегося особняком, это шпалы.
Сфера их использования по прямому назначению весьма ограничена, и их размеры и прочностные характеристики регламентируются внутренними документами РЖД.
Прочие строительные материалы из древесины, такие как: рейка, планка, штапик и пр., создают уже из пиломатериала.
Сфера применения
Область использования пиломатериалов ограничена двумя направлениями:
- Промышленно-строительное направление;
- Мебельно-отделочное направление.
Но в эти две категории, включены практически все виды деятельности человека. При этом, при производстве мебели и декоративной отделке, осуществляется гораздо более глубокая обработка пиломатериалов.
Кроме строгания и шлифовки, могут применяться:
- Резьба;
- Протравливание;
- Кранцевание досок;
- Окраска;
- Лакировка и пр.
Отдельно хочется упомянуть работы по приданию пиломатериалам пластичности. Это необходимо для формирования изделий непривычных форм.

При правильном подборе пиломатериалов можно изготовить даже такие фантастичные конструкции
Технологии эти весьма трудоёмки и требуют хорошего технологического оснащения. Принципиально это напоминает прогревание в огромной микроволновке, функционирующей в особом режиме.
Привлекает в этой технологии возможность подвергать пиломатериалы повторной обработке по этой методике – если не понравилась форма, то её можно изменить.
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ им. В.А.
КУЧЕРЕНКО (ЦНИИСК им. В.А. КУЧЕРЕНКО) ГОССТРОЯ СССР
РУКОВОДСТВО
по изготовлению и контролю качества деревянных клееных конструкций

Москва Стройиздат 1982
Содержание
Даны требования к технологическому процессу
изготовления деревянных клееных конструкций, приведены требования к
пиломатериалам и слоям конструкций, введены новые рецептуры клеев для
изготовления деревянных клееных конструкций и обосновано их деление по
категориям качества. Приведены требования к сушке пиломатериалов, результаты
специальных исследований по повышению прочности зубчатых клеевых соединений.
Даны сведения
по режимам нанесения, сборки и запрессовки элементов конструкций, введены новые
методики контроля прочности клеевых соединений без испытаний до разрушения
элементов конструкций, включены рекомендации по защите деревянных клееных
конструкций в зависимости от условий их эксплуатации и составы защитных
материалов. Приведены сведения по технике безопасности при изготовлении клееных
конструкций и работе с технологическим оборудованием. Даны краткие рекомендации
по хранению и транспортированию готовой продукции.
Для
инженерно-технических работников исследовательских, проектных и
производственных организаций.
ПРЕДИСЛОВИЕ
В соответствии
с «Основными направлениями экономического и социального развития СССР на
1981-1985 годы и на период до 1990 года» деревянные клееные конструкции *
находят широкое применение в строительстве. Их изготовление освоено на
предприятиях Минсельстроя СССР, Минлесбумпрома СССР, Минпромстроя СССР,
Главмособлстройматериалов и других ведомств.
Производство
клееных конструкций является довольно сложным технологическим процессом,
строгое выполнение всех требований которого служит непременным условием выпуска
прочных и долговечных конструкций. Эти требования изложены в настоящем
Руководстве.
Руководство
составлено на основе обобщения отечественного и зарубежного опыта производства
клееных конструкций, а также научно-исследовательских работ, выполненных ЦНИИСК
им. B. А. Кучеренко, Ленинградской лесотехнической академией им. C. М. Кирова,
ЦНИИМОД, ЦНИИЭПсельстроем, НИСИ им. В. В. Куйбышева и другими организациями.
Руководство
разработано отделением деревянных конструкций ЦНИИСК им. В. А. Кучеренко под
руководством заведующего отделением д-ра техн. наук, проф. Я. Ф. Хлебного.
Руководство
составлено д-ром техн. наук, проф. Л.М. Ковальчуком, инж. Р.В. Никулихиной,
докторами техн. наук А.С. Фрейдиным, Ю.М. Ивановым, кандидатами техн. наук Е.М.
Знаменским, И.П. Преображенской, С.Б. Турковским, Г.Р. Барановым, К.Т. Вуба,
Л.В. Касабьяном, инженерами Е. Н. Баскакиным, А.С. Жуковой, Р.Н. Верещагиной,
Ю.А. Варфоломеевым, Л.Е. Степановой, Т.Н. Сычевой, Г.И. Дьячковой, В.С.
Зайцевой, М.М. Белоусовой, В.Г. Курганским.
Раздел
Руководства по защитной обработке составлен кандидатами техн. наук Ю.Ю.
Славиком, Г.Н. Мышеловой, А.Д. Ломакиным, А.Б. Шолоховой.
В разработке
Руководства принимали участие ЦНИИЭПсельстрой (инженеры Е.А. Прилепский, Н.А.
Макаров, Г.Н. Приходкина), ЦНИИМОД (инженеры С.Н. Пластинин, С.Г. Делков), ЛЛТА
им. С.М. Кирова (д-р техн. наук, проф. В.А. Куликов, кандидаты техн. наук Л.М.
Сосна, М.М. Леонтьева, Н.А. Гончаров), НИСИ им. В.В. Куйбышева (д-р техн. наук,
проф. В.М. Хрулев, канд. техн. наук В.А. Забурунов, инж. В.Т. Дудник).
Дирекция
ЦНИИ строительных конструкций
* В дальнейшем для сокращения называются клееные конструкции, к которым
относятся несущие и ограждающие конструкции и их клееные элементы.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Настоящее
Руководство содержит рекомендации по технологическому процессу изготовления,
контролю качества и приемке элементов несущих и ограждающих деревянных клееных
конструкций, используемых в промышленном, гражданском и сельском строительстве.
Изготовление
металлических элементов, которыми комплектуются клееные конструкции, следует
производить в соответствии с требованиями нормативных документов в части
производства и приемки металлических конструкций.
Руководство
рекомендуется использовать при изготовлении клееных конструкций, а также при
проектировании предприятий по их производству.
1.2.
Изготовление клееных конструкций следует производить лишь при наличии:
пиломатериалов,
прошедших предварительную атмосферную сушку до влажности 20-25% и камерную
сушку до технологической влажности 8-12%;
пригодных для
применения клеев;
производственных
помещений, в которых поддерживаются заданные температурно-влажностные параметры
воздуха;
оборудования,
обеспечивающего качественное выполнение технологических операций;
квалифицированных
кадров;
нормативной
документации на конструкции и процесс их изготовления. Если не может быть
выполнено хотя бы одно из перечисленных требований, производство конструкций
должно быть категорически запрещено, так как не будет обеспечено требуемое
качество.
1.3. Клееные
конструкции для массового строительства следует изготавливать в специализированных
цехах, входящих, как правило, в состав лесопильно-деревообрабатывающих
предприятий. Допускается изготовление большеразмерных конструкций,
транспортирование которых к местам потребления затруднено, в сборочных цехах,
находящихся вблизи строительства. В таких случаях клееные конструкции
изготавливают из предварительно обработанных заготовок, получаемых со
специализированных предприятий.
1.4. При
изготовлении клееных конструкций следует выполнять требования, изложенные в:
а) ГОСТах и
рабочих чертежах, а также технических условиях на подлежащие изготовлению
конструкции;
б) настоящем
Руководстве.
На основе этих
документов должны быть разработаны технологические карты и другая документация,
регламентирующие изготовление конструкций в условиях каждого конкретного
производства.
1.5. При
составлении технической документации следует использовать стандартную
терминологию, изложенную в ГОСТ 17747-72, 17743-72,
15024-79 и 17161-79.
2. МАТЕРИАЛЫ
Древесина и древесные плиты
2.1. Для
изготовления клееных конструкций необходимо использовать пиломатериалы хвойных
пород (ель, сосну), требования к которым установлены ГОСТ 8486-66.
Допускается
использование древесины и других пород при строгом соблюдении рекомендаций,
учитывающих специфику их применения в производстве клееных конструкций
(например, специальных режимов механической обработки, сушки и склеивания
лиственницы).
2.2. Следует
применять пиломатериалы длиной от 2 до 6,5 м, шириной 100, 125, 150, 175, 200
мм, толщиной 25, 32, 40, 44, 50, 60 мм; толщина пиломатериалов из лиственницы
не должна превышать 30 мм. Для изготовления многослойных несущих конструкций
необходимо применять, как правило, пиломатериалы толщиной 40 мм, однако для
криволинейных конструкций толщина пиломатериалов не должна превышать 1/250
среднего радиуса клееного элемента. Если для изготовления несущих клееных
конструкций необходимо использовать пиломатериалы большей толщины и ширины, в
них рекомендуется предусматривать продольные компенсационные прорези,
расположенные друг от друга на расстоянии 40 мм, но не менее чем на 10-15 мм от
кромки доски. Глубина прорезей должна быть 1/2 толщины
слоя, ширина — 2-3 мм.
Для
лиственницы компенсационные прорези следует устраивать при толщине слоев более
25 мм и их ширине более 125 мм.
2.3. Для
изготовления обшивок ограждающих клееных конструкций следует применять фанеру
марок ФСФ и ФК по ГОСТ 3916-69.
2.4.
Допускается применение древесностружечных плит по ГОСТ 10632-77 и
древесноволокнистых плит по ГОСТ 4598-74, если
это указано в рабочих чертежах и технических условиях.
Клеи.
2.5. Для
изготовления клееных конструкций необходимо применять клеи на основе
синтетических смол. Марки клеев выбирают в соответствии с их свойствами, назначением
и рекомендуемыми областями применения конструкций (табл. 1) по суммарной оценке их технико-экономических
показателей, включая прочность и долговечность соединений, обеспеченность
сырьевой базой и стоимость. Группу клея указывают в ГОСТах, рабочих чертежах
или технических условиях на конструкции.
2.6. Для
повышения зазорозаполняющей способности и загущения в клеи (кроме эпоксидных)
можно вводить древесную муку в количестве до 8 мас. ч. от массы смолы.
Эпоксидные клеи применяют с наполнителем-портландцементом марки М 400 по ГОСТ 10178-76
или вибромолотым кварцевым песком в количестве 100-400 мас. ч. на 100 мас. ч. смолы.
Количество
отвердителя применяют в пределах, указанных в табл. 1, в зависимости от жизнеспособности клея и температуры.
В случае необходимости регулирования жизнеспособности клеев ФР-12, ФР-100,
ДФК-1АМ, ДФК-14Р и ФРФ-50 в клеи вводят 1-4 мас. ч. 50%-ного раствора едкого
натра на 100 мас. ч. смолы.
Таблица 1
|
Тип клея |
Марка клея |
Состав клея |
группа |
Рекомендуемые области применения |
Отличительные особенности |
||
|
смола |
отвердитель |
к-во мас. ч. на 100 мас. ч. смолы |
|||||
|
Резорциновый |
ФР-12 |
ФР-12 |
Параформальдегид |
10-13 |
I |
Преимущественно |
Срок хранения смолы не |
|
Фенольно-резорциновый |
ФРФ‑50 |
ФРФ-50 |
То же |
10-13 |
I |
Преимущественно |
Срок хранения смолы не |
|
Алкилрезорциновые |
ФР-100 |
ФР-100 |
» |
10-13 |
II |
Преимущественно |
Срок хранения смолы не |
|
ДФК‑1АМ |
ДФК‑1АМ |
||||||
|
Фенольно-алкилрезорциновый |
ДФК-14Р |
ДФК-14 |
Параформальдегид |
10-13 |
II |
Преимущественно |
Срок хранения смолы не |
|
Фенольные |
КБ-3 |
СФЖ-3016 |
Керосиновый |
18-25 |
II |
То же |
Широкая сырьевая база, |
|
СФХ |
СФХ |
||||||
|
Карбамидно-меламиновые |
КС-В-СК |
КС-В-СК |
Щавелевая |
10-15 0,5-1 |
III |
То |
Водостойкость выше |
|
Карбамидные |
КФ-Ж |
КФ-Ж |
То же |
10-15 |
IV |
То |
Ограниченная водостойкость, |
|
КФ-БЖ |
» |
0,5-1 |
|||||
|
Эпоксидные |
ЭПЦ-1 К-153 |
К-153 |
Полиэтиленполиамин (ТУ 6-02-594-70) или |
15 18-20 |
V |
Для |
Высокая долговечность при |
Таблица
2
|
Защитный материал |
Марка |
ГОСТ, ТУ и другие нормативные документы |
Компоненты материала* |
Количество компонента, мас. ч. |
Группа защитных свойств |
|
Лакокрасочные материалы |
|||||
|
а) Для прозрачных покрытий |
|||||
|
Масляно-смоляные |
ПФ-283 |
ГОСТ |
Ксилол |
— |
II |
|
ГФ-166 |
ГОСТ |
Ксилол |
— |
I—II |
|
|
Пентафталевый |
ПФ-170 |
ГОСТ |
Ксилол |
— |
I—II |
|
Перхлорвиниловый |
ХВ-784 |
ГОСТ |
Р-4 |
— |
I-II-VI |
|
Сополимерные |
ХС-724 |
ТУ |
Р-4 |
— |
I-II-VI |
|
ХС-76 |
ГОСТ |
Р-4 |
— |
I-II-VI |
|
|
Уретановый |
УР-293 |
ТУ |
Р-189 |
— |
I-II-V-VI |
|
б) Для укрывистых покрытий |
|||||
|
Пентафталевая |
ПФ-115 |
ГОСТ 6465-76 |
Сольвент |
— |
II—V |
|
Перхлорвиниловые |
ХВ-1100 |
ГОСТ |
Р-4, |
— |
II—V |
|
ХВ-785 |
ГОСТ |
Р-4, |
— |
II—VI |
|
|
ХВ-110 |
ГОСТ |
Р-4 |
— |
II—V |
|
|
ХВ-124 |
ГОСТ 10144-74 |
Р-4, |
— |
II—V |
|
|
ХВ-5169 |
ТУ |
Р-4, |
— |
II—III—V |
|
|
Сополимерные |
ХС-759 |
ГОСТ |
Р-4 |
— |
II—VI |
|
ХС-710 |
ГОСТ |
Р-4 |
— |
II—VI |
|
|
ХС-781 |
ТУ |
Р-4 |
— |
II—VI |
|
|
Уретановая |
УР-49 |
ТУ |
Р-189 |
— |
II—III—V |
|
Уретаново-алкидная |
УРФ-1128 |
ТУ |
Р-189 |
— |
II—VI |
|
Органосиликатная |
ОС-12-01 |
ТУ |
Толуол |
— |
II—IV |
|
ОС-12-03 |
|||||
|
Эмульсионная |
АК-111Р |
ТУ |
Вода |
— |
V |
|
Алкидно-карбамидная |
МЧ-181 |
ТУ |
Ксилол |
— |
II |
|
Эмаль |
ХП |
ТУ |
Ксилол |
— |
II, VI |
|
Пропиточные составы |
|||||
|
а) Биозащитные |
|||||
|
Аммоний |
КФА |
ОСТ |
Аммоний |
10(15) |
III |
|
Вода |
90(85) |
||||
|
Препарат |
ХМБ-444** |
ТУ |
Бихромат |
5 |
III |
|
Купорос |
5 |
||||
|
Кислота |
5 |
||||
|
Вода |
85 |
||||
|
Тетрафторборат |
ТФБА |
ТУ |
Тетрафторборат |
10(15) |
III |
|
Вода |
90(85) |
||||
|
Препарат |
ББ-32 |
ГОСТ |
Бура |
12 |
III |
|
Кислота |
8 |
||||
|
Вода |
80 |
||||
|
Препарат |
ХМББ-3324** |
ГОСТ |
Бихромат |
2,5 |
III |
|
Купорос |
2,5 |
||||
|
Кислота |
3,3 |
||||
|
Бура |
1,7 |
||||
|
Вода |
90 |
||||
|
б) Огнезащитные |
|||||
|
Поверхностно-пропиточный |
ПП |
Инструкция |
Углекислый |
25 |
IV |
|
Керосиновый |
3 |
||||
|
Вода |
72 |
||||
|
Пропиточный |
МС |
То |
Диаммонийфосфат |
20 |
IV |
|
Керосиновый |
3 |
||||
|
Сульфат |
5 |
||||
|
Вода |
72 |
||||
|
в) Биоогнезащитные |
|||||
|
Препарат |
Б-11 |
ГОСТ |
Бура |
10 |
III—IV |
|
Кислота |
10 |
||||
|
Вода |
80 |
||||
|
Состав |
ТХЭФ |
ТУ |
Трихлорэтилфосфат |
40 |
III—IV |
|
Четыреххлористый |
60 |
||||
|
Фенолоспирты |
ТУ |
— |
II—III— IV—V—VI |
||
|
Мастичные составы ***** |
|||||
|
Состав |
— |
Смола |
100 |
II—V |
|
|
Полиэтиленполиамин |
15 |
||||
|
или |
18-20 |
||||
|
Ксилол |
10 |
||||
|
Состав |
— |
Шпатлевочная |
100 |
II—V |
|
|
Отвердитель |
8,5 |
||||
|
Растворитель |
20 |
||||
|
Тиоколовый |
У-30м |
ГОСТ |
Паста |
100 |
II—V |
|
Вулканизирующая |
5-9 |
||||
|
Дифенилгуанидин |
0,2-0,5 |
||||
|
Тиоколовый |
УТ-32 |
ТУ |
Паста |
100 |
II—V |
|
Вулканизирующая |
9-12 |
||||
|
Дифенилгуанидин |
0,4-0,8 |
* Для лакокрасочных материалов в качестве компонентов
указаны только растворители, необходимые для доведения материала до рабочей
вязкости. Ориентировочная потребность растворителей-10-20% объема лакокрасочных
материалов.
** При приготовлении препарата ХМБ-444 для
предотвращения выпадения осадка в раствор добавляют 0,05 мас. ч. уксусной
кислоты (ГОСТ
19814-74), а при приготовлении ХМББ-3324- 1 мас. ч.
*** Для придания древесине биостойкости на каждые 97
кг готового раствора МС добавляют 3 кг фтористого натрия (ГОСТ 2871-75).
**** Взамен диаммонийфосфата можно применять аммофос (ГОСТ 18918-79),
представляющий собой смесь аммонийных солей фосфорной кислоты (моно- и
диаммонийфосфата) или кормовой диаммонийфосфат.
***** Для снижения вязкости и улучшения
наносимости герметиков используют растворители Р-4, Р-5 (ГОСТ
7827-74), этилацетат (ГОСТ
8981-78). Герметики У-30м и УТ-32 поставляют в комплекте с пастой № 9 и
ДФГ, точное соотношение которых указывается в заводском паспорте.
Допускается по
согласованию с ЦНИИСК им. Кучеренко применение других марок клеев, если их
технологические характеристики не отличаются от указанных, а клеевые соединения
с их использованием обеспечивают необходимую прочность и долговечность клееных
конструкций.
2.7. Вязкость и рабочую жизнеспособность клеев следует
выбирать в зависимости от назначения и применяемого оборудования и заданной
технологии склеивания.
Наибольшую
рабочую жизнеспособность (2-4 ч) должны иметь клеи, используемые для склеивания
большепролетных (24 м и более) многослойных конструкций, наименьшую (0,5-1 ч)
-для склеивания заготовок по длине на зубчатых соединениях и по кромке.
Наименьшую
вязкость (60-150 с по вискозиметру ВЗ-4) должны иметь клеи, наносимые на
склеиваемые поверхности при наливе, наибольшую (300-400 с и более) — при
осуществлении зубчатых и кромочных соединений.
2.8. Клеи
должны обеспечивать прочность клеевых соединений при скалывании вдоль волокон
древесины по ГОСТ
15613.1-77 через 3 сут после склеивания не менее 6,5 МПа.
Материалы для защитной обработки конструкций
2.9. Для
защиты деревянных конструкций используют лакокрасочные, пропиточные и мастичные
материалы, марки и составы которых приведены в табл. 2.
2.10. По
защитным свойствам материалы подразделяются на следующие группы: I-декоративно-отделочные; II —
влагостойкие; III — биозащитные; IV — огнезащитные; V —
атмосферостойкие; VI — химстойкие.
Если материалы
обладают несколькими защитными свойствами, то их относят к комплексной группе
(например, материалы, защищающие конструкцию от увлажнения и обладающие
одновременно атмосферо- и химстойкостью, относят к комплексной группе II—V—VI).
2.11.
Наименование защитных материалов с указанием их марки и группы защитных свойств
должны быть указаны в технической документации на конструкции с учетом условий
их эксплуатации.
Для защиты
несущих многослойных клееных конструкций преимущественно следует применять
материалы, не скрывающие текстуру древесины.
3. ИЗГОТОВЛЕНИЕ КЛЕЕНЫХ КОНСТРУКЦИЙ
Общие указания
3.1.
Технологический процесс изготовления конструкций должен предусматривать
выполнение следующих основных операций:
формирование
штабелей, атмосферную и камерную сушку и кондиционирование пиломатериалов;
раскрой,
сортировку и механическую обработку пиломатериалов;
приготовление
клеев;
склеивание
заготовок по длине и ширине;
нанесение клея
на склеиваемые заготовки;
сборку
подлежащих склеиванию элементов конструкций;
запрессовку и
выдержку под давлением при отверждении клея;
механическую
обработку;
защитную
обработку;
контрольную
сборку клееных конструкций и оснащение их закладными деталями;
контроль
качества как в процессе изготовления, так и при приемке конструкций.
Примечание.
В случае применения в одном сечении клееных элементов древесины сосны (ели) и
лиственницы обработку и склеивание следует производить по режимам,
рекомендованным для лиственницы.
Для
изготовления клееных конструкций рекомендуется использовать специализированное
оборудование. Техническая характеристика выпускаемого в настоящее время
специализированного оборудования дана в табл. 1 прил. 1.
Допускается также комплектование линий из серийно выпускаемых станков.
3.2. В цехах изготовления клееных конструкций необходимо
поддерживать температуру 18-20°С и влажность воздуха 50-60%. Допускается
склеивание конструкций при температуре 16-25° С и влажности 60-70% с
соответствующей корректировкой режимов склеивания. При проектировании цехов
следует предусматривать инженерное оборудование для автоматического регулирования
температуры и влажности.
Помещения
должны быть оснащены приборами для непрерывного замера температуры и влажности
воздуха. Эти приборы следует располагать в рабочих зонах на видных местах.
Данные замеров необходимо ежедневно заносить в контрольный журнал.
3.3. Кроме
основных участков производства следует предусматривать складские помещения для
хранения переходящего запаса пиломатериалов, складские помещения для хранения
клеевых и защитных материалов (с температурой в помещении 8-12°С), участки
приготовления клеевых и защитных составов, находящиеся в непосредственной
близости от основных мест потребления этих материалов.
3.4. Примерный
перечень приборов и оборудования для оснащения лаборатории завода или цеха,
изготавливающих клееные конструкции, приведен в прил. 2.
3.5. В
процессе изготовления клееных конструкций следует обращать внимание на строгое
выполнение и контроль тех параметров процесса, которые в наибольшей степени
влияют на прочность клееных конструкций. К ним относятся: прочность и влажность
древесины, рабочая жизнеспособность, вязкость и время отверждения клея, размеры
и качество обработки склеиваемых заготовок, количество и равномерность нанесения
клея, продолжительность сборочно-запрессовочных операций, величина и
равномерность приложения давления, режимы склеивания. Необходимо контролировать
температуру и влажность воздуха в цехе, где производится склеивание, а также
прочность зубчатых и пластевых клеевых соединений.
3.6.
Результаты контроля основных параметров изготовления клееных конструкций
следует заносить в контрольный журнал, который должен храниться на предприятии
в течение 5 лет (рекомендуемая форма журнала представлена в прил. 3).
Сушка пиломатериалов
3.7. Древесина
и древесные материалы перед склеиванием должны иметь влажность 8-12%.
Для
конструкций, предназначенных для эксплуатации при пониженной влажности (менее
40%) и повышенной температуре воздуха (более 30°С), влажность древесины может
быть снижена до 7%, а при эксплуатации конструкций в условиях постоянной
повышенной влажности воздуха — увеличена до 15%. Температурно-влажностные
условия эксплуатации указываются в ГОСТах, рабочих чертежах или технических
условиях на конструкции.
3.8.
Пиломатериалы, как правило, следует сушить в две стадии: на первой — до
влажности 20-25%, на второй-до 8-12%, осуществляя для этой цели на первой
стадии преимущественно атмосферную сушку по ГОСТ
3808.1-80, а на второй — камерную. В последнем случае следует использовать
камеры периодического действия (например, СПМ-2К производства Ижевского
экспериментального механического завода, СПВ-62 производства Петрозаводского
завода бумагоделательного оборудования и др.), осуществляя в них сушку
пиломатериалов нормальными или мягкими режимами по ГОСТ
19773-74.
3.9. Процесс
сушки следует осуществлять в соответствии с требованиями «Руководящих
материалов по камерной сушке пиломатериалов», утвержденных Минлеспромом СССР и
введенных в действие с 1 января 1972 г. (ЦНИИМОД, Архангельск).
Особое
внимание при сушке следует уделять правильному формированию штабелей и
соблюдению требуемых режимов сушки. В штабель необходимо укладывать доски
только одной толщины. Прокладки следует укладывать строго по вертикали. Как
правило, должен быть обеспечен дистанционный контроль за режимами сушки.
3.10. После
окончания процесса сушки необходимо производить в течение 3-5 сут
кондиционирование пиломатериалов в помещении с температурой 18-25° С и относительной
влажностью воздуха 60-70%.
3.11.
Относительные отклонения зубцов секций (в вершине) пиломатериалов для
многослойных конструкций, характеризующие остаточные напряжения в них, после
сушки не должны превышать 2 и 1,5% соответственно для досок толщиной 40 и 25
мм.
Механическая обработка пиломатериалов
3.12.
Предназначенные для изготовления клееных конструкций пиломатериалы и фанеру
подвергают механической обработке для получения заготовок необходимого размера
и качества. При недостаточной длине или ширине заготовок производят склеивание
их по длине и ширине. Продольный раскрой пиломатериалов производят на
оборудовании, техническая характеристика которого приведена в табл. 2
прил. 1.
Если качество
исходных материалов ниже качества требуемых заготовок, допускается вырезка из
этих материалов недопустимых пороков с последующим склеиванием оставшихся
отрезков по длине. При вырезке сучков рез следует выполнять на расстоянии от
сучка, не меньшем его диаметра.
3.13. Качество
древесины слоев несущих конструкций и элементов каркаса ограждающих клееных
конструкций должно соответствовать требованиям, указанным в табл. 1 ГОСТ 20850-75.
Расположение слоев требуемого качества по высоте сечения несущих конструкций и
качество древесины каркаса ограждающих конструкций указываются в ГОСТах или
рабочих чертежах на конструкции.
Рекомендуется
преимущественно согласованное расположение смежных слоев при наборе пакетов для
несущих многослойных клееных конструкций.
3.14.
Сортировку заготовок по качеству, как правило, совмещают с поперечным раскроем
пиломатериалов, который осуществляют на специальных линиях или универсальных
торцовочных станках, краткая характеристика которых приведена в табл. 3
прил. 1.
Там же дана характеристика станков для раскроя фанеры и других древесных
плитных материалов.
Допускается
предварительное фрезерование одной или двух пластей досок для лучшего выявления
пороков древесины и уменьшения разнотолщинности досок.
Изменения
толщины по ширине и длине любого слоя не должны превышать ±0,2 мм.
3.15. Припуски
на торцовку заготовок с двух сторон согласно ГОСТ
7307-75 устанавливают по табл. 3.
Таблица
3
|
Ширина заготовок, мм |
Припуск при минимальной длине заготовок, мм |
|
|
св. 1500 до 3000 |
св. 3000 |
|
|
До 150 |
20 |
25 |
|
Св. 150 |
25 |
30 |
3.16. Для соединения по длине заготовок из
древесины следует, как правило, использовать зубчатые клеевые соединения, а из
фанеры — клеевые соединения на ус.
Допускаются
другие виды соединений, например для заготовок из древесины — впритык, из
фанеры — на зубчатом соединении, специально оговариваемые в ГОСТах, рабочих
чертежах или технических условиях на конструкции.
3.17. Зубчатые
клеевые соединения следует осуществлять в соответствии с требованиями ГОСТ
19414-79.
Соединения
типа I-50 следует
использовать для склеивания по длине или под углом клееных и цельных элементов
большого сечения; соединения I-32
и II-20 — для
склеивания по длине заготовок несущих и ограждающих конструкций; соединения II-10 и II-5 — для склеивания по длине заготовок
из фанеры.
Предел
прочности зубчатых соединений должен быть не менее 30 МПа.
Уклон клеевого
соединения на ус должен составлять 1/10, т. е. длина
скоса должна равняться десяти толщинам склеиваемых заготовок.
3.18. Зубчатые
клеевые соединения для заготовок из древесины, как правило, следует выполнять
вертикальными, а из фанеры — горизонтальными.
Фрезерование
зубчатых шипов выполняют режущим инструментом (прил. 4) на
оборудовании, входящем в состав автоматических или полуавтоматических линий.
При отсутствии таких линий для фрезерования шипов следует использовать
шипорезные или фрезерные станки, характеристика которых дана в табл. 4
прил. 1.
Точность
формирования зубчатых шипов должна соответствовать 2-му классу для плотной
посадки по ГОСТ 6449-76.
В зоне
фрезерования зубчатых шипов не должно быть сучков диаметром более 5 мм.
Допускаемые в заготовках сучки (табл. 1 ГОСТ 20850-75)
должны быть удалены от основания шипов на расстояние не менее трех их
диаметров. Фрезерование шипов можно производить на концах каждой заготовки или
пакета заготовок.
3.19. Перед
склеиванием поверхности слоев следует подвергать обработке (фрезерованию) на
продольно-фрезерных станках, характеристика которых приведена в табл. 5
прил. 1.
Максимальная высота неровностей на поверхности Rz max, определяемая по ГОСТ
7016-75, не должна превышать 200 мкм.
3.20.
Фрезерование поверхностей слоев следует производить в пределах припусков на
механическую обработку по ГОСТ
7307-75.
Слои пакета
многослойных конструкций перед склеиванием по пласти следует фрезеровать с двух
пластей (без предварительного фугования) по 1-й группе припусков, величина
которых указана в табл. 4.
Таблица
4
|
Толщина заготовок, мм |
Припуск при номинальной ширине заготовок, мм |
||
|
90-95 |
95-195 |
св. 195 |
|
|
25 |
4 |
4,5 |
5 |
|
40 |
5 |
5,5 |
6 |
Перед склеиванием по ширине на гладкую фугу у слоев
фрезеруют обе кромки в пределах припусков, величина которых указана в табл. 5.
Таблица
5
|
Ширина заготовок, мм |
Припуск при толщине заготовок, мм |
|
|
25 |
св. 40 |
|
|
До 95 |
4,5 |
5 |
|
От 95 до 195 |
5 |
5,5 |
|
Св. 195 |
5 |
6 |
Допускается обработка кромок слоев, склеиваемых по
ширине на гладкую фугу, с предварительным фугованием. В этом случае припуски на
фрезерование поверхностей с двух сторон принимают по табл. 6.
Таблица
6
|
Размеры заготовок, мм |
Припуск при толщине заготовок, мм |
||
|
длина |
ширина |
25 |
40 |
|
До 2400 |
До 95 |
6 |
6,5 |
|
От 95 до 195 |
6,5 |
7 |
|
|
Св. 195 |
7 |
7,5 |
|
|
Св. 2400 |
До 95 |
7 |
7,5 |
|
От 95 до 195 |
7,5 |
8 |
|
|
Св. 195 |
8 |
8,5 |
В процессе механической обработки склеенных по
длине заготовок для многослойных конструкций (слоев) их кромки, как правило, не
обрабатывают. Последние подлежат обработке одновременно с фрезерованием боковых
поверхностей элементов конструкции.
Особое
внимание следует обращать на качество фрезерования заготовок из лиственницы,
учитывая более быстрое затупление режущего инструмента и необходимость
уменьшения скорости подачи обрабатываемого материала.
3.21.
Механическую обработку подлежащих склеиванию поверхностей следует производить
непосредственно перед склеиванием. Допускается хранение заготовок с
обработанными поверхностями до склеивания при параметрах воздуха, указанных в
п. 3.2,
в течение 24 ч (не более) при условии тщательного предохранения их от
загрязнения, увлажнения или пересушивания.
При хранении
заготовок из лиственницы после обработки более 15 ч требуется повторное
фрезерование поверхностей для снятия инактивированного слоя толщиной 0,8-1 мм.
Приготовление и нанесение клея
3.22. Процесс
приготовления клея включает подготовку компонентов клея: перемешивание жидких
компонентов клея для устранения осадка, подсушивание и просеивание
порошкообразных отвердителей, отвешивание их в количествах и последовательности,
указанных в рецептурной таблице, тщательное перемешивание смолы с отвердителем
и наполнителем. Для приготовления клея могут быть использованы только те
компоненты, пригодность которых подтверждена письменным заключением
лаборатории.
3.23.
Необходимое количество компонентов клеев в соответствии с указаниями табл. 1 отбирается весовым методом.
Допускается использование объемного метода дозирования при условии
подтверждения его соответствия весовому методу.
3.24.
Перемешивание компонентов клея следует производить в механических стационарных
или переносных клеемешалках с центральным валом и расположенными на нем
лопастями (например, в клеемешалке КМ-40-10 емкостью 35 л, изготавливаемой
Рыбинским заводом деревообрабатывающих станков, или краскомешалке СО-11,
изготавливаемой Вильнюсским производственным объединением
строительно-отделочных машин).
С целью
обеспечения равномерного и быстрого перемешивания компонентов для приготовления
клеев с порошкообразным отвердителем (ФР-12, ФРФ-50, ФР-100, ДФК-1АМ, ДФК-14)
рекомендуется использование мешалок с планетарным вращением вала. Во избежание
осаждения отвердителя его вначале можно перемешать с небольшим количеством
смолы, а затем в клеемешалку добавить оставшуюся часть смолы.
При
относительно небольших количествах приготовление клеев можно производить с
использованием съемных портативных клеемешалок, в качестве которых используют
ручной электрифицированный инструмент (гайковерты, шуруповерты т. п.).
Вал с
лопастями соединяют с инструментом, подвешивают на блоке с противовесом. Во
время приготовления в емкость с клеем опускают лопасти инструмента и при их
вращении делают круговые движения инструментом, чем и обеспечивается
планетарное перемешивание клея.
3.25.
Перемешивание компонентов клея следует производить в течение 3-5 мин при
скорости вращения лопастей не более 40-60 об/мин; температура клея не должна
превышать 18-20° С.
Клеи,
содержащие наполнители, перед нанесением должны быть дополнительно перемешаны.
3.26. Операции
по подаче компонентов клея в клееприготовительное отделение, отвешиванию и
загрузке компонентов клея в клеемешалки, по выгрузке клея и подаче его к
рабочим местам должны быть максимально механизированы. Части оборудования,
соприкасающиеся с клеем, должны быть легкодоступными для очистки, а места
очистки должны быть снабжены горячей и холодной водой, специальными сливами и
отстойниками. Приготовление больших количеств клея следует производить в
изолированном, хорошо вентилируемом помещении.
3.27. Клей необходимо наносить на обе склеиваемые
поверхности. Одностороннее нанесение клея допускается лишь на участках с
небольшим периодом сборочно-запрессовочных операций или большой рабочей
жизнеспособностью клея.
В зависимости
от способа нанесения и состава клея суммарный расход клея должен быть в
пределах 0,35-0,6 кг/м3.
3.28.
Нанесение клея на подлежащие склеиванию поверхности следует производить
механизированным способом при помощи клеенаносителей, обеспечивающих
равномерное распределение на поверхности требуемого количества клея. При
небольшом объеме производства допускается ручное нанесение клея при помощи
валиков, кистей, шпателей.
Клеенаносящее
оборудование должно обеспечивать:
возможность
точного дозирования наносимого количества клея;
равномерность
нанесения на поверхности заданного количества клея;
незначительную
затрату времени на нанесение;
возможность
быстрой и легкой очистки и замены частей оборудования, соприкасающихся с клеем.
3.29. Для
нанесения клеев на пласти слоев следует использовать клеенаносящие станки с
дозирующими валками, характеристика которых дана в табл. 6 прил. 1.
Применение
клееналивных станков допускается при условии соблюдения требований, изложенных
в п. 3.27.
3.30.
Нанесение клея на зубчатые шипы производят при помощи щеток, валиков, дисков и
тому подобных приспособлений, встроенных в линии склеивания заготовок по длине.
Допускается ручное нанесение клея при небольшом объеме производства.
3.31. При
использовании клеев, температура которых повышается после введения отвердителя
из-за происходящей в клее экзотермической реакции (например, резорциновых),
оборудование для приготовления и нанесения клея должно иметь двойные стенки с
циркулирующей между ними охлаждающей жидкостью.
3.32.
Оборудование для приготовления и нанесения клея следует систематически очищать
от клея (до потери клеем полной жизнеспособности — гелеобразования), так как
клеи, перешедшие в гелеобразное состояние, полностью теряют растворимость и
могут очищаться только механическим путем или едкими жидкостями.
Если
оборудование работает непрерывно, и загрузка свежеприготовленных партий клея
происходит до наступления гелеобразования ранее загруженного клея, очистку
можно не производить. Очистку клеев ФР-12, ФРФ-50, ФР-100, ДФК-IAM, КС-В-СК и КФ-Ж
производят водой. Клей КБ-3, СФХ, ДФК-14 очищают 10-50%-ным водным раствором
кальцинированной соды с последующей промывкой водой или ацетоном. Для ускорения
и облегчения очистки температура воды или раствора кальцинированной соды может
быть повышена до 60-80° С.
Сборка и запрессовка
3.33.
Технологическую схему и оборудование для осуществления операций по сборке и
запрессовке следует выбирать исходя из назначения операции (склеивание
заготовок по длине или ширине, склеивание заготовок по толщине, приклеивание
обшивок к каркасу панелей), объема производства, конструкции изделия.
3.34. Сборку и
склеивание заготовок по длине с помощью зубчатых клеевых соединений следует
производить в прессах периодического или непрерывного действия, одновременно
запрессовывая один или группу стыков. Для этой цели применяют одно из следующих
запрессовочных устройств:
а) с прижимом
одной из заготовок на неподвижной каретке, а другой на подвижной и с
последующим передвижением в продольном направлении;
б) с
непрерывной подачей заготовок двумя парами гусеничных или вальцовых механизмов
подачи, осуществляющих запрессовку соединений за счет разности скоростей подачи
заготовок (скорость подачи первой подающей пары по направлению движения
заготовок больше, чем второй);
в) с
использованием торцовой опоры для одного конца склеиваемых заготовок и
приложением усилия запрессовки к другому концу заготовки. Для увеличения
производительности следует использовать кассеты, в которые укладывают по высоте
несколько рядов заготовок одинаковой длины, а запрессовку осуществляют на
стационарном стенде, позволяющем фиксировать кассету между опорой и перемещаемым
по вертикали на противоположной опоре пневмо- или гидродомкратом.
Для достижения
наибольшей прочности зубчатых соединений отверждение клея должно происходить
при неподвижном положении заготовок.
Величина
торцового давления при запрессовке зубчатых соединений должна быть в пределах
1-1,5 МПа для соединений 1-50 по ГОСТ
19414-79; 2-2,5 — для I-32;
3-3,5 — для II-20; 5-6
— для II-20 и 8-10 -для
II-5.
3.35.
Склеивание заготовок по длине при помощи клеевого соединения на ус следует
производить в прессах, обеспечивающих неподвижность соединения во время
отверждения клея.
Для этой цели
может использоваться, например, линия типа ЛУСФ, изготавливаемая по заказам
ярославским заводом деревообрабатывающего оборудования «Пролетарская свобода».
Давление при
запрессовке соединений на ус должно быть 1 МПа.
3.36.
Склеивание заготовок по ширине на гладкую фугу следует производить в прессах
периодического или непрерывного действия при величине давления 0,5-0,7 МПа.
3.37. При
изготовлении многослойных конструкций их сборку, т. е. набор лент в пакеты
необходимых размеров, производят непосредственно в запрессовочных устройствах
или же вне их на специальных подъемных устройствах. В последнем случае место
формирования пакетов должно быть по возможности приближено к запрессовочным
устройствам.
3.38.
Запрессовку многослойных конструкций следует производить, как правило, в
прессовых установках периодического действия, а при массовом выпуске однотипных
элементов — в установках непрерывного действия проходного типа. Прямолинейные
конструкции запрессовывают в вертикальных или горизонтальных прессах (клеевые
прослойки расположены соответственно горизонтально или вертикально).
Криволинейные конструкции следует запрессовывать, как правило, в горизонтальных
прессах.
Независимо от
способа запрессовки и применяемого оборудования должно быть обеспечено
приложение и поддержание равномерного по всей площади склеивания и высоте
пакета давления величиной 0,5-1 МПа. Верхний предел давления относится к
склеиванию криволинейных конструкций, нижний — для прямолинейных конструкций.
3.39. При
массовом выпуске многослойных конструкций следует в первую очередь применять
гидравлические прессы, имеющие большую производительность и обеспечивающие
точное приложение и поддержание величины запрессовочного давления.
3.40. Учитывая
большую стоимость такого оборудования, допускается при склеивании криволинейных
конструкций применение винтовых прессов при наличии в них компенсационных
пружин, позволяющих поддерживать требуемое давление.
Для
завинчивания винтов следует применять электрические или пневматические
гайковерты, снабженные динамометрическим устройством для создания заданной
величины давления. Гайковерты должны быть ударно-вращательного действия с
уравновешенным моментом, позволяющим регулировать величину прикладываемого
усилия. Техническая характеристика выпускаемых промышленностью гайковертов,
которые могут быть применены для механизации процесса винтовой запрессовки,
приведена в табл. 7 прил. 1.
Для облегчения
работы гайковерты следует подвешивать или закреплять на передвижной тележке на
уровне завинчиваемых винтов и при переходе от завинчивания нижнего ряда
конструкций к верхнему перемещать их по вертикали.
3.41. Для
склеивания криволинейных конструкций необходимо, как правило, использовать
горизонтальные секционные гидравлические или винтовые прессы, позволяющие
производить запрессовку нескольких (до 4) рядов конструкций и осуществлять
быструю переналадку оборудования при изменении размеров и конфигурации
конструкций. Эти прессы состоят из отдельных секций, прикрепляемых при помощи
болтов к рельсам силового пола таким образом, чтобы их опорные части
соответствовали профилю склеиваемого изделия. В тех случаях, когда профиль
изделия не изменяется, т. е. при склеивании однотипных изделий, силовые секции
могут быть жестко соединены между собой и приварены к основанию пресса. Силовой
пол в этом случае не требуется. На вертикальных стойках секций в нужных по
высоте местах закрепляются расположенные горизонтально гидродомкраты или винты
с захватами или упорами для тяг, посредством которых с помощью прижимных
башмаков охватывают и запрессовывают конструкции.
При
расстановке секций необходимо учитывать, что после распрессовки криволинейных
конструкций происходит некоторое их распрямление. Поэтому радиус установки
базовых поверхностей секций с учетом распрямления конструкций после их
распрессовки должен быть меньше требуемого радиуса прилегающей к ним
поверхности конструкции. Определяется он по формуле
![]() (1)
(1)
где Rэ — радиус
внутренней поверхности конструкции, см;
n—
количество слоев в конструкции, шт.
3.42. В
гидравлических и винтовых прессах расстояние между точками приложения давления
не должно превышать 50 см, а свободные промежутки между прижимными башмаками не
должны быть более 20-25 см. Между опорными поверхностями стоек и
запрессовываемой конструкцией и башмаком должны быть компенсационные прокладки.
3.43. При
запрессовке конструкций с малым радиусом изгиба вначале следует запрессовать
более длинную прямолинейную часть, потом после изгиба — короткую, часть. Через
10-15 мин после достижения необходимого давления все винты должны быть поджаты
повторно и проверены динамометрическим ключом.
3.44. В тех
случаях, когда по техническим или экономическим причинам нецелесообразно
использование стационарных гидравлических, винтовых и тому подобных прессов,
допускается склеивание многослойных конструкций с гвоздевой запрессовкой. В
первую очередь это относится к изготовлению небольшого количества
большепролетных конструкций непосредственно на местах их использования или же в
случае малой жизнеспособности клея, не позволяющей в этот период собрать и
запрессовать конструкцию.
Для
запрессовки следует использовать гвозди, длина которых не меньше двух толщин
слоев (2δ), а диаметр — 2,5-3 мм. При ширине слоев 80-100 мм гвозди
располагают двумя параллельными рядами в шахматном порядке с расстояниями между
гвоздями в одном ряду не более 12 толщин слоя; при ширине слоев более 100 мм
гвозди располагают двумя параллельными рядами с расстоянием, равным 8 толщинам
слоя между гвоздями в одном ряду.
Склеивание
многослойных конструкций с гвоздевой запрессовкой следует производить на
специальных вертикальных или горизонтальных стендах, рабочая поверхность которых
должна соответствовать очертанию склеиваемой поверхности с учетом возможного
распрямления конструкции после снятия ее со стенда. Забивку гвоздей начинают в
середине длины слоев.
3.45. Сборку и
запрессовку панелей, т. е. приклеивание обшивки к каркасу, следует производить
в плитных гидравлических или пневматических прессах. Допускается применение
гвоздевой запрессовки; при этом для прижима обшивок к каркасу следует
использовать гвозди диаметром 2-2,5 мм, длиной 40-50 мм при толщине фанеры 6 мм
и 45-60 мм при толщине 10 мм. Расстояние между гвоздями в первом случае должно
соответствовать 100-175 мм, во втором-125-200 мм.
При сборке
асбестоцементных панелей листы укладывают шероховатой стороной внутрь панелей.
Отверстия в листах должны иметь диаметр на 1-2 мм больше диаметра шурупа с
раззенковкой под головку шурупа +0,5 мм. Расстояние между шурупами указывается
в рабочих чертежах на панели.
При склеивании
в плитных прессах следует обеспечивать приложение давления на площадь
склеивания величиной 0,5-0,8 МПа.
3.46.
Продолжительность сборочно-запрессовочных операций при запрессовке несущих и
ограждающих конструкций обязательно должна быть увязана с рабочей
жизнеспособностью используемого на данной операции клея и быть в 1,5 раза
меньше ее. Жизнеспособность следует определять при температуре воздуха в
рабочей зоне, т. е. около сборочно-запрессовочного оборудования.
Режимы склеивания
3.47. Время
выдержки при склеивании элементов конструкций в запрессованном состоянии при
определенной температуре и влажности воздуха зависит от технологических свойств
применяемого клея, размеров и жесткости склеиваемых заготовок и других
факторов. Так как значения указанных факторов могут существенно изменяться,
приведенные ниже температурно-временные режимы склеивания являются ориентировочными,
и их необходимо уточнять применительно к конкретным условиям данного
производства.
3.48.
Заготовки с зубчатым соединением после запрессовки необходимо выдерживать в
неподвижном состоянии в течение периода времени, в 2 раза превышающем полную
жизнеспособность используемого в данных условиях клея.
3.49.
Запрессовку и склеивание многослойных несущих конструкций следует производить,
как правило, при температуре и влажности воздуха в цехе, где производится
склеивание. Режимы склеивания приведены в табл. 7.
Таблица
7
|
Конструкции |
Выдержка, ч, в запрессованном состоянии при |
|
|
18-20 |
22-25 |
|
|
Прямолинейные |
14-12 |
10-8 |
|
Криволинейные |
24-20 |
18-16 |
3.50. При необходимости увеличения
производительности прессового оборудования для ускорения отверждения клея
следует использовать конвекционный нагрев.
Режимы
склеивания многослойных конструкций при использовании этого вида нагрева
приведены в табл. 8 при влажности
воздуха 50-60%.
Охлаждение
конструкций следует производить в запрессованном состоянии при температуре цеха
в течение 3 ч.
Таблица
8
|
Ширина клеевой прослойки, мм |
Время выдержки, мин, под давлением при температуре, |
||
|
30-40 |
50-60 |
80-90 |
|
|
До 100 |
240-180 |
120-90 |
70-60 |
|
101-200 |
300-240 |
210-170 |
90-80 |
|
Св. 200 |
360 |
240 |
120 |
Конвекционный нагрев осуществляется, как правило,
путем подачи доведенного до необходимой температуры и влажности воздуха под
накидку из прорезиненной и тому подобной ткани, которой после окончания
запрессовки конструкций покрывают оборудование,
3.51. При
склеивании большого количества однотипных изделий и ширине клеевой прослойки до
100-150 мм допускается применение высокочастотного нагрева. Учитывая специфику
применения этого вида нагрева, режимы склеивания должны устанавливаться
согласно требованиям специальных указаний.
Следует
учитывать, что применение нагрева усложняет и удорожает процесс склеивания,
поэтому его следует применять только в тех случаях, когда по сравнению с
другими операциями технологического процесса выдержка конструкций в
запрессованном состоянии является «узким» местом, т. е. тормозит все
производство.
При
использовании лиственницы выдержку следует увеличивать на 20%.
3.52.
Приклеивание обшивок к каркасу панелей необходимо производить с контактным
нагревом, режимы которого приведены в табл. 9.
Таблица
9
|
Температура плит пресса, °С |
Выдержка в прессе, мин, на 1 мм толщины обшивки |
|
60-70 |
3-2,5 |
|
90-100 |
2-1,5 |
|
130-150 |
1,2-1 |
Механическая обработка конструкций
3.53. После
склеивания конструкции и их элементы подвергают механической обработке для
доведения их до проектных размеров и придания поверхностям необходимого
качества.
Механическая
обработка включает фрезерование боковых поверхностей несущих многослойных
конструкций, опиловку по необходимому профилю их торцов, сверление отверстий
под болты, штыри и т. п.
3.54. Фрезерование боковых поверхностей конструкций
необходимо производить на стационарных деревообрабатывающих станках, техническая
характеристика которых приведена в табл. 8
прил. 1.
В тех случаях, когда из-за больших размеров конструкций их невозможно
обрабатывать на этом оборудовании, допускается для фрезерования поверхностей
применение ручного механизированного инструмента, например машины для фрезерования
деревянных полов (табл. 9 прил. 1).
Припуски на
фрезерование боковых поверхностей многослойных конструкций должны составлять
при длине конструкций до 12 м — 15 мм, свыше 12 м — 20 мм.
После
обработки максимальная высота неровностей Rz max поверхностей, предназначенных для прозрачной отделки, должна
быть не более 320 мкм, а непрозрачной — 800 мкм. Допустимая величина уступов
смежных слоев определяется назначением конструкций и должна указываться в
ГОСТах или ТУ на конструкции.
3.55. Для
торцовки и продольной распиловки многослойных конструкций можно использовать
стационарные ленточно-пильные станки (например, ЛБД190Д-1, выпускаемые по
заказам Новозыбковским станкостроительным заводом) или ручной механизированный
инструмент, указанный в табл. 9 прил. 1,
а также используемые при лесозаготовках цепные электропилы.
Для сверления
отверстий следует использовать, как правило, оборудование, характеристика
которого дана в табл. 9 прил. 1.
Защитная обработка
3.56. По технологическим особенностям защитную обработку
разделяют на следующие виды:
нанесение
поверхностных покрытий в виде прозрачных или укрывистых защитных пленок;
поверхностная пропитка; комбинированная защитная обработка.
Нанесение
покрытий
а) Лакокрасочных
3.57.
Приготовление рабочих лакокрасочных составов необходимо выполнять в следующей
последовательности:
разбавление
состава;
фильтрование
состава;
определение
рабочей вязкости.
Рабочие
составы следует приготовлять только из материалов, имеющих паспорта
завода-изготовителя, а также анализ и заключение лаборатории об их пригодности.
3.58.
Нанесение лакокрасочных материалов на поверхность конструкций осуществляют
следующими методами:
безвоздушным
распылением (за исключением водорастворимых красок и уретановых материалов);
пневматическим
распылением;
с помощью
ручных инструментов (кисть, валик).
Перечень и
технические характеристики оборудования, необходимого для нанесения
лакокрасочных материалов методами безвоздушного и пневматического распыления,
приведены в табл. 10, 11
прил. 1.
3.59. При
нанесении лакокрасочного материала способом пневматического распыления
расстояние от головки краскораспылителя до обрабатываемой поверхности должно
быть 250-350 мм; при использовании способа безвоздушного распыления — 350-450
мм.
Ручное
нанесение лакокрасочных материалов (кистью или валиком) применяется при малых объемах
работ, невозможности применения механизированных способов нанесения и окраске
дефектных мест после механизированного нанесения.
3.60.
Технологические свойства (рабочая вязкость и толщина однослойного покрытия)
лакокрасочных материалов в зависимости от метода их нанесения должны
соответствовать требованиям табл. 10.
Общая толщина
покрытия должна соответствовать требованиям технической документации на
конструкции и обеспечивается необходимой кратностью слоев с учетом данных табл.
10. В среднем толщина покрытия,
обеспечивающая оптимальный влагозащитный эффект, должна быть для прозрачных
покрытий 90 мкм, для укрывистых 120 мкм.
3.61. Сушку лакокрасочных покрытий, нанесенных на
поверхность элементов конструкций, осуществляют при нормальной (16-22 °С) или
повышенной (40-95 °С) температуре.
При небольших
объемах производства используют сушильные тупиковые камеры периодического
действия, при массовом производстве проходные камеры периодического и
непрерывного действия.
Режимы сушки
лакокрасочных покрытий приведены в табл. 11.
Таблица
10
|
Лакокрасочные материалы |
Метод нанесения |
|||||||||
|
кистью, валиком |
пневмораспылением |
безвоздушных распылением |
||||||||
|
вязкость*, с |
толщина,** мкм |
без подогрева |
с подогревом |
без подогрева |
с подогревом |
|||||
|
вязкость, с |
толщина, мкм |
вязкость, c |
толщина, мкм |
вязкость, с |
толщина, мкм |
вязкость, с |
толщина, мкм |
|||
|
Перхлорвиниловые |
||||||||||
|
эмали |
38-40 |
25-30 |
17-23 |
15-25 |
30-35 |
35-40 |
18-22 |
20-25 |
40-45 |
35-40 |
|
лаки |
20-40 |
10-20 |
16-22 |
10-15 |
— |
— |
18-22 |
18-22 |
— |
— |
|
Пентафталевые: |
||||||||||
|
эмали |
40-60 |
30-50 |
25-35 |
20-30 |
35-50 |
40-45 |
30-45 |
25-35 |
70-80 |
45-50 |
|
лаки |
30-60 |
25-40 |
20-25 |
15-25 |
35-50 |
40-45 |
40-45 |
20-30 |
45-60 |
40-45 |
|
Уретановые: |
||||||||||
|
эмали |
35-40 |
20-30 |
18-20 |
18-20 |
— |
— |
— |
— |
— |
— |
|
лаки |
20 |
10-15 |
10-22 |
10-15 |
— |
— |
— |
— |
— |
— |
|
Органосиликатные |
20-60 |
20-35 |
20-25 |
30-40 |
— |
— |
25-30 |
35 |
40-45 |
45-50 |
|
Эмульсионные |
40-50 |
— |
30-35 |
— |
— |
— |
— |
— |
— |
— |
|
Масляно-смоляные |
— |
— |
20-25 |
15-25 |
— |
— |
— |
— |
— |
— |
|
Эмали |
180-200 |
30-45 |
50-60 |
20-25 |
— |
— |
150-180 |
35-45 |
— |
— |
|
Алкидно-карбамидные |
40-60 |
— |
30-35 |
— |
— |
— |
40-60 |
— |
— |
— |
* По вискозиметру ВЗ-4 при
температуре 18-20 °С.
** Толщина покрытия при
одноразовом нанесении.
Таблица
11
|
Лакокрасочное покрытие |
Продолжительность практического высыхания при t = |
Продолжительность межслойной сушки, ч, при |
|||
|
18-22 |
50-60 |
60-65 |
90-95 |
||
|
ХВ-110 |
3 |
1 |
— |
0,5 |
— |
|
ХВ-1100 |
1 |
0,5 |
0,3 |
— |
— |
|
ХВ-124 |
2 |
1 |
— |
0,3 |
— |
|
ХВ-5169 |
3 |
1 |
— |
0,5 |
— |
|
ХВ-785 |
6 |
2 |
— |
1 |
— |
|
ХС-759 |
1 |
1 |
— |
— |
— |
|
ХС-710 |
2 |
2 |
— |
— |
— |
|
ХС-781 |
2 |
2 |
— |
— |
— |
|
ХВ-784 |
1 |
1 |
— |
0,5 |
— |
|
ХС-724 |
2 |
1 |
— |
— |
— |
|
ХС-76 |
3 |
1 |
— |
— |
3 |
|
ПФ-115 |
48 |
24 |
— |
— |
1 |
|
ПФ-170 |
72 |
48 |
— |
— |
— |
|
УР-49 |
24 |
— |
— |
— |
|
|
УР-293 |
20 |
20 |
— |
— |
— |
|
УРФ-1128 |
6 |
6 |
1,5 |
— |
— |
|
ОС-12-01 ОС-12-03 |
72 |
3 |
— |
— |
— |
|
АК-111Р |
2 |
0,5 |
— |
— |
|
|
ГФ-166 |
48 |
10 |
— |
— |
— |
|
ПФ-283 |
36 |
8 |
— |
— |
— |
|
МЧ-181 |
24 |
— |
0,5 |
— |
— |
|
ХП |
3 |
1,5 |
— |
— |
— |
Примечание. До начала
транспортировки конструкции должны быть выдержаны в помещении с t =18-22
°С не менее 3- 4 сут.
б) Мастичных
3.62. Составы на основе смол К-153, К-115 и шпатлевки
ЭП-0010, а также герметики У-30м и УТ-32 используют для грунтования и
последующего нанесения покровных слоев на торцы или отдельные локальные боковые
участки несущих конструкций.
В отдельных
случаях покрытия на основе смол К-153, К-115 и шпатлевки ЭП-0010 могут быть
армированы стеклосетками или стеклотканями.
3.63. Рабочие
составы для получения грунтовочного покрытия на основе смол К-153, К-115 и
шпатлевки ЭП-0010 приготовляют путем последовательного введения в смолу
(шпатлевочную пасту) растворителя и отвердителя.
Для покровного
слоя используют те же составы с наполнителями (портландцемент марки М 400 по ГОСТ 10178-76,
маршалит или молотый пылевидный кварц по ГОСТ 9077-59) в
количестве 50 мас. ч.
3.64. При
нанесении покрытий на основе шпатлевки ЭП-0010 (смолы К-153 и К-115 используют
для нанесения только армированных покрытий) сначала кистью наносят грунтовочный
слой, а после выдержки в течение 4-5 ч при температуре 18-22° С — покровный.
Толщина покрытия должна быть не менее 700 мкм.
При нанесении
грунтовочного слоя расходуется 300 г/м2 состава и ~ 1200 г/м2
состава для покровного слоя.
3.65. При
устройстве армированных покрытий с применением составов на основе шпатлевки
ЭП-0010 и смол К-153 и К-115 предварительно на торцы конструкции наносят
грунтовочный слой (при устройстве покрытий на боковых поверхностях конструкции
грунтование поверхности не требуется) и выдерживают его в течение 4-5 ч
(ЭП-0010) или 1,5-2 ч (К-153 и К-115). Затем наносят приклеивающий слой и сразу
же обрезиненным валиком через полиэтиленовую пленку прикатывают к поверхности
стеклосетку или стеклоткань. Необходимо, чтобы армирующий материал полностью
пропитался составом.
Через 2-3 ч
наносят покровный слой, который подлежит сушке в течение 24 ч при температуре
18-22° С.
Для
грунтования, приклеивания и пропитки армирующего материала расходуется 1000 г/м2
состава, для покровного слоя ~ 500 г/м2.
3.66. Рабочие
составы на основе тиоколовых герметиков для грунтования приготовляют
разбавлением герметиков У-30м и УТ-32 растворителем в количестве 15-20 мас. ч.
и в количестве 5-10 мас. ч. для покровного слоя.
3.67. Нанесение грунтовочного слоя производят кистью, а
покровного- шпателем. Покровный слой наносят за 1 раз через 18-20 ч после
нанесения грунтовочного слоя. Продолжительность выдержки покровного слоя не
менее 24 ч при t°=18-22°
С. Толщина Покрытия должна быть не менее 700 мкм.
На 1 м2
обрабатываемой поверхности расходуется 500 г грунтовочного и 1400 г покровного
состава.
Пропитка
защитными составами
а)
Приготовление рабочих растворов
3.68. Приготовление
водных растворов пропиточных биоогнезащитных составов необходимо выполнять в
следующей последовательности:
размельчение
сухих компонентов;
просеивание
компонентов через сито с размером ячейки не менее 1 мм;
растворение
компонентов в воде.
Температура воды для приготовления растворов должна
быть, °С, для:
|
ТФБА ТФБА, |
80-90 |
|
КФА |
20-30 |
|
ХМБ-44 |
40-50 |
|
ХМББ-3324 |
50-60 |
|
МС |
65-75 |
|
ПП |
50-60 |
Компоненты препаратов ББ-32 и ББ-11 можно вводить в
раствор в любой последовательности. Последовательность загружения и растворения
компонентов препарата, ХМБ-444 должна соответствовать порядку их расположения в
табл. 2.
Препарат
ХМББ-3324. Отвешенное количество бихромата натрия (калия), медного купороса
и борной кислоты растворяют последовательно в половинном количестве подогретой
воды. Буру растворяют отдельно в оставшемся количестве воды. Затем оба раствора
смешивают и добавляют к смеси ледяную уксусную кислоту до полного растворения
осадка и создания pH = 4,5-5.
Состав МС.
В теплой воде с температурой 65-75° С (75% общего количества по рецепту)
растворяют технический диаммонийфосфат или аммофос. По получении плотности
раствора не ниже 1,170 при температуре 20° С к нему приливают керосиновый
контакт или другие поверхностно-активные вещества по рецепту согласно табл. 2. После этого загружается при
постоянном перемешивании до растворения сернокислый аммоний, а затем фтористый
натрий.
Состав ПП.
В теплой ванне (50-60° С) растворяют при хорошем перемешивании технический
поташ. По получении плотности раствора не ниже 1,240 при температуре 20° С к
нему приливают керосиновый контакт или другие поверхностно-активные вещества,
согласно рецепту, приведенному в табл. 2.
Контроль
концентрации рабочих растворов производят при помощи ареометра со шкалой от 1
до 1,4 (ГОСТ 1300-74). Плотность растворов при температуре 20° С Должна быть в
зависимости от концентрации для: 10%-ного ТФБА-1,042; 15%-ного ТФБА-1,066;
20%-ных ББК-3 и ББ-11 -1,076; 10%-ного КФА-1,058; 15%-ных КФА и ХМБ-444 — 1,090
и 1,094; 10%-ного ХМББ-3324 — 1,049.
Для того чтобы
отличить пропитанные составами заготовки от непропитанных, к бесцветным
растворам рекомендуется добавлять анилиновые красители из расчета 50 г сухой
краски на 100 л раствора.
3.69.
Приготовление пропиточного состава ТХЭФ требует дозирования компонентов по
массовой доле (согласно табл. 2) и
их перемешивания.
Рабочие
составы фенолоспиртов применяются в готовом виде, обеспеченном
заводом-изготовителем.
б)
Пропитка древесины и фанеры
3.70. При защитной обработке водными растворами
биоогнезащитных составов технологические режимы пропитки должны обеспечить
удержание сухой соли состава на 1 м2 обрабатываемой поверхности, г,
не менее, для: КФА, ХМБ-444, ХМББ-3324 и ТФБА-40, ББ-32-60 (при биозащитной
обработке); ПП-100, МС-125 (при огнезащитной обработке); ББ-11-100 (при
биоогнезащитной обработке) .
3.71. Пропитку
деревянных элементов каркаса ограждающих конструкций производят после их полной
механической обработки (фрезерования, вырезки пазов, четвертей, сверления
отверстий и т. п.) способом нанесения на поверхность (погружение, опрыскивание,
нанесение кистью) по ГОСТ
20022.9-76.
Кратность
обработки К вычисляют по формуле
![]() (2)
(2)
где P —
заданное удержание сухой соли состава, г/м2;
G — удержание пропиточной
жидкости при однократной обработке, г/м2;
C —
концентрация пропиточной жидкости, %.
Удержание
пропиточной жидкости G
при однократной обработке элементов должно соответствовать требованиям табл. 12.
Таблица 12
|
Способ пропитки |
Удержание G, г/м2, не менее, для |
||
|
нестроганой поверхности |
строганой поверхности |
фанеры |
|
|
Погружение |
200 |
120 |
100 |
|
Нанесение кистью |
200 |
120 |
80 |
|
Опрыскивание |
140 |
80 |
50 |
Каждую последующую обработку проводят не ранее чем
через 1,5-2 ч после предыдущей при t = 18-20° С или через 0,5 ч при t =
60-70° С.
Примечание.
При использовании КФА, ХМБ-444, ХМББ-3324, ТФБА, ББ-32, ББ-11 допускается
пропитка элементов каркаса способом прогрев — холодная ванна по ГОСТ 20022.6-76,
вакуум — атмосферное давление — вакуум по ГОСТ
20022.8-76, способом вымачивания по ГОСТ 19017-73.
При пропитке
препаратами ХМБ-444 и ХМББ-3324 по ГОСТ 20022.6-76 прогрев
заготовок следует осуществлять паром (допускается прогрев воздухом). Во всех
случаях температура пропиточного раствора препаратов ХМБ-444 и ХМББ-3324 не
должна быть выше 40-50° С, при пропитке другими составами — не выше 90° С.
3.72. Элементы
каркасов перед погружением в пропиточную емкость должны быть уложены в
контейнеры или сформированы в пакеты. Пропитку фанерных обшивок осуществляют в
контейнерах, куда их устанавливают в вертикальном положении с зазором 10 см.
Контейнеры должны быть снабжены зажимными устройствами, обеспечивающими
формонеизменяемость обшивок при пропитке и последующей сушке, а также пригрузом
против всплытия. Уровень пропиточной жидкости в ванне должен быть на 20 см выше
верхнего слоя пропитываемых элементов каркаса или верхних кромок фанерных
обшивок.
После пропитки
элементов каркаса способом погружения водными растворами МС и ПП поверхности,
на которые наносят клей, следует фрезеровать для снятия пропитанных слоев
древесины.
3.73.
Обработку фанерных обшивок ограждающих конструкций водными растворами КФА,
ХМБ-444, ХМББ-3324, ТФБА, ББ-32 и ББ-11 необходимо проводить способом вакуум —
атмосферное давление — вакуум по ГОСТ
20022.8-76 или способом прогрев — холодная ванна по ГОСТ 20022.6-76. В последнем
случае прогрев рекомендуется осуществлять паром или сухим воздухом.
Режимы
обработки при прогреве сухим воздухом выбирают по табл. 13 в зависимости от требуемого удержания сухой соли и
концентрации раствора.
Допускается
обрабатывать фанерные обшивки способом нанесения составов на поверхность
(опрыскивание, нанесение кистью). При обработке составами МС и ПП должны
использоваться специальные защитные шаблоны на участках, на которые в
последующем наносят клей.
3.74. При
нанесении состава ТХЭФ влажность древесины защищаемых элементов конструкции
должна быть не более 15%, температура воздуха в помещении -не ниже 20° С,
относительная влажность — не выше 65 %.
Нанесение
осуществляют кистью, валиком, окунанием или пневматическом распылением.
Расход состава
должен быть не менее 450 г/м2.
3.75.
Пропитку фанерных обшивок и элементов каркаса фенолоспиртами необходимо
осуществлять в автоклавах под давлением 0,2-0,4 МПа в течение 30-40 мин или в
ваннах при t = 18-25°С в течение 15-20 ч. После пропитки необходима
технологическая выдержка при t = 18-22° С в течение 2-5 сут.
Сушку и
полимеризацию фенолоспиртов целесообразно проводить с применением гидрофобной
жидкости или в сушильных камерах по следующему режиму:
Таблица 13
|
Состав |
Концентрация раствора, % |
Требуемое удержание сухой соли, г/м2 |
Номер режима обработки |
Продолжительность обработки, мин |
|
|
прогрев сухим воздухом |
выдержка в ванне с холодным раствором при t = |
||||
|
КФА |
15 |
40 |
I |
10 |
10 |
|
ТФБА |
15 |
40 |
|||
|
ХМБ-444 |
15 |
40 |
|||
|
ББ-32 |
20 |
60 |
|||
|
КФА |
10 |
40 |
II |
20 |
20 |
|
ТФБА |
10 |
40 |
|||
|
ХМББ-3324 |
10 |
40 |
|||
|
ББ-11 |
20 |
100 |
Примечания: 1. Перенос прогретых обшивок в ванну с раствором (при
прогреве обшивок в отдельной камере) должен производиться без соприкосновения
их с холодным воздухом,
2. Сушка пропитанных заготовок должна производиться
при температуре не выше 70º С до исходной влажности.
3. При сушке пропитанных обшивок в камере следует не
допускать соприкосновения их с сильно нагретым металлом камеры во избежание
разложения солей.
сушка
при t = 40° С — 20 ч;
полимеризация
при t = 105-120° С — 2-4 ч.
Все операции
по обработке элементов конструкции фенолоспиртами необходимо осуществлять в
контейнерах с регулируемыми зажимными устройствами.
Комбинированная
защитная обработка
3.76. Комбинированная
защитная обработка предусматривает раздельное осуществление пропитки с
последующим нанесением поверхностных покрытий и применяется преимущественно для
обработки обшивок ограждающих и торцов несущих конструкций.
3.77. При
обработке дощатых или фанерных обшивок пропитку осуществляют согласно
требованиям пп. 3.70
— 3.75.
После сушки поверхностей наносят покрытия с применением лакокрасочных
материалов согласно пп. 3.56
— 3.61.
3.78. Торцы
несущих конструкций пропитывают однократным нанесением кистью водных растворов
антисептиков (КФА, ТФБА, ХМБ-444) при концентрации 15% (в случаях,
предусмотренных техническими условиями).
После сушки
пропитанных поверхностей до начальной влажности производят нанесение мастичных
покрытий согласно пп.- 3.62
— 3.67.
4. КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИИ И ИХ ПРИЕМКА
Общие положения
4.1. Для
обеспечения требуемого качества выпускаемой продукции на предприятиях должен
быть обеспечен тщательный контроль материалов, используемых для изготовления
клееных конструкций, пооперационный контроль и контроль готовой продукции.
Кроме
внутреннего производственного контроля должен периодически осуществляться
внешний контроль головной организацией по клееным конструкциям или, по
согласованию с ней, ведомственным НИИ. Ежегодные планы внешнего контроля должны
составляться предприятием — изготовителем конструкций и утверждаться
вышестоящей организацией. Заявки на осуществление контроля предприятие должно
подавать институтам за 2-3 мес.
4.2. Учитывая
специфику производства клееных конструкции и возможность появления скрытых
дефектов, которые могут резко снизить прочность конструкций при их
изготовлении, следует особенно тщательно контролировать следующие параметры:
температуру и
влажность воздуха в зонах механической обработки и склеивания;
влажность и
внутренние напряжения пиломатериалов после сушки;
прочность,
пороки и дефекты склеивания заготовок;
качество
фрезерования поверхностей склеивания;
вязкость,
рабочую жизнеспособность и время отверждения клея;
удельный
расход и равномерность нанесения клея;
время с
момента приготовления клея до окончания запрессовки;
величину и
равномерность приложения давления;
продолжительность
выдержки под давлением;
прочность
зубчатых и пластевых клеевых соединений;
качество
защитных покрытий;
размеры и
форму конструкций.
Контроль материалов
4.3. Качество
древесины в части пороков, контролируемых по ГОСТ
2140-71, должно соответствовать требованиям табл. 1 ГОСТ 20850-75.
4.4. Контроль
клеев следует производить по методике, изложенной в прил. 5.
4.5. Контроль
материалов, используемых для защитной обработки, необходимо производить
согласно требованиям прил. 6.
4.6. Контроль
качества фанеры и других материалов следует производить согласно требованиям
ГОСТов и ТУ на эти материалы.
Пооперационный контроль
4.7. Влажность
и внутренние напряжения пиломатериалов после сушки контролируют в соответствии
с рекомендациями «Руководящих материалов по камерной сушке пиломатериалов»,
утвержденных Минлеспромом СССР с введением в действие с 1 января 1972 г.
(ЦНИИМОД, Архангельск).
После сушки в
процессе изготовления клееных конструкций влажность древесины определяют по ГОСТ
16588-79 (основной метод).
4.8. Качество
древесины и дефекты формы заготовок (слоев) в части соответствия их требованиям
табл. 1 ГОСТ 20850-75
контролируют по ГОСТ
2140-71.
4.9. Качество
слоев проверяют путем испытаний на изгиб образцов древесины по ГОСТ
21554.2-76 и образцов с зубчатыми соединениями по ГОСТ
15613.4-78, причем наиболее крупные сортообразующие пороки и зубчатые
соединения должны находиться в средней части по длине образца.
В течение
смены (в начале, середине и конце смены) из слоев следует вырезать по одному
образцу с зубчатым соединением с максимально допустимым пороком. Испытания
проводят непосредственно после окончания технологической выдержки зубчатых
соединении. Если показатели прочности ниже 30 МПа, проверку производят на
удвоенном количестве образцов. При отрицательных результатах выпущенная в
течение смены партия слоев в дальнейшее производство несущих конструкций не
допускается и может использоваться для изготовления других, менее ответственных
изделий.
4.10. Качество механической обработки поверхностей
склеивания следует контролировать в соответствии с ГОСТ
7016-75. Контроль осуществляют выборочно, но не менее чем 5% общей длины
подготовленных к склеиванию заготовок.
4.11. Время с
момента приготовления клея до окончания запрессовки следует контролировать
постоянно для всех склеиваемых конструкций.
4.12. Величину
давления при запрессовке конструкций необходимо контролировать постоянно по
показаниям манометров гидравлических прессов и с помощью динамометрических
ключей при использовании винтовых прессов. Вспомогательный контроль
осуществляют по равномерности выдавливания клея.
4.13. Прочность пластевых клеевых соединений следует
контролировать в соответствии с методикой, изложенной в прил. 7,
а кромочных — по ГОСТ
15613.1-77.
4.14. Качество
защитных покрытий следует контролировать согласно требованиям прил. 6.
4.15.
Температуру и влажность воздуха в рабочих зонах механической обработки и
склеивания следует контролировать постоянно при помощи автоматических приборов,
оснащенных самопишущими устройствами, или других приборов (например, метеорологическими
термографами по ГОСТ
6416-75 и психрометрами по ГОСТ 6353-52).
Контроль качества конструкций и их приемка
4.16. Приемку
готовых клееных конструкций и их элементов производит отдел технического
контроля предприятия с целью установления соответствия прочности, размеров,
формы и внешнего вида выпускаемой продукции требованиям ГОСТ 20850-75,
рабочих чертежей и технических условий. При согласовании с ЦНИИСК им.
Кучеренко* контроль качества конструкций и их приемка могут производиться по
описанной ниже методике. При этом каждые клееный элемент или конструкция
независимо от размера и объема партии должны приниматься в отдельности.
4.17. Приемку
несущих многослойных конструкций следует производить после внешнего осмотра и
обмера с учетом данных пооперационного контроля и испытаний прочности образцов
клеевых соединений.
Внешнему
осмотру и обмеру следует подвергать все конструкции до нанесения на них
защитных составов.
При обмере
конструкций определяют величины их отклонений от проектных размеров. Обмер
конструкций следует производить с точностью до 1 мм при измерении сечения и до
5 мм при измерении длины и радиуса изгиба. При этом размеры сечения необходимо
контролировать не менее чем в трех местах по длине элемента.
Допускаемые
отклонения от проектных размеров конструкций указывают в рабочих чертежах
конструкций.
4.18. К
внешнему виду и качеству поверхностей конструкций должны предъявляться
следующие требования:
боковые
поверхности клееных многослойных конструкций должны быть обработаны
фрезерованием; неровности поверхности не должны превышать значений, указанных в
п. 3.54;
пороки древесины
на видимых частях конструкций должны соответствовать требованиям,
устанавливаемым по табл. 1 ГОСТ 20850-75;
толщина
клеевых прослоек должна быть не более 0,5 мм.
Допускаются
участки с более толстыми клеевыми прослойками (до 1 мм), если их длина не
превышает 100 мм, а расстояние между ними — не менее десятикратной длины этих
прослоек. Толщина клеевой прослойки определяется при помощи измерительных луп с
точностью измерения 0,1 мм.
Непроклеенные
места не допускаются.
4.19. Оценку прочности конструкций необходимо производить
по результатам контрольных механических испытаний вырезанных из торцов клееных
элементов образцов на послойное скалывание (прил. 7).
Образцы выпиливают до нанесения защитных покрытий из каждого 10-го элемента,
имеющего объем до 2 м3, из каждого 3-го элемента, имеющего объем более
2 м3, и из каждого элемента объемом более 10 м3 по
окончании технологической выдержки после распрессовки, совмещая вырезку
образцов с торцовкой клееных элементов. Скалыванию подвергают не менее 10% всех
клеевых прослоек образцов, но не менее 5.
Показатели
прочности при испытании образцов на послойное скалывание (при влажности
древесины 8-12%) должны быть не менее: средний — 8 МПа, минимальный — 6 МПа.
Величину
прочности кромочных соединений и объем контроля, определяемые по ГОСТ
15613.1-77, указывают в нормативной документации на конструкции.
* В соответствии с письмом Госстроя СССР № 2/3-205 от 06.04.1977 г.
4.20. Для
оценки прочности конструкций, предназначенных для эксплуатации в условиях с
резкими колебаниями влажности воздуха (например, 30-90%), или особо
ответственных конструкций индивидуального применения, кроме контроля на
послойное скалывание следует производить испытание клеевых соединений на
расслаивание (прил. 7).
Необходимость проверки указывают в ТУ на конструкции.
Для испытаний
образцы выпиливают с торцов каждого клееного элемента. После 2-го цикла
испытания расслоение клеевых прослоек не должно превышать 5%. При большем
проценте расслоения проводят три цикла испытаний, после которых расслоение не
должно превышать 10%. Испытания на расслаивание можно производить на
предприятиях или направлять образцы в НИИ или другие организации, где имеется
оборудование для испытаний.
4.21. Для проверки прочности соединений обшивок
ограждающих конструкций с каркасом отбирают не менее 1 % из общего числа
представленных к проверке панелей (но не менее одной панели) и вырезают из них
образцы по ГОСТ
15613.1-77 для испытаний на скалывание или по ГОСТ 862.3-77
(пп. 4.10
— 4.13)
для испытаний на отрыв. Ширина отрываемой фанеры 20 мм, длина 150 мм.
Приспособление для испытаний изготовляется по черт. 5 указанного ГОСТа, а
размеры приспособления уточняются в зависимости от толщины продольных ребер
каркаса панелей. Из каждого метра длины каркаса по его периметру вырезают для
испытаний не менее двух образцов.
Средняя
величина предела прочности при этом должна быть не менее 6,5 МПа, минимальная —
4,5 МПа при испытании на скалывание, средняя прочность при испытании на отрыв —
не менее 0,6 МПа.
4.22. Если
показатели прочности будут ниже указанных в пп. 4.19.
— 4.21,
то проводят испытания образцов, выпиленных из удвоенного количества клееных
элементов или панелей. При отрицательных результатах вся партия бракуется.
4.23. Проверку
прочности несущих конструкций с асбестоцементной обшивкой марки АКД следует,
производить испытанием на изгиб равномерно распределенной нагрузкой с помощью
мерных грузов.
Загружение
производится ступенями по 0,1 контрольной нагрузки. После каждой ступени
нагружения конструкции выдерживаются в течение 3 мин, а под контрольной
нагрузкой — в течение 10 мин. Величина контрольной нагрузки указывается в
рабочих чертежах.
4.24. К
каждому изделию, принятому ОТК предприятия-изготовителя, на расстоянии не более
300 мм от его конца должен быть прикреплен или нанесен несмываемой краской
хорошо видимый во время эксплуатации конструкции -фирменный знак с указанием
завода-изготовителя и номера конструкции.
К
конструкциям, предназначенным для эксплуатации при влажности воздуха до 75%,
должен быть приклеен ярлык с надписью «Беречь от увлажнения».
К каждому
комплекту конструкций должны быть приложены паспорт и отгрузочная спецификация.
Форма паспорта дана в прил. 8.
На обратной стороне паспорта должны быть указаны краткие рекомендации по
транспортированию и хранению конструкций.
5. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ КОНСТРУКЦИЙ
5.1. При хранении
и транспортировании конструкции следует защищать от увлажнения и воздействия
солнечных лучей.
Конструкции
необходимо хранить на закрытых складах или под навесом. Допускается хранение
конструкций на открытых площадках с обязательным укрытием их световлагозащитными
материалами (толем, рубероидом, пергамином и т. п.).
5.2.
Конструкции необходимо хранить (в кассетах, штабелях или пакетах)
рассортированными по типам и размерам на прокладках, уложенных по плотному,
тщательно выровненному основанию.
При хранении
клееных несущих конструкций в штабелях и пакетах необходимо использовать
прокладки, толщина которых должна обеспечивать возможность свободного захвата
конструкции грузозахватными приспособлениями. Все прокладки по высоте рядов
конструкций должны быть расположены строго по вертикали. Количество прокладок
по длине штабеля и расстояние между ними должны исключать провисание и
деформацию складируемых конструкций. В одном штабеле междурядные прокладки
должны иметь одинаковую толщину.
При укладке
конструкций на хранение их следует располагать, как правило, таким образом,
чтобы клеевые прослойки были горизонтальными.
5.3.
Металлические элементы клееных конструкций следует хранить в ящиках или
связанными пачками, укладывать в отдельные устойчивые штабеля на прокладки;
соприкосновение их с грунтом не допускается.
На период
хранения и транспортирования резьба, поверхности шарнирных и опорных частей
металлических элементов должны быть смазаны техническим вазелином, тавотом или
солидолом.
5.4. Укладку
конструкций или их элементов в транспортные средства следует производить
правильными устойчивыми рядами.
Для защиты
конструкций от ударов, толчков и опрокидывания при перевозке они должны быть
жестко закреплены на опорах с помощью прижимов через эластичные прокладки.
Прогоны,
связи, распорки и другие подобные элементы транспортируют с предварительной
укладкой их в пакеты.
5.5. Не
допускается сбрасывание клееных конструкций при их выгрузке.
5.6. К
конструкциям должны быть приклеены краткие рекомендации по их транспортированию
и хранению.
6. ТЕХНИКА БЕЗОПАСНОСТИ
6.1.
Изготовление клееных конструкций следует производить с учетом требований главы
СНиП по технике безопасности в строительстве и строительных норм проектирования
промышленных предприятий, правил техники безопасности Госгортехнадзора СССР,
Госгорэнергонадзора СССР, санитарно-гигиенических норм и правил Минздрава СССР,
а также других нормативных документов, которые утверждены в установленном
порядке органами Государственного надзора и соответствующими министерствами и
ведомствами СССР.
6.2. Предельно
допустимые концентрации токсичных веществ и пыли в рабочей зоне (рабочей зоной
считается объем воздуха у рабочего места на высоте 2 м) не должны превышать
допустимых норм в соответствии с ГОСТ
12.1.005-76. Удельные количества токсичных продуктов, выделяющихся из
клеев, и их предельно допустимые концентрации приведены в прил. 9.
Состояние
воздушной среды в производственных помещениях проверяют в сроки, согласованные
с санитарной инспекцией.
6.3. При
устройстве вентиляции следует учитывать требования ГОСТ
12.1.005-76. В местах приготовления и использования клеев и лакокрасочных
материалов помимо общей обменной вентиляционной системы необходимо
предусматривать местные отсосы; при использовании фенольных клеев следует
учитывать, что выделяющийся из клея свободный фенол тяжелее воздуха, поэтому
требуются нижние отсосы.
6.4. Местные
отсосы на установках, где выделяются токсичные вещества или могут
образовываться взрывоопасные смеси, должны иметь блокировку с рабочими узлами
машин. Блокировка должна обеспечивать прекращение подачи клея, лака или другого
материала в момент отключения вытяжной системы.
6.5. Рабочие
места и проходы внутри цехов не следует загромождать заготовками, деталями,
материалами, инструментом и отходами производства. Для хранения инструментов и
обтирочного материала устанавливают специальные шкафы, а для хранения
заготовок, деталей и временного складирования материалов в цехах отводят
специальные площадки, оборудованные стеллажами, стойками, или места, ясно
обозначенные красками на полу.
При
складировании и передаче пиломатериалов, особенно из лиственницы, рекомендуется
работать в рукавицах во избежание ранения рук острыми занозами.
6.6. При
работе в сушильном отделении опасным является участок формирования штабелей.
Работа по формированию штабелей должна быть механизирована.
Траверсная
тележка для перемещения штабелей должна иметь специальное приспособление
(тормозные башмаки, крючки или задвижки), предотвращающее ее смещение во время
передвижения на ней штабелей.
Контроль за
режимом сушки должен осуществляться дистанционно без входа в действующую
камеру.
6.7.
Используемые компоненты клеев и лакокрасочные материалы необходимо хранить в
специально отведенном для этой цели помещении согласно требованиям главы СНиП
по технике безопасности в строительстве.
Применяемые в
процессе производства клеи и лакокрасочные материалы должны приготавливаться в
специально изолированном помещении, оборудованном эффективно действующей приточно-вытяжной
вентиляцией.
При
антисептировании изделий из древесины на рабочей площадке у ванны с раствором и
у смесительного бака при засыпке в него препарата должны находиться только
рабочие, обслуживающие этот участок.
Препараты,
применяемые для антисептирования, необходимо хранить в отдельном сухом
помещении в закрытой таре.
6.8. На всех
рабочих местах должны быть вывешены инструкции и плакаты по безопасной
эксплуатации оборудования и мерам, предохраняющим работающих от действия
токсичных веществ.
6.9. Для
соблюдения правил личной гигиены с целью предохранения от токсичных веществ
персонал цеха, работающий непосредственно с продуктами, выделяющими такие
вещества, должен обеспечиваться спецодеждой и головными уборами из плотной (не
накапливающей статическое электричество) ткани, резиновыми перчатками,
защитными очками, респираторами, проходить медицинское освидетельствование не
реже 1 раза в 6 мес.
Запрещается
хранить личную одежду в рабочем помещении, а также выносить рабочую одежду за
пределы предприятия; ее следует хранить на производстве.
6.10. Для
защиты кожи от действия растворителей, кислот, щелочей, от раздражения клеями,
лакокрасочными материалами и антисептиками открытые участки кожи смазывают
профилактическими защитными мазями и пастами в соответствии с правилами и
нормами техники безопасности, пожарной безопасности и промышленной санитарии
для окрасочных цехов и главы СНиП по технике безопасности в строительстве. .
При попадании
токсичных веществ на кожу следует немедленно удалить их с помощью салфетки или
другого обтирочного материала. Затем это место смазывают вазелином или мазью от
ожогов. В случае попадания токсичных веществ в глаза их надо промыть под
сильной струей воды, после чего срочно обратиться к врачу.
6.11. Все
поступающие на работу в цеха клееных конструкций рабочие должны пройти
медицинское освидетельствование, получить соответствующую профессиональную
подготовку и пройти инструктаж по правилам техники безопасности.
ПРИЛОЖЕНИЕ 1
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ,
ВЫПУСКАЕМОГО СТАНКОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТЬЮ
Таблица 1
Линии для изготовления клееных деревянных конструкций
|
Оборудование |
Модель |
Главный параметр |
Основные параметры |
Проектная организация, завод-изготовитель |
||
|
скорость главного движения |
мощность, кВт |
масса, т |
||||
|
Для несущих конструкций |
||||||
|
Линия |
КДК-11 |
Размеры пиломатериалов, мм: длина ширина 100-200 толщина |
Скорость подачи, м/мин: 27,5 |
43 |
13 |
ВНИИДМаш Минстанкопрома СССР. |
|
Линия |
КДК-12 |
Размеры длина ширина толщина |
25 |
12 |
3 |
ВНИИДМаш, Даниловский ЗДС |
|
Линия |
.КДК-13 |
Размеры длина ширина толщина |
10-15 |
31 |
11 |
ВНИИДМаш, |
|
Линия |
КДК-14 |
Размеры наиб. длина 18000 ширина толщина |
10-30 |
20,5 |
24- |
ВНИИДМаш, |
|
Участок |
— |
Размеры длина ширина толщина |
8-24 |
33,3 |
21 |
То |
|
Секционный |
КДК-10 |
Размеры макс. ширина высота |
Выдержка, ч: прямолинейных конструкций 8-10 |
— |
14,8 |
» |
|
Для ограждающих конструкций |
||||||
|
Линия |
КДК-15 |
Размеры длина ширина толщина |
Время сборки и выдержки 15 мин |
21 |
32 |
» |
|
Линия |
КДК-17 |
Размеры заготовок, мм: длина ширина толщина |
Скорость подачи 0,25 м/мин |
25 |
18 |
ВНИИДМаш, |
Таблица
2
Круглопильные станки для продольного раскроя
|
Станки |
Модель |
Размеры обрабатываемого материала, мм |
Наибольшая скорость подачи, м/мин |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Круглопильный |
ЦА-2А |
Наибольшая ширина B и наименьшая длина l распиливаемой доски: B = 315, l = 350 |
80 |
11,4 |
1 |
Тюменский станкозавод |
|
Прирезной |
ЦДК4-3 |
B = 315, l = 350 |
60 |
15 |
2 |
То же |
|
Прирезной |
ЦДК5-1 |
B = 250, l = 600 |
60 |
15 |
2,5 |
» |
Таблица
3
Круглопильные станки для поперечного раскроя
|
Станки |
Модель |
Наибольший размер обрабатываемого материала |
Скорость главного движения |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Торцовочный |
ТС-3 |
Ширина, мм: 250 |
Наибольшее число ходов в минуту: 60 |
4 |
0,4 |
Тюменский |
|
Торцовочный |
ЦПА-40 |
400 |
40 |
5,4 |
0,55 |
Уссурийский |
|
Круглопильный |
Ц6-2 |
400 |
Число оборотов пильного вала в минуту: 3000 |
4 |
0,7 |
То |
|
Форматно-обрезной |
ЦТЭФ-1 |
Длина и ширина обрезаемых материалов, мм: 1850×3500 |
Наибольшая скорость подачи, м/мин: 25 |
11,8 |
3,2 |
Вологодский |
|
Для |
ЦТМФ |
1850×3700 |
27 |
9,8 |
18 |
То |
Таблица
4
Шипорезные и фрезерные станки для фрезерования зубчатых шипов
|
Станки |
Модель |
Наибольшая длина шипа l, ширина B, |
Наибольшая скорость подачи, м/мин |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Шипорезный |
ШО15Г-5 |
l = |
12 |
12,6 |
1,8 |
Московский |
|
То |
ШО10-4 |
l = |
15 |
10,8 |
1,3 |
|
|
Шипорезный |
ШД10-3 |
l = 100, L = |
10 |
21,1 |
3,5 |
Московский |
|
Шипорезный |
ШПА-40 |
B = 400, b = |
Частота вращения шпинделя 3000 об/мин |
11 |
0,9 |
|
|
Фрезерный |
ФЛА |
Наибольшая толщина обрабатываемой заготовки, мм: 80 |
6000 12000 |
2,9 |
0,8 |
То |
|
То |
ФСА |
100 |
4500 9000 |
4,7 |
0,85 |
» |
|
То |
ФТА |
125 |
4000 8000 |
6,1 |
1,06 |
» |
|
Фрезерный |
ФЛШ |
80 |
3500 6000 10000 12000 |
2,8 |
0,7 |
» |
Таблица
5
Станки для фрезерования поверхностей заготовок
|
Станки |
Модель |
Наибольшая ширина обрабатываемого материала, мм |
Скорость главного движения |
Масса, т |
Мощность, кВт |
Завод-изготовитель |
|
Фуговальный |
СФ4-1 |
400 |
Частота вращения ножевого вала, об/мин: 5100 |
0,8 |
2,8 |
Курганский |
|
» |
СФ6-1 |
630 |
5100 |
0,9 |
4,5 |
То |
|
Фуговальный |
СФК-6 |
630 |
6000 |
1,6 |
9,2 |
» |
|
Фуговальный |
2СФ4-1 |
400 |
5100 |
0,9 |
4,5 |
» |
|
Рейсмусовый |
СР3-2 |
315 |
Наибольшая скорость подачи, м/мин: 24 |
1,1 |
6,25 |
Ставропольский |
|
То |
CP6-9 |
630 |
24 |
1,8 |
9 |
То |
|
Рейсмусовый |
СР6-1 |
800 |
24 |
2,3 |
12,9 |
Ставропольский |
|
Рейсмусовый |
С2Р8-2 |
800 |
25 |
3,5 |
22 |
» |
|
Четырехсторонний |
C25-1 |
250 |
40 |
5 |
38 |
Боровичский з-д деревообрабатывающих |
|
Четырехсторонний |
С16Ф-1 |
160 |
40 |
4,8 |
28 |
То |
|
Четырехсторонний |
С25-2 |
250 |
40 |
5,7 |
48 |
» |
Таблица
6
Клеенаносящие валковые станки
|
Показатели |
Единица измерения |
Модель станка |
|||
|
КВ-9 |
КВ-14 |
КВ-18 |
KB-28 |
||
|
Рабочая |
мм |
900 |
1400 |
1800 |
2800 |
|
Диаметр |
» |
180 |
180 |
180 |
250 |
|
Диаметр |
» |
120 |
120 |
120 |
160 |
|
Толщина |
» |
0,3-60 |
0,3-60 |
0,3-60 |
0,3-60 |
|
Скорость |
м/с |
0,25; 0,5 |
0,25; 0,5 |
0,25; 0,5 |
0,25; 0,5 |
|
Мощность |
кВт |
3,3 |
3,3 |
3,3 |
1,5 |
Примечание.
Клеенаносящие валковые станки выпускает Рыбинский завод деревообрабатывающих
станков. Станки подлежат модернизации по проектам ВНИИДМаш и ЦНИИМОД.
Таблица
7
Гайковерты для завинчивания винтов
|
пневматические |
|||||||
|
Тип |
Наибольший диаметр резьбы, мм |
Наибольший момент затяжки, Н м |
Рабочее давление воздуха, МПа |
Масса (без сменной головки), кг |
Завод-изготовитель |
||
|
ИП-3113 |
18 |
250 |
0,5 |
3 |
Московский |
||
|
ИП-3106 |
42 |
Регулируемый |
0,5 |
9 |
Свердловский з-д «Пневмостроймашнна» |
||
|
ИП-3205 |
42 |
То же |
0,5 |
9,5 |
То |
||
|
электрические |
|||||||
|
Тип |
Наибольший Диаметр резьбы, мм |
Момент затяжки Нм |
Ток |
Напряжение, В |
Частота тока, Гц |
Масса (без кабеля), кг |
Завод-изготовитель |
|
ИЭ-3111 |
20 |
250 |
Переменный |
220 |
50 |
5,5 |
Ростовский |
|
ИЭ-3109 |
22 |
250 |
Переменный |
36 |
200 |
5,6 |
Выборгский |
|
ИЭ-3112 |
Высокопрочных |
Предельный 2100 |
То |
220 |
50 |
12,4 |
То |
Таблица
8
Станки для механической обработки поверхностей клееных конструкций
|
Станки |
Модель |
Наибольшая ширина B и толщина b обрабатываемого |
Наибольшая скорость подачи, м/мин |
Мощность, кВт |
Масса, т |
Завод-изготовитель |
|
Рейсмусовый |
СРВ-1 |
B = 800, b = |
24 |
12 |
2,3 |
Ставропольский |
|
СР12-3 |
B = 1250, b |
24 |
24,6 |
3,3 |
||
|
Рейсмусовый |
С2Р8-2 |
B = 800, b = |
25 |
22,0 |
3,5 |
То |
|
С2Р12‑2 |
B = 1250, b = 125 |
25 |
43 |
16 |
ПРИЛОЖЕНИЕ
4
РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ ЗУБЧАТЫХ ШИПОВ
Технические требования
1. Материал —
сталь марок Х6ВФ, Р18, 9ХС, Х12Ф, 85ХФ, ХВГ.
2. Термическая
обработка — НРС 56-60.
3. Радиальное
биение вершин, зубьев — 0,06 мм.
4. Испытать на
разрыв при n =
8000 об/мин в течение 3 мин.
5. Для
соединений типов I-50 и
I-32 посадочное
отверстие фрезы d выполнять со шпоночным пазом.

Рис. 1. Режущий инструмент для фрезерования
зубчатых шипов
1 Выпускается по ТУ 2-035-629-78 с параметрами по ГОСТ
19414-79.
Величины габаритных и угловых размеров (мм, град)
|
Тип соединения |
D |
В |
L |
а |
b |
с |
d |
e |
f |
g |
k |
l |
m |
n |
t |
φ° |
ψ° |
|
I-50 |
250 |
12 |
50 |
45 |
1,5 |
110 |
60 |
100 |
1 |
100 |
55 |
50 |
25 |
58 |
12 |
6°15′ |
7° |
|
I-32 |
180 |
8 |
32 |
35 |
1 |
80 |
40 |
70 |
0,5 |
70 |
40 |
35 |
18 |
42 |
8 |
6°35′ |
7° |
|
II-20 |
145 |
6 |
20 |
30 |
1 |
70 |
40 |
70 |
0,5 |
70 |
35 |
35 |
13 |
38 |
6 |
7°05′ |
7° |
|
II-10 |
120 |
3,5 |
10 |
25 |
0,5 |
70 |
40 |
70 |
0,2 |
70 |
35 |
35 |
10 |
— |
3,5 |
8°55′ |
— |
|
II-5 |
80 |
1,75 |
5 |
20 |
0,2 |
50 |
32 |
50 |
0,2 |
50 |
25 |
25 |
6 |
— |
1,75 |
11°30′ |
— |
ПРИЛОЖЕНИЕ
5
КОНТРОЛЬ КАЧЕСТВА КЛЕЕВ И ИХ КОМПОНЕНТОВ
Порядок контроля
1. Контролю
подлежат:
а) компоненты
и клеи при поступлении компонентов на предприятие;
б) клеи за
один-два дня до их использования;
в) клеи в
процессе приготовления и нанесения — ежедневно.
2. Поступающие
на производство компоненты клеев должны иметь паспорта, удостоверяющие их
соответствие требованиям ТУ или ГОСТов. Запрещается применять компоненты, не
имеющие паспортов.
3. При
поступлении на предприятия компонентов клеев необходимо проверять следующие показатели:
а) отсутствие
расслоения смолы (для фенольных смол);
б) рабочую
жизнеспособность клея;
в) условное
время отверждения клея;
г) прочность
клеевого соединения.
4. Для
проверки качества поступивших партий компонентов клеев пробы отбирают по ГОСТ
2517-80 от 10% мест партии, но не менее чем из трех мест общим количеством
около 1 кг. Пробу смол отбирают с помощью металлической трубки или
пробоотборника в равных количествах от каждого места, тщательно перемешивая
друг с другом. Перед отбором пробы смолу в бочке следует перемешать.
Приготовленную среднюю пробу проверяют на соответствие перечисленным выше
показателям.
При получении
неудовлетворительных результатов хотя бы по одному из указанных выше
показателей следует проверить компоненты клеев на соответствие их всем
показателям ТУ или ГОСТов. Если клеи и их компоненты не удовлетворяют
требованиям ТУ или ГОСТа, они бракуются и в производство не допускаются.
Данные
входного контроля заносят в прилагаемый журнал.
5. За два-три
дня до использования из каждой бочки смолы необходимо взять пробу и определить
отсутствие расслоения смолы, рабочую жизнеспособность, время отверждения
клеевой отливки при той же температуре, при которой будет использоваться клей.
При положительных результатах проверки лаборатория передает в
клееприготовительное и сборочное отделения справку о рекомендуемых условиях
приготовления и использования данной партии смолы.
6. Выборочно,
один раз в смену, необходимо контролировать рабочую жизнеспособность
приготовленного клея при температуре рабочей зоны, где используется клей. В
случае неудовлетворительных результатов проверки выясняют причину и вносят
поправки в процесс приготовления и применения клея.
Методика определения
технологических характеристик клеев
7. Для
определения технологических характеристик согласно ГОСТ
20501-75 приготавливают клей массой 0,2 кг. После введения отвердителя
композицию тщательно перемешивают в течение не менее 5 мин при температуре
20±1°С.
Определение
расслоения
8. В
стеклянный цилиндр наливают смолу и через 3-5 мин отмечают, произошло ли
отслаивание водной фазы от смолы.
Определение
жизнеспособности
9. В
стеклянный или фарфоровый стакан помещают 0,2 кг свежеприготовленного клея,
включают секундомер-часы и выдерживают его при температуре 20±0,5°С. Рабочую
жизнеспособность клея определяют временем, прошедшим с момента приготовления
клея до приобретения им максимально допустимой вязкости в соответствии с п. 2.7
настоящего Руководства.
Полная
жизнеспособность выражается временем, прошедшим с момента введения отвердителя
до начала гелеобразования.
10. Вязкость
клеев определяют по ГОСТ
8420-74 вискозиметрами типа ВЗ-4 или ВЗ-1 (ГОСТ
9070-75).
Измерение
вязкости производят следующим образом. Тщательно перемешанный клей доводят до
температуры 20±0,5° С. Перед замером вязкости вискозиметр при помощи
регулирующих винтов устанавливают в горизонтальном положении. Особое внимание
следует обратить на чистоту сопла. При работе на вискозиметре ВЗ-4 в качестве
приемника под сопло вискозиметра ставят стеклянный сосуд емкостью 50 мл, а при
работе на вискозиметре ВЗ-1 — мерную мензурку на 100 мл. Отверстие сопла
вискозиметра снизу закрывают и в воронку наливают до краев клей. Избыток клея в
вискозиметре ВЗ-4 снимают стеклянной пластинкой.
Для замера
вязкости открывают отверстие сопла вискозиметра. В момент появления капли клея
из сопла вискозиметра включают секундомер. Секундомер выключают при работе на
вискозиметре ВЗ-4 после первого прерывания струи, а на вискозиметре ВЗ-1 —
после наполнения мензурки клеем на 50 мл. Определение вязкости проводят три
раза. Среднее время в секундах является показателем условной вязкости.
Перевод
значений вязкости, измеренной различными вискозиметрами, прилагается.
Определение условного
времени отверждения клея
11. Для клеев,
предназначенных для склеивания с нагревом, условное время отверждения
определяют следующим образом (ГОСТ
20501-75).
В пробирку диаметром
16±1 мм (по ГОСТ 10515-75) помещают 2 г клея, зажимают ее между губками
лапкодержателя и погружают в кипящую воду так, чтобы уровень клея в пробирке
был на 10-20 мм ниже уровня воды. Одновременно с погружением пробирки в кипящую
воду включают секундомер. Клей непрерывно перемешивают стеклянной палочкой до
начала его гелеобразования. Результатом является среднее из трех измерении.
12. Для оценки
времени отверждения клеев, предназначенных для склеивания без нагрева, на
полиэтиленовую, целлофановую или другую пленку наливают клей слоем 0,5-1 мм и
выдерживают его при тех же температурно-влажностных условиях, при которых
склеивается конструкция. Среднее время, через которое происходит хрупкий излом
трех отливок при изгибе их на 90 °С, характеризует условное время отверждения
клея.
Определение прочности
клеевого соединения
13. Испытаниям
подвергают клееные образцы на скалывание вдоль волокон (ГОСТ
15613.1-77), изготовленные из древесины той же породы и при тех же
условиях, которые приняты при изготовлении клееной продукции.
ЖУРНАЛ
входного контроля технологических характеристик клеев
|
Марка смолы |
№ партии |
Дата изготовления смолы |
Дата поступления на завод |
Дата проверки |
Показатели |
|||
|
смола |
клей |
|||||||
|
внешний вид |
рабочая жизнеспособность |
время отверждения |
прочность |
|||||
Заключение:
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Подпись_______________________
Перевод значений вязкости клея в секундах по вискозиметрам ВЗ-1 и
ВЗ-4 в сантипуазы по вискозиметру ВПЖ
|
ВЗ-1, сопло 5,4 |
ВЗ-4 |
Сантип-узлы |
ВЗ-1, сопло 5,4 |
ВЗ-4 |
Сантип-узлы |
|
10 |
41 |
160 |
70 |
282 |
1215 |
|
20 |
81 |
335 |
80 |
322 |
1391 |
|
30 |
122 |
511 |
90 |
362 |
1567 |
|
40 |
162 |
687 |
100 |
402 |
1743 |
|
50 |
202 |
863 |
ПО |
442 |
1919 |
|
60 |
242 |
1039 |
120 |
482 |
2095 |
ПРИЛОЖЕНИЕ
6
КОНТРОЛЬ КАЧЕСТВА ЗАЩИТНОЙ ОБРАБОТКИ
Контроль качества лакокрасочных
материалов
1.
Лакокрасочные материалы перед употреблением контролируют партиями* по следующим
показателям:
* За партию принимают количество лакокрасочного материала,
сопровождаемого удостоверением о его качестве.
условная
вязкость по ГОСТ
8420-74;
время и
степень высыхания покрытий по ГОСТ
19007-73;
содержание
летучих и нелетучих, твердых и пленкообразующих веществ по ГОСТ
17537-72.
Все показатели
необходимо контролировать не менее трех раз на протяжении периода полного
использования каждой партии лакокрасочных материалов (в начальный, средний и
конечный периоды).
Количественные
значения показателей должны соответствовать требованиям стандартов и технических
условий на материалы.
Контроль качества
лакокрасочных покрытий
2.
Лакокрасочные покрытия необходимо контролировать по следующим показателям:
соответствие
декоративного вида покрытия требованиям ГОСТ
9.032-74;
толщина
покрытия: прозрачного по ГОСТ
13639-75, непрозрачного по ГОСТ
14644-75;
адгезия пленки
покрытия к поверхности древесины и фанеры — методом нормального отрыва
металлического штампа, приклеенного к защищенной подложке.
Декоративный
вид покрытий контролируют у каждой защищенной конструкции. Показатель
декоративности должен быть не ниже III класса для прозрачных и IV класса
для непрозрачных покрытий.
Толщину
покрытий определяют на одной конструкции из партии, защищенной одним видом
лакокрасочного материала в данной смене.
Измерение
толщины осуществляют на конструкции или на контрольном образце, защищенном в
общем потоке с конструкциями.
Адгезию
покрытий определяют с помощью устройства, схема которого показана на рис. 2.


Рис. 2.
Схема устройства для определения адгезии лакокрасочного покрытия
1 — штамп; 2 — образец;
3-верхний захват; 4- шпилька; 5 — корпус; 6 — направляющая втулка; 7- нижний
захват; 8 — лакокрасочное покрытие
Испытания
проводят на образцах древесины (фанеры) с нанесенным на них покрытием.
Покрытие
сначала шлифуют шкуркой № 5, а затем протирают ацетоном. Для приклеивания
штампа, который имеет цилиндрическую форму с диаметром основания 15 мм,
используют состав на основе эпоксидной смолы К-153 с наполнителем (см. табл. 2). Штамп с нанесенным клеевым слоем
прижимают к поверхности образца рукой. Излишки выдавившегося клея осторожно
удаляют.
Испытания
проводят после выдержки образца в течение двух-трех дней при температуре 18-22°
С. Перед установкой образца в устройство покрытие вокруг штампа подрезают
лезвием безопасной бритвы или острым ножом. Образец вставляют в устройство и
отрывают штамп с покрытием от подложки в разрывной машине со скоростью
нагружения 35-50 мм/мин.
Величину
адгезии А (она должна быть не менее 1,5 МПа) определяют по формуле
![]() , (3)
, (3)
где Р —
усилие отрыва, Н;
F — площадь штампа, см2.
При показателе
точности 5% необходимое количество образцов составляет 8-10 шт.
При повторном
использовании штампы должны быть очищены от остатков клея (клей легко удаляется
после прогрева штампа), зачищены шкуркой № 5 и обезжирены ацетоном.
Адгезию
лакокрасочных покрытий определяют для каждой партии лакокрасочного материала
(при поступлении на завод, в середине и в конце срока хранения).
Контроль качества
обработки древесины и фанеры водными растворами антисептиков и био-огнезащитных
препаратов
3. Качество
бнозащитной и био-огнезащитной обработки древесины и фанеры контролируют путем
определения удержания раствора или сухой соли на 1 м2 обрабатываемой
поверхности. Контроль производится один раз в смену.
4. Оценку
производят на образцах или на всей партии обрабатываемых заготовок (элементов
каркаса или обшивок).
Контрольные образцы
выпиливают из элементов каркаса и фанеры, подлежащих пропитке. Длина образцов
древесины должна быть 100 см, а размеры образцов фанеры — 50´50
см. Количество образцов должно составлять 1 % партии, но не менее 5 шт. Перед
пропиткой в ваннах образцы взвешивают и помещают между заготовками в центр
пакета или контейнера.
5. Удержание
пропиточной жидкости определяют по разности массы образцов до и после пропитки.
Взвешивание образцов после пропитки производят после прекращения стекания с них
излишков пропиточной жидкости.
Удержание
сухой соли по каждому образцу вычисляют по формуле
![]() , (4)
, (4)
где К —
количество удержанной сухой соли, г/м2;
G — количество удержанной пропиточной
жидкости, г;
С — концентрация пропиточной
жидкости, %;
F — площадь
поверхности образца, м2.
Полученные
величины удержания по всем образцам усредняют и сопоставляют с требуемым
удержанием.
6. Удержание
пропиточной жидкости всей партией обрабатываемых элементов каркаса или фанерных
обшивок определяют по разности массы контейнера (пакета) до и после пропитки.
7. При
обработке фанерных обшивок требуемое удержание пропиточной жидкости (сухой
соли) всей партией определяют путем умножения нормируемого удержания на площадь
поверхностей всех обрабатываемых обшивок.
Качество
защитной обработки необходимо контролировать один раз в смену.
Контроль качества
мастичных покрытий на основе эпоксидных смол и тиоколовых герметикой
8. Контроль
качества покрытий на основе эпоксидных смол и тиоколовых герметиков
осуществляют по результатам визуальной оценки состояния поверхности и замера
толщины покрытия. На защищенных поверхностях не должно быть отслоений и вздутий
покрытия. У армированных покрытий не должно быть участков с непропитанной
защитным составом стеклотканью (стеклосеткой). Покрытие должно иметь ровную
гладкую поверхность и через 24 ч не давать отлип.
Контроль качества
пропитки фанеры фенолоспиртами
9. Для
контроля качества пропитки в каждую загружаемую партию укладывают не менее трех
предварительно взвешенных образцов размером 20´150 см, выпиленных
из той же партии фанеры. Контрольные образцы необходимо укладывать в верхние,
средние и нижние части пакета.
Общее
поглощение фенолоспиртов определяют по весу контрольных образцов. Привес в
зависимости от толщины фанеры составляет 20-50%. Пропитка должна быть сквозной
по наружным слоям и не менее 2 мм по торцам. Глубину пропитки определяют
визуально по контрольным образцам.
ПРИЛОЖЕНИЕ
7
МЕТОДИКА ИСПЫТАНИИ ПЛАСТЕВЫХ КЛЕЕВЫХ СОЕДИНЕНИИ НА
ПОСЛОЙНОЕ СКАЛЫВАНИЕ И РАССЛАИВАНИЕ
1. Образцы для
испытаний на послойное скалывание и расслаивание вырезают из торцовой части
конструкции или элемента во время их торцовки и доведения до проектных
размеров.
Образец для
испытаний на расслаивание представляет собой пластину толщиной (вдоль волокон
древесины) 75 мм, а шириной и высотой, соответствующими размерам торцового
сечения клееного элемента или его части.
Для испытания
на послойное скалывание аналогичная пластина должна иметь толщину 50 мм.
Последнюю разрезают на прямоугольные призмы с основанием размерами 50´50
мм и высотой, равной высоте пластины, которые и служат образцами. Испытание на
послойное скалывание
2. Для
проведения испытаний необходимо применять следующее оборудование и инструменты:
испытательную
машину с пределом нагружения до 50000 Н и точностью измерения нагрузки до 1 %;
приспособление
для послойного скалывания образцов;
штангенциркуль
с точностью измерения до 0,1 мм;
электровлагомер
типа ЭВ-2К.
3. Усредненные данные о сечении образца по результатам трех
его измерений (соответственно в середине и на концах) с точностью до 0,1 мм
заносят в журнал.
В местах
измерений сечения образца определяют его влажность, усредненный показатель
которой должен быть отражен в журнале.
4. Образцы
испытывают на скалывание по клеевым прослойкам или древесине в специальном
приспособлении (рис. 3).

Рис. 3.
Схема приспособления для испытаний на послойное скалывание
1- основание
приспособления; 2 — пуансон; 3 — опора; 4- прижимной винт; 5 — образец; 6 —
плоскость скалывания
5. Испытания проводят
следующим образом. Приспособление устанавливают на нижнюю опорную плиту пресса.
Образец помещают в проем приспособления таким образом, чтобы направление
волокон древесины совпадало с направлением приложения нагрузки. При помощи
прижима образец закрепляют в таком положении, чтобы испытуемое сечение образца
было расположено в одной плоскости с задней по ходу подачи образца гранью
пуансона. Затем при вертикальном перемещении пуансона образец доводят до
разрушения.
Цикл испытаний
повторяют для каждого следующего сечения после соответствующего перемещения и
закрепления образца.
6. Испытания
проводят при скорости перемещения нагружающей головки пресса 10 мм/мин;
величину разрушающей нагрузки Рmax и характер разрушения клеевого соединения
заносят в журнал (см. форму 1).
7. Предел
прочности т при скалывании вычисляют с точностью до 0,1 МПа по формуле
![]() , (5)
, (5)
где Рmax —
разрушающая нагрузка, Н;
l — длина площади скалывания образца,
м;
b — ширина, м.
Испытание на
расслаивание
8. Для
проведения испытаний необходимо применять следующее оборудование и инструменты:
автоклав с
герметической крышкой, манометром, вакуумметром;
штангенциркуль
с точностью измерения до 0,1 мм и щуп (ГОСТ 882-75).
линейку (ГОСТ
427-75) с точностью измерения до 1 мм;
электровлагомер
типа ЭВ-2К;
сушильную
камеру с проточным воздухом с температурой до 60° С;
лупу для
наблюдения за расслаиванием прослоек.
9. Данные о
сечении и влажности образцов, определенные в соответствии с п. 3,
заносят в журнал (см. форму 2).
10. Для
обеспечения свободного доступа воды к торцам образцов их помещают в автоклав на
подвижной тележке, оборудованной кассетами.
11. Обработку
образцов осуществляют при циклическом действии вакуума — давления и
высушивания.
Один цикл
включает:
выдержку
образцов под вакуумом (0,07-0,09 МПа) в течение 40-60 мин при температуре
18-22° С;
подачу воды в
автоклав и выдержку образцов под давлением 0,5-0,6 МПа в течение 2 ч;
цикл вакуум —
давление повторяют два раза;
высушивание
образцов до начальной влажности в сушильной камере при температуре 50-60° С,
относительной влажности воздуха 25-30% и скорости движения воздуха 2-3 м/с.
12. Оценку
качества склеивания образцов производят после завершения каждого цикла
испытаний. Все замеры записывают в журнал.
13. После
высушивания образцов замеряют суммарную длину раскрытия клеевых прослоек на
обеих торцовых поверхностях.
В качестве
показателя расслаивания принимают процентное отношение суммарной длины
расслоения по клеевым прослойкам к общему периметру клеевых прослоек, выходящих
на торец образца по формуле
![]() , (6)
, (6)
где l —
суммарная длина расслоений, мм;
b — ширина образца, мм;
n — количество клеевых прослоек в
образце.
Форма 1
ЖУРНАЛ
испытаний
на прочность клеевых соединений из древесины при послойном скалывании
1. Марка,
номер, размеры элемента, из которого выпилены образцы
___________________________________________________________
2. Дата и
время запрессовки элемента___________________________
3. Порода
древисины_________________________________________
4.
Клей_____________________________________________________
5. Нанесение
клея (одно- или двустороннее)______________________
6. Средняя
влажность древесины (по замерам на образце) ,_________
___________________________________________________________
7. Размер
сечения образца_____________________________________
8. Толщина и
качество слоев древесины в образце _________________
9. Дата и
время проведения испытаний_______________________
|
Номер слоя в |
Максимальная нагрузка Рmax, МПа (кгс/см2), для |
Предел прочности, МПа (кгс/см2), для |
Характер разрушения (только |
||
|
клеевого соединения |
древесины |
клеевого соединения |
древесины |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
Среднее значение предела прочности:
τ клеевых соединений
_________________ МПа (кгс/см2)
τ древесины
_________________________ МПа (кгс/см2)
Минимальное
значение предела прочности:
τ клеевых соединений
_________________ МПа (кгс/см2)
τ древесины
_________________________ МПа (кгс/см2)
Дата
_________________ Подпись___________________
Примечание.
В графы 2,
4, 6
заносят максимальную нагрузку и прочность всех сечений, испытываемых для
определения прочности клеевых соединений, даже при 100%-ном разрушении по древесине.
Форма 2
ЖУРНАЛ
испытаний
клеевых соединений на расслаивание
1. Марка,
номер и размеры элемента, из которого выпилен образец
___________________________________________________________
2. Дата и
время запрессовки элемента __________________________
3. Порода
древесины
4. Клей
___________._________________________________________
5. Нанесение
клея (одно- или двустороннее) _____________________
6. Средняя
влажность древесины (по замерам на образце) __________
7. Размеры
образца ___________________________________________
8. Толщина
слоев ____________________________________________
9. Дата и время проведения испытаний,__________________________
|
Номер клеевой прослойки |
Ширина образца |
Количество клеевых |
Расслоение клеевых прослоек, %, после |
|
|
одного цикла |
трех циклов |
|||
|
1 |
2 |
3 |
4 |
Б |
Дата______________________
Подпись_________________
ПРИЛОЖЕНИЕ
8
РЕКОМЕНДУЕМАЯ ФОРМА ПАСПОРТА НА ДЕРЕВЯННЫЕ КЛЕЕНЫЕ
КОНСТРУКЦИИ
оформление
первой страницы паспорта
МИНИСТЕРСТВО ИЛИ ВЕДОМСТВО,
УПРАВЛЕНИЕ, ТРЕСТ
предприятие (наименование,
адрес, телефон)
ПАСПОРТ №
на деревянные клееные конструкции
Наименование
конструкции и ее марка____________________________________________
Конструкция
отвечает требованиям ГОСТ________, ТУ______________________________
№ альбома
чертежей ,___________________________________________________________
Номер
партии_________________________________________________________________
Количество
конструкций в партии _____________________________________________шт.
Номера
конструкций ,___________________________________________________________
Изготовление
_________________ год ____________________, месяц
Порода
древесины______________________________________________________________
Клей марки
______________ ГОСТ _________________, ТУ __________________________
отвечает
требованиям, __________________________________________________________
Вид защитной
обработки поверхности ____________________________________________
Дата отгрузки
с завода-изготовителя ______________________________________________
Наименование и
адрес организации-получателя ____________________________________
М. П.
Начальник цеха
____________________
(подпись)
Начальник ОТК
____________________
(подпись)
Дата
_____________________________
Оформление
второй страницы паспорта
(оборотная
сторона)
КРАТКАЯ ИНСТРУКЦИЯ
по хранению и транспортированию
деревянных клееных конструкций
1. Клееные
элементы следует хранить уложенными в штабеля на прокладки в условиях, не
допускающих их увлажнение.
Под нижний ряд
конструкций следует укладывать прокладки по плотному, тщательно выровненному
основанию. Прокладки между конструкциями по высоте штабеля должны располагаться
строго но вертикали одна над другой.
При укладке
конструкций должна быть обеспечена возможность свободного захвата и подъема
каждой конструкции для ее погрузки или монтажа.
2. При
транспортировании и хранении конструкции должны быть защищены от увлажнения,
загрязнения и механических повреждений.
3. Сбрасывание
конструкций при погрузке, транспортировании и разгрузке запрещается.
4. Укладку
конструкций в транспортные средства следует производить правильными устойчивыми
рядами по направлению движения транспорта с надежным закреплением,
предохраняющим их от смещения во время перевозки.
5. Производить
монтаж конструкции без наличия рабочих чертежей запрещается.
ПРИЛОЖЕНИЕ
9
УДЕЛЬНОЕ КОЛИЧЕСТВО ТОКСИЧНЫХ ВЕЩЕСТВ, ВЫДЕЛЯЮЩИХСЯ
ИЗ КЛЕЕВ
Таблица 1
|
Клей |
Количество |
|||
|
фенола |
формальдегида |
спирта этилового |
ацетона |
|
|
Фенольный КБ-3 |
1 |
0,8 |
— |
45 |
|
Фенольный СФХ |
0,6 |
0,6 |
— |
— |
|
Резорциновый ФР-12 |
— |
1,5 |
50 |
— |
|
Фенольно-резорциновый |
1,2 |
1 |
— |
— |
|
Алкилрезорциновый ФР-100 и |
— |
1 |
50 |
— |
|
Карбамидно-меламиновый |
— |
1,2 |
— |
— |
Таблица 2
Предельно допустимые концентрации токсичных
веществ в воздухе рабочей зоны (по ГОСТ
12.1.005-76)
|
Вещество |
Предельно допустимая концентрация, мг/м3 |
|
Фенол |
0,3 |
|
Формальдегид |
0,5 |
|
Ацетон |
200 |
|
Спирт этиловый |
1000 |
Натуральная древесина — материал не из дешёвых. Он требует особого обращения. У каждого мастера есть свои секреты работы с деревом. Не важно, делается ли табуретка или же обшиваются стены вагонкой. Эксперты редакции HouseChief собрали рекомендации профессионалов, которые позволят избежать ошибок при работе с древесиной.

Древесина требует умелого обращения.
Читайте в статье
- 1 Определяемся с назначением
- 2 Выбор подходящей породы древесины
- 2.1 Основные хвойные породы
- 2.2 Лиственные породы
- 3 Выявление дефектов
- 4 Как определить влажность древесины
- 5 Инструмент
- 6 Подбор текстурного рисунка древесины
- 7 Небольшой припуск не помешает
- 8 Проверка сухой сборкой
- 9 Гладкая поверхность – гарантия качественной склейки
- 10 Не допускаем появление сколов при резке пиломатериала
- 11 Избавляемся от вмятин на пиломатериале
Определяемся с назначением
Прежде чем покупать древесину, нужно определиться с тем, для чего она будет использоваться: постройка дома, бани, забора, изготовление вагонки, мебели или поделок. Поскольку то, что годится для ограждения, совершенно не подходит для создания стола или дверей. Так что определяемся, для каких целей необходим материал и, в соответствии с этим, делаем выбор наиболее подходящих пород.

Нужно заранее определиться, для чего вы покупаете древесину.
Выбор подходящей породы древесины
Разные породы деревьев обладают определёнными свойствами. Древесина разделяется на две большие группы: хвойные и лиственные. Разобравшись с ними, можно легко понять, для каких работ или изделий подойдёт тот или иной пиломатериал.

От породы дерева зависит область её применения.
Основные хвойные породы
Практически любой традиционный строительный рынок предлагает потребителю пиломатериалы из сосны и ели. Давайте вкратце познакомимся с этими породами, выяснив, для чего и где они используются.
Сосна. Общестроительный материал, широко используемый для возведения частных домов, изготовления окон, дверей и мебели. Благодаря своей структуре, сосновая древесина устойчива к гниению. Она обладает высокой воздухопроницаемостью. Качественно высушенный материал прекрасно поддаётся пилению, резке, строганию, склеиванию и окрашиванию. Древесина обладает ярко выраженной текстурой, благодаря чему, её широко используют для изготовления различных поделок. Из недостатков стоит отметить мягкость и высокую смолистость.

Сосновая древесина.
Ель. Отличается сучковатостью и менее выраженной текстурой, по сравнению с сосной. Это делает такой материал малопригодным для изготовления мебели и столярных изделий, а также использования в качестве напольного покрытия. Эта древесина обладает низкой теплопроводностью, гибкостью, устойчива к короблению и не лопается под воздействием нагрузки. Пиломатериал используется при изготовлении стропильных систем, слег, балок перекрытия, дранок и музыкальных инструментов.

Еловая доска.
Лиственные породы
Большой популярностью пользуется дуб, который отличается высокой прочностью, твёрдостью, устойчивостью к гниению и ярко выраженной текстурой. Дубовая древесина хорошо режется и гнётся. Этот материал стоит довольно дорого, используется для изготовления мебели, паркета, дверей, резных изделий и несущих конструкций, выдерживающих большие нагрузки.

Дубовая древесина пользуется большой популярностью.
Не меньшей популярностью пользуется ясень, чья структура похожа на дубовую, но чуть более светлая. Эта порода дерева обладает высокой прочностью, вязкостью, с лёгкостью гнётся и хорошо поддаётся отделке, но при повышенной влажности подвержено гниению. Ясеневая древесина довольно часто используется при создании мебели, лестничных перил, спортинвентаря и различных поделок.

Доска из ясеня.
Буковая древесина по прочности не уступает дубовой. Она хорошо гнётся после распаривания, поддаётся обработке режущими инструментами и сверлению. Бук имеет неярко выраженную, но довольно красивую текстуру и нежный, слегка розоватый цвет. Древесина этой породы используется для изготовления мебели, музыкальных инструментов, производства шпона, а также в строительстве.

Бук имеет красивую текстуру и цвет.
Выявление дефектов
При покупке древесины нужно внимательно осматривать её на предмет дефектов. Незначительные изъяны можно исправить в процессе обработки, а вот от материала с червоточинами, большими трещинами и сучками лучше отказаться. Погрузку купленного материала лучше контролировать самостоятельно, чтобы недобросовестные продавцы вместе с хорошим товаром не подсунули дефектный, что является довольно распространённой практикой.
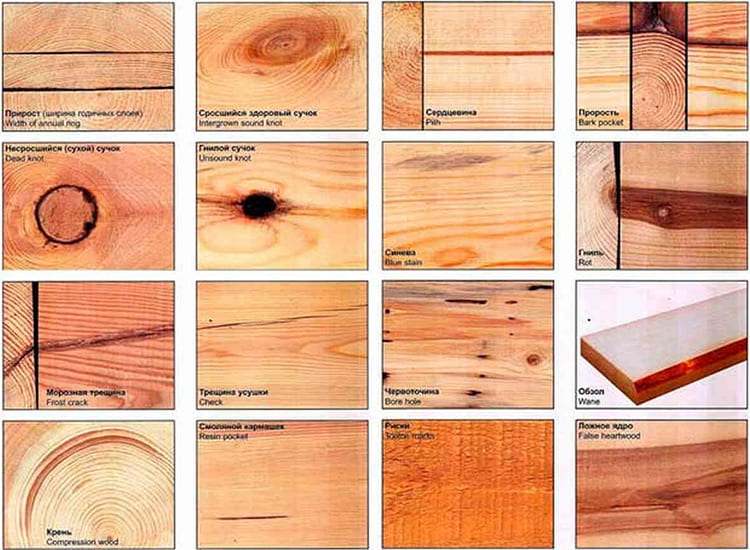
При покупке древесины осматривайте её на предмет дефектов.
Как определить влажность древесины
Один из важных параметров древесины — степень влажности. Сухой материал прочнее, не коробится, почти не подвержен гниению, хорошо обрабатывается и отличается более длительным сроком эксплуатации. Дерево для изделий, предназначенных жилым помещениям должно иметь влажность в пределах 10-12%.

Работайте только с хорошо высушенной древесиной.
На производстве влажность древесины определяют при помощи специального прибора – электровлагомера. Однако такое устройство для домашней мастерской дорогое удовольствие. Как же проверить влажность материала без специального прибора? Есть несколько довольно простых способов:
- с помощью рубанка. Нужно снять тонкую стружку и размять её в руке. Если полоска легко раскрошилась, то древесина сухая;
- химическим карандашом. На сухом пиломатериале останется чёткий след фиолетового цвета;
- на звук. Постучите по древесине, и, если она сухая, вы услышите чёткий звонкий звук.

Определить сухость пиломатериала можно по стуку.
Инструмент
Инструменты для вашей мастерской должны быть безупречного качества и хорошо заточены. Лучше потратиться на рубанок, стамеску, резцы и т.п. от проверенного производителя, чем потом мучиться с некачественным инструментарием. Также хорошо изучите инструкции к электрооборудованию. Многие новички, имея только общее представление о работе с тем или иным станком, часто допускают ошибки, которые приводят к тому, что либо заготовка портится, либо оборудование выходит из строя.

Столярный инструмент должен быть не только качественным, но и хорошо заточенным.
Подбор текстурного рисунка древесины
Начинающие столяры часто не обращают внимания на текстурный рисунок, ошибочно считая все доски одинаковыми. А зря, ведь от этого во многом зависит внешний вид изделия. Материал с интересным рисунком можно использовать для изготовления филёнок или крышки шкатулки, а прямослойные доски отлично подойдут для рамных деталей и щитовых заготовок. При наборе щита потратьте немного времени на то, чтобы рисунок на одной детали совпадал с другой. Так изделие будет выглядеть более привлекательно, а стыки станут менее заметными.
Правильно подобранный текстурный рисунок сделает готовое изделие более привлекательным.
Небольшой припуск не помешает
При распиле досок на отдельные детали, сделайте 1-2 мм припуск по ширине. Для того, чтобы вывести деталь в чистовой размер, достаточно будет сделать на строгальном станке несколько лёгких проходов, удаляя следы пиления.

При распиле всегда оставляйте небольшой припуск.
Проверка сухой сборкой
Часто в процессе сборки выясняется, что два или более узла конструкции не стыкуются друг с другом. Поэтому необходимо проверять каждое соединение сразу же после его изготовления. В конце стоит собрать конструкцию целиком «в сухую», фиксируя детали при помощи струбцин и подгоняя их, при необходимости, до полного соответствия. Если всё в порядке, то можно разобрать изделие и уже снова собрать при помощи клея и всё тех же струбцин.

Перед склейкой изделия проверяйте сборку «сухим» способом.
Гладкая поверхность – гарантия качественной склейки
Раньше считалось, что для хорошей склейки сопрягаемые детали должны иметь шероховатую поверхность, однако это не верно. Гладкие составляющие соединяются между собой гораздо лучше, чем грубо обработанные. Поэтому лучше потратить немного времени и сделать поверхности стыкуемых деталей максимально гладкими, плотно прилегающими друг к другу.

Склеиваемые поверхности должны быть сухими и гладкими.
Не допускаем появление сколов при резке пиломатериала
При резке древесины на месте пропила с одной из сторон часто появляются сколы и заусенцы, особенно, если используется инструмент с затупившимися зубьями. Но есть довольно простой способ решить эту проблему. Во-первых, нужно взять острую ножовку, фрезу или лобзик с хорошо отточенной пилкой. Во-вторых, наклеить на место пропила малярную ленту, можно с двух сторон. Далее, выполнить разметку и пилить по намеченной линии.

Малярная лента, наклеенная на место пропила, предотвратит появление сколов.
Избавляемся от вмятин на пиломатериале
Очень часто на пиломатериале по разным причинам появляются вмятины, полученные во время транспортировки, погрузки, неаккуратного хранения, крепежа струбцин и т.п. Это довольно легко исправить при помощи влажной тряпки и обычного бытового утюга. На деформированную поверхность нужно капнуть немного воды, подождать пару минут до полного её впитывания. Положить на дефект влажную ткань, и приложить сверху горячий утюг. Нагреваясь, влага будет испаряться, выправляя набухшие волокна древесины и придавая поверхности первоначальный вид.

Горячий утюг и влажная ткань помогут избавиться от небольших вмятин на древесине.
Вид доски с вмятиной и после обработки.