- Назад
- 10
- 11
- 12
- 13
- 14
- 15
- 16
- 17
- 18
- 19
- 20
- Вперёд
- Страница 15 из 39
Рекомендованные сообщения

dzim
10
-
- Жалоба
- Рассказать
Опять кто-то поменял пароли на ящиках:
fanuc.all@gmail.com
fanuc.kniga@gmail.com
Вредители!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

alex0800
109
-
- Жалоба
- Рассказать
fanuc.kniga@gmail.com ———kod —— alex0800 новый код доступа
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
lesso
0
alex0800
109
-
- Жалоба
- Рассказать
спасибо а как вы поменяли код доступа просто интересно я не хакер долго мучился
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
lesso
0
-
- Жалоба
- Рассказать
спасибо а как вы поменяли код доступа просто интересно я не хакер долго мучился
через Помощь по изменению пароля для аккаунта fanuc.all@gmail.com
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 2 недели спустя…
IvRu
0
-
- Жалоба
- Рассказать
Доброго всем времени суток!
Люди, помогите, пожалуйста, с документацией на DC-привода подач.
Запускаем станок МС 032 (Fanuc 6MB-Е), который не работал неопределённое количество времени. На шильдиках приводов практически всё стёрто  . Угадывается надпись «Тип ____________ преобразовател 0-5» и «Произведено в Болгарии по лицензии Фуджицу-Фанук». На печатных платах маркировка М63.082.027-01 и М63.082.016-01.
. Угадывается надпись «Тип ____________ преобразовател 0-5» и «Произведено в Болгарии по лицензии Фуджицу-Фанук». На печатных платах маркировка М63.082.027-01 и М63.082.016-01.
Не уверен (большого опыта работы с Фануками нет), но, судя по фоткам из интернета, очень похож на А06В-6045-Нххх. Буду благодарен за любую информацию. Мой e-mail: rudakov@ukr.net
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

agering
32
-
- Жалоба
- Рассказать
Доброго всем времени суток!
Люди, помогите, пожалуйста, с документацией на DC-привода подач.
Запускаем станок МС 032 (Fanuc 6MB-Е), который не работал неопределённое количество времени. На шильдиках приводов практически всё стёрто
. Угадывается надпись «Тип ____________ преобразовател 0-5» и «Произведено в Болгарии по лицензии Фуджицу-Фанук». На печатных платах маркировка М63.082.027-01 и М63.082.016-01.
Не уверен (большого опыта работы с Фануками нет), но, судя по фоткам из интернета, очень похож на А06В-6045-Нххх. Буду благодарен за любую информацию. Мой e-mail: rudakov@ukr.net
Посмотри на:http://www.chipmaker.ru/files/category/18/page__sort_order__DESC__sort_key__file_submitted__num__20__st__80
Там много по приводам Фанук, а так же я выкладывал некоторую инфу по Fs6M. Если нужно на А06В-6045-Нххх или какая либо информация, помощь по улучшению Fs6M-B,E, обращайся ко мне в личку.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
NSerg
25
-
- Жалоба
- Рассказать
Всем привет!
Подскажите пожалуйста, где взять B 64393 RU, или поделитесь у кого есть. 
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
agering
32
-
- Жалоба
- Рассказать
Чтобы проще было искать, сообщите от какого это «зверя»?!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
alex0800
109
NSerg
25
-
- Жалоба
- Рассказать
fanuc.all@gmail.com pass allfanuc
Ненашел там 
Чтобы проще было искать, сообщите от какого это «зверя»?!
Fanuc series 0i Mate-Model D
Руководство по программированию PMC (B-64393RU)
Давно не сталкивался, забыл. Там вроде при загрузке можно в ладдер зайти?! 
Хочу скопировать, посмотреть, здесь выложить, посоветоваться. Вопросы возникли. 
А как его в 0i Mate-Model D скопировать — забыл 
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
ivandenga
0
-
- Жалоба
- Рассказать
Очень необходимо руководство по эксплуатации, программированию на 18i MB — B-63534RU/02 ника не могу найти может кто поделиться…на TB версию всё есть если кому необходимо…
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Patrick2
2
-
- Жалоба
- Рассказать
А с паролями на @gmail.com проблема возникает, если ты издалёка обращаешься на ящик. Хотел зайти, не пускает, пишет
«Мы обнаружили, что вход был выполнен не из обычного местоположения, и хотим удостовериться в том, что никто из посторонних лиц не получит доступ к вашему аккаунту.
Если вам не удается предоставить запрашиваемые сведения для подтверждения своей личности, вы можете получить доступ к своему аккаунту, изменив пароль.»
А предлагает»Подтвердить дополнительный адрес электронной почты: подсказка — a••••••0@gmail.com»
Помогите, напишите его на личку, я тоже обязуюсь!!!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
alex0800
109
-
- Жалоба
- Рассказать
А с паролями на @gmail.com проблема возникает, если ты издалёка обращаешься на ящик. Хотел зайти, не пускает, пишет
«Мы обнаружили, что вход был выполнен не из обычного местоположения, и хотим удостовериться в том, что никто из посторонних лиц не получит доступ к вашему аккаунту.
Если вам не удается предоставить запрашиваемые сведения для подтверждения своей личности, вы можете получить доступ к своему аккаунту, изменив пароль.»
А предлагает»Подтвердить дополнительный адрес электронной почты: подсказка — a••••••0@gmail.com»
Помогите, напишите его на личку, я тоже обязуюсь!!!
все работало не было проблем видно опять кто то постарался
с уважением ALEX0800 proveril i zakrivau lavochku to chto ja pitalsja delat nikomu ne nado
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Patrick2
2
-
- Жалоба
- Рассказать
Надо то надо, но слишком велика вероятность манипуляции с почтовым ящиком. А предложить пока нечего.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
lesso
0
-
- Жалоба
- Рассказать
fanuc.kniga@gmail.com pass alex0800
fanuc.all@gmail.com pass allfanuc
оба ящика доступны
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 1 месяц спустя…
ArsenLTD
1
-
- Жалоба
- Рассказать
Добрый День!
ищется документация на fanuc 0T и fanuc-10t… Никто не встречал? 
- Цитата
Ссылка на сообщение
Поделиться на других сайтах

selfmademan
5
-
- Жалоба
- Рассказать
lesso, фанук книга не работает пароль
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 3 недели спустя…
Sher
7
-
- Жалоба
- Рассказать
Здравствуйте уважаемые! Есть у кого-нить мануал к Fanuc-у по функции Handy Man? станок Matsura.
Если есть скиньте пожалуйста в почту: etomoyadres@mail.ru
Очень надо!!(
Какой пароль к Fanuc.all? скиньте в личку плиzzz, очень надо!)
Спасибо!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
alex0800
109
-
- Жалоба
- Рассказать
fanuc.all@gmail.com pass allfanuc
lesso, фанук книга не работает пароль
fanuc.kniga@gmail.com pass alex0800
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 10
- 11
- 12
- 13
- 14
- 15
- 16
- 17
- 18
- 19
- 20
- Вперёд
- Страница 15 из 39
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
защита направляющих? можно попросить кого-нидь выложить фотографии или из инета готовую ссылку дать как это выглядит?!
инструмент тока один (4- позиция)
спасибо за код программки разбираюсь с ней
может подскажете как центр наладчик выставляет оси X, попробую сначала на симуляторе станка (хотя он мне кажется несколько обманывает)
вот так это выглядит на симуляторе WORK под кнопкой OFSSET
<noindex>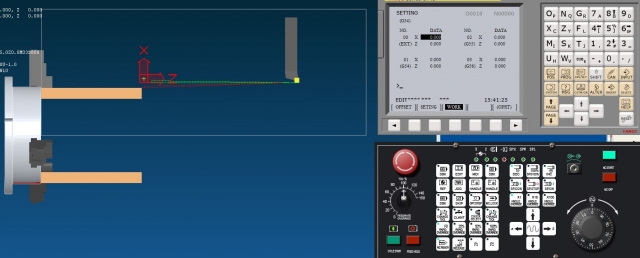 </noindex>
</noindex>
вот нашел инструкции по определению 0 по оси Z (вопрос относительно оси X нуля остается открытыми, да и в этой рекомендации могут быть не точности)
Определение нуля детали с помощью функций G54-G59.
Надо отметить, что функции G54-G59 стандартны почти во станках с ЧПУ.
Координата нуля детали по X всегда равна 0 ( ось вращения).
При этом способе нуль детали сохраняется в памяти системы ЧПУ.
Необходимо:
• Установить и закрепить заготовку в патроне.
• Определить, каким инструментом будем привязываться к нулю детали, и вызвать
его в режиме MDI с включенным корректором , например, Т0101.
• В режиме MPG подвести инструмент к торцу детали и аккуратно коснуться торца
(подрезать торец).
• НЕ ОТВОДЯ инструмент по оси Z, включить MENU OFFSET – WORK. В
открывшемся окне установить курсор в строке Z в выбранной системе координат,
например, G54. Набрать с клавиатуры Z0 или другое значение Z в зависимости от
технологических требований. Как только нажата клавиша Z, в окне появляется
программная клавиша MEASUR. При нажатии на эту клавишу система ЧПУ
вычисляет и вносит в строку координату нуля детали. Если использовать систему
координат, отличную от G54, предварительно необходимо в режиме MDI
выполнить команду, например, G56. В MENU OFFSET установить курсор в строке
Z в G56 системе координат.
Изменено 27 сентября 2011 пользователем adamst
 Loading…
Loading…
FANUC Серия 0i-МОДЕЛЬ D FANUC Серия 0i Mate-МОДЕЛЬ D
РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
B-64305RU/01

•Ни одну из частей настоящего руководства не допускается воспроизводить независимо от формы.
•Все спецификации и проектные разработки могут быть изменены без уведомления.
Продукты, представленные в настоящем руководстве, попадают под действие японского закона «Об иностранной валюте и международной торговле». Экспорт из Японии может подлежать экспортному лицензированию правительством Японии.
Кроме того, реэкспорт в другую страну может потребовать лицензии от правительства той страны, из которой производится реэкспорт. Также данный продукт может попадать под действие положений о реэкспорте правительства Соединенных Штатов.
При необходимости в экспорте или реэкспорте продуктов, пожалуйста, обратитесь в компанию FANUC за консультацией.
В данном руководстве мы постарались охватить максимально широкий круг
различных вопросов.
Однако по причине очень большого количества возможностей невозможно учесть все, что запрещено или не может быть выполнено.
Поэтому все, что не описано в данном руководстве как возможное, следует рассматривать как «невозможное».
Данное руководство содержит названия программ или устройств производства
других компаний, некоторые из которых являются зарегистрированными торговыми марками соответствующих владельцев. Однако в основном тексте эти названия не сопровождаются символами или .

|
B-64305RU/01 |
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
МЕРЫ ПРЕДОСТОРОЖНОСТИ
В данном разделе описаны меры предосторожности, связанные с использованием устройств ЧПУ. Соблюдение этих мер предосторожности пользователями необходимо для обеспечения безопасной работы станков, оснащенных устройством ЧПУ (все описания вданном разделе предполагают даннуюконфигурацию). Техническое обслуживание и ремонт ЧПУ предполагает наличие определенных видов опасности. Техническое обслуживание ЧПУ должно осуществляться только квалифицированным специалистом.
Пользователи также должны соблюдать меры безопасности, относящиеся к станку, как описано в соответствующем руководстве, предоставляемом изготовителем станка.
Перед проверкой работы станка следует ознакомиться с руководствами завода-производителя станка и FANUC.
|
Содержание |
|
|
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ «ПРЕДОСТЕРЖЕНИЕ», |
|
|
«ПРЕДУПРЕЖДЕНИЕ» И «ПРИМЕЧАНИЕ»………………………… |
м-2 |
|
ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ПРОВЕРКЕ |
|
|
РАБОТЫ СТАНКА………………………………………………………………. |
м-3 |
|
ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ЗАМЕНЕ…………. |
м-5 |
|
ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К |
|
|
ПАРАМЕТРАМ …………………………………………………………………… |
м-6 |
|
ПРЕДОСТЕРЕЖЕНИЯ, ПРЕДУПРЕЖДЕНИЯ И |
|
|
ПРИМЕЧАНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ |
|
|
ТЕХОБСЛУЖИВАНИЮ ……………………………………………………… |
м-7 |
м-1

|
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
B-64305RU/01 |
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ «ПРЕДУПРЕЖДЕНИЕ», «ПРЕДОСТЕРЕЖЕНИЕ» И «ПРИМЕЧАНИЕ»
В данном руководстве описываются меры предосторожности для защиты специалистов по техническому обслуживанию (далее пользователей) и предотвращения повреждения станка. Меры предосторожности подразделяются на Предупреждения и Предостережения в зависимости от уровня опасности, на которую они указывают. Кроме того, в качестве примечания приводится дополнительная информация. Внимательно читайте предупреждения, предостережения и примечания до начала работы со станком.
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
Применяется, если при несоблюдении утвержденной процедуры существует опасность травмы оператора или одновременно травмы оператора и повреждения оборудования.
 ПРЕДОСТЕРЕЖЕНИЕ
ПРЕДОСТЕРЕЖЕНИЕ
Применяется, если при несоблюдении утвержденной процедуры существует опасность повреждения оборудования.
ПРИМЕЧАНИЕ
Примечание используется для указания дополнительной информации, не являющейся Предупреждением или Предостережением.
*Внимательно прочитайте данное руководство и храните его в надежном месте.
м-2

|
B-64305RU/01 |
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ПРОВЕРКЕ РАБОТЫ

 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
1.Если при проверке станка его крышка снята, то
(1)Одежда пользователя может зацепиться за шпиндель или за другие детали, и, таким образом, вызвать опасность травмирования пользователя. При проверке работы станка находитесь на некотором расстоянии от станка, такчтобывашаодежданезапуталасьвшпинделе или в других деталях.
(2)При проверке работы станка работайте в режиме холостого хода без использования заготовки. Если заготовка закреплена на станке, то неправильное действие может вызвать падение заготовки или поломку режущей кромки инструмента, что приведет к тому, что его фрагменты будут разбросаны по всему участку. Это представляет серьезную опасность травмы. В связи с этим, при проверке работы станка следует находиться на безопасном расстоянии от станка.
2.Если при проверке работы станка дверь электромагнитного шкафа открыта
(1)Электромагнитный шкаф имеет зону высокого напряжения (спредупреждающимзнаком ). Неследуетприкасатьсяк этой зоне высокого напряжения. Эта зона представляет серьезный риск поражения электрическим током. Перед началомлюбойпроверкиработыстанкаубедитесь, чтозона высокого напряжения закрыта крышкой. При проверке самой зоны высокого напряжения помните, что касание клеммы представляет серьезную опасность поражения электрическимтоком.
). Неследуетприкасатьсяк этой зоне высокого напряжения. Эта зона представляет серьезный риск поражения электрическим током. Перед началомлюбойпроверкиработыстанкаубедитесь, чтозона высокого напряжения закрыта крышкой. При проверке самой зоны высокого напряжения помните, что касание клеммы представляет серьезную опасность поражения электрическимтоком.
(2)Внутри электромагнитного шкафа встроенные узлы имеют потенциально опасные углы и выступающие части. Будьте осторожныприработевнутриэлектромагнитногошкафа.
3.Никогда не приступайте к обработке заготовки на станке без предварительной проверки работы станка. До начала рабочего прогонаубедитесь, чтостанокфункционируетдолжнымобразом, выполнив пробный прогон с использованием, например, одиночного блока, перерегулирования скорости подачи или функции блокировки станка, либо без установки на станке инструмента и заготовки. Отсутствие подтверждения надлежащей работы станка может привести к непрогнозируемой его работе, в том числе к повреждению заготовки и/или станка в целомилитравмеоператора.
4.Доначалаработысостанкомтщательнопроверьтевведенные данные.
Работа на станке с неверно заданными данными может привести к непрогнозируемой работе станка, в том числе к повреждению заготовки и/или станка или травме оператора.
м-3
|
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
B-64305RU/01 |
5.Убедитесь в том, что заданная скорость подачи соответствует намеченной операции. Как правило, для каждого станка существует максимально допустимая скорость подачи. Соответствующая скорость подачи меняется в зависимости от намеченной операции. Смотрите прилагаемое к станку руководство для определения максимально допустимой скорости подачи. Если станок работает наневерной скорости, это может привести к непрогнозируемой работе станка, в том числе к повреждению заготовки и/или станка в целом или травме оператора.
6.При использовании функции компенсации на инструмент тщательно проверяйте направление и величину компенсации. Работа на станке с неверно заданными данными может привести к непрогнозируемым результатам, в том числе к повреждению заготовки и/или станка или травме оператора.
м-4

|
B-64305RU/01 |
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ЗАМЕНЕ

 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
1.Следует всегда выключать питание ЧПУ и питание электромагнитного шкафа. Если отключить только питание ЧПУ, то питание может все еще подаваться к обслуживаемому участку. В такомслучае, призамене какого-либо элемента станка можно повредить сам элемент, а также может возникнуть опасность поражения электрическим током.
2.Если речь идет о печатной плате или блоке, и кабель не отсоединен, примите необходимые меры предосторожности, например, заклейте скотчем, чтобы не допустить повреждения статическим электричеством.
Статический разряд от человеческого тела может повредить электрический контур.
3.При необходимости замены тяжелого элемента станка, данную операцию следует выполнять двум или более специалистам. При попытке замены такого элемента только одним человеком, элемент может соскользнуть и упасть, и, таким образом, вызвать травму.
4.После отключения питания сервоусилитель и усилитель шпинделя может какое-то время удерживать напряжение, и, таким образом, существует риск поражения электрическим током, даже, если усилитель выключен. Подождите, по крайней мере, двадцать минут после выключения питания для того, чтобы дать возможность этому остаточному напряжению рассеяться.
5.При замене элемента убедитесь, что новый элемент имеет тот же параметр и те же установки, что и заменяемый элемент. (Дополнительную информацию смотрите в руководстве, прилагаемом к станку.) Невыполнение данного указания может привести к непредвиденному перемещению рабочих органов станка, возможно, вызвав при этом повреждение заготовки или самого станка, или представляя опасность травмирования.
м-5

|
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
B-64305RU/01 |
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ПАРАМЕТРАМ

 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
1.При обработке заготовки первый раз после изменения параметра следует закрыть крышку станка. Не следует применять функцию автоматической работы сразу же после такого изменения. Вместо этого убедитесь в нормальной работе станка с помощью таких функций, как единичный блок, ручная коррекция скорости подачи и функции блокировки станка, или приступив к работе со станком без установленных инструмента и заготовки. Если использовать станок до подтверждения его нормального функционирования, то станок может работать непредсказуемым образом, что может привести к повреждению станка или заготовки и представлять опасность травмирования.

 ПРЕДОСТЕРЕЖЕНИЕ
ПРЕДОСТЕРЕЖЕНИЕ
2.Устанавливаются оптимальные значения для параметров ЧПУ и PMC, так, чтобы обычно эти параметры не нужно было изменять. Когда параметр по какой-либо причине должен быть изменен, убедитесь до попытки изменить параметр, что вы полностью понимаете функцию данного параметра. Если параметр установлен неверно, то станок может работать непредсказуемым образом, что может привести к повреждению станка или заготовки и представлять риск травмирования.
м-6

|
B-64305RU/01 |
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
ПРЕДОСТЕРЕЖЕНИЯ, ПРЕДУПРЕЖДЕНИЯ И ПРИМЕЧАНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ

 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
ПРИМЕЧАНИЕ
1.Замена батарей резервного питания памяти При замене резервных батарей памяти оставьте питание
станка (ЧПУ) включенным и используйте аварийный останов станка. Поскольку эта работа выполняется при включенном питании и открытом корпусе, к этой работе допускается только персонал, прошедший утвержденный курс обучения технике безопасности и техобслуживанию.
При замене батарей соблюдайте осторожность и не прикасайтесь к цепям высокого напряжения (маркированным  и имеющим изоляционное покрытие).
и имеющим изоляционное покрытие).
Прикосновение к неизолированным цепям высокого напряжения чрезвычайно опасно, так как может привести к удару током.
В устройстве ЧПУ используются батареи для защиты содержимого его памяти, так как в нем должны сохраняться такие данные, как программы, коррекции и параметры, даже если не используется внешний источник электропитания.
Если напряжение батареи падает, на пульт оператора станка или на экран дисплея выводится аварийный сигнал о низком напряжении.
При отображении сигнала тревоги о низком напряжении батарей их следует заменить в течение недели. В противном случае содержимое памяти устройства ЧПУ будет потеряно.
Процедура замены батареи описана в разделе 2.8 данного руководства.
м-7

|
МЕРЫ ПРЕДОСТОРОЖНОСТИ |
B-64305RU/01 |

 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
2.Замена батареи абсолютного импульсного шифратора При замене резервных батарей памяти оставьте питание
станка (ЧПУ) включенным и используйте аварийный останов станка. Поскольку эта работа выполняется при включенном питании и открытом корпусе, к этой работе допускается только персонал, прошедший утвержденный курс обучения технике безопасности и техобслуживанию.
При замене батарей соблюдайте осторожность и не прикасайтесь к цепям высокого напряжения (маркированным  и имеющим изоляционное покрытие).
и имеющим изоляционное покрытие).
Удар тока при прикосновении к неизолированным цепям высокого напряжения чрезвычайно опасен.
ПРИМЕЧАНИЕ
В абсолютном импульсном кодирующем устройстве используются батареи для сохранения его абсолютной позиции.
Если напряжение батареи падает, на пульт оператора станка или на экран дисплея выводитсяаварийный сигнал о низком напряжении. При отображении сигнала тревоги о низком напряжении батарей ихследуетзаменитьвтечениенедели. Впротивномслучаеданные обабсолютномположении, хранящиесявимпульсномшифраторе, будут потеряны.
Процедура замены батареи описана в разделе 2.10 данного руководства.
м-8
![]()
|
B-64305RU/01 |
МЕРЫ ПРЕДОСТОРОЖНОСТИ |

 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
3.Замена плавкого предохранителя Перед заменой перегоревшего плавкого предохранителя
необходимо обнаружить и устранить причину, по которой перегорел предохранитель.
По этой причине эту работу может выполнять только тот персонал, который прошел утвержденную подготовку по безопасности и техническому обслуживанию.
При открытии шкафа и замене плавкого предохранителя соблюдайте осторожность и не прикасайтесь к цепям высокого напряжения (маркированным  и имеющим изоляционное покрытие).
и имеющим изоляционное покрытие).
Прикосновение к неизолированным цепям высокого напряжения чрезвычайно опасно, так как может привести к удару током.

 ПРЕДОСТЕРЕЖЕНИЕ
ПРЕДОСТЕРЕЖЕНИЕ
4.Жидко-кристаллический дисплей Жидко-кристаллический дисплей был изготовлен на основе
технологии точного изготовления. Однако, пожалуйста, не забывайте о том, что на нем могут присутствовать неработающие и постоянно горящие пиксели, что обусловлено его характеристиками и не является неполадкой.
м-9

ВВЕДЕНИЕ
Настоящее руководство состоит из следующих глав:
Описание руководства
1.ОТОБРАЖЕНИЕ И РАБОТА
Вданной главе описываются данные, которые отображаются на экране и относятся к техобслуживанию. В конце данной главы также приводится список всех предусмотренных операций.
2.АППАРАТНОЕ ОБЕСПЕЧЕНИЕ
Глава описывает конфигурацию оборудования, перечисляет устройства и объясняет, как заменять печатные платы.
3.ВВОД И ВЫВОД ДАННЫХ
Глава описывает ввод/вывод данных, включая программы, параметры и данные коррекции на инструмент, а также порядок выполнения ввода/вывода данных в диалоговом режиме.
4.ИНТЕРФЕЙС МЕЖДУ ЧПУ И PMC
Глава описывает технические характеристики PMC, конфигурацию системы и сигналы, используемые PMC.
5.ФУНКЦИЯ ВСТРОЕННОЙ СЕТИ ETHERNET
Глава описывает встроенную сеть Ethernet.
6.ЦИФРОВАЯ СЕРВОСИСТЕМА
Глава описывает экран настройки сервосистемы и регулировку позиции возврата на референтную позицию.
7.ШПИНДЕЛЬ AC
Вданной главе описано окно регулировки шпинделя.
8.ПОИСК НЕИСПРАВНОСТЕЙ
Вданной главе описываются действия, которые следует предпринять в случае возникновения определенных проблем, например, если невозможно включить питание, либо не удается выполнить ручную операцию. Также описываются контрмеры, которые следует применять в случае возникновения сигналов тревоги.
ПРИЛОЖЕНИЕ
AПЕРЕЧЕНЬ СИГНАЛОВ ТРЕВОГИ
BПЕРЕЧЕНЬ ДЕТАЛЕЙ, ПОДЛЕЖАЩИХ ТЕХОБСЛУЖИВАНИЮ
CСИСТЕМА ЗАГРУЗКИ
DСЛОТ КАРТЫ ПАМЯТИ
EСВЕТОДИОДНЫЙ ИНДИКАТОР
FМОНИТОР IPL
GОЧИСТКА ПАМЯТИ
Вданном руководстве список параметров не приводится. При необходимости смотрите отдельное РУКОВОДСТВО ПО ПАРАМЕТРАМ.
в-1

Применимые модели
Данное руководство может быть применимо к следующим моделям. Могут быть использованы сокращения.
|
Наименование модели |
Сокращение |
|||
|
FANUC Серия 0i-TD |
0i-TD |
Серия 0i-D |
0i-D |
|
|
FANUC Серия 0i-MD |
0i-MD |
|||
|
FANUC Серия 0i Mate-TD |
0i Mate-TD |
Серия 0i Mate-D |
0i Mate-D |
|
|
FANUC Серия 0i Mate-MD |
0i Mate-MD |
|||
ПРИМЕЧАНИЕ
1 Для наглядности эти модели можно классифицировать следующим образом: — Серия T: 0i-TD / 0i Mate-TD
— Серия M: 0i-MD / 0i Mate-MD
2 Некоторые функции, описанные в данном руководстве, могут быть неприменимы к определенным продуктам. Подробные сведения см. в руководстве ОПИСАНИЯ (B-64302RU).
3 0i-D / 0i Mate-D требует настройки параметров для активации некоторых основных функций. Подлежащие настройке параметры см. в разделе 4.51, «ПАРАМЕТРЫ ОСНОВНЫХ ФУНКЦИЙ 0i-D / 0i Mate-D» в РУКОВОДСТВЕ ПО ПАРАМЕТРАМ (B-64310RU).
в-2
Соответствующие руководства для серии 0i-D, серии 0i Mate-D
В таблице ниже приведены руководства, относящиеся к серии 0i-D и к серии 0i Mate-D. Настоящее руководство отмечено звездочкой (*).
Таблица 1 Соответствующие руководства
|
Название руководства |
Номер |
|||
|
спецификации |
||||
|
DESCRIPTIONS |
B-64302EN |
|||
|
CONNECTION MANUAL (HARDWARE) |
B-64303EN |
|||
|
CONNECTION MANUAL (FUNCTION) |
B-64303EN-1 |
|||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ |
B-64304RU |
|||
|
(Общее для системы токарного станка и системы |
||||
|
многоцелевого станка) |
||||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ |
B-64304RU-1 |
|||
|
(для системы токарного станка) |
||||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ |
B-64304RU-2 |
|||
|
(для системы многоцелевого станка) |
||||
|
РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ |
B-64305RU |
* |
||
|
РУКОВОДСТВО ПО ПАРАМЕТРАМ |
B-64310RU |
|||
|
РУКОВОДСТВО ПО ВВОДУ В ЭКСПЛУАТАЦИЮ |
B-64304RU-3 |
|||
|
ПРОГРАММИРОВАНИЕ |
||||
|
Macro Compiler / Macro Executor |
B-64303EN-2 |
|||
|
PROGRAMMING MANUAL |
||||
|
Компилятор макрокоманд. РУКОВОДСТВО ОПЕРАТОРА |
B-64304RU-5 |
|||
|
C Language PROGRAMMING MANUAL |
B-64303EN-3 |
|||
|
PMC |
||||
|
PMC PROGRAMMING MANUAL |
B-64393EN |
|||
|
Сеть |
||||
|
PROFIBUS-DP Board OPERATOR’S MANUAL |
B-64404EN |
|||
|
Fast Ethernet / Fast Data Server OPERATOR’S MANUAL |
B-64414EN |
|||
|
Функция управления работой. |
||||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СИСТЕМЫ MANUAL |
B-63874RU |
|||
|
GUIDE i |
||||
|
(общее для системы токарного станка / многоцелевого станка) |
||||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СИСТЕМЫ MANUAL |
B-63874RU-2 |
|||
|
GUIDE i (для системы многоцелевого станка) |
||||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СИСТЕМЫ MANUAL |
B-63874RU-1 |
|||
|
GUIDE i (настройка функций управления) |
||||
|
MANUAL GUIDE 0i OPERATOR’S MANUAL |
B-64434EN |
|||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ TURN MATE i |
B-64254RU |
в-3
Соответствующие руководства к СЕРВОДВИГАТЕЛЮ серии αi/βi
В следующей таблице приведены руководства для СЕРВОДВИГАТЕЛЕЙ серии αi/βi
Таблица 2 Соответствующие руководства
|
Название руководства |
Номер |
|
|
спецификации |
||
|
FANUC AC SERVO MOTOR αi series |
B-65262EN |
|
|
DESCRIPTIONS |
||
|
FANUC AC SPINDLE MOTOR αi series |
B-65272EN |
|
|
DESCRIPTIONS |
||
|
FANUC AC SERVO MOTOR βi series |
B-65302EN |
|
|
DESCRIPTIONS |
||
|
FANUC AC SPINDLE MOTOR βi series |
B-65312EN |
|
|
DESCRIPTIONS |
||
|
FANUC SERVO AMPLIFIER αi series |
B-65282EN |
|
|
DESCRIPTIONS |
||
|
FANUC SERVO AMPLIFIER βi series |
B-65322EN |
|
|
DESCRIPTIONS |
||
|
ОПИСАНИЯ СЕРВОДВИГАТЕЛЯ FANUC серииαis |
||
|
ОПИСАНИЯ СЕРВОДВИГАТЕЛЯ FANUC серииαi |
||
|
ДВИГАТЕЛЬ ШПИНДЕЛЯ FANUC AC серии αi |
B-65285RU |
|
|
ОПИСАНИЯ СЕРВОУСИЛИТЕЛЯ FANUC серии αi |
||
|
РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ |
||
|
FANUC SERVO MOTOR βis series |
||
|
FANUC AC SPINDLE MOTOR βi series |
B-65325EN |
|
|
FANUC SERVO AMPLIFIER βi series |
||
|
MAINTENANCE MANUAL |
||
|
РУКОВОДСТВО ПО ПАРАМЕТРАМ СЕРВОДВИГАТЕЛЯ |
||
|
FANUC AC серииαi/βi, |
||
|
ЛИНЕЙНОГО ДВИГАТЕЛЯ FANUC серии LiS |
B-65270RU |
|
|
СИНХРОННОГО ВСТРОЕННОГО СЕРВОДВИГАТЕЛЯ |
||
|
FANUC серии DiS |
||
|
РУКОВОДСТВО ПО ПАРАМЕТРАМ ШПИНДЕЛЬНОГО |
||
|
ДВИГАТЕЛЯ FANUC AC серии αi/βi, |
B-65280RU |
|
|
ВСТРОЕННОГО ШПИНДЕЛЬНОГО ДВИГАТЕЛЯ серии Bi |
В данном руководстве в основном предполагается, что используется серводвигатель FANUC серии αi. Информацию по серводвигателю и шпинделю смотрите в руководствах к серводвигателю и шпинделю, которые подсоединены в данный момент.
в-4

B-64305RU/01 СОДЕРЖАНИЕ
СОДЕРЖАНИЕ
|
MЕMРЫ ПРЕДОСТОРОЖНОСТИ …………………………………………………… |
м-1 |
||
|
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ «ПРЕДУПРЕЖДЕНИЕ», |
м-2 |
||
|
«ПРЕДОСТЕРЕЖЕНИЕ» И «ПРИМЕЧАНИЕ»……………………………………………… |
|||
|
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ПРОВЕРКЕ РАБОТЫ……………….. |
м-3 |
||
|
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ЗАМЕНЕ…………………………………… |
м-5 |
||
|
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ПАРАМЕТРАМ…………………………. |
м-6 |
||
|
ПРЕДОСТЕРЕЖЕНИЯ, ПРЕДУПРЕЖДЕНИЯ И ПРИМЕЧАНИЯ, |
м-7 |
||
|
ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ……………………. |
|||
|
ВВЕДЕНИЕ…………………………………………………………………………………… |
в-1 |
||
|
1 ОТОБРАЖЕНИЕ И РАБОТА……………………………………………………….. |
1 |
||
|
1.1 ФУНКЦИОНАЛЬНЫЕ КЛАВИШИ И ДИСПЛЕЙНЫЕ КЛАВИШИ……………. |
2 |
||
|
1.1.1 |
Структура дисплейных клавиш………………………………………………………………….. |
2 |
|
|
1.1.2 |
Общие экранные операции………………………………………………………………………… |
3 |
|
|
1.1.3 |
Функциональные клавиши………………………………………………………………………… |
5 |
|
|
1.1.4 |
Дисплейные клавиши………………………………………………………………………………… |
6 |
|
|
1.2 |
ОКНО КОНФИГУРАЦИИ СИСТЕМЫ ……………………………………………….. |
18 |
|
|
1.2.1 |
Метод отображения…………………………………………………………………………………. |
18 |
|
|
1.2.2 Окно конфигурации аппаратного обеспечения…………………………………………. |
19 |
||
|
1.2.3 Окно конфигурации программного обеспечения………………………………………. |
20 |
||
|
1.2.4 Вывод данных по конфигурации системы………………………………………………… |
22 |
||
|
1.3 |
ФУНКЦИЯ ДИАГНОСТИКИ …………………………………………………………….. |
23 |
|
|
1.3.1 |
Отображение окна диагностики……………………………………………………………….. |
23 |
|
|
1.3.2 |
Отображаемое содержание………………………………………………………………………. |
23 |
|
|
1.4 |
ОТОБРАЖЕНИЕ СОСТОЯНИЯ ЧПУ……………………………………………….. |
40 |
|
|
1.5 |
МОНИТОР ОПЕРАЦИЙ………………………………………………………………….. |
43 |
|
|
1.5.1 |
Метод отображения…………………………………………………………………………………. |
43 |
|
|
1.5.2 |
Параметры………………………………………………………………………………………………. |
44 |
|
|
1.6 ОТОБРАЖЕНИЕ ДИАГНОСТИКИ КОЛЕБАНИЙ СИГНАЛОВ …………….. |
45 |
||
|
1.6.1 Окно диаграмм диагностики колебаний сигналов…………………………………….. |
46 |
||
|
1.6.2 Окно параметров диагностики колебаний сигналов………………………………….. |
47 |
||
|
1.6.3 |
Трассировка данных………………………………………………………………………………… |
58 |
|
|
1.6.4 |
Вывод данных…………………………………………………………………………………………. |
60 |
|
|
1.7 |
ОКНО НАСТРОЙКИ ЦВЕТОВ …………………………………………………………. |
66 |
|
|
1.7.1 |
Отображение окна…………………………………………………………………………………… |
66 |
|
|
1.7.2 Операции для настройки цвета………………………………………………………………… |
67 |
||
|
1.7.3 |
Параметр ………………………………………………………………………………………………… |
69 |
|
|
1.7.4 |
Примечания…………………………………………………………………………………………….. |
72 |
|
|
1.8 ФУНКЦИЯ МЕНЕДЖЕРА ЧПУ POWER MATE ………………………………….. |
73 |
||
|
1.8.1 |
Отображение окна…………………………………………………………………………………… |
74 |
|
|
1.8.2 Ввод и вывод параметров………………………………………………………………………… |
80 |
||
|
1.8.3 |
Параметры………………………………………………………………………………………………. |
82 |
|
|
1.8.4 |
Примечания…………………………………………………………………………………………….. |
83 |
c-1
|
СОДЕРЖАНИЕ |
B-64305RU/01 |
|||
|
1.9 |
ОКНО СВЕДЕНИЙ ТЕХОБСЛУЖИВАНИЯ……………………………………….. |
84 |
||
|
1.9.1 |
Отображение окна сведений о техобслуживании ……………………………………… |
84 |
||
|
1.9.2 |
Работа с окном сведений о техобслуживании…………………………………………… |
86 |
||
|
1.9.3 |
Ввод символов кана половинного размера в окне сведений о |
|||
|
техобслуживании…………………………………………………………………………………….. |
87 |
|||
|
1.9.4 |
Предупреждения, возникающие в окне сведений о техобслуживании |
………..87 |
||
|
1.9.5 |
Параметр ………………………………………………………………………………………………… |
88 |
||
|
1.10 |
ОКНО ОТОБРАЖЕНИЯ СОДЕРЖИМОГО ПАМЯТИ…………………………. |
89 |
||
|
1.10.1 |
Метод отображения…………………………………………………………………………………. |
89 |
||
|
1.10.2 |
Форматы отображения в окне отображения содержимого памяти …………….. |
90 |
||
|
2 АППАРАТНОЕ ОБЕСПЕЧЕНИЕ………………………………………………… |
91 |
|||
|
2.1 |
КОНФИГУРАЦИЯ ОБОРУДОВАНИЯ……………………………………………….. |
92 |
||
|
2.2 |
ОБЗОР ОБОРУДОВАНИЯ………………………………………………………………. |
93 |
||
|
2.3 |
ПОЛНАЯ СХЕМА СОЕДИНЕНИЙ ……………………………………………………. |
94 |
||
|
2.4 |
КОНФИГУРАЦИЯ РАЗЪЕМОВ ПЕЧАТНЫХ ПЛАТ И КАРТ………………… |
97 |
||
|
2.4.1 |
Главная плата………………………………………………………………………………………….. |
97 |
||
|
2.5 |
СПИСОК УСТРОЙСТВ И ПЕЧАТНЫХ ПЛАТ ………………………………….. |
106 |
||
|
2.5.1 |
Основное устройство …………………………………………………………………………….. |
106 |
||
|
2.5.2 |
Дисплей………………………………………………………………………………………………… |
106 |
||
|
2.5.3 |
Устройство MDI ……………………………………………………………………………………. |
106 |
||
|
2.5.4 |
Печатные платы…………………………………………………………………………………….. |
107 |
||
|
2.5.5 |
Ввод/вывод……………………………………………………………………………………………. |
108 |
||
|
2.5.6 |
Другие устройства…………………………………………………………………………………. |
109 |
||
|
2.6 |
ПРЕДОСТЕРЕЖЕНИЯ ПРИ ЗАМЕНЕ ПЕЧАТНЫХ ПЛАТ………………… |
110 |
||
|
2.7 |
ЗАМЕНА ГЛАВНОЙ ПЛАТЫ………………………………………………………….. |
111 |
||
|
2.8 |
МОНТАЖ И ДЕМОНТАЖ КАРТЫ ОСЕЙ ………………………………………… |
113 |
||
|
2.8.1 |
Демонтаж карты осей…………………………………………………………………………….. |
114 |
||
|
2.8.2 |
Монтаж карты осей……………………………………………………………………………….. |
115 |
||
|
2.9 |
МОНТАЖ И ДЕМОНТАЖ МОДУЛЯ FROM/SRAM……………………………. |
117 |
||
|
2.9.1 |
Демонтаж модуля FROM/SRAM ……………………………………………………………. |
118 |
||
|
2.9.2 |
Монтаж модуля FROM/SRAM……………………………………………………………….. |
118 |
||
|
2.10 |
ЗАМЕНА ПРЕДОХРАНИТЕЛЯ В БЛОКЕ УПРАВЛЕНИЯ………………….. |
119 |
||
|
2.11 |
ЗАМЕНА БАТАРЕИ………………………………………………………………………. |
120 |
||
|
2.11.1 |
Батарея для автономных абсолютных импульсных шифраторов |
|||
|
(6 В пост. тока) ……………………………………………………………………………………… |
124 |
2.11.2Батарея абсолютного импульсного шифратора, встроенного в двигатель
|
(6 В пост. тока) ……………………………………………………………………………………… |
125 |
||
|
2.12 |
ЗАМЕНА МОТОРА ВЕНТИЛЯТОРА……………………………………………….. |
126 |
|
|
2.13 |
МОНТАЖ И ДЕМОНТАЖ ЖК-ДИСПЛЕЯ 10.4″………………………………… |
128 |
|
|
2.13.1 |
Демонтаж ЖК-дисплея 10.4″………………………………………………………………….. |
128 |
|
|
2.13.2 |
Монтаж ЖК-дисплея 10.4″ …………………………………………………………………….. |
129 |
|
|
2.14 |
ЖИДКОКРИСТАЛЛИЧЕСКИЙ ДИСПЛЕЙ (ЖК-ДИСПЛЕЙ)……………….. |
130 |
|
|
2.15 |
ДОПОЛНИТЕЛЬНАЯ ПЛАТА…………………………………………………………. |
134 |
|
|
2.15.1 |
Плата Fast Ethernet…………………………………………………………………………………. |
134 |
|
|
2.15.2 |
Плата PROFIBUS…………………………………………………………………………………… |
138 |
|
|
2.15.3 Место установки платы расширения………………………………………………………. |
141 |
c-2
|
B-64305RU/01 |
СОДЕРЖАНИЕ |
||
|
2.16 |
УСТАНОВКА И СНЯТИЕ ДОПОЛНИТЕЛЬНОЙ ПЕЧАТНОЙ ПЛАТЫ… |
142 |
|
|
2.16.1 |
Способ снятия……………………………………………………………………………………….. |
142 |
|
|
2.16.2 |
Способ установки………………………………………………………………………………….. |
142 |
|
|
2.17 |
ДРУГИЕ УСТРОЙСТВА ………………………………………………………………… |
143 |
|
|
2.17.1 Блок интерфейса автономного датчика…………………………………………………… |
143 |
||
|
2.17.2 Блок интерфейса автономного датчика аналогового ввода………………………… |
145 |
||
|
2.17.3 Конвертер канала связи ввода/вывода AS-i …………………………………………….. |
147 |
||
|
2.17.4 Модуль ввода/вывода с присоединительной платой ……………………………….. |
155 |
||
|
2.18 |
НАСТРОЙКА МОДУЛЕЙ ВВОДА/ВЫВОДА…………………………………….. |
161 |
|
|
2.18.1 |
Настройка распределенного ввода/вывода……………………………………………… |
161 |
|
|
2.18.2 Настройка модуля ввода/вывода с присоединительной платой ……………….. |
164 |
2.19ЗАМЕНА ПЛАВКИХ ПРЕДОХРАНИТЕЛЕЙ НА РАЗЛИЧНЫХ
|
УСТРОЙСТВАХ……………………………………………………………………………. |
166 |
||
|
2.20 УСЛОВИЯ ОКРУЖАЮЩЕЙ СРЕДЫ СНАРУЖИ ШКАФА…………………. |
173 |
||
|
2.21 МЕРЫ ПРОТИВ ШУМА…………………………………………………………………. |
174 |
||
|
2.21.1 |
Заземление…………………………………………………………………………………………….. |
174 |
|
|
2.21.1.1 |
О типах заземления……………………………………………………………………………. |
174 |
|
|
2.21.1.2 |
Способы заземления………………………………………………………………………….. |
175 |
|
|
2.21.1.3 Зажим кабеля и экранирование………………………………………………………….. |
178 |
||
|
2.21.1.4 |
Шкаф………………………………………………………………………………………………… |
181 |
|
|
2.21.2 Подсоединение клеммы заземления блока управления……………………………. |
183 |
||
|
2.21.3 |
Разделение сигнальных линий……………………………………………………………….. |
185 |
|
|
2.21.4 |
Шумоподавитель…………………………………………………………………………………… |
187 |
|
|
2.21.5 Меры против скачков, обусловленных молнией……………………………………… |
189 |
|
3 ВВОД И ВЫВОД ДАННЫХ …………………………………………………….. |
191 |
||
|
3.1 |
УСТАНОВКА ПАРАМЕТРОВ ДЛЯ ВВОДА/ВЫВОДА……………………….. |
192 |
|
|
3.2 |
ВВОД/ВЫВОД ДАННЫХ……………………………………………………………….. |
194 |
|
|
3.2.1 |
Подтверждение параметров, необходимых для ввода/вывода данных……… |
194 |
|
|
3.2.2 |
Вывод параметров ЧПУ…………………………………………………………………………. |
195 |
|
|
3.2.3 |
Вывод величины коррекции межмодульного смещения………………………….. |
196 |
|
|
3.2.4 |
Вывод значений пользовательских макропеременных…………………………….. |
196 |
|
|
3.2.5 |
Вывод величины коррекции на инструмент……………………………………………. |
196 |
|
|
3.2.6 |
Вывод программы обработки деталей…………………………………………………….. |
197 |
|
|
3.2.7 |
Ввод параметров ЧПУ……………………………………………………………………………. |
197 |
|
|
3.2.8 |
Ввод величины коррекции межмодульного смещения…………………………….. |
198 |
|
|
3.2.9 |
Ввод значений пользовательских макропеременных ………………………………. |
198 |
|
|
3.2.10 |
Ввод величины коррекции на инструмент………………………………………………. |
198 |
|
|
3.2.11 |
Ввод программ обработки деталей…………………………………………………………. |
199 |
|
|
3.3 |
АВТОМАТИЧЕСКОЕ РЕЗЕРВНОЕ КОПИРОВАНИЕ ДАННЫХ ………… |
200 |
|
4 ИНТЕРФЕЙС МЕЖДУ ЧПУ И PMC…………………………………………… |
206 |
||
|
4.1 |
ЧТО ТАКОЕ PMC? ……………………………………………………………………….. |
207 |
|
|
4.1.1 |
Базовая конфигурация PMC …………………………………………………………………… |
207 |
|
|
4.1.2 |
Сигналы ввода/вывода PMC…………………………………………………………………… |
207 |
|
|
4.1.3 |
Адреса сигналов PMC ……………………………………………………………………………. |
208 |
|
|
4.1.4 Адреса системных реле (R9000) …………………………………………………………….. |
211 |
||
|
4.2 |
СПЕЦИФИКАЦИИ PMC ………………………………………………………………… |
216 |
|
|
4.2.1 |
Основные спецификации……………………………………………………………………….. |
216 |
c-3
|
СОДЕРЖАНИЕ |
B-64305RU/01 |
||
|
4.3 |
РАБОТА С ЭКРАНОМ PMC…………………………………………………………… |
221 |
|
|
4.3.1 |
Переход к экранам PMC ………………………………………………………………………… |
223 |
|
|
4.4 |
ОКНА ДИАГНОСТИКИ И ТЕХОБСЛУЖИВАНИЯ PMC ([ТО PMC])……. |
224 |
|
|
4.4.1 |
Контроль за состоянием сигнала PMC (окно [СОСТОЯНИЕ]) ………………… |
224 |
|
|
4.4.2 |
Проверка сигналов тревоги PMC (окно [СИГНАЛ ТР.])………………………….. |
226 |
|
|
4.4.3 |
Установка и отображение регулируемых таймеров (окно [ТАЙМЕР]) …….. |
227 |
|
|
4.4.4 |
Установка и отображение значений счетчика (окно [СЧЕТЧИК])……………. |
229 |
|
|
4.4.5 |
Установка и отображение удерживающих реле (окно [УД.РЕЛЕ]) ………….. |
231 |
|
|
4.4.6 |
Установка и отображение таблиц данных (окно [ДАННЫЕ])………………….. |
232 |
|
|
4.4.7 |
Ввод/вывод данных (окно [I/O]) …………………………………………………………….. |
237 |
|
|
4.4.8 |
Отображение состояния соединения I/O Link (окно [I/OLNK])………………… |
239 |
|
|
4.4.9 |
Функция трассировки сигнала (окно [TRACE]) ………………………………………. |
241 |
|
|
4.4.10 |
Настройка параметров трассировки (окно [ТРС.ПРМ]) …………………………… |
242 |
|
|
4.4.11 |
Выполнение трассировки ………………………………………………………………………. |
247 |
|
|
4.4.11.1 Работа после выполнения трассировки………………………………………………. |
248 |
||
|
4.4.11.2 Автоматический запуск установки трассировки сигнала…………………….. |
250 |
||
|
4.4.12 |
Диагностика контроля ввода/вывода (окно [ДИАГН.I/O])……………………….. |
251 |
4.5ОКНА МОНИТОРИНГА И РЕДАКТИРОВАНИЯ ЦЕПНЫХ СХЕМ
|
([ЦПН.СХ.PMC]) …………………………………………………………………………… |
254 |
||
|
4.5.1 Отображение списка программ (окно [СПИСОК]) ………………………………….. |
256 |
||
|
4.5.2 МОНИТОРИНГ ЦЕПНЫХ СХЕМ (окно [ЦЕПНАЯ СХЕМА]) ……………….. |
258 |
||
|
4.5.3 Редактирование программ цепных схем…………………………………………………. |
261 |
||
|
4.5.3.1 |
Окно РЕДАКТИРОВАНИЕ ЦЕПЕЙ…………………………………………………… |
264 |
|
|
4.5.4 Окно РЕДАКТИРОВАНИЕ СПИСКА ПРОГРАММ……………………………….. |
266 |
||
|
4.5.5 Функция коллективного контроля………………………………………………………….. |
267 |
||
|
4.5.5.1 |
Функция КОЛЛЕКТИВНЫЙ КОНТРОЛЬ………………………………………….. |
268 |
|
|
4.6 |
СПИСОК АДРЕСОВ……………………………………………………………………… |
271 |
|
|
5 ФУНКЦИЯ ВСТРОЕННОЙ СЕТИ ETHERNET …………………………… |
308 |
5.1ПОРТ ВСТРОЕННОЙ СЕТИ ETHERNET И
|
КАРТА ETHERNET PCMCIA ………………………………………………………….. |
309 |
|||
|
5.2 |
НАСТРОЙКА ФУНКЦИИ ВСТРОЕННОЙ СЕТИ ETHERNET …………….. |
311 |
||
|
5.2.1 |
Настройка функции FOCAS2/Ethernet ……………………………………………………. |
311 |
||
|
5.2.1.1 Работа на экране установки FOCAS2/Ethernet…………………………………….. |
312 |
|||
|
5.2.1.2 Примерустановки параметров функции FOCAS2/Ethernet…………………… |
315 |
|||
|
5.2.2 Настройка функции передачи файлов FTP ……………………………………………… |
316 |
|||
|
5.2.2.1 Работа на экране установки передачи файлов FTP ……………………………… |
316 |
|||
|
5.2.2.2 |
Соответствующие параметры ЧПУ ……………………………………………………. |
320 |
||
|
5.2.2.3 Пример установки функции передачи файлов FTР……………………………… |
322 |
|||
|
5.2.3 |
Настройка функции DNS/DHCP …………………………………………………………….. |
323 |
||
|
5.2.3.1 |
Настройка DNS …………………………………………………………………………………. |
323 |
||
|
5.2.3.2 |
Настройка DHCP……………………………………………………………………………….. |
324 |
||
|
5.2.3.3 |
Соответствующие параметры ЧПУ ……………………………………………………. |
328 |
||
|
5.2.4 Резервное копирование и восстановление параметров связи …………………… |
329 |
5.3ПЕРЕКЛЮЧЕНИЕ МЕЖДУ УСТРОЙСТВАМИ ВСТРОЕННОЙ
|
СЕТИ ETHERNET…………………………………………………………………………. |
331 |
||
|
5.4 |
ОПЕРАЦИИ ВСТРОЕННОЙ СЕТИ ETHERNET ………………………………. |
332 |
|
|
5.4.1 Функция передачи файлов FTP………………………………………………………………. |
332 |
||
|
5.4.1.1 Отображение и работа со списком файлов………………………………………….. |
336 |
||
|
5.4.1.2 |
Передача программ……………………………………………………………………………. |
339 |
|
|
5.4.1.3 |
Ввод специальных символов……………………………………………………………… |
342 |
c-4
![]()
|
B-64305RU/01 |
СОДЕРЖАНИЕ |
|
5.5 ПЕРЕЗАПУСК ВСТРОЕННОЙ СЕТИ ETHERNET |
……………………………. 343 |
5.6ОКНО ТЕХОБСЛУЖИВАНИЯ ФУНКЦИИ ВСТРОЕННОЙ
|
СЕТИ ETHERNET…………………………………………………………………………. |
344 |
5.7ЭКРАН РЕГИСТРАЦИИ ФУНКЦИИ ВСТРОЕННОЙ
|
СЕТИ ETHERNET…………………………………………………………………………. |
349 |
|
6 ЦИФРОВАЯ СЕРВОСИСТЕМА……………………………………………….. |
352 |
||
|
6.1 |
НАЧАЛЬНАЯ УСТАНОВКА ПАРАМЕТРОВ СЕРВОСИСТЕМЫ ………… |
353 |
|
|
6.2 |
ОКНО НАСТРОЙКИ И ОТОБРАЖЕНИЯ FSSB ……………………………….. |
363 |
|
|
6.3 |
ЭКРАН НАСТРОЙКИ СЕРВОСИСТЕМЫ………………………………………… |
372 |
|
|
6.3.1 |
Настройка параметров …………………………………………………………………………… |
372 |
|
|
6.3.2 Отображение окна подстройки сервосистемы…………………………………………. |
372 |
||
|
6.3.3 Сигналы тревоги, относящиеся к усилителям и двигателям……………………….. |
373 |
||
|
6.3.4 Сигналы тревоги, относящиеся к импульсному шифратору αi ………………… |
375 |
||
|
6.3.5 Сигналы тревоги, относящиеся к последовательной связи импульсного |
|||
|
шифратора…………………………………………………………………………………………….. |
376 |
||
|
6.3.6 Сигналы тревоги, относящиеся к разъединению …………………………………….. |
376 |
||
|
6.3.7 Сигнал тревоги, относящийся к неправильным установкам параметров….. |
377 |
||
|
6.3.8 |
Другие…………………………………………………………………………………………………… |
378 |
|
|
6.4 |
КОРРЕКТИРОВКА РЕФЕРЕНТНОГО ПОЛОЖЕНИЯ |
||
|
(МЕТОД УПОРА) ………………………………………………………………………….. |
380 |
||
|
6.5 |
УСТАНОВКА БЕЗУПОРНОГО РЕФЕРЕНТНОГО ПОЛОЖЕНИЯ………. |
383 |
6.6ИНТЕРФЕЙС ПРЕДУПРЕЖДАЮЩИХ СООБЩЕНИЙ,
|
ОТНОСЯЩИХСЯ К СЕРВОСИСТЕМЕ αi ……………………………………….. |
385 |
|||
|
6.7 |
ОКНО ИНФОРМАЦИИ О СЕРВОСИСТЕМЕ αi ……………………………….. |
386 |
||
|
7 |
ШПИНДЕЛЬ AC ……………………………………………………………………… |
390 |
||
|
7.1 |
ПОСЛЕДОВАТЕЛЬНЫЙ ИНТЕРФЕЙС ШПИНДЕЛЯ AC ………………….. |
391 |
||
|
7.1.1 Краткое описание управления шпинделем……………………………………………… |
391 |
|||
|
7.1.1.1 Способ A замены зубчатого колеса для серии M |
||||
|
(Бит 2 (SGB) параметр ном. 3705 = 0) ………………………………………………… |
392 |
|||
|
7.1.1.2 Способ В переключения передачи для серии M |
||||
|
(Бит 2 (SGB) параметр ном.3705 = 1) …………………………………………………. |
392 |
|||
|
7.1.1.3 |
T-серия……………………………………………………………………………………………… |
392 |
||
|
7.1.2 Окно установки и регулировки шпинделя………………………………………………. |
393 |
|||
|
7.1.2.1 |
Метод отображения…………………………………………………………………………… |
393 |
||
|
7.1.2.2 |
Окно настройки шпинделя…………………………………………………………………. |
394 |
||
|
7.1.2.3 |
Окно регулировки шпинделя……………………………………………………………… |
395 |
||
|
7.1.2.4 |
Окно монитора шпинделя………………………………………………………………….. |
397 |
||
|
7.1.2.5 Соответствие между режимом операции и параметрами в |
||||
|
окне регулировки шпинделя………………………………………………………………. |
400 |
|||
|
7.1.3 Автоматическая установка стандартных параметров………………………………. |
402 |
|||
|
7.1.4 Интерфейс предупреждающих сообщений……………………………………………… |
404 |
|||
|
7.1.5 Окно информации о шпинделе ………………………………………………………………. |
406 |
|||
|
8 |
ПОИСК НЕИСПРАВНОСТЕЙ…………………………………………………… |
411 |
||
|
8.1 |
КОРРЕКТИРУЮЩИЕ ДЕЙСТВИЯ ПРИ НЕИСПРАВНОСТЯХ………….. |
413 |
||
|
8.1.1 Определение условий, при которых возникла неисправность………………….. |
413 |
8.2НЕВОЗМОЖНО ВЫПОЛНИТЬ НИ РУЧНУЮ,
|
НИ АВТОМАТИЧЕСКУЮ ОПЕРАЦИЮ…………………………………………… |
415 |
c-5
8.3НЕВОЗМОЖНО ВЫПОЛНИТЬ ОПЕРАЦИЮ РУЧНОЙ
|
НЕПРЕРЫВНОЙ ПОДАЧИ ……………………………………………………………. |
419 |
|
|
8.4 |
НЕВОЗМОЖНО ВЫПОЛНИТЬ ОПЕРАЦИЮ ПОДАЧИ С |
|
|
ПОМОЩЬЮ МАХОВИКА………………………………………………………………. |
422 |
|
|
8.5 |
НЕВОЗМОЖНО ВЫПОЛНИТЬ АВТОМАТИЧЕСКУЮ ОПЕРАЦИЮ…… |
428 |
8.6ОТКЛЮЧИЛСЯ СИГНАЛ СВЕТОДИОДНОГО ИНДИКАТОРА
|
ЗАПУСКА ЦИКЛА…………………………………………………………………………. |
434 |
8.7ПРИ ВКЛЮЧЕНИИ ПИТАНИЯ НА ЖК -ДИСПЛЕЕ НИЧЕГО НЕ
|
ВЫСВЕЧИВАЕТСЯ ………………………………………………………………………. |
436 |
8.8НЕВОЗМОЖНО ВЫПОЛНИТЬ ВВОД ИЗ И ВЫВОД НА УСТРОЙСТВА ВВОДА/ВЫВОДА, НЕВОЗМОЖНО ВЫПОЛНИТЬ
|
ВВОД-ВЫВОД НАДЛЕЖАЩИМ ОБРАЗОМ…………………………………….. |
437 |
8.9В УСТРОЙСТВЕ ВВОДА/ВЫВОДА СОЕДИНИТЕЛЬНОЙ ПАНЕЛИ
|
ДАННЫЕ ВВОДЯТСЯ В НЕСООТВЕТСТВУЮЩИЙ АДРЕС…………….. |
440 |
8.10В УСТРОЙСТВЕ ВВОДА/ВЫВОДА СОЕДИНИТЕЛЬНОЙ ПАНЕЛИ ДАННЫЕ НЕ ВЫВОДЯТСЯ НА ДОПОЛНИТЕЛЬНОЕ
|
УСТРОЙСТВО……………………………………………………………………………… |
441 |
8.11СИГНАЛЫ ТРЕВОГИ SR0085 — SR0087
(СИГНАЛ ТРЕВОГИ, ОТНОСЯЩИЙСЯ К ИНТЕРФЕЙСУ
|
СЧИТЫВАНИЯ/ВЫВОДА НА ПЕРФОЛЕНТУ) …………………………………. |
442 |
|
8.12 СИГНАЛ ТРЕВОГИ PS0090 |
|
(НЕНАДЛЕЖАЩИЙ ВОЗВРАТ В РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ) ……. |
446 |
|
8.13 СИГНАЛ ТРЕВОГИ DS0300 |
|
(ЗАПРОС ВОЗВРАТА В РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ) ………………… |
448 |
|
8.14 СИГНАЛ ТРЕВОГИ SV0401 |
|
(ОТКЛЮЧЕНИЕ СИГНАЛА V READY) ……………………………………………. |
449 |
|
8.15 СИГНАЛ ТРЕВОГИ SV0404 |
|
|
(ВКЛЮЧЕНИЕ СИГНАЛА V READY) ………………………………………………. |
451 |
8.16СИГНАЛ ТРЕВОГИ SV0462
(ОТПРАВКА ДАННЫХ ЧПУ НЕ УДАЛАСЬ) СИГНАЛ ТРЕВОГИ SV0463
(ОТПРАВКА ДАННЫХ ПОДЧИНЕННОГО УСТРОЙСТВА НЕ УДАЛАСЬ). 452
8.17СИГНАЛ ТРЕВОГИ SV0417
|
(НЕИСПРАВНОСТЬ В ЦИФРОВОЙ СЕРВОСИСТЕМЕ)…………………… |
452 |
|
8.18 СИГНАЛ ТРЕВОГИ OH0700 |
|
(ПЕРЕГРЕВ: БЛОК УПРАВЛЕНИЯ) ……………………………………………….. |
453 |
|
8.19 СИГНАЛ ТРЕВОГИ OH0701 |
|
(ПЕРЕГРЕВ: МОТОР ВЕНТИЛЯТОРА)…………………………………………… |
453 |
8.20СИГНАЛ ТРЕВОГИ SV5134
(FSSB: ИСТЕКЛО ВРЕМЯ ГОТОВНОСТИ К ОТКРЫТИЮ)
|
СИГНАЛ ТРЕВОГИ SV5137 |
|
|
(FSSB: ОШИБКА КОНФИГУРАЦИИ) |
|
|
СИГНАЛ ТРЕВОГИ SV5197 |
|
|
(FSSB: ИСТЕКЛО ВРЕМЯ ОТКРЫТИЯ) …………………………………………. |
454 |
c-6
8.21СИГНАЛ ТРЕВОГИ SV5136
|
(FSSB: НЕДОСТАТОЧНОЕ КОЛИЧЕСТВО УСИЛИТЕЛЕЙ) ………………. |
455 |
|
|
8.22 |
СИГНАЛЫ ТРЕВОГИ СЕРВОСИСТЕМЫ (SV04**, SV06**) ………………. |
456 |
|
8.23 |
СИГНАЛЫ ТРЕВОГИ SPC (SV03**) ……………………………………………….. |
459 |
|
8.24 |
СИГНАЛЫ ТРЕВОГИ ШПИНДЕЛЕЙ (SP90**) …………………………………. |
459 |
|
8.25 |
СИГНАЛЫ ТРЕВОГИ СИСТЕМЫ (SYS ALM***) ………………………………. |
460 |
|
8.25.1 Краткий обзор……………………………………………………………………………………….. |
460 |
|
|
8.25.2 Операции в окне системных сигналов тревоги ……………………………………….. |
462 |
|
|
8.25.3 Сигналы тревоги системы, выявленные аппаратным обеспечением ………… |
466 |
|
|
Сигнал тревоги системы 401 (НЕПРАВИЛЬНЫЙ АДРЕС ВНЕШНЕЙ ШИНЫ) …….. |
467 |
|
|
Сигнал тревоги системы 403 (ОШИБКА ЛИМИТА ВРЕМЕНИ ШИНЫ S)……………… |
468 |
|
|
Сигнал тревоги системы 404 (НЕИСПРАВИМАЯ ОШИБКА ECC) …………………………. |
469 |
|
|
Сигнал тревоги системы 455 (ОСТАНОВ И ПРЕКРАЩЕНИЕ РАБОТЫ |
||
|
ДВИГАТЕЛЯ ВЕНТИЛЯТОРА) ……………………………….. |
470 |
|
|
Сигнал тревоги системы 500 (ОШИБКА ДАННЫХ SRAM (МОДУЛЬ SRAM)) ……… |
471 |
|
|
Сигнал тревоги системы 502 (ПОМЕХИ НА ИСТОЧНИКЕ ПИТАНИЯ) ………………… |
472 |
|
|
Сигнал тревоги системы 503 (НЕНОРМАЛЬНАЯ РАБОТА МОДУЛЯ ПИТАНИЯ) .. |
473 |
|
|
8.25.4 Сигналы тревоги системы от 114 до 137 (Сигналы тревоги FSSB)…………… |
474 |
8.26СИГНАЛЫ ТРЕВОГИ СИСТЕМЫ, ОТНОСЯЩИЕСЯ К PMC И
|
I/O Link (SYS_ALM197) …………………………………………………………………. |
476 |
|||
|
ПРИЛОЖЕНИЕ |
||||
|
A |
ПЕРЕЧЕНЬ СИГНАЛОВ ТРЕВОГИ………………………………………….. |
481 |
||
|
A.1 |
СПИСОК СИГНАЛОВ ТРЕВОГИ (ЧПУ)……………………………. |
482 |
||
|
A.2 |
СПИСОК СИГНАЛОВ ТРЕВОГИ (PMC) …………………………… |
522 |
||
|
A.2.1 Сообщения, которые могут отображаться в окне сигналов тревоги PMC…. |
522 |
|||
|
A.2.2 Сообщения системных сигналов тревоги PMC ……………………………………….. |
526 |
|||
|
A.2.3 |
Ошибки операций………………………………………………………………………………….. |
529 |
||
|
A.2.4 Сообщение об ошибках при связи ввода/вывода…………………………………….. |
541 |
|||
|
A.3 |
СПИСОК СИГНАЛОВ ТРЕВОГИ |
|||
|
(ПОСЛЕДОВАТЕЛЬНЫЙ ШПИНДЕЛЬ)…………………………………………… |
545 |
|||
|
A.4 |
КОДЫ ОШИБОК (ПОСЛЕДОВАТЕЛЬНЫЙ ШПИНДЕЛЬ) …………………. |
553 |
||
|
B СПИСОК ДЕТАЛЕЙ ДЛЯ ТЕХОБСЛУЖИВАНИЯ ……………………… |
555 |
|||
|
C |
ЗАГРУЗОЧНАЯ СИСТЕМА……………………………………………………… |
556 |
||
|
C.1 |
КРАТКИЙ ОБЗОР…………………………………………………………………………. |
557 |
||
|
C.1.1 Отображение процедуры включения питания…………………………………………. |
558 |
|||
|
C.1.2 |
Запуск загрузочной системы………………………………………………………………….. |
559 |
||
|
C.1.3 Системные файлы и файлы пользователя……………………………………………….. |
561 |
|||
|
C.2 |
КОНФИГУРАЦИЯ ОКНА И ПОРЯДОК ВЫПОЛНЕНИЯ ОПЕРАЦИЙ…. |
562 |
||
|
C.2.1 Oкно ЗАГРУЗКИ ПОЛЬЗОВАТЕЛЬСКИХ/ДАННЫХ СИСТЕМЫ …………. |
564 |
|||
|
C.2.2 Окно ПРОВЕРКА ДАННЫХ СИСТЕМЫ ………………………………………………. |
566 |
|||
|
C.2.3 Окно УДАЛЕНИЯ ДАННЫХ СИСТЕМЫ……………………………………………… |
569 |
|||
|
C.2.4 Окно СОХРАНЕНИЯ ДАННЫХ СИСТЕМЫ…………………………………………. |
571 |
|||
|
C.2.5 Окно УТИЛИТА ДАННЫХ SRAM ………………………………………………………… |
573 |
|||
|
C.2.6 Окно ФОРМАТА КАРТЫ ПАМЯТИ……………………………………………………… |
576 |
|||
|
C.2.7 |
Oсновная система загрузки ……………………………………………………………………. |
577 |
||
|
C.3 |
СООБЩЕНИЯ ОБ ОШИБКАХ И НЕОБХОДИМЫЕ ДЕЙСТВИЯ………… |
578 |
c-7

|
СОДЕРЖАНИЕ |
B-64305RU/01 |
||
|
D |
СЛОТ КАРТЫ ПАМЯТИ ………………………………………………………….. |
580 |
|
|
D.1 |
ТИПЫ ВОЗМОЖНЫХ КАРТ ПАМЯТИ ……………………………………………. |
581 |
|
|
E |
ИНДИКАЦИЯ СВЕТОДИОДА ………………………………………………….. |
583 |
|
|
E.1 |
ОБЗОР………………………………………………………………………………………… |
584 |
|
|
E.2 |
ИНДИКАЦИЯ 7-СЕГМЕНТНОГО СВЕТОДИОДА (ВКЛЮЧЕН) ………….. |
585 |
|
|
E.3 |
ИНДИКАЦИЯ 7-СЕГМЕНТНОГО СВЕТОДИОДА (МИГАЕТ)………………. |
587 |
|
|
F |
МОНИТОР IPL………………………………………………………………………… |
588 |
|
|
F.1 |
КРАТКИЙ ОБЗОР…………………………………………………………………………. |
589 |
|
|
F.2 |
ЗАПУСК МОНИТОРА IPL………………………………………………………………. |
589 |
|
|
F.3 |
МЕНЮ IPL……………………………………………………………………………………. |
590 |
|
|
G |
ОЧИСТКА ПАМЯТИ………………………………………………………………… |
592 |
|
|
G.1 |
КРАТКИЙ ОБЗОР…………………………………………………………………………. |
593 |
|
|
G.2 |
МЕТОД РАБОТЫ………………………………………………………………………….. |
593 |
|
|
G.3 |
ТИПЫ ДАННЫХ ДЛЯ УДАЛЕНИЯ………………………………………………….. |
595 |
c-8

|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
1 ОТОБРАЖЕНИЕ И РАБОТА
В данной главе описывается, как отображать различные экраны с помощью функциональных клавиш.
Окна, используемые для техобслуживания, отображаются соответственно.
|
1.1 |
ФУНКЦИОНАЛЬНЫЕ КЛАВИШИ И ДИСПЛЕЙНЫЕ |
|
|
КЛАВИШИ ……………………………………………………………………… |
2 |
|
|
1.2 |
ОКНО КОНФИГУРАЦИИ СИСТЕМЫ …………………………… |
18 |
|
1.3 |
ФУНКЦИЯ ДИАГНОСТИКИ…………………………………………. |
23 |
|
1.4 |
ОТОБРАЖЕНИЕ СОСТОЯНИЯ ЧПУ …………………………….. |
40 |
|
1.5 |
МОНИТОР ОПЕРАЦИЙ…………………………………………………. |
43 |
|
1.6 |
ОТОБРАЖЕНИЕ ДИАГНОСТИКИ КОЛЕБАНИЙ |
|
|
СИГНАЛОВ…………………………………………………………………… |
45 |
|
|
1.7 |
ОКНО НАСТРОЙКИ ЦВЕТОВ……………………………………….. |
66 |
|
1.8 |
ФУНКЦИЯ МЕНЕДЖЕРА ЧПУ POWER MATE …………….. |
73 |
|
1.9 |
ОКНО СВЕДЕНИЙ ТЕХОБСЛУЖИВАНИЯ…………………… |
84 |
|
1.10 |
ОКНО ОТОБРАЖЕНИЯ СОДЕРЖИМОГО ПАМЯТИ…….. |
89 |
— 1 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
1.1 ФУНКЦИОНАЛЬНЫЕ КЛАВИШИ И ДИСПЛЕЙНЫЕ КЛАВИШИ
Состояние отображения дисплейных клавиш и операций для каждой функциональной клавиши описаны ниже:
1.1.1 Структура дисплейных клавиш
Функциональные клавиши используются для выбора определенного типа окна (функции) для его отображения. Если нажать дисплейную клавишу (дисплейную клавишу выбора раздела) сразу же после функциональной клавиши, можно выбрать окно (раздел), соответствующее выбранной функции.
— 2 —

|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
1.1.2 Общие экранные операции
— Порядок действий
1При нажатии функциональной клавиши на панели MDI отображаются соответствующие этой функции дисплейные клавиши выбора раздела.
Пример 1)
Клавиша выбора операции
|
Дисплейные клавиши выбора раздела |
Клавиша перехода по меню |
2Если нажата одна из дисплейных клавиш выбора раздела, отображается окно раздела. Если дисплейная клавиша нужного раздела не отображается, нажмите клавишу перехода к следующему меню. Внутри раздела можно сделать очередной выбор из нескольких разделов.
3Если отображается окно нужного раздела, нажмите клавишу выбора операции для отображения подлежащих выполнению операций (дисплейные клавиши выбора операции). Если используются адресные/цифровые клавиши, то дисплейные клавишивыбораоперациимогутотображатьсяавтоматически.
Пример 2)
|
Клавиша возврата в меню |
Дисплейные клавиши выбора операции |
4Выберите нужную операцию с помощью дисплейной клавиши выбора операции. В зависимости от подлежащей выполнению операции отобразится вспомогательное меню дисплейных клавиш. Выполните операцию согласно индикации вспомогательного меню.
Пример 3)
Вспомогательное меню
5Чтобы вернуться к отображению дисплейных клавиш выбора раздела, нажмите клавишу возврата в меню.
Общая процедура работы с отображаемыми на экране данными приведена выше.
В действительности, процедура работы с отображаемыми данными различается в зависимости от конкретного окна функции. Подробные сведения см. в описаниях отдельных операций.
— 3 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
— Изменение вида кнопки в зависимости от состояния дисплейной клавиши
Отображаемые дисплейные клавиши зависят от подлежащего выбору объекта.
•Дисплейные клавиши выбора раздела
•Дисплейные клавиши выбора операции
•Вспомогательное меню дисплейных клавиш выбора операции
В зависимости от состояния вид кнопок на экране меняется.
По виду кнопок можно понять, в каком состоянии находятся дисплейные клавиши.
Пример 1)
Для ЖК-дисплея 8,4 дюйма Дисплейные клавиши выбора раздела
Дисплейные клавиши выбора операции
Клавиши выбора операции, вспомогательное меню
Пример 2)
Для ЖК-дисплея 10,4 дюйма Дисплейные клавиши выбора раздела
Дисплейные клавиши выбора операции
Клавиши выбора операции, вспомогательное меню
— 4 —

|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
1.1.3 Функциональные клавиши
Функциональные клавиши служат для выбора типа окна для последующего отображения. На панели MDI расположены следующие функциональные клавиши:
Нажмите эту клавишу для отображения окна позиции.
Нажмите эту клавишу для отображения окна программы.
Нажмите эту клавишу для отображения окна коррекции/настройки.
Нажмите эту клавишу для отображения окна системы.
Нажмите эту клавишу для отображения окна сообщений.
Нажмите эту клавишу для отображения окна графического представления.
Для компактного устройства MDI нажмите  .
.
Нажмите эту клавишу, чтобы вывести на дисплей пользовательское окно 1 (диалоговое окно макросов или окно исполнителя языка C).
Для компактного устройства MDI нажмите  .
.
Нажмите эту клавишу, чтобы вывести на дисплей пользовательское окно 2 (диалоговое окно макросов или окно исполнителя языка C).
В компактном устройстве MDI клавиша, соответствующая этой, отсутствует.
— 5 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
1.1.4 Дисплейные клавиши
При нажатии дисплейной клавиши после функциональной клавиши происходит отображение соответствующего окна функции.
Дисплейные клавиши выбора раздела каждой функции описаны ниже.
Четыре клавиши на правой стороне функционируют как дисплейные клавиши выбора раздела. Если для дисплейных клавиш выбора раздела используется несколько страниц, то на клавише перехода к следующему меню отображается [+] (крайняя правая дисплейная клавиша). Нажмите клавишу перехода к следующему меню для переключения между дисплейными клавишами выбора раздела.
ПРИМЕЧАНИЕ
1Нажимайте функциональные клавиши для переключения часто используемых окон с одного на другое.
2В зависимости от конфигурации опций или настройки параметров некоторые дисплейные клавиши не отображаются.
Для ЖК-дисплея 10,4 дюйма при нажатии любой клавиши кроме функциональной клавиши  отображение позиции выводится
отображение позиции выводится
на левой стороне экрана, ниже приведена левая половина дисплейных клавиш.
или
Описание дисплейной клавиши [МОНИТОР], см. в главе III-12.8 Руководства по эксплуатации (общего для системы токарного станка / системы многоцелевого станка).
Остальные дисплейные клавиши описаны на следующей странице.
— 6 —
![]()
|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
ОКНО ОТОБРАЖЕНИЯ ПОЛОЖЕНИЯ
Дисплейные клавиши выбора раздела, соответствующие функциональной клавише  , и функции каждого окна описаны ниже.
, и функции каждого окна описаны ниже.
|
(1) |
(2) |
(3) |
(4) |
(5) |
|||||||||||
|
Страница 1 |
АБС |
ОТН |
ВСЕ |
МХВК |
(ОПРЦ) |
+ |
|||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
|||||||||||
|
Страница 2 |
МНТР |
(ОПРЦ) |
+ |
||||||||||||
Таблица 1.1.4 (a) Окно отображения положения
|
Ном. |
Меню раздела |
Описание |
|
(1) |
АБС |
Выбирает окно отображения абсолютной координаты. |
|
(АБСОЛЮТНЫЕ) |
||
|
(2) |
ОТН |
Выбирает окно отображения относительной координаты. |
|
(ОТНОСИТЕЛЬНЫЕ) |
||
|
(3) |
ВСЕ |
Выбирает окно полного отображения координат. |
|
(ВСЕ) |
||
|
(4) |
МХВК |
Выбирает окно операций для ручной операции с использованием маховика. |
|
(МАХОВИК) |
||
|
(6) |
МНТР |
Выбирает окно отображения индикатора нагрузки сервооси, индикатора |
|
(МОНИТОР) |
нагрузки последовательного шпинделя и индикатора скорости. |
|
|
* |
Пункты, взятые в скобки на второй строке под «Меню |
|
|
раздела», отображаются на дисплее 10,4 дюйма. |
— 7 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
Окно программы
Дисплейные клавиши выбора раздела, соответствующие функциональной клавише  , и функции каждого окна описаны ниже.
, и функции каждого окна описаны ниже.
В режиме MEM/RMT
|
(1) |
(2) |
(3) |
(4) |
(5) |
|||||||||||
|
Страница 1 |
ПРОГРМ |
ПРОВЕРКА |
ТЕКУЩ |
СЛЕД |
(ОПРЦ) |
||||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
|||||||||||
|
Страница 2 |
ПЕРЕЗАПУСК |
КТЛГ |
(ОПРЦ) |
||||||||||||
В режиме MDI
|
(1) |
(2) |
(3) |
(4) |
(5) |
|||||||||||
|
Страница 1 |
ПРОГРМ |
MDI |
ТЕКУЩ |
СЛЕД |
(ОПРЦ) |
||||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
|||||||||||
|
Страница 2 |
ПЕРЕЗАПУСК |
КТЛГ |
(ОПРЦ) |
||||||||||||
В режиме EDIT/TJOG/THND
|
(1) |
(2) |
(3) |
(4) |
(5) |
|||||||||||
|
Страница 1 |
ПРОГРМ |
КТЛГ |
C.A.P |
(ОПРЦ) |
|||||||||||
В режиме JOG/HND/REF
|
(1) |
(2) |
(3) |
(4) |
(5) |
|||||||||||
|
Страница 1 |
ПРОГРМ |
ТЕКУЩ |
СЛЕД |
(ОПРЦ) |
|||||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
|||||||||||
|
Страница 2 |
ПЕРЕЗАПУСК |
КТЛГ |
(ОПРЦ) |
||||||||||||
— 8 —
|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
|||
|
Таблица 1.1.4 (b) Программа |
||||
|
Ном. |
Меню раздела |
Описание |
||
|
(1) |
ПРОГРМ |
Выбирает окно для отображения списка программ обработки деталей, |
||
|
(ПРОГРАММА) |
зарегистрированных в текущий момент. |
|||
|
(2) |
ПРОВЕРКА |
Выбирает окно проверки программы для отображения |
||
|
запрограммированных позиций, позиций осей и значений модальных |
||||
|
команд. |
||||
|
(Только для дисплеев 8,4 или 10,4 дюйма, используемых для |
||||
|
одновременного отображения 2 контуров) |
||||
|
(2) |
MDI |
Выбирает окно для редактирования и отображения программы в режиме |
||
|
(MDI) |
MDI. (Только в режиме MDI) |
|||
|
(3) |
ТЕКУЩ |
Выбирает окно для отображения знаяения модальной команды и значения |
||
|
команды текущего исполняемого по командным значениям блока. (Только |
||||
|
для дисплея 8,4 дюйма) |
||||
|
(4) |
СЛЕД |
Выбирает окно для отображения командного значения выполняемого в |
||
|
(СЛЕДУЮЩИЙ БЛОК) |
данный момент блока и командного значения блока, подлежащего |
|||
|
выполнению следующим, из командных значений. |
||||
|
(4) |
C.A.P |
Выбирает окно для диалогового ввода данных фигуры или окно |
||
|
(C.A.P) |
MANUAL GUIDE 0i. |
|||
|
(6) |
ПЕРЕЗАПУСК |
Выбирает окно операций для перезапуска прерванной программной |
||
|
(ПЕРЕЗАПУСК) |
операции. |
|||
|
(2) |
КТЛГ |
Выбирает окно для отображения списка программ обработки деталей, |
||
|
(7) |
(КАТАЛОГ) |
зарегистрированных в текущий момент. |
||
|
* |
Пункты, взятые в скобки на второй строке под «Меню |
|||
|
раздела», отображаются на дисплее 10,4 дюйма. |
— 9 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
Окно коррекции/настройки
Дисплейные клавиши выбора раздела, соответствующие функциональной клавише  , и функции каждого окна описаны ниже.
, и функции каждого окна описаны ниже.
|
(1) |
(2) |
(3) |
(4) |
(5) |
|||||||||||||||||
|
Страница 1 |
КОРРЕКЦИЯ |
НАСТРОЙКА |
ЗАГОТ |
(ОПРЦ) |
|||||||||||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
|||||||||||||||||
|
Страница 2 |
МАКРОС |
МЕНЮ |
ОПР |
РЕС.ИНСТР |
(ОПРЦ) |
||||||||||||||||
|
(11) |
(12) |
(13) |
(14) |
(15) |
|||||||||||||||||
|
Страница 3 |
КОРР.2 |
СМЩ.З |
БАРЬЕР |
(ОПРЦ) |
|||||||||||||||||
|
(16) |
(17) |
(18) |
(19) |
(20) |
|||||||||||||||||
|
Страница 4 |
ТОЧНОСТЬ |
(ОПРЦ) |
|||||||||||||||||||
|
(21) |
(22) |
(23) |
(24) |
(25) |
|||||||||||||||||
|
Страница 5 |
ЯЗЫК |
ЗАЩ. |
ПРДХР |
(ОПРЦ) |
|||||||||||||||||
|
Таблица 1.1.4 (c) |
Коррекция |
||||||||||||||||||||
|
Ном. |
Меню раздела |
Описание |
|||||||||||||||||||
|
(1) |
КОРРЕКЦИЯ |
Выбирает окно для настройки значений коррекции на инструмент. |
|||||||||||||||||||
|
(КОРРЕКЦИЯ) |
|||||||||||||||||||||
|
(2) |
НАСТРОЙКА |
Выбирает окно настройки параметров настройки. |
|||||||||||||||||||
|
(НАСТРОЙКА) |
|||||||||||||||||||||
|
(3) |
ЗАГОТ |
Выбирает окно настройки коррекции системы координат заготовки. |
|||||||||||||||||||
|
(ЗАГОТОВКА) |
|||||||||||||||||||||
|
(6) |
МАКРОС |
Выбирает окно настройки макропеременных. |
|||||||||||||||||||
|
(МАКРОС) |
|||||||||||||||||||||
|
(7) |
МЕНЮ |
Выбирает окно настройки данных модели. (Ввод данных модели) |
|||||||||||||||||||
|
(МЕНЮ МОДЕЛИ) |
|||||||||||||||||||||
|
(8) |
ОПР |
Выбирает окно для назначения некоторых рабочих переключателей |
|||||||||||||||||||
|
(ПАНЕЛЬ ОПЕРАТОРА) |
на пульте оператора станка в качестве программируемых |
||||||||||||||||||||
|
переключателей окна ЧПУ. (Программная панель оператора) |
|||||||||||||||||||||
|
(9) |
РЕС.ИНСТР |
Выбирает окно настройки данных ресурса инструмента. |
|||||||||||||||||||
|
(РЕСУРС ИНСТРУМЕНТА) |
|||||||||||||||||||||
|
(11) |
КОРР.2 |
Выбирает окно настройки коррекции для оси Y. (Только для серии T) |
|||||||||||||||||||
|
(КОРРЕКЦИЯ Y) |
— 10 —
|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
||
|
Ном. |
Меню раздела |
Описание |
|
|
(12) |
СМЩ.З |
Выбирает окно настройки значений смещения системы координат |
|
|
(СМЕЩЕНИЕ ЗАГОТОВКИ) |
заготовки. (Только для серии T) |
||
|
(14) |
БАРЬЕР |
Выбирает окно барьера для зажимного патрона и задней бабки. |
|
|
(БАРЬЕР) |
(Только для серии T) |
||
|
(17) |
ТОЧНОСТЬ |
Выбирает окно настройки уровней точности. (Функция выбора условий |
|
|
(УРОВЕНЬ ТОЧНОСТИ) |
обработки) |
||
|
(22) |
ЯЗЫК |
Выбирает окно настройки языка экрана. |
|
|
(ЯЗЫК) |
|||
|
(23) |
ЗАЩ. |
Выбирает окно настройки восьмиуровневой защиты данных. |
|
|
(ЗАЩИТА) |
|||
|
(24) |
ПРДХР |
Выбирает окно настройки защиты от неправильных операций. |
|
|
(ПРЕДОХР.) |
*Пункты, взятые в скобки на второй строке под «Меню раздела», отображаются на дисплее 10,4 дюйма.
— 11 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
Окно системы
Дисплейные клавиши выбора раздела, соответствующие функциональной клавише  , и функции каждого окна описаны ниже.
, и функции каждого окна описаны ниже.
|
(1) |
(2) |
(3) |
(4) |
(5) |
|||||||||||
|
Страница 1 |
ПАРАМ |
ДИАГН |
СИСТЕМА |
(ОПРЦ) |
|||||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
|||||||||||
|
Страница 2 |
СМЕЩ. |
СРВ.НСТ |
ШП.НСТ |
(ОПРЦ) |
|||||||||||
Страница 3
Страница 4
Страница 5
Страница 6
Страница 7
Страница 8
|
(11) |
(12) |
(13) |
(14) |
(15) |
||||||||||||
|
ДИАГН.СГН |
ВСЕ IO |
ЖРН.ОПР |
||||||||||||||
|
(16) |
(17) |
(18) |
(19) |
(20) |
||||||||||||
|
ТО PMC |
ЦПН.СХ.PMC |
КОНФ.PMC |
УПР.PM |
(ОПРЦ) |
||||||||||||
|
(21) |
(22) |
(23) |
(24) |
(25) |
||||||||||||
|
ЦВЕТ |
ТО |
ТО-СВЕД. |
(ОПРЦ) |
|||||||||||||
|
(26) |
(27) |
(28) |
(29) |
(30) |
||||||||||||
|
FSSB |
ЗАД.ПРМ |
(ОПРЦ) |
||||||||||||||
|
(31) |
(32) |
(33) |
(34) |
(35) |
||||||||||||
|
ВСТР. |
PCMCIA |
ETH |
(ОПРЦ) |
|||||||||||||
|
(36) |
(37) |
(38) |
(39) |
(40) |
||||||||||||
|
ДИСТ.ДИАГН |
МЕХ.ОБР. |
(ОПРЦ) |
||||||||||||||
— 12 —
|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
||||||||||||||||||||
|
(41) |
(42) |
(43) |
(44) |
(45) |
|||||||||||||||||
|
Страница 9 |
ID-ИНФ |
ПАМЯТЬ |
(ОПРЦ) |
||||||||||||||||||
|
(46) |
(47) |
(48) |
(49) |
(50) |
|||||||||||||||||
|
Страница 10 |
PROF.ВДЩ. |
PROF.ВДМ. |
(ОПРЦ) |
||||||||||||||||||
|
Таблица 1.1.4 (d) |
Система |
||||||||||||||||||||
|
Ном. |
Меню раздела |
Описание |
|||||||||||||||||||
|
(1) |
ПАРАМ |
Выбирает окно настройки параметров. |
|||||||||||||||||||
|
(ПАРАМЕТР) |
|||||||||||||||||||||
|
(2) |
ДИАГН |
Выбирает окно отображения состояния ЧПУ. |
|||||||||||||||||||
|
(ДИАГНОСТИКА) |
|||||||||||||||||||||
|
(4) |
СИСТЕМА |
Выбирает окно отображения текущего состояния системы. |
|||||||||||||||||||
|
(СИСТЕМА) |
|||||||||||||||||||||
|
(7) |
СМЕЩ. |
Выбирает окно настройки коррекции межмодульного смещения. |
|||||||||||||||||||
|
(МЕЖМОДУЛЬНОЕ |
|||||||||||||||||||||
|
СМЕЩЕНИЕ) |
|||||||||||||||||||||
|
(8) |
СРВ.НСТ |
Выбирает окно настройки параметров сервосистемы. |
|||||||||||||||||||
|
(НАСТРОЙКА |
|||||||||||||||||||||
|
СЕРВОСИСТЕМЫ) |
|||||||||||||||||||||
|
(9) |
ШП.НСТ |
Выбирает окно настройки шпинделя. |
|||||||||||||||||||
|
(НАСТРОЙКА ШПИНДЕЛЯ) |
|||||||||||||||||||||
|
(11) |
ДИАГН.СГН |
Выбирает окно отображения таких данных, как значение позиционного |
|||||||||||||||||||
|
(ДИАГНОСТИКА СИГНАЛА) |
отклонения сервосистемы, значения крутящего момента, сигналы станка и |
||||||||||||||||||||
|
т.п. в виде графиков. |
|||||||||||||||||||||
|
(12) |
ВСЕ IO |
Выбирает окно ввода и вывода данных. |
|||||||||||||||||||
|
(ВСЕ IO) |
|||||||||||||||||||||
|
(14) |
ЖРН.ОПР |
Выбирает окно отображения журнала операций, произведенных |
|||||||||||||||||||
|
(ЖУРНАЛ ОПЕРАЦИЙ) |
оператором, и выданных сигналов тревоги. |
||||||||||||||||||||
|
(16) |
ТО PMC |
Выбирает окно, относящееся к работам по техобслуживанию PMC, таким |
|||||||||||||||||||
|
(ТЕХОБСЛ. PMC) |
как контроль и слежение за состоянием сигнала PMC и |
||||||||||||||||||||
|
отображение/редактирование параметров PMC. |
|||||||||||||||||||||
|
(17) |
ЦПН.СХ.PMC |
Выбирает окно отображения/редактирования цепных схем. |
|||||||||||||||||||
|
(ЦЕПНАЯ СХЕМА PMC) |
|||||||||||||||||||||
|
(18) |
КОНФ.PMC |
Отображает окно отображения/редактирования данных, кроме цепных |
|||||||||||||||||||
|
(КОНФИГУРАЦИЯ PMC) |
схем, которые составляют программу последовательности, и настройки |
||||||||||||||||||||
|
функции PMC. |
|||||||||||||||||||||
|
(19) |
УПР.PM |
Выбирает окно менеджера ЧПУ Power Mate. |
|||||||||||||||||||
|
(МЕНЕДЖЕР P.MATE) |
|||||||||||||||||||||
|
(21) |
ЦВЕТ |
Выбирает окно настройки используемых на экране цветов. |
|||||||||||||||||||
|
(ЦВЕТ) |
|||||||||||||||||||||
|
(22) |
ТО |
Выбирает окно для настройки пунктов обслуживания, подлежащих |
|||||||||||||||||||
|
(ПЕРИОДИЧ. |
периодическому контролю. |
||||||||||||||||||||
|
ТЕХОБСЛУЖИВАНИЕ) |
|||||||||||||||||||||
|
(23) |
ТО-СВЕД. |
Выбирает окно отображения информации о выполненном |
|||||||||||||||||||
|
(СВЕДЕНИЯ О |
техобслуживании. |
||||||||||||||||||||
|
ТЕХОБСЛУЖИВАНИИ) |
— 13 —
|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
||
|
Ном. |
Меню раздела |
Описание |
|
|
(27) |
FSSB |
Выбирает окно настроек, относящихся к скоростной последовательной |
|
|
(FSSB) |
шине сервосистемы (FSSB: Fanuc Serial Servo Bus). |
||
|
(28) |
ЗАД.ПРМ |
Выбирает окно настройки параметров, необходимых для первого пуска и |
|
|
(ПАРАМЕТР) |
регулировки. |
||
|
(31) |
ВСТР. |
Выбирает окно настроек, относящихся к встроенной плате Ethernet |
|
|
(ВСТР. ПОРТ) |
(встроенный порт). |
||
|
(32) |
PCMCIA |
Выбирает окно настроек встроенной сети Ethernet (Ethernet-плата |
|
|
(ПЛАТА PCMCIA LAN) |
PCMCIA). |
||
|
(33) |
ETH |
Выбирает окно настроек быстрой cети Ethernet/быстрого сервера данных. |
|
|
(ПЛАТА ETHERNET) |
|||
|
(36) |
ДИСТ.ДИАГН |
Выбирает окно настроек, относящихся к дистанционной диагностике. |
|
|
(ДИСТАНЦ. ДИАГНОСТИКА) |
|||
|
(37) |
МЕХ.ОБР. |
Отображает окно настройки набора параметров для приоритета скорости |
|
|
(РЕГУЛ.ОБР) |
(УР1) или приоритета точности (УР10). |
||
|
(43) |
ПАМЯТЬ |
Выбирает окно отображения содержимого памяти. |
|
|
(ПАМЯТЬ) |
|||
|
(46) |
PROF.ВДЩ. |
Выбирает окно настроек ведущей функции шины Profibus. |
|
|
(PROFI ВЕДУЩАЯ) |
|||
|
(47) |
PROF.ВДМ. |
Выбирает окно настроек ведомой функции шины Profibus. |
|
|
(PROFI ВЕДОМАЯ) |
*Пункты, взятые в скобки на второй строке под «Меню раздела», отображаются на дисплее 10,4 дюйма.
— 14 —

|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
Окно сообщений
Дисплейные клавиши выбора раздела, соответствующие функциональной клавише  , и функции каждого окна описаны ниже.
, и функции каждого окна описаны ниже.
|
(1) |
(2) |
(3) |
(4) |
(5) |
||||||||||||||||||
|
Страница 1 |
СИГН. |
СООБЩ |
ЖУРНАЛ |
|||||||||||||||||||
|
ТРЕВОГИ |
||||||||||||||||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
||||||||||||||||||
|
Страница 2 |
ЖУРН. |
|||||||||||||||||||||
|
СООБЩ |
||||||||||||||||||||||
|
(11) |
(12) |
(13) |
(14) |
(15) |
||||||||||||||||||
|
Страница 3 |
ВСТР.ПРТК |
ПРТК.PCM |
ПРТК.ПЛТ |
|||||||||||||||||||
|
Таблица 1.1.4 (e) |
Сообщение |
|||||||||||||||||||||
|
Ном. |
Меню раздела |
Описание |
||||||||||||||||||||
|
(1) |
СИГН.ТРЕВОГИ |
Выбирает окно аварийных сообщений. |
||||||||||||||||||||
|
(СИГНАЛ ТРЕВОГИ) |
||||||||||||||||||||||
|
(2) |
СООБЩ |
Выбирает окно сообщений для оператора. |
||||||||||||||||||||
|
(СООБЩЕНИЕ) |
||||||||||||||||||||||
|
(3) |
ЖУРНАЛ |
Выбирает окно отображения подробных данных сигналов тревоги, |
||||||||||||||||||||
|
(ЖУРНАЛ) |
имевших место к данному моменту. |
|||||||||||||||||||||
|
(7) |
ЖУРН.СООБЩ |
Выбирает окно внешних сообщений для оператора. |
||||||||||||||||||||
|
(ЖУРНАЛ СООБЩЕНИЙ) |
||||||||||||||||||||||
|
(11) |
ВСТР.ПРТК |
Выбирает окно отображения сообщений об ошибках, относящихся ко |
||||||||||||||||||||
|
(ВСТР. ПРОТОКОЛ) |
встроенной сети Ethernet (встроенный порт). |
|||||||||||||||||||||
|
(12) |
ПРТК.PCM |
Выбирает окно отображения сообщений об ошибках, относящихся ко |
||||||||||||||||||||
|
(ПРОТОКОЛ PCMCIA) |
встроенной сети Ethernet (Ethernet-плата PCMCIA). |
|||||||||||||||||||||
|
(13) |
ПРТК.ПЛТ |
Выбирает окно отображения сообщений об ошибках, относящихся к |
||||||||||||||||||||
|
(ПРОТОКОЛ ПЛАТЫ) |
быстрой сети Ethernet/быстрому серверу данных. |
*Пункты, взятые в скобки на второй строке под «Меню раздела», отображаются на дисплее 10,4 дюйма.
— 15 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
Окно графических изображений
Дисплейные клавиши выбора раздела, соответствующие функциональной клавише  , и функции каждого окна описаны ниже.
, и функции каждого окна описаны ниже.
Если включена функция графического отображения:
|
(1) |
(2) |
(3) |
(4) |
(5) |
||||||||||
|
ПАРАМ |
ГРАФ |
ГРАФ |
УВЕЛИЧ. |
(ОПРЦ) |
||||||||||
|
Таблица1.1.4 (f) Графические изображения |
||
|
Ном. |
Меню раздела |
Описание |
|
(1) |
ПАРАМ |
Выбирает окно настройки графических параметров. |
|
(ПАРАМЕТР) |
||
|
(2) |
ГРАФ |
Выбирает окно для графического отображения траекторий движения |
|
(ГРАФ) |
инструмента. (Для системы серии T) |
|
|
(3) |
ГРАФ |
Выбирает окно для графического отображения траекторий движения |
|
(ГРАФ) |
инструмента. (Для системы серии T) |
|
|
(4) |
УВЕЛИЧ. |
Отображает дисплейную клавишу для задания коэффициента масштабирования |
|
(УВЕЛИЧИТЬ) |
графического отображения. |
*Пункты, взятые в скобки на второй строке под «Меню раздела», отображаются на дисплее 10,4 дюйма.
— 16 —
![]()
B-64305RU/01 1. ОТОБРАЖЕНИЕ И РАБОТА
Если включена функция динамического графического отображения
Серия M:
|
(1) |
(2) |
(3) |
(4) |
(5) |
||||||||||
|
ПАРАМ |
ИСПОЛН |
ИСПОЛН |
ПОЗ |
(ОПРЦ) |
||||||||||
|
(6) |
(7) |
(8) |
(9) |
(10) |
||||||||||
|
ПАРАМ |
3-ПРЦ |
(ОПРЦ) |
||||||||||||
Серия T :
|
(6) |
(7) |
(8) |
(9) |
(10) |
||||||||||||||||
|
ПАРАМ |
ГРАФ |
УВЕЛИЧ. |
(ОПРЦ) |
|||||||||||||||||
|
Таблица 1.1.4 (g) |
Графическое отображение (для динамического |
|||||||||||||||||||
|
графического отображения) |
||||||||||||||||||||
|
Ном. |
Меню раздела |
Описание |
||||||||||||||||||
|
(1) |
ПАРАМ |
Выбирает окно настройки графических параметров чертежа. |
||||||||||||||||||
|
(6) |
(ПАРАМЕТР) |
|||||||||||||||||||
|
(11) |
||||||||||||||||||||
|
(2) |
ИСПОЛН |
Выбирает окно вычерчивания траектории инструмента. |
||||||||||||||||||
|
(ИСПОЛН) |
||||||||||||||||||||
|
(3) |
ИСПОЛН |
Выбирает окно вычерчивания анимации. |
||||||||||||||||||
|
(ИСПОЛН) |
||||||||||||||||||||
|
(4) |
ПОЗ |
Выбирает окно для отображения позиций инструментов на их траекториях во |
||||||||||||||||||
|
(ПОЗИЦИЯ) |
время вычерчивания траекторий инструментов. |
|||||||||||||||||||
|
(7) |
3-ПРЦ |
Выбирает окно для отображения чертежей в трех проекциях при анимированной |
||||||||||||||||||
|
(3-ПРЦ) |
симуляции. |
|||||||||||||||||||
|
(13) |
ГРАФ |
Выбирает окно для графического отображения траекторий движения инструмента. |
||||||||||||||||||
|
(ГРАФ) |
||||||||||||||||||||
|
(14) |
УВЕЛИЧ. |
Отображает дисплейную клавишу для задания коэффициента масштабирования |
||||||||||||||||||
|
(УВЕЛИЧИТЬ) |
графического отображения. |
|||||||||||||||||||
|
*1 Пункты, |
взятые в скобки |
на второй |
строке под «Меню |
|||||||||||||||||
|
раздела», отображаются на дисплее 10,4 дюйма. |
||||||||||||||||||||
|
*2 Пункт (2) ипункт (3) отображаются попеременно при каждом |
||||||||||||||||||||
|
нажатии функциональной клавиши |
. |
— 17 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
1.2 ОКНО КОНФИГУРАЦИИ СИСТЕМЫ
После запуска системы в нормальном режиме, типы установленного оборудования и программного обеспечения можно вывести в окне конфигурации системы.
1.2.1 Метод отображения
1Нажмите функциональную клавишу  , чтобы вывести на дисплей окно параметров и других данных.
, чтобы вывести на дисплей окно параметров и других данных.
2При нажатии дисплейной клавиши [СИСТЕМА] оттображается окно конфигурации системы.
3Имеется два типа окон конфигурации системы: окно аппаратного обеспечения и окно программного обеспечения, между окнами можно переключаться при помощи клавиш
перехода по страницам  .
.
Если вся информация не может быть отображена на одной странице окна, то можно перейти к следующей странице при помощи клавиш  .
.
— 18 —

|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
1.2.2 Окно конфигурации аппаратного обеспечения
— Отображение окна
— Информация, появляющаяся на дисплее
Далее приводятся пояснения к отображенной информации:
1.ИМЯ ГЛАВНАЯ ПЛАТА
•Отображает информацию, касающуюся главной платы, а также карт и модулей на главной плате.
ДОПОЛНИТЕЛЬНАЯ ПЛАТА
•Отображает информацию, касающуюся платы, установленной в дополнительном слоте.
ДИСПЛЕЙ
•Отображает информацию, касающуюся дисплея. ПРОЧЕЕ
•Отображает информацию, касающуюся других компонентов (таких как MDI и основное устройство).
ПОДТВЕРЖДЕНИЕ ID
•Отображает идентификационный номер ЧПУ или сведения ID.
2.СЛОТ
•Отображает номер слота, в котором установлена дополнительная плата.
— 19 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
1.2.3 Окно конфигурации программного обеспечения
— Отображение окна
— Информация, появляющаяся на дисплее
Далее приводятся пояснения к отображенной информации: SYSTEM : Тип программного обеспечения SERIES : Серия программного обеспечения EDITION : Версия программного обеспечения
— 20 —
|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
— Отображенные системы и соответствующие типы программного обеспечения
Далее приводится соответствия между отображенными системами и программным обеспечением:
|
Система |
Тип программного обеспечения |
|
ЧПУ(ОСНОВНОЕ) |
Основное программное обеспечение ЧПУ |
|
ЧПУ (OPT A1) |
Вариант сборки A1 |
|
ЧПУ (OPT A2) |
Вариант сборки A2 |
|
ЧПУ (OPT A3) |
Вариант сборки A3 |
|
ЧПУ(СООБЩ ENG) |
Выбранный язык (английский) |
|
ЧПУ(СООБЩ JPN) |
Выбранный язык (японский) |
|
ЧПУ(СООБЩ DEU) |
Выбранный язык (немецкий) |
|
ЧПУ(СООБЩ FRA) |
Выбранный язык (французский) |
|
СПУ(СООБЩ CHT) |
Выбранный язык (китайский (стандартные символы)) |
|
ЧПУ(СООБЩ ITA) |
Выбранный язык (итальянский) |
|
ЧПУ(СООБЩ KOR) |
Выбранный язык (корейский) |
|
ЧПУ(СООБЩ ESP) |
Выбранный язык (испанский) |
|
ЧПУ(СООБЩ NLD) |
Выбранный язык (голландский) |
|
ЧПУ(СООБЩ DAN) |
Выбранный язык (датский) |
|
ЧПУ(СООБЩ PTG) |
Выбранный язык (португальский) |
|
ЧПУ(СООБЩ PLK) |
Выбранный язык (польский) |
|
ЧПУ(СООБЩ HUN) |
Выбранный язык (венгерский) |
|
ЧПУ(СООБЩ SVE) |
Выбранный язык (шведский) |
|
ЧПУ(СООБЩ CSY) |
Выбранный язык (чешский) |
|
ЧПУ(СООБЩ CHS) |
Выбранный язык (китайский (упрощенные символы)) |
|
ЧПУ(СБЩ РУС) |
Выбранный язык (русский) |
|
ЧПУ(СБЩ ТРЦ) |
Выбранный язык (турецкий) |
|
ЗАГРУЗКА |
Загрузочная система |
|
PMC(СИСТЕМА) |
Функция PMC |
|
PMC(ЦЕПНАЯ СХЕМА1) |
Цепная схема PMC |
|
СЕРВО |
Программное обеспечение цифровой сервосистемы |
|
ШПИНДЕЛЬ-1 |
Шпиндель 1 |
|
ШПИНДЕЛЬ-2 |
Шпиндель 2 |
|
ШПИНДЕЛЬ-3 |
Шпиндель 3 |
|
ГРАФИК |
Функция графического изображения |
|
МАКРОИСП.1 |
Макроисполнитель 1 |
|
МАКРОИСП.2 |
Макроисполнитель 2 |
|
МАКРОИСП.3 |
Макроисполнитель 3 |
|
МАКРОИСП.4 |
Макроисполнитель 4 |
|
МАКРОИСП.5 |
Макроисполнитель 5 |
|
МАКРОИСП.6 |
Макроисполнитель 6 |
|
МАКРО MGI-M |
Мастер Manual guide i (макроисполнитель для серии M) |
|
МАКРО MGI-T |
Мастер Manual guide i (макроисполнитель для серии T) |
|
БИБЛ.ИСП.C |
Библиотека для исполнителя C |
|
ПРИЛ.ИСП.C |
Приложение для исполнителя C |
|
БИБЛ.MGI |
Библиотека для мастера Manual Guide i |
|
ПРИЛ.MGI |
Приложение для мастера Manual Guide i |
|
УПРАВЛЕНИЕ СЕТЬЮ |
Программное обеспечение администрирования связи |
|
ВСТР.ETHER |
Управляющая программа для встроенной функции Ethernet |
|
ПО PROFI |
Программное обеспечение для функции шины PROFIBUS |
|
PROFI ВЕДУЩ. |
Программное обеспечение управления для ведущей функции PROFIBUS. |
|
PROFI ВЕДОМ. |
Программное обеспечение управления для ведомой функции PROFIBUS. |
|
ETHER/DTSVR |
Управляющая программа для быстрого сервера данных |
— 21 —

|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
—Отображение макроисполнителя Серия и версия отображаются для каждого номера, заданного
в момент создания макроса P-кода. Отображается до 6 типов макроисполнителей.
1.2.4 Вывод данных по конфигурации системы
Данные, выводимые в окне конфигурации системы, могут выводиться на устройство ввода/вывода.
(1)Нажмите функциональную клавишу  .
.
(2)Нажмите переключатель РЕДАКТИРОВАТЬ на панели оператора станка.
(3)Нажмите дисплейную клавишу [СИСТЕМА] для вывода на экран окна системной конфигурации.
(4)Нажмите дисплейную клавишу [(ОПРЦ)] и выберите дисплейную клавишу [ВЫВОД Ф].
(5)Нажмите дисплейную клавишу [ИСПОЛН].
(6)Данные выводятся на устройство вывода, выбираемое параметром ном. 0020.
Данные выводятся в файл с именем SYS_CONF.TXT.
— 22 —

|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
1.3 ФУНКЦИЯ ДИАГНОСТИКИ
1.3.1 Отображение окна диагностики
(1)Нажмите функциональную клавишу  .
.
(2)Нажмите дисплейную клавишу [ДГНОС], после чего отобразится окно диагностики.
1.3.2Отображаемое содержание
Причины, по которым рабочие органы станка не перемещаются, несмотря на введенную команду
|
Диагноз |
0 |
Внутреннее состояние ЧПУ 1 |
[Тип данных]
ИМЯ ПРОВЕРКА ДОСТИЖЕНИЯ ПОЛОЖЕНИЯ ПЕРЕРЕГУЛИРОВАНИЕ СКОРОСТИ ПОДАЧИ 0%
ПЕРЕРЕГУЛИРОВАНИЕ СКОРОСТИ ПОДАЧИ В РЕЖИМЕ ПОДВОДА ТОЛЧКАМИ 0%
БЛОКИРОВКА/БЛОКИРОВКА ЗАПУСКА ВКЛ НАБОР СКОРОСТИ ВКЛ ОЖИДАНИЕ ПОВОРОТА
ОСТАНОВ ШИФРАТОРА ПОЛОЖЕНИЯ
ОСТАНОВ ПОДАЧИ
Бит Внутреннее состояние при выводе «1».
Выполняется проверка достижения заданного положения. Перерегулирование скорости подачи составляет 0%. Перерегулирование скорости подачи в режиме подвода толчками составляет 0%.
Сработала блокировка или блокировка запуска.
Система ожидает сигнала набора скорости, чтобы включиться. Система ожидает сигнала об однократном повороте шпинделя при нарезании резьбы.
Система ожидает поворота шифратора положения при подаче за оборот шпинделя.
Произведен останов подачи.
|
Диагноз |
8 |
Внутреннее состояние ЧПУ 2 |
[Тип данных]
ИМЯ СЧИТЫВАНИЕ В ПРИОРИТЕТНОМ РЕЖИМЕ СЧИТЫВАНИЕ В ФОНОВОМРЕЖИМЕ
Бит Внутреннее состояние при выводе «1».
Данные вводятся в приоритетном режиме. Данные вводятся в фоновом режиме.
Состояние вывода интерфейса устройства считывания/записи на перфоленту
|
Диагноз |
10 |
Состояние вывода интерфейса устройства считывания/записи на перфоленту |
При выводе данных посредством интерфейса устройства считывания/записи на перфоленту отображается «1».
Состояние сигнала тревоги ТН
|
Диагноз |
30 |
Подсчет символов при сигнале тревоги TH (редактирование в приоритетном режиме) |
||
|
[Тип данных] Двойное слово ось |
||||
|
Положение, в котором возник сигнал тревоги TH при вводе в |
||||
|
приоритетном режиме, определяется числом символов от начала |
||||
|
блока. |
||||
|
Диагноз |
31 |
Код символа при сигнале тревоги TH (редактирование в приоритетном режиме) |
[Тип данных] Двойное слово ось Отображается код символа для того символа, на котором возник
сигнал тревоги TH при вводе в приоритетном режиме.
— 23 —
|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
||||
|
Диагноз |
32 |
Подсчет символов при сигнале тревоги TH (редактирование в фоновом режиме) |
|||
|
[Тип данных] Двойное слово ось |
|||||
|
Положение, в котором возник сигнал тревоги TH при вводе в |
|||||
|
фоновом режиме, определяется числом символов от начала блока. |
|||||
|
Диагноз |
33 |
Код символа при сигнале тревоги TH (редактирование в фоновом режиме) |
[Тип данных] Двойное слово ось Отображается код символа для того символа, на котором возник
сигнал тревоги TH при вводе в фоновом режиме.
Язык экрана ЧПУ
|
Диагноз |
43 |
Номер текущего языка экрана ЧПУ |
|
|
[Тип данных] Байт |
|||
|
Отображается номер текущего языка экрана ЧПУ. |
|||
|
Сопоставление номеров и языков приводится далее. |
|||
|
0 |
: Английский |
||
|
1 |
: Японский |
||
|
2 |
: Немецкий |
||
|
3 |
: Французский |
||
|
4 |
: Китайский (традиционные символы) |
||
|
5 |
: Итальянский |
||
|
6 |
: Корейский |
||
|
7 |
: Испанский |
||
|
8 |
: Голландский |
||
|
9 |
: Датский |
||
|
10 |
: Португальский |
||
|
11 |
: Польский |
||
|
12 |
: Венгерский |
||
|
13 |
: Шведский |
||
|
14 |
: Чешский |
||
|
15 |
: Китайский (упрощенные символы) |
||
|
16 |
: Русский |
||
|
17 |
: Турецкий |
Описание последовательного импульсного шифратора
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
|||||||
|
Диагноз |
200 |
OVL |
LV |
OVC |
HCA |
HVA |
DCA |
FBA |
OFA |
|||||
|
# 0 |
OFA |
Сигнал тревоги переполнения |
||||||||||||
|
# 1 |
FBA |
Сигнал тревоги рассоединения |
||||||||||||
|
# 2 |
DCA |
Сигнал тревоги разряда |
||||||||||||
|
# 3 |
HVA |
Сигнал тревоги избыточного напряжения |
||||||||||||
|
# 4 |
HCA |
Сигнал тревоги отклонения по току |
||||||||||||
|
# 5 |
OVC |
Сигнал тревоги перегрузки по току |
||||||||||||
|
# 6 |
LV |
Сигнал тревоги недостаточного напряжения |
||||||||||||
|
# 7 |
OVL |
Сигнал тревоги перегрузки |
||||||||||||
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
|||||||
|
Диагноз |
201 |
ALD |
PCR |
EXP |
||||||||||
|
# 4 |
EXP |
|||||||||||||
|
# 7 |
ALD |
— 24 —

|
B-64305RU/01 |
1. ОТОБРАЖЕНИЕ И РАБОТА |
|||
|
ALD |
EXP |
Описание |
||
|
Сигнал тревоги |
0 |
— |
Перегрев двигателя |
|
|
о перегрузке |
1 |
— |
Перегрев усилителя |
|
|
1 |
0 |
Встроенный импульсный шифратор |
||
|
Сигнал тревоги |
(оборудование) |
|||
|
1 |
1 |
Разрыв соединения с импульсным шифратором |
||
|
о разрыве |
||||
|
автономного типа (оборудование) |
||||
|
соединения |
||||
|
0 |
0 |
Разрыв соединения с импульсным шифратором |
||
|
(программное обеспечение) |
# 6 PCR Сигнал об однократном повороте датчика положения был получен до выполнения ручного возврата в референтное положение. С момента задания сетки ручного возврат в референтное положение активирован ручной возврат в референтное положение.
ПРИМЕЧАНИЕ
Данный бит действителен лишь после запуска операции режима ручного возврата в референтное положение.
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
||||||
|
Диагноз |
202 |
CSA |
BLA |
PHA |
RCA |
BZA |
CKA |
SPH |
|||||
|
# 0 |
SPH |
Неисправность в последовательном импульсном шифраторе или |
|||||||||||
|
кабеле обратной связи. |
|||||||||||||
|
# 1 |
CKA |
Ошибочный счет в кабеле обратной связи. |
|||||||||||
|
Неисправность в последовательном импульсном шифраторе. |
|||||||||||||
|
# 2 |
BZA |
Остановка во внутреннем блоке. |
|||||||||||
|
Напряжение батареи стремится к 0. |
|||||||||||||
|
# 3 |
RCA |
Замените батарею и установите референтное положение. |
|||||||||||
|
Неисправность в последовательном импульсном шифраторе. |
|||||||||||||
|
# 4 |
PHA |
Велся неправильный отсчет скорости. |
|||||||||||
|
Ошибка в последовательном импульсном шифраторе или кабеле |
|||||||||||||
|
обратной связи. |
|||||||||||||
|
# 5 |
BLA |
Ошибочный счет в кабеле обратной связи. |
|||||||||||
|
Низкое напряжение батареи (предупреждение) |
|||||||||||||
|
# 6 |
CSA |
Неисправность в оборудовании последовательного импульсного |
|||||||||||
|
шифратора. |
|||||||||||||
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
||||||
|
Диагноз |
203 |
DTE |
CRC |
STB |
PRM |
#4 PRM Ошибка в параметре была обнаружена цифровой системой слежения. См. причину и меры, описанные в диагнозе ном. 352.
#5 STB Не удалось установить соединение с последовательным импульсным шифратором.
Переданные данные ошибочны.
#6 CRC Не удалось установить соединение с последовательным импульсным шифратором.
Переданные данные ошибочны.
#7 DTE Не удалось установить соединение с последовательным импульсным шифратором.
Нет ответа на соединение.
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
|||||
|
Диагноз |
204 |
OFS |
MCC |
LDA |
PMS |
|||||||
|
# 3 |
PMS |
Неверная обратная связь вследствие неисправного последовательного |
||||||||||
|
# 4 |
LDA |
импульсногошифратораСиликабеляобратнойсвязи. |
||||||||||
|
Неисправностьсветодиодапоследовательногоимпульсногошифратора. |
||||||||||||
|
— 25 — |
|
1. ОТОБРАЖЕНИЕ И РАБОТА |
B-64305RU/01 |
|||||||||||||||||
|
# 5 |
MCC |
Оплавились контакты микропроцессора сервоусилителя. |
||||||||||||||||
|
# 6 |
OFS |
Неверное значение тока в результате аналогового/цифрового |
||||||||||||||||
|
преобразования цифровой сервосистемы. |
||||||||||||||||||
|
Описание сигналов тревоги, относящихся к автономному |
||||||||||||||||||
|
последовательному импульсному шифратору |
||||||||||||||||||
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
|||||||||||
|
Диагноз |
205 |
OHA |
LDA |
BLA |
PHA |
CMA |
BZA |
PMA |
SPH |
|||||||||
|
# 0 |
SPH |
В автономном импульсном шифраторе возникла ошибка данных |
||||||||||||||||
|
# 1 |
PMA |
фазы программного обеспечения. |
||||||||||||||||
|
В автономном датчике возникла ошибка импульса. |
||||||||||||||||||
|
# 2 |
BZA |
Напряжение батареи в автономном импульсном шифраторе равно |
||||||||||||||||
|
# 3 |
CMA |
нулю. |
||||||||||||||||
|
В автономном импульсном шифраторе возникла ошибка счета. |
||||||||||||||||||
|
# 4 |
PHA |
На автономной линейной шкале возникла ошибка данных фазы. |
||||||||||||||||
|
# 5 |
BLA |
В автономном импульсном шифраторе возникло низкое напряжение |
||||||||||||||||
|
# 6 |
LDA |
батареи. |
||||||||||||||||
|
Вавтономномимпульсномшифраторевозниклаошибкасветодиода. |
||||||||||||||||||
|
# 7 |
OHA |
В автономном импульсном шифраторе возник перегрев. |
||||||||||||||||
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
|||||||||||
|
Диагноз |
206 |
DTE |
CRC |
STB |
||||||||||||||
|
# 5 |
STB |
В автономном импульсном шифраторе возникла ошибка стопового |
||||||||||||||||
|
# 6 |
CRC |
бита. |
||||||||||||||||
|
В автономном импульсном шифраторе возникла ошибка ЧПУ. |
||||||||||||||||||
|
# 7 |
DTE |
В автономном импульсном шифраторе возникла ошибка данных. |
||||||||||||||||
|
Описание сигналов тревоги, относящихся к неверным параметрам |
||||||||||||||||||
|
сервосистемы (в ЧПУ) |
При возникновении сигнала тревоги сервосистемы SV0417 и |
|||||||||||||||||
|
диагнозе ном. 203#4 = 0 отображается причина. |
||||||||||||||||||
|
Если диагноз ном. 203#4 = 1, см. диагноз ном. 352. |
||||||||||||||||||
|
#7 |
#6 |
#5 |
#4 |
#3 |
#2 |
#1 |
#0 |
|||||||||||
|
Диагноз |
280 |
КТЛГ |
PLS |
PLC |
MOT |
|||||||||||||
|
# 0 |
MOT |
Тип двигателя, заданный в параметре ном. 2020 находится за |
||||||||||||||||
|
# 2 |
PLC |
пределами заданного диапазона. |
||||||||||||||||
|
Количество импульсов обратной связи по скорости за оборот |
||||||||||||||||||
|
мотора, заданное в параметре ном. 2023, равно нулю или меньше. |
||||||||||||||||||
|
# 3 |
PLS |
Неверное значение. |
||||||||||||||||
|
Количество импульсов обратной связи по положению за оборот |
||||||||||||||||||
|
двигателя, заданное в параметре ном. 2024, равно нулю или |
||||||||||||||||||
|
# 4 |
DIR |
меньше. Неверное значение. |
||||||||||||||||
|
Неправильное направление вращения двигателя задано в |
||||||||||||||||||
|
параметре ном. 2022 (значение отличное от 111 или -111). |
||||||||||||||||||
|
Величина погрешности по положению |
||||||||||||||||||
|
Диагноз |
300 |
Разность позиционного отклонения отдельной оси, отображенная в единицах |
||||||||||||||||
|
регистрации |
||||||||||||||||||
|
Погрешность по |
Скорость подачи [мм/мин] × 100 |
× |
1 |
|||||||||||||||
|
60 × коэффициент обратной связи |
Единица измерения |
|||||||||||||||||
|
положению = |
||||||||||||||||||
|
сервосистемы [1/сек] |
||||||||||||||||||
|
— 26 — |
- Home
-
Documents
- B-64513EN_01 Fanuc PMC Programming
PMC PMC PROGRA MMI NG MA NUAL B-64513EN/01 FANUC Series 30+-MODEL B FANUC Series 31+-MODEL B FANUC Series 32+-MODEL B FANUC Series 35+-MODEL B
-
Author
dmitry -
View
1.342 -
Download
399
Embed Size (px)
Text of B-64513EN_01 Fanuc PMC Programming
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
2/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
3/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
4/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
5/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
6/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
7/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
8/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
9/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
10/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
11/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
12/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
13/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
14/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
15/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
16/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
17/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
18/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
19/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
20/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
21/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
22/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
23/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
24/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
25/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
26/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
27/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
28/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
29/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
30/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
31/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
32/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
33/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
34/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
35/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
36/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
37/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
38/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
39/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
40/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
41/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
42/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
43/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
44/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
45/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
46/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
47/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
48/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
49/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
50/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
51/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
52/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
53/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
54/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
55/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
56/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
57/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
58/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
59/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
60/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
61/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
62/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
63/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
64/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
65/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
66/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
67/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
68/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
69/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
70/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
71/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
72/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
73/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
74/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
75/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
76/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
77/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
78/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
79/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
80/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
81/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
82/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
83/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
84/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
85/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
86/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
87/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
88/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
89/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
90/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
91/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
92/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
93/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
94/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
95/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
96/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
97/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
98/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
99/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
100/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
101/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
102/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
103/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
104/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
105/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
106/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
107/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
108/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
109/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
110/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
111/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
112/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
113/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
114/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
115/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
116/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
117/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
118/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
119/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
120/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
121/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
122/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
123/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
124/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
125/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
126/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
127/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
128/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
129/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
130/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
131/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
132/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
133/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
134/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
135/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
136/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
137/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
138/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
139/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
140/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
141/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
142/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
143/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
144/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
145/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
146/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
147/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
148/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
149/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
150/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
151/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
152/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
153/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
154/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
155/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
156/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
157/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
158/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
159/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
160/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
161/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
162/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
163/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
164/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
165/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
166/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
167/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
168/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
169/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
170/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
171/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
172/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
173/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
174/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
175/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
176/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
177/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
178/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
179/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
180/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
181/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
182/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
183/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
184/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
185/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
186/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
187/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
188/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
189/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
190/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
191/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
192/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
193/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
194/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
195/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
196/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
197/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
198/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
199/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
200/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
201/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
202/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
203/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
204/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
205/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
206/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
207/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
208/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
209/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
210/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
211/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
212/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
213/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
214/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
215/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
216/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
217/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
218/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
219/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
220/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
221/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
222/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
223/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
224/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
225/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
226/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
227/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
228/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
229/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
230/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
231/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
232/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
233/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
234/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
235/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
236/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
237/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
238/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
239/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
240/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
241/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
242/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
243/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
244/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
245/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
246/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
247/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
248/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
249/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
250/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
251/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
252/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
253/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
254/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
255/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
256/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
257/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
258/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
259/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
260/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
261/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
262/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
263/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
264/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
265/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
266/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
267/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
268/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
269/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
270/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
271/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
272/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
273/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
274/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
275/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
276/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
277/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
278/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
279/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
280/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
281/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
282/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
283/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
284/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
285/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
286/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
287/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
288/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
289/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
290/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
291/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
292/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
293/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
294/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
295/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
296/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
297/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
298/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
299/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
300/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
301/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
302/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
303/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
304/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
305/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
306/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
307/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
308/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
309/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
310/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
311/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
312/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
313/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
314/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
315/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
316/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
317/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
318/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
319/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
320/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
321/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
322/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
323/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
324/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
325/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
326/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
327/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
328/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
329/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
330/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
331/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
332/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
333/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
334/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
335/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
336/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
337/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
338/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
339/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
340/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
341/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
342/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
343/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
344/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
345/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
346/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
347/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
348/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
349/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
350/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
351/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
352/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
353/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
354/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
355/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
356/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
357/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
358/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
359/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
360/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
361/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
362/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
363/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
364/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
365/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
366/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
367/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
368/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
369/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
370/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
371/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
372/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
373/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
374/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
375/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
376/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
377/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
378/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
379/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
380/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
381/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
382/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
383/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
384/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
385/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
386/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
387/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
388/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
389/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
390/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
391/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
392/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
393/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
394/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
395/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
396/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
397/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
398/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
399/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
400/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
401/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
402/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
403/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
404/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
405/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
406/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
407/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
408/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
409/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
410/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
411/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
412/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
413/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
414/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
415/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
416/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
417/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
418/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
419/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
420/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
421/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
422/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
423/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
424/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
425/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
426/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
427/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
428/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
429/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
430/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
431/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
432/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
433/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
434/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
435/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
436/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
437/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
438/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
439/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
440/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
441/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
442/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
443/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
444/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
445/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
446/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
447/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
448/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
449/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
450/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
451/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
452/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
453/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
454/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
455/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
456/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
457/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
458/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
459/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
460/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
461/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
462/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
463/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
464/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
465/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
466/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
467/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
468/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
469/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
470/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
471/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
472/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
473/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
474/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
475/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
476/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
477/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
478/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
479/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
480/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
481/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
482/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
483/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
484/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
485/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
486/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
487/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
488/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
489/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
490/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
491/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
492/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
493/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
494/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
495/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
496/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
497/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
498/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
499/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
500/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
501/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
502/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
503/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
504/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
505/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
506/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
507/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
508/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
509/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
510/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
511/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
512/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
513/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
514/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
515/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
516/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
517/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
518/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
519/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
520/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
521/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
522/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
523/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
524/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
525/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
526/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
527/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
528/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
529/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
530/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
531/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
532/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
533/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
534/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
535/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
536/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
537/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
538/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
539/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
540/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
541/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
542/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
543/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
544/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
545/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
546/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
547/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
548/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
549/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
550/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
551/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
552/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
553/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
554/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
555/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
556/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
557/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
558/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
559/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
560/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
561/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
562/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
563/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
564/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
565/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
566/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
567/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
568/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
569/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
570/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
571/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
572/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
573/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
574/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
575/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
576/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
577/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
578/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
579/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
580/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
581/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
582/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
583/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
584/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
585/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
586/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
587/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
588/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
589/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
590/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
591/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
592/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
593/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
594/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
595/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
596/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
597/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
598/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
599/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
600/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
601/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
602/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
603/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
604/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
605/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
606/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
607/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
608/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
609/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
610/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
611/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
612/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
613/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
614/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
615/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
616/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
617/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
618/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
619/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
620/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
621/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
622/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
623/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
624/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
625/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
626/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
627/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
628/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
629/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
630/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
631/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
632/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
633/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
634/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
635/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
636/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
637/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
638/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
639/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
640/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
641/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
642/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
643/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
644/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
645/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
646/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
647/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
648/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
649/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
650/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
651/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
652/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
653/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
654/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
655/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
656/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
657/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
658/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
659/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
660/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
661/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
662/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
663/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
664/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
665/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
666/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
667/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
668/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
669/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
670/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
671/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
672/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
673/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
674/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
675/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
676/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
677/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
678/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
679/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
680/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
681/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
682/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
683/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
684/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
685/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
686/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
687/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
688/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
689/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
690/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
691/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
692/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
693/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
694/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
695/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
696/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
697/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
698/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
699/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
700/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
701/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
702/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
703/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
704/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
705/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
706/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
707/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
708/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
709/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
710/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
711/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
712/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
713/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
714/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
715/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
716/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
717/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
718/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
719/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
720/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
721/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
722/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
723/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
724/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
725/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
726/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
727/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
728/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
729/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
730/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
731/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
732/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
733/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
734/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
735/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
736/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
737/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
738/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
739/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
740/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
741/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
742/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
743/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
744/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
745/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
746/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
747/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
748/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
749/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
750/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
751/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
752/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
753/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
754/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
755/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
756/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
757/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
758/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
759/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
760/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
761/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
762/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
763/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
764/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
765/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
766/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
767/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
768/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
769/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
770/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
771/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
772/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
773/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
774/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
775/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
776/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
777/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
778/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
779/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
780/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
781/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
782/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
783/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
784/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
785/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
786/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
787/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
788/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
789/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
790/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
791/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
792/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
793/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
794/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
795/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
796/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
797/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
798/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
799/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
800/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
801/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
802/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
803/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
804/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
805/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
806/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
807/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
808/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
809/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
810/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
811/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
812/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
813/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
814/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
815/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
816/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
817/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
818/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
819/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
820/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
821/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
822/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
823/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
824/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
825/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
826/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
827/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
828/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
829/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
830/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
831/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
832/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
833/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
834/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
835/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
836/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
837/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
838/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
839/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
840/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
841/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
842/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
843/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
844/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
845/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
846/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
847/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
848/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
849/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
850/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
851/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
852/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
853/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
854/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
855/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
856/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
857/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
858/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
859/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
860/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
861/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
862/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
863/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
864/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
865/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
866/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
867/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
868/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
869/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
870/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
871/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
872/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
873/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
874/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
875/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
876/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
877/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
878/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
879/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
880/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
881/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
882/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
883/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
884/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
885/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
886/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
887/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
888/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
889/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
890/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
891/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
892/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
893/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
894/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
895/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
896/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
897/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
898/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
899/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
900/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
901/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
902/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
903/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
904/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
905/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
906/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
907/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
908/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
909/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
910/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
911/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
912/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
913/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
914/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
915/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
916/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
917/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
918/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
919/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
920/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
921/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
922/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
923/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
924/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
925/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
926/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
927/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
928/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
929/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
930/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
931/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
932/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
933/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
934/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
935/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
936/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
937/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
938/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
939/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
940/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
941/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
942/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
943/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
944/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
945/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
946/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
947/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
948/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
949/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
950/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
951/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
952/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
953/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
954/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
955/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
956/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
957/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
958/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
959/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
960/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
961/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
962/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
963/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
964/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
965/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
966/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
967/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
968/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
969/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
970/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
971/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
972/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
973/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
974/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
975/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
976/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
977/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
978/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
979/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
980/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
981/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
982/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
983/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
984/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
985/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
986/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
987/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
988/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
989/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
990/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
991/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
992/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
993/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
994/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
995/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
996/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
997/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
998/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
999/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1000/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1001/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1002/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1003/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1004/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1005/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1006/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1007/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1008/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1009/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1010/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1011/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1012/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1013/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1014/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1015/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1016/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1017/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1018/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1019/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1020/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1021/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1022/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1023/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1024/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1025/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1026/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1027/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1028/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1029/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1030/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1031/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1032/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1033/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1034/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1035/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1036/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1037/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1038/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1039/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1040/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1041/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1042/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1043/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1044/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1045/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1046/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1047/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1048/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1049/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1050/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1051/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1052/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1053/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1054/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1055/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1056/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1057/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1058/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1059/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1060/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1061/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1062/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1063/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1064/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1065/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1066/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1067/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1068/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1069/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1070/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1071/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1072/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1073/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1074/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1075/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1076/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1077/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1078/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1079/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1080/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1081/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1082/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1083/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1084/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1085/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1086/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1087/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1088/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1089/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1090/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1091/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1092/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1093/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1094/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1095/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1096/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1097/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1098/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1099/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1100/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1101/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1102/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1103/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1104/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1105/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1106/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1107/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1108/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1109/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1110/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1111/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1112/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1113/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1114/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1115/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1116/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1117/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1118/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1119/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1120/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1121/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1122/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1123/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programming
1124/1362
http://slidepdf.com/reader/full/b-64513en01-fanuc-pmc-programmi
Loading…
FANUC Серия 0*-МОДЕЛЬ D FANUC Серия 0* Mate-МОДЕЛЬ D
Для системы обрабатывающего центра
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
B-64304RU-2/02

•Ни одну из частей настоящего руководства не допускается воспроизводить
независимо от формы.
•Все спецификации и проектные разработки могут быть изменены без уведомления.
Продукты, представленные в настоящем руководстве, попадают под действие японского закона «Об иностранной валюте и международной торговле». Экспорт из Японии может подлежать экспортному лицензированию правительством Японии.
Кроме того, реэкспорт в другую страну может потребовать лицензии от правительства той страны, из которой производится реэкспорт. На настоящую продукцию также может распространяться действие законодательных актов правительства США о реэкспорте.
При необходимости в экспорте или реэкспорте продуктов, пожалуйста, обратитесь в компанию FANUC за консультацией.
В данном руководстве мы постарались охватить максимально широкий круг
различных вопросов.
Однако мы не можем описать все действия, которые запрещается или невозможно выполнять, поскольку существует множество вариантов различных действий. Поэтому все, что не описано в данном руководстве как возможное, следует рассматривать как «невозможное».
Настоящее руководство содержит названия программ или устройств производства других компаний, некоторые из которых являются зарегистрированными товарными знаками соответствующих владельцев. Однако в основном тексте эти названия не сопровождаются символами ® или ™.

|
B-64304RU-2/02 |
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ |
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
В данном разделе описаны меры предосторожности, связанные с использованием устройств ЧПУ. Соблюдение этих мер предосторожности пользователями необходимо для обеспечения безопасной работы станков, оснащенных устройством ЧПУ (все описания в данном разделе предполагают данную конфигурацию). Обратите внимание на то, что некоторые меры предосторожности относятся только к отдельным функциям, и, таким образом, могут быть неприменимы к определенным устройствам ЧПУ.
Пользователи также должны соблюдать меры безопасности, относящиеся к станку, как указано в соответствующем руководстве, предоставляемом изготовителем станка. Перед началом работы со станком или созданием программы для управления работой станка оператор должен полностью ознакомиться с содержанием данного руководства и соответствующего руководства, предоставляемого изготовителем станка.
|
СОДЕРЖАНИЕ |
|
|
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ «ПРЕДУПРЕЖДЕНИЕ», «ПРЕДОСТЕРЕЖЕНИЕ» И |
|
|
«ПРИМЕЧАНИЕ»…………………………………………………………………………………………………………….. |
s-1 |
|
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ………………………………………………………… |
s-2 |
|
ПРЕДОСТЕРЕЖЕНИЯ И МЕРЫ ПРЕДОСТОРОЖНОСТИ, ОТНОСЯЩИЕСЯ К |
|
|
ПРОГРАММИРОВАНИЮ……………………………………………………………………………………………….. |
s-3 |
|
ПРЕДУПРЕЖДЕНИЯ И ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ОБРАЩЕНИЮ СО |
|
|
СТАНКОМ………………………………………………………………………………………………………………………. |
s-4 |
|
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ…………. |
s-6 |
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ «ПРЕДУПРЕЖДЕНИЕ», «ПРЕДОСТЕРЕЖЕНИЕ» И «ПРИМЕЧАНИЕ»
Настоящее руководство включает описание правил техники безопасности в целях защиты пользователя и предотвращения повреждения оборудования. Меры предосторожности подразделяются на предупреждения и предостережения в соответствии с уровнем опасности, на который они указывают. Кроме того, в примечаниях приводится дополнительная информация.
Внимательно читайте указания типа Предупреждение, Предостережение и Примечание до начала работы со станком.
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
Применяется, если при несоблюдении утвержденной процедуры существует
опасность травмы оператора или одновременно травмы оператора и повреждения оборудования.
 ПРЕДОСТЕРЕЖЕНИЕ
ПРЕДОСТЕРЕЖЕНИЕ
Применяется, если при несоблюдении утвержденной процедуры существует опасность повреждения оборудования.
ПРИМЕЧАНИЕ
Примечание используется для указания дополнительной информации, не
являющейся предупреждением или предостережением.
•Внимательно прочтите данное руководство и храните его в надежном месте.
s-1

ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-2/02
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
1Никогда не приступайте к обработке детали на станке без предварительной проверки работы станка. До начала рабочего прогона убедитесь, что станок
функционирует должным образом, выполнив пробный прогон с использованием, например, одиночного блока, коррекции скорости подачи
или функции блокировки станка, либо без установки на станке инструмента и детали. Невозможность подтверждения нормальной работы станка может привести к непрогнозируемой его работе, в том числе к повреждению детали
и/или самого станка или травме оператора.
2До начала работы со станком тщательно проверьте введенные данные.
Работа на станке с неверно заданными данными может привести к непрогнозируемой работе станка, в том числе к повреждению детали и/или станка или травме оператора.
3Убедитесь в том, что заданная скорость подачи соответствует намеченной операции. Обычно для каждого станка существует максимально допустимая скорость подачи.
Соответствующая скорость подачи меняется в зависимости от намеченной
операции. Смотрите прилагаемое к станку руководство для определения
максимально допустимой скорости подачи.
Если станок работает на неверной скорости, это может привести к
непрогнозируемой работе станка, в том числе к повреждению детали и/или
самого станка или травме оператора.
4При использовании функции коррекции на инструмент тщательно проверьте
направление и величину коррекции.
Работа на станке с неверно заданными данными может привести к
непрогнозируемой работе станка, в том числе к повреждению детали и/или
станка или травме оператора.
s-2

|
B-64304RU-2/02 |
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ |
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
5Параметры для ЧПУ и ПКД устанавливаются на заводе-изготовителе. Как правило, в их изменении нет необходимости. Вместе с тем, если изменению параметра нет другой альтернативы, перед внесением изменения
убедитесь в том, что полностью понимаете назначение параметра.
Неверная настройка параметра может привести к непрогнозируемой работе станка, в том числе к повреждению детали и/или станка или травме оператора.
6Непосредственно после включения электропитания не прикасайтесь к
клавишам на панели ввода данных вручную (MDI) до появления на
устройстве ЧПУ отображения положения или экрана аварийных сигналов. Некоторые клавиши на панели MDI предназначены для техобслуживания и других специальных операций. Нажатие любой из этих клавиш может привести к нестандартному состоянию ЧПУ. Запуск станка в данном состоянии может вызвать непрогнозируемую работу.
7Руководство по эксплуатации и руководство по программированию,
поставляемые вместе с устройством ЧПУ, представляют полное описание всех функций станка, включая дополнительные функции. Обратите внимание, что дополнительные функции меняются в зависимости от модели станка. Следовательно, некоторые функции, описанные в данных
руководствах, могут отсутствовать в конкретной модели. В случае сомнений
проверьте по спецификации станка.
8Некоторые функции могли быть установлены по требованию изготовителя
станка. При использовании подобных функций обращайтесь к руководству, поставляемому изготовителем станка, для получения более подробной информации по их использованию и соответствующих предупреждений.
 ПРЕДОСТЕРЕЖЕНИЕ
ПРЕДОСТЕРЕЖЕНИЕ
Жидкокристаллический дисплей изготавливается на основе точной
технологии изготовления. Некоторые пиксели могут не включатся или оставаться включенными. Это обычное явление для ЖК-дисплея, которое не является дефектом.
ПРИМЕЧАНИЕ
Программы, параметры и переменные макропрограммы сохраняются в энергонезависимой памяти устройства ЧПУ. Обычно они сохраняются даже при выключении питания.
Однако такие данные могут быть удалены по неосторожности или могут подлежать обязательному удалению из энергонезависимой памяти для восстановления после ошибки.
Во избежание повторения описанных выше последствий и для быстрого восстановления удаленных данных выполняйте резервное копирование всех важных данных и храните резервную копию в безопасном месте.
s-3

ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-2/02
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ПРОГРАММИРОВАНИЮ
Данный раздел охватывает наиболее важные меры предосторожности, относящиеся к программированию. Прежде чем пытаться выполнить программирование внимательно прочитайте руководство по эксплуатации, чтобы полностью ознакомиться с его содержанием.
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
1Настройка системы координат
При неправильной установке системы координат станок может вести себя
непрогнозируемым образом, что является результатом программы, выдающей неверную команду перемещения. Такая непрогнозируемая
работа может привести к повреждению инструмента, самого станка, детали или к травме оператора.
2Позиционирование с помощью нелинейной интерполяции
При выполнении позиционирования с помощью нелинейной интерполяции
(позиционирования с помощью нелинейного перемещения между начальной
и конечной точками) необходимо внимательно проверять траекторию перемещения инструмента до выполнения программирования. При позиционировании применяется ускоренный подвод. Столкновение инструмента с деталью может привести к повреждению инструмента, станка, детали или травме оператора.
3Функция, включающая ось вращения
При управлении нормальным (перпендикулярным) направлением
обращайте особое внимание на скорость оси вращения. Неверное
программирование может привести к слишком высокой скорости оси
вращения, вследствие чего центробежная сила может ослабить захват
патрона на детали, если последняя закреплена ненадежно. В этом случае
есть вероятность повреждения инструмента, самого станка, детали или травмы оператора.
4Преобразование дюймы/метрические единицы
Переход при вводе с дюймов на метры и наоборот не приведет к переводу
единиц измерения таких данных, как коррекция исходной позиции детали,
параметр и текущая позиция. Поэтому до запуска станка установите
используемые единицы измерения. Попытка выполнения операции с
заданными недопустимыми данными может привести к повреждению инструмента, самого станка, детали или травме оператора.
s-4

|
B-64304RU-2/02 |
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ |
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
5Контроль постоянства скорости резания
Если ось, подвергаемая постоянному управлению скоростью нарезания, выходит на начало системы координат детали, скорость шпинделя может
стать слишком высокой. Поэтому необходимо установить максимально
допустимую скорость. Неправильная установка максимально допустимой скорости может привести к повреждению инструмента, самого станка, детали или к травме оператора.
6Проверка длины хода
После включения питания при необходимости выполните ручной возврат на референтную позицию. Проверка длины хода невозможна до выполнения ручного возврата на референтную позицию. Имейте в виду, что когда
проверка длины хода выключена, сигнал об ошибке не выдается даже при
превышении предела хода, что может привести к повреждению инструмента, самого станка, детали или травме оператора.
7Абсолютный/инкрементный режим
Если программа, созданная с абсолютными значениями, работает в
инкрементном режиме или наоборот, станок может вести себя непрогнозируемым образом.
8Выбор плоскости
Если для круговой интерполяции, винтовой интерполяции или стандартного
цикла плоскость задана некорректно, станок может вести себя
непрогнозируемым образом. Подробную информацию смотрите в описаниях
соответствующих функций.
9Пропуск предела крутящего момента
Перед пропуском предельного значения крутящего момента задайте это
значение. Если пропуск предела крутящего момента задается без заданного
в данный момент значения, команда перемещения будет выполнена без
пропуска.
10Программируемое зеркальное отображение
Обратите внимание на то, что при включении программируемого зеркального отображения запрограммированные операции выполняются по-другому.
11Функция коррекции
Если команда, основанная на системе координат станка, или команда
возврата на референтную позицию выдается в режиме функции коррекции, коррекция временно отменяется, что приводит к непрогнозируемому поведению станка.
Следовательно, до выдачи любой из вышеуказанных команд всегда отменяйте режим функции коррекции.
s-5

ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-2/02
ПРЕДУПРЕЖДЕНИЯ И ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ОБРАЩЕНИЮ СО СТАНКОМ
В данном разделе описаны меры предосторожности, относящиеся к обращению с инструментами станка. Прежде чем пытаться эксплуатировать станок внимательно прочитайте руководство по эксплуатации, так, чтобы полностью уяснить его содержание.
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
1Ручное управление
При работе со станком вручную установите текущую позицию инструмента и
детали и убедитесь в том, что ось перемещения, направление и скорость подачи были заданы верно. Неправильная работа станка может привести к
повреждению инструмента, самого станка, детали или травме оператора.
2Ручной возврат на референтную позицию
После включения питания при необходимости выполните ручной возврат на
референтную позицию.
Если работа на станке осуществляется без предварительного ручного возврата на референтную позицию, станок может работать
непрогнозируемым образом. Проверка длины хода невозможна до
выполнения ручного возврата на референтную позицию.
Непредвиденная работа станка может привести к повреждению инструмента, самого станка, детали или травме оператора.
3Ручная подача с помощью маховика
Ручная подача с помощью маховика с применением высокого коэффициента вращения, например, 100, приводит к быстрому вращению инструмента и стола. Небрежное обращение со станком может привести к повреждению инструмента и/или станка или травме оператора.
4Выключенная ручная коррекция
Если ручная коррекция выключена (в соответствии со спецификацией в
переменной макропрограммы) во время нарезания резьбы, жесткого или
другого нарезания резьбы, скорость невозможно спрогнозировать, что
может привести к повреждению инструмента, самого станка, детали или
травме оператора.
5Начальная/предварительно заданная операция
Как правило, не следует приступать к начальной/ предварительно заданной операции, когда станок работает под программным управлением. В противном случае станок может работать непредвиденным образом, что может привести к повреждению инструмента, самого станка, детали или травме оператора.
6Сдвиг системы координат детали
Вмешательство в режиме ручного управления, блокировка станка или зеркальное отображение могут привести к сдвигу системы координат детали. Прежде чем пытаться работать на станке под управлением программы, внимательно проверьте систему координат.
Если станок работает под программным управлением без припусков на какой-либо сдвиг системы координат детали, станок может вести себя
неожиданным образом, что может привести к повреждению инструмента, самого станка, детали или к травме оператора.
s-6

|
B-64304RU-2/02 |
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ |
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
7Программная панель оператора и переключатели меню
С помощью программной панели оператора и переключателей меню, совместно с панелью MDI (РВД = ручной ввод данных), можно задать
операции, ввод которых не предусмотрен с панели оператора станка,
например, изменение режима работы, изменение значений ручной коррекции или команды толчковой подачи.
Вместе с тем обратите внимание на то, что при небрежной работе с клавишами панели ввода данных вручную станок может работать
непрогнозируемым образом, что может привести к повреждению инструмента, самого станка, детали или травмированию пользователя.
8Клавиша RESET (сброс)
Нажатие клавиши СБРОС останавливает запущенную в данный момент программу. В результате сервоось останавливается. Однако клавиша СБРОС может не сработать, например, из-за сбоя панели MDI. Таким образом, если необходимо остановить двигатели, для обеспечения безопасности используйте кнопку аварийного останова вместо клавиши «сброс».
9Вмешательство в режиме ручного управления
Если ручное вмешательство выполняется во время выполнения запрограммированной операции, траектория перемещения инструмента может измениться при последующем перезапуске станка. Поэтому перед перезапуском станка после вмешательства в режиме ручного управления проверьте настройки ручных абсолютных переключателей, параметров и абсолютного/инкрементного режима управления.
10Остановка подачи, ручная коррекция и покадровый режим
Функции останова подачи, ручной коррекции и одиночного блока могут быть выключены с помощью системной переменной макропрограммы пользователя #3004. В данном случае будьте внимательны при работе на станке.
s-7

ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-2/02
 ПРЕДУПРЕЖДЕНИЕ 11 Пробный прогон
ПРЕДУПРЕЖДЕНИЕ 11 Пробный прогон
Обычно холостой ход используется для подтверждения надлежащей работы станка. Во время холостого хода станок работает со скоростью холостого
хода, которая отличается от соответствующей запрограммированной
скорости подачи. Имейте в виду, что скорость пробного прогона иногда может быть выше запрограммированной скорости подачи.
12 Коррекция на радиус вершины инструмента и на инструмент в режиме
РВД
Обращайте особое внимание на траекторию перемещения инструмента,
задаваемую командой в режиме ввода данных вручную, так как в этом режиме не применяется коррекция на радиус резца или вершину
инструмента. Когда с пульта MDI вводится команда прерывания автоматической работы в режиме коррекции на радиус резца или вершину инструмента, обращайте особое внимание на траекторию инструмента при последующем возобновлении автоматического режима работы. Подробную информацию см. в описаниях соответствующих функций.
13 Редактирование программы
Если станок останавливается и после этого программа механической обработки редактируется (изменение, вставка или удаление), станок может вести себя непрогнозируемым образом, если механическая обработка возобновляется при управлении такой программой. В общем, запрещается изменять, вставлять или удалять команды из программы механической обработки во время ее использования.
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
1Замена батареи резервного питания памяти
При замене резервных батарей памяти оставьте питание станка (ЧПУ) включенным и используйте аварийный останов станка. Поскольку эта работа выполняется при включенном питании и при открытом корпусе, эту работу может выполнять только персонал, прошедший санкционированное обучение технике безопасности и техобслуживанию.
При замене батарей примите меры к тому, чтобы не коснуться схем высокого
напряжения (обозначенных  и оборудованных защитной крышкой). Прикосновение к неизолированным цепям высокого напряжения чрезвычайно опасно, так как может привести к удару током.
и оборудованных защитной крышкой). Прикосновение к неизолированным цепям высокого напряжения чрезвычайно опасно, так как может привести к удару током.
s-8
![]()
|
B-64304RU-2/02 |
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ |
ПРИМЕЧАНИЕ
В устройстве ЧПУ используются батареи для защиты содержимого его памяти, так как в нем должны сохраняться такие данные, как программы,
коррекции и параметры, даже если не используется внешний источник электропитания.
Если напряжение батареи падает, на пульте или экране оператора станка отображается сигнал об ошибке из-за разряда батареи.
При отображении сигнала об ошибке о низком напряжении батарей их следует заменить в течение недели. В противном случае содержимое
памяти устройства ЧПУ будет потеряно.
Подробную информацию о порядке замены батареи см. в разделе «Способ
замены батареи» руководства по эксплуатации (общее для серии T/M).
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
2Замена батареи абсолютного импульсного датчика положения
При замене резервных батарей памяти оставьте питание станка (ЧПУ)
включенным и используйте аварийный останов станка. Поскольку эта работа выполняется при включенном питании и при открытом корпусе, эту работу может выполнять только персонал, прошедший санкционированное обучение технике безопасности и техобслуживанию.
При замене батарей примите меры к тому, чтобы не коснуться схем высокого
напряжения (обозначенных  и оборудованных защитной крышкой).
и оборудованных защитной крышкой).
Прикосновение к неизолированным цепям высокого напряжения
чрезвычайно опасно, так как может привести к удару током.
ПРИМЕЧАНИЕ
В абсолютном импульсном кодирующем устройстве используются батареи
для сохранения его абсолютной позиции.
При падении напряжения батареи на экране или панель оператора станка отображается сигнал об ошибке из-за разряда батареи.
При отображении сигнала об ошибке о низком напряжении батарей их следует заменить в течение недели. В противном случае данные об абсолютной позиции, хранящиеся в импульсном кодирующем устройстве, будут потеряны.
Подробную информацию о порядке замены батареи см. в разделе «Способ
замены батареи» руководства по эксплуатации (общее для серии T/M).
 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ
3Замена плавкого предохранителя
Перед заменой перегоревшего плавкого предохранителя необходимо обнаружить и устранить причину, по которой перегорел предохранитель. По этой причине эту работу может выполнять только тот персонал, который прошел утвержденную подготовку по безопасности и техническому обслуживанию.
При замене предохранителя и работе в открытом шкафу примите меры к
тому, чтобы не коснуться схем высокого напряжения (обозначенных  и оборудованных защитной крышкой).
и оборудованных защитной крышкой).
Прикосновение к неизолированным цепям высокого напряжения чрезвычайно опасно, так как может привести к удару током.
s-9

|
B-64304RU-2/02 |
СОДЕРЖАНИЕ |
СОДЕРЖАНИЕ
|
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ…………………………………………….. |
1 |
|
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ «ПРЕДУПРЕЖДЕНИЕ», «ПРЕДОСТЕРЕЖЕНИЕ» И |
|
|
«ПРИМЕЧАНИЕ»………………………………………………………………………………. |
1 |
|
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ ………………………………… |
2 |
|
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К |
|
|
ПРОГРАММИРОВАНИЮ………………………………………………………………….. |
4 |
|
ПРЕДУПРЕЖДЕНИЯ И ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К |
|
|
ОБРАЩЕНИЮ СО СТАНКОМ …………………………………………………………… |
6 |
|
ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ |
|
|
ТЕХОБСЛУЖИВАНИЮ…………………………………………………………………….. |
8 |
|
I. ОБЩИЕ СВЕДЕНИЯ |
|
1 ОБЩИЕ СВЕДЕНИЯ…………………………………………………………………… |
3 |
|
|
1.1 |
ОБЩАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТЫ НА СТАНКЕ С ЧПУ……….. |
6 |
|
1.2 |
ПРИМЕЧАНИЯ ПО ЧТЕНИЮ НАСТОЯЩЕГО РУКОВОДСТВА……………. |
7 |
|
1.3 |
ПРИМЕЧАНИЯ ПО РАЗЛИЧНЫМ ТИПАМ ДАННЫХ…………………………… |
7 |
|
II. ПРОГРАММИРОВАНИЕ |
|
1 |
ОБЩИЕ СВЕДЕНИЯ…………………………………………………………………. |
11 |
|
|
1.1 |
ФОРМА ИНСТРУМЕНТА И ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА |
||
|
ПРОГРАММНЫМ ПУТЕМ……………………………………………………………….. |
11 |
||
|
2 |
ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ (G-ФУНКЦИЯ) ……………………. |
13 |
|
|
3 |
ФУНКЦИЯ ИНТЕРПОЛЯЦИИ…………………………………………………….. |
17 |
|
|
3.1 |
ПОЗИЦИОНИРОВАНИЕ В ОДНОМ НАПРАВЛЕНИИ (G60)……………….. |
17 |
|
|
3.2 |
НАРЕЗАНИЕ РЕЗЬБЫ (G33)…………………………………………………………… |
19 |
|
|
3.3 |
НАНОСГЛАЖИВАНИЕ……………………………………………………………………. |
21 |
|
|
4 |
ЗНАЧЕНИЕ И ИЗМЕРЕНИЕ КООРДИНАТ…………………………………. |
27 |
|
|
4.1 |
КОМАНДА В ПОЛЯРНЫХ КООРДИНАТАХ (G15, G16) ……………………… |
27 |
|
|
5 |
ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ ПРОГРАММИРОВАНИЯ…………….. |
30 |
|
|
5.1 |
СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ ………………………………………………. |
30 |
5.1.1Цикл высокоскоростного сверления с периодическим выводом сверла (G73)
|
……………………………………………………………………………………………………………….. |
34 |
|
|
5.1.2 |
Цикл нарезания левой резьбы (G74)…………………………………………………………. |
36 |
|
5.1.3 |
Цикл чистового растачивания (G76) ………………………………………………………… |
41 |
|
5.1.4 |
Цикл сверления, центровочное сверление (G81)……………………………………….. |
43 |
|
5.1.5 |
Цикл сверления, цилиндрическое зенкование (G82) …………………………………. |
45 |
|
5.1.6 |
Цикл сверления с периодическим выводом сверла (G83) ………………………….. |
47 |
5.1.7Цикл сверления малых отверстий с периодическим выводом сверла (G83) ..49
|
5.1.8 |
Цикл нарезания резьбы (G84)…………………………………………………………………… |
53 |
|
5.1.9 |
Цикл растачивания (G85)…………………………………………………………………………. |
55 |
c-1
|
СОДЕРЖАНИЕ |
B-64304RU-2/02 |
||
|
5.1.10 |
Цикл растачивания (G86)…………………………………………………………………………. |
57 |
|
|
5.1.11 |
Цикл обратного растачивания (G87) ………………………………………………………… |
59 |
|
|
5.1.12 |
Цикл растачивания (G88)…………………………………………………………………………. |
61 |
|
|
5.1.13 |
Цикл растачивания (G89)…………………………………………………………………………. |
63 |
|
|
5.1.14 |
Отмена стандартного цикла сверления (G80)……………………………………………. |
64 |
|
|
5.1.15 |
Пример использования стандартных циклов для сверления………………………. |
65 |
|
|
5.2 |
ЖЕСТКОЕ НАРЕЗАНИЕ РЕЗЬБЫ …………………………………………………… |
67 |
|
|
5.2.1 |
Жесткое нарезание резьбы (G84) ……………………………………………………………… |
67 |
|
|
5.2.2 |
Цикл жесткого нарезания левой резьбы (G74) ………………………………………….. |
71 |
5.2.3Цикл жесткого нарезания резьбы с периодическим выводом инструмента (G84
|
или G74) …………………………………………………………………………………………………. |
75 |
||
|
5.2.4 Отмена стандартного цикла (G80) ……………………………………………………………. |
78 |
||
|
5.2.5 Ручная коррекция во время жесткого нарезания резьбы……………………………. |
78 |
||
|
5.2.5.1 |
Коррекция при выводе………………………………………………………………………… |
78 |
|
|
5.2.5.2 |
Сигнал ручной коррекции……………………………………………………………………. |
80 |
|
|
5.3 |
СНЯТИЕ ФАСКИ И РАДИУСНАЯ ОБРАБОТКА УГЛОВ (ОПЦИЯ)………. |
81 |
5.4ФУНКЦИЯ ИНДЕКСИРОВАНИЯ ДЕЛИТЕЛЬНО-ПОВОРОТНГО СТОЛА85
5.5УПРАВЛЕНИЕ ВРЕЗНОЙ ПОДАЧЕЙ (ДЛЯ ШЛИФОВАЛЬНОГО СТАНКА)
……………………………………………………………………………………………………… 87
5.6СТАНДАРТНЫЙ ЦИКЛ ШЛИФОВАНИЯ (ДЛЯ ШЛИФОВАЛЬНОГО
|
СТАНКА) ……………………………………………………………………………………….. |
90 |
|
|
5.6.1 |
Цикл врезного шлифования (G75) ……………………………………………………………. |
91 |
|
5.6.2 |
Цикл прямого врезного шлифования с постоянными размерами (G77) ……… |
95 |
|
5.6.3 |
Цикл шлифования поверхности с непрерывной подачей (G78) …………………. |
98 |
|
5.6.4 |
Цикл шлифования поверхности с прерывистой подачей (G79)………………… |
101 |
|
6 ФУНКЦИЯ КОРРЕКЦИИ………………………………………………………….. |
104 |
||
|
6.1 |
КОРРЕКЦИЯ НА ДЛИНУ ИНСТРУМЕНТА (G43, G44, G49)……………… |
104 |
|
|
6.1.1 |
Краткий обзор……………………………………………………………………………………….. |
104 |
|
|
6.1.2 Команды G53, G28 и G30 в режиме коррекции на длину инструмента…….. |
109 |
||
|
6.2 |
ТИПЫ СДВИГА ПРИ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА ………. |
111 |
|
|
6.3 |
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА (G37)….. |
118 |
|
|
6.4 |
КОРРЕКЦИЯ НА ИНСТРУМЕНТ (G45 — G48) ………………………………….. |
121 |
|
|
6.5 |
КРАТКИЙ ОБЗОР КОРРЕКЦИИ НА ИНСТРУМЕНТ (G40-G42) ………… |
127 |
|
|
6.6 |
ПОДРОБНЫЕ СВЕДЕНИЯ О КОРРЕКЦИИ НА ИНСТРУМЕНТ………… |
133 |
|
|
6.6.1 |
Краткий обзор……………………………………………………………………………………….. |
133 |
|
|
6.6.2 Перемещение инструмента при запуске …………………………………………………. |
137 |
||
|
6.6.3 Перемещение инструмента в режиме коррекции…………………………………….. |
142 |
||
|
6.6.4 Перемещение инструмента в режиме отмены коррекции………………………… |
160 |
||
|
6.6.5 Предотвращение перереза из-за коррекции на инструмент……………………… |
167 |
||
|
6.6.6 |
Проверка наличия столкновения ……………………………………………………………. |
170 |
6.6.6.1Операция, выполняющаяся, если сделан вывод, что будет столкновение173
|
6.6.6.2 |
Функция сигнала об ошибке при проверке столкновения |
……………………. 173 |
|
|
6.6.6.3 |
Функция предотвращения при проверке столкновения……………………….. |
175 |
|
|
6.6.7 Коррекция на инструмент для ввода с панели РВД…………………………………. |
181 |
||
|
6.7 |
КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРИ ОБХОДЕ УГЛА (G39) ……………….. |
183 |
6.8ЗНАЧЕНИЯ КОРРЕКЦИИ НА ИНСТРУМЕНТ, НОМЕРА ЗНАЧЕНИЙ
|
КОРРЕКЦИИ И ВВОД ЗНАЧЕНИЙ ИЗ ПРОГРАММЫ (G10) …………….. |
185 |
|
|
6.9 |
МАСШТАБИРОВАНИЕ (G50, G51)…………………………………………………. |
187 |
|
6.10 |
ВРАЩЕНИЕ СИСТЕМЫ КООРДИНАТ (G68, G69)…………………………… |
194 |
|
6.11 |
КОНТРОЛЬ ПЕРПЕНДИКУЛЯРНОСТИ (G40.1, G41.1, G42.1) ………… |
201 |
c-2

|
B-64304RU-2/02 |
СОДЕРЖАНИЕ |
6.12ПРОГРАММИРУЕМОЕ ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ (G50.1, G51.1)
|
……………………………………………………………………………………………………. |
205 |
||||||
|
7 |
ДОСТУП К ПАМЯТИ В ПРОГРАММНОМ ФОРМАТЕ Серии 10/11207 |
||||||
|
8 |
ФУНКЦИИ УПРАВЛЕНИЯ ОСЬЮ……………………………………………. |
208 |
|||||
|
8.1 |
ЭЛЕКТРОННЫЙ РЕДУКТОР (G80, G81 (G80.4, G81.4)) ………………….. |
208 |
|||||
|
8.1.1 |
Электронный редуктор………………………………………………………………………….. |
208 |
|||||
|
III. РАБОТА |
|||||||
|
1 |
НАСТРОЙКА И ОТОБРАЖЕНИЕ ДАННЫХ……………………………… |
217 |
|||||
|
1.1 |
ЭКРАНЫ, ВЫЗЫВАЕМЫЕ ФУНКЦИОНАЛЬНОЙ КЛАВИШЕЙ |
217 |
|||||
|
1.1.1 |
Настройка и отображение значения коррекции на инструмент………………… |
217 |
|||||
|
1.1.2 |
Измерение длины инструмента………………………………………………………………. |
220 |
|||||
|
1.1.3 |
Выбор уровня обработки……………………………………………………………………….. |
222 |
|||||
|
1.1.3.1 |
Выбор уровня сглаживания……………………………………………………………….. |
222 |
|||||
|
1.1.3.2 |
Выбор уровня точности……………………………………………………………………… |
223 |
|||||
|
1.1.4 |
Выбор уровня качества обработки …………………………………………………………. |
223 |
|||||
|
2 |
АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ……………………………………………. |
225 |
|||||
|
2.1 |
ОБРАТНЫЙ ХОД………………………………………………………………………….. |
225 |
|||||
|
ПРИЛОЖЕНИЕ |
|||||||
|
A |
ПАРАМЕТРЫ…………………………………………………………………………. |
237 |
|||||
|
A.1 |
ОПИСАНИЕ ПАРАМЕТРОВ ………………………………………………………….. |
237 |
|||||
|
A.2 |
ТИП ДАННЫХ………………………………………………………………………………. |
284 |
|||||
|
A.3 |
ТАБЛИЦЫ СТАНДАРТНЫХ НАСТРОЕК ПАРАМЕТРОВ………………….. |
285 |
|||||
|
B |
ОТЛИЧИЯ ОТ СЕРИИ 0i-C………………………………………………………. |
287 |
|||||
|
B.1 |
МИНИМАЛЬНЫЙ ШАГ………………………………………………………………….. |
288 |
|||||
|
B.1.1 |
Различия в способах задания………………………………………………………………….. |
288 |
|||||
|
B.1.2 |
Различия в отображении диагностики…………………………………………………….. |
288 |
|||||
|
B.2 |
АВТОМАТИЧЕСКАЯ КОРРЕКЦИЯ НА ИНСТРУМЕНТ…………………….. |
288 |
|||||
|
B.2.1 |
Различия в способах задания………………………………………………………………….. |
288 |
|||||
|
B.2.2 |
Различия в отображении диагностики…………………………………………………….. |
289 |
|||||
|
B.3 |
КРУГОВАЯ ИНТЕРПОЛЯЦИЯ……………………………………………………….. |
290 |
|||||
|
B.3.1 |
Различия в способах задания………………………………………………………………….. |
290 |
|||||
|
B.3.2 |
Различия в отображении диагностики…………………………………………………….. |
290 |
|||||
|
B.4 |
ВИНТОВАЯ ИНТЕРПОЛЯЦИЯ………………………………………………………. |
291 |
|||||
|
B.4.1 |
Различия в способах задания………………………………………………………………….. |
291 |
|||||
|
B.4.2 |
Различия в отображении диагностики…………………………………………………….. |
291 |
|||||
|
B.5 |
ФУНКЦИЯ ПРОПУСКА …………………………………………………………………. |
292 |
|||||
|
B.5.1 |
Различия в способах задания………………………………………………………………….. |
292 |
|||||
|
B.5.2 |
Различия в отображении диагностики…………………………………………………….. |
294 |
|||||
|
B.6 |
РУЧНОЙ ВОЗВРАТ НА РЕФЕРЕНТНУЮ ПОЗИЦИЮ ……………………… |
294 |
|||||
|
B.6.1 |
Различия в способах задания………………………………………………………………….. |
294 |
|||||
|
B.6.2 |
Различия в отображении диагностики…………………………………………………….. |
296 |
|||||
|
B.7 |
СИСТЕМА КООРДИНАТ ДЕТАЛИ………………………………………………….. |
297 |
|||||
|
B.7.1 |
Различия в способах задания………………………………………………………………….. |
297 |
|||||
|
B.7.2 |
Различия в отображении диагностики…………………………………………………….. |
297 |
c-3

|
СОДЕРЖАНИЕ |
B-64304RU-2/02 |
||
|
B.8 |
ЛОКАЛЬНАЯ СИСТЕМА КООРДИНАТ…………………………………………… |
298 |
|
|
B.8.1 |
Различия в способах задания………………………………………………………………….. |
298 |
|
|
B.8.2 |
Различия в отображении диагностики…………………………………………………….. |
299 |
|
|
B.9 |
УПРАВЛЕНИЕ КОНТУРОМ СК………………………………………………………. |
300 |
|
|
B.9.1 |
Различия в способах задания………………………………………………………………….. |
300 |
|
|
B.9.2 |
Различия в отображении диагностики…………………………………………………….. |
300 |
|
|
B.10 |
ПОСЛЕДОВАТЕЛЬНОЕ/АНАЛОГОВОЕ УПРАВЛЕНИЕ ШПИНДЕЛЕМ300 |
||
|
B.10.1 |
Различия в способах задания………………………………………………………………….. |
300 |
|
|
B.10.2 |
Различия в отображении диагностики…………………………………………………….. |
300 |
|
|
B.11 |
УПРАВЛЕНИЕ ПОСТОЯННОЙ СКОРОСТЬЮ РЕЗАНИЯ………………… |
301 |
|
|
B.11.1 |
Различия в способах задания………………………………………………………………….. |
301 |
|
|
B.11.2 |
Различия в отображении диагностики…………………………………………………….. |
301 |
|
|
B.12 |
ФУНКЦИИ ИНСТРУМЕНТА…………………………………………………………… |
302 |
|
|
B.12.1 |
Различия в способах задания………………………………………………………………….. |
302 |
|
|
B.12.2 |
Различия в отображении диагностики…………………………………………………….. |
302 |
|
|
B.13 |
ПАМЯТЬ КОРРЕКЦИИ НА ИНСТРУМЕНТ……………………………………… |
303 |
|
|
B.13.1 |
Различия в способах задания………………………………………………………………….. |
303 |
|
|
B.13.2 |
Различия в отображении диагностики…………………………………………………….. |
303 |
|
|
B.14 |
МАКРОПРОГРАММА ПОЛЬЗОВАТЕЛЯ…………………………………………. |
304 |
|
|
B.14.1 |
Различия в способах задания………………………………………………………………….. |
304 |
|
|
B.14.2 |
Различия в отображении диагностики…………………………………………………….. |
305 |
|
|
B.14.3 |
Разное …………………………………………………………………………………………………… |
306 |
|
|
B.15 |
МАКРОПРОГРАММА ПОЛЬЗОВАТЕЛЯ ТИПА ПРЕРЫВАНИЯ………… |
306 |
|
|
B.15.1 |
Различия в способах задания………………………………………………………………….. |
306 |
|
|
B.15.2 |
Различия в отображении диагностики…………………………………………………….. |
306 |
|
|
B.16 |
ВВОД ПРОГРАММИРУЕМОГО ПАРАМЕТРА (G10) ………………………… |
306 |
|
|
B.16.1 |
Различия в способах задания………………………………………………………………….. |
306 |
|
|
B.16.2 |
Различия в отображении диагностики…………………………………………………….. |
306 |
|
|
B.17 |
УПРАВЛЕНИЕ AI С РАСШИРЕННЫМ ПРЕДПРОСМОТРОМ / |
||
|
КОНТУРНОЕ УПРАВЛЕНИЕ AI ……………………………………………………… |
307 |
||
|
B.17.1 |
Различия в способах задания………………………………………………………………….. |
307 |
|
|
B.17.2 |
Различия в отображении диагностики…………………………………………………….. |
309 |
|
|
B.18 |
ФУНКЦИЯ ВЫБОРА УСЛОВИЯ ОБРАБОТКИ ………………………………… |
310 |
|
|
B.18.1 |
Различия в способах задания………………………………………………………………….. |
310 |
|
|
B.18.2 |
Различия в отображении диагностики…………………………………………………….. |
310 |
|
|
B.19 |
СИНХРОННОЕ УПРАВЛЕНИЕ ОСЯМИ …………………………………………. |
311 |
|
|
B.19.1 |
Различия в способах задания………………………………………………………………….. |
311 |
|
|
B.19.2 |
Различия в отображении диагностики…………………………………………………….. |
315 |
|
|
B.20 |
ПРОИЗВОЛЬНОЕ УПРАВЛЕНИЕ НАКЛОННЫМИ ОСЯМИ……………… |
316 |
|
|
B.20.1 |
Различия в способах задания………………………………………………………………….. |
316 |
|
|
B.20.2 |
Различия в отображении диагностики…………………………………………………….. |
316 |
|
|
B.21 |
ОТОБРАЖЕНИЕ НАРАБОТКИ И КОЛИЧЕСТВА ДЕТАЛЕЙ……………… |
317 |
|
|
B.21.1 |
Различия в способах задания………………………………………………………………….. |
317 |
|
|
B.21.2 |
Различия в отображении диагностики…………………………………………………….. |
317 |
|
|
B.22 |
РУЧНАЯ ПОДАЧА МАХОВИКОМ…………………………………………………… |
318 |
|
|
B.22.1 |
Различия в способах задания………………………………………………………………….. |
318 |
|
|
B.22.2 |
Различия в отображении диагностики…………………………………………………….. |
319 |
|
|
B.23 |
УПРАВЛЕНИЕ ОСЯМИ ПКД………………………………………………………….. |
320 |
|
|
B.23.1 |
Различия в способах задания………………………………………………………………….. |
320 |
|
|
B.23.2 |
Различия в отображении диагностики…………………………………………………….. |
325 |
|
|
B.24 |
ВЫЗОВ ВНЕШНЕЙ ПОДПРОГРАММЫ (M198)……………………………….. |
325 |
c-4

|
B-64304RU-2/02 |
СОДЕРЖАНИЕ |
|
|
B.24.1 Различия в способах задания………………………………………………………………….. |
325 |
|
|
B.24.2 Различия в отображении диагностики…………………………………………………….. |
325 |
|
|
B.25 |
ПОИСК ПОРЯДКОВОГО НОМЕРА………………………………………………… |
326 |
|
B.25.1 Различия в способах задания………………………………………………………………….. |
326 |
|
|
B.25.2 Различия в отображении диагностики…………………………………………………….. |
326 |
|
|
B.26 |
ПРОВЕРКА СОХРАНЕННОГО ХОДА…………………………………………….. |
327 |
|
B.26.1 Различия в способах задания………………………………………………………………….. |
327 |
|
|
B.26.2 Различия в отображении диагностики…………………………………………………….. |
328 |
|
|
B.27 |
СОХРАНЕННАЯ КОРРЕКЦИЯ ПОГРЕШНОСТИ ШАГА…………………… |
329 |
|
B.27.1 Различия в способах задания………………………………………………………………….. |
329 |
|
|
B.27.2 Различия в отображении диагностики…………………………………………………….. |
329 |
|
|
B.28 |
ФУНКЦИЯ ОЧИСТКИ ЭКРАНА И ФУНКЦИЯ АВТОМАТИЧЕСКОЙ |
|
|
ОЧИСТКИ ЭКРАНА………………………………………………………………………. |
330 |
|
|
B.28.1 Различия в способах задания………………………………………………………………….. |
330 |
|
|
B.28.2 Различия в отображении диагностики…………………………………………………….. |
330 |
|
|
B.29 |
СБРОС И ПЕРЕМОТКА………………………………………………………………… |
331 |
|
B.29.1 Различия в способах задания………………………………………………………………….. |
331 |
|
|
B.29.2 Различия в отображении диагностики…………………………………………………….. |
331 |
|
|
B.30 |
РУЧНОЕ АБСОЛЮТНОЕ ВКЛЮЧЕНИЕ И ВЫКЛЮЧЕНИЕ………………. |
332 |
|
B.30.1 Различия в способах задания………………………………………………………………….. |
332 |
|
|
B.30.2 Различия в отображении диагностики…………………………………………………….. |
332 |
|
|
B.31 |
ВНЕШНИЙ ВВОД ДАННЫХ…………………………………………………………… |
333 |
|
B.31.1 Различия в способах задания………………………………………………………………….. |
333 |
|
|
B.31.2 Различия в отображении диагностики…………………………………………………….. |
334 |
|
|
B.32 |
ФУНКЦИЯ СЕРВЕРА ДАННЫХ……………………………………………………… |
335 |
|
B.32.1 Различия в способах задания………………………………………………………………….. |
335 |
|
|
B.32.2 Различия в отображении диагностики…………………………………………………….. |
335 |
|
|
B.33 |
ДИСПЕТЧЕР ЧПУ POWER MATE ………………………………………………….. |
335 |
|
B.33.1 Различия в способах задания………………………………………………………………….. |
335 |
|
|
B.33.2 Различия в отображении диагностики…………………………………………………….. |
335 |
|
|
B.34 |
КОРРЕКЦИЯ НА ИНСТРУМЕНТ/КОРРЕКЦИЯ НА РАДИУС ВЕРШИНЫ |
|
|
ИНСТРУМЕНТА……………………………………………………………………………. |
336 |
|
|
B.34.1 Различия в способах задания………………………………………………………………….. |
336 |
|
|
B.34.2 Различия в отображении диагностики…………………………………………………….. |
340 |
|
|
B.35 |
СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ …………………………………………….. |
341 |
|
B.35.1 Различия в способах задания………………………………………………………………….. |
341 |
|
|
B.35.2 Различия в отображении диагностики…………………………………………………….. |
342 |
|
|
B.36 |
СТАНДАРТНЫЙ ЦИКЛ ШЛИФОВАНИЯ …………………………………………. |
343 |
|
B.36.1 Различия в способах задания………………………………………………………………….. |
343 |
|
|
B.36.2 Различия в отображении диагностики…………………………………………………….. |
343 |
|
|
B.37 |
ПОЗИЦИОНИРОВАНИЕ В ОДНОМ НАПРАВЛЕНИИ………………………. |
344 |
|
B.37.1 Различия в способах задания………………………………………………………………….. |
344 |
|
|
B.37.2 Различия в отображении диагностики…………………………………………………….. |
344 |
|
|
B.38 |
СНЯТИЕ ФАСКИ С ПРОИЗВОЛЬНЫМ УГЛОМ И РАДИУСНАЯ |
|
|
ОБРАБОТКА УГЛОВ…………………………………………………………………….. |
344 |
|
|
B.38.1 Различия в способах задания………………………………………………………………….. |
344 |
|
|
B.38.2 Различия в отображении диагностики…………………………………………………….. |
345 |
c-5
I. ОБЩИЕ СВЕДЕНИЯ
![]()
|
B-64304RU-2/02 |
ОБЩИЕ СВЕДЕНИЯ |
1.ОБЩИЕ СВЕДЕНИЯ |
1 ОБЩИЕ СВЕДЕНИЯ
Настоящее руководство состоит из следующих частей:
Онастоящем руководстве
I.ОБЩИЕ СВЕДЕНИЯ Описана организация глав, применимые модели, связанные руководства и примечания по
чтению настоящего руководства.
II.ПРОГРАММИРОВАНИЕ Описаны все функции: Формат, используемый для программирования функций на языке ЧПУ, характеристики и ограничения.
III.РАБОТА Описана работа со станком в автоматическом и ручном режимах, процедуры ввода/вывода
данных и процедуры редактирования программы.
ПРИЛОЖЕНИЕ Перечень параметров, диапазон действительных данных и сигналов об ошибке.
ПРИМЕЧАНИЕ
1Настоящее руководство описывает функции, доступные при контурном
управлении в серии M. Информацию о других функциях, относящихся не
только к серии M, см. в руководстве по эксплуатации (общее для системы
токарного станка и системы обрабатывающего центра) (B-64304RU).
2Некоторые функции, описанные в настоящем руководстве, нельзя
применить к некоторым продуктам. Подробную информацию см. в руководстве ОПИСАНИЯ (B-64302RU).
3Настоящее руководство не описывает параметров, которые не упомянуты в
этом тексте. Подробные сведения об этих параметрах см. в руководстве по параметрам (B-64310RU).
Параметры используются для предварительного задания функций и рабочих условий станка с ЧПУ, а также часто используемых значений. Обычно параметры станка задаются на заводе-изготовителе, таким образом, оператор может использовать станок без затруднений.
4В настоящем руководстве описываются не только основные функции, а
также дополнительные функции. В данном руководстве, составленном изготовителем станка, найдите опции, включенные в Вашу систему.
Применимые модели
Внастоящем руководстве описываются следующие модели, которые относятся к категории «Nano CNC».
Систему ЧПУ «Nano CNC», в которой реализована высокоточная механическая обработка, можно создать сочетанием этих моделей и высокоскоростных, высокоточных сервоконтроллеров.
Втексте, к обозначению модели могут добавляться сокращения, как указано ниже.
|
Наименование модели |
Сокращение |
||
|
FANUC Серия 0i -MD |
0i-MD |
Серия 0i-MD |
|
|
FANUC Серия 0i Mate-MD |
0i Mate-MD |
Серия 0i Mate-MD |
— 3 —

|
1.ОБЩИЕ СВЕДЕНИЯ |
ОБЩИЕ СВЕДЕНИЯ |
B-64304RU-2/02 |
ПРИМЕЧАНИЕ
1Для наглядности эти модели можно классифицировать как показано ниже:
— M-серия: 0i -MD / 0i Mate -MD
2Некоторые функции, описанные в настоящем руководстве, нельзя применить к некоторым продуктам.
Подробную информацию см. в руководстве «Описания» (B-64302RU).
3В станках 0i-D / 0i Mate-D для включения или выключения некоторых
основных функций задание параметров не требуется.
См. эти параметры в разделе 4.51, «ПАРАМЕТРЫ ОСНОВНЫХ ФУНКЦИЙ 0i-D / 0i Mate-D» в «РУКОВОДСТВЕ ПО ПАРАМЕТРАМ»
(B-64310RU).
Специальные обозначения
Вданном руководстве используются следующие символы:
—IP
Указывает комбинацию осей, например X_ Y_ Z_
Числовое значение, такое как координатное значение, помещается в подчеркнутом виде после каждого адреса (используется в ПРОГРАММИРОВАНИИ).
—;
Отображает конец блока. Соответствует коду LF системы ISO или коду CR системы EIA.
Руководства, относящиеся к серии 0i -D, серии 0i Mate -D
В следующей таблице приведены руководства, относящиеся к серии 0i -D, серии 0i Mate -D. Настоящее руководство отмечено звездочкой(*).
Таблица 1 Соответствующие руководства
|
Название руководства |
Номер |
|
|
спецификации |
||
|
ОПИСАНИЯ |
B-64302RU |
|
|
РУКОВОДСТВО ПО СВЯЗИ (ОБОРУДОВАНИЕ) |
B-64303RU |
|
|
РУКОВОДСТВО ПО СВЯЗИ (ФУНКЦИОНИРОВАНИЕ) |
B-64303RU-1 |
|
|
РУКОВОДСТВО ПО ЭКСПЛАУТАЦИИ (общее для систем токарных |
B-64304RU |
|
|
станков/центров обработки) |
||
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ (для системы токарных станков) |
B-64304RU-1 |
|
|
РУКОВОДСТВО ОПЕРАТОРА (для системы центров обработки) |
B-64304RU-2 |
* |
|
РУКОВОДСТВО ПО ТЕХОБСЛУЖИВАНИЮ |
B-64305RU |
|
|
РУКОВОДСТВО ПО ПАРАМЕТРАМ |
B-64310RU |
|
|
РУКОВОДСТВО ПО ВВОДУ В ЭКСПЛУАТАЦИЮ |
B-64304RU-3 |
|
|
ПРОГРАММИРОВАНИЕ |
||
|
Компилятор макросов / Исполнитель макросов |
B-64303RU-2 |
|
|
РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ |
||
|
Компилятор макрокоманд. РУКОВОДСТВО ОПЕРАТОРА |
B-64304RU-5 |
|
|
РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ на языке программирования С |
B-64303RU-3 |
|
|
PMC |
||
|
РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ PMC |
B-64393RU |
|
|
Сеть |
||
|
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ платы PROFIBUS-DP |
B-64403RU |
|
|
Быстрый Ethernet / Быстрый сервер данных. РУКОВОДСТВО ОПЕРАТОРА |
B-64414RU |
|
|
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ платы DeviceNet |
B-64443RU |
|
|
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ платы FL-net |
B-64453RU |
— 4 —

|
B-64304RU-2/02 |
ОБЩИЕ СВЕДЕНИЯ |
1.ОБЩИЕ СВЕДЕНИЯ |
|||||
|
Название руководства |
Номер |
||||||
|
спецификации |
|||||||
|
Двойная проверка безопасности |
|||||||
|
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ двойного контроля безопасности |
B-64303RU-4 |
||||||
|
Функция управления работой |
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ i
(общее для системы токарного станка / обрабатывающего центра)
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ i (для системы обрабатывающих центров)
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ i (Функции по настройке) РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ 0i РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ TURN MATE i
B-63874RU
B-63874RU-2
B-63874RU-1
B-64434RU
B-64254RU
Руководства, относящиеся к СЕРВОДВИГАТЕЛЮ серии αi/βi
В следующей таблице приведены руководства для СЕРВОДВИГАТЕЛЕЙ серии αi/βi
Таблица 2 Соответствующие руководства
|
Название руководства |
Номер спецификации |
|
|
СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА FANUC серия αi |
B-65262RU |
|
|
ОПИСАНИЯ |
||
|
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия αi |
B-65272RU |
|
|
ОПИСАНИЯ |
||
|
СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА FANUC серия βi |
B-65302RU |
|
|
ОПИСАНИЯ |
||
|
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия βi |
B-65312RU |
|
|
ОПИСАНИЯ |
||
|
СЕРВОУСИЛИТЕЛЬ FANUC серия αi |
B-65282RU |
|
|
ОПИСАНИЯ |
||
|
СЕРВОУСИЛИТЕЛЬ FANUC серия βi |
B-65322RU |
|
|
ОПИСАНИЯ |
||
|
СЕРВОДВИГАТЕЛЬ FANUC серия αis |
||
|
СЕРВОДВИГАТЕЛЬ FANUC серия αi |
||
|
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия αi |
B-65285RU |
|
|
СЕРВОУСИЛИТЕЛЬ FANUC серия αi |
||
|
РУКОВОДСТВО ПО ТЕХОБСЛУЖИВАНИЮ |
||
|
СЕРВОДВИГАТЕЛЬ FANUC серия βis |
||
|
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия βi |
B-65325RU |
|
|
СЕРВОУСИЛИТЕЛЬ FANUC серия βi |
||
|
РУКОВОДСТВО ПО ТЕХОБСЛУЖИВАНИЮ |
||
|
СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА FANUC серия αi/βi , |
||
|
ЛИНЕЙНЫЙ ДВИГАТЕЛЬ FANUC серии LiS |
B-65270RU |
|
|
РУКОВОДСТВО ПО ПАРАМЕТРАМ ВСТРОЕННОГО СИНХРОННОГО |
||
|
СЕРВОДВИГАТЕЛЯ FANUC серии DiS |
||
|
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC αi серия iβ |
||
|
ВСТРОЕННЫЙ ДВИГАТЕЛЬ ШПИНДЕЛЯ серии Bi |
B-65280RU |
|
|
РУКОВОДСТВО ПО ПАРАМЕТРАМ |
В данном руководстве в основном предполагается, что используется серводвигатель FANUC серии αi. Информацию по серводвигателю и шпинделю смотрите в руководствах к серводвигателю и шпинделю, которые подсоединены в данный момент.
— 5 —

|
1.ОБЩИЕ СВЕДЕНИЯ |
ОБЩИЕ СВЕДЕНИЯ |
B-64304RU-2/02 |
1.1 ОБЩАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТЫ НА СТАНКЕ С ЧПУ
Для обработки детали с помощью станка с ЧПУ сначала создайте программу, затем приступайте к работе на станке с ЧПУ с использованием этой программы.
(1)Для работы на станке с ЧПУ сначала создайте программу на основе чертежа детали. Создание программы описано в части II, «Программирование».
(2)Программа должна быть считана системой ЧПУ. Затем установите на станке детали и инструменты и запустите инструменты в соответствии с программой. Затем выполните обработку.
Эксплуатация системы ЧПУ описана в части III, «Эксплуатация».
|
Чертеж |
Программа |
||
|
обработки |
|||
|
детали |
детали |
||
|
ЧПУ |
Станок |
||
|
ЧАСТЬ II, |
ЧАСТЬ III, «РАБОТА» |
||
|
«ПРОГРАММИРОВАНИЕ» |
|||
Прежде чем приступать к программированию, составьте план обработки детали. План обработки
1.Определение диапазона обработки деталей
2.Способ установки деталей на станке
3.Последовательность выполнения всех процессов обработки
4.Режущий инструмент и условия резания
Выберите соответствующий метод для каждого процесса резания.
|
Процесс резания |
1 |
2 |
3 |
|
|
Порядок |
Резание на |
Резание по |
Проточка |
|
|
выполнения резания |
торце |
внешнему |
канавок |
|
|
диаметру |
||||
|
1. |
Способ резания: |
|||
|
Черновое |
||||
|
Получистовое |
||||
|
Чистовое |
||||
|
2. |
Режущие инструменты |
|||
|
3. |
Условия резания: |
|||
|
Скорость подачи |
||||
|
Глубина резания |
||||
|
4. |
Траектория инструмента |
— 6 —

|
B-64304RU-2/02 |
ОБЩИЕ СВЕДЕНИЯ |
1.ОБЩИЕ СВЕДЕНИЯ |
1.2 ПРИМЕЧАНИЯ ПО ЧТЕНИЮ НАСТОЯЩЕГО РУКОВОДСТВА
 ПРЕДОСТЕРЕЖЕНИЕ
ПРЕДОСТЕРЕЖЕНИЕ
1Функционирование всех систем станка с ЧПУ зависит не только от ЧПУ, но и от сочетания других факторов: самого станка, шкафа с магнитным
экранированием, сервосистемы, устройства ЧПУ, пультов управления и т.д. Очень сложно описать функционирование, программирование и работу сразу
для всех сочетаний. Как правило, в настоящем руководстве вышеуказанное описывается с точки зрения ЧПУ. Таким образом, для получения более подробной информации по конкретному станку с ЧПУ см. руководство, изданное изготовителем станка, которое имеет приоритет перед настоящим
руководством.
2В поле верхнего колонтитула на каждой станице настоящего руководства
приводится название главы, таким образом читатель может легко найти необходимую информацию.
Найдя нужный заголовок, читатель может обратиться только к необходимым
разделам.
3В настоящем руководстве описывается максимально возможное количество
приемлемых вариантов использования оборудования. В руководстве не
затрагиваются все комбинации свойств, опций и команд, которые не следует
применять.
Если какое-либо сочетание операций не описано в руководстве, применять его не следует.
1.3ПРИМЕЧАНИЯ ПО РАЗЛИЧНЫМ ТИПАМ ДАННЫХ
 ПРЕДОСТЕРЕЖЕНИЕ
ПРЕДОСТЕРЕЖЕНИЕ
Программы по обработке, параметры, данные по коррекции и т.д. сохраняются во внутренней энергонезависимой памяти ЧПУ. Как правило, эти параметры не теряются при включении/ выключении питания. Однако может возникнуть состояние, при котором ценные данные, сохраненные в энергонезависимой памяти, подлежат удалению вследствие стирания в результате неправильных действий или при устранении неисправности. Для
быстрого восстановления данные при возникновении такого рода проблем рекомендуется заранее создавать резервные копии различных видов
данных.
— 7 —
II. ПРОГРАММИРОВАНИЕ
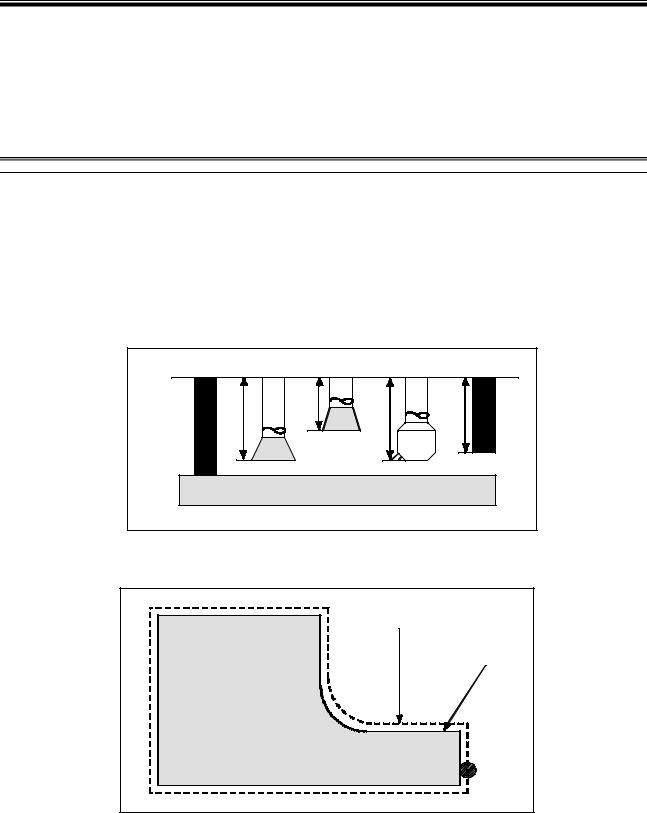
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ |
1.ОБЩИЕ СВЕДЕНИЯ |
1 ОБЩИЕ СВЕДЕНИЯ
Глава 1, «ОБЩИЕ СВЕДЕНИЯ», состоит из следующих разделов:
|
1.1 ФОРМА ИНСТРУМЕНТА И ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА ПРОГРАММНЫМ |
|
|
ПУТЕМ…………………………………………………………………………………………………………………………….. |
11 |
1.1 ФОРМА ИНСТРУМЕНТА И ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА ПРОГРАММНЫМ ПУТЕМ
Пояснение
—Обработка кромкой резца — функция коррекции на длину инструмента
Как правило, для обработки одной детали используется несколько инструментов. Инструменты имеют разную длину. Изменение программы с учетом инструментов проблематично. Следовательно, необходимо заранее измерить длину каждого инструмента. Задав разницу между длиной стандартного инструмента и длиной каждого инструмента в устройстве ЧПУ (см. главу «Настройка и отображение данных» в руководстве по эксплуатации (общем для системы токарного станка / системы обрабатывающего центра)), можно выполнять обработку, не меняя программы, даже если происходит смена инструмента. Эта функция называется коррекцией на длину инструмента (См. главу “Функция коррекции” в данном руководстве).
|
H1 |
H2 |
H3 |
H4 |
|
Стандартный |
|||
|
инструмент |
|||
|
Деталь |
—Обработка боковой стороной режущего инструмента – Функция коррекции на инструмент
Траектория резца с использованием коррекции на инструмент
Контур
обрабатываемой
детали
Деталь
— 11 —
|
1.ОБЩИЕ СВЕДЕНИЯ |
ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
Поскольку у резца есть радиус, центр траектории движения резца проходит вокруг детали при отклонении радиуса резца.
Если данные о радиусе режущего инструмента хранятся в устройстве ЧПУ (См. главу «Настройка и отображение данных» в руководстве по эксплуатации (общем для системы токарного станка / системы обрабатывающего центра )), инструмент можно перемещать на расстоянии радиуса режущего инструмента от контура обрабатываемой детали. Эта функция называется коррекцией на инструмент (См. главу “Функция коррекции” в данном руководстве).
— 12 —
![]()
|
2.ПОДГОТОВИТЕЛЬНАЯ |
|||
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ ФУНКЦИЯ (G-ФУНКЦИЯ) |
||
|
2 |
ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ |
||
|
(G-ФУНКЦИЯ) |
Номер, стоящий за G-адресом, определяет значение команды для соответствующего блока. G-коды разделены на следующие два типа.
|
Тип |
Значение |
|
Однократный G-код |
G-код действует только в том блоке, в котором задан. |
|
Модальный G-код |
G-код действует до задания другого G-кода той же группы. |
(Пример)
G01 и G00 являются модальными G-кодами в группе 01. G01 X_ ;
Z_ ; G01 действует только в данном диапазоне. X_ ;
G00 Z_ ; G00 действует только в данном диапазоне. X_ ;
G01 X_ ;
:
Пояснение
1.Если при включении электропитания или сбросе задается состояние очистки (параметр CLR (№ 3402#6)), модальные G-коды переводятся в описанные ниже состояния.
(1)Модальные G-коды переводятся в состояния, отмеченные  , как указано в таблице 2.
, как указано в таблице 2.
(2)G20 и G21 остаются без изменений, когда при включении питания или сбросе задается состояние очистки.
(3)Какое состояние G22 или G23 при включении питания задается параметром G23 (№ 3402#7). Однако G22 и G23 остаются без изменений, если состояние очистки задается при сбросе.
(4)Пользователь может установить G00 или G01 настройкой параметра G01 (№ 3402#0).
(5)Пользователь может установить G90 или G91, настройкой параметра G91 (№ 3402#3). Если используется система G-кодов B или С в системе токарного станка, настройка параметра G91 (№ 3402#3) определяет действующий код, или G90, или G91.
(6)В системе обрабатывающего центра оператор может выбрать G17, G18 или G19 настройкой параметров G18 и G19 (№ 3402#1 и #2).
2.G-коды в группе 00, кроме G10 и G11, являются однократными G-кодами.
3.Если задан G-код, не указанный в списке G-кодов, или задан G-код без указания соответствующей опции, выводится сигнал об ошибке PS0010.
4.В одном блоке может указываться несколько G-кодов, если все G-коды принадлежат к разным группам. Если в одном блоке задается несколько G-кодов, принадлежащих одной группе, действителен только G-код, заданный последним.
5.Если G-код, принадлежащий группе 01, задан в стандартном цикле для сверления, стандартный цикл для сверления отменяется. Это означает, что устанавливается то же состояние, что и при задании G80. Отметьте, что на G-коды группы 01 не влияет G-код, задающий стандартный цикл для сверления.
6.G-коды указываются группой.
7.Группа G60 переключается согласно настройке параметра MDL (№ 5431#0). (Когда бит MDL установлен на 0, выбирается группа 00. Если бит MDL установлен на 1, выбирается группа 01).
—13 —

|
2. ПОДГОТОВИТЕЛЬНАЯ |
|||||
|
ФУНКЦИЯ (G-ФУНКЦИЯ) |
ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
|||
|
Таблица 2 Перечень G-кодов |
|||||
|
G-код |
Группа |
Функция |
|||
|
G00 |
Позиционирование (ускоренный подвод) |
||||
|
G01 |
Линейная интерполяция (рабочая подача) |
||||
|
G02 |
01 |
Круговая интерполяция по часовой стрелке или винтовая интерполяция по |
|||
|
часовой стрелке |
|||||
|
G03 |
Круговая интерполяция против часовой стрелки или винтовая интерполяция |
||||
|
против часовой стрелки |
|||||
|
G04 |
Задержка, точная остановка |
||||
|
G05.1 |
Управление AI с расширенным предпросмотром / контурное управление AI / |
||||
|
Контурное управления AI II |
|||||
|
G05.4 |
00 |
HRV3 вкл./выкл. |
|||
|
G07.1 (G107) |
Цилиндрическая интерполяция |
||||
|
G09 |
Точная остановка |
||||
|
G10 |
Ввод программируемых данных |
||||
|
G11 |
Отмена режима ввода программируемых данных |
||||
|
G15 |
17 |
Отмена команды в полярных координатах |
|||
|
G16 |
Команда в полярных координатах |
||||
|
G17 |
Выбор плоскости XpYp |
Xp : Ось X или параллельная ей ось |
|||
|
G18 |
02 |
Выбор плоскости ZpXp |
Yp: Ось Y или параллельная ей ось |
||
|
G19 |
Выбор плоскости YpZp |
Zp: Ось Z или параллельная ей ось |
|||
|
G20 |
06 |
Ввод в дюймах |
|||
|
G21 |
Ввод в мм |
||||
|
G22 |
04 |
Функция проверки сохраненного хода вкл |
|||
|
G23 |
Функция проверки сохраненного хода выкл |
||||
|
G27 |
Проверка возврата на референтную позицию |
||||
|
G28 |
Автоматический возврат на референтную позицию |
||||
|
G29 |
00 |
Перемещение из референтной позиции |
|||
|
G30 |
2-й, 3-й и 4-й возврат на референтную позицию |
||||
|
G31 |
Функция пропуска |
||||
|
G33 |
01 |
Нарезание резьбы |
|||
|
G37 |
00 |
Автоматическое измерение длины инструмента |
|||
|
G39 |
Коррекция на инструмент круговая интерполяция в углах |
||||
|
G40 |
Коррекция на инструмент отмена |
||||
|
G41 |
07 |
Коррекция на инструмент влево |
|||
|
G42 |
Коррекция на инструмент вправо |
||||
|
G40.1 |
Режим отмены управления перпендикулярным направлением |
||||
|
G41.1 |
19 |
Управление перпендикулярным направлением движения включено: влево |
|||
|
G42.1 |
Управление перпендикулярным направлением движения включено: вправо |
||||
|
G43 |
08 |
Коррекция на длину инструмента + |
|||
|
G44 |
Коррекция на длину инструмента — |
||||
|
G45 |
Коррекция на инструмент: возрастание |
||||
|
G46 |
00 |
Коррекция на инструмент: убывание |
|||
|
G47 |
Коррекция на инструмент: двойное возрастание |
||||
|
G48 |
Коррекция на инструмент: двойное убывание |
||||
|
G49 |
08 |
Отмена коррекции на длину инструмента |
|||
|
G50 |
11 |
Отмена масштабирования |
|||
|
G51 |
Масштабирование |
||||
|
G50.1 |
22 |
Отмена программируемого зеркального отображения |
|||
|
G51.1 |
Программируемое зеркальное отображение |
||||
|
G52 |
00 |
Установка локальной системы координат |
|||
|
G53 |
Установка системы координат станка |
||||
|
— 14 — |

|
2.ПОДГОТОВИТЕЛЬНАЯ |
||||
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ |
ФУНКЦИЯ (G-ФУНКЦИЯ) |
||
|
Таблица 2 Перечень G-кодов |
||||
|
G-код |
Группа |
Функция |
||
|
G54 |
Выбор системы координат детали 1 |
|||
|
G54.1 |
Выбор дополнительной системы координат детали |
|||
|
G55 |
Выбор системы координат детали 2 |
|||
|
G56 |
14 |
Выбор системы координат детали 3 |
||
|
G57 |
Выбор системы координат детали 4 |
|||
|
G58 |
Выбор системы координат детали 5 |
|||
|
G59 |
Выбор системы координат детали 6 |
|||
|
G60 |
00 |
Позиционирование в одном направлении |
||
|
G61 |
Режим точной остановки |
|||
|
G62 |
15 |
Автоматическая угловая коррекция |
||
|
G63 |
Режим нарезания резьбы |
|||
|
G64 |
Режим обработки |
|||
|
H90 |
00 |
Вызов макропрограммы |
||
|
G66 |
12 |
Модальный вызов макропрограммы |
||
|
G67 |
Отмена модального вызова макропрограммы |
|||
|
G68 |
16 |
Режим вращения системы координат включен |
||
|
G69 |
Режим вращения системы координат выключен |
|||
|
G73 |
09 |
Цикл сверления с периодическим выводом сверла |
||
|
G74 |
Цикл нарезания левой резьбы |
|||
|
G75 |
01 |
Цикл врезного шлифования (для шлифовального станка) |
||
|
G76 |
09 |
Цикл чистового растачивания |
||
|
G77 |
Цикл врезного шлифования/прямого определения размера |
|||
|
(для шлифовального станка) |
||||
|
G78 |
01 |
Цикл шлифования поверхности с постоянной подачей |
||
|
(для шлифовального станка) |
||||
|
G79 |
Цикл шлифования поверхности с прерывистой подачей |
|||
|
(для шлифовального станка) |
||||
|
G80 |
09 |
Отмена стандартного цикла |
||
|
Электронный редуктор: отмена синхронизации |
||||
|
G80.4 |
34 |
Электронный редуктор: отмена синхронизации |
||
|
G81.4 |
Электронный редуктор: пуск синхронизации |
|||
|
G81 |
Цикл сверления или цикл центровочного сверления |
|||
|
Электронный редуктор: пуск синхронизации |
||||
|
G82 |
Цикл сверления или цикл цилиндрического зенкования |
|||
|
G83 |
Цикл сверления с периодическим выводом сверла |
|||
|
G84 |
Цикл нарезания резьбы |
|||
|
G84.2 |
09 |
Жесткий цикл нарезания резьбы (формат FS10/11) |
||
|
G84.3 |
Цикл жесткого нарезания левой резьбы (формат FS10/11) |
|||
|
G85 |
Цикл растачивания |
|||
|
G86 |
Цикл растачивания |
|||
|
G87 |
Цикл обратного растачивания |
|||
|
G88 |
Цикл растачивания |
|||
|
G89 |
Цикл растачивания |
|||
|
G90 |
03 |
Абсолютное программирование |
||
|
G91 |
Инкрементное программирование |
|||
|
G91.1 |
Проверка максимальной заданной величины приращения |
|||
|
G92 |
00 |
Установка для системы координат детали или зажим при максимальной скорости |
||
|
шпинделя |
||||
|
G92.1 |
Предварительная установка системы координат детали |
|||
|
— 15 — |

|
2. ПОДГОТОВИТЕЛЬНАЯ |
||||
|
ФУНКЦИЯ (G-ФУНКЦИЯ) |
ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
||
|
Таблица 2 Перечень G-кодов |
||||
|
G-код |
Группа |
Функция |
||
|
Задает |
Подача с обратнозависимым временем |
|||
|
заголовок |
||||
|
переменной. |
05 |
|||
|
G94 |
Подача в минуту |
|||
|
G95 |
Подача за оборот |
|||
|
G96 |
13 |
Контроль постоянства скорости резания |
||
|
G97 |
Отмена контроля постоянной скорости резания |
|||
|
G98 |
10 |
Стандартный цикл: возврат к начальному уровню |
||
|
G99 |
Стандартный цикл: возврат к уровню точки R |
|||
|
G160 |
20 |
Отмена управления врезной подачей (для шлифовального станка) |
||
|
G161 |
Управление врезной подачей (для шлифовального станка) |
|||
— 16 —

|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ |
3 ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
глава 3, «ФУНКЦИЯ ИНТЕРПОЛЯЦИИ», состоит из следующих разделов:
|
3.1 |
ПОЗИЦИОНИРОВАНИЕ В ОДНОМ НАПРАВЛЕНИИ (G60)……………………………………………. |
17 |
|
3.2 |
НАРЕЗАНИЕ РЕЗЬБЫ (G33)…………………………………………………………………………………………….. |
19 |
|
3.3 |
НАНОСГЛАЖИВАНИЕ …………………………………………………………………………………………………… |
21 |
3.1 ПОЗИЦИОНИРОВАНИЕ В ОДНОМ НАПРАВЛЕНИИ (G60)
Для достижения точного позиционирования без зазора (мертвого хода) станка выполняется окончательное позиционирование из одного направления.
|
Перебег |
|
|
Начальная |
|
|
точка |
|
|
Начальная точка |
|
|
Конечная точка |
Временная остановка |
Формат
G60 IP_ ;
IP_ : Для программирования в абсолютных значениях – координаты конечной точки, а для инкрементного программирования – расстояние перемещения инструмента.
Пояснение
Перебег и направление позиционирования задаются параметром № 5440. Даже если заданное командой направление позиционирования совпадает с направлением, заданным параметром, инструмент выполняет одну остановку до достижения конечной точки.
Команда G60, представляющая собой однократный G-код, может использоваться как модальный G-код в группе 01 при задании от 1 в бите 0 (MDL) параметра № 5431.
Эта настройка позволяет не задавать команду G60 в каждом блоке. Другие спецификации аналогичны спецификациям однократной команды G60. Если задан однократный G-код в режиме позиционирования в одном направлении, однократная команда G действует аналогично G-кодам в группе 01.
— 17 —

|
3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
(Пример)
Если используются однократные команды G60.
G90;
G60 X0Y0;
G60 X100; Позиционирование в одном направлении
G60 Y100;
G04 X10 ;
G00 X0Y0;
Если используется модальная команда G60.
G90G60; Начало режима позиционирования в одном направлении
X0Y0;
X100; Позиционирование в одном направлении
Y100;
G04X10;
G00X0 Y0; Отмена режима позиционирования в одном направлении
—Общий обзор работы
•В случае позиционирования с нелинейным типом интерполяции (бит 1 (LRP) параметра
№ 1401 = 0)
Как показано ниже, позиционирование в одном направлении выполняется независимо по каждой оси.
|
X |
|
Расстояние перебега в направлении оси Z |
|
Расстояние перебега в |
|
направлении оси X |
|
Запрограммированная |
|
конечная точка |
|
Z |
|
Запрограммированная начальная точка |
•В случае позиционирования с линейным типом интерполяции
(бит 1 (LRP) параметра № 1401 = 1)
Позиционирование интерполяционного типа выполняется, пока инструмент не остановится до или после заданной конечной точки. Затем, инструмент позиционируется независимо вдоль каждой оси до достижения концевой точки.
|
X |
|
Расстояние перебега в направлении оси Z |
|
Расстояние перебега в |
|
направлении оси X |
|
Запрограммированная |
|
конечная точка |
|
Z |
|
Запрограммированная начальная точка |
— 18 —

|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ |
Ограничение
•Позиционирование в одном направлении не выполняется по оси, для которой перебег задается параметром № 5440.
•Позиционирование в одном направлении не осуществляется по оси, для которой расстояние перемещения задано равным 0.
•Функция зеркального отображения не применяется в направлении заданном параметром. Даже в режиме зеркального отображения, направление позиционирования в одном направлении остается неизменным. Если используется позиционирование линейного типа интерполяция, и состояние зеркального отображения при обнаружении блока позиционирования в одном направлении, отличается от состояния зеркального отображения при запуске блока, выдается сигнал об ошибке. При переключении зеркального отображения в середине программы, выключите предварительную выборку, путем указания выключающего буферизацию M кода. Затем, переключите зеркальное отображение при отсутствии предварительно выбранного блока.
•В режиме цилиндрической интерполяции (G07.1), позиционирование в одном направлении выполняться не может.
•При задании позиционирования в одном направлении для станка, в котором используется управление наклонной осью, сначала позиционируйте наклонную ось, а затем задавайте позиционирование декартовой оси. Если использован обратный порядок задания, или наклонная и Декартова ось заданы в одном блоке, это может вызвать неверное направление позиционирования.
•При позиционировании в положении перезапуска при помощи функции перезапуска позиционирование в одном направлении не производится.
•Во время стандартного цикла для сверления, не осуществляется позиционирования в одном направлении для оси сверления.
•Позиционирование в одном направлении не применяется к перемещению в стандартных циклах G76 и G87.
3.2 НАРЕЗАНИЕ РЕЗЬБЫ (G33)
Можно нарезать прямую резьбу с постоянным шагом. Позиционное кодирующее устройство, установленное на шпинделе, считывает скорость шпинделя в реальном времени. Считанная скорость шпинделя преобразовывается в скорость подачи за одну минуту (подачи инструмента).
Формат
Z
G33IP_ F_ ;
F: Шаг по направлению длинной оси
— 19 —

|
3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
Пояснение
Обычно нарезание резьбы происходит повторно по одной и той же траектории движения инструмента от черновой обработки до чистовой обработки винта. Поскольку нарезание резьбы начинается, когда позиционное кодирующее устройство на шпинделе выдает сигнал одного оборота, нарезание резьбы начинается в фиксированной точке, а траектория движения инструмента не меняется и при повторном нарезании резьбы. Обратите внимание на то, что скорость шпинделя должна оставаться постоянной с начала черновой обработки и до завершения чистовой обработки. Если это условие не соблюдается, резьба будет выполнена с неверным шагом.
Обычно запаздывание сервосистемы и т. п. приводит к некоторым отклонениям шага в начальной и конечной точках нарезания резьбы. Для компенсации этого эффекта длину нарезания резьбы следует задавать несколько больше, чем требуется.
В таблице Таблица 3.2 (a) приводится перечень диапазонов значений шага резьбы.
Таблица 3.2 (a) Диапазоны допустимых размеров шага
|
Наименьшее приращение команды |
Диапазон значения шага по команде |
|||||
|
Ввод в метрических |
0.001 мм |
F1 |
— F50000 |
(0,01 — 500,00 мм) |
||
|
единицах |
0.0001 |
мм |
F1 |
— F50000 |
(0,01 — 500,00 мм) |
|
|
Ввод в дюймах |
0.0001 |
дюйма |
F1 |
— F99999 |
(0,0001 — 9,9999 дюйма) |
|
|
0.00001 дюйма |
F1 |
— F99999 |
(0,0001 — 9,9999 дюйма) |
|||
ПРИМЕЧАНИЕ
1Скорость шпинделя ограничена следующим образом:
1≤ скорость вращения шпинделя ≤ (Максимальная подача) / (Шаг резьбы) Скорость вращения шпинделя: мин.—1
Шаг резьбы: мм или дюймы
Максимальная скорость подачи: мм/мин или дюйм/мин; максимальная
скорость подачи по команде для режима подачи в минуту или максимальная
скорость подачи, определенная на основе механических ограничений, включая относящиеся к двигателям, в зависимости от того, какое из значений меньше
2Коррекция рабочей подачи не применяется к преобразованной скорости подачи в течение всего процесса обработки, от черновой до чистовой. Скорость подачи установлена на уровне 100%
3Преобразованная скорость подачи ограничена заданным верхним
значением скорости подачи.
4Во время нарезания резьбы останов подачи выключен. Нажатие клавиши приостановки подачи во время нарезания резьбы заставляет станок остановиться в конечной точке блока, следующего за нарезанием резьбы (то есть после завершения режима G33)
Пример
Нарезание резьбы с шагом 1,5 мм
G33 Z10. F1.5;
— 20 —

|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ |
3.3 НАНОСГЛАЖИВАНИЕ
Краткий обзор
Если нужная поверхность, получаемая обработкой, приближенно выражается мелкими сегментами, функция наносглаживания вырабатывает гладкую кривую, получающуюся из запрограммированных сегментов, и выполняет необходимую интерполяцию.
Функция наносглаживания выводит кривую из запрограммированной фигуры, выраженной сегментами в пределах допуска. Интерполяция кривой уменьшает погрешность аппроксимации сегмента, а наноинтерполяция делает поверхность резания более гладкой.
Для этой функции требуется опция II контурного управления AI.
Формат
|
G5.1 Q3 Xp0 Yp0 Zp0 ; |
: Режим наносглаживания вкл. |
|
G5.1 Q0 ; |
: Режим наносглаживания выкл. |
Xp : Ось X или ось, параллельная оси X
Yp : Ось Y или ось, параллельная оси Y
Zp : Ось Z или ось, параллельная оси Z
ПРИМЕЧАНИЕ
1Задавайте G5.1 в отдельном блоке.
(Задавать любые другие G-коды в этом же блоке нельзя.)
2Задайте положение 0 для оси, запрограммированной в режиме
наносглаживания в блоке. Для заданной оси будет применено
наносглаживание, однако перемещение не будет производится даже в режиме абсолютного программирования.
(Перемещение оси не выполняется в блоке G05.1Q3.)
3Режим наносглаживания также выключается при сбросе.
Вблоке G5.1 Q3 задайте ось, к которой применяется наносглаживание. Имейте в виду, что одновременно команде наносглаживания можно подчинить до трех осей и что можно задать только следующие оси.
•Основные три оси (X, Y, Z)
•Оси, параллельные основным трем осям
При определении функции выбора условий обработки сначала задайте G5.1 Q1, а затем наносглаживание.
Пример
O0010
…
(G5.1 Q1 R1;)
G5.1 Q3 X0 Y0 Z0;
…
G5.1 Q0;
…
M30 ;
Если перед наносглаживанием требуются следующие функции, задайте G5.1.
—Контурное управление AI II
—Функция выбора условия обработки
Режим наносглаживания выключен Режим контурного управления AI II выключен
— 21 —

|
3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
Пояснение
Восновном программа аппроксимирует рельефнуюповерхностьприпомощи небольших сегментов с допуском приблизительно 10 µм.
Допуск
Запрограммированная точка





Нужная кривая
Рис. 3.3 (a)
Множество запрограммированных точек помещается на границе допуска. Запрограммированные точки также имеют ошибку округления, вызванную наименьшим входным инкрементом в ЧПУ. Функция наносглаживания создает множество точек вставки между соседними запрограммированными точками так, что из приближенных сегментов можно создать гладкую кривую. Желаемая кривая получается из точек вставки множества блоков, включая буферизированные блоки.
Множество точек вставки ближе к желаемой кривой, чем запрограммированные точки. Стабильная кривая может быть получена из точек вставки множества блоков, включая буферизированные блоки. Поскольку положение каждой точки вставки на величину меньшую, чем наименьший входной инкремент ЧПУ в пределах допуска, уменьшается влияние ошибки округления.
Наноинтерполяция производится для кривой полученной из скорректированных точек вставки, так что получаемая обрабатываемая поверхность становится гладкой.
|
Допуск |
|
|
Запрограммированная точка |
|
|
Точка вставки |
|
|
Скорректированная точка вставки |
Полученная кривая |
|
Рис. 3.3 (b) |
—Задание допуска
Допуск программы наносглаживания задан в параметре № 19581.
Точки вставки корректируются на допуск, и соответственно получается кривая.
Если в параметре № 19581 задан 0, допуском считается минимальное расстояние перемещения в системе приращений.
— 22 —
![]()
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ |
—Принятие решения на основании интервала между двумя соседними
запрограммированными точками
Если интервал между соседними запрограммированными точками (длина блока) превышает значение, заданное в параметре № 8486, или ниже значения, заданного в параметре № 8490 в режиме наносглаживания, режим наносглаживания отменяется в начальной точке блока. В блоке может выполняться линейная интерполяция.
Если решение принимается на основе расстояния между соседними запрограммированными точками, рассматриваются только три основные оси (или параллельные им оси), а оси вращения исключаются. Если режим наносглаживания в блоке отменен, наносглаживание для осей вращения также не выполняется.
Если значения, указанные в параметрах равны 0, решение на основании расстояния между двумя прилегающими запрограммированными точками не принимается.
—Принятие решения на углу
Если угловая разность (см. Рис. 3.3 (c)) между соседними запрограммированными блоками превышает значение, заданное в параметре № 8487 в режиме наносглаживания, режим наносглаживания отменяется в углу.
Решение для угла принимается на основе только трех основных осей (или параллельных им осей); оси вращения не учитываются. Если режим наносглаживания в блоке отменен, наносглаживание для осей вращения также не выполняется.
|
θ1: |
Разница в угле между блоками N1 и N2 |
θ2 |
|
|
θ2: |
Разница в угле между блоками N2 и N3 |
||
|
N3 |
|||
|
N2 |
|||
|
N1 |
θ1 |
Рис. 3.3 (c)
Если значение, заданное в параметре, равно 0, решение на основании разности углов не принимается.
Очень маленькие блоки, созданные, например, для расчета погрешности автоматизированного управления, могут быть проигнорированы, и на углу выполняется гладкий переход. Для этого задайте в параметре № 19582 минимальное расстояние перемещения, для которого решение принимается на основе угловой разности. При этом принятие решения для угла выключено для блока, расстояние в котором меньше, чем заданное минимальное расстояние перемещения.
Однако, решение на основании расстояния между соседними запрограммированными точками, заданное в параметре № 8490, имеет более высокий приоритет, чем решение для угла. Следовательно, значение, заданное в параметре № 19582, должно быть больше, чем значение, заданное в параметре № 8490.
Если задан параметр № 19582, очень маленький блок не  рассматривается как угол и можно выполнить плавное соединение
рассматривается как угол и можно выполнить плавное соединение
Рис. 3.3 (d)
— 23 —

|
3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
—Автоматическое включение и выключение контурного управления AI II с
наносглаживанием
Задание G5.1 Q3 также позволяет одновременно включить наносглаживание и контурное управление AI II. Автоматическое управление скоростью при помощи контурного управления AI II уменьшает нагрузку на механическую систему. Определение G5.1 Q0 одновременно отменяет режимы наносглаживания и контурного управления AI II.
— Условия для включения наносглаживания
Наносглаживание включается, если выполнены следующие условия.
Вблоке, который не удовлетворяет условиям для его включения, наносглаживание отменяется, и в следующем блоке принимается решение, выполняется ли наносглаживание снова.
Вследующем описании «длина блока» и «угловая разница между блоками» относятся только к основным трем осям (или оси, параллельной к ним), а не осям вращения. Однако необходимо иметь в виду, что в блоке, в котором режим наносглаживания отменен из-за любого из этих условий, наносглаживание на осях вращения также не будет выполняться.
(1)Заданная длина блока меньше, чем параметр № 8486.
(2)Заданная длина блока больше, чем параметр № 8490.
(3)Угловая разница между заданными блоками меньше, чем параметр № 8487.
(4)Режим один из следующих:
•Линейная интерполяция
•Подача в минуту
•Отмена коррекции на радиус инструмента
•Отмена стандартного цикла
•Отмена масштабирования
•Отмена модального вызова макропрограммы
•Отмена контроля постоянства скорости перемещения у поверхности
•Режим обработки резанием
•Отмена вращения системы координат
•Отмена команды в полярных координатах
•Отмена управления перпендикулярным направлением
•Отмена программируемого зеркального отображения
(5)Блок не содержит однократной команды кода G.
(6)Блок не подавляет опережающий просмотр (буферизацию).
(7)Блок содержит команду перемещения только для оси с наносглаживанием.
—Проверка наносглаживания
Данные диагностики (№ 5000) указывают, активирован ли режим наносглаживания в текущем блоке.
Если режим наносглаживания включен, бит «сглаживание включено» установлен на 1.
Ограничение
—Модальные коды G, которые могут использоваться, когда задано наносглаживание
Вмодальных состояниях кода G, перечисленных ниже, можно задать наносглаживание. Не задавайте плавную интерполяцию в других модальных состояниях кроме этих.
|
G15 |
: |
Отмена команды в полярных координатах |
|
G40 |
: |
Отмена коррекции на радиус инструмента |
|
G40.1 |
: |
Отмена контроля перпендикулярности |
|
G49, G43, G44: |
Отмена коррекции на длину инструмента или коррекция на длину инструмента |
|
|
G50 |
: |
Отмена масштабирования |
|
G50.1 |
: |
Отмена программируемого зеркального отображения |
|
G64 |
: |
Отмена режима обработки |
— 24 —
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ |
|
G67 |
: Отмена модального вызова макропрограммы |
|
G69 |
: Отмена вращения системы координат / преобразования 3-мерной системы |
|
координат |
|
|
G80 |
: Отмена стандартного цикла |
|
G94 |
: Подача в минуту |
|
G97 |
: Отмена контроля постоянной скорости резания |
—Работа в покадровом режиме
При работе в покадровом режиме в режиме наносглаживания работа останавливается в скорректированной точке вставки, а не в запрограммированной точке.
Даже в режиме наносглаживания нормальная работа в покадровом режиме проводится для блоков, которые не удовлетворяют условиям наносглаживания.
—Коррекция на длину инструмента
Для проведения коррекции на длину инструмента задайте команду до задания наносглаживания. Не изменяйте величину коррекции в режиме наносглаживания.
ЕслиG43, G44 илиG49 заданы вблокемежду блоком, вкоторомзаданакоманда включениярежима наносглаживания (G5.1 Q3), и блоком, в котором задана команда выключения режима наносглаживания (G5.1 Q0), выдается сигнал об ошибке PS0343.
—Коррекция на радиус инструмента / на радиус вершины инструмента
Если в режиме наносглаживания задана коррекция на радиус инструмента / коррекция на радиус вершины инструмента, режим наносглаживания отменяется. При этом, если задается команда отмены коррекции на радиус инструмента / коррекции на радиус вершины инструмента (G40), принимается решение о том, будет ли наносглаживание начато в следующем блоке. Операции запуска и отмены типа C всегда выполняются при задании коррекции на радиус инструмента / коррекции на радиус вершины инструмента в режиме наносглаживания, независимо от настройки параметров.
Команду, относящуюся к коррекции на радиус инструмента / коррекции на радиус вершины инструмента, следует задавать в режиме наносглаживания, только если без нее невозможно обойтись.
—Макропрограмма пользователя, управляемая прерываниями
Макропрограмму пользователя, управляемую прерываниями невозможно использовать в режиме наносглаживания.
Еслирежимнаносглаживания задаетсякогдавключенамакропрограммапользователя, управляемая прерываниями, или если макропрограмма пользователя, управляемая прерываниями, включается в режиме наносглаживания, выдается сигнал об ошибке PS0342.
—Вмешательство в режиме ручного управления
Вмешательство в режиме ручного управления путем задания команды включения абсолютного режима ручного управления в режиме наносглаживания выполнить невозможно. При попытке это сделать, выдается сигнал об ошибке PS0340 при запуске цикла после ручного вмешательства.
—Количество блоков, которые можно задать последовательно
До 300,000,000 блоков можно задать последовательно в режиме наносглаживания. При задании большего количества блоков, выдается сигнал об ошибке PS0341.
Однако если обнаруживается блок, не удовлетворяющий условиям для наносглаживания, происходит отмена режима и сброс количества подсчитанных последовательных блоков на 0.
— 25 —
|
3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
—Непрерывность программы
Интерполяция кривой проводится для множества запрограммированных блоков, включая буферизированные блоки в режиме наносглаживания.
Поэтому запрограммированные команды должны выполняться непрерывно в режиме наносглаживания.
Непрерывность программы может быть нарушена, и непрерывное выполнение в некоторых случаях непроизводится, например: Остановвпокадровомрежимевыполняетсяврежименаносглаживания, а другая программа выполняется в режиме РВД. Если это происходит, выдается сигнал об ошибке
PS0344.
—Ограничения по возобновлению автоматической работы
(1)Возобновление программы
Врежиме наносглаживания интерполяция кривой выполняется для скорректированных точек вставки, а не для запрограммированных точек. Соответственно, при задании порядкового номера для возобновления программы работу невозможно возобновить с запрограммированной точки в блоке.
Для возобновления программы укажите номер блока, используя счетчик блоков, отображаемый на экране программы.
(2)Обратный ход Выполнять обратный ход в режиме наносглаживания невозможно.
(3)Ручной обратный ход манипулятором
Врежиме наносглаживания ручной обратный ход манипулятором выполнять невозможно.
—Динамическое графическое отображение
Функциядинамическогоотображенияграфическойинформациивычерчиваеттраекториюврежиме наносглаживания с линейной интерполяцией.
— 26 —

|
4.ЗНАЧЕНИЕ И ИЗМЕРЕНИЕ |
||
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ |
КООРДИНАТ |
4 ЗНАЧЕНИЕ И ИЗМЕРЕНИЕ КООРДИНАТ
|
Глава 4, «ЗНАЧЕНИЕ И ИЗМЕРЕНИЕ КООРДИНАТ», состоит из следующих разделов: |
|
|
4.1 КОМАНДА В ПОЛЯРНЫХ КООРДИНАТАХ (G15, G16) …………………………………………………. |
27 |
4.1 КОМАНДА В ПОЛЯРНЫХ КООРДИНАТАХ (G15, G16)
Значениекоординатыконечнойточкиможетбытьвведеновполярныхкоординатах(радиусиугол). Положительное угловое направление — это направление против часовой стрелки от первой оси выбранной плоскости (+ направление), а (- направление) — по часовой стрелке.
Как радиус, так и угол могут быть запрограммированы как при абсолютном, так и при инкрементном программировании (G90, G91).
Формат
Gxx Gyy G16; Запуск команды в полярных координат (режим в полярных координатах)
G00 IP_ ;
: Команда в полярных координатах
:
|
G15; |
Отмена команды в полярных координатах (режим в |
|
полярных координатах) |
|
G16 |
: Команда в полярных координатах |
|
G15 |
: Отмена команды в полярных координатах |
|
Gxx |
: Выбор плоскости команды в полярных координатах (G17, G18 или G19) |
|
Gyy |
: Выбор центра команды в полярных координатах (G90 или G91) |
|
G90 задает начало координат в системе координат детали в качестве точки |
|
|
отсчета полярной системы координат, от которой измеряется радиус. |
|
|
G91 задает текущую позицию в качестве точки отсчета полярной системы |
|
|
координат, от которой отмеряется радиус. |
|
|
IP_ |
: Задание адресов осей, составляющих плоскость, выбранную для системы |
полярных координат, и их значений Первая ось: радиус полярной координаты Вторая ось: угол полярной координаты
—Задание начала координат детали в качестве точки отсчета полярной
системы координат
Задайте радиус (расстояние между началом координат и точкой), который должен быть запрограммирован при абсолютном программировании. Начало координат детали устанавливается в качестве точки отсчета полярной системы координат.
Если используется локальная система координат (G52), точка отсчета локальной системы координат становится центром полярных координат.
|
Положение по команде |
Положение по команде |
|||
|
Радиус |
||||
|
Радиус |
||||
|
Угол |
Фактическое положение |
Угол |
Фактическое |
|
|
положение |
||||
|
Если угол задан абсолютной |
Если угол задан инкрементной |
|||
|
командой |
командой |
|||
|
— 27 — |

4. ЗНАЧЕНИЕ И ИЗМЕРЕНИЕ
КООРДИНАТ ПРОГРАММИРОВАНИЕ B-64304RU-2/02
—Установка текущего положения в качестве точки отсчета полярной
системы координат
Задайте радиус (расстояние между текущим положением и точкой), который должен быть запрограммирован при инкрементном программировании. Текущая позиция устанавливается в качестве точки отсчета полярной системы координат.
|
Положение по |
|
|
команде |
|
|
Радиус |
Угол |
|
Фактическое |
|
|
положение |
|
Положение по команде |
|
Угол |
|
Радиус |
|
Фактическое |
|
положение |
Если угол задан абсолютной командой Если угол задан инкрементной командой
Пример
Окружность отверстия под болт
—Начало координат системы координат детали задается в качестве начала координат системы полярных координат
—Выбрана плоскость XY.
 X
X
 100 мм
100 мм
— Задание углов и радиуса при абсолютном программировании
N1 G17 G90 G16 ; Задание команды полярных координат и выбор плоскости XY
|
Задание начала координат детали в качестве точки отсчета полярной |
|||
|
системы координат |
|||
|
N2 |
G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0 ; |
||
|
N3 |
Y150.0 ; |
Ввод расстояния 100 |
мм и угла 30 градусов |
|
Ввод расстояния 100 |
мм и угла 150 градусов |
||
|
N4 |
Y270.0 ; |
Ввод расстояния 100 |
мм и угла 270 градусов |
|
N5 G15 G80 ; |
Отмена команды полярных координат |
—Задание углов при инкрементном программировании и радиуса при
абсолютном программировании
N1 G17 G90 G16; Задание команды полярных координат и выбор плоскости XY
Задание начала координат детали в качестве точки отсчета полярной системы координат
N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0 ;
Ввод расстояния 100 мм и угла 30 градусов N3 G91 Y120.0 ; Ввод расстояния 100 мм и угла +120 градусов N4 Y120.0 ; Ввод расстояния 100 мм и угла +120 градусов N5 G15 G80 ; Отмена команды полярных координат
— 28 —

|
4.ЗНАЧЕНИЕ И ИЗМЕРЕНИЕ |
||
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ |
КООРДИНАТ |
Ограничение
—Ввод радиуса в режиме полярных координат
Врежиме полярных координат задайте радиус для круговой интерполяции или винтовой интерполяции (G02, G03) c помощью R.
—Оси, которые не рассматриваются как часть команды в полярных
координатах в режиме полярных координат
Оси, заданные для следующих команд, не рассматриваются как часть команды в полярных координатах:
•Задержка (G04)
•Ввод программируемых данных(G10)
•Установка локальной системы координат (G52)
•Установка системы координат детали (G92)
•Выбор системы координат станка (G53)
•Проверка сохраненного хода (G22)
•Вращение системы координат (G68)
•Масштабирование (G51)
—Снятие фаски и радиусная обработка углов (опция)
Выборочное снятие фаски и радиусная обработка углов не могут задаваться в режиме полярных координат.
— 29 —

|
5. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
||
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
5 ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ ПРОГРАММИРОВАНИЯ
Глава 5, «ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ ПРОГРАММИРОВАНИЯ», состоит из следующих разделов:
|
5.1 |
СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ……………………………………………………………………………… |
30 |
|
5.2 |
ЖЕСТКОЕ НАРЕЗАНИЕ РЕЗЬБЫ ……………………………………………………………………………………. |
67 |
|
5.3 |
СНЯТИЕ ФАСКИ И РАДИУСНАЯ ОБРАБОТКА УГЛОВ (ОПЦИЯ) ………………………………… |
81 |
|
5.4 |
ФУНКЦИЯ ИНДЕКСИРОВАНИЯ ДЕЛИТЕЛЬНО-ПОВОРОТНГО СТОЛА ……………………… |
85 |
|
5.5 |
УПРАВЛЕНИЕ ВРЕЗНОЙ ПОДАЧЕЙ (ДЛЯ ШЛИФОВАЛЬНОГО СТАНКА) ………………….. |
87 |
|
5.6 |
СТАНДАРТНЫЙ ЦИКЛ ШЛИФОВАНИЯ (ДЛЯ ШЛИФОВАЛЬНОГО СТАНКА) ……………. |
90 |
5.1 СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ
Краткий обзор
Постоянные циклы сверления облегчают программисту создание программ. С помощью стандартного цикла часто используемая операция обработки может быть задана в едином блоке посредством G-функции; без стандартных циклов обычно требуется более одного блока. Кроме того, использование стандартных циклов может сократить программу с целью экономии памяти.
В Таблице Таблица 5.1 (a) перечислены стандартные циклы сверления.
Таблица 5.1 (a) Стандартные циклы сверления
|
G-код |
Сверление |
Обработка у дна |
Отвод |
Приложение |
|
|
(Направление -Z) |
отверстия |
(Направление +Z) |
|||
|
Цикл |
|||||
|
высокоскоростного |
|||||
|
G73 |
Прерывистая подача |
— |
Ускоренный подвод |
сверления с |
|
|
периодическим |
|||||
|
выводом сверла |
|||||
|
Задержка→ |
Цикл нарезания |
||||
|
G74 |
Подача |
Вращение шпинделя по |
Подача |
||
|
левой резьбы |
|||||
|
часовой стрелке |
|||||
|
G76 |
Подача |
Ориентированный |
Ускоренный подвод |
Цикл чистового |
|
|
останов шпинделя |
— |
растачивания |
|||
|
G80 |
— |
— |
Отмена |
||
|
Цикл сверления, цикл |
|||||
|
G81 |
Подача |
— |
Ускоренный подвод |
выборочного |
|
|
сверления |
|||||
|
Цикл сверления, цикл |
|||||
|
G82 |
Подача |
Задержка |
Ускоренный подвод |
растачивания по |
|
|
часовой стрелке |
|||||
|
Цикл сверления с |
|||||
|
G83 |
Прерывистая подача |
— |
Ускоренный подвод |
периодическим |
|
|
выводом сверла |
|||||
|
G84 |
Подача |
Задержка → |
Подача |
Цикл нарезания |
|
|
шпиндель против ч. с. |
резьбы |
||||
|
Подача |
|||||
|
G85 |
Подача |
— |
Цикл растачивания |
||
|
G86 |
Подача |
Останов шпинделя |
Ускоренный подвод |
Цикл растачивания |
|
|
G87 |
Подача |
Вращение шпинделя по |
Ускоренный подвод |
Цикл обратного |
|
|
часовой стрелке |
растачивания |
||||
|
G88 |
Подача |
Задержка→ |
Ручное |
Цикл растачивания |
|
|
Останов шпинделя |
|||||
|
Подача |
|||||
|
G89 |
Подача |
Задержка |
Цикл растачивания |
— 30 —

|
5.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
||
|
B-64304RU-2/02 |
ПРОГРАММИРОВАНИЕ |
ПРОГРАММИРОВАНИЯ |
Пояснение
Стандартный цикл сверления состоит из последовательности 6-ти операций.
|
Операция 1 ………….. |
Позиционирование осей X и Y (также включая другую ось) |
|||
|
Операция 2 ………….. |
Ускоренное перемещение до уровня точки R |
|||
|
Операция 3 ………….. |
Обработка отверстий |
|||
|
Операция 4 ………….. |
Обработка у дна отверстия |
|||
|
Операция 5 …………… |
Отвод до уровня точки R |
|||
|
Операция 6 …………… |
Ускоренный подвод до начальной точки |
|||
|
Операция 1 |
Начальный уровень |
|||
|
Операция 2 |
Операция 6 |
|||
|
Уровень точки R |
||||
|
Операция 5 |
||||
|
Операция 3 |
||||
Операция 4
 Ускоренный подвод
Ускоренный подвод  Подача
Подача
Рис. 5.1 (a) Последовательность операций стандартного цикла сверления
—Плоскость позиционирования
Плоскость позиционирования определяется кодом выбора плоскости: G17, G18 или G19. Ось позиционирования является осью, отличной от оси сверления.
—Ось сверления
Несмотря на то, что стандартные циклы сверления включают циклы нарезания резьбы и циклы сверления, в этой главе используется только один термин — сверление — для обозначения операций, выполняемых в стандартных циклах.
Ось сверления является основной осью (X, Y или Z), не используемой для определения плоскости позиционирования, или любой осью, параллельной основной оси.
Ось (основная или параллельная ей), используемая в качестве оси сверления, устанавливается в соответствии с адресом оси, заданным в том же блоке G-кодами, G73-G89.
Если для оси сверления местоположение не указано, ось сверления считается совпадающей с основной осью.
|
Таблица 5.1 (b) |
Плоскость позиционирования и ось сверления |
|
|
G-код |
Плоскость позиционирования |
Ось сверления |
|
G17 |
Плоскость Xp-Yp |
Zp |
|
G18 |
Плоскость Zp-Xp |
Yp |
|
G19 |
Плоскость Yp-Zp |
Xp |
Xp: Ось X или ось, параллельная оси X
Yp: Ось Y или ось, параллельная оси Y
Zp: Ось Z или ось, параллельная оси Z
— 31 —

|
5. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
||
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИЕ |
B-64304RU-2/02 |
Пример
Предположим, что оси U, V и W параллельны соответственно оси X, Y и Z. Это условие задается параметром № 1022.
|
G17 |
G81 |
Z_ _ |
: Ось Z используется для сверления. |
|
G17 |
G81 |
W_ _ |
: Ось W используется для сверления. |
|
G18 |
G81 |
Y_ _ |
: Ось Y используется для сверления. |
|
G18 |
G81 |
V_ _ |
: Ось V используется для сверления. |
|
G19 |
G81 |
X_ _ |
: Ось X используется для сверления. |
|
G19 |
G81 |
U_ _ |
: Ось U используется для сверления. |
G17-G19 могут быть заданы в блоке, в котором не задан G73-G89.
|
ПРЕДОСТЕРЕЖЕНИЕ |
|||
|
Смените ось сверления после отмены стандартного цикла для сверления. |
|||
|
ПРИМЕЧАНИЕ |
|||
|
Параметр FXY (№ 5101 #0) можно задать так, чтобы ось Z всегда была осью |
|||
|
сверления. Когда FXY=0, ось Z всегда является осью сверления. |
|||
|
— Расстояние прохода по оси сверления G90/G91 |
|||
|
Расстояние прохода по оси сверления меняется для G90 и G91 следующим образом: |
|||
|
G90 (Абсолютное |
G91 (Инкрементное |
||
|
программирование) |
программирование) |
||
|
R |
|||
|
Точка R |
R |
Точка R |
|
|
Z=0 |
Z |
||
|
Точка Z |
Z |
Точка Z |
|
|
Рис. 5.1 (b) Абсолютное и инкрементное программирование |
—Режим сверления
G73, G74, G76 и G81-G89 являются модальными G-кодами и действительны вплоть до их отмены. Когда эти коды действительны, текущим состоянием является режим сверления.
Данные сверления, заданные в режиме сверления, сохраняются до изменения или отмены. Задайте все необходимые данные сверления в начале стандартных циклов; если стандартные циклы уже выполняются, задайте только изменения данных.
—Уровень точки возвратаG98/G99
Когдаинструментвыходитнадноотверстия, инструментможновернутьвточкуR илинаисходный уровень. Эти операции задаются кодами G98 и G99. Ниже проиллюстрировано перемещение инструмента при задании G98 или G99. Обычно G99 используется для первой операции сверления, а G98 — для последней операции сверления.
Исходный уровень не меняется, даже если сверление выполняется в режиме G99.
— 32 —