Техническое обслуживание и ремонт электрооборудования вагонов
-
Технческое
обслуживание электрооборудования
Пассажирские
вагоны. Ремонт электрооборудования
пассажирских вагонов осуществляют
по планов о-предупредительной системе,
в соответствии с которой производят
технический осмотр ТО-1 в пути следования,
текущий и периодические ремонты,
выполняемые в депо и на заводе.
Техническое
обслуживание ТО-1 производят в составах
и поездах Ш пунктах технического
обслуживания (ПТО) станций формирования
в оборота пассажирских поездов перед
каждым отправлением в рейс, а также в
пути следования и на промежуточных
станциях. Основной задачей при этом
является своевременное выявление
неправильной работы узлов электро- и
радиооборудования, установление причин
и принятия мер по устранению неисправностей.
Бесперебойная работа оборудования в
рейсе во многом зависит от того, насколько
точно поездная бригада поддерживает
установленные режимы работы источников
электроэнергии, потребителей электрической
энергии и радиоаппаратуры. Для
сокращения простоев при ТО-1 на вагоне
производится только мелкий ремонт
оборудования, требующие более крупного
ремонта детали, заменяются запасными.
Техническое
обслуживание ТО-2 выполняют на ПТО
пунктов формирования пассажирских
поездов перед началом летних и зимних
Перевозок. При этом виде технического
обслуживания осуществляют Подготовку
электрооборудования к работе в летних
и зимних условиях, проверку состояния
электро- и радиооборудования на вагоне,
выявление и устранение всех неисправностей.
Техническое
обслуживание ТО-3 — единая техническая
ревизия — производится через шесть
месяцев после постройки, планового
ремонта или предыдущей ревизии в
пунктах формирования пассажирских
поездов на специализированных ремонтных
путях или в вагонных депо с отцепкой от
состава. При технической ревизии
проверяют исправность действия,
надежность и пожарную
безопасность электро- ирадиооборудования.
Техническая
ревизия электрооборудования проводится
через 6 месяцев после постройки или
очередного периодического ремонта
одновременно с единой технической
ревизией вагона. При технической
ревизии вагон отцепляют от поезда и
подают на специализированный путь,
где проверяют эксплуатационную надежность
и пожарную безопасность элементов
электрооборудования. Техническая
ревизия высоковольтного оборудования
вагонов с электрическим отоплением
производится через каждые 45 суток.
Рефрижераторный
подвижной состав. В период эксплуатации
секции необходимо выполнять следующие
плановые виды технического обслуживания
электрооборудования: ежедневное
техническое обслуживание; техническое
обслуживание (ТО-1) 1 раз в 10 дней;
техническое обслуживание (ТО-2) 1 раз в
месяц; техническое обслуживание
(ТО-3) 1 раз в 3 мес.
После
проведения очередного технического
обслуживания электрооборудования
необходимо сделать запись в журнале
учета технического обслуживания
рефрижераторной секции формы ВУ-86.
В
период гарантийной эксплуатации секции
после постройки или заводского ремонта
техническое обслуживание следует
выполнять согласно требованиям
завода-изготовителя (ремонтного завода).
При
ежедневном техническом обслуживании
необходимо проверить крепление
подвески подвагонного генератора
(визуально); крепление электрических
аппаратов (контакторов, автоматических
выключателей, реле и т.д.); крепление
электрических машин; надежность крепления
и целостность междувагонных электрических
соединений.
При
техническом обслуживании ТО-1 производят
работы, указанные при ежедневном
техническом обслуживании; очищают
аккумуляторные батареи от грязи и
вентиляционные отверстия в пробках
аккумуляторов; удаляют пролитый
электролит с поверхности кислотных
аккумуляторов с помощью технической
салфетки, смоченной 10%-ным раствором
нашатырного спирта или кальцинированной
соды (для щелочных аккумуляторов в
качестве нейтрализующего раствора
применяют 5%-ный раствор борной кислоты);
проверяют крепление аккумуляторных
батарей; проверяют надежность контакта
наконечников проводов с выводными
полюсами аккумуляторных батарей;
удаляют с выводных клемм окислы и
смазывают их техническим вазелином.
При
техническом обслуживании электрооборудования
ТО-2 выполняют работы, указанные при
ежедневном техническом обслуживании
ТО-1:
проверяют
напряжение на выводных полюсах
аккумуляторов нагрузочной вилкой.
При напряжении на кислотных аккумуляторах
менее 1,75 В, а на щелочных аккумуляторах
менее 1,0 В аккумуляторы заряжают;
проверяют
ареометром плотность электролита в
аккумуляторах. Плотность электролита
должна быть для кислотных аккумуляторов
1,27-1,26 г/см3, а для щелочных
аккумуляторов 1,18-1,20 г/см3;
проверяют
натяжение приводного ремня подвагонного
генератора, очищают натяжное устройство
генератора от грязи, а зимой от снега,
промывают резьбу винта натяжного
устройства дизельным топливом и смазывают
графитной смазкой УСсА (ГОСТ 3333-80);
осматривают
контакты междувагонных электрических
соединений, и при наличии следов копоти,
загрязнений протирают технической
салфеткой, смоченной в уайт-спирите
(ГОСТ 3134—78);
проверяют
контактные кольца и коллекторы на
электрических машинах, при обнаружении
загрязнений протирают контактные
кольца и коллекторы технической
салфеткой, смоченной в спирте ГОСТ
18300-72* или уайт-спирите;
проверяют
состояние щеток и щеткодержателей
электрических машин; щетки, имеющие
износ более 60% номинальной высоты,
заменяют, копоть со щеткодержателей
устраняют технической салфеткой,
смоченной в уайт-спирите;
проверяют
крепление проводов к выводам электрических
машин и аппаратов.
При
техническом обслуживании электрооборудования
ТО-3 выполняют работы, указанные при
ежедневном техническом обслуживании,
ТО-1 и ТО-2; проверяют омметром целостность
заземления электрических машин и
аппаратов; очищают от пыли внутренние
поверхности электрических щитов;
производят осмотр монтажа и аппаратуры
внутри электрических щитов, проверяют
надежность затяжки резьбовых креплений
и контактных соединений; очищают от
пыли и загрязнений контакторы и
автоматические выключатели, проверяют
и при необходимости затягивают винтовые
соединения; заливают в масленки
стартера 6-8 капель масла, применяемого
для смазки дизеля (для дизелей, имеющих
электростартерный запуск); очищают и
смазывают подвижные части механизма
прибора СПЛ-160 (для секций постройки ПО
БМЗ); добавить смазку УС-1 (ГОСТ 1033-79) в
масленку оси подвески подвагонного
генератора; промывают уайт-спиритом
реохорд прибора КП-ОИ-ОЗТ (для секций
постройки ПО БМЗ). Промывку реохорда
производят при выключенном приборе.
Техническое
обслуживание оборудования автономных
рефрижераторных вагонов, как правило,
производится на пунктах технического
обслуживания (ПТО).
Техническое
обслуживание ТО-1 проводят на станции
погрузки перед погрузкой вагона;
техническое обслуживание ТО-2 выполняют
в пути следования груженых вагонов
через каждые 24-30 ч техническое
обслуживание ТО-3 — при выгрузке вагона;
укрупненное техническое обслуживание
УТО-1 — после груженого рейса при
наработке дизель-генераторами 120 ч, если
вагон эксплуатировался в прямом
сообщении, и 180 ч при использовании его
в местном сообщении; укрупненное
техническое обслуживание УТО-2 — через
каждые 460-500 ч работы дизель-генераторов,
но не реже чем через 6 мес.
При
проведении всех видов технического
обслуживания проверяют записи в
бортовом журнале, после чего контролируют
состояние электросоединений, уровень
и плотность электролита в аккумуляторных
батареях, систему контроля температуры
по переносной термостанции, производят
уборку помещения.
При
ТО-1 проверяют исправность электронагревателей
грузовых помещений, датчиков блока
термостатов, датчиков термометров
сопротивления, защитных кожухов
датчиков; в зимний период включают
отопительный прибор для подогрева
оборудования дизель-генератора, проводят
пробный пуск дизель-генератора и
холодильно-нагревательных агрегатов.
При этом по показаниям приборов проверяют
в работе агрегаты и исправность
электродвигателей, зарядку аккумуляторных
батарей, срабатывание термостатов
(дуостатов) на заданном режиме и замеряют
температуру отключения. После чего
дизель-генераторы останавливают.
Переключатель температурных режимов
ставят в положение требуемого
температурного режима перевозки груза.
Производится пуск обоих дизель-генераторов:
один на постоянную, другой на временную
работу.
При
проведении ТО-2 проверяют исправность
работающих дизель- генераторов и
холодильно-нагревательных агрегатов,
проверяют уровень и плотность
электролита, при необходимости производят
зарядку аккумуляторных батарей, замеряют
температуру в грузовом помещении и
записывают результаты замера в бортовой
журнал. Неисправности, выявленные
при проверке в работе оборудования,
устраняют.
При
проведении ТО-3 с помощью переносной
термостанции замеряют температуру
воздуха в грузовом помещении перед
началом выгрузки и записывают результаты
замера в бортовой журнал. Остальные
работы по электрооборудованию проводят
так же, как при ТО-2.
При
проведении УТО-1 в грузовом помещении
проверяют исправность датчиков,
приборов и проводки, системы контроля
температуры и управления. Кроме того,
осматривают электрические приборы и
соединения в щите дизеля, электрооборудование
в распределительном щите и щетки
генератора, а также электрооборудование
холодильно-отопительного агрегата,
устраняют неисправности.
Проверяют
зарядку аккумуляторной батареи, а также
плотность электролита. Аккумуляторные
батареи заряжают до нормы. При разности
плотности электролита между аккумуляторами
более 0,01 г/см3или при разности
напряжения более 0,2 В батарею снимают
и отправляют в аккумуляторное
отделение для ревизии.
Заменяют
нетиповые и сгоревшие предохранители,
включают (при температуре ниже — 10°С)
отопительный прибор и запускают дизель-
генератор.
При
работающем дизель-генераторе на нем
проверяют приборы контроля,
электрооборудование, зарядку аккумуляторных
батарей, сигнализацию и защиту путем
создания ложных срабатываний; проверяют
термостаты (дуостаты) на отключение
холодильно-нагревательных агрегатов
на всех режимах, измеряют температуру
отключения переносной термостанцией;
проверяют систему контроля температуры,
а также перекрестную работу агрегатов.
Дизель-генераторы останавливают.
При
проведении УТО-2, помимо объема работ,
выполняемых при УТО-1, осуществляют
полную ревизию дизель-генераторов и
холодильно-нагревательных агрегатов,
в необходимых случаях их снимают и
направляют на производственный участок.
Проверяют
работу приборов контроля температуры
путем сравнения их показаний с замерами
температуры эталонными термометрами,
которые устанавливают около датчиков,
допускается разность показаний не более
1 °С. Погрешность полупроводниковых
датчиков и линии должна быть не более
±0,7°С, а погрешность термостанции не
более 0,3°С.
Работу
термостатов (дуостатов) при всех режимах
проверяют по записи в бортовом журнале,
после чего контролируют состояние
электросоединений, уровень и плотность
электролита в аккумуляторных батареях,
систему контроля температуры по
переносной термостанции, производят
уборку помещения.
-
Диагностирование
электрооборудования вагонов
Электрическое
оборудование пассажирских и рефрижераторных
вагонов являются важнейшей подсистемой
подвижного состава, так как обеспечивает
функционирование большинства других
подсистем.
Анализ
различных конструкций электрооборудования
вагонов показывает, что все они
включают следующие блоки: источники
электроэнергии, потребители,
пускорегулирующие, защитные и
распределительные устройства, приборы
автоматики и дистанционного управления,
электрические магистрали и линии.
Наиболее
полное функциональное диагностирование
электрооборудования вагонов проводится
на вагоноремонтных заводах.
Диагностирование
напряжений и токов срабатывания и
отпускания реле, контакторов и
электромагнитных вентилей проводится
следующим образом. Обмотка аппарата
зачитывается от источника напряжения.
При контроле напряжений отпускания
источник работает в режиме понижения
напряжения, начиная с номинального
рабочего. Изменение напряжения
прекращается по сигналу о переключении
(замыкании или размыкании) одного из
рабочих контактов аппаратов. Этот
же сигнал является командой на начало
контроля напряжения на выходе
источника. Контроль токов срабатывания
и отпускания ведется аналогично, но
измеряется падение напряжения на
включенном последовательно с обмоткой
калиброванном резисторе.
Контроль
отсутствия короткозамкнутых витков
обмоток аппаратов, емкости конденсаторов
и индуктивности проводят путем пропуска
через обмотку импульсов напряжения
прямоугольной формы амплитудой, например
25±2,5 В, длительностью 20-320 мкс, в зависимости
от объекта диагностирования, и периодом
следования 20 мс. Длительность фронта и
спада импульсов должна быть не более 2
мкс. Импульсное напряжение на выходе
обычно преобразуется в постоянное
напряжение и направляется на измеритель.
Диагностирование
блокировочных контактов аппаратов
часто проводится по четырехпроводной
схеме измерения методом амперметра и
вольтметра. Через контакт пропускается
стабилизированный ток и оценивается
падение напряжения на контакте.
Включение
контактов аппаратов неизбежно
сопровождается их вибрацией. Разработаны
приборы, позволяющие оценить
продолжительность и число отскоков
контактов аппарата при включении.
Изменение числа и продолжительности
отскоков является интегральным признаком,
который указывает на возможные
неисправности аппарата. К таким
неисправностям относятся неправильная
затяжка или потеря жесткости прижимной
пружины, ослабление крепления контактов,
заедание подвижной системы и т.п.
При
диагностировании дребезжания аппаратов
измеряют число отскоков подвижных
контактов после первого замыкания,
длительность которых должна быть не
менее 20 мкс, и суммарную длительность
отскоков. В электрооборудовании вагонов
большую роль играют преобразователи
различных типов. В настоящее время в
преобразователях предусматриваются
устройства контроля контуров искусственной
коммутации пробоя последовательно
соединенных диодов и тиристоров. Датчики
контроля коммутации фиксируют сбои в
работе коммутирующих контуров и
выполняются на базе цифровых схем
измерения времени. Регистрацию сбоев
проводят с использованием устройства,
выполненного по схеме, приведенной на
рис. 14.1.
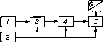
Рис.
14.1. Структурная схема
Задающий
генератор импульсов
1
и датчик контроля коммутации
2
соединены со счетчиками
3-5,
а выход старшего разряда счетчика —
с КИП-реле
6.
Контроль осуществляется следующим
образом. Датчик
2
генерирует импульс при каждой нормальной
коммутации, а при срыве коммутации или
сверхнормативном снижении схемного
времени восстановления генерации
импульса не происходит. Счетный вход
счетчика соединен с задающим генератором
импульсов, выходная частота которого
равна рабочей частоте преобразователя.
КИП- реле срабатывает при срыве коммутации
несколько раз подряд, а при отдельных
сбоях в работу не включается.
Срабатывание КИП-реле обнаруживают
в депо при техническом обслуживании
подвижного состава и определяют объем
необходимого ремонта. устройства коммутации
Тестовая
диагностика при помощи стационарной
аппаратуры используется для контроля
силовых блоков, в которых обычно
размещены силовые и коммутирующие
тиристоры и диоды вместе с дифференцирующими
цепочками, конденсаторы и дроссели. Для
реализации тестовой диагностики на
силовом блоке предусматриваются
специальные разъемные электрические
соединения для подключения диагностического
стенда. Вагоностроительным заводом
Дессау предлагаются диагностические
приборы по проверке электрооборудования:
холодильно-нагревательных агрегатов
типа ФАЛ 056/7, электрооборудования
дизель-генератора типа 06-8018 и его
распределительного щита.
Диагностический
прибор DG3202 предназначен
для диагностирования электрооборудования
холодильно-нагревательных агрегатов
типа ФАЛ 056/7.
В
основу работы прибора DG3202
заложен принцип, при котором для
проведения каждой контрольной операции
в соответствии с заложенной программой
в проверяемую электрическую систему
подаются электроимпульсы, вызывающие
срабатывание электрических цепей и
включенных в них устройств (двигателей,
реле, контакторов, магнитных вентилей
и др.). Таким образом, можно проверить
техническое состояние электрической
проводки: целостность отдельных цепей,
состояние их изоляции и наличие разного
рода повреждений.
При
помощи диагностического прибора ДПДГ
производят проверку функционирования
следующего электрооборудования и
приборов дизель-генератора АРВ: реле
контроля температуры на входе охлаждающего
воздуха генератора; емкость стартерной
аккумуляторной батареи; сопротивление
изоляции магнитного вентиля и обмотки
генератора; исправность свечей
накаливания дизеля и зарядного прибора;
цепь питания магнитного вентиля;
работоспособность переключателя рабочих
режимов; работоспособность генератора.
Диагностика
технического состояния электрического
распределительного щита дизель-генератора
типа60-8018 автономного рефрижераторного
вагона осуществляется с помощью
диагностического переносного прибора
ПГ/02.
-
Электрические
машины
В
электрических машинах возможны следующие
виды неисправностей: искрение щеток,
перегрев обмоток, короткие замыкания
в обмотках, ненормальное напряжение
генератора, недопустимые колебания
частоты вращения двигателя.
Искрение
щеток сопровождается повышенным нагревом
коллектора ищеток. Причиной
этих неисправностей бывает загрязнение
щеток и коллектора, износ щеток, подгорание
коллектора, неплотное прилегание пружин,
заедание щеток в щеткодержателе.
Повышенный
нагрев обмоток электрической машины
устанавливают в период предремонтных
испытаний. Равномерный перегрев всей
машины при отсутствии других признаков
ненормальной работы свидетельствует
о ее перегрузке. В этом случае сначала
следует проверить соответствие
фактической нагрузки номинальному
режиму работы машины. Ухудшение
условий вентиляции в результате засорения
вентиляционных каналов может также
вызвать перегрев машины.
Повреждения
в обмотках полюсов приводят к неравномерному
их нагреву. В обмотках полюсов чаше
всего повреждаются переходы, выводные
концы катушек и места прохода выводных
концов через корпус. К наиболее
распространенным дефектам следует
отнести замыкание обмоток на корпус,
обрыв или плохой контакт в обмотках,
замыкание между витками. Ненормальное
напряжение генератора Может наблюдаться
в результате ряда неисправностей.
;При потере остаточного магнетизма
генератор не возбуждается. В этом случае
магнитная стрелка, поднесенная к полюсным
башмакам, не указывает на полярность
(одним и тем же полюсом машины притягивается
как северный, так и южный конец стрелки).
В отдельных случаях магнитная стрелка,
поднесенная к полюсным башмакам,
показывает правильную полярность
генератора, но (даже после намагничивания
машины) она не возбуждается. Причиной
этого может быть: неправильное положение
щеток; замыкание параллельной обмотки
возбуждения; межвитковое или короткое
замыкание в одной или нескольких катушках
возбуждения; короткое замыкание в
обмотке якоря, между пластинами
коллектора; обрыв или плохой контакт в
цепи возбуждения; слишком большое
сопротивление цепи возбуж- Дения.
Двигатель
не включается. В якоре нет тока при
включенном пусковом реостате. Причиной
неисправности может быть перегорание
предохранителей, обрыв в пусковом
реостате или проводах, в обмотке
якоря.
Если
ток в якоре имеется, но двигатель под
нагрузкой не работает, Хотя без нагрузки
развивает очень большую частоту вращения,
то Причину неисправности следует искать
в межвитковом соединении Или коротком
замыкании катушки параллельного
возбуждения, а также в неправильном
соединении этой обмотки с двигателем
и пусковым реостатом. В последнем
случае следует правильно соединить
параллельную обмотку возбуждения.
Частота
вращения двигателя может быть меньше
номинальной при номинальном напряжении.
Неисправность может быть вызвана
сдвигом щеток с нейтрали по направлению
вращения или уменьшением сопротивления
реостата в цепи возбуждения двигателя.
При
работе машины постоянного тока может
наблюдаться явление, когда при увеличении
нагрузки двигатель начинает «качаться»,
т.е. происходят сильные колебания силы
тока и частоты вращения. Если двигатель
не выключить, то сила тока может резко
возрасти и двигатель сгорит. Причиной
такой работы двигателя является
ослабление ьоля. При повышении нагрузки,
вследствие реакции якоря, повышается
также и частота вращения.
Технологический
процесс ремонта электрических машин
можно разделить на несколько этапов:
демонтаж; разборка; перемотка вышедших
из строя обмоток; ремонт подшипников,
ротора, коллектора, щеточных устройств;
сборка; испытание.
Основные
технологические операции при ремонте
электрических машин выполняют в такой
последовательности: осмотр, очистка и
обдувка сжатым воздухом давлением
0,3-0,5 МПа (якоря с обмотками рекомендуется
промывать фреоном-30, измерение
сопротивления изоляции мегомметром
напряжением 500 В); демонтаж подшипниковых
щитов, выпрессовка подшипников качения:
извлечение ротора (якоря) из статора;
сушка обмотки статора с пониженным
сопротивлением изоляции, не имеющей
внешних повреждений; обмывка деталей
и узлов, не покрытых изоляционными
материалами (болты, гайки, перемычки,
пружины и т.п.); удаление обмотки статора
электродвигателя (обмотку статора
заменяют, если сопротивление ее изоляции
менее 0,5 МОм и не восстанавливается до
нормы при сушке; обнаружение короткого
замыкания или обрыва фаз; необходима
выпрессовка сердечника из станины
из-за неисправностей); замена перегоревшей
или поврежденной обмотки ротора
электродвигателя переменного тока,
якоря электродвигателя постоянного
тока; ремонт коллекторов; ремонт щеточного
механизма; ремонт вала (правка, наплавка
посадочных мест для подшипников, обточка,
фрезеровка шпоночного паза и т.д.); ремонт
подшипниковых щитов; балансировка
ротора (якоря); сборка машины из
отремонтированных деталей; испытание
машины согласно требованиям руководства
по ремонту: укомплектование машины
всеми деталями крепления, обдувка
сжатым воздухом снаружи и внутри.
Демонтаж.
Генераторы вагонов без кондиционирования
воздуха целесообразно снимать и
устанавливать с помощью аккумуляторного
погрузчика с вилочными захватами.
Генераторы вагонов с кондиционированием
воздуха имеют большие габаритные размеры
и массу, достигающую 1200 кг, вследствие
чего снятие и установка их обычными
средствами вызывают значительные
затруднения. Поэтому для выполнения
этих операций предусматривают специальные
стойла. Вагон устанавливают в стойле
так, чтобы генератор находился над
тележкой с подъемной платформой,
оборудованной электрическим или
гидравлическим приводом. Затем платформу
подводят под генератор (рис. 14.2, а),отсоединяют от него крепящие детали и
опускают его вместе с платформой.
После этого тележку по рельсам, уложенным
в канаве, выкатывают из-под вагона и
генератор перемещают в отделение по
ремонту электрических машин. Если канава
отсутствует, вагон поднимают на
домкратах (рис. 14.2,б),чтобы под него можно было подкатить
тележку. В этих стойлах также можно
снимать без кондиционирования воздуха
генераторы вагонов и электродвигатели
компрессоров вместе с сочлененными с
ними агрегатами.
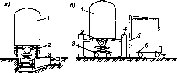
Рис.
14.2. Стойла для монтажа и демонтажа
генераторов:
а
— при наличии смотровой канавы; б
— при подъеме вагона домкратами; 1
— вагон; 2
— генератор; 3
— тележка с подъемной платформой; 4
— домкрат; 5
— подъемный кран; 6
— электрокар
При
деповском ремонте электродвигатели
компрессора осматривают и проверяют
на месте установки, после чего, в
зависимости от характера неисправностей,
решается вопрос об их демонтаже. Во
время капитального ремонта электродвигатели
компрессора направляют для ремонта
в электроцех. Электродвигатель привода
компрессора установки для
кондиционирования воздуха снимают
вместе с компрессором и опорным каркасом.
Для его демонтажа применяют вилочный
погрузчик.
Очистка
электрических машин. Предварительная
очистка генераторов, электродвигателей
и преобразователей осуществляется
сразу после демонтажа их с вагона, а
окончательная — в цехе сжатым воздухом
в закрытой камере, оборудованной вытяжной
вентиляцией и пылеуловителями. Сжатый
воздух подается в камеру под избыточным
давлением 0,3-05 МПа по воздушной магистрали,
снабженной влагоотделителем для осушки
воздуха. Сильно загрязненные поверхности
очищают щетками из стальной проволоки
диаметром 0,8—1 мм. После очистки с крупных
электрических машин (генераторы
вагонов с кондиционированием воздуха,
электродвигатели компрессоров,
вентиляционных агрегатов и обдува
конденсатора) снимают элементы
подвески и крепления, а от электродвигателей
отсоединяют компрессоры и вентиляторы.
Электродвигатели малой мощности подаются
на соответствующие ремонтные позиции
совместно с сочлененными с ними
механизмами.
Перед
ремонтом выявляют дефектные узлы,
определяют характер и объем требуемого
ремонта. Следует учитывать, что некоторые
машины могут быть отремонтированы
без полной замены обмоток, а ремонт
может ограничиться устранением мелких
дефектов изоляции обмоток или выводных
концов. В большинстве случаев при
поступлении рефрижераторных вагонов
в ремонт электрические машины бывают
исправными, поэтому их демонтаж и
разборка при отсутствии неисправностей
могут не производиться. В этой связи
качественное выполнение предремонтных
испытаний приобретает особенно большое
значение, так как на основании результатов
этих испытаний принимается решение
о возможности дальнейшей эксплуатации
электрической машины.
В
объем предремонтных испытаний входят:
измерение сопротивления изоляции
обмоток; испытание электрической
прочности изоляции обмоток и коллектора;
испытание машин на холостом ходу;
измерение зазора между статором и
якорем.
Сопротивления
изоляции обмоток относительно корпуса
и между обмотками машины с номинальным
напряжением до 500 В включительно
измеряют мегомметром на 500 В. Сопротивление
изоляции обмоток относительно корпуса
машины и между обмотками измеряют
поочередно для каждой электрически
независимой цепи. Величина сопротивления
изоляции обмоток относительно корпуса
машины и между обмотками должна быть
не менее 0,5 МОм.
Проверку
электрической прочности изоляции
обмоток и коллектора относительно
корпуса машины и между обмотками
производят с цомощью испытательного
трансформатора, от которого подают
напряжение требуемой величины
частотой 50 Гц в течение 1 мин.
Проверяют
изоляцию относительно корпуса каждой
электрической цепи поочередно. Один
вывод источника напряжения подключают
к гвыводу испытуемой обмотки, другой
заземляют и подключают к заземленному
корпусу машины.
Соединенные
фазы многофазных обмоток считают за
одну цепь, если начало и конец каждой
фазы обмотки не снабжены отдельными
выводами, и всю многофазную обмотку
испытывают относительно корпуса машины
в целом. Результаты испытания изоляции
обмотки относительно корпуса и между
обмотками считаются удовлетворительными,
если во время испытания не происходит
пробоя изоляции.
Изоляцию
обмоток между смежными ее витками
проверяют в течение 5 мин повышенным
напряжением. Испытание проводят при
холостом ходе электрической машины
напряжением на 30% больше ^номинального.
Для работающей машины допускается
одновременное повышение частоты вращения
в пределах 15%.
Электрические
машины проверяют без нагрузки для
определения величины тока холостого
хода. Увеличение тока холостого хода
сверх паспортного значения свидетельствует
о дефектах машины: смещении якоря по
отношению к статору, увеличении воздушного
зазора между ротором и статором.
Для
асинхронных трехфазных электродвигателей
мощностью до 100 кВт предельные значения
тока холостого хода в процентах от
номинального тока могут быть определены
по данным табл. 14.1.
Неравномерность
тока холостого хода по отдельным фазам
электродвигателя не должна быть
больше 4,5% среднего значения.
Температура
нагрева подшипников качения не должна
превышать 100°С.
Таблица
4.1
|
Мощность |
Ток |
|||||
|
3000 |
1500 |
1000 |
750 |
600 |
500 |
|
|
0,1-0,5 |
60 |
75 |
85 |
90 |
95 |
— |
|
0,51-1,0 |
50 |
70 |
75 |
80 |
85 |
90 |
|
1,1-5,0 |
45 |
65 |
70 |
75 |
80 |
85 |
|
5,1-10,0 |
40 |
60 |
65 |
70 |
75 |
80 |
|
10,1-25,0 |
30 |
55 |
60 |
65 |
70 |
75 |
|
25,1-50,0 |
20 |
50 |
55 |
60 |
65 |
70 |
|
50,1-100 |
— |
40 |
45 |
50 |
55 |
80 |
Воздушный
зазор между статором и ротором асинхронных
двигателей, а также между полюсами
и якорем машин постоянного тока и
синхронных машин оказывает существенное
влияние на эксплуатационные параметры
электрических машин, особенно асинхронных
двигателей, где увеличение воздушного
зазора влечет повышение тока холостого
хода, уменьшение коэффициента мощности
и к.п.д.
Увеличение
зазора на каждый процент способствует
увеличению тока холостого хода на 0,6% и
снижению коэффициента мощности на 0,3%.
При увеличении воздушного зазора более
чем на 25% ремонт двигателя с экономической
точки зрения нецелесообразен.
Для
определения допустимой величины зазора
электродвигателей можно руководствоваться
данными табл. 14.2.
Измерение
воздушного зазора производят с двух
противоположных торцов электродвигателя
с помощью калиброванного щупа, вводимого
через специальные или смотровые люки
в торцовых щитах. С каждой стороны
измерение производят в четырех точках,
сдвинутых относительно друг друга на
90°, величина зазора принимается как
среднеарифметическая всех замеров. В
асинхронных двигателях нормируется
также степень неравномерности зазора,
определяемая как отношение зазора в
данной точке к средней величине зазора.
Это отклонение должно находиться в
пределах 10%.
Некоторые
электродвигатели не имеют люков в щитах,
тогда зазор измеряют после их разборки.
Для этого ротор укладывают непосредственно
на статор и замеряют зазор Sjпротив самой верхней части расточки
статора, затем ротор поворачивают на
90° и вновь замеряют зазор против той же
расточки статора 82, средняя
величина зазора 5срсоставляет:
8ср= (8, +82)/2, мм.
Кроме
того, существуют обязательные ремонтные
работы, которые указаны в Правилах
деповского и капитального ремонта
вагонов, технических условиях (ТУ) и
другой нормативной технической
документации.
Таблица14.2
|
Частота вращения, об/мин |
Зазор, |
|||||||||
|
До 0,2 |
0,2- 1,0 |
1- 2,5 |
2,5- 5,0 |
5,0- 10,0 |
10- 20 |
20- 50 |
50- 100 |
100- 200 |
200- 300 |
|
|
500-1500 3000 |
0,2 0,25 |
0,25 0,3 |
0,3 0,35 |
0,35 0,4 |
0,4 0,5 |
0,4 0,65 |
0,5 0,8 |
0,65 1,0 |
0,8 1,25 |
1,0 1,5 |
Разборка.
При
разборке снимают подшипниковые щиты,
вынима- |>т якорь (ротор) из статора,
снимают щеточный аппарат и подшипники
(рис. 14.3). При капитальном ремонте
генераторов, кроме того, снимают полюсы
и полюсные катушки. Дальнейшую разборку
этих основных узлов производят, если
это необходимо, по результатам определения
дефектов.
После
разборки детали электрических машин
тщательно очищают. С металлических
деталей грязь удаляют струей сжатого
воздуха (давление 0,2-0,3 МПа), а с
отдельных мест — салфетками, смоченными
Я теплой воде или бензине. При большом
количестве ремонтируемых электрических
машин их металлические детали, не имеющие
изоляции (подшипниковые щиты, крышки,
фланцы, роторы короткозамкнутых
асинхронных двигателей, детали щеточного
аппарата), целесообразно очищать в
моечной машине, промывая раствором,
состоящим из кальцинированной соды,
мыльной эмульсии и воды при температуре
85-90°С в течение 15-20 мин.

Сборка.
После ремонта и соответствующих испытаний
на сборку Поступают корпус с полюсами
и катушками, якорь с коллектором,
подшипниковые щиты и подшипники.
Электрические машины собирают в
порядке, обратном их разборке. Перед
сборкой статор и ротор продувают сжатым
воздухом. Перед установкой шариковых
подшипников их нагревают в масляной
ванне до температуры 90-100°С и Напрессовывают
на вал ротора. Подшипники промывают в
ванне с мыльной эмульсией и каустической
содой и определяют щупом их
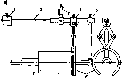
Рис.
14.3. Приспособление для выемки ротора
(а)и съема подшипников(б):
I
-— противовес; 2
— штанга; 3
— крюк тельфера; 4
— подвеска; ^ — упорная штанга; 6
— захваты; 7 — ротор; 8
— разъемный диск; ®— болты; 10
— поперечина; 11
— выжимной винт; 12
— рукоятка
износ.
Изношенные и неисправные подшипники в
вагонных депо и на вагоноремонтных
заводах не ремонтируют, а заменяют
новыми. Устанавливать подшипники на
вал необходимо с предварительным
подогревом и без ударов.
Подшипниковые
щиты, крышки подшипников и корпуса
электрических машин перед ремонтом
осматривают, выявляют трещины, износы
посадочных мест и отверстий, другие
дефекты. Большие трещины в щите,
распространяющиеся к месту посадки
подшипников, как правило, не заделывают,
а заменяют щит. Крышки с трещинами,
охватывающими область лабиринтного
уплотнения, также заменяют. Небольшие
трещины в стальных деталях заваривают
электродуговой сваркой. Трещины в
чугунных щитах заваривают чугунным
электродом. Изношенные посадочные
места в подшипниковых щитах, траверсы
щеткодержателей и места сопряжения
щитов с корпусом восстанавливают,
нанося на них слой металла и обрабатывая
на станке. Наносить слой металла можно
наплавкой с помощью специального
пистолета или гальваническим способом.
В некоторых случаях допускается
устанавливать втулки с предварительной
расточкой изношенных мест. Вал ротора
проверяют магнитным дефектоскопом.
Во
время деповского и капитального ремонтов
щетки заменяют полностью, устанавливая
щетки марок, рекомендуемых заводами-изго-
товителями. Для электрических машин
мощностью 4-30 кВт, установленных на
вагонах зарубежной постройки, можно
использовать щетки марок ЭГ-2А, ЭГ-14 или
ЭГ-74 соответствующего размера.
Новые
щетки притирают к поверхности коллектора.
Предварительная притирка выполняется
на специальном приспособлении с
несколькими вращающимися дисками,
которые по диаметру соответствуют
диаметрам коллекторов ремонтируемых
машин. На диски наклеивают шлифовальную
шкурку или их поверхность делают
шероховатой путем мелкой накатки.
Окончательная притирка щеток
осуществляется на коллекторе машины.
Притирку ведут до тех пор, пока рабочая
поверхность щеток не приобретет
зеркальный блеск.
Нажатие
новых щеток на коллектор проверяют
пружинным динамометром. Неисправные
детали щеткодержателей, токоведущие
болты, нажимные пальцы, пружины,
гибкие шунты, корпуса щеткодержателей
заменяют.
Отремонтированные
траверсы щеткодержателей испытывают
на электрическую прочность изоляции
переменным током частотой 50 Гц в течение
1 мин. Напряжение должно быть на 20% выше
напряжения для испытания якорей в
сборе (табл. 14.3).
|
*1 |
Тип |
Машины, |
Машины, |
|
|
Двигатели |
Подвагонные генераторы |
|||
|
1 |
Машины |
450 |
500 |
|
|
2 |
Машины |
750 |
750 |
1000 |
|
3 |
Машины перечисленных |
1000В |
1000 |
1000 |
|
4 |
Двигатели
мощностью |
1000 |
Тоже |
Ремонт
обмотки. У поступивших в ремонт якорей
машин постоянного тока путем внешнего
осмотра проверяют состояние изоляции
й прочность пазовых клиньев, отсутствие
повреждений и поджогов концов секций
в местах пайки к петушкам коллекторных
пластин, качество пайки, состояние
бандажей. Электроизмерительными
приборами проверяют сопротивление
изоляции обмотки относительно корпуса
и убеждаются в отсутствии обрывов и
замыканий между витками, секциями.
Межвитковые
замыкания можно обнаружить путем
измерения напряжения между соседними
коллекторными пластинами при питании
якоря от постороннего источника
постоянного или переменного тока. При
питании переменным током вольтметр,
подключенный к неисправным секциям,
покажет пониженное напряжение, а в
случае полного короткого замыкания
секции — напряжение, равное нулю. При
питании постоянным током (рис. 14.4, а)милливольтметр, подключенный к
поврежденным секциям, покажет пониженное
или нулевое (При полном коротком замыкании
секции) напряжение.
Для
обнаружения обрыва в обмотке якоря
измеряют напряжение Между смежными
коллекторными пластинами при питании
обмотки якоря постоянным током (рис.
14.4, 6).При обрыве в какой-либо секции ток не
будет проходить через ту часть обмотки
якоря, в ко-
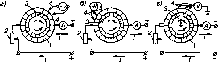
Рис.
14.4. Схемы определения неисправности
обмоток:
а
— замыкание секций; б
— обрыв секций; в
— замыкание на корпус; 1
— коллектор; 2
— реостат; 3
— место повреждения; 4
— щупы
торой
находится поврежденная секция, показания
милливольтметра будут равны нулю для
всех пар коллекторных пластин, находящихся
в поврежденной части обмотки, за
исключением той пары, к которой подключена
поврежденная секция. Напряжение между
этими парами пластин будет равно полному
напряжению, подаваемому на обмотку
якоря. Если концы секции припаяны к
петушкам коллекторных пластин
неудовлетворительно, показания
милливольтметра, присоединенного к
такой пластине, будут больше, чем при
подключении его к пластинам, соединенным
с исправными секциями.
Наиболее
распространенным и доступным способом
определения замыкания на корпус является
проверка якоря контрольной лампой.
Место повреждения можно определить
также с помощью вольтметра при питании
обмотки якоря постоянным током (рис.
14.5, в).Когда щуп вольтметра коснется пластины
коллектора, соединенной с замкнутой
на корпус секцией, вольтметр даст
наименьшее показание.
При
ремонте обмоток намотку секций обмотки
якоря машин постоянного тока и катушек
обмоток статора генераторов переменного
тока и асинхронных двигателей осуществляют
на намоточных станках (рис. 14.5, а).Обмотку перематывают при повреждениях,
а также при пониженном сопротивлении
ее изоляции (если оно не возрастает
после сушки в печи). Допускается
ремонтировать обмотки с заменой только
поврежденных секций. Ремонт и перемотку
якоря выполняют на специальных козлах.
Чтобы произвести замену — секцию, ее
концы, а также концы соседних секций
отпаивают от коллекторных пластин.
После этого приподнимают концы соседних
секций и вынимают поврежденную секцию
из пазов. Если секции из провода
прямоугольного сечения изолированы
вместе, в виде катушки, вынимают из пазов
всю катушку, в которой повреждена секция.
Когда неисправны
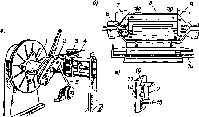
Рис.
14.5. Станок для намотки катушек из шинной
меди (а)
и шаблоны для формировки секций и
катушек (б
л в)
несколько
секций, практически разбирают всю
обмотку якоря, маркируя каждую секцию.
Для облегчения выемки секции и катушек
якорь можно предварительно подогреть
до температуры 75-80°С (рис. 14.6).
Сердечник
якоря перед укладкой секции и катушек
осматривают, устраняют имеющиеся дефекты
(отгибы крайних листов, задиры и заусенцы
на зубцах, грязь и ржавчину в пазах и
др.) и окрашивают лаком. Проверяют
мегомметром состояние корпусной изоляции
об- моткодержателей, на которые опираются
лобовые части обмоток. При
|
Ж |
JL* |
38Ш |
|
9 |
8 4 |
Рис.
14.6. Ванна для припаивания секций обмотки
якоря к коллектору:
I
— припой; 2
— установочное кольцо; 3
— якорь; 4
— устройство для регулировки уровня
припоя; 5
— корпус; б—электронагреватель;
7—подъемные Штанги; 8
— электропровод; 9 — чаша Для сбора
припоя
12
необходимости
восстанавливают корпусную изоляцию,
наклеивая соответствующим лаком на
обмоткодержатели изоляцию из миканита,
лакоткани или пропитанного электрокартона
(в зависимости от класса изоляции) и
заменяя П-образные коробочки из
электрокартона, укладываемые в пазы
якоря.
Обмотки
электрических машин по способу укладки
их в пазы сердечника можно подразделить
на следующие типы: вкладываемые в пазы
в виде готовых изолированных катушек;
вкладываемые в пазы в виде отдельных
изолированных секций; наматываемые
изолированным проводом непосредственно
в пазы. Изолированные катушки из
прямоугольной меди укладывают в
открытые пазы в два слоя, причем каждая
катушка одной стороной располагается
в нижнем слое одного паза, а второй — в
верхнем слое другого. В процессе укладки
лобовые части обмоток несколько
деформируют, чтобы придать им форму,
соответствующую форме обмоткодержателя.
Для большей эластичности изоляции
катушек и предохраняющие ее от повреждений
компаундированные катушки подогревают
до температуры 80-90°С. В свою очередь, по
одной через прорезь паза укладывают
изолированные секции, выполненные
из круглого обмоточного провода.
Затем
пазовую изоляцию загибают внутрь паза
и устанавливают в пазы клинья из фибры
или текстолита. В процессе укладки
обмотки концы секции закладывают в
петушки коллекторных пластин в
соответствии со схемой обмотки и
произведенной маркировкой. После укладки
секций в пазы якоря и в шлицы коллектора
до пайки концов секции проверяют на
электрическую прочность их изоляции
переменным током в течение 1 мин при
напряжении, на 20% большем, чем испытательное
напряжение для якоря в сборе (см. табл.
14.3).
Концы
секций к коллекторным пластинам
припаивают свинцово- оловянистым припоем
ПОС-61. В качестве флюса применяют
канифоль. Кислотой пользоваться
нельзя, так как она вызывает коррозию
коллектора и разъедает изоляцию обмоток.
При значительном объеме
ремонтных
работ секции якорей припаивают к
коллекторным пластинам в специальной
ванне (рис. 14.6). Подготовленный для пайки
якорь устанавливают в ванну на сменное
установочное кольцо, диаметр которого
соответствует диаметру коллектора;
зазор между кольцом и коллектором
уплотняют асбестовым шнуром. Для
регулирования уровня припоя служит
чугунное кольцо, прикрепленное к штанге,
которая может подниматься и опускаться
с помощью электропривода. Его устанавливают
так, чтобы припой соприкасался с петушками
коллектора. Температура припоя в ванне
поддерживается аппаратурой
Автоматически,
регулирующей ток в электронагревательных
элементах. Качество пайки проверяют
милливольтметром (см. рис. 14.5, а).|1риэтом напряжение между соседними
пластинами коллектора не должно
отличаться более чем на 20% от среднего
значения.
Коллектор.
Исправные коллекторы должны иметь
строго цилиндрическую форму и гладкую
полированную поверхность без рисок,
царапин и подгоревших мест. Коллектор,
на поверхности которого обнаружены
выработки и неровности глубиной 0,2-0,5
мм, шлифуют шкуркой марки 00, а затем
шкуркой марки 000 до получения зеркально
гладкой поверхности. Мелкие царапины,
риски и неровности глубиной менее 0,2 мм
шлифуют шкуркой марки 000. На производственном
участке коллектор шлифуют на токарном
или специальном комбинированном станке,
применяемом для проточки и продорожи-
вания коллекторов. Если на поверхности
коллектора обнаруживаются неровности
глубиной 0,5 мм, коллектор протачивают,
проверяют эксцентриситет (биение)
коллектора, состояние рабочей поверхности,
шлифуют и продороживают.
Эксцентриситет
коллектора у генераторов не должен
превышать 0,07 мм, а у двигателей — 0,08 мм.
Недопустимо также, чтобы на поверхности
коллектора выступали отдельные пластины.
Для устранения этих дефектов осторожно
подтягивают гайку коллектора, затем
нагревают его до температуры 100-110°С и
снова подтягивают. После подтягивания
гайки коллектор протачивают, шлифуют
и продороживают.
Коллектор
целесообразно протачивать и продороживать
на комбинированном станке, оборудованном
механической дисковой фрезой и пылесосом,
отсасывающим образующуюся в процессе
работы пыль. Заусенцы, образующиеся на
поверхности коллектора, удаляют острым
шабером, после чего коллектор необходимо
прошлифовать и продуть.
Отремонтированный
коллектор испытывают переменным током
частотой 50 Гц напряжением 50 В на каждые
0,1 мм толщины изоляции в течение 1-3
с. Проверяют также отсутствие замыканий
между
пластинами
и корпусом коллектора в течение 1 мин
напряжением, в 1,4 раза большим испытательного
напряжения для якоря в сборе (см. табл.
14.3).
Наложение
бандажей. Во время работы электрических
машин их вращающиеся части находятся
под воздействием центробежных сил,
Стремящихся вырвать обмотку из пазов.
Эти силы зависят в основном от частоты
вращения и диаметра якоря и достигают
значительной
величины. Чтобы удержать обмотку в пазах
и предотвратить изгибы и повреждения
ее лобовых частей, применяют бандажи
из стальной проволоки и стеклоленты.
Проволочные
бандажи делают из стальной луженой
проволоки с временным сопротивлением
разрыву 16-20 Н/мм2. При расчете
бандажа берется четырех-, пятикратный
запас прочности. Бандажную проволоку
укладывают на прочную и теплостойкую
изоляцию. При ремонте якорей электрических
машин вместо металлических бандажей
нашли широкое применение бандажи из
стеклолентыJICB-F.
Бандажи из стеклоленты наматывают на
обычном бандажировочном или токарном
станке, применяя приспособление для
регулирования натяжения ленты (рис.
14.7). По окончании намотки бандажа
производят его термическую обработку
путем постоянного нагрева в течение
10 ч до температуры 110-120°С, а затем — в
течение 15 ч при температуре 150°С. При
этом бандажная лента полимеризуется.
Термическую обработку бандажа
производят в печи одновременно с сушкой
якоря после пропитки.

Обмотки
и катушки возбуждения. Обрывы чаще
возникают в
выводных концах обмоток
возбуждения, проводах межполюсных
соединений и в кабельных наконечниках.
Генератор, в параллельной катушке
которого имеется обрыв, не возбуждается,
а электродвигатель идет в разнос. В
этом случае его разбирают, снимают
обмотки, осматривают и проверяют
контрольной лампой. Если катушки не
разъединены, место обрыва находят
вольтметром, измеряя падение напряжения
на катушках, которые включены
последовательно в цепи источника
постоянного тока (рис. 14.8,
а).
Замыкание на корпус наиболее часто
происходит вследствие перетирания
изоляции в процессе эксплуатации
генераторов и электродвигателей. Чтобы
определить
Рис.
14.7. Натяжное устройство для наложения
бандажей из стеклоленты:
1
— станина бандажировочного станка; 2
— якорь; 3
— счетчик витков;
4
— стехлолента; 5
— кронштейн для крепления устройства
к станку; 6—указатель
давления; 7 — кассета со стеклолентой;
8—
натяжные барабаны; 9
— направляющий роик
Рис.
14.8. Определение неисправностей в обмотках
возбуждения путем измерения напряжения
(а
и 6)
и электромагнитным способом (в):
1
— проверяемая обмотка; 2
— место неисправности; 3
— регулировочный автотрансформатор;
4—
первичная обмотка трансформатора; 6—
откидное ярмо
место
замыкания на корпус при разъединенных
катушках, вольтметром поочередно
измеряют напряжение между корпусом и
выводом каждой катушки (рис. 14.8, б),причем наименьшие показания вольтметр
будет давать на выводах катушки, замкнутой
на корпус. Поврежденная катушка со
значительным количеством замкнутых
витков имеет пониженное сопротивление.
Поэтому показания подключенного к ней
вольтметра (см. рис. 14.9,а)будут меньше, чем при подключении
его к исправным катушкам. В катушке,
снятой с электрической машины, межвитковое
замыкание может быть обнаружено так
же, как и у якорных обмоток электромагнитным
путем. Для этого катушку надевают на
сердечник трансформатора с одной только
первичной обмоткой и откидным ярмом,
шарнирно связанным с сердечником (рис.
14.9,в).При этом катушка играет роль вторичной
обмотки трансформатора. При межвитковых
замыканиях в короткозамкнутых витках
протекают значительные токи, катушка
нагревается, а трансформатор работает
в режиме короткого замыкания, потребляя
большую мощность из сети.
Неисправные
соединения и выводы заменяют проводами
той же марки и сечения. При установке
катушек на полюсы и выполнении
межкатушечных соединений проверяют
правильность чередования полярности
полюсов. Для этого через катушки
возбуждения пропускают постоянный ток
и по очереди компасом обходят полюсы.
За северным полюсом должен следовать
южный, затем северный и снова южный.
Выполняя внутренние соединения в машинах
переменного тока, контрольной лампой,
а также путем индуктирования переменной
э.д.с. в отдельных фазах проверяют
правильность маркировки начал и концов

Рис.
14.9. Способы соединения проводов обмотки
статоров электрических машин переменного
тока:
а
— сварка оплавлением; б
— пайка при помощи паяльных клещей;
-
— трансформатор;
2 — угольный электрод; 3
— соединяемые провода; 4—
подводящие провода от питающего
трансформатора; 5—
рукоятка клещей;
-
теплоотводящая
труба; 7— губки; 8—
угольные контакты
обмоток
статора отдельных фаз. В собранном
корпусе или статоре контролируют
сопротивление изоляции катушек
относительно корпуса. У электромашин
напряжением выше 110 В оно должно быть
не менее
-
МОм,
а для машин напряжением 54 В — не менее
1 МОм. Проверяют также электрическую
прочность изоляции переменным током
напряжением, указанным в табл. 14.3, в
течение 1 мин.
Обмотки
электрических машин переменного тока.
Наиболее распространенными неисправностями
обмоток статора генераторов переменного
тока и асинхронных электродвигателей
являются обрывы выводных проводов
и проводов секций обмотки, межвитковые
замыкания и замыкания на корпус.
При
коротком замыкании через короткозамкнутые
витки, катушечную группу или катушку
течет большой ток, который вызывает
чрезмерный местный перегрев обмотки.
Работа такой машины сопровождается
сильным гудением и неравномерным
распределением тока по обмоткам. В
асинхронных двигателях поврежденную
фазу находят, измеряя ток во всех трех
фазах. Короткозамкнутые витки можно
обнаружить при помощи электромагнита,
питаемого переменным током, так же
как при определении короткозамкнутых
витков или секций в обмотке якоря.
Когда паз с короткозамкнутыми витками
перекрывает стальная пластина, она
начинает сильно вибрировать. Передвигая
электромагнит по всему статору, можно
проверить все его секции.
Обрыв
в обмотке, соединенной в «звезду», может
быть обнаружен по отсутствию тока в
одной из фаз. При соединении обмотки в
«треугольник» ток в двух подведенных
проводах, между которыми находится
оборванная фаза, будет значительно
меньше, чем в третьем проводе. Поврежденную
фазу находят, пользуясь мегомметром
или контрольной лампой, предварительно
отсоединив фазы обмотки друг от друга.
Замыкание
на корпус можно обнаружить путем осмотра
по повреждению изоляции обмотки или
мегомметром. Чтобы найти место повреждения,
измеряют величину падения напряжения
между отдельными частями обмотки и
корпусом. Показания милливольтметра
будут наименьшими при прикосновении
к двум концам поврежденной катушки.
Замыкание
на корпус устраняют, восстанавливая
изоляцию или заменяя поврежденную
катушку.
Обмотка
статора. При обнаружении обрывов в фазах
обмотки, межвитковых замыканий и
замыкании на корпус частично или
полностью перематывают статор. Чтобы
облегчить извлечение катушек из пазов
и предохранить их от повреждения, статор
нагревают до температуры 70-80°С. Затем
при помощи выколотки и деревянного
молотка выбивают текстолитовые клинья,
разрезают и снимают изоляцию меж-
катушечных соединений обмотки статора,
разъединяют катушки и вынимают их
из пазов. Пазы статора очищают от старой
изоляции, проверяют состояние стальных
пакетов, зачищают заусенцы.
Многовитковые
катушки статорных обмоток изготовляют
путем намотки на шаблоны провода
соответствующей марки. Для этого
используют станок с двумя подвижными
шаблонами. Шаблоны раздвигают и
закрепляют в соответствии с размерами
наматываемой катушки. Чтобы придать
катушке нужную форму, лобовые ее части
изгибают по радиусу на шаблонах. Катушки
крепят в пазах текстолитовыми
клиньями, забиваемыми деревянным
молотком.
Соединяют
катушки, заложенные в пазы, пайкой или
сваркой оплавлением. Сварка оплавлением
может быть применена для соединения
проводов диаметром более 0,8 мм. Свариваемые
концы проводов предварительно
скручивают и соединяют с одним из зажимов
понижающего трансформатора (рис. 14.9,
а),к другому зажиму Присоединяют угольный
электрод. Когда угольным электродом
касаются скрутки, концы проводов
оплавляются и свариваются. Для пайки
проводов твердыми припоями используют
паяльные клещи (рис. 14.9,б).В этом случае очищенные и облуженные
концы соединяемых проводов вводят
между электродами клещей, разогревают
до Темно-красного свечения и спаивают
медью.
Сушка
обмоток. Волокнистые изоляционные
материалы, применяемые в электрических
машинах и аппаратах (ткани, ленты, оплетка
проводов, электрокартон и др.), обладают
гигроскопичностью. Поэтому электрическая
прочность изоляции, обмоток электрических
машин и аппаратов, эксплуатирующихся
в условиях повышенной влажности
(например, под вагоном или внутри
неотапливаемого вагона, находящегося
в отстое или при длительном хранении),
снижается. Состояние изоляции обмоток
определяют ее сопротивлением, которое
для электрических машин и аппаратов,
установленных на вагонах (кроме аппаратуры
высоковольтного отопления), должно быть
не менее 0,5 МОм. При уменьшении сопротивления
изоляции ниже этого значения обмотки
машины или аппарата сушат пропускаемым
по ним током, горячим воздухом или
инфракрасными лучами.
Пропитка.
Чтобы повысить надежность электрических
машин и аппаратов, их обмотки пропитывают
специальными изоляционными лаками
после каждого ремонта (частичной или
полной замены обмоток, устранения
повреждения изоляции и пр.), а также
после сушки машины или аппарата, если
сопротивление изоляции снова уменьшается
через небольшой период эксплуатации.
Пропитка специальными лаками волокнистых
изоляционных материалов (хлопчатобумажная
или шелковая пряжа, ткань и лента,
изоляционная бумага и картон) повышает
нагревостойкость, влагостойкость,
химическую стойкость, теплопроводность,
электрическую и механическую прочность
изоляции и, следовательно, срок ее
службы.
Технология
пропитки предусматривает предварительную
сушку изоляции обмотки, пропитку ее
изоляционным лаком и окончательную
сушку после пропитки. Лак заполняет
поры изоляции и пустоты в обмотке
(изоляция становится монолитной),
предохраняет обмотку от повреждений и
хорошо проводит тепло. Изоляцию якорных
обмоток пропитывают вакуумным
способом или погружением якорей в ванну
с лаком (рис. 14.10): 1-2 раза для якорей, не
проходящих перемотки, и не менее 2 раз
для перемотанных якорей. Якоря,
пропитанные термореактивным лаком,
не подвергавшиеся перемотке, пропитывают
только при капитальном ремонте. После
пропитки и сушки на лобовые части обмотки
якоря и статора наносят слой покровного
лака или эмали и подвергают сушке в
течение 5-10 ч. Покровные лаки создают на
поверхности обмотки механически
прочный, влагонепроницаемый и
маслостойкий слой, защищающий изоляцию
от повреждений.
После
пропитки и сушки у обмоток якоря и
полюсов, находящихся в горячем
состоянии, измеряют сопротивление
изоляции мегаомметром на 500 В. Для
электрических машин, работающих при
напря
жении 110 В, оно должно быть не Ириее
2 МОм, а при 50 В — не менее 1||Ом.Затем проверяют в высоковольтной камере
(рис. 14.11) электрическую прочность
изоляции обмоток переменным током
частотой 50 Гц в течение 1 мин. Значения
испытательного напряжения для различных
машин приведены в табл. 14.3.

Рис.
14.10. Ванна для пропитки якорей:
В процессе
испытаний напряжение плавно Повышают
и доводят до наибольшего через 15-20
с.
.
Балансировка якорей и ротора.
1
— якорь; 2 — ванна; 3
— редуктор; 4
— резервуар с лаком; 5
— высоковольтный провод;

После
ремонта вращающихся частей электрических
машин (частичная или полная перемотка,
пропайка коллектора, смена бандажей
или перестановка вентилятора)
нарушается их балансировка вследствие
неравномерного распределения пропиточного
лака и олова, несимметричного
расположения лобовых частей обмотки
или эксцентричной посадки вентилятора.
Нарушение балансировки вызывает вибрацию
машины, ускоряющую износ подшипников,
ослабление элементов крепления, шум
и дополнительные потери энергии.
Чтобы обеспечить работу электрической
машины без вибрации, ротор в сборе, т.е.
со всеми вращающимися частями
(вентилятором, коллектором) после
пропитки изоляции, бандажирования и
протачивания коллектора, балансируют
путем добавления или перемещения
Рис.
14.11. Высоковольтная
камера:
I
■—
камера с повышающим трансформатором;
2 — тележка для установки проверяемого
узла; 3
— опорные ролики;
4
— проверяемый якорь; 5 — высоковольтный
провод; б
— панель с измерительными приборами
и аппаратурой;
-
защитная
сетка -
балансировочных
грузов или высверливанием металла.
Различают статическую и динамическую
балансировки. Первую обычно применяют
для машин с частотой вращения до 1000
об/мин и для машин с удлиненными роторами.
Хорошо сбалансированный ротор остается
неподвижным в любом положении при
перекатывании его по линейкам (рис.
14.12, а)
или при повороте в центрах станка.
Если
ротор не сбалансирован, он под действием
собственного веса повернется и займет
положение, при котором его тяжелая часть
окажется снизу. Для балансировки
уменьшают массу утяжеленной части
(высверливают часть металла) или
увеличивают массу облегченной части
ротора (устанавливают балансировочный
груз). Балансировочные грузы прикрепляют
сваркой или винтами. При использовании
в качестве груза свинца его забивают в
специальные канавки, профиль которых
имеет форму ласточкина хвоста. Чем
дальше от оси вала размещают балансировочный
груз, тем меньше он будет по массе.
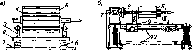
Рис.
14.12. Устройство для статической (а)
и динамической (б)
балансировок
якорей и роторов:
1
— станина; 2
— плита; 3
— опорные ножки; 4
— ротор; 5
— место баланса: б—
ножки с установочными винтами; 7—
шпиндельная бабка;
8
— маховик; 9
— опоры; 10
— направляющие
Динамическую
балансировку выполняют на специальном
балансировочном станке (рис. 14.12,
б),
опорные подшипники которого находятся
на пружинах. Установленный для проверки
вращающийся несбалансированный ротор
начинает вместе с подшипниками
вибрировать. Чтобы определить место
нарушения баланса, один из подшипников
закрепляют неподвижно, тогда другой
при вращении продолжает вибрировать.
К ротору подводят иглу индикатора,
которая отметит место наибольшей
вибрации ротора. После этого ротор
вращают в противоположную сторону
с той же скоростью и тем же способом
получают вторую отметку. Утяжеленная
часть ротора находится в середине
расстояния между двумя метками. В
диаметрально противоположной точке
закрепляют балансировочный груз или
выс
верливают отверстие между метками.
Аналогичным образом, закрепляя второй
подшипник и освобождая первый, балансируют
ротор со стороны второго подшипника.
Для проверки балансировки ротора
собранную электрическую машину
устанавливают на гладкую металлическую
плиту. В случае правильной балансировки
при нормальной скорости вращения машина
не будет перемещаться по плите.
Испытание
электрических машин. Для определения
качества ремонта собранные электрические
машины испытывают. Программа и методика
испытаний должны соответствовать
действующим инструкциям и другой
нормативной документации. Испытание
собранной после ремонта машины
производится по следующей программе:
измерение сопротивления обмоток в
холодном состоянии; испытание электрической
прочности изоляции обмоток и изоляции
между витками; проверка в режиме
холостого хода; на повышенную частоту
вращения; проверка номинальных
характеристик машины; испытание на
кратковременную перегрузку по току.
При испытаниях необходимо пользоваться
электроизмерительными приборами класса
точности не ниже 1,5. Отклонения измеряемых
электрических параметров от номинальных
значений не должны превышать ±8%.
Методы
испытаний. При испытании электрических
машин измеряют сопротивление изоляции
между каждой из обмоток (якоря, возбуждения
и пр.) и корпусом машины, а также между
каждой парой обмоток. Сопротивление
изоляции измеряют мегаомметром на 500
В. Сопротивление изоляции для машин при
напряжении до 100 В должно быть не ниже
0,5 МОм, а при напряжении свыше 100 В — 1
МОм. При проведении этих испытаний в
машинах постоянного тока предварительно
отключают конденсаторы системы защиты
от радиопомех.
Сопротивление
обмоток электрических машин измеряют
в холодном состоянии одним из двух
методов: амперметром и вольтметром или
измерительным мостом.
Испытания
электрической прочности изоляции
(испытание на пробой) обмоток
электрических машин проводят в
высоковольтной камере (рис. 14.12)
переменным током частотой 50 Гц в течение
1 мин. Значения испытательного напряжения
для различных электрических машин
приведены в табл. 14.3. В процессе испытания
напряжение поднимают плавно так, чтобы
оно достигло номинального в течение
15-20 с, также плавно его и понижают.
Генераторы
вагонов без кондиционирования воздуха
испытывают На стенде (рис. 14.14). Генераторы
6и 9 устанавливают на раме3
стенда
и приводят во вращение от электродвигателя1через промежу
точный вал стенда. В зависимости от
конструкции, их вращают с помощью
плоского или клиновидного ремня или
приводного карданного вала. Стенд
позволяет подвешивать генераторы в
таком же положении, в каком они
работают на вагоне. Для питания
электродвигателей 7 предусмотрен
электромагнитный преобразователь 4,в некоторых конструкциях электродвигатель
соединяется с промежуточным валом
стенда с помощью механического вариатора
2. Провода от испытываемого генератора
подключают к зажимам распределительной
колонки8.Пульт управления представляет собой
металлический шкаф5,в котором размещены электроизмерительные
приборы, нагрузочный реостат, коммутационные
и пускорегулирующие аппараты и
приборы защиты. На стенде также можно
испытывать вместе с генератором
регуляторы напряжения и другую
регулирующую аппаратуру. Эту аппаратуру
устанавливают на стойку 7 (рис. 14.13).
Частота
вращения электродвигателя стенда для
испытания генераторов должна
регулироваться в пределах 1:6. Кроме
того, должна быть возможность изменения
направления вращения, для этого в схеме
стенда предусматривают реверсивный
магнитный пускатель. Генераторы вагонов
с кондиционированием воздуха испытывают
при вращении их от собственного
электродвигателя. При этом испытание
постоянной и переменной частей агрегата
производят одновременно.

Рис.
14.13. Стенд для испытания генераторов
Стендовые
испытания генераторов проводят в режиме
холостого хода, при повышенной частоте
вращения и при номинальной нагрузке.
В режиме холостого хода проверяют
правильность сборки генератора,
отсутствие перекосов и заеданий
вращающихся частей, а также нагрев
подшипников. Испытания проводят в
течение 5-10 мин, постепенно повышая
частоту вращения до наибольшей.
Чтобы
проверить надежность межвитковой
изоляции обмотки якоря в генераторе
постоянного тока или обмоток статора
в генераторе переменного тока
напряжение генератора, работающего в
режиме холостого хода, увеличивают
на 30% по сравне-
лию с номинальным. При таком напряжении
машина должна работать 5 мин. Во время
этого испытания от генератора переменного
тока следует отключить выпрямитель.
Испытание на повышенную частоту вращения
проводят для проверки механической
прочности деталей генератора, качества
пайки между обмоткой якоря и пластинами
коллектора, работы подшипников и
характера коммутации (степень искрения
на коллекторе). Во время этого испытания
генератор работает в режиме холостого
хода в течение 2 мин при частоте вращения
на 20% большей, чем наибольшая рабочая.
При этом испытании искрение на
коллекторе должно быть не выше класса
1,5.
Номинальные
характеристики генератора проверяют,
нагружая его номинальным током при
номинальной частоте вращения. Генераторы
вагонов с кондиционированием воздуха
испытывают при 1450 об/мин, а генераторы
переменного тока, при наименьшей рабочей
частоте вращения. К обмотке якоря
подключают нагрузочный реостат и
испытывают машину в этом режиме в течение
1 ч (по 30 мин в каждом направлении
вращения). Генератор должен развивать
номинальную мощность при отклонениях
напряжения от номинального на ±5%.
При этом испытании окончательно
устанавливают щеточную траверсу так,
чтобы искрение на коллекторе было
наименьшим (класса 1,5). Токи возбуждения,
необходимые для обеспечения номинальной
нагрузки при обоих направлениях вращения,
не должны отличаться больше, чем на ±5°.
В противном случае изменяют положение
щеточной траверсы. Если при испытаниях
генератор сильно перегревается, то его
испытывают на нагрев. Чтобы генератор
работал в таких же условиях, как на
вагоне, где он обдувается потоком
воздуха, на стенде устанавливают
вентилятор. После того, как машина
проработает 1 ч, измеряют температуру
отдельных ее частей. Предельно
допускаемые превышения температуры
частей над температурой окружающей
среды должны быть не больше нормируемых
значений. Температура подшипников не
должна превышать 100°С. Основным методом
измерения температуры обмоток является
метод сопротивления.
Стендовые
испытания электродвигателей проводят
так же, как и генераторов, и по той же
программе. Электродвигатели испытывают
на стендах, в которых тормозной нагрузочный
момент создается электромагнитным
тормозом или нагрузочным генератором.
Электродвигатели постоянного тока
питаются от тиристорного преобразователя,
позволяющего подавать на них различное
напряжение и плавно изменять его в
процессе пуска. Испытываемые
электродвигатели перемен ного тока
(асинхронные) подключают к трехфазной
сети через потенциал-регулятор.
Испытание
электродвигателей водяных насосов,
настенных вентиляторов и электромашинных
преобразователей проводят по упрощенной
программе, которая состоит из проверки
сопротивления изоляции, испытания
электрической прочности изоляции,
измерения сопротивления обмоток и
испытания в рабочем режиме.
Для
испытания в рабочем режиме применяют
стенды (рис. 14.14.), на которых электродвигатель
устанавливают вместе с приводимым в
действие механизмом.
Стенд
для испытания электродвигателей насосов
(рис. 14.14, а)
имеет
двухсекционный бак и систему трубопроводов
с планками разного диаметра для установки
насосов различного типа. Насос подключают
к баку, и во время испытания он перекачивает
жидкость из одной его секции в другую.
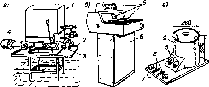
Рис.
14.14. Стенды для испытания электродвигателей
водяных насосов (а),электромашинных преобразователей(б)и электродвигателей настенных
вентиляторов(в):
1
— двухсекционный бак; 2 — поддон; 3
— фланец для установки насоса;
4—
испытываемый электродвигатель с насосом;
5
—
электроизмерительные приборы; 6—
шкаф
с аппаратурой и нагрузочным реостатом;
7—
розетки
для
подключения
проверяемого электродвигателя; 8
— переключатели;
9—
кронштейн для установки электродвигателя
Стенд
для испытания электромашинных
преобразователей (рис. 14.14, б)имеет комплект электроизмерительных
приборов и нагрузочный реостат.
Преобразователи испытывают так же, как
и электродвигатели постоянного тока.
Стенд
для испытания электродвигателей с
вентиляторами (рис. 14.14, в)выполнен в виде панели, на которой
смонтированы: опора для электродвигателя,
контрольные приборы и переключатели.
При испытаниях проверяют функционирование
рабочего механизма: отсутствие биения
вентилятора или течи в насосе, надежность
соединения насоса или вентилятора
с залом электродвигателя, ток, потребляемый
электродвигателем, нагрев его корпуса.
-
Электрическая
аппаратура
Управление
работой основного и вспомогательного
оборудования подвижного состава
осуществляется с помощью электрических
аппаратов. Назначение, параметры,
конструкция их разнообразны и зависят
от того, какие функции они выполняют.
Все
электрические аппараты можно разделить
на несколько групп:
коммутационная
аппаратура (контакторы, магнитные
пускатели), осуществляющая включение
и отключение электрооборудования от
электросети;
устройства
автоматики (реле, программное реле
времени), осуществляющие пуск и
остановку оборудования в заданной
технологической последовательности;
защитная
аппаратура (автоматические выключатели,
тепловое реле), отключающая
электрооборудование от электросети
при аварийных режимах его работы.
Основными
факторами, определяющими надежную
работу электрических аппаратов,
являются режимы работы и условия их
эксплуатации. Условия эксплуатации
характеризуются значительными
температурными перепадами окружающей
среды в диапазоне от -50 до +50°С и
влажностью воздуха, которая иногда
достигает 96-98%, значительной запыленностью
окружающей среды, постоянной вибрацией.
При
периодическом ремонте все реле,
автоматические выключатели, контакторы,
магнитные пускатели и другие аппараты
снимают с вагона и отправляют для ремонта
в электроцех. При деповском ремонте
аппараты ремонтируют в зависимости от
их состояния, объема и характера ремонтных
работ. Аппаратуру перед поступлением
на ремонтные позиции обдувают сжатым
воздухом давлением не более 0,02 МПа, если
необходимо, обметают кисточкой и
протирают технической салфеткой.
Запрещается применять для очистки
контактов и наждачную шкурку, так как
зерна образива въедаются в их поверхность
и сильно увеличивают переходное
сопротивление.
Ремонт
контакторов, магнитных пускателей,
реле. Наиболее
распространенными неисправностями
являются: нарушение регулировки,
подгорание контактов, излом или ослабление
пружин, обрыв и межвитковые замыкания
в катушках, загрязнение и заедание
подвижной системы, перегорание
дополнительных резисторов и ослабление
клемных соединений.
Перед
началом ремонта аппаратуру осматривают,
проверяют на стенде и выясняют, не
заедает ли подвижная система при
перемещении якоря. В случае необходимости
снимают якорь и шлифуют его ось. Проверяют
отсутствие обрывов и межвитковых
замыканий в катушках, а также
сопротивление изоляции, которое должно
быть не менее 0,5 МОм. Следует иметь в
виду, что многие детали трудно
отремонтировать, их выгоднее заменить
новыми (например, изношенные или
поломанные детали из пластмасс,
штампованные детали и т.п.).
Ремонт
контакторов сводится прежде всего к
восстановлению контактов. Силовые и
блокировочные контакты могут выйти из
строя при подгорании и разрушении
рабочих поверхностей. Окисление и
оплавление контактов под нагрузкой
происходит при неполном прилегании
и уменьшении площади соприкосновения
из-за плохой пригонки, перекоса или
сдвига контактов, а также уменьшения
усилия нажатия; из-за излома пружины
или заклинивания держателя подвижного
контакта, загрязнении контактов, и
перегрузке.
Увеличение
переходного сопротивления при подгорании
контактов не только ухудшает их работу,
но в ряде случаев нарушает действие
всей цепи. Очень опасно приваривание
губок контакторов. Силовые и блокировочные
контакты, имеющие забоины и заусенцы,
следы оплавления и нагара, зачищают
надфилем. Стальные и медные контакты
зачищают мелкой шкуркой. Посеребренные
блокировочные контакты протирают
салфеткой, смоченной в бензине. Зачищая
силовые контакты, нельзя искажать
их профиль. Для линейных контактов линия
касания должна составлять не менее 80%
ширины контакта, для плоскостных — 80%
площади контакта.
Контакты,
имеющие трещины, заменяют при износе
по толщине более 60%. Контакты можно
восстанавливать путем наплавки. Силовые
контакты наплавляют медью, а блокировочные
— припоем ПСР-45 или серебром. После
наплавки проверяют правильность профиля
и чистоту контактной поверхности. При
установке новых контактов
подвижные
контакты допускается смещать относительно
неподвижных не более чем на 1 мм.
Для
контакторов, работающих с большими
токовыми нагрузками, особое значение
имеет постоянный контроль за профилем
контактов и расстоянием между ними для
обеспечения их перекатывания и
прокатывания (провала). Кроме того, по
величине хода контролируют взаимодействие
и степень износа контактов. Отсутствие
притирания контактов при включении
контактора свидетельствует об отсутствии
их касания или о касании без взаимного
нажатия. В таких контакторах может
произойти подплавление и приварка
контактов. Провал контактов проверяют
при ручном включении. При регулировке
следует убедиться в одновременном
замыкании контактов всех трех фаз, а
главное, в наличии достаточного провала.
Нажатие
проверяют в двух положениях: разомкнутом
(начальное нажатие) и замкнутом (конечное
нажатие).
В
контакторах применяют различные типы
контактов: пластинчатые, фигурные и
точечные. Нажатие контактов в контакторах
с пластинчатыми и фигурными контактами
определяют динамометром, как показано
на рис. 14.15. Начальное нажатие измеряют
так: между подвижным контактом и его
упором прокладывают полоску бумаги, а
динамометр зацепляют с помощью петли
из тонкой проволоки или прочной нити
за подвижной контакт в месте соприкосновения
контактов (рис. 14.15, а),стягивая подвижной контакт динамометром,
определяют усилие, при котором полоска
свободно выходит из-под контактов.
Для измерения конечного нажатия полоску
бумаги прокладывают между замкнутыми
главными подвижными контактами (рис.
14.15,б);усилие динамометра в момент освобождения
бумажной полоски определяет конечное
нажатие контактов. Чтобы получить точный
результат, усилие динамометра направляют
перпендикулярно плоскости касания
контактов. Начальное и конечное нажатие
должно соответствовать техническим
данным для ремонтируемого контактора;
при малом нажатии контакты будут
перегреваться, повышенное нажатие
препятствует нормальному включению
контактора и вызывает его неустойчивую
работу.
Провал
контактов определяют по изменению
зазора dмежду подвижным контактом и его
упором при включенном положении
контактов. Раствор контактов измеряют
при разомкнутом положении кон-


Рис.
14.15. Определение начального (а),
конечного
нажатия (б)
и
провала
в контакторах с пластинчатыми и фигурными
контактами:
1
— подвижной контакт; 2
— динамометр; 3
— контактная пружина; 4—
упор подвижного контакта; 5
— неподвижный контакт; 6—
бумажная полоска
тактов
в самом узком месте между ними. Контактное
нажатие регулируется контактной
пружиной. Растягивать пружину не
рекомендуется, так как при этом
теряются ее упругие свойства. Начальное
нажатие можно регулировать, подкладывая
под пружину шайбы, но в
таком
количестве, чтобы при замкнутом положении
контактов между ее витками оставались
зазоры. Если регулировкой контактной
пружины не достигается нужная величина
зазора и нажатия, пружину нужно
проверить на приспособлении и при
необходимости заменить, (рис. 14.16).
В
контакторах с точечными контактами
раствор и провал главных контактов
измеряют соответственно (рис. 14.16, а,б).Раствор главных контактовРопределяется расстоянием между ними
при отключенном положении контакта
(можно определить при помощи шаблона);
провалПопределяется в замкнутом положении
контактов по величине перемещения
поводка, на котором укреплен контактный
мостик, от начала соприкосновения
контактов до положения, соответствующего
их полному включению. Раствор и провал
блокировочных контактов мостикового
типа определяют способом, показанным
на рис. 14.16,в,г.
Подвижные
части контакторов (якоря, рычаги,
держатели контактов) теряют легкость
перемещения при перекосах и задевании
за магнитопроводы, дугогасительные
камеры, каркасы катушек и др. Подвижность
частей проверяют перемещением их от
руки при обес-
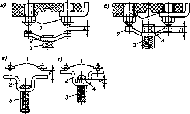
Рис.
14.16. Определение раствора и провала
главных контактов в контакторах с
точечными контактами (а)и(б)и блокировочных контактов(в)и(г):
1—неподвижные
контакты; 2—
подвижный контакт; 3—
контактная пружина; 4
— поводок
точенных
блокировочных и силовых контактах.
После снятия усилия якорь должен свободно
возвращаться в исходное положение под
действием возвратной пружины. Все
шарниры контакторов смазывают маслом
МВП. Заменяют наконечники, имеющие
трещины, изломы или другие повреждения.
Наконечники с недоброкачественной
пайкой или повреждением более 10% жил
перепаивают. При этом жилы, провода и
наконечники полностью облуживают, а
припой заливают по всей окружности
провода.
Проверяют
состояние изоляционных стоек и изоляторов.
Поверхности очищают и протирают
чистыми техническими салфетками,
смоченными в спирте или авиационном
бензине. При повреждениях поверхности
изоляционных стоек или изоляторов места
с поврежденной изоляцией зачищают
и покрывают масляно-смоляной эмалью.
Дугогасительные камеры очищают
напильником или стальной щеткой от
нагара и оплавлений, а камеры, имеющие
трещины, заменяют исправными, при
этом проверяют, чтобы подвижная система
не задевала за стенки камер (должен
быть зазор не менее 1 мм). Камера Должна
свободно сниматься, устанавливаться
на место и иметь исправное запорное
устройство.
Изношенные
дугогасительные камеры контакторов
(толщина стенок менее 50% номинальной)
также заменяют.
Пружины
являются ответственными деталями
электрических аппаратов, так как
обеспечивают контактное давление и
режимы срабатывания аппарата. Все
пружины ремонтируемых аппаратов
подвергаются осмотру и при необходимости
(например, невозможность настройки
аппарата, при недостаточном давлении)
— контрольной проверке. Пружины,
имеющие трещины, изломы, отклонения от
номинальных значений, а также не
обеспечивающие заданную характеристику
(зависимость деформации пружины от
приложенной нагрузки), заменяют новыми.
Величина
деформации пружины не должна отклоняться
от эталонной более чем на ±10%.
Катушки,
имеющие обрывы или замыкания витков, а
также следы перегрева, заменяют новыми.
Все параметры новой катушки (число
витков, диаметр провода, тип изоляции)
должны соответствовать данным
завода-изготовителя. За неимением
характеристики катушки допускается
рассчитывать диаметр провода и число
витков по специальной методике с
учетом конструкции и габаритных размеров
магнитопровода и рабочего напряжения.
Намотка
катушек при небольшой объеме ремонта
выполняется на ручном станке, позволяющем
получать различные скорости намотки
путем подбора соответствующих шестерен.
Если количество ремонтируемых катушек
большое, целесообразно наматывать их
на станке с электрическим приводом.
Число уложенных витков определяется
по счетчику, связанному с осью, на которой
устанавливают каркас или шаблон с
наматываемой катушкой.
При
намотке каркасных катушек на шпиндель
намоточного станка надевают старый или
изготовленный вновь каркас катушки.
Бескаркасные
катушки наматывают на специально
изготовленных шаблонах, размеры которых
определяются сечением магнитопровода
аппарата в месте установки катушки с
учетом последующего уменьшения
внутреннего диаметра катушки и увеличения
ее длины в результате наложения
покровной изоляции и пропитки. Каркасы
или шаблоны крепятся на шпинделе
намоточного станка при помощи конусов.
В
большинстве конструкций бескаркасных
катушек на их внутреннюю поверхность,
соприкасающуюся с сердечником магнитной
системы, накладывают один или несколько
слоев листовой изоляции (электроизоляционная
бумага, электрокартон и др.). В качестве
начального и конечного выводов применяют
гибкий изолированный провод (марки
ШЦ, ПШО, ПРГ и др.). Важно надежно изолировать
начальный вывод, так как он и крайние
витки верхних рядов катушки находятся
под полным напряжением, подводимым к
катушке. Для этого вывод обертывают
лентой из тонкой листовой изоляции
(лакоткань).
После
соединения и закрепления выводов
наружную поверхность катушки изолируют.
Малые каркасные катушки, условия работы
которых не требуют особенно надежной
защиты наружной поверхности, покрывают
тонким листовым электроизоляционным
материалом — лакотканью, кабельной
бумагой, электрокартоном, триацета-
новой пленкой и др. Полоски изоляции
плотно обтягивают вокруг катушки и
закрепляют соответствующим клеящим
составом или зашивают нитками.
Наружную поверхность обмотки каркасных
и бескаркасных катушек покрывают
хлопчатобумажной лентой, которую
наматывают в один слой с перекрытием в
одну треть или половину ширины ленты.
Большие катушки для защиты обмотки от
внешних воздействий изолируют более
прочной киперной лентой толщиной 0,45 мм
и шириной 25-45 мм.
Сушка
и пропитка обмоток. Катушки пропитывают,
погружая их в изоляционный лак. Пропитка
повышает электрическую прочность и
уменьшает гигроскопичность изоляции
катушек. Пропитанная катушка имеет
также лучшую теплоотдачу и большой срок
службы. Перед пропиткой катушки сушат
в течение 1-4 ч при температуре 100-105°С,
затем погружают в лак и выдерживают в
нем до окончания выделения пузырьков
воздуха, но не менее 6 мин, затем,
пропитанные, помещают в печь и сушат.
Более
высокую эксплуатационную надежность
обеспечивает пропитка катушек
электрических аппаратов битумом
(компаундирование). Расплавленный
битум лучше заполняет все поры изоляции,
поэтому компаундированная обмотка
монолитна, негигроскопична, механически
прочна и имеет хор1ошую теплоотдачу.
Для компаундирования требуется
довольно сложное оборудование, поэтому
его выполняют на вагоноремонтных
заводах.
Проверка
катушек после изготовления заключается
в измерении ее наружных размеров (по
чертежу), сопротивления изоляции (оно
должно быть не менее 5 МОм), омического
сопротивления (оно не Должно отличаться
от паспортных данных более чем на 2,5%),
проверка отсутствия межвиткового
замыкания и электрическую прочность
изоляции. Для этого катушку испытывают
переменным током частотой 50 Гц в течение
1 мин.
Затем
катушку контактора или пускателя
включают под напряжение и проверяют
четкость его включения и отключения.
Катушка должна обеспечивать нормальное
включение контактов без вибраций и
замедлений при 85% номинального напряжения.
Включенный контактор не должен
гудеть. Магнитная система может сильно
гудеть вследствие плохой затяжки винтов,
крепящих сердечник, повреждения
короткозамкнутого витка, чрезмерного
нажатия контактов или неплотного
прилегания якоря к сердечнику, если
поверхность прилегания загрязнена
или имеет перекосы. Для проверки
правильного прилегания к сердечнику
между ними прокладывают лист копировальной
и лист белой бумаги и замыкают контактор
от руки. Поверхность соприкосновения
якоря с сердечником, определяемая по
отпечатку на белой бумаге, должна
составлять не менее 70% полного поперечного
сечения соприкасающихся деталей. Если
поверхность соприкосновения меньше
или имеется зазор, необходимо
отрегулировать сердечник магнитопровода
или подшабрить поверхность магнитной
системы вдоль слоев листовой стали.
Проверяя контактор под напряжением,
убеждаются, что якорь не прилипает к
сердечнику. Прилипать якорь может в тех
случаях, когда между ним и сердечником
нет немагнитной прокладки или толщина
ее недостаточна. Такой контактор может
не отключаться даже при полном снятии
напряжения (нормально он должен
отключаться при напряжении 35-40%
номинального).
Ремонт
магнитных пускателей и электромагнитных
реле во многом аналогичен ремонту
контакторов. При этом проверяют и
регулируют зазоры, нажатие, провал
контактов, легкость их перемещения и
состояние изоляции токоведущих
частей. Если якорь неплотно прилегает
к сердечнику, их поверхности необходимо
отшлифовать. Между средними выступами
якоря и сердечником пускателя должен
оставаться зазор до 0,15-0,20 мм, чтобы
уменьшить остаточный магнитный поток
и исключить залипание системы при
отключении.
Регулировка
реле производится путем изменения
величины зазора, натяжения пружины
и подбора сопротивления добавочного
резистора, если он имеется. Необходимо
иметь в виду, что регулировка натяжения
пружины одновременно изменяет ток и
напряжение втягивания и отпускания.
Реле
обеспечивает нормальную работу только
при условии надлежащего обслуживания.
Если на поверхности контактов появилась
копоть, их нужно протереть чистой
салфеткой, слегка смоченной в
бензине
или спирте. Если контакты обгорели и на
поверхности образовались капли
серебра, их нужно зачистить надфилем,
снимая только выступающие капли и
не задевая металла самого контакта. При
этом необходимо сохранить радиус
закругления контакта.
После
зачистки контакты следует протереть
сухой чистой салфеткой, увлажненной
спиртом или бензином. Зачищать контакты
наждачной шкуркой, а также смазывать
их не разрешается.
Отремонтированные
контакторы, магнитные пускатели,
электромагнитные и тепловые реле
подвергают испытаниям на универсальном
стенде, разработанном ПКБ ЦВ МПС, в такой
последовательности: многократным
включением и выключением проверяют
четкость срабатывания и потребляемый
ток. При этом в цепи управления сначала
устанавливают напряжение, составляющее
85% от номинального, а затем доводят
его до 110% для выключателей и 105% для
контакторов. Во всем этом диапазоне
контактор или выключатель должен иметь
четкое срабатывание;
снижают
напряжение в цепи до 65% от номинального.
При этом прибор должен выключиться;
проверяют
тепловую защиту. Для этого ток в силовой
цепи прибора повышают до 1,2 номинального.
Время срабатывания тепловой защиты
должно быть не более 20 мин;
замеряют
сопротивление изоляции мегаомметром
на 500 В. Оно должно быть не менее 1 МОм;
проверяют
электрическую прочность изоляции
номинальным напряжением, соответствующим
паспортным данным испытуемого аппарата.
У
автоматических выключателей проверяют
состояние их рабочих контактов и
дугогасительных камер. Если необходимо,
контакты зачищают и заменяют камеры,
имеющие механические повреждения.
Осматривают шарниры рычажной системы,
трущиеся части их смазывают техническим
вазелином. После установки на щит
проверяют крепление клеммных соединений
проводов. При неисправностях подвижной
системы, расцепителей и других узлов
автоматический выключатель ремонтируют
или заменяют.
Испытания.
Все
автоматические выключатели, установленные
на Щитах, снятые с вагонов, отремонтированные
или полученные со склада, подвергаются
испытаниям, чтобы определить время
срабатывания теплового расцепителя
и ток срабатывания электромагнитного
Р&сцепителя. Испытания проводят на
стенде. Перед испытаниями по эталонному
выключателю устанавливают необходимый
ток срабатывания.
Параметры
отечественных автоматических выключателей
АЗ 114 15 таковы: при токе, равном нижнему
пределу отклонения от тока уставки,
электромагнитный расцепитель не должен
срабатывать, а при токе, равном верхнему
пределу — должен срабатывать четко;
срабатывание возможно также между
нижним и верхним пределами токов. При
использовании этих выключателей с
тепловыми расцепителями выключатель
в холодном состоянии не должен срабатывать
в течение двух часов при токе равном
110% от номинального и должен срабатывать
в течение часа при токе 145% номинального.
Все
цепи многополюсных выключателей
испытывают одновременно, а при
раздельном их испытании контрольные
токи увеличивают на 25-30% по сравнению с
приведенными в технических данных.
С
поступивших в электроцех пусковых,
пускорегулирующих и шунтовых реостатов
снимают кожух, тщательно очищают от
пыли и осматривают. Наиболее
распространенными неисправностями
резисторов и реостатов являются:
обрывы и короткие замыкания элементов
сопротивлений, ослабление креплений
выводных проводников, неплотное
прилегание и подгорание контактов и
панелей. Для всесторонней проверки
работы реостата его устанавливают на
стенд и подключают к соответствующему
электродвигателю, который должен быть
установлен на стенде. Двигатель загружают
путем натяжения ремня и наблюдают за
показаниями амперметра стенда. Резкое
изменение тока электродвигателя при
переключении подвижного контакта
реостата с одного неподвижного контакта
на другой свидетельствует о неправильном
подключении элементов сопротивлений
к контактам или о наличии коротких
замыканий в элементах.
Одновременно
следят, чтобы контакты при переключениях
не искрили, в противном случае их
шлифуют или подгоняют по высоте. Сильно
обгоревшие контакты опиливают или
заменяют. Контактные поверхности всех
новых или отремонтированных контактов
должны располагаться в одной плоскости
(признаком этого является отсутствие
зазора между контактами и наложенной
на них линейкой). Во избежание заеданий
подвижного контакта с него снимают
фаску, при необходимости его зачищают,
регулируют величину нажатия и ремонтируют
фиксирующий механизм.
Короткие
замыкания в реостате чаще всего бывают
в результате соединения отдельных
элементов вследствие тряски, перегрева
и механических повреждений. Для устранения
этого дефекта раздвигают соприкасающиеся
элементы. Короткое замыкание на корпус
реостата возникает из-за нарушения
изоляции контактных болтов и мо
жет быть обнаружено мегомметром. В
случае обрыва элементов сопротивлений
некоторые контакты реостата во время
его проверки на стенде будут бездействовать
и электродвигатель будет работать
неустойчиво, что в эксплуатации
недопустимо. При обрыве части
сопротивления, включаемого в цепь
обмотки возбуждения, электродвигатель
пойдет вразнос.
Место
обрыва в цепи реостата можно обнаружить
контрольной лампой (рис. 14.17), которой
проверяют каждую пару контактов;
отсутствие света в лампе указывает на
обрыв между двумя проверяемыми
контактами. Перегоревшие или оборванные
элементы резистора заменяют новыми,
намотанными из константана.
Демонтируя
реостаты, выправляют их кожуха, заменяют
поврежденные выводы клеммы. Если
клеммная панель разбита или обуглена,
с нее снимают контакты и монтируют их
на новой панели, вырезанной из
текстолита толщиной 10—12 мм. При испытании
резисторов и реостатов измеряют их
омическое сопротивление, которое не
должно отличаться от установленного
для пусковых резисторов более чем на
10%; для шунтовых — на 5%. Электрическую
прочность изоляции проверяют переменным
током напряжением 1500 В частотой 50 Гц в
течение 1 мин. После ремонта и испытаний
резисторы и реостаты окрашивают,
восстанавливают поврежденные надписи
и испытывают на стенде.

Пакетные
выключатели и переключатели. Наиболее
распространенными неисправностями
пакетных выключателей и переключателей
являются подгорание контактов, износ
фиксирующего механизма, поломка
пружины фиксирующего механизма, поломка
рукоятки выключателя. Часто повреждается
пружина.
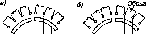
р-
е-

Рис.
14.17. Схема проверки регулирующего
реостата для обнаружения обрыва в
резисторах:
а
— неисправен; 6
— наличие обрыва
Ремонт
этих аппаратов сводится в основном к
замене негодных деталей.
Неподвижные
контакты свободно устанавливаются в
пазах и прижимаются дугогасительньми
фибровыми шайбами. Если контакты
подгорели, следует разобрать выключатель
и произвести их зачистку. Ремонтировать
неподвижные контакты трудно, поэтому
их заменяют новыми или изготовленными
в цехе по образцам. Фибровые дугогасительные
шайбы, вышедшие из строя, заменяют
новыми.
При
сборке отремонтированного пакетного
выключателя особое внимание обращают
на правильность взаимного расположения
подвижных и неподвижных контактов
и плотность блока пакетов выключателя.
Пружина должна быть насажена на
четырехгранную часть оси так, чтобы при
повороте рукоятки она натягивалась
(взводилась), а затем с большой скоростью
замыкала или размыкала контакты.
Отремонтированный
и полностью собранный пакетный
выключатель проверяют не менее чем
10-кратным включением и отключением.
После проверки не должно быть ослабления
пружины и других неисправностей,
препятствующих нормальной работе
выключателя.
Предохранители.
Эксплуатационная надежность
электрооборудования во многом зависит
от правильности установки плавких
вставок предохранителей. В случае
длительных перегрузок какого-либо
участка электрической цепи или
возникновения неисправностей плавкая
вставка сгорает, предохраняя электрическую
сеть и источники тока от повреждения.
Ремонт плавких предохранителей в
основном сводится к укреплению и чистке
контактов, а также замене плавких
вставок. Для восстановления плавких
вставок предохранителей можно
использовать медную, свинцовую,
оловянную или стальную проволоку.
Указанные
в табл. 14.4 данные ориентировочны, так
как ток плавления зависит не только
от диаметра проволоки, но и от ее длины
и условий охлаждения. Предохранители
с плавкими вставками при ремонте
электрооборудования снимают и проверяют
на стенде. Испытательный ток для
вставки с наполнителем (кварцевый песок
или мраморная крошка с размером зерна
не более 0,5 мм) должен превышать
номинальный в 1,3-1,6 раза. Наполнитель, а
также эмалевая изоляция на проволоке
влияют на режим ее охлаждения, а
следовательно, на максимально
допустимый ток. Поэтому применять для
восстановления плавких вставок обмоточную
проволоку в эмалевой изоляции нельзя.
Разрешается использовать калиброванную
медную проволоку.
|
Плотность |
Количество |
Плотность |
Количество |
||
|
электроли |
кали |
электролита, |
на |
||
|
та, |
г |
г/см3 |
г |
||
|
1,152 1,162 1,171 1,180 1,190 1,200 1,210 |
203 216 228 242 255 269 282 |
17.6 18.6 19.5 20.5 21.4
|
1,220 1,231 1,241 1,252 1,268 1,274 |
295 309 324 338 353 368 |
24,2 25.1 26.1 27.0
|
Отремонтированные
предохранители испытывают на стенде в
количестве 3% всей партии. С помощью
реостата и трансформатора регулируют
ток, подводимый к гнездам с испытуемыми
предохранителями различных типов.
Если предохранитель при максимальном
испытательном токе не перегорает в
течение 1 ч, его считают негодным. При
минимальном значении испытательного
тока предохранитель не должен перегорать.
Если из всей отобранной партии один
предохранитель не выдержал испытания,
то число испытуемых предохранителей
удваивают. Если какой-то предохранитель
опять не выдерживает испытаний, всю
партию бракуют.
На
колпачках предохранителей должна быть
выбита величина номинального тока
вставки. Допускается указывать величину
тока вставки краской с маркировкой на
корпусе патрона.
Трансформаторы
применяются в цепях переменного тока
для получения на вторичной стороне
обмотки требуемой величины напряжения
или тока.
Проверку
годности трансформатора начинают с
определения сопротивления изоляции
обмоток. Сопротивление изоляции между
обмотками, а также между обмотками
и сердечником должно быть не менее 5
МОм. В случае понижения сопротивления
изоляции трансформатор тока и
напряжения необходимо просушить при
температуре не более 80°С до тех пор,
пока сопротивление не увеличится до
необходимого значения.
Испытывают
обмотки трансформатора на электрическую
прочность напряжением 1500 В переменного
тока между выводами разных обмоток
и выводами обмоток и сердечником.
Активное
омическое сопротивление обмоток замеряют
по выво- цам. Электрические параметры
трансформатора определяют по контрольным
точкам вольт-амперной характеристики,
а коэффициент трансформации — путем
контроля напряжения на вторичной
обмотке. Проверяют обмотки трансформаторов
на согласованность их включения и
на отсутствие межвиткового замыкания.
Для
проверки электрических параметров
трансформаторов собирают схему.
К
обмотке высокого напряжения (с большим
количеством витков трансформатора)
подводят напряжение переменного тока,
величина которого изменяется регулятором
напряжения. Для проверки электрических
параметров регулятором устанавливают
требуемое напряжение и по фиксированным
показаниям измерительных приборов
определяют отсутствие межвиткового
замыкания и соответствие коэффициента
трансформации техническим данным. Если
при измерении контролируемых значений
ток в первичной обмотке значительно
превышает контрольные величины, то
это указывает на наличие межвиткового
замыкания в обмотках трансформатора.
Полупроводниковые
выпрямители применяют для пропуска
импульсов тока одной полярности, они
предназначены для преобразования
переменного тока частотой 50 Гц в
постоянный.
При
ремонте их осматривают, проверяют.
Неисправные заменяют. В выпрямителе
устанавливают диоды одного класса. У
отремонтированного выпрямителя
проверяют сопротивление изоляционных
проводов относительно корпуса, которое
должно быть не менее 0,5 МОм.
-
Контрольно-измерительные
приборы
В
процессе эксплуатации в измерительных
приборах могут появиться неисправности.
Наиболее характерными неисправностями
являются: естественный износ кернов и
подпятников; нарушение балансировки
подвижной части; разрушение изоляции,
обрывы в цепи или короткие замыкания в
рамках, катушках и резисторах; обгорание
клемм, механические повреждения и
деформация частей прибора; проникновение
пыли внутрь прибора из-за недостаточной
герметичности корпуса; коррозия
отдельных деталей.
Все
контрольно-измерительные приборы,
установленные на подвижном составе,
при деповском и заводском ремонтах
снимают для поверки, устранения
неисправностей и клеймения. По степени
сложности различают следующие виды
ремонта приборов:
малый
ремонт; предусматривает устранение
мелких дефектов без замены деталей;
средний
ремонт, при котором производят частичную
или полную разборку измерительной,
регулирующей, кинематической и других
систем, очистку деталей и узлов, замену
мелких изношенных деталей;
капитальный
ремонт с полной разборкой прибора,
заменой основных узлов, изготовлением
и градуировкой новой шкалы.
Все
указанные виды ремонта предусматривают
регулировку, поверку показаний и
определение погрешности прибора. Способы
регулировки выбирают в зависимости
от принципа действия и конструкции
прибора. Способы поверки определены
заводскими техническими условиями
на приборы, методическими указаниями
и инструкциями Г осу дарственного
комитета РФ по стандартам.
Электроизмерительные
приборы ремонтируют и регулируют при
наличии видимых повреждений или больших
погрешностей в показаниях.
Сначала
осматривают прибор до снятия кожуха
или крышки. Проверяют, нет ли трения
в механизме, для чего медленно поворачивают
головку корректора на полный угол и
наблюдают за перемещением стрелки.
Несвободное перемещение указывает на
наличие трения, величину которого
определяют при повороте корректора на
некоторый угол и легком постукивании
по корпусу прибора. Если стрелка смещается
на величину меньше допустимой нормы и
в приборе нет других повреждений, то
разбирать его не следует.
Затем
проверяют уравновешенность подвижной
части прибора: стрелка не должна отходить
от нулевой отметки при наклоне прибора
в разные стороны. Прибор слегка встряхивают
и наблюдают, на сколько свободно
перемещается стрелка и не задевает ли
она за неподвижные части.
При
наличии неисправностей в приборе снимают
крышку и проводят внутренний осмотр
для изучения характера повреждений.
Проверяют легкость перемещения
подвижных частей прибора на длине всей
шкалы, для чего дуют на стрелку в
направлении ее движения. Затем прибор
включают в электрическую сеть. При
плавной регулировке тока от нулевого
до максимального и обратно наблюдают
за перемещением стрелки в пределах всей
шкалы в обоих направлениях с возвращением
на нулевую отметку. Смещение стрелки
при постукивании по прибору указывает
на наличие повышенного трения в опорах,
которое может появиться из-за притупления
оси, повреждения камней или
незначительного задевания какой-либо
части. Стрелка может не возвратиться
на нулевую отметку, если слишком мал
противодействующий повороту момент
сил.
На
включенном приборе проверяют также
исправность электрических цепей,
совпадение истинных значений проходящего
по нему тока с цифровыми отметками на
шкале и постоянство показаний. Колебания
показаний прибора могут наблюдаться
при плохом контакте, межвитковых
замыканиях, плохом закреплении стрелки
на оси. Если стрелка образцового прибора
неподвижна, значит, имеется слабый
контакт в цепи испытуемого прибора.
Такой прибор нужно подключить к мосту
для замера сопротивления и слегка
потрогать отдельные узлы цепи. При
слабом контакте стрелка гальванометра
моста будет колебаться. Чтобы найти
место неисправности, необходимо
дотрагиваться изоляционной палочкой
до отдельных проводов и деталей прибора
(за исключением подвижных частей). Если
не удастся обнаружить место слабого
контакта, следует после разборки
проверить рамку. Чаще всего плохой
контакт бывает в месте пайки концов
обмотки рамки с держателями. При
осмотре необходимо учитывать, что
затирание и задева ние в подвижной части
прибора — два различных вида
неисправностей. Затирание —
неисправность, вызванная повреждением
кернов, концов осей, подпятников или
недостаточным зазором между осью и
подпятником. Эту неисправность можно
выявить до включения прибора в электроцепь.
Задевание же в приборе не связано с
повреж дением осей и подпятников. Оно
происходит из-за незначительного касания
подвижных частей о неподвижные и
выявляется в большинстве случаев
при включении в электрическую цепь.
Электроизмерительные
приборы различных систем имеют ряд
особенностей, которые необходимо
учитывать при ремонте.
Перед
ремонтом прибор необходимо разобрать.
Поскольку приборы различных типов
конструктивно отличаются, различны и
методы их разборки.
В
измерительных механизмах магнитоэлектрической
системы наиболее часто повреждаются
рамка, керны, пружины и стрелка, т.е.
детали и узлы подвижной части. При
среднем и капитальном ремонте подвижную
часть почти всегда приходится разбирать.
Например, разборку магнитоэлектрического
прибора с подвижной рамкой и внешним
магнитом необходимо производить в такой
последовательности: отвернуть винты
или гайки, крепящие крышку прибора;
снять крышку прибора, не применяя больших
усилий, так как резиновая уплотняющая
прокладка часто как бы приклеивается
к
корпусу
и крышке и излишние усилия могут привести
к их поломке. В дом случае рекомендуется
протереть участки стыка салфеткой,
обильно смоченной
в чистом
бензине. После отсоединения крышки
нужно:хорошо
очистить
прибор от бензина;
отпаять
провода, подводящие ток к подвижной
рамке; замкнуть магнит прибора
разноименными полюсами вспомогательного
магнита, размеры которого должны быть
по возможности близкими к размерам
магнита прибора. При отсутствии
подходящего вспомогательного магнита
замкнуть магнит прибора стальной
пластиной, сечение которой приблизительно
равно сечению сердечника;
отвернуть
винты, которыми обойма с подвижной
частью крепится к полюсным наконечникам;
осторожно
вынуть, поднимая вверх, обойму с подвижной
частью из магнитной системы;
отпаять
наружные концы верхней и нижней пружин;
отвернуть винты, крепящие мостик к
обойме, и снять мостик; отвернуть винты,
крепящие сердечник; осторожно вынуть
сердечник с рамкой из обоймы; снять
рамку с сердечника.
Все
детали разобранного прибора осматривают.
Корпус прибора проверяют на отсутствие
трещин, вмятин, отколов, повреждений
резьбы. Монтажную схему проверяют
на отсутствие обрывов и коротких
замыканий.
Необходимо
также убедиться в том, что все места
пайки, включая подвижную рамку, покрыты
лаком и не окислены.
На
пружинах, подвесах, растяжках и на
выводах не должно быть следов коррозии.
Окисленные детали заменяют. Необходимо,
чтобы переключатели имели чистые
надежные контакты, а стрелкодержатель
вместе со стрелкой был хорошо закреплен
на подвижной части. Детали подвижной
части должны быть хорошо скреплены
между собой и не иметь повреждений.
После разборки измерительного механизма
проверяют подпятники и керны, так как
даже незначительные дефекты этих деталей
могут стать причиной больших погрешностей
в показаниях.
Ремонт
механической части приборов. Подвижные
части электроизмерительных приборов
имеют опору типа керн — камень. Опора
должна обеспечивать минимальный момент
трения, что в значительной степени
обусловлено качеством рабочих поверхностей
деталей. Качество опор влияет на точность
и надёжность прибора в эксплуатации.
Керны изготовляют из высококачественной
углеродистой ста
ли У8А-У12А, так называемой проволоки
«серебрянки». Диаметр прутков 0,25-0,75 мм.
Длина готового керна 3-6 мм. Один конец
керна затачивают на конус с углом 55-60°.
Вершину конуса закругляют радиусом
до 0,1 мм.
:i
до
o:i
фис
I
Закругление
конуса керна должно соответствовать
закруглению камня. Отношение радиуса
закругления камня к радиусу закругления
керна должно быть не менее 3:1. Такое
отношение радиусов закругления
принимается в приборах низких классов
точности, в приборах более высоких
классов точности оно должно быть от

Рис.
14.18. Радиусы закругления кернов и камней
При
незначительном повреждении керн
шлифуется мелкозернистым камнем
«Арканзас». При сильном повреждении
производится заточка камнем «Индия» с
последующей чистовой обработкой камнем
«Арканзас» и полировочной пастой.
Заточку производят под микроскопом на
часовом токарном станке. Точность угла
заточки и радиуса закругления контролируют
по шаблонам под микроскопом с 70-100-кратным
увеличением.

Шаблон
выполнен в виде стеклянного круга,
на котором нанесены тонкими линиями
окружности требуемых радиусов и углы
нужных величин. Шаблон располагают
между окуляром и объективом микроскопа;
керн обрабатывают до совпадения его
изображения с окружностью или углом
нужных размеров. Радиусы окружностей
на шаблоне должны соответствовать
произведению заданных радиусов
обрабатываемых кернов на кратность
увеличения объектива. Керн полируют
до зеркального блеска с помощью бруска
Рис. 14.19. Приспособление или круга с
наклеенной на них кожей, для полировки
кернов: Поверхность кожи покрывают
пастой
1
— цанговый патрон; 2—керн;
ГОИ (рис. 14.19).
-
— обтянутый
кожей вал; Перед постановкой на место
керн -
— рукоятка промывают очищенным
бензином, ос -
татки грязи удаляют путем прокалывания
папиросной бумаги острием керна.
Забракованные керны желательно заменить
новыми, изготовленными на
электроприборостроительных заводах.
Камень
подпятника изготавливают из естественного
минерала — агата или искусственного
корунда. Эти материалы обладают большой
твердостью и имеют малый коэффициент
трения. Камень завальцовы- вается в
оправу.
В
камнях загрязняются углубления, а также
образуются трещины и шероховатости в
результате механических усилий, толчков,
чрезмерной затяжки. Загрязненность
и механические повреждения камней
обнаруживают при внимательном осмотре
под микроскопом с 50- кратным увеличением.
За последние годы созданы специальные
приспособления в виде простейшего
усилителя с пьезоэлектрическим шунтом
и наушниками, с помощью которых трещины
и выбоины в камне обнаруживаются по
наличию резкого треска. Не рекомендуется
проверять качество камня прощупыванием
его иголкой.
При
загрязнении подпятник промывают чистым
бензином, а камень подпятника с
механическими повреждениями заменяют
новым. Неисправный камень разбивают с
помощью керна, по которому ударяют
часовым молотком. Перед завальцовкой
в оправу новый камень обязательно нужно
проверить под микроскопом.
Часто
повреждаются стрелки приборов. Исправить
стрелку можно не всегда, а изготовить
ее ручным способом трудно. Поврежденную
стрелку в большинстве случаев заменяют
новой заводского изготовления.
В
процессе установки и эксплуатации под
воздействием разных факторов могут
частично измениться характеристики
пружин, из-за чего будет нарушена
правильность показаний измерительного
прибора. Наиболее часто встречаются
следующие нарушения: остаточная упругая
деформация, когда стрелка после
длительного включения или перегрузки
прибора не возвращается в нулевое
положение; ослабление упругости
пружины в результате частичного отжига
или припайки наружного конца, о чем
свидетельствует изменение его цвета;
деформация пружины (изгиб или
скручивание) при ее установке или
исправлении, перегрев пружины в
результате перегрузки приборов, в
котором она служит токопроводом.
В
зависимости от характера неисправностей
и степени отклонения параметров от
номинальных значений пружину исправляют
или заменяют новой. Для изготовления
пружин в основном применяют оло-
вянисто-цинковую бронзу марки Бр. ОЦ4-3
и бериллиевую бронзу марки Бр. Б2.
Измерение упругих свойств пружины
производится моментомером.
Исправленную
или новую пружину необходимо хорошо
подогнать по месту установки, т.е. выбрать
нужную длину внутреннего и наружного
концов соответственно расположению
пружинодержателей и расстоянию между
ними, а затем обрезать и выгнуть концы.
Внутренний конец обрезают в таком
месте, чтобы после припайки его к пру-
жинодержателю центр оси вращения
подвижной части совпадал с
центром
внутреннего витка пружины.
Наружный
конец пружины обрезают и выгибают в
таком месте, чтобы, припаяв его к наружному
пружинодержателю, сохранить одинаковыми
расстояния между всеми соседними
витками. Необходимо иметь в виду, что
сокращение длины пружины ведет к
увеличению развиваемого ею момента.
После подгонки нужно подготовить концы
пружины, а также пружинодержатели к
пайке: концы зачистить мел козернистой
шкуркой, а пружинодержатели облудить.
Концы
пружины зачищают с помощью двух пинцетов,
на один из которых наклеена шкурка.
Одним пинцетом зажимают пружину на
расстоянии до 5 мм от конца, второй пинцет
со шкуркой передвигают по свободному
концу и зачищают его.
Припаивание
начинают с внутреннего пружинодержателя.
Припаяв внутренний конец пружины,
проверяют, совпадает ли ось вращения
подвижной части с осью внутреннего
витка. В случае необходимости выгибают
конец пружины около места пайки и
добиваются центровки.
В
магнитоэлектрических приборах пружины
устанавливают так, чтобы одна из них
работала на закручивание, а другая —
на раскручивание.
До
припайки наружного конца пружины вначале
устанавливают подвижную часть в опоры,
стрелку ставят в нулевое положение, а
затем проверяют симметричность
расположения пружины. Наружный конец
припаивают так же, как и внутренний,
пользуясь пинцетом и паяльником.
Для
проверки правильности установки и
припайки пружины следует отвести
стрелку до крайнего упора (верхнего
предела измерения) и посмотреть, не
соприкасаются ли отдельные витки между
собой и все ли витки пружины находятся
в одной плоскости.
Установка
и пайка растяжек и подвесок во многом
аналогичны установке и пайке спиральных
пружин. Толщина лент для растяжек,
подвесок и токопроводов очень невелика,
поэтому работа с ними требует особого
внимания и высокой квалификации.
Ремонт
электрической части приборов. В
случае подгорания проводов рамки
электроизмерительных приборов
перематывают. Намотка
производится
на ручных, механических, полуавтоматическихили
автоматических
станках. До намотки конец обмоточного
провода зачищают на длине 20-30 мм и
припаивают к выводу припоем ПОС-40. Затем
место пайки промывают спиртом, покрывают
изоляционным лаком МЛ-92 и изолируют
лакотканью. Провод укладывают равномерно
по всему каркасу без набегов, а также
без чрезмерного натяжения. По окончании
намотки с помощью измерительного моста
замеряют электрическое сопротивление
обмотки.
После
припайки второго конца к токоотводу
торцы обмотки покрывают белой
нитроэмалью и на ней черной тушью
указывают величину номинального
сопротивления. Затем обмотку пропитывают
изоляционным лаком КФ-95 с помощью
кисти. Сушка осуществляется в термостате
при температуре 80±5°С в течение 6-8 ч.
Готовые
рамки проверяют на отсутствие обрыва
в обмотке, а бескаркасные рамки
дополнительно проверяют на отсутствие
коротко- замкнутых витков.
Добавочные
резисторы изготовляют из тонкой
изолированной манганиновой проволоки,
которую наматывают на каркасы из
пластмассы или керамики.
Место
обрыва обнаруживают при помощи мегомметра,
подключаемого к катушке резистора.
При подаче тока в месте обрыва на катушке
образуется искра. Можно также обнаружить
обрыв в катушке с помощью пробника.
Добавочные резисторы изготовляют обычно
в виде катушек, выполненных отдельными
секциями, поэтому пробником проверяют
каждую секцию в отдельности. Дефектная
катушка заменяется новой, с намотанным
проводом такого же сечения и марки.
При этом сохраняется число витков и
величина сопротивления.
Сборка
и регулировка электроизмерительных
приборов. Сборка приборов заключается
в последовательной установке и креплении
всех узлов: измерительного механизма,
отсчетного устройства, элементов
измерительной цепи, зажимов, переключателей
и т.п. После установки производится
пайка деталей прибора, между которыми
Должно быть электрическое соединение.
Любое соединение в момент пайки должно
быть хорошо прогрето паяльником, чтобы
обеспечить полное покрытие места пайки
расплавленным припоем. При недостаточном
прогреве соединения ухудшается текучесть
припоя, перегретый же припой теряет
капиллярные свойства и скатывается с
места пайки. Оптимальная температура
нагрева припоя и деталей в месте спая
должна быть на 50-60°С выше температуры
плавления припоя. Пайка выполняется с
применением лака ЛТИ № 2 или канифоли,
разведенной в спирте. Во избежание
перегрева деталей и узлов при пайке
необходимо выполнять следующие
рекомендации:
не
прикасаться горячим паяльником к
корпусам конденсаторов и резисторов;
производить
пайку выводов резисторов и конденсаторов
паяльником невысокой мощности; не
допускать продолжительности пайки
свыше 5 сек.
Спаянное
соединение промывают спиртом или
ацетоном для удаления остатков флюса.
После
сборки прибора проверяют правильность
сочленения отдельных элементов между
собой, чистоту сборки, уравновешенность
подвижной части, отсутствие заеданий.
Собранный
и отбалансированный прибор регулируют
по пределам измерения. Для этого включают
регулируемый и контрольный приборы
в электрическую цепь, позволяющую плавно
регулировать ток или напряжение в нужных
пределах. Установив предварительно
указатели обоих приборов на нулевые
отметки, включают ток и регулирующими
устройствами обеспечивают отклонение
подвижных частей проверяемого и
контрольного приборов до максимальной
отметки.
Если
стрелка регулируемого прибора не доходит
до верхнего предела измерения, а стрелка
контрольного прибора отклоняется до
этого предела, то перемещением магнитного
шунта в приборах с плоской катушкой или
стаканчика неподвижного сердечника в
приборах с круглой катушкой добиваются
нужного отклонения подвижной части
регулированного прибора.
Иногда
перемещением магнитного шунта не удается
достичь необходимых результатов,
тогда приходится изменять число витков
катушки (у амперметров) или сопротивление
цепи (у вольтметров). При этом необходимо
следить, чтобы ток в обмотке вольтметра
не превысил допустимых значений.
Следует также помнить, что регулировать
и градуировать вольтметры нужно
номинальным током только после
предварительного прогрева в течение
15 мин.
Часто
после капитального ремонта заменяют
старую шкалу новой. Для градуировки
новой шкалы включают в цепь градуируемый
и контрольный приборы, устанавливают
по контрольному необходимые значения
измеряемой величины, а на градуируемом
приборе против положения стрелки делают
острозаточенньм карандашом отметки.
Так размечают шкалу два раза: при
увеличении показаний от нуля до верхнего
предела и затем при обратном уменьшении
показаний.
Однако
из-за погрешностей при замерах отметки
на шкале градуируемого прибора,
соответствующие одним и тем же значениям,
не совпадают. Поэтому при вычерчивании
шкалы деление ставят в середине между
этими отметками. Помимо градуировочных
отметок наносят еще три отметки — в
начале, в середине и в конце шкалы. По
этим отметкам находят середину шкалы.
У
манометров в процессе эксплуатации
точность показаний снижается под
влиянием вибрации и резких изменений
нагрузки, которые вызывают остаточную
деформацию упругих элементов, износ
передаточного механизма и увеличение
зазоров в шарнирных соединениях.
Поэтому периодически производят проверку
манометров. Манометры, в показаниях
которых имеются погрешности, выходящие
за пределы их класса точности, ремонтируют
с полной или частичной разборкой. Полную
разборку производят для чистки механизма,
замены или ремонта поврежденных
деталей. Частичная разборка выполняется
главным образом для регулировки прибора
и сводится к вскрытию корпуса.
У
пружинных манометров ремонтируют,
проверяют и регулируют чувствительный
элемент, передаточный механизм, корпус,
сильфон.
Повреждения
корпуса, стекла, крышки, замка, циферблата,
стрелки и штуцера для подвода
контролируемой среды к чувствительному
элементу обнаруживают при наружном
осмотре прибора.
Для
выявления неисправностей измеряемого
механизма манометр со снятой крышкой
(стеклом) и циферблатом (диском)
устанавливают на контрольный стенд
и наблюдают за работой механизма при
повышении и понижении давления.
Передаточный механизм должен перемещаться
плавно, без малейших рывков. В осях
сектора, трибки и сочленениях тяг не
должно быть качания, а сами оси должны
быть ровными, без перекосов.
Далее
повреждения выявляют после установки
циферблата на место. Чрезмерные зазоры
в шарнирах, осях и зубчатых зацеплениях
можно заметить, проверяя плавность
перемещения стрелки и величину ее
смещения при постукивании пальцем по
корпусу прибора. При снижении давления
до нулевого стрелка прибора должна
коснуться упорного штифта или установиться
на нулевую отметку. Величина смещения
стрелки от нулевой отметки при снижении
давления до нулевого в приборах без
упорного штифта не должна превышать
половины погрешности, допускаемой
классом их точности. Большее смещение
стрелки свидетельствует об остаточной
деформации чувствительного элемента.
При
ремонте корпуса чистят или заменяют
стекло, неисправный замок и окрашивают
корпус. Загрязненные стекла после
очистки промывают теплой мыльной водой.
Поверхность корпуса перед окраской
выравнивают нитрошпаклевкой и производят
сушку в течение 2 ч при температуре
120-130°С. После сушки поверхность корпуса
зачищают шлифовальной шкуркой на
тканевой основе, а затем окрашивают
эмалью с помощью пульверизатора или
кисти, нитролаком или масляным лаком
(масляные и воздушные манометры — в
черный цвет) и сушат.
Ремонт
упругих элементов заключается в
устранении неплотностей в местах
присоединения трубчатой пружины к
держателю или капилляру, подводящему
контролируемую среду, в пробке
устанавливаемой на свободном конце
трубчатой пружины: в местах пайки
мембран. Если неплотность устранить
невозможно, поврежденные упругие
элементы заменяют новыми.
Трубчатую
пружину с остаточной деформацией также
заменяют новой. Для удаления негодной
пружины держатель прогревают паяльником
до расплавления припоя и отделения
пружин от держателя. Остатки припоя в
гнезде зачищают шабером.
Передаточные
механизмы при ремонте разбирают, очищают,
устраняют в них неисправности или
заменяют детали новыми. Детали разобранного
механизма погружают на 10-15 мин в чистый
бензин, затем протирают насухо мягкой
технической салфеткой (кроме спиральной
пружины) и осматривают. Неисправные
детали передаточного механизма
должны удовлетворять следующим
требованиям (рис. 14.20):
ось
трибки 4должна совпадать с осью шестеренки.
Исправность оси трибки проверяют
установкой его в штанги токарного
станка.

Цапфы
оси должны иметь строго цилиндрическую
форму без закруглений у основания;
сектор
3должен быть плоским, ровным,
перпендикулярным оси и не иметь изношенных
зубцов;
пластинки
1должны быть ровными и плоскими (проверяют
на плите);
спиральная
пружина 2не должна иметь соприкасающихся между
собойРис.
14.20.Механизм витков,
конец внутреннего витка должен
манометра быть
загнут.
Сектор
и пластинки выпрямляют на ровной
металлической плите легкими ударами
деревянного молотка. Погнутую ось трибки
исправляют с помощью гладилки.
Нарушение формы цапфы оси устраняют
обточкой на часовом токарном станке
или поврежденную ось заменяют новой.
Для этого в трибке высверливают отверстие
и в него плотно вставляют новую ось.
Участок
сектора с изношенными зубцами вырезают
в форме ласточкина хвоста и в вырезанную
часть плотно вставляют и припаивают
пластинку из листовой латуни, толщину
которой выбирают равной толщине
сектора. Зачистив место пайки, размечают
зубцы и вырезают их лобзиком. Затем
зубцы чисто обрабатывают мелким надфилем.
Подшипниковые
отверстия на каждой оси при необходимости
обрабатывают разверткой с конусностью
1/50 или менее, чтобы сектор и трибки
вращались свободно, но без качания.
При
сборке секторного передаточного
механизма следует обеспечить:
параллельность осей сектора и трибки,
что достигается удалением излишек
металла со стоек или верхней пластинки.
Непараллельность осей трибки и сектора
вызывает значительное смещение стрелки
при переходе сектора из одного крайнего
положения в другое (проверяют постукиванием
пальцем по корпусу прибора);
плотное
прижатие винтами верхней пластинки к
стойкам; плавное сцепление и перемещение
сектора с трибкой, особенно в крайних
положениях, так как большие зазоры в
зацеплении вызывают преждевременный
износ зубьев сектора.
Спиральную
пружину устанавливают на место следующим
образом. Заводят конец пружины в
отверстие оси трибки, после чего вставляют
конусный конец шпильки (отрезок латунной
проволоки диаметром 1,5 мм длиной 100 мм
с одним зачищенным концом). Излишек
проволоки удаляют кусачками и шпильку
забивают в отверстие. Затем устанавливают
трибку на место сектора и закрепляют в
стойке таким же способом другой конец
спиральной пружины. Пружину следует
устанавливать так, чтобы зуб трибки
прижимался к правой стороне сектора,
т.е. направление витков пружины должно
быть по часовой стрелке, если смотреть
со стороны стекла манометра вдоль оси
трибки. Закручивание витков пружины
манометра против часовой стрелки
указывает на его неисправность.
Собранный
передаточный механизм смазывают и
устанавливают на площадку держателя,
который затем вставляют в корпус прибора.
При
износе рычажного передаточного механизма
наблюдается незначительная неравномерность
показаний манометра, несколько суженная
в середине и растянутая по краям шкалы.
При этом ширина крайних делений шкалы
практически не укладывается в допуски,
установленные для равномерных шкал.
Только исключительно точная регулировка
рычажного передаточного механизма
обеспечивает требуемую точность
показаний манометра. Поэтому, как
правило, после ремонта рычажного
механизма приходится вычерчивать новую
шкалу.
Исправные
детали рычажного передаточного механизма
должны удовлетворять таким же требованиям,
как и детали секторного механизма.
Способы ремонта деталей обоих этих
механизмов также одинаковы.
После
ремонта манометры проверяют и регулируют.
Для этого манометр со снятой крышкой
устанавливают на испытательный пресс.
Давление, показываемое проверяемым
манометром, сравнивают с весом
уравновешивающих это давление
калиброванных грузов или с показаниями
образцового манометра.
Образцовый
манометр выбирают так, чтобы его
допустимая погрешность была в 4 раза
меньше допустимой погрешности
проверяемого манометра, а предел
измерения был на 4 предела больше
измерений проверяемого прибора.
Число
проверяемых отметок давления на шкале
для манометров класса точности 1,5 и 2,5
принимается пять, а класса точности
ниже 2,5 — три. Проверяемые отметки
распределены по всей шкале. На шкале
мановакуумметров установлено такое
число проверяемых отметок: три при
манометрической шкале до 0,3 МПа, две при
шкале до 0,8 МПа, одна при шкале выше 1,6
МПа. Отметки также должны быть равномерно
распределены по шкале, а если отметка
одна, она должна делить вакуумметрическую
часть шкалы пополам.
Проверку
показаний манометров всегда производят
при повышении и понижении контрольного
давления во всем диапазоне измерений,
причем давление верхнего предела
измерений выдерживают в течение 15 мин.
За это время показания проверяемого
прибора не должно изменяться.
Показания
рекомендуется снимать без постукивания
по корпусу прибора. Отсчеты показаний
проверяемого манометра записывают с
точностью до 0,1 или 0,2 цены деления.
Истинные показания образцового
прибора определяют с учетом поправок,
указанных в его паспорте. Поправку к
показаниям проверяемого манометра
определяют по формуле
4Р
= Л* ± Р — Рп,
где
р^. — показание
образцового манометра;
р
— поправка к показаниям образцового
манометра по паспорту;
рп
— показание манометра на проверяемой
отметке шкалы.
Приведенная
погрешность (%) манометра будет 5
= (Др /р ) • 100,
v^r’max*max’ ’
где
Ддтах
— максимальная поправка из всех
полученных при проверке;
Ртлх
— максимальное значение показания на
шкале проверяемого манометра.
Приведенная
погрешность на каждой отметке шкалы
при прямом и обратном ходе стрелки не
должна превышать значения основной
допустимой погрешности для прибора
данного класса точности. Если приведенная
погрешность манометра хотя бы для одной
проверяемой отметки превышает основную
допустимую погрешность, выполняют
регулировку манометра.
В
процессе регулировки изменяют передаточное
число механизма, которое определяется
отношением линейного перемещения конца
стрелки к линейному перемещению
свободного конца пружины (или центры
мембраны, сильфона).
Передаточное
число зависит от величины плеч рычагов
механизма и углов между ними, поэтому
его можно изменять достаточно простыми
способами.
Регулировка
манометра с одновитковой трубчатой
пружиной и секторным передаточным
механизмом заключается в подборе
передаточного числа, определяемого
зависимостью.
L
=
I
(R/r),
где
L
—
длина пути, описанного любой точкой
верхнего конца сектора;
/ — длина пути, описанного точкой
крепления поводка к ниж
нему
плечу сектора;
R
—
верхнее плечо сектора;
г —
нижнее плечо сектора.
Ниже
указаны признаки некоторых погрешностей
показаний манометров и способы их
устранения при регулировке:
величина
и знак погрешности одинаковые на всех
делениях шкалы. В этом случае
погрешность прибора устраняют
перестановкой стрелки без регулировки
передаточного механизма;
значение
погрешности показаний растет
пропорционально увеличению давления.
Если погрешность положительная, следует
увеличить нижнее плечо гсектора, чтобы уменьшить угол поворота
стрелки при том же давлении. Если
погрешность отрицательная, величинуг
надо
уменьшить. Величину нижнего плеча
сектора изменяют перемещением места
крепления поводка в секторе;
погрешность
показаний увеличивается непропорционально
росту давления. В этом случае довести
погрешность показаний до допустимой
величины только путем изменения
соотношений плеч Л и г не удается. Прежде
всего следует отрегулировать прибор
так, чтобы погрешность показаний имела
общий знак. Для приведения погрешности
к одному знаку изменяют начальное
значение угла а поворотом всего
передаточного механизма против часовой
стрелки. Если манометр отрегулирован
правильно, то при положении стрелки на
середине шкалы угол а должен составлять
90°. Если при установке стрелки на середину
шкалы сс<90°, то погрешность показаний
в начале шкалы будет отрицательной
и уменьшаться по мере повышения давления.
Если же <х>90°, то погрешность показаний
в первой половине шкалы не выйдет из
допустимых пределов, а во второй половине
шкалы будет положительной и возрастающей
по мере повышения давления;
погрешность
показаний на крайних отметках шкалы
находится в допустимых пределах, а в
середине шкалы выходит за эти пределы.
В таком случае, перемещая точку крепления
поводка (изменяя соотношение плеч Rиг),добиваются допустимой величины
погрешности на средней отметке шкалы
прибора, а затем изменяют угола.Эти операции повторяют до тех пор, пока
погрешность не установится в допустимых
пределах. В некоторых случаях погрешность
показаний прибора не соответствует его
классу точности по всей шкале, за
исключением одной-двух отметок. Это
может происходить из-за неравномерности
шага зубцов сектора и неправильного
сцепления его с трибкой. Если такую
погрешность места зацепления сектора
и трибки не удается устранить, следует
заменить сектор.
-
Электрические
цепи и междувагонные соединения
Основные
виды и причины неисправностей в
электрических цепях. Нарушения нормальной
работы электрических цепей возникают
в результате следующих причин:
короткого
замыкания при пробое или перекрытии
изоляции;
механического
повреждения электрических аппаратов
и проводов; соединения проводов друг с
другом вследствие перетирания изоляции,
их механического повреждения, попадания
посторонних предметов на оголенные
токоведущие части;
нарушения
электрической цепи при обрыве (перегорании)
провода или потере контакта в месте
соединения;
пониженного
напряжения источника электроэнергии
(генератора или аккумуляторной батареи).
Все
виды нарушений цепей и неисправности
аппаратов можно обнаружить с помощью
измерительных приборов и сигнальной
аппаратуры. Кроме того, цепи проверяют
контрольной лампой, вольтметром или
омметром.
Короткое
замыкание происходит в результате
повреждений или изменения качества
изоляционных покрытий проводов, а также
их защитных оплеток, вследствие чего
токоведущие провода соединяются с
заземленными. Такое соединение наступает
после пробоя изоляции (воздушного
промежутка) или ее перекрытия с потерей
изоляционных свойств. Обычно под
пробоем понимают повреждение изоляции
по толщине (вглубь ее), а под перекрытием
— образование токопроводящей цепи
по ее поверхности. Так как в большинстве
случаев при коротком замыкании общее
сопротивление цепи резко уменьшается,
ток возрастает до величин, опасных по
тепловому, а иногда и динамическому
действию для всех участков поврежденной
цепи. В случаях замедленного отключения
неисправного участка аппаратами
защиты могут выйти из строя и другие
участки цепи.
При
коротком замыкании появляются дым,
подгары, запах горелой изоляции,
оплавление металла. По этим признакам
легко отыскать место замыкания. Кроме
того, при коротком замыкании срабатывает
защита и прекращают работу электрические
машины.
Соединение
проводов друг с другом происходит также
в результате нарушения изоляции. Чаще
всего такие повреждения возникают в
местах перегибов проводов и подсоединении
их к аппаратам. В высоковольтной цепи
подобная неисправность обычно приводит
к таким же повреждениям, которые
возникают при коротком замыкании.
В
результате соединения проводов может
нарушаться технологическая
последовательность включения аппаратов.
Возможно замыкание отводящих проводов
(заземляющих или, обычно, минусовых), не
вызывающих каких-либо отклонений от
нормального режима.
При
обрыве электрической цепи нарушается
ее непрерывность. В этом случае прекращают
работу электрические машины или
аппараты, изменяются показания
приборов и т.п. Обычно обрыв находят
проверкой цепи контрольной лампой.
Пониженное
напряжение источника электроэнергии
(генератора или аккумуляторной батареи)
приводит к отключению отдельных или
всех потребителей. Пониженное напряжение
источника питания обнаруживают по
показаниям вольтметра силовой цепи.
Отключение отдельных электрических
машин может наблюдаться в момент
включения одного из агрегатов, в
результате подключения к сети которого
наблюдается сильное падение напряжения
в сети. При пониженном напряжении в сети
значительно подгорают контакты при
отключении контакторов, так как по мере
снижения напряжения происходит медленное
размыкание контактов контакторов.
Основными факторами, определяющими
надежность, долговечность и сохранность
разъемов, являются режимы и условия
работы, точное соблюдение инструкций
по монтажу и эксплуатации. Режимы и
условия определяют скорость процессов
старения, износа и интенсивность
усталостных явлений. Наиболее сильное
влияние при этом оказывают значения
температуры, вибрационных и ударных
нагрузок, рабочего тока и напряжения.
Электрический
пробой изоляции предупреждают
профилактической проверкой
сопротивления изоляции электрической
сети вагона. В зависимости от напряжения,
применяемого в вагоне, оно должно быть
различным. По правилам устройства
электрических установок требуется,
чтобы сопротивление изоляции проводов
было не менее 1 Ом, умноженных на величину
рабочего напряжения сети в вольтах.
Таким образом, электрическая сеть
вагонов с напряжением 50 В должна иметь
изоляцию с сопротивлением не менее 50
Ом, напряжением 380 В — не менее 0,5 МОм, а
при 3000 В — не менее 3 МОм.
При
всех видах периодического ремонта
проверяют состояние всех проводов,
заземляющих шин, наконечников,
ответвительных и защитных коробок,
кондуитов и вводов в вагон, наличие
оконцева- телей, защитных бандажей и
др. Определяют сопротивление изоляции
проводов.
При
измерении сопротивления изоляции
вагонных проводов их отключают от
потребителей и источников электропитания.
Сопротивление изоляции определяют
мегомметром на напряжение 500 В. Если
сопротивление изоляции сети оказывается
меньше указанных норм, то устанавливают
причину и при необходимости производят
замену проводов. Для замены неисправных
проводов применяют провода с соответствующей
изоляцией и площадью поперечного
сечения. Если сечение провода
неизвестно, то его подбирают по
максимальному
току в данной цепи, учитывая номинальный
ток предохранителя согласно приведенным
ниже соотношениям:
Площадь
сечения провода, мм2 1,5
2,5 4 6 25 35 50
Максимальный
допустимый ток в цепи, А 14 20 25 31 100 125 160
Номинальный
ток предохранителя, А 10 15 20 21 80 100 125
В
электрической сети с включенными
потребителями энергии возможна
утечка тока в самих потребителях, между
жилами кабеля и корпусом потребителя,
а также между отдельными жилами. Чем
больше число потребителей и длиннее
кабельные линии, тем значительнее утечка
тока и меньше сопротивление изоляции
сети. В этом случае мегомметром измеряют
сопротивление цепей утечки тока не
только данной жилы, но и других жил
кабеля. Из схемы (рис. 14.21) видно, что
параллельно цепям утечки тока включены
резисторы г2+гуследовательно, полученное измерением
сопротивление Л, изоляции жилыI
относительно
корпуса можно найти из выражения
I/R
=
1/^+1/(г+г3),
откуда
R
= r(r2+r3)
/
(r+r+r3).
Также
измеряют сопротивление R2изоляции жилыIотносительно корпуса иR3между жилами:
R2=
r2(r+r3)
/
(г+г+г3)-
R=r3(r+r2)
/
{г+г+г3).
При
низком сопротивлении изоляции жилы IIнельзя правильно определить сопротивление
изоляции жилыI,так как при измерении будет получаться
величина, отличающаяся от фактического
сопротивления отдельной жилы. Эта
величина характеризует состояние
изоляции всех жил кабеля как
относительно корпуса, так и между собой.
Сопротивление изоляции жилIиIIсоответственно будет:
|
/ 110— |
1 |
Т2 |
||
Т1
73
Д,= г/з
/
r+r3,
R3=
0.
£
Для
измерения сопротивления изоляции
кабелей при включенных токоприемниках
достаточно произвести один замер между
любой из жил кабеля и корпусом.
Рис.
14.21. Способ замера тока утечки
Если
сопротивление какой-либо цепи будет
ниже нормы, выявляют причину.
Общие
требования при ремонте электропроводки.
Для
монтажа силовой и осветительной сети
вагонов применяют провода различных
марок.
Для
повышения пожарной безопасности провода
сети освещения и силовые прокладывают
в трубах или металлорукавах, все клеммные
соединения, выключатели, розетки и
большинство осветительной арматуры
устанавливают в закрытых металлических
коробках, изолированных от воспламеняемых
элементов кузова асбестовыми прокладками
толщиной не менее 5 мм. Коробки покрывают
изолирующими эмалями для предотвращения
возможного замыкания на корпус при
возникновении неисправности в клеммных
соединениях. Ниши всех распределительных
щитов, места установки пускорегулирующей
аппаратуры полностью изолируются от
деревянных конструкций и покрываются
металлическими листами.
Не
допускается наращивать провода,
производить от них отпайки, присоединять
их к клеммам без наконечников, прокладывать
в одном пучке высоковольтные и
низковольтные провода. Резиновая
изоляция концов проводов, подходящих
к осветительной арматуре, приборам и
аппаратам, считается годной, если после
изгиба провода на 180° с радиусом, равным
трем диаметрам испытуемого провода, в
слое резины не возникает трещин.
Наиболее
часто изоляционные качества проводов
нарушаются около патронов осветительных
приборов. При повреждении проводов,
подходящих к светильникам, розеткам,
выключателям, допускается обрезать
конец провода с нарушенной изоляцией,
если провод имеет ремонтный запас по
длине порядка 20-60 мм. Присоединение
проводов без такого запаса (внатяжку)
не допускается. Неисправную проводку
сечением 1,5 мм2и менее при деповском
и заводском ремонтах заменяют проводами
сечением 2,5 мм2. На всех проводах
должна быть нанесена маркировка в
соответствии с монтажной электрической
схемой вагона.
Провода
на щитах и панелях с повреждением более
чем 10% жил заменяют или перепаивают,
если длина провода позволяет изъять
поврежденный участок. Заземляющие
шины на электрических машинах,
аппаратах, светильниках, металлических
трубах и металлорукавах, имеющие
трещины, ремонтируют электросваркой
или заменяют. Места для присоединения
заземляющих шин и проводов облужива-
ют, остальные поверхности покрывают
изоляционным лаком, антикоррозионные
покрытия болтов и гаек восстанавливают.
Проверяют состояние заземляющих
перемычек между кузовом вагона и
тележкой, а также между тележкой и
буксами; эти перемычки должны иметь
сечение не менее 50 мм2. Величина
переходного сопротивления заземления
не должна превышать 0,01 Ом.
Трубы
под электропроводку диаметром до Ч»заменяют при наличии на них вмятин
глубиной более 4 мм; отЧ2до 1″ — более 6 мм; от 1’/2до 2″
— более 8 мм. Заменяют также трубы с
пробоинами, протертостями, прожогами,
поврежденной резьбой и металлорукава
с трещинами, изломами и вмятинами
глубиной более 4 мм. Заусенцы, другие
дефекты на концах труб и металлорукавов,
вызывающие повреждения изоляции
проводов, зачищают; металлическую пыль
удаляют. Стальные металлорукава
можно соединять пайкой припоем ПОС-ЗО.
Защитные шланги и брезентовые сшивные
чехлы на проводах, идущих к генератору
и электродвигателю, должны быть окрашены
акриловым лаком АК-113 или другими
подобными лаками, стойкими к атмосферным
и температурным воздействиям. Поврежденные
защитные шланги и чехлы заменяют. Вновь
устанавливаемые трубы не должны иметь
повреждений, окалины и шероховатостей
на внутренней поверхности, сильной
коррозии и неисправности резьбы на
стыках.
Для
надежности работы электрооборудования
изоляция крепится на концах проводов.
Этот процесс получил название оконцевания.
Для разделки и оконцевания трубчатых
проводов применяют специальные
оконцеватели или муфты с изолирующими
втулками; в местах ввода проводов в
коробки приборов и светильники
устанавливают изоляционные трубки типа
ТКР или ТКС длиной не менее 40 мм с классом
нагревостойкости Н.
Провода
присоединяют к электрическим машинам,
приборам и аппаратам, а также соединяют
между собой посредством клемм или
вкладышей с гнездами для винтового
зажима концов соединяемых проводов.
Все провода должны быть надежно
прикреплены к клеммам и иметь полный
комплект крепежных деталей; применение
нелуженых шайб не допускается. Слабо
затянутые гайки и болты крепления
подтягивают, неисправные заменяют.
Клеммные соединения затягивают только
торцовыми ключами, применение пассатижей
не допускается. Заменяют также кабельные
наконечники, имеющие трещины, подгары
и уменьшенную контактную поверхность.
При необходимости наконечники
облуживают и пропаивают припоем. Если
провода в месте присоединения к
наконечникам имеют более 10% поврежденных
жил или некачественную пайку, то
наконечники перепаивают. Когда
повреждено менее 10% жил, поврежденные
жилы припаивают к целым. При периодических
ремонтах вскрывают все ответвительные
коробки, коробки выключателей и розеток
и проверяют места присоединения
проводов; подтягивают клеммы и заменяют
дефектные элементы. Заменяют также
изоляционные панели со следами пробоя
или с подгоревшей изоляцией. Для ремонта
изоляционной панели применяют листовой
текстолит толщиной 10-12 мм. Взамен
поврежденных контактов устанавливают
новые. Проверяют целлост- ность асбестовой
изоляции, исправность элементов крепления
коробок и их запорных устройств.
Осматривают состояние проводов и
изоляции в местах входа и выхода из
коробок. Для сохранности изоляции в
этих местах не должно быть острых кромок,
заусенцев и наплывов сварки, провода
должны быть защищены от повреждений.
В
клеммных коробках, находящихся под
вагоном (концевые, над- машинные,
аккумуляторных батарей, сигнализации
нагрева букс и т.д.), открывают крышки,
очищают их и осматривают состояние
уплотнений и запорных устройств.
Крышки, уплотняющие прокладки и другие
неисправные элементы заменяют. Все
коробки очищают и окрашивают.
Проверяют
состояние штепсельных разъемов
генераторов, между- вагонных соединений
магистрали электрической сети, радио-
и телефонных линий. Разъемы вскрывают,
осматривают и очищают. При оплавленных
контактах, обугленных изоляционных
колодках, повреждении резьбы на
накидных гайках или корпусах и нарушении
герметичности разъемы ремонтируют или
заменяют. Резьбу разъема смазывают
слоем смазки. Междувагонные соединения
электрической сети закрывают брезентовым
рукавом. Эти соединения оснащены
несъемными предохранительными цепочками,
которые в разъединенном состоянии
удерживают головку разъема внутри
габаритов подвижного состава и
препятствуют соприкосновению головки
с между- вагонным соединением магистрали
электропневматического тормоза. Заменяя
провод или предохранительную цепочку,
необходимо выдерживать установленные
размеры.
Междувагонные
электрические соединения РПС при
поступлении в ремонт снимают с вагонов
и транспортируют в ремонтное отделение.
Механизмы крышек и запоров розеток
осматривают, при необходимости
разбирают. Заменяют поломанные или
изношенные направляющие, крышки, пружины.
Поступившие
в ремонт междувагонные электросоединения
очищают от грязи и пыли, затем проверяют
качество и правильность соединения
проводов, замеряют сопротивление
изоляции между каждым проводом и
корпусом, а также между проводами (должно
быть не ниже 1 МОм), контролируют
электрическую прочность изоляции
переменным током 50 Гц напряжением 2000 В
для соединений силовых цепей и 1500 В
в течение 1 мин для цепей управления и
контроля температуры.
Сопротивление
изоляции и целостность жил кабелей
междувагон- ных соединений проверяют
на специальном стенде.
Испытание
электрической прочности изоляции
электроцепей выполняют после окончания
ремонта. Мощность испытательной
установки для проверки электрической
прочности изоляции должна быть не менее
2 кВ-А. Разрешается проверять изоляцию
мегомметром на 2500 В переменным током
50 Гц в течение 1 мин. Напряжение испытаний
принимают в зависимости от рабочего.
Рабочее
напряжение проверяемой цепи, В 380 220 52
24 12
Напряжение
испытаний, В 2000 1500 1000 500
Перед
началом проверки необходимо:
отсоединить
провода заземления электрических машин
и аппаратов от общего заземляющего
контура вагона и изолировать их, подложив
изолирующие прокладки под наконечники
этих проводов;
вынуть
лампы из патронов; отсоединить датчики
контроля температуры,
контрольно-измерительные приборы,
диоды, триоды;
соединить
медной проволокой диаметром до 0,5 мм
подвижные и неподвижные контакты всех
контакторов;
отключить
аккумуляторные батареи и выпрямитель;
поставить в положение «включено» все
выключатели и переключатели; проверить
надежность заземления вагона (рама
кузова — тележка — букса).
Если
в процессе испытания автоматические
выключатели защиты не сработали и
стрелка вольтметра при постепенном
повышении напряжения не имела резких
колебаний в сторону снижения, то
электрическая цепь считается
выдержавшей испытания на электрическую
прочность изоляции.
Светильники.
При
периодическом ремонте плафоны арматуры
освещения с лампами накаливания,
стекла люминесцентных светильников,
линзы хвостовых фонарей и стекла
посадочных фонарей снимают со всех
светильников и передают в цех на промывку.
Промывают также грязные плафоны,
снятые с вагонов во время текущего
ремонта. Стеклянные плафоны и стекла
светильников, линзы и стекла фонарей
Моют в специальной ванне, которая имеет
два отделения: одно — для промывки и
другое — для ополаскивания плафонов.
В первое отделение заливают примерно
120 л 5%-ного раствора каустической соды.
Этого количества достаточно, чтобы
промыть 200-250 плафонов. Второе отделение
заполняется чистой водой. В корзину
загружают 50 плафонов и опускают в
ванну на 15-20 мин. По истечении этого
времени корзину несколько раз поднимают
и опускают, а затем, когда жидкость
стечет с плафонов, погружают в отделение
для ополаскивания.
Ремонт
плафонов. Для
склеивания поврежденных стекол
люминесцентных светильников применяют
дихлорэтан, представляющий собой
бесцветную легковоспламеняющуюся
жидкость (плотность 1,252 г/см3,
температура кипения 83,7°С). Дихлорэтан
ядовит, имеет резкий запах, поэтому
хранится в стеклянной посуде с плотно
притертой пробкой. Курить или
пользоваться открытым пламенем во время
работы с дихлорэтаном запрещается. Для
работы с дихлорэтаном устраивается
местная вытяжная вентиляция (зонд или
бортовой отсос). Кромки сломанных кусков
плафона смазывают дихлорэтаном и
соединяют вместе так, чтобы места
излома полностью совпадали. После
небольшой выдержки в течение 1-2 мин
склеенная деталь может устанавливаться
на место. Если имеющиеся куски не
полностью совпадают, образующиеся
пустоты заполняют пастой. Пасту готовят
заранее, разводя в дихлорэтане кусочки
материала плафона. Дихлорэтан или
пасту наносят на склеиваемую кромку
кисточкой из натурального волоса.
Кисточки с искусственным волосом
применять нельзя, так как дихлорэтан
их растворяет.
Ремонт
светильников. Наиболее
частыми неисправностями светильников
с лампами накаливания являются:
повреждения замков, петель, ламподержателей,
патронов; отрывы крышек; загрязнение
отражателей; повреждение изоляции
присоединенных проводов. В случае
неисправности замка, повреждения язычка
или поломки пружины к светильнику
приклепывают новый язычок или ставят
новую пружину, навитую из стальной
проволоки диаметром 0,8 мм. У светильников
с оторванной или неисправной крышкой
срубают или стачивают заклепки,
снимают неисправную крышку, ремонтируют
и приклепывают вновь. Осматривают,
ремонтируют или заменяют патроны,
ламподержатели, встроенные выключатели
и предохранители, подтягивают ослабленные
элементы крепления; заменяют перегоревшие
лампы. Наиболее распространенными
неисправностями светильников
люминесцентного освещения являются
перегорание стартеров, поломка патронов,
пробой конденсаторов и повреждения
обмоток дросселей (обрыв или замыкание
витков). Поврежденные обмотки дросселей
перематывают, а другие неисправные
элементы заменяют.
Люминесцентные
светильники и элементы их пускорегулирующей
аппаратуры проверяют и ремонтируют на
универсальном стенде. Лампы
устанавливают на держателях и проверяют
под соответствующим напряжением.
Величина рабочего напряжения
устанавливается регулируемым
автотрансформатором. Во время этого
испытания измеряют рабочий ток лампы,
проверяют равномерность светоотдачи,
отсутствие шумов, нормальное включение.
Стартеры устанавливают в гнезда,
имеющиеся на стенде, и проверяют четкость
его работы по характеру зажигания
контрольной лампы стенда. Проверяют
также емкость конденсатора, которая не
должна отличаться от номинальной более
чем на ±10%. При снятых лампах проверяют
мегомметром сопротивление изоляции
светильника: между концами выводных
проводов, между соединенными совместно
проводами и корпусом светильника.
Сопротивление изоляции должно быть не
менее 2 МОм.
При
ремонте хвостовых и посадочных фонарей
проверяют их состояние и герметичность,
очищают и окрашивают белой краской
ниши, заменяют неисправные резиновые
прокладки и уплотнители, треснувшие
стекла светофильтров. Ремонтируют
крышки, запоры, козырьки и диафрагмы.
Смазывают фиксаторы и стержни стаканов
светофильтров. Разбирают розетки
номерных фонарей, очищают их детали от
коррозии и ремонтируют.
-
Аккумуляторные
батареи
Основными
неисправностями щелочных аккумуляторных
батарей являются: повышенное содержание
карбонатов в электролите (более 70 г/л);
механические повреждения корпусов
(пробои и глубокие вмятины, раздутие,
изломы горловин, глубокая коррозия),
борны с поврежденной резьбой, нарушение
уплотнения борнов; потеря емкости
(отрыв соединительной контактной пленки,
выпадание активной массы, замыкание
разноименных пластин выпавшей активной
массой, налетами ржавчины или в
результате коробления пластин при
повреждении сепаратора).
При
содержании в электролите карбонатов
70 г/л и более его сливают, аккумуляторную
батарею подвергают специальной
обработке. При меньшем содержании
карбонатов электролит сливают, с
аккумуляторов снимают чехлы, промывают
и осматривают.
Железоникелевые
аккумуляторы, у которых при проведении
контрольного зарядно-разрядного
цикла емкость будет меньше 80% но
минальной, обрабатывают сернистым
натрием. Если после этого емкость
аккумуляторов не достигнет 80%
номинальной, их ремонтируют со вскрытием
корпуса.

Рис.
14.22. Приспособление для снятия чехлов
с щелочных аккумуляторов
Чтобы
снять резиновый чехол, в горловину
аккумулятора вводят захват (рис. 14.22), а
между чехлом и корпусом вставляют с
двух сторон упоры из проволоки, с помощью
которых чехол придерживается при выемки
из него аккумулятора. Аккумуляторы,
с которых сняты чехлы, гайки, шайбы,
перемычки и пробки (в аккумуляторах, не
имеющих пружинных клапанов), освобождают
от электролита и промывают.
Механизированную
промывку щелочных аккумуляторов
осуществляют на специальной моечной
машине (рис. 14.23) с двумя моечными
камерами, оборудованными вытяжной
вентиляцией. В каждую камеру
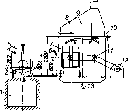
Рис.
14.23. Моечная машина для промывки щелочных
аккумуляторов:
1
—
бак для слива электролита; 2
—
тележка; 3
—
сливной лоток; 4
— поворотная корзина; 5
— аккумуляторы; 6
— ручной насос; 7 — моечные камеры; 8
— вытяжной зонт; 9
— бак для заливки электролита в
аккумуляторы; 10
— трубы с насадками для промывки
аккумулятора; 11
— приводные муфты; 12—
электродвигатель; 13—
канализационный отвод
вкатывается
тележка с поворотной корзиной, в которую
установлены аккумуляторы. Над местом
установки тележки в каждой камере
смонтирована труба с насадками для
заливки аккумуляторов водой, нагретой
до температуры 90-100°С. Тележку с
закрепленными в ее корзине аккумуляторами
сначала подвозят к баку, расположенному
под полом вне моечных камер. В этом месте
корзину поворачивают и из аккумуляторов
выливают электролит, который из
наполненного бака насосом перекачивают
в заливочный бак, расположенный под
промывочными камерами. После слива
электролита тележку вкатывают в камеру
моечной машины, при этом полумуфта,
смонтированная на валу корзины, сцепляется
с полумуфтой, находящейся в камере и
передающей вращающий момент от
электродвигателя. Частота вращения
корзины с аккумуляторами составляет
20-25 об/мин.
Все
операции по промывке аккумуляторов в
моечной машине могут быть полностью
автоматизированы при помощи нескольких
реле времени.
Промытые
аккумуляторы осматривают, места со
следами коррозии очищают, протирают
салфетками, смоченными в 10%-ном растворе
фосфорной кислоты.
Осматривают клапаны,неисправные пружины и резиновые
уплотнения. Не обеспечивающие плотного
закрытия горловины аккумулятора
заменяют. После ремонта сухие аккумуляторы
устанавливают в резиновые чехлы и
заполняют, производят зарядку.
Обработка
аккумуляторов при повышенном содержании
карбонатов (свыше 70 г/л) заключается
в следующем: аккумуляторы заливают
подщелоченной водой, нагретой до
температуры 100°С; через 2 ч воду выливают,
встряхивая каждый аккумулятор, и снова
заливают горячей подщелоченной водой,
нагретой до температуры 100°С; после
отстоя в течение 16-20 ч воду снова выливают
и подвергают аккумуляторы обычной
промывке. Такую же промывку производят
при замене калиевого электролита на
натриевый и наоборот.
Восстановление
емкости железоникелевых аккумуляторов
осуществляется путем обработки их
сернистым натрием. Этот процесс основан
на улучшении состояния отрицательных
железных электродов (минусовые пластины),
потерявших свою емкость в результате
окисления сульфидной серой. Чаще
всего это наблюдается в аккумуляторах,
находящихся длительное время в нерабочем
состоянии (хранение на складе, длительная
стоянка в отстое без проведения
профилактических зарядно-разрядных
циклов). Для восстановления емкости
таких аккумуляторов их заливают
сезонным электролитом с добавлением
20-25 г/л сернокислого натрия (Na2S04-9H20)
ГОСТ 2053-66 и выдерживают в таком состоянии
не менее 3 ч для пропитки пластин. Если
по истечении этого времени э.д.с в
аккумуляторах не возникнет, то им дают
отстоятся еще 10 ч. Если и это не дает
результатов, то аккумуляторы ремонтируют
со вскрытием корпуса. Остальные
аккумуляторы подвергают формовке и
нормальному заряду.
Ремонт
со вскрытием корпуса выполняется у
аккумуляторов, отбракованных из-за
механических повреждений или потери
емкости. Аккумуляторы разбирают и
заменяют дефектные элементы: пластины,
сепараторы, борны, корпуса, гайки, шайбы
и др. Для этого на фрезерном станке
отрезают сварочный шов, соединяющий
корпус аккумулятора с верхней крышкой.
Затем корпус аккумулятора зажимают на
винтовом прессе и извлекают блок пластин.
Отворачивают гайки, крепящие борны к
крышке аккумулятора, снимают изолирующие
шайбы и крышку. После этого разбирают
блок на полублоки, снимают, промывают
и осматривают сепараторы и каждую
пластину.
Во
время ремонта пластин зачищают места,
подвергшиеся коррозии, и проверяют
состояние активной массы путем
просвечивания электрической лампой.
Пластины с просветами указывают на
выпадение активной массы из пакетов.
Оторванные контактные планки крепят
точечной электросваркой.
Годные
пластины промывают, сушат и опрессовывают
в формах. Опрессовку проводят для
восстановления размеров разбухших
пластин и создания надежного
электрического контакта между активной
массой и корпусом пластины.
При
сборке полублоков и блоков должно быть
сохранено установленное для данного
типа аккумулятора число положительных
и отрицательных пластин и их взаимное
расположение. Между пластинами
устанавливают исправные сепараторы.
Блок в корпус устанавливают применяя
струбцины, которыми сжимают пластины.
По мере ввода пластин в корпус струбцины
постепенно передвигают по направлению
к борнам. Через 20-30 мин после заполнения
аккумулятора электролитом проверяют
вольтметром э.д.с., величина которой
должна быть не менее 0,1 В. Отсутствие у
аккумулятора э.д.с. указывает на
неправильность сборки или короткое
замыкание между пластинами. На аккумулятор
с э.д.с., большей 0,1 В, приваривают крышки,
предварительно покрыв борным сырым
асбестом. Крышку устанавливают так,
чтобы нанесенная на нее маркировка
совпадала с полярностью выводных борнов.
Затем снимают асбест, устанавливают
изоляционные шайбы и затягивают гайки
борном. Собранные аккумуляторы
окрашивают, сушат, на них надевают чехлы
и проводят зарядно-разрядные циклы.
Ремонт
резиновых чехлов. Снятые
резиновые чехлы промывают водой
(температура должна быть около 60°С),
после чего производят проверку их на
герметичность сжатым воздухом давлением
0,1 МПа под слоем воды в течение 1 мин.
Допускается испытание чехлов водой 0,1
МПа или на электрическую проницаемость
переменным током, напряжением не ниже
1350 В частотой 50 Гц в течение 10 сек. Чехлы,
не выдержавшие испытания из-за наличия
механических повреждений, ремонтируют
вулканизацией.
При
ремонте резиновых чехлов наклейкой
(вулканизацией) поврежденное место
зачищают и обезжиривают бензином. Затем
на него накладывают сырую резину
(шифр 1847 или 2959 по МРТУ-38-5-204-64) с
предварительным нанесением на поврежденное
место резинового клея БФ-2, приготовленного
из смеси 10 г резины и 100 г бензина Б-70.
Вулканизация производится при
температуре 143°С в течение 15 мин. Давление
при вулканизации 1-2 МПа.
При
ремонте резиновых чехлов наклейкой
стеклоткани поврежденное место
обводят карандашом (стеклографом) и
зачищают абразивным кругом, рашпилем
или металлической щеткой. Затем
зачищенную поверхность обезжиривают
бензином.
Из
стеклоткани вырезают накладки, края
которых должны перекрывать поврежденное
место на 25-30 мм со всех сторон. Накладки
пропитывают клеем, который приготовляется
по следующему рецепту: эластомер
сухой марки ГЭН-150 (ТУ 11-105-58) — 20 вес. ч.;
ацетон (ГОСТ 2768-69) — 50 вес. ч.; бензол
(ГОСТ 8448-61) или толуол (ГОСТ 9880-61) — 15 вес.
ч.; бутилацетат или этилацетат (ГОСТ
8981-71) —35 вес. ч.
В
качестве клеящего состава можно применить
синтетический клей №88Н (МРТУ 38-5-880-66).
Технология его приготовления такая
же, как и состава на основе эластомера
ГЭН-150.
На
ремонтируемое место кисточкой наносят
клеевой состав и по истечении 20 мин
сверху накладывают последовательно
одну на другую две накладки, пропитанные
этим же составом. Прежде чем уложить
вторую накладку поверхность первой
дополнительно промазывают клеевым
составом. Через 20 мин на поверхность
второй накладки наносят слой клеящего
состава, подкрашенного добавлением 1-2
вес.ч.сажи.
Для
полимеризации клеящего состава изделие
выдерживают в течение 24-36 ч при температуре
20°С. Можно ускорить процесс полимеризации,
поместив изделие в сушильный шкаф. При
температуре 60-80°С процесс полимеризации
заканчивается в течение 6-8 ч.
Чехлы
повторно испытывают и сушат. Чехлы, не
выдержавшие испытания, бракуют.
Приготовление
электролита для щелочных аккумуляторов.
В
щелочных аккумуляторах применяют так
называемый составной щелочной электролит,
представляющий собой водный раствор
гидрата окиси калия (едкое кали) с
добавкой моногидрата лития и сернистого
натрия. Содержание этих добавок в 1 л
электролита должно быть следующим: 5-6
г едкого лития, 20-25 г сернистого натрия.
Карбонатов в электролите не должно быть
более 10 г/л. Для растворная гидрата
окиси калия должна применяться
дистиллированная вода. Плотность
электролита для эксплуатации в летних
и зимних условиях указана в табл. 14.4.
Составной электролит обеспечивает
наиболее длительный срок службы
аккумуляторов — 750 зарядноразрядных
циклов. Если применять электролит без
добавки едкого лития и сернистого
натрия, срок службы аккумуляторов
уменьшается до 250-350 циклов.
Для
приготовления электролита применяют
технический гидрат окиси калия марки
А (твердый) или В (жидкий) по ГОСТ 9285-69,
аккумуляторный едкий литий по ГОСТ
8595-57 и сернистый натрий по ГОСТ 2053-66. Эти
щелочи поставляются в твердом виде в
герметически закрытых железных
сосудах или в жидком виде в стеклянных
бутылях. В процессе приготовления
электролита для щелочных аккумуляторов
должны выполняться требования в отношении
химической чистоты исходных материалов
как для щелочных, так и для кислотных.
Присутствие в электролите алюминия,
меди, свинца, поташа или соды резко
снижает емкость аккумулятора и вызывает
повышенный саморазряд. Поэтому едкое
кали, применяемое для приготовления
электролита, должно содержать не более
3,5% поташа. Чтобы в электролит не попали
вредные примеси щелочи необходимо
растворять в чистой дистиллированной
воде в стальной ванне или банке. Нельзя
пользоваться оцинкованными, лужеными,
алюминиевыми, медными и свинцовыми
сосудами, а также сосудами, применявшимися
для приготовления кислотного электролита.
Даже небольшое количество кислоты
выводит из строя щелочной аккумулятор.
В
условиях депо при небольшом числе
ремонтируемых аккумуляторов электролит
можно приготовить в баке. Количество
щелочи и дистиллированной воды,
необходимой для приготовления
электролита, определяется по табл.
14.4.
При
большом числе ремонтируемых аккумуляторов
для приготовления
электролита
применяют механизированные установки.
Регенерация
электролита. Старый
электролит, вылитый из аккумуляторов,
в случае необходимости можно подвергнуть
регенерации, т.е. освободить от карбонатов
и снова использовать для заливки в
батарею. Регенерация производится путем
осаждения карбонатов гидратом окиси
бария. Для осаждения 1 г карбонатов
требуется 2,8 г окиси бария. Например,
если имеется 200 л электролита с содержанием
70 г/л карбонатов, для их осаждения
требуется взять 200х70х х2,8 = 39000 г, или 39
кг гидрата окиси бария. Рассчитанное
количество гидрата окиси бария
растворяют в воде, нагретой до 80-90°С, и
выливают в электролит, тщательно его
перемешивая. Раствору дают отстояться
в течение 12-15 ч, после чего осветленную
часть сливают и проверяют содержание
в ней карбонатов, которое не должно
превышать 10 г/л. При благоприятных
результатах анализа в электролит
добавляют моногидрат едкого лития,
доводят плотность до необходимого
значения и заливают электролит в
аккумуляторы.
Приготовление
подщелоченной воды. Для получения
подщелоченной воды в бак с
дистиллированной водой загружают
твердую щелочь из расчета 5-10 г на 1 л
воды или заливают электролит плотностью
1,19-1,21 г/см3из расчета 25-50 см3на 1 л воды. Подщелоченная вода отстаивается
в течение суток, после чего осветленную
ее часть используют для приготовления
электролита для доливки аккумуляторов.
Аккумуляторы
новые и те, которые ремонтировались со
вскрытием корпуса, формуют; остальныеаккумуляторы подвергают только одному
тренировочному зарядно-разрядному
циклу.
Заливка
аккумуляторов. Отремонтированные
щелочные аккумуляторы устанавливают
на стеллажи из дубовых досок со
щелочестойким покрытием или из
кирпичей, облицованных керамической
плиткой. Размеры стеллажа должны
быть такими, чтобы на нем могли разместиться
две батареи — по одной на каждой стороне.
Для предотвращения замыканий
аккумуляторов стеллаж выполняют
ступенчатым и каждую группу из 20-22
аккумуляторов устанавливают на разных
уровнях на некотором расстоянии друг
от друга. Над стеллажами размещается
вытяжной вентиляционный короб.
Установленные
батареи заливают заранее приготовленным
электролитом. При заливке электролита
в аккумуляторы, подвергавшиеся промывке,
плотность его несколько увеличивают.
Через 3—6 ч после заливки она снизится
до нормы, так как вода, оставшаяся в
порах пластин, разбавит электролит.
Потребное количество электролита до
зируется автоматическим краном или
дозатором. Заполненные электролитом
аккумуляторы тщательно протирают.
Формовка
аккумуляторов. В зависимости от типа
щелочные аккумуляторы выпускаются
залитыми электролитом или не залитыми
им. Для подготовки к первому заряду не
залитые электролитом аккумуляторы
делятся на группы в зависимости от
величины э.д.с. Если
э.д.с.
не залитых аккумуляторов ниже 0,7 В, то
для приведения их в рабочее состояние
необходимо провести 5-6 зарядно-разрядных
циклов. Если же э.д.с. аккумуляторов
более 0,7 В, то для этого достаточно
2-3 цикла. После разделения на группы
аккумуляторы заливают электролитом
температурой не выше -30°С и оставляют
для пропитки активной массы электродов
на несколько часов. Перед постановкой
аккумуляторов на первый заряд необходимо
проверить наличие напряжения на каждом
из них. Если напряжение окажется равным
нулю, то такие аккумуляторы ставить на
заряд нельзя.
Нормальным
зарядным током для никель-железных и
никель- кддмиевых аккумуляторов принят
ток, численно равный обычно 0,25 Q
,
в
течение установленного времени или
приведенный в табл. 14.5.
За
время первого заряда, который длится
обычно 12 ч, аккумуляторам сообщается
емкость, равная 3 QH0U—Такой усиленный заряд спо-
Таблица14.5
|
Режимы |
Ступени |
Аккумулятор |
|||
|
ТНЖ-250 |
ТНЖ-350 |
13К375Н |
9156.33 |
||
|
Тренировочные |
I |
63/12 |
90/12 |
94/6 |
16/75 |
|
циклы: |
II |
— |
— |
47/6 |
— |
|
первый |
I |
50/5 |
70/6 |
75/4 |
75/5 |
|
второй |
I |
63/12 |
90/12 |
80/6 |
75/8 |
|
второй |
I |
50/5 |
70/3 |
75/4 |
75/3 |
|
Контрольный |
|||||
|
заряд |
I |
63/7 |
90/6 |
80/6 |
75/8 |
|
разряд |
I |
50/5 |
70/5 |
75/4 |
75/5 |
|
Напряжение |
|||||
|
аккумуляторов, |
|||||
|
номинальное |
— |
1,25 |
1,25 |
1,33 |
1,33 |
|
минимально |
— |
1.0 |
1,0 |
1,0 |
1,0 |
|
допустимое |
|||||
|
разряде |
|||||
|
Примечания. |
— |
собствует
повышению срока службы аккумулятора и
увеличивает емкость обеих пластин.
После окончания заряда аккумуляторы
включаются на разряд постоянным по
величине током. При первом разряде
аккумулятор обычно не способен отдать
номинальную емкость, критерием
окончания разряда является минимально
допустимое напряжение. Поэтому в конце
разряда напряжение на аккумуляторах
должно контролироваться не реже
одного раза в 15 мин. Если у 5-6 аккумуляторов
напряжение достигнет 1 В, разряд прекращают
независимо от его продолжительности.
Температура электролита во время разряда
не должна превышать 35°С. При втором
тренировочном цикле аккумуляторам
снова сообщают емкость 3 6Н0М,аРазРяД проводят так же, как
при первом цикле. Третий цикл является
контрольным. В результате его проведения
определяется величина емкости, которой
обладают аккумуляторы. При третьем
цикле заряд проводится приблизительно
той же величиной тока, что и при первых
двух, но аккумулятору сообщается емкость,
равная примерно 1,5QH0M—Контрольный разряд проводится до
достижения аккумуляторами минимально
допустимого напряжения 1 В. При этом
фиксируется время разряда или емкость,
отданная аккумуляторам счетчиком
ампер-часов.
Общее
время приведения в действие аккумуляторов
может колебаться от 45 до 90 ч. После
проведения каждого зарядного и разрядного
режимов необходимо делать перерывы
продолжительностью 1-1,5 ч для охлаждения
аккумуляторов. Если температура
электролита превышает -35°С, следует
прервать режим и дать аккумуляторам
охладиться.
Аккумуляторы,
которые после контрольного цикла отдают
при разряде более 80% номинальной емкости
и напряжение которых составляет не
менее 1 В, могут быть введены в эксплуатацию;
аккумуляторы с меньшей емкостью и
напряжением подвергаются еще двум
тренировочным циклам.
Заряд
после ремонта. Заряд аккумуляторов,
которые подвергались ремонту со вскрытием
корпуса, осуществляется так же, как и
новых. Если при ремонте корпус не
вскрывался, то аккумулятор подвергают
одному тренировочному зарядно-разрядному
и контрольному циклам. Как правило, в
цехе одновременно заряжается несколько
батарей, к которым сверх обычного
количества аккумуляторов добавляют
еще по 3—4 однотипных аккумулятора из
числа отремонтированных заранее.
Такой
порядок позволяет иметь резервные
заряженные аккумуляторы различных
характеристик (по емкости и сроку службы)
для подмены неисправных аккумуляторов
в батареях, проходящих периодический
и текущий ремонты. При контрольном цикле
заряженная батарея разряжается; при
этом записывают емкость и конечное
напряжение каждого аккумулятора с
тем, чтобы можно было укомплектовать
батареи из равноценных аккумуляторов.
Аккумуляторы с конечным напряжением
выше 1,1 В комплектуются в одну группу,
а с напряжением от 1,1 до 1 В — в другую
группу. После этого производится
окончательный заряд батареи. Батареи
после ремонта должны отдавать не менее
80% номинальной емкости.
Номинальный
и ускоренный заряды. В эксплуатации
щелочные аккумуляторные батареи заряжают
нормальным током. Так, батареи, составленные
из аккумуляторов ТНЖ-250, заряжают током
63А в течение 6 ч, а из ТНЖ-350 — током 90А в
течение 5,3 ч. один раз в 3 месяца щелочные
батареи, находящиеся в эксплуатации,
следует заряжать током, численно равным
0,2 QmMв течение 12 ч.
В
особых случаях, когда не представляется
возможным осуществить нормальный
заряд, батарею можно подвергнуть
ускоренному заряду. Первые 2,5 ч заряд
ведут усиленным током, равным по величине
0,5 <2ном, т.е. для батарей,
составленных из аккумуляторов ТНЖ-250
током 125 А, а из аккумуляторов ТНЖ-350 —
током 175 А. Затем зарядный ток снижают
вдвое еще раз и проводят разряд в течение
2 ч. При ускоренном заряде процесс длится
не 6, а 4,5 ч и аккумуляторам сообщается
не 150%, а 175% номинальной емкости. Это
объясняется тем, что при больших токах
заряд протекает менее эффективно. Однако
увеличение зарядного тока вызывает
повышение температуры электролита
и приводит к сокращению срока службы
аккумуляторов, поэтому ускоренный режим
заряда применяется в исключительных
случаях. В зимних условиях при температуре
окружающего воздуха ниже -10°С его
применять запрещается.
Определение
состояния пластин путем измерения их
потенциалов. Чтобы выяснить какие
пластины железоникелевого аккумулятора
служат причиной уменьшения его емкости
и недопустимого уменьшения напряжения
при разряде (менее 1 В), измеряют потенциалы
обеих пластин с помощью цинкового
электрода. Для этого электрод в
изоляционной втулке вставляют в горловину
разряженного аккумулятора при токе
разряда порядка 30 А и соединяют вольтметр
с двусторонней шкалой на 3 В поочередно
между электродом и каждым из выводов
аккумулятора. При исправных пластинах
напряжение между электродом и отрицательным
выводом не более 0,65 В. Измерения
производят при напряжении на
аккумуляторах не менее 0,8 В, при меньших
напряжениях снижается точность измерений.
Аккумуляторы с напряжением, не
соответствующим указанному, подвергают
обработке сернистым натрием, а если это
не приводит к желаемому результату —
пластины соответствующего полублока
подлежат замене.
Кислотные
аккумуляторные батареи. Процесс
разборки кислотного аккумулятора
несложен. Специальным ножом удаляют
мастику из-под крышек банок и в зависимости
от конструкции батареи снимают крышки
отдельно или вместе с полублоками
пластин. Вынутые полублоки разъединяют,
ставят в ванну из диэлектрического
материала и промывают дистиллированной
водой. При разборке стартерного
аккумулятора до снятия крышки надо
удалить перемычки, припаянные к выводным
штырям.
Из
банок, смонтированных в деревянном
ящике (осветительная батарея) или в
эбонитовом корпусе (стартерная батарея),
выливают электролит и тщательно
удаляют осадок. Следует помнить, что
удаление осадка из банки кислотного
аккумулятора производят только после
изъятия по- лублоков, иначе шлам со дна
в момент опрокидывания банки может
застрять в сепараторах и замкнуть
между собой пластины. Тогда аккумуляторный
элемент окажется испорченным, так как
из-за короткого замыкания произойдет
саморазряд и сульфатация поверхности
пластин.
Промытые
полублоки тщательно осматривают и
отбирают пластины, у которых осыпалась
активная масса. Полублоки считают
годными для дальнейшего использования,
если на решетках пластин нет видимых
повреждений, активная масса твердая,
без отслоений, прочно держится в
решетке и на отрицательных пластинах
имеет светлосерый цвет, площадь
осыпавшихся ячеек положительной пластины
не превышает 5% ее поверхности, а
отрицательной пластины — 7%.
Если
в полублоках обнаружены годные и негодные
пластины, то их разбирают и из годных
пластин комплектуют новые полублоки.
Годные для повторного использования
пластины выправляют под прессом. Можно
комплектовать полублоки из старогодных
и новых пластин, получаемых в качестве
запасных частей. Чаще всего так комплектуют
полублоки положительных пластин, срок
службы которых значительно меньше,
чем отрицательных.
Разрозненные
пластины соединяют в полублоки по
специальной технологии с использованием
соответствующей оснастки. Пайку свинцовых
гребенок можно вести только в нейтральной
среде, поэтому ремонтный участок
оборудуют генератором водорода.
Кислотный
электролит получают смешиванием в
определенной пропорции дистиллированной
воды и аккумуляторной серной кислоты.
Качество обоих компонентов должно
отвечать требованиям соответственно
ГОСТ 6709-72 и ГОСТ 667-73.
Приготовив
электролит, проверяют и корректируют
его плотность с помощью специального
прибора — ареометра, градуированного
при 20°С. Во время замера ареометр должен
свободно плавать на поверхности
электролита, не касаясь стенок колбы.
В зависимости от фактической температуры
проверяемого электролита вносят поправку
в показания ареометра с помощью
специальной табл. 14.6.
Зимой
плотность электролита делают несколько
выше (1,25- 1,27 г/см3), чем летом
(1,19-1,21 г/см3). Это способствует
сохранению емкости аккумуляторов,
уменьшающейся при низкой температуре
окружающей среды, и препятствует
замерзанию электролита. Летом
плотность электролита делают меньшей
с учетом испарения воды.
Количество
дистиллированной воды и раствора серной
кислоты плотностью 1,4, необходимое для
приготовления 1 л электролита требуемой
плотности, определяется по табл. 14.7.
Отремонтированные
аккумуляторы транспортируют в зарядное
помещение, устанавливают на стеллажи,
соединяют в батареи и заливают
Таблица14.6
|
Плотность серной кислоты, г/см3 |
Количество, |
Плотность |
Количество, |
||
|
Воды |
Серной кислоты |
Воды |
Серной кислоты |
||
|
1,83 |
0,59 |
0,41 |
1,68 |
0,44 |
0,56 |
|
1,82 |
0,57 |
0,43 |
1,66 |
0,42 |
0,58 |
|
1,81 |
0,56 |
0,44 |
1,64 |
0,40 |
0,60 |
|
1,80 |
0,55 |
0,45 |
Таблица14.7
|
Требуемая |
Количество, |
Требуемая |
Количество, |
||
|
Воды |
Раствора |
Воды |
Раствора |
||
|
1,320 |
0,224 |
0,776 |
1,250 |
0,412 |
0,588 |
|
1,310 |
0,254 |
0,746 |
1,241 |
0,432 |
0,568 |
|
1,300 |
0,280 |
0,720 |
1,231 |
0,461 |
0,539 |
|
1,290 |
0,308 |
0,692 |
1,200 |
0,530 |
0,485 |
|
1,280 |
0,336 |
0,664 |
1,120 |
0,731 |
0,269 |
|
1,270 |
0,306 |
0,640 |
1,110 |
0,754 |
0,246 |
|
1,260 |
0,286 |
0,614 |
1,100 |
0,778 |
0,222 |
заранее
приготовленным электролитом. Аккумуляторы,
у которых заменялись пластины,
подвергают формовке и нормальному
заряду. Батареи, которые ремонтировались
без замены пластин, подвергают только
нормальному заряду с обязательным
устранением сульфатации.
Заливка
батарей. В помещениях для заряда кислотных
аккумуляторов обычно устанавливают
стеллажи, изготовленные из деревянных
дубовых брусьев, окрашенных кислотоустойчивой
краской. Длина стеллажа определяется,
в основном, размерами зарядных помещений,
но для удобства работы на нем должны
помещаться одна батарея и 3-4 аккумулятора.
Установленную
на стеллаж батарею заливают электролитом
соответствующей плотности при
температуре до 30°С, при помощи резинового
шланга с эбонитовым краном. Длину шланга
выбирают такой, чтобы можно было работать
в любом месте зарядного помещения.
Вначале электролит в аккумуляторы
заливают несколько выше установленного
уровня, так как часть его постепенно
впитывается активной массой. Во время
пропитки пластин, которая продолжается
5-6 ч, температура электролита повышается
за счет тепла, выделяющегося при реакциях
серной кислоты с веществами активной
массы. На заряд аккумуляторы можно
ставить только после того, как температура
электролита снизится до 35°С. После
пропитки уровень электролита выравнивают
до нормы. Во избежание сульфатации
пластин нельзя держать незаряженные
аккумуляторы длительное время с
залитым электролитом.
Формировка
аккумуляторов. Новые выпускаемые
заводами аккумуляторы поступают к
потребителям без электролита с
пластинами, заполненными свинцовой
пастой (положительные пластины имеют
серый цвет). В таком состоянии аккумуляторы
лучше сохраняются, так как после
превращения пасты в активную массу
пластины быстро окисляются и подвергаются
сульфатации. Поэтому перед вводом новых
батарей в эксплуатацию их формируют,
т.е. подвергают нескольким тренировочным
зарядно-разрядным циклам. Процесс
введения кислотных аккумуляторов в
эксплуатацию занимает длительное время
(100-200 ч), причем он должен быть непрерывным.
Особое внимание уделяется первому
заряду, так как его правильное проведение
во многом определяет дальнейшую
работу батареи. В процессе изготовления
и хранения аккумуляторов губчатый
свинец отрицательных пластин окисляется.
При заливке аккумуляторов окисленная
часть вступает в химическую реакцию с
электролитом. В результате этого
образуется крупнокристаллический
сульфат свинца, сильно увеличивающий
внутреннее сопротивление аккумулятора.
Во время первого заряда таких аккумуляторов
резко повышается температура электролита.
Для предотвращения этого первый
заряд проводится пониженным током по
сравнению с последующими зарядами. При
этом батарее сообщается 600-900% номинальной
емкости. Продолжительность первого
заряда указывается в правилах эксплуатации
аккумуляторных батарей ориентировочно
в зависимости от срока хранения батарей.
В значительной степени на нее влияет
окружающая температура.
При
первом заряде батарей, хранившихся
недолго, напряжение аккумуляторов
постепенно повышается и достигает своей
нормальной величины лишь в конце заряда.
Напряжение отдельных аккумуляторов
долго хранившихся батарей в начале
заряда держится слишком высоким, затем
в течение первых 3-4ч понижается, после чего начинает
медленно повышаться. В конце заряда
напряжение, как правило, на 0,1-0,2 В меньше,
чем при заряде аккумуляторов, не
подвергавшихся хранению. Зарядно-разрядные
режимы кислотных аккумуляторов
приведены в табл. 14.7.
Зарядный
ток подводят к аккумуляторам от агрегатов
зарядной станции по кабелю; в зарядном
помещении не должно быть никакого
электрического оборудования и
электрических контактов (разъемов),
кроме контактов самих аккумуляторов.
Заряд начинают током I ступени и ведут
в течение указанного в табл. 40 времени
или до достижения напряжения 2,4 В у
большинства (80%) аккумуляторов. После
этого делают перерыв на 1-2 ч, чтобы
уменьшилась температура электролита,
зарядный ток снижают до величины II
ступени в течение указанного в табл. 14
времени или продолжают заряд током II
ступени до тех пор, пока напряжение
на каждом аккумуляторе на протяжении
последних 2 ч заряда не останется
постоянным и равным 2,6-2,7 В; плотность
электролита перестанет повышаться и
начнется сильное газовыделение
(аккумулятор «кипит»). Только при наличии
всех этих трех признаков можно прекратить
заряд.
Заканчивая
первый заряд, не следует корректировать
плотность электролита, так как она может
измениться при последующих зарядах.
Новые аккумуляторы заряжаются полностью
только после нескольких тренировочных
зарядно-разрядных циклов. Однако для
установки новой батареи на вагон нет
необходимости тренировать ее до
достижения номинальной емкости.
Достаточно 2-3 циклов при условии, что
после них батарея отдает не менее 80-85%
номинальной емкости. Первый тренировочный
цикл проводится через 2 ч после окончания
первого заряда, за это время батарея
остывает. При тренировочном цикле разряд
ведется током, указанным в табл. 14.4, в
течение установленного времени или
до тех пор, пока напряжение на одном из
аккумуляторов батареи не достигнет
конечного значения 1,7-1,8 В. При разряде
батареи следят за каждым аккумулятором,
записывая в журнал, а также на торцовых
стенках или крышке аккумулятора
напряжение, плотность электролита
и емкость батареи (произведение разрядного
тока на время разряда до достижения
кислотным аккумулятором напряжения
(1,7- 1,8 В)). Такой порядок позволяет
подбирать в батарею равноценные по
емкости аккумуляторы. В конце разряда
напряжение аккумуляторов измеряют
чаще, чтобы не разрядить ни один из
аккумуляторов ниже предельного напряжения
(1,7-1,8 В). По окончании разряда батарея
остывает в течение 2 ч и ее ставят на
второй заряд. Если по какой-либо причине
заряд не может быть начат через 2 ч после
окончания разряда, принимают меры к
тому, чтобы батарея находилась в
разряженном состоянии минимальное
время, во всяком случае не более 12 ч,
иначе может произойти сульфатация
пластин. Второй и все последующие
тренировочные заряды проводятся
токами, указанными в табл. 14.7, с соблюдением
тех же требований к плотности и температуре
электролита, что и при первом заряде. В
процессе заряда наблюдают за напряжением
отдельных аккумуляторов и уровнем
электролита. После второго и каждого
последующего тренировочного цикла
заряд батареи в Ампер- часах должен быть
примерно на 15-20% больше величины емкости,
снятой при предшествующем разряде.
После
второго заряда батарею снова разряжают
током, указанным в табл. 14.5 (второй
тренировочный разряд). Такие заряды и
разряды ведут до тех пор, пока емкость
батареи, измеренная при ее контрольном
разряде, не будет составлять после
второго тренировочного цикла не менее
80%, а после третьего — не менее 85%
гарантированной емкости. Во избежание
сульфатации перерывы между разрядом и
последующим зарядом не должны превышать
2 ч.
Для
сравнения полученной при разряде емкости
с номинальной, указанной в табл. 14.2,
ее следует привести к температуре 30°С
по формуле
<230=б/(1+0,008
(г-30)),
где
Qt
и
б30
— фактическая емкость, полученная при
средней температуре разряда, и емкость
при 30°С;
0,008 — температурный
коэффициент емкости.
Корректировка
плотности и уровня электролита в
аккумуляторах. После
окончания тренировочных циклов и полного
заряда батареи корректируют плотность
и уровень электролита. Для корректировки
применяют раствор серной кислоты
плотностью 1,4г/см3или дистиллированную
воду. Плот- носгь электролита корректируют
после того, как все аккумуляторы батареи
полностью зарядятся, а уровень электролита
в них будет доведен до нормальной
величины, эту операцию производят не
отключая батарею от зарядного
агрегата. Часть электролита отсасывают
из аккумулятора резиновой грушей, а
взамен добавляют такое же количество
дистиллированной воды или раствора
серной кислоты. После каждой доливки
воды для перемешивания электролита
аккумуляторы заряжают в течение 30 мин
и проверяют плотность электролита.
Колебания откорректированной плотности
электролита в отдельных аккумуляторах
не должны превышать 0,005. Корректировать
плотность электролита нужно с учетом
поправки на температуру. Каждый
заряженный аккумулятор протирают,
смазывают зажимы техническим вазелином
и по окончании газовыделения, но не
ранее, чем через 3 ч после конца заряда,
в аккумуляторы вставляют пробки.
Заряд
аккумуляторов после ремонта. Аккумуляторы,
подвергшиеся полной разборке с
заменой пластин, заряжают так же, как и
новые. Если при ремонте аккумуляторов
пластины не заменялись, заряд осуществляют,
как при проведении зарядно-разрядных
тренировочных циклов. После этого
отремонтированные аккумуляторы должны
отдавать при контрольном разряде не
менее 80% номинальной емкости. Обычно
к батарее присоединяют три-четыре
аккумулятора из числа отремонтированных.
Это позволяет подбирать в батарею
равноценные по емкости и степени износа
аккумуляторы, а дополнительные,
установленные в зарядную цепь, использовать
для замены неисправных элементов в
эксплуатируемых батареях.
-
Техника
безопасности при ремонте электрического
оборудования
К
ремонту и производству профилактических
работ в электроустановках подвижного
состава допускают лиц, прошедших обучение
и выдержавших испытания квалификационной
комиссией при назначении на должность,
а также проходящие обучение периодически
в сроки, установленные МПС.
Во
время проверки исправности электрических
машин категорически запрещается
проводить работы одним работником,
производить подсоединение проводов,
проверять схемы под напряжением.
Испытывать электрические машины
необходимо в диэлектрических перчатках,
под ногами должен быть резиновый коврик.
Поражение
электрическим током возможно не только
при непосредственном соприкосновении
с токоведущими частями, находящими ся
под напряжением, но и с металлическими
конструкциями, случайно оказавшимися
под напряжением. Ремонт электрического
оборудования можно производить
только при снятом напряжении сети. До
начала ремонта необходимо снять с
ремонтируемого участка сети или аппарата
напряжение;
на выключателях вывесить плакат «Не
включать. Работают люди» и заземлить.
Испытания
на электрическую прочность обмоток
электрических машин и аппаратов
необходимо производить в специальных
помещениях, имеющих
защитные блокировки.
Проверку
характеристик аппаратов необходимо
производить на стендах, имеющих защитное
ограждение.
Работы
по ремонту электрооборудования проводить
в головном уборе, в застегнутой одежде
с применением защитных средств.
Рабочее
место, предназначенное для ремонта
электрооборудования, должно содержаться
в чистоте и порядке.
Электрические
дрели, гайковерты и другой инструмент
можно применять только при условии
полной его исправности и напряжением
не свыше 36 В. Если инструмент рассчитан
на напряжение 220 В, то им можно пользоваться
только при надежном заземлении его
корпуса. В этом случае необходимо
использовать диэлектрические калоши
или резиновые коврики.
Заменять
предохранители допускается только
типовыми предохранителями при
отключенном напряжении. Токоведущие
части предохранителей, выключателей,
рубильников, шин, зажимов генераторов,
электродвигателей должны постоянно
закрываться щитами.
Пуск
электродвигателя или включение
электрического аппарата после ремонта
или осмотра можно производить только
после тщательной проверки всей
установки.
Работы,
связанные с подъемом или перемещением
наиболее крупногабаритных электрических
машин, поручают специализированным
такелажным бригадам.
Чалочные
приспособления (стропы, траверсы,
захваты) должны иметь паспорт с
техническими данными и указаниями
последнего срока испытания и
соответствовать массе поднимаемого
груза. При строповке электрических
машин или их узлов следует проявлять
особую осторожность, чтобы не повредить
сердечники, обмотки, контактные кольца,
коллекторы и другие элементы. При
строповке груза необходимо следить
затем, чтобы стропы не перекручивались.
Перед
подачей сигнала о подъеме следует
убедиться, что груз ничем не удерживается
и не может за что-либо зацепиться при
подъеме.
Затем
подают команду на подъем. После натяжения
строп необходимо проверить правильность
их положения и удостовериться, что груз
не перевернется. При неправильном
положении груза следует немедленно
остановить подъем, опустить груз и
произвести перестроповку.
Грузовой
крюк перед началом подъема должен
находиться над центром тяжести
поднимаемого груза. Категорически
запрещается во избежание несчастных
случаев и повреждения груза перемещать
груз при наклонном натяжении стропы.
При
горизонтальном перемещении груза на
высоте, не превышающей рост человека,
необходимо сопровождать груз до места
с целью предотвращения его опрокидывания
или сползания.
При
ремонте аккумуляторных батарей приходится
работать со свинцом и его соединениями.
Свинцовая пыль вредна для организма
человека.
Вдыхание
паров серной кислоты раздражает слизистую
оболочку дыхательных путей и вызывает
рвоту. Попадание серной кислоты на глаза
приводит к сильным ожогам и потере
зрения. Кроме того, серная кислота
разрушает обувь и одежду.
При
зарядке аккумуляторных батарей выделяется
водород, который в смеси с кислородом
образует гремучий газ. Этот газ может
взорваться от искры.
Для
избежания скопления газа помещение
должно быть оборудовано приточно-вытяжной
вентиляцией с обязательным устройством
вытяжки на каждом рабочем месте, где
выполняются производственные операции.
Скорость всасывания воздуха в приемных
отверстиях вытяжных устройств должна
быть 1,5-4 м/с, вентиляция должна обеспечивать
в помещении шести-, восьмикратный обмен
воздуха в 1 ч.
Уборку
помещений рабочих мест необходимо
производить ежедневно путем смывания
свинцовой пыли и электролита. Стены,
потолки, карнизы, окна и воздуховоды
необходимо тщательно протирать влажными
тряпками не реже одного раза в десять
дней.
Устранять
неисправности в аккумуляторных батареях
необходимо так, чтобы не вызывать
короткого замыкания элементов.
При
приготовлении электролита серную
кислоту следует лить в дистиллированную
воду, а не наоборот, транспортировать
аккумуляторные батареи с завернутыми
пробками.
Работать
с аккумуляторными батареями следует
только в резиновых перчатках,
прорезиненном фартуке и в защитных
очках.
Рабочие
должны соблюдать личные меры
предосторожности и гигиены: чаще мыть
руки и лицо; хранить и принимать пищу
только в специально отведенном для
этого помещении.
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
РАСПОРЯЖЕНИЕ
от 28 декабря 2017 г. N 2773р
ОБ УТВЕРЖДЕНИИ РУКОВОДСТВА «ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ
ПАССАЖИРСКИХ ВАГОНОВ ЛОКОМОТИВНОЙ ТЯГИ. РУКОВОДСТВО
ПО РЕМОНТУ» ЛВ1.0018 РК
В целях повышения качества ремонта электрического оборудования пассажирских вагонов локомотивной тяги:
1. Утвердить прилагаемое руководство «Электрическое оборудование пассажирских вагонов локомотивной тяги. Руководство по ремонту» ЛВ1.0018 РК (не приводится).
2. Ввести в действие ремонтный документ «Электрическое оборудование пассажирских вагонов локомотивной тяги. Руководство по ремонту» ЛВ1.0018 РК после присвоения литеры РО1, в соответствии с требованиями ГОСТ 2.602-2013 «Единая система конструкторской документации. Ремонтные документы» с внесением изменения в ремонтный документ.
3. Контроль за исполнением настоящего распоряжения возложить на главного инженера Департамента управления бизнес-блоком «Пассажирские перевозки» ОАО «РЖД» В.П. Аристова.
Директор ОАО «РЖД»
по пассажирским перевозкам
Д.В.ПЕГОВ
20 Ремонт электрооборудования
20.1 Организация деповского ремонта электрооборудования
20.1.1 Ремонт электрооборудования должен производиться на вагоноремонтных предприятиях, имеющих специализированные ремонтные отделения, цеха, участки, оснащенные необходимым оборудованием, инструментом и материалами.
20.1.2 Выбор ремонтного оборудования должен производиться в соответствии с требованиями типового технологического процесса ремонта электрооборудования пассажирских вагонов, с «Положением о цехе по ремонту электрического и холодильного оборудования пассажирских вагонов на вагоноремонтном заводе» 14-3777 ПКТБв, с регламентом технической оснащенности, а также рекомендациями завода-изготовителя.
Производственно-технологическое оборудование, используемое при ремонте электрооборудования пассажирских вагонов, должно быть сертифицировано и аттестовано в соответствии с требованиями нормативных документов.
20.1.3 Объем работ при выполнении деповского ремонта должен быть определен в зависимости от технического состояния конкретного изделия электрического оборудования, определяемого в процессе его дефектации.
20.1.4 Перед проведением дефектации и ремонта изделия электрооборудования пассажирского вагона необходимо его очистить от грязи, снега, пыли.
20.1.5 Ремонт и испытания электрооборудования должны производиться в соответствии с утвержденным технологическим процессом с обязательным соблюдением требований и рекомендаций завода-изготовителя, требований документа «Электрическое оборудование пассажирских вагонов. Руководство по ремонту» 030 ПКБ ЦЛ-03 РК и настоящего Руководства.
20.1.6 При ремонте электрооборудования пассажирских вагонов необходимо применять материалы и комплектующие изделия, рекомендованные заводом-изготовителем ремонтируемого изделия.
20.1.7 Все отремонтированное и новое электрооборудование перед установкой на вагон должно выдержать стендовые испытания в объеме, указанном в настоящем Руководстве, если объем испытаний нового электрооборудования не оговорен особо.
Отремонтированное электрооборудование, не выдержавшее испытаний, подлежит повторному ремонту или замене новым.
Новое электрооборудование, не выдержавшее испытаний, должно рекламироваться в установленном порядке заводу-изготовителю.
20.1.8 После монтажа электрооборудования на вагон должна быть проверена работа электрооборудования на вагоне.
20.1.9 В случае, если в настоящем Руководстве не указаны требования к испытаниям отремонтированного электрооборудования, испытания производить в соответствии с требованиями технических условий, руководств по эксплуатации на конкретное устройство, инструкций заводов-изготовителей.
20.1.10 Измерительные приборы, инструменты и устройства, применяемые при ремонте и испытаниях электрического оборудования, должны подвергаться периодической поверке в установленные сроки в соответствии с ПР 50.2.006-94 и содержаться в исправности.
20.1.11 На основании настоящего Руководства, документа «Электрическое оборудование пассажирских вагонов. Руководство по ремонту» 030 ПКБ ЦЛ-03 РК и действующей ремонтной документации на конкретное изделие на заводе или в депо должен быть разработан технологический процесс с учетом местной организации ремонта и имеющегося оборудования и технологической оснастки. В технологическом процессе требования к проверяемым параметрам должны соответствовать технической документации на изделие и настоящему Руководству.
20.1.12 Действующей документацией на ремонт узлов вагонного электрооборудования считается ремонтная документация, утвержденная установленным порядком, а при ее отсутствии — инструкции заводов-изготовителей.
20.1.13 При ремонте электрооборудования необходимо применять материалы и комплектующие изделия, рекомендованные заводом-изготовителем ремонтируемого изделия.
20.1.14 Материалы, полуфабрикаты, запасные части и комплектующее оборудование, применяемые при ремонте электрооборудования, должны иметь сертификат соответствия или технический паспорт и соответствовать действующим стандартам и техническим условиям.
20.1.15 Испытательные и ремонтные стенды, устройства и приспособления должны иметь соответствующие паспорта и инструкции по эксплуатации.
20.1.16 Ремонт электрооборудования в период гарантийного срока должен производить завод-изготовитель или специализированное предприятие, осуществляющее сервисное обслуживание.
20.1.17 Результаты испытаний электрических машин, регулирующей и защитной аппаратуры, аккумуляторных батарей, электропроводки, а также результаты дефектоскопии деталей и узлов электрооборудования должны отражаться в журналах учета испытаний электрооборудования по формам, приведенным в Приложении Д Руководства по ремонту 030 ПКБ ЦЛ-03 РК.
20.1.18 При направлении вагона в ремонт должна быть сделана отметка в паспорте вагона о высылке журнала формы ВУ-8, при отправлении вагона из ремонта предприятие, проведшее ремонт вагона, должно сделать отметку в паспорте вагона о высылке журнала.
Материал приурочен к дате: 1982-10-05
Прочие материалы относящиеся к: Дате 1982-10-05 Материалы за: Год 1982
Автор:
Утверждаю
Заместитель Министра
путей сообщения
Б.Д.НИКИФОРОВ
5 октября 1982 г. N ЦТВР/4099
Согласовано
Заместитель Начальника
Главного управления
вагонного хозяйства МПС
Г.И.ОСАДЧУК
4 января 1982 года
Заместитель Начальника
Главного управления
по ремонту подвижного
состава и производству
запасных частей
В.Н.ПАЩЕНКО
31 марта 1981 года
Заместитель Начальника
Главного управления
материально-технического
обеспечения МПС
А.В.ШАРОЙКО
29 апреля 1981 года
Начальник ПКТБ по вагонам
В.А.МАМОНТОВСКИЙ
24 марта 1981 года
Заместитель директора
Всесоюзного научно-исследовательского
института железнодорожного транспорта
В.Г.ИНОЗЕМЦЕВ
21 мая 1981 года
Срок действия
с 1 января 1983 года
до 31 декабря 1987 года
Взамен
«Правил» ЦВ/2120 (главы XIV — XX,
XXII электрооборудование, XXIV)
и «Технических указаний»
ТУ-001-Вт ПКТБ ЦТВР
ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ ПАССАЖИРСКИХ ВАГОНОВ
РУКОВОДСТВО ПО КАПИТАЛЬНОМУ РЕМОНТУ
1. ОБЩИЕ ТРЕБОВАНИЯ НА РЕМОНТ
ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ ПАССАЖИРСКИХ ВАГОНОВ
Настоящее Руководство устанавливает требования на ремонт электрического оборудования при всех видах ремонта пассажирских вагонов на заводах, в том числе на ремонт электрооборудования вагонов международного сообщения.
При ремонте электрического оборудования служебных и служебно-технических вагонов, вагонов-дизель-электростанций, а также других вагонов специального назначения, кроме настоящего Руководства, необходимо пользоваться действующей ремонтной документацией на ремонт специального электрооборудования этих вагонов.
Изменение требований настоящего Руководства производит ПКТБ по вагонам ЦТВР с разрешения Главного управления по ремонту подвижного состава, согласованного с Главным управлением вагонного хозяйства, а по вопросам, требующим затрат материально-технических ресурсов, — с Главным управлением материально-технического обеспечения.
Извещения об изменении настоящего Руководства выпускаются ПКТБ по вагонам. Извещения вагоноремонтным заводам рассылает ПКТБ по вагонам ЦТВР, а вагонным депо рассылает ПКБ ЦВ.
1.1. Основные положения
1.1.1. Особенности требований при деповском ремонте электрооборудования на заводах (ДР) приведены в разделе 9, при капитальном ремонте-2 (КР-2) в разделе 10, в остальных разделах указаны требования на капитальный ремонт-1 (КР-1).
1.1.2. Электрическое оборудование должно ремонтироваться в соответствии с нормами допусков и износов, приведенными в настоящем Руководстве. Отремонтированное электрооборудование должно безотказно работать в течение установленного гарантийного срока при условии нормальной эксплуатации.
1.1.3. В случаях, когда отдельные нормы износов и требования к ремонту деталей и узлов не отражены в настоящем Руководстве, начальнику ремонтного предприятия (главному инженеру) совместно с начальником ОТК предоставляется право под их личную ответственность самостоятельно решать эти вопросы, исходя при этом из технической целесообразности и обеспечения гарантийного срока работы электрического оборудования и руководствуясь действующими стандартами, чертежами и указаниями МПС.
1.1.4. Замена импортного электрооборудования на отечественное производится по согласованию с ЦВ.
1.1.5. Материалы, полуфабрикаты, запасные части и комплектующее оборудование, применяемые при ремонте электрооборудования, должны иметь сертификат или технический паспорт и соответствовать действующим стандартам и техническим условиям.
1.1.6. Демонтаж электрооборудования с вагона и его монтаж на вагон должны производиться без повреждения элементов электрооборудования, вагонных конструкций и электропроводки.
1.1.7. Действующей документацией на ремонт узлов вагонного электрооборудования считается ремонтная документация, утвержденная или согласованная ЦТВР, а при ее отсутствии — инструкции завода-изготовителя.
1.2. Испытания электрооборудования
1.2.1. Все отремонтированное и новое электрооборудование перед установкой на вагон должно выдерживать стендовые испытания в объеме, указанном в настоящем Руководстве, если объем испытаний нового электрооборудования не оговорен особо.
Отремонтированное электрооборудование, не выдерживающее испытаний, подлежит повторному ремонту или замене новым.
Новое электрооборудование, не выдержавшее испытаний, должно рекламироваться в установленном порядке заводу-изготовителю.
После монтажа на вагон работа электрооборудования должна проверяться в соответствии с требованиями раздела 10 настоящего Руководства.
1.2.2. В случае, если в настоящем Руководстве не указаны требования к испытаниям отремонтированного электрооборудования, испытания производить в соответствии с требованиями специальных ТУ, инструкций завода-изготовителя или указаниями МПС.
1.2.3. Измерительные приборы, инструменты и устройства, применяемые для проверки и испытаний электрического оборудования, должны подвергаться периодической проверке в установленные сроки и содержаться в постоянной исправности.
1.2.4. При проведении испытаний электрической прочности изоляции мощность источника высокого напряжения должна быть не менее указанной в Приложении 7.
1.3. Фиксирование результатов ремонта и испытаний
1.3.1. Результаты испытаний электрических машин, регуляторов напряжения и тока, аккумуляторных батарей, электропроводки, а также результаты дефектоскопии должны отражаться в журналах учета испытаний электрооборудования по форме, указанной в Приложении 1.
Журналы учета испытаний электрического оборудования должны быть прошнурованы и вестись отдельно для электрических машин, регуляторов, аккумуляторных батарей, дефектоскопии. Полностью заполненные журналы должны храниться в ОТК завода до следующего ремонта вагонов 1 объема.
1.3.2. При выпуске вагона из ремонта вагонному депо направляется «Книга учета ремонта электрического и холодильного оборудования пассажирских вагонов» формы ВУ-94, поступившая на завод из вагонного депо при направлении вагона в ремонт.
При направлении вагона в ремонт вагонное депо делает отметку в паспорте вагона о высылке книги ВУ-94, при отправлении вагона из ремонта отметку о высылке книги в паспорте вагона делает вагоноремонтный завод.
1.3.3. В книге ВУ-94 должны быть выполнены вагоноремонтным заводом следующие записи:
а) о замене неисправных, ненормально изношенных или отсутствующих деталей агрегатов или узлов;
б) номер и тип устанавливаемого на вагон агрегата или узла взамен поврежденного или отсутствующего.
1.3.4. Контроль качества ремонта электрического оборудования производится отделом технического контроля. На все электрооборудование, выдержавшее испытания, для которого не ведутся журналы учета, ставится штамп ОТК.
Штамп ОТК должен быть хорошо различим и содержать следующие данные:
а) номер вагона;
б) год ремонта;
в) личный номер контролера ОТК.
2. РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
2.1. Общие положения
2.1.1. Общие требования к ремонту
2.1.1.1. Все электрические машины с вагона снять и направить в отделение по ремонту.
2.1.1.2. Объем работ, выполняемый при ремонте, определяется по результатам дефектации и в соответствии с объемом обязательных работ, указанных в настоящем Руководстве.
2.1.1.3. Все сварочные работы при ремонте электрических машин должны выполняться в соответствии с указаниями действующей инструкции по сварке и настоящего Руководства. Разрешается применение электроконтактной наплавки.
2.1.1.4. Все работы по восстановлению размеров деталей нанесением эластомера ГЭН-150 (В) должны выполняться в соответствии с «Руководством по применению эластомера ГЭН-150 (В) при ремонте локомотивов» 312-ЦТ ТЕН.
2.1.1.5. Все работы по восстановлению размеров деталей электролитическим осталиванием (железнением) производить в соответствии с технологией нанесения гальванопокрытий. Перед осталиванием на восстанавливаемой поверхности устранить все дефекты, поверхность довести до класса чистоты новой детали.
При восстановлении величина припуска на обработку должна быть 0,1 — 0,2 мм. Остальную поверхность обработать шлифованием.
2.1.1.6. Размеры деталей машин, ремонтируемых с восстановлением, должны доводиться до альбомной величины.
2.1.2. Объем обязательных работ при ремонте электрических машин
2.1.2.1. При ремонте должны производиться следующие основные работы:
а) разборка и сборка электрической машины;
б) дефектация электрической машины;
в) снятие подшипников;
г) ремонт механической части якоря (ротора) и статора, вышедших за пределы ремонтных допусков или имеющих повреждения;
д) ремонт обмоток в зависимости от технического состояния;
е) продораживание и шлифовка коллектора или контактных колец;
ж) динамическая балансировка якоря;
з) испытание электрической машины на стенде и ее окраска.
2.1.3. Разборка и дефектация электрических машин
2.1.3.1. Перед разборкой поступившие в ремонт электрические машины обдуть сжатым воздухом.
Обдувку производить в обдувочной камере давлением воздуха (3 — 5) х
5
10 Па.
2.1.3.2. При разборке ротор вынуть из статора, снять щеточный механизм, подшипники.
Необходимость дальнейших разборочных работ (удаление якорной обмотки, снятие полюсных катушек, снятие коллекторов, выпрессовка вала и др.) зависит от технического состояния машины и определяется при дефектации совместно с представителем ОТК.
Замеры посадочных поверхностей генераторов производить в соответствии с требованиями ТУ-009-ЭТ ПКТБ по вагонам.
Методы измерений посадочных поверхностей двигателей должны соответствовать указанным в ТУ-009-ЭТ для генераторов.
2.1.3.3. перед дефектацией детали и узлы электрических машин очистить от грязи и смазки, продуть от пыли в обдувочной камере.
Для якорей с обмотками вместо обдувки рекомендуется промывка в специальной установке четыреххлористым углеродом или хладоном-30.
2.1.3.4. У вала якоря проверить:
а) отсутствие трещин магнитной дефектоскопией;
б) состояние и величины износов посадочных поверхностей под муфту (шкив), подшипники и др.;
в) состояние резьбовых поверхностей и шпоночных канавок.
2.1.3.5. У коллектора или контактных колец проверить:
а) отсутствие почернения, эрозии, выработок на поверхности;
б) отсутствие пробоя изоляции между коллекторными пластинами;
в) диаметр коллектора и контактных колец.
2.1.3.6. У железа сердечника якоря и полюсов проверить:
а) отсутствие сдвига листов сердечника или распушения крайних листов;
б) отсутствие ослабления посадки якорного железа на валу (визуально);
в) отсутствие поджога или выгораний сердечника.
2.1.3.7. Обмотки электрических машин проверить на отсутствие виткового замыкания, на обрыв, на отсутствие замыкания на корпус.
Замерить величину сопротивления изоляции обмоток, не имеющих замыкания на корпус или другой неисправности, требующей перемотки.
2.1.3.8. Проверить состояние и качество пайки коллекторных петушков, отсутствие нарушения пайки или обрыва бандажа и соединительных скобочек.
2.1.3.9. Проверить щеткодержатели на отсутствие подгаров, следов пробоя, механических повреждений.
2.1.3.10. Осмотреть соединительные кабели, проверить состояние их изоляции, пайку и состояние кабельных наконечников.
2.1.3.11. После дефектации определить объемы ремонтных работ и произвести окончательную разборку в соответствии с техническим состоянием электрической машины.
Результаты дефектации генераторов и двигателей мощностью свыше 3 кВт занести в ремонтные листы, предусмотренные «Положением о электроцехе».
2.2. Ремонт деталей и узлов электрических машин
2.2.1. Вал якоря
2.2.1.1. Валы генераторов, а также все вновь изготовленные валы электрических машин проверить в доступных местах на отсутствие трещин магнитной дефектоскопией.
2.2.1.2. Вал выпрессовать и заменить новым, если он имеет трещины, не устранимые проточкой с последующим восстановлением до ремонтного размера, или если его размеры не могут быть восстановлены в соответствии с нормами допусков, указанными в Приложении 3.
Заварка трещин на валах запрещается.
2.2.1.3. Резьбу вала под гайку или болт в торцовой части проверить резьбовым калибром 8-й степени точности. Изношенную резьбу разрешается перенарезать один раз на следующий стандартный размер по отношению к альбомному размеру.
При износе перенарезанной резьбы изношенную резьбу срезать, поверхность наплавить с последующей проточкой или рассверловкой и нарезать по альбомному размеру.
2.2.1.4. Поверхность конуса вала проверить калибром по краске. Площадь прилегания конуса вала к калибру должна быть не менее 65% с равномерным распределением краски на поверхности.
Разрешается зашлифовывать без восстановления задиры, тупые забоины, вмятины на посадочной поверхности, если их площадь не превышает 15% от общей площади посадочной поверхности при глубине не более 0,5 мм.
В случае больших повреждений или при выработке отдельных мест произвести проточку поверхности, если ее размеры не выйдут за пределы норм допусков. В случае невозможности проточки произвести восстановление посадочной поверхности наплавкой или электролитическим осталиванием с последующей механической обработкой.
2.2.1.5. Разрешается восстанавливать изношенные посадочные поверхности вала вибродуговой наплавкой под слоем флюса, в струе защитного газа или порошковой проволокой без последующей нормализации.
2.2.1.6. Перед наплавкой поверхность вала очистить от грязи, ржавчины и обезжирить. Особенно тщательно удалить масло из смазочных отверстий и каналов.
При наличии на поверхности вала плен, вмятин, забоин, задиров глубиной более 2 мм, изгибов более 3 мм проточить его до удаления дефектов.
2.2.1.7. Наплавку валов начинать с торца. Первый виток направлять без подачи суппорта. При этом подогрев вала перед наплавкой способами, указанными в п. 2.2.1.5, разрешается не производить. Наплавку рекомендуется производить с приставным кольцом из малоуглеродистой стали шириной 15 — 25 мм, прикрепленным к торцу вала. Наплавку начинать на кольце, затем переходить на поверхность вала. При наплавке поверхностей вала, удаленных от торца более чем на 50 мм, произвести предварительный подогрев вала в начале наплавки до температуры 300 — 350 °С.
2.2.1.8. Перед наплавкой отверстия на наплавляемом участке закрыть пробками из малоуглеродистой стали, а в шпоночные канавки уложить асбестовые прокладки толщиной 2 — 3 мм и временные шпонки. Пробки и временные шпонки должны выступать над поверхностью вала на 1 — 2 мм. Постановка медных или графитовых пробок не допускается.
При наличии переходных радиусов и галтелей наплавку вала производить в направлении к галтели, начиная на меньшем диаметре участка вала и вести к большему; затем наплавить галтель и наложить 2 — 3 витка на участке большего диаметра. Последний виток, как и первый, наплавлять при выключенном суппорте.
Запрещается начинать и заканчивать наплавку на галтели, а также вести наплавку от большего диаметра к меньшему. При наплавке в несколько слоев предыдущий слой тщательно зачистить до чистого металла.
2.2.1.9. В случае перерыва наплавки и остывания вала перед возобновлением наплавки:
а) зачистить металлической щеткой последние два-три витка;
б) подогреть место начала наплавки до температуры 300 — 350 °С;
в) продолжить наплавку, перекрыв один-два витка прежней наплавки.
2.2.1.10. Посадочные места под внутренние кольца подшипников с износом, выходящим за пределы норм ремонтных допусков, восстанавливать наплавкой, электролитическим осталиванием или эластомером ГЭН-150 (В).
В случае овальности, конусности, биения, превышающих половину допуска на изготовление, или задиров посадочных мест, превышающих по площади 4%, произвести проточку поверхности, не выходя за пределы ремонтных допусков. При невозможности такой проточки произвести восстановление посадочной поверхности.
Разрешается устранять зашлифовкой задиры, тупые забоины, вмятины, площадь которых не превышает 4% от общей площади посадочной поверхности при глубине не более 0,3 мм.
2.2.1.11. Изношенные поверхности вала, в зависимости от величины места износа, восстанавливать:
а) при износе до 0,2 мм — эластомером ГЭН-150 (В);
б) при износе 0,2 — 1,0 мм — электролитическим осталиванием;
в) при износе свыше 0,5 мм — электронаплавкой.
2.2.1.12. Шпоночные канавки вала с непараллельными гранями или разработанные более допускаемых размеров восстанавливать электронаплавкой с последующей обработкой до альбомного размера.
2.2.2. Подшипники
2.2.2.1. Все шариковые и роликовые подшипники снять и заменить новыми независимо от технического состояния.
2.2.2.2. Замену импортных подшипников на отечественные производить в соответствии с Приложением 2.
2.2.2.3. Классы точности и марки подшипников, устанавливаемых в электрические машины отечественного производства, должны соответствовать альбомным чертежам.
2.2.2.4. Применение отремонтированных подшипников по ОСТ 37.006.003-76 запрещается.
2.2.2.5. Съем и постановку подшипников производить без их повреждения и повреждения сопрягаемых деталей.
Постановку подшипников на вал с натягом производить с предварительным подогревом до 80 — 90 °С. Для генераторов типа ГСВ и 2ГВ всех модификаций, а также для других электрических машин, не имеющих съемной внутренней подшипниковой крышки, постановку подшипника на вал в неразъемном гнезде производить без предварительного подогрева.
2.2.3. Коллектор
2.2.3.1. Провести дефектацию коллектора. Ремонт коллектора производить по результатам дефектации в зависимости от технического состояния.
2.2.3.2. Исправный коллектор, имеющий ослабление пластин в конусах, нагреть до 110 °С, подтянуть нажимные гайки. Окончательную затяжку гайки до полного закрепления коллекторных пластин произвести после пропиточно-сушильных работ.
2.2.3.3. Подожженные края коллекторных пластин зачистить от наплывов и заусенцев. Наплывы от поджогов на торцах пластин, на торцах по верху петушков, заусенцы в канавках между пластинами и в других доступных для осмотра местах зачистить.
На изоляции и коллекторных пластинах не допускаются заусенцы, наплывы припоя, пыль или загрязнения.
2.2.3.4. Миканитовый конус осмотреть по поверхности и в местах входа в расточку меди. Видимые части изоляции очистить.
2.2.3.5. Старый бандаж миканитового конуса осмотреть, неисправный заменить. Новый бандаж укладывать плотно, без морщин и просветов с промазкой дугостойкой эмалью, например марки ГФ-92ГС или ГФ-92ХС по ГОСТ 9151-75. Бандаж конуса покрыть дугостойкой эмалью, после чего просушить до получения твердой, ровной и гладкой поверхности. Сушку эмали производить одновременно с просушкой обмотки якоря.
2.2.3.6. Забоины, выработку на поверхности коллектора, биение устранить проточкой.
Коллектор протачивать с минимальным съемом металла при подаче 0,05 — 0,1 мм на оборот и скоростью резания 0,8 — 0,9 м/с.
Величина биения коллектора на диаметр не должна превышать 0,04 мм.
2.2.3.7. Проточку петушков по диаметру и торцевой поверхности производить только при необходимости, со съемом металла не более 0,01 мм, при этом геометрическая форма коллектора должна соответствовать альбомным чертежам.
Износ петушка по диаметру и толщине не должен превышать 25% от альбомного размера. При большем износе производить смену коллектора или петушков.
Разрешается производить зачистку петушков напильником с последующей зашлифовкой поверхности.
2.2.3.8. Межламельную изоляцию коллектора продорожить на глубину 1,5 — 2,0 мм по всей ширине межламельной изоляционной пластины.
Заусеницы с краев коллекторных пластин удалить, снять фаски вдоль краев коллекторных пластин по всей длине пластины. Размер фасок — 0,5 мм под углом 45 °С.
2.2.3.9. Проточенный и продороженный коллектор шлифовать. Чистота обработки поверхности должна быть не ниже альбомной.
2.2.3.10. Разрешается производить замену поврежденных коллекторных или изоляционных пластин на пластины из коллекторов того же типа. После замены произвести проточку, продораживание и шлифовку поверхности коллектора в соответствии с требованиями п. п. 2.2.3.6 — 2.2.3.9.
Вновь устанавливаемые пластины должны иметь толщину, отличающуюся от толщины пластин комплекта не более чем на 20%.
2.2.3.11. В случае невозможности ремонта коллекторов на валу или при достижении их минимально допустимого размера, указанного в Приложении 3, коллектор снять и заменить новым или отремонтированным.
2.2.3.12. Снятый ремонтируемый коллектор разобрать, осмотреть и проверить короб, нажимные шайбы, затяжную гайку. Медные и изоляционные пластины хранить в том же порядке, в каком они установлены в коллекторе. Изношенные рабочие поверхности восстановить в соответствии с нормами допусков.
2.2.3.13. Поверхность шлиц петушков очистить от подгаров, окислений, пятен и облудить припоем марки не ниже ПОС-61, ГОСТ 21931-76.
Полуда петушков коллектора с боковых сторон и торца не допускается.
Наплывы, остатки флюса и заусенцы зачистить. Погнутые коллекторные пластины выправить.
Новые пластины должны иметь расточку ласточкина хвоста, толщину и другие размеры, соответствующие размерам заменяемых пластин.
2.2.3.14. Межламельные изоляционные пластины, имеющие поджоги, изломы, перегибы или трещины, заменить.
Отклонения толщины отдельных пластин в комплекте допускаются в пределах 20% номинального размера.
2.2.3.15. Миканитовые конусы, цилиндры осмотреть, имеющиеся сквозные трещины или распушенные заменить.
Допускается ремонт подклейкой миканита с запечкой, опрессовкой и зачисткой. Подклеенные места должны обеспечивать электрическую и механическую прочность не ниже, чем неповрежденные места.
2.2.3.16. Детали креплений коллектора (нажимные шайбы, затяжные гайки, короб и т.п.) в случае износа, превышающего нормы допусков (Приложение 3), восстановить до альбомных размеров.
2.2.3.17. Коллектор собрать, при этом коллекторные пластины и нажимные гайки не должны иметь вибраций при остукивании. Вибрацию устранить затяжкой нажимных гаек по требованиям п. 2.2.3.2.
2.2.3.18. После сборки коллектор проточить и статически отбалансировать. Окончательную обработку поверхности коллектора производить в соответствии с требованиями п. п. 2.2.3.6 — 2.2.3.9 после установки его на якорь и укладки обмотки.
2.2.3.19. Отремонтированный с разборкой коллектор испытать напряжением переменного тока частотой 50 Гц:
а) на отсутствие замыканий между смежными коллекторными пластинами в течение 1 — 3 с напряжением 50 В на каждые 0,1 мм толщины миканитовой изоляционной пластины;
б) на пробой между медью и коробом коллектора в течение 1 мин. напряжением на 40% выше испытательного напряжения, указанного в Приложении 7 для перемотанной машины.
2.2.3.20. Коллекторы на пластмассе осмотреть, пластмассу протереть бензином. Коллекторы изношенные, имеющие трещины, изломы или другие механические повреждения пластмассы, заменить.
Разрешается небольшие отколы наружных кромок пластмассы (глубиной 2 — 3 мм на длине 3 — 4 мм) устранять обработкой надфилем до удаления острых краев, после чего обработанные места зашлифовать шлифовальной шкуркой, ГОСТ 10054-75, промыть бензином, покрыть бакелитовым лаком, ГОСТ 901-78, затем эмалью ГФ-92ХС, ГОСТ 9151-75.
Следы подгара пластмассы зачистить шлифовальной бумагой, промыть бензином, покрыть бакелитовым лаком и дугостойкой эмалью.
Все работы по ремонту комплекта медных и изоляционных пластин производить в соответствии с требованиями п. п. 2.2.3.3, 2.2.3.6 — 2.2.3.9, 2.2.3.13.
2.2.3.21. Изготовление и испытания вновь изготовленных коллекторов производить в соответствии с утвержденным техпроцессом.
2.2.4. Сердечник якоря
2.2.4.1. Сердечник якоря осмотреть для выявления дефектов. Заусенцы, забоины, завальцовку и другие повреждения железа сердечника, не влияющие на целость обмотки, исправить опиловкой и зачисткой.
Ослабление запрессовки пакета железа не допускается.
2.2.4.2. Железо сердечника якоря ремонтировать с переборкой листов при наличии:
а) ослабления железа или нажимных шайб якоря;
б) откола части нажимных шайб, трещин шайб, вырубка и заварка которых невозможна без разборки сердечника;
в) расслоения крайних листов железа.
При износе железа сердечника по диаметру свыше допустимого якорь или ротор заменить.
2.2.4.3. При оплавлении активного железа оплавленный участок вырубить до такой глубины, чтобы не оставалось спекшихся между собой листов, с удалением заусенцев.
Свободное место после вырубки оплавленного участка или место, образовавшееся после выжига, не должно быть более чем в двух пазах и занимать более 20% длины и высоты паза, глубиной в отдельных местах с одной или двух сторон до 15% толщины зуба.
Место, освободившееся после выжига или вырубки, заполнить замазкой из асбестового наполнителя на клеящем лаке или другого аналогичного материала.
После постановки замазки отремонтированный участок покрыть лаком БТ-99, ГОСТ 8017-74.
2.2.4.4. Снятое железо якоря осмотреть. Листы железа, имеющие сломанные зубцы или трещины у их основания или не соответствующие чертежам, заменить. Листы железа, имеющие ржавчину, очистить, окрасить, например, лаком БТ-99 и его просушить.
2.2.4.5. Допускаются в сборку листы железа, имеющие выжиг в одном пазу не более чем на 15% толщины зуба. При сборке листы с выжигом перекладывать двумя целыми листами. Общее количество листов железа якоря с выжигами, включая переложенные между ними исправные листы, должно быть не более 40%.
2.2.4.6. Нажимные шайбы, имеющие трещины, не поддающиеся двухсторонней заварке, или отколы, заменить.
2.2.4.7. Сердечник после ремонта собрать. Опрессовку сердечника
5
производить под давлением (10 — 12) х 10 Па.
Биение собранного сердечника и его размеры должны соответствовать чертежам.
Допускается склеивание или точечная сварка крайних листов сердечника.
Заусенцы или выступание листов на боковых поверхностях пазов устранить, паз зачистить.
2.2.5. Обмотка якоря
2.2.5.1. Бандажи осмотреть, имеющие недопустимые повреждения заменить. Неисправные металлические бандажи генераторов, за исключением Pw-114 и 23/07.11, заменить стеклобандажами. Укладку постоянных бандажей производить по окончании ремонта обмотки. Рекомендуется производить замену поврежденных металлических бандажей двигателей на стеклобандажи в соответствии с действующей ремонтной документацией.
2.2.5.2. Металлические бандажи заменять при наличии:
а) ослабления;
б) нарушения пайки;
в) механических повреждений;
г) поджога витков или соединительных скобочек;
д) окисления бандажной проволоки;
е) сдвига, обрыва зажимных скобочек или конца витка в замке.
Прочные бандажи, не потерявшие полуду, без ржавчины, не имеющие нарушения в спайке витков или соединительных скобочках, поправить дополнительной пропайкой.
При ремонте и замене металлических бандажей запрещается:
а) остукивать их над пазом при проверке ослабления бандажей;
б) производить зачистку бандажей инструментом, наносящим поперечные риски на проволоке;
в) оставлять выступающие над поверхностью бандажа концы витков в замке;
г) производить намотку бандажей без контроля по динамометру.
2.2.5.3. Укладку постоянных металлических бандажей производить на подбандажную изоляцию в соответствии с чертежами, при этом величина напряжения бандажей должна соответствовать указаниям таблицы 1.
Таблица 1
┌──────────────────┬──────────────────┬─────────────────┬─────────────────┐
│Диаметр бандажной │ Усилие натяжения │Диаметр бандажной│Усилие натяжения │
│ проволоки, мм │ при намотке, Н │ проволоки, мм │ при намотке, Н │
├──────────────────┼──────────────────┼─────────────────┼─────────────────┤
│0,6 │400 │1,5 │1000 — 1200 │
│0,8 │400 — 500 │2,0 │1800 — 2000 │
│1,0 │500 — 600 │2,5 │более 2000 │
│1,2 │650 — 800 │ │ │
└──────────────────┴──────────────────┴─────────────────┴─────────────────┘
Для бандажировки применять бандажную луженую проволоку, ГОСТ 9124-59.
2.2.5.4. Металлические бандажи после намотки пропаять припоем марки не ниже ПОС-40, ГОСТ 21931-76.
При пайке бандажей не допускать:
а) прогара бандажной изоляции;
б) попадания припоя в обмотку;
в) контакта между бандажом и железом якоря;
г) капель и сплесков припоя и флюса на поверхности бандажа и других местах.
Пропайку бандажей производить до полной спайки по всей длине рядом лежащих витков. Выступ припоя выше бандажной проволоки не допускается.
2.2.5.5. Стеклобандажи заменять при наличии:
а) ослабления;
б) глубоких (свыше 0,3 толщины бандажа) или сквозных продольных трещин;
в) поперечных трещин.
Разрез стеклобандажей при снятии производить в месте установки специальной подбандажной прокладки.
Стеклобандажи, не имеющие повреждений, протереть техническими салфетками.
2.2.5.6. Укладку новых стеклобандажей производить из стеклобандажной ленты марки ЛСБ-F МРТУ 6-11-22-76 в соответствии с действующей ремонтной документацией.
2.2.5.7. У обмотки проверить:
а) внешним осмотром — исправность изоляции и прочность пазовых клиньев;
б) концы секций около петушков и петушки — на отсутствие повреждений и эрозии;
в) отсутствие межвитковых замыканий, обрыва проводников и состояние пайки петушков.
2.2.5.8. При пониженном сопротивлении изоляции произвести сушку обмоток до установившегося значения при температуре, зависящей от класса изоляции обмоток, но не ниже 110 °С.
В случае, если величина сопротивления изоляции после сушки не возрастает, обмотку перемотать.
2.2.5.9. Качество пайки петушков проверить осмотром мест пропайки методом падения напряжения милливольтметром или другими приборами. Относительное падение напряжения между соседними пластинами коллектора не должно отличаться более чем на 20% от средней величины замеров.
В случае видимых повреждений пайки или показаний приборов, указывающих на плохую пайку, петушки пропаять припоем марки не ниже ПОС-61, ГОСТ 21931-76. У генератора типа K694L/XR44L разрешается пайка припоем Пор-3кд, ГОСТ 19738-74.
2.2.5.10. При значительных подплавлениях концов секций в петушках с поджогом контактных поверхностей шлиц и концов секций, а также при наличии обрывов или трещин в секциях, требующих выемки секций из петушков, произвести ремонт якоря с заменой обмоток.
2.2.5.11. Снятые секции, выполненные из провода, заменить новыми, секции из шинной меди — отремонтировать, при невозможности ремонта — заменить.
2.2.5.12. Снятые секции, выполненные из шинной меди, очистить от изоляции и лака. Допускается очистка изоляции секции в кислотных и щелочных растворах с обязательной последующей нейтрализацией и промывкой меди.
Очищенную от изоляции шинную медь отжечь равномерно по всей длине без образования окалины на поверхности шины.
Допускается оставлять без отжига шины толщиной не более 1,5 мм.
2.2.5.13. Шины, имеющие трещины, забоины, оплавление меди заменить новыми или отремонтированными.
Разрешается производить ремонт шин обрезкой поврежденного участка с последующим наращиванием длины приваркой недостающего отрезка того же сечения и материала.
Место сварки обработать до номинальной толщины шины, общее количество сварных стыков одной шины должно быть не более 4.
Запрещается соединение в головках и углах перегиба шин, удлинение меди шин вальцовкой. Места соединения шин в секции располагать уступами в разных местах лобовых и пазовых частей.
2.2.5.14. Секции обмотки якоря после формовки должны иметь конфигурацию, толщину, размеры радиусов изгибов и длину лобовых и пазовых частей в соответствии с чертежами; отформованные секции не должны иметь трещин, волнистости и заусенцев.
2.2.5.15. Концы новых и старых шин облудить. Луженая поверхность должна быть без черновин и просветов.
2.2.5.16. Новую изоляцию шинной секции выполнять в соответствии с чертежом и технологическим процессом. Изоляцию накладывать без морщин, с тугой утяжкой и опрессовкой. Края изоляции всех секций около петушков должны быть на одном уровне, размеры и форма отремонтированных секций должны соответствовать чертежу.
2.2.5.17. Новую шинную секцию выполнять в соответствии с чертежами завода-изготовителя, утвержденным техпроцессом и техническими условиями.
2.2.5.18. Якорь подготовить к укладке. Обдуть от пыли, остатков старой изоляции, окрасить, например, лаком БТ-99, ГОСТ 8017-74, уложить пазовую изоляцию.
Для якорей, сердечники которых проходили ремонт, указанный в разделе 2.2.4, окраску лаком произвести по окончании ремонта сердечника.
2.2.5.19. В процессе выполнения обмотки якоря обеспечить:
а) точное размещение обмотки относительно централи с соблюдением шага по железу и коллектору;
б) плотную укладку секций на изоляцию в лобовых и пазовых частях обмотки;
в) равномерное расположение концов секций около петушков без резких перегибов при выходе из пазов;
г) одинаковое по всей окружности якоря расстояние от петушков до изгиба секций;
д) равномерное и плотное расположение по окружности изогнутых лобовых частей секций;
е) плотную укладку изоляции между слоями секций;
ж) равномерную плотную осадку секций в шлицах петушков коллектора.
2.2.5.20. При выполнении обмотки оставлять неизолированными концы секций при входе в петушки на длине 1 — 3 мм.
Запрещается закладка изолированной или загрязненной части секции в шлицы петушков.
2.2.5.21. При укладке обмотки в якорь с прямоугольными пазами произвести осадку обмотки.
Осадку обмотки якорей производить 1 раз до первой пропитки при температуре нагрева не ниже 80 °С. Временный бандаж укладывать так, чтобы его давление было не меньше давления постоянного бандажа.
Осадка секций должна быть равномерной и плотной по всей длине.
2.2.5.22. После укладки и осадки обмотки, до пайки коллектора проверить электрическую прочность изоляции переменным током 50 Гц в течение 1 мин., при напряжении, превышающим на 20% испытательное напряжение для окончательно отремонтированной машины, указанное в Приложении 7.
2.2.5.23. Концы шин секций пропаивать в петушках после осадки секций и после проверки их на витковое замыкание. Пайку производить припоем марки не ниже ПОС-61, ГОСТ 21931-76 (допускается у генератора K694L/XR44L — ПСр-3кд, ГОСТ 19738-74). На пропаянном коллекторе не допускаются щели и неплотности в шлицах петушков.
Качество пайки проверить методом падения напряжения и осмотром. Относительное падение напряжения между соседними пластинами коллектора не должно превышать 15% от средней величины замеров.
2.2.5.24. Якори, не прошедшие режим сушки в соответствии с указаниями п. 2.2.5.8, а также перемотанные якори просушить перед пропиткой в сушильной печи при температуре, зависящей от класса изоляции, но не ниже 110 °С, в течение 2 — 4 ч.
По окончании сушки якорь охладить на воздухе до 60 — 70 °С, после чего пропитать.
Якори, прошедшие режим сушки в соответствии с указаниями п. 2.2.5.8, перед пропиткой нагреть до 60 — 70 °С.
2.2.5.25. Якорные обмотки пропитать в нагретом состоянии:
а) для якорей, не проходивших перемотки, — один-два раза;
б) для якорей, прошедших полную или частичную перемотку, — не менее двух раз.
Якорные обмотки вагонных генераторов рекомендуется пропитывать вакуум-нагнетательной пропиткой. Пропитку производить в соответствии с действующей ремонтной документацией.
Пропитанные обмотки не должны иметь воздушных мешков. Излишки лака удалить центробежным разбрызгиванием или стеканием.
2.2.5.26. Пропиточный лак должен соответствовать классу нагревостойкости изоляции машины. Классы нагревостойкости изоляции машин указаны в Приложении 5, рекомендуемые марки пропиточных лаков — в Приложении 6.
Обмотки якорей вагонных генераторов пропитывать битумно-масляными лаками (например, типа Бт-980; Бт-987, ГОСТ 6244-70) запрещается.
Соответствие пропиточного лака всем требованиям технических условий или ГОСТ проверять еженедельно, вязкость лака проверять ежедневно или перед пропиткой каждой партии.
2.2.5.27. Сушку обмоток производить в сушильной или вакуумной печи со строгим соблюдением температурного режима.
По окончании сушки проверить величину сопротивления изоляции мегаомметром на 500 В. Наименьшая величина сопротивления изоляции при температуре 100 — 110 °С должна быть не ниже:
2 МОм для машин на 110 В;
1 МОм для машин на 65 В.
При пропитке обмоток термореактивным лаком ФЛ-98 минимальная величина сопротивления изоляции при 100 — 120 °С должна быть не ниже 1 МОм.
При пониженной величине сопротивления изоляции сушку продолжать до получения установившегося значения сопротивления изоляции.
2.2.6. Вентилятор
2.2.6.1. Поврежденные силуминовые вентиляторы, как правило, заменяются новыми.
Допускается ремонт поврежденных вентиляторов заваркой трещин, не захватывающих область посадочного места, газовой сваркой в среде аргона.
2.2.6.2. Стальные вентиляторы проверить на отсутствие трещин. Лопатки, имеющие трещины, срезать полностью, на их место приварить новые.
Запрещается устанавливать вентиляторы с разработанными отверстиями под крепящие болты.
2.2.6.3. Вентиляторы устанавливать в соответствии с чертежом и с соблюдением величины натяга, указанного в нормах допусков (Приложение 3); при отсутствии на отдельные вентиляторы указанных норм натяг выдерживать в соответствии с чертежом.
2.2.7. Якорь в сборе
2.2.7.1. Якорь после ремонта механической части, пропитки изоляции, обработки коллектора динамически отбалансировать с установкой необходимых балансировочных грузов в соответствии с указаниями альбомных чертежей. При отсутствии указаний в чертежах балансировку произвести в соответствии с ГОСТ 12327-74 или действующей ремонтной документацией.
Якори машин мощностью до 0,5 кВт разрешается динамически не балансировать.
2.2.7.2. На отремонтированном якоре проверить:
а) соответствие размеров якоря нормам;
б) состояние поверхности и биение шеек и конусов вала относительно оси вала;
в) исправность резьбы вала;
г) состояние рабочей поверхности и продорожки коллектора, наличие фасок вдоль коллекторных пластин;
д) исправность и качество пайки коллектора;
е) прочность затяжки нажимной гайки коллектора;
ж) состояние и прочность бандажей и клиньев обмотки;
з) отсутствие виткового замыкания и обрывов обмотки.
2.2.7.3. Электрическую прочность изоляции якорей испытать переменным током 50 Гц в течение 1 мин. напряжением, указанным в Приложении 7. Величина испытательного напряжения должна плавно повышаться и достигнуть максимума за 15 — 20 с, после чего производится отсчет времени.
2.2.8. Щеточный механизм
2.2.8.1. Щеточный механизм осмотреть, щеткодержатели разобрать, очистить, негодные детали заменить или отремонтировать.
Исправленные детали промыть в бензине и выварить и протереть насухо.
Токоведущие болты, винты, гайки, шайбы, имеющие повреждения резьбы или нарушения антикоррозийного покрытия, заменить.
2.2.8.2. Заменить нажимные пальцы с трещинами, отгарами конца, с изношенными отверстиями под храповик, гибкие шунты щеткодержателей с обрывом более 5% жил. Размеры гибких шунтов должны соответствовать альбомным.
Пружины слабые, поломанные или с трещинами заменить новыми.
Антикоррозийное покрытие старых деталей восстановить в соответствии с чертежами.
2.2.8.3. Корпуса щеткодержателей с трещинами или неустранимым износом гнезд под щетки заменить. Неравномерную выработку в щеточных гнездах корпусов щеткодержателей устранить обработкой.
Размеры гнезд должны соответствовать нормам допусков (Приложение 3) или чертежам. Восстановление размеров окна обжатием корпуса не допускается.
2.2.8.4. Разработанные отверстия в корпусе щеткодержателя восстановить гальваническим способом с последующей механической обработкой.
2.2.8.5. Отремонтированные траверсы щеткодержателей испытать на электрическую прочность изоляции переменным током частотой 50 Гц в течение 1 мин. напряжением, превышающим на 20% напряжение, указанное в Приложении 7.
2.2.8.6. Величины зазоров собранного щеткодержателя между щетками и гнездами под щетки и усилия нажатия нажимных пальцев должны соответствовать техническим данным машины, указанным в Приложении 9.
Нажимные пальцы не должны иметь заеданий при подъеме и опускании, не должны касаться боковых стенок и вырезов в стенках щеткодержателей.
2.2.9. Подшипниковые щиты и крышки
2.2.9.1. Подшипниковые щиты и крышки очистить от грязи и осмотреть для выявления трещин и других дефектов. Проверить отверстия под выпрессовочные и крепящие болты, размеры щита — на соответствие их нормам допусков и износов. Трещины щита, не распространяющиеся от гнезда подшипника до посадочной поверхности, и трещины в крышке, не захватывающие область лабиринтного уплотнения, разрешается заварить.
2.2.9.2. Изношенные и не соответствующие нормам посадочные поверхности щитов под посадку в остов, гнезда для подшипников, траверс щеткодержателей, резьбовые и проходные отверстия щитов и крышек восстановить с последующей обработкой по чертежу.
2.2.9.3. Изношенные посадочные поверхности под подшипник, в зависимости от величины износа, восстанавливать:
а) при износе не более 0,2 мм — эластомером ГЭН-150 (В), допускается напыление цинка после дробеструйной обработки;
б) при износе 0,2 — 1,0 мм — электролитическим осталиванием;
в) при износе свыше 0,5 мм — постановкой втулок.
Нанесение покрытий производить на обработанную и обезжиренную поверхность в соответствии с установленной технологией.
Втулки в подшипниковое гнездо должны запрессовываться на посадке с предварительным подогревом подшипникового гнезда. Толщина стенок втулки должна быть не менее 2 мм.
2.2.9.4. Изношенные посадочные поверхности под горловину остова восстанавливать:
а) при износе не более 1,0 мм — электролитическим осталиванием;
б) при износе стальных щитов свыше 1,0 мм — электронаплавкой.
При износе щитов из алюминиевого сплава свыше 1,0 мм — щиты заменить новыми.
2.2.9.5. Внутренние поверхности щитов окрасить эмалью марки ГФ-92ХС, ГОСТ 9151-75.
2.2.10. Корпус остова
2.2.10.1. Остов очистить и осмотреть. Проверить размеры рабочих поверхностей на соответствие нормам допусков, указанных в Приложении 3. Поверхности, имеющие износы больше допустимых, восстановить до альбомных размеров.
2.2.10.2. При ремонте остовов электрических машин разрешается заваривать:
а) трещину не более чем в одной опоре (лапе) крепления электрической машины (только при нижнем горизонтальном расположении опорной поверхности (лапы));
б) трещины длиной не более 200 мм в остове;
в) трещины по сварным швам в сварных остовах;
г) разработанные резьбовые отверстия остовов.
Разрешается наплавлять изношенные поверхности в любой части остова.
2.2.10.3. Разработанные отверстия в местах крепления к вагону или под валики подвески рассверлить до ремонтного размера (Приложение 3). При невозможности сверления отверстия наплавить и рассверлить до чертежного размера.
2.2.10.4. Негодные резьбовые и проходные отверстия для крепления щитов перенарезать или рассверлить до ремонтного размера.
При невозможности, восстановить электронаплавкой и обработать до чертежного размера.
2.2.10.5. Изношенные посадочные поверхности под подшипниковые щиты восстанавливать:
а) при износах до 1,0 мм — электролитическим осталиванием;
б) при износах стальных остовов свыше 1,0 мм — электронаплавкой;
в) при износах остовов из алюминиевого сплава свыше 1,0 мм — наплавкой в среде аргона.
2.2.10.6. Внутренние поверхности остова, кроме мест под сердечник, окрасить изоляционным лаком или эмалью ГФ-92ХС.
2.2.11. Сердечники полюсов
2.2.11.1. Сердечники должны быть прочно скреплены. Расслоение листов, трещины, ослабление и излом в боковинах не допускаются. Допускаются неглубокие вмятины и небольшие искривления листов сердечника при сохранении размеров и прочности полюса.
Опорная поверхность должна быть чистой, без выступов и заусенцев. Углы в местах посадки катушек должны быть ровными с радиусами закругления по чертежу.
2.2.11.2. Неисправная резьба в железе сердечника полюса при отсутствии дефектов, требующих переклепки сердечника, ремонтируется ввертыванием втулок в рассверленные и нарезанные отверстия, с нарезкой в них отверстия под болт в соответствии с чертежом.
2.2.12. Полюсные катушки
2.2.12.1. У полюсных катушек проверить:
а) отсутствие повреждений и качество изоляции внешним осмотром;
б) отсутствие повреждений выводных проводов;
в) величину сопротивления изоляции;
г) величину сопротивления.
По окончании проверки неисправные полюсные катушки снять.
2.2.12.2. Выводные провода и их наконечники проверить на отсутствие поджогов и повреждений изоляции.
Провода короткие, наращенные, с перетертой, хрупкой или потрескавшейся изоляцией заменить.
Наконечники с трещинами или обгорелые заменить. При наличии обрыва токоведущих жил наконечники перепаять.
2.2.12.3. Величина сопротивления изоляции катушек относительно корпуса, измеренная мегаомметром на 500 В, должна быть не менее 0,5 МОм для машин с напряжением 50 В и не менее 1,0 МОм для машин с напряжением 110 В.
При пониженном сопротивлении изоляции катушки просушить при температуре, зависящей от класса изоляции, но не ниже 110 °С.
В случае, если величина сопротивления изоляции после сушки будет ниже нормы, заменить корпусную и покровную изоляцию катушек.
2.2.12.4. Величина сопротивления катушек не должна отличаться от нормы, приведенной в Приложении 9, более чем на +/- 10%.
2.2.12.5. Катушки из обмоточного провода при наличии обрыва, межвиткового замыкания, пересохшей оплетки или повреждения изоляции провода заменить новыми.
2.2.12.6. Катушки, намотанные из шинной меди и имеющие межвитковое замыкание или поврежденную межвитковую изоляцию, разрешается перематывать частично. Допускается исправление витковых замыканий на прямой части без перемотки.
На прямолинейной части витков катушек при их перемотке и ремонте разрешается сращивание медных шин сваркой или пайкой латунным припоем. Количество таких соединений на одну катушку не должно превышать четырех.
2.2.12.7. Вновь изготовленные катушки по своим параметрам и габаритным размерам должны соответствовать чертежам завода-изготовителя.
2.2.12.8. У перемотанных катушек проверить отсутствие витковых замыканий, величину сопротивления, качество пайки выводных проводов (визуально).
2.2.12.9. Полюсные катушки пропитать или компаундировать вместе с покровной изоляцией.
Перед пропиткой просушить, затем пропитать в лаке, после пропитки высушить. Исправные катушки пропитывать вместе со статором.
Пропитку и сушку производить, как указано в п. п. 2.2.5.24, 2.2.5.27.
2.2.12.10. Выводные провода катушек изолировать в соответствии с нормалью ПКБ ЦВ Н-016-70. Готовые катушки покрыть эмалью ГФ-92ХС.
2.2.13. Остов в сборе
2.2.13.1. Снятые полюсные катушки смонтировать в остове. Крепление катушек с сердечником к остову производить с натягом на усадку катушек по высоте и регулировать постановкой прокладок.
Окончательную затяжку полюсов болтами для машин мощностью более 20 кВт производить при нагретых до 70 — 100 °С катушках.
Замер расстояния между полюсами производить штихмассом или специальным приспособлением; величина расстояния должна соответствовать указанной в Приложении 9.
2.2.13.2. Монтаж межкатушечных соединений в остове выполнить без резких перегибов провода, наконечники прочно скрепить болтами, болты законтргаить или поставить шайбу пружинную.
Межкатушечные соединения изолировать в соответствии с чертежом после испытания катушек в остове.
Провода межкатушечных соединений прочно закрепить.
2.2.13.3. Смонтированные в остове катушки испытать с проверкой полярности, сопротивления изоляции, электрической прочности изоляции.
2.2.13.4. Величина сопротивления катушек должна соответствовать альбомной (Приложение 9).
2.2.13.5. Величина сопротивления изоляции катушек относительно корпуса остова должна быть не ниже 2 МОм для машин на напряжение свыше 100 В и не ниже 1 МОм для машин на напряжение до 100 В.
2.2.13.6. Проверку электрической прочности изоляции катушек в остове производить переменным током 50 Гц в течение 1 мин. напряжением на 10% больше указанного в Приложении 7.
2.2.14. Обмотки асинхронных двигателей
2.2.14.1. Обмотки обдуть от пыли сухим сжатым воздухом и осмотреть, проверить механическую прочность изоляции обмоток, целость изоляции между фазами и относительно корпуса, величину сопротивления каждой фазы, отсутствие межвиткового замыкания.
В случае обнаружения неисправностей обмотки перемотать новым проводом. Разрешается производить частичную перемотку.
2.2.14.2. Класс и размеры пазовой изоляции, диаметр, марка и класс изоляции обмоточного провода, применяемого при перемотке, должны соответствовать паспортным данным двигателя.
2.2.14.3. После укладки и осадки обмотки проверить на отсутствие межвиткового замыкания и замыкания на корпус. Крепление обмотки в пазах производить согласно чертежам.
2.2.14.4. Соединения катушек обмотки, а также соединения обмотки с выводами производить пайкой или сваркой угольными электродами. Применение холодной скрутки запрещается.
Места соединений изолировать в соответствии с чертежом.
Величина сопротивления фазы должна отличаться от номинальной не более чем на +/- 10%.
2.2.14.5. Обмотку испытать напряжением на 10% больше указанного в Приложении 7 в течение 1 мин. частотой 50 ГЦ.
2.2.14.6. Обмотки просушить, пропитать и снова просушить в соответствии с требованиями п. п. 2.2.5.24, 2.2.5.27.
Обмотки электродвигателей, встроенных в хладоновые компрессоры, пропитывать бакелитовым лаком «А», ЛБС-2, ГОСТ 901-78, или другими аналогичными лаками с последующей отделкой клеем БФ-2, ГОСТ 12172-74.
После сушки проверить величину сопротивления изоляции мегаомметром на 500 В. Величина сопротивления изоляции должна быть не ниже 1 МОм.
2.2.14.7. Электрическую прочность обмоток испытать в соответствии с указаниями Приложения 7.
2.2.15. Шкивы и полумуфты
2.2.15.1. Шкивы и полумуфты с вала снять, очистить, проверить (визуально) отсутствие трещин и размеры рабочих и посадочных поверхностей.
Шкивы и полумуфты, имеющие трещины, заменить новыми. Изношенные посадочные и рабочие поверхности восстановить.
Шкивы, имеющие отколы боковой поверхности, заменить.
2.2.15.2. Геометрическую форму рабочей поверхности шкива генератора с плоскоременной передачей восстановить в соответствии с альбомными чертежами при износе, не превышающем 3 мм на диаметр.
2.2.15.3. Изношенную более 3 мм по диаметру рабочую поверхность шкива наплавить с последующей механической обработкой и восстановлением геометрической формы поверхности, при невозможности наплавки — шкивы заменить.
2.2.15.4. Изношенные посадочные поверхности под вал восстанавливать до альбомного размера наплавкой или осталиванием с последующей механической обработкой.
2.2.16. Сборка электрических машин
2.2.16.1. На сборку поступают детали и узлы, прошедшие испытания, указанные в настоящем Руководстве и допущенные ОТК к сборке.
2.2.16.2. Щетки заменить новыми. При сборке проверить правильность их установки, марку материала, состояние, притирку по коллектору, величину нажатия. Марка щеток и длина поводка должны соответствовать указанным в «Справочнике по щеткам», утвержденном ЦВ.
Предварительную притирку щеток производить до их установки в машину.
2.2.16.3. Величина удельного давления щеток на коллектор должна
соответствовать величине, указанной в Приложении 9. При отсутствии указаний
в Приложении 9 величину удельного давления регулировать в пределах
4
(1,5 — 2) х 10 Па.
Проверку величины давления щеток разрешается производить у собранной траверсы на специальном шаблоне до сборки машины.
2.2.16.4. Зазоры между щеткой и обоймой щеткодержателя должны соответствовать величинам, указанным в Приложении 9. При отсутствии указаний в Приложении 9 зазоры установить в пределах 0,1 — 0,35 мм.
2.2.16.5. Все токоведущие болты, винты, гайки, шайбы, перемычки у машин, поступивших в сборку, должны быть очищены и иметь антикоррозийное покрытие; имеющие механические повреждения и износы — заменить новыми.
2.2.16.6. По окончании сборки проверить плотность прилегания подшипникового щита к корпусу, прочность крепления соединений, маркировку выводных проводников, свободность вращения и отсутствие заедания якоря.
Величина местного зазора между подшипниковым щитом и корпусом остова не должна превышать 0,2 мм.
Зазор между якорем и полюсным башмаком должен соответствовать величинам, указанным в Приложении 9.
2.2.16.7. Подшипниковые камеры подшипников качения заполнить на 2/3 смазкой. В качестве смазки применять смазки ЛЗ-1, ГОСТ 1033-73, ЦИАТИМ-201, ГОСТ 6267-74, ЛЗ-ЦНИИ, ГОСТ 19791-74, или 1-13, ГОСТ 1631-61. Переполнение подшипниковых камер смазкой не допускается.
2.2.16.8. Отремонтированные машины испытать; по окончании испытания и приемки электрических машин отделом технического контроля произвести их наружную окраску.
2.2.17. Элементы крепления на вагоне и предохранительные устройства
2.2.17.1. Болты крепления электрических машин очистить, осмотреть, проверить резьбовым кольцом не ниже 8-й степени точности.
Болты, имеющие трещины, отколы или изношенную резьбу, заменить новыми.
2.2.17.2. Валики подвески генератора очистить, осмотреть, дефектовать на отсутствие трещин и диаметр посадочной поверхности под втулку. Результаты дефектации занести в журнал.
Валики, имеющие трещины, заменить новыми, изношенные наплавить с последующей обработкой до альбомного размера.
2.2.17.3. Швеллеры в местах крепления кронштейнов осмотреть, трещины заварить.
Кронштейны подвески дефектовать на отсутствие трещин мелом по керосину. Кронштейны, имеющие трещины, заменить.
Неисправные втулки кронштейнов заменить новыми, при этом запрессовать втулки с натягом, предусмотренным альбомными чертежами.
2.2.17.4. Зазор по диаметру между валиком и генераторными втулками подвески у генераторов типа РД и ГСВ не должен превышать 0,4 мм. При этом подвешенный генератор должен свободно качаться на валике подвески.
Зазор по диаметру между валиком и втулками кронштейнов подвески генератора 23/07.11 не должен превышать 0,2 мм. При этом подвешенный генератор должен свободно качаться с валиком во втулках кронштейна.
2.2.17.5. Натяжное приспособление генератора разобрать, очистить от грязи, неисправные натяжные пружины, винты, рычажные пружины и гайки заменить новыми.
У натяжных пружин проверить соответствие усилия натяжения альбомным чертежам. Пониженная величина усилия не допускается.
2.2.17.6. Предохранительные скобы генераторов очистить, осмотреть, произвести дефектацию.
Скобы, имеющие трещины, заменить, исправные окрасить.
2.2.17.7. Резинотехнические элементы крепления генераторов и двигателей заменить новыми.
2.3. Испытания электрических машин
2.3.1. Общие положения
2.3.1.1. Каждую электрическую машину до постановки на вагон подвергнуть стендовым испытаниям в соответствии с настоящим Руководством.
Все стендовые испытания отремонтированная машина должна выдерживать без повреждений и остаточных деформаций. Последовательность операций при производстве испытаний должна соответствовать указанной в данном разделе.
2.3.1.2. При стендовых испытаниях преобразователя для люминесцентного освещения в качестве привода использовать собственный двигатель постоянного тока, нагрузку осуществлять активными сопротивлениями в цепи синхронного генератора.
Испытания постоянной и переменной части производить одновременно.
2.3.1.3. Новые электрические машины, полученные от завода-изготовителя, подвергаются стендовым поверочным испытаниям.
2.3.1.4. При производстве испытаний измерение всех электрических величин производить электроизмерительными приборами класса точности не ниже 1,5.
2.3.1.5. При испытаниях наибольшая величина отклонений измеряемых электрических величин не должна превышать +/- 8% от номинальных данных.
2.3.2. Машины постоянного тока
2.3.2.1. Измерение сопротивления изоляции обмоток относительно корпуса машины, а для машин с параллельной и смешанной обмоткой возбуждения — и между обмотками производить в практически холодном состоянии.
Величина сопротивления изоляции (r) в мегаомах, замеренная мегаомметром на 500 В, должна быть не ниже:
а) 0,5 МОм для машин на напряжение до 100 В;
б) 0,1 МОм для машин на напряжение свыше 100 В.
Замеры производить поочередно для каждой электрически независимой цепи при соединении всех прочих цепей с корпусом машины. Защитные конденсаторы, соединенные с обмотками, во время производства замеров отсоединить от корпуса или от обмоток.
2.3.2.2. Измерение сопротивления обмоток при постоянном токе в практически холодном состоянии производить одним из следующих методов:
а) методом вольтметра и амперметра;
б) одинарным или двойным мостом;
в) логометром.
При измерении сопротивлений, меньших 1 Ом, применение одинарного моста не допускается.
Значение измерительного тока не должно превышать 15 — 20% номинального тока обмотки, а длительность его протекания — 1 мин.
Величина сопротивления не должна отличаться от данных машины более чем на +/- 10%.
Измерения производить при 20 °С. В случае производства измерений при температуре, отличающейся более чем на +/- 5 °С от установленной, величину сопротивления обмоток привести к температуре 20 °С по формуле:
Rt
R = ——————,
20 1 + альфа (t — 20)
где:
R — сопротивление обмотки при 20 °С;
20
Rt — сопротивление обмотки при фактической температуре;
t — фактическая температура при измерении;
альфа — температурный коэффициент сопротивления, равный 0,0039 для
меди.
2.3.2.3. Испытание при повышенной частоте вращения разрешается производить как в режиме двигателя, так и в режиме генератора, при этом превышение скорости должно быть:
а) для электродвигателей с последовательным возбуждением — на 20% сверх наибольшей, но не менее 50% сверх номинальной;
б) для электродвигателей с регулировкой частоты вращения — на 20% сверх наибольшей;
в) для всех остальных электрических машин — на 20% выше наибольшей.
При испытании частоту вращения плавно повысить до требуемого значения, выдержать в течение 2-х минут и плавно снизить.
2.3.2.4. Характеристику холостого хода определять при независимом возбуждении генератора и номинальной частоте вращения. При этом ток возбуждения, начиная с наибольшего значения, плавно и только в одном направлении уменьшить до нуля.
2.3.2.5. Номинальные данные машины, указанные на заводском щитке, проверить в течение 0,5 часа. Реверсивные машины вращать по 15 мин. в каждую сторону. При этом:
а) генераторы должны развивать номинальную мощность при отклонении напряжения от номинального на +/- 5%;
б) двигатели должны отдавать номинальную мощность при отклонениях напряжения от номинального в пределах от -5% до +10%.
Проверку номинальных данных вагонных генераторов производить при номинальной частоте вращения по 15 минут на каждом направлении вращения.
2.3.2.6. Испытания на кратковременную перегрузку по току производить в течение 1 мин. с нагрузкой по току, превышающей на 50% номинальную. Частота вращения при этом не регламентируется.
2.3.2.7. Проверку коммутации производить при проведении испытаний по п. п. 2.3.2.3 — 2.3.2.6. Степень искрения при этих испытаниях должна быть не выше 1 1/2.
2.3.2.8. Испытание электрической прочности изоляции относительно корпуса и между обмотками производить переменным током частотой 50 Гц в течение 1 мин. полным испытательным напряжением.
Время подъема напряжения до полной его величины должно быть 15 — 20 с. Величина испытательного напряжения должна быть не менее указанной в Приложении 7.
2.3.2.9. Электрическую прочность межвитковой изоляции обмоток испытывать:
а) в течение 5 мин. в режиме холостого хода машины повышением на 30% номинального напряжения (подводимого или генерируемого);
б) для машины с числом полюсов более 4-х испытательное напряжение не должно превышать значения, при котором среднее напряжение между соседними коллекторными пластинами превысит 24 В;
в) для машин с многовитковыми секциями рабочей обмотки рекомендуется применение устройств, основанных на принципе использования повышенной частоты.
2.3.3. Синхронные машины
2.3.3.1. Измерение сопротивления изоляции обмоток относительно корпуса и между обмотками производить в соответствии с требованиями п. 2.3.2.1.
2.3.3.2. Измерение сопротивления обмоток производить в соответствии с требованиями п. 2.3.2.2.
2.3.3.3. Характеристику холостого хода снизить в соответствии с требованиями п. 2.3.2.4, при этом у вагонных генераторов измерение напряжения производить после его выпрямления по схеме, аналогичной схеме вагона.
2.3.3.4. Проверку номинальных данных машины производить в соответствии с требованиями п. 2.3.2.5.
2.3.3.5. Испытание при повышенной скорости вращения производить в соответствии с требованиями п. 2.3.2.3.
2.3.3.6. Испытание электрической прочности изоляции относительно корпуса между обмотками производить в соответствии с требованиями п. 2.3.2.8.
Обмотки ротора неявнополюсных машин испытывать при вращении ротора с номинальной частотой в режиме холостого хода.
2.3.3.7. Электрическую прочность межвитковой изоляции обмоток испытывать в течение 5 мин. в режиме холостого хода машины повышением на 30% номинального напряжения (подводимого или генерируемого) или в соответствии с требованиями п. 2.3.2.9.
Для машин, у которых при номинальном токе возбуждения напряжение холостого хода превышает номинальное напряжение машины более чем на 30%, испытание проводить при номинальном токе возбуждения и напряжении холостого хода.
2.3.4. Асинхронные машины
2.3.4.1. Измерение сопротивления изоляции обмоток относительно корпуса и между обмотками производить в соответствии с требованиями п. 2.3.2.1.
2.3.4.2. Измерение сопротивления обмоток — в соответствии с требованиями п. 2.3.2.2.
Измерение сопротивления при наличии начала и конца фаз производить пофазно.
При соединении фаз, произведенном внутри обмотки наглухо, сопротивление измерять в соответствии с ГОСТ 11828-75.
2.3.4.3. Проверку номинальных данных машины производить в соответствии с требованиями п. 2.3.2.5, при этом величина отклонения подводимого напряжения и частоты не должна в сумме отличаться от номинального значения более чем на 10%.
Рекомендуется вместо испытаний по п. 2.3.2.5 выполнить опыт холостого хода и короткого замыкания.
2.3.4.4. Испытание электрической прочности изоляции обмоток относительно корпуса и между обмотками производить в соответствии с требованиями п. 2.3.2.8.
При наличии выводов от начала и конца каждой фазы испытание производить поочередно для каждой фазы, присоединив остальные к корпусу машины.
При отсутствии выводов начала и конца фаз производить испытания для всей обмотки сразу.
2.3.4.5. Испытание электрической прочности межвитковой изоляции обмоток производить в течение 5 мин. в режиме холостого хода машины повышением на 30% номинального подводимого напряжения, при этом допускается одновременно повышение частоты не более чем на 15%.
2.3.4.6. Разрешается вместо испытаний по п. п. 2.3.4.3 и 2.3.4.5 производить испытания в режиме холостого хода с повышением напряжения до такой величины, чтобы ток холостого хода был равен номинальному току машины, при этом продолжительность испытаний и контроль температуры обмоток должны соответствовать требованиям п. 2.3.4.3.
2.3.5. Новые электрические машины
2.3.5.1. Внешний осмотр производить на отсутствие механических повреждений.
2.3.5.2. Измерение сопротивления изоляции обмоток относительно корпуса и между обмотками производить в соответствии с требованиями п. 2.3.2.1.
2.3.5.3. Измерение сопротивления обмоток производить в соответствии с требованиями п. 2.3.2.2.
2.3.5.4. Проверка работы двигателей в режиме холостого хода производится для реверсивных двигателей с вращением в обе стороны в течение 5 мин.
2.3.5.5. Проверка номинальных данных генераторов производится при их вращении в обе стороны с номинальной рабочей частотой и продолжительностью 2 мин. на каждом направлении вращения.
3. РЕМОНТ ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ НАПРЯЖЕНИЕМ ДО 1000 В
3.1. Общие требования
3.1.1. Все электрические аппараты, щиты, панели, электропечи, электрокалориферы проверить, отремонтировать и испытать в соответствии с настоящим Руководством.
3.1.2. Ремонт электрооборудования кипятильников, технологического оборудования вагонов-ресторанов и буфетов производить в соответствии с требованиями к аналогичным узлам вагонного электрооборудования. Ремонт и проверку технологического оборудования производить в соответствии с действующей документацией.
3.1.3. Детали электрооборудования, нагревающиеся в процессе работы (кожуха электропечей, корпуса электрокалориферов и т.п.), окрашивать лаками и эмалями с термостойкостью не ниже 300 °С, например КО-96, ТУ 6-10-997-76.
3.1.4. Перегородки в верхней части шкафа силовых и групповых щитов в вагонах постройки ГДР и ВНР отремонтировать, ниши и шкафы для установки электрооборудования должны быть обиты железом по асбесту толщиной не менее 5 мм и окрашены дугостойким лаком или эмалью.
3.2. Регуляторы
3.2.1. Угольные регуляторы с вагона снять и доставить в отделение по ремонту. Транспортировку и хранение регуляторов производить только в вертикальном положении.
3.2.2. У регуляторов снять защитные кожухи, после чего регуляторы
4
обдуть от пыли сухим сжатым воздухом давлением (5 — 7) х 10 Па.
3.2.3. При ремонте угольных регуляторов должен выполняться следующий объем обязательных работ:
а) дефектация регуляторов;
б) замена неисправных элементов крепежа;
в) замена неисправных проводов;
г) перемотка поврежденных катушек;
д) проверка легкости хода успокоителей и их регулировка;
е) замен изношенных или поврежденных угольных шайб;
ж) замена изношенных или поврежденных токоотводящих колец и гибких проводников;
з) проверка натяжения пружин;
и) зачистка контактов РОТ со следами эрозии и их регулировка;
к) регулировка нажатия, массаж и проверка сопротивления угольных столбов;
л) регулировка и испытание регуляторов на стенде;
м) фиксация регулировочных и крепящих зажимов краской;
н) окраска кожухов с нарушенным покрытием.
Необходимость выполнения других работ определять по результатам дефектации. Ремонт регуляторов производить в соответствии с действующей ремонтной документацией.
3.2.4. Для замены вышедших из строя токоотводящих колец разрешается, помимо фирменных, использовать кольца, изготовленные по ТУ 32 ЦТВР-509-72 из меди марки М1 или из жести 24Ж-1, ГОСТ 1127-72, с серебрением их контактной поверхности гальваническим способом.
3.2.5. Гибкие проводники токоотводящих колец не должны иметь более 5% поврежденных проволочек. Пайка проводников к токоотводящим кольцам — припоем ПОС-61, ГОСТ 21931-76.
3.2.6. В регуляторах типа 64/0,1, ERV80, AROW-54 и др. на напряжение 65 В при вертикальном расположении колонок применять только фирменные угольные столбы. При горизонтальном расположении колонок разрешается применять столбы марки СУ-20, ГОСТ 10685-73.
3.2.7. Отремонтированные регуляторы, а также новые, ранее не бывшие в эксплуатации, проверить и испытать по программе:
а) внешним осмотром на отсутствие повреждений и правильность примененных при ремонте материалов;
б) проверка величины сопротивления угольных столбов в холодном и горячем состоянии при их полном сжатии и полном разжатии;
в) правильность регулировки реле обратного тока;
г) точность стабилизации регулируемого параметра.
3.2.8. После установки регуляторов на вагон и окончания испытаний вагона в сборе регуляторы опломбировать.
3.2.9. Вибрационные регуляторы очистить, осмотреть. Проверить катушки регуляторов на отсутствие обрывов, повреждений изоляции, межвитковых замыканий, неисправные катушки перемотать.
Угольные контакты осмотреть, зачистить следы подгаров. Контакты, имеющие трещины, отколы, эрозию контактной поверхности, заменить новыми.
При сборке регуляторов установить требуемый зазор между подвижными и неподвижными угольными контактами. Касание контактов должно быть по всей рабочей поверхности.
Настройку и испытание регулятора производить в соответствии с действующей ремонтной документацией.
3.2.10. Бареттерные регуляторы (панели ПР-208) обдуть от пыли, проверить монтаж и провода, исправность выпрямителей, реле, бареттеров, неисправные заменить или отремонтировать.
Реле максимального напряжения типа Р-106 отрегулировать на напряжение срабатывания 64 — 67 В. Регулировочный винт зафиксировать краской. Нормально открытые контакты заменить нормально закрытыми по документации ПКБ ЦВ М.319.
Отрегулировать бареттерный мост. При напряжении в цепях освещения 53 В напряжение на зажимках диагонали бареттерного моста должно быть равно 0. Регулировку производить по инструкции ПКБ ЦВ.
3.3. Пакетные переключатели
3.3.1. Пакетные переключатели очистить снаружи от пыли и грязи и осмотреть.
3.3.2. При ремонте переключателей выполнить следующий объем обязательных работ:
а) дефектацию;
б) замену поврежденных электроизоляционных элементов;
в) замену поврежденных элементов крепежа;
г) ремонт или замену неисправного механизма переключения;
д) замену элементов с поврежденными контактами;
е) испытания.
3.3.3. Переключатели ремонтировать с разборкой при наличии следующих дефектов:
а) механических повреждений;
б) нечеткой фиксации положений, заеданиях, проскальзывании;
в) ненормальной коммутации нагрузки.
Переключатели, имеющие более 30% поврежденных шайб, заменить новыми.
3.3.4. Шайбы разобранных переключателей очистить от пыли и грязи безворсными салфетками, смоченными в авиационном бензине, и осмотреть. Подлежат замене шайбы при наличии:
а) механических повреждений;
б) выгораний;
в) контактов, изношенных более чем на 20%;
г) контактов и выводов со следами эрозии или перегрева.
Исправные контакты протереть спиртом.
3.3.5. Деформированные стяжные шпильки выправить, при наличии повреждения резьбы — заменить.
Поврежденную резьбу выводов разрешается перенарезать один раз на следующий размер, при дальнейшем повреждении резьбы вывод заменить.
3.3.6. Поврежденный фиксатор отремонтировать, при невозможности ремонта — заменить.
3.3.7. Поврежденные или изношенные рукоятки заменять новыми, изготовленными из твердого изоляционного материала (текстолит, гетинакс, карболит и др.).
3.3.8. Изоляционную гильзу протереть авиационным бензином и осмотреть, при наличии повреждений — заменить.
3.3.9. Макетные переключатели проверить и испытать:
а) внешним осмотром — на отсутствие повреждений и правильность примененных при ремонте материалов;
б) на соответствие схемы коммутации диаграмме переключений;
в) величину сопротивления изоляции — мегаомметром на 500 В, которая должна соответствовать нормам, указанным в Приложении 4;
г) электрическую прочность изоляции — переменным током частотой 50 Гц напряжением, указанным в Приложении 7;
д) работу фиксатора — многократным (10 — 15 раз) переключением без нагрузки, при этом в процессе переключений не допускается остановка рукоятки в промежуточном положении и проскальзывание ее через фиксированные положения;
е) коммутационную способность — включением и отключением 2 — 3 раза под номинальным током нагрузки.
Переключатели, ремонтируемые без разборки, испытывать по п. п. «а», «д», «е»; новые переключатели и переключатели, ремонтируемые с разборкой, испытать по всем пунктам «а» — «е».
3.4. Автоматические выключатели
3.4.1. Автоматические выключатели с вагона снять и доставить в отделение для ремонта. Выключатели обдуть от пыли сухим сжатым воздухом и протереть от грязи.
3.4.2. При ремонте выключателей должен выполняться следующий объем обязательных работ:
а) снятие кожухов и ремонт или замена поврежденных;
б) дефектация выключателей;
в) зачистка контактов и выводов со следами эрозии;
г) замена крепежа с поврежденной резьбой или нарушенным покрытием;
д) смазка шарнирных соединений;
е) очистка дугогасительных камер;
ж) регулировка и испытания.
Ремонт автоматических выключателей производить по результатам дефектации в соответствии с действующей ремонтной документацией.
Разрешается регулировать только автоматические выключатели, имеющие специальные регулировочные устройства, при этом может регулироваться только время срабатывания теплового расцепителя.
3.4.3. Отремонтированные и новые выключатели проверить и испытать по следующей программе:
а) внешним осмотром на отсутствие механических повреждений;
б) работу механизма при ручном включении и выключении;
в) время срабатывания теплового расцепителя;
г) электромагнитный расцепитель на соответствие амперсекундной характеристике.
3.4.4. Выключатели с поврежденным механизмом, дугогасительной камерой или корпусом, с неустранимой эрозией контактов, а также выключатели, не выдержавшие испытаний, заменить новыми.
Разрешается замена импортных и старотипных отечественных автоматических выключателей на новые отечественные с соответствующими параметрами по рекомендациям или проектам, согласованным с ЦВ МПС.
3.5. Предохранители
3.5.1. Предохранители с вагона снять, доставить в отделение для ремонта, очистить от пыли и грязи, осмотреть. При ремонте предохранителей должен выполняться следующий объем обязательных работ:
а) дефектация;
б) замена отработавших и нетиповых плавких вставок;
в) замена поврежденных корпусов и изоляторов;
г) зачистка контактных соединений;
д) замена крепежных элементов с поврежденной резьбой или нарушенным покрытием;
е) испытания.
Плавкие вставки предохранителей защиты подвагонных генераторов и аккумуляторной батареи заменять новыми независимо от состояния.
3.5.2. Плавкие вставки заменять новыми типовыми. Для плавких вставок с проволочной конструкцией плавящего элемента, устанавливаемого в импортные предохранители с рабочим напряжением до 380 В включительно, разрешается использовать калиброванную проволоку в соответствии с Приложением 10.
Запрещается использование для плавких вставок проволок, ранее примененных в проводах любых марок.
3.5.3. Поврежденные корпуса трубчатых и пробочных предохранителей, изоляторы, имеющие отколы или потемнение глазури, заменить.
3.5.4. Запрещается применять повторно наполнитель из предохранителей со сработавшей плавкой вставкой.
Для замены наполнителя использовать просушенный и просеянный кварцевый песок с размером частиц до 0,5 мм.
3.5.5. Все контактные соединения и зажимы предохранителей зачистить, неисправные или поврежденные заменить, проверить прилегание зажимов и плотность контактных соединений.
Контактные болты, шпильки, гайки расходить, отсутствующие пополнить, поврежденное антикоррозийное покрытие восстановить.
3.5.6. Предохранители с проволочными вставками испытать на соответствие плавких вставок плавящему току.
Плавкие вставки не должны плавиться при меньшем значении испытательного
тока (I ) и должны плавиться при большем его значении (I ) в течение 1
м б
часа.
Значения токов, в зависимости от типов предохранителей, указаны в табл. 2.
Таблица 2
┌───────────────────┬────────────────────────────────────────────┐
│ Номинальный ток │ Величина тока для предохранителей │
│ плавкой вставки ├──────────────────────┬─────────────────────┤
│(I ) в амперах │ без наполнителя │ с наполнителем │
│ ном ├──────────┬───────────┼──────────┬──────────┤
│ │ I │ I │ I │ I │
│ │ м │ б │ м │ б │
├───────────────────┼──────────┼───────────┼──────────┼──────────┤
│6 и 10 │1,5 (I )│2,1 (I ) │ │ │
│ │ ном │ ном │ │ │
│15, 20 и 25 │1,4 (I )│1,75 (I )│1,3 (I )│1,6 (I )│
│ │ ном │ ном │ ном │ ном │
│от 35 до 350 вкл. │1,3 (I )│1,6 (I ) │ │ │
│ │ ном │ ном │ │ │
└───────────────────┴──────────┴───────────┴──────────┴──────────┘
Разрешается производить проверку плавких вставок по способу завода-изготовителя.
3.5.7. Для испытаний отобрать 0,5% от суточного количества отремонтированных по 3.5.2 предохранителей, но не менее 1 шт. на каждый ток плавкой вставки.
В случае, если хотя бы один предохранитель не выдержал испытаний, указанных в п. 3.5.6, от испытуемой партии отобрать удвоенное их число для проведения повторных испытаний. При повторном несоответствии одного из испытуемых предохранителей требуемым параметрам вся партия бракуется.
3.5.8. Предохранители при невозможности ремонта заменить.
Неисправные предохранители производства ГДР, ПНР и ВНР и старотипные отечественные разрешается заменять отечественными новыми с аналогичными параметрами.
3.6. Контакторы, реле и пускатели
3.6.1. Контакторы, реле и пускатели очистить от пыли и грязи, отремонтировать, при невозможности ремонта заменить.
При ремонте контакторов, реле и пускателей должен выполняться следующий объем обязательных работ:
а) снятие дугогасительных камер;
б) дефектация;
в) ремонт или замена неисправных катушек;
г) ремонт или замена поврежденных дугогасительных камер;
д) замена или ремонт поврежденных контактов;
е) зачистка контактов со следами эрозии;
ж) ремонт подвижной системы;
з) замена крепежных элементов с поврежденной резьбой или нарушенным покрытием;
и) испытание.
Аппараты, не требующие ремонта по п. п. «в», «д», «ж», разрешается ремонтировать на вагоне.
3.6.2. Дугогасительные и включающие катушки проверить на отсутствие обрыва, проверить также состояние выводных проводников, целость жил, пайку наконечников.
Катушки, имеющие следы перегрева, выплавление наконечников выводных концов, изломы жил проводов, обрывы или замыкание витков, заменить.
Класс изоляции провода катушки после ремонта или перемотки должен быть не ниже альбомного. После перемотки катушки пропитать лаком или компаундом соответствующей марки и просушить. Марки пропиточных лаков выбирать в соответствии с Приложением 6.
Пропитывать катушки битумно-масляными лаками (типа БТ-980, БТ-987, ГОСТ 6244-70) и др. запрещается.
У перемотанных катушек проверить величину сопротивления и отсутствие межвиткового замыкания. Величина сопротивления должна отличаться от номинальных данных катушек, указанных в Приложении 10, не более чем на +/- 2,5%.
3.6.3. Дугогасительные камеры осмотреть. Прогоревшие более чем на 50% по толщине стенки и перегородки дугогасительных камер отремонтировать с применением тех же материалов на эпоксидной смоле или заменить. Копоть на стенках камеры и перегородках удалить.
<…> стеклянной бумагой с последующей протиркой технической салфеткой, смоченной авиационным бензином.
Дугогасительная камера должна прилегать к сердечнику дугогасительной катушки металлическими полосами. Зазор между дугогасительной камерой и подвижными деталями контактора должен быть не менее 1 мм.
Дугогасительная камера должна свободно сниматься, устанавливаться на место и иметь исправные запирающие устройства.
3.6.4. Проверить состояние изоляционных стоек и оснований. При наличии сквозных трещин и прогаров на глубину более 30% поврежденные детали заменить, при меньших повреждениях трещины разделать, прогары зачистить и восстановить с применением пластмассы марки АСТ с последующим покрытием лаком 1201.
3.6.5. Контактные губки силовых контактов, имеющие трещины, заменить, изношенные по толщине свыше 60% — заменить или наплавить с последующей обработкой.
Губки, имеющие износ по толщине менее 60%, при необходимости зачистить, имеющие нарушение формы поверхности — обработать, нарушенное покрытие восстановить.
Наплавку губок или восстановление покрытия производить медью М1, ГОСТ 859-78, или припоем ПСр-45, ГОСТ 19738-74, в зависимости от материала, указанного в чертежах завода-изготовителя.
Контактные губки после наплавки обрабатывать с восстановлением геометрической формы, профиля и чистоты обработки контактной поверхности, предусмотренной чертежами.
3.6.6. Контакты цепей управления (напр., вспомогательные контакты контакторов, контакты реле и пр.) осмотреть, имеющие трещины, оплавления или поломанные — заменить.
Медные изношенные контакты заменить. У медных контактов с серебряным покрытием произвести восстановление покрытия, изношенные контакты заменить. Серебряные контакты наплавить припоем ПСр-45, при невозможности наплавки заменить на идентичные или металлокерамические.
3.6.7. Контакты, имеющие следы эрозии, зачистить шлифовальной шкуркой 1 МО.БШ-140.332.А3, ГОСТ 6456-75.
Контакты потемневшие, со следами окисления протереть безворсными салфетками, смоченными в спирте или авиационном бензине.
3.6.8. Детали подвижной системы, имеющие изломы, трещины, износ роликов или осей, ремонтировать или заменять новыми.
Поврежденные изоляторы заменить.
Подвижная система должна иметь свободное перемещение: прижатая рукой к неподвижной части, она должна вслед за отпуском руки быстро возвращаться в выключенное положение.
3.6.9. Проверить надежность крепления выводных проводов, состояние токоведущих деталей крепежа, наличие и целость антикоррозийного покрытия. Элементы с поврежденной резьбой или нарушенным покрытием заменить.
3.6.10. У контакторов, пускателей и реле перед испытаниями проверить:
а) крепление и профили контактов;
б) подвижность работы контактов, степень их притирания; касание контактных губок должно обеспечить притирание контактных поверхностей;
в) величину растворов и провалов контактов;
г) соприкосновение силовых контактов, которое должно быть не менее чем на 80% ширины губок.
3.6.11. Контакторы, реле и пускатели проверить в действии и испытать. Контакторы, имеющие дугогасительные камеры, испытывать вместе с камерами. В процессе испытаний проверить:
а) сопротивление катушек, которое должно соответствовать данным Приложения 13;
б) сопротивление изоляции катушек мегаомметром на 500 В;
+10%
в) четкость включения и отпадания при величине напряжения U
ном
-30%
U ; не четко работающие аппараты подлежат повторному ремонту или
ном
регулировке;
г) правильность магнитного дутья (полярность дугогасящих катушек);
д) электрическую прочность изоляции катушек напряжением переменного тока частотой 50 Гц в соответствии с указанными в Приложении 7.
3.6.12. Аппараты, не выдержавшие испытаний, направить в повторный ремонт, при невозможности ремонта заменить.
Разрешается заменять неисправные импортные и старотипные отечественные аппараты новыми отечественными в соответствии с действующей документацией.
3.7. Контактные термометры,
температурные датчики и термореле
3.7.1. Ртутные контактные термометры осмотреть, разбитые, имеющие следы прилипания ртути к поверхности капилляра или ослабшие наружные контакты заменить.
Подгоревшие наружные контакты зачистить, при необходимости напаять припоем ПСр-45, ГОСТ 19738-74.
Для устранения разрыва столбика ртути в капилляре термометры нагреть до заполнения ртутью верхней полости с последующим резким охлаждением ртутного баллона.
Разрешается замена импортных на отечественные с аналогичными параметрами.
3.7.2. Тепловые реле обдуть от пыли, осмотреть выводные соединения, контакты, тепловую вставку.
Токоведущие болты, шайбы, гайки, изношенные или с поврежденным антикоррозийным покрытием заменить.
Подгоревшие контакты зачистить, изношенные — напаять припоем ПСр-45, ГОСТ 19738-74, при невозможности ремонта — заменить.
Тепловые реле отрегулировать и проверить на стенде на соответствие тока уставки номинальным данным.
3.7.3. Температурные датчики электрокалориферов и водяных баков обдуть от пыли, осмотреть. Проверить на стенде на соответствие температурной уставки номинальным данным.
Температурные датчики электрокалориферов и водяных баков гарантируются (по регулировке) на два месяца.
Разрешается замена температурных датчиков электрокалориферов и водяных баков на отечественные с аналогичными параметрами.
3.7.4. Датчик температуры воды в котле типа ТВ.653.10/95/5 вагонов с комбинированным отоплением осмотреть, очистить от накипи, проверить исправность резинового уплотнения крышки, отсутствие повреждений резьбы, выводов, контактов.
Изношенные контакты заменить, следы подгара зачистить. Поврежденную контактную мембрану и гетинаксовую пластину заменить.
При наличии других повреждений датчик заменить новым.
Новый или отремонтированный датчик проверить на температуру срабатывания, которая должна быть 95 °С. При других значениях произвести регулировку уставки из расчета: один оборот регулировочного винта соответствует 20 °С.
3.7.5. Датчик уровня воды в котле типа 8208.161 вагонов с комбинированным отоплением очистить от накипи, осмотреть, поврежденные уплотнения заменить.
Поплавок осмотреть, неисправный заменить новым, контакты со следами подгара зачистить, плохие контакты пропаять.
При наличии других дефектов датчик заменить новым.
Отремонтированный или новый датчик проверить на функционирование.
3.7.6. Термодатчики системы контроля нагрева букс усл. N 393.000 осмотреть и проверить, заменить при наличии:
а) сработавшей тепловой вставки;
б) потертости или трещин наружной оболочки кабеля;
в) вмятин на корпусе или повреждений резьбы;
г) уменьшенной длины кабеля.
У исправных термодатчиков восстановить нарушенную полуду на концах провода, подсоединяемых к выводной коробке.
Разрешается восстановление поврежденной изоляции провода термодатчика в соответствии с ТУ 32 ЦТВР 372-73.
3.8. Электроизмерительные приборы
3.8.1. Все электроизмерительные приборы снять и проверить у Госповерителя или в заводской лаборатории, пользующейся такими правами, с постановкой соответствующего клейма.
Неисправные приборы отремонтировать, при невозможности ремонта заменить новыми.
3.8.2. Разрешается заменять импортные и старотипные отечественные приборы на новые отечественные с соответствующими пределами измерений и соответствующего класса точности.
При замене измерительных приборов шунты и добавочные сопротивления должны соответствовать типу устанавливаемого прибора.
3.9. Электронное оборудование, полупроводники,
дроссели светильников, конденсаторы
3.9.1. Электронное оборудование (регуляторы напряжения, диодные ограничители, блоки 2БА.115, реле напряжения и др.) с вагонов снять и доставить в отделение ремонта. Электронное оборудование очистить от пыли, грязи и осмотреть.
При ремонте электронного оборудования должен выполняться следующий объем обязательных работ:
а) дефектация;
б) замена поврежденных элементов;
в) замена неисправных разъемов;
г) испытания.
3.9.2. Оборудование с печатными платами, имеющими механические повреждения или выгорания, заменить новым.
Вышедшие из строя полупроводниковые элементы заменять по документации изготовителя.
Разрешается замена импортных и старотипных отечественных полупроводниковых приборов на новые отечественные по согласованию с ЦВ МПС при сохранении параметров электронного оборудования.
3.9.3. Ремонт электронного оборудования производить в соответствии с действующей ремонтной документацией.
Отремонтированное электронное оборудование испытать по программе, указанной в инструкции завода-изготовителя.
3.9.4. Термисторы обогревателей слива и налива осмотреть, проверить их исправность, качество пайки подводящих проводов, плохую пайку пропаять. Неисправные термисторы заменить новыми.
Замену импортных термисторов обогревателей водоналива на отечественные производить с модернизацией схемы и заменой аппаратов узла управления обогревом водоналива по чертежам, согласованным ЦВ.
3.9.5. Диоды и транзисторы осмотреть, проверить отсутствие пробоя, качество пайки подводящих проводов. Неисправные приборы отечественного производства заменить новыми, неисправные импортные — заменить отечественными с аналогичными параметрами.
Разрешается заменять селеновые выпрямители цепей управления на германиевые или кремниевые с аналогичными параметрами.
3.9.6. Дроссели и трансформаторы люминесцентных светильников осмотреть, проверить, неисправные отремонтировать, при невозможности ремонта заменить.
При осмотре обратить особое внимание на плотность соединения листов сердечника. Ослабший сердечник укрепить. Повышенный шум дросселя при работе не допускается. Неисправные дроссели, залитые компаундом, заменить.
3.9.7. Конденсаторы статических преобразователей и др. осмотреть, проверить отсутствие пробоя, емкость, качество пайки подводящих проводов.
Неисправные конденсаторы заменить отечественными с аналогичными параметрами, плохую пайку проводов пропаять.
Неисправные импортные конденсаторы защиты от радиопомех, установленные в выводных коробках электрических машин, заменять новыми по согласованию с ЦВ МПС.
3.10. Реостаты и резисторы
3.10.1. Резисторы и реостаты обдуть от пыли и осмотреть.
При ремонте реостатов и резисторов должен выполняться следующий объем обязательных работ:
а) дефектация;
б) замена неисправных резисторов;
в) перемотка перегоревших реостатов;
г) ремонт реостатов с механическими повреждениями;
д) испытания.
3.10.2. Резисторы перегоревшие, с механическими повреждениями, а также не соответствующие номиналу заменять новыми.
Разрешается замена импортных и старотипных отечественных резисторов на новые отечественные при условии соответствия мощности, сопротивления и габаритных размеров. При отличии параметров отечественных резисторов замену производить в соответствии с действующей документацией.
3.10.3. Перемотку реостатов производить таким образом, чтобы величина их сопротивления и мощность соответствовали паспортным данным.
3.10.4. Реостаты с поврежденным керамическим каркасом заменять новыми.
Подвижный механизм реостатов расходить и смазать графитовой смазкой, подгоревшие контакты зачистить.
Поврежденные кожухи выправить, при нарушенном покрытии кожухи окрасить термостойкой эмалью.
3.10.5. Под резисторы и реостаты, имеющие в процессе работы сильный нагрев, ставить асбометаллические пакеты или асбоцементные панели по чертежам ЦВ МПС.
3.10.6. У реостатов проверить электрическую прочность изоляции относительно корпуса переменным током частотой 50 Гц в течение 1 мин. в соответствии с Приложением 7.
3.10.7. Реостаты, не выдержавшие испытаний, подлежат повторному ремонту или замене. Разрешается заменять вышедшие из строя импортные реостаты, а также старотипные отечественные новыми в соответствии с действующей документацией.
3.11. Пульты управления, щиты и панели
3.11.1. Перед ремонтом пульты управления, щиты и панели с электроаппаратами продуть от пыли, очистить, неисправные электрические аппараты и приборы со щитов и панелей снять.
3.11.2. Пульты управления, щиты и панели осмотреть, имеющиеся повреждения устранить, при невозможности ремонта заменить.
3.11.3. Панели из изоляционного материала, имеющие отколы, трещины, прожоги, заменить. Следы подгаров зачистить и окрасить дугостойкой эмалью. Металлические панели, имеющие поврежденное покрытие, окрасить молотковой эмалью ГОСТ 12034-77 или черным лаком в зависимости от покрытия, предусмотренного заводом-изготовителем.
На панели щитов, предназначенных для установки предохранителей или автоматических выключателей и не имеющих табличек или надписей с указанием номинального тока предохранителя или автомата, такие надписи нанести.
Надпись наносить масляной краской непосредственно под аппаратом, к которому она относится.
3.11.4. У пультов управления проверить отсутствие механических повреждений, нарушения покрытия.
Вмятины выправить, поврежденные двери, боковые панели, крышки заменить.
Нарушенное лакокрасочное покрытие восстановить. Разрешается устранять местные нарушения покрытий площадью до 25 кв. см закраской поврежденных мест красками и эмалями того же типа и цвета, что и основное покрытие.
При полной или местной окраске поверхности подготовка поверхности к окраске, нанесение грунта и покрытия должны соответствовать типовой технологии для примененного лакокрасочного материала.
3.11.5. Деревянные перегородки, ниши, кожуха, предназначенные для установки щитов открытого исполнения, обить листовой сталью марки не выше Ст3, ГОСТ 16527-70, толщиной до 1,0 мм по асбесту толщиной 5 мм и окрасить эмалью ГФ-92ХС.
3.11.6. Монтажные провода осмотреть, неисправные заменить, проверить правильность выполнения монтажа и его соответствие монтажной схеме. Провода на щите должны быть надежно закреплены и уложены в соответствии с требованиями завода-изготовителя.
3.11.7. На проводах щитов с поврежденной или отсутствующей маркировкой маркировку восстановить. Если маркировка не предусмотрена заводом-изготовителем, то производить ее по схемам ЦВ МПС или завода-изготовителя на проводах, подходящих к выводам щитов.
3.11.8. Наконечники проводов, имеющие оплавления или трещины, заменить, при неудовлетворительной пайке — перепаять, при обрыве менее 5% жил — жилы проводов заправить к наконечнику и пропаять.
Голые наконечники, имеющие повреждение покрытия, облудить припоем марки не ниже ПОС-30, ГОСТ 21931-76.
Запрещается присоединение проводов к выводам аппаратов без наконечников, если такое подсоединение не предусмотрено заводом-изготовителем.
При подсоединении проводов без наконечников их концы должны быть облужены и в зависимости от конструкции вывода скручены в кольцо.
3.11.9. У отремонтированных щитов проверить надежность крепления выводов, целость изоляторов выводных колодок. Поврежденные изоляторы заменить.
Проводку щитов испытать на электрическую прочность изоляции напряжением
2U + 1000 В переменного тока частотой 50 Гц или мегаомметром на 2500 В
ном
в течение 1 мин.
Провода, уложенные на металлический щит, испытывать на прочность относительно щита, при этом разрешается испытание всех проводов производить одновременно.
На панелях, выполненных из электроизоляционного материала, плюсовые и минусовые провода собрать в две группы и испытывать на прочность одну группу относительно другой.
3.11.10. Щиты и панели после монтажа на них электроаппаратуры и приборов и подсоединения щитовой проводки проверить на правильность сборки и срабатывание установленной аппаратуры и приборов.
При этом плавкие предохранители и автоматы на срабатывание не проверять.
Электроаппаратура допускается к постановке на щит только после приемки ОТК.
3.12. Нумераторы, радио, телефонная связь
3.12.1. Нумераторы вагонов-ресторанов с вагона снять, в ремонтном
отделении проверить и отремонтировать. При проверке обратить внимание на
правильность и четкость замыкания контактов при напряжении, равном U +/-
ном
15% U , состояние контактов, соответствие монтажа схеме, исправность
ном
реле.
3.12.2. Оборудование поездных радиопунктов — антенные устройства, распределительные щиты с измерительными приборами, реостаты, автотрансформатор и другое оборудование осмотреть, очистить от пыли и грязи и при необходимости отремонтировать.
3.12.3. Сеть радиопроводки во всех вагонах, радиорозетки межвагонных соединений, громкоговорители, регуляторы громкости проверить, неисправные отремонтировать.
Провода для радиосети ремонтировать в соответствии с указаниями раздела 7. Проверку электрической прочности изоляции радиопроводов не производить.
3.12.4. Отремонтированные нумераторы и радиооборудование проверить в действии на вагоне.
3.12.5. Ремонт телефонной связи производить по дополнительному согласованию с заказчиком.
3.13. Магнитные усилители, трансформаторы, дроссели
3.13.1. Магнитные усилители, трансформаторы, дроссели снять, обдуть от пыли, осмотреть и отремонтировать, при этом должен выполняться следующий объем обязательных работ:
а) дефектация;
б) замена поврежденных обмоток;
в) ремонт выводов и замена крепежа с поврежденной резьбой и нарушенным антикоррозийным покрытием;
г) замена пересохшей или поврежденной изоляции;
д) испытания.
3.13.2. Изношенный и непригодный к эксплуатации провод для подключения трансформаторов багажных вагонов к городской сети заменить проводом марки КРПТ 2 х 1,5 кв. мм длиной 20 м с вилками типа ШУ-5А по концам.
3.13.3. Отремонтированные или новые трансформаторы и дроссели проверить по следующей программе:
а) внешний осмотр;
б) проверка сопротивления изоляции;
в) проверка сопротивления обмоток;
г) проверка коэффициента трансформации или вольтамперной характеристикой;
д) проверка электрической прочности изоляции.
3.13.4. При внешнем осмотре проверить правильность подключения выводных проводов к выводам панели и наличие диамагнитной прокладки между железом и ярмом дросселя.
3.13.5. Величина сопротивления изоляции обмоток между собой и относительно корпуса, измеренная мегаомметром на 500 В, должна быть не менее 0,5 МОм.
3.13.6. Сопротивление обмоток дросселей и трансформаторов должно соответствовать указанному в табл. 3.
Таблица 3
┌────────────────────┬────────────┬─────────────┬───────────┬─────────────┐
│Тип трансформатора, │1ДР-001 │2ДР-005 │2ДР-005.2 │2ДР-006 │
│дросселя │ │ │2ДР-005.33 │ │
├────────────────────┼────────────┼─────────────┼───────────┼─────────────┤
│ │ +0,1 │ +0,25 │ +0,25 │ +0,28 │
│Сопротивление │2 │4,9 │4,9 │5,5 │
│обмотки, Ом │ -0,2 │ -0,4 │ -0,4 │ -0,42 │
├────────────────────┼────────────┼─────────────┼───────────┼─────────────┤
│Тип трансформатора, │Д-110, А; Б │Д-111, А; │Д-115, А1 │2ТР-006 │
│дросселя │ │Б; В │ │ │
├────────────────────┼────────────┼─────────────┼───────────┼─────────────┤
│ │ │ │ +0,31 │ │
│Сопротивление │12,2 +/- 10%│5,7 +/- 10% │5,2 │73 +/- 10% │
│обмотки, Ом │ │ │ -0,36 │вторичн. обм.│
└────────────────────┴────────────┴─────────────┴───────────┴─────────────┘
3.13.7. У трансформаторов проверять величину коэффициента трансформации в режиме холостого хода.
У дросселей проверять вольтамперную характеристику с питанием обмотки переменным током. Величины подводимых к обмотке напряжений и протекающих при этом токов должны соответствовать указанным в табл. 4.
Таблица 4
|
Тип |
1ДР-001 |
Напряжение, В |
50 |
||
|
Ток, А |
0,4 |
||||
|
2ДР-005 |
Напряжение, В |
50 |
75 |
100 |
|
|
Ток, А |
0,28 +/- 0,05 |
0,42 +/- 0,06 |
0,88 +/- 0,08 |
||
|
2ДР-005.2 |
Напряжение, В |
50 |
80 |
||
|
Ток, А |
0,42 +/- 0,06 |
0,8 +/- 0,1 |
|||
|
2ДР-006 |
Напряжение, В |
25 |
50 |
||
|
Ток, А |
0,2 +/- 0,04 |
0,46 +/- 0,06 |
|||
|
Д-110, А; Б |
Напряжение, В |
84 |
|||
|
Ток, А |
0,2 +/- 0,05 |
||||
|
Д-111, А; |
Напряжение, В |
100 |
|||
|
Ток, А |
0,4 |
||||
|
Д-115, А1 |
Напряжение, В |
75 |
150 |
200 |
|
|
Ток, А |
0,23 +/- 0,01 |
0,64 +/- 0,05 |
1,45 +/- 0,10 |
Несовпадение точек вольтамперной характеристики с табличными данными устранять изменением количества витков рабочей катушки при помощи дополнительных выводов; для уменьшения величины тока подключиться к выводу с большим количеством витков, для увеличения — с меньшим количеством витков.
3.13.8. Электрическую прочность изоляции трансформаторов и дросселей относительно корпуса и между обмотками проверить напряжением переменного тока частотой 50 Гц в течение 1 мин. в соответствии с Приложением 7.
3.13.9. Отремонтированные или новые магнитные усилители испытать по следующей программе:
а) внешний осмотр;
б) измерение сопротивления изоляции;
в) измерение сопротивления обмоток;
г) проверка управляемости;
д) проверка электрической прочности изоляции.
3.13.10. При внешнем осмотре проверить правильность подключения выводных проводов к выводной панели.
3.13.11. Величина сопротивления изоляции, измеренная мегаомметром на 500 В, должна быть не менее 0,5 МОм.
3.13.12. Сопротивление обмоток усилителей приведено в табл. 5.
Таблица 5
┌─────────┬───────────────────────────────────────────────────────────────┐
│ Тип │ Сопротивление обмотки, Ом │
│усилителя├─────────────┬────────────┬───────────┬────────────┬───────────┤
│ │ рабочая │ управления │ обратной │ смещения │подмагничи-│
│ │ │ │ связи │ │вания │
├─────────┼─────────────┼────────────┼───────────┼────────────┼───────────┤
│Д-117 │0,037 +/- 10%│108 +/- 10% │- │- │- │
│ │ │ │ │ │ │
│МУ-113 │0,82 +/- 10% │138 +/- 10% │- │- │- │
│ │ │ │ │ │ │
│ │ │ +0,96 │ │ │ │
│МУ-201.А │0,64 +/- 0,2 │12 │- │- │шина │
│ │ │ -0,6 │ │ │ │
│ │ │ │ │ │ │
│ │ +0,019 │ │ +0,012 │ │ │
│МУ-205.Б │0,38 │36,5 +/- 2,3│0,33 │22,8 +/- 1,5│- │
│ │ -0,031 │ │ -0,017 │ │ │
│ │ │ │ │ │ │
│МУ-206.А1│шина │37,1 +/- 2,6│- │- │- │
│ │ │ │ │ │ │
│ │ +0,022 │ +2 │ +0,012 │ +1,2 │ │
│2УМ-001 │0,45 │40 │0,23 │24 │шина │
│ │ -0,036 │ -3,2 │ -0,018 │ -1,9 │ │
│ │ │ │ │ │ │
│ │ │ │ │ │ │
│2УМ-004 │ │ +1,8 │ │ +0,6 │ │
│2УМ-004,1│шина │36,6 │- │11,2 │шина │
│2УМ-004,3│ │ -3,0 │ │ -0,9 │ │
└─────────┴─────────────┴────────────┴───────────┴────────────┴───────────┘
3.13.13. При проверке управляемости усилителей подать на рабочие обмотки переменное напряжение, после чего на обмотку управления подать постоянный ток и контролировать величину тока, возникшего в рабочих обмотках. Величины подводимых напряжений, постоянного тока и контролируемого тока приведены в табл. 6.
Таблица 6
┌───────────────┬───────────────────────┬────────────────┬────────────────┐
│Тип усилителя │Напряжение раб. обм., В│Ток обм. упр., А│Ток раб. обм., А│
├───────────────┼───────────────────────┼────────────────┼────────────────┤
│Д-117 │21 │0,3 │>= 9 │
│МУ-113 │220 │0,35 │>= 2,2 │
│МУ-201.А │9 │0,2 │>= 1,2 │
│МУ-205.А │10 │0,4 │>= 2,9 │
│2УМ-001 │10 │0,4 │>= 2,5 │
│2УМ-004 │ │ │ │
│2УМ-004-1 │ │ │ │
│2УМ-004-8 │10 │0,3 │>= 14 │
└───────────────┴───────────────────────┴────────────────┴────────────────┘
Переменное напряжение подавать:
а) у однофазных усилителей — на выводы рабочей обмотки;
б) у двухфазных усилителей — один провод на вывод начала 1-й фазы, другой — на вывод начала 2-й фазы;
в) у трехфазных усилителей — один провод на вывод начала одной фазы, другой — на вывод начала другой фазы.
3.13.14. Проверку электрической прочности изоляции усилителей производить переменным током частотой 50 Гц напряжением в соответствии с Приложением 7.
3.14. Силовые выпрямители
3.14.1. Силовые выпрямители с вагона снять, доставить в цех для ремонта, при этом должен быть выполнен следующий объем обязательных работ:
а) очистка и дефектация;
б) слив и регенерация или замена масла селенового выпрямителя;
в) замена поврежденных полупроводниковых элементов, резисторов, конденсаторов;
г) ремонт или замена элементов конструкций и уплотнений;
д) замена крепежа с поврежденной резьбой или нарушенным покрытием;
е) замена поврежденных проводов и токоведущих шин;
ж) испытания.
3.14.1. Селеновый выпрямитель очистить от пыли, грязи, слить из него масло, вынуть блок селеновых шайб.
3.14.2. Бак осмотреть, при наличии течи по швам бак заварить, после чего проверить на отсутствие течи и окрасить вместе с крышкой.
3.14.3. Блок селеновых шайб осмотреть, при обнаружении подгаров на поверхности шайб подгоревшие шайбы заменить.
3.14.4. Токоведущие болты и шины осмотреть, неисправные с нарушенным антикоррозийным покрытием — заменить, ослабшие укрепить, маркировку выводов восстановить.
3.14.5. Резиновые уплотняющие прокладки заменить новыми, изготовленными из маслостойкой мягкой резины по ГОСТ 7338-77. Применять немаслостойкую резину запрещается.
3.14.6. Слитое масло регенерировать или заменить, недостающее
количество пополнить трансформаторным маслом ТК , ГОСТ 982-68.
п
Анализ масла по ГОСТ 982-68 на вязкость, кислотное число, температуру вспышки, содержание водорастворимых кислот и щелочей, содержание механических примесей, натровую пробу и прозрачность производить:
а) у регенерированного масла — у каждой партии по окончании регенерации;
б) у нового масла — у каждой партии, поступившей на завод.
3.14.7. Селеновый выпрямитель собрать, залить маслом. Уровень масла в баке должен быть между рисками щупа.
Проверить сопротивление изоляции мегаомметром на 500 В по отношению к корпусу бака. Величина сопротивления изоляции должна быть не менее 1,5 МОм.
3.14.8. Проверить значения величины обратного тока, при необходимости отформовать селеновые выпрямители по схеме и порядком, указанным в инструкции завода-изготовителя, при невозможности формовки выпрямители заменить.
3.14.9. Подвагонные ящики типа 2ЯА, ООВ с кремниевыми вентилями с вагона снять, обдуть от пыли, осмотреть.
Механические повреждения устранить, неисправное или высохшее резиновое уплотнение крышек заменить.
3.14.10. Вентили осмотреть, проверить отсутствие внешних повреждений и пробоя, неисправные заменить. При наличии у гибкого вывода вентиля более 20% поврежденных проволок вентиль заменить.
3.14.11. Резиновые втулки выводов и резиновые уплотнения вентилей высохшие и поврежденные заменить.
Изоляционные панели и панель фильтров осмотреть, при наличии механических повреждений — заменить, следы подгаров зачистить.
3.14.12. Фильтр осмотреть, очистить, неисправные резисторы и конденсаторы заменить.
Неисправные монтажные провода заменить, медные шины со следами подгаров зачистить.
3.14.13. У отремонтированных ящиков проверить электрическую прочность изоляции напряжением частотой 50 Гц в соответствии с Приложением 7.
3.14.14. Силовые вентили реле обратного тока проверять по п. 3.14.10.
3.15. Электрокалориферы, электропечи,
нагревательные элементы
3.15.1. Электрокалориферы и электропечи после обдувки их сухим воздухом и очистки осмотреть, при этом особое внимание обратить на состояние электронагревателей.
При ремонте электрокалориферов и электропечей должен выполняться следующий объем обязательных работ:
а) снятие защитных кожухов;
б) дефектация;
в) замена или ремонт неисправных нагревательных элементов;
г) замена элементов крепежа с поврежденной резьбой или нарушенным антикоррозийным покрытием;
д) очистка исправных и замена неисправных изоляционных элементов;
е) восстановление нарушенного лакокрасочного покрытия;
ж) испытания.
3.15.2. Трубчатые нагревательные элементы осмотреть, проверить отсутствие обрыва спирали или пробоя на корпус.
Трубчатые электронагреватели деформированные, с признаками поджога металла, имеющие пораженные коррозией стенки трубок, обрыв спирали, пробой на корпус, а также другие неисправности заменить новыми или отремонтированными.
Исправные нагреватели протереть техническими салфетками, смоченными в авиационном бензине, осмотреть, зачистить следы коррозии. Восстановить нарушенное антикоррозийное покрытие нагревателей, которое должно соответствовать чертежам завода-изготовителя. Разрешается применение горячего цинкования или лаков, или эмалей с термостойкостью не ниже 300 °С, например эмали КО-96, ТУ-6-10-997-76.
У нагревателей кипятильников и технологического оборудования вагонов-ресторанов и буфетов покрытие должно быть из олова 01 п.ч., ГОСТ 860-75.
У отремонтированных нагревателей проверить сопротивление изоляции между одним из контактов и корпусом нагревателя мегаомметром на 500 В, которое должно быть не менее 1,0 МОм.
3.15.3. Ленточные нагреватели калориферов вагонов ГДР осмотреть, сгоревшие секции заменить новыми.
3.15.4. Болты, винты, гайки с поврежденной резьбой или нарушенным антикоррозийным покрытием заменить новыми.
Перемычки с трещинами или надломами заменить, нарушенное покрытие восстановить.
3.15.5. Изоляторы протереть техническими салфетками, смоченными авиационным бензином, после чего осмотреть. Изоляторы с трещинами, отколами глазури и другими механическими повреждениями заменить новыми.
Стойки, на которые крепятся изоляторы, их винты и другие детали очистить от коррозии. Неисправные ремонтировать или заменить новыми.
3.15.6. Корпуса электрокалориферов и электропечей очистить от коррозии и покрыть термостойким лаком или эмалью.
3.15.7. При сборке электрокалорифера обратить особое внимание на прочность крепления и целость изоляторов на стойках, трубчатых нагревателей и перемычек между трубчатыми нагревателями.
Перемычки укрепить в соответствии с чертежами, гайки установить с контргайками или пружинными шайбами.
3.15.8. Отремонтированные электропечи и калориферы испытать по следующей программе:
а) внешний осмотр — на отсутствие механических повреждений и наличие всех необходимых элементов;
б) проверка величины сопротивления — на соответствие данным завода-изготовителя, указанным в Приложении 11; при этом допускается погрешность +/- 10%;
в) проверка величины сопротивления изоляции — мегаомметром на 500 В относительно корпуса на соответствие нормам Приложения 4;
г) проверка электрической прочности изоляции — переменным током частотой 50 Гц в течение 1 мин. напряжением, указанным в Приложении 7;
д) проверка в действии на вагоне.
Все замеры производить в практически холодном состоянии. Электропечи и калориферы, не выдержавшие испытаний, подлежат повторному ремонту или замене.
3.16. Обогреватели
3.16.1. Электрические обогреватели водоналивных и сливных труб с вагона снять, очистить от пыли, грязи, разобрать.
При ремонте обогревателей выполнить следующий объем обязательных работ:
а) замена элементов крепежа с механическими повреждениями или нарушенным покрытием;
б) замена трубчатых или перемотка неисправных спиральных нагревателей;
в) ремонт изоляторов и корпусов;
г) испытания.
3.16.2. Поврежденные выводные панели, шпильки, гайки крепления, имеющие поврежденное антикоррозийное покрытие или другие повреждения, заменить.
3.16.3. Поврежденные нагреватели спирального типа перематывать и изготавливать в соответствии с чертежами завода-изготовителя.
3.16.4. Трубчатые нагревательные элементы технологического оборудования вагонов-ресторанов и буфетов, обогревателей слива и налива ремонтировать в соответствии с требованиями п. 3.15.2.
Обогреватели комбинированных кипятильников ремонтировать в соответствии с действующей ремонтной документацией.
3.16.5. Разрешается при выходе из строя импортных трубчатых нагревательных элементов или термисторов замена обогревателей слива и налива отечественными типовыми или постановка нагревателей пониженной мощности, соответствующей ручному управлению обогревателями.
3.16.6. Изоляторы спиральных нагревателей ремонтировать в соответствии с требованиями п. 3.15.5.
Механические детали обогревателей осмотреть, неисправные ремонтировать или заменить.
3.16.7. Отремонтированные обогреватели собрать и испытать по следующей программе:
а) внешний осмотр;
б) проверка величины сопротивления изоляции нагревательных элементов относительно корпуса обогревателя, которая при измерении в закрытом помещении мегаомметром на 500 В должна быть не менее 1,0 МОм;
в) проверка электрической прочности изоляции нагревателей переменным током 50 Гц напряжением 1000 В или мегаомметром на 2500 В в течение 1 мин.
3.17. Арматура освещения
3.17.1. Сигнальные фонари, потолочные и настенные светильники с вагонов снять и направить в ремонтное отделение.
Розетки внутренней проводки и выключатели всех типов вскрыть.
Снятую арматуру очистить от грязи и пыли, осмотреть, неисправную отремонтировать или заменить новой.
3.17.2. При ремонте светильников должен выполняться следующий объем обязательных работ:
а) дефектация;
б) мойка, замена или ремонт стекол;
в) замена неисправных ламп;
г) ремонт патронов;
д) замена поврежденных проводов;
е) ремонт выводов;
ж) замена крепежных элементов с поврежденной резьбой или нарушенным покрытием;
з) ремонт или замена ПРА;
и) ремонт корпусов и восстановление нарушенного покрытия на корпусах и отражателях;
к) испытания.
Светильники с лампами накаливания открытых вагонов постройки СССР и ПНР, у которых имеется свободный доступ к патрону и подводящим проводам, при отсутствии дефектов по п. «и»разрешается ремонтировать на вагоне.
Люминесцентные светильники, имеющие свободный доступ к проводам и контактным соединениям, при отсутствии дефектов по п. п. «д», «з», «и» разрешается ремонтировать на вагоне.
3.17.3. Стекла рассеивателей и люминесцентных светильников осмотреть, поврежденные заменить. Стекла рассеивателей промывать в 5%-ом растворе щелочи или другого растворителя, стекла люминесцентных светильников промывать в теплой воде.
Разрешается ремонтировать стекла люминесцентных светильников из полистирола или метилакрилата, имеющие трещины длиной не более 60 мм.
3.17.4. Лампы светильников, стартеры люминесцентных светильников осмотреть и проверить, негодные заменить новыми.
Разрешается производить замену стартеров и ламп светильников на вагонах постройки ГДР, ВНР и ПНР на отечественные с аналогичными параметрами.
Мощность ламп, устанавливаемых в светильники и рассеиватели, должна соответствовать указаниям завода-изготовителя.
3.17.5. Зажимы штифтовых и двухштырьковых патронов осмотреть, неисправные отремонтировать, при невозможности ремонта — заменить, контакты зачистить, работоспособность контактных пружин и двухштырьковых патронов проверить в рабочем состоянии.
3.17.6. Установочные провода в светильниках осмотреть, провода с поврежденной или пересохшей изоляцией заменить. Крепление проводов в светильнике должно соответствовать типовому.
3.17.7. Выводные наборы осмотреть, при наличии механических повреждений, следов подгара или перегрева — заменить новыми. Исправные выводные наборы очистить от пыли и протереть бензином.
3.17.8. Крепежные элементы всех узлов освещения (выключателей, светильников, розеток и т.п.) при наличии повреждения резьбы или нарушенном покрытии заменить.
Токоведущие винты, гайки, шайбы, изношенные или имеющие нарушение антикоррозийного покрытия, заменить, недостающие пополнить.
3.17.9. Статические высокочастотные преобразователи для люминесцентного освещения с вагона снять, направить в ремонтное отделение, обдуть от пыли и проверить.
Элементы статического преобразователя ремонтировать в соответствии с требованиями раздела 3.9, вышедшие из строя заменить.
3.17.10. Неисправные дроссели, стартеры и другие элементы пускорегулирующей аппаратуры люминесцентных светильников заменить новыми.
3.17.11. Отражатели светильников осмотреть, промыть теплой водой, неисправные отремонтировать, нарушенное покрытие восстановить.
Поврежденные металлические корпуса выправить, покрытие восстановить, при невозможности ремонта заменить.
Поврежденные пластмассовые корпуса заменить.
Разрешается ремонт с разделкой и склеиванием трещин в корпусах при длине трещин до 25 мм.
3.17.12. У отремонтированных и новых светильников проверить:
а) величину сопротивления изоляции при снятых лампах:
— между концами проводов, выходящими из светильника;
— между выходящими концами проводов, соединенными вместе, и заземляющим проводом (при отсутствии заземления — металлическими нетоковедущими частями);
величина сопротивления изоляции, измеренная мегаомметром на 500 В, должна быть не менее 2 МОм;
б) светильники люминесцентного освещения в сборе и светильники с лампами накаливания — на функционирование, при этом у люминесцентных светильников потребляемый ток не должен превышать номинального значения при номинальном напряжении питания.
3.17.13. При выходе из строя арматуры освещения, особенно на ЦМВ ранних выпусков и иностранной постройки, арматуру разрешается заменять типовой, применяемой в аналогичных узлах современных вагонов.
При замене арматуры на современную замене подлежат все аналогичные узлы данного вагона независимо от их технического состояния.
3.17.14. Выключатели и переключатели освещения купе обдуть от пыли, проверить на четкость срабатывания, неисправные заменить.
Контакты осмотреть и окропить, имеющие нарушения антикоррозийного покрытия заменить или отремонтировать.
3.17.15. При выходе из строя специальных розеток для электробритв разрешается производить их замену на обычные розетки с установкой на распределительном щите тумблера для включения преобразователя.
3.17.16. При выходе из строя сигнальных ламп на щитах вагонов постройки ГДР, ПНР и ВНР разрешается производить замену сигнальных ламп на отечественные в соответствии с действующей документацией.
3.17.18. Произвести изоляцию мест постановки арматуры и светильников по чертежам ЦВ МПС.
3.17.19. Концевые, ответвительные, подмашинные, аккумуляторные выводные коробки, лобовые наружные и коридорные розетки вскрыть, неисправные заменить или отремонтировать. Выводные наборы снять и отремонтировать в соответствии с требованиями п. 3.17.7, при невозможности ремонта — заменить.
3.17.20. Сигнальные фонари установить на резиновых прокладках на лаковой подмазке П-00-2 (кроме «МИКСТ»). Крепление фонарей разрешается производить капроновыми винтами (болтами).
3.18. Межвагонные соединения
и разъемные контактные соединения
3.18.1. Межвагонные соединения магистрали освещения снять, очистить, осмотреть, поломанные заменить, у исправных — зачистить контакты.
Проверить надежность подсоединения кабеля к вилке межвагонного соединения, ослабшее соединение укрепить.
3.18.2. Кабель должен помещаться в брезентовом чехле, заделанном по концам ниточным бандажом.
Хомутик на кабеле устанавливать в положение, при котором обеспечивается свободное соединение межвагонных соединений, а в разъединенном положении вилки недостают до головки рельс.
3.18.3. Разъемные контактные соединения электронных блоков, термодатчиков и др. очистить от пыли, вскрыть, осмотреть места пайки проводов к разъему. Поврежденную или нарушенную пайку восстановить.
Контактные соединения со следами перегрева контактов или с механическими повреждениями заменить.
4. РЕМОНТ ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ
НАПРЯЖЕНИЕМ СВЫШЕ 1000 В
4.1. Общие требования
4.1.1. Оборудование высоковольтного подвагонного ящика, электропечи, электрокалорифер, нагревательные элементы котла комбинированного отопления, межвагонные соединения, розетки с вагона снять и направить в отделение ремонта.
4.1.2. Все снятое и отремонтированное электрооборудование до установки на вагон испытать, а после установки — проверить в действии.
4.1.3. Сопротивление нагревательного элемента при 20 °С, а также группы последовательно соединенных элементов замерять мостом постоянного тока с классом точности не ниже 1,0.
4.2. Контакторы
4.2.1. Контактор осмотреть, проверить отсутствие внешних повреждений. Ремонт контактора производить в соответствии с требованиями п. 3.6. Дополнительно выполнить работы, указанные в настоящем разделе. Замер сопротивления изоляции производить мегаомметром на 2500 В.
4.2.2. Дугогасительные рога осмотреть, имеющие оплавления менее 2 мм или подгары — зачистить. При наличии больших оплавлений рога наплавить медью с последующей обработкой до альбомных размеров.
4.2.3. У контакторов толщина контактных губок не должна быть не менее 60% альбомного размера.
4.2.4. Контакторы ПНР типа МК-310, МК-311 и др. разрешается заменять на отечественные того же типа.
Вышедшие из строя контакторы ГДР типа EMS-32А заменять на отечественные типа 2КМ.010.
4.3. Предохранители
4.3.1. Предохранители очистить от пыли. При ремонте предохранителей выполнить следующий объем работ:
а) дефектацию;
б) ремонт изоляционной панели;
в) замену сработавшей плавкой вставки;
г) ремонт контактных соединений;
д) ремонт корпуса;
е) ремонт элементов крепежа;
ж) проверить сопротивление изоляции мегаомметром на 2500 В.
4.3.2. Изоляционные панели под установку предохранителей осмотреть, проверить отсутствие трещин, прогаров, следов переброса дуги.
При наличии трещин, сквозных прогаров панели заменить. При наличии раковин или несквозных прогаров места дефектов зачистить, заделать пластмассой АСТ и покрыть лаком 1201.
4.3.3. Проверить целость плавких вставок. При сработавших плавких вставках предохранителей патрон заменить полностью.
При сработавших плавких вставках предохранителей с наполнителем из кварцевого песка разрешается заменять сработавшую плавкую вставку с обязательной одновременной заменой наполнителя.
4.3.4. Проверить на контактных поверхностях (пинцетах, контактных колпачках) отсутствие окисления, подгаров. Поврежденные зачистить до металлического блеска.
При наличии оплавлений, прожогов, цветов побежалости поврежденные детали и пружины заменить.
4.3.5. Проверить контактные пинцеты и зажимные пружины в действии. При постановке или снятии предохранителя пинцеты должны иметь визуально наблюдаемый расход, обеспечивающий надежный контакт и плотное удержание корпуса предохранителя.
Контактные пинцеты и колпачки смазать кремнийорганическим вазелином КВ-3, ГОСТ 15975-70, с толщиной слоя 0,1 — 0,3 мм или пастой КПД, ТУ-6-02-833-74.
4.3.6. Гнездо под предохранитель ГДР пробочного типа осмотреть, зачистить следы окисления контактной поверхности. При наличии подгаров, цветов побежалости на контактной поверхности или механических повреждений гнездо заменить новым.
4.3.7. Осмотреть корпус предохранителя. При наличии механических повреждений и повреждений глазури корпус заменить.
4.3.8. Болты, винты, шпильки, шайбы осмотреть, проверить отсутствие повреждений покрытия, нарушенное покрытие восстановить.
4.4. Разъединители
4.4.1. Разъединители очистить от пыли и грязи, осмотреть. Проверить отсутствие дефектов контактной поверхности ножа и пинцетов.
Окисление, следы подгара и небольших оплавлений зачистить мелкой шлифовальной бумагой. При оплавлениях, превышающих по площади 20% контактной поверхности, а также при износах, по толщине превышающих 10%, пинцеты и нож заменить.
4.4.2. Изоляционное основание, на котором крепятся токоведущие части, не должно иметь механических повреждений. Следы подгаров зачистить до полной ликвидации и покрыть лаком 1201.
4.4.3. Зажимные пружины пинцетов не должны иметь трещин и отколов и должны прочно удерживать нож при включении.
Зазор между щеками пинцетов должен быть не более 50% толщины ножа. При вставленном ноже щуп толщиной 0,1 мм должен входить между ножом и щекой не глубже чем на 5 мм.
4.4.4. Все контактные поверхности пинцетов и ножа смазать слоем кремнийорганического вазелина КВ-3, ГОСТ 15975-70, толщиной 0,1 — 0,3 мм или пастой КПД, ТУ-6-02-833-74.
4.5. Подвагонный высоковольтный ящик
4.5.1. В ящике снять переднюю и заднюю стенки. Ящик обдуть от пыли и осмотреть.
При ремонте ящика выполнить следующий объем обязательных работ:
а) зачистку коррозии и восстановление покрытия;
б) ремонт уплотнения;
в) ремонт труб;
г) ремонт проводки;
д) ремонт или замену изоляторов;
е) монтаж электрооборудования;
ж) ремонт замков;
з) проверку работы элементов.
4.5.2. Следы коррозии зачистить, прожоги и сквозные отверстия, повреждения стенок и коробление крышки устранить. Отремонтированный ящик окрасить изнутри эмалью ГФ-92ХС. Наружная окраска ящика производится после его установки под вагоном вместе с окраской низа вагона.
4.5.3. Изношенное или поврежденное уплотнение крышки ящика заменить новым. Уплотнение проверить протаскиванием киперной ленты шириной 30 — 40 мм. Лента не должна вытаскиваться от усилия 2 Н.
4.5.4. Кондуиты, входящие в ящик, осмотреть, поврежденные или с поврежденной резьбой заменить новыми. В местах входа кондуитов в ящик не должно быть щелей.
4.5.5. Электропроводку ящика осмотреть, поврежденные провода и наконечники заменить. Шины со следами подгаров зачистить, оплавленные заменить. Для замены высоковольтных проводов использовать провода марок ППСРВМ или ППСРМ, ГОСТ 6598-73.
Ослабший монтаж проводов укрепить. Запрещается прокладка проводов цепей управления и силовых в одном жгуте.
У отремонтированной проводки проверить электрическую прочность изоляции напряжением переменного тока с частотой 50 Гц в соответствии с Приложением 7.
4.5.6. Изоляторы протереть безворсной салфеткой, смоченной в бензине Б-70, осмотреть. При наличии механических повреждений или потемнений глазури заменить новыми.
4.5.7. Отремонтированное электрооборудование установить в ящик, подсоединить провода в соответствии с монтажной схемой и отрегулировать.
У разъединителя отрегулировать правильность хода ножа. При закрытой крышке ящика нож должен всей рабочей поверхностью входить в рабочий пинцет, а при открытой — в заземляющий. Перекосы ножа и пинцетов не допускаются.
4.5.8. Проверить состояние спецзамка ящика и конечного выключателя. Неисправный замок отремонтировать, неисправный выключатель заменить.
Проверить правильность срабатывания конечного выключателя.
Конечный выключатель, установленный в подвагонном ящике, должен замыкать свои контакты при закрытой крышке ящика. При этом обратить особое внимание на очередность включения. При открывании крышки ящика сначала должна отключаться низковольтная цепь конечным выключателем, а затем нож разъединителя должен отключаться от пинцета. При закрывании крышки ящика сначала должен врубиться нож разъединителя, а затем замыкаться цепь блокировки низкого напряжения конечным выключателем.
4.6. Гнезда контактных разъемов межвагонных соединений
4.6.1. Гнезда контактных разъемов разобрать, протереть безворсными салфетками, смоченными в бензине Б-70, осмотреть, проверить размеры, неисправные и изношенные детали заменить, при ремонте выполнить следующий объем обязательных работ:
а) дефектацию;
б) ремонт или замену деталей с механическими повреждениями;
в) замену негодного уплотнения;
г) замену поврежденного замка;
д) замену поврежденных изоляционных элементов;
е) ремонт контакта;
ж) испытания.
4.6.2. Проверить плотность прилегания крышки к корпусу гнезда. При неплотном прилегании заменить пружины или поврежденную крышку.
Крышку гнезда с трещинами, поврежденным или изношенным предохранительным зубом, не обеспечивающим запирание контактного штыря в гнезде, заменить.
Изношенные или поврежденные уплотнительные прокладки заменить.
4.6.3. Корпус гнезда, имеющий трещины, прожоги, отколы, механические повреждения поверхности в местах прилегания крышки, заменить исправным.
Корпус гнезда изнутри окрасить эмалью ГФ-92ХС до появления глянца по всей поверхности. Наружная окраска производится одновременно с окраской низа вагона.
4.6.4. Нижнюю крышку гнезда осмотреть, прочистить отверстия для стока конденсата. Войлочное уплотнение промыть в бензине, свалявшееся уплотнение заменить.
4.6.5. Проверить с помощью ключа работу блокировочного замка, неисправные замки заменить.
Механизм замка и шарнирные соединения крышки после сборки смазать смазкой ЦИАТИМ-2а, ГОСТ 6267-74, или приборным маслом марки МВП, ГОСТ 1805-76.
4.6.6. Изоляционное гнездо под штырь в соединительном гнезде и изоляционный диск глухого гнезда осмотреть, при наличии механических повреждений, следов подгара или нарушений глянцевой поверхности заменить.
Следы подгара, не превышающие по площади 5%, зачистить с покрытием лаком 1201.
4.6.7. Пружину глухого гнезда осмотреть, изломанную или ослабшую заменить.
Пружины, валики, шайбы, метизы гнезд, имеющие износ или нарушения антикоррозийного покрытия, заменить.
4.6.8. Самопружинящий гильзовый контакт и зажимные приспособления осмотреть, при наличии механических повреждений, подгаров, следов перегрева заменить.
Проверить исправность кольцевой натяжной пружины, неисправную заменить.
Контактные поверхности смазать кремнийорганическим вазелином КВ-3 с толщиной слоя 0,1 — 0,3 мм или пастой КПД, ТУ-6-02-833-74.
4.6.9. Гнезда контактного разъема собрать и проверить электрическую прочность изоляции напряжением переменного тока частотой 50 Гц в течение 1 мин. в соответствии с Приложением 7.
4.7. Штыри контактных разъемов межвагонных соединений
4.7.1. Штырь разобрать без отпайки кабеля, детали протереть безворсными салфетками, смоченными бензином Б-70, осмотреть, при ремонте выполнить следующий объем обязательных работ:
а) замену поврежденных элементов;
б) замену дефектного кабеля;
в) восстановление нарушенной разделки кабеля;
г) замену поврежденного брезентового чехла;
д) испытания.
4.7.2. У штырей заменить:
а) изолирующую втулку с механическими повреждениями, следами перекрытия, нарушением глянцевого покрытия;
б) поврежденные или деформированные резиновые уплотнения;
в) гайку с поврежденной резьбой или с разработанными шлицами под ключ;
г) штыревой контакт при наличии следов перегрева или подгара.
4.7.3. Проверить изоляцию и размеры кабеля межвагонного соединения.
Кабель с поврежденной изоляцией или не соответствующий номинальной длине заменить. Повреждение наружной оплетки не является браковочным дефектом и устраняется подмоткой хлопчатобумажной изоляционной лентой с последующей окраской лаком 1201.
4.7.4. Проверить качество пайки кабеля в штыревом контакте.
Кабель заменить при повреждении более 10% жил. При меньших повреждениях или при неполноценной пайке кабель перепаять.
Пайка считается полноценной, если жилы провода полностью облужены, припой не имеет шероховатостей и залит по всей окружности с плавным переходом от кабеля к контакту.
4.7.5. Осмотреть разделку конца кабеля. Поврежденный веревочный бандаж заменить. Перепайку кабеля и его разделку производить по нормали ПКБ ЦВ Н-015-69.
Конец провода, идущий к штырю, заправленный в брезентовый чехол на конце под уплотнительной гайкой угольника, должен иметь веревочный бандаж. В уплотнительной гайке провод в чехле с веревочным бандажом не должен иметь радикальных перемещений.
4.7.6. Рукоятка штыря должна иметь надежное резьбовое соединение с переходной втулкой и по окружности иметь все крепящие винты, предусмотренные чертежами завода-изготовителя.
4.7.7. Поврежденный защитный чехол кабеля заменить новым. Для защитного чехла разрешается применение брезентового рукава, ГОСТ 472-75.
Брезентовый чехол снаружи покрыть лаком, например акриловым АК-113, ТУ 6-10-1296-75. Разрешается применение других лаков с эластичностью и стойкостью к атмосферным воздействиям не ниже АК-113.
4.7.8. Отремонтированный штырь контактного разъема с кабелем испытать на электрическую прочность изоляции штыревого контакта относительно рукоятки напряжением переменного тока с частотой 50 Гц в соответствии с Приложением 7.
4.8. Электрические печи и калориферы
4.8.1. Ремонт электропечей, калориферов и их нагревательных элементов производить в соответствии с требованиями п. 3.15.
4.8.2. При ремонте нагревательных элементов дополнительно выполнить:
а) проверить величину сопротивления нагревательных элементов, которая должна соответствовать Приложению 11; при уменьшении сопротивления более чем на 5% нагреватель заменить;
б) изоляторы ТЭНов очистить, осмотреть, имеющие механические повреждения или следы перекрытия заменить.
4.8.3. У отремонтированных электропечей и калориферов после сборки величину сопротивления изоляции замерять мегаомметром на 2500 В.
4.8.4. У калорифера после сборки проверить правильность установки и регулировки плавкого предохранителя и термостата.
4.9. Котлы комбинированного отопления
4.9.1. Снять защитный кожух котла, очистить выступающие части нагревательных элементов и перемычки от пыли. При ремонте котлов комбинированного отопления выполнить следующий объем обязательных работ:
а) демонтаж перемычек и нагревательных элементов;
б) дефектацию;
в) ремонт нагревательных элементов;
г) замену поврежденных деталей и узлов;
д) подбор нагревательных элементов по группам;
е) испытания.
4.9.2. До демонтажа нагревательных элементов запрещается удалять накипь из котла при помощи раствора соляной кислоты или других реактивов, могущих повредить защитное силиконовое покрытие элементов.
Все нагревательные элементы из котла демонтировать и направить в отделение по ремонту.
Транспортировку элементов производить с особой осторожностью. Удары и вибрации при транспортировке, могущие вызвать повреждение кварцевого стакана, не допускаются.
4.9.3. У нагревательных элементов измерить величину сопротивления изоляции мегаомметром на 2500 В. Элементы с сопротивлением изоляции менее 100 МОм заменить.
Проверить величину сопротивления элемента. Элементы, сопротивление которых будет ниже 112 Ом, заменить.
4.9.4. У проверенных элементов удалить стержень со спиралью из кварцевого стакана и осмотреть.
Стержень и спираль с любыми видами повреждений заменить.
Выходное отверстие для газов в изоляторе стержня осмотреть, забитое прочистить. Поврежденное уплотнение между корпусом и стержнем заменить.
При повреждении кварцевого стакана, наличии влаги внутри элемента, его загрязнении заменить корпус нагревательного элемента.
4.9.5. Исправленные детали нагревательного элемента собрать. Корпус с нарушенным покрытием окрасить эмалью КО-88, ГОСТ 23101-78, или КО-813, ГОСТ 11066-74.
4.9.6. Величина сопротивления новых нагревательных элементов должна быть 118 +/- 2,5 Ом, и сопротивление изоляции — не ниже 100 МОм.
У элементов проверить электрическую прочность изоляции напряжением переменного тока с частотой 50 Гц.
Величина испытательного напряжения должна быть:
а) новых элементов — 10000 В;
б) у элементов, бывших в эксплуатации, — 8000 В.
При испытаниях установить напряжение 4000 В и выдержать его не менее 5 мин., при этом ток утечки должен быть не более 4 мА; повысить испытательное напряжение до верхнего предела и выдержать элемент не менее 1 мин., при этом ток утечки должен быть не более 10 мА. При испытаниях скорость подъема напряжения не должна превышать 50 В/с.
4.9.7. Поврежденное уплотнение между элементами и котлом заменить.
Перемычки между нагревательными элементами с повреждениями, следами перегрева, подгара заменить.
4.9.8. Испытанные нагревательные элементы установить в котел с постановкой уплотнения и соединить в группы по 6 элементов.
Сопротивление группы из 6 новых элементов должно быть 708 +/- 15 Ом. Минимальное сопротивление группы из нагревательных элементов, ранее бывших в эксплуатации, должно быть не менее 680 Ом.
В одну группу из 6 последовательных элементов допускается устанавливать не более 2-х нагревательных элементов с величиной сопротивления 112 Ом.
4.9.9. После установки в котел нагревательных элементов при испытании котла повышенным давлением проверить отсутствие течи из-под уплотнений элементов.
4.9.10. При демонтаже котла комбинированного отопления с вагона его транспортировку с вагона и на вагон производить со снятыми элементами.
4.9.11. По окончании всех монтажных и испытательных работ установить защитный кожух для нагревательных элементов и перемычек.
4.10. Дифференциальное реле
4.10.1. Дифференциальное реле осмотреть, очистить, при необходимости отремонтировать. Регулировку реле производить в соответствии с инструкцией завода-изготовителя.
5. РЕМОНТ ЭЛЕКТРИЧЕСКОЙ ПРОВОДКИ
5.1. Общие требования
5.1.1. При всех видах ремонта вагонов проверить состояние заземляющих шин, проводов и наконечников высоковольтных и низковольтных цепей, цепей радиопроводки, соединительных коробок, кондуитов, выводов в вагон и наличие оконцевателей на проводах и кабелях.
5.1.2. Неисправные провода вагонных сетей и неисправные установочные провода внутри светильников заменить. Замену производить в зависимости от технического состояния проводов.
Вне зависимости от технического состояния заменять провода в следующих цепях:
а) провода, идущие на тележках к термодатчикам нагрева букс;
б) все провода в аккумуляторном ящике.
5.1.3. Замену неисправных проводов производить до ближайшего клеммного соединения или ответвительной коробки.
Замену производить соответствующими проводами с сечением не менее альбомного. Для вагонов иностранной постройки марка заменяемого провода определяется по указаниям ЦВ МПС.
5.1.4. Качество изоляции проводов с резиновой изоляцией проверять путем изгиба на 180° с радиусом изгиба, равным 3 диаметрам испытуемого провода. При этом изоляция не должна иметь трещин, видимых невооруженным глазом.
Качество изоляции проводов с пластмассовой изоляцией проверять навивкой 3-х витков на пруток с диаметром, равным 10 диаметрам проверяемого провода. При этом изоляция не должна иметь трещин, видимых невооруженным глазом.
5.1.5. Монтаж проводов к выводным наборам, электрическим машинам, аппаратам, щитам и панелям производить в кондуитах и металлорукавах по нормали ПКБ ЦВ Н-016-70, если такая прокладка произведена заводом-изготовителем, или при ремонте 2-го объема.
5.1.6. При монтаже проводов запрещается:
а) присоединять провода к зажимам без наконечников (за исключением тех мест, где такое присоединение предусмотрено чертежами);
б) прокладывать высоковольтные (свыше 1000 В) и низковольтные провода в одном пучке (если это не предусмотрено заводом-изготовителем);
в) наращивать кабели и провода.
При подсоединении проводов без наконечников их концы должны быть облужены и, в зависимости от конструкции соединения, скручены в кольцо или штырь.
5.1.7. Соединение проводов разрешается производить только на выводных рейках, выводах аппаратов и электрических машин, выводах щитов и панелей или в ответвительных коробках.
Разрешается соединение проводки освещения, расположенной в специальных нишах и у потолочных светильников купе, производить пайкой или сваркой, если такое соединение предусмотрено конструкцией завода-изготовителя.
Холодная скрутка проводов всех марок в электро- и радиоцепях и сварка многожильных проводов запрещается.
5.1.8. Все провода, подходящие к выводам машин, аппаратов, светильников и пр., должны иметь маркировку, если она предусмотрена заводом-изготовителем.
На проводах, не имеющих маркировки или имеющих неправильную маркировку, произвести ее восстановление по монтажным схемам ЦВ МПС.
5.1.9. Проводку электропневматического тормоза проверять, осматривать, ремонтировать и испытывать согласно «Правилам ремонта и испытания тормозного оборудования вагонов»ЦВ/2331.
5.2. Наконечники
5.2.1. Наконечники осмотреть, при необходимости облудить и пропаять припоем. Наконечники, не соответствующие сечению проводов, на которых они стоят, или имеющие изломы, оплавления, трещины, заменить.
5.2.2. У проводов, имеющих около наконечников более 10% поврежденных жил или неполноценную пайку, наконечники перепаять.
При повреждении до 10% жил свободные концы поврежденных жил плотно прижать к целым жилам и пропаять.
5.2.3. Поврежденную у наконечников бандажировку проводов восстановить. Провода с поврежденным возле наконечников наружным слоем оплетки на длине не более 15 мм разрешается ремонтировать изолировкой по всему поврежденному участку. При больших повреждениях провода заменить.
5.2.4. Пайку наконечников, разделку проводов под наконечники, изолировку, марку припоя и прочие работы по напайке наконечников производить в соответствии с нормалью ПКБ ЦВ Н-015-69 или нормалью РЭЗ. В качестве флюса использовать раствор канифоли в спирте.
Размеры наконечников должны соответствовать чертежам завода-изготовителя или нормалям ПКБ ЦВ Н-001-66, Н-002-62, Н-003-62, Н-007-62.
5.3. Трубы и металлорукава
5.3.1. Осмотреть концы труб и металлорукавов в местах выхода из них электропроводки, при наличии заусенцев, острых кромок или других дефектов, которые могут вызвать повреждение изоляции проводов, зачистить их с удалением металлической пыли.
На концы труб или металлорукавов поставить недостающие изолировочные втулки или другие оконцеватели.
Оконцеватели могут быть изготовлены из дерева, резины, капрона или другого изоляционного материала и не должны иметь острых кромок, могущих вызвать повреждение изоляции провода.
5.3.2. Трубы под электропроводку заменить при наличии вытертости, прожогов, пробоин, замятой или поврежденной резьбы, а также вмятин глубиной более:
а) 4 мм — для труб 1/2″;
б) 6 мм — для труб 1″;
в) 8 мм — для труб 1:1/4″ до 2″.
5.3.3. Трубы высоковольтной подвагонной магистрали осмотреть.
Трубы размером 47 х 3 мм заменить новыми при наличии протертостей, прожогов, трещин, а также вмятин глубиной более:
а) 4 мм — для кабеля диам. 36,5 мм;
б) 6 мм — для кабеля диам. 34,3 мм.
Новые трубы должны иметь наружный диаметр, толщину стенок и материал, соответствующий указанному в чертежах или указаниях ЦВ МПС.
5.3.4. Трубы высоковольтной магистрали очистить от грязи снаружи и изнутри. Стальные трубы изнутри окрасить лаком N 177, ГОСТ 5631-79, или БТ-982, ТУ 84-826-79, алюминиевые трубы изнутри не окрашивать.
5.3.5. Металлорукава поломанные, имеющие вмятины глубиной более 4 мм, трещины, заменить.
Разрешается соединять стальные металлорукава пайкой припоем ПОС-30, ГОСТ 21931-76.
5.3.6. Поврежденные защитные шланги и брезентовые сшивные чехлы на проводах к генератору и выпрямителям заменить новыми, брезентовые чехлы окрасить.
Окраску чехлов разрешается производить акриловым лаком АК-113, ТУ 6-10-1296-75, или другими лаками с эластичностью и стойкостью к атмосферным и температурным воздействиям не ниже АК-113.
5.4. Провода
5.4.1. Электропроводку сети освещения, силовую, радио, сигнализации, провода к сигнальным фонарям, штепсельным лобовым розеткам, сигнализаторам налива воды, нагревателям труб, подсветке подножек, термодатчикам нагрева букс, к светильникам по коридору, тамбурам и туалету проверить внешним осмотром в доступных местах.
Провода с поврежденной или высохшей изоляцией заменить, проверить сечение проводов.
5.4.2. Повреждение верхней оплетки на длине менее 100 мм разрешается устранять подмоткой изоляционной лентой. При больших повреждениях провод заменить.
Для высоковольтных проводов (на напряжение свыше 1000 В) повреждение оплетки устранить подмоткой в два слоя изоляционной лентой; в местах, подвергавшихся термическому воздействию, — асбестовой лентой.
После изоляции место повреждения покрыть эмалью, например эмалью НЦ-929, ТУ 6-10-1331-73.
5.4.3. Местное повреждение резиновой изоляции низковольтных (до 1000 В) проводов разрешается устранять изолировкой с последующей окраской эмалью, например эмалью НЦ-929.
Высоковольтные провода (свыше 1000 В), имеющие местное повреждение резиновой изоляции, заменить.
5.4.4. Провода сборок, имеющие более 10% поврежденных жил, перепаивать по целому сечению, если длина провода позволяет изъять поврежденный участок.
В противном случае провод заменить.
5.4.5. Выемку и заправку проводов в трубы производить вручную или средствами малой механизации, без рывков, не допуская обрыва жил проводов и их вытягивания.
5.4.6. При креплении проводов скобами под скобы прокладывать электрокартон толщиной 0,3 — 0,5 мм. Скобы не должны иметь заусенцев, электрокартон должен выступать по обе стороны скобы не менее чем на 3 — 5 мм.
5.4.7. Концы проводов, подходящие к измерительным приборам, реле, контакторам и другим электроаппаратам, должны иметь полихлорвиниловые трубки по ТУ 6-05-1342-76 или другие оконцеватели на длине 20 — 30 мм.
Концы проводов, подходящие к светильникам, софитам, выключателям, штепсельным розеткам, электрокалориферам, электропечам и другим приборам освещения и обогрева, должны иметь оконцеватели из электроизоляционных трубок класса нагревостойкости не ниже «Н», например трубок марки ТКР, ТУ 16-503-031-69. Применение полихлорвиниловых оконцевателей в арматуре освещения и обогрева запрещается.
5.4.8. Выводные соединения проводов осмотреть, проверить прочность их затяжки, наличие шайб, гаек и контргаек, недостающие пополнить, с нарушенным антикоррозийным покрытием или изношенные заменить. Гайки крепления выводных соединений, не имеющие контрящих устройств, устанавливать на пружинные шайбы или клей.
Фигурные шайбы на выводных соединениях вагонов ГДР или ВНР установить выступами в сторону гайки.
В выводном соединении зазоры между наконечниками, шайбами, выводами, гайками не допускаются. Постановка шайб между расположенными на одном выводе наконечниками запрещается.
Затяжку выводных соединений производить только торцовыми ключами, затяжка пассатижами запрещается.
5.4.9. Проверить правильность монтажа и соединений электропроводки в соответствии со схемой вагона.
5.4.10. Проверить электрическую прочность изоляции проводов после ремонта электропроводки.
Проверку производить в соответствии с требованиями п. 5.7.
5.5. Подвагонная высоковольтная магистраль
5.5.1. Проверить сопротивление изоляции кабеля магистрали мегаомметром на 2500 В. При сопротивлении изоляции менее 8 МОм магистраль демонтировать, кабель заменить новым.
Для замены кабеля рекомендуется применять провода марок ППСРВМ-4000 или ППСРМ-4000, ГОСТ 6598-73.
5.5.2. Разделку концов нового кабеля производить по нормали ПКБ ЦВ Н-015-69. Подрез жил при снятии изоляции не допускается.
5.5.3. У исправного старого или нового кабеля концы на длине 150 — 200 мм пропитать лаком БТ-99, ГОСТ 8017-74.
5.5.4. Детали крепления трубопровода магистрали осмотреть, очистить, поврежденные метизы и крепящие скобы заменить, имеющие нарушенное антикоррозийное покрытие оцинковать.
Скобы облудить возле отверстия под болт.
5.5.5. Опорную поверхность под трубы на вагоне очистить от старой краски и коррозии и окрасить лаком N 177 или 317.
Поверхность под постановку скоб на вагоне очистить до металла.
Крепление магистрали на вагоне должно производиться по чертежам завода-изготовителя.
5.5.6. Новый кабель в магистраль протягивать вручную или с применением средств малой механизации.
Прокладку вести без рывков. Обрывы части жил не допускаются.
В целях предотвращения повреждения кабеля рекомендуется протягивать его через трубопровод по участкам.
5.5.7. У смонтированной на вагоне магистрали проверить:
а) величину сопротивления заземления;
б) электрическую прочность изоляции переменным током частотой 50 Гц в течение 1 мин. напряжением по Приложению 7.
5.5.8. Трубопровод магистрали, выдержавшей испытания, окрасить снаружи вместе с окраской низа вагона.
5.6. Шунты и шины заземления
5.6.1. Шунты заземления осмотреть, проверить отсутствие повреждений, качество пайки в наконечниках.
Шунты с поврежденными проволоками жил заменить, с плохой пайкой перепаять.
Новые шунты не должны иметь отклонений по длине и сечению от альбомных размеров.
5.6.2. Заземляющие шины прокладывать таким образом, чтобы они не касались токоведущих выводов.
Сечение заземляющих шин и перемычек должно быть не ниже альбомного.
5.6.3. Болты крепления заземляющих шунтов, шин и перемычек должны иметь антикоррозийное покрытие.
Места под установку элементов заземления с поврежденным покрытием должны быть зачищены до металлического блеска и облужены припоем ПОС-30, ГОСТ 21931-76.
5.6.4. Величина переходного сопротивления в одном заземляющем переходе должна быть не более 0,01 Ом.
Места постановки элементов заземления после присоединения к ним шунтов, перемычек или шин окрасить.
5.7. Испытание электрической прочности изоляции
5.7.1. Испытание электрической прочности изоляции проводов производить после:
а) демонтажа с вагона всего электрического оборудования;
б) ремонта электропроводки вагона.
Испытание производится до монтажа на вагон отремонтированного электрооборудования. Разрешается производить испытания после монтажа на вагон отремонтированного электрооборудования в соответствии с «Технологией испытания электрической прочности изоляции вагонных электрических сетей» СКО НВРЗ СК 12.69.
5.7.2. Перед производством испытаний соединить провода:
а) цепей постоянного тока напряжением до 150 В и люминесцентного освещения от преобразовательного агрегата — у щита управления и в местах разрыва цепей из-за съема электрооборудования в две группы; отдельно соединить все плюсовые провода и отдельно минусовые;
б) цепей переменного тока напряжением 380 и 220 В вагонов с централизованным энергоснабжением — у щита управления и в местах разрыва цепей из-за съема электрооборудования по группам пофазно;
в) цепей с напряжением свыше 1000 В — у подвагонного высоковольтного ящика и в местах разрыва цепей из-за съема электропечей с подсоединением к цепям проводов заземления и отсоединением заземляющих проводов от корпуса вагона.
Соединение проводов выполнять медной проволокой диаметром до 0,5 мм. Касание соединительного провода и соединяемых голых проводов к заземленным элементам конструкции вагона не допускается.
5.7.3. Проверить электрическую прочность изоляции проводов в соответствии с Приложением 7.
Испытания проводить между:
а) всеми вагонными цепями и корпусом вагона;
б) между плюсовыми и минусовыми цепями вагона с проводами на напряжение до 150 В;
в) между фазами вагона с проводами на напряжение 380 В.
Для проводов с рабочим напряжением до 1000 В при одноминутном значении величины сопротивления изоляции не менее 0,5 МОм, измеренном мегаомметром на 2500 В, разрешается не проверять электрическую прочность изоляции.
6. РЕМОНТ АККУМУЛЯТОРНЫХ БАТАРЕЙ
6.1. Общие требования
6.1.1. Аккумуляторные батареи с вагона снять.
6.1.2. Выводные коробки, коробки предохранителей батарей, их изоляционные панели, выводные болты, контактные стойки, проходные втулки, межэлементные соединения ремонтировать или заменять новыми в зависимости от технического состояния.
6.1.3. Анализ дистиллированной воды на соответствие требованиям Приложения 8 производить перед приготовлением каждой партии электролита.
6.1.4. Количество зарядных циклов и зарядно-разрядные режимы новых аккумуляторов должны соответствовать действующей ремонтной документации.
Количество зарядно-разрядных циклов для аккумуляторов, бывших в эксплуатации, может быть уменьшено до одного тренировочного и одного контрольного при условии обеспечения необходимой емкости и соблюдении режимов заряда и разряда.
6.1.5. Комплектацию батареи для постановки на вагон производить элементами одного года изготовления. При невозможности такой комплектации допускается устанавливать в батарею элементы различных лет изготовления, при этом разброс по емкости у элементов, собранных в одну батарею, не должен превышать +/- 10% от средней емкости.
6.1.6. Элементы щелочных аккумуляторов, проходившие ремонт со вскрытием баков, комплектуются в одну батарею и не допускаются к постановке в батарею совместно с элементами, не проходившими такого ремонта.
При комплектации батареи из элементов, отремонтированных со вскрытием баков, дату изготовления элементов не учитывать.
6.1.7. Летняя плотность обычного электролита устанавливается для батарей, выпускаемых из ремонта с 15 марта по 15 октября.
6.2. Щелочные аккумуляторы
6.2.1. Ремонт щелочных аккумуляторов производить в соответствии с действующей ремонтной документацией. При ремонте щелочных аккумуляторов выполнить следующий объем обязательных работ:
а) снятие, мойку и дефектацию резиновых чехлов;
б) слив и регенерацию электролита;
в) промывку баков изнутри и обмывку снаружи;
г) очистку и замену поврежденных деталей крепежа;
д) заливку электролита;
е) циклирование.
При ремонте никель-кадмиевых аккумуляторов вместо работ по п. «а» выполнить ремонт деревянных ящиков.
6.2.2. Резиновые чехлы проверять на отсутствие трещин и микротрещин методами электрического контроля.
Допускается вместо применения электрического контроля изоляции
5
проверять отсутствие микротрещин давлением воды (5 — 10) х 10 Па.
6.2.3. Ремонту со вскрытием баков подлежат никель-железные аккумуляторы при следующих дефектах:
а) не поддающиеся промывке;
б) при наличии внутреннего короткого замыкания;
в) отбракованные цинковым электродом.
Аккумуляторы, пластины которых соединены сваркой, ремонту со вскрытием баков не подлежат.
6.2.4. В аккумуляторы типа ТЖН-250, ТНЖ 350У2, ВНЖ-300 заливать единый всесезонный электролит.
В качестве электролита применять водный раствор едкого калия, ГОСТ 9285-78, плотностью 1,20 +/- 0,01 г/куб. см с добавками 40 г/л едкого натра, ГОСТ 2263-71, 40 г/л лития гидрата окиси технического, ГОСТ 8595-75, и 20 — 25 г/л натрия сернокислого, ГОСТ 2053-77.
В электролит для новых аккумуляторов типа ВНЖ-300 добавку едкого натра не производить.
Количество карбонатов в электролите не должно превышать 10 г/л.
Состав электролита для никель-кадмиевых аккумуляторов устанавливается инструкциями завода-изготовителя.
Анализ состава производить у каждой партии приготовленного электролита.
6.2.5. Отремонтированные элементы, отдавшие по контрольному разряду не менее 80% номинальной емкости, комплектовать в батарею для постановки на вагон. Емкость новых элементов, допускаемых к постановке на вагон, определяется инструкцией завода-изготовителя.
После комплектации батарею зарядить номинальным режимом. Плотность электролита в конце заряда должна соответствовать требованиям завода-изготовителя. Разброс по плотности электролита у элементов одной батареи не должен превышать +/- 0,01 г/куб. см.
6.2.6. После зарядки протереть насухо крышки аккумуляторов и через 1 — 2 часа закрыть горловины баков пробками. Верх баков смазать или залить слоем смазки, например ПВК, ГОСТ 19537-74, толщиной 0,5 — 1,0 мм.
6.2.7. После приемки аккумуляторных батарей ОТК на резиновых чехлах элементов проставить клеймо завода, производившего ремонт, и год ремонта.
6.3. Кислотные аккумуляторы
6.3.1. Ремонт кислотных аккумуляторов производить в соответствии с действующей ремонтной документацией. При ремонте кислотных аккумуляторов должен выполняться следующий объем обязательных работ:
а) смена электролита;
б) промывка при высоте шлама свыше нормы;
в) замена неисправных пластин в аккумуляторах;
г) ремонт деревянных ящиков;
д) циклирование.
У аккумуляторов поставки Индии смену электролита и промывку баков не производить.
6.3.2. Заливка аккумуляторов и состав электролита должны соответствовать инструкции завода-изготовителя.
Качество электролита проверять у каждой приготовленной партии.
6.3.3. Отремонтированные элементы, отдавшие по контрольному разряду не менее 80% номинальной емкости, комплектовать в батарею для постановки на вагон. Емкость новых аккумуляторов, допускаемых к постановке на вагон, определяется по инструкции завода-изготовителя.
После комплектации батарею зарядить. Плотность электролита в конце заряда должна соответствовать требованиям завода-изготовителя с учетом температурной поправки. Разброс по плотности электролита у элементов одной батареи не должен превышать 0,01 г/куб. см.
6.3.4. После приемки аккумуляторной батареи ОТК на корпусах элементов проставить клеймо завода, производившего ремонт, и год ремонта.
6.4. Подвагонные ящики и элементы крепления
6.4.1. Подвагонные аккумуляторные ящики и их крепление к вагону осмотреть, очистить, не требующие ремонта — нейтрализовать, просушить и окрасить изнутри щелоче- или кислотостойкой краской в зависимости от типа батареи.
6.4.2. Искривленные, коробленые или имеющие вмятины крышки и потолки ящиков выправить. После правки крышка должна плотно прилегать к ящику по всему периметру. Уплотнения крышек заменяются новыми, выполненными по альбомным чертежам. Уплотнение ящика проверять в соответствии с требованиями п. 4.5.3.
6.4.3. Петли крышек и замки осмотреть, поврежденные заменить, исправные смазать и расходить.
Поврежденные болты подвески ящика заменить, детали подвески окрашивать вместе с ящиком.
6.4.4. Вентиляционные отверстия и дефлекторы ящиков очистить, осмотреть, неисправные восстановить в соответствии с альбомными чертежами. Заделывать или закрывать чем-либо вентиляционные отверстия запрещается.
6.4.5. Деревянные доски настила и бруски для расклинивания заменить новыми, выполненными по чертежам завода-изготовителя или ЦВ МПС и окрашенными щелоче- или кислотостойкой краской в зависимости от типа батареи.
6.4.6. Тележки и кассеты, в случае установки щелочных аккумуляторов в ящике на выкатных тележках, очистить от пыли и грязи, осмотреть, неисправные отремонтировать в соответствии с утвержденной технологией, окрасить, поврежденные подвесные изоляторы заменить.
6.4.7. Стеклянные или керамические изоляторы при установке аккумуляторов в ящике на изоляторах очистить, осмотреть, поврежденные заменить новыми.
6.4.8. Никель-железные аккумуляторы устанавливать вновь на выкатных тележках или керамических подставках в соответствии с планом модернизации.
6.4.9. Поврежденные подставки из древесно-стружечной плиты под элементы батареи типа ВН-400 заменить новыми.
7. МОНТАЖ ЭЛЕКТРООБОРУДОВАНИЯ НА ВАГОНЕ
7.1. Монтаж электрических машин
7.1.1. Монтаж электрических машин производить в соответствии с чертежами вагоностроительных заводов. Все элементы крепления должны быть типовыми.
7.1.2. Провода, подходящие к выводам в коробках выводов, должны иметь типовые наконечники, быть надежно закреплены и иметь маркировку.
Крепление проводов к выводам должно быть типовым, все элементы крепления (гайки, шайбы и др.), предусмотренные чертежами, должны быть установлены.
7.1.3. В коробках выводов должны быть установлены все предусмотренные прокладки и сальники.
7.1.4. Генераторы крепить к вагону болтами из стали марки 40Х, ГОСТ 4543-71, или какой-либо иной марки, согласованной с ЦВ МПС.
7.1.5. У подвесных генераторов осевой разбег по валику подвески не должен превышать:
а) у генераторов РД — 1 мм;
б) у генераторов ГСВ — 2 мм;
в) у генераторов 23/07.11 — 2 мм.
Регулировку величины разбега производить постановкой шайб на валик не более одной с каждой стороны.
7.1.6. У генераторов ДU66-22 (В) между воздушными каналами на вагоне и фланцем воздуховода должно быть уплотнение и заслонка, выполненная по чертежам ЦВ, исключающая вентиляцию генератора в зимнее время воздухом, забираемым из кузова вагона.
7.2. Монтаж электрического оборудования
напряжением до 1000 В
7.2.1. Подсоединение проводов, подходящих к выводам пультов, щитов, электронагревательных приборов, светильников и т.д., должно быть типовым, при этом постановка всех элементов крепления (шайб, фигурных или пружинных шайб и т.д.), предусмотренных конструкцией соединения, обязательна.
Все элементы соединения должны быть типовыми, не иметь следов коррозии и подгара.
7.2.2. Все соединения проводов на выводах электрооборудования должны иметь необходимую плотность.
7.2.3. Длина проводов, подходящих к выводам, должна исключать:
а) излом проводов в эксплуатации вследствие их натяжения;
б) трение проводов об элементы конструкции.
При замене проводов, подходящих к светильникам и другим элементам электрооборудования, нагревающимся в процессе работы до температуры свыше 80 °С, при наличии технической возможности и при отсутствии трения проводов об элементы конструкции, длину проводов выбирать с запасом.
Запас по длине должен позволять производить двух-трехразовую обрезку участка с пересохшей изоляцией на конце провода длиной 20 — 50 мм.
7.2.4. Регуляторы, имеющие защитные кожухи, при выпуске вагона из ремонта должны быть опломбированы. Пломбы должны иметь оттиски, утвержденные руководителем предприятия.
Транспортировку отремонтированных регуляторов с угольными столбами производить только в вертикальном положении.
7.2.5. При монтаже на вагоне термодатчиков системы контроля нагрева букс кабель, идущий от коробки СК к патрону термодатчика, зафиксировать зажимом, прикрепленным под буксовую крышку или к нижней полке рамы тележки.
7.2.6. После окончания монтажных работ проверить работу вызывной сигнализации и радиооборудования.
Работа радио проверяется от стационарного источника, при этом должны быть проверены все радиодинамики и регуляторы громкости вагона.
7.2.7. При монтаже под вагоном ящиков с селеновыми или кремниевыми выпрямителями установить все предусмотренные болты, шайбы и пружинные шайбы.
Подходящие к выпрямителям провода должны быть в брезентовом чехле.
7.2.8. Подходящие к нагревательным приборам (электропечам, калориферам и т.д.) провода прокладывать в зоне наименьшего термического воздействия нагревательных приборов.
При установке электропечей на вагонах с напряжением 380 В проверить:
а) отсутствие повреждений термоизоляции;
б) правильность закрепления электропечей на вагоне;
в) правильность разбивки печей по фазам;
г) подсоединение проводов и заземляющих перемычек к печам.
7.2.9. При монтаже люминесцентных светильников заземляющий провод должен быть надежно соединен с корпусом светильника.
7.3. Монтаж электрического оборудования
напряжением свыше 1000 В
7.3.1. Крепление высоковольтного подвагонного ящика к вагону производить в соответствии с чертежами завода-изготовителя.
Трубы с проводами, входящие в ящик, должны иметь оконцеватели.
7.3.2. При установке на вагон электрокалорифера соединить его с диффузором и конфузором принудительной вентиляции, установить на место оттарированный термодатчик (в межобластных вагонах постройки ПНР — два термодатчика). После этого присоединить провода высокого и низкого напряжения и заземления, обратив особое внимание на состояние контактных поверхностей шины заземления и наконечника заземляющего провода.
7.3.3. При установке электропечей в вагоне необходимо убедиться в том, что термоизоляция (асбест) и металлический лист не имеют повреждений, а короб установки очищен.
Электропечь, установленную на место, надежно закрепить хомутами и соединить оконцевательной гайкой с кондуитом.
Кондуиты надежно прикрепить к электропечам и к стойкам стенки вагона или пола. Места выхода проводов из кондуитов разделать в соответствии с инструкцией завода-изготовителя.
После установки всех электропечей в вагоне без заземляющих перемычек проверить цепи электропечей, а также измерить величину сопротивления нагревательных элементов каждой ветви последовательно соединенных электропечей. При отклонении величин сопротивления от указанных в Приложении 1 более чем на 10% установить и устранить причину снижения или увеличения сопротивления.
Проверку на целость цепей производить контрольной лампой напряжением не более 24 В, авометром или другим прибором.
Проводящие концы высоковольтных проводов соединить с электропечью в соответствии с монтажной электрической схемой силовых цепей завода-изготовителя.
Установку облицовочных кожухов производить только после проведения проверок и измерений, указанных выше.
7.3.4. После заполнения водой котла комбинированного отопления:
а) проверить правильность соединения элементов в группы и сопротивление каждой группы;
б) проверить отсутствие течи из-под уплотнения нагревательных элементов;
в) подсоединить провода к выводам котла и укрепить шунт заземления;
г) закрыть котел защитным кожухом и проверить работу конечного выключателя; при открытом кожухе выключатель должен отключать высокое напряжение;
д) проверить работу реле уровня; при недостатке воды в системе отопления реле должно отключать высокое напряжение от котла.
7.4. Монтаж аккумуляторов
7.4.1. Тип аккумуляторной батареи, допускаемой к постановке на вагон, и способ ее установки должен соответствовать чертежу вагоностроительного завода.
Разрешается вместо вышедших из строя кислотных или никель-кадмиевых батарей устанавливать никель-железные батареи в соответствии:
а) у вагонов с кондиционированием воздуха — с ТУ 32 ЦТВР-467-76;
б) у вагонов без кондиционирования воздуха — с ТУ 32 ЦТВР-468-76.
7.4.2. После установки батареи на вагон батарею закрепить, проверить уровень электролита и напряжение каждого элемента.
Напряжение на элементах проверять нагрузочной вилкой со вставкой, соответствующей току проверяемой батареи.
7.4.3. У щелочных аккумуляторов проверить отсутствие электролита в чехле и отсутствие повреждений чехла.
Постановка на вагон аккумуляторов при наличии электролита в резиновом чехле, а также применение чехлов с проколами запрещается.
7.4.4. Соединение элементов в батарею производить только типовыми перемычками.
Крепление перемычек на борнах элементов должно быть типовым. У щелочных аккумуляторов типа ТНЖ под перемычку устанавливать одну гайку, а сверху перемычку крепить двумя гайками или гайкой с пружинной шайбой.
7.4.5. Провода вагона, подсоединяемые к батарее, должны иметь наконечники, соответствующие типу установленной батареи.
При установке щелочной батареи оставлять на проводах наконечники кислотных батарей запрещается.
Шины, борны, гайки, перемычки и другие неизолированные токоведущие элементы соединения баков должны быть покрыты слоем смазки ПВК, ГОСТ 19537-74, или ПГ-203 марок А-Б, ГОСТ 12328-77, толщиной не более 1 мм.
7.4.6. Сопротивление изоляции батареи после установки на вагон
проверить вольтметром с внутренним сопротивлением не менее 150 кОм.
Напряжение заменять между плюсом батареи и корпусом вагона (U ) и между
1
минусом батареи и корпусом (U ).
2
Сопротивление изоляции батареи (R ) определять по формуле:
бат.
U
бат
R = R (——- — 1),
бат. v U + U
1 2
где:
R — сопротивление вольтметра;
v
U — напряжение батареи.
бат
Величина сопротивления изоляции должна быть не менее 25 кОм для батареи с номинальным напряжением 50 В; не менее 50 кОм — для батареи с номинальным напряжением 110 В.
Разрешается величину сопротивления изоляции определять другими способами, согласованными с ЦВ МПС.
8. ИСПЫТАНИЯ ЭЛЕКТРООБОРУДОВАНИЯ ВАГОНА В СБОРЕ
8.1. К испытаниям электрооборудования в сборе на вагоне допускаются вагоны, на которых выполнены все работы по монтажу электрооборудования, ремонту и испытаниям электропроводки и принятые по этим работам ОТК.
8.2. При наличии любого отказа при испытаниях испытания прекратить, выявленный дефект устранить, после чего испытания начать сначала.
8.3. После окончания испытаний у вагонов, электрооборудование которых безотказно проработало все время испытаний, делается запись во внутризаводском паспорте и книге формы ВУ-94 о пригодности к эксплуатации.
8.4. Испытания электрооборудования вагона в сборе с индивидуальным энергоснабжением разрешается производить при помощи одного из следующих устройств:
а) устройств, обеспечивающих вращение вагонных генераторов от постороннего электродвигателя, связанного с генератором механически;
б) статических регулируемых преобразователей с обратными связями через возбуждение генераторов с системами их автоматического регулирования на вагоне;
в) катковой станции.
При производстве испытаний любым способом вагонные генераторы должны вращаться с частотой, позволяющей снимать с генераторов номинальную мощность.
8.5. Испытания электрооборудования вагона в сборе с централизованным энергоснабжением производить при помощи:
а) стационарного источника питания с выходным напряжением, соответствующим номинальному напряжению вагонной энергосистемы;
б) вагон-дизель-электростанции.
8.6. При испытании вагонов с кондиционированием воздуха испытания электрооборудования производить одновременно с проверкой системы кондиционирования.
8.7. Испытания электрооборудования вагонов в сборе производить в соответствии с действующей ремонтной документацией.
9. ДЕПОВСКОЙ РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ НА ЗАВОДАХ
9.1. Общие требования
9.1.1. В настоящем разделе руководства приведены особенности требований при деповском ремонте электрооборудования вагонов на заводах.
В случае, когда деповской ремонт электрооборудования не имеет отличий от капитального КР-1, указания на ремонт в настоящем разделе не приводятся, электрооборудование ремонтируется в соответствии с требованиями КР-1.
9.1.2. Требования к отремонтированному электрооборудованию и объем его испытаний не имеют различий при деповском ремонте и ремонте КР-1.
9.2. Электрические машины
9.2.1. Ремонт коллектора производить без разборки (полной или частичной). Требования к коллектору (чистота обработки, наличие фасок, продораживание, геометрические параметры, полуда шлицев и пр.) после деповского ремонта соответствуют требованиям после ремонта КР-1.
9.2.2. Ремонт обмоток производить только с частичной перемоткой; обмотки машин, пропитанные термореактивным лаком (типа ФЛ-98), не подвергавшиеся перемотке, разрешается не пропитывать.
В каждом отдельном случае тип лака, которым ранее были пропитаны обмотки, устанавливается инспектором ОТК.
9.2.3. Выводные провода полюсных катушек с поврежденным наружным слоем оплетки разрешается бандажировать лентой из материала соответствующего класса изоляции.
Местные повреждения проводов допускается использовать изолированием поврежденного места.
9.2.4. Резинотехнические элементы подвесок генераторов и других агрегатов заменять новыми в случае, если потеря их упругости привела к изменению зазора сверх нормы, установленной чертежами завода-изготовителя.
9.2.5. Исправные подшипники, имеющие по результатам дефектации параметры, соответствующие параметрам новых подшипников, допускаются к повторной установке.
9.3. Электрические аппараты
9.3.1. Щиты, имеющие свободный доступ с двух сторон, допускается при отсутствии повреждений ремонтировать на вагоне.
9.3.2. Электрическую прочность изоляции проводов у щитов, не снимавшихся с вагона, разрешается проверять одновременно с проверкой электрической прочности изоляции проводов вагона.
9.3.3. Хвостовые сигнальные фонари разрешается снимать с вагона в зависимости от технического состояния.
9.3.4. Электрокалориферы и электрообогреватели купе и коридоров вагонов с кондиционированием воздуха и вагонов-ресторанов разрешается проверять и ремонтировать на вагоне.
9.3.5. Плавкие вставки предохранителей генераторов и аккумуляторных батарей заменить новыми в случае перегорания плавящегося элемента или при наличии нетипового элемента.
9.4. Аккумуляторные батареи
9.4.1. Щелочные аккумуляторные батареи, прошедшие ремонт со вскрытием баков, рекомендуется устанавливать на вагоны ежегодного ремонта, причем на выгоны габарита РИЦ и МС не устанавливать.
9.4.2. Уплотнения крышек аккумуляторных ящиков заменять в случае их повреждения, не устранимого при ремонте. Разрешается производить частичную замену уплотнения.
9.4.3. Никель-железные аккумуляторы с единым всесезонным электролитом разрешается ремонтировать без смены электролита, если количество карбонатов в электролите не превышает указанного в п. 6.2.4.
9.5. Электрические провода
9.5.1. Замену проводов производить только в зависимости от их технического состояния.
9.5.2. Кабель подвагонной магистрали при отсутствии повреждений разрешается с вагона для ремонта не демонтировать.
10. РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ ПРИ КР-2
10.1. Общие требования
10.1.1. В настоящем разделе Руководства приведены особенности требований при капитальном ремонте электрооборудования вагонов в КР-2.
В случае, когда ремонт электрооборудования при КР-2 не имеет отличий от ремонта КР-1, указания на ремонт в настоящем разделе не приводятся, электрооборудование ремонтируется в соответствии с требованиями КР-1.
10.1.2. Требования к отремонтированному электрооборудованию и объем его испытаний не имеют различий при ремонте КР-1 и КР-2.
10.1.3. Все электрооборудование с вагона демонтировать.
10.1.4. Тип энергосистемы вагона и элементы его электрооборудования заменяются новыми в соответствии с утвержденной технической документацией.
Допускается использование существующей энергосистемы и ее элементов по согласованию с ЦВ.
10.2. Электрические аппараты
10.2.1. С поступивших в цех щитов и панелей снять все электрические аппараты и приборы, произвести полную замену монтажных проводов с сохранением маркировки завода-изготовителя.
10.2.2. Настенные светильники заменять на светильники закрытого исполнения, выполненные по чертежам, согласованным с ЦВ МПС.
10.2.3. Выключатели освещения устанавливать в закрытых металлических коробках, окрашенных изнутри дугостойкой эмалью.
10.2.4. Распределительный щит устанавливать в металлическом шкафу, расположенном между служебным купе и купе проводников.
10.2.5. Ниши и шкафы для установки аппаратуры обить изнутри железом по асбесту толщиной не менее 5 мм и окрасить дугостойкой эмалью.
10.3. Электрические провода
10.3.1. Все электрические и радиопровода и кабели вагона заменить новыми. При этом марки проводов для замены должны соответствовать «Указаниям по применению новых кабельных изделий»Главвагона от 11.06.1977. Допускается применять провода других марок по согласованию с ЦВ МПС.
Наименьшее сечение токопроводящей жилы установочных проводов должно быть 1,5 кв. мм.
10.3.2. Проводку укладывать в стальных газовых трубах ГОСТ 3262-75. Разрешается при укладке проводов внутри вагона в местах перегиба малого радиуса и к потолочным светильникам проводку укладывать в металлорукавах ГОСТ 8575-75.
Внутреннюю поверхность труб окрасить лаком в соответствии с требованиями п. 5.3.4.
10.4. Аккумуляторные батареи
10.4.1. К постановке на вагон допускаются только новые аккумуляторные батареи.
10.4.2. Никель-железные аккумуляторы устанавливать только на выкатных тележках.
11. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ И ИСПЫТАНИЯХ
ЭЛЕКТРООБОРУДОВАНИЯ
11.1. Ремонт электрооборудования производить в соответствии с действующими «Правилами техники безопасности и промышленной санитарии для заводов по ремонту подвижного состава и производству запасных частей».
11.2. Испытания электрооборудования производить в соответствии с утвержденными Госэнергонадзором «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей».
11.3. Испытательные станции по испытанию электрических машин и аппаратов должны быть выгорожены из помещения цеха. Нахождение на испытательной станции лиц, не причастных к проведению испытаний, запрещается.
11.4. Испытание электрической прочности изоляции проводов и испытания электрооборудования вагона в сборе производить на специальных позициях, имеющих все необходимые обустройства и ограждения.
Во время испытаний запрещается производство на вагоне любых работ, кроме устранения дефектов, обнаруженных в процессе испытаний.
За время испытаний принимается интервал от момента начала испытаний до полного их завершения.
11.5. К производству ремонта и испытания электрооборудования допускаются лица, возраст, физические данные и квалификация которых позволяют на основании действующих инструкций принимать участие в выполнении соответствующих операций.
11.6. При проведении испытаний, связанных с подачей на вагон напряжения величиной свыше 1000 В, должна быть оформлена необходимая документация на подачу напряжения.
11.7. На каждом вагоноремонтном заводе исходя из местных условий и на основании действующих правил и инструкций должна быть разработана местная инструкция по технике безопасности при работе и испытаниях.
12. ПРИЛОЖЕНИЯ
Приложение 1
ФОРМЫ ЖУРНАЛОВ УЧЕТА ИСПЫТАНИЙ ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ
Форма 1
ЖУРНАЛ
УЧЕТА ИСПЫТАНИЙ ЭЛЕКТРИЧЕСКИХ МАШИН
|
1. Дата |
||
|
2. Тип машины |
||
|
3. Номер машины |
||
|
4. Остаточная величина дисбаланса якоря, Нм |
||
|
5. Сопротивление |
изоляции, МОм |
|
|
силовой, Ом |
||
|
сериесной, Ом |
||
|
шунтовой, Ом |
||
|
прочей, Ом |
||
|
6. Частота вращения при проверке механической прочности, |
||
|
7. Технические |
диапазон частот вращения, об./мин. |
|
|
напряжение, В |
||
|
ток силовой, А |
||
|
диапазон токов возбуждения |
||
|
8. Ток кратковременной перегрузки, А |
||
|
9. Испытательное напряжение при проверке изоляции, кВ |
||
|
10. Напряжение проверки витковой изоляции, В |
||
|
11. Класс коммутации |
||
|
12. Исполнитель |
||
|
13. Мастер |
||
|
14. ОТК |
Форма 2
ЖУРНАЛ
УЧЕТА ИСПЫТАНИЙ РЕГУЛЯТОРОВ
|
1. Дата |
|||
|
2. Тип |
|||
|
3. N регулятора |
|||
|
4. N вагона и дорога приписки |
|||
|
5. Включение реле |
напряжение, В |
||
|
ток, А |
|||
|
6. Отключение реле |
напряжение, В |
||
|
ток, А |
|||
|
7. Тип столбиков |
|||
|
8. Давление угольных |
в разжатом состоянии, Н |
||
|
в сжатом состоянии, Н |
|||
|
9. Сопротивление |
в холодном |
растяжение, Ом |
|
|
сжатие, Ом |
|||
|
в нагретом |
растяжение, Ом |
||
|
сжатие, Ом |
|||
|
10. Напряжение стабилизации, В |
|||
|
11. Исполнитель |
|||
|
12. Мастер |
|||
|
13. ОТК |
Форма 3
ЖУРНАЛ
УЧЕТА ИСПЫТАНИЙ ЭЛЕКТРОПРОВОДКИ
|
Дата |
N вагона |
Сопротивление изоляции мегаомметром |
Испытательное |
Бри- |
Мастер |
ОТК |
|||||
|
элект- |
системы |
системы |
подва- |
системы |
систе- |
подва- |
|||||
|
МОм |
МОм |
МОм |
МОм |
В |
кВ |
кВ |
|||||
Форма 4
ЖУРНАЛ ДЕФЕКТОСКОПИИ
|
Дата |
N вагона |
Наименование и принадлежность |
Вид |
Результат |
Форма 5
ЖУРНАЛ
УЧЕТА ЗАРЯДА АККУМУЛЯТОРНЫХ БАТАРЕЙ
|
N вагона |
Тип бата- |
Заряд |
Разряд |
Плотность |
Подписи |
||||||||
|
дата и время |
вели- |
время |
дата и время |
вели- |
время |
испол- |
мастер |
ОТК |
|||||
|
подклю- |
отклю- |
подклю- |
отклю- |
||||||||||
Приложение 2
ТИПЫ ОТЕЧЕСТВЕННЫХ ПОДШИПНИКОВ, УСТАНАВЛИВАЕМЫХ
В ЭЛЕКТРИЧЕСКИЕ МАШИНЫ ВЗАМЕН ИМПОРТНЫХ <*>
———————————
<*> Приложение составлено на основании ведомости N П336 Монтажно-технического бюро по шарикоподшипникам Союзглавподшипника Государственного комитета Совета Министров СССР по материально-техническому снабжению (письма МТБ N 98-26-17/653 от 17 октября 1972 г. и 98-20-16а/681 от 25 октября 1972 г.).
┌───────────────┬──────────────┬───────┬─────────────────┬─────────────────────┐
│ Место │ Тип и фирма │Страна-│ Тип и стандарт │ Примечание │
│ установки │ импортного │изгото-│ отечественного │ │
│ подшипников │ подшипника │витель │ подшипника для │ │
│ │ │ │ замены │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│1. Мотор- │ДКF │ГДР │подшипник │ │
│генератор │NU 315ОЗ │ │20-32315М │ │
│DUGG-28(В) │ │ │ГОСТ 8338-75 │ │
│ ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │ДКF 6315СЗ │ГДР │подшипник 70-315 │ │
│ │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│2. Генератор │ДКF 308 │ГДР │подшипник 32708 │ │
│25/01.03 │ │ │ГОСТ 8328-75 │ │
│ ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │22312 │ГДР │подшипник 3612 │ │
│ │ │ │ГОСТ 5721-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│3. Двигатель │ │ГДР │ │ │
│генератора │ │ │ │ │
│Д067-4 │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│4. Генератор │ДКF │ГДР │ │ │
│23/07.17, 19, │NU 305 │ │ │ │
│21 ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │Q 308 │ГДР │подшипник 176308Л│ │
│ │ │ │ГОСТ 8995-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│5. Генератор │NH 305 │ГДР │подшипник 92705 │Разность в ширине │
│23/07.11 │ │ │ГОСТ 8328-75 │подшипников компен- │
│ │ │ │ │сировать постановкой │
│ │ │ │ │дистанционного кольца│
│ │ │ │ │толщиной 4 мм между │
│ │ │ │ │торцами внутреннего │
│ │ │ │ │кольца подшипника и │
│ │ │ │ │гайки │
│ ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │NU 308 │ГДР │подшипник 32308 │ │
│ │(NU М 40) │ │ГОСТ 8328-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│6. Мотор-гене- │6312СЗ │ВНР │подшипник 70-312 │ │
│ратор │ │ │ГОСТ 8338-75 │ │
│К 694L/XR 44L ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │ДКF │ГДР │подшипник │ │
│ │NU 315СЗ │ │20-2315М │ │
│ │ │ │ГОСТ 8328-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│7. Генератор │NU 311СЗ │ПНР │подшипник │ │
│PW-114а │ │ │20-32311 │ │
│ │ │ │ГОСТ 8328-75 │ │
│ ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │6307 СЗ │ПНР │подшипник 20-307 │ │
│ │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│8. Двигатель │NU 310 │ГДР │подшипник 32310 │ │
│компрессора │ │ │ГОСТ 8338-75 │ │
│G МК В9 ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │6308 │ГДР │подшипник 308 │ │
│ │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│9. Двигатель │6312 │ВНР │подшипник 312 │ │
│компрессора │ │ │ГОСТ 8338-75 │ │
│ЕМК-20/19 ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │7308 │ВНР │подшипник 46308Л │ │
│ │ │ │ГОСТ 831-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│10. Умформер │ДКF 6307 │ГДР │подшипник 307 │ │
│FV-120 │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│11. Умформер │ДКF 6304 │ГДР │подшипник 304 │ │
│FV-66 │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│12. Умформер │NU 206 │ГДР │подшипник 32206 │ │
│GEUBI-180(В)/60│(NUL 30) │ │ГОСТ 8328-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│13. Двигатель │6205 │ГДР │подшипник 205 │ │
│вентилятора │ │ │ГОСТ 8338-75 │ │
│ЕВ7А ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │6305 │ГДР │подшипник 305 │ │
│ │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│14. Двигатель │ДКF 6205 Cf │ГДР │подшипник 205Ш │ │
│вентилятора │ │ │ГОСТ 8338-75 │ │
│ЕВ5А ├──────────────┼───────┼─────────────────┼─────────────────────┤
│ │ДКF 6305 │ГДР │подшипник 305Ш │ │
│ │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│15. Двигатель │ │ПНР │ │ │
│вентилятора │ │ │ │ │
│ЕН 222S P │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│16. Двигатель │7206 │ВНР │подшипник 46206Л │ │
│вентилятора │ │ │ГОСТ 831-75 │ │
│М16L и вентиля-│ │ │ │ │
│тора конденса- │ │ │ │ │
│тора М16 L2 │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│17. Двигатель │6307 │ГДР │подшипник 307 │ │
│вентилятора │ │ │ГОСТ 8338-75 │ │
│конденсатора ├──────────────┼───────┼─────────────────┼─────────────────────┤
│GMGd 5 │6306 │ГДР │подшипник 306 │ │
│ │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│18. Генератор │Q312МА Р63 │ГДР │ │ │
│DCG4435/24/2а3 │NU312МР63ZS │ │ │ │
│ │NU315МР63ZS │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│18. Двигатель │ДКF │ГДР │подшипник 203Ш │указанный подшипник │
│компрессора │6203cf │ │ГОСТ 8338-75 │выпускается только │
│охладителя воды│ │ │ │П203Ш │
│GMBf08 │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│19. Двигатель │ │ВНР │ │ │
│компрессора │ │ │ │ │
│охладителя воды│ │ │ │ │
│ЕСТ 75/4 │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│20. Двигатель │6302 │ПНР │подшипник 302 │ │
│компрессора │ │ │ГОСТ 8338-75 │ │
│охладителя воды├──────────────┼───────┼─────────────────┼─────────────────────┤
│P MOOa12в │6201 │МНР │подшипник 201 │ │
│ z │ │ │ГОСТ 8338-75 │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│21. Двигатель │ДКF 6203 Cf │ГДР │подшипник 203Ш │указанный подшипник │
│насоса │ │ │ГОСТ 8338-75 │выпускается только │
│отопления │ │ │ │П203Ш │
│GMG90.1.900 │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│22. Двигатель │ │ГДР │ │ │
│насоса │ │ │ │ │
│отопления │ │ │ │ │
│FK-134к │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│23. Двигатель │ │ГДР │ │ │
│насоса │ │ │ │ │
│отопления │ │ │ │ │
│GMG 07spez 3 │ │ │ │ │
│ е │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│24. Двигатель │ │ВНР │ │ │
│насоса │ │ │ │ │
│отопления │ │ │ │ │
│2EZ Р 85/4 │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│25. Двигатель │ │ВНР │ │ │
│насоса подачи │ │ │ │ │
│горячей воды │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│26. Двигатель │ДКF 629Р62 │ГДР │подшипник 14-29Г │ │
│насоса подачи │ │ │ГОСТ 8338-75 │ │
│горячей воды и ├──────────────┼───────┼─────────────────┼─────────────────────┤
│вентилятора │ДКF 627Р62 │ГДР │подшипник 14-27 │ │
│аккумуляторной │ │ │ГОСТ 8338-75 │ │
│батареи │ │ │ │ │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│27. Умформер │ДКF 6031 │ГДР │подшипник 301Ш │указанный подшипник │
│для электро- │ │ │ГОСТ 8338-75 │выпускается только │
│бритв │ │ │ │В 301Ш1 │
├───────────────┼──────────────┼───────┼─────────────────┼─────────────────────┤
│28. Двигатель │ │ГДР │ │ │
│кухонного агре-│ │ │ │ │
│гата вагона- │ │ │ │ │
│ресторана │ │ │ │ │
│G МВ-1 и │ │ │ │ │
│G МВ-2 │ │ │ │ │
└───────────────┴──────────────┴───────┴─────────────────┴─────────────────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления
по ремонту подвижного
состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 3
НОРМЫ ДОПУСКОВ И ИЗНОСОВ ГЕНЕРАТОРОВ ПАССАЖИРСКИХ ЦМВ
┌────────────────────────────────┬─────────────────────────┬─────────────────────────┐
│ Наименование │ 23/07.11 │ 23/07.17, 19, 21 │
│ деталей ├─────────────────────────┼─────────────────────────┤
│ │ размер, мм │ размер, мм │
│ ├────────────┬────────────┼────────────┬────────────┤
│ │альбомный │ допуск │ альбомный │ допуск │
│ │ │ при вып. │ │ при вып. │
│ │ │ из рем. │ │ из рем. │
├────────────────────────────────┼────────────┼────────────┼────────────┼────────────┤
│1. Подшипниковый щит и его │ │ │ │ │
│детали: │ │ │ │ │
│ │ +/- 0,016│ +/- 0,027│ +/- 0,016│ +/- 0,027│
│а) диаметр посадочной │305 │305 │305 │305 │
│поверхности для посадки в корпус│ │ │ │ │
│со стороны привода │ │ │ │ │
│ │ │ │ │ │
│ │ +/- 0,018│ +/- 0,027│ +/- 0,018│ +/- 0,027│
│б) для посадки в корпус со │316 │316 │316 │316 │
│стороны коллектора │ │ │ │ │
│ │ │ │ │ │
│ │ +0,004 │ +0,009 │ +0,004 │ +0,009 │
│в) под наружное кольцо подшипни-│90 │90 │90 │90 │
│ка со стороны привода │ -0,018 │ -0,026 │ -0,018 │ -0,026 │
│ │ │ │ │ │
│ │ +0,004 │ +0,008 │ +0,004 │ +0,008 │
│г) под наружное кольцо подшипни-│62 │62 │62 │62 │
│ка со стороны коллектора │ -0,015 │ -0,023 │ -0,015 │ -0,023 │
│ │ │ │ │ │
│ │ +0,039 │ +0,039 │ +0,039 │ +0,039 │
│д) под траверсу щеткодержателя │76 │76 │76 │76 │
│ │ +0,020 │ +0,020 │ +0,020 │ +0,020 │
│ │ │ │ │ │
│2. Крышка подшипникового щита │ │ │ │ │
│Диаметр посадочной поверхности в│ │ │ │ │
│подшипниковый щит: │ │ │ │ │
│ │ -0,050 │ -0,050 │ │ │
│а) внутр. крышки со стороны │92 │92 │91 │91 │
│привода │ -0,140 │ -0,235 │ -0,220 │ -0,260 │
│ │ │ │ │ │
│б) наружной крышки со стороны │62 │62 │62 │62 │
│коллектора │ -0,084 │ -0,120 │ -0,074 │ -0,120 │
│ │ │ │ │ │
│ │ +0,045 │ +0,058 │ +0,030 │ +0,046 │
│в) внутренней крышки со стороны │90 │90 │76 │76 │
│коллектора │ +0,023 │ +0,023 │ │ │
│ │ │ │ │ │
│Диаметр лабиринтного уплотнения:│ │ │ │ │
│ │ +/- 0,1 │ +/- 0,1 │ │ │
│а) наружной крышки со стороны │53 │53 │53 │53 │
│привода │ │ │ │ │
│ │ │ │ │ │
│б) внутренней крышки со стороны │55 │55 │55 │55 │
│привода │ │ │ │ │
│ │ │ │ │ │
│ │ +/- 0,1 │ +/- 0,1 │ +/- 0,1 │ +/- 0,1 │
│в) внутренней крышки со стороны │39,5 │39,5 │39,5 │39,5 │
│коллектора (диаметр под вал) │ │ │ │ │
│ │ │ │ │ │
│3. Вал якоря │ │ │ │ │
│Диаметр посадочн. поверхн.: │ │ │ │ │
│ │ -0,01 │ +0,01 │ -0,01 │ +0,01 │
│а) под шкив │29 │28,7 │29 │28,7 │
│ │конусн. │конусн. │конусн. │конусн. │
│ │1:10 │1:10 │1:10 │1:10 │
│ │ │ │ │ │
│ │ +0,013 │ +0,020 │ +0,013 │ +0,020 │
│б) под упорную втулку со стороны│38 │38 │38 │38 │
│привода │ +0,002 │ +0,002 │ +0,002 │ +0,002 │
│ │ │ │ │ │
│ │ +0,018 │ +0,027 │ +0,013 │ +0,027 │
│в) под внутреннее кольцо │40 │40 │40 │40 │
│подшипника со стороны привода │ +0,002 │ +0,002 │ +0,002 │ +0,002 │
│ │ │ │ │ │
│ │ +0,011 │ +0,011 │ +0,011 │ +0,011 │
│г) под сердечник якоря │45 │45 │45 │45 │
│ │ -0,005 │ -0,005 │ -0,005 │ -0,005 │
│ │ │ │ │ │
│ │ +0,013 │ +0,020 │ +0,013 │ +0,020 │
│д) под коллектор │40 │40 │40 │40 │
│ │ -0,002 │ -0,004 │ -0,004 │ -0,002 │
│ │ │ │ │ │
│ │ +0,011 │ +0,023 │ +0,011 │ +0,023 │
│е) под внутреннее кольцо │25 │25 │25 │25 │
│подшипников со стороны │ +0,002 │ +0,002 │ +0,002 │ +0,002 │
│коллектора │ │ │ │ │
│ │ │ │ │ │
│Размер резьбы: │ │ │ │ │
│а) под гайку крепления │М78х1,5 │М76х1,5 │М78х1,5 │М76х1,5 │
│коллектора │ │ │ │ │
│ │ │ │ │ │
│б) под гайку шкива генератора │М27х1,5 │М26х1,5 │М27х1,5 │М26х1,5 │
│ │ │ │ │ │
│Ширина шпоночных канавок: │ │ │ │ │
│ │ -0,013 │ +0,009 │ -0,013 │ +0,009 │
│а) под шкив │10 │10 │10 │10 │
│ │ -0,051 │ -0,064 │ -0,051 │ -0,064 │
│ │ │ │ │ │
│ │ │ +0,009 │ │ +0,009 │
│ │ │12 │ │12 │
│ │ │ -0,064 │ │ -0,064 │
│ │ │ │ │ │
│ │ -0,013 │ +0,009 │ -0,013 │ +0,009 │
│б) под сердечник │10 │10 │10 │10 │
│ │ -0,051 │ -0,064 │ -0,051 │ -0,064 │
│ │ │ │ │ │
│ │ │ +0,009 │ │ +0,009 │
│ │ │12 │ │12 │
│ │ │ -0,064 │ │ -0,064 │
│ │ │ │ │ │
│ │ -0,013 │ +0,009 │ -0,013 │ +0,009 │
│в) под короб коллектора │10 │10 │10 │10 │
│ │ -0,051 │ -0,064 │ -0,051 │ -0,064 │
│ │ │ │ │ │
│ │ │ +0,009 │ │ +0,009 │
│ │ │12 │ │12 │
│ │ │ -0,064 │ │ -0,064 │
│ │ │ │ │ │
│4. Сердечник якоря: │ │ │ │ │
│ │ -0,008 │ -0,008 │ -0,008 │ -0,008 │
│а) внутренний диаметр под вал │45 │45 │45 │45 │
│ │ -0,033 │ -0,033 │ -0,033 │ -0,033 │
│ │ │ │ │ │
│ │ +0,027 │ +0,027 │ +0,027 │ +0,027 │
│б) ширина шпоночной канавки │10 │10 │10 │10 │
│ │ │ │ │ │
│ │ +0,016 │ +0,016 │ +0,016 │ +0,016 │
│в) наружный диаметр │200 │200 │200 │200 │
│ │ -0,013 │ -0,013 │ -0,013 │ -0,013 │
│ │ │ │ │ │
│5. Коллектор: │ │ │ │ │
│а) диаметр рабочей поверхности │140 │120 │140 │120 │
│ │ │ │ │ │
│ │ +0,025 │ +0,50 │ +0,016 │ +0,027 │
│б) диаметр короба коллектора │39,7 │39,7 │40 │40 │
│под вал │ │ │ │ │
│ │ │ │ │ │
│ │ -0,015 │ +0,009 │ -0,015 │ +0,009 │
│в) ширина шпоночной канавки │10 │10 │10 │10 │
│короба │ -0,051 │ -0,054 │ -0,051 │ -0,054 │
│ │ │ │ │ │
│6. Корпус остова: │ │ │ │ │
│ │ +0,052 │ +0,084 │ +0,052 │ +0,084 │
│а) диаметр посадочной поверхнос-│305 │305 │305 │305 │
│ти под подшипниковый щит со │ │ │ │ │
│стороны привода │ │ │ │ │
│ │ │ │ │ │
│ │ +0,052 │ +0,084 │ +0,052 │ +0,084 │
│б) диаметр посадочной поверхнос-│316 │316 │316 │316 │
│ти со стороны коллектора │ │ │ │ │
│ │ │ │ │ │
│ │ +1,0 │ +1,0 │ +1,0 │ +1,0 │
│в) диаметр между центрами │202 │202 │202 │202 │
│внутренних поверхностей полюсов │ │ │ │ │
│ │ │ │ │ │
│7. Щеткодержатель: │ │ │ │ │
│ │ +0,030 │ +0,046 │ +0,030 │ +0,046 │
│а) диаметр посадочной поверхнос-│76 │76 │76 │76 │
│ти в подшипниковый щит │ │ │ │ │
│ │ │ │ │ │
│б) размеры окна для щеток │ │ │ │ │
│ │ +0,015 │ +0,015 │ +0,2 │ +0,2 │
│ длина │45 │45 │45,3 │45,3 │
│ │ │ │ │ │
│ │ +0,4 │ +0,4 │ +0,2 │ +0,2 │
│ ширина │9 │9 │9,2 │9,2 │
│ │+0,3 │ +0,3 │ │ │
│ │ │ │ │ │
│в) зазор между окном и щеткой по│0,1 — 0,5 │0,1 — 0,5 │0,35 — 0,65 │0,35 — 0,65 │
│длине │ │ │ │ │
│ │ │ │ │ │
│ по ширине │0,4 — 0,7 │0,4 — 0,7 │0,41 — 0,7 │0,41 — 0,7 │
│ │ │ │ │ │
│8. Сопряжение деталей (натяги) │ │ │ │ │
│а) подшипников со стороны │ │ │ │ │
│коллектора │ │ │ │ │
│ с валом │-0,001 — │-0,001 — │-0,001 — │-0,001 — │
│ │0,024 │0,038 │0,024 │0,038 │
│ │ │ │ │ │
│ в корпус │-0,021 — │-0,025 — │-0,021 — │-0,025 — │
│ │0,019 │0,027 │0,019 │0,027 │
│б) подшипника со стороны привода│ │ │ │ │
│ с валом │-0,001 — │-0,001 — │-0,001 — │-0,001 — │
│ │0,026 │0,042 │0,026 │0,042 │
│ │ │ │ │ │
│ в корпус │-0,024 — │-0,029 — │-0,024 — │-0,029 — │
│ │0,023 │0,031 │0,023 │0,031 │
│ │ │ │ │ │
│в) сердечник якоря генератора с │0,003 — │0,003 — │0,003 — │0,003 — │
│валом │0,044 │0,044 │0,044 │0,044 │
│ │ │ │ │ │
│г) короба коллектора с валом │0,277 — │0,252 — │0,277 — │0,252 — │
│ │0,313 │0,320 │0,313 │0,320 │
│ │ │ │ │ │
│д) подшипникового щита с │-0,068 — │-0,111 — │-0,068 — │-0,111 — │
│корпусом │0,018 │0,027 │0,018 │0,027 │
│ │ │ │ │ │
│е) упорной втулки со стороны │0,034 — │0,002 — │0,034 — │0,002 — │
│привода с валом │0,080 │0,040 │0,080 │0,040 │
│ │ │ │ │ │
│ж) лабиринтного уплотнения │ │ │ │ │
│подшипниковых крышек с валом │ │ │ │ │
│(втулкой) │ │ │ │ │
│ наружной со стороны привода │-0,8 — 1,2 │-0,8 — 1,2 │-1,5 │-1,5 │
│ │ │ │ │ │
│ внутренней со стороны │-1,3 — 1,7 │-1,3 — 1,7 │-1,3 — 1,7 │-1,3 — 1,7 │
│ коллектора │ │ │ │ │
│ │ │ │ │ │
│ внутренней со стороны привода │-0,9 — 1,1 │-0,9 — 1,1 │-1 — 1,074 │-1 — 1,074 │
└────────────────────────────────┴────────────┴────────────┴────────────┴────────────┘
┌─────────────────┬───────────────────────┬─────────────────────────┬───────────────────────┬───────────────────────┐
│ Наименование │ Рд-2 │ РW-114 │ ГСВ-8 │ 2ГВ-003 │
│ деталей ├───────────────────────┼─────────────────────────┼───────────────────────┼───────────────────────┤
│ │ размер, мм │ размер, мм │ размер, мм │ размер, мм │
│ ├───────────┬───────────┼────────────┬────────────┼───────────┬───────────┼───────────┬───────────┤
│ │ альбомный │ допуск │ альбомный │ допуск │ альбомный │ допуск │ альбомный │ допуск │
│ │ │ при вып. │ │ при вып. │ │ при вып. │ │ при вып. │
│ │ │ из рем. │ │ из рем. │ │ из рем. │ │ из рем. │
├─────────────────┼───────────┼───────────┼────────────┼────────────┼───────────┼───────────┼───────────┼───────────┤
│1. Подшипниковый │ │ │ │ │ │ │ │ │
│щит │ │ │ │ │ │ │ │ │
│Диаметр посадоч- │ │ │ │ │ │ │ │ │
│ной поверхности: │ │ │ │ │ │ │ │ │
│ │ +0,040 │ +0,058 │ +/- 0,057│ +0,084 │ +0,040 │ │ +0,070 │ │
│а) для посадки в │330 │330 │345 │345 │328 │ │345 │ │
│остов │ +0,004 │ +0,004 │ │ │ +0,004 │ │ +0,035 │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,023 │ +0,023 │ +0,013 │ +0,020 │ +0,023 │ │ +0,023 │ │
│б) под наружное │110 │110 │80 │80 │100 │ │100 │ │
│кольцо подшипника│ -0,012 │ -0,012 │ -0,006 │ -0,010 │ -0,012 │ │ -0,012 │ │
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,080 │ +0,160 │ +0,039 │ +0,080 │ │ │ │ │
│в) под траверсу │160 │160 │75 │75 │- │- │- │- │
│щеткодержателя │ │ │ +0,020 │ +0,020 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,040 │ +0,040 │ +0,018 │ +0,027 │ +0,027 │ +0,027 │ +0,027 │ +0,027 │
│г) под наружное │140 │140 │120 │120 │120 │120 │120 │120 │
│кольцо подшипника│ │ │ -0,017 │ -0,014 │ -0,014 │ -0,014 │ -0,014 │ -0,014 │
│со стороны │ │ │ │ │ │ │ │ │
│привода │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│2. Крышка подшип-│ │ │ │ │ │ │ │ │
│никового щита │ │ │ │ │ │ │ │ │
│Диаметр посадоч- │ │ │ │ │ │ │ │ │
│ной поверхности │ │ │ │ │ │ │ │ │
│под подшипниковый│ │ │ │ │ │ │ │ │
│щит: │ │ │ │ │ │ │ │ │
│ │ │ │ -0,012 │ -0,012 │ +0,080 │ │ +0,080 │ │
│а) наружной и │140 │140 │120 │120 │120 │ │120 │ │
│внутренней крышек│ -0,080 │ -0,160 │ -0,034 │ -0,034 │ │ │ │ │
│со стороны │ │ │ │ │ │ │ │ │
│привода │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ │ │ -0,010 │ -0,010 │ +0,070 │ │ +0,070 │ │
│б) наружной и │110 │110 │80 │80 │100 │ │100 │ │
│внутренней крышек│ -0,070 │ -0,140 │ -0,029 │ -0,029 │ │ │ │ │
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│Диаметр │ │ │ │ │ │ │ │ │
│лабиринтного │ │ │ │ │ │ │ │ │
│уплотнения: │ │ │ │ │ │ │ │ │
│ │ +0,070 │ +0,070 │ +0,030 │ +0,046 │ +0,060 │ │ +0,060 │ │
│а) внутренней │92,6 │92,6 │72 │72 │71,2 │ │71,2 │ │
│крышки подшипника│ │ │ │ │ │ │ │ │
│со стороны │ │ │ │ │ │ │ │ │
│привода │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,070 │ +0,070 │ │ │ +0,060 │ │ +0,060 │ │
│б) наружной крыш-│85,6 │85,6 │- │- │68,5 │ │68,5 │ │
│ки подшипника со │ │ │ │ │ │ │ │ │
│стороны привода │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,060 │ +0,060 │ +0,030 │ +0,046 │ +0,060 │ │ +0,060 │ │
│в) внутренней │64,6 │64,6 │52 │52 │50,4 │ │54,4 │ │
│крышки подшипника│ │ │ │ │ │ │ │ │
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│3. Вал якоря │ │ │ │ │ │ │ │ │
│Посадочная │ │ │ │ │ │ │ │ │
│поверхность │ │ │ │ │ │ │ │ │
│ │ │ │ +0,15 │ +0,1 │ │ │ │ │
│а) под шкив │41,5 │41,1 │29 │28,5 │41,5 │41,0 │41,5 │41,0 │
│ │ -0,1 │ +0,1 │ -0,1 │ │ -0,1 │ -0,1 │ -0,050 │ -0,050 │
│ │конусн. │конусн. │конусн. │конусн. │конусн. │конусн. │конусн. │конусн. │
│ │1:10 │1:10 │1:10 │1:10 │1:10 │1:10 │1:10 │1:10 │
│ │ │ │ │ │ │ │ │ │
│ │ +/- 0,100│ +/- 0,135│ -0,6 │ -0,5 │ +0,065 │ │ +0,065 │ │
│б) под упорную │60 │60 │55 │54,5 │53 │ │53 │ │
│втулку со стороны│ │ │ -0,7 │ -0,8 │ +0,045 │ │ +0,045 │ │
│привода │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,023 │ +0,023 │ +0,024 │ +0,030 │ +0,023 │ │ +0,023 │ │
│в) под внутреннее│65 │65 │55 │55 │55 │ │55 │ │
│кольцо подшипника│ +0,003 │ +0,003 │ +0,011 │ +0,010 │ +0,003 │ │ +0,003 │ │
│со стороны │ │ │ │ │ │ │ │ │
│привода │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,023 │ +0,023 │ +0,039 │ +0,050 │ +0,065 │ │ +0,065 │ │
│г) под сердечник │60 │60 │75 │75 │55 │ │55 │ │
│ротора │ +0,003 │ +0,003 │ +0,020 │ +0,020 │ +0,045 │ │ +0,045 │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,065 │ +0,133 │ +0,039 │ +0,050 │ │ │ │ │
│д) под коллектор │55 │55 │53 │53 │ │ │ │ │
│(короб коллекто- │ +0,045 │ +0,045 │ +0,020 │ +0,020 │ │ │ │ │
│ра) │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,047 │ +0,052 │ +0,020 │ +0,027 │ +0,020 │ │ +0,020 │ │
│е) под внутреннее│45 │45 │35 │35 │45 │ │45 │ │
│кольцо подшипника│ +0,030 │ +0,028 │ +0,009 │ +0,009 │ +0,003 │ │ +0,003 │ │
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│Размеры резьбы │М30 │М27 │М27х1,5 │М24х1,5 │М30 │М27 │М30 │М27 │
│под гайку шкива │ │ │ │ │ │ │ │ │
│генератора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│Ширина шпоночных │ │ │ │ │ │ │ │ │
│канавок: │ │ │ │ │ │ │ │ │
│ │ +/- 0,035│ +0,5 │ -0,043 │ -0,051 │ +0,035 │ +0,035 │ -0,020 │ -0,020 │
│а) под шкив │16 │18 │10 │10 │16 │18 │16 │18 │
│ │ │ -0,35 │ │ │ │ │ -0,075 │ -0,075 │
│ │ │ │ │ -0,051 │ │ │ │ │
│ │ │ │ │12 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +/- 0,035│ +0,5 │ │ │ +0,035 │ 0,035 │ -0,020 │ -0,020 │
│б) под │14 │16 │R5 │R5 │16 │18 │16 │18 │
│сердечником │ │ -0,35 │ │ │ │ │ -0,075 │ -0,075 │
│ │ │ │ │ │ │ │ │ │
│ │ +/- 0,35 │ +0,5 │ │ │ │ │ │ │
│в) под коллектор │14 │16 │ │ │ │ │ │ │
│(короб коллекто- │ │ -0,035 │ │ │ │ │ │ │
│ра) │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│4. Сердечник │ │ │ │ │ │ │ │ │
│якоря (ротора) │ │ │ │ │ │ │ │ │
│ │ 0 │ 0 │ +0,030 │ +0,046 │ +0,08 │ │ 0 │ │
│а) внутренний │60 │60 │75 │75 │128 │ │144 │ │
│диаметр сердечни-│ +0,030 │ +0,030 │ │ │ +0,16 │ │ +0,080 │ │
│ка для посадки на│ │ │ │ │ │ │ │ │
│вал (короб) │ │ │ │ │ │ │ │ │
│генератора │ │ │ │ │ │ │ │ │
│ │ 0 │ 0 │ │ │ 0 │ │ 0 │ │
│б) ширина шпоноч-│14 │14 │R5,05 │R5,05 │16 │ │16 │ │
│ной канавки │ +0,07 │ +0,80 │ │ │ +0,03 │ │ +0,1 │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,3 │ +0,3 │ -0,1 │ -0,1 │ -0,030│ -0,030│ │ │
│в) наружный │230 │230 │200 │200 │214,6 │214,6 │228,6 │228,6 │
│диаметр │ │ │ │ │ │ │ -0,060│ -0,060│
│ │ │ │ │ │ │ │ │ │
│5. Коллектор │ │ │ │ │ │ │ │ │
│ │ -4 │ +1 │ +/- 0,5 │ │ │ │ │ │
│а) диаметр рабо- │206 │178 │140 │120 │ │ │ │ │
│чей части коллек-│ │ │ │ │ │ │ │ │
│тора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ 0 │ 0 │ +0,030 │ +0,046 │ │ │ │ │
│б) диаметр короба│55 │55 │53 │53 │ │ │ │ │
│коллектора под │ +0,030 │ +0,05 │ │ │ │ │ │ │
│вал генератора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,07 │ +0,1 │ │ │ │ │ │ │
│в) ширина шпоноч-│14 │14 │ │ │ │ │ │ │
│ной канавки │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│6. Корпус остова │ │ │ │ │ │ │ │ │
│ │ +0,050 │ +0,100 │ +/- 0,018│ +/- 0,027│ +0,084 │ │ +0,084 │ │
│а) диаметр поса- │330 │330 │345 │345 │328 │ │345 │ │
│дочной поверхнос-│ │ │ │ │ │ │ │ │
│ти под подшипни- │ │ │ │ │ │ │ │ │
│ковый щит │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ │ │ +0,2 │ +0,2 │ │ │ +0,150 │ +0,150 │
│б) диаметр между │235 │235 │202 │202 │216 │216 │230 │230 │
│центрами внутрен-│ │ │ +0,1 │ +0,1 │ +0,090 │ +0,090 │ -0,100 │ -0,100 │
│них поверхностей │ │ │ │ │ │ │ │ │
│полюсов или внут-│ │ │ │ │ │ │ │ │
│ренний диаметр │ │ │ │ │ │ │ │ │
│сердечника │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│7. Щеткодержатель│ │ │ │ │ │ │ │ │
│ │ +0,080 │ +0,180 │ +0,030 │ +0,030 │ │ │ │ │
│а) диаметр поса- │160 │160 │75 │75 │ │ │ │ │
│дочной поверхнос-│ │ │ │ │ │ │ │ │
│ти щеткодержателя│ │ │ │ │ │ │ │ │
│в подшипниковый │ │ │ │ │ │ │ │ │
│щит │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│б) размеры окна │ │ │ │ │ │ │ │ │
│для щеток: │ │ │ │ │ │ │ │ │
│ │ +0,15 │ +0,15 │ +0,25 │ +0,25 │ │ │ │ │
│длина │32 │32 │35 │32 │ │ │ │ │
│ │ +0,15 │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,1 │ +0,1 │ +0,050 │ +0,050 │ │ │ │ │
│ширина │12,5 │12,5 │6,5 │6,5 │ │ │ │ │
│ │ │ │ +0,150 │ +0,015 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│в) зазор между │0 — 0,77 │0 — 0,77 │0 — 0,45 │0 — 0,45 │ │ │ │ │
│окном и щеткой │ │ │ │ │ │ │ │ │
│по длине │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│по ширине │0 — 0,86 │0 — 0,86 │0,15 — │0,015 — │ │ │ │ │
│ │ │ │0,015 │0,15 │ │ │ │ │
│8. Сопряжение │ │ │ │ │ │ │ │ │
│деталей (натяги) │ │ │ │ │ │ │ │ │
│а) подшипника со │ │ │ │ │ │ │ │ │
│стороны коллекто-│ │ │ │ │ │ │ │ │
│ра │ │ │ │ │ │ │ │ │
│с валом │0,027 — │0,025 — │0,006 — │0,006 — │0,002 — │0,002 — │0,002 — │0,002 — │
│ │0,062 │0,067 │0,035 │0,039 │0,031 │0,031 │0,031 │0,031 │
│ │ │ │ │ │ │ │ │ │
│в корпус │-0,043 — │-0,043 — │-0,021 — │-0,033 — │-0,038 — │-0,038 — │-0,038 — │-0,038 — │
│ │-0,07 │-0,007 │0,019 │0,010 │0,014 │0,014 │0,014 │0,014 │
│б) подшипника со │ │ │ │ │ │ │ │ │
│стороны привода │ │ │ │ │ │ │ │ │
│с валом │-0,001 — │-0,001 — │-0,007 — │-0,007 — │-0,001 — │-0,001 — │-0,001 — │-0,001 — │
│ │0,042 │0,042 │0,043 │0,045 │0,037 │0,037 │0,037 │0,037 │
│ │ │ │ │ │ │ │ │ │
│в корпус │-0,064 — │-0,064 — │-0,024 — │-0,043 — │-0,042 — │-0,042 — │-0,042 — │-0,042 — │
│ │0,006 │0,006 │0,023 │0,014 │0,016 │0,016 │0,016 │0,016 │
│ │ │ │ │ │ │ │ │ │
│в) сердечника │-0,027 — │-0,027 — │0,039 — │-0,026 — │0,005 — │0,005 — │0,052 — │0,052 — │
│якоря генератора │0,023 │0,023 │0,010 │0,050 │0,102 │0,102 │0,55 │0,55 │
│с валом │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│г) короба коллек-│0,015 — │0,015 — │-0,010 — │ │ │ │ │ │
│тора с валом │0,065 │0,133 │0,039 │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│д) упорной втулки│0,045 — │0,029 — │ │ │0,065 — │ │0,065 — │ │
│со стороны приво-│0,105 │0,135 │ │ │0,015 │ │0,015 │ │
│да с валом │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│е) подшипникового│-0,046 — │-0,096 — │-0,075 — │0,027 — │-0,030 — │ │-0,049 — │ │
│щита с корпусом │0,040 │0,058 │0,018 │-0,111 │0,040 │ │0,070 │ │
│ │ │ │ │ │ │ │ │ │
│ж) лабиринтного │-0,6 — │-0,6 — │- │- │-0,76 — │ │-0,5 — │ │
│уплотнения с ва- │-0,74 │-0,74 │ │ │-0,5 │ │-0,76 │ │
│лом (втулкой) на-│ │ │ │ │ │ │ │ │
│ружной крышкой со│ │ │ │ │ │ │ │ │
│стороны привода │ │ │ │ │ │ │ │ │
│внутренней крышки│-0,6 — │-0,6 — │-0,6 — │-0,6 — │-0,4 — │ │-0,4 — │ │
│со стороны │-0,72 │-0,72 │-0,73 │-0,73 │-0,52 │ │-0,52 │ │
│коллектора │ │ │ │ │ │ │ │ │
│внутренней крышки│-0,6 — │-0,6 — │-0,6 — │0 — │ │ │ │ │
│со стороны │-0,74 │-0,74 │-0,73 │-0,260 │ │ │0 — 0,260 │ │
│привода │ │ │ │ │ │ │ │ │
└─────────────────┴───────────┴───────────┴────────────┴────────────┴───────────┴───────────┴───────────┴───────────┘
┌─────────────────┬───────────────────────────────┬─────────────────────┬───────────────────┬───────────────────┐
│ Наименование │ К694L/XR44L │ ДUGG-28В │ ЕЕВ-24-1 │ ПЭ-8Б │
│ деталей ├───────────────────────────────┼─────────────────────┼───────────────────┼───────────────────┤
│ │ размер, мм │ размер, мм │ размер, мм │ размер, мм │
│ ├───────────────┬───────────────┼──────────┬──────────┼─────────┬─────────┼─────────┬─────────┤
│ │ альбомный │ допуск │альбомный │ допуск │альбомный│ допуск │альбомный│допуск │
│ │ │ при вып. │ │ при вып. │ │при вып. │ │при вып. │
│ │ │ из рем. │ │ из рем. │ │ из рем. │ │ из рем. │
├─────────────────┼───────────────┼───────────────┼──────────┼──────────┼─────────┼─────────┼─────────┼─────────┤
│1. Подшипниковый │ │ │ │ │ │ │ │ │
│щит │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│Диаметр │ │ │ │ │ │ │ │ │
│поверхности: │ │ │ │ │ │ │ │ │
│ │ -0,020 │ -0,020 │ │ │ +0,018│ │ +0,060│ │
│а) для посадки в │451 │451 │430 │430 │400 │ │450 │ │
│остов со стороны │ -0,060 │ -0,070 │ -0,040 │ -0,062 │ │ │ +0,020│ │
│муфты │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,020 │ 0,020 │ │ │ +0,018│ │ +0,060│ │
│б) для посадки в │451 │451 │490 │490 │400 │ │450 │ │
│остов со стороны │ -0,060 │ -0,070 │ -0,040 │ -0,062 │ │ │ +0,020│ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,012 │ +0,027 │ +0,004 │ +0,010 │ +0,004 │ │ +0,027│ │
│в) под наружное │130 │130 │160 │160 │90 │ │140 │ │
│кольцо подшипника│ -0,015 │ -0,014 │ -0,021 │ -0,010 │ -0,018 │ │ -0,014│ │
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,020 │ +0,017 │ │ │ -0,043│ │ -0,75 │ │
│г) под траверсу │190,4 │190,4 │- │- │168 │ │210 │ │
│щеткодержателя │ +0,040 │ +0,064 │ │ │ -0,083│ │ -0,185│ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,018 │ +0,027 │ +0,004 │ -0,030 │ +0,004│ │ +0,040│ │
│д) под наружное │160 │160 │160 │160 │130 │ │160 │ │
│кольцо подшипника│ -0,007 │ -0,014 │ -0,021 │ +0,010 │ -0,021│ │ │ │
│со стороны авто- │ │ │ │ │ │ │ │ │
│матической муфты │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│2. Крышки подшип-│ │ │ │ │ │ │ │ │
│никового щита │ │ │ │ │ │ │ │ │
│Диаметр посадоч- │ │ │ │ │ │ │ │ │
│ной поверхности │ │ │ │ │ │ │ │ │
│под подшипниковый│ │ │ │ │ │ │ │ │
│щит: │ │ │ │ │ │ │ │ │
│ │ -0,014 │ -0,018 │ -0,085 │ -0,085 │ -0,085│ │ -0,018│ -0,018│
│а) наружной и │160 │160 │160 │160 │130 │- │160 │160 │
│внутренней крышек│ -0,039 │ -0,045 │ -0,148 │ -0,155 │ -0,14 │ │ -0,045│ -0,045│
│со стороны авто- │ │ │ │ │ │ │ │ │
│матической муфты │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,014 │ -0,014 │ -0,085 │ -0,085 │ -0,012 │ │ -0,018│ -0,018│
│б) наружной и │130 │130 │160 │160 │90 │- │140 │140 │
│внутренней крышек│ -0,039 │ -0,148 │ -0,148 │ -0,155 │ -0,125 │ │ -0,045│ -0,045│
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│Диаметр │ │ │ │ │ │ │ │ │
│лабиринтного │ │ │ │ │ │ │ │ │
│уплотнения: │ │ │ │ │ │ │ │ │
│ │ +0,257 │ +0,380 │ +0,5 │ +0,5 │ │ │ │ │
│а) наружной │82,5 │82,5 │100 │100 │81 │ │ │ │
│крышки со стороны│ +0,170 │ +0,180 │ │ │ │ │ │ │
│автоматической │ │ │ │ │ │ │ │ │
│муфты │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,257 │ +0,380 │ +0,5 │ +0,5 │ │ │ │ │
│б) внутренней │90 │90 │100 │100 │85 │ │ │ │
│крышки со стороны│ +0,170 │ +0,180 │ │ │ │ │ │ │
│автоматической │ │ │ │ │ │ │ │ │
│муфты │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,224 │ +0,285 │ +0,5 │ +0,5 │ │ │ │ │
│в) внутренней │75 │75 │100 │100 │ │ │ │ │
│крышки со стороны│ +0,150 │ +0,150 │ │ │- │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ │ │ +0,2 │ +0,2 │ +0,1 │ │ │ │
│г) наружной │ │ │88 │88 │53 │ │ │ │
│крышки со стороны│ │ │—— │—— │ │ │ │ │
│коллектора │ │ │ +0,5 │ +0,5 │ │ │ │ │
│ │ │ │66 │66 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│3. Вал генератора│ │ │ │ │ │ │ │ │
│Размер резьбы: │ │ │ │ │ │ │ │ │
│а) под гайку, │М38х1,5 │М33х1,5 │М36 │М33 │ │ │М36 │ │
│закрепляющую │ │ │ │ │ │ │ │ │
│автоматическую │ │ │ │ │ │ │ │ │
│муфту сцепления │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│б) под гайку │М70х1,5 │М68х1,5 │М70х1,5 │М68х1,5 │М60х1,5 │ │М72х3 │ │
│крепления венти- │ │ │ │ │ │ │ │ │
│лятора, втулки, │ │ │ │ │ │ │ │ │
│внутреннего │ │ │ │ │ │ │ │ │
│кольца роликового│ │ │ │ │ │ │ │ │
│подшипника │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│в) под гайку │М60х1,5 │М58х1,5 │- │- │- │ │ │ │
│крепления втулки,│ │ │ │ │ │ │ │ │
│шарикового │ │ │ │ │ │ │ │ │
│подшипника │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│Диаметр посадоч- │ │ │ │ │ │ │ │ │
│ной поверхности: │ │ │ │ │ │ │ │ │
│ │ │ 0 │ +0,021 │ +0,032 │ +0,030 │ │ +0,06│ │
│а) под автомати- │54 │53 │55 │55 │55 │ │34,5 │ │
│ческую муфту │ -0,050 │ -0,063 │ +0,002 │ +0,002 │ +0,011 │ │ │ │
│сцепления │конусн. │конусн. │ │ │ │ │конусн. │ │
│ │1:8 │1:8 │ │ │ │ │1:10 │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,024 │ +0,030 │ +0,024 │ +0,030 │ +0,021 │ │ +0,026 │ +0,026 │
│б) под внутреннее│75 │75 │75 │75 │60 │ │90 │90 │
│кольцо подшипника│ +0,011 │ +0,010 │ +0,011 │ +0,011 │ +0,002 │ │ +0,003 │ +0,009 │
│со стороны авто- │ │ │ │ │ │ │ │ │
│матической муфты │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,023 │ +0,023 │ +0,024 │ +0,030 │ +0,018 │ │ +0,023 │ +0,023 │
│в) под внутреннее│60 │60 │75 │75 │40 │ │65 │65 │
│кольцо подшипника│ +0,003 │ +0,003 │ +0,011 │ +0,011 │ +0,002 │ │ +0,003 │ +0,003 │
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ 0 │ 0 │ +0,013 │ +0,013 │ │ 0 │ +0,065 │ │
│г) под сердечник │133,35 │133,35 │105 │105 │ │60,5 │80 │ │
│якоря генератора │ -0,025 │ -0,027 │ +0,035 │ +0,048 │ │ -0,1 │ +0,045 │ │
│ │ │ │ │ │ │ │ │ │
│ │ │ │ +0,013 │ +0,013 │ │ │ +0,085 │ │
│ │ │ │110 │110 │ │ │83 │ │
│ │ │ │ +0,035 │ +0,048 │ │ │ +0,060 │ │
│ │ │ │ │ │ │ │ │ │
│ │ 0 │ 0 │ +0,035 │ +0,013 │ │ │ 0 │ │
│д) под сердечник │103 │103 │115 │115 │ │ │70 │ │
│ротора электро- │ -0,022 │ -0,023 │ +0,013 │ +0,048 │ │ │ -0,020 │ │
│двигателя │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,388 │ +0,390 │ +0,045 │ +0,058 │ │ │ +0,065 │ │
│е) под коллектор │114 │114 │90 │90 │ │ │74 │ │
│(короб │ +0,363 │ +0,340 │ +0,023 │ +0,023 │ │ │ +0,045 │ │
│коллектора) │ │ │ │ │ │ │ │ │
│ │ │ │ +0,003 │ +0,003 │ +0,002 │ │ │ │
│ │ │ │85 │85 │56 │ │ │ │
│ │ │ │ +0,025 │ +0,038 │ +0,015 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│Ширина шпоночной │ │ │ │ │ │ │ │ │
│канавки: │ │ │ │ │ │ │ │ │
│ │ +0,7 │ +0,7 │ -0,020 │ -0,020 │ -0,020 │ │ -0,02 │ │
│а) под автомати- │12 │12 │18 │18 │16 │ │16 │ │
│ческую муфту │ +0,674 │ +0,065 │ -0,075 │ -0,090 │ -0,075 │ │ -0,075 │ │
│сцепления │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,015 │ -0,014 │ -0,015 │ -0,015 │ │ │ │ │
│б) под вентилятор│10 │10 │10 │10 │ │ │ │ │
│ │ -0,051 │ -0,058 │ -0,065 │ -0,080 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,018 │ -0,018 │ -0,015 │ -0,015 │ -0,015 │ │ -0,02 │ │
│в) под сердечник │12 │12 │10 │10 │10 │ │18 │ │
│ротора генератора│ -0,061 │ -0,061 │ -0,065 │ -0,080 │ -0,065 │ │ -0,075 │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,018 │ -0,018 │ -0,015 │ -0,015 │ -0,015 │ │ -0,02 │ │
│г) под сердечник │12 │12 │10 │10 │10 │ │16 │ │
│ротора электро- │ -0,061 │ -0,061 │ -0,065 │ -0,080 │ -0,065 │ │ -0,075 │ │
│двигателя │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,015 │ -0,014 │ -0,015 │ -0,015 │ -0,015 │ │ -0,02 │ │
│д) под ступицу │10 │10 │10 │10 │10 │ │18 │ │
│коллектора │ -0,051 │ -0,058 │ -0,065 │ -0,065 │ -0,065 │ │ -0,075 │ │
│ │ │ │ │ │ │ │ │ │
│4. Сердечник │ │ │ │ │ │ │ │ │
│якоря генератора:│ │ │ 0 │ 0 │ │ │ 0 │ │
│а) внутренний │133,35 │133,35 │105 │105 │ │ │80 │ │
│диаметр │ │ │ +0,035 │ +0,035 │ │ │ +0,030 │ │
│сердечника для │ │ │ │ │ │ │ │ │
│посадки на вал │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,018 │ -0,018 │ 0 │ 0 │ -0,015 │ │ +0,086 │ │
│б) ширина │12 │12 │10 │10 │10 │ │18 │ │
│шпоночной канавки│ -0,061 │ -0,061 │ +0,043 │ +0,080 │ -0,063 │ │ +0,025 │ │
│ │ │ │ │ │ │ │ │ │
│ │ +/- 0,050 │ +/- 0,050 │ +0,1 │ +0,1 │ │ │ │ │
│в) наружный │279,4 │279,4 │276 │276 │250 │ │ │ │
│диаметр │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│5. Сердечник │ │ │ │ │ │ │ │ │
│ротора двигателя:│ │ │ │ │ │ │ │ │
│ │ 0 │ 0 │ 0 │ 0 │ │ │ │ │
│а) внутренний │103 │103 │103 │103 │ │ │ │ │
│диаметр сердечни-│ +0,035 │ +0,035 │ +0,040 │ +0,040 │ │ │ │ │
│ка для посадки на│ │ │ │ │ │ │ │ │
│вал (короб) │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +/- 0,050 │ +/- 0,050 │ +0,1 │ +0,1 │ │ │ │ │
│б) наружный │279,4 │279,4 │278,4 │278,4 │ │ │ │ │
│диаметр │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,018 │ -0,018 │ +0,043 │ +0,080 │ │ │ │ │
│в) ширина │12 │12 │10 │10 │ │ │ │ │
│шпоночной канавки│ -0,061 │ -0,061 │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│6. Коллектор: │ │ │ │ │ │ │ │ │
│ │ +/- 0,1 │ +/- 0,1 │ │ │ +/- 1 │ │ │ │
│а) диаметр рабо- │216 │195 │224 │211 │180 │ │250 │242 │
│чей поверхности │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,025 │ +0,034 │ +0,035 │ +0,058 │ │ │ 0 │ │
│б) диаметр поса- │114,3 │114,3 │88 │88 │ │ │74 │ │
│дочной поверхнос-│ +0,031 │ +0,012 │ │ │ │ │ +0,030 │ │
│ти на вал │ │ │ +0,035 │ +0,058 │ │ │ │ │
│ │ │ │90 │90 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,015 │ -0,014 │ +0,043 │ +0,080 │ +0,043 │ │ +0,085 │ │
│в) ширина шпоноч-│10 │10 │10 │10 │10 │ │18 │ │
│ной канавки │ -0,051 │ -0,058 │ │ │ │ │ +0,025 │ │
│ступицы │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│7. Корпус остова:│ │ │ │ │ │ │ │ │
│ │ +0,063 │ +0,095 │ +0,063 │ +0,095 │ +0,057│ │ +0,060│ │
│а) диаметр │451 │451 │430 │430 │400 │ │450 │ │
│посадочной │ │ │ │ │ │ │ │ │
│поверхности под │ │ │ │ │ │ │ │ │
│подшипниковый щит│ │ │ │ │ │ │ │ │
│со стороны авто- │ │ │ │ │ │ │ │ │
│матической муфты │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,063 │ +0,095 │ +0,063 │ +0,095 │ +0,057│ │ +0,060│ │
│б) диаметр поса- │451 │451 │490 │490 │400 │ │250 │ │
│дочной поверхнос-│ │ │ │ │ │ │ │ │
│ти под подшипни- │ │ │ │ │ │ │ │ │
│ковый щит со сто-│ │ │ │ │ │ │ │ │
│роны коллектора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,063 │ +0,095 │ +0,072 │ +0,095 │ │ │ │ │
│в) диаметр поса- │451 │451 │530 │530 │ │ │ │ │
│дочной поверхнос-│ │ │ -0,044 │ │ │ │ │ │
│ти генератора под│ │ │ │ │ │ │ │ │
│посадку корпуса │ │ │ │ │ │ │ │ │
│двигателя │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ -0,020 │ -0,030 │ │ │ │ │ │ │
│г) диаметр поса- │451 │451 │530 │530 │ │ │ │ │
│дочной поверхнос-│ -0,070 │ -0,070 │ -0,044 │ -0,062 │ │ │ │ │
│ти корпуса │ │ │ │ │ │ │ │ │
│двигателя под │ │ │ │ │ │ │ │ │
│посадку в корпус │ │ │ │ │ │ │ │ │
│генератора │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +/- 0,050 │ +/- 0,050 │ │ │ │ │ │ │
│д) диаметр между │283,4 │283,4 │ │ │ │ │ │ │
│центрами внутрен-│ │ │ │ │ │ │ │ │
│них поверхностей │ │ │ │ │ │ │ │ │
│полюсов │ │ │ │ │ │ │ │ │
│генераторов │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +/- 0,050 │ +/- 0,050 │ +0,081 │ +0,081 │ │ │ │ │
│е) диаметр │279,4 │279,4 │280 │280 │ │ │ │ │
│(внутренний) │ │ │ │ │ │ │ │ │
│сердечника │ │ │ │ │ │ │ │ │
│двигателя │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│8. Щеткодержатель│ │ │ │ │ │ │ │ │
│ │ +0,145 │ +0,195 │ │ │ │ │ +0,090│ │
│а) диаметр поса- │190,4 │190,4 │490 │490 │ │ │210 │ │
│дочной поверхнос-│ +0,075 │ +0,075 │ -0,063 │ -0,120 │ │ │ │ │
│ти щеткодержателя│ │ │ │ │ │ │ │ │
│в подшипниковый │ │ │ │ │ │ │ │ │
│щит (корпус │ │ │ │ │ │ │ │ │
│генератора) │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│б) размер окна │ │ │ │ │ │ │ │ │
│для щеток: │ │ │ │ │ │ │ │ │
│ │ +0,1 │ +0,1 │ │ │ +0,15 │ +0,15 │ +0,3 │ │
│длина │25 │25 │20 │20 │45 │45 │92 │ │
│ │ -0,05 │ -0,05 │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ +0,126 │ +0,126 │ │ │ +0,3 │ +0,3 │ +0,1 │ │
│ширина │12,5 │12,5 │12,5 │12,5 │9 │9 │16 │ │
│ │ +0,025 │ +0,025 │ │ │ -0,1 │ -0,1 │ │ │
│ │ │ │ │ │ │ │ │ │
│в) зазор между │ │ │ │ │ │ │ │ │
│окном и щеткой: │ │ │ │ │ │ │ │ │
│по длине │0,015 — 0,295 │0,015 — 0,295 │ │ │0,20 — │ │ │ │
│ │ │ │ │ │0,50 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│по ширине │0,075 — 0,286 │0,075 — 0,286 │ │ │0,20 — │ │ │ │
│ │ │ │ │ │0,50 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│9. Сопряжение │ │ │ │ │ │ │ │ │
│деталей (натяг) │ │ │ │ │ │ │ │ │
│а) подшипника со │ │ │ │ │ │ │ │ │
│стороны │ │ │ │ │ │ │ │ │
│коллектора: │ │ │ │ │ │ │ │ │
│с валом │0,001 — 0,042 │0,001 — 0,037 │0,001 — │0,001 — │0,031 — │ │ │ │
│ │ │ │0,042 │0,037 │0,001 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│в корпус │0,021 — -0,036 │0,017 — -0,045 │-0,036 — │0,042 — │0,026 — │ │ │ │
│ │ │ │0,028 │0,037 │0,024 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│б) подшипники со │ │ │ │ │ │ │ │ │
│стороны муфты: │ │ │ │ │ │ │ │ │
│с валом │0,007 — 0,043 │0,006 — 0,049 │0,001 — │0,001 — │0,040 — │ │ │ │
│ │ │ │0,042 │0,037 │0,002 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│в корпус │0,014 — 0,050 │0,021 — 0,059 │0,028 — │0,037 — │0,027 — │ │ │ │
│ │ │ │0,036 │0,042 │0,028 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│в) сердечника │0 — 0,025 │0 — 0,027 │0,035 — │0,035 — │+/- 0,1 │ │ │ │
│якоря генератора │ │ │-0,022 │-0,022 │ │ │ │ │
│с валом │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│г) сердечника │0 — 0,057 │0 — 0,058 │0,040 — │0,055 — │ │ │ │ │
│двигателя с │ │ │0,025 │0,025 │ │ │ │ │
│валом (коробом) │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│д) короба коллек-│0,033 — 0,075 │0,006 — 0,078 │0,025 — │0,038 — │ │ │ │ │
│тора с валом │ │ │0,052 │0,052 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ │ │ │0,045 — │0,058 — │ │ │ │ │
│ │ │ │-0,012 │-0,035 │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│е) подшипникового│-0,020 — 0,123 │-0,020 — 0,0165│0 — -0,103│0 — -0,157│0,018 — │ │ │ │
│щита с корпусом │ │ │ │ │0,075 │ │ │ │
│ │ │ │ │ │ │ │ │ │
│ж) корпуса гене- │-0,020 — -0,123│-0,020 — -0,165│0 — -0,116│0 — -0,057│ │ │ │ │
│ратора с корпусом│ │ │ │ │ │ │ │ │
│двигателя │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │
│з) лабиринтного │ │ │ │ │ │ │ │ │
│уплотнения │ │ │ │ │ │ │ │ │
│подшипниковых │ │ │ │ │ │ │ │ │
│крышек с валом │ │ │ │ │ │ │ │ │
│(втулкой) │ │ │ │ │ │ │ │ │
│наружной со │ │ │-1 — 1,4 │-1 — — 1,7│ │ │ │ │
│стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│внутренней │-0,015 — -0,03 │-0,015 — -0,03 │-1 — -1,7 │-1 — -1,7 │ │ │ │ │
│со стороны │ │ │ │ │ │ │ │ │
│коллектора │ │ │ │ │ │ │ │ │
│наружной со │-0,170 — -0,342│-0,180 — -0,415│-1 — -1,7 │-1 — -1,7 │ │ │ │ │
│стороны муфты │ │ │ │ │ │ │ │ │
│внутренней со │ │ │ │ │ │ │ │ │
│стороны муфты │-0,170 — -0,344│-0,180 — -0,417│-1 — -1,7 │-1 — -1,7 │ │ │ │ │
└─────────────────┴───────────────┴───────────────┴──────────┴──────────┴─────────┴─────────┴─────────┴─────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 4
НОРМЫ ВЕЛИЧИНЫ
СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ ЭЛЕКТРООБОРУДОВАНИЯ
┌──────────────────────────────────────────────┬────────────────┬─────────┐
│ Наименование │ Измеритель │Величина,│
│ │ │не менее │
├──────────────────────────────────────────────┼────────────────┼─────────┤
│1. Электрические машины с рабочим напряжением:│ │ │
│ а) до 100 В │мегаомметр на │0,5 МОм │
│ │500 В │ │
│ б) свыше 100 В │-«- │1,0 МОм │
│2. Светильники (без ламп) │-«- │2,0 МОм │
│3. Реле, контакторы, пускатели с рабочим │ │ │
│напряжением: │ │ │
│ а) до 1000 В │-«- │0,5 МОм │
│ б) свыше 1000 В │мегаомметр на │10 МОм │
│ │2500 В │ │
│4. Магнитные усилители, дроссели, │мегаомметр на │0,5 МОм │
│трансформаторы │500 В │ │
│5. Силовые подвагонные выпрямители в сборе │-«- │1,5 МОм │
│6. Трубчатые электронагреватели: │ │ │
│ а) электропечей, электрокалориферов и др. │-«- │1,0 МОм │
│ с рабочим напряжением до 1000 В │ │ │
│ б) то же, но с рабочим напряжением цепей │мегаомметр на │1,0 МОм │
│ свыше 1000 В │2500 В │ │
│ в) котлов комбинированного отопления │-«- │100 МОм │
│7. Электрокалориферы и электропечи относитель-│ │ │
│но корпуса при рабочем напряжении цепей: │ │ │
│ а) до 1000 В, за исключением печей и │мегаомметр на │1,5 МОм │
│ калориферов на 380 В │500 В │ │
│ б) свыше 1000 В │мегаомметр на │20 МОм │
│ │2500 В │ │
│8. Аккумуляторные батареи с номинальным │ │ │
│напряжением: │ │ │
│ а) 50 В │вольтметр с │ │
│ │R >= 150 кОм │25 кОм │
│ │вн │ │
│ б) 110 В │-«- │50 кОм │
└──────────────────────────────────────────────┴────────────────┴─────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 5
КЛАССИФИКАЦИЯ
ВАГОННЫХ ГЕНЕРАТОРОВ ПО НАГРЕВОСТОЙКОСТИ ИЗОЛЯЦИИ
┌─────────────────┬───┬────┬─────┬────┬───────┬───┬────────┬──────┬───────┐
│ │РД-│PW- │ГСВ-8│2ГВ-/07.│ПЭ-│25/01.03│DUGG │ K694L │
│ │2Б │114а│ │003 │11 + 21│8Б │ │-28(Б)│—— │
│ │ │ │ │ │ │ │ │ │ XR44L │
├─────────────────┼───┼────┼─────┼────┼───────┼───┼────────┼──────┼───────┤
│Обмотки │ │ │ │ │ │ │ │ │ │
│возбуждения │ │ │ │ │ │ │ │ │ │
│1. Шунтовая и │А │В │А │А │А │F │А │А │А │
│противошунтовая │ │ │ │ │ │ │ │ │ │
│2. Сериесная │А │- │В │В │- │F │В │В │- │
│3. Специальная │- │- │- │А │- │Y │В │В │В │
│(дополнительная) │ │ │ │ │ │ │ │ │ │
│Силовые обмотки │ │ │ │ │ │ │ │ │ │
│1. Основная │В │В │В │В │В │F │В │В │В │
│2. Дополнительная│- │- │В │В │- │ │В │В │В │
│или соосного │ │ │ │ │ │ │ │ │ │
│двигателя │ │ │ │ │ │ │ │ │ │
└─────────────────┴───┴────┴─────┴────┴───────┴───┴────────┴──────┴───────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 6
МАРКИ ПРОПИТОЧНЫХ ЛАКОВ
┌─────────┬─────────┬─────────┬──────────────────────────┬────────────────────────┐
│Класс │Марка │Класс │ Режим пропитки │ Режим сушки │
│нагрево- │пропиточ-│нагрево- ├────────┬────────┬────────┼─────────┬──────┬───────┤
│стойкости│ного лака│стойкости│Темпера-│Время │ Способ │Темпера- │Время │Способ │
│изоляции │ │лака │тура │пропитки│пропитки│тура │сушки │ сушки │
│ │ │ │пропитки│ (мин.) │ │сушки │ (ч) │ │
│ │ │ │ │ │ │(град.) │ │ │
├─────────┼─────────┼─────────┼────────┼────────┼────────┼─────────┼──────┼───────┤
│А │Бт-980 │А │40 — 50 │15 — 20 │горячее │110 — 125│8 — 18│конвек-│
│ │ │ │ │ │погруже-│ │ │тивный │
│ │ │ │ │ │ние │ │ │ │
│ │Бт-987 │А │20 — 30 │10 — 20 │-«- │110 — 125│6 — 16│-«- │
│ │Бт-99 │А │13 — 20 │15 — 20 │холодное│18 — 20 │3 │на │
│ │ │ │ │ │погруже-│ │ │воздухе│
│ │ │ │ │ │ние │105 — 110│0,5 │конвек-│
│ │ │ │ │ │ │ │ │тивный │
│ │321Т │А │18 — 20 │15 — 20 │-«- │120 — 130│5 — 15│-«- │
│ │ПФЛ-8В │А │18 — 20 │15 — 20 │-«- │120 — 130│5 — 15│-«- │
├─────────┼─────────┼─────────┼────────┼────────┼────────┼─────────┼──────┼───────┤
│В │Бт-980 │А │40 — 50 │15 — 20 │горячее │120 — 130│6 — 15│конвек-│
│ │ │ │ │ │погруже-│ │ │тивный │
│ │ │ │ │ │ние │ │ │ │
│ │Бт-99 │А │18 — 20 │15 — 20 │холодное│18 — 20 │3 │на │
│ │ │ │ │ │погруже-│ │ │воздухе│
│ │ │ │ │ │ние │105 — 110│0,5 │конвек-│
│ │ │ │ │ │ │ │ │тивный │
│ │321-Т │А │18 — 20 │15 — 20 │-«- │120 — 130│5 — 15│-«- │
│ │ПФЛ-8В │А │18 — 20 │15 — 20 │-«- │130 — 140│5 — 15│-«- │
├─────────┼─────────┼─────────┼────────┼────────┼────────┼─────────┼──────┼───────┤
│В, F │МЛ-92 │В │40 — 50 │15 — 20 │горячее │110 — 130│8 — 15│-«- │
│ │ │ │ │ │погруже-│ │ │ │
│ │ │ │ │ │ние │ │ │ │
│ │ФЛ-98 │В │60 — 70 │15 — 20 │-«- │130 — 140│5 — 6 │-«- │
│ │МГМ-8 │В │40 — 60 │15 — 20 │-«- │125 — 150│8 — 20│-«- │
└─────────┴─────────┴─────────┴────────┴────────┴────────┴─────────┴──────┴───────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 7
НОРМЫ ИСПЫТАТЕЛЬНЫХ НАПРЯЖЕНИЙ ДЛЯ ПРОВЕРКИ
ЭЛЕКТРИЧЕСКОЙ ПРОЧНОСТИ ИЗОЛЯЦИИ ЭЛЕКТРООБОРУДОВАНИЯ
┌────────────────────────┬──────┬──────────────────────────────┬──────────┬─────────┐
│ Наименование │Время │ Величина испытательного │Мощность │Ток от- │
│ электрооборудования │испы- │ напряжения, В │испыта- │браковки,│
│ │таний ├────────────────┬─────────────┤тельного │более │
│ │ │нового или отре-│бывшего в │устройст- │ │
│ │ │монтированного │эксплуатации │ва, не │ │
│ │ │с перемоткой или│и отремонти- │менее, кВА│ │
│ │ │заменой │рованного без│ │ │
│ │ │ │перемотки или│ │ │
│ │ │ │замены │ │ │
├────────────────────────┼──────┼────────────────┼─────────────┼──────────┼─────────┤
│1. ЭЛЕКТРИЧЕСКИЕ МАШИНЫ │ │ │ │ │ │
│1.1. Двигатели │ │ │ │ │ │
│1.1.1. Мощностью не ме- │1 мин.│500 + 2U │450 │2,0 │прямой │
│нее 1 кВт на номинальное│ │ н │ │ │пробой │
│напряжение до 100 В │ │ │ │ │ │
│1.1.2. Мощность свыше │1 мин.│1000 + 2U │750 │-«- │-«- │
│1 кВт на номинальное │ │ н │ │ │ │
│напряжение до 100 В │ │ │ │ │ │
│1.1.3. Постоянного тока │-«- │1000 + 2U , но │1000 │-«- │-«- │
│мощностью менее │ │ н │ │ │ │
│1000 кВт на номинальное │ │не менее 1500 │ │ │ │
│напряжение свыше 100 В │ │ │ │ │ │
│1.1.4. Переменного тока │-«- │1000 + 2U , но │1000 + U │-«- │-«- │
│мощностью менее │ │ н │ н │ │ │
│100 кВА на номинальное │ │не менее 1500 │ │ │ │
│напряжение свыше 100 В │ │ │ │ │ │
│1.2. Генераторы │ │ │ │ │ │
│1.2.1. Мощностью свыше │-«- │1000 + 2U │750 + 2U │-«- │-«- │
│1 кВт на номинальное │ │ н │ н │ │ │
│напряжение до 100 В │ │ │ │ │ │
│1.2.2. Мощностью до 1000│-«- │1000 + 2U , но │1000 + 2U │-«- │-«- │
│кВт (кВА) на номинальное│ │ н │ н │ │ │
│напряжение свыше 100 В │ │не менее 1500 │ │ │ │
│ │ │ │ │ │ │
│2. ПРИБОРЫ │ │ │ │ │ │
│ЭЛЕКТРОИЗМЕРИТЕЛЬНЫЕ НА │ │ │ │ │ │
│РАБОЧЕЕ НАПРЯЖЕНИЕ, В │ │ │ │ │ │
│2.1. Свыше 40 до 100 │1 мин.│500 │400 │1,0 │прямой │
│ │ │ │ │ │пробой │
│2.2. Свыше 130 до 250 │-«- │1500 │1200 │-«- │-«- │
│2.3. Свыше 250 до 600 │-«- │2000 │1600 │-«- │-«- │
│2.4. Свыше 2000 до 7000 │-«- │1000 + 2U │1000 + 1,5U │-«- │-«- │
│ │ │ н │ н │ │ │
│ │ │ │ │ │ │
│3. ЭЛЕКТРИЧЕСКИЕ │ │ │ │ │ │
│АППАРАТЫ │ │ │ │ │ │
│3.1. Обмотки аппаратов │ │ │ │ │ │
│относительно корпуса при│ │ │ │ │ │
│номинальном напряжении │ │ │ │ │ │
│на контактах, В │ │ │ │ │ │
│3.1.1. До 100 │1 мин.│1250 │1000 │1,0 │прямой │
│ │ │ │ │ │пробой │
│3.1.2. Свыше 100 до 1000│-«- │1500 │1200 │1,0 │-«- │
│3.1.3. Свыше 1000 │-«- │2000 │1600 │1,0 │-«- │
│3.2. Обмотки аппаратов │-«- │1000 │800 │1,0 │-«- │
│между собой при рабочем │ │ │ │ │ │
│напряжении до 100 В │ │ │ │ │ │
│3.3. Контакты аппаратов │ │ │ │ │ │
│относительно корпуса при│ │ │ │ │ │
│номинальном напряжении, │ │ │ │ │ │
│В │ │ │ │ │ │
│3.3.1. Свыше 30 до 220 │-«- │1500 │1200 │1,0 │-«- │
│3.3.2. Свыше 220 до 600 │-«- │2000 │1600 │1,0 │-«- │
│3.3.3. Свыше 600 до 3000│-«- │2000 + 2,5U │0,85 (2000 + │2,0 │-«- │
│ │ │ н │2,5U ) │ │-«- │
│ │ │ │ н │ │ │
│ │ │ │ │ │ │
│4. РЕОСТАТЫ │-«- │1500 │1200 │1,0 │-«- │
│ │ │ │ │ │ │
│5. ПОДВАГОННЫЕ │-«- │1500 │1200 │1,0 │-«- │
│КРЕМНИЕВЫЕ ВЫПРЯМИТЕЛИ │ │ │ │ │ │
│ │ │ │ │ │ │
│6. ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ│ │ │ │ │ │
│УСТРОЙСТВА │ │ │ │ │ │
│6.1. Обогреватели слива │1 мин.│1000 │800 │1,0 │-«- │
│и налива │ │ │ │ │ │
│6.2. Калориферы и печи │ │ │ │ │ │
│нагрева воздуха при │ │ │ │ │ │
│номинальном напряжении │ │ │ │ │ │
│энергосистемы, В │ │ │ │ │ │
│6.2.1. До 150 │-«- │1500 │1200 │-«- │-«- │
│6.2.2. Свыше 150 до 400 │-«- │1000 + 2,5U │1000 + 2U │-«- │-«- │
│ │ │ н │ н │ │ │
│6.2.3. Свыше 1000 │-«- │2000 + 2,5U │2000 + 2U │2,0 │-«- │
│ │ │ н │ н │ │ │
│6.3. Нагревательные │ │ │ │ │ │
│элементы котлов комбини-│ │ │ │ │ │
│рованного отопления: │ │ │ │ │ │
│ 1 ступень │5 мин.│4000 │4000 │2,0 │4 мА │
│ 2 ступень │1 мин.│10000 │8000 │-«- │10 мА │
│ │ │ │ │ │ │
│7. МЕЖВАГОННЫЕ СОЕДИНЕ- │ │ │ │ │ │
│НИЯ НА НОМИНАЛЬНОЕ │ │ │ │ │ │
│НАПРЯЖЕНИЕ, В │ │ │ │ │ │
│7.1. До 400 │1 мин.│1000 + 2,5 │1000 + 2 │1,0 │прямой │
│ │ │ │ │ │пробой │
│7.2. Свыше 1000 │1 мин.│2000 + 2,5U │2000 + 2U │2,0 │-«- │
│ │ │ н │ н │ │ │
│ │ │ │ │ │ │
│8. ПРОВОДА И КАБЕЛИ │ │ │ │ │ │
│8.1. Провода щитов │-«- │1000 + 2U │1000 │1,0 │0,2 А │
│регуляторов │ │ н │ │ │ │
│8.2. Провода подвагонно-│ │ │ │ │ │
│го высоковольтного ящика│ │ │ │ │ │
│с номинальным │ │ │ │ │ │
│напряжением, В │ │ │ │ │ │
│8.2.1. До 150 │-«- │1000 + 2U │1000 │-«- │-«- │
│ │ │ н │ │ │ │
│8.2.2. Свыше 1000 │-«- │2000 + 2,5U │2000 + 2U │2,0 │-«- │
│8.3. Провода и кабели │ │ н │ н │ │ │
│вагонных сетей и │ │ │ │ │ │
│подвагонных магистралей │ │ │ │ │ │
│при номинальном │ │ │ │ │ │
│напряжении, В │ │ │ │ │ │
│8.3.1. До 150 │-«- │1000 + U │1000 │-«- │-«- │
│ │ │ н │ │ │ │
│8.3.2. Свыше 150 до 400 │-«- │1000 + 2,5U │1000 + 2U │-«- │-«- │
│8.3.3. Свыше 1000 │ │ н │ н │ │ │
│ а) ПС-4000, ГДР и ПНР,│-«- │2000 + 2U │1000 + 2U │-«- │-«- │
│ постр. до 1972 г. │ │ н │ н │ │ │
│ б) ППСРМ-4000, ГДР и │-«- │2000 + 2,5U │0,85 (2000 + │-«- │-«- │
│ ПНР, постр. после │ │ н │2,5U ) │ │ │
│ 1972 г. │ │ │ н │ │ │
│ │ │ │ │ │ │
│9. РЕЗИНОВЫЕ ЧЕХЛЫ │10 с │110 │110 │0,05 │100 мА │
│ЩЕЛОЧНЫХ АККУМУЛЯТОРОВ │ │ │ │ │ │
└────────────────────────┴──────┴────────────────┴─────────────┴──────────┴─────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 8
НОРМЫ ПРИМЕСЕЙ
В ДИСТИЛЛИРОВАННОЙ ВОДЕ ДЛЯ ПРИГОТОВЛЕНИЯ АККУМУЛЯТОРНОГО
ЭЛЕКТРОЛИТА (ПО ГОСТ 6709-72 И КАРТЕ КПП-505-2-65
ПРЕДПРИЯТИЯ П/Я В-2410)
1. Сухой остаток, не более 5 мг/л
2. Прокаленный остаток, не более 1 мг/л
3. Аммиак и аммонийные соли (NH ), не более 0,05 мг/л
4
4. Сульфаты (SO ) по ГОСТ 6709-72
4
5. Хлориды (Cl) по ГОСТ 6709-72
6. Нитраты (NO ) по ГОСТ 6709-72
3
7. Тяжелые металлы сероводородной по ГОСТ 6709-72
группы и группы сернистого аммония
8. Кальций (Са) по ГОСТ 6709-72
9. Кремний (Si), не более 4 мг/л
10. Окисляемость по ГОСТ 6709-72
11. Щелочность, не более 0,8 г/л
12. Жесткость, не более 1 нем. град.
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 9
ТЕХНИЧЕСКИЕ ДАННЫЕ ВАГОННЫХ ГЕНЕРАТОРОВ
┌────────────────────────┬──────────────────────────────────────────────────┐
│ Технические данные │ Типы генераторов │
│ ├────────────┬───────────┬────────────┬────────────┤
│ │ РД-2 │ РW-114АВ │ 23/07/11 │ 23/07/17, │
│ │Б, В, Г/Д, Е│ │ │ 19, 21 │
├────────────────────────┼────────────┼───────────┼────────────┼────────────┤
│1. Мощность длит., кВт │2,8 / 3,4 │4,5 │4,5 │4,9 │
│2. Напряжение, В │53 — 70 │65 │65 │65 │
│3. Ток длительный, А │40 / 48 │70 │70 │75 │
│4. Частота вращения, │450 — 1800 │460 — 550 -│550 — 660 — │550 — 660 │
│об./мин. │ │2500 │2400 │2900 │
│5. Масса, кг │345 │250 │250 │183 │
│ │ │ +0,1 │ │ │
│6. Воздушный зазор под │2; 5 │1,0 │1,5 │1,5 │
│серединой полюса на │ │ -0,15 │ │ │
│сторону, мм │ │ │ │ │
│ │ │ │ │ │
│ Якорь │ │ │ │ │
│ │ │ │ │ │
│7. Масса, кг │121 │85 │49,5 │43,6 │
│8. Диаметр, мм │230 │200 │200 │200 │
│9. Число пазов │32 │25 │25 │25 │
│10. Размеры пазов │10,2 х 25,8 │7,8 х 29 │(12,2 — 9,2)│(12,2 — 9,2)│
│ │ │ │х 23,7 │х 23,7 │
│ │ │ │1 — 5 │1 — 5 │
│11. Шаг обмотки по пазам│1 — 16 │1 — 6 │ 3 — 3 │ 3 — 3 │
│ │ │ │2 — 4 │2 — 4 │
│12. Тип обмотки │петлевая │волновая │волновая │волновая │
│13. Число сторон секций │2 │2 │10 │10 │
│в пазу │ │ │ │ │
│14. Число витков в │1 │1 │1 │1 │
│секции │ │ │ │ │
│15. Число параллельных │5 │4 │- │- │
│проводов в секции │ │ │ │ │
│16. Число проводников в │10 │8 │10 │10 │
│пазу │ │ │ │ │
│17. Размер шины (голого │1,35 х 10,8 │1,1 х 5,5 │диам. 3,4 │диам. 3,4 │
│провода), мм │х 1204 │ │ │ │
│18. Сопротивление │0,056 +/- │0,036 +/- │0,043 │0,043 │
│обмотки при 20 °С, Ом │10% │10% │ │ │
│ │ -4 │ +/- 0,5 │ │ │
│19. Диаметр коллектора, │206 │140 │140 │140 │
│мм │ │ │ │ │
│ │ -2 │ -1 │ -1 │ -1 │
│20. Диаметр по петушкам,│229 │195 │188 │188 │
│мм │ │ │ │ │
│21. Число коллекторных │160 │125 │125 │125 │
│пластин │ │ │ │ │
│22. Шаг по коллектору │1 — 2 │1 — 62 │1 — 63 │1 — 63 │
│ │ │ │ │ │
│ Подшипники │ │ │ │ │
│ │ │ │ │ │
│23. Со стороны привода │роликовый │роликовый │роликовый │шариковый │
│ │2313 │NU311СЗ │NU308 │рад. упорн. │
│ │ │ │ │Q308 │
│24. Со стороны │шариковый │шариковый │роликовый │роликовый │
│коллектора │408 │6307СЗ │NH305 │NU305 │
│ │ │ │ │ │
│ Возбуждение │ │ │ │ │
│ │ │ │ │ │
│25. Количество полюсов │2 │4 │4 │4 │
│ │ │ │ │ │
│ Сериесные катушки │ │ │ │ │
│ │ │ │ │ │
│26. Число катушек │2 │- │- │- │
│27. Число витков катушки│18,5 │- │- │- │
│28. Размер шины (голого │1,45 х 22 │- │- │- │
│привода), мм │ │ │ │ │
│29. Сопротивление │0,0054 +/- │- │- │- │
│катушки при 20 °С, Ом │6% │ │ │ │
│ │ │ │ │ │
│ Шунтовые катушки <*> │ │ │ │ │
│ │ │ │ │ │
│30. Число катушек │2/2 │4 │4 │4 │
│31. Число витков катушки│900/200 │460 │550 │550 │
│32. Размер провода │диам. │диам. 1,4 │диам. 1,4 │диам. 1,4 │
│голого, мм │0,69/0,69 │ │ │ │
│33. Сопротивление │32,4 +/- 7% │14,4 +/- │17,2 │14 │
│катушек при 20 °С, Ом │20,4 +/- 7% │10% │ │ │
│ │ │ │ │ │
│ Щеточный механизм │ │ │ │ │
│ │ │ │ │ │
│34. Число групп │4 │4 │4 │4 │
│щеткодержателей │ │ │ │ │
│35. Число щеток на │3 │2 │1 │1 │
│группу │ │ │ │ │
│36. Марка щетки │ЭГ-2А │Е-35 │EYOA или │ │
│ │ │ │EL 4400 │ │
│37. Высота щетки │32/30 │32/15 │40/26 │40/26 │
│номин./изношен., мм │ │ │ │ │
│38. Размер щетки, мм │12,5 х 32 │6,5 х 32 │9 х 45 │9 х 45 │
│39. Давление щетки на │0,6 — 0,8 │0,22 — 0,26│0,16 — 0,24 │0,16 — 0,24 │
│коллектор, кг/кв. см │ │ │ │ │
└────────────────────────┴────────────┴───────────┴────────────┴────────────┘
———————————
<*> Для генератора РД-2Б в числителе указаны данные шунтовой катушки, в знаменателе — противошунтовой.
┌─────────────────────────────────┬───────────────────────────────────────┐
│ Технические данные │ Типы генераторов │
│ ├───────────────────┬───────────────────┤
│ │ ГСВ-8 │ 2ГВ-003 │
├─────────────────────────────────┼───────────────────┼───────────────────┤
│1. Мощность, кВт │8 │9,45/0,75 │
│2. Напряжение основной обмотки, В│48 +/- 5 │45 │
│3. Напряжение обмотки │15 │24 │
│дополнительной, В │ │ │
│4. Ток, А │70/8,5 │121/31,5 │
│5. Напряжение обмотки │32 │28 │
│возбуждения, В │ │ │
│6. Частота, Гц │100 — 400 │95 — 400 │
│7. Частота вращения, об./мин. │1000 — 4000 │950 — 4000 │
│8. Масса, кг │203 │260 │
│9. Воздушный зазор, мм │0,7 — 0,82 │0,7 │
│10. Диаметр ротора, мм │214,6 — 0,030 │228,6 │
│11. Масса ротора, кг │39,5 │65 │
│12. Подшипники со стороны привода│роликовый 70-32311Л│роликовый 70-32311Л│
│13. Подшипник со стороны против. │шариковый 309 │шариковый 309 │
│привода │ │ │
│ │ │ │
│ Обмотки возбуждения │ │ │
│ │ │ │
│14. Число сериесных катушек │2 │2 │
│15. Число витков катушки │9 │7 │
│16. Размер шины (голого привода),│0,8 х 25 │1,81 х 25 │
│мм │ │ │
│17. Сопротивление катушки при │0,0048 +/- 0,0003 │0,005 +/- 0,0003 │
│20 °С с выводами, Ом │ │ │
│18. Число шунтовых катушек │2 │2 │
│19. Число витков катушки │431 │431 │
│20. Размер провода голого, мм │алюм. диам. 2,1 │алюм. диам. 2,1 │
│21. Сопротивление катушки при │2,75 +/- 0,2 │5,6 +/- 0,3 │
│20 °С с выводами, Ом │ │ │
│22. Число специальных катушек │- │2 │
│23. Число витков катушки │- │431 │
│24. Размер провода голого, мм │- │диам. 0,44 │
│25. Сопротивление катушки с │- │100 +/- 6 │
│выводами при 20 °С, Ом │ │ │
│ │ │ │
│ Статор │ │ │
│ │ │ │
│26. Число пазов │18 │18 │
│27. Размеры паза, мм │(14,5 — 22) х 42,8 │(19,1 — 26,7) х │
│ │ │43,5 │
│28. Тип обмотки │зубцовая │зубцовая │
│29. Число фаз основной обмотки │3 │3 │
│30. Шаг обмотки │1 — 2 │1 — 2 │
│31. Число катушек в фазе │2 х 3 │2 х 3 │
│32. Число витков в катушке │15 │11 │
│33. Число параллельных │3 │5 │
│проводников в витках │ │ │
│34. Размер провода (голого), мм │диам. 1,68 │диам. 1,81 │
│35. Сопротивление катушки при │0,0106 +/- 4% │0,0063 +/- 4% │
│20 °С, Ом │ │ │
│36. Сопротивление фазы при 20 °С │0,0205 + 0,0008 │0,01 + 0,0006 │
│с выводами, Ом │ │ │
│37. Число фаз дополнительной │3 │1 │
│обмотки │ │ │
│38. Число катушек в фазе │2 х 3 │18 │
│39. Число витков в катушке │6 — 5 — 5 │6 │
│40. Число параллельных │2 х 3 │3 │
│проводников в витке │ │ │
│41. Размер провода (голого), мм │диам. 1,68 │диам. 1,68 │
│42. Сопротивление катушки с │0,0042 +/- 4% │0,00665 +/- 4% │
│выводами при 20 °С, Ом │0,0035 +/- 4% │ │
│43. Сопротивление фазы с выводами│0,0092 +/- 0,0007 │0,11 +/- 0,006 │
│при 20 °С, Ом │ │ │
└─────────────────────────────────┴───────────────────┴───────────────────┘
┌───────────────────────┬────────────────────────────────────────────────────────────┐
│ Технические данные │ Типы генераторов │
│ ├───────────┬────────────┬───────────┬───────────┬───────────┤
│ │ К694L │ DUGG-28В │ ПЗ-ВБ │ ЕЕВ24-2 │DCG4435/24/│
│ │ —— │ (МАБ-II) │ │ (МАБ-I) │2а3 │
│ │ ХR44L │ │ │ │ │
├───────────────────────┼───────────┼────────────┼───────────┼───────────┼───────────┤
│ Генератор постоянного │ │ │ │ │ │
│ тока │ │ │ │ │ │
│ │ │ │ │ │ │
│1. Мощность, кВт │17,5/21 │21/28 │26 │24 │32 │
│2. Напряжение, В │110 — 135 │110 — 138 │145 │145 │116 │
│3. Ток, А │129,4/155 │203/152 │180 │180 │170 │
│4. Частота вращения, │520 — 720 -│700 — 1210 -│1000 — 3400│650 — 750 -│1000 — 3400│
│об./мин. │3000 │3000 │ │3000 │ │
│5. Масса, кг │980 │1200 │850 │530 — 230 │720 │
│6. Воздушный зазор под │3,40 — 3,22│- │1,75 │ │0,75 │
│серединой полюса, мм │ │ │ │ │ │
│ │ │ │ │ │ │
│ Якорь │ │ │ │ │ │
│ │ │ │ │ │ │
│7. Масса, кг │577 │ │237 │ │186,5 │
│8. Диаметр (генератора,│279,45/ │276/278,4 │ │ │440 │
│двигателя), мм │277,73 │ │ │ │ │
│9. Число пазов │37 │43 │31 │29 │60 + 2 │
│10. Размер паза, мм │9,6 х 34,5 │8 х 37 │9,8 х 35 │ │6,2 х 23,6 │
│11. Шаг обмотки по │1 — 10 │1 — 38 │1 — 8 │4х1-8 │1 — 4 │
│пазам │ │ │ │1х1-9 │ │
│12. Тип обмотки │волновая │волновая │волновая │волновая │петлевая │
│ │ │ │ │ │спец. │
│13. Число сторон секций│2 │2 │10 │10 │2 │
│в пазу │ │ │ │ │ │
│14. Число витков в │1 │1 │1 │1 │4/6 │
│секции │ │ │ │ │ │
│15. Число параллельных │4 │2 │2 │- │- │
│проводов в секции │ │ │ │ │ │
│16. Число проводников в│8 │12 │20 │10 │6/10 │
│пазу │ │ │ │ │ │
│17. Размеры шины │12 х 1,7 х │7,0 х 1,6 х │6,90 х 1,35│ │4,5 х 1,3 │
│(голой), мм │1355 │1180 │ │ │ │
│18. Сопротивление │ │0,067 │0,0312 │ │0,0163 │
│обмотки при 20 °С, Ом │ │ │ │ │ │
│19. Диаметр коллектора,│216 │224 │250 │180 │- │
│мм │ │ │ │ │ │
│20. Диаметр по │222 │264 │ │238 │- │
│петушкам, мм │ │ │ │ │ │
│21. Число коллекторных │147 │129 │155 │145 │- │
│пластин │ │ │ │ │ │
│22. Шаг по коллектору │1 — 74 │1 — 65 │1 — 73 │1 — 73 │- │
│ │ │ │ │ │ │
│ Возбуждение │ │ │ │ │ │
│ │ │ │ │ │ │
│23. Число главных │4 │4 │4 │4 │2 │
│полюсов │ │ │ │ │ │
│24. Число дополнит. │2 │2 │4 │2 │- │
│полюсов │ │ │ │ │ │
│ │ │ │ │ │ │
│ Сериесные катушки │ │ │ │ │ │
│ │ │ │ │ │ │
│25. Число катушек │- │4 │- │- │- │
│26. Число витков │- │1 │- │- │- │
│катушки │ │ │ │ │ │
│27. Размер шины │- │20 х 3 │- │- │- │
│(голой), мм │ │ │ │ │ │
│28. Сопротивление │- │- │- │- │- │
│катушки при 20 °С, Ом │ │ │ │ │ │
│ │ │ │ │ │ │
│ Шунтовые катушки │ │ │ │ │ │
│ (независимые) │ │ │ │ │ │
│ │ │ │ │ │ │
│29. Число катушек │4 │4 │4 │4 │2 │
│30. Число витков │745 │800 │450 │- │400 │
│катушки │ │ │ │ │ │
│31. Размер провода │диам. 1,5 │диам. 1,6 х │диам. 1,68 │- │диам. 0,8 х│
│(голого), мм │ │640 │ │ │2 │
│32. Сопротивление │6,47 + 0,32│5,04 +/- │9,9 │- │26,3 │
│катушки при 20 °С, Ом │7,29 +/- │0,25 │ │ │ │
│ │0,32 │ │ │ │ │
│ │ │ │ │ │ │
│Катушки дополнительных │ │ │ │ │ │
│ полюсов │ │ │ │ │ │
│ │ │ │ │ │ │
│33. Число катушек │2 │2 │4 │4 │- │
│34. Число витков │27 │19 │23 │- │- │
│катушки │ │ │ │ │ │
│35. Размер шины │6 х 0,5 х │20 х 3 х 12 │25 х 2,26 │ │- │
│(голой), мм │21,5 │ │ │ │ │
│36. Сопротивление │ │ │0,016 │- │- │
│катушки при 20 °С, Ом │ │ │ │ │ │
│Катушки компенсационные│ │ │ │ │ │
│37. Число катушек │- │- │4 │- │- │
│38. Число витков │- │- │2 │- │- │
│катушки │ │ │ │ │ │
│39. Размер провода │- │- │35 кв. мм │ │ │
│(голого), мм │ │ │ │ │ │
│40. Сопротивление │- │- │0,004 │- │- │
│катушки при 20 °С, Ом │ │ │ │ │ │
│ │ │ │ │ │ │
│ Подшипники │ │ │ │ │ │
│ │ │ │ │ │ │
│41. Со стороны │шариков. │роликов. │шариков. │роликов. │роликов. │
│коллекторов │6312 │NU313СЗ │70 — 218 │NU308 │NU315МР63ZS│
│42. Со стороны муфты │роликов. │роликов. │роликов. │сферич. │роликов. │
│ │NV315СЗ │NU315СЗ │80 — 3231 │22312 │NU312МР63ZS│
│ │ │шариков. │ │ │шариков. │
│ │ │6315СЗ │ │ │Q312МАР63 │
│ │ │ │ │ │ │
│ Щеточный механизм │ │ │ │ │ │
│ │ │ │ │ │ │
│43. Число групп │4 │4 │4 │4 │- │
│щеткодержателей │ │ │ │ │ │
│44. Число щеток на │3 │4 │2 │2 │- │
│группу │ │ │ │ │ │
│45. Марка щетки │ЭГ-2А │Е5 │ЭГ-2А │ │- │
│ │ │ЕВД 503/1 │ │ │ │
│46. Высота щетки │45/30 │32/16 │32/10 │40/20 │- │
│(номин./изношен.), мм │ │ │ │ │ │
│47. Размер щетки, мм │12,5 х 25 │12,5 х 20 │16 х 32 │9 х 45 │- │
│48. Зазор между обоймой│1,59 — 3,17│ │ │ │- │
│и коллектором, мм │ │ │ │ │ │
│49. Давление щетки на │0,47 — 0,62│0,42 — 0,58 │0,19 — 0,23│0,21 — 0,26│- │
│коллектор, кг/кв. см │ │ │ │ │ │
│ │ │ │ │ │ │
│ Асинхронный двигатель │ │ │ │ │ │
│ │ │ │ │ │ │
│50. Мощность, кВт │22 │28,5 │28 │19 │- │
│51. Напряжение, В │380 │220/380 │380 │220/380 │- │
│52. Ток, А │51 │97/56 │55 │83/48 │- │
│53. Частота вращения, │1450 │1440 │1450 │1460 │- │
│об./мин. │ │ │ │ │ │
│54. КПД, % │ │ │86,8 │ │- │
│55. Cos фи │ │ │0,88 │ │- │
│56. Воздушный зазор │0,75 — 0,86│1,6 — 1,68 │ │ │- │
│57. Число фаз │3 │3 │3 │3 │- │
│58. Размер паза, мм │12,2 х 27,2│15 х 27,75 │ │ │- │
│59. Число пазов статора│48 │48 │ │ │- │
│60. Тип обмотки │волновая │волновая │ │ │- │
│61. Шаг обмотки │1 — 12 │1 — 16; │ │ │- │
│ │ │2 — 15 │ │ │ │
│ │ │3 — 14; │ │ │- │
│ │ │4 — 13 │ │ │ │
│62. Число катушек в │4 │2 │ │ │- │
│фазе │ │ │ │ │ │
│63. Число секций в │2 │4 │ │ │- │
│катушке │ │ │ │ │ │
│64. Висло витков в │12 │14 │ │ │- │
│секции │ │ │ │ │ │
│65. Число параллельных │4 │ │ │ │- │
│проводников в витке │ │ │ │ │ │
│66. Размеры провода │диам. 1,8 │диам. 1,84 │ │ │- │
│(голого), мм │ │ │ │ │ │
│67. Сопротивление │ │ │ │ │- │
│катушки при 20 °С, Ом │ │ │ │ │ │
│68. Сопротивление фазы │ │ │ │ │- │
│при 20 °С, Ом │ │ │ │ │ │
└───────────────────────┴───────────┴────────────┴───────────┴───────────┴───────────┘
Примечание. Для генератора DCG4435/24/2а3 в п. п. 9 — 18 указаны данные силовой обмотки статора.
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Приложение 10
ДИАМЕТР КАЛИБРОВАННОЙ ПРОВОДКИ
ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАВКИХ ВСТАВОК
┌────────────┬───────────────────────────────────────────────────┐
│ Ток │ Диаметр плавкой вставки, мм, │
│плавления в│ для проволок из: │
│воздухе, А ├────────────┬───────────┬─────────────┬────────────┤
│ │ меди │ олова │ свинца │ железа │
├────────────┼────────────┼───────────┼─────────────┼────────────┤
│1 │0,05 │0,19 │0,21 │0,12 │
│2 │0,09 │0,29 │0,38 │0,19 │
│3 │0,11 │0,36 │0,43 │0,25 │
│4 │0,14 │0,46 │0,52 │0,30 │
│5 │0,16 │0,56 │0,60 │0,42 │
│10 │0,25 │0,85 │0,95 │0,55 │
│15 │0,33 │1,11 │1,25 │0,72 │
│25 │0,46 │1,59 │1,75 │1,01 │
│35 │0,57 │1,95 │2,20 │1,28 │
│50 │0,73 │2,48 │2,78 │1,61 │
│60 │0,83 │3,05 │3,14 │1,81 │
│70 │0,92 │3,10 │3,48 │2,01 │
│80 │1,00 │3,39 │3,81 │2,20 │
│90 │1,08 │3,67 │4,12 │2,38 │
│100 │1,15 │3,93 │4,42 │2,55 │
│120 │1,31 │4,44 │4,49 │2,88 │
│140 │1,45 │4,92 │5,58 │3,19 │
│160 │1,59 │5,38 │6,04 │3,49 │
│180 │1,72 │5,82 │6,54 │3,77 │
│250 │2,14 │7,24 │8,14 │4,70 │
└────────────┴────────────┴───────────┴─────────────┴────────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 11
ТЕХНИЧЕСКИЕ ДАННЫЕ
ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ПРИБОРОВ И ЭЛЕМЕНТОВ
┌─────────┬───────┬──────────────┬─────────┬──────┬────────────┬──────────┐
│ Место │Страна-│ Тип или N │Мощность,│Напря-│Тип нагрева-│Сопротив- │
│установки│изгото-│ чертежа │ Вт │жение,│тельного │ление печи│
│ │витель │ │ │В │элемента │или кало- │
│ │ │ │ │ │ │рифера, Ом│
├─────────┴───────┴──────────────┴─────────┴──────┴────────────┴──────────┤
│ ЭЛЕКТРОПЕЧИ │
├─────────┬───────┬──────────────┬─────────┬──────┬────────────┬──────────┤
│купе, │ПНР │ОК-86 │500 │750 │G215А │1125 │
│коридор │ │ОК-101Д │-«- │-«- │-«- │-«- │
│ │ │ОК-101Е │-«- │-«- │-«- │-«- │
│ │ │ОК-170А │1000 │1500 │GК174 │2250 │
├─────────┼───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│купе, │ГДР │BS2-1,5/3-750 │750 │1500 │22Е750с │3000 │
│коридор │ │AS2-1/3-500 │500 │1000 │22Е750с │2000 │
│ │ │BS2-1/3-1500 │1500 │1000 │22Е1400с │667 │
│ │ │AS2-1/3-1000 │1000 │1000 │22Е1400с │1000 │
│ │ │AS2-2/3-1000 │1000 │2000 │22Е1400с │4000 │
│ │ │ │500 │125 │0019.331 │ │
│ │ │ │250 │60 │0019.333 │ │
├─────────┼───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│купе, │ВНР │НК-55/ │500 │140 │НК-55/ │39,2 │
│коридор │ │OS-0000/А │ │ │CS-0101 │ │
├─────────┼───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│купе, │СССР │ │ │220 │ │ │
│коридор │ │ │ │ │ │ │
├─────────┴───────┴──────────────┴─────────┴──────┴────────────┴──────────┤
│ ЭЛЕКТРОКАЛОРИФЕРЫ │
├─────────┬───────┬──────────────┬─────────┬──────┬────────────┬──────────┤
│ │ПНР │NК85 │22000 │3000 │201А │409 │
│ │ │NКт85А │22000 │3000 │37 │409 │
│ ├───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│ │ГДР │EELp2 │18000 │3000 │- │500 │
│ │ │EELp03 │22900 │3000 │- │393 │
│ │ │EELp4 │18000 │3000 │- │500 │
│ │ │8232.462 │6000 │125 │24293-0.125/│ │
│ │ │ │ │ │100 N 4 │ │
│ ├───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│ │ВНР │NК-56/CS │5000 │14С │NК-56/ │3,92 │
│ │ │ │ │ │СS-0101 │ │
│ ├───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│ │СССР │- │10000 │380 │Эт-100 │14,44 │
│ │ │Эк-1-16 │9500 │145 │Эт-100 │фазное │
│ │ │Эк-1-16 │6500 │145 │Эт-100 │2,21 │
│ │ │ │ │ │ │3,22 │
├─────────┴───────┴──────────────┴─────────┴──────┴────────────┴──────────┤
│ ЭЛЕКТРОКОТЛЫ │
├─────────┬───────┬──────────────┬─────────┬──────┬────────────┬──────────┤
│ │ГДР │ │5 х 9600 │3000 │ELHZ 3000 │937 группы│
│ │ГДР, │ │4 х 12000│3000 │HHS 2-05 │708 группы│
│ │ПНР, │ │ │ │ │ │
│ │СССР │ │ │ │ │ │
├─────────┴───────┴──────────────┴─────────┴──────┴────────────┴──────────┤
│ НАГРЕВАТЕЛЬНЫЕ ЭЛЕМЕНТЫ │
├─────────┬───────┬──────────────┬─────────┬──────┬────────────┬──────────┤
│наливная │ │РК245А │350 │52 │ │7,72 │
│труба │ │ │ │ │ │ │
│сливная │ПНР │РК-44А │150 │52 │ │18,02 │
│труба │ │ │ │ │ │ │
│кофеварка│ │ │1000 │60 │ │3,6 │
│кипятиль-│ │ │2250 │65 │ │1,87 │
│ник │ │А27РК147А │1150 │526 │ │240,58 │
│котел │ │ │500 │500 │ │500 │
│эл. печь │ │A27G274 │333 │500 │ │750,75 │
│ │ │A271666G │167 │500 │ │1497 │
│ │ │A271266G │333 │500 │ │750,75 │
│ │ │A270268G24АС │ │ │ │ │
│ │ │A27166G │167 │250 │ │374,25 │
│ │ │A272676 │ │ │ │ │
│калорифер│ │GK37ZG201 │ │ │ │ │
│ │ │A27567G │367 │150 │ │61,3 │
├─────────┼───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│наливная │ │VFR FWD │ │ │ │ │
│труба │ │3310.003 │850 │54/110│ │8,33/34,57│
│сливная │ │EETF5 │25 │54/110│ │116,54/434│
│труба │ │ │ │ │ │ │
│кофеварка│ГДР │ │1250 │60/110│ │2,88/9,68 │
│ │ │ │2000 │ │ │1,8/6,05 │
│кипятиль-│ │EL70570NR030/2│2200 │60 │ │1,636 │
│ник │ │ │ │ │ │ │
│котел │ФРГ │ELHZ3000 │1600 │500 │ │146 │
│ │ГДР │HHS 2-0.5 │2000 │500 │ │118 │
│ │ │0019.331 │500 │125 │ │31,25 │
│ │ │0019.333 │250 │60 │ │14,4 │
│ │ │0019.365 │250 │60 │ │14,4 │
│электро- │ │ЕН.39 │375 │500 │ │666,66 │
│печь │ │342.9 │1000 │125 │ │15,62 │
│ │ │ │250 │500 │ │1000 │
│ │ │ │1000 │1000 │ │1000 │
│ │ │(1400С) │ │ │ │ │
│ │ │66/12ELHZ │500 │333 │ │221,77 │
│ │ │(1400С) │ │ │ │ │
│ │ │172LELHZ │500 │1000 │ │2000 │
│ │ │3000 │ │ │ │ │
│ │ │ELHZ3000 │ │ │ │ │
│ │ГДР │111/66 │500 │500 │ │500 │
│сосиско- │ │ELTO │100 │60 │ │3,6 │
│варка │ │ │500 │ │ │7,2 │
│водона- │ │ELTO │950 │60 │ │3,78 │
│греватель│ │ │ │ │ │ │
│бойлер │ │ │500 │500 │ │500 │
├─────────┼───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│наливная │ │ЭКО-29-021 │350 │135 │ │52,07 │
│труба │ │ │ │ │ │ │
│кипятиль-│ │ЭКО-29-020 │750 │135 │ │24,3 │
│ник │ │ │ │ │ │ │
│печь │ВНР │НК-55/GS-0101 │500 │140 │ │39,2 │
│калорифер│ │НК-56-0300 │840 │140 │ │23,83 │
├─────────┼───────┼──────────────┼─────────┼──────┼────────────┼──────────┤
│наливная │ │ЗТ-32 │100 │110 │ │1,21 │
│труба │ │ │800 │380 │ │180,50 │
│кипятиль-│ │ │600 │380 │ │240,66 │
│ник │ │ │ │ │ │ │
│электро- │ │ЭТ-80 │38 │38 │ │38 │
│печь │ │ЭТ-44 │24 │22 │ │20,16 │
│электро- │СССР │ЭТ-100 │330 │220 │ │146,66 │
│калорифер│ │ЭТ-100 │444 │145 │ │47,4 │
└─────────┴───────┴──────────────┴─────────┴──────┴────────────┴──────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Приложение 12
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
РЕЛЕ НАИБОЛЬШЕГО НАПРЯЖЕНИЯ
┌─────────────────────────────────┬──────────┬──────────┬────────┬────────┐
│ Параметры │ ESU5/350 │ESU11/350 │REn-70 │25А.058 │
├─────────────────────────────────┼──────────┼──────────┼────────┼────────┤
│1. Номинальное напряжение, В │52 │110 │65 │68 — 82 │
│2. Напряжение срабатывания, В │80 +/- 2 │185 +/- 4 │75 +/- 3│+/- 3 — │
│ │ │ │ │+/- 5% │
│3. Допускаемая температура │-20 — +50 │-20 — +50 │+/- 50 │+/- 50 │
│окружающей среды, °С │ │ │ │ │
│4. Длительный ток контактов, А │5,0 │5,0 │4,0 │5,0 │
│5. Масса, кг │1,6 │1,6 │0,5 │2,0 │
└─────────────────────────────────┴──────────┴──────────┴────────┴────────┘
РЕЛЕ НАИМЕНЬШЕГО НАПРЯЖЕНИЯ
┌──────────────────────────────────────────┬──────────┬──────────┬────────┐
│ Параметры │ EAU4/12 │ EAU11/13 │ REp-40 │
├──────────────────────────────────────────┼──────────┼──────────┼────────┤
│1. Номинальное напряжение, В │52 │110 │52 │
│2. Диапазон напряжение срабатывания, В │30 — 50 │86 — 107 │40 │
│ │54 — 59 │113 — 126 │44 │
│3. Точность срабатывания, % │+/- 2 │+/- 2 │5 │
│4. Выдержка времени, с │5 │5 │6 +/- 1 │
│5. Допускаемая температура окружающей │-20 — +50 │-20 — +50 │+/- 50 │
│среды, °С │ │ │ │
│6. Ток контактов, А │ │ │ │
│ при замыкании │10 │10 │4 │
│ при размыкании │0,4 │0,28 │0,6 │
│7. Масса, кг │1,7 │1,7 │1,5 │
└──────────────────────────────────────────┴──────────┴──────────┴────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Приложение 13
ТЕХНИЧЕСКИЕ ДАННЫЕ КОНТАКТОРОВ И РЕЛЕ
КОНТАКТОРЫ ВАГОНОВ ВНР
┌────────────┬──────────────────────────┬──────────────────────────────────────────┐
│Тип аппарата│ Катушка │ Контакты │
│ ├───────┬─────┬─────┬──────┼─────────────┬────┬─────────────┬─────────┤
│ │номи- │число│диа- │сопро-│Главной цепи │Про-│ Раствор, мм │Площадь │
│ │нальное│вит- │метр │тивле-├─────┬───────┤вал,├─────┬───────┤соприкос-│
│ │напря- │ков │про- │ние, │число│харак- │мм │глав-│вспомо-│новения │
│ │жение, │ │вода,│Ом │ │тер │ │ный │гатель-│главных, │
│ │В │ │мм │ │ │ │ │ │ный │мм │
├────────────┼───────┼─────┼─────┼──────┼─────┼───────┼────┼─────┼───────┼─────────┤
│U80.Б.T.2244│150 │3100 │0,5 │42 │13 │плос- │8 │5,8 │- │12 х 10 │
│ │ │ │ │ │ │костной│ │ │ │ │
│U80.Б.T.2444│150 │13000│0,25 │770 │13 │-«- │8 │5,8 │- │12 х 10 │
│U80.Б.T.2445│150 │13000│0,25 │770 │13 │-«- │8 │5,8 │- │12 х 10 │
│U80.Б.T.2442│150 │13000│0,25 │770 │13 │-«- │8 │5,8 │- │12 х 10 │
│U80.Б.T.2443│150 │13000│0,25 │770 │1з1р │-«- │8 │5,8 │- │12 х 10 │
│U-300T3855 │150 │1323 │0,32 │524 │3з │-«- │16 │4,25 │2,5 │16 х 12,5│
│U-300T3646 │150 │1323 │0,32 │524 │2з │-«- │16 │4,25 │2,5 │16 х 12,5│
│U-300T3856 │150 │1323 │0,32 │524 │3з │-«- │16 │4,25 │2,5 │16 х 12,5│
│U-300T3156 │150 │ │0,32 │674 │2з │-«- │16 │4,25 │2,5 │16 х 12,5│
└────────────┴───────┴─────┴─────┴──────┴─────┴───────┴────┴─────┴───────┴─────────┘
Примечание. Количество вспомогательных контактов контакторов типа U80Б устанавливается по необходимости, но не более 2-х.
КОНТАКТОРЫ ВАГОНОВ ГДР
┌────────┬───────────────────────────┬──────────────────────────────────────────────────────────────┐
│ Тип │ Катушка │ Контакты │
│аппарата├────────┬─────┬─────┬──────┼────────────────┬───────────────┬────┬───────────┬────────────┤
│ │номи- │число│диа- │сопро-│ Главной цепи │ Вспомог. цепи │Про-│Раствор, мм│ Площадь │
│ │нальное │вит- │метр │тивле-├─────┬──────────┼─────┬─────────┤вал,├─────┬─────┤соприкоснов.│
│ │напряже-│ков │про- │ние, │число│ характер │число│характер │мм │глав-│вспо-│главных, мм │
│ │ние, В │ │вода,│Ом │ │ │ │ │ │ный │мо- │ │
│ │ │ │мм │ │ │ │ │ │ │ │гат. │ │
├────────┼────────┼─────┼─────┼──────┼─────┼──────────┼─────┼─────────┼────┼─────┼─────┼────────────┤
│EMS6r │110 │20000│0,6 │10000 │3з │плоскостн.│2р4з │точечн. │11 │30 │1,5 │10 х 10 │
│LG25D │110 — 65│1400 │0,35 │160 │2з │линейный │3р1з │-«- │4 │11 │1,5 │10 х 2 │
│LF25 │48 │1900 │0,32 │40 │3з │плоскостн.│2з2р │-«- │3,4 │2,6 │0,2 │диам. 5 │
│ES-160 │110 │2700 │0,5 │60 │2а │-«- │2з2р │плоскост.│ │10 │2 │диам. 6; │
│ │ │ │ │ │ │ │ │ │ │ │ │20 х 15 │
│US-40 │110 │ │0,4 │13/60 │2з4р │-«- │- │- │ │5,4 │ │диам. 3 │
│LG-60 │110 │2100 │0,3 │75 │2з │-«- │1р2з │линейный │1,5 │20 │3,3 │12 х 2 │
│GS415-2в│60 │3000 │0,32 │150 │4з │-«- │- │- │7 │7 │- │3 х 3 │
│3G │110 │2200 │0,25 │110 │- │- │4з │точечн. │- │- │5,4 │- │
│ZG-200 │110 │1900 │0,45 │55 │2з │плоскостн.│3з │линейный │5 │23 │2,3 │20 х 3 │
│EMS32A │54 │3640 │0,42 │98,4 │1з │-«- │3з2р │точечн. │- │18 │- │8 х 8 │
│EMS32A │110 │ │ │ │1з │-«- │3з2р │-«- │ │ │ │ │
│ │
│ Контакторы вагонов ПНР │
│ │
│SE-110p │52 │1600 │0,65 │10/45 │1з │точечн. │3р2з │точечн. │12 │2,4 │2 │15 х 3 │
│SE-121p │52 │880 │0,95 │263/90│1з │плоск. │2р1р │- │12 │2,4 │- │ │
│SE-221p │52 │880 │0,95 │263/90│1з │-«- │2з1р │ │12 │2,4 │- │ │
│MK-310 │50 │5700 │0,55 │78 │1з │с дн. точ.│ │ │6 │30 │- │15 х 20 │
│MK-311B │55 │ │ │ │ │ │1з1р │ │6 │30 │ │ │
│MK-311B │110 │ │ │ │ │ │2з2р │ │6 │30 │ │ │
└────────┴────────┴─────┴─────┴──────┴─────┴──────────┴─────┴─────────┴────┴─────┴─────┴────────────┘
КОНТАКТОРЫ И ПУСКАТЕЛИ ВАГОНОВ СССР
┌─────────┬─────────────────────────────┬───────────────────────────────────────────────────────────┐
│ Тип │ Катушка │ Контакты │
│аппарата ├────────┬──────┬─────┬───────┼────────────┬───────────────┬─────┬─────────────┬──────────┤
│ │номи- │число │диа- │сопро- │Главной цепи│Вспомогат. цепи│Про- │ Раствор, мм │Площадь │
│ │нальное │витков│метр │тивле- ├────┬───────┼─────┬─────────┤вал, ├─────┬───────┤соприкос- │
│ │напряже-│ │при- │ние, │чис-│харак- │число│характер │мм │глав-│вспомо-│нов. глав-│
│ │ние, В │ │вода,│Ом │ло │тер │ │ │ │ный │гатель-│ных, мм │
│ │ │ │мм │ │ │ │ │ │ │ │ный │ │
├─────────┼────────┼──────┼─────┼───────┼────┼───────┼─────┼─────────┼─────┼─────┼───────┼──────────┤
│КН-143 │95 — 170│6000; │0,18;│1850 │2з │плоск. │1з1р │ │2,5 │ │ │ │
│ │ │15000 │0,14 │ │ │ │ │ │ │ │ │ │
│КН 243 │95 — 170│14000;│0,2│940 │2з │-«- │1з1р │ │2,5 │ │ │ │
│ │ │4500 │0,23 │ │ │ │ │ │ │ │ │ │
│КП 341 │95 — 170│14000;│0,23;│740 и │2з │-«- │2з1р │ │4,5 │ │ │ │
│ │ │2000 │0,23 │140 │ │ │ │ │ │ │ │ │
│КН 441 │95 — 170│13000;│0,27;│640 и │2з │-«- │2з1р │ │4,5 │ │ │ │
│ │ │3350 │0,27 │123 │ │ │ │ │ │ │ │ │
│КМ-12Д-1 │110 │4700 │0,44 │84,4 │ │-«- │ │ │ │4 │- │12 х 2 │
│КТВ-32Л │220 │ │ │ │3з │ │2з2р │ │ │ │ │ │
│КМ-16 │220 │ │ │ │1з │ │- │ │ │ │ │ │
│П6 │220 │ │ │ │4з │ │ │ │ │ │ │ │
│ПМИ-211 │220 │ │ │ │3з │ │2з2р │ │ │ │ │ │
│КМ-12А │50 │4700 │0,44 │84,4 │1з1р│точ. │1з1р │точ. │2,5 │5 │6 │ │
│2КМ-002.1│50 │6200 │0,31 │-160 │1з │-«- │1з1р │-«- │3 — 4│6 — 8│3 — 3,5│ │
│2КМ-002.1│50 │6200 │0,31 │160 │1з │ │2р │-«- │3 — 4│6 — 8│3 — 3,5│ │
│КМ-508.Д1│40 ПВ │2720 │0,41 │50,8 │2з │ │2з │-«- │2 │3 — 4│2 — 3 │ │
│ │60% │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ +3 │ │ │ │ │ │ │ │ │
│2КМ.010 │50 │ │ │60 │1з │линейн.│1з1р │точ. │9 │22 │13 │ │
│ │ │ │ │ -4,8 │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ +14 │ │ │ │ │ │ │ │ │
│2КМ.010 │110 │ │ │287 │1з │-«- │3з3р │-«- │9 │22 │13 │ │
│ │ │ │ │ -23 │ │ │ │ │ │ │ │ │
└─────────┴────────┴──────┴─────┴───────┴────┴───────┴─────┴─────────┴─────┴─────┴───────┴──────────┘
РЕЛЕ ВАГОНОВ ГДР
┌────────────┬───────────────────────────────────┬────────────────────────┐
│Тип аппарата│ Катушка │ Контакты │
│ ├────────────┬──────┬───────┬───────┼───────┬────────┬───────┤
│ │номинальное │число │диаметр│сопро- │ число │характер│раст- │
│ │напряжение, │витков│прово- │тивле- │ │ │вор, мм│
│ │ В │ │да, мм │ние, Ом│ │ │ │
├────────────┼────────────┼──────┼───────┼───────┼───────┼────────┼───────┤
│RH-102 │125 │20000 │0,07 │4700 │3пер │точечн. │1,4 │
│RLagbe │110 │16000 │0,17 │1650 │1з1р │-«- │5 │
│RFF902Veb │50 │14560 │0,05 │3590 │2пер │-«- │0,25 │
│RH-23 │110 │25000 │0,11 │5260 │2р2з │-«- │4 │
│RH-100 │60 │14000 │0,09 │1900 │4з │-«- │1,45 │
│RH-21 │125 │19300 │0,12 │2270 │2р2з │-«- │3,5 │
│N 807133/19 │ │ │ │ │ │ │ │
│RH-21 │220 │22900 │0,12 │3700 │2р2з │-«- │3,5 │
│N 807131/24 │ │ │ │ │ │ │ │
│RH-21 │150 │22900 │0,3 │4200 │2р2з │-«- │3,5 │
│N 807131 │ │ │ │ │ │ │ │
│ │
│ Реле вагонов ПНР │
│ │
│RV-910 │52 │14300 │0,9 │1900 │1пер │-«- │1,85 │
│RV-910 │52 │12300 │0,1 │1459 │2пер │-«- │1,85 │
│RV-910 │52 │9700 │0,11 │915 │3пер │-«- │1,85 │
│RAN-40 │24 │3800 │0,2 │109 │1п1з1р │-«- │2 │
│RAN-42 │54 │6800 │0,13 │480 │2пер1з │-«- │2 │
│ │
│ Реле вагонов СССР │
│ │
│МКУ-48с │48 │10000 │0,1 │1900 │4р │-«- │1,2 │
│РАЧ-500.180 │ │ │ │ │ │ │ │
│МКУ-48с │220 │12000 │0,09 │270 │2р2з │-«- │1,2 │
│РАЧ-506.166 │ │ │ │ │ │ │ │
│МКУ-48с │220 │27000 │0,5 │20000 │2з2р │-«- │1,2 │
│РАЧ-500.168 │ │ │ │ │ │ │ │
│МКУ-48с │48 │10000 │0,1 │1900 │2р2з │-«- │1,2 │
│РАЧ-501.173Д│ │ │ │ │ │ │ │
│МКУ-48с │110 │17000 │0,07 │6000 │2р2з │-«- │1,2 │
│РАЧ-501.182 │ │ │ │ │ │ │ │
│МКУ-48с │48 │10000 │0,1 │1900 │2р2з │-«- │1,2 │
│РАЧ-500.320 │ │ │ │ │ │ │ │
│ЭП-41/21Б │220 │ │ │ │2з1р │точечн. │ │
│РП-23 │110 │15200 │0,11 │2400 │ │ │ │
│N 27302305 │ │ │ │ │ │ │ │
│РПМ-02/22 │220 │ │ │ │2з2р │ │ │
│РУ-21/0,015 │I = 0,015 А │ │ │1000 │2з │ │ │
│РЭВ-814 N │48 │1750 │0,38 │40 │ │ │ │
│518.140.001 │ │ │ │ │ │ │ │
└────────────┴────────────┴──────┴───────┴───────┴───────┴────────┴───────┘
┌────────────┬────────────────────────────────────┬───────────────────────┐
│Тип аппарата│ Катушка │ Контакты │
│ ├──────┬─────────────────────────────┼──────┬────────────────┤
│ │Напря-│ Ток, А │Коли- │ Раствор │
│ │жение,├──────────────┬──────────────┤чество├────────┬───────┤
│ │ В │срабатывания │ отпадания │ │верхних,│нижних,│
│ │ │ │ │ │ мм │ мм │
├────────────┼──────┼──────────────┼──────────────┼──────┼────────┼───────┤
│Р-101.1 │110 │0,09 — 0,095 │0,008 — 0,03 │3з │3 │4 │
│Р-101.2 │110 │-«- │-«- │2з1р │3 │4 │
│Р-101.3 │110 │-«- │-«- │1з2р │3 │4 │
│Р-101.4 │110 │-«- │-«- │2з │3 │4 │
│Р-101.5 │110 │-«- │-«- │2р │3 │4 │
│Р-101.6 │110 │-«- │-«- │1з │3 │4 │
│Р-101.7 │110 │-«- │-«- │1р │3 │4 │
│Р-101.8 │50 │0,16 — 0,18 │0,015 — 0,06 │3з │3 │4 │
│Р-101.9 │50 │-«- │-«- │2р1р │3 │4 │
│Р-101.10 │50 │-«- │-«- │1з2р │3 │4 │
│Р-101.11 │50 │-«- │-«- │2з │3 │4 │
│Р-101.12 │50 │-«- │-«- │2р │3 │4 │
│Р-101.13 │50 │-«- │-«- │1з │3 │4 │
│Р-101.14 │50 │-«- │-«- │1р │3 │4 │
│Р-307.АЗ │ │55 посл. │40 посл. │1з │3 — 8 │ │
│ │ │ │0,2 парал. │ │ │ │
└────────────┴──────┴──────────────┴──────────────┴──────┴────────┴───────┘
┌──────────┬────────┬───────────────────────────────┬─────────────────────┐
│ Тип │Исполне-│ Катушка │ Контакты │
│аппарата │ние ├──────┬────────────────────────┼──────┬──────────────┤
│ │ │Напря-│ Ток, А │Коли- │ Раствор, мм │
│ │ │жение,├──────────────┬─────────┤чество├───────┬──────┤
│ │ │ В │ срабатывания │отпадания│ │верхних│нижних│
├──────────┼────────┼──────┼──────────────┼─────────┼──────┼───────┼──────┤
│Р-102.1 │на одно │50 │0,7 — 0,95 │0,11 │3з │2 — 4 │2 — 3 │
│Р-102.2 │реле │50 │0,7 — 0,95 │0,11 │2з1р │2 — 4 │2 — 3 │
│Р-102-3 │Р-103 │50 │0,7 — 0,95 │0,11 │1з2р │2 — 4 │2 — 3 │
│Р-102-4 │ │50 │0,7 — 0,95 │0,11 │3р │2 — 4 │2 — 3 │
│Р-102-5 │ │50 │0,7 — 0,95 │0,11 │2з │2 — 4 │2 — 3 │
│Р-102.6 │ │50 │0,7 — 0,95 │0,11 │1з1р │2 — 4 │2 — 3 │
│Р-102.7 │ │50 │0,7 — 0,95 │0,11 │2р │2 — 4 │2 — 3 │
│Р-102.8 │ │50 │0,7 — 0,95 │0,11 │1з │2 — 4 │2 — 3 │
│Р-102.9 │ │50 │0,7 — 0,95 │0,11 │1р │2 — 4 │2 — 3 │
├──────────┼────────┼──────┼──────────────┼─────────┼──────┼───────┼──────┤
│Р-102.10 │на два │50 │0,7 — 0,95 │0,11 │3з │2 — 4 │2 — 3 │
│Р-102-11 │реле │50 │0,7 — 0,95 │0,11 │2з1р │2 — 4 │2 — 3 │
│Р-102-12 │Р-103 │50 │0,7 — 0,95 │0,11 │1з2р │2 — 4 │2 — 3 │
│Р-102-13 │ │50 │0,7 — 0,95 │0,11 │3р │2 — 4 │2 — 3 │
│Р-103-14 │ │50 │0,7 — 0,95 │0,11 │2з │2 — 4 │2 — 3 │
│Р-103-15 │ │50 │0,7 — 0,95 │0,11 │1з1р │2 — 4 │2 — 3 │
│Р-103-16 │ │50 │0,7 — 0,95 │0,11 │2р │2 — 4 │2 — 3 │
│Р-103-17 │ │50 │0,7 — 0,95 │0,11 │1з │2 — 4 │2 — 3 │
│Р-103-18 │ │50 │0,7 — 0,95 │0,11 │1р │2 — 4 │2 — 3 │
├──────────┼────────┼──────┼──────────────┼─────────┼──────┼───────┼──────┤
│Р-102.19 │на одно │110 │0,31 — 0,42 │0,044 │3з │2 — 4 │2 — 3 │
│Р-102-20 │реле │110 │0,31 — 0,42 │0,044 │2з1р │2 — 4 │2 — 3 │
│Р-102-21 │Р-103 │110 │0,31 — 0,42 │0,044 │1з2р │2 — 4 │2 — 3 │
│Р-102-22 │ │110 │0,31 — 0,42 │0,044 │3р │2 — 4 │2 — 3 │
│Р-102-23 │ │110 │0,31 — 0,42 │0,044 │2з │2 — 4 │2 — 3 │
│Р-102-24 │ │110 │0,31 — 0,42 │0,044 │1з1р │2 — 4 │2 — 3 │
│Р-102-25 │ │110 │0,31 — 0,42 │0,044 │2р │2 — 4 │2 — 3 │
│Р-102-26 │ │110 │0,31 — 0,42 │0,044 │1з │2 — 4 │2 — 3 │
│Р-102-27 │ │110 │0,31 — 0,42 │0,044 │1р │2 — 4 │2 — 3 │
├──────────┼────────┼──────┼──────────────┼─────────┼──────┼───────┼──────┤
│Р-102-28 │на два │110 │0,31 — 0,42 │0,044 │3з │2 — 4 │2 — 3 │
│Р-102-29 │реле │110 │0,31 — 0,42 │0,044 │2з1р │2 — 4 │2 — 3 │
│Р-102-30 │Р-103 │110 │0,31 — 0,42 │0,044 │1з2р │2 — 4 │2 — 3 │
│Р-102-31 │ │110 │0,31 — 0,42 │0,044 │3р │2 — 4 │2 — 3 │
│Р-102-32 │ │110 │0,31 — 0,42 │0,044 │2з │2 — 4 │2 — 3 │
│Р-102-33 │ │110 │0,31 — 0,42 │0,044 │1з1р │2 — 4 │2 — 3 │
│Р-102-34 │ │110 │0,31 — 0,42 │0,044 │2р │2 — 4 │2 — 3 │
│Р-102-35 │ │110 │0,31 — 0,42 │0,044 │1з │2 — 4 │2 — 3 │
│Р-102-36 │ │110 │0,31 — 0,42 │0,044 │1р │2 — 4 │2 — 3 │
├──────────┼────────┴──────┼──────────────┼─────────┼──────┼───────┼──────┤
│Р-102-37 │на одно Р-103 │без катушки │ │1з2р │2 — 4 │2 — 3 │
├──────────┼───────────────┼──────────────┼─────────┼──────┼───────┼──────┤
│Р-102-38 │на два Р-103 │без катушки │ │1з2р │2 — 4 │2 — 3 │
├──────────┼────────┬──────┼──────────────┼─────────┼──────┼───────┼──────┤
│Р-102-39 │на одно │50 │0,7 — 0,95 │0,11 │1з2р │2 — 4 │2 — 3 │
│Р-102-42 │Р-103 │50 │0,4 │0,025 │1з1р │2 — 4 │2 — 3 │
└──────────┴────────┴──────┴──────────────┴─────────┴──────┴───────┴──────┘
┌────────────┬─────────────────────────────────────────────────┬──────────┐
│ Тип │ Катушка │Количество│
│ аппарата ├───────────┬─────────┬───────────────────────────┤контактов │
│ │напряжение,│длительн.│Пределы регулировки тока, А│ │
│ │ В │ ток, А ├─────────────┬─────────────┤ │
│ │ │ │ срабатывания│ отпадания │ │
├────────────┼───────────┼─────────┼─────────────┼─────────────┼──────────┤
│Р-103-6 │110 │150 │190 — 370 │26 │1р │
│Р-103-7 │110 │150 │190 — 370 │26 │1з │
│Р-103-11 │50 │0,6 │0,6 — 1 │1,05 │- │
│Р-103-13 │110 │0,7 │0,5 — 0,9 │0,045 │- │
│Р-103-135 │110 │0,7 │0,5 — 0,9 │0,045 │- │
└────────────┴───────────┴─────────┴─────────────┴─────────────┴──────────┘
┌──────────┬──────────┬─────────┬───────────────┬─────────────────────────┐
│ Тип │Напряжение│Количест-│Ток срабатыва- │ Предел регулирования │
│аппарата │катушки, В│во кон- │ния промежуточ-│ реле напряжения │
│ │ │тактов │ного реле, А ├─────────────┬───────────┤
│ │ │ │ │срабатывания,│коэффициент│
│ │ │ │ │ А │ возврата │
├──────────┼──────────┼─────────┼───────────────┼─────────────┼───────────┤
│Р-3100-1 │50 │1з │0,15 — 0,19 │0,095 — 0,20 │0,14 — 0,3 │
│Р-3100-2 │50 │1з │- │0,095 — 0,20 │0,3 — 0,5 │
│Р-3100-3 │50 │1з1р │0,15 — 0,19 │0,095 — 0,20 │0,14 — 0,3 │
│Р-3100-4 │50 │1з1р │- │0,095 — 0,20 │0,3 — 0,5 │
│Р-3100-5 │50 │1п │0,15 — 0,19 │- │- │
│Р-3100-6 │110 │1з │0,060 — 0,071 │0,038 — 0,082│0,14 — 0,3 │
│Р-3100-7 │110 │1з │- │0,038 — 0,082│0,3 — 0,5 │
│Р-3100-8 │110 │1з1р │0,060 — 0,071 │0,038 — 0,032│0,1 — 0,3 │
│Р-3100-9 │110 │1з1р │- │0,038 — 0,032│0,3 — 0,5 │
│Р-3100-10 │110 │1п │0,060 — 0,071 │- │- │
│Р-3100-26 │50 │1з │- │0,085 — 0,175│0,3 — 0,6 │
│Р-3100-26э│50 │1з │- │0,085 — 0,175│0,3 — 0,6 │
└──────────┴──────────┴─────────┴───────────────┴─────────────┴───────────┘
┌──────────────┬──────────────────────────────────────────────────────────┐
│ Тип реле │ Обмоточные данные катушек │
│ ├───────────────┬───────┬─────────────────┬────────────────┤
│ │ номинальное │ число │ диаметр и тип │ сопротивление │
│ │ напряжение │витков │ провода │ │
├──────────────┼───────────────┼───────┼─────────────────┼────────────────┤
│Р-101 │110 │10500 │ПЭЛ 0,18 │750 │
│ │50 │5500 │ПЭЛ 0,27 │175 │
├──────────────┼───────────────┼───────┼─────────────────┼────────────────┤
│Р-102 │50 │1550 │ПЭЛ 0,38 │23,3 │
│ │50 (Р102-42) │2700 │ПЭЛ-2 0,27 │80 │
│ │110 │ │ПЭЛ │125 │
├──────────────┼───────────────┼───────┼─────────────────┼────────────────┤
│Р-103 │50 │ │ПЭЛ │23,3 │
│ │110 │1750 │ПЭЛ 0,47 │18,2 │
│ │110 │1 │шина │- │
├──────────────┼───────────────┼───────┼─────────────────┼────────────────┤
│Р-307.П.3ш/с │50 │1700 │ПЭВ-2 0,27 │59,7 │
│ │- │14 │ПЭД 2,44х6,4 │- │
├──────────────┼───────────────┼───────┼─────────────────┼────────────────┤
│Р-3100 │50 │3650 │ПЭЛ 0,31 │162 │
│ │110 │14100 │ПЭЛ 0,2 │940 │
└──────────────┴───────────────┴───────┴─────────────────┴────────────────┘
┌────────┬────────┬─────┬─────────┬───────────────────────────┬───────────┐
│ Тип │Номи- │Номи-│Наимень- │ Время срабатывания │Допустимый │
│аппарата│нальное │наль-│шее ├─────────┬─────────────────┤ток размык.│
│ │напряже-│ный │сечение │при вклю-│ при включении │ контакта │
│ │ние, В │ток, │проводни-│чении с │ с горячего │ реле, А │
│ │ │А │ка или │холодного│ состояния │ │
│ │ │ │шины, мм │состояния│ │ │
├────────┼────────┼─────┼─────────┼─────────┼─────────────────┼───────────┤
│ТРТР111 │110 │1,75 │1 │2,0 │не менее 0,4 │0,8 │
│ТРТР112 │110 │2,5 │1 │2,0 │-«- │0,8 │
│ТРТР113 │110 │3,5 │1 │2,0 │-«- │0,8 │
│ТРТР114 │110 │5,0 │1 │2,0 │-«- │0,8 │
│ТРТР115 │110 │7,0 │1 │2,0 │-«- │0,8 │
│ТРТР121 │110 │9 │1 │2,0 │не менее 0,4; 1,0│0,8 │
│ТРТР122 │110 │11,5 │1,5 │3 │-«- │0,8 │
│ТРТР131 │110 │14,5 │2,5 │3 │не менее 0,6 │0,8 │
│ТРТР132 │110 │13 │4 │3 │-«- │0,8 │
│ТРТР133 │110 │22 │6 │3 │-«- │0,8 │
│ТРТР134 │110 │88 │10 │3 │-«- │0,8 │
│ТРТР135 │110 │85 │10 │3 │-«- │0,8 │
│ТРТР136 │110 │45 │16 │3 │-«- │0,8 │
│ТРТР137 │110 │56 │16 │3 │-«- │0,8 │
│ТРТР138 │110 │71 │25 │3 │-«- │0,8 │
│ТРТР139 │110 │90 │25 │3 │-«- │0,8 │
└────────┴────────┴─────┴─────────┴─────────┴─────────────────┴───────────┘
|
Тип |
Температу- |
Допустимая |
Максимальная |
Количество |
Разрывная |
|
ТР-200 |
80 — 90 |
+/- 5 |
5 |
1р |
22 |
┌────────────┬───────────┬───────┬────────┬─────────┬─────────┬───────────┐
│ Тип │Номинальное│ Номин.│Ток сра-│Количест-│Длительн.│Разрывной │
│ аппарата │напряжение,│ ток │батыв., │во кон- │ток кон- │ ток при │
│ │ В │реле, А│А │тактов │тактов │ 220 В, А │
├────────────┼───────────┼───────┼────────┼─────────┼─────────┼───────────┤
│ТРТ-114 │500 │5,0 │1,21п │1р │5 │10 │
│ТРВ-7 │500 │7 — 7,7│1,21н │1р │5 │10 │
│ТРА-31 │500 │31 — 33│1,21н │1р │5 │10 │
└────────────┴───────────┴───────┴────────┴─────────┴─────────┴───────────┘
РЕЛЕ ВАГОНОВ ВНР
┌────────────┬───────┬──────┬───────┬──────┬──────┬─────┬────────┬────────┐
│ Тип │Номи- │Число │Диаметр│Сопро-│Резис-│Число│Характер│Величина│
│ аппарата │нальное│витков│прово- │тивле-│тор в │кон- │контакта│зазора │
│ │напря- │катуш-│да, мм │ние │цепи │так- │ │между │
│ │жение, │ки │ │катуш-│катуш-│тов │ │контак- │
│ │В │ │ │ки, Ом│ки, Ом│ │ │тами, мм│
├────────────┼───────┼──────┼───────┼──────┼──────┼─────┼────────┼────────┤
│UM-5.T2738 │165 │1404 │0,2 │3,92 │ │1з │дв. точ.│0,85; │
│ │ │ │ │ │ │ │ │1,45 │
│UM-4.T4043 │110 │230; │1; 0,45│4,78│0,59 │2з │точ. │0,9; │
│ │ │640 │ │0,358 │ │ │дв. точ.│1,25; │
│ │ │ │ │ │ │ │ │1,30 │
│UM-8.T2538 │70 │1382 │0,12 │1470 │- │2з │точечн. │0,85; │
│ │ │ │ │ │ │ │ │1,45 │
│UM-43.T4561 │ │ │1,4 │0,107 │ │2з │точ. │1,15; │
│ │ │ │ │ │ │ │дв. точ.│0,304; │
│UE-T4092 │132,5 │ │0,015 │2370; │- │1з │дв. точ.│0,9 │
│ │ │ │полоса │780 │ │ │ │ │
│ │ │ │1,35 х │ │ │ │ │ │
│ │ │ │20 │ │ │ │ │ │
│UR-11T2245 │32 │1271 │ │1470 │- │1з │дв. точ.│0,5 │
│ │ │ │ │ │ │ │ │1,4 │
│UR-5T4044 │35 │17000 │0,13 │1470 │ │1з │дв. точ.│0,4 │
│ │ │ │ │ │ │ │ │0,6 │
│UR-18T3096 │24 │110; │1; 0,15│0,164;│0,75 │1з │дв. точ.│0,5; │
│ │ │2750 │ │656 │ │ │ │1 │
│12B-8130 │110 │ │0,1 │4888 │ │1з1р │дв. точ.│2 │
│12B-8165 │110 │ │0,09 │5210 │ │4з2р │дв. точ.│2 │
│12B-8062 │110 │ │0,09 │5210 │ │2з2р │дв. точ.│2 │
└────────────┴───────┴──────┴───────┴──────┴──────┴─────┴────────┴────────┘
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Приложение 14
ТЕХНИЧЕСКИЕ ДАННЫЕ
КИСЛОТНЫХ АККУМУЛЯТОРОВ ПАССАЖИРСКИХ ЦМВ
┌─────────────────────┬─────────┬─────────┬─────────┬─────────┬─────────┬─────────┬─────────┐
│1. Тип │WP 45/11 │WP 50/10 │ITL 8B │ITL 10B │ДСL А-ХШ │ХШР220 │ВПМ-400; │
│ │ │ │ │ │ │ │ВПМЦ-400 │
│2. Емкость, Ач │330 │370 │320 │400 │390 │455 │350 │
│3. Номинальное напря-│2 │2 │2 │2 │2,4 │2 │2 │
│жение элемента │ │ │ │ │ │ │ │
│(при t ), В │ │ │ │ │ │ │ │
│ ном │ │ │ │ │ │ │ │
│4. Наименьшее допус- │1,8 │1,75 │1,7 │1,7 │1,8 │1,7 │1,75 │
│тимое напряжение, В │ │ │ │ │ │ │ │
│5. Зарядный ток, А │40 │87 │53,3 │66,6 │45 — 89 │36 │60 │
│6. Разрядный ток, А │66 │60 │64 │80 │- │91 │70 │
│7. Номинальная плот- │1,22 +/- │1,22 +/- │1,08 │1,08 │1,24 │1,24 │1,24 — │
│ность электролита │0,01 │0,01 │ │ │ │ │0,01 │
│(при t ), кг/л │ │ │ │ │ │ │ │
│ ном │ │ │ │ │ │ │ │
│8. Габаритные размеры│195 х 387│303 х 480│253 х 370│253 х 370│182 х 278│182 х 278│245 х 439│
│элемента, мм │х 370 │х 370 │х 490 │х 490 │х 420 │х 380 │х 383 │
│9. Масса элемента │56 │56 │38 │42 │39 │28 │42 │
│(без электролита), кг│ │ │ │ │ │ │ │
└─────────────────────┴─────────┴─────────┴─────────┴─────────┴─────────┴─────────┴─────────┘
┌────────┬────┬───────────────┬───────────────┬───────────────┬───────────────┬───────────────┬───────────────┬─────────────────┐
│10. Тре-│Сту-│ Wp 45/11 │ WP 50/10 │ ITL 8B │ ITL 10B │ ДСL А-ХШ │ ХШР220 │ВПМ-400ВПМЦ-400│
│нировоч-│пени├────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼─────┬─────┬─────┤
│ные цик-│цик-│вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре- │ток, │вы- │
│лы │лов │мя, │ А │держ-│мя, │ А │держ-│мя, │А │держ-│мя, │ А │держ-│мя, │ А │держ-│мя, │ А │держ-│мя, │ А │держ-│
│ │ │ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼─────┼─────┼─────┤
│1 заряд │I │60 │30 │3 │60 │25 │3 │45 │24 │4 │45 │30 │4 │150 │14 │- │120 │13 │- │Н │36 │2 │
│ │II │25 │12 │1 │12 │20 │1 │15 │24 │4 │15 │30 │4 │- │- │- │- │- │- │Н │18 │2 │
│ │III │20 │10 │1 │10 │17 │1 │15 │24 │- │15 │30 │- │- │- │- │- │- │- │- │- │- │
│ │IV │13 │10 │1 │10 │18 │1 │- │- │- │- │- │- │- │- │- │- │- │- │- │- │- │
│ │V │15 │8 │2 │8 │10 │2 │- │- │- │- │- │- │- │- │- │- │- │- │- │- │- │
│ │VI │12 │6 │2 │6 │7 │2 │- │- │- │- │- │- │- │- │- │- │- │- │- │- │- │
│ │VII │10 │6 │1 │6 │7 │1 │- │- │- │- │- │- │- │- │- │- │- │- │- │- │- │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼─────┼─────┼─────┤
│1 разряд│ │Н │40 │1 │5 │87 │1 │Н │21 │- │Н │26,6│- │Н │130 │2 │Н │27 │- │Н │40 │2 │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼─────┼─────┼─────┤
│2-й │I │11 │40 │2 │11 │37 │2 │- │- │- │- │- │- │- │- │- │Н │91 │- │Н │60 │- │
│заряд │II │2 │30 │2 │2 │27 │1 │- │- │- │- │- │- │- │- │- │Н │27 │- │Н │30 │2 │
│ │III │2 │15 │1 │2 │13 │1 │- │- │- │- │- │- │- │- │- │- │- │- │- │- │- │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼─────┼─────┼─────┤
│2-й │ │Н │40 │1 │5 │87 │1 │- │- │- │- │- │- │- │- │- │Н │27 │- │Н │40 │2 │
│разряд │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼─────┼─────┼─────┤
│Конт- │I │Н │40 │1 │Н │60 │1 │Н │53,3│- │Н │66,6│- │Н │39 │- │Н │91 │- │Н │60 │- │
│рольный │II │- │- │- │- │- │- │Н │21,4│- │Н │26,6│- │- │- │- │Н │27 │- │Н │30 │- │
│заряд │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼─────┼─────┼─────┤
│Конт- │I │5 │66 │- │5 │87 │- │5 │64 │- │5 │80 │- │10 │39 │- │5 │91 │- │5 │70 │- │
│рольный │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│разряд │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼─────┼─────┼─────┤
│Заряд │I │Н │40 │1 │Н │60 │1 │Н │53,3│- │Н │66,6│- │Н │39 │- │Н │91 │- │Н │60 │- │
│перед │II │- │- │- │- │- │- │Н │21,4│- │Н │26,6│- │- │- │- │Н │27 │- │Н │30 │- │
│установ-│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│кой на │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│вагон │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
└────────┴────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴─────┴─────┴─────┘
┌─────────────────────┬───────┬─────────┬─────────┬─────────┬─────────┬─────────┬─────────┐
│1. Тип │ВНЦ-400│6СТМ-128 │PAS 220 │PAS 210 │13Гт 4В │10 ГО 50 │11P │
│2. Емкость, Ач │350 │112 │410 │300 │390 │300 │300 │
│3. Номинальное напря-│2 │2 │2,4 │2,4 │2 │2 │2 │
│жение элемента │ │ │ │ │ │ │ │
│(при t ), В │ │ │ │ │ │ │ │
│ ном │ │ │ │ │ │ │ │
│4. Наименьшее │1,75 │1,70 │1,70 │1,7 │1,7 │1,8 │1,8 │
│допустимое │ │ │ │ │ │ │ │
│напряжение, В │ │ │ │ │ │ │ │
│5. Зарядный ток, А │60 │ │82 │54 │62 │90 │54 │
│6. Разрядный ток, А │70 │11,2 │82 │60 │78 │60 │60 │
│7. Номинальная плот- │1,27 — │1,28 │1,24 +/- │1,26 │1,26 +/- │1,20 +/- │1,26 +/- │
│ность электролита │1,28 │ │0,01 │ │0,01 │0,01 │0,01 │
│(при t ), кг/л │ │ │ │ │ │ │ │
│ ном │ │ │ │ │ │ │ │
│8. Габаритные размеры│ │243 х 590│206 х 495│206 х 561│157 х 237│260 х 237│156 х 232│
│элемента, мм │ │х 250 │х 395 │х 365 │х 395 │х 335 │х 337 │
│9. Масса элемента │ │42 │60 │59 │27,5 │47 │25 │
│(без электролита), кг│ │ │ │ │ │ │ │
└─────────────────────┴───────┴─────────┴─────────┴─────────┴─────────┴─────────┴─────────┘
┌─────────────┬───────────────┬───────────────┬───────────────┬───────────────┬───────────────┬───────────────┬───────────────┐
│ Тип │ ВНЦ-400 │ 6СТМ-128 │ PAS 220 │ PAS 210 │ 3Гт 4В │ 10 ГО 50 │ 11Р │
├────────┬────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┼────┬────┬─────┤
│10. Тре-│Сту-│вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │вре-│ток,│вы- │
│нировоч-│пени│мя, │ А │держ-│мя, │ А │держ-│мя, │ А │держ-│мя, │ А │держ-│мя, │ А │держ-│мя, │ А │держ-│мя, │ А │держ-│
│ные цик-│цик-│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│ч │ │ка, ч│
│лы │лов │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┤
│1-й │I │Н │36 │Н │- │- │- │Н │65 │- │6 │40 │- │6 │50 │- │30 │45 │2 — 6│6 │41 │- │
│заряд │II │- │- │- │- │- │- │Н │16,5│- │40 │21 │4 │12 │24 │- │Н │22,5│2 │40 │21 │4 │
│ │III │- │- │- │- │- │- │- │- │- │20 │21 │- │- │- │- │- │- │- │20 │21 │- │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┤
│1-й │I │10 │40 │2 │- │- │- │- │- │- │Н │22 │- │5 │78 │- │Н │37 │2 │Н │22 │- │
│разряд │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┤
│2-й │I │Н │60 │- │- │- │- │- │- │- │Н │54 │- │6 │50 │- │Н │60 │- │Н │54 │- │
│заряд │II │Н │30 │- │- │- │- │- │- │- │Н │23,0│- │12 │24 │- │Н │30 │2 │Н │23 │- │
│ │III │- │- │- │- │- │- │- │- │- │Н │11,5│- │- │- │- │- │- │- │Н │11 │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┤
│2-й │ │10 │40 │- │- │- │- │- │- │- │Н │22 │- │5 │78 │- │Н │37 │2 │Н │22 │ │
│разряд │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┤
│Конт- │I │Н │60 │- │- │- │- │- │- │- │Н │54 │- │4 │62 │- │Н │40 │2 │Н │54 │- │
│рольный │II │Н │30 │- │- │- │- │- │- │- │Н │23 │- │12 │24 │- │- │- │- │Н │23 │- │
│заряд │III │- │- │- │- │- │- │- │- │- │Н │11,5│- │- │- │- │- │- │- │Н │11 │- │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┤
│Конт- │I │5 │70 │- │- │- │- │5 │82 │- │5 │60 │- │5 │78 │- │5 │60 │- │5 │60 │- │
│рольный │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│разряд │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
├────────┼────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┼────┼────┼─────┤
│Заряд │I │Н │60 │- │- │- │- │Н │65 │- │Н │54 │- │4 │62 │- │Н │40 │- │Н │54 │- │
│перед │II │Н │30 │- │- │- │- │Н │16,5│- │Н │23 │- │12 │24 │- │- │- │- │Н │23 │- │
│установ-│III │- │- │- │- │- │- │- │ │- │Н │11,5│- │- │- │- │- │- │- │Н │11 │- │
│кой на │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│вагон │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
└────────┴────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┴────┴────┴─────┘
┌─────────────────────────┬───────────────┬───────────────┬───────────────┐
│1. Тип │ВН-440-02 │B8-2 («Amko») │RPg400/Ex │
│ │ │ │(«Standart») │
│2. Емкость, Ач │440 │320 │400 │
│3. Номинальное напряжение│2 │2 │2 │
│элемента (при t ), В │ │ │ │
│ ном │ │ │ │
│4. Наименьшее допустимое │1,8 │1,8 │1,8 │
│напряжение, В │ │ │ │
│5. Зарядный ток, А │60 │32 │44 │
│6. Разрядный ток, А │62 │32 │44 │
│7. Номинальная плотность │1,20 +/- 0,005 │1,28 │1,28 │
│электролита │ │ │ │
│(при t ), кг/л │ │ │ │
│ ном │ │ │ │
│8. Габаритные размеры │441 х 244 х 280│286 х 184 х 437│276 х 186 х 470│
│элемента, мм │ │ │ │
│9. Масса элемента │35,9 │28,5 │35,8 │
│(без электролита), кг │ │ │ │
└─────────────────────────┴───────────────┴───────────────┴───────────────┘
┌───────────────────┬─────────────────┬─────────────────┬─────────────────┐
│ Тип │ ВН-440-02 │ B8-2 («Amko») │ RPg400/Ex │
│ │ │ │ («Standart») │
├───────────┬───────┼──────┬────┬─────┼──────┬────┬─────┼──────┬────┬─────┤
│10. Трени- │Ступени│время,│ток,│вы- │время,│ток,│вы- │время,│ток,│вы- │
│ровочные │ │ ч │А │держ-│ ч │А │держ-│ ч │А │держ-│
│циклы │ │ │ │ка, ч│ │ │ка, ч│ │ │ка, ч│
├───────────┼───────┼──────┼────┼─────┼──────┼────┼─────┼──────┼────┼─────┤
│1-й заряд │I │Н │36 │- │75 │12 │12 │130 │22 │12 │
│ │II │Н │18 │- │ │ │ │ │ │ │
│ │III │- │- │- │ │ │ │ │ │ │
├───────────┼───────┼──────┼────┼─────┼──────┼────┼─────┼──────┼────┼─────┤
│1-й разряд │I │Н │50 │- │ │ │ │ │ │ │
├───────────┼───────┼──────┼────┼─────┼──────┼────┼─────┼──────┼────┼─────┤
│2-й заряд │I │Н │60 │- │ │ │ │ │ │ │
│ │II │Н │30 │- │ │ │ │ │ │ │
│ │III │- │- │- │ │ │ │ │ │ │
├───────────┼───────┼──────┼────┼─────┼──────┼────┼─────┼──────┼────┼─────┤
│2-й разряд │I │Н │50 │- │ │ │ │ │ │ │
├───────────┼───────┼──────┼────┼─────┼──────┼────┼─────┼──────┼────┼─────┤
│Контрольный│I │Н │60 │- │ │ │ │ │ │ │
│заряд │II │Н │30 │- │ │ │ │ │ │ │
│ │III │- │- │- │ │ │ │ │ │ │
├───────────┼───────┼──────┼────┼─────┼──────┼────┼─────┼──────┼────┼─────┤
│Контрольный│I │Н │66 │- │10 │32 │Н │10 │44 │Н │
│разряд │II │ │ │ │ │ │ │ │ │ │
├───────────┼───────┼──────┼────┼─────┼──────┼────┼─────┼──────┼────┼─────┤
│Заряд перед│I │Н │60 │- │Н │32 │- │Н │44 │- │
│установкой │II │Н │30 │- │- │- │- │Н │22 │- │
│на вагон │III │- │- │- │- │- │- │- │- │- │
└───────────┴───────┴──────┴────┴─────┴──────┴────┴─────┴──────┴────┴─────┘
Примечания:
1. Н — продолжительность заряда в зависимости от напряжения на элементе, температуры и плотности электролита, газовыделения и пр. при требуемом количестве ампер-часов.
2. Величина емкости, разрядный ток, минимально допустимое напряжение указаны в технических данных применительно к контрольному циклу.
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 15
ТЕХНИЧЕСКИЕ ДАННЫЕ ЩЕЛОЧНЫХ АККУМУЛЯТОРОВ
┌────────────────────────┬────────────────┬────────────────┬───────────────┬───────────────┐
│1. Тип │ЖН-45 │ТЖН-250 │ТЖН-350-У2 │ВНЖ-300 │
│2. Емкость, Ач │45 │250 │350 │300 │
│3. Номинальное │1,25 │1,25 │1,25 │1,20 │
│напряжение элемента │ │ │ │ │
│(при t ), В │ │ │ │ │
│ ном │ │ │ │ │
│4. Минимально допустимое│1,0 │1,0 │1,0 │1,0 │
│напряжение элемента, В │ │ │ │ │
│5. Зарядный ток, А │11,25 │65 │90 │75 │
│6. Разрядный ток, А │5,65 │50 │70 │60 │
│7. Номинальная плотность│1,19 — 1,21 │1,19 — 1,21 │1,19 — 1,21 │1,20 +/- 0,01 │
│электролита │ │ │ │ │
│(при t ), г/куб. см │ │ │ │ │
│ ном │ │ │ │ │
│8. Габаритные размеры │55 х 127 х 216 │124 х 162 х │132 х 167 х 332│132 х 167 х 347│
│элемента, мм │ │329,5 │ │ │
│9. Масса элемента (без │2,2 │14,5 │12,5 │ │
│электролита), кг │ │ │ │ │
├─────────────────┬──────┼─────┬──────┬───┴─┬────┬──────┬──┴──┬────┬──────┬┴────┬────┬─────┤
│10. Тренировочные│время,│ ток,│выдер-│вре- │ток,│выдер-│вре- │ток,│выдер-│вре- │ток,│вы- │
│циклы │ ч │ А │жка, ч│мя, ч│А │жка, ч│мя, ч│А │жка, ч│мя, ч│А │держ-│
│ │ │ │ │ │ │ │ │ │ │ │ │ка, ч│
├─────────────────┼──────┼─────┼──────┼─────┼────┼──────┼─────┼────┼──────┼─────┼────┼─────┤
│1-й заряд │12 │11,2 │0,5 — │12 │63 │0,5 — │12 │90 │0,5 — │10 │75 │0,5 -│
│ │ │ │2 │ │ │2 │ │ │2 │ │ │2 │
│1-й разряд │8 │5,65 │2 │5 │50 │2 │6 │70 │2 │5 │60 │2 │
│2-й заряд │12 │11,25│0,5 — │12 │63 │0,5 — │12 │90 │0,5 — │8 │75 │0,5 -│
│ │ │ │2 │ │ │2 │ │ │2 │ │ │2 │
│2-й разряд │8 │5,65 │2 │5 │50 │2 │6 │70 │2 │5 │60 │2 │
│Контрольный заряд│6 │11,25│0,5 — │7 │63 │0,5 — │6 │90 │0,5 — │8 │75 │0,5 -│
│ │ │ │2 │ │ │2 │ │ │2 │ │ │2 │
│Контрольный раз- │8 │5,65 │2 │5 │50 │2 │5 │70 │2 │5 │60 │2 │
│ряд │ │ │ │ │ │ │ │ │ │ │ │ │
│Заряд перед уста-│6 │11,25│- │7 │63 │- │6 │90 │- │8 │75 │- │
│новкой на вагон │ │ │ │ │ │ │ │ │ │ │ │ │
└─────────────────┴──────┴─────┴──────┴─────┴────┴──────┴─────┴────┴──────┴─────┴────┴─────┘
┌────────────────────────┬───────────────────────┬─────────────────────┬───────────────────┐
│1. Тип │9156.33.1.18 │9156.33/6.39 │13х3-13к.375н │
│2. Емкость, Ач │375 │375 │375 │
│3. Номинальное │1,33 │1,33 │1,33 │
│напряжение элемента │ │ │ │
│(при t ), В │ │ │ │
│ ном │ │ │ │
│4. Минимально допустимое│1,0 │1,0 │1,0 │
│напряжение элемента, В │ │ │ │
│5. Зарядный ток, А │75 │75 │80 │
│6. Разрядный ток, А │75 │75 │75 │
│7. Номинальная плотность│1,18 — 1,21 │1,20 — 0,01 │1,19 — 1,21 │
│электролита (при t ), │ │ │ │
│ ном │ │ │ │
│г/куб. см │ │ │ │
│8. Габаритные размеры, │124 х 195 х 338 │124 х 235 х 371 │200 х 200 х 482 │
│мм │ │ │ │
│9. Масса элемента (без │10,5 │10,5 │16 │
│электролита), кг │ │ │ │
├─────────────────┬──────┼───────┬─────────┬─────┴┬──────┬─────────┬───┴──┬──────┬─────────┤
│10. Тренировочные│время,│ ток, │выдержка,│время,│ток, │выдержка,│время,│ ток, │выдержка,│
│циклы │ ч │ А │ ч │ ч │ А │ ч │ ч │ А │ ч │
├─────────────────┼──────┼───────┼─────────┼──────┼──────┼─────────┼──────┼──────┼─────────┤
│1-й заряд │8 │75 │1,5 │8 │75 │1,5 │6 │80 │1,5 │
│1-й разряд │5 │75 │2 │5 │75 │2 │4 │75 │2 │
│2-й заряд │16 │75 │1,5 │16 │75 │1,5 │6 │94 │1,5 │
│ │ │ │ │ │ │ │6 │47 │ │
│2-й разряд │5 │75 │1,5 │8 │75 │2 │4 │75 │2 │
│Контрольный заряд│8 │75 │1,5 │8 │75 │1,5 │6 │80 │1,5 │
│Контрольный раз- │5 │75 │2 │5 │75 │2 │5 │75 │2 │
│ряд │ │ │ │ │ │ │ │ │ │
│Заряд перед уста-│8 │75 │- │8 │75 │- │6 │80 │- │
│новкой на вагон │ │ │ │ │ │ │ │ │ │
└─────────────────┴──────┴───────┴─────────┴──────┴──────┴─────────┴──────┴──────┴─────────┘
Примечание. Величина емкости, минимально допустимое напряжение, разрядный ток указаны для 5-часового разряда (для ЖН-45 — для 8-часового разряда).
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 16
ДИАПАЗОНЫ РАБОЧИХ СКОРОСТЕЙ
ВАГОНОВ С РАЗЛИЧНЫМИ ЭНЕРГОСИСТЕМАМИ
┌───────────────┬───────────────────────┬──────────┬───────────────────────┐
│Тип генератора │ Рабочая частота │Передаточ-│ Допустимая скорость │
│в энергосистеме│ вращения генератора │ное отно- │ движения вагона (по │
│ │ │шение │ энергосистеме) │
│ ├───────────┬───────────┤привода ├───────────┬───────────┤
│ │наименьшая,│наибольшая,│ │наименьшая,│наибольшая,│
│ │ об./мин. │ об./мин. │ │ км/ч │ км/ч │
├───────────────┼───────────┼───────────┼──────────┼───────────┼───────────┤
│1. К694L/XR44L │720 │3000 │3,106 │41,5 │173 │
│2. ДUGG28(В) │700 │3000 │2,96 │42,5 │181,5 │
│3. ПЭ-8Б │1000 │3400 │3,79 │47,2 │160,5 │
│4. 25/01.03 │700 │2700 │3,5 │36 │138,5 │
│5. 2ПВ.001.1 │800 │3000 │2,96 │48,5 │180 │
│6. ДСG3725/ │1000 │3400 │3,63 │49,5 │208 │
│24.201 │ │ │ │ │ │
│7. ГСВ-8 │1000 │4000 │4,118 │42,5 │174 │
│ │1000 │4000 │4,5 │40 │150 │
│8. 2ГВ-003 │950 │4000 │4,118 │41,5 │174 │
│9. 2ГВ-001 │1000 │4000 │4,118 │43,6 │174 │
│ │ │ │3,909 │25,2 │114,5 │
│10. PW-114 │550 │2500 │3,307 │29,8 │135 │
│ │ │ │2,867 │34,3 │156 │
│ │ │ │2,529 │38,9 │177 │
│11. 23/07.11 │660 │2400 │3,9 │50,5 │110 │
│ │ │ │2,4 │49,2 │178,9 │
│12. 23/07.17, │660 │2900 │3,0 │39,5 │173 │
│19, 21 │ │ │ │ │ │
│13. РД-2 │450 │1800 │4,5 │17,8 │72 │
│ │ │ │2,77 │29 │117 │
└───────────────┴───────────┴───────────┴──────────┴───────────┴───────────┘
Примечания: 1. При расчете скорости движения вагона диаметр колеса по кругу катания принимался 0,95 м.
2. При проверке энергосистемы в сборе частота вращения генератора не должна превышать частоты, соответствующей движению вагона по магистральным железным дорогам.
Заместитель Начальника
Главного управления
вагонного хозяйства
Г.И.ОСАДЧУК
Заместитель Начальника
Главного управления по ремонту
подвижного состава и производству
запасных частей
В.Н.ПАЩЕНКО
Приложение 17
ПЕРЕЧЕНЬ
ИСПОЛЬЗОВАННЫХ СТАНДАРТОВ, ТЕХНИЧЕСКИХ УСЛОВИЙ,
НОРМАЛЕЙ И ДРУГИХ НОРМАТИВНЫХ ДОКУМЕНТОВ
┌────────────────┬────────────────────────────────────────────────────────┐
│Номер документа │ Наименование документа │
├────────────────┴────────────────────────────────────────────────────────┤
│ Стандарты государственные │
├────────────────┬────────────────────────────────────────────────────────┤
│183-74 │Машины электрические вращающиеся. Общие технические │
│ │требования │
│472-75 │Рукава пожарные напорные льняные. Общие технические │
│ │условия │
│520-71 │Подшипники шариковые и роликовые. Технические требования│
│667-73 │Кислота серная аккумуляторная │
│631-75 │Подшипники шариковые радиально-упорные однорядные. Типы │
│ │и основные размеры │
│859-78 │Медь. Марки │
│860-75 │Олово. Технические условия │
│901-78 │Лаки бакелитовые. Технические условия │
│982-68 │Масло трансформаторное. Технические требования │
│1033-79 │Смазка универсальная среднеплавкая УС (солидол жировой) │
│1127-72 │Жесть черная горячекатаная │
│1347-77 │Лак БТ-783. Технические условия │
│1631-61 │Смазка 1-13 жировая. Технические условия │
│1805-76 │Масло приборное МВП. Технические условия │
│2053-77 │Натрий сернокислый 9-водный. Технические условия │
│2263-71 │Натр едкий технический (с 01.01.81 ГОСТ 2263-79) │
│2332-75 │Щетки для электрических машин │
│2582-72 │Машины электрические вращающиеся тяговые. Общие │
│ │технические условия │
│2933-74 │Аппараты электрические на напряжение до 1000 В. Методы │
│ │испытаний │
│3262-75 │Трубы стальные водогазопроводные │
│3395-75 │Подшипники шариковые и роликовые. Типы и конструктивные │
│ │разновидности │
│3478-79 │Подшипники качения. Основные размеры │
│3575-75 │Рукава гибкие металлические герметичные с подвижным швом│
│3884-77 │Контакт-детали для коммутационных электрических │
│ │аппаратов. Конструкция и размеры │
│4543-71 │Сталь легированная конструкционная. Марки и технические │
│ │требования │
│5107-70 │Шнуры льнопеньковые крученые │
│5631-79 │Лак БТ-577. Технические условия │
│5721-75 │Подшипники роликовые радиальные сферические двухрядные. │
│ │Типы и основные размеры │
│6244-70 │Лаки электроизоляционные пропиточные марок Бт-980, │
│ │Бт-987, Бт-988 │
│6267-74 │Смазка ЦИАТИМ-201 │
│6456-75 │Шкурка шлифовальная бумажная │
│6598-73 │Провода и кабели для подвижного состава рельсового │
│ │транспорта и троллейбусов │
│6709-72 │Вода дистиллированная │
│6836-72 │Серебро и серебряные сплавы. Марки │
│7217-66 │Электродвигатели трехфазные асинхронные мощностью от │
│ │100 Вт и выше. Методы испытаний (с 01.01.81 ГОСТ │
│ │7217-79) │
│7338-77 │Пластины резиновые и резинотканевые │
│8017-74 │Лак БТ-99 │
│8018-70 │Лак электроизоляционный пропиточный ГФ-95 │
│8250-78 │Реле управления электромагнитные. Общие технические │
│ │условия │
│8328-75 │Подшипники роликовые радиальные с короткими │
│ │цилиндрическими роликами. Типы и основные размеры │
│8338-75 │Подшипники шариковые радиальные однорядные. Основные │
│ │размеры │
│8595-75 │Лития гидрат окиси технический │
│8865-70 │Материалы электроизоляционные для электрических машин, │
│ │трансформаторов и аппаратов. Классификация по │
│ │нагревостойкости │
│8995-75 │Подшипники шариковые радиально-упорные однорядные с │
│ │разъемным внутренним кольцом. Типы и основные размеры │
│9124-59 │Проволока стальная луженая бандажная │
│9151-75 │Эмали марок ГФ-92 │
│9219-75 │Аппараты электрические тяговые. Общие технические │
│ │условия │
│9285-78 │Калия гидрат окиси технический. Технические условия │
│9614-75 │Трубки электроизоляционные хлопчатобумажные лакированные│
│10054-75 │Шкурка шлифовальная бумажная водостойкая │
│10159-79 │Машины электрические постоянного тока. Методы испытаний │
│10169-77 │Машины электрические трехфазные синхронные. Методы │
│ │испытаний │
│10685-73 │Столбы угольные для автоматических регуляторов │
│ │напряжения и тока │
│10699-72 │Трубки электроизоляционные лакированные из стекловолокна│
│11066-74 │Лаки и эмали кремнийорганические термостойкие │
│11078-78 │Натр едкий очищенный. Технические условия │
│11828-75 │Машины электрические вращающиеся. Общие методы испытаний│
│12034-77 │Эмали марок МЛ-165, МЛ-165ПМ и МС-160 различных цветов. │
│ │Технические условия │
│12172-74 │Клеи фенолополивинилацетальные │
│12232.1-77 │Щетки для электрических машин. Типы и размеры │
│12294-66 │Лак электроизоляционный пропиточный ФЛ-98 │
│12327-79 │Машины электрические. Остаточные неуравновешенности │
│ │роторов. Нормы и методы измерений │
│12328-77 │Масло консервационное НГ-203. Технические условия │
│12997-76 │ГСП. Общие технические требования. Методы испытаний │
│13268-74 │Электронагреватели трубчатые (ТЭН) │
│13526-68 │Лаки и эмали электроизоляционные. Общие методы испытаний│
│ │(с 01.01.81 ГОСТ 13526-79) │
│15081-78 │Лак КО-08 кремнийорганический термостойкий. Технические │
│ │условия │
│15865-70 │Лак электроизоляционный МЛ-92 │
│15975-70 │Вазелины кремнийорганические типа КВ-3 │
│16523-70 │Сталь листовая углеродистая качественная и обыкновенного│
│ │качества общего назначения │
│16960-71 │Парафины нефтяные (с 01.01.81 ГОСТ 23683-79) │
│17299-78 │Спирт этиловый технический. Технические условия │
│17677-72 │Светильники. Правила приемки. Методы испытаний (с │
│ │01.01.81 ГОСТ 17677-79Е) │
│19484-74 │Аккумуляторы и батареи щелочные никель-железные │
│ │ламельные тяговые. Технические условия │
│19537-74 │Смазка пластичная ПВК. Технические условия │
│19738-74 │Припои серебряные. Марки │
│19791-74 │Смазка железнодорожная ЛЗ-ЦНИИ. Технические условия │
│20520-75 │Провода установочные с резиновой изоляцией │
│21657-76 │ГСП. Электрическая изоляция. Технические требования. │
│ │Методы испытаний │
│21931-76 │Припои оловянно-свинцовые в изделиях. Технические │
│ │условия │
│23101-78 │Эмаль КО-88 кремнийорганическая термостойкая. │
│ │Технические требования │
├────────────────┴────────────────────────────────────────────────────────┤
│ Стандарты отраслевые │
├────────────────┬────────────────────────────────────────────────────────┤
│37.006.003-76 │Подшипники шариковые и роликовые отремонтированные. │
│ │Технические требования │
│70.001.095-74 │Батареи аккумуляторные свинцовые стартерные, сдаваемые в│
│ │капитальный ремонт и выпускаемые из капитального │
│ │ремонта. Общие требования │
├────────────────┴────────────────────────────────────────────────────────┤
│ Технические условия, указания, руководства │
├────────────────┬────────────────────────────────────────────────────────┤
│ТУ 6-05-1342-76 │Трубки гибкие поливинилхлоридные │
│ТУ 6-10-1296-75 │Лаки АК-113 и АК-113Ф │
│ТУ 6-10-997-76 │Эмали КО-96 различных цветов │
│ТУ 6-11-22-76 │Лента стеклянная нетканая бандажная марки ЛСБ-Р │
│ТУ 6-18-84-70 │Электролит калиево-литиевый щелочной жирный │
│ТУ 16-503-031-69│Трубки электроизоляционные марки ТКР из │
│ │кремнийорганической резины │
│ТУ 15-67 │Плита древесно-стружечная ДПК-8-2к. │
│Кировского з-да │ │
│ССМ │ │
│ТУ 6-02-833-74 │Паста КПД │
│14-2281 ПКТБ по │Руководство по динамической балансировке якорей │
│вагонам ЦТВР │(роторов) электрических машин пассажирских и │
│ │рефрижераторных вагонов │
│ТУ 6-10-1331-73 │Эмаль НЦ-929 │
│ТУ 84-826-79 │Лак БТ-982 │
│14-3377 ПКТБ по │Руководство по фиксации контактных соединений узлов │
│вагонам ЦТВР │электрооборудования термоиндикаторными красками │
│14-3777 ПКТБ по │Положение о цехе по ремонту электрического и │
│вагонам ЦТВР │холодильного оборудования пассажирских вагонов на │
│ │вагоноремонтном заводе │
│13-0877 ПКТБ по │Руководство по пропитке и сушке обмоток электрических │
│вагонам ЦТВР │машин и аппаратов пассажирских ЦМВ и рефрижераторного │
│ │подвижного состава │
│ТУ 008-Эт ПКТБ │Бандажировка якорей подвагонных генераторов стеклобан- │
│по вагонам ЦТВР │дажной лентой │
│ТУ 009-Эт ПКБТ │Замеры посадочных поверхностей подвагонных генераторов │
│по вагонам ЦТВР │пассажирских ЦМВ │
│Р-1171 ПКТБ по │Технические указания по ремонту и контролю шариковых и │
│вагонам ЦТВР │роликовых подшипников вагонов железных дорог широкой │
│ │колеи │
│ТО-1400-65 ПКТБ │Технические указания по восстановлению изношенных │
│по вагонам ЦТВР │деталей электролитическим осталиванием │
│ТУ 32 ЦТВР │Кольца токоотводящие │
│309-72 │ │
│ТУ-32 ЦТВР │Ремонт кабеля термодатчика нагрева букс пассажирских │
│372-73 │вагонов. Технические условия │
│ТУ 034 ПКБ ЦВ │Технические указания на ежегодный и четырехгодичный │
│ │ремонт кипятильников ЦМВ непрерывного и периодического │
│ │действия с комбинированным и древесно-угольным │
│ │подогревом │
│ТУ 043 ПКБ ЦВ │Технические указания на проверку автоматических │
│ │выключателей (предохранителей) при ревизии и ремонте │
│ │электрооборудования пассажирских вагонов │
│ТУ 059 ПКБ ЦВ │Технические указания на текущее содержание и ремонт │
│ │высоковольтных подвагонных магистралей вагонов │
│ │международного сообщения РИЦ и МО │
│ТУ 067 ПКБ ЦВ │Памятка по обслуживанию электрооборудования и норм │
│ │пожарной безопасности в пассажирских вагонах │
│ТУ 101 ПКБ ЦВ │Технические указания по оснащению электроцехов │
│ │пассажирского вагонного депо и участка │
│ТУ 104 ПКБ ЦВ │Инструкция по техническому содержанию оборудования │
│ │вагонов │
│ТУ 109 ПКБ ЦВ │Технические указания на ремонт технологического │
│ │оборудования вагонов-ресторанов и буфетов │
│ТУ 118 ПКБ ЦВ │Технические указания на ремонт электрического │
│ │оборудования пассажирских вагонов в депо │
│ТУ 120 ПКБ ЦВ │Улучшение конструкции прокладки проводов в желобах под │
│ │полом служебного отделения вагонов │
│ТУ 122 ПКБ ЦВ │Руководство по ежегодному и заводскому ремонту 1-го │
│ │объема дизельной электростанции поездов с │
│ │централизованным электроснабжением │
│ТУ 131 ПКБ ЦВ │Технические указания на комплексные испытания систем │
│ │электроснабжения вагонов │
│ТУ 137 ПКБ ЦВ │Руководство по деповскому ремонту вагонов-ресторанов и │
│ │пассажирских вагонов с отделениями-буфетами │
│312-ЦТ ТЕП │Руководство по применению эластомера ГЭН-150 (В) при │
│ │ремонте локомотивов │
│ЦВ-ЦТВР │Технические указания по испытанию на растяжение и │
│——- — 73 │дефектоскопированию вагонных деталей │
│ 340 │ │
│127-ПКБ ЦВ │Угольные стабилизаторы пассажирских вагонов. Руководство│
│ │по ремонту │
│14-4578 РД ПКТБ│Электронное оборудование пассажирских ЦМВ. Руководство │
│по вагонам ЦТВР │по заводскому ремонту │
├────────────────┴────────────────────────────────────────────────────────┤
│ Документы прочие │
├────────────────┬────────────────────────────────────────────────────────┤
│Н-001-66 ПКБ ЦВ │Наконечник штампованный │
│Н-002-62 ПКБ ЦВ │Наконечники кабельные пластинчатые │
│Н-003-62 ПКБ ЦВ │Наконечники кабельные для цепей управления (исполнение │
│ │РЭЗ) │
│Н-007-62 ПКБ ЦВ │Наконечники кабельные трубчатые │
│Н-016-70 ПКБ ЦВ │Инструкция по разделке проводов и напайке наконечников │
│ │в высоковольтных и низковольтных цепях │
│МЭП Госэнерго- │Правила технической эксплуатации электроустановок │
│надзор 1969 г. │потребителей │
│МЭП Госэнерго- │Правила техники безопасности при эксплуатации │
│надзор 1969 г. │электроустановок потребителей │
│ЦТВР 1972 г. │Правила техники безопасности и промышленной санитарии │
│ │для заводов по ремонту подвижного состава │
│ЦВ/2331 │Правила ремонта и испытания тормозного оборудования │
│ │вагонов │
│ЦВ │Правила заводского ремонта пассажирских цельнометалли- │
│—- │ческих вагонов (ЦМВ) │
│2120 │ │
│Ск.12.69СКО НВРЭ│Технология испытания электрической прочности изоляции │
│ │вагонных электрических сетей │
│ЦВ/2965 │Правила деповского ремонта цельнометаллических │
│ │пассажирских вагонов │
│ЦТ/2931 │Правила ремонта тяговых и вспомогательных электрических │
│ │машин электроподвижного состава │
│ЦТ/2245 │Правила заводского ремонта электровозов постоянного тока│
│ЦТ/2242 │Правила заводского ремонта секций электропоездов │
│ │постоянного тока │
│ТК-65 ПКБ ЦВ │Комплект документов технологического процесса. │
│ │Аккумулятор │
│ТК-67 ПКБ ЦВ │Типовой технологический процесс. Автоматический │
│ │выключатель │
│РТМ32ЦВ201-78 │Инструкция по сварке и наплавке при ремонте вагонов и │
│ │контейнеров │
│Эт-0874 ПМ ПКТБ │Программа и методика испытаний энергосистемы │
│по вагонам ЦТВР │пассажирских ЦМВ в сборе │
└────────────────┴────────────────────────────────────────────────────────┘