Руководство по эксплуатации
Часть 3
Всего частей 4
Инструкция
по техническому обслуживанию
и текущему ремонту
2ТЭ25КМ РЭ2
Содержание
Часть 3. Инструкция по техническому обслуживанию и текущему ремонту
1
Назначение и состав инструкции
2
Перечень дополнительной документации терминов и сокращений
3
Общие указания и меры безопасности
4
Виды, периодичность и перечень работ технического
обслуживания и текущих ремонтов
5
Порядок обслуживания и ремонта дизель-генератора
6
Порядок обслуживания и ремонта систем тепловоза
6.1 Общие требования
6.2 Топливная система
6.3 Масляная система
6.4 Водяная система
6.5 Тормозная система
6.6 Песочная система
6.7 Воздухопровод приборов управления
6.8 Система выпуска отработавших газов
6.9 Система пожаротушения
7
Порядок обслуживания и ремонта вспомогательного оборудования
7.1 Установка дизель-генератора
7.2 Воздухоочиститель дизеля
7.3 Компрессорный агрегат
7.4 Демонтаж и установка блоков радиаторных секций
7.5 Жалюзи верхние
7.6 Жалюзи боковые
7.7 Панель жалюзи компрессорного агрегата
7.8 Жалюзи ЭДТ
7.9 Жалюзи блоков крыш (переднего, среднего и заднего)
охлаждения электрических машин
7.10 Система кондиционирования воздуха в кабине машиниста
СКВ-4,5-БТ25
8
Порядок обслуживания и ремонта кузова с рамой
9
Порядок обслуживания и ремонта тележки
9.1 Разборка тележки
9.2 Рама тележки
9.3 Опорно-возвращающее устройство
9.4 Рессорное подвешивание
9.5 Пружинная подвеска тяговых электродвигателей
9.6 Разборка колесно-моторного блока
9.7 Моторно-осевые подшипники
9.8 Польстерное устройство
9.9 Буксы и буксовые поводки
9.10 Колесная пара
9.11 Тяговая передача
9.12 Сборка и обкатка колесно-моторного блока
9.13 Рычажная передача тормоза
9.14 Сборка тележки
9.15 Выкатка колесно-моторного блока на скато-опускном
устройстве
9.16 Замена комплекта пружин рессорного подвешивания в
эксплуатации
10
Порядок обслуживания и ремонта электрических машин
10.1 Общие правила (для всех видов обслуживания и ремонта)
10.2 Ремонт тягового генератора
10.3 Ремонт тягового электродвигателя
10.4 Ремонт мотор-вентиляторов холодильной камеры,
электродвигателей вентиляторов тяговых двигателей
10.5 Ремонт выпрямительной установки
11
Порядок обслуживания и ремонта электрических аппаратов
11.1 Общие правила (для всех видов обслуживания и ремонтов)
11.2 Переключатели электропневматические ППК-8000
11.3 Контакторы электропневматические ПК-1000
11.4 Контакторы МК
11.5 Реле управления РПУ
11.6 Реле РМ
11.7 Автоматические выключатели
11.8 Порядок настройки реле заземления
12
Проверка сопротивления изоляции электрических цепей
тепловоза
13
Реостатные испытания
14
Мероприятия по переходу на зимний и летний периоды
эксплуатации тепловоза
15
Ввод тепловоза в депо от постороннего источника питания
16
Подготовка к пуску дизеля нового тепловоза или после
длительной стоянки (более 15 суток)
17
Постановка тепловоза в запас более чем на пятнадцать суток
18
Консервация, хранение, расконсервация, пломбирование
19
Утилизация
Приложение А. Смазка сборочных единиц тепловоза
Приложение Б. Система обнаружения и тушения пожара СОТП
Приложение В. Чертежные и допустимые в эксплуатации размеры деталей и сборочных единиц
Приложение Г. Реостатные испытания
Приложение Д. Приклеивание и демонтаж лобовых стекол кабины
машиниста
Приложение Е. Инструкция по эксплуатации изделий из стеклопластика
марки СТ-ТК ТУ 2296-001-10848932-2003
Приложение Ж. Техническое обслуживание оборудования кабины
машиниста и гарантии на них
Приложение И. Инструкция по эксплуатации автономного отопителя
Air Top Evo 40
Приложение К. Перечень деталей и узлов, подлежащих
неразрушающему контролю
Лист регистрации изменений
/*Ссылки в конце файлов про тепловозы 2ТЭ25КМ*/
/*Ссылки в конце файлов про тепловозы 2ТЭ25КМ*/
-
Магистральный грузовой двухсекционный тепловоз 2ТЭ25КМ. Руководство по эксплуатации:
-
2ТЭ25КМ РЭ Часть 1. Техническое описание
-
2ТЭ25КМ РЭ1 Часть 2. Инструкция по эксплуатации
-
2ТЭ25КМ РЭ2 Часть 3. Инструкция по техническому обслуживанию и текущему ремонту
-
2ТЭ25КМ РЭ3 Часть 4. Альбом иллюстраций
-
3ТЭ25КМ.070.01.000 Э3 Схема электрическая принципиальная
-
18-9ДГ.91РЭ Дизель-генератор 18-9ДГ. Руководство по эксплуатации
-
18-9ДГ.61КДС Дизель-генератор 18-9ДГ. Каталог деталей и сборочных единиц
-
Пневматическое тормозное оборудование тепловоза 2ТЭ25КМ
-
Учебное пособие по тормозам тепловозов 2ТЭ25КМ, ТЭП70
ЧАСТЬ 3.
Инструкция по техническому обслуживанию
и текущему ремонту
1. НАЗНАЧЕНИЕ И СОСТАВ ИНСТРУКЦИИ
Настоящая инструкция предназначена для работников, осуществляющих
техническое обслуживание и текущий ремонт тепловоза, и требования её являются
обязательными.
Инструкция определяет объем, сроки и порядок проведения работ по
техническому обслуживанию и смазке узлов и агрегатов тепловоза, содержит
браковочные размеры и величины, меры безопасности при техническом обслуживании
и ремонте тепловоза, порядок разборки, сборки, настройки и регулировки
основных узлов и агрегатов, мероприятия по переходу на зимний
и летний периоды эксплуатации тепловоза, указания по подготовке к пуску
дизеля нового тепловоза или после длительной стоянки, постановке тепловоза
в запас более чем на 15 суток, сушке изоляции электрических машин, а
также правила консервации и хранения тепловоза.
При техническом обслуживании и текущих ремонтах тепловоза, кроме
настоящей инструкции необходимо руководствоваться документацией, поставляемой
согласно ведомости эксплуатационных документов, а также документацией,
указанной в приведенном ниже перечне, которую ЦТ ОАО
«РЖД» рассылает централизованно.
2. ПЕРЕЧЕНЬ ДОПОЛНИТЕЛЬНОЙ ДОКУМЕНТАЦИИ,
ТЕРМИНОВ И СОКРАЩЕНИЙ
2.1 Перечень дополнительной документации
2.1.1 Инструкция по техническому обслуживанию, ремонту и испытанию
тормозного оборудования локомотивов и моторвагонного подвижного
состава, ЦТ-533.
2.1.2 Инструкция по формированию, ремонту и содержанию колесных
пар тягового подвижного состава железных дорог колеи 1520 мм, ЦТ-329.
2.1.3 Инструкция по содержанию и ремонту узлов с подшипниками качения
локомотивов и моторвагонного подвижного состава, ЦТ-330.
2.1.4 Инструкция по ремонту и обслуживанию автосцепного устройства подвижного
состава железных дорог, введенное в действие распоряжением ОАО
«РЖД» №2745р от 28.12.2010 г.
2.1.5 Временная инструкция по эксплуатации телемеханической системы
контроля бодрствования машиниста (ТСКБМ), ЦТТ-18/12.
2.1.6 Инструкция по техническому обслуживанию электровозов и тепловозов
в эксплуатации, ЦТ-685.
2.1.7 Положение о порядке пересылки локомотивов и мотор-вагонного
подвижного состава на инфраструктуре железнодорожного транспорта ОАО
«РЖД» №1873р, утвержденное ОАО «РЖД» 26 августа 2011г.
2.1.8 Правила ремонта электрических машин тепловозов, ЦТ-
ЦТВР/4677.
2.1.9 Инструкция по техническому обслуживанию комплексного локомотивного
устройства безопасности (КЛУБ), ЦЩ-ЦТ-659.
2.1.10 Инструкция по сварочным и наплавочным работам при ремонте
тепловозов, электровозов, электропоездов и дизель-поездов ЦТ-336.
2.1.11 Распоряжение об утверждении Правил по охране труда при техническом
обслуживании и текущем ремонте локомотивов. №226р.
2.1.12. Техническое обслуживание и текущий ремонт электровозов, тепловозов
и моторвагонного подвижного состава. Общие требования безопасности,
ОСТ 32.20.83.
2.1.13 Инструкция №560р от 20.03.2003г. по консервации, содержанию,
проверке и расконсервации тепловозов запаса.
2.1.14 Инструкция по обеспечению пожарной безопасности на локомотивах
и моторвагонном подвижном составе, ЦТ-ЦУО/175.
2.1.15 Правила технического обслуживания тормозного оборудования и
управления тормозами железнодорожного подвижного состава.
2.1.16 Инструкция по применению смазочных материалов на локомотивах
и моторвагонном подвижном составе, 01 ДК.421457.001 И.
2.1.17 Распоряжение об утверждении Правил по охране труда при эксплуатации
локомотивов ОАО «РЖД». №2753р.
2.1.18 Приказ №477н от 4 мая 2012 г. Об утверждении перечня состояний,
при которых оказывается первая помощь, и перечня мероприятий по
оказанию первой помощи.
2.1.19 Технологическая инструкция по применению технических моющих
средств в локомотивных депо, № ТИ-690.
2.2.20 Регламент взаимодействия локомотивных бригад с причастными
работниками ОАО «РЖД», деятельность которых непосредственно связана с
движением поездов, при возникновении аварийных и нестандартных ситуаций
на инфраструктуре ОАО «РЖД», утвержденный Распоряжением от 30
декабря 2010 г. №2817р.
2.1.21 Правила технической эксплуатации электроустановок потребителей;
2.1.22 Правила надзора за воздушными резервуарами подвижного состава
железных дорог Российской Федерации, ЦТ-ЦВ-ЦП-581;
2.1.23 Руководство по эксплуатации и обслуживанию автоматической
системы пожарной сигнализации и пожаротушения ТП1827.00.00 РЭ;
2.1.24 Руководство по эксплуатации и обслуживанию электродвигателя
ЭДУ-133Ц.
2.1.25 Правила технического обслуживания тормозного оборудования и
управления тормозами железнодорожного подвижного состава. Распоряжение
№2071р от 03.09.2014 г.
2.1.26 Положение о порядке проведения Комиссионного осмотра локомотивов
ОАО «РЖД». №1938р.
2.1.27 Нормы оснащения объектов и подвижного состава первичными
средствами пожаротушения. №2624р.
2.1.28 Цвета сигнальные, знаки безопасности и разметка сигнальная.
Назначение и правила применения. Общие технические требования и характеристики.
Методы испытаний. ГОСТ Р 12.4.026-2001 ССБТ.
2.1.29 Технологическая инструкция на техническое обслуживание
электровозов и тепловозов в эксплуатации. №814р.
2.1.30 Правила пожарной безопасности на железнодорожном транспорте.
ЦУО-112.
2.1.31 Инструкция по подготовке локомотивного комплекса ОАО
«РЖД» к работе в зимних условиях. №2903р.
2.1.32 Инструкция по техническому обслуживанию автоматической локомотивной
сигнализации непрерывного типа (AJICH) и устройств контроля
бдительности машиниста. ЦТ-ЦШ-857.
2.1.33 Колесные пары тягового подвижного состава железных дорог колеи
1520 мм. Руководство по эксплуатации, техническому обслуживанию и
ремонту. КМБШ.667.120.120. 001.РЭ.
2.1.34 Общие требования к сварочным и наплавочным работам при ремонте
подвижного состава. СТО «РЖД» 13.003-2012.
2.1.35 Система управления охраной труда в ОАО «РЖД». Электрическая
безопасность. Общие положения. СТО РЖД 15.013.2011.
2.1.36 Техническое обслуживание и ремонт щелочных никель-
кадмиевых аккумуляторных батарей. ПКБ ЦТ.25.0070.
2.1.37 Инструкция по содержанию локомотивных приемных катушек.
Технологическая инструкция. ПКБ ЦТ.25.0115.
2.1.38 Перечень основного технологического оборудования для проведения
обслуживания и ремонта. РД 32 ЦТ 528-2008.
2.1.39 Инструкция по неразрушающему контролю деталей и узлов локомотивов
и моторвагонного подвижного состава. Магнитопорошковый метод.
ЦТт-18/1.
2.1.40 Инструкция по неразрушающему контролю узлов и деталей локомотивов
и моторвагонного подвижного состава. Вихретоковый метод.
ЦТт-18/2.
2.1.41 Положение о знаках безопасности на объектах железнодорожного
транспорта. ЦРБ-4676.
2.1.42 Правила технической эксплуатации поездной радиосвязи ОАО
«РЖД». №641р.
2.1.43 Инструкция по применению электроизоляционных эмалей при текущем
ремонте и техническом обслуживании локомотивов и мотор-вагонного
подвижного состава. ЦТрт-16.
2.1.44 Инструкция по восстановлению и упрочнению индукционнометаллургическим
способом деталей узлов трения подвижного состава. ЦТ-
ЦВ-ЦЛ-590.
2.1.45 Руководящий документ. Неразрушающий контроль деталей и узлов
локомотивов и моторвагонного подвижного состава. Общие положения.
ЦТтех-36/5.
2.1.46 Инструкция по магнитопорошковому контролю деталей и узлов
локомотивов. ПКБ ЦТ.25.0164.
2.1.47 Инструкция по вихретоковому контролю деталей и узлов локомотивов.
ПКБ ЦТ.25.0163.
2.1.48 Инструкция по ультразвуковому контролю деталей локомотивов
и вагонов электропоездов на базе программируемого дефектоскопа УД2-102.
ЦТт-18/3.
2.1.49 Инструкция по ультразвуковому контролю деталей локомотивов
и моторвагонного подвижного состава на базе программируемого дефектоскопа
УД2-70. ЦТт-36/1.
2.1.50 Технологическая инструкция по ультразвуковому контролю бандажей
колес локомотивов после их обточки. ЦТт-18/6.
2.1.51 Инструкция по ультразвуковому контролю полых осей колесных
пар локомотивов. ЦТтех-36/10.
2.1.52 Инструкция по капиллярному контролю деталей и узлов локомотивов.
ЦТРтр-36/11.
2.1.53 Методические указания по приемочному ультразвуковому неразрушающему
контролю осей колесных пар подвижного состава. СТО РЖД
1.11.001-2005.
2.1.54 Регламент технической оснащенности рабочих мест неразрушающего
контроля деталей локомотивов. РД 32 ЦТ 540-2007.
2.1.55 Типовой технологический процесс на сушку, пропитку и покрытие
обмоток тяговых и вспомогательных электрических машин локомотивов. Технологическая
инструкция. ПКБ ЦТ.25.0067.
2.1.56 Руководства по техническому обслуживанию и текущему ремонту
тяговых электродвигателей локомотивов. ПКБ ЦТ.06.0001.
2.1.57 Руководство по техническому обслуживанию и ремонту гидравлических
и фрикционных гасителей колебаний локомотивов. ПКБ ЦТ.25.0113.
2.1.58 Тепловизионный контроль узлов и деталей локомотивов. ПКБ
ЦТ.06.0064.
2.1.59 Устройства поездной радиосвязи. Технологический процесс обслуживания
и ремонта. ПКБ ЦТ.25.0089.
2.1.60 Устройство КЛУБ-У. 36991-00-00 РЭ.
2.1.61 Гигиенические требования к микроклимату производственных помещений.
СанПиН 2.2.4.548-96.
2.1.62 Общие технические требования к противопожарной защите тягового
подвижного состава. №ЦТ6.
2.1.63 Проведение вибрационного диагностирования подшипников качения
колесно-моторных, колесно-редукторных блоков, тяговых электродвигателей
и колесных пар локомотивов. Технологическая инструкция. ПКБ
ЦТ.25.0142.
2.1.64 Руководство по техническому обслуживанию и ремонту «Узлы с
подшипниками качения железнодорожного тягового подвижного состава. ПКБ
ЦТ.06.0073.
2.1.65 Правила технической эксплуатации железных дорог Российской
Федерации. №286р.
2.1.66 Инструкция по техническому обслуживанию электровозов и тепловозов
в эксплуатации. №2622р.
2.1.67 Вибрационное диагностирование узлов локомотивов. ПКБ
ЦТ.06.0050.
2.1.68 Инструкция по тепловому контролю и диагностике узлов локомотивов.
ПКБ ЦТ.25.0075/2.
2.1.69 Правила устройства и безопасной эксплуатации сосудов, работающих
под давлением. ПБ03-576-03.
2.1.70 Система неразрушающего контроля в ОАО «РЖД». Детали колесных
пар локомотивов, моторвагонного и специального железнодорожного подвижного
состава. Типовые методики ультразвукового контроля. СТО РЖД
11.009-2012.
2.1.71 Инструкция по охране труда для дефектоскописта по магнитному и
ультразвуковому контролю в пассажирском комплексе, локомотивном и вагонном
хозяйствах ОАО «РЖД» Распоряжение ОАО «РЖД» от 19.12.2007г. №
2387р.
2.1.72 Инструкция по вихретоковому контролю деталей и узлов локомотивов.
ПКБ ЦТ.25.0163, 2013 г.2.1.77.
2.2 Термины, условные обозначения, сокращения, принятые в настоящей
инструкции
Осмотр
— операция по определению: наличия, положения, правильности
установки, закрепления, взаимного положения, целости, исправности, чистоты
поверхности деталей, доступных осмотру со снятием или открытием
крышек, защитных сеток, кожухов, ограждений; отсутствия утечек топлива,
воды, воздуха, смазочных материалов; наличия пломб, меток, надписей в
установленных местах. Обнаруженные неисправности должны быть устранены.
Проверка
— операция или комплекс операций по определению состояния
или положения детали, недвижных и неподвижных соединений, изоляции и
т.п. в сборочных единицах или состояние самих сборочных единиц тепловоза
путем визуального осмотра с использованием средств обстукивания и контроля
по показаниям приборов, воздействием на органы управления, измерением
отдельных параметров. Обнаруженные неисправности должны быть
устранены.
Ревизия
— комплекс операций по определению состояния деталей, недоступных
для наружного осмотра и требующих для этого вскрытия, снятия,
разборки сборочных единиц с устранением обнаруженных неисправностей,
недопустимых износов, заменой смазки, сборки и установки на тепловоз.
Ремонт
— комплекс операции по проверке, разборке, очистке, восстановлению,
сборке, смазке, испытанию и т.д. деталей и сборочных единиц, обеспечивающих
работоспособность сборочных единиц и тепловоза в целом до
очередного ремонта.
Сокращения:
КМБ — колесно-моторный блок
МОП — моторно-осевой подшипник
КЛУБ — комплексное локомотивное устройство безопасности
ТСКБМ — телемеханическая система контроля бодрствования машиниста
СКВ — система кондиционирования воздуха
СОТП — система обнаружения и тушения пожара
ТЭД — тяговый электродвигатель
ВУ — выпрямительная установка (тяговый выпрямитель)
ВВК — высоковольтная камера
ЭДТ — электро-динамический тормоз
3. ОБЩИЕ УКАЗАНИЯ И МЕРЫ БЕЗОПАСНОСТИ
ВНИМАНИЕ!
ЗАО «УК «БМЗ» прекращает гарантийное обслуживание тепловоза
при несоблюдении требований по техническому обслуживанию и ремонтам,
указанным в Руководстве по эксплуатации тепловоза, замене
штатных узлов и агрегатов на не предусмотренные конструкцией тепловоза,
установке дополнительного оборудования или внесении изменений
без согласования с предприятием-изготовителем.
Основными исходными положениями системы технического обслуживания
тепловозов, непосредственно влияющими на надежность и технологическую
эффективность их эксплуатации, являются нормы пробега тепловозов,
а также обязательные объемы работ, регламентированные настоящей инструкцией.
Несвоевременное или некачественное выполнение работ по техническому
обслуживанию или выполнение их в неполном объеме не допускается, так
как это приводит к увеличению отказов и снижению уровня надежности и
долговечности тепловозов.
Техническое обслуживание и ремонт должны производиться в специализированных
депо, имеющих необходимые здания, технологическое оборудование,
приспособления, инструмент, а также запасы соответствующих материалов
и изделий (запчастей).
Техническое обслуживание и ремонт должны производить комплексные
ремонтные бригады и специализированные отделения, укомплектованные
квалифицированными рабочими.
После проведения технических обслуживаний, текущих ремонтов и
устранения неисправностей произвести необходимые записи в учетной документации
депо.
Порядок разборки, оборки, регулировки, испытаний систем и сборочных
единиц определяется настоящей инструкцией.
3.1 Меры безопасности при осмотре тепловоза
Перед началом технического обслуживания необходимо выключить все
автоматы и тумблеры, отключить рубильник аккумуляторной батареи, повесить
на него табличку, запрещающую проводить включение и убедиться, что
тепловоз заторможен ручным тормозом или под колеса подложены тормозные
башмаки, и он не может самопроизвольно сдвинуться с места. Приступать
к обслуживанию экипажной части, не убедившись, что выполнены эти
требования, категорически запрещается.
При техническом обслуживании тепловоза необходимо пользоваться переносной
электрической лампой, питающейся от специальных розеток тепловоза
и оборудованной экраном, защищающим зрение обслуживающего персонала
от прямого попадания света. Допускается пользоваться ручным аккумуляторным
фонарем, обеспечивающим нормальное освещение. Категориче-
ски запрещается пользоваться открытым огнем (факелом, свечой и т.п.) при
техническом обслуживании тепловоза.
Особую осторожность необходимо проявлять при техническом обслуживании
на электрифицированных участках. Запрещается подниматься и выполнять
какие-либо работы на крыше тепловоза под контактным проводом,
находящимся под напряжением. Если необходимо подняться на крышу обслуживающему
персоналу, должны потребовать снятия напряжения и заземления
контактной сети.
При проверке действия и исправности приборов, находящихся под давлением,
вентили и краны необходимо открывать плавно, осторожно. Открывать
и закрывать их ударами молотка или других предметов запрещается.
При техническом обслуживании пневматических систем запрещается остукивать приборы, цилиндры, трубы, резервуары, находящиеся под давлением.
При обнаружении утечек в приборах, находящихся под давлением,
необходимо отключить их от источников питания, снизить давление в них до
атмосферного и только после этого приступать к ремонту.
При работающем дизеле запрещается устранять обнаруженные утечки
масла, топлива, воды и воздуха в трубопроводах, проходящих вблизи вращающихся
или движущихся узлов тепловоза. Гаечные ключи должны строго
соответствовать установленным стандартам.
При техническом обслуживании на канаве низа ходовой части тепловоза
и тяговых электродвигателей дизель должен быть остановлен, а тепловоз заторможен.
При техническом обслуживании тормозной рычажной передачи, смене
тормозных колодок необходимо убедиться в том, что воздухораспределитель
отключен, и воздух из запасных резервуаров выпущен. Тормозную колодку
необходимо заменять вдвоем. При постановке колодок необходимо следить,
чтобы руки не находились между колодкой и бандажом. При сборке рычажной
передачи проверять совпадение отверстий руками запрещается.
При выполнении работ по осмотру и ремонту электрооборудования
необходимо снять с него напряжение.
До запуска дизеля работы по осмотру узлов тепловоза должны быть выполнены,
из дизельного помещения убраны инструмент и посторонние предметы,
все лючки закрыты и ограждения установлены на места.
Все замеченные в процессе технического обслуживания неисправности
необходимо устранить, так как оставленная без внимания неисправность может
привести к аварии.
Опробование тормозов необходимо производить, только убедившись в
том, что все работы, связанные с техническим обслуживанием и ремонтом
автотормозов и рычажной передачи, закончены.
При выполнении технического обслуживания необходимо также выполнять
рекомендации, изложенные в инструкциях и правилах по охране труда.
3.2 Меры безопасности при ремонте тепловоза
При постановке тепловоза в ремонт необходимо остановить дизель и отсоединить
кабельные наконечники от «плюса» и «минуса» аккумуляторной
батареи.
Во время ремонтных работ на тепловозе для освещения необходимо
пользоваться только низковольтной сетью депо напряжением 1 2 -3 6 вольт.
При снятии узлов с тепловоза, разборке, оборке, испытании и установке
на тепловоз необходимо выполнять рекомендации по соблюдению мер безопасности,
изложенные в настоящей инструкции, а также инструкциях и правилах
по охране труда.
При снятии, разборке, сборке и установке сборочных единиц надо соблюдать
чистоту и пользоваться предназначенными для этого инструментами
и приспособлениями.
Демонтированные трубопроводы и места их подсоединений необходимо
закрыть глухими щитками из фанеры, картона или пробками.
Во время сборки и установки деталей и сборочных единиц необходимо
руководствоваться также соответствующими чертежами и инструкциями.
Детали крепления надежно затянуть и застопорить (если это предусмотрено).
4. ВИДЫ, ПЕРИОДИЧНОСТЬ И ПЕРЕЧЕНЬ РАБОТ
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И ТЕКУЩИХ РЕМОНТОВ
Установлены следующие виды и периодичность технических обслуживании
и ремонтов:
|
|
при смене локомотивных бригад, а также в пути следования |
|
Техническое обслуживание ТО, ч |
120 |
|
Техническое обслуживание ТО15, тыс. км. |
15 |
|
Текущий ремонт ТР75, тыс. км. |
75 |
|
Текущий ремонт ТР300, тыс. км. |
300 |
|
Текущий ремонт ТР600, тыс. км. |
600 |
|
Средний ремонт СР, тыс. км. |
1200 |
|
Капитальный ремонт КР, тыс. км. |
2400 |
Предельное допустимое отклонение периодичности ТО и ТР ± 10%.
Осмотр тепловоза
предназначен для предупреждения появления неисправностей
локомотивов в эксплуатации, поддержания их в работоспособном и
надлежащем санитарно-гигиеническом состоянии, обеспечения пожарной безопасности
и безаварийной работы. Выполняется локомотивными бригадами при
приемке-сдаче локомотивов на железнодорожных путях основного или оборотного
локомотивного депо, в пунктах смены локомотивных бригад на станционных
путях, при остановках на промежуточных железнодорожных станциях, в
ожидании работы и вводе в работу, при экипировке локомотивов.
Техническое обслуживание
предназначено для предупреждения появления
неисправностей локомотивов в эксплуатации, поддержания их в работоспособном
и надлежащем санитарно-гигиеническом состоянии, обеспечения
пожарной безопасности, безаварийной работы.
Техническое обслуживание ТО 15
и
текущий
ремонт ТР75
предназначены для
выполнения комплекса операций по восстановлению исправности, работоспособности
и ресурса тепловоза.
Текущий ремонт ТР300
предназначен для обеспечения или восстановления
работоспособности тепловоза и состоит в замене и восстановлении отдельных узлов
и систем тепловоза и выполняется, как правило, в условиях специализированных
локомотивных депо железных дорог приписки локомотивов.
Текущий ремонт ТР600
предназначен для обеспечения или восстановления
работоспособности тепловоза и состоит в замене и восстановлении отдельных
узлов и систем тепловоза в условиях специализированных локомотивных
депо.
Средний ремонт
предназначен для восстановления исправности и частичного
восстановления ресурса тепловоза в условиях базовых локомотивных
депо, на локомотиворемонтных заводах ОАО «РЖД» или в сторонних организациях,
осуществляющих ремонт локомотивов.
Капитальный ремонт КР
— ремонт, выполняемый для восстановления
эксплуатационных характеристик, исправности тепловоза и его ресурса, близкого
к полному. Капитальный ремонт тепловоза выполняется на локомотиворемонтных
заводах ОАО «РЖД» или в сторонних организациях, осуществляюгцих ремонт локомотивов.
При проведении работ, выполняемых при плановых технических обслуживаниях и ремонтах, необходимо руководствоваться требованиями и
рекомендациями, изложенными в соответствующих разделах настоящего
руководства по эксплуатации, инструкциях и правилах ОАО «РЖД», указанных
в разделе 2 часть 3 2ТЭ25КМ РЭ2
, а также технической документацией
на комплектующее оборудование, входящей в ведомость эксплуатационных
документов 2ТЭ25КМ.000.00.000ВЭ.
Конкретные объёмы работ, подлежащие обязательному выполнению
при соответствующих технических обслуживаниях и текущих ремонтах,
устанавливаются:
— для осмотра тепловоза — требованиями, изложенными в подразделах
3.5, 3.6, 4.3
части 2 2ТЭ25КМ РЭ2
;
— для осмотра тележки — необходимо осмотреть узлы подвешивания тяговых
электродвигателей и редукторов, особое внимание обратить на состояние
колесных пар, в первую очередь на бандажи. Произвести очистку экипажа
в доступных местах. Произвести проверку тормозного оборудования и, при
необходимости, регулировку тормозной рычажной передачи;
— для технического обслуживания ТО, текущего ремонта ТР в
соответствии с таблицей 1.
Таблица 1. Объемы работ при техническом
обслуживании и ремонтах
|
Содержание работ |
ТО |
ТО15 |
ТР75 |
ТР300 |
TP600 |
|
1 ОБЩИЕ ТРЕБОВАНИЯ |
|
|
|
|
|
|
1.1 Перед постановкой тепловоза на техническое обслуживание необходимо перенести замечания машиниста из бортового журнала в книгу ремонта, а также выполнить работы, указанные ниже. |
|
|
|
|
|
|
1.1.1 При работающем дизеле проверить: |
+ |
+ |
+ |
+ |
+ |
|
— визуально, в доступных местах, отсутствие течей масла, топлива, охлаждающей жидкости и утечки воздуха в вентилях и соединениях трубопроводов систем тепловоза и дизеля, а также целостность трубопроводов, секций холодильной камеры |
+ |
+ |
+ |
+ |
+ |
|
— отсутствие посторонних шумов и стуков, а также повышенной вибрации во всех сборочных единицах тепловоза на всех позициях контроллера |
+ |
+ |
+ |
+ |
+ |
|
— наличие показаний приборов: величин температур, давления топлива, масла и воздуха, разрежение в картере дизеля; наличие тока заряда аккумуляторной батареи |
+ |
+ |
+ |
+ |
+ |
|
— работоспособность тифона и свистка |
|||||
|
— статическим напор воздуха в коллекторных камерах тяговых двигателей |
— |
— |
+ |
+ |
+ |
|
— открыть кран «4» и удалить масло, скопившееся в ресивере надувочного воздуха; после продувки кран закрыть |
+ |
+ |
+ |
+ |
+ |
5. ПОРЯДОК ОБСЛУЖИВАНИЯ И РЕМОНТА ДИЗЕЛЬ-ГЕНЕРАТОРА
5.1 Работы по дизель-генератору выполнить согласно действующему
руководству по эксплуатации дизель-генератора и документации, включенной в
ведомость эксплуатационных документов на дизель-генератор.
6. ПОРЯДОК ОБСЛУЖИВАНИЯ И РЕМОНТА СИСТЕМ ТЕПЛОВОЗА
6.1 Общие требования
6.1.1 Проверку плотности трубопроводов систем следует выполнять при
работающем дизеле на всех видах обслуживания и ремонта, обращая особое
внимание на места соединений трубопроводов, подсоединение трубопроводов к
агрегатам, кранам и вентилям. После остановки дизеля соединения, имеющие
течи, необходимо подтянуть, при необходимости заменить уплотнительные
кольца, прокладки.
При проверке крепления трубопроводов необходимо убедиться в наличии
крепящих скоб, ослабшие крепления подтянуть. Поврежденную теплоизоляцию
трубопроводов восстановить.
6.2 Топливная система
6.2.1 Промывка топливной системы
При проведении ремонта перед промывкой топливной системы следует
отсоединить трубы подвода к коллекторам насосов высокого давления, отвода
топлива от перепускного клапана 17 в соответствии с рисунком 3 (для этого и
последующих рисунков см. Часть 4. Альбом иллюстраций) и соединить их при
помощи технологического шланга. На штуцеры коллектора и перепускного
клапана установить глухие заглушки. Отсоединить трубы отвода и подвода
топлива от заливной горловины топливного бака. Прокачку системы производить
из технологической емкости с топливом при помощи топливоподкачивающего
агрегата 5 с включенными фильтрами грубой очистки до появления чистого
топлива на сливе (контролируется появлением чистого топлива на сливе в
технологическую емкость). Отсоединить конец трубы от топливоподкачивающего
насоса 4, конец штуцера насоса заглушить. Отсоединить один конец технологического
шланга от трубопровода подсоединения к перепускному клапану
и подсоединить его к концу трубы, отсоединенной от топливоподкачивающего
насоса. Вновь включить топливоподкачивающий агрегат и промыть всасывающий
трубопровод топливоподкачивающего насоса. Промывать следует
до появления чистого топлива из фильтра грубой очистки (контролируется выпуском
топлива через пробку слива отстоя из фильтра). Отсоединить технологический
шланг трубопровода, снять заглушки и соединить места рассоединения
трубопроводов.
6.2.2 Топливный бак
6.2.2.1 Для слива отстоя из топливного бака на всех видах обслуживания
и ремонтов необходимо вывернуть пробку на клапане слива топлива 10 в соответствии
с рисунком 4 и на ее место ввернуть шланг в соответствии с чертежом
ТЭМ1.90.01.032 из комплекта ЗИП. Слив производить в специальную емкость
до появления чистого топлива.
6.2.2.2 При проведении ТР600 перед промывкой внутренней полости
топливного бака необходимо обмыть наружную поверхность бака горячей водой,
нагретой до температуры от 353 до 363 К (от 80 до 90 °С), и обдуть ежа-
тым воздухом. Отсоединить и вынуть фильтр заправочного устройства 4. Откачать
топливо через горловину заправочного устройства, опустив шланг до упора
в днище топливного бака. Для ускорения откачки топлива из бака рекомендуется
применить установку типа А715.05.
Отсоединить и вынуть заборное устройство 7. Остаток грязного топлива
слить через открытый клапан слива 10.
Для промывки внутренней полости бака следует поставить тепловоз на
канаву. Снять крышки промывочных лючков 11, отсоединить вентиляционную
трубу.
Промыть внутреннюю поверхность бака водой, нагретой до температуры
от 353 до 363 К (от 80 до 90 °С), подаваемой по шлангу под давлением от
0,2 до 0,3 МПа (от 2 до 3 кгс/см2).
Осмотреть внутреннюю полость бака. Бак считается чистым при отсутствии
на внутренних поверхностях отсеков продуктов отложений топлива и
маслянистых капель.
Обдуть и просушить внутренние поверхности бака сухим сжатым воздухом
давлением от 0,4 до 0,6 МПа (от 4 до 6 кгс/см ) до полного удаления капель
воды на поверхностях бака.
Одновременно с общей промывкой бака необходимо очистить все снятые
детали бака. При очистке внутренних поверхностей труб запрещается применение
металлических ершей. Заборное устройство и спускной клапан необходимо
отремонтировать, прокладки заменить.
При обнаружении трещин заварку их производить с принятием всех мер
противопожарной безопасности.
Установить на место заборное устройство, топливомеры, вентиляционные
трубы, промывочные крышки люков. После установки всех деталей бак готов
под заправку топливом.
6.2.3 Топливоподкачивающий агрегат
6.2.3.1 Для осмотра топливоподкачивающего агрегата необходимо отсоединить
защитный кожух, проверить на всех видах обслуживания и ремонтов
состояние муфты, вращение валов электродвигателя и помпы. Вращение валов
должно быть свободным без рывков и заеданий. Муфта с нарушенной шплинтовкой
и выпавшими пальцами подлежит ремонту.
Для проведения ремонта необходимо разобрать топливоподкачивающий
агрегат, детали промыть, осмотреть и обмерить. Амортизаторы и прокладки заменить
новыми. Корпус насоса, имеющий трещины, выходящие в топливную
полость, заменить.
Сильфон 15 в сборе, в соответствии с рисунком 6, проверить на герметичность,
восстановить притирочные поверхности втулок. Неплотный сильфон
распаять и припаять новый, обеспечив параллельность втулки сильфона.
Зазор между ведущей втулкой 7 и корпусом 5 восстановить хромированием
поверхности втулки или постановкой втулки в корпус.
Изношенную под сильфоном поверхность втулки восстановить хромированием.
Осевой люфт ведущей втулки 7 отрегулировать прокладками. Контролировать
до постановки сильфона.
Проверить состояние валов. Разность замеров у произведенных в четырех
диаметрально противоположных точках на радиусе 100 мм не должна превышать
0,1 мм.
После окончательной сборки электродвигателя с насосом валы должны
свободно проворачиваться от руки.
Насос испытать на стенде, соответствующем условиям работы на тепловозе.
На всасывающей магистрали должен быть установлен фильтр, применяемый
на тепловозе. Расстояние между уровнем забора топлива из емкости и всасывающим
штуцером помпы не должно превышать 1,5 м по высоте. Превышение
верхнего уровня топлива относительно нагнетающего штуцера помпы
должно быть не более 1,25 м. Испытание производить в течение 15 5 мин на
топливе, применяемом для питания дизеля при температуре от 283 до 303 К (от
10 до 30 °С), давлением нагнетания (0,35±0,03) МПа (3,5±0,3) кгс/см ), разрежении
на всасывании не менее 13,3 кПа (0,13 кгс/см ). Просачивание топлива
через уплотнения вала помпы не должно превышать одной капли в мин.
Герметичность насоса проверить при частоте вращения 22,5±0,5 с»1
(1350±30 об/мин) и давлении на нагнетание 0,5 МПа (5 кгс/см ) в течение 2
мин. Течь в соединении корпуса с крышкой и по стенкам корпуса не допускается.
При обнаружении неисправностей, требующих разборки насоса для их
устранения, испытание повторить.
Насос установить на плиту и соединить с электродвигателем упругой
муфтой. Установить топливоподкачивающий агрегат на тепловоз. При первичном
включении залить в полость помпы топливо.
6.2.4 Подогреватель топлива
6.2.4.1 На каждом ТР600 снять подогреватель топлива с тепловоза. Очистить
штуцера. Очистить паяные соединения, зачистив их шкуркой и обезжирив.
Осмотреть корпус и крышки. Осмотреть прокладки. Паронитовые прокладки,
при необходимости, заменить. Перед постановкой паронитовые прокладки
смочить в смеси масла с графитом.
Установить подогреватель.
Техническое обслуживание производить согласно инструкции на топли-
воподогреватель марки Alfa Laval, поставляемой с документацией тепловоза.
6.2.5 Клапан предохранительный топливной системы
6.2.5.1 На каждом ТР300, ТР600 снять клапан с тепловоза, разобрать,
детали промыть, изношенные отремонтировать. Собрать клапан и отрегулировать
на стенде на давление 0,6-0,8 МПа (6-8 кгс/см2). При отсутствии возможности
ремонта (регулировки) заменить.
6.2.6 Клапан обратный топливной системы
6.2.6. На каждом ТР300, ТР600 снять клапан с тепловоза, и разобрать.
Детали клапана промыть в осветительном керосине и продуть сжатым
воздухом, изношенные детали отремонтировать. При отсутствии возможности
ремонта (регулировки) заменить.
Собрать клапан в последовательности, обратной разборке.
6.2.7 Клапан слива топлива
6.2.7.1 При проведении ремонта отсоединить клапан от топливного отсека,
отвернуть пробку 1, в соответствии с рисунком 5, вывернуть кольцо 2 и
вынуть из корпуса 4 шарик 3 и пружину 5. Промыть детали в осветительном
керосине, продуть сжатым воздухом, изношенные отремонтировать или заменить.
Собрать клапан в последовательности, обратной разборке.
6.3 Масляная система
6.3.1 При проведении ремонта трубопровод разобрать, очистить, осмотреть,
опрессовать водой по участкам в течение 5 минут давлением 1,5 МПа (15
кгс/см ). При демонтаже компенсаторы снимать в первую очередь.
Перед монтажом трубы осмотреть на отсутствие порчи резьбы и прива-
лочных поверхностей. Прокладки фланцевых соединений смазать маслом, применяемым
для смазки дизеля. При монтаже и эксплуатации компенсаторов не
допускается нагружать их крутящим моментом относительно оси компенсатора,
а также силами и изгибающими моментами от массы труб и арматуры. На
внутренние и наружные поверхности компенсаторов не допускается попадание
посторонних включений (грязи, грунтовки, эмали, брызги от сварки и т.д.). В
районе сильфона компенсатора не допускается проведение сварных работ.
Компенсаторы устанавливать в последнюю очередь перед опрессовкой системы.
Болты крепления фланцев затягивать крестообразно и равномерно. При
этом зазор между фланцами компенсатора и трубы по контуру должен быть
равномерным 2 мм.
После сборки проверить трубопровод на герметичность. Проверяется
при заправленной системе, включением маслопрокачивающего насоса. Течь и
появление капель в местах соединения трубопровода не допускается. Болты
крепления фланцев повторно притягивать после запуска системы в работу.
6.3.2 При проведении ремонта краны и компенсаторы осмотреть, при
наличии признаков повреждений краны и компенсаторы заменить.
6.4 Водяная система
6.4.1 При ремонте трубопровода водяной системы необходимо руководствоваться
п. 6.3.1, при этом опрессовку водой по участкам производить в течение
5 мин давлением 0,5 МПа (5 кгс/см2).
6.4.2 Промыть внутреннюю поверхность бака водой, нагретой до температуры
от 353 до 363 К (от 80 до 90 °С). Перед промывкой бака отсоединить от
него трубы и вместо них установить технологические шланги, противоположные
концы которых вывести из тепловоза.
6.4.3 Проверку тарировки паровоздушного клапана, в соответствии с рисунком
15 производить воздухом: по пружине 7 — на избыточное давление от
0,05 до 0,075 МПа (от 0,5 до 0,75 кгс/см ), по пружине 6 — на давление от 0,004
до 0,008 МПа (от 0,04 до 0,08 кгс/см ). При испытании пружины 7 клапана до-
пускается при давлении до 0,03 МПа (0,3 кгс/см ) выделение отдельных пузырьков
воздуха из отверстия А грибка клапана, а при давлении выше указанного
выделение воздуха не допускается.
Открытие клапана определяется выходом воздуха сплошной струей.
6.4.4 Краны, вентили и клапаны отремонтировать согласно п. 6.3.2.
6.4.5 Фильтр водяной
Фильтр снять, очистить внутреннюю полость, промыть водой и продуть
сжатым воздухом фильтрующую сетку.
6.5 Тормозная система
6.5.1 Проверку оборудования тормозной системы следует выполнить согласно
инструкциям, указанных в разделе 2 п.п. 2.1.1, 2.1.16 с учетом приведенных
ниже требований.
6.5.2 При обслуживании и ремонте тормозного компрессора следует руководствоваться
документацией, входящей в ведомость эксплуатационных документов
тепловоза.
6.5.3 Включение компрессора 0,75±0,02 МПа (7,5±0,2 кгс/см ) и давление
его отключения 0,9±0,02 МПа (9±0,2 кгс/см ) происходит по команде от
МПСУ тепловоза согласно показаниям датчика давления. Контролировать по
манометру МН1.
6.5.4 Предохранительные клапаны КП1 и КП2. установленные на трубе,
соединяющей компрессор с первым резервуаром, отрегулировать на давление
срабатывания клапанов от 0,93 до 1,02 МПа (от 9,3 до 10,2 кгс/см ) и опломбировать.
Давление регулировать с помощью регулировочной гайки клапана. При
вворачивании гайки в стакан давление увеличивается, при выворачивании —
уменьшается.
6.5.5 Проверить сигнализатор обрыва тормозной магистрали на обеих
секциях тепловоза. Проверку производить при работающем дизель-генераторе
под нагрузкой на первой позиции контроллера машиниста после зарядки тормозной
магистрали тепловоза до давления от 0,53 до 0,55 МПа (от 5,3 до 5,5
кгс/см2). Тормозным краном машиниста снизить давление в тормозной магистрали
на величину 0,02 МПа (0,2 кгс/см ). При этом срабатывает реле РУ1, загорается
соответствующая лампа на пульте машиниста и появляется индикация
на дисплее «Обрыв тормозной магистрали (РУ1)», цепь включения тягового
режима не должна собираться. Затем произвести дальнейшую разрядку тормозной
магистрали с общим снижением давления в ней на величину от 0,05 до 0,06
МПа (от 0,5 до 0,6 кгс/см ), при этом должно появиться давление в тормозных
цилиндрах (контролировать по манометрам на пульте управления), реле РУ1
должно оставаться включенным (горит лампа «Обрыв тормозной магистрали»
на пульте машиниста) и тяга не должна собираться.
Снижение давления контролировать по уравнительному манометру
МНЗ. Далее отпустить тормоз постановкой тормозного крана в первое положение
до завышения давления в уравнительном резервуаре до интервала от 0,65
до 0,68 МПа (от 6,5 до 6,8 кгс/см ) с последующим переводом ручки крана во
второе положение (снижение давления до интервала от 0,50 до 0,55 МПа (5,0 до
5,5 кгс/см ), при этом в процессе перехода с повышенного давления на нормальное
сигнализатор срабатывать не должен.
6.5.6 Проверить срабатывание обратного клапана КО блока МТО, для чего:
— отключить компрессор, открыть концевой кран на питательной магистрали
и выпустить воздух;
— включить воздухораспределитель на груженый режим;
— проверить давление в тормозных цилиндрах, которое должно быть от
0,39 до 0,45 МПа от (3,9 до 4,5 кгс/см ), при этом падение давления допускается
не более 0,02 МПа в одну минуту.
6.6 Песочная система
6.6.1 Проверку подачи песка следует производить при работающем дизеле
на всех видах обслуживания и ремонта.
При нажатии на кнопку подачи песка песок должен подаваться под
первую колесную пару. При нажатии на педаль, расположенную под пультом
управления и установленном положении реверсора «ВПЕРЕД», песок должен
подаваться под первую и четвертую колесные пары, а при установке реверсора
в положение «НАЗАД» и нажатии на педаль песочницы, песок должен подаваться
под третью и шестую колесные пары.
6.6.2 Количество подаваемого песка проверять на всех видах обслуживания
и ремонта. Для проверки необходимо к наконечникам трубопровода песочной
системы подвязать брезентовые мешочки и выполнить операции по подаче
песка, как описано выше. Количество песка, подаваемого каждой форсункой в
одну минуту, должно составлять 0,8 — 1,2 кг/мин. При необходимости подрегулировать
форсунки. Для этого расконтрить регулировочный винт и при помощи
его отрегулировать подачу песка. При вворачивании винта количество
песка уменьшится, а при выворачивании увеличится. После регулировки регулировочный
винт законтрить.
6.6.3 Состояние и крепление песочных труб, а также правильность установки
наконечников следует проверять на всех осмотрах и ремонтах.
Расстояние от среза наконечника до головки рельса, при полностью экипированном
тепловозе, должно быть от 50 до 60 мм, а от круга катания бандажа
до наконечника — 20 мм. Обнаруженные при проверке неисправности устранить.
При проведении ремонта трубопровод очистить, продуть сжатым воздухом
давлением от 0,3 до 0,4 МПа (от 3 до 4 кгс/см ), изношенные участки труб
восстановить. Крепления подтянуть, установку наконечников отрегулировать.
Воздухопровод проверить на плотность воздухом, предварительно обмылив
места соединений. Образование мыльных пузырей в местах обмыливания не
допускается.
6.6.4 Плотность закрытия крышек бункеров и состояние сеток 2-2,8-0,9
НУ ГОСТ 3826-82 следует проверять на всех видах обслуживания и ремонта.
Крышка должна плотно прилегать прокладкой к стенке бункера и удерживаться
от самооткрывания защелкой, а сетка должна быть непорванной и сухой.
Для проверки прилегания крышки необходимо ее открыть, осмотреть резиновую
прокладку. Если резина отклеилась от крышки, место отставания зачистить,
обезжирить, резину приклеить. Порванную прокладку заменить новой.
Нанести на поверхность резиновой прокладки густой меловой раствор. Закрыть
крышку на защелку, а затем открыть ее. На поверхности прилегания должен
быть ровный по всему периметру отпечаток. После проверки удалить с поверхности
меловой раствор.
Для определения состояния сетки ее необходимо вынуть через открытую
горловину и осмотреть, порванную заменить.
Во время ремонтов очистить и осмотреть корпус бункера, убедиться в
отсутствии трещин, обнаруженные трещины заварить. После заварки установить
нижний люк на место и испытать бункер на герметичность наливом воды
до уровня горловины, течь не допускается.
6.6.5 На ТР300, ТР600 при проверке состояния воздухораспределителя
песочной системы, необходимо неисправные детали заменить или отремонтировать,
особое внимание обратить на состояние уплотнительных изделий. Резиноуплотнительные
изделия — манжеты, кольца, прокладки и т.д., имеющие
надрывы, трещины и расслоения заменить на новые. Неисправные воздухораспределители
заменить.
При повышенном расходе воздуха снять воздухораспределитель с тепловоза,
разобрать, заменить прокладку. Собрать и проверить повторно.
6.6.6 Для ремонта воздухораспределителя необходимо отсоединить его
от воздухопровода, снять с тепловоза и разобрать. Детали промыть согласно
инструкции, указанной в разделе 2 п. 2.1.20, протереть безворсовыми салфетками
и осмотреть. Порванные, изношенные уплотнительные прокладки заменить
новыми. Корпус воздухораспределителя проверить, обнаруженные трещины,
сколы заварить. Перед сборкой детали продуть сжатым воздухом. Трущиеся
поверхности смазать согласно приложению А. Собрать воздухораспределитель
и испытать на стенде. Подвести сжатый воздух давлением от 0,5 до
0,55 МПа (от 5 до 5,5 кгс/см ) к отверстиям от питательной магистрали, подать
напряжение 110 В на катушку через разъём при этом пневмораспределитель
должен сработать и перепустить воздух из питательной магистрали к тормозным
цилиндрам.
6.6.7 Для ремонта форсунки песочницы необходимо отсоединить ее от
трубопровода. Снять с тепловоза и разобрать. Все детали промыть согласно инструкции,
указанной в разделе 2 п. 2.1.20. и протереть насухо безворсовой салфеткой.
Прочистить сопла 2, 7 и каналы в корпусе 1 в соответствии с рисунком
24. Проверить состояние резьбы на соплах 2,7, пробке 6, винте 3. При наличии
сорванных ниток, вмятин и других дефектов на резьбе, детали заменить. Изношенный
струей песка корпус отремонтировать заваркой. Порванные, изношенные
уплотнения заменить. Перед сборкой внутренние полости форсунки, кана-
лы, сопла продуть сжатым воздухом. Собрать форсунку и испытать ее на плотность
воздухом давлением 0,9_0,05 МПа (9,0_0 5 кгс/см ). Подачу песка отрегулировать
на тепловозе.
6.7 Воздухопровод приборов управления
6.7.1 На всех видах обслуживания и ремонта проверить трубопровод на
предмет обнаружения утечек воздуха в местах подсоединения труб к кранам,
вентилям и аппаратам. Соединения, пропускающие воздух, подтянуть, при
необходимости заменить негодные прокладки.
6.7.2 Фильтр отсоединить от трубопровода, снять. Вывернуть из корпуса
крышку, вынуть сетки с набивкой. Детали промыть согласно инструкции, указанной
в разделе 2 п. 2.1.20, продуть сжатым воздухом. На СР набивку заменить.
Набивку слегка промаслить дизельным маслом. Собрать фильтр и испытать
на плотность давлением 0,9.0,05 МПа (9,0_0 5 кгс/см ), для чего одно отверстие
подсоединить к источнику сжатого воздуха, а второе заглушить. В течение
времени от 1 до 2 минут появление мыльных пузырей в месте соединения корпуса
с крышкой не допускается.
6.7.3 Разобщительные краны и клапаны снять с тепловоза и отремонтировать,
руководствуясь п. 6.3.2.
6.7.4 Для проверки действия звуковых сигналов необходимо нажать соответствующую
кнопку на пульте машиниста или педаль.
Тифон и свисток, к которому поступил воздух, должен издавать звук необходимой
тональности, громкий, чистый. При необходимости отрегулировать
звучание тифона регулировочной гайкой, отвернув предварительно контргайку
и вывернув на 1-2 оборота стопорный болт. После регулировки гайку застопорить.
6.7.5 Для ремонта тифон снять, разобрать, промыть согласно инструкции,
указанной в разделе 2 п. 2.1.20. Проверить состояние мембраны 3 и крышки
2 в соответствии с рисунком 21. Трещины, сколы не допускаются. Кольцо 4
заменить.
Собрать тифон и отрегулировать под давлением воздуха от 0,75 до 0,9
МПа (от 7,5 до 9,0 кгс/см ), как указано выше.
6.8 Система выпуска отработавших газов
6.8.1 На каждом ТР необходимо:
— производить осмотр компенсатора, сняв защитный кожух и кожух
компенсатора, прогоревший компенсатор необходимо заменить вместе с асбо-стальными прокладками.
— проверять крепление глушителя шума.
— производить визуальный осмотр наружной и внутренней поверхностей
глушителя шума.
— проверять крепление теплоизоляции труб слива из глушителя шума.
— проверять работу сливных труб глушителя шума наливом небольшого
количества воды в глушитель с последующим контролем слива ее из глушите-
ля. При отсутствии (затруднении) слива произвести демонтаж сливных труб и
прочистить их внутренние поверхности.
6.8.2 На каждом ТР необходимо:
— демонтировать сливные трубы из глушителя шума, проверить качество
теплоизоляции труб, промыть трубы водой под давлением.
— производить демонтаж глушителя шума, промыть внутреннюю поверхность
глушителя водой под давлением, предварительно заглушив впускной
патрубок глушителя шума.
6.9 Система пожаротушения
Виды и объемы обслуживания и ремонтов системы пожаротушения изложены
в приложении Б.
7. ПОРЯДОК ОБСЛУЖИВАНИЯ И РЕМОНТА
ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ
7.1 Установка дизель-генератора
7.1.1 Перед демонтажем дизель-генератора необходимо слить охлаждающую
жидкость и масло, отсоединить от дизель-генератора все трубопроводы,
глушитель, электрические провода и снять крышу кузова над дизелем. Гайки
крепления дизель-генератора расшплинтовать и отвернуть в соответствии с рисунком
37. Удалить контровочную проволоку и вывернуть 4 болта. Зачалить
дизель-генератор и снять с тепловоза.
Гайки и болты осмотреть и проверить магнитной дефектоскопией. При
наличии трещин любого размера и направления, срывов и забоин резьбы — детали
заменить.
Проверить состояние резинового уплотнения выходного канала тягового
генератора. При наличии разрывов резины уплотнение заменить. Уплотнительные
резиновые кольца заменить. Снять и осмотреть ограждение вала тягового
генератора, при наличии трещин сварных швов — трещины заварить.
7.1.2 Перед установкой дизель-генератора опорные поверхности тщательно
очистить от пыли, грязи и масла.
7.1.3 Установить дизель-генератор на раму тепловоза. Проверить наличие
зазоров между опорными поверхностями поддизельной рамы и элементами
тепловозной рамы.
Момент затяжки болтов 6 должен быть 900 … 1100Н-М (90 … ПОкгс м).
Продольные упоры 11 и распорные планки 7 установить вплотную к раме дизель-
генератора, допускаются местные зазоры 0,2 мм. Поперечные упоры 8 с
планками 7 установить с зазором «Д» 0,1 … 0,5 мм между планкой и рамой дизель-
генератора. Упоры приварить к элементам рамы тепловоза, распорные
планки к упорам.
7.2 Воздухоочиститель дизеля
7.2.1 Порядок технического обслуживания и ремонта воздухоочистителя
выполнить согласно руководству по эксплуатации, входящего в комплект документации,
поставляемой с тепловозом.
7.3 Компрессорный агрегат
7.3.1 Проверку целости креплений электродвигателя, муфты привода
компрессора и компрессора произвести внешним осмотром. Проверить обстукиванием
болтовые крепления или контрольной подтяжкой.
7.3.2 Остальные требования — в соответствии с руководством по эксплуатации
компрессора.
7.4 Блоки радиаторных секций.
7.4.1 При работающем дизеле необходимо осмотреть секции на отсутствие
течи охлаждающей жидкости и загрязнений. Загрязненные секции можно
обнаружить на ощупь по разности температуры внизу и вверху секций.
7.4.2 При ремонте, замене или промывке блоков радиаторных секций
необходимо снять крышу холодильной камеры с верхними жалюзи и мотор-
вентилятором предварительно отсоединив механизмы управления привода
верхних жалюзи и трубу соединяющую верхние коллектора. Отсоединенную
трубу необходимо закрепить за каркас крыши во избежание ее падения. Для
снятия блоков необходимо отсоединить трубопроводы, компенсаторы между
блоками секций, снять закрытия блоков секций, вывернуть болты крепления
верхних и нижних коллекторов.
Зачалить блоки секций за проушины и снять с тепловоза. Уложить блок
секции на предварительно подготовленную горизонтальную поверхность.
7.4.3 Перед разборкой блока радиаторных секций необходимо нанести
метки на коллекторы блока секций.
Очистить привал очные поверхности коллекторов шабером. Промыть и
испытать на герметичность и истечение радиаторные секции. Испытание каждой
секции на герметичность производить водой давлением 0,49 МПа (5,0
кгс/см ) в течение 5 мин.
7.4.4 Для очистки наружных поверхностей радиаторных секций продуть
их сжатым воздухом, предварительно открыв боковые жалюзи и разобрав закрытия
блоков секций.
7.4.5 Для ремонта секции радиатора демонтировать, осмотреть на предмет
выявления дефектов. Коллекторы секции снять в случае обнаружения трещин
в них и течи воды.
Трещины заварить согласно требованиям «Инструктивных указаний по
сварочным и наплавочным работам при ремонте тепловозов, электровозов,
электропоездов и дизельпоездов». ЦТ336. Перед снятием секции радиатора пометить
коллекторы секции со стороны выхода потока охлаждающей жидкости.
Установить секции на стенд и промыть прокачиванием со стороны помеченного
коллектора раствором (омыленный петрелатум 3-4 %, каустическая сода 2-3
%), нагретым до температуры не менее 363 К (90 °С). Давление не должно превышать
0,4 МПа (4 кгс/см2).
7.4.6 Очищенные и промытые секции радиатора опрессовать водой в течение
5 мин. давлением 0,49 МПа (5,0 кгс/см ). Секции, имеющие течь трубок
в количестве 3 штук (но не более), отремонтировать с обязательной заменой
трубной коробки и усилительной доски. Трубные коробки к трубкам секций
припаять меднофосфористым припоем П14. Применять для этих целей олово
или другие сплавы запрещается. Заплавка концов трубок не допускается. Трубная
коробка и усилительная доска при пайке трубок должны быть опаяны пояском
шириной не менее 2 мм вокруг трубок. Трубная коробка и усилительная
доска должны изготавливаться из материала согласно требованиям чертежа.
После припайки трубок к трубной коробке концы трубок развальцевать. Коллектор
к трубной коробке припаять припоем ЦМЦ-54 или латунью JI-62.
Секции, имеющие течь трех и менее трубок, разрешается ремонтировать
путем сплошной (по периметру) наружной опайки припоем ПОС-40 стыка трубок
с решеткой и усилительной доской. Опайку можно выполнить способом
окунания. Разрешается пайка текущих трубок наружного ряда по решетке медно-
фосфористым припоем без обреза трубок.
Изогнутые охлаждающие пластины трубок секции выправьте.
7.4.7 На коллекторе секций, отремонтированных с заменой трубной коробки
и усилительной доски, с наружной стороны привалочного фланца нанесите
клеймо с указанием месяца, года и пункта ремонта. Разрешается клеймение
белой эмалевой краской на боковых щитках секции. В этом случае при
каждой замене секций краску обновите.
7.4.8 Секция устанавливается на паронитовую прокладку.
Перед постановкой секции прокладки необходимо смазать смесью масла
с графитом. Изготовленные прокладки должны быть толщиной от 2 до 3 мм по
требованиям чертежа. Выдержать зазоры между секциями в свету не более 2
мм. Разрешается в одном ряду секций наличие четырех промежутков между
секциями до 5 мм.
Запрещается установка на тепловозе водяных секций, не прошедших
проверку на время протекания. Время протекания не должно превышать 65 сек.
7.5 Жалюзи верхние
При техническом обслуживании проверить работу привода жалюзи и
рычажных механизмов в ручном режиме, плотность прилегания створок.
Створки жалюзи должны открываться и закрываться без заеданий и заклинивания
в шарнирных соединениях. Местные просветы между плотно закрытыми
створками, а также между створками и угольниками не должны превышать 1
мм.
Для ремонта жалюзи верхние снять и разобрать. Для снятия необходимо
в соответствии с рисунком 43, лист1 отсоединить регулируемые тяги 2 от рычага
5, вынув палец 7, предварительно расшплинтовав. Вывернуть два болта 8 и
ввернуть в отверстия рым-болт М10. Вывернуть болты 9 по периметру жалюзи
и произвести демонтаж жалюзи за рым-болты.
Для разборки в соответствии с рисунком 43, лист 2 расшплинтовать и
вынуть ось 1, соединяющую тягу 2 с вилкой тяги 3. Отсоединить проволоку,
уложенную в проточки осей поводков 4, и снять тягу2. Отвернуть болты 5 и
снять створки 6, вытащить оси 7 из каркаса жалюзи.
Осмотреть тяги и рычаги привода жалюзи и пневмоцилиндр. При необходимости
расшплинтовать и вынуть оси 7, снять тяги 6, рычаги 5, 11, пневмоцилиндр 3.
Все детали очистить от грязи и промыть. Створки, каркас жалюзи, тяги,
рычаги, имеющие изгибы и вмятины, отрихтовать, трещины заварить, зачистить
и закрасить. Проверить наличие и годность втулок в каркасе жалюзи, в
подвижных планках. Втулки, имеющие трещины и выработку с радиальным зазором
оси створок и поводков относительно втулок больше 1 мм, заменить новыми.
Сборку жалюзи производить в порядке, обратном разборке. Установить
втулки всех шарнирных соединений жалюзи и привода и смазать трущиеся поверхности.
После сборки проверить прилегание створок в закрытом положении.
Установить собранные дверки жалюзи в проемы и закрепить.
7.6 Жалюзи боковые
7.6.1 При техническом обслуживании проверить работу привода жалюзи
и рычажных механизмов в ручном режиме, плотность прилегания створок, срабатывание
конечного выключателя. Створки жалюзи должны открываться и
закрываться без заеданий и заклинивания в шарнирных соединениях. Местные
просветы между плотно закрытыми створками, а также между створками и
угольниками не должны превышать 1 мм.
7.6.2 Для ремонта жалюзи боковые снять и разобрать. Для этого необходимо:
7.6.2.1. В соответствии с рисунком 44, лист 2 расшплинтовать и вынуть
ось 3 соединяющую рычаг тяги 1 с вилкой тяги 2 в соответствии с рисунком 51.
7.6.2.2. Ввернуть по два рым-болта М10 в верхние отверстия каждого
каркаса жалюзи, предназначенные для крепления утеплительных щитов. Вывернуть
болты 4 по периметру дверок жалюзи и снять дверки с тепловоза.
7.6.2.3. Отсоединить проволоку, уложенную в проточке осей поводков 5
и снять тягу 1. Отвернуть болты и снять створки 6. Вытащить оси створок 7 из
каркаса жалюзи.
Все детали очистить от грязи и промыть. Створки, каркас жалюзи, тяги,
имеющие изгибы и вмятины, отрихтовать, трещины заварить, зачистить и закрасить.
Проверить наличие и годность втулок в каркасе жалюзи, в подвижных
планках. Втулки, имеющие трещины и выработку с радиальным зазором оси
створок и поводков относительно втулок больше 1 мм, заменить новыми.
7.6.3 Сборку жалюзи производить в порядке, обратном разборке. Перед
сборкой смазать трущиеся поверхности смазкой. После сборки проверить прилегание
створок в закрытом положении согласно п. 7.6.1.
Установить собранные дверки жалюзи в проемы и закрепить.
7.6.4. При обслуживании привода жалюзи необходимо отсоединить от
пневмоцилиндра 8 трубопровод подвода воздуха, отключить электрические
провода от выключателя, расшплинтовать и вынуть ось 9, соединяющую рычаг
10 с вилкой 11, снять гайки 12 крепления пневмоцилиндра. Пневмоцилиндр 8
демонтировать со стойки кузова холодильной камеры. Застопорить шток от перемещения.
Техническое обслуживание и ремонт пневмоцилиндра 40N1L063R0067-
UA01 выполнить согласно техническому описанию и инструкции по эксплуатации
SUA86-4003-0657 разделы 4 и 5, входящей в комплект документации,
поставляемой с тепловозом.
7.6.5. Монтаж пневмоцилиндра на стойку кузова холодильной камеры
производить в порядке, обратном демонтажу. Перед установкой смазать трущиеся
поверхности смазкой. Отрегулировать установку пневмоцилиндра. Выход
торца трубы пневмоцилиндра при закрытых жалюзи должен быть от 5 до 8
мм. Регулировку этого размера выполнить вращением гайки на штоке 13.
7.6.6. Отрегулировать положение конечного выключателя 14 по высоте
таким образом, чтобы полный рабочий ход ролика конечного выключателя был
при полном открытии жалюзи. Проверить, чтобы ролик конечного выключателя
был прижат к плоскости тяги на всей длине хода штока пневмоцилиндра.
При повреждение конечного выключателя произвести его замену.
7.7 Панель жалюзи компрессорного агрегата
7.7.1 При техническом обслуживании проверить работу рычажных механизмов,
плотность прилегания створок. Проверку в соответствии с рисунком
45 производить поворотом вала 1 ключом, предварительно отвернув болт 8.
Створки жалюзи должны открываться и закрываться без заеданий и заклинивания
в шарнирных соединениях. Местные просветы между плотно закрытыми
створками, а также между створками и угольниками не должны превышать 1
мм.
7.7.2 Для ремонта жалюзи компрессорного агрегата снять и разобрать.
Для снятия необходимо вывернуть болты крепления съемного листа 10 к кузову
и снять панель жалюзи с тепловоза. Для разборки расшплинтовать и вынуть
оси, соединяющие тягу 2 с рычагом кронштейна 3 и с тягой 4. Отсоединить
проволоку, уложенную в проточки осей поводков 5, и снять тягу 4. Отвернуть
болты и снять створки 6. Вытащить оси 7 из каркаса жалюзи, снять защитную
сетку 9.
Все детали очистить от грязи и промыть. Створки, каркас жалюзи, тяги,
имеющие изгибы и вмятины, отрихтовать, трещины заварить, зачистить и закрасить.
Проверить наличие и годность втулок в каркасе жалюзи, в подвижной
планке. Втулки, имеющие трещины и выработку с радиальным зазором оси
створок и поводков относительно втулок больше 1 мм, заменить на новые.
7.7.3 Сборку жалюзи производить в порядке, обратном разборке. Установить
втулки всех шарнирных соединений жалюзи и привода и смазать трущиеся
поверхности. После сборки проверить прилегание створок в закрытом
положении согласно п. 7.7.1.
Установить собранные панели жалюзи в проемы и закрепить.
7.8 Жалюзи ЭДТ
7.8.1 При техническом обслуживании проверить работу привода жалюзи
и рычажных механизмов в ручном режиме, плотность прилегания створок.
Створки жалюзи должны открываться и закрываться без заеданий и заклинивания
в шарнирных соединениях. Местные просветы между плотно закрытыми
створками, а также между створками и угольниками не должны превышать 1
мм.
7.8.2 Для ремонта жалюзи ЭДТ снять и разобрать. Для снятия в соответствии
с рисунком 46, необходимо расшплинтовать и вынуть ось, соединяющую
рычаг кронштейна 1 с тягой 2, вывернуть болты крепления каркаса жалюзи к
швеллерам блока ЭДТ и снять жалюзи с тепловоза. Для разборки расшплинтовать
и вынуть ось, соединяющую тягу 2 осью 3, последнюю отсоединить от подвижных
планок. Отсоединить проволоку, уложенную в проточки осей поводков
4, и снять планки 5 и 6 . Отвернуть болты 7 и снять створки 8. Вытащить
оси 9 из каркаса жалюзи.
Все детали очистить от грязи и промыть. Створки, каркас жалюзи, тяги,
имеющие изгибы и вмятины, отрихтовать, трещины заварить, зачистить и закрасить.
Проверить наличие и годность втулок в каркасе жалюзи, в подвижных
планках. Втулки, имеющие трещины и выработку с радиальным зазором оси
створок и поводков относительно втулок больше 1 мм, заменить на новые.
7.8.3 Сборку жалюзи производить в порядке, обратном разборке. Установить
втулки всех шарнирных соединений жалюзи и привода и смазать трущиеся
поверхности. После сборки проверить прилегание створок в закрытом
положении согласно п. 7.8.1.
Установить собранные жалюзи в проемы и закрепить.
7.9 Жалюзи блоков крыш (переднего, среднего и заднего) охлаждения
электрических машин.
7.9.1 При техническом обслуживании проверить работу привода жалюзи
и рычажных механизмов в ручном режиме, плотность прилегания створок.
Створки жалюзи должны открываться и закрываться без заеданий и заклинивания
в шарнирных соединениях. Местные просветы между плотно закрытыми
створками, а также между створками и угольниками не должны превышать 1
мм.
7.9.2 Для ремонта жалюзи снять и разобрать. Разборку, ремонт и сборку
произвести, аналогично ремонту жалюзи ЭДТ, п.п. 7.8.2, 7.8.3.
Установить собранные жалюзи в проемы и закрепить.
7.10 Система кондиционирования воздуха в кабине машиниста СКВ-4,5-
БТ25
7.10.1 Общие указания (при проведении работ по обслуживанию системы
кондиционирования необходимо руководствоваться комплектом документов
на данную систему, поставляемую с тепловозом).
7.10.1.1 Техническое обслуживание СКВ-4,5-БТ25 представляет собой
комплекс мероприятий, направленных на поддержание СКВ в состоянии постоянной
работоспособности, устранение мелких неисправностей, проверке
режимов работы.
7.10.1.2 Принятая система технического обслуживания предусматривает
следующие виды:
— визуальный и инструментальный контроль состояния СКВ, проверка
настройки ее элементов автоматического регулирования (реле температуры);
— очистка загрязняющихся в процессе эксплуатации деталей;
— замена изнашивающихся элементов;
— контроль функционирования СКВ в целом;
— визуальный осмотр гибких вставок воздуховодов на наличие повреждения;
— проверка клеммных зажимов БУК;
— очистка конденсатора воздушного охлаждения.
7.10.1.3 К эксплуатации и техническому обслуживанию составных частей
СКВ допускаются только специалисты соответствующей квалификации, знакомые
с основами холодильной техники, правилами устройства и безопасной
эксплуатации электроустановок и холодильных систем, прошедшие инструктаж
по технике безопасности и охране труда, правилам пожарной безопасности
и порядку оказания первой помощи при несчастных случаях и изучившие
настоящее руководство.
7.10.1.4 Техническое обслуживание УКВ допускается проводить без ее
демонтажа с кабины машиниста тепловоза при наличии у обслуживающего
персонала необходимого инструмента и оборудования. При этом обслуживание
УКВ обеспечивается без демонтажа крышки. Демонтаж оборудования тепловоза
в зоне обслуживания, при необходимости, осуществляется по соответствующей
документации.
7.10.2 Порядок технического обслуживания
ВНИМАНИЕ! Перед проведением технического обслуживания необходимо
перевести переключатель режимов на пульте управления системы
кондиционирования воздуха в положение «Откл».
7.10.2.1 Замена фильтроматериала производится следующим образом:
— выключить УКВ, снять решётку рециркуляционного воздуха в потолке
кабины и освободить доступ к окну рециркуляции БСФ для замены фильтрующего
элемента;
— вывернуть невыпадающий винт фиксирующей планки и, придерживая
рукой 1-ю кассету, опустить планку вниз. Вынуть фильтроматериал из кассеты,
опустив его вниз. Вынуть кассету. Вставить новый фильтроматериал в кассету;
-передвинуть 2-ю кассету на место 1-й. Вывернуть невыпадающий винт
фиксирующей планки и, придерживая рукой 2-ю кассету, опустить планку вниз.
Вынуть фильтроматериал из кассеты, опустив его вниз. Вставить новый фильтроматериал
в кассету;
— установить 2-ю кассету на штатное место. Закрепить фиксирующую
планку, завернув невыпадающий винт;
-установить 1-ю кассету на штатное место. Закрепить фиксирующую
планку, завернув невыпадающий винт.
ВНИМАНИЕ! Запрещается устанавливать влажный фильтрующий
элемент. Категорически запрещается эксплуатация УКВ без фильтрующего
элемента.
7.10.2.2 Выполнить визуальный осмотр гибких вставок воздуховодов на
наличие повреждений;
7.10.2.3 Проверка фиксации проводов в пружинных и винтовых клеммах:
— открыть дверцу БУК;
— проверить затяжку винтовых соединений;
— проверить фиксацию проводов в пружинных зажимах;
М- закрыть дверцу БУК.
ВНИМАНИЕ! Перед проведением технического обслуживания
необходимо обесточить БУК.
7.10.2.4 Контроль состояния амортизаторов и осуществляется визуально.
Наличие трещин и отслоения пластиковых частей от металлических не
допускается. Коррозия на металлических частях более 0,7 мм не допускается.
Амортизаторы, не прошедшие визуальный контроль, подлежат замене. Для замены
амортизаторов необходимо демонтировать УКВ из локомотива. Для этого
необходимо отстыковать от УКВ и КЭВ-10 воздуховоды, электрокабели. Отстыковать
от УКВ гибкую вставку электрокалорифера КЭВ-10.
Отсоединить гибкую вставку канала рециркуляции от КЭВ-10. Выдвинуть
салазки и демонтировать УКВ и КЭВ-10, заменить амортизаторы. Установить
УКВ и КЭВ-10 на салазки на посадочные места. Присоединить к
УКВ и к КЭВ-10 воздуховоды, электрокабели.
7.10.2.5 Очистка конденсатора воздушного охлаждения. Снять крышку
УКВ, осмотреть поверхность конденсатора на наличие загрязнений. Прочистить
неметаллической щеткой, продуть сжатым воздухом.
8. ПОРЯДОК ОБСЛУЖИВАНИЯ И РЕМОНТА КУЗОВА С РАМОЙ
8.1 При проведении работ на ТР необходимо осматривать сборочные
единицы и детали кузова тепловоза, содержать в чистоте, не допускать ослабления
прочности их крепления.
Все сварочные работы выполнять в соответствии с инструкцией ЦТ-336.
8.2 Установите кузов тепловоза на опоры. Осмотрите и отремонтируйте
места соединения кузова с рамой (снаружи и изнутри), а также элементы кузова.
Тщательно очистите и осмотрите раму в доступных местах с целью выявления
трещин по сварным швам и основному металлу, при этом необходимо
обратить особое внимание на следующие детали и сборочные единицы: стяжные
ящики, продольные балки рамы по всей длине, боковые балки, боковые
кронштейны между главными балками и обносными швеллерами, нижние и
верхние настильные листы, шкворни, листы шкворневых балок, детали опор
рамы и поддомкратные кронштейны, лобовые листы, кронштейны крепления
топливного бака, аккумуляторные отсеки.
Осмотрите шкворни и измерьте наружные диаметры колец. Изношенные
кольца шкворней замените новыми. При замене изношенного кольца участки
его, прихваченные сваркой к шкворню, удалитете. Посадку нового кольца на
шкворень выполняйте с зазором от 0 до 0,18 мм. После посадки кольцо прихватите
сваркой. Допускается эллиптичность кольца после его посадки не более
0,5 мм. Кольцо ставьте согласно требованиям чертежа.
Разрешается производить замену шкворня при наличии в нем трещин.
Очистить, продуть сжатым воздухом и осмотреть каналы охлаждения тяговых
электродвигателей. Трещины, прожоги и другие дефекты устранить заваркой
и проверить на плотность керосином. Обратить особое внимание на приварку
выходных патрубков каналов к нижним настильным листам рамы.
Очистить и осмотреть поддон рамы, верхние настильные листы, платики
под раму дизель-генератора. Трещины в этих элементах рамы и дефектные
участки сварных швов разделать и заварить.
Проверить взаимное положение опорных поверхностей платиков под
раму дизель-генератора. Поверхности платиков должны лежать в одной плоскости.
Допуск плоскостности поверхностей платиков должен быть не более 2 мм.
Проверить состояние хомутов и рукавов подвода воздуха к тяговым
электродвигателям. Ослабленные крепления путеочистителя закрепить, погнутые
детали выправить, трещины заварить. Проверить расстояние от головки
рельса до нижней кромки путеочистителя, которое должно быть 120 50 мм (в
экипированном состоянии).
9. ПОРЯДОК ОБСЛУЖИВАНИЯ И РЕМОНТА ТЕЛЕЖКИ
При проведении работ по техническому обслуживанию тележки особое
внимание необходимо обращать на состояние шкворневых и буксовых узлов,
опорно-возвращающее устройство, рессорное подвешивание, моторно-осевые
подшипники, пружинные подвески тяговых электродвигателей, рычажную передачу
тормоза. Не допускать ослабления прочности крепления сборочных
единиц и деталей, перегрева моторно-осевых подшипников и букс, содержать
их в чистоте, своевременно добавлять и заменять смазку.
Для обеспечения центровки тележек относительно продольной оси кузова
тепловоза при работах в депо, связанных с подъемом тепловоза, выкаткой
или заменой тележек необходимо:
1) работы проводить на ровном и прямом участке пути. Домкраты для
подъема тепловоза необходимо устанавливать параллельно рельсовому пути и
симметрично относительно продольной его оси;
2) отвернуть пробки в стаканах шкворневого узла и слить масло;
3) отцентровать тележку по отношению к продольной оси кузова технологическими
болтами, вворачиванием их в стаканы вместо пробок. Предварительно
проверить длину болтов, длина должна быть одинакова. Затем завернуть
болты до упора в ползун таким образом, чтобы длины выступающих частей
болтов из стаканов были равной величины;
4) поднять на домкратах кузов тепловоза до выхода шкворней из гнезд
шкворневых балок и выкатить тележки, отсоединив кабели ТЭД и чехлы опор.
После проведения ремонта при опуске кузова на тележки необходимо
визуально проверить правильность установки резино-металлических элементов
и регулировочных шайб опор кузова. После опуска кузова вывернуть установочные
технологические болты из стаканов, завернуть пробки и заправить масло
в шкворневые узлы.
9.1 Разборка тележки
9.1.1 Установить обмытую и очищенную от загрязнений тележку на
стенд для разборки.
Застопорить буксы колесных пар от проворачивания, установив под них
подставки из тттпал.
Снять резино-металлические элементы с опор тележки, соединительные
брезентовые рукава, фланцы и сетки с каналов охлаждения тяговых электродвигателей,
чехлы опорно-возвращающих устройств.
Установить технологические крышки на нагнетательные каналы тяговых
электродвигателей. Слить масло из опорно-возвращающих устройств, масляных
резервуаров и корпусов моторно-осевых подшипников тяговых электродвигателей.
Сжать пружинные комплекты рессорного подвешивания технологическими
болтами.
Расшплинтовать и снять продольные винтовые тяги рычажной передачи
тормоза, отсоединить охранные канаты.
Отсоединить гидродемпферы от кронштейнов крышек букс.
Вывернуть болты крепления нижних поводков к кронштейнам рамы и
буксам, а также болты крепления верхних поводков к буксам.
Отвернуть гайки крепления кронштейнов концевых песочных труб и
снять кронштейны.
Подвести винты домкратов до упора в остовы тяговых электродвигателей
(ТЭД). Зачалить раму тележки тросами и, приподняв ее мостовым краном,
поднять домкратами остовы ТЭД так, чтобы верхние обоймы пружинных подвесок
вышли из приливов (носиков) остовов ТЭД. Одновременно с помощью
приспособления отжать (стронуть с места) хвостовики валиков буксовых поводков
от посадочных мест в пазах букс и кронштейнов рамы тележки. Приподнимая
раму тележки краном, выжать хвостовики валиков буксовых поводков
из пазов букс и кронштейнов и снять раму тележки. Снять комплекты пружин
рессорного подвешивания с букс.
Установить раму тележки на стенд для окончательной разборки.
Отвернуть болты крепления верхних поводков к раме тележки, вывести
поводки из гнезд.
Расконтрить и вывернуть болты крепления опорно-возвращающих
устройств и шкворневого узла. Снять опорно-возвращающие устройства с рамы
тележки.П оследовательной разборкой шарнирных узлов снять все детали рычажной
передачи тормоза.
Разобрать соединения тормозного трубопровода, трубопровода подвода
масла к шкворневому узлу и отсоединить их от рамы тележки и тормозных цилиндров.
Снять тормозные цилиндры. Разобрать пружинные подвески тяговых
электродвигателей.
9.2. Рама тележки
9.2.1. Тщательно осмотреть раму (предварительно обмытую и очищенную),
включая ее сварные швы. При осмотре необходимо обратить внимание на
отсутствие трещин, изломов, выработки, прогибов и других дефектов в боковинах
и шкворневой балке, в консолях и кронштейнах поводков букс, рычажной
передачи тормоза, подвески тяговых электродвигателей, рессорного подвешивания,
корпусах гидродемпферов, в кронштейнах и местах крепления тормозных
цилиндров, предохранительных устройств и других местах. Особое внимание
обратить на отсутствие трещин в сварных швах, в местах перехода одного
сечения рамы в другое. Обнаруженные дефектные места отметить мелом для
тщательного исследования и определения способов ремонта.
Дефектные сварные швы, особенно в местах стыковки поперечных и
шкворневой балок и боковин рамы, в местах приварки кронштейнов, подвесок
тяговых электродвигателей, буксовых поводков, рессорного подвешивания,
рычажной передачи тормоза и других, разделать до полного удаления дефект-
ного шва и вновь заварить с последующей зачисткой шва. Работы по исправлению
дефектов в сварных швах и литых кронштейнах производить в соответствии
с требованиями указаний инструкции ЦТ-336.
Местные износы глубиной более 5 мм, имеющиеся в раме, устранить
электронаплавкой с последующей зачисткой мест сварки заподлицо с основным
металлом.
О произведенных работах по заварке трещин, усилению рамы накладками
и замене частей рамы отметить в паспорте тележки с приложением эскизов
восстановления дефектного участка рамы. На эскизе указать дату ремонта рамы
и фамилию сварщика, производившего ремонт.
9.2.2. Проверить посадку и износ втулок, осей (валиков) во всех кронштейнах,
ползуне, гнезде шкворневой балки и других местах рамы. Ослабшие в
посадке, имеющие предельный износ (выработку) втулки выпрессовать, проверить
разверткой отверстие под посадку втулок и запрессовать новые втулки с
соответственно увеличенным наружным диаметром и натягом, согласно требованиям
чертежа. При увеличении диаметров отверстий под втулки более допускаемых
размеров, восстановить их наплавкой с последующей обработкой.
Изношенные оси (валики) в кронштейнах рамы допускается восстанавливать до
чертежных размеров электронаплавкой, осталиванием с последующей термической
и механической обработкой согласно чертежу.
Проверить пазовым шаблоном износ клиновых пазов в кронштейнах рамы
под хвостовики валиков буксовых поводков с предварительной зачисткой
заусенцев на гранях паза. При этом зазор между горизонтальной гранью шаблона
и дном паза должен быть в пределах от 3,0 до 7,0 мм, а прилегание боковых
граней шаблона к боковым стенкам паза не менее 50% их поверхности. В
случае уменьшения зазора до размера менее 3,0 мм допускается восстановить
зазор (натяг) за счет постановки штампованной П-образной прокладки (из листовой
стали, толщиной не более 0,5 мм) или подобрать валик, имеющий хвостовик
с большим положительным допуском по ширине. Разница расстояний от
центра валика до основания клинового паза буксового кронштейна на противоположных
концах валика допускается не более 1,5 мм (Приложение В).
9.2.3. Установить раму тележки на контрольную плиту. Произвести контроль
линейных размеров и допусков формы и расположения поверхностей.
Допускаемые и браковочные размеры приведены в приложении В к
настоящей инструкции.
Проверить допуск плоскостности верхних поверхностей накладок под
боковые опоры кузова относительно общей прилегающей плоскости.
Перекантовать раму тележки на 180°.
Измерить расстояние между внутренними боковыми поверхностями поводковых
скоб буксовых кронштейнов (со стороны продольной оси рамы) и
разность расстояний от этих поверхностей до продольной оси рамы тележки.
Проверить допуск плоскостности внутренних поверхностей всех поводковых
скоб буксовых кронштейнов (со стороны продольной оси рамы тележки)
по каждой боковине и для одной колесной пары.
Проверить продольное смещение (вдоль оси рамы тележки) клиновых
пазов буксовых кронштейнов одной стороны рамы относительно аналогичных
пазов другой стороны.
Проверить допуск соосности клиновых пазов в одной поводковой скобе
буксовых кронштейнов.
Проверить допуск параллельности поверхностей накладок под боковые
опоры кузова относительно поверхностей накладок под верхние опоры пружин
рессорного подвешивания.
Проверить расстояние между внутренними поверхностями каблучков
поводковых кронштейнов рамы тележки. Изношенные больше допускаемых
размеров внутренние баковые поверхности скоб разрешается восстанавливать
до чертежных размеров наплавкой электродами с последующей механической
обработкой и проверкой по базовым размерам.
Проверить допуск плоскостности верхних и нижних опорных поверхностей
под пружины рессорного подвешивания.
Проверить состояние полости гнезда шкворневой балки, накладок и
втулок (Приложение В).
При увеличении расстояния между боковыми накладками гнезда более
301 мм срубить их, зачистить остатки сварных швов и приварить новые электродами.
Перед приваркой накладки прижать к стенкам коробки распорками и
приварить обратно-ступенчатым способом с последующей зачисткой швов,
проверкой установки накладок согласно чертежу.
Проверить метчиком резьбу в отверстиях под болты крепления крышки
и стаканов шкворневой балки, крышек опорно-возвращающего устройства, отверстий
подвода масляной трубки. Дефектную резьбу в отверстиях срезать на
величину от 1,5 до 2 мм глубже нарезки, отверстия заварить, просверлить новые
и нарезать новую резьбу тех же размеров. В резьбовых отверстиях допускается
повреждение не более 1 нитки резьбы на дуге не более 180°.
Проверить полость гнезда шкворневой балки на герметичность керосином,
уровень керосина должен быть не менее 40 мм. Следы керосина на наружных
поверхностях и в местах сварных швов заделки нижнего отверстия после
выдержки в течение 20 мин не допускаются.
Промыть, продуть сжатым воздухом и осмотреть трубопровод подвода
масла к гнезду шкворневой балки, проверить его плотность керосином.
Проверить метчиком резьбу в остальных местах рамы: в кронштейнах и
их пазах под поводки, на боковинах рамы для крепления боковых опор кузова,
тормозных цилиндров и других местах. Дефектную резьбу удалить и восстановить,
как указано выше.
Проверить крепление и герметичность воздухопровода тормозных цилиндров.
При потере герметичности воздухопровод снять и устранить утечку.
Проверить расстояние между верхними и нижними опорными поверхностями
кронштейна подвески тягового электродвигателя на раме тележки.
При увеличении размера более допускаемого произвести ремонт путем уста-
новки накладок согласно инструктивному указанию «ТЭ.00.00.ООО Д32-01.
Тепловозы. Обслуживание в эксплуатации задней подвески тягового электродвигателя».
Проверить состояние кронштейнов крепления концевых песочных труб
к раме тележки. Кронштейны, имеющие трещины по основному металлу, восстановить
сваркой, дефектные болты крепления — заменить.
Проверить состояние концевых песочных труб. Трещины и другие дефекты
устранить заваркой.
9.3. Опорно-возвращающее устройство
9.3.1 При техническом обслуживании проверить целость и крепление
брезентовых защитных чехлов, крышек и стаканов опорно-возвращающих
устройств, наличие смазки в узлах.
9.3.2 Перед разборкой роликовых опор замерить высоту от опорной поверхности
корпуса до поверхности под установку резинометаллических элементов
и высоту комплекта резинометаллических элементов.
При разборке роликовой опоры снять регулировочные шайбы 5,6 в соответствии
с рисунком 80, резинометаллические элементы 3 опору 4.
Вынуть из кожуха 1 плиту 3, сепаратор 5 с роликами 4 в соответствии с
рисунком 81. Снять кожух с рамы тележки, расконтрив и вывернув болты
крепления. Отсоединить нижнюю плиту 3 от кожуха 1.
Снять подвижную и неподвижную крышку и прокладку упругого
шкворневого узла. Вынуть ползун, выбрать смазку из шкворневого узла. Вывернуть
болты крепления стаканов, снять стаканы, упоры с пружинами.
Снятые детали очистить от грязи.
Осмотреть верхнюю и нижнюю плиты 3. Плиты, имеющие трещины, заменить.
Допускается местную выработку опорных поверхностей глубиной до 0,5
мм оставлять без исправления. Выработку рабочих поверхностей более 0,5 мм
устранить шлифовкой, при этом толщина снятого слоя металла (с поверхности
контакта опоры с роликами) не должна превышать 0,7 мм. При большей толщине
снятого слоя контактную поверхность опоры цементировать и закалить на
глубину от 1,3 до 1,6 мм, твердость при этом должна быть не менее HRC54.
При уменьшении толщины плит (верхней, нижней) более допускаемой
величины, плиты заменить. Проверку правильности обработки опорных поверхностей
производить при помощи шаблона. Допускается местный зазор
между шаблоном и рабочей поверхностью опоры не более 0,5 мм.
Ролики продефектоскопировать. При обнаружении трещин в любой части
ролика — заменить. Местную выработку на рабочей поверхности ролика глубиной
до 0,5 мм допускается оставлять без исправлений. При большей выработке,
наличии задиров, конусности и овальности более допустимой величины ролик
прошлифовать на станке. При уменьшении диаметра ролика более допустимого
— заменить. Разница диаметров роликов одной опоры должна быть не более допускаемой
величины. Допускается перешлифовка цапфы роликов с уменыпе-
нием диаметра до допускаемого размера. При этом в обойму запрессовать новые
втулки с соответственно уменьшенным внутренним диаметром отверстия.
Сепаратор 5 при наличии трещин, заменить. Разработанные отверстия
под втулку восстановить электронаплавкой электродами типа Э50А, Э50 ГОСТ
9467-75 с последующей механической обработкой согласно чертежу. Допускается
развернуть отверстия под втулку до диаметра 37 мм, запрессовать новую
втулку большего диаметра с натягом согласно чертежу. Ослабшую, лопнувшую
или изношенную втулку в обойме заменить новой. Дефектную прокладку, брезентовые
чехлы заменить новыми.
Произвести контрольную тарировку комплектов резинометаллических
элементов (с верхней металлической опорой) под статической нагрузкой
108 кН (11000 кгс). Если остаточная деформация комплекта резинометаллических
элементов более 8 мм, комплекты заменить новыми (остаточная деформация
определяется как разность замеров резинометаллических элементов по высоте
до и после нагружения статической нагрузкой). Комплекты с остаточной
деформацией менее 8 мм подобрать по высоте под статической нагрузкой с
разностью по высоте четырех комплектов одной тележки не более 1 мм. Высота
комплекта под нагрузкой с учетом толщины верхней металлической опоры и
комплекта регулировочных шайб должна быть не менее 261 мм.
Подобрать для установки на одну тележку роликовые опоры. Замерить
высоту от опорных поверхностей корпуса до поверхности опоры под установку
резинометаллических элементов.
Для обеспечения нормальной работы опорно-возвращающих устройств
в процессе эксплуатации восстановить вертикальный зазор 20 мм между фланцем
шкворня и верхним торцем втулки ползуна шкворневого узла. Рассчитать
толщину устанавливаемых компенсирующих элементов, как разность между
величиной 20 мм и фактическим зазором, замеренным до ремонта, с учетом изменений
высоты роликового аппарата опор и резинометаллическях элементов.
При уменьшении высоты роликовых опор и резинометаллических элементов
толщина компенсирующих элементов увеличивается, при увеличении — уменьшается
на величину разности высот до и после ремонта (замены). К компенсирующим
элементам относятся регулировочные шайбы 14, устанавливаемые
между опорой 13 и дном стакана 11.
Измерить величину износа и проверить состояние поверхностей трения
планок шкворневого узла. При наличии трещин или износа более допускаемого,
удалить дефектные планки и приварить новые согласно чертежу. Приварку
планок к ползуну производить в прижатом состоянии электродами с последующей
зачисткой швов. Нижние планки, имеющие толщину менее допускаемых
размеров, заменить новыми.
Проверить посадку втулки в ползуне шкворневой балки и её внутренний
диаметр. Ослабленную втулку, имеющую овальность или износ по внутреннему
диаметру более 1,0 мм заменить новой с натягом в пределах от 0,045 до
0,165 мм.
Проверить высоту пружин шкворневого узла в свободном состоянии.
Пружины, имеющие трещины, сколы, изломы витков, не удовлетворяющие
по высоте требованиям инструкции, перекошенные, с допуском перпендикулярности
опорных поверхностей относительно оси пружины более 3 мм, а
также не имеющие маркировки, заменить новыми. Новые или старогодные
пружины испытать на отсутствие остаточной деформации согласно требованиям
чертежа, разбить на группы и промаркировать. Бирку с обозначением группы
закрепить на втором витке. Годные пружины покрыть лаком БТ-577.
Осмотреть и замерить размеры упора: диаметр хвостовика, толщину
бурта, выступание хвостовика из втулки гнезда балки. При зазоре между хвостовиком
упора и втулкой, а также износе бурта и торца хвостовика более допускаемого
размера упор восстановить вибродуговой наплавкой и механической
обработкой согласно требованиям чертежа (Приложение В).
При износе дна стакана более допускаемого размера проверить на станке
плоскостность дна и восстановить его размеры путем наплавки и механической
обработки до чертежных размеров или вваривания прокладки соответствующей
толщины. Проверить стакан на герметичность, налив в него керосин.
После выдержки 20 минут выход керосина наружу не допускается.
Проверить состояние подвижных и неподвижных крышек, резиновых
уплотнений, паронитовых прокладок. Дефектные детали заменить. Погнутые
крышки выправить.
9.3.3 Сборку подобранных для установки на одну тележку роликовых
опор производить в следующей последовательности. Сборку опоры производить
в соответствии с рисунком 80.
Установить опору рамы на раму тележки пробками наружу тепловоза.
Затянуть болты крепления и зашплинтовать проволокой.
На опору 2 установить комплект резинометаллических элементов 3.
9.3.4 Запрессовать втулку в гнездо ползуна до упора в бурт и прихватить
электросваркой в трех точках.
Установить ползун в гнездо шкворневой балки. Поставить прокладку,
подвижную и неподвижную крышки, закрепить их болтами. Установить упоры
с нажимными пружинами и стаканы. На шкворневой узел каждой тележки
установить пружины только одной группы. Группу контролировать до установки
стаканов. Стаканы установить маркировкой вниз. Затянуть и законтрить
болты крепления стаканов, попарно зашплинтовать проволокой.
Заполнить корпуса опор осевым маслом, соответствующим времени года.
Перед опуском рамы тепловоза проверить правильность установки резинометаллических
элементов. Регулировку высоты комплекта резинометаллических
элементов производить постановкой регулировочных шайб 5, 6
в соответствии с рисунком 80 в расточку дна стакана.
9.4 Рессорное подвешивание
9.4.1 При техническом обслуживании на каждом ТО, необходимо проверить
положение пружин рессорного подвешивания на своих местах, а также
отсутствие в пружинах трещин, изломов; необходимо очищать их от грязи и
обдувать сжатым воздухом.
Проверить надежность болтовых соединений.
9.4.2 Перед разборкой тележки стянуть пружинные комплекты 2 специальными
технологическими болтами в соответствии с рисунком 82. Замерить
толщину регулировочных пластин каждого комплекта. После подъема рамы
тележки снять и разобрать пружинные комплекты, предварительно подметив
места установки регулировочных пластин и пружинных комплектов рессорного
подвешивания, детали промыть.
Тщательно осмотреть пружины, проверить размеры и отсутствие перекосов.
Пружины, имеющие трещины, сколы, изломы витков, а также перекошенные
(с допуском перпендикулярности опорных поверхностей относительно
оси более 6 мм по всей плоскости) заменить.
После проверки годные пружины испытать на прессе под статической
нагрузкой Рсх. Разбивку пружин по группам под статической нагрузкой производить
в соответствии с приложением В к настоящей инструкции.
Проверить состояние и толщину верхних 3 и нижних 9 опор под пружины.
Опоры, имеющие трещины, заменить. Изношенные более 2 мм поверхности
опор восстановить электронаплавкой электродами с последующей механической
обработкой по чертежу.
Проверить метчиком резьбу в муфте верхней опоры. Допускается повреждение
не более 1 нитки резьбы на дуге не более 180°. Муфты с дефектной
резьбой заменить.
9.4.3 Разобрать гидродемпферы согласно руководству по эксплуатации
«Гидравлические демпферы подвижного состава железных дорог».
9.4.4 Проверить зазоры между головкой верхнего буксового поводка со
стороны буксы и нижним листом рамы тележки, а также между стержнем нижнего
буксового поводка и крылом буксы при полностью экипированном тепловозе
(Приложение В).
9.5 Пружинная подвеска тяговых электродвигателей
Разборку, сборку на ТР600 и СР и техническое обслуживание пружинной
подвески тягового электродвигателя производить согласно «Инструктивному
указанию ТЭ.00.00.000 Д32-01. Тепловозы. Обслуживание в эксплуатации
задней подвески тягового электродвигателя».
9.6 Разборка колесно-моторного блока
9.6.1 При техническом обслуживании, тепловоз с тяговыми электродвигателями
ЭД-133УХЛ1 (с циркуляционной системой смазки), необходимо проверять
крепление корпусов моторно-осевых подшипников (МОП) к остову
тэд.
Необходимо осматривать на ТО для новых тепловозов, а также после
замены и установки новых вкладышей поверхности рабочих торцов фитилей.
Проверять через окна вкладышей (при вынутом пакете фитилей) состояние ше-
ек оси колесной пары. Для тепловозов с циркуляционной системой смазки проверять
крепление крышки, шестеренного насоса. Ослабшие детали крепления
подтянуть.
Перед разборкой колесно-моторного блока и отдельных его узлов поставить
метки спаренности на половинах кожуха, корпусах моторно-осевых
подшипников (МОП), вкладышах. Распаровка годных деталей не допускается.
Обмыть колесную пару в моечной машине.
Снять буксовые узлы с оси колесной пары. Слить масло из емкостей
МОП, отвернув сливные пробки.
Установить колесно-моторный блок на подставке колесной парой вверх.
Расстопорить и вывернуть болты крепления нижней половины кожуха к
остову тягового электродвигателя (ТЭД), болты крепления страховочных планок,
а также болты, скрепляющие половины кожуха между собой, и снять нижнюю
половину кожуха. Для облегчения разборки, снимаемую нижнюю половину
кожуха максимально сдвинуть к остову ТЭД. Удалить смазку из снятой
нижней половины кожуха. Вывернуть болт крепления верхней половины кожуха
к остову ТЭД, снять верхнюю половину кожуха.
Снять крышки 19 в соответствии с рисунком 82 с польстерных емкостей,
вынуть корпуса 22 польстеров с фитилями 27 и отправить их к месту ремонта.
Снять крышку с шестеренным насосом 14 и отправить к месту ремонта.
Расстопорить и вывернуть болты крепления корпуса объединенного осевого
подшипника к горловине остова и снять его с использованием демонтажных
резьбовых отверстий.
Снять нижние вкладыши осевых подшипников и резиновые манжеты.
Зачалить краном колесную пару и вынуть ее из верхних вкладышей тягового
электродвигателя
Установить защитный металлический кожух на упругое зубчатое колесо
колесной пары. Закрыть чехлами (накладками) шейки под подшипники для
предохранения их от забоин и транспортировать колесную пару к месту ремонта.
Вынуть из горловины остова тягового электродвигателя верхние вкладыши,
поставить корпусы подшипников, укрепив их к остову ТЭД болтами.
Спрессовать с помощью маслосъемника шестерню с вала якоря тягового
электродвигателя и транспортировать электродвигатель к месту его ремонта.
9.7 Моторно-осевые подшипники
9.7.1 После разборки на ТР600 протереть и осмотреть горловину МОП остове тягового электродвигателя с помощью лупы семикратного увеличения.
Проверить остукиванием молотком с целью обнаружения трещин в торцах и
узлах привалочных плоскостей горловин, в отверстиях для крепления корпусов
моторно-осевых подшипников и в других местах, перечисленных в действующих
правилах ремонта тяговых и вспомогательных электрических машин.
При ремонте допускается заваривать трещину в средней части горловины
остова, не выходящую на торцевую стенку остова или на выступ ярма остова.
При наличии трещин больших размеров остов подлежит ремонту в объеме
капитального ремонта КР.
Измерить толщину приливов остова и проверить калибром 7G-HE резьбу
отверстий под болты и отверстия под центрирующие штифты для установки
и крепления корпусов моторно-осевых подшипников. Толщина приливов
должна быть не менее допускаемой, при необходимости восстановить толщину
до чертежного размера. Дефектную резьбу отверстий приливов остова срезать
до чистого металла, заварить электросваркой электродом , просверлить и нарезать
резьбу согласно чертежу.
Осмотреть приливы остова в местах прилегания фланцев корпуса. Эти
места должны иметь ровную поверхность, обработанную под угольник.
Измерить диаметр горловины остова в сборе о корпусом моторноосевого
подшипника при полностью затянутых болтах крепления корпуса по
обе стороны от линии его разъема. За фактический размер диаметра принимается
полусумма полученных величин. Овальность и конусность расточки горловины
должна быть не более 0,2 мм. При размерах горловины более допускаемых
разрешается восстанавливать наплавкой порошковой проволокой и последующей
механической обработкой (расточкой) на станке в сборе о корпусом
подшипника до чертежного размера.
Величина наружного диаметра подбираемого вкладыша подшипника
должна соответствовать величине диаметра расточки горловины остова так,
чтобы при посадке был обеспечен натяг в соответствии с правилами ремонта
электрических машин.
Местные зазоры между вкладышем и горловиной с учетом их овальности
и конусности или других неровностей допускаются не более 0,15 мм.
Внимание!!!
При подборе и установке вкладышей подшипников не
допускается установка прокладок между поверхностями горловины остова
тягового электродвигателя и вкладышем.
Проверить плотность подгонки шпонок 20 в пазах горловины в соответствии
с рисунком 89, при сборке обратить особое внимание на свободную посадку
вкладышей на шпонку.
9.7.2 Осмотреть корпус моторно-осевых подшипников предварительно
сняв польстерный узел; проверить «посадку» корпуса в горловину остова электродвигателя.
Обратить внимание на наличие трещин в горловине, привалоч-
ных местах фланца и в узлах перехода фланца к посадочной части корпуса, как
указано выше. Корпусы, имеющие трещины, способствующие откалыванию
привал очных фланцев и их направляющих, заменить. Задиры и забоины на
привал очных посадочных поверхностях зачистить.
Замерить расстояние между гранями паза в горловине остова в месте
посадки корпуса МОП микрометрическим нутромером (по размеру 270H7/jS7)
в двух крайних точках по длине посадочной поверхности.
Допуск параллельности граней пазов горловины остова должен быть не
более 0,15 мм. При большем допуске посадочные поверхности обработать на
станке до обеспечения допуска не более 0,1 мм. Замерить расстояние между посадочными
поверхностями корпуса подшипника микрометрической скобой в двух
местах по длине посадочной поверхности (начале и конце). Допуск параллельности
поверхностей не более 0,05 мм.
Определить расчетом натяг (зазор) при посадке корпуса в пазы горловины
остова, определив его как разность между размерами, указанными выше.
При отсутствии натяга посадочные поверхности корпуса моторно-осевого
подшипника восстановить электронаплавкой электродами или порошковой
проволокой с последующей механической обработкой под размер, согласованный
с фактическим размером паза горловины остова с учетом обеспечения
натяга на посадку корпуса в соответствии с правилами ремонта электрических
машин. После обработки допускаются риски на посадочных поверхностях корпуса
не более 10% площади, глубиной не более 0,3 мм.
9.7.3 Проверить метчиком резьбу в отверстиях для болтов крепления
польстерного узла, крышки, а также под коническую резьбу К 3/4″ в спускном
и заправочном отверстиях корпуса подшипников. Отверстия с дефектной резьбой
восстановить согласно требованиям настоящего раздела. Допускается дефектную
резьбу под болты крепления польстерного узла Ml 6 перенарезать до
М20 с последующей постановкой болтов соответствующего диаметра.
Проверить крепление и размеры двух штифтов во фланце корпуса подшипника,
ослабленные в посадке штифты заменить.
Проверить корпус подшипника на непроницаемость керосином. В случае
просачивания керосина дефектные места стенок корпуса заварить электродами,
после чего повторно проверить плотность корпуса.
Проверить состояние крышки корпуса подшипника и резьбу на пробках.
Пробки с дефектной резьбой заменить, крышки отремонтировать или заменить.
Проверить уплотнения крышек, негодные заменить.
Замерить размер между накладками верхнего и нижнего опорных носиков
остовов тяговых электродвигателей. При увеличении размера более допустимого
заменить изношенные накладки опорных носиков согласно инструктивному
указанию ТЭ.00.00.000 Д32-01 «Тепловозы. Обслуживание в эксплуатации
задней подвески тягового электродвигателя».
9.7.4 Измерить диаметры расточки горловин остова тягового электродвигателя
с циркуляционной системой смазки в сборе с корпусами моторноосевых
подшипников при полностью затянутых болтах по обе стороны от линии
её разъема. За фактический размер диаметров принимать полусумму полученных
замеров.
Измерить внутренние диаметры горловины МОП под бурты вкладышей,
а также наружные диаметры буртов вкладышей, которые должны быть равны
соответственно (340+0,34) и (340:°®) мм.
Осмотреть корпус МОП и проверить его посадку в горловину остова.
Замерить расстояние между фанями пазов в горловине остова в месте посадки
корпуса по размеру 280H7/JS7, и между посадочными поверхностями корпуса
МОП. Определить расчетом натяг при посадке корпуса в горловину остова.
При отсутствии натяга посадочные поверхности корпуса восстановить, как указано
выше для тягового электродвигателя без циркуляционной системы смазки.
9.7.5 Обмыть в моечной машине спаренные (верхний и нижний) вкладыши,
очистить ветошью, смоченной в бензине, и насухо протереть. Осмотреть
и обстучать легкими ударами молотка по нерабочей поверхности. Дребезжащий
звук указывает на наличие трещин во вкладыше без баббита или наличие
трещин и отслоение баббита во вкладышах с баббитом. Такие вкладыши подлежат
замене. Замену вкладышей производить комплектно. При осмотре вкладышей,
залитых баббитом, если требуется замена баббита, выплавить его.
Комплектные вкладыши подшипников без трещин, но с изношенными
сверх допускаемого размера буртами, рабочими или наружными поверхностями
допускается восстанавливать одним из нижеуказанных способов:
1) наплавкой бронзовым электродом 04Ц4С17 ГОСТ 5017-74 рабочей
поверхности вкладышей и наружной плоскости буртов;
2) восстановлением наружной поверхности вкладышей наплавкой или
электролитическим меднением;
3) обжатием вкладышей под прессом и заливкой их наружных поверхностей
и буртов алюминием или цинко-алюминиевым сплавом ЦАМ9-1,5
ГОСТ 21437-79.
После наплавки одним из перечисленных способов или обжатия вкладышей,
спаренные вкладыши соединить между собой хомутом и обработать на
токарном станке по размерам, согласованным с фактическими размерами сопрягаемых
деталей:
1) расстоянием между ступицами зубчатого колеса и колесного центра;
2) разбегом тягового электродвигателя на оси колесной пары;
3) натягом на посадку вкладышей подшипника в горловину остова тягового
электродвигателя и диаметральным зазором между вкладышами подшипника
и осью колесной пары согласно чертежу, а также с учетом необходимости
обработки поверхностей вкладышей для заливки баббитом при ремонте одним
из вышеупомянутых способов;
4) местом сопряжения бурта вкладыша и уплотнения.
Примечание. Для более качественной пригонки вкладышей моторноосевых
подшипников рекомендуется окончательная обработка подшипников в
сборе с тяговым электродвигателем на специальном, стационарном горизонтально-
расточном станке типа ЭК-18-69М ЦКБ ЦТВР МПС или на переносном
типа А168 ИУ2 ПКБ ЦТ МПС, установленном на остове.
Исходя из определенных размеров и припусков на обработку восстановить
бурты подшипников и обработать на станке, как указано выше. При этом
биение поверхности торца подшипника после проточки должно быть не более
0,1 мм относительно его продольной оси.
Расточку рабочих поверхностей вкладышей моторно-осевых подшипников
производить согласно чертежу.
9.8 Польстерное устройство
9.8.1 На ТР600 промыть в керосине снятое польстерное устройство, протереть
насухо и осмотреть корпус 5 с направляющим устройством и другие детали в
соответствии с рисунком 92, убедиться в отсутствии трещин. Допуск параллельности
общей прилегающей плоскости поверхности нижних полок направляющих относительно
полок корпуса — не более 1,5 мм.
При нарушении упомянутых размеров устранить неисправность или заменить
корпус с деталями.
Отверстия в корпусе для крепления осей пружины, а также отверстия во
фланце корпуса, разработанные на величину 0,8 мм, заварить электродами и просверлить
новые согласно чертежу.
Осмотреть рычаги 13 и пружинные фиксаторы 9 польстерного устройства.
Проверить состояние цапф стержней 8, осей 10-и пружин 11. Изломанные или потерявшие
упругость пружины заменить новыми, изготовленными согласно чертежу.
Рычаги с трещинами и изношенными осями заменить новыми или восстановить
электросваркой с последующей механической обработкой согласно чертежу.
Коробку 17 пакета фитилей очистить и осмотреть. Изломанные, с трещинами
или просевшие пластинчатые пружины 3 (с прогибом в свободном состоянии
менее 1,9 мм) заменить. Ослабшие заклепки крепления пружин переклепать. Расстояние
между рабочими поверхностями пружин коробки должно быть от 49,8 до
50,9 мм.
Проверить целость буртов боковин коробок пакета фитилей. Коробки с изломанными
буртами заменить.
9.8.2 Набрать пакет 2 фитилей с двумя войлочными прокладками, установить
его в коробку и прошить двумя скобами, концы скоб загнуть внутрь.
Набивка должна быть плотной, без ослаблений. Выступание пакета фитилей
из коробки и крепежных скоб относительно плоскости коробки должно быть в допускаемых
пределах. Просушить собранный пакет при температуре от 333 до 343
К (от 60 до 70 °С) в течение времени от 2 до 3 часов, а затем пропитать в осевом
масле при температуре от 323 до 333 К (от 50 до 60 °С) в течение времени от 2 до 3
часов.
В процессе эксплуатации при уменьшении длины фитилей менее допускаемой
заменить их.
Рекомендуется устанавливать пакет в польстерную камеру непосредственно
после пропитки. Допускается хранение пропитанных пакетов в чистой закрытой
таре не более одного часа перед установкой в смазочную камеру тягового электродвигателя.
После выемки бывшего в эксплуатации польстерного пакета фитилей очистить
его от загрязнений и промыть в горячем масле при температуре от 353 до 363
К (от 80 до 90 °С) в течение одного часа. Промытые пакеты выложить в чистую
тару и осмотреть их состояние. Проверить подающую способность рабочего торца
фитиля. В случае засаливания торец подрезать. При необходимости обеспечить
требуемое выступление рабочего торца польстерного пакета.
Установить корпус 5 польстера в корпус 16 моторно-осевого подшипника,
установить коробку 17 пакета фитилей, проверить свободу перемещения коробки
под действием пружин в соответствии с рисунком 92. Суммарный зазор между боковыми
стенками коробки пакета фитилей и направляющими корпуса польстера
должен быть в пределах от 0,6 до 2,0 мм. При большем зазоре, с целью предупреждения
перекоса пакета фитилей по отношению к оси колесной пары, разрешается
наплавка направляющих корпуса польстера с последующей механической обработкой,
а также припайка к ним или к боковым стенкам коробки стальных пластин.
Величина зазора между заплечиками коробки и корпусом польстера должна
быть в пределах от 10,2 до 18,5 мм (в рабочем положении польстера), а усилие
нажатия рычагов на заплечики коробки польстера — от 40 до 60 Н (от 4 до 6 кгс).
9.8.3 Шестеренный насос снять и разобрать (ТР600). Для этого отвернуть
болты 22, соединяющие корпус 7 насоса, клапанную коробку 3 и кожух 13 в соответствии
с рисунком 88. Отвернуть болты 1, 14, снять сетку 19 (фильтр) и втулки
2,15. Отвернуть гайку 11, снять шайбу 12 и зубчатое колесо 9 привода насоса. Вынуть
вал-шестерню 4, 5. Осмотреть корпус 7 насоса. При наличии трещин и срывов
ниток резьбы, корпус заменить.
Проверить посадочные поверхности корпуса насоса. Допуск параллельности
посадочных поверхностей корпуса насоса относительно осей отверстий под валы
шестерен должен быть не более 0,1 мм.
Осмотреть вал-шестерню 4, 5 насоса. При обнаружении сколов, трещин в
зубьях шестерен вал-шестерни заменить. При наличии овальности и рисок на поверхности
валиков допускается их шлифовка до чертежных размеров (после хромирования
или осталивания).
Осмотреть втулки 8 в корпусе 7 насоса. Втулки с трещинами или задирами
по их внутренней поверхности, а также с ослабшей посадкой или изношенные по
внутреннему диаметру, заменить. Новые втулки запрессовать в корпус с натягом
от 0,005 до 0,095 мм, после чего развернуть внутренний диаметр по фактическим
размерам валиков шестерен с обеспечением зазоров. Закрепить винтами 16.
Осмотреть клапанную коробку 3. При наличии трещин, срывов ниток резьбы,
раковин, соединяющих каналы между собой и с наружной поверхностью, заменить
клапанную коробку.
Осмотреть посадочные поверхности под шарики 20 клапанов. Раковины и
другие дефекты, влияющие на герметичность клапана, не допускаются.
Проверить посадку седел 23 в клапанных коробках. Седла, ослабленные в
посадке, заменить. Новые седла запрессовать в коробку с натягом от 0,015 до 0,069
мм. Очистить и осмотреть сетку 19 фильтра и втулки 2, 15. Трещины не допускаются.
Погнутые места сетки выправить.
Осмотреть зубчатое колесо 9 привода шестеренного насоса и заменить
его при наличии изломов или трещин, покрытия зуба коррозией более 25% поверхности
или наличии вмятин на поверхности каждого зуба площадью более
50 мм и глубиной более 0,4 мм.
Проверить состояние резьбы пробки 25. При обнаружении срывов ниток
резьбы, пробки заменить.
Осмотреть кожух 13. Трещины в кожухе и по сварным швам заварить.
Осмотреть состояние винтов и болтов. Изогнутые и имеющие срывы ниток,
заменить. Прилегание корпуса насоса к клапанной коробке проверить по
краске. Плотность прилегания должна быть не менее 90 % при равномерном
распределении пятен краски по всей плоскости. Допускается шабровка.
9.8.4 При сборке насоса вставить вал-шестерню 4, 5 в корпус 7 насоса.
На конический конец валика ведущей вал-шестерни 4 поставить шпонку 10 и
установить зубчатое колесо 9 привода насоса, закрепить его гайкой 11, гайку законтрить
шайбой 12. Люфт зубчатого колеса 9 не допускается, при наличии
люфта сменить шпонку 10.
Проверить торцовое биение зубчатого колеса 9, его величина должна
быть не более 0,35 мм.
Установить кожух 13 зубчатого колеса 9. В корпус 7 насоса вставить два
штифта 18, установить на них клапанную коробку 3, завернуть винт 16. Проверить
радиальный зазор между шестернями 4, 5 и корпусом 7 насоса. Проверить
правильность зацепления шестерен 4,5 по краске. Площадь прилегания должна
быть не менее 30 % высоты и 40 % длины зубьев для обеих направлений вращения.
Соединить четырьмя болтами 22 клапанную коробку 3, корпус 7 насоса и
кожух 13. Под болты поставить шайбы 21.
Проверить суммарный осевой зазор между торцами шестерен 4,5 насоса,
торцем корпуса 7 и клапанной коробки 3. Проверить свободу вращения вал-
шестерен 4, 5. Вал-шестерни должны свободно проворачиваться от руки. Установить
и закрепить сетку 19 болтами 1 и 14.
Завернуть пробки 25 с новыми уплотнительными прокладками 24. Законтрить
все болты проволокой.
После сборки шестеренный насос испытать на стенде при частоте вращения
9,42±0,94 сек»1 (565±65 об/мин) и температуре зимнего осевого масла
303±15 К (30±15) °С. Продолжительность режима — по 30 мин для каждого
направления вращения. Производительность насоса должна быть не менее 0,099
м 3 //ч.
При замене клапанной коробки отверстие «Б» под штифт после сборки
насоса залить эпоксидной смолой или раскернить в четырех точках.
Установить собранный насос на крышку моторно-осевого подшипника,
поставить прокладку 30, закрепить его болтами с шайбами и законтрить проволокой.
Момент затяжки болтов — 48_ю Н м (4,8_i кгс м).
9.9 Буксы и буксовые поводки
9.9.1 Техническое обслуживание, ревизию, разборку, сборку и ремонт
букс (рисунки 85, 86) произвести в соответствии с требованиями ПКБ ЦТ
06.0073.
9.9.2 Снятые буксовые поводки очистить от загрязнений скребком и ветошью,
смоченной керосином, и насухо протереть. Не допускается обмывка поводков
в моечной машине с применением каустической соды.
Осмотреть и установить необходимость замены или ремонта поводков.
Корпус 7 в соответствии с рисунком 86, имеющий трещину, заменить новым.
При выпучивании или отслоении резинового элемента 10 свыше 1/4
окружности в торцевом амортизаторе поводка, а также величин трещин, амортизатор
заменить. Для снятия торцовых амортизаторов с валиков 5, 8 поводка
срубить сварные швы в местах прихватки разъемных упорных колец 6 и, сжав
резиновые элементы 10 амортизатора на прессе, извлечь полукольца 6 из канавок
на хвостовиках валиков, после чего снять нагрузку с шайб.
Проверить отсутствие проворачивания торцового амортизатора из-за износа
или излома цилиндрических штифтов 4.
В случае проворачивания снять торцевой амортизатор и осмотреть состояние
штифтов 4 и отверстий. При обнаружении срезанных штифтов удалить
их из головок корпуса 7 поводка. Проверить разверткой отверстия под штифт и
запрессовать (с натягом от 0,006 до 0,05 мм) новый штифт.
Проверить состояние и посадку резиновых втулок 3, 12 в корпусе поводка
при снятых торцовых амортизаторах. Если валики 5, 8 поводка проворачиваются
во втулках 3, 12, извлечь валики в сборе с резиновыми втулками 3, 12 и
втулками 2, 13 из головок корпуса 7 и сформировать поводок с новыми резиновыми
и металлическими втулками. Замену валиков выполнить на прессе с помощью
подставки и выколотки.
9.9.3 Сборку нового валика с резиновыми и металлическими втулками
(цилиндрическими амортизаторами) и установку его в поводок производить на
прессе с помощью специального приспособления, обеспечивающего правильное
взаимное расположение клиновых хвостовиков валиков между собой. Отклонение
хвостовиков валиков от номинального положения не должно быть более
0°40′.
Новые цилиндрические амортизаторы ставить в отверстие корпуса поводка
с натягом от 0,06 до 0,16 мм. При потере натяга допускается восстанавливать
его использованием втулок с увеличенным до 86 мм наружным диаметром.
Проверку состояния, формирования и испытание амортизаторов корпуса
и торцевых амортизаторов поводка производить согласно требованиям технологической
инструкции № ТИ 175 на ремонт, испытание и эксплуатацию резинометаллических
амортизаторов буксовых поводков локомотивов и электросекций.
9.10 Колесная пара
9.10.1 Осмотр, освидетельствование и ремонт на колесной пары необходимо
выполнять в соответствии с требованиями инструкции ЦТ-329.
9.10.2 При разборке колесной пары с циркуляционной системой смазки
МОП после её обмывки и очистки, произвести осмотр и обмеры втулок 2, 6в соответствии
с рисунком 84. Кольца с трещинами или изношенными буртами,
толщиной менее 7 мм, снять с оси с помощью индуктора, разобрать и заменить.
Осмотреть ведущую шестерню привода насоса (полувенцы 8,11) и заменить
её при наличии изломов или трещин в зубьях, покрытия более 25 % по-
верхности коррозийными язвами, вмятин на поверхности каждого зуба площадью
более 50 мм и глубиной более 0,5 мм.
Для снятия с оси шестерни, расконтрить и вывернуть болты 9 с шайбами
10, скрепляющими половины шестерни (полувенцы 8,11).
Осмотреть штифты 12, 13 и шпонки 14. Штифты, ослабленные в посадке,
и смятую шпонку заменить.
Осмотреть болты 9. Болты со смятыми нитками резьбы и сорванными
гранями на головках заменить.
Внутренний диаметр втулок 2, 6 расточить по месту с обеспечением
натяга посадки на ось от 0,365 до 0,07 мм.
При замене втулок 2, 6 посадку их на ось производить тепловым способом
до упора одного кольца в торец ступицы упругого зубчатого колеса 1, а
другого — в торец ступицы колесного центра 4.
Температура нагрева втулок — не более 553 К (280 °С). После остывания
допускается зазор между торцами колец и ступицы не более 0,5 мм. На собранной
колесной паре подрезать внутренние торцы колец по размерам (500±1) мм и
(/ 9с7п 4л +0,550) мм согласно чертежу.
При установке новой ведущей шестерни привода насоса проверить парность
и маркировку. Перед постановкой шестерни на ось в верхнюю половину
шестерни вставить шпонку 14 со штифтом 13 и запрессовать два штифта 12
центрирующих обе половины шестерни по разъему.
Соединить на оси колесной пары половины шестерни так, чтобы центрирующие
штифты 12вошли в соответствующие отверстия в нижней половине,
поставить болты 9 с шайбами 10. Болты затянуть моментом 34±2 Н м (3,4±0,2
кгс м). Щуп толщиной 0,03 мм по разъему половин шестерен не должен проходить.
Законтрить болты проволокой через отверстия в нижней половине шестерни.
Затем запрессовать в нижнюю половину шестерни штифт 12, фиксирующий
ее от сдвига вдоль оси, до упора в ось колесной пары.
9.10.4 Проверить посадку втулки валика привода датчика ДПС-У-01 отверстии оси колесной пары. Ослабленную втулку заменить новой с предварительной
проверкой отверстия в оси. Рекомендуемый натяг при посадке втулки
должен быть от 0,005 до 0,095 мм. Увеличение размера квадратного отверстия
во втулке на сторону допускается не более 1 мм, по сравнению с чертежным,
глубина посадки — (25+2) мм от торца оси.
Разница диаметров бандажей по кругу катания у комплекта колесных
пар одной секции не должна превышать 10 мм. Между секциями тепловоза разность
диаметров колесных пар не устанавливается.
9.11. Тяговая передача
9.11.1. При техническом обслуживании, необходимо проверять крепление
кожухов тяговой передачи. Ослабленные болты закрепить. Необходимо
своевременно пополнять кожух смазкой (Приложение А).
Перед разборкой зубчатого колеса на ТР600 защитить шейки оси под
МОП металлическими кожухами с войлоком иди деревянными планками.
Разобрать зубчатое колесо в соответствии с рисунком 89. Расшплинто-
вать гайки 14 болтов 22 или призонных болтов 36, отвернуть их, снять пружинные
кольца 21с наружных сторон обеих тарелок. Проверить наличие меток взаимного
положения тарелки и ступицы. В случае отсутствия или плохой видимости
нанести метки взаимного положения.
Через четыре выжимных отверстия Ml 6 специальными болтами снять
тарелку 15 со стороны тягового электродвигателя и повесить её на среднюю
часть оси. Съем необходимо производить всеми четырьмя болтами.
Замерить диаметральный зазор между роликами ступицы и венцом.
Снять все пружинные кольца 21 между зубчатым венцом 19 и снятой тарелкой.
Зубчатый венец вывесить тросом на кране или тали, вынуть все ролики
29 между зубчатым венцом 19 и ступицей 12, снять венец и сдвинуть его к
средней части оси. Вынуть все упругие элементы мягкие 16 и жесткие 30.
Тарелку 15 со стороны колесного центра и призонные втулки 13 или
призонные болты 36 снимать только в случае необходимости их замены или ремонта.
Проверить отсутствие сдвига ступицы упругого зубчатого колеса на оси
колесной пары, в случае сдвига — колесную пару заменить.
Тщательно очистить и проверить состояние поверхностей зубьев венца,
его боковых поверхностей, произвести контроль рабочей поверхности зубьев
магнитопорошковым методом.
Зубчатый венец должен удовлетворять требованиям инструкции ЦТ-329.
Измерить износ зубьев по хорде делительной окружности.
Осмотреть диск венца зубчатого колеса и состояние беговой дорожки
роликов.
Замерить диаметры отверстий под упругие элементы. При наличии трещин
в любом месте венца или увеличении диаметра отверстий под упругие элементы
более чем на 2,0 мм — колесную пару заменить. Мелкие вмятины и риски
на поверхности отверстий зачистить.
Осмотреть и замерить детали упругого зубчатого колеса.
Тщательно осмотреть (с помощью лупы) поверхности ступицы и тарелки
зубчатого колеса с их отверстиями под посадку упругих элементов. Обратить
внимание на наличие в них трещин, сколов, изломов и износов сверх допускаемых
размеров. В случаях ослабления посадки ступицы зубчатого колеса на оси
или наличия трещин в деталях, колесную пару заменить. При ослаблении посадки
призонных болтов 36 в ступице зубчатого колеса развернуть отверстия
под призонные болты 36 разверткой в предварительно собранных тарелках со
ступицей зубчатого колеса.
Увеличение диаметра указанных отверстий допускается не более чем на
0,26 мм. Новый призонный болт 36 изготовить и запрессовать с таким расчетом,
чтобы был обеспечен натяг от 0,005 до 0,015 мм. Мелкие вмятины и риски в отверстиях
допускается зачистить при условии обеспечения заданных натягов.
Осмотреть ролики упругого зубчатого колеса. Ролики, имеющие трещины,
сколы на поверхностях качения, заменить. Допускается оставлять ролики,
имеющие огранку шириной не более 4 мм. Годные, работавшие ранее ролики,
раскомплектовывать не рекомендуется. При единичной замене роликов не более
10 штук на комплект допускается подборка их из числа работавших, при этом
разница диаметров роликов в комплекте допускается не более 0,05 мм.
Заменить амортизаторы всех жестких упругих элементов, а также поврежденных
эластичных на новые.
Проверить дефектоскопом болты крепления тарелок, проверить резьбу и
осмотреть гайки. Трещины, срывы резьбы на болтах и гайках не допускаются.
Дефектные болты, гайки заменить новыми.
Затяжку гаек на болтах крепления к ступице зубчатого колеса производить
тарированным ключом, момент затяжки — 120 Н м (12 кгс м). После затяжки
гайки зашплинтовать.
При наличии в кольце 28 трещин, кольцо заменить. Кольцевые выработки
более 1 мм наплавить ручной электродуговой сваркой. Наплавленные места
зачистить от шлака и брызг заподлицо с основным металлом кольца. Подрезы в
основном металле кольца не допускаются.
Проверить плоскостность кольца. При короблении более 1,0 мм кольцо
выправить.
Ведущие шестерни не должны иметь каких-либо трещин, а также неза-
чищенных вмятин или забоин на рабочей поверхности зуба и задиров на посадочной
поверхности конусного отверстия. Проверить шестерню магнитопорошковым
методом.
Допускается оставлять в работе шестерни, имеющие:
1) вмятины на поверхности каждого зуба глубиной до 2 мм, площадью
150 мм , не более одной на зубе;
2) коррозию площадью не более 25 % на поверхности каждого зуба;
3) отколы до 15 мм от торца шестерни, расположенные не на смежных
зубьях и не более чем на четырех зубьях, при этом острые кромки откола необходимо
зачистить.
9.11.2 Промыть и тщательно осмотреть половины кожуха тяговой передачи,
проверить на отсутствие трещин по основному металлу и сварным швам и
испытать их на плотность керосином. Обнаруженные дефекты пометить мелом.
Половины кожуха с радиальными трещинами в боковинах заменить. Трещины в
сварных швах кожуха заварить, предварительно удалив старый шов и зачистив
места под сварку. Сварочные работы производить электросваркой электродами
диаметром 3 мм или газовой сваркой. Швы должны иметь полный провар с основным
металлом; шлаковые включения, газовые поры, прожоги и подрезы основного
металла не допускаются.
Выправить стенки кожуха и накладки (расстояние между боковыми
стенками кожуха должно быть от 164 до 166,5 мм, расстояние между внутренними
накладками верхней половины — 160 мм).
Полукольца сальника половин кожуха, имеющие трещины или надрывы,
заменить новыми, для чего дефектные полукольца срубить, места приварки зачистить
от сварных швов заподлицо с листами боковин. Новые полукольца приварить
электросваркой электродами сплошным швом, с последующей зачисткой.
Трещины и пробоины в кожухе заварить с установкой усиливающих
накладок. Края пробоин перед постановкой накладки выправить, зачистить.
Накладка должна плотно прилегать к листам кожуха, местные просветы не
должны превышать 0,5 мм на длине 30 мм. Накладка должна перекрывать пробоину
или трещину не менее чем на 50 мм, толщина ее должна быть 3/4 толщины
основного металла или равной ей. Приварку накладки производить электродом
сплошным швом, сварные швы зачистить.
Вмятины и коробление листов кожухов устранить правкой. Величину
коробления измерить с помощью линейки и щупа.
Допуск плоскостности поверхности листа кожуха должен быть не более
2 мм, местные вмятины не более — 3,0 мм.
Проверить состояние резьбы крепления кожуха. Проверку резьбы непроходным
калибром.
Проверить состояние сварных швов заправочной горловины нижней половины
кожуха. Дефектный сварной шов вырубить до основного металла и переварить
электросваркой электродом. При сорванных нитках резьбы и других
дефектах горловину заменить новой.
Проверить состояние резьбы пробки заправочной горловины и резиновой
прокладки. Пробка должна легко отворачиваться и заворачиваться ключом.
Пробку с дефектной резьбой заменить или восстановить срезкой резьбы,
наплавкой и нарезкой новой резьбы согласно чертежу. Дефектное резиновое
кольцо заменить новым. Дефектные резиновые и войлочные уплотнения заменить.
Осмотреть и очистить внутреннюю и наружную поверхности половин
кожуха. Проверить кожуха на плотность наливом керосина. Испытание производить
в течение времени от 10 до 15 минут, при этом течь кожуха не допускается.
После проверки кожуха протереть и окрасить его.
Проверить состояние болтов и гаек крепления половин кожуха. Болты,
гайки, имеющие трещины, сорванные нитки резьбы, заменить. Собрать обе половины
кожуха, стянуть их болтами. При помощи приспособления ПР 1069
проверять расстояние между осями бонок крепления половин кожуха. Проверить
допуск соосности отверстий под ось колесной пары и вал тягового электродвигателя
согласно чертежу. Допуск соосности осей отверстий относительно
плоскости разъема кожуха -не более 2 мм.
9.12 Сборка и обкатка колесно-моторного блока.
9.12.1. Подготовить для сборки КМБ отремонтированные и проверенные
детали и сборочные единицы колесно-моторного блока:
1) колесную пару 4 (рисунок 84) в сборе с зубчатым упругим колесом и
буксами;
2) тяговый электродвигатель 6 с подогнанными осевыми подшипниками
и шестерней;
3) верхнюю и нижнюю половину кожуха тяговой передачи с болтами
крепления.
Установить шестерню на валу якоря тягового электродвигателя, для чего:
1) промыть бензином и насухо протереть безворсовой салфеткой посадочные
поверхности шейки вала якоря и шестерни. Проверить по краске площадь
прилегания сопрягаемых посадочных поверхностей вала и шестерни. На
любой из деталей (валу или шестерне) суммарная поверхность пятен краски
должна быть не менее 75 % посадочной поверхности. Неприлегание на всю
длину конусной поверхности не допускается. При недостаточном прилегании
шестерню притереть по конусу вала якоря;
2) промыть бензином и протереть насухо безворсовой салфеткой шейку
вала и посадочную поверхность шестерни. Насадить от руки на вал якоря шестерню
в холодном состоянии. Установить зазор от 1,5 до 1,7 мм между торцом
вала якоря и штифтом микрометрического винта приспособления (для определения
предварительного осевого зазора), установленного и закрепленного на
шестерне. Снять шестерню совместно с приспособлением;
3) нагреть ведущую шестерню до температуры от 423 до 443 К (от 150 до
170 °С) и вместе с приспособлением насадить её до упора штифта микрометрического
винта в торец вала якоря. Убедившись в схватывании шестерни на валу,
снять приспособление с шестерни. В таком положении шестерня остается до
полного остывания.
Примечания:
1. Нагревание шестерни выше 453 К (180 °С) не допускается.
2. В случае зазора между штифтом микрометрического винта приспособления
до торца вала якоря допускается подбить шестерню легкими ударами
через медную монтажную втулку (до остывания);
4) проверить величину осевого зазора посадки с помощью приспособления
после остывания шестерни на валу.
Установить резиновые манжеты в соответствии с рисунком 84 на уплотнительные
кольца 2, 6. Стыки манжет должны быть вверху (со стороны корпусов
подшипников).
9.12.2 Промыть керосином или бензином моторно-осевые шейки колесных
пар и вкладыши, протереть их насухо безворсовыми салфетками и смазать
осевым маслом. Установить электродвигатель горловиной вверх и вложить в
неё вкладыши, на которые краном опустить колесную пару шейками под осевые
подшипники. Одновременно ввести в зацепление шестерню с зубчатым колесом
колесной пары. Колесную пару поставить в среднее положение на одинаковом
расстоянии от торцов нижних вкладышей в остове электродвигателя (расстоя-
ние равно половине суммарного осевого разбега оси колесной пары). Осевой
разбег тягового электродвигателя на оси колесной пары от 1 до 3 мм.
Прокрутить колесную пару на три-четыре оборота. Убедиться в отсутствии
заеданий колесной пары.
Протереть безворсовой салфеткой, смоченной в осевом масле, нижние
вкладыши моторно-осевых подшипников и установить их согласно меткам
спаренности на моторно-осевые шейки оси колесной пары до упора в шпонки
горловины остова. Перед постановкой корпуса (шапки) осевого подшипника на
остов тягового электродвигателя сопрягаемые поверхности очистить от загрязнений,
забоин и коррозии, обезжирить, покрыть жидкой прокладкой Автогер-
месил, уложить уплотнительный шнур. На стыки резиновых манжет и сопрягаемые
с корпусом электродвигателя поверхности нанести жидкую прокладку
Автогермесил.
Поставить корпус подшипников на нижние вкладыши так, чтобы отверстия
под болты крепления совпадали с отверстиями в остове. При этом должен
быть обеспечен натяг в соответствии с правилами ремонта электрических машин.
Укрепить корпус болтами с пружинными шайбами в горловине остова.
Момент затяжки болтов крепления моторно-осевых подшипников от 1270 до
1450 Н м (от 127 до 145 кгс м).
Установить на осевой подшипник крышку с шестеренным насосом 14 в
соответствии с рисунком 83, предварительно заложив пластилин во впадину зуба
ведомой шестерни привода насоса, для проверки величины радиального зазора
шестерни привода.
Закрепить крышку двумя болтами и прокрутить колесную пару. Снять
крышку и по пластилину проверить радиальный зазор. Его величина должна
быть в пределах от 4 до 5 мм.
Зазор регулировать при помощи паронитовых регулировочных прокладок.
Общее количество прокладок должно быть не более 4 шт.
При постановке прокладок обратить внимание на наличие и совпадение
отверстий в прокладках, крышке и шапке под масляные каналы. Перекрытие
этих отверстий не допускается.
Поставить заправочную, сливные и контрольную пробки.
Вывернуть болты, снять крышки с корпусов подшипников, замерить щупом
диаметральный зазор между шейкой оси и вкладышем, который должен соответствовать
установленным нормам.
Проверить линейкой зазор между заплечиками коробки и корпусом по-
льстерного устройства. Зазор в рабочем положении коробки с пакетом фитилей
должен быть от 10,2 до 18,5 мм.
9.12.3 После проверки качества сборки колесной пары с тяговым электродвигателем
и зацепления зубчатой пары поставить на место кожух тяговой
передачи, для чего:
1) установить нижнюю спаренную половину кожуха на остов тягового
электродвигателя. Закрепив нижнюю половину кожуха болтами с пружинными
шайбами, проверить величину и равномерность зазора между горцем шестерни
тягового электродвигателя и стенками кожуха. Для регулировки зазора допускается
установка регулировочных прокладок в местах крепления кожуха к остову
тягового электродвигателя;
2) после проверки и регулировки зазоров ослабить (на несколько ниток
резьбы) болты крепления нижней половины кожуха к остову и установить на
неё верхнюю половину кожуха, предварительно вставив войлочные уплотнения
и резиновые трубки между стыками кромок половин кожуха, также между стенкой
верхней половины кожуха и остовом тягового электродвигателя (в районе
горловины ведущей шестерни), введя желоб упругого зубчатого колеса в зацеп
верхней половины кожуха.
Закрепить верхнюю половину кожуха болтом с регулировочными прокладками
и пружинной шайбой, ввернув его не полностью в остов электродвигателя;
3) плотно стянуть обе половины кожуха четырьмя болтами и корончатыми
гайками с установкой пружинных шайб. Момент затяжки гаек должен
быть от 250 до 300 Н м (от 25 до 30 кгсм);
4) после окончательной затяжки болтов крепления половин кожуха между
собой затянуть плотно болты крепления моментом затяжки (1600 200) Н м
_1_2о ((160 ) кгс м). После затяжки болты зашплинтовать и законтрить проволокой.
Не допускается затяжка болтов в обратном порядке. Установить страховочные
планки 17 в соответствии с рисунком 89, закрепив их болтами 8, болты законтрить.
Проверить величину зазора между кромкой отверстия кожуха и цилиндрической
поверхностью ступицы колесного центра. Зазор должен быть не менее
0,75 мм;
5) установить и укрепить болтами с пружинными шайбами щитки на
вентиляционных выпускных каналах остова электродвигателя.
Допускается стопорение болтов крепления половин кожухов между собой
и к остову тягового электродвигателя допускается выполнять после обкатки
и проверки колесно-моторного блока.
Собранный колесно-моторный блок снять краном с подставки и установить
на стенд для обкатки. Заполнить смазкой резервуар и полость осевого
подшипника маслом осевым, соответствующим времени года. Польстерные камеры
закрыть крышками. Колесно-моторный блок испытать на обкаточном
стенде по заданным режимам для проверки работы тяговой передачи, буксовых
и моторно-осевых подшипников.
Колесная пара должна вращаться плавно, без рывков, касаний стенок
кожуха и заклинивания в тяговой передаче, моторно-осевых и буксовых подшипниках.
Утечки смазки, местный перегрев деталей подшипниковых узлов относительно
температуры окружающей среды выше 313 К (40 °С) не допускается.
После обкатки снять крышки 20 корпусов моторно-осевых подшипников
в соответствии с рисунком 83, извлечь коробки 17 с пакетами фитилей 14 в со-
ответствии с рисунком 92. Осмотреть шейки оси колесной пары, рабочие торцы
фитилей. Задир шеек оси не допускается, в случае появления налета бронзы на
торце фитиля, промыть фитиль и заменить масло в польстерной камере.
Установить польстерное устройство.
Отвести рычаги 13 польстерного устройства вверх, поставить их на фиксаторы
9 и установить в направляющие корпуса польстерного устройства коробку
17 с пакетом фитилей 14 до упора рабочего торца пакета в шейку оси колесной
пары. Отпустить рычаги и убедиться, что они без заеданий и перекосов
упираются в заплечики коробки. Легким отжатием коробки с пакетом убедиться
в правильности установки и её подвижности.
При обкатке КМБ падение уровня смазки в заливной горловине масляного
резервуара является указателем работы насоса.
9.13 Рычажная передача тормоза
9.13.1 При техническом обслуживании необходимо осматривать рычажную
передачу тормоза, проверять состояние тормозных колодок. Проверять выход
штоков тормозных цилиндров.
Для замены колодок в процессе эксплуатации необходимо разобрать
продольную тягу, отодвинуть колодки с башмаками в стороны от колеса, удалить
болты, удерживающие чеки колодок, извлечь чеки, захватив головку каждой
чеки ломиком или специальной вилкой, одновременно ударяя ручным молотком
по её нижнему концу. Вынуть тормозные колодки, поставить новые, собрать
продольную тягу и отрегулировать выход штоков тормозных цилиндров.
Отсоединить предохранительные устройства 7 от деталей рычажной передачи
тормоза в соответствии с рисунком 91. Отсоединить головки штоков 11
тормозных цилиндров 3. Отвернуть болты, снять тормозные цилиндры.
Отсоединить верхнюю вилку 8, горизонтальный балансир (рычаг) 10,
подвеску 4, балку соедингительную 9.
Снять пружину 15, открыть скобы 13, свинтить гайку 14, отводя подвески
тормозных колодок от колеса, вынуть винтовую тягу 6 из пальца рычага подвески
5 тормозной колодки. Отсоединить тормозную тягу от рычага подвески 1
тормозной колодки, свинтить гайку 14.
Снять рычаги подвесок 1, 5 тормозных колодок, извлечь чеки и вынуть
тормозные колодки.
Очищенные от загрязнений сборочные единицы и детали рычажной передачи
тормоза подвергнуть осмотру и ремонту.
9.13.2 При сборке смазать пластичной смазкой шарнирные звенья рычажной
передачи тормоза.
Закрепить чеками тормозные колодки на башмаках, соединить башмаками
с рычагами подвесок 1, 5 тормозных колодок. Установить рычаги подвесок
тормозных колодок на раме тележки. Соединить рычаги подвесок с балками соединительными
9 и подвесками 4.
Установить на кронштейны рамы тележки тормозные цилиндры 3 и закрепить
их.
Допускаются местные зазоры не более 0,2 мм на радиусе 30 мм от оси
шпилек крепления тормозного цилиндра. Местные зазоры по остальной прива-
лочной поверхности не более 0,6 мм.
Установить горизонтальный балансир 10, верхнюю вилку 8. Подсоединить
головки штоков 11 тормозных цилиндров.
Элементы рычажной передачи необходимо соединять валиками с постановкой
шайб и шплинтов.
После установки рамы тележки на колесные пары установить предохранительные
устройства 7 и винтовые тяги 6. Соединить один конец винтовой тяги
с рычагом подвески 1 тормозной колодки, на другой навинтить гайку 12. Отвести
рычаг подвески 6 тормозной колодки от колеса, вставить тягу в палец,
навинтить гайку 14.
Отрегулировать предварительный зазор между тормозными колодками и
бандажом (Приложение В).
Закрыть скобы 13, зафиксировав их пружиной 15.
9.14 Сборка тележки
9.14.1 На отремонтированную раму тележки установить пружинные подвески
тяговых электродвигателей, рычажную передачу тормоза с тормозными
цилиндрами, шкворневой узел, опорно-возвращающие устройства, верхние поводки
букс.
Отремонтированные колесно-моторные блоки (КМБ) подобрать комплектами
для передней и задней тележек так, чтобы разница между диаметрами
колес по кругу катания не превышала допустимую норму и установить их на
рельсы (или стенд). Установку производить по предварительно нанесенным на
рельсах рискам, обозначающим межосевое расстояние, так, чтобы приливы (носики)
ТЭД располагались под винтами домкратов.
Закрепить колесные пары тормозными башмаками.
Выставить с помощью домкратов остовы ТЭД приливами вверх, под углом
-17° к горизонтальной плоскости, проходящей через ось колесной пары.
Застопорить буксы от проворачивания и установить на них подобранные
комплекты пружин в сборе с опорами и пластинами. Комплекты пружин, сохранившие
прежнюю группу, и регулировочные пластины рекомендуется устанавливать
на прежние места.
При опускании рамы тележки на колесно-моторные блоки необходимо
одновременно домкратами опускать носики тяговых электродвигателей до входа
пружинных подвесок в зевы носиков ТЭД.
Необходимо следить за тем, чтобы хвостовики муфт верхних опор пружинных
комплектов рессорного подвешивания вошли в отверстия опорных
кронштейнов и накладок рамы тележки.
Завести верхние поводки в клиновидные пазы букс и предварительно закрепить
их болтами.
Установить нижние поводки в клиновидные пазы букс и предварительно
закрепить их болтами. Завести вторые концы валиков нижних поводков в клиновидные
пазы кронштейнов рамы тележки и закрепить их.
Под болты установить пружинные шайбы.
Окончательно закрепить поводки.
Момент затяжки болтов крепления поводков 150Нм(15 кгсм).
Вывернуть технологические болты из комплектов пружин рессорного
подвешивания.
Установить на раме тележки гидродемпферы. Установить горизонтальные
винтовые тяги, предохранительные канаты. Отрегулировать предварительно
зазор между тормозными колодками и бандажом по выходу штока тормозного
цилиндра.
Установить трубопровод подвода воздуха к тормозным цилиндрам, подвода
масла к шкворневому узлу под скобы поддержек. Соединить трубопроводы
между собой, со штуцерами тормозных цилиндров, шкворневой балкой по выходу
штока тормозного цилиндра.
Установить кронштейны концевых песочных труб на раму тележки. Отрегулировать
положение наконечников концевых песочных труб относительно
рельса и бандажа колесной пары таким образом, чтобы они находились от головки
рельса на расстоянии от 50 до 60 мм, от бандажа — от 20 до 40 мм и не касались
тормозной передачи.
Снять технологические крышки с нагревательных каналов тяговых электродвигателей.
Установить сетки и соединительные фланцы, а также соединительные
брезентовые рукава на каналы охлаждения тяговых электродвигателей и очех-
ление опорно-возвращающих устройств.
Установить датчики ДПС-У-01 на буксах третьей и четвертой колесных
пар, при этом кабели должны быть направлены влево и вниз.
До установки датчика на буксу, в соответствии с рисунком 86, произвести
его сборку с гибким валом в следующем порядке:
— вращая втулку гибкого вала 8 относительно самого вала установить
размер оси торца втулки до торца квадратного хвостовика 207±2 мм;
— квадратная концевая часть гибкого вала 8 с размером 7 мм вставить в
паз датчика 3;
— вращая втулку гибкого вала, совместить отверстия под штифт 6 в ней и
на валу датчика 3;
— установить штифт 6;
— закрепить штифт пружиной 7, при этом разрез пружины не должен совпадать
с отверстием во втулке.
Перед установкой датчика на буксе смазать квадрат гибкого вала тонким
слоем смазки Буксол.
После установки датчика на буксе болты 1 должны быть надежно затянуты
и застопорены проволокой 2.
Замерить расстояние «А» между осями колесных пар в соответствии с
рисунком 80. Разность замеров «А» с двух сторон тележки — не более 1,5 мм.
9.15 Выкатка колесно-моторного блока на скато-опускной канаве.
9.15.1 Отсоединить нижнею продольную винтовую тягу тормозной передачи
от рычагов предохранительных устройств. Отсоединить гаситель колебаний
от кронштейна крышки буксы.
Установить технологические болты и шайбы в пружинные комплекты
рессорного подвешивания, зафиксировать высоту пружин под статической
нагрузкой. Отсоединить электрические провода и рукав подвода воздуха от тягового
двигателя. Сжать болтами пружинную подвеску тягового электродвигателя.
Отсоединить верхний поводок от буксы, а нижний от рамы тележки (или
совсем снять его).
Выкатить колесно-моторный блок. Не допускать при этом потери регулировочных
пластин во избежание нарушения регулировки рессорного подвешивания.
9.16 Замена комплекта пружин рессорного подвешивания в эксплуатации
9.16.1 Изломанные пружины рессорного подвешивания необходимо заменять
пружинами той же группы, которая записана в техническом паспорте
тепловоза.
Замена может быть произведена без выкатки колесной пары. Для этого
оба пружинных комплекта на буксовом узле стянуть технологическими болтами
с шайбами, отсоединить от буксы оба поводка и гаситель колебаний. Поджав
домкратом через корпус буксы пружины с одной стороны буксы, освободить
пружинный комплект с другой.
Подготовленный пружинный комплект установить взамен снятого, не
допуская перекоса пружин. Снять домкрат.
10. ПОРЯДОК ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРИЧЕСКИХ МАШИН
10.1 Общие правила
10.1.1 При техническом обслуживании и ремонтах обращать первоочередное
внимание на чистоту и исправность: коллекторов, контактных колец,
щеток, щеткодержателей, изоляции, межкатушечных соединений, выводных
проводов, уплотнений крышек люков, токоподводящих проводов, а также температуру
нагрева подшипников и самих машин.
10.1.2 Обдувать поверхности электрических машин сухим, чистым воздухом
давлением величины от 0,18 до 0,2 МПа (от 1,8 до 2,0 кгс/см ).
10.1.3 Перед продувкой очистить от загрязнений наружную поверхность.
10.1.4 Для удаления прилипших загрязнений допускается использовать
жесткие волосяные щетки, а также притуплённые деревянные и фибровые
скребки.
Для очистки изолированных поверхностей применять чистые безворсовые
салфетки, при необходимости смоченные в бензине, спирте или других моющих
средствах, рекомендованных инструкцией по применению технических
моющих средств и отжатые, чтобы не допустить потеков жидкости. Не допускать
попадания влаги, нефтепродуктов, растворителей на изоляционные поверхности
и токоведущие части, так как это приводит к постепенному разбуханию,
растрескиванию и пробою изоляции, также нарушению коммутации электрических
машин.
10.1.5 В процессе детального осмотра контролировать качество пайки
обмотки якоря в петушках коллектора, соединений катушек полюсов и выводных
проводов, состояние бандажей и пазовых клиньев якоря, лаковых покрытий,
чистоту дренажных отверстий тягового электродвигателя в подшипниковом
щите со стороны привода.
10.1.6 Замер статического давления производить при запущенном дизеле
тепловоза и работе на режиме холостого хода на 15 позиции контроллера. При
этом должен быть включён автоматический выключатель «Возбуждение» на
пульте машиниста и перед проведением замера необходимо проконтролировать
открытие жалюзи в крышевых блоках вентиляторов.
10.1.6.1 Статическое давление воздуха в контрольной точке тягового агрегата
— не менее 1370 Па (140 мм водяного столба)
10.1.6.2 При замере статического давления охлаждающего воздуха тяговых
электродвигателей плотно подсоединить приемную резиновую трубку мановакууметра к отверстию люка коллекторной камеры. Статический напор воздуха
определяется как разность высот воды в трубках мановакууметра. Статический
напор воздуха в каждой коллекторной камере тягового электродвигателя
должен быть не менее 140 мм вод. ст. для электродвигателей типа ЭД133 и
не менее 112 мм вод. ст. для электродвигателей типа ДТК-417.
Перед проверкой напора воздуха в тяговом двигателе убедиться, что
крышка верхнего коллекторного люка плотно прилегает резиновым уплотнением
к корпусу двигателя, а замки обеспечивают надёжное прижатие крышки.
10.1.7 При техническом обслуживании необходимо руководствоваться
значениями допустимых размеров и параметров электрических машин, приведенными
в приложении В настоящей инструкции, а также требованиями чертежей
деповского комплекта.
10.1.8 Все работы по обслуживанию электрических машин проводить
только при снятом напряжении. Выполнять рекомендации по соблюдению мер
безопасности, изложенные в ПТЭ электроустановок и настоящей инструкции.
10.1.9 Коллектор и контактные кольца
10.1.9.1 При обнаружении на рабочей поверхности коллектора или контактных
колец подгара, оплавлений или механических повреждений, нарушающих
нормальную коммутацию машины, необходимо после снятия машины с
тепловоза прошлифовать поверхность коллектора или колец при помощи специального
суппорта шлифовальными брусками БКВ 40x40x75 24А М40 4,5Б
или БКВ 40x40x75 14А М10 4,5Б ГОСТ 2456-82.
Допускается устранять повреждения рабочей поверхности контактных
колец тягового генератора и возбудителя при помощи переносного суппорта
или вручную шлифовальными брусками без снятия этих машин с тепловоза.
Допускается устранять незначительные повреждения коллектора электрических
машин серии «П» мелкозернистой шлифовальной шкуркой, навернутой
на деревянную колодку, пригнанную по окружности коллектора с шириной,
равной длине коллектора.
Запрещается, очищать рабочую поверхность коллектора (контактных
колец) шлифовальной шкуркой без колодки или напильником.
10.1.9.2 После шлифовки продуть коллектор (контактные кольца) воздухом
и проверить глубину продорожки межламельных канавок коллектора. В
случае недостаточной глубины канавки углубить до чертежного размера на специальном
станке или вручную (например, при помощи приспособления из ножовочного
полотна, соответствующего толщине межламельной. изоляции) и
прочистить канавки жесткой волосяной щеткой.
10.1.9.3 При значительных механических повреждениях рабочей поверхности
коллектора или выработке по следу щеток электрическую машину снять,
разобрать, проточить коллектор, углубить межламельные канавки до нужной
величины, снять фаски на углах коллекторных пластин, очистить, прошлифовать
и продуть воздухом.
При проточке коллектора рабочая поверхность пластин может сравняться
с межламельным миканитом, поэтому продорожку (углубление) вручную
проводить в два этапа: до проточки углубить межламельные канавки так, чтобы
после проточки сохранились направляющие канавки, которые углубить еще раз
до требуемой величины или сразу углубить их на такую величину, чтобы после
проточки межламельные канавки остались в пределах допустимой глубины.
10.1.9.4 Перед проточкой коллектора тягового электродвигателя с целью
устранения некруглости рабочей поверхности сверх допустимых значений или
местного биения (выступания или западания) пластин, прогреть якорь при тем-
пературе от 393 до 417 К (от 120 до 140 °С) в течение времени от 3 до 4 часов,
подтянуть коллекторные болты, дать якорю остыть и снова подтянуть их.
10.1.10 Щетки
10.1.10.1 При осмотре особое внимание следует обращать на следующее:
— правильность и надежность закрепления щеткодержателей к подвескам
(тяговый генератор), траверсе (стартер-генератор) и подвесок через изоляторы
(траверсы) к подшипниковому щиту, правильность положения траверсы
(по меткам);
— надежность крепления пальцев с изоляторами к корпусу щеткодержателя
и щеткодержателя к кронштейну, отсутствие на щеткодержателях оплавлений
в результате переброса электрической дуги по коллектору, нарушающих
перемещение щеток в окне;
— свободу перемещения щетки в окне щеткодержателя;
— свободный ход механизма нажатия на щетки, соответствие нажатия на
щетки допустимым величинам;
— состояние токоведущих проводов (отсутствие перегрева, надежность
крепления на щеткодержателе и в теле щетки) и резиновых амортизаторов (целость,
правильное расположение на щетке, отсутствие затирания за щеткодержатель
и т.д.); при этом щетки, имеющие следы перегрева (побежалости) токоведущих
проводов, заменить новыми независимо от степени их износа;
— степень износа (высоту) и разновысотность щеток;
— качество притирки контактной поверхности щеток, которая должна
быть зеркально блестящей. Наличие двойного «зеркала», недопустимо;
— отсутствие выработки боковых поверхностей и граней, трещин, сколов
и других дефектов щеток сверх допустимых пределов;
— марку щеток, которая должна соответствовать указанной в паспорте
машины. Установка щеток разных марок не допускается.
10.1.10.2 Крепление токоведущих проводов щеток, щеткодержателей,
подвесок и токоотводов к контактным кольцам должно быть надежным и
предохранено от самоотвинчивания.
10.1.10.3 При установке новых щеток предварительно притереть их рабочую
поверхность с помощью мелкозернистой шлифовальной шкурки на специальном
барабане одинакового диаметра с коллектором (контактными кольцами)
или на самой электрической машине. При притирке щеток к коллектору
нажатие на щетки должно осуществляться усилием пружин щеткодержателя.
Прижимать щетки к коллектору руками запрещается. После притирки и установки
щеток электрическую машину прокрутить на холостом ходу в течение от
0,5 до 1,0 часа (для приработки рабочей поверхности щеток).
Устанавливать щетки в окна щеткодержателей после проверки состояния
контактной поверхности в то же положение, в каком они находились до их извлечения
из окон щеткодержателей (без разворота на 180 градусов). Вводить
щетки в окна без перекоса, а пружины отжать на них плавно, обеспечивая правильное
положение относительно щеток.
10.1.10.4 Щеткодержатели, имеющие наплывы, оплавления и увеличенные
сверх допустимых размеров окна, заменить новыми. При замене должны
быть выдержаны в допустимых пределах установочные зазоры и перекос оси
щеткодержателей относительно оси коллекторных пластин.
10.1.10.5 Для нормальной работы щеточно-коллекторного узла необходимо
установить нейтральное положение траверсы с щеткодержателями, обозначенное
метками на траверсе и подшипниковом щите.
При неясности меток определить нейтральное положение траверсы одним
из известных в электротехнической практике методов
Например, точную установку траверсы можно осуществить, подавая на
обмотку возбуждения питание напряжением от 4 до 8 В постоянного тока и отмечая
при замыкании или размыкании ее цепи отклонение стрелки миллиамперметра
в цепи якоря, замкнутого накоротко.
Нейтральное положение траверсы соответствует минимальному (нулевому)
отклонению стрелки.
10.1.11 Контактные соединения
10.1.11.1 Контактные (болтовые) соединения контролировать простукиванием
твердым неметаллическим предметом, визуальным осмотром стопорящих
элементов и выборочной подтяжкой. При обнаружении хотя бы одного
ослабшего крепления проверить контрольной подтяжкой и надежно застопорить
остальные соединения, а соединения выводов полюсных катушек, выводных
концов тяговых электродвигателей надежно и качественно изолировать. Состояние
паяных соединений контролировать визуальным осмотром.
10.1.11.2 Потемнение защитного изоляционного покрытия, наличие капель
вытекшего припоя или сдвиг проводников — признаки неисправности паяных
соединений.
При обнаружении хотя бы одного повреждения все паяные соединения
проверить. Например, при распайке обмотки якоря тягового электродвигателя в
петушках сравнить падения напряжения в распаянном и исправном контактных
соединениях «петушок-секция».
При этом низкое напряжение (до 10 В) подается к пластинам якоря по
шагу половины полюсного деления (например, к 1 и 27 пластинам).
10.1.12 Подшипники электрических машин
10.1.12.1 Техническое обслуживание подшипников выполнять в соответствии
с инструкцией ПКБ ЦТ 06.0073.
При техническом обслуживании подшипников обращать особое внимание
на следующее:
— отсутствие стука и постороннего повышенного шума при работе машины;
— температуру нагрева (после остановки машины, тепловоза);
— целость смазочных трубок, масленок, пробок подшипников;
— состояние и износ сепараторов;
— отсутствие повреждения шариков и дорожек качения, колец, трещин, отсутствие
деформации и следов коррозии деталей (качество роликов, шариков и
беговых дорожек подшипниковых колец проверять дефектоскопом);
— наличие, достаточность и чистоту смазки;
— затяжку и контровку болтов и винтов.
10.1.12.2 Специальные требования по обслуживанию и ремонту подшипников
качения тяговых генераторов и электродвигателей содержатся в инструкции,
указанной в разделе 2 п. 2.1.3.
10.1.12.3 При замене подшипника новым с целью обеспечения натяга посадки
на вал необходимо производить обмер шейки вала и отверстия внутреннего
кольца подшипника с точностью до 0,001 мм и селективный подбор их по
группам в соответствии с данными приложения В.
10.1.12.4 Посадку подшипников и уплотнительных (лабиринтных) колец на
вал производить с предварительным подогревом их в подвешенном состоянии в
ванне с минеральным маслом до температуры:
от 373 до 383 К (от 100 до 110 °С) для тягового генератора, тягового электродвигателя;
от 353 до 363 К (от 80 до 90 °С) для стартер-генератора, электродвигателя
привода компрессора, машин серии «П»;
от 363 до 373 К (от 90 до 100 °С) для мотор-вентиляторов холодильной камеры,
мотор-вентиляторов тяговых электродвигателей и выпрямительной установки.
Перед нагревом подшипники и кольца промыть в чистом бензине или
керосине и просушить. Насаженные на вал внутренние кольца подшипников и
уплотнительные кольца подшипниковых камер должны быть плотно прижаты
друг к другу и к упорным поверхностям вала и удерживаться в таком положении
до полного остывания.
10.1.12.5 При монтаже и ревизии не допускать ударов по подшипникам,
уплотнительным кольцам и подшипниковым крышкам.
10.1.12.6 Перед заправкой свежей смазкой, подшипниковые камеры и подшипники
тщательно промыть чистым бензином и высушить. Не переполнять
подшипниковые узлы смазкой, т.к. подшипники при этом будут перегреваться, а
смазка попадать внутрь электрической машины. Строго соблюдать сроки и порядок
выполнения работ по смазке, а также рекомендуемую марку смазки (см.
приложение А). Не допускать смешивания различных марок смазки.
10.1.12.7 При повышенном нагреве подшипника, который можно определить
на ощупь (ладонь, приложенную к крышке невозможно удержать), разобрать
подшипниковый узел (на снятой электрической машине), проверить отсутствие
затирания деталей, промыть подшипник и другие детали и заменить
смазку. Если после этого нагрев подшипника не уменьшится, заменить его.
10.1.13 Изоляция электрических машин
10.1.13.1 Основными критериями качества изоляции в эксплуатации является
ее целость (отсутствие трещин, расслоения, обугливания и т.д.) и сопротивление
изоляции, измеренное магомметром на неработающей машине, с ра-
бочим напряжением 1000 В для силовых цепей и 500 В для цепей управления.
Величина сопротивления изоляции должна быть не ниже 20 МОм (электрическая
машина должна быть отключена от электросхемы тепловоза).
10.1.13.2 В случае увлажнения изоляции обмоток и снижения ее сопротивления
производить сушку изоляции в соответствии с инструкцией, указанной в
разделе 2 п. 2.1.8.
10.1.13.3 Испытание прочности электрической изоляции производить,
пользуясь источником переменного тока частотой 50 Гц и мощностью не менее
3 кВА.
Напряжение должно плавно повышаться до испытательной величины (указана
для каждой электрической машины), выдерживаться в течение одной минуты
и затем плавно снижаться. Изоляция считается выдержавшей испытание,
если не произошло заметного нагрева изоляции или резкого снижения показаний
вольтметра, связанного с внутренним пробоем или перекрытием изоляции
по поверхности.
10.2 Ремонт тягового генератора
Проведении ремонта необходимо выполнять в соответствии с руководством
по эксплуатации на данную электрическую машину, входящим в комплект
документов, поставляемых с тепловозом.
10.2.1 Измерить сопротивление изоляции обмоток статора и ротора и соединительных
цепей, при необходимости после разборки подвергнуть изоляцию
сушке.
10.2.2 Разборка снятого с тепловоза генератора производиться в следующей
последовательности:
— снять все смотровые крышки с подшипникового щита;
— отсоединить от подшипникового щита и вывернуть смазочную трубку;
— поднять щетки и обвернуть рабочую поверхность контактных колец одним
слоем электроизоляционного картона;
— снять крышку подшипника;
— снять входной патрубок;
— установить на фланец корпуса ротора генератора транспортную скобу и
закрепить ее;
— вывести ротор из статора, соблюдая осторожность, чтобы не повредить
контактные кольца, обмотку и пазовые клинья статора и уложить его на подставку
с мягкой обкладкой;
— отвернуть болты крепления подшипникового щита и снять щит, отсоединив
его от корпуса статора при помощи отжимных болтов.
10.2.3 Разборка подшипникового щита производится в следующей последовательности:
— снять подвески щёткодержателей и подшипникового щита, вытащить
щётки из щёткодержателей, снять щётки и щёткодержатели с подвесок;
— отвернуть болты крепления ступицы и отжимными ботами выпрессовать
её из расточки в щите.
10.2.4 В случае замены подшипника или сопрягаемых с ним деталей без
снятия генератора с тепловоза предварительно выполнить нижеуказанные работы
в следующем порядке:
— очистить генератор снаружи от загрязнений;
— снять смотровые крышки с подшипникового щита;
— отсоединить от подшипникового щита и вывернуть смазочную трубку;
— поднять щётки;
— охватить вал ротора между подшипником и контактными кольцами канатом
нужной длины с пеньковой оплеткой и петлями на концах;
— одеть петли каната на крюк подъемного крана;
— натянуть канат с помощью крана и подвесить ротор для снятия нагрузки
от его массы на сопрягаемые с подшипником детали подшипникового щита;
— снять крышку подшипника;
— отвернуть болты, выпрессовать ступицу из расточки подшипникового
щита при помощи отжимных болтов и снять ее;
— спрессовать подшипник совместно с внутренней крышкой, используя
шесть отверстий М16-7(Н).
10.2.5 Сборку генератора и его составных частей производить в соответствии
с требованиями руководства по эксплуатации завода изготовителя.
Перед сборкой генератора выполнить:
— заложить смазку во внутреннюю крышку подшипника;
— установить внутреннюю крышку, подшипник на вал ротора (в случае его
снятия);
— заполнить весь свободный объем подшипника вровень с краями колец
смазкой;
— собрать подшипник в случае его разборки;
— заполнить отверстие в ступице и смазочную трубку смазкой.
При сборке генератора проверить:
— нажатие на щетки;
— зазоры между:
1) щеткой и обоймой щеткодержателя;
2) между контактными кольцами и щеткодержателями;
10.3 Ремонт тягового электродвигателя
Проведении ремонта необходимо выполнять в соответствии с руководством
по эксплуатации на данную электрическую машину, входящим в комплект
документов, поставляемых с тепловозом.
10.3.1 Очистить электродвигатель от пыли и загрязнений.
10.3.2 Измерить сопротивление изоляции обмоток возбуждения и якоря.
10.3.3 Снять с вала ведущую шестерню, защитное и уплотнительное
кольцо, подшипниковые крышки и измерить зазоры в подшипниках между
верхним роликом и внутренним кольцом.
10.3.4 Разобрать электродвигатель (см. руководство по эксплуатации на
двигатель) для чего:
1) установить его на стеллаже горизонтально так, чтобы доступ к нижнему
люку коллекторной камеры был свободен;
2) снять с корпуса магнитной системы крышки смотровых люков;
3) вынуть щетки из обойм щеткодержателей, предварительно зафиксировав
пружины на одном из зубьев фиксатора;
4) обернуть рабочую поверхность коллектора якоря плотной бумагой и
обвязать шнуром;
5) вывернуть болты, снять крышку подшипника со стороны коллектора
при помощи болтов, вворачиваемых в отжимные отверстия крышки;
6) вывернуть болты и снять упорную шайбу и упорное кольцо подшипника
со стороны коллектора, предварительно сняв датчик частоты вращения,
чтобы исключить его повреждение;
7) спрессовать при помощи винтового съемника наружное уплотнительное
кольцо со стороны, противоположной коллектору, при этом для облегчения
спрессовки рекомендуется вложить в углубление в торце вала стальной шарик
диаметром от 25 до 30 мм;
 вывернуть болты, снять крышку подшипника со стороны, противоположной
вывернуть болты, снять крышку подшипника со стороны, противоположной
коллектору, при помощи болтов вворачиваемых в отжимные отверстия
крышек;
9) измерить радиальный зазор в роликовых подшипниках (радиальный
зазор между верхним роликом и внутренним кольцом подшипника);
10) отвернуть болты крепления подшипникового щита со стороны, противоположной
коллектору;
11) надеть транспортную скобу на конусный конец вала якоря, закрепить
ее гайкой и подтянуть краном до натяжения каната;
12) выпрессовать равномерно без перекосов подшипниковый щит со
стороны, противоположный коллектору, при помощи болтов, вворачиваемых в
отжимные отверстия щита;
13) вывести якорь из корпуса вместе с подшипниковым щитом со стороны,
противоположной коллектору, выдвигая якорь строго горизонтально во избежание
повреждения коллектора и обмотки якоря о щеткодержатели, полюса и
горловины корпуса магнитной системы;
14) положить якорь на специальную подставку с мягкой обкладкой;
15) снять с вала подшипниковый щит с грузоподъемным краном;
16) установить корпус магнитной системы вертикально подшипниковым
щитом со стороны коллектора вверх;
17) отвернуть и выпрессовать подшипниковый щит со стороны коллектора
при помощи болтов, вворачиваемых в отжимные отверстия щита;
18) отвернуть болты от отжимных отверстий, ввернуть рым-болт и снять
с корпуса магнитной системы подшипниковый щит со стороны коллектора;
19) отсоединить от щеткодержателей токопроводящие провода щеток и
вытащить щетки из обойм;
20) снять с корпуса магнитной системы козырьки и рамки на выходе
охлаждающего воздуха;
21) разобрать подшипниковые щиты.
Дальнейшая разборка электродвигателя проводиться только при обнаружении
каких-либо неисправностей его составных частей.
10.3.5 Проверить щеточный аппарат на отсутствие повреждений (оплавлений)
и неисправностей щеткодержателей, изоляторов или соединительных
проводов. Разборку щеточного аппарата производить только при обнаружении в
нем каких-либо неисправностей;
При замене щеткодержателей накладки кронштейнов установить на свои
места по нанесенным при разборке меткам;
10.3.6 Осмотреть все части электродвигателя, отремонтировать неисправные,
заменить негодные.
10.3.7 Провести ревизию якорных подшипников и заменить негодные.
10.3.8 Проверить износ рабочей поверхности коллектора, при необходимости
проточить и прошлифовать коллектор.
10.3.9 Сборку электродвигателя производить в соответствии с требованиями
руководства по эксплуатации.
Примечание — Допускается разборка и сборка при вертикальном положении
электродвигателя с соблюдением мер защиты от повреждений его частей.
10.4 Ремонт мотор-вентиляторов холодильной камеры, электродвигателей
вентиляторов тяговых двигателей
При проведении ремонта необходимо в обязательном порядке руководствоваться
комплектом документов (руководство по эксплуатации) на данную
электрическую машину, входящий в комплект документов, поставляемых с тепловозом.
10.4.1 Измерить сопротивление изоляции. При низком сопротивлении
просушить обмотки.
10.4.2 Произведите разборку электродвигателей в соответствии с руководством
по эксплуатации на электродвигатель.
10.4.3 Произвести очистку, ревизию состояния и необходимый ремонт
деталей.
10.4.5 Проверьте сопротивление изоляции обмоток
10.4.6 Проверьте электрическую прочность изоляции напряжением 1700
В (если при ремонте производилась частичная или полная замена или восстановление
изоляции обмоток).
10.5 Ремонт выпрямительной установки
Ремонт необходимо выполнять в соответствии с руководством по эксплуатации
на выпрямительную установку, входящим в комплект документов, поставляемых
с тепловозом.
10.5.1 Измерить сопротивление изоляции (установка должна быть отключена
от электросхемы тепловоза).
10.5.2 Демонтировать установку с тепловоза. Произвести разборку и выполнение
операций в соответствии с руководством по эксплуатации.
11. ПОРЯДОК ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
11.1 Общие правила
11.1.1 При осмотрах аппаратов проверьте качество пайки, отделки, четкость
и правильность маркировки, наличие коррозии, отсутствие повреждений
защитных, защитно-декоративных и специальных покрытий, отсутствие загрязнений
и посторонних частиц, правильность включения контактов для каждого
из коммутационных положений аппарата, правильность выполнения электрического
монтажа по схеме, укомплектованность аппарата всеми необходимыми
деталями в соответствии с чертежом.
Проверку плавности и четкости перемещения подвижных частей аппаратов,
отсутствия затираний в промежуточных положениях проводите вручную.
11.1.2 Дугогасительные камеры при осмотре снимите и очистите от копоти.
Износ стенок дугогасительных камер допускается до 25 % их толщины.
11.1.3 При обнаружении искажения первоначального профиля контактов,
перекоса контактов, слабого нажатия контактной пружины, нечеткой работы
аппарата из-за разработки осей и втулок приводных рычагов, пропуска воздуха
через уплотнения привода, недостаточных провала и зазора контактов
произвести необходимые ремонт и регулировку.
При чрезмерном износе заменить контакты. Допускаемые величины
нажатия пружин, провалов, зазоров приведены в приложении В.
11.1.4 Проверку провала контактов производить при включенном положении
аппарата следующими методами:
1) измерением расстояния, на которое смещается место касания контакта
после удаления одного из контактов, препятствующего перемещению другого
контакта, после их соприкосновения;
2) измерением зазора между контактом и его упором с последующим пересчетом
(если требуется) по размерам, указанным в чертежах;
3) по разности полного хода контактной траверсы и ее хода до соприкосновения
контактов.
11.1.5 Проверку зазора контактов производить одним из следующих способов:
1) непосредственным измерением кратчайшего расстояния между контактами
при отключенном положении аппарата;
2) по разности полного хода контактной траверсы и ее хода до размыкания
контактов.
11.1.6 Проверку конечного нажатия контактов производить при включенном
положении аппарата динамометром. Усилие в направлении оттягивания
контакта прикладывается в точке касания контактов или другой точке, предусмотренной
чертежом на аппарат и фиксируется в момент, когда:
1) срабатывает индикатор цепи, включенный последовательно с контактами
(метод рекомендуем).
В качестве индикатора рекомендуется неоновая лампа или лампа накаливания
напряжением не более 6 В и мощностью не более 1,5 Вт;
2) освобождается бумажная полоска толщиной не более 0,1 мм, зажатая
между контактами.
При превышении параметров — браковать.
За истинное нажатие принимается среднеарифметический результат трех
измерений.
11.1.7 Проверку начального нажатия производить при отключенном положении
аппарата аналогично указанному выше, однако:
1) индикатор цепи включать последовательно с контактом или контакто-
держателем и его упором;
2) бумажную полоску закладывать между контактом или контактодержа-
телем и его упором.
11.1.8 Проверку прилегания контактов производить снятием отпечатка
на копировальную бумагу, положенную между контактами при включенном состоянии
аппарата.
11.1.9 Контакты реле и вспомогательные контакты контакторов, имеющие
серебряные напайки, как правило, требуют только очистки замшей от загрязнений.
11.1.10 Грязь и копоть с металлокерамических и серебряных контактов
удалять безворсовой салфеткой, слегка смоченной в бензине (или других моющих
средствах, рекомендованных ВНИИЖТ) или жесткой волосяной щеткой, и
только в случае образования на поверхности контакта наростов или капелек металла
от действия электрической дуги осторожно удалить их напильником с
мелкой насечкой. Потемнение этих контактов не является дефектом.
11.1.11 При подгаре медных контактов, зачистить их щеткой и затем
напильником с мелкой насечкой до металлического блеска, снимая главным образом,
выступы и капли металла с последующей обтиркой слегка смоченной в
бензине салфеткой.
11.1.12 Для очистки от пыли применять обдувку сухим сжатым воздухом
давлением 0,15..0,2 МПа (1,5..2 кгс/см2).
11.1.13 Для обтирки изоляционных поверхностей применять салфетки,
слегка смоченные в чистом бензине (кроме деталей, покрытых асфальтовым лаком),
или в техническом спирте. Растворители, воду или масло для этой цели
применять не допускается.
11.1.14 Электрические контактные соединения контролировать простукиванием
твердым неметаллическим предметом, визуально, а также выборочной
подтяжкой. При обнаружении хотя бы одного ослабленного крепления
должны быть проверены все соединения. Состояние паяных соединений контролировать
визуально. При обнаружении хотя бы одного повреждения необходимо
проверить паяные соединения аппарата.
11.1.15 Не рассоединять штепсельные разъемы электрических аппаратов,
находящихся под напряжением.
11.1.16 Проверку активного сопротивления резисторов и катушек производить
измерительными мостами, омметрами или методом амперметра-
вольтметра. Измерение электрического сопротивления производить при значе-
ниях тока и напряжения источника питания не больше номинальных для данного
аппарата, провода вольтметра присоединять либо прижатием в соответствующих
точках токоведущей цепи аппарата остро отточенных игл, которыми заканчиваются
провода, либо привинчиванием наконечников.
11.1.17 В зависимости от конструкции аппарата его работу характеризуют
следующие параметры:
1) уставка по току, напряжению;
2) качество электропневматического привода;
3) характеристика (блоков автоматики).
Проверку указанных параметров аппарата производить при его рабочем
положении и снятом кожухе. Источник энергии и схема питания должны обеспечивать
стабильность напряжения (тока) при срабатывании аппарата.
Напряжение срабатывания аппаратов с катушкой напряжения постоянного
тока определять, измеряя ток срабатывания и умножая его величину на сопротивление
(активное) катушки, соответствующее ее тепловому состоянию. За
истинную проверяемую величину принимать среднеарифметический результат
трех проверок.
11.1.18 Проверку герметичности аппарата производить измерением
утечки воздуха через его привод или вентиль, соединяемый с резервуаром вместимостью
1 л, наполненным воздухом под давлением 0,675 МПа (6,75 кгс/см ).
Допускается снижение давления в резервуаре через 10 мин на величину
не более 10 % для электропневматических вентилей и не более 5 % для диа-
фрагменных или поршневых приводов.
11.1.19 Проверку сопротивления изоляции производить в холодном состоянии
аппарата мегомметром на 500 В для аппаратов низковольтных и на
1000 В для аппаратов высоковольтных цепей. Измерение сопротивления изоляции
производить:
1) между соседними электрически независимыми токоведущими частями
аппарата;
2) между всеми электрическими разъединяющимися в процессе работы
аппарата токоведущими частями;
3) между всеми токоведущими частями и частями, к которым при обслуживании
возможны прикосновения (например, оболочки, рукоятки);
4) между всеми токоведущими частями и заземленными металлическими
частями аппарата.
Аппараты, имеющие изоляционную плиту, при проверке устанавливать
на металлическое основание. Измерение производить между всеми токоведущими
частями и металлическим основанием.
При проверке изоляции блоков или панелей с полупроводниковыми элементами
последние должны быть закорочены перемычками на самих элементах,
либо на контактах штепсельных разъемов.
Сопротивление изоляции отдельного аппарата должно быть не ниже 40
МОм, кроме некоторых аппаратов, сопротивление изоляции которых приведено
ниже:
1) регуляторы напряжения, контакторы типа ПК — не менее 10 МОм;
2) датчик-реле уровня типа ДРУ — не менее 20 Мом.
11.2 Переключатели электропневматические серии ППК-8000
Ремонт необходимо проводить в соответствии с руководством по эксплуатации
на данные переключатели, входящим в комплект документов, поставляемых
с тепловозом.
11.2.1. Для снятия и разборки привода:
1) отвернуть четыре гайки крепления цилиндра к основанию и снять привод;
2) снять электропневматические вентили с цилиндра;
3) отвернуть болты крепления и снять крышки с цилиндра;
4) извлечь поршень в сборе из цилиндра;
5) снять с поршня манжеты и сальники;
6) отвернуть гайки со штока;
7) снять со штока уплотнительное кольцо, поршни, втулки и диски.
Сборку привода производить в порядке, обратном разборке.
11.2.2 Измерение конечного нажатия контактов главной цепи переключателя
осуществлять при помощи специального приспособления.
Перед измерением переключить подвижные контакты в одно из крайних
положений. Показание динамометра должно быть от 25 до ЗОН (от 2,5 до
3,0кгс).
Для пересчета нажатия пользоваться величинами, указанными в руководстве
по эксплуатации.
Конечное контактное нажатие регулировать изменением нажатия пружины
(поворотом регулировочной гайки или установкой регулировочных прокладок).
11.3 Контакторы электропневматические серии ПК-1000
При проведении ремонта необходимо в обязательном порядке руководствоваться
комплектом документов (руководство по эксплуатации) на данные
контакторы, входящий в комплект документов, поставляемых с тепловозом.
11.3.1 Разборку контакторов ПК-1146 производить в следующей последовательности
(см. руководство по эксплуатации):
1) демонтировать дугогасительную камеру;
2) отвернуть гайку крепления к неподвижному контакту и отсоединить
гибкий вывод;
3) отвернуть гайки, вытащить болты крепления пневмопривода к стенкам
и снять пневмопривод вместе с подвижными контактами и блоком вспомогательных
контактов, установить пневмопривод в тисках горизонтально, закрепив
его за поверхность крепления к стенкам контактора;
4) отсоединить провода электропневматического вентиля от клеммной
панели;
5) отвернуть крепление и снять блок вспомогательных контактов, опору
дугогасительной камеры, электропневматический вентиль, уплотнительную
прокладку с втулками;
6) снять шплинты и выбить ось подвижных контактов при помощи прутика,
диаметром от 5 до 6 мм или отвертки;
7) установить прутик (или отвертку) в отверстие рычага подвижного дугогасительного
контакта и в канавку контактного мостика, нажимая одной рукой
на контактный мостик;
выбить ось из другого отверстия штока;
9) нажимая одной рукой на контактный мостик, вытащить прутик (отвертку)
и снять контактный мостик, рычаг и пружину дугогасительного мостика
с подпятником;
10) отвернуть болты и снять крышку пневмопривода, уплотнительное
кольцо с цилиндра;
11) отвернуть контрящую гайку штока, отвернуть гайку поршня, придерживая
поршень рукой;
12) снять шайбы, уплотнительное кольцо, поршень со штока, вытащить
пружины и шток из цилиндра;
13) снять с поршня манжеты и сальник при помощи отвертки;
14) снять крепление вывода неподвижного дугогасительного контакта,
снять полюса и неподвижный дугогасительный контакт;
15) отвернуть болты крепления стенок, снять стенку с бобышкой, втулку,
выводы и рейку (стойку).
11.3.2 Разборку контактора ПК-1616 производить в следующей последовательности
(см. руководство по эксплуатации):
1) отвернуть винты крепления траверсы с дугогасительными камерами и
снять их с кронштейна;
2) отсоединить электромагниты от системы подвижных главных контактов;
3) снять вилку с подвижной траверсы, предварительно отвернув болты
крепления;
4) отсоединить провода электропневматического вентиля от клеммной
панели, отвернуть болты крепления вентиля к воздухопроводу и снять вентиль,
прокладку со втулками;
5) отвернуть болты крепления стойки к кронштейну и винты крепления
клеммных панелей к стойке;
6) снять шплинт со штанги, отвернуть гайку крепления стойки к штанге со
стороны воздухопровода;
7) снять стойку со стороны воздухопровода, снять воздухопровод (с
поршнем) со штанги;
снять с поршня манжеты и сальник; снять со штанги резиновое кольцо,
уплотняющее воздухопровод;
9) снять со штанги подвижную траверсу, пружину (при этом вместе с цилиндром
пневмопривода снять амортизатор, расположенный между торцевой
поверхностью поршня и цилиндра);
10) при помощи отвертки снять со штанги манжеты и сальник, располо-
женные под цилиндром пневмопривода;
11) отвернуть гайки болтов крепления блока вспомогательных контактов
к неподвижной траверсе и снять блок;
12) отвернуть болты крепления неподвижной траверсы к кронштейну и
снять ее со штанги.
11.3.3 При проверке параметров, провал контактов главной цепи контакторов
ПК-1146 проверять по расстоянию между основанием контактного мостика
и выступом штока, а контакторов ПК-1616 — по расстоянию между основанием
и пластиной контакта.
11.4 Контакторы МЕС
11.4.1 При осмотре контакторов проверять надежность всех крепежных
соединений, отсутствие механических затираний и чистоту главных и вспомогательных
контактов.
11.4.2 В контактной системе проверить состояние контактных напаек и
основные параметры контактов в соответствии с приложением В.
11.4.3 Для обеспечения надежной работы контакторов типа МК6 необходимо
соблюдать полярность установки дугогасительной камеры и магнитов
(при сборке аппаратов) в соответствии с руководством по эксплуатации (южные
полюса магнитов маркируются красным цветом), а также полярность подключения
самого контактора.
11.5 Реле управления РПУ
11.5.1 При ремонте очистить от загрязнений, тщательно осмотреть, проверить
чистоту контактов. Проверить сопротивление изоляции и сопротивление
катушек. Катутттки с неустранимыми дефектами заменить.
Ослабление втулок в рычагах устранить установкой втулок большего
диаметра. Зазоры между осями и втулками не должны превышать 0,3 мм.
Проверить параметры контактов собранного электрического аппарата.
Для замены деталей, разборку реле РПУ-3 производить в следующем порядке:
1) поджать колодку траверсы с пружиной до упора, придерживая якорь
реле, переместить траверсу с подвижными контактами в среднее положение
(чтобы контакты не соприкасались) и извлечь траверсу движением в сторону
катушки;
2) поджать мостиковый контакт до упора, развернуть на 90° и извлечь;
3) вывинтив болт крепления, снять сердечник с катушкой и пружиной.
Собрать реле в обратном порядке. Проверить свободный ход якоря, а также
параметры контактов.
11.6 Реле РМ
11.6.1 При ремонте снять реле с тепловоза, снять кожух (см. руководство
по эксплуатации), для чего отвернуть две гайки, предварительно сняв пломбу,
снять основание, отвернув два винта. Произвести ревизию деталей и необходимый
ремонт.
Для снятия катушек отпаять выводные концы от болтовых клемм, отвернуть
винты, крепящие ярмо к основанию, снять якорь, отвернуть два винта, которыми
он прикреплен к противовесу, снять упорное кольцо, выпрессовать сердечник,
освободив катушки.
Для замены блока контактов отвернуть два винта, крепящие блок контактов
к основанию, отпаять провода, соединяющие контактные пластины с болтовыми
клеммами.
11.6.2 Настройку хода якоря и контактов реле РМ-1000 производить согласно
руководства по эксплуатации реле.
11.7 Автоматические выключатели
11.7.1 Выключатели типов АЕ-25, ВА заменить при ТР600 независимо от
состояния.
11.7.2 На ТР600 производить профилактический осмотр состояния выключателей
типа В А.
При этом снять пламегаситель, крышку, закрывающую зажимы и крышку
выключателя. Снять, осмотреть и очистить дугогасительные камеры, а также закопченные
детали во всех доступных местах. Проверить затяжку винтов, целость
пружин.
ВНИМАНИЕ!
Запрещается зачищать контакты, а также другие детали
наждаком или напильником. Если толщина металлокерамического слоя
контакта или провал контактов меньше 0,5 мм, выключатель заменить.
Проверить сопротивление изоляции. Осмотр выключателей рекомендуется
производить также после каждого второго срабатывания при коротком замыкании.
11.8 Порядок настройки реле заземления.
Данная операция выполняется при работающем дизеле.
11.8.1 С помощью комбинированного переносного омметра или мультиметра
установить следующие величины сопротивлений в цепи реле заземления:
СР31 — 200 Ом, CP33+CP34 (суммарное) — 600 Ом. Включить отключатели реле
заземления ВР31 и ВР32.
11.8.2 Заземлить минусовую цепь тягового выпрямителя, установив перемычку
на один из выходов (любой из проводов 111, 211, 311, 411, 511 и 611
на контактах тормозного переключателя). Перемычку выполнять проводом сечением
не менее 1,5 мм2.
11.8.3 При запущенном дизеле производить набор тяговых позиций (в
движении) для обеспечения роста напряжения на тяговых электродвигателях.
При напряжении 60-100 В реле заземления должно сработать (происходит
сброс нагрузки и на дисплее появляется тревожное сообщение).
Установить нулевую позицию контроллера машиниста и убедиться, что
реле осталось включённым.
Произвести отключение реле заземления РЗ с помощью кнопки «Возврат
реле заземления».
Регулировка напряжения срабатывания производиться при помощи рези-
стора СР32.2 (при увеличении сопротивления резистора напряжение срабатывания
возрастает, и наоборот).
11.8.4 Аналогичную проверку произвести, заземлив плюсовую цепь тягового
выпрямителя (установить перемычку на один из шунтов RS3-RS8). При
этом регулировка напряжения срабатывания производиться при помощи резистора
СР32.1.
12. ПРОВЕРКА СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ
ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ ТЕПЛОВОЗА
12.1 Сопротивление изоляции должно быть:
— цепи управления относительно корпуса — не менее 0,5 МОм;
— силовые цепи относительно корпуса — не менее 1,5 МОм;
— цепи управления относительно силовых цепей — не менее 1,5 МОм.
Сопротивление изоляции определяется при помощи мегомметра с рабочим
напряжением 500 В — для цепей управления и 1000 В — для силовых цепей,
прошедшего поверку в установленном порядке.
12.2 Проведение измерений.
12.2.1 При измерении сопротивления изоляции цепей управления необходимо
отключить все разъёмы от УОИ, тягового выпрямителя А1, выпрямителя
возбуждения (А2), ВДУ1, PH, системы безопасности движения, регулятора частоты
вращения коленчатого вала дизеля, системы контроля топлива АСК, блока
тормозного оборудования, кондиционера и пожарной сигнализации. Отключить
автоматический выключатель «Радиостанция». Включить автоматический
выключатель «Управление общее».
Один измерительный провод надёжно соединить с корпусом тепловоза а
второй поочерёдно к нижним клеммам «+110В» и «-110В» отключенного рубильника
батареи.
12.2.2 При измерении сопротивления изоляции силовых и вспомогательных
цепей необходимо провести отключение аппаратуры в соответствии с
п. 12.2.1, а также отключить рубильники защиты реле заземления (ВР31 и
ВР32).
Входы и выходы в тяговом выпрямителе необходимо закоротить и объединить
между собой при помощи медного провода сечением не менее 1 мм2.
Включить автоматические выключатели QF1-QF7. Рубильник батареи
выключить.
При измерении сопротивления изоляции силовой цепи один провод мегомметра
соединить с корпусом тепловоза, а другой к объединённым силовым
входам и выходам в тяговом выпрямителе.
12.2.3 При проверке сопротивления изоляции между силовыми цепями и
цепями управления один провод мегомметра подключить поочерёдно к нижним
клеммам «+110В» и «-110В» отключенного рубильника батареи, а второй к
объединённым силовым входам и выходам в тяговом выпрямителе.
12.3 Допускается снижение общего сопротивления изоляции в межремонтный
период высоковольтных цепей и цепей трехфазных вспомогательных
электродвигателей до 0,7 МОм и низковольтных до 0,3 МОм.
13. РЕОСТАТНЫЕ ИСПЫТАНИЯ
Регулировку электрической передачи, а также элементов вспомогательного
электрооборудования тепловоза производить в соответствия с приложением
Г.
Испытания проводятся при температуре, атмосферном давлении и влажности,
существующих в период проведения испытаний тепловоза.
Во время реостатных испытаний работа узлов тепловоза при работающем
дизеле должна непрерывно контролироваться машинистом или лицом, его заменяющим,
для своевременного принятия мер при возникновении неисправностей
и предотвращения аварийного состояния.
14. МЕРОПРИЯТИЯ ПО ПЕРЕХОДУ
НА ЗИМНИЙ И ЛЕТНИЙ ПЕРИОДЫ
ЭКСПЛУАТАЦИИ ТЕПЛОВОЗА
Мероприятия по переводу тепловозов на зимние или летние условия эксплуатации
проводятся локомотивными депо в зависимости от климатических регионов
нашей страны при переходе через среднесуточную температуру 278 К (5 °С) в соответствии
с инструкцией №814р.
14.1 При подготовке тепловоза к эксплуатации в зимний период необходимо
выполнить следующие работы:
1) слить воду из бака устройства для обмыва лобовых стекол кабины машиниста
и промыть бак;
2) открыть вентиль (см. рис. 12) на трубопроводе охлаждающей жидкости и
при работающем дизеле убедиться в обогреве топливоподогревателя, бака санузла,
при необходимости выпустить паровоздушную смесь;
3) проверить уплотнение крышек, смотровых люков электрических машин;
4) проверить исправность уплотнения опорно-возвращающих устройств кузова;
5) проверить плотность прилегания створок жалюзи;
6) навесить на боковые жалюзи холодильной камеры утеплительные щиты.
Подвижную заслонку утеплительных щитов установить в положение «Открыто»
или «Закрыто» или в промежуточное положение в зависимости от температуры
теплоносителей дизеля;
7) заменить летнюю смазку зимней согласно Приложению А;
довести плотность электролита заряженной аккумуляторной батареи согласно
инструкции по эксплуатации батареи, следить за состоянием электролита.
14.2 При постановке тепловоза в депо во избежание «потения» частей электрооборудования
необходимо вводить тепловоз в стойло депо с прогретым тяговым
электрооборудованием. Прогрев электрооборудования необходимо выполнять
при передвижении тепловоза по путям депо на начальных тяговых позициях и
притормаживая колесные пары. В случае обнаружения «потения» коллекторов и
других частей, протереть их чистой сухой безворсовой салфеткой, затем продуть
теплым сухим сжатым воздухом, после чего измерить величину сопротивления
изоляции мегомметром.
14.3 При подготовке тепловоза к эксплуатации в летний период выполнить
следующие работы:
1) заменить зимнюю смазку на летнюю согласно приложению А;
2) привести плотность электролита в заряженной аккумуляторной батарее согласно
инструкции по эксплуатации батареи;
3) привести в рабочее состояние устройство для обмыва лобовых стекол кабины
машиниста, для чего заполнить бак водой и проверить действие устройства;
4) отключить обогрев топливоподогревателя, бака (санузла) или умывальника;
5) продуть охлаждающие секции холодильной камеры сжатым воздухом,
примятые пластины выправить;
6) демонтировать с боковых жалюзи холодильной камеры утеплительные
щиты.
15. ВВОД ТЕПЛОВОЗА В ДЕПО ОТ ПОСТОРОННЕГО ИСТОЧНИКА ПИТАНИЯ
Для ввода тепловоза в депо от регулируемого источника низковольтного
напряжения выполнить следующее:
1) отключить тяговые электродвигатели тумблерами;
2) установить реверсивный переключатель в необходимое для данного
направления движения рабочее положение. При этом тормозной переключатель
должен занимать положение, соответствующее тяговому режиму;
3) при отключенном внешнем разъединителе подключить кабели от источника
тока (сечением на полюс не менее 90 мм ) к розетке ввода в депо;
4) включить внешний разъединитель и плавно повышая напряжение источника
(не более 50 В) привести тепловоз в движение. При этом ток в цепи
двигателей не должен превышать 600 А;
5) плавно снизить напряжение до нуля и затормозить тепловоз;
6) отсоединить посторонний источник тока.
16. ПОДГОТОВКА К ЭКСПЛУАТАЦИИ НОВОГО ТЕПЛОВОЗА
ИЛИ ПОСЛЕ ДЛИТЕЛЬНОЙ СТОЯНКИ (БОЛЕЕ 15 СУТОК)
16.1 Расконсервировать агрегаты тепловоза в соответствии с инструкцией
№560р.
16.2 Осмотреть и, при необходимости, очистить дизель, тяговый генератор,
стартер-генератор, возбудитель, выпрямительную установку, дизельное
помещение, холодильную, высоковольтную камеру, кабину машиниста и все
остальные агрегаты и аппараты от загрязнений и посторонних предметов.
16.3 Снять крышки, защитные средства с люков корпусов, контактных
колец тягового генератора и возбудителя, стартер-генератора, электродвигателя
компрессора, тяговых электродвигателей, вспомогательных электродвигателей
и электродвигателей вентиляторов ЭДТ. Осмотреть контактные кольца, коллекторы,
щетки, бандажи; проверить сопротивление изоляции (при необходимости
восстановить сушкой).
16.4 Заправить смазкой узлы и агрегаты в соответствии с
Приложением А.
16.5 Заправить тепловоз топливом, маслом, охлаждающей жидкостью,
песком и обеспечить противопожарными средствами.
16.6 Осмотреть через люки блока цилиндров рабочие поверхности втулок
цилиндров, состояние контровки гаек в картере дизеля. Проверить (обстукиванием)
крепление шатунных болтов, болтов крепления подвесок и шпилек
крепления головки к тронку поршня. Осмотреть клапанно-рычажный механизм
цилиндровых крышек.
16.7 Подзарядить аккумуляторную батарею током 35 А до постоянства
плотности электролита и напряжения в течение 2 часов. В конце заряда откорректировать
плотность электролита и его уровень доливкой дистиллированной
воды.
16.8 Включив маслопрокачивающий насос, убедиться в поступлении
масла к коренным и шатунным подшипникам, к верхним головкам шатунов, на
охлаждение поршней, к клапанно-рычажному механизму крышек цилиндров и
подшипникам турбокомпрессора.
16.9 Выполнить работы, предусмотренные подразделом «Подготовка к
пуску дизеля после стоянки тепловоза (1-15 суток)» инструкции по эксплуатации,
а также техническим обслуживанием ТО.
17. ПОСТАНОВКА ТЕПЛОВОЗА В ЗАПАС БОЛЕЕ ЧЕМ НА ПЯТНАДЦАТЬ СУТОК
17.1 Слить охлаждающую жидкость из системы тепловоза.
17.2 Слить топливо из бака и корпусов фильтров.
17.3 Обвернуть плотной бумагой или электроизоляционным картоном
контактные кольца тягового генератора, коллекторы тяговых электродвигателей.
Закрыть люки на выходе охлаждающего воздуха этих машин.
17.4 Снять аккумуляторную батарею с тепловоза для профилактических
мероприятий в соответствии с инструкцией по ее эксплуатации.
17.5 Проверить уровень смазки в тяговых редукторах и, при необходимости,
добавить до максимального уровня.
17.6 Законсервировать узлы и агрегаты тепловоза согласно инструкции,
указанной в разделе 2 п. 2.1.13.
18. КОНСЕРВАЦИЯ, ХРАНЕНИЕ, РАСКОНСЕРВАЦИЯ, ПЛОМБИРОВАНИЕ
18.1 Консервацию, хранение и расконсервацию тепловоза необходимо
производить в соответствия с требованиями инструкции, указанной в разделе 2,
п. 2.1.13.
18.2 Пломбирование тепловоза необходимо производить в соответствии
с инструкцией, указанной в разделе 2 п. 2.1.7.
19. УТИЛИЗАЦИЯ
19.1 Тепловозы по истечению срока службы подлежат разборке.
19.2 Непригодные для дальнейшей эксплуатации и ремонта составные
части и детали тепловозов подлежат утилизации.
19.3 Сборочные единицы и детали тепловозов подлежат сортировке по
материалам и сдаче на утилизацию в места, согласованные санитарноэпидемиологической
службой данного региона.
19.4 Утилизация покупных изделий — в соответствии с нормативными
документами на эти изделия.
-
Магистральный грузовой двухсекционный тепловоз 2ТЭ25КМ. Руководство по эксплуатации:
-
2ТЭ25КМ РЭ Часть 1. Техническое описание
-
2ТЭ25КМ РЭ1 Часть 2. Инструкция по эксплуатации
-
2ТЭ25КМ РЭ2 Часть 3. Инструкция по техническому обслуживанию и текущему ремонту
-
2ТЭ25КМ РЭ3 Часть 4. Альбом иллюстраций
-
3ТЭ25КМ.070.01.000 Э3 Схема электрическая принципиальная
-
18-9ДГ.91РЭ Дизель-генератор 18-9ДГ. Руководство по эксплуатации
-
18-9ДГ.61КДС Дизель-генератор 18-9ДГ. Каталог деталей и сборочных единиц
-
Пневматическое тормозное оборудование тепловоза 2ТЭ25КМ
-
Учебное пособие по тормозам тепловозов 2ТЭ25КМ, ТЭП70
Магистральный грузовой двухсекционный тепловоз 2ТЭ25КМ
Руководство по эксплуатации Часть 3
Всего частей 4
Инструкция по техническому обслуживанию
и текущему ремонту
2ТЭ25КМ РЭ2
Вы можете оставить комментарии от своего имени, через сервисы представленные ниже:

(@admin)
Президент
Присоединился: 2 года назад
Материалы по тепловозам 2ТЭ25КМ
Учебное пособие Особенности устройства тепловоза 2ТЭ25КМ
Тимофеев С. В.
Приволжский учебный центр профессиональных квалификаций
Тема была редактированна 2 года назад от СЦБист
(@admin)
Президент
Присоединился: 2 года назад
Пневматические тормозное оборудование тепловоза 2ТЭ25КМ
(@admin)
Президент
Присоединился: 2 года назад
Устройство эксплуатация и ремонт тепловозов серии 2ТЭ25А (2ТЭ25К)
Зайцев Г. К. 2014 год.

(@admin)
Президент
Присоединился: 2 года назад
Тепловоз 2ТЭ25КМ. Руководство по эксплуатации.
Skip to content
В Поездку






Электронный учебный комплекс
Электронный учебный комплекс предназначен для обучения работников железнодорожного транспорта, связанных с эксплуатацией и ремонтом тепловоза 2ТЭ25КМ. Может использоваться при подготовке и повышении квалификации в учебных центрах ОАО «РЖД», производственных подразделениях компании при технической учёбе. Электронный учебный комплекс подходит для учебно-методического сопровождения теоретической части обучения в организациях среднего профессионального и высшего профессионального образования железнодорожного транспорта.
Электронный учебный комплекс состоит из мультимедийного учебного пособия и комплекта интерактивных плакатов.
Мультимедийное учебное пособие представляет собой программную оболочку, устанавливаемую на автоматизированное рабочее место преподавателя, в которой рассматривается устройство тепловоза в соответствии с определённой структурой при помощи технологий трехмерной компьютерной графики и визуализации.
Структура учебного пособия позволяет поэтапно изучить следующие темы:
1. Основные сведения о тепловозе
История создания тепловозов серии 2ТЭ25КМ, география эксплуатации тепловозов. Назначение, габаритные размеры, краткая техническая характеристика, новые технические решения.
2. Компоновка оборудования
Оборудование локомотива, расположение его на локомотиве (в кабина управления, тамбурах, дизельном помещении, охлаждающем устройстве, блоках крыши) .
3. Механическое оборудование
Механическое оборудования тепловоза, элементы, составляющие механическое оборудование (кузов, тележки, ударно-тяговые приборы, ручной стояночный тормоз). Назначение и устройство тележки тепловоза (рама, колесно-моторные блоки, колесные пары с буксовыми узлами, подвеска тягового электродвигателя, тяговый редуктор, опорно-возвращающее устройство, рессорное подвешивание, тормозная рычажная передача).
4. Силовая установка
Описание силовой установки тепловоза, основные параметры дизельного двигателя, принцип работы. Общие сведения о дизеле Д49, технические характеристики, расположение оборудования на дизель-генераторе.
5. Системы дизельного двигателя
Системы обеспечения работы силовой установки (система подачи топлива, система смазки, система охлаждения, система обеспечения воздухом и отвода отработанных газов). Назначение, принцип работы и устройство систем.
6. Электрическое оборудование
Электрооборудование тепловоза, электрическая передача. Электрические машины (тяговый генератор, тяговые электродвигатели, стартер-генератор, возбудитель, вспомогательные электрические машины). Электрические аппараты (тяговый преобразователь, оборудование аппаратной камеры, блок тормозных резисторов, аккумуляторная батарея).
7. Система управления локомотива
Микропроцессорная система управления, регулирования и диагностики (МПСУ-ТП) Назначение, расположение оборудования, принцип работы, основные выполняемые функции.
8. Приборы безопасности и регистрации
Общие сведения об обеспечении безопасности движения. Применяемые приборы безопасности на тепловозе (Комплексное локомотивное устройство безопасности КЛУБ-У, радиостанция, Телемеханическая система контроля бодрствования машиниста ТСКБМ, Система аудио-видео регистрации, Автоматизированная система контроля и учёта топлива АСК). Назначение, устройство, принцип работы, расположение элементов оборудования на локомотиве.
9. Пневматическое оборудование
Назначение, устройство, принцип работы, расположение элементов оборудования на локомотиве тормозной системы, системы подачи песка и системы автоматики.
10. Система охлаждения электрического оборудования
Назначение, устройство, принцип работы системы охлаждения электрического оборудования. Блоки вентиляции, вентиляторы, устройство для забора и очистки воздуха, воздуховоды.
11. Средства пожаротушения и пожарной сигнализации
Средства пожаротушения, установленные на тепловозе (огнетушители и система обнаружения и тушения пожара). Типы применяемых огнетушителей и их расположение. Назначение, устройство и принцип работы системы обнаружения и тушения пожара.
Используемые средства подачи учебного материала (видео, анимация, интерактивные схемы, чертежи, рисунки) призваны обеспечить интерес обучающихся, наглядность, простоту усвоения, разнообразие форм восприятия материала и контроля знаний.
Комплект интерактивных плакатов
Комплект интерактивных плакатов иллюстрирует отдельные темы учебного пособия с возможностью демонстрации их на сенсорных панелях и стационарных компьютерах.
Электронный учебный комплекс разработан в соответствии с нормативной документаций завода-изготовителя и прошёл экспертизу у профильных экспертов.
Комплект поставки
В комплект поставки электронного учебного комплекса входит два флэш-носителя:
∎ установочный пакет мультимедийного учебного пособия с комплектом интерактивных плакатов;
∎ аппаратный лицензионный ключ.
Системные требования
Минимальные требования к компьютеру, на который планируется установка и работа программного комплекса:
∎ процессор Intel Core i5 или аналогичный;
∎ видеокарта Nvidia GeForce 1050 или аналогичная;
∎ оперативная память не менее 8 ГБ
∎ не менее 10 ГБ свободного места на жёстком диске.
Стоимость электронного учебного комплекса предоставляется по запросу.

Всем привет!
Параллельно на заводе вдыхают жизнь в ещё один тепловоз.Сразу скажу, забегая вперёд, он мне очень понравился.Вот бы нам на БАМ такие…Думаю со мной согласится всё депо ТЧЭ-11.Давайте я Вам покажу и расскажу немного о нём и всё станет понятно, почему.


Локомотив создан совместно специалистами Трансмашхолдинга, Брянского машиностроительного завода и ОАО «Российские железные дороги».
В сравнении с тепловозами массовых серий 2ТЭ25КМ обеспечивает увеличение массы перевозимых грузовых составов, снижение эксплуатационных расходов. Это достигается за счет увеличенного коэффициента использования мощности дизеля, повышенного сцепного веса. Кабина машиниста отвечает всем современным требования безопасности и комфорта. Применяется система пассивной безопасности, защищающая локомотивную бригаду при аварийном столкновении; установлена система кондиционирования воздуха. Автономный обогреватель обеспечивает дополнительный обогрев. Для улучшения условий работы локомотивной бригады используются новые вибродемпфирующие материалы. Улучшена эргономика кабины машиниста и тепловоза в целом.
Одним из ключевых преимуществ нового тепловоза является простота и удобство в облуживании за счет легкодоступности и технологичности его основных узлов. Такое решение позволит сократить время нахождения данного тепловоза на техническом обслуживании и ремонте.

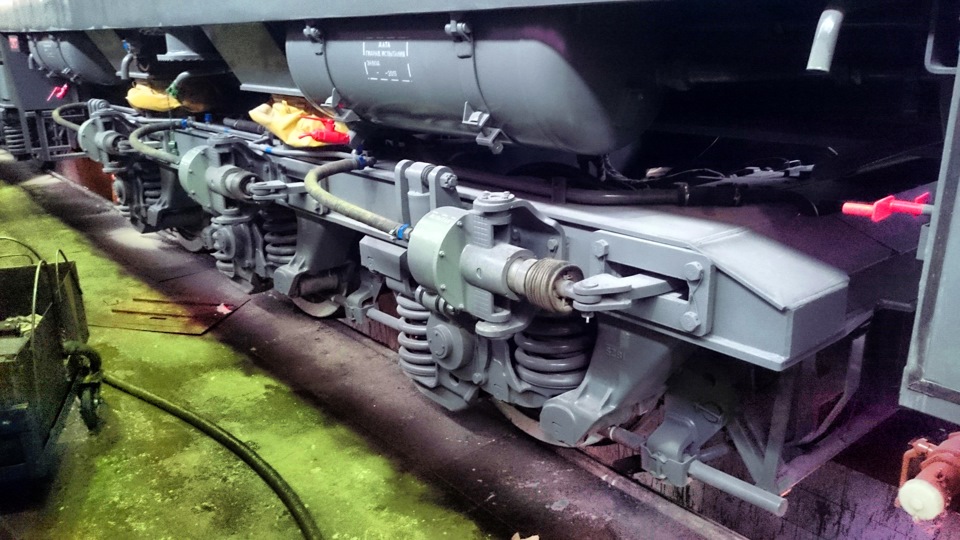

2ТЭ25КМ — модификация тепловоза 2ТЭ25 с коллекторным тяговым приводом, созданная на основе технических решений тепловозов 2ТЭ25К/А и 2ТЭ116У, отличаясь значительной унификацией с последним. Предпосылкой к созданию тепловоза 2ТЭ25КМ послужил политический кризис, затронувший Луганский тепловозостроительный завод. Ввиду неопределённости с дальнейшими поставками тепловозов серии 2ТЭ116У для РЖД, была поставлена задача в сжатые сроки создать аналог данного тепловоза для производства на Брянском машиностроительном заводе с минимальным переоснащением его производственных мощностей.

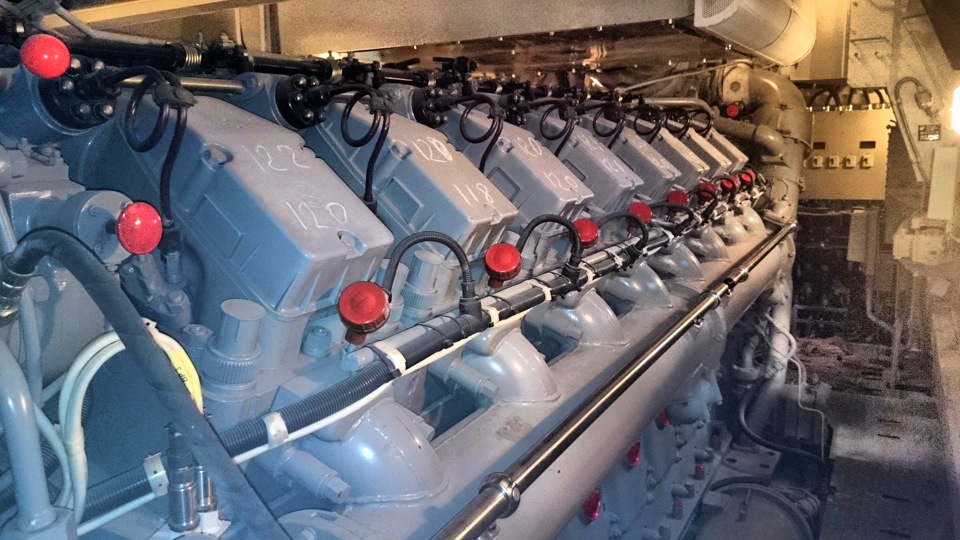


Конструкция.
В отличие от тепловозов серий 2ТЭ25К и 2ТЭ25А, оснащён аналогичными установленным на 2ТЭ116У дизель-генераторами 18-9ДГ в составе 16-цилиндрового дизеля типа 5Д49 и синхронного тягового генератора. Экипажная часть использует унифицированную бесчелюстную тележку, аналогичную тележке тепловоза 2ТЭ116У. Кузов унифицирован с кузовом тепловоза 2ТЭ25А, главная рама перепроектирована с учётом размещения дизель-генератора 18-9ДГ. По сравнению с последним, изменено расположение оборудования; установлен КЛУБ (вместо БЛОК); отсутствие датчиков ДПС (остались только КЛУБовские).



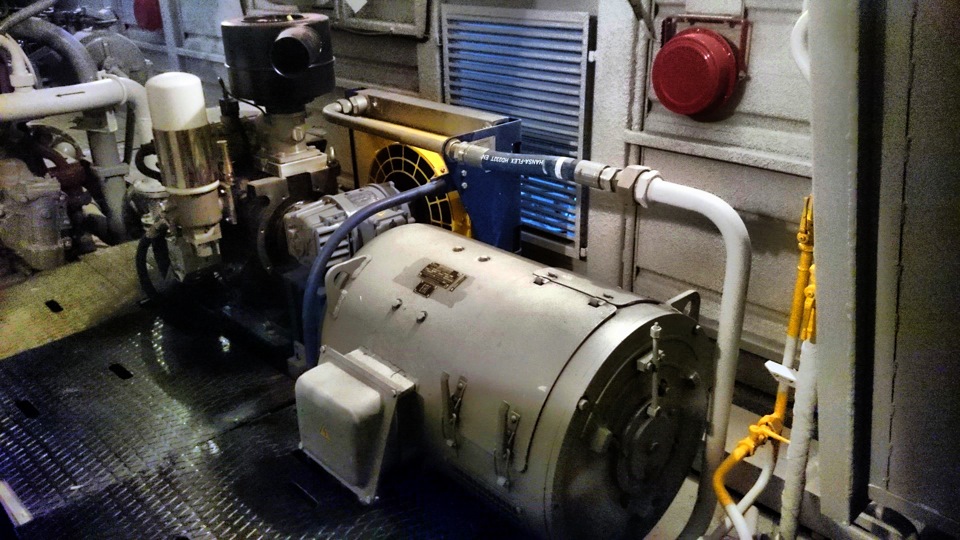
В качестве тяговых двигателей используются двигатели постоянного тока ДТК-417Ц номинальной мощностью 420 кВт производства НЭВЗ. Номинальный ток — 890 А, максимальный ток — 1130 А (не более 2-х минут).
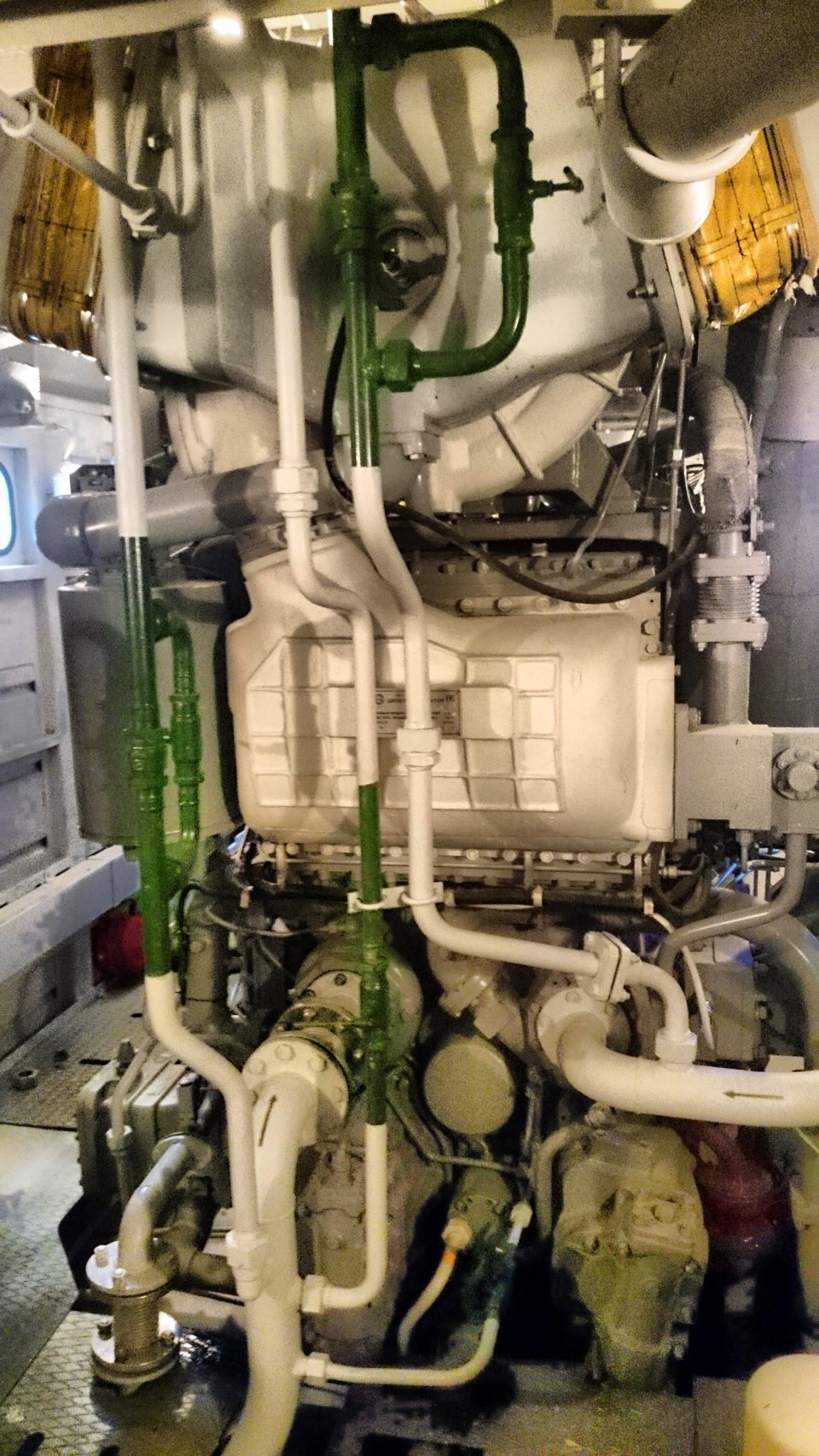


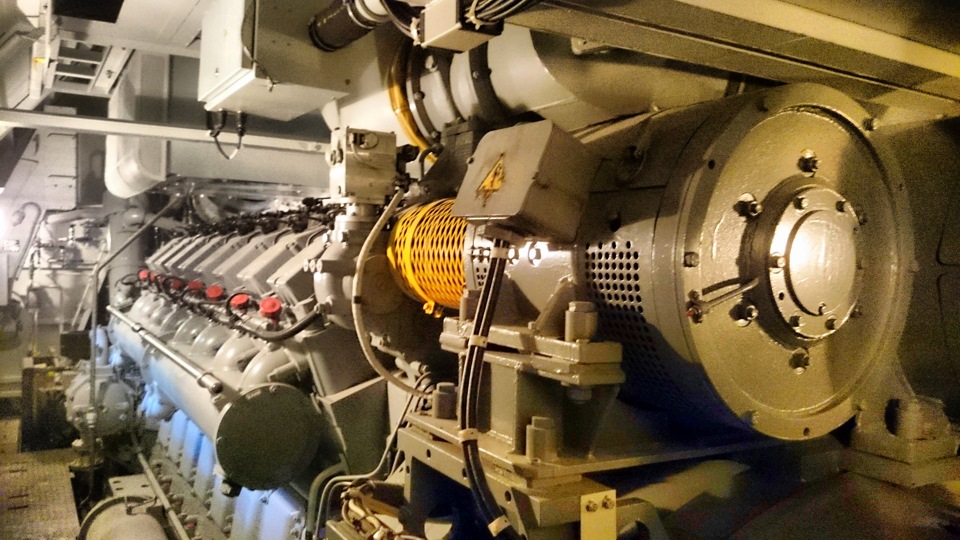
Динамические характеристики.
При одинаковой с 2ТЭ116У мощности дизеля (2650 кВт на секцию) и силе тяги длительного режима (2х323 кН) 2ТЭ25КМ имеет большую силу тяги при трогании с места (2х419 кН против 2х403,5 кН) и большую мощность реостатного тормоза (2800 кВт против 2700 кВт на секцию).

На этом пока всё, всем спасибо и до встречи.
