В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Содержание статьи
- 1 Азы электросварки
- 1.1 Виды электросварки
- 1.2 Технология сварочных работ
- 2 Как научиться варить сваркой
- 2.1 Как подключать электрод
- 2.2 Начало сварки: зажигаем дугу
- 2.3 Наклон электрода
- 2.4 Движения электрода
- 3 Как правильно сваривать металл
- 3.1 Как выбрать ток для сварки
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
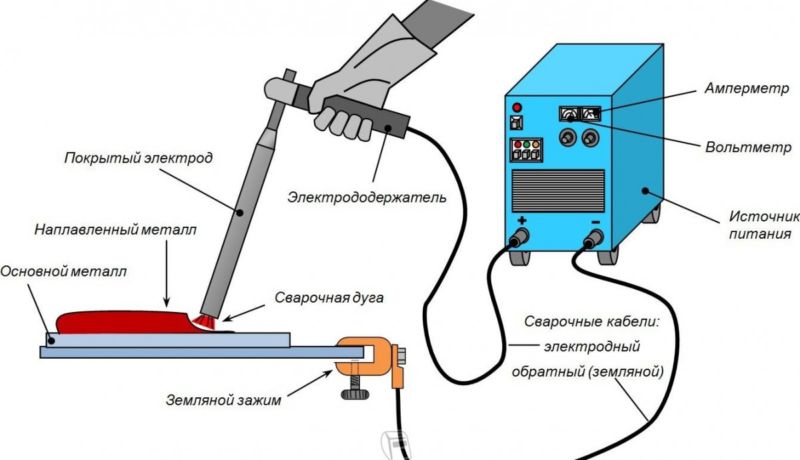
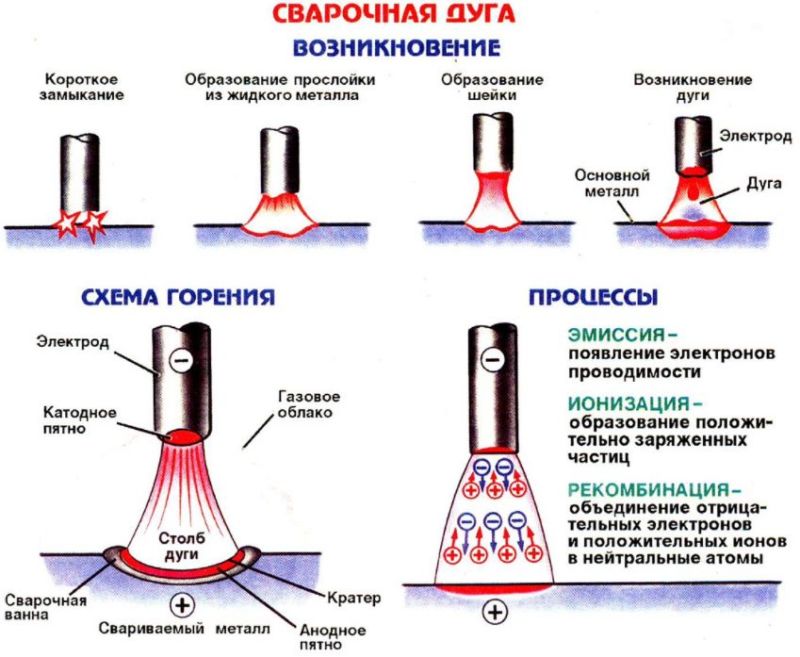
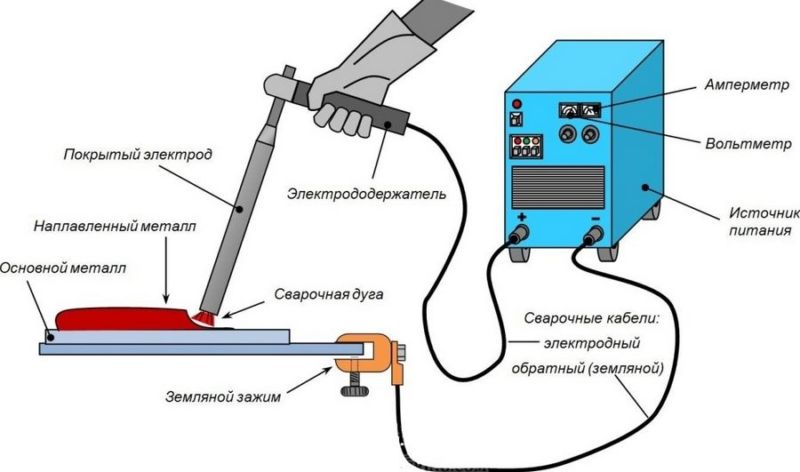
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
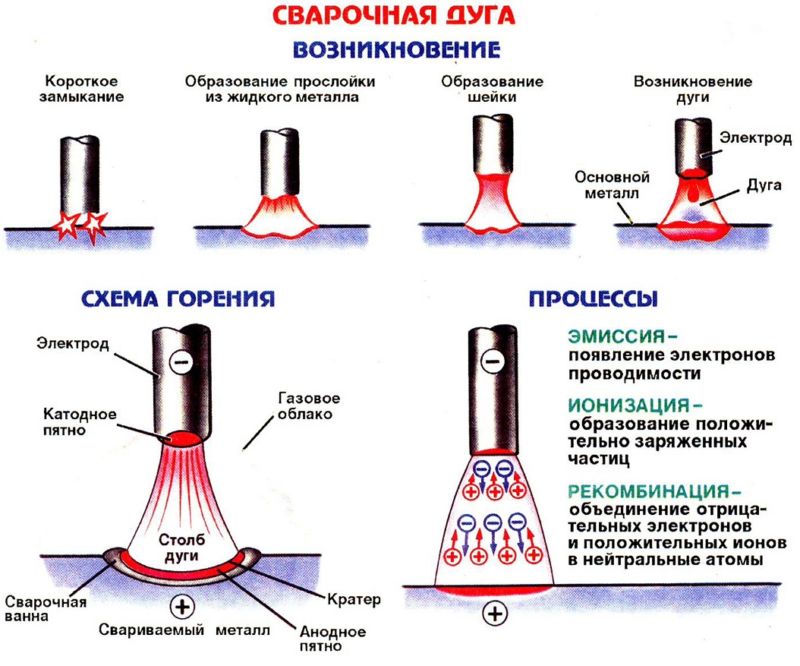
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

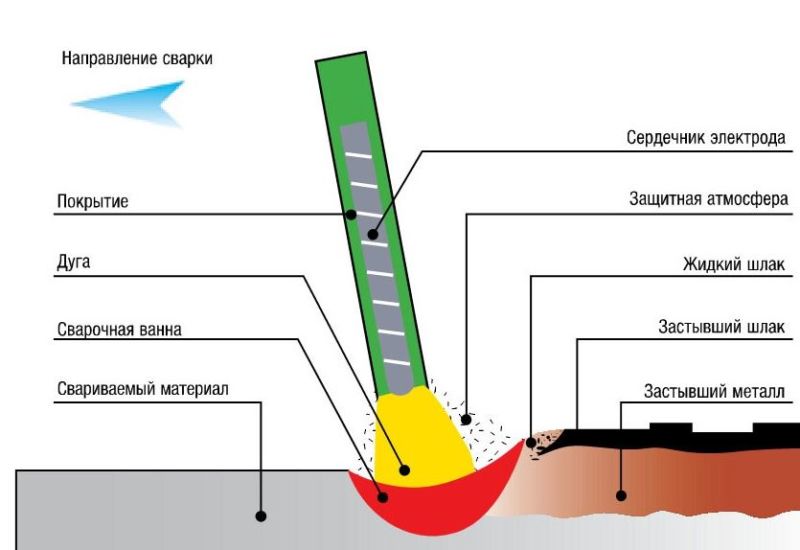
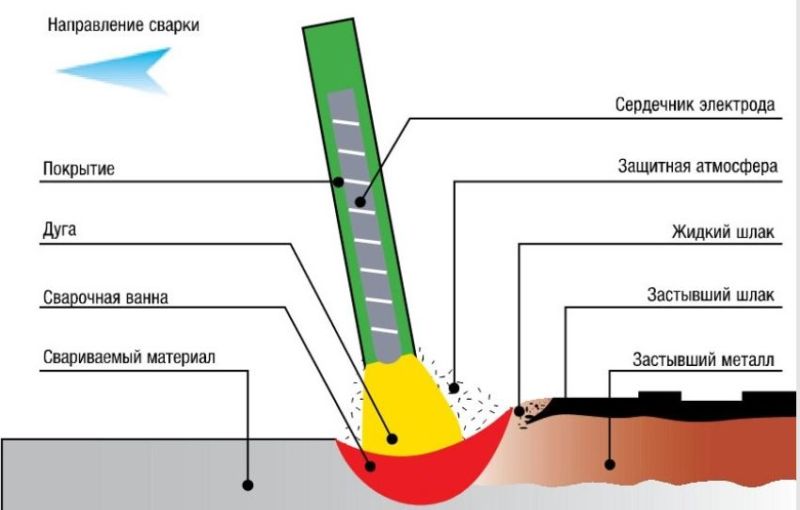
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
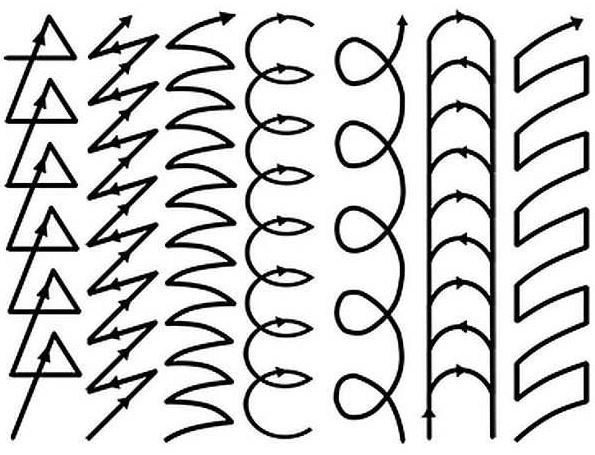
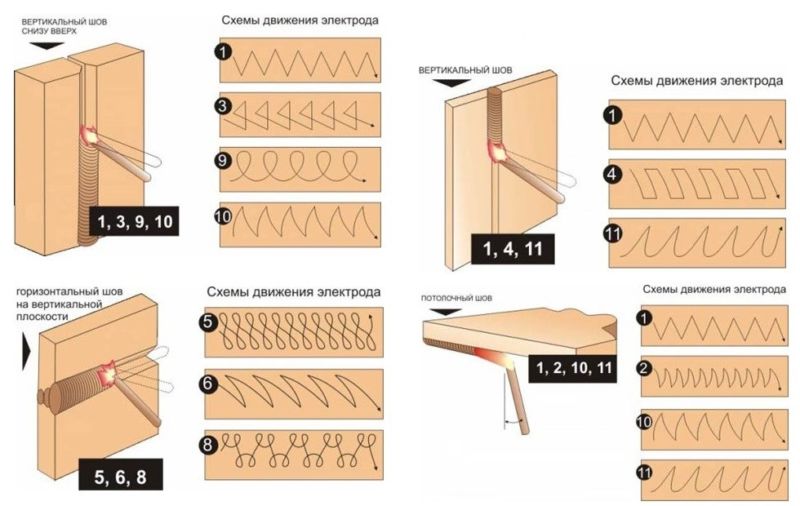
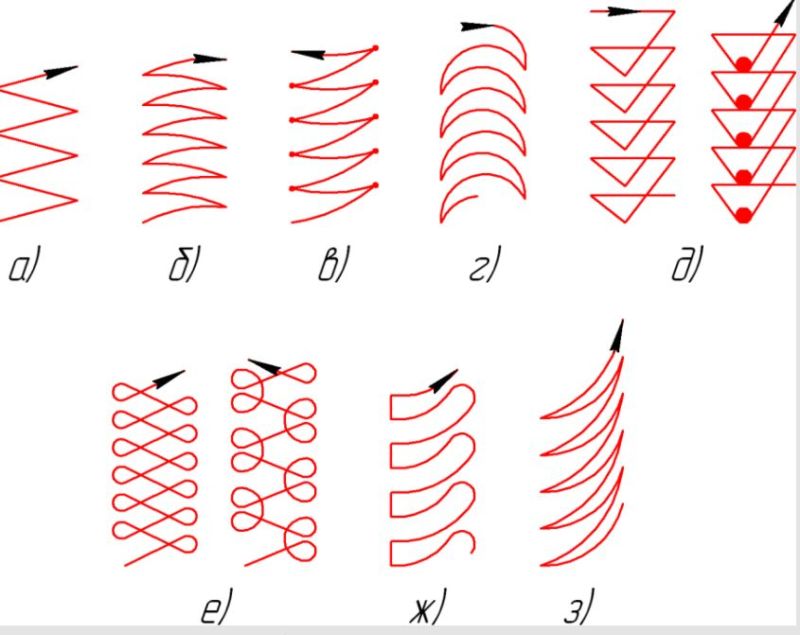
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

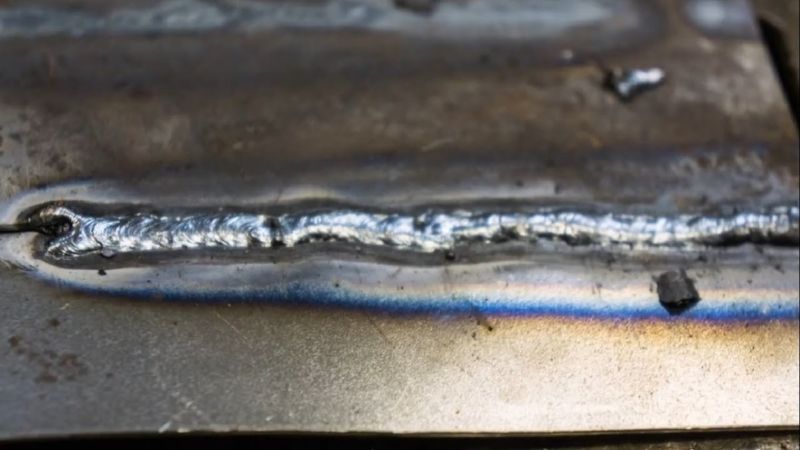
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.

Содержание
- 1 Перед началом сварки инвертором или азы электросварки
- 2 Инвертор: внешний осмотр оборудования
- 3 Азы электросварки
- 4 Урок по сварке инвертором для начинающих (пошаговая инструкция)
- 5 Контроль дугового промежутка
- 6 Как правильно сформировать сварочный шов и какие бывают дефекты
- 7 Прямая и обратная полярность при сварке инвертором
- 8 Влияние скорости подачи электрода
- 9 Влияние силы тока
- 10 Сварочный процесс инвертором тонких металлических листов
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
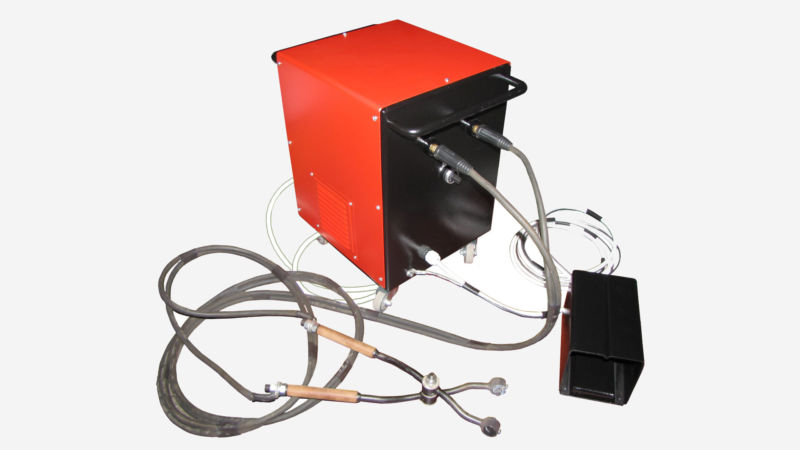
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
-
включение и выключение аппарата выполняется тумблером,
-
величина тока и напряжения выставляется ручками на передней панели,
-
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
-
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
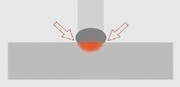
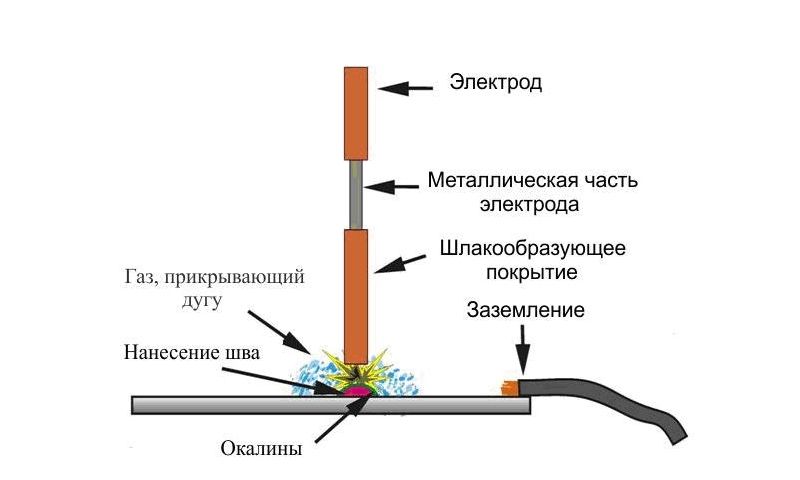
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
-
закрытая кожаная обувь на толстой подошве.
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_01.28_[2013.09.25_08.58.09]](https://o-builder.ru/wp-content/uploads/2013/09/%D0%A0%D0%B0%D0%B1%D0%BE%D1%82%D0%B0-%D1%81%D0%BE-%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%BC-%D0%B8%D0%BD%D0%B2%D0%B5%D1%80%D1%82%D0%BE%D1%80%D0%BE%D0%BC-ForumHouseTV.mp4_snapshot_01.28_2013.09.25_08.58.09-300x168.jpg)
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
-
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
-
Обеспечьте качественное освещение места выполнения работ.
-
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_01.51_[2013.09.25_09.10.51]](https://o-builder.ru/wp-content/uploads/2013/09/%D0%A0%D0%B0%D0%B1%D0%BE%D1%82%D0%B0-%D1%81%D0%BE-%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%BC-%D0%B8%D0%BD%D0%B2%D0%B5%D1%80%D1%82%D0%BE%D1%80%D0%BE%D0%BC-ForumHouseTV.mp4_snapshot_01.51_2013.09.25_09.10.51-300x168.jpg)
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы. Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_02.14_[2013.09.25_09.02.10]](https://o-builder.ru/wp-content/uploads/2013/09/%D0%A0%D0%B0%D0%B1%D0%BE%D1%82%D0%B0-%D1%81%D0%BE-%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%BC-%D0%B8%D0%BD%D0%B2%D0%B5%D1%80%D1%82%D0%BE%D1%80%D0%BE%D0%BC-ForumHouseTV.mp4_snapshot_02.14_2013.09.25_09.02.10-300x168.jpg)
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину ( накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_02.28_[2013.09.25_09.05.47]](https://o-builder.ru/wp-content/uploads/2013/09/%D0%A0%D0%B0%D0%B1%D0%BE%D1%82%D0%B0-%D1%81%D0%BE-%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%BC-%D0%B8%D0%BD%D0%B2%D0%B5%D1%80%D1%82%D0%BE%D1%80%D0%BE%D0%BC-ForumHouseTV.mp4_snapshot_02.28_2013.09.25_09.05.47-300x168.jpg)
9. Вот, что приблизительно у нас должно получиться.
![Работа со сварочным инвертором (ForumHouseTV).mp4_snapshot_02.41_[2013.09.25_09.45.14]](https://o-builder.ru/wp-content/uploads/2013/09/%D0%A0%D0%B0%D0%B1%D0%BE%D1%82%D0%B0-%D1%81%D0%BE-%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%BC-%D0%B8%D0%BD%D0%B2%D0%B5%D1%80%D1%82%D0%BE%D1%80%D0%BE%D0%BC-ForumHouseTV.mp4_snapshot_02.41_2013.09.25_09.45.14-300x168.jpg)
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.

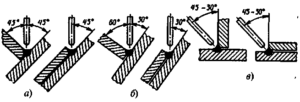
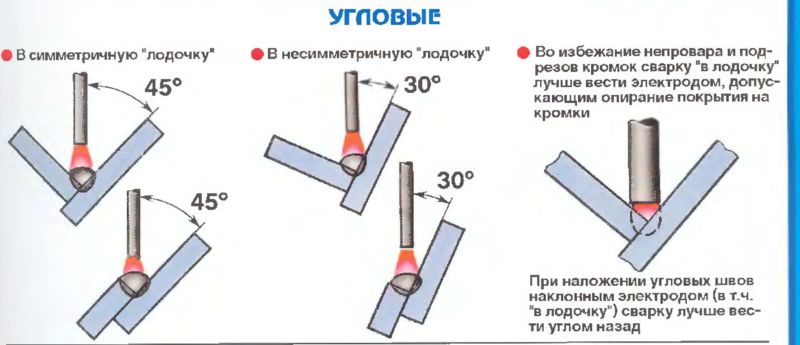
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки — движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.

При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.

Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла — деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
- Если вы хотите, чтобы сварочный шов на металлическом листе получился максимально качественным и на листах не образовались дыры, нужно следить за тем, чтобы при сварочном процессе вам был виден шов.
-
Обучение сварочному делу начинайте со сварки в нижнем положении. Освоив процесс, переходите к сварке кольцевых швов и только потом приступайте к вертикальным.
-
Проще всего соединение осваивать при размещении пластин внахлест. В этом случае вы гарантировано не приварите лист металла к столу.

-
При выполнении соединений угловых и в тавр очень трудно сделать качественный шов, наблюдается слив металла на одну из сторон. Можно упростить работы, расположив детали «в лодочку», рисунок б).

-
Вертикальные швы выполнить очень тяжело. Для информации: они наносятся снизу вверх.
-
Все дефекты устраняются ремонтом. Для этого удаляют участок шва и накладывают шов еще раз. Или подваривают участок шва.
-
Для того чтобы полностью проварить толстый металл, на нем выполняют разделку кромок, по простому делают фаску. И между кромками выдерживают небольшой зазор от 0,5 мм.

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
 От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:
- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
Минимальный набор защиты позволит избежать травм, которые легко получить без опыта. Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:

!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.
Не менее важным станет вид покрытия электрода:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.
- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:

Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:
- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.

Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Во время сварки нужно удерживать электрод на расстоянии 2-3 мм от заготовки. Угол, под которым он должен находиться, варьируется в пределах от 30 до 60 градусов. Обратите внимание на то, что от угла зависит область применения:
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.

Как минимизировать ошибки в работе. Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:
- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.

*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).

3. Процесс проходит с использованием постоянного тока и обратной полярности. Только в таких условиях удается разрушить оксидную пленку с помощью катодного распыления.
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
На чтение 6 мин Просмотров 2.3к.
Обновлено 16.03.2022
Для соединения металлических деталей друг с другом применяется сварка. Небольшие запчасти может сварить практически любой человек — достаточно иметь под рукой лишь необходимое оборудование и инструменты. В нашей небольшой статье узнаем, как выполняется ручная дуговая сварка и что нужно знать начинающему для правильного проведения работ.
Виды электросварки

В технике сваркой называют соединение металлических запчастей путем расплавления краев заготовок и присадочного материала. В результате сварочных работ образуется прочное неразъемное соединение, связанное сварочным швом. Различают несколько десятков сварочных методов, а самыми популярными являются такие методики:
- Ручная электродуговая сварка. Сварка осуществляется за счет работы сварочного аппарата и плавящихся электродов, а поверхность сварного шва защищается дымом, который образуется при сгорании стержней.
- Полуавтоматическая технология. Похожа на предыдущий метод с той лишь разницей, что в активную зону автоматически подается электродная проволока и инертный газ, который защищает сварочные швы.
- Газовая сварка. При таком варианте расплавление металла осуществляется с помощью газовой горелки. Отдельно в активную зону подается сварочная присадка (то есть электроды не используются).
Технология сварочных работ
Новичкам рекомендуется использовать технологию ручной электродуговой сварки (ЭДС), поскольку она является самой простой. Для работ необходимо купить сварочный аппарат — трансформатор или инвертор, а также плавящиеся электроды. При сварке возникает электрическая дуга между электродом и свариваемым изделием. Расплавленный металл изделия и электрода формируют расплав, который затвердевает и образует прочный сварной шов.
Обратите внимание! Для защиты сварщика от высоких температур и яркого света нужно купить плотные краги и защитную маску.
Инструкция — как научиться варить сваркой

Итак, давайте теперь узнаем, как работать с ЭДС-сваркой, чтобы получить прочное соединение.
Как подключать электрод

Для сварки электрод подключается к электрододержателю, который в свою очередь подключается к сварочному аппарату. Электродержатели бывают двух типов:
- Пружинные. Для подключения человеку нужно надавить одной рукой на защитную лапку, а другой вставить электрод в активную зону. После этого лапку нужно отпустить — она автоматически зафиксирует электрод.
- Винтовые. Для подключения человеку нужно вставить стержень в специальное отверстие внутри электрододержателя, а потом затянуть прижимной болт.
Начало сварки: зажигаем дугу

После сборки электродной конструкции необходимо подключить электрододержатель к сварочному аппарату, а тот в свою очередь нужно подключить к сети или любому другому источнику переменного тока. После запуска сварочного аппарата нужно выполнить возбуждение дуги — для этого нужно мягко постучать по поверхности металла. Постукивание следует делать быстро, чтобы электродный стержень не прилипал к металлу.
Наклон электрода

После загорания дуги нужно подождать пару минут, чтобы привыкнуть к свету. В это время нужно держать стержень на расстоянии 3-7 миллиметров от металлической детали, чтобы дуга не потухла. После этого нужно приступать к сварке — для этого наклоните электрод на себя на угол 30-60 градусов. Благодаря наклону прогрев будет более глубоким и равномерным, что повысит качество сварного шва.
Движения электрода
Сварку можно делать как справа налево, так и слева направо — особой разницы нет. На тонких металлах в 2-3 миллиметра стержень выставляется на начало стыка металлических запчастей, а потом он медленно ведется вдоль линии соединения. В случае толстого металла (толщиной более 3 миллиметров) необходимо сделать зазор в пару миллиметров, чтобы расплавленный металл проник глубже.
Как правильно сваривать металл

Горячий шов может «тянуть» свариваемые элементы, что может привести к перекосу конструкции. Чтобы избежать этой проблемы, рекомендуется перед проведением сварочных работ хорошо закрепить детали — например, с помощью стяжек или струбцин. Для устранения этой проблемы также делают прихватки — так называют короткие поперечные швы, которые располагаются на расстоянии в 10-15 сантиметров от основного шва. Прихватки уменьшают уровень нагрузки на металл, что позволяет избежать перекосов.
Как выбрать ток для сварки
Качество сварного шва во многом зависит от силы электрического тока. В случае тонкого металла толщиной 1-2 мм следует применять ток 25-50 ампер. Для сварки более толстых металлических изделий толщиной 3 мм силу тока следует повысить до 50-120 А, для изделий толщиной 4 мм — 120-160 А, для изделий в 5-6 мм — 160-200 А. Также следует помнить, что сварочные аппараты бывают двух типов в зависимости от типа электрического тока:
- Трансформаторы используют переменный электрический ток из сети напрямую. Устройства-трансформаторы стоят дешевле, однако у них есть множество критических недостатков — они крупные и тяжелые, с их помощью сложнее получить ровный шов, при работе сварочного аппарата может падать напряжение в сети и другие.
- Инверторы используют постоянный электрический ток, который образуется при выравнивании переменного тока из сети с помощью специального встроенного устройства. Инверторы лишены всех недостатков трансформаторов — они обладают умеренным весом, с их помощью можно получить красивый шов, они не дают нагрузку на сеть. Однако стоят инверторы дороже трансформаторов.
Обратите внимание! Новичкам в сварке рекомендуется покупать именно инвертор, тогда как трансформатор подойдет для опытных сварщиков при ограниченном бюджете.
Основные ошибки
При работе новичок может допустить такие ошибки:
- Быстрое движение рукой. В таком случае металл плохо расплавится, а шов получится очень хрупким. Поэтому Вам необходимо привыкнуть делать движения рукой медленно.
- Игнорирование шлака. Сразу после сварки на поверхности шва формируется тонкая корка (шлак). Ее нужно отбить специальным молотком, поскольку шлак нарушает теплообмен, что негативно влияет на качество шва.
- Отбивание шлака сразу после сварки. В таком случае также ухудшается качество сварного соединения, а отбивать шлак нужно после небольшого остывания шва.
Советы начинающему сварщику
Рассмотрим несколько советов опытных сварщиков:
- Тонкий металл толщиной 1 миллиметр или меньше нужно варить тонким электродом диаметром в 1,6 мм, а уровень тока должен быть не более 50 ампер. В противном случае Вы можете получить металлические прожоги (так называют небольшие сквозные отверстия).
- На некоторых современных аппаратах есть активируемая функция «Антиприлипание». Работает она следующим образом — если стержень подносится слишком близко к металлу и начинает прилипать, то устройство тут же обесточивается. Наличие функции можно проверить в инструкции.
В завершение отметим, что зажигание дуги не рекомендуется делать на заготовке. Вместо этого рекомендуется держать при себе небольшую металлическую пластину, которую можно применять для разжигания стержня. А после появления дуги можно переносить электрод на заготовку, чтобы выполнить сварку.
Как правильно варить сваркой: легкая пошаговая инструкция по сварке электродами для новичков
Соединение металлических деталей сваркой – наиболее надежный и долговечный метод. Сварочный шов применяется как в промышленности, так и в частном бытовом хозяйстве. Без сварки не сделать лавочку в саду, не заделать пробоину в жестяном баке, не смастерить качели для ребенка. Однако не каждый хозяин имеет навыки сварки. В большинстве случаях приходится обращаться к специалисту. Сверкающая дуга и специальное оборудование отпугивают, хотя научиться электросварке под силу каждому. Главное, соблюдать технику безопасности.

Содержание
Типы сварочных аппаратов
Приступая к освоению сварочного дела, необходимо разобраться в разновидностях оборудования. У каждого есть свои преимущества и минусы, от которых зависит качество сварочного шва.

Типы сварочного оборудования:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы.
Трансформаторы
Сварочник трансформаторного типа имеет классическую трансформаторную катушку, регуляторы. Он предназначен для работы на 220 Вольт для работы электродом путем преобразования электроэнергии. Аппарат тяжелый по весу (примерно 20 кг), по этой причине не пользуется популярностью.

Преимущества трансформаторных устройств:
- высокая надежность, «неубиваемость»;
- примитивная конфигурация;
- долговечность;
- способность выдержать высокие перегрузки.
Выпрямители
Аппараты выпрямительного типа предназначены для аргонно-дуговой сварки среди аргоном неплавящимся электродом. Выпрямитель работает на постоянном токе и на переменном токе. Сваривать можно черные нержавеющие стали, алюминий и его сплавы.

В комплекте с выпрямителем поставляются клеммы заземления с кабелем, аргонно-дуговая горелка, вольфрамовый электрод.

Выпрямитель имеет максимальный сварочный ток 200 А, применяется для ручной аргонно-дуговой сварки, для сварки штучным электродом.

Аппарат выпрямительного типа весит 14 кг, представлен в продаже в металлическом корпусе, питается от сети 220 В, оснащен устройством принудительного охлаждения.

Инверторы
Аппараты инверторного типа наиболее популярны на сегодняшний день. Их выгодно отличают от других аппаратов такие характеристики:
- легкий вес (до 7 кг);
- потребляют малое количество электроэнергии;
- эффективны;
- не дают перегрузку на сети напряжения;
- невысокая стоимость;
- высокая надежность.

Инверторные сварочники подразделяются по амперам: 160 А, 190 А, 220 А, 250 А. Например, сварочник Ресанта 160 А позволяет использовать электроды 2,5-3 мм.

Полуавтоматы
Основное преимущество – простота эксплуатации, для их использования не требуется длительного профессионального обучения, базовые навыки сварщика под силу приобрести самостоятельно.

Полуавтоматы обрели популярность благодаря своим плюсам:
- невысокую стоимость;
- качество сварочного шва не уступает дорогим аппаратам;
- надежное подключение;
- байонетные разъемы из термостойкого пластика, не выступают за габариты корпуса.

Полуавтоматический сварочный аппарат инверторного типа Ресанта САИВА-200 предназначен для сварки низкоуглеродистой, низколегированной и нержавеющей стали, чугуна, цветных металлов и сплавов. Функциональные возможности модели позволяют проводить сварку в среде защиты газосварочной проволокой, а так же при помощи защиты проволоки с флюсовым наполнителем. Функция ММА позволяет использовать штучный сварочный электрод.

Аппарат оснащен системой защиты от перегрева, компактные габариты позволяют использовать его в ограниченном пространстве.

Владельцы сварочников отмечают простоту регулировок, а так же надежность исполнения механизмов подачи проволоки. Для долговечной надежной работы аппарата достаточно вовремя производить замену направляющих роликов.
Инструменты и средства защиты
При осуществлении сварочных работ необходимо уделять высокое внимание средствам защиты во избежание ожогов и отравлений сварщика.

К средствам защиты относятся:
- спецодежда;
- спецобувь (сапоги и ботинки);
- защитные принадлежности для головы, лица (маска, щиток);
- защитные принадлежности для органов дыхания (респиратор), зрения (очки), слуха (наушники, беруши);
- защита для рук (перчатки, рукавицы).

Место, где проводятся сварочные работы, так же должно быть оборудовано средствами защиты сварщика:
- исправная вентиляционная система;
- огнетушитель;
- аптечка;
- телефон.

Данное условие необходимо для обеспечения безопасности и повышения качества сварки.

Инструмент, необходимый для проведения работ:
- аппарат сварочный;
- электроды;
- зубило;
- металлическая щетка.
Электроды удерживаются электрозажимом при подведении к ним тока. Зубило или молоток требуется для сбивания налипшего металла, щетка – для зачистки свежего сварочного шва.

Технология сварочных работ
Процесс сварки заключается в расплавлении кромок металлических деталей с добавлением присадочного материала. В результате получается сварочный шов, который надежно соединяет детали.

Качество сварки определяется наличием провара.

Сварочные работы сопряжены с опасностью травм, порчей материала и оборудования. Во избежание проблем разработана технология сварки, которую необходимо пошагово соблюдать.

Перед началом сварки необходимо провести ряд последовательных действий:
- Определить тактику сварки (встык, угловое, тавровое соединение, внахлест).
- Выбрать электрод в зависимости от толщины деталей.
- Настроить силу тока.
- Подготовить детали для соединения (очистить от ржавчины и грязи).
На упаковках с электродами есть таблица с параметрами сварки, однако мастера рекомендуют опираться на личные ощущения и самостоятельно определять силу тока – она должна быть приближена к максимальной, но не прожигать материал.

Облачившись в спецодежду, настроив оборудование и подготовив детали, можно приступать к работе. Пошаговый план действий при сварке:
- Подсоединить провода к сварочнику («минус» к детали, «плюс» к держателю).
- Убедиться, что держатель хорошо фиксирует электрод.
- Подключить массу зажимными клещами.
- Расположить электрод под углом 45 градусов относительно свариваемой поверхности.

Как правильно варить сваркой новичку
Умелец, пожелавший освоить сварку, прежде всего должен изучить теорию. Опытные мастера дают начинающим сварщикам такие советы:
- Нельзя спешить. Спешка и сварка – несовместимые понятия.
- Сначала нужно соединить детали и убедиться, что стык хорошо виден. Только после этого можно включать сварочный аппарат.
- Жизненно важно соблюдать технику безопасности. Ни одна сварка не должна обернуться потерей зрения и ожогами.
- Использовать только современное сварочное оборудование, которое имеет полезные «примочки» (анти залипание электрода, форсаж дуги, вентиляция и охлаждение).
Нижний шов
Начинающим сварщикам рекомендуется начинать соединять детали сваркой в нижнем положении. Капли расплавленной жестянки сами стремятся попасть в сварочную ванну, при этом газ выходит наверх, забирая с собой шлак.

Особенность сваркой нижним швом в том, что поверхности наплавляют слева направо, либо на себя.

Наклонный шов
Наклонный шов применяется для сваривания угловых, тавровых соединений и внахлест. Метод сложный в исполнении и требует опыта. При наклонном расположении электрода существует опасность непровара основания шва.

Категорически нельзя начинать работу с верхней поверхности, расплавленный металл потечет на нижнюю, не нагретую деталь.

Сварку проводят под углом 45 градусов к рабочим поверхностям колебательными движениями по треугольнику.

Вертикальный шов
При вертикальном сваривании расплавленный металл стекает виз, подчиняясь законам гравитации. Данная особенность определяет выбор короткой дуги, чтобы стекание материала происходила плавно, без отрыва и разбрызгивания.

Горизонтальный шов
При горизонтальной сварке имеет значение глубина проплавления металла. Следует расположить горелку так, чтобы дуга давала максимальный прогрев. Оптимальная ширина сварочного шва достигается контролем скорости процесса. При этом необходимо совершать колебательные движения в горизонтальном направлении.
Главное правило успешной сварки – безопасность и исправное оборудование. Освоить сварочное дело под силу любому умельцу в домашних условиях. Однако начинать следует с изучения теории.
Фото сварочных швов













































Об авторе: эксперт в области электроники и деревообработки
Задать вопрос