Инструкция на лазерный маркер Bodor
Когда-то давно о компании Bodor никто ничего не знал и это был заурядный китайский производитель и выпускала тога компания много продукции собирая ее из полуфабрикатов других производителей. В даном…
Инструкции на лазерные станки CO2 Bodor BCL-MU
В инструкции подробно рассказано про устройство станков серии Bodor BCL-MU и их особенностях. Приведены требования к эксплуатации и настройки. Прочтение инструкции позволит лучше понять логику работы…
Рекламные каталоги на лазерные станки Bodor
Рекламная каталоги полезны при ознакомлении с продукцией и получения дополнительной информации по возможностям оборудования. Информацию из каталогов можно использовать для оформления сайта продавца…
Инструкция на лазерный станок CO2 Bodor BCL-X
Лазерный станок для резки неметаллических материалов премиум сегмента оснащенный углеродным CO2 Reci лазером. Данный резчик одна из наиболее популярных моделей линейки BODOR и отличается доступной…
Инструкция для лазерного станка по металлу Bodor P3015
Тяжелая литая станина делает оборудование более стабильным в работе, надежный и легкий алюминиевый портал обеспечивает быстрые перемещения лазерной головы; идеальный промышленный дизайн в…

-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
User Manual for BCL-X Series Laser Machine
Laser Engraving and Cutting Machine
User Manual for BCL-X
Series
Jinan Bodor CNC Machine Co., Ltd
Adress: Huaya Industrial Park, Kanghong Road, High-Tech Zone, Jinan,
Shandong, China
ZIP: 250101
TEL: 0086-531-88690020
FAX: 0086-531-88690199
After-sales service:0086-531-88270377
Website:www.bodorcnc.com
1
Related Manuals for Bodor BCL-X series

Summary of Contents for Bodor BCL-X series
-
Page 1
User Manual for BCL-X Series Laser Machine Laser Engraving and Cutting Machine User Manual for BCL-X Series Jinan Bodor CNC Machine Co., Ltd Adress: Huaya Industrial Park, Kanghong Road, High-Tech Zone, Jinan, Shandong, China ZIP: 250101 TEL: 0086-531-88690020 FAX: 0086-531-88690199 After-sales service:0086-531-88270377… -
Page 2: Table Of Contents
User Manual for BCL-X Series Laser Machine Brief Introduction of Laser Engraving Cutting Machine………… 4 I Safety Knowledge………………… 4 1.1 Basic Information………………..4 1.2 Optical Security………………… 4 1.3 Electricity Security………………4 II Equipment Brief Introduction…………….5 2.1 Instruction of Machine Model&Nameplate………..5 1.
-
Page 3
User Manual for BCL-X Series Laser Machine Preface Thank you very much for your trust and purchasing our Products. We can provide perfect after-sale service and solutions. Please keep this manual and other attachments carefully, in order to guarantee the equipments safe running. -
Page 4: I Safety Knowledge
User Manual for BCL-X Series Laser Machine Brief Introduction of Laser Engraving Cutting Machine I Safety Knowledge 1.1 Basic Information Make sure that the operator is being trained before operating the machine. Operator must be aside the machine during machine working. Never leave the machine alone in case to cause unnecessary loss.
-
Page 5: Ii Equipment Brief Introduction
User Manual for BCL-X Series Laser Machine II Equipment Brief Introduction 2.1 Instruction of Machine Model&Nameplate 1.Model Instruction ※※※一※※※※一※※ Machine Serial Machine Working Area: Model Introduction: BCL: 0503: 500mm×300mm M: Mini Machine Serial Bodor Cutting 0605:600mm ×500mm X: Standard Machine Serial Laser 1006:1000mm×600mm…
-
Page 6: Nameplate Instruction
User Manual for BCL-X Series Laser Machine 2.Nameplate Instruction This serial equipment is vertically installed in the middle of the transmission shaft, which can make speedy and stable cutting and engraving.The nameplate of machine is in the right-back side. You can read the relevant information on it. It is not accepted for anybody to change or remove this nameplate.
-
Page 7
User Manual for BCL-X Series Laser Machine 2.2.2 Machine Shell Right/Left Shield; Side Door; Up Cover; Transom(X Axis); Carling (Y Axis); Working Table. Transom Carling Working Front Door Side… -
Page 8
User Manual for BCL-X Series Laser Machine Name Back Smoke Entrance Universal Wheel Foot USB Flash Interface Computer Interface 2.2.3 Drive System: Y Axis:… -
Page 9
User Manual for BCL-X Series Laser Machine Couple Motor belt Girdle Transmissio 48 tooth Synchronizin g Wheel Guide Rail 24 tooth Synchronizing Wheel X Axis: Endless-belt 48 tooth Synchronizing Wheel Guide Rail Pinion Stand 24 tooth Belt Synchronizing Wheel… -
Page 10
User Manual for BCL-X Series Laser Machine 2.2.4 Optical System Laser Tube Socket Laser Tube Attention: The laser tube is fragile. It should be taken slightly. Water inlet of the laser tube should be in the lower place, and water outlet be in the higher place(reci laser tube), so there won’t be any bubble. -
Page 11
User Manual for BCL-X Series Laser Machine High-voltage insulation protective jacket Water flow direction Water-in High-tension cable Attention: The working-voltage of high-tension cable can be higher than 100,000V.There can be strong static electricity even when the power was cut-off in short time. Please do not touch the cable directly. -
Page 12
User Manual for BCL-X Series Laser Machine 2.2.5 Control System There are some difference in the control system for different models.Specific product is subject to real object. Bodor’s control system is as below: Leetro control system; Ruida control system; Bodor control system. -
Page 13
User Manual for BCL-X Series Laser Machine 48V Switch power X Axis Motor Drive Filter Y Axis Motor Drive DC24V and 5V Power Z Axis Motor Drive Relay System card board Ammeter Laser Emergency Power Switch Potentiometer Start Button 2.2.6 Spare parts… -
Page 14
User Manual for BCL-X Series Laser Machine 2.2.7 Tool Box Power Certificate Data Approval Double-sided Adhesive Tape Limit Swith High-tension Adhesive Tape Water/Air Tube U Disk Fork Hexwrenc Wrench Dimming Focus Block Block Shove Attention: There can be some difference in toolbox for different models. Specific parts are subject to real objects. -
Page 15: Power Strip
User Manual for BCL-X Series Laser Machine 2.3 Power Strip Outlet Connecting Power Air Switch Inlet Connecting Water Chiller Interface Fuse Water Chiller Ground Air-tube Line Interface Water Chiller Abalone Signal Line Socket…
-
Page 16: Iii Equipment Installation
User Manual for BCL-X Series Laser Machine III Equipment Installation 3.1 Installation Preparation 3.1.1 Preparation for workplace Make sure the working area is dry enough. And any electromagnetism, strong power, pollution is forbidden. Temperature of working environment should be 10℃ to 38℃, humidity should be 10- 90%.
-
Page 17
Keep the laser tube outlet clear in case of front mirror breakdown. The broken damage caused by improper operation, will not be in Bodor’s range of protection. Fix the laser tube with proper strength. Larger strength will broke the laser tube. -
Page 18
User Manual for BCL-X Series Laser Machine 3.2.3 Installation of Water Chiller ▲ First take down the cover of water inlet on the top of the chiller. Pour purified water or distilled water into the water tank until it is full. -
Page 19
User Manual for BCL-X Series Laser Machine Screw tightly with spanner Installation of Air Pump Insert the silicone tube into the air-inlet by an air tube. Then connect the power and make the smooth air-out of the air entry in the leaser head as shown in the below picture. -
Page 20: Grounding Connection
4 Ω Attention: Nonstandard grounding may lead to high failure rate and other security accidents. All these are not in the range of Bodor’s protection. IV Test Equipment 4.1 Inspect before powering on…
-
Page 21: Adjust Light Path
User Manual for BCL-X Series Laser Machine Then pull the laser head to check whether it can move smoothly and move the crossbeam front and back to confirm whether it can be noise free.Power on when everything is ok. 4.1.1 Boot Process Open: Air-break switch «ON»—>…
-
Page 22
User Manual for BCL-X Series Laser Machine 4.2.2 Adjust light path The laser path is debugged OK before shipment. While there may be deviation of laser path during long time transportation. You need to debug the laser path if it happens. -
Page 23
User Manual for BCL-X Series Laser Machine Laser shoot from laser emitter goes through first, second and third reflection mirror successively and reaches to work table through focus lens. Its working principle is to get the best engraving and cutting effects after several reflections and focus. -
Page 24
User Manual for BCL-X Series Laser Machine Optical system of bed is in the inside of gantry. The adjusting of second reflection mirror is easier. Just adjust the first reflection mirror. No.1 Screw No.2 Screw No.3 Screw Testing method when laser is reflected from first… -
Page 25
User Manual for BCL-X Series Laser Machine 3.Adjust third reflection mirror The best effect is that the facula reflected by the second reflection mirror is upper to the center of the third reflection mirror. Method: Paste acrylic on the inlet of laser head. Move laser head to the leftest of the beam by left-right direction button on the panel. -
Page 26
User Manual for BCL-X Series Laser Machine Accordingly, from second reflection mirror to third reflection mirror, laser should fall on the same upper side of the center slightly. Upper—adjust No.21 screw; lower—adjust No.22,23 screw; Left—adjust No.22 screw; Right—adjust No.21,23 screw. -
Page 27
User Manual for BCL-X Series Laser Machine No.31 screw No.32 screw No.33 screw put a double-sided adhesive tape on the outlet of the laser head, take left hand side as left, right hand, right;laser tube side, front and people where… -
Page 28: V Rotation Axis Processing
User Manual for BCL-X Series Laser Machine Front Left Right Back Picture A Focus test is as shown in picture A: First paste double-sided adhesive tape on outlet, press pulse button and check if the facula is on the center of outlet. If not, please adjust 3 screws of laser head.
-
Page 29
User Manual for BCL-X Series Laser Machine 1.1 Rotation axis connect Fix rotation axis Draw out aviation connector of the drive. -
Page 30
User Manual for BCL-X Series Laser Machine Connect the aviation connector of rotation axis with the drive’s aviation connector 1.2 Reset on power Power on the machine, then touch the limit switch of Y axis by metal manually to assist… -
Page 31
User Manual for BCL-X Series Laser Machine 2. Software operation 2.1 Software set A. Open the software, click ‘File’ —‘Vendor settings’, enter password ‘rd8888’ and log B. Press ‘Read’, then close dialog box. -
Page 32
User Manual for BCL-X Series Laser Machine C. Choose “User” on the right side of software, click ‘Read’ and set parameters as shown in the below picture. After changing parameters, click ‘Read’. Attention: Record the original parameters before changing them. Reset them when you… -
Page 33
User Manual for BCL-X Series Laser Machine 2.2 Pulse calculation ‘Circle pulse’ is changing along with the diameter changing of rotary products. Calculation formula: Realistic pulse=(theoretical pulse*theoretical length)/ realistic length Example: engrave 20mm line on the bottle bottom of 65mm diameter. -
Page 34
User Manual for BCL-X Series Laser Machine (3) Paste a double-sided adhesive tape along the surface of working object. (4) Place the rotation axis in right position, adjust the position of the bottle. Pull the beam and make the laser head upon the bottle. -
Page 35
User Manual for BCL-X Series Laser Machine (5) Start to work after adjusting focus (6) Measure the length of cutting line Measuring length is 16.5mm and is not identical with 20mm on software. So Circle Pulse(10000) is not correct. (7) Change Circle Pulse According to the calculation formula—{10000*20}/16.5=12121, you can get the actual… -
Page 36: Vi Simple Operation Instruction
User Manual for BCL-X Series Laser Machine Input the calculated pulse and the object diameter. 3. Attention When you don’t use rotation axis, please set the parameters in “User” to original parameters and remove tick before Tips: The placement direction of rotation axis can affect cutting effects. A wrong direction placement can result in a reverse effect.
-
Page 37
User Manual for BCL-X Series Laser Machine B. Click【Install】button. Installation interface shows up after unzip and copy operation. C. Click . The following dialog box shows up. D. After confirming USB data line is connected well, click “OK”. The following dialog box shows up. -
Page 38: Data Line Using Operation
User Manual for BCL-X Series Laser Machine E. After installing USB drive, click to install software. After that, the following dialog box will show up and indicate that the software has been installed successfully. F.After finishing all installations, click【 】to end up installation process.
-
Page 39
User Manual for BCL-X Series Laser Machine A. Click “File”, then open“Vendor settings”. B. Input password “rd8888”. C.After entering interface, click“read”. -
Page 40
User Manual for BCL-X Series Laser Machine D. Click “user” as shown in the following picture. Click“read”. Attention: if changing main board or parameters, please first go through “ read” . Then find parameters of CD or U disk and go through “open” and“write”. -
Page 41
User Manual for BCL-X Series Laser Machine E. In the U disk or CD along with the machine, find the file folder named by machine serial number. File folder named machine serial number Click it F. After that, “CHANGJIA.RDVSet”file shows up. -
Page 42
User Manual for BCL-X Series Laser Machine Click it G.After opening it,“Import param success”shows up. H. Click “用户” as shown in the following picture. According to the supplier’s setting mode, follow the sequence of “read”—“open— “write”to import user parameters. -
Page 43
User Manual for BCL-X Series Laser Machine I. After importing parameters of the supplier and user, close the software. Reopen the software, you can use it normally. 6.2.2 Make simple pictures&Set picture layers A.In the software, choose “Rectangle”and draw a simple square. Then modify the size. -
Page 44
User Manual for BCL-X Series Laser Machine Modify size B. Click “script”. Click once in the drawing zone. In the dialog box, edit text and click “OK”button. -
Page 45
User Manual for BCL-X Series Laser Machine C. After choosing text by frame, select picture layers. Layer… -
Page 46
User Manual for BCL-X Series Laser Machine 6.2.3 Set working mode According to cutting material, set power and speed. (Cutting parameter sheet can be for reference) 6.2.4 Download file Click “DOWNLOAD”. Name the file. Click “OK”. Click it… -
Page 47
User Manual for BCL-X Series Laser Machine 6.2.5 Machine operation 1.On the machine, find downloaded file by pressing “file” button as shown in the picture. 2.After finding named file, press “Enter”button. 3.put cutting material well and adjust focal length well. -
Page 48
User Manual for BCL-X Series Laser Machine 4.find the right place ,press “origin”button to frame cutting area. Then press “start”button. Then you can see the machine is cutting material as shown in below picture. Position button Start button… -
Page 49: U Disk Operation
User Manual for BCL-X Series Laser Machine 6.3 U disk operation Same operations with data line will not be listed again. 1.After setting power, speed and cutting method, click “Save as offline file” and shows dialog box. Name the name of the file. Then click and save “USB drive”.
-
Page 50
User Manual for BCL-X Series Laser Machine 4.Choose“读 U 盘文件”and press“确认”button. 5.After choosing the file, then choose“copy to memery”and press“OK”button. Below picture will show. Attention: if there is a file in the machine which has the same name as the file in U… -
Page 51
User Manual for BCL-X Series Laser Machine disk,the copy operation will not be successful. It will be ok if you rename the file in the machine. 6.In the machine, find the copied file. You can go through working operation. -
Page 52: Vii Equipment’s Maintenance
User Manual for BCL-X Series Laser Machine VII Equipment’s maintenance 7.1 Daily maintenance Equipment’s working environment could not be too severe. If temperature is higher than 30℃,lower than 18℃,and if there is too much dust, with severe air pollution, then the machine could be badly damaged, failure rate goes up steadily.
-
Page 53: Guide Rail’s Clean
User Manual for BCL-X Series Laser Machine on the left side of transom. The third one is on the top side of laser head, lens is inside of lens cone). Laser beam is transmitted through these reflectors and lens. It’s easily for mirrors to smear dust and other dirt, which could result in laser’s loss or mirrors’ damage.
-
Page 54: Ix Common Breakdown Maintenance
User Manual for BCL-X Series Laser Machine cold area should guarantee water should not be freeze, especially when machine stops working, cooling water must not stay inside in laser tube in case there is any frozen cooling water to cause explosion.(Special attention: For users who use AC, cooling water must be connected with ground) 8.2 The two supporting points should be on the 1/4 part of laser tube, and water-flow…
-
Page 55
User Manual for BCL-X Series Laser Machine 3.Water recycling is normal, then check if laser power Laser power is bad and needs to guiding light is bright or not, fan rotates or not, if not be changed Laser power or laser tube has 4.Press «laser», if there is no light… -
Page 56: Appendix 1
Appendix 1 《After-sale warranty of Laser Engraving Cutting Machine》 First of all, thank you very much for purchasing Bodor products. In order to guarantee the smooth processing of after-sales service, we will make the following announcements: General principles 1.
-
Page 57
If the failure cause by the quality of parts after testing(non human and use environment factors etc.), it will be repaired or replaced free of charge, and Bodor company will bear the return shipping cost. -
Page 58
The repaired parts should be returned to our factory. After we test and repair the part, we will give it back to the buyer. ( if the buyer is in arrears of spare parts, Bodor company will cancel the warranty terms of the machine). -
Page 59: Appendix 2
User Manual for BCL-X Series Laser Machine Appendix 2 Cutting and engraving parameters of laser tubes Cutting parameter of 80W laser tube Turning Materia Thicknes Working(Ma Speed (Min) Application Remark x) Power% Power% 10-20 40-70 35-70 5-10 70-80 65-80 acrylic 0.5mm lower…
-
Page 60
User Manual for BCL-X Series Laser Machine Cutting parameter of 90W laser tube Material(mm) Speed(mm/s) Min Power(%) Max Power(%) acrylic 10~20 40~68 40~63 65-75 60~70 60~75 55~70 10mm 45~75 40~70 12mm 65~75 60~70 15mm 60~75 55~70 cloth or paper leather… -
Page 61
User Manual for BCL-X Series Laser Machine 5~15 40~63 40~63 40~63 40~60 10mm 45~65 45~65 12mm 38~58 35~58 15mm 40~65 40~60 18mm 20mm 0.5~1 75~80 cloth leather wood or paper MDF scanning step artificial marble 300-600 18-65 0.03-0.1 scanning step… -
Page 62: Postscript
Attention: above parameters are only for reference, not actual working parameters. Postscript Bodor reserves the right to explain the terms of the manual. We will try our best to guarantee the accuracy. Due to the limitations of editors, there may be improper mistakes or omissions.
-
Page 63
Futhermore, if any equipment is damaged or there are any losses in either economic or reputation to our company due to the following situation, we, Bodor company, reserve the right to investigate any legal liability. 1) Using the equipment in an environment that it was not designed for.. -
Page 64
4. Abroad accommodation(arranged and paid by the buyer) (B).Overseas training/maintenance processes: 1. Bodor company will calculate the fees of item 1 and item 2 above, and then inform the buyer. After the buyer pays the fees, Bodor company will arrange for the technician to apply for a visa.
Искать в
-
Везде
-
Файлы
-
Эта категория
-
Этот файл
-
Ещё…
Поиск контента, содержащего…
-
Все слова запроса
-
Любое слово запроса
Поиск результатов в…
-
Заголовки и содержание контента
-
Только заголовки контента
Автоматизированная установка лазерного реза BODOR F3015-2000W IPG предназначена для лазерного раскроя листового материала из нержавейки, титана, черных и легированных сталей, цветных металлов таких как медь, латунь, бронза, а также позволяет осуществлять гравировку металла.
В качестве режущего инструмента в станке используется лазерное излучение генерируемое источником фирмы Max Photonics или IPG со сроком службы до 100 000 часов. Передача потока от источника лазерного излучения в зону резки осуществляется по волоконному кабелю.
Преимущества покупки BODOR
- Прочная сварная станина
- Оперативная сервисная поддержка BODOR в России 24/7
- Большой штат сертифицированных инженеров в России
- Качество лазерных станков соответствует международным стандартам (сертификаты – CE, SGS, FDA, ISO)
- Комплектующие от ведущих мировых производителей Yaskawa, OMRON, HIWIN, MAXPHOTONICS, IPG
- Программное обеспечение от компании R&D (Швейцария)
- Общепризнанный мировой бренд BODOR

Лазерные станки для резки металла BODOR обладают высокой скоростью резки, минимальной стоимостью обслуживания и мощной конструкцией с низким потреблением энергии (например, по сравнению с CO2 станками со схожей мощностью излучения). Низкое энергопотребление и высокая энергоэффективность достигаются за счет использования волоконного лазера в качестве источника излучения. Кроме высокого в своем классе КПД, лазер подобного типа обладает рядом преимуществ.
Особенности оптоволоконного лазера
- в 3 раза быстрее по сравнению с другими машинами лазерной резки. Оси оборудованы серво двигателями и драйверами, что помогает достичь скорости 140-200* м/мин.
- оптоволоконный лазер является «зеленой» технологией, т.е. сохраняет до 50% электроэнергии;
- нет потребности смешивания лазерных газов;
- нет потребности в оптических расходниках;
- нет потребности в таких компонентах, как траектория луча, направляющее зеркало, кварцевая трубка, центробежный вентилятор и т.д.;
- экономия стоимости каждой детали на 50% с эффективностью работы 24 часа в сутки;
- предотвращает производственные дефекты путем автоматизации;
- расширенные возможности резки отражающих материалов, таких как алюминий, железо, латунь и т.д., получая при этом отличное качество реза и поверхности;
- высокопрочная конструкция оборудована широко известным в мире оборудованием, которое позволяет работать непрерывно даже при высоких нагрузках;
- основными принципами производства являются дизайн, высокий уровень технологий и качество.
Станина
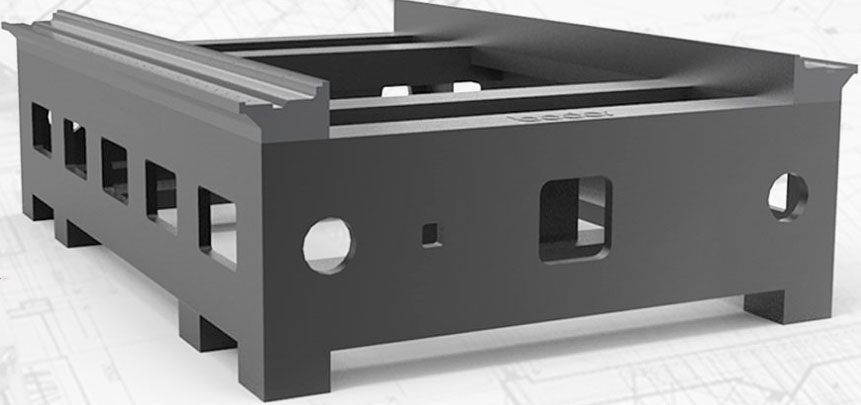
Станины станов BODOR изготовлены методом литья и представляют собой жесткие цельнолитые чугунные конструкции с высоким содержанием углерода.
Станины обладают отличной прочностью на сжатие, высокой твердостью и износостойкостью, а также стойкостью к тепловым расширениям. Все эти преимущества позволяют комплексам производить точную и скоростную резку металла.
Портал оси X

Новое время – новые вызовы. Новейший сверхлегкий и прочный алюминиевый портал оси Х обеспечивает лазерным станкам BODOR высокую скорость работы, повышает эффективность оборудования и обеспечивает безупречное качество раскроя.
Для обеспечения стабильной работы сверхмощных лазерных станков BODOR серии S на скорости 200 м/мин и с ускорением 4G портал должен быть не только сверхпрочным, но и сверхлегким. Именно поэтому компанией BODOR был разработан качественно новый литой пирамидальный портал из авиационного алюминия повышенной прочности, который теперь используется на всех сериях станков.
Функция определения положения листа
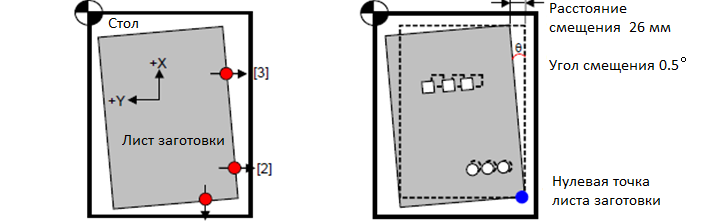
Эта функция позволяет автоматически определять позиционные выступы и угол поворота заготовки на столе станка и скорректировать программу резки, если это потребуется. Если материал расположен на паллете не ровно, то кромки материала будут определены с помощью детектора, и материал будет программно повёрнут в необходимые координаты.
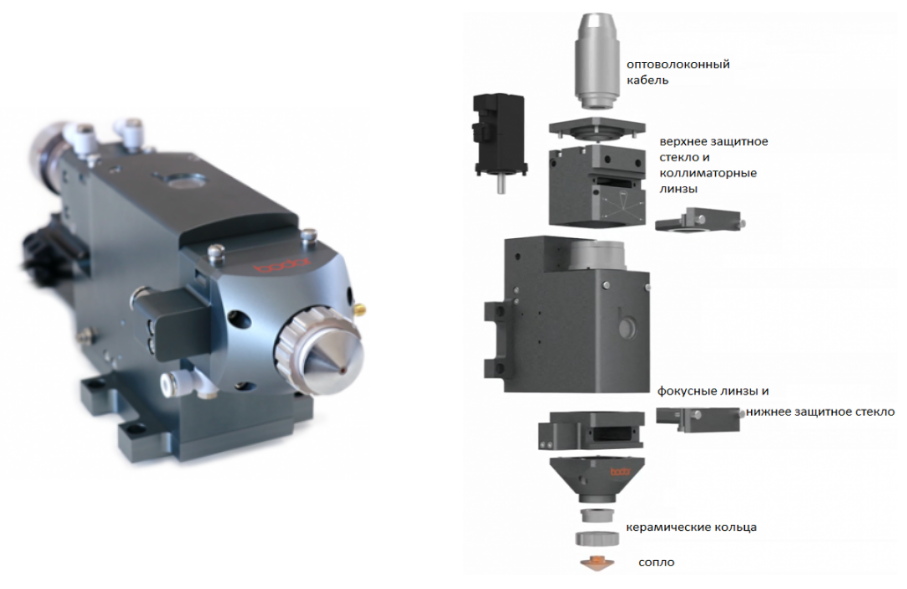
Режущая голова: BODOR GENIUS с автофокусом
Преимущества автофокуса:
- Применим к различным фокусным расстояниям, которые находятся под контролем системы управления станком.
- Фокусирующая точка автоматически регулируется в процессе работы, чтобы добиться наилучшего эффекта резки металлических листов различной толщины.
- Фокусное расстояние контролируется операционной системой. Не нужно настраивать регулировки вручную, что позволяет избежать ошибок или сбоев, вызванных ручным управлением.
- Электрический привод автоматически настраивает наиболее подходящие координационные центры в рабочем процессе, что значительно улучшает скорость резания.
- Лазерная голова получает из библиотеки настроек параметры, которые хранятся в системе.
- Встроенные каналы с двойным контуром охлаждения обеспечивают постоянную температуру коллимационных и фокусирующих компонентов, позволяя избежать перегрева линз и продлить срок службы линз.
Параметры режущей головки:
- мощность источника: 0 – 6000 Вт
- фокусное расстояние collimating lens: 100 мм
- фокусное расстояние focus lens: 125 мм/150 мм/200 мм
- диаметр линзы: D30 мм (0-3 kw), D37 мм (0-4kw)
- вертикальный диапазон регулировки автофокуса: +10 мм – 15 мм
- горизонтальный диапазон автофокуса: ±1.5 мм
- максимальное давление сжатого воздуха: 25 бар
- вес: 4.2 кг
Интелектуальная система обнаружения и объезда препятствий:
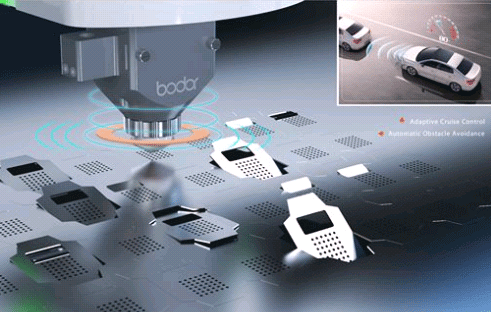
Лазерная голова нового поколения BODOR оснащена системой обнаружения препятствий, что позволяет избегать столкновений с заготовками.
Можно больше не контролировать вручную опасные участки, где заготовки могли не полностью провалиться после резки!
Можно больше не расставлять перемычки 0,1 мм!
Раньше данная функция была дорогостоящей опцией, увеличивающей стоимость станка на 20 000$, и была доступна только для станков мощностью от 6 кВт.
Теперь данная опция входит в базовую комплектацию станка без увеличения стоимости!
Механическая часть

- Сервоприводы и контроллеры приводов Yaskawa — Япония
- Количество серводвигателей Yaskawa по Y1, Y12 (1,8 кВт х 2 шт).
- Количество серводвигателей Yaskawa по оси X (0,85 кВт х 1 шт).
- Количество серводвигателей Yaskawa по оси Z (0,4 кВт х 1 шт).
- Линейные направляющие, каретки HIWIN, PMI
- Автоматическая система смазки
- Ось Z ШВП
- Ось Х,Y рейка шестерня
Дисплей операционной системы:

Первый из производителей, кто использует UI дизайн между интерфейсом и рабочей платформой в мире, делая обработку более интуитивной. Элегантные кривые точно соответствуют корпусу станка. Сильная водонепроницаемая дышащая система создает лучший экстерьер, делая работу более удобной. Процесс алмазной резки и стекло высокой плотности делают экран более изысканным и удобным в использовании.
Программное обеспечение CAD/CAM:

Bodor Pro 2.0 — Независимая операционная система R & D прекрасно сочетает в себе высокую эффективность и простоту в использовании. Операционная система может реализовать автоматическую раскладку (компоновку) резки и поддерживать импорт нескольких графических элементов, оптимизировать заказы на заказы автоматически, быстро искать края и автоматическое позиционирование. Система управления использует лучшее логическое программирование и взаимодействие с программным обеспечением, обеспечивает потрясающий опыт работы, эффективно улучшая использование листового металла и уменьшая количество отходов. Простая и быстрая система управления, эффективные и точные инструкции по резке улучшают работу пользователя.
Система охлаждения лазера — автоматический Чиллер (водяной):

Все станки комплектуются чиллером фирмы S&A необходимым для охлаждения лазерного источника и головки. Модель чиллера подбирается в зависимости от мощности лазерного излучателя. Охлаждающая система работает в автоматическом режиме регулируя температуру жидкости в необходимом интервале.
Лазерный излучатель MAXPHOTONICS или IPG:

Резонатор Maxphotonics – это 2 года гарантии, сервисная служба в России, наличие склада подменных источников. Система оптической защиты при резке алюминия, оцинковки, зеркальной нержавеющей стали. Высокое качество луча на всех диапазонах мощности. Срок службы диодов – 100 000 часов.

Резонатор IPG – это 2 года гарантии, производство и сервисная служба в России. Система оптической защиты при резке алюминия, оцинковки, зеркальной нержавеющей стали. Высокое качество луча на всех диапазонах мощности. Срок службы диодов – 100 000 часов.
Отличительные особенности станков BODOR
- Тяжелая станина делает оборудование более стабильным в работе, легкий портал позволяет станку работать быстрее; идеальный промышленный дизайн
в большей степени соответствует человеко-машинным разработкам; высококачественная электрическая система управления программным обеспечением
дает оборудованию более высокую точность резки. Оборудование обладает удобным интерфейсом, стабильной производительностью, отличным качеством,
высокой эффективностью резания и широким диапазоном применения по сравнению с остальными производителями. -
Шариковый механизм облегчения подачи подачи.
Продвижение заготовки по роликовому столу уменьшает силу трения между частями и рабочим столом, что делает погрузку и выгрузку более удобными. -
Новое поколение модулей безопасного следования.
Режущая головка сохраняет постоянное расстояние относительно заготовки в процессе резания, это снижает риск столкновений.
Станок перестанет резать при столкновении с преградой. Это снижает уровень аварийности и улучшает производительность резания. -
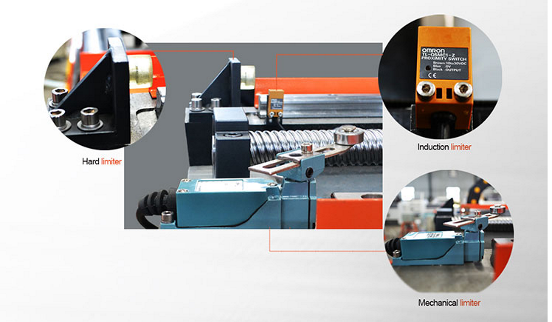
Интеллектуальная защита хода.
Автоматически контролируют рабочий диапазон поперечных балок и режущих деталей, сохраняя работу в пределах диапазона обработки.
Двойная защита значительно улучшают оборудование и личную безопасность. -
Интеллектуальная система сигнализации.
Все сигналы идут на интерфейс через центр управления, когда появляются ошибки при работе оборудования. -
Система автоматической смазки.
Система автоматической смазки предоставляет смазку регулярно в определённом количестве для обеспечения нормальной и высокой скорости работы
и имеет функции аварийного сигнала тревоги и уровня жидкости. Система значительно повышает точность резания и эффективно продлевает срок службы направляющих. -
Функция аварийного сигнала низкого давления вспомогательного газа.
Предоставляет возможность отслеживания давления газов в режиме реального времени. -
WIFI дистанционная интеллектуальная помощь.
Отзыв в режиме реального времени по всему миру. Предоставляют анализ неисправностей в реальном времени.
Технические характеристики BODOR F3015-2000W IPG |
|
|---|---|
| Характеристика | Значение |
| Основные параметры | |
| Рабочее поле, мм | 3000×1524 |
| Максимальная нагрузка на стол, кг | 900 (лист ст3 3000*1500*25) |
| Габаритные размеры станка, мм | 4550x2300x2000 |
| Вес BODOR F3015-2000W IPG станка, кг | 3600 |
| Операционные параметры | |
| Максимальная скорость перемещения по осям, м/мин | 140 |
| Максимальное ускорение | 1.5G |
| Точность позиционирования, мм | 0.03 |
| Повторяемость, мм | 0.02 |
| Точность резки (1 мм нержавейка) | |
| Φ30mm окружность | ≤0.1 мм |
| □30мм квадрат | ≤0.04 мм |
| □190мм квадрат | ≤0.06 мм |
| □190мм диагональ | ≤0.07 мм |
| Оптическая система | |
| Лазерный источник | 2000 Вт, IPG |
| Лазерная режущая головка | BodorGenius |
| Автофокус | Есть, Емкостный датчик |
| Multi-stage perforation Technology | Есть |
| Smooth cutting technology | Есть |
| Anti-slag protection function of double cyclones | Есть |
| Кинематика, механическая часть | |
| Станина | Чугунная, цельнолитая |
| Сервоприводы и контроллеры приводов | Yaskawa — Япония |
| Линейные направляющие, каретки | HIWIN, PMI |
| Автоматическая система смазки | Есть |
| Ось Z | ШВП |
| Ось Х,Y | рейка шестерня |
| Интеллектуальная система управления | |
| Программное обеспечение с поддержкой русского языка | BodorPro2.0 |
| Размер дисплея(Тачпад — сенсорная панель) | 21.5 дюйма |
| WIFI беспроводное управление | Есть, + пульт |
| База данных параметров резки различных материалов | Есть |
| Оповещение при низком уровне давления газа | Есть |
| Автоматическая регулировака давления режущего газа | O2 |
| Концевые выключатели | France Schneider |
| Рэле | France Schneider |
| Пневмоклапаны регулировки подачи газа | Japan SMC |
| Поддерживаемые форматы файлов | G код, DXF, DWG, PLT, ENG |
| Систем индикации и защиты | |
| Сигнализация неисправности лазера | Есть |
| Сигнализация ошибок при резке | Есть |
| Индикация низкого уровня давления газа | Есть |
| Сигнализация неисправности системы охлаждения лазера | Есть |
| Сигнальная лампа | Есть |
| V0 Class Integrated Flame Retardant Injection Molded Head Shell | Есть |
| Защитные очки | Есть |
| Периферийные системы | |
| Чиллер (водяной охладитель) | Есть |
| Вытяжка | Центробежный вентилятор с центрифугой |
| Другие параметры | |
| Общая потребляемая мощность с установленным лазерым источником 4кВт | 29KW/68A |
| Общая потребляемая мощность с установленным лазером источником 3кВт | 24KW/57A |
| Общая потребляемая мощность с установленным лазером источником 2кВт | 20KW/48A |
| Общая потребляемая мощность с установленным лазером источником 1,5кВт | 18KW/43A |
| Общая потребляемая мощность с установленным лазером источником 1кВт | 16KW/40A |
Расходные материалы
| Расходники | Цена | Срок службы/ толщины |
|---|---|---|
| Защитная линза | $65 | 600 часов |
| Фокусная линза | $500 | 4-6 месяцев |
| Коллиматорная линза | $500 | 4-6 месяцев |
| Одинарное сопло 1 мм | $31 | 600часов SS/Al/Copper < 3мм |
| Двойное сопло 1 мм | $31 | 600часов MS < 4мм |
| Одинарное сопло 1,5 мм | $31 | 600 часов SS/Al/Copper 3-5мм |
| Двойное сопло 1,5 мм | $31 | 600 часов MS 4-8мм |
| Одинарное сопло 2 мм | $31 | 600 часов SS/Al/Copper > 5мм |
| Двойное сопло 2 мм | $31 | 600 часов MS > 8мм |

Стандартная комплектация BODOR F3015-2000W IPG
- Мощность 2000W
- Стол 3000х1500 мм
- Режущая голова BODOR GENIUS с автофокусом
- Источник лазерного излучения IPG
- Сервомоторы YASKAWA (Japan)
- Моторедуктор YYC PMI (Taiwan)
- Электрокомпоненты Omron (Japan)
- Направляющие HIWIN (Taiwan) или PMI (Taiwan)
- Ось Z ШВП
- Ось Х,Y рейка шестерня
- Интерфейс Bodor PRO 2.0
- Система вытяжки
- Чиллер (водяной)
- Автоматическое определение расстояния до поверхности листа
- Режущая голова с автофокусом BODOR GENIUS
- Автоматическая система обнаружения препятствий
- Литая чугунная станина станка
- Эргономичный пульт дистанционного управления MANGO
- Цветной монитор тачскрин диагональ 21,5 дюйма
- Автоматическая система контроля давления газов
- Автоматическая система обнаружения листового металла на рабочем столе
- Очки оператора
- Комплект ЗИП, включая сопла и линзы
- Чиллер водяной
- Вытяжной вентилятор
Параметры скорости резки металлов лазером
Черная сталь (Q235A)
Нержавейка (201)
Алюминий
Латунь
Сравнительные характеристики скорости резки черной стали, м/мин |
||||||
|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт |
| 1 мм | 8.0-10 | 15-26 | 24-30 | 30-40 | 33-43 | 35-44 |
| 2 мм | 4.0-6.5 | 4.5-6.5 | 4.7-6.5 | 4.8-7.5 | 15-25 | 20-28.0 |
| 3 мм | 2.4-3.0 | 2.6-4.0 | 3.0-4.8 | 3.3-5.0 | 7.0-12 | 13-17 |
| 4 мм | 2.0-2.4 | 2.5-3.0 | 2.8-3.5 | 3.0-4.2 | 3.0-4.0 | 3.0-4.5 |
| 5 мм | 1.5-2.0 | 2.0-2.5 | 2.2-3.0 | 2.6-3.5 | 2.7-3.6 | 3.0-4.2 |
| 6 мм | 1.4-1.6 | 1.6-2.2 | 1.8-2.6 | 2.3-3.2 | 2.5-3.4 | 2.5-3.5 |
| 8 мм | 0.8-1.2 | 1.0-1.4 | 1.2-1.8 | 1.8-2.6 | 2.0-3.0 | 2.2-3.2 |
| 10 мм | 0.6-1.0 | 0.8-1.1 | 1.1-1.3 | 1.2-2.0 | 1.5-2.4 | 1.8-2.5 |
| 12 мм | 0.5-0.8 | 0.7-1.0 | 0.9-1.2 | 1.0-1.6 | 1.2-1.8 | 1.2-2.0 |
| 14 мм | 0.5-0.7 | 0.7-0.8 | 0.9-1.4 | 0.9-1.2 | 1.2-1.8 | |
| 16 мм | 0.6-0.7 | 0.7-1.0 | 0.8-1.0 | 0.8-1.3 | ||
| 18 мм | 0.4-0.6 | 0.6-0.8 | 0.6-0.9 | 0.6-0.9 | ||
| 20 мм | 0.5-0.8 | 0.5-0.8 | 0.5-0.8 | |||
| 22 мм | 0.4-0.8 | 0.4-0.8 | ||||
| 25 мм | 0.3-0.5 |
Сравнительные характеристики скорости резки нержавейки, м/мин |
||||||
|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт |
| 1 мм | 18-25 | 20-27 | 24-30 | 30-35 | 32-45 | 42-52 |
| 2 мм | 5-7.5 | 8.0-12 | 9.0-15 | 13-21 | 16-28 | 20-33 |
| 3 мм | 1.8-2.5 | 3.0-5.0 | 4.0-6.5 | 6.0-10 | 7.0-15 | 15-22 |
| 4 мм | 1.2-1.3 | 1.2-2.4 | 3.0-4.5 | 4.0-6.0 | 5.0-8.0 | 10-15 |
| 5 мм | 0.6-0.7 | 0.7-1.3 | 1.8-2.5 | 3.0-5.0 | 3.5-5.0 | 8.0-12 |
| 6 мм | 0.7-1.0 | 1.2-2.0 | 2.0-4.0 | 2.5-4.5 | 4.8-8.0 | |
| 8 мм | 0.7-1.0 | 1.5-2.0 | 1.2-2.0 | 3.0-4.0 | ||
| 10 мм | 0.6-0.8 | 0.8-1.2 | 1.6-2.5 | |||
| 12 мм | 0.4-0.6 | 0.5-0.8 | 0.8-1.5 | |||
| 14 мм | 0.4-0.6 | 0.6-0.8 | ||||
| 20 мм | 0.3-0.5 | |||||
| 25 мм | 0.2-0.4 | |||||
| 30 мм | ||||||
| 40 мм |
Сравнительные характеристики скорости резки алюминия, м/мин |
||||||
|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт |
| 1 мм | 6.0-10 | 10-20 | 15-25 | 25-38 | 35-45 | 42-55 |
| 2 мм | 2.8-3.6 | 5.0-7.0 | 7-10 | 10-18 | 13-24 | 20-40 |
| 3 мм | 0.7-1.5 | 2.0-4.0 | 4.0-6.0 | 6.5-8.0 | 7.0-13 | 15-25 |
| 4 мм | 1.0-1.5 | 2.0-3.0 | 3.5-5.0 | 4.0-5.5 | 9.5-12 | |
| 5 мм | 0.7-1.0 | 1.2-1.8 | 2.5-3.5 | 3.0-4.5 | 5.0-8.0 | |
| 6 мм | 0.7-1.0 | 1.5-2.5 | 2.0-3.5 | 3.8-5.0 | ||
| 8 мм | 0.6-0.8 | 0.7-1.0 | 0.9-1.6 | 2.0-2.5 | ||
| 10 мм | 0.4-0.7 | 0.6-1.2 | 1.0-1.5 | |||
| 12 мм | 0.3-0.45 | 0.4-0.6 | 0.8-1.0 | |||
| 16 мм | 0.3-0.4 | 0.5-0.8 | ||||
| 20 мм | 0.5-0.7 | |||||
| 25 мм | 0.3-0.5 | |||||
| 30 мм |
Сравнительные характеристики скорости резки латуни, м/мин |
||||||
|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт |
| 1 мм | 6.0-10 | 8.0-13 | 10-16 | 20-35 | 25-35 | 35-45 |
| 2 мм | 2.8-3.6 | 3.0-4.5 | 4.5-7.5 | 6.0-10 | 8.0-12 | 20-30 |
| 3 мм | 0.5-1.0 | 1.5-2.5 | 2.5-4.0 | 4.0-6.0 | 5.0-8.0 | 12-18 |
| 4 мм | 1.0-1.6 | 1.5-2.0 | 3.0-5.0 | 3.2-5.5 | 5.0-8.0 | |
| 5 мм | 0.5-0.7 | 0.9-1.2 | 1.5-2.0 | 2.0-3.0 | 4.5-6.0 | |
| 6 мм | 0.4-0.7 | 1.0-1.8 | 1.4-2.0 | 3.0-4.5 | ||
| 8 мм | 0.5-0.7 | 0.7-1.2 | 1.6-2.2 | |||
| 10 мм | 0.2-0.5 | 0.8-1.2 | ||||
| 12 мм | 0.2-0.4 | |||||
| 14 мм |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о BODOR F3015-2000W IPG:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Оптоволоконные лазерные станки c фиксированной рабочей поверхностью и цельносварной фрезерованной станиной для резки листового металла.
- Оптоволоконный лазерный источник Maxphotonics или IPG
- Цельно сварная фрезерованная станина
- Лазерная головка Bodor Genius с автофокусом
- Радар 360 для автоматического обнаружения препятствий
- Программное обеспечение Bodor Pro 2.0 на русском языке
- Эрономичный пульт управления MANGO
- Cерводвигатели Schneider, Франция
- Электрокомпоненты Schneider, Франция
- Косозубая рейка Leitesen, Германия
- Направляющие Lapping, Тайвань
- Пропорциональный клапан кислорода и азота SMC , Япония
- Автоматический выключатель Schneider, Франция
- Автоматическая смазка
- Тройная система защиты привода
- Функция аварийного сигнала низкого давления
- Wi-Fi передача данных
- Водяной чиллер S&A
- Система вытяжки
- Подкатные тележки
Конструктивные особенности серии A
Цельносварная фрезерованная станина
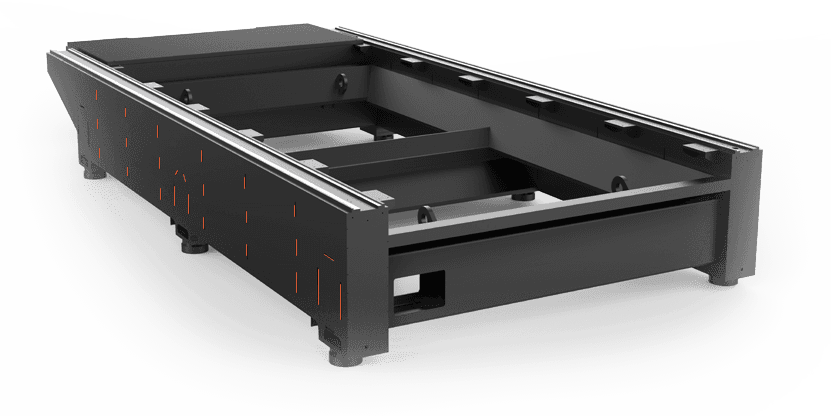
Для изготовления станины лазеров BODOR серии А используется цельносварная фрезерованная станина повышенной прочности, с высокой устойчивостью к ударным нагрузкам и вибрациям. Гарантия на станину 20 лет.
Режущая голова BODOR GENIUS (с автофокусом)
| Параметры режущей головы: | |
| мощность источника | 0-6000 Вт |
| фокусное расстояние collimating lens | 100 мм |
| фокусное расстояние focus lens | 125 мм/150 мм/200 мм |
| диаметр линзы | D30 мм (0-3kw), D37мм (0-4kw) |
| вертикальный диапазон регулировки автофокуса | +10 мм -15 мм |
| горизонтальный диапазон автофокуса | ±1.5 мм |
| максимальное давление сжатого воздуха | 25 бар |
| вес | 4.2 кг |
Автофокус
- Фокусное расстояние определяется и контролируется операционной системой. Не нужно делать регулировки вручную, что позволяет избежать ошибок или сбоев, вызванных ручным управлением. Система автоматически отслеживает положение и неровности листа и всегда поддерживает заданную величину фокусного расстояния для качественной резки металла.
- Лазерная голова может получать из библиотеки настроек параметры, которые хранятся в системе.
Радар 3600 для автоматического обнаружения препятствий
Лазерная голова нового поколения BODOR оснащена системой обнаружения препятствий, что позволяет избегать столкновений с заготовками.
- Нет риска столкновения головы с препятствием, нет риска дорогостоящего ремонта.
- Больше не нужно ставить перемычки 0,1 мм по 4-5 штук на заготовку:
а) упрощает работу оператора и исключает риск человеческой ошибки,
б) повышает скорость обработки,
в) повышает качество поверхности кромки
г) не нужно после раскроя вручную выламывать заготовки из листа, удаляя перемычки. - BODOR в базовой комплектации, у аналогов – опция за дополнительную плату ≈ 20000$.
База данных высокоскоростной резки
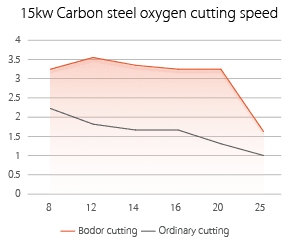 |
Быстрая кислородная резка из углеродистой стали (COF) Резка толстого листа увеличивает скорость вдвое, обеспечивая при этом качество резки. |
 |
Экономичная быстрая резка из углеродистой стали (CEF) При определенной мощности стоимость резки составляет всего 10% от азотной резки, что создает большую экономическую ценность для клиентов. |
 |
Быстрая резка при низком давлении азота (LNF) Давление азота снижается до 4 Bar во время резки нержавеющей стали толщиной 10 мм, его скорость улучшается как минимум на 10% по сравнению с обычной резкой. |
 |
Совместимость с высокопроизводительной системой ЧПУ для точного управления Осуществление скоростной и высокоточной резки. |
Резка без колыханий листа

Станки серии А могут резать тонкие металлические листы без колыхания, что позволяет сделать срезы более четкими.
Цветной дисплей управления станком 21,5 дюймов и пульт
Программное обеспечение
 |
Bodor Pro 2.0 Независимая операционная система R&D (Швейцария) прекрасно сочетает в себе высокую эффективность и простоту в использовании. Программное обеспечение CAD/CAM может реализовать интеллектуальную компоновку графической резки и поддерживать импорт нескольких графических элементов, оптимизировать заказы на резку автоматически, быстро искать края и автоматически позиционировать. Система управления использует лучшее логическое программирование и взаимодействие с программным обеспечением, обеспечивает удобство работы, эффективно улучшая использование листового металла и уменьшая количество отходов. Простая и быстрая система управления, эффективные и точные инструкции по резке улучшают работу пользователя. |
Сервопривод SCHNEIDER ELECTRIC
 |
Станок по всем осям оснащен серводвигателем с редуктором производства компании «Schneider». Использование данного сервопривода позволяет существенно увеличить как точность станка, так и скорость работы до 100 м/мин при ускорении 1G. |
Литой портал 3 поколения из авиационного алюминия

Литой алюминиевый портал повышенной прочности позволяет достигать скорости перемещения 100 м/мин. и ускорения 1G. Легкий и прочный портал обеспечивает лазерам BODOR высокую скорость работы, повышает эффективность оборудования и обеспечивает безупречное качество раскроя.
Тройная система защиты привода
Функция определения положения листа
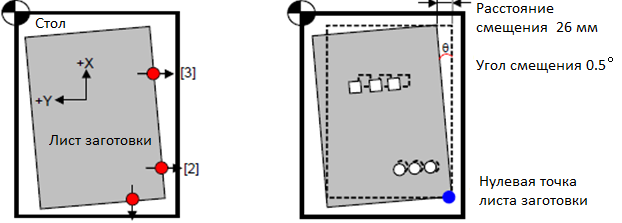
Эта функция позволяет автоматически определять позиционные выступы и угол поворота заготовки на столе станка и скорректировать программу резки, если это потребуется. Если материал расположен на паллете не ровно, то кромки материала будут определены с помощью детектора, и материал будет программно повёрнут в необходимые координаты.
Пневматические компоненты SMC (Япония)

Подшипники NSK (Япония)

Чиллер (водяной) S&A


Источник лазерного излучения (резонатор) на ваш выбор
Источник лазерного излучения (резонатор) IPG

Источники IPG считаются лучшими в мире источниками лазерного излучения.
Волоконные лазеры являются уникальным инструментом, открывающими новую эру в обработке материалов.
Волоконные лазеры превосходят другие типы лазеров практически по всем существенным параметрам, важным с точки зрения их промышленного использования.
Волоконные лазеры благодаря своим преимуществам займут наибольший сектор рынка лазерного промышленного оборудования.
Портативность и возможность выбора длины волны волоконных лазеров позволят реализовать новые эффективные применения недоступные для других типов ныне существующих лазеров.
Источник лазерного излучения (резонатор) MAXPHOTONICS

Резонатор Maxphotonics – это 2 года гарантии, сервисная служба в России, собственная лаборатория для ремонта источников в России, наличие склада.
Система оптической защиты при резке алюминия, оцинковки, зеркальной нержавеющей стали.
Высокое качество луча на всех диапазонах мощности.
Образцы лазерной резки
| Модель | A6 Plus | A6 | A4 Plus | A4 | A3 |
| Рабочее поле, мм | 6100х2500 | 6100х1524 | 4000х2000 | 4000х1524 | 3048х1524 |
| Перемещение по оси Z, мм | 100 | ||||
| Мощность лазера, Вт | 3000 / 2000 / 1500 / 1000 | ||||
| Точность позиционирования, мм | 0,05 | ||||
| Точность повторного позиционирования, мм | 0,03 | ||||
| Максимальная скорость, м/мин | 100 | ||||
| Ускорение | 1,5G | ||||
| Углеродистая сталь | до 20 мм | ||||
| Нержавеющая сталь | до 10 мм | ||||
| Алюминий | до 10 мм | ||||
| Латунь | до 6 мм |
Отзыв на лазер для резки листового металла BODOR серия А-3 (1,5 кВт) режет нержавейку, алюминий, черный металл для производства рекламных конструкций (Москва)
Лазер для резки листового металла BODOR серия А-3 (1 кВт) режет черный металл для производства электрощитовых в Челябинской области