Технологические варианты
- сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3 мм);
- сварной шов выполняется комбинированным способом: корневой шов — ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои — ручной дуговой сваркой покрытым электродом (целесообразен при толщине стенки трубы 4 мм и более).
Ориентировочное расположение слоев и валиков (1 —  в стыках, сваренных по различным технологическим вариантам
в стыках, сваренных по различным технологическим вариантам
 в стыках, сваренных по различным технологическим вариантам
в стыках, сваренных по различным технологическим вариантам| Вариант | Толщина стенки* свариваемых труб, мм | ||
| До 4 | Свыше 4 до 7 | Свыше 7 до 10 | |
| Комбинированная | Вертикальный стык | ||
 |
 |
 |
|
| Аргонодуговая |  |
 |
 |
| Комбинированная |  |
 |
 |
| Аргонодуговая |  |
 |
 |
* При толщине стенки до 2 мм сечение стыка следует сваривать в один слой
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб — менее 100 мм, толщина стенки — до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке — в зависимости от толщины стенки трубы, а при многопроходной — исходя из высоты валика, которая должна составлять 2 — 2,5 мм. Сварочный ток назначают из расчета 30 — 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
|
Шов |
Диаметр W-электрода, мм |
Диаметр присадка, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Расход газа, л/мин |
|
Корневой |
2-3 |
1,6-2 |
70-110 |
12-16 |
6-8 |
|
Заполнения |
3-4 |
2-2,5 |
80-130 |
14-18 |
8-12 |
Минимальные режимы по току в зависимости от марки W-электрода
|
Диаметр W-электрода, мм |
Постоянный ток (А) полярности |
Переменный ток, А |
|||||||
|
Прямой |
Обратной |
||||||||
|
ЭВЛ |
ЭВИ |
ЭВТ |
ЭВЛ |
ЭВЧ |
ЭВТ |
ЭВЧ |
ЭВЛ |
ЭВИ |
|
|
2 |
80 |
180 |
120 |
20 |
25 |
25 |
— |
— |
— |
|
3 |
230 |
380 |
300 |
35 |
50 |
30 |
— |
— |
180 |
|
4 |
500 |
620 |
590 |
60 |
70 |
60 |
180 |
170 |
220 |
|
5 |
720 |
920 |
810 |
— |
— |
70 |
— |
210 |
270 |
|
6 |
900 |
1500 |
1000 |
100 |
120 |
110 |
250 |
250 |
340 |
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм — конец такой трубы подогревают до 250 — 300 °С.
Технология сварки труб аргоном
Для работы используется следующее оборудование: источник переменного или постоянно тока (инвертор), горелка с электродом, баллон для газа и присадочный материал. В зоне плавления создается высокотемпературная среда, которая мгновенно прогревает поверхность, очищенную от ржавчины, оксидный пленки и грязи. В месте стыка труб или присоединения подкладного кольца образуется электрическая дуга, расплавляющая металл. Выбор диаметра графитовых, чисто вольфрамовых или легированных оксидом тория, церия, циркония и другими металлами электродов зависит от толщины труб.
В зону формирования шва подается инертный газ и присадочный материал — алюминиевая, нержавеющая или покрытая медью проволока d 1-4 мм. Аргон защищает поверхность в месте сварки от кислорода, водяного пора и азота. Если заготовки соединяются методом плавления кромок, прутки не используются.
По степени механизации процесса различают следующие виды аргонодуговой сварки труб:
- ручную — подача присадочного материала и перемещение горелки производится специалистом;
- механическую — пистолет с электродом держит сварщик, а пруток подается автоматически;
- автоматическую — движение горелки и подача проволоки производится роботом под управлением оператора.
В процессе создания дуги касание тугоплавкого электрода к поверхности трубы не допускается. Присадочный пруток подается плавно, горелка ведется по оси сварного шва, исключая перпендикулярное направление движения. Для глубокого плавления варить металл следует на минимально короткой дуге, поднося электрод как можно ближе к трубе. В результате получается сварной шов одинаковой ширины, имеющий чешуйчатую структуру.
Стыковой шов

Преимущество TIG перед MIG
TIG-сварка, как и Metal Inert Gas (MIG), производится в среде инертного газа. В первом случае электродом выступает подвижная проволока, во втором — тугоплавкий электрод. Аппараты MIG достаточно громоздки, объемная сварочная горелка не позволяет производить работы в труднодоступных местах. Приобретение агрегата сопровождается покупкой дополнительного оборудования (горелки, газовых баллонов, катушки с проволокой, редукторов и шлангов), что сказывается на цене сварки труб аргоновой сваркой.
Tungsten Inert Gas (TIG) гарантирует ювелирное качество полученного шва. С помощью аппарата свариваются различные металлы независимо от их химического состава. Оборудование для ручной аргонодуговой сварки труб позволяет работать с тонкостенными изделиями, использовать 2 вида тока — переменный и постоянный. Применение TIG-метода создает возможности для контроля глубины плавления металла, гарантирует высокое качество полученного шва.
Как рассчитывается прочность и катет при угловом соединении?
Прочность углового соединения при сварочных работах принято рассчитывать на основании производной от теоретической толщины соединения и его длины по факту. Размер углового катета вычисляется по законам геометрии (по длине катетов наибольшего треугольника, который можно вписать в продольное сечение соединения). Толщина соединения определяется величиной его катета. Размер углового соединения определяется его катетом.

Катет должен обладать достаточной величиной, чтобы полученное при сварке соединение смогло выдерживать расчетную нагрузку. При этом нужно учитывать, что излишне большие значения катета шва при сварке могут стать причиной возникновения сварочных деформаций. Еще один существенный момент: увеличение катета приводит к пропорциональному увеличению расходных материалов при сваривании заготовок, вследствие чего повышается и стоимость работ.
Чтобы проконтролировать качество угловых сварочных соединений в реальных условиях принято использовать несколько видов особых шаблонов. Самым распространенным методом определения катета является использование универсального сварочного шаблона.
Подготовка к аргонной сварке труб
Поверхность обезжиривается уайт-спиритом, ацетоном или другим растворителем, с цветных металлов с применением раствора фтористого натрия и азотной кислоты удаляются окислы. Газ начинает податься за 20 сек. до начала работы. На аппарате выставляется режим сварки и значение тока по таблице из инструкции:
- постоянный с прямой полярностью используется для соединения большинства металлов и сплавов;
- переменный применяется для разрушения оксидный пленки при работе с алюминием, магнием, медью, бронзой и другим цветметом.
Сварщик выбирает диаметр электрода и размер прутка в зависимости от толщины трубы. Горелка подносится к поверхности заготовки на расстояние 2 мм. Газ распределяется по всему сечению сопла равномерно благодаря линзам, поддерживающим ламинарный поток.
Катет
Теперь можно разобраться с катетами. Катет углового шва при сварке — это кратчайшее расстояние, измеряемое от плоскости одной из заготовок, которые нужно соединить друг с другом, до границы сварного углового соединения на плоскости второй заготовки.

По сути, это катет самого большого равнобедренного треугольника, который вписывается в поперечное сечение. Анал и сквирт — это два слова, которые нечасто можно увидеть в одном предложении, однако наш портал решил сделать это явление реальностью. Наблюдайте буквальное море удовольствия от порно анал сквирт здесь https://analnoe-porno.org/skvirting . С нашей выборкой жанров у Вас не возникнет проблемы в выборе желанной телочки и даже ее одежды — у нас трахают любую! Смотрите, как телочки от удовольствия начинают заливать все соками страсти в HD. Если производится сваривание деталей, имеющих одинаковую толщину, то катет можно задать по кромке. Если же требуется соединить имеющие различную толщину металла заготовки, тогда катет полагается задавать, взяв за основу толщину металла более тонкой детали.
Выбор размерности катета при его определении производится таким образом, чтобы он обеспечивал максимально возможную прочность соединения деталей. Однако, не следует забывать, что чересчур сильное увеличение катета может повлечь за собой возникновение деформации заготовки.
Специфика сварки труб из разных металлов
Для создания прочных швов используются предварительно заточенные электроды. Качество сварного соединения зависит от правильного выбора режима, вида тока, наличия навыков работы с металлами и сплавами.
Трубы из алюминия
Перед сваркой производится подготовка кромок: очистка, обезжиривание, удаление оксидный пленки и при необходимости — разделка. При сварке алюминиевых труб используются переменный ток, прутки d 1,6-4 мм и вольфрамовые электроды. Длина создаваемой дуги не превышает 2,5 мм, подача аргона начинается за 3-5 сек. до ее поджига и заканчивается через 7 сек. после обрыва.

Аргонодуговая сварка алюминиевых труб
Трубы из нержавейки
Кромки металла очищаются и обезжириваются. Сварочный стык делается с небольшим зазором с учетом усадки шва. При соединении тонких труб из нержавеющей стали используются медные пластины. Они служат для отвода тепла, фиксации и защиты шва с внутренней стороны. Сварка изделий большого диаметра из нержавейки сопровождается нагнетанием аргона внутрь трубы. Швы подвергаются быстрому охлаждению. Для восстановления антикоррозийных свойств металла производится обработка сварного соединения травильной пастой, компенсирующий потерю нержавейкой хрома.

Трубы из латуни
Изделия из сплава меди и цинка свариваются с применением аргона при толщине 5 мм и более. Для сварки аргоном труб из латуни применяется постоянный ток обратной полярности. Изделия очищаются от загрязнений, с помощью азотной кислоты удаляется оксидная пленка. Кромки разделываются с одной стороны при толщине труб 4-10 мм, с двух сторон — 15-25 мм. Присадочный материал может не использоваться, при необходимости под швом располагают асбестовую прокладку.
Трубы из меди
Изделия зачищаются абразивным материалом и обезжириваются. На медных трубах толщиной 5-12 мм срезаются односторонние кромки, 12 мм и более — двусторонние. Сварка меди аргоном производится с применением графитового или покрытого электрода и тока обратной полярности. Шов образуется методом соединения кромок без использования присадочного материала.

Трубы из бронзы
Аргонодуговая сварка применяется при наличии в сплаве алюминия и кремния. Трубы перед началом работы очищаются с помощью химических растворов. При толщине бронзовых изделий до 1,4-2,5 мм присадочный материал не используется. Сварка производится с применением постоянного тока с прямой полярностью. Присадкой для соединения толстостенных изделий выступает проволока или стержни из бронзы толщиной 5-12 мм.
Выпуклость и вогнутость

Что касается вогнутых швов, то они являются ослабленными, однако очень хорошо могут выдерживать динамические нагрузки. На практике целесообразно в большинстве случаев использовать швы с плоской поверхностью, потому что они являются самыми универсальными.
Ширина
Что касается еще одного геометрического параметра, — ширины, то она рассчитывается как минимальное расстояние между границами, возникающими при сплавлении металла.
Корень
Корнем шва, образованного при сварке, называют ту часть сварного стыка, которая максимально удалена от лицевой поверхности детали с той стороны, с которой производится сваривание. Можно сказать, что корень — это обратная сторона шовного соединения.

Если используется двухстороннее сваривание деталей, то корень будет перекрываться подварочным швом. Что такое подварочный шов? Это небольшая часть двухстороннего сварочного соединения, которая выполняется заранее (в целях предотвращения возникновения прожогов при последующих сварных работах по созданию основного шва).
В некоторых случаях, если требуется сделать двухстороннее соединение, подварочный шов разрешено укладывать в последнюю очередь в корень главного соединения.
Сварка труб большого диаметра аргоном
При соединении изделий с d более 110 мм для защиты корневого шва применяется флюс-паста из силиконовой связки и сухой шихты. Практикуется подача аргона внутрь трубы. Вместо присадочной проволоки используется расплавляемая металлическая вставка — подкладной кольцо. Его прихватывают снаружи в нескольких местах угловым швом. Сварку стыков трубопроводов с d 219 мм и более производят одновременно 2 мастера, больше 800 мм — 2 пары специалистов, работающих попеременно.

Какие параметры влияют на качество сварного соединения?

- выпуклость;
- вогнутость;
- ширина;
- корень шва сварки;
- катет шва, образованный при сварке.
Кроме того, на качество влияет толщина и глубина провара, а также расчетная высота углового стыка.
Преимущества сварки труб аргоном
Инертный газ не вступает в реакцию с нагретыми металлами и сплавами. На полученном аккуратном и точном шве не остается шлака, в воздухе не образуется дым как при работе покрытыми электродами. Присадочный пруток при сварке труб аргоном подается в необходимом количестве, что препятствует появлению искр и брызг.
Локальный нагрев участка трубы исключает деформацию элементов у стальных конструкций сложной формы. Будучи тяжелее воздуха, аргон вытесняет из рабочей ванны кислород. Это обеспечивает чистоту шва, исключает возгорание алюминия, создает возможности для сварки сталей, устойчивых к коррозии, а также бронзы, алюминия, магния, меди, олова и др.
Трубы из цветных металлов из-за подверженности окислению не варят с применением электродов без подачи аргона или гелия. При взаимодействии сплавов с кислородом на поверхности образуется оксидная пленка, которая мешает созданию прочного шва. Инертные газы создают нейтральную среду и препятствуют попаданию тугоплавких окислов в зону стыка труб.
Понятие сварного шва и определение его разновидностей
Сварщики, которые стремятся стать профессионалами, стремятся разобраться во всех вопросах и понятиях сварочного мастерства до тонкостей. Один из часто задаваемых вопросов звучит так: что принято называть катетом шва при сварке?

Для начала следует понять основы техники выполнения швов.
Существует огромное количество способов, которыми можно осуществить сваривание дуговой электросваркой (около ста пятидесяти), и регулярно появляются новые.
Что такое сварной шов? Это участок, который соединяет элементы конструкции, сформированный при прохождении кристаллизационного процесса расплавленного металла. Глобально все швы можно разделить на две категории:
- Стыковые.
- Угловые.
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий — высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент — определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы
 Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- Электроды из вольфрама диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя — обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
Преимущества:
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
Недостатки:
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
- Какие свойства алюминия следует учитывать при его сварке
- Способы сварки алюминия
- Технология сварки с помощью аргона
- Как подготовить к сварке соединяемые детали
- Некоторые особенности сварки аргоном
- Плюсы и минусы сварки, выполняемой в среде аргона
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.

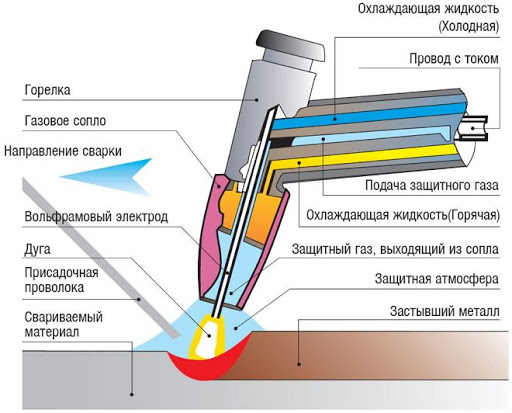
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.

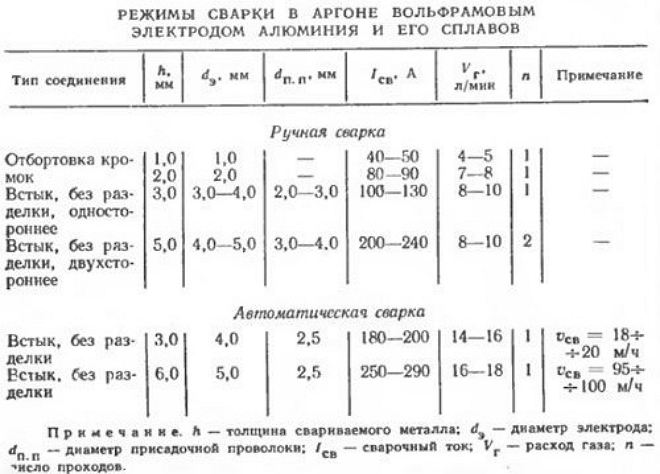
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.

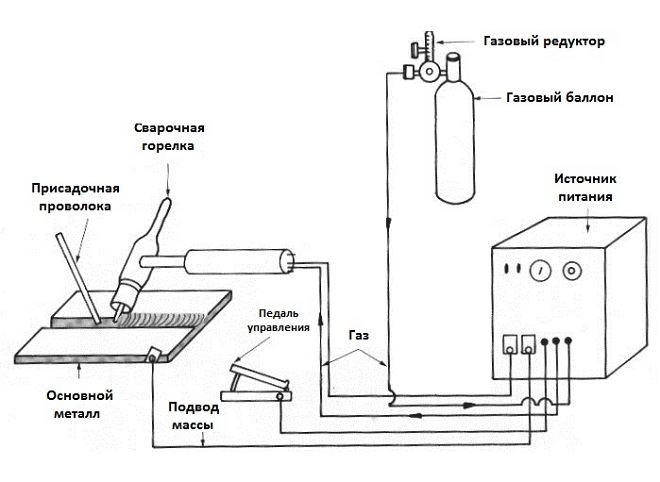
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.

Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.

Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Из этого материала вы узнаете:
- Суть аргоновой сварки
- Плюсы и минусы аргоно-дуговой сварки
- Области применения аргоно-дуговой сварки
- Технология сварки труб вручную в аргоне
- Аргоновая сварка труб из нержавейки
Аргоновая сварка труб сегодня востребована как никогда, ведь данная технология основана на использовании наиболее доступного, а потому самого дешевого газа, являющегося продуктом массового производства. Кроме того, этот процесс позволяет соединить разные виды металлов и занимает не так много времени.
Правда, одно дело варить аргоном плоские поверхности и совсем другое – более сложные изделия в виде труб. Тут без определенных навыков и знания некоторых тонкостей не обойтись. Все нужно делать последовательно и в соответствии с правилами, иначе работа вряд ли будет выполнено удовлетворительно.
Суть аргоновой сварки
Выражение «сварка аргоном», которое можно услышать среди домашних умельцев, в действительности некорректно. Аргон – инертный газ, который не принимает непосредственного участия в соединении заготовок. Верной является формулировка «сварка в инертной среде». При этом работы проводятся в среде аргона или другого защитного газа, который препятствует негативному воздействию окружающей среды на сварную зону.
Если же вернуться к бытовому выражению, то аргоновая сварка представляет собой технологию, в которой сочетаются газовая и электрическая. Она позволяет соединять заготовки из любых материалов и размеров. Технология подходит для сварки чугунных, стальных, медных и др. деталей. Она одинаково хороша как для крупных стальных труб, так и для небольших бронзовых крючков для вешалки. Аргоновая сварка используется также для работы с изделиями из нержавеющей стали.

В процессе аргоновой сварки труб и других металлических деталей соединяемые края расплавляются под воздействием высокой температуры.
Для нагревания заготовок используется огонь, который не может гореть без кислорода. Вступая в химическую реакцию с металлом, кислород окисляет его. Чем быстрее происходит окисление, тем сложнее процесс сварки. Эта реакция относится к нежелательным, с которыми сталкиваются сварщики во время выполнения сварных работ.
При окислении внутри металла образуется множество воздушных пузырьков, снижающих качество шва. Алюминий же при большом количестве кислорода сгорает.
Аргон необходим для того, чтобы защитить зону сварки от воздействия окружающей среды, т. е. вытеснить из нее кислород. Поскольку газ тяжелее воздуха, то он вытесняет кислород из рабочей области.
Кроме аргона, для этой цели используют также гелий. Однако последний применяется реже, поскольку он интенсивнее расходуется и дороже стоит. Кроме того, работа с гелием требует использования защитной одежды.
Еще одним инертным газом, применяемым при сварке, является азот. Это наиболее редкий газ, с помощью которого сваривают медные изделия. Самым востребованным является аргон, именно он и дал разговорное название для этой технологии сварных работ.
Плюсы и минусы аргоно-дуговой сварки
Далее расскажем о достоинствах и недостатках аргоновой сварки труб и других изделий, влияющих на качество шва, его прочность и другие параметры работы.
К достоинствам следует отнести:
- Невысокую температуру нагрева, благодаря которой максимально сохраняются размеры и форма соединяемых заготовок.
- Поскольку инертный газ плотнее и тяжелее воздуха, он вытесняет его из рабочей зоны, обеспечивая ее защиту.
- Благодаря высокой тепловой мощности сварочной дуги соединение заготовок происходит за короткое время.
- Аргоновая сварка труб и других заготовок очень проста в исполнении, может использоваться даже новичками.
- Подходит для работы с различными видами металлов, которые нельзя сваривать с помощью других технологий.

Впрочем, у технологии есть и ряд недостатков:
- Аргоновую сварку нельзя проводить при ветре и сильном сквозняке, поскольку в таких условиях часть газа улетучивается из рабочей зоны, тем самым снижая степень ее защиты и качество сварного шва. Работа с инертными газами выполняется в закрытых помещениях, оборудованных хорошей системой вентиляции.
- Технология предполагает использование сварочного оборудования со сложной системой управления и настройки режимов работы.
- При необходимости использования высокотемпературной дуги понадобится дополнительное охлаждение заготовок.
Области применения аргоно-дуговой сварки
Аргоновую сварку труб и других металлических заготовок используют в различных сферах промышленности, а также в бытовых условиях и на небольших производствах. В основном, технологию применяют для соединения деталей из цветных металлов и легированных сталей. Если предстоит работа с изделиями небольшой толщины, то сварка выполняется без использования присадок.
С помощью технологии сварки в среде защитного газа продлевают срок эксплуатации автомобильных запчастей, нарезают резьбу, латают трещины. Чтобы получить качественный сварной шов, сварщику требуется опыт, а также знания в области физико-химических свойств различных металлов.

Технология аргоновой сварки труб и других изделий из металла позволяет получать высококачественный шов, поддерживать одинаковую глубину проплавления металла. Именно его используют при необходимости соединения неповоротных стыков труб. Для работы с заготовками из алюминиевых и титановых сплавов необходимы неплавящиеся электроды, для изделий из алюминия и нержавеющих сталей – плавящиеся.
Технология сварки труб вручную в аргоне
При помощи ручной аргоновой сварки труб формируют корень шва технологических трубопроводов, изготовленных из углеродистых, низко-, среднелегированных и легированных сталей, диаметр которых не превышает 100 мм, а толщина стенок – 10 мм.
Технологические трубопроводы из хромированных никелевых сплавов монтируют также с помощью сварки в защитной аргоновой среде. Если толщина стенок трубопровода не превышает 3 мм, то их сваривают только аргоно-дуговой технологией. Если же стенки трубы толще 3 мм, то аргоновую сварку применяют для формирования корня шва, дальнейшее соединение элементов трубопровода выполняется аргоно-дуговым способом с использованием присадочной проволоки, ручным методом с применением покрытых электродов или механизированными способами сварки.
Если расстояние между свариваемыми трубами не превышает 0,5 мм, использовать присадочную проволоку для их соединения не нужно, если превышает – присадочная проволока обязательна. Если аргоновая сварка труб выполняется в ветреную или дождливую погоду, необходимо работать в специальном укрытии.
Чтобы определить, под каким углом располагать электрод к свариваемой трубе, необходимо ориентироваться на качество защиты и конструктивные особенности горелки. При использовании горелок АГМ-2 и АГС-3 угол может варьироваться в пределах от 0° до 70°, при использовании других горелок (АР-3, МГ-3 и пр.) с канальной схемой истечения газов – от 0° до 25°.
Если в процессе аргоновой сварки труб используется присадочная проволока, то подается она в рабочую зону слева направо, в то время как горелка двигается навстречу проволоке, т. е. справа налево. При формировании корневого шва амплитуда колебаний горелки и присадки составляет от 2 до 4 мм. Если в дальнейшем накладываются еще швы, то горелку перемещают поперечными движениями, амплитуда колебаний которых варьируется от 6 до 8 мм. Оплавляемый конец присадки во время сварочных работ должен находиться в защитной газовой среде. Сама подача проволоки должна происходить плавно, без резких движений.

При ручной аргоновой сварке труб и других металлических заготовок используют как можно более короткую электрическую дугу (около 1–3 мм), ток должен быть постоянным с обратной полярностью. Зажигают и гасят дугу на кромке или на шве соединяемых элементов на расстоянии 20–25 мм сзади кратера. Аргон начинает поступать в горелку за 15–20 секунд до того, как дуга активируется, подача инертного газа прекращается спустя 10–15 секунд после того, как дуга погашена. В эти периоды струю аргона необходимо направлять в зону начала сварки или на кратер.
При аргоновой сварке труб необходимо уделить пристальное внимание корню шва и заделке кратера. В последнем случае оптимально подходит дистанционное управление источником питания электрической дуги. Если нет возможности управлять дугой дистанционно, то в кратер вводят каплю расплавленного металла с присадки, одновременно быстро отводя горелку от области стыка, пока дуга естественным образом не оборвется.
Если сварочные работы выполняются без использования присадочной проволоки, то для заделки кратера горелку сначала быстро уводят в противоположную движению сторону, а потом также быстро возвращают обратно к кратеру. После того как корневой шов сформирован, необходимо проверить его качество. Если будут обнаружены трещины или другие дефекты, то этот участок удаляется с помощью узкого наждачного круга, после чего повторно заваривается с использованием присадки. При формировании корневого шва с применением расплавляемой вставки присадочную проволоку не используют, вставку расплавляют на всю глубину и по всему периметру сварного соединения.
Если свариваемый трубопровод имеет небольшой диаметр, то количество используемого для продувки аргона должно быть не более 3-4 л/мин. Чем больше диаметр и длина свариваемых труб, тем дольше время продувки. Чтобы сэкономить инертный газ, им заполняют не всю полость трубы, а только трубопровод в области сварного соединения, для чего используют специальные заглушки, ограничивающие зону продувки.
После того как заглушки установлены, инертный газ подают через специальный рукав и заполняют полость трубы. У этого способа есть определенные недостатки. Поскольку для продувки используется свыше 50 % аргона, который защищает рабочую зону, то защита обратной стороны формируемого шва стоит в два раза дороже, чем непосредственно сварка стыка. На увеличении стоимости продувки сказывается необходимость изготовления и установки заглушек. Если работа выполняется с замыкающими стыками, то инертным газом заполняется вся полость трубы.
Для устранения этих недостатков сварщики используют флюс. Паяльную пасту наносят при плюсовой температуре на обратную сторону сварного шва до его кристаллизации. Высыхает паста через 15–20 минут, сварщик контролирует процесс визуально, ориентируясь на ее цвет (сухая масса будет темно-серой).
Нагревают стыки с помощью:
- гибких нагревательных элементов типа ГЭН;
- комбинированных нагревательных элементов типа КЭН;
- гибких индукторов из голого медного провода марки М или М1Т сечением 180–240 мм2 с 8–12 витками;
- газопламенными горелками.
После установки и крепления к месту стыка воронок из листового асбеста его прогревают одноплеменными универсальными горелками на нейтральном пламени. Их количество выбирается таким образом, чтобы равномерно прогреть свариваемый стык по всей окружности. Кольцевые многопламенные горелки располагают по обе стороны от места соединения заготовок.
Аргоновая сварка труб может выполняться в поворотном и неповоротном положениях. В первом случае ось трубопровода может быть расположена как вертикально, так и горизонтально. Во втором – шов формируется за два поворота. Если длина сваренных участков составляет более 200 мм, используется обратноступенчатый способ.

Аргоновую сварку труб диаметром менее 21,9 см из мартенситных и мартенситно-ферритных сталей выполняет один сварщик. Для работы с трубами большего диаметра необходимо два специалиста. Если диаметр трубы превышает 80 см, то сварку выполняют четыре сварщика, работающие поочередно.
Аргоновая сварка труб из мартенситно-ферритных сталей выполняется при температуре окружающей среды выше 0 °С, работать с трубами из стали 15ХМ можно при температуре воздуха выше +10 °С, при этом заготовки независимо от толщины стенок прогреваются до +250…+300 °С.
Перерыв между завершением сварочных работ и началом термообработки определяется в соответствии с требованиями проекта работ. При аргоновой сварке нельзя перегревать места соединения труб из аустенитной стали. При нагревании металла на расстоянии 20–25 мм от стыка до +100 °С либо делается перерыв в работе, либо стык охлаждается с помощью струи сжатого воздуха.
Если необходимо выполнить аргоновую сварку труб из разнородных сталей разной степени легирования, выбирают технологию и режимы работы, подходящие для сваривания более легированных металлов. При работе с трубами из разнородных сталей, принадлежащих к разным структурным классам, выбранная технология и режим сварки должны обеспечивать наименьшее проплавление основного металла.
При работе с коррозионностойкими и жаропрочными сталями, в составе которых содержится 12 % хрома, а также с высокохромистыми хромоникелевыми сталями температура нагрева должна быть приближена к той, при которой сваривают однородные стали с содержанием хрома 12 %.