Вопросы, рассмотренные в материале:
- Виды водопроводов и правильная сварка труб
- Как подобрать электроды для правильной сварки труб
- Способы и советы по правильной сварке труб
- Предварительные работы для правильной сварки труб
- Правильная сварка труб: пошаговый алгоритм
- Техника безопасности при сварке труб
Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб
Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.

Правильная сварка труб осуществляется одним из следующих способов:
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.

Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.
После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
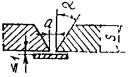
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм
При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.

Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
- В процессе правильной сварки труб необходимо следить за заполняемостью краев, отсутствием подрезов. Если сила тока мала, то сварочная ванна будет равна очертанию электрода. При увеличении силы тока, двигая электрод по кругу или из стороны в сторону, можно сформировать правильный сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
- Поставить точку, оставив небольшое количество металла.
- Погасить дугу по шву.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.

Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Читайте также
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.

По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Рекомендуем ознакомиться: Как можно спрятать газовую трубу на кухне и не нарушить нормативные требования
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Внимание! Кроме толщины и материала изготовления электрода для качественной сварки нужно учитывать еще и силу тока, которая зависит от способа соединения труб. Например, для простого соединения встык подойдет дуга от 80 до 110 ампер, а для сварки внахлест потребуется переключить аппарат на 120 ампер.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Сварка труб в труднодоступных местах
Прокладка и ремонт трубопроводов зачастую ставят перед сварщиком сложные задачи. Особенно сложно работать с водопроводными трубами, трубами отопления газоснабжения. Это связано с близкой установкой таких труб к стенам. Часто те же трубы отопления прячут полностью в стене, что еще сильнее осложняет возможные работы. Есть ряд практических рекомендаций, которые должны помочь сварщикам при сварке труб в труднодоступных местах.
Газопроводные трубы обычно имеют небольшой диаметр. Это позволяет хорошо осматривать трубы даже при близкой установке к стене. Работы в этом случае проводятся сравнительно свободно.
Дополнительной помощью при сварке труб в труднодоступных местах будет использование зеркал. Зеркало устанавливается у стенки или под углом к месту сварки. В результате хорошо видно, как нужно двигать электрод и какой получается шов.
Если возникают проблемы с доступность задних частей труб, вариантом решения проблемы будет использование изогнутого композиционного электрода. Он имеет форму крючка и свободно заходит за трубу. В этом случае перед началом работ важно правильно выбрать параметры сварочного тока, чтобы соблюсти необходимые свойства дуги.
Если невозможно достать место сварки изогнутым электродом, можно выполнить внутренний или операционный шов. Для этого вырезается часть трубы на передней стороне, и сварка ведется через полученное отверстие. После окончания работ отверстие заваривается отдельно.
TIG-сварка может проводиться аналогичным образом, но при этом достаточно сделать небольшое отверстие – чуть больше размера присадочного материала. Горелка подводится с обратной стороны к месту сварки, а присадочная проволока подается через зазор. Соответственно сварщик наблюдает за процессом через полученный зазор. Отверстие также заваривается после работы.
Еще одним вариантом сварки труб в труднодоступных местах является использование метода газосварки. В отличие от электрода газовую горелку удобнее подносить к месту сварки даже возле стены.
Дополнительные сложности возникают при необходимости сварки труб под потолком. В этом случае важно перед началом работ предусмотреть место для размещения сварочного аппарата. Он должен быть установлен таким образом, чтобы не мешать свободному перемещению сварщика и в то же время не было необходимости тянуть кабели соединения электродов.
Рекомендуется использовать все доступные способы для проведения сварки труб в труднодоступных местах. Например, работать изогнутым электродом и контролировать работу с помощью зеркала. Или провести сварку через зазор, а после – дополнительно сделать «заплатку» с помощью изогнутого электрода. Контроль результата с помощью зеркала нужно проводить в любом случае.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.

Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
Рекомендуем ознакомиться: Герметики для прочного соединения канализационных труб
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
4.Как варить трубы электросваркой покрытым электродом.
1.Режимы:
- Род и полярность тока зависит от толщины стенки трубы, марки стали и марки покрытого электрода.
- Сварочный ток определяется толщиной электрода. Чтобы его рассчитать, надо диаметр электрода умножить на (30-40). Полученное число будет равняться сварочному току в амперах.
- Напряжение на дуге определяется ее дугой. Оптимальная длина дуги находится в диапазоне от половины диаметра электрода до полного диаметра электрода плюс 1.
- Скорость сварки сварщик выбирает в зависимости от геометрических размеров шва.
Сейчас в сети Интернет можно найти таблицы зависимостей всех перечисленных величин. Кроме того, там можно найти множество обучающих материалов, в которых подробно освещена электросварка труб: видео, инструкции, рекомендации.
2.Сборка стыков труб малого диаметра (до 100 мм) при толщине стенки от 2 до 10 мм из низкоуглеродистых сталей:
- Cтыки собирают в приспособлениях и прихватывают в одной или двух точках. Если точек прихвата две, то они располагаются симметрично.
- Стыки, скрепленные одной прихваткой, обваривают сразу, начиная со стороны, противоположной прихватке;
- Если толщина стенки меньше 3 мм, прихватку выполняют электродом диаметром не более 2,5 мм;
- Стыки изделия с толщиной стенки более 4 мм сваривают не менее, чем в два слоя – корневым швом и облицовочным валиком.
- При сварке деталей диаметром от 30 до 83 мм вертикальный стык сваривается участками по ¾ периметра;
- Каждый последующий валик горизонтального стыка укладывается в противоположном направлении;
- «замковые» участки последующих валиков смещают относительно предыдущих швов.
3.Поворотные стыки:
- При сварке стыков во вращателях скорость вращения изделия должна равняться скорости сварки.
- Положение сварочной ванны, наиболее удобное для формирования шва, находится не в самой верхней точке стыка, а в точке, отстоящей от вертикали на 30-35 градусов в сторону, противоположную вращению.
- Если применение вращателей нецелесообразно или их нет, свариваемые стыки надо поворачивать на углы 60-110 градусов. Благодаря этому, шов формируется в самом удобном, нижнем положении.
- трубы с поворотом на 180 градусов сваривают в три приема:
- сначала в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу одни или двумя слоями;
- затем переворачивают трубу на 180 градусов и сваривают оставшуюся часть стыка на всю толщину;
- затем трубу еще раз поворачивают на 180 градусов и проваривают оставшуюся разделку.
Сварка неповоротных стыков:
- Вертикальные неповоротные стыки варятся в два приема. Периметр стыка условно делится вертикальной осевой линией на два участка. Каждый из них имеет три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали.
Нижним положением – участок, занимающий тоже примерно 20 градусов от верхней точки детали. Между этими положениями располагается горизонтальное положение. Сварка начинается с потолочного положения и заканчивается нижним (т. е. ведется с крайней нижней точки детали к крайней верхней).
Каждый участок варится короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
- Горизонтальные неповоротные стыки варятся «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80-90 градусов. Варить надо средней дугой.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Этапы проведения работ
Сварочные работы необходимы при прокладке трубопровода. Выполнение задач лучше доверить квалифицированным сантехникам. При аккуратной сварке можно достичь хорошего результата, при дальнейшем использовании труб отопления и водоснабжения у вас не возникнет никаких проблем.
Сейчас существуют разные виды сварки. Все они отличаются по типу оборудования, которое используется, особенностям методики. Популярностью пользуются:
- электросварка;
- газовая сварка (с использованием газовой горелки);
- электродуговая, дуговая сварка;
- пайка (с использованием паяльника, специального флюса);
- лазерная сварка;
- плазменная сварка.
У каждой из этих разновидностей есть свои преимущества. Опытный мастер сам подберет оптимальный вариант. Перед началом любых сварочных работ на объекте необходимо провести подготовку канализационных труб. Их очищают от загрязнений, оксидной пленки. Может потребоваться разделение цельных деталей на отдельные составляющие с помощью трубореза. Если необходима предварительная сборка элементов, она также проводится. Стыки, торцы труб, муфты, отводы, проволока и другие детали совмещаются должным образом, происходит изоляция участка. Возможно использование специальных соединительных элементов, например, фитинга трубы. Также важно подготовить место, где будут проводится работы. Для разных типов сварки необходимы свои условия, например, может потребоваться повышение температуры в помещении до определенной отметки, обеспечить защиту от попадания оксида. Некоторые типы изделий, например, полиэтиленовые и полипропиленовые трубы, модели с рутиловым покрытием или цинковым покрытием, нуждаются в особой обработке.
Только после того, как подготовка завершена, начинается процесс сварки оцинкованных труб, изделий из сплавов цинка. Вначале проводится нагрев в два этапа – предварительный и основной. После этого нагревательный элемент убирается. Затем происходит сварка и охлаждение расплавленных горячих фрагментов. В финале важно проверить итоговый результат после полного остывания. Особое внимание стоит обратить на аккуратность шва и толщину
стенки, нет ли деформаций. Для некоторых видов сварочных работ очередность этапов может отличаться, могут требоваться дополнительные действия.
МИНИСТЕРСТВО
НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ
Всесоюзный научно-исследовательский институт
разработки и эксплуатации нефтепромысловых труб
(ВНИИТнефть)
ИНСТРУКЦИЯ
ПО СВАРКЕ ПРИ МОНТАЖЕ И РЕМОНТЕ ТРУБОПРОВОДОВ
И ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ
В ОРГАНИЗАЦИЯХ И НА ПРЕДПРИЯТИЯХ МИННЕФТЕПРОМА
РД
39-0147014-535-87
Куйбышев
1987
Руководящий документ разработан Всесоюзным
научно-исследовательским институтом разработки и эксплуатации нефтепромысловых
труб.
Главный
инженер института В.Ф. Оловянишников.
Составители: В.А. Кот, З.Н. Уварова, Г.Н. Пашкова, С.А.
Светлова.
Согласован
с зам. начальника Главнефтемашремонта А.А. Шваревым.
Утвержден начальником Главного технического управления
Миннефтепрома Г.И. Григоращенко 20 января 1987 г.
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ ПО
СВАРКЕ ПРИ МОНТАЖЕ И РЕМОНТЕ ТРУБОПРОВОДОВ И ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ В
ОРГАНИЗАЦИЯХ И НА ПРЕДПРИЯТИЯХ МИННЕФТЕПРОМА
РД
39-0147014-535-87
Вводится
впервые
Срок введения установлен с 02.02.1987 г.
Срок действия до 02.02.1990 г.
Настоящий документ разработан
в соответствии с указанием Главного технического управления Миннефтепрома.
В нем рассмотрены основные вопросы сварочного производства
на предприятиях и в организациях Миннефтепрома, выполняющих монтажные и
ремонтные работы при строительстве трубопроводов и ответственных
металлоконструкций.
Руководящий документ содержит требования стандартов, СНиПов,
правил техники безопасности, касающиеся сборки, сварки, термообработки и
контроля качества сварных соединений трубопроводов и ответственных металлоконструкций,
а также включает технологические процессы электродуговой и контактно-стыковой
сварки.
Подробно освещены вопросы подготовки основных и
вспомогательных сварочных материалов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. В соответствии с
настоящей инструкцией производят сварочные работы при строительстве промысловых
и технологических трубопроводов, трубопроводов горючих, токсичных и сжиженных
газов, а также монтаже ответственных металлоконструкций (классификация
трубопроводов принята в соответствии с ВСН 51-3-85/Мингазпром
— ВСН 2.38-85/Миннефтепром [ I ])
1.2. Для строительства
трубопроводов применяют трубы, изготовленные по ГОСТ
8731-74 и ГОСТ
8733-74 (бесшовные), ГОСТ
20295-85 (электросварные диаметром до 800 мм) [ 2- 4], а также импортные трубы,
изготовленные в соответствии со специальными техническими условиями.
Для строительства трубопроводов используются трубы из
малоуглеродистых сталей по ГОСТ 360-71 [ 5], качественных сталей Ст.
10, 20 по ГОСТ 1050-74 [ 6], а также низколегированных сталей марок
09Г2С, 10Г2, 17ГС по ГОСТ
19282-73 [ 7] (прил. 1, 2).
1.3. Структура и
организация сварочного производства, требования к квалификации сварщиков,
термистов и других специалистов подробно рассмотрены в РД 39-0147014-536-87 [ 8].
2. ТРЕБОВАНИЯ НА СВАРОЧНЫЕ МАТЕРИАЛЫ
Электроды
2.1. Для ручной сварки
трубопроводов и ответственных металлоконструкций из углеродистых,
низколегированных, легированных конструкционных и легированных теплоустойчивых
сталей применяют электроды покрытые металлические по ГОСТ
9467-75 и ГОСТ
9466-75 [ 9,
10],
для сварки высоколегированных сталей с особыми свойствами — по ГОСТ
10052-75 [ 11] и ГОСТ
9466-75 отечественного производства (табл. 1).
Для сварки разнородных сталей применяют соответствующие
электроды (табл. 2).
Допускается применение импортных электродов соответствующих
типов.
2.2. Каждая партия электродов должна иметь сертификат, в
котором должны быть указаны наименование завода-изготовителя, дата
изготовления, условное обозначение присадочных материалов и результаты
испытаний данной партии.
При отсутствии сертификата на сварочные материалы их
применение при производстве огневых работ на технологических трубопроводах
запрещается.
2.3. Технологические
свойства электродов каждой партии необходимо проверять перед их применением
независимо от наличия сертификата. Эту проверку должен выполнять
квалифицированный сварщик. Легированные электроды, предназначенные для сварки
трубопроводов и конструкций из легированных сталей, необходимо
проверять на соответствие марочному составу путем стилоскопирования наплавленного
металла. Эта проверка должна предшествовать всем остальным испытаниям
электродов.
Таблица 1
Типы
электродов для сварки стальных конструкций по ГОСТ
9467-75 и соответствующие марки электродов и сварочных материалов
|
Тип электрода |
Механические |
Технологические |
Сварочные |
|||||
|
полуавтоматической |
автоматической |
|||||||
|
Временное |
Относительное |
Ударная |
порошковая |
проволока для |
под флюсом |
проволокой |
||
|
Э38 |
372,6 (38) |
14 |
295 (3) |
Меловые, ОЦ-1, АН-1, К-3 |
— |
— |
— |
— |
|
Э42 |
411,9 (42) |
18 |
785 (6) |
АНО-1, |
Св-08ГС |
|||
|
Э46 |
4 51,1 (46) |
18 |
785 (8) |
АНО-3, АНО-4, АНО-4ж; АНО-13, АНО-14, АНО-18, |
ПП-1ДСК |
Св-08Г2С |
АН-348-А, АН-348-АМ, ОСЦ-45 |
Св-08 |
|
Э50 |
490,3 (50) |
16 |
687 (7) |
К-51, К-52, ВСП-2, ВСЦ-3, АНО-19 |
— |
— |
— |
Св-08ГА, Св-10Г2 |
|
Э42А |
411,9 (42) |
22 |
1471,5 (15) |
УП-1/45, УП-2/45, ОЗС-2, АНО-7 |
ПП-2ДСК, |
Св-08Г2С |
АН348-А, АН348-АМ, ОСЦ-4,5, АН-47 |
Св-08Г2, Св-10Г2 |
|
Э46А |
451,1 (46) |
22 |
1373 (14) |
УОНИИ-13/45, СМ -11, Э138 /45Н, АНО-8, ОЗС-7 |
Св-08ГА, Св-10Г2, Св-08МХ |
|||
|
Э50А |
490,3 (50) |
20 |
1275 (13) |
УОНИИ-13/55, ДСК-50, АНО-7, АНО-9, АНО-10, |
||||
|
Э55 |
539,4 (55) |
20 |
1177 (12) |
УОНИИ-13/55У, У340/55 |
Св-10, ХГ2СМА, МФА |
АН-47. АН-22, АН-17М |
Св-08МХ, Св-08Н2М |
|
|
Э60 |
588,4 (60) |
18 |
981 (10) |
УОНИИ-13/65, У340/65, ВОФ-65 |
||||
|
Э70 |
686,5 (70) |
14 |
588 (6) |
48Н-1, |
АН-22, АН-17М |
Св-08ХМА |
||
|
Э85 |
633,6 (85) |
12 |
490 (5) |
УОНИИ-13/85, ЦЛ-18, ЦЛ-18МО |
— |
— |
— |
— |
|
Э100 |
980,6 (100) |
10 |
490 (5) |
ЦЛ19-63 |
||||
|
Э125 |
1225,8 (125) |
8 |
392 (4) |
НИАТ-3 |
— |
— |
— |
— |
|
Э150 |
1471,0 |
6 |
392 (4) |
— |
— |
— |
— |
Таблица 2
Выбор электродов для
сварки разнородных сталей
|
Марка стали |
Электроды, |
||||
|
Ст. 3, 10, |
10Г2, 09Г2С |
17ГС, 17Г1С, 15ГС, 16ГС |
12Х1МФ, 15Х1МФ, 15Х1М1Ф |
12Х18Н10Т, 10Х17Н13М3Т |
|
|
Ст. 3 |
Э42А |
Э42А |
Э42А |
Э42А* |
Э-10Х25Н13Г2 |
|
10 |
Э46А |
Э50А |
Э50А |
||
|
20 |
Э50А |
||||
|
10Г2 |
Э42А |
Э50А |
Э50А |
Э-09МХ** |
Э-11Х15Н25М6АГ2 |
|
09Г2С |
Э50А |
Э-09X1М** |
|||
|
17ГС |
Э42А |
Э50А |
Э50А |
Э50А** |
Э-10Х25Н13Г2 |
|
16ГС |
Э50А |
||||
|
17Г1С |
|||||
|
15ГС |
|||||
|
12Х1МФ |
Э42А* |
Э-09МХ** |
Э50А |
Э-09Х1МФ |
АНЖР-2 |
|
15Х1МФ |
Э-09Х1М** |
||||
|
15Х1М1Ф |
|||||
|
12Х18Н10Т |
Э-10Х25Н13Г2 |
Э-10Х15Н25М6АГ2 |
Э-10Х25Н13Г2 |
АНЖР-2 |
Э-08Х20Н9Г2Б |
|
10Х17Н13М3Т |
Э-08Х17Н8М2 Э-04Х20Н9 |
* Предварительный подогрев.
** Предварительный подогрев и
термообработка.
2.4. На каждом монтажном
участке сварочные электроды следует хранить в отапливаемых
помещениях при температуре воздуха не ниже 10 °С и относительной влажности не
более 50 %.
Хранить материалы следует так, чтобы предотвратить их
загрязнение, увлажнение, коррозию и механические повреждения.
Срок хранения электродов с основным покрытием в герметичной
упаковке (металлических банках, пластмассовых пеналах) 1 год, в упаковке
другого типа — 6 мес.
Срок хранения электродов с целлюлозным покрытием независимо
от типа упаковки — не более 6 мес. Электроды необходимо хранить в упаковке
завода-изготовителя на стеллажах. Высота укладки упаковок не более пяти рядов.
2.5. Электроды следует
доставлять на трассу в герметичной неповрежденной упаковке, лучше в
металлических пеналах.
2.6. На
монтажной площадке не допускается хранение электродов в раскрытых пачках более
4 ч. Без предварительной сушки или прокалки электроды можно применять сразу
после вскрытия герметичной упаковки только при положительной температуре
окружающего воздуха.
Если упаковка была повреждена или сварку выполняют при
отрицательной температуре (независимо от условий хранения, транспортировки и
состояния упаковки), электроды перед сваркой изделий должны быть прокалены в
течение 1 ч при следующей температуре:
Марки Температура
электродов прокалки,
°С
Электроды с целлюлозным покрытием
(ВСЦ-4, Фокс Цель, ВСЦ-4А, Кобе 6010) 80…100
Электроды о основным покрытием:
— УОНИ-13/55, Гарант,
Фокс ЕВ50, ВСФС-50,
ВСО-50СК, ЛБ-52У
250…300
—
Гарант К 300…350
— ВСФ-65, Шварц ЗК,
ВСФ-85,
ЛБ-62Д, Гарант КС 350…400
—
ВСФ-75 400…450
Электроды
с рутиловым и рутилово-основным покрытием:
—
ОСЗ-4 100…120
—
АНО-4, МР-3 180..200
2.7. Прокалку электродов
в монтажных условиях производят в печах типа СШО при температуре, установленной
п. 2.6.
Превышение ее приведет к нарушению покрытия, а прокалка при более низкой
температуре не обеспечит удаления из покрытия кристаллизационной влаги.
2.8. Прокаленные
электроды необходимо хранить на рабочих местах в закрытых металлических ящиках,
а при температуре ниже +5 °С — в герметичных пеналах с подогревом
(термопеналах). Электроды с основным покрытием можно использовать в течение не
более двух, а с целлюлозным покрытием — в течение пяти суток после прокалки.
По истечении указанного срока электроды следует прокалить
вновь. Электроды можно прокаливать не более двух раз, не считая прокалки при
изготовлении.
2.9. Технологические
свойства электродов должны соответствовать требованиям ГОСТ
9466-75. Основные из них следующие:
— дуга легко зажигается и
стабильно горит;
— покрытие плавится
равномерно, без чрезмерного разбрызгивания, отпадания кусков и образования
козырька, который препятствует нормальному плавлению электрода во всех
пространственных положениях;
— образующийся при сварке
шлак обеспечивает правильное формирование шва и легко удаляется после
охлаждения;
— в металле шва и в
наплавленном металле нет трещин, а количество включений не превышает
допустимого.
2.10. При
неудовлетворительных технологических свойствах электроды следует повторно
прокалить в печи. Если после повторной прокалки технологические свойства
электродов не отвечают приведенным выше требованиям, то данную партию
электродов для сварки трубопроводов и ответственных металлоконструкций
применять нельзя.
2.11. Для ручной и
автоматической сварки в среде аргона в качестве неплавящегося электрода следует
применять прутки лантанированного вольфрама (ТУ 48-19-27-72) [ 12]
или иттрированного вольфрама марки СВИ-1 диаметром 2…4 мм.
Сварочная проволока
2.12. Для ручной и
автоматической аргонодуговой сварки неплавящимся электродом, газовой
(ацетилено-кислородной), автоматической и полуавтоматической сварки в
углекислом газе, автоматической сварки под флюсом необходимо применять
низкоуглеродистую, ле гированную и высоколегированную сварочную
проволоку (табл. 3), отвечающую требованиям ГОСТ 2246-70 [ 13].
Для сварки разнородных сталей использовать соответствующие сварочные материалы
(табл. 4).
2.13. Каждая партия
проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки,
диаметра, номера плавки и химического состава.
К каждому мотку (бухте) проволоки должна быть прикреплена
бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра
проволоки по ГОСТ 2246-70.
2.14. При отсутствии
сертификата или бирки, а также в случае сомнений в качестве проволоки необходимо
проверить ее химический состав на соответствие требованиям ГОСТ 2246-70. При
неудовлетворительных результатах химического анализа производят повторный
анализ на удвоенном числе проб. При неудовлетворительных результатах повторного
анализа проволоку бракуют.
2.15. Поверхность
проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
При необходимости сварочную проволоку просушивают при
температуре 150…200 °С в течение 1,5…2 ч с последующей механической
очисткой ее поверхности от ржавчины или технической смазки.
2.16. Каждая бухта
(моток, катушка) легированной проволоки перед сваркой (независимо от способа
сварки) должна быть проверена путем стилоскопирования для определения
содержания основных легирующих элементов в соответствии с ГОСТ 2246-70.
Стилоскопированию подвергают концы каждой бухты (мотка,
катушки). При неудовлетворительных результатах стилоскопирования данная бухта
не может быть использована для сварки до установления точного химического
состава проволоки количественным химическим анализом.
Порошковая проволока
2.17. При сварке в
углекислом газе применяют проволоки рутилового и рутил-флюоритного типа (табл. 5).
Сварку труб из низкоуглеродистых сталей производят с помощью
проволок рутил-органического и карбонатного типов. При сварке низколегированных
сталей, а также кольцевых стыков с принудительным формированием применяют
проволоки карбонатно-флюоритного типа.
Таблица 3
Сварочные проволоки
|
Марка стали |
Марка |
||
|
ручной и |
полуавтоматической, |
автоматической |
|
|
Ст. 10, 15, 20, ВСт.2кп ВСт.3кп, ВСт.3сп, 15Л, 20Л, ВСт.4сп |
Св-08Г2С, Св-08ГС |
Св-08Г2С, Св-08ГС |
Св-08А, Св-08ГА Св-08ГС |
|
15ГС, 16ГС, 17ГС, 16ГН, 15Г2С, |
Св-08Г2С, Св-08ГС |
Св-08Г2С, Св-08ГС |
Св-08ГС, Св-08ГА, Св-08ГА |
|
12МХ, 15МХ, 20ХМЛ |
Св-08МХ Св-08ХМ |
— |
— |
Примечание.
Для ручной и автоматической аргонодуговой сварки стыков труб из сталей
08Х18Н10Т и ОХ18Н12Т применять проволоку Св-04Х19Н9, Св-06Х19Н9Т.
Таблица
4
Рекомендуемые материалы для сварки разнородных
сталей в среде защитных газов и под флюсом
|
Марки свариваемых сталей |
Марка |
Материалы |
|||
|
в среде |
в среде |
марка |
марка флюса |
||
|
Ст. 3, 10, 20 |
10Г2, 17ГС, 17Г1С, |
Св-08Г2С, Св-12ГС |
СВ-08Г2С, СВ-12ГС |
Св-08А, Св-10Г2 |
АН-348А |
|
12МХ, 15ХМ, 12Х1МФ, |
Св-08ХМ, Св-08ХМФА |
Св-08ХГСМА, СВ-10ХГ2СМА |
Св-08ХМ, Св-08ХМФА |
АН-22 |
|
|
12Х18Н10Т, |
Св-06Х20Н10М3ТБ |
— |
Св-06Х25Н12ТЮ, Св-08Х20Н9Г7Т |
АН-26, 48-ОФ-6 |
|
|
10Г2, 17ГС, |
12Х18Н10Т, |
Св-07Х25Н12Г2Т |
— |
То же |
То же |
|
15МХ, |
12Х18Н10Т, |
Св-06Х19Н10М3Т, Св-06Х19Н10М3Б, Св-06Х20Н11М3ТБ |
— |
Х25Н25М3 |
АН-26 |
Таблица 5
Самозащитные проволоки
отечественного производства
|
Марка проволоки |
Диаметр |
Тип |
Механические |
||
|
s в , МПа |
d , % |
ан при 20 °С, Дж/см2 |
|||
|
ПП-АН1 |
2,8 |
Рутил-органический |
490 … 550 |
18 … 24 |
78 … 118 |
|
ПП-АН3 |
3 |
Карбонатно-флюоритный |
490 … 550 |
24 … 30 |
137 … 176 |
|
ПП-АН7 |
2 2,3 |
То же |
490 … 540 |
21 … 26 |
127 … 166 |
|
ПП-АН11 |
2 2,4 |
-«- |
510 … 550 |
23 … 28 |
137 … 176 |
|
ПП-АН19 |
2,3 |
-«- |
610 … 670 |
17 … 26 |
137 … 176 |
|
ЭПС-15/2 |
2,5 |
-«- |
510 … 570 |
22 … 26 |
137 … 176 |
|
ПП-2ДСК |
2,3 |
Флюоритный |
470 … 510 |
22 … 30 |
137 … 166 |
Флюсы для автоматической сварки
2.18. Для автоматической
сварки трубопроводов под флюсом следует применять плавленые флюсы по ГОСТ
9087-81 [ 14].
При сварке резервуаров используют плавленые (АН-348А, АН-22,
АН-26, АН-43, АН-60) и керамические (КВС-19, КВС-19М, АНК-30) флюсы (табл. 6).
2.19. Флюс необходимо
хранить в сухом отапливаемом помещении при относительной влажности не более 50
% и температуре не ниже 15 °С.
2.20. Перед употреблением
флюсы независимо от условий выполнения сварочных работ необходимо прокалить в
печах типа СНО: АН-348А и АН-47 — в течение 1-1,5 ч при температуре не ниже
250…300 °С; АН-22 — в течение 2 ч при температуре не ниже 450 ° С. При прокалке толщина слоя флюса должна быть не более 60 мм.
2.21. Прокаленный флюс,
хранящийся на складе, можно использо вать в течение 15
дней, а флюс, хранящийся в герметичной таре или сушильном шкафу, — в течение
любого срока. Если флюс оставлен на несколько часов на открытом воздухе,
например, в бункере сварочной головки, то перед работой его необходимо ссыпать
и вновь прокалить. Прокаливать флюс можно многократно.
2.22. На складе флюсы
хранят в заводской упаковке — в бумажных мешках, аккуратно уложенных в штабель,
или при повреждении упаковки в специальных закрытых емкостях (контейнерах,
бункерах, ларях).
Таблица 6
Флюсы, применяемые в
трубопроводном строительстве, по ГОСТ 9087-81
|
Марка флюса |
Марка |
Марки сталей |
|
АН-348А КВС-19 |
Св-08А; Св-08АА |
Ст.3; Ст.3сп; ВСт.3сп; ВСт.3кП; ВСт.3Гпс (ГОСТ |
|
АН-348А АН-47 |
Св-08ГА; Св-10ГА |
16ГС; 17ГС; 15Г ( ГОСТ |
|
АН-26 |
Св-01Х19Н9; Св-04Х19Н9; Св-06Х19Н9Т; Св-07Х18Н9ТЮ; Св-04Х19Н9С2; Св-05Х19Н9ФЗС2 |
12Х18Н9Т ( ГОСТ |
|
АН-22 АН-47 АНК-30 |
Св-08ХМ; Св-08МХ |
17Г2СФ; 15Г2САФ ( ГОСТ |
|
АН-60 |
Св-08ГСМТ |
10Г2С1 ( ГОСТ |
|
Св-08; Св-08А |
Ст. 1, Ст. 2, Ст. 3 (ГОСТ 380-71) |
|
|
АН-43 |
Св-08ХМ; Св-08МХ; Св-10Г2 |
15Г2СФ ( ГОСТ |
Горючие и защитные газы
2.23. В качестве защитных
газов для ручной и автоматической аргонодуговой сварки неплавящимся электродом
применяют аргон по ГОСТ 10157-79 [ 17].
2.24. Для газовой
ацетилено-кислородной сварки необходимо использовать газообразный кислород
высшего и первого сорта, соответствующий требованиям ГОСТ
5583-78 [ 18].
В качестве горючего газа следует применять растворенный
технический ацетилен по ГОСТ
5457-75 [ 19], поставляемый потребителю в баллонах или
получаемый на месте из карбида кальция, отвечающего требованиям ГОСТ 1460-81 [ 20].
2.25.
При полуавтоматической сварке в качестве защитного газа применяют углекислый
газ первого и второго сорта или пищевую углекислоту ( ГОСТ
8050-85) [ 21]. Использование технического углекислого
газа не разрешается.
2.26. Газы доставляют на
трассу в баллонах или в специальных изотермических емкостях (танках),
устанавливаемых на грузовом автомобиле или на прицепе.
2.27. Перед использованием
проверяют качество газа в каждом баллоне, для чего наплавляют на пластину или
трубу валик длиной 100…150 мм и по внешнему виду поверхности наплавки
определяют надежность газовой защиты.
При наличии пор в металле шва газ, находящийся в данном
баллоне, бракуют.
2.28. В качестве горючих
газов используют ацетилен, пропан, природный газ, смеси различных газообразных
или жидких углеводородов и водорода.
2.29. Горючие газы
транспортируют и хранят в баллонах под давлением 1,34…1,6 МПа, либо в
стационарных или передвижных емкостях с испарителем.
2.30. Сжатый газообразный
кислород хранят и транспортируют в отдельных баллонах ( ГОСТ
949-73) [ 22] под давлением 10…15 МПа.
Выбор и подготовка сварочных материалов для работы
при отрицательных температурах
2.31. При выборе
сварочных материалов для сварки при отрицательных температурах (табл. 7, 
необходимо исходить из того, что наплавленный металл должен быть стойким к
хрупкому разрушению, более вязким и пластичным по сравнению с основным металлом.
Таблица 7
Электроды,
применяемые для сварки трубопроводов и резервуаров при отрицательных
температурах
|
Марка электрода |
Диаметр электрода, мм |
Временное |
Конструкции. |
|
ВСЦ-4 |
4 |
550 [первый |
Подземные трубопроводы. — 40 |
|
ВСЦ-4А |
4 |
550 … 600 |
То же |
|
ВСЦ-Т |
4 |
До 600 (первый и второй) |
То же |
|
АНО-6 |
3; 4 |
До 500 (первый и последний) |
То же |
|
МР-3 |
4; 5 |
До 480 (первый и последующие) |
Наземные, надземные трубопроводы, резервуары. |
|
ВСФС-50 |
4 |
До 600 (второй) |
Подземные и надземные трубопроводы. — 60 |
|
УОНИ-13/45 |
3; 4 |
До 500 (первый и последующие) |
Подземные, наземные, надземные трубопроводы, |
|
УОНИ-13/55, АНО-25 |
3; 4,5 |
До 550 (первый и последующие) |
То же |
|
ВСФ-60, ВСФ-65 |
4; 5 |
550 … 600 |
Подземные, наземные трубопроводы. — 60 |
|
ВСФ-75, ВСФ-85 |
4; 5 |
До 700 (заполняющие и облицовочные) |
То |
Таблица 8
Сварочные материалы
для автоматической сварки трубопроводов и резервуаров
|
Марка флюса |
Марка |
Временное |
Конструкции. |
|
АН-348А, АН-60, АН-65* |
Св-08ГА |
До 550 (заполняющие и облицовочный) |
Подземные трубопроводы и подземные резервуары. |
|
АН-22, АН-47 |
Св-08ХМ, Св-08МХ |
До 600 (заполняющие и облицовочные) |
Подземные, наземные и надземные трубопроводы, |
|
ВСКФ-60 |
Св-08А, Св-10ГА, Св-08ГА |
До 550 (заполняющие и облицовочные) |
Подземные трубопроводы. — 60 |
*
Флюсы АН-60, АН-65 используются преимущественно при форсированных режимах
сварки.
2.32. Особенно тщательно
в зимних условиях следует соблюдать правила хранения сварочных материалов и их
подготовки к сварке.
Независимо от условий хранения сварочные материалы непосредственно
перед сверкой необходимо прокалить в течение 60 мин (электроды) или 60…90 мин
(флюсы) при температурах, приведенных ниже:
Марка Температура
прокалки, °С
Электроды
УОНИ-13/45 300…350
УОНИ-13/55 300…350
АНО-25 300…350
ВСФС-50 300…350
ВСФ-65 350…400
ВСФ-75 400…450
ВСЦ-4А 80…100
ВСЦ-Т 80…100
Флюсы
АН-348-А 300…350
АН-22 350…400
АН-60 300…350
Просушенные и прокаленные флюсы и электроды подают к месту
сварки в количестве, необходимом для работы в одну смену, если нет других
ограничений в технической документами.
3. ПОДГОТОВКА К СВАРКЕ
Проверка материалов. Сборка
трубопроводов
3.1. Все поступающие на
оборку трубы и детали должны быть проверены мастером (или другим ответственным
лицом) на наличие клейм, маркировки, а также сертификатов завода-изготовителя,
подтверждающих соответствие материалов их назначению.
При отсутствии клейм, маркировки или сертификатов трубы и
детали к сборке не допускаются.
3.2. Необходимо также
проверить:
— соответствие данных,
указанных в сертификате или паспорте, техническим условиям, ГОСТам на поставку,
заводской документации, чертежу (при наличии его), выполнение
предприятием-изготовителем контрольных испытаний, предусмотренных стандартами и
ТУ;
— соблюдение правил
транспортировки;
— наличие и соответствие
маркировки материала сертификату или паспорту, чертежу, техническим условиям;
— наличие клейма
технического контроля;
— соответствие
фактических геометрических размеров и качества материалов требованиям чертежей,
ГОСТов, нормалей, ТУ и данным сертификатов или паспортов, заводской маркировке;
— качество поверхности
материалов и деталей: на поверхности не должно быть трещин, раковин, вмятин,
забоин, надрывов, задиров;
— правильность подготовки
кромок и качество их поверхности.
3.3. Как исключение,
допускается удостоверять качество и марки материала для металлических
конструкций из углеродистой и низколегированной стали классов С38/23 — С60/45
лабораторными испытаниями в соответствии с требованиями, установленными
стандартами.
Отступления от чертежей на металлические конструкции не
допускаются, в случае необходимости они должны быть согласованы с
разработчиками этих чертежей.
3.4. При приемке
трубопроводной арматуры должно быть проверено:
— наличие документов,
удостоверяющих проведение испытания арматуры;
— соответствие маркировки
и отличительной окраски арматуры указаниям в паспорте;
— комплектность арматуры
(наличие ответных фланцев и других деталей, поставляемых с ней).
3.5. Арматура
трубопроводов I
категории независимо от наличия паспортов предприятий-изготовителей и срока
хранения перед передачей в монтаж подвергается гидравлическому испытанию на
прочность и плотность согласно СНиП
3.05.05-84 [ 24].
3.6. Арматура
трубопроводов II
категории и ниже, имеющая паспорта предприятий-изготовителей, при приемке ее в
монтаж до истечения гарантийного срока ревизии испытанию перед монтажом не
подлежит.
Арматура, имеющая паспорта, но с истекшим гарантийным
сроком, передается в монтаж после проведения испытания в соответствии с
требованиями СНиП
3.05.05-84.
3.7. Арматура, не имеющая
паспорта предприятия-изготовителя и маркировки, может быть принята и
использована только для трубопроводов IV , V
категории при наличии документов, подтверждающие проведение ее ревизии и
испытания.
3.8. Входной контроль
осуществляют специально выделенные работники отдела технического контроля (ОТК)
предприятия-потребителя. Результаты контроля регистрируют в паспорте-журнале.
3.9. Проверенный материал
должен быть рассортирован, заклеймен, сложен по профилям, размерам, маркам,
плавкам.
3.10. При хранении
необходимо предотвращать механические повреждения материала, обеспечить доступ
для его осмотра.
3.11. Все материалы перед
сваркой должны быть очищены от масла, ржавчины, окалины и пр. загрязнений,
расконсервированы в соответствии с ГОСТ
9.014-78 [ 23].
Перед очисткой материалы должны быть просушены: они должны
быть выдержаны в сухом помещении или обдуты нагретым воздухом.
Внутренняя поверхность труб может быть очищена от
загрязнений путем продувки сжатого воздуха, промывки водой или протаскивания
металлического пыжа.
3.12. Кромки труб и
прилегающие к ним поверхности (внутренняя и наружная) должны быть зачищены до
металлического блеска на ширине не менее 10 мм.
3.13. Сборка конструкций
под сварку может производиться только из деталей и элементов, соответствующих
требованиям чертежей или другой технической документации по геометрическим
размерам, с помощью специальных приспособлений (прил. 3).
3.14. При подготовке
стыковых соединений труб для сварки необходимо проверить их соответствие
чертежам, требованиям нормативно-технической документации и обратить внимание
на перпендикулярность плоскости реза к оси трубы; отклонение плоскости реза от
перпендикуляра (размер l на рис. 1) не должно превышать следующих значений:
Номинальный внутренний
диаметр трубы, штуцера
или
патрубка, мм До 65 66…125 126…225
226…500 Более 500
Допускаемое отклонение
плоскости
реза, мм 0,5 1 1,5
2 2,5
3.15. Обработку концов
труб для сварки (отрезку труб и снятие фасок) необходимо производить
механическим способом (резцом, фрезой или абразивным кругом) с помощью
специальных трубонарезных станков.
Шероховатость поверхности кромок труб, подготовленных для
сварки, должна составлять 180.
Таблица
9
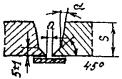
Конструкция стыковых соединений труб
|
Тип разделки |
Собранный |
Сварка |
S , мм |
Конструкционные |
Наружный |
|||
|
а2*, мм |
b , мм |
a 3 *, град. |
||||||
|
Тр-1 |
|
Ручная аргонодуговая, газовая |
1…1,5 |
1-0,5 |
— |
— |
£ 100 |
|
|
Ручная |
2…3 |
1+0,5 |
— |
— |
£ 150 |
|||
|
Автоматическая |
£ 7 |
3 ± 1 |
— |
— |
> 200 |
|||
|
Тр-1а |
|
Ручная аргонодуговая, газовая |
1…2 |
1-0,5 |
— |
— |
< 150 |
|
|
Тр-1б |
|
Автоматическая |
£ 7 |
1 ± 0,5 |
2+1 |
12 ± 2 |
³ 426 |
|
|
Тр-2 |
|
Ручная |
3…25 |
1,5 ± 0,5 |
1 ± 0,5 |
30 ± 3 (25…45) |
При любом диаметре |
|
|
Полуавтоматическая |
4…16 |
2,5 ± 0,5 |
1 ± 0,5 |
30 ± 3 (25…45) |
> 100 |
|||
|
Тр-2а |
Автоматическая |
3…20 |
1,5 ± 1 |
1,5 ± 0,5 |
30 ± 3 (25…45) |
> 200 |
||
|
Ручная аргонодуговая, газовая |
2…8 |
1,5 ± 0,5 |
1,5 ± 0,5 |
30 ± 3 (25…45) |
< 200 |
|||
|
Тр-3 |
|
Ручная |
16 |
3 ± 5 |
— |
15 ± 2 |
> 100 |
|
|
Тр-3а2* |
Ручная аргонодуговая, газовая |
16 |
7+2 |
— |
7+1 |
> 100 |
||
|
Тр-3б |
То же |
5…25 |
3 ± 0,5 |
— |
30 ± 3 |
> 100 |
||
|
Тр-3в |
Автоматическая |
3…5 |
4+1 |
— |
12+2 |
> 200 |
||
|
Тр-3г |
Полуавтоматическая |
5 10 |
6+1 8+1 |
— — |
12+3 15+2 (12…18) |
³ 133 |
||
|
Тр-6 |
|
Ручная электродуговая |
17 |
3 ± 0,5 |
— |
10 ± 2 |
> 100 |
|
|
Автоматическая |
17 |
4 ± 0,5 |
— |
10 ± 2 |
³ 100 |
|||
|
Тр-6а |
|
Автоматическая |
³ 17 |
2 ± 0,5 |
1,5 ± 0,5 |
10 ± 2 |
³ 133 |
|
|
Тр-6б |
Комбинированная3* |
³ 10 |
1,5 ± 0,5 |
1,5 ± 0,5 |
10 ± 2 |
³ 133 |
||
|
Тр-7 |
|
Комбинированная4* |
> 10 |
1,5 ± 0,5 |
3 ± 0,5 |
12 ± 2 (10…17) |
³ 133 |
|
|
Тр-7а |
Комбинированная5* |
> 10 |
1,5 ± 0,5 |
3 ± 0,5 |
15 ± 2 |
³ 133 |
1 * При автоматической сварке под флюсом
корневая часть шва предварительно подваривается внутри трубы (Тр-1 и Тр-1б,
Тр-2а) ручной электродуговой, аргонодуговой или полуавтоматической сваркой в
углекислом газе. Если невозможна такая подварка, накладывают корневой шов с
наружной стороны.
2 * Для Тр-1,
Тр-1а, Тр-2, Тр-2а, Тр-6б указал зазор a
при выполнении корневого слоя аргонодуговой сваркой с присадочной проволокой
Если корневой слой выполняют аргонодуговой сваркой без присадочной проволоки,
то зазор a должен быть при
ручной сварке не более 0,5, при автоматической — не более 1 мм.
3 * Корень —
ручная или автоматическая аргонодуговая, остальное — ручная электродуговая или
полуавтоматическая сварка в углекислом газе.
4 * Корень —
ручная аргонодуговая, остальное — ручная электродуговая и полуавтоматическая
сварка в углекислом газе.
5 * Корень —
автоматическая аргонодуговая, остальное — ручная электродуговая или
полуавтоматическая сварка в углекислом газе.
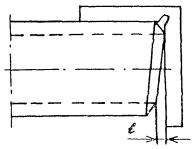
Рис. 1. Проверка
перпендикулярности обрезки торцов
3.16. При
соосной стыковке труб с разными наружными диаметрами размер h (рис. 2 ) должен составлять для труб из
углеродистой и низколегированной стали 30 % толщины более тонкой трубы, но не
более 5 мм; для труб из аустенитных, мартенситно-ферритных сталей при
номинальной толщине стенки 10 мм и менее — 15 % толщины более тонкой трубы.
Если смещение (несовпадение) стыкуемых труб по наружной
поверхности из-за разности наружных диаметров превышает указанное, конец трубы
с большим наружным диаметром должен быть дополнительно обработан согласно
одному из эскизов (см. рис. 2).
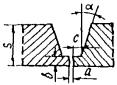
Рис. 2. Обработка
концов труб при стыковке элементов, имеющих разные наружные диаметры ( a
= 15 ±
1 ° )
3.17. Дефектные торцы
запорной (распределительной) арматуры ремонту не подлежат; арматура, имеющая
дефекты патрубков, должна быть заменена на новую. Ремонт патрубков, арматуры
допускается только в том случае, если это предусмотрено в сопроводительном
документе завода-поставщика.
3.18. Основные
рекомендуемые конструкции стыковых сварных соединений даны в табл. 9.
Приведенные в ней конструктивные размеры подготовки кромок и сборки стыков
могут быть несколько измен ены, если при этом обеспечивается
надлежащее качество сварных соединений, их соответствие ГОСТ
16037-80, ГОСТ 5264-80 ,
ГОСТ 8713-79 ,
ГОСТ 14771-76
[ 25- 28].
3.19. Сборка стыков труб
под сварку должна производиться с использованием приспособлений для
центрирования, обеспечивающих соосность стыкуемых труб (прил. 3),
или специальных приспособлений — центраторов. Для труб диаметром 529 мм и выше
разрешается применять при сборке только внутренние центраторы; трубы диаметром
менее 529 мм можно собирать при помощи наружных центраторов.
3.20. При сборке труб с
одинаковой толщиной стенки допускаемое смещение кромок может составлять до 20 %
толщины стенки трубы, но не более 3 мм при дуговой и не более 2 мм при стыковой
сварке оплавлением.
3.21. Непосредственное
соединение на трассе разнотолщинных труб одного и того же диаметра или труб с
деталями (тройниками, отводами, переходами, днищами) допускается при следующих
условиях:
— если разность толщин
стенок стыкуемых труб или труб с деталями не превышает 2,5 мм (при толщине
стенок деталей 12 мм и менее);
— если разность толщин
стенок стыкуемых труб или труб с деталями не превышает 3 мм (при толщине стенок
12 мм и более).
3.22. Соединение труб или
труб с деталями с большей разностью толщин стенок осуществляется путем вварки
между стыкуемыми трубами или между трубами и деталями переходников или вставок
промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины стенки допускается
непосредственная сборка и сварка труб при специальной разделке кромок более
толстой стенки трубы или детали. Конструктивные размеры разделки кромок и
сварных швов должны соответствовать указанным на рис. 3.
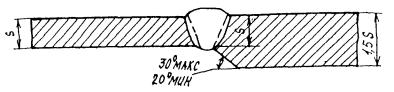
Рис. 3. Конструктивные
размеры разделки кромок и сварных швов разнотолщинных труб
3.23. Смещение кромок при
сварке разностопных труб, измеряемое по наружной поверхности, не должно
превышать допусков, установленных требованиями п. 3.16 настоящей инструкции.
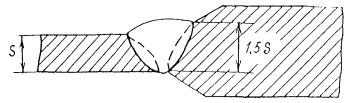
3.24. Непосредственное
соединение труб с запорной и распределительной арматурой разрешается при
условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5
толщины стенки стыкуемой с ней трубы, а кромки патрубка арматуры подготовлены в
заводских условиях согласно рис. 4.
3.25. Во всех случаях,
когда специальная разделка кромок патрубка арматуры выполнена не в заводских
условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает
1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем
вварки между стыкуемой трубой и арматурой специального переходника или
переходного кольца.
3.26. Изготовление
сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.)
в полевых условиях запрещается.
3.27. При сборке труб и
других элементов, имеющих продольные швы, последние должны быть смещены один
относительно другого.
Смещение должно быть не менее трехкратной толщины стенки
свариваемых труб (элементов), но не более 100 мм; на трубы и элементы с
наружным диаметром менее 100 мм это требование не распространяется.
3.28. Сборку замыкающего
стыка при холодном натяге (независимо от способа сварки стыка) следует
производить после окончания сварки, термообработки и контроля качества
остальных стыков на данной нитке трубопровода; в процессе сварки и
термообработки замы кающего
стыка необходимо укрепить трубопровод в таком положении, чтобы этот стык не
испытывал на себе усилий от холодного натяга (рис. 5).
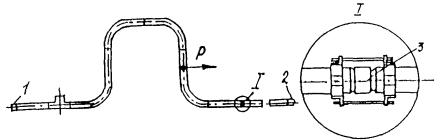
Рис.
5. Схема сборки и сварки замыкающего стыка при холодном нагреве
Р
— трос; 1, 2 — неподвижные опоры; 3 — временные вставки
При сборке стыка I устанавливают временную вставку 3 в виде кольца
из трубы; длина вставки равна значению холодного натяга. После сварки и
термообработки всех других стыков на этой нитке трубопровод освобождают от
связей на неподвижной опоре 1, из стыка I удаляют временную вставку, с помощью
троса левый участок трубопровода подтягивают на значение холодного натяга и
закрепляют в таком положении; производят сборку, прихватку, сварку и
термообработку стыка I ,
трубопровод устанавливают на опоре 1 в проектное положение.
3.29. При ремонте стыков
труб, обрезке поврежденных кромок, вырезке катушек и дефектных стыков из
трубопровода и в других случаях разделку кромок труб выполняют непосредственно
в полевых условиях.
Чаще всего для этой цели применяют ручную или
механизированную газокислородную резку.
Современное оборудование для резки труб в полевых условиях,
а также простейшие приспособления, применяемые при ручной резке, позволяют
получать фаски простого профиля с удовлетворительными точностью и качеством
поверхности реза.
После газокислородной резки рекомендуется зачистка
поверхности реза при помощи ручных шлифовальных машинок абразивными кругами.
Более качественным и точным методом подготовки труб в
полевых условиях является обработка резанием при помощи специализированных
установок для механической обработки кромок.
3.30. Вырезку дефектной
катушки производят с помощью специальных машинок для резки во взрывобезопасном
исполнении, таких, как «Спутник-3», «Файн-600», или взрывом
удлиненных кумулятивных зарядов (УКЗ). Линию реза намечают мелом по
специальному шаблону или приспособлением для разметки катушек. Вырезку катушки
с использованием энергии взрыва производят согласно инструкции по эксплуатации
трубореза ТрККН.
Сборка металлоконструкций
3.31. Сборка и сварка
элементов металлоконструкций может быть последовательной, полной,
параллельно-последовательной и осуществляться следующими способами:
— по предварительной
разметке;
— по упорам-фиксаторам;
— по шаблонам-копирам;
— по контрольным
отверстиям в собираемых элементах;
— в кондукторах;
— на поточных линиях.
3.32. Сборочные работы
выполняют на стендах, сборочных плитах, стационарных и передвижных стеллажах,
обеспечивающих правильное положение деталей.
3.33. Сборку следует
выполнять с применением инвентарных сборочных приспособлений и средств малой
механизации — струбцин, домкратов, стяжных и распорных приспособлений и пр.
(прил. 4).
Стыковая сборка листов
3.34. Собирают листы
встык на горизонтальных стеллажах, обеспечивающих положение листов в одной
горизонтальной плоскости.
3.35. Соединяемые листы с
v -образной
подготовкой кромок устанавливают на подкладки с целью предупреждения прогиба
листов из-за поперечной усадки швов.
3.36. Укрупненные
заготовки собирают только из выправленных листов. Допускается смещение кромок
собираемых деталей до 10 % толщины металла, но не более 2 мм.
3.37. Укрупнение
заготовок элементов конструкций, которые в последующем будут подвергнуты
термической резке, выполняют из ме талла толщиной 10 мм и
более. Если же термическая резка не производится, то укрупняют заготовки из
металла толщиной 4…10 мм.
При обработке полуфабрикатов для укрупнения заготовок
необходимо сделать на каждый стык припуск на усадку от сварки: 1 мм при толщине
листа до 16 мм и 2 мм — при больших толщинах.
Стыковая сборка углового, швеллерного и двутаврового
проката
3.38. Конструкции из
профильного металлопроката собирают встык.
3.39. Угловую сталь
стыкуют двумя способами:
1) листовыми накладками;
2) короткими уголками без
прокладки или с прокладкой.
Первым способом соединяют
одиночные уголки. Стык может пере крываться накладками
полностью, и в этом случае усилия с уголков передаются на накладки через
фланговые швы. Можно также сначала сварить уголки между собой, а затем стык
перекрыть накладками (комбинированный стык), но такое соединение хуже работает
под нагрузкой.
Второй способ применяют при стыковке парных уголков. Ширина
полок стыкуемых уголков должна быть такой, чтобы при установке их на место
получался уступ, достаточный по размеру для наложения полномерного углового
шва.
3.40. Швеллеры и
двутавровые балки стыкуют наиболее часто с применением листовых накладок. При
этом допускается зазор в стыке между торцами швеллеров и балок до 50 мм.
3.41. При соединении
уголков, швеллеров и балок необходимо соблюдать следующие правила. Соединяемые
детали укладывают в одну линию, не допуская перелома в стыке как в
горизонтальной, так и в вертикальной плоскости.
Накладки на стенке швеллеров и балок располагают симметрично
относительно продольной оси сечения и подтягивают плотно с помощью струбцин к
соединяемым деталям.
Кромки накладок, перекрывающих полки стыкуемых уголков,
швеллеров и балок, должны быть параллельны кромкам стыкуемых деталей. На полки
уголков, швеллеров и балок в комбинированном стыке накладки устанавливают после
того, как будет проверена зачистка шва и его качество.
Сборка стропильных ферм и связей
3.42. Типовые фермы
необходимо собирать с помощью механизированной инвентарной оснастки, а фермы,
изготовляемые по индивидуальным проектам, по копиру или в кондукторе на
сборочной плите.
Процесс сборки ферм включает следующие операции:
ознакомление с чертежом, выбор варианта сборки, подготовка рабочего места,
приспособлений и инструмента, приемка и раскладка полуфабриката, сборка копира
или кондуктора, сборка половинки (плоскости) фермы на копире, кантовка
половинки и оформление второй плоскости фермы, сдача собранной фермы ОТК.
3.43. Решетчатые
пространственные конструкции (мачты, балки, опоры ЛЭП, легкие колонны и др.)
следует собирать в объемных кондукторах с зажимными и фиксирующими
приспособлениями.
3.44. Сборку конструкций и
деталей необходимо вести так, чтобы не допустить изменения их формы, если это
не предусмотрено технологическим процессом.
3.45. Формы кромок и
размеры зазоров при сборке сварных соединений, а также выводных планок должны
соответствовать значениям, приведенными ГОСТ
5264-80, ГОСТ
8713-79, ГОСТ
14771-76 [ 26- 28] на швы сварных
соединений, а в конструкциях из стали класса С60/45 — в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся
на сборочных деталях, препятствующие плотному их соединению, надлежит до сборки
устранять плавной зачисткой с помощью абразивного круга.
3.46. При общей сборке
конструкций должна быть произведена подгонка всех соединений, включая
рассверливание монтажных отверстий, и установлены фиксирующие устройства.
На всех элементах должны быть нанесены контрольные риски.
4. ПРИХВАТКА СТЫКОВ
4.1. Собранные стыки труб
и других элементов необходимо прихватывать в нескольких местах, чтобы
обеспечить их правильное взаимное расположение во время сварки.
Постановка прихваток на месте пересечения швов не
допускается.
4.2. Прихваточные швы
рекомендуется накладывать тем же способом сварки, которым будет выполняться
корневой шов. Прихватку дол жен производить сварщик, который имеет
удостоверение на право производства сварки стыков труб соответствующей
категории, по возможности тот, который будет сваривать данный стык.
При автоматической сварке под слоем флюса собранные стыки
необходимо прихватывать ручной электродуговой сваркой углеродистыми электродами
диаметром не более 3 мм или полуавтоматической сваркой в углекислом газе.
4.3. Прихватки необходимо
выполнять с полным проваром, на том же режиме сварки, что и при наложении
основного шва.
4.4. К качеству прихваток
предъявляются такие же требования, как и к основному сварному шву. Прихватки,
имеющие недопустимые дефекты, обнаруженные при внешнем осмотре, следует удалять
механическим способом.
4.5. Прихваточные швы
должны быть равномерно расположены по периметру стыка. Не рекомендуется
накладывать прихватки на потолочный участок стыка, так как в этом случае
труднее обеспечить их полную переварку при наложении основного шва.
На стыках, собираемых без подкладных колец, число прихваток
и их протяженность зависят от диаметра труб и в общем случае должны
соответствовать следующим значениям:
Диаметр труб, мм До 100 От 100 Свыше 426
до 426
Число прихваток Через
каждые
по периметру 1…2 3…4 300…400 мм
Длина одной прихватки,
мм 10…20
20…40 30…50
Высота прихватки определяется толщиной стенки трубы S и способом сварки. Она должна составлять
0,6…0,7 S ,
но не менее 3 мм при толщине стенки до 10 мм, 5…8 мм при толщине стенки более
10 мм (ручная электродуговая сварка или полуавтоматическая сварка в углекислом
газе), 2…3 и 3…4 мм при толщинах стенок до 10 и более 10 мм соответственно
(ручная аргонодуговая или газовая сварка).
4.6. Прихватки зачищают
металлическими щетками от окалины, проверяют внешним
осмотром их качество (определяют, нет ли трещин и пор).
При обнаружении недопустимых дефектов прихватки удаляют,
стык подготавливают и вновь накладывают прихватки, повторяют зачистку и
контроль.
4.7. Сборку стыков на
внутренних центраторах, за исключением сборки труб под двустороннюю
автоматическую сварку под флюсом, целесообразно выполнять без прихваток.
Сборку на наружных центраторах следует выполнять с
прихватками. Число прихваток по периметру стыков зависит от диаметра трубы:
Диаметр трубы, мм До 400 400…1000
Число прихваток 2 3
Длина прихваток, мм 30…50 60…100
4.8. При сварке в
условиях низких (ниже -20 °С) температур длина прихваток должна составлять не
менее 100…200 мм.
4.9. Прихватки деталей
металлоконструкций необходимо располагать в местах наложения сварных швов.
4.10. Размеры сечения
прихваток металлоконструкций должны быть минимальными с тем, чтобы они
расплавлялись при наложении швов.
Длина прихваток в конструкциях, выполненных из сталей
классов до С52/40 включительно, должна быть не менее 50 мм, расстояние между
прихватками — не более 500 мм, а в конструкциях из стали класса С60/45 — 100 и
400 мм при длине катета шва прихватки не более половины длины катета шва
сварного соединения.
4.11. Прихватку труб при
температуре воздуха ниже 0 °С необходимо производить с подогревом стыков до
температуры, указанной в табл. 10 (раздел 5).
5. ПРЕДВАРИТЕЛЬНЫЙ И СОПУТСТВУЮЩИЙ ПОДОГРЕВ СТЫКОВ ПРИ ПРИХВАТКЕ
И СВАРКЕ
5.1. Предварительный и
сопутствующий подогрев производят в соответствии с рекомендациями,
содержащимися в табл. 10.
Таблица 10
Рекомендации по
предварительному подогреву стыков из углеродистых и низколегированных сталей*
|
Толщина стенки, мм |
Углеродный |
|||
|
0,32…0,36 |
0,37…0,41 |
0,42…0,46 |
0,47…0,51 |
|
|
7,1…8 |
А/А |
А/А |
А/А |
А/Б |
|
8,1…9 |
А/А |
А/А |
А/Б |
А/В |
|
9,1…10 |
А/А |
А/Б-20 |
А/Б |
А/В |
|
10.1…11 |
А/А |
А/Бо |
А/В |
Б-20/Г |
|
11,1…12 |
А/А |
А/Б+20 |
А/В |
Бо/Г |
|
12,1…13 |
А/А |
А/В |
Б-35/В |
В/Г |
|
13,1…14 |
А/А |
А/В |
Б-15/Г |
В/Д |
|
14,1…15 |
А/А |
А/В |
Бо/Г |
В/Д |
|
15,1…16 |
А/А |
Б-35/В |
Б+10/Г |
В/Д |
|
16,1…17 |
А/Б-15 |
Б-25/В |
В/Г |
В/Д |
|
17,1…18 |
А/Б-10 |
Б-15/В |
В/Г |
Г/Д |
|
18,1…19 |
А/Б-5 |
Б-10/Г |
В/Г |
Г/Д |
|
19,1…20 |
А/Бо |
Бо/Г |
В/Г |
Г/Д |
|
20,1…26 |
А/В |
В/Г |
В/Д |
Г/Д |
*
В знаменателе — для сварки электродами с целлюлозным покрытием, в числителе —
для остальных способов сварки.
Примечание.
Условные обозначения, принятые в таблице, следующие: А — подогрев не требуется;
БТ — подогрев до 100 °С при температуре окружающего воздуха ниже Т
(например, Б-15 значит, что подогрев требуется при температуре -15
°С); В, Г, Д — подогрев до 100, 150 и 200 °С соответственно независимо от
температуры окружающего воздуха; Т — температура окружающего воздуха, ° С; Сэкв — углеродный
эквивалент, % (Сэкв = С — ![]() ). C , Mn , Mo , Cr , Cu , N 1 — с одержание
). C , Mn , Mo , Cr , Cu , N 1 — с одержание
соответствующих элементов в % по массе по техническим условиям или сертификату).
Температуру подогрева
и число подогревов в процессе сварки необходимо выбирать с учетом понижения
температуры вследствие теплоотвода в конкретном стыке с таким расчетом, чтобы
металл свариваемых элементов в месте стыка в течение всего времени сварки был
нагрет до требуемой температуры.
5.2. Предварительный и
сопутствующий подогрев стыков из высоколегированных сталей производят, как
указано в разделе 17.
5.3. Не следует выполнять
сварку при температуре металла в месте стыка выше 450 °С из-за чрезмерной
текучести сварочной ванны.
5.4. Подогревать стык
можно индукторами (током промышленной или повышенной частоты), радиационными
нагревателями сопротивления, кольцевыми газовыми горелками.
5.5. Стык должен быть
подогрет по всему периметру, при этом для труб из низколегированной стали при
толщине стенки более 30 мм ширина зоны подогрева до нужной температуры должна
быть не менее 150 мм (по 70…75 мм с каждой стороны стыка), при толщине стойки
до 30 мм — не менее 100 мм.
5.6. Предварительный
подогрев перед приваркой бобышек и штуцеров к трубопроводу при диаметре труб
менее 219 мм необходимо произвести по всему периметру трубы, при больших
диаметрах — только в месте приварки деталей.
5.7. Стыки труб при
толщине стенки 20 мм и менее разрешается нагревать газовыми сварочными
горелками.
Стыки
труб с толщиной стенки более 20 мм можно нагревать сва рочными
горелками лишь в исключительных случаях, если нет возможности установить
индуктор, радиационный нагреватель или кольцевую горелку; при этом необходимо
надеть на трубу асбестовые муфели (манжеты) и установить такое число горелок,
которое обеспечило бы равномерный нагрев стыка по всему периметру.
5.8. Температуру
подогрева следует контролировать с помощью термоэлектрических преобразователей
(ТП), термокарандашей и термокрасок.
5.9. Для контроля
температуры предварительного и сопутствующего подогрева стыков трубопроводов из
низколегированных сталей диаметром свыше 600 мм при толщине стенки более 25 мм
необходимо установить два ТП в противоположных точках по периметру стыка.
6. СВАРКА СТЫКОВ. ОБЩИЕ ПОЛОЖЕНИЯ
6.1. Сварку стыков
следует начинать сразу после прихватки. Непосредственно перед сваркой
необходимо проверить состояние поверхности стыка и в случае необходимости зачистить
его.
6.2. Сварку стыка труб
(деталей) из легированных сталей следует выполнять без перерыва. Не допускается
прекращение сварки стыка до заполнения хотя бы половины высоты разделки по всей
окружности.
При вынужденных перерывах в работе (авария, отключение тока)
необходимо обеспечить медленное и равномерное охлаждение стыка любыми
доступными способами (например, обкладкой стыка листовым асбестом), а при
возобновлении сварки стык должен быть подогрет (если это требуется) до
температуры, указанной в табл. 10.
Не допускаются никакие силовые воздействия на стык до
окончания его сварки и термообработки.
Примечание.
Сварное соединение трубопроводов из низколегированных сталей, выполненное с
перерывом, должно быть обязательно проконтролировано с помощью ультразвуковой
дефектоскопии.
6.3. Во всех случаях
многослойную сварку необходимо производить с таким расчетом, чтобы стыки швов
(«замки») в соседних слоях не совпадали, а были смещены один
относительно другого и каждый последующий слой перекрывал предыдущий (рис. 6).
Рис. 6. Схема наложения
«замков» шва
Значения смещения и перекрытия а должны быть
следующими:
— при аргонодуговой
сварке (ручной и автоматической), газовой и ручной электродуговой сварке
электродами диаметром 2,5…3 мм — не менее 10 мм;
— при ручной
электродуговой сварке электродами диаметром 1…5 мм и полуавтоматической
сварке в среде углекислого газа — не менее 15 мм;
— при автоматической
сварке под флюсом — не менее 50 мм.
6.4. При ручной
электродуговой сварке дуга должна быть по возможности короткой, особенно при
использовании электродов с фтористокальциевым покрытием. В последнем случае
дуга должна быть предельно короткой (сварка производится методом опирания).
В процессе сварки необходимо как можно реже обрывать дугу,
чтобы не оставлять незаплавленных кратеров.
Перед гашением дуги сварщик должен заполнить кратер путем
постепенного отвода электрода и вывода дуги назад на 15…20 мм на только что
наложенный шов.
Последующее зажигание дуги производится на металле шва на
расстоянии 12…15 мм от кратера.
6.5. При ручной
электродуговой сварке по избежание зашлаковки металла шва около кромок труб
следует накладывать возможно более плоский (без выпуклости) валик.
Для этого нужно несколько задерживать электрод у кромки
трубы или отводить его немного назад.
6.6. В процессе сварки
следует обращать особое внимание на обеспечение полного провара корня шва и
заделки кратера. После наплавки каждого валика необходимо полностью удалить
шлак, дав ему остыть (потемнеть).
При наличии на поверхности шва трещин, сильной пористости и
т.п. дефектное место следует удалить механическим способом до бездефектного
металла и заварить шов вновь.
6.7. Высота усиления
сварных швов должна быть следующей:
Толщина стенки трубы, мм Высота усиления,
мм
Менее 10 0,5…2
10…20
0,5…3
Более 20 0,5…4
Ширина усиления должна быть такой, чтобы наружные кромки
фасок перекрывались на 2…3 мм с обеих сторон.
В стыковых швах, выполненных автоматической сваркой под
флюсом, при толщине стенки труб до 8 мм допускается отсутствие усиления (шов
наложен заподлицо с трубой).
6.8. Каждый стык должен
иметь клеймо сварщика или бригады сварщиков, выполнявших сварку.
На стыки труб из стали с нормативным временным
сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны
наноситься механическим способом или наплавкой на расстоянии 100…150 мм от
стыка в верхней полуокружности трубы.
Стыки труб из стали с нормативным временным сопротивлением
разрыву 539 МПа (55 кгс/мм2) и выше маркирует несмываемой краской
снаружи трубы.
7. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА ТРУБ ИЗ УГЛЕРОДИСТЫХ И
НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
7.1. Конструкция сварного
соединения должна соответствовать типу Тр-2, Тр-3 или Тр-7 (табл. 9).
7.2. Производят прихватку
стыков, их предварительный и сопутствующий подогрев, как указано в разделах 4, 5.
7.3. В зависимости от
марки свариваемой стали подбирают электроды, как рекомендовано в разделе 2.
В зависимости от диаметра электрода и типа покрытия выбирают
режим сварки (табл. 11).
Для каждой марки электрода режим необходимо уточнить по
паспортным данным. Электроды диаметром 5 мм можно применять при сварке верхнего
участка вертикальных неповоротных стыков (в нижнем положении), начиная с выхода
на вертикальный участок.
Потолочный участок шва следует выполнять электродами
диаметром не более 4 мм.
7.4. При сварке
вертикальных стыков трубопроводов из углеродистых и низколегированных сталей
высота каждого слоя (валика) не должна превышать 5…6 мм для электродов с
руднокислым и рутиловым покрытиями и 4…5 мм для электродов с
фтористокальциевым покрытием. Ширина одного слоя должна быть не более 30…35
мм.
7.5.
При сварке вертикального стыка с разделкой типа Тр-3а (табл. 9) первые
три-четыре слоя шва следует выполнять электродами диаметром 2,5…3 мм,
последующие слои — электродами диаметром 4 мм с соблюдением следующих требований:
—
толщина слоя шва должна составлять 4…7 мм, а ширина должна быть равна ширине
разделки в данном сечении. Электрод следует перемещать с колебаниями 1…3 мм,
несколько задерживая его у кромок, чтобы обеспечить плавный переход от кромок к
поверхности шва;
—
кромки разделки на уровне шлака после сварки каждого слоя не должны быть
подплавлены и не должны иметь подрезов;
— удалять шлак из
разделки следует узким зубилом, нанося удары по шлаку, направленные по
касательной периметра шва.
Таблица 11
Ориентировочные режимы
сварки и технологическое назначение электродов
|
Диаметр электрода, мл |
Сварочный |
Скорость |
Слой шва |
|
Электроды о основным покрытием (коэффициент |
|||
|
2,5 |
80…110 |
8…10 |
Корневой |
|
3; 3,15; |
110…140 |
8…10 |
То же |
|
4 |
150…180 |
6…7 |
Заполняющий верхней полуокружности |
|
4…6 |
Облицовочный верхней полуокружности |
||
|
8…9 |
Подварка |
||
|
5 |
200…250 |
6…7 |
Заполняющий и облицовочный верхней |
|
Электроды с целлюлозным покрытием (коэффициент |
|||
|
3,25 |
80…110 |
18…22 |
Корневой |
|
4 |
110…170 |
14…18 |
Горячий проход |
|
5 |
160…200 |
11…15 |
Заполняющий |
|
6 |
230…250 |
9…12 |
Облицовочный |
|
Электроды с рутиловым и рутилово-основным |
|||
|
3 |
90…120 |
9…12 |
Корневой |
|
4 |
140…180 |
7…8 |
Заполняющий |
|
4…6 |
Облицовочный |
||
|
5 |
200…250 |
7…8 |
Заполняющий верхней полуокружности |
|
4…6 |
Облицовочный верхней полуокружности |
7.6. При сварке горизонтальных стыков трубопроводов из
углеродистых и низколегированных сталей высота валика должна быть 3…5 мм,
ширина (наибольший размер в поперечном сечении) не более 10 мм.
7.7. Стыки труб из
низколегированных сталей при толщине стенки более 12 мм необходимо сваривать
неповоротными во избежание появления трещин в первых слоях шва при повороте
труб.
7.8. Неповоротные
(вертикальные и горизонтальные) стыки труб диаметром 219 мм и более с целью
поддержания необходимого температурного режима в процессе сварки и уменьшения
деформации должны сваривать в зависимости от диаметра труб два, три или четыре
сварщика, работающие одновременно.
Примечание.
Стыки труб из углеродистой стали при толщине стенки до 25 мм может сваривать
один сварщик (независимо от диаметра труб).
7.9.
Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Сварку
слоя в потолочной части стыка следует начинать, отступив на 10…30 мм от
нижней точки.
Наложение слоев при сварке труб диаметром до 219 мм
производят в порядке, указанном на рис. 7, а.
Первые три слоя стыков труб диаметром более 219 мм (для
равномерного распределения напряжений по стыку и уменьшения деформации) следует
выполнять обратноступенчатым способом (рис. 7, б), при этом длина каждого
участка шва не должна превышать 200…250 мм.
Длина участков последующих слоев может составлять половину
окружности стыка.
7.10.
Горизонтальные (неповоротные) стыки труб сваривает один сварщик в соответствии
с рис. 8 , а (трубы диаметром до 219 мм) и рис. 8 , б
(обратноступенчатый способ, трубы диаметром более 219 мм).
Стыки труб диаметром 219…300 мм сваривают участками
длиной, равной одной четвертой окружности стыка, большего диаметра — участками
длиной 200…250 мм.
7.11.
Поворотные стыки следует сваривать следующим образом.
Стыки труб с толщиной
стенки до 12 мм можно сваривать, повора чивая трубу на 360°
(круговое вращение), 180 и 90°. Поворотные стыки сваривает, как правило, один
сварщик.
Рис.
7. Порядок наложения слоев при сварке вертикального неповоротного стыка труб
диаметрами до 219 мм (а) и более 219 мм (б):
1-14
последовательность наложения слоев
I — IV — слои шва
Рис.
8. Порядок наложения слоев (валиков) при сварке горизонтального стыка труб
одним сварщиком
Если сварку стыка с поворотом на 360° выполняют на
рольгангах с механическим вращением труб (со скоростью, равной скорости
сварки), то удобнее накладывать шов не в зените, а на участке, смещенном от
вертикали на 30…35° в сторону, обратную направлению вращения труб (рис. 9, а).
При отсутствии механического вращения трубы поворачивают
несколько раз, причем единовременный угол поворота a
в зависимости от диаметра труб должен составлять 60…110° с тем, чтобы
наложение шва происходило в нижнем и вертикальном положении (рис. 9, б, в).
Сварку труб диаметром более 219 мм выполняют
обратноступенчатым способом за два полных поворота. Сначала на участке АБ (см.
рис. 9,
б) накладывают один-два слоя, а затем заполняют последовательно оставшуюся
часть разделки за второй поворот трубы.
Рис.
9. Порядок выполнения сварки стыка труб с поворотом на 360 ° :
I — направление вращения труб; II — направление сварки
7.12. Сварку стыков с
поворотом на 180 ° производят в два приема.
Сначала на участках ГА и ВА (рис. 10, а) накладывают один-два
слоя, затем трубу поворачивают на 180° и заваривают участки ВБ и ГБ полностью
[заполняют все сечение шва (рис. 10, б)]. После этого трубы опять поворачивают на
180° и накладывают остальные слои на участках ГА и ВА (рис. 10, в).
7.13. Сварку
стыков с поворотом на 90° производят также в два приема. Сначала накладывают
один-два слоя на участке АВБ (рис. 11 , а),
затем трубы поворачивают на 90° и заваривают полностью участок АГБ (рис. 11 , б).
После второго поворота в первоначальное положение заваривают
остальное сечение шва на участке АВБ (рис. 11, в).
Рис.
10. Порядок выполнения сварки стыка труб с поворотом на 180 °
Рис. 11. Порядок
выполнения сварки стыка труб с поворотом на 90 °
7.14. Число накладываемых
слоев зависит от разделки кромок и толщины стенки трубы. Для разделки кромок
типа Тр-2, Тр-6б (см. табл. 9) число слоев следующее:
Толщина стенки
трубы, мм До 10 10…15 15…20 20…25
Число слоев шва при
сварке электродами с
целлюлозным покрытием 3 4 5
6
При сварке труб с толщиной стенки более 25 мм число слоев
увеличивают на один на каждые 2…2,5 мм толщины.
При изменении разделки кромок соответственно изменится объем
наплавленного металла в стыке и требуемое число слоев.
7.15. Наиболее
ответственным является корневой слой шва. Он должен надежно проплавлять кромки
свариваемых труб и образовывать на внутренней поверхности шва обратный валик с
усилением 1…3 мм.
Ослабление корня шва не допускается.
7.16. Наружная
поверхность корневого слоя должна быть гладкой, мелкочешуйчатой, иметь плавное
сопряжение с боковыми поверхностями разделки и вогнутую форму. С наружной
поверхности шва необходимо удалять шлак (шлифовальной машинкой или
пневмомолотком).
7.17. Если при сварке
корня шва образовались прожоги (окна), то после зачистки их необходимо
заплавить при выполнении следующего слоя шва.
7.18. Заполняющие слои
шва должны обеспечить надежное сплавление отдельных слоев шва между собой и
проплавление кромок свариваемых труб. После наложения каждого слоя шва
обязательно выполняют очистку поверхности шва от шлака.
7.19. Облицовочный слой
должен иметь плавные очертания и сопряжения с поверхностью трубы, без подрезов
и других видимых дефектов.
Усиление шва должно быть не менее 1 и не более 3 мм.
Ширина шва должна быть такой, чтобы перекрывать ширину
разделки на 2…3 мм в обе стороны.
7.20. В конце смены
сварной стык должен быть по возможности заварен полностью, а при толщине стенки
труб 5…6 мм это условие является обязательным.
В отдельных случаях разрешается оставлять стыки не до конца
заваренными после окончания рабочего дня, если число слоев шва составляет не
меньше, чем приведено ниже:
Электроды Толщина стенки
трубы, мм
8…15
Свыше 15
С
целлюлозным покрытием 3
4
С основным покрытием 2 3
Примечание.
Число слоев приведено без учета подварочного слоя.
8. ПРИВАРКА ФЛАНЦЕВ, АРМАТУРЫ
И ДРУГИХ ДЕТАЛЕЙ К ТРУБАМ
8.1. Арматуру (вентили,
задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к
трубам стыковым сварным соединением, приваривают с соблюдением тех же режимов и
технологии, что и при сварке стыков трубопровода соответствующего диаметра и
марки стали.
8.2. В полевых условиях
стыки труб из низколегированных теплоустойчивых сталей при толщине стенки более
12 мм следует сваривать неповоротными швами во избежание появления трещин в
первых слоях шва во время поворота.
На заводе стыки труб независимо от толщины стенки можно
сваривать поворотными, если сварка производится на вращающихся рольгангах.
8.3. Плоские (дисковые)
фланцы приваривают к трубе двумя угловыми швами — наружным и внутренним (рис. 12).
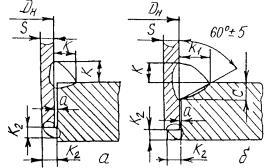
Рис.
12. Приварка плоских фланцев к трубе:
а — на условное давление менее 1,6 МПа (16 кгс/см2);
б — на условное давление £ 2,5 МПа (25
кгс/см2)
Сначала накладывают наружный шов, затем внутренний. Если в
чертежах или в другой технической документации не указаны размеры швов для
приварки фланцев, то они должны соответствовать приведенным в табл. 12.
Таблица 12
Размеры швов приварки
фланцев
|
Наружный диаметр и толщина стенки |
Зазор между |
Глубина |
Размеры |
|
|
К |
К1 |
|||
|
32 ´ 2 |
0,5 |
3 |
3+2 |
6+3 |
|
89 ´ 3,5; 108 ´ 4; 159 ´ 4,5 |
1 |
4 |
4+2 |
9+3 |
|
219 ´ 6 |
1,5 |
6 |
6+3 |
13+5 |
|
325 ´ 8 |
1,5 |
8 |
8+3 |
16+5 |
|
426 ´ 9 |
1,5 |
9 |
9+3 |
18+5 |
|
530 ´ 8 |
1,5 |
8 |
8+3 |
16+5 |
|
630 ´ 12 |
1,5 |
12 |
12+3 |
22+5 |
|
820 ´ 10 |
1,5 |
10 |
10+3 |
20+5 |
Внутренний шов,
являющийся лишь уплотняющим, должен иметь катет К2, равный толщине
стенки трубы, но не более 7 мм независимо от диаметра трубы.
8.4. К трубам из
углеродистых и низколегированных сталей упоры, накладки, подвески и другие
детали креплений из таких же сталей следует приваривать сплошным угловым швом с
катетом, указанным в рабочих чертежах, с использованием электродов в
соответствии с рекомендациями, приведенными в разделе 2. Диаметр электродов должен быть
не более 3 мм.
Если детали креплений и трубы, к которым их приваривают,
изготовлены из стали разных марок одного структурного класса, то электроды
нужно выбирать по стали с меньшим содержанием легирующих элементов.
Трубы или детали, изготовленные из низколегированной стали с
толщиной стенки более 10 мм необходимо приваривать с предварительным подогревом
(табл. 10),
при меньшей толщине стенки предварительный подогрев не производят.
8.5. Штуцера и бобышки из
углеродистой стали и стали 15ГС, 16ГС приваривают электродами УОНИ-13/55
диаметром не более 3 мм без предварительного подогрева.
Бобышки и штуцера из низколегированных сталей при толщине
стенки более 10 мм необходимо приваривать теми же электродами, которыми
сваривают стыки труб стали данного класса, с предварительным подогревом.
При приварке бобышек и штуцеров к трубопроводу диаметром
менее 219 мм предварительный подогрев необходимо провести по всему периметру
трубы, при диаметре трубопровода 219 мм и более — только в месте приварки
деталей.
9. АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ УГЛЕРОДИСТЫХ И
НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Ручная аргонодуговая сварка
труб малых диаметров
9.1. Неповоротные стыки
труб диаметром менее 100 мм при толщине стенки не более 10 мм из стали марок
Ст. 3, 4, 10, 20, 15, 10Г2С1, 14ХГС, 16ГС, 17ГС, 16ГН, 15Г2С сваривают двумя
способами:
— корневой слой сваривают
ручной аргонодуговой сваркой неплавящимся электродом, последующие слои — ручной
электродуговой сваркой другими электродами (комбинированный способ);
— сварной шов полностью
выполняют ручной аргонодуговой сваркой неплавящимся электродом.
9.2. Стыки труб с
толщиной стенки 4 мм и более предпочтительнее сваривать комбинированным
способом, при меньшей толщине более экономично сваривать стык полностью ручной
аргонодуговой сваркой.
9.3. При
ручной аргонодуговой сварке неплавящимся электродом необходимо использовать
источники постоянного тока с падающей внешней характеристикой (ВД-101, ВД-301,
ВД-302, ВСС-300, ВСВУ-315, ПСО-300 и другие многопостовые генераторы и
выпрямители), позволяющие получить минимальный сварочный ток (70…80 А),
балластные реостаты РБ-200 или РБ-300 для регулирования сварочного тока без
снижения напряжения холостого хода генератора и другие специальные установки
(УДГ-301 и др.).
9.4. Аргон из баллона
должен поступать в горелку через редукторы АР-10, АР-40, АР-150 с дозирующими
устройствами расхода газа или через кислородный редуктор РК-53БМ (если
отсутствует редуктор с дозирующим устройством) с ротаметром РС-3 или РС-5.
9.5. При ручной
сварке неплавящимся электродом в среде аргона рекомендуется применять
малогабаритные горелки, обеспечивающие доступ к месту сварки (табл. 13 ), а также оборудовать специальный пост
(рис. 13 ).
Таблица 13
Горелки
электрододержателей для ручной аргонодуговой сварки вольфрамовым электродом
|
Марка горелки1* |
Максимальный сварочный ток, А |
Диаметр электрода, мм |
Марка |
Максимальный |
Диаметр |
|
ЭЗР-5-22** |
80 |
1; 1,5 |
МГВ-13* |
400 |
2…6 |
|
ЭЗР-32** |
160 |
1,5; 2,3 |
ГРАД-2003* |
250 |
2…4 |
|
ЭЗР-43** |
500 |
4…6 |
ГРАД-4003* |
400 |
3…7 |
|
МГ-32** |
800 |
1…1,5 |
1* При использовании горелок для ручной
аргонодуговой сварки вольфрамовым электродом длина кабеля-шланга должна
составлять 2…3 тыс. м.
2** Охлаждение
естественное.
3** Охлаждение водяное.
9.6. Концы труб должны
быть обработаны и собраны в соответствии с табл. 9 (разделки Тр-1, Тр-1а или
Тр-2).
9.7. Прихватку собранных
стыков производят в соответствии с разделом 4.
9.8. Подогрев стыков
производят в соответствии с разделом 5.
9.9. При комбинированном
способе сварки наложение корневого слоя выполняют сразу после прихватки в
течение одной смены.
9.10. Сварку ведут
постоянным током (70…100 А) прямой по лярности с применением
вольфрамового электрода диаметром 2…3 мм. Дуга должна быть по возможности
короткой.
Рис.
13. Схема поста ручной сварки неплавящимся электродом в среде аргона:
1 — балластный реостат; 2 — ротаметр; 3 —
редуктор; 4 — баллон с аргоном; 5 — сварочная горелка; 6 — свариваемые трубы
А — амперметр с шунтом; Г — сварочный
генератор постоянного тока
Значения силы тока сварки уточняют при выполнении пробных
стыков.
9.11. При сварке
используют присадочную проволоку диаметром 1,6…2,0 мм, марку которой выбирают
в соответствии с маркой стали (см. раздел 2).
Присадочную проволоку необходимо подавать в сварочную ванну
навстречу движению горелки. Корневой слой сваривают почти без колебательных
движений поперек шва как проволоки, так и электрода.
При наложении следующих слоев горелке сообщаются
колебательные поперечные движения. Конец проволоки должен всегда находиться под
защитой аргона.
9.12. Высота слоя
(валика), выполненного ручной аргонодуговой сваркой, должна составлять 2…2,5
мм.
Порядок наложения слоев (валиков) такой же, как при ручной
электродуговой сварке стыков труб.
9.13. В процессе
наложения корневого слоя нужно следить за полным проплавлением свариваемых
кромок труб и отсутствием непровара. Степень проплавления можно определить по
форме ванны расплавленного металла.
Хорошему проплавлению соответствует ванна, вытянутая в
сторону направления сварки, недостаточному — круглая или овальная.
9.14. При комбинированном
способе сварки заполнение основной части разделки шва (после наложения
корневого слоя ручной аргонодуговой сваркой) производится электродуговой сваркой
в соответствии с требованиями раздела 7.
9.15. Высота усиления
сварных швов должна иметь следующие значения:
Толщина стенки трубы, мм Высота усиления, мм
Менее 10 0,5…2
10…20 0,5…3
Более 20 0,5…3
Ручная аргонодуговая сварка корневого слоя шва
стыков толстостенных трубопроводов
9.16. При наложении
корневого слоя стыков труб из стали Ст. 10, 20, 15ГС, 2, 3, 15, 10Г2С1, 17ГС,
15Г2С с толщиной стенки более 10 мм необходимо иметь оборудование и пост для
ручной сварки в среде аргона, в соответствии с пп. 9.3- 9.5. Горелка должна обеспечивать
надежную защиту при сварке в глубокую разделку.
9.17. Концы труб должны
быть обработаны и собраны в соответствии с табл. 9 (разделка Тр-6б).
9.18. Прихватку собранных
стыков, а также их подогрев осуществляют в соответствии с разделами 4, 5.
9.19. Аргонодуговую
сварку корневого слоя постоянным током прямой полярности (сила тока 110…130
А) с помощью вольфрамового электрода диаметром 2,5…3 мм осуществляют сразу
после прихватки стыка.
Дуга должна быть по возможности короткой.
9.20. Присадочная
проволока должна располагаться под определенным углом по отношению к горелке
(рис. 14).
Присадочную проволоку необходимо перемещать перед горелкой,
которую передвигают вдоль шва, одновременно сообщая ей поперечные колебания
амплитудой 3…4 мм.
Проволоку следует вводить в ванну равномерно, конец
проволоки должен постоянно находиться в сварочной ванне, чтобы исключить
окисление шва.
Рис.
14. Взаимное расположение горелки и присадочной проволоки при ручной
аргонодуговой сварке корневого слоя шва:
1
— присадочная проволока; 2 — горелка; 3 — направление сварки
9.21. Высота корневого
слоя при толщине стенки более 10 мм должна составлять не менее 3 мм. Шов должен
иметь плавные переходы к поверхности и кромкам труб.
Автоматическая аргонодуговая электросварка
неплавящимся электродом корневого слоя стыков трубопроводов
9.22. Корневой слой
неповоротных вертикальных и горизонтальных стыков труб диаметрами 133…560 мм
с толщиной стенки 10 мм, изготовленных из сталей марок Ст. 20, 15ГС, 12Х1МФ,
накладывают с помощью автоматической сварки неплавящимся вольфрамовым
электродом в среде аргона.
9.23. Сварку производят
автоматами с подачей присадочной проволоки (ТА-2М, АК-2, АТ-159-3М, АСТМ-6,
АСТН-100) или без нее (АТА-3М, АК-1).
9.24. На месте сварки
должен быть оборудован пост автоматической сварки, снабженный источниками
питания дуги (преобразователями постоянного тока ПСО-300-2, ПД-501, ПД-305,
ПСО-500 или другими преобразователями с крутопадающей внешней характеристикой),
балластным реостатом и баллоном с аргоном (на баллоне устанавливается редуктор,
позволяющий измерять расход аргона), а также пост ручной сварки неплавящимся
электродом в среде аргона для наложения прихваток.
9.25. Подключение,
настройку и эксплуатацию оборудования необходимо осуществлять в соответствии с
инструкциями по его эксплуатации.
Перед началом работы сварщик должен проверять исправность
механической и электрической частей автомата.
9.26. Концы труб должны
быть обработаны и собраны в соответствии с табл. 9 (разделки Тр-6б, Тр-7а и
Тр-7б).
9.27. Прихватку собранных
стыков, а также их подогрев осуществляют в соответствии с разделами 4, 5.
Зазор между трубами, указанный в табл. 9 для
разделок Тр-6б и Тр-7а, соответствует зазору при сварке корневого слоя с
присадочной проволокой. Если же сварку этих стыков выполняют без присадки, то
трубы необходимо собирать с зазором не более 1 мм.
9.28. Сборку и сварку
стыков необходимо выполнять с помощью центровочных приспособлений (см. разделы 3, 6).
9.29. Режимы сварки подбирают в зависимости
от марки свариваемой стали, толщины стенки материала и конструкции стыка (табл.
14).
Режимы корректируются во время сварки пробных стыков (изменяют силу тока,
оставляя другие параметры постоянными).
9.30. Стыки труб из Ст.20
всегда следует сваривать с присадочной проволокой Св-08ГС (разделки типов Тр-6б
и Тр-7а — автоматом с механизмом подачи проволоки, разделку Тр-7б — автоматом
без такого механизма), трубы из других сталей можно сваривать с присадкой и без
нее.
9.31. При сварке
автоматами ТА-2М, АК-2, АК-3 используют проволоку диаметром 1,6 мм, автоматами
АТ-159-3М, АСТМ-6, АСТН-1000 — диаметром 1,2; 1,6 и 2 мм.
9.32. Скорость подачи
сварочной проволоки можно регулировать в пределах 1…3,4 м/ч в зависимости от
значения зазора между трубами. Если стык собран с неравномерным по периметру
зазором, то сварку с присадочной проволокой производят
только на тех участках, где зазор превышает 1 мм. При подходе сварочной головки
к участку с зазором менее 1 мм сварщик должен выключить подачу проволоки и
продолжать сварку на том же режиме.
9.33. Для предотвращения
образования трещин в кратере шва, заканчивая сварку, необходимо постепенно
гасить дугу и обеспечить хорошую газовую защиту сварочной ванны.
9.34. Высота (толщина)
корневого слоя выполненного автомати ческой аргонодуговой
сваркой, должна составлять не менее 3 мм, переходы шва к поверхности труб и
кромкам должны быть плавными.
Таблица 14
Ориентировочные режимы
автоматической сварки неплавящимся электродом в среде аргона стыков труб со
ступенчатой разделкой кромок
|
Марка стали |
Диаметр и |
Сила тока, А |
|
Ст. 20, 15ГС |
133 ´ 10 |
90…100 |
|
194 ´ 15 |
110…120 |
|
|
219 ´ 12 |
105…115 |
|
|
12Х1МФ |
194 ´ 20 |
115..125 |
|
219 ´ 16 |
115…125 |
|
|
219 ´ 19 |
120…130 |
|
|
245 ´ 18 |
115…125 |
|
|
273 ´ 15 |
115….125 |
|
|
273 ´ 32 |
120…130 |
Примечания:
1.
Другие параметры сварки имеют постоянные значения (скорость сварки 3…3,5 м/ч;
напряжение дуги 10…12 В; длина дуги 1…2 мм; диаметр вольфрамового электрода
2,5…3 мм; расход аргона 6…8 л/мин).
2. В
случае двухскосной разделки кромок сила тока должна быть увеличена на 10…15 А
по сравнению с приведенными в таблице значениями. Остальные параметры сварки
остаются неизменными.
9.35. После окончания
сварки корневого слоя необходимо приступить к заполнению разделки остальной
части шва ручной электродуговой или полуавтоматической сваркой в среде
углекислого газа. Заполнение разделки после сварки корневого слоя необходимо
осуществить в течение одной смены.
10. ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА В УГЛЕКИСЛОМ ГАЗЕ ТРУБОПРОВОДОВ ИЗ
УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
10.1. Полуавтоматическую
сварку в углекислом газе стыков труб из углеродистых и низколегированных сталей
диаметром 100 мм и более при толщине стенки 4 мм и более можно выполнять на
подкладных кольцах (разделки Тр-3г и Тр-6 по табл. 9) и без них (разделки Тр-2 и
Тр-6а). Без подкладных колец сваривает трубопроводы, предназначенные для сред с
рабочим давлением не более 4 МПа (40 кгс/см2), в остальных случаях
сварку производят на подкладных кольцах. Корень шва трубопроводов с толщиной
стенки 17 мм и более выполняют аргонодуговой сваркой неплавящимся электродом.
Полуавтоматическая сварка в углекислом газе применяется
также при изготовлении сегментных отводов и тройников и при вварке штуцеров в
трубопроводы низкого давления.
10.2. В качестве
источников питания дуги применяют однопостовые сварочные преобразователи
(ПСГ-500, ПСУ-500 и др.) и выпрямители (ВС-300, ВС-500, ВСЖ-303 и др.) с
жесткой или пологопадающей внешней характеристикой.
Сварку выполняют с помощью переносных шланговых
полуавтоматов (А-547У, А-825М, А-929С, ПДПГ-500, А-1197, ПШ-113, А-1230М и
др.).
10.3. Установка (пост)
для полуавтоматической сварки в углекислом газе в общем случае должна включать
в себя подающий механизм, шкаф управления, осушитель газа, держатель со
шлангом, катушку для электродной проволоки, баллон с углекислым газом (или
подводку газа при централизованном питании), подогреватель газа, источник
сварочного тока, редуктор У-30 или УР-2, ДЗД-1-50М.
10.4. Сборку, прихватку
стыков и их подогрев выполняют в соответствии с разделами 3, 4, 5.
10.5. Сварку производят
присадочной проволокой диаметром 1,2 мм, соответствующей свариваемой марке
стали (раздел 2).
Допускается для сварки вертикальных швов в нижнем положении
и горизонтальных швов использование проволоки диаметром 1,6 мм.
10.6. Сварку производят
без поворота труб, с поворотом их на 90 или 180°, с вращением (поворотом на
360°).
Без поворота сваривают вертикальные и горизонтальные стыки,
с поворотом (вращением) — только вертикальные.
Неповоротные вертикальные стыки труб сваривают в
последовательности, приведенной в п. 7.9.
10.7. Корневой слой
стыков с подкладным кольцом должен выполнять сварщик, который в дальнейшем
будет сваривать этот стык.
Корневой слой вертикальных стыков труб диаметром до 630 мм
без подкладного кольца накладывает по схеме (рис. 15, а).
При сварке труб диаметром более 630 мм без подкладных колец
рекомендуется корневой слой накладывать изнутри трубы ручной электродуговой,
аргонодуговой или полуавтоматической сваркой.
Обратная сторона корневого слоя (со стороны раскрытия шва)
перед наложением последующего слоя должна быть зачищена абразивным кругом или
металлической щеткой.
10.8. Сварку
неповоротного вертикального стыка необходимо выполнять при положении горелки
(электрода) «углом вперед» (рис. 15. б).
10.9. Горизонтальные
неповоротные стыки труб сваривают в последовательности, установленной п. 7.10.
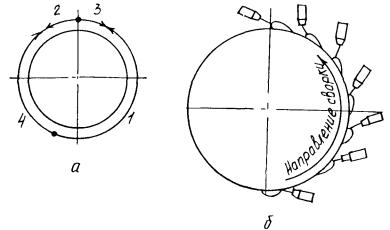
Рис
15. Полуавтоматическая сварка в углекислом газе вертикального неповоротного
стыка:
а
— последовательность наложения корневого слоя шва труб диаметром до 630 мм; б —
положение горелки
10.10. Поворотные стыки
сваривают в последовательности, установленной пп. 7.11- 7.13.
При сварке стыков с поворотом труб на 360° вращение их со
скоростью, равной скорости сварки, обеспечивается вращателем (манипулятором).
Сварщик не перемещает держатель вдоль шва, а ведет сварку на
одном участке, смещенном от вертикали на 30…35° в сторону, обратную направлению
вращения труб.
При отсутствии механического вращателя трубы необходимо
поворачивать за один раз на 60…110° (в зависимости от их диаметра) с таким
расчетом, чтобы наложение шва происходило преимущественно в вертикальном и
нижнем положениях.
10.11. Слои и валики
(высота каждого из них должна составлять 5…6 мм) располагают в определенном
порядке (рис. 16).
10.12. Сварку
неповоротных стыков осуществляют на режимах, приведенных в табл. 15 [для
полуавтомата А-929С (А-1011)].
Корневой слой горизонтального неповоротного стыка сваривают
на режиме 3, а переварку прихваток и замков швов производят на режиме 4 (табл. 15).
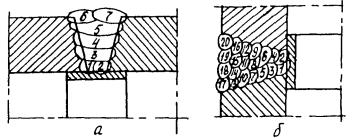
Рис. 16. Примерное
расположение слоев и валиков по сечению шва вертикального (а) и горизонтального
(б) с разделкой Тр-3г (угол скоса 15 ° )
Для вертикальных неповоротных стыков в зависимости от
положений свариваемого участка (рис. 17) и конструкции стыка режим
выбирают по табл. 16, а в тех случаях, когда трубы диаметром до 219
мм сваривают полуавтоматами А-547У, А-825М и др., сварку производят на режиме,
аналогичном режиму 1.
Неповоротные вертикальные стыки диаметром более 219 мм
сваривают два сварщика, при этом один полуавтомат настраивают на режим 1, а
второй на режим 2, и сварщики обменивается держателями в зависимости от того,
какой участок стыка они сваривают.
10.13. Сварку поворотных
стыков с использованием полуавтомата А-929С производят на режимах, приведенных
в табл. 15
и 16.
Таблица 15
Ориентировочные режимы
сварки горизонтальных и вертикальных неповоротных стыков с помощью полуавтомата
А-929С (А-1011)
|
Режим |
Напряжение |
Сила тока, А |
|
Вертикальный стык |
||
|
Диаметр сварочной проволоки 1,2 мм |
||
|
1 |
19…20 |
120…140 |
|
2 |
20…22 |
140…180 |
|
Горизонтальный стык |
||
|
Диаметр сварочной проволоки 1,2 мм |
||
|
3 |
22…23 |
140…160 |
|
4 |
24…25 |
180…200 |
|
Диаметр сварочной проволоки 1,6 мм |
||
|
5 |
24…25 |
240…260 |
|
6 |
25…26 |
260…280 |
Примечание.
Расход углекислого газа должен составлять 900…1200 л/ч.
При
сварке поворотных стыков полуавтоматами А-547У и А-825М и другими
ориентировочные режимы следующие:
Параметры режима Корень шва Остальное
сечение
Напряжение дуги, В 19…20 20…22
Сила тока, А 100…130 130…160
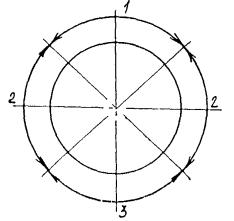
Рис.
17. Схема положения свариваемых участков:
1 — нижнее; 2 — вертикальное; 3 —
потолочное
Таблица
16
Выбор режима сварки в зависимости от конструкции
вертикального неповоротного стыка
|
Характеристики стыка |
Слой шва |
Номер режима сварки по табл. 16 при положении шва* |
|
|
нижнем |
вертикальном |
||
|
Без подкладного кольца (разделки Тр-2 и |
Корневой |
2 |
1 |
|
Остальные |
2 |
2 |
|
|
На подкладном кольце (разделка Тр-3б) |
Первый корневой |
1 |
1 |
|
Второй корневой |
2 |
1 |
|
|
Остальные |
2 |
2 |
|
|
То же (разделка Тр-6) |
Корневой |
2 |
1 |
|
Остальные |
2 |
2 |
* При потолочном положении шва сварку
производят на режиме 1.
**
Типы разделок — в соответствии с табл. 9.
11. АВТОМАТИЧЕСКАЯ СВАРКА В УГЛЕКИСЛОМ ГАЗЕ
ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
11.1. Автоматическая
сварка используется для таких же конструкций стыковых соединений, как и
полуавтоматическая (по ГОСТ
16037-80, ГОСТ
14771-76), и может производиться как снаружи, так и изнутри трубы.
11.2. Автоматическая
сварка снаружи трубы выполняется с помощью автоматов ТСГ-4, ТСГ-5, АСП-60,
А-1311, СГУ-301, установок УТ1, УТ1А, АСУ-59, комплексно-механизированных
участков УД263, УД266 (прил. 5, 6) с
использованием тех же источников питания, что и при полуавтоматической сварке.
Кроме того, сварку снаружи трубы можно выполнять
полуавтоматами А-547У (прил. 7).
Режимы сварки выбирают в зависимости от конструкции стыка
(табл. 17- 20).
11.3. Сборку и прихватку
стыков выполняют в соответствии с разделами 2 и 3.
11.4. Электродную
проволоку выбирают в зависимости от марки основного металла (табл. 3).
11.5. При сварке с
поворотом труб диаметрами 89…273 мм на установках УТ1 и УТ1А используют
сварочную головку СГ-301, которую смещают от вертикали на 30…35° в сторону,
обратную направлению вращения секции (рис. 18).
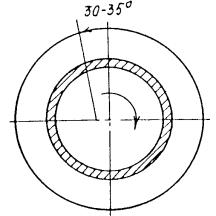
Рис. 18. Схема
установки сварочной головки
11.6. Автоматами ТСГ-4
выполняют сварку стыков при вращении трубы (автомат остается неподвижным).
Сварка ведется постоянным током обратной полярности, плавящимся
расщепленным электродом (двумя электродными проволоками).
Таблица 17
Режимы поворотной
сварки в среде углекислого газа установками УТ1, УТ2 (диаметр электродной
проволоки 1,2 мм)
|
Толщина стенки трубы, мм |
Число слоев |
Зазор при |
Сварочный |
Напряжение |
Скорость |
Вылет |
|
Первый слой шва |
||||||
|
Любая |
Любое |
2,0…2,2 |
240…260 |
24…26 |
35…40 |
15 |
|
Последующие слои шва |
||||||
|
6…8 |
1 |
— |
280…300 |
28…30 |
25…30 |
12…18 |
|
8…12 |
1…2 |
— |
280…300 |
28…30 |
16…20 |
16…20 |
|
12…18 |
2…3 |
— |
380…400 |
30…32 |
16…20 |
16…20 |
|
20…25 |
3…4 |
— |
440…460 |
30…32 |
16…20 |
16…20 |
Примечание.
Сварку головкой СГ-301 выполняют с наклоном электрода «углом вперед»
на 60…75°.
Таблица
18
Режимы сварки труб в углекислом газе автоматом
ТСГ-4
|
Размеры труб, мм |
Кромки |
Число слоев |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Расход газа, л/мин |
||
|
Угол разделки, град. |
Притупление, мм |
Зазор, мм |
||||||
|
57 ´ 3,5 |
70 |
0,5…1,5 |
0,8…1,2 |
1 |
160…180 |
26…28 |
36 |
25…30 |
|
108 ´ 4 |
70 |
0,5…1,5 |
0,8…1,2 |
1 |
180…200 |
26…28 |
36 |
25…30 |
|
110 ´ 10 |
70 |
1,5…2,5 |
1…1,5 |
3 |
220…240 |
26…28 |
35 |
25…30 |
|
114 ´ 5 |
70 |
0,5…1,5 |
0,8…1,2 |
2 |
180…200 |
26…28 |
34 |
25…30 |
|
168 ´ 7 |
70 |
1…2 |
1…1,5 |
2 |
200…220 |
26…28 |
35 |
25…30 |
Примечание.
Проволока Св-08ГС диаметром 1 мм.
Таблица
19
Режим сварки в углекислом газе стыков труб из
малоуглеродистых и низколегированных сталей в нижнем положении
|
Толщина |
Зазор |
Сила |
Напряжение, |
Скорость |
Вылет |
Расход газа, л/мин |
|
Сварка первого слоя шва |
||||||
|
4 |
0,8…2 |
150 |
20 |
18 |
12 |
8…9 |
|
6 |
1,2…2,5 |
160 |
20 |
12 |
11…12 |
10 |
|
8 |
1,5…3,0 |
170…190 |
21 |
9 |
12 |
11 |
|
10 |
1,5…3,0 |
170…190 |
21 |
8 |
12 |
11 |
|
Сварка последующих слоев |
||||||
|
4 |
0,8…2 |
180 |
25 |
20 |
15 |
12 |
|
6 |
1,2…2,5 |
260 |
26 |
20 |
15 |
13 |
|
8 |
1,5…3,0 |
260 |
27 |
18 |
18 |
14 |
|
10 |
1,5…3,0 |
280 |
28 |
18 |
18 |
15 |
Примечание.
Диаметр электрода 1,2 мм.
Таблица
20
Режим сварки в углекислом газе стыков труб из
малоуглеродистых и низколегированных сталей в вертикальном, горизонтальном и
потолочном положениях
|
Толщина металла, мм |
Зазор между |
Положение |
Сила |
Скорость |
Вылет |
Расход газа, |
|
3…4 |
1…1,5 |
Вертикальное |
190…220 |
40 |
10 |
10 |
|
8…10 |
8 |
9 |
16 |
|||
|
5 |
1 |
Горизонтальное |
180 |
-18 |
10 |
12 |
|
8 |
170 |
12 |
16 |
|||
|
5…6 |
1…1,5 |
Потолочное |
180 |
22 |
11 |
12 |
|
8…10 |
8 |
10 |
18 |
Примечание.
Диаметр проволоки 1,2 мм, напряжение дуги 21 В.
Дугу смещают на
расстояние 25…60 мм от зенита свариваемой трубы в направлении,
противоположном направлению ее вращения (рис. 19).
11.7. Трубы собирают под
сварку и сваривают на трубосварочном стенде, состоящем из сборочного стеллажа,
продольной рамы с роликоопорами и вращателя.
Перед сваркой кромки труб зачищают и собирают на прихватках
в звенья на сборочном стеллаже. Прихватки выполняют ручной сваркой электродами
типа Э42А диаметром 3 мм.
11.8. Собранные звенья
укладывают для сварки на роликоопоры и центрируют с вращателем. Перед сваркой
поверхность прихваток очищают от шлака.
11.9. Сварку автоматом
ТСГ-4 ведут при непрерывном вращении труб за один или несколько оборотов в
зависимости от толщины стенки труб.
Рис.
19. Схема сварки труб в поворотном положении:
g — угол смещения
сварочной головки; b — 1/2 угла между электродами
11.10. Автоматом ТСГ-5
производят сварку труб диаметром 76…325 мм с толщиной стенки 4…12 мм одной
колеблющейся проволокой марки Св-08ГС диаметром 1 мм. Этим автоматом можно
сваривать стыки труб с повышенными зазорами и смещением кромок из-за
разностенности труб и других дефектов. Сварку производят постоянным током
обратной полярности (сила тока 180…240 А, напряжение 24…26 В). Скорость
сварки 25…35 м/ч, расход углекислого газа 15 л/мин.
11.11. Автоматическую
сварку в углекислом газе корневого шва поворотных стыков на весу внутри трубы
выполняют с помощью самоходного автомата типа ИК-6: на специальной тележке
находится сварщик, который производит сварку внутреннего и наружного слоев
электродной проволокой диаметром 1,2 мм, колеблющейся поперек стыка
(рекомендуемые режимы сварки приведены ниже):
Диаметр электрода, мм 1,2
Сила сварочного тока, А 290…340
Напряжение, В 32…35
Скорость сварки, м/ч 50…55
Амплитуда колебаний электрода, мм 4…6
Частота колебаний, мин-1 180…240
Вылет электрода, мм 15
Смещение от надира по направлению
вращения, мм 150…250
Этот режим обеспечивает получение качественного шва с полным
проваром притупления, валиком снаружи шириной 2…4 мм, усилением на внутренней
поверхности трубы высотой 1,5…2 мм и шириной 8…12 мм.
11.12. Для поворотной
сварки труб малого диаметра (168…325 мм) применяют установку УТ, в комплект
которой входят автомат СГУ-301 и источник сварочного тока СДАУ-1 (прил. 8).
12. АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ПОВОРОТНЫХ
СТЫКОВ ТРУБ
12.1. Автоматическая
сварка под флюсом поворотных (кольцевых) стыков труб диаметром более 200 мм при
толщине стенки более 3 мм из углеродистых и низколегированных сталей
производится установкой, которая укомплектована роликовым стендом с механизмом
вращения свариваемого изделия, сварочной головкой и источником питания.
При сварке секторных отводов вместо роликового стенда в
качестве вращающего устройства применяют манипулятор (чаще всего Т-25М),
оборудованный специальным приспособлением для крепления отвода.
В качестве сварочной головки могут быть использованы
подвесная головка консольного типа (например, АБСК), сварочный трактор (ТС-17М, 26, АДС-1000, 500, АДФ-1002 и др.)
или шланговый полуавтомат ПШ-54.
В случае применения сварочного трактора его устанавливают
неподвижно на стык или он движется навстречу вращению свариваемых труб с такой
же скоростью, с какой вращаются трубы.
Для использования шлангового полуавтомата изготовляется
специальное приспособление, закрепляющее держатель в шланге и позволяющее
изменять его положение относительно стыка.
12.2. Автоматическую
сварку под флюсом можно производить как на переменном, так и на постоянном токе
обратной полярности.
12.3. Сборку и
автоматическую сварку под флюсом необходимо выполнять по технологическому
процессу, разработанному применительно к конкретным свариваемым изделиям,
сборочно-сварочной оснастке и сварочному оборудованию с учетом
требований, изложенных в этом разделе.
12.4. Конструкцию стыка выбирают по табл. 9
(разделки Тр-1, Тр-1б, Тр-2а, Тр-3а), а марку присадочной проволоки по табл. 3. Для
углеродистых и низколегированных сталей независимо от марки стали следует
использовать флюс АН-348А.
Производят прихватку в соответствии с разделом 4.
12.5. Независимо от
конструкции стыков (с подкладным кольцом или без него) один или два корневых
слоя следует выполнять ручной электродуговой или полуавтоматической сваркой в
углекислом газе. Толщина этого слоя (слоев) должна составлять в стыках с
подкладным кольцом не менее 4 мм, без подкладного кольца — не менее 6 мм.
Присадочный материал и технология сварки корневых слоев
должны отвечать требованиям, изложенным в разделах 2, 7, 10.
12.6. Мундштук сварочной
головки следует устанавливать таким образом, чтобы электрод был смещен от
верхней точки (зенита) в сторону, обратную направлению вращения труб (рис. 20).
Смещение a зависит от диаметра свариваемых труб Дн:
Дн, мм 200…400
400…800 > 800 мм
a , мм 15…20
30…50 60…70
12.7. Толщина слоя флюса
в месте сварки должна составлять 40…50 мм. Для удержания флюса на
цилиндрической поверхности трубы следует применять флюсовые коробки, открытые
сверху и снизу и плотно прилегающие боковыми стенками к поверхности трубы.
Рис. 20. Установка
электрода при автоматической сварке под флюсом поворотных стыков труб
12.8. Стыки труб толщиной
до 5…6 мм можно выполнять автоматической сваркой под флюсом за один проход (в
один слой), при большей толщине шов накладывается за два прохода и более.
12.9. При многопроходной
сварке каждый слой шва перед наложением последующего следует тщательно очистить
от шлака металлической щеткой или зубилом.
Начало каждого слоя на длине 40…50 мм нужно очистить от
шлака с тем, чтобы «замок» шва накладывался на чистый металл.
Расстояние между соседними слоями («замками») должно составлять не
менее 50 мм.
12.10. Ориентировочно
режимы сварки приведены в табл. 21.
Таблица 21
Ориентировочные режимы
автоматической сварки под флюсом поворотных стыков труб (по предварительной
подварке)
|
Толщина стенки трубы, мм |
Диаметр |
Сила тока, А |
Напряжение |
Скорость |
|
31* |
2 |
275…300 |
26…28 |
48…50 |
|
61* |
2 |
400…425 |
26…28 |
38…40 |
|
4 |
450…475 |
30…34 |
34…36 |
|
|
8 |
4 |
450…4752* 600…630 |
30…34 34…36 |
34…36 37…40 |
|
5 |
500…525 675…700 |
38…40 38…40 |
28…32 30…32 |
|
|
10 |
4 |
450…475 650…700 |
30…34 36…38 |
34…36 36…38 |
|
5 |
500…525 700…750 |
38…40 38…40 |
28…32 30…32 |
|
|
12 |
4 |
450…475 700…750 |
30…34 36…38 |
34…36 36…38 |
|
5 |
500…525 750…800 |
38…40 38…40 |
28…32 30…32 |
1* Сварка
выполняется в один слой.
2*
В числителе приведены параметры режима сварки для первого слоя, в знаменателе —
для остальных слоев.
13. СВАРКА СТЫКОВ ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ
13.1. Сварные соединения
из разнородных сталей по сочетанию материалов делятся на две группы:
— сварные соединения
сталей одного структурного класса с различным содержанием легирующих элементов;
— сварные соединения
сталей разных структурных классов.
13.2. Способы выполнения
сварных соединений труб из разнородных сталей следующие:
— непосредственное
соединение труб друг с другом;
— соединение посредством
переходных наплавок (облицовок кромок);
— соединение с помощью
переходников, предварительно изготовленных на заводе.
13.3. Технология
подготовки, сборки, сварки стыков, способы их термической обработки, порядок
контроля, выбора присадочных материалов, флюса и защитных газов должны отвечать
требованиям технологических инструкций или указаний проекта, а также
требованиям, изложенным в настоящей инструкции.
В данном разделе содержатся некоторые рекомендации по выбору
присадочного материала и особенности технологии сварки разнородных сталей.
13.4. Для трубопроводов
из разнородных сталей используются следующие виды сварки:
— ручная покрытыми
электродами (применяют как для наплавки, так и для выполнения основного шва);
— ручная,
полуавтоматическая, автоматическая в среде защитных газов;
— полуавтоматическая и
автоматическая под флюсом.
13.5. Разделку стыков
выполняют в соответствии с табл. 9, а прихватку — в соответствии с разделом 4.
13.6. Электроды,
сварочную проволоку, флюсы выбирают в соответствии с разделом 2 (табл. 2, 4).
13.7. Сварку перлитных
(Ст. 10, 20, 16ГС, 15ГФ, Ст.4 5, 38ХМ и др.) сталей с аустенитными (12Х18Н9,
08Х18Н10Т) с целью исключения образования хрупких прослоек в шве выполняют
аустенитными присадочными материалами.
13.8. При сварке между
собой мартенситно-ферритной и перлитной сталей для предупреждения закалки
околошовной зоны и с целью получения соединения с оптимальной структурой
рекомендуется предварительная наплавка кромок труб из мартенситно-ферритной
стали, причем необходимо обеспечить минимальное расплавление основного металла.
Поверхность под наплавку готовят так же, как и под сварку.
13.9. Особое внимание при
выполнении наплавки следует обратить на плавность переходов между основным металлом
и наплавленным, при необходимости произвести зачистку, шлифовку, удалить
концентраторы напряжений в виде подрезов, грубых рисок и т.д.
13.10. Каждый валик
должен перекрывать предыдущий на 20…40 % его ширины.
13.11. Перед сваркой
аустенитными электродами стыков труб из разнородных сталей с толщиной стенки
более 14 мм кромки труб низко- и среднелегированных сталей должны быть
облицованы трехслойной наплавкой аустенитными присадочными материалами, а затем
зачищены.
13.12. Целесообразно при
монтаже в полевых условиях для соединений труб из разнородных сталей вваривать
изготовленные на заводе переходники. Длина их должна составлять не менее
полутора — двух наружных диаметров соединяемых труб.
13.13. При сварке труб
перлитного класса разного легирования температуру подогрева выбирают по детали
с большим содержанием легирующих элементов.
Если только одна из свариваемых деталей требует подогрева,
вторую деталь допускается не подогревать.
13.14. После сварки
аустенитными электродами труб из закаливающихся сталей (12ХМ, 15ХМ и др.) или
разнородных сталей, одна из которых закаливающаяся, термообработка сварных
соединений не допускается.
14. СВАРКА ТРУБОПРОВОДОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ
ПРОДУКТОВ, СОДЕРЖАЩИХ СЕРОВОДОРОД И УГЛЕКИСЛЫЙ ГАЗ
14.1. Для сварки труб из
Ст.20 ( ГОСТ 8732-78)
[ 29],
Ст. 20ЮЧ (ТУ 14-3-1074-82) [ 30] или аналогичных импортных труб,
предназначенных для транспортирования сред, содержащих сероводород и углекислый
газ, используется ручная электродуговая и автоматическая электродуговая сварка
под флюсом.
14.2. Сварку выполняют на
подкладном кольце или без него. Разделка кромок должна соответствовать табл. 9 (типы
Тр-2, Тр-3).
Прихватку выполняют в соответствии с разделом 4.
14.3. Технология ручной
электродуговой сварки аналогична приведенной в разделе 7.
14.4. Ручной дуговой
сваркой необходимо накладывать швы труб диаметром 57…630 мм, корневой,
заполняющий и облицовочный слои шва, корневой слой швов, выполняемых
автоматической дуговой сваркой под флюсом, подварочный слой неповоротных
стыков, осуществлять ремонт сварных швов и соединения труб с запорной
(распределительной) арматурой и деталями трубопроводов, вварку свечей и т.д.
14.5. Первый корневой
слой стыков трубопроводов диаметром 219 и более миллиметров необходимо
выполнять электродами с основным покрытием диаметром 2,5…3,25 мм. Допускается
использовать для этой цели электроды с целлюлозным покрытием
марок Фокс Цель и ВСЦ-4 диаметрами 3…4 мм.
Сварку электродами ВСЦ-4 ведут методом опирания без
колебательных движений. Вертикальные стыки сваривают в направлении сверху вниз.
Электроды других марок допускается использовать для
наложения корневого слоя только в том случае, если их диаметр не превышает 3
мм.
Сварку последующих слоев неповоротных стыков следует
производить снизу вверх электродами диаметром 4 мм, участки шва, свариваемые в
нижнем положении, можно выполнять, начиная с третьего слоя, электродами
диаметром 5 мм.
14.6. Сварку стыков труб
с толщиной стенки до 8 мм необходимо выполнять не менее чем в два слоя, при
толщине стенки труб до 12 мм — в три слоя и при толщине более 12 мм — в четыре
слоя и более.
14.7. Каждый слой перед
наложением последующего, а также прихватки необходимо тщательно очищать от
шлака до металлического блеска (шлифовальной машиной, щеткой, зубилом и т.п.)
14.8 . Заполняющие и облицовочные слои
поворотных стыков накладываются автоматической дуговой сваркой под слоем флюса.
Допускается ручная электродуговая сварка (используются электроды с покрытием
основного типа УОНИ-13/55, Гарант, Фокс ЕВ50 диаметром 3…4 мм). Сварку
производят током обратной полярности, параметры режима приведены в табл. 22.
14.9. При сварке стыков
труб с толщиной стенки до 16,5 мм число слоев шва, выполняемого автоматической
сваркой под слоем флюса, должно составлять не менее двух, при большей толщине
стенки трубы — не менее трех.
14.10. Запрещается
прекращать сварку до заполнения 2/3 разделки кромок, а при сварке захлесточных
швов и приварке арматуры — до заполнения всей разделки.
Запрещается зажигать дугу вне шва на трубе и опускать
неостывшие стыки на мокрый грунт или на снег.
Таблица 22
Ориентировочные режимы
автоматической сварки под слоем флюса
|
Диаметр трубы, мм |
Толщина |
Диаметр |
Слои шва |
Сварочный |
Напряжение |
Скорость |
Электродная |
||
|
Вылет, мм |
Смещение с |
Угол |
|||||||
|
219 |
6 |
2 |
Первый |
300…360 |
34…36 |
14 |
35…40 |
60 |
До 12 |
|
Последующий |
320…340 |
36…38 |
14 |
35…40 |
60 |
До 12 |
|||
|
273 |
6 |
2 |
Первый |
360…440 |
36 |
14 |
35…40 |
60 |
До 15 |
|
Последующий |
360…440 |
36…38 |
14 |
35…40 |
60 |
До 15 |
|||
|
325 |
6 |
2 |
Первый |
360…440 |
34…36 |
15…20 |
30…35 |
35…40 |
До 15 |
|
Последующий |
360…440 |
36…38 |
15…20 |
30…35 |
30…35 |
До 15 |
|||
|
426 |
6 |
2 |
Первый |
360…440 |
36…38 |
15…20 |
30…35 |
35…40 |
До 15 |
|
Последующий |
360…440 |
36…38 |
15…20 |
30…35 |
30…35 |
До 15 |
|||
|
530 |
От 7 до 12 |
2 |
Первый |
400…480 |
40…42 |
30…35 |
30…35 |
40…45 |
До 15 |
|
Последующий |
400…480 |
42…45 |
30…35 |
30…35 |
30…40 |
До 15 |
|||
|
Более 12 |
3 |
Первый |
500…650 |
44…46 |
35…40 |
40…45 |
40…45 |
До 30 |
|
|
Последующий |
650…750 |
46…48 |
40…55 |
40…45 |
30…40 |
До 30 |
* Угол
наклона, к направлению сварки.
15. СВАРОЧНЫЕ РАБОТЫ ПРИ РЕМОНТЕ НЕФТЕГАЗОПРОВОДОВ
15.1. Сварочно-монтажные
работы выполняются при плановых и аварийных заменах арматуры, дефектных
участков труб и сварных швов на действующих нефтегазопроводах. Сварку
разрешается выполнять при температурах воздуха, приведенных в табл. 23.
15.2. При температурах
окружающего воздуха ниже приведенных в табл. 23 сварку следует производить в
отапливаемом помещении или с использованием временных отапливаемых укрытий.
Таблица 23
Допускаемые
температуры воздуха при сварке
|
Сталь |
Толщина |
Допускаемая |
|
Углеродистая с содержанием углерода до 0,2 % |
До 161* |
От 0 до -30 |
|
Свыше 161* |
От 0 до -30 |
|
|
Углеродистая с содержанием углерода более 0,2 |
До 161* |
От 0 до -20 |
|
Свыше 162* |
От 0 до -10 |
|
|
Аустенитная (12Х18Н9Т, 12Х18Н9, 08Х18Н10Т) |
При любой толщине стенки3* |
До -20 |
1* Тип
электрода перлитный.
2* Тип
электрода аустенитный или перлитный (температура подогрева в соответствии с табл.
10).
3* Тип электрода аустенитный.
15.3. До начала сварочно-монтажных работ необходимо определить
толщину стенки и марку материала, из которого изготовлен поврежденный участок
трубопровода.
15.4. Края труб обрезают
со скосом кромок, суммарный угол которого не должен превышать 60…70 ° .
15.5. Края свариваемых
участков зачищают шлифовальными машинками, напильниками или металлическими
щетками на ширине не менее 10 мм до металлического блеска.
15.6. Сборочные зазоры
стыков устанавливаются в зависимости от толщины стенок труб и применяемых
электродов (табл. 24). Зазор должен быть одинаковым по всему
периметру стыка.
Таблица 24
Зазор между кромками
при сборке труб, мм
|
Типы электродов |
Диаметр |
Зазор при |
||
|
До 8 |
8…10 |
11 и более |
||
|
Фтористо-кальциевые |
3,0…3,25 |
2,0…3,0 |
2,5…3,5 |
3,0…3,5 |
|
Органические |
4,0 |
1.5…2,0 |
1,5…2,5 |
1,5…2,5 |
15.7. Изготовление сварных соединительных деталей трубопроводов
(отводов, тройников, переходов и др.) в полевых условиях запрещается.
15.8. Для сварки
рекомендуется применять передвижные одно- и многопостовые сварочные агрегаты
АДД-303У1, АДД-305У1, АДБ-309, АДБ-318У1, АДД-502У2.
15.9. Передача тока от
сварочного агрегата к месту сварки осуществляется по гибким проводам с
резиновой изоляцией ДДГН и ПРГД.
15.10. Неповоротные стыки
сваривают ручной электродуговой сваркой (постоянный ток обратной полярности).
15.11. Концы труб при
сварке рекомендуется закрывать для предотвращения тяги воздуха.
15.12. При
аварийно-восстановительных работах необходимо использовать качественные
электроды органического и фтористокальциевого типов по ГОСТ
9466-75, ГОСТ
9467-75 (табл. 25).
Таблица 25
Отечественные
электроды, используемые при аварийно-восстановительных работах, по ГОСТ
9467-75
|
Электроды* |
Слой шва |
Трубопровод |
|||
|
Тип |
Марка |
Диаметр, мм |
Предел |
Температура |
|
|
Э42А |
УОНИ-13/45 |
3 |
Корневой |
До 500 |
-60 |
|
Э42АФ |
УОНИ-13/45 |
4 |
Заполняющие |
До 500 |
-60 |
|
Э42-0 |
БСЦ-4 |
4 |
Корневой |
До 500 |
-40 |
|
Э50-0 |
ВСЦ-4А |
4 |
Корневой |
До 500…600 |
-40 |
|
Э50-0 |
УОНИ-13/55 |
3 |
Корневой |
До 600 |
-60 |
|
Э50А-Ф |
УОНИ-13/55 |
4 |
Заполняющие |
До 500 |
-60 |
|
Э50А-Ф |
УОНИ-13/55 |
5 |
Облицовочные |
До 500 |
-60 |
|
Э50А-Ф |
ВСФ-60 |
4 |
Заполняющие |
До 550 |
-60 |
|
Э60А-Ф |
ВСФ-50 |
5 |
Облицовочные |
550…600 |
-60 |
* Все электроды пригодны для сварки в
любом пространственном положении (постоянный ток обратной полярности, источник
питания с падающей внешней характеристикой).
** При условии сварки в нижнем или
полувертикальном положении.
15.13. Можно применять и зарубежные электроды, аналогичные
отечественным:
Отечественный электрод Зарубежный аналог
УОНИ-13/55 «Гарант»,
Фокс ЕВ-50
ВСФС-50 «Гарант»,
Фокс ЕВ-50
УОНИ-13/45 Е44, 83
ВСЦ-4 Фокс
Цель, Флитвелд-5П
15.14. Каждая партия
электродов должна иметь сертификат, в котором должны быть указаны наименование
завода-изготовителя, дата изготовления, условное обозначение присадочного
материала, в нем должны быть приведены результаты испытаний данной партии. При
отсутствии сертификата применение сварочных материалов при производстве огневых
работ на нефтегазопроводах запрещается.
15.15. В зависимости от
типа (марки) и диаметра электрода, а также от пространственного положения при
сварке выбирает силу тока (табл. 26).
Таблица 26
Сила тока, А, в
зависимости от типа (марки) электродов и пространственного положения сварки
|
Электроды |
Положение |
|||
|
Тип (марка) |
Диаметр, мм |
нижнее |
вертикальное |
полупотолочное |
|
Э50А (УОНИ-13/55) и их аналоги |
3…3,25 4 5 |
140…180 180… 220 220…260 |
130…60 160…180 200…230 |
120…150 140…160 Сварка не |
|
342, Э50 |
4 |
140…170 |
130…150 |
120…150 |
Примечание.
Электродами типа Э50А сварка производится в направлении снизу вверх, а
электродами типа Э42, Э50 — сверху вниз.
15.16. При необходимости
производят прихватку и подогрев кромок свариваемых деталей в соответствии с
разделами 4,
5.
15.17. Запрещается оставлять
стыки на прихватках или после выполнения одного слоя шва.
15.18. На всех сварных
швах, выполненных при ремонте, должно стоять личное клеймо сварщика.
16. СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ ИЗ УГЛЕРОДИСТЫХ И
НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
16.1. В соответствии с настоящим
разделом производят сборку и сварку металлоконструкций из углеродистых и
низколегированных сталей, перечисленных ниже [ 6(12)
— категории сталей]:
Класс прочности стали Марка
стали
С 38/23 ВСт.3кн2;
ВСт.3пс6;
ВСт.3сп5; ВСт.3пс5
С 44/29 09Г2-6
(12); 09Г2С-6 (12)
толщиной 21…60 мм
С 46/33 14Г2-6
(12); 10Г2С1-6 (12);
09Г2С-6 (12) толщиной
5…20 мм
С 52/40 15Г2АФДпс-6
(12);
14Г2АФ-6 (12)
С 60/45 16Г2АФ-6
(12)
16.2. Стальные
конструкции монтируют с учетом требований, изложенных в инструкциях и руководствах,
проекте производства работ и технологических картах.
16.3. Качество и марки
сталей, используемых при монтаже конструкций, должны удостоверяться
сертификатами или паспортами заводов-поставщиков и соответствовать стандартам и
техническим условиям.
16.4. Подготовку кромок,
сборку и прихватку стыков производят согласно разделам 3, 4.
16.5. При сварке листов с
Х-образной подготовкой кромок с целью устранить коробление от поперечной усадки
листы сваривают с одной стороны в 2-3 прохода, кантуют на 180°, подрубают в
стыке непровар в вершине угла, захватывая основной металл на 2…3 мм, и
заваривают стык за 4-5 проходов заподлицо с плоскостью листа.
16.6. При монтаже
стальных конструкций используют ручную, полуавтоматическую в среде углекислого
газа, автоматическую под слоем флюса и т.д. электродуговую сварку.
16.7. Типы и марки
электродов, применяемых для сварки сталей различных классов, выбирают в
зависимости от группы стали, температуры, при которой производится сварка, и
температуры эксплуатации конструкций (табл. 1, 27).
Таблица 27
Минимально допустимая
температура стали при ручной и полуавтоматической сварке без предварительного
подогрева, °С
|
Тип |
Толщина |
|||
|
До 16 |
16…30 |
30…40 |
Свыше 40 |
|
|
Из углеродистой стали: |
||||
|
— |
-30 |
-30 |
-10 |
0 |
|
— листовые |
-30 |
-20 |
-10 |
0 |
|
Из низколегированной стали класса до С52/40: |
||||
|
— решетчатые |
-20 |
-10 |
0 |
+5 |
|
— листовые |
-20 |
0 |
+5 |
+10 |
Ручная дуговая сварка
16.8. Ручную дуговую
сварку применяют для наложения коротких швов в различных пространственных положениях.
При этом используют одно- и многопостовые источники питания дуги переменного и
постоянного тока: сварочные трансформаторы ТС-300, -500, ТСК-500, ТД-300, -500
и др., сварочные выпрямители ВД-301, ВКС-500, ВКСМ-1000, ВДМ-1601, -3001 или
сварочные преобразователи ПСО-300, -500, ПСМ-1000.
В полевых условиях применяют сварочные агрегаты с приводом
от двигателя внутреннего сгорания АСБ-300-7, АСД-3000М1, АДД-303, -502 и др.
16.9. Выбор режима сварки
определяется маркой используемого электрода, а также конструкцией стыка (табл. 28).
Таблица 28
Рекомендуемые режимы
ручной дуговой сварки
|
Марка электрода |
Диаметр э лектрода, мм |
Сварочный |
||
|
нижнем |
вертикальном |
потолочном |
||
|
МР-3 |
3 |
80…100 |
80…90 |
70…80 |
|
4 |
160…200 |
140…180 |
130…160 |
|
|
5 |
180…250 |
160…200 |
— |
|
|
ОЗС-4 |
3 |
90…100 |
80…90 |
70…80 |
|
4 |
160…180 |
150…160 |
140…150 |
|
|
5 |
200…250 |
170…180 |
— |
|
|
СМ-11 |
4 |
160…220 |
140…180 |
140…160 |
|
5 |
200…250 |
160…200 |
— |
|
|
УОНИ-13/45 |
3 |
80…100 |
70…90 |
60…80 |
|
4 |
130…160 |
120…140 |
100…130 |
|
|
УОНИ-13/55 |
5 |
170…200 |
150…170 |
|
|
ДСК-50 |
4 |
200…220 |
180…200 |
140…160 |
|
5 |
250…270 |
— |
— |
|
|
К-5А |
4 |
140…200 |
110…160 |
110…140 |
|
5 |
220…280 |
— |
— |
|
|
УОНИ-13/55У |
3 |
80…100 |
— |
— |
|
4 |
130…150 |
— |
— |
|
|
5 |
180…210 |
— |
— |
16.10. Электроды перед употреблением необходимо прокаливать
согласно указаниям паспорта.
16.11. Свариваемые кромки
и околошовную зону (не менее чем по 20 мм с обеих сторон) зачищают от окалины,
ржавчины и других загрязнений.
16.12. При сварке с
разделкой кромок вначале выполняют основной шов, а затем, после зачистки корня,
— подварочный шов.
16.13. Сварку
многослойных швов выполняет мелкими валиками (диаметр электрода 4…5 мм), при
этом каждый предыдущий слой отжигают последующим. На последний слой наплавляют
отжигающий валик, ширина которого на 4…6 мм меньше ширины основного шва.
Отжигающий валик целесообразно наплавлять при температуре
основного шва 150…200 °С.
Швы не должны иметь резких переходов от основного металла к
наплавленному, а также наплывов, подрезов, больших усилений и незаваренных
кратеров.
Полуавтоматическая сварка в углекислом газе
16.14. Полуавтоматическую
сварку в углекислом газе выполняют постоянным током обратной полярности (табл. 29, 30).
16.15. При сварке
используют сварочные полуавтоматы А-537, А-765, А-1035М, А-1197, ПДГ-507 в
комплекте с источниками питания дуги постоянного тока типа ПСГ-500, ВС-500 и
т.п., имеющими жесткую внешнюю характеристику.
Таблица 29
Параметры тока при
полуавтоматической сварке в углекислом газе
|
Диаметр сварочной проволоки, мм |
Сила тока, А |
Плотность |
|
1,2 |
80…290 |
70…250 |
|
1,4 |
90…380 |
55…240 |
|
1,6 |
150…400 |
70…200 |
|
2 |
200…550 |
65…175 |
16.16. Технология полуавтоматической сварки стыковых и угловых
швов аналогична технологии ручной дуговой сварки, но отличается от последней
тем, что вылет электрода должен быть постоянным, а горелку необходимо
равномерно перемещать в процессе сварки.
Режимы сварки определяются в зависимости от конструкции
стыка (табл. 31).
Таблица 30
Коэффициенты наплавки
при полуавтоматической сварке в углекислом газе
|
Сила тока, А |
Диаметр сварочной проволоки, мм |
||||
|
1,2 |
1,4 |
1,6 |
2,0 |
2,2* |
|
|
180 |
14,5 |
— |
— |
— |
— |
|
190 |
14,6 |
15,0 |
— |
— |
— |
|
200 |
15,0 |
15,5 |
— |
— |
— |
|
220 |
15,5 |
16,2 |
— |
— |
— |
|
230 |
15,7 |
16,6 |
15,6 |
— |
— |
|
240 |
16,1 |
17,0 |
15,7 |
— |
— |
|
250 |
16,3 |
17,5 |
16,0 |
— |
— |
|
260 |
16,5 |
17,8 |
16,2 |
— |
— |
|
270 |
16,6 |
18,2 |
16,4 |
— |
— |
|
300 |
17,0 |
18,9 |
17,0 |
— |
— |
|
320 |
17,5 |
19,3 |
17,3 |
— |
— |
|
330 |
— |
19,5 |
17,4 |
— |
— |
|
340 |
— |
19,7 |
17,6 |
— |
— |
|
350 |
— |
19,9 |
17,7 |
13,5 |
16,2 |
|
360 |
— |
— |
17,9 |
14,3 |
16,3 |
|
380 |
— |
— |
18,1 |
15,4 |
16,6 |
|
400 |
— |
— |
18,4 |
16,5 |
17,0 |
|
410 |
— |
— |
18,5 |
17,1 |
17,1 |
|
420 |
— |
— |
18,6 |
17,6 |
17,3 |
|
430 |
— |
— |
— |
18,0 |
17,5 |
|
450 |
— |
— |
— |
18,9 |
17,7 |
* Порошковая проволока ПП-АН8.
16.17. Однослойные швы и
корневые слои многослойных швов сваривают, придавая электроду (горелке)
возвратно-поступательное движение.
Средние слои сваривают, перемещая электрод по вытянутой
спирали, а верхние слои — придавая ему колебания «змейкой» (рис. 21).
Таблица 31
Режимы
полуавтоматической сварки в углекислом газе стыковых и угловых швов в нижнем
положении
|
Эскиз сварного соединения и |
Толщина |
Число слоев |
Диаметр |
Сварочный |
Напряжение |
Скорость |
|
|
3…4 |
2 |
1,4 1,6 |
140…160 160…180 |
20…22 22…24 |
300…360 260…300 |
|
5…6 |
2 |
1,4 1,6 2,0 |
160…180 280…300 280…300 |
22…24 28…30 28…30 |
340…380 340…360 300…320 |
|
|
|
8…10 |
2 |
1,4 1,6 2,0 |
220…240 320…360 320…360 |
26…28 30…32 30…32 |
400…460 360…380 320…360 |
|
3…5 |
1 |
1,4 1,6 2,0 |
220…240 280…300 280…300 |
26…28 28…30 28…30 |
400…460 340…360 300…320 |
|
|
6…8 |
1…2 |
1,4 1,6 2,0 |
240…260 360…380 360…380 |
28…30 30…32 30…32 |
460…480 360…400 340…360 |
|
|
|
10…16 |
2…3 |
1,4 1,6 2,0 |
280…300 360…380 360…380 |
30…32 30…32 30…32 |
520…560 360…400 340…360 |
|
18…24 |
4…6 |
1,4 1,6 2,0 |
300-320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
|
8…12 |
2…3 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
14…16 |
3…4 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
12…16 |
2 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360..380 |
|
|
|
18…22 |
4 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
24…26 |
4…6 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
14…18 |
2 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
20…24 |
4 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
26…30 |
4…6 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
32…36 |
6…8 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
|
3…5 |
1 |
1,4 1,6 2,0 |
280…300 340…360 340…360 |
30…32 30…32 30…32 |
520…560 360…380 300…320 |
|
|
6…8 |
1 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
9…12 |
2 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |
|
|
14…16 |
3…4 |
1,4 1,6 2,0 |
300…320 380…420 380…420 |
32…34 34…36 34…36 |
600…650 420…450 360…380 |

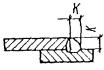
Примечания:
1. При сварке проволокой диаметром 1,4 мм
вылет электрода должен составлять 10…15 мм.
2. Расход углекислого газа при сварке
проволокой диаметром 1,4…2 мм составляет 1000…1200 л/ч.
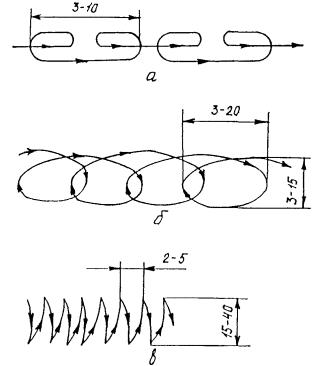
Рис.
21. Траектория движения электрода при полуавтоматической сварке в углекислом
газе многослойных швов:
а
— возвратно-поступательного; б — по вытянутой спирали; в — «змейкой»
16.18. При сварке угловых
швов электрод наклоняют под углом 25…45° к вертикали, а дугу незначительно
(примерно на 1 мм) смещают от вертикальной стенки (рис. 22).
16.19. При сварке угловых
швов, когда толщина металла не превышает 6 мм, или при сварке в лодочку дугу
направляют точно в угол.
Максимальный катет углового однопроходного шва при сварке
проволокой диаметром 1,4…2 мм не превышает 8 мм. Швы с катетом более 8 мм
сваривают за несколько проходов.
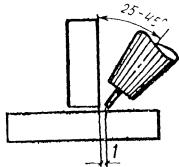
Рис. 22. Положение
электрода при сварке углового шва
16.20. Низколегированные
стали лучше сваривать в углекислом газе тонкой проволокой 1,2…1,6 мм без
предварительного подогрева.
Автоматическая сварка под флюсом
16.21. Автоматическую
сварку под флюсом стыковых и угловых швов выполняют в нижнем положении. Размеры
швов и элементов кромок должны соответствовать ГОСТ
8713-79, режимы сварки — табл. 32.
16.22. При автоматической
сварке под флюсом применяют одно- и двухдуговые сварочные автоматы типа
ТС-17МУ, ТС-17Р, ТС-35, АДС-1000-2, ДТС-38, А-639 в комплекте с источниками
питания дуги переменного (ТСД-1000, -2000, ТДФ-1001, -1601) или постоянного
(ВКСМ-1000, ВДМ-3001, ВМГ-5000, ВСМ-1000) тока.
16.23. Стыковые
соединения без разделки кромок и с разделкой их рекомендуется сваривать на
флюсомагнитных стендах или на флюсовых подушках.
16.24. Угловые швы в
элементах двутаврового сечения (подкрановые балки, ветви колонн, стойки и т.п.)
сваривают в основном в нижнем положении в лодочку.
16.25. Элементы для
сварки поясных швов устанавливают на специальные стеллажи или в кантователи —
цепные и двухстоечные.
16.26. Изделия
цилиндрической формы сваривают на роликовых стендах типа Т-30 или подобных им.
Если специальные флюсовые подушки для кольцевых швов отсутствуют, сварку
производят по шву, заранее подваренному ручной или полуавтоматической сваркой.
16.27. Соединения
внахлестку при толщине металла до 6 мм сваривают вертикально расположенным
электродом, оплавляя при этом верхнюю кромку. При большой толщине металла
электрод следует установить под углом 30…45°.
Таблица 32
Рекомендуемые режимы
однодуговой автоматической сварки под флюсом стыковых и угловых швов по ГОСТ
8713-79
|
Подготовка кромок и выполненный шов |
Толщина |
Диаметр |
Напряжение |
Сварочный |
Скорость |
Скорость |
|
|
4…6 |
3 |
28…30 |
380…420 |
70…75 |
55…60 |
|
6…8 |
3 |
28…30 |
400…450 |
75…85 |
50…65 |
|
|
10…12 |
4 |
30…32 |
600…650 |
80…85 |
29…32 |
|
|
14…16 |
4 |
32…34 |
700…750 |
95…110 |
28…30 |
|
|
18…20 |
4 |
36…38 |
850…900 |
110…120 |
25…28 |
|
|
|
22…24 |
4 |
38…40 |
850…900 |
120…130 |
18…23 |
|
26…28 |
4 |
38…40 |
900…950 |
130…140 |
18…23 |
|
|
30…32 |
4 |
40…42 |
950…1000 |
150…160 |
16…18 |
|
|
36…40 |
4 |
42…44 |
1000…1100 |
180…190 |
16…18 |
|
|
45…50 |
4 |
44…46 |
1100…1200 |
210…230 |
14…16 |
|
|
|
4 |
3 |
34…36 |
600…650 |
120…140 |
55…60 |
|
5 |
3 |
34…36 |
650…700 |
160…170 |
45…50 |
|
|
6 |
3 |
34…36 |
750…800 |
180…200 |
40…45 |
|
|
6 |
4 |
36…38 |
850…900 |
120…130 |
35…37 |
|
|
10 |
4 |
38…40 |
900…950 |
130…140 |
32…35 |
|
|
12 |
4 |
40…42 |
950…1000 |
140…150 |
30…32 |
|
|
14 |
4 |
42…44 |
1000…1100 |
170…180 |
26…28 |

Примечания:
1. Режимы указаны для сварки постоянным
током обратной полярности.
2. Для стыковых соединений режимы даны при
сварке на флюсовой подушке.
17. СВАРКА ТРУБОПРОВОДОВ И МЕТАЛЛОКОНСТРУКЦИЙ ИЗ УГЛЕРОДИСТЫХ И
ЛЕГИРОВАННЫХ СТАЛЕЙ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
17.1. Низкими температурами
при сварке считаются температуры окружающего воздуха ниже 0 ° С, допускаемые техническими условиями на изделие.
17.2. Сварку при
отрицательных температурах следует выполнять в соответствии с требованиями
проектной и нормативно-технической документации на изделие и данной инструкции.
17.3. Сварочно-монтажные
работы разрешается производить при температуре окружающего воздуха не ниже -40 ° С при условии отсутствия дополнительных ограничений.
17.4. Технологии
подготовки, сборки и сварки конструкций в основном аналогичны приведенным в
соответствующих разделах, однако имеются некоторые особенности при выборе
оборудования, присадочных материалов, их подготовке к сварке, а также
выполнении технологического процесса. Эти особенности рассмотрены в настоящем
разделе.
17.5. Оборудование
выбирают и размещают с учетом его климатического исполнения по ГОСТ
15150-69, ГОСТ
15543-70 [ 31, 32].
17.6. Место выполнения
сварочных работ должно быть защищено от атмосферных осадков, сквозняков и
ветра.
Во всех случаях необходимо оборудовать
тепляки, применять теплую одежду или одежду с электрическим
подогревом, непосредственно у рабочего места оборудовать устройство для
обогрева рук.
Температуру окружающего воздуха контролируют через каждые
два часа, результаты контроля фиксируют в журнале.
17.7. Негативное влияние
отрицательных температур на качество сварных соединений снижают, выполняя
следующие мероприятия:
— предварительный
подогрев свариваемого металла (см. раздел 5);
— наложение
теплоизолирующего пояса на шов и прилегающие участки;
— сокращение времени
перерывов между наложением первого и последующих слоев;
— повышение погонной
энергии при сварке.
17.8. При выполнении
прихватки и сварки при температуре воздуха ниже 0 ° С подогрев производят в соответствии с разделом 5, а
высоколегированных сталей — в соответствии с табл. 33.
Таблица 33
Подогрев стыков из
высоколегированных сталей при отрицательных температурах окружающего воздуха
|
Показатели |
Марка стали |
||
|
08Х18Н10Т |
12Х18Н12Т |
10Х17Н13МТ |
|
|
Толщина стенки, мм |
£ 16 |
> 16 |
> 16 |
|
Температура воздуха, при которой разрешается |
-20 |
-10 |
-10…-20 |
|
Температура подогрева стыка, °С |
Н t |
90…100 |
110…200 |
17.9. Сварочные работы при температуре наружного воздуха ниже
указанной в табл. 10, 33 можно производить только в отапливаемых
помещениях или в специальных обогреваемых кабинах, внутри которых температура
не ниже 0 °С.
17.10. Сварку и монтаж
(подъем, транспортировку, установку) трубопроводов, изготовленных из кипящих
или полуспокойных сталей, можно выполнять при температуре не ниже -20 °С.
17.11. Чтобы не
увеличилась зона разупрочнения при сварке термоупрочненных труб, кромки перед
сваркой следует нагревать до температуры не более 250 °С.
17.12. Ручную
электродуговую сварку и прихватку выполняют электродами с хорошими технологическими
свойствами, не склонными к образованию пор (электродами с покрытием основного
типа), ведут сварку при повышенной (за счет увеличения на 10…20 % по
сравнению с применяемой при сварке в условиях положительной температуры)
энергии дуги, не допускают перерывов до окончания заполнения разделки шва.
В случаях вынужденных перерывов (из-за отсутствия подачи
электроэнергии, выхода из строя аппаратуры) необходимо обеспечить медленное и
равномерное охлаждение металла и возобновить сварку после подогрева стыка до
соответствующей температуры, термическую обработку стыка выполнять сразу после
сварки, не давая металлу остыть, после термообработки обеспечить медленное
охлаждение стыка до температуры окружающего воздуха.
17.13. При сварке
постоянным током обратной полярности характерно увеличение объема ванны на
15…20 %, поэтому сварку при отрицательной температуре плавящимся электродом
следует вести на обратной полярности.
17.14. Более
предпочтительна при сварке в условиях низких температур автоматическая и
полуавтоматическая сварка.
17.15. Ручную и
полуавтоматическую дуговую сварку металлических конструкций из стали класса до
С52/40 включительно при температурах стали ниже приведенных в табл. 34,
следует производить с предварительным подогревом в зоне сварки до 120…160 ° С (по 100 мм в обе стороны от стыка).
Таблица 34
Минимальная допустимая
температура стали при сварке, °С
|
Тип конструкции |
Толщина |
|||
|
До 16 |
17…30 |
30…40 |
Свыше 40 |
|
|
Из углеродистой стали: |
||||
|
— |
-30 |
-30 |
-10 |
0 |
|
— листовые, |
-30 |
-20 |
-10 |
0 |
|
Из низколегированной стали: |
||||
|
— |
-20 |
-10 |
0 |
5 |
|
— листовые, |
-20 |
0 |
+5 |
+10 |
Сварку листовых
объемных конструкций из стали толщиной более 20 мм производят способами,
обеспечивающими уменьшение скорости охлаждения: каскадом, горкой, двусторонней
сваркой, секциями.
17.16. Сварку конструкций
из стали класса С60/45 ( s в = 600 МПа, s т = 450 МПа) следует производить при температуре не ниже -15 ° С при толщине стали до 16 мм и не ниже 0 °С при толщине от 16 до
25 мм.
При более низких температурах сварку стали указанных толщин
следует производить с предварительным подогревом до температуры 120…160 °С.
При толщине стали более 25 мм предварительный подогрев
должен производиться во всех случаях, независимо от температуры окружающей
среды.
17.17. Без подогрева
разрешается производить автоматическую сварку конструкций:
— из углеродистой стали
толщиной до 30 мм, если температура стали не ниже -30 °С, а при больших
толщинах — не ниже -20 °С;
— из низколегированной
стали толщиной до 30 мм, если температура стали не ниже -20 °С, а при больших
толщинах — не ниже -10 °С.
17.18. При сварке без
подогрева необходима просушка кромок под сварку за счет нагрева до 20…50 °С.
17.19. При температуре
стали ниже -5 °С сварку следует производить от начала до окончания шва без
перерыва, за исключением перерывов, необходимых для смены электрода или
электродной проволоки и зачистки шва в месте возобновления
сварки.
Прекращать сварку до выполнения шва проектного размера и
оставлять незаваренными отдельные участки шва не допускается. В случае
вынужденного прекращения сварки процесс следует возобновлять после подогрева
стали в соответствии с установленным режимом.
17.20. Заварку дефектных
швов следует производить после подогрева в зоне заварки до 180…200 °С.
17.21. После окончания
сварки стыков труб из низколегированных сталей должно быть обеспечено медленное
охлаждение путем обкладывания стыка теплоизоляционным материалом или другим
способом до полного остывания сварного шва.
17.22. Для обеспечения
меньшей скорости охлаждения поверхности нагретой конструкции и сварного
соединения следует применять теплоизолирующие пояса из асбеста и стекловолокна.
Последние обладают таким преимуществом, как минимальная чувствительность к
увлажнению.
18. КОНТАКТНО-СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ
ТРУБОПРОВОДОВ
18.1. К сварке
допускаются трубы, отвечающие требованиям СНиП 2.05.06-85 и настоящего РД.
18.2. При стыковой сварке
оплавлением следует дополнительно зачищать торец трубы и пояс под контактные
башмаки сварочной машины на длине 200 мм.
18.3. Отдельные трубы
сваривают в секции длиной до 36 м на полустационарных, полностью механизированных
линиях.
Секции или отдельные трубы сваривают в непрерывную нитку
трубопровода передвижными комплексами машин и механизмов. Как на стационарных,
так и на передвижных установках управление процессом сварки должно быть
полностью автоматизировано.
18.4. Для контактной
стыковой сварки трубопроводов используют установки для сварки труб в секции в
условиях полустационарной трубосварочной базы ТКУС и установки для сварки труб
или секций в непрерывную нитку ТКУП (прил. 9).
18.5. Основным элементом
сварочных установок ТКУС и ТКУП является сварочная головка, которая
обеспечивает центрирование труб, их зажим по всему периметру, равномерный
токоподвод, перемещение труб в процессе оплавления и осадки, создает осевое давление
в процессе осадки.
18.6. Передвижная
полуконтактная установка ТКУП-321 комплектуется сварочной машиной К-584М (прил.
10).
18.7. Режимы сварки
определяются типом сварочной головки (табл. 35).
18.8. Перед началом
сварки труб производят наладку и проверку сварочной установки на холостом ходу
и в рабочем режиме.
18.9. Технология стыковой
сварки оплавлением включает следующие основные операции:
— подготовку труб к
сварке;
— зачистку поверхности
труб под контактные башмаки сварочной машины;
— центрирование труб в
сварочной машине;
— сварку труб,
выполняемую автоматически по заданной программе;
— удаление внутреннего и
наружного грата.
18.10. При сварке труб на
полустационарных установках в секции длиной до 36 м необходимо выполнить
следующие операции:
— расположить трубы на
приемном стеллаже;
— механическим путем, не
повреждая тела трубы, снять усиление продольного шва трубы, выполненного
электродуговой сваркой, на участке 370 мм от торца трубы. Высота оставшейся
части усиления продольного шва после снятия должна быть не менее 0,5 мм;
—
зачистить до металлического блеска поверхности труб под контактные башмаки
зачистными машинами на специальной линии: пояск и шириной 150
мм должны отстоять от торцов труб на 50 мм; дополнительно металлической щеткой
зачищают фаски труб от ржавчины и грязи;
—
подать на рольганг и транспортировать по нему зачищенные трубы к сварочной
машине, руководствуясь при этом инструкцией по эксплуатации установки;
— произвести
центрирование труб сварочной машиной. Допускается смещение кромок на величину
до 20 % толщины стенки трубы, но не более 2 мм; зазор между торцами
сцентрированных труб желательно иметь равномерным по периметру и минимальным,
значение его в любой точке периметра не должно превышать 7 мм;
— нажать кнопку
«Пуск-сварка», после чего начинается автоматическая сварка труб.
Стыковая электроконтактная сварка производится методом непрерывного оплавления
с программным изменением основных параметров в процессе сварки. Скорость,
заданная программой в процессе оплавления, корректируется с помощью регулятора.
В конечный период оплавления значение скорости не регулируется, а задается
жестко;
— после сварки первого
стыка при движении двухтрубки по рольгангу удалить внутренний грат внутренним
гратоснимателем в соответствии с инструкцией по его эксплуатации;
— подать на рольганг
третью трубу, которую вместе с двухтрубкой переместить к сварочной машине,
центрируя в ней и осуществляя сварку второго стыка;
— удалить внутренний грат
после сварки второго стыка при движении секции по рольгангу и подать плеть на
линию удаления наружного грата;
—
удалить наружный грат гратоснимателем. Гратосниматель устанавливают на стык
таким образом, чтобы плоскость стыка проходила через середину режущего
инструмента, и в этом положении фиксируют его на трубе. После снятия
внутреннего и наружного грата стыки должны иметь усиление высотой не более 3
мм. При снятии внутреннего и наружного грата не допускается уменьшение толщины
стенки трубы. Смещение кромок после сварки должно составлять не более 25 %
толщины стенки (3 мм).
Допускаются местные смещения на 20 %
периметра стыка, значения которых не превышают 30 % толщины стенки (4 мм):
— сваренную трехтрубную
секцию перемещают по рольгангу, а затем с помощью сбрасывателя с рольганга на
склад для хранения готовых секций.
Таблица 35
Ориентировочные режимы
контактно-стыковой сварки трубопроводов
|
Показатели |
Сварочные |
||||
|
СГ-1 (К-377) |
СГ-2 (К-397) |
СГ-3 (389) |
СГ-5 |
СГ-6 |
|
|
Максимальное свариваемое сечение, мм2 |
6500 |
12600 |
19000 |
38000 |
100000 |
|
Время сварки одного стыка, с |
40 |
60 |
90 |
150 |
180 |
|
Напряжение питающей сети, В |
380 |
380 |
380 |
380 |
380 |
|
Номинальная мощность трансформатора, кВА |
125 |
250 |
250 |
600 |
1000 |
|
Максимальное усилие осадки, МН |
0,26 |
0,59 |
0,68 |
1,81 |
4,45 |
|
Максимальное усилие зажатия трубы, МН |
1,1 |
2,45 |
2,75 |
3,9 |
6,4 |
|
Скорость оплавления, мм/с |
0,1…1,5 |
0,1…1,5 |
0,1…1,5 |
0,1…1,5 |
0,1…1,5 |
|
Скорость осадки, мм/с |
30 |
25 |
25 |
40 |
40 |
|
Давление масла в гидросистеме осадки, МПа |
5 |
5 |
5 |
8 |
8 |
|
Габаритные размеры головки, мм: |
|||||
|
длина |
1990 |
3200 |
3480 |
16665 |
16665 |
|
ширина |
800 |
1100 |
1550 |
2020 |
2800 |
|
высота |
800 |
1420 |
1400 |
2000 |
2840 |
18.11. При сварке труб в непрерывную нитку передвижными
установками (ТКУП-321) необходимо выполнить следующие операции:
— разложить трубы или
секции вдоль трассы;
— положить конец трубы
вспомогательным трубоукладчиком на ролики подвесного рольганга так, чтобы ось
ее находилась на одной линии с осью машины К-584М, переместить трубу так, чтобы
второй конец трубы находился в зоне рабочего органа зачисткой машины, зажать
прижимом плети;
— снять усиление
продольного шва трубы, выполненного электродуговой сваркой, с помощью ручной
шлифовальной машины (не повреждая тела трубы) на участке 370 мм от торца трубы.
Оставшаяся часть усиления должна иметь высоту не более 0,5 мм;
— зачистить поверхности
секций (труб) под токоподводящие башмаки с помощью зачистных устройств в
соответствии с инструкцией по их эксплуатации; зачищенные до металлического
блеска пояски шириной 150 мм должны отстоять от торцов труб на 50 мм.
Дополнительно металлической щеткой зачистить фаски труб от ржавчины и грязи;
— установку расположить у
края нитки трубопровода, приподнять этот край в зоне сварки и зафиксировать
нитку прижимным роликом;
— одиночную трубу из зоны
зачистки подать в зону сварки. Машину К-584 выставить на стык;
— расположенный внутри
трубы внутренний гратосниматель установить на стык;
— осуществить
центрирование между собой сваренной нитки трубопровода и привариваемой трубы.
Допускается смещение кромок до 20 % толщины стенки трубы, но не более 2 мм.
Зазор между торцами сцентрированных труб желательно иметь равномерным по
периметру и минимальным. При сцентрированных осях труб величина зазора между
ними в любом месте периметра не должна превышать 7 мм;
— после центрирования
машину К-584М опустить на стык, зажать концы труб, после чего отвести от стыка
внутренний гратосниматель на длину тросика и начать сварку;
— с пульта управления
машины К-584М управлять процессом сварки стыка, снятием наружного и внутреннего
грата (можно и вручную остановить работу привода внутреннего гратоснимателя).
После удаления грата (внутреннего и наружного) стыки трубопровода должны иметь
усиление не более 3 мм. При снятии грата не допускается уменьшение толщины
стенки трубы. Допускаются смещение кромок после сварки не более 25 % толщины
стенки (3 мм) и местные смещения на 20 % периметра
стыка, не превышающие 30 % толщины стенки (4 мм);
— после снятия
внутреннего грата подается звуковой сигнал, трубоукладчик с установкой перемещается
ко второму концу трубы и цикл повторяется.
19. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
19.1. Термообработку
сварных соединений трубопроводов производят с целью снизить остаточные
сварочные напряжения, а также улучшить свойства металла шва и околошовной зоны
(повысить пластичность и получить стабильную структуру, обеспечивающую
необходимые механические свойства).
19.2. Режим
термообработки должен соответствовать свариваемой стали (табл. 36).
19.3. Термическая
обработка состоит из нескольких операций, последовательность выполнения которых
приведена ниже:
— установка термометров,
нагревательных устройств и теплоизоляции;
— включение термометров в
измерительную цепь потенциометра;
— соединение нагревательного
устройства с источником питания;
— нагрев, выдержка,
охлаждение сварного соединения;
— демонтаж теплоизоляции,
нагревательного устройства и термометров.
19.4. Нагрев, выдержку,
охлаждение сварного соединения в процессе термической обработки необходимо
производить по режиму, установленному проектной документацией, действующей
нормативно-технической документацией, данной инструкцией.
19.5. При наличии двух и
более однотипных сварных соединений (вертикальных или горизонтальных)
рекомендуется групповая термическая обработка.
При этом следует контролировать температуру каждого сварного
соединения.
При групповой термической обработке от одного источника
питания необходимо выполнить следующие требования:
— одновременно
нагреваемые стыки должны принадлежать трубам одного размера (диаметра и толщины
стенки), одной марки стали и иметь одинаковую исходную температуру;
— мощность источника
питания должна быть достаточной для покрытия потерь мощности во всех
одновременно работающих индукторах и в подводящих кабелях;
— нагрев всех стыков
должен производиться индукторами одного типа, имеющими одинаковое число витков,
шаг навивки и площадь сечения витка;
— стыки должны иметь
одинаковую теплоизоляцию.
Таблица 36
Режимы термообработки
стыковых сварных соединений (электродуговая сварка)
|
Свариваемая сталь |
Металл шва |
Толщина |
Режим |
|
|
Температура, |
Длительность |
|||
|
Ст. 10, 15, 20, 15Л, 20Л и их сочетания между |
Малоуглеродистый |
Свыше 36 |
575 |
60 |
|
Ст. 15ГС, 16ГС, 25Л, 20ГСЛ и их сочетания |
То же |
Свыше 32 |
575 |
60 |
|
12МХ, 15ХМ, |
09МХ, 09Х1М |
11…20 |
715 |
60 |
|
21…45 |
715 |
120 |
||
|
Свыше 45 |
715 |
180 |
||
|
12Х1МФ, |
09Х1М |
11…20 |
725 |
60 |
|
21…45 |
725 |
120 |
||
|
Свыше 45 |
725 |
180 |
||
|
Сочетания Ст. 10, 20, 20Л, 25Л, 15ГС, 16ГС, |
Малоуглеродистый |
21…60 |
700 |
120 |
|
Свыше 60 |
700 |
180 |
1* До 300 ° С охлаждение с печью или под слоем асбеста, далее — на спокойном
воздухе.
2* Может быть
выше указанных значений не более чем на 10 %. При вынужденных перерывах в
процессе термообработки за длительность выдержки следует принимать суммарное
время.
19.6. До термической
обработки узлы со сварными соединениями запрещается подвергать нагрузкам. Перед
началом термической обработки трубопроводов необходимо обеспечить свободное
перемещение трубопровода в продольном направлении относительно оси
трубопровода.
При термической обработке вертикальных сварных соединений во
избежание прогиба трубопровода следует установить временные опоры или подвески
по обе стороны от сварного шва на расстоянии не более 1 м от оси шва.
19.7. Перерывы в процессе
термической обработки не допускаются. При вынужденных перерывах (отключение
электроэнергии, выход из строя нагревателя и т.п.) необходимо обеспечить
медленное охлаждение сварных соединений до 300 °С.
При повторном нагреве время нахождения сварного соединения
при температуре выдержки суммируется с временем выдержки при первоначальном
нагреве (в сумме оно должно быть равно заданному нормативно-технической
документацией).
19.8. Количество
термометров для контроля температуры и схемы их установки определяются
конструкцией соединения (табл. 37).
19.9. Крепление горячего
спая термоэлектрического термометра на поверхности рекомендуется производить
одним из способов, указанных на рис. 23, а установку согласно рис. 24.
При термической обработке сварных соединений изделий сложной
конфигурации количество термометров для контроля температуры и схемы их
установки определяются необходимостью контроля на всех участках сварного
соединения (рис. 25).
19.10. Термическую
обработку сварных швов производят с помощью гибких и комбинированных
электронагревателей, а также гибких индукторов, ацетилено-кислородных и
многопламенных горелок.
19.11. При нагреве ГЭН и
КЭН часть термометра, находящегося под нагревателем, необходимо
теплоизолировать с помощью асбеста или кремнеземной ткани (рис. 26).
19.12. Демонтаж
теплоизоляции, нагревательных устройств и термометров производятся после
охлаждения сварного соединения до температуры 300 °С.
19.13. Термообработка с
помощью горелок должна производиться строго нейтральным пламенем.
Таблица 37
Количество термометров
для контроля температуры и схемы их установки
|
Диаметр трубопровода, мм |
Сварное |
|||
|
Вертикальное |
Горизонтальное |
|||
|
Число точек |
Схема |
Число точек |
Схема |
|
|
Сварные |
||||
|
До 219 |
1 |
|
1 |
|
|
От 219 до 720 |
2 |
|
||
|
От 720 до 1020 |
4 |
|
2 |
|
|
Сварные |
||||
|
До 1020 |
2 |
|
2 |
|






Примечание. При нагреве кольцевой
многопламенной горелкой сварных соединений трубопроводов любых диаметров
количество устанавливаемых термометров должно быть не менее двух.
Рис.
23. Крепление горячего спая термометра:
а
— бобышкой с прорезью; б — Л-образной бобышкой; в — гайкой с болтом; г —
аргонодуговой сваркой; д — бобышкой, наплавленной на сварной шов
19.14. Термическую
обработку сварных соединений из разнородных сталей производят на
соответствующих режимах (табл. 38, 39).
19.15. Выбор вида и
режима термической обработки сварных соединений из разнородных сталей
необходимо производить с учетом их принадлежности к одной из двух групп:
1) соединения сталей
одного структурного класса, но разной степени легирования;
2) соединение сталей
разных структурных классов.
К первой группе могут быть отнесены, например, сварные
соединения сталей перлитного класса в сочетаниях сталь 20 — 12Х1МФ, 15ГС —
15Х1МФ, 20 — 15Х1М1ФЛ и др.
Необходимость в проведении термической обработки
определяется по стали с более высокой степенью легирования с учетом номинальной
толщины стенки.
Режимы термической обработки выбирают так: температуру как
среднюю между температурами отпуска, рекомендуемыми для каждой стали, а время
выдержки как для стали с более высокой степенью легирования. Аналогично
обрабатывают и стали других структурных классов.
Ко второй группе можно отнести соединения сталей следующих
классов: аустенитного и перлитного, мартенситно-ферритного и перлитного,
аустенитного и мартенситно-ферритного.
Соединения сталей аустенитного и перлитного классов,
например сочетания сталь Ст. 20 — 12Х18Н10Т, 12Х1МФ — 12Х18Н9Т, термически не
обрабатываются.
Высокому отпуску подвергаются только концы труб из сталей
перлитного класса с наплавкой из аустенитной стали.
Рис.
24. Установка термометров при нагреве ГЭН (а), КЭН-3 или индуктором (б),
ацетилено-кислородной горелкой (в), многопламенной горелкой (г):
1 —
сварное соединение; 2 — пояс ГЭН; 3 — термометр; 4 — теплоизоляция горячего
спая; 5 — КЭН-3 или индуктор; 6 — экран; 7 — воронка; 8 — многопламенная
горелка
Рис.
25. Схемы установки термометров для контроля температуры сварных соединений
узлов сложной конструкции:
а — крутопадающий отвод; б — сварной
тройник; г — труба; д — воротниковый фланец
1 — термометр; 2 — сварной шов; 3 — временные прихватки; 4 —
заглушка
Таблица 38
Режимы термической
обработки сварных соединений металлических конструкций
|
Свариваемые стали и их сочетания |
Металл шва |
Толщина |
Температура |
Время |
|
Электродуговая сварка |
||||
|
Ст. 10, 15, 20, 15Л, 20Л и их сочетания между |
Малоуглеродистый |
От 36 до 45 |
650 |
603* |
|
Свыше 45 |
665 |
1203* |
||
|
15ГС, 16ГС, |
То же |
От 32 до 45 |
665 |
603* |
|
Свыше 45 |
665 |
1203* |
||
|
12МХ, 15ХМ, |
10МХ 10ХМ |
11…20 |
715 |
603* |
|
12Х1МФ, |
10ХМ |
11…20 |
725 |
603* |
|
21…45 |
725 |
1203* |
||
|
Свыше 45 |
725 |
1803* |
||
|
12Х1МФ, |
10ХМФ |
11…20 |
725 |
603* |
|
21…60 |
725 |
1803* |
||
|
Свыше 60 |
725 |
3003* |
||
|
Сочетания |
Малоуглеродистый |
21…60 |
700 |
1203* |
|
Свыше 60 |
700 |
1803* |
||
|
Сочетания 12МХ, 15ХМ, 20ХМЛ с 12Х1МФ, 15Х1М1Ф, |
10ХМ 10МХ |
11…20 |
725 |
604* |
|
21…45 |
725 |
1204* |
||
|
Свыше 45 |
725 |
1804* |
||
|
12Х11ВМФ11 |
11…20 |
755 |
1205* |
|
|
21…45 |
755 |
1805* |
||
|
Свыше 45 |
755 |
3005* |
||
|
Сочетание 1Х11В2МФ (ЭИ756) с 12Х1МФ и 15Х1М1Ф |
10ХМФ |
11…20 |
725 |
905* |
|
21…60 |
725 |
1805* |
||
|
Свыше 60 |
725 |
3005* |
1* За толщину стенки принимается ее
номинальное значение (свариваются детали одинаковой толщины) или наибольшее из
фактических значений (соединяются детали разной толщины).
2* При вынужденных перерывах в процессе
термообработки за время выдержки следует принимать суммарное время нахождения
стыка при температуре термообработки.
3* До 300 °С
охлаждение с печью или под теплоизолирующим слоем, далее — на спокойном
воздухе.
4* Охлаждение после
сварки до 150…200 ° С, выдержка при
этой температуре в течение 1 ч и последующий нагрев под термообработку.
5* После
термообработки охлаждение стыка до 300 °С со скоростью не более 150 °С/ч.
Таблица 39
Режимы термической
обработки сварных соединений трубопроводов
|
Марка стали или сочетание марок |
Режимы |
||
|
Температура |
Скорость |
Время |
|
|
Отпуск |
|||
|
20, 15ГС, |
630…650 |
£ 150 начиная с |
|
|
15ХМ 15Х5М |
690…720 730…750 |
£ 100 начиная с |
|
|
12Х1МФ, 15Х1МФ |
720…750 |
£ 100 начиная с |
|
|
30ХМА 20Х2МА |
650…670 640…660 |
£ 100 начиная с |
|
|
Стабилизирующий отжиг |
|||
|
12Х18Н10Т 08Х18Н10Т |
950…970 |
£ 75 до 600 |
2,0…3,02* |
|
Аустенизация |
|||
|
12Х18Н10Т, |
1080…1130 |
£ 75 до 600 |
1,5…2,03* |
1* До
температуры 300 ° С охлаждение
под теплоизолирующим слоем, далее — на воздухе.
2*
Охлаждение на воздухе.
3* Охлаждение на воздухе или в воде.
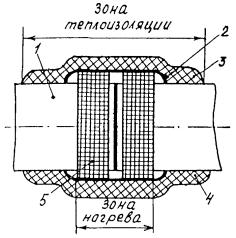
Рис.
26. Теплоизоляция при нагреве ГЭН и КЭН-3:
1
— сварные соединения; 2 — асбест; 3, 4 — маты марки МВТ; 5 — ГЭН или КЭН-3
Для соединений сталей мартенситно-ферритного и перлитного
классов, например сочетаний 1Х12В2МФ — 12Х1МФ, режим термической обработки
определяется по высокохромистой стали. Вместе с тем во избежание опасности
развития диффузионных процессов температуру отпуска в отдельных случаях
несколько снижают.
19.16. В качестве
отчетной документации о термической обработке должны быть представлены:
— диаграмма
автоматической регистрации режима термической обработки (при контроле
температуры автоматическими самопишущими потенциометрами);
— исполнительная схема
трубопроводов, оформляемая вместе с группой сварки (прил. 11);
— журнал выполнения
термической обработки сварных соединений*;
___________
* Приведен в РД
39-0147014-536-87 «Положение по организации сварочного производства на
предприятиях и в организациях Миннефтепрома».
— заключение о твердости
сварных соединений после термической обработки (прил. 12), составляемое на основе журнала контроля
твердости сварных соединений (прил. 13).
19.17. На записанной в
координатах температура — время диаграмме режима термической обработки
необходимо указать:
— номер линии
трубопровода;
— номер сварного
соединения по исполнительной схеме;
— марку или сочетание
марок стали сварного соединения;
— диаметр и толщину
стенки трубопровода;
— дату термической
обработки;
— скорость протяжки
диаграммной ленты потенциометра.
Диаграмма должна быть подписана термистом-оператором,
ответственным за проведение термической обработки и руководителем работ по
термической обработке. Последний должен сделать отметку «Принято».
Диаграмме необходимо присвоить порядковый номер,
соответствующий номеру сварного соединения в журнале термической обработки
сварных соединений.
19.18. При групповой
термической обработке отчетная техническая документация должна оформляться
отдельно на каждое сварное соединение.
19.19. Объемы и нормы
контроля качества термообработки определяются требованиями проектной и
нормативно-технической документации.
19.20. При контроле
необходимо проверить:
— выполнение требований к
термической обработке сварных соединений по оформленной технической
документации;
— твердость металла во
всех зонах сварного соединения с помощью переносных приборов статического или
динамического действия типов ТПСЛ-3М, ТПП-10, ТКП-1, МЗИ-Т7, ВПИ-2, ТОП-1, КПИ,
Польди.
Результаты проверки должны фиксироваться в журнале контроля
твердости сварных соединений после термической обработки и заключении о
твердости сварных соединений после термической обработки.
Если значение твердости сварного соединения после термической
обработки выше установленного технической документацией, то производится
повторная термическая обработка, если значение твердости сварного соединения
после термической обработки ниже установленного технической документацией, то
сварное соединение бракуется.
19.21. Допустимое
количество повторных термических обработок должно быть указано в технической
документации.
19.22. После проведения
термической обработки необходимо проверить сварные соединения на отсутствие
трещин методами, предусмотренными технической документацией.
20. КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ РАБОТ
Трубопроводы
20.1. С целью повышения
эффективности сварочного производства и качества сварочных работ при монтаже
трубопроводов, изготовлении и монтаже металлоконструкций должен быть
организован эффективный контроль качества сборочно-сварочных работ, включающий
предупредительный и пооперационный контроль, а также контроль качества готовых
сварных соединений.
20.2. При
предупредительном контроле проверяют:
— техническое состояние и
выполнение правил эксплуатации сварочного оборудования, сборочно-сварочной
оснастки и приспособлений, аппаратуры и контрольно-измерительных приборов;
— проектную и
исполнительную техническую документацию на соответствие требованиям технических
условий, ГОСТов;
— квалификацию сварщиков,
газорезчиков, термистов и дефектоскопистов, а также инженерно-технических
работников, осуществляющих оперативное руководство производством
сборочно-сварочных работ;
— качество
сварочно-наплавочных материалов, а также качество материалов для дефектоскопии,
выполнение требований на их хранение, подготовку к использованию и
использование в соответствии с назначением.
20.3. При пооперационном
контроле проверяют следующие показатели:
— соответствие марки
материала свариваемых труб и металлоконструкций нормативной документации;
— соответствие сварочных
материалов применяемой технологии;
— качество подготовки
труб и деталей заготовок под сварку;
— качество сборки перед
сваркой;
— режимы предварительного
подогрева;
— соблюдение технологии
сварки (режима сварки, порядка наложения швов, формы и качества наложения
отдельных слоев шва, зачистки шлака между слоями, наличие пор, подрезов, трещин
и других внешних дефектов);
— посредством замера
твердости металла определяют качество термической обработки сварных соединений.
20.4. Качество готовых
сварных соединений проверяют при систематическом операционном контроле,
механических испытаниях образцов, вырезанных из пробных стыков; при выполнении
проверки сплошности стыков и выявлении внутренних дефектов одним из неразрушаю щих
методов контроля, а также при последующих гидравлических или пневматических
испытаниях. Методы контроля качества сварных соединений установлены ГОСТ
3242-79 [ 33]. Проверка качества сварных швов
трубопроводов V
категории ограничивается осуществлением операционного контроля.
20.5. Контроль сварных
соединений стальных трубопроводов радиографическим или ультразвуковым методами
проводят после устранения дефектов, выявленных внешним осмотром и измерениями,
а также магнитопорошковым методом. Сварные швы не должны иметь трещин,
прожогов, кратеров, грубой чешуйчатости, подрезов глубиной более 0,5 мм. В
сварных швах трубопроводов с Ру 10… 100 МПа подрезы не
допускаются.
20.6. Объем контроля
сварных соединений стальных трубопроводов неразрушающими методами в процентах
от общего числа стыков, сваренных каждым сварщиком (но не менее одного стыка),
должен составлять для трубопроводов:
Ру =
10…100 МПа (100…1000 кгс/см2) 100
I
категории 20
II
категории 10
III
категории 2
IV
категории 1
Неразрушающий контроль следует с учетом конкретных условий
выполнять преимущественно ультразвуковым электрорентгенографическим и
рентгенографическим методами с использованием в качестве детектора фотобумаги.
Контролю должен подвергаться весь периметр стыка.
В трубопроводах I — IV
категорий контролю подлежат стыки, качество которых вызвало сомнения при
внешнем осмотре. Контроль корня шва сварных соединений трубопроводов с Ру
10…100 МПа из сталей всех групп при толщине стенки 16 мм и более следует
производить радиографическим методом, а окончательный контроль готовых сварных
соединений из сталей групп С, ХГ, ХМ — преимущественно ультразвуковой дефектоскопией.
Готовые сварные соединения трубопроводов с Ру
10…100 МПа перед проведением радиографического или ультразвукового контроля
следует проверять магнитопорошковым или цветным методом. При этом контролю
подлежат поверхность шва и прилегающая к нему зона шириной 20 мм от краев шва.
20.7. Оценку
качества сварных соединений стальных трубопрово дов по результатам радиографического
контроля следует производить по балльной системе согласно прил. 14 .
Сварные соединения трубопроводов должны быть забракованы,
если их суммарный балл равен или больше приведенного ниже значения:
Категория трубопровода Балл
качества
Ру 10…100 МПа (100…1000 кгс/см2) 2
I 3
II 3
III 5
IV 6
Сварные соединения, оцененные указанным или большим баллом,
подлежат исправлению, после чего дополнительному контролю подвергается
удвоенное от первоначального объема контроля количество стыков, выполненных
сварщиком, допустившим брак.
Сварные соединения трубопроводов III и IV категорий, оцененные соответственно
суммарным баллом 4 и 5, исправлению не подлежат, но дополнительному контролю
подвергается удвоенное количество стыков, выполненных этим сварщиком.
Если при дополнительном контроле хотя бы один стык будет
забракован (а для трубопроводов III
и IV
категорий оценен соответственно баллом 4 и 5), контролю подвергается 100 %
стыков, выполненных данным сварщиком. Если при этом будет забракован хотя бы
один стык, сварщик отстраняется от сварочных работ на трубопроводах.
20.8. Чувствительность радиографического
контроля должна соответствовать (по ГОСТ
7512-82) [ 34] для трубопроводов с Ру
10…100 МПа (100…1000
кгс/см2), I и II
категорий — классу 2, а для трубопроводов III и IV категорий — классу 3.
20.9. По результатам
ультразвукового контроля сварные соединения трубопроводов Ру
10…100 МПа (100… 1000
кгс/см2) считаются качественными, если отсутствуют:
а) протяженные плоскостные и объемные дефекты;
б) объемные непротяженные дефекты с амплитудой отраженного
сигнала, соответствующей эквивалентной площади 2 мм2 и более, — при
толщине стенки трубы до 20 мм включительно и 3 мм2 и более — при
толщине стенки свыше 20 мм;
в) объемные непротяженные дефекты с амплитудой отраженного
сигнала, соответствующей эквивалентной площади до 2 мм2, — при
толщине стенки трубы до 20 мм включительно и до 3 мм2 — при толщине
стенки свыше 20 мм в количестве более трех на каждые 100 мм шва.
Сварные соединения стальных трубопроводов I — IV категорий должны удовлетворять
требованиям, установленным отраслевыми стандартами. При получении
неудовлетворительных результатов контроля ультразвуковым методом хотя бы одного
стыка производится контроль удвоенного количества стыков, выполненных данным
сварщиком. При неудовлетворительных результатах повторного контроля
производится контроль 100 % стыков, выполненных сварщиком, допустившим брак.
Сварщик, допустивший брак, может быть допущен вновь к сварке трубопроводов
только после сдачи испытаний по программам, утвержденным министерством
(ведомством) СССР.
20.10. Испытаниям на
твердость металла шва должны подвергаться сварные соединения стальных
трубопроводов с Ру 10…100 МПа (100…1000 кгс/см2), а также
трубопроводов на давление до 10 МПа (100 кгс/см2) из сталей ХМ и ХФ.
По результатам измерения твердости сварные швы считается
качественными при выполнении следующих условий:
а) снижения твердости наплавленного металла не более чем на
25 НВ по сравнению с нижним значением твердости основного металла;
б) превышения твердости наплавленного металла не более чем
на 20 НВ по сравнению с верхним значением твердости основного металла;
в) превышения разности в твердости основного металла и
металла в зоне термического влияния не более чем на 50 НВ.
При разности в твердости, превышающей допустимую, стыки
следует вновь подвергать термической обработке, и, если разность в твердости
превышает допустимую после повторной термической обработки, следует произвести
стилоскопирование металла шва и основного металла всех однотипных стыков,
сваренных данным сварщиком за период времени после последней контрольной
проверки.
При несоответствии химического состава наплавленного металла
заданному стыки бракуются.
Металлические конструкции
20.11. Для проверки
качества швов сварных соединений стальных конструкций используются визуальный
дефектоскопический контроль, механические и гидравлические испытания и т.д.
(табл. 40).
Таблица 40
Методы контроля
сварных соединений стальных конструкций
|
Метод контроля |
Конструкции |
|
|
Систематическая проверка выполнения заданного |
Все типы конструкций |
|
|
Наружный осмотр 100 % швов с проверкой |
То же |
|
|
Выборочный контроль швов ультразвуковой дефектоскопией |
Все типы конструкций, за исключением |
|
|
Испытание всех швов на плотность одним из |
Листовые конструкции при толщине металла до 16 |
|
|
Испытание на плотность и прочность воздушным, |
Резервуары, трубопроводы и сосуды. |
|
|
Контроль физическими методами без разрушения |
Типы конструкций, методы и нормы контроля |
|
|
Механические испытания контрольных образцов |
То же |
|
|
Металлографическое исследование макрошлифов на |
То же |
|
*
Для выборочного контроля разрешается применять другие методы контроля согласно ГОСТ
3242-79, табл. 2.
20.12. По
внешнему виду швы сварных соединений металлических конструкций должны
удовлетворять следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность (без
наплывов, прожогов, сужений и перерывов) и не иметь резкого перехода к
основному металлу;
б) наплавленный металл должен быть плотным по всей длине
шва, не иметь трещин и дефектов, выходящих за пределы, указанные в п. 20.17
настоящего раздела;
в) подрезы основного металла допускаются глубиной не более
0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше
10 мм, за исключением случаев, приведенных в дополнительных правилах СНиП III-18-75;
г) все кратеры должны быть заварены.
20.13. для конструкций, возводимых
или эксплуатируемых в районах с расчетной температурой от -40 до -65 ° С при сварке допускаются: подрезы основного металла вдоль
усиления сварного шва и местные подрезы (по 25 % длины шва) поперек усиления в
соответствии с подпунктом 20.12 в, подрезы поперек усиления глубиной не
более 0,5 мм при толщине стали до 20 мм и 1 мм — при толщине
стали более 20 мм.
20.14. Выборочный
контроль ультразвуковой дефектоскопией или просвечиванием проникающим излучением
швов сварных соединений согласно табл. 40 производится, как правило, в
местах пересечения швов и в местах с признаками дефектов. Если в результате
выборочного контроля будет установлено неудовлетворительное качество шва, контроль
продолжают до выявления фактических границ дефектного участка, после чего весь
шов на этом участке удаляют, вновь заваривают и проверяют повторно.
20.15. Проверку
герметичности швов сварных соединений керосином следует производить обильным
опрыскиванием стыковых швов и введением керосина под нахлестку. Обработка швов
керосином должна производиться не менее двух раз с перерывом 10 мин. На
противоположной стороне соединения, покрытой водной суспензией мела или
каолина, в течение 4 ч при положительной и 8 ч при
отрицательной температуре окружающего воздуха не должно появляться пятен.
20.16. При проверке
плотности швов сварных соединений повышенным давлением воздуха или вакуумом на
поверхности шва, покрытой мыльной эмульсией, не должны появляться пузыри.
20.17.
Допускаются следующие дефекты швов сварных соединений, которые обнаруживаются
физическими методами контроля (за исключением случаев, оговоренных в
дополнительных правилах):
а) непровары по сечению швов в соединениях, доступных сварке
с двух сторон, глубиной до 5 % толщины металла, но не больше 2 мм, при длине
непроваров не более 50 мм, расстоянии между ними не менее 250 мм и общей длине
участков непровара не более 200 мм на 1 м шва;
б) непровары в корне шва в соединениях без подкладок,
доступных сварке только с одной стороны, глубиной до 15 % толщины металла, но
не свыше 3 мм;
в) отдельные шлаковые включения или поры либо скопления их
(по группе А и В ГОСТ
7512-82) размером по диаметру не более 10 % толщины свариваемого металла,
но не свыше 3 мм;
г) шлаковые включения или поры, расположенные цепочкой вдоль
шва (по группе Б ГОСТ
7512-82), при суммарной их длине, не превышающей 200 мм на 1 м шва;
д) скопления газовых пор и шлаковых включений (по группе В ГОСТ
7512-82) в отдельных участках шва в количестве не более пяти на 1 см2
площади шва при диаметре одного дефекта не более 1,5 мм;
е) суммарная величина непровара, шлаковых включений и пор,
расположенных отдельно или цепочкой (по группе А и Б ГОСТ
7512-82), не превышающая в рассматриваемом сечении при двусторонней сварке
10 % толщины свариваемого металла, но не более 2 мм, и при односторонней сварке
без подкладок — 15 %, но не более 3 мм. В конструкциях из стали класса С60/45
не допускаются дефекты швов, указанные в подпунктах
«а» и «б».
Примечание.
Шлаковые включения или поры, образующие сплошную линию вдоль шва, не
допускаются.
20.18. Для конструкций,
возводимых или эксплуатируемых в районах с расчетной температурой -40…-65 °С,
не допускаются несплавления по кромкам, непровары в стыковых швах, а также
непровары на участках угловых и тавровых соединений, где проектом предусмотрено
сквозное проплавление. В стыковых и угловых швах сварных соединений
конструкций, воспринимающих динамические нагрузки, а также в статически
нагруженных растянутых элементах допускаются единичные поры или шлаковые включения
диаметром не более 1 мм для стали толщиной до 25 мм и не более 4 % толщины для
стали толщиной более 25 мм, в количестве не более четырех дефектов на участке
шва длиной 400 мм. Расстояние между дефектами должно быть не менее 50 мм. В
стыковых и угловых швах статически нагруженных сжатых элементов допускаются
единичные поры и шлаковые включения диаметром не более 2 мм в количестве не
более шести дефектов на участке шва длиной 400 мм или не более одной группы
этих же дефектов на этой же длине. Расстояние между дефектами должно быть не
менее 10 мм.
Примечание.
Характер работы элементов принимается по чертежам КМ (конструкции
металлические) и КМД (конструкции металлические, деталировка).
20.20. Трещины всех видов
и размеров в швах сварных соединений не допускаются.
21. ИСПРАВЛЕНИЕ ДЕФЕКТОВ СВАРКИ
Трубопроводы
21.1. Исправлению
подлежат дефектные участки сварного соединения, выявленные при внешнем осмотре
и измерениях, контроле ультразвуковым, магнитопорошковым или цветным методом.
21.2. Исправлению путем местной
выборки и последующей подварки (без переварки всего сварного соединения)
подлежат дефектные участки сварного шва, если размеры выборок не превышают
значений, указанных в табл. 41.
21.3. Исправление сварных
швов допускается производить при наличии в них любых недопустимых дефектов,
кроме трещин длиной более 50 мм,
если суммарная длина дефектных участков не превышает 1/6 периметра стыка. В
противном случае стык вырезают.
Таблица 41
Размеры выборок после
удаления дефекта
|
Глубина в % от номинальной толщины |
Суммарная |
|
Трубопроводы на рабочее давление Ру |
|
|
До 15 |
Не нормируется |
|
15…30 |
До 35 |
|
30…50 |
До 20 |
|
50 |
До 15 |
|
Трубопроводы |
|
|
До |
Не нормируется |
|
25…50 |
До 50 |
|
Более |
До 25 |
21.4. Сварной стык, в котором для исправления дефекта требуется
произвести выборку размером более допустимой (табл. 41), должен быть полностью
удален, а на его место вварена «катушка».
21.5. При сварке трубопроводов,
транспортирующих сероводородосодержащие продукты, прихватки, в которых
обнаружены трещины, удаляют и заваривают вновь.
Швы, в которых обнаружены трещины или недопустимые дефекты в
корне шва, ремонту не подлежат. Стыки с такими дефектами вырезают и вваривают
«катушку».
21.6. Дефектное место шва
удаляют абразивным инструментом. Допускается его удаление газовым резаком с
последующей обработкой поверхностей реза до металлического блеска абразивным
инструментом.
21.7. В стыках,
забракованных по результатам радиографического контроля, исправлению подлежат
участки шва, оцененные наибольшим баллом, определяемым согласно п. 20.7 и обязательному
прил. 14.
В случае, если стык забракован по сумме баллов, исправляют
участки с непроваром. Одно и то же место стыка допускается исправ лять
на более одного раза. Исправление дефектов подчеканкой запрещается.
Все подвергавшиеся исправлению участки стыков должны быть
проверены неразрушающими методами.
Сведения об исправлении и повторном контроле стыков должны
быть внесены в производственную документацию согласно прил. 2 СНиП
3.05.05-84.
Металлоконструкции
21.8. Дефекты
сварных соединений должны устраняться следующими способами: обнаруженные
перерывы швов и кратеры завариваются; швы с другими дефектами, превышающими
допускаемые, удаляются на длину дефектного места плюс по 15 мм с каждой стороны
и завариваются вновь; подрезы основного металла, превышающие допускаемые,
зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный
переход от наплавленного металла к основному.
Исправление негерметичных швов сварных соединений путем
зачеканки запрещается.
21.9. Трещины всех видов
и размеров в швах сварных соединений не допускаются. Участок шва с трещиной
должен быть засверлен (диаметр отверстия 5…8 мм) по границам трещины плюс 15
мм с каждой стороны ее, после чего исправлен в соответствии с п. 21.8.
21.10. Исправленные
дефектные швы или части их должны быть вновь освидетельствованы.
21.11. Остаточные деформации
конструкций, возникшие после сварки и превышающие величины, приведенные в табл.
9 СНиП III-18-75,
должны быть исправлены. Исправление должно быть произведено способами
термического, механического или термомеханического воздействия, исключающими
образование вмятин, забоин и других повреждений на поверхности стали.
Радиус кривизны деталей r в расчетных
элементах при правке и гибке в холодном состоянии на вальцах и прессах не
должен быть меньше, а стрела прогиба f не должна быть больше величин, приведенных в
табл. 1 СНиП III-18-75.
Допускаемые отклонения при гибке и правке не должны
превышать величин, приведенных в табл. 9 СНиП III-18-75.
Сварочные материалы для ремонта и режимы сварки
21.12. Диаметр электрода
подбирают в зависимости от размеров дефекта. Электроды диаметром 2,0…3,25 мм
следует подбирать в зависимости от геометрии разделок после удаления участка с
дефектом глубиной до 5 мм, а также при заварке корня шва глубоких разделок.
Электроды диаметром 4 мм применяют при заварке глубоких, но
широких разделок, для заполнения которых требуется значительное количество
наплавленного металла (на заполняющих и облицовочных слоях шва).
21.13. Для заварки
дефектов использует только электроды с покрытием основного типа, марки которых
выбирают в зависимости от уровня прочности трубной стали и слоя шва.
21.14. Сварку следует
проводить постоянным током обратной полярности на режимах, выбранных в
зависимости от марки стали.
21.15. Предварительный
подогрев должен выполняться так же, как и перед сваркой данных труб и
металлоконструкций.
21.16. Все подвергавшиеся
исправлению участки стыков должны быть проверены неразрушающими методами
контроля.
22. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ СВАРОЧНО- МОНТАЖНЫХ
РАБОТ
При выполнении сварочно-монтажных работ необходимо
руководствоваться следующими нормативными документами:
1) Правилами безопасности
в нефтегазодобывающей промышленности [ 36];
2) СНиП III-4-80. Техника
безопасности в строительстве [ 37];
3) Санитарными правилами
при сварке, наплавке и резке металла [ 38];
4) Правилами техники
безопасности и производственной санитарии при производстве ацетилена, кислорода
и газопламенной обработке металлов [ 39];
5) ГОСТ
12.1.013-78. ССБТ. Строительство. Электробезопасность. Общие требования [ 40];
6) ГОСТ
12.2.004-75. ССБТ. Машины и механизмы специальные для трубопроводного
строительства. Требования безопасности [ 41];
7) ГОСТ
12.2.007.0-75. ССБТ. Изделия электротехнические. Общие требования
безопасности [ 42];
ГОСТ
12.2.007.8-75. ССБТ. Устройства электросварочные и для плазменной
обработки. Требования безопасности [ 43];
9) ГОСТ 12.2.007.10-75.
ССБТ. Установки, генераторы и нагреватели индукционные для электротермической
обработки. Установка и генераторы ультразвуковые. Требования безопасности [ 44];
10) ГОСТ
12.2.008-75. ССБТ. Оборудование и аппаратура для газопламенной обработки
металлов и термического напыления покрытий. Требования безопасности [ 45];
11) ГОСТ
12.2.010-75. ССБТ. Машины ручные пневматические. Общие требования
безопасности [ 46];
12) ГОСТ 12.2.013-75.
ССБТ. Машины ручные электрические. Общие требования безопасности [ 47];
13) ГОСТ 12.2.018-76. ССБТ.
Аппараты рентгеновские. Общие требования безопасности [ 48];
14) ГОСТ 12.3.003-75.
ССБТ. Работы электросварочные. Общие требования безопасности [ 49];
15) ГОСТ
12.3.004-75. ССБТ. Термическая обработка металлов. Общие требования
безопасности [ 50];
16) ГОСТ
12.3.009-76. ССБТ. Работы погрузочно-разгрузочные. Общие требования
безопасности [ 51];
17) ГОСТ 12.3.022-80.
ССБТ. Дефектоскопия радиоизотопная. Требования безопасности [ 52];
18) ГОСТ
12.4.010-75. ССБТ. Средства индивидуальной защиты. Рукавицы специальные [ 53];
19) ГОСТ 12.4.011-75.
ССБТ. Индивидуальные средства защиты. Требования безопасности [ 54];
20) ГОСТ
12.4.035-78. ССБТ. Средства индивидуальной защиты. Щитки защитные для
электросварщиков. Технические условия [ 55];
21) Правилами техники
безопасности при строительстве магистральных стальных трубопроводов [ 56];
22) Правилами устройства
и безопасной эксплуатации грузоподъемных кранов [ 57];
23) ВСН 88-84. Инструкция
по безопасному проведению работ при радиоизотопной и рентгеновской
дефектоскопии в организациях и на предприятиях Миннефтегазстроя [ 58];
24) РД 39-0147014-536-87.
Положение по организации сварочного производства на предприятиях и в
организациях Миннефтепрома.
НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ, ИСПОЛЬЗОВАННАЯ ПРИ
РАЗРАБОТКЕ ДАННОГО РД
1. ВСН 51-3-85 / Мингазпром; ВСН 2.38-85 / Миннефтепром. Нормы проектирования
промысловых стальных трубопроводов. — Введ. 01.01.86 до 31.12.90. — М., 1985. —
96 с.
2. ГОСТ 8731-74 . Трубы стальные бесшовные
горячедеформированные. Технические условия. — Взамен ГОСТ 8731-66; Введ.
01.01.76 до 01.01.91. — М.: Изд-во стандартов, 1975. — 6 с.
3. ГОСТ
8733-74 .
Трубы стальные бесшовные холоднодеформированные и теплодеформированные.
Технические требования. — Взамен ГОСТ 8733-66; Введ. 01.01.76 до 01.01.88 //
Трубы металлические и соединительные части к ним. Ч. 1. — М.: Изд-во
стандартов, 1981. — С.
21-26.
4. ГОСТ 20295-85 . Трубы стальные для магистральных
газонефтепроводов. Технические условия. — Взамен ГОСТ 20295-74; Введ. 01.01.87
до 01.01.92. — М.: Изд-во стандартов, 1986. — 15 с.
5. ГОСТ 380-71. Сталь углеродистая
обыкновенного качества. Марки и общие технические требования. — Взамен ГОСТ
380-60; Введ. 01.01.72 // Сварка, пайка и термическая резка металлов. Ч. 3. —
М., 1978. — С. 106-114.
6. ГОСТ 1050-74. Сталь углеродистая
качественная конструкционная. Технические условия. — Взамен ГОСТ 1050-60,
част.; Введ. 01.01.76 до 01.01.91. — Переизд. Ноябрь 1981. — 20 с.
7. ГОСТ 19282-73 . Сталь низколегированная толстолистовая и
широкополосная универсальная. — Взамен ГОСТ 19282-73 , част.; Введ. 01.01.75 до 01.07.90. — М.:
Изд-во стандартов, 1974. — 12 с.
8. РД 39-0147014-536-87. Положение по
организации сварочного производства на предприятиях и в организациях
Миннефтепрома. — Введ. 02.02.87 до 01.02.90. — Куйбышев, 1987. — 150 с. (М-во
нефт. пром-сти, ВНИИ разработки и эксплуатации нефтепромысловых труб).
9. ГОСТ 9467-75 . Электроды покрытые металлические для
ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. — Взамен
ГОСТ 9467-60; Введ. 01.01.77 до 01.01.88 // Сварка, пайка и
термическая резка металлов. Ч. 4. — М., 1978. — С. 45-52.
10.
ГОСТ
9466-75 . Электроды покрытые
металлические для ручной дуговой сварки сталей и наплавки. — Взамен ГОСТ
9466-60; Введ. 01.01.77 до 01.01.88 // То же. — С. 8-44.
11. ГОСТ 10052-75 . Электроды покрытые металлические для
ручной дуговой сварки высоколегированных сталей с особыми свойствами. — Взамен ГОСТ 10052-62; Введ. 01.01.77 до
01.01.88 // То же. — С. 53-64).
12. ТУ 48-19-27-77. Вольфрам
лантанированный в виде прутков.
13. ГОСТ 2246-70 . Проволока стальная сварочная. — Взамен
ГОСТ 2246-60; Введ. 01.01.73 до 01.01.87// Сварка, пайка и термическая резка
металлов. Ч. 4. — М., 1978. — С. 75-97.
14. ГОСТ 9087-81 . Флюсы сварочные плавленые. Технические условия. — Взамен ГОСТ
9087-69; Введ. 01.01.82. — М., 1981.
15. ГОСТ 4543-71 . Сталь легированная конструкционная. Марки
и технические требования. — Взамен ГОСТ 1050-60. част.; ГОСТ 4543-61; Введ.
01.01.73 до 01.01.88. — Переизд. Декабрь 1979. — 59 с.
16. ГОСТ 5632-72 . Стали высоколегированные и сплавы
коррозионностойкие, жаростойкие и жаропрочные. Марки и технические требования.
— Взамен ГОСТ 5632-61; Введ. 01.01.75 до 01.01.90. — М., 1974. — 49 с.
17. ГОСТ 10157-79 . Аргон газообразный и жидкий. Технические
условия. — Взамен ГОСТ 10157-73.
18. ГОСТ 5583-78 . Кислород газообразный технический и
медицинский. Технические условия. — Взамен ГОСТ 5583-68.
19. ГОСТ 5457-75 . Ацетилен растворенный газообразный
технический. — Взамен ГОСТ 5457-60, ГОСТ 5.2203-74; Введ. 01.01.77 до 01.01.92
// Сварка, пайка и термическая резка металлов. Ч. 4. М.,
1978. — С. 215-228.
20. ГОСТ
1460-81 . Карбид кальция. Технические условия. — Взамен ГОСТ 1460-76.
21. ГОСТ 8050-85 . Двуокись углерода газообразная и жидкая.
— Взамен ГОСТ 8050-76; Введ. 01.01.87 до 01.01.92. — М.: Изд-во стандартов,
1985. — 26 с.
22. ГОСТ 949-73 . Баллоны стальные малой и средней емкости
для газов на Рр ³ 20 МПа (200 кгс/см2). — Взамен
ГОСТ 949-57; Введ. 01.01.74 до 01.07.91. — М.: Изд-во стандартов, 1974. — 12 с.
23. ГОСТ 9.014-78 (СТ СЭВ 992-78). ЕСЗКС. Временная
противокоррозионная защита изделий. Общие технические требования. — Взамен ГОСТ
13168-69; Введ. 01.01.80 до 01.01.90. — М.; Изд-во стандартов, 1979. — 47 с.
24. СНиП 3.05.05-84 . Правила производства работ.
Технологическое оборудование и технологические трубопроводы. — Взамен СНиП III -31-78; Введ. 01.01.85. — М.: Госстрой
СССР, 1984. — 36 с.
25. ГОСТ 16037-80 . Соединения сварные стальных
трубопроводов. Основные типы, конструктивные элементы и размеры. — Взамен ГОСТ 16037-70; Введ. 01.07.81 до 01.07.91. — М.:
Изд-во стандартов, 1980. — 44 с.
26. ГОСТ 5264-80 . Ручная дуговая сварка. Соединения
сварные. Основные типы, конструктивные элементы и размеры. — Взамен ГОСТ
5264-69; Введ. 01.07.81 до 01.07.91. — М., Изд-во стандартов, 1981. — 63 с.
27. ГОСТ
8713-79 .
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и
размеры. Взамен ГОСТ 8713-70; Введ. 01.01.81 до 01.01.91. — М., 1980.
28. ГОСТ 14771-76 . Дуговая сварка в защитном газе.
Соединения сварные. Основные типы, конструктивные элементы и размеры. — Взамен
ГОСТ 14771-69; Введ. 01.07.77 до 01.07.92. — М.: Изд-во стандартов, 1980. — 56
с.
29. ГОСТ 8732-78 . Трубы стальные бесшовные
горячедеформированные. Сортамент. — Взамен ГОСТ 8732-70; Введ. 01.01.79 до
01.07.89 // Трубы металлические и соединительные части к ним. Ч. 1. — М.: Изд-во
стандартов, 1981. — С. 10-21.
30. ТУ 14-3-1074-82. Трубы
холоднодеформированные из стали 20ЮЧ. Опытная партия. — Введ. 15.05.82 до
01.01.88. — 1982. — 8 с.
31. ГОСТ 15150-69 (СТ СЭВ 458-77, СТ СЭВ 460-77). Машины,
приборы и другие технические изделия. Исполнения для различных климатических
районов. Категории, условия эксплуатации, хранения и транспортирования в части
воздействия климатических факторов внешней среды. — Введ. 01.01.71. — М.;
Изд-во стандартов, 1970. — 37 с.
32. ГОСТ 15543-70 . Изделия электротехнические. Исполнения
для различных климатических районов. Общие технические требования в части
воздействия климатических факторов внешней среды. — Введ. 01.01.71. — М.;
Изд-во стандартов, 1978. — 15 с.
33. ГОСТ 3242-79 . Соединения сварные. Методы контроля качества. — Взамен ГОСТ
3242-69; Введ. 01.01.84 до 01.01.91. — Переизд. Июль 1982. — 11 с.
34. ГОСТ 7512-82 . Контроль неразрушающий. Соединения сварные.
Радиографический метод. — Взамен ГОСТ 7512-75; Введ. 01.01.84 до 01.01.89. —
М.: Изд-во стандартов, 1983. — 29 с.
35. СНиП III-18-75 . Ч. III . Правила производства и приемки работ. Гл.
18. Металлические конструкции: Утв. 20.10.75, пост. № 181 / Госстрой СССР. —
Взамен главы СНиП III -В.5-62; Введ. 01.01.77.
— М.: Стройиздат, 1976. — 161 с.
36. Правила безопасности в
нефтегазодобывающей промышленности. — М.: Недра, 1974. — 253 с.
(Госгортехнадзор СССР).
37. СНиП
III-4-80 . Правила производства и приемки работ. Техника безопасности в
строительстве: Утв. 09.06.80, пост. № 82 / Госстрой СССР. — Взамен СНиП III -А.11-70; Введ. 01.01.81. — М.: Стройиздат,
1981. — 255 с.
38. Санитарные правила при сварке, наплавке
и резке металла. — М.: Медицина, 1973.
39. Правила техники безопасности и
производственной санитарии при производстве ацетилена, кислорода и
газопламенной обработке металлов: Утв. 02.04.63; Изм. и доп. 20.04.66 и
11.05.66 / Президиум ЦК профсоюза рабочих машиностроения.
40. ГОСТ 12.1.013.78 . ССБТ. Строительство. Электробезопасность.
Общие требования. — Введ. 01.01.80. — 10 с.
41. ГОСТ 12.2.004-75 . ССБТ. Машины и механизмы специальные для
трубопроводного строительства. Требования безопасности. — Введ. 01.07.76 до
01.07.87 // Система стандартов безопасности труда. — М., 1978. — С. 42-51.
42. ГОСТ 12.2.007.0-75 . ССБТ. Изделия электротехнические. Общие
требования безопасности. — Введ. 01.01.78 до 01.01.89 // Система стандартов
безопасности труда. — М., 1978. — С. 85-97.
43. ГОСТ 12.2.007.8-75 . ССБТ. Устройства электросварочные и для
плазменной обработки. Требования безопасности. — Введ. 01.01.78 до 01.01.88 //
То же. — С. 127-134.
44. ГОСТ 12.2.007.10-75. ССБТ. Установки,
генераторы и нагреватели индукционные для электротермической обработки.
Установки и генераторы ультразвуковые. Требования безопасности. — Введ.
01.01.78 до 01.01.89 // То же. — С. 139-141.
45. ГОСТ 12.2.008-75 . ССБТ. Оборудование и аппаратура для
газопламенной обработки металлов и термического напыления покрытий. Требования безопасности.
— Введ. 01.01.77 до 01.01.92 // Сварка, пайка и термическая резка металлов. Ч.
5. — М., 1979. — С. 367-376.
46. ГОСТ 12.2.010-75 . ССБТ. Машины ручные пневматические. Общие
требования безопасности. — Введ. 01.01.77 до 01.01.92. — 4 с.
47. ГОСТ 12.2.013-75. ССБТ. Машины ручные
электрические. Общие требования безопасности. — Введ. 01.01.78 до 01.01.91 //
Система стандартов безопасности труда. — М., 1983. — С. 92-132.
48. ГОСТ 12.2.018-76. ССБТ. Аппараты
рентгеновские. Общие требования безопасности. — Введ. 01.01.77 до 01.07.88 //
То же. — С. 158-175.
49. ГОСТ 12.3.003-75. ССБТ. Работы
электросварочные. Общие требования безопасности. — Введ. 01.01.77 // Система
стандартов безопас ности труда. — М.: Изд-во стандартов,
1979. — С. 13-20.
50. ГОСТ 12.3.004-75 . ССБТ. Термическая обработка металлов.
Общие требования безопасности. — Введ. 01.07.76 // То же. — С. 21-28.
51. ГОСТ 12.3.009-76 . Работы погрузочно-разгрузочные. Общие
требования безопасности. — Введ. 01.07.77 // То же. — С. 76-83.
52. ГОСТ 12.3.022-80. ССБТ. Дефектоскопия
радиоизотопная. Требования безопасности. — Введ. 01.07.81 до 01.07.87. — М.,
1980. (Система стандартов безопасности труда).
53. ГОСТ 12.4.010-75 . ССБТ. Средства индивидуальной защиты.
Рукавицы специальные. — Взамен ГОСТ 5514-64; Введ. 01.01.76 до 01.01.88 //
Система стандартов безопасности труда. — М.: Госстандарт, 1982. — С. 270-275.
54. ГОСТ 12.4.011-75. ССБТ. Средства защиты
работающих. Классификация. — Введ. 01.01.76 до 01.07.89 / Система стандартов
безопасности труда. — М., 1978. — С. 70-75.
55. ГОСТ 12.4.035-78 . ССБТ. Средства индивидуальной защиты.
Щитки защитные для электросварщиков. Технические условия. — Взамен ГОСТ
1361-69; Введ. 01.01.79 до 01.01.90 // Система стандартов безопасности труда. —
М., 1978. — С. 296-301.
56. Правила техники безопасности при
строительстве магистральных стальных трубопроводов. — М.: Недра, 1982.
57. Правила устройства и безопасной
эксплуатации грузоподъемных кранов. — М.: Недра, 1981.
58. ВСН 88-84. Инструкция по безопасному проведению работ при
радиоизотопной и рентгеновской дефектоскопии в организациях и на предприятиях
Миннефтепрома. — М.: ВНИИСТ, 1984.
Приложение 1
ХИМИЧЕСКИЙ
СОСТАВ СТАЛЕЙ, ПРИМЕНЯЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ, %
1. Трубы из углеродистых сталей
|
Марка стали |
Область применения |
Углерод |
Кремний |
Марганец |
|
ГОСТ 380-71*: |
Трубопроводы |
|||
|
ВСт. 2сп |
0,09…0,15 |
0,12…0,3 |
0,25…0,5 |
|
|
ВСт. 2пс |
0,09…0,15 |
0,05…0,17 |
0,25…0,5 |
|
|
ВСт. 2кп |
0,09…0,15 |
£ 0,07 |
0,25…0,5 |
|
|
ВСт. 3сп |
0,14…0,22 |
0,12…0,3 |
0,4…0,65 |
|
|
ВСт. 3гпс |
0,14…0,22 |
Не более 0,5 |
0,8…1,1 |
|
|
ВСт. 3пс |
0,14…0,22 |
0,05…0,17 |
0,4…0,65 |
|
|
ВСт. 3кп |
0,14…0,22 |
£ 0,07 |
0,3…0,6 |
|
|
ВСт. 4сп |
0,18…0,27 |
0,12…0,3 |
0,4…0,7 |
|
|
ГОСТ |
Трубопроводы Трубопроводы горючего |
|||
|
Ст. 10 |
0,07…0,14 |
0,17…0,37 |
0,35…0,65 |
|
|
15 |
0,12…0,19 |
0,17…0,37 |
0,35…0,65 |
|
|
20 |
0,17…0,24 |
0,17…0,37 |
0,35…0,65 |
*
Каждая сталь содержит хрома, никеля, меди не более чем по 0,3, фосфора 0,04,
серы не более 0,05.
** Ст. 10, 15 и 20 содержат хрома не более
0,15; 0,25 и 0,25 соответственно, фосфора — не более 0,035; 0,04 и 0,03.
2. Трубы из
низколегированных сталей
|
Марка стали |
Область |
Углерод |
Кремний |
Марганец |
Хром |
Молибден |
Никель |
Медь |
Сера, не более |
Фосфор |
|
ГОСТ |
||||||||||
|
14ХГС |
Трубопроводы |
0,11…0,16 |
0,4…0,7 |
0,9…1,3 |
0,5…0,8 |
— |
£ 0,3 |
£ 0,3 |
0,04 |
0,035 |
|
17ГС |
0,14…0,2 |
0,4…0,6 |
1,0…1,4 |
£ 0,3 |
— |
£ 0,3 |
£ 0,3 |
0,04 |
0,04 |
|
|
17ГС |
Трубопроводы |
0,12…0,18 |
0,4…0,7 |
0,9…1,2 |
£ 0,3 |
— |
£ 0,3 |
£ 0,3 |
0,04 |
0,035 |
|
16ГН |
Трубопроводы |
0,13…0,19 |
0,3…0,6 |
0,9…1,5 |
£ 0,4 |
— |
0,4…0,8 |
— |
0,4 |
0,04 |
|
Ц4ГП |
0,11…0,17 |
0,2…0,5 |
0,75…1,2 |
£ 0,4 |
— |
0,4…0,8 |
— |
0,4 |
0,04 |
|
|
ТУ |
||||||||||
|
09Г2/С/М*** |
Трубопроводы |
0,12 |
0,5…0,8 |
1,3…1,7 |
— |
— |
— |
— |
0,04 |
0,035 |
|
ТУ |
||||||||||
|
15Г2С |
То же |
0,13…0,17 |
0,9…1,2 |
1,3…1,65 |
£ 0,3 |
— |
£ 0,3 |
— |
0,04 |
0,04 |
|
15ГС |
Трубопроводы |
0,12…0,18 |
0,7…1,0 |
0,9…1,3 |
£ 0,3 |
— |
£ 0,3 |
£ 0,3 |
0,025 |
0,035 |
|
15ХМ |
||||||||||
|
ГОСТ |
||||||||||
|
40ХН |
Трубопроводы |
0,37…0,44 |
0,17…0,37 |
0,5…0,8 |
— |
0,15…0,25 |
0,25…0,65 |
— |
0,040 |
0,040 |
|
ЧМТУ 3024-71: |
||||||||||
|
45Г |
Трубопроводы |
0,37…0,44 |
0,17…0,37 |
0,65…0,9 |
— |
— |
— |
— |
0,045 |
0,045 |
|
*** |
||||||||||
|
3. Трубы из высоколегированных сталей |
||||||||||
|
ГОСТ |
||||||||||
|
12Х18Н10Т |
Трубопроводы |
£ 0,12 |
£ 0,08 |
£ 2 |
17,0…19,0 |
Титан |
9,0…11,0 |
— |
— |
— |
|
0Х18Н12Т |
£ 0,08 |
£ 0,08 |
£ 2 |
17,0…19,0 |
0,6 |
11,0…13,0 |
— |
0,02 |
£ 0,035 |
|
|
08Х18Н10Т |
£ 0,08 |
£ 0,08 |
£ 2 |
17,0…19,0 |
0,7 |
9,0…11,0 |
— |
0,02 |
£ 0,035 |
|
|
12Х18Н9Т |
То же |
£ 0,12 |
£ 0,08 |
£ 2 |
17,0…19,0 |
Титан 0,5 |
8,0…9,5 |
— |
0,02 |
£ 0,035 |
Приложение 2
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА
ТРУБ, ПРИМЕНЯЮЩИХСЯ ДЛЯ ТРУБОПРОВОДОВ
1. Трубы из углеродистой стали
|
Марка стали |
Временное сопротивление разрыву, МПа (кгс/мм2), |
Предел текучести, МПа (кгс/мм2), |
Относительное удлинение d 10 ( d 5 ), % |
|
Ст. 2сп |
333,5 (34)…431,6 (44) |
225,6 (23) |
32 |
|
Ст. 2пс |
333,5 (34)…431,6 (44) |
225,6 (23) |
32 |
|
Ст. 2кп |
323,7 (33)…412 (42) |
215,8 (22) |
33 |
|
Ст. 3сп |
372,8 (38)…480,7 (49) |
245,3 (25) |
26 |
|
ВСт. 3гпс |
372.3 (38)…490,5 (50) |
245,3 (25) |
26 |
|
Ст. 3пс |
372,8 (38)…480,1 (49) |
245,3 (25) |
26 |
|
Ст. 3кп |
369,9 (37)…461,1 (47) |
235,3 (24) |
27 |
|
Ст. 4сп |
412 (42)…529,7 (54) |
264,9 (27) |
24 |
|
Ст. 10 |
333,5 (34) |
196,9 (21) |
31 |
|
Ст. 15 |
372,8 (38) |
225,6 (23) |
27 |
|
Ст. 20 |
412 (42) |
245,3 (25) |
25 |
|
2. Трубы из низколегированной стали |
|||
|
14ХГС |
490,5 (50) |
343,4 (35) |
22 |
|
17ГС |
510,1 (52) |
343,4 (35) |
23 |
|
16ГН |
490,5 (50) |
343,4 (35) |
18 |
|
15ГС* |
490,5 (50) |
294,3 (30) |
18 |
|
16ГС* |
461,1 (47)…490,5 (50) |
323,7 (33) |
21 |
|
14ГН |
461,1 (47) |
323,7 (33) |
18 |
|
09Г2С (М) |
490,5 (50) |
343,4 (35) |
20 |
|
15Г2С |
519,9 (53) |
343,4 (35) |
18 |
|
3. Трубы из высоколегированной стали |
|||
|
ОХ18Н12Т |
549 (56) |
196,2 (20) |
37 |
|
08Х18Н10Т |
510 (52) |
196,2 (20) |
37 |
Приложение 3
ПРИСПОСОБЛЕНИЯ
ДЛЯ СБОРКИ СТЫКОВ ТРУБ
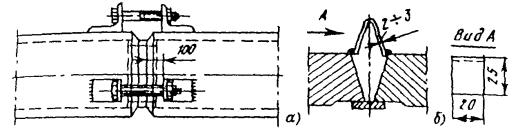
Рис. 1. Сборка на
стяжных уголках (а) и компенсационных планках (б) стыков труб диаметром более
100 мм
Рис.
2. Приспособление хомутного типа для центрирования труб диаметром 108…377 мм
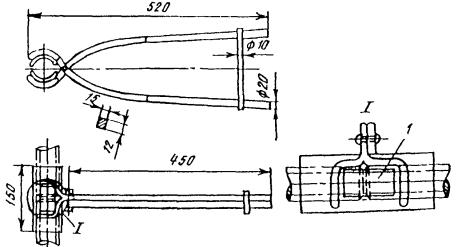
Рис.
3. Клещи для центрирования труб диаметром 25…42 мм:
1 — вырез в щеках 60 ´ 30 для прихватки стыкуемых труб
Рис.
4. Приспособление для центрирования труб диаметром 32…83 мм
Размеры даны для труб диаметром 32 мм
Рис. 5. Приспособление для стыковки труб диаметром 60 мм
Рис.
6. Приспособление для центрирования труб диаметром 25…60 мм
Рис. 7. Приспособление хомутного типа для
центрирования труб диаметром 133…377 мм:
1 —
вырез в хомутах для наложения прихваток
Приложение 4
УНИВЕРСАЛЬНЫЕ
ПРИСПОСОБЛЕНИЯ ДЛЯ СБОРКИ
Рис.
1. Струбцины скобообразные разных размеров для сжатия пакетов листов и деталей из
профильной стали
Рис.
2. Струбцина для установки деталей под углом
Рис.
3. Струбцина гидравлическая (усилие зажатия 250 Н)
Рис.
4. Скобы и клинья для выравнивания кромок смежных деталей
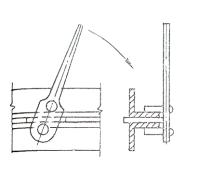
Рис.
5. Вилка для сжатия профильной стали
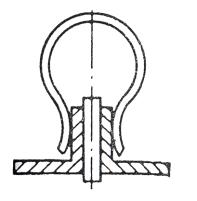
Рис.
6. Вилка для сжатия листовых деталей
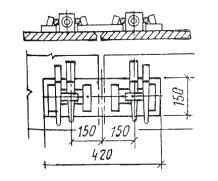
Рис.
7. Скобы пружинные (кляммеры для сжатия профильной стали)

Рис.
8. Скобы клиновые для сжатия листовых деталей
Рис.
9. Планки стяжные для сближения в одной плоскости тяжелых листовых деталей
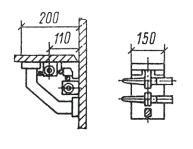
Рис.
10. Угольники для сборки листовых деталей под углом

Рис.
11. Стяжка винтовая
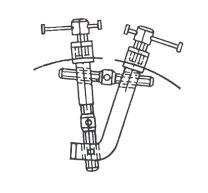
Рис.
12. Стяжка винтовая для сборки обечаек труб
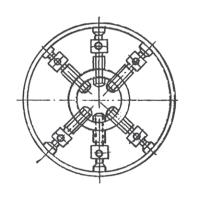
Рис.
13. Распорка винтовая для труб
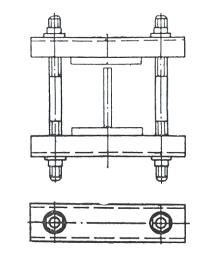
Рис.
14. Стяжные рамки для прижатия полок к стенке собираемой
конструкции двутаврового, корытного и коробчатого сечений
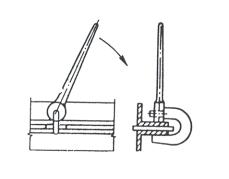
Рис.
15. Эксцентрический зажим для сжатия профильной стали
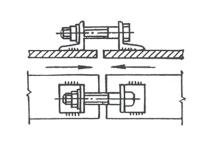
Рис.
16. Стяжные приспособления для сближения деталей
Рис.
17. Домкрат

Рис.
18. Распорка винтовая
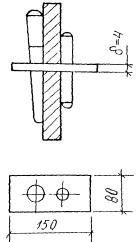
Рис.
19. Прокладка с оправками для устранения смещения кромок и выдерживания
заданного зазора между кромками
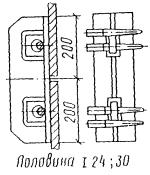
Рис. 20. Тавры прямые для сближения в одной
плоскости тяжелых листовых деталей
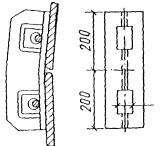
Рис.
21. Тавры изогнутые для
сближения в одной плоскости тяжелых листовых деталей
Приложение 5
КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЙ
УЧАСТОК УД263 ДЛЯ ДУГОВОЙ СВАРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
Участок предназначен для сварки в углекислом газе кольцевых
швов элементов трубопроводов.
На участке можно приваривать фланцы, штуцеры, патрубки или
другие детали элементов трубопровода к трубам, сваривать трубы между собой.
В состав участка вводит простейший роликовый вращатель У985,
шланговый полуавтомат, расположенный на балансирной подвеске, люнет для
расположения протяженных секций труб и консольно-поворотный кран.
Роликовый вращатель снабжен прижимным подпружиненным
роликом, который выполняет также функцию токосъемника.
Сварка выполняется полуавтоматами А-547, А-825 или другими
аналогичными аппаратами при одновременном повороте свариваемой трубы.
Полуавтомат для удобства пользования расположен на
балансирной подвеске, которая воспринимает большую часть массы шлангового
провода и облегчает манипулирование горелкой.
Консольно-поворотный кран
обеспечивает загрузку заготовок и выгрузку трубных секций, облегчает сборку
заготовок и осуществляет внутриоперационное манипулирование. Сварка ведется на
постоянном токе.
Технические данные
Размеры свариваемых изделий, мм:
—
диаметр 80…530
—
длина 200…8000
Масса
свариваемого изделия, кг, не более 500
Окружная
скорость перемещения изделия, м/ч 21
Номинальный
сварочный ток, А 200
Номинальное напряжение
питающей трехфазной
сети частотой 50 Гц, В 380
Суммарная мощность электродвигателей, кВ × А
1,5
Габаритные размеры участка, мм:
—
длина 5500
—
ширина 3500
—
высота 4370
Масса комплекта оборудования участка, кг 2800
В комплект оборудования участка входят
следующие элементы:
Роликовый вращатель У985 1
Сварочный полуавтомат типа А-547 1
Источник питания ВДГ-302 (или другой
источник, имеющий аналогичен
характеристику) 1
Блок управления полуавтоматом (если он не
встроен в источник питания) 1
Балансирная подвеска полуавтомата 1
Консольно-поворотный кран 1
Контейнер с баллонами для газа 1
Комплект запасных частей к полуавтоматам
по ведомости ЗИП 1
Комплект эксплуатационной документации 1
Приложение 6
КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫЙ УЧАСТОК УД266 ДЛЯ СБОРКИ И
ДУГОВОЙ СВАРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
Участок предназначен для сборки и сварки в углекислом газе
кольцевых швов цилиндрических изделий. Сварка выполняется в полуавтоматическом
или автоматическом режиме.
Участок состоит из двух рабочих мест, обслуживаемых двумя
сварочными полуавтоматами и общим консольно-поворотным краном.
Первое рабочее место снабжено роликовым вращателем У985,
консольно-поворотной подвеской шлангового полуавтомата и люнетом для
поддержания длинномерных секций труб.
Роликовый стенд снабжен прижимным подпружиненным роликом,
который выполняет также функцию токосъемника.
Сварка выполняется полуавтоматом типа ПДГ-508, А-1197 или
другими аналогичными автоматами при периодическом повороте трубы.
Второе рабочее место снабжено универсальным манипулятором
М11060 или М11070, штативом для крепления горелки шлангового полуавтомата и консольно-поворотной
подвеской полуавтомата.
Оба рабочих места обслуживаются консольно-поворотным краном,
к которому прикреплены подвески полуавтоматов, инжекторное устройство для
отсоса вредностей и другие компоненты двухместного участка. Таким образом, консольно-поворотный
кран образует композиционный центр участка. Он используется для
загрузочно-разгрузочных операций, для сборочных и внутриманипуляционных работ.
В зависимости от конструкции свариваемых узлов участок может
комплектоваться необходимой технологической оснасткой, которая изготовляется
заказчиком.
Сварка ведется на постоянном токе.
Технические данные
Первое рабочее Второе рабочее
место место
Размеры свариваемых изделий, мм:
—
диаметр 80…530
200…1000
—
длина 200…8000
1000
Масса изделий,
кг, не более 500
1000
Окружная скорость перемещения изделия
на первом рабочем месте, м/ч 21
Частота вращения изделия на втором
рабочем месте (вращение шпинделя), об/мин
0,05…2,5
Угол наклона планшайбы, град 135
Номинальный сварочный ток при ПВ = 60 %,
А 500
Напряжение тока привода планшайбы, В 220
Номинальное напряжение питающей трехфазной
сети частотой 50 Гц, В 380
Суммарная мощность электродвигателей, кВ × А,
не более 6
Габаритные размеры участка, мм:
—
длина 8000
—
ширина 5500
—
высота 4990
Масса
комплекта оборудования участка, кг 3350
В комплект оборудования участка входят
следующие элементы:
Роликовый вращатель У985 1
Сварочный манипулятор М11060 или М11070 1
Сварочный полуавтомат типа ИДГ-508
(или
другой) 2
Источник питания ?-504
(или другой
источник, имеющий аналогичную
характеристику) 2
Блок управления полуавтоматом (если он
не встроен в источник питания) 2
Шкаф управления манипулятором 1
Колонна с подвесками полуавтоматов 1
Тележка со штативом 1
Консольно-поворотный кран 1
Контейнер с баллонами для газа 1
Комплект запасных частей к полуавтоматам
и манипулятору по ведомости ЗИП 1
Комплект эксплуатационной документации 1
Приложение 7
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
ПОЛУАВТОМАТА А-547У
Диаметр электродной проволоки, мм 0,8…1,2
Скорость подачи электродной
проволоки, м/ч 100…340
Номинальная сила сварочного тока
при ПР – 60 %, А 300
Диапазон изменения силы сварочного
тока, А 60…300
Напряжение сети, В 380
Длина гибкого шланга, м 25
Масса электродной проволоки
в катушке, кг 4
Габаритные размеры держателя
с мундштуком, мм 230 ´ 35 ´ 140
Масса, кг 0,32
Габаритные размеры пульта управления, мм 385 ´ 85 ´ 245
Масса, кг 5,5
Габаритные размеры механизма подачи, мм 350 ´ 118 ´ 245
Масса, кг 6,0
Приложение 8
ОСНОВНЫЕ
ТЕХНИЧЕСКИЕ ДАННЫЕ АВТОМАТОВ СГУ-301, ИК-6 И ИСТОЧНИКА ТОКА СДАУ-1
СГУ-301
Диаметр, мм:
—
свариваемых труб 168…325
—
сварочной проволоки 1,0…1,6
Сила
сварочного тока, А До
500
Напряжение
дуги, В 20…50
Марка приводного
двигателя МУ-320
Колебания электрода:
—
амплитуда, мм 0…8
—
частота, Гц 0…5
Число ступеней
регулировки:
—
скорости подачи 12
—
частоты колебаний 12
Плавная
регулировка каждой
ступени, % 25
Масса сварочной головки
(без
опорной штанги и кассеты), кг 12
ИК-6
Диаметр, мм:
—
свариваемых труб 1020…1420
—
сварочной проволоки 1,0…1,6
Сила
сварочного тока, А До
500
Напряжение
дуги, В 20…40
Колебания электрода:
—
амплитуда, мм 0…8
—
частота, Гц 0…5
Скорость
сварки, м/ч 35…90
Тип
сварочного преобразователя ПСГ-500-1
СДАУ-1
Тип сварочного генератора ГСГ-500-1
Мощность сварочного генератора, кВт 20
Тип двигателя А-71/ч
Мощность двигателя, кВт 28
Тип сварочного полуавтомата А-547Р;
А-547У
Сила тока (постоянного), А 200
Напряжение, В 19…30
Габаритные размеры, мм 1950 ´ 900 ´ 1500
Масса, кг 1000
Приложение 9
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
УСТАНОВОК ТИПА ТКУС И ТКУП
|
Тип установки |
Диаметр свариваемых труб, мм |
Тип сварочной головки |
Мощность электростанции, кВ × А |
Тип гратоснимателя |
Тип рольганга |
Тип гидропневмо станции |
|
|
наружного |
внутреннего |
||||||
|
ТКУС-1 |
114….219 |
СГ-1 |
125 |
— |
— |
С-1 |
ГС-1 |
|
273…377 |
СГ-2 |
125 |
— |
— |
— |
||
|
ТКУС-1А |
114…219 |
К-377 |
125 |
НГ1 |
К384 |
— |
— |
|
273…377 |
К-397 |
НГ2 |
К407 |
— |
— |
||
|
ТКУС-2 |
273…377 |
К-397 |
250 |
НГ2 |
К407 |
С-2 |
ГС-2 |
|
426…530 |
К-389 |
250 |
НГ3 |
К392 |
— |
— |
|
|
ТКУС-3 |
720…820 |
СГ-4 |
500 |
— |
— |
С-3 |
ГС-3 |
|
1020 |
СГ-5 |
500 |
— |
— |
С-3 |
ГС-3 |
|
|
ТКУС-4 |
1220…1420 |
СГ-6 |
1000 |
— |
— |
С-4 |
ГС-4 |
|
ТКУП-321 |
114…325 |
К-584М |
200 |
— |
— |
— |
— |
|
ТКУП-532 |
114…219 |
СГ-1 |
250 |
— |
— |
— |
— |
|
273…377 |
СГ-2 |
— |
— |
— |
— |
— |
|
|
426…530 |
СГ-3 |
— |
— |
— |
— |
— |
Приложение 10
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
МАШИНЫ К-584М
Диаметр свариваемых труб, мм 114…325
Толщина стенок труб, мм 4,5…30
Максимальное сечение свариваемой трубы,
мм2 14000
Продолжительность сварки одного стыка трубы
сечением 10000 ± 500 мм2, °С:
—
импульсным оплавлением 150
—
непрерывным -«- 180
Ход
подвижного зажима машины при осадке 12 мм, мм 70
Скорость оплавления, мм/с 0,22…1,0
Скорость осадки, мм/с, не менее 30
Максимальное усилие зажатия при давлении
в гидросистеме 12,5 МПа, МН 1,25
± 8 %
Максимальное усилие осадки при давлении
в гидросистеме 12,5 МПа, МН 0,5
±
8 %
Осадка, мм 4,5…12
Усиление сварного шва после снятия грата,
мм 0,3…3,0
Давление масла в гидросистеме, МПа 12,5
Расход воды для охлаждения при давлении в
подводящей сети 0,15 МПа, л/ч, не более 1800
Номинальный сварочный ток при ПВ = 50 %,
А 480
Вторичный ток, А 16
± 10 %
Номинальное напряжение питающей
трехфазной
сети частотой 50 Гц, В 380
Производительность машины при сварке труб
сечением 10000 ±
500 мм2, стыков в час:
—
импульсным оплавлением 15
—
непрерывным » 10
Максимальная
мощность машины при ПВ = 50 %, кВ × А 183
Максимальная
потребляемая мощность машиной
при коротком замыкании, кВ × А
500
± 10 %
Габаритные размеры машины, мм 1845 ´ 1100 ´ 1520
Масса машины, кг 3310
Габаритные размеры шкафа управления, мм 1050 ´ 390 ´ 1555
Масса шкафа управления, кг 275
Приложение 11
ИСПОЛНИТЕЛЬНАЯ СХЕМА
ТРУБОПРОВОДОВ (ПРИМЕР ВЫПОЛНЕНИЯ)
Объект
__________________________________________________________________
Монтажное подразделение
_________________________________________________
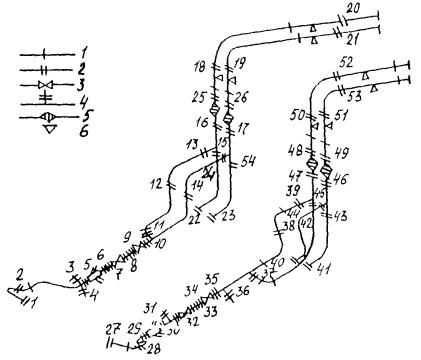
1 —
заводские стыки; 2 — монтажные стыки; 3 — задвижка; 4 — штуцер; 5 — фланцевое
соединение; 6 — опоры
Руководитель сварочных работ
_________________________________
(подпись) (фамилия, инициалы)
Руководитель работ по термической обработке
______________________________
(подпись) (фамилия, инициалы)
Приложение 12
ЗАКЛЮЧЕНИЕ
о твердости сварных соединений после термической обработки
«___» ____________ 19 __ г.
Объект
__________________________________________________________________
Монтажное подразделение
_________________________________________________
Наименование трубопровода
_______________________________________________
Номер исполнительной схемы
______________________________________________
Марка стали _____________________________________________________________
Тип присадочного материала
_______________________________________________
Тип прибора для измерения твердости
_______________________________________
Наименование
нормативного документа для оценки твердости сварных соединений
________________________________________________________________________
|
Номера |
Диаметр и |
Результаты |
Оценка качества |
Подпись |
||
|
основного |
зоны |
сварного |
||||
Руководитель
работ по контролю ____________________________
(подпись) (фамилия, инициалы)
Приложение 13
ЖУРНАЛ
контроля твердости сварных соединений после термической обработки
Объект
_________________________________________________________________
Монтажное
подразделение ________________________________________________
Наименование
нормативного документа для оценки твердости сварных соединений
________________________________________________________________________
|
Дата проведения контроля |
Наименование |
Номера сварных |
Диаметр и толщина стенки труб, мм |
Марка стали |
Тип присадочного материала |
Тип прибора для измерения твердости |
Результаты замера твердости, НВ |
Оценка качества сварных соединений по результатам |
Подпись дефектоскописта, проводившего |
Подпись руководителя работ по контролю |
||
|
основного металла |
зоны термического влияния |
сварного шва |
||||||||||
Приложение 14
Обязательное
ОПРЕДЕЛЕНИЕ СУММАРНОГО БАЛЛА
КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА ПО РЕЗУЛЬТАТАМ РАДИОГРАФИЧЕСКОГО
КОНТРОЛЯ
1. Суммарный балл
качества сварного соединения определяется сложением наибольших баллов,
полученных при раздельной оценке качества соединения в соответствии с табл. 1 и 2.
2. Оценка качества
сварных соединений трубопроводов в баллах в зависимости от величины и
протяженности непроваров по оси шва, вогнутости и превышения проплава в корне
шва, а также наличия несплавлений и трещин производится в соответствии с табл. 1.
Таблица 1
Допустимые величины
непроваров по оси шва, повышения проплава в корне шва, несплавлений и трещин
|
Оценка в баллах |
Высота (глубина) в % от номинальной |
Суммарная длина по периметру трубы |
|
0 |
Непровар |
До |
|
Превышение |
До |
|
|
1 |
Непровар |
|
|
— |
До |
|
|
— до 5 %, но не более 1 мм |
До |
|
|
2 |
Непровар |
|
|
— или — — |
До До Не |
|
|
6 |
Трещины Несплавления Непровары |
Независимо Независимо Независимо |
Примечание. Величина вогнутости корня и превышение проплава для
трубопроводов I — IV категорий не нормируются.
3. Допускаются включения (поры), выявленные при радиографическом
контроле, не превышающие размеров, указанных в табл. 2. При отсутствии
включений (пор) участок сварного соединения оценивается баллом 1.
4. При расшифровке снимков определяют вид дефектов и их размеры по ГОСТ
23055-78*.
5. В заключении или в журнале радиографического контроля следует
указывать: балл сварного соединения, определенный по табл. 1 настоящего
приложения, наибольший балл участка сварного соединения, определенный по табл.
2, а также суммарный балл качества сварного соединения, например 1/2-3, или
6/6-12.
___________
ГОСТ 23055-78. Классификация сварных соединений по результатам
радиографического контроля. — Введ. 01.07.79 до 01.07.89. — 10 с.
Таблица 2
Размеры допустимых дефектов (пор, включений,
скоплений)
|
Оценка в баллах |
Толщина стенки, мм |
Включения (поры) |
Скопления |
Суммарная длина на любом участке шва длиной 100 мм |
|
|
Ширина (диаметр), мм |
Длина, мм |
Длина, мм |
|||
|
1 |
До 3 |
0,5 |
1,0 |
2,0 |
3,0 |
|
3 . . . 5 |
0,6 |
1,2 |
2,5 |
4,0 |
|
|
5 . . . 8 |
0,8 |
1,5 |
3,0 |
5,0 |
|
|
8 . . . 11 |
1,0 |
2,0 |
4,0 |
6,0 |
|
|
11 . . . 14 |
1,2 |
2,5 |
5,0 |
8,0 |
|
|
14 . . . 20 |
1,5 |
3,0 |
6,0 |
10,0 |
|
|
20 . . . 26 |
2,0 |
4,0 |
8,0 |
12,0 |
|
|
26 . . . 34 |
2,5 |
5,0 |
10,0 |
15,0 |
|
|
Свыше 34 |
3,0 |
6,0 |
10,0 |
20,0 |
|
|
2 |
До 3 |
0,6 |
2,0 |
3,0 |
6,0 |
|
3 . . . 5 |
0,8 |
2,5 |
4,0 |
8,0 |
|
|
5 . . . 8 |
1,0 |
3,0 |
5,0 |
10,0 |
|
|
8 . . . 11 |
1,2 |
3,5 |
6,0 |
12,0 |
|
|
11 . . . 14 |
1,5 |
5,0 |
8,0 |
15,0 |
|
|
14 . . . 20 |
2,0 |
6,0 |
10,0 |
20,0 |
|
|
20 . . . 26 |
2,5 |
8,0 |
12,0 |
25,0 |
|
|
26 . . . 34 |
2,5 |
8,0 |
12,0 |
30,0 |
|
|
34 . . . 45 |
3,0 |
10,0 |
15,0 |
30,0 |
|
|
Свыше 45 |
3,5 |
12,0 |
15,0 |
40,0 |
|
|
3 |
До 3 |
0,8 |
3,0 |
5,0 |
8,0 |
|
3 . . . 5 |
1,0 |
4,0 |
6,0 |
10,0 |
|
|
5 . . . 8 |
1,2 |
5,0 |
7,0 |
12,0 |
|
|
8 . . . 11 |
1,5 |
6,0 |
9,0 |
15,0 |
|
|
11 . . . 14 |
2,0 |
8,0 |
12,0 |
20,0 |
|
|
14 . . . 20 |
2,5 |
10,0 |
15,0 |
25,0 |
|
|
20 . . . 26 |
3,0 |
12,0 |
20,0 |
30,0 |
|
|
26 . . . 34 |
3,5 |
12,0 |
20,0 |
35,0 |
|
|
34 . . . 45 |
4,0 |
15,0 |
25,0 |
40,0 |
|
|
Свыше 45 |
4,5 |
15,0 |
30,0 |
45,0 |
|
|
6 |
Независимо от толщины |
Включения (поры), скопления, размер или суммарная |
Примечания:
1. При расшифровке радиографических
снимков не учитываются включения (поры) с длиной 0,2 мм и менее, если они не
образуют скоплений и сетки дефектов.
2. Число отдельных включений (пор),
длина которых меньше указанной в этой таблице, не должно превышать 10 для балла
1, 12 для балла 2, 15 для балла 3 на любом участке радиограммы длиной 100 мм,
при этом их суммарная длина не должна быть больше, чем указано в таблице.
3. Для сварных соединений протяженностью
менее 100 мм нормы, приведенные в этой таблице, по суммарной длине включений
(пор), а также по числу отдельных включений (пор) должны быть пропорционально
уменьшены.
4. Оценка участков сварных соединений
трубопроводов на рабочее давление ру 10 . . . 100 МПа (100 .
. . 1000 кгс/см2), в которых обнаружены скопления включений (пор), должна быть
увеличена на один балл.
5. Оценка участков сварных соединений
всех категорий, в которых обнаружены цепочки включений (пор), должна быть
увеличена на один балл.
СОДЕРЖАНИЕ
1. Общие положения . 1
2. Требования на сварочные материалы .. 2
Электроды .. 2
Сварочная проволока . 4
Порошковая проволока . 5
Флюсы для автоматической сварки . 6
Горючие и защитные газы .. 6
Выбор и подготовка сварочных материалов для работы при
отрицательных температурах . 7
3. Подготовка к сварке . 8
Проверка материалов. Сборка трубопроводов . 8
Сборка металлоконструкций . 12
Стыковая сборка листов . 13
Стыковая сборка углового, швеллерного и двутаврового
проката . 13
Сборка стропильных ферм и связей . 13
4. Прихватка стыков . 14
5. Предварительный и сопутствующий подогрев стыков при
прихватке и сварке . 15
6. Сварка стыков. Общие положения . 16
7. Ручная электродуговая сварка труб из углеродистых и
низколегированных сталей . 17
8. Приварка фланцев, арматуры и других деталей к трубам .. 20
9. Аргонодуговая сварка труб из углеродистых и
низколегированных сталей . 22
Ручная аргонодуговая сварка труб малых диаметров . 22
Ручная аргонодуговая сварка корневого слоя шва стыков
толстостенных трубопроводов . 23
Автоматическая аргонодуговая электросварка неплавящимся
электродом корневого слоя стыков трубопроводов . 24
10. Полуавтоматическая сварка в углекислом газе
трубопроводов из углеродистых и низколегированных сталей . 25
11. Автоматическая сварка в углекислом газе
трубопроводов из углеродистых и низколегированных сталей . 28
12. Автоматическая сварка под флюсом поворотных стыков
труб . 30
13. Сварка стыков труб из разнородных сталей . 32
14. Сварка трубопроводов для транспортирования
продуктов, содержащих сероводород и углекислый газ . 32
15. Сварочные работы при ремонте нефтегазопроводов . 34
16. Сварка металлоконструкций из углеродистых и
низколегированных сталей . 35
Ручная дуговая сварка . 36
Полуавтоматическая сварка в углекислом газе . 37
Автоматическая сварка под флюсом .. 39
17. Сварка трубопроводов и металлоконструкций из
углеродистых и легированных сталей при низких температурах . 40
18. Контактно-стыковая сварка оплавлением трубопроводов . 42
19. Термическая обработка сварных соединений . 44
20. Контроль качества сварочных работ . 50
Трубопроводы .. 50
Металлические конструкции . 52
21. Исправление дефектов сварки . 54
Трубопроводы .. 54
Металлоконструкции . 54
Сварочные материалы для ремонта и режимы сварки . 55
22. Техника безопасности при выполнении
сварочно-монтажных работ . 55
Нормативно-техническая
документация, использованная при разработке данного рд .. 56
Приложение 1 Химический
состав сталей, применяемых для изготовления труб, % .. 59
Приложение 2 Механические
свойства металла труб, применяющихся для трубопроводов . 61
Приложение 3 Приспособления
для сборки стыков труб . 61
Приложение 4 Универсальные
приспособления для сборки . 63
Приложение 5 Комплексно-механизированный
участок уд263 для дуговой
сварки цилиндрических изделий . 65
Приложение
6 Комплексно-механизированный участок УД266 для сборки и дуговой сварки
цилиндрических изделий
Приложение 7 Основные
технические данные полуавтомата а-547у .. 67
Приложение 8 Основные
технические данные автоматов СГУ-301, ИК-6 и источника тока СДАУ-1 . 68
Приложение 9 Основные
технические данные установок типа ткус
и ткуп .. 68
Приложение 10 Основные
технические данные машины к-584м .. 69
Приложение 11 Исполнительная
схема трубопроводов (пример выполнения) 69
Приложение 12 Заключение о
твердости сварных соединений после термической обработки . 70
Приложение 13 Журнал
контроля твердости сварных соединений после термической обработки . 70
Приложение 14 Определение суммарного балла качества сварного
соединения трубопровода по результатам радиографического контроля . 71
Как варить трубы электросваркой правильно – пошаговое руководство

Содержание:
Подбор электродов
Разновидности сварных швов и соединений труб
Предварительные работы с деталями
Процесс сварки
Тонкости электросварки
Собираем соединения
Работа с поворотными и неповоротными стыками
Проверка надежности соединений
Правила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B)
Источник: https://trubaspec.com/soedinenie-trub/kak-varit-truby-elektrosvarkoy-pravilno-poshagovoe-rukovodstvo.html
Технология сварки труб электросваркой

Существует несколько способов сварки трубопроводов (стальных). Но появление инверторов отодвинуло все способы, и теперь сварка труб в быту проводится именно этим аппаратом.
Во-первых, это простота сварочного процесса, во-вторых, доступность и высокая безопасность.
Тем более, технология сварки труб не очень сложная, главное правильно провести подготовку и выбрать необходимые расходные материалы.
Подготовка труб к сварке
Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности.
При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб.
К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык.
То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка.
Обратите внимание
Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
https://www.youtube.com/watch?v=78c7zFvU_UA
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Поделись с друзьями
2
1
Источник: https://svarkalegko.com/tehonology/kak-svarivat-truby.html
Источник: https://www.drive2.ru/b/2221759/
Как варить трубу под просвет

Настоящих специалистов по электродуговой сварке стальных труб мало. Эта работа требует филигранной точности и большой практики. Сварка корневого шва – наиболее ответственный этап процесса.
Наиболее качественное соединение стальных труб любого размера обеспечивает электродуговая сварка. Соединяемые детали при этом плавятся под действием электрического разряда. Статья содержит наглядные уроки по сварке.
Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
- по вертикали;
- по горизонтали;
- при угле в 45 градусов.
Вертикальный способ включает в себя 4 этапа:
- Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении — устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
- Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
- Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
- Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Горизонтальный способ требует профессиональных навыков. Производится при разной величине сварочного тока и под разным углом к детали. Эта методика предусматривает три этапа:
- потолочный;
- вертикальный;
- нижний.
В пределах одного этапа сварка проходит непрерывно, начиная с позиции «угол назад» и заканчивая положением «угол вперед».
Сварка при угле труб в 45 градусов начинается с создания первого валика под углом электрода в 90 градусов. Выполнение шва происходит при непрерывной плавке второго валика. После заполнения основы выполняют проплавку первого валика. Тем самым создают соединения по горизонтали и вертикали.
Сварка труб «под просвет»
Технология предусматривает следующие условия:
- величина притупления: 2-2,5 мм;
- зазор между кромками: не более 3 мм;
- угол раскрытия: в диапазоне от 60 до 70 градусов;
- дополнительная обработка кромок путем снятия фасок для придания им необходимой формы и устранения неровностей;
- разница в толщине свариваемых стенок не должна превышать 3 мм или 10%.
Cварка трубопроводов высокого давления
Особенностью сварки трубопроводов высокого давления является необходимость предварительного нагрева соединяемых элементов до 300 градусов С, которую поддерживают на протяжении всего процесса прихвата и варки.
При варке газопроводов учитывают:
- Что для газовых магистралей применяют толстостенные трубы, что повышает общую трудоемкость работ.
- Предъявляются повышенные требования к качеству и надежности сварного шва, поэтому к работе привлекают профессионалов с большим опытом.
- Вся система в целом (труба, а также места стыков, сварочные швы) должны быть устойчивы к коррозии. После окончания варки для снятия термических напряжений отрезок в 10 см в каждую сторону от шва прогревают до 500-600 градусов С. Для этого используют термические печи, индукционные нагреватели, газовые горелки.
При нагреве торцы труб закрывают для предотвращения охлаждения и движения воздуха в трубе.
Автоматическая сварка
Так называемая сварка под флюсом предполагает подачу в зону горения электрической дуги электродной проволоки при помощи сварочной головки автомата. В расплавленном состоянии металл проволоки попадает в сварочную ванну и смешивается с основным металлом.
Автоматическая сварка позволяет:
- ускорить и стабилизировать процесс;
- сделать дугу невидимой;
- расширить диапазон деталей по толщине;
- сделать швы более стойкими к образованию трещин и пор.
Флюс положительно влияет на устойчивость дуги и на химический состав шва. Для проведения автоматической сварки необходима возможность вращения стыка.
Сварка труб большого диаметра
В более чем половине случаев соединение стальных магистральных трубопроводов осуществляется с использованием трубосварочных машин. Когда применить механический способ невозможно, например, из-за особенностей локализации, ограничении в манипуляциях с трубой, применяется ручная сварка, осуществляемая бригадой сварщиков.
Для магистральных труб со стенкой менее 6 мм используют два слоя сварочного шва, более 6 мм – три. Обратный валик корневого шва может иметь высоту до 3 мм.
В тех местах корневого шва, которые проварены некачественно, осуществляют дополнительную подварку изнутри трубы. Это требование также касается той части корня, который выполнялся в потолочном положении: нижнюю четверть периметра стыка доваривают изнутри.
Поворотные стыки требуют выполнения подварки по всему периметру стыка. Подварку осуществляют электродами 3-4 мм.
Трубы большого диаметра требуют использования специального центрирующего оборудования.
Сварка стальных труб «на просвет» – пошаговая инструкция
«На просвет» варят трубы с толстыми стенками, в которых 2 мм – это только величина притупления.
Подготовка и разделка кромок
Абразивный способ — наименее надежный по причине внедрения абразивных частиц в металл, что препятствует качественной плавке, ведет к появлению трещин.
- Применяйте двустороннюю Y-подобную симметричную разделку с углом в 65 градусов, оптимальной величиной притупления и зазора в 2 мм.
-
При подготовке скоса кромок используйте термические или механические методы. В силу дороговизны термической обрезки (лазерной, плазменной) на практике применяют различные виды механической обработки, которые позволяют получать плоскость с высокой точностью:
- обработка на фрезере;
- ручная обработка скоса;
- резка при помощи абразивных кругов;
- обработка кромкорезами долбежного типа.
- Зачищайте места соединения свариваемых изделий до белого металла. Не должно оставаться неровностей, заусенцев, ржавчины.
- Проведите обработку поверхностей ацетоном или любым подобным ему веществом. Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом.
Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.
Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.
>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
- После сварки корня заполняйте сечение шва целиком.
- Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
- Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
- Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
- После каждого слоя очищайте поверхность от шлака.
- Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Видео-урок сварки труб под просвет
Сварка специальных газовых труб для транспортировки содержимого с высоким давлением предъявляет повышенные требования к процессу.
Технология сварки газовых труб
Особенности сварки труб для транспортировки составов с высоким давлением определяют двумя характеристиками:
- Толстые стенки и небольшой диаметр.
- Агрессивное воздействие транспортируемых газов.
Видео-урок сварки газовых труб
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое.
С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Возможно, вы профессиональный сварщик, и у вас есть, чем поделиться с читателями. Оставляйте свои мнения в комментариях.
Источник: http://ProTryby.ru/kak-varit-trubu-pod-prosvet
Как варить трубы электросваркой

Наиболее распространенным методом соединения труб как на магистралях, так и на разных второстепенных ответвлениях труб с низким либо большим давлением в промышленных, производственных и бытовых условиях есть сварное соединение.
Это связано с тем, что оно способно обеспечить прочность и высокую герметизацию соединения, сравнимую с прочностью стенок цельного участка трубы.
Таковой тип соединения есть неразборным и исходя из этого употребляется на ответвлениях, врезках, поворотах, стыках труб в местах, где не нужно постоянное обслуживание техперсоналом. В данной статье мы поболтаем о том, как варить трубы электросваркой.
Преимущества и недочёты электросварки
Возможно выделить следующие преимущества сварных соединений:
- Возможность получения соединений громадных размеров.
- Отсутствие трансформаций внешних и внутренних размеров за счет соединительного шва.
- Применение для сварки материала, подобного материалу трубы, за счет чего сохраняются все свойства трубопровода.
- простота и Дешевизна способа.
Недочёты сварных соединений по большей части вызваны низкой квалификацией сварщика благодаря его неопытности, требований технологии и несоблюдения правил, каковые стали причиной неполному свариванию, образованию трещин, остаточных напряжений и смещений в области сварного шва в следствии недогрева либо перегрева.
Другим недочётом возможно назвать сложности при корректировании дуги для обеспечения однообразных условий формирования шовного соединения, поскольку электрод в дуге неизменно плавится и неравномерно перемещается на протяжении поверхности трубы.
Помимо этого, выяснить уровень качества соединения без применения особых устройств, и оценить структуру поменянного металла возможно лишь по внешним показателям.
Базы процесса
Процесс электродуговой сварки содержится в том, дабы между свариваемым электродом и металлическим материалом появилась электрическая дуга, под действием которой разогреваются электрод и определённый участок труб, в следствии чего они плавятся и два состава перемешиваются. Величина оплавления зависит во многом от диаметра электрода, материала трубы, режима сварки, скорости передвижения дуги по поверхности.
Электрод имеет особое покрытие, которое на протяжении плавления формирует в дуге особенные условия, мешающие сотрудничеству металла с воздухом и образованию защитной пленки.
Одновременно с этим материал трубы и расплавленный материал электрода при нахождении в дуге содействуют созданию сварного шва при удалении дуги и остыванию.
На поверхности сварного соединения образуется шлак, который потом требуется удалить.
Какой инструмент пригодится для сварочных работ
Для электросварки в первую очередь пригодится сварочный аппарат. На сегодня имеется два типа таких устройств:
- Аппараты, изготовленные на базе понижающего трансформатора, в котором регулирование тока сварки происходит методом трансформации магнитного зазора, положения реостата либо другими регуляторами. Он уже морально устарел и фактически не употребляется, поскольку он имеет большой вес, и его транспортировка возможно затруднительной.
- Инверторы, работающие на высоких частотах. В них применен меньший трансформатор, за счет чего аппарат стал более легким и транспортабельным. Регулировать режим сварки в нем возможно с высокой точностью. Но в эксплуатации они менее надежны и требуют от сварщика соответствующей квалификации.
Не считая сварочного аппарата пригодится следующий вспомогательный инвентарь:
- В обязательном порядке необходимо иметь маску со особым светофильтром, дабы возможно было видеть место сварки, а глаза и лицо были защищены от попадания искр и расплавленного металла. Помимо этого, пригодится спецодежда, которая всецело защищает части тела и толстые перчатки, изготовленные из замши, дабы зажим с электродом надежно держался в руке.
- Щетка по металлу для зачистки места перед сваркой и для удаления окалины.
- Электроды, подходящие по чертям для конкретных условий.
- Молоток для сбивания окалины.
Как подобрать электрод?
Перед тем как варить трубы электросваркой, нужно выбрать подходящий электрод, поскольку от его выбора сильно зависит уровень качества шва, а соответственно, и продолжительность эксплуатации трубопровода.
Он представляет собой железный стержень, покрытый особым слоем для сварки. Электроды отличаются количеством обмазки и толщиной стержня. Для труб используют стержни с толщиной от 2 до 5 мм.
Покрытие наряду с этим может составлять от 3 до 20% от общей массы.
Но чем больше обмазки, тем больше образуется шлака, который представляет собой неметаллическое соединение, существенно теряющее свои прочностные свойства по окончании остывания, исходя из этого нужно обнаружить некоторый компромисс при выборе.
В зависимости от толщины трубы электроды выбирают следующим образом:
- При толщине стенок свариваемых труб менее 5 мм выбирается электрод с толщиной 3 мм.
- При толщине более 5 мм подбирают электрод 4 либо 5 мм в зависимости от требуемой степени проварки и толщины шва.
- При многослойном способе формирования сварного шва в большинстве случаев применяют 4 мм электроды.
Исходя из этого необходимо знать, как верно выбрать электрод, при котором обеспечивается достаточный проходящий ток. Ориентиром может служить сухой треск дуги без дополнительных шумов.
Подготовка к процессу
Перед началом сварки необходимо убедиться в отсутствии рядом горючих и материалов и взрывоопасных веществ. В случае если таковые имеются, то лучше их оградить каким-либо негорючим материалом и поставить рядом емкость с водой на всякий случай. поверхности и Кромки труб вблизи сварного шва нужно зачистить. Затем нужно надежно закрепить заземление, и проверить целостность кабеля.
На трансформаторе сварочного аппарата устанавливается нужный ток в соответствии с толщиной свариваемых труб. После этого направляться зажечь дугу методом медленного перемещения электрода на расстоянии 5 мм от поверхности трубы приблизительно под углом 600, в следствии чего должны показаться искры.
Важно
Затем электрод нужно перенести к месту сварки, удерживая его на таком же расстоянии от трубы.
В большинстве случаев для поворотных стыков ток на сварочном аппарате при толщине электрода 3 мм и трубы до 5 мм обязан составлять в районе от 100 до 250 А, а неповоротных – 80-120 А.
Описание процедуры сварки труб
После достижения постоянного горения дуги возможно приступать конкретно к сварке. На протяжении сваривания перемещают дугу следующим образом:
- поступательно на протяжении сварного шва, благодаря чему дуга будет стабильной;
- продольно для узкого шва с высотой, зависящей от скорости перемещения электрода на протяжении поверхности;
- поперечно, дабы обеспечить требуемую толщину шва, двигая стержень колебательными перемещениями.
Трубы с малым толщиной и диаметром стены свариваются постоянным швом, тогда как трубы с толстыми стенками – прерывистым. Сварка стыков должны производиться до полного сваривания стыка без перерывов. При сварке стыков с толщиной стенок до 6 мм делают два сварных слоя, при толщине до 7 мм – в три слоя, а при более толстых стенках — в четыре.
Первые слои в большинстве случаев навариваются ступенчато, начиная от кромок труб с расплавлением, а последующие равномерно сплошным слоем.
Ступенчатый вариант используется при толщине труб более 8 мм: базовый слой накладывается методом разделения поверхности труб на определенные территории с маленькой площадью и сваривания через одну площадку, а позже довариваются пропущенные.
По окончании проварки первого слоя его осматривают на наличие трещин, поскольку от этого зависит уровень качества всего шва. В случае если таковые имеется, то их выплавляют и сваривают заново.
Последующие слои свариваются методом проворачивания трубы либо равномерного перемещения электрода на протяжении поверхности шва, причем начальную точку сварки смещают довольно конечной примерно на 20?30 мм по отношению к прошлому слою и меняют направление перемещения электрода на противоположное.
Последний шов выполняется с плавным переходом и ровной поверхностью к размеру диаметра труб. В случае если свариваются трубы с квадратным сечением, то их концы нужно жестко закрепить, дабы металл не повело, и труба не деформировалась. По окончании окончания сварных работ поверхности очищаются от шлака.
Сварка труб электросваркой процесс несложной, но важный, требующий соблюдения и внимательности последовательности делаемых действий.
Источник: http://uchebniksantehnika.ru/truby/kak-varit-truby-elektrosvarkoi.html
Как правильно варить трубы электросваркой: какими электродами

С целью прочной стыковки труб, обычно прибегают к сварочному методу. В настоящее время на рынке предлагается немалый ассортимент аппаратов для сварочных процессов, применяемых не только на крупных промышленных предприятиях, но и в бытовых целях. При этом у хозяев частных домов или квартир появилась замечательная возможность выполнять сварочные процессы собственными руками.
Начинающие сварщики зачастую задаются вопросами о том, как выполнить сварной шов надежно и качественно. При этом следует знать, какие необходимо использовать сварочные электроды, как подготовить поверхность свариваемых элементов и как точно испытать швы на прочность.
Предлагается рассмотреть эти вопросы ниже.
Способы
На сегодняшний день в строительных работах применяется большое количество всевозможных сварочных способов.
В зависимости от метода стыковки металлических изделий посредством сварки этот процесс разделяется на следующие виды:
- Термический способ – обобщает все варианты сварочных процессов за счет плавления;
- Термомеханический способ – подразумевается контактная сварка стыков или процесс сварки с применением магнитоуправляемой дуги;
- Механический способ – сварка образуется благодаря процессу трения или за счет взрыва.
Существуют еще автоматические, полуавтоматические варианты сварки, которые в основном применяются при создании центральных трубопроводных систем промышленных предприятий. В бытовых сферах деятельности в большинстве случаев применяется такой способ, как ручная дуговая сварка.
Предварительные мероприятия
Подготовительная обработка поверхности изделий и верный выбор материалов для сварочного процесса являются неотъемлемой частью предварительного мероприятия перед соединением труб.
Подбор сварочных электродов
Электроды применяют как исполнительный материал для производства ручной дуговой сварки. Такие вспомогательные изделия изготавливаются в большом количестве. Именно по этой причине всегда актуален вопрос правильного выбора соответствующего электрода.
Все изготавливаемые электроды различного типа можно обобщенно разделить на такие две категории:
- Электроды, у которых основание плавится.
- Электроды, у которых основание не плавится.
Материал, из которого выполнена сердцевина электрода (основание), является решающем моментом при определении категории для данного электрода.
Таким образом, электроды, которые плавятся, производят из специальной проволоки для сварки с различной толщиной и неодинаковым химическим составом.
Совет
Основание электродов, которые не плавятся, выполняется из такого материала, как вольфрам, а также из электротехнического угля или графита.
При этом электроды еще подразделяются на различные виды в зависимости от типа материала их покрытия.
Виды покрытия
В случае подбора необходимого электрода для сварочных работ необходимо обращать внимание на их покрытие – каждое покрытие имеет свое специальное предназначение.
Типы покрытий электродов бывают такие:
- Электроды с покрытием из целлюлозы класса С – используются для изготовления вертикальных и кольцевых швов на трубах с большой величиной диаметра;
- Электроды с рутилово-кислотным покрытием класса RA. В ходе сварки на шве образуется легко удаляемый в конце процесса шлак особой конструкции;
- Электроды с покрытием из рутила класса R и RR – привлекают простым повторным поджигом, высоким уровнем ударяемости шлака, дают возможность делать швы с привлекательной продаваемой поверхностью. Такие изделия применяют для установки прихвата, выполнения швов в углах, сваривания наружных частей швов с целью создания эстетичного наружного вида швов;
- Электроды с покрытием рутилово-целлюлозного типа класса RC. Предлагаются для изготовления швов в различных направлениях, а также для выполнения сложных швов – вертикально шва, идущего сверху вниз;
- Электроды с покрытием основного типа класса В – дают возможность изготавливать швы с необходимыми характеристиками вязкости для исключения вероятности появления трещин. Такие изделия предлагается применять для соединения труб с толстыми стенками. В случае применения сваренных трубопроводов в зимних условиях также рекомендуется использовать такие электроды, имеющие повышенную вязкость сварного шва.
Обработка поверхности труб перед сваркой
Предварительно, перед проведением сварочного процесса, необходимо обработать кромки труб – поверхности, которые будут принимать участие при сваривании изделий.
Также необходимо удостовериться в соответствии труб требованиям, предусмотренным проектом системы трубопроводов.
Необходимо не упустить такие важные моменты, как соответствие размерных характеристик, наличие документации – сертификата качества, отсутствие дефектов – деформации в виде эллипсности, отсутствие разбега в величинах толщины труб.
Химический состав металлических изделий, а также их механосвойства должны отвечать требованиям государственных стандартов.
С целью обработки краев труб перед сваркой необходимо удалить отложения грязи, промасленные места, зоны окисления – ржавые места. Для правильной стыковки изделий нужно проконтролировать прямоугольное расположение плоскости сечения трубы относительно ее оси, угол раскрытия кромки, а также уровень притупления.
Для образования качественного шва раскрываемость кромок рекомендуют делать под углом, равным 60–70 градусов, а размер притупления при этом равняется 2–2,5 мм.
В случае неправильной формы среза кромок трубных изделий необходимо сделать их зачистку с помощью таких специальных приборов, как шлифмашины, сниматели фасок и торцеватели. Для отделки труб с немалым диаметром перед сваркой применяют фрезерный инструмент или применяют такие специальные термические способы обработки, как газокислотная и воздушноплазменная обрезка.
Сварочная работа
Для правильной сварки труб нужно установить специальные прихватки.
В состав шва входят такие элементы, как прихватки, изготавливаемые с применением аналогичного типа электродов для выполнения основного шва.
Для создания сварочного шва на стальных трубах, например, с диаметром равным 300 мм изготавливают 4-ре прихватки, равномерно расположенных вдоль круглого сечения. При этом размеры каждой прихватки должны быть такими: длина 50 мм, а высота 3–4 мм.
При соединении труб крупного диаметра устанавливаемые прихватки необходимо распределить также равномерно и с интервалом между ними равным 250–300 мм.
Обратите внимание
Для надежного соединения труб, у которых толщина стенки равна до 12 мм, нужно выполнять три сварочных слоя.
Источник: http://o-trubah.com/montazh-i-remont/varit/
Как варить трубы: виды сварки и их особенности

Соединение отдельных элементов трубопроводов производится различными методами, однако, наиболее популярный из всех — сварка.
Этот способ применяется как в быту, так и на разных промышленных предприятиях при соединении деталей трубопроводов из разных материалов (металл, пластик).
Технология сварки труб позволяет стыковать детали на трубопроводе в любых положениях, что очень удобно. Кроме этого, сварные соединения отличаются повышенной прочностью и герметичностью, в отличие от резьбовых.
Сварка — наиболее надежное и долговечное соединение, применяемое при монтаже трубопроводов различного назначения
Особенности соединения трубопроводов с помощью сварки
Соединение отдельных элементов трубопроводных магистралей или бытовых ответвлений выполняется по единым стандартам. Мастер использует специальную аппаратуру, регламентируемую ГОСТом, которая оказывает воздействие на трубу тем или иным способом (в зависимости от конкретного случая).
По типу прилагаемых усилий сварку труб подразделяют на четыре вида:
- термическую;
- термомеханическую;
- механическую;
- холодную.
При термическом методе происходит нагрев краёв трубы. При термомеханическом — соединение труб осуществляется за счёт нагрева специальной проволоки.
Механический способ применяется, как правило, в промышленных целях и может осуществляться благодаря силе трения или направленному взрыву. А также существует холодная сварка, которая выполняется с помощью специальных химических составов.
Средство наносят на края труб, предназначенных под сварку, и прижимают их, в результате чего через некоторое время образуется довольно прочный шов.
Чаще всего металлические и полимерные трубы соединяются методом термической сварки
Сварка труб разного диаметра производится с использованием специальных проводников. Это может повлиять на надёжность соединения, однако, если всю работу выполнить правильно, то тогда стык будет прочным и герметичным и прослужит долго.
Типы сварки и их отличия
Сварка — это физико-химический способ соединения отрезков трубопровода, который образует герметичное соединение двух участков конструкции. Это происходит или с помощью сплавления или же благодаря пластической деформации под давлением. Технология формирования сварного шва может быть разной в зависимости от типа сварки:
По методу исполнения этот процесс может быть:
Ручной метод подразумевает, что все этапы сварочных работ выполняются человеком. Автоматический метод производится с помощью специальных станков.
Важно
При автоматической сварке все этапы механизированы и не требуют человеческого вмешательства, однако, на стадии подготовки мастера вносят необходимые настройки, задавая сварочную программу.
Цена на такие станки довольно высока и, поэтому их используют крайне редко, как правило, на больших предприятиях, которые выполняют большие объёмы работы.
На сегодняшний день существует около 50 видов сварки и огромное разнообразие сварочного оборудования. Наиболее распространёнными видами на сегодняшний день являются:
- электросварка;
- холодная;
- газовая;
- диффузная.
Электросварка требует применения специального оборудования, работающего от электросети
Электросварка
На сегодняшний день использование электросварки является наиболее популярным методом. Хотя ещё несколько лет назад первенство отводилось газовым горелкам. Такая популярность электросварки обусловлена простотой и низкой стоимостью проведения работ. Часто её называют дуговой или контактной. По типу прилагаемых усилий её относят к дуговой группе термомеханических работ.
Чтобы выполнить такую работу, потребуется инвертор или трансформатор. Эта аппаратура выполняет следующую функцию — подаёт заряд на электрод. Электродом обрабатывают края свариваемого элемента. При соприкосновении материалов образуется дуговой электрический заряд огромной мощности. Эта реакция сопровождается выделением высоких температур, что и дает возможность заниматься обработкой трубы.
Слой обмазки (покрытия) электрода позволяет поддерживать во время работы специальные условия, которые препятствуют поступлению кислорода в место плавления.
Рассмотрим, от каких факторов зависит ширина шва:
- от толщины электрода;
- от материала свариваемых изделий;
- сварочные устройства могут включать в себя разные режимы сварки, что тоже влияет на характеристики шва;
- от скорости движения дуги и напряжения в сети.
Вышеперечисленные параметры определяют не только характеристики сварного шва, но и на количество шлаков, образовываемых во время сварки.
Электросварка труб считается более дешевой, чем газовая, однако, на создание шва таким способом уходит большее количество времени. К другим преимуществам электросварки можно отнести:
- функциональность;
- универсальность.
Электросварку невозможно осуществить без электродов, размер которых выбирается в зависимости от типа обрабатываемых труб
Выбор электродов
Сварные швы могут быть разными, как правило, их качество зависит от того, какой именно электрод был использован для сварки труб. Выбор электрода зависит от нескольких важных факторов:
- материал, из которого изготовлена труба;
- показатель сечения трубы;
- толщина стенки.
Все электроды отличаются в зависимости от толщины обмазки. Процентное соотношение массы обмазки к общей массе электрода может колебаться от 3 до 20%.
Слой обмазки, нанесённый на стержень электрода, создаёт необходимую среду, при которой процесс проходит без доступа кислорода.
Существует определённая закономерность — количество шлаков, влияющих на качество шва, зависит от толщины слоя обмазки.
При выборе электрода необходимо учитывать все вышеперечисленные параметры. Для получения качественного шва следует обращать внимание на многие факторы, влияющие на совместимость разных типов электродов с трубами.
Холодная сварка
Холодная сварка для труб регламентируется соответствующей документацией и является методом получения неразъёмных, герметичных соединений.
Этот метод исключает нагрев свариваемых деталей, а сама стыковка выполняется благодаря деформации. Холодная сварка производится за счёт давления, оказываемого на детали.
В результате такой сварки происходит разрушение оксидной прослойки и соединение выполняется на атомарном уровне (диффузия атомов).
Холодная сварка осуществляется на специальном оборудовании в промышленных условиях
Такая сварка подразделяется на три типа в зависимости от технологии:
- точечная;
- шовная;
- стыковая.
Холодная точечная сварка проводится с использованием пуансона. Пуансон является устройством, которое выполняет прессовку материалов. Второй тип — шовная сварка, выполняется двумя способами: сварка по всей длине и выполнение сварных точек, образующих впоследствии непрерывный шов. Стыковой вариант выполняется благодаря сильному сжатию, закреплённых в зажимах элементов.
Рассмотрим основные сферы использования холодного метода:
- соединение деталей, выполненных из одного металла;
- производство металлопроката, который обладает несколькими слоями, представленными разными металлами;
- при армировании алюминиевых проводов. Армирование выполняется медью.
Метод холодной сварки является довольно популярным на сегодняшний день. Его популярность обусловлена следующими достоинствами:
- при холодной сварке исключается деформация металлических деталей. Это связано с тем, что нагрев заготовок не производится;
- использование такого метода позволяет получить очень аккуратный шов, отличающийся высокой прочностью и герметичностью. Кроме этого, он не нуждается в дополнительной обработке;
- после выполнения такого процесса не остаётся никаких отходов (остатков электродов, брызг металла и т. д.);
- работа производится без использования электроэнергии;
- такой метод, кроме всего прочего, отличается экологичностью, так как работа производится без выделения токсичных веществ, а также без излучения вредного для человеческих глаз.
- возможность соединения больших площадей при использовании сварки взрывом.
Газовая сварка позволяет получить наиболее эстетичный шов в месте соединения деталей
Газовая сварка
Соединение разных видов труб с использованием газовой горелки является очень старым, но и надёжным способом монтажа коммуникаций. Для этих целей используются специальные газовые горелки, которые способны нагревать трубу до высоких температур.
Вследствие нагрева края с соединительной проволокой быстро доходит до температуры плавления. В результате металл наплывает друг на друга и получается прочное неразъёмное соединение, которое имеет устойчивость к механическим воздействиям.
Рассмотрим основные преимущества использования газовой сварки для монтажа трубопроводов разной направленности:
- высокая эффективность способа;
- использование газовой горелки позволяет получить аккуратный, качественный шов;
- процесс не отличается особой сложностью;
К недостаткам такого метода можно отнести:
- работа с газовой горелкой должна производиться только специалистом, который обладает определёнными навыками в этой области;
- газовая сварка — довольно затратный метод, так как используются дорогостоящие ресурсы.
Диффузная сварка
Все предыдущие методы сварки трубопроводов используются для соединения металлических труб, но на сегодняшний день такие изделия конкурируют на строительном рынке с пластмассовыми деталями. Для соединения отдельных элементов пластиковых коммуникаций используется специальный метод, который завоевал большую популярность — диффузная сварка.
Диффузная сварка — это метод соединения полимерных труб — полипропиленовых, ПЭ и прочих
К основным преимуществам такой сварки относят:
- получение эстетичного шва;
- минимум необходимых инструментов;
- высокая скорость монтажа;
- привлекательная цена.
Для получения неразъёмного соединения двух пластиковых труб используют специальные устройства, которые осуществляют нагрев пластика. Такие устройства комплектуются различными насадками. Все насадки имеют свой диаметр, подходящий под размеры сечения конкретной трубы.
Рассмотрим основные этапы соединения двух пластиковых труб с помощью такого аппарата:
- Ориентируясь на диаметр соединяемых труб, подбирается нужная насадка.
- Внутрь устройства закладываются трубы.
- Происходит нагрев материала труб и сдавливание их торцов внутри аппарата.
- После того, как соединительный шов сформирован, аппарат выключается.
Спустя несколько часов полученное соединение уже можно эксплуатировать. Такой метод является довольно простым и быстрым, а линия сварки трубы отличается прочностью и аккуратностью.
Виды сварных соединений
Для разного вида труб (по материалу и назначению), является нормой применение различных методов сварки. Однако практически во всех случаях необходим электрический переменный ток.
Это связано с финансовой выгодой, так как использование других вариантов электрической энергии влечёт за собой больше затрат.
Сварные соединения — это две или большее количество деталей, которые стыкованы между собой с помощью сварных швов.
Совет
При стыковом сварном соединении заготовки не деформируются и оно является наиболее надежным
Рассмотрим основные виды сварных соединений:
- стыковые;
- угловые;
- внахлёст.
Стыковые. Этот вид сварного соединения является очень распространённым из-за того, что практически не подвергаются деформации в процессе варки. Кроме этого, такие стыки обладают наименьшими внутренними напряжениями. Также они отличаются повышенными прочностными характеристиками как при статических, так и при динамических нагрузках. Швы при такой сварке могут быть:
- одинарными (для труб с показателями сечения до 500 мм);
- двойными (для труб с показателями сечения выше 600 мм).
Угловые. Угловые соединения являются подвидом стыковой сварки и, как правило, применяются для стыковки трубы с какими-либо дополнительными деталями под углом. Сварка трубы под углом выполняется двумя способами:
- со скосом кромки;
- без скоса.
Прочностные характеристики угловых соединений не так хороши, как у стыковых, однако, всё же весьма неплохи.
Внахлёст. Такое соединение не используют для приварки металлических труб. Как правило, им стыкуют отдельные детали или же пластиковые трубы. Это связано с тем, что такое соединение является наиболее ненадёжным.
Работы по сварке толстостенных труб производятся двумя сварщиками одновременно
Технология сварки толстостенных труб
Сварка толстостенных труб проводится в случае, если толщина стенки трубы превышает 20 мм. Такая сварка проводится слоями повышенной толщины. Это позволяет увеличить прочность соединения на 10–15%. Такой тип работ производится, как правило, двумя сварщиками одновременно. Первый сварщик наносит обычный шов, а второй — толстый слой.
Как сваривать трубы с толстыми стенками:
- Начинается сварка в потолочном положении с постепенным наращиванием толщины шва (линия сварки толстостенных труб должна быть максимально ровной).
- Далее необходимо выйти в полувертикальное положение.
- С помощью электрода выполняется горизонтальная площадка.
- Затем сварка выполняется в нижнем положении. Это позволяет использовать электроды с толщиной до 5 мм.
Сварка труб на просвет
Многие люди задаются вопросом: как выполнить сварку труб под просвет? И даже некоторые специалисты не до конца разбираются, как варить трубы этим методом. Особенно это касается молодых людей, только окончивших техникумы и ПТУ.
В первую очередь при сварке трубы под просвет необходимо прихватить трубы. Это исключит возможность деформации корня. Сколько нужно выполнить точек прихвата — определяют исходя из размеров труб. Прихватываются детали таким образом, чтобы зазор в месте стыка не сходился.
После выполнения прихвата стыка его необходимо зачистить.
Кроме этого, очень важно запомнить, что если вы в процессе выполнения сварки под просвет обнаружили дефекты на корне (например, трещины), необходимо их удалить.
После того, как выполнена зачистка поверхностей, производится заполнение шва. Как правило, заполнение шва считают самым простым этапом, однако, в некоторых случаях на его заполнение уходит до 30% корня.
Рекомендуется оставить маленькое углубление при заполнении шва. Достаточно будет глубины в 1,5 мм. Это необходимо для выполнения облицовки. Если поступить так — облицовочный материал ляжет очень аккуратно в эту небольшую борозду и получится эстетичный шов. Очень важно запомнить два правила: при заполнении шва необходимо выдерживать рабочий угол, а также варить на короткой дуге.
Источник: http://TrubaMaster.ru/svarka/kak-varit-truby.html

Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.). Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой. Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
Виды трубопроводов и сварка
Трубопроводов существует огромное количество, которые используются для перемещения разных материалов и рабочих жидкостей. Отталкиваясь от их предназначения, есть следующая классификация:
- технологические;
- магистральные;
- промышленные;
- трубопроводы газоснабжения;
- водяные;
- канализационные.
При изготовлении трубопровода применяются различные материалы – керамика, пластик, бетон и различные виды металлов.
Современные сварщики для стыковки труб используют три основных способа:
- Механический осуществляется за счет взрывов в результате трения.
- Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
- Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.

Сварка труб электросваркой плавящимся и неплавящимся электродами
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
- Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
- Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
- Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая. Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации.

Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
- горизонтальные;
- нижние;
- вертикальные;
- потолочные.
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
По типу продолжительности шва на трубопроводе, они разделяются на сплошные и прерывистые швы.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.

- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали. В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
https://www.youtube.com/watch?v=fV1uAGTmCMA
Как вам статья?