Сварка — это метод, используемый для соединения, усиления или удлинения двух или более элементов из конструкционной стали. В сварных соединениях используется металлический стержень или электрод, нагретый до 6500 градусов по Фаренгейту, для плавления деталей на сварном шве.

Сварочные работы
Сначала создайте дугу, а затем примените сварку вдоль шва. Краткое описание процедуры электродуговой сварки приведено ниже для начинающих. Убедитесь, что вы должным образом готовы приступить к сварочным проектам, потому что работа может быть опасной.
Шаг 1: Создайте дугу
Дуга возникает, когда одна клемма мотор-генератора прикреплена к конструктивному элементу, а другая клемма соединена с электродом кабелем. Электрод содержит покрытие, которое создает газовый экран, который защищает сварной шов от загрязнений в атмосфере при его испарении.
Материал электрода выбирается так, чтобы иметь свойства, аналогичные свойствам основного металла, в частности его минимальную прочность на растяжение. Сами электроды можно купить по адресу: https://eaunioncn.com/grafit/grafitirovannye-elektrody/
Различные типы сварных швов включают в себя щелевой шов, пробковый шов и паз.

Сварочные работы
Вам понадобится шлем сварщика с линзой фильтра для защиты глаз и термостойкой одежды и перчаток. Чтобы ударить дугу, приведите электрод в контакт с основным металлом и слегка отведите его. Держите электрод достаточно близко к стальному элементу, чтобы создать непрерывную дугу между основным металлом и электродом. Бассейн жидкого металла на поверхности стального элемента сплавляется с плавящимся электродом.
Посмотрите видео: «Практическое пособие по дуговой сварке. Учимся варить красивые прочные швы»
Шаг 2: нанесите шов вдоль шва
Сварные швы обычно используются для соединения соседних пластин вдоль скошенной кромки. Наиболее распространенный тип сварного шва — угловое соединение — имеет приблизительно треугольное поперечное сечение и обычно используется для соединения стальных пластин в кольцевом, стыковом, угловом или тройном соединении. Поперечное сечение углового шва можно сравнить с прямоугольным треугольником. Равные стороны называются «ножками», а гипотенуза — «лицом» сварного шва. Вершина треугольника считается «корнем», а линия от корня, перпендикулярного грани, называется «горлом».

Сварка
Размер горловины важен, потому что его площадь в пределах проецируемого треугольника умножается на допустимое напряжение сдвига для определения прочности сварного шва. Прочность угловых сварных швов выражается в фунтах (1000 фунтов) на линейный дюйм в зависимости от размера ноги или размера горла.
Сохраняйте то же расстояние, пока вы медленно вытягиваете электрод вперед, чтобы по шву оставался шарик расплавленного металла.
Когда температура сварного шва быстро падает ниже точки плавления стали, валик охлаждается и затвердевает, образуя соединение, более прочное, чем сам материал. Иногда необходимо выполнить несколько проходов с электродом для создания сварного шва достаточной глубины.
Шаг 3: Удалите шлак
Когда электрод с покрытием подается в шов, он создает флюс, который образует защитное покрытие из шлака поверх сварного шва. После того, как сварка завершена, покрытие из шлака можно оторвать от шва, осторожно постукивая молотком. Сварной шов может быть затем отшлифован до гладкой поверхности.
Текст ГОСТ Р 70465-2022 Типовые технологические и организационные процессы. Сварка стальных строительных конструкций. Требования к организации и выполнению работ в условиях строительной площадки. Контроль качества
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТР 70465— 2022
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Типовые технологические и организационные процессы
СВАРКА СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ. ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ И ВЫПОЛНЕНИЮ РАБОТ В УСЛОВИЯХ СТРОИТЕЛЬНОЙ ПЛОЩАДКИ. КОНТРОЛЬ КАЧЕСТВА
Издание официальное
Москва Российский институт стандартизации 2022
Предисловие
-
1 РАЗРАБОТАН Акционерным обществом «Центр методологии нормирования и стандартизации в строительстве» (АО «ЦНС»)
-
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 400 «Производство работ в строительстве. Типовые технологические и организационные процессы»
-
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 3 ноября 2022 г. № 1230-ст
-
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «РСТ», 2022
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
-
1 Область применения
-
2 Нормативные ссылки
-
3 Термины и определения
-
4 Общие положения
-
4.1 Документация на производство сварочных работ
-
4.2 Требования к персоналу, выполняющему сварочные работы
-
4.3 Основные требования к организации сварочных работ
-
4.4 Основные требования к свариваемым элементам конструкции
-
5 Требования к оборудованию, приспособлениям, инструментам и материалам
-
5.1 Сварочное оборудование, приспособления и инструменты
-
5.2 Сварочные материалы
-
6 Сварочные работы
-
6.1 Общие положения
-
6.2 Сборка конструкций под сварку
-
6.3 Временные приспособления
-
6.4 Угловые и стыковые швы
-
7 Контроль сварочных работ
-
7.1 Общие положения
-
7.2 Входной контроль
-
7.3 Операционный контроль
-
7.4 Приемочный контроль
-
8 Требования безопасности выполнения сварочных работ
-
9 Требования к охране окружающей среды
Приложение А (справочное) Примеры выполнения швов сварных соединений
Библиография
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Типовые технологические и организационные процессы
СВАРКА СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ. ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ И ВЫПОЛНЕНИЮ РАБОТ В УСЛОВИЯХ СТРОИТЕЛЬНОЙ ПЛОЩАДКИ. КОНТРОЛЬ КАЧЕСТВА
Standard technological and organizational processes. Welding works for steel building structures. Requirements to the arrangement and performance of work at the construction site. Quality control
Дата введения — 2023—06—01
-
1 Область применения
Настоящий стандарт распространяется на сварочные работы стальных строительных конструкций в условиях строительной площадки и устанавливает требования к организации, выполнению и контролю качества работ.
Настоящий стандарт не распространяется на сварочные работы стальных конструкций мостовых сооружений и других линейных объектов.
-
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.046 Система стандартов безопасности труда. Строительство. Нормы освещения строительных площадок
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.3.003 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.4.010 Система стандартов безопасности труда. Средства индивидуальной защиты. Рукавицы специальные. Технические условия
ГОСТ 12.4.238 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Аппараты изолирующие автономные со сжатым воздухом. Технические требования. Методы испытаний. Маркировка. Правила отбора образцов
ГОСТ 12.4.250 Система стандартов безопасности труда. Одежда специальная для защиты от искр и брызг расплавленного металла. Технические требования
ГОСТ 12.4.254 Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия
ГОСТ 14651 Электрододержатели для ручной дуговой сварки. Технические условия
ГОСТ 15467 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 23118 Конструкции стальные строительные. Общие технические условия
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
Издание официальное
ГОСТ IEC 60974-11 Оборудование для дуговой сварки. Часть 11. Электрододержатели
ГОСТ Р 55710 Освещение рабочих мест внутри зданий. Нормы и методы измерений
ГОСТ Р 58904 ISO/TR 25901-1:2016 Сварка и родственные процессы. Словарь. Часть 1. Общие термины
ГОСТ Р 58905 ISO/TR 25901-2:2016 Сварка и родственные процессы. Словарь. Часть 3. Сварочные процессы
ГОСТ Р ИСО 4063 Сварка и родственные процессы. Перечень и условные обозначения процессов ГОСТ Р ИСО 17659 Сварка. Термины многоязычные для сварных соединений СП 48.13330.2019 «СНиП 12-01-2004 Организация строительства»
СП 70.13330.2012 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
-
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 15467, ГОСТ Р 58904, ГОСТ Р 58905 и ГОСТ Р ИСО 17659, а также следующие термины с соответствующими определениями.
-
3.1_
входной контроль (incoming inspection): Контроль продукции поставщика, поступившей к потребителю или заказчику и предназначаемой для использования при изготовлении, ремонте или эксплуатации продукции.
[ГОСТ 16504—81, статья 100]
-
3.2 проект производства сварочных работ; ППСР: Документ, регламентирующий технологию и последовательность выполнения сварочных работ.
Примечание — В состав ППСР входят разделы: описание и характеристики конструкции, входной контроль, квалификация специалистов, выбор оборудования, выбор сварочных материалов, последовательность сборочных операций, технология сварки, технологические карты сварки, методы контроля качества, исправление дефектов.
-
3.3 сварочные работы: Работы, выполняемые с применением сварки и родственных процессов при строительстве, реконструкции и капитальном ремонте объектов.
Примечание — Перечень и условные обозначения процессов установлены ГОСТ Р ИСО 4063.
-
3.4_
технические требования1) (technical specification): Технический документ, устанавливающий требования, которые должны быть выполнены при производстве, поставке и приемке продукции, услуги или процесса для соответствия функциональным требованиям.
Примечание — В технических требованиях при необходимости должны быть определены процедуры, в соответствии с которыми можно проверить факт соблюдения установленных требований.
[ГОСТ Р ИСО 13879—2009, пункт 3.2]
-
3.5 технология сварки: Совокупность технологических операций, выполняемых последовательно во времени при изготовлении конструкции методом сварки.
Примечания
-
1 Технология сварки устанавливается технологической документацией по сварке.
-
2 В нормативной документации может применяться термин «сварочная технология».
-
4 Общие положения
-
4.1 Документация на производство сварочных работ
-
4.1.1 Сварочные работы следует выполнять в соответствии с технологической документацией по сварке и контролю, согласованной с заказчиком.
-
4.1.2 Технологическая документация по сварке разрабатывается на основании проектной (конструкторской) документации и НТД и устанавливает:
-
-
-
— объем работ и требования по подготовке к сварке, к сборке под сварку, режимы сварки, к предварительному и сопутствующему подогреву и/или термической обработке (при необходимости) и требования к контролю и испытаниям сварных соединений;
-
— типы и конструкцию сварных соединений;
-
4.1.3 Технологическая документация по сварке может быть представлена в виде ППСР, технологических инструкций по сварке, технологических карт сварки и содержит:
-
— требования к выполнению технологических сварочных и контрольных операций;
-
— требования к оборудованию для сборки, сварки, термической обработки и контроля сварных соединений;
-
— требования к вспомогательным материалам, инструментам и приспособлениям;
-
— требования к квалификации и допуску к работе сварщиков и специалистов сварочного производства;
-
— требования к основным и сварочным материалам, сварочному оборудованию и технологии сварки;
-
— требования к предварительному и сопутствующему подогреву и/или термообработке (при необходимости);
-
— методы и объем контроля и виды испытаний;
-
— нормы оценки качества;
-
— требования к маркировке поставляемых металлических конструкций и сварных соединений;
-
— требования охраны труда.
Типовой состав технологической карты на выполнение строительно-монтажных работ приведен в СП 48.13330.2019 (приложение А).
-
4.1.4 При выполнении сварочных работ необходимо оформлять следующую исполнительную документацию:
-
— акт входного контроля сварочных материалов и металлических конструкций, поступающих на сварку;
-
— журнал проверки исправности сварочного оборудования;
-
— акт проверки сварочно-технологических свойств сварочных материалов;
-
— журнал сварочных работ, включая ремонты, в соответствии с СП 70.13330.2012;
-
— исполнительная схема (сварочный формуляр) сварных швов;
-
— акты освидетельствования скрытых работ по [1];
-
— акты освидетельствования ответственных конструкций по [1];
-
— акты, заключения и протоколы по неразрушающему контролю и механическим испытаниям сварных соединений;
-
— акты и протоколы испытаний, измерений и исследований, предусмотренных проектной и нормативной документацией;
-
— журнал антикоррозионной защиты в соответствии с СП 70.13330.2012;
-
— иная дополнительная документация, отражающая фактическое исполнение проектных решений.
По требованию заказчика состав исполнительной документации может быть дополнен в каждом конкретном случае в зависимости от конструкции и требований к технологии сварки.
-
4.2 Требования к персоналу, выполняющему сварочные работы
-
4.2.1 Требования к персоналу, выполняющему сварочные работы, устанавливают в зависимости от выполняемых обязанностей, вида работ и уровня ответственности сварных конструкций.
-
4.2.2 Сварщикам и специалистам следует иметь квалификацию, подтверждаемую свидетельством о квалификации.
-
Сварщики и специалисты сварочного производства, работающие на опасных производственных объектах, должны быть аттестованы в установленном порядке по [2], [3].
-
4.2.3 Перед допуском к работе на объекте сварщик выполняет сварку допускных сварных соединений из труб или листов в соответствии с требованиями проектной документации или ППСР.
Конструкцию допускных сварных соединений, методы и объем контроля их качества и критерии приемки определяет лицо, осуществляющее руководство сварочными работами. Сварку допускных сварных соединений следует выполнять в тех же условиях (положение при сварке, толщины свариваемых деталей, основные и сварочные материалы, оборудование, технология сварки), в которых будут выполняться сварные соединения на строительной площадке.
Контроль допускных сварных соединений осуществляют неразрушающими методами контроля и, при необходимости, проведением механических испытаний. К сварке и прихватке допускаются сварщики и монтажники, имеющие соответствующую квалификацию и допуск к выполнению работ по результатам сварки допускных сварных соединений (при необходимости).
-
4.2.4 При положительных результатах контроля и испытаний допускных сварных соединений должен быть оформлен допускной лист сварщика по форме, согласованной с заказчиком, с указанием сведений о технологии сварки, использованных основных и сварочных материалах, сварочном оборудовании, конструкции сварного соединения, положении при сварке, режимах сварки, результатах контроля и испытаний. Если сварка выполняется при отрицательных температурах, следует указать температуру, при которой выполнялась сварка допускных сварных соединений. К допускному листу сварщика необходимо приложить акты, заключения и протоколы контроля и испытаний допускных сварных соединений.
-
4.3 Основные требования к организации сварочных работ
-
4.3.1 Сварочные работы выполняют в соответствии с разделами правил производства работ (ППР) и/или правил производства сварочных работ (ППСР) на изготовление, сборку и монтаж металлических конструкций в условиях строительной площадки, в которых учтены и отражены условия подготовки конструкций под сварку, технические требования и контроль сварных соединений.
-
4.3.2 Свариваемые поверхности конструкции и рабочее место сварщика должны быть защищены от дождя, снега, ветра и сквозняков. Необходимо, чтобы ограждение обеспечивало защиту соседних рабочих мест сварщиков и монтажников от воздействия сварочной дуги.
-
Рабочее место сварщика должно быть очищено от посторонних предметов, освещено и обеспечено первичными средствами пожаротушения. Уровень освещенности рабочего места следует принять по ГОСТ 12.1.046 и ГОСТ Р 55710.
-
4.3.3 Необходимо, чтобы минимальный набор инструментов, оснастки, приспособлений и средств индивидуальной защиты и безопасности в зависимости от способа сварки соответствовал требованиям, указанным в технологической карте и 5.1.1.
-
4.3.4 К сварке следует приступать только после приемки собранных сварных соединений лицом, осуществляющим руководство сварочными работами, с отметкой в журнале сварочных работ.
-
4.3.5 При сварке огрунтованных металлических конструкций, изготовленных в заводских условиях, грунтовочное покрытие зачищают в зоне сварного соединения механическим, химическим или термическим способом. Заводские грунтовки оставляют на свариваемых поверхностях только в том случае, если они не оказывают отрицательного воздействия на процесс сварки. Способы очистки не должны влиять на структуру и качество основного материала металлических конструкций.
-
4.3.6 Дополнительные требования к сварным соединениям (при наличии), воспринимающим усталостные или сейсмические нагрузки, выполняют в соответствии с указаниями ППСР или ППР.
-
4.3.7 Сварные швы, выполняемые при сборке, которые перекрывают или закрывают предыдущие швы, выполняют в соответствии с порядком и последовательностью сварки, указанными в технологической карте, и указаниями о необходимости проверки/испытания сварного шва перед выполнением следующего шва или перед установкой закрывающих его элементов.
-
4.3.8 Технологические требования к сварке и контролю следует устанавливать с учетом следующих указаний:
-
а) если в технических требованиях указаны испытания на ударную прочность сварного соединения, они должны проводиться на образцах-свидетелях при наиболее низкой температуре, необходимой для испытания на ударную прочность основного металла соединяемых элементов;
-
б) для закаленных и отпущенных сталей необходим один образец для микроисследования;
-
в) при сварке огрунтованных элементов испытания проводят на максимальной (номинальной, плюс допуск) допустимой толщине слоя грунтовки.
-
4.4 Основные требования к свариваемым элементам конструкции
-
4.4.1 Геометрические параметры и технические характеристики материалов свариваемых конструкций (элементов конструкций) должны соответствовать требованиям проектной документации.
-
4.4.2 При сборке элементов обеспечивают геометрические размеры и форму свариваемой конструкции в соответствии с заданными размерами и предельными отклонениями.
-
4.4.3 Подготовка кромок под сварку и собранные сварные соединения должны соответствовать технологической карте сварки.
-
4.4.4 До начала сварки в стыках решетчатых конструкций с полыми элементами определяют начальную и конечную зоны сварки и места, где сварные швы изменяются с углового на стыковой.
-
-
5 Требования к оборудованию, приспособлениям, инструментам
и материалам
5.1 Сварочное оборудование, приспособления и инструменты
-
-
5.1.1 Рабочее место сварщика укомплектовывают минимальным набором инструментов, приспособлений, оснастки, механизмов и средств индивидуальной защиты и безопасного проведения работ: защитным щитком или маской по ГОСТ 12.4.254, рукавицами по ГОСТ 12.4.010, очками с прозрачными стеклами, электрододержателем (ГОСТ IEC 60974-11, ГОСТ 14651), клеммами заземления, молотком, зубилом или крейцмейселем для отбивки шлака, стальной щеткой, личным клеймом, магнитным фиксатором (угольником), сварочными зажимными клещами, термопеналом, ящиком или сумкой для электродов с отделением для электродных огарков, соответствующими шаблонами и инструментами для проверки геометрии шва, инструментами для зачистки, мелком или маркером.
-
5.1.2 Сварочное оборудование, используемое на опасных производственных объектах, допускается к применению при наличии технической документации на оборудование (паспорта, руководства по эксплуатации) и свидетельства об аттестации сварочного оборудования по [4].
-
5.1.3 Следует, чтобы технические характеристики (параметры) оборудования соответствовали стандартам и техническим условиям на поставку.
-
5.1.4 Сварочное оборудование должно иметь паспорт завода-изготовителя, обеспечивать заданные параметры сварки и безопасность его эксплуатации и соответствовать требованиям [5, раздел 4].
-
5.1.5 Сварочное оборудование укомплектовывают принадлежностями, инструментом, сменяемыми и запасными частями, обеспечивающими его работоспособность.
-
5.1.6 Средства измерений, используемые при сварочных работах (штангенциркули, микрометры, концевые меры, линейки и угольники), подвергают периодической калибровке или поверке, если проводимые ими измерения включены в перечень измерений [6].
-
5.1.7 По способу защиты человека от поражения электрическим током оборудование должно соответствовать классу 1 по ГОСТ 12.2.007.0, если при подключении оборудования используют однофазное напряжение, и классу 01, если не используют однофазное напряжение.
-
5.1.8 Осмотры, проверки, профилактические, текущие и капитальные ремонты сварочного оборудования проводят по графикам с периодичностью, определяемой монтажной организацией или регламентируемой руководством (инструкцией) по эксплуатации на оборудование. Рекомендуемая периодичность проведения осмотра и ремонта сварочного оборудования указана в таблице 1.
-
-
Таблица 1 — Рекомендуемая периодичность осмотра и ремонта сварочного оборудования
|
Вид оборудования |
Вид обслуживания и межремонтные сроки |
||
|
осмотр |
текущий ремонт |
капитальный ремонт |
|
|
Сварочные трансформаторы, выпрямители, источники питания инверторного типа |
2 раза в месяц |
4 раза в год |
1 раз в 3 года |
|
Сварочные преобразователи |
еженедельно |
6 раз в год |
1 раз в 2 года |
|
Сварочные полуавтоматы и автоматы |
ежедневно |
4 раза в год |
1 раз в 2 года |
-
5.1.9 На каждом объекте строительства следует вести журнал технического состояния оборудования, в котором необходимо фиксировать даты и результаты осмотра и ремонта сварочного оборудования.
-
5.1.10 Подключение источников питания сварочного оборудования к электрической сети производит персонал, имеющий группу по электробезопасности не ниже второй.
-
5.2 Сварочные материалы
-
5.2.1 Сварочные материалы должны соответствовать требованиям технологических карт и НТД.
-
5.2.2 Сварочные материалы применяют при наличии сертификата или иного сопроводительного документа о качестве поставщика сварочных материалов на русском языке, содержащем сведения о производителе, назначении, качестве, марке и номере партии, дате изготовления сварочного материала и свидетельства об аттестации сварочных материалов.
-
5.2.3 При отсутствии сертификата, сопроводительного документа о качестве или неполноте представленных в них сведений, а также при наличии сварочных материалов с истекшим сроком хранения, использование сварочных материалов допускается только после их испытаний в испытательной лаборатории, подтвердившей соответствие сварочного материала требованиям стандарта или техническим условиям.
-
5.2.4 Вид и марка сварочных материалов должны соответствовать способу сварки, свариваемому материалу, техническим требованиям и технологической карте сварки.
-
5.2.5 При сварке коррозионностойких сталей следует выбирать сварочные материалы, которые будут обеспечивать сварные швы с коррозионной стойкостью, эквивалентной основному металлу. В технической документации должно быть указано, требуется ли согласование марок основного металла и сварочных материалов.
-
Примечание — Выбор сварочных материалов может основываться на проектной документации, рекомендациях производителя сварочных материалов, рекомендациях производителя свариваемых материалов или соответствующем стандарте на продукцию.
-
5.2.6 Хранение и прокалку сварочных материалов (электроды, проволока, флюс) на объекте следует осуществлять в соответствии с рекомендациями производителя в теплом отапливаемом помещении, в котором поддерживается температура не ниже 15 °C при относительной влажности воздуха не более 50 %.
Транспортирование и хранение сварочных электродов должно производиться в термопеналах или герметичных упаковках, обеспечивающих требуемые условия.
-
6 Сварочные работы
-
6.1 Общие положения
-
6.1.1 К сварке металлических конструкций следует приступать после приемки сборочных работ мастером по сварке или другим ответственным лицом, а также после проверки условий производства работ и выполнения организационных мероприятий по обеспечению безопасности производства работ (защита от низкой температуры, атмосферных осадков и ветра, наличие площадок, лесов, подмостей, приставных лестниц и т. д.).
-
-
Подготовку конструкций к сварке следует выполнять в соответствии с указаниями проектной документации или стандартами, устанавливающими основные типы, конструктивные элементы и размеры сварных соединений.
-
6.1.2 При выполнении сварных соединений необходимо соблюдать последовательность технологических операций: подготовка кромок под сварку, сборка соединения, контроль, установка режимов сварки, предварительный сопутствующий подогрев или термическая обработка (при необходимости), неразрушающий контроль. Операции должны быть указаны в технологической карте сварки.
-
6.1.3 Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока и напряжения на дуге не должны превышать +5 % от номинальных значений.
-
6.1.4 Предварительный и сопутствующий подогрев следует производить в соответствии с техническими требованиями к процедуре сварки и применять перед сваркой и/или во время сварки, включая прихватку и приварку временных приспособлений.
-
6.1.5 При сварке разнородных сталей лицо, осуществляющее руководство сварочными работами, контролирует применение способов сварки, режимов сварочных процессов и сварочных материалов в соответствии с техническими требованиями, определенными в процедуре сварки.
Также следует контролировать наличие загрязнений и гальванической коррозии в зоне сварных соединений.
-
6.2 Сборка конструкций под сварку
-
6.2.1 Непосредственно перед сборкой конструкции кромки свариваемых элементов и прилегающие к ним участки зачищают от окалины, грязи, краски, масла, ржавчины, влаги, снега и льда на ширину 20 мм при ручной или механизированной дуговой сварке и 50 мм — при автоматической сварке. Также зачищают места установки вводных и выводных планок.
-
6.2.2 В процессе сборки попадание влаги, масла и других загрязнений в разделку соединений и на зачищенные поверхности не допускается.
-
6.2.3 Сборку плоскостных или пространственных конструкций следует выполнять в соответствии с ППСР на прихватках или с применением сборочных приспособлений: стеллажей, стендов (при необходимости).
-
В процессе сборки необходимо контролировать геометрические размеры конструкций, расположение групп отверстий, зазоры между элементами и совмещение плоскостей в местах соединений, подлежащих сварке, центрирование стержней в узлах решетчатых конструкций, плотность примыкания деталей друг к другу в местах передачи усилий.
Примечание — Для сборки конструкций применяются фиксирующие устройства.
-
6.2.4 При сборке крупногабаритных конструкций размер и расстановку прихваток определяют в соответствии с проектной документацией с учетом усилий, возникающих при кантовании и транспортировании конструкций.
-
6.2.5 Не допускается транспортировать и кантовать тяжелые и крупногабаритные конструкции и их элементы, собранные только на прихватках без применения приспособлений, обеспечивающих неизменяемость их формы.
-
6.2.6 После кантования или транспортирования перед производством сварочных работ следует проконтролировать геометрические размеры собранной на прихватках конструкции на соответствие требованиям конструкторской и проектной документации, руководствуясь нормативными документами по сварке и ППСР.
-
6.2.7 При совмещении установки вспомогательных элементов и прихваток наложение прихваток следует осуществлять после приварки вспомогательных элементов.
-
6.2.8 Приварку вспомогательных элементов (временных технологических креплений, строповоч-ных приспособлений) выполняют в соответствии с технологической документацией по сварке.
-
6.2.9 Удаление временных элементов следует осуществлять газовой резкой или механическим способом без повреждения основного металла и применения ударных воздействий. Места приварки необходимо зачищать механическим способом заподлицо с основным металлом.
-
6.2.10 Следует предусматривать допуски и припуски на размеры стыкуемых элементов конструкции для компенсации сварочных деформаций и получения после сварки проектных размеров собираемых конструкций. Величины допусков и припусков на усадку от сварки устанавливают в технологической документации на сборку и сварку конструкции и ППСР.
-
6.2.11 Для марок стали с пределом текучести выше 460 МПа участки среза должны быть очищены от следов термической резки шлифованием и проверены на отсутствие трещин с помощью методов неразрушающего контроля.
Предварительный подогрев металла в зоне стыка следует выполнять ручными газовыми резаками или горелками.
-
6.2.12 Все свариваемые поверхности очищают от материалов (например, ржавчины, органических материалов, цинкования), которые могли бы отрицательно повлиять на качество сварных швов или затруднить процесс сварки.
-
6.2.13 Прихваточные швы выполняют в соответствии с указаниями ППСР и технологической карты на сварку. Минимальная длина прихватки должна быть меньше четырехкратной толщины более толстого свариваемого элемента или 50 мм.
-
6.2.14 Трещины в сварных соединениях не допускаются. Прихваточные швы и сварные швы, содержащие дефекты, включая трещины, удаляют или исправляют.
-
6.3 Временные приспособления
-
6.3.1 Если процедура сборки или монтажа требует использования элементов, временно прикрепленных сварными швами, они должны быть расположены таким образом, чтобы их можно было легко удалить без повреждения основного металла стальных конструкций. Все сварные швы для временных креплений выполняют в соответствии с установленными техническими требованиями к процедуре сварки, в которых указывают зоны, где сварка временных креплений запрещена. Временные приварные приспособления удаляют механическим способом (шлифовальными кругами, фрезами и т. д.) либо термической резкой с последующей механической зачисткой заподлицо с поверхностью основного металла. Ударное воздействие для удаления временных приварных креплений не допускается. В случае образования вырывов в теле основного металла должна быть произведена плавная зачистка в пределах допуска по толщине шероховатостью не ниже Rz 40 с последующим визуальным и измерительным контролем и, при необходимости, магнитопорошковым или капиллярным контролем.
-
6.3.2 Любые ограничения на использование временных элементов, привариваемых к металлоконструкциям, указывают в ППСР (см. 4.1.3).
-
6.3.3 Удаление временных креплений следует выполнять в соответствии с 6.2.9.
-
6.3.4 Места удаления временных креплений должны быть проконтролированы посредством визуального и измерительного контроля на отсутствие трещин и дефектов, а при необходимости — методами неразрушающего контроля, указанными в проектной документации (магнитно-порошковый контроль, контроль проникающими веществами и др.).
-
-
6.4 Угловые и стыковые швы
6.4.1 Общие положения
6.4.1.1 Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без выпуклости следует обеспечивать подбором режимов сварки, соответствующим положением при сварке свариваемых элементов конструкции (при укрупнении) или механизированной зачисткой абразивным инструментом.
-
-
6.4.1.2 При сварке швов стыковых соединений элементов, различающихся между собой толщиной свариваемых кромок, тип сварного соединения и конструктивные размеры разделки и шва следует выбирать по элементу большей толщины.
-
6.4.1.3 Концевые участки стыковых швов выполняют с полным проплавлением, а по требованию проектной документации — на размере не менее 40 мм контролируют неразрушающими методами контроля.
-
6.4.1.4 При использовании выводных планок для обеспечения полного проплавления их свариваемость не должна быть меньше, чем у основного металла.
-
6.4.1.5 Если, в соответствии с требованиями проектной документации, необходима ровная поверхность, сварной шов зачищают заподлицо.
-
-
6.4.2 Односторонние сварные швы
-
6.4.2.1 Сварные швы с полным проплавлением, проваренные с одной стороны, выполняют с металлической или неметаллической подкладкой или без нее. Подкладка может быть выполнена из стали соответствующей основному металлу.
-
6.4.2.2 В стыках полых профилей, выполненных без подкладки, шлифовка заподлицо односторонних стыковых швов не допускается, если это не указано в технических требованиях; если эти сварные швы полностью подкреплены, их можно отшлифовать заподлицо с общим профилем поверхности основного металла.
-
-
6.4.3 Многопроходные, двусторонние и пересекающиеся сварные швы
-
6.4.3.1 При сварке многопроходных швов каждый последующий слой следует выполнять после тщательной очистки от шлака и брызг металла предыдущего слоя. Участки шва с порами, трещинами и раковинами должны быть удалены механическим способом до наложения последующих слоев.
-
6.4.3.2 При двусторонней сварке стыковых соединений с полным проплавлением перед выполнением шва с обратной стороны необходимо зачистить его корень до чистого бездефектного металла. Корень шва следует зачищать инструментом с абразивным диском.
-
6.4.3.3 При сварке пересекающихся стыков шов, выполненный первым, в месте пересечения следует удалить, используя абразивный инструмент, до получения заданной формы разделки кромок. При сварке без разделки кромок следует снять выпуклость сварного шва, используя абразивный инструмент, на длине не менее 30 мм в месте пересечения стыков.
-
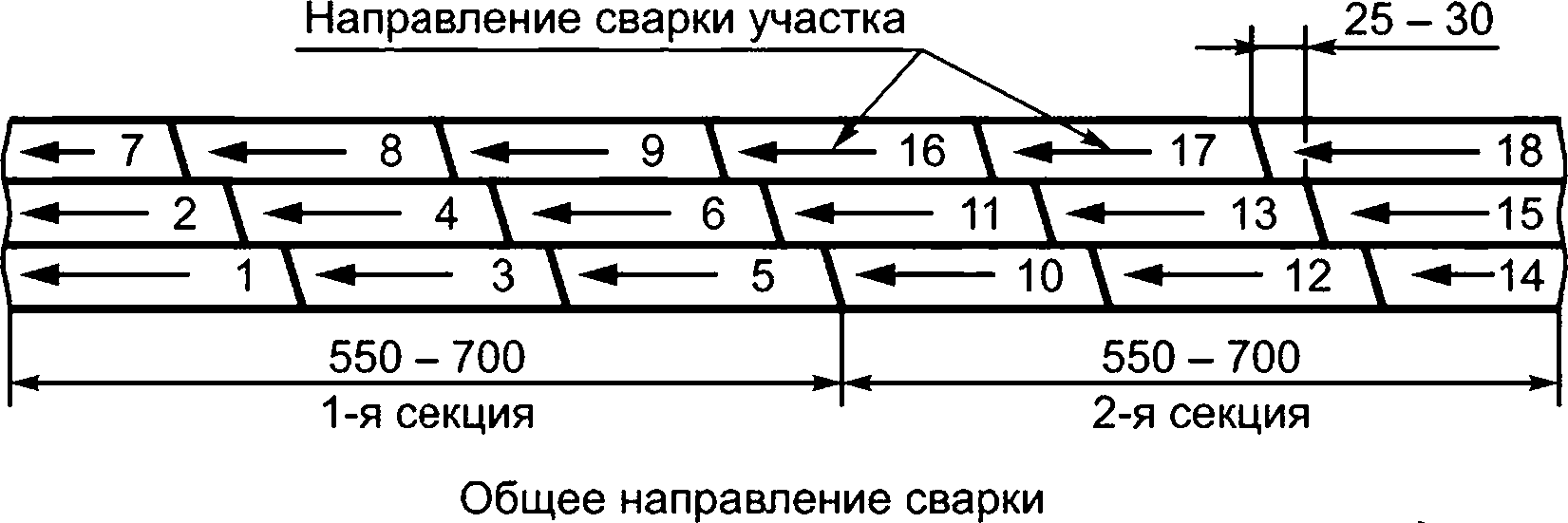
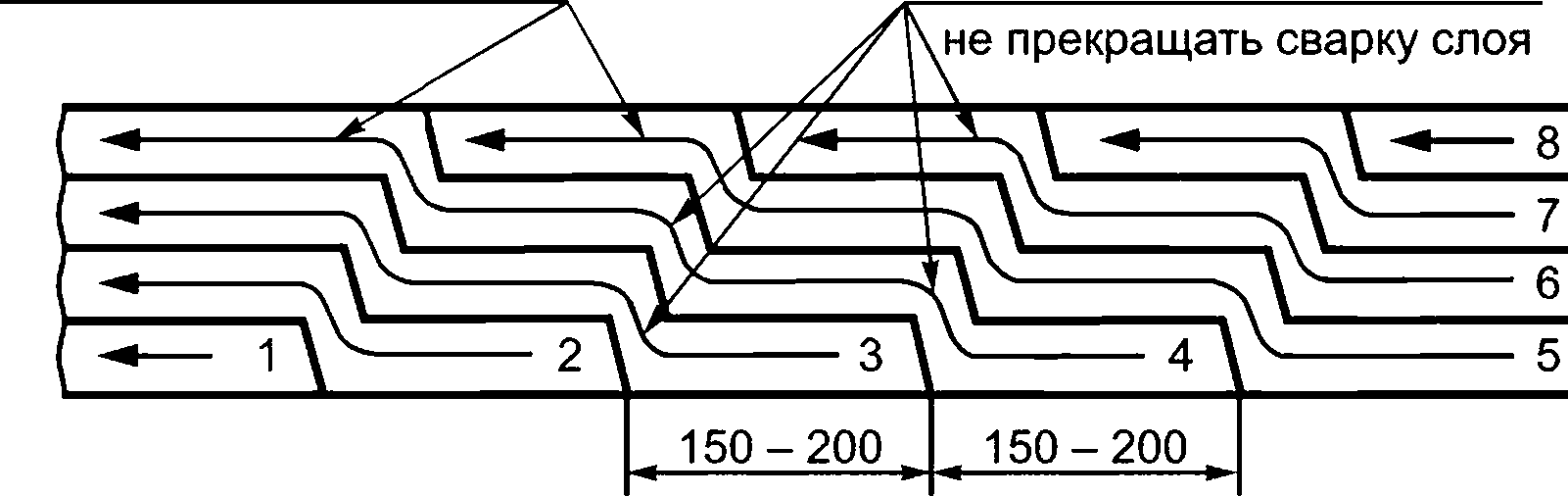
6.4.3.4 Необходимо соблюдать последовательность наложения валиков (слоев) по сечению и длине сварных швов, установленную технологией сварки (см. приложение А).
-
-
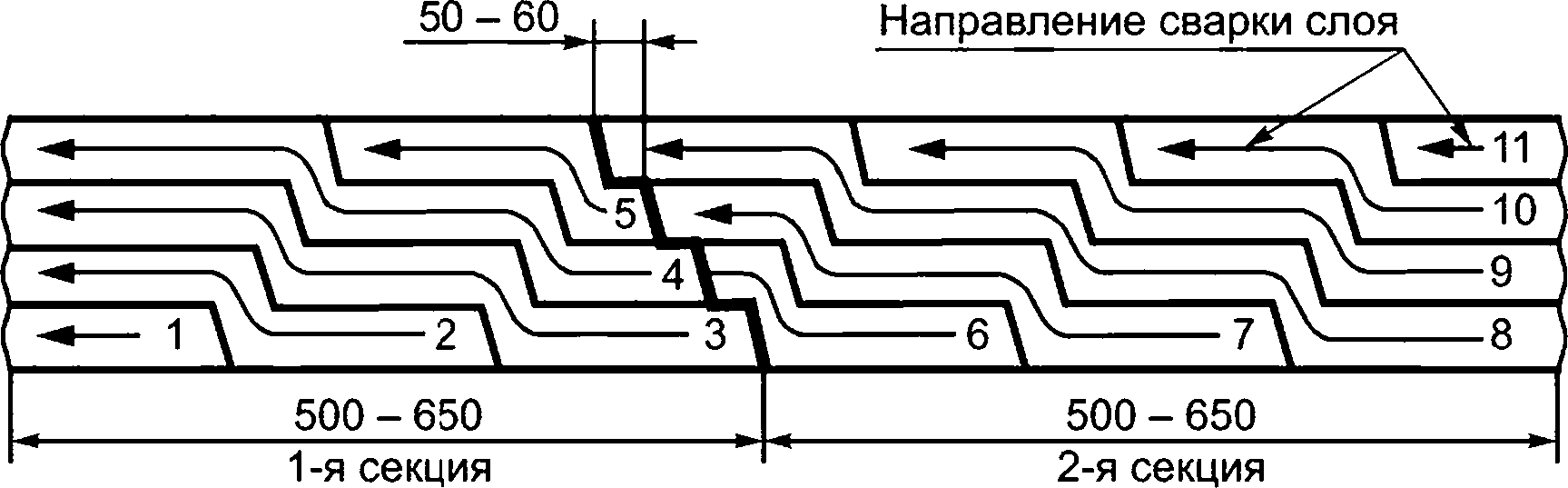
Примечание — В монтажных условиях целесообразно применять следующие способы выполнения швов сварных соединений: обратноступенчатый, секционный обратноступенчатый, двойным слоем, секционный двойным слоем, каскадом, секционный каскадом.
-
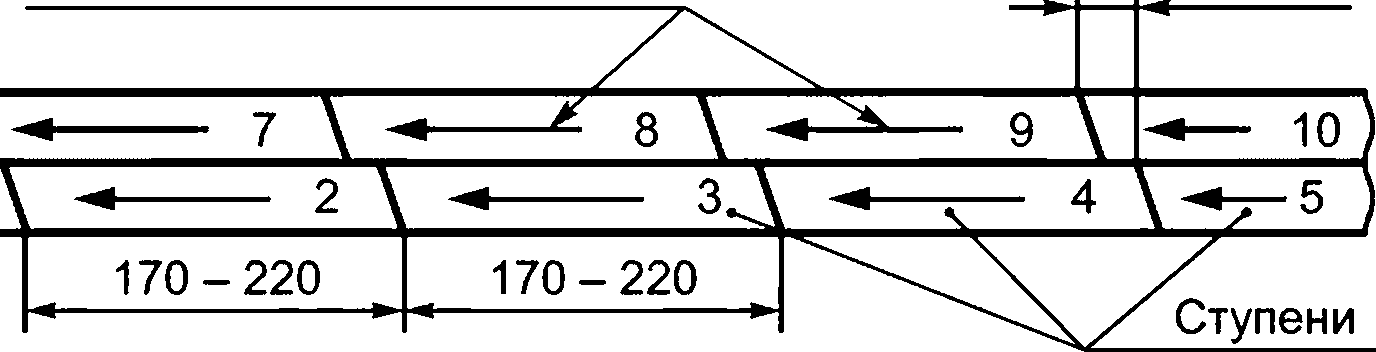
6.4.3.5 Секционные способы выполнения швов сварных соединений следует применять для соединений стальных деталей толщиной более 20 мм и для сталей, склонных к образованию трещин, например, сталь марки 12Г2СФ по ГОСТ 19281 [см. приложение А, рисунок А.1 б), рисунок А.2 а), в)].
Примечание — При секционных способах рекомендуется выполнять швы без перерывов до окончания сварки всей секции.
-
6.4.3.6 Обратноступенчатый способ выполнения швов сварных соединений следует применять для однослойных и двухслойных швов длиной более 600 мм [см. приложение А, рисунок А.1 а), б)].
-
6.4.3.7 Выполнение швов сварных соединений каскадом из стали, характеризующейся повышенной склонностью к трещинообразованию, указывают в проектной документации [см. приложение А, рисунок А.2 б), в)].
-
6.4.3.8 Двусторонний секционный обратноступенчатый способ формирования швов сварных соединений следует применять для многослойных протяженных швов стыковых сварных соединений с двусторонней разделкой кромок.
-
6.4.3.9 При выполнении двухслойных швов обратноступенчатым способом или двойным слоем, многослойных швов секционным обратноступенчатым способом или секционным двойным слоем начало ступени при последующем проходе следует смещать относительно ступени предыдущего слоя на расстояние от 25 до 30 мм.
При формировании обратного валика следует обеспечить полное проплавление сварного шва с основным металлом.
-
6.4.3.10 Начало и конец шва стыкового сварного соединения при конструктивной возможности рекомендуется выводить за пределы свариваемых элементов на выводные планки, удаляемые кислородной резкой после окончания сварки.
Запрещается зажигать (возбуждать) дугу и выводить кратер на основной металл за пределы шва.
-
6.4.3.11 При перерыве в работе сварку разрешается возобновлять после очистки от шлака кратера и прилегающего к нему концевого участка шва длиной 50 мм. Этот участок и кратер следует полностью перекрывать швом.
-
6.4.3.12 Односторонние швы, к которым предъявляют требования герметичности или плотности, рекомендуется сваривать не менее чем в два прохода.
-
6.4.3.13 По окончании сварки поверхности конструкции и швов сварных соединений следует очистить от шлака, брызг и наплывов расплавленного металла.
-
6.4.3.14 После сварки сварные швы подлежат клеймению (маркировке). При необходимости составляется исполнительная схема. Клеймо следует наносить ударным способом, наплавкой, несмываемой краской или маркером.
-
6.4.3.15 Дефекты сварных швов, обнаруженные при контроле, исправляют в соответствии с требованиями СП 70.13330.2012 (пункты 10.4.12, 10.4.18). Количество ремонтов сварного соединения в одном и том же месте — не более трех раз.
-
7 Контроль сварочных работ
-
7.1 Общие положения
-
7.1.1 Контроль сварочных работ строительных конструкций включает:
-
-
-
— входной контроль;
-
— операционный контроль;
-
— приемочный контроль.
-
7.1.2 Контроль выполнения сварочных работ необходимо осуществлять в соответствии с ППСР и НТД по сварке.
-
7.1.3 Объем и методы контроля определяются требованиями проектной документации и НТД.
-
7.2 Входной контроль
-
7.2.1 Входному контролю подлежат свариваемые изделия (заготовки, детали, элементы конструкций) и сварочные материалы. Входной контроль (верификацию) поступивших металлоконструкций, изделий и сварочных материалов выполняют по ГОСТ 24297 с целью проверки соответствия их качества установленным требованиям на поставку.
-
7.2.2 При входном контроле поступивших металлоконструкций и изделий следует использовать номенклатуру показателей и процедур с применением соответствующих методов контроля согласно ГОСТ 23118 и дополнительных технических требований, оговоренных в договорах на поставку. Объем входного контроля (сплошной или выборочный) определяет монтажная организация. В зависимости от сложности и ответственности металлоконструкций по согласованию между потребителем и поставщиком входной контроль и приемка могут проводиться на заводе изготовителе.
-
7.2.3 Входной контроль сварочных материалов следует проводить с учетом 5.2 на соответствие стандартам или техническим условиям на их поставку. Следует проверять:
-
-
— наличие сопроводительного документа поставщика (сертификата или иного документа о качестве) и соответствие приведенных данных требованиям ТУ на поставку;
-
— наличие свидетельств об аттестации сварочных материалов, при необходимости;
-
— соответствие информации в сопроводительных документах и маркировки на каждом упаковочном месте (пачке, коробке, ящике, мотке, бухте, баллоне) поступившим сварочным материалам;
-
— срок годности для применения по установленным в сопроводительных документах срокам хранения (использования);
-
— целостность упаковки и отсутствие повреждений упаковок и самих материалов.
По требованию руководителя сварочных работ следует проводить проверку сварочно-технологических свойств сварочных материалов с оформлением документа о соответствии их заявленным требованиям.
-
7.2.4 Результаты входного контроля металлоконструкций и сварочных материалов, поступивших на строительную площадку с завода-изготовителя, фиксируют в журналах входного контроля с оформлением актов входного контроля по установленной на предприятии форме, обеспечивающей прослеживаемость.
-
7.2.5 Проверку сварочно-технологических свойств сварочных материалов следует проводить до начала сварочных работ в объеме, определяемом монтажной организацией (проверка сварочно-технологических свойств, механические характеристики, химический состав наплавленного металла и др.). При отсутствии сертификата поставщика проверка сварочно-технологических свойств обязательна независимо от ответственности конструкций.
-
7.2.6 Входной контроль сварочного оборудования следует проводить путем проверки соответствия технических характеристик сварочного оборудования требованиям, установленным в проектнотехнической документации.
-
7.3 Операционный контроль
-
7.3.1 Операционный контроль подготовки и сборки деталей под сварку, а также при проведении сварочных работ следует выполнять в соответствии с технологической картой сварки и [7].
-
7.3.2 Для контроля сварки следует применять следующие методы.
-
7.3.2.1 При первом проходе визуальным и измерительным контролем выявлять наличие дефектов и проверять на соответствие проектной документации порядок наложения слоев шва и размеры конструктивных элементов сварных соединений.
-
7.3.2.2 При контроле выполненного сварного соединения выявлять наличие дефектов визуальным и измерительным контролем и контролем физическими методами (ультразвуковой, радиационный или другой) в соответствии с техническими требованиями к процедуре сварки и требованиями проектной документации. Оценку выявленных дефектов следует выполнять в соответствии с критериями приемки, указанными в проектной документации и НТД.
-
-
7.3.3 При освидетельствовании предусмотренных ППСР скрытых сварочных работ оформляют акты освидетельствования скрытых работ.
-
-
7.4 Приемочный контроль
-
7.4.1 Приемочный контроль выполненных работ по сварке конструкций следует проводить при сдаче собранной конструкции на монтаже на объекте строительства.
-
7.4.2 Требования к приемочному контролю выполненных работ по сварке конструкций определяются требованиями проектной документации и НТД, в которых должны быть приведены:
-
-
— методы и объемы контроля сварных соединений;
-
— необходимые испытания сварных соединений и сварной конструкции;
-
— требуемый уровень качества сварных соединений.
-
7.4.3 При оценке соответствия выполненных сварочных работ представляют следующую документацию:
-
— исполнительные чертежи конструкций с внесенными (при их наличии) отступлениями, допущенными предприятием — изготовителем конструкций, а также монтажной организацией, и документы об их согласовании с проектными организациями — разработчиками чертежей КМ и КМД.
-
— исполнительная документация (журналы входного контроля, журналы сварочных работ, заключения по контролю, протоколы испытаний и, при необходимости, исполнительная схема).
Форма журнала сварочных работ — по СП 70.13330.2012 (приложение Б).
-
7.4.4 Нормы оценки качества сварных соединений следует принимать в соответствии с указаниями проектной документации, а при отсутствии требований — по СП 70.13330.2012, ГОСТ 23118 и стандартам, устанавливающим требования к конструкции сварных соединений.
-
8 Требования безопасности выполнения сварочных работ
-
8.1 При организации сварочных работ на строительной площадке необходимо обеспечить безопасные условия труда работников в соответствии с требованиями Трудового кодекса Российской Федерации.
-
8.2 Условия труда и трудовых процессов должны соответствовать требованиям [8], [9], [10] и ППР.
-
Производственный контроль за соблюдением правил осуществляется работодателем в соответствии с [11, раздел II].
-
8.3 Гигиенические требования к производству сварочных работ должны соответствовать требованиям [11, раздел XXIV].
Производственный контроль за соблюдением санитарных правил и условий труда осуществляется работодателем.
-
8.4 Гигиенические требования к организации строительной площадки, строительным материалам и конструкциям должны соответствовать требованиям [12].
-
8.5 Требования безопасности при производстве сварочных работ определены в ГОСТ 12.3.003.
-
8.6 Конструкции и материалы складируют на специально отведенных местах с учетом требований безопасного складирования: в пакетах, кассетах, штабелях высотой до 2 м с обеспечением проходов.
-
8.7 Опасные зоны, определенные стройгенпланом, ограждают.
-
8.8 При выполнении работ в закрытом помещении следует обеспечить контроль содержания вредных веществ в воздухе рабочей зоны по ГОСТ 12.1.005.
-
8.9 Места выполнения сварочных работ и размещения сварочного оборудования очищают от горючих материалов в радиусе не менее 5 м, а от легковоспламеняющихся и взрывоопасных материалов — в радиусе не менее 10 м.
-
8.10 Сварочные работы на высоте следует производить согласно требованиям [8].
-
8.11 При одновременной работе на различных высотах по одной вертикали сварочные работы следует производить по ППР, в котором предусматривают установку ограждающих устройств для защиты персонала, работающего на нижних ярусах, от излучения сварочной дуги, брызг металла и случайного падения предметов.
-
8.12 Провода и сварочные кабели, подведенные к рабочим местам, необходимо защитить от возможных механических повреждений и воздействия высокой температуры.
-
8.13 При выполнении сварочных работ на открытом воздухе во время осадков (дождя, снегопада и т. п.) источники питания следует размещать в передвижных машинных помещениях. При отсутствии передвижных машинных помещений или навесов над электросварочным оборудованием сварочные работы во время осадков следует прекратить.
-
8.14 Сварщики должны быть обеспечены спецодеждой по ГОСТ 12.4.250, средствами индивидуальной защиты глаз и лица по ГОСТ 12.4.238 и инструментом в соответствии с выполняемым видом сварки.
-
8.15 При температуре окружающего воздуха ниже минус 10 °C вблизи рабочего места сварщика предусматривают инвентарное помещение для обогрева, а при температуре ниже минус 20 °C сварку производят в обогреваемом тепляке, где температура воздуха поддерживается выше 0 °C.
-
8.16 Пожарная безопасность на объекте и рабочих местах при организации и производстве сварочных работ должна быть обеспечена в соответствии с требованиями [13, разделы IX, XV, XVI, пункты 358, 360, 361, 362, 366] и ГОСТ 12.1.004.
-
9 Требования к охране окружающей среды
-
9.1 При выполнении монтажных и сварочных работ необходимо выполнять требования и мероприятия раздела «Охрана окружающей среды», разработанного в составе проекта на строительство (реконструкцию) объекта, а также проекта организации строительства, ППР, технологических регламентов (технологических карт и т. п.).
-
9.2 Следует организовать сбор строительного мусора (обрезки металлопроката и огарки электродов) в специально отведенные контейнеры с вывозом со строительного объекта в места приема.
-
9.3 Рекомендуется использование материалов и изделий с сертификатами соответствия, имеющими экологические показатели, предусмотренные соответствующими нормативными документами.
-
Приложение А (справочное)
Примеры выполнения швов сварных соединений
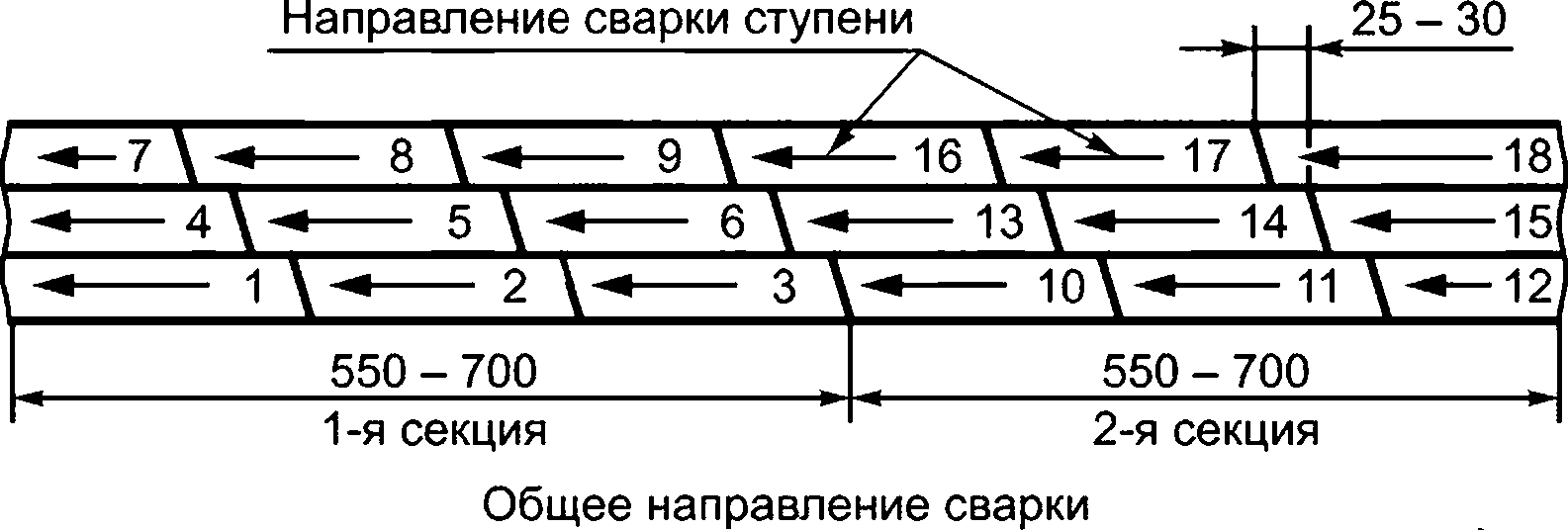
а) Обратноступенчатый
Направление сварки ступени
25-30
Общее направление сварки
-
б) Секционный обратноступенчатый
Направление сварки участка
25-30
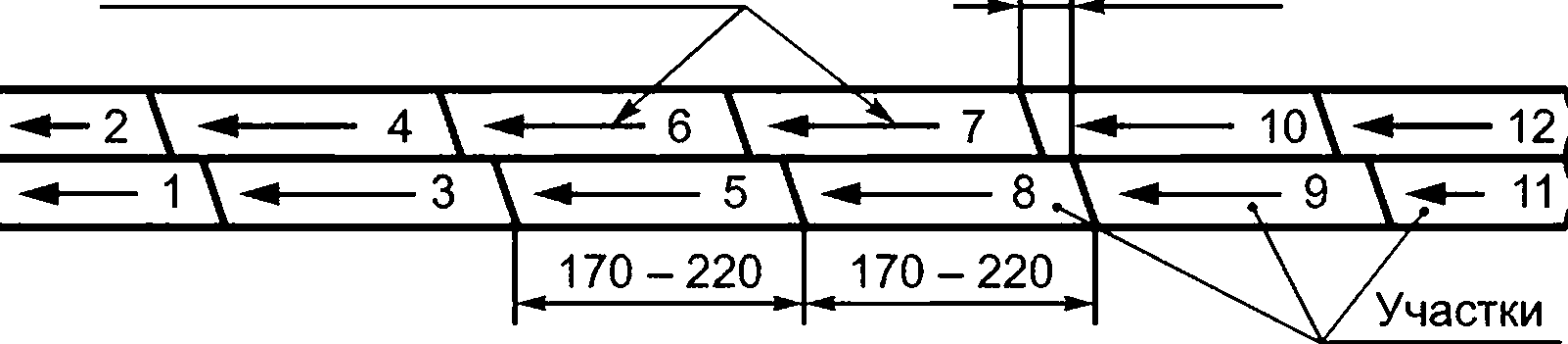
Общее направление сварки
-
в) Двойным слоем
1—18 — порядок наложения валиков (слоев) сварного шва Рисунок А. 1 — Способы выполнения швов сварных соединений
а) Секционный двойным слоем
Направление сварки слоя
В указанных зонах
Общее направление сварки
б) Каскадом
Общее направление сварки
в) Секционный каскадом
1—18 — порядок наложения валиков (слоев) сварного шва Рисунок А.2 — Способы выполнения швов сварных соединений
Библиография
|
[1] |
РД 11-02-2006 Требования к составу и порядку ведения исполнительной документации при строи тельстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения |
|
[2] [3] |
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
|
[4] |
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ре монте и реконструкции технических устройств для опасных производственных объектов |
|
[5] |
РД 34.15.132-96 Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов |
|
[6] |
Постановление Правительства РФ от 16 ноября 2020 г. № 1847 «Об утверждении перечня измерений, относящихся к сфере государственного регулирования обеспечения единства измерений» |
|
[7] |
РД 34.10.126-94 Инструкция по операционному контролю процессов сборки, сварки и термообра ботки |
|
[8] |
Правила по охране труда при работе на высоте, утвержденные приказом Минтруда РФ от 16 ноября 2020 г. № 782н |
|
[9] |
Правила по охране труда при строительстве, реконструкции и ремонте, утвержденные приказом Минтруда РФ от 11 декабря 2020 г. № 883н |
|
[Ю] |
Правила по охране труда при выполнении электросварочных и газосварочных работ, утвержденные приказом Минтруда РФ от 11 декабря 2020 г. № 884н |
|
[11] [12] |
СП 2.2.3670-20 Санитарно-эпидемиологические требования к условиям труда СанПиН 2.1.3684-21 «Санитарно-эпидемиологические требования к содержанию территорий городских и сельских поселений, к водным объектам, питьевой воде и питьевому водоснабжению, атмосферному воздуху, почвам, жилым помещениям, эксплуатации производственных, общественных помещений, организации и проведению санитарно-противоэпидемических (профилактических) мероприятий», утвержденные постановлением Главного государственного санитарного врача Российской Федерации № 3 |
|
[13] |
Правила противопожарного режима в Российской Федерации, утвержденные постановлением Правительства Российской Федерации от 16 сентября 2020 г. № 1479 |
УДК 69.057.1:006.354
ОКС 91.040.01
91.200.30
Ключевые слова: сварочные работы, строительная площадка, металлические конструкции, монтаж металлических конструкций, сборка стыков, техника безопасности, технология выполнения работ
Редактор М.В. Митрофанова Технический редактор В.Н. Прусакова Корректор С. В. Смирнова Компьютерная верстка И.Ю. Литовкиной
Сдано в набор 07.11.2022. Подписано в печать 17.11.2022. Формат 60х841/8. Гарнитура Ариал. Усл. печ. л. 2,32. Уч-изд. л. 2,12.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «РСТ» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
1
) Технические требования разрабатывают по решению разработчика (изготовителя, поставщика) и/или по требованию заказчика (потребителя). Если при хранении и транспортировании продукции и услуги их свойства могут изменяться, то должны быть также составлены технические требования (Прим. пер.).

Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.

Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.

Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.

С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.

Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
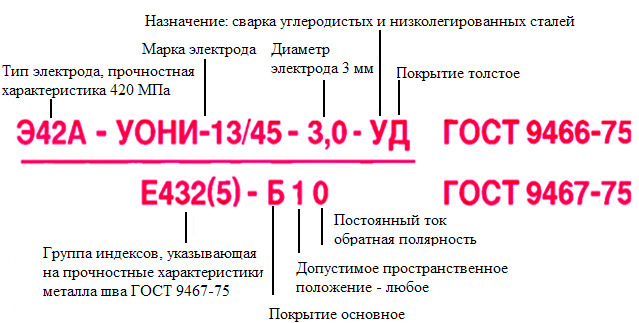
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
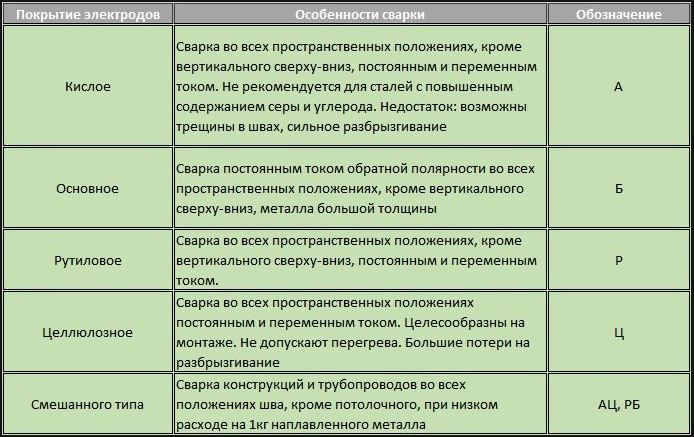
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
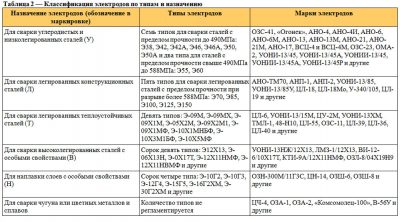
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.

В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.

Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
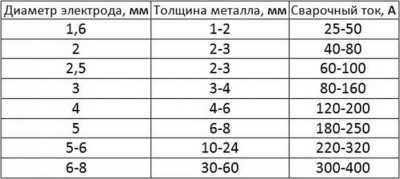
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.

В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
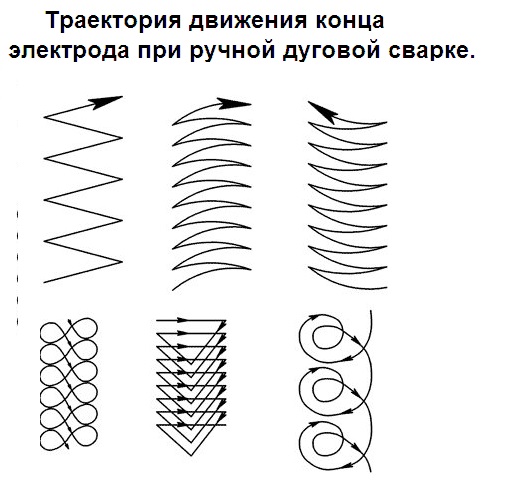
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.

Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
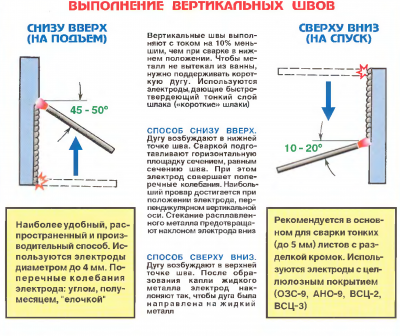
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.

При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
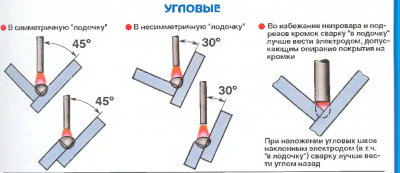
При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.

Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
- Распечатать
Оцените статью:
- 5
- 4
- 3
- 2
- 1
(39 голосов, среднее: 4.1 из 5)
Поделитесь с друзьями!
На чтение 6 мин Просмотров 2.3к.
Обновлено 16.03.2022
Для соединения металлических деталей друг с другом применяется сварка. Небольшие запчасти может сварить практически любой человек — достаточно иметь под рукой лишь необходимое оборудование и инструменты. В нашей небольшой статье узнаем, как выполняется ручная дуговая сварка и что нужно знать начинающему для правильного проведения работ.
Виды электросварки

В технике сваркой называют соединение металлических запчастей путем расплавления краев заготовок и присадочного материала. В результате сварочных работ образуется прочное неразъемное соединение, связанное сварочным швом. Различают несколько десятков сварочных методов, а самыми популярными являются такие методики:
- Ручная электродуговая сварка. Сварка осуществляется за счет работы сварочного аппарата и плавящихся электродов, а поверхность сварного шва защищается дымом, который образуется при сгорании стержней.
- Полуавтоматическая технология. Похожа на предыдущий метод с той лишь разницей, что в активную зону автоматически подается электродная проволока и инертный газ, который защищает сварочные швы.
- Газовая сварка. При таком варианте расплавление металла осуществляется с помощью газовой горелки. Отдельно в активную зону подается сварочная присадка (то есть электроды не используются).
Технология сварочных работ
Новичкам рекомендуется использовать технологию ручной электродуговой сварки (ЭДС), поскольку она является самой простой. Для работ необходимо купить сварочный аппарат — трансформатор или инвертор, а также плавящиеся электроды. При сварке возникает электрическая дуга между электродом и свариваемым изделием. Расплавленный металл изделия и электрода формируют расплав, который затвердевает и образует прочный сварной шов.
Обратите внимание! Для защиты сварщика от высоких температур и яркого света нужно купить плотные краги и защитную маску.
Инструкция — как научиться варить сваркой

Итак, давайте теперь узнаем, как работать с ЭДС-сваркой, чтобы получить прочное соединение.
Как подключать электрод

Для сварки электрод подключается к электрододержателю, который в свою очередь подключается к сварочному аппарату. Электродержатели бывают двух типов:
- Пружинные. Для подключения человеку нужно надавить одной рукой на защитную лапку, а другой вставить электрод в активную зону. После этого лапку нужно отпустить — она автоматически зафиксирует электрод.
- Винтовые. Для подключения человеку нужно вставить стержень в специальное отверстие внутри электрододержателя, а потом затянуть прижимной болт.
Начало сварки: зажигаем дугу

После сборки электродной конструкции необходимо подключить электрододержатель к сварочному аппарату, а тот в свою очередь нужно подключить к сети или любому другому источнику переменного тока. После запуска сварочного аппарата нужно выполнить возбуждение дуги — для этого нужно мягко постучать по поверхности металла. Постукивание следует делать быстро, чтобы электродный стержень не прилипал к металлу.
Наклон электрода

После загорания дуги нужно подождать пару минут, чтобы привыкнуть к свету. В это время нужно держать стержень на расстоянии 3-7 миллиметров от металлической детали, чтобы дуга не потухла. После этого нужно приступать к сварке — для этого наклоните электрод на себя на угол 30-60 градусов. Благодаря наклону прогрев будет более глубоким и равномерным, что повысит качество сварного шва.
Движения электрода
Сварку можно делать как справа налево, так и слева направо — особой разницы нет. На тонких металлах в 2-3 миллиметра стержень выставляется на начало стыка металлических запчастей, а потом он медленно ведется вдоль линии соединения. В случае толстого металла (толщиной более 3 миллиметров) необходимо сделать зазор в пару миллиметров, чтобы расплавленный металл проник глубже.
Как правильно сваривать металл

Горячий шов может «тянуть» свариваемые элементы, что может привести к перекосу конструкции. Чтобы избежать этой проблемы, рекомендуется перед проведением сварочных работ хорошо закрепить детали — например, с помощью стяжек или струбцин. Для устранения этой проблемы также делают прихватки — так называют короткие поперечные швы, которые располагаются на расстоянии в 10-15 сантиметров от основного шва. Прихватки уменьшают уровень нагрузки на металл, что позволяет избежать перекосов.
Как выбрать ток для сварки
Качество сварного шва во многом зависит от силы электрического тока. В случае тонкого металла толщиной 1-2 мм следует применять ток 25-50 ампер. Для сварки более толстых металлических изделий толщиной 3 мм силу тока следует повысить до 50-120 А, для изделий толщиной 4 мм — 120-160 А, для изделий в 5-6 мм — 160-200 А. Также следует помнить, что сварочные аппараты бывают двух типов в зависимости от типа электрического тока:
- Трансформаторы используют переменный электрический ток из сети напрямую. Устройства-трансформаторы стоят дешевле, однако у них есть множество критических недостатков — они крупные и тяжелые, с их помощью сложнее получить ровный шов, при работе сварочного аппарата может падать напряжение в сети и другие.
- Инверторы используют постоянный электрический ток, который образуется при выравнивании переменного тока из сети с помощью специального встроенного устройства. Инверторы лишены всех недостатков трансформаторов — они обладают умеренным весом, с их помощью можно получить красивый шов, они не дают нагрузку на сеть. Однако стоят инверторы дороже трансформаторов.
Обратите внимание! Новичкам в сварке рекомендуется покупать именно инвертор, тогда как трансформатор подойдет для опытных сварщиков при ограниченном бюджете.
Основные ошибки
При работе новичок может допустить такие ошибки:
- Быстрое движение рукой. В таком случае металл плохо расплавится, а шов получится очень хрупким. Поэтому Вам необходимо привыкнуть делать движения рукой медленно.
- Игнорирование шлака. Сразу после сварки на поверхности шва формируется тонкая корка (шлак). Ее нужно отбить специальным молотком, поскольку шлак нарушает теплообмен, что негативно влияет на качество шва.
- Отбивание шлака сразу после сварки. В таком случае также ухудшается качество сварного соединения, а отбивать шлак нужно после небольшого остывания шва.
Советы начинающему сварщику
Рассмотрим несколько советов опытных сварщиков:
- Тонкий металл толщиной 1 миллиметр или меньше нужно варить тонким электродом диаметром в 1,6 мм, а уровень тока должен быть не более 50 ампер. В противном случае Вы можете получить металлические прожоги (так называют небольшие сквозные отверстия).
- На некоторых современных аппаратах есть активируемая функция «Антиприлипание». Работает она следующим образом — если стержень подносится слишком близко к металлу и начинает прилипать, то устройство тут же обесточивается. Наличие функции можно проверить в инструкции.
В завершение отметим, что зажигание дуги не рекомендуется делать на заготовке. Вместо этого рекомендуется держать при себе небольшую металлическую пластину, которую можно применять для разжигания стержня. А после появления дуги можно переносить электрод на заготовку, чтобы выполнить сварку.
РД 95 10436-91
Группа Т53
РУКОВОДЯЩИЙ ДОКУМЕНТ
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА И ОРГАНИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА МОНТАЖНЫХ И СТРОИТЕЛЬНЫХ ПРЕДПРИЯТИЙ
ОКСТУ 0014
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом N 242 от 14.05.91
2. Срок первой проверки — 1995 г.
периодичность проверки — 1 раз в 5 лет.
3. ВЗАМЕН ОСТ 95 930-82 и ОСТ 95 944-82
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
Закон о Государственном предприятии (объединении) |
1.1, 2.1 |
|
ГОСТ 2.301-68 |
3.3.6 |
|
ОСТ 95 10151-85 |
5.4.2 |
|
ОСТ 95 10295-87 |
3.4.1 |
|
Р 50-54-11-87 |
2.7.1 |
|
СНиП IV-5-84 (сборник 9, 16, 22, 24, 25) |
5.3.1 |
|
СНиП IV-6-84 |
5.3.1 |
|
Правила аттестации сварщиков |
3.2.5 |
|
ПНАЭ Г-7-003-87 |
3.2.5 |
|
Нормативы трудоемкости и планово-расчетные цены сварочных работ на 10 кг наплавленного металла |
5.4.3 |
|
Сборник нормативов трудоемкости, себестоимости и планово-расчетных цен на сварочные работы |
5.4.3 |
Настоящий руководящий документ устанавливает требования по проведению технологической подготовки сварочного производства и организации выполнения сварочных работ строительно-монтажных предприятий.
Руководящий документ предназначается для монтажных (механо-монтажных, электромонтажных) и строительных предприятий (трестов, управлений), включая входящие в их состав промышленные предприятия, выполняющих сварочные работы.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководящий документ разработан с учетом Закона о предприятиях в СССР и предусматривает дальнейшее совершенствование единой системы технологической подготовки сварочного производства и организации выполнения сварочных работ, включающей взаиморасчеты между сварочными и строительно-монтажными подразделениями.
1.2. Технологическая подготовка сварочного производства должна обеспечить:
повышение эффективности сварочного производства;
сокращение сроков и затрат на подготовку сварочного производства;
повышение производительности труда при выполнении сварочных работ;
экономию материальных и трудовых ресурсов;
повышение качества сварочных работ.
1.3. Организация выполнения сварочных работ основывается на:
хозрасчетных методах организации труда;
технологической подготовке производства;
создании специализированных бригад;
оперативном изменении расстановки сварщиков в зависимости от изменяющегося фронта работ.
2. ФУНКЦИИ И ЗАДАЧИ СВАРОЧНОЙ СЛУЖБЫ ПРЕДПРИЯТИЯ
2.1. Сварочная служба является структурным подразделением предприятия и в своей деятельности руководствуется Законом о предприятиях в СССР*, приказами руководства, рекомендациями головного предприятия по сварке и нормативно-технической документацией (НТД).
2.2. Каждое предприятие на основании данного руководящего документа разрабатывает конкретное положение о сварочной службе с учетом специфики производства.
2.3. Типовые положения о сварочных службах предприятий (механо-монтажных, электромонтажных, строительных) приведены в приложении 1.
2.4. Количественный и качественный состав сварочной службы предприятия и распределение специалистов по подразделениям определяются на каждом предприятии Главным сварщиком в зависимости от объемов и характера выполняемых работ.
2.5. Типовые должностные инструкции на специалистов сварочной службы приведены в приложении 2.
В должностных инструкциях установлены основные права и обязанности специалистов сварочной службы.
2.6. Основные функции сварочной службы предприятия
2.6.1. Основными функциями сварочной службы предприятия по технологической подготовке производства являются:
организация и управление процессом технологической подготовки сварочного производства;
разработка технологических процессов на сварку;
организация приобретения сварочного оборудования и его ремонта;
организация приобретения сварочных материалов;
организация проектирования и изготовления средств технологического оснащения сварочного производства;
обеспечение технологичности сварных конструкций.
2.6.2. Основные функции сварочной службы предприятия по организации выполнения сварочных работ включают:
эффективное и качественное обеспечение производства сварочных работ в установленные сроки;
учет трудовых и материальных ресурсов.
2.7. Основные задачи сварочной службы предприятия
2.7.1. Основными задачами сварочной службы предприятия по проведению технологической подготовки сварочного производства являются:
участие в разработке конструкторской документации деталировочных чертежей конструкций металлических (КМД), деталировочных чертежей технологических трубопроводов (КТД) и чертежей других конструкций с целью обеспечения технологичности, которое заключается в выдаче рекомендаций по подготовке кромок под сварку и вариантов укрупнения конструкций, а при разработке указанной документации другими предприятиями — ее согласовании;
разработка технологических процессов и другой технической документации на производство сварочных работ;
разработка проектов производства работ (ППР) и составление сетевых графиков в составе общих ППР на монтаж;
разработка технических заданий на проектирование средств технологического оснащения, в случае невозможности применение стандартной переналаживаемой технологической оснастки, предусмотренной Р 50-54-11;
сварка образцов для проведения испытаний и входного контроля сварочных материалов;
подготовка сварочного оборудования;
обеспечение проведения обучения, аттестации и паспортизации сварщиков;
освоение и внедрение новой сварочной техники и технологии;
контроль за выполнением этапов технологической подготовки сварочного производства.
2.7.2. Основными задачами сварочной службы предприятия по организации выполнения сварочных работ являются:
обеспечение качества сварочных работ в соответствии с требованиями НТД на изделия (объекты);
оперативное выполнение сварочных работ;
повышение производительности труда в сварочном производстве и снижение себестоимости сварочных работ на основе их технического и организационного совершенствования, в том числе применения прогрессивной технологии и повышения уровня механизации работ;
повышение культуры производства и улучшение условий труда.
3. ПОРЯДОК ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ СВАРОЧНОГО ПРОИЗВОДСТВА
3.1. Порядок разработки технологических процессов на производство сварочных работ
3.1.1. Технологический процесс на производство сварочных работ при изготовлении сварных конструкций на промышленных предприятиях должен быть разработан и оформлен в соответствии с требованиями стандартов Единой системы технологической документации (ЕСТД).
3.1.2. Технологический процесс на производство сварочных работ при монтаже конструкций разрабатывается на формах технологической документации с учетом требований стандартов ЕСТД на основе типовых технологических процессов.
3.1.3. Технологический процесс на производство сварочных работ разрабатывается в виде самостоятельного документа или входит составной частью в общий технологический процесс сборки и монтажа конструкций.
3.1.4. Технологический процесс должен содержать:
требования к сборке под сварку;
требования к сварочным материалам;
требования к квалификации рабочих-сварщиков и инженерно-технических работников (ИТР);
требования к сварке и ориентировочные режимы сварки;
требования безопасности;
вид сварочного оборудования и технологическую оснастку;
режимы термообработки (при необходимости);
вид оборудования для термообработки;
трудовые и материальные нормативы;
массу наплавленного металла;
методы и объемы контроля качества сварных соединений.
3.1.5. При разработке технологических процессов должно учитываться обеспечение сварочного производства необходимыми материальными ресурсами на стадии подготовки и проведения сварочных работ.
3.2. Порядок подготовки сварщиков
3.2.1. Подготовку сварщиков для предприятия должны обеспечивать:
учебный комбинат;
государственное профессионально-техническое училище (ГПТУ);
служба главного сварщика;
производственная группа службы технологической подготовки сварочного производства (для монтажных предприятий);
сварочная лаборатория (для промышленных предприятий).
3.2.2. К выполнению сварочных работ при изготовлении и монтаже сварных конструкций должны допускаться сварщики и операторы, ознакомленные с техническими условиями на сварку конструкций, обученные, аттестованные и имеющие допуск на соответствующие виды работ.
3.3.3. Обучение сварщиков должно производиться на основе требований общесоюзных типовых программ для подготовки на производстве.
3.2.4. Обучение, аттестация и паспортизация сварщиков должны производиться на основе требований специальных программ, учитывающих специфику и характер выполнения работ.
3.2.5. Обучение, аттестация и паспортизация сварщиков для работ, подведомственных Госгортехнадзору, должны производиться в соответствии с «Правилами аттестации сварщиков»*, утвержденными Государственным комитетом по надзору за безопасным ведением работ в промышленности и горному надзору при Совете Министров СССР от 22 июня 1971 г. или «Правилами аттестации сварщиков оборудования и трубопроводов атомных энергетических установок» ПНАЭ Г-7-003-87, утвержденными Госатомэнергонадзором СССР от 2 апреля 1987 г. N 5.
3.2.6. Все аттестованные сварщики должны иметь удостоверения единой формы, оформленные протоколом комиссии по аттестации.
Удостоверения должны храниться в службе технологической подготовки сварочного производства.
3.2.7. При переводе сварщика на новые для него виды работ (новые виды и способы сварки, сварка изделий из новых материалов и т.д.) должно проводиться дополнительное обучение теоретическим знаниям и практическим навыкам.
3.2.8. К руководству сварочными работами, разработке технической документации, контролю за соблюдением технологии и качества сварочных работ должны допускаться ИТР, изучившие технологический процесс на производство сварочных работ, технические условия на изготовление и монтаж конструкции, требования соответствующей технической документации на сварку конструкций и сдавшие экзамен.
3.3. Порядок подготовки сварочного оборудования
3.3.1. Подготовка сварочного оборудования осуществляется:
на монтажных предприятиях — службой главного механика и производственной группой службы технологической подготовки сварочного производства;
на промышленных предприятиях — службой главного механика с привлечением специалистов сварочной лаборатории.
3.3.2. Сварочное оборудование, применяемое для производства сварочных работ, должно подразделяться на три группы:
оборудование установленное, находящееся в работе или временно не работающее;
оборудование неустановленное;
оборудование установленное, но ранее на предприятии не применявшееся.
3.3.3. Оборудование, находящееся в работе, должно периодически проверяться на обеспечение им режимов, заданных технологическим процессом:
на монтажных предприятиях — специалистами производственной группы;
на промышленных предприятиях — службой главного механика с привлечением, в случае необходимости, специалистов сварочной лаборатории.
3.3.4. Неустановленное оборудование должно проверяться на комплектность в соответствии с паспортными данными службой главного механика.
Перед сдачей оборудования в эксплуатацию службой главного механика должна производиться проверка и настройка его работы по всем параметрам сварки с привлечением на монтажном предприятии — специалистов производственной группы, на промышленных предприятиях — специалистов сварочной лаборатории.
3.3.5. Оборудование, ранее на предприятии не применявшееся, должно проходить освоение и наладку:
на монтажных предприятиях — специалистами производственной группы;
на промышленных предприятиях — специалистами сварочной лаборатории.
3.3.6. Сварочное оборудование должно сдаваться в эксплуатацию специалистами службы главного механика с соответствующей отметкой в журнале сдачи сварочного оборудования в эксплуатацию.
Типовая форма журнала сдачи сварочного оборудования в эксплуатацию приведена в приложении 3.
Форма журнала выполняется на листах формата А4 по ГОСТ 2.301.
3.3.7. Журнал сдачи сварочного оборудования в эксплуатацию должен храниться в службе главного механика.
3.3.8. Выписка из журнала сдачи сварочного оборудования в эксплуатацию, содержащая информацию о механизированном сварочном оборудовании, должна храниться:
на монтажных предприятиях — в производственной группе службы технологической подготовки сварочного производства;
на промышленных предприятиях — в сварочной лаборатории.
3.4. Порядок подготовки сварочных материалов
3.4.1. Порядок подготовки сварочных материалов к сварке — в соответствии с ОСТ 95 10295.
4. ОРГАНИЗАЦИЯ ВЫПОЛНЕНИЯ СВАРОЧНЫХ РАБОТ
4.1. Для выполнения сварочных работ создаются хозрасчетные сварочные подразделения (участки, прорабства).
Сварочные работы могут выполняться сварщиками индивидуально и в составе специализированных сварочных или сборочно-сварочных бригад.
4.2. Выполнение сварочных работ хозрасчетными сварочными подразделениями (участками, прорабствами)
4.2.1. Хозрасчетный сварочный участок (прорабство) является структурным подразделением предприятия (треста, управления).
Задачи и функции сварочного участка (прорабства) определяются в соответствии с разделом 2 настоящего руководящего документа.
4.2.2. Сварочный участок (прорабство) выполняет собственными силами (с использованием машин, механизмов, материальных и трудовых ресурсов) в установленные сроки весь объем сварочных работ с соблюдением требований, установленных проектом.
Объем работ на планируемый период согласовывается с монтажным участком.
4.2.3. Каждое предприятие (трест, управление) разрабатывает конкретные экономические показатели сварочного участка (прорабства) с учетом специфики производства.
4.2.4. Выполнение всех показателей служит основой для определения размеров материального стимулирования работников сварочного участка (прорабства) в соответствии с действующим на предприятии положением.
4.3. Бригадный метод организации выполнения сварочных работ
4.3.1. В зависимости от особенностей производства и условий выполнения сварочных работ создаются специализированные сварочные или сборочно-сварочные бригады.
4.3.2. Бригады создаются приказом (распоряжением) руководителя предприятия.
4.3.3. Главными задачами бригады являются:
выполнение в срок установленного производственного плана (задания);
обеспечение высокого качества сварных изделий;
рациональное использование оборудования и рабочего времени.
4.3.4. Оплата труда сварщиков в специализированных бригадах осуществляется в соответствии с действующим на предприятии положением об оплате труда и премировании.
5. ВЗАИМОРАСЧЕТЫ МЕЖДУ СВАРОЧНЫМИ И СТРОИТЕЛЬНО-МОНТАЖНЫМИ ПОДРАЗДЕЛЕНИЯМИ
5.1. Взаиморасчеты между сварочными и строительно-монтажными подразделениями, выполняющими сварочные работы, производятся за выполненные объемы сварочных работ в стоимостном выражении.
5.2. Исходными данными для определения объемов и стоимостей сварочных работ могут быть:
1) трудоемкость сварочных работ или нормативы сварочных работ на 1 руб. строительно-монтажных работ (СМР) — при монтаже сварных конструкций;
2) масса наплавленного металла (по видам работ и способам сварки) — при изготовлении и монтаже сварных конструкций.
5.3. Определение объемов и стоимости сварочных работ по трудоемкости сварочных работ
5.3.1. Расчет объемов выполненных сварочных работ производится на основании актов сдачи работ монтажным подразделением и трудоемкости сварочных работ по видам конструкций в соответствии с табл.1 или по нормативам зарплаты сварщиков, приходящейся на 1 руб. СМР в соответствии с табл.2.
Таблица 1
Трудоемкость сварочных работ по видам конструкций
|
Обозначение НТД |
Вид конструкции |
Трудоемкость сварочных работ, % от трудоемкости СМР |
|
СНиП IV-5 Приложение |
||
|
Сборник 9 |
Металлические конструкции: |
|
|
каркасы одноэтажных производственных зданий; |
15,5* |
|
|
емкости; |
39,0 |
|
|
технологические металлоконструкции; |
22,7 |
|
|
подкрановые балки, лестницы, площадки; |
24,5 |
|
|
облицовка конструкций листами; |
82,1 |
|
|
лотки, армоблоки |
40,0 |
|
|
Сборник 16 |
Трубопроводы внутренние: |
|
|
отопление, водопровод, газоснабжение; |
21,5 |
|
|
обвязка котлов, насосов |
26,0 |
|
|
Сборник 22 |
Водопровод — наружные сети |
15,0 |
|
Сборник 24 |
Теплоснабжение и газопровод — наружные сети |
15,0 |
|
Сборник 25 |
Магистральные трубопроводы эстакад |
15,4 |
|
СНиП IV-6* |
Трубопроводы технологические: |
|
|
из труб углеродистых сталей; |
20,0* |
|
|
из труб коррозионно-стойких сталей |
25,0* |
|
|
Пусконаладка и ремонт |
18,9 |
Примечание. * — значения приведены для работ по монтажу без укрупнения конструкций.
Таблица 2
Нормативы зарплаты сварщиков по видам конструкций
|
Вид конструкции |
Зарплата сварщиков, приходящаяся на 1 руб. СМР, коп |
|
1. Металлические конструкции: |
|
|
каркасы одноэтажных производственных зданий; |
2,79 |
|
ёмкости; |
7,02 |
|
технологические металлоконструкции; |
4,09 |
|
подкрановые балки, лестницы, площадки; |
4,41 |
|
облицовка конструкций листами; |
14,78 |
|
лотки, армоблоки |
7,2 |
|
2. Трубопроводы внутренние: |
|
|
отопление, водопровод, газоснабжение; |
3,87 |
|
обвязка котлов, насосов |
4,68 |
|
3. Водопровод — наружные сети |
2,7 |
|
4. Теплоснабжение и газопровод — наружные сети |
2,7 |
|
5. Магистральные трубопроводы эстакад |
2,77 |
|
6. Трубопроводы технологические: |
|
|
из труб углеродистых сталей; |
3,6 |
|
из труб коррозионно-стойких сталей |
4,5 |
|
7. Пусконаладка и ремонт |
3,4 |
5.3.2. Стоимость сварочных работ определяется следующим образом:
определяется фонд зарплаты сварщиков по табл.2, или от фонда зарплаты СМР, рассчитанного по видам конструкций пропорционально трудоемкости согласно табл.1;
стоимость сварочных работ определяется путем деления фонда зарплаты сварщиков на его удельный вес в себестоимости сварочных работ в соответствии с табл.3.
Примечание. Данные табл.1 и 2 получены расчетно-аналитическим методом на основании данных сборников СНиП IV-5 и СНиП IV-6.
Таблица 3
Удельный вес статей затрат в себестоимости сварочных работ
|
Вид конструкции |
Удельный вес статьи затрат в себестоимости, % |
|||
|
Основная зарплата сварщиков |
Сварочные материалы |
Эксплуатация машин |
Накладные расходы |
|
|
Металлические конструкции |
37 |
30,7 |
12,3 |
20 |
|
Трубопроводы технологические |
47 |
20,7 |
12,3 |
20 |
5.4. Определение объемов и стоимости сварочных работ по массе наплавленного металла
5.4.1. Объем сварочных работ в кг или т определяется массой наплавленного металла при сварке.
При сварке без присадочного материала (сварка автоопрессовкой, ручная аргонодуговая сварка по отбортовке и т.п.) применяется условная масса наплавленного металла равная по массе расплавляемому при сварке основному металлу.
5.4.2. Для определения массы наплавленного металла по типам сварных соединений и укрупнению по видам сварных конструкций следует руководствоваться ОСТ 95 10151.
При определении массы наплавленного металла по фактическому расходу сварочных материалов используют коэффициенты расхода для электродов и порошковой проволоки и коэффициенты, учитывающие безвозвратные технологические потери и отходы сварочной проволоки при аргонодуговой, газовой, автоматической и механизированной сварке неплавящимся электродом, содержащиеся в ОСТ 95 10151.
5.4.3. Стоимость сварочных работ в зависимости от вида сварного соединения и способа сварки определяется по «Нормативам трудоемкости и планово-расчетным ценам сварочных работ на 10 кг наплавленного металла», разработанным НИКИМТом, 1984 и «Сборнику нормативов трудоемкости, себестоимости и планово-расчетных цен на сварочные работы», разработанному НИКИМТом, 1986.
Нормативы трудоемкости и планово-расчетные цены механизированной ванной сварки порошковой проволокой в инвентарных формах приведены в табл.4-6.
Таблица 4
Нормативы трудоемкости и планово-расчетные цены механизированной ванной сварки порошковой проволокой в инвентарных формах (на 10 кг наплавленного металла)
|
Трудоемкость, чел/ч |
Себестоимость сварочных работ, руб. |
Планово- расчетная цена, руб. |
||||
|
Общая |
в том числе |
|||||
|
основная зарплата сварщиков |
сварочные материалы |
эксплуатация машин |
накладные расходы |
|||
|
19,6 |
56,7 |
15,7 |
16,2 |
13,8 |
11,00 |
61,2 |
Примечание. При ручной одноэлектродной ванной сварке в инвентарных формах для определения трудоемкости применяется коэффициент
3, а себестоимости — коэффициент
2,2.
Таблица 5
Нормативы трудоемкости и планово-расчетные цены механизированной ванной сварки порошковой проволокой в инвентарных формах (на 1 т железобетона)
|
Вид конструкции |
Трудоем- кость, чел/ч |
Себестоимость сварочных работ, руб. |
Планово- расчетная цена, руб. |
||||
|
Общая |
в том числе |
||||||
|
основная зарплата сварщиков |
сва- рочные мате- риалы |
эксплуа- тация машин |
накладные расходы |
||||
|
1. Каркасные здания |
0,60 |
1,77 |
0,49 |
0,51 |
0,43 |
0,34 |
1,91 |
|
2. Панельные здания |
0,12 |
0,36 |
0,10 |
0,10 |
0,09 |
0,07 |
0,39 |
|
3. Колонны с сердечником и жесткой арматурой |
1,02 |
2,95 |
0,82 |
0,84 |
0,72 |
0,57 |
3,19 |
|
4. Балки, пояса, перемычки, бункера |
0,96 |
2,78 |
0,77 |
0,79 |
0,68 |
0,54 |
3,00 |
|
5. Стены и перегородки |
0,91 |
2,62 |
0,73 |
0,75 |
0,63 |
0,51 |
2,83 |
|
6. Перекрытия |
0,87 |
2,52 |
0,70 |
0,72 |
0,61 |
0,49 |
2,72 |
|
7. Тоннели и проходные каналы |
0,59 |
1,70 |
0,47 |
0,49 |
0,41 |
0,33 |
1,84 |
|
8. Градирни |
0,50 |
1,45 |
0,40 |
0,42 |
0,35 |
0,28 |
1,57 |
|
9. Подпорные стены и стены подвалов |
0,43 |
1,23 |
0,34 |
0,35 |
0,30 |
0,24 |
1,33 |
Примечание. При ручной одноэлектродной ванной сварке в инвентарных формах для определения трудоемкости применяется коэффициент
3, а себестоимости — коэффициент
2,2.
Таблица 6
Нормативы трудоемкости и планово-расчетные цены механизированной ванной сварки порошковой проволокой в инвентарных формах (на 1 м
железобетона)
|
Вид конструкции |
Трудоем- кость, чел/ч |
Себестоимость сварочных работ, руб. |
Планово- расчетная цена, руб. |
||||
|
Общая |
в том числе |
||||||
|
основная зарплата сварщиков |
сва- рочные мате- риалы |
эксплуа- тация машин |
накладные расходы |
||||
|
1. Каркасные здания |
1,47 |
4,27 |
1,18 |
1,22 |
1,04 |
0,83 |
4,61 |
|
2. Панельные здания |
0,29 |
0,86 |
0,24 |
0,24 |
0,21 |
0,17 |
0,93 |
|
3. Колонны с сердечником и жесткой арматурой |
2,45 |
7,09 |
1,96 |
2,03 |
1,73 |
1,37 |
7,66 |
|
4. Балки, пояса, перемычки, бункера |
2,30 |
6,66 |
1,85 |
1,90 |
1,62 |
1,29 |
7,19 |
|
5. Стены и перегородки |
2,18 |
6,31 |
1,75 |
1,80 |
1,54 |
1,22 |
6,81 |
|
6. Перекрытия |
2,09 |
6,05 |
1,68 |
1,73 |
1,47 |
1,17 |
6,53 |
|
7. Тоннели и проходные каналы |
1,42 |
4,09 |
1,13 |
1,17 |
1,00 |
0,79 |
4,42 |
|
8. Градирни |
1,21 |
3,50 |
0,97 |
1,00 |
0,85 |
0,68 |
3,78 |
|
9. Подпорные стены и стены подвалов |
1,02 |
2,95 |
0,82 |
0,84 |
0,72 |
0,57 |
3,19 |
Примечание. При ручной одноэлектродной ванной сварке в инвентарных формах для определения трудоемкости применяется коэффициент
3, а себестоимости
2,2.
5.5. Пример проведения взаиморасчетов между сварочными и строительно-монтажными подразделениями приведен в справочном приложении 4.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ТИПОВЫЕ ПОЛОЖЕНИЯ О СВАРОЧНОЙ СЛУЖБЕ ПРЕДПРИЯТИЙ
1. ТИПОВОЕ ПОЛОЖЕНИЕ О СВАРОЧНОЙ СЛУЖБЕ МЕХАНО-МОНТАЖНОГО ПРЕДПРИЯТИЯ
1.1. Общие положения
1.1.1. Сварочная служба механо-монтажного предприятия возглавляется главным сварщиком, назначение и освобождение которого должно быть согласовано с вышестоящей организацией.
Главный сварщик в своей деятельности подчиняется непосредственно главному инженеру предприятия.
1.1.2. Для выполнения сварочных работ при монтаже уникальных объектов (атомные электростанции, крупные промышленные комплексы и др.) по рекомендации головного предприятия по сварке создается сварочная служба, возглавляемая главным сварщиком, независимо от количества рабочих-сварщиков и объемов сварных конструкций.
1.1.3. Сварочная служба механо-монтажного предприятия включает:
отдел главного сварщика;
сварочные участки (прорабства);
сварочную службу промышленного предприятия;
подразделение технологической подготовки сварочного производства;
технические сварочные службы предприятий (управлений);
сварочную лабораторию.
1.1.4. Сварочная лаборатория может создаваться при монтажно-строительных и строительно-монтажных трестах, не имеющих промышленных предприятий.
1.1.5. Типовая структурная схема сварочной службы механо-монтажного предприятия приведена на черт.1.
Типовая структурная схема сварочной службы механо-монтажного предприятия (треста)
Черт.1
1.2. Организация отдела главного сварщика
1.2.1. Отдел главного сварщика является структурным подразделением механо-монтажного предприятия и подчиняется непосредственно главному сварщику.
1.2.2. Отдел формируется из лиц, имеющих образование по сварочной специальности и опыт организации работ в сварочном производстве.
1.2.3. Типовая структурная схема отдела главного сварщика механо-монтажного предприятия приведена на черт.2.
Типовая структурная схема отдела главного сварщика механо-монтажного предприятия (управления)
Черт.2
1.2.4. На отдел главного сварщика возлагаются следующие основные задачи:
организация подготовки сварочного производства в масштабе предприятия;
организация и обеспечение выполнения, курирования сварочных работ и работ по термической обработке во всех подразделениях механо-монтажного предприятия;
разработка сварочным подразделениям планов работ и организационно-технических мероприятий, осуществление контроля за их выполнением;
оказание помощи подразделениям в механизации сварочного производства и внедрении новой техники и технологии;
регулярное проведение анализа состояния сварочного производства предприятия, своевременное выявление проблем сварочного производства подразделений и принятие соответствующих мер к их решению;
организация подготовки и своевременной аттестации сварщиков и операторов по термической обработке;
обеспечение подразделений НТД и технической информацией по сварке, термической обработке;
обеспечение получения от подразделений предприятия заявок на оборудование для сварочного производства, материалы, инструмент и включения их в оперативные, месячные, квартальные и годовые заявки предприятия;
осуществление контроля за качеством сварки и термической обработки в соответствии с техническими требованиями и НТД;
оказание помощи подразделениям в подготовке и сдаче заказчику технической сварочной документации и осуществление контроля за ведением сварочных журналов.
1.3. Организация сварочного участка (прорабства)
1.3.1. Сварочный участок (самостоятельное прорабство) является хозрасчетным структурным подразделением механо-монтажного предприятия (управления).
1.3.2. Сварочный участок возглавляется начальником участка, сварочное прорабство — старшим прорабом (прорабом).
Начальник сварочного участка и старший прораб (прораб) самостоятельного сварочного прорабства в своей деятельности подчиняется административно — главному инженеру предприятия (управления), по техническим вопросам — главному сварщику предприятия (треста).
1.3.3. Должность главного инженера сварочного участка должна вводиться решением руководства предприятия (управления).
1.3.4. Типовая структурная схема сварочного участка механо-монтажного предприятия приведена на черт.3.
Типовая структурная схема сварочного участка механо-монтажного предприятия (управления)
Черт.3
1.3.5. Основными задачами сварочного участка (прорабства) являются:
выполнение эффективно и с высоким качеством всех сварочных работ на поручаемых участку (прорабству) объектах;
выполнение планов и заданий по вводу в действие объектов, монтируемых предприятием;
постоянное повышение уровня механизации сварочных работ, внедрение в производство прогрессивной технологии и оборудования;
постоянное снижение себестоимости сварочных работ за счет уменьшения непроизводительных затрат, экономии сварочных материалов и эффективного использования сварочного оборудования;
повышение производительности труда сварщиков за счет рациональной их расстановки по рабочим местам и исключения простоев, улучшения технологической подготовки сварочного производства.
1.4. Организация сварочной службы промышленного предприятия
1.4.1. Сварочная служба является структурным подразделением промышленного предприятия.
1.4.2. Сварочная служба (отдел) возглавляется главным сварщиком предприятия.
Сварочная служба (бюро) возглавляется начальником бюро сварки.
1.4.3. Главный сварщик (начальник бюро сварки) промышленного предприятия в своей деятельности подчиняется административно — руководству предприятия, по техническим вопросам — главному сварщику механо-монтажного предприятия (треста).
1.4.4. Типовая структурная схема сварочной службы промышленного предприятия приведена на черт.4.
Типовая структурная схема сварочной службы промышленного предприятия
Черт.4
1.4.5. Основными задачами сварочной службы промышленного предприятия являются:
организация технологической подготовки сварочного производства на промышленном предприятии;
обеспечение выполнения всех сварочных работ на предприятии;
разработка технологических процессов, операционных карт и инструкций на производство сварочных работ;
освоение и внедрение новой сварочной техники и технологии;
разработка технических заданий на проектирование специальной оснастки и оборудования;
разработка организационно-технических мероприятий по совершенствованию сварочного производства, повышению производительности труда и снижению себестоимости сварочных работ на предприятии.
1.5. Организация сварочной лаборатории
1.5.1. Сварочная лаборатория является структурным подразделением сварочной службы механо-монтажного предприятия и непосредственно подчиняется главному сварщику предприятия.
1.5.2. Основными задачами сварочной лаборатории являются:
контроль качества сборочно-сварочных работ при монтаже строительных конструкций и трубопроводов;
проведение контроля и испытаний сварных соединений;
внедрение новых методов контроля;
организация подготовки и своевременной аттестации сварщиков;
освоение и внедрение новых способов сварки, нового оборудования, сварочных материалов и технологических процессов;
проведение анализа отступлений от НТД, причин возникновения недопустимых дефектов при сварке и разработка мероприятий по их устранению.
2. ПОЛОЖЕНИЕ О СВАРОЧНОЙ СЛУЖБЕ ЭЛЕКТРОМОНТАЖНОГО ПРЕДПРИЯТИЯ
2.1. Общие положения
2.1.1. Сварочная служба электромонтажного предприятия является технической службой предприятия и создается для руководства и обеспечения работ по сварке и пайке.
2.1.2. Сварочная служба возглавляется главным сварщиком электромонтажного предприятия (треста).
2.1.3. Главный сварщик в своей деятельности подчиняется непосредственно главному инженеру предприятия (треста).
Назначение и освобождение от должности главного сварщика должно быть согласовано с вышестоящей организацией.
2.1.4. Сварочная служба электромонтажного предприятия (треста) должна включать:
бюро (группу) сварки и пайки предприятия (треста);
технические сварочные службы предприятий (управлений).
2.1.5. Типовая структурная схема сварочной службы электромонтажного предприятия приведена на черт.5.
Типовая структурная схема сварочной службы электромонтажного предприятия (треста)
Черт.5
В зависимости от выполняемого объема работ возможно совмещение обязанностей, указанных в схеме.
2.1.6. Основными задачами сварочной службы электромонтажного предприятия являются:
обеспечение выполнения работ по сварке и пайке подразделениями предприятия на высоком техническом уровне с целью выполнения ввода в действие объектов в установленные сроки;
организация и обеспечение технической подготовки работ по сварке и пайке на предприятии;
совершенствование работ по сварке и пайке на основе применения прогрессивной технологии и оборудования;
обеспечение повышения производительности и уровня механизации работ по сварке и пайке.
2.2. Организация бюро (группы) сварки и пайки предприятия (треста)
2.2.1 Бюро (группа) сварки и пайки является структурным подразделением электромонтажного предприятия (треста) и подчиняется непосредственно главному сварщику или при его отсутствии главному инженеру предприятия (треста).
2.2.2. Бюро (группа) сварки и пайки формируется из лиц, имеющих образование по сварочной специальности и опыт работы на монтажных предприятиях.
2.2.3. Структура и штаты работников бюро (группы) сварки и пайки разрабатываются главным сварщиком или главным инженером предприятия (треста) и утверждаются руководством предприятия (треста).
2.2.4. Начальник бюро (группы) сварки и пайки несет ответственность за выполнение возложенных на бюро (группу) обязанностей согласно настоящего положения и действующего законодательства.
Начальник бюро (группы), являясь ответственным специалистом по сварке, выполняет функции главного сварщика электромонтажного предприятия (треста). При определении обязанностей и прав начальника бюро (группы) необходимо руководствоваться типовой должностной инструкцией на главного сварщика предприятия, приведенной в приложении 2.
2.2.5. Основными задачами бюро (группы) сварки и пайки являются:
оказание технической помощи подразделениям предприятия в механизации сварочных работ, во внедрении новой техники и технологии по сварке и пайке, в организации и подготовке ответственных работ по сварке и пайке;
организация эффективного использования оборудования и материалов для сварки и пайки в подразделениях предприятия, участие в распределении нового оборудования и материалов для сварки и пайки между подразделениями, контроль за ремонтом сварочного оборудования и оказание технической помощи ремонтной службе;
обеспечение своевременного проведения аттестации сварщиков и повышения их квалификации;
организация обучения сварщиков и освоения ими смежных профессий;
контроль за производством работ по сварке и пайке;
согласование заявочных ведомостей и актов на списание оборудования и материалов для сварки и пайки;
перераспределение имеющегося в подразделениях сварочного оборудования и фондов на новое сварочное оборудование, оснастку и материалы;
контроль за разработкой и внедрением организационно-технических мероприятий по совершенствованию сварочного производства в подразделениях предприятия;
контроль за разработкой технологии сварки и пайки в проектах организации работ (ПОР), оказание технической помощи в составлении проектов производства работ (ППР) по ответственным работам;
подготовка информационных материалов по новой технике и технологии по сварке и пайке и обеспечение этой информацией подразделений предприятия;
подготовка предложений в сводный годовой план организационно-технических мероприятий предприятия по вопросам сварки и пайки;
участие в подготовке и проведении технических конференций и совещаний в масштабе предприятия и организации.
2.3. Организация технической сварочной службы предприятия (управления)
2.3.1. Сварочную работу в электромонтажных предприятиях (управлениях) представляет инженер по сварке, совмещая обязанности в зависимости от объемов сварочных работ с другими возложенными на него обязанностями.
При небольшой численности сварщиков допускается выполнение обязанностей по сварке инженером технологической службы при техническом руководстве службы главного сварщика.
2.3.2. Техническая сварочная служба электромонтажного предприятия (управления) подчиняется главному инженеру предприятия (управления).
2.3.3. Основными задачами технической сварочной службы предприятия (управления) являются:
обеспечение качественного и своевременного выполнения всех работ по сварке и пайке;
освоение и внедрение прогрессивного оборудования, инструмента и технологических процессов для сварки и пайки;
осуществление постоянного контроля за соблюдением технологии сварки и пайки, правильностью применения материалов для сварки и пайки, качеством выполненных работ по сварке и пайке, состоянием применяемого оборудования;
соблюдение правил техники безопасности при производстве работ по сварке и пайке;
своевременное составление заявок, в том числе годовых, на сварочное оборудование, инструмент и материалы для сварки и пайки;
организация ремонта сварочного оборудования, выявления потребности в запасных частях;
подготовка предложений на списание сварочного оборудования.
3. ПОЛОЖЕНИЕ О СВАРОЧНОЙ СЛУЖБЕ СТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ
3.1. Общие положения
3.1.1. Сварочная служба строительного предприятия возглавляется главным сварщиком.
3.1.2. Главный сварщик в своей деятельности подчиняется непосредственно главному инженеру предприятия.
Назначение и освобождение от должности главного сварщика должно быть согласовано с вышестоящей организацией.
3.1.3. Сварочная служба строительного предприятия включает:
отдел главного сварщика;
сварочную лабораторию;
сварочную группу управления производственных предприятий;
сварочные службы подразделений.
3.1.4. Типовая структурная схема сварочной службы строительного предприятия приведена на черт.6.
Типовая структурная схема сварочной службы строительного предприятия (управления строительства, треста)
Черт.6
3.2. Организация отдела главного сварщика
3.2.1. Отдел главного сварщика является структурным подразделением сварочной службы строительного предприятия и подчиняется непосредственно главному сварщику.
3.2.2. Отдел главного сварщика формируется из лиц, имеющих образование по сварочной специальности и опыт организации работ в сварочном производстве.
3.2.3. На отдел главного сварщика возлагаются следующие основные задачи:
обеспечение выполнения работ по сварке, термической и газовой резке, металлизации на высоком техническом уровне;
обеспечение технологической подготовки сварочного производства;
контроль за соблюдением технологической дисциплины при производстве сборочных работ, работ по сварке, термической и газовой резке, металлизации;
определение потребности предприятия в оборудовании для сварки, термической и газовой резки, металлизации, запасных частях к оборудованию, оснастке, сварочных и вспомогательных материалах;
обеспечение подразделений необходимой НТД;
разработка и внедрение инструкций, норм технологических процессов для сварочного производства;
организация обучения, аттестации и переаттестации сварщиков, повышения их квалификации, определение потребности предприятия в сварщиках;
разработка мероприятий, направленных на совершенствование сварочного производства, улучшение охраны труда и техники безопасности при производстве работ по сварке, термической и газовой резке, металлизации;
сотрудничество с проектно-технологическими конструкторскими и научно-исследовательскими организациями по вопросам развития сварочного производства.
3.3. Организация сварочной лаборатории
3.3.1. Сварочная лаборатория является структурным подразделением сварочной службы строительного предприятия и непосредственно подчиняется главному сварщику предприятия.
3.3.2. Основными задачами сварочной лаборатории являются:
контроль качества сборочных работ, работ по сварке, термической и газовой резке, металлизации при изготовлении и монтаже строительных конструкций и трубопроводов;
проведение контроля и испытаний сварных соединений, внедрение новых и передовых методов контроля;
контроль за ремонтом и испытанием оборудования для газовой сварки и резки;
аттестация и переаттестация сварщиков с ведением необходимой документации;
освоение и внедрение новых строительных конструкций, новых способов сварки, резки и металлизации, нового оборудования, сварочных материалов и технологических процессов;
обучение сварщиков новым способам сварки, работе на новом оборудовании;
обеспечение входного контроля основных и сварочных материалов;
разработка организационно-технических мероприятий по повышению уровня организации и производства работ по сварке, термической и газовой резке, контроль за их выполнением;
проведение анализа отступлений от НТД, причин возникновения недопустимых дефектов при сварке и разработка мероприятий по их устранению.
3.4. Организация сварочной группы управления производственных предприятий
3.4.1. Сварочная группа управления производственных предприятий формируется в структуре управления производственных предприятий, осуществляя свою работу под техническим и методическим руководством и во взаимодействии с отделом главного сварщика.
3.4.2. Основными задачами сварочной группы управления производственных предприятий являются:
организация рациональной технологической подготовки производства работ по сварке и резке;
применение при сварочных работах прогрессивных типовых технологических процессов, стандартной и унифицированной оснастки и оборудования;
разработка технологических процессов, операционных карт и инструкций на производство сварочных работ;
организация обучения сварщиков на машинах контактной сварки, автоматах и полуавтоматах;
обеспечение внедрения новой техники, прогрессивных способов сварки и резки, сварочных и вспомогательных материалов;
разработка технических заданий на проектирование и контроль за изготовлением приспособлений и оснастки по новой технике;
разработка графиков планово-предупредительного ремонта оборудования и оснастки по сварке;
контроль режимов сварки и параметров работы сварочного оборудования;
составление заявок на оборудование, сварочные и вспомогательные материалы;
контроль за использованием оборудования, сварочных и вспомогательных материалов.
3.5. Организация сварочной службы подразделений
3.5.1. Сварочную службу в подразделениях предприятия представляет инженер по сварке в составе отдела главного механика или ПТО.
3.5.2 Основными задачами сварочной службы подразделений являются:
разработка организационно-технических мероприятий по совершенствованию сварочного производства, повышению производительности и снижению себестоимости сварочных работ;
повышение уровня механизации труда сварщиков;
внедрение нового прогрессивного сварочного оборудования и способов сварки на строительно-монтажных и ремонтных работах;
обеспечение контроля за качеством сварочных работ в подразделениях с ведением необходимой документации;
контроль за ведением в подразделениях обязательной технической документации по производству сварочных работ;
организация обучения, аттестации и переаттестации сварщиков в подразделении;
участие в разработке ППР, сетевых графиков;
ведение учета и составление отчетов по сварочному производству в подразделениях;
организация испытания и проверки оборудования для газовой сварки и резки, ремонтных работ.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ТИПОВЫЕ ДОЛЖНОСТНЫЕ ИНСТРУКЦИИ НА СПЕЦИАЛИСТОВ СВАРОЧНЫХ СЛУЖБ ПРЕДПРИЯТИЙ
I. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА ГЛАВНОГО СВАРЩИКА
1.1. На должность главного сварщика назначаются лица, имеющие высшее образование по сварочной специальности и опыт организации работ в сварочном производстве.
1.2. Главный сварщик возглавляет сварочную службу предприятия и в своей деятельности подчиняется непосредственно главному инженеру предприятия.
1.3. Назначение и освобождение от должности главного сварщика производится руководителем предприятия по согласованию с вышестоящей организацией.
1.4. Главный сварщик определяет и проводит в жизнь организационно-техническую политику сварочного производства на предприятии в соответствии с указаниями вышестоящей организации и рекомендациями головного предприятия по сварке.
1.5. В своей деятельности главный сварщик руководствуется действующим законодательством, постановлениями Совета Министров СССР, плановыми заданиями, установленными предприятию производственно-технической документацией, приказами и указаниями вышестоящих руководителей, правилами внутреннего трудового распорядка, инструкциями и настоящим руководящим документом.
1.6. Главный сварщик предприятия обязан:
осуществлять руководство всем сварочным производством на предприятии;
осуществлять связи с научно-исследовательскими, проектными, конструкторскими и производственными организациями по вопросам выполнения сварочных работ;
руководить разработкой планов подразделений сварочной службы на основании видов и объемов запланированных предприятию работ;
обеспечивать выполнение плана предприятия по сварочным работам в установленные сроки и в соответствии с техническими условиями и требованиями проекта;
обеспечивать квалификационную и своевременную технологическую подготовку всего сварочного производства на предприятии;
руководить направлением развития технологической подготовки сварочного производства, освоением и внедрением новой сварочной техники и передовой технологии сварки;
обеспечивать высокое качество сварки в соответствии с требованиями строительных норм и правил, технических условий, правил контроля, правил Госгортехнадзора и других НТД;
обеспечивать проведение автоматизации и механизации сварочных работ, принимать участие в механизации сборки под сварку;
разрабатывать организационно-технические мероприятия по повышению производительности труда и снижению себестоимости сварочных работ;
проводить анализ производственно-хозяйственной деятельности подразделений сварочной службы с целью выявления и использования резервов производства;
обеспечивать приемку собранных и подготовленных под сварку изделий в соответствии с техническими и технологическими требованиями;
распределять сварочное оборудование и сварочные материалы всеми производственными подразделениями предприятия;
осуществлять контроль за повышением квалификации инженерно-технических работников (ИТР) и руководить их технической учебой;
принимать участие в составлении годовых заявок на сварочное оборудование и материалы;
обеспечивать четкое ведение учета всех сварочных работ, количества расходуемых сварочных материалов по видам сварки, объема наплавленного металла по видам сварки, уровня механизации сварочных работ по подразделениям сварочной службы на предприятии;
обеспечивать своевременное представление отчета по сварочным работам;
осуществлять контроль за качеством сварочных работ и вести ежемесячный учет и анализ видов и количества брака по подразделениям;
осуществлять контроль за получением, хранением, испытанием и выдачей сварочных материалов;
постоянно совершенствовать организационные формы сварочной службы предприятия и выявлять проблемы сварочного производства;
осуществлять постоянную связь с головным предприятием по сварке по вопросам технического, экономического и организационного совершенствования сварочного производства на предприятии;
обеспечивать обмен передовым опытом с предприятиями отрасли и другими ведомствами.
1.7. Главный сварщик имеет право:
запрещать производство сварочных работ при некачественной сборке и подготовке под сварку, а также при нарушении технологии сварки или требований НТД, одновременно поставив об этом в известность руководство предприятия и подразделения, где обнаружены нарушения;
утверждать технологические процессы, ПОР и планы работ сварочных подразделений;
согласовывать технологию сборки под сварку и проекты организации монтажных работ, связанные со сваркой;
производить перестановку на предприятии всех ИТР сварочной службы в зависимости от требований производства сварочных работ;
представлять руководству предприятия рекомендации о назначении и смещении должностных лиц сварочной службы и об изменениях в структуре сварочной службы;
представлять руководству предприятия к наказанию должностных лиц, виновных в нарушении технических требований при производстве сборочно-сварочных работ;
налагать в соответствии с правилами трудового законодательства и внутреннего распорядка дисциплинарные взыскания на подчиненных должностных лиц, допустивших некачественное выполнение или нарушение трудовой дисциплины;
представлять руководству предприятия к премированию работников сварочной службы за высокие производственные показатели, отличное качество сварочных работ, а также за успешное внедрение новой сварочной техники и технологии;
отменять неправильные решения подчиненных ему лиц сварочной службы предприятия;
представлять предприятие в государственных учреждениях, общественных и других организациях по кругу вопросов, входящих в компетенцию главного сварщика.
2. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА НАЧАЛЬНИКА СВАРОЧНОГО УЧАСТКА
2.1. На должность начальника сварочного участка назначаются лица, имеющие высшее образование по сварочной специальности и опыт работы на монтажных предприятиях.
2.2. В своей деятельности начальник сварочного участка подчиняется административно — главному инженеру предприятия (управления), по техническим вопросам — главному сварщику предприятия (треста).
2.3. Начальник сварочного участка руководит производственно-хозяйственной деятельностью сварочного участка.
2.4. Основной задачей начальника сварочного участка является выполнение сварочных работ на высоком организационно-техническом уровне.
2.5. Начальник сварочного участка обязан:
отвечать за финансовое состояние участка, решать организационные задачи, поставленные перед участком при выполнении сварочных работ;
принимать участие в составлении планов предприятия по сварочным работам, относящимся к участку, в том числе разработке планов организационно-технических мероприятий;
утверждать распределение материально-технических ресурсов и расстановку сварщиков между прорабами (мастерами);
готовить отчет о деятельности сварочного участка к балансовым комиссиям предприятия;
доводить до сведения главного сварщика свои решения о перестановке рабочих-сварщиков и материальных ресурсов внутри сварочного участка;
участвовать в сдаче заказчику законченных строительством объектов;
обеспечивать ведение учета объема всех сварочных работ, уровня механизации и автоматизации на участке;
контролировать правильное и своевременное оформление нарядов и заданий рабочим-сварщикам;
контролировать обеспечение и соблюдение техники безопасности, норм производственной санитарии и противопожарных требований всеми работниками сварочного участка при производстве сварочных работ;
производить хозяйственные операции и заключать договоры, соответствующие задачам сварочного участка, нести полную ответственность за принятые участком обязательства.
2.6. Начальник сварочного участка имеет право:
требовать от монтажных подразделений выполнения технических условий, государственных стандартов и другой НТД по сборке и подготовке конструкций под сварку;
принимать на работу и увольнять с работы рабочих-сварщиков в установленном законом порядке;
представлять главному сварщику или руководителю предприятия предложения по поощрению и взысканиям должностных лиц сварочного участка;
отстранять от работы сварщиков, допустивших брак, с наложением административных взысканий.
3. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА ГЛАВНОГО ИНЖЕНЕРА СВАРОЧНОГО УЧАСТКА
3.1. На должность главного инженера назначаются лица с высшим образованием по сварочной специальности.
3.2. В своей деятельности главный инженер подчиняется непосредственно начальнику сварочного участка.
3.3. Основной задачей главного инженера является обеспечение решения всех технических вопросов в процессе выполнения участком сварочных работ.
3.4. Главный инженер сварочного участка обязан:
обеспечивать сварочный участок НТД, необходимой для производства сварочных работ;
обеспечивать внедрение новой сварочной техники, передовой технологии;
контролировать обеспечение технологической подготовки сварочного производства;
осуществлять контроль за ведением технической исполнительной документации на сварочные работы;
осуществлять контроль за техническим состоянием сварочного оборудования, технологической оснастки и своевременным проведением их ремонта;
вести ежемесячный учет и анализ допущенного брака в сварных соединениях и принимать своевременные меры по предупреждению и ликвидации брака;
организовывать обучение и повышение квалификации ИТР и рабочих-сварщиков, а также участвовать в аттестации рабочих-сварщиков, при паспортизации и повышении разрядов;
осуществлять контроль за работой бюро рационализации и изобретательства, лабораторией научной организации труда, штабов по технике безопасности и промышленной санитарии;
согласовывать техническую документацию на строительство объектов в части сварочных работ;
составлять годовые заявки на сварочное оборудование, материалы и инструмент;
контролировать расход сварочных материалов;
обеспечивать контроль за выполнением правил охраны труда и техники безопасности при производстве сварочных работ.
3.5. Главный инженер сварочного участка имеет право:
требовать от монтажных подразделений выполнения технических условий, государственных стандартов и другой НТД по сборке и подготовке конструкций под сварку;
представлять главному сварщику или руководителю предприятия предложения по поощрению и взысканиям должностных лиц сварочного участка;
отстранять от работы сварщиков, допустивших брак, с наложением административных взысканий.
4. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА СТАРШЕГО ПРОРАБА (ПРОРАБА) СВАРОЧНОГО УЧАСТКА
4.1. На должность старшего прораба (прораба) назначаются лица с образованием по сварочной специальности, имеющие стаж работы в должности ИТР на монтажных предприятиях не менее трех лет.
4.2. Старший прораб (прораб) подчиняется непосредственно начальнику сварочного участка.
4.3. Старший прораб (прораб) является руководителем и организатором сварочных работ на порученном ему участке производства.
4.4. Старший прораб (прораб) обязан:
изучать проектно-сметную документацию, технологические инструкции, ПОР, ППР на предстоящие монтажные работы, определять объемы сварочных работ;
контролировать расходование фонда заработной платы, правильность оформления сменных заданий и выполненных объемов сварочных работ;
обеспечивать возглавляемое им подразделение необходимым количеством рабочих-сварщиков соответствующих квалификаций;
контролировать своевременную подачу предварительных и оперативных заявок на сварочное оборудование, материалы, инструмент и своевременное их получение;
контролировать ведение исполнительной сдаточной технической документации;
контролировать правильность расходования премиального фонда подчиненными ему мастерами;
обеспечивать выполнение правил охраны труда и техники безопасности при производстве сварочных работ.
4.5. Старший прораб (прораб) сварочного участка имеет право:
требовать от монтажных подразделений выполнения технических условий, государственных стандартов и другой НТД по сборке и подготовке конструкций под сварку;
отстранять от работы сварщиков, допустивших брак, с наложением административных взысканий.
5. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА МАСТЕРА СВАРОЧНОГО УЧАСТКА
5.1. На должность мастера назначается лица с образованием по сварочной специальности, имеющие стаж работы в должности ИТР на монтажных предприятиях не менее трех лет.
5.2. Мастер подчиняется непосредственно старшему прорабу (прорабу).
5.3. Основными задачами мастера являются организация и выполнение с высоким качеством сварочных работ на руководимом им участке производства.
5.4. Мастер обязан:
изучить к началу работ рабочие чертежи, ПОР, технологические процессы, заказы и другие нормативные документы на монтируемые объекты;
производить расстановку сварщиков, выдавать им сменные задания, проводить инструктаж на рабочем месте по технике безопасности;
вести формуляры на сварщиков с учетом срока их квалификационных испытаний;
проверить наличие сварочного оборудования, инструмента и сварочных материалов;
выписывать каждому сварщицу или бригаде сварщиков производственные задания (наряды) на предстоящие работы;
при организации новых рабочих мест подавать заявку на доставку сварочного оборудования, его подключение и наладку, на доставку сварочных материалов и запасных частей к сварочному оборудованию;
обеспечивать сварку образцов-свидетелей;
оформлять разрешение на сварочные работы в действующих производствах, загазованных местах, местах с повышенной опасностью, в том числе огнеопасных;
обеспечивать соблюдение технологии сварки, качества сборки и подготовки под сварку, техники безопасности;
контролировать состояние сварочного оборудования и своевременно подавать заявки на его ремонт и наладку;
принимать непосредственное участие во внедрении новой сварочной техники, технологии, принятых рационализаторских предложениях и изобретениях;
принимать от бригад и рабочих-сварщиков выполненные работы, закрывать наряды, готовить акты взаиморасчетов с другими подразделениями;
обеспечивать трудовую и производственную дисциплину среди рабочих и соблюдение ими правил внутреннего трудового распорядка.
6. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА НАЧАЛЬНИКА СВАРОЧНОЙ ЛАБОРАТОРИИ
6.1. На должность начальника сварочной лаборатории назначаются лица, имеющие высшее образование по сварочной специальности и опыт практической работы в сварочном производстве.
6.2. В своей деятельности начальник сварочной лаборатории подчиняется непосредственно главному сварщику предприятия.
6.3. Назначение и освобождение от должности начальника сварочной лаборатории производится руководителем предприятия по представлению главного сварщика.
6.4. Начальник сварочной лаборатории обязан:
обеспечивать проведение испытаний сварочных материалов на соответствие требованиям государственных стандартов и технических условий;
обеспечивать освоение и внедрение новых видов оборудования для сварки и резки, оснастки, инструмента и прогрессивных технологических процессов сварки и резки;
обеспечивать проведение экспериментальных работ по отработке технологии сварки конструкций и участвовать в её внедрении на предприятии;
планировать работу сварочной лаборатории и обеспечивать выполнение производственного плана по ремонту сварочного оборудования;
участвовать в заседаниях квалификационной комиссии по аттестации сварщиков предприятия;
обеспечивать рабочее состояние механизированного сварочного оборудования и следить за правильной его эксплуатацией;
своевременно обеспечивать ремонт механизированного сварочного оборудования по заявкам подразделений предприятия (для промышленного предприятия);
организовывать и внедрять методы контроля и испытания сварных соединений (для строительного предприятия);
организовывать проведение работ по подготовке, аттестации сварщиков с ведением необходимой документации (для строительного предприятия);
участвовать в разработке организационно-технических мероприятий по повышению уровня организации работ по сварке, термической и газовой резке, металлизации (для строительного предприятия);
проводить анализ отступления от НТД, причин возникновения недопустимых дефектов при сварке (для строительного предприятия).
6.5. Начальник сварочной лаборатории имеет право:
требовать от производственных мастеров предприятия строгого соблюдения условий эксплуатации механизированного сварочного оборудования;
открывать заказы другим подразделениям предприятия на изготовление для сварочной лаборатории оснастки и инструмента (для промышленного предприятия).
7. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА ВЕДУЩЕГО ИНЖЕНЕРА ПО СВАРКЕ
7.1. На должность ведущего инженера назначаются лица, имеющие высшее образование по сварочной специальности и опыт практической работы в сварочном производстве.
7.2. В своей деятельности ведущий инженер подчиняется непосредственно главному сварщику (главному инженеру) предприятия.
7.3. Назначение и освобождение от должности ведущего инженера производится руководителем предприятия по представлению главного сварщика.
7.4. Ведущий инженер обязан:
давать рекомендации разработчикам чертежей КМД, КТД и других конструкций по технологичности сварных конструкций и узлов;
обеспечивать разработку и контроль выдачи в производство технологических процессов и другой технической документации на производство сварочных работ;
осуществлять разработку технических заданий на проектирование технологической оснастки для проведения сварочных работ;
обеспечивать контроль за качеством сварочных материалов, их хранением и использованием;
участвовать в повышении квалификации сварщиков;
обеспечивать подготовку исполнительной и сдаточной документации по сварочным работам на монтаже и технических паспортов на изготавливаемые промышленным предприятием сварные конструкции;
осуществлять контроль за выполнением технологических процессов, требований строительных норм и правил, государственных стандартов, технических условий и другой НТД, правил техники безопасности на производство сварочных работ;
участвовать в планировании подготовки производства сварочных работ;
обеспечивать контроль за производством сварочных работ;
осуществлять разработку и обеспечивать внедрение организационно-технических мероприятий по повышению производительности труда сварщиков и качества сварочных работ;
представлять главному сварщику отчет по показателям сварочного производства.
7.5. Ведущий инженер имеет право:
давать указания специалистам подразделений предприятия о прекращении сборочно-сварочных работ, если они выполняются с нарушением НТД, с уведомлением об этом главного сварщика или руководства предприятия;
замещать главного сварщика в случае его отсутствия.
8. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА ИНЖЕНЕРА ПО СВАРКЕ
8.1. На должность инженера по сварке назначаются лица с высшим образованием по сварочной специальности.
8.2. Инженер по сварке обязан:
принимать участие в организации подготовки сварочного производства;
курировать сварочные работы;
принимать участие в разработке организационно-технических мероприятий по совершенствованию сварочного производства;
оказывать техническую помощь подразделениям предприятия в механизации сварочных работ и внедрении новой сварочной техники и технологии;
принимать участие в разработке и внедрении в производство технологических процессов и другой технической документации на сварочное производство;
осуществлять контроль за качеством сварочных работ в соответствии с требованиями НТД;
осуществлять контроль за ведением в подразделениях технической документации по сварочному производству и оказывать техническую помощь по их подготовке и сдаче;
принимать участие в организации обучения и аттестации сварщиков в подразделениях;
вести учет и составлять отчеты по сварочному производству на порученном участке работ;
принимать участие в проведении анализа состояния сварочного производства предприятия с целью выявления и решения проблем производства;
принимать участие в обеспечении подразделений НТД и технической информацией по сварочному производству;
принимать участие в подготовке заявок на оборудование, материалы и инструмент для сварочного производства.
8.3. Инженер по сварке имеет право:
давать указания исполнителям о прекращении сварочных работ, если работы выполняются с нарушениями НТД, с уведомлением об этом главного сварщика или руководства предприятия.
9. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА ИНЖЕНЕРА-ТЕХНОЛОГА ПО СВАРКЕ
9.1. На должность инженера-технолога назначаются лица, имеющие специальное образование по сварке и опыт в разработке технологических процессов и ППР на производство сварочных работ.
9.2. Инженер-технолог подчиняется непосредственно старшему инженеру (главному сварщику) предприятия.
9.3. Инженер-технолог обязан:
разрабатывать ППР и составлять сетевые графики на сварочные работы в составе общих ППР на монтаж;
принимать участие в разработке технологических процессов на производство сварочных работ;
разрабатывать технические задания на проектирование технологической оснастки для проведения сварочных работ;
осуществлять контроль за качеством сварочных материалов, их хранением и использованием;
участвовать в разработке и корректировке норм расхода сварочных материалов;
участвовать в составлении заявок на приобретение сварочного оборудования и материалов;
осуществлять подготовку исполнительной и сдаточной документации по сварочным работам на монтаже и технических паспортов на изготовляемые промышленным предприятием сварные конструкции;
обеспечивать сварочное производство необходимой НТД;
осуществлять контроль за выполнением технологических процессов, требований строительных норм и правил, государственных стандартов, технических условий и другой НТД, правил техники безопасности на производство сварочных работ;
осуществлять контроль за производством сварочных работ;
участвовать в разработке и осуществлять внедрение организационно-технических мероприятий по повышению производительности труда сварщиков и качества сварочных работ.
9.4. Инженер-технолог имеет право:
требовать от конструкторов изменения и доработки конструкции с целью повышения её технологичности;
требовать от производственных мастеров и сварщиков соблюдения технологических процессов сварки;
вносить в установленном порядке изменения в технологические процессы.
10. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА ТЕХНИКА ПО СВАРКЕ
10.1. На должность техника назначаются лица с образованием по сварочной специальности.
10.2. Техник обязан:
принимать участие в разработке и оформлении технологических процессов и другой технической документации по сварочному производству;
оформлять исполнительную и сдаточную документацию по сварочному производству;
оформлять документы по обучению и аттестации сварщиков;
оформлять документы по отчетности в сварочном производстве;
осуществлять контроль за складированием, хранением, подготовкой и выдачей в производство сварочных материалов;
принимать участие в корректировке норм расхода сварочных материалов;
принимать участие в обеспечении подразделений НТД и технической информацией по сварочному производству;
принимать участие в оформлении заявок на оборудование, материалы и инструмент для сварочного производства;
принимать участие во внедрении новой сварочной техники, технологии, в механизации сварочных работ.
10.3. Техник имеет право:
вносить в установленном порядке изменения в разрабатываемую техническую документацию;
требовать от производственных мастеров и сварщиков соблюдения технологических процессов сварки.
11. ТИПОВАЯ ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НА ТЕХНИКА-ТЕХНОЛОГА ПО СВАРКЕ
11.1. На должность техника-технолога должны назначаться лица с образованием по сварочной специальности и имеющие опыт работы по оформлению технической документации на производство сварочных работ.
11.2. Техник-технолог подчиняется непосредственно инженеру-технологу.
11.3. Техник-технолог обязан:
вести контроль за складированием, хранением, подготовкой и выдачей в производство сварочных материалов;
участвовать в разработке и корректировке норм расхода сварочных материалов;
оформлять удостоверения сварщиков;
участвовать в разработке технологических процессов на сварку конструкций;
оформлять исполнительную и сдаточную документацию на сварочные работы;
участвовать во внедрении организационно-технических мероприятий по повышению производительности труда сварщиков и качества сварочных работ.
11.4. Техник-технолог имеет право:
вносить в установленном порядке изменения в разработанную техническую документацию;
требовать от производственных мастеров и сварщиков соблюдения технологических процессов сварки.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ТИПОВАЯ ФОРМА ЖУРНАЛА СДАЧИ СВАРОЧНОГО ОБОРУДОВАНИЯ В ЭКСПЛУАТАЦИЮ
ПРИЛОЖЕНИЕ 4
Справочное
ПРИМЕР ПРОВЕДЕНИЯ ВЗАИМОРАСЧЕТОВ МЕЖДУ СВАРОЧНЫМ И СТРОИТЕЛЬНО-МОНТАЖНЫМ ПОДРАЗДЕЛЕНИЯМИ
|
Вид конструкции |
Исходные данные |
Расчет |
|||||
|
Объем свароч- ных работ |
Усред- ненная сметная стои- мость СМР, руб. |
Трудо- емкость СМР от сметной стои- мости СМР |
Трудо- емкость свароч- ных работ по табл.1 |
Удель- ный вес основной зарплаты сварщиков по табл.3 |
фонда зарплаты сварщиков, руб. |
стоимости сварочных работ, руб. |
|
|
1. Подкрановые балки, т |
100 |
40400 |
0,18 |
0,245 |
0,37 |
40400х0,18х0,245=1781,6 |
4815 |
|
2. Емкости, т |
100 |
49200 |
0,39 |
0,37 |
49200х0,18х0,39=3453,8 |
9334,7 |
|
|
3. Трубопроводы внутренние — отопление, пог.м |
100 |
846 |
0,215 |
0,47 |
846х0,18х0,215=32,7 |
69,7 |
|
|
4. Магистральные трубопроводы эстакад, т |
|||||||
|
диаметром до 57 мм |
100 |
111800 |
0,154 |
0,47 |
111800х0,18х0,154=3099 |
6593 |
|
|
диаметром св.57 до 300 мм |
100 |
69850 |
0,154 |
0,47 |
69850х0,18х0,154=1936,2 |
4119,7 |
|
|
5. Трубопроводы внутрицеховые технологические из труб коррозионностойких сталей диаметром до 200 мм, т |
100 |
222700 |
0,25 |
0,47 |
222700х0,18х0,25=10021,5 |
21322,3 |
СТО НОСТРОЙ 2.10.64-2012
СТАНДАРТ НАЦИОНАЛЬНОГО ОБЪЕДИНЕНИЯ СТРОИТЕЛЕЙ
СВАРОЧНЫЕ РАБОТЫ
Правила, контроль выполнения и требования к результатам работ
Welding works. Regulation, realization and requirement control of work results
ОКС: 25.160.01; 91.040.01; 91.200.30
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Национальная Экспертно-Диагностическая Компания»
2 ПРЕДСТАВЛЕН НА УТВЕРЖДЕНИЕ Комитетом по промышленному строительству Национального объединения строителей, протокол от 17 апреля 2012 г. N 17
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Решением Совета Национального объединения строителей, протокол от 25 мая 2012 г. N 29
4 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка, опубликованная на официальном сайте Национального объединения строителей http://www.nostroy.ru (по состоянию на 31.01.2017)
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт разработан в соответствии с Программой стандартизации Национального объединения строителей и направлен на реализацию положений Градостроительного кодекса Российской Федерации, Федерального закона от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», Федерального закона от 30 декабря 2009 г. N 384-ФЗ «Технический регламент о безопасности зданий и сооружений», Федерального закона от 21 июля 1997 г. N 116-ФЗ «О промышленной безопасности опасных производственных объектов», Федерального закона от 26 июня 2008 г. N 102-ФЗ «Об обеспечении единства измерений» и Постановления Правительства Российской Федерации от 15 сентября 2009 г. N 753 «Об утверждении технического регламента «О безопасности машин и оборудования»*.
________________
* Документ не действует, здесь и далее по тексту. Утратил силу с 15 февраля 2013 года на основании постановления Правительства Российской Федерации от 1 ноября 2012 года N 1124. Следует руководствоваться Техническим регламентом ТС от 18.10.2011 N 010/2011 «О безопасности машин и оборудования», вступившим в силу с 15.02.2013. — Примечание изготовителя базы данных.
Целью разработки стандарта является установление требований к выполнению, контролю и приемке сварочных работ на строительных объектах с учетом видов выполняемых работ, определяемых Приказом Минрегиона России от 30 декабря 2009 г. N 624 «Об утверждении Перечня видов работ по инженерным изысканиям, по подготовке проектной документации, по строительству, реконструкции, капитальному ремонту объектов капитального строительства».
В связи с тем, что на момент утверждения стандарта не были опубликованы актуализированные редакции сводов правил СП 70.13330.2011 «СНиП 3.03.01-87 Несущие и ограждающие конструкции», СП 75.13330.2011* «СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы» и СП 129.13330.2011* «СНиП 3.05.04-85 Наружные сети и сооружения водоснабжения и канализации», в сносках приведены ссылки на пункты действовавших СНиП.
_________________
* В настоящее время в официальных источниках информация о принятии данных документов, упомянутых здесь и далее по тексту, отсутствует. — Примечание изготовителя базы данных.
При определении требований к контролю выполнения сварочных работ стандартом учтены положения по подготовке и оценке соответствия сварочного производства, широко применяемые в мировой практике.
Авторский коллектив: канд. техн. наук Ю.В.Арефьев (НТЦ «Сварка и контроль в строительстве»), докт. техн. наук В.В.Атрощенко (Уфимский Государственный авиационный технический Университет), канд. техн. наук Н.Г.Блехерова (ООО «НИПИСтройТЭК»), канд. техн. наук В.Н.Бродягин (ГУП «МОСГАЗ»), канд. техн. наук В.Г.Гребенчук (ОАО ЦНИИС «НИЦ Мосты»), канд. техн. наук Г.Г.Гурова (ОАО «НИЦ «Строительство»), канд. техн. наук В.Л.Князьков (ООО «Кузбасский центр сварки и контроля»), Г.С.Левченко (АНО «ГАЦ сварщиков и специалистов сварочного производства»), канд. техн. наук А.М.Левченко (Санкт-Петербургский Государственный Политехнический Университет), докт. техн. наук Г.В.Матохин (ООО «Тихоокеанский ГАЦ»), докт. техн. наук А.С.Орлов (Воронежский Государственный архитектурно-строительный Университет), канд. техн. наук Н.А.Нестеренко (ООО «Головной аттестационный центр Восточно-Сибирского региона»), докт. техн. наук Н.Н.Потапов (ОАО НПО «ЦНИИТМАШ»), канд. техн. наук М.А.Прилуцкий (МГТУ им. Н.Э.Баумана), канд. техн. наук С.В.Прокопьев (Сибирский Государственный аэрокосмический Университет), С.Ф.Сазонов (АНО центр экспертизы и сертификации «Техкранэнерго»), канд. техн. наук А.К.Тиньгаев (Южно-Уральский Государственный Университет), С.М.Чупрак (ООО «НЭДК»), канд. техн. наук Д.М.Шахматов (Южно-Уральский Государственный Университет), канд. техн. наук О.В.Шашкин (Тольяттинский Государственный Университет), В.В.Шефель (ООО «АНТЦ Энергомонтаж»), С.А.Штоколов (ОАО «НИИМонтаж»).
1 Область применения
1.1 Стандарт распространяется на сварочные работы, осуществляемые на объектах строительства.
1.2 Стандарт устанавливает правила организации, подготовки и производства сварочных работ, виды и методы контроля сварных соединений.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и своды правил:
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 9.903-81 Единая система защиты от коррозии и старения. Стали и сплавы высокопрочные. Методы ускоренных испытаний на коррозионное растрескивание
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.4.010-75 Система стандартов безопасности труда. Средства индивидуальной защиты. Рукавицы специальные. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1460-81 Карбид кальция. Технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 1778-70 Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3022-80 Водород технический. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3652-69 Реактивы. Кислота лимонная моногидрат и безводная. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-90* Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 10922-2012, здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11878-66 Сталь аустенитная. Методы определения содержания ферритной фазы в прутках
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 14019-2003 Материалы металлические. Метод испытания на изгиб
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15589-70 Болты с шестигранной головкой класса точности С. Конструкция и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 16504-81 Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17032-2010 Резервуары стальные горизонтальные для нефтепродуктов. Технические условия
ГОСТ 17325-79 Пайка и лужение. Основные термины и определения
ГОСТ 17410-78 Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии
ГОСТ 17433-80 Промышленная чистота. Сжатый воздух. Классы загрязненности
ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 18661-73 Сталь. Измерение твердости методом ударного отпечатка
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 19663-90 Резервуары изотермические для жидкой двуокиси углерода. Общие технические требования
ГОСТ 20295-85 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
ГОСТ 22011-95 Лифты пассажирские и грузовые. Технические условия
ГОСТ 22845-85 Лифты электрические пассажирские и грузовые. Правила организации, производства и приемки монтажных работ
ГОСТ 23118-99* Конструкции стальные строительные. Общие технические условия
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 23118-2012, здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ 23178-78 Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенидные. Технические условия
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 24741-81 Узел крепления крановых рельсов к стальным подкрановым балкам. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26429-85 Конструкции стальные путей подвесного транспорта. Технические условия
ГОСТ 26460-85 Продукты разделения воздуха. Газы. Криопродукты. Упаковка, маркировка, транспортирование и хранение
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 31385-2008 Резервуары вертикальные цилиндрические стальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р 12.4.238-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия
ГОСТ Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ГОСТ Р 52318-2005 Трубы медные круглого сечения для воды и газа. Технические условия
ГОСТ Р 52544-2006 Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций. Технические условия
ГОСТ Р 52630-2006* Сосуды и аппараты стальные сварные. Общие технические условия
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 52630-2012, здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ Р 52779-2007 Детали соединительные из полиэтилена для газопроводов. Общие технические условия
ГОСТ Р 52922-2008 Фитинги из меди и медных сплавов для соединения медных труб способом капиллярной пайки. Технические условия
ГОСТ Р 52955-2008 Припои для капиллярной пайки фитингов из меди и медных сплавов для соединения систем трубопроводов. Марки
ГОСТ Р 53686-2009 Сварка. Определение содержания ферритной фазы в металле сварного шва аустенитных и двухфазных феррито-аустенитных хромоникелевых коррозионно-стойких сталей
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 857-2-2009 Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения
ГОСТ Р ИСО 4063-2010 Сварка и родственные процессы. Перечень и условные обозначения процессов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
ГОСТ Р ИСО 12176-2-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем плавлением. Часть 2. Электроплавление
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ Р ИСО/МЭК 17025-2009 Общие требования к компетентности испытательных и калибровочных лабораторий
________________
* Вероятно ошибка оригинала. Следует читать: ГОСТ ИСО/МЭК 17025-2009, здесь и далее по тексту. — Примечание изготовителя базы данных.
СП 16.13330.2011 «СНиП II-23-81* Стальные конструкции»
СП 30.13330.2012 «СНиП 2.04.01-85* Внутренний водопровод и канализация зданий»
СП 31.13330.2012 «СНиП 2.04.02-84* Водоснабжение. Наружные сети и сооружения»
СП 32.13330.2012 «СНиП 2.04.03-85 Канализация. Наружные сети и сооружения»
СП 35.13330.2011 «СНиП 2.05.03-84* Мосты и трубы»
СП 36.13330.2012 «СНиП 2.05.06-85* Магистральные трубопроводы»
СП 46.13330.2012 «СНиП 3.06.04-91 Мосты и трубы»
СП 48.13330.2011 «СНиП 12-01-2004 Организация строительства»
СП 49.13330.2010* «СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования»
_________________
* В настоящее время в официальных источниках информация о принятии данного документа отсутствует, здесь и далее по тексту. — Примечание изготовителя базы данных.
СП 60.13330.2012 «СНиП 41-01-2003 Отопление, вентиляция и кондиционирование»
СП 62.13330.2011 «СНиП 42-01-2002 Газораспределительные системы»
СП 63.13330.2012 «СНиП 52-01-2003 Бетонные и железобетонные конструкции. Основные положения»
СП 66.13330.2011 «Проектирование и строительство напорных сетей водоснабжения и водоотведения с применением высокопрочных труб из чугуна с шаровидным графитом»
СП 70.13330.2011 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»
СП 73.13330.2012 «СНиП 3.05.01-85 Внутренние санитарно-технические системы»
СП 74.13330.2011* «СНиП 3.05.03-85 Тепловые сети»
_________________
* В настоящее время в официальных источниках информация о принятии данного документа отсутствует. — Примечание изготовителя базы данных.
СП 75.13330.2011* «СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы»
_________________
* В настоящее время в официальных источниках информация о принятии данного документа отсутствует, здесь и далее по тексту. — Примечание изготовителя базы данных.
СП 79.13330.2012 «СНиП 3.06.07-86 Мосты и трубы. Правила обследования и испытаний»
СП 86.13330.2012 «СНиП III-42-80* Магистральные трубопроводы»
СП 89.13330.2011* «СНиП II-35-76 Котельные установки»
________________
* Вероятно ошибка оригинала. Следует читать: СП 89.13330.2012, здесь и далее по тексту. — Примечание изготовителя базы данных.
СП 124.13330.2011* «СНиП 41-02-2003 Тепловые сети»
________________
* Вероятно ошибка оригинала. Следует читать: СП 124.13330.2012. — Примечание изготовителя базы данных.
СП 129.13330.2011 «СНиП 3.05.04-85* Наружные сети и сооружения водоснабжения и канализации»
СП 130.13330.2011* «СНиП 3.09.01-85 Производство сборных железобетонных конструкций и изделий»
_________________
* В настоящее время в официальных источниках информация о принятии данного документа отсутствует, здесь и далее по тексту. — Примечание изготовителя базы данных.
СНиП 12-04-2002 Безопасность труда в строительстве. Часть 2. Строительное производство
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и сводов правил в информационной системе общего пользования — на официальных сайтах национального органа Российской Федерации по стандартизации и НОСТРОЙ в сети Интернет или по ежегодно издаваемым информационным указателям, опубликованным по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться новым (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины в соответствии с ГОСТ 2601, ГОСТ 17325, ГОСТ 11969, ГОСТ 19521, ГОСТ 16504, ГОСТ 30242, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 857-2, а также следующие термины с соответствующими определениями:
[ГОСТ 2601-84, термин 1]
3.2 сварочные работы:
Работы, выполняемые с использованием сварки и родственных процессов при строительстве и капитальном ремонте объектов.
Примечание — Перечень и условные обозначения сварки и родственных процессов установлены ГОСТ Р ИСО 4063.
3.3 технология сварки:
Совокупность и последовательность выполнения операций, применяемых для получения неразъемного соединения двух или нескольких элементов.
Примечания.
1 Технология сварки устанавливается технологической документацией по сварке.
2 В нормативных и технических документах еще применяется термин «сварочная технология».
4 Основные положения организации сварочных работ
4.1 Документация по сварке
4.1.1 Сварочные работы должны выполняться в соответствии с технологической документацией по сварке, оформленной в виде проекта производства сварочных работ (ППСР), раздела по сварке в проекте производства работ (ППР) или в виде технологической инструкции по сварке.
4.1.2 Технологическая документация по сварке должна устанавливать:
— объем работ по сборке, сварке, термической обработке и контролю сварных соединений;
— типы сварных соединений;
— технологические карты сварки сварных соединений с учетом операций по термообработке и контролю (форма технологической карты сварки приведена в приложении А);
Примечание — Для сварных (паяных) соединений медных и полимерных изделий разрабатывать технологические карты следует с учетом особенностей этих соединений.
— применяемые сварочные материалы;
Примечание — Под сварочными материалами подразумеваются и газы, применяемые при сварке и родственных процессах.
— оборудование для сборки, сварки, термической обработки и контроля сварных соединений;
— вспомогательные материалы, инструменты и приспособления;
— требования к квалификации сварщиков и специалистов сварочного производства;
— требования к персоналу сварочного производства, сварочным материалам, сварочному оборудованию и технологиям сварки в соответствии с ПБ 03-273-99 [1], РД 03-495-02 [2], РД 03-613-03 [3], РД 03-614-03 [4], РД 03-615-03 [5];
— требования безопасности и промышленной санитарии при производстве сварочных работ.
Примечание — Требования ПБ 03-273-99 [1], РД 03-495-02 [2], РД 03-613-03 [3], РД 03-614-03 [4], РД 03-615-03 [5] применяются при выполнении сварочных работ в следующих случаях:
— при выполнении сварочных работ на объектах строительства, надзор за которыми осуществляют органы исполнительной власти Российской Федерации и органы исполнительной власти субъектов Российской Федерации, уполномоченные на осуществление государственного строительного надзора;
(Поправка).
— если требования этих нормативных документов содержатся в проектной, нормативной или технологической документации;
— по требованию заказчика;
— по решению организации, ведущей сварочные работы.
4.2 Организация рабочего места
4.2.1 Рабочее место сварщика следует организовывать в соответствии с технологическим процессом сварки и конкретными производственными условиями. Рабочее место должно быть оснащено сборочно-сварочным оборудованием, приспособлениями, набором инвентаря и инструментов.
4.2.2 На стационарных рабочих местах должны быть обеспечены условия с необходимым освещением и системой вытяжной вентиляции в зоне сварки для качественного выполнения сварочных работ.
Примечания.
1 Для ручной дуговой сварки на рабочих местах рекомендуется оборудовать стационарные сварочные посты (например, стационарный сварочный пост, приведенный в учебном пособии [6]).
2 Для сварки (пайки) соединений медных и полимерных изделий рабочее место следует оборудовать с учетом особенностей этих соединений.
4.2.3 В случае невозможности оборудования стационарного рабочего места, могут быть организованы временные рабочие места, которые оборудуются специальными ограждениями, защищающими место сварки от ветра, сквозняков и атмосферных осадков, с учетом выполнения требований 7.2.16 к сварке при отрицательной температуре окружающего воздуха (в зимнее время).
4.2.4 Сварщики должны быть обеспечены спецодеждой и инструментом соответственно выполняемому виду сварки.
Примечание — Сварщиков, выполняющих ручную дуговую сварку, обеспечивают спецодеждой, защитным щитком или маской по ГОСТ Р 12.4.238, рукавицами по ГОСТ 12.4.010, молотком, зубилом для отбивки шлака, стальной щеткой или шлифовальной машинкой и шаблоном для проверки размеров и формы сварных швов.
4.2.5 Рабочие места обеспечиваются первичными средствами пожаротушения.
4.3 Требования к персоналу, выполняющему сварочные работы
4.3.1 Требования к персоналу, выполняющему сварочные работы, устанавливаются в зависимости от выполняемых обязанностей, вида работ и уровня ответственности сварных конструкций.
4.3.2 Аттестация сварщиков и специалистов сварочного производства проводится в соответствии с ПБ 03-273-99 [1].
Примечание — По ПБ 03-273-99 [1] к специалистам сварочного производства относятся:
— специалисты, чьи письменные или устные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы и т.п.);
— специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающих выполнение сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (начальники отделов, лабораторий, секторов, технических бюро, руководители рабочих групп и т.п.);
— специалисты, являющиеся руководителями службы сварки предприятия (организации), чья подпись необходима и достаточна для утверждения руководством предприятия (организации) руководящих и нормативных документов по выполнению всех видов сварочных работ (главные сварщики, их заместители и т.п.).
4.3.3 Руководство сварочными работами на опасных производственных объектах осуществляют специалисты, аттестованные на II, III или IV профессиональные уровни в соответствии с ПБ 03-273-99 [1] и РД 03-495-02 [2].
4.3.4 Перед допуском к работе сварщик выполняет сварку допускных образцов. Сварку допускных образцов выполняют в тех же условиях (пространственное положение сварных швов, диаметр и толщина свариваемых деталей, основные и сварочные материалы, оборудование, технология сварки), что и сварку производственных сварных соединений.
Примечание — Для сварки газопроводов (стальных и полиэтиленовых) в сетях газораспределения допускные стыки варят при проведении квалификационных испытаний, при приеме на работу и при перерыве в работе больше определенного срока.
Качество допускных образцов определяют неразрушающими и, в случае необходимости, разрушающими методами контроля по нормам, установленным к производственным сварным соединениям.
4.3.5 При положительных результатах контроля допускных образцов оформляют допускной лист сварщика, форма которого приведена в приложении Б. К допускному листу прикладывают акты, заключения и протоколы контроля допускных образцов.
4.4 Требования к свариваемым материалам, заготовкам и деталям
4.4.1 Свариваемые материалы (заготовки, детали) должны удовлетворять разделу 5, а также требованиям проектной документации и стандартов или технических условий на их изготовление.
4.4.2 Линейные размеры, форма деталей свариваемой конструкции должны обеспечивать собираемость конструкции с учетом заданных размеров и предельных отклонений.
4.4.3 Конструктивные элементы кромок сварных соединений, размеры зазоров и размеры выводных планок должны соответствовать требованиям проектной документации и 4.5.1.
4.4.4 Кромки стальных деталей под сварку должны быть ровными, без трещин, заусенцев и завалов, превышающих 0,3 мм.
4.5 Типы сварных соединений и обозначение швов
4.5.1 Типы, конструктивные элементы и размеры сварных соединений следует выбирать по ГОСТ 16037, ГОСТ 5264, ГОСТ 14771, ГОСТ 8713, ГОСТ 11534, ГОСТ 16038, ГОСТ 14806, ГОСТ 15878, ГОСТ 16310, ГОСТ 14098, ГОСТ 14776 или в соответствии с нормативными документами и стандартами организаций, в которых они установлены.
Примечание — Обозначение швов сварных соединений по ГОСТ 2.312.
5 Сварочные материалы
5.1 При сварке следует применять сварочные материалы, предусмотренные проектной и технологической документацией по сварке и соответствующие требованиям 5.2-5.19.
Примечание — При выполнении сварочных работ применяются следующие виды сварочных материалов:
— электроды, покрытые для дуговой сварки и наплавки;
— электроды неплавящиеся для дуговой сварки;
— проволоки сплошного сечения;
— проволоки порошковые;
— газы защитные и их смеси;
— газы горючие;
— флюсы;
— порошковые материалы;
— припои;
— термитные материалы.
5.2 Сварочные материалы должны обеспечивать:
— сварочно-технологические свойства;
— механические свойства наплавленного металла, соответствующие требованиям стандартов или техническим условиям на конкретную марку сварочного материала;
— требуемые механические свойства сварных соединений.
5.3 Сварочные материалы допускается применять при наличии сертификата или иного сопроводительного документа поставщика сварочных материалов на русском языке, содержащем сведения о производителе, назначении, качестве, марке и номере партии сварочного материала и свидетельства об аттестации сварочных материалов в случаях, оговоренных в 4.1.
5.4 В случае расхождения данных сертификата или сопроводительного документа о качестве сварочного материала с требованиями стандарта или техническими условиями на него, несоответствующая стандарту или техническим условиям партия сварочного материала использованию для сварки не подлежит.
5.5 При транспортировании и хранении сварочных материалов следует выполнять требования, предусмотренные стандартами или техническими условиями на эти материалы, и следующие требования:
— транспортировать и хранить сварочные материалы следует в упаковке изготовителя, в условиях, исключающих повреждение, порчу и воздействие влаги;
— каждую часть сварочных материалов, отделенную от упаковочного места, в процессе хранения снабжают биркой, содержащей сведения о принадлежности данного материала определенной марке и партии сварочного материала.
5.6 При отсутствии сертификата, сопроводительного документа о качестве или неполноте представленных в них сведений, а также при наличии сварочных материалов с истекшим сроком хранения использование сварочных материалов допускается только после их испытания в компетентной испытательной лаборатории, подтвердившей соответствие сварочного материала требованиям стандарта или техническим условиям.
Примечание — Техническую компетентность испытательной лаборатории в проведении испытаний, необходимых для определения нормированных показателей свойств сварочного материала, подтверждают документы, оформленные в соответствии с ГОСТ Р ИСО/МЭК 17025.
5.8 Электроды неплавящиеся для дуговой сварки из чистого вольфрама и вольфрама с добавлением активирующих присадок должны соответствовать ГОСТ 23949 или техническим условиям производителя.
5.9 Показатели свойств электродов иностранного производства должны соответствовать показателям, приведенным в сопроводительных документах поставщика (сертификатах, свидетельствах, декларациях и т.п.) или в указанных в них стандартах, по которым электроды изготовлены.
5.10 Электрод неплавящийся вольфрамовый перед применением затачивают на конус (см. рисунок 1). Угол конуса  должен быть от 28° до 30°, длина конической части
должен быть от 28° до 30°, длина конической части  от 5 до 6 диаметров электрода
от 5 до 6 диаметров электрода  , мм. Конус после заточки следует притупить таким образом, чтобы величина диаметра притупления
, мм. Конус после заточки следует притупить таким образом, чтобы величина диаметра притупления  составляла от 0,2 до 0,5 мм.
составляла от 0,2 до 0,5 мм.
Примечание — Для заточки вольфрамовых электродов применяют специальное оборудование (заточные устройства, машинки, станки).
— диаметр электрода; — диаметр притупления; — длина конической части; — угол конуса
Рисунок 1 — Форма заточки вольфрамового электрода
5.11 Проволока сплошного сечения сварочная и наплавочная должна соответствовать требованиям следующих документов:
— проволока из низкоуглеродистых, легированных и высоколегированных сталей — ГОСТ 2246 и ГОСТ 10543;
— проволока из алюминия и алюминиевых сплавов — ГОСТ 7871;
— проволока из меди и сплавов на медной основе — ГОСТ 16130.
5.12 Проволока порошковая для сварки и наплавки должна соответствовать требованиям следующих документов:
— проволока для дуговой сварки углеродистых и низколегированных сталей — ГОСТ 26271 или техническим условиям на ее производство;
— проволока наплавочная — ГОСТ 26101 или техническим условиям на ее производство.
5.13 Газы защитные (активные, инертные газы и их смеси) для механизированной и автоматической сварки должны соответствовать требованиям следующих документов:
— аргон газообразный первого и высшего сортов — ГОСТ 10157;
— двуокись углерода газообразная и жидкая первого и высшего сортов — ГОСТ 8050;
— газовые смеси двуокиси углерода газообразной и аргона газообразного промышленного производства — техническим условиям на их производство;
— используемые в смесях защитные газы для высшего сорта двуокиси углерода газообразной — ГОСТ 8050, а для высшего сорта аргона газообразного — ГОСТ 10157;
— газообразный кислород первого сорта, применяемый в качестве компонента смесей защитных газов, — ГОСТ 5583;
— газообразный азот, применяемый в качестве компонента газовых смесей, — ГОСТ 9293;
— технический водород, применяемый в качестве компонента газовых смесей, — ГОСТ 3022;
— газообразный гелий, применяемый в качестве защитного газа или компонента газовых смесей, — техническим условиям на его изготовление.
Примечание — Классификация защитных газов и их смесей установлена ГОСТ Р ИСО 14175.
5.14 Горючие газы для газовой сварки должны соответствовать следующим требованиям:
— ацетилен технический газообразный и технический растворенный марки Б первого и второго сортов, предназначенный для использования в качестве горючего газа для газовой сварки, — ГОСТ 5457 и техническим условиям на его производство;
— газообразный технический ацетилен, вырабатываемый в передвижных ацетиленовых генераторах из карбида кальция, — ГОСТ 1460;
— газообразный технический кислород первого и второго сортов, используемый при газовой сварке в качестве окислителя ацетилена, — ГОСТ 5583.
5.15 Газы и газовые смеси следует хранить в баллонах в соответствии с требованиями ГОСТ 26460 и ПБ 03-576-03 [7].
5.16 Флюсы должны соответствовать требованиям следующих документов:
— флюсы сварочные плавленые для автоматической и механизированной сварки и наплавки — ГОСТ Р 52222 и техническим условиям на их производство;
— флюсы сварочные агломерированные керамические для дуговой сварки углеродистых и низколегированных сталей — ГОСТ 28555 и техническим условиям на их производство;
— флюсы паяльные высокотемпературные для пайки конструкционных и коррозионно-стойких сталей, жаропрочных сплавов, меди и медных сплавов — ГОСТ 23178;
— флюсы плавленые и агломерированные керамические — ГОСТ Р 52222.
5.17 Порошковые материалы, используемые для плазменной наплавки и напыления, применяют согласно ГОСТ 21448 и техническим условиям на производство конкретных марок порошков из сплавов.
5.18 Припои для капиллярной пайки меди и медных сплавов применяют согласно ГОСТ Р 52955.
Оловянно-свинцовые припои для низкотемпературной пайки применяют в соответствии с ГОСТ 21930 и ГОСТ 21931.
5.19 Термитные материалы должны соответствовать техническим условиям на их производство.
Примечание — Применение, маркировка, упаковка и хранение термитных патронов и термитных спичек, являющихся пожароопасными изделиями, осуществляется по РД 34.20.261-82 [8].
6 Сварочное оборудование
6.1 Сварочное оборудование допускается к применению при наличии в соответствии с техническим регламентом [9] руководства (инструкции) по эксплуатации (применению) на русском языке, сертификата или декларации соответствия, а также свидетельства об аттестации сварочного оборудования в случаях, оговоренных в 4.1.
6.2 Сварочное оборудование должно обеспечивать заданные режимы сварки и безопасность эксплуатации.
6.3 Для выполнения сварочных работ при отрицательных температурах окружающего воздуха следует предусматривать поставку комплектующих материалов в хладостойком исполнении УХЛ или ХЛ в соответствии с ГОСТ 15150, а также поставку дополнительного оборудования и материалов, обеспечивающих необходимый предварительный подогрев места сварки и прогрев сварочного оборудования.
6.4 Средства измерений, входящие в комплект сварочного оборудования, должны быть утвержденных типов и подвергаться периодической калибровке или в соответствии с законом [10] поверке, если проводимые ими измерения включены в Единый перечень измерений, относящихся к сфере государственного регулирования обеспечения единства измерений.
6.5 Осмотры, проверки, профилактические, текущие и капитальные ремонты сварочного оборудования проводят с периодичностью, указанной в таблице 1 или установленной в руководстве (инструкции) по эксплуатации (применению) на оборудование.
Таблица 1
|
Вид оборудования |
Вид обслуживания и межремонтные сроки |
||
|
осмотр |
текущий ремонт |
капитальный ремонт |
|
|
Сварочные трансформаторы, выпрямители, источники питания инверторного типа |
2 раза в месяц |
4 раза в год |
1 раз в 3 года |
|
Сварочные преобразователи |
еженедельно |
6 раз в год |
1 раз в 2 года |
|
Сварочные полуавтоматы и автоматы |
ежедневно |
4 раза в год |
1 раз в 2 года |
6.6 На каждом объекте строительства следует вести журнал технического состояния оборудования, в котором необходимо фиксировать результаты осмотра и ремонта сварочного оборудования (форма журнала приведена в приложении В).
7 Производство сварочных работ
7.1 Сборка под сварку металлических конструкций
7.1.1 Непосредственно перед сборкой конструкции кромки свариваемых деталей конструкции и прилегающие к ним участки зачищают от окалины, грязи, краски, масла, ржавчины, влаги, снега и льда на ширину 20 мм при ручной или механизированной дуговой сварке и 50 мм при автоматической сварке. Также должны быть зачищены места примыкания вводных и выводных планок.
7.1.2 В процессе сборки попадание влаги, масла и других загрязнений в разделку соединений и на зачищенные поверхности не допускается.
7.1.3 Сборку элементов в плоскостные и пространственные конструкции следует выполнять:
— на стеллажах или стендах с применением сборочных приспособлений, обеспечивающих требуемую точность;
— на прихватках;
— на прихватках с применением сборочных приспособлений.
Примечание — Для сборки конструкций применяются фиксирующие, стягивающие и распорные устройства.
7.1.4 Требования к прихваткам устанавливаются 7.1.4.1-7.1.4.10 и технологической документацией по сварке с учетом проектной и нормативной документации.
7.1.4.1 Прихватки выполняют ручной дуговой, ручной аргонодуговой, газовой или механизированной сваркой.
При ручных и механизированных видах сварки прихватки собранных элементов конструкции выполняют теми же видами, что и сварку.
7.1.4.2 Прихватки следует располагать в местах последующего наложения сварного шва и на равном расстоянии друг от друга.
7.1.4.3 Прихватки не выполняются в местах пересечения швов и на краях будущих швов.
7.1.4.4 В процессе сварки прихватки должны быть полностью перекрыты и переварены при наложении основного шва.
Прихватки следует полностью удалять в процессе сварки, если это установлено проектной и нормативно-технологической документацией.
7.1.4.5 Прихватки выполняются на режимах, рекомендованных для сварки соответствующих швов. Прихватки должны быть зачищены от шлака и с учетом вида свариваемой конструкции проверены на соответствие требованиям к основному шву нормативных документов по сварке конструкций, приведенным в приложении Г. Прихватки, имеющие недопустимые дефекты, удаляют механическим способом.
7.1.4.6 Режим предварительного подогрева при наложении прихваток следует определять по тем же критериям, что и при сварке основного шва.
7.1.4.7 При сборке конструкций большой массы размер и расстановку прихваток определяют в соответствии с проектной документацией с учетом усилий, возникающих при кантовке и транспортировке конструкций.
7.1.4.8 Не допускается транспортировать и кантовать тяжелые и крупногабаритные конструкции и их элементы, собранные только на прихватках без применения приспособлений, обеспечивающих неизменность их формы.
7.1.4.9 После кантовки или транспортировки и перед сваркой собранную на прихватках конструкцию следует проконтролировать на соответствие геометрических размеров требованиям конструкторской и проектной документации, руководствуясь нормативными документами по сварке, приведенными в приложении Г.
7.1.4.10 При совмещении установки вспомогательных элементов и прихваток наложение прихваток следует выполнять после приварки вспомогательных элементов.
7.1.5 Приварку вспомогательных элементов (временных технологических креплений, строповочных устройств) выполняют в соответствии с технологической документацией по сварке.
7.1.6 Удаление вспомогательных элементов следует выполнять газовой резкой или механическим способом без повреждения основного металла и применения ударных воздействий. Места приварки зачищаются заподлицо с основным металлом.
7.1.7 Необходимо предусматривать допуски и припуски на размеры стыкуемых элементов конструкции для компенсации сварочных деформаций и получения после сварки проектных размеров собираемых конструкций. Величины допусков и припусков на усадку от сварки устанавливают в технологической документации на сборку и сварку конструкции.
7.2 Сварочные работы
7.2.1 Перед выполнением сварочных работ должна быть проведена проверка выполнения требований 7.1 к собранной конструкции и ее приемка для сварки с соответствующей записью в журнале сварочных работ, форма которого приведена в СП 70.13330 (приложение 2).
7.2.2 Следует применять следующие виды сварки:
— ручная дуговая сварка покрытыми электродами;
— ручная аргонодуговая сварка неплавящимся электродом;
— механизированная аргонодуговая сварка плавящимся электродом;
— механизированная сварка самозащитной порошковой проволокой;
— механизированная сварка плавящимся электродом в среде активных газов и смесях;
— автоматическая сварка под флюсом;
— газовая сварка;
— сварка нагретым инструментом;
— сварка нагретым газом;
— термитная сварка;
— сварка с закладными нагревателями.
Допускается также применять и другие виды сварки, разрешенные к применению в нормативной документации на свариваемую конструкцию.
7.2.3 Сварку следует выполнять с учетом требований разделов 5-14 и назначения свариваемой конструкции в соответствии с технологической документацией по сварке, отвечающей требованиям 4.1, и нормативными документами по сварке, приведенными в приложении Г.
7.2.4 При сварке многопроходных швов каждый последующий слой следует выполнять после тщательной очистки от шлака и брызг металла предыдущего слоя. Участки шва с порами, трещинами и раковинами должны быть удалены механическим способом до наложения последующих слоев.
7.2.5 При двусторонней сварке стыковых соединений с полным проплавлением перед выполнением шва с обратной стороны необходимо зачистить его корень до чистого бездефектного металла. Корень шва следует зачищать абразивным инструментом (например, ручной шлифовальной машинкой).
7.2.6 При сварке пересекающихся стыков шов, выполненный первым, в месте пересечения следует удалить, используя абразивный инструмент, до получения заданной формы разделки кромок. При сварке без разделки кромок следует снять выпуклость сварного шва, используя абразивный инструмент, на длине не менее 30 мм в месте пересечения стыков.
7.2.7 Необходимо соблюдать последовательность наложения валиков (слоев) по сечению и длине сварных швов, установленную технологией сварки.
Примечание — В монтажных условиях целесообразно применять следующие способы выполнения швов сварных соединений:
— обратноступенчатый;
— секционный обратноступенчатый;
— двойным слоем;
— секционный двойным слоем;
— каскадом;
— секционный каскадом.
Способы выполнения швов сварных соединений при ручной дуговой сварке приведены на рисунке 2.
а) обратноступенчатый
б) секционный обратноступенчатый

в) двойным слоем
1-18 — порядок наложения валиков (слоев) сварного шва
г) секционный двойным слоем
д) каскадом
е) секционный каскадом
1-18 — порядок наложения валиков (слоев) сварного шва
Рисунок 2, лист 1, лист 2 — Способы выполнения швов сварных соединений
7.2.7.1 Секционные способы выполнения швов сварных соединений (см. изображения б), г), е) на рисунке 2) следует применять для соединений стальных деталей толщиной более 20 мм и для сталей, склонных к образованию трещин (например, сталь марки 12Г2СФ по ГОСТ 19281).
Примечание — При секционных способах рекомендуется выполнять швы без перерывов до окончания сварки всей секции.
7.2.7.2 Обратноступенчатый способ выполнения швов сварных соединений (см. изображения а) и б) на рисунке 2) следует применять для однослойных и двухслойных швов длиной более 600 мм.
7.2.7.3 Выполнение швов сварных соединений каскадом (см. изображения д) и е) на рисунке 2) следует применять для швов из стали, характеризующейся повышенной склонностью к трещинообразованию (например, стали класса С60/45 марки 16Г2АФ по ГОСТ 19281).
7.2.7.4 Двусторонний секционный обратноступенчатый способ выполнения швов сварных соединений следует применять для многослойных протяженных швов стыковых сварных соединений с двусторонней разделкой кромок. При этом сварка в вертикальном или горизонтальном пространственных положениях должна выполняться двумя сварщиками одновременно.
7.2.7.5 При выполнении двухслойных швов обратноступенчатым способом или двойным слоем, многослойных швов секционным обратноступенчатым способом или секционным двойным слоем начало ступени при последующем проходе следует смещать относительно ступени предыдущего слоя на расстояние от 20 до 30 мм. Валики последующего слоя шва должны иметь плавные сопряжения, как между собой, так и с поверхностью основного металла.
7.2.8 Начало и конец шва стыкового сварного соединения, при конструктивной возможности, рекомендуется выводить за пределы свариваемых элементов на выводные планки, удаляемые кислородной резкой после окончания сварки.
Запрещается возбуждать дугу и выводить кратер на основной металл за пределы шва.
7.2.9 При перерыве в работе сварку разрешается возобновлять после очистки от шлака кратера и прилегающего к нему концевого участка шва длиной 50 мм. Этот участок и кратер следует полностью перекрывать швом.
7.2.10 При сварке швов стыковых соединений элементов, различающихся между собой толщиной свариваемых кромок, тип сварного соединения и конструктивные размеры разделки и шва следует выбирать по элементу большей толщины.
7.2.11 Односторонние швы, к которым предъявляют требования герметичности или плотности, рекомендуется сваривать не менее чем в два прохода.
7.2.12 Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без выпуклости следует обеспечивать подбором режимов сварки, соответствующим пространственным расположением свариваемых элементов конструкции (при укрупнении) или механизированной зачисткой абразивным инструментом.
7.2.13 По окончании сварки поверхности конструкции и швов сварных соединений следует очистить от шлака, брызг и наплывов расплавленного металла.
7.2.14 После сварки сварные швы подлежат клеймению. Клеймо (см. рисунок 3) следует наносить ударным способом, наплавкой, несмываемой краской или маркером.
Вместо постановки клейм допускается составление исполнительной схемы (сварочного формуляра), которую следует прилагать к журналу сварочных работ (см. 7.2.1).
Рисунок 3 — Пример цифрового клейма для маркировки ударным способом
Примечание — Способы клеймения сварных швов и составление исполнительной схемы зависят от назначения свариваемой конструкции и определяются в соответствии с требованиями нормативных документов по сварке конструкций, приведенных в приложении Г (например, клеймение сварных швов при монтаже стальных сварных сосудов и аппаратов выполняется в соответствии с ПБ 03-584-03 [11] (пункты 4.6.6 и 4.8.7)).
7.2.15 При обнаружении в сварных соединениях трещин или других дефектов сварочные работы должны быть остановлены, а обнаруженные дефекты — устранены.
7.2.16 Сварку при отрицательных температурах окружающего воздуха в зависимости от назначения сварной конструкции следует выполнять с учетом требований СП 70.13330, СП 74.13330, ПБ 03-576-03 [7] (раздел 4.3), РД 36-62-00* [12] (раздел 3.4), РТМ 393-94 [13] (пункт 6.21), РД 153-34.1-003-01 [14] (пункт 6.5.9) и в соответствии с технологической документацией по сварке.
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
7.2.17 Сварные соединения труб и деталей из полимерных материалов должны выполняться при помощи сварки нагретым инструментом (стыковой, раструбной), сварки с закладными нагревателями и сварки нагретым газом с присадочным прутком.
7.2.17.1 Стыковую сварку следует выполнять для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и с толщиной стенки более 4 мм.
Раструбная сварка выполняется для труб с наружным диаметром до 160 мм и стенками любой толщины.
7.2.17.2 Сварку с закладными нагревателями следует применять для соединения пластмассовых труб диаметром свыше 20 мм с любой толщиной стенки, а также для приварки к трубопроводу седловых отводов.
7.2.18 Не допускается сварка труб и деталей из полимерных материалов различных марок.
7.2.19 Сварку полимерных материалов в зависимости от назначения сварной конструкции следует выполнять с учетом требований СП 40-102-2000 [15], СН 478-80* [16], СП 40-101-96 [17], ВСН 003-88 [18], СН 550-82 [19], ВСН 440-83 [20] и документов организаций, в которых они установлены, например СТО 45167708-01-2007** [21].
________________
* На территории Российской Федерации документ не действует. Действует СП 40-102-2000, здесь и далее по тексту;
** Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
8 Правила безопасного выполнения сварочных работ
8.1 В ходе выполнения сварочных работ следует соблюдать требования ГОСТ 12.3.003, СП 49.13330, ПОТ Р М 020-2001 [22] и правила безопасности при производстве строительно-монтажных, газосварочных и электросварочных работ.
8.2 При использовании электросварочных установок должны соблюдаться правила [23].
8.3 Места выполнения сварочных работ и размещения сварочного оборудования должны быть очищены от горючих материалов в радиусе не менее 5 м, а от легковоспламеняющихся и взрывоопасных материалов в радиусе не менее 10 м.
8.4 Сварочные работы на высоте следует производить с лесов, подмостей, навесных люлек или приставных лестниц, имеющих огражденные рабочие площадки с настилом из несгораемых материалов. При невозможности или нецелесообразности установки указанных средств сварочные работы производят с ранее смонтированных конструкций, имеющих ограждения или обеспечивающих возможность закрепления огнестойких предохранительных поясов.
8.5 При одновременной работе на различных высотах по одной вертикали следует предусматривать, в соответствии с ПОТ Р М 020-2001 [22] (пункт 2.1.4), ограждающие устройства для защиты персонала, работающего на нижних ярусах, от брызг металла и случайного падения предметов.
8.6 Провода, сварочные кабели, шланги, рукава, проведенные к рабочим местам, должны быть защищены от возможных механических повреждений и воздействия высокой температуры.
8.7 При выполнении сварочных работ на открытом воздухе во время осадков (дождя, снегопада и т.п.) источники питания следует размещать в передвижных машинных помещениях. При отсутствии передвижных машинных помещений или навесов над электросварочным оборудованием сварочные работы во время осадков должны быть прекращены.
9 Контроль выполнения сварочных работ
9.1 Общие сведения
9.1.1 При выполнении сварочных работ должно предусматриваться проведение:
— входного контроля;
— операционного контроля;
— оценки соответствия выполненных работ, конструкций.
9.1.2 Контроль выполнения сварочных работ осуществляют в соответствии с проектной, нормативной и технологической документацией по сварке.
9.1.3 Методы контроля в каждом виде контроля должны выбираться и применяться в зависимости от назначения сварной конструкции и в соответствии с требованиями раздела 10 с учетом нормативных документов по сварке конструкций, приведенных в приложении Г.
9.2 Входной контроль
9.2.1 Входной контроль включает в себя:
— контроль свариваемых материалов (заготовок, деталей) конструкции;
— контроль сварочных материалов;
— проверку сварочного оборудования, инструмента и приспособлений.
9.2.2 При входном контроле свариваемых материалов (заготовок, деталей) конструкции следует проверять:
— наличие заводской маркировки;
— соответствие их линейных размеров проектной документации;
— соответствие конструктивных элементов кромок, размеров зазоров и размеров выводных планок требованиям 4.4.3 и 4.4.4;
— отсутствие на них поверхностных дефектов, деформаций и искажений формы.
9.2.2.1 Наличие заводской маркировки свариваемых материалов (заготовок, деталей) конструкции, отсутствие на них поверхностных дефектов, деформаций и искажений формы проверяется визуально.
9.2.2.2 Проверка соответствия линейных размеров свариваемых материалов (заготовок, деталей) конструкции, конструктивных элементов кромок, размеров зазоров и размеров выводных планок проектной документации должна проводиться в соответствии с РД 03-606-03 [24].
Предельные отклонения измеренных значений геометрических параметров должны быть не более указанных в проектной документации.
9.2.2.3 Результаты контроля материалов (заготовок, деталей) сварных конструкций фиксируют в Журнале учета результатов входного контроля по форме, приведенной в ГОСТ 24297 (приложение 1).
9.2.3 При входном контроле сварочных материалов следует проверять:
— наличие сопроводительного документа поставщика (сертификата, декларации, свидетельства и т.п.) об их качестве (соответствии требованиям нормативных документов на их изготовление);
— наличие свидетельства об аттестации сварочных материалов в соответствии с РД 03-613-03 [3];
— соответствие на каждом упаковочном месте, пачке, коробке, ящике, мотке, бухте, баллоне их маркировки (этикеток, ярлыков или бирок) имеющимся в наличии сварочным материалам;
— пригодность к применению по установленным в их сопроводительных документах срокам хранения (использования);
— отсутствие повреждений упаковок и самих материалов.
9.2.3.1 Наличие сопроводительных документов поставщика сварочных материалов и пригодность их к применению проверяется выполнением документарной проверки, а отсутствие повреждений упаковок и самих материалов — визуальным осмотром.
9.2.3.2 Результаты контроля следует фиксировать в Журнале поступления, прохождения и хранения сварочных материалов по форме, приведенной в приложении Д.
9.2.4 Входной контроль сварочного оборудования следует проводить путем осмотра и проверки соответствия его технических характеристик документации поставщика.
Пример — При использовании сборочно-сварочного оборудования для дуговой сварки контролируют поверхности прижимных элементов, состояние и форму сварочных подкладок, исправность теплоотводящих устройств, работоспособность приводов.
Результаты входного контроля сварочного оборудования заносятся в журнал технического состояния оборудования.
9.3 Операционный контроль
9.3.1 Для операционного контроля в ходе проведения сварочных работ следует выполнять:
— контроль сборки свариваемых деталей;
— контроль сварки;
— освидетельствование скрытых работ.
9.3.2 Для контроля сборки свариваемых деталей следует проверять на соответствие проектной документации:
— величины зазоров;
— положения стыка или величину нахлеста;
— состояние свариваемых поверхностей при выполнении прихваток (при сборке металлоконструкций).
9.3.3 Для контроля сварки следует при первом проходе визуальным и измерительным контролем выявлять наличие дефектов и проверять на соответствие проектной документации порядок наложения слоев шва и размеры конструктивных элементов сварных швов.
9.3.4 При освидетельствовании предусмотренных проектом скрытых сварочных работ должна предоставляться следующая исполнительная документация по сварке:
— сертификаты на свариваемые материалы;
— журнал сварочных работ;
— копии аттестационных удостоверений сварщиков и специалистов сварочного производства в соответствии с подразделом 4.1;
— допускные листы сварщиков;
— акты визуального и измерительного контроля сварных соединений;
— акты, заключения и протоколы контроля сварных соединений неразрушающими и разрушающими методами измерений и испытаний.
По результатам освидетельствования следует оформлять акты освидетельствования скрытых работ по форме, приведенной в РД 11-02-2006 [25] (приложение 3).
9.3.5 При сварке полимерных труб на автоматизированном сварочном оборудовании операционный контроль производится по распечатке протокола сварочного процесса.
Примечание — В соответствии с СП 62.13330 (пункт 10.4.5) в зависимости от степени автоматизации сварочные аппараты для соединения полимерных труб и деталей подразделяются:
— с высокой степенью автоматизации — сварочный аппарат, имеющий компьютерную программу основных параметров сварки, компьютерный контроль за их соблюдением в ходе технологического процесса, компьютерное управление процессом сварки и последовательностью этапов технологического процесса в заданном программой режиме (в том числе автоматическое удаление нагревательного инструмента), регистрацию результатов сварки и последующую выдачу информации в виде распечатанного протокола на каждый стык по окончании процесса сварки;
— со средней степенью автоматизации — сварочный аппарат, имеющий частично компьютеризированную программу основных параметров сварки, полный компьютеризированный контроль соблюдения режима сварки по всему циклу, а также осуществляющий регистрацию результатов сварки и их последующую выдачу в виде распечатанного протокола;
— с ручным управлением — сварочный аппарат, на котором управление процессом сварки производится вручную при визуальном или автоматическом контроле соблюдения режима сварки в течение всего цикла. Регистрация режимов сварки производится в журнале сварочных работ или в виде распечатанного протокола с регистрирующего устройства.
9.4 Оценка соответствия выполненных работ, конструкций
9.4.1 Оценку соответствия выполненных работ по сварке и сваренных конструкций следует проводить при сдаче элемента конструкции или в целом объекта строительства, реконструкции или капитального ремонта.
9.4.2 Требования к оценке соответствия выполненных работ по сварке и сваренных конструкций определяются требованиями законодательства, заказчиком или проектной документацией, в которой должны быть приведены:
— методы и объемы контроля;
— необходимые испытания сварной конструкции;
— требуемый уровень качества сварных соединений.
9.4.3 При оценке соответствия выполненных работ по сварке и сваренных конструкций должна быть представлена следующая документация:
— исполнительные чертежи с внесенными (при их наличии) отступлениями, допущенными предприятием-изготовителем конструкций, а также монтажной организацией, и документы об их согласовании с проектными организациями-разработчиками чертежей;
— исполнительная документация в соответствии с разделом 13.
10 Методы и объемы контроля сварных соединений
10.1 Методы и объемы контроля
10.1.1 Методы и объемы контроля, нормы оценки качества сварных соединений устанавливают в соответствии со стандартами или техническими условиями на сварную конструкцию и оговаривают в проектной и технологической документации.
10.1.2 Контроль сварных соединений может выполняться разрушающими и неразрушающими методами контроля в соответствии с требованиями подразделов 10.2-10.4 и раздела 14.
Примечания.
1 К неразрушающим методам контроля относят:
— визуальный и измерительный контроль по РД 03-606-03 [24];
— контроль физическими методами по ГОСТ 18353: акустический, радиационный (радиографический), контроль проникающими веществами (капиллярный контроль), контроль магнитными методами, и другие.
2 Виды разрушающего контроля:
— механические испытания;
— металлографические исследования;
— стилоскопирование;
— определение коррозионной стойкости;
— измерение твердости.
10.2 Неразрушающие методы контроля
10.2.1 Неразрушающий контроль следует проводить в соответствии с картами контроля, стандартами, проектной и технологической документацией.
10.2.2 Порядок проведения визуального и измерительного контроля установлен инструкцией РД 03-606-03 [24].
Визуальный и измерительный контроль материалов, заготовок, деталей и сварных соединений следует проводить при:
— входном контроле;
— операционном контроле;
— подготовке деталей и сборочных единиц к сборке;
— сборке деталей и сборочных единиц под сварку;
— процессе сварки;
— контроле готовых сварных соединений и наплавок;
— исправлении дефектных участков в материале и сварных соединениях;
— оценке соответствия выполненных работ по сварке и сваренных конструкций.
Результаты визуального и измерительного контроля оформляются актом по форме, приведенной в приложении Е.
10.2.3 Контроль сварных соединений физическими методами должен выполняться до и после термообработки (если термообработка предусмотрена технологическим процессом), правки и исправления дефектов, выявленных визуальным и измерительным контролем.
Не допускается выполнять контроль физическими методами до проведения визуального и измерительного контроля.
10.2.4 Акустические методы контроля составляют ультразвуковой и акустико-эмиссионный методы, которые следует выполнять в соответствии с 10.2.4.1 и 10.2.4.2.
10.2.4.1 Ультразвуковой контроль следует проводить для выявления внутренних дефектов сварных соединений и выполнять:
— по ГОСТ 14782 для стыковых, угловых, нахлесточных и тавровых соединений, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой и стыковой сваркой оплавлением в сварных конструкциях из металлов и сплавов;
— по ГОСТ 23858 для сварных соединений арматуры;
— по СП 42-103-2003 [26], ГОСТ 14782, СП 62.13330 для сварных полиэтиленовых газопроводов.
Результаты ультразвукового контроля должны оформляться заключением в соответствии с ГОСТ 14782 (пункт 4.2) по форме, приведенной в приложении Ж, а для сварных соединений арматуры протокол ультразвукового контроля оформляется в соответствии с ГОСТ 23858 (приложение 2).
10.2.4.2 Акустико-эмиссионный контроль следует проводить для обнаружения несплошностей на поверхности или в объеме сварного соединения.
Примечание — Метод акустико-эмиссионного контроля обеспечивает обнаружение и регистрацию развивающихся дефектов, что позволяет классифицировать дефекты не по размерам, а по степени их опасности.
Акустико-эмиссионный контроль сосудов, аппаратов, котлов и технологических трубопроводов должен производиться по правилам ПБ 03-593-03 [27] и оформляться протоколами по результатам контроля по форме, приведенной в ПБ 03-593-03 [27] (приложение 1).
10.2.5 Радиографический контроль следует проводить для выявления внутренних и поверхностных дефектов, а также дефектов формы соединения в местах, недоступных для визуального и измерительного контроля. Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, шлаковых, вольфрамовых, окисных и других включений, а также для выявления прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва.
Радиографический контроль выполняется по ГОСТ 7512 в зависимости от толщины и свойств просвечиваемых материалов и с учетом технических характеристик применяемых средств контроля по ГОСТ 20426 (таблицы 2-4).
Результаты радиографического контроля оформляются заключением, форма которого приведена в приложении И.
10.2.6 Капиллярный контроль следует проводить для определения несплошностей, поверхностных и сквозных дефектов сварных соединений.
Капиллярный контроль и заключение по его результатам выполняются по ГОСТ 18442. Форма заключения приведена в приложении К.
10.2.7 Контроль магнитными методами: магнитоферрозондовым, магнитопорошковым и магнитографическим, следует проводить для выявления поверхностных и подповерхностных несплошностей.
Контроль выполняется по ГОСТ 21105.
Результаты контроля оформляют соответствующим заключением. Форма заключения по магнитопорошковому контролю приведена в приложении Л.
10.3 Разрушающие методы контроля
10.3.1 Разрушающему контролю могут подвергаться:
— основные и сварочные материалы при входном контроле;
— допускные образцы сварщиков;
— производственные контрольные сварные соединения.
10.3.2 Допускается применять следующие виды разрушающего контроля:
— механические испытания сварных соединений;
— металлографические исследования сварных соединений;
— стилоскопирование основного металла и сварных соединений;
— определение коррозионной стойкости основного металла и сварных соединений;
— определение твердости основного металла, околошовной зоны и сварных соединений.
10.3.3 Механические испытания следует выполнять для сварных соединений:
— металлических материалов по ГОСТ 6996;
— арматуры по ГОСТ 10922;
— полимерных изделий по ГОСТ Р 52779;
— пластмасс по ГОСТ 11262.
Результаты механических испытаний сварных соединений оформляются протоколом. Форма протокола механических испытаний металлических материалов приведена в приложении М, форма протокола для арматуры приведена в ГОСТ 10922 (приложения 2-4), для пластмасс — в ГОСТ 11262 (пункт 4.4).
10.3.4 Металлографическое исследование сварных соединений следует выполнять по ГОСТ 1778 и ГОСТ 5639. Результаты металлографического исследования оформляются протоколом, форма которого приведена в приложении Н.
10.3.5 Стилоскопирование основного металла и сварных соединений должно выполняться в соответствии с требованиями РД 34.10.122-94 [28], РД 34.17.415-96 [29], РД 26.260.15-2001 [30] и РД 153-34.17.416-96 [31]. Результаты стилоскопирования оформляются протоколом, форма которого приведена в приложении П.
10.3.6 Определение коррозионной стойкости основного металла и сварных соединений должны проводиться по ГОСТ 6032 и ГОСТ 9.903. Результаты испытаний оформляются протоколом в соответствии с ГОСТ 6032 (раздел  и ГОСТ 9.903 (приложение 5).
и ГОСТ 9.903 (приложение 5).
10.3.7 Определение твердости основного металла, околошовной зоны и сварных соединений следует выполнять по ГОСТ 6996, ГОСТ 9012, ГОСТ 2999, ГОСТ 9013, ГОСТ 18661. Результаты оформляются протоколом, форма которого приведена в приложении Р.
10.4 Измерения и испытания, проводимые при контроле
10.4.1 Измерения и испытания, проводимые при контроле неразрушающими или разрушающими методами, должны проводиться специальными лабораториями, техническая компетентность которых подтверждена документами, выданными компетентными или уполномоченными организациями.
10.4.2 Методики измерений, применяемые при контроле и испытаниях, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
10.4.3 Испытания при оценке соответствия выполненных работ по сварке, предусмотренные проектной документацией, следует выполнять до проведения испытаний сварных конструкций.
Примечание — Испытания подразделяются на:
— испытания под действием статической и динамической нагрузки (для несущих конструкций типа вышек, мостов, опор и других);
— контроль непроницаемости и герметичности, который может включать в себя гидравлические, пневматические и специальные виды испытаний, а также их комбинации (для трубопроводов и сосудов, работающих под давлением).
10.4.4 По результатам проведения испытаний сварных конструкций должны быть оформлены акты освидетельствования ответственных конструкций по форме, приведенной в РД 11-02-2006 [25] (приложение 4).
11 Порядок исправления дефектов (ремонт) сварных соединений
11.1 Исправление дефектов сварных соединений следует производить в случае выявления недопустимых дефектов после проведения визуального и измерительного контроля или после неразрушающего контроля сварных соединений физическими методами в соответствии с 10.2, с учетом вида свариваемой конструкции и в соответствии с требованиями нормативных документов по сварке конструкций, приведенных в приложении Г.
11.2 При строительстве и реконструкции зданий и сооружений порядок исправления дефектов сварных соединений следует определять в соответствии с СП 70.13330.
11.3 Все сварочные работы по ремонту сварных соединений должны регистрироваться в журнале ремонта сварных соединений, форма которого приведена в приложении С.
11.4 Требования к персоналу сварочного производства при ремонте сварных соединений устанавливают в соответствии с 4.3.
11.5 Дефектные швы могут исправляться одним из следующих способов:
— механической зачисткой;
— заваркой дефектных участков;
— частичным или полным удалением дефектных швов с последующей заваркой места удаления дефекта.
11.5.1 Способ исправления дефектов следует выбирать с учетом требований нормативных документов по сварке конструкций, приведенных в приложении Г, и технологических карт сварки.
11.5.2 Исправление дефектов механической зачисткой следует выполнять по 11.5.2.1-11.5.2.5.
11.5.2.1 Сокращение (или уменьшение) сечения после обработки сварных соединений абразивным инструментом (углубление в основной металл) не должно превышать 1 мм на металле толщиной до 25 мм и 4% от первоначальной толщины на металле толщиной свыше 25 мм.
11.5.2.2 При удалении поверхностных дефектов с торца шва абразивным инструментом, без последующей подварки, допускается углубление с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины свариваемого элемента, но не более чем на 8 мм с каждой стороны. При этом суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5%. После обработки торцов швов необходимо притупить острые грани путем выполнения фаски от 1,0 до 2,0 мм со скруглением углов абразивным инструментом.
11.5.2.3 Все прижоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину от 0,5 до 0,7 мм, при этом толщина основного металла не должна быть меньше, установленной в 11.5.2.1.
11.5.2.4 Наплывы и недопустимую выпуклость швов следует обрабатывать абразивным инструментом.
11.5.2.5 Подрезы глубиной не более 0,5 мм при толщине проката до 20 мм и не более 1 мм при толщине проката свыше 20 мм, а также местные подрезы длиной до 20% длины шва следует исправлять зачисткой без последующей заварки с учетом требований технологической документации по сварке.
11.5.3 Исправление дефектов заваркой дефектных участков следует выполнять по 11.5.3.1-11.5.3.5.
11.5.3.1 Исправлению путем частичного или полного удаления дефектного шва с последующей заваркой места удаления дефекта (без повторной сварки всего соединения) подлежат участки сварного шва сварных конструкций, если размеры выборки после удаления дефектного участка шва не превышают предельных значений, указанных в нормативных документах по сварке конструкций, приведенных в приложении Г.
11.5.3.2 Подрезы глубиной более 0,5 мм при толщине проката до 20 мм и более 1 мм при толщине проката свыше 20 мм, а также местные подрезы длиной более 20% длины шва следует исправлять зачисткой с последующей наплавкой ниточных валиков шириной не более 3,0 мм с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному. При исправлении подрезов следует руководствоваться проектной и технологической документацией на конкретную сварную конструкцию.
11.5.3.3 Неполномерные швы, незаплавленные кратеры заваривают, а затем зачищают шлифовальным инструментом.
11.5.3.4 У трещин в металле сварных соединений определяют протяженность и глубину. Концы трещины засверливают (диаметр отверстия от 5 до 8 мм) с припуском по 15 мм с каждого конца трещины. Затем на участке с трещиной выполняют V-образную разделку кромок с углом раскрытия от 60° до 70°, при этом следует проконтролировать полноту удаления трещины проникающими веществами (капиллярным контролем) по ГОСТ 18442 и выполнить сварку в соответствии с требованиями нормативных документов, приведенных в приложении Г.
При сварке магистральных трубопроводов исправление сварных швов с трещинами не допускается.
11.5.3.5 Дефекты сварных соединений (непровары, несплавления по кромкам, поры и шлаковые включения), превышающие допустимые (см. требования нормативных документов, приведенных в приложении Г), должны удаляться на длину дефектного места плюс по 15 мм с каждой стороны, затем следует провести контроль полноты удаления дефекта проникающими веществами (капиллярным контролем) по ГОСТ 18442, оформить протокол контроля по форме приложения К и выполнить сварку в соответствии с требованиями нормативных документов, приведенных в приложении Г.
11.5.4 Заварку дефектных участков сварных швов следует выполнять способами и материалами, указанными в технологической документации по сварке.
11.5.5 Исправленные участки сварного шва подвергают повторному контролю физическими методами в соответствии с требованиями проекта и нормативных документов, приведенных в приложении Г. Если в исправленном участке обнаружены дефекты, ремонт сварного шва выполняют в соответствии с 11.5.3.5.
11.5.7 При сварке арматуры и закладных изделий железобетонных конструкций исправление дефектов сварных соединений выполняют в соответствии с РТМ 393-94 [13].
11.5.8 Сварные соединения полиэтиленовых труб, забракованные при визуальном и измерительном контроле и при испытаниях по ГОСТ Р 52779, исправлению не подлежат, их необходимо вырезать.
11.5.9 Паяные соединения следует исправлять по 14.19.10.
12 Правка деформированных конструкций
12.1 Остаточные деформации сварной конструкции, полученные в процессе транспортировки и после сварки, превышающие установленные в нормативных документах по сварке конструкций, приведенных в приложении Г, следует исправлять механической, термической и термомеханической правкой в соответствии с 12.3 и технологической документацией.
Правку выполняют только для тех элементов конструкции, для которых правка допустима.
12.2 В процессе правки недопустимо образование вмятин и повреждений поверхности металла.
Примечание — В заводских условиях механическую правку после сварки выполняют в валках и станах для правки грибовидности.
12.3 Термическую и термомеханическую правку следует выполнять местным нагревом металла до температуры, указанной в технологической документации.
Термомеханическую правку сложных форм деформаций с применением статических нагрузок (создаваемых пригрузом, домкратами, распорками) выполняют при температуре нагрева мест деформации от +650 °С до +700 °С. Остывание металла в процессе правки ниже +600 °С не допускается.
12.4 Запрещается охлаждать нагретый при правке металл водой или обдувом сжатым воздухом.
12.5 После правки конструкции должен быть проведен визуальный и измерительный контроль сварных соединений в соответствии с РД 03-606-03 [24] на отсутствие трещин.
13 Исполнительная документация на сварочные работы
13.1 При выполнении сварочных работ должна вестись следующая исполнительная документация:
— документы о результатах входного контроля свариваемых материалов, сварочных материалов и сварочного оборудования в соответствии с 9.2;
— документы об испытаниях сварочных материалов в соответствии с 5.6;
— журнал сварочных работ в соответствии с 7.2.1;
— исполнительная схема (сварочный формуляр) сварных швов, по форме, приведенной в приложении Т;
— акты освидетельствования скрытых работ по РД 11-02-2006 [25] (приложение 3);
— акты освидетельствования ответственных конструкций по РД 11-02-2006 [25] (приложение 4);
— акты, заключения и протоколы по неразрушающему и разрушающему контролю сварных соединений по разделу 10;
— акты и протоколы испытаний и измерений, предусмотренных проектной и нормативной документацией;
— журнал антикоррозионной защиты в соответствии с СП 70.13330;
— материалы по научно-техническому сопровождению строительства в соответствии с МРДС 02-08* [33], если это предусмотрено проектом;
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
— иные документы, отражающие фактическое исполнение проектных решений.
13.2 Состав исполнительной документации должен уточняться в каждом конкретном случае в зависимости от вида сварки и свариваемых конструкций и материалов.
14 Особенности выполнения сварочных работ для отдельных видов строительных работ
14.1 Сварка металлических конструкций зданий и сооружений
14.1.1 Сварочные материалы рекомендуется выбирать для ручной дуговой сварки по ГОСТ 5264, механизированной и автоматической сварки по ГОСТ 14771 и ГОСТ 8713, для сварки углеродистых и низколегированных сталей в соответствии с 5.1 и СП 16.13330.
Примечание — Основные элементы сварных металлических конструкций зданий и сооружений и применяемые для их изготовления материалы приведены в У.1 (приложение У).
14.1.2 В качестве защитного газа для механизированной сварки должен применяться углекислый газ высшего и первого сортов по ГОСТ 8050 или смесь газов согласно 5.13. Использование технической углекислоты в качестве защитного газа при сварке не допускается.
Для механизированной и автоматической дуговой сварки сталей по ГОСТ 14771 и ГОСТ 8713 флюсы следует применять в соответствии с требованиями проектной документации и 5.16.
14.1.3 Сварку конструкций из коррозионно-стойкой стали по ГОСТ 5632 следует выполнять ручной дуговой сваркой по ГОСТ 5264 электродами, изготавливаемыми по ГОСТ 10052 и техническим условиям, а также импортными электродами.
14.1.4 Ответственные строительные конструкции из коррозионно-стойкой стали по ГОСТ 5632, конструкции из алюминиевых сплавов, а также конструкции, к дизайну которых предъявляют повышенные требования, следует выполнять ручной или механизированной аргонодуговой сваркой по ГОСТ 5264, ГОСТ 14771 и ГОСТ 14806.
14.1.5 В качестве защитного газа при сварке коррозионно-стойкой стали и алюминиевых сплавов, указанных в 14.1.4, должен применяться аргон высшего сорта по ГОСТ 10157.
14.1.6 Ручную и механизированную сварку стальных металлоконструкций следует выполнять в соответствии с 7.2.3-7.2.14 без подогрева при температуре воздуха не ниже, указанной в таблице 2. При температуре окружающего воздуха выше минус 20 °С, но ниже указанной в таблице 2, сварку следует производить с подогревом стали до температуры от +100 °С до +150 °С в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны.
Таблица 2
|
Толщина стали, мм |
Температура воздуха, °С |
|||
|
Углеродистая сталь |
Низколегированная сталь |
|||
|
Тип конструкции |
||||
|
Решетчатые |
Листовые объемные и сплошно- |
Решетчатые |
Листовые объемные и сплошно- |
|
|
До 16 включительно |
-20 |
-20 |
-20 |
-20 |
|
Свыше 16 до 30 включительно |
-15 |
-15 |
-10 |
-10 |
|
Свыше 30 до 40 включительно |
-10 |
-10 |
0 |
5 |
|
Свыше 40 |
0 |
0 |
5 |
10 |
14.1.6.1 Сварку при отрицательной температуре воздуха (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре, если иное не установлено технологической документацией по сварке на конкретную свариваемую конструкцию.
14.1.6.2 Автоматическую сварку по ГОСТ 8713 металлоконструкций из углеродистой и низколегированной стали при температуре воздуха до минус 20 °С следует выполнять по технологической документации по сварке для положительной температуры при обеспечении требуемого качества шва.
При температуре воздуха ниже минус 20 °С автоматическую сварку выполняют по специально разработанной технологической документации по сварке, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
14.1.6.3 При температуре окружающего воздуха ниже минус 5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва и в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается при смене электрода или проволоки и при зачистке шва в месте сварки.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается.
В случае вынужденного прекращения сварки (из-за отсутствия электроэнергии, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
14.1.7 При сварке стыковых швов следует учитывать, что:
— техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при температуре окружающего воздуха ниже минус 15 °С для толщины металла до 16 мм не отличается от техники сварки при нормальной температуре;
— при толщине металла более 16 мм и температуре окружающего воздуха ниже минус 15 °С сварку первых двух слоев следует выполнять с сопутствующим подогревом в соответствии с 7.2.16;
— при несимметричных швах и толщине металла до 35 мм в первую очередь следует заваривать основную часть шва;
— сварку соединений с подваркой следует вести после сварки основного шва, если эти требования невыполнимы, то проводят кантовку элемента;
— при сварке металла толщиной от 36 до 60 мм обязательно проводят кантовку конструкций для наложения подварочного слоя с противоположной стороны после сварки первых 4-5 слоев, заварку шва проводить полностью с одной стороны не допускается;
— сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями в соответствии с 7.2.7 и другими методами, обеспечивающими получение сварного соединения требуемого качества;
— зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки. Вырубку металла выполняют только после его подогрева до температуры от +100 °С до +150 °С.
14.1.8 При сварке тавровых и угловых соединений следует:
— при площади сечения шва равной или больше значений, приведенных в таблице 3, и коэффициенте формы провара более 1,3 сварку однослойных и многослойных швов без разделки кромок для всех марок сталей, выполнять без подогрева основного металла;
— при определении минимальной площади сечения шва и минимального катета шва руководствоваться таблицей 3;
— при площади сечения шва менее рекомендуемой в таблице 3, а коэффициенте формы провара менее 1,3 и невозможности его изменения, при сварке для всех марок сталей при температуре воздуха минус 15 °С и ниже проводить подогрев металла до температуры от +200 °С до +220 °С;
— сварку многослойных швов с разделкой кромок по ГОСТ 5264 и ГОСТ 14771 выполнять при соблюдении условий 14.1.7, принятых для многослойных стыковых швов.
Таблица 3
|
Максимальная толщина свариваемого элемента, мм |
Минимальная площадь сечения шва, мм |
Минимальный катет, мм |
|
7-10 |
50 |
6 |
|
11-22 |
85 |
8 |
|
23-40 |
105 |
9 |
|
41 и более |
130 |
10 |

14.1.9 Дефектные участки шва должны завариваться только после предварительного подогрева свариваемых деталей.
14.2 Сварка арматуры и закладных изделий железобетонных конструкций
14.2.1 Типы сварных соединений арматуры между собой и с плоскими элементами проката закладных изделий железобетонных конструкций, размеры конструктивных элементов, виды сварки, техника и технология сварки, контроль должны соответствовать проектной документации и, в зависимости от свариваемой конструкции, ГОСТ 14098, ГОСТ 10922, ГОСТ 23858, СП 70.13330, СП 48.13330, СП 130.13330, СП 63.13330, РТМ 393-94 [13] или ТСН 102-00 [34].
Примечание — Применяемые сварные арматурные изделия приведены в У.2 (приложение У).
14.2.2 Сборку и укладку арматуры следует выполнять в соответствии с проектной документацией и с фиксацией, обеспечивающей пределы требуемых допусков по ГОСТ 10922 и СП 70.13330.
14.2.3 Сборка арматурных изделий может выполняться вязкой, точечной сваркой и дуговой сваркой точечными прихватками, кроме арматурных изделий, изготовленных из стали марки 35ГС класса А500 (А-III) по ГОСТ 10884, в соответствии с 14.2.1.
14.2.4 Соединения пластин закладных изделий, элементов стенок жесткости, узлов опирания лестниц и других монтажных соединений рекомендуется выполнять ручной дуговой сваркой, а тавровые соединения арматурных анкеров через профнастил к элементам металлических конструкций — сваркой под флюсом по ГОСТ 14098 и РТМ 393-94 [13].
14.2.5 Рекомендуется на приобъектном участке изготавливать арматурные сетки и каркасы, удлинять арматурные стержни контактной стыковой и точечной сваркой, а на монтаже — дуговой сваркой ручными или механизированными способами, в соответствии с РТМ 393-94 [13].
14.2.6 Сварку нахлесточных соединений стержней закладных изделий рекомендуется выполнять дуговой сваркой протяжёнными швами, а тавровых соединений — ручной дуговой сваркой валиковыми швами в раззенкованное отверстие, в соответствии с РТМ 393-94 [13].
14.2.7 Бетонирование сварной конструкции и антикоррозионная защита до проведения контроля сварных соединений не допускаются.
14.3 Сварка конструкций стальных пролетных строений мостов, эстакад и путепроводов
14.3.1 Для сварных соединений выбираются сварочные материалы с учетом класса прочности и марки применяемой стали, вида сварки и типа сварного соединения. Рекомендуется выбирать сварочные материалы в соответствии с СП 35.13330 (пункт 8.4), СТО-ГК «Трансстрой»-012-2007 [35] (пункт 9.1), СТО-ГК «Трансстрой»-005-2007 [36] (пункт 6.1) и согласно требованиям раздела 5 настоящего стандарта.
Примечание — Основные элементы сварных конструкций стальных пролетных строений мостов, эстакад и путепроводов и применяемые для их изготовления материалы приведены в У.3 (приложение У).
14.3.2 Перед началом сварочных работ качество сварочных материалов следует проверить путем сварки и испытания контрольных технологических проб в соответствии с СТО-ГК «Трансстрой»-012-2007 [35] (раздел 9) с определением механических свойств. Сварку контрольных технологических проб выполняют на стройплощадке конкретного строящегося объекта.
14.3.3 По результатам испытаний контрольных проб следует оформлять протоколы испытаний и заключения о возможности применения конкретных партий аттестованных сварочных материалов при монтаже металлоконструкций конкретного пролетного строения.
14.3.4 К сварочным работам конструкций стальных мостов допускаются сварщики и специалисты сварочного производства, аттестованные в соответствии с ПБ 03-273-99 [1] согласно требованиям 4.3 настоящего стандарта.
14.3.5 Сварку конструкций пролетных строений следует выполнять в соответствии с СП 46.13330, применяя следующие виды сварки:
— автоматическая сварка под флюсом, в том числе с применением гранулированной металлохимической присадки на формирующих подкладках в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункт 8.1 и таблицы 5-8);
— механизированная сварка под флюсом в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункт 8.10);
— механизированная сварка плавящимся электродом в среде активных газов и смесях в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункт 8.10 и таблица 9);
— механизированная сварка порошковой проволокой в среде активных газов и смесях в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункт 8.10 и таблица 10);
— ручная дуговая сварка покрытыми электродами в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункты 8.11-8.17 и таблицы 11 и 12);
— автоматическая сварка самозащитной порошковой проволокой в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункты 8.20-8.24).
14.3.6 При осуществлении операционного контроля следует выполнять геодезический контроль в плане, в профиле (по стройподъему) и по длине собираемых металлоконструкций до и после их сварки с учетом требований 9.2 и СТО-ГК «Трансстрой»-005-2007 [36] (пункт 10.14).
Одностороннюю автоматическую сварку под флюсом стыковых соединений, в том числе и с применением металлохимической присадки, следует выполнять только «на подъем» в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункты 9.6-9.19).
14.3.7 Собранные на прихватках стыки должны приниматься до постановки формирующих медных подкладок. Любые недопустимые отклонения по сборке следует устранять путем частичной или полной разрезки прихваток стыка с последующей сборкой и повторной приемкой согласно СТО-ГК «Трансстрой»-005-2007 [36] (пункты 7.4-7.11).
Постановка медных подкладок не должна превышать 3 ч при положительной температуре воздуха и 1,5 ч при отрицательной. По истечению этого срока собранные стыки повторно подвергаются контролю и приемке под постановку подкладок.
14.3.8 Для создания сквозной системы контроля сборочно-сварочных работ следует разрабатывать в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункт 10.4) маркировочную схему сварных швов, в которой присваивается наименование и порядковый номер каждому сварному шву, а также наименование, порядковый номер швам и плитам, прошедшим укрупнительную сборку.
14.3.9 Сборку и сварку всех металлоконструкций пролетных строений стальных мостов при температурах окружающего воздуха минус 20 °С и ниже следует выполнять в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (раздел 7).
14.4 Сварка опор воздушных линий электропередачи
14.4.1 При монтаже опор линий электропередачи (ЛЭП) в соответствии с РД 34.15.132-96 [37] (пункты 6.3.1-6.3.5) следует применять:
— ручную дуговую сварку покрытыми электродами;
— механизированную сварку в защитных газах проволокой сплошного сечения;
— механизированную сварку порошковой проволокой в активных газах;
— механизированную сварку самозащитной порошковой проволокой.
14.4.2 Монтаж и сборку конструкций следует вести в соответствии с проектной, технологической документацией по сварке и СП 70.13330.
Примечание — Основные конструктивные элементы сварных опор ЛЭП и применяемые для их изготовления материалы приведены в У.4 (приложение У).
14.4.3 При укрупнительной сборке монтаж элементов конструкции следует выполнять с помощью сварки.
14.4.4 Укрупнительные и монтажные стыки под сварку следует собирать с помощью сборочно-сварочных приспособлений, стяжных тавров, упоров, скоб и других фиксирующих устройств по МДС 53-1.2001 [38].
Временное закрепление собираемых элементов производят с использованием болтов по ГОСТ 15589 и ГОСТ 7798 для нерасчетных и расчетных соединений соответственно, а также с помощью фиксирующих скоб и прихваток.
14.4.5 Конструктивные элементы и размеры собранных под сварку соединений должны соответствовать требованиям проектной, технологической документации по сварке и ГОСТ 5264, ГОСТ 11534, ГОСТ 14771, ГОСТ 23518, МДС 53-1.2001 [38] (пункты 17.4.1-17.4.5). Допускается применять нестандартные соединения, если требования к ним оговорены в проектной документации.
Сварку и контроль монтажных соединений конструкций следует выполнять в соответствии с РД 34.15.132-96 [37] и МДС 53-1.2001 [38].
14.4.6 Сварку жестких узлов конструкций следует выполнять с использованием техники сварки, замедляющей скорость и время охлаждения металла (например, по РД 34.15.132-96 [37]), в рациональной последовательности выполнения швов для снижения сварочных напряжений в сварных соединениях.
14.4.7 Сварку односторонних соединений с полным проплавлением не доступных с обратной стороны от разделки кромок следует выполнять с использованием специальных устройств, формирующих обратную сторону корня шва, по специальным технологическим картам сварки односторонних соединений с гарантированным проплавлением и обратным формированием корня шва.
14.4.8 Выполнение каждой последующей операции при монтаже металлоконструкций опор ЛЭП разрешается только после осуществления контроля выполнения работ на предыдущей операции по 9.3.1-9.3.4.
14.4.9 Для контроля сварных соединений должен проводиться по 10.2.2, 10.2.4.1, 10.2.5 их визуальный и измерительный контроль, ультразвуковой контроль, а при необходимости уточнения данных ультразвукового контроля — радиографический контроль.
14.5 Сварка металлических систем водопровода и канализации внутренних инженерных сетей
14.5.1 Сварку металлических внутренних систем водопровода и канализации следует выполнять в соответствии с СП 30.13330 и СП 73.13330.
14.5.2 Сварку выполняют ручной дуговой сваркой или механизированными и автоматическими видами в соответствии с СП 73.13330 (пункт 4.6).
14.5.3 Типы сварных соединений стальных трубопроводов и конструктивные размеры сварного шва следует выбирать по ГОСТ 16037.
14.5.4 Узлы трубопроводов систем внутреннего холодного и горячего водоснабжения должны испытываться на герметичность гидростатическим или манометрическим методом в соответствии с СП 30.13330 (пункты 11.2 и 11.5) и СП 73.13330 (пункты 5.1.9-5.1.12, подраздел 7.2) на месте их изготовления.
14.5.5 Все сварные соединения стальных труб подлежат визуальному и измерительному контролю.
14.5.6 Виды и объем контроля сварных соединений определяется в соответствии с разделами 9 и 10 и проектной документацией.
14.5.7 При контроле сварных соединений в сварном шве не должно быть трещин, пор, раковин, подрезов, незаваренных кратеров, а также пережогов и подтеков наплавленного металла.
14.6 Сварка систем вентиляции и кондиционирования воздуха
14.6.1 При сварке систем вентиляции и кондиционирования следует руководствоваться СП 60.13330 и СП 73.13330.
14.6.2 Для сварных соединений прямых участков и фасонных частей воздуховодов из тонколистовой кровельной и коррозионно-стойкой стали должны применяться в соответствии с СП 73.13330 (пункт 5.3.4) следующие виды сварки:
— ручная дуговая сварка;
— плазменная сварка;
— автоматическая и механизированная дуговая сварка под слоем флюса или в среде углекислого газа;
— контактная сварка.
14.6.3 Для сварки воздуховодов из листового алюминия и его сплавов следует применять в соответствии с СП 73.13330 (пункт 5.3.4) следующие виды сварки:
— автоматическую аргонодуговую сварку плавящимся электродом;
— ручную аргонодуговую сварку неплавящимся электродом с присадочной проволокой;
— газовую сварку.
14.6.4 Для сварки воздуховодов из титана следует применять аргонодуговую сварку плавящимся электродом в соответствии с СП 73.13330 (пункт 5.3.4).
14.6.5 Воздуховоды из тонколистовой кровельной стали диаметром и размером большей стороны до 2000 мм должны быть изготовлены спирально-замковыми или прямошовными на фальцах, спирально-сварными или прямошовными на сварке, а воздуховоды, имеющие размер стороны более 2000 мм, — панельными.
14.6.6 Воздуховоды из листового алюминия и его сплавов толщиной до 1,5 мм следует выполнять на фальцах, толщиной от 1,5 до 2 мм — на сварке или на фальцах, а при толщине листа более 2 мм — только на сварке.
14.6.7 Стальные листы толщиной менее 1,5 мм должны свариваться внахлест, а толщиной от 1,5 до 2 мм — внахлест или встык. Листы толщиной свыше 2 мм свариваются встык.
14.6.8 На прямых участках воздуховодов прямоугольного сечения при стороне сечения более 400 мм следует делать жесткости в виде перегибов (зигов) с шагом от 300 до 500 мм по периметру воздуховода или диагональные перегибы (зиги). При стороне воздуховода более 1000 мм следует устанавливать наружные или внутренние рамки жесткости, которые не должны выступать внутрь воздуховода более чем на 10 мм. Рамки жесткости закрепляются точечной сваркой или заклепками в соответствии с СП 73.13330 (пункт 5.3.8).
14.6.9 Для контроля выполнения работ следует выполнять визуальный и измерительный контроль и проверку на герметичность участков воздуховодов по СП 73.13330 (подраздел 7.6).
14.7 Сварка наружных трубопроводов водопроводных и канализационных из металлических материалов
14.7.1 При сварке наружных систем водоснабжения следует руководствоваться СП 31.13330 и СП 129.13330*.
_________________
* СНиП 3.05.04-85 (пункты 3.18-3.43).
14.7.2 Соединения запорной арматуры с трубопроводом должны выполняться сварными.
14.7.3 При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20% толщины стенки, но не более 3,0 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1,0 мм.
14.7.4 Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует выполнять со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов допускается не производить.
14.7.5 Сборку труб для сварки следует выполнять с помощью центраторов.
Примечание — Рекомендуемые приспособления для сборки стыков труб приведены в РД 153-34.1-003-01 [14] (приложение 11).
14.7.6 Сварку и прихватку стыковых соединений труб следует вести при температуре наружного воздуха не ниже минус 50 °С. При этом сварку труб без подогрева допускается выполнять:
— при температуре воздуха до минус 20 °С — при применении труб из углеродистой стали с содержанием углерода не более 0,24% (независимо от толщины стенки трубы), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
— при температуре наружного воздуха до минус 10 °С — при применении труб из углеродистой стали с содержанием углерода свыше 0,24%, а также труб из низколегированной стали с толщиной стенок свыше 10 мм.
При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы должны выполняться с подогревом в специальных кабинах до достижения допустимой температуры или с подогревом на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже +200 °С по СП 129.13330*.
________________
* СНиП 3.05.04-85 (пункт 3.30).
14.7.7 При ручной дуговой сварке покрытыми электродами в соответствии с СП 129.13330* отдельные слои шва должны накладываться так, чтобы их замыкающие участки в соседних слоях не совпадали один с другим, а смещение «замков» относительно друг друга составляло не менее 15 мм, размер «замка» устанавливается в этих же пределах.
________________
* СНиП 3.05.04-85 (пункт 3.32).
14.7.8 После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их асбестовым полотном или другим способом.
14.7.9 При контроле сварных соединений стальных трубопроводов следует выполнять проверку сплошности сварных стыков, с целью выявления внутренних дефектов, ультразвуковым и (или) радиографическим методами в соответствии с СП 129.13330*. Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10% общего числа стыков, подлежащих контролю.
________________
* СНиП 3.05.04-85 (пункт 3.34).
14.7.10 На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца, следует по СП 129.13330* подвергать визуальному и измерительному контролю снаружи и изнутри трубы, в остальных случаях — только снаружи.
________________
* СНиП 3.05.04-85 (пункт 3.36).
14.7.11 Стыки с недопустимыми дефектами подлежат удалению или исправлению и повторному контролю в соответствии с СП 129.13330*.
________________
* СНиП 3.05.04-85 (пункт 3.41).
Исправление дефектов в сварных соединениях и контроль исправленных участков выполняют в соответствии с СП 129.13330*.
________________
* СНиП 3.05.04-85 (пункт 3.42).
14.8 Сварка трубопроводов водопроводных и канализационных из полимерных материалов
14.8.1 Сварку систем внутренних и наружных сетей водоснабжения и канализации из труб и соединительных деталей из полимерных материалов выполняют в соответствии с требованиями СП 129.13330, СП 40-102-2000 [15], СН 478-80 [16] и СП 40-101-96 [17].
14.8.2 Соединение труб из полиэтилена ПЭ63, ПЭ80 и ПЭ100 между собой и с фасонными частями следует выполнять сваркой нагретым инструментом (стыковой, раструбной) или сваркой с закладными нагревательными элементами в соответствии с СП 40-102-2000 [15]. Трубы из ПВХ допускается сваривать нагретым газом с присадкой из прутка в соответствии с СН 478-80 [16].
14.8.3 Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм. Раструбная сварка рекомендуется для труб наружным диаметром до 160 мм и стенками любой толщины.
14.8.4 При стыковой сварке максимальная величина несовпадения кромок не должна превышать 10% номинальной толщины стенки трубы.
14.8.5 Сварку при помощи соединительных деталей с закладными электронагревательными элементами применяют для соединения пластмассовых труб диаметром свыше 20 мм с любой толщиной стенки, а также для приварки к трубопроводу седловых отводов.
Сварку трубопроводов с применением соединительных деталей с закладными нагревателями производят при температуре окружающего воздуха не ниже минус 5 °С и не выше +35 °С по СП 40-102-2000 [15] (пункт 7.3.9).
14.8.6 Для сварки следует использовать установки (устройства), обеспечивающие поддержание параметров технологических режимов в соответствии с ГОСТ Р ИСО 12176-1 и ГОСТ Р ИСО 12176-2.
14.8.7 Контроль сварных соединений выполняют в соответствии с требованиями СП 129.13330, СП 40-102-2000 [15], СН 478-80 [16] и СП 40-101-96 [17] путем:
— проверки размеров сопрягаемых деталей и размеров рабочих элементов нагревателя, осуществляемой до начала сварочных работ, а также рабочего состояния применяемых при сварке приспособлений в соответствии с ГОСТ Р ИСО 12176-1 и ГОСТ Р ИСО 12176-2;
— визуального и измерительного контроля сварных стыков по 14.8.8-14.8.9;
— проведения испытаний на одноосное растяжение (отдир) и изгиб в соответствии с ГОСТ Р 52779 (приложение Е) и СН 478-80 [16] (пункты 8.14-8.18);
— проведения испытания на сплющивание в соответствии ГОСТ Р 52779 (приложение Д);
— проведения испытания на отрыв в соответствии с ГОСТ Р 52779 (приложение В).
14.8.8 Визуальному и измерительному контролю подлежат все сварные стыки в соответствии с СН 478-80 [16] (пункт 8.12) для выявления:
— перекосов в соединении;
— перегрева материала стенок свариваемых деталей;
— зон непровара (пустот) между сваренными деталями;
— недостаточного или слишком значительного валика, а также несимметричности и неравномерности его по периметру (у соединений, полученных стыковой сваркой).
14.8.9 Сварные соединения должны удовлетворять следующим требованиям:
— отклонение величины углов между осевыми линиями трубопровода и фасонной части в месте стыка не должно превышать 10°;
— наружная поверхность раструбов фасонных частей, сваренных с трубами, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей;
— у кромки раструба фасонной части, сваренной с трубой, должен быть виден сплошной (по всему периметру) валик оплавленного материала, слегка выступающий за торцевую поверхность раструба и наружную поверхность трубы;
— наружный валик сварного шва должен быть симметричным и равномерно распределенным по ширине и всему периметру трубы; высота валика должна быть не более 2,5 мм для труб с толщиной стенки до 10 мм и от 3 до 4 мм для труб с толщиной стенки более 10 мм, а смещение кромок сварного соединения не должно превышать 10% номинальной толщины стенки свариваемой трубы.
14.8.10 Сварные соединения следует испытывать в соответствии с 14.8.7:
— сварные стыковые соединения на статический изгиб и растяжение;
— раструбные сварные соединения на отдир;
— муфтовые соединения с закладными нагревателями испытывают на сплющивание, а седловые отводы — на отрыв.
14.8.11 Напорные и безнапорные трубопроводы водоснабжения и канализации должны испытываться на прочность и плотность (герметичность) гидравлическим или пневматическим способом дважды (предварительно и окончательно) в соответствии с СН 478-80 [16] (пункты 11.11-11.22).
14.8.11.1 Предварительное испытательное (избыточное) гидравлическое давление при испытании на прочность, выполняемом до засыпки траншеи и установки арматуры (гидрантов, предохранительных клапанов, вантузов), должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,5.
14.8.11.2 Окончательное испытательное гидравлическое давление при испытании на плотность, выполняемом после засыпки траншеи и завершения всех работ на данном участке трубопровода, но до установки гидрантов, предохранительных клапанов и вантузов, вместо которых на время испытания устанавливают заглушки, должно быть равно расчетному рабочему давлению, умноженному на коэффициент 1,3.
14.9 Сварка наружных трубопроводов теплоснабжения с температурой теплоносителя до 115 °С
14.9.1 При монтаже стальных наружных сетей теплоснабжения с температурой теплоносителя до 115 °С допускается применять все виды сварки, обеспечивающие качество сварных соединений.
14.9.2 Типы сварных соединений стальных трубопроводов и конструктивные размеры сварного шва должны выбираться по ГОСТ 16037.
Примечание — Материалы труб, применяемые для сварных трубопроводов тепловых сетей, приведены в У.5 (приложение У).
14.9.3 Сборку стыков труб под сварку следует производить в соответствии с СП 74.13330* с помощью монтажных центровочных приспособлений, приведенных в РД 153-34.1-003-01 [14] (приложение 11).
________________
* СНиП 3.05.03-85 (пункт 5.8).
Смещение кромок внутри трубы при сборке и сварке стыков труб без подкладного кольца должно соответствовать СП 74.13330*. Смещение кромок деталей с внутренней стороны определяется по РД 03-606-03 [24].
________________
* СНиП 3.05.03-85 (пункт 5.7).
При сборке стыка с помощью прихваток требования к расположению прихваток, их протяженности и высоте в зависимости от диаметра трубы и толщины ее стенки должны соответствовать СП 74.13330.
14.9.4 Сварку трубопроводов тепловых сетей следует выполнять в соответствии с СП 74.13330.
Стыки трубопроводов диаметром 920 мм и более, свариваемые без остающегося подкладного кольца, следует осуществлять с подваркой корня шва внутри трубы по СП 74.13330*.
________________
* СНиП 3.05.03-85 (пункт 5.6).
Примечание — Выполнение сварки внутри трубопровода осуществляется в соответствии с нарядом-допуском на производство работ повышенной опасности. Порядок выдачи и форма наряда-допуска установлены в СНиП 12-04-2002.
14.9.5 Методы и объемы контроля и нормы оценки качества сварных соединений трубопроводов тепловых сетей следует применять по СП 74.13330.
14.10 Сварка наружных трубопроводов теплоснабжения с температурой теплоносителя 115 °С и выше
14.10.1 Сварку трубопроводов теплоснабжения с температурой теплоносителя от 115 °С до 425 °С следует выполнять по РД 153-34.1-003-01 [14].
14.10.2 Требования к сварочным материалам, технологии сборки и сварки стыков труб, контролю сварных соединений и оформлению документации на сварочные работы должны устанавливаться в соответствии с РД 153-34.1-003-01 [14].
Примечание — Материалы труб, применяемых для сварных трубопроводов тепловых сетей, приведены в У.6 (приложение У).
14.10.3 Арматуру (клапаны, задвижки), присоединяемую к трубам стыковым сварным швом, следует приваривать с соблюдением тех же режимов и технологии, что и при сварке стыков трубопроводов соответствующего диаметра и марки стали.
14.10.4 При монтаже стыки приварки арматуры к трубам из углеродистых и низколегированных конструкционных сталей при толщине стенки более 20 мм следует сваривать неповоротными. Если сварку выполняют на вращающихся устройствах, то такие стыки, независимо от толщины стенки, допускается сваривать поворотными.
14.10.5 Приварка арматуры должна выполняться на подкладных кольцах.
Примечание — Подкладные кольца для приварки арматуры поставляются изготовителем вместе с арматурой.
В случае отсутствия или утери подкладного кольца допускается его изготавливать на строительной площадке из отрезка трубы или полосы стали, той же марки, что и труба.
14.10.6 При выполнении стыковых соединений арматуры с трубами следует учитывать требования по подогреву стыков при сборке и сварке, установленные РД 153-34.1-003-01 [14].
14.11 Сварка сетей газораспределения и газопотребления
14.11.1 Электроды, сварочную проволоку, флюсы следует выбирать в соответствии с маркой свариваемой стали, сварочной технологией, температурой воздуха, при которой осуществляется строительство газопровода в соответствии с ПБ 12-529-03 [39]. Применяемые сварочные материалы должны соответствовать требованиям раздела 5. Рекомендуется выбирать сварочные материалы в соответствии с СП 42-102-2004 [40] и РД 01-001-06 [41].
14.11.2 Перед началом производства сварочных работ сварщики выполняют сварку допускных образцов из стали в соответствии с СП 42-102-2004 [40] и СТО-3135730-08-001-2011* [42], а для труб из полиэтилена — в соответствии с СП 42-103-2003 [26].
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
Примечание — Квалификационные испытания, определенные в СП 42-102-2004 [40], СП 42-103-2003 [26] и СТО-3135730-08-001-2011 [42], включают в себя проверку наличия действующего аттестационного удостоверения, а также обязательную сварку допускных стыков.
14.11.3 Для выполнения сварки сетей газораспределения и газопотребления рекомендуется применять виды сварки, регламентированные СП 42-102-2004 [40], СП 42-103-2003 [26], РД 01-001-06 [41], СТО-3135730-08-001-2011 [42] и ПБ 12-529-03 [39].
14.11.4 Типы, конструктивные элементы и размеры сварных соединений из металлических труб должны соответствовать проектной документации, ГОСТ 16037, рекомендациям СП 42-102-2004 [40] (пункты 7.51 и 7.54), РД 01-001-06 [41] (пункт 9.1) и СТО-3135730-08-001-2011 [42] (пункт 9.2).
Типы, конструктивные элементы и размеры сварных соединений из полиэтиленовых труб должны соответствовать проектной документации и СП 42-103-2003 [26] (пункты 6.56, 6.70, 8.12, 8.14).
Для полиэтиленовых трубопроводов сварка встык труб или деталей с разной толщиной стенки не допускается, в этом случае применяются только детали с закладными нагревателями.
Примечание — Свариваемые конструктивные элементы систем газораспределения и газопотребления и применяемые в них материалы приведены в У.7 (приложение У).
14.11.5 Для стальных подземных газопроводов следует применять стыковые и угловые соединения, а для полиэтиленовых газопроводов — соединения встык нагретым инструментом или с закладными электронагревателями.
14.11.6 Сборку стыков металлических труб под сварку следует производить на инвентарных опорах с использованием наружных или внутренних центраторов.
14.11.7 Сборку подлежащих сварке полиэтиленовых труб и деталей следует производить в зажимах центратора сварочной машины при сварке нагретым инструментом или в зажимах позиционера* при сварке с закладными нагревателями согласно СП 42-103-2003 [26].
________________
* Центрирующего приспособления.
14.11.8 Сборку под пайку труб и соединительных деталей необходимо производить в специальных центрирующих приспособлениях, обеспечивающих постоянство зазора в процессе пайки, в соответствии с СП 42-102-2004 [40].
14.11.9 Допустимое отклонение плоскости реза от поперечной плоскости, смещение кромок и величина зазора между свариваемыми трубами должны соответствовать требованиям проектной документации и СП 42-102-2004 [40], СП 42-103-2003 [26].
14.11.10 Прихватки металлических труб в зафиксированном под сварку положении следует выполнять сварочными материалами, применяемыми для сварки основного материала. Количество и геометрические размеры прихваток должны соответствовать СП 42-102-2004 [40], РД 01-001-06 [41], СТО-3135730-08-001-2011 [42].
14.11.11 Последовательность сборочно-сварочных операций на конкретном объекте, применяемую оснастку, инструмент, оборудование, сварочные материалы, режимы сварки, порядок наложения швов и операции по контролю следует выполнять в соответствии с требованиями проектной документации и СП 42-102-2004 [40], СП 42-103-2003 [26], с учетом РД 01-001-06 [41] и СТО-3135730-08-001-2011 [42].
14.11.13 По каждому законченному объекту должна оформляться исполнительная документация в соответствии с требованиями СП 62.13330.
14.11.14 При сварке газопроводов из полиэтиленовых труб и деталей диаметром свыше 250 мм механическая обработка свариваемых кромок должна производиться с применением механического или электрического инструмента.
14.11.15 При сварке газопроводов из полиэтиленовых труб и деталей диаметром свыше 250 мм способом с закладными нагревателями следует применять клинообразные прокладки, а также выполнять технологические операции предварительного прогрева соединяемых элементов непосредственно перед сваркой.
14.11.16 Производство сварочных работ при врезке в газопроводы под давлением следует выполнять по технологическим картам [43].
14.12 Сварка магистральных и промысловых трубопроводов, включая врезку под давлением в действующие трубопроводы
14.12.1 При сварке магистральных и промысловых трубопроводов, а также врезке в них под давлением должны быть выполнены предусмотренные ПБ 03-273-99 [1] требования к допуску сварщиков и дополнительные требования к аттестации сварочного производства, предъявляемые заказчиком.
14.12.2 Виды сварки и технологические варианты сварки магистральных и промысловых трубопроводов рекомендуется выбирать по таблице 4 с учетом требований нормативных документов заказчика.
Таблица 4
|
Вид сварки |
Технологические варианты и особенности применения |
|
Автоматическая сварка под флюсом |
1. Односторонняя сварка заполняющих и облицовочного слоев шва поворотных кольцевых стыков труб на постоянном токе. 2. Односторонняя двухдуговая сварка заполняющих и облицовочного слоев шва поворотных кольцевых стыков труб на переменном токе прямоугольной формы. 3. Двухсторонняя сварка поворотных кольцевых стыков труб на трубосварочных базах. |
|
Автоматическая аргонодуговая сварка плавящимся электродом |
1. Однодуговая и двухдуговая сварка корневого, заполняющих и облицовочного слоев шва неповоротных кольцевых стыков труб специализированным комплексом оборудования, предназначенным для двухсторонней автоматической сварки в специальную узкую разделку кромок. 2. Однодуговая и двухдуговая сварка всех слоев шва неповоротных кольцевых стыков труб проволокой сплошного сечения специализированным комплексом оборудования, предназначенным для односторонней автоматической сварки в специальную узкую разделку кромок на медном подкладном кольце. |
|
Автоматическая сварка плавящимся электродом в среде активных газов и смесях газов |
1. Однодуговая сварка горячего прохода и заполняющих слоев шва неповоротных кольцевых стыков труб проволокой сплошного сечения специализированным комплексом оборудования, предназначенным для двухсторонней автоматической сварки в специальную узкую разделку кромок. 2. Однодуговая и двухдуговая сварка всех слоев шва неповоротных кольцевых стыков труб проволокой сплошного сечения специализированным комплексом оборудования, предназначенным для односторонней автоматической сварки в специальную узкую разделку кромок на медном подкладном кольце. 3. Сварка корневого слоя шва неповоротных кольцевых стыков однодуговыми наружными головками с управляемым переносом капель через дуговой промежуток при использовании специализированных источников сварочного тока (метод SТТ*). |
|
Автоматическая сварка порошковой проволокой в среде инертных газов и смесях |
Сварка горячего прохода, заполняющих и облицовочного слоев шва неповоротных кольцевых стыков однодуговыми наружными головками. |
|
Автоматическая сварка самозащитной порошковой проволокой |
Сварка горячего прохода, заполняющих и облицовочного слоев шва неповоротных кольцевых стыков однодуговыми наружными головками. |
|
Механизированная сварка плавящимся электродом в среде активных газов и смесях |
Сварка корневого слоя шва неповоротных кольцевых стыков с управляемым переносом капель через дуговой промежуток при использовании специализированных источников сварочного тока (методы STT, ВКЗ**, УКП***). |
|
Механизированная сварка самозащитной порошковой проволокой |
Сварка горячего прохода, заполняющих и облицовочного слоев шва неповоротных кольцевых стыков. |
|
Механизированная аргонодуговая сварка плавящимся электродом |
Сварка отдельных участков корневого слоя кольцевого шва изнутри трубы в процессе работы специализированного комплекса оборудования, предназначенного для двухсторонней автоматической сварки в специальную узкую разделку кромок. |
|
Ручная дуговая сварка покрытыми электродами |
1. Сварка всех слоев шва неповоротных кольцевых стыков электродами с основным покрытием методом «на подъем». 2. Сварка заполняющих и облицовочного слоев шва неповоротных кольцевых стыков электродами с основным покрытием методом «на спуск». 3. Сварка всех слоев шва неповоротных кольцевых стыков электродами с целлюлозным покрытием методом «на спуск». 4. Сварка корневого слоя шва электродами с целлюлозным покрытием методом «на подъем» при выполнении стыков захлестов. 5. Сварка всех слоев шва специальных сварных соединений (захлестов, прямых врезок, разнотолщинных соединений труб с соединительными деталями трубопроводов (СДТ), запорной и регулирующей арматурой (ЗРА) и т.п.) электродами с покрытием основного вида. 6. Исправление дефектов (ремонт) сварных соединений электродами с покрытием основного вида методом «на подъем». 7. Сварка подварочного слоя шва изнутри трубы на отдельных участках или на всем периметре кольцевого шва с использованием электродов с основным покрытием. 8. Сварка отдельных участков корневого слоя кольцевого шва изнутри трубы в процессе работы специализированного комплекса оборудования, предназначенного для двухсторонней автоматической сварки в специальную узкую разделку кромок. 9. Приварка выводов электрохимзащиты. 10. Сварка горячего прохода, заполняющих и облицовочного слоев шва кольцевых стыков. |
|
Ручная аргонодуговая сварка неплавящимся электродом |
Сварка всех слоев шва неповоротных кольцевых стыков методом «на подъем». |
|
Термитная сварка |
Приварка выводов электрохимзащиты. |
|
________________ * STT (Surface Tension Transfer) — перенос капель расплавляемого металла сварочной проволоки за счет сил поверхностного натяжения. ** ВКЗ — перенос капель расплавляемого металла сварочной проволоки за счет применения вынужденных коротких замыканий. *** УКП — управляемый капельный перенос расплавляемого металла сварочной проволоки. Примечания. 1 Метод сварки «на подъем» применяется: — для монтажа промысловых трубопроводов и технологической обвязки узлов и оборудования промысловых и магистральных трубопроводов; — для монтажа линейной части магистральных трубопроводов в случае технически обоснованной невозможности или нецелесообразности применения механизированных или автоматических видов сварки; — для выполнения корневого слоя и первого заполняющего слоя (горячего прохода) по комбинированным технологиям. 2 Для комбинированных технологий автоматической, механизированной и ручной сварки используются комбинации видов сварки, при условии, что такая комбинация технологий регламентирована в нормативной документации заказчика. |
14.12.3 При монтаже магистральных и промысловых трубопроводов в качестве основного вида сварных соединений следует применять стыковое соединение труб, соединительных деталей трубопроводов и запорной и регулирующей арматуры, имеющих заводскую разделку кромок.
14.12.4 Сварочные материалы должны обеспечивать механические свойства сварных соединений трубопроводов, регламентируемые нормативными документами заказчика.
Сварочные материалы для сварки стыковых соединений труб, труб с СДТ и ЗРА из сталей различных классов прочности назначаются:
— по меньшему классу прочности — для соединений элементов с одинаковой номинальной толщиной стенки;
— по большему классу прочности — для соединений элементов с разной номинальной толщиной стенки.
Примечание — Основные элементы сварных конструкций магистральных и промысловых трубопроводов и применяемые для их изготовления стали приведены в У.8 (приложение У).
14.12.5 Подготовку и сборку соединений под сварку следует выполнять по 7.1 с учетом требований 14.12.5.1-14.12.5.6.
14.12.5.1 Перед сборкой необходимо очистить внутреннюю полость труб и деталей трубопроводов от попавшего грунта, снега и других загрязнений, а также механическим способом очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб, СДТ, ЗРА на ширину не менее 15 мм. На участке шириной от 10 до 15 мм от торца трубы следует снять абразивным инструментом усиление заводских продольных и спиральных швов снаружи трубы до остаточной величины менее 1 мм.
14.12.5.2 Перед началом работ следует обеспечить защиту внутренней поверхности ЗРА от попадания грязи, брызг металла, окалины, шлака. Для этой цели могут быть использованы резиновые коврики, заглушки из дерева и прокладки из несгораемых тканевых или пластиковых материалов.
14.12.5.3 Дефекты наружной поверхности механического происхождения (риски, задиры, царапины) неизолированных торцов труб, СДТ или переходных колец ЗРА, размеры которых превышают максимально допустимые по техническим условиям на их изготовление, должны быть устранены механическим способом (шлифованием). Толщина стенки концов труб, СДТ после механической обработки не должна выйти за пределы допусков, регламентированных в технических условиях на их изготовление.
14.12.5.4 Допускается ремонт сваркой кромок труб с забоинами и задирами фаски глубиной до 5 мм включительно с последующей механической шлифовкой мест исправления дефектов до восстановления необходимого угла скоса и притупления кромки согласно 4.4.3 и 4.5.1 или требованиям заказчика.
14.12.5.5 Ремонт кромок труб из углеродистых и низколегированных сталей следует выполнять электродами с покрытием основного вида диаметром от 2,50 до 3,25 мм с обязательным предварительным подогревом дефектного участка до температуры от +100 °С до +130 °С для труб с толщиной стенки до 27 мм включительно или до температуры от +150 °С до +180 °С для труб с толщиной стенки более 27 мм.
14.12.5.6 Тип электродов для ремонта кромок труб должен соответствовать классу прочности основного металла трубы с учетом требований 5.2. На объектах магистральных нефтепроводов не допускается ремонт кромок труб с толщиной стенки до 6 мм включительно, а также труб из сталей прочностного класса К55 по ГОСТ 20295 и более независимо от толщины стенки.
14.12.6 Запрещается ремонт сваркой забоин и задиров на кромках труб, предназначенных для сооружения подводных переходов. Ремонт трещин в основном металле и сварном соединении не допускается.
14.12.7 Правка плавных вмятин и овальности на концах труб выполняется в соответствии с требованиями заказчика.
14.12.8 Концы труб с дефектами (рисками, задирами, царапинами, вмятинами), не подлежащими исправлению согласно 14.12.5.3-14.12.5.6, отрезают. После резки следует выполнить неразрушающий контроль участков поверхности труб, прилегающих к торцам, по требованиям заказчика.
14.12.9 В случае несоответствия заводской разделки кромок труб требованиям технологии механизированной и автоматической сварки обработку (переточку) кромок под сварку следует производить механическим способом с применением станков подготовки кромок (например, типа «СПК»).
Для механической обработки трубы следует выкладывать на инвентарные опоры, деревянные брусья, мешки с песком или другим наполнителем под углом от 15° до 20° к оси траншеи таким образом, чтобы расстояние между нижней образующей трубы и грунтом было не менее 450 мм.
Для предотвращения механических повреждений обработанных кромок и попадания внутрь труб влаги, снега и других загрязнений после завершения механической обработки следует использовать обечайки и инвентарные заглушки.
14.12.10 До начала сварки следует выполнить предварительный подогрев свариваемых кромок и прилегающих к ним участков труб, СДТ, ЗРА из углеродистых и низколегированных сталей в пределах диапазона температур, указанного заказчиком. Если соединяемые элементы изготовлены из аустенитной нержавеющей стали, при отрицательных температурах окружающего воздуха или при наличии следов влаги на свариваемых кромках следует произвести их подогрев до температуры от +40 °С до +60 °С.
14.12.11 Сварку магистральных и промысловых трубопроводов следует выполнять одним видом сварки или их комбинацией с учетом технологических вариантов, приведенных в таблице 4. Для монтажа протяженных участков трубопроводов применяют преимущественно автоматические и механизированные виды сварки и их комбинации.
14.12.12 Зажигание дуги следует производить в разделке кромок или с поверхности ранее выполненных участков шва. Запрещается зажигать дугу на поверхности труб, СДТ и ЗРА.
14.12.13 Процесс сварки одностороннего кольцевого соединения после сборки и предварительного подогрева должен предусматривать выполнение следующей последовательности операций:
— сварку 100% периметра корневого слоя на внутреннем центраторе и не менее 60% периметра на наружном центраторе, если его конструкция не позволяет выполнить корневой слой по всему периметру;
— удаление наружного центратора и завершение сварки корневого слоя;
— удаление внутреннего центратора (в отдельных случаях выполняется после сварки горячего прохода);
— осмотр корневого слоя изнутри трубы (для труб диаметром 1000 мм и более, а также при наличии технической возможности), зачистку и выполнение подварочного слоя шва на отдельных участках или по всему периметру стыка;
— сварку горячего прохода*;
________________
* Первого заполняющего слоя.
— укладку трубы или трубной секции на инвентарные опоры, деревянные брусья, мешки с песком или с другим наполнителем (в отдельных случаях выполняется после сварки корневого слоя шва);
— последовательное выполнение заполняющих и облицовочного слоев шва;
— операционный контроль и внешний осмотр поверхности выполненных слоев шва (выполняется для каждого прохода и слоя);
— контроль межслойной температуры, послойная очистка шва от шлака и брызг металла (выполняются в процессе сварки всех слоев шва).
Содержание вышеуказанных операций следует устанавливать в соответствии с требованиями заказчика и отражать в технологических картах сборки и сварки.
14.12.14 Места начала и окончания сварки каждого слоя кольцевого шва следует располагать от заводских сварных швов труб, СДТ, ЗРА на расстоянии не менее:
— 100 мм для сварных соединений труб диаметром 800 мм и более;
— 50 мм для сварных соединений труб диаметром менее 800 мм.
14.12.15 Место начала сварки каждого последующего слоя шва следует смещать относительно места начала предыдущего слоя не менее чем на 30 мм. Места окончания сварки смежных слоев шва* смещают относительно друг друга на расстояние от 70 до 100 мм. При многопроходной сварке места начала и окончания сварки соседних проходов смещают друг относительно друга на расстояние не менее 30 мм.
________________
* «Замки» шва.
14.12.16 Специальные сварные соединения захлестов, прямых вставок (катушек), труб разной толщины, СДТ, ЗРА, тройниковые соединения (прямые врезки), ремонтные сварные соединения должны выполняться за один цикл без перерывов до полного завершения сварочных работ.
14.12.17 Не допускается оставлять незаконченными сварные соединения труб с толщинами стенок до 10 мм включительно. В случае временного перерыва в работе для стыковых соединений труб с толщиной стенки более 10 мм:
— стык должен быть сварен на 2/3 толщины стенки трубы, но не менее 10 мм;
— незавершенный стык следует накрыть водонепроницаемым теплоизолирующим поясом, обеспечивающим медленное и равномерное остывание;
— перед возобновлением сварки стык должен быть нагрет до температуры предварительного подогрева (см. 14.12.10);
— стык должен быть полностью заварен в течение 24 ч.
14.12.18 После завершения сварки при температуре окружающего воздуха ниже +5 °С или при наличии осадков сварное соединение следует накрывать влагонепроницаемым теплоизолирующим поясом до полного остывания.
14.12.19 Клеймение сварных соединений следует выполнять несмываемой краской или маркером в порядке, регламентированном заказчиком, с учетом 7.2.14.
14.12.20 Приварку выводов электрохимзащиты к трубопроводу следует выполнять в соответствии с требованиями заказчика.
14.12.21 В зависимости от назначения, рабочих параметров, условий прокладки и категории трубопровода или его участка при приемке сварных швов должен проводиться:
— визуальный и измерительный контроль;
— радиографический контроль;
— ультразвуковой контроль;
— капиллярный контроль;
— магнитопорошковый контроль.
Неразрушающий контроль должен выполняться в соответствии с требованиями подраздела 10.2 и заказчика.
Примечание — По требованию заказчика может выполняться оценка макроструктуры шва на макрошлифах и механические испытания контрольных сварных соединений по ГОСТ 6996.
14.12.22 Оформление исполнительной документации следует выполнять в соответствии с разделом 13.
Примечание — По требованию заказчика в состав исполнительной документации могут быть включены акты проверки соблюдения сварочной технологии, материалы по выявлению причин появления дефектов в швах и другие документы.
14.12.23 При сооружении переходов под линейными объектами (автомобильные и железные дороги) и другими препятствиями естественного и искусственного происхождения должны применяться виды сварки, аналогичные применяемым при монтаже магистральных и промысловых трубопроводов.
Подготовительные работы и сооружение переходов через естественные и искусственные препятствия следует выполнять в соответствии с СП 86.13330.
14.12.24 Сварочные работы при врезке под давлением в действующие магистральные трубопроводы производить в соответствии с 14.12.24.1-14.12.24.4 с учетом 14.12.1.
14.12.24.1 При выполнении сварочных работ на магистральных и промысловых трубопроводах, находящихся под давлением, следует применять:
— ручную дуговую сварку покрытыми электродами по 14.12.2 или нормативным документам заказчика;
— механизированную сварку самозащитной порошковой проволокой (для сварки продольных швов муфт) по 14.12.2 или нормативным документам заказчика.
Примечание — Типовыми сварными соединениями для данного вида работ являются:
— угловое сварное соединение — кольцевой шов приварки патрубка к трубе и к усиливающей муфте;
— стыковое сварное соединение — продольные швы полумуфт, шов выполняется на стальной технологической подкладке;
— угловое (нахлесточное) сварное соединение — кольцевые швы приварки муфты к трубе.
14.12.24.2 До проведения сварочных работ следует провести производственную аттестацию сварочной технологии в соответствии с требованиями РД 03-615-03 [5] и нормативными документами заказчика сварки узлов врезки на стенде с моделированием основных технических параметров, идентичных реальным условиям производства работ по приварке узлов врезки на газопроводах под давлением.
14.12.24.3 Контроль сварных соединений узла врезки под давлением должен выполняться в соответствии с требованиями СП 86.13330* или нормативных документов заказчика и должен предусматривать проведение:
________________
* СНиП III-42-80 (разделы 8 и 9).
— входного контроля металла узлов и деталей узлов врезки, сварочных материалов и оборудования по 9.2 или нормативным документам заказчика;
— операционного контроля в процессе сборки и сварки узла врезки по 9.3 и нормативным документам заказчика;
— контроля сварных соединений неразрушающими методами по требованиям раздела 10 или нормативным документам заказчика.
14.12.24.4 Неразрушающий контроль всех сварных соединений должен проводиться с применением: визуального и измерительного контроля по 10.2.2, капиллярного по 10.2.6, ультразвукового по 10.2.4 и радиографического по 10.2.5.
14.13 Сварка трубопроводов нефтяных и газовых скважин, требования к сварке трубопроводов, транспортирующих сероводородосодержащие среды
14.13.1 Монтаж трубопроводов выполняют в соответствии с требованиями СП 75.13330, правилами безопасности ПБ 03-585-03 [32] или по нормативным документам организаций, осуществляющих эксплуатацию трубопроводов.
14.13.2 Для сварки трубопроводов, транспортирующих сероводородсодержащие среды, следует применять сварочные материалы, приведенные в таблице 5.
Примечание — Основные конструкции трубопроводов нефтяных и газовых скважин, монтаж которых осуществляется сваркой, приведены в У.9 (приложение У).
Таблица 5
|
Назначение |
Вид электродного покрытия |
Тип электродов по ГОСТ 9467 |
Диаметр электродов, мм |
|
Для сварки первого корневого слоя шва |
Целлюлозный |
Э42 |
3,00-4,00 |
|
Для сварки второго слоя (горячего прохода) |
Целлюлозный |
Э50 |
3,25-4,00 |
|
Для сварки корневого слоя |
Основной |
Э50А |
2,00-3,25 |
|
Для сварки заполняющих и облицовочных слоев |
Основной |
Э50А |
3,00-4,00 |
Для выполнения подварочного шва допускается использовать любые электроды с основным покрытием, указанные в таблице 5.
14.13.3 При сборке под сварку сероводородостойких труб не допускается приварка к трубам креплений (хомутов, скоб и др.). При прокладке труб в траншеях не допускаются неровности дна траншеи, вызывающие изгибы проложенных труб, возникновение в металле труб дополнительных напряжений, способных провоцировать сероводородное растрескивание под напряжением.
14.13.4 Все сварные стыки, выполненные при строительстве и ремонте газопроводов, транспортирующих сероводородсодержащие среды, независимо от толщины стенки труб и величины эквивалента углерода, должны подвергаться термообработке (высокому отпуску) для снятия остаточных сварочных напряжений и снижения твердости в зонах возможного образования закалочных структур повышенной твердости, увеличивающих склонность к сероводородному растрескиванию под напряжением сварных соединений с учетом ВСН 006-89 [44] (пункты 2.11.43-2.11.80).
14.13.4.1 Сварные соединения до проведения термообработки следует подвергать радиографическому контролю в соответствии с нормативными документами заказчика.
14.13.4.2 После термообработки сварных соединений следует провести их контроль ультразвуковым методом в соответствии с нормативными документами заказчика для проверки отсутствия трещин в сварном соединении и в зоне термического влияния.
14.13.5 При выполнении прямых врезок в трубопроводы, транспортирующие сероводородосодержащие среды, следует использовать специальные отводные патрубки повышенной толщины.
14.13.5.1 Сварка патрубков допускается на трубопроводах с фактической толщиной стенки основной трубы не менее 6 мм при условии, что диаметр ответвления не превышает 0,3 диаметра основной трубы. Патрубки следует приваривать только в верхней части трубопровода, при этом ось патрубка должна быть перпендикулярна верхней образующей трубы.
14.13.5.2 Если диаметр ответвления превышает 0,3 диаметра основной трубы, а также при условном диаметре патрубка более 100 мм, следует применять тройники заводского изготовления.
14.13.5.3 Расстояние между швом приварки патрубков и кольцевыми швами трубопровода должно быть не менее 150 мм. Зона приварки патрубков к трубе и прилегающие участки на расстоянии не менее 100 мм подлежат ультразвуковому контролю по ГОСТ 17410 и контролю проникающими веществами по ГОСТ 18442 на отсутствие дефектов. Коррозионные поражения, трещины, расслоения и другие дефекты не допускаются.
14.13.6 По окончании сварки сварные соединения следует накрывать влагонепроницаемым теплоизолирующим поясом до полного остывания. В непосредственной близости от тройникового сварного соединения несмываемой краской наносятся клейма сварщиков (см. 7.2.14).
14.13.7 Трубопроводы, после окончания монтажных и сварочных работ, термообработки (при необходимости), контроля сварных соединений неразрушающими методами, а также после установки и окончательного закрепления всех опор, подвесок (пружины пружинных опор и подвесок на период испытаний должны быть разгружены) и оформления документов о выполненных работах, следует подвергать визуальному осмотру, испытанию на прочность и плотность и, при необходимости, дополнительным испытаниям на герметичность с определением падения давления.
Вид испытания (на прочность и плотность, дополнительное испытание на герметичность), способ испытания (гидравлический, пневматический) и величину испытательного давления следует выбирать в соответствии с проектной документацией для каждого трубопровода.
14.14 Сварка технологических трубопроводов из полимерных материалов
14.14.1 Выполнение сварочных работ при монтаже технологических трубопроводов из полимерных материалов, прокладываемых наземно, надземно и подземно, вне зданий и в помещениях и предназначенных для транспортирования жидких и газообразных веществ с различными физико-химическими свойствами, должно проводиться в соответствии с СП 40-101-96 [17], ВСН 440-83 [20], СН 550-82 [19].
14.14.2 Для монтажа трубопроводов не допускается использовать трубы, на поверхности которых имеются надрезы и царапины в осевом направлении глубиной более 3% и в кольцевом — более 5% от толщины стенки трубы.
14.14.3 Неразъемные соединения труб и соединительных деталей из ПЭ (ПЭ63, ПЭ80, ПЭ100) и ПП с толщиной стенки более 3 мм следует выполнять сваркой встык.
14.14.3.1 Для безнапорных трубопроводов допускаются соединения труб, выполненные контактной раструбной сваркой с использованием раструбов, предварительно отформованных на концах труб из ПЭ (ПЭ63, ПЭ80, ПЭ100) и ПП, а также соединения, выполненные контактной сваркой встык по СН 550-82 [19] (пункт 4.2) и ВСН 440-83 [20] (раздел 3).
14.14.3.2 В случае невозможности применения других видов сварки неразъемные соединения трубопроводов и деталей не выше III категории по СН 550-82 [19] из ПНД, ПВД, ПП и ПВХ допускается выполнять сваркой нагретым газом с присадкой из прутков по СН 550-82 [19] (пункт 4.2) и ВСН 440-83 [20] (раздел 3).
14.14.3.3 В соответствии с ВСН 440-83 [20] (пункт 3.8) для труб из ПВХ с толщиной стенки более 3 мм (при отсутствии раструбов под резиновое уплотнительное кольцо или под склеивание), а также соединительных деталей допускается для безнапорных трубопроводов применять неразъемные соединения, выполненные контактной сваркой встык, а в качестве соединительных деталей использовать сварные детали из ПВХ.
14.14.4 Соединительные детали трубопроводов должны быть изготовлены из того же материала, что и соединяемые пластмассовые трубы. Тип соединительных деталей следует принимать таким же, как и тип соединяемых труб в соответствии с СН 550-82 [19]. Не допускается применять соединительные детали типом ниже, чем тип соединяемых труб.
14.14.5 Для сварки пластмассовых труб следует использовать устройства и инструменты, обеспечивающие технологические режимы сварки и механизацию основных операций технологических процессов (зажима, перемещения, обработки кромок, создания требуемых усилий).
14.14.6 Сварку нагретым инструментом встык следует выполнять с соблюдением следующей последовательности операций: подготовка заготовок к сварке (очистка, сборка, центровка), обработка торцов, оплавление торцов, удаление нагревательного инструмента, осадка стыка, охлаждение сварного соединения.
14.14.7 Контактную сварку нагретым инструментом враструб и контактную раструбно-стыковую сварку по ВСН 440-83 [20] (пункты 5.19-5.24) следует выполнять с соблюдением следующей последовательности операций: подготовка заготовок к сварке (обрезка конца трубы, снятие на ней фаски, установка ограничительного хомута), надвигание раструба соединительной детали на дорн нагревательного инструмента, вставление конца трубы в гильзу нагревательного инструмента, оплавление свариваемых поверхностей, удаление нагревательного инструмента, соединение свариваемых заготовок, охлаждение сварного соединения.
14.14.8 Для сварки нагретым газом следует применять присадочные материалы в виде круглых прутков диаметром от 2 до 4 мм или прутков с другой формой поперечного сечения, изготовленных методом экструзии из материала, аналогичного материалу свариваемых труб. В качестве газа-теплоносителя следует применять сжатый воздух, очищенный от влаги и масел и соответствующий классам загрязненности не выше IV по ГОСТ 17433, или газовоздушную смесь продуктов сгорания пропан-бутана. Для сварки ответственных конструкций рекомендуется использовать инертные газы (азот, аргон и другие). Сварку нагретым газом необходимо выполнять вручную электрическими или газовыми горелками в обычном или скоростном режиме.
14.14.9 При операционном контроле сварных соединений следует выполнять: проверку качества сборки под сварку, проверку поверхностей концов труб после их обработки и чистоты рабочих поверхностей нагревательного инструмента по ВСН 440-83 [20] (пункт 7.4), а также контроль параметров режима сварки по ВСН 440-83 [20] (пункты 5.7-5.36).
14.14.10 Для контроля сварных соединений следует выполнять визуальный и измерительный контроль по ВСН 440-83 [20] (пункт 7.5) и проводить механические испытания сварных соединений в соответствии с разделом 10 и требованиями ВСН 440-83 [20] (пункты 7.7-7.24).
14.14.11 Испытание сварных соединений в составе смонтированного трубопровода на прочность и плотность следует выполнять в соответствии с требованиями 14.14.14 настоящего стандарта, СП 75.13330 и с учетом ВСН 440-83 [20] и раздела 9 настоящего стандарта.
14.14.12 В случае обнаружения дефектов в стыках, сваренных нагретым инструментом, должны быть вырезаны дефектные стыки и вварены «катушки» длиной не менее 200 мм. Сваренные нагретым газом швы допускается исправлять без вырезания.
14.14.13 Сварные соединения трубопроводов II и III категорий следует подвергать механическим испытаниям на растяжение и сдвиг по СН 550-82 [19]. Контролю подлежит 0,5% общего количества стыков, сваренных на одном объекте (в том числе не менее одного стыка, выполненного каждым сварщиком). Отбираемые для контроля стыки должны быть прямолинейными. Сварное соединение должно быть расположено в центре вырезанного участка. Длина вырезаемых участков не должна превышать 400 мм.
14.14.13.1 Изготовление образцов и их испытание на растяжение должно проводиться в соответствии с ГОСТ 11262 и СН 550-82 [19].
14.14.13.2 При получении неудовлетворительных результатов испытания на растяжение или сдвиг хотя бы на одном стыке следует провести повторную проверку на удвоенном количестве стыков. При неудовлетворительных результатах повторной проверки все сварные стыки должны быть забракованы и вырезаны.
14.14.14 Испытания трубопроводов на прочность и плотность должны выполняться при температуре окружающего воздуха не ниже минус 15 °С (для трубопроводов из ПЭ) и не ниже 0 °С (для трубопроводов из ПП и ПВХ).
14.14.14.1 Метод испытания трубопроводов на прочность и плотность следует выбирать в соответствии с проектной документацией. В случае отсутствия таких указаний испытывать трубопроводы из пластмассовых труб следует гидравлическим способом в соответствии с разделом 9 и ВСН 440-83 [20]. Пневматические испытания допускаются только для трубопроводов из ПНД и ПВД в технически обоснованных случаях (в частности, если опорные конструкции не рассчитаны на массу трубопровода с водой).
14.14.15 Гидравлическим или пневматическим испытаниям следует подвергать трубопроводы, монтаж которых полностью закончен, включая контроль сварных соединений, не ранее чем через 24 ч после сварки соединений трубопровода.
14.15 Сварочные работы при монтаже конструкций подъемно-транспортного оборудования
14.15.1 При монтаже подъемно-транспортного оборудования разрешается применение всех способов сварки, обеспечивающих механические свойства металла шва и сварного соединения (предел прочности, относительное удлинение, угол загиба, ударная вязкость) не ниже нижнего предельного показателя перечисленных свойств основного металла конструкции, установленного для данной марки стали.
Сварке подлежат расчетные элементы сварных несущих металлоконструкций подъемно-транспортного оборудования: башни, стрелы, ходовые рамы, поворотные платформы и другие.
Примечание — Свариваемые конструктивные элементы подъемно-транспортного оборудования и применяемые в них материалы приведены в У.10 (приложение У).
14.15.2 На поверхности проката не допускаются дефекты, величины которых превышают допустимые по ГОСТ 535 и ГОСТ 14637.
Допускается исправление отдельных дефектов проката, которое выполняется в соответствии с ГОСТ 535 и ГОСТ 14637.
Исправление дефектов проката заваркой по ГОСТ 14637 допускается только для нерасчетных элементов конструкции.
14.15.3 Выбор сварочных материалов, применяемых для сварки металлоконструкций при монтаже подъемно-транспортного оборудования, должен производиться с учетом общих требований РД 22-16-2005* [45].
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
14.15.3.1 Сварочные материалы должны соответствовать требованиям раздела 5 и обеспечивать механические свойства металла шва и сварного соединения (предел прочности, относительное удлинение, угол загиба, ударная вязкость) не ниже нижних предельных показателей, перечисленных свойств металла основных элементов металлоконструкции, установленных для данной марки стали стандартом или техническими условиями.
14.15.3.2 В случае применения в одном соединении сталей разных марок механические свойства наплавленного металла должны соответствовать свойствам стали с большим пределом прочности.
14.15.3.3 При выборе материала для монтажа подъемно-транспортного оборудования необходимо учитывать нижние предельные значения температуры окружающей среды для рабочего и нерабочего состояний подъемно-транспортного оборудования, степени нагруженности элементов и агрессивности окружающей среды.
14.15.4 Сварку при отрицательных температурах следует выполнять в соответствии с РД 36-62-00 [12].
14.15.5 Проверку прочностных и пластических характеристик сварных соединений следует выполнять в соответствии с РД 36-62-00 [12] на контрольных образцах, сваренных встык, независимо от вида сварного соединения, указанного в чертежах, путем испытаний на статическое растяжение и статический изгиб.
14.15.5.1 Контрольные образцы должны изготавливаться по ГОСТ 6996 из того же металла и свариваться в тех же условиях, что и монтажные сварные соединения.
14.15.5.2 Образцы для проверки на растяжение и изгиб должны изготавливаться в количестве не менее двух для каждого вида испытаний.
14.15.5.3 Результаты механических испытаний считают удовлетворительными, если:
— временное сопротивление разрыву металла шва не меньше нижнего предела временного сопротивления основного металла, установленного для данной марки стали стандартом или техническими условиями;
— угол загиба не менее 100°.
14.15.6 Для стыковых швов должен проводиться радиографический и ультразвуковой контроль в соответствии с требованиями РД 36-62-00 [12].
14.15.7 Сварные соединения по результатам контроля и испытаний должны удовлетворять требованиям РД 36-62-00 [12].
14.16 Сварочные работы при монтаже оборудования по сжижению природного газа
14.16.1 Конкретные марки сварочных материалов следует определять в соответствии с проектной документацией на оборудование сжиженного природного газа (СПГ), техническими условиями завода-изготовителя и согласно ПБ 08-342-00 [46] (пункт 7.3.4.2). Сварочные материалы должны удовлетворять требованиям раздела 5.
Рекомендации по выбору электродов и условий сварки приведены в РД 38.13.004-86 [47] и ОСТ 26.260.3-2001 [48].
Примечание — Основные виды свариваемых конструкций установок по производству СПГ и применяемые для их изготовления материалы приведены в У.11 (приложение У).
14.16.2 Для входного контроля при сварочных работах следует провести проверку сварочно-технологических свойств сварочных материалов, а для легированных сварочных материалов (сварочной проволоки, электродов) — проверку химического состава наплавленного металла в соответствии с требованиями 9.2, а также ПБ 03-585-03 [32] и ПБ 03-584-03 [11].
14.16.2.1 Допускается проверку химического состава наплавленного металла выполнять стилоскопированием по 10.3.5.
14.16.2.2 При наличии требований в проекте к содержанию ферритной фазы в соединениях деталей из высоколегированной аустенитной стали следует проверить содержание ферритной фазы в наплавленном металле по ГОСТ Р 53686 и ГОСТ 11878.
14.16.2.3 Для аустенитных сварочных материалов, предназначенных для сварки соединений, работающих при температуре свыше +350 °С, следует проводить контроль на содержание ферритной фазы по ГОСТ Р 53686.
14.16.2.4 При температуре эксплуатации соединений от +350 °С до +450 °С в соответствии с ПБ 03-585-03 [32] (пункт 7.1.11) содержание ферритной фазы в наплавленном металле должно быть не более 8%, при температуре свыше +450 °С — не более 6%.
14.16.3 При монтаже трубопроводов рекомендуется применять ручные виды сварки:
— ручную дуговую сварку покрытыми электродами;
— ручную аргонодуговую сварку неплавящимся электродом.
При монтаже оболочковых конструкций (емкостей, резервуаров), изготовлении узлов и деталей трубопроводов рекомендуется применять механизированные и автоматические виды сварки:
— механизированную сварку плавящимся электродом в среде защитных газов;
— автоматическую сварку плавящимся и неплавящимся электродом в среде защитных газов;
— автоматическую сварку под флюсом.
14.16.4 Технологическая документация по сварке должна соответствовать требованиям ОСТ 36-39-80* [49], ОСТ 36-57-81* [50], ОСТ 36-49-81 [51], ОСТ 26.260.3-2001 [48], ПБ 03-585-03 [32], ПБ 03-584-03 [11], ПБ 03-576-03 [7], а также разделу 7 настоящего стандарта.
________________
* Документы не приводится, здесь и далее по тексту. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
14.16.5 При выборе сварочного оборудования для электродуговых видов сварки рекомендуется применять оборудование с дистанционным бесступенчатым регулированием рабочих параметров с учетом требований раздела 6.
14.16.6 Расположение сварных соединений, подготовку кромок и сборку деталей под сварку оболочковых конструкций (емкостей, резервуаров, газгольдеров) следует применять по требованиям ПБ 03-576-03 [7].
Расположение сварных соединений, подготовку кромок и сборку деталей под сварку трубопроводов следует определять по требованиям ПБ 03-585-03 [32].
14.16.7 При сварке обечаек и труб, приварке днищ к обечайкам следует выполнять стыковые швы с полным проплавлением с учетом требований 7.2.
Для приварки плоских днищ, плоских фланцев, трубных решеток, штуцеров, люков и рубашек следует выполнять сварные соединения в тавр и угловые с полным проплавлением.
Для приварки к корпусу укрепляющих колец, опорных элементов, подкладных листов, пластин под площадки, лестницы, кронштейны следует выполнять сварные соединения внахлест.
14.16.8 Виды и объем контроля сварных соединений следует определять в соответствии с разделом 9, проектной документацией, ГОСТ Р 52630, ПБ 03-576-03 [7] и ПБ 03-585-03 [32].
В случае, когда объем контроля проектной документацией не определен, визуальным и измерительным контролем, радиографическим или ультразвуковым контролем следует проверять с учетом 10.2 все сварные соединения согласно требованиям ПБ 03-585-03 [32], ПБ 03-576-03 [7], ПБ 03-584-03 [11], ГОСТ Р 52630.
14.16.9 В сварных соединениях в соответствии с ГОСТ Р 52630 не допускаются внутренние и наружные дефекты.
14.16.10 Дефектные участки сварного шва трубопровода следует исправлять в соответствии с РД 39-132-94 [52], ПБ 03-585-03 [32], ПБ 03-584-03 [11], ПБ 03-576-03 [7], ОТУ 3-01* [53], ГОСТ Р 52630 и разделом 11 настоящего стандарта.
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
14.17 Сварочные работы при монтаже горнодобывающего и горно-обогатительного оборудования
14.17.1 Для сварки горнодобывающего и горно-обогатительного оборудования следует применять:
-
а) ручную дуговую сварку покрытыми электродами:
— металлоконструкций в соответствии с РД 34.15.132-96 [37] (пункт 1.1.2), СП 70.13330, МДС 53-1.2001 [38] (пункт 17.5.2);
— трубопроводов по ПБ 03-585-03 [32] (пункт 7.11), СП 75.13330*;
________________
* СНиП 3.05.05-84 (пункт 2.15 и приложение 3).
-
б) механизированную сварку в среде защитных газов проволокой сплошного сечения в соответствии с РД 34.15.132-96 [37] (пункт 1.1.2), СП 70.13330*, МДС 53-1.2001 [38] (пункт 17.5.2), ПБ 03-585-03 [32] (пункт 7.11), СП 75.13330**;
_________________
* СНиП 3.03.01-87 (пункт 8.16).
** СНиП 3.05.05-84 (приложение 3).
-
в) механизированную сварку самозащитной порошковой проволокой в соответствии с РД 34.15.132-96 [37] (пункт 1.1.2), МДС 53-1.2001 [38] (пункт 17.5.2), ПБ 03-585-03 [32] (пункт 7.11), СП 75.13330*;
_________________
* СНиП 3.05.05-84 (приложение 3).
-
г) механизированную сварку порошковой проволокой в углекислом газе в соответствии с РД 34.15.132-96 [37] (пункт 1.1.2);
-
д) автоматическую и механизированную сварку под флюсом в соответствии с РД 34.15.132-96 [37] (пункт 1.1.2), СП 70.13330*, МДС 53-1.2001 [38] (пункт 17.5.2), ПБ 03-585-03 [32] (пункт 7.11), СП 75.13330**;
________________
* СНиП 3.03.01-87 (пункт 8.16).
** СНиП 3.05.05-84 (приложение 3).
-
е) механизированную аргонодуговую сварку плавящимся электродом в соответствии с СП 70.133302, ПБ 03-585-03 [32] (пункт 7.11), СП 75.13330*, СП 129.13330**.
________________
* СНиП 3.05.05-84 (приложение 3).
** СНиП 3.05.04-87 (пункт 3.18).
14.17.2 Электросварочную установку следует оборудовать блокировкой, обеспечивающей автоматическое отключение сварочной цепи при холостом ходе или понижение напряжения между электродом и изделием до 12 В, с выдержкой времени не более 1 с в соответствии с РД 15-10-2006 [54].
14.17.3 Применение газовой сварки в горных выработках с использованием ацетилена, пропан-бутана и других горючих углеводородов в соответствии с РД 15-10-2006 [54] не допускается.
14.17.4 Сборку под сварку и сварку элементов металлоконструкций следует выполнять в соответствии с РД 34.15.132-96 [37], сварку трубопроводов — в соответствии с СП 75.13330 и ПБ 03-585-03 [32].
Примечание — Горнодобывающее и горно-обогатительное оборудование, при монтаже которого ведутся сварочные работы, приведены в У.12 (приложение У).
14.18 Сварочные работы при монтаже оборудования гидроэлектрических станций и гидротехнических сооружений
14.18.1 Сварочные работы при монтаже механического оборудования и специальных стальных конструкций гидротехнических сооружений следует выполнять в соответствии с РД 34.02.028-2007* [55], а также руководствоваться СП 16.13330 при температуре не выше +100 °С и не ниже +60 °С.
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
14.18.2 Сварные соединения стационарных паровых турбин, газовых турбин, гидравлических турбин и их контроль должны выполняться в соответствии с РД 24.020.11-93* [56].
________________
* Документ не действует, здесь и далее по тексту. Заменен на СТО ЦКТИ 10.027-2010, являющийся авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
14.18.3 Для сварки оборудования гидроэлектрических станций и гидротехнических сооружений в соответствии с РД 34.02.028-2007 [55] (раздел 4) следует применять:
— автоматическую сварку под флюсом;
— механизированную сварку под флюсом;
— механизированную сварку плавящимся электродом в среде активных газов и смесях;
— механизированную сварку порошковой проволокой в среде активных газов и смесях;
— ручную дуговую сварку покрытыми электродами.
14.18.4 Методы и объемы контроля сварных соединений следует назначать в соответствии с таблицей 6 и в зависимости от класса сварного соединения. Сварные соединения должны соответствовать РД 34.02.028-2007 [55] (пункт 4.7).
Примечание — Класс сварного соединения определяется в соответствии с РД 24.020.11-93 [56] (раздел 4), устанавливается проектной документацией и указывается в условном обозначении шва или в таблице сварных швов. При отсутствии в чертеже таких указаний соединение контролируют как соединение III класса.
Таблица 6
|
Методы контроля |
Объем контроля |
Документ на методику контроля |
|
Визуальный и измерительный |
100% всех сварных швов. Измерения производить не реже, чем через каждый 1 м шва, но не менее двух измерений на каждом шве. |
РД 03-606-03 [24] |
|
Радиографический и ультразвуковой |
Для соединений I класса — 100% протяженности сварных соединений. Для соединений II класса — 50% протяженности сварных соединений, в т.ч. все места пересечений швов и участки, на которых по результатам визуального и измерительного контроля предполагается наличие внутренних дефектов. Для соединений III класса — участки швов, на которых по результатам визуального и измерительного контроля предполагается наличие внутренних дефектов. |
ГОСТ 7512 ГОСТ 14782 |
|
Испытание на непроницаемость |
В соответствии с требованиями рабочих чертежей или технических условий. |
ГОСТ 3242 |
|
Механические испытания металла шва и сварного соединения I и II класса |
В соответствии с РД 34.02.028-2007 [55] (пункт 4.7.10). |
ГОСТ 1497 ГОСТ 6996 ГОСТ 14019 ГОСТ 9454 |
14.18.5 Нормы оценки качества определяют по требованиям, приведенным в проектной документации и в РД 24.020.11-93 [56].
14.19 Сварка и пайка при монтаже технологического оборудования медицинской промышленности и учреждений здравоохранения
14.19.1 Сварку технологических трубопроводов следует выполнять в соответствии с требованиями СП 75.13330 и ПБ 03-585-03 [32] (пункт 16.5.3).
14.19.2 Сварку и пайку при монтаже технологических трубопроводов следует выполнять с учетом приведенных в таблице 7 технологических особенностей сварки и пайки.
Таблица 7
|
Вид сварки |
Технологические особенности |
Документ на технологию сварки |
|
Ручная дуговая сварка покрытыми электродами |
Сварка труб диаметром свыше 25 мм и толщиной стенки свыше 2 мм |
ОСТ 36-39-80 [49] |
|
Газовая сварка |
Сварка труб из углеродистых и низколегированных неподкаливающихся сталей диаметром до 80 мм и толщиной стенки не более 3,5 мм |
РД 153-34.1-003-01 [14] |
|
Ручная аргонодуговая сварка неплавящимся электродом |
Сварка труб с толщиной стенки до 8 мм |
ОСТ 36-57-81 [49] |
|
Автоматическая аргонодуговая сварка неплавящимся электродом |
Сварка трубопроводов из коррозионно-стойких сталей |
РД 153-34.1-003-01 [14] |
|
Пайка |
Высокотемпературная пайка твердыми припоями медных трубопроводов |
СП 42-102-2004 [39] |
14.19.3 Конструктивные элементы сварных соединений стальных трубопроводов должны соответствовать ГОСТ 16037, паяных соединений — ГОСТ 19249.
Примечание — Конструктивные элементы технологического оборудования медицинской промышленности и учреждений здравоохранения и применяемые для их изготовления материалы приведены в У.13 (приложение У).
14.19.4 Перед монтажом кислородопроводов трубы и установленную на них арматуру следует обезжирить в соответствии с ВСН 10-83 [57] (пункты 4.15 и 4.16). Трубы после обезжиривания до начала монтажа должны быть закрыты с концов деревянными пробками (для предохранения их от дальнейшего загрязнения).
14.19.5 Перед пайкой стыкуемые поверхности медных труб и соединительных деталей следует обрабатывать механической зачисткой, травлением в специальных растворах по СП 42-102-2004 [40] (пункт 7.106) или другими способами, обеспечивающими качественную подготовку поверхности и сохранение размеров в пределах допуска.
14.19.6 Перед сборкой под пайку медных трубопроводов следует проверить, а при необходимости провести калибровку конусной или разжимной оправкой соединяемые детали для обеспечения зазора от 0,04 до 0,20 мм в соответствии с ВСН 362-87 [58] (пункт 5.70). Сборку под пайку и пайку труб следует выполнять в приспособлениях, обеспечивающих равномерность зазора в процессе пайки.
14.19.7 Пайку трубопроводов следует выполнять по технологическим картам пайки с учетом 14.19.7.1-14.19.7.5.
14.19.7.1 Нагрев под пайку должен выполняться газовой горелкой. Контроль температуры следует осуществлять визуально и прикосновением припоя к паяемой поверхности. Достаточность нагрева определяется началом плавления припоя при прикосновении (нагрев припоя не производят).
14.19.7.2 Пайку допускается выполнять в любом пространственном положении деталей. При пайке тройников в различных положениях необходимо соблюдать последовательность, приведенную на рисунке 4. Центрирующие приспособления следует снимать не ранее чем через 5 мин после пайки всех раструбов соединительной детали.
1, 2, 3 — последовательность пайки
Рисунок 4 — Последовательность пайки соединений тройников в зависимости от пространственного положения
14.19.7.3 Пайку следует выполнять при температуре наружного воздуха от минус 10 °С до +40 °С.
14.19.7.4 Для высокотемпературной пайки медных трубопроводов рекомендуется применять меднофосфорный припой ПМФОЦр 6-4-003 (без применения флюсов) по ГОСТ Р 52955, а также серебряные ПСр 40-ПСр 65 или медноцинковые припои ЛК-62-05 по ГОСТ 16130.
14.19.7.5 После охлаждения паяного соединения избыток припоя следует удалить, поверхности деталей в зоне пайки зачистить до металлического блеска. При применении флюсов их остатки должны быть удалены промывкой 10%-ным раствором лимонной кислоты по ГОСТ 3652 с последующей промывкой проточной водой и сушкой.
14.19.8 Методы, объемы контроля и нормы оценки качества должны устанавливаться в зависимости от категории трубопровода и в соответствии с ПБ 03-585-03 [32].
14.19.8.1 Качество паяных соединений следует проверять визуальным и измерительным контролем по 10.2 на полноту и форму галтели, отсутствие видимых трещин галтели.
Контролю следует подвергать 100% паяных соединений.
Контроль следует выполнять визуально или с применением лупы от двух до четырехкратного увеличения.
14.19.8.2 Кроме того, в соответствии с СП 42-102-2004 [40] следует проверять на «распай» контрольные паяные соединения, запаянные каждым паяльщиком на объекте.
При контроле на «распай» паяное соединение следует:
— нагреть до температуры плавления припоя и разъединить детали;
— измерить металлической линейкой и штангенциркулем площадь шва и площадь имеющегося непропая.
14.19.8.3 Качество пайки следует считать удовлетворительным, если площадь непропая составляет менее 5% площади шва. При неудовлетворительных результатах контроля образцов проверку следует повторить на удвоенном количестве образцов.
В случае получения неудовлетворительных результатов повторного контроля хотя бы одного образца все швы, выполненные паяльщиком на данном объекте, должны подвергаться проверке приемочной комиссией с участием представителей заказчика.
14.19.9 Все трубопроводы после монтажа должны испытываться на прочность и герметичность. Испытания следует проводить в соответствии с ПБ 03-585-03 [32]. Смонтированные вакуумные трубопроводы следует подвергать дополнительным испытаниям на вакуумную герметичность по ОСТ 26-04-2569-80* [59].
________________
* Документ не приводится, здесь и далее по тексту. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
14.19.10 При обнаружении дефектов паяные соединения следует браковать и подвергать исправлению.
Дефекты пайки допускается исправлять повторной пайкой. При повторении дефекта на одном и том же соединении дефектный участок следует вырезать и установить ремонтные соединительные детали, при этом паяльщик может быть допущен к работе только после дополнительного обучения и пайки трех допускных образцов.
14.20 Сварка резервуарных конструкций
14.20.2 Сварку резервуаров для хранения пластовой и пожарной воды, нефтесодержащих стоков, жидких минеральных удобрений и пищевых жидких продуктов следует выполнять в соответствии с ГОСТ 31385.
14.20.3 Монтаж конструкций резервуаров в соответствии с ПБ 03-605-03 [60] (пункт 4.1.2) следует осуществлять:
— методом рулонирования;
— методом полистовой сборки;
— комбинированным методом.
14.20.4 При монтаже резервуаров в соответствии с ПБ 03-605-03 [60] (пункт 6.2) следует применять:
— автоматическую сварку под флюсом;
— автоматическую сварку плавящимся электродом в среде активных газов и смесях;
— механизированную сварку плавящимся электродом в среде активных газов и смесях;
— механизированную сварку самозащитной порошковой проволокой;
— механизированную сварку порошковой проволокой в среде активных газов;
— ручную дуговую сварку покрытыми электродами.
14.20.5 Контроль сварных соединений следует осуществлять в соответствии с ПБ 03-605-03 [60] (раздел 7).
Сварные соединения днищ резервуаров, центральных частей плавающих крыш (понтонов) следует проверять на непроницаемость вакуумированием, а сварные соединения закрытых коробов плавающих крыш (понтонов) — избыточным давлением.
Сварные соединения покрытий резервуаров следует контролировать на герметичность до гидравлического испытания или избыточным давлением при проведении гидравлического испытания резервуаров по ПБ 03-605-03 [60] (пункт 7.4).
14.21 Сварка оборудования и трубопроводов тепловых электростанций и котельных
14.21.1 Сварку и монтаж трубных систем паровых и водогрейных котлов следует выполнять в соответствии с требованиями ПБ 10-574-03 [64], трубопроводов пара и горячей воды — в соответствии с требованиями ПБ 10-573-03 [65].
14.21.2 Сварочные работы на трубных системах электрических котлов и электрокотельных следует выполнять в соответствии с ПБ 10-575-03 [66].
14.21.4 Сварку при монтаже паровых и водогрейных газотрубных котлов с рабочим давлением до 1,6 МПа и температурой нагрева воды до +200 °С следует выполнять в соответствии с требованиями ПБ 10-574-03 [64] и СТО ЦКТИ 10.018-2009 [67].
14.21.5 Сварку трубных систем котлов и трубопроводов пара и горячей воды с температурой выше +115 °С и давлением более 0,07 МПа следует выполнять в соответствии с РД 153-34.1-003-01 [14].
14.21.6 Сварочные материалы, технологии сборки и сварки стыков труб, контроль сварных соединений и оформление документации на сварочные работы следует определять в соответствии с РД 153-34.1-003-01 [14].
14.21.7 Арматура (клапаны, задвижки), присоединяемая к трубам стыковым сварным швом, должна привариваться с соблюдением тех же режимов и технологии сварки, что и при сварке стыков трубопроводов соответствующего диаметра и марки стали.
14.21.8 При монтаже стыки приварки арматуры к трубам из углеродистых и низколегированных конструкционных сталей должны свариваться неповоротными.
14.21.9 Сварка стыков трубопроводов пара и горячей воды и приварка арматуры могут выполняться без подкладных колец и на подкладных кольцах. Подкладные кольца поставляются вместе с элементами трубопроводов или арматурой; в случае их отсутствия или утери кольца допускается изготавливать на монтажной площадке из отрезка трубы или полосы стали, той же марки, что и трубопровод или арматура.
14.21.10 При выполнении стыковых соединений трубопроводов пара и горячей воды и арматуры с трубами следует учитывать требования РД 153-34.1-003-01 [14] по подогреву стыков при сборке и сварке.
14.21.11 Монтаж трубных систем котельных установок с паровыми, водогрейными и пароводогрейными котлами с давлением не более 4 МПа и температурой воды не более +200 °С следует выполнять в соответствии с СП 89.13330.
14.21.12 Монтаж трубопроводов котельных установок должен выполняться в соответствии с СП 89.13330, СП 74.13330 и ПБ 10-573-03 [65].
14.21.13 Сварку стыков трубных систем и трубопроводов котельных установок следует выполнять в соответствии с РД 153-34.1-003-01 [14].
14.21.14 Стальные конструкции стационарных котлов, котлов-утилизаторов, водогрейных и энерготехнологических котлов следует выполнять в соответствии с требованиями ОСТ 108.030.30-79 [68].
14.21.15 Методы и объемы контроля выполненных сварных соединений должны соответствовать ПБ 10-574-03 [63] и РД 153-34.1-003-01 [14].
Приложение А
(рекомендуемое)
Форма технологической карты сварки
Технологическая карта сварки
|
Вид (способ) сварки: |
Основной материал (марка): |
|
Наименование НД (шифр): |
Типоразмер, мм |
|
диаметр: |
|
|
Тип шва: |
толщина: |
|
Тип соединения (по НД): |
|
|
Положение при сварке: |
Способ сборки: |
|
Вид соединения: |
Требования к прихватке: |
|
Присадочные материалы: |
Сварочное оборудование: |
|
(марка, стандарт, ТУ): |
Эскиз сварного соединения
|
Конструкция соединения |
Конструктивные элементы шва |
Порядок сварки |
Технологические параметры сварки
|
Номер валика (шва) |
Вид (способ) сварки |
Диаметр электрода или проволоки, мм |
Род и поляр- |
Сила тока, А |
Напря- |
Скорость подачи про- |
Скорость сварки, м/ч |
Расход защитного газа, л/мин |
|
Защита обратной стороны шва: |
Вылет электрода, мм |
|
Ширина валика шва, мм: |
Расстояние от сопла горелки до изделия, мм: |
|
Толщина валика шва, мм: |
Длина дуги, мм: |
|
Дополнительные технологические |
Требования к контролю сварных соединений
|
Метод контроля |
Наименование (шифр) документа по контролю |
Объем контроля (%, количество образцов) |
|
Разработал: |
/ |
/ |
||
|
(подпись) |
(фамилия, инициалы) |
Приложение Б
(рекомендуемое)
Форма допускного листа сварщика
|
Участок |
||||||||||||||||||
|
Объект |
||||||||||||||||||
|
Допускной лист сварщика |
||||||||||||||||||
|
N |
от » ___ » ______________ 20 ___ г. |
|||||||||||||||||
|
(фамилия, инициалы сварщика) |
||||||||||||||||||
|
(разряд) |
(шифр, клеймо) |
|||||||||||||||||
|
Стаж работы по сварке стыков |
||||||||||||||||||
|
(лет) |
||||||||||||||||||
|
Теоретическая подготовка |
||||||||||||||||||
|
(отлично, хорошо, удовлетворительно) |
||||||||||||||||||
|
Допущен к |
сварке |
сло(ев)я |
||||||||||||||||
|
(вид сварки) |
||||||||||||||||||
|
стыка |
мм, в |
|||||||||||||||||
|
(группа по толщине или диаметру) |
(пространственное положение(я)) |
|||||||||||||||||
|
(сварочные материалы, марка, тип) |
||||||||||||||||||
|
Допускной стык сварен » ___ » ______________ 20 __ г. |
||||||||||||||||||
|
Заключение по контролю допускного стыка: |
||||||||||||||||||
|
N |
от » ____ » _____________ 20 __ г. |
|||||||||||||||||
|
N |
от » ____ » _____________ 20 __ г. |
|||||||||||||||||
|
Практическая подготовка |
||||||||||||||||||
|
(отлично, хорошо, удовлетворительно) |
||||||||||||||||||
|
На право выполнения специальных сварных соединений |
||||||||||||||||||
|
(аттестован, не аттестован) |
||||||||||||||||||
|
Допускной лист выдан на основании протокола аттестационной комиссии |
||||||||||||||||||
|
N |
от » ____ » _____________ 20 __ г. |
|||||||||||||||||
|
Дата последнего выполнения сварочных работ » ___ » ______________ 20 __ г. |
||||||||||||||||||
|
(заполняется непосредственно с момента перерыва с указанием причины: отпуск, болезнь и т.д.) |
||||||||||||||||||
|
Руководитель сварочно-монтажного |
» ___ » ______________ 20 __ г. |
|||||||||||||||||
|
(организация, должность, фамилия, инициалы) |
(подпись) |
|||||||||||||||||
|
Руководитель службы |
» ___ » ______________ 20 __ г. |
|||||||||||||||||
|
(организация, должность, фамилия, инициалы) |
(подпись) |
Приложение В
(рекомендуемое)
Форма журнала технического состояния оборудования
|
(наименование организации) |
|||
|
Журнал технического состояния оборудования |
|||
|
(наименование оборудования) |
|||
|
Начат |
20 __ г. |
||
|
Окончен |
20 __ г. |
|
Дата |
Прием смены |
Состояние оборудования в течение смены |
Сдача смены |
||||||
|
Вре- |
Состояние оборудо- |
Время вызова ремонт- |
Непо- |
Дата и время, устра- |
Лицо, прово- |
Подпись лица, прово- |
Вре- |
Состоя- |
|
Приложение Г
(справочное)
Нормативные документы по сварке конструкций
Таблица Г.1
|
Вид сварной конструкции |
Нормативные документы по сварке |
|
Металлоконструкции зданий и сооружений, башни, вытяжные трубы, опорные и технологические металлоконструкции |
ГОСТ 23118; СП 70.13330; СП 16.13330; РД 34.15.132-96 [37]; СП 53-101-98 [69]; МДС 53-1.2001 [38] |
|
Арматура и закладные детали железобетонных конструкций |
СП 70.13330; СП 130.13330; СП 63.13330; ГОСТ 10922; ГОСТ 14098; ГОСТ 23858; СП 16.13330; СП 48.13330; РТМ 393-94 [13]; ТСН 102-00 [34] |
|
Мостовые конструкции |
СП 46.13330; СП 35.13330 |
|
Технологические трубопроводы |
СП 75.13330; СП 40-101-96 [17]; ПБ 03-585-03 [32]; ВСН 440-83 [20]; СН 550-82 [19]; ОСТ 26-01-1434-87 [70] |
|
Магистральные и промысловые трубопроводы |
СП 36.13330; СП 86.13330; СП 34-116-97 [71]; ВСН 003-88 [18]; ВСН 005-88 [72]; ВСН 006-89 [44]; ВСН 012-88 [73] |
|
Сети газораспределения и газопотребления |
СП 42-102-2004 [40]; СП 42-103-2003 [26]; СП 62.13330; ПБ 12-529-03 [39]; РД 01-001-06 [41]; СТО-3135730-08-001-2011 [42] |
|
Трубопроводы водопровода и канализации |
СП 30.13330; СП 32.13330; СП 31.13330; СП 73.13330; СП 129.13330; СП 40-102-2000 [15]; СН 478-80 [16]; СП 40-101-96 [17]; СП 66.13330 |
|
Металлоконструкции подъемно-транспортного оборудования |
ГОСТ 22845; ГОСТ 24741; ГОСТ 26429; ГОСТ 22011; ОСТ 34-13-915-85 [74]; ПБ 10-157-97 [75]; ПБ 10-257-98 [76]; ПБ 10-382-00 [77]; ПБ 10-518-02 [78]; ПБ 10-558-03* [79]; ПБ 10-559-03 [80]; ПБ 10-611-03 [81]; ПБ 10-77-94 [82]; Правила [83] и [84]; РД 10-117-95 [85]; РД 22-16-2005 [45]; РД 22-322-02 [86]; РД 24.090.52-90 [87]; РД 24.090.97-98 [88]; РД 36-62-00 [12]; ТУ 5264-002-00211642-01** [89] |
|
________________ * На территории Российской Федерации документ не действует, здесь и далее по тексту. Действует Технический регламент Таможенного союза от 18.10.2011 N 011/2011 «Безопасность лифтов». — Примечание изготовителя базы данных. ** ТУ, упомянутые здесь и далее по тексту, являются авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных. |
|
|
Оборудование и трубопроводы тепловых электростанций и котельных |
СП 74.13330; СП 79.13330; ПБ 10-574-03 [64]; ПБ 10-575-03 [66]; СТО ЦКТИ 10.018-2009 [67]; ОСТ 108.030.40-79* [90]; РД 153-34.1-003-01 [14]; ПБ 03-576-03 [7]; ПБ 03-584-03 [11] |
|
________________ * Документ не действует. Действует СТО ЦКЦИ 10.002-2007, здесь и далее по тексту. — Примечание изготовителя базы данных. |
|
|
Мачтовые сооружения, башни, вытяжные трубы |
СП 16.13330; СП 35.13330 |
|
Системы вентиляции, кондиционирования и теплоснабжения |
СП 60.13330; СП 124.13330; СП 74.13330; ПБ 10-573-03 [65]; РД 153-34.1-003-01 [14] |
|
Сосуды и оборудование, работающие под давлением |
ГОСТ Р 52630; ОСТ 153-39.1-003-00 [91]; ОСТ 24.201.03-90* [92]; ОСТ 26.260.480-2003 [93]; ОСТ 26.260.482-2003 [94]; ОСТ 26-01-900-79 [95]; СТ 26-18-6-88** [96]; ОСТ 26-01-858-94 [97]; ОТУ 3-01 [53]; ПБ 03-576-03 [7]; РД 10-69-94 [98]; РУА-93 [99]; СТО 00220368-011-2007*** [100]; ОСТ 26.260.3-2001 [48]; ПБ 03-591-03****[101]; ПБ 03-582-03 [102]; ПБ 03-584-03 [11]; ПБ 09-579-03 [103]; ПБ 09-594-03 [104]; ПБ 09-595-03 [105] |
|
________________ * Документ не действует, здесь и далее по тексту. Заменен на СТО 00220227-005-2009, СТО 00220227-005-2009, являющиеся авторскими разработками. За дополнительной информацией обратитесь по ссылке; ** Вероятно ошибка оригинала. Следует читать: ОСТ 26-18-6-88; *** Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке; **** Документ не применяется с 26 марта 2013 года (приказ Ростехнадзора от 29 декабря 2012 года N 801), здесь и далее по тексту. — Примечание изготовителя базы данных. |
|
|
Резервуары |
ГОСТ 31385; СП 70.13330; ПБ 03-605-03 [60]; СТО-СА-03-002-2009 [62]; ПБ 09-566-03* [106]; ВСН 311-89 [61]; РД 34.23.601-96 [63]; РД 34.21.526-95 [107] |
|
________________ * Документ не применяется с 17 марта 2013 года (приказ Ростехнадзора от 29 декабря 2012 года N 800), здесь и далее по тексту. — Примечание изготовителя базы данных. |
|
|
Оборудование предприятий черной и цветной металлургии |
СП 75.13330; СП 70.13330; ГОСТ 23118; ПБ 03-585-03 [32]; ПБ 11-401-01 [108]; ПБ 11-544-03 [109]; ПБ 11-562-03 [110] |
Приложение Д
(рекомендуемое)
Форма журнала поступления, прохождения и хранения сварочных материалов
1 страница
Журнал
поступления, прохождения и хранения сварочных материалов
1. Учет поступления сварочных материалов.
2. Сведения о прокалке и хранении сварочных материалов.
3. Прохождение сварочных материалов.
Лицо, ответственное за ведение журнала
|
(должность, фамилия, инициалы) |
|
Начат » ___ » _____________ 20 __ г. |
|
Окончен » ___ » _____________ 20 __ г. |
1. Учет поступления сварочных материалов
|
Регистра- |
Наимено- |
Дата поступ- |
Масса, кг |
Номер серти- |
Номер свиде- |
Диа- |
Номер партии |
Получил на склад (фамилия, инициалы, подпись) |
2. Сведения о прокалке и хранении сварочных материалов
|
Дата |
Регис- |
Наиме- |
Мас- |
Про- |
Режим прокалки |
Прокалку провел фамилия, инициалы, подпись |
Условия хранения |
|||
|
тем- |
время выдер- |
в кладовой |
в су- |
|||||||
|
тем- |
влаж- |
|||||||||
3. Прохождение сварочных материалов
|
Регист- |
Требо- |
Дата выдачи |
Масса выдан- |
Выдал (фамилия, инициалы, подпись) |
Получил (фамилия, инициалы, подпись) |
Регистрация возврата остатка сварочных материалов |
|||
|
дата воз- |
масса, кг |
сдал (фами- |
принял (фами- |
||||||
Приложение Е
(рекомендуемое)
Форма акта визуального и измерительного контроля
|
(организация) |
|||||||||||
|
Акт визуального и измерительного контроля |
|||||||||||
|
N |
» ___ » _____________ 20 __ г. |
||||||||||
|
1. В соответствии с заявкой N |
выполнен |
||||||||||
|
(указать |
|||||||||||
|
контроль |
|||||||||||
|
вид контроля: визуальный и измерительный) |
|||||||||||
|
(наименование и размеры контролируемого объекта, шифр документации, ТУ чертежа) |
|||||||||||
|
Контроль выполнен согласно |
|||||||||||
|
(наименование и/или шифр технической документации) |
|||||||||||
|
2. При контроле выявлены следующие дефекты |
|||||||||||
|
(характеристика дефектов: форма, размеры, расположение и/или ориентация для конкретных объектов) |
|||||||||||
|
3. Заключение по результатам визуального и измерительного контроля |
|||||||||||
|
4. Контроль выполнил |
|||||||||||
|
(уровень квалификации, N квалификационного удостоверения) |
|||||||||||
|
(фамилия, инициалы) |
(подпись) |
||||||||||
|
Руководитель работ по визуальному и измерительному контролю |
|||||||||||
|
(фамилия, инициалы) |
(подпись) |
Приложение Ж
(рекомендуемое)
Форма заключения по ультразвуковому контролю
|
Заключение по ультразвуковому контролю |
|||||||||||||
|
N |
» ___ » _____________ 20 __ г. |
||||||||||||
|
Наименование лаборатории НК |
|||||||||||||
|
Строительная организация |
|||||||||||||
|
Объект строительства |
|||||||||||||
|
Проверка |
сварных соединений |
||||||||||||
|
(стыковых, угловых) |
|||||||||||||
|
(наименование узла) |
|||||||||||||
|
по схеме (формуляру) N |
проводилась в соответствии с |
||||||||||||
|
(наименование НТД) |
|||||||||||||
|
ультразвуковым дефектоскопом типа |
|||||||||||||
|
заводской номер |
дата поверки » ___ » _____________ 20 __ г. |
||||||||||||
|
рабочая частота |
МГц, угол призмы искателя |
||||||||||||
|
Номер стыка по схеме или форму- |
Диаметр и толщина стыкуемых элементов, мм |
Положение и размеры недоступных для контроля участков |
Описание обнаруженных дефектов |
Наибольшие допустимые размеры эквивалентного дефекта, мм |
Оценка результатов контроля |
Номер записи в журнале УЗК |
|
Мастер по контролю |
/ |
/ |
|||
|
(подпись) |
(фамилия, инициалы) |
||||
|
Контроль провел |
/ |
/ |
|||
|
(подпись) |
(фамилия, инициалы) |
Приложение И
(рекомендуемое)
Форма заключения о результатах радиографического контроля
|
Заключение о результатах радиографического контроля |
|||||
|
N |
» ___ » _____________ 20 __ г. |
||||
|
Наименование лаборатории НК |
Наименование объекта |
||||
|
Номер свидетельства |
Наименование организации подрядчика |
||||
|
Наименование организации заказчика |
|||||
|
Контроль выполнения в соответствии с технологической картой |
|||||
|
Номер сварного соедине- |
Тип сварного соедине- |
Диаметр и толщина стенки сваривае- |
Шифр (клеймо) сварщика (бригады сварщи- |
Номер снимка, коор- |
Чувс- |
Описа- |
Заключение («Годен», «Не годен», «Ремонт», «Вырезать», «Повторный контроль») |
Приме- |
|
Разрешение по результатам ВИК |
|||||
|
(фамилия, инициалы) |
(уровень квалификации, удостоверение N) |
(подпись, дата) |
|||
|
Контроль произвел: |
|||||
|
(фамилия, инициалы) |
(уровень квалификации, удостоверение N) |
(подпись, дата) |
|||
|
Заключение |
|||||
|
(фамилия, инициалы) |
(уровень квалификации, удостоверение N) |
(подпись, дата) |
|||
|
Расположение снимков: |
|||||
Приложение К
(рекомендуемое)
Форма заключения о результатах капиллярного контроля
|
Заключение о результатах капиллярного контроля |
||||||||
|
методом |
||||||||
|
(цветным, люминесцентным) |
||||||||
|
N |
» ___ » _____________ 20 __ г. |
|||||||
|
Наименование лаборатории НК |
||||||||
|
Наименование и индекс изделия, N чертежа конструкции |
||||||||
|
Контроль проводился по |
||||||||
|
(наименование методической документации) |
||||||||
|
Оценка качества по |
||||||||
|
(наименование нормативной технической документации) |
||||||||
|
Класс чувствительности |
||||||||
|
Набор дефектоскопических материалов |
||||||||
|
Объект контроля |
Участок (по схеме контроля) |
Протоколированные участки (по схеме контроля) |
Описание обнаруженных дефектов |
Оценка качества |
|
Примечание — К таблице прикладывается схема контроля с указанием расположения и размеров проконтролированных участков и дефектов |
|
Контроль проводил |
|||||
|
(подпись) |
(фамилия, инициалы) |
||||
|
Уровень квалификации, номер удостоверения специалиста |
|||||
|
Дата проведения контроля » ___ » _____________ 20 __ г. |
|||||
|
Руководитель лаборатории |
|||||
|
(подпись) |
(фамилия, инициалы) |
Приложение Л
(рекомендуемое)
Форма заключения по магнитопорошковому контролю
|
Заключение по магнитопорошковому контролю |
|||||||
|
N |
» ___ » _____________ 20 __ г. |
||||||
|
Наименование лаборатории НК |
|||||||
|
Свидетельство N |
|||||||
|
Наименование объекта |
|||||||
|
Уровень качества |
|||||||
|
Наименование организации Подрядчика |
|||||||
|
Наименование организации Заказчика |
|||||||
|
N технологической карты по контролю |
|||||||
Результаты контроля
|
Диа- |
Клеймо свар- |
Условия прове- |
Средс- |
Ре- |
Пара- |
Описание выявлен- |
Схема проконтро- |
Заклю- |
Приме- |
|
Контроль проводил |
||||||
|
(подпись) |
(фамилия и инициалы специалиста) |
|||||
|
Уровень квалификации, номер квалификационного удостоверения специалиста |
||||||
|
Дата проведения контроля » ___ » _____________ 20 __ г. |
||||||
|
Руководитель лаборатории неразрушающего контроля |
||||||
|
(подпись) |
(фамилия и инициалы) |
Приложение М
(рекомендуемое)
Форма протокола механических испытаний сварных соединений металлических материалов
|
Штамп |
Строительная организация |
|||||||
|
лаборатории |
||||||||
|
Объект строительства |
||||||||
|
(наименование объекта) |
||||||||
|
Протокол |
||||||||
|
N |
» ___ » _____________ 20 __ г. |
|||||||
|
Образцы получены по наряду-заказу N |
от » ___ » _____________ 20 __ г. |
|||||||
Результаты испытаний
|
Трубо- |
Диаметр и толщина стенки, мм |
Марка стали |
Марки- |
Место раз- |
Временное сопротив- |
Угол изгиба, градусы, или просвет при сплющи- |
Ударная вязкость, Дж/см |
Фамилия, инициалы сварщика |
|
Начальник лаборатории |
||||
|
(подпись) |
(фамилия, инициалы) |
|||
|
Испытание провел |
||||
|
(подпись) |
(фамилия, инициалы) |
Приложение Н
(рекомендуемое)
Форма протокола металлографических исследований сварных соединений
|
Штамп |
Строительная организация |
|||||||
|
лаборатории |
||||||||
|
Объект строительства |
||||||||
|
(наименование объекта) |
||||||||
|
Протокол |
||||||||
|
N |
» ___ » _____________ 20 __ г. |
|||||||
|
Образцы получены по наряду-заказу N |
от » ___ » _____________ 20 __ г. |
|||||||
Результаты
|
Трубопровод, узел, метало- |
Диаметр и толщина стыкуемых труб или элементов, мм |
Марка стали |
Марки- |
Макроис- |
Микроис- |
Фамилия, инициалы сварщика |
Оценка качества сварки |
|
Начальник лаборатории |
||||
|
(подпись) |
(фамилия, инициалы) |
|||
|
Испытание провел |
||||
|
(подпись) |
(фамилия, инициалы) |
Приложение П
(рекомендуемое)
Форма протокола стилоскопирования деталей и металла шва
|
Штамп |
Строительная организация |
||||||||
|
лаборатории |
|||||||||
|
Объект строительства |
|||||||||
|
(наименование объекта) |
|||||||||
|
Наименование изделия |
|||||||||
|
Схема (формуляр) N |
|||||||||
|
Протокол стилоскопирования деталей и металла шва |
|||||||||
|
N |
» ___ » _____________ 20 __ г. |
||||||||
Результаты
|
Номер позиции по схеме или фор- |
Наимено- |
Диаметр трубы или арматуры, толщина листа, мм |
Количество |
Содержание, % или наличие (отсутствие) |
Соответствует марке стали или типу металла шва |
||||||
|
деталей или стыков |
спектраль- |
Cr |
Мо |
V |
Mn |
Nb |
в соответс- |
по проекту |
|||
|
Мастер по контролю |
||||
|
(подпись) |
(фамилия, инициалы) |
|||
|
Контроль провел |
||||
|
(подпись) |
(фамилия, инициалы) |
Приложение Р
(рекомендуемое)
Форма протокола измерения твердости металла шва
|
Штамп |
Строительная организация |
|||||||||
|
лаборатории |
||||||||||
|
Объект строительства |
||||||||||
|
(наименование объекта) |
||||||||||
|
Протокол измерения твердости металла шва |
||||||||||
|
N |
» ___ » _____________ 20 __ г. |
|||||||||
|
К схеме расположения сварных стыков узла N |
||||||||||
|
К сварочному формуляру N |
||||||||||
|
Твердость металла шва измерена твердомером типа |
||||||||||
Результаты
|
Номер стыка по формуляру или схеме |
Диаметр и толщина стенки труб (узлов), мм |
Марка стали |
Вид сварки |
Марка электрода или проволоки |
Твердость* металла шва |
|
_________________ * Указать минимальную, максимальную и среднюю твердость. |
|
Начальник лаборатории |
||||
|
(подпись) |
(фамилия, инициалы) |
|||
|
Испытание провел |
||||
|
(подпись) |
(фамилия, инициалы) |
Приложение С
(рекомендуемое)
Форма журнала ремонта сварных соединений
|
Штамп |
Строительная организация |
|||
|
лаборатории |
||||
|
Объект строительства |
||||
|
(наименование объекта) |
Журнал ремонта сварных соединений
|
N сварочного формуляра или схемы трубопровода (металло- |
N |
Способ и резуль- |
Размер выборки (длина, ширина, глубина), мм |
Вид сварки |
Марка и номер партии сварочных материа- |
Способ и температура предвари- |
Число ремонтов на одном участке |
Фамилия, инициалы, клеймо сварщика |
Способы и результаты контроля отремонти- |
Заклю- |
|
_________________ * Заключение о качестве ремонта подписывает руководитель сварочных работ и специалист, выполняющий контроль, с указанием должности и фамилии. |
|
В журнале пронумеровано и прошнуровано |
страниц |
|||||
|
» ___ » _____________ 20 __ г. |
||||||
|
Руководитель организации |
/ |
/ |
||||
|
(подпись) |
(фамилия, инициалы) |
Приложение Т
(рекомендуемое)
Форма исполнительной схемы (сварочного формуляра) сварных швов
|
Исполнительная схема (сварочный формуляр) сварных швов |
||||
|
N |
» ___ » _____________ 20 __ г. |
|||
|
Организация |
||||
|
Номера сварных швов |
Расстояние между сварными швами, мм |
Марка свариваемых материалов |
Номера деталей, узлов конструкции (труб, листов и т.д.) |
Размеры деталей, узлов конструкции |
|
1-2 |
||||
|
3-4 |
||||
Схема расположения сварных швов:
|
Главный инженер |
/ |
/ |
|||||||||||
|
(подпись) |
(фамилия, инициалы) |
||||||||||||
|
Прораб |
/ |
/ |
|||||||||||
|
(подпись) |
(фамилия, инициалы) |
||||||||||||
|
Руководитель сварочных работ |
/ |
/ |
|||||||||||
|
(подпись) |
(фамилия, инициалы) |
||||||||||||
|
Представитель заказчика: |
|||||||||||||
|
должность |
/ |
/ |
|||||||||||
|
(подпись) |
(фамилия, инициалы) |
||||||||||||
|
Схема выполнена на основании: |
|||||||||||||
|
(номер чертежа, наименование проектной организации) |
Приложение У
(справочное)
Материалы и изделия, применяемые при сварке
У.1 Сварка металлических конструкций зданий и сооружений
У.1.1 Основными элементами металлоконструкций зданий и сооружений являются колонны из стандартных прокатных профилей, колонны из труб круглого и прямоугольного сечений, колонны из сварных стандартных и нестандартных профилей, балки и ригели из прокатных и сварных профилей, фермы и связи жесткости, лестницы, ограждающие конструкции, купольные конструкции, фахверки, элементы металлоизоляции.
У.1.2 В стальных сварных конструкциях зданий и сооружений применяют сортовой и фасонный прокат по ГОСТ 27772, сварные профили из углеродистых сталей по ГОСТ 380, из низколегированных сталей по ГОСТ 19281, из высоколегированных сталей по ГОСТ 5632, а также прокат из сталей, изготовленных по международным и региональным стандартам или стандартам иностранных государств.
У.1.3 В конструкциях навесных фасадов зданий, сборно-разборных сооружений, складов, ангаров, навесов, резервуаров, контейнеров применяют профили из сплавов на основе алюминия, изготовленные по национальным, международным и региональным стандартам или стандартам иностранных государств.
У.2 Сварка арматуры и закладных изделий железобетонных конструкций
У.2.1 Сварные арматурные изделия подразделяются на:
— арматурные сетки;
— арматурные каркасы;
— отдельные стержни арматуры со сварными соединениями по длине стержня;
— закладные изделия.
У.2.2 Арматура должна соответствовать проектной документации, требованиям ГОСТ 5781, ГОСТ Р 52544, ГОСТ 10884, СТО АСЧМ 7-93* [111], техническим условиям, стандартам иностранных государств, международным, региональным или национальным стандартам.
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных.
У.3 Сварка конструкций стальных пролетных строений мостов, эстакад и путепроводов
У.3.1 Основными конструктивными элементами пролетных строений и мостовых конструкций являются: пояса ферм, раскосы, стойки, главные балки, домкратные балки (ригеля), ребристые плиты, ортотропные плиты, продольные и поперечные связи из профильного проката и другие в соответствии с СТО-ГК «Трансстрой»-005-2007 [36] (пункт 5.4).
У.3.2 При изготовлении металлоконструкций пролетных строений мостов основным свариваемым материалом является листовой прокат толщиной от 8 до 50 мм, марки сталей для которого установлены проектной документацией.
В стальных конструкциях мостов со сварными соединениями в обычном и в северном исполнениях рекомендуется применять стали в соответствии с СП 35.13330 (раздел 8).
У.4 Сварка опор воздушных линий электропередачи
У.4.1 Основными конструктивными элементами опор ЛЭП являются: ствол, траверса, опорные устройства и оттяжки.
У.4.2 Конструктивные элементы опор ЛЭП изготавливают из листового и фасонного проката толщиной от 4,0 до 40,0 мм.
У.4.3 В качестве основного материала при изготовлении и монтаже опор ЛЭП применяют горячекатаный металлопрокат из углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281, ГОСТ 14637, ГОСТ 535, ГОСТ 1050 и техническим условиям. Выбор стали и сварочных материалов для опор ЛЭП осуществляют в соответствии с СП 16.13330. Конкретные марки сталей и дополнительные требования к ним указывают в проектной документации.
У.5 Сварка наружных трубопроводов теплоснабжения с температурой теплоносителя до 115 °С
У.5.1 Для сетей горячего водоснабжения в закрытых системах теплоснабжения применяют трубы из коррозионно-стойких материалов.
У.5.2 Для закрытых и для открытых систем теплоснабжения применяют стальные трубы, трубы из высокопрочного чугуна с шаровидным графитом и трубы из полимерных материалов.
У.6 Сварка наружных трубопроводов теплоснабжения с температурой теплоносителя 115 °С и выше
У.6.1 Для трубопроводов тепловых сетей применяют стальные электросварные трубы или бесшовные стальные трубы. Для тепловых сетей применяют детали и элементы трубопроводов заводского изготовления.
У.6.2 Трубы, арматуру и изделия из стали и чугуна для тепловых сетей применяют в соответствии с ПБ 10-573-03 [65].
У.6.3 Трубы из высокопрочного чугуна с шаровидным графитом допускается применять для тепловых сетей при температуре воды до +150 °С и давлении до 1,6 МПа включительно.
У.7 Сварка сетей газораспределения и газопотребления
У.7.1 При выполнении сварки систем газораспределения и газопотребления основными свариваемыми элементами являются:
— труба медная тянутая или холоднокатаная;
— труба стальная бесшовная;
— труба сварная прямошовная и сварная спиральношовная;
— труба полиэтиленовая, в том числе профилированная.
У.7.2 Для подземных газопроводов применяют полиэтиленовые и стальные трубы. Для наземных и надземных газопроводов применяют стальные трубы. Для подземных стальных газопроводов применяют трубы и соединительные детали с толщиной стенки не менее 3 мм, для надземных газопроводов — не менее 2 мм согласно СП 62.13330.
У.8 Сварка магистральных и промысловых трубопроводов, включая врезку под давлением в действующие трубопроводы
У.8.1 При выполнении сварки магистральных и промысловых трубопроводов сварке подлежат:
— трубы стальные бесшовные;
— трубы сварные прямошовные и спиральношовные;
— соединительные детали трубопроводов (фитинги);
— запорная и регулирующая арматура.
У.8.2 Состав и технические характеристики промысловых трубопроводов приведены в СП 34-116-97 [71], магистральных трубопроводов — в СП 86.13330 и СП 36.13330. При этом необходимо учитывать уточнения и ограничения, регламентируемые в нормативных документах компаний, монтирующих и эксплуатирующих магистральные газопроводы и нефтепроводы.
У.8.3 Исполнение узлов врезки в действующие магистральные и промысловые трубопроводы, находящиеся под давлением, предусматривает сварку следующих видов конструкций:
— отводной патрубок с усиливающей накладкой;
— отводной патрубок без усиливающей накладки;
— разрезная муфта с отводным патрубком (без усиливающей накладки);
— разрезной тройник штампосварной;
— разрезной тройник сварной;
— разрезной тройник сварной с боковым ответвлением.
У.8.4 Для изготовления всех конструкций в соответствии с СП 36.13330 применяются углеродистые, низколегированные стали.
У.9 Сварка трубопроводов нефтяных и газовых скважин, требования к сварке трубопроводов, транспортирующих сероводородосодержащие среды
У.9.1 При обустройстве нефтяных и газовых скважин основными конструкциями, монтаж которых осуществляется сваркой, являются технологические трубопроводы:
— нагнетательный трубопровод (условное давление  до 30 МПа) насосно-циркуляционного комплекса буровой установки для подачи бурового раствора в скважину при бурении;
до 30 МПа) насосно-циркуляционного комплекса буровой установки для подачи бурового раствора в скважину при бурении;
— трубопроводы обвязки скважины (куста скважин) и другие.
У.10 Сварочные работы при монтаже конструкций подъемно-транспортного оборудования
У.10.1 При монтаже конструкций подъемно-транспортного оборудования применяется металлопрокат (листовой, уголок, балка двутавровая, швеллер, балка швеллер специальный, рельс) и сортовой металл (круг, квадрат, шестигранник, полоса, калиброванный круг и другие) по РД 22-16-2005 [45] (таблицы 1 и 2).
У.10.2 Содержание углерода в применяемых сталях не должно превышать 0,22%.
У.11 Сварочные работы при монтаже оборудования по сжижению природного газа
У.11.1 Основными видами свариваемых конструкций установок по производству СПГ, изотермических хранилищ и газозаправочных станций СПГ, в том числе комплексов СПГ (установки по производству СПГ и изотермических хранилищ, представляющие собой единый технологический комплекс производства и хранения СПГ), являются трубопроводы, оболочковые конструкции (резервуары, емкости, теплообменники, газгольдеры).
У.11.2 Условия работы оборудования по СПГ характеризуются широким диапазоном рабочих температур (от минус 166 °С до +600 °С) и рабочего давления (от вакуума минус 5 мм вод.ст. до избыточного давления 10 МПа).
У.11.3 Основные материалы применяют в соответствии с проектной документацией на комплекс СПГ, в основном применяют низкоуглеродистую, низколегированную, теплоустойчивую и высоколегированную стали (аустенитного класса).
При изготовлении, монтаже, ремонте и реконструкции емкостного и теплообменного оборудования и резервуаров применяют листовую сталь трубы, поковки, сортовую сталь в соответствии с ПБ 08-342-00 [46] (приложение 2) и материалы в соответствии с ПБ 03-576-03 [7] (приложение 4).
У.12 Сварочные работы при монтаже горнодобывающего и горно-обогатительного оборудования
У.12.1 Сварочные работы ведут при монтаже горнодобывающего и горно-обогатительного оборудования обогатительных фабрик, разрезов, шахт и рудников.
К горнодобывающему оборудованию относят:
— оборудование стволовых подъемов и шахтного транспорта;
— клети, скипы, парашюты, подвесные устройства для шахтных клетей и скипов, амортизаторы, противовесы, кулаки посадочные;
— оборудование механизации поверхности шахт и околоствольных дворов;
— оборудование для обмена вагонеток;
— опрокидыватели вагонеток, загрузочные и разгрузочные скиповые устройства;
— вентиляторы шахтные главного проветривания.
К горно-обогатительному оборудованию относятся:
— дробилки;
— оборудование обогатительное;
— оборудование для классификации;
— грохота и сита, классификаторы, машины промывочные, гидроциклоны;
— оборудование для гравитационного, магнитного и электрического обогащения;
— машины отсадочные;
— установки осадительные и пульсаторы гидравлические;
— сепараторы, перемешиватели и чаны контактные;
— центрифуги, сгустители, циклоны и пылеуловители, питатели;
— устройства загрузочные.
У.12.2 Марки сталей, из которых изготавливают горнодобывающее и горно-обогатительное оборудование, устанавливаются проектной и конструкторской документацией.
У.13 Сварка и пайка при монтаже технологического оборудования медицинской промышленности и учреждений здравоохранения
У.13.1 При монтаже оборудования учреждений здравоохранения и предприятий медицинской промышленности выполняют сварку (пайку) технологических трубопроводов различного назначения, работающих как под давлением, так и в вакууме и изготавливаемых из различных металлических материалов.
У.13.2 Трубопроводы лечебно-профилактических учреждений изготавливают из следующих материалов:
— наружные сети кислородопроводов и трубопроводы сжатого воздуха изготавливают из бесшовных холоднодеформированных и теплодеформированных труб из коррозионной стали по ГОСТ 9941;
— трубопроводы внутренних сетей кислородопроводов, систем подачи закиси азота, углекислого газа и вакуума выполняют из медных труб по ГОСТ Р 52318 и фитингов по ГОСТ Р 52922.
У.14 Сварка резервуарных конструкций
У.14.1 Для конструкций резервуаров применяются углеродистые и низколегированные конструкционные стали.
У.14.2 Алюминиевые сплавы применяются для конструкций каркасных крыш новых и существующих резервуаров, предназначенных для хранения нефти и нефтепродуктов по ГОСТ 31385.
Библиография
|
[1] |
Правила безопасности |
Правила аттестации сварщиков и специалистов сварочного производства |
|
[2] |
Руководящий документ |
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
|
[3] |
Руководящий документ |
Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
[4] |
Руководящий документ |
Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
[5] |
Руководящий документ |
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
|
[6] |
Иллюстрированное пособие сварщика. Издательство «Соуэло». Москва. 2000 г. |
|
|
[7] |
Правила безопасности |
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением |
|
[8] |
Руководящий документ |
Типовая инструкция по сварке неизолированных проводов с помощью термитных патронов |
|
[9] |
Постановление Правительства Российской Федерации от 15 сентября 2009 г. N 753 «Об утверждении технического регламента «О безопасности машин и оборудования»* |
|
|
________________ * Документ не действует. Утратил силу с 15 февраля 2013 года на основании постановления Правительства Российской Федерации от 1 ноября 2012 года N 1124. Следует руководствоваться Техническим регламентом ТС от 18.10.2011 N 010/2011 «О безопасности машин и оборудования», вступившим в силу с 15.02.2013. — Примечание изготовителя базы данных. |
||
|
[10] |
Федеральный закон от 26 июня 2008 г. N 102-ФЗ «Об обеспечении единства измерений» |
|
|
[11] |
Правила безопасности |
Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных |
|
[12] |
Руководящий документ |
Оборудование грузоподъемное. Общие технические условия |
|
[13] |
Руководящий технический материал |
Соединения арматуры и закладных изделий железобетонных конструкций |
|
[14] |
Руководящий документ |
Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ 1с) |
|
[15] |
Свод правил по проектированию и строительству |
Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования |
|
[16] |
Строительные нормы |
Инструкция по проектированию и монтажу сетей водоснабжения и канализации из пластмассовых труб |
|
[17] |
Свод правил по проектированию и строительству |
Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер» |
|
[18] |
Ведомственные строительные нормы |
Строительство и проектирование трубопроводов из пластмассовых труб |
|
[19] |
Строительные нормы |
Инструкция по проектированию технологических трубопроводов из пластмассовых труб |
|
[20] |
Ведомственные строительные нормы |
Инструкция по монтажу технологических трубопроводов из пластмассовых труб |
|
[21] |
Стандарт организации ЗАО «Полимергаз» |
Проектирование и строительство полиэтиленовых газопроводов давлением до 1,2 МПа и реконструкция изношенных газопроводов |
|
[22] |
ПОТ Р М 020-2001 |
Межотраслевые правила по охране труда при электро- и газосварочных работах |
|
[23] |
Правила технической эксплуатации электроустановок потребителей (Утверждено Приказом Министерства энергетики Российской Федерации от 13.01.2003 N 6) |
|
|
[24] |
Руководящий документ |
Инструкция по визуальному и измерительному контролю |
|
[25] |
Руководящий документ |
Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения |
|
[26] |
Свод правил по проектированию и строительству |
Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов |
|
[27] |
Правила безопасности |
Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов |
|
[28] |
Руководящий документ |
Унифицированная методика стилоскопирования деталей и сварных швов энергетических установок |
|
[29] |
Руководящий документ |
Инструкция по проведению ультразвукового контроля крепежа энергооборудования |
|
[30] |
Руководящий документ |
Стилоскопирование основных и сварочных материалов и готовой продукции |
|
[31] |
Руководящий документ |
Методические указания по проведению спектрального анализа металла деталей энергетических установок с помощью стилоскопа |
|
[32] |
Правила безопасности |
Правила устройства и безопасной эксплуатации технологических трубопроводов |
|
[33] |
Пособие |
Пособие по научно-техническому сопровождению и мониторингу строящихся зданий и сооружений, в том числе большепролетных, высотных и уникальных |
|
[34] |
Территориальные строительные нормы |
Железобетонные конструкции с арматурой классов А500С и А400С |
|
[35] |
Стандарт организации |
Стальные конструкции мостов. Заводское изготовление |
|
[36] |
Стандарт организации |
Стальные конструкции мостов. Технология монтажной сварки |
|
[37] |
Руководящий документ |
Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов |
|
[38] |
Методическая документация в строительстве |
Рекомендации по монтажу стальных строительных конструкций (к СНиП 3.03.01-87) |
|
[39] |
Правила безопасности |
Правила безопасности систем газораспределения и газопотребления |
|
[40] |
Свод правил по проектированию и строительству |
Проектирование и строительство газопроводов из металлических труб |
|
[41] |
Руководящий документ |
Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергетических установках |
|
[42] |
Стандарт организации ГУП «Мосгаз» |
Инструкция по сварке стальных газопроводов и газового оборудования при строительстве и ремонте сетей газораспределения и газопотребления |
|
[43] |
Альбом технологических карт на основные виды работ по ремонту газопроводов*. (Утвержден ОА «Росгазификация») ОАО «Гипрониигаз», 1995 г. |
|
|
________________ * Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — Примечание изготовителя базы данных. |
||
|
[44] |
Ведомственные строительные нормы |
Строительство магистральных и промысловых трубопроводов. Сварка |
|
[45] |
Руководящий документ |
Машины грузоподъемные. Выбор материалов для изготовления, ремонта и реконструкции сварных стальных конструкций |
|
[46] |
Правила безопасности |
Правила безопасности при производстве, хранении и выдаче сжиженного природного газа на газораспределительных станциях магистральных газопроводов (ГРС МГ) и автомобильных газонаполнительных компрессорных станциях (АГНКС) |
|
[47] |
Руководящий документ |
Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа |
|
[48] |
Отраслевой стандарт |
Сварка в химическом машиностроении. Основные положения |
|
[49] |
Отраслевой стандарт |
Трубопроводы стальные технологические на давление |
|
[50] |
Отраслевой стандарт |
Трубопроводы стальные технологические из углеродистых и легированных сталей на давление |
|
[51] |
Отраслевой стандарт |
Детали трубопроводов из углеродистой стали сварные и гнутые |
|
[52] |
Руководящий документ |
Правила по эксплуатации, ревизии, ремонту и отбраковке нефтепромысловых трубопроводов |
|
[53] |
Общие технические условия |
Сосуды и аппараты. Общие технические условия на ремонт корпусов |
|
[54] |
Руководящий документ |
Методические рекомендации о порядке ведения огневых работ в горных выработках и надшахтных зданиях угольных (сланцевых) шахт |
|
[55] |
Руководящий документ |
Механическое оборудование и специальные стальные конструкции гидротехнических сооружений. Изготовление, монтаж и приемка |
|
[56] |
Руководящий документ |
Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила контроля и нормы оценки качества |
|
[57] |
Ведомственные строительные нормы |
Инструкция по проектированию трубопроводов газообразного кислорода |
|
[58] |
Ведомственные строительные нормы |
Изготовление, монтаж и испытание технологических трубопроводов на |
|
[59] |
Отраслевой стандарт |
Изделия криогенно-вакуумной техники. Масс-спектрометрический и манометрический методы контроля герметичности |
|
[60] |
Правила безопасности |
Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов |
|
[61] |
Ведомственные строительные нормы |
Монтаж стальных вертикальных цилиндрических резервуаров для хранения нефти и нефтепродуктов объемом от 100 до 50000 м |
|
[62] |
Стандарт организации Ростехэкспертиза |
Правила проектирования, изготовления и монтажа вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов |
|
[63] |
Руководящий документ |
Рекомендации по ремонту и безопасной эксплуатации металлических и железобетонных резервуаров для хранения мазута |
|
[64] |
Правила безопасности |
Правила устройства и безопасной эксплуатации паровых и водогрейных котлов |
|
[65] |
Правила безопасности |
Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды |
|
[66] |
Правила безопасности |
Правила устройства и безопасной эксплуатации электрических котлов и электрокотельных |
|
[67] |
Стандарт организации ОАО «НПО ЦКТИ» |
Газотрубные котлы. Требования к проектированию, конструкции, изготовлению, монтажу, ремонту и эксплуатации |
|
[68] |
Отраслевой стандарт |
Котлы стационарные стальные конструкции. Общие технические условия |
|
[69] |
Свод правил по проектированию и строительству |
Изготовление и контроль качества стальных строительных конструкций |
|
[70] |
Отраслевой стандарт |
Сварка стальных технологических трубопроводов на давление |
|
[71] |
Ведомственные строительные нормы |
Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов |
|
[72] |
Ведомственные строительные нормы |
Строительство промысловых стальных трубопроводов. Технология и организация |
|
[73] |
Ведомственные строительные нормы |
Строительство магистральных и промысловых трубопроводов. Контроль качества и приемки работ. Части 1 и 2 |
|
[74] |
Отраслевой стандарт |
Краны грузоподъемные. Монтаж. Технические требования |
|
[75] |
Правила безопасности |
Правила устройства и безопасной эксплуатации кранов-трубоукладчиков |
|
[76] |
Правила безопасности |
Правила устройства и безопасной эксплуатации кранов-манипуляторов |
|
[77] |
Правила безопасности |
Правила устройства и безопасной эксплуатации грузоподъемных кранов |
|
[78] |
Правила безопасности |
Правила устройства и безопасной эксплуатации строительных подъемников |
|
[79] |
Правила безопасности |
Правила устройства и безопасной эксплуатации лифтов |
|
[80] |
Правила безопасности |
Правила устройства и безопасной эксплуатации пассажирских подвесных и буксировочных канатных дорог |
|
[81] |
Правила безопасности |
Правила устройства и безопасной эксплуатации подъемников (вышек) |
|
[82] |
Правила безопасности |
Правила устройства и безопасной эксплуатации эскалаторов |
|
[83] |
Правила устройства и безопасной эксплуатации грузовых подвесных канатных дорог (Утверждены Госгортехнадзором СССР 22 декабря 1987 г.) |
|
|
[84] |
Правила устройства и безопасной эксплуатации фуникулеров (наклонных подъемников) (Утверждены Государственным комитетом по надзору за безопасным ведением работ в промышленности и горному надзору Российской Федерации 18 июня 1992 г.) |
|
|
[85] |
Руководящий документ |
Требования к устройству и безопасной эксплуатации рельсовых путей козловых кранов |
|
[86] |
Руководящий документ |
Краны грузоподъемные. Технические условия на капитальный, полнокомплектный и капитально-восстановительные ремонты |
|
[87] |
Руководящий документ |
Подъемно-транспортные машины. Материалы для сварных металлических конструкций |
|
[88] |
Руководящий документ |
Оборудование подъемно-транспортное. Требования к изготовлению, ремонту и реконструкции металлоконструкций грузоподъемных кранов |
|
[89] |
Технические условия |
Конструкции стальных сооружений грузовых и пассажирских канатных дорог |
|
[90] |
Отраслевой стандарт |
Элементы трубные поверхностей нагрева, трубы соединительные в пределах котла, коллекторы стационарных паровых котлов. Общие технические условия |
|
[91] |
Отраслевой стандарт |
Баллоны стальные сварные для сжиженных углеводородных газов. Правила ремонта и технического освидетельствования |
|
[92] |
Отраслевой стандарт |
Сосуды и аппараты стальные высокого давления. Общие технические требования |
|
[93] |
Отраслевой стандарт |
Сосуды и аппараты из двухслойных сталей. Сварка и наплавка |
|
[94] |
Отраслевой стандарт |
Сосуды и аппараты сварные из титана и титановых сплавов. Общие технические условия |
|
[95] |
Отраслевой стандарт |
Сосуды и аппараты медные. Общие технические условия |
|
[96] |
Отраслевой стандарт |
Сосуды, аппараты и блоки технологические, работающие при температуре ниже минус 70 °С. Технические требования |
|
[97] |
Отраслевой стандарт |
Сосуды и аппараты сварные из никеля и коррозионно-стойких сплавов на основе никеля. Общие технические требования |
|
[98] |
Руководящий документ |
Типовые технические условия на ремонт паровых и водогрейных котлов промышленной энергетики |
|
[99] |
Руководящие указания |
Руководящие указания по эксплуатации и ремонту сосудов и аппаратов, работающих под давлением ниже 0,07 МПа (0,7 кгс/см |
|
[100] |
Стандарт организации ОАО «ВНИИПТхимнефтеаппаратуры» |
Сварка разнородных соединений сосудов, аппаратов и трубопроводов из углеродистых, низколегированных, теплоустойчивых, высоколегированных сталей и сплавов на железноникелевой и никелевой основах |
|
[101] |
Правила безопасности |
Правила устройства и безопасной эксплуатации факельных систем |
|
[102] |
Правила безопасности |
Правила устройства и безопасной эксплуатации компрессорных установок с поршневыми компрессорами, работающими на взрывоопасных и вредных газах |
|
[103] |
Правила безопасности |
Правила безопасности для наземных складов жидкого аммиака |
|
[104] |
Правила безопасности |
Правила безопасности при производстве, хранении, транспортировании и применении хлора |
|
[105] |
Правила безопасности |
Правила устройства и безопасной эксплуатации аммиачных холодильных установок |
|
[106] |
Правила безопасности |
Правила безопасности для складов сжиженных углеводородных газов и легковоспламеняющихся жидкостей под давлением |
|
[107] |
Руководящий документ |
Типовая инструкция по эксплуатации металлических резервуаров для хранения жидкого топлива и горячей воды. Строительные конструкции |
|
[108] |
Правила безопасности |
Правила безопасности в газовом хозяйстве металлургических и коксохимических предприятий и производств |
|
[109] |
Правила безопасности |
Правила безопасности при производстве и потреблении продуктов разделения воздуха |
|
[110] |
Правила безопасности |
Правила безопасности в трубном производстве |
|
[111] |
Стандарт ассоциации предприятий и организаций по стандартизации продукции черной металлургии |
Прокат периодического профиля из арматурной стали. Технические условия |
 до 500 мм на
до 500 мм на 
Виды работ 6.1, 6.2, 6.3, 7, 9.2, 10.4, 10.6, 12.1, 12.2, 12.3, 12.10, 14.5*, 31.5 по приказу Минрегиона России от 30.12.2009 N 624
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Под организацией процесса сварки понимается целый комплекс процедур, включающий в себя не только выполнение сварочных работ, но и сопутствующие этому подготовительные операции. Необходимо обеспечить рабочих расходными материалами, оборудованием, позаботиться об их безопасности.
Выполнение сварочных работ должно соответствовать требования нормативных документов, а в некоторых случаях работы должны быть согласованы с административными органами.
Вопросы организации
При решении организационных вопросов необходимо обратить внимание на следующие пункты:
- техническое сопровождение с обязательным учётом особенностей технологии сварочных работ;
- грамотное руководство процессом на всех его этапах;
- техническое и материальное обеспечение;
- повышение квалификации персонала с обязательной аттестацией (особенно это касается случая, когда предполагаются работы на высоте);
- грамотное и своевременное перераспределение имеющихся ресурсов, позволяющее повысить эффективность трудовых затрат и создать резервный фонд (для таких мероприятий как модернизация производства, например).
Многие виды сварочных работ считаются опасными и требуют оформления для исполнителя допуска. Также сварочные работы относятся к строительным, поэтому, при оказании такого рода услуг предприятием, требуется ряд разрешительных документов.
С учётом всех перечисленных требований сварочные мероприятия должны проводиться по заранее составленному плану, включённому в общую хозяйственную деятельность предприятия.
Требования к персоналу

Следует помнить о персонале. Их уровень квалификации влияет на итог рабочего процесса. Начнем с мастеров по сварке. Это начальная ступень сварного производства. Их количество на предприятии не лимитируется.
Каждый сварщик имеет разряд, который предусматривает выполнение работ определенного уровня и сложности. Как правило, сварщик начального разряда выполняет самые простые задания, которые не предусматривают опыт.
За ними следуют главные сварщики. Они практически не выполняют варку, а следят за выполнением заданий бригады. Она складывается из мастеров первого уровня.
Главные сварщики дают поручения по поводу количества работы, инструктируют. Это второй уровень производственного процесса.
Затем идет техник. Он принадлежит третьему уровню. Техник на производстве смотрит за варочным процессом, следит за всеми мастерами, несет ответственность за качество сварных соединений.
На четвертом месте стоят инженеры. В случае ошибки инженера, может последовать нарушение всего производственного процесса. Результатом чего станет дефект изделия.
Инженеры готовят все документы и определяют, как будет происходить сварка. В данном случае высшее образование — необходимое требование.
Весь персонал, от низов до высшего звена, сдают экзамены. Нужно посещать стабильно курсы повышения квалификации. Чтобы быть в курсе появления технологических новинок.
Планирование и учёт нормативных требований
План проектных работ (ППР) составляется с учётом заранее утверждённых нормативов, согласно которым подготавливаются так называемые «технологические карты».
Точное выполнение заложенных в них предписаний позволяет грамотно организовать сварочный процесс и обеспечить решение следующих важных задач:
- технологический расчёт объёмов предполагаемых работ (подготовка ведомостей трудовых и материальных расходов);
- составление общей для предприятия схемы электроснабжения;
- учёт замечаний по технологическим особенностям сварочного процесса и контролю его качества;
- выполнение основных требований безопасности (ТБ) и норм охраны труда.
Общее и техническое руководство сварочными работами осуществляется главным сварщиком (при больших объёмах продукции или штате операторов более 200 человек).
В остальных случаях ответственным исполнителем этой части производственного процесса назначается либо ведущий инженер, либо прораб (мастер) участка сварки.
Согласно требованиям государственных стандартов этот класс монтажных операций подлежит обязательному нормированию, позволяющему грамотно организовать рабочий процесс.
Действующие сварочные нормативы (при условии точного следования указаниям соответствующих документов) позволяют повысить текущую выработку и качество готовой продукции.
Основной показатель нормирования – это время, затрачиваемое на изготовление конструкции заданной сложности, складывающееся из многих составляющих.
На основании этого времени на предприятиях устанавливается норма выработки на одного исполнителя, являющаяся показателем средней производительности сварочных работ.
По положениям СНиП, касающимся организации сварочных операций, данный параметр учитывает ряд факторов, включая норму расхода электроэнергии, а также затраты на вспомогательные материалы и подсобный инструмент. Помимо этого, на основании нормы выработки определяются и другие расчётные показатели конкретной сварочной операции.
Оборудование и технология сварочного производства
Другой важной составляющей сварочного производства является технической оснащение. Базовый комплект сварного оборудования включает инвертор, выпрямитель и трансформатор. Даже самое маленькое производство должно быть оснащено таким минимальным набором, не говоря уже о серьезных линиях.
Такой набор необходим в силу своей универсальности и позволяет специалисту выбирать оптимальный способ сварки. Инвертор прост в эксплуатации и дает возможность даже новичкам выполнить определенный объем работы. Трансформатор необходим для того, чтобы обеспечить подачу тока на электрод в широком диапазоне значений. А выпрямитель необходим мастерам для того, чтобы добиться наиболее качественного соединительного шва.
Серьезные производственные линии комплектуются и соответствующим по классу оборудованием. Это технологичные аппараты с большими возможностями и функционалом. При необходимости они оснащаются специфическими функциями, «заточенными» под потребности конкретного производства. Есть роботизированные модели, которые все операции выполняют самостоятельно и присутствие оператора зачастую не требуется. Процесс автоматизации производства стоит рассмотреть более детально.
Внедрение автоматических линий необходимо там, где планируется выпуск большого количества продукции. благодаря современным разработкам, на рынке появились модели, которые значительно упрощают труд сварщиков или же работают без вмешательства специалистов. Самый простой образец такого решения – полуавтоматические аппараты, в которых проволока к сварке подается механизмами, а не вручную, как на простых устройствах.
Новые виды оборудования для дуговой или газовой сварки разрабатывается одновременно с поиском более совершенных технологических решений. Поэтому в сварочные цеха поставляются агрегаты, которые соответствуют тем или иным технологическим приемам. Благодаря изобретениям электродуговая сварка металла становится проще и доступнее. В наши дни механизация сварочных участков находится на очень высоком уровне. На предприятиях нередко монтируются роботизированные линии, которые функционируют по заданной программе и не требуют вмешательства человека в производственный процесс.
Общий порядок оформления допуска
Согласно действующим стандартам и положениям ПУЭ перед проведением сварочных работ необходимо оформить наряд-допуск за подписью руководителя подразделения, а также получить согласованное с пожарной службой разрешение.
В этих документах, оформляемым ответственным исполнителем, оговариваются условия проведения сварочных мероприятий, используемое оборудование и применяемые меры безопасности.
В наряде указывается список лиц, допущенных к текущим работам (состав бригады), их группа допуска и конкретно выполняемое задание. Перед их началом ответственным лицом проводится инструктаж членов бригады с обязательной отметкой о его содержании в сопровождающем документе (наряде).
Комплектация
При выполнении проекта составляется рабочая схема расположения оборудования и других необходимых инструментов, в том числе следует учитывать наличие:
- токо-проводного щита определённой мощности;
- стеллажей для хранения деталей;
- слесарного верстака;
- шкафа для хранения рабочего инструмента;
- наличия протяжно-вытяжной вентиляции;
- щита управления.

В производственных цехах устанавливают оборудование для полуавтоматической сварки. Монтируют телескопическую систему, позволяющую свободно перемещать аппарат отдельно от источника питания. На рабочих местах варщиков могут быть установлены грузоподъемные механизмы.
Сварочные работы выполняются на специальном столе. Его поверхность необходимо оградить огнеупорным кирпичом, что следует отразить в процессе проектирования.
Для работы со сложными деталями необходим предварительный подогрев. Для этого устанавливается горн, который работает на древесном угле.
Желательно, чтобы на сварочный участок была подведена вода.
Подготовка места

Перед тем, как работать со сварочным инвертором или другим аппаратом для сварки следует подготовить все необходимые вспомогательные средства (флюсы, припои и другие расходные материалы).
Также необходимо проверить целостность оплётки и достаточность длины подводящих кабелей на предмет соответствия её расстоянию от сварочного агрегата до конкретного места работы.
Для ограждения рабочей зоны при сварке открытой дугой в ограниченных по площади помещениях должен применяться специальный защитный тент или экран в виде ширмы из невоспламеняемых материалов (его высота должна быть не менее 1,3 метра).
На открытых пространствах подобные ограждения необходимы при одновременной работе нескольких операторов поблизости один от другого.
Перед проведением сварочных работ следует побеспокоиться и о средствах защиты лица и кожи. Для этого необходимо заранее запастись защитной лицевой маской (щитком), толстыми холщовыми рукавицами и специальной огнеупорной робой, выдаваемой сварщикам по разнарядке.
Подготовка и комплектация
Для того чтобы выполнить сварной шов при помощи ручной дуговой сварки, необходимо подготовить расходные материалы, маску для сварочных работ. Напряжение в электросети при этом должно соответствовать номинальным показателям, которые требуются для нормальной работы сварочного оборудования. Если есть прочие агрегаты, в работе которых нет необходимости, то их желательно не использовать в процессе дуговой сварки. Это применимо для бытового использования дуговой сварки. На производстве электрические сети выполняются с запасом нагрузки, поэтому работа сварочного оборудования в процессе дуговой сварки не вызовет нежелательных последствий.
Схема классификации сварных швов.
Кроме того, в наличии должны быть:
- Сварочный аппарат, который состоит из реостата, держателя, заземляющего кабеля.
Реостат, который предоставляет возможность изменять подаваемый ток. Этот параметр должен соответствовать типу стали, из которой изготовлены металлические детали для сварки. Величина подаваемого тока должна зависеть от того, насколько глубокой должна быть сварочная ванна, каким будет резаный шов, от степени стягивания, методов наплавления.
Кабель, который используется для такого соединения, может состоять из 1, 2, 3-х жил. Главное, чтобы кабель был рассчитан на предполагаемые нагрузки, причем с запасом. Иначе возможно его повреждение непосредственно в технологическом процессе сварки. Заземляющий кабель необходим для того, чтобы при соприкосновении электрода со свариваемой поверхностью замыкался контур, образовывая тем самым дугу для выполнения сварочных работ.
Общая характеристика свариваемости материалов.
К таким материалам можно отнести несколько электродов. Их количество определяется размером свариваемого шва. В зависимости от типа и состава стали, из которой выполнены свариваемые детали, выбирают тип электрода. Состав покрытия электрода, условия правильного хранения и прочие требования, которые предъявляет производитель к потребителю, должны быть указаны на упаковке. Пользователю необходимо ознакомиться с ними и четко выполнять требования, что обеспечит хорошую производительность данного расходного материала.
- Проволока для сваривания.
Марка проволоки, химические компоненты, которые находятся внутри нее, также определяются материалом, из которого выполнены элементы для сварки. Все обозначения и область использования проволоки должен указывать производитель на упаковке. Этот расходный материал должен в точности соответствовать марке стали, иначе сварное соединение будет непрочным или его невозможно будет выполнить.
- Если сварочный технологический процесс требует применение флюса, то смесь должна в полной мере защищать рабочее свариваемое пространство.
Некоторые виды флюсов могут применяться только при специфических работах, если элементы для выполнения сварки имеют сложный состав и особые требования по качеству полученного соединения.
- При сварке в особых условиях или при определенных металлах может потребоваться газ.
Аргон, гелий и их смеси, не влияя на химический состав сварной спайки, тем не менее ограничивают доступ кислорода в рабочую зону.
Сварка на высоте

При таких сварочных работах использование специальных поясов для страховки считается обязательным.
Согласно действующим нормативам (ГОСТ), касающихся проведения сварочных операций, высотные работы могут выполняться лишь при наличии подмостей (приставных лестниц), оборудованных лесов или навесных люлек.
Неприставные высотные конструкции обязаны иметь надёжные защитные ограждения и настил из невоспламеняющихся (негорючих) материалов.
В случае невозможности использования временных приспособлений допускается применять для этих целей уже готовые конструкции, располагающие подходящими зацепами для фиксации предохранительных поясов.
При одновременной сварке на отличающихся по высоте отметках должны использоваться ограждающие перекрытия (щиты или настилы), обеспечивающие защищённость оператора, находящегося на более низком уровне от разбрызгивания металла.
При этом виде работ электросварщик обязан пользоваться холщовой сумкой для хранения инструмента, а также специальным электродным пеналом, исключающим их случайное падение.
Помимо этого к работе со сварочным аппаратом в высотных условиях запрещается привлекать лиц, не имеющих соответствующего уровня квалификации и не прошедших предварительно специального инструктажа.
Производство
Правильная организация – это основа всей работы. Вы можете выбрать профи, поставить хорошее варочное оборудование.
Но если организовать неверно, все пойдет не так. Не помогут ни квалифицированные сотрудники, ни хорошая техника. Это будет бессмысленно. Следует начать с организации.
Варка может быть на двух разновидностях объектов. Это строительно-монтажный или ремонтный объект за рамками производственного помещения. Может быть самостоятельно функционирующее производство.
Полагают, что работа на предприятии более положительна. Персонал работает в прогреваемых помещениях, которые оснащены вентиляционными системами. Им предоставляется более современное оборудование.
Мастера могут спокойно и беспрепятственно работать. Сварку выполнять в соответствии с технологическим процессом. Сварщикам, работающим вне помещения, выполнять задания труднее.
Много факторов, которые служат помехой. Плохие погодные условия, не самое лучшее оборудование и многие другие показатели. На обоих объектах постоянно нужны квалифицированные сотрудники.
Существует еще одно различие. Часто мастерам «на выезде» ставятся персональные требования. Каждый самостоятельно несет ответственность за итог.
Это хорошо, если к работникам приставляют организатора, который ими руководит. На предприятии рабочий процесс намного труднее.

Сварка на территории предприятия более универсальна. На заводе возможно сделать сварку любой сложности. Следует грамотно организовывать процесс.
Работают мастера первого уровня, главные сварщики, технологи и инженеры. Команда работает конвейерно. Каждый из мастеров, выполнив свой отрезок, передает далее стоящему по субординации.
При такой работе существует риск человеческой ошибки. Когда задействовано большое количество людей. Кто-то может выполнить задачу с ошибкой. Из-за этого может пострадать вся производственная цепь.
Порядок размещения и использования оборудования

Все сварочные агрегаты, а также вспомогательное оборудование, с которыми предполагается работать вне помещений, должны оснащаться надёжной защитой от дождя и брызг. В отсутствии такой защиты во время атмосферных осадков работы необходимо будет прекратить.
Решение о продолжении или прекращении работ (с учётом осадков) принимает руководитель, ответственный за их проведение.
Отдельные сварочные установки, работать с которыми предстоит на метровой высоте, должны оборудоваться рабочими площадками с настилом, лестницами и перилами. Помимо этого, необходимо принять специальные меры по их качественному освещению.
Согласно своду правил по сварке (СП) подключение источников питания (инверторов или трансформаторов) осуществляется согласно имеющейся на зажимах маркировке. В случае одновременной работы с размещаемыми поблизости агрегатами они устанавливаются на удалении не менее 0,35 метра друг от друга.
При наличии на стройплощадке ацетиленового генератора используемое для сварки оборудование устанавливается на безопасном удалении от него, составляющем не менее 3-х метров.
Идущие от агрегата сварные провода при наличии в зоне сварки баллоновс горючими газами должны прокладываться на удалении не менее 10-ти метров от них.
Длина соединительных кабелей между источником переменного или постоянного тока и передвижным (мобильным) агрегатом также не может превышать 10-ти метров.
Помимо всего прочего, в мобильных установках желательно наличие отдельного рубильника, не позволяющего проводить операции присоединения и отключения проводов, если последние находятся под нагрузкой.
Тип, питание, мощность
Рассмотрим еще три главных аспекта, которые нужно учитывать при выборе сварочного оборудования. Первый аспект – это тип оборудования. Оно может быть бытовым, профессиональным или промышленным. Бытовые модели могут работать в непрерывном режиме не больше тридцати минут, после чего им требуется перерыв в один час. Профессиональные агрегаты могут спокойно трубится в течении восьми часом, без перерыва. А что касается промышленный аппаратов, то им требуется лишь короткий технический перерыв. А так они могут работать в течении нескольких смен подряд.
Если говорить о питании, то здесь тоже имеется несколько вариантов. К примеру, однофазные агрегаты рассчитаны на 220 Вольт, а это значит, что их можно подключать к обычной электрической розетке. Такой тип питания свойственен маломощным приборам, которые пользуются большой популярностью из-за доступности использования. Тем не менее, следует помнить, что они все-таки создают дополнительную нагрузку на сеть, так как потребляют очень много мощности.

Трехфазные аппараты рассчитаны на розетки в 380 Вольт, которые чаще встречаются в специализированных мастерских и производственных цехах. Такие розетки способны обеспечить большую мощность, но в бытовых условиях они не встречаются.
Также есть модели сварочных аппаратов, которые могут работать сразу в двух режимах. Они хоть и стоят дороже, но являются более практичными, хотя в случаях, когда трехфазная розетка использоваться не планируется, нет смысла переплачивать.
Если говорить о мощности, то от нее зависит то, с какой толщиной заготовки сможет работать аппарат. Из этого следует, что чем больше будет мощность, тем более толстую деталь можно будет подвергнуть обработке. Определить параметр предельно просто. Нужно лишь найти в справочнике нужную силу тока для определенной толщину металла. После этого силу тока умножают на напряжение. Полученный результат необходимо разделить на КПД сварочного агрегата: для трансформаторов – это 0,6, а для инверторов – это 0,8. Полученное значение и есть мощность сварочного оборудования.

Технологии сварки
Все методы сварки можно разделять по трем параметрам: источнику термического воздействия, средствам защиты металла и уровню механизации и автоматики всего процесса. Один из самых распространенных методов представляет собой дуговую сварку, при которой нагрев обеспечивается контактом между электрической дугой и электродом. Способ традиционный и лишенный элементов автоматизации, но на небольших производствах он вполне себя оправдывает. С этим методом схожа технология сварочного производства на основе сгорания газово-кислородной смеси. Высокотемпературное пламя дает возможность осуществлять масштабные работы, но в плане точности этот способ далеко не лучший.
К современным технологиям относится плазменная и лазерная сварка. В первом случае при выполнении операции активизируется сжатая электродуга, по которой со сверхзвуковой скоростью проходит газ, переходящий в состояние плазмы. Лазерное сварочное производство использует в качестве рабочего ресурса луч квантового генератора. Непосредственно резку и расплав осуществляет лазерный луч в регулируемом инфракрасном или световом диапазоне.

Первые шаги в организации
План организации сварочного бизнеса начинается с оценки рынка сбыта. Скажем, если ваше дело ориентировано на физических лиц, то им не важна ваша форма организации. Им важнее качественно выполненные работы. Если вы ориентируете свой бизнес на юридических лиц, им проще работать с официально зарегистрированным бизнесом. Но даже если ваш план изначально не выходит на промышленные масштабы, стоит ориентироваться на дальнейшее его расширение. Поэтому лучше все-таки зарегистрировать ООО или ИП. Причем для работы с юридическими лицами лучше ООО.
При регистрации следует выбрать ОКВЭД №28.52 «Обработка металлических изделий с использованием основных технологических процессов машиностроения» и упрощенную систему налогообложения. В это же время можно начать поиск помещения для сварочного цеха.
Чтобы бизнес оказался прибыльным, логично искать помещение с низкой арендной платой. Но к помещению для такого цеха существуют определенные требования. Прежде всего, в нем должно помещаться нужное оборудование и оставаться достаточно места для работы персонала. К тому же электросеть должна выдерживать высокие нагрузки. Для прибыльности бизнеса арендная плата не должна превышать 700 руб. за квадратный метр.