За время существования компании Иторум, нашим специалистам удалось успешно реализовать множество проектов по разработке различных видов документации, среди которых инструкции по сборке занимают не последнее место.
Основной целью инструкции по сборке является обозначение порядка сборки, а также описание правил эксплуатации. Наличие подобной информации требуется для оптимизации и упрощения процесса сборки и работы конечного пользователя с изделиями. Благодаря качественной инструкции по сборке можно свести к нулю шанс неправильного использования или повреждения изделия конечным пользователем. Помимо этого, качественная инструкция является также одним из способов повышения конкурентоспособности продукции в глазах потребителей.
Инструкция по сборке изделия: процесс разработки
В большинстве случаев, процесс разработки любой инструкции начинается с разработки 3D модели изделия. Это даёт возможность специалистам спроектировать оптимальную последовательность сборки изделия, сделав максимальный акцент на детальной проработке и информативности инструкции, а также удобстве её использования.
Для документов подобного типа разработка трёхмерных моделей осуществляется не только с на основе готовых чертежей, но и на основе фото-, видео- материалов и/или эскизов заказчика. Далее 3D модель будет служить основой для дальнейшей разработки графических материалов, которые иллюстрируют порядок сборки изделия. В оформлении этапов сборки могут использоваться иллюстрации с указанием всех деталей и описанием процесса самой сборки. Помимо этого, в качестве иллюстративного материала могут использоваться фотографии. Также инструкция может выполняться в виде схем с применением упрощённых эскизов изделия и его составных частей.
Как правило, разрабатываемые инструкции, включают следующие разделы:
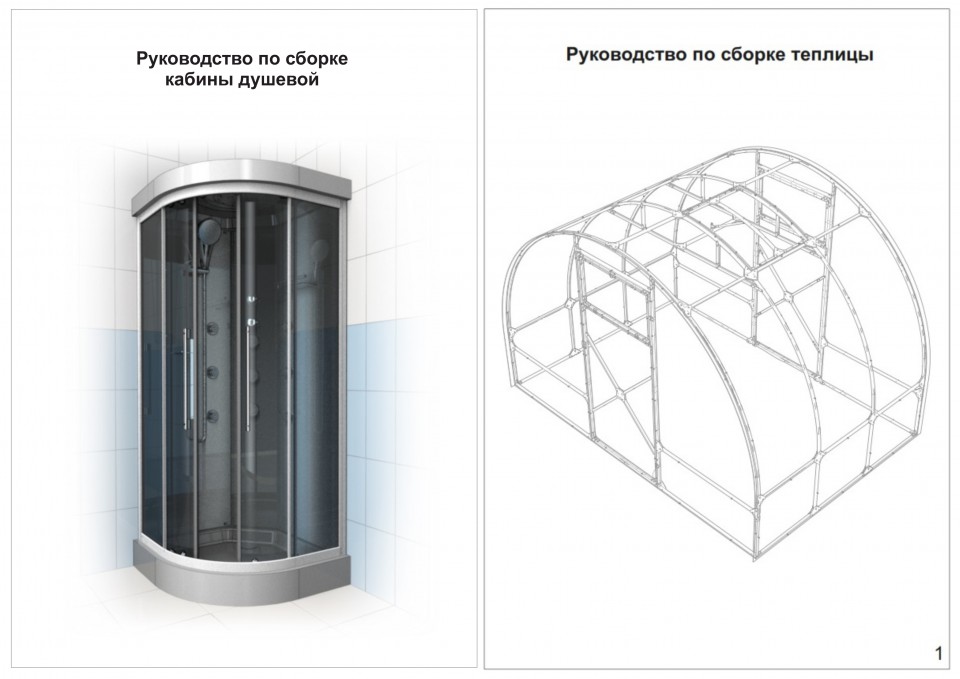
- Титульный лист. На титульном листе представлены внешний вид изделия, его наименование. Чаще всего внешний вид изделия может быть представлен в виде изображения уже готового изделия, его чертежа или рисунка.
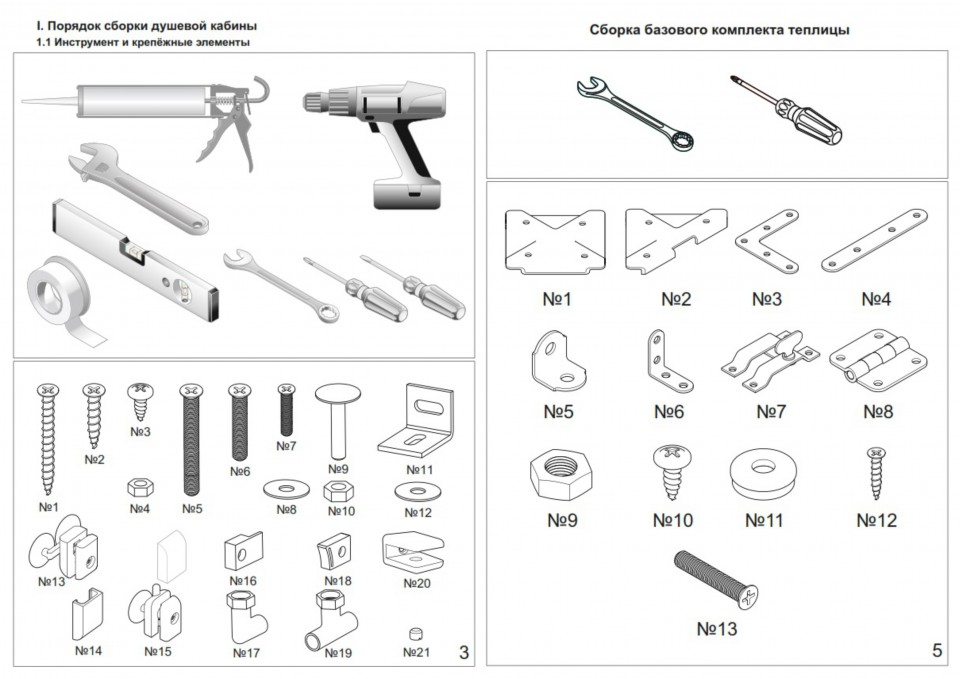
- Перечень инструмента и принадлежностей. В данном разделе инструкции содержится базовая информация об инструментах, необходимых для успешной сборки изделия.
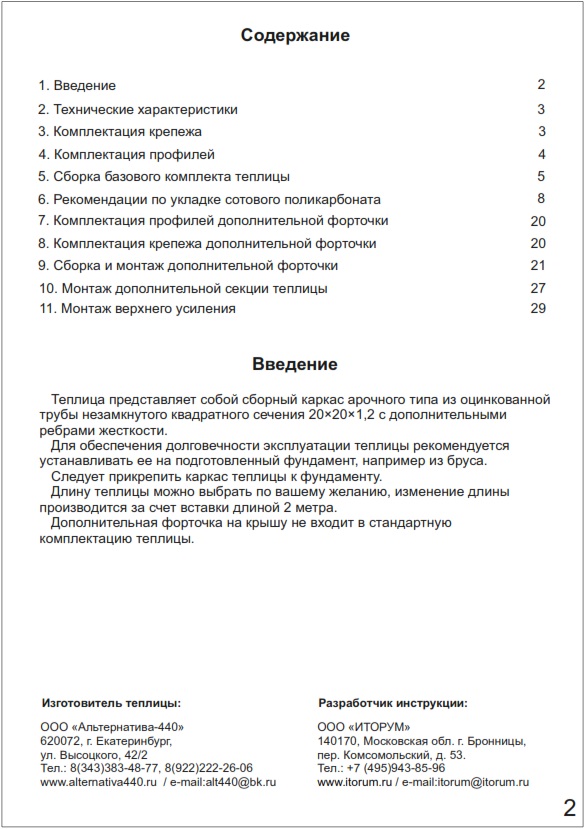
- Содержание инструкции. Оно включает в себя полный разделов инструкции с указанием страниц. Содержание инструкции позволяет пользователю быстро ориентироваться в документе.
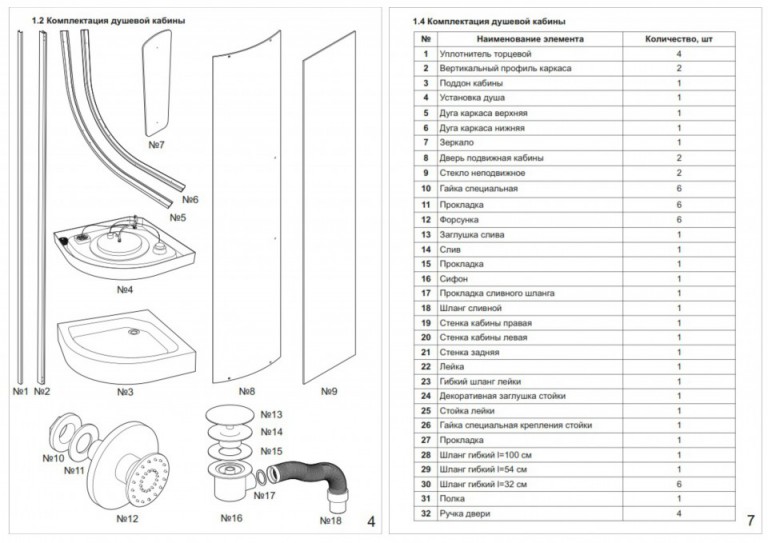
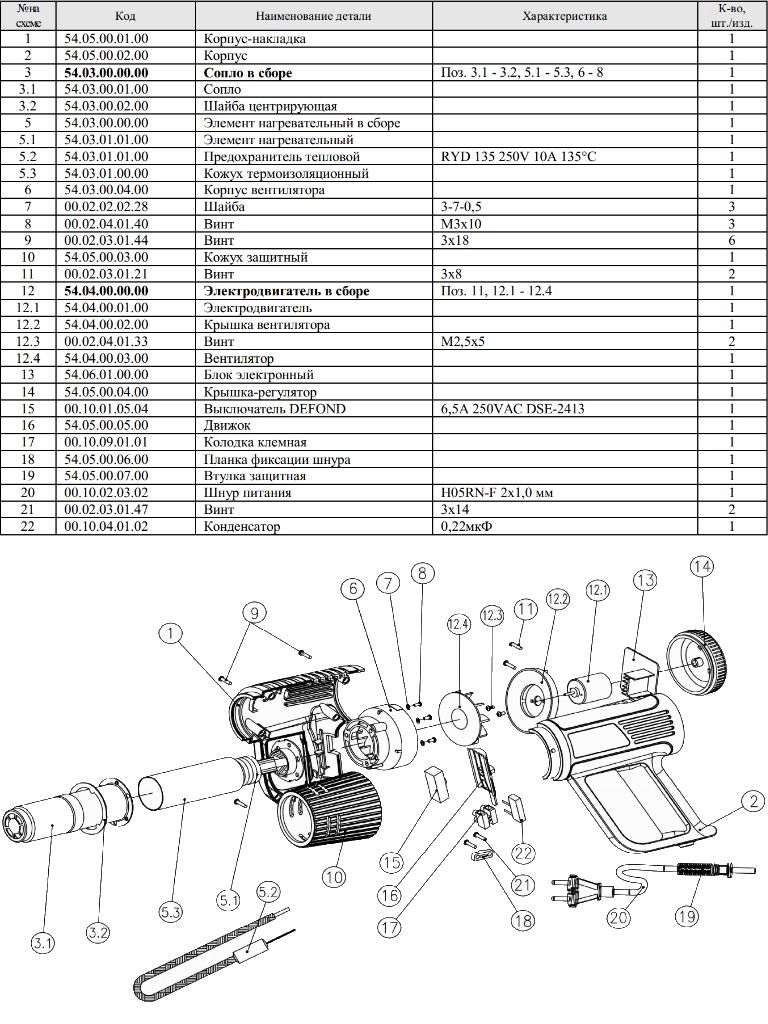
- Состав изделия. В этом разделе содержится полная информация о всех комплектующих изделия, описание внешнего вида комплектующих, а также их точное количество.
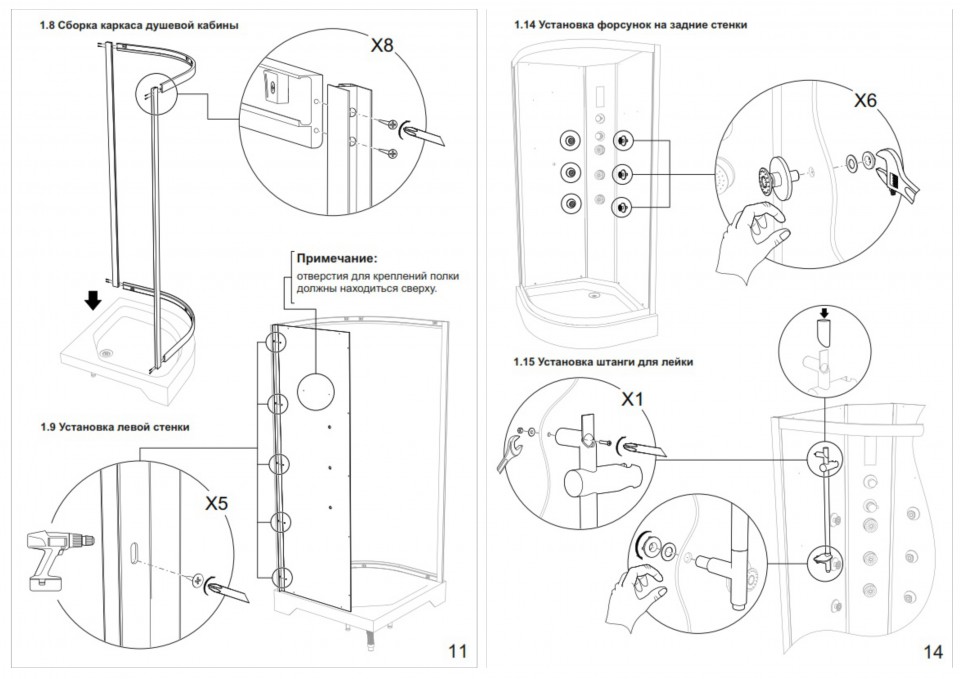
- Шаги по порядку сборки изделия. Данный раздел является основной составляющей инструкции. В нём содержится вся необходимая информация касательно процесса сборки изделия. В подавляющем большинстве случаев порядок сборки изделия проиллюстрирован схемами или изображениями, демонстрирующими процесс. Каждая описываемая в данном разделе операция содержит информацию о взаимном расположении элементов и инструменте, который необходим для проведения данной операции. Помимо этого, в разделе находятся различные примечания, которые помогут пользователю избежать ошибок в процессе сборки.
Согласно отзывам наших заказчиков, использование подобных инструкций позволяет существенно упростить использование готовых изделий их клиентами. Процедура сборки изделия становится намного проще для понимания пользователями, следовательно, удаётся избежать возможных ошибок, повреждений и даже полной поломки изделия. С помощью качественной и подробной инструкции удаётся сэкономить время, средства и время заказчиков и их клиентов.
На примере представленных выше фрагментов инструкций можно заметить, что каждая без исключения операция, описываемая в инструкции, содержит всю информацию необходимую для успешной сборки изделия. Подобное качество документации достигается благодаря работе наших специалистов, которые тщательно прорабатывают различные виды информации и занимаются её последующей рациональной компоновкой.
Помимо всего прочего, инструкция по сборке изделия – это одна из наиболее важных точек взаимодействия между продавцом и покупателем, между производителем и пользователем. Довольно часто возникают ситуации, когда качественное и дорогостоящее изделие получит негативные отзывы со стороны покупателя по причине некачественной инструкции или же отсутствия данного документа вовсе. Отсутствие адекватной, качественной и подробной документации приводит к усложнению процесса использования даже простых, на первый взгляд, изделий.
Используемое нами программное обеспечение:
Для разработки технической документации различного вида, в том числе инструкций по сборке, мы используем только лицензионное программное обеспечение, позволяющее гарантировать качество конечного результата и полную совместимость с ПО заказчика.
Technical Guide Builder – программа, позволяющая проводить разработку, сопровождение и публикацию различной документации как в бумажном, так и в интерактивном формате;
Seamatica – с помощью Seamatica наши специалисты разрабатывают различные виды эксплуатационной документации, инструкций и других документов в интерактивном электронном формате;
Servigistics Arbortext Editor – используется для автоматизированной генерации и сопровождения изменяемой технической документации, в том числе инструкций по сборке;
CorelDRAW Technical Suite – пакет программного обеспечения, используемого для создания технических иллюстраций, в том числе на основе 3D моделей, подходящих для инструкций по сборке;
XVL Studio – программа используется для создания различной технической 2D и 3D графики;
Servigistics Arbortext IsoDraw –решение для разработки технических иллюстраций;
Мы считаем, что разработка качественной инструкции по сборке изделий – это одно из наиболее эффективных маркетинговых решений, которые может принять заказчик. Сопровождая свои изделия подробной документацией, производитель заметно повышает уровень взаимодействия со своими клиентами, что положительно сказывается на впечатлении о продукции.
Компания «Иторум» разрабатывает инструкции по сборке изделий различного уровня сложности. От небольшой домашней мебели и заканчивая крупными конструкциями и сложнейшими техническими устройствами – специалисты нашей компании готовы успешно реализовать любой проект. Наши специалисты помогут вам подобрать необходимую степень детализации инструкции по сборке вашего изделия, выбрать формат инструкции, её содержание и объём. Выполняемые нами инструкции производятся индивидуально для каждого заказчика с полным соблюдением их пожеланий и требований. Итоговый результат полностью готов к печати и сопровождению вашего изделия, а также к отправке клиентам в электронном виде.
Есть ли какие-либо регламентирующие документы на создание инструкций по сборке?
Есть:
— ГОСТ 2.106 Тестовые документы — для конструкторской инструкции, и соответственно этот документ будет входить в комплект КД, указываться в спецификации, а в ТТ СБ желательно указать, что и когда делать по этой инструкции;
— ГОСТ 3.1105-84 Формы и правила оформления документов общего назначения — для технологической инструкции, и этот документ не будет нигде фигурировать в КД.
Если заказчик не требует оформления по ГОСТ, документ не будет никем подписываться, учета и хранения подлинника тоже не предвидится, а нужно просто доходчиво показать последовательность и схему сборки, то достаточно нескольких рисунков/фоток с пояснениями на обычных листах или можно держать эталонный образец на участке сборке по которому и будут собирать.
Сборочных, к сожалению, не видел. Мне б хотя б одним глазком)))
Или гуглите любой инструмент:
Изменено 5 декабря 2014 пользователем Bajun
Инструкции и паспорта изделий
- Стеллажи архивные СТФЛ, СТФ, СТФУ и СТФУ-П.pdf
⇓
- Инструкция по сборке СТФ и СТФУ в ЛИНИЮ.pdf
⇓
- Стеллажи универсальные СК и СКУ.pdf
⇓
- Cтеллажи SGR-V.pdf
⇓
- Cтеллажи SGR-V-350.pdf
⇓
- Cтеллажи складские МКФ.pdf
⇓
- Шкафы для одежды и сумок (модульные) ШРС.pdf
⇓
- Шкафы для сумок и ручной клади ШМ.pdf
⇓
- Шкафы для одежды и сумок ШР22.pdf
⇓
- Шкафы для сумок и ручной клади ШМ-С.pdf
⇓
- Шкафы для одежды, сумок, универсальные ШРК, ШРЭК, АШРК, ТМ.pdf
⇓
- Шкафы универсальные ШМ-У.pdf
⇓
- Шкафы архивные ШХА 50, ШХА 100.pdf
⇓
- Шкафы архивные ШХА 850, ШХА 900.pdf
⇓
- Шкафы-купе архивные AL, ALS, ALR.pdf
⇓
- Металлические верстаки сборно-разборные ВС, ВТ, ВД, ВДТ, ВТ2, ВД2.pdf
⇓
- Шкафы для газовых баллонов серии ШГР на 40 литров.pdf
⇓
- Стеллажи MZ-PROFIL.pdf
⇓
- Инструкция по сборке ШРМ-АК.pdf
⇓
- Инструкция по сборке ШРМ-22, ШРМ-22/800.pdf
⇓
- Инструкция по сборке ШРМ-11.pdf
⇓
- Инструкция по сборке ШРМ-33.pdf
⇓
- Инструкция по сборке ШРМ-21.pdf
⇓
- Инструкция по сборке ШАМ-11.Р.pdf
⇓
- Инструкция по сборке ШРМ-24.pdf
⇓
- Инструкция по сборке гардеробной системы ТИТАН-GS 350/450.pdf
⇓
- Инструкция по сборке выдвижных корзин ТИТАН-GS.pdf
⇓
- Инструкция по сборке М1/М2.pdf
⇓
- Инструкция по сборке ШРМ-22М.pdf
⇓
- Инструкция по сборке ШРМ-М.pdf
⇓
- Инструкция по сборке ШАМ-11.pdf
⇓
- Инструкция по сборке ШАМ-11.К.pdf
⇓
- Инструкция по сборке ШАМ-0,5.pdf
⇓
- Инструкция по сборке ШАМ-12.pdf
⇓
- Инструкция по сборке металлического стеллажа серии ТИТАН МС.pdf
⇓
- Инструкция по сборке металлического стеллажа серии ТИТАН МС-Т.pdf
⇓
- Инструкция по сборке сумочного шкафа.pdf
⇓
- Инструкция по сборке верстака серии ВП.pdf
⇓
- Инструкция по сборке верстака серии ВП — Э.pdf
⇓
- Инструкция по сборке ИП.pdf
⇓
- Инструкция по сборке картотек КР.pdf
⇓
- Инструкция к сейфу ESD 101H-ESD 104AH.pdf
⇓
- Инструкция к сейфу SD101-SD104А; DS23-DS50.pdf
⇓
- Инструкция к сейфу SD104–DS182.pdf
⇓
- Инструкция к сейфам серии SFT.pdf
⇓
Инструкции по сборке металлических шкафов для одежды:
Инструкции по сборке гардеробных систем ТИТАН-GS:
Инструкция по сборке медицинской мебели
Инструкция по сборке модульных шкафов для одежды:
Инструкции по сборке металлических архивных шкафов:
Инструкция по сборке металлических стеллажей:
Инструкции по сборке металлических сумочниц:
Инструкции по сборке металлических верстаков и инструментальных шкафов:
Инструкции по сборке металлических картотек:
Инструкции по эксплуатации к металлическим сейфам:
Технологическая документация, применяемая при сборке РЭА и приборов
При проектировании технологического процесса сборки РЭА и приборов необходимо следующее:
определить сборочный состав изделия;
обосновать организационные формы сборки;
произвести различные расчеты, связанные с технико-экономическим обоснованием выбранного варианта технологического процесса сборки (расчеты режимов сборочных и других работ, размеров партий, количества и загрузки рабочих мест, норм времени и выработки; расчеты, связанные с точностью сборочных работ, расходом материалов, и т.д.);
установить последовательность сборочных и контрольных операций;
установить необходимое количество технологического оснащения и оборудования;
оформить проект технологического процесса сборки в виде установленного комплекта технологических документов, состоящего из основных и вспомогательных документов.
Основные технологические документы подразделяются на документы общего и специального назначения.
Документы общего назначения применяются независимо от технологических методов изготовления или ремонта изделия и включают в себя:
титульный лист (ТЛ);
карту эскизов (КЭ);
технологическую инструкцию (ТИ) с описанием технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий;
правила эксплуатации технологической оснастки, применяющейся для сокращения объема разрабатываемой технологической документации.
Выбор документов специального назначения производится в зависимости от типа и вида производства, а также технологических методов изготовления или ремонта изделия.
К основным технологическим документам специального назначения относятся:
карта технологического процесса;
карта типового технологического процесса (КТТП);
карта типовой операции и др. (ГОСТ 3.1103—82).
К вспомогательным документам специального назначения относятся:
карта учета обозначений, карта применяемости оснастки, технологический паспорт и др.
Маршрутная карта(МК) содержит описание маршрута технологического процесса изготовления изделия. Кроме того, дополнительно в нее может входить перечень полного состава технологических операций с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Маршрутная карта применяется в мелкосерийном и серийном производстве. Наименование операции в зависимости от степени детализации технологического процесса может быть кратким, состоящим из одного слова, соответствующего характеру операции (сборочная, монтажная, регулировочная и др.), или полным. Повторяющиеся наименования операций нумеруются по порядку римскими цифрами (сборочная I, сборочная II и т.д.). При операционном описании технологического процесса операции обозначаются двузначными числами по порядку их выполнения (10, 20, 30 и т.д.), переходы каждой операции обозначаются также двузначными числами по порядку их выполнения (01, 02, 03 и т.д.).
Карта технологического процесса(КТП) содержит операционное описание технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям с указанием переходов, технологических режимов, технологической оснастки, материальных и трудовых затрат.
Карта типового (группового) технологического процессасодержит описание типового (группового) технологического процесса изготовления или ремонта изделий. Применяется совместно с ведомостью деталей к типовому (групповому) технологическому процессу (ВТП) или операции (ВТО), где указаны состав деталей, изготовляемых по типовому технологическому процессу, и переменные данные о материале, оснастке, режимах обработки и трудозатратах.
В операционной карте(ОК) дается описание технологических операций с указанием последовательности выполнения переходов, а также приводятся данные об оснастке, режимах и трудовых затратах. Карта снабжается эскизами операций, а иногда эскизами по переходам. Аналогичным документом для типовой (групповой) операции является карта типовой (групповой) операции(КТО).
При сборке сложных приборов рекомендуется технологические эскизы помещать на отдельном листе с необходимыми указаниями и надписями. Иногда эскизы заменяют операционно-тех-нологическую карту. На эскизе дается изображение сборочной единицы в том виде, в каком она получается после выполнения операции, с указанием только тех технических требований, которые необходимы для выполнения операции.
Ведомость материалов(ВМ) содержит данные о подетальных нормах расхода материала и о заготовках.
Основные термины и определения, используемые при разработке технологических процессов, должны соответствовать ГОСТ 3.1109-82.
Разработка технологического процесса сборки начинается с разработки маршрутной карты, выполняемой технологом сборочного цеха, за которым закреплена сборка сборочных единиц и изделия в целом. После согласования маршрутной карты разрабатывается технологический процесс сборки и электромонтажа радиоэлектронного прибора, который в дальнейшем является законом для исполнителей и проводится в соответствии с технической документацией.
Выполнение операций на специальном технологическом оборудовании производится в соответствии с производственной инструкцией. Согласно производственным инструкциям проводятся также входной контроль всех радиоэлементов и комплектующих деталей, поступающих от поставщиков, контроль и проверка монтажа прибора, блока (при внешнем осмотре) и выявление несоответствия механических и электрических характеристик ТУ и т. д.
ГОСТ 2.102—68 включает в себя следующие виды конструкторской документации: чертежи детали (сборочные, габаритные и др.); схемы; спецификацию; ведомости спецификаций, покупных изделий, согласования применения покупных изделий и др.; пояснительную записку; технические условия; программу и методику испытаний; таблицы; расчеты; эксплуатационные и ремонтные документы; инструкции.
Основной конструкторский документ изделия полностью и однозначно определяет данное изделие и его состав. Основным конструкторским документом для детали является ее чертеж, для сборочной единицы, комплексов и комплектов — спецификация.
Чертеж деталипредставляет собой документ, в котором дается наглядное изображение детали и приводятся данные, необходимые для ее изготовления и контроля. Правила выполнения чертежей изделия регламентируются ГОСТ 2.109—73. Изображения изделий на чертежах выполняются в определенном масштабе по методу прямоугольного проецирования. На рабочем чертеже изделия указываются размеры, предельные отклонения, шероховатость и другие данные. На каждое изделие выполняется отдельный чертеж. Для группы изделий, имеющих общие конструктивные признаки, выполняется групповой чертеж с занесением размеров каждого изделия в таблицу. Название чертежа включает в себя наименование изделия, которое записывается в именительном падеже единственного числа, при этом на первом месте помещается имя существительное (например, «колесо червячное»). Пример чертежа детали приведен на рис. 4.1.

Сборочный чертеж— это документ, в котором дается изображение сборочной единицы и приводятся данные, необходимые для ее сборки (изготовления) и контроля. В сборочном чертеже указываются расположение и взаимная связь составных частей, соединяемых по данному чертежу. В нем приводятся следующие данные: размеры, предельные отклонения, а также другие параметры и требования, которые должны быть выполнены или проконтролированы по данному сборочному чертежу; указания о характере сопряжения и методах его осуществления, о выполнении неразъемных соединений (сварных, паяных и др.); номера позиций составных частей, входящих в изделие; габаритные размеры изделия; установочные, присоединительные и другие необходимые справочные размеры; техническая характеристика изделия (при необходимости). Сборочный чертеж выполняется, как правило, с упрощениями, соответствующими требованиям стандартов ЕСКД (например, не показываются фаски, накатки и другие мелкие элементы, зазоры между стержнем и отверстием). На сборочном чертеже все составные части сборочной единицы нумеруются в соответствии с номерами позиций, указанными в спецификации этой сборочной единицы. Номера позиций наносятся на полках линий-выносок, проводимых от изображений составных частей. Пример сборочного чертежа представлен на рис. 4.2.
 Спецификацияпредставляет собой документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация (ГОСТ 2.108—68) составляется на отдельных листах на каждую сборочную единицу, комплекс или комплект. В ней дается перечень составных частей, входящих в специфицируемое изделие, а также приводятся конструкторские документы, относящиеся к этому изделию ик его неспецифицируемым составным частям. В общем случае спецификация состоит из разделов, которые располагаются в такой последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наименование каждого раздела указывается в виде заголовка в графе «Наименование» и подчеркивается. В раздел «Стандартные изделия» входят изделия, применяемые согласно государственным, республиканским и отраслевым стандартам и стандартам предприятия (для изделий вспомогательного производства). Запись в пределах каждой категории стандартов производится по группам изделий, объединенных по их функциональному назначению (например, подшипники, крепежные изделия и т.п.), в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого обозначения стандарта — в порядке возрастания основных параметров или размеров изделия. В разделе «Прочие изделия» записываются изделия, применяемые в соответствии с техническими условиями. Запись изделий производится по однородным группам.
Спецификацияпредставляет собой документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация (ГОСТ 2.108—68) составляется на отдельных листах на каждую сборочную единицу, комплекс или комплект. В ней дается перечень составных частей, входящих в специфицируемое изделие, а также приводятся конструкторские документы, относящиеся к этому изделию ик его неспецифицируемым составным частям. В общем случае спецификация состоит из разделов, которые располагаются в такой последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наименование каждого раздела указывается в виде заголовка в графе «Наименование» и подчеркивается. В раздел «Стандартные изделия» входят изделия, применяемые согласно государственным, республиканским и отраслевым стандартам и стандартам предприятия (для изделий вспомогательного производства). Запись в пределах каждой категории стандартов производится по группам изделий, объединенных по их функциональному назначению (например, подшипники, крепежные изделия и т.п.), в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого обозначения стандарта — в порядке возрастания основных параметров или размеров изделия. В разделе «Прочие изделия» записываются изделия, применяемые в соответствии с техническими условиями. Запись изделий производится по однородным группам.
Схема— это конструкторский документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними. Согласно ГОСТ 2.701—84 схемы в зависимости от видов элементов и связей, входящих в состав изделия, подразделяются на пять видов: электрические (Э); гидравлические (Г); пневматические (П); кинематические (К); оптические (О).
В скобках указывается обозначение вида схемы. Для изделия, в состав которого входят элементы разных видов, разрабатываются несколько схем соответствующих видов одного типа. Согласно требованиям ГОСТа существует семь типов схем: структурные (1); функциональные (2); принципиальные (3); монтажные (4); подключения (5); общие (6); расположения (7).
Допускается также разработка схем прочих типов (8) и объединенных (о) — схем двух типов на одном конструкторском документе. В случае совмещения схем, например принципиальной и соединений, подключения и соединений, совмещенной схеме присваивается наименование схемы, тип которой имеет наименьший порядковый номер.
Наименование схемы, входящей в состав конструкторской документации изделий, определяется ее видом и типом. Например, схема электрическая монтажная имеет чертежный номер Э4.
Источник
§ 3. Техническая документация на сборочно-монтажные работы
Разработанный технологический процесс сборки и монтажа радиоэлектронного прибора является законом для исполнителей и проводится в соответствии с технической документацией. В документации на проведение технологического процесса указываются: наименование объекта сборки и монтажа; разбивка всех работ по стадиям; наименование и описание переходов и операций для каждой стадии сборки, монтажа и контроля; применяемое технологическое оборудование, приспособления и инструменты; основные и вспомогательные материалы; время на выполнение отдельных переходов и операций; разряды квалификации рабочих и др.
К основным видам технической документации относятся: чертежи изделия (сборочные, чертежи узлов и изделия, их принципиальные электрические и монтажные схемы, таблицы соединений проводов и др.); технологическая схема сборки изделия, маршрутно-технологическая карта; операционные технологические карты; ведомость покупных электро- и радиокомпонентов, деталей; ведомость основных и вспомогательных материалов, необходимых при сборке и монтаже с указанием норм расхода; перечень технологического оборудования, приспособлений, сборочного и контрольно-измерительного инструментов; карты технологического контроля; производственные инструкции.
Выбор форм документации зависит от сложности объекта сборки, производства и выпуска изделий. В условиях единичного (опытного) и мелкосерийного производств сборку и монтаж радиоэлектронного прибора ведут по чертежам и электрическим принципиальным схемам. При этом требуется высокая квалификация монтажника.
В серийном и крупносерийном производстве документация разрабатывается более подробно вплоть до каждой отдельной операции. Для монтажа прибора используют монтажную схему соединений, в которой показывают соединения составных частей изделия и указывают марки проводов, жгутов, кабелей. При большом количестве соединений рекомендуется пользоваться таблицей соединений (проводов) ГОСТ 2.702-75.
Сборку и монтаж сложных приборов и систем производят по операционным технологическим картам. Кроме перечисленной необходима конструкторская документация на применяемую технологическую оснастку и приспособления. При сборке и монтаже систем используют монтажные чертежи, которые изображают контуры изделий, входящих в систему, и содержат все необходимые данные и указания о монтаже и установке их на определенном месте.
Маршрутно-технологическая карта сборки предназначена для сокращенного изложения технологического процесса (перечисления операций), выполняемого в одном или нескольких сборочных цехах. По ним удобно проследить маршрут движения сборочных единиц по цеху. В единичном (опытном) и мелкосерийном производстве часто ограничиваются составлением маршрутно-технологических карт без детализации процесса сборки по операциям.
В серийном и крупносерийном производстве разрабатываются операционно-технологические карты.
Операционно-технологические карты подробно излагают технологический процесс выполнения каждой монтажно-сборочной операции по переходам. Эти карты снабжаются операционными эскизами, а иногда эскизами по переходам.
При сборке сложного прибора технологические эскизы рекомендуется помещать на отдельном листе с необходимыми указаниями и надписями. Иногда эскизы заменяют операционно-технологическую карту. Эскиз дает изображение сборочной единицы в том виде, в каком она получается после выполнения операции, с указанием только тех параметров технических требований, которые необходимы для выполнения операции.
Наименование операций в зависимости от степени детализации технологического процесса может быть кратким, состоя-^ щим из одного слова, соответствующего характеру операции (сборочная, монтажная, регулировочная), или полным. Повторяющиеся наименования операций нумеруются по порядку римскими цифрами (сборочная I, сборочная II и т. д.). При разработке операционно-технологических карт операции обозначаются двузначными числами по порядку их выполнения (10, 20, 30, 40 и т. д.), переходы каждой операции — также двузначными числами по порядку их выполнения (01, 02, 03, 04).
Формулировка операций и переходов дается в предельно сжатой форме с указанием задания и методов его выполнения.
Карта технического контроля, как правило, разрабатывается для сборочной единицы и изделия в целом после выполнения ответственных операций для окончательного контроля собранного изделия.
Производственная инструкция разрабатывается для выполнения операций на специальном технологическом оборудовании. По производственным инструкциям проводят входной контроль всех радиокомпонентов и комплектующих деталей, поступающих от поставщиков, контроль и проверку монтажа прибора, блока (при внешнем осмотре) и выявляют несоответствие механических и электрических характеристик ТУ и т. д.
Источник