МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND
CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
Единая
система технологической документации
ФОРМЫ
И ПРАВИЛА ОФОРМЛЕНИЯ
ДОКУМЕНТОВ ОБЩЕГО НАЗНАЧЕНИЯ
|
Москва Стандартинформ 2012 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по
межгосударственной стандартизации установлены ГОСТ
1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ
1.2-2009 «Межгосударственная система стандартизации. Стандарты
межгосударственные, правила и рекомендации по межгосударственной
стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения
о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием
«Всероссийский научно-исследовательский институт стандартизации и сертификации
в машиностроении» (ФГУП «ВНИИНМАШ»), Автономной некоммерческой организацией
«Научно-исследовательский центр CALS-технологий
«Прикладная логистика» (АНО НИЦ CALS-технологий
«Прикладная логистика»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и
метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии
и сертификации (протокол № 39 от 12 мая 2011 г.)
За
принятие стандарта проголосовали:
|
Краткое |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Минэкономики |
|
Беларусь |
BY |
Госстандарт |
|
Казахстан |
KZ |
Госстандарт |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт |
4 Приказом Федерального агентства по техническому регулированию и
метрологии от 3 августа 2011 г. № 212-ст
межгосударственный стандарт ГОСТ
3.1105-2011 введен в действие в качестве национального стандарта Российской
Федерации с 1 января 2012 г.
5 ВЗАМЕН ГОСТ
3.1105-84
6 ПЕРЕИЗДАНИЕ. Январь 2012 г.
Информация о введении в действие
(прекращении действия) настоящего стандарта публикуется
в указателе «Национальные стандарты».
Информация об изменениях к настоящему
стандарту публикуется в указателе «Национальные
стандарты», а текст изменений – в
информационных указателях «Национальные стандарты».
В случае пересмотра или отмены настоящего
стандарта соответствующая информация будет опубликована
в информационном указателе «Национальные стандарты»
СОДЕРЖАНИЕ
1 Область применения. 2
2 Нормативные ссылки. 2
3 Термины, определения и сокращения. 3
4 Общие положения. 4
5 Правила оформления титульного листа. 4
6 Правила оформления технологической инструкции. 10
7 Правила оформления карты эскизов. 12
Приложение А (рекомендуемое) Примеры оформления титульного листа. 14
Приложение Б (рекомендуемое) Пример оформления технологической инструкции. 19
Приложение В (рекомендуемое) Примеры оформления карты эскизов. 21
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ
ОБЩЕГО НАЗНАЧЕНИЯ
Unified system of technological documentation.
Forms and rules of making general-purpose documents
Дата введения – 2012-01-01
1
Область применения
Настоящий стандарт устанавливает формы и правила оформления
технологических документов общего назначения: титульного листа, технологической
инструкции и карты эскизов, разрабатываемых с применением различных методов
проектирования.
На основе настоящего стандарта допускается, при необходимости,
разрабатывать стандарты с учетом особенностей применения и обращения указанных
документов в организации (предприятии).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие
межгосударственные стандарты:
ГОСТ
2.004-88 Единая система конструкторской документации. Общие требования к
выполнению конструкторских и технологических документов на печатающих и
графических устройствах вывода ЭВМ
ГОСТ
2.051-2006 Единая система конструкторской документации. Электронные
документы. Общие положения
ГОСТ
2.052-2006 Единая система конструкторской документации. Электронная модель
изделия. Общие положения
ГОСТ
2.105-95 Единая система конструкторской документации. Общие требования к
текстовым документам
ГОСТ 2.301-68
Единая система конструкторской документации. Форматы
ГОСТ
3.1103-2011 Единая система технологической документации. Основные надписи.
Общие положения
ГОСТ
3.1118-82 Единая система технологической документации. Формы и правила оформления
маршрутных карт
ГОСТ
3.1119-83 Единая система технологической документации. Общие требования к
комплектности и оформлению комплектов документов на единичные технологические
процессы
ГОСТ
3.1120-83 Единая система технологической документации. Общие правила
отражения и оформления требований безопасности труда в технологической
документации
ГОСТ
3.1128-93 Единая система технологической документации. Общие правила
выполнения графических технологических документов
ГОСТ
3.1129-93 Единая система технологической документации. Общие правила записи
технологической информации в технологических документах на технологические
процессы и операции
ГОСТ
3.1130-93 Единая система технологической документации. Общие требования к
формам и бланкам документов
Примечание – При пользовании настоящим стандартом
целесообразно проверить действие ссылочных стандартов в информационной системе
общего пользования – на официальном сайте Федерального агентства по
техническому регулированию и метрологии в сети Интернет или по ежегодно
издаваемому информационному указателю «Национальные стандарты», который
опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно
издаваемым информационным указателям, опубликованным в текущем году. Если
ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом
следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный
стандарт отменен без замены, то положение, в котором дана ссылка на него,
применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим
определением:
3.1.1
|
электронный технологический документ: Документ, |
|
Примечание – Установленные |
|
[ГОСТ |
3.2 Сокращения
В настоящем стандарте приняты следующие сокращения:
– ВМ – ведомость материалов;
– ВО – ведомость оснастки;
– ЕСТД – Единая система технологической документации;
– КЭ – карта эскизов;
– ТИ – технологическая инструкция;
– ТЛ – титульный лист;
– ЭЦП – электронная цифровая подпись.
4 Общие положения
4.1 Документы ТЛ, ТИ и КЭ могут быть выполнены в бумажной форме
и/или в виде электронного технологического документа (см. формы 1 – 8).
Примечание – При типографском
способе выполнения бланка документа допускается обозначение формы (обозначение
стандарта и номер формы) указывать в верхнем правом углу над рамкой.
4.2 Требования к электронным технологическим документам – по ГОСТ
2.051 и ГОСТ
2.052.
4.3 Электронные технологические документы должны иметь все
необходимые данные для вывода документа на средства отображения информации и на
бумажный носитель в соответствии с указаниями настоящего стандарта.
4.4 Значения реквизитов (атрибутов) в блоках основной надписи
указывают в соответствии с требованиями настоящего стандарта и ГОСТ
3.1103.
Примечание – Для документов, получаемых на бумажном носителе с
использованием алфавитно-цифровых печатающих устройств, необходимо
дополнительно руководствоваться указаниями ГОСТ
2.004.
5 Правила оформления титульного листа
5.1 ТЛ применяют при оформлении:
– комплекта технологических документов (далее – комплекта
документов) на отдельные технологические процессы (операции),
специализированные по методам изготовления или ремонта;
– комплекта технологической документации (далее – комплекта
документации) на технологические процессы изготовления или ремонта изделий и
(или) их составных частей;
– отдельных технологических документов (далее – документов), если
они имеют самостоятельное применение, например ВМ, ВО и т.д.
Допускается оформлять ТЛ на комплект
документов (документации) в бумажной форме, оформленный в альбом. При
оформлении комплекта документов (документации) в бумажной форме в нескольких
альбомах ТЛ оформляют на каждый альбом, при этом поля 1, 2, 3, 4, 5 и 6 ТЛ ко
второму и последующим альбомам допускается не заполнять. Конкретный порядок
оформления ТЛ к последующим альбомам устанавливает организация, разрабатывающая
комплект документов.
5.2 ТЛ является первым листом комплекта документов (документации).
Обязательность применения ТЛ устанавливает организация,
разрабатывающая комплект документов.
5.3 Для оформления ТЛ следует применять формы 1
– 4:
– форму 1 применяют для
комплекта документов (документации), выполненных на формате А4 с вертикальным
расположением поля подшивки (или с преобладанием документов, выполненных на
таком формате);
– форму 2 применяют для
комплекта документов (документации), выполненных на формате А4 с горизонтальным
расположением поля подшивки (или с преобладанием документов, выполненных на
таком формате);
– форму 3
применяют для комплекта документов (документации), выполненных на формате A3
(или с преобладанием документов, выполненных на таком формате);
– форму 4 применяют для
комплекта документов (документации), выполненных методом автоматизированного
проектирования (или с преобладанием таких документов в комплекте) на
алфавитно-цифровых печатающих устройствах, имеющих максимальное количество
шагов печати в строке tmax,
равное 128.
Примечание – При разработке
комплекта документов (документации) с применением автоматизированного метода
проектирования для документов, имеющих tmax, равное 70 или 110,
допускается соответствующее оформление ТЛ по форме 1 или 2.
Разработку документов следует выполнять в соответствии с требованиями ГОСТ
2.004.
5.4 Запись данных в ТЛ следует выполнять в соответствии с
требованиями ГОСТ
3.1129 и ГОСТ
3.1130.
Для бумажных документов допускается выполнять запись данных в ТЛ
смешанными способами: типографским, машинописным, рукописным и с помощью
резиновых штампов.
5.5 На ТЛ следует указывать:
– на поле 1 – наименование вышестоящей организации, в систему
которой входит организация, разработавшая данный комплект (комплекты)
документов (документации), например:
МИНИСТЕРСТВО
ПРИБОРОСТРОЕНИЯ, СРЕДСТВ АВТОМАТИЗАЦИИ И СИСТЕМ УПРАВЛЕНИЯ
Допускается записывать:
– ниже наименования вышестоящей организации наименование
промышленного объединения, в которое входит организация, разработавшая данный
комплект (комплекты) документов (документации), например:
ПРОМЫШЛЕННОЕ
ОБЪЕДИНЕНИЕ СОЮЗТОЧМАШПРИБОР
или
ПО МАШТОЧПРИБОР
– наименование организации-разработчика при невозможности внесения
этого наименования в графу 1 основной надписи, например:
ПРОИЗВОДСТВЕННОЕ
ОБЪЕДИНЕНИЕ ВОЛНА
В этом случае графу 1 основной надписи не заполняют;
– на поле 2 – в левой части поля – должность и подпись лица,
согласовавшего комплект (комплекты) документов (документации) от заказчика с
указанием, при необходимости, наименования (обозначения)
соответствующей организации, в правой части поля –
должность и подпись лица, утвердившего комплект
(комплекты) документов (документации).
Расположение грифов согласования и утверждения на поле 2
устанавливает разработчик документа.
– на поле 3 – наименование комплекта документов (документации) или
наименование вида документа.
Запись данных на поле 3 следует выполнять в следующем порядке:
– на первой строке прописными буквами – наименование комплекта
документов (документации) или отдельного вида документа, например:
КОМПЛЕКТ
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
или
КОМПЛЕКТ ПРОЕКТНОЙ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ,
или
КОМПЛЕКТ ДОКУМЕНТОВ,
или
ВЕДОМОСТЬ МАТЕРИАЛОВ
– на второй и последующих строках строчными буквами – для комплекта технологической документации – указание
общего понятия изготовления или ремонта изделия (деталей, сборочных единиц) без
указания применяемого метода, например:
КОМПЛЕКТ
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
изготовления изделия
– для комплекта документов на технологический процесс (операции) –
наименование (или аббревиатуру) вида технологического процесса (операции) по
организации производства, например единичный технологический процесс (ЕТП),
типовой (групповой) технологический процесс ТТП (ГТП), типовая (групповая)
технологическая операция ТО (ГО) и наименование основного технологического
метода, применяемого при изготовлении (ремонте) изделий и (или) их составных
частей, например:
КОМПЛЕКТ
ДОКУМЕНТОВ
на групповой технологический процесс электролитического покрытия
или
КОМПЛЕКТ ДОКУМЕНТОВ
на ГТП электролитического покрытия
Допускается:
– выполнять запись на второй и последующих строках прописными
буквами;
– не указывать наименование (или аббревиатуру) вида
технологического процесса по его организации для единичных технологических
процессов;
– указывать в скобках вариант исполнения изделий и (или) их
составных частей, например:
КОМПЛЕКТ
ДОКУМЕНТОВ
на технологический процесс сборки
(тропическое исполнение)
– указывать для сброшюрованных в альбом (альбомы) комплектов
документов (документации) после наименования технологического процесса с новой
строки наименование и обозначение нескольких изделий (деталей, сборочных
единиц), вошедших в данный альбом (альбомы);
– указывать на поле 4 – в левой части поля – должности и подписи
лиц, подтвердивших согласование комплекта документов (документации), отдельного
вида документа с подразделениями предприятия, отвечающими за отдельные
технологические методы, применяемые при изготовлении (ремонте) изделий и (или)
их составных частей, например главного металлурга, главного сварщика и т. д.; в
правой части поля – должности и подписи лиц, ответственных за разработку
комплекта (комплектов) документов (документации) или отдельного вида
документа. Справа от каждой подписи проставляют инициалы и фамилию лица, подписавшего
документ, а ниже подписи – дату подписания.
Примечания
1 В
целях исключения дублирования информации на поле 4 выносят подписи
ответственных лиц, не вошедшие в основную надпись основного документа,
например, при наличии в маршрутной карте подписи руководителя технологического
бюро эту подпись на ТЛ выносить не следует.
Номенклатуру
должностных лиц, участвующих в согласовании и разработке документов
(документации), устанавливает организация.
Дополнительные
визы должностных лиц на бумажном документе, при необходимости, допускается
указывать на поле подшивки ТЛ.
2 Запись данных на поле 4 допускается выполнять в одну или две
строки;
– указывать на поле 5 номер акта и дату внедрения технологического
процесса (операции), свидетельствующего о внедрении комплекта документов
(документации) в производство, например:
АКТ
№ 14-82 от 23.04.09
– делать на поле 6 отметку о соответствии комплекта (комплектов)
документов (документации) на технологические процессы отдельным «Положениям»
или «Руководствам», действующих в организации (на предприятии).
Примечание – Обязательность и
полноту заполнения полей 1, 2, 5 и 6 устанавливает организация (предприятие).
5.6 При необходимости указания данных о номере заказа (договора)
соответствующую информацию следует вносить в графу 28 блока Б5 (ГОСТ
3.1103) основной надписи в соответствии с требованиями на уровне отрасли
или предприятия.
5.7 Для указания общего количества листов в комплекте документов,
альбоме (папке) следует руководствоваться требованиями ГОСТ
3.1119. Общее количество альбомов (папок) и порядковый номер альбома
(папки) следует указывать соответственно в графах 31 и 32 блока Б5 основной
надписи.
5.8 Для ТЛ, издаваемого типографским способом, переменные данные
на полях 2
– 4 не указывают.
5.9 Примеры оформления ТЛ приведены в приложении А.
Форма 1
Форма 2
Форма 3
Форма 4
6 Правила оформления
технологической инструкции
6.1 Для разработки ТИ следует применять формы 5 и 5а.
6.2 ТИ применяют для описания:
– технологических процессов, имеющих непрерывный характер
действия, например технологические процессы металлургического производства,
химического производства и т.п.;
– технологических процессов, специализированных по отдельным
методам, применяемым для изготовления или ремонта изделий и (или) их составных
частей, формы документов которых не установлены стандартами ЕСТД;
– работы, имеющей общий и повторяющийся характер, независимо от
состава изготовляемых или ремонтируемых изделий и (или) их составных частей,
например приготовление электролитических растворов, клеев, смол, компаундов,
смесей материалов и т.д.;
– правил эксплуатации средств технологического оснащения;
– физических и химических явлений, возникающих при выполнении
отдельных технологических операций;
– настроечных и регулировочных работ и т.п.
6.3 Отражение требований безопасности труда в ТИ – по ГОСТ
3.1120.
6.4 Правила оформления ТИ определяются ее назначением.
6.4.1 Описание в ТИ следует выполнять в технологической
последовательности выполнения действий и в соответствии с требованиями ГОСТ
3.1129 и ГОСТ
3.1130.
6.4.2 При разработке ТИ следует предусматривать вводную часть, в
которой должна быть отражена область распространения и назначения данного
документа.
6.4.3 В зависимости от содержания текст ТИ может быть разбит на
разделы и подразделы. В этом случае нумерацию пунктов следует выполнять в
соответствии с требованиями ГОСТ
2.105.
6.4.4 В целях удобства внесения изменений и обработки информации,
содержащейся в ТИ, допускается вводить графу для указания нумерации строк
аналогично формам МК по ГОСТ
3.1118.
6.5 При оформлении ТИ с ТЛ для описания
содержания ТИ следует применять форму 5а
с указанием состава исполнителей на поле 4 ТЛ.
6.6 Для сокращения состава документов, применяемых при разработке
ТИ, допускается:
– взамен ТЛ применять форму 5
ТИ, при этом информацию, характерную для ТЛ, размещать по всему полю документа
или только в верхней части поля документа с введением, при необходимости,
данных, содержащихся на полях 4 – 6, оставляя нижнюю часть для записи основного содержания ТИ;
– выполнять графические иллюстрации, таблицы непосредственно на
формах ТИ.
6.7 Пример оформления ТИ приведен в приложении Б.
Форма 5
(Поправка).
Форма 5а
7 Правила оформления карты
эскизов
7.1 КЭ применяют для разработки графических иллюстраций, таблиц к
текстовым документам и выполняют на форматах по ГОСТ 2.301.
7.2 Для разработки КЭ следует применять следующие формы:
– 6 и 6а – для формата А4 с
вертикальным расположением поля подшивки;
– 7 и 7а – для формата А4 с
горизонтальным расположением поля подшивки;
– 8 и 8а – для формата A3.
Указанные формы КЭ приведены на рисунке 1.
Допускается применять для КЭ другие форматы по ГОСТ 2.301,
проставляя на ней следующий по порядку номер формы.
При разработке КЭ, выполненных на форматах:
– меньшем А4 – размеры и расположение блоков основной надписи
должны быть аналогичны форме КЭ, выполненной на формате А4 с вертикальным
расположением поля подшивки;
– большем A3 – размеры и расположение блоков Б1 – Б3 и Б5 основной надписи
(ГОСТ
3.1103) должны быть аналогичны соответствующим блокам формы КЭ, выполненной
на формате A3.
7.3 Оформление КЭ не зависит от применяемых методов
проектирования. Требования по оформлению КЭ – по ГОСТ
3.1128 и ГОСТ
3.1130.
7.4 При разработке КЭ графу 3 (блок Б1) основной надписи не
заполняют.
При разработке одной КЭ к нескольким операциям графы 8 – 11 (блок Б1) основной надписи не заполняют, а номера операций в этом
случае проставляют:
– при одном общем эскизе к нескольким операциям – под основной
надписью;
– при нескольких эскизах – над каждым эскизом.
7.5 Для сокращения процедуры оформления допускается применять
взамен первого или заглавного листа КЭ последующие листы, если КЭ и основной
технологический документ разрабатывает один исполнитель. В этом случае на КЭ в
графе 4 основной надписи следует проставлять обозначение того документа, к
которому КЭ относится, с применением сквозной нумерации листов в пределах
данного документа. Например, при описании операции обработки резанием на двух
листах ОК эскиз выполнен на форме 7а, при этом КЭ присваивают
обозначение ОК и проставляют порядковый номер листа документа 3.
7.6 Пример оформления КЭ приведен в приложении В.
Рисунок
1
Приложение А
(рекомендуемое)
Примеры
оформления титульного листа
Форма 1
Форма 2
|
|
Технологическая инструкцияПолучить шаблон для заполнения технологической инструкции!
Основная часть Технологической инструкции состоит из следующих разделов: — область применения; ТИ может быть дополнена обязательными, рекомендуемыми или справочными приложениями. ООО «ГОСТ-маркет» является разработчиком и держателем технологических инструкций на многие виды товаров, например:
Требования к содержанию ТИ В разделе «Область применения» указывают вид продукции, на которую распространяется ТИ. Раздел «Область применения» начинают словами: «Настоящая технологическая инструкция распространяется на процесс изготовления продукции…». В этом разделе указывают также наименование и обозначение конкретных Технических условий (ТУ), национального стандарта (ГОСТ, ГОСТ Р) или Стандарта организации (СТО), приложением к которому является ТИ, в случае, если ТИ не является самостоятельным документом. В разделе «Ассортимент продукции» указывают полный ассортимент конкретной продукции, изготовляемой по данной ТИ. Раздел «Требования к сырью» содержит требования к сырью, используемому для изготовления продукции, с указанием нормативного или технического документа. В этом разделе делают запись о том, что сырье, используемое для изготовления данноой продукции, должно соответствовать требованиям нормативных и технических документов (ГОСТ, ГОСТ Р, ТУ) и иметь сопроводительные документы, подтверждающие их качество и безопасность в соответствии с нормативными правовыми актами Российской Федерации. Раздел «Рецептуры» содержит по каждой рецептуре конкретного наименования продукции норму расхода сырья брутто и нетто на одну, десять, сто или более порций (шт.), или на один, десять и более кг, массу (выход) полуфабрикатов и выход готовой продукции с учетом потерь при кулинарной обработке. Расход сырья (брутто и нетто), требуемого для изготовления продукции, устанавливает предприятие-изготовитель экспериментальным способом на основании актов проработки. Раздел «Технологический процесс» содержит последовательность технологических процессов и операций, правила приемки и внутрицеховой транспортировки, правила и условия хранения сырья, а также порядок их подготовки для использования в технологическом процессе. Описание каждого технологического процесса содержит параметры технологических режимов (температуру, влажность, продолжительность процесса и др.), а также виды используемого технологического оборудования. В данном разделе также отражают требования по санитарной обработке оборудования, инвентаря и тары в соответствии с СанПиН для данного производства с учетом особенностей технологического процесса. Раздел «Упаковка и маркировка» содержит требования к потребительской и транспортной таре для продукции, а также к ее маркировке. Раздел «Транспортирование и хранение» содержит требования к доставке, в том числе к используемым транспортным средствам, к условиям хранения и срокам годности продукции с момента окончания технологического процесса согласно срокам, установленным санитарно-эпидемиологическими правилами и нормативами. В разделе «Организация контроля за качеством и безопасностью продукции» указывают порядок организации на предприятии технологического контроля качества и безопасности процессов производства на всех этапах изготовления продукции. Требования к обозначению ТИ Обозначение ТИ присваивает предприятие (организация) — держатель подлинника. Обозначение технологической инструкции для изготовления продукции, требования к которой установлены стандартом, включает в себя аббревиатуру «ТИ», через пробел обозначение стандарта (для СТО без года утверждения) и далее через тире трехзначный регистрационный номер, присваиваемый предприятием (организацией) — держателем подлинника. Примеры: Обозначение ТИ для изготовления продукции, требования к которой установлены Техническими условиями ТУ, включает в себя аббревиатуру «ТИ», через пробел обозначение ТУ без года утверждения. Пример: ТИ ТУ 9214-001-00437205. Требования к изложению и оформлению изменений ТИ Изменения в ТИ может вносить только предприятие-держатель подлинника. Изменение оформляют в виде отдельного документа «Изменение технологической инструкции изготовителя» (ИТИ). Текст изменения ТИ излагают и оформляют в соответствии с ГОСТ Р 51740 (разделы 8 и 9). Получить консультацию по вопросам разработки Технологической инструкции на продукцию Вы можете по телефону 8 (495) 943-08-87 или отправив свой запрос по эл. почте info@gostmarket.ru. Наши эксперты в короткие сроки ответят Вам!
|




ГОСТ 3.1407-86
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ (ОПЕРАЦИИ), СПЕЦИАЛИЗИРОВАННЫЕ ПО МЕТОДАМ СБОРКИ
Unified system for technological documentation. Forms and requirements for filling and arrangement of documents on technological processes (operations) specialized in assembling methods
МКС 01.110
ОКСТУ 0003
Дата введения 1988-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.11.86 г. N 3542
3. ВЗАМЕН ГОСТ 3.1406-74, ГОСТ 3.1407-74, ГОСТ 3.1411-74, ГОСТ 3.1413-73, ГОСТ 3.1417-74, ГОСТ 3.1419-74, ГОСТ 3.1422-75, ГОСТ 3.1426-76, ГОСТ 3.1427-77, ГОСТ 3.1430-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 2.004-88 |
2.1 |
|
ГОСТ 2.312-72 |
2.9.4 |
|
ГОСТ 3.1103-82 |
2.6 |
|
ГОСТ 3.1105-84 |
1.1, приложение 1 |
|
ГОСТ 3.1107-81 |
1.5, 2.4 |
|
ГОСТ 3.1118-82 |
1.1, 1.3.3, 2.8.1, 2.11.1, приложение 1 |
|
ГОСТ 3.1119-83 |
2.4, 2.13 |
|
ГОСТ 3.1120-83 |
2.5 |
|
ГОСТ 3.1121-84 |
1.1, 2.4, 2.13, приложение 1 |
|
ГОСТ 3.1122-84 |
1.1, приложение 1 |
|
ГОСТ 3.1123-84 |
1.1 |
|
ГОСТ 3.1129-93 |
2.1 |
|
ГОСТ 3.1130-93 |
2.1 |
|
ГОСТ 3.1502-85 |
1.1 |
|
ГОСТ 3.1702-79 |
1.4 |
|
ГОСТ 3.1703-79 |
2.3 |
|
ГОСТ 3.1704-81 |
2.3 |
|
ГОСТ 3.1705-81 |
2.3 |
|
ГОСТ 11969-93 |
Приложение 1 |
|
ГОСТ 19249-73 |
2.9.4, приложение 1 |
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает формы и требования к заполнению и оформлению технологических документов, проектируемых различными методами, на основные и сопутствующие процессы и операции, специализированные по методам сборки (включая сварку, пайку, клепку, монтаж, склеивание, обмотку и изолирование, а также промывку, пропитку, сушку, настройку, регулировку, выполнение слесарных и прочих операций) отдельно или комплексно применяемых при изготовлении изделий (составных частей изделий) машиностроения и приборостроения.
1. ФОРМЫ И ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ ДОКУМЕНТОВ
1.1. В зависимости от типа и характера производства, стадии разработки технологической документации (далее — документации), степени детализации описания и применяемых методов сборки, выбор документов соответствующих видов устанавливает разработчик документов по табл.1.
Таблица 1
|
Тип произ- водства |
Стадии разра- ботки докумен- тации |
Степень детали- зации описания ТП |
Наименование метода (процесса, операции) |
Наиме- нование вида и обозна- чение формы документа |
Условное обозна- чение документа, функции которого выполняет документ |
Указания по применению |
|
Единичное, мелко- серийное |
Предвари- тельный проект. Разработка докумен- тации опытного образца (опытной партии) |
Маршрутное, маршрутно- операци- онное |
Все методы сборки, а также сопутствующие операции (процессы) |
Маршрутная карта (МК) формы 2, 1б, 4, 3б по ГОСТ 3.1118 |
КТП, КТТП |
Для описания операций сборки и указания сопутствующих операций (процессов) в технологической последовательности выполнения. Для указания данных по технологическим режимам в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р |
|
То же |
КТИ |
Для указания переменной информации к типовому (групповому) технологическому процессу (ТТП, ГТП), к типовой (групповой) технологической операции (ТО, ГО) на ДСЕ одного обозначения |
||||
|
» |
ВТП (ВТО) |
То же |
||||
|
» |
ОК |
Для описания отдельных операций по переходам с указанием соответствующих технологических режимов в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р |
||||
|
» |
КТО |
Для описания отдельных типовых (групповых) операций по переходам с указанием постоянной информации для всей группы изделий (сборочных единиц) |
||||
|
» |
КН |
Для указания соответствующей информации по наладке оборудования (для сварки, пайки, клепки и т.п.) |
||||
|
» |
КК |
Для указания данных по комплектующим составным частям изделия или сборочной единицы, а также для указания данных по основным и вспомогательным материалам на технологический процесс (операцию) |
||||
|
Ведомость деталей (сборочных единиц) к типовому (групповому) техноло- гическому процессу или операции (ВТП или ВТО) формы 6, 6а, 7, 7а по ГОСТ 3.1121 |
ВТП (ВТО) |
Для указания переменной информации к ТТП (ГТП) или ТО (ГО) с привязкой к соответствующему обозначению ДСЕ |
||||
|
Ведомость техноло- гических документов (ВТД) формы 4, 4а, 5, 5а по ГОСТ 3.1122 |
ВТД |
Для указания состава сборочных единиц (изделий) к ТТП (ГТП) с целью оптимизации поиска и нахождения соответствующих документов и данных, относящихся к ДСЕ |
||||
|
Комплек- товочная карта (КК) формы 6, 6а, 7, 7а по ГОСТ 3.1123 |
КК |
См. указания по применению МК/КК. Применяют по усмотрению разработчика |
||||
|
Настройка и регулировка |
Техноло- гическая инструкция (ТИ) формы 5, 5а по ГОСТ 3.1105 |
КТП |
Для нормирования трудозатрат. Применяют совместно с МК (формы 2, 1б или 4, 3б) по ГОСТ 3.1118, выполняющую функции сводного документа на процесс |
|||
|
Средне- серийное, крупно- серийное |
Разработка докумен- тации серийного (массового) произ- водства |
Операци- онное |
Все методы сборки, а также сопутствующие операции (процессы) |
МК формы 2, 1б, 4, 3б по ГОСТ 3.1118 |
КТП, КТТП, КТИ, ВТП (ВТО), ОК, КТО, КН, КК |
См. указания по применению для единичного, мелкосерийного производства с учетом степени детализации описания |
|
Карта типового (группового) техноло- гического процесса (КТТП) формы 1, 1а по ГОСТ 3.1121 |
КТТП |
Для разработки типовых (групповых) технологических процессов |
||||
|
ВТП (ВТО) формы 6, 6а, 7, 7а по ГОСТ 3.1121 |
ВТП (ВТО) |
Для указания переменной информации к ТТП (ГТП) или ТО (ГО) с привязкой к соответствующему обозначению ДСЕ |
||||
|
Карта эскизов (КЭ) формы 6, 6а, 7, 7а, 8, 8а по ГОСТ 3.1105 |
КЭ |
Для графических иллюстраций к документам на процессы и операции. Выбор соответствующих форм КЭ устанавливает разработчик документов. Допускается применять КЭ других форматов |
||||
|
ВТД формы 4, 4а, 5, 5а по ГОСТ 3.1122 |
ВТД |
Для указания состава сборочных единиц (изделий) к ТТП (ГТП) с целью оптимизации поиска и нахождения соответствующих документов и данных, относящихся к ДСЕ |
||||
|
Разработка докумен- тации серийного (массового) произ- водства |
Операци- онное |
Все методы сборки, а также сопутствующие операции (процессы) |
КК формы 6, 6а, 7, 7а по ГОСТ 3.1123 |
КК |
См. указания по применению для единичного, мелкосерийного производства с учетом степени детализации описания |
|
|
Операцион- ная карта (OК) формы 1, 1а, 2, 2а настоящего стандарта |
ОК |
Для разработки ОК на сборку, а также на операции, сопутствующие сборке, с указанием данных по технологическим режимам в тексте содержания перехода или на отдельной строке с привязкой к служебному символу Р. В формах ОК допускается оставлять зоны для графических иллюстраций |
||||
|
ОК формы 3, 3а настоящего стандарта |
ОК |
Для разработки ОК на операции, выполняемые с применением конвейера (автоматической линии) без применения средств механизации и автоматизации для их проектирования |
||||
|
ОК формы 1, 1а, 2, 2а, 3, 3а настоящего стандарта |
КТО, КТИ |
Для указания переменной информации к типовой (групповой) операции на ДСЕ одного обозначения в КТИ и постоянной информации в КТО |
||||
|
Настройка и регулировка |
ТИ, формы 5, 5а по ГОСТ 3.1105 |
КТП |
См. указания по применению ТИ/КТП для единичного, мелкосерийного производства с учетом степени детализации описания |
|||
|
ОК формы 2, 2а по ГОСТ 3.1502 |
ОК |
Для разработки ОК на настройку и регулировку. |
||||
|
КТО |
Для указания постоянной информации к ТО (ГО) настройки и регулировки |
|||||
|
Ведомость операций (ВОП), формы 1, 1а по ГОСТ 3.1502 |
ВОП |
Для указания состава операций настройки и регулировки, входящих в технологический процесс |
Примечание. Применение документов других видов, не указанных в табл.1, устанавливается в отраслевых нормативно-технических документах (НТД) или в документах на уровне предприятия (организации).
1.2. Требования к построению и заполнению операционных карт (ОК), устанавливаемых настоящим стандартом, (формы 1 и 1а, 2 и 2а, 3 и 3а) — по табл.2.
Таблица 2
|
Но- мер гра- фы |
Номер формы OK |
Размер графы |
Наименование (условное обозначение) графы |
Содержание графы |
|
|
мм |
коли- чество знаков |
||||
|
1 |
1, 1a, 2, 2a, 3 ,3a |
13,0 |
5 |
— |
Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например К06, М04. Допускается при указании номера строки от 01 до 09 применять вместо знака «0» знак « «, например М 4 |
|
2 |
1 |
119,6 |
46 |
Код, наименование операции |
Код операции по технологическому классификатору операций, наименование операции. Допускается код операции не указывать |
|
2, 3 |
148,2 |
57 |
|||
|
3 |
1 |
132,6 |
51 |
Обозначение документа |
Обозначение документов, применяемых при выполнении данной операции, например технологическая инструкция. Состав документов следует указывать через разделительный знак «;» |
|
2 |
148,2 |
65 |
|||
|
4 |
1, 2 |
20,8 |
8 |
МИ |
Масса изделия по конструкторскому документу |
|
5 |
1 |
119,6 |
46 |
— |
Резервная графа. Заполняется по усмотрению разработчика. Графу можно использовать для записи информации об оборудовании |
|
6 |
1 |
114,4 |
44 |
Код, наименования оборудования |
Код, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак «;». Допускается взамен краткого наименования оборудования указывать модель, не указывать инвентарный номер |
|
2 |
130,0 |
50 |
|||
|
7 |
1, 2, 3 |
18,2 |
7 |
Тв |
Вспомогательное время на операцию |
|
8 |
1, 2 |
20,8 |
8 |
То |
Основное время на операцию |
|
3 |
18,2 |
7 |
|||
|
9 |
1, 1a |
119,6 |
46 |
Наименование детали, сб. единицы или материала |
Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции. Допускается вносить в графу информацию о толщине материала |
|
2, 2a |
169,0 |
65 |
|||
|
3, 3a |
169,0 |
65 |
|||
|
10 |
1, 1a |
75,4 |
29 |
Код, обозначение |
Обозначение (код) деталей, сборочных единиц по конструкторскому документу или материала по классификатору |
|
2, 2a |
72,8 |
28 |
|||
|
3, 3a |
72,8 |
28 |
|||
|
11 |
1, 1a, 2, 2a, 3, 3a |
13,0 |
5 |
ОПП |
Обозначение подразделения (склада, кладовой и т.п.) откуда поступают комплектующие детали, сборочные единицы или материалы; при разработке — куда поступают |
|
12 |
1, 1a, 2, 2a, 3, 3a |
13,0 |
5 |
ЕВ |
Код единицы величины (массы, длины и т. п.) детали, заготовки, материала по Классификатору СОЕИ. Допускается указывать единицы измерения величины |
|
13 |
1, 1a, 2, 2a, 3, 3a |
13,0 |
5 |
ЕН |
Единица нормирования, на которую установлена норма расхода материала, например 1, 10, 100 |
|
14 |
1, 1a, 2, 2a, 3, 3a |
18,2 |
7 |
КИ |
Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке — получаемых |
|
15 |
1, 1a, 2, 2a, 3, 3а |
20,8 |
8 |
Н. расх. |
Норма расхода материала |
|
16 |
3, 3a |
18,2 |
7 |
Поз. |
Номер позиции детали, сборочной единицы по эскизу или конструкторскому документу |
|
17 |
3 |
18,2 |
7 |
Т в. пр. |
Время вынужденного простоя в ожидании обслуживания за время обработки одной детали, мин |
|
18 |
3 |
18,2 |
7 |
Т сум. |
Суммарная норма времени на операцию |
|
19 |
3 |
18,2 |
7 |
Кол. за цикл |
Количество сборочных единиц (изделий) за цикл |
|
20 |
3 |
18,2 |
7 |
Тшт. |
Норма штучного времени на операцию |
|
21 |
3 |
18,2 |
7 |
Произв. |
Расчетно-часовая производительность оборудования |
|
22 |
3 |
41,6 |
16 |
Обозначение ИОТ |
Обозначение инструкций по охране труда, требования которых необходимо соблюдать при выполнении операции |
|
23 |
3 |
109,2 |
42 |
Наименование оборудования |
Наименование оборудования |
|
24 |
3 |
59,8 |
23 |
Код, обознач. оборудования |
Код, обозначение оборудования по классификатору |
|
25 |
3, 3а |
18,2 |
7 |
ПИ |
Номер позиции инструментальной наладки. Применяется по усмотрению разработчика |
|
26 |
3, 3а |
78,2 |
28 |
Наименование ТО |
Наименование технологической оснастки |
|
27 |
3, 3а |
57,2 |
22 |
Код, обозначение ТО |
Код, обозначение технологической оснастки по классификатору |
|
28 |
3, 3а |
20,8 |
8 |
Кол. |
Количество единиц технологической оснастки одного обозначения, одновременно применяемой при выполнении перехода |
Примечания:
1. В графе «количество знаков» указано число знаков, соответствующее ширине данной графы. Максимальное количество знаков, вносимых в графу, на один знак меньше числа знаков, указанных в табл.2.
2. Размеры граф даны исходя из шага печатающих устройств, равного 2,6 мм.
3. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
1.3. При описании технологического процесса сварки и пайки, независимо от типа и характера производства, документы на основные операции должны предусматривать операционное описание с обязательным указанием технологических режимов.
1.3.1. Параметры технологических режимов, в зависимости от вида (способа) сварки и пайки, следует указывать в последовательности, предусмотренной в типовых блоках режимов.
Типовые блоки режимов приведены в приложении 1.
1.3.2. Выбор соответствующего блока режимов и простановку параметров режимов осуществляет разработчик документов.
1.3.3. Типовые блоки режимов могут быть внесены в бланки документов после строки со служебным символом К/М с привязкой к служебному символу Р. В этом случае формы документов будут иметь специальное назначение и распространяться только на сварку или пайку конкретных видов (способов). Обозначение таких форм документов следует выполнять в соответствии с требованиями, изложенными в приложении 1.
Примечания:
1. Наиболее удобными формами документов для внесения типовых блоков технологических режимов в головку таблицы являются формы 2 и 1б МК по ГОСТ 3.1118 и ОК формы 1 и 1а настоящего стандарта.
2. При наличии большого количества параметров режимов допускается размещать часть информации в строке со служебным символом О после текста содержания перехода.
1.3.4. При использовании сварки или пайки различных видов (способов) в одном технологическом процессе, а также для документов формата А4 с вертикальным расположением поля подшивки следует применять построчную запись информации по технологическим режимам с привязкой к служебному символу Р. В этом случае информацию следует записывать после записи содержания операции (перехода) и данных по технологической оснастке с указанием наименований или условных обозначений параметров режимов и единиц величины. Отсутствующие в блоке режимов параметры допускается записывать таким же образом. Запись информации следует выполнять по всей длине строки с возможностью переноса информации на последующие строки.
1.3.5. Обозначения единиц величин параметров технологических режимов следует указывать в заголовке графы (если позволяет место) или непосредственно при записи параметров.
1.4. Для документов, проектируемых на прочие методы сборки, включая основные и сопутствующие процессы и операции, необходимость указания соответствующих режимов, их состав и оформление устанавливает разработчик документов.
2. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ДОКУМЕНТОВ
2.1. Общие требования к формам и бланкам документов при проектировании документов и общие требования к их оформлению:
— по ГОСТ 3.1129 и ГОСТ 3.1130 — без применения средств механизации и автоматизации;
— по ГОСТ 2.004 — с применением средств механизации и автоматизации.
2.2. При подготовке форм МК и форм 1, 1а ОК к размножению допускается предусматривать в формах документов зоны для внесения графических иллюстраций к процессам и операциям.
Зоны следует располагать в нижней части форм документов. Размеры зон устанавливает разработчик документов исходя из кратности интервалу печатающих устройств.
При использовании зон для внесения текстовой информации в формах документов следует применять линии, выполненные знаками «-» или «.», обозначающие границу строк и граф. Интервалы пунктирных линий устанавливает разработчик документов, исходя из обеспечения четкости выполнения графических иллюстраций. Допускается не указывать пунктирные линии.
Пример оформления МК/ОК для слесарных работ приведен в приложении 2.
2.3. Запись операций и переходов в документах следует выполнять:
— по ГОСТ 3.1703 — для слесарных, слесарно-сборочных работ;
— по ГОСТ 3.1704 — для пайки и лужения;
— по ГОСТ 3.1705 — для сварки.
Примечание. Запись наименования операций для сборки, включая сопутствующие процессы и операции, выполняют по классификатору технологических операций (КТО), а запись содержания соответствующих операций и переходов — в соответствии с требованиями, установленными на уровне отрасли или предприятия (организации).
2.4. Общие требования к комплектности и оформлению комплектов документов:
— по ГОСТ 3.1119 — для единичных технологических процессов;
— по ГОСТ 3.1121 — для типовых (групповых) технологических процессов (операций).
2.5. Отражение и оформление общих требований безопасности труда в технологической документации — по ГОСТ 3.1120.
2.6. При применении форм МК, выполняющих функции документов других видов, их оформление следует выполнять в соответствии с правилами для документов применяемых видов, предусмотренными стандартами ЕСТД. При этом в графе 28 блока Б6 основной надписи по ГОСТ 3.1103 следует проставлять через дробь условное обозначение соответствующего вида документа, функции которого выполняет МК, например МК/КТП, МК/ОК и т.д.
2.7. При маршрутно-операционном описании выбор состава операций, подлежащих операционному и маршрутному описанию, устанавливает разработчик документов с учетом требований п.1.3.
2.8. При описании операций запись информации следует выполнять в следующем порядке с привязкой к служебным символам:
— А, Б, К/М, О, Т, Р — для форм МК с горизонтальным расположением поля подшивки;
— В, Г, Д, Л/М, Н/М, О, Т, Р — для форм МК с вертикальным расположением поля подшивки;
— К/М, О, Т, Р — для форм ОК с горизонтальным расположением поля подшивки;
— Л/М, Н/М, О, Т, Р — для форм ОК с вертикальным расположением поля подшивки.
2.8.1. При применении форм МК/ОК запись информации в графах, относящихся к служебным символам А, Б или В, Г, Д и Е, следует выполнять по ГОСТ 3.1118 с учетом дополнений:
— в графе «Обозначение документа» следует приводить ссылки на применяемые ТИ и инструкции по охране труда (ИОТ);
— в графе «Код, наименование оборудования» дополнительно для сварочных операций, при необходимости, указывать род сварочного тока;
— не заполнять графы по трудозатратам, кроме граф «Тп.з» и «Тшт.», в которые следует вносить данные по суммарному вспомогательному и основному времени соответственно.
2.8.2. Запись информации в графах, относящихся к служебным символам К/М, Л/М, Н/М, независимо от применяемых форм документов, следует выполнять в следующем порядке: вначале следует указывать информацию о комплектующих составных частях изделия (сборочной единицы), затем о применяемых основных и вспомогательных материалах на операцию.
Для внесения изменений следует оставлять незаполненными одну-две строки между информацией о комплектующих составных частях изделия и данных об основных и вспомогательных материалах, а также перед описанием содержания первого перехода.
2.8.3. При указании данных в графах, относящихся к служебным символам К/М или Л/М, Н/М для операций сварки и пайки, дополнительно допускается указывать после наименования деталей, сборочных единиц (ДСЕ) марку и толщину материала, а в графах, предусматривающих внесение информации по основным и вспомогательным материалам, следует указывать данные о материалах для сварки и пайки, включая присадочный материал, припои, газы, флюсы и т.п.
Допускается записывать информацию по всей длине строки с возможностью переноса информации на последующие строки и указывать номер позиции перед наименованием ДСЕ.
2.9. Описание содержания переходов в операциях следует выполнять с привязкой к служебному символу 0 по всей длине строки с возможностью переноса информации на последующие строки.
2.9.1. При описании содержания основного и вспомогательного переходов необходимо соответственно указывать данные по То и Тв .
Указание данных следует выполнять на уровне строки, где заканчивается описание содержания перехода.
Примечание. Простановку данных по То и Тв в формах ОК следует выполнять соответственно в графах 14 и 15, в формах МК/ОК — соответственно в графах Тп.з. и Тшт.
2.9.2. При разработке графических иллюстраций и указании на них графических обозначений опор, зажимов и зажимных устройств допускается описание содержания вспомогательных переходов не выполнять.
2.9.3. В содержание основных переходов допускается включать дополнительную информацию:
— данные по технологическим режимам, для которых типовые блоки технологических режимов не разработаны, например склеивание, пропитка, сушка, настройка и т.п.;
— размеры сварных или паяных соединений (не приведенные на КЭ), например длину сварного шва, толщину и ширину паяного шва и т.п. Необходимость и целесообразность отражения дополнительной информации устанавливает разработчик документов.
2.9.4. Для указания формы и размеров сварных или паяных соединений следует применять вспомогательные знаки и обозначения:
— по ГОСТ 2.312 — для сварных соединений;
— по ГОСТ 19249 — для паяных соединений, а также по соответствующим государственным и отраслевым стандартам на типы, конструктивные элементы и размеры сварных (паяных) соединений.
2.10. Указание данных по технологической оснастке следует выполнять с привязкой к служебному символу Т в следующей последовательности: стапели, приспособления, вспомогательный инструмент, слесарный и слесарно-монтажный инструмент, режущий инструмент, специальный инструмент, средства измерений.
2.10.1. Запись информации по технологической оснастке следует выполнять по всей длине строки с возможностью переноса информации на последующие строки.
Допускается:
— выполнять раздельную запись информации по видам технологической оснастки с применением условных обозначений ее видов:
стапели — СТ,
приспособления — ПР,
вспомогательный инструмент — ВИ,
слесарный и слесарно-монтажный инструмент — СЛ,
режущий инструмент — РИ,
специальный инструмент — СП,
средств измерений — СИ;
-выполнять на каждой строке запись кода (обозначения) и наименования одного вида технологической оснастки.
2.10.2. В целях исключения дублирования информации данные по общей технологической оснастке, применяемой на всей операции, следует указывать после описания содержания первого перехода.
2.10.3. При записи информации по технологической оснастке, применяемой для сварки и пайки, допускается указывать дополнительную информацию, например материал и размеры электродов для контактной сварки, размеры канавок для формирования сварного шва, диаметр сопла, номер мундштука для газовой горелки и т.п.
2.11. При разработке процессов (операций), выполняемых с применением специальных средств технологического оснащения (конвейеров для сборки, автоматизированных линий и т.п.) следует применять ОК формы 3 и 3а совместно с МК.
Порядок внесения и расположения текстовой и графической информации в формах устанавливает разработчик документов с учетом следующих требований:
— на первом листе следует указывать общую информацию на весь процесс. Графы, относящиеся к служебным символам Л/М, Н/М, О и Т, допускается не заполнять. В качестве графических иллюстраций рекомендуется указывать общую схему компоновки линии с привязкой к рабочим местам;
— описание операций следует выполнять в технологической последовательности с указанием всех необходимых данных, включая графические иллюстрации;
— запись информации в графах, относящихся к служебным символам Л/М, Н/М и Т, следует выполнять с таким расчетом, чтобы оставить необходимую зону (место) для соответствующих графических иллюстраций. При необходимости графическая или текстовая информация может быть приведена на последующем листе (листах);
— при подробной графической иллюстрации к операции допускается краткое описание содержания операции, например «Собрать детали 1, 2 и 3. Прихватить, а затем сварить детали 2 и 3».
Для операций сварки и пайки в целях удобства указания данных по технологическим режимам следует выделять две-три строки в нижней части формы документа. Длину строки следует устанавливать исходя из состава включаемой информации (в соответствии с рекомендациями по использованию типовых блоков режимов), а количество строк — от числа вводимых блоков.
2.11.1. Допускается применять формы 3б МК по ГОСТ 3.1118 или 2а ОК настоящего стандарта взамен формы 3а.
2.11.2. Пример оформления ОК приведен в приложении 2.
2.12. При разработке документов для специализированных рабочих мест с целью переналадки оборудования в зависимости от марки и толщины материала допускается применять МК/КН.
2.12.1. Формы МК/КН допускается применять в виде самостоятельных документов или в составе документов на типовые и групповые операции.
2.12.2. При применении форм МК/КН в качестве самостоятельных документов в них следует приводить данные о применяемых средствах технологического оснащения, о материалах и их толщинах с привязкой к конкретному блоку режимов. Запись информации следует выполнять с привязкой к служебным символам М и Р. При применении материалов одной марки, но разной толщины запись информации следует выполнять в последовательности: на первой строке указать толщину материала, на второй — соответствующий блок режимов. Рекомендуется оставлять незаполненными одну-две строки между данными, относящимися к конкретному материалу и блоку режимов.
2.13. Примеры оформления МК/КТП приведены в ГОСТ 3.1119, МК/КТТП и МК/ВТП — в ГОСТ 3.1121.
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
|
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
|
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
|
|
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
|
|
ПРИЛОЖЕНИЕ 1
Обязательное
ТРЕБОВАНИЯ К ЗАПОЛНЕНИЮ И ОФОРМЛЕНИЮ ТИПОВЫХ БЛОКОВ РЕЖИМОВ, ПРИМЕНЯЕМЫХ В ДОКУМЕНТАХ НА СВАРКУ И ПАЙКУ
1. При описании операций сварки и пайки следует применять типовые блоки режимов, указанные соответственно на черт.1 и 2. Другие блоки режимов допускается устанавливать на уровне отрасли или предприятия (организации).
2. Размеры граф, входящих в блоки режимов, устанавливает разработчик документов, исходя из:
— максимальной длины строки — 286 мм (110 знаков) (минус размер графы для обозначения служебных символов и порядкового номера строки);
— необходимости размещения граф таким образом, чтобы вертикальные линии, разделяющие графы строки со служебным символом К/М и графы блока режимов, по возможности совпадали;
— требуемого количества знаков для записи параметров режимов с учетом единиц величины;
— возможности дополнения информацией, отсутствующей в блоках режимов, приведенных на черт.1 и 2.
3. При введении в формы документов блоков режимов в строке со служебным символом Р следует указывать сокращенное обозначение блока режимов по черт.1 и 2, например РС3 — блок режимов газовой сварки, РП2 — блок режимов пайки в печи.
На последующих строках форм документов следует указывать только служебный символ Р.
4. Графы блоков режимов сварки (РС1-РС8) следует заполнять в соответствии с табл.3.
Таблица 3
|
Но- мер графы |
Условное обозначение графы при |
Номер блока режимов сварки |
Содержание графы |
|
|
ручном способе запол- нения |
автомати- зированном проек- тировании |
|||
|
1 |
ПС |
ПС |
РС1, РС3 |
Обозначение положения сварки по ГОСТ 11969-93* |
|
2 |
НП |
НП |
РС1, РС3 |
Номер прохода для многослойных сварных швов |
|
3 |
DC |
DC |
РС1 |
Диаметр сопла для сварки в защитных газах со струйной защитой |
|
4 |
lс |
LC |
РС1 |
Расстояние от торца сопла до поверхности свариваемых деталей для дуговой сварки в защитных газах со струйной защитой |
|
5 |
lэ |
LЭ |
РС1 |
Вылет электрода (расстояние от точки токоподвода до конца электрода, на котором горит дуга) |
|
6 |
Пл |
ПЛ |
РС1 |
Обозначение полярности (П — прямая, О — обратная) |
|
7 |
U |
U |
РС1 |
Напряжение при электрошлаковой сварке. |
|
Напряжение дуги при остальных способах сварки |
||||
|
PС2 |
Ускоряющее напряжение |
|||
|
РС4, РС5 |
Вторичное напряжение холостого хода или ступень регулирования контактной машины. |
|||
|
Зарядное напряжение при сварке на конденсаторной машине |
||||
|
8 |
I |
I |
РС1, РС2 |
Сила сварочного тока (при сварке трехфазной дугой — в цепи электрод-изделие) |
|
9 |
vc |
VC |
РС1, РС2, PС4, РС8 |
Скорость сварки |
|
10 |
vп |
VП |
РС1, РС2 |
Скорость подачи присадочного металла |
|
11 |
qoз |
QO3 |
РС1, РС8 |
Расход защитного (плазмообразующего) газа для основной защиты в единицу времени |
|
12 |
qдз |
QДЗ |
РС1, РС8 |
Расход защитного (плазмообразующего) газа для дополнительной защиты в единицу времени |
|
13 |
qк |
QK |
РС1 |
Расход защитного газа для защиты корня шва в единицу времени |
|
14 |
Ти |
ТИ |
РС1, РС2 РС8 |
Длительность импульса сварочного тока |
|
15 |
Тп |
ТП |
РС1, РС4 РС8 |
Длительность паузы между импульсами сварочного тока |
|
16 |
— |
— |
РС1-РС8 |
Резервная графа для указания дополнительной информации по режимам сварки. Заполняется по усмотрению разработчика |
|
17 |
lп |
LП |
РС2 |
Расстояние от среза электронной пушки до поверхности свариваемых деталей |
|
18 |
Iф |
IФ |
РС2 |
Сила тока фокусирующей катушки |
|
19 |
f |
Ч |
РС2 |
Частота импульсов |
|
20 |
HM |
НМ |
РС3 |
Номер мундштука |
|
21 |
Рк |
PK |
РС3 |
Давление кислорода |
|
22 |
Рг |
РГ |
РС3 |
Давление горючего газа |
|
23 |
Fпp |
FПР |
РС4, РС7 |
Предварительное усилие сжатия |
|
24 |
Tпр |
ТПР |
РС4 |
Длительность приложения предварительного усилия сжатия |
|
25 |
I |
I1 |
РС4, РС5 |
Сила тока первого импульса (подогрева) |
|
26 |
F |
F1 |
РС4, РС5 |
Сварочное усилие сжатия при первом импульсе (подогреве) |
|
РС6 |
Усилие сжатия в стадии нагрева заготовок |
|||
|
27 |
T
|
T1 |
РС4, РС5 |
Длительность первого импульса (подогрева) |
|
РС6 |
Длительность нагрева заготовок |
|||
|
28 |
I
|
I2 |
РС4, РС5 |
Сила тока второго импульса (сварки) |
|
29 |
F
|
F2 |
РС4, РС5 |
Сварочное усилие сжатия при втором импульсе тока |
|
РС6 |
Усилие сжатия в стадии осадки |
|||
|
РС7 |
Рабочее усилие сжатия |
|||
|
30 |
Т |
Т2 |
РС4, РС5 |
Длительность второго импульса |
|
РС6 |
Длительность осадки |
|||
|
РС7 |
Длительность приложения рабочего усилия сжатия |
|||
|
31 |
Fк |
FК |
РС4, РС5 |
Ковочное усилие сжатия |
|
32 |
Тк |
ТК |
РС4, РС5 |
Длительность приложения ковочного усилия |
|
33 |
Е |
Е |
РС4 |
Электрическая емкость конденсаторов (для конденсаторной сварки) |
|
34 |
lус |
LУС |
РС5, РС6 |
Установочная длина заготовки. Если установочные длины для двух заготовок различны, то следует записывать через запятую оба их значения с указанием в скобках номера позиции по конструкторскому документу или эскизу |
|
35 |
Пр |
ПР |
РС5, РС6 |
Общий припуск |
|
36 |
Пр |
ПР1 |
РС5 |
Припуск на оплавление |
|
РС6 |
Припуск на осадку при нагреве заготовок |
|||
|
37 |
Fзаж |
FЗАЖ |
РС5 |
Усилие зажатия стыковой машины |
|
38 |
vо |
VO |
РС5 |
Скорость оплавления |
|
39 |
n |
ЧВ |
РС6 |
Частота или угловая скорость относительного вращения заготовок |
|
40 |
Рв |
РВ |
РС7 |
Давление в камере после вакуумирования |
|
41 |
Т-ра |
Т-РА |
РС7 |
Температура сварки |
|
42 |
vн |
VН |
РС7 |
Скорость нагрева |
|
43 |
vox |
VOX |
РС7 |
Скорость охлаждения |
|
44 |
N |
N |
РС8 |
Мощность излучения |
|
45 |
Расходим. |
РАСХОДИМ. |
РС8 |
Расходимость луча |
|
46 |
Dл |
DЛ |
РС8 |
Диаметр луча |
|
47 |
lф |
LФ |
РС8 |
Фокусное расстояние |
|
48 |
lз |
L3 |
РС8 |
Заглубление фокуса относительно поверхности свариваемого изделия |
5. Графы блоков режимов пайки (РП1-РП8) следует заполнять в соответствии с табл.4.
Таблица 4
|
Но- мер графы |
Условное обозначение графы при |
Номер блока режимов пайки |
Содержание графы |
|
|
ручном способе заполнения |
автомати- зированном проек- тировании |
|||
|
1 |
ПС |
ПС |
РП1-РП8 |
Условное обозначение паяного шва по ГОСТ 19249 |
|
2 |
v |
v |
РП1, РП4, РП7, РП8 |
Скорость перемещения источника нагрева или изделия |
|
3 |
vп |
vП |
РП1 |
Скорость подачи припоя |
|
4 |
Т-ра пп |
Т-РА ПП |
РП1 |
Температура предварительного подогрева детали (сборочной единицы) |
|
5 |
Т-ра ж |
Т-РА Ж |
РП1 |
Температура жала паяльника |
|
6 |
Пл |
ПЛ |
РП1 |
Вид пламени (нормальное, окислительное, науглероживающее). При заполнении графы применяют сокращения: норм., окисл., наугл. |
|
7 |
qг |
QГ |
РП1, РП2, РП5 |
Расход газа в единицу времени |
|
8 |
НМ |
НМ |
РП1, РП5 |
Номер наконечника (мундштука) |
|
9 |
Тн |
ТН |
РП1-РП8 |
Время нагрева при пайке |
|
10 |
Тох |
ТОХ |
РП1-РП8 |
Время охлаждения при пайке |
|
11 |
— |
— |
РП1-РП8 |
Резервная графа для указания дополнительной информации по режимам пайки. Заполняется по усмотрению разработчика |
|
12 |
vк |
VК |
РП2, РП3 |
Скорость движения конвейера (манипулятора) |
|
13 |
vн |
VH |
РП2, РП4 |
Скорость нагрева при пайке |
|
14 |
Т-ра ив |
Т-РА ИВ |
РП2, РП6 |
Температура изотермической выдержки |
|
15 |
Т-ра п |
Т-РА П |
РП2, РП4 |
Температура пайки |
|
РП3 |
Температура припоя в ванне |
|||
|
16 |
Тив |
ТИВ |
РП2, РП6 |
Время изотермической выдержки |
|
17 |
Тв |
ТВ |
РП2, РП3 |
Время выдержки при пайке |
|
18 |
Fд |
FД |
РП2, РП6 |
Усилие сжатия паяемых деталей |
|
19 |
Ср |
СР |
РП2 |
Вид среды в печах (воздушная, защитная, восстановительная, окислительная, вакуумная). При заполнении графы применяют сокращения: возд., защит., восст., окисл., вак. |
|
20 |
Т-ра р |
Т-РА Р |
РП2 |
Точки росы газа |
|
21 |
Ро |
РО |
РП2, РП7 |
Значение остаточного давления в рабочей вакуумной камере |
|
22 |
qвф |
QВФ |
РП3 |
Расход воздуха при пенном флюсовании |
|
23 |
Рф |
РФ |
РП3 |
Давление струи флюса |
|
24 |
Ук |
УК |
РП3 |
Угол наклона конвейера при пайке волной припоя |
|
25 |
vпи |
VПИ |
РП3 |
Скорость подъема изделия из расплавленного припоя при пайке погружением |
|
26 |
fв |
ЧВ |
РП3 |
Частота вибрации изделия при подъеме из расплавленного припоя |
|
27 |
А |
А |
РП3 |
Амплитуда вибрации изделия |
|
28 |
lи |
LИ |
РП4 |
Зазор между индуктором и изделием или приспособлением |
|
29 |
Nг |
NГ |
РП4 |
Мощность генератора |
|
30 |
Iи |
IИ |
РП4 |
Сила тока индуктора |
|
31 |
Iг |
IГ |
РП4 |
Сила тока генератора |
|
32 |
Uг |
UГ |
РП4 |
Напряжение генератора |
|
33 |
Uи |
UИ |
РП4 |
Напряжение индуктора |
|
34 |
DЭ |
DЭ |
РП5 |
Диаметр электрода |
|
35 |
DC |
DC |
РП5 |
Диаметр сопла |
|
36 |
П |
П |
РП5 |
Обозначение полярности (П — прямая, О — обратная) |
|
37 |
l |
L |
РП5 |
Расстояние от торца электрода или сопла до поверхности паяемых деталей |
|
38 |
Uд |
UД |
РП5 |
Напряжение дуги |
|
39 |
Iд |
IД |
РП5 |
Сила тока дуги |
|
40 |
У |
У |
РП5 |
Угол наклона горелки или электрода |
|
41 |
F |
F |
РП5 |
Сжимающее усилие на электродах при электродуговой пайке |
|
42 |
Fпp |
FПP |
РП6 |
Предварительное усилие сжатия |
|
43 |
Тпр |
ТПР |
РП6 |
Время приложения предварительного усилия сжатия |
|
44 |
l |
I1 |
РП6 |
Сила тока первого импульса (подогрева) |
|
45 |
Fc |
FC |
РП6 |
Усилие сжатия при пайке |
|
46 |
lп |
IП |
РП6 |
Сила тока при пайке |
|
47 |
Fив |
FИВ |
РП6 |
Усилие сжатия при изотермической выдержке |
|
48 |
Iив |
IИВ |
РП6 |
Сила тока при изотермической выдержке |
|
49 |
lп |
LП |
РП7, РП8 |
Расстояние от источника энергии до поверхности паяемых деталей |
|
50 |
Uy |
UУ |
РП7 |
Ускоряющее напряжение |
|
51 |
Iф |
IФ |
РП7 |
Сила тока фокусирующей катушки |
|
52 |
Iэ |
IЭ |
РП7 |
Сила тока эмиссии |
|
53 |
s |
S |
РП7, РП8 |
Площадь облучаемой зоны |
|
54 |
f |
Ч |
РП8 |
Частота импульсов |
|
55 |
Uил |
UИЛ |
РП8 |
Напряжение излучателя |
|
56 |
ПМ |
ПМ |
РП8 |
Максимальная плотность лучистого потока в облучаемой зоне |
|
57 |
Плс |
ПЛС |
РП8 |
Средняя плотность лучистого потока в облучаемой зоне |
|
58 |
W |
W |
РП8 |
Вид концентрированной энергии (инфракрасное излучение, излучение лазера, сфокусированный световой луч). |
|
При заполнении графы применяются сокращения: инфр. и., изл. лаз., сф. св. л. |
Типовые блоки технологических режимов сварки
|
|
Черт.1
Типовые блоки технологических режимов пайки
|
|
Черт.2
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ ОФОРМЛЕНИЯ ДОКУМЕНТОВ, ВЫПОЛНЕННЫХ НА МК И ОК
Пример распечатки формы ОК на АЦПУ ЭВМ
|
|
Оформление ОК, выполненной на МК, на слесарную операцию
|
|
Оформление ОК на пайку в печи
|
|
Оформление ОК на контактную точечную сварку, выполняемую на автоматической линии
|
|
Оформление ОК на сборку
|
|
Технологическая инструкция – технологический документ Единой системы конструкторской документации
Технологическая инструкция (ТИ) является одним из обязательных документов, используемых при производстве, эксплуатации и ремонте той или иной продукции или изделия. ТИ входит в состав технической документации, утвержденной в Единой системе конструкторской документации (ЕСКД). Наряду с Техническими условиями происходит разработка и утверждение Технологических инструкций.
Если Технические условия состоят из набора требований к сырью, материалам, технологическим процессам, процессам контроля производства, полуфабрикатов и готовой продукции, то Технологическая инструкция являет собой описание самого процесса: одной или нескольких операций. Регламентируется составление, разработка и оформление ТИ стандартами серии ГОСТ 34, разработанными в системе ЕСКД.
Технологическая инструкция по производству в соответствии с нормативами технологической документации разрабатывается для комплекса операций, либо для определенной операции технологического процесса. Для этого, как правило, используются типовые инструкции, созданные в качестве отраслевых стандартов и часто оформленные в виде ГОСТов или ОСТов.
Согласно РД 50-34.698-90, устанавливающему требования к разработке Тех. инструкций, они должны содержать для каждой операции:
- условия, необходимые для ее выполнения;
- цель конкретной операции;
- порядок ее выполнения.
Описание самого порядка действий должно соответствовать технологической последовательности и требованиям ГОСТ 3.1129 и ГОСТ 3.1130. При надобности в ТИ указываются последовательность корректирующих действий и методы проверки результатов операции. Технологическая инструкция по производству для наглядности часто включает в себя чертежи и иллюстрации.
Структура документа и правила оформления также устанавливаются стандартами и зависят от вида продукции, назначения ТИ, и типом производства. Если планируется выпуск готовой продукции на экспорт, то существует требование к Тех. инструкции: необходимость составления ее на нескольких языках.
В общем случае ТИ по производству может включать в себя следующие разделы:
- характеристику и описание продукции, получаемой в результате технологической операции;
- характеристику используемого сырья, материалов и комплектующих;
- требования к технологическому и производственному оборудованию, используемых при операции;
- описание технологического процесса;
- методы и способы контроля производства;
- санитарно-гигиенические требования к процессу, оборудованию, персоналу;
- требования безопасности труда и охраны окружающей среды при выполнении или подготовке операции и другие позиции.
В зависимости от конкретного производства и вида производимой продукции или отрасли деятельности состав разделов Технологической инструкции по производству, по эксплуатации, по ремонту ( в соответствии со сферой производства) может изменяться. Названия разделов, его структура разрабатываются специалистами производства (производственного отдела предприятия) или сторонней организацией, которая имеет специализацию в создании технической документации в требуемой отрасли промышленности.
Типовые технологические инструкции
Составление тех. инструкции по производству начинается с поиска типовой инструкции, которые, как правило, имеются в каждой отрасли промышленности (может быть, кроме инновационных технологий).
Составление ТИ чаще всего происходит с разработкой Технических условий (ТУ) и стандартов предприятия. Технологические инструкции по производству являются обязательным приложением к ТУ и вводится на предприятии в действие одновременно с ними.
Задача инструкции – добиться обеспечения производства готовой продукции в строгом соответствии с ТУ или ГОСТами, а также другими нормативами, используемыми в конкретной области производства. Таким образом, отраслевые типовые технические условия отвечают за изготовление высококачественной продукции, эффективное применение оборудования и приборов.
Например, в пищевой отрасли существует ГОСТ Р 53105-2008, который устанавливает требования к технологической документации: к технологической карте, инструкции, к технико-технологической карте (разрабатывается на нетрадиционную продукцию). Разработан данный стандарт Всероссийским научно-исследовательским институтом сертификации, утвержден Федеральным агентством по тех. регулированию и метрологии. И действует на территории РФ с 1 января 2010 года. В данном документе учтены принципы стандартизации, установленные ФЗ № 184 «О техническом регулировании».
Кроме установленных разделов для составления Технологической инструкции установлены определенные требования к ее содержанию. Они включают в себя, в том числе, следующие позиции:
- обязательность указания области применения документа. Здесь должны быть указаны виды продукции (ассортимент продукции) и перечень предприятий или филиалов, которым предоставлено право изготовления, транспортировки или сбыта видов продукции, перечисленных в ТИ;
- обязательность установления требований к сырью и к пищевым полуфабрикатам, применяемым для изготовления продукции. Обязательно указываются нормативные или технические документы на сырье, а также документы, подтверждающие их безопасность и качество в соответствии с законодательством Российской Федерации;
- обязательность установления требований к рецептуре для каждого блюда и изделия, установление норм расхода сырья и пищевых продуктов (с учетом потерь при кулинарной обработке). Данные показатели устанавливаются предприятием-изготовителем на основании актов проработки экспериментальным способом;
- подробное описание технологического процесса, включающего последовательность технологических операций с используемым технологическим оборудованием и с параметрами технологических режимов (продолжительность операции, температура, влажность и т.д.). К технологическим процессам стандарт относит также правила внутрицеховой транспортировки, приемки, хранения сырья и продуктов, их подготовку к технологическому процессу;
- обязательность установления требований и порядка санитарной обработки оборудования, помещений и прочих объектов, используемых в технологической операции;
- обязательность установления требований к организации контроля качества и безопасности продукции на каждом этапе технологической операции и прочие требования.
Отправьте заявку
ГОСТ Р 52357-2005
Группа Н00
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Продукты молочные и молокосодержащие
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
Общие требования к оформлению, построению и содержанию
Milk and milk-containing products. Technological instruction.
General requirements for lay out, development and composition
ОКС 67.020
Дата введения 2006-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН рабочей группой Национального фонда защиты потребителей
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 186 «Молоко и молочные продукты»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 5 июля 2005 г. N 178-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет.
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Ротстехрегудирования от 27.12.2006 N 388-ст с 01.01.2008
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 2007 год
1 Область применения
1 Область применения
Настоящий стандарт устанавливает общие требования к оформлению, построению и содержанию технологической инструкции по производству молочных, молокосодержащих продуктов, масла и сыра.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 26809-86 Молоко и молочные продукты. Правила приемки, методы отбора и подготовка проб к анализу
ГОСТ Р 50779.11-2000 (ИСО 3534-2-93) Статистические методы. Статистическое управление качеством. Термины и определения
ГОСТ Р 51740-2001 Технические условия на пищевые продукты. Общие требования к разработке и оформлению
ГОСТ Р 51917-2002 Продукты молочные и молокосодержащие. Термины и определения
ГОСТ Р 52090-2003 Молоко питьевое. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяют в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 26809, ГОСТ Р 50779.11, ГОСТ Р 51917 и Р 50-605-80* [1], а также следующие термины с соответствующими определениями:
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — .
3.1 технология производства: Комплекс технологических процессов и операций, осуществляемых с помощью составленных в определенной последовательности технических средств и персонала, позволяющий производить готовую продукцию.
3.2 технологический процесс: Изменение физических и/или химических, и/или структурно-механических, и/или микробиологических, и/или органолептических свойств и характеристик сырья, компонентов, материалов.
3.3 технологическая операция: Элементарная часть технологического процесса.
3.4 технологическое оборудование: Технические средства для реализации технологического процесса, его части или технологической операции.
3.5 технические условия; ТУ: Технический документ, в котором изготовитель устанавливает требования к качеству, безопасности и сроку годности конкретного продукта (нескольких конкретных продуктов), необходимые и достаточные для идентификации продукта, контроля его качества и безопасности при изготовлении, хранении, транспортировании.
3.6 технологическая инструкция; ТИ: Технический документ, устанавливающий требования к процессам изготовления, контроля, внутризаводского хранения и транспортирования сырья, материалов и готовых продуктов.
3.7 типовая технологическая инструкция; ТТИ: Технологическая инструкция, распространяющаяся на процессы изготовления, контроля, хранения и транспортирования сырья, материалов и готовой продукции, требования к которой установлены национальными стандартами технических условий.
3.8 технологическая инструкция изготовителя; ТИИ: Технологическая инструкция, разрабатываемая на основе типовой технологической инструкции с учетом отличительных особенностей имеющегося в распоряжении предприятия оборудования и организации производственных процессов изготовления продукции, требования к которой установлены национальными стандартами технических условий.
3.9 технологическая инструкция к техническим условиям; ТИ ТУ: Технологическая инструкция, распространяющаяся на процессы изготовления, контроля, хранения и транспортирования сырья, материалов и готовой продукции, требования к которой установлены техническими условиями, утвержденными предприятием (организацией) — держателем подлинника ТУ.
Примечание — В случае принятия решения организации о разработке стандарта организации (СО) технологическую инструкцию разрабатывают к стандарту организации (ТИ СО).
3.10 план подготовки производства: Технический документ, устанавливающий план подготовки производства с указанием конкретных мероприятий, сроков их выполнения, финансовых затрат и ответственных исполнителей.
3.11 производственный контроль: Контроль сырья, материалов, технологических процессов, процессов внутризаводского транспортирования и хранения, применяемых при производстве продуктов.
Примечание — Производственный контроль включает в себя: входной контроль, технологический контроль, приемочный контроль.
3.12 входной контроль: Контроль показателей качества и безопасности сырья и материалов, поступивших к изготовителю для дальнейшего использования в технологических процессах изготовления продуктов.
3.13 технологический контроль: Контроль текущего состояния технологических процессов, технологических операций, технологических и рабочих сред.
3.14 операционный контроль: Контроль параметров и показателей во время выполнения или после завершения технологической операции.
3.15 приемочный контроль: Контроль показателей качества и безопасности готовых продуктов, по результатам которого принимают решение об их пригодности к поставкам или дальнейшей переработке.
4 Общие положения
4.1 Изготовление продуктов осуществляют в соответствии с ТИ, содержащими требования к технологии производства, начиная от входного контроля до завершения приемочного контроля.
4.2 Обновление ТИ, включая внесение изменений или пересмотр, что может быть обусловлено изменившимися требованиями к качеству и безопасности продукта в законах Российской Федерации, нормативных и технических документах, а также совершенствованием технологического процесса, осуществляет предприятие (организация) — держатель подлинника ТИ.
Отмену ТИ осуществляет предприятие (организация) — держатель подлинника по своему решению или на основе требований органов государственного контроля и надзора.
4.3 В целях подготовки производства продуктов необходимого качества и безопасности изготовитель разрабатывает план подготовки производства (ППП), предусматривающий обеспечение производства сырьевыми, энергетическими и другими ресурсами, технологическим оборудованием, средствами контроля качества, средствами упаковки и маркировки, транспортирования и хранения.
5 Требования к содержанию, изложению и оформлению технологических инструкций
5.1 ТИ содержат следующие структурные элементы:
— титульный лист;
— основную часть;
— приложения (при необходимости);
— лист регистрации изменений.
5.2 Требования к титульному листу ТИ изложены в разделе 7.
5.3 Основная часть ТИ состоит из следующих разделов:
— область применения;
— требования к сырью;
— технология производства;
— производственный контроль;
— транспортирование и хранение;
— санитарная обработка оборудования, инвентаря и тары.
5.4 ТИ могут быть дополнены обязательными, рекомендуемыми и справочными приложениями.
5.5 Приложение «Рецептура» содержит значения расходов сырья и материалов, требуемых для производства многокомпонентных продуктов, без учета потерь.
Допускается не оформлять рецептуру на продукты, изготовляемые из сырья одного вида (натуральное и нормализованное молоко, нормализованные сливки и т.д.).
Нормы расхода сырья и материалов, требуемых для производства продуктов, устанавливает предприятие-изготовитель.
6 Требования к содержанию основной части технологических инструкций
|
6.1 Раздел «Область применения» начинают словами: «Настоящая технологическая инструкцияраспространяется на процесс изготовления |
, |
|
|
наименование продукта (продуктов) |
требования к которому (которым) установлены ГОСТ (ТУ) ____ и который (которые) предназначен (предназначены) для непосредственного употребления в пищу, для переработки на предприятиях общественного питания, для переработки на промышленных предприятиях».
В разделе указывают патенты на изобретения, отражающие особенности технологического процесса и/или оборудования (при наличии).
6.2 Раздел «Требования к сырью» содержит требования ко всему сырью, используемому для изготовления продуктов.
6.3 Раздел «Технология производства» содержит последовательность технологических процессов, правила приемки и внутрипроизводственной транспортировки, правила и условия хранения сырья и материалов, а также порядок их подготовки для использования в технологическом процессе. Описание каждого технологического процесса содержит параметры технологических режимов (температуру, влажность, давление, продолжительность процесса и др.), а также виды используемого оборудования.
В данном разделе представляют схему технологических процессов (схему производства) с указанием технологических взаимосвязей между ними по потокам сырья, полуфабрикатов, материалов, используемых при изготовлении продуктов (в соответствии с приложением А), а также схему оборудования для реализации технологических процессов (приведена в приложении Б). На схеме производства указывают номинальные значения характеристик, параметров, показателей и их допуски, необходимые и достаточные для изготовления продуктов, соответствующих требованиям стандартов или технических условий.
Предприятие разрабатывает заводскую схему оборудования, на которой указывают фактически используемое для производства оборудование с информацией о его основных технических характеристиках (вместимость, производительность). Нумерация оборудования на заводской схеме должна соответствовать номерам, нанесенным на оборудование.
Процесс изготовления продукта считают завершенным после его упаковывания и достижения им температуры, равной температуре хранения, если иное не оговорено дополнительно. Запись о завершении процесса изготовления продукта начинают словами: «Моментом окончания технологии производства является… «.
6.4 Раздел «Производственный контроль» оформляют в виде карты метрологического обеспечения (КМО) (в соответствии с приложением В), журнала производственного контроля (ЖПК) (в соответствии с приложением Г). Раздел включает в себя описание всех видов производственного контроля:
— входного контроля;
— технологического контроля;
— приемочного контроля.
Раздел «Производственный контроль» начинают со слов: «Производственный контроль осуществляют в соответствии с картой метрологического обеспечения. Результаты производственного контроля регистрируют в журнале производственного контроля».
Процедуры и содержание входного, технологического и приемочного контроля излагают в карте метрологического обеспечения производства в виде последовательности операций контроля с указанием места контроля показателя, параметра, их единиц и значений с допустимыми технологическими отклонениями, методов отбора проб и лабораторного контроля, погрешностей этих методов, периодичности контроля, способов представления и хранения результатов контроля.
6.5 Раздел «Транспортирование и хранение» содержит описание внутризаводских транспортных потоков, а также требования к используемым транспортным средствам.
В разделе указывают требования к условиям хранения сырья, материалов и готовых продуктов на складах предприятия.
6.6 Раздел «Санитарная обработка оборудования, инвентаря и тары» содержит описание операций по санитарной обработке и мойке, проводимых в соответствии с СанПиН [2]. При этом режимы обработки, виды моющих и дезинфицирующих средств и их дозировки должны соответствовать указанным в инструкции [3].
7 Требования к титульному листу технологических инструкций
7.1 На титульном листе ТИ приводят следующие данные:
— наименование предприятия (организации) — держателя подлинника ТИ;
— утверждающие и согласующие подписи;
— наименование продукта;
— наименование ТИ;
— обозначение ТИ;
— информацию о новизне или замене ТИ;
— дату введения в действие;
— другие согласующие подписи (при необходимости);
— сведения о подразделениях разработчика;
— юридический адрес держателя подлинника ТИ.
Допускается на титульном листе ТИ ТУ, входящих в комплект ТУ, указывать только наименование продукта, соответствующее ТУ, наименование и обозначение ТИ ТУ.
Титульный лист ТИ оформляют в соответствии с приложением Д.
7.2 В верхней части титульного листа в поле 1 приводят полное наименование предприятия (организации) — держателя подлинника инструкции, включая ведомственную подчиненность этого предприятия (организации) и/или его форму собственности.
При необходимости под полным наименованием приводят краткое наименование.
7.3 Согласующие и утверждающие подписи на титульном листе размещают в полях 2 и 3.
7.4 Наименования продуктов, приводимые на титульном листе ТИ в поле 4, печатают прописными буквами или выделяют более крупным полужирным шрифтом.
7.5 Наименование ТИ «Типовая технологическая инструкция» или «Технологическая инструкция изготовителя», или «Технологическая инструкция» приводят под наименованием продуктов в поле 5 и печатают строчными буквами с первой прописной.
7.6 Обозначение ТИ, составленное в соответствии с разделом 8, приводят в поле 6.
7.7 В качестве информации о новизне или замене ТИ в поле 7 указывают «Разработана впервые» или «Взамен» и приводят обозначение заменяемой ТИ.
7.8 Сведения о подразделениях разработчика ТИ приводят в поле 8 по решению предприятия (организации) — разработчика.
7.9 Юридический адрес предприятия (организации) — держателя подлинника ТИ приводят в поле 9.
8 Требования к обозначению технологических инструкций
8.1 Обозначение ТИ присваивает предприятие (организация) — держатель подлинника.
8.2 Обозначение типовой технологической инструкции и технологической инструкции изготовителя, требования к которым установлены стандартом, включают в себя аббревиатуру «ТТИ» или «ТИИ», через пробел обозначение стандарта без года утверждения и далее через тире трехзначный регистрационный номер, присваиваемый предприятием (организацией) — держателем подлинника.
Примеры
1 ТТИ ГОСТ Р 52090-XXX
2 ТИИ ГОСТ Р 52090-XXX
8.3 Обозначение ТИ для производства продуктов, требования к которым установлены ТУ, включает в себя аббревиатуру «ТИ», через пробел обозначение ТУ без года утверждения. Для технических документов, имеющих в комплекте с ТУ несколько ТИ, допускается после обозначения ТУ через тире указывать двузначный регистрационный номер, присваиваемый предприятием (организацией) — держателем подлинника.
Примеры
1 ТИ ТУ 9222-036-00437205
2 ТИ ТУ 9222-005-00437205-01
3 ТИ ТУ 9222-005-00437205-02
9 Требования к изложению технологических инструкций
Текст ТИ излагают в соответствии с ГОСТ Р 51740 (подразделы 4.5-4.8).
10 Порядок утверждения и регистрации технологических инструкций
10.1 ТИ утверждает руководитель (заместитель руководителя) предприятия (организации) — держателя подлинника под грифом «Утверждаю» на титульном листе.
10.2 ТИ утверждают без ограничения срока действия. Срок действия ТИ может быть ограничен по решению руководителя предприятия (организации) — держателя подлинника.
10.3 Регистрацию ТИ осуществляет предприятие (организация) — держатель подлинника в установленном им порядке. При этом каждой технологической инструкции присваивают отдельный регистрационный номер в порядке очередности их регистрации на данном предприятии (организации).
(Измененная редакция, Изм. N 1).
11 Порядок распространения информации о технологических инструкциях
11.1 Информацию о ТТИ, разрабатываемых отраслевыми институтами, доводят до заинтересованных изготовителей путем издания информационных указателей ТТИ на бумажных или электронных носителях.
11.2 Информационные указатели ТТИ включают в себя наименования и обозначения ТТИ, наименования, адреса и средства связи предприятия (организации) — держателя подлинника.
11.3 Учет и хранение всех экземпляров утвержденных ТТИ и ТИИ и изменений к ним, включая учет экземпляров, переданных пользователям, осуществляет предприятие (организация) — держатель подлинника в установленном им порядке.
11.4 Передачу ТИ пользователям, доведение до них изменений, а также информирование об отмене осуществляет предприятие (организация) — держатель подлинника на основе договоренности с пользователями.
12 Требования к изложению и оформлению изменений технологических инструкций
12.1 Изменения в ТИ может вносить только предприятие (организация) — держатель подлинника.
Изменение оформляют в виде отдельного документа «Изменение типовой технологической инструкции» (ИТТИ) или «Изменение технологической инструкции изготовителя» (ИТИИ), согласованного и утвержденного аналогично ТТИ и ТИИ соответственно.
12.2 Текст изменения ТИ излагают и оформляют в соответствии с ГОСТ Р 51740 (разделы 8 и 9).
12.3 После внесения изменений производят запись об этом в листе регистрации изменений (см. приложение Е) каждого экземпляра технологической инструкции.
12.4 Изготовитель регистрирует установленные им сроки годности (изменения сроков годности) продукта в листе регистрации сроков годности (см. приложение Ж).
13 План подготовки производства
13.1 План подготовки производства (ППП) разрабатывает изготовитель при:
— постановке на производство нового продукта;
— совершенствовании технологических процессов;
— расширении ассортимента;
— внедрении нормативных и технических документов.
13.2 В ППП рекомендуется включать разделы, касающиеся обеспечения сырьевыми, энергетическими и другими ресурсами, оборудованием, нормативными и техническими документами, системами контроля качества и безопасности, внутризаводским транспортом и помещениями для хранения готовой продукции.
13.3 ППП включает в себя перечень мероприятий и сроки их выполнения с указанием ответственных лиц, отделов, организаций, а также, при необходимости, наименования документа, подтверждающего выполнение мероприятия (служебная записка, протокол обследования, акт о приемке законченных работ).
13.4 Разработку, утверждение и реализацию ППП осуществляет изготовитель.
13.5 По решению изготовителя ППП может быть согласован с территориальными органами государственного надзора.
13.6 ППП оформляют в соответствии с приложением И.
Приложение А (обязательное). Требования к оформлению схемы производства
Приложение А
(обязательное)
Рисунок А.1 — Фрагмент схемы производства
|
|
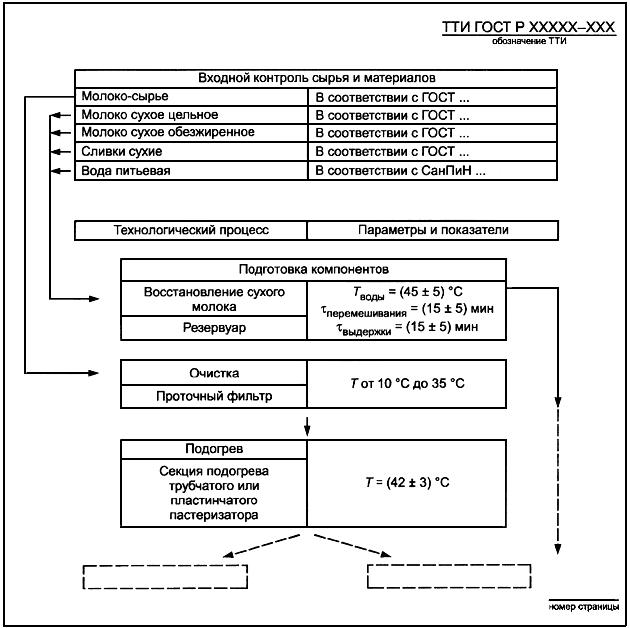
Рисунок А.1 — Фрагмент схемы производства
Приложение Б (справочное). Пример оформления схемы технологического оборудования
Приложение Б
(справочное)
Рисунок Б.1 — Схема технологического оборудования
|
|
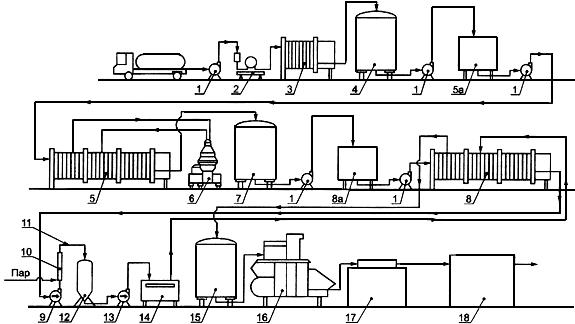
1 — центробежный насос; 2 — счетчик молока; 3 — пластинчатый охладитель; 4 — резервуар для сырого молока;
5 — пластинчатая пастеризационно-охладительная установка; 5а — уравнительный бачок;
6 — сепаратор-молокоочиститель; 7 — резервуар для пастеризованного молока; 8 — пластинчатый теплообменник;
8а — уравнительный бачок; 9 — насос высокого давления; 10 — паровой инжектор; 11 — выдерживатель;
12 — вакуумная камера; 13 — асептический насос; 14 — асептический гомогенизатор; 15 — асептический резервуар
для стерилизованного молока; 16 — автомат для асептического розлива; 17 — картонопакующая машина;
18 — установка для обандероливания в термоусадочную пленку
Рисунок Б.1 — Схема технологического оборудования
Примечание — При разработке заводской схемы оборудования, используемого в технологических процессах, указывают марку (модель) и основные характеристики (производительность, вместимость и установленную мощность).
Приложение В (обязательное). Требования к оформлению карты метрологического обеспечения
Приложение В
(обязательное)
Рисунок В.1 — Форма карты метрологического обеспечения
|
|
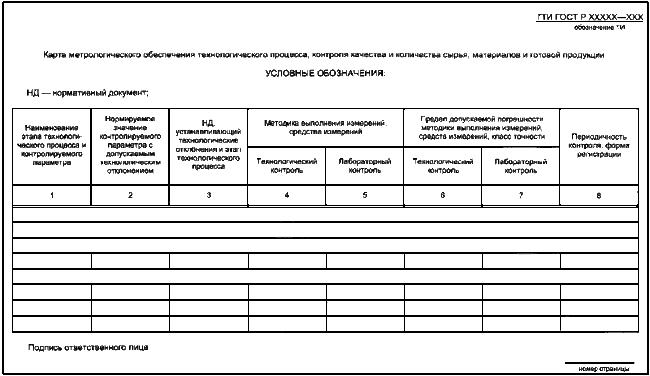
Рисунок В.1 — Форма карты метрологического обеспечения
Приложение Г (обязательное). Требования к оформлению журнала производственного контроля
Приложение Г
(обязательное)
Рисунок Г.1 — Форма журнала производственного контроля
|
|
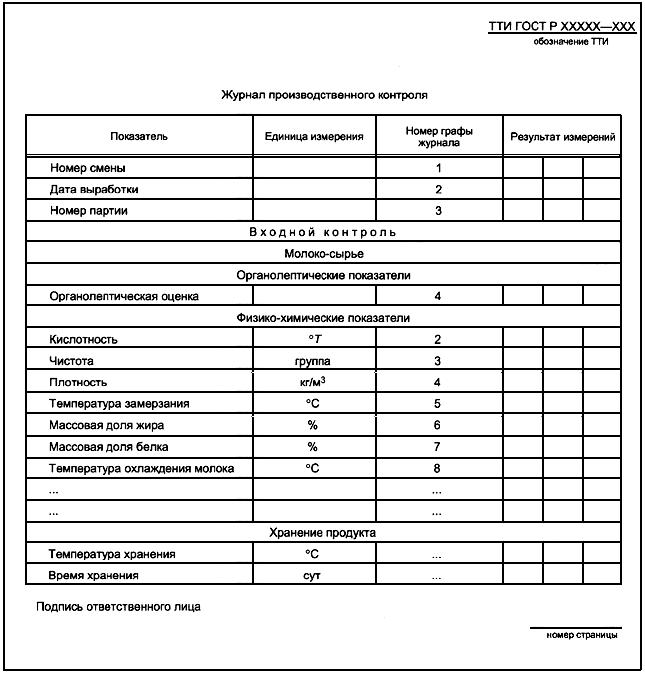
Рисунок Г.1 — Форма журнала производственного контроля
Приложение Д (обязательное). Требования к расположению данных на титульных листах технологических инструкций
Приложение Д
(обязательное)
Д.1 Данные, приводимые на титульных листах ТИ, размещают в соответствии с рисунком Д.1, излагают и оформляют с учетом требований, указанных в разделе 7.
Примеры оформления титульных листов ТИ приведены на рисунках Д.1, Д.2, Д.3.
Рисунок Д.1 — Схема размещения данных на титульном листе ТИ
|
|
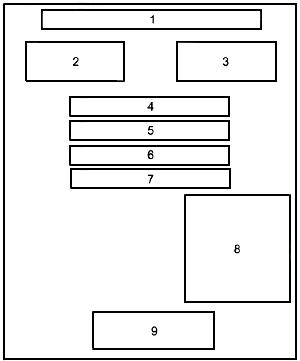
Рисунок Д.1 — Схема размещения данных на титульном листе ТИ
Д.2 Данные, указанные в разделе 7, размещают на титульном листе на следующих полях:
— на поле 1 — наименование предприятия (организации) — держателя подлинника ТИ;
— на поле 2 — согласующие подписи или наименование, номер согласующего документа и дата его выдачи;
— на поле 3 — утверждающая подпись и дата утверждения;
— на поле 4 — наименование продукта;
— на поле 5 — наименование ТИ;
— на поле 6 — обозначение ТИ;
— на поле 7 — информация о новизне или замене ТИ;
— на поле 8 — сведения о подразделениях разработчика ТИ;
— на поле 9 — юридический адрес предприятия (организации) — держателя подлинника ТИ.
Рисунок Д.2 — Пример оформления титульного листа ТТИ
|
|
_______________
* Данные о согласовании не являются обязательными и указываются по усмотрению изготовителя.
Рисунок Д.2 — Пример оформления титульного листа ТТИ*
________________
* Рисунок Д.2. (Измененная редакция, Изм. N 1).
Рисунок Д.3 — Пример оформления титульного листа ТИ ТУ
|
|
Рисунок Д.3 — Пример оформления титульного листа ТИ ТУ
Приложение Е (обязательное). Требования к оформлению листа регистрации изменений технологической инструкции
Приложение Е
(обязательное)
Рисунок Е.1 — Форма листа регистрации изменений ТИ
|
|
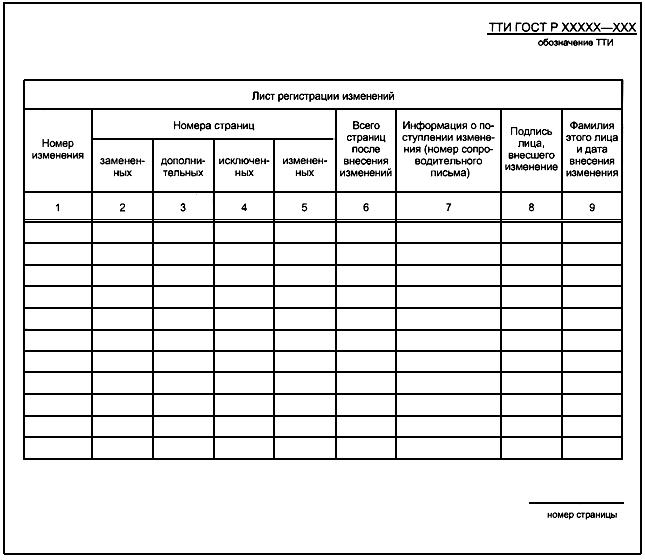
Рисунок Е.1 — Форма листа регистрации изменений ТИ
Приложение Ж (обязательное). Требования к оформлению листа регистрации сроков годности
Приложение Ж
(обязательное)
Рисунок Ж.1 — Форма листа регистрации сроков годности
|
|
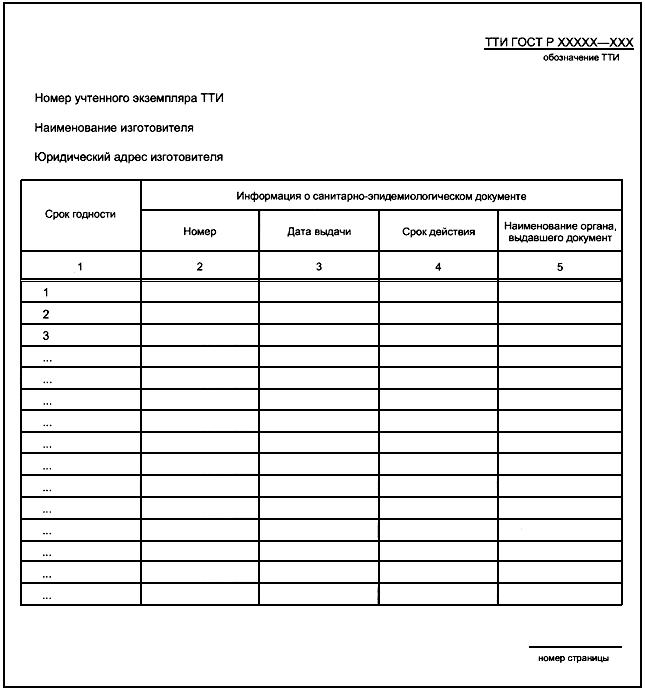
Рисунок Ж.1 — Форма листа регистрации сроков годности
Приложение И (обязательное). Требования к оформлению плана подготовки производства
Приложение И
(обязательное)
Рисунок И.1 — Форма плана подготовки производства
|
|
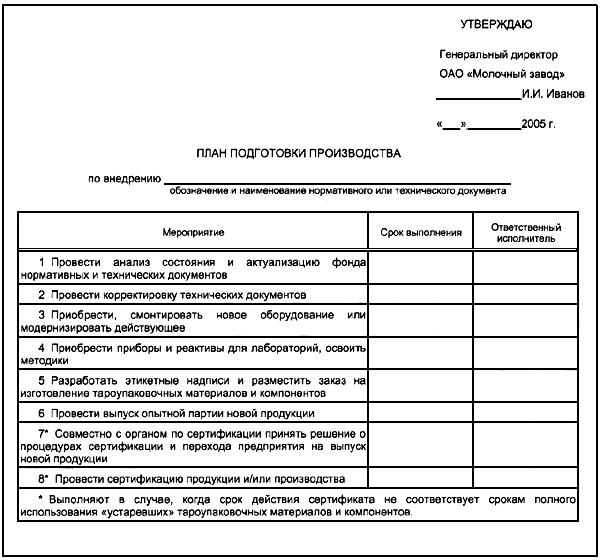
Рисунок И.1 — Форма плана подготовки производства
Библиография
[1] Р 50-605-80-93 Рекомендации. Система разработки и постановки продукции на производство. Термины и определения
[2] СанПиН 2.3.4.551-96 Производство молока и молочных продуктов
[3] Инструкция по санитарной обработке оборудования, инвентаря и тары на предприятиях молочной промышленности, утвержденная 10 февраля 1998 г.
Текст документа сверен по:
официальное издание
М.: Стандартинформ, 2005
Редакция документа с учетом
изменений и дополнений
подготовлена З
Текст ГОСТ Р 52357-2005 Продукты молочные и молокосодержащие. Технологическая инструкция. Общие требования к оформлению, построению и содержанию
ГОСТ Р 52357-2005
Группа Н00
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Продукты молочные и молокосодержащие
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
Общие требования к оформлению, построению и содержанию
Milk and milk-containing products. Technological instruction.
General requirements for lay out, development and composition
ОКС 67.020
Дата введения 2006-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН рабочей группой Национального фонда защиты потребителей
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 186 «Молоко и молочные продукты»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 5 июля 2005 г. N 178-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет.
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Ротстехрегудирования от 27.12.2006 N 388-ст с 01.01.2008
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 2007 год
1 Область применения
1 Область применения
Настоящий стандарт устанавливает общие требования к оформлению, построению и содержанию технологической инструкции по производству молочных, молокосодержащих продуктов, масла и сыра.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 26809-86 Молоко и молочные продукты. Правила приемки, методы отбора и подготовка проб к анализу
ГОСТ Р 50779.11-2000 (ИСО 3534-2-93) Статистические методы. Статистическое управление качеством. Термины и определения
ГОСТ Р 51740-2001 Технические условия на пищевые продукты. Общие требования к разработке и оформлению
ГОСТ Р 51917-2002 Продукты молочные и молокосодержащие. Термины и определения
ГОСТ Р 52090-2003 Молоко питьевое. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяют в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 26809, ГОСТ Р 50779.11, ГОСТ Р 51917 и Р 50-605-80* [1], а также следующие термины с соответствующими определениями:
________________
* Документ, упомянутый здесь и далее по тексту, является авторской разработкой. За дополнительной информацией обратитесь по ссылке. — .
3.1 технология производства: Комплекс технологических процессов и операций, осуществляемых с помощью составленных в определенной последовательности технических средств и персонала, позволяющий производить готовую продукцию.
3.2 технологический процесс: Изменение физических и/или химических, и/или структурно-механических, и/или микробиологических, и/или органолептических свойств и характеристик сырья, компонентов, материалов.
3.3 технологическая операция: Элементарная часть технологического процесса.
3.4 технологическое оборудование: Технические средства для реализации технологического процесса, его части или технологической операции.
3.5 технические условия; ТУ: Технический документ, в котором изготовитель устанавливает требования к качеству, безопасности и сроку годности конкретного продукта (нескольких конкретных продуктов), необходимые и достаточные для идентификации продукта, контроля его качества и безопасности при изготовлении, хранении, транспортировании.
3.6 технологическая инструкция; ТИ: Технический документ, устанавливающий требования к процессам изготовления, контроля, внутризаводского хранения и транспортирования сырья, материалов и готовых продуктов.
3.7 типовая технологическая инструкция; ТТИ: Технологическая инструкция, распространяющаяся на процессы изготовления, контроля, хранения и транспортирования сырья, материалов и готовой продукции, требования к которой установлены национальными стандартами технических условий.
3.8 технологическая инструкция изготовителя; ТИИ: Технологическая инструкция, разрабатываемая на основе типовой технологической инструкции с учетом отличительных особенностей имеющегося в распоряжении предприятия оборудования и организации производственных процессов изготовления продукции, требования к которой установлены национальными стандартами технических условий.
3.9 технологическая инструкция к техническим условиям; ТИ ТУ: Технологическая инструкция, распространяющаяся на процессы изготовления, контроля, хранения и транспортирования сырья, материалов и готовой продукции, требования к которой установлены техническими условиями, утвержденными предприятием (организацией) — держателем подлинника ТУ.
Примечание — В случае принятия решения организации о разработке стандарта организации (СО) технологическую инструкцию разрабатывают к стандарту организации (ТИ СО).
3.10 план подготовки производства: Технический документ, устанавливающий план подготовки производства с указанием конкретных мероприятий, сроков их выполнения, финансовых затрат и ответственных исполнителей.
3.11 производственный контроль: Контроль сырья, материалов, технологических процессов, процессов внутризаводского транспортирования и хранения, применяемых при производстве продуктов.
Примечание — Производственный контроль включает в себя: входной контроль, технологический контроль, приемочный контроль.
3.12 входной контроль: Контроль показателей качества и безопасности сырья и материалов, поступивших к изготовителю для дальнейшего использования в технологических процессах изготовления продуктов.
3.13 технологический контроль: Контроль текущего состояния технологических процессов, технологических операций, технологических и рабочих сред.
3.14 операционный контроль: Контроль параметров и показателей во время выполнения или после завершения технологической операции.
3.15 приемочный контроль: Контроль показателей качества и безопасности готовых продуктов, по результатам которого принимают решение об их пригодности к поставкам или дальнейшей переработке.
4 Общие положения
4.1 Изготовление продуктов осуществляют в соответствии с ТИ, содержащими требования к технологии производства, начиная от входного контроля до завершения приемочного контроля.
4.2 Обновление ТИ, включая внесение изменений или пересмотр, что может быть обусловлено изменившимися требованиями к качеству и безопасности продукта в законах Российской Федерации, нормативных и технических документах, а также совершенствованием технологического процесса, осуществляет предприятие (организация) — держатель подлинника ТИ.
Отмену ТИ осуществляет предприятие (организация) — держатель подлинника по своему решению или на основе требований органов государственного контроля и надзора.
4.3 В целях подготовки производства продуктов необходимого качества и безопасности изготовитель разрабатывает план подготовки производства (ППП), предусматривающий обеспечение производства сырьевыми, энергетическими и другими ресурсами, технологическим оборудованием, средствами контроля качества, средствами упаковки и маркировки, транспортирования и хранения.
5 Требования к содержанию, изложению и оформлению технологических инструкций
5.1 ТИ содержат следующие структурные элементы:
— титульный лист;
— основную часть;
— приложения (при необходимости);
— лист регистрации изменений.
5.2 Требования к титульному листу ТИ изложены в разделе 7.
5.3 Основная часть ТИ состоит из следующих разделов:
— область применения;
— требования к сырью;
— технология производства;
— производственный контроль;
— транспортирование и хранение;
— санитарная обработка оборудования, инвентаря и тары.
5.4 ТИ могут быть дополнены обязательными, рекомендуемыми и справочными приложениями.
5.5 Приложение «Рецептура» содержит значения расходов сырья и материалов, требуемых для производства многокомпонентных продуктов, без учета потерь.
Допускается не оформлять рецептуру на продукты, изготовляемые из сырья одного вида (натуральное и нормализованное молоко, нормализованные сливки и т.д.).
Нормы расхода сырья и материалов, требуемых для производства продуктов, устанавливает предприятие-изготовитель.
6 Требования к содержанию основной части технологических инструкций
|
6.1 Раздел «Область применения» начинают словами: «Настоящая технологическая инструкцияраспространяется на процесс изготовления |
, |
|
|
наименование продукта (продуктов) |
требования к которому (которым) установлены ГОСТ (ТУ) ____ и который (которые) предназначен (предназначены) для непосредственного употребления в пищу, для переработки на предприятиях общественного питания, для переработки на промышленных предприятиях».
В разделе указывают патенты на изобретения, отражающие особенности технологического процесса и/или оборудования (при наличии).
6.2 Раздел «Требования к сырью» содержит требования ко всему сырью, используемому для изготовления продуктов.
6.3 Раздел «Технология производства» содержит последовательность технологических процессов, правила приемки и внутрипроизводственной транспортировки, правила и условия хранения сырья и материалов, а также порядок их подготовки для использования в технологическом процессе. Описание каждого технологического процесса содержит параметры технологических режимов (температуру, влажность, давление, продолжительность процесса и др.), а также виды используемого оборудования.
В данном разделе представляют схему технологических процессов (схему производства) с указанием технологических взаимосвязей между ними по потокам сырья, полуфабрикатов, материалов, используемых при изготовлении продуктов (в соответствии с приложением А), а также схему оборудования для реализации технологических процессов (приведена в приложении Б). На схеме производства указывают номинальные значения характеристик, параметров, показателей и их допуски, необходимые и достаточные для изготовления продуктов, соответствующих требованиям стандартов или технических условий.
Предприятие разрабатывает заводскую схему оборудования, на которой указывают фактически используемое для производства оборудование с информацией о его основных технических характеристиках (вместимость, производительность). Нумерация оборудования на заводской схеме должна соответствовать номерам, нанесенным на оборудование.
Процесс изготовления продукта считают завершенным после его упаковывания и достижения им температуры, равной температуре хранения, если иное не оговорено дополнительно. Запись о завершении процесса изготовления продукта начинают словами: «Моментом окончания технологии производства является… «.
6.4 Раздел «Производственный контроль» оформляют в виде карты метрологического обеспечения (КМО) (в соответствии с приложением В), журнала производственного контроля (ЖПК) (в соответствии с приложением Г). Раздел включает в себя описание всех видов производственного контроля:
— входного контроля;
— технологического контроля;
— приемочного контроля.
Раздел «Производственный контроль» начинают со слов: «Производственный контроль осуществляют в соответствии с картой метрологического обеспечения. Результаты производственного контроля регистрируют в журнале производственного контроля».
Процедуры и содержание входного, технологического и приемочного контроля излагают в карте метрологического обеспечения производства в виде последовательности операций контроля с указанием места контроля показателя, параметра, их единиц и значений с допустимыми технологическими отклонениями, методов отбора проб и лабораторного контроля, погрешностей этих методов, периодичности контроля, способов представления и хранения результатов контроля.
6.5 Раздел «Транспортирование и хранение» содержит описание внутризаводских транспортных потоков, а также требования к используемым транспортным средствам.
В разделе указывают требования к условиям хранения сырья, материалов и готовых продуктов на складах предприятия.
6.6 Раздел «Санитарная обработка оборудования, инвентаря и тары» содержит описание операций по санитарной обработке и мойке, проводимых в соответствии с СанПиН [2]. При этом режимы обработки, виды моющих и дезинфицирующих средств и их дозировки должны соответствовать указанным в инструкции [3].
7 Требования к титульному листу технологических инструкций
7.1 На титульном листе ТИ приводят следующие данные:
— наименование предприятия (организации) — держателя подлинника ТИ;
— утверждающие и согласующие подписи;
— наименование продукта;
— наименование ТИ;
— обозначение ТИ;
— информацию о новизне или замене ТИ;
— дату введения в действие;
— другие согласующие подписи (при необходимости);
— сведения о подразделениях разработчика;
— юридический адрес держателя подлинника ТИ.
Допускается на титульном листе ТИ ТУ, входящих в комплект ТУ, указывать только наименование продукта, соответствующее ТУ, наименование и обозначение ТИ ТУ.
Титульный лист ТИ оформляют в соответствии с приложением Д.
7.2 В верхней части титульного листа в поле 1 приводят полное наименование предприятия (организации) — держателя подлинника инструкции, включая ведомственную подчиненность этого предприятия (организации) и/или его форму собственности.
При необходимости под полным наименованием приводят краткое наименование.
7.3 Согласующие и утверждающие подписи на титульном листе размещают в полях 2 и 3.
7.4 Наименования продуктов, приводимые на титульном листе ТИ в поле 4, печатают прописными буквами или выделяют более крупным полужирным шрифтом.
7.5 Наименование ТИ «Типовая технологическая инструкция» или «Технологическая инструкция изготовителя», или «Технологическая инструкция» приводят под наименованием продуктов в поле 5 и печатают строчными буквами с первой прописной.
7.6 Обозначение ТИ, составленное в соответствии с разделом 8, приводят в поле 6.
7.7 В качестве информации о новизне или замене ТИ в поле 7 указывают «Разработана впервые» или «Взамен» и приводят обозначение заменяемой ТИ.
7.8 Сведения о подразделениях разработчика ТИ приводят в поле 8 по решению предприятия (организации) — разработчика.
7.9 Юридический адрес предприятия (организации) — держателя подлинника ТИ приводят в поле 9.
8 Требования к обозначению технологических инструкций
8.1 Обозначение ТИ присваивает предприятие (организация) — держатель подлинника.
8.2 Обозначение типовой технологической инструкции и технологической инструкции изготовителя, требования к которым установлены стандартом, включают в себя аббревиатуру «ТТИ» или «ТИИ», через пробел обозначение стандарта без года утверждения и далее через тире трехзначный регистрационный номер, присваиваемый предприятием (организацией) — держателем подлинника.
Примеры
1 ТТИ ГОСТ Р 52090-XXX
2 ТИИ ГОСТ Р 52090-XXX
8.3 Обозначение ТИ для производства продуктов, требования к которым установлены ТУ, включает в себя аббревиатуру «ТИ», через пробел обозначение ТУ без года утверждения. Для технических документов, имеющих в комплекте с ТУ несколько ТИ, допускается после обозначения ТУ через тире указывать двузначный регистрационный номер, присваиваемый предприятием (организацией) — держателем подлинника.
Примеры
1 ТИ ТУ 9222-036-00437205
2 ТИ ТУ 9222-005-00437205-01
3 ТИ ТУ 9222-005-00437205-02
9 Требования к изложению технологических инструкций
Текст ТИ излагают в соответствии с ГОСТ Р 51740 (подразделы 4.5-4.8).
10 Порядок утверждения и регистрации технологических инструкций
10.1 ТИ утверждает руководитель (заместитель руководителя) предприятия (организации) — держателя подлинника под грифом «Утверждаю» на титульном листе.
10.2 ТИ утверждают без ограничения срока действия. Срок действия ТИ может быть ограничен по решению руководителя предприятия (организации) — держателя подлинника.
10.3 Регистрацию ТИ осуществляет предприятие (организация) — держатель подлинника в установленном им порядке. При этом каждой технологической инструкции присваивают отдельный регистрационный номер в порядке очередности их регистрации на данном предприятии (организации).
(Измененная редакция, Изм. N 1).
11 Порядок распространения информации о технологических инструкциях
11.1 Информацию о ТТИ, разрабатываемых отраслевыми институтами, доводят до заинтересованных изготовителей путем издания информационных указателей ТТИ на бумажных или электронных носителях.
11.2 Информационные указатели ТТИ включают в себя наименования и обозначения ТТИ, наименования, адреса и средства связи предприятия (организации) — держателя подлинника.
11.3 Учет и хранение всех экземпляров утвержденных ТТИ и ТИИ и изменений к ним, включая учет экземпляров, переданных пользователям, осуществляет предприятие (организация) — держатель подлинника в установленном им порядке.
11.4 Передачу ТИ пользователям, доведение до них изменений, а также информирование об отмене осуществляет предприятие (организация) — держатель подлинника на основе договоренности с пользователями.
12 Требования к изложению и оформлению изменений технологических инструкций
12.1 Изменения в ТИ может вносить только предприятие (организация) — держатель подлинника.
Изменение оформляют в виде отдельного документа «Изменение типовой технологической инструкции» (ИТТИ) или «Изменение технологической инструкции изготовителя» (ИТИИ), согласованного и утвержденного аналогично ТТИ и ТИИ соответственно.
12.2 Текст изменения ТИ излагают и оформляют в соответствии с ГОСТ Р 51740 (разделы 8 и 9).
12.3 После внесения изменений производят запись об этом в листе регистрации изменений (см. приложение Е) каждого экземпляра технологической инструкции.
12.4 Изготовитель регистрирует установленные им сроки годности (изменения сроков годности) продукта в листе регистрации сроков годности (см. приложение Ж).
13 План подготовки производства
13.1 План подготовки производства (ППП) разрабатывает изготовитель при:
— постановке на производство нового продукта;
— совершенствовании технологических процессов;
— расширении ассортимента;
— внедрении нормативных и технических документов.
13.2 В ППП рекомендуется включать разделы, касающиеся обеспечения сырьевыми, энергетическими и другими ресурсами, оборудованием, нормативными и техническими документами, системами контроля качества и безопасности, внутризаводским транспортом и помещениями для хранения готовой продукции.
13.3 ППП включает в себя перечень мероприятий и сроки их выполнения с указанием ответственных лиц, отделов, организаций, а также, при необходимости, наименования документа, подтверждающего выполнение мероприятия (служебная записка, протокол обследования, акт о приемке законченных работ).
13.4 Разработку, утверждение и реализацию ППП осуществляет изготовитель.
13.5 По решению изготовителя ППП может быть согласован с территориальными органами государственного надзора.
13.6 ППП оформляют в соответствии с приложением И.
Приложение А (обязательное). Требования к оформлению схемы производства
Приложение А
(обязательное)
Рисунок А.1 — Фрагмент схемы производства
|
|
Рисунок А.1 — Фрагмент схемы производства
Приложение Б (справочное). Пример оформления схемы технологического оборудования
Приложение Б
(справочное)
Рисунок Б.1 — Схема технологического оборудования
|
|
1 — центробежный насос; 2 — счетчик молока; 3 — пластинчатый охладитель; 4 — резервуар для сырого молока;
5 — пластинчатая пастеризационно-охладительная установка; 5а — уравнительный бачок;
6 — сепаратор-молокоочиститель; 7 — резервуар для пастеризованного молока; 8 — пластинчатый теплообменник;
8а — уравнительный бачок; 9 — насос высокого давления; 10 — паровой инжектор; 11 — выдерживатель;
12 — вакуумная камера; 13 — асептический насос; 14 — асептический гомогенизатор; 15 — асептический резервуар
для стерилизованного молока; 16 — автомат для асептического розлива; 17 — картонопакующая машина;
18 — установка для обандероливания в термоусадочную пленку
Рисунок Б.1 — Схема технологического оборудования
Примечание — При разработке заводской схемы оборудования, используемого в технологических процессах, указывают марку (модель) и основные характеристики (производительность, вместимость и установленную мощность).
Приложение В (обязательное). Требования к оформлению карты метрологического обеспечения
Приложение В
(обязательное)
Рисунок В.1 — Форма карты метрологического обеспечения
|
|
Рисунок В.1 — Форма карты метрологического обеспечения
Приложение Г (обязательное). Требования к оформлению журнала производственного контроля
Приложение Г
(обязательное)
Рисунок Г.1 — Форма журнала производственного контроля
|
|
Рисунок Г.1 — Форма журнала производственного контроля
Приложение Д (обязательное). Требования к расположению данных на титульных листах технологических инструкций
Приложение Д
(обязательное)
Д.1 Данные, приводимые на титульных листах ТИ, размещают в соответствии с рисунком Д.1, излагают и оформляют с учетом требований, указанных в разделе 7.
Примеры оформления титульных листов ТИ приведены на рисунках Д.1, Д.2, Д.3.
Рисунок Д.1 — Схема размещения данных на титульном листе ТИ
|
|
Рисунок Д.1 — Схема размещения данных на титульном листе ТИ
Д.2 Данные, указанные в разделе 7, размещают на титульном листе на следующих полях:
— на поле 1 — наименование предприятия (организации) — держателя подлинника ТИ;
— на поле 2 — согласующие подписи или наименование, номер согласующего документа и дата его выдачи;
— на поле 3 — утверждающая подпись и дата утверждения;
— на поле 4 — наименование продукта;
— на поле 5 — наименование ТИ;
— на поле 6 — обозначение ТИ;
— на поле 7 — информация о новизне или замене ТИ;
— на поле 8 — сведения о подразделениях разработчика ТИ;
— на поле 9 — юридический адрес предприятия (организации) — держателя подлинника ТИ.
Рисунок Д.2 — Пример оформления титульного листа ТТИ
|
|
_______________
* Данные о согласовании не являются обязательными и указываются по усмотрению изготовителя.
Рисунок Д.2 — Пример оформления титульного листа ТТИ*
________________
* Рисунок Д.2. (Измененная редакция, Изм. N 1).
Рисунок Д.3 — Пример оформления титульного листа ТИ ТУ
|
|
Рисунок Д.3 — Пример оформления титульного листа ТИ ТУ
Приложение Е (обязательное). Требования к оформлению листа регистрации изменений технологической инструкции
Приложение Е
(обязательное)
Рисунок Е.1 — Форма листа регистрации изменений ТИ
|
|
Рисунок Е.1 — Форма листа регистрации изменений ТИ
Приложение Ж (обязательное). Требования к оформлению листа регистрации сроков годности
Приложение Ж
(обязательное)
Рисунок Ж.1 — Форма листа регистрации сроков годности
|
|
Рисунок Ж.1 — Форма листа регистрации сроков годности
Приложение И (обязательное). Требования к оформлению плана подготовки производства
Приложение И
(обязательное)
Рисунок И.1 — Форма плана подготовки производства
|
|
Рисунок И.1 — Форма плана подготовки производства
Библиография
[1] Р 50-605-80-93 Рекомендации. Система разработки и постановки продукции на производство. Термины и определения
[2] СанПиН 2.3.4.551-96 Производство молока и молочных продуктов
[3] Инструкция по санитарной обработке оборудования, инвентаря и тары на предприятиях молочной промышленности, утвержденная 10 февраля 1998 г.
Текст документа сверен по:
официальное издание
М.: Стандартинформ, 2005
Редакция документа с учетом
изменений и дополнений
подготовлена З