На чтение 4 мин Просмотров 806 Опубликовано 20.03.2020
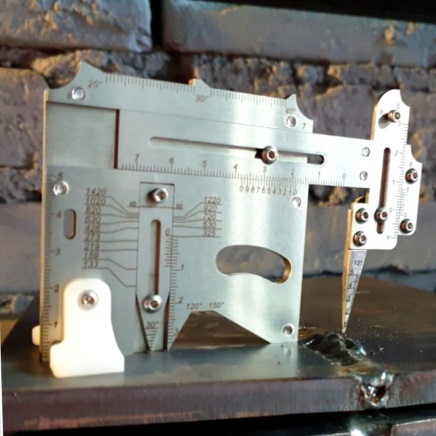
Для оперативного зрительного контроля сварочных соединений разработан специальный измеритель с несколькими градуированными шкалами. Шаблон сварщика необходим для самостоятельной проверки важных параметров, влияющих на прочность швов: угла скоса кромок, зазора стыков между заготовками, параметры шовного валика. Это наиболее простой инструмент для неразрушающего контроля, сделан из нержавеющего металла, риски нанесены износостойкой краской.
Универсальный шаблон сварщика УШС-3
Содержание
- Что такое шаблон сварщика
- Устройство универсального шаблона сварщика УШС-3
- Какие параметры можно контролировать
- Как пользоваться УШС-3
Что такое шаблон сварщика
По сути, это универсальная линейка, объединяющая несколько градуированных шкал различного назначения, инструмент помогает контролировать до 11 параметров. Шаблон сварщика УШС-3 – один из четырех видов контролирующих приспособлений. Представляет собой металлическую пластину с передвигающейся линейкой-движком (второе название бегунок). Измеритель создан для индивидуального использования, чтобы каждый работник мог самостоятельно и оперативно контролировать шов, величину дефектов.

На практике измерителем пользуются только начинающие, которые не научились на глазок выявлять возможные дефекты, определять качество получившегося соединения.
Устройство универсального шаблона сварщика УШС-3
Стоит подробно рассмотреть основные элементы измерителя, конструктивно соответствующего регламенту стандарта, главные составляющие:
- измерительной панели (1), расположенной у основания инструмента;
- движка или бегунка (2), представляющего собой прямоугольную металлическую полосу, закрепленную на поворотной оси (4);
- стрелочный указатель (3) – это небольшой стержень с заостренным кончиком, закрепленный на бегунке с небольшим отступлением от края.

Для простоты пользования универсальным шаблоном сварщика УШС-3 определены условные обозначения элементов:
- установочная плоскость, которую примыкают к поверхности одной из свариваемых заготовок (обычно указывается буквой А);
- плоскость Б, на нее измеритель устанавливают для измерения угловых параметров;
- подвижный указатель В;
- измерительная шкала, указывает линейные величины Г.
Отдельно следует рассмотреть предназначение каждой шкалы:
- Д – для угловых измерений;
- Е – параметров шовного валика (измерителем определяют ширину и притупление шва);
- И – для определения стыкового зазора между устанавливаемые под сварку деталями.
По калиброванным пазам (Ж) сварщик уточняет стандартные размеры электродов, сварочной проволоки. Риска-индекс (К), расположенная на двигающейся части, необходима для измерительной шкалы, указывает измеряемый параметр.
Какие параметры можно контролировать
Стандартизированный инструмент входит в набор контролеров для визуального метода исследования сварных соединений. Универсальным шаблоном сварщика 3 проверяют до 11 параметров, контролируют положение заготовок (определяют зазор, сдвиг деталей относительно линии горизонта), подготовку к сварке (измеряют скос кромок).
У сварного шва контролируют:
- размер дефектов (глубину) и стыкового усиления;
- основные параметры шовного валика (выпуклость и вогнутость), притупление;
- подрез основания шва (несовпадение катета запланированному положению).
Диапазон измерений – по углам до 45°, по ширине и глубине до 50 мм.
Как пользоваться УШС-3
Сначала следует измеритель проверить, на поверхности не должно быть загрязнений, следов технологических жидкостей, масла, окалины.
Важно!
Универсальный шаблон сварщика УШС-3 всегда располагают перпендикулярно поверхности детали, торцевым краем.
Универсальный шаблон сварщика необходим:
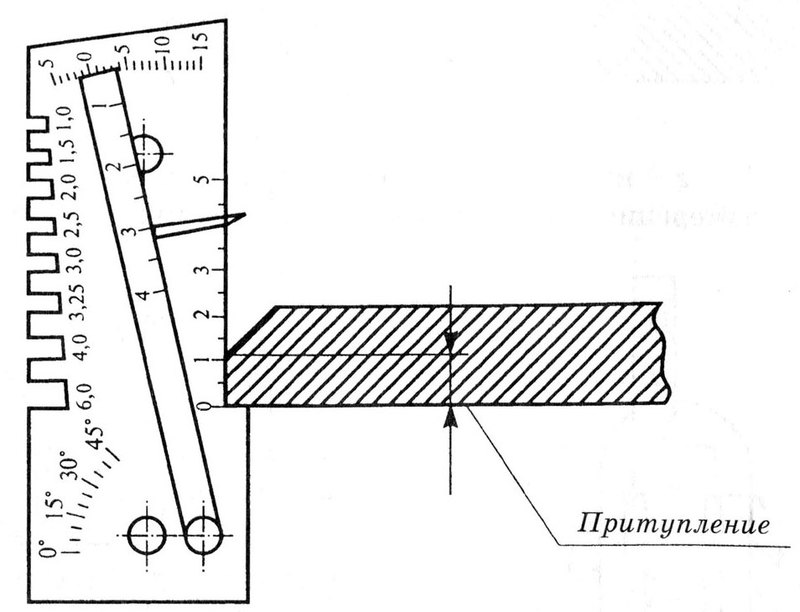
- Для проверки притупления кромок деталей УШС-3 устанавливают верхним торцом вниз, двигающуюся часть опускают до соприкосновения с кромочной поверхностью. На шкале (она расположена в правой стороне) по оси вращения путем совмещения риски с отметкой определяют угол разделки.
- Зазор при укладке заготовок проверяют, перемещая клиновидную часть бегунка в пространство между свариваемыми элементами, по положению движка по шкале точно определяют зазор между сопрягаемыми поверхностями. Измеритель поворачивают под прямым углом к оси будущего шва.
- Смещение кромок на стыковом соединении контролируют, разместив УШС-3 перпендикулярно на одной из деталей (той, которая кажется выше) лицевой стороной к себе. По положению движка считывают результат.
- Усиление стыкового или углового соединения (высоту шва, глубину дефектов) измеряют по правой шкале, двигая бегунок до контакта с самой высокой частью шовного валика.
- Подрезы или западания определяют по правой шкале. УШС-3 упирают основанием на деталь, подвижную часть шаблона опускают до подреза между валиками швов. Выпуклость или вогнутость проверяют по максимальной точке. Угол наклона шаблона к поверхности детали значения не имеет, только для контроля коротких швов измерительную поверхность устанавливают под прямым углом.
- Диаметр сварочных электродов, присадочной проволоки, толщины кромок уточняют с помощью пазов в верхней части универсального измерителя. Погрешность измерений 1 мм.
Инструмент всегда располагают перпендикулярно поверхности детали, торцевым краем. После измерений УШС протирают чистой фланелью.
Точность превыше всего | 05.01.2017

Назначение
УШС-3 применяется для определения качественных характеристик разделочных частей под сварочный шов, электродных стержней и проволок, частей соединительного шва после сварки. Применение шаблона обязательно для заводов и организаций, выполняющих сварочные работы, занимающихся изготовлением продукции, подлежащей обязательной сертификации.
Измеритель используется для определения величин подлежащих контролю характеристик трубных элементов и швов, определения качества стыковочных соединений трубопроводных магистралей.
Шумопоглощающие перегородки и кабины
Шумопоглощающие перегородки и кабины предназначены для организации постов сварки, зачистки и т.п. и предохраняют окружающих от производственного шума, от сварочных брызг, шлифовальных искр и т.п.
Шумопоглощающие перегородки и кабины могут применяться для организации одиночного рабочего места, а также для разграничения на отдельные участки целого цеха.
Ассортимент шумопоглощающих перегородок достаточно широк.
Простые шумопоглощающие перегородки позволяют легко ограничить временное рабочее место или получить отдельную кабину сварщика, которую легко собирать/разобрать и установить на новом месте.
Модульные шумопоглощающие перегородки, предлагаемые сегодня промышленностью, позволяют легко получить отдельную кабину сварщика, увеличить площадь имеющейся кабины, создать комплекс кабин. Все элементы легко собирать/разобрать и установить на новом месте.
Описание
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.

Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.
Панель для измерений должна быть прямой. Вогнутость и наличие вмятостей недопустимо. Ось для поворота бегунка должна допускать мягкое передвижение элемента без рывков.
Нормативные документы
Исполнение инструмента соответствует «У» по ГОСТ 15150-69.
Требования к шаблонам устанавливаются по ТУ 26.51.33-001-01-2017.
Методика поверки УШС-3 устанавливается по РТ-МП-4939-445-2017.
При отсутствии необходимости в использовании шаблона, консервация его производится в соответствии с описанием ГОСТ 9014.
Дмитрий Смирнов. электрогазосварщик, стаж работы 15 лет: Производство сварочных работ для изготовления ответственных конструкций, работающих в условиях воздействия нагрузок изделий в цехах промышленных предприятий либо на открытом воздухе подразумевает выполнение контроля качества. Специально для этих целей и разработан шаблон УШС-3. Инструмент можно использовать для работы в домашних условиях. Тем более, что стоимость его относительно невысока, а выгоды от применения очевидны».
Технические характеристики
Работоспособность УШС сварщика гарантируется при эксплуатации в температурном диапазон ±45°С.
При покупке инструмента в специализированных торговых организациях и проведении периодических поверок, гарантируется точность проведения измерений в таких диапазонах:
- По линейным величинам глубины, в том числе подрезам и дефектам шва 0…15,0±0,5 мм.
- По угловым параметрам 0…450±2,50.
- По высоте 0…4,0±0,5 мм.
- По значению затупления шва по линии сварочного соединения 0…50,0±0,25 мм.
- По зазорам 1,0…4,0±0,25 мм.
- По толще соединяемых сваркой элементов (с пазами Ж, ступенчато) 1,0 до 5,0 мм.
- По значению вогнутости сварочного шва вдоль соединительной линии 0…15,0±2,50
Инструмент допускается применять для производства сварочных работ с использованием электродов 1-5 м. Погрешность измеренных значений – ±0,1 мм для стержней сечением до 3 мм, ±0,12 мм для электродов размером до 3,25 мм, ±0,3 для элементов размером свыше 3,25 мм.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
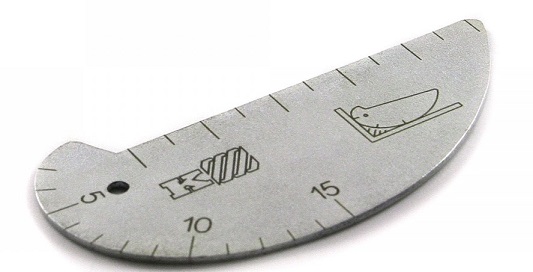
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2
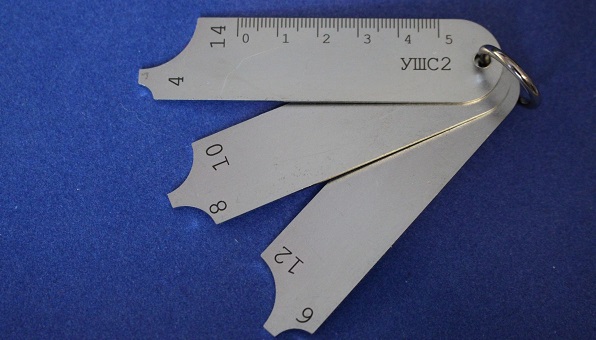
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью. Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.

Поверка
При использовании шаблон не разрешается подвергать ударным воздействиям, не допускаются падения во избежание механических повреждений. Перемещение инструмента измерительными плоскостями по подлежащим контролю поверхностям не допускается.
Интервал между калибровками шаблона устанавливается метрологической службой предприятия-потребителя в зависимости от условий и интенсивности пользования инструментом, объема выпускаемой продукции, подлежащей определению качества. Рекомендуемая производителем периодичность проведения поверок – 12 месяцев.
Сведения о методах измерений
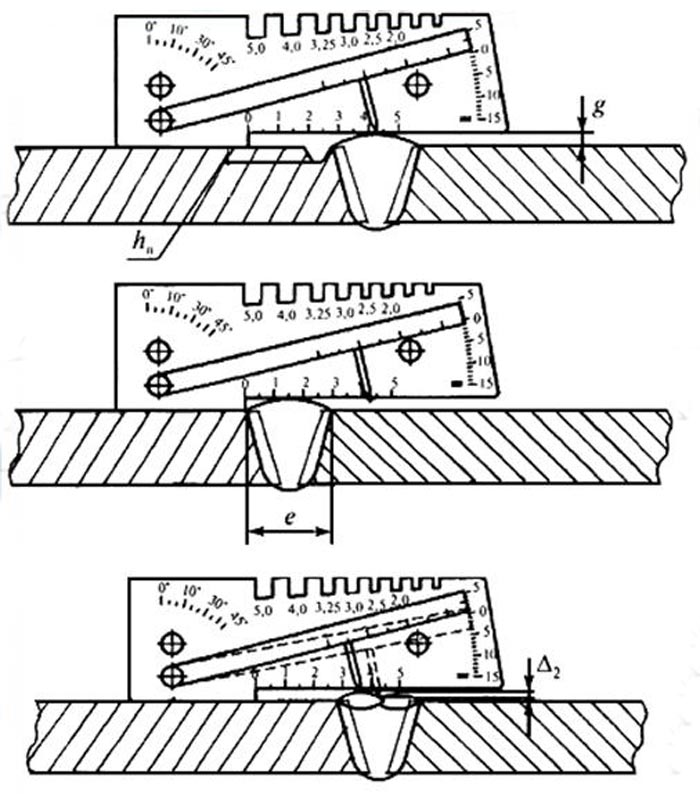
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.

Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.

Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.

Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.

По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
- Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
- Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
- Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
- Высоту усиления швов (как стыкового, так и углового). Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
- Смещение кромки деталей при их соединении. Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
- Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
- Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
- Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
- Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
- Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
( 2 оценки, среднее 4.5 из 5 )
 В практике проведения сварочных работ (особенно с деталями ответственного назначения, например, трубами, работающими под давлением) часто требуется измерить определённые параметры сварного шва. Можно использовать и штангенциркуль, но это трудоёмко и неудобно. Гораздо целесообразнее применять специализированные измеритильные инструменты, одним из которых является универсальный шаблон сварщика УШС-3.
В практике проведения сварочных работ (особенно с деталями ответственного назначения, например, трубами, работающими под давлением) часто требуется измерить определённые параметры сварного шва. Можно использовать и штангенциркуль, но это трудоёмко и неудобно. Гораздо целесообразнее применять специализированные измеритильные инструменты, одним из которых является универсальный шаблон сварщика УШС-3.
Краткая инструкция
Рассматриваемый измеритель выпускается согласно технических требований ГОСТ 15150. Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов.
В УШС-3 универсальном шаблоне сварщика (см. рис. 1) используются следующие составные части:
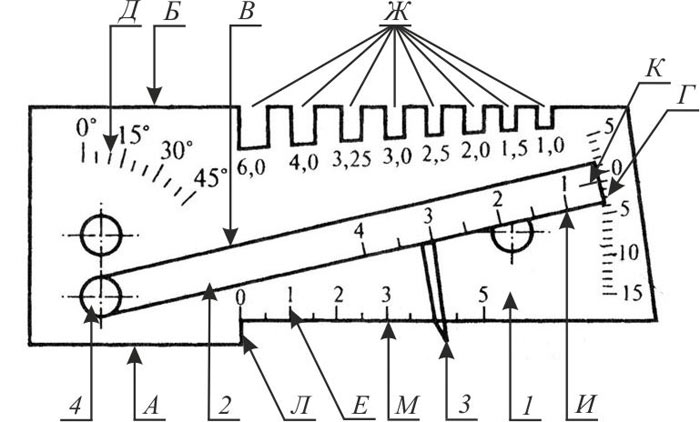
Рис.1 – Общий вид измерительного шаблона
- Основная измерительная панель.
- Бегунок с изменяющейся по длине толщиной.
- Стрелочный указатель.
- Ось, предназначенная для поворота бегунка.
На основной измерительной панели универсального шаблона сварщика типоразмера УШС-3 выделяются следующие измерительные зоны и плоскости:
- А – установочная плоскость, которой инструмент накладывается на одну из линейных поверхностей сваренной детали с целью определения высоты и ширины шва;
- Б – установочная плоскость для измерения угла скоса кромки под сварку;
- В – подвижный указатель;
- Г – шкала для отсчёта высотных размеров шва;
- Д – шкала для определения угла скоса кромки;
- Е – шкала для отсчёта притупления и общей ширины сварного шва;
- И – шкала для определения зазора между свариваемыми элементами;
- Ж – пазы для измерения толщины металла в зоне сварки.
- К – риска-индекс на бегунке, которая предназначается для отсчёта результата по шкале Г.
На измерительной панели не допускаются вмятины и погнутости. Поворотная ось должна позволять плавное перемещение бегунка без заеданий.

Работоспособность инструмента гарантируется в диапазоне температур ±45°С. При условии приобретения шаблона в специализированном магазине и выполнении периодических поверок точности, данный шаблон обеспечивает точность измерений в следующих пределах и диапазонах:
- По всем линейным глубинным размерам, включая подрезы и глубинные дефекты готового шва: 0…15,0±0,5 мм.
- По всем угловым размерам: 0…45°±2,5°.
- По всем высотным размерам: 0…4,0±0,5 мм.
- По величине притупления шва в месте выполнения сварки: 0…50,0±0,25 мм.
- По зазорам: 1,0…4,0±0,25 мм.
- По толщине смежных свариваемых деталей (ступенчато, с применением пазов Ж), мм: от 1,0 до 5,0 мм.
- По величине вогнутости шва в месте проведения сварки: 0…15,0±2,5°.
Универсальным шаблоном сварщика такого типа можно пользоваться при проведении сварочных работ электродами диаметром 1…5 мм, при этом погрешность измерений колеблется в пределах от ±0,1 мм (для электродов, диаметр которых не превышает 3 мм) до ±0,12…±0,3 мм – для электродов с диаметром соответственно менее 3,25 мм, и свыше 3,25 мм.
Как пользоваться шаблоном сварщика?
Использовать шаблон следует только предварительно очищенным от жировых и масляных загрязнений, окалины и пр. Для определения высотных и глубинных параметров сварного шва g инструмент прикладывают к измеряемому участку установочной плоскостью А (см. рис. 2), после чего поворачивают бегунок до контакта его указателя с измеряемой поверхностью. Отсчёт производится по совмещении риски К с определённым показателем шкалы Г. Аналогичным образом определяют глубину подреза шва ho и расстояние Δ2 между высотами валиков смежных швов. Для измерения высоты сварного шва е используют шкалу Е.
Угол наклона измерительной плоскости к поверхности детали значения не имеет, однако для коротких швов шаблон желательно устанавливать перпендикулярно этой поверхности.
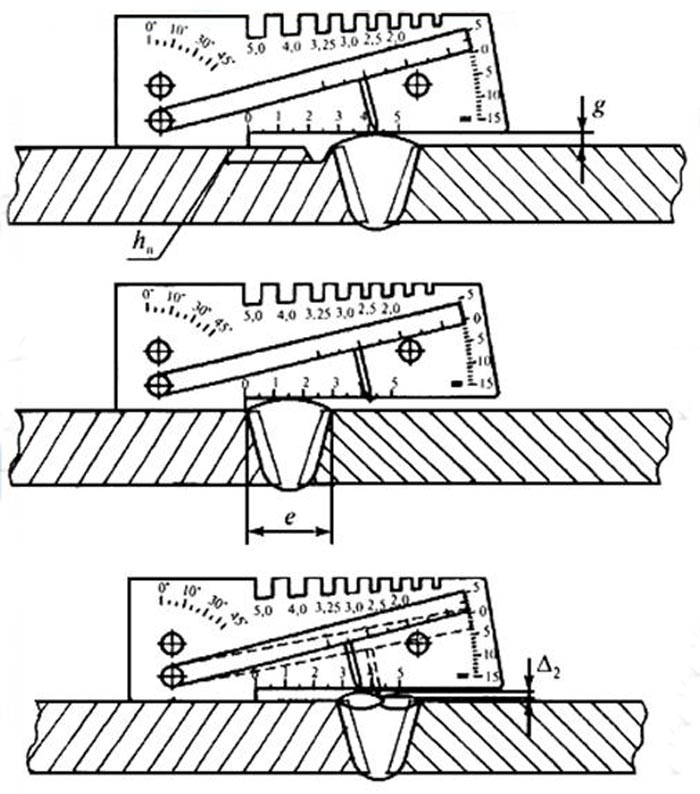
Рисунок 2 – Измерения с применением установочной плоскости А инструмента
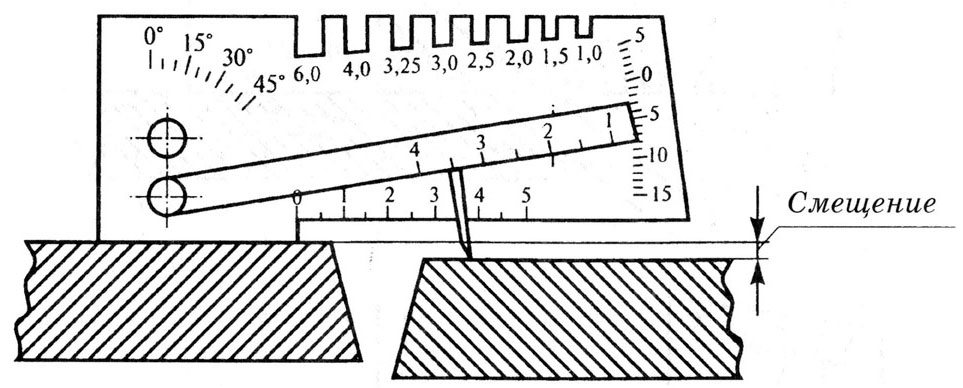
Определение абсолютного смещения скосов или установочных кромок на свариваемых элементах выполняют так, как показано на рис. 3. Отсчёт производят по показаниям указателя, используя шкалу Г.
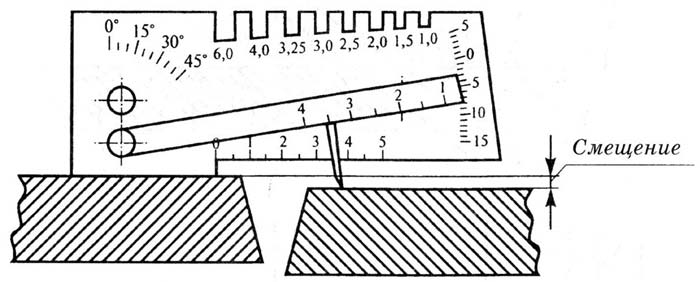
Рисунок 3 – Измерение смещений свариваемых деталей
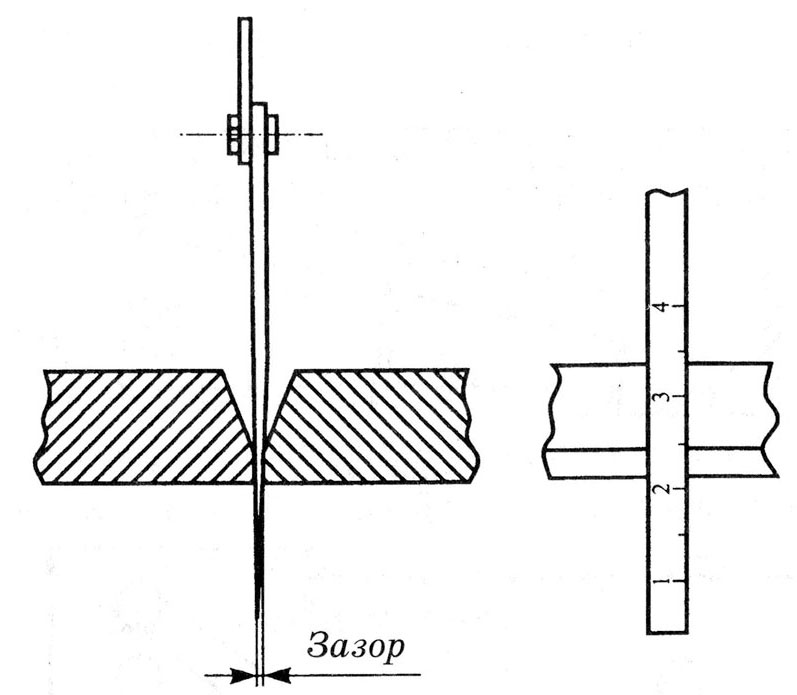
Для определения фактических значений зазоров инструмент поворачивают строго перпендикулярно линии предполагаемого шва (см. рис. 4), после чего вводят бегунок в зазор до полного контакта с металлом деталей.
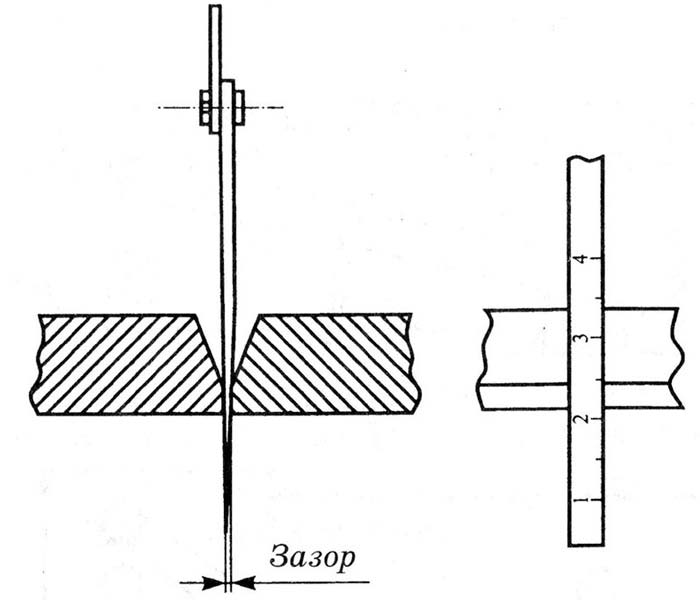
Рисунок 4 – Измерение величины зазора между соединяемыми изделиями
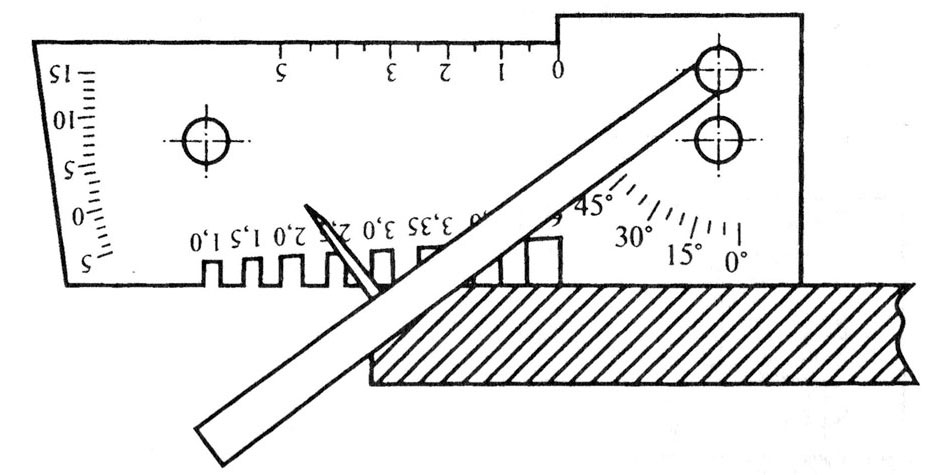
Для контроля значений углов разделки сварного шва инструмент переворачивают так, чтобы размерная плоскость Б оказалась внизу (см. рис. 5). Верхнюю плоскость бегунка прикладывают к измеряемой поверхности, и отсчитывают результат по шкале Д.
Используя технологические пазы Ж, можно выполнять замеры толщины сварочной проволоки и электродов, а также толщины металла в зоне сварки.
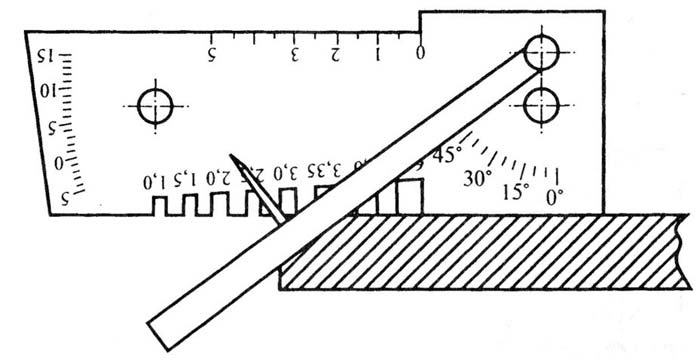
Рисунок 5 – Измерение углов скоса сварочных кромок
После использования ушс-3 необходимо обезжирить и протереть мягкой фланелью.
Цена инструмента в комплекте составляет от 950…1000 руб. для изделий отечественного производства, до 1500…1600 руб. – для импортной продукции (производства КНР). Если шаблон не будет длительное время использоваться, его целесообразно законсервировать в последовательности, которая предусмотрена ГОСТ 9014.
Точность превыше всего | 05.01.2017

Описание
Принцип работы шаблонов — механический.
Шаблон состоит из основания, на котором с помощью оси установлен движок с неподвижно закрепленном на нем указателем. Движок может поворачиваться относительно основания на оси. Движок выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка нанесена шкала для контроля зазора между свариваемыми деталями. На клиновом конце движка нанесена риска, являющаяся индексом для измерения глубины разделки до корневого слоя, превышения кромок, высоты усиления шва. Также на основании выполнены пазы, позволяющие контролировать диаметры используемых электродов. Измерения высоты притупления, ширины шва производятся с помощью шкалы, нанесенной на основании шаблона. На основании шаблона нанесена также шкала для измерений угла скоса кромок.
Общий вид шаблона представлен на рисунке 1.
Рисунок 1 — Общий вид шаблона сварщика универсального УШС-3 Пломбирование шаблонов сварщика универсальных УШС-3 не предусмотрено.
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.

Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.

Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.

Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.

По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Технические характеристики
Таблица 1 — Метрологические характеристики
| Наименование характеристики | Значение |
| Диапазон измерений | |
| — глубины дефекта шва, мм | от 0 до 15 |
| — высоты усиления стыкового шва, мм | от 0 до 5 |
| — высоты притупления и ширины шва, мм | от 0 до 50 |
| — зазора между свариваемыми деталями, мм | от 1 до 4 |
| — угла разделки (скоса кромки),0 | от 0 до 45 |
| Наименование характеристики | Значение |
| Ширина паза контролируемого диаметра электрода, мм | 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 |
| Цена деления шкалы | |
| — глубины дефекта шва, мм | 1,0 |
| — высоты усиления стыкового шва, мм | 1,0 |
| — высоты притупления и ширины шва, мм | 1,0 |
| — зазора между свариваемыми деталями, мм | 0,5 |
| — угла разделки (скоса кромки),0 | 5,0 |
| Пределы допускаемой абсолютной погрешности | |
| измерений | |
| — глубины дефекта шва, мм | ±0,5 |
| — высоты усиления стыкового шва, мм | ±0,5 |
| — высоты притупления и ширины шва, мм | ±0,15 |
| — зазора между свариваемыми деталями, мм | ±0,25 |
| — угла разделки (скоса кромки),° | ±2,5 |
| Пределы допускаемого отклонения от номинального | |
| значения, мм: | |
| — ширины паза контролируемого диаметра | |
| электродов 1; 1,2; 2; 2,5; 3; 3,25 мм | ±0,1 |
| — ширины паза контролируемого диаметра | |
| электродов 4 и 5 мм | ±0,3 |
Таблица 2 — Основные технические характеристики
| Наименование характеристики | Значение |
| Габаритные размеры, мм, не более (ШхВхГ) | 130x45x16 |
| Масса, кг, не более | 0,18 |
| Условия эксплуатации: | |
| — температура окружающей среды, °С | от +15 до +35 |
| — относительная влажность, % | от 45 до 80 |
| — атмосферное давление, кПа | от 84 до 106,7 |
| Срок службы, лет, не менее | 5 |
Краткая инструкция
Рассматриваемый измеритель выпускается согласно технических требований ГОСТ 15150. Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов.
В УШС-3 универсальном шаблоне сварщика (см. рис. 1) используются следующие составные части:

Рис.1 – Общий вид измерительного шаблона
- Основная измерительная панель.
- Бегунок с изменяющейся по длине толщиной.
- Стрелочный указатель.
- Ось, предназначенная для поворота бегунка.
На основной измерительной панели универсального шаблона сварщика типоразмера УШС-3 выделяются следующие измерительные зоны и плоскости:
- А – установочная плоскость, которой инструмент накладывается на одну из линейных поверхностей сваренной детали с целью определения высоты и ширины шва;
- Б – установочная плоскость для измерения угла скоса кромки под сварку;
- В – подвижный указатель;
- Г – шкала для отсчёта высотных размеров шва;
- Д – шкала для определения угла скоса кромки;
- Е – шкала для отсчёта притупления и общей ширины сварного шва;
- И – шкала для определения зазора между свариваемыми элементами;
- Ж – пазы для измерения толщины металла в зоне сварки.
- К – риска-индекс на бегунке, которая предназначается для отсчёта результата по шкале Г.
На измерительной панели не допускаются вмятины и погнутости. Поворотная ось должна позволять плавное перемещение бегунка без заеданий.

Работоспособность инструмента гарантируется в диапазоне температур ±45°С. При условии приобретения шаблона в специализированном магазине и выполнении периодических поверок точности, данный шаблон обеспечивает точность измерений в следующих пределах и диапазонах:
- По всем линейным глубинным размерам, включая подрезы и глубинные дефекты готового шва: 0…15,0±0,5 мм.
- По всем угловым размерам: 0…45°±2,5°.
- По всем высотным размерам: 0…4,0±0,5 мм.
- По величине притупления шва в месте выполнения сварки: 0…50,0±0,25 мм.
- По зазорам: 1,0…4,0±0,25 мм.
- По толщине смежных свариваемых деталей (ступенчато, с применением пазов Ж), мм: от 1,0 до 5,0 мм.
- По величине вогнутости шва в месте проведения сварки: 0…15,0±2,5°.
Универсальным шаблоном сварщика такого типа можно пользоваться при проведении сварочных работ электродами диаметром 1…5 мм, при этом погрешность измерений колеблется в пределах от ±0,1 мм (для электродов, диаметр которых не превышает 3 мм) до ±0,12…±0,3 мм – для электродов с диаметром соответственно менее 3,25 мм, и свыше 3,25 мм.
Комплектность
Таблица 3 — Комплектность средства измерений
| Наименование | Обозначение | Количество |
| Шаблон сварщика универсальный | УШС-3 | 1 шт. |
| Паспорт | — | 1 экз. |
| Руководство по эксплуатации | — | 1 экз. |
| Методика поверки | РТ-МП-4939-445-2017 | 1 экз. |
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
- Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
- Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
- Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
- Высоту усиления швов (как стыкового, так и углового). Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
- Смещение кромки деталей при их соединении. Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
- Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
- Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
- Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
- Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
- Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Поверка
осуществляется по документу РТ-МП-4939-445-2017 «ГСИ. Шаблоны сварщика универсальные УШС-3. Методика поверки», утвержденному ФБУ «Ростест-Москва» 15 декабря 2021 г. Основные средства поверки:
— прибор двухкоординатный измерительный ДИП-1 (регистрационный номер в Федеральном информационном фонде 7864-80)
— меры длины концевые плоскопараллельные 4 разряда по ГОСТ Р 8.763-2011
— плита поверочная 400*400 кл.0 по ГОСТ 10905-86
— штангенциркуль ШЦ-11-250-0,05 по ГОСТ 166-89
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки (оттиск поверительного клейма и/или наклейка) наносится на свидетельство о поверке.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью. Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
- Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.

УШС-3
Что можно измерить данным инструментом?
- Угол скоса кромок На изображении представлен односторонний скос кромок. Шаблон устанавливается на деталь, а стрелка поворачивается на угол, который в нашем случае составляет 45о.

- Притупление кромок
Измеряется при помощи нижней шкалы.

Таким образом можно также определить толщину металла.
- Зазор между деталями
Измеряется с помощью шкалы в виде клина, который помещается в зазор. В нашем случае зазор составляет примерно 3,5 мм.

- Ширина шва

- Высота шва
Определяется путем постановки иглы. По соответствующей шкале определяем усиление шва. Таким же методом вы можете измерить межваликовое западание и проверить «разностенность» деталей.

По верхним пазам можно узнать диаметр электрода (4-2 мм) или проволоки для полуавтоматической сварки (1-1,2 мм).

К недостаткам данного шаблона можно отнести невозможность измерения катета шва, для этого придется покупать дополнительно катетомер.
( 1 оценка, среднее 4 из 5 )
 Строительство различных трубопроводов в нашей стране, является едва ли не делом особой государственной важности, что вполне объяснимо, учитывая необъятные запасы природных богатств, которые перемещаются по территории России и за ее пределы посредством этих самых трубопроводов. Будь то нефть, газ или просто вода, доставка от места добычи до конечного потребителя происходит по магистральным трубопроводам, которые в свою очередь состоят из труб одного диаметра, скрепленных между собой надежным сварным швом. А для того, чтобы этот сварной шов был действительно надежным и не начал «травить» при повышении давления в системе, существуют нормативы исполнения сварных швов и методики контроля исполнения этих нормативов.
Строительство различных трубопроводов в нашей стране, является едва ли не делом особой государственной важности, что вполне объяснимо, учитывая необъятные запасы природных богатств, которые перемещаются по территории России и за ее пределы посредством этих самых трубопроводов. Будь то нефть, газ или просто вода, доставка от места добычи до конечного потребителя происходит по магистральным трубопроводам, которые в свою очередь состоят из труб одного диаметра, скрепленных между собой надежным сварным швом. А для того, чтобы этот сварной шов был действительно надежным и не начал «травить» при повышении давления в системе, существуют нормативы исполнения сварных швов и методики контроля исполнения этих нормативов.
Самым простым методом контроля, который предшествует всем остальным методикам, является визуальный и измерительный контроль (ВИК). Для осуществления визуального контроля, применяются различные инструменты: штангенциркули, лупы, наборы щупов и конечно же универсальные шаблоны сварщика, о которых, собственно, и пойдет речь дальше.
Что такое шаблон сварщика УШС-3
Конструктивно универсальный шаблон сварщика УШС-3 представляет собой металлическую пластину из нержавеющей стали, с нанесенными измерительными шкалами, для замеров различных параметров сварного шва и бегунок на подвижной оси, с помощью которого и производятся замеры. Шаблон считается пригодным для использования, если на нем отсутствуют вмятины и погнутости, а поворотная ось обеспечивает плавное движение бегунка без заеданий.
Нужно отметить, что шаблон изготавливается в соответствии с ТУ 102.338-83, а не в соответствии с ГОСТ 15150, как указывают некоторые производители, чем вводят в заблуждение покупателей. Указанный госстандарт регламентирует правила хранения, консервации и условия эксплуатации измерителя. Из за того, что результаты измерений обычно получаются ориентировочные и сильно зависят от того, насколько правильно и точно проводит замеры оператор, универсальные шаблоны сварщика не входят в государственный реестр средств измерения и, соответственно, получить свидетельство о прохождении гос. поверки невозможно. Поэтому, все шаблоны поставляются исключительно с сертификатами о калибровке.
Как пользоваться шаблоном сварщика УШС-3
На инструкции ниже приведены основные измерения которые можно произвести с помощью УШС-3.

Пазы для измерения диаметров показанных на рисунке ж, так же можно использовать для измерения толщины листового материала.

Данная инструкция должна дать представление о том как правильно использовать универсальный шаблон сварщика УШС-3.
Конечно с помощью данного измерителя невозможно контролировать все параметры сварного шва, но, тем не менее, он является незаменимым инструментом для первичной проверки, что называется «на месте». Благодаря своей универсальности УШС-3 входит в большинство комплектов ВИК, а так же преподносится как базовый инструмент сварщика при обучении молодых специалистов.
Если у Вас остались вопросы по использованию данного шаблона, смотрите следующее видео, которое наглядно покажет как пользоваться шаблоном УШС-3.
Шаблон сварщика: что собой представляет, каким требованиям должен отвечать, какие разновидности существуют
Шаблон сварщика – один из основных инструментов для
визуального и измерительного контроля
сварных соединений. Применяется в соответствии с инструкцией
РД 03-606-03
(отменена с 01.01.2021 года, но по-прежнему может применяться в качестве
рекомендательного
методического источника), разработанным на его основе СТО 9701105632-003-2021,
ГОСТ Р ИСО 17637-2014
и др. В классическом виде представляет собой средство измерения, состоящее из нескольких подвижных и/или статичных элементов (ось, движок, указатель, основание), с нанесёнными на поверхность шкалами, рисками-индексами и пазами. Назначение инструментов – проверка соответствия деталей под сборку, под сварку, а также готовых сварных соединений и наплавок нормативным допускам.
В упрощённом виде общий порядок работы с универсальным шаблоном сварщика (сокращённо – УШС) состоит из нескольких этапов.
- Подвижные детали (если таковые предусмотрены) приводят в исходное положение (выставляют «на ноль»).
- Измеритель прикладывают установочными плоскостями (или иными гранями) к тому или иному участку сварного шва (в зависимости от того, какой именно геометрический параметр необходимо проверить).
- Упираясь в шов и/или околошовную зону, подвижные элементы смещаются по осям.
- Величину этого смещения считывают с метрической и/или дюймовой шкалы на инструменте. Либо – как, например, в случае с УШС-2, у которого нет подвижных элементов – просто оценивают соответствие геометрии шва заданной форме и размерам.
- Полученные результаты сопоставляют с допусками, указанными в руководящей нормативно-технической документации.
В соответствии с таблицами, на которые ссылается п. 6.4.7 документа РД 03-606-03, шаблон сварщика рекомендован для проверки следующих параметров на этапе сборки деталей под сварку:
- перпендикулярности кромок;
- угла скоса кромок;
- угла скоса поверхности соединяемого элемента;
- угла выхода резца (калибра);
- зазора в соединении;
- зазора между подкладной пластиной (кольцом) и внутренней поверхностью детали;
- смещения проволочной вставки с внутренней стороны;
- зазора в замке расплавляемого кольца (вставки);
- катетов шва приварки элемента крепления;
- глубины проникновения штуцера во внутреннюю полость и пр.
Большинство шаблонов изготавливаются из нержавеющей стали.
Требования к УШС и их применению
Как и с другим
оборудованием неразрушающего контроля
, одно из базовых условий для разрешения на эксплуатацию – наличие свидетельства об утверждении типа средства измерений. Другими словам, шаблон должен быть внесён в Госреестр СИ РФ и быть поверенным (откалиброванным) в аккредитованной метрологической службе.
Далее – нужно изучить требования нормативно-технической документации, посвящённые точности
НК
. Например, в ГОСТ Р ИСО 17637-2014 в приложении №1 приведена таблица А.1, в которой описаны основные типы шаблонов, их точность, диапазон измерений, угол разделки кромок, применимость для разных типов соединений (стыковых и угловых – выпуклых, вогнутых и выполненных в нижнем положении).
У каждого инструмента своя погрешность – и для работы на опасных производственных объектах, подведомственных Ростехнадзору, нужно свериться с п. 5.3 инструкции РД 03-606-03. В нём дана ссылка на таблицу, в которой прописаны допустимые погрешности для разных измеряемых величин. Чтобы не возникло расхождений с дубль-контролем и надзорными органами, инструменты должны:
а) пройти поверку (иметь сертификат о метрологическом обслуживании);
б) по своим техническим характеристикам (погрешности измерений) соответствовать допускам, которые содержатся в НТД.
Так, УШС-3 с погрешностью измерений 0,5 мм допускается применять для измерения геометрических параметров (например, подрезов и глубины вогнутости сварных швов) величиной от 2,5 мм (то есть с учётом погрешности – 3,0 мм) и более.
На практике шаблоны редко используются в качестве СИ. Из-за сравнительно большой погрешности полученные с их помощью результаты не годятся для заключений, на основании которых, например, проводится экспертиза промышленной безопасности. Тем не менее, данные инструменты незаменимы для экспресс-проверки геометрии сварных соединений. Это, безусловно, очень важный атрибут (присутствует практически в любом
наборе для ВИК
), однако для измерения той же глубины подреза, например, гораздо надёжнее ориентироваться на индикаторы часового типа.
Типы шаблонов сварщика
На сегодняшний день в России используются измерители, изготовленные по требованиям российской (ГОСТ, РД, ФНП, ПБ) и зарубежной (ASTM, EN ISO, ASME) документации. В продаже доступны десятки типов инструментов, но мы остановимся лишь на основных, самых распространённых разновидностях.
УШС-2
Предназначен для того, чтобы проверять катеты угловых швов в пределах от 4 до 14 мм. Представляет собой связку из трёх пластин, на каждой из которых выполнены выточки разных диаметров. На каждой из них – по 2 (в сумме – 6) ступеней.
Принцип применения прост: нужно поочерёдно приложить каждую из них к сварному шву и выявить минимальный зазор между дугами лепестка и гранями сварного соединены. Для более точных результатов УШС-2 можно дополнить катетометром и радиусными шаблонами.
УШС-2 – очень надёжное и простое, но не совершенное решение. Вместо него многие дефектоскописты всё чаще отдают предпочтение более точным и многофункциональным инструментам – шаблону Ушерова-Маршака, WG5 и другим (речь о которых пойдёт ниже).
УШС-3
Используется для комплексной оценки качества сварных швов – в частности, для выявления и проверки:
- забоин, трещин, кратеров, подрезов, непроваров, чешуйчатости, межваликовых западаний и иных поверхностных дефектов,
- зазоров,
- притупления,
- ширины соединения,
- углов разделки и скоса кромок,
- подрезов корня,
- глубины вогнутости,
- высоты выпуклости,
- высоты усиления,
- превышения кромок;
- глубины раковин;
- диаметра электродов, сварочной проволоки и пр.
УШС-3 – один из самых распространённых шаблонов сварщика, внесённый в Госреестр СИ и успешно используемый на объектах «Транснефти». Конструкция состоит из следующих «каноничных» элементов:
- основания, на котором расположен движок, предусмотрены пазы для проверки диаметров электродов и нанесена шкала для измерения угла скоса кромок, ширины шва и высоты притупления;
- движка – пластины, одна из сторон которой выполнена в виде клина со шкалой (для контроля зазоров) и риской (для измерения глубины разделки до корневого слоя, высоты усиления шва и превышения кромок);
- указателя (иглы), который закреплён на движке;
- оси, вокруг которой вращается движок.

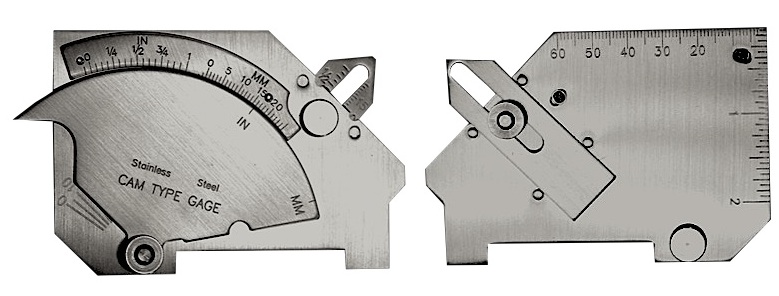
Шаблон Ушерова-Маршака и его цифровая версия
Предназначен для того, чтобы измерять:
- скос кромок при подготовке свариваемых заготовок и зазоры между ними;
- высоту валика усиления;
- катет сварного шва;
- вогнутость и выпуклость корня шва;
- глубину межваликового западания, подрезов, несплавления кромок.
Для контроля скоса кромок в шаблоне Ушерова-Маршака предусмотрены выдвижные элементы под стандартные углы – 60, 70, 80 и 90 градусов. В механической версии показания считываются по шкалам. В частности, для большей точности показаний доступна шкала-нониус (принцип тот же, как со штангенциркулями) с ценой деления 0.02, 0.05 или 0.1 мм. У инструментов с электронным блоком реализована цифровая индикация полученных значений. Кроме дисплея, в таких устройствах предусмотрены кнопки для включения/выключения, установки нуля и переключения между единицами измерений (мм и дюймы).
Шаблоны сварщиков с конструкцией В.Э. Ушерова-Маршака применяются на основании п. 6.4.14 инструкции РД 03-606-03, имеют погрешность ±0,5–1,0 мм (при диапазоне измерений от 0 до 20 мм) и сертифицированы в системе Росстандарта.


УШС-4
Сочетает в себе функционал УШС-3 и шаблона Ушерова-Маршака. От первого он отличается тем, что имеет выдвижную планку со шкалой для контроля скоса кромок в диапазоне от 0 до 45 градусов. Из отечественных шаблонов УШС-4 – пожалуй, самый многофункциональный. Особенно эффективен в сочетании с набором катетомеров, так как его собственный диапазон измерения катетов угловых сварных соединений ограничен 0–10 мм. Как и УШС-3, УШС-4 – универсальный инструмент не только для
дефектоскопистов
, но и для сварщиков, инженеров ОТК, монтажников и пр.

Измерители типа WG
Шаблоны этой серии были разработаны за рубежом, но применяются и в России. Литерами WG маркируется множество инструментов, отличающихся по конструкции и функционалу.
- WG01, WG1, WG2+. Первый способен измерять смещение, угол кромок, зазоры, высоту стыковых швов, угловые швы и их катеты. WG1 и WG2+ подходят также для контроля ширины швов и глубины подрезов. При этом у WG2+ чуть больше диапазоны измерений по некоторым параметрам. Например – это справедливо для угла кромки (от 80 до 160 градусов против 90–150 градусов у WG1) или высоты стыковых швов (0–15 мм против 0–12 мм). Зато шаблоны сварщиков WG1 позволяют измерять угловые швы и их катеты в диапазоне 0–20 мм, а не 0–15 мм, как WG2+. Наконец, все три шаблона – WG01, WG1, WG – могут использоваться в качестве обычной линейки.
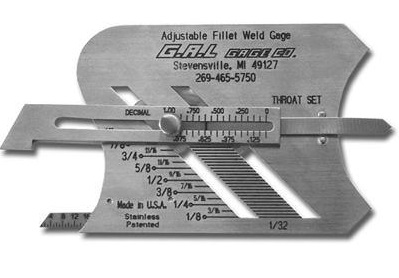
- WG5. По функционалу во многом схож с отечественным УШС-2. С его помощью также проверяют катеты угловых швов, выпуклость и вогнутость швов. WG5 представляет собой набор из 7 лепестков, которые в сумме обеспечивают диапазон измерений 3,0–25,0 мм. На каждой из пластин изготовлены выточки определённых типоразмеров. Принцип действия прост: к шву поочерёдно прикладывают лепестки, пока не добиваются минимального зазора между дугами выточки и поверхностью шва. На пластинах нанесены значения радиусов катетов в мм и дюймах.

- WG6. Предназначен для измерения высоты шва, ширины зазоров, смещения кромок, углов разделки и притуплений. WG6 состоит из основания-линейки, подвижного и дополнительного наклонного указателя. Погрешность измерений углов может составлять всего ±0,5 градуса, линейных размеров – в пределах ±0,1–0,2 мм.

- WG8. Способен измерять высоту и катет углового шва с точностью до ±0,8 мм. Сравнительно высокая погрешность компенсируется тем, что данный шаблон сварщика позволяет контролировать неравнобедренные сварные швы. Правда, метрических шкал на нём не предусмотрено – только дюймы. Поэтому применяют WG8 исключительно на объектах, где приёмка осуществляется по зарубежным стандартам ASME и ASTM.
- WG10. Ещё один инструмент с градуировкой в дюймах для работы по нормативам ASME и ASTM. Представляет собой пластину с подвижным индикатором. Предназначен для того, чтобы измерять глубину раковин, западаний и иных вогнутых дефектов, а также для сравнения полученных значений с нормированной толщиной стенки. Особенность WG10 в том, что в помощь дефектоскописту на нём нанесены формулы для расчёта площади, диаметра и давления нагрузки, плюс – на оборотной стороне – таблицы с типовыми значениями толщины для трубопроводов разных диаметров.
- WG11. Уникален тем, что подходит не только для сварных, но и для клёпаных соединений. Был разработан для контроля котлов и трубопроводов диаметром от 400 до 1800 мм. В конструкции предусмотрена основа, подвижный измеритель, малая ось, измерительный ролик, линейка и зажим. WG11 позволяет проверять высоту клёпаных соединений, а также выпуклость, кривизну и вогнутость сварных соединений, смещение краёв и углы разделки кромок. Особенность данного шаблона сварщика состоит в повышенной точности результатов – погрешность не превышает 0,05 мм.

- WG12. Другое наименование – Skew-T. Спроектирован таким образом, чтобы контролировать швы, недоступные для обычных шаблонов сварщика. Отсюда – такое конструктивное решение, как удлинённая планка-указатель, позволяющая проверять контрольный размер у ассиметричных угловых и тавровых сварных соединений, острый или тупой угол которых меньше либо больше 90 градусов. В зависимости от того, с какой стороны соединения выполняется замер, планку можно выдвинуть либо задвинуть, ослабляя либо затягивая фиксирующий винт. Skew-T рассчитан на работу по американским стандартам AWS, согласно которым сварные швы создаются под углом не меньше 30 градусов. Помимо планки, в конструкции предусмотрена поворотная пластина – для контроля угла между соединяемыми элементами. К шаблону WG12 прилагается линейка сварщика (так называемый калькулятор). На ней находятся несколько шкал с типовыми геометрическими параметрами асимметричных швов. Узнав контрольный размер и величину угла, дефектоскопист перемещает вложенную карту, пока полученные показания не совпадут по шкалам с нормированными значениями. Так определяется расчётная толщина шва и размер катета.

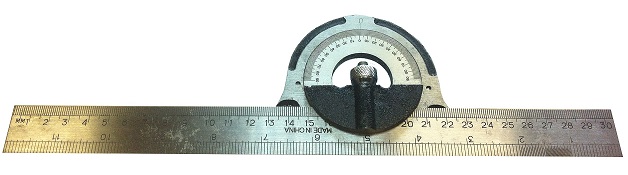
- WG14. В отличие от перечисленных выше «собратьев», WG14 – это угломер. Используется для измерения углов между соединяемыми деталями в диапазоне от 0 до 90 градусов. В качестве вспомогательного элемента на обратной стороне измерительного блока имеется встраиваемый пузырьковый уровень.
- WG16. Конструкция уникальна наличием на базовой пластине поворотного диска, на котором нанесены метрические и дюймовые шкалы. Дополнительно к этому предусмотрен подвижный указатель и ползунок. WG16 используют для того, чтобы измерять вогнутость, выпуклость и катеты угловых швов, высоту швов, глубину подрезов, неоосносность и смещение заготовок, глубину точечной коррозии, углы разделки кромок в пределах 60 градусов. Шаблон также пригоден для использования в качестве обычной линейки.
Шаблон Красовского
Другие обозначения – УШК-1 и измеритель плавности переходов. Это многозадачный инструмент для проведения ВИК в соответствии с РД 03-606-03. Изделие представляет собой пластину особой формы, без каких-либо подвижных деталей, зато с двумя шкалами:
- для контроля нахлестанных и тавровых сварных соединений. Градуировка от 0 до 15 мм с ценой деления шкалы в 1 мм. Отклонение нанесённых штрихов от действительных значений не превышает ±0,5 мм;
- для стыковых швов. Шкала от 0 до 5 мм имеет цену деления 0,5 мм (при отклонении не более ±0,25 мм). Эта же шкала позволяет проверять зазор между кромками.
Шаблон сварщика УШК-1 не рассчитан на измерение ширины сварного шва (разве что для приблизительной оценки), зато позволяет с точностью до ±0,05 мм замерять высоту усиления и выпуклость корня.
TapiRUS
Новая разработка НИИИН МНПО «Спектр», выпущенная в 2019 году. Заявляется как единое универсальное решение взамен многочисленным специализированным инструментам для метода ВИК. TapiRUS позволяет измерять все основные геометрические параметры сварных соединений (стыковых, продольных, тавровых) и поверхностных несплошностей, а именно:
- ширину и выпуклость сварного шва;
- катет скоса и углового шва;
- зазоры;
- смещение кромок;
- высоту впадин;
- высоту/глубину западания между валиками, коррозионных поражений, кратеров, неполного заполнения, увода и смещения кромок, царапин, рисок, чешуйчатости;
- ширину усиления;
- притупление;
- толщину стенки трубы или листа;
- овальность;
- углы между соединяемыми элементами и скоса кромок (в частности, высоту/глубину углового смещения);
- глубину подреза и пр.
Для контроля такого большого количества параметров в конструкции шаблона предусмотрен целый набор линеек, шкал, индикаторных рисок, линеек, калибров и щуп. Для обработки результатов производитель разработал специальное приложение для ПК и мобильных устройств на базе Android.
«Правомерность» применения шаблона сварщика TapiRUS для контроля по требованиям РД 03-606-03 подтверждалась положительным заключением Головного аттестационного центра Национального агентства контроля и сварки («ГАЦ МР НАКС»). В настоящее время внесён в Государственный реестр СИ РФ.
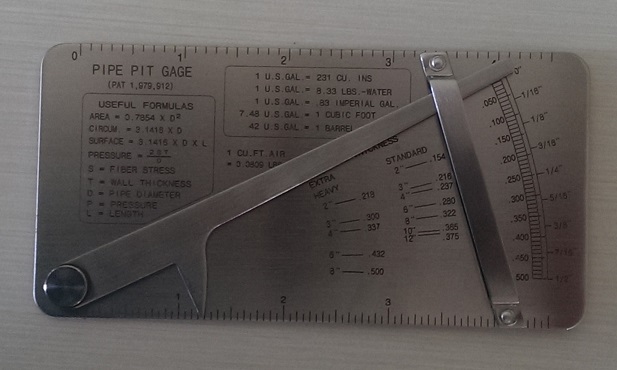
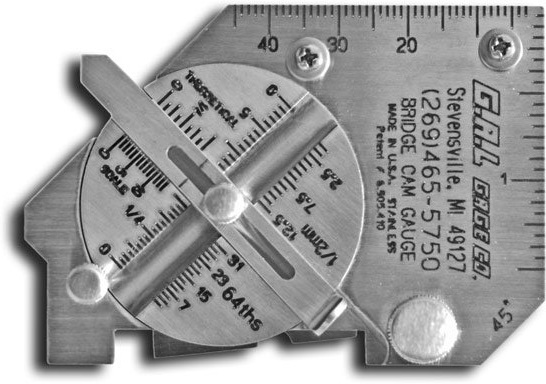
Bridge Cam
Другое обозначение – MG8. Основные элементы конструкции – базовая пластина с тремя шкалами, ползунок с ещё одной шкалой и подвижный указатель с риской. Bridge Cam позволяет измерять:
- вогнутость и катеты угловых швов;
- выпуклость швов;
- глубину точечной коррозии;
- угол разделки кромок в диапазоне от 0 до 60 градусов;
- смещение и несоосное расположение деталей;
- глубину подрезов.
Шаблон сварщика Bridge Cam может применяться и в качестве линейки (с диапазоном измерений до 60 мм). Предназначен, в первую очередь, для работы по зарубежным стандартам. Имеет градуировку в дюймах и мм.
V-WAC
Инструмент для работы по зарубежным стандартам. По функционалу очень близок к российским УШС-3 и УШС-4. V-VAC используется для контроля:
- смещения наружных кромок;
- ширины швов и размеров притупления;
- высоты усиления стыковых соединений;
- глубины/высоты вогнутости швов;
- подреза корня шва;
- глубины и высоты дефектов – пор, раковины и пр.
Шаблон сварщика V-VAC имеет дюймовую градуировку. Одна из особенностей инструмента – особая форма подвижного указателя (при необходимости можно зафиксировать стопорным винтом). Ещё одна «фишка» – наличие штатных отверстий (1/6 и 1/8 дюйма) для визуального сравнения с диаметром пор.

INOX
Ещё один инструмент для работы по зарубежным нормативам. С точки зрения выполняемых функций он схож с отечественным шаблоном Ушерова-Маршака, хоть и сильно отличается от него внешне. При помощи шаблона INOX специалист ВИК может проверять:
- высоту валика усиления;
- катет углового шва;
- выпуклость корня шва;
- зазоры при подготовке деталей под сварку.
Рабочий диапазон измерений – от 0 до 20 мм.

HI-LO и его упрощённая версия SINGLE HI-LO
HI-LO – ещё один «многозадачный» инструмент в нашем списке, позволяющий проверять:
- угол разделки кромок;
- толщину стенки труб;
- внутреннюю несоосность;
- высоту усиления сварного шва;
- катет углового шва;
- зазоры между деталями под сварку.

Менее функциональная разновидность HI-LO – SINGLE HI-LO. Данный шаблон создан для проверки стыкуемых заготовок перед сваркой, а именно – для определения внутренней несоосности и величины зазора. Измерения выполняются в диапазоне от 0 до 30 мм с погрешностью ±0,15 мм. В конструкции SINGLE HI-LO предусмотрены следующие ключевые элементы:
- корпус из нержавеющей стали;
- два внутренних подвижных зубца;
- две подвижные ноги;
- стопорный винт.
Оба инструмента имеют метрические шкалы и допущены к применению по российским НТД, хотя, в первую очередь, ориентированы на зарубежные стандарты.

ШПС-1
В отличие от большинства перечисленных инструментов, данный шаблон сварщика предназначен для стыковых соединений не металлических (стальных), а полиэтиленовых газопроводов. Успешно применяется для контроля качества работ при строительстве и ремонте систем газоснабжения и газораспределения по требованиям
СП 42-103-2003
.
Шаблон представляет собой комплект из пяти пластин, на каждой из которых изготовлены парные пазы MIN и MAX – под разные диаметры и толщины стенок. Свой набор предусмотрен для двух самых распространённых марок полиэтилена – ПЭ80 и ПЭ100.
Порядок проведения контроля с применением ШПС-1 достаточно прост:
- шаблон прикладывают к образующей трубе над исследуемым стыком;
- грат стыка сопоставляется с пазами MIN и MAX;
- если высота/ширина грата укладывается в диапазон между MIN и MAX, то стык признают годным;
- если высота/ширина грата «не дотягивает» по размеру до паза MIN, а высота/ширина валика больше, чем паз MAX, то стык бракуют.
Шаблон ШПС-1 не только внесён в Госреестр СИ, но также официально одобрен со стороны НТЦ «Промышленная безопасность».

Как научиться работать с шаблоном сварщика
Перво-наперво – следует разобраться с руководящей документацией на неразрушающий контроль. На объектах разных категорий – своя НТД. Как пример – РД 03-606-03,
СТО Газпром 2-2.4-083-2006
,
РД 153-34.1-003-01
и пр. Из зарубежных – EN 13018:2001, ISO 17637:2003 и др. Далее, конечно же, нужно тщательно изучить технологические карты (инструкции), по котором проводится контроль.
Не менее важно читать учебные пособия и справочную литературу – труды Н.П. Калиниченко, А.В. Полупана, В.А. Троицкого, авторов из «СертиНК» и т.д.
Немало полезной информации можно подчерпнуть из паспорта, руководства пользователя или иной документации от изготовителя, которая прилагается к шаблону сварщика. Для общего развития можно также поискать инструкции и учебно-методические материалы для контролёров сварочного производства.
И, конечно же, важна регулярная практика. Несмотря на то, что ВИК считается самым простым методом НК, здесь не обойтись без работы над собой. Чем больше сварных швов вы проверяете, чем чаще вы пользуетесь измерительными инструментами, чем более правильные вопросы вы задаёте своему наставнику (опытным специалистам в лаборатории) – тем скорее у вас сформируются необходимые навыки.
Где купить шаблон сварщика
Зарегистрированным пользователям «Дефектоскопист.ру» многие производители предоставляют скидки в зависимости от количества заказанных инструментов. Если у вас возникнут вопросы по выбору и применению шаблона сварщика, вы всегда можете задать вопрос в разделе
«Визуальный и измерительный контроль»
на форуме. Из партнёров сообщества «Дефектоскопист.ру» продажей данных инструментов занимаются следующие бренды.
 В практике проведения сварочных работ (особенно с деталями ответственного назначения, например, трубами, работающими под давлением) часто требуется измерить определённые параметры сварного шва. Можно использовать и штангенциркуль, но это трудоёмко и неудобно. Гораздо целесообразнее применять специализированные измеритильные инструменты, одним из которых является универсальный шаблон сварщика УШС-3.
В практике проведения сварочных работ (особенно с деталями ответственного назначения, например, трубами, работающими под давлением) часто требуется измерить определённые параметры сварного шва. Можно использовать и штангенциркуль, но это трудоёмко и неудобно. Гораздо целесообразнее применять специализированные измеритильные инструменты, одним из которых является универсальный шаблон сварщика УШС-3.
Краткая инструкция
Рассматриваемый измеритель выпускается согласно технических требований ГОСТ 15150. Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов.
В УШС-3 универсальном шаблоне сварщика (см. рис. 1) используются следующие составные части:

Рис.1 – Общий вид измерительного шаблона
На основной измерительной панели универсального шаблона сварщика типоразмера УШС-3 выделяются следующие измерительные зоны и плоскости:
- А – установочная плоскость, которой инструмент накладывается на одну из линейных поверхностей сваренной детали с целью определения высоты и ширины шва;
- Б – установочная плоскость для измерения угла скоса кромки под сварку;
- В – подвижный указатель;
- Г – шкала для отсчёта высотных размеров шва;
- Д – шкала для определения угла скоса кромки;
- Е – шкала для отсчёта притупления и общей ширины сварного шва;
- И – шкала для определения зазора между свариваемыми элементами;
- Ж – пазы для измерения толщины металла в зоне сварки.
- К – риска-индекс на бегунке, которая предназначается для отсчёта результата по шкале Г.
На измерительной панели не допускаются вмятины и погнутости. Поворотная ось должна позволять плавное перемещение бегунка без заеданий.

Работоспособность инструмента гарантируется в диапазоне температур ±45°С. При условии приобретения шаблона в специализированном магазине и выполнении периодических поверок точности, данный шаблон обеспечивает точность измерений в следующих пределах и диапазонах:
Универсальным шаблоном сварщика такого типа можно пользоваться при проведении сварочных работ электродами диаметром 1…5 мм, при этом погрешность измерений колеблется в пределах от ±0,1 мм (для электродов, диаметр которых не превышает 3 мм) до ±0,12…±0,3 мм – для электродов с диаметром соответственно менее 3,25 мм, и свыше 3,25 мм.
Как пользоваться шаблоном сварщика?
Использовать шаблон следует только предварительно очищенным от жировых и масляных загрязнений, окалины и пр. Для определения высотных и глубинных параметров сварного шва g инструмент прикладывают к измеряемому участку установочной плоскостью А (см. рис. 2), после чего поворачивают бегунок до контакта его указателя с измеряемой поверхностью. Отсчёт производится по совмещении риски К с определённым показателем шкалы Г. Аналогичным образом определяют глубину подреза шва ho и расстояние Δ2 между высотами валиков смежных швов. Для измерения высоты сварного шва е используют шкалу Е.
Угол наклона измерительной плоскости к поверхности детали значения не имеет, однако для коротких швов шаблон желательно устанавливать перпендикулярно этой поверхности.

Рисунок 2 – Измерения с применением установочной плоскости А инструмента
Определение абсолютного смещения скосов и/или установочных кромок на свариваемых элементах выполняют так, как показано на рис. 3. Отсчёт производят по показаниям указателя, используя шкалу Г.

Рисунок 3 – Измерение смещений свариваемых деталей
Для определения фактических значений зазоров инструмент поворачивают строго перпендикулярно линии предполагаемого шва (см. рис. 4), после чего вводят бегунок в зазор до полного контакта с металлом деталей.

Рисунок 4 – Измерение величины зазора между соединяемыми изделиями
Для контроля значений углов разделки сварного шва инструмент переворачивают так, чтобы размерная плоскость Б оказалась внизу (см. рис. 5). Верхнюю плоскость бегунка прикладывают к измеряемой поверхности, и отсчитывают результат по шкале Д.
Используя технологические пазы Ж, можно выполнять замеры толщины сварочной проволоки и электродов, а также толщины металла в зоне сварки.

Рисунок 5 – Измерение углов скоса сварочных кромок
После использования ушс-3 необходимо обезжирить и протереть мягкой фланелью.
Цена инструмента в комплекте составляет от 950…1000 руб. для изделий отечественного производства, до 1500…1600 руб. – для импортной продукции (производства КНР). Если шаблон не будет длительное время использоваться, его целесообразно законсервировать в последовательности, которая предусмотрена ГОСТ 9014.
Источник
При проведении сварочных работ, особенно когда речь идет о соединении важных элементов, к примеру, труб, работающих под давлением, зачастую сварщики используют специальный инструмент, позволяющий проконтролировать некоторые характеристики нового сварного шва. Разумеется, с этой же целью можно применять и штангенциркуль, однако, как показывает практика, такой подход отличается неудобством и большей трудоемкостью. Куда легче и проще использовать для этого специализированное измерительное приспособление, например, универсальный шаблон сварщика или попросту УШС-3.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Общий вид шаблона изображен на рисунке:

Диапазон измерения глубины дефектов (вмятин, забоев), глубины разделки шва до корневого слоя, превышения кромок (шкала Г) от 0 до 15 мм.
Диапазон измерения высоты усиления шва (шкала Г) от 0 до 5 мм.
Диапазон измерения величин притупления и ширины шва (шкала Е) от 0 до 50 мм.
Диапазон измерения величин зазора (шкала И) от 0,5 до 4 мм.
Диапазон измерения углов скоса кромок (шкала Д) от 0 до 45 град.
Номинальные значения диаметров электродов измеряемых шаблоном (пазы Ж): 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 мм.
Цены деления шкал: Г и Е — 1 мм., И — 0,5 мм., Д — 0,5 град.
Пределы допускаемых отклонений ширины пазов Ж, мм: верхнее значение: для пазов до 3 мм +0,1; для пазов 3 и 3,25 мм +0,12; для пазов свыше 3,25 мм +0,3.
Отклонение положений штрихов шкалы Г от действительных значений ±0,5 мм.
Отклонения положений штрихов шкалы И от действительных значений толщины движка ±0,25 мм.
Отклонения положений штрихов шкалы Д от действительных значений угла между поверхностями Б и В ±2,5 град.
Отклонения от номинального значения расстояния между любым штрихом и началом шкалы Е (начало шкалы должно совпадать с плоскостью Л) ±0,25 мм.
Габаритные размеры УШС-3 не более 130×50×16 мм.
Масса не более 0,16 кг.
Средняя наработка на отказ не менее 55 000 циклов.
Средний срок службы не менее 1 года.
Примечание: под отказом понимают событие, заключающееся в потере заданной точности или работоспособности, для восстановления которых требуется проведение ремонта. Под условным циклом понимается двойное перемещение движка на угол не менее 45-ти градусов.
Описание
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.

Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.
Панель для измерений должна быть прямой. Вогнутость и наличие вмятостей недопустимо. Ось для поворота бегунка должна допускать мягкое передвижение элемента без рывков.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Шаблон сварщика УШС-3 состоит (см. рисунок «Общий вид УШС-3») из основания 1, на котором с помощью оси 4 установлен движок 2 с неподвижно закрепленным на нем указателем 3. На лицевой поверхности основания 1 расположены шкалы, позволяющие измерять следующие элементы сварного шва:
Г — глубину дефектов, глубину разделки до корневого слоя, превышение кромок, высоту усиления шва;
Д — угол скоса кромок;
Е -величину притупления шва.
Движок 2 выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка находится шкала И, причем цифры шкалы соответствуют толщине движка в данном сечении (толщина меняется от 0,5 — 4 мм). Такой профиль движка позволяет измерять с помощью шкалы И зазор между свариваемыми деталями. На клиновом конце движка нанесена риска К, являющаяся индексом для шкалы Г. Пазы позволяют контролировать диаметр используемых электродов и проволоки.
Принцип работы шаблона сварщика УШС-3 — механический.
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.

Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.

Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.

Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.

По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
ПОРЯДОК РАБОТЫ
Перед началом работы необходимо промыть шаблон в бензине по ГОСТ 1012–72 и протереть чистой тканью.
Измерения проводятся следующим образом:
Для контроля глубины дефектов (вмятин, забоин), превышения кромок, глубины разделки стыка до корневого слоя и высоты усиления шва, шаблон установить на образующую поверхность изделия плоскостью А. Повернуть движок 2 вокруг оси 4 до соприкосновения конца указателя 3 с измеряемой поверхностью (поверхность вмятины, кромки шва и т. д.). Снять отчет по шкале Г с помощью риски К.
Контроль притупления и ширины шва производить с помощь шкалы Е, пользуясь ею как измерительной линейкой.
Для контроля величины зазора между свариваемыми деталями ввести клиновую часть движка 2 в контролируемый зазор до упора. Снять отчет по шкале И.
Для контроля углов скоса кромок установить шаблон УШС-3 плоскостью Б на образующую поверхность изделия, повернуть движок 2 до совмещения плоскости В движка с измеряемой поверхностью. Снять отчет по шкале Д основания, пользуясь плоскостью В движка как индексом.
Для определения диаметра электродов (электродной проволоки) его вставляют в пазы Ж шаблона, используя пазы как калибры-скобы.
Шаблон сварщика УШС-3 производства НТЦ «Эксперт» внесен в Госреестр средств измерения и является СИ утвержденного типа (№ 70742-18). Получен сертификат сертификат соответствия в системе ГОСТ Р Росстандарта РФ и свидетельство реестра республики Казахстан. Поверка шаблонов УШС-3 регламентированы методикой РТ-МП-4939-445-2017. Возможна поставка со свидетельством о поверке ЦСМ или сертификатом о калибровке нашей метрологической службы, либо без метрологической аттестации.
Назначение. Универсальный шаблон сварщика УШС-3 используется для контроля качества сварных швов и позволяет определять параметры дефектов, таких как забоины, зазоры, притупления, углы скоса и превышения кромок. УШС-3 входит в состав комплекта ВИК-1 и табель технической оснащенности ПАО «Транснефть». Наглядная инструкция по использованию шаблона УШС-3 представлена на схеме слева. Для сравнения функционала шаблонов сварщика различных типов можно воспользоваться этой таблицей.
Основные характеристики и предел погрешностей шаблона УШС-3 приведены в таблице:
| Допустимая погрешность | ||
| Углы разделки (скоса кромок) | 0 -45° | ±2,5° |
| Смещение кромки | 0 — 15 мм | ±0,5 мм |
| Размер притупления и ширины шва (линейка) | 0 — 50 мм | ±0,25 мм |
| Высота усиления стыкового шва | 0 — 5 мм | ±0,5 мм |
| Глубина вогнутости шва | 0 — 15 мм | ±0,5 мм |
| Высота выпуклости шва | 0 — 5 мм | ±0,5 мм |
| Подрезы корня шва | 0 — 15 мм | ±0,5 мм |
| Глубина дефектов шва | 0 — 15 мм | ±0,5 мм |
| Высота дефектов шва | 0 — 5 мм | ±0,5 мм |
| Размеры зазоров | 1 — 4 мм | ±0,25 мм |
| Диаметр электродов | 1/1,2/2/2,5/3/3,25/4/5 | до 3 мм +0,1 мм от 3 до 3,25 мм +0,12 мм более 3,25 мм +0,3 мм |
Контроль с использованием шаблона УШС-3 производится следующим образом:
- Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона УШС-3 поверхностью А на изделие, затем поворотом движка 2 вокруг оси указатель приводится в соприкосновение с измеряемой поверхностью. Результат показаний считывается против риски К по шкале Г.
- Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. Результат считывается по шкале И, нанесенной на движке.
- Контроль притупления и ширины шва производится при помощи линейки шаблона УШС-3 нанесенной на шкалу Е.
- Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 без зазора совместить его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
- Определение диаметров проволоки при помощи шаблона УШС-3, производится с помощью пазов Ж.
Комплект поставки: шаблон сварщика универсальный УШС-3, свидетельство о поверке или

Дополнительная информация:
- Паспорт шаблона сварщика УШС-3
- Методика поверки УШС-3 — РТ-МП-4939-445-2017
- Описание типа средства измерения на шаблон сварщика УШС-3
-

- Сертификат Госреестра республики Казахстан. – УШС-3
- Сравнительная таблица характеристик шаблонов сварщика различных моделей

Видео презентация шаблона сварщика УШС-3
Подпишитесь на наш канал YouTube
ПРАВИЛА ХРАНЕНИЯ И ОБСЛУЖИВАНИЯ
Шаблоны должны храниться в сухом и чистом помещении, категория условий хранения 2 по ГОС 15 150−69.
При хранении шаблонов более 24 месяцев со времени их консервации они должны быть законсервированы в соответствии с ГОСТ 9.014−78.
Условия транспортирования шаблонов в части воздействия климатических факторов должны соответствовать группе 8 по ГОСТ 15 150–69. Упакованные шаблоны допускается транспортировать всеми видами крытого транспорта.
Назначение
УШС-3 применяется для определения качественных характеристик разделочных частей под сварочный шов, электродных стержней и проволок, частей соединительного шва после сварки. Применение шаблона обязательно для заводов и организаций, выполняющих сварочные работы, занимающихся изготовлением продукции, подлежащей обязательной сертификации.
Измеритель используется для определения величин подлежащих контролю характеристик трубных элементов и швов, определения качества стыковочных соединений трубопроводных магистралей.
( 2 оценки, среднее 4.5 из 5 )
Для оперативного зрительного контроля сварочных соединений разработан специальный измеритель с несколькими градуированными шкалами. Шаблон сварщика необходим для самостоятельной проверки важных параметров, влияющих на прочность швов: угла скоса кромок, зазора стыков между заготовками, параметры шовного валика. Это наиболее простой инструмент для неразрушающего контроля, сделан из нержавеющего металла, риски нанесены износостойкой краской.
Универсальный шаблон сварщика УШС-3
Назначение
УШС-3 применяется для определения качественных характеристик разделочных частей под сварочный шов, электродных стержней и проволок, частей соединительного шва после сварки. Применение шаблона обязательно для заводов и организаций, выполняющих сварочные работы, занимающихся изготовлением продукции, подлежащей обязательной сертификации.
Измеритель используется для определения величин подлежащих контролю характеристик трубных элементов и швов, определения качества стыковочных соединений трубопроводных магистралей.
Наша продукция

Универсальный шаблон сварщика УШС-3 с калибровкой 825.00 руб.
Универсальный шаблон сварщика УШС-3 (далее шаблон), предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва.

Набор радиусных шаблонов (УШС-2) с калибровкой 415.00 руб.
Предназначен для измерения катетов угловых швов в диапазоне 4−14мм., соответствует требованиям СТБ 1133−98, EN 970: 1997, РД 03−606−03

Универсальный шаблон А.И. Красовского УШК с калибровкой 415.00 руб.
Применяется при проведении контроля сварных соединений, тавровых и нахлесточных сварных соединений, стыковых сварных соединений, измерения зазора между кромками деталей

Набор катетомеров сварщика (КМС-3−16) с калибровкой 1245.00 руб.
Предназначен для измерения катетов угловых швов в диапазоне 3−16мм. и соответствует требованиям СТБ 1133−98 «Соединения сварные».

Универсальный шаблон сварщика V-WAC с калибровкой 1250.00 руб.
Применяется при проведении визуального и измерительного контроля сварных соединений

Лента охватывающая «UFM» для точного измерения диаметров (циркометр)
Линейки предназначены для точного измерения диаметров. Применяется в машиностроении и других отраслях промышленности.
КУПИТЬ СРЕДСТВА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
Универсальные шаблоны сварщика УШС-3, УШС-2, УШК, V-WAC, наборы катетомеров сварщика КМС-3-16 и циркометры можно купить, заполнив специальную форму на нашем сайте, нажав кнопку ЗАКАЗАТЬ. Или связаться с нами любым удобным для Вас способом по телефону, через мессенджеры или написать нам по электронной почте. Мы получим заявку и обязательно свяжемся с Вами для уточнения деталей.
Описание
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.

Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.
Панель для измерений должна быть прямой. Вогнутость и наличие вмятостей недопустимо. Ось для поворота бегунка должна допускать мягкое передвижение элемента без рывков.
Технические характеристики
Работоспособность УШС сварщика гарантируется при эксплуатации в температурном диапазон ±45°С.
При покупке инструмента в специализированных торговых организациях и проведении периодических поверок, гарантируется точность проведения измерений в таких диапазонах:
- По линейным величинам глубины, в том числе подрезам и дефектам шва 0…15,0±0,5 мм.
- По угловым параметрам 0…450±2,50.
- По высоте 0…4,0±0,5 мм.
- По значению затупления шва по линии сварочного соединения 0…50,0±0,25 мм.
- По зазорам 1,0…4,0±0,25 мм.
- По толще соединяемых сваркой элементов (с пазами Ж, ступенчато) 1,0 до 5,0 мм.
- По значению вогнутости сварочного шва вдоль соединительной линии 0…15,0±2,50
Инструмент допускается применять для производства сварочных работ с использованием электродов 1-5 м. Погрешность измеренных значений – ±0,1 мм для стержней сечением до 3 мм, ±0,12 мм для электродов размером до 3,25 мм, ±0,3 для элементов размером свыше 3,25 мм.
Для оперативного зрительного контроля сварочных соединений разработан специальный измеритель с несколькими градуированными шкалами. Шаблон сварщика необходим для самостоятельной проверки важных параметров, влияющих на прочность швов: угла скоса кромок, зазора стыков между заготовками, параметры шовного валика. Это наиболее простой инструмент для неразрушающего контроля, сделан из нержавеющего металла, риски нанесены износостойкой краской.
Поверка
При использовании шаблон не разрешается подвергать ударным воздействиям, не допускаются падения во избежание механических повреждений. Перемещение инструмента измерительными плоскостями по подлежащим контролю поверхностям не допускается.
Интервал между калибровками шаблона устанавливается метрологической службой предприятия-потребителя в зависимости от условий и интенсивности пользования инструментом, объема выпускаемой продукции, подлежащей определению качества. Рекомендуемая производителем периодичность проведения поверок – 12 месяцев.
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h0 и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.

Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.

Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.

Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.

По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Наша продукция
Универсальный шаблон сварщика УШС-3 с калибровкой 825.00 руб.
Универсальный шаблон сварщика УШС-3 (далее шаблон), предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва.
Набор радиусных шаблонов (УШС-2) с калибровкой 415.00 руб.
Предназначен для измерения катетов угловых швов в диапазоне 4−14мм., соответствует требованиям СТБ 1133−98, EN 970: 1997, РД 03−606−03
Универсальный шаблон А.И. Красовского УШК с калибровкой 415.00 руб.
Применяется при проведении контроля сварных соединений, тавровых и нахлесточных сварных соединений, стыковых сварных соединений, измерения зазора между кромками деталей
Набор катетомеров сварщика (КМС-3−16) с калибровкой 1245.00 руб.
Предназначен для измерения катетов угловых швов в диапазоне 3−16мм. и соответствует требованиям СТБ 1133−98 «Соединения сварные».
Универсальный шаблон сварщика V-WAC с калибровкой 1250.00 руб.
Применяется при проведении визуального и измерительного контроля сварных соединений
Лента охватывающая «UFM» для точного измерения диаметров (циркометр)
Линейки предназначены для точного измерения диаметров. Применяется в машиностроении и других отраслях промышленности.
КУПИТЬ СРЕДСТВА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
Универсальные шаблоны сварщика УШС-3, УШС-2, УШК, V-WAC, наборы катетомеров сварщика КМС-3-16 и циркометры можно купить, заполнив специальную форму на нашем сайте, нажав кнопку ЗАКАЗАТЬ. Или связаться с нами любым удобным для Вас способом по телефону, через мессенджеры или написать нам по электронной почте. Мы получим заявку и обязательно свяжемся с Вами для уточнения деталей.
Оплатить заказ можно на расчетный счет нашей компании ООО “Арвил” в России.
Доставка продукции осуществляется из Минска в любую точку России курьерской компанией, на склад или в офис заказчика. Доставку заказов, на сумму 50 000 руб. и более мы оплатим сами.
Предусмотрена гибкая система скидок на всю номенклатуру.
Продукция проходит двойной выходной контроль.
Контроль линейно-угловых измерений (калибровка) выполнен, согласно Методик Контроля МК, разработанных, для каждого изделия.
Изделия выполнены из высококачественной стали, имеют специальное гальваническое покрытие, что обеспечивает длительный срок службы и упакованы в полимерные футляры.
По желанию заказчика можем нанести логотип их компании на любой вид нашей продукции в количестве от 500 шт.
( 1 оценка, среднее 4 из 5 )